Настольный токарный станок ТВ-4 — цена, отзывы, характеристики с фото, инструкция, видео
Настольный токарный станок ТВ-4 предназначен для занятий в школьных учебных мастерских по токарной обработке заготовок резанием. Это не тяжелый, полу-автоматический станок класса точности Н, применялся на уроках труда в школьных мастерских. ТВ-4 оставил след в истории советского станкостроения, как надежный токарный станок для школ.
Несмотря на свой достаточно солидный возраст, станок ТВ-4 все еще пользуется спросом среди домашних умельцев, что связано с его небольшими габаритами и хорошими функциональными возможностями. и низкой ценой вторичного рынка. К сожалению данный станок уже не выпускают. Ближайший отечественный аналог этого станка модель ТВ-9 и ТВ-7М, которые также представлены в нашем каталоге.
Школьный токарный станок ТВ-4 позволяет выполнять следующие виды токарных работ:
проточку и расточку цилиндрических и конических поверхностей;
подрезку торцов; отрезку;
нарезание метрической резьбы;
сверление и ряд других работ.
Конструкция основных узлов
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба:
Передняя тумба станка ТВ-4 выполнена П-образной формы с ребрами жесткости в верхней и нижней части. Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием.
Станина
Станина станка ТВ-4 коробчатой формы с окнами. Имеет две призматические направляющие. Передняя направляющая служит для передвижения каретки, задняя для перемещения задней бабки. Станина установлена на две тумбы.
Передняя ТВ4 крепится в левой части станины.
Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Характеристика
Значение
Наибольший диаметр изделия, устанавливаемого над станиной
мм
200
Наибольший диаметр точения над нижней частью суппорта
мм
125
Наибольший диаметр обрабатываемого прутка
мм
15
Расстояние между центрами
мм
350
Наибольшая длина обтачивания
мм
300
Пределы чисел оборотов шпинделя в минуту
оборотов минуту
120-710
Пределы продольных подач
мм/минуту
0,08-0,012
Диаметр отверстия в шпинделе
мм
16
Мощность электродвигателя
кВт
0,6
Габариты станка (длина, ширина и высота)
мм
1100 x 470 x 1020
Масса ТВ-4
кг
280
технические характеристики токарно-винторезного станка по металлу
Токарно-винторезный станок ТВ-4 используется для обучения токарному делу учащихся школ, профессиональных училищ, колледжей. В современных условиях он все чаще применяется в частных небольших токарных мастерских, а также для мелкосерийного производства. Успешно выполняет классические токарные операции.
Содержание:
1 Краткая история
2 Назначение и область применения школьного токарно-винторезного станка по металлу
3 Технические характеристики
3.1 Основные параметры
3.2 Шпиндель
3.3 Суппорт и подачи
3.4 Резцовые салазки
3.5 Задняя бабка
3.6 Электрооборудование
3.7 Общие размеры (габариты) и вес
4 А вы знаете на что обращать внимание при покупке ТВ-4 – видео
5 Общая конструкция и принцип работы
6 Рисунки и описание устройства
6.1 Общий вид
6.2 Общий чертеж
6.3 Расположение органов управления
6.4 Кинематическая схема
6.5 Шпиндельная бабка
6.6 Коробка подач
6.7 Фартук
6.8 Суппорт
6.9 Задняя бабка
6.10 Схема электрическая принципиальная
7 Инструкция по первому запуску и эксплуатации
8 Правила эксплуатации и ухода
8. 1 Обзор станка, видео
9 Паспорт станка
10 Современные аналоги
11 Как происходит ремонт
Краткая история
Токарный станок ТВ-4 производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения. На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Гродно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции. Читайте также: токарный станок ТВ-7, технические характеристики, описание.
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку токарный станок ТВ-4 изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Токарный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Токарный станок ТВ-4 позволяет проводить следующие виды токарных работ:
обработка цилиндрических поверхностей методом точения;
подрезка торцов;
отрез;
нарезание метрических резьбы;
сверление;
проточка и расточка отверстий.
Школьный токарный станок снабжен всеми узлами полноценного токарного инструмента.
Технические характеристики
Мощность электродвигателя токарного станка ТВ-4 составляет 0.6 КВТ. При этом полный его вес составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
Основные параметры
К основным параметрам токарного станка ТВ-4 относятся:
расстояние между центрами – 35 см;
наибольшая длина обтачивания – 30 см;
максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
диаметр, обрабатываемый над станиной – 20 см.
Узлы в токарном станке ТВ-4 классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.
Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
Первая — перемещается по направлению станины.
Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.
Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь токарного станка ТВ-4, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.
Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Токарный станок ТВ-4 относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм. Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
А вы знаете на что обращать внимание при покупке ТВ-4 – видео
Общая конструкция и принцип работы
Тумба токарного станка ТВ-4 изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Рисунки и описание устройства
Основой всего токарного станка ТВ-4 является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид
Общий чертеж
Расположение органов управления
К органам управления токарного станка ТВ-4 относятся:
рукоятки по установке чисел оборотов шпинделя;
рукоятка нарезания левой и правой резьбы;
изменение направления передач;
рукоять переключения ходового валика;
рукоять увеличения продольной механической подачи;
приспособление для перемещения поперечной салазки;
маховик для перемещения продольной каретки.
Кинематическая схема
Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.
Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.
Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.
Задняя бабка
Это упорная бабка или задняя бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.
Схема электрическая принципиальная
Инструкция по первому запуску и эксплуатации
Монтаж и установку токарного станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа токарного станка ТВ-4 необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция. Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Токарные станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Правила эксплуатации и ухода
Сам токарный станок ТВ-4 не рассчитан на массовое производство, поэтому при регулярной работе на нем важно следить за его нагрузкой.
Также при работе необходимо следить за наличием вибрации. Если на станке образуется вибрация, то его следует немедленно отключить и исправить данную неполадку. Обычно достаточно проверить и изменить крепление детали и рабочего инструмента.
Обзор станка, видео
Паспорт станка
Токарный станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
диаметр сквозного отверстия в шпинделе – 1.6 см;
количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
количество ступеней при прямом и обратном вращении – 6;
При планировке рабочего процесса необходимо учитывать, что в токарном станке ТВ-4 нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Современные аналоги
Несмотря на надежность и прочность токарного станка ТВ-4 у него есть современные аналоги, которые ничуть не уступают механизму по функциональности и возможностям к ним относятся:
JET BD-7.
JET BD-Х7.
Optimum TU1503V.
Proma SM-300E.
Triod LAMS-02/300.
Первые две модели отличаются высоким качеством, а также удобством регулировки оборотов. Это марки известных мировых производителей, которые вполне могут конкурировать с ТВ-4 как в небольших мастерских, так и на школьных партах.
Токарно-винторезный станок ТВ-4, уже почти полвека служит верой и правдой в небольших мастерских и в бытовых условиях. Это функциональное, и в то же время надежное оборудование, которое поможет освоить любой токарный станок.
Легкий и небольшой по габаритам механизм поместится в любой мини-мастерской. Также его явными преимуществами становятся простота в эксплуатации и долговечность при службе.
Как происходит ремонт
DYE TV 4200 вертикальный револьверный токарный станок с ЧПУ Подержанные станки
Описание
Характеристики
Об этом продавце
Вертикальный токарный краситель модель TV 4200 CNC FAGOR 8025 T Revolutions 2,5–40 об / мин 50 x 50 Инструмент 2 Пластин Ø 4200 мм / Ø 6000 мм максимальный вес 25000 кг RS-232. Размеры машины 8693 x4074x 5220 мм
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Диаметр пластины
6000 мм
ЧПУ типа
ФАГОР 8025 Т
Максимальный штучный вес
2500 кг
Скорость вращения
40 об/мин
Капитальный ремонт
№
——————-
Длина x ширина x высота
8693,0 × 4074,0 × 5220,0
Вес
70000 кг
Рабочее время
Время работы без подзарядки
Государственный
хороший
По местным нормам
———
Статус
под напряжением
Тип клиента
Реселлер
Действует с
2013
Предложения онлайн
111
Последнее действие
29 октября 2022 г.
Описание
Вертикальный токарный краситель Модель ТВ 4200 CNC FAGOR 8025 T . 232 передача Вес 70000 кг Размеры машины 8693 x 4074x 5220 мм
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
6000 мм
ЧПУ типа
ФАГОР 8025 Т
Максимальный штучный вес
2500 кг
Скорость вращения
40 об/мин
Капитальный ремонт
№
——————-
Длина x ширина x высота
8693,0 × 4074,0 × 5220,0
Вес
70000 кг
Рабочее время
Время работы без подзарядки
Государственный
хороший
По местным нормам
———
Статус
под напряжением
Об этом продавце
Тип клиента
Реселлер
Действует с
2013
Предложения онлайн
111
Последнее действие
29 октября 2022 г.
Рекомендуемые товары, которые могут вам понравиться0264
Описание Спецификация Вопросы и ответы Отзывы
14 x 40 дюймов токарный станок по дереву
Регулируемая скорость 3400 об/мин, двигатель 2,9 А и 3 долота
Наш 14 x 40 дюймовый токарный станок с переменной скоростью 4 10 функций0 об/мин, двигатель 400 Вт. Мягкие пуски обеспечивают безопасность как заготовок, так и двигателя. Точная конструкция идеально подходит для высокоскоростной шлифовки и полировки готовых изделий
Мощный двигатель 400 Вт
4 скорости уклона
Большая рабочая мощность
Прочная стальная конструкция
Прочное оборудование и инструменты, Pay Less — это ведущие бренды и инструменты VOREV
900. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Tough is в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное качество жесткое качество
Невероятно низкие цены
Fast & Secure Delivery
30-дневные бесплатные доходы
24/7 Внеляемое обслуживание
Мощный мотор
400W 2,9-АВЕТ Мощный мотор обеспечивает максимальный момент, в то время как у STURDY
400W 2,9-апота. Масса около 53 фунтов предотвращает ходьбу и раскачивание во время работы. Запускается мягко, чтобы обеспечить максимальную безопасность двигателя и низкий уровень шума.
Бесступенчатая регулировка скорости
С помощью ручки управления скоростью вы сможете поворачивать заготовки в диапазоне 1100-3400 об/мин. Вы можете переключать разные скорости в соответствии с вашими требованиями, что более удобно.
Большая рабочая вместимость
40 дюймов / 1000 мм, расстояние между центрами, поворот над станиной 14 дюймов / 350 мм. Высокая концентричность задней бабки и пластины. Перемещение задней бабки для регулировки правильного расстояния для заготовок.
Чугунная конструкция
Мини-станки изготовлены из чугуна. Это может повысить стабильность и обеспечить бесперебойную работу. Ключ безопасности вкл/выкл, более простое управление.
Подвижная задняя бабка
Задняя бабка имеет резьбу Acme и ленту на задней бабке для плавного движения. Он также поставляется с 6-дюймовой лицевой панелью и шпинделем M18.
Широкое применение
Токарный станок по дереву является идеальным инструментом для различных операций, таких как резка, шлифование, накатка, сверление или деформация.
Технические характеристики
Мощность: 400 Вт
Напряжение: 110 В, 60 Гц
Фаза: одиночная
Ток: 2,9 ампер
Переменная скорость: 1100-3400 об / мин
Расстояние между центрами: 40 дюймов / 1000 мм
Высот. 6,8 » / 175 мм
Длина подачи резки: 40″ / 1000 мм
Шпиндел: M18
Вес предмета: 53,2 фунта / 24,09 кг
. 14,6 дюйма / 146,4 x 20,6 x 37,1 см
Содержимое упаковки
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и надежная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное качество жесткое качество
Невероятно низкие цены
Fast & Secure Delivery
30-дневные бесплатные доходы
24/7 Внешнее обслуживание
14 x 40 дюймов Turne Turthe
. Мотор и 3 зубила
Наш токарный станок по дереву размером 14 x 40 дюймов с регулируемой скоростью вращения имеет регулируемую скорость 1100-3400 об/мин и двигатель мощностью 400 Вт. Мягкие пуски обеспечивают безопасность как заготовок, так и двигателя. Точный дизайн идеально подходит для высокоскоростной шлифовки и полировки готовой работы
Мощный двигатель 400 Вт
4 скорости подъема
Большая рабочая мощность
Прочная стальная конструкция
Мощный двигатель
Мощный двигатель мощностью 400 Вт 2,9 А обеспечивает максимальный крутящий момент при ходьбе и весе около 53 фунтов. Запускается мягко, чтобы обеспечить максимальную безопасность двигателя и низкий уровень шума.
Бесступенчатая регулировка скорости
С помощью ручки регулировки скорости вы сможете поворачивать заготовки в диапазоне 1100-3400 об/мин. Вы можете переключать разные скорости в соответствии с вашими требованиями, что более удобно.
Большая рабочая вместимость
Расстояние между центрами 40 дюймов / 1000 мм, поворот над станиной 14 дюймов / 350 мм. Высокая концентричность задней бабки и пластины. Перемещение задней бабки для регулировки правильного расстояния для заготовок.
Чугунная конструкция
Мини-станки изготовлены из чугуна. Это может повысить стабильность и обеспечить бесперебойную работу. Ключ безопасности вкл/выкл, более простое управление.
Подвижная задняя бабка
Задняя бабка имеет резьбу Acme и ленту задней бабки для плавного движения. Он также поставляется с 6-дюймовой лицевой панелью и шпинделем M18.
Широкое применение
Токарный станок по дереву является идеальным инструментом для различных операций, таких как резка, шлифование, накатка, сверление или деформация.
Содержание пакета
1 X Benchtop Mini Wood Tale
3 x Долоты
2 X ДРУГЕНИ
1 X ALLEN KEY
9 X RING
1 x несколько фитингов
Указания
: 4003.
Напряжение: 110 В, 60 Гц
Фаза: одинарная
Ток: 2,9 А
Переменная скорость: 1100–3400 об/мин
Расстояние между центрами: 40 дюймов / 1000 мм
Поворот над станиной: 14 дюймов / 350 мм
Высота режущего инструмента: 6,8 дюйма / 1704 мм 90 Резка Feed Length: 40″ / 1000 mm
Spindle: M18
Item Weight: 53. 2 lbs / 24.09 kg
Item Dimensions: 57.6″ x 8.1″ x 14.6″ / 146.4 x 20.6 x 37.1 cm
Power
400 Вт
Напряжение
110V 60Hz
Phase
Single
Current
2.9 Amps
Variable Speed
1100-3400 RPM
Distance Between Centers
40″ / 1000 mm
Поворот над станиной
14 дюймов / 350 мм
Высота режущего инструмента
6,8 дюйма / 175 мм
Длина подачи при резке
40 дюймов / 900 мм0537
Spindle
M18
Item Weight
53.2 lbs / 24.09 kg
Item Dimensions
57.6″ x 8.1″ x 14.6″ / 146.4 x 20.6 x 37.1 cm
Questions and Answers
12 Вопросы
Задайте вопрос
Вопросы
Можно ли хранить его в вертикальном положении, когда он не используется?
Ответить
Посмотреть больше
Да, оно может.
Вевор
(0)
(0)
Вопросы
Мне нужен новый вал и подшипник для вашего настольного токарного станка по дереву 14 x 40. нет модели или серийного номера, чтобы получить новый
Ответ
Посмотреть больше
6203 и 6204.
By vevor
(0)
(0)
Вопросы
Заготовка какого максимального диаметра может поместиться на этом токарном станке?
Ответить
Посмотреть больше
Максимальный диаметр заготовки, которую можно установить на этот токарный станок, составляет 340 мм.
ВК8 – это твердоспеченный сплав вольфрамовой группы. Материал востребован при производстве металлорежущего инструмента, осуществляющего строгание, сверление, черновое фрезерование и зенкерование.
В материале:
Расшифровка
Химический состав
Преимущества и недостатки материала
Изготавливаемая продукция
Сверла ВК8
Метчики ВК8
Развертки ВК8
Развертки ВК8Резцы ВК8
Фрезы ВК8
Заточка инструмента из вольфрамокобальтового сплава
Стандарты, регламентирующие качество проката из стали ВК8
Аналоги ВК8
Особенности термической обработки стали
Расшифровка
Расшифровка стали ВК8 отображает ее базовые показатели:
В – сплав вольфрамовой группы;
К – наличие кобальта в составе;
8 – процент содержания кобальта.
Процентное содержание вольфрама не указывается в маркировке, для материала ВК8 оно составляет 91,7%.
Некоторые маркировки содержат индексы М и В. Они информируют о величине размера зерна: М – мелкий, В – крупный.
Рис. 1 Крупное и мелкое зерно стали ВК8 под микроскопом
Химический состав
В состав сплава ВК8 входят следующие элементы:
вольфрам – 91,7%;
кобальт – от 7,4 до 8%;
углерод – от 0,6 до 0,66%;
железо – не более 0,3%.
Повышенное содержание кобальта обусловлено потребностью связывания карбида вольфрама. Элемент увеличивает прочность и тягучесть сплава, предотвращает его преждевременное разрушение при абразивном воздействии.
Таблица 1 Физико-механические свойства сплавов вольфрамовой группы
Преимущества и недостатки материала
Вольфрамокобальтовые сплавы ВК8 обладают множеством преимуществ.
Крайне высокая твердость в сравнении с другими сталями.
Сохранение физических свойств при воздействии высоких температур.
Высокая теплопроводность, снижающая потребность в охлаждении.
Сохранение целостности при регулярном контакте с абразивами.
К недостаткам материала относится чувствительность к механическим нагрузкам и высокая стоимость. При ударном или вибрационном воздействии существует риск поломки металлорежущего инструмента.
Рис. 2 Поломка сверла
Изготавливаемая продукция
Сплав ВК8 востребован в инструментальном производстве. На его основе изготавливаются сверла, фрезы, резцы для токарных станков и прочие изделия.
Сверла ВК8
Сверла ВК8 используются в промышленности и быту. Инструмент задействуется при работе с сортовым прокатом и толстолистовыми заготовками, незаменим при проведении монтажных и ремонтных работ.
На базе сплава производятся сверла цилиндрического и центровочного типа. Первые представлены правильным цилиндром с винтовыми канавками, вторые – крупным цилиндрическим блоком с малой рабочей частью.
Цилиндрические сверла производятся с использованием пластин ВК8, размещаемых на конце изделия. Часть сверла, не участвующая в резке металла, выполняется из инструментальной стали.
Рис. 3 Сверло ВК8 с пластиной
Изготовление цилиндрических сверл из стали ВК8 регламентирует ГОСТ 22735-77. Центровочные сверла выпускаются по ГОСТ 14952-75 или DIN 333.
Рис. 4 Центровочное сверло ВК8
Изделия реализуются поштучно и комплектами. Многие производители предлагают комбинированные наборы сверл ВК8. Продукция содержит металлорежущий инструмент, а также биты, переходники и прочие изделия.
Рис. 5 Набор сверл Матрикс
Метчики ВК8
Покупателям доступен широкий спектр метчиков ВК8. Высокая прочность инструмента обеспечивает качественное нарезание резьбы, повышает эффективность работы с чугуном и твердыми сплавами.
В продаже продукция для ручного и автоматизированного использования. В ассортименте плашечные, конические, комбинированные и прочие метчики.
Рис. 6 Твердосплавные метчики ВК8 машинного типа
Развертки ВК8
Для финишной обработки отверстий нередко используются развертки ВК8. Производители предлагают машинный и ручной инструмент.
Рис. 7 Ручная регулируемая развертка
Резцы ВК8
На основе сплава ВК8 изготавливается множество токарных резцов. Изделия соответствуют ГОСТ 18877, 18878 и 18879, могут быть отогнутыми и прямыми, левыми и правыми.
Рис. 8 Комплект резцов из стали ВК8
Фрезы ВК8
Из вольфрамокобальтового сплава выпускаются концевые, торцевые и прочие фрезы ВК8. Изделия регламентированы ГОСТ 26595-85, 32405-2013 и 9304. При изготовлении нетиповых продуктов производители руководствуются ТУ.
Рис. 9 Концевая фреза ВК8
Заточка инструмента из вольфрамокобальтового сплава
В результате интенсивной эксплуатации может затупиться даже вольфрамокобальтовый инструмент. Вернуть его остроту помогут подходящие абразивные круги. Они равномерно удалят металл с режущей поверхности изделия, полностью восстановят его функционал.
Заточка сверл и резцов из твердого сплава ВК8 выполняется в два этапа.
Предварительная обработка с использованием кругов из зеленого карбида кремния зернистостью от 46 до 60. Твердость изделий должна составлять М2 – М3.
Чистовая шлифовка материала кругами аналогичной твердости с зернистостью от 60 до 80.
При проведении работ стоит использовать профильное оборудование. Это снизит риск дефектов, обеспечит высокую производительность труда.
Рис. 10 Заточка токарного резца
Стандарты, регламентирующие качество проката из стали ВК8
ГОСТ 3882-74 – победитовые прутки ВК8;
ГОСТ 25405-90 и ГОСТ 17163-90 – пластины.
Продукция используется при производстве инструмента и высокопрочных компонентов для инженерного оборудования, применяется в России и за рубежом.
Рис. 11 Победитовые прутки ВК8
Аналоги ВК8
У сплава ВК8 существует немало аналогов за пределами России. Схожие стали присутствуют в Германии, Швеции, Болгарии, Венгрии, Польше и Чехии.
Таблица 2 Зарубежные аналоги ВК8
Особенности термической обработки стали
Термическая обработка сплавов ВК8 производится комбинированным способом. Операция выполняется в заводских условиях. Ее параметры определяются индивидуально, зависят от специфики дальнейшего использования деталей.
Часто задаваемые вопросы
Что значит цифра 8 в маркировке стали ВК8?
Цифра 8 в маркировке стали ВК8 обозначает процентное содержание кобальта. Массовая доля элемента в сплаве достигает 8%.
Для чего в стали ВК8 присутствует кобальт?
Кобальт выступает связующим компонентом. Он удерживает карбиды вольфрама, придает сплаву прочность и тягучесть. Это обеспечивает долговечность материала, повышает удобство его обработки.
Какие изделия производятся из сплава ВК8?
На основе сплава ВК8 изготавливается широкий спектр инструментов. Производители предлагают сверла, плашки, резцы, фрезы, развертки и прочую продукцию.
Сколько вольфрама содержится в сплаве ВК8?
Содержание вольфрама в сплаве ВК8 не превышает 91,7%. Это обеспечивает высокую коррозионную стойкость стали, позволяет деталям на ее основе работать в агрессивных средах.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 июня 2022
Легированные стали
22 июня 2022
Инструментальные стали
25 апреля 2022
Устройство токарного станка
4 апреля 2022
Удельный вес стали
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Являясь фактически начальным звеном в цепочке получения изделий из твердых сплавов, смесь играет важную роль в этом процессе. От ее качества зависят свойства конечной продукции, основными из которых являются механическая прочность и твердость. В настоящее время практически весь буровой, а также весомая часть режущего инструмента целиком или частично выполнены с применением указанных материалов.
В компании МТК Метотехника можно купить твердосплавные смеси. Заказ через сайт доступен на странице с ценами. В том числе есть возможность оставить заявку с помощью email и телефона.
Поподробнее узнать о марках, а также способах производства и областях применения указанной продукции можно на данной странице в соответствующих разделах.
Марки
Вольфрамо-кобальтовые твердосплавные смеси производятся под маркой ВК. Их основными компонентами являются карбид вольфрама (WC) и кобальт (Co). Карбид обеспечивает твердость и тугоплавкость материала, а кобальт служит в качестве цементирующего металла-связки.
Еще одной важной группой являются титановольфрамовые и титанотанталовольфрамовые смеси твердых сплавов, выпускаемые под марками ТК и ТТК соответственно. Их основой по-прежнему является карбид вольфрама (WC), а металлом связкой — кобальт (Co). Однако, дополнительно они содержат карбид титана (TiC) — ТК, ТТК, а также карбид тантала (TaС) — ТТК.
Материалы различаются в зависимости от содержания кобальта. Число в конце марки обозначает его процентный состав. Например, твердый сплав ВК8 содержит 8% кобальта (Co), ВК6 — 6%, Т30К4 — 4%, ТТ7К12 — 12%. Также в их состав входят углерод (C), вольфрам (W), титан (Ti), тантал (Ta) в зависимости от группы.
Химический состав материалов ВК, ТК, ТТК регламентируется стандартом ТУ 48-19-60-78.
Производство
Исходным сырьем для производства вольфрамо-кобальтовой твердосплавной смеси служат порошок монокарбида вольфрама (WC) и кобальтовый порошок (Co). Данные компоненты смешивают между собой, в результате чего получается твердый сплав в порошкообразной форме. Для продукции марок ТК, ТТК дополнительно используются порошки монокарбидов титана (TiC) и тантала (TaC).
Размеры частиц, насыпная плотность, состояние поставки, механические свойства полуфабрикатов регламентируются стандартом ТУ 48-19-60-78.
Применение
Смеси ВК, ТК, ТТК служат исходным сырьем для производства твердых сплавов, поставляемых в виде штабиков и пластин. Например, порошок ВК8 идет на изготовление одноименного твердого сплава.
Для получения описанных выше полуфабрикатов используются методы порошковой металлургии. Базовая технологическая цепочка выглядит следующим образом: формовка -> прессование -> спекание.
Твердые сплавы группы ВК активно используются при изготовлении бурового и режущего инструмента. Из марок ВК8, ВК6 производят резцы, сверла, фрезы и другие инструменты, предназначенные для механической обработки заготовок. Пластины твердосплавные ВК8, ВК6 также нашли применение в промышленности.
Материалы, относящиеся к группам ТК, ТТК, в основном, идут на изготовление режущего инструмента, применяемого для различных этапов механической обработки изделий (черновое, получистовое, чистовое точение, фрезерование, зенкерование и т.д.).
Цены
Доступные для заказа смеси твердых сплавов группы ВК, а также их стоимость представлены на странице Цены.
Смеси играют важную роль в процессе получения изделий из твердых сплавов, являясь фактически начальным звеном в этой цепочке. От качества смеси зависят свойства конечного продукта. Основными из них являются механическая прочность и твердость. В настоящее время практически весь буровой инструмент, а также значительная часть режущего инструмента полностью или частично изготавливаются с использованием этих материалов.
В компании Метотехника вы можете купить твердосплавные смеси. Заказ через сайт доступен на странице с ценами. Вы также можете оставить заявку по электронной почте и телефону.
Более подробная информация о марках, способах производства и областях применения этих продуктов представлена на этой странице в соответствующих разделах.
Марки
Вольфрамокобальтовые твердосплавные смеси выпускаются марки ВК. Их основными компонентами являются карбид вольфрама (WC) и кобальт (Co). Карбид обеспечивает твердость и огнеупорность материала, а кобальт служит цементирующим связующим металлом.
Другой важной группой являются титано-вольфрамовые и титано-танталово-вольфрамовые смеси твердых сплавов, выпускаемые соответственно марок ТК и ТТК. Их основой по-прежнему является карбид вольфрама (WC), а связующим металлом — кобальт (Co). Однако они дополнительно содержат карбид титана (TiC) – ТК ТТК, и карбид тантала (TaC) – ТТК.
Материалы различаются в зависимости от содержания кобальта. Цифра в конце сорта указывает на его процентный состав. Например, твердый сплав марки ВК8 содержит 8 % кобальта (Со), ВК6 — 6 %, Т30К4 — 4 %, ТТ7К12 — 12 %. Они также включают углерод (C), вольфрам (W), титан (Ti) и тантал (Ta), в зависимости от группы.
Химический состав материалов ВК, ТК, ТТК регламентируется техническими условиями 48-19-60-78.
Производство
Сырьем для производства вольфрамокобальтовой твердосплавной смеси является порошок монокарбида вольфрама (WC) и порошок кобальта (Co). Эти компоненты смешиваются вместе, в результате чего получается твердый сплав в виде порошка. Для изделий марок ТК и ТТК дополнительно применяют порошки монокарбида титана (TiC) и тантала (TaC).
Размер частиц, насыпная масса, состояние поставки и механические свойства полуфабрикатов регламентируются техническими условиями 48-19-60-78.
Применение
Смеси ВК, ТК, ТТК служат сырьем для производства твердых сплавов, поставляемых в виде заготовок и пластин. Например, порошок ВК8 используется для производства одноименного твердого сплава.
Методы порошковой металлургии используются для получения полуфабрикатов, описанных выше. Основная технологическая цепочка: формовка -> прессование -> спекание.
Твердые сплавы группы ВК активно применяются в производстве бурового и режущего инструмента. Из марок ВК8 и ВК6 изготавливают резцы, свёрла, фрезы и другой инструмент, предназначенный для механической обработки заготовок. Твердосплавные плиты марок ВК8, ВК6 применяются также в промышленности.
Материалы, относящиеся к группам ТК и ТТК, в основном применяются для изготовления режущего инструмента для различных стадий механической обработки изделий (черновой, получистовой, чистовой токарной, фрезерной, зенкерной и др.).
Цены
Доступные к заказу твердосплавные смеси группы ВК и их цена указаны на странице Стоимость.
Структурно-фазовые состояния и механические свойства сплава ВК8 после гамма-квантового облучения
[1] В.И. Третьяков, Основы металлов и технология изготовления спеченных твердых сплавов, Металлургия, Москва, (1976).
[2] Ю.М. Лахтин, В.П. Леонтьев, Материаловедение. Металлургия, Москва, (1980).
[3] ПРОТИВ. Панов, А.М. Чувилин, Технология и свойства спеченных сплавов и изделий из них. МИСиС, Москва (2001).
[4] В.Б. Чернов, А.О. Мамонтов, А.А. Ботаки, Аномальное воздействие малых доз ионизирующего излучения на металлы и сплавы. Атомная энергия, 57 (1984) 47-57.
[5] Ю.А. Тимошников, В. С. Демиденко, В. М. Кушнаренко, А. А. Клопотов, Влияние малых доз облучения на упорядоченный сплав Ni3Fe, Изв. Вузов. Физика, 3(19)93) 89-92.
[6] А. М. Шалаев, Радиационно-стимулированные процессы в металлах, Энергоатомиздат. Москва, (1988).
[7] Конозенко Б. А., Круликовская М.П., Данильченко Б.А. Структурно-фазовые изменения в металлах и сплавах, кристаллизующихся в потоке гамма-квантов. Физика металлов и металловедение, 161(19)91) 249-269.
[8] С.Б. Кислицин, А.А. Клопотов, А.И. Потекаев, Ю.А. Тимошников. Влияние гамма-облучения на структурно-фазовые изменения в закаленной конструкционной стали, Изв. Вузов. Физика. 4 (2008) 74-83.
DOI: 10.1007/s11182-008-9064-8
[9] Э.А. Борисова, Г. А. Бозвор и др. Металлография титановых сплавов // Металлургия. Москва, (1980).
Двутавровая балка – прочная конструкция из металла, необходимая доя повышения надежности и долговечности сооружения. По форме напоминает букву «Н» или «Т», зависит от разновидности. Подобная конструкция бывает сварочной или прокатной. Разберем подробности производства двутавровых балок, где применяется и какими преимуществами обладает.
Процесс производства
Прокатный двутавр делается из цельного куска металла. Он проходит через прокатное оборудование, после этого слиток меняет форму под заданные параметры, из чего получается цельная металлическая конструкция.
Сварочный метод подразумевает производство двутавровых балок через сварку трех деталей. Подобные балки производятся из стали различных видов.
Производство двутавровой балки – процесс, требующий учесть множество параметров: жесткость, прочность, форму, цель применения, размер, плотность и другие показатели.
Однако изготовления сварочным методом довольно экономичное, поэтому может конкурировать с прокатными балками. Технология включает в себя несколько этапов:
Резка металлических полос для создания конструкции.
Фрезерование торцов деталей, чтобы при производстве двутавровых балок каждый элемент легко скреплялся с остальными.
Сборка. На данной стадии важна точность для создания прочной конструкции, согласно техническим требованиям. Производится вручную или с помощью автоматизированного оборудования.
Сварка. Здесь применяется множество методов наложения швов, например, способ «лодочки» или сварка с наклонённым электродом.
Корректировка геометрии, исправление деформации. Из-за перепадов температур металлическая конструкция может изменить форму во время изготовления. Поэтому на данном этапе производится оттачивание геометрии до нужных параметров.
Очистка и покраска. Затем балка очищается от различных загрязнений, чтобы нанести краску, согласно пожеланиям заказчика. Также наносится специальная защита от коррозии.
Процесс содержит множество нюансов, потому что производство двутавровых балок регулируется ГОСТами и различными строительными стандартами. Металлическая конструкция должна быть прочной и соответствовать требованиям, чтобы служить годами и поддерживать сооружение.
Где пригодится
Двутавровые балки особенно нужны на первых стадиях строительства, чтобы укрепить постройку. Зачастую используются для:
Каркасных помещений;
Мостов;
Перекрытий между этажами;
Тоннелей;
Путепроводов;
Жилых зданий;
Эстакад;
Производственных цехов;
Складов;
Торговых домов;
Стадионов;
Виадуков и др.
Диапазон применения у сварочных балок довольно большой. Исходя из области применения, разрабатывается индивидуальный технический план для производства двутавровых балок. Данная конструкция укрепляет будущее здание и обеспечивает долговечность. Поэтому, чтобы купить двутавровую балку, необходимо знать цель ее назначения.
Преимущества
Сварочная металлическая конструкция обладает рядом преимуществ, поэтому востребована на рынке строительных материалов. Среди них:
Обладает высокой прочностью;
Обеспечивает надежность;
Укрепляет многие виды сооружений;
Выдерживает статические и динамические нагрузки;
Снижает вес строительных конструкций;
Уменьшает нагрузку на фундамент здания;
Снижает затраты на строительство.
Перечисленные плюсы делают производство двутавровых балок актуальным и популярным в строительстве.
Заключение
Двутавровые балки – прочные металлоконструкции, широко применяющиеся в постройке различных зданий. Они помогают укрепить фундамент, увеличить прочность и снизить нагрузку на сооружение. Процесс изготовления состоит из нескольких этап и регламентируется строительными нормами и ГОСТами.
Производство двутавровой балки — ЗАО Сеспель
Производство двутавра в короткие сроки по вашим размерам на современном заводе в Чебоксарах
В отличие от крупных заводов, мы оперативно поставляем партии небольших объемов по вашим чертежам.
Наши менеджеры помогут вам сделать расчеты и предложат оптимальный вариант решения вашей задачи.
Заказать расчет
Мы предлагаем
УНИКАЛЬНЫЕ ТИПОРАЗМЕРЫ
Мы производим тавровые и двутавровые балки, которые невозможно найти на складе, а также европейские аналоги по нормам ISO и DIN
НЕБОЛЬШИЕ ПАРТИИ
Вы можете заказать небольшую партию товара под конкретный проект — вам не придется переплачивать за ненужные объемы продукции и их дальнейшее хранение
ОПЕРАТИВНОСТЬ
Политика компании и грамотная настройка производственных мощностей обеспечивают возможность поставки продукции в кротчайшие сроки, выигрывая у других предприятий до нескольких месяцев
КОНТРОЛЬ КАЧЕСТВА
Мы сами проверяем входное качество материалов и выпущенные изделия в собственных лабораториях, наша продукция — под контролем международного ТЮФ и Российского морского регистра
— высота 200–1500 мм — длина 400–15000 мм — толщина стенок 5-32 мм — ширина полки 200–800 мм — толщина полки 6–40 мм
Алюминиевый хопер
Алюминиевые двутавры
Габаритные конструкции
Сборка
Балка тавровая
Балка тавровая — металлический профиль с Т-образным поперечным сечением. Балка тавровая обладает высокой прочностью на растяжение и изгиб при низком весе, отлично деформируется и сваривается.
В соответствии с европейскими стандартами сварная балка может быть двух видов: равнополочная тавровая балка (Тип T) и неравнополочная тавровая балка (Тип TB).
- пищевая промышленность
— строительстве зданий
— облицовке строений, заделке щелей и стыков
— химической промышленности
— целлюлозно-бумажном производстве
- приборостроении
- машиностроение
— возведении мостов и организации перекрытий
Балка двутавровая
Балка двутавровая — металлический профиль, имеющий сечение в виде буквы H. Основная функция данных балок — прием и передача горизонтальных и вертикальных нагрузок отдельных частей на несущие части.
Все конструкции, где использованы балки, отличаются стабильностью к изгибу и повышенным сопротивлением к сжатию. Существуют балки переменного сечения с углом наклона стенки до 10° — это металлический профиль H-образного сечения с уклоном внутренних полок.
— в строительстве частных и административных объектов
— железнодорожном и шахтовом строительстве
— авто- и вагоностроении
— мостостроении и возведении подвесных путей
Вся выпускаемая продукция проходит контроль качества в наших лабораториях. Мы производим двутавровые балки по российским стандартам (ГОСТ 26020-83, ГОСТ 8239-89, СТО АСЧМ 20-93) и международным стандартам ISO. Качество наших сварных соединений соответствует уровню качества «В» ГОСТ Р ИСО 5817-2009.
Дополнительные услуги
У нас вы можете заказать
По вашим эскизам из двутавровых балок, произведенных на нашем заводе
Для предания изделиям короззионной устойчивости и удлинения срока службы металлоконструкций до 50 лет
Мы доставляем товар автотранспортом, ж/д транспортом или личным транспортом в зависимости от объемов партии
Предприятие «Сеспель» — это высокотехнологичный современный завод в Чебоксарах, ежедневно перерабатывающий 40 тонн стали. 90% сварных процессов на предприятии автоматизированы, а контроль качества продукции обеспечивают собственные лаборатории.
Тщательный отбор материалов и применение новейших технологий производства, позволяет нам добиваться наилучшего качества выпускаемых изделий и поставлять проверенную продукцию нашим партнерам в сжатые сроки.
Свидетельство о состоянии измерений
Перечень объектов и показателей
— Завод оснащен не имеющей аналогов в мировой практике гаммой технологического оборудования
— Современные лаборатории позволяют осуществлять тщательный контроль качества входного материала и выпускаемой продукции
— Производственные станки оснащены сварочными аппаратами Линкольн с системой монитринга сварочного процесса
— В производстве применяется уникальная технология УЗК, позволяющая полностью заменить рентгеноскопию при контроле качества
Наши партнеры
Крупнейшие поставщики металла в России
Контактная информация
Уточнить информацию о цене за метр, весе двутавра, сделать расчет и оформить заказ можно связавшись по телефону с нашим менеджером или заполнив простую форму справа.
телефон +7 499 490-73-15
Адрес Моргаушский район, Чувашская республика, Россия
Что такое I Beam? Двутавровая балка 3 Преимущества
Двутавровая балка представляет собой форму конструкционной стали, используемой в зданиях, она также известна как H, W, широкая, универсальная балка или прокатная балка. Они предназначены для того, чтобы играть ключевую роль в качестве элемента поддержки в структурах. Эти балки способны выдерживать различные виды нагрузок.
Его название было дано из-за сходства его поперечного сечения с буквой I. Эти балки часто используются для формирования балок и колонн различных размеров и характеристик. Для инженеров-строителей и мастеров крайне важно понимать важность двутавровых балок в стальных конструкциях.
Конструкция двутавровой балки
Двутавровая балка спроектирована с использованием двух вытянутых плоскостей, называемых фланцами, соединенных перпендикулярным компонентом, называемым стенкой. Весь корпус этого конструктивного элемента имеет I- или Н-образное поперечное сечение. Наряду со сталью также существуют балки из алюминиевых сплавов и низколегированных сталей, которые используются для различных целей, таких как мосты, каркасы зданий и т. д.
Двутавровые балки производятся различных размеров, толщины, ширины и других характеристик для различных целей. Приложения. Покупатели классифицируют этот вид балок по типу материала и размерам. Например, балка глубиной 12 дюймов и весом 20 фунтов/фут имеет размер 12×20. Подрядчики выбирают подходящие размеры балок для нужд своего проекта. При принятии решений следует учитывать следующие факторы:
Отклонение. Толщина должна быть достаточной для минимизации прогиба.
Вибрация . При выборе следует стремиться к минимальной вибрации. В этом отношении важны жесткость и масса балки.
Гибка . Объемный корпус должен быть достаточно прочным, чтобы выдерживать напряжения текучести. В противном случае происходит изгиб.
Изгиб. Напряжения кручения вызывают коробление двутавра, что может привести к нежелательным последствиям. Фланцы должны быть выбраны соответственно.
Напряжение. Выбор двутавровой балки с правильной толщиной стенки крайне важен для предотвращения волнистости или коробления под нагрузкой.
Двутавровые балки предназначены для изгиба, а не изгиба при высокой нагрузке. Плотность пучка неравномерна. Области, где расположены аксиальные волокна, имеют более высокую плотность, чтобы уравновесить самую высокую точку напряжения. Балки с небольшой площадью поперечного сечения более идеальны, поскольку требуется меньше материала без ущерба для желаемой формы.
Где используются лучи?
Двутавровые балки интенсивно используются в различных областях стальных конструкций. Эти балки обычно используются в рамах и жизненно важных опорных элементах. Прочная и несущая конструкция обеспечивается использованием стальных двутавровых балок. Использование этих балок может быть экономически выгодным, поскольку они уменьшают необходимость использования слишком большого количества опорных компонентов. Универсальный и надежный характер делает их незаменимыми для каждого подрядчика и инженера.
Двутавровые балки часто используются в строительстве, потому что они просто функциональны. Их однонаправленное поведение при изгибе является одним из их лучших уникальных свойств. Веб-компонент отвечает за устойчивость к напряжениям сдвига, а фланцы — к изгибу. Они способны выдерживать различные нагрузки без потери устойчивости. Так как форма I не требует использования чрезмерного количества стали, их можно считать рентабельными. Всегда существует подходящий тип двутавра для каждой цели строительства. Применимость этих балок для всех сценариев строительства не случайно дает их известное название «универсальная балка».
Подробнее о наших продуктах можно прочитать здесь
Ваше имя
Ваш адрес электронной почты
Ваше сообщение
Позвоните нам — +31 10 808 2604
Электронная почта — [email protected]
Linkedin Следуйте за нами
О нас
Проверьте наш LinkedIn!
Как производятся широкополочные балки?
Советы и рекомендации
Широкополочные балки получили свое название благодаря своей форме. Параллельные стороны балки известны как полки, и они изготавливаются так, что они шире, чем двутавровые балки, отсюда и название «широкая полка». Балки с широкими полками имеют отличную несущую способность и устойчивы к изгибу и скручиванию. Поскольку балки с широкими полками могут выдерживать чрезмерное давление, они обеспечивают структурную целостность и устойчивость здания. Широкополочные балки обычно используются в качестве конструкционных опорных материалов в зданиях, колоннах, балках и мостах.
Процесс производства и прокатки широкополочных балок
Широкополочные балки производятся посредством процесса, называемого прокаткой или калибровочной прокаткой. Калибровочную прокатку проводят на черновой стадии формирования балки. Сначала сталь прокатывают калибровочными валками, чтобы создать такую же форму поперечного сечения, как и у валков. Этот процесс называется «раскатыванием», потому что заготовка балки (неформованный отрезок стали) нагревается, а затем «раскатывается», подобно тому, как скалкой раскатывают тесто.
После прокатки калибра балка будет иметь примерно Н-образную форму и готова к точной настройке. Для этого брус подается через универсальную мельницу. В универсальном стане есть валки, называемые Н-образными и V-образными валками, которые прокатываются горизонтально и вертикально вдоль балки, гарантируя, что балка остается на месте, продолжая придавать стали Н-образную форму. Н-образное сечение полностью формируется при прохождении материала через универсальную мельницу. Балка также может быть подана через кромкообрезной станок для регулировки ширины полки.
Материалы, используемые в широкополочных балках
Сталь является наиболее распространенным материалом, используемым для изготовления широкополочных балок. В частности, используются углеродистая конструкционная сталь и высокопрочная низколегированная конструкционная сталь. Сталь предпочтительнее, потому что она легко настраивается, долговечна, с ней легко работать и она долговечна.
Размеры балок с широкими полками
Несущая способность балок с широкими полками варьируется от девяти фунтов на фут до 350 фунтов на фут и более. Они также поставляются с различной толщиной стенки и фланца. Длину и толщину балки с широкими полками лучше всего определять в зависимости от конкретной работы. При поиске наилучшего размера балки для любого проекта важно учитывать силу, которая будет приложена к балке, вес, который будет нести балка, а также растяжение и сжатие, которым будет подвергаться балка. Меньшие балки хорошо работают, когда давление и вес минимальны, в то время как большие и толстые балки следует использовать для поддержки конструкций, которые несут большой вес.
Покупка прокатных балок с широкими полками по индивидуальному заказу или стандартных балок с широкими полками
Приобретение прокатных балок с широкими полками по индивидуальному заказу или стандартных широкополочных балок зависит от конкретного проекта. Для многих проектов стандартных размеров запасов будет достаточно, поскольку они покрывают потребности большинства проектов. Однако для уникальных проектов могут потребоваться нестандартные прокатные балки.
Наиболее универсальным элементом, позволяющим надежно закрепить различные предметы на поверхности стен, потолка или пола, является анкер забивной латунный, который для обеспечения эффективности его использования необходимо правильно подобрать. В отличие от этого крепежного изделия, анкер забивной стальной используется в тех случаях, когда требуется выполнить крепление предметов, отличающихся критически большой массой.
Анкер латунный забивного типа с насечкой
Устройство и сферы применения
Анкеры, забиваемые в элементы строительных конструкций, – это изделия, за счет которых на таких конструкциях закрепляются различные предметы, обладающие даже значительной массой. В отличие от дюбелей, с которыми часто путают забивные анкеры, последние отличаются более сложной конструкцией, что и позволяет им обеспечивать высочайшую надежность крепления. Основным элементом конструкции такого анкера является забиваемый элемент (поэтому его и путают с дюбелем), в который затем вкручивают шпильку или болт, на которых фиксируется закрепляемый предмет.
Дюбельный крепеж, который может быть изготовлен даже из пластика, используют для фиксации различных предметов, обладающих небольшой массой, в конструкциях, выполненных из пористых материалов. Крепление предметов при использовании дюбельных элементов выполняется с помощью шурупов, которые вкручиваются в такие элементы насквозь. Несмотря на высокую эффективность и простоту использования этих крепежей, использовать их для фиксации слишком тяжелых предметов нельзя, так как они не обеспечат требуемую надежность крепления.
Конструктивными элементами анкера забивного типа являются:
металлическая втулка, на боковой поверхности которой выполнены специальные прорези;
втулка, которая располагается на распорном элементе;
непосредственно сам распорный элемент.
Забивные анкеры различаются по размерам
В зависимости от назначения анкеры данного типа могут изготавливаться из высокопрочного метала или обычной углеродистой стали. Поверхность таких изделий может подвергаться дополнительной обработке, что позволяет надежно защитить их от коррозии и продлить срок эксплуатации. Большой популярностью также пользуется латунный анкер, отличающийся достаточно высокой прочностью и исключительной устойчивостью к воздействию агрессивных сред. Кроме того, анкер латунный обладает высокой пластичностью, что значительно облегчает монтаж такого крепежного изделия.
Чтобы обеспечить высокую прочность и, соответственно, надежность анкеров забивного типа, их изготавливают из сплошного материала. Элементы, из которых они выполнены, не содержат сварных соединений. Внутреннее резьбовое отверстие в анкерах забивного типа имеет коническую форму, а на их боковых поверхностях выполняются прорези, которые подвергаются специальной обработке. Такие прорези на боковой части забивного анкера необходимы для того, чтобы сформировать лепестки, выступающие в роли распорных плеч.
Анкер забивной с клином
В тот момент, когда во внутреннюю часть анкера вводится распорный элемент, он воздействует на стенки конусного отверстия, и лепестки разжимаются, обеспечивая надежное сцепление крепежного изделия с конструкцией, в которой оно размещено. Учитывая тот факт, что распорные элементы анкера подобного типа создают значительное давление на внутренние стенки отверстия, использовать такие изделия рекомендуется для крепежа различных предметов на конструкциях, изготовленных из плотных и прочных материалов (бетон, натуральный камень и др.).
Основные разновидности
Современные производители выпускают не так много разновидностей анкера забивного типа, который также имеет название «анкер-цанга». Так, анкеры данного типа разделяются на различные типы по двум основным параметрам:
по материалу изготовления: стальной и латунный;
по наличию специальных насечек на внешней поверхности: с насечками и без них.
Более доступными с точки зрения стоимости являются анкеры забивного типа, изготовленные из стальных сплавов. Такие изделия, кроме того, отличаются более высокой прочностью, если сравнивать их с латунными крепежами. Однако большим недостатком стальных забивных анкеров является то, что для придания им коррозионной устойчивости их поверхность необходимо покрывать защитными составами (например, выполнять их оцинковку). Латунный крепеж в таких процедурах не нуждается.
Технические характеристики латунных забивных анкеров
Анкер латунный, как и аналогичное изделие из стали, применяют для крепления предметов на конструкциях из различных строительных материалов: кирпича, бетона, натурального камня и др. Между тем следует учитывать, что латунные крепежи не способны выдержать значительные вертикальные нагрузки, так как латунь обладает достаточно высокой пластичностью, если сравнивать ее со стальными сплавами.
Приобретая анкеры забивного типа (как стальные, так и латунные), следует обязательно выяснять, на какой максимальный вес закрепляемого предмета они рассчитаны.
Получить сведения о размерах латунного или стального забивного анкера, а также о предельной нагрузке, на которую он рассчитан, можно, ознакомившись с информацией, размещенной на упаковке. Нагрузка, которая будет приходиться на забивной анкер, не должна превышать 25% от той, которая указана на упаковке. Если не придерживаться данного требования, то на надежность и долговечность крепления, выполненного при помощи такого изделия, можно не рассчитывать. Специалисты компаний, занимающихся производством крепежей подобного типа, обычно учитывают стандартную прочность бетонных конструкций (200–250 кг/см2), но если вы собираетесь монтировать анкер в конструкцию из материала, который не соответствует этим стандартам, то величину допустимой нагрузки необходимо будет рассчитывать в отдельном порядке.
Допустимые нагрузки на забивные анкера
Существует также особенность выбора забивных анкеров для бетонных строительных конструкций, которые уже покрылись трещинами. В этом случае допустимую нагрузку на такие элементы, составляющую 25% от максимально допустимой, необходимо дополнительно умножить на коэффициент, равный 0,6.
Забивные анкеры с насечками и без
Латунный анкер забивного типа, на внешней поверхности которого имеются специальные насечки, – это полый цилиндр с внутренней резьбой. Такие анкеры часто сравнивают с цангой, потому что их рабочий наконечник выполнен в виде распорной зоны, составленной из четырех сегментов, которые сформированы продольными вырезами. Насечки на внешней поверхности латунного или стального изделия, непосредственно контактирующей с внутренними стенками отверстия, обеспечивают лучшее сцепление и, следовательно, более надежное крепление фиксируемого предмета.
К достоинствам анкеров данного типа следует отнести:
простоту использования;
отсутствие необходимости в применении специального оборудования и наличии специальных навыков у работника, выполняющего монтажные работы;
доступную стоимость;
высокую надежность и долговечность крепления.
Анкер забивной с насечкой применяется при закреплении конструкций в кирпиче, бетоне и камне
Латунные анкерные изделия с насечками на внешней поверхности успешно используются при выполнении как строительных, так и ремонтных работ. С помощью таких изделий выполняют крепеж как элементов строительных конструкций из различных материалов, так и мебели, предметов интерьера и бытовой техники. Вес предметов, закрепляемых при помощи таких забивных анкеров, может быть очень значительным. Главное, что следует учитывать при использовании таких крепежей, – это правильный расчет нагрузки, которую они способны гарантированно выдержать.
Конструкция латунных забиваемых анкеров, на внешнюю поверхность которых не нанесены насечки, практически ничем не отличается от устройства крепежных изделий с насечками. Из-за того, что внешняя поверхность таких изделий, контактирующая с внутренними стенками отверстия, гладкая, они не способны выдерживать значительные нагрузки. Именно поэтому такие латунные крепежи применяют при монтаже предметов, отличающихся небольшим весом. Так, при помощи забивных анкеров с гладкой поверхностью можно выполнять монтаж негабаритных предметов интерьера, а также конструкций, изготовленных из легкого пластика или древесины.
Примеры забивных анкеров без насечек
Особенности монтажа
Перед тем как приступить к монтажу латунного анкера забивного типа (анкера-цанги), необходимо подготовить для него отверстие, диаметр которого должен быть таким, чтобы крепеж входил в него практически впритирку.
Чтобы обеспечить надежную фиксацию латунного анкера в стене, потолке или любой другой строительной конструкции, подготовленное для него отверстие необходимо тщательно очистить от строительного мусора, для чего можно воспользоваться обычной медицинской грушей или пылесосом. Для более тщательной очистки также можно использовать ершик соответствующего диаметра.
Принцип установки забивного анкера
После того как отверстие для крепежа подготовлено, в него необходимо до упора вставить сам анкер. Для этого лучше использовать молоток, при помощи которого вы не только забьете анкер на требуемую глубину, но и расклините его рабочую часть, разделенную прорезями на четыре сегмента.
Специальное установочное приспособление позволяет расклинивать анкер без риска повреждения резьбы
После того как расклиненный распорным элементом своей конструкции анкер надежно зафиксируется в отверстии, в него можно вкрутить болт или шпильку и закрепить на них требуемый предмет.
В заключение предлагаем посмотреть короткое, но очень информативное видео о том, как правильно смонтировать забивной анкер.
В Государственном стандарте P 57787 от 2017 года дано очень короткое определение анкера забивного типа. Формулировка звучит так: это такой метиз, который подлежит установке в проектное положение путем забивания в основание его всего, либо составной части. Как говорится, ни добавить, ни отнять. Однако в реальности все не так просто. На самом деле у анкера забивного (другое общепринятое название – анкер-цанга) имеются особенности и конструкции, и применения. Рассмотрим эти вопросы более подробно.
Конструкция и фиксация
Забивные анкеры нередко путают с другим крепежом – дюбелями. Между тем, первым характерна более сложное конструктивное исполнение, благодаря которому формируется очень надежное крепление. Анкеры забивные состоят из следующих элементов:
втулка. Ее одна часть характеризуется конусообразной формой внутреннего сечения и наличием продольных прорезей. Второй же сегмент втулки в разрезе выглядит, скорее, как прямоугольник. На его внутренней поверхности имеются витки метрической резьбы с фаской;
распорный конус. Располагается внутри втулки с таким расчетом, чтобы не сминалась резьба.
Принцип фиксации достаточно прост. После вбивания анкера в монтажное отверстие, его распорный конус продвигается за счет внешнего воздействия ближе к концу конической части втулки. Сформированные в результате расширения прорезей своего рода лепестки упираются во внутреннюю поверхность отверстия, созданного в материале основания.
Следует отметить еще один момент. Для производства забивных анкеров предприятия используют сплошной материал. То есть на поверхности конечной продукции отсутствуют сварные швы. Такой подход обусловливает высокую надежность этих крепежных деталей.
Разновидности
Металлургическая отрасль выпускает ограниченное количество видов забивного анкера. Подразделение таких деталей на различные группы осуществляется на основе следующих критериев:
наличие насечек на части с продольными прорезями: насечки имеются либо отсутствуют;
материал изготовления: сталь углеродистая либо цветной сплав – латунь.
Основное преимущество стальных анкеров забивного типа по сравнению с латунными– более высокий показатель прочности. Кроме того, они отличаются и по стоимости. Цена таких крепежных деталей, выполненных из углеродистой стали, заметно доступнее. Но ввиду невысокой антикоррозионной устойчивости, их нужно покрывать защитным слоем, что обусловливает возрастание стоимости конечной продукции. Подвергать латунную цангу такой процедуре смыла не имеет. Она и без того успешно противостоит воздействию коррозии. Ниже в таблице приведены наиболее важные технические характеристики стальных забивных анкеров самых ходовых типоразмеров.
Метрическая резьба
M16
M12
M10
M8
M6
Допустимые нагрузки
*
31,0
20,5
10,8
9,4
6,0
**
41,0
27,2
19,0
12,0
10,0
V
250
190
160
140
Tt
60,0
35,0
15,0
8,0
4,0
Н
68,0
53,0
42,0
32,0
27,0
L
26,0
21,0
16,0
13,5
11,5
В
20,0
15,0
12,0
10,0
8,0
М
65,0
50,0
40. 0
30,0
25,0
В таблице приняты такие обозначения:
Допустимые нагрузки – указаны для бетона марки C30/37. Символ «*» – нагрузка на срез; символы «**» –нагрузка на вырыв. Единица измерения – килоньютоны;
V – минимальная удаленность от края;
Tt – момент затяжки (Tightening torque, — англ.) – Н/мм;
Н – глубина бурения;
L – глубина внутренней резьбы;
В – диаметр сверла;
М – глубина анкеровки.
Все размерные характеристики указаны в миллиметрах.
Монтаж
Установка забивного анкера предусматривает выполнение определенной последовательности этапов.
Сначала в основании нужно высверлить отверстие. Диаметр сверла должен быть таким, чтобы крепежный элемент входил в созданное гнездо, как говорят, впритирку. При свободном размещении анкера качество крепления значительно ухудшится;
Следующий этап – очистка отверстия. Делать это нужно со всей тщательностью. После продувки отверстия с помощью спринцовки/медицинской груши, рекомендуется пройтись по нему ершиком с жестким ворсом. Такой подход обеспечит более высокую эффективность очистки отверстия. А от этого качество крепления только выиграет.
Далее в подготовленное гнездо нужно вставить забивной анкер до упора. Для его дальнейшего перемещения до положения «заподлицо» можно использовать молоток либо иной инструмент ударного типа. Потом необходимо продвинуть распорный конус с помощью того же молотка и стержня с таким диаметром, чтобы при забивании не произошло смятие витков резьбы. В этом плане стоит прислушаться к советам профессионалов. Они рекомендуют использовать прорезиненный инструмент. Часть анкера с прорезями расклинится от нескольких ударов.
На завершающем этапе болт сначала продевается в отверстие элемента крепления подвешиваемого объекта, а затем ввинчивается в резьбовое отверстие. Монтаж завершен.
Ведущие производители
В сфере крепежа общепризнанными лидерами являются компании из Германии и Финляндии. Кроме того, на отечественном рынке относительно большим спросом пользуется продукция польских производителей.
Fischer – немецкий бренд. В качестве сырья для изготовления забивных анкеров использует все виды сталей, начиная от углеродистой конструкционной и заканчивая нержавеющей. Из ассортимента этой компании стоит выделить следующие модели таких крепежных деталей: ЕА-N, ЕАІІ-D/ЕА N-D (выполнены с насечками) и ЕАІІ (без насечек, но с внешним буртиком).Также фирма предлагает специальный установочный инструмент, использование которого исключает возможность смятия витков резьбы при вбивании анкера в основу: простые ручные приспособления ЕНS Plus и ЕА-ST: машинный инструмент, применяемый при монтаже забивных анкеров в серийном производстве ЕМS.
Sormat –компания из Финляндии. Большим спросом пользуется выпускаемый ею из оцинкованной стали забивной анкер модели LАL+. Он идеально подходит для монтажа подвесных систем. Помимо продольных коротких прорезей, еще одна выполнена по всей длине данной детали. Это повышает надежность крепления. Также востребован от компании Sormat забивной анкер LАН, выполненный из нержавеющей кислотостойкой стали A4. Подходит для сквозного монтажа в полнотелых основаниях.Из установочного инструмента компанией предлагается такая модель: LТ+. Ее использование совместно с молотком препятствует неправильному монтажу забивного анкера.
Hilti –штаб-квартира концерна находится в Лихтенштейне. Предлагает широкую линейку забивных анкеров. Особой популярностью пользуются такие модели данного крепежа: НКD-D, НКD, НКV R2 (выполнены без насечек) и НКV (на поверхность накатаны насечки). Устанавливаются эти элементы вручную. Изготавливаются они из углеродистой стали, поэтому цена вполне доступна. Имеются в ассортименте концерна Hilti и более дорогие забивные анкеры, выполненные из нержавеющей стали. Это, например, модель НКD-SR. Монтаж рекомендуется проводить с помощью установочного инструмента. Компанией выпускается несколько видов таких приспособлений: НКD-TE-СХ-В, НSD-Н и др.
Mungo – швейцарский бренд со штаб-квартирой в г. Ольтен. Производит широкий ассортимент забивных анкеров. Например, модель ЕSА позиционируется на сайте этой компании как крепежная деталь с оптимальной геометрией, позволяющей проводить монтаж на потолке. Выпускается в двух вариантах: из нержавеющей стали – для наружного применения; из стали оцинкованной – эксплуатируется внутри помещений. Для монтажа нужно использовать установочный инструмент ЕSА-WZ.
Из польских производителей крепежных изделий выделяется компания Koelner. Забивные анкера изготавливаются на ее производственных мощностях, преимущественно, из оцинкованной стали.
Заключение
В заключение рекомендуем ознакомиться с коротким видео, в котором рассказывается о монтаже вышеупомянутого забивного анкера модели LAL+ от компании Sormat. Чтобы запустить ролик, наведите курсор на изображение и действуйте по высветившейся подсказке.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
С цельнорезьбовым арматурным стержнем R61 класса 75 или R50 класса 60
Механические анкеры с кулисным приводом
Сталь Тип
Диаметр стержня
Максимальная Факторная Расчетная нагрузка
Ultimate Сила
Сверло Отверстие
Минимум Врезка (3000 PSI – f’c)
Минимум Врезка (6500 PSI – f’c)
Номер детали Конус/оболочка B8S (Конус/оболочка B7S)
B1S Гладкий стерженьB8S Цельнорезьбовой Н. З. стержень
B7S Катушка с цельной резьбой
3/8” (10 мм)
7,8 тысяч фунтов (32,7 кН)
9,8 тысяч фунтов (43,6 кН)
1-5/8” (41 мм)
5 дюймов (127 мм)
4 дюйма (102 мм)
Р4М03РБ0/Р4А13 (Р4МК3РБ0/Р4А13)
1/2” (13 мм)
13,5 тысяч фунтов (60,0 кН)
18 тысяч фунтов (80,1 кН)
1-5/8” (41 мм)
8 дюймов (203 мм)
6 дюймов (152 мм)
Р4М04РБ0/Р4А13 (Р4МК4РБ0/Р4А13)
5/8” (16 мм)
16,8 тысяч фунтов (74,7 кН)
22,5 тысячи фунтов (100 кН)
1-5/8” (41 мм)
9 дюймов (228 мм)
7 дюймов (178 мм)
Р4М05РБ0/Р4А13 (Р4МК5РБ0/Р4А13)
3/4” (19 мм)
27,0 тысяч фунтов (120 кН)
36 тысяч фунтов (160 кН)
1-5/8” (41 мм)
12 дюймов (305 мм)
9 дюймов (228 мм)
Р4М06РАК/Р4А13 (Р4МК6РАК/Р4А13)
7/8” (22 мм)
43,5 тысячи фунтов (193 кН)
58 тысяч фунтов (258 кН)
1-5/8” (41 мм)
16 дюймов (407 мм)
12 дюймов (305 мм)
R4M07RAC/R4A13 (R4MC7RAC/R4A13)
R50 Grade 60 Арматурный стержень с цельной резьбой
#4 – 1/2” (13 мм)
12 тысяч фунтов (53,3 кН)
18 тысяч фунтов (80,1 кН)
1-5/8” (41 мм)
8 дюймов (203 мм)
6 дюймов (152 мм)
Р4МГ4РАК/Р4А13
#5 – 5/8” (16 мм)
19,2 тысячи фунтов (85,4 кН)
27,9 тысяч фунтов (124 кН)
1-5/8” (41 мм)
10 дюймов (254 мм)
8 дюймов (203 мм)
Р4МГ5РАК/Р4А13
R61 Класс 75 и Класс 80 Арматурный стержень с цельной резьбой
#6 – 3/4” (19 мм)
33,0 тысячи фунтов (146 кН)
44 тысячи фунтов (196 кН)
1-5/8” (41 мм)
13 дюймов (331 мм)
10 дюймов (254 мм)
Р4МГ6РАК/Р4А13
(1) Минимальная глубина анкеровки отражает значения разрушения пластичной стали в соответствии с ACI 318 для бетона на 3000 и 6500 фунтов на квадратный дюйм соответственно. (2) Минимальное расстояние между анкерами с кулачковым приводом должно быть равно минимальной глубине анкеровки (h.ef), умноженной на 3 в соответствии с ACI 318 для бетона 3000 и 6500 фунтов на квадратный дюйм соответственно. (3) Минимальное расстояние от края анкера с кулачковым приводом должно быть равно минимальной глубине анкеровки (h.ef), умноженной на 1,5 в соответствии с ACI 318 для бетона 3000 и 6500 фунтов на квадратный дюйм соответственно.
Установка якоря салазок
Просверлите отверстие заданного диаметра и точной глубины заделки для анкера.
Вставьте анкер салазок в нижнюю часть отверстия. Болт можно вставить на место.
Поместите оправку толстостенной трубы на стержень и опустите кожух по конусу, чтобы расширить анкер.
Прикрепите элемент, который нужно закрепить, или пластину и гайку. Анкер может быть предварительно напряжен или предварительно испытан.
ФОТОГРАФИИ ПРОЕКТА
Проект: Св. Маргрет 3 Подрядчик: ЕВС Местонахождение: Сент-Айлс, Квебек
Хотите поговорить? Найдите своего инженерного представителя Williams Form.
АНКЕРЫ СИЛОВОГО ПРИВОДА
*10-ДЮЙМОВАЯ СТАЛЬНАЯ КВАДРАТНАЯ СТУПИЦА С ПРИВОДНЫМ ЯКОРЕМ С ДВУМЯ ВИРУГАМИ 1-3/8-ДЮЙМОВАЯ СТУПИЦА — 6000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D10426-HUB1021637
Монтаж выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: $131,53
* 10-ДЮЙМОВАЯ СТАЛЬНАЯ КВАДРАТНАЯ СТУПИЦА С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ СПИРАЛЬНЫЙ ЯКОРЬ 1-1/2 ДЮЙМА СТУПИЦА — 6000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D2104
Установка выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: $138,06
* 4-ДЮЙМОВАЯ СВЕРХПРОЧНАЯ КВАДРАТНАЯ СТУПИЦА С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ СПИРАЛЬНЫЙ ЯКОРЬ 1-3/8 ДЮЙМА СТУПИЦА — 6000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-492
Монтаж выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: $87,36
* 8-ДЮЙМОВАЯ ДВОЙНАЯ ТВЕРДАЯ КВАДРАТНАЯ СТУПИЦА СПИРАЛЬНЫЙ ЯКОРЬ С МОЩНЫМ ПРИВОДОМ 1-1/2 ДЮЙМА СТУПИЦА — 7000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D2847
Монтаж выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: 133,54 $
Цена со СКИДКОЙ: 116,85 $
Вы экономите 16,69 $!
* 8-ДЮЙМОВАЯ СВЕРХПРОЧНАЯ КВАДРАТНАЯ СТУПИЦА С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ СПИРАЛЬНЫЙ ЯКОРЬ 1-3/8 ДЮЙМА СТУПИЦА — 6000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ D8426-HUB1021636
Монтаж выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: $124,33
АНКЕР С ВТУЛКОЙ 2-1/2 ДЮЙМА 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3521
2-21/2 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3521.
Установка выполняется с помощью разводного ключа, который входит в ступицу анкера.
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Анкеры имеют шаг спирали 3 дюйма.
Для установки используются стандартные инструменты.
Анкеры окрашиваются синей краской, предотвращающей ржавчину, после изготовления.
Только штоки 1″ D10031 или D75 3/4″ 12632 Pisa.
Наша цена: $83,43
2-1/4 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 10000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3511
2-1/4 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 10000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3511.
Установка выполняется с помощью приводного ключа, который входит в ступицу анкера.
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Анкеры имеют шаг спирали 3 дюйма.
Для установки используются стандартные инструменты.
Анкеры после изготовления окрашены антикоррозийной синей краской.
Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: $75,14
АНКЕР С ВТУЛКОЙ 2-1/4 ДЮЙМА 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3501
2-1/4 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3501.
Установка выполняется с помощью приводного ключа, который входит в ступицу анкера.
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Анкеры имеют шаг спирали 3″.
Для установки используются стандартные инструменты.
Анкеры окрашиваются антикоррозийной синей краской после изготовления. «D10031 или D75 3/4» 12632 Только стержни Pisa.
Наша цена: $75,14
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 7,000 FT-LB 10″ МОМЕНТ УСТАНОВКИ H-D1104-7
Установка выполняется с помощью экскаватора. правильная установка
Правильная установка достигается только тогда, когда анкер устанавливается с использованием крутящего момента, подходящего для конкретного грунта и типа анкера (см. справочные таблицы)
Правильный выбор анкера зависит от типа грунта и требований к растяжкам
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами Pisa 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632.
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 10 ДЮЙМОВ, 8000 ФУТ-ФУТ МОМЕНТ ПРИ УСТАНОВКЕ H-D1104-8/Allied
Установка выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с крутящим моментом, соответствующим конкретному грунту и типу анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 14 ДЮЙМОВ, 5 500 ФУТ-ФУТ МОМЕНТ ДЛЯ УСТАНОВКИ H-D1134
1-1/2 ОДИНАРНЫЙ ТВЕРДЫЙ КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 14-ДЮЙМОВЫЙ АНКЕР С МОЩНОСТЬЮ СТУПИЦЫ 5,500 FT-LB
Установка выполняется с помощью динамометрического экскаватора. устройство требуется для определения правильной установки.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: $115,36
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 8 ДЮЙМОВ, 5500 ФУТ-ФУТ МОМЕНТ ПРИ УСТАНОВКЕ H-D184
8-ДЮЙМОВАЯ ОДИНАРНАЯ ТВЕРДАЯ КВАДРАТНАЯ СТУПИЦА С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ ВИНТОВАЯ СТУПИЦА 1-1/2 ДЮЙМА ДЛЯ ШТОКОВ 3/4 ДЮЙМА И 1 ДЮЙМА — 5000 ФУТОВ. фунт .
Монтаж осуществляется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: 47,28$
Цена со скидкой: 41,37$
Вы экономите 5,91$!
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 8 ДЮЙМОВ, 7000 ФУТ-ФУНТ МОМЕНТ ЗА МОМЕНТ H-D184-7
Установка выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
*Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: $57,44
КВАДРАТНЫЕ АНКЕРЫ СТУПИЦЫ 1-3/8 8 ДЮЙМОВ, 6000 ФУТ-ФУНТ. МОМЕНТ ЗА МОМЕНТ H-D84-6
КВАДРАТНЫЕ АНКЕРЫ СТУПИЦЫ 1-3/8 6,000 FT-LB. МОМЕНТ ДЛЯ УСТАНОВКИ
Установка выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с крутящим моментом, соответствующим конкретному грунту и типу анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
2-1/2 АНКЕР С ТУРБОПРИВОДОМ 10-ДЮЙМОВЫЙ АНКЕР МОЩНОЙ ВТУЛКИ HELIX 15 000 FT-LB ДЛЯ ШТОКОВ 3/4″ И 1″ H-TD250-104
2-1/2 АНКЕР С ТОРЦЕВОЙ ГОЛОВКОЙ ТУРБОПЕРЕДАЧА 10-ДЮЙМОВЫЙ АНКЕР МОЩНОЙ ВТУЛКИ HELIX 15 000 FT-LB ДЛЯ ШТОКОВ 3/4 ДЮЙМА И 1 ДЮЙМА
Установка выполняется с помощью приводного ключа, который вставляется в ступицу анкера.
Правильный выбор анкера зависит от типа грунта и требований к растяжке
*Для использования только с стержнями Pisa 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632.
Наша цена: $96,51
2-1/4-ДЮЙМОВЫЙ АНКЕР С ТУРБОПРИВОДОМ 10-ДЮЙМОВЫЙ АНКЕР МОЩНОЙ СТУПИЦЫ HELIX 10,000 FT-LB ДЛЯ 3/4-ДЮЙМА И 1-ДЮЙМА H-TD225-104
2-1/4-ДЮЙМОВЫЙ АНКЕР С ТУРБОПРИВОДНОЙ ГОЛОВКОЙ 10-ДЮЙМОВЫЙ АНКЕР С МОЩНОЙ ВТУЛКОЙ HELIX 10 000 FT-LB ДЛЯ ШТОКОВ 3/4 И 1 ДЮЙМА
Установка выполняется с помощью приводного ключа, который входит в ступицу анкера .
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
*Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: $78,80
2-1/4-ДЮЙМОВЫЙ АНКЕР С ТУРБОПРИВОДОМ 8-ДЮЙМОВЫЙ АНКЕР МОЩНОЙ ВТУЛКИ HELIX 10 000 FT-LB ДЛЯ 3/4-ДЮЙМОВЫХ И 1-ДЮЙМОВЫХ ШТОКОВ H-TD225-84/ALL3511
2-1/4″ АНКЕР С ТУРБОПРИВОДНОЙ ГОЛОВКОЙ 10,000 FT-LB ДЛЯ СТЕРЖНЕЙ 3/4″ И 1″ 3/8″ ТОЛСТАЯ СПИРАЛЬНАЯ СТУПЕНЬ
Установка выполняется с помощью приводного ключа, который входит в ступицу анкера .
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
*Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
2-1/4 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4 ДЮЙМА И 1 ДЮЙМА
Анкерная спираль Tough One, 8 000 футофунтов (10 848 Н-м), спираль 8 дюймов (203 мм) для использования со стержнем 0,75 дюйма (19,1 мм) или 1 дюйм (25,4 мм).
Устанавливается с помощью анкерного ключа Chance C1021583
Наклонный наконечник анкера улучшает проникновение и помогает грунту перетекать из-под ступицы в верхнюю часть анкера. Анкеры окрашены черной краской
Наша цена: $75,14
MANTA LB-30322 Адаптер универсального анкера Little Beaver (подходит к #30272)
С помощью этого специального адаптера установка анкеров упрощается. Благодаря анкерной рукоятке Little Beavers, гидравлическому буру и торсионной трубе теперь возможна установка вспомогательных анкеров одним человеком.
Из таблицы видно, что железная проволока длиной 1 м и сечением 1 мм2 обладает сопротивлением 0,13 Ом. Чтобы получить 1 Ом сопротивления нужно взять 7,7 м такой проволоки. Наименьшим удельным сопротивлением обладает серебро. 1 Ом сопротивления можно получить, если взять 62,5 м серебряной проволоки сечением 1 мм2. Серебро — лучший проводник, но стоимость серебра исключает возможность его массового применения. После серебра в таблице идет медь: 1 м медной проволоки сечением 1 мм2 обладает сопротивлением 0,0175 Ом. Чтобы получить сопротивление в 1 Ом, нужно взять 57 м такой проволоки.
Химически чистая, полученная путем рафинирования, медь нашла себе повсеместное применение в электротехнике для изготовления проводов, кабелей, обмоток электрических машин и аппаратов. Широко применяют также в качестве проводников алюминий и железо.
Сопротивление проводника можно определить по формуле:
где r — сопротивление проводника в омах; ρ — удельное сопротивление проводника; l — длина проводника в м; S — сечение проводника в мм2.
Пример 1. Определить сопротивление 200 м железной проволоки сечением 5 мм2.
Пример 2. Вычислить сопротивление 2 км алюминиевой проволоки сечением 2,5 мм2.
Из формулы сопротивления легко можно определить длину, удельное сопротивление и сечение проводника.
Пример 3. Для радиоприемника необходимо намотать сопротивление в 30 Ом из никелиновой проволоки сечением 0,21 мм2. Определить необходимую длину проволоки.
Пример 4. Определить сечение 20 м нихромовой проволоки, если сопротивление ее равно 25 Ом.
Пример 5. Проволока сечением 0,5 мм2 и длиной 40 м имеет сопротивление 16 Ом. Определить материал проволоки.
Материал проводника характеризует его удельное сопротивление.
По таблице удельных сопротивлений находим, что таким сопротивлением обладает свинец.
Выше было указано, что сопротивление проводников зависит от температуры. Проделаем следующий опыт. Намотаем в виде спирали несколько метров тонкой металлической проволоки и включим эту спираль в цепь аккумулятора. Для измерения тока в цепь включаем амперметр. При нагревании спирали в пламени горелки можно заметить, что показания амперметра будут уменьшаться. Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
У некоторых металлов при нагревании на 100° сопротивление увеличивается на 40 — 50 %. Имеются сплавы, которые незначительно меняют свое сопротивление с нагревом. Некоторые специальные сплавы практически не меняют сопротивления при изменении температуры. Сопротивление металлических проводников при повышении температуры увеличивается, сопротивление электролитов (жидких проводников), угля и некоторых твердых веществ, наоборот, уменьшается.
Способность металлов менять свое сопротивление с изменением температуры используется для устройства термометров сопротивления. Такой термометр представляет собой платиновую проволоку, намотанную на слюдяной каркас. Помещая термометр, например, в печь и измеряя сопротивление платиновой проволоки до и после нагрева, можно определить температуру в печи.
температурный коэффициент сопротивления — это изменение сопротивления проводника при его нагревании, приходящееся на 1 Ом первоначального сопротивления и на 1° температуры, обозначается буквой α.
Если при температуре t0 сопротивление проводника равно r0, а при температуре t равно rt, то температурный коэффициент сопротивления
Примечание. Расчет по этой формуле можно производить лишь в определенном интервале температур (примерно до 200°C).
Что надо знать про электрические процессы
Если говорить простым языком, то под сопротивлением принято понимать свойство среды, по которой протекает электрический ток, снижающее его величину.
Так работают провода и изоляторы высоковольтной линии электропередач, показанные на верхней картинке, да и любое вещество.
Изоляторы обладают очень высокими диэлектрическими свойствами, изолируют высоковольтное напряжение, присутствующее на токоведущих шинах от контура земли. Это их основное назначение.
Провода же должны максимально эффективно передавать транслируемые по ним мощности. Их создают так, чтобы они обладали минимальным электрическим сопротивлением, работали с наименьшими потерями энергии на нагрев.
В этом случае передача электричества от источника напряжения к потребителю на любое расстояние будет проходить эффективно.
Приведу для примера картинку из предыдущей моей статьи.
Ее, как и верхнюю, можно представить таким обобщенным видом.
На внешнем участке цепи токоведущие жилы отделены друг от друга воздушной средой и слоем изоляции с высокими диэлектрическими свойствами.
Хорошей проводимостью обладают токоведущие жилы. Подключенный к ним электрический прибор функционирует оптимально.
Как работает резистор
Ток в металлах проходит под действием приложенного напряжения за счет направленного движения электронов. При этом они соударяются, встречаются с положительно и отрицательно заряженными ионами.
Такие столкновения повышают температуру среды, уменьшают силу тока. За направление электрического тока в электротехнике принято движение заряженных частиц от плюса к минусу. Электроны же движутся от катода к аноду.
Электрическое сопротивление металла зависит от его структуры и геометрических размеров.
Аналогичные процессы протекают в любой другой токопроводящей среде, включая газы или жидкости.
Какие существуют виды сопротивлений
В домашних электрических приборах используется большое разнообразие резисторов с постоянной или регулируемой величиной.
Они ограничивают величину тока всех бытовых устройств, а в наиболее сложных модулях их количество может достигать тысячи или более. Резисторы работают практически во всех схемах.
При использовании в цепях переменного тока они обладают активным сопротивлением, а конденсаторы и дроссели — реактивным.
Причем, на конденсаторах создается емкостное сопротивление, а у дросселей — индуктивное.
Реактивная составляющая на конденсаторах и дросселях сильно зависит от частоты электромагнитного колебания.
2 Шутки электриков о токах через конденсатор и дроссель
Их я привожу потому, что они позволяют запомнить характер прохождения тока через реактивные элементы.
Шутка №1 о емкости
В домашней сети и внутри многих приборов работают переменный и постоянный токи. Они по-разному ведут себя, если встречают на своем пути конденсатор.
Поскольку он состоит из двух токопроводящих пластин, разделенных слоем диэлектрика, то его обозначают на схемах двумя жирными черточками, расположенными параллельно. К их серединам подключены провода, нарисованные перпендикулярными линиями.
Переменный ток имеет форму гармоничной синусоиды, состоящей из двух симметричных половинок.
Такая гармоника движется от начала координат, встречает на своем пути обкладки, переваливается через них и, скатившись, начинает обгонять приложенное напряжение.
Постоянный ток таким свойством не обладает. Его тупой конец просто упирается в обкладку и останавливается. Пройти через конденсатор он не может. Это для него непреодолимое препятствие.
Шутка №2 о дросселе
Индуктивность выполнена витками изолированного провода. Любой ток проходит по нему. Но синусоида своими волнами путается в витках катушки, начинает отставать от напряжения.
Постоянка же спокойно перемещается внутри провода дросселя без ощущения какого-либо значительного противодействия. Поэтому постоянное напряжение может своим током спалить дроссель, созданный для работы на переменке.
Что же это за зверь: сверхпроводимость
Сто лет назад выявлена способность определенных металлов полностью терять свое сопротивление электрическому току при сверхнизких температурах. Выглядит этот процесс следующим образом.
Со сверхпроводниками домашний мастер не работает. Но на верхнюю часть приведенного графика рекомендую обратить внимание: нагрев металла повышает его электрическое сопротивление.
При электротехнических расчетах, требующих получения точного результата, необходимо учитывать температурный коэффициент, взятый из справочников.
Формула расчета
Для вычислений берут справочное значение удельного сопротивления. Математическим преобразованием основной формулы получают следующее выражение:
R = (p*L)/S.
Формулы для расчета
Как показано на рисунке, при параллельном соединении удобнее пользоваться проводимостью для определения характеристик цепи. Сложные схемы упрощают последовательно, чтобы вычислить итоговое значение эквивалентного сопротивления участка цепи.
Удельное электрическое сопротивление некоторых веществ
Общее сопротивление
Выше показано, что рассматриваемый параметр будет зависеть от свойств определенного вещества. Для корректных вычислений следует учитывать различные характеристики полупроводника и металла, других материалов, сплавов, химических соединений в твердом и жидком состоянии.
Металлические монокристаллы
Для примера в следующем перечне приведены тензорные значения (p1=p2 в 10-8 Ом на метр) для некоторых материалов:
цинк – 5,9;
висмут – 109;
олово – 9,89;
кадмий – 6,78.
Металлы и сплавы, применяемые в электротехнике
В следующем списке представлены разные проводники, которые применяют для создания электротехнических устройств и силовых агрегатов, линий связи, передачи электроэнергии. Для удобства практических расчетов удельное электрическое сопротивление приведено в Ом*мм кв. /м при поддержании постоянной температуры в процессе измерений на уровне +20°C:
платина – 0,107:
никель – 0,087;
нихром – от 1,05 до 1,4;
медь – от 0,017 до 0,018;
сталь – от 0,1 до 0,137;
золото – 0,023;
железо – 0,098;
алюминий – от 0,026 до 0,03.
Приведенные числа демонстрируют, что в сплавах проводимость существенно зависит от состава и количественного распределения составляющих. Определенное значение для металлических проводников имеет чистота материала.
Качественная электротехническая медь отличается минимальным содержанием примесей и небольшим удельным сопротивлением
К сведению. Для создания экономичных линий электропередач нужны соответствующие начальные инвестиции. Однако чистые материалы обеспечивают уменьшение потерь, что уменьшает эксплуатационные затраты.
Другие вещества
При той же контрольной температуре +20°C измеряются удельные сопротивления иных материалов и веществ (значения приведены в Ом*мм кв. /м):
резина – от 1016 до 1018;
углеводородные соединения в сжиженном состоянии – 0,8*1010;
воздух (при разном уровне относительной влажности) – от 1021 до 1032;
древесина – от 1015 до 1016.
Тонкие плёнки
При уменьшении слоя толщиной можно пренебречь. Для расчета удельного электрического сопротивления формулу преобразуют следующим образом:
Rs = (R*W)/L,
где:
Rs – значение сопротивления для прямоугольного участка;
R – результат измерений;
W (L) – ширина (длина) контрольного образца.
Значения температурного коэффициента для некоторых металлов
Металл
α
Металл
α
Серебро Медь Железо Вольфрам Платина
0,0035 0,0040 0,0066 0,0045 0,0032
Ртуть Никелин Константан Нихром Манганин
0,0090 0,0003 0,000005 0,00016 0,00005
Из формулы температурного коэффициента сопротивления определим rt:
rt = r0 [1 + α (t — t0)].
Пример 6. Определить сопротивление железной проволоки, нагретой до 200°C, если сопротивление ее при 0°C было 100 Ом.
Пример 7. Термометр сопротивления, изготовленный из платиновой проволоки, в помещении с температурой 15°C имел сопротивление 20 Ом. Термометр поместили в печь и через некоторое время было измерено его сопротивление. Оно оказалось равным 29,6 Ом. Определить температуру в печи.
Электрическая проводимость
До сих пор мы рассматривали сопротивление проводника как препятствие, которое оказывает проводник электрическому току. Но все же ток по проводнику проходит. Следовательно, кроме сопротивления (препятствия), проводник обладает также способностью проводить электрический ток, то есть проводимостью.
Чем большим сопротивлением обладает проводник, тем меньшую он имеет проводимость, тем хуже он проводит электрический ток, и, наоборот, чем меньше сопротивление проводника, тем большей проводимостью он обладает, тем легче току пройти по проводнику. Поэтому сопротивление и проводимость проводника есть величины обратные.
Из математики известно, что число, обратное 5, есть 1/5 и, наоборот, число, обратное 1/7, есть 7. Следовательно, если сопротивление проводника обозначается буквой r, то проводимость определяется как 1/r. Обычно проводимость обозначается буквой g.
Электрическая проводимость измеряется в (1/Ом) или в сименсах.
Пример 8. Сопротивление проводника равно 20 Ом. Определить его проводимость.
Если r = 20 Ом, то
Пример 9. Проводимость проводника равна 0,1 (1/Ом). Определить его сопротивление,
Если g = 0,1 (1/Ом), то r = 1 / 0,1 = 10 (Ом)
Материалы высокой проводимости
К наиболее широкораспрстраненным материалам высокой проводимости следует отнести медь и алюминий (Сверхпроводящие материалы, имеющие типичное сопротивление в 10-20 раз ниже обычных проводящих материалов (металлов) рассматриваются в разделе Сверхпроводимость).
Медь
Преимущества меди, обеспечивающие ей широкое применение в качестве проводникового материала, следующие:
малое удельное сопротивление;
достаточно высокая механическая прочность;
удовлетворительная в большинстве случаев применения стойкость по отношению к коррозии;
хорошая обрабатываемость: медь прокатывается в листы, ленты и протягивается в проволоку, толщина которой может быть доведена до тысячных долей миллиметра;
относительная легкость пайки и сварки.
Медь получают чаще всего путем переработки сульфидных руд. После ряда плавок руды и обжигов с интенсивным дутьем медь, предназначенная для электротехнических целей, обязательно проходит процесс электролитической очистки.
В качестве проводникового материала чаще всего используется медь марок М1 и М0. Медь марки М1 содержит 99.9% Cu, а в общем количестве примесей (0.1%) кислорода должно быть не более 0,08%. Присутствие в меди кислорода ухудшает ее механические свойства. Лучшими механическими свойствами обладает медь марки М0, в которой содержится не более 0.05% примесей, в том числе не свыше 0.02% кислорода.
Медь является сравнительно дорогим и дефицитным материалом, поэтому она все шире заменяется другими металлами, особенно алюминием.
В отдельных случаях применяются сплавы меди с оловом, кремнием, фосфором, бериллием, хромом, магнием, кадмием. Такие сплавы, носящие название бронз, при правильно подобранном составе имеют значительно более высокие механические свойства, чем чистая медь.
Алюминий
Алюминий является вторым по значению после меди проводниковым материалом. Это важнейший представитель так называемых легких металлов: плотность литого алюминия около 2.6, а прокатанного — 2.7 Мг/м3. Т.о., алюминий примерно в 3.5 раза легче меди. Температурный коэффициент расширения, удельная теплоемкость и теплота плавления алюминия больше, чем меди. Вследствие высоких значений удельной теплоемкости и теплоты плавления для нагрева алюминия до температуры плавления и перевода в расплавленное состояние требуется большая затрата тепла, чем для нагрева и расплавления такого же количества меди, хотя температура плавления алюминия ниже, чем меди.
Алюминий обладает пониженными по сравнению с медью свойствами — как механическими, так и электрическими. При одинаковом сечении и длине электрическое сопротивление алюминиевого провода в 1.63 раза больше, чем медного. Весьма важно, что алюминий менее дефицитен, чем медь.
Для электротехнических целей используют алюминий, содержащий не более 0. 5% примесей, марки А1. Еще более чистый алюминий марки АВ00 (не более 0.03% примесей) применяют для изготовления алюминиевой фольги, электродов и корпусов электролитических конденсаторов. Алюминий наивысшей чистоты АВ0000 имеет содержание примесей не более 0ю004%. Добавки Ni, Si, Zn или Fe при содержании их 0.5% снижают γ отожженного алюминия не более, чем на 2-3%. Более заметное действие оказывают примеси Cu, Ag и Mg, при том же массовом содержании снижающие γ алюминия на 5-10%. Очень сильно снижают электропроводность алюминия Ti и Mn.
Алюминий весьма активно окисляется и покрывается тонкой оксидной пленкой с большим электрическим сопротивлением. Эта пленка предохраняет металл от дальнейшей коррозии.
Алюминиевые сплавы обладают повышенной механической прочностью. Примером такого сплава является альдрей, содержащий 0.3-0.5% Mg, 0.4-0.7% Si и 0.2-0.3% Fe. В альдрее образуется соединение Mg2Si, которое сообщает высокие механические свойства сплаву.
Железо и сталь
Железо (сталь) как наиболее дешевый и доступный металл, обладающий к тому же высокой механической прочностью, представляет большой интерес для использования в качестве проводникового материала. Однако даже чистое железо имеет значительно более высокое сравнительно с медью и алюминием удельное сопротивление; ρ стали, т.е. железа с примесью углерода и других элементов, еще выше. Обычная сталь обладает малой стойкостью коррозии: даже при нормальной температуре, особенно в условиях повышенной влажности, она быстро ржавеет; при повышении температуры скорость коррозии резко возрастает. Поэтому поверхность стальных проводов должна быть защищена слоем более стойкого материала. Обычно для этой цели применяют покрытие цинком.
В ряде случаев для уменьшения расхода цветных металлов применяют так называемый биметалл. Это сталь, покрытая снаружи слоем меди, причем оба металла соединены друг с другом прочно и непрерывно.
Натрий
Весьма перспективным проводниковым материалом является металлический натрий. Натрий может быть получен электролизом расплавленного хлористого натрия NaCl в практически неограниченных количествах. Из сравнения свойств натрия со свойствами других проводниковых металлов видно, что удельное сопротивление натрия примерно в 2. 8 раза больше ρ меди и в 1.7 раз больше ρ алюминия, но благодаря чрезвычайно малой плотности натрия (плотность его почти в 9 раз меньше плотности меди), провод из натрия при данной проводимости на единицу длины должен быть значительно легче, чем провод из любого другого металла.
Однако натрий чрезвычайно активен химически (он интенсивно окисляется на воздухе, бурно реагирует с водой), почему натриевый провод должен быть защищен герметизирующей оболочкой. Оболочка должна придавать проводу необходимую механическую прочность, так как натрий весьма мягок и имеет малый предел прочности при деформациях.
Зависимость удельного сопротивления от температуры
Говоря об удельном сопротивлении, нельзя упомянуть о влиянии температуры окружающей среды на его значение. Однако, это влияние будет разным для каждого материала. Это объясняется одним важным параметром $α$ — температурным коэффициентом.
Температурный коэффициент используется в формула для расчета удельного сопротивления с учетом изменения температуры:
Ищешь идеи для учебной работы по данному предмету?Задай вопрос преподавателю и получи ответ через 15 минут! Задать вопрос
$ρ_t =ρ_0 • [1+α•(t-t_0)]$, где
$ρ_0$ — удельное сопротивление при 20 С*,
$α$ — температурный коэффициент,
$t-t_0$ — разница температур.
Рисунок 2. Температурный коэффициент сопротивления. Автор24 — интернет-биржа студенческих работ
Рассчитаем удельное сопротивление меди при -30 C и +30 C .
Пример 1
Для расчета удельного сопротивления при +30 C*, нужно взять первую формулу и подставить известные значения:
Исходя из расчетов можно сделать вполне логичный вывод, который заключается в следующем.
Замечание 2
Чем выше температура окружающей среды, тем выше удельное сопротивление.
Практическое определение удельного сопротивления
Иногда, материал необходимый для работы бывает неизвестен. Из-за этого нет возможности использовать справочник и посмотреть значение удельного сопротивления. В этом случае, для определения необходимого параметра, нужно использовать расчетные формулы и ряд подручных инструментов: цифровой микрометр и мультиметр. 2$
Откроем справочник и по найденному удельному сопротивлению определим материал (в данном случае это нихром).
И вот мы плавно переходим к другому вопросу, что такое сопротивление проводника? Как я уже говорил выше, чем больше свободных электронов в веществе, тем лучше такое вещество проводит электрический ток. Следовательно, сопротивление проводника зависит от того, сколько свободных электронов содержит такой проводник. Поэтому, в физике есть такое понятие, как удельное сопротивление вещества.
Еще раз. Если в каком-либо веществе полно свободных электронов, то такое вещество будет хорошо проводить электрический ток. Если электронов еще меньше, то такое вещество будет плохо проводить электрический ток. А если свободных электронов почти нет, то такое вещество совсем не будет проводить ток. Поэтому, удельное сопротивление вещества показывает способность этого вещества препятствовать электрическому току, проходящему через него.
Удельное сопротивление выражается в единицах Ом × м.
Формула удельного сопротивления проводника
где
ρ – это удельное сопротивление, Ом × м
R – сопротивление проводника, Ом
S – площадь поперечного сечения, м2
l – длина проводника, м
Площадь поперечного сечения проводника – это что-то типа этого:
площадь поперечного сечения проводника
Формула сопротивления проводника
Итак, мы теперь знаем такую физическую величину, как удельное сопротивление. Теперь мы с легкостью можем найти сопротивление проводника.
Из таблицы видно, что железная проволока длиной 1 м и сечением 1 мм2 обладает сопротивлением 0,13 Ом. Чтобы получить 1 Ом сопротивления нужно взять 7,7 м такой проволоки. Наименьшим удельным сопротивлением обладает серебро. 1 Ом сопротивления можно получить, если взять 62,5 м серебряной проволоки сечением 1 мм2. Серебро — лучший проводник, но стоимость серебра исключает возможность его массового применения. После серебра в таблице идет медь: 1 м медной проволоки сечением 1 мм2 обладает сопротивлением 0,0175 Ом. Чтобы получить сопротивление в 1 Ом, нужно взять 57 м такой проволоки.
Химически чистая, полученная путем рафинирования, медь нашла себе повсеместное применение в электротехнике для изготовления проводов, кабелей, обмоток электрических машин и аппаратов. Широко применяют также в качестве проводников алюминий и железо.
Сопротивление проводника можно определить по формуле:
где r — сопротивление проводника в омах; ρ — удельное сопротивление проводника; l — длина проводника в м; S — сечение проводника в мм2.
Пример 1. Определить сопротивление 200 м железной проволоки сечением 5 мм2.
Пример 2. Вычислить сопротивление 2 км алюминиевой проволоки сечением 2,5 мм2.
Из формулы сопротивления легко можно определить длину, удельное сопротивление и сечение проводника.
Пример 3. Для радиоприемника необходимо намотать сопротивление в 30 Ом из никелиновой проволоки сечением 0,21 мм2. Определить необходимую длину проволоки.
Пример 4. Определить сечение 20 м нихромовой проволоки, если сопротивление ее равно 25 Ом.
Пример 5. Проволока сечением 0,5 мм2 и длиной 40 м имеет сопротивление 16 Ом. Определить материал проволоки.
Материал проводника характеризует его удельное сопротивление.
По таблице удельных сопротивлений находим, что таким сопротивлением обладает свинец.
Выше было указано, что сопротивление проводников зависит от температуры. Проделаем следующий опыт. Намотаем в виде спирали несколько метров тонкой металлической проволоки и включим эту спираль в цепь аккумулятора. Для измерения тока в цепь включаем амперметр. При нагревании спирали в пламени горелки можно заметить, что показания амперметра будут уменьшаться. Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
У некоторых металлов при нагревании на 100° сопротивление увеличивается на 40 — 50 %. Имеются сплавы, которые незначительно меняют свое сопротивление с нагревом. Некоторые специальные сплавы практически не меняют сопротивления при изменении температуры. Сопротивление металлических проводников при повышении температуры увеличивается, сопротивление электролитов (жидких проводников), угля и некоторых твердых веществ, наоборот, уменьшается.
Способность металлов менять свое сопротивление с изменением температуры используется для устройства термометров сопротивления. Такой термометр представляет собой платиновую проволоку, намотанную на слюдяной каркас. Помещая термометр, например, в печь и измеряя сопротивление платиновой проволоки до и после нагрева, можно определить температуру в печи.
температурный коэффициент сопротивления — это изменение сопротивления проводника при его нагревании, приходящееся на 1 Ом первоначального сопротивления и на 1° температуры, обозначается буквой α.
Если при температуре t0 сопротивление проводника равно r0, а при температуре t равно rt, то температурный коэффициент сопротивления
Примечание. Расчет по этой формуле можно производить лишь в определенном интервале температур (примерно до 200°C).
Приводим значения температурного коэффициента сопротивления α для некоторых металлов (таблица 2).
Таблица 2
Удельное электрическое сопротивление
Дальнейшие исследования позволили установить связь величины электрического сопротивления с его основными геометрическими размерами. Оказалось, что сопротивление проводника прямо пропорционально длине проводника L и обратно пропорционально площади поперечного сечения проводника S.
Эта функциональная связь хорошо описывается следующей формулой:
$ R = ρ *{ L\over S} $ (4)
Постоянная для каждого вещества величина ρ была названа удельным сопротивлением. Значение этого параметра зависит от плотности вещества, его кристаллической структуры, строения атомов и прочих внутренних характеристик вещества. Из формулы (4) можно получить формулу для расчета удельного сопротивления, если имеются экспериментальные значения для R, L и S:
$ ρ = R*{ S\over L } $ (5)
Для большинства известных веществ измерения были произведены и внесены в справочные таблицы электрических сопротивлений проводников.
Удельное сопротивление металлов, Ом*мм2/м
(при Т = 20С)
Серебро
0,016
Бронза (сплав)
0,1
Медь
0,017
Олово
0,12
Золото
0,024
Сталь (сплав)
0,12
Алюминий
0,028
Свинец
0,21
Иридий
0,047
Никелин (сплав)
0,42
Молибден
0,054
Манганин (сплав)
0,45
Вольфрам
0,055
Константан (сплав)
0,48
Цинк
0,06
Титан
0,58
Латунь (сплав)
0,071
Ртуть
0,958
Никель
0,087
Нихром (сплав)
1,1
Платина
0,1
Висмут
1,2
Экспериментально было обнаружено, что с понижением температуры сопротивление металлов уменьшается. При приближении к температуре абсолютного нуля, которая равна -273С, сопротивление некоторых металлов стремится к нулю. Это явление называется сверхпроводимостью. Атомы и молекулы как бы “замораживаются”, прекращают любое движение и не оказывают сопротивления потоку электронов.
Что мы узнали?
Что такое удельное сопротивление и электропроводность, формула
Итак, мы узнали, что способность проводника ограничивать величину электрического тока называется сопротивлением. Величину сопротивления проводника можно определить с помощью закона Ома, измерив напряжение и ток. Если известно удельное сопротивление проводника, его длина и поперечное сечение, то сопротивление можно вычислить с помощью формулы (4), не измеряя ток и напряжение.
Обобщение понятия удельного сопротивления
Формула силы тока
Кусок резистивного материала с электрическими контактами на обоих концах
Удельное сопротивление можно определить также для неоднородного материала, свойства которого меняются от точки к точке. В этом случае оно является не константой, а скалярной функцией координат — коэффициентом, связывающим напряжённость электрического поля E→(r→){\displaystyle {\vec {E}}({\vec {r}})} и плотность тока J→(r→){\displaystyle {\vec {J}}({\vec {r}})} в данной точке r→{\displaystyle {\vec {r}}}. Указанная связь выражается :
Эта формула справедлива для неоднородного, но изотропного вещества. Вещество может быть и анизотропно (большинство кристаллов, намагниченная плазма и т. д.), то есть его свойства могут зависеть от направления. В этом случае удельное сопротивление является зависящим от координат тензором второго ранга, содержащим девять компонент ρij{\displaystyle \rho _{ij}}. В анизотропном веществе векторы плотности тока и напряжённости электрического поля в каждой данной точке вещества не сонаправлены; связь между ними выражается соотношением
В анизотропном, но однородном веществе тензор ρij{\displaystyle \rho _{ij}} от координат не зависит.
Тензор ρij{\displaystyle \rho _{ij}}симметричен, то есть для любых i{\displaystyle i} и j{\displaystyle j} выполняется ρij=ρji{\displaystyle \rho _{ij}=\rho _{ji}}.
Как и для всякого симметричного тензора, для ρij{\displaystyle \rho _{ij}} можно выбрать ортогональную систему декартовых координат, в которых матрица ρij{\displaystyle \rho _{ij}} становится диагональной, то есть приобретает вид, при котором из девяти компонент ρij{\displaystyle \rho _{ij}} отличными от нуля являются лишь три: ρ11{\displaystyle \rho _{11}}, ρ22{\displaystyle \rho _{22}} и ρ33{\displaystyle \rho _{33}}. В этом случае, обозначив ρii{\displaystyle \rho _{ii}} как ρi{\displaystyle \rho _{i}}, вместо предыдущей формулы получаем более простую
Ei=ρiJi.{\displaystyle E_{i}=\rho _{i}J_{i}.}
Величины ρi{\displaystyle \rho _{i}} называют главными значениями тензора удельного сопротивления.
Обобщение понятия удельного сопротивления[править | править код]
Кусок резистивного материала с электрическими контактами на обоих концах
Удельное сопротивление можно определить также для неоднородного материала, свойства которого меняются от точки к точке. В этом случае оно является не константой, а скалярной функцией координат — коэффициентом, связывающим напряжённость электрического поля E→(r→){\displaystyle {\vec {E}}({\vec {r}})} и плотность тока J→(r→){\displaystyle {\vec {J}}({\vec {r}})} в данной точке r→{\displaystyle {\vec {r}}}. Указанная связь выражается :
Эта формула справедлива для неоднородного, но изотропного вещества. Вещество может быть и анизотропно (большинство кристаллов, намагниченная плазма и т. д.), то есть его свойства могут зависеть от направления. В этом случае удельное сопротивление является зависящим от координат тензором второго ранга, содержащим девять компонент ρij{\displaystyle \rho _{ij}}. {3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}
В анизотропном, но однородном веществе тензор ρij{\displaystyle \rho _{ij}} от координат не зависит.
Тензор ρij{\displaystyle \rho _{ij}}симметричен, то есть для любых i{\displaystyle i} и j{\displaystyle j} выполняется ρij=ρji{\displaystyle \rho _{ij}=\rho _{ji}}.
Как и для всякого симметричного тензора, для ρij{\displaystyle \rho _{ij}} можно выбрать ортогональную систему декартовых координат, в которых матрица ρij{\displaystyle \rho _{ij}} становится диагональной, то есть приобретает вид, при котором из девяти компонент ρij{\displaystyle \rho _{ij}} отличными от нуля являются лишь три: ρ11{\displaystyle \rho _{11}}, ρ22{\displaystyle \rho _{22}} и ρ33{\displaystyle \rho _{33}}. В этом случае, обозначив ρii{\displaystyle \rho _{ii}} как ρi{\displaystyle \rho _{i}}, вместо предыдущей формулы получаем более простую
Ei=ρiJi.{\displaystyle E_{i}=\rho _{i}J_{i}.}
Величины ρi{\displaystyle \rho _{i}} называют главными значениями тензора удельного сопротивления.
Единица измерения электрического сопротивления
Единицу измерения сопротивления назвали в честь Георга Ома. В Международной интернациональной системе единиц СИ электрическое сопротивление 1 Ом имеет участок цепи, на котором падает напряжение равное 1 В при силе тока 1 А:
$ 1 Ом = { 1 В\over 1 A} $ (3)
Для определения сопротивления с помощью закона Ома требуется измерить предварительно напряжение и ток. Двух измерений можно избежать с помощью прибора, разработанного для непосредственного измерения сопротивления. Прибор называется омметром.
Рис. 3. Приборы для измерения сопротивления – омметры.
На практике большинство используемых в электрических схемах и приборах сопротивлений гораздо больше, чем 1 Ом. Поэтому чаще применяются кратные единицы измерений : килоом и мегом:
1 кОм = 1000 Ом;
1 МОм = 1000 000 Ом.
Последовательное соединение проводников
Сопротивление при последовательном соединении проводников
Последовательное соединение проводников – это когда к одному проводнику мы соединяем другой проводник и так по цепочке. Это и есть последовательное соединение проводников. Их можно соединять с друг другом сколь угодно много.
последовательное соединение резисторов
Чему же будет равняться их общее сопротивление? Оказывается, все просто. Оно будет равняться сумме всех сопротивлений проводников в этой цепи.
Получается, можно записать, что
формула при последовательном соединении резисторов
Пример
У нас есть 3 проводника, которые соединены последовательно. Сопротивление первого 3 Ома, второго 5 Ом, третьего 2 Ома. Найти их общее сопротивление в цепи.
Решение
Rобщее =R1 + R2 + R3 = 3+5+2=10 Ом.
То есть, как вы видите, цепочку из 3 резисторов мы просто заменили на один резистор RAB .
показать на реальном примере с помощью мультиметра
Сила тока через последовательное соединение проводников
Что будет, если мы подадим напряжение на концы такого резистора? Через него сражу же побежит электрический ток, сила которого будет вычисляться по закону Ома I=U/R.
Получается, если через резистор RAB течет какой-то определенный ток, следовательно, если разложить наш резистор на составляющие R1 , R2 , R3 , то получится, что через них течет та же самая сила тока, которая текла через резистор RAB .
сила тока через последовательное соединение проводников
Получается, что при последовательном соединении проводников сила тока, которая течет через каждый проводник одинакова. То есть через резистор R1 течет такая же сила тока, как и через резистор R2 и такая же сила тока течет через резистор R3 .
Напряжение при последовательном соединении проводников
Давайте еще раз рассмотрим цепь с тремя резисторами
Как мы уже знаем, при последовательном соединении через каждый резистор проходит одна и та же сила тока. Но вот что будет с напряжением на каждом резисторе и как его найти?
Оказывается, все довольно таки просто. Для этого надо снова вспомнить закон дядюшки Ома и просто вычислить напряжение на любом резисторе. Давайте так и сделаем.
Пусть у нас будет цепь с такими параметрами.
Мы теперь знаем, что сила тока в такой цепи будет везде одинакова. Но какой ее номинал? Вот в чем загвоздка. Для начала нам надо привести эту цепь к такому виду.
Получается, что в данном случае RAB =R1 + R2 + R3 = 2+3+5=10 Ом. Отсюда уже находим силу тока по закону Ома I=U/R=10/10=1 Ампер.
Половина дела сделано. Теперь осталось узнать, какое напряжение падает на каждом резисторе. То есть нам надо найти значения UR1 , UR2 , UR3 . Но как это сделать?
Да все также, через закон Ома. Мы знаем, что через каждый резистор проходит сила тока 1 Ампер, мы уже вычислили это значение. Закон ома гласит I=U/R , отсюда получаем, что U=IR.
Следовательно,
UR1 = IR1 =1×2=2 Вольта
UR2 = IR2 = 1×3=3 Вольта
UR3 = IR3 =1×5=5 Вольт
Теперь начинается самое интересное. Если сложить все падения напряжений на резисторах, то можно получить… напряжение источника! Он у нас равен 10 Вольт.
Получается
U=UR1+UR2+UR3
Мы получили самый простой делитель напряжения.
Вывод: сумма падений напряжений при последовательном соединении равняется напряжению питания.
Мультипекарь Redmond RMB-611
2172 ₽
Подробнее
Мультипекарь Redmond RMB-611
2172 ₽
Подробнее
Газовые встраиваемые духовые шкафы
Оцените статью:
Что такое удельное сопротивление — Формула и единицы » Заметки по электронике
Удельное электрическое сопротивление является ключевым параметром для любого материала, используемого в электрических цепях, электронных компонентах и многих других изделиях.
Учебное пособие по сопротивлению Включает: Что такое сопротивление Закон Ома Омические и неомические проводники Сопротивление лампы накаливания Удельное сопротивление Таблица удельных сопротивлений для обычных материалов Температурный коэффициент сопротивления Коэффициент сопротивления по напряжению, VCR Электрическая проводимость Последовательные и параллельные резисторы Таблица параллельных резисторов
Удельное сопротивление — это мера сопротивления определенного размера материала электропроводности и важный параметр для всех веществ, связанных с использованием электричества, проектированием электронных схем и т. д.
Удельное электрическое сопротивление может также упоминаться как удельное электрическое сопротивление или объемное удельное сопротивление, хотя эти термины менее широко используются.
Хотя материалы сопротивляются прохождению электрического тока, некоторые лучше проводят его, чем другие.
Удельное сопротивление — это показатель, который позволяет сравнивать способ, которым различные материалы пропускают или сопротивляются току.
Чтобы значения удельного сопротивления были значимыми, для удельного сопротивления используются специальные единицы измерения, и существуют формулы для его расчета и соотнесения его с сопротивлением в Омах для данного размера материала.
Материалы, которые легко проводят электрический ток, называются проводниками и имеют низкое удельное сопротивление. Те, которые плохо проводят электричество, называются изоляторами, и эти материалы имеют высокое удельное сопротивление.
Удельное сопротивление различных материалов играет важную роль при выборе материалов, используемых для электрических проводов во многих электронных компонентах, включая резисторы, интегральные схемы и многое другое.
Удельное сопротивление материала также помогает определить, является ли материал проводником, изолятором или полупроводником, и в результате это помогает понять, как лучше всего использовать или применять его.
Определение удельного сопротивления и единицы измерения
Удельное электрическое сопротивление образца материала также может быть известно как его удельное электрическое сопротивление. Это мера того, насколько сильно материал сопротивляется прохождению электрического тока.
Чтобы немного точнее понять, что такое удельное сопротивление, часто бывает полезно иметь определение, что это такое. Хотя это может быть немного формальным в некоторых отношениях, краткое определение часто может помочь дать более точное понимание того, что это такое.
Удельное сопротивление определение:
Удельное сопротивление вещества – это сопротивление куба этого вещества, имеющего ребра единичной длины, при том понимании, что ток течет нормально к противоположным граням и равномерно распределяется по ним.
Удельное электрическое сопротивление представляет собой электрическое сопротивление на единицу длины и на единицу площади поперечного сечения при заданной температуре.
Единицей удельного электрического сопротивления в системе СИ является ом⋅метр (Ом⋅м). Обычно обозначается греческой буквой ρ, ро.
Хотя в качестве единицы удельного сопротивления в СИ обычно используется омметр, иногда цифры описываются в омах на сантиметры, Ом⋅см.
Например, если сплошной куб материала размером 1 м 3 имеет листовые контакты на двух противоположных сторонах, которые сами по себе не создают никакого сопротивления, а сопротивление между контактами составляет 1 Ом, тогда говорят, что удельное сопротивление материала равно 1 Омега: ˙⋅м.
Формула удельного сопротивления / уравнение
Удельное сопротивление материала определяется с точки зрения величины электрического поля на нем, которое дает определенную плотность тока. Можно вывести формулу удельного электрического сопротивления. 2
Из уравнений видно, что сопротивление можно изменять, изменяя множество различных параметров.
Например, сохраняя постоянное удельное сопротивление материала, сопротивление образца можно увеличить, увеличив длину или уменьшив площадь поперечного сечения. Из уравнений удельного сопротивления также видно, что увеличение удельного сопротивления материала увеличивает сопротивление при тех же размерах. Точно так же уменьшение удельного сопротивления уменьшит сопротивление.
Уровни удельного сопротивления материалов
Материалы подразделяются на разные категории в зависимости от их уровня или удельного сопротивления. Резюме приведено в таблице ниже.
Области удельного сопротивления для различных категорий материалов
Тип материала
Область сопротивления
Электролиты
Переменная *
9-8
Полупроводники
Переменная *
Сверхпроводники
* Уровень проводимости полупроводников зависит от уровня легирования. Без легирования они выглядят почти как изолятор, но с легированием доступны носители заряда, и удельное сопротивление резко падает. Точно так же и для электролитов уровень удельного сопротивления варьируется в широких пределах.
Определение удельного сопротивления гласит, что удельное сопротивление вещества есть сопротивление куба этого вещества, имеющего ребра единичной длины, при том понимании, что ток течет нормально к противоположным граням и распределяется по ним равномерно.
Удельное сопротивление обычно измеряется в Ом-метрах. Это означает, что удельное сопротивление измеряется для куба материала размером метр в каждом направлении.
Узнайте больше в нашем . . . . Таблица удельного сопротивления различных материалов.
Практические значения удельного сопротивления
Удельное сопротивление материалов важно, поскольку оно позволяет использовать правильные материалы в правильных местах в электрических и электронных компонентах.
Материалы, используемые в качестве проводников, например, в электрических и общих соединительных проводах, должны иметь низкий уровень удельного сопротивления. Это означает, что для данной площади поперечного сечения сопротивление провода будет низким. Выбор правильного материала зависит от знания его свойств, одним из которых является его удельное сопротивление.
Например, медь является хорошим проводником, поскольку она обеспечивает низкий уровень удельного сопротивления, ее стоимость не слишком высока, а также она обеспечивает другие физические характеристики, полезные во многих электрических и электронных приложениях. Удельное сопротивление меди составляет около 1,7 x 10 -8 ом-метров (или 17 нОм·м), хотя цифры могут незначительно отличаться в зависимости от марки меди
.
Такие материалы, как медь и даже алюминий, обладают низким уровнем удельного сопротивления, что делает их идеальными для использования в качестве электрических проводов и кабелей, причем медь часто является фаворитом. Серебро и золото имеют очень низкие значения удельного сопротивления, но, поскольку они значительно дороже, они не используются широко. Однако серебро иногда используется для покрытия проводов, где важно его низкое удельное сопротивление, а золотое покрытие используется для сопрягаемых поверхностей многих электронных разъемов, чтобы обеспечить наилучшие контакты. Золото также хорошо подходит для электрических разъемов, поскольку оно не тускнеет и не окисляется, как другие металлы.
Многоконтактный разъем для печатных плат имеет золотое покрытие на сопряженных контактах для уменьшения контактного сопротивления, а также для предотвращения потускнения
. Другие материалы должны действовать как изоляторы, проводя как можно меньший ток. Удельное сопротивление изолятора будет на много порядков выше. Одним из примеров является воздух, и его удельное сопротивление составляет более 1,5 x 10 14 , что, как видно, очень, очень много выше, чем удельное сопротивление меди.
Удельное электрическое сопротивление важно во многих других электронных компонентах. Например, в резисторах удельное сопротивление различных материалов играет ключевую роль в обеспечении правильного сопротивления резисторов.
Удельное сопротивление
также имеет ключевое значение для других электронных компонентов. Для интегральных схем очень важно удельное сопротивление материалов в микросхеме. Некоторые области должны иметь очень низкое сопротивление и иметь возможность внутреннего соединения различных областей ИС, в то время как другие материалы должны изолировать различные области. Опять же, сопротивление важно, чтобы это произошло.
Удельное сопротивление является ключевым во многих областях электронных компонентов, а также для многих электрических деталей.
Удельное электрическое сопротивление является ключевым параметром для материалов, которые будут использоваться в электрических и электронных системах. Вещества с высоким удельным электрическим сопротивлением называются изоляторами и могут использоваться для этой цели. Они с низким уровнем удельного электрического сопротивления являются хорошими проводниками и могут использоваться во множестве приложений, от проводов до электрических соединений и многого другого.
Дополнительные основные понятия и руководства по электронике: Напряжение Текущий Сила Сопротивление Емкость Индуктивность Трансформеры Децибел, дБ Законы Кирхгофа Q, добротность РЧ-шум Сигналы
Вернуться в меню основных понятий электроники . . .
Формула удельного сопротивления — GeeksforGeeks
Когда к объекту (проводнику) прикладывается разность потенциалов, электроны начинают двигаться, что создает ток в объекте. Во время этого движения электроны также сталкиваются с другими электронами, что вызывает некоторое противодействие потоку электронов. Это явление противодействия потоку электронов известно как сопротивление (R). Его единицей СИ является ом (Ом)
Факторы, влияющие на сопротивление
Сопротивление R проводника прямо пропорционально длине проводника к площади поперечного сечения, когда проводник имеет однородную форму.
R ∝ 1/A ⇢ (2)
Сопротивление проводника также зависит от природы проводника, а также от температуры проводника. Таким образом, объединяя уравнения (1) и (2),
R ∝ L/A
R = ρl/A
ρ (Rho) постоянна, которая называется удельным сопротивлением.
Формула удельного сопротивления
Удельное сопротивление материала определяется как сопротивление проводника материала на единицу длины и на единицу площади поперечного сечения при определенной температуре
или
Это свойство материала, которое демонстрирует, насколько сильно материал сопротивляется или проводит электрический ток. Он обозначается ρ , который называется rho. Формула удельного сопротивления задается следующим образом:
Тележка для сварочного полуавтомата с баллоном на 10, 20 или 40 литров
Тележка для сварочного аппарата значительно облегчает работу в мастерской и за ее пределами, поскольку нет надобности вручную самостоятельно переносить баллон, сварочный аппарат и сопутствующие инструменты. Каким критериям должна отвечать данная конструкция?
Содержимое
1 Сварочная тележка для полуавтомата: характеристики и требования
1.1 Конструкция тележки для баллонов от полуавтомата
1.2 Что стоит предусмотреть при изготовлении конструкции
2 Тележка для сварочного аппарата своими руками по чертежам
2.1 Необходимые материалы
2.2 Процесс изготовления тележки для полуавтомата
2.3 Нюансы изготовления
3 Варианты исполнения тележки для полуавтомата с баллоном
3.1 Двухколесная конструкция
3.2 Трехколесная модель
3.3 Видео
4 Варианты тележек для сварочных аппаратов
4.1 Изготовление тележек
4. 2 Видео
5 Универсальная тележка для сварочного аппарата и электроинструмента
5.1 Основные этапы работ
5.2 Видео
6 Как сделать практичную тележку для сварочного аппарата
6.1 Основные этапы работ
6.2 Видео
7 Сварочная тележка с выдвижным ящиком
7.1 Основные этапы работ
7.2 Финальная часть работ
7.3 Видео
8 Как сделать тележку для сварочного полуавтомата
8.1 Основные этапы работ
8.2 Видео
9 Самодельная тележка для сварочного полуавтомата
9.1 Основные этапы работ
9.2 Видео
10 Тележка 2 в 1:для сварочного аппарата и баллона
10.1 Основные этапы работ
10.2 Видео
11 Стильная и функциональная тележка для сварочного аппарата
11.1 Основные этапы работ
11.2 Видео
12 Тележка для сварочного аппарата с раскладным столом
12.1 Основные этапы работ
12. 2 Видео
13 Практичная мобильная стойка для сварочного полуавтомата
13.1 Основные этапы работ
13.2 Видео
Сварочная тележка для полуавтомата: характеристики и требования
Сварочная тележка должна отвечать ряду характеристик, которые обеспечивают благоприятные условия труда. В первую очередь такая тележка должна обладать:
определенной грузоподъемностью;
достаточной вместимостью;
надежной устойчивостью;
высокой маневренностью.
Кроме того, тележка не должна падать, если вдруг сварщик дернет за шланг, ведь это может привести к неблагоприятным последствиям.
Конструкция тележки для баллонов от полуавтомата
Читайте также: 5 способов сделать сверло для сверления больших отверстий
Конструкция представляет из себя сваренную из металлических балок конструкцию на колесах.
Она предназначена для более лёгкой транспортировки газового баллона, ведь не всегда удобно перевозить его вручную. Иногда недостаточно длины сварочного шланга, а иногда вес баллона не позволяет постоянно переносить конструкцию самостоятельно.
Что стоит предусмотреть при изготовлении конструкции
Большинство мастеров изготавливают такую тележку из подручных средств. Но это не значит, что тележка не должна соответствовать ряду требований. Как правило, в этот список входит:
вес, который будет соответствовать установленному оборудованию;
оснащение крепкими креплениями в виде хомутов;
диаметр колёс не должен быть менее 20 см, и они должны быть оснащены шинами из литой резины. Размер ступицы должен быть не менее 18 мм;
если тележка оснащается 4 колёсами, то одна пара должна быть поворотного типа. Это обеспечит маневренность тележки;
полка под инвертором должна изготавливаться из плотного материала, это поможет предотвратить падение мелких и посторонних предметов.
Многие пользователи приспосабливают к таким тележкам дополнительные ящики и полки для установки дополнительных конструкций.
Тележка для сварочного аппарата своими руками по чертежам
Читайте также: Дачная газонокосилка из электроколеса
Тележку для полуавтомата можно изготовить самостоятельно. Для этого потребуется подготовить ряд инструментов, изучить чертежи и поэтапный план изготовления. Первым делом нужно найти чертёж, в соответствии с которым будет изготавливаться самоделка.
Стоит разобрать процесс изготовления, отталкиваясь от конкретного примера и чертежа. Это поможет более точно и качественно рассмотреть процесс сборки тележки под полуавтомат своими руками.
Необходимые материалы
Первое, с чего стоит начать работу — это подготовка материалов. Что потребуется для сборки конструкции:
Справка! На этом этапе пользователь может либо сразу посетить специализированный торговый центр или магазин, либо поискать все необходимые элементы в своём гараже.
профильная труба;
арматура;
надежные колесики;
длинные болты с гайками;
рифленый листовой алюминий;
два колеса от тележек;
сварочный аппарат;
трубогибочный аппарат;
тиски;
болгарка;
дрель;
рулетка;
маркер.
Читайте также: Как быстро выровнять стальную проволоку
Очень важно, чтобы материалы соответствовали вышеописанным требованиям.
Процесс изготовления тележки для полуавтомата
После подготовки всех необходимых материалов можно приступить к процессу сборки. Для удобства стоит разобрать каждый шаг более подробно:
Шаг 1. На первом этапе осуществляется сборка основания. Для этого на трубогибочном станке нужно согнуть профиль. После этого нарезаются все необходимые для сборки основания элементы. Важно, чтобы всё делалось под конкретный баллон и оборудование.
Шаг 2. К получившемуся основанию привариваются оси для будущих колес. Для этого используются длинные болты, которые в последующем привариваются к раме. Стоит помнить, что колёса должны быть достаточного диаметра, не менее 20 мм. Это нужно для того, чтоб тележка легко передвигалась по земле.
Шаг 3. Для того, чтоб баллон крепился к конструкции, нужно сварить из трубы вилку. В дальнейшем баллон будет крепиться при помощи плотных хомутов.
Шаг 4. На этом этапе из труб свариваются все необходимые полочки. В качестве обшивки лучше всего использовать рифленый алюминий, который не только имеет высокие показатели прочности, но и отличный внешний вид.
Шаг 5. При помощи тисков арматура сгибается в дуги, которые в дальнейшем будут использоваться для укрепления полок.
Шаг 6. На оси ставятся колёса, при необходимости можно оснащать конструкцию маневренными колесиками, которые будут поворачиваться на 360 градусов.
Справка! Лучше всего использовать колёса, как для садовых тележек.
Читайте также: Как сделать щетку по металлу из кордщеток для УШМ
По окончанию сборки можно покрасить тележку и придать ей более эстетичный внешний вид.
Нюансы изготовления
Что можно отнести к основным нюансам изготовления самоделки:
сечение труб должно быть не менее 40х20, а толщина стенки не менее 1 мм;
толщина стенок уголка должна быть не менее 1 мм;
толщина листового металла должна быть не менее 1,5 мм.
Полки стола, а также дополнительное оснащение изготавливается из рифлёного алюминия, либо листа стали и фанеры. При этом сверху должно быть резиновое покрытие. При этом важно помнить, что толщина алюминиевого листа должна быть не менее 2 мм, а толщина фанеры не менее 5 мм.
Также пользователь должен сразу обозначить количество транспортируемых баллонов, ведь от этого напрямую зависит размер тележки.
Варианты исполнения тележки для полуавтомата с баллоном
Есть два основных варианта по изготовлению такой тележки. Именно к их изготовлению прибегают пользователи при возникновении необходимости перемещения полуавтомата.
Двухколесная конструкция
В двухколёсной конструкции нижняя площадка для баллона выполняет функцию подставки и опоры. При этом он выполняет роль тормоза.
Такая тележка имеет два основных положения:
Основное, когда она стоит на земле. Такое положение называют рабочим.
Когда баллон находится под наклоном, а основание отрывается от земли. Это положение называется транспортировочным.
При этом кронштейн полуавтомата должен привариваться к ручке, это обуславливается тем, что при транспортировке баллон находится под наклоном в 45 градусов. Сам аппарат должен крепиться к кронштейну при помощи ремней.
Также к ручке можно приварить дополнительные ящики и полки.
Трехколесная модель
Такая система значительно удобнее, чем прошлая модель на двух колёсах. Здесь обеспечен свободный доступ к сварочному аппарату, он не нуждается в дополнительном креплении при транспортировке.
Кроме того, такая тележка обладает большей вместимостью. Пользователь может самостоятельно смонтировать дополнительные ящички, полки, шкафы и так далее.
Такая конструкция намного удобнее, поскольку на ней можно перевозить все необходимые элементы для работы: от баллона объемом 10л, 20 литров и даже 40 л, до различного вспомогательного инвентаря. А ручка, которой оснащена тележка, позволяет не только тянуть конструкцию за собой, но и толкать её вперёд.
Изготовить тележку для полуавтомата может любой пользователь самостоятельно из подручных средств, либо при покупке всего необходимого материала.
При этом конструкция значительно облегчит работу сварщика и позволит перевозить с собой не только баллон, но и весь дополнительный инвентарь.
Видео
HABU \ Building A Heavy Duty Welding Cart
Варианты тележек для сварочных аппаратов
Тележка для сварочного аппарата — это уже не роскошь, а необходимость. С помощью тележки намного удобнее перемещать сварочный аппарат как внутри помещения, так и на улице (например, во дворе).
Тележки могут иметь разные размеры, в зависимости от размеров сварочного аппарата: для инвертора тележка будет поменьше, для полуавтоматов — побольше.
Для изготовления тележек обычно используются уголки и профильные трубы. Также потребуются еще поворотные колесики.
Изготовление тележек
Отрезаем заготовки нужного размера, шлифуем, после чего свариваем каркас тележки, исходя из размеров сварочного аппарата.
Отличие тележек для сварочных аппаратов-полуавтоматов от тележек для обычного инвертора заключается в наличии дополнительного места под баллон.
После того как сварен основной каркас, останется только приварить поворотные колесики к основанию.
При необходимости в нижней части тележки можно сделать полку для ручного инструмента. Для этого потребуется лист металла.
Последний штрих — шлифовка и покраска. Как видите, чтобы сделать тележки для сварочника, не нужно быть матерым мастером. Достаточно иметь под рукой нужный инструмент, и чтобы руки росли из нужного места.
Видео
Подробный обзор, какие бывают варианты тележек для сварочных аппаратов своими руками, смотрите в данном видеоролике.
HABU \ Welding Carts -A Must Have In Every Shop!!- (#10Makers)
Универсальная тележка для сварочного аппарата и электроинструмента
Чтобы не таскать постоянно сварочный аппарат и электроинструмент по мастерской или за её пределами, не лишним будет изготовить для всего этого добра тележку.
Изобретать велосипед не будем — просто сделаем универсальную тележку на основе любой понравившейся модели из магазина.
Почему тогда не купить заводскую тележку и не тратить время, чтобы в точности повторить сборку?
Так ведь очевидно же, что самодельная конструкция обойдётся вам в несколько раз дешевле. Это оптимальный вариант для тех, кто хочет сэкономить.
Необходимые материалы:
профильная труба;
поворотные колёсики;
фанера.
Своим опытом изготовления металлической тележки для инструмента поделился с нами автор YouTube канала D.A Santos.
Основные этапы работ
Определяемся с размерами инструментальной тележки, после чего отрезаем заготовки из профильной трубы. Свариваем первую боковину.
По такому же принципу свариваем вторую боковину.
Затем отрезаем из профильной трубы перемычки и свариваем две боковины каркаса вместе. Нижняя часть выступает в качестве основания.
К основанию инструментальной тележки прикручиваем или привариваем поворотные колесики, два из которых должны быть с тормозом.
В завершении останется только зачистить сварные швы и покрасить металлический каркас. В качестве нижней полки используется лист фанеры.
Видео
Подробно о том, как изготовить универсальную тележку для сварочного аппарата и электроинструмента, можно посмотреть в видеоролике ниже. Спасибо за внимание.
Fabricating my Own Welding Cart Trolley DIY
Как сделать практичную тележку для сварочного аппарата
В сегодняшней статье автор подробно покажет, как своими руками изготовить практичную тележку для сварочного аппарата.
Такая тележка пригодится в больших мастерских или цехах — чтобы удобно было перемещать сварочный аппарат из одного места в другое. Впрочем, она будет полезной и в обычном гараже.
Основным материалом для изготовления тележки послужит квадратная профтруба. Также понадобится листовой металл.
Рекомендуем прочитать: пошаговое изготовление быстрозажимных тисков для сверлильного станка.
После того как определились с размерами сварочной тележки, отрезаем от профильной трубы заготовки требуемой длины. Затем свариваем каркас тележки.
Основные этапы работ
Из листового металла автор изготавливает выдвижной ящик. По бокам ящика крепятся мебельные направляющие.
В нижней части каркаса привариваются боковые стенки из листового металла — к ним крепятся ответные планки мебельных направляющих.
Из листового металла изготавливаем полки, которые привариваем в верхней и нижней части каркаса. К основанию конструкции прикручиваем поворотные колесики.
На следующем этапе необходимо будет зачистить все сварные швы и покрасить тележку.
Читайте также: как изготовить угловую регулируемую струбцину для сварочных работ.
Видео
Подробнее о том, как сделать практичную тележку для сварочного аппарата, можно посмотреть в видеоролике ниже. Данной идеей поделился автор YouTube канала AVmake.
Ultimate Welding Cart
Сварочная тележка с выдвижным ящиком
Современные сварочные инверторы настолько компактны и легки, что не составляет никакого труда переносить их в руках.
А вот с полуавтоматами это не прокатит, потому что, кроме самого сварочника, есть еще и баллон.
Для транспортировки сварочного полуавтомата внутри мастерской и за ее пределами мы рекомендуем использовать тележку.
И в сегодняшней статье подробно рассмотрим, как сделать сварочную тележку своими руками. Автор YouTube канала Simple Little Life поделится с нами своим опытом.
Это интересно! Простая столярная хитрость, которая пригодится при сборке мебели.
Основные этапы работ
Первым делом нарезаем профильную трубу на заготовки нужного размера. Свариваем рамку прямоугольной формы.
К ней нужно будет приварить П-образную раму, сваренную тоже из профтрубы. Лепестковым кругом для болгарки зачищаем сварные швы.
Далее автор сваривает еще две П-образных рамки — привариваем их к основной раме тележки.
К основанию конструкции прикручиваем четыре поворотных колеса.
Из круглой трубы изготавливаем ручку. Привариваем ее к верхней площадке. Чтобы согнуть трубу, вам понадобится трубогиб.
Для большей жесткости автор приваривает укосины из профильной трубы. Привариваем к раме тележки крепление с фиксатором для баллона.
Финальная часть работ
На последнем этапе автор изготавливает выдвижной ящик из МДФ (можно использовать и фанеру). Крепим его к раме на направляющие для мебели.
Верхнюю и нижнюю полки также делаем из МДФ. Красим их в черный цвет. Приступаем к сборке.
Видео
Подробно о том, как изготовить сварочную тележку, вы можете посмотреть на видео ниже.
Making at welding cart from recycled material
Как сделать тележку для сварочного полуавтомата
В данном обзоре автор поделится идеей, как своими руками сделать сварочную тележку. Для всех владельцев полуавтоматов эта самоделка однозначно будет полезной.
Первым делом отрезаем по размеру профильные трубы и свариваем из них боковые части каркаса тележки. Затем соединяем боковые части между собой при помощи поперечин из профтрубы.
Возможно, вам также будет интересно прочитать статью о том, как сделать стойку для ремонта двигателей мотоциклов и мопедов.
По бокам металлического каркаса (в нижней части) привариваем болты, на которые потом будут надеваться большие колеса.
Два колесика поменьше привариваем на противоположной стороне. Затем привариваем ручку тележки.
Основные этапы работ
На следующем этапе отрезаем два куска профильной трубы и ввариваем них гайки. Получившиеся детали привариваем к каркасу.
К ним в дальнейшем будет крепиться ограничитель из профиля, задача которого — надежно фиксировать баллон в процессе транспортировки и эксплуатации тележки.
Затем из кусков профильной трубы автор сваривает рамку прямоугольной формы, и приваривает ее к каркасу.
К боковым частям каркаса можно приварить куски арматуры, чтобы внешний вид тележки был более привлекательным и оригинальным.
Зачищаем все сварные швы и приступаем к покраске. Далее отрезаем два куска рифленого листового металла, и крепим их к каркасу на заклепки.
Видео
Подробно о том, как сделать тележку для сварочного полуавтомата, можно посмотреть в авторском видеоролике на нашем сайте. Идеей с нами поделился автор YouTube канала DOMOVENOK.
КРУТАЯ САМОДЕЛКА в виде паутины, своими руками!
Самодельная тележка для сварочного полуавтомата
Компактная двухъярусная сварочная тележка для полуавтомата, сделанная своими руками из подручных материалов, позволит перевозить в домашней мастерской или другом помещении сварочный аппарат, а также баллон вместе со шлангами и редукторами. Таким образом, вы сможете быстро организовать рабочее место.
Из основных материалов для изготовления самодельной тележки для транспортировки сварочного аппарата потребуются обрезки профильной трубы, два куска стальной просечно-вытяжной сетки с ромбовидными ячейками, две ножки старого металлического стула и поворотные колесики.
Основные этапы работ
Первым делом разбираем металлический каркас стула — для изготовления тележки нужны будут две П-образные ножки, а также две трубки, согнутые буквой «Г» которые используются в качестве опорной спинки стула. Отрезаем необходимые детали болгаркой.
Из четырех отрезков профильной трубы с размерами сторон 20х20 мм сваривается каркас для стальной сетки.
Ножки стула свариваются вместе под прямым углом.
Затем необходимо приварить две Г-образные трубки, а сверху положить металлическую рамку с просечно-вытяжной сеткой, жестко зафиксировав ее при помощи сварки.
Для большей надежности привариваются ребра жесткости и укосины. На последнем этапе работ делается нижняя площадка под газовый баллон и привариваются поворотные колесики. Места сварки нужно зачистить болгаркой, а поверхность покрасить.
Видео
Процесс изготовления тележки для транспортировки сварочного аппарата смотрите в видеоролике на сайте.
COMO HACER CARRO PARA SOLDADORA 😎 ÚNICO✓✓
Тележка 2 в 1:для сварочного аппарата и баллона
Перемещать сварочный полуавтоматический аппарат вместе с баллоном вручную — это долго и неудобно. Поэтому имеет смысл сделать тележку с полками.
Для изготовления такой тележки потребуются отрезки уголка и лист металла. Также нужно будет приобрести колесики для мебели.
В первую очередь необходимо «снять мерки» со сварочного аппарата, после чего отрезаем куски строительного уголка нужного размера.
Основные этапы работ
На следующем этапе из нарезанных отрезков уголка нужно сварить две прямоугольные рамки. Одна поменьше, другая — побольше.
К нижней части большой рамки мастер приваривает лист металла. Оптимальная толщина — 3-4 мм.
После этого соединяем большую и маленькую рамки при помощи стоек из того же строительного уголка (или можно использовать профильную трубу). Сварные швы зачищаем болгаркой.
С помощью перегородки из металлической пластины автор разделяет внутреннее пространство на две зоны: отдельно для сварочного аппарата и баллона.
Далее в верхней части каркаса необходимо приварить ручку из круглого прутка, а к нижней — колесики.
После этого останется только приварить два крепления для горелки полуавтомата. Теперь можно приступать к покраске.
Видео
Подробнее о том, как своими руками сделать тележку для сварочного аппарата и баллона, смотрите в видеоролике на нашем сайте.
CARRO PARA SOLDADORA MIG, soldadura mig
Стильная и функциональная тележка для сварочного аппарата
Если у вас в гараже или домашней мастерской имеется полуавтоматический сварочный аппарат и баллон с углекислотой, то вы, наверное, уже устали его перетаскивать с места на место.
В данном обзоре вы узнаете, как облегчить данную процедуру при помощи специальной передвижной тележки. Для работы понадобится квадратная труба различного сечения, а также другие изделия черного металлопроката.
В первую очередь, отрезаем трубы согласно заданным размерам, и задаём углы под 45 и 90 градусов, для дальнейшей сварки их между собой. Далее можно приступать к сварке.
Для удобства можно использовать магнитные уголки. Не забывайте о технике безопасности в процессе работы со сварочным аппаратом.
Основные этапы работ
После сборки конструкции по чертежам начинаем облицовывать тележку. В листах оцинкованной стали прорезаем отверстия и прогибаем их в одну сторону при помощи нехитрого приспособления из фанеры. Привариваем стенки.
Для изготовления ящика под различные мелочи потребуется лист металла и УШМ. Сначала делаем разметку на листе металла. Пропиливаем его примерно на 1/3 глубины листа, и потом загибаем по форме коробки. Свариваем и зачищаем швы.
Закрепляем шариковые направляющие на раме и устанавливаем ящик. Приклепываем его к направляющим.
Размечаем переднюю стенку и украшаем её при помощи сетки, добавляя глубину полоской металла. Закрепляем на ящик.
На последнем этапе подготавливаем отделение для баллона углекислоты, согласно чертежу. Выполнив все малярные работы, устанавливаем различный декор в виде фар (передние и задние), мягкой подложки для маски.
В результате получилась красивая, стильная, функциональная и главное — удобная в использовании сварочная тележка.
Видео
Подробнее о том, как сделать такую конструкцию для мастерской своими руками, смотрите в данном видео.
Carro para soldadora mig Hot Rod / Welding cart Hot Rod style.
Тележка для сварочного аппарата с раскладным столом
Для удобства работы с полуавтоматическим и автоматическим сварочным аппаратом, который производит сварку в среде зачищенного газа, можно изготовить самодельную тележку с раскладным столом.
Данная конструкция оснащена держателем для держака с соплом, а также крючками для хранения кабелей.
Также предусмотрены места как для самого сварочного аппарата с баллоном, так и отдельная полка для различных принадлежностей, которые могут пригодиться в процессе сварки. Такая самодельная тележка со столом особенно пригодится в маленьких мастерских с ограниченным внутренним пространством.
Основные этапы работ
Для изготовления тележки с раскладным столом потребуются профильные трубы квадратного и прямоугольного сечения, а также стальной уголок.
В первую очередь определяемся с размерами будущей конструкции, после чего на торцовочной пиле или при помощи угловой шлифовальной машины отрезаем заготовки подходящей длины.
Затем свариваем две прямоугольные рамки (одну из профиля, вторую — из уголка) и приступаем к сварке основного каркаса.
Полки для сварочного аппарата и баллона, а также сама поверхность рабочего стола изготавливаются из листового металла толщиной 2–3 мм. К основанию тележки привариваются два поворотных колесика и два камерных колеса.
Чтобы сварочный стол раскладывался, по бокам используются два крепления при помощи болтов или шпилек с гайками.
В целом, конструкция получилась достаточно надежной и компактной, но при этом отличается повышенной функциональностью.
Видео
Подробный процесс сборки самодельной тележки-стола смотрите в видеоролике на сайте.
Ultimate Welding Cart with Folding Table Extension
Практичная мобильная стойка для сварочного полуавтомата
Сварочный полуавтомат весит немало — в отличие от инвертора, его в руках не утащишь. Помимо этого, стоит учитывать еще баллон с защитным газом и сварочные принадлежности.
Вот и получается, что для транспортировки сварочного аппарата без тележки не обойтись.
Ее можно купить в магазине. Однако можно сделать и своими руками. В этом случае вы сможете изготовить тележку, которая будет удовлетворять вашим нуждам на все 100%.
В данном обзоре автор показывает, как сделать практичную мобильную тележку для сварочного полуавтомата своими руками.
Основные этапы работ
В первую очередь мастер отрезает от профильной трубы заготовки подходящего размера. Потребуются две заготовки длиной по 89 см, две — по 65 см и четыре — по 30 см.
Из двух отрезков длиной по 89 см и двух отрезков длиной по 30 см автор сваривает прямоугольную рамку. К ней надо приварить четыре стойки, а внутри — перемычку из куска профиля.
Из двух отрезков профиля длиной по 65 см и двух отрезков длиной по 30 см автор сваривает вторую рамку, меньшего размера. Нужно приварить ее свободным концам стоек из профильной трубы.
Из рифленого листового металла автор вырезает полки — их нужно приварить к каркасу.
Также нужно сварить П-образную рамку и тоже приварить к каркасу — это будут ручки тележки.
К нижней части тележки привариваются оси для колес, затем устанавливаются сами колеса. На другой стороне основания автор крепит поворотные колесики.
Также необходимо будет сделать крепления для фиксации баллона с защитным газом. В данном случае мастер решил использовать кусок мотоциклетной цепи.
В конце останется только покрасить конструкцию и сделать выдвижной ящик.
Видео
Подробно о том, как изготовить своими руками практичную мобильную тележку для сварочного полуавтомата, смотрите на видео.
👨🏭Carro para máquinas de soldar || Mig-Mag/MMA Welding Cart
Андрей Васильев
Задать вопрос
Тележка для сварочного аппарата: как сделать своими руками?
Екатерина
Время чтения: 3 минуты
Современные сварочные агрегаты стали меньше и легче, некоторые модели можно даже повесить на плечо и забрать на высоту, чтобы произвести сварочные работы. Но эти утверждения справедливы относительно маломощных инверторов, которые приобретаются начинающими или домашними сварщиками. А что делать, если вы хотите купить большой профессиональный полуавтомат и при этом быть мобильным?
Самое простое и недорогое решение этой проблемы — сварочная тележка. Компактная тележка для сварочного аппарата позволит нагрузить ее, при этом удобно и быстро перемещать за счет колес. В этой статье мы расскажем, какой должна быть тележка и как сделать ее своими руками.
Содержание статьи
Общая информация
Тележка своими руками
Вместо заключения
Общая информация
Тележка для сварочного полуавтомата с баллоном имеет предельно простую функцию — перемещение оборудования из одной точки в другую с минимальными физическими усилиями. Но, несмотря на такие простые требования, тележка должна быть изготовлена с учетом некоторых особенностей, чтобы быть максимально универсальной и удобной.
Прежде всего, определитесь с грузоподъемностью тележки. Сколько она должна выдерживать? 100? 200 килограмм? Именно с этого и стоит начинать проектирование, если вы собираетесь делать чертеж сами. Оптимальная грузоподъемность тележек под сварочный аппарат с газовым баллоном — 250 килограмм.
Читайте также: Как выбрать газовый баллон для сварки?
Также обратите внимание на дополнительные ниши и отсеки. Ведь помимо сварочного аппарата и баллона вам нужно хранить кабели, присадочную проволоку и прочие мелочи. Предусмотрите заранее места для хранения.
Конечно, лучшее решение — это покупная сварочная тележка, которая сделана профессионалами на производстве и испытана. Но если вы хотите сэкономить или представленная в магазине тележка вам не подходят по габаритам, то можно изготовить ее для полуавтомата с баллоном своими руками.
Тележка своими руками
Тележка под сварочный аппарат может быть изготовлена из различных материалов. Это может быть профильная труба, металлические пластины, металлические уголки и пр. Словом, все, что вам удастся найти в ближайшем магазине или у себя в гараже.
Сначала нарезаем заготовки в соответствии с вашим чертежом. Если у вас нет чертежа, можете использовать чертежи из открытого доступа. Например, такой:
Далее шлифуем детали, если это необходимо. Сварку нужно начинать с каркаса, и лишь затем приваривать полки, место под баллон и т.д. Если вы используете присадочную проволоку при сварке, то ее состав должен быть схож с составом металла, который вы варите. Это крайне важно для формирования прочных и надежных швов. А мы помним, что тележка должна выдержать немалый вес.
После сварки зачистите швы с помощью шлифовальной машинки или болгарки. Это делается исключительно из эстетических соображений. Если красота вашей работы вам не важна, то можете проигнорировать этот этап.
Положите сваренную конструкцию таким образом, чтобы получить доступ ко дну тележки. По краям приварите металлические пластины с колесами. Также колеса можно просто приварить прямо к каркасу. Сами колеса должны быть изготовлены из толстой резины и поворачиваться на 360 градусов.
Вот и все, тележка для сварочного полуавтомата своими руками готова. Данная варочная тележка достаточно проста в изготовлении, надежна и стоит совсем недорого. При желании вы можете покрасить тележку в какой-нибудь цвет. Мы советуем использовать аэрозольные краски (те, что в баллончиках). Они удобны и позволяют окрасить всю тележку за раз.
Вместо заключения
Сварочная тележка — это удобное и недорогое приспособление.
Патрон Bosch SDS-plus для перфоратора GBH 2-24 DFR
На складе
Доставка по Украине
по 1 562 грн
от 3 продавцов
1 562 грн
Купить
«Comfortno» интернет-магазин комфортного шоппинга
Патрон Bosch SDS-plus для перфоратора GBH 2-26 DFR
На складе
Доставка по Украине
по 2 041 грн
от 3 продавцов
2 041 грн
Купить
«Comfortno» интернет-магазин комфортного шоппинга
Патрон быстросменный SDS-Plus для перфоратора HR2450T, HR2470T Makita 194080-7
На складе
Доставка по Украине
1 450 грн
1 377. 50 грн
Купить
Компанія «Інструмент Сервіс»
Перехідник для перфоратора SDS-Plus/патрон (22-630)
На складе
Доставка по Украине
42.30 грн
Купить
Віста — мережа будівельно-господарських маркетів
Патрон для перфоратора Metabo SDS-Plus (UHE/BHE/KHE)/ 631920000
Доставка по Украине
909 грн
Купить
БудМаркет «МІЙ ДІМ»
Патрон адаптер Milwaukee FIXTEC SDS-PLUS для перфораторов (4932352299)
Доставка по Украине
876 грн
Купить
ООО «Бош Харьков»
Патрон быстрозажимной для перфоратора BOSCH 2-24
На складе в г. Ужгород
Доставка по Украине
380 грн
Купить
интернет-магазин «Optobaza»
Патрон быстрозажимной для перфоратора Bosch GBH 2-26DFR Bosch
Доставка по Украине
3 600 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Патрон сьемный для перфоратора Craft CBH-850, Makita HR 2450, под бур
На складе
Доставка по Украине
369 грн
Купить
TopToolDnepr
Патрон сьемный для перфоратора Craft CBH-800DFR, Bosch GBH 2-24 DFR, под бур
На складе в г. Днепр
Доставка по Украине
287 грн
Купить
TopToolDnepr
Патрон сьемный для перфоратора Craft CBH-800DFR, Bosch GBH 2-24 DFR, под сверло
На складе
Доставка по Украине
287 грн
Купить
TopToolDnepr
Патрон сьемный для перфоратора BOSCH GBH 4
На складе в г. Днепр
Доставка по Украине
389.50 грн
Купить
TopToolDnepr
Патрон сьемный для перфоратора Темп 780 ДФР SDS+
На складе
Доставка по Украине
369 грн
Купить
TopToolDnepr
Патрон для перфоратора ремонт и замена
Перфоратор — это многофункциональный электрический инструмент, состоящий из разных узлов и механизмов. Одним из таковых деталей выступает патрон для перфоратора, служащий для закрепления насадок в электроинструменте. Инструмент комплектуется патроном, однако часто эта деталь ломается, и поэтому нуждается в ремонтных действиях или замене. Если отремонтировать не получается, тогда необходимо менять.
Патрон и его назначение на перфораторе
Главное назначение патрона на электроинструменте в том, фиксировать насадки при выполнении соответствующих работ. Эту деталь еще называют исполнительным органом, так как за счет этого устройства происходит передача крутящего момента, а также возвратно-поступательных манипуляций от редуктора инструмента.
Патроны на перфораторах и электродрелях отличаются, хотя назначение они имеют практически одинаковое. Дрель, как и перфоратор, разрешено эксплуатировать для бурения отверстий в бетонных основаниях. Рассматриваемый электроинструмент отлично справляется с такими задачами, как сверление отверстий в древесине или металле, переключая инструмент в режим сверления. Однако почему на дрелях устанавливаются цанговые устройства, а на перфораторах вставного типа, знают далеко не многие.
Итак, дрель служит для сверления металла и дерева. Ударные дрели имеют в конструкции примитивный ударный механизм, что поэтому с прочными бетонными основаниями инструмент также справляется. Для сверления металла и дерева нет потребности в том, чтобы закрепленная насадка — сверло, перемещалась в исполнительном органе или вибрировала. Именно поэтому сверление бетона дрелью происходит не так эффективно, как это реализуется перфоратором.
Механизм патрона перфоратора позволяет не просто устанавливать рабочие насадки. Эти насадки фиксируются не прочно, как в цанговом механизме, поэтому при работе они перемещаются на некоторое расстояние. Это позволяет достигать высокой эффективности при дроблении бетонных оснований. Ударные действия воздействуют не на сам патрон, а исключительно на рабочую насадку. В итоге удается достичь результата по высверливанию отверстий в бетоне не только быстро, но еще и намного проще.
На рассматриваемые электроинструменты монтируются разные типы патронов, поэтому перед тем, как купить новый исполнительный орган для своего электрического инструмента, нужно уточнить их классификацию. Как произвести замену, подробно рассмотрим в материале, а купить патрон для перфоратора вы можете в интернет магазине «Цилиндр». Наш магазин работает по всей Украине, поэтому заказать патроны для перфораторов вы можете прямо сейчас, выбрав подходящие модели, и заказав доставку в свой регион.
Как устроена зажимная оснастка для перфоратора
Если для того, чтобы установить насадку в дрель, понадобится воспользоваться специальным шлицевым ключом, которым происходит разжимание и сжатие кулачков, то с перфоратором все намного проще. Чтобы вставить бур или другие насадки, понадобится просто вставить хвостовик, слегка надавить на защитный чехол патрона, и отпустить. После этого инструмент с закрепленной насадкой готов к эксплуатации.
За счет чего достигается закрепление бура в патроне перфоратора таким простым способом? Чтобы ответить на этот вопрос, необходимо посмотреть на хвостовик рабочей насадки. Этот хвостовик имеет специальную конструкцию с пазами. Количество пазов зависит от типа патрона, но на самых распространенных моделях SDS plus их количество составляет 4 штуки. Причем два паза являются открытыми (направляющие), а два закрытого типа. Направляющие нужны для того, чтобы правильно вставить насадку, а закрытые пазы — это фиксаторы, которыми приспособление крепится в инструменте. Это крепление осуществляется за счет специальных шариков.
Итак, имея представление о том, как устроен хвостовик насадок для перфораторов, можно отметить, что конструктивно патрон изнутри имеет следующий вид:
На вал насажена втулка с соответствующим количеством шлицев
На эту втулку насажено кольцо, в которое упирается пружина конического типа
Стопорные шарики расположены между кольцом и втулкой
Поверх данный механизм закрыт специальным защитным кожухом
Роль кожуха достаточно велика, так как он защищает механизм от попадания пыли, влаги и прочих сторонних предметов, тем самым продлевая ресурс работы. Принцип фиксации механизма основывается на выполнении следующих действий:
Во втулку вставляется хвостовик насадки
Чтобы он стал правильно, для этого имеются соответствующие шлицы в патроне и пазы на хвостовике насадки
В открытые пазы на хвостовой части входят шарики, которые упираются в кольцо
Шарики фиксируют насадку в патроне, а за счет шлицев происходит передача крутящего момента от вала на бур
Когда перфоратор работает в режиме удара или сверления с ударом, то толчки от бойка редуктора инструмента передаются на пятку хвостовой части насадки. Изобретена такая система фиксации была инженерами компании Bosch, и применяется по сегодняшний день. Известны и другие модификации патронов для перфораторов, например, sds-top, sds-quick, однако они не получили такой популярности, как sds+ и sds max, применяющиеся на 90% современных перфораторов.
Какие виды патронов для перфораторов бывают
Разрабатывались разные виды патронов для перфораторов, однако получили популярность только два типа, которые называются SDS plus и SDS max. Причиной их популярности стал надежный механизм, который в дополнение ко всему, еще имеет простую конструкцию, поэтому с ремонтом патрона перфоратора сможет справиться даже новичок. Однако есть такие ситуации, когда механизм полностью изнашивается, и тогда восстановить работоспособность инструмента поможет только замена исполнительного органа. Если понадобится, то купить патроны для перфораторов в Украине с доставкой можно в интернет магазине «Цилиндр».
Далее выясним, что представляет собой патрон для перфоратора типа sds plus и sds max. Какие отличительные особенности они имеют, и на каких инструментах применяются.
SDS-plus — были разработаны специально для инструментов бытового предназначения. Это маломощные агрегаты до 1,2-1,5 кВт, имеющие небольшой вес до 4-5 кг. Устройства такого типа предназначены для подключения насадок, имеющих хвостовики длиной 40 мм и толщиной 10 мм. Кроме того, в конструкции хвостовиков имеются пазы, количество которых 4 штуки. Буры с такими типами хвостовиков выпускаются в диапазоне диаметров от 4 до 26 мм. Однако если необходимо проделать отверстие в бетоне диаметром от 4 до 12 мм, то с этим хорошо справляются ударные дрели. Оснастка такого типа присутствует на перфораторах не только бытового, но и полупрофессионального типа, которые предназначены не только для домашнего применения, но и с целью проведения строительных и ремонтных работ
SDS-max — отличаются от предыдущей оснастки такими показателями, как длина хвостовика 9 см, толщина 20 мм, а также наличие пазов — 5 штук. Причем в конструкции таких устройств используются не стопорные шарики, а ролики. Также механизм фиксации предусматривает не 2 шлица, а три, что обеспечивает более точную центровку насадок. Устанавливаются такие патроны в перфораторах профессионального типа, к которым относятся все бочковые агрегаты. В оснастку такого типа можно установить насадку бур диаметром до 60 мм
Это интересно!Патроны типов SDS-plus и SDS-max можно приобрести в интернет магазине Цилиндр по ценам от производителя. При этом вам не понадобится переплачивать за наценку товара, как в других магазинах.
Такие виды патронов применяются на 90% перфораторов, потому с выбором насадок не возникает проблем. Если у вас оснастка типа SDS max, но при этом имеется бур под sds+, то из этой ситуации поможет выйти специальный переходник, который также можно купить в Цилиндре.
Другие виды устройств не прижились, так как они менее эффективны в эксплуатации, имеют сложную конструкцию, а также низкий ресурс работы. Чтобы купить насадки для своего перфоратора правильно, необходимо уточнить тип патрона. Эта информация также понадобится в случае, когда производится ремонт или замена оснастки. Однако прежде необходимо разобраться, как демонтировать патрон с перфоратора, чтобы его отремонтировать или заменить.
Как снимаются патроны с перфораторов для замены
О том, как разобрать патрон перфоратора, знают далеко не многие, так как такая необходимость возникает не часто. Многие считают, что этот процесс достаточно трудный, поэтому доверяют его реализацию специалистам. Однако ничего сложно в том, чтобы снять патрон с перфоратора, нет, и в этом вы сможете убедиться на собственном примере.
Для того чтобы снять патрон с перфоратора, понадобится проделать следующие манипуляции:
Из инструментов при проведении работ понадобится только отвертка. Для начала надо защитную накладку, расположенную сверху или на торце оснастки
Сразу под этой накладкой располагается защитное колечко с шайбой. Чтобы демонтировать шайбу, понадобится отверткой сместить кольцо при помощи отвертки
Отверткой поддевается второе кольцо, при помощи которого фиксируется кожух патрона. После извлечения кольца, кожух можно снять
Теперь можно разобрать механизм оснастки, что реализуется с соблюдением следующей последовательности действий: сначала вниз необходимо сдвинуть шайбу с пружиной, а затем снимается шарик из паза, поддев его отверткой. В завершении остается прижать пружину и демонтировать ее совместно с шайбой
На этом процесс разборки патрона можно считать оконченным. Если нужно заменить патрон на перфораторе, тогда необходимо извлечь оставшуюся часть втулки. Вместо нее на посадочное место ставится новый прибор. Чтобы снять втулку, нужно выкрутить винт, которым она крепится. После того втулку необходимо зажать в тисках, и выкрутить ее с резьбового соединения со шпинделем.
Установка нового патрона на перфоратор выполняется в порядке обратном снятию. Сначала надо закрутить втулку на шпиндель, а затем прикрутить фиксирующий винт. Если же причиной разборки устройства является необходимость его смазки или замены каких-либо деталей, тогда после выполнения соответствующий манипуляций, нужно собрать все в порядке обратном снятию.
Многие думают, о том как поменять патрон на перфораторе, однако для начала необходимо приобрести новый механизм, и только после того приступать к разборке. Если соблюдать соответствующий порядок действий, то итог замены будет успешным, и инструмент прослужит очень долго.
Это интересно!Не забывайте о том, что перед установкой бура или других насадок в патрон перфоратора, их обязательно необходимо смазывать соответствующими веществами. Для таких целей выпускаются специальные смазки для буров, но если смазка закончилась, то можно использовать литол или солидол.
Как вставляется в патрон перфоратора обычное сверло и зачем это нужно
В патрон перфоратора установить насадку для дрели невозможно. В оснастке дрели можно зажать насадку от перфоратора, однако такая работа будет не эффективной. Возможно, вы еще не знали, но на эффективность проведения работ влияет такой показатель, как прямолинейность движения бура. Если в патроне перфоратора бур центрируется за счет специальной конструкции шлицов, то в дрели зажим обеспечивается за счет сжимания губок. Эти губки предназначены на сжимание только цилиндрических хвостовиков. Если поставить бур в дрель, то при его вращении можно заменить, что оно вращается с большим отклонением от оси.
Это отклонение негативно влияет на процесс выполнения работ, поэтому применять бур от перфоратора в конструкции дрели не рекомендуется. В патроне рассматриваемого инструмента можно закрепить сверло, и обычно возникает такая потребность достаточно часто. Это может быть необходимость сверления отверстий в дереве или металле, поэтому как закрепить сверло в перфораторе, разберемся далее.
Чтобы установить сверло в перфоратор, понадобится купить специальный переходник или адаптер. Выбрать их можно в интернет магазине Цилиндр. Адаптер состоит из двух частей:
Хвостовик для закрепления в перфораторе
Резьбовая часть — на нее закручивается цанговый патрон от дрели
Получаем готовую оснастку, что позволит применять сверла от дрелей на перфораторе. Как видно, все достаточно просто, и цена на такой переходник не высокая. Если дрели нет или нет желания снимать с нее оснастку, то можно вместе с переходником приобрести новый цанговый патрон. Это позволит при возникновении необходимости, всегда иметь возможность быстро закрепить в патроне перфоратора насадки для дрелей.
Какие типы патронов применяются на перфораторах
Кроме патронов типа SDS, в конструкции перфораторов могут применяться цанговые и быстрозажимные устройства. Устанавливаются такие типы оснастки преимущественно с той целью, когда перфоратор используется в качестве дрели. Рассмотрим особенности таковых патронов:
Ключевой тип — их еще также называют зубчатыми и кулачковыми. Для зажима насадки понадобится специальный ключ со шлицами. Это аналогичный тип оснастки, которые применяются на дрели, только оснащенный механизмом крепления под перфоратор. Недостаток такой оснастки в том, что для закрепления насадки необходимо затратить много времени. Преимущество в том, что насадка держится достаточно надежно, что обеспечивается за счет применения специальных кулачков. На перфораторах применяются в редких случаях, только когда инструмент используется чаще для выполнения сверлильных работ
Быстрозажимные или БЗП — это устройства, которые применяются на шуруповертах. Принцип работы их аналогичен, как и на ключевых устройствах, только фиксация насадки осуществляется не ключом, а за счет ручного усилия. Быстрозажимные устройства бывают одномуфтовыми и двухмуфтовыми. Разница лишь в том, что двухмуфтовые более надежно фиксируют насадку. Кроме того, двухмуфтовый БЗП фиксирует насадку путем удерживания нижней муфты одной рукой, а второй рукой вращается верхняя муфта. Применяются в случае, когда перфоратор используется в качестве шуруповерта, когда необходимо завинтить саморезы или вывинтить их
Для работы в ударном режиме такие патроны не подходят. Ведь при включении ударного режима по пятке насадки будут совершаться удары бойка, потому надежность фиксации будет снижаться, а также ускорится выход из строя цангового механизма.
В итоге стоит отметить, что на перфораторах для работы в ударном режиме рекомендуется применять патроны типа SDS, которые доказали свою эффективность, надежность и ремонтопригодность.
Где купить патроны для перфораторов
Конструктивно патроны на разных моделях перфораторов внешне отличаются, однако внутри они имеют одинаковые механизмы. При покупке патронов, рекомендуется обращать внимание на модели перфораторов, для которых он предназначен. Это упростит процесс их установки при проведении замены.
Если возникла необходимость замены устройства на перфораторе, тогда купить необходимые комплектующие можно в Цилиндре. В онлайн магазине есть не только разные модели электроинструментов, но еще и вся необходимая оснастка для них. В частности, к ним относятся комплектующие, запчасти и разные виды насадок, с которыми расширить функционал инструмента можно в несколько раз.
В Цилиндре действуют бонусные предложения, от которых вы не сможете отказаться. Кроме того, в нашем магазине не только легко покупать, но еще и можно получать доход при этом. Если у вас сломался патрон для перфоратора, то для его приобретения не понадобится выходить из дома, так как разные модели оснастки имеется в интернет магазине «Цилиндр».
Патрон для перфоратора с жесткими допусками
Приборы и диагностика > Устройство
от STRYKER CORPORATION
Обзор продукта
Патрон для перфоратора с жесткими допусками NA — 5100010060S1
Описание устройства
Устройство, предназначенное для захвата режущего инструмента (обычно бурового долота или другого вращающегося режущего инструмента) с помощью трех регулируемых губок, предназначенных для ручного концентрического закрытия режущий инструмент. Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
Название устройства: Сверла, трепаны и принадлежности (простые, с электроприводом)
Класс устройства: 2
Физическое состояние: N/A
Definition: N/A
Submission Type ID: 1
Review Panel: NE
Review Code: N/A
Technical Method: N
GMP Exempted Flag: N/A
Флаг поддержки Life Sustain: N
Неклассифицированные Причина: N/A
Плаг имплантации: N
Целевая область: N/A
: N/A
9 2
92
: N/A
. Номер постановления: 882.4310
Сторонний флаг: Y
Медицинская специальность: NE
Идентификаторы устройства
Устройство: 07613153093015
.
Содержит номер DI: Н/Д
Количество в упаковке: Н/Д
Дата прекращения выпуска упаковки: Н/Д
Статус упаковки: Н/Д
Тип упаковки: Н/Д
регистр
Патрон перфоратора серии U
Приборы и диагностика > Устройство
от STRYKER CORPORATION
Обзор продукта
Патрон для перфоратора серии U Нет данных — 5100010060
Описание устройства
Устройство, предназначенное для захвата режущего инструмента (обычно бурового долота или другого вращающегося режущего инструмента) с помощью трех регулируемых губок, предназначенных для ручного закрывания концентрически на режущий инструмент. Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
Тонкости укладки плит перекрытий — Проекты домов Z500
В первой части нашего рассказа мы обсудили вопросы производства железобетонных сборных плит перекрытия, их характеристики и отличия. В этой статье мы подробно расскажем о том, как необходимо выполнять их монтаж.
Если вы решили реализовать проект обычного кирпичного дома и подошли к стадии укладки перекрытий, то важно предварительно ознакомиться с важными нюансами их монтажа.
1. Монтажная конфигурация плит
плиты ПК реализуются с наличием монтажных петель,
плиты ПБ могут быть ими дополнены за дополнительную стоимость, но в стандартном варианте их не имеют. Это нередко создаёт сложности при погрузо-разгрузочных работах и монтаже.
2. Способ строповки
ВАЖНО! Часто при строповке плит ПБ рабочие используют торцевые пустотные отверстия. Это делать категорически запрещается!
Во-первых, крепление крюка ненадежно, он может соскользнуть, приведя к падению плиты. Во-вторых, эта нагрузка может вызвать разрушение торцов плиты. Также не рекомендуется пользоваться методом протаскивания арматуры или лома сквозь пустотные отверстия и креплением крюков за его концы.
Приспособлениями для монтажа плит перекрытий марки ПБ являются траверсы или мягкие чалки! При этом в процессе монтажа важно выдерживать между плитами расстояние в 2 см для возможности выдергивания из-под нее чалки и последующего сдвигания плиты ломом к крайней плите.
3. Вопросы опирания плит
Любой проект 2 этажного кирпичного дома (или из других кладочных материалов) указывает допустимые величины минимальной глубины опирания перекрытий. В процессе монтажа важно соблюдать указанные условия. Каждый план, проект кирпичного дома, например, будет иметь индивидуальные значения этого показателя. Именно этот факт определяет невозможность ориентирования в этом важном вопросе на опыт знакомых, родственников или другие источники.
Особенностью монтажа сборных железобетонных перекрытий является максимальная глубина опирания в 200 мм. При превышении этого порога плиты выступают в роли защемленных балок, в результате чего могут образоваться трещины.
Если ваш коттедж предполагает использование пено-газоблочных кладочных материалов, то для возможности опирания плит перекрытия важно выполнить устройство арматурного железобетонного пояса.
4. Способы защиты торцов плит
Перед тем, как осуществлять монтаж железобетонных сборных перекрытий, важно заделать пустотные отверстия в торцах плит. Во-первых, это защищает плиты от проникновения влаги, во-вторых, увеличивыет прочностные показатели торцов. Это важно скорее для ПК-типа при установке на них несущих перегородок. Способом защиты в большинстве случаев является заделка отверстий ломаным кирпичем и бетонной смесью. При этом глубина заделки составляет не менее 120-150 мм.
При попадании в пустоты влаги важно её удалить. Делается это путем сверление в дне плиты в пустотном отверстии канала, по которому вода стечет из плиты. Данная мера обязательна и важна для ситуаций, при которых консервация строительства на зиму пришлась на этап укладки плит перекрытия без устройства кровли. Этот способ поможет избежать повреждения плиты в результате расширения замерзшей в пустотах воды.
5. Выбор погрузочно-разгрузочной техники
Перед осуществлением разгрузки плит на объекте важно убедиться в том, что грузоподъемность крана соответствует требуемой. Необходимо выбрать такую модель, которая будет отвечать требованиям к максимальному вылету стрелы, массе груза и необходимым подъездным путям. Удобнее, если разгрузка материалов будет происходить с двух сторон дома.
6. Требования к опорной поверхности и хитрости укладки плит
Укладывать плиты можно на ровную и очищенную от мусора поверхность. Перед укладкой плит выполняется устройство растворной «постели» толщиной 20 мм из цементной смеси. Благодаря этому слою значительно улучшается сцепление плиты и опорной поверхности.
По слою цемента можно пустить арматуру толщиной 10-12 мм. Применение этой методики обеспечивает контроль над вертикальностью плит перекрытия в процессе их укладки, поскольку стержень фиксирует нижнее положение плит и предотвращает полное выдавливание цементного раствора собственным весом.
Запрещается ступенчатая установка плит и разбег торцов в зависимости от длины плит более 8-12 мм. Нарушением технологии является случай опирания перекрытия на три стены при перекрытии сразу двух пролетов одной плитой.
Такая ситуация способствует возникновению непредусмотренных армированием нагрузок, в определенных случаях, приводящих к повреждению плиты. Если же план расположения комнат в доме определяет необходимость именно такой раскладки, можно избежать излишнего напряжения, пропилив поверх плиты болгаркой штрабу над средней перегородкой.
7. Правила анкеровки плит
Этот технологический этап выполняется после монтажа плит. Для этого используется гладкая арматура 240С диаметром 10 мм. После этого выполняется заделка рустов цементом. После крепления анкера к монтажной проушине плит ПК, выполняется заделка пустот цементом во избежание намокания или забивания отверстий строительным мусором.
8. Особенности перекрытия лестничных пролетов
Если лестничный пролет лежит между плитами перекрытия, то перекрыть его можно следующим образом. Устраиваются направляющие из двух швеллеров параллельно плитам, перевязываются третьим поперек. Выполняется вязка арматурного каркаса сеткой с ячейками в 200 мм по краям проема с использованием арматуры 8 мм. Устанавливается опалубка и заливается монолитный участок. При этом необязательна подвязка швеллера к плитам. Этот способ позволяет создать оптимальные условия для опирания плиты на короткие стороны и исключение нагрузок от лестничного пролета.
9. Размещение плит на приобъектном складе
Самым благоприятным вариантом считается монтаж плит непосредственно после доставки. Если же монтаж требуется отложить, хранение плит важно организовать грамотно. Для этого потребуется заранее подготовленная ровная поверхность. Укладка плит на землю не допускается ввиду неравномерного распределения нагрузки на нижнюю плиту от верхних и возможности её повреждения.
Укладка плит в штабель выполняется по 8-10 шт. Брус 200*200 мм обычно является прокладкой под нижний ряд. Прокладкой для последующих рядов служит доска-дюймовка, имеющая толщину 25 мм. Положение прокладок не должно удаляться от торцов плит далее, чем на 45 см с соблюдением вертикальности друг над другом. Эти правила обеспечат равномерность распределения нагрузки на штабель.
Итак, соблюдая все эти правила хранения, раскладки и монтажа плит перекрытия, вы обеспечите всей конструкции надежность!
ПРИСОЕДИНЯЙТЕСЬ К НАМ В СОЦИАЛЬНЫХ СЕТЯХ И УЗНАВАЙТЕ НОВОСТИ ПЕРВЫМИ
виды и требования, приспособления и монтаж
Железобетонные плиты применяются в несущем каркасе строений, перекрывают тоннели и теплотрассы. Правильная укладка плит перекрытия имеет значение для прочности и долговечности сооружения. Панели изготавливают бетонированием в формовых опалубках, изделия поставляются на стройплощадку и монтируются в проектное положение. Конструкции испытываются на прочность и другие показатели в заводских условиях, а на месте укладки проверяется качество установки.
Содержание
Разновидности плит перекрытия
Различие по типу работы и конструкции
Опирание плит
Складирование плит и требования к кладке
Необходимые инструменты и материалы
Правила укладки плит перекрытия
Резка плит
Полезные рекомендации
Разновидности плит перекрытия
Плиты перекрытия должны выдерживать большую нагрузку
Панели производят из качественных компонентов в соответствии с технологией изготовления. Плиты выдерживают большую нагрузку благодаря каркасу из арматуры, поэтому применяются для несущих заграждений в обычных условиях и сейсмологических опасных регионах.
Товары различаются по способу изготовления в соответствии с ГОСТ 26.434 — 1985:
ПК — опалубочное производство;
ПБ — безопалубочный метод.
В первом случае применяются готовые опалубки с установленными арматурными конструкциями. В формы укладывается бетон требуемой марки, подвергается вибрации, проходит пропарочные камеры и застывает. Для каркаса используется стержневая сталь АТ-IV, АТ-V, АТ-VI (напряженная) и А-II, А-III (ненапряженная). Поперечное армирование выполняется металлической сеткой.
Плиты перекрытия ПБ (слева) и ПК
Контроль качества подтверждает свойства:
прочность на сжатие, изгиб, кручение;
соответствие плоскостей и габаритов;
показатели звуко- и теплоизоляции.
Безопалубочная формовка выполняется на конвейере. Транспортер передвигает железобетонную ленту, в толще которой располагаются стальные канаты. Полоса формуется, затем утепляется специальным материалом и нагревается до технологической температуры, чтобы ускорить химические процессы. Ленту режут в размер после застывания.
Безопалубочная формовка имеет преимущества в том, что можно быстро переключать производство на различные габариты панелей. Экструдерный метод является разновидностью безопалубочного формирования, для него применятся разглаживающий механизм, чтобы выровнять поверхность продукта и предупредить трещины.
Различие по типу работы и конструкции
Конструкции плит перекрытия
Пустотные панели ставят в несущих перекрытиях между уровнями здания и покрытиях. Они сопротивляются температурным перепадам, отличаются повышенной звукоизоляцией, препятствуют распространению пламени при пожаре. Толщина составляет 220 мм, в теле делаются круглые, овальные или квадратные сквозные отверстия по длине.
Ребристые изделия применяют для покрытий и перекрытий большой площади, например, спортзалов, цехов, торговых центров. Основное тело прямоугольной плиты плоское, по продольным сторонам выполнены ребра жесткости. Недостаток в том, что потолок получается ребристый, а достоинство — в большой прочности к механическим воздействиям.
Полнотелые плиты отличаются большой массой, высокой прочностью по сравнению с иными плитными изделиями. Применяются в конструкции сильно нагруженных перекрытиях этажей и подвалов, где действует большой вес и вибрационные усилия.
Панели с косыми торцами используются в каркасном и монолитном строительстве, при застройке из крупных блоков, кирпичных камней. Монолитные изделия представляют бетонную плиту с армированием, применяются в жилом и промышленном строительстве зданий с сильными вибрационными усилиями.
Доборные сплошные панели изготавливают из марок бетона М450, М500, благодаря чему они выдерживают 1 – 3 т/м². Используются в сильно нагруженных перекрытиях, их можно класть на цоколи и фундаменты промышленных цехов, электростанций. Облегченные плиты перекрытия изготавливают с многочисленными пустотами, из-за чего они имеют небольшой вес.
Экструдерные плиты широко применяются в разных строениях, в них содержится на 5% меньше отверстий, чем в пустотных изделиях. В процессе безопалубочного литья формовочный механизм продавливает отверстия, продукт армируется металлическими тросами.
Опирание плит
Перекрытие разграничивает пространство в здании, одновременно воспринимает нагрузку и перераспределяет ее на вертикальные опорные элементы. Горизонтальные плиты связывают отвесные несущие части строения и обеспечивают устойчивость дома. Панельные диафрагмы испытывают эксплуатационные нагрузки от влаги, динамики, звука. Размер опирания на стены или ригеля зависит от типа изделия и материала стен.
Существуют нормативные рекомендации, которые изложены в СНиП 208.01 – 1985 «Пособие по проектированию жилых зданий»:
сплошные плиты на бетонные и железобетонные стены, металлические и ж.б. ригели — 80 — 120 мм, при опирании по всему контуру принимается глубина 60 — 90 мм;
на стены из камня и кирпича — 120 — 150 мм;
на вертикальные ограждения из вибрированных блоков или плит — 100 мм.
Допускается выполнять монтаж плит перекрытия на ленточный фундамент, стены из различных материалов, кроме деревянного бруса и досок. Коробку из материалов с малой плотностью (газобетон, пеноблок, керамзитобетон) дополнительно усиливают армированным бетонным поясом, на который непосредственно опираются плиты.
Не всегда выполняются нормативные требования по глубине опирания. Перерасчет минимально допустимой величины проводится конструкторами и проектировщиками, которые имеют подтвержденное право на разработку технической документации строительства.
Самостоятельно такие вычисления не делаются, т.к. нужно учитывать много значимых факторов, например, уровень сейсмичности постройки, толщину вертикальных ограждений и их материал, вес оборудования, людей. Все эти данные подставляются в формулы с определенными коэффициентами, которые подбираются по определенным правилам.
Складирование плит и требования к кладке
Правильное хранение плит перекрытия
Чувствительность к влажности и пористость материала является фактором, который требует соблюдать нормы при складировании, перевозке плит до начала монтажных работ. Панели перекрытия укладывают после установки фундаментных блоков с песчаной подушкой, сборки каркаса или возведения стен, поэтому они часто ожидают очереди с организацией складирования на земле.
Деформации при нарушении правил хранения в виде трещин, изгибов ведет к опасным разрушениям после укладки плит в монтажное положение, поэтому места складирования оборудуются и регулярно проверяется состояние панелей.
Правила укладки железобетонных панелей на хранение:
На землю в месте ранения нужно положить шифер, рубероид или полиэтилен. Подложка защитит от суточных температурных изменений и предотвратит появление конденсата на поверхности бетона и в пустотах.
После складирования плиты накрываются аналогичными материалами. Можно использовать металлические листы.
Допускается укладка штабеля на высоту до 2,5 м, монтажные петли находятся сверху изделия. Нельзя складировать в одном блоке продукты разного назначения и размера.
Деревянные прослойки ставятся после каждого ряда, размещаются одна под другой по вертикали. Панели перекрытия хранят только горизонтально, наклонное и вертикальное положение не допускается.
Толщина брусков должна составлять не меньше половины высоты плиты, прокладки предупреждают контакт бетона с металлическими петлями, уменьшают риск коррозии и упрощают работу монтажников. Штабель располагается так, чтобы до него доставала стрела крана и был подъезд транспорта.
Необходимые инструменты и материалы
Кран-манипулятор для монтажа плит перекрытия
Элементы перекрытия из железобетона отличаются большим весом, поэтому для их поднятия и установки применяются автомобильные или башенные краны. Электромеханические агрегаты выбирают с учетом массы панелей, грузоподъемности машин, положения конструкций, вида оснастки и приспособлений.
Краны должны быть в рабочем состоянии, механическая оснастка — исправной. Состояние машин и приспособлений подтверждается регламентированными актами периодических испытаний. Монтировать перекрытия могут работники и крановщики соответствующей квалификации, подтвержденной свидетельствами. Высотники-монтажники снабжаются страховочными поясами и обувью с нескользящей подошвой.
корыта для раствора, чтобы залить стыки и участки опирания плит;
песок, гравий, цемент, панели перекрытия.
Одно монтажное приспособление применяется для работы с несколькими сборными конструкциями, чтобы уменьшить время установки. Так снизится трудоемкость процесса и повысится производительность. Используется канатный строп с четырьмя ветвями для равномерного распределения усилий при подъеме.
Людям нельзя находиться на плитах во время из поднятия и перемещения в воздухе. Зона монтажа ограждается, чтобы в ней не находились посторонние рабочие, которые не задействованы в монтаже перекрытий. Укладка следующего этажа делается после окончания монтажа перекрытия на предыдущем ярусе.
Правила укладки плит перекрытия
Правила укладки и анкеровки
Изделия укладывают после установки опорных элементов каркаса и сварки их закладных деталей. Панели подаются краном к месту установки в горизонтальном положении. Иногда плиты привозят в транспорте со сдвигом, наклонно, тогда используют захваты с автоматикой или кантователи в виде рамы для перевода в горизонталь.
Состав работ по нормам ЕНиР 4-1-7:
приготовление раствора для заделки стыков после сварки;
подъем и установка плит в проектное положение;
выверка с помощью приборов положения элементов, исправление неточностей;
сварка закладок на плитах, опорных конструкциях и между собой на панелях;
заливка бетона в пустоты швов.
Место установки очищают, расстилают раствор под опорной площадью. Монтажники принимают следующую часть перекрытия и кладут на слой раствора. Выверяют панель при натянутых стропах, контролируют горизонтальность и высоту. Монтажные петли ранее приваренных элементов подгибают ломом и молотком, чтобы выдержать размер опирания.
До начала укладки заканчивают работы:
монтаж колонн и контроль из вертикальности, положение по высоте и в плане по чертежу;
ответная засыпка фундаментных пазух с трамбовкой;
составление технической карты передвижения и стоянок подъемного крана;
завозка в рабочую зону инструментов, инвентаря и материалов.
Регулируется проектный зазор между плитами в соответствии с рекомендациями проекта. Первые плиты перекрытия устанавливаются с лесов, а при монтаже последующих рабочие используют ранее поставленные элементы. Панели привариваются швом не меньше чем в трех углах.
Резка плит
Алмазный диск для резки пустотных плит перекрытия
В техническом проекте организации работ приводится план раскладки элементов перекрытия с указанием размеров и спецификацией, что упрощает работы. Иногда сложная планировка строения исключает возможность применения стандартных панелей. Плиты режутся или делается монолитное перекрытие своими руками по месту.
Резать железобетонные изделия допускается, но с соблюдением правил. Нельзя кроить пустотные элементы длиной более 5 м при толщине 220 мм или имеющие на торцах анкеры. Любое нарушение целостности плиты негативно сказывается на прочности, т.к. в изделии ставится арматура под напряжением для сопротивления изгибу и кручению.
Следует заказать резку на заводе с необходимым оборудованием для сохранения качеств железобетонного элемента. Укорочение панели на стройке связано с большими физическими усилиями. Рабочие надевают средства личной защиты и соблюдают правила техники безопасности.
Правила резки:
координация размеров выполняется, когда изделие находится внизу с помощью дисковой пилы или болгарки, лома, кувалды, разметочного инструмента;
используется алмазный диск, который режет арматуру и бетон;
предварительно определяется местоположение арматурных стержней;
делается пропил вдоль изделия и затем поперек;
кувалдой сбивается бетон, срезается арматура.
Получившиеся пустоты заполняются бетоном. Если нужно вырезать отверстие под люк, лаз, лучше обойти такое место и выполнить монолитный участок с установкой арматуры, а не резать панель.
Полезные рекомендации
Нельзя монтировать плиты со сломанными петлями
Монтаж плит постоянно контролируется. Проверяется качество изделий для перекрытия, сертификаты и паспорта на них. Учитывается правильность складирования и перевозки. В процессе работ исследуется соответствие проекту, качество заделки стыков и сварки закладных деталей. Если швы заполняются бетоном зимой, место подогревается до полного застывания смеси.
На крупном строительстве стыки проверяются после набора проектной прочности, делается проверка установки с помощью нивелиров и лазерных уровней. Если были изменения проекта, выполняются чертежи с подробным указанием, ведутся журналы сварки, заделки соединений, составляются акты скрытых работ.
Нельзя ставить плиты, которые имеют сломанные петли, не очищены от грязи ни налипших слоев. Во время перерыва поднятые конструкции не оставляются на весу, а укладываются с завершением сварки. Выравнивать панели ломом после снятия строп нельзя, как и перемещать их по воздуху при ветре больше 15 м/с или в туман.
Расчет и чертеж расположения выполняется перед устройством фундаментов, чтобы точно определить положение стен и колонн в пространстве и обеспечить правильную глубину опирания.
Процесс строительства бетонной плиты перекрытия
🕑 Время чтения: 1 минута
Процесс возведения бетонной плиты перекрытия включает в себя монтаж опалубки, размещение арматуры, заливку, уплотнение и отделку бетона и, наконец, снятие опалубки и отверждение бетонной плиты.
Содержимое:
Процесс строительства бетонной плиты перекрытия
1. Сборка и установка опалубки для плиты
2. Подготовка и установка арматуры для плиты
3. Заливка, уплотнение и отделка бетонной плиты перекрытия
4. Затвердевание бетона и снятие опалубки
Сборка и установка опалубки
Подготовка и установка арматуры
Заливной, компактный и финишный бетон
Отверждение бетона и снятие опалубки
1. Сборка и установка опалубки для перекрытия
Опалубка должна быть спроектирована так, чтобы выдерживать строительные нагрузки, такие как давление свежего бетона и вес рабочих и операторов и их машин. Руководство по опалубке для бетона ACI 347-04 необходимо соблюдать при проектировании опалубки. Кроме того, существуют различные аспекты строительства, которые необходимо учитывать при возведении опалубки. Например, он должен быть правильно расположен, выровнен и выровнен, стыки должны быть надлежащим образом загерметизированы, а гвозди не должны входить в бетон и т. д. Кроме того, для опалубки бетонной плиты перекрытия могут использоваться различные материалы, такие как дерево, сталь и алюминий.
Рис. 1: Опалубка бетонной плиты перекрытия
Наконец, есть несколько распространенных недостатков конструкции опалубки, о которых инженер-строитель должен знать и предотвращать их появление, иначе может произойти отказ опалубки. Эти недостатки конструкции представлены ниже:
Плохой осмотр опалубки или его отсутствие во время и после укладки бетона для выявления необычных прогибов или других признаков возможного отказа, которые можно исправить
Неадекватное крепление гвоздями, болтами, сваркой или креплением
Неправильная боковая распорка
Сооружение опалубки, не соответствующей чертежам формы
Отсутствие надлежащей инспекции на месте, чтобы убедиться, что дизайн формы был правильно интерпретирован составителями форм
Использование поврежденных или некачественных пиломатериалов, имеющих меньшую прочность, чем необходимо.
Читайте также: Опалубка (опалубка) для различных элементов конструкции — балок, перекрытий, колонн, фундаментов
2. Подготовка и установка арматуры для перекрытия
Перед размещением арматуры для конструкции бетонной плиты перекрытия осмотрите и проверьте формы, чтобы убедиться, что размеры и расположение бетонных элементов соответствуют планам конструкции. Кроме того, формы должны быть должным образом очищены и смазаны маслом, но не в таком количестве, чтобы оно попадало на прутья или бетонные строительные швы. В проектных чертежах представлены необходимые детали армирования, поэтому нужно только понять, как использовать стержни определенного размера, резать необходимую длину и делать необходимые крючки и изгибы. После завершения подготовки стальные стержни укладываются на свои места с соблюдением заданных промежутков и бетонного покрытия. Бетонное покрытие и расстояние между плитами перекрытия можно сохранить, введя распорки и стержневые опоры. Проволока применяется для связывания основной арматуры и усадочной и температурной арматуры (распределительной арматуры).
Рис. 2: проволока, используемая для связывания арматуры и опор, используемых для поддержания бетонного покрытия
Следует знать, что неправильное размещение арматурной стали может привести к серьезным разрушениям бетонных конструкций. Неправильное защитное покрытие подвергает арматурные стержни опасности и нарушает связь между бетоном и сталью. Наконец, после того, как все требования к размещению арматуры (положения, защитное покрытие бетона, интервалы и правильный размер стержней, длина, крюки и изгиб) согласованы, инженер участка может заказать бетонирование.
Рис. 3: Устройство бетонного покрытия для арматурных стержней в плите
3. Заливка, уплотнение и финишная бетонная плита перекрытия
Смешивание, транспортировка и обращение с бетоном должны быть должным образом согласованы с укладочными и отделочными работами. В плите перекрытия начните укладку бетона по периметру с одного конца работы, при этом каждую партию укладывайте на ранее отгруженный бетон.
Рис. 4: Укладка бетона начинается с одного конца плиты
Бетон следует укладывать в месте его конечного положения или как можно ближе к нему, чтобы предотвратить расслоение. Таким образом, укладка бетона в большие и отдельные сваи с последующим перемещением их по горизонтали в конечное положение не допускается. Более того, инженер-строитель должен надлежащим образом контролировать бетонирование и выявлять признаки проблем. Например, потеря затирки является признаком неправильной герметизации и смещения швов. Кроме того, трещины, чрезмерное отклонение, уровень и отвес, а также любые движения должны быть проверены и устранены, чтобы предотвратить дальнейшие проблемы.
Рис. 5: Укладка бетона с помощью насосов
Кроме того, свежий бетон должен быть надлежащим образом уплотнен, чтобы сформировать его внутри опалубки и вокруг закладных элементов и арматуры, а также устранить каменные карманы, соты и захваченный воздух. Вибрация, внутренняя или внешняя, является наиболее широко используемым методом уплотнения бетона. Наконец, плиты могут быть отделаны разными способами в зависимости от назначения пола. Полезную информацию о формах до, во время и после бетонирования можно найти в ACI 311. 1R.
Рис. 6: Укладка и вибрация свежего бетона
Читайте также: Методы отделки затвердевшей бетонной поверхности
4. Выдерживание бетона и снятие опалубки
После завершения отделки необходимо использовать подходящую технику для надлежащего отверждения бетона. Методы отверждения плит, такие как отверждение водой; заливают бетон; пруд; или туман распыляется. В дополнение к методу удержания воды, в котором покрытия, такие как песок; холст; мешковина; или солома, используемая для поддержания поверхности плиты во влажном состоянии, химические мембраны и водонепроницаемая бумага или полиэтиленовая пленка. Что касается отверждения, рекомендуется снять опалубку через 14 дней. Чтобы узнать подробное время снятия опалубки, нажмите здесь.
Рис. 7: Отверждение бетонной плиты заливкой
Весь процесс изготовления бетонной плиты перекрытия показан на Рис. 8 и Рис.9.
Рис. 8: Иллюстрация конструкции железобетонной плиты
Рис. 9: Проволока, используемая для связывания основной и усадочной и температурной арматуры ( Деталь «А» )
Читайте также: Методы отверждения бетонных конструкций и их Сравнения
Процесс строительства бетонной плиты перекрытия 2021
Бетонные плиты являются популярным выбором для новых жилых и коммерческих зданий. В отличие от строительства здания на сваях или пнях, бетонное основание помогает улучшить тепловую эффективность, поддерживает долговечность конструкции и позволяет построить более крупную и тяжелую конструкцию. Процесс строительства бетонной плиты включает в себя подготовку опалубки, уплотнение основания плиты, размещение арматуры, заливку, уплотнение, отделку бетона, снятие опалубки и отверждение бетонной плиты.
Использование зарекомендовавшего себя процесса изготовления бетонной плиты перекрытия гарантирует длительный срок службы плиты. Дефекты в строительстве могут поставить под угрозу структуру имущества и привести к дорогостоящему ремонту (на который может распространяться гарантия застройщика). Убедитесь, что вы наняли авторитетного строителя, у которого есть опыт.
Вот краткое описание процесса изготовления бетонной плиты.
Подготовка опалубки
Опалубка представляет собой каркас для бетонной плиты. Для измерений обратитесь к утвержденным планам строительства, чтобы убедиться, что опалубка установлена правильно. Правильное соблюдение процесса укладки опалубки снижает вероятность повреждения бетонной плиты. Подготовка опалубки также должна соответствовать установленным строительным нормам и правилам.
Опалубку нужно монтировать правильно, чтобы она выдерживала давление бетона, не протекала, позволяла работать и ходить по ней, поддерживать оборудование и машины и не содержала дефектов конструкции. Это означает, что все соединения должны быть герметизированы и закреплены, а гвозди не должны быть видны. При наличии дефектов может потребоваться дорогостоящий ремонт. Ответственность за проверку соблюдения правильных методов строительства лежит на инспекторе по строительству или инженере-строителе.
Важный совет: следите за тем, чтобы высота опалубки была на одном уровне с верхом бетонной плиты, чтобы можно было выровнять готовую поверхность вровень с верхом опалубки.
Выкопать землю
Участок вырублен землеройной техникой почти до уровня. После завершения земляных работ геодезист втыкает штифты в землю, чтобы отметить площадь пола, и дает торговцам точки для измерения. Электрики и сантехники копают и запускают доступ для обслуживания. Фундаменты и опоры выкапываются в соответствии со спецификациями инженеров, а площадка выравнивается с помощью лазерного уровня. По периметру заливаемой плиты сооружается опалубка. Это сформирует форму плиты и удержит бетон, пока он твердеет.
Подготовка подкладки из плит
Важно правильно подготовить подстилку из плит. Это гарантирует, что бетонная плита опирается на прочное основание и что бетонная плита не начнет трескаться. Для подготовки основания плиты используйте дорожную пыль или дробилку подходящей толщины в соответствии со строительными нормами. Убедитесь, что поверхность ровная, плоская и плотно утрамбована. Хорошо дренированное основание и уплотненный слой предотвращают растрескивание бетонной плиты.
Установка арматуры
Армирование предотвращает растрескивание, коробление и обрушение бетона, когда на него воздействует нагрузка, повышая прочность бетона на растяжение и делая его более прочным.
Убедитесь, что арматурные стержни, распорки и связи установлены в соответствии с утвержденными планами строительства.
Заливка, уплотнение и финишный бетон
Для заливки бетона от известной компании-производителя премиксов должен быть привлечен профессионал. Это обеспечит заданную прочность бетона. Перед заливкой смочить плиту водой, чтобы предотвратить потерю влаги.
После заливки бетона добавьте контрольные швы там, где это необходимо. По мере высыхания бетон дает усадку. Чтобы избежать случайного образования трещин, контрольные/компенсационные швы предотвращают образование трещин.
Кроме того, убедитесь, что бетон уплотнен. Это помогает бетону связываться и формироваться внутри опалубки и вокруг арматурных стержней. Вибрация, внутренняя или внешняя, является наиболее широко используемым методом уплотнения бетона. Наконец, плиты должны быть обработаны в соответствии с действующими строительными стандартами.
Затвердевание бетона и снятие опалубки
Отверждение бетонной плиты включает в себя применение воды в течение примерно 7 дней. Применение влаги к бетону помогает его уплотнению. Лучше всего опрыскивать два раза в день — используйте легкие аэрозоли с полным покрытием.
Выбрать сверлильный станок для бытовых или коммерческих целей довольно непросто, ведь на рынке представлено широкое разнообразие видов таких инструментов. Не всегда покупка самого дорогого станка станет лучшим вариантом, ведь если вы планируете использовать агрегат лишь для определенных целей, большинство встроенных функций вам не понадобятся. Другая распространенная ошибка — приобретение слишком простой модели, имеющей недостаточную мощность и неспособную выполнить желаемый объем работ.
Сверлильные станки подходят для выполнения работ по различным материалам. Они позволяют сверлить отверстия, точно соответствующие разметке, а также делать резьбу. Выбирая станок, важно обратить внимание на марку производителя. Популярностью пользуются бытовые сверлильные станки российского производства, а также продукция европейских марок, таких как Euroboor (Голландия).
Фото №1: популярная модель станка — Euroboor ECO.50-T
Виды сверлильных станков
Виды сверлильных станков различаются в зависимости от их назначения и функционала. Наиболее многочисленной группой являются универсальные станки, используемые для сверления и обработки отверстий. Выделяют три вида универсальных станков:
Горизонтально-сверлильные. Используются для горизонтальной обработки деталей и заготовок любых габаритов.
Вертикально-сверлильные. Могут быть одношпиндельными или многошпиндельными. Используются для поточного производства, имеют возможность регулировки хода шпинделя.
Радиально-сверлильные. Используются для сверления деталей под углом. Имеют возможность перемещения сверлильной головки в различных направлениях до 1280 миллиметров.
Вторая группа — специализированные станки, оборудованные множеством специальных приспособлений, что позволяет использовать их в крупносерийном производстве. К последней группе относятся станки специального вида, предназначенные для выполнения конкретных работ.
Чтобы купить сверлильный станок, полностью соответствующий ваши требованиям, нужно рассмотреть несколько факторов:
Ваше рабочее место.
При выборе оборудования важно учесть, насколько ограничено пространство. Если вы планируете работать дома, вам подойдет легкий и компактный настольный станок с низким уровнем шума. Рекомендуется обратить внимание на радиально-сверлильные агрегаты, позволяющие выполнять работу под углом.
Если вы планируете установить станок в гараже, на такой критерий, как уровень шума, можно не обращать внимание. Важно лишь оценить размеры помещения. То же самое касается сверлильных станков, используемых для производственных нужд. Вам нужно будет рассчитать, какое количество агрегатов может быть установлено в помещении, и какой объем работы они должны выполнять. Для цехов и гаражей рекомендуется приобретать вертикально-сверлильное оборудование, которое позволяет решать широкий круг задач.
Материал изделия, который вы планируете обрабатывать.
Существуют сверлильные станки, предназначенные для обработки дерева, стекла, металла, пластика, бетона. Многие модели способны выполнять работы по нескольким видам материалов.
Диаметр и глубина отверстия.
У всех агрегатов есть ограничения по максимальному диаметру сверла, зажимаемого в патроне. Выбирая станок, подумайте, отверстия какого размера вы будете изготавливать. В магазине «РИНКОМ» вы можете подобрать сверлильные станки для сверления отверстий с максимальным диаметром до 200 мм, а также купить сверло для выбранного вами устройства.
Такая характеристика, как ход пиноли шпинделя, важна при выборе станков для сверления отверстий в материале, имеющем толщину более пяти сантиметров. Чем выше мощность агрегата, тем больше глубина выполняемых им отверстий.
Размеры обрабатываемых деталей.
Для выбора станка важно оценить расстояние от шпинделя до рабочего стола. Тщательно проанализируйте, каким количеством свободного места располагает помещение, чтобы оценить возможность работы с габаритными заготовками.
Как часто вы планируете эксплуатировать станок.
Существует два режима эксплуатации сверлильных станков. Первый — продолжительный режим, при котором агрегат работает по несколько часов в течение рабочего дня. Второй — повторно-кратковременный, при котором технику периодически отключают на несколько минут. В первом случае рекомендуется подбирать высокомощную технику (от 600 Вт и более) с возможностью сверления отверстий большого диаметра. Для нерегулярного использования можно приобрести станок мощностью до 600 Вт, который можно применять для работы по дереву и листовому металлу.
Фото №2: высокомощный станок ECO.100/4
Дополнительные функции.
К дополнительным возможностям некоторых моделей сверлильных агрегатов относятся: устойчивость к коррозии, возможность наклона рабочей зоны, дополнительный комплект скоростей, переключатель скоростей, световой прицел.
Приспособления и оснастка для станков.
Использование сверлильного оборудования невозможно без качественной оснастки, соответствующей определенным требованиям. Покупая станок, вам понадобится приобрести приспособления для установки заготовки. Для мелких заготовок используются тиски, для заготовок с габаритами более 10 сантиметров в ширину и длину понадобятся прихваты, а для заготовок в форме труб и шаров применяются призмы. Выбор оснастки зависит от того, какие работы вы будете выполнять, и какой материал использовать.
Итоговые советы по выбору сверлильного станка
Выбрать сверло и станок для сверления будет гораздо проще, если ориентироваться на вышеуказанные факторы. Для бытовых и производственных целей подойдут разные агрегаты, различающиеся по мощности, весу, габаритам, производительности. Поэтому при выборе оборудования в первую очередь учитывают площадь помещения, вид и объем задач, которые предстоит выполнять.
Как выбрать сверлильный станок для дома/гаража.
Сверлильный станок для дома/гаража должен быть компактным и легким. Большинство таких агрегатов используются для сверления отверстий до 16 миллиметров, но есть исключения. Например, станок Euroboor ECO.30 на магнитном основании отличается не только компактными размерами и небольшим весом, но и возможностью сверлить отверстия диаметром от 12 до 30 миллиметров. Еще один пример — компактный переносной станок Euroboor ECO.32 с диаметром фрезы 12-32 миллиметра.
Фото №3: портативный сверлильный станок ECO.30
Как выбрать сверлильный станок для производства
Сверлильный станок для производства должен отличаться высокой мощностью и возможностью работать максимально долго без перерыва. Пример лучшего производственного агрегата — высокомощный станок Euroboor ECO.200 (мощность 3600 Вт), способный сверлить металлические заготовки диаметром до 200 миллиметров.
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Как выбрать сверлильный станок? — spk-stanok.by
13.05.2020
Какой инструмент использовать, чтобы просверлить много отверстий с резьбой определенной глубины? Дрель с такой задачей не справится, нужно более современное и функциональное оборудование. Например, сверлильный станок. Он справится с подобными операциями и в условиях производственного цеха, и в частной мастерской.
Но кому требуется сверлить много отверстий в металле или дереве? Мастерам, которые работают в самых разных сферах:
ремонтируют автомобили и спецтехнику;
производят различное оборудование;
изготавливают мебель и фурнитуру.
Вот что умеет сверлильный станок:
сверлит глухие и сквозные отверстия в заготовках из древесины и металла;
рассверливает, зенкерует и нарезает внутренние резьбы – быстро и точно;
качественно вырезает диски из листовых материалов разной толщины и размера.
Бесспорно, это весьма функциональное оборудование, которое точно пригодится на предприятии.
Как устроен сверлильный станок?
Конструкция этого оборудования включает следующие элементы:
шпиндельная бабка с патроном для надежной фиксации режущего инструмента;
сверлильная головка для размещения шпиндельной бабки, двигателя и ременной передачи;
несущая стойка со сверлильной головкой и опорная плита – основание станка с вертикальной стойкой.
Какой станок лучше – напольный или настольный?
Напольные сверлильные станки работают с деталями и заготовками из дерева и металла большого размера и массы. Это оборудование для крупного цеха или предприятия со средней степенью загрузки. Как правило, у таких станков высокая колонна и раздвижной рабочий стол, который позволяет работать с деталями увеличенной длины.
Настольные станки более компактные, но и возможности у ряда моделей скромнее: они выполняют небольшие отверстия. В продаже встречается настольное оборудование под инструмент 3, 6, 12 и 16 мм. Но их вполне можно назвать функциональными и производительными, они оптимальны для нужно небольшого предприятия или частной мастерской.
Что вы будете обрабатывать – металл или дерево?
Сверлильные станки бывают как универсальными (работают с металлом и деревом), так и специализированными (обрабатывают что-то одно – металл или дерево). Но на этом различия между ними не заканчиваются. Выбор в пользу того или иного оборудования придется делать на основании его функциональности.
Вот несколько распространенных видов сверлильных станков:
Вертикально-сверлильные. Их еще называют колонными. Используют это оборудование для обработки деталей и заготовок с небольшими размерами. Если у вас частная мастерская или ремонтный цех – берите именно такой станок, он закроет все базовые операции, порадует низким уровнем шума и вибрации, долговечностью.
Радиально-сверлильные. Делают отверстия в крупных деталях из металла/дерева за счет подвижного шпинделя, который перемещается относительно заготовки. Считаются многофункциональными и универсальными – их покупают крупные предприятия, мелкосерийные производства и частные мастерские.
Горизонтально-сверлильные. Во многие эти сверлильные станки схожи со своими вертикально-сверлильными аналогами, но работают они в горизонтальной плоскости. Покупать их стоит в том случае, если на производстве большую часть работу занимают операции по выполнению глубоких отверстий.
Магнитные. Специализированные станки на магнитной подушке для фиксации (горизонтально, вертикально и под углом) на любой металлоконструкции. Используются там, где обычное оборудование расположить нельзя. Отличаются мобильностью. Востребованы в строительной сфере.
Какой станок подойдет вам? Для этого важно определить, какие работы предстоит выполнять станку и в каком объеме, а также определить типоразмеры и толщину обрабатываемых заготовок, предпочтительный материал – дерево или металл.
Наиболее практичными считаются радиально-сверлильные станки, а вот при выборе вертикально-сверлильного станка нужно обращать внимание на оборудование, в котором рабочий стол двигается вертикально, горизонтально и под углом вокруг колонны – так существенно расширится перечень выполняемых операций.
Если вы работаете преимущественно с деревом и пластмассой, то можно смело выбирать и устанавливать на производстве оборудование средней и малой мощности, а вот для металла лучше выбрать станок помощнее. Да, стоимость его будет выше, но он быстро себя окупит за счет многозадачности и высокой производительности.
Технические параметры сверлильного станка
Чтобы выбрать это оборудование правильно, следует внимательно изучить технические характеристики понравившихся моделей:
Мощность. Для частной мастерской достаточно станка с мощностью 300-600 Вт, для среднего производства – не менее 1,5 кВт. А если у вас крупное производство, то заказывайте промышленное оборудование с мощностью выше 3 кВт.
Высота от шпинделя до основания. Этот параметр оптимальный у большинства станков, даже самые доступные полупрофессиональные компактные модели могут работать с деталями и заготовками высотой 200-900 мм.
Диаметр обрабатываемого отверстия, ход пиноли и вылет шпинделя. Эти характеристики варьируются у разных моделей станков, чтобы подобрать оптимальные показатели, ориентируйтесь на специфику вашего производства.
Также следует обращать внимание на тип питания оборудования. Бытовые модели питаются от электросети 220 В, промышленные станки работают с более высоким напряжением.
Так что же выбрать?
Если вы ищете сверлильный станок для гаража, дома или небольшой частной мастерской, то закажите компактное и легкое оборудование. С его помощью вы сможете сверлить отверстия глубиной от 12 до 30 мм.
Для среднего или крупного производства с большими объемами работ нужно выбирать промышленное оборудование – напольный станок с высокой мощностью работает стабильно даже в условиях высоких нагрузок.
Теперь вы знаете, как выбрать сверлильный станок правильно. А если возникнут вопросы, стоит проконсультироваться с продавцом – опытный менеджер подберет вам станок с учетом специфики вашего производства и имеющегося бюджета.
3-этапное руководство по выбору правильной дрели
3-этапное руководство по выбору правильной дрели | Дом крепления
1-800-668-6636
16 ноября 2016 г., 7:23 / Автор: Brandon Chapman
Вы решили, что пора обновить свою дрель, но какой тип выбрать? Вы найдете мощный инструмент, который нужно постоянно подключать к сети, или вам нужна свобода и маневренность инструмента с батарейным питанием? Вам нужно пробить бетон и камень, или вы будете работать с деревом и гипсокартоном?
Какими бы ни были ваши потребности, важно изучить имеющиеся варианты и решить, какая дрель подойдет вам лучше всего.
Мы составили это руководство, чтобы помочь вам выбрать идеальное сверло. за.
Вопросы для размышления включают :
Какие поверхности вам нужно сверлить?
Нужно ли вам иметь возможность расположить или удерживать его определенным образом (например, под прямым углом)?
Вам нужно будет много передвигаться с ним, будь то подъем по лестнице или ходьба туда-сюда по земле?
Как долго вам потребуется использовать дрель?
Ответив на такие вопросы, вы сможете лучше сузить круг вопросов, которые вам нужны в учениях.
2. Выберите лучший тип сверла
Три самых популярных варианта:
Дрели : Это наиболее распространенный тип сверл, используемых для создания отверстий и завинчивания, затягивания или ослабления шурупов в металле, внутренних стенах или дереве. Однако они, как правило, не могут обрабатывать камень, кирпичную кладку или бетон.
Перфораторы : В дополнение к вращению перфоратор может перемещаться внутрь и наружу ударообразными движениями. Дополнительная сила, которую он создает, помогает ему сверлить отверстия в особо прочных материалах, таких как камень, бетон или кирпичная кладка. В общем, не рекомендуется использовать перфоратор при работе с деревом, так как он может повредить древесину. Вам также нужно будет использовать беруши затычки для ушей при работе с перфораторами , так как они очень громкие.
Ударные отвертки : Ударные отвертки предназначены для одной цели: быстро вкручивать винты, болты и гайки в металл и дерево. Вместо прямоугольного патрона ударные гайковерты имеют шестигранные гнезда (это означает, что вы не можете поменять местами сверла между ударными шуруповертами и перфораторами). Как и перфораторы, ударные инструменты шумные. Поэтому защита ушей обязательна!
Другим фактором, который следует учитывать, является тип рукоятки, который наилучшим образом соответствует вашим потребностям. Большинство современных дрелей имеют Т-образные рукоятки для эффективного распределения нагрузки, улучшения баланса, предотвращения соскальзывания руки и освобождения места для аккумулятора. Однако, если вам нужно решать более сложные задачи и использовать винты большего размера, вы можете подумать о переходе на другой стиль (например, на пистолетную рукоятку).
3. Решите, хотите ли вы аккумуляторную или сетевую дрель
Аккумуляторная дрель
Аккумуляторные дрели известны своей универсальностью, поскольку они, как правило, проще в использовании и легче, чем их сетевые аналоги.
При выборе аккумуляторной дрели обратите внимание на :
Мощность : здесь нужно учитывать два значения: напряжение и крутящий момент . Общее эмпирическое правило заключается в том, что более высокое напряжение означает более мощную дрель. Большинство современных аккумуляторных дрелей рассчитаны на напряжение 18 В, хотя доступны варианты ниже (7,2 В) и выше (20 В).
Крутящий момент, показывающий силу кручения, измеряется в ньютон-метрах (Нм). Некоторые сверла позволяют вам регулировать параметры крутящего момента, чтобы использовать больший крутящий момент для более прочных материалов и меньший, если вы работаете с чем-то тонким.
Скорость : Скорость измеряется в оборотах в минуту (об/мин). Многие дрели имеют две скорости (300 об/мин для сверления отверстий и 800 об/мин для завинчивания шурупов), однако дрель с регулируемой скоростью (включая скорость до 1000 об/мин) может дать вам больше контроля.
Аккумуляторы : Одним из самых популярных типов аккумуляторов сегодня является Литий-ионный , который обычно заряжается быстрее, служит дольше и легче, чем другие типы, такие как NiCd (никель-кадмиевые). Литий-ионные аккумуляторы также обеспечивают постоянную разрядку до тех пор, пока питание полностью не исчезнет.
Обратите внимание на две вещи: зарядное устройство и емкость аккумулятора в ампер-часах (Ач). Некоторым зарядным устройствам требуется всего 15 минут, чтобы восстановить полную мощность батареи. Другие займут три часа, и эта разница может сильно повлиять на вашу продуктивность. Ах, еще один важный показатель, который дает вам представление о емкости аккумулятора. Опять же, более высокое значение Ач обычно означает более длительный срок службы батареи.
Сетевые дрели
Сетевые дрели идеальны для интенсивного использования. Когда дело доходит до поиска, есть несколько факторов, которые необходимо учитывать. Некоторые из них такие же, как у аккумуляторных дрелей ( крутящий момент и скорость ), , но вам также необходимо учитывать :
Мощность : Мощность сетевой дрели измеряется в ваттах. Как и в случае с напряжением, более высокая мощность означает более мощную дрель.
Специальная прямая система (SDS) : Сверла SDS предназначены для удара с повышенной силой. Это поможет вам быстрее справляться с более сложными задачами, даже добавляя долото, чтобы превратить вашу дрель SDS в мини-отбойный молоток (пробивание бетона, удаление плитки и другие легкие работы по сносу).
Независимо от типа дрели, с которой вы работаете, будь то аккумуляторная дрель или перфоратор с питанием от сети, важно, чтобы вы нашли дрель, соответствующую вашим потребностям, готовую помочь вам выполнить работу.
Fastening House — единственный поставщик услуг в Онтарио, который специализируется на предоставлении подрядчикам инструментов, оборудования и материалов, в которых они нуждаются, где, когда и как они в них нуждаются, включая электроинструменты от надежных поставщиков, таких как DeWalt, Bosch, Makita, и Милуоки. Свяжитесь с нами сегодня, чтобы обсудить ваши потребности!
О
Последние сообщения
Брэндон Чепмен
Главный операционный директор Fastening House Inc. , генеральных подрядчиков и субподрядчиков продуктами, инструментами и оборудованием, необходимыми им для качественного выполнения работы. Он является опытным менеджером с опытом работы, предпринимательства, финансов, продаж, проектирования процессов и обучения.
Последние сообщения Брэндона Чепмена (посмотреть все)
Подпишитесь на нашу рассылку, чтобы получать эксклюзивные обновления
Обработка вашего заказа..
Аккумуляторная дрель Особенности и советы по покупке
Независимо от того, изучаете ли вы основы простого обслуживания или делаете еще одну пристройку к дому, хорошая дрель просто необходима.
Стоит ли покупать аккумуляторные дрели?
Если это беспроводная модель, вы можете сверлить отверстия и заворачивать шурупы с помощью одного и того же инструмента, и вам не нужно беспокоиться о том, чтобы найти розетку рядом с работой для питания дрели. Хорошая новость: на рынке представлены сотни таких сверл. Плохая новость: не всегда ясно, какие упражнения стоит рассмотреть.
Какую дрель купить
Подберите инструмент для работы
При всем разнообразии моделей дрелей/шуруповертов, представленных на рынке, легко купить больше инструмента, чем вам действительно нужно. Решение состоит в том, чтобы купить дрель в зависимости от того, как вы будете ее использовать. Нет смысла платить 200 долларов за инструмент, который вы будете использовать только для того, чтобы вешать картины. Также не стоит платить 50 долларов за дрель только для того, чтобы ее двигатель сгорел после нескольких дней тяжелой работы.
Вам не нужно сводить себя с ума, пытаясь придумать все возможные задачи, которые вы будете выполнять для своего нового инструмента. Посмотрите на три приведенных ниже сценария и определите, в какой из них вы вписываетесь. Лучшей дрелью для домашнего использования, скорее всего, будет дрель, предназначенная для легкого обслуживания и ремонта. Если вам когда-нибудь понадобится больше инструментов, чем у вас есть, вы можете увеличить мощность и опции. Или возьмите напрокат более мощную дрель для тех проектов, где она требуется.
LIGHT MAINTENANCE AND REPAIR
REPAIR AND REMODELING
HEAVY-DUTY CONSTRUCTION
JOBS
Installing drapery brackets; сверление отверстий под анкеры для гипсокартона; сборка мангала для барбекю; установка новых ручек на дверцы шкафов и ящиков; снятие и замена дверных петель.
Строительство стеллажа для хранения; замена перил террасы и заборных штакетников; сверление направляющих отверстий и ввинчивание шурупов в твердую древесину или фанеру; изготовление мебели; подвесной гипсокартон.
Сверление отверстий под болты и шипы в пропитанной под давлением древесине и ландшафтной древесине; сверление отверстий в кирпичных стенах; установка настила; сверление стали.
ФУНКЦИИ, НЕОБХОДИМЫЕ ВАМ
Эти задачи выполняются быстро, поэтому подойдет инструмент с одним аккумулятором. Для сверления отверстий и заворачивания шурупов приобретите дрель с двумя фиксированными скоростями; переменная скорость является опцией. Также обратите внимание на регулируемое сцепление.
Используйте инструмент с напряжением не менее 9,6 В; вам понадобится дополнительная мощность. На самом деле дрель на 12 В подходит для этого списка работ, но дополнительная мощность приводит к увеличению размера и веса.
Никаких сомнений — вы в высшей лиге. Эти проекты, особенно сверление отверстий большого диаметра и заворачивание длинных винтов, требуют высоковольтного инструмента.
ПРИМЕЧАНИЯ
Для наилучшего сочетания мощности, портативности и цены остановитесь в диапазоне от 6 до 7,2 В. Ryobi HP61 (39 долларов) — отличная двухскоростная модель на 6 В. Этот сверхкомпактный инструмент оснащен встроенным уровнем, встроенным хранилищем для двух бит и муфтой. Вы также получаете четыре сверла, дюжину отверток и восемь отверток. Аналогичным инструментом является Black & Decker 9.099 КБ (7,2 В, 39 долларов).
Для этих задач вам понадобится регулируемая скорость, два диапазона скоростей, сцепление и Т-образная рукоятка. Обязательно приобретите вторую батарею, чтобы не разрядиться в середине проекта. Сверла в этой категории стоят от 60 до 140 долларов. Две модели профессионального уровня на 9,6 В, обладающие всеми этими функциями, — это Hitachi FDS10DVA (110 долларов США) и Makita 6222DWLEK (100 долларов США).
Купите модель на 12 В, а еще лучше на 14,4 В. К более дешевым моделям относятся Black & Decker HP532 FireStorm (14,4 В, 110 долл. США), Bosch 3315K (12 В, 159 долл. США).) и Skil 2582:04 (14,4 В, 109 долларов). Но вы, возможно, захотите сделать шаг вперед для 1/2 дюйма. патрон для работы с более крупными битами и аккумуляторами NiMH с более длительным сроком службы. Первоклассные варианты включают Hitachi DS14DV (14,4 В, 199 долларов), Porter-Cable 9873 (14,4 В, 194 доллара) и Makita 6333DWAE (14,4 В, 214 долларов). И если вы ищете чистую мощность — с недостатком большего размера и веса — выбирайте DeWalt DW995K-2 (18 В, 269 долларов).
На что обращать внимание при выборе аккумуляторной дрели-шуруповерта
Кулачки патрона : Максимальный диаметр большинства сверл составляет 3/8 дюйма. Некоторые дрели на 14,4 и 18 В могут обрабатывать сверла диаметром 1/2 дюйма.
Муфта : Дополнительные настройки дают вам больший контроль над глубиной закручивания винтов.
Переключатель диапазона скоростей : Высокий для сверления; низкий предназначен для закручивания винтов. Ищите самый широкий диапазон между ними.
Переключатель прямого/обратного хода : Должно быть легко управлять большим и указательным пальцами.
Рукоятка : Текстура и контур должны облегчать захват; попробуйте ручку перед покупкой.
Напряжение : Большее напряжение означает большую мощность, но также увеличивает вес.
Аккумулятор : Два лучше, чем один. Новые никель-металлогидридные аккумуляторы обладают некоторыми преимуществами.
Триггер : Убедитесь, что ваш указательный палец удобно обхватывает его, когда вы держите дрель. Переменная скорость обеспечивает максимальный контроль.
Быстрозажимной патрон : Поверните вручную, чтобы открыть и закрыть кулачки патрона.
Процесс покупки аккумуляторной дрели
Проверьте дрели в домашних центрах, отметив их вес и баланс.
Попробуйте вертикальное и горизонтальное положение сверления, чтобы убедиться, что вы чувствуете себя комфортно.
Контурные рукоятки и резиновая прокладка на некоторых моделях делают их очень удобными, даже когда вы оказываете прямое давление ладонью.
Пока вы это делаете, посмотрите, как легко изменить настройки сцепления и управлять патроном без ключа. Домашние центры часто делают скидки на ручные инструменты, поэтому следите за акциями.
Характеристики аккумуляторной дрели
Мощность
Для аккумуляторных дрелей мощность измеряется напряжением аккумулятора. Более высокое напряжение означает большую силу крутящего момента для преодоления сопротивления. За последнее десятилетие максимальное напряжение увеличилось с 9,6 до 18 В, но линейка моделей включает 6, 7,2, 9,6, 12, 14,4 и 18 В. Сегодняшние высоковольтные дрели имеют достаточную мощность, чтобы просверлить большие отверстия в деревянном каркасе и настиле. Это впечатляющие мускулы. Но расплатой за мощность является вес. типичный 9Дрель .6V весит 3 1/2 фунта, а модель 18V весит до 10 фунтов.
Рукоятки
РУКОЯТКА аккумуляторной дрели представляет собой либо пистолетную, либо Т-образную рукоятку. Т-образная рукоятка наиболее удобна для обычного сверления и заворачивания шурупов.
Предоставлено Sears Craftsman
До появления аккумуляторных дрелей-шуруповертов большинство дрелей имели пистолетную рукоятку, при этом рукоятка находилась за мотором, как рукоятка пистолета. Но большинство современных беспроводных моделей оснащены Т-образной рукояткой.
Основание рукоятки расширяется для предотвращения соскальзывания рук и размещения батареи. Поскольку аккумулятор расположен по центру под весом и объемом двигателя, Т-образная рукоятка обеспечивает лучший общий баланс, особенно в более тяжелых дрелях.
Кроме того, сверла с Т-образной рукояткой часто могут проникать в более узкие места, потому что ваша рука не мешается в центре сверла. Но для сверления в тяжелых условиях и закручивания больших винтов пистолетная рукоятка позволяет прикладывать усилие выше — почти непосредственно за сверлом — что позволяет прикладывать больше усилий к работе.
Муфта
Регулируемая муфта — это то, что отличает электрические дрели от аккумуляторных дрели-винтовертов. Муфта, расположенная сразу за патроном, отключает приводной вал дрели, издавая щелчок, когда достигается заданный уровень сопротивления.
В результате двигатель продолжает вращаться, а бита отвертки — нет. Зачем дрели нужна муфта? Это дает вам контроль, так что вы не сорвете винт или не перекрутите его, когда он будет плотно закручен. Это также помогает защитить двигатель, когда при закручивании винта или затягивании болта встречается большое сопротивление.
Количество отдельных настроек сцепления зависит от сеялки; лучшие сверла имеют как минимум 24 настройки. С таким количеством настроек сцепления вы действительно можете точно настроить мощность, которую выдает дрель. Настройки с наименьшими номерами относятся к маленьким винтам, более высокие номера — к большим винтам. Большинство сцеплений также имеют настройку сверления, которая позволяет двигателю вращать долото на полной мощности.
Скорость
Самые дешевые дрели работают на одной скорости, но у большинства есть две фиксированные скорости: 300 об/мин и 800 об/мин. Ползунковый переключатель или триггер позволяют выбрать высокую или низкую скорость. Эти сверла идеально подходят для большинства операций с легкими нагрузками. Низкая скорость предназначена для завинчивания шурупов, высокая скорость – для сверления отверстий.
Для выполнения более сложных столярных и ремонтных работ выберите дрель с таким же двухскоростным переключателем и курком с регулируемой скоростью, который позволяет изменять скорость от 0 об/мин до верхней границы каждого диапазона. И если вы чаще сверлите отверстия, чем заворачиваете, ищите большую скорость — 1000 об/мин или выше — на верхнем конце.
Аккумуляторы и зарядные устройства
Никель-металлогидридные (NiMH) аккумуляторы представляют собой последний прорыв в области аккумуляторов. Они меньше и работают дольше, чем стандартные никель-кадмиевые (Nicad) батареи. Батареи NiMH также представляют меньшую опасность при утилизации, чем никель-кадмиевые, потому что они не содержат кадмия, который очень токсичен.
Makita, Bosch, Hitachi и DeWalt предлагают никель-металлгидридные аккумуляторы, и другие производители вскоре также будут производить эти элементы питания. Все аккумуляторные дрели поставляются с зарядным устройством, время перезарядки которого составляет от 15 минут до трех часов. Но быстрее не обязательно лучше.
Подрядчик может зависеть от быстрой перезарядки, но медленная перезарядка дома обычно не вызывает беспокойства, особенно если у вас две батареи. Более того, у быстрой зарядки есть недостатки. Быстрая перезарядка может повредить батарею, выделяя чрезмерное количество тепла, если только это не специально разработанное устройство.
Если вам нужна быстрая зарядка, используйте инструмент от Makita, Hitachi или Panasonic, чьи «умные» зарядные устройства оснащены датчиками температуры и схемой обратной связи, защищающей батареи. Эти устройства обеспечивают заряд всего за девять минут без повреждения батареи.
Where to Find It
Black & Decker U.S. Powertools 701 E. Joppa Road Towson, MD 21286 www.blackanddecker.com 800-762.6672
Труба из нержавеющей стали тонкостенная в категории «Материалы для ремонта»
Труба 85х6мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба 10х2мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба 10х2,5мм 10Х17Н13М2Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба 12х1,5мм 12Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба 12х2мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба гофрированная из нержавеющей стали SS304 Stahlmann IWS, 32 A отожженная, 20м, шт
Доставка по Украине
6 600 — 9 000 грн
от 2 продавцов
9 000 грн/бухта
Купить
ФОП Питлюк Руслан Ярославович
Телескопическая труба THOMAS из нержавеющей стали с кольцом 139792
На складе в г. Александрия
Доставка по Украине
854 — 1 039.5 грн
от 2 продавцов
854 грн
Купить
Thomas-shop.prom.ua
Телескопическая труба из нержавеющей стали с кольцом (139570)
На складе в г. Александрия
Доставка по Украине
853 грн
Купить
Thomas-shop.prom.ua
Труба из нержавеющей стали 8*1 мм AISI 304
На складе
Доставка по Украине
90 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Гофрированная труба из нержавеющей стали ø 25мм отожженная
На складе в г. Павлоград
Доставка по Украине
390 грн/м
Купить
Zakyp.com.ua: Гофрована труба з нержавіючої сталі
Спираль Змеевик для дистиллятора 6м 10 труба из нержавеющей стали узкая
На складе
Доставка по Украине
1 050 грн
Купить
Интернет-магазин «MARKETHOME»
Гофрированная труба из нержавеющей стали EASYFLEX (Kofulso, Ю. Корея), отоженная, диаметр 1/2″
На складе в г. Киев
Доставка по Украине
119.10 грн/м
Купить
АДЕКСІМ-ТРЕЙД
Гофрированная труба из нержавеющей стали ø 32мм неотожженная
На складе
Доставка по Украине
460 грн/м
Купить
Zakyp.com.ua: Гофрована труба з нержавіючої сталі
Труба 10х2,5мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба ретардера 5010418732 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Смотрите также
Труба ретардера 5010491156 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Труба ретардера 7420710746 Renault из нержавеющей стали
На складе
Доставка по Украине
2 400 грн
Купить
ACS — Advanced Cooling Systems
Труба ретардера 7420710745 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Труба ретардера 5010619044 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Труба гофрированная из нержавеющей стали
На складе
Доставка по Украине
165 грн/м
Купить
Zakyp. com.ua: Гофрована труба з нержавіючої сталі
Труба гофрированная из нержавеющей стали SS304 STAHLMANN 25А, отожженная, 10м
Доставка по Украине
3 150 грн
Купить
ФОП Питлюк Руслан Ярославович
Труба из нержавеющей стали 22*1,5 мм AISI 304
На складе
Доставка по Украине
235 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 34*1,5 мм AISI 304
На складе
Доставка по Украине
395 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 40*1,5 мм AISI 304
На складе
Доставка по Украине
505 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 52*1,5 мм AISI 304
На складе
Доставка по Украине
595 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба одностенная для дымохода из нержавейки ø100-ø500 (AISI-201) 1м
На складе
Доставка по Украине
от 362 грн
Купить
Юни-Опт
Труба гофрированная ø 32мм из нержавеющей стали неотожженная
На складе
Доставка по Украине
460 грн/м
Купить
Zakyp. com.ua: Гофрована труба з нержавіючої сталі
Труба 12х2мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Кенгурятник Renault Trafic 2001-2014+ Кенгурятник с нержавейки с трубой
Доставка из г. Винница
6 675 грн
Купить
Интернет-магазин товаров для автотюнинга b8auto.com.ua
Труба нержавеющая тонкостенная: свойства и сферы применения
Тонкостенная труба, изготовленная из нержавеющей стали, универсальна в своем применении. Ее широко используют для монтажа бытовых водопроводных систем, прокладки промышленных магистралей, установки рекламных стендов и многого другого.
Трубы из нержавейки имеют широкое применение
Столь широкая и разнообразная сфера использования связана с хорошими эксплуатационными и техническими характеристиками. В то же время, в некоторых областях промышленности вместо нержавейки используется алюминиевая тонкостенная труба. В чем их основные различия и какие особенности применения каждого из материалов?
Особенности изделий из нержавейки
Тонкостенные нержавеющие трубы практически не имеют недостатков. Единственным минусом считается высокая стоимость, однако длительный срок эксплуатации изделий и отсутствие необходимости в антикоррозийной обработке поверхности полностью оправдывают первоначальные затраты.
Важными преимуществами трубопровода из нержавеющей стали являются:
устойчивость к воздействию высокой температуры;
морозостойкость;
гладкая внутренняя поверхность;
стойкость к влиянию агрессивной среды;
Популярность труб из нержавейки обусловлена рядом их преимуществ перед другими трубы
антикоррозионные свойства;
прочность сварного соединения;
тонкие стены, позволяющие получить трубы большего внутреннего диаметра;
небольшой вес;
прочность и надежность;
безопасность для здоровья;
долговечность.
Также необходимо отметить высокую эстетичность трубопровода из нержавеющей стали. Именно это свойство позволяет использовать трубы из нержавеющей стали в декоративных целях – для изготовления навесных конструкций и различных опор. Для декоративных ограждений гораздо чаще применяются более дешевые электросварные трубы. Также изделия из нержавеющей стали порой заменяются хромированными.
Из-за внешнего вида нержавейка часто применяется для навесных конструкций
Нержавейка не вызывает отравления, а поэтому может использоваться для транспортировки питьевой воды. С другой стороны, высокая стоимость заставляет многих застройщиков искать более экономически выгодные, но не менее надежные аналоги.
Способы изготовления и применение нержавеющих труб
Область применения изделий из стали напрямую зависит от способа изготовления. Ведь именно особенности технологического процесса обуславливают наличие определенного набора положительных и отрицательных характеристик. Тонкостенные трубы из нержавеющей стали бывают:
Бесшовные. Существуют два основных способа изготовления бесшовного трубного проката – холодная и горячая деформация. Прокат формируется на вальцах специального прокатного станка. В зависимости от особенностей технологического процесса раскатка до нужного диаметра производится в горячем или подогретом состоянии. Таким способом получают особо прочные изделия, которые используются в медицинской отрасли, машиностроении, автомобилестроении, авиации, аэрокосмонавтике.
Особо прочными являются бесшовные нержавеющие трубы
Сварные. Более простая технология, предусматривающая использование специально заготовленных стальных полос любой необходимой длины. Стальные ленты автоматически закручиваются вокруг направляющего стержня, а затем завариваются. Получаются легкие и прочные изделия, которые хорошо справляются с температурными нагрузками. Основными сферами использования являются бытовое потребление (монтаж систем водоснабжения и отопления), химическая и пищевая промышленность.
Особо тонкостенные. К этой группе относят трубы, толщина стенок которых составляет менее 2 % от внешнего диаметра. У стандартных тонкостенных изделий этот показатель составляет 5 %. Для производства такого трубопровода используется метод лазерной сварки. Основные потребители – приборостроение и медицина.
Самыми дорогими являются бесшовные тонкостенные трубы, а вот сварные более доступны рядовому потребителю.
Алюминиевые тонкостенные трубы
Алюминиевая труба считается тонкостенной, если толщина ее стенки не превышает 5 мм. Изделия достаточно универсальны в своем применении и имеют много общих характеристик с трубопроводом из нержавейки.
Тонкостенные алюминиевые трубы имеют диаметр стенки не более 5 мм
В частности, алюминиевая труба характеризуется:
легкостью;
удовлетворительным уровнем прочности;
высокой технологичностью;
легкостью обработки;
хорошей гибкостью;
низким коэффициентом шероховатости;
высокой пропускной способностью;
устойчивостью к коррозии;
эстетичностью;
доступной стоимостью.
Алюминиевая труба также имеет схожие с нержавеющей сферы применения:
авиастроение;
химическая промышленность;
нефтяная промышленность;
судостроение;
строительство зданий;
создание рекламных сооружений;
производство декоративных элементов, лестничных перил, элементов мебели.
Алюминиевые трубы применяются в промышленности, но не допускается их использовать для транспортировки воды
Однако алюминиевая труба абсолютно не пригодна для систем водоснабжения. Причина очень веская – обнаружены канцерогенные свойства металла, которые могут передаться транспортируемой жидкости.
В то же время, для систем канализации и водоснабжения вполне пригодными являются сплавы титана с алюминием. В промышленных масштабах такое решение вполне применимо, а вот для бытовых целей оказывается экономически нецелесообразно.
Легкость металла определила и другие варианты использования – алюминиевая труба эксплуатируется в дренажных системах, а ее гофрированная разновидность – при устройстве вентиляционных систем. Кроме того, изделия из алюминия нашли свое применение в системах кондиционирования. Для повышения эксплуатационных характеристик алюминия изделия поддаются обработке – нагартовке, закаливанию, состариванию, анодированию.
Чем хороша нержавеющая гофрированная труба
Трубы тонкостенные из нержавеющей стали | МИСУМИ
МИСУМИ Главная>
Материалы>
Металлические материалы>
Металлические трубы>
Трубы тонкостенные, нержавеющая сталь
Щелкните это изображение, чтобы увеличить его.
Наведите указатель мыши на изображение, чтобы увеличить его. ОД заземлен.


 В современных условиях он все чаще применяется в частных небольших токарных мастерских, а также для мелкосерийного производства. Успешно выполняет классические токарные операции.
В современных условиях он все чаще применяется в частных небольших токарных мастерских, а также для мелкосерийного производства. Успешно выполняет классические токарные операции. 1 Обзор станка, видео
1 Обзор станка, видео Поэтому не подходит для обработки крупных деталей.
Поэтому не подходит для обработки крупных деталей.

 Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм. Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм. Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.

 Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:



 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Масса около 53 фунтов предотвращает ходьбу и раскачивание во время работы. Запускается мягко, чтобы обеспечить максимальную безопасность двигателя и низкий уровень шума.
Масса около 53 фунтов предотвращает ходьбу и раскачивание во время работы. Запускается мягко, чтобы обеспечить максимальную безопасность двигателя и низкий уровень шума.
 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Мотор и 3 зубила
Мотор и 3 зубила Высокая концентричность задней бабки и пластины. Перемещение задней бабки для регулировки правильного расстояния для заготовок.
Высокая концентричность задней бабки и пластины. Перемещение задней бабки для регулировки правильного расстояния для заготовок. 2 lbs / 24.09 kg
2 lbs / 24.09 kg




 5 Набор сверл Матрикс
5 Набор сверл Матрикс
 8 Комплект резцов из стали ВК8
8 Комплект резцов из стали ВК8

 Операция выполняется в заводских условиях. Ее параметры определяются индивидуально, зависят от специфики дальнейшего использования деталей.
Операция выполняется в заводских условиях. Ее параметры определяются индивидуально, зависят от специфики дальнейшего использования деталей.
 Это обеспечивает высокую коррозионную стойкость стали, позволяет деталям на ее основе работать в агрессивных средах.
Это обеспечивает высокую коррозионную стойкость стали, позволяет деталям на ее основе работать в агрессивных средах.
 ru
ru Заказ через сайт доступен на странице с ценами. В том числе есть возможность оставить заявку с помощью email и телефона.
Заказ через сайт доступен на странице с ценами. В том числе есть возможность оставить заявку с помощью email и телефона. Число в конце марки обозначает его процентный состав. Например, твердый сплав ВК8 содержит 8% кобальта (Co), ВК6 — 6%, Т30К4 — 4%, ТТ7К12 — 12%. Также в их состав входят углерод (C), вольфрам (W), титан (Ti), тантал (Ta) в зависимости от группы.
Число в конце марки обозначает его процентный состав. Например, твердый сплав ВК8 содержит 8% кобальта (Co), ВК6 — 6%, Т30К4 — 4%, ТТ7К12 — 12%. Также в их состав входят углерод (C), вольфрам (W), титан (Ti), тантал (Ta) в зависимости от группы. Например, порошок ВК8 идет на изготовление одноименного твердого сплава.
Например, порошок ВК8 идет на изготовление одноименного твердого сплава. com
com

 Из марок ВК8 и ВК6 изготавливают резцы, свёрла, фрезы и другой инструмент, предназначенный для механической обработки заготовок. Твердосплавные плиты марок ВК8, ВК6 применяются также в промышленности.
Из марок ВК8 и ВК6 изготавливают резцы, свёрла, фрезы и другой инструмент, предназначенный для механической обработки заготовок. Твердосплавные плиты марок ВК8, ВК6 применяются также в промышленности.
 Атомная энергия, 57 (1984) 47-57.
Атомная энергия, 57 (1984) 47-57. А., Круликовская М.П., Данильченко Б.А. Структурно-фазовые изменения в металлах и сплавах, кристаллизующихся в потоке гамма-квантов. Физика металлов и металловедение, 161(19)91) 249-269.
А., Круликовская М.П., Данильченко Б.А. Структурно-фазовые изменения в металлах и сплавах, кристаллизующихся в потоке гамма-квантов. Физика металлов и металловедение, 161(19)91) 249-269.
 Технология включает в себя несколько этапов:
Технология включает в себя несколько этапов:
 Данная конструкция укрепляет будущее здание и обеспечивает долговечность. Поэтому, чтобы купить двутавровую балку, необходимо знать цель ее назначения.
Данная конструкция укрепляет будущее здание и обеспечивает долговечность. Поэтому, чтобы купить двутавровую балку, необходимо знать цель ее назначения.
 Балка тавровая обладает высокой прочностью на растяжение и изгиб при низком весе, отлично деформируется и сваривается.
Балка тавровая обладает высокой прочностью на растяжение и изгиб при низком весе, отлично деформируется и сваривается.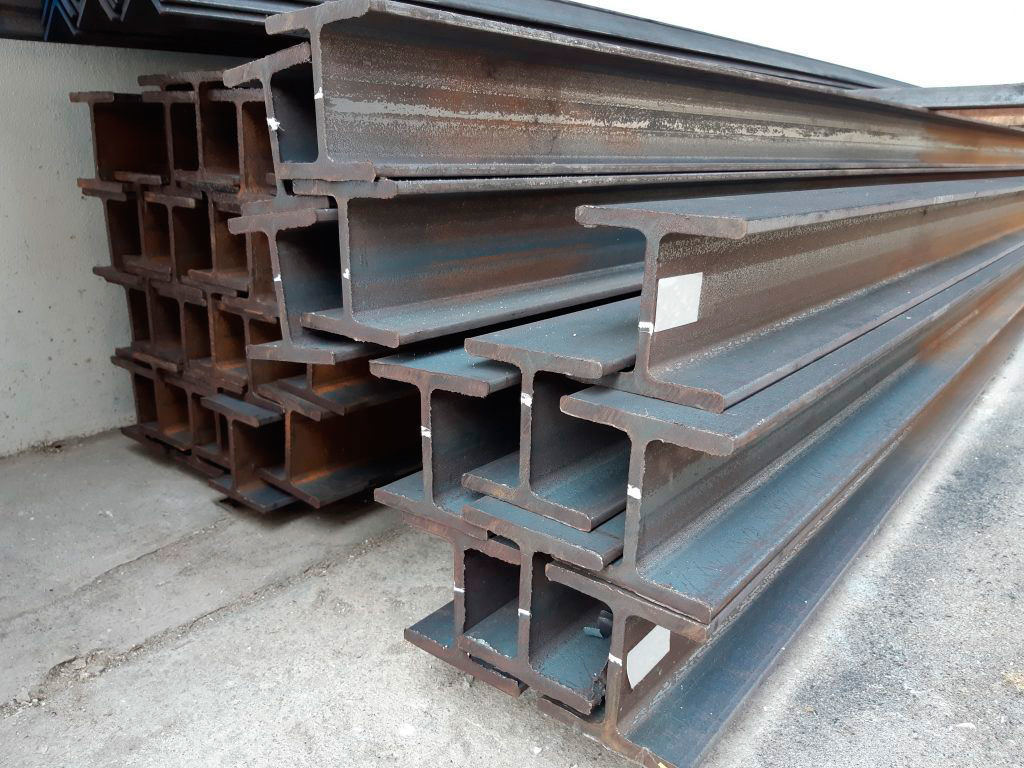 Существуют балки переменного сечения с углом наклона стенки до 10° — это металлический профиль H-образного сечения с уклоном внутренних полок.
Существуют балки переменного сечения с углом наклона стенки до 10° — это металлический профиль H-образного сечения с уклоном внутренних полок. 90% сварных процессов на предприятии автоматизированы, а контроль качества продукции обеспечивают собственные лаборатории.
90% сварных процессов на предприятии автоматизированы, а контроль качества продукции обеспечивают собственные лаборатории.
 Весь корпус этого конструктивного элемента имеет I- или Н-образное поперечное сечение. Наряду со сталью также существуют балки из алюминиевых сплавов и низколегированных сталей, которые используются для различных целей, таких как мосты, каркасы зданий и т. д.
Весь корпус этого конструктивного элемента имеет I- или Н-образное поперечное сечение. Наряду со сталью также существуют балки из алюминиевых сплавов и низколегированных сталей, которые используются для различных целей, таких как мосты, каркасы зданий и т. д. В противном случае происходит изгиб.
В противном случае происходит изгиб. Использование этих балок может быть экономически выгодным, поскольку они уменьшают необходимость использования слишком большого количества опорных компонентов. Универсальный и надежный характер делает их незаменимыми для каждого подрядчика и инженера.
Использование этих балок может быть экономически выгодным, поскольку они уменьшают необходимость использования слишком большого количества опорных компонентов. Универсальный и надежный характер делает их незаменимыми для каждого подрядчика и инженера. Параллельные стороны балки известны как полки, и они изготавливаются так, что они шире, чем двутавровые балки, отсюда и название «широкая полка». Балки с широкими полками имеют отличную несущую способность и устойчивы к изгибу и скручиванию. Поскольку балки с широкими полками могут выдерживать чрезмерное давление, они обеспечивают структурную целостность и устойчивость здания. Широкополочные балки обычно используются в качестве конструкционных опорных материалов в зданиях, колоннах, балках и мостах.
Параллельные стороны балки известны как полки, и они изготавливаются так, что они шире, чем двутавровые балки, отсюда и название «широкая полка». Балки с широкими полками имеют отличную несущую способность и устойчивы к изгибу и скручиванию. Поскольку балки с широкими полками могут выдерживать чрезмерное давление, они обеспечивают структурную целостность и устойчивость здания. Широкополочные балки обычно используются в качестве конструкционных опорных материалов в зданиях, колоннах, балках и мостах.
 Они также поставляются с различной толщиной стенки и фланца. Длину и толщину балки с широкими полками лучше всего определять в зависимости от конкретной работы. При поиске наилучшего размера балки для любого проекта важно учитывать силу, которая будет приложена к балке, вес, который будет нести балка, а также растяжение и сжатие, которым будет подвергаться балка. Меньшие балки хорошо работают, когда давление и вес минимальны, в то время как большие и толстые балки следует использовать для поддержки конструкций, которые несут большой вес.
Они также поставляются с различной толщиной стенки и фланца. Длину и толщину балки с широкими полками лучше всего определять в зависимости от конкретной работы. При поиске наилучшего размера балки для любого проекта важно учитывать силу, которая будет приложена к балке, вес, который будет нести балка, а также растяжение и сжатие, которым будет подвергаться балка. Меньшие балки хорошо работают, когда давление и вес минимальны, в то время как большие и толстые балки следует использовать для поддержки конструкций, которые несут большой вес.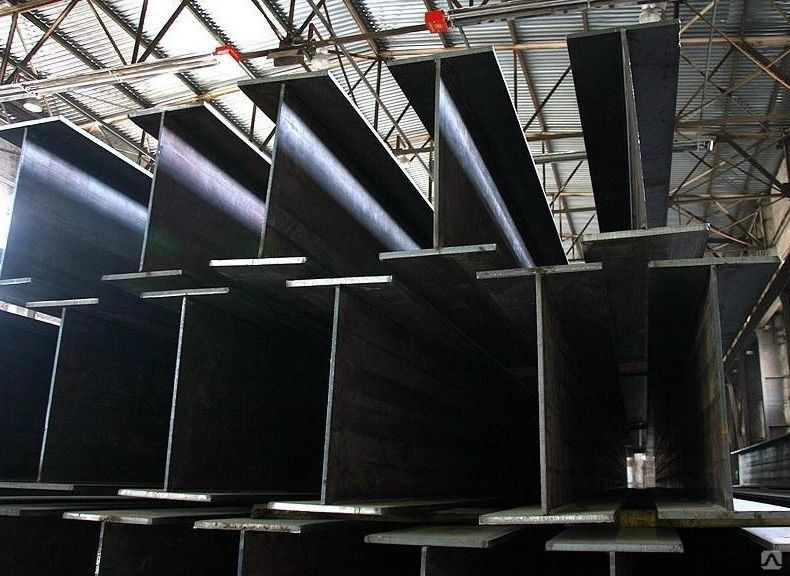

 Такие прорези на боковой части забивного анкера необходимы для того, чтобы сформировать лепестки, выступающие в роли распорных плеч.
Такие прорези на боковой части забивного анкера необходимы для того, чтобы сформировать лепестки, выступающие в роли распорных плеч.

 В этом случае допустимую нагрузку на такие элементы, составляющую 25% от максимально допустимой, необходимо дополнительно умножить на коэффициент, равный 0,6.
В этом случае допустимую нагрузку на такие элементы, составляющую 25% от максимально допустимой, необходимо дополнительно умножить на коэффициент, равный 0,6.
 Именно поэтому такие латунные крепежи применяют при монтаже предметов, отличающихся небольшим весом. Так, при помощи забивных анкеров с гладкой поверхностью можно выполнять монтаж негабаритных предметов интерьера, а также конструкций, изготовленных из легкого пластика или древесины.
Именно поэтому такие латунные крепежи применяют при монтаже предметов, отличающихся небольшим весом. Так, при помощи забивных анкеров с гладкой поверхностью можно выполнять монтаж негабаритных предметов интерьера, а также конструкций, изготовленных из легкого пластика или древесины. Для этого лучше использовать молоток, при помощи которого вы не только забьете анкер на требуемую глубину, но и расклините его рабочую часть, разделенную прорезями на четыре сегмента.
Для этого лучше использовать молоток, при помощи которого вы не только забьете анкер на требуемую глубину, но и расклините его рабочую часть, разделенную прорезями на четыре сегмента. Как говорится, ни добавить, ни отнять. Однако в реальности все не так просто. На самом деле у анкера забивного (другое общепринятое название – анкер-цанга) имеются особенности и конструкции, и применения. Рассмотрим эти вопросы более подробно.
Как говорится, ни добавить, ни отнять. Однако в реальности все не так просто. На самом деле у анкера забивного (другое общепринятое название – анкер-цанга) имеются особенности и конструкции, и применения. Рассмотрим эти вопросы более подробно. Сформированные в результате расширения прорезей своего рода лепестки упираются во внутреннюю поверхность отверстия, созданного в материале основания.
Сформированные в результате расширения прорезей своего рода лепестки упираются во внутреннюю поверхность отверстия, созданного в материале основания. Но ввиду невысокой антикоррозионной устойчивости, их нужно покрывать защитным слоем, что обусловливает возрастание стоимости конечной продукции. Подвергать латунную цангу такой процедуре смыла не имеет. Она и без того успешно противостоит воздействию коррозии. Ниже в таблице приведены наиболее важные технические характеристики стальных забивных анкеров самых ходовых типоразмеров.
Но ввиду невысокой антикоррозионной устойчивости, их нужно покрывать защитным слоем, что обусловливает возрастание стоимости конечной продукции. Подвергать латунную цангу такой процедуре смыла не имеет. Она и без того успешно противостоит воздействию коррозии. Ниже в таблице приведены наиболее важные технические характеристики стальных забивных анкеров самых ходовых типоразмеров. 0
0 Делать это нужно со всей тщательностью. После продувки отверстия с помощью спринцовки/медицинской груши, рекомендуется пройтись по нему ершиком с жестким ворсом. Такой подход обеспечит более высокую эффективность очистки отверстия. А от этого качество крепления только выиграет.
Делать это нужно со всей тщательностью. После продувки отверстия с помощью спринцовки/медицинской груши, рекомендуется пройтись по нему ершиком с жестким ворсом. Такой подход обеспечит более высокую эффективность очистки отверстия. А от этого качество крепления только выиграет. Монтаж завершен.
Монтаж завершен. Он идеально подходит для монтажа подвесных систем. Помимо продольных коротких прорезей, еще одна выполнена по всей длине данной детали. Это повышает надежность крепления. Также востребован от компании Sormat забивной анкер LАН, выполненный из нержавеющей кислотостойкой стали A4. Подходит для сквозного монтажа в полнотелых основаниях.Из установочного инструмента компанией предлагается такая модель: LТ+. Ее использование совместно с молотком препятствует неправильному монтажу забивного анкера.
Он идеально подходит для монтажа подвесных систем. Помимо продольных коротких прорезей, еще одна выполнена по всей длине данной детали. Это повышает надежность крепления. Также востребован от компании Sormat забивной анкер LАН, выполненный из нержавеющей кислотостойкой стали A4. Подходит для сквозного монтажа в полнотелых основаниях.Из установочного инструмента компанией предлагается такая модель: LТ+. Ее использование совместно с молотком препятствует неправильному монтажу забивного анкера. Монтаж рекомендуется проводить с помощью установочного инструмента. Компанией выпускается несколько видов таких приспособлений: НКD-TE-СХ-В, НSD-Н и др.
Монтаж рекомендуется проводить с помощью установочного инструмента. Компанией выпускается несколько видов таких приспособлений: НКD-TE-СХ-В, НSD-Н и др. Чтобы запустить ролик, наведите курсор на изображение и действуйте по высветившейся подсказке.
Чтобы запустить ролик, наведите курсор на изображение и действуйте по высветившейся подсказке. З. стержень
З. стержень

 ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D2104
ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D2104
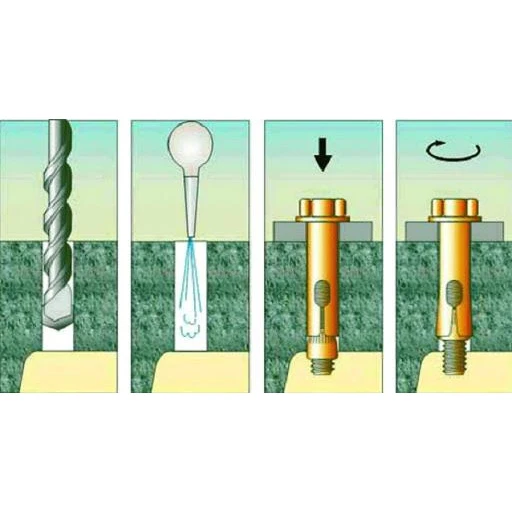
 ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3521
ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3521






 справочные таблицы).
справочные таблицы).

 80
80 
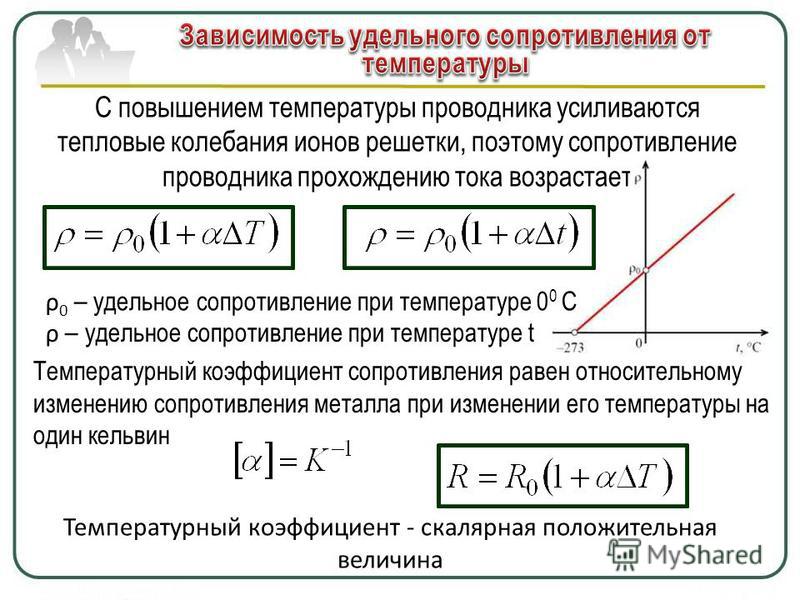
 Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.


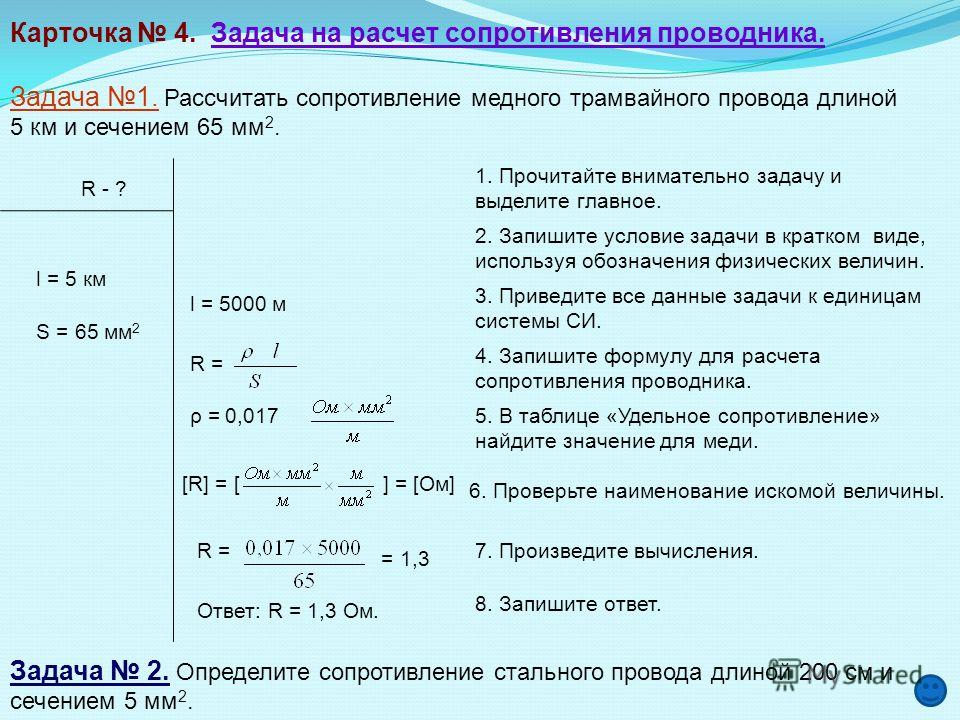 Они по-разному ведут себя, если встречают на своем пути конденсатор.
Они по-разному ведут себя, если встречают на своем пути конденсатор. Поэтому постоянное напряжение может своим током спалить дроссель, созданный для работы на переменке.
Поэтому постоянное напряжение может своим током спалить дроссель, созданный для работы на переменке.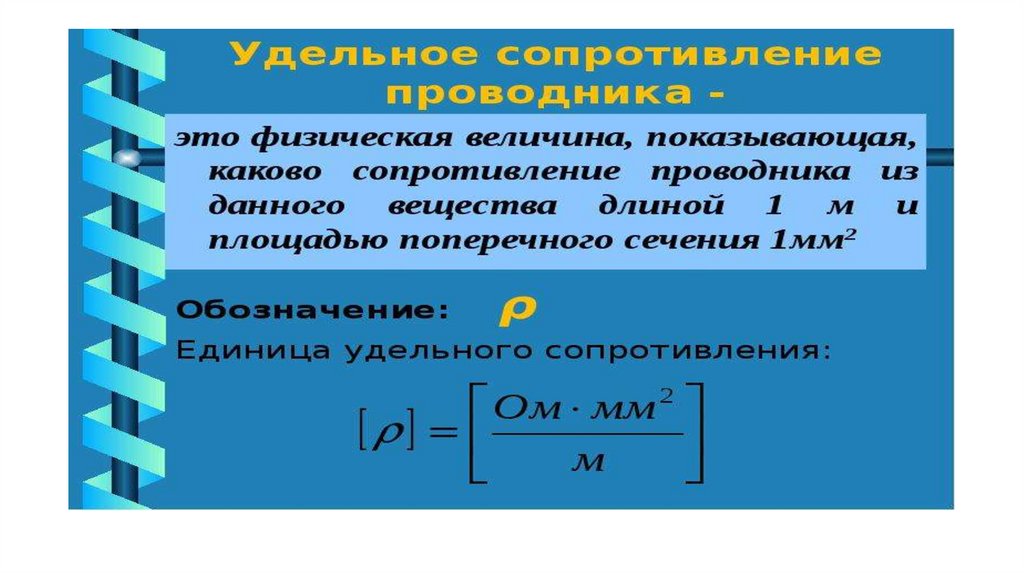 Сложные схемы упрощают последовательно, чтобы вычислить итоговое значение эквивалентного сопротивления участка цепи.
Сложные схемы упрощают последовательно, чтобы вычислить итоговое значение эквивалентного сопротивления участка цепи.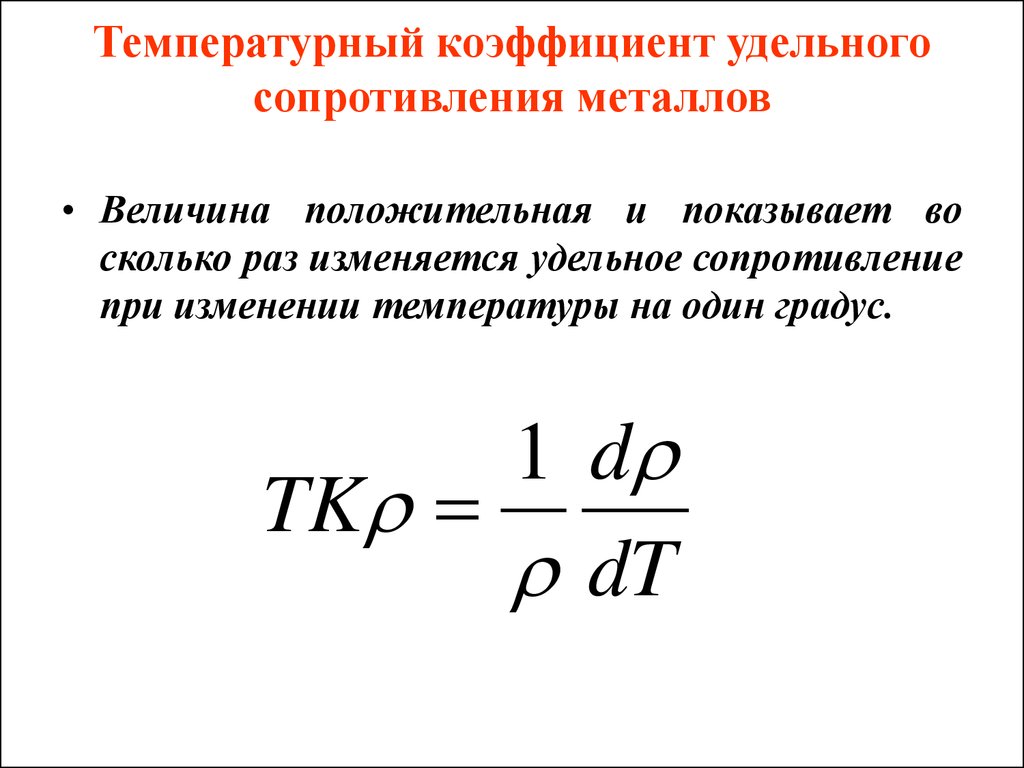 /м при поддержании постоянной температуры в процессе измерений на уровне +20°C:
/м при поддержании постоянной температуры в процессе измерений на уровне +20°C: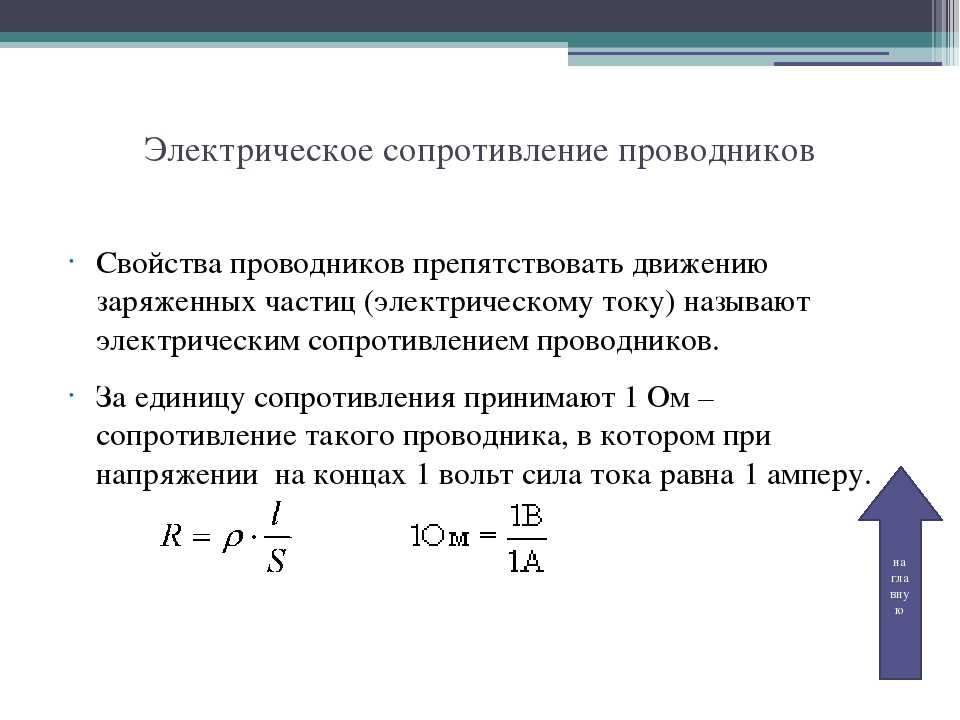 /м):
/м):
 Поэтому сопротивление и проводимость проводника есть величины обратные.
Поэтому сопротивление и проводимость проводника есть величины обратные.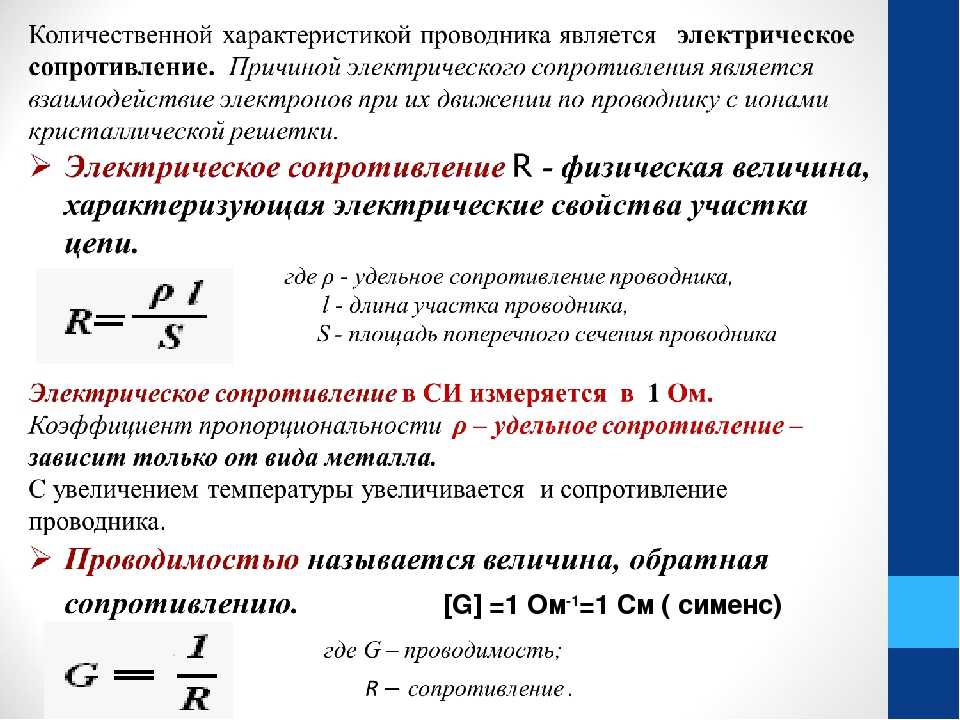

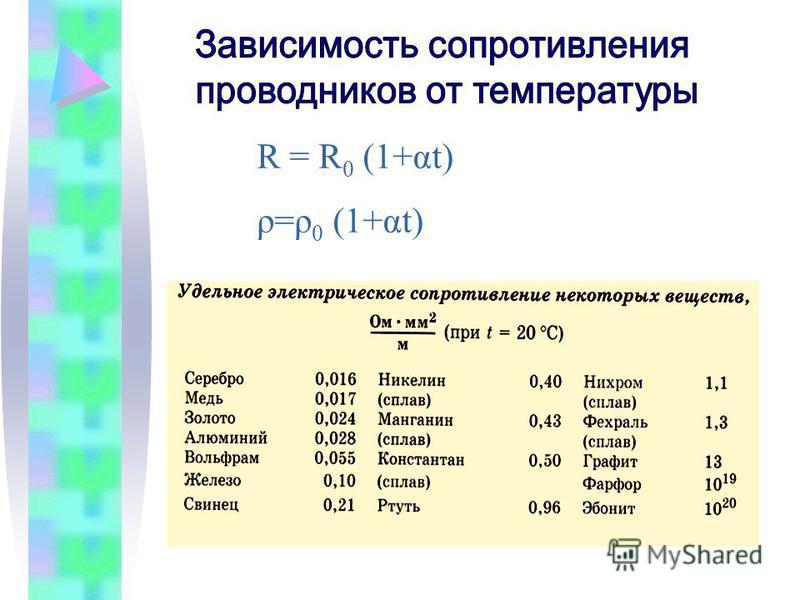 5% примесей, марки А1. Еще более чистый алюминий марки АВ00 (не более 0.03% примесей) применяют для изготовления алюминиевой фольги, электродов и корпусов электролитических конденсаторов. Алюминий наивысшей чистоты АВ0000 имеет содержание примесей не более 0ю004%. Добавки Ni, Si, Zn или Fe при содержании их 0.5% снижают γ отожженного алюминия не более, чем на 2-3%. Более заметное действие оказывают примеси Cu, Ag и Mg, при том же массовом содержании снижающие γ алюминия на 5-10%. Очень сильно снижают электропроводность алюминия Ti и Mn.
5% примесей, марки А1. Еще более чистый алюминий марки АВ00 (не более 0.03% примесей) применяют для изготовления алюминиевой фольги, электродов и корпусов электролитических конденсаторов. Алюминий наивысшей чистоты АВ0000 имеет содержание примесей не более 0ю004%. Добавки Ni, Si, Zn или Fe при содержании их 0.5% снижают γ отожженного алюминия не более, чем на 2-3%. Более заметное действие оказывают примеси Cu, Ag и Mg, при том же массовом содержании снижающие γ алюминия на 5-10%. Очень сильно снижают электропроводность алюминия Ti и Mn. Однако даже чистое железо имеет значительно более высокое сравнительно с медью и алюминием удельное сопротивление; ρ стали, т.е. железа с примесью углерода и других элементов, еще выше. Обычная сталь обладает малой стойкостью коррозии: даже при нормальной температуре, особенно в условиях повышенной влажности, она быстро ржавеет; при повышении температуры скорость коррозии резко возрастает. Поэтому поверхность стальных проводов должна быть защищена слоем более стойкого материала. Обычно для этой цели применяют покрытие цинком.
Однако даже чистое железо имеет значительно более высокое сравнительно с медью и алюминием удельное сопротивление; ρ стали, т.е. железа с примесью углерода и других элементов, еще выше. Обычная сталь обладает малой стойкостью коррозии: даже при нормальной температуре, особенно в условиях повышенной влажности, она быстро ржавеет; при повышении температуры скорость коррозии резко возрастает. Поэтому поверхность стальных проводов должна быть защищена слоем более стойкого материала. Обычно для этой цели применяют покрытие цинком.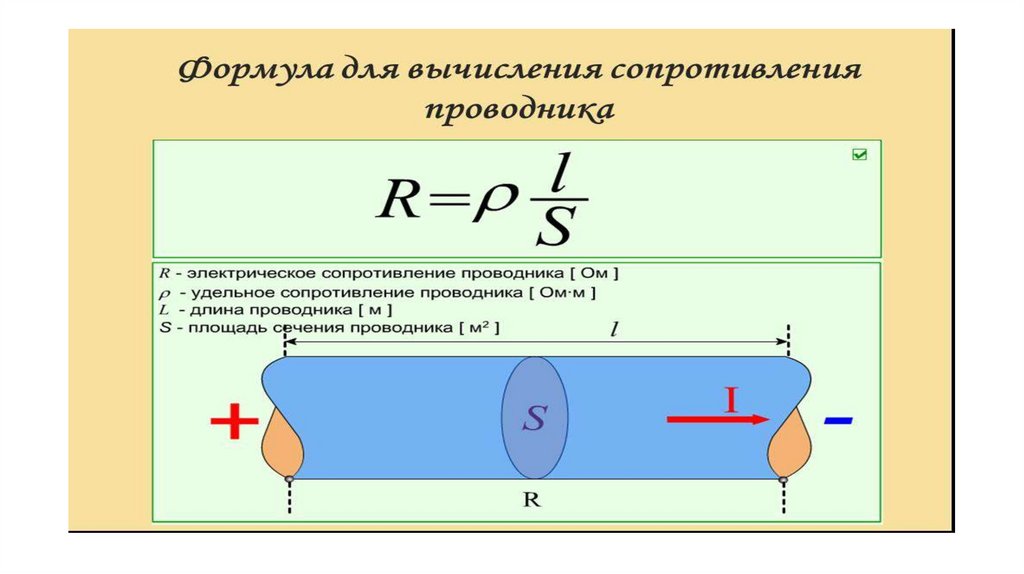 8 раза больше ρ меди и в 1.7 раз больше ρ алюминия, но благодаря чрезвычайно малой плотности натрия (плотность его почти в 9 раз меньше плотности меди), провод из натрия при данной проводимости на единицу длины должен быть значительно легче, чем провод из любого другого металла.
8 раза больше ρ меди и в 1.7 раз больше ρ алюминия, но благодаря чрезвычайно малой плотности натрия (плотность его почти в 9 раз меньше плотности меди), провод из натрия при данной проводимости на единицу длины должен быть значительно легче, чем провод из любого другого металла.
 2$
2$ Если в каком-либо веществе полно свободных электронов, то такое вещество будет хорошо проводить электрический ток. Если электронов еще меньше, то такое вещество будет плохо проводить электрический ток. А если свободных электронов почти нет, то такое вещество совсем не будет проводить ток. Поэтому, удельное сопротивление вещества показывает способность этого вещества препятствовать электрическому току, проходящему через него.
Если в каком-либо веществе полно свободных электронов, то такое вещество будет хорошо проводить электрический ток. Если электронов еще меньше, то такое вещество будет плохо проводить электрический ток. А если свободных электронов почти нет, то такое вещество совсем не будет проводить ток. Поэтому, удельное сопротивление вещества показывает способность этого вещества препятствовать электрическому току, проходящему через него.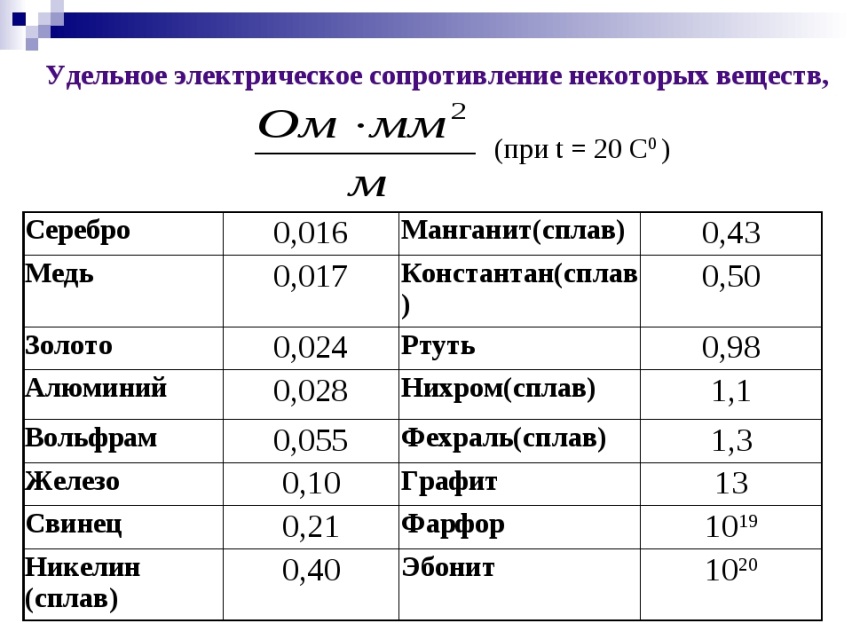
 Чтобы получить 1 Ом сопротивления нужно взять 7,7 м такой проволоки. Наименьшим удельным сопротивлением обладает серебро. 1 Ом сопротивления можно получить, если взять 62,5 м серебряной проволоки сечением 1 мм2. Серебро — лучший проводник, но стоимость серебра исключает возможность его массового применения. После серебра в таблице идет медь: 1 м медной проволоки сечением 1 мм2 обладает сопротивлением 0,0175 Ом. Чтобы получить сопротивление в 1 Ом, нужно взять 57 м такой проволоки.
Чтобы получить 1 Ом сопротивления нужно взять 7,7 м такой проволоки. Наименьшим удельным сопротивлением обладает серебро. 1 Ом сопротивления можно получить, если взять 62,5 м серебряной проволоки сечением 1 мм2. Серебро — лучший проводник, но стоимость серебра исключает возможность его массового применения. После серебра в таблице идет медь: 1 м медной проволоки сечением 1 мм2 обладает сопротивлением 0,0175 Ом. Чтобы получить сопротивление в 1 Ом, нужно взять 57 м такой проволоки.
 Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
 Из формулы (4) можно получить формулу для расчета удельного сопротивления, если имеются экспериментальные значения для R, L и S:
Из формулы (4) можно получить формулу для расчета удельного сопротивления, если имеются экспериментальные значения для R, L и S: При приближении к температуре абсолютного нуля, которая равна -273С, сопротивление некоторых металлов стремится к нулю. Это явление называется сверхпроводимостью. Атомы и молекулы как бы “замораживаются”, прекращают любое движение и не оказывают сопротивления потоку электронов.
При приближении к температуре абсолютного нуля, которая равна -273С, сопротивление некоторых металлов стремится к нулю. Это явление называется сверхпроводимостью. Атомы и молекулы как бы “замораживаются”, прекращают любое движение и не оказывают сопротивления потоку электронов.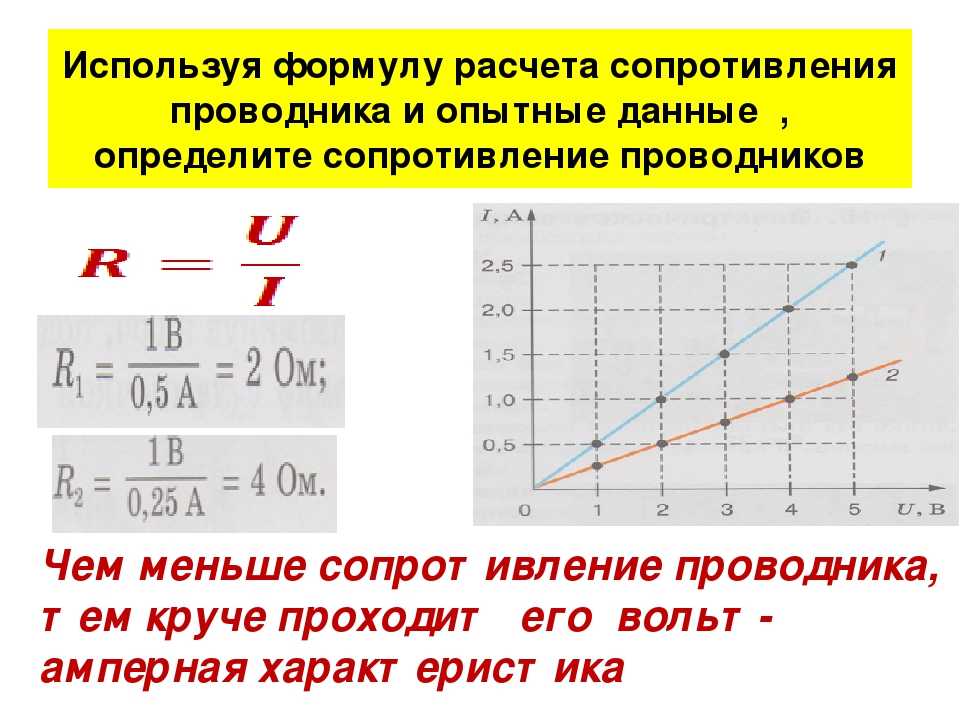 В этом случае оно является не константой, а скалярной функцией координат — коэффициентом, связывающим напряжённость электрического поля E→(r→){\displaystyle {\vec {E}}({\vec {r}})} и плотность тока J→(r→){\displaystyle {\vec {J}}({\vec {r}})} в данной точке r→{\displaystyle {\vec {r}}}. Указанная связь выражается :
В этом случае оно является не константой, а скалярной функцией координат — коэффициентом, связывающим напряжённость электрического поля E→(r→){\displaystyle {\vec {E}}({\vec {r}})} и плотность тока J→(r→){\displaystyle {\vec {J}}({\vec {r}})} в данной точке r→{\displaystyle {\vec {r}}}. Указанная связь выражается :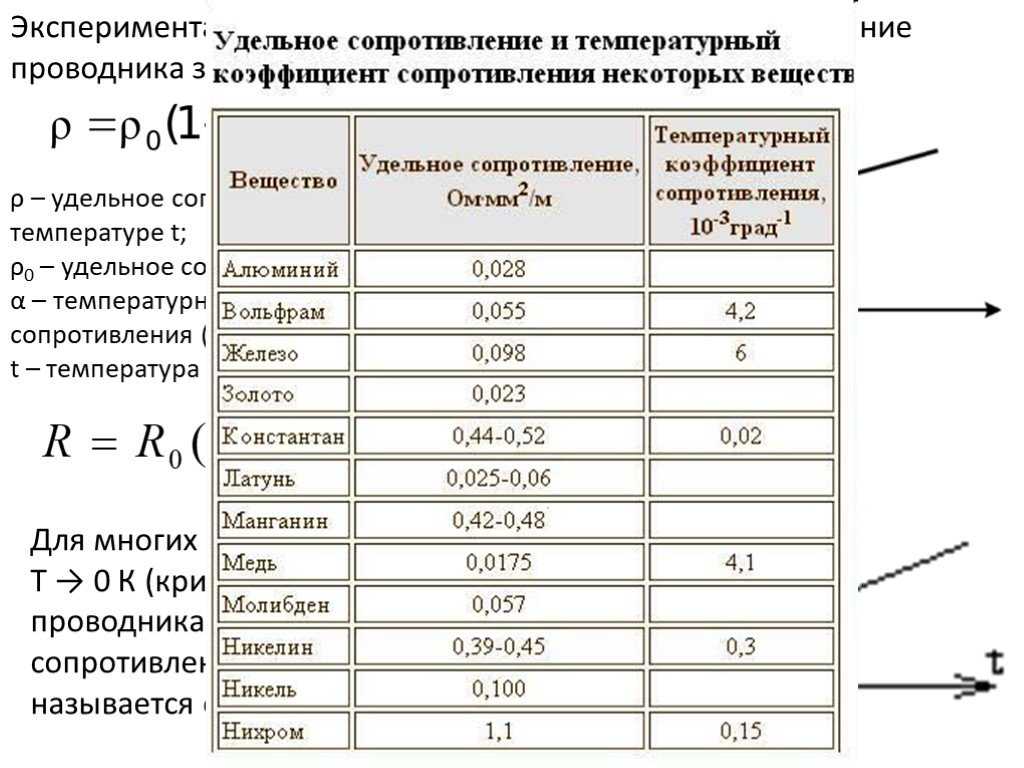 {3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}
{3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}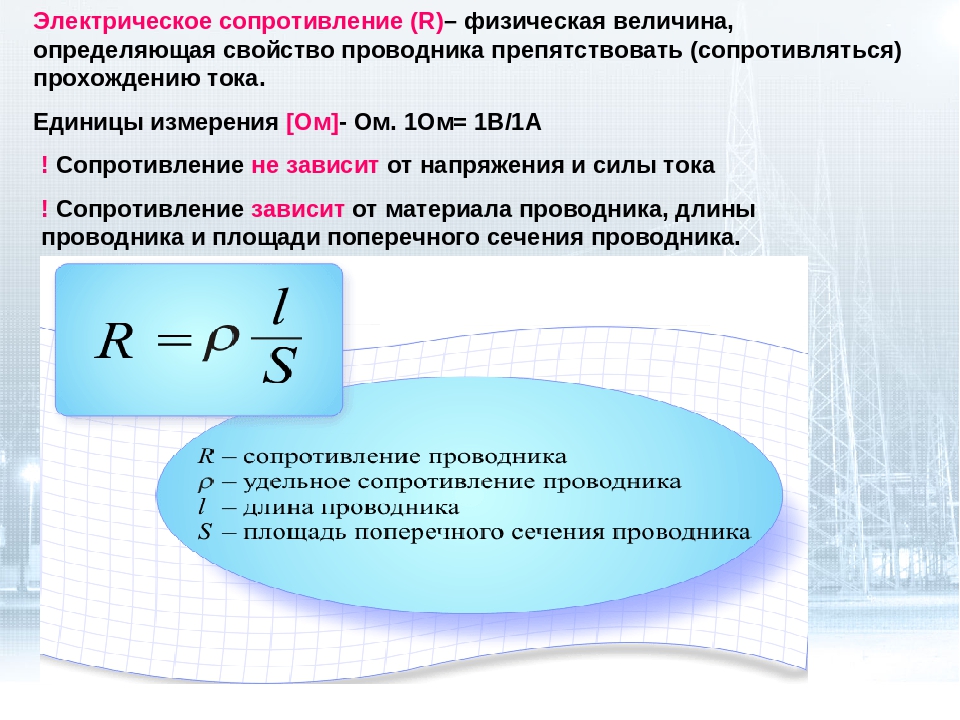
 {3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}
{3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}
 Это и есть последовательное соединение проводников. Их можно соединять с друг другом сколь угодно много.
Это и есть последовательное соединение проводников. Их можно соединять с друг другом сколь угодно много.
 Давайте так и сделаем.
Давайте так и сделаем. Если сложить все падения напряжений на резисторах, то можно получить… напряжение источника! Он у нас равен 10 Вольт.
Если сложить все падения напряжений на резисторах, то можно получить… напряжение источника! Он у нас равен 10 Вольт. д.
д.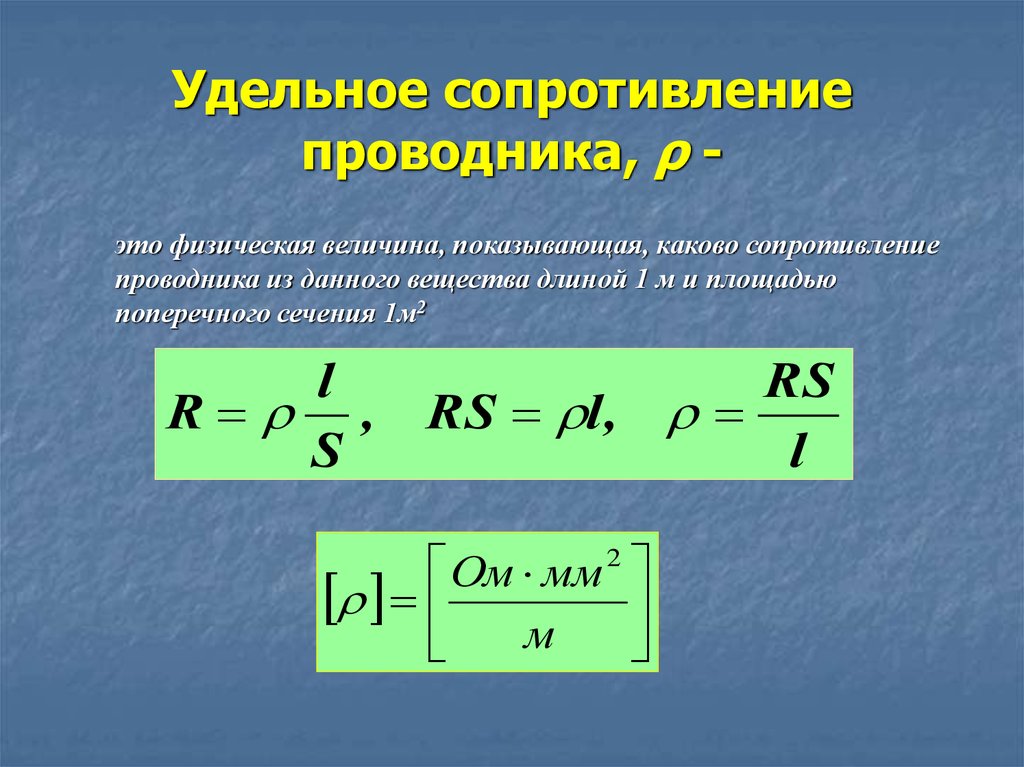

 2
2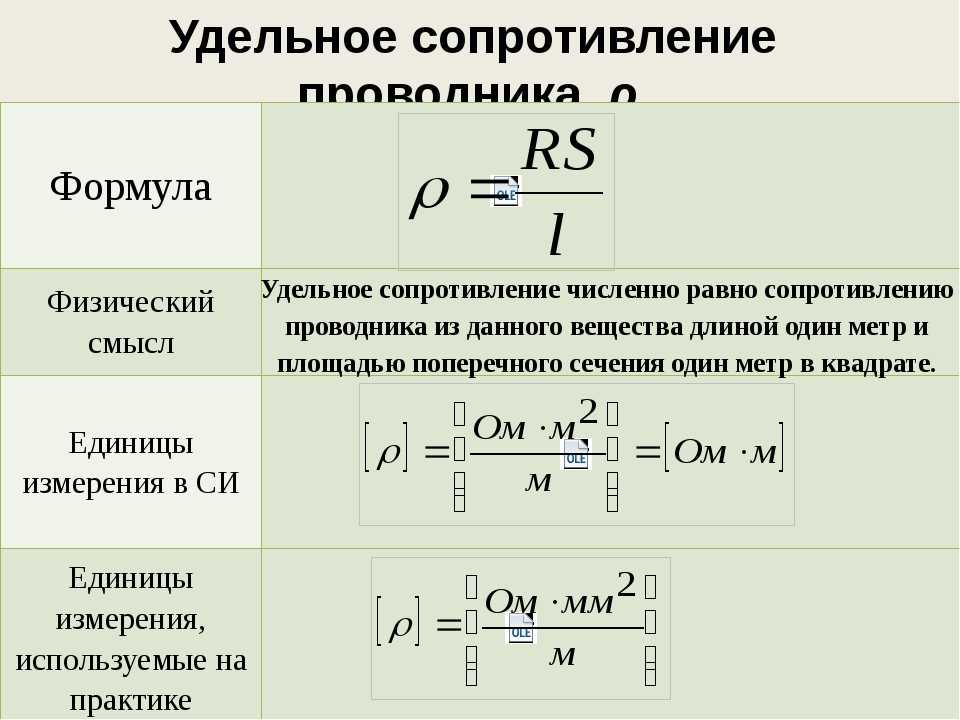 Без легирования они выглядят почти как изолятор, но с легированием доступны носители заряда, и удельное сопротивление резко падает. Точно так же и для электролитов уровень удельного сопротивления варьируется в широких пределах.
Без легирования они выглядят почти как изолятор, но с легированием доступны носители заряда, и удельное сопротивление резко падает. Точно так же и для электролитов уровень удельного сопротивления варьируется в широких пределах.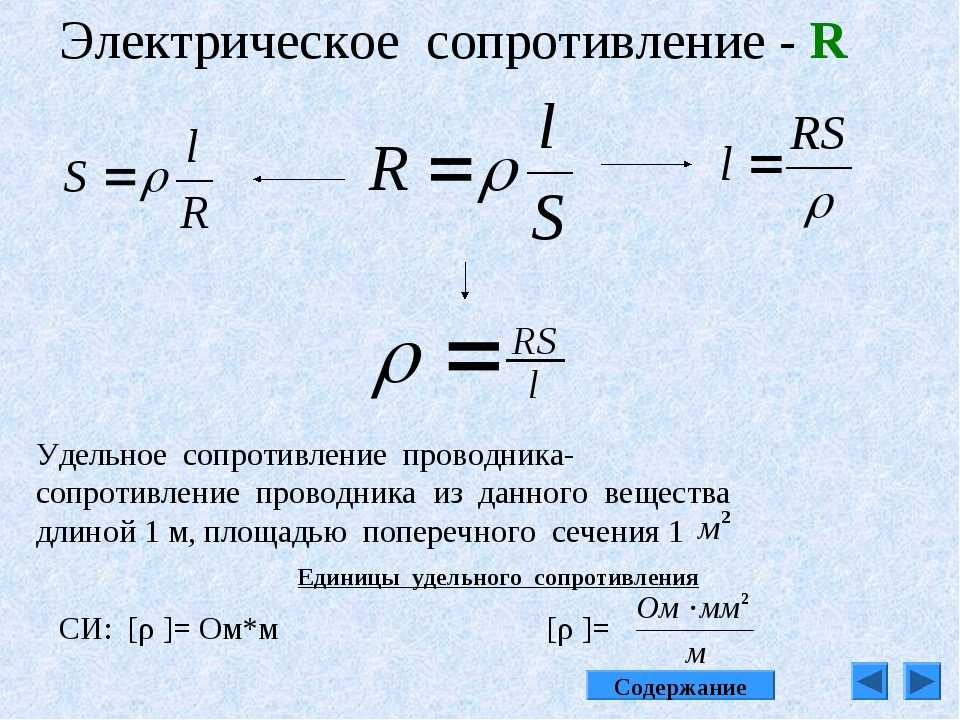
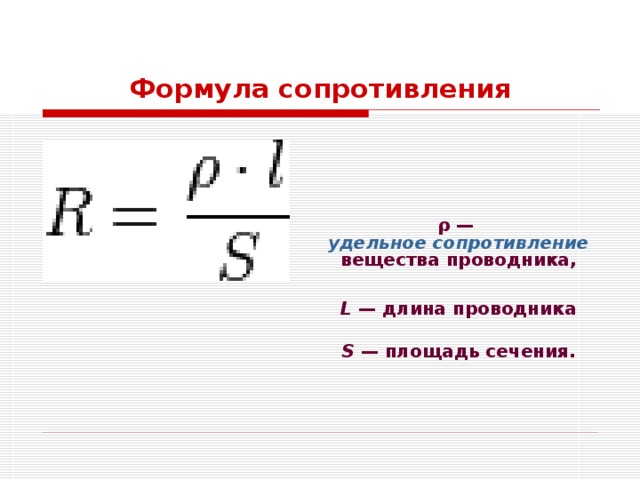 Серебро и золото имеют очень низкие значения удельного сопротивления, но, поскольку они значительно дороже, они не используются широко. Однако серебро иногда используется для покрытия проводов, где важно его низкое удельное сопротивление, а золотое покрытие используется для сопрягаемых поверхностей многих электронных разъемов, чтобы обеспечить наилучшие контакты. Золото также хорошо подходит для электрических разъемов, поскольку оно не тускнеет и не окисляется, как другие металлы.
Серебро и золото имеют очень низкие значения удельного сопротивления, но, поскольку они значительно дороже, они не используются широко. Однако серебро иногда используется для покрытия проводов, где важно его низкое удельное сопротивление, а золотое покрытие используется для сопрягаемых поверхностей многих электронных разъемов, чтобы обеспечить наилучшие контакты. Золото также хорошо подходит для электрических разъемов, поскольку оно не тускнеет и не окисляется, как другие металлы. Например, в резисторах удельное сопротивление различных материалов играет ключевую роль в обеспечении правильного сопротивления резисторов.
Например, в резисторах удельное сопротивление различных материалов играет ключевую роль в обеспечении правильного сопротивления резисторов.
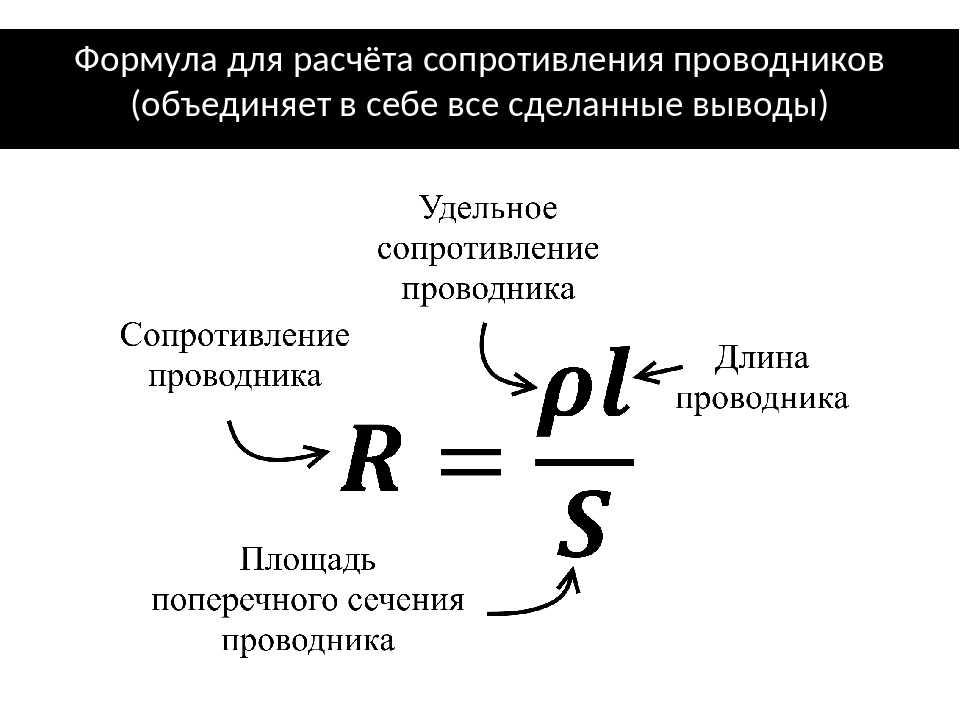 Таким образом, объединяя уравнения (1) и (2),
Таким образом, объединяя уравнения (1) и (2),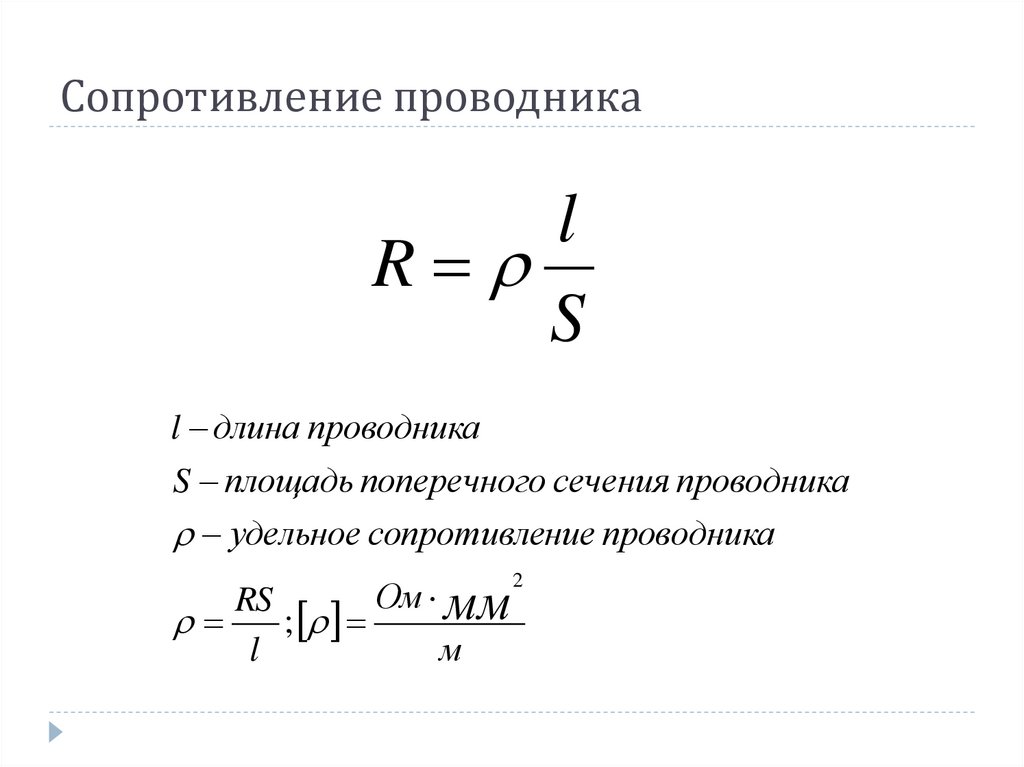
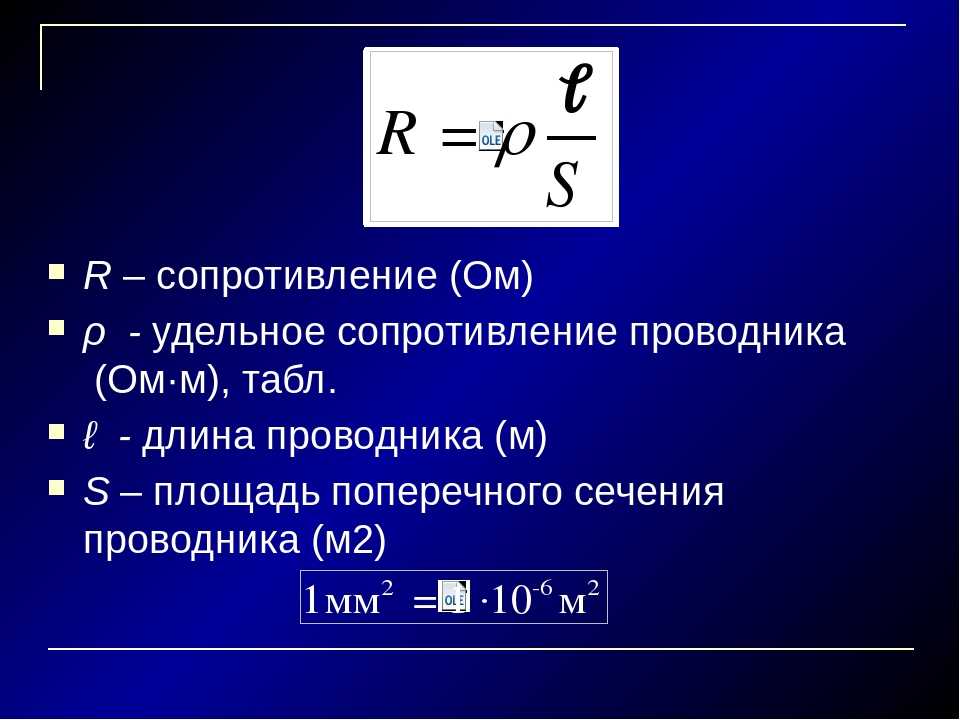 Рассчитать сопротивление?
Рассчитать сопротивление? 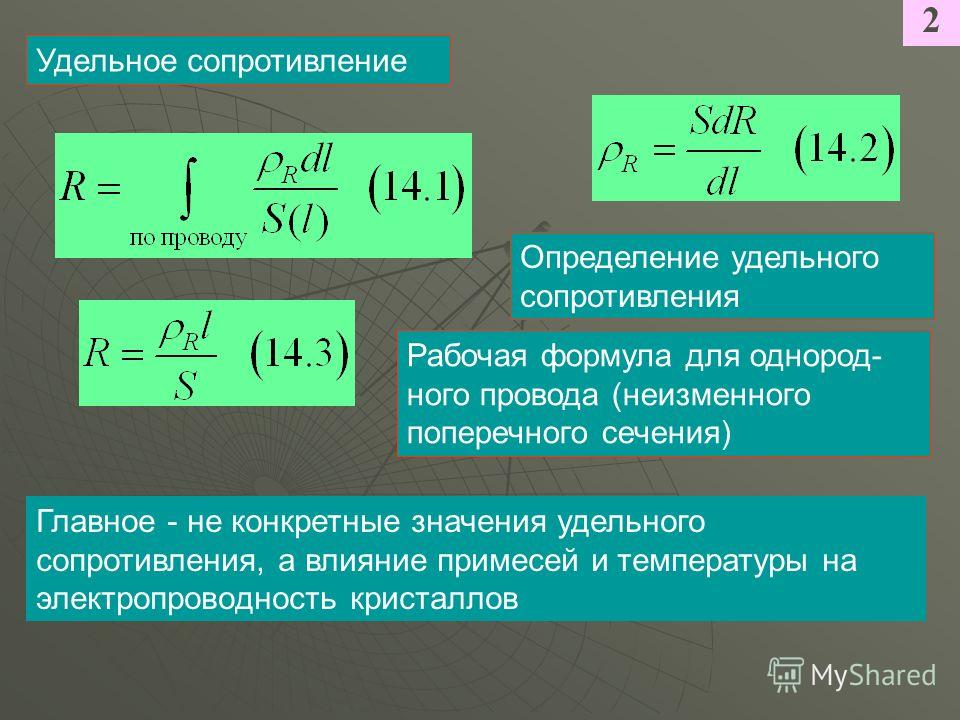
 2 Видео
2 Видео Иногда недостаточно длины сварочного шланга, а иногда вес баллона не позволяет постоянно переносить конструкцию самостоятельно.
Иногда недостаточно длины сварочного шланга, а иногда вес баллона не позволяет постоянно переносить конструкцию самостоятельно.
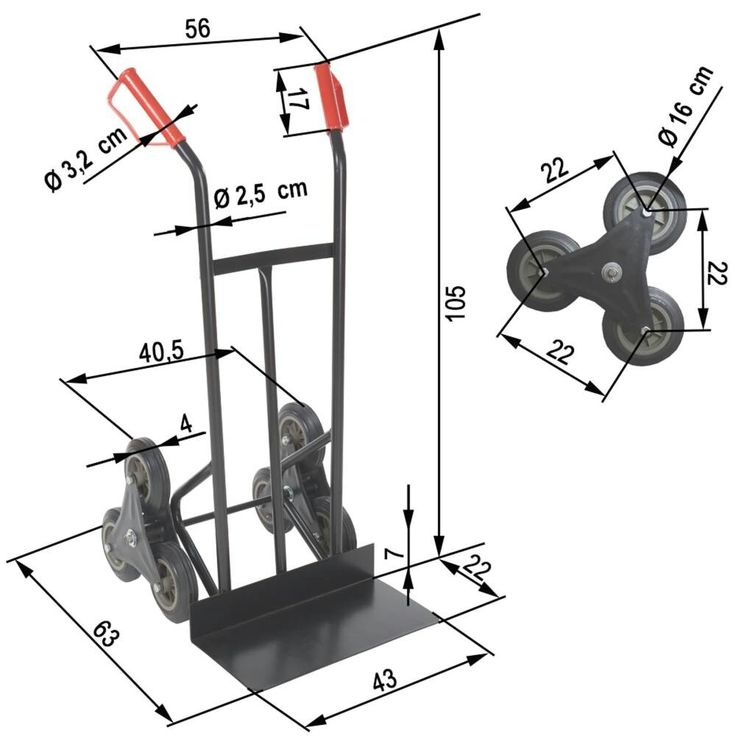
 Для того, чтоб баллон крепился к конструкции, нужно сварить из трубы вилку. В дальнейшем баллон будет крепиться при помощи плотных хомутов.
Для того, чтоб баллон крепился к конструкции, нужно сварить из трубы вилку. В дальнейшем баллон будет крепиться при помощи плотных хомутов.
 Это положение называется транспортировочным.
Это положение называется транспортировочным.


 Нижняя часть выступает в качестве основания.
Нижняя часть выступает в качестве основания.  Также понадобится листовой металл.
Также понадобится листовой металл. Данной идеей поделился автор YouTube канала AVmake.
Данной идеей поделился автор YouTube канала AVmake.
 Для всех владельцев полуавтоматов эта самоделка однозначно будет полезной.
Для всех владельцев полуавтоматов эта самоделка однозначно будет полезной.

 Места сварки нужно зачистить болгаркой, а поверхность покрасить.
Места сварки нужно зачистить болгаркой, а поверхность покрасить.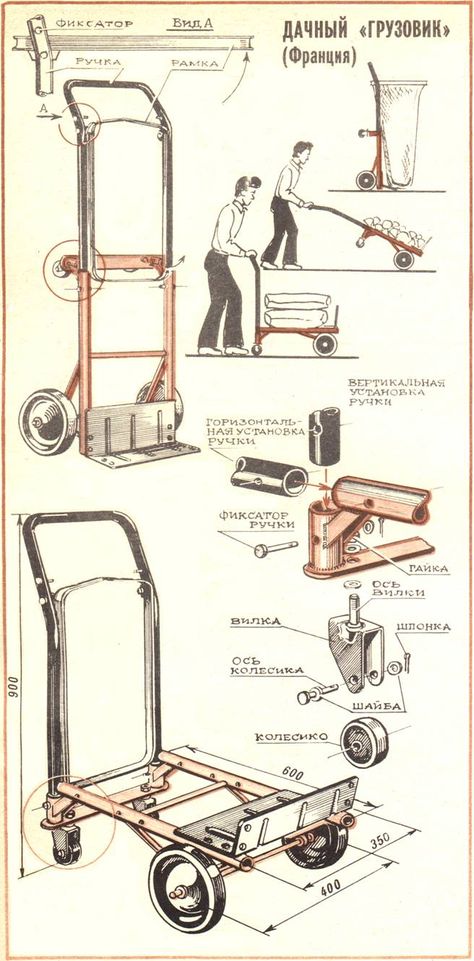 Сварные швы зачищаем болгаркой.
Сварные швы зачищаем болгаркой.
 Закрепляем на ящик.
Закрепляем на ящик. Такая самодельная тележка со столом особенно пригодится в маленьких мастерских с ограниченным внутренним пространством.
Такая самодельная тележка со столом особенно пригодится в маленьких мастерских с ограниченным внутренним пространством.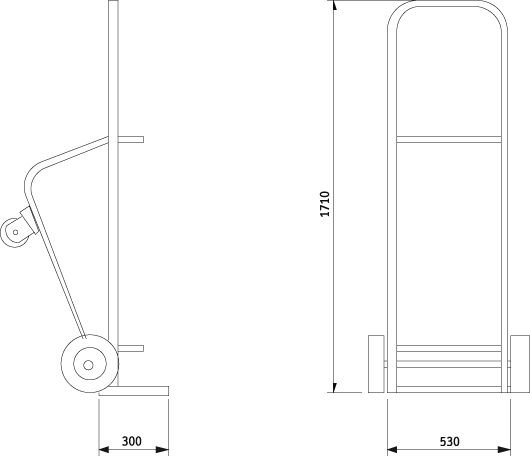



 Предусмотрите заранее места для хранения.
Предусмотрите заранее места для хранения. Это крайне важно для формирования прочных и надежных швов. А мы помним, что тележка должна выдержать немалый вес.
Это крайне важно для формирования прочных и надежных швов. А мы помним, что тележка должна выдержать немалый вес.
 Киев
Киев 50 грн
50 грн Днепр
Днепр Если отремонтировать не получается, тогда необходимо менять.
Если отремонтировать не получается, тогда необходимо менять. Для сверления металла и дерева нет потребности в том, чтобы закрепленная насадка — сверло, перемещалась в исполнительном органе или вибрировала. Именно поэтому сверление бетона дрелью происходит не так эффективно, как это реализуется перфоратором.
Для сверления металла и дерева нет потребности в том, чтобы закрепленная насадка — сверло, перемещалась в исполнительном органе или вибрировала. Именно поэтому сверление бетона дрелью происходит не так эффективно, как это реализуется перфоратором. Наш магазин работает по всей Украине, поэтому заказать патроны для перфораторов вы можете прямо сейчас, выбрав подходящие модели, и заказав доставку в свой регион.
Наш магазин работает по всей Украине, поэтому заказать патроны для перфораторов вы можете прямо сейчас, выбрав подходящие модели, и заказав доставку в свой регион. Направляющие нужны для того, чтобы правильно вставить насадку, а закрытые пазы — это фиксаторы, которыми приспособление крепится в инструменте. Это крепление осуществляется за счет специальных шариков.
Направляющие нужны для того, чтобы правильно вставить насадку, а закрытые пазы — это фиксаторы, которыми приспособление крепится в инструменте. Это крепление осуществляется за счет специальных шариков. Изобретена такая система фиксации была инженерами компании Bosch, и применяется по сегодняшний день. Известны и другие модификации патронов для перфораторов, например, sds-top, sds-quick, однако они не получили такой популярности, как sds+ и sds max, применяющиеся на 90% современных перфораторов.
Изобретена такая система фиксации была инженерами компании Bosch, и применяется по сегодняшний день. Известны и другие модификации патронов для перфораторов, например, sds-top, sds-quick, однако они не получили такой популярности, как sds+ и sds max, применяющиеся на 90% современных перфораторов. Какие отличительные особенности они имеют, и на каких инструментах применяются.
Какие отличительные особенности они имеют, и на каких инструментах применяются. Причем в конструкции таких устройств используются не стопорные шарики, а ролики. Также механизм фиксации предусматривает не 2 шлица, а три, что обеспечивает более точную центровку насадок. Устанавливаются такие патроны в перфораторах профессионального типа, к которым относятся все бочковые агрегаты. В оснастку такого типа можно установить насадку бур диаметром до 60 мм
Причем в конструкции таких устройств используются не стопорные шарики, а ролики. Также механизм фиксации предусматривает не 2 шлица, а три, что обеспечивает более точную центровку насадок. Устанавливаются такие патроны в перфораторах профессионального типа, к которым относятся все бочковые агрегаты. В оснастку такого типа можно установить насадку бур диаметром до 60 мм Чтобы купить насадки для своего перфоратора правильно, необходимо уточнить тип патрона. Эта информация также понадобится в случае, когда производится ремонт или замена оснастки. Однако прежде необходимо разобраться, как демонтировать патрон с перфоратора, чтобы его отремонтировать или заменить.
Чтобы купить насадки для своего перфоратора правильно, необходимо уточнить тип патрона. Эта информация также понадобится в случае, когда производится ремонт или замена оснастки. Однако прежде необходимо разобраться, как демонтировать патрон с перфоратора, чтобы его отремонтировать или заменить. Чтобы демонтировать шайбу, понадобится отверткой сместить кольцо при помощи отвертки
Чтобы демонтировать шайбу, понадобится отверткой сместить кольцо при помощи отвертки Сначала надо закрутить втулку на шпиндель, а затем прикрутить фиксирующий винт. Если же причиной разборки устройства является необходимость его смазки или замены каких-либо деталей, тогда после выполнения соответствующий манипуляций, нужно собрать все в порядке обратном снятию.
Сначала надо закрутить втулку на шпиндель, а затем прикрутить фиксирующий винт. Если же причиной разборки устройства является необходимость его смазки или замены каких-либо деталей, тогда после выполнения соответствующий манипуляций, нужно собрать все в порядке обратном снятию. В оснастке дрели можно зажать насадку от перфоратора, однако такая работа будет не эффективной. Возможно, вы еще не знали, но на эффективность проведения работ влияет такой показатель, как прямолинейность движения бура. Если в патроне перфоратора бур центрируется за счет специальной конструкции шлицов, то в дрели зажим обеспечивается за счет сжимания губок. Эти губки предназначены на сжимание только цилиндрических хвостовиков. Если поставить бур в дрель, то при его вращении можно заменить, что оно вращается с большим отклонением от оси.
В оснастке дрели можно зажать насадку от перфоратора, однако такая работа будет не эффективной. Возможно, вы еще не знали, но на эффективность проведения работ влияет такой показатель, как прямолинейность движения бура. Если в патроне перфоратора бур центрируется за счет специальной конструкции шлицов, то в дрели зажим обеспечивается за счет сжимания губок. Эти губки предназначены на сжимание только цилиндрических хвостовиков. Если поставить бур в дрель, то при его вращении можно заменить, что оно вращается с большим отклонением от оси. Выбрать их можно в интернет магазине Цилиндр. Адаптер состоит из двух частей:
Выбрать их можно в интернет магазине Цилиндр. Адаптер состоит из двух частей: Для зажима насадки понадобится специальный ключ со шлицами. Это аналогичный тип оснастки, которые применяются на дрели, только оснащенный механизмом крепления под перфоратор. Недостаток такой оснастки в том, что для закрепления насадки необходимо затратить много времени. Преимущество в том, что насадка держится достаточно надежно, что обеспечивается за счет применения специальных кулачков. На перфораторах применяются в редких случаях, только когда инструмент используется чаще для выполнения сверлильных работ
Для зажима насадки понадобится специальный ключ со шлицами. Это аналогичный тип оснастки, которые применяются на дрели, только оснащенный механизмом крепления под перфоратор. Недостаток такой оснастки в том, что для закрепления насадки необходимо затратить много времени. Преимущество в том, что насадка держится достаточно надежно, что обеспечивается за счет применения специальных кулачков. На перфораторах применяются в редких случаях, только когда инструмент используется чаще для выполнения сверлильных работ Применяются в случае, когда перфоратор используется в качестве шуруповерта, когда необходимо завинтить саморезы или вывинтить их
Применяются в случае, когда перфоратор используется в качестве шуруповерта, когда необходимо завинтить саморезы или вывинтить их В онлайн магазине есть не только разные модели электроинструментов, но еще и вся необходимая оснастка для них. В частности, к ним относятся комплектующие, запчасти и разные виды насадок, с которыми расширить функционал инструмента можно в несколько раз.
В онлайн магазине есть не только разные модели электроинструментов, но еще и вся необходимая оснастка для них. В частности, к ним относятся комплектующие, запчасти и разные виды насадок, с которыми расширить функционал инструмента можно в несколько раз. Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство. HBE
HBE  Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
 При превышении этого порога плиты выступают в роли защемленных балок, в результате чего могут образоваться трещины.
При превышении этого порога плиты выступают в роли защемленных балок, в результате чего могут образоваться трещины.  Этот способ поможет избежать повреждения плиты в результате расширения замерзшей в пустотах воды.
Этот способ поможет избежать повреждения плиты в результате расширения замерзшей в пустотах воды. 
 Устраиваются направляющие из двух швеллеров параллельно плитам, перевязываются третьим поперек. Выполняется вязка арматурного каркаса сеткой с ячейками в 200 мм по краям проема с использованием арматуры 8 мм. Устанавливается опалубка и заливается монолитный участок. При этом необязательна подвязка швеллера к плитам. Этот способ позволяет создать оптимальные условия для опирания плиты на короткие стороны и исключение нагрузок от лестничного пролета.
Устраиваются направляющие из двух швеллеров параллельно плитам, перевязываются третьим поперек. Выполняется вязка арматурного каркаса сеткой с ячейками в 200 мм по краям проема с использованием арматуры 8 мм. Устанавливается опалубка и заливается монолитный участок. При этом необязательна подвязка швеллера к плитам. Этот способ позволяет создать оптимальные условия для опирания плиты на короткие стороны и исключение нагрузок от лестничного пролета. Положение прокладок не должно удаляться от торцов плит далее, чем на 45 см с соблюдением вертикальности друг над другом. Эти правила обеспечат равномерность распределения нагрузки на штабель.
Положение прокладок не должно удаляться от торцов плит далее, чем на 45 см с соблюдением вертикальности друг над другом. Эти правила обеспечат равномерность распределения нагрузки на штабель. Плиты выдерживают большую нагрузку благодаря каркасу из арматуры, поэтому применяются для несущих заграждений в обычных условиях и сейсмологических опасных регионах.
Плиты выдерживают большую нагрузку благодаря каркасу из арматуры, поэтому применяются для несущих заграждений в обычных условиях и сейсмологических опасных регионах. Полоса формуется, затем утепляется специальным материалом и нагревается до технологической температуры, чтобы ускорить химические процессы. Ленту режут в размер после застывания.
Полоса формуется, затем утепляется специальным материалом и нагревается до технологической температуры, чтобы ускорить химические процессы. Ленту режут в размер после застывания. Основное тело прямоугольной плиты плоское, по продольным сторонам выполнены ребра жесткости. Недостаток в том, что потолок получается ребристый, а достоинство — в большой прочности к механическим воздействиям.
Основное тело прямоугольной плиты плоское, по продольным сторонам выполнены ребра жесткости. Недостаток в том, что потолок получается ребристый, а достоинство — в большой прочности к механическим воздействиям.

 Панели перекрытия укладывают после установки фундаментных блоков с песчаной подушкой, сборки каркаса или возведения стен, поэтому они часто ожидают очереди с организацией складирования на земле.
Панели перекрытия укладывают после установки фундаментных блоков с песчаной подушкой, сборки каркаса или возведения стен, поэтому они часто ожидают очереди с организацией складирования на земле. Панели перекрытия хранят только горизонтально, наклонное и вертикальное положение не допускается.
Панели перекрытия хранят только горизонтально, наклонное и вертикальное положение не допускается. Высотники-монтажники снабжаются страховочными поясами и обувью с нескользящей подошвой.
Высотники-монтажники снабжаются страховочными поясами и обувью с нескользящей подошвой. Панели подаются краном к месту установки в горизонтальном положении. Иногда плиты привозят в транспорте со сдвигом, наклонно, тогда используют захваты с автоматикой или кантователи в виде рамы для перевода в горизонталь.
Панели подаются краном к месту установки в горизонтальном положении. Иногда плиты привозят в транспорте со сдвигом, наклонно, тогда используют захваты с автоматикой или кантователи в виде рамы для перевода в горизонталь.

 Проверяется качество изделий для перекрытия, сертификаты и паспорта на них. Учитывается правильность складирования и перевозки. В процессе работ исследуется соответствие проекту, качество заделки стыков и сварки закладных деталей. Если швы заполняются бетоном зимой, место подогревается до полного застывания смеси.
Проверяется качество изделий для перекрытия, сертификаты и паспорта на них. Учитывается правильность складирования и перевозки. В процессе работ исследуется соответствие проекту, качество заделки стыков и сварки закладных деталей. Если швы заполняются бетоном зимой, место подогревается до полного застывания смеси.
 Сборка и установка опалубки для перекрытия
Сборка и установка опалубки для перекрытия  Эти недостатки конструкции представлены ниже:
Эти недостатки конструкции представлены ниже: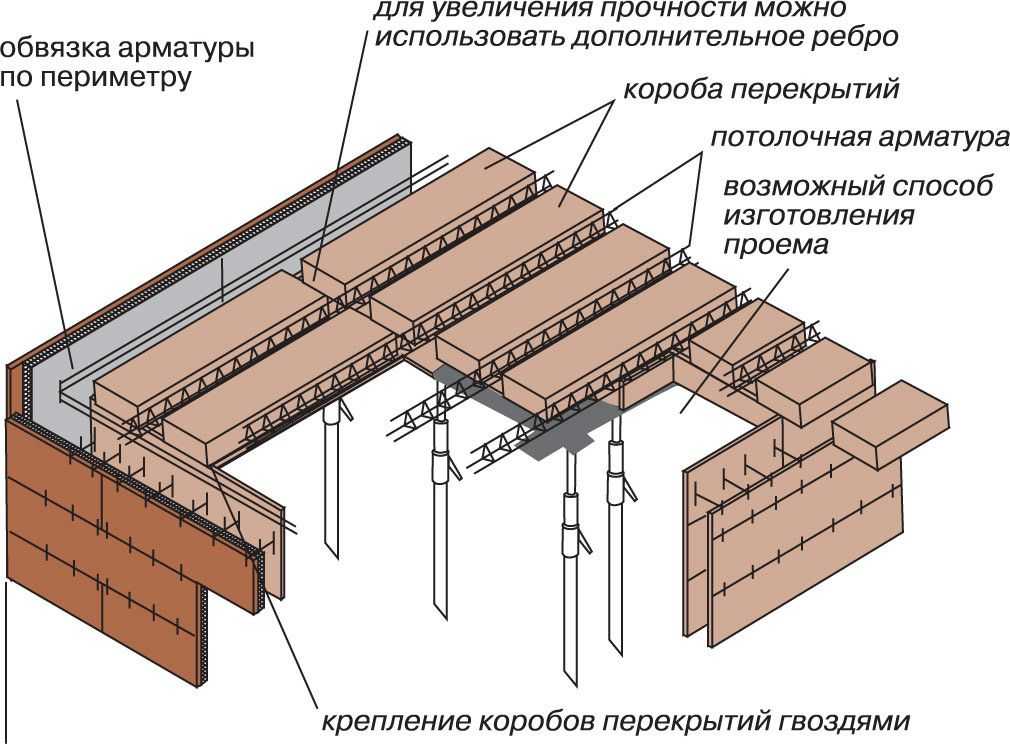
 Неправильное защитное покрытие подвергает арматурные стержни опасности и нарушает связь между бетоном и сталью.
Неправильное защитное покрытие подвергает арматурные стержни опасности и нарушает связь между бетоном и сталью.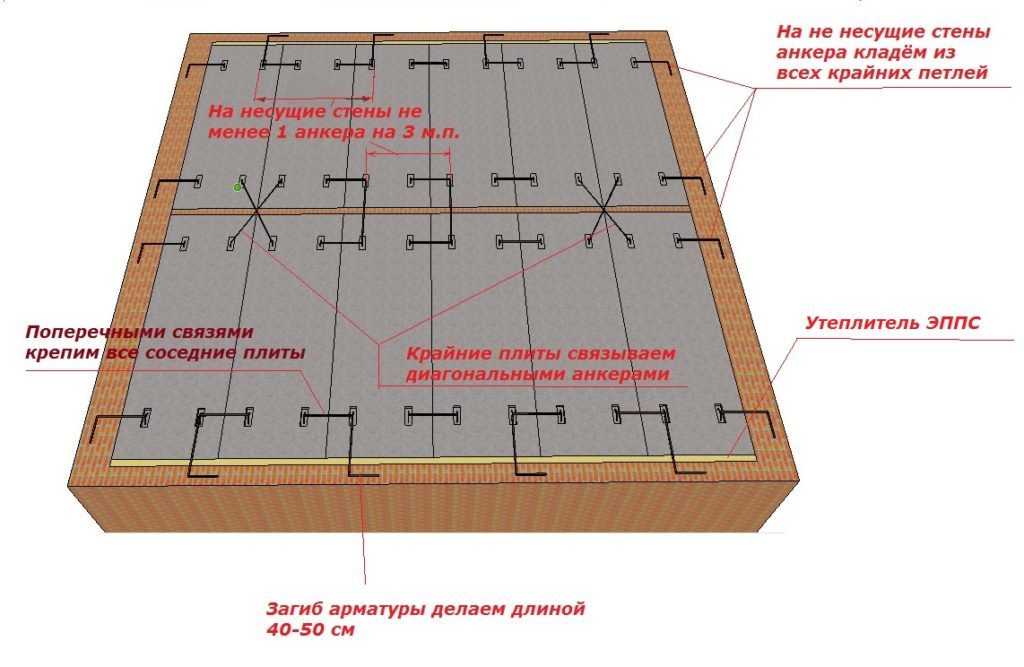 Таким образом, укладка бетона в большие и отдельные сваи с последующим перемещением их по горизонтали в конечное положение не допускается.
Таким образом, укладка бетона в большие и отдельные сваи с последующим перемещением их по горизонтали в конечное положение не допускается. 1R.
1R.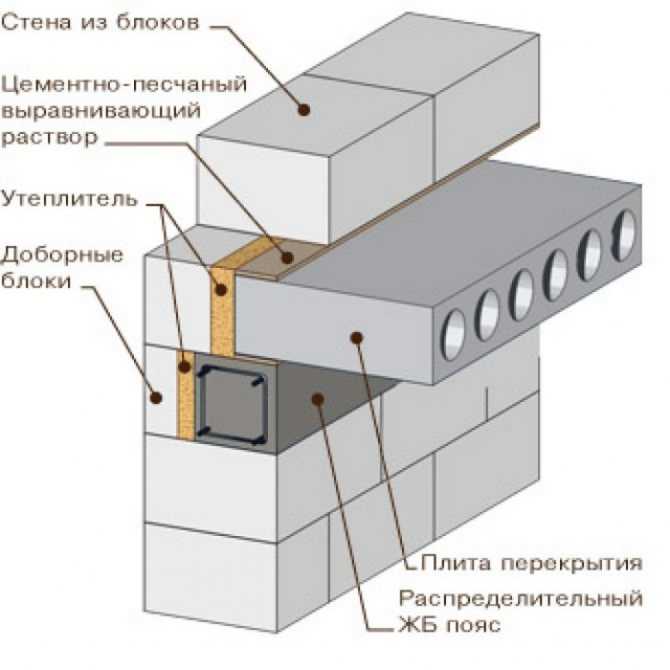 8 и Рис.9.
8 и Рис.9. 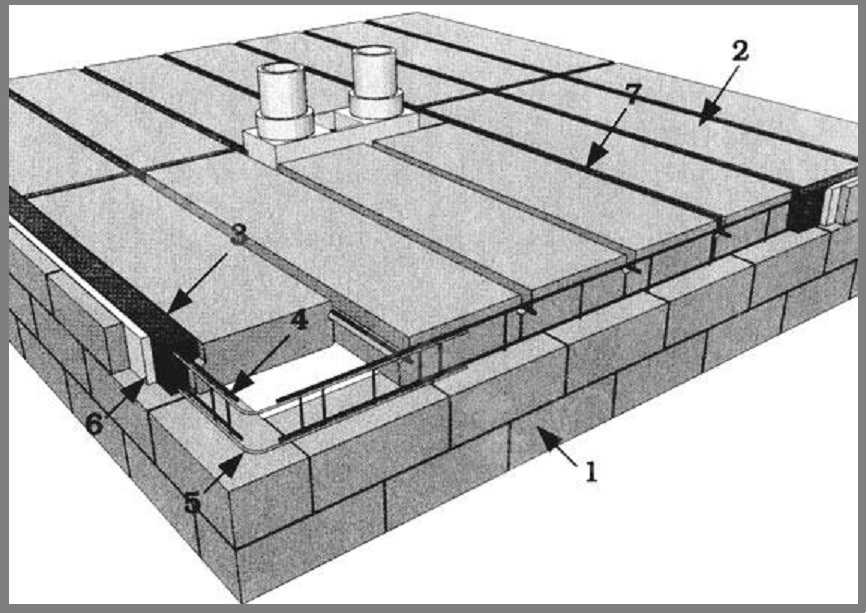 Дефекты в строительстве могут поставить под угрозу структуру имущества и привести к дорогостоящему ремонту (на который может распространяться гарантия застройщика). Убедитесь, что вы наняли авторитетного строителя, у которого есть опыт.
Дефекты в строительстве могут поставить под угрозу структуру имущества и привести к дорогостоящему ремонту (на который может распространяться гарантия застройщика). Убедитесь, что вы наняли авторитетного строителя, у которого есть опыт. При наличии дефектов может потребоваться дорогостоящий ремонт. Ответственность за проверку соблюдения правильных методов строительства лежит на инспекторе по строительству или инженере-строителе.
При наличии дефектов может потребоваться дорогостоящий ремонт. Ответственность за проверку соблюдения правильных методов строительства лежит на инспекторе по строительству или инженере-строителе. Это гарантирует, что бетонная плита опирается на прочное основание и что бетонная плита не начнет трескаться. Для подготовки основания плиты используйте дорожную пыль или дробилку подходящей толщины в соответствии со строительными нормами. Убедитесь, что поверхность ровная, плоская и плотно утрамбована. Хорошо дренированное основание и уплотненный слой предотвращают растрескивание бетонной плиты.
Это гарантирует, что бетонная плита опирается на прочное основание и что бетонная плита не начнет трескаться. Для подготовки основания плиты используйте дорожную пыль или дробилку подходящей толщины в соответствии со строительными нормами. Убедитесь, что поверхность ровная, плоская и плотно утрамбована. Хорошо дренированное основание и уплотненный слой предотвращают растрескивание бетонной плиты. Это обеспечит заданную прочность бетона. Перед заливкой смочить плиту водой, чтобы предотвратить потерю влаги.
Это обеспечит заданную прочность бетона. Перед заливкой смочить плиту водой, чтобы предотвратить потерю влаги.
 Имеют возможность перемещения сверлильной головки в различных направлениях до 1280 миллиметров.
Имеют возможность перемещения сверлильной головки в различных направлениях до 1280 миллиметров.
 Важно лишь оценить размеры помещения. То же самое касается сверлильных станков, используемых для производственных нужд. Вам нужно будет рассчитать, какое количество агрегатов может быть установлено в помещении, и какой объем работы они должны выполнять. Для цехов и гаражей рекомендуется приобретать вертикально-сверлильное оборудование, которое позволяет решать широкий круг задач.
Важно лишь оценить размеры помещения. То же самое касается сверлильных станков, используемых для производственных нужд. Вам нужно будет рассчитать, какое количество агрегатов может быть установлено в помещении, и какой объем работы они должны выполнять. Для цехов и гаражей рекомендуется приобретать вертикально-сверлильное оборудование, которое позволяет решать широкий круг задач.

 Для нерегулярного использования можно приобрести станок мощностью до 600 Вт, который можно применять для работы по дереву и листовому металлу.
Для нерегулярного использования можно приобрести станок мощностью до 600 Вт, который можно применять для работы по дереву и листовому металлу.
 Выбор оснастки зависит от того, какие работы вы будете выполнять, и какой материал использовать.
Выбор оснастки зависит от того, какие работы вы будете выполнять, и какой материал использовать.
 Еще один пример — компактный переносной станок Euroboor ECO.32 с диаметром фрезы 12-32 миллиметра.
Еще один пример — компактный переносной станок Euroboor ECO.32 с диаметром фрезы 12-32 миллиметра.
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
 В продаже встречается настольное оборудование под инструмент 3, 6, 12 и 16 мм. Но их вполне можно назвать функциональными и производительными, они оптимальны для нужно небольшого предприятия или частной мастерской.
В продаже встречается настольное оборудование под инструмент 3, 6, 12 и 16 мм. Но их вполне можно назвать функциональными и производительными, они оптимальны для нужно небольшого предприятия или частной мастерской. Считаются многофункциональными и универсальными – их покупают крупные предприятия, мелкосерийные производства и частные мастерские.
Считаются многофункциональными и универсальными – их покупают крупные предприятия, мелкосерийные производства и частные мастерские.
 Эти характеристики варьируются у разных моделей станков, чтобы подобрать оптимальные показатели, ориентируйтесь на специфику вашего производства.
Эти характеристики варьируются у разных моделей станков, чтобы подобрать оптимальные показатели, ориентируйтесь на специфику вашего производства.

 Вместо прямоугольного патрона ударные гайковерты имеют шестигранные гнезда (это означает, что вы не можете поменять местами сверла между ударными шуруповертами и перфораторами). Как и перфораторы, ударные инструменты шумные. Поэтому защита ушей обязательна!
Вместо прямоугольного патрона ударные гайковерты имеют шестигранные гнезда (это означает, что вы не можете поменять местами сверла между ударными шуруповертами и перфораторами). Как и перфораторы, ударные инструменты шумные. Поэтому защита ушей обязательна!

 Некоторые из них такие же, как у аккумуляторных дрелей ( крутящий момент и скорость ), , но вам также необходимо учитывать :
Некоторые из них такие же, как у аккумуляторных дрелей ( крутящий момент и скорость ), , но вам также необходимо учитывать : Свяжитесь с нами сегодня, чтобы обсудить ваши потребности!
Свяжитесь с нами сегодня, чтобы обсудить ваши потребности!  Хорошая новость: на рынке представлены сотни таких сверл. Плохая новость: не всегда ясно, какие упражнения стоит рассмотреть.
Хорошая новость: на рынке представлены сотни таких сверл. Плохая новость: не всегда ясно, какие упражнения стоит рассмотреть. Если вам когда-нибудь понадобится больше инструментов, чем у вас есть, вы можете увеличить мощность и опции. Или возьмите напрокат более мощную дрель для тех проектов, где она требуется.
Если вам когда-нибудь понадобится больше инструментов, чем у вас есть, вы можете увеличить мощность и опции. Или возьмите напрокат более мощную дрель для тех проектов, где она требуется.
 Вы также получаете четыре сверла, дюжину отверток и восемь отверток. Аналогичным инструментом является Black & Decker 9.099 КБ (7,2 В, 39 долларов).
Вы также получаете четыре сверла, дюжину отверток и восемь отверток. Аналогичным инструментом является Black & Decker 9.099 КБ (7,2 В, 39 долларов). И если вы ищете чистую мощность — с недостатком большего размера и веса — выбирайте DeWalt DW995K-2 (18 В, 269 долларов).
И если вы ищете чистую мощность — с недостатком большего размера и веса — выбирайте DeWalt DW995K-2 (18 В, 269 долларов).

 Но большинство современных беспроводных моделей оснащены Т-образной рукояткой.
Но большинство современных беспроводных моделей оснащены Т-образной рукояткой. Зачем дрели нужна муфта? Это дает вам контроль, так что вы не сорвете винт или не перекрутите его, когда он будет плотно закручен. Это также помогает защитить двигатель, когда при закручивании винта или затягивании болта встречается большое сопротивление.
Зачем дрели нужна муфта? Это дает вам контроль, так что вы не сорвете винт или не перекрутите его, когда он будет плотно закручен. Это также помогает защитить двигатель, когда при закручивании винта или затягивании болта встречается большое сопротивление. Низкая скорость предназначена для завинчивания шурупов, высокая скорость – для сверления отверстий.
Низкая скорость предназначена для завинчивания шурупов, высокая скорость – для сверления отверстий. Все аккумуляторные дрели поставляются с зарядным устройством, время перезарядки которого составляет от 15 минут до трех часов. Но быстрее не обязательно лучше.
Все аккумуляторные дрели поставляются с зарядным устройством, время перезарядки которого составляет от 15 минут до трех часов. Но быстрее не обязательно лучше.
 Корея), отоженная, диаметр 1/2″
Корея), отоженная, диаметр 1/2″ com.ua: Гофрована труба з нержавіючої сталі
com.ua: Гофрована труба з нержавіючої сталі com.ua: Гофрована труба з нержавіючої сталі
com.ua: Гофрована труба з нержавіючої сталі
 Тонкостенные трубы из нержавеющей стали бывают:
Тонкостенные трубы из нержавеющей стали бывают:

 Кроме того, изделия из алюминия нашли свое применение в системах кондиционирования. Для повышения эксплуатационных характеристик алюминия изделия поддаются обработке – нагартовке, закаливанию, состариванию, анодированию.
Кроме того, изделия из алюминия нашли свое применение в системах кондиционирования. Для повышения эксплуатационных характеристик алюминия изделия поддаются обработке – нагартовке, закаливанию, состариванию, анодированию.
 2
2 )
) /1]
/1] Д. D
Д. D  4
4

 5
5 5
5 5
5 ..
.. org/BreadcrumbList»>
org/BreadcrumbList»>
 7
7 1
1