Как приварить трубу к трубе? Виды труб, сварочное оборудование. Как трубу приварить к трубе перпендикулярно
Как приварить трубу к трубе? Виды труб, сварочное оборудование
Потребность в выполнении соединений между инженерными контурами трубопровода возникает и при выполнении первой прокладки, и в ходе ремонтных операций. Особенностью сварки труб в коммуникационных системах является обязательное обеспечение герметичности. Лишь в редких случаях этот аспект не имеет особого значения, и им можно пренебречь. В поисках ответа на вопрос о том, как приварить трубу к трубе, не обойтись без описания современных технологий. Прежде всего это относится к пластиковым материалам, которые не так давно получили распространение на рынке и довольно быстро ввели в монтажные работы новый метод спайки. Но и традиционные металлические трубы свариваются на современном и более технологичном уровне, нежели 10-15 лет назад.

Какие виды труб можно сваривать?
Весь ассортимент трубного материала, который используется в системах водо-, газоснабжения и отопления, можно подразделить на два типа по материалу – это металлические и пластиковые изделия. В обоих случаях трубы поддаются сварке, иначе монтажные работы с ними были бы невозможны. Конечно, в качестве альтернативы можно вспомнить резьбовой способ соединения, который раньше применялся к сложным в обработке стальным конструкциям, но эта методика давно устарела и не используется. В наши дни сварка стальных труб осуществляется посредством электродуговых аппаратов, которые позволяют обеспечить прочные места соединений. Несколько отличаются технологии работы с пластиковыми трубами. В данном случае проблема использования классической сварки обуславливается мягкостью и вязкостью структуры материала. Поэтому используются методы пайки и плавления, которые также входят в общую группу сварочных технологий. При этом технические средства для реализации таких видов соединения заметно отличаются от традиционного сварочного оборудования.

Оборудование для сварки
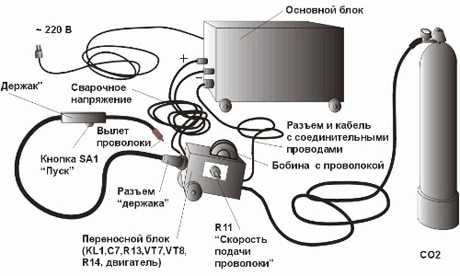
Наиболее популярным аппаратом для осуществления электродуговой сварки металлических труб является полуавтомат инверторного типа. В процессе работы для обеспечения защиты рабочей зоны от внешних воздействий используется специальный газ, что и позволяет добиться высокой степени точности и герметичности в шве. Снижается популярность аппаратов для ручной дуговой сварки ММА. Это доступный по цене и простой способ получения шва при высокой мобильности оборудования, но у него есть значительные недостатки, среди которых низкая производительность и образование шлака на поверхности шва, который приходится удалять. Что касается техники для сварки пластиковых материалов, то чаще всего используются прессовочные комплексы для спайки. И современные полипропиленовые трубы, и модели из поливинилхлорида спаиваются в машине, имеющей в конструкции торцеватель, захватывающие тиски, пластину для резки (нагревательный элемент) и устройство для заделки швов.
Трубы тщательно зачищаются с целью максимальной подгонки друг к другу. Обе стыковочные стороны должны иметь фаску, расположенную под 45-градусным углом относительно оси трубы. При этом должен оставаться плоский торец шириной не менее 2 мм. Впрочем, конкретные параметры могут отличаться в зависимости от диаметров трубы. Не менее важно в вопросе о том, как приварить трубу к трубе, корректное выполнение центровки. Непосредственно перед операцией необходимо произвести сборку – так, чтобы обеспечилась максимальная точность в сведении кромок двух свариваемых компонентов. В некоторых случаях выполняется прихватка, то есть формируется короткий шов, который в процессе сборки выступает накладкой в конструкции.

Электросварка металлических труб
В первую очередь следует выполнить зажим «заземления». Кабель в обязательном порядке должен быть изолирован и зафиксирован в специальный держатель. На сварочном аппарате выставляется оптимальный показатель мощности тока, требуемый для конкретного материала, – средние показатели требуются для мягких сплавов, а более высокие подходят для легированных сталей. Далее зажимается дуга, а электрод устанавливается под 60-градусным углом относительно заготовки. С этого момента посредством касания дуги рабочих поверхностей начинается сварка металлических труб, которая может сопровождаться образованием искр. Электрод должен перемещаться медленно, но так, чтобы не происходило залипаний. При задержке на одном месте также есть риск получить чрезмерную деформацию. Избежать этого позволит равномерное проведение дуги по всей поверхности. В итоге должен сформироваться прочный волнистый шов.

Подготовка пластиковых труб к сварке
Сначала трубы нарезаются под размер в соответствии с достаточной длиной планируемой конструкции. То есть желательно организовать общий процесс монтажа таким образом, чтобы сварка была финальным штрихом. Это реализуемо далеко не всегда, но при возможности следует все технические работы с трубопроводом выполнить до сварочных мероприятий. Также будет не лишним оставить небольшой запас, чтобы часть изделия могла быть внедрена в фитинг. Затем, как и в случае с металлическими аналогами, поливинилхлоридные и полипропиленовые трубы зачищаются. Главная задача на этом этапе – получить ровные, чистые и аккуратные кромки. От качества краев трубы зависит надежность будущего шва. Это особенно относится к пластиковым изделиям, поскольку в мягкой структуре мельчайшие заусенцы и неровности имеют большое значение в процессе пайки.

Соединение пластиковых труб
Большие комплексы для сварки пластиковых труб обычно имеют стационарную установку и позволяют в поточном режиме формировать места стыков. Немного сложнее осуществляются процессы разовых операций пайки. Для таких целей используются ручные устройства, которые работают с нагревательными элементами в виде насадок. Перед работой необходимо установить аппарат на ровную поверхность, а также выставить оптимальный температурный режим. Например, сварка ПВХ-труб обычно реализуется в условиях 260 °C. Через 10-15 мин. после включения прибор наберет оптимальный температурный режим, можно будет приступать к операции.
На насадки устанавливаются заготовки для соединения – на дорне фиксируют фитинг, а на гильзе устанавливается труба. Сама операция происходит за несколько минут, поскольку пластик плавится быстро. Поэтому следует уже после включения устройства готовиться к завершению процесса. Непосредственная сварка ПВХ-труб с последующим соединением производится с первого раза одним действием. Полученный стык в первые секунды нельзя поворачивать и пытаться скорректировать, поскольку любые изменения после сварки скажутся на прочности в худшую сторону.

Сколько времени требуется на остывание материала?
В случае с металлическими трубами процесс происходит дольше и, как правило, формирование стыка выполняется послойно. Поэтому структура набирает прочность уже в ходе рабочих мероприятий. После работы достаточно подождать, когда место стыка остынет естественным образом. Несколько минут надо подождать, если выполнялась сварка стыков труб из пластика. В зависимости от толщины изделия и глубины сварки этот интервал может варьироваться от 3 до 20 мин. Важно отметить, что и в работе с металлом, и при спайке пластиковых элементов нельзя использовать средства, ускоряющие процесс остывания.
Как приварить трубу к трубе при разных сечениях?
Иногда в силу определенных причин, обусловленных нестандартным конструкционным исполнением трубопровода, приходится иметь дело с разными сечениями. Например, может возникнуть потребность в соединении классической круглой трубы и заготовки с расширенным сечением. В данном случае к обычной трубе приваривается уголок, у которого ширина полки соответствует радиусу окружности. Операция выполняется только на одной полке. Далее технология сварки труб с разными сечениями предусматривает розжиг дуги на более толстом материале. Путем перераспределения образуемого наплавленного металла следует выполнить соединение по всей площади стыка – очевидно, что в данном случае она будет больше, чем в стандартной сварке.

Заключение
Новые технологии позволили упростить процессы сварки разных материалов, значительно расширив возможности монтажа. Сегодня в вопросах относительно того, как приварить трубу к трубе, практически нет технических ограничений. Дуговая электросварка, к примеру, позволяет работать со всеми материалами, которые используются не только в бытовом, но и промышленном хозяйстве. Нет барьеров и для монтажа пластиковых труб, которые легко соединяются аппаратами для пайки.
fb.ru
Характеристики и применение отвода трубы 90 градусов. Как сварить профильную трубу под 90 градусов
Приспособления для сварки под прямым углом, острым или тупым
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.

Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Установочно-закрепляющие механизмы
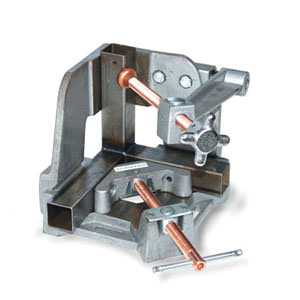 Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получаю
pellete.ru
Сварка труб под углом: требования ГОСТов
Сварка труб под углом позволяет сэкономить не только на отводах (угловых сопряжениях), но и на тройниках (тавровых сопряжениях) или крестовинах. Поэтому подобной техникой должен владеть каждый опытный сварщик или сантехник. И в данной статье мы разберем типовые способы «угловой» стыковки круглых и профильных труб, реализуемые с помощью сварки или пайки.
↑Какие трубы можно соединять на сварку
В большинстве случаев на сварку монтируют стальные трубы. Причем, подобный способ соединения участков трубопровода практикуется и в случае производства арматуры из конструкционных сталей, и в случае изготовления труб из высоколегированных сплавов. Для разных металлов нужны разные техники сварки и разные электроды.

Сварка стальных труб под углом
Кроме того, с помощью сварки или пайки можно стыковать еще медные или алюминиевые трубы. Правда, в данном случае нужен особый аргонодуговой аппарат, генерирующий электрическую дугу в среде инертного газа (аргона). А вот в качестве электрода можно использовать обычную медную или алюминиевую проволоку.
А еще можно «сваривать» полимерные трубы, используя технику термической сварки давлением. Эта технология даже используется при изготовлении сегментарных фитингов, собираемых «на сварку» из вырезанных из труб участков.
↑Разновидности угловых стыков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
Стыковка мегистрали под острым углом
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
Сварка квадратных труб под углом производится по тем же правилам. А вот секторная сборка отвода (колена) выполняется немного по-другому.
В данном случае используют следующие типы сварочных швов:
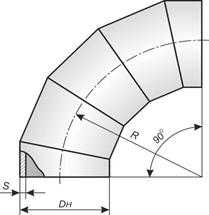
Секторная сборка отвода
- Без скоса (раздела) кромок, когда стыкуемые сектора соединяют встык или с помощью втулки (съемной подкладки), вводимой с внутренней стороны. При этом накладывается односторонний шов.
- С односторонним скосом кромки, предполагающим точную обработку торца только одного сектора. Причем подобный стык можно обустроить и с помощью съемной прокладки и без нее.
- Со скосом кромок, предполагающим относительную точность формы торцов трубы. В данном случае можно использовать две разновидности подкладки – цилиндрическую и кольцеобразную. Причем образующая скос фаска может нарезаться, как с внутренней, так и с наружной стороны кромок. То есть, односторонний шов будет накладываться как с внутренней, так и с внешней стороны трубы, образуя сварные соединения под острым и тупым углом.
- Со скосом кромок по наружной стороне и расточкой (развальцовкой) внутренней поверхности торца стыка. Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.
Разумеется, подобное разнообразие предполагает использование различных техник и способов сварки: от классического электродугового варианта, до газовой пайки.
↑Показания к применению
Газовая сварка труб
Электродуговая, аргонодуговая или газовая сварка без скоса кромок начинается с подгонки торцов. Максимальная величина зазора между трубами, в данном случае – 1,5 миллиметра, а минимальная – 0,5 миллиметра. Причем, подобная техника используется лишь на трубах с толщиной стенки от 1 до 6 миллиметров. Сам процесс начинается с прихватывания углового сопряжения точечными швами, с последующей правкой положения труб и кольцевой сваркой стыка снаружи.
Угловое сопряжение с односторонним торцом предполагает образование фаски под углом 50 градусов. А двусторонний раздел предполагает образование двух фасок, под углом 30 градусов. Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться. Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Угловое сопряжение со скосом кромок и разделом предполагает стыковку труб с толщиной стенок от 6 до 60 миллиметров. При этом ширина раздела колеблется в пределах от 18 до 48 миллиметров. Разумеется, такие габариты предполагают особую технику заполнения сварочной ванны.
vsetrybu.ru
Как приварить трубу к трубе? Виды труб, сварочное оборудование
Потребность в выполнении соединений между инженерными контурами трубопровода возникает и при выполнении первой прокладки, и в ходе ремонтных операций. Особенностью сварки труб в коммуникационных системах является обязательное обеспечение герметичности. Лишь в редких случаях этот аспект не имеет особого значения, и им можно пренебречь.
В поисках ответа на вопрос о том, как приварить трубу к трубе, не обойтись без описания современных технологий. Прежде всего это относится к пластиковым материалам, которые не так давно получили распространение на рынке и довольно быстро ввели в монтажные работы новый метод спайки. Но и традиционные металлические трубы свариваются на современном и более технологичном уровне, нежели 10-15 лет назад.
Какие виды труб можно сваривать?
Весь ассортимент трубного материала, который используется в системах водо-, газоснабжения и отопления, можно подразделить на два типа по материалу – это металлические и пластиковые изделия. В обоих случаях трубы поддаются сварке, иначе монтажные работы с ними были бы невозможны.
Конечно, в качестве альтернативы можно вспомнить резьбовой способ соединения, который раньше применялся к сложным в обработке стальным конструкциям, но эта методика давно устарела и не используется. В наши дни сварка стальных труб осуществляется посредством электродуговых аппаратов, которые позволяют обеспечить прочные места соединений. Несколько отличаются технологии работы с пластиковыми трубами.
В данном случае проблема использования классической сварки обуславливается мягкостью и вязкостью структуры материала. Поэтому используются методы пайки и плавления, которые также входят в общую группу сварочных технологий. При этом технические средства для реализации таких видов соединения заметно отличаются от традиционного сварочного оборудования.
Оборудование для сварки
Наиболее популярным аппаратом для осуществления электродуговой сварки металлических труб является полуавтомат инверторного типа. В процессе работы для обеспечения защиты рабочей зоны от внешних воздействий используется специальный газ, что и позволяет добиться высокой степени точности и герметичности в шве. Снижается популярность аппаратов для ручной дуговой сварки ММА.
Это доступный по цене и простой способ получения шва при высокой мобильности оборудования, но у него есть значительные недостатки, среди которых низкая производительность и образование шлака на поверхности шва, который приходится удалять. Что касается техники для сварки пластиковых материалов, то чаще всего используются прессовочные комплексы для спайки. И современные полипропиленовые трубы, и модели из поливинилхлорида спаиваются в машине, имеющей в конструкции торцеватель, захватывающие тиски, пластину для резки (нагревательный элемент) и устройство для заделки швов.
Подготовка металлических труб для сварки
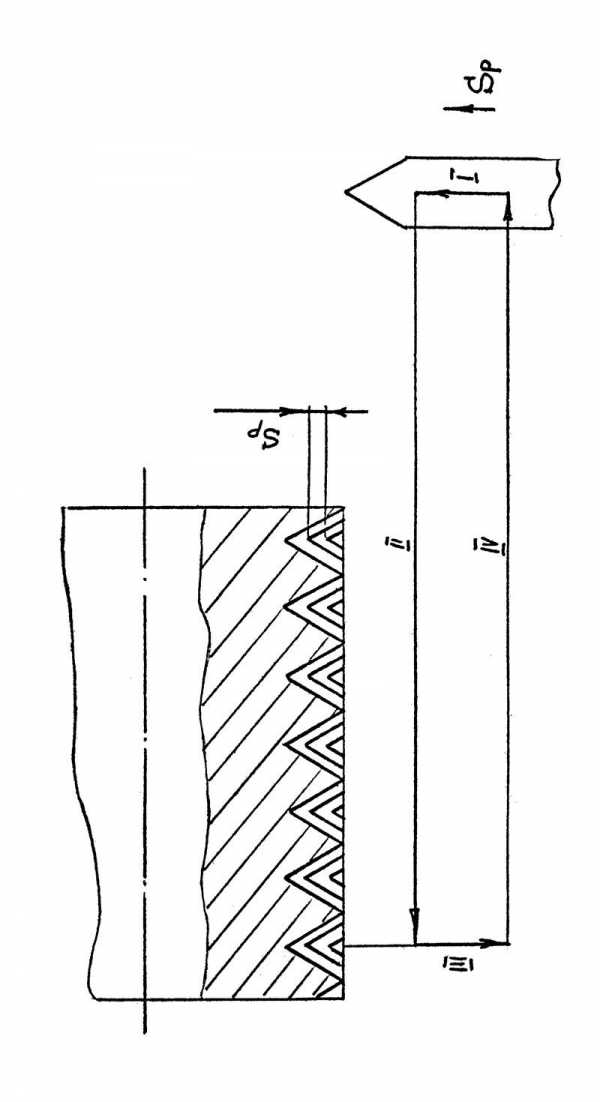
Трубы тщательно зачищаются с целью максимальной подгонки друг к другу. Обе стыковочные стороны должны иметь фаску, расположенную под 45-градусным углом относительно оси трубы. При этом должен оставаться плоский торец шириной не менее 2 мм. Впрочем, конкретные параметры могут отличаться в зависимости от диаметров трубы. Не менее важно в вопросе о том, как приварить трубу к трубе, корректное выполнение центровки.
Непосредственно перед операцией необходимо произвести сборку – так, чтобы обеспечилась максимальная точность в сведении кромок двух свариваемых компонентов. В некоторых случаях выполняется прихватка, то есть формируется короткий шов, который в процессе сборки выступает накладкой в конструкции.
Электросварка металлических труб
В первую очередь следует выполнить зажим «заземления». Кабель в обязательном порядке должен быть изолирован и зафиксирован в специальный держатель. На сварочном аппарате выставляется оптимальный показатель мощности тока, требуемый для конкретного материала, – средние показатели требуются для мягких сплавов, а более высокие подходят для легированных сталей.
Далее зажимается дуга, а электрод устанавливается под 60-градусным углом относительно заготовки. С этого момента посредством касания дуги рабочих поверхностей начинается сварка металлических труб, которая может сопровождаться образованием искр. Электрод должен перемещаться медленно, но так, чтобы не происходило залипаний. При задержке на одном месте также есть риск получить чрезмерную деформацию.
Избежать этого позволит равномерное проведение дуги по всей поверхности. В итоге должен сформироваться прочный волнистый шов.
Подготовка пластиковых труб к сварке
Сначала трубы нарезаются под размер в соответствии с достаточной длиной планируемой конструкции. То есть желательно организовать общий процесс монтажа таким образом, чтобы сварка была финальным штрихом. Это реализуемо далеко не всегда, но при возможности следует все технические работы с трубопроводом выполнить до сварочных мероприятий.
Также будет не лишним оставить небольшой запас, чтобы часть изделия могла быть внедрена в фитинг. Затем, как и в случае с металлическими аналогами, поливинилхлоридные и полипропиленовые трубы зачищаются. Главная задача на этом этапе – получить ровные, чистые и аккуратные кромки.
От качества краев трубы зависит надежность будущего шва. Это особенно относится к пластиковым изделиям, поскольку в мягкой структуре мельчайшие заусенцы и неровности имеют большое значение в процессе пайки.
Соединение пластиковых труб
Большие комплексы для сварки пластиковых труб обычно имеют стационарную установку и позволяют в поточном режиме формировать места стыков. Немного сложнее осуществляются процессы разовых операций пайки. Для таких целей используются ручные устройства, которые работают с нагревательными элементами в виде насадок. Перед работой необходимо установить аппарат на ровную поверхность, а также выставить оптимальный температурный режим.
Например, сварка ПВХ-труб обычно реализуется в условиях 260 °C. Через 10-15 мин. после включения прибор наберет оптимальный температурный режим, можно будет приступать к операции.
На насадки устанавливаются заготовки для соединения – на дорне фиксируют фитинг, а на гильзе устанавливается труба. Сама операция происходит за несколько минут, поскольку пластик плавится быстро. Поэтому следует уже после включения устройства готовиться к завершению процесса. Непосредственная сварка ПВХ-труб с последующим соединением производится с первого раза одним действием.
Полученный стык в первые секунды нельзя поворачивать и пытаться скорректировать, поскольку любые изменения после сварки скажутся на прочности в худшую сторону.
Сколько времени требуется на остывание материала?
В случае с металлическими трубами процесс происходит дольше и, как правило, формирование стыка выполняется послойно. Поэтому структура набирает прочность уже в ходе рабочих мероприятий. После работы достаточно подождать, когда место стыка остынет естественным образом. Несколько минут надо подождать, если выполнялась сварка стыков труб из пластика.
В зависимости от толщины изделия и глубины сварки этот интервал может варьироваться от 3 до 20 мин. Важно отметить, что и в работе с металлом, и при спайке пластиковых элементов нельзя использовать средства, ускоряющие процесс остывания.
Как приварить трубу к трубе при разных сечениях?
Иногда в силу определенных причин, обусловленных нестандартным конструкционным исполнением трубопровода, приходится иметь дело с разными сечениями. Например, может возникнуть потребность в соединении классической круглой трубы и заготовки с расширенным сечением. В данном случае к обычной трубе приваривается уголок, у которого ширина полки соответствует радиусу окружности.
Операция выполняется только на одной полке. Далее технология сварки труб с разными сечениями предусматривает розжиг дуги на более толстом материале. Путем перераспределения образуемого наплавленного металла следует выполнить соединение по всей площади стыка – очевидно, что в данном случае она будет больше, чем в стандартной сварке.
Заключение
Новые технологии позволили упростить процессы сварки разных материалов, значительно расширив возможности монтажа. Сегодня в вопросах относительно того, как приварить трубу к трубе, практически нет технических ограничений. Дуговая электросварка, к примеру, позволяет работать со всеми материалами, которые используются не только в бытовом, но и промышленном хозяйстве.
Нет барьеров и для монтажа пластиковых труб, которые легко соединяются аппаратами для пайки.
fcspam.ru
Как приварить трубу к трубе? Виды труб, сварочное оборудование
Бизнес 8 июля 2016Потребность в выполнении соединений между инженерными контурами трубопровода возникает и при выполнении первой прокладки, и в ходе ремонтных операций. Особенностью сварки труб в коммуникационных системах является обязательное обеспечение герметичности. Лишь в редких случаях этот аспект не имеет особого значения, и им можно пренебречь. В поисках ответа на вопрос о том, как приварить трубу к трубе, не обойтись без описания современных технологий. Прежде всего это относится к пластиковым материалам, которые не так давно получили распространение на рынке и довольно быстро ввели в монтажные работы новый метод спайки. Но и традиционные металлические трубы свариваются на современном и более технологичном уровне, нежели 10-15 лет назад.

Какие виды труб можно сваривать?
Весь ассортимент трубного материала, который используется в системах водо-, газоснабжения и отопления, можно подразделить на два типа по материалу – это металлические и пластиковые изделия. В обоих случаях трубы поддаются сварке, иначе монтажные работы с ними были бы невозможны. Конечно, в качестве альтернативы можно вспомнить резьбовой способ соединения, который раньше применялся к сложным в обработке стальным конструкциям, но эта методика давно устарела и не используется. В наши дни сварка стальных труб осуществляется посредством электродуговых аппаратов, которые позволяют обеспечить прочные места соединений. Несколько отличаются технологии работы с пластиковыми трубами. В данном случае проблема использования классической сварки обуславливается мягкостью и вязкостью структуры материала. Поэтому используются методы пайки и плавления, которые также входят в общую группу сварочных технологий. При этом технические средства для реализации таких видов соединения заметно отличаются от традиционного сварочного оборудования.

Оборудование для сварки
Наиболее популярным аппаратом для осуществления электродуговой сварки металлических труб является полуавтомат инверторного типа. В процессе работы для обеспечения защиты рабочей зоны от внешних воздействий используется специальный газ, что и позволяет добиться высокой степени точности и герметичности в шве. Снижается популярность аппаратов для ручной дуговой сварки ММА. Это доступный по цене и простой способ получения шва при высокой мобильности оборудования, но у него есть значительные недостатки, среди которых низкая производительность и образование шлака на поверхности шва, который приходится удалять. Что касается техники для сварки пластиковых материалов, то чаще всего используются прессовочные комплексы для спайки. И современные полипропиленовые трубы, и модели из поливинилхлорида спаиваются в машине, имеющей в конструкции торцеватель, захватывающие тиски, пластину для резки (нагревательный элемент) и устройство для заделки швов.
Видео по теме
Подготовка металлических труб для сварки
Трубы тщательно зачищаются с целью максимальной подгонки друг к другу. Обе стыковочные стороны должны иметь фаску, расположенную под 45-градусным углом относительно оси трубы. При этом должен оставаться плоский торец шириной не менее 2 мм. Впрочем, конкретные параметры могут отличаться в зависимости от диаметров трубы. Не менее важно в вопросе о том, как приварить трубу к трубе, корректное выполнение центровки. Непосредственно перед операцией необходимо произвести сборку – так, чтобы обеспечилась максимальная точность в сведении кромок двух свариваемых компонентов. В некоторых случаях выполняется прихватка, то есть формируется короткий шов, который в процессе сборки выступает накладкой в конструкции.

Электросварка металлических труб
В первую очередь следует выполнить зажим «заземления». Кабель в обязательном порядке должен быть изолирован и зафиксирован в специальный держатель. На сварочном аппарате выставляется оптимальный показатель мощности тока, требуемый для конкретного материала, – средние показатели требуются для мягких сплавов, а более высокие подходят для легированных сталей. Далее зажимается дуга, а электрод устанавливается под 60-градусным углом относительно заготовки. С этого момента посредством касания дуги рабочих поверхностей начинается сварка металлических труб, которая может сопровождаться образованием искр. Электрод должен перемещаться медленно, но так, чтобы не происходило залипаний. При задержке на одном месте также есть риск получить чрезмерную деформацию. Избежать этого позволит равномерное проведение дуги по всей поверхности. В итоге должен сформироваться прочный волнистый шов.

Подготовка пластиковых труб к сварке
Сначала трубы нарезаются под размер в соответствии с достаточной длиной планируемой конструкции. То есть желательно организовать общий процесс монтажа таким образом, чтобы сварка была финальным штрихом. Это реализуемо далеко не всегда, но при возможности следует все технические работы с трубопроводом выполнить до сварочных мероприятий. Также будет не лишним оставить небольшой запас, чтобы часть изделия могла быть внедрена в фитинг. Затем, как и в случае с металлическими аналогами, поливинилхлоридные и полипропиленовые трубы зачищаются. Главная задача на этом этапе – получить ровные, чистые и аккуратные кромки. От качества краев трубы зависит надежность будущего шва. Это особенно относится к пластиковым изделиям, поскольку в мягкой структуре мельчайшие заусенцы и неровности имеют большое значение в процессе пайки.

Соединение пластиковых труб
Большие комплексы для сварки пластиковых труб обычно имеют стационарную установку и позволяют в поточном режиме формировать места стыков. Немного сложнее осуществляются процессы разовых операций пайки. Для таких целей используются ручные устройства, которые работают с нагревательными элементами в виде насадок. Перед работой необходимо установить аппарат на ровную поверхность, а также выставить оптимальный температурный режим. Например, сварка ПВХ-труб обычно реализуется в условиях 260 °C. Через 10-15 мин. после включения прибор наберет оптимальный температурный режим, можно будет приступать к операции.
На насадки устанавливаются заготовки для соединения – на дорне фиксируют фитинг, а на гильзе устанавливается труба. Сама операция происходит за несколько минут, поскольку пластик плавится быстро. Поэтому следует уже после включения устройства готовиться к завершению процесса. Непосредственная сварка ПВХ-труб с последующим соединением производится с первого раза одним действием. Полученный стык в первые секунды нельзя поворачивать и пытаться скорректировать, поскольку любые изменения после сварки скажутся на прочности в худшую сторону.

Сколько времени требуется на остывание материала?
В случае с металлическими трубами процесс происходит дольше и, как правило, формирование стыка выполняется послойно. Поэтому структура набирает прочность уже в ходе рабочих мероприятий. После работы достаточно подождать, когда место стыка остынет естественным образом. Несколько минут надо подождать, если выполнялась сварка стыков труб из пластика. В зависимости от толщины изделия и глубины сварки этот интервал может варьироваться от 3 до 20 мин. Важно отметить, что и в работе с металлом, и при спайке пластиковых элементов нельзя использовать средства, ускоряющие процесс остывания.
Как приварить трубу к трубе при разных сечениях?
Иногда в силу определенных причин, обусловленных нестандартным конструкционным исполнением трубопровода, приходится иметь дело с разными сечениями. Например, может возникнуть потребность в соединении классической круглой трубы и заготовки с расширенным сечением. В данном случае к обычной трубе приваривается уголок, у которого ширина полки соответствует радиусу окружности. Операция выполняется только на одной полке. Далее технология сварки труб с разными сечениями предусматривает розжиг дуги на более толстом материале. Путем перераспределения образуемого наплавленного металла следует выполнить соединение по всей площади стыка – очевидно, что в данном случае она будет больше, чем в стандартной сварке.

Заключение
Новые технологии позволили упростить процессы сварки разных материалов, значительно расширив возможности монтажа. Сегодня в вопросах относительно того, как приварить трубу к трубе, практически нет технических ограничений. Дуговая электросварка, к примеру, позволяет работать со всеми материалами, которые используются не только в бытовом, но и промышленном хозяйстве. Нет барьеров и для монтажа пластиковых труб, которые легко соединяются аппаратами для пайки.
Источник: fb.ru Бизнес Как выбрать аппарат для сварки пластиковых труб? Сварочное оборудование для пластиковых трубСегодня все чаще и чаще для монтажа водопроводов используют пластиковые трубы. Это обусловлено не только их долговечностью, но и хорошими эксплуатационными свойствами. Благодаря высоким теплофизическим параметрам, пол...
Бизнес Как производится труба стальная электросварная прямошовная?Где сегодня используется труба стальная электросварная прямошовная? Это изделие, которое в современных условиях находит широкое применение в различных отраслях промышленности.ПрименениеКак правило, ее ...
Домашний уют Какие водопроводные трубы лучше: полипропиленовые, металлопластиковые или пластиковые? Водопроводные трубы какие лучше на даче и в квартире?Рано или поздно люди сталкиваются с вопросом о том, как заменить водопроводные трубы. Какие лучше выбрать, решает хозяин дома или квартиры, и это влияет на исправную и длительную работу водоснабжающих систем.
Домашний уют Вертикальная посадка клубники в трубе. Как сделать трубу для посадки клубники?Клубника – это одна из тех культур, для выращивания которой в классическом варианте не рационально используется земельное пространство. Каждый садовод знает о том, что высадка обычным способом в грунт занимает о...
Домашний уют Как закрывать трубы в туалете: полезные советыПланируя ремонт, заранее продумайте, как закрывать трубы в туалете. Этот момент крайне важен, если вы хотите получить стильный и современный интерьер санузла. Стояк канализации, обилие труб, счетчики потребления воды ...
Домашний уют Как спрятать трубы в туалете: делимся идеями интерьераКаждый, кто хоть раз проводил полномасштабный ремонт в квартире, наверняка представляет себе вся тяготы этого процесса в ванной комнате и туалете. Одних только битых кирпичей порой приходится вынести не один десяток м...
Домашний уют Как спрятать трубы в ванной: варианты декораТрубы, расположенные на самом видном месте в ванной комнате, могут полностью испортить весь интерьер. Их вид нарушает замысел дизайнера и превращает помещение в самый настоящий балаган. В связи с этим многие владельцы...
Домашний уют Как закрыть трубы в туалете красиво и правильноВ стандартных городских квартирах трубы централизованной подачи горячей и холодной воды, а также канализационный стояк проходят в туалете либо ванной комнате, поэтому при ремонте этих помещений вопрос о том, как закры...
Домашний уют Как закрыть трубы в ванной: способы, технологии, материалыКаким бы оригинальным и стильным ни был дизайн в ванной комнате, весь эффект может легко сойти на нет. Виной всему трубы, которые сильно бросаются в глаза. Для спасения ситуации нужно убрать эти коммуникации подальше....
Домашний уют Как спрятать трубы отопления в частном доме: способы монтажа, советы, решения, фотоПри монтаже системы отопления трубы в частном доме или в квартире протягивают по всем помещениям. И конечно же, такие конструкции красоты интерьерам помещений не добавляют. Способов маскировки труб отопления существуе...
monateka.com
Как приварить трубу к плоскости
На любом трубопроводе, который является магистральной конструкцией из скрепленных между собой труб при помощи соединительных элементов, так называемых фланцевых соединений, имеется как минимум два конца и каждый из них должен иметь фланцевую заглушку. Фланцевые заглушки, так же как и фланцевые соединения, имеют вид плоскости и крепятся к трубе в большинстве случаев при помощи сварки.

Для обеспечения герметичности трубопроводной системы необходимо произвести качественный сварочный процесс при выполнении работ по креплению фланцев и заглушек к трубе, который в итоге сводится к вопросу: как приварить трубу к плоскости.
Способы сваривания трубы с плоскостью
- Первый способ – это сваривание встык. Плоскость (фланец) состыковывается с трубой по всему периметру торца трубы, делаются прихватки и затем полностью обваривается. Такой процесс приваривания довольно сложен, поскольку сварочный процесс предусматривает применение всех видов сварочных швов:
- горизонтальных,
- потолочных,
- вертикальных.
При этом для выполнения качественного соединения от сварщика требуется наличие довольно высокой квалификации.
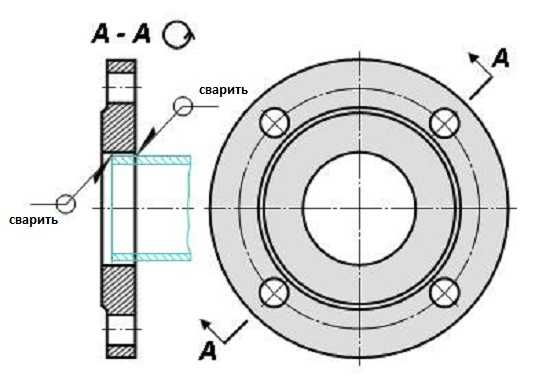
- Второй способ сваривания предусматривает, что плоские фланцы одеваются на трубу, после чего привариваются. Приварной фланец такого вида отличается значительным образом от приварного фланца встык. По ГОСТ, плоские приварные фланцы, которые одеваются на трубу, должны иметь технологический зазор 1-3мм, в зависимости от наружного диаметра трубы и внутреннего диаметра фланца. После того как плоский приварной фланец одет на трубу, выполняется сварка по внутренней части самого фланца и, соответственно, по его наружной части поверхности. Аналогично сварочному процессу приваривания фланца встык, сварочные швы в данном случае используются в трех видах: потолочном, вертикальном и горизонтальном. Однако швы расположены в двух местах на закрепленной плоскости (фланце) на трубе.
- Если плоский фланец приваривается к короткому патрубку, то патрубок с прихваченным фланцем устанавливается на специальное приспособление, после чего сварщик начинает сваривание. При образовании кратера необходимо плотно упереть чехольчиком обмазки электрода встык свариваемых деталей, удерживая электрод под наклоном 40-45 градусов к горизонтали, плавно проворачивая левой рукой фланец по мере горения электрода. Электрод должен оставаться неподвижным, а образование шва происходит в результате проворачивания свариваемых деталей. Сварочный процесс должен происходить без обрыва дуги, непрерывно. Таким же способом сваривается и внутренний шов.
kovka-svarka.net
Как варить трубы электросваркой своими руками: технология работ и подсказки экспертов
Содержание статьи
Построить дом – одно из обязательных испытаний для настоящего мужчины. Между тем такой проект – это не столько возведение «коробки», как превращение ее в жилое помещение. Самой важной составляющей из «начинки» дома являются коммуникации. Провести их правильно – целая наука. Важен не только грамотный выбор конструкций, а и верное их соединение. Хотите узнать, как варить трубы электросваркой, и какие технологии такого крепления существуют? Начнем.
О технологии
На чем базируется технология сварки труб электросваркой? Процесс этот – высокотемпературный. Для работ понадобится специальный аппарат и электроды, благодаря которым становится возможным образование электрической дуги, идущей от стержня к кромке соединяемых изделий. В результате плавится материал всех соприкасающихся элементов, образовывается так называемая «сварочная ванна», представляющая собой своего рода «котел», в котором все металлы смешиваются и становятся единым целым.

Проводите все работы в специальной маске, чтобы уберечь глаза и лицо от ожогов
Масштабы этой ванны разнятся и зависят от таких факторов, как размеры и форма конструкций, режим сварки, нюансы управления дугой и др. В среднем можно ориентироваться на такие параметры: длина -1-3 см, ширина – 0,8-1,5 см, глубина – до 0,6 см. Материал электрода особый – образующий газовую среду над соединением. Тем самым вытесняющий воздух из ванны, уберегающий расплавленный материал от взаимодействия с кислородом. На месте шва появляется шлак, также уберегающий горячий металл от вступления в реакцию с воздухом.
Как вы поняли, в процессе данных работ воздух выступает в качестве вредителя, так что берегитесь его. По окончании действия электрической дуги металл кристаллизируется, превращаясь в шов, объединяющий два элемента в один. Лишний шлак над соединением за ненадобностью удаляется.
Техника сварки труб электросваркой не тяжелая, но интересная. Теперь обсудим, как правильно варить трубу электросваркой самостоятельно – своими силами.
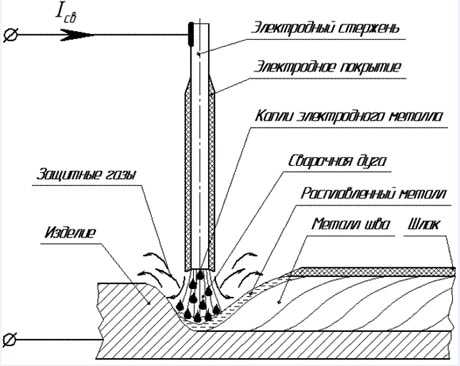
Схема сваривания
Классификация соединений
Нами ведь рассматривается электросварка труб для начинающих, поэтому важно познать все нюансы технологии. Начнем с видов соединений. Они бывают такими:
- встык;
- втавр;
- внахлест;
- в угол.
Сварка труб отопления электросваркой зачастую производится встык. Для такого типа соединения осуществляют провар края конструкций по всей толщине. А как сваривать трубы электросваркой внахлест? Согласно такой методике элементы накладываются друг на друга. При этом ширина соединения не должна быть меньшей, чем показатель, равняющийся удвоенному числу толщины стенок конструкции. Как сварить две трубы электросваркой втавр? Метод проще названия: соединяемые конструкции размещают перпендикулярно.

От качества труб также многое зависит. Покупайте изделия в проверенном месте, выбирая марки, пользующиеся доверием среди опытных сварщиков
У швов также есть классификация. Они бывают:
- нижними;
- горизонтальными;
- потолочными;
- вертикальными.
Наиболее удобным и востребованным домовладельцами швом является нижний, располагаемый под электродом – внизу. В таком случае сварка производится попросту сверху соединения. Горизонтальный шов делают, когда трубы установлены вертикально, соединение выполняется сбоку трубы, расположенной отвесно. Вертикальный шов получается в местах горизонтального крепления изделий. И четвертый – потолочный тип соединения появляется, когда электрод во время сварки расположен снизу – над головой исполнителя.
Для нижнего положения лучше использовать поворотные швы, для конструкций с малым диаметром – непрерывные, для изделий с большим диаметром – прерывистые.
Это важно знать! Во время работ следите за углом наклона. Он не должен превышать 45 градусов по отношению к горизонтали, иначе внутренняя часть конструкции засорится отходами наплывов.

Так выглядит готовый потолочный шов
Руководство по сварке
Пора перейти к блоку: как правильно сваривать трубы электросваркой своими руками. Ориентируйтесь на такой ход работ:
- Разработка плана-проекта системы.
- Расчет расходных материалов.
- Закупка.
- Подготовка.
- Сварка.
- Проверка качества.
С первыми тремя пунктами все ясно, а вот следующие три требуют детализации.

Существует множество разновидностей электродов
Подготовительный блок
Начнем с оборудования и инструментов. Его придется купить или найти во временное пользование. Итак, вам понадобится:
- сварочный аппарат;
- трансформатор либо инвертор;
- маска со светофильтром;
- выпрямитель;
- ящик для электродов;
- молоток (чтобы убрать шлак).
Из расходных материалов подготовьте сами трубы, электроды, наждак, а также перчатки.
Устройство сварочного аппарата
Выбор источника тока крайне важен для качества работ. Подойдет хоть тяжелый трансформатор, хоть компактный инвертор. Главное — обеспечить преобразование высокого напряжения в подходящее напряжение для сварки (низкое вторичной электрической цепи). С трансформатором легче обращаться, он безотказен в работе и долговечен, подключается к сети 50 Гц.
Однако у этого агрегата имеются и недостатки: большой вес, провоцирование перегрузки сети, из-за чего могут перегореть другие приборы. Инвертор в этом плане более безопасен. К тому же его можно подключать к сети свыше 50 Гц, поэтому габариты аппарата более скромны. В инверторе есть возможность регулировать режим работы. При перегрузке «агрегат» попросту отключается, скачков в сети не провоцирует.
Электроды – это поставщики тока от сети к области соединения. Их вид нужно подбирать в соответствии с особенностями соединяемых элементов (толщина стенок, материал, длина системы и др.). Стержень изделия покрывается специальным составом, играющим важную роль в процессе сварки. От него зависит подача непрерывной дуги и качество шва.
Немаловажной составляющей подготовительного блока является оборудование рабочего места. Поверхность для сварочных работ должна быть ровной, обширной и сухой. Все инструменты следует размещать под рукой, чтобы не отключаться от процесса.
Трубы также нужно подготовить – очистить от грязи, масла и прочего «мусора».
Это важно знать! Количество швов может разниться, поскольку зависит от толщины стенок свариваемых элементов. Если этот показатель не превышает 6 мм, можно ограничиться 2 швами. При толщине 6-12 мм понадобится 3 шва. А ели вы выбрали изделия со стенками от 19 мм, готовьтесь делать 4 шва.

Стандартный набор сварщика
Основной блок работ
Варить интереснее, чем готовиться. Электрод водите без перерыва, пока не произойдет полное приваривание шва. Первый слой – наиболее важный, «главная скрипка» процесса. От его качества зависят все последующие швы. Если вы свариваете изделия со стенками от 8 мм, делайте сначала ступенчатые накладки, а затем – сплошные. Каждый готовый слой тщательно освобождайте от шлака, а затем только переходите к следующему. Следите, чтобы начало и конец швов не совпадали. Крайний слой формируйте плавно, стараясь перейти на поверхность трубы.
Стык по кругу разделите на несколько зон, соединяйте точки через одну, затем беритесь за пропущенные участки.

Так выглядит безупречно сделанный шов
Проверка
Качество работ нужно проверить, дабы избежать потопа или другой беды. Произведите наружный осмотр, выявляя прожоги, трещины и другие дефекты. Если визуальная проверка прошла успешно, можно переходит к экспериментальным действиям. Приготовьте мыльный раствор, при помощи кисти обработайте смесью области швов и пустите в трубу воздух (под давлением). Если пузырей нет, система пригодна для эксплуатации.
Видео-инструкция по сварке труб
Краткий курс соединения труб электросваркой, усвоен, пора переходить к практике.
Понравилась статья? Поделитесь ей:
trubsovet.ru