Правильная сварка тавровых соединений. Как варить тавровое соединение
техника и правила сваривания труб, а также в вертикальном, нижнем, потолочном положениях; технология и особенности выполнения
Главная страница » Статьи о сварке » Как научиться сваривать металл » Соединения » Тавровые сварные соединения
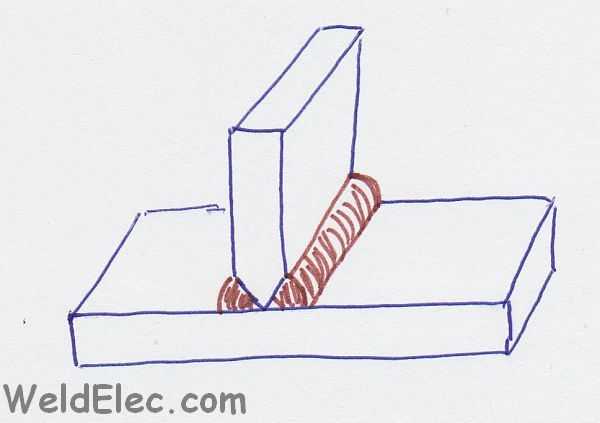
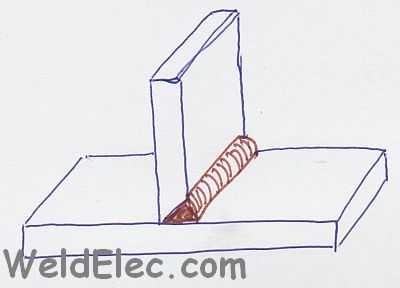
 Тавровое соединение — это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов. Простыми словами — к горизонтально лежащей детали приваривается вертикальная, образуя букву «Т». Такие соединения могут быть без разделки кромок, с односторонней и двусторонней разделкой. Тавровые соединения используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном положении, удобнее всего в наклонном (в лодочку).
Тавровое соединение — это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов. Простыми словами — к горизонтально лежащей детали приваривается вертикальная, образуя букву «Т». Такие соединения могут быть без разделки кромок, с односторонней и двусторонней разделкой. Тавровые соединения используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном положении, удобнее всего в наклонном (в лодочку).
Где применяется
Двустороннее с разделкой кромок
Применение таврового соединения весьма широкое: в автомобилестроении, в строительных конструкциях (фермы, опоры, колонны, стойки), металлическая мебель (лавки-скамейки, столы, этажерки), мосты и путепроводы, газопроводы, нефтепроводы, системы водоснабжения, теплоснабжения зданий и сооружений.
Преимущества и недостатки
Тавровое соединение самое распространенное, одно из самых прочных. Данное соединение позволяет получать изделия и конструкции сложной формы. Расположение деталей буквой «Т» обеспечивает дополнительную жесткость конструкции. Качественно выполненная работа гарантирует практичность и надежность.
Недостатком такого соединения могут являться дефекты:
Такие дефекты зависят от качества выполнения работы. Низкая квалификация рабочего непосредственно станет причиной дефектов, но не мало важно и оборудование, расходные материалы (сварочные аппараты, проволока, электроды, защитный газ). Сам процесс является опасным, вы должны соблюдать все правила техники безопасности без исключения.
Техника выполнения, особенности
Для всех сварных соединений техника выполнения будет стандартная, важно учесть способ сварки. Тавровое соединение удобное, легко формировать шов, контролировать размер катета и внешний вид шва.
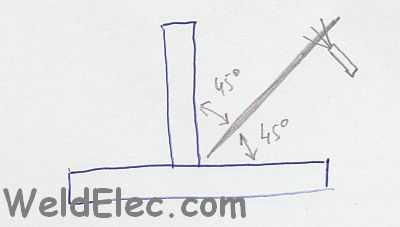
Перед началом работы производится технологическая подготовка поверхности, иначе наличие загрязнений и ржавчины снизит производительность сварочного процесса и приведет к дефектам. При сварке таврового шва электрод располагают в плоскости под углом 30-40 градусов относительно нижней пластины, сделав сборку деталей и прихватив — так соединение не поведет.
Одностороннее с разделкой шва в нижнем положении
Нужно проконтролировать угол между деталями и правильность расположения, если все правильно выполнено, то можно приступать непосредственно к сварке. Возбуждаем электрическую дугу и наклонив электрод немного к себе ведем его в одном положении, двигаться следует аккуратно ванной назад, совершая колебательные движения вдоль оси шва для расплавления кромок. Это нужно для того, что бы избежать непровара угла и одной из сторон детали. Можно нанести метку над углом на верхней пластине за границы которой электрод не должен будет выходить, так получится более ровный шов.
Техники сварки таврового соединения в различных положениях несколько отличаются друг от друга.
К сведению! Рассматривая технику сварки, можно сразу отметить, что легче всего выполнять сварку в нижнем положении, или положении «в лодочку». Поэтому если есть такая возможность, то рекомендуется повернуть сварную конструкцию так, что бы сварные швы выполнять в нижнем положении.
После выполнения сварки зачищается шлак и обрабатывается поверхность металлической щеткой или другими приспособлениями.
Рекомендации
Если сваривать тавровым соединением тонкую и толстую пластину, то угол наклона электрода относительно толстой пластины будет примерно 60 градусов. Чтобы больше металла «стягивать» с толстой части на тонкую.
Также желательно просушить свариваемые поверхности для лучшего качества сварного шва.
Сварка труб
Опираясь на ГОСТ16037-80, который распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой, правильно будет сказать, что в нем таврового соединение нет. Все швы, которые называют тавровыми, относятся к угловым. Однако, когда к торцу трубы приваривается заглушка из пластины или фланец, это будет являться тавровым соединением. По большому счету, что бы не спорить по этому поводу, необходимо понимать, что тавровое соединение деталей труб или любого другого металлопроката выполняется угловым швом и техника сварки трубопроводов сводится к технике сварке угловых швов.

Прежде всего нужно остановиться на подготовке труб перед сваркой таврового соединения. Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Следует выполнить прихватки, для труб диаметром до 300 мм хватит 4 равномерно расположенных прихваток. Для более широких труб прихватки выполняются с одинаковым интервалом по всему диаметру. Торец одной трубы необходимо выкроить определенным образом что бы он плотно прилегал к боковой поверхности другой трубы. Для труб с небольшим диаметром сделать это не очень сложно при помощи нескольких манипуляций болгаркой. Другое дело, когда предстоит работа с трубами больших диаметров. В данном случае, как правило, при разметке применяются различные шаблоны и развертки.
Видео
Полезные ролик о том, как можно резать трубы для приваривания их торцом к боковине.
Далее выполняется сборка деталей на прихватки или в сборочно-сварочном приспособлении. Сварка соединения труб может выполняться как в поворотном положении (есть возможность вращения стыка вокруг своей оси) так и в неповоротном (нет возможности вращения стыка вокруг своей оси). Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
ВАЖНО! При этом нужно обеспечивать переплавление ранее наплавленного шва.
Сварной шов в зависимости от толщины стенки трубы выполняется за один или несколько проходов. Следует обратить внимание на состав труб и подобрать подходящие электроды. Сварной шов на трубах должен быть идеальный, в обязательном порядке проверяется наличие дефектов. Если дефекты имеются, то их исправляют.
Профильные трубы используются для ограждений, каркасов, различных металлических конструкций.
Совет! При соединении желательно убедиться в ровном срезе, иначе появится зазор, который придется сваривать отрывисто.
При тавровом соединении профильных труб так же выполняются прихватки. Электрод ведется под углом колебательными движениями снизу вверх. После сварки зачищается шлак.
Видео
В вертикальном положении
При тавровом соединении в вертикальном положении сварочный ток устанавливается более высоким для хорошего проплавления, сварку нужно выполнять снизу вверх с отрывом дуги.
К сведению! Вертикальные швы выполняются как с отрывом дуги, так и на проход. Это зависит от различных факторов: толщина металла, способ сварки, марка электрода.
Движение электрода выполняют петлями, уголками, дуговыми колебаниями и т.д., положение электрода должно быть 45 градусов, иногда сварку выполняют сверху вниз. Разжигая дугу, электрод держим перпендикулярно к свариваемой поверхности, такая техника сварки не удобна и нужно тщательно контролировать сварочную ванну. Для контроля ванны необходимо снизить сварочный ток, что бы не перегревать металл, электроду необходимо задать правильное положение, что бы давление дуги поддерживало жидкий металл, а не способствовало его стеканию в низ. Сварка производится на короткой дуге что бы расстояние между торцом электрода и деталью было минимальным.
В нижнем положении
Выполняя сварку в нижнем положении результата сварщик может достигнуть более высокого качества, ток должен быть выше, если полярность прямая и ниже, если полярность обратная.
Соединение вертикальное с разделкой кромки, шов в нижнем положении
Положение электрода направлено в корень сварного соединения, длина дуги меньше при сварке на обратной полярности, вести электрод нужно равномерно, не упуская сварочную ванну.
Прежде всего, необходимо правильно настроить параметры сварки, диаметр электрода, сила тока, что бы процесс сварки протекал стабильно. Электрод нужно расположить так, что бы он в одной плоскости располагался по биссектрисе между поверхностями деталей, а в другой плоскости наклонен в сторону его перемещения.
Сварочная дуга должна гореть по стыку деталей. Перемещать электрод необходимо с равномерной скоростью, так что бы кромки деталей успели расплавляться, а сварной шов сформироваться с нужным катетом. В случае необходимости получении шва с большим катетом необходимо дополнительно выполнять колебательные движения торцом электрода. Так же сварной шов может выполняться за несколько проходов, но при этом требуется тщательная зачистка от шлака после каждого прохода.
Видео
В потолочном положении
Для потолочного положения техника такая же, как и для нижнего положения только в зеркальной проекции. Основная сложность заключается в том, что расплавленный металл стремится вытекать из сварочной ванны.
Для предотвращения этого необходимо несколько снизить сварочный ток, что бы уменьшить тепловую мощность сварочной дуги.
Сварку следует выполнять на короткой длине дуги. Так же необходимо помнить, что в потолочном положении большое количество брызг раскаленного металла и шлака будет лететь на сварщика, что требует строгого соблюдения правил техники безопасности, правильной спецодежды и головного убора.
Правила сварки
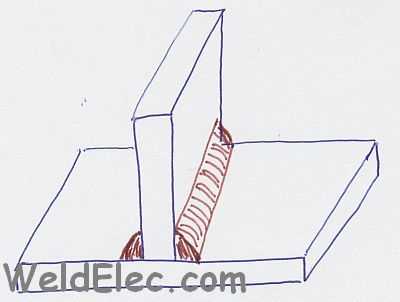
При тавровом соединении нужно избегать непроваров, следует правильно перемещать электрод, предотвращая появление дефектов. В основном электрод располагается в плоскости ровно между привариваемыми деталями. Направлять электрод нужно снизу вверх (поднимать расплавленый метал и смешивать его с электродным расплавлением) по простой причине того, что расплавленный метал будет стекать на нижний.
Лучше всего наклонить поверхности под углом 45 градусов ( сварка в лодочку), тогда шов получится правильного сечения и работать под таким углом будет проще.
Не забудьте! Так же нужно учитывать зазор, для хорошего проплавления.
 Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов. Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов. Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Оборудование
Для упрощения и процесса сборки и повышения производительности изготовления изделий при помощи сварки широко применяются различные сборочно-сварочные приспособления. По большей части сборка тавровых соединений деталей производиться на специальных столах — стапелях, оборудованных универсальными зажимами, фиксирующими и установочными устройствами. Они обеспечивают четкое и точное расположение деталей в нужном месте конструкции и под заданным углом. Также применяются различные шаблоны и кондукторы в зависимости от сложности сварной конструкции.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Сварка тавровых соединений
Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма требует сварка тавровых соединений, так как существуют правила исполнения и методы получения подобных соединений.
В процессе сварки соединяются:
- Уголки,
- Металлические листы,
- Квадраты,
- Продукция трубопроката,
- Швеллера,
- Рельсы.
При этом используется ручная электродуговая сварка с различным уровнем мощности. Если же подача электрического тока отсутствует, применяется газопламенная ручная, но для ее выполнения нужно транспортировать тяжелое и объемное оборудование.
Типы соединений элементов с помощью сварочных аппаратов
Нередко виды сварных конструкций требуют предварительной обработки поверхностей, которые будут соединяться. Даже в большинстве технологических процессов заложены всевозможные пазы и освобождения, позволяющие обеспечивать надежность сварного шва. Детали необходимо правильно фиксировать и располагать в пространстве, чтобы быстро и качественно сварить между собой.
Подготовка свариваемых поверхностей может происходить при помощи электрического инструмента – шлифовальных кругов, отрезных кругов. Если нужно обеспечить определенный угол, как раз отрезным кругом можно выполнить подобную работу.
Шлифовальные процедуры позволяют получить гладкие и ровные поверхности на соединяемых элементах.
Обработка может коснуться одной детали, а другая сохраниться в первоначальном виде, и тогда несколько экономится металл. Существует и односторонняя и двусторонняя сварка, и поэтому нужно подбирать виды обработки поверхностей. Сварщики обычно работают с угловыми, тавровыми или сваривают встык.
Разделка швов для достижения качества
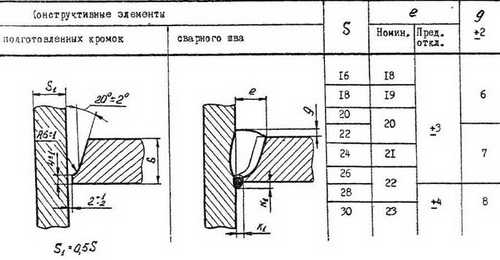
Наиболее распространенным вариантом разделки является обработка торцов, когда выполняется скос под определенным углом, и полученное пространство заполняется расплавленным металлом во время сваривания.
Металлические могут иметь толщину от 4 до 25 миллиметров, и для них используется торцевой скос определенной формы. Если же деталь имеет толщину от 12 миллиметров, тогда может потребоваться предварительная двусторонняя разделка.
При использовании разделки уменьшается расход сварных материалов, поэтому данный способ полезен не только для надежности, но и для увеличения экономических показателей.
И сварка тавровых соединений требует дополнительной разделки швов, поэтому нужно предусмотреть предварительную обработку деталей.
Кромка одного элемента должна перпендикулярно прилегать к плоскости другой детали, так что объединение нужно выполнять с обеспечением максимальной прочности и с соблюдением перпендикулярности.
Если толщина металлических элементов меньше или равна 10 миллиметров, разделку применять не обязательно и сварка производится с двух сторон. Кромка металлической детали не обрабатывается, и только контролируется качество поверхности.
Но когда элемент, располагаемый перпендикулярно, обладает меньшей толщиной, чем вторая часть таврового соединения, тогда необходимо выбирать угол расположения электрода.
Требования к сварным швам таврового соединения
Но если сварка тавровых соединений требует высокой степени прочности и это предписано в технологическом процессе, тогда в обязательном порядке исполняется разделка.
Толстая, располагаемая перпендикулярно, должна дополнительно обрабатываться, чтобы сварка позволила добиться качественного совмещения. Пользуются односторонней или двусторонней разделкой, при этом кромка срезается под углом 45 градусов.
Свариваемые элементы, которые превышают своей толщиной 10 миллиметров, свариваются в несколько слоев, таким образом, происходит заполнение всех имеющихся пустот.

Все предварительные виды обработки на производственных предприятиях всегда описываются в технологических процессах, и если в чертеже имеется тавровое соединение, технолог должен подробно расписать методы разделки.
Перед тем, как попасть к сварщику на участок, детали могут обрабатываться слесарями для получения поверхностей, которые впоследствии будут соединяться посредством сварки.
В бытовых условиях все несколько упрощено, и человеку, пытающемуся сварить две детали перпендикулярно, придется самостоятельно принимать решение о предварительной обработке и использовать специальный инструмент.

swarka-rezka.ru
Сварка угловых соединений: рекомендации и особенности, способы
Сегодня сварка угловых соединений становится неотъемлемой частью работ. Здесь подразумевается использование самого разнообразного оборудования и методов. Качество напрямую зависит от диаметра трубы, ее положения в пространстве, а также от мощности. В любом случае работу стоит производить электродом, диаметр которого составляет 3 мм, а максимальный ток — 90-110 А. Способы могут быть разнообразными, но они должны применяться в каждом конкретном случае в своем виде.

Для работы со сварочным аппаратом используйте защитный шлем и перчатки.
Приварка пластины к трубе вертикального положения: особенности
В данном случае технология сварки угловых соединений подразумевает соединение под углом сзади. При этом первый валик должен быть по полноте нормальным, с максимальным проплавом и минимальным по сечению. Второй валик должен выполняться электродом, диаметр которого составляет 4 мм. При этом рабочий ток выбирается средней величины или максимальной. Все зависит от диаметра соединяемых деталей. Замки двух валиков не должны соединяться друг с другом.
В зависимости от того, какой был выбран катет, технология сварки угловых соединений может различаться. От этого напрямую зависит величина дуги и скорость перемещения электрода. Он должен иметь диаметр 4 мм. В один проход без особых проблем можно выполнить катет величиной приблизительно в 8 мм. Если требуется большее значение, то сварку производят в несколько слоев. Третий валик выполняется на основание.
Перед сваркой нужно произвести чистку материала.
При этом в обязательном порядке нужно предварительно произвести чистку материала. С его поверхности удаляются все шлаки. На третий, соответственно, накладывается четвертый. Делается это до тех пор, пока на наружной поверхности не образуется необходимый параметр шва. Технология наложения третьего, четвертого и пятого валиков ничем не отличается друг от друга. Здесь сварка производится предварительно на поверхности, а затем необходимо сделать подрезку.
Заключительный валик выполняется без подрезов непосредственно к вертикальной стенке. Для этого нужно выполнить некоторые условия. На площадке последнего валика в обязательном порядке должен оставаться минимальный зазор. Пятый слой накладывается электродами, диаметр которых составляет 3 или 4 мм. Здесь все зависит от толщины свариваемых материалов. Итак, технология сварки угловых соединений в данном случае подразумевает использование нескольких слоев, каждый из которых накладывается на предыдущий.
Как приварить пластину к горизонтальной трубе: рекомендации
Технология варки угловых соединений в данном случае будет несколько отличаться от той, которая была описана выше. Труба должна быть разделена вертикальной осью на 2 участка, а те, в свою очередь, на 3 положения или зоны. Они носят название потолочная, вертикальная и нижняя.
Сварка углового соединения (таврового типа).
Каждый отдельный участок при этом сваривается относительно потолочного положения. Первый корневой валик стоит расположить от следующего участка на расстоянии 15-20 мм. Сварка ведется посредством электродов, имеющих диаметр 3 мм. Работать лучше на максимальных токах. Так процесс будет более эффективен. Сначала работа после перехода через осевую производится углом назад. После этого производится постепенное выравнивание положения электрода под углом в 90 градусов. После этого плавно совершается переход на сварку назад. Заканчивается валик на вертикальной осевой. Корневой валик второго участка делается по той же самой технологии.
Стоит отметить некоторые нюансы работы. Корневой валик на всем участке должен выполняться на одном и том же сварочном токе. При этом диаметр электрода тоже должен быть одинаковым. Можно использовать как модели, имеющие диаметр 3 мм, так и модели, которые имеют диаметр 4 мм. Здесь все зависит напрямую от толщины металла.
Если говорить о потолочном положение, то оно выполняется узкими валиками. По всей ширине вертикального положения работа ведется на том же токе, что и при потолочном положении. При этом обязательно нужно производить манипулирование. Оно необходимо для того, чтобы существовала правильная жидкая ванна, которая способствует формированию шва правильной формы.
Сварка углового соединения: 1 — сварка в симметричную лодочку, 2 — сварка в несимметирчную лодочку.
Сварка в один проход производится до тех пор, пока не станут возникать проблемы с формированием шва и валика от вертикальной плоскости до крайнего нижнего положения. Если такая ситуация начала возникать, то стоит переходить к формированию двойного слоя. При этом используются те же самые электроды, что и ранее.
Следующий валик формируется чуть ниже данного положения, то есть чуть ниже того места, где производился переход от одного слоя к двум. Это расстояние чаще всего определяется 5-6 мм. В этом случае не обойтись без манипулирования электродом. Очень важно на данном этапе создать стабильную расплавленную ванну. Только так можно добиться равномерности шва.
В самом нижнем положении бывает достаточно сложно набрать нужное значение катета.
Для этого, возможно, придется использовать дополнительный валик. Этого не стоит бояться.
Основные типы сварных соединений.
Данная мера просто является необходимостью. Рекомендуется для этих целей использовать электрод, диаметр которого будет равен 3 мм. Ток подбирается в зависимости от того параметра, который был получен ранее при проведении работ. Иногда работа не ограничивается одним только слоем. В этом случае все последующие наложения производятся с теми правилами, которые описаны в специальной документации.
Последующие швы делаются намного проще, чем первые. Не стоит забывать и о том, что сварка всех видов валиков производится короткой дугой. Технология сварки угловых соединений в данном случае становится более универсальной. Есть, разумеется, и другие случаи, когда просто необходимо применить альтернативные методы. Технология сварки угловых соединений к трубе вертикального положения в потолочном исполнении является одним из таковых.
Приварка пластины к трубе вертикального положения в потолочном исполнении
Стоит сразу отметить, что технология сварки мало чем отличается от той, которая используется при нижнем положении. Первый валик варится с помощью электродов, имеющих диаметр 3 мм. При этом работа ведется под углом назад. Расположение электрода обязательно должно соответствовать прямому углу наклона. Что касается сварочного тока, то здесь в обязательном порядке нужно использовать его максимальное значение.
Сварка тонкого с более толстым металлом .
Только так можно добиться образования равномерной и качественной ванны. Она напрямую влияет на качество самих валиков и шва. Что касается второго валика, то здесь лучше всего использовать электроды, которые будут иметь диаметр 4 мм. Сварка производится не на самом пределе, а при среднем значении дуги. Третий слой делается в несколько проходов.
Первый из них стоит начинать на трубе и втором валике. Многие не знают о том, какой вид они могут иметь. Валик в данном случае выполняется в горизонтальном расположении с полочкой. Когда до валика останется приблизительно 10 мм, нужно остановить процесс сварки. Здесь обязательно нужно выполнить подготовительные работы.
Для этого рабочее пространство зачищается от шлака и других загрязнений. Делать это можно с помощью самых разнообразных подручных средств и химических веществ. Далее, сварка производится строго по спирали. Используя полочку, которую образовал предыдущий элемент, необходимо проделать относительно полочки катет, который предусматривает конструкция. Здесь сварка должна производиться в виде наплавки. Валики в данном случае должны получаться узкими. Только так можно достичь приемлемого результата.
При этом все конструктивные элементы, начиная от первого и заканчивая последним, делаются под тем же самым углом, что и корневой вариант. Последний из них будет носить название потолочный. Это означает, что он делается без какой-либо полочки.
Подведение итогов изложенного
Итак, теперь каждый знает о том, как произвести сварку угловых соединений по технологии. Как понятно, одинаковых вариантов выполнения работы практически нет. Это означает, что нужно приспосабливаться для каждого конкретного случая. У всех видов, которые были рассмотрены выше, швы и валики образуются разными методами. Чаще всего используются электроды, которые имеют диаметр в 3 мм.
В редких случаях, если толщина материала позволяет, этот геометрический размер может быть увеличен до 4 мм. При этом сам процесс соединения напрямую зависит от того, в каком положении находятся свариваемые детали. Они располагаются в любом случае под углом, но при этом труба и пластина в пространстве могут иметь разное местоположение.
В основном работа производится в несколько слоев. Каждый из них должен иметь собственную толщину. Что касается режимов сваривания, то здесь обязательно нужно использовать либо максимальный ток, либо средней мощности.
moyasvarka.ru
Сварка двутавровых балок между собой и со швеллером способом встык и под углом
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.

Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
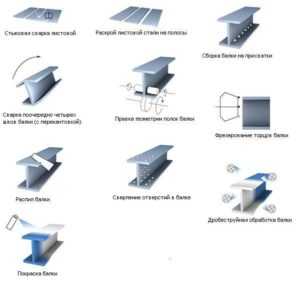
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
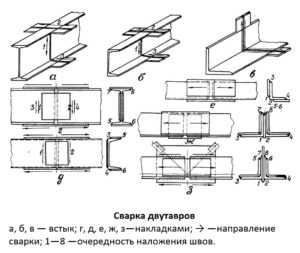 Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
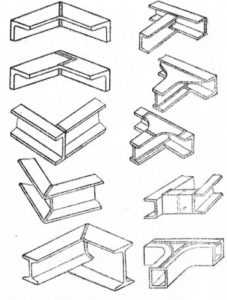 Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
svaring.com
Техника сварки стыковых, тавровых и угловых швов
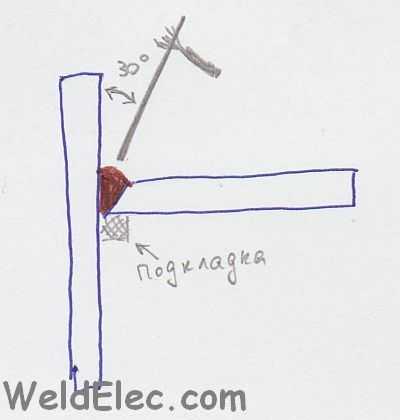
Сварка стыковых соединений является достаточно проблематичной задачей, при отсутствии необходимых знаний. Поэтому, следует знать, как правильно выполняется сварка таких соединений. Как правило, все стыковые соединения выполняются с одной или же с двух сторон. Для того чтобы избавиться от прожогов, используют съемные или же дополнительные прокладки, которые предотвращают этот процесс. Остающиеся подкладки, как правило, делают из стальных полосок, толщина которых примерно равна 2-4 мм, а ширина – порядка 30-40 мм. Съемные же подкладки изготавливаются из материалов, которые не плавятся во время сварки, таким образом, такие материалы обладают отличными теплопроводящими и теплоемкостными свойствами. Например, таким материалом может быть медь. Также интересно, что съемные прокладки во время сварки могут охлаждаться при помощи проточной воды, а кроме того, их можно сделать из керамики или же графита. Такая сварка имеет преимущества, среди которых:
- работа сварщика будет более уверенной, он не будет бояться прожогов или натеков, и это позволит увеличить величину сварочного тока еще на 20-30%;
- нет необходимости выполнять подварку корня шва с обратной стороны.
Во время сварки стыковых соединений или же изделий с V-образной разделкой кромок, сварку могут выполнять в два, и более слоев, если этому соответствует толщина свариваемых листов (она должна лежать в пределах 3-26 мм), а также положение шва и диаметр электрода. Выполнение шва, как правило, начинается с нанесения первого слоя, который состоит из одного валика. Так, на краю скоса кромок возбуждается сварочная дуга, после чего, ее необходимо сместить к нижней части шва, а также проварить края скосов кромок. На этих скосах, движение электрода замедляется, дабы провар улучшился, а вот при переходе с одной кромки на следующую, скорость движения электрода следует увеличить, дабы избежать прожогов.
Сварку угловых, или же тавровых и нахлесточных соединений, выполняют однослойной или многослойной. При этом, однослойная сварка выполняется с толщиной деталей до 10 мм. Все перечисленные соединения можно выполнять без совершения колебаний электрода, с помощью ниточного или же уширенного валика. Колебания можно производить лишь тогда, когда нужно наложить сварочный шов с большим катетом.
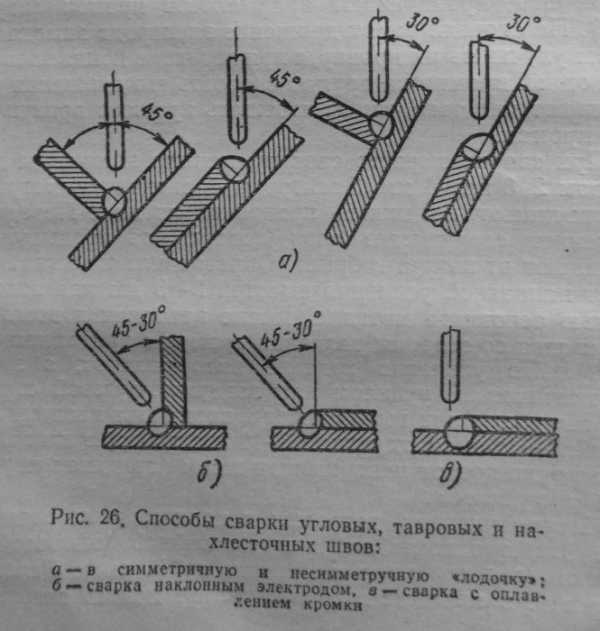
Во время сварки данных соединений, возможны образования непроваров с одной из сторон. Поэтому лучше всего проводить сварку в положении «лодочка». Причем во время сварки наклонным электродом, лучше всего вести электрод углом назад.
www.vse-o-svarke.org
Сварка - тавровое соединение - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварка - тавровое соединение
Cтраница 1
Сварка тавровых соединений производится в один слой в положениях, рекомендованных в паспорте на электроды. [2]
Сварка тавровых соединений производится на длине 100 мм в один слой в положениях, обусловленных паспортом на электроды, с использованием рекомендованного подогрева перед сваркой. [3]
Сварку тавровых соединений в нижнем положении выполняют при наклоне горелки к горизонтали под углом 45 - 55; в случае применения проволоки 1 6 - 2 мм горелка перемещается беч колебательных движений, при меньшем диаметре проволоки - с петлеобразным колебательным движением. [5]
При сварке тавровых соединений в лодочку высота слоя ППМ должна быть на 2 мм больше катета шва. [6]
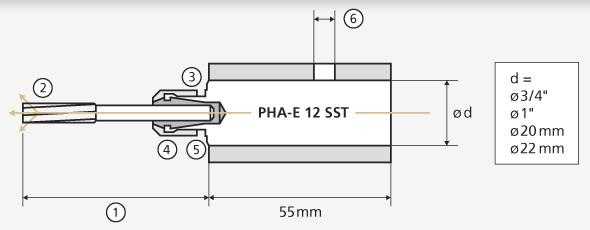
При сварке тавровых соединений острой гранью ( см. рис. 5.21, о, р, с) создаются благоприятные условия для интенсивной пластической деформации металла на свариваемых поверхностях обеих деталей. Это способствует повышению качества сварки, равномерному провару по периметру соединения, снижению деформации стенки привариваемой втулки. [7]
При сварке тавровых соединений в лодочку и наличии повышенных зазоров между элементами используются: флюсовая подушка, флюсо-медная подкладка, асбестовые уплотнения. [8]
При сварке тавровых соединений не в лодочку не требуется кантовки изделий, но для получения швов с катетом более 10 мм необходимо применять многослойную сварку, которая менее производительна, чем однопроходная, и требует особых навыков сварщиков. [9]
Оборудование для сварки тавровых соединений содержит узлы, имеющиеся в машинах для стыковой и точечной холодной сварки. Это оборудование может быть создано на базе стандартного гидравлического пресса. [11]
Машины для сварки тавровых соединений позволяют получать соединения деталей, расположенных перпендикулярно одна по отношению к другой. [12]
Тележки используются для сварки тавровых соединений при высоте вертикальной стенки не менее 150 мм и ширине горизонтальной полки не менее 30 мм. В качестве магнитного присоса применяются электромагниты постоянного тока, магнитный поток которых, замыкаясь через колеса тележки и вертикальную стенку изделия, создает усилие, обеспечивающее устойчивое положение тележки при сварке. [13]
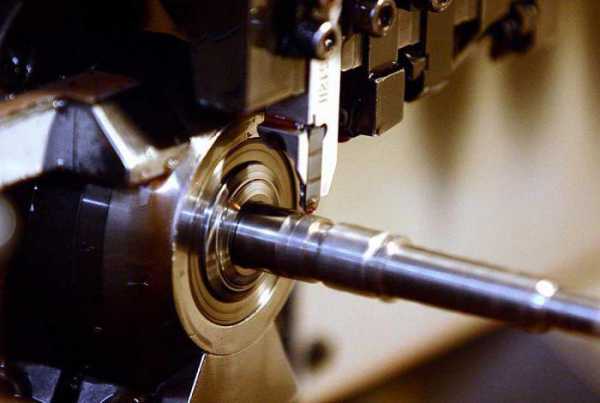
Для этого при сварке таврового соединения производили охлаждение водяным душем, как показано на рисунке 2.12. Распределение температур определяли в области центра шва на свободной поверхности горизонтальной пластины термопарами типа ТХА с помощью осциллографа. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Сварка углового шва - как сделать правильный сварочный шов ВИДЕО
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.

Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.

Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
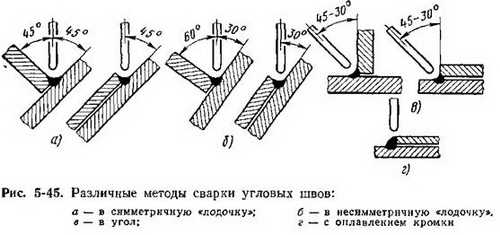
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
swarka-rezka.ru