Варианты сварки алюминия и его сплавов. Алюминий как варят
Как варить алюминий?
Во второй половине ХIХ века, в Париже, произошло событие, определившее развитие металлургической цивилизации. Французский химик Сент-Клер Девиль получил «серебро из глины». Легкий серебристый металл, полученный им в лаборатории, был алюминием. Наполеон III загорелся идеей снабдить свою армию прочными легкими алюминиевыми кирасами и профинансировал промышленное производство металла. Но еще почти полвека алюминий был так дорог в изготовлении, что употребляли его лишь в ювелирном деле.
Вопрос, как варить алюминий в производственных масштабах, не затрачивая на это много денег, много лет не давал покоя ученым. Выход был найден только в начале ХХ века. Сегодня трудно назвать отрасль, где бы ни применялся алюминий – он используется в областях от ракетостроения до пищевой индустрии.
Однако, алюминий оказался металлом «с характером». Его электропроводность в четыре раза выше, чем у стали, зачищенный алюминий моментально окисляется на воздухе и покрывается химически нейтральной пленкой. Кроме того, его высокая теплопроводность требует ускоренного режима сварки, а это означает, что способы сварки алюминия и алюминиевых сплавов модернизируются и по сей день.
Как сваривать алюминий
Практически для всех сплавов алюминия применяется сварка плавлением. К этой технологии относятся и дуговая сварка вручную электродами ММА, аргонодуговая сварка с применением вольфрамовых электродов и присадочной проволоки, традиционная полуавтоматическая или импульсная полуавтоматическая сварка в защитном газе и еще множество других способов. При этом каждый способ сварки предназначен для определенных изделий и требует особых условий и мер предосторожности.
Так, ручная аргонодуговая сварка деталей из сплавов алюминия и магния или силумина возможна при толщине металла не больше четырех миллиметров в связи с тем, что электрод из алюминия плавится почти в три раза быстрее стального. Недостатками этого метода являются строгие временные и температурные параметры процесса, при несоблюдении которых может возникнуть образование газовых пузырьков или затекани
Инструкция — как варить алюминий

Сварка алюминия представляет собой достаточно сложный процесс. В то время, как следуя коротким инструкциями по сварке, вам может показаться, что это довольно просто, на самом деле алюминий может деформироваться, растрескиваться или просто не провариться. Для того, чтобы сварить алюминий качественно и безопасно, нужно иметь при этом материалы для сварочных работ, с которыми дело пойдет намного проще и немного теории, которую мы описали ниже.
Первое что необходимо сделать, это подготовить оборудования. Кроме сварочного аппарата, лучше, если это будет аппарат для сварки вольфрамовым электродом в среде инертного газа, также необходимо наличие перчаток для сварки и сварочной маски. Кроме того, вам понадобится некоторое другое техническое оборудование и компоненты, например, аргон, специальный электрод для сварки алюминия, щетка из нержавеющей стали для чистки алюминия.
Вторым пунктом будет — очистка алюминия. Вы должны зачистить участки алюминия, подлежащих сварке. Вы можете сделать это, распылив на поверхность чистящее средство. Удалите раствор, сполоснув поверхность чистой водой. После этого, зачистите поверхность с помощью щетки из нержавеющей стали, чтобы удалить все оставшиеся загрязнения и нагар.
После подготовительных робот, приступайте к практическим. Используйте теплоотвод. Так как алюминий хорошо проводит тепло, при его сварке необходимо применять теплоотвод для фиксации температуры. Таким образом, вам удастся предотвратить растрескивание металла и не допустить чрезмерного нагрева рабочей поверхности, что делает сварку невозможной. Лучше всего подойдут медные или алюминиевые теплоотводы.
Затем необходимо предварительно нагреть алюминий. Вы намного упростить процесс сварки, если предварительно нагреете алюминий. Нагреть алюминий можно в печи (при этом нужно использовать термометр для слежения за температурой металла) или с помощью горелки нагреть поверхность, подлежащую сварке. Металл следует нагреть до 150 или 200 градусов Цельсия. Предварительный подогрев намного упростит основной процесс.
И последнее, перед началом сварки убедитесь, что свариваемые детали плотно прижаты друг к другу. При сварке алюминия, между рабочими поверхностями часто остаются зазоры. На участках, где зазоры все же остались, и детали не прилегают друг к другу плотно, можете использовать присадочную проволоку. Так или иначе, внимательно следите за тем, чтобы свариваемые детали как можно плотнее прилегали друг к другу при проведении сварочных работ.
На этом все. Надеемся, наш урок Вам поможет в работе со сваркой алюминия.
tooya.ru
❶ Как сварить алюминий 🚩 чем и как варить алюминий 🚩 Ремонт квартиры
8 октября 2018
Автор КакПросто!
Алюминий в нагретом состоянии очень хрупок, однако вовсе не это является главной проблемой в процессе сварки этого металла. Главная трудность – это образование окиси алюминия. Какие же способы сварки этого металла оптимальны, и как происходит сам процесс ?
Статьи по теме:
Инструкция
Алюминий сваривают при помощи плавления, газового пламени и дугой. Перед тем как начать сварку, тщательно очистите кромки металла, для этого воспользуйтесь пескоструйными аппаратами, стальными щетками, также можно промыть кромки в бензине или водном растворе каустической соды. После этого во избежание появления коррозии, промойте кромки проточной водой. Все эти работы проводите с металлом не позже чем за 2-4часа до начала сварочных работ.
Предсварочную сборку деталей проводите с помощью специальных машин, которые обеспечат жесткое крепление (оно сводит к минимуму вероятность коробления и деформаций). Свариваемые детали прижимайте к друг к другу до образования минимального зазора между ними.
Сварку стыковых соединений выполняйте на подкладках, оснащенных канавками, они обеспечат сохранение варочной ванны, а также сформируют шов с обратной стороны. В качестве подкладок используйте пластины из нержавеющей стали, в которых нужно проделать канавки, ширина которых составляет приблизительно двух-трех кратную толщину самих деталей. Если вы свариваете алюминий на больших токах, то используйте прокладки с системой водяного охлаждения. Если толщина свариваемых деталей не превышает 3 мм, то прихватку делайте на всю глубину детали, если же толщина больше вышеупомянутой величины, то глубина прихватки будет напрямую зависеть от формы разделки, а также тех особенностей, которым должно соответствовать сварочное соединение.Для изготовления мало нагруженных конструкций используйте метод ручной сварки покрытыми электродами. Требуемый уровень проплавления создадут предварительный подогрев до 250 - 300°С и использование постоянного тока обратной полярности. Если вы работаете с деталями большей толщины – предварительный подогрев проводите при температуре 400°С .
Предложение от нашего партнера
Совет полезен?
Распечатать
Как сварить алюминий
Похожие советы
www.kakprosto.ru
Каким сварочным аппаратом можно варить алюминий
При сваривании алюминием существует несколько факторов, которые могут усложнять процесс сваривания алюминия и алюминиевых сплавов:
На поверхности свариваемого алюминия может появляться тугоплавкая пленка алюминиевой окиси, которая имеет большую плотность, чем сам свариваемый металл. Пленка, которая образовывается на поверхности металла, убирается механическими или химическими методами. Образовавшуюся пленку можно удалять с помощью катодного распылителя при сваривании или же использовать флюсы, которые разрушали и превращали ее в летучие соединения.
При повышении температуры металла при сваривании его прочность значительно понижается. Твердый металл, который не расплавился при сваривании, может поддаться разрушению под давлением массы сварочной ванны. Контролировать размер сварочной ванны при сваривании алюминия может быть сложно, потому что его цвет не изменяется при нагреве. Для того чтобы избегать прожогов металла применяют керамические прокладки или же прокладки из более тугоплавкого металла.
Алюминий можно сваривать с помощью инвертора в среде инертных газов, то есть с применением аргона и неплавящихся электродов. Все, кто интересуется свариванием в домашних условиях, должны знать, что при длительной работе вольфрамового электрода могут скапливаться наросты его окислов, что будет значительно снижать качество сваривания.
Для того чтобы удалить такие наросты электрод затачивают с помощью твердого мелкозернистого диска. Такой инструмент позволяет предохранить рабочую поверхность электрода от образования бороздок или заусенцев. Диск, которым Вы затачивали сварочный электрод, не нужно использовать для работы с другими предметами металлами. Уменьшить возможность появления наростов можно благодаря интенсивному охлаждению электрода и обеспечению сварочной ванны эффективной газовой защитой.
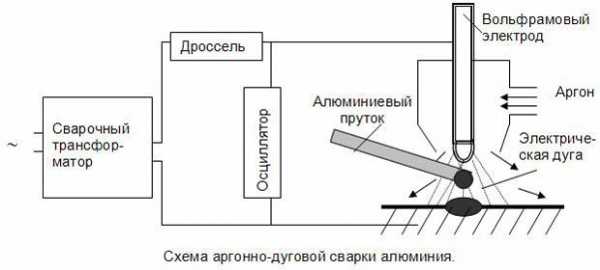
При аргонодуговом сваривании горение электрической дуги происходит между поверхностью свариваемого металла и самим электродом. Сварочный электрод расположен в горелке, через которую с помощью сопла подается инертный газ для защиты сварочного процесса. В качестве расходного материала и дополнительной добавки металла в сварочную ванну может использоваться присадочная проволока, которая подается вручную или с помощью автоматизированных методов.
Перед тем как сваривать алюминий аргоном, нужно определиться, какую марку присадочной проволоки Вы будете использовать. Ваш выбор должен зависеть от химического состава свариваемого металла. Для работы с техническим алюминием профессионалы рекомендуют использовать проволоку таких марок, как АО, АД, или АК. Диаметр проволоки от 2 до 5 миллиметров. При проведении сварочных работ со сплавами алюминия с магнием можно применять аналогичные марки проволоки. При этом содержание магния в ней должно быть более высоким и быть способным компенсировать угар металла при проведении сварочных работ.
3g-svarka.ru
Как сварить алюминий в домашних условиях?
В сварных конструкциях достаточно часто используют как сам алюминий, так и его сплавы, которые разделяются на деформируемые и литейные. Стоит отметить, что процесс сварки алюминия связан с определенными сложностями, которые вызваны химическими и физическими особенностями этого металла и его сплавов.
Основные трудности при сварке алюминия
Есть некоторые факторы, которые усложняют процесс сваривания конструкций из алюминия и его сплавов. На поверхности данного металла в среде с кислородом образуется тугоплавкая пленка оксида алюминия, которая имеет более высокую плотность, чем сам металл. Перед сваркой алюминия электродами поверхность кромок и присадочных материалов необходимо очистить от пленки механическим или химическим методом. Пленку, которая образуется, можно удалить методом катодного распыления или с использованием флюсов, которые ее растворяют или разрушают, превращая в летучие соединения.
При высоких температурах прочность данного металла резко снижается. Твердый не расплавившийся металл кромок может быть легко разрушен давлением массы сварочной ванны. Алюминий, который обладает высокой текучестью, будет вытекать через шов, а размеры сварочной ванны достаточно сложно контролировать из-за того, что металл не меняет цвет при нагреве. Чтобы избежать прожогов во время однослойной сварки, рекомендуется применить формирующие керамические или металлические прокладки. Также следует отметить, что алюминий и его сплавы имеют большой коэффициент линейного расширения и низкий модуль упругости, а это может привести к возникновению деформаций конструкций. Для их снижение можно применить различные технологические приемы, например, подогрев или электросварку алюминия с оптимальными режимами.
Еще одна сложность при сварке алюминия заключается в том, что появляется не только оксидная пленка, но и пористость, вызываемая водородом. Как правило, она сосредотачивается в районе шва и поражает алюминиево-магниевые сплавы. Кроме того, высокая теплопроводность алюминия требует мощных источников тепла. При сварочных работах в металле шва могут образоваться горячие трещины, что вызвано процессами внутренней деформации во время застывания металла сварочной ванны. Чтобы этого не произошло, в сварочные швы следует добавлять модификаторы. Кроме того, сами швы не желательно располагать слишком близко друг к другу.
Процесс сварки алюминия аргоном
На данный момент метод сварки алюминия в защитной среде аргона является самым распространенным. В этом случае работа производиться не плавящимися (вольфрамовыми) электродами, используется технология сварки алюминия со следующими параметрами. Следует применять аргон высшего или первого сорта, а также использовать гелий высокой чистоты или его смесь с аргоном. Как правило, этот способ используют при сварке не длинных швов, и выполнении не больших объемов сварочных работ.
Как уже говорилось, ручной метод сварки не плавящимися электродами в защитной среде аргона производиться вольфрамовыми электродами. Чаще всего выбирают электроды, которые имеют диаметр 2-6 мм. В основном диаметр используемого электрода, сила сварочного тока и расход аргона зависят от толщины свариваемого металла. Например, алюминий толщиной 4-6 мм сваривают вольфрамовыми электродами диаметром 4 мм, при силе сварочного тока в 160-180 Ампер и расходе аргона примерно 10 л/мин. Существуют специальные таблицы, где приводятся подобные данные, при этом желательно выбирать установки переменного тока типа УДГ-300 и УДГ-500.
Листы из алюминия и его сплавов толщиной до 3 мм можно сварить за один проход. А при толщине металла в 4-6 мм, не разделывая кромок, листы можно сварить за два прохода — по одному проходу на сторону. Если же сваривается алюминий толщиной более 6 мм, то в этом случае потребуется V-образная разделка стыка и по два прохода на каждую сторону. А для толщины 8-15 мм необходима Х-образная разделка, при этом каждую сторону стыка следует пройти по два раза.
Для увеличения производительности желательно использовать трехфазную дугу. Источник нагрева станет мощнее в три раза, поэтому можно сваривать листы алюминия до 30 мм толщиной, при сварке на прокладке. В этом случае нагрев алюминия происходит одной независимой дугой между электродами, а двумя зависимыми дугами между металлом и электродами. В качестве плавящего электрода вполне можно применить присадочную проволоку из алюминия или его сплавов. При этом, как правило, сварка алюминия аргоном производиться при помощи полуавтоматической или автоматической сварки. При длинных швах и больших объемах сварочных работ, когда необходима большая производительность, приходится варить алюминий аргоном на полуавтоматических или автоматических установках.
Диаметр проволоки, которая используется, может составлять 1,5-2,5 мм, сварка алюминия полуавтоматом проводится обратно полярным постоянным током. При этом кромки стыков разделываются Х-образным и V-образным способом, угол раскрытия составляет примерно 70-90 градусов, для размещения наконечника горелки в разделке. Производительность может достигнуть 40 м в час, при подаче проволоки со скоростью до 400 м в час. Это дает возможность сваривать алюминий толщиной 16 мм за один проход при сварке на прокладке, а металл толщиной до 30 мм сваривается за два прохода.
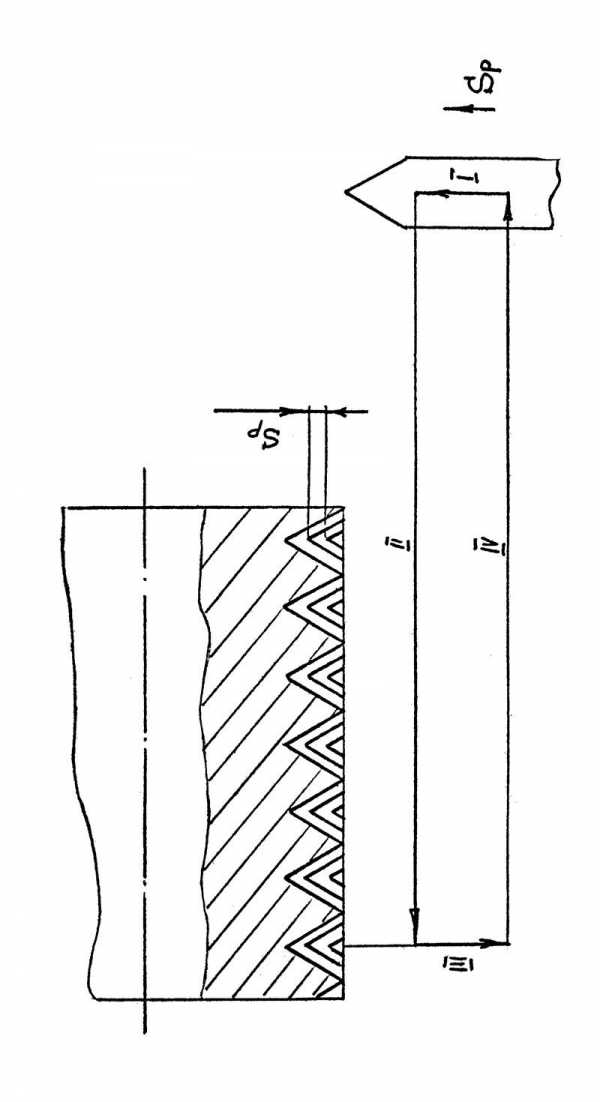
Зависимость формы шва от режима сварки
Геометрические параметры сварного шва и глубина провара в основном зависят от всех факторов режима аргонодуговой сварки. Глубина провара зависит от роста сварочного тока, а вот ширина шва от величины тока практически не зависит. Глубина провара увеличивается при уменьшении диаметра электрода. Особенно заметна эта зависимость при небольших значениях тока. Чем выше сварочных ток, тем меньше будет ощущаться влияние диаметра электрода. Чем больший диаметр электрода, тем шире сварочный шов.
Чтобы правильно сварить алюминий, необходимо ознакомиться со сложным влиянием скорости сварки на глубину провара. При малых скоростях провар минимальный, а вот с возрастанием скорости до определенного момента, провар увеличивается. А как только будет достигнуто критическое значение, рост скорости приведет к уменьшению глубины провара. Однако в наиболее часто используемых режимах сварки глубина провара не сильно зависит от изменения скорости. А ширина шва, наоборот, находится в обратной зависимости от скорости сварки. Увеличение амплитуды поперечных движений конца электрода может привести к увеличению ширины сварочного шва. Эта зависимость часто используется при ручной аргоновой сварке.
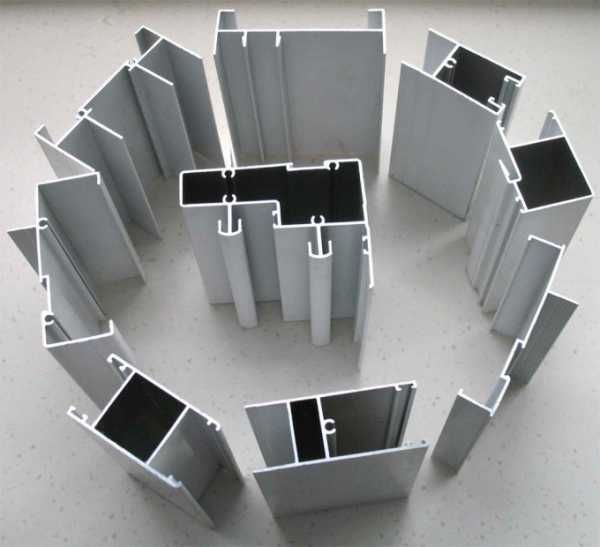
Алюминий и его сплавы являются достаточно распространенными материалами, которые используются для изготовления бытовой техники, производства различных строительных конструкций, в судостроении и машиностроительной индустрии. Сварка аргоном является наилучшим решением при возникновении различных повреждений и поломок изделий из алюминия, так как она позволяет сэкономить значительные средства, а также продлить срок эксплуатации конструкций и механизмов.
estroyka.com
Как и чем лучше варить алюминий
Большинству профессиональных сварщиков известно то, что для сваривания алюминия одним из лучших способов является аргоновое сваривание. Аргоновое сваривание на данный момент широко применяется в ремонте автомобилей и смежных областях деятельности, например для сваривания алюминия. Аргоновое сваривание позволяет проводить полный спектр сварочных работ с разными видами металлов, а также цветными и черными.
Аргоновое сваривание не имеет общее с пайкой или пламенным напылением. Сваривание алюминия является сложным процессом, который требует от специалиста высокой квалификации. В первую очередь такая особенность связана с химическими свойствами алюминия. При подогреве алюминия и соприкосновении с кислородом, на поверхности свариваемого металла образовывается пленка окиси, которая создает препятствия для работы с применением обычной электродуговой сварки. Для того чтобы предотвратить взаимодействие горячего алюминия и кислородов, используется инертный газ аргон.
Для сваривания применяются тугоплавкие электроды, которые производят из вольфрама. Электрод окружается керамическим соплом, из-под которого к месту сваривания нагнетается аргон. Благодаря данной особенности в области сваривания аргоном поддерживается среда с низким содержанием кислорода. Это позволяет держать электрическую дугу между свариваемой деталью и окончанием неплавящегося сварочного электрода. Главной целью такой электрической дуги является плавка самой детали и присадочной проволоки.
Аргонное сваривание подходит для сваривания самых различных сплавов. Для работы требуется подобрать присадочный материал, который будет близок по составу к свариваемому металлу, из которого изготовлена деталь. Шов, который получается после дугового сваривания, является единым целым со свариваемой деталью, что обеспечивает герметичность, долговечность и прочность созданного изделия.
Алюминий – один из самых распространенных металлов, которые используются для производства автокондиционеров, а также подогревателей. По этой причине использование аргонного сваривания является самым оптимальным решением задачи для устранения механических повреждений или создания новых систем и механизмов. Стоимость аргонового сваривания намного ниже, чем стоимость замены сломанных деталей, например в автомобиле.
Помимо сваривания аргоном, можно использовать технологию нанесения покрытия с помощью порошкового напыления. В качестве порошкового материала используются порошки металлов или их сплавов. Для нанесения порошка на поверхность металла используется эрозионная обработка поверхности изделия или нанесение металлического покрытия требуемого состава. Изменяя режимы нанесения можно регулировать пористость и толщину наносимого покрытия.
Используя аргоновый сварочный аппарат, Вы можете производить сваривание алюминия с большими успехами и не затрачивать большого количества денежных средств на покупку дорогого оборудования и расходных материалов.
3g-svarka.ru
Cварка алюминия инвертором, как варить алюминий электродами?
Алюминий используется практически во всех промышленных отраслях и производстве, прочно обосновался он и в быту. Этот металл отличает небольшой удельный вес, способность в четыре раза быстрее проводит ток и тепло по сравнению с обычной сталью, высокая прочность.- Содержимое:
- Технология инверторной сварки алюминия
- Сварочный аппарат-инвертор для алюминия
- Как варить алюминий инверторной сваркой
Технология инверторной сварки алюминия
Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:- Специальные электроды - для работы потребуются расходники с маркировкой ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Электроды с данной маркировкой специально предназначены для обработки материалов с высоким уровнем теплопроводности, в том числе и алюминия.
- Сварочный инвертор для сварки алюминия - для бытового применения подойдет аппарат практически любой производительности.
- Печка для прогревания электродов - в большинстве случаев неудачи связанные со сваркой алюминия связаны с тем, что электроды не были предварительно подготовлены для работы. Прожарка расходников перед использованием является необходимым и обязательным условием обработки алюминия.
 При сварных работах с алюминием необходимо учитывать несколько важных особенностей. А именно:
При сварных работах с алюминием необходимо учитывать несколько важных особенностей. А именно:- Оксид алюминия, образующийся на его поверхности, представляет собой тугоплавкую пленку, существенно снижающую возможность обработки материала. Чтобы избавиться от пленки, деталь зачищают с помощью абразива.
- Сам металл и его сплавы не меняет цвет во время нагревания, поэтому контролировать состояние сварочной ванны достаточно сложно.
- Основное правило, которое необходимо соблюдать, используя сварочный инвертор для алюминия - это то, что все работы необходимо выполнять не спеша, обеспечивая необходимое прогревание материала.
- Перегрев металла может привести к деформации. В домашних условиях рекомендовано использовать приставку к сварочному инвертору для сварки алюминиевых сплавов. Приставка позволяет обеспечить лучший контроль над проведением работ и в результате получить на выходе ровный и прочный шов.
Технология сварки черных металлов мало чем отличается от работ с цветными сплавами. При наличии минимальных навыков и умений, справиться с обработкой алюминия можно и в домашних условиях.
Сварочный аппарат-инвертор для алюминия
Инверторные сварочные аппараты для сварки алюминия могут быть разной модификации и иметь отличия в устройстве и конструкции. Теоретически возможно использование электродуговых установок, но чаще всего для работы с алюминием используют полуавтоматы. Модели инверторного типа отличает стабильная подача напряжения, что существенно уменьшает волну дуги и улучшает качество шва.Специальная приставка к инвертору позволяет осуществлять работы в защитной среде газов практически идентичным образом, как и в сварочных полуавтоматах. Приставка имеет маркировку ТIG, и крупные европейские концерны часто изготавливают свои аппараты с возможностью подключения дополниельного устройства и быстрого перехода в режим использования среды защитных газов.

Как варить алюминий инверторной сваркой
Хотя полуавтоматы используются для работы чаще, чем сварочный аппарат инверторного типа для сварки алюминия, качество шва, получаемого с помощью последнего типа оборудования, несомненно, качественнее и лучше.Сам процесс проведения работ связан с необходимостью обязательного использования защитного облака газов независимо от того, какое именно оборудование будет использоваться. Поэтому если планируется сварка алюминия инвертором постоянного тока, понадобится предварительно приобрести и установить приставку для аргонодуговой сварки. Осуществляется процесс сварки следующим образом:
- Подготовительные работы - зачищаются торцы и поверхность обрабатываемой детали. Электроды предварительно прогреваются в печи.
- Сварочные работы - накладывать шов надо медленно, обеспечивая необходимую глубину провара детали. Инверторная сварка по алюминию не терпит спешки. После наложения шва необходимо чтобы подача газа не прекращалась еще около 5 секунд – это предотвратит растрескивание и деформацию шва.
В промышленных условиях для проведения работ используются неплавящиеся электроды для сварки алюминия инвертором и инертный газ. Неплавящиеся электроды обеспечивают равномерное наложение шва и его прочность.
Хотя алюминий является металлом, тяжело поддающимся термической обработке, выполнить ремонт деталей из него или сплавов даже в домашних условиях возможно, при наличии специального оборудования, расходников и определенных навыков и технических знаний. Оптимальным оборудованием для обработки такого металла являются инверторные установки.
[media=http://www.youtube.com/watch?v=ABHIoo-ffq8]
stroy-plys.ru