1.4. Нарезание резьбы плашками и метчиками. Нарезка резьбы плашкой
1.4. Нарезание резьбы плашками и метчиками
Нарезание резьб плашками. Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки (рис. 1.15, а—д). Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы: на 0,1—0,2 мм для метрической резьбы диаметром 6—10 мм, на 0,12—0,24 мм для резьбы диаметром 11 —18 мм, на 0,14—0,28 мм для резьбы диаметром 20—30 мм. Для образования захода резьбы в начале нарезаемой поверхности снимают фаску, соответствующую высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или в гнезде револьверной головки. При нарезании резьбы скорость резания v = З…5 м/мин для стальных, и v=2…3 м/мин для чугунных и v = 10…15 м/мин для латунных заготовок. Нарезание резьб метчиками. Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно применяют машинные метчики, что позволяет нарезать резьбу за один рабочий ход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) доводит резьбу до требуемого профиля. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, средний (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по длине заборной части, наибольшая длина заборной части у чернового метчика. В отверстиях с прерывистой поверхностью, имеющей пазы (канавки), резьбу нарезают метчиками с числом канавок, не кратным числу пазов на обрабатываемой поверхности. В этих же целях и для нарезания глубоких отверстий длиной более двух диаметров применяют метчики с винтовыми канавками (рис. 1.16, а). Направление винтовой канавки метчика должно быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы, левая — для левой). Для нарезания коротких сквозных метрических резьб 1,5—8 мм и длиной, равной 1,5—2,0 диаметра, применяют бесканавочные метчики (рис. 1.16, б), которые обладают большей прочностью, чем обычные, и обеспечивают более высокое качество резьбы.
Рис. 1.15. Резьбонарезные плашки: а — круглая, б квадратная, в — шестигранная, г, д — трубчатая, — передний угол
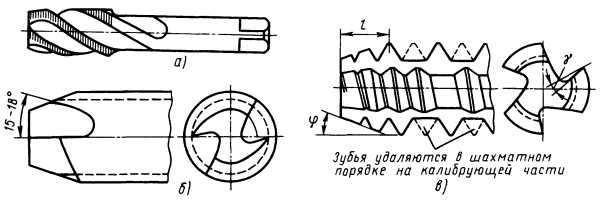
Рис. 1.16. Метчик со специальной геометрией: а — с винтовыми канавками, б — бесканавочный, в — с расположением зубьев в шахматном порядке; — передний угол, — угол заточки на длине
При нарезании коротких сквозных резьб в деталях из вязких материалов применяют метчики с расположением зубьев в шахматном порядке (рис. 1.16, в). Преимущество таких метчиков заключается в том, что в процессе их работы снижается трение, улучшается процесс стружкообразования и облегчается подвод смазочно-охлаждающей жидкости. При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек. Скорость резания y = 5-f- 12 м/мин для нарезания резьбы метчиками в стальных заготовках; v = 6-r-22 м/мин — в чугунных, бронзовых и алюминиевых заготовках. Нарезание резьбы производят с охлаждением эмульсий или маслом.
studfiles.net
Как правильно нарезать резьбу метчиком и плашкой
 Резьба сегодня стала самым практичным разъемным соединением, из-за чего информация о нарезании резьбы может пригодиться в каждом хозяйстве. Вообще существует два вида резьбы — метрическая и дюймовая, из-за чего иногда бывает, так что подобранный винт оказывается непригодным для применения. А все, потому что обычно шаг резьбы не подходит или диаметр.
Резьба сегодня стала самым практичным разъемным соединением, из-за чего информация о нарезании резьбы может пригодиться в каждом хозяйстве. Вообще существует два вида резьбы — метрическая и дюймовая, из-за чего иногда бывает, так что подобранный винт оказывается непригодным для применения. А все, потому что обычно шаг резьбы не подходит или диаметр.
Также помимо вышесказанных несоответствий, если обратить свое внимание то можно заметить что даже профили дюймовой и метрической резьбы не совпадают, так как угол в дюймовой резьбе — 55 градусов, а в резьбе метрической – 60 градусов.
Основные характеристики резьбы
Резьбовое соединение имеет две детали, где одна деталь содержит внутреннюю резьбу в своем отверстии, а вторая – наружную, на поверхности цилиндра. Как правило, в основном, используют правую резьбу, где вращение осуществляется по часовой стрелке, но изредка встречается и левая резьба, где — против часовой стрелки.
Бывают и нестандартизированные резьбы, так например, есть объективы фотокамер, которые крепятся на резьбы с диаметром 42 мм. Стандартный шаг для этой резьбы должен составлять 4,5 мм. Для оптического устройства не подходит такой большой параметр, для него используют шаг 1 мм. Основные размеры резьбы отражены в стандартах и справочниках.
Чем нарезают резьбу?
Все резьбы делают с помощью определенных станков и инструментов, а в домашних условиях нарезают внутреннюю, внешнюю резьбы обычным инструментом, представляющим собой набор плашек для изготовления наружной резьбы, или метчиков — для внутренней резьбы. Плашки являются инструментом из твердого сплава в виде гайки с режущими канавками.

Метчики изготовляют из твердого сплава. Этот инструмент напоминает винт с режущими канавками. Как правило, берут несколько метчиков для того чтобы сделать вначале черновой проход, а затем и чистовой, а также, с разной глубиной, чтобы прорезания резьбовых канавок было правильно выполнено.
Когда нарезают резьбу, метчики и плашки закрепляют в особые приспособления – воротки, которые по размеру должны подходить к используемому инструменту.
К инструментам для резьбы предъявляется ряд требований. Эти инструменты должны быть острыми и качественными, так как, тупым метчиком невозможно будет сделать хорошую резьбу, так же, он может сломаться еще в первом отверстии. Метчики низкого качества используются разве что для работы с пластмассой. Плашки тоже должны быть острыми, так как тупой инструмент нарезает неровную резьбу.
Как нарезать наружную резьбу?
Для изготовления наружной резьбы в условиях дома используют вышеописанную плашку. Так как правильно нарезать резьбу плашкой в домашних условиях? Вот подробное описание этого процесса.

На тисках в положении вертикально хорошо зажимают круглый металлический стержень, его диаметр должен соответствовать диаметру задуманной резьбы. На конце заготовки специальным напильником убирают фаску, чтобы инструмент мог зайти, и сильно смазывают заготовку машинным маслом, что облегчит нарезание резьбы.
Самую подходящую плашку устанавливают в специальном воротке, и постепенно делают надевание на конец заготовки. Идет наворачивание на заготовку, осторожно без перекосов. Делая правую резьбу обычно через один либо полтора оборота по направлению часовой стрелки, плашку надо будет проворачивать в обратную сторону на пол оборота. И таким образом, делают резьбу по всей длине.
Как нарезать внутреннюю резьбу?
Для изготовления внутренней резьбы в домашних условиях используют метчик. Так как правильно нарезать резьбу метчиком? Этот процесс состоит в следующем.
В заготовке высверливают определенного диаметра отверстие, удаляют фаску, чтобы инструмент мог зайти. По справочным данным определяется диаметр сверла. Отверстия в заготовке бывают сквозными, то есть по всей толщине детали, либо глухими. Для получения отверстия небольшой длины с внутренней резьбой делают сверлом отверстие большей длины в сравнении с резьбой, так как учитывают существующую конусность метчика в нижней части. Необходимо учитывать и припуски на глубину сверления.
Для увеличения чистоты профиля внутренние резьбы делают тремя метчиками. Первый метчик формирует проход предварительный, и обозначается риской в верхней части инструмента. Второй метчик заканчивает формирование резьбы, он имеет обозначение две риски. Третий метчик формирует профиль резьбы окончательно, он имеет обозначение три риски.

Вывод, резьба делается постепенно, в результате чего появляется четкий профиль. Два метчика используется для отверстий, имеющих диаметр до трех миллиметров. Процесс нарезания резьбы напоминает работу с плашками. Идет повторение оборотных движений, таких как, вперед-назад для того, чтобы стружка скалывалась с инструмента.
При процессе нарезания резьбы в глухих отверстиях, необходимо периодически выворачивать метчик, для того чтобы полностью убрать с его поверхности металлические опилки. Обычно их устраняют при помощи ненужной зубной щетки либо тряпочки, после чего снова смазывают инструмент, продолжая нарезание резьбы.
Советы облегчающие вашу работу
- При случайном помятии резьбы, восстанавливают ее, зажав в тисках деталь, прогнав резьбу второй раз с помощью метчика либо плашки.
- Для дополнительного удлинения поверхности винта с изготавливаемой резьбой, необходимо, чтобы плашка легко проходила по виткам резьбы и не портила ее профиль.
- Во избежание появления коррозии, резьбу смазывают техническим вазелином.
- При перекосе резьбы отрезают кусочек стержня, начиная процесс заново.
- При поломке метчика в отверстии, нужно извлечь поломанный инструмент возможными способами. Так, если часть метчика торчит наружу, его конец обтачивается в форме лопатки и вытягивается плоскогубцами. Если часть метчика находится внутри, то берут азотную кислоту, наносят деревянной палочкой каплю кислоты на сломанный метчик. Когда кислота уберет его режущие кромки, обломок убирают пинцетом.
vseprostroiku.ru
Нарезание резьбы плашками и метчиками
Обработка резьбовых поверхностей
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяются плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром 11-18мм - 0,12-0,24 мм; диаметром 20-30мм - 0,14-0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или в гнезде револьверной головки. Скорость резания при нарезании резьбы плашками υ=3-4 м/мин для стальных заготовок; υ=2-3 м/мин для чугунных заготовок и υ=10-15 м/мин для латунных заготовок.
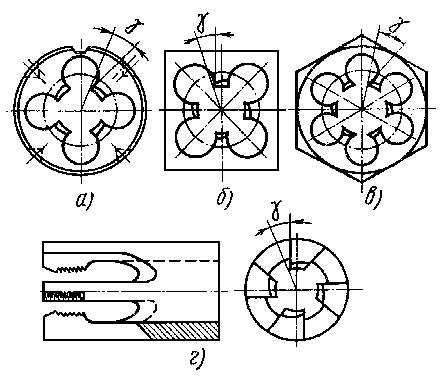
На рисунке справа, резьбонарезные плашки применяемые на токарных станках:а) - круглая, б) - квадратная, в) - шестигранная, г) - трубчатая
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60%, средний (получистовой) - 30% и третий (чистовой) - 10% всей работы. Метчики в комплекте различают по заборной части, наибольшая длина которой у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом, канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу пазов на обрабатываемой поверхности. Для этой же цели и для нарезания отверстий длиной более двух диаметров применяют метчики с винтовыми канавками, рисунок внизу - а). Направление винтовой канавки метчика должно быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы, левая - для левой). Для нарезания в пластичных материалах коротких сквозных метрических резьб (диаметром 1,5-8 мм) и длиной до двух диаметров применяют бесканавочные метчики, рисунок внизу - б), которые обладают большей прочностью, чем обычные, и обеспечивают более высокое качество резьбы. При нарезании коротких сквозных резьб в деталях из вязких материалов применяют метчики с расположением зубьев в шахматном порядке, рисунок внизу - в). Преимущество таких метчиков заключается в том, что в процессе их работы снижается трение, улучшается процесс стружкообразования и облегчается подвод смазочно-охлаждающей жидкости. При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку. Скорость резания при нарезании резьбы метчиками υ=5-12 м/мин для стальных заготовок; υ=6-22 м/мин для чугунных, бронзовых и алюминиевых заготовок. Нарезание резьбы производят с охлаждением эмульсией или маслом.
turner.narod.ru
Плашка для нарезания резьбы: виды, предназначение, способы нарезки
Резьбовые соединения получили самое широкое распространение, что связано с их высокой надежностью и простотой использования. При необходимости на цилиндрической поверхности создать резьбовую поверхность можно самостоятельно, для чего используется плашка. Плашка для нарезания резьбы применяется в случае, когда нужно изменить форму наружной поверхности. Инструмент может применяться для работы с различными материалами. Современная лерка для нарезки резьбы обладает довольно большим количеством особенностей, к примеру, размеры плашек стандартизируются и подбираются в зависимости от диаметра наружной поверхности.

Плашка для нарезания резьбы
Предназначение плашки
Рассматриваемый инструмент достаточно прост, характеризуется следующими особенностями:
- Основное предназначение заключается в образовании резьбовой поверхности на различной наружной поверхности. В большинстве случаев плашка для нарезки резьбы применяется для получения канавок на трубах или валах, различных стержнях.
- Механическая обработка обеспечивается за счет сложной поверхности внутренней поверхности. Она представлена сочетанием нескольких режущих кромок, расположенных в определенной последовательности. При вращении они проводят снятие металла с целью образования витков.
- Конструкция имеет отверстие для заготовки и воротка, через который будет передаваться усилие.

Лерка
Отличительные особенности дюймовой заключаются в расположении режущих кромок. Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
Виды плашек
Существует просто огромное количество различных вариантов исполнения инструмента, что связано с многообразием резьбовых соединений. Все они обладают своими определенными достоинствами и недостатками.
Виды плашек учитываются для подбора наиболее подходящего варианта исполнения для нарезания резьбы. Основные признаки классификации следующие:
- Форма.
- Конструкция корпуса.
- Способ нарезания витков.
Кроме этого, не стоит забывать о том, что бывает плашка метрическая и дюймовая. Большее распространение получили метрические резьбы, но дюймовые применяются при создании различных механизмов.

Плашка для нарезания резьбы метрическая
Классификация плашек для нарезания резьбы по форме проводится следующим образом:
- В виде шестигранника.
- Трубчатые.
- Круглые.
- В виде квадрата.
Выделяют и несколько видов инструмента по конструктивным признакам:
- Цельная плашка левая, резьба может быть с различным шагом, представлена неразборным литым корпусом, который имеет несколько отверстий. Этот вариант исполнения получил самое широкое распространение, так как характеризуется надежностью и простотой в применении, длительным сроком эксплуатации. Однако при частой работе с различными диаметрами приходится иметь при себе целый набор этого инструмента.
- Разрезные существенно упрощают процесс нарезания витков, что также связана с конструктивными особенностями корпуса.
- Раздвижные варианты исполнения обладают самым сложным корпусом, который может регулироваться в определенном диапазоне диаметров. Имея один подобный инструмент в наличии можно проводить нарезание резьбовой поверхности на заготовках различного диаметра.

Плашка для нарезания резьбы дюймовая
С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
- Для круглой резьбы.
- Для конической формы.
- Для цилиндрической.
Изготовление проводится в соответствии с установленными стандартами в ГОСТ.
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия.
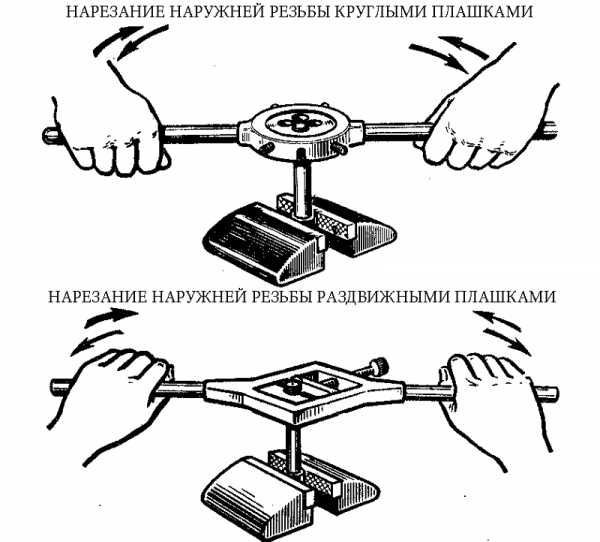
Варианты нарезания круглыми и раздвижными плашками
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
- Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам. Некоторые специалисты могут определить параметры изделия «на глаз».
- Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
- Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
- Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
- В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.
Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Советы по выбору инструмента
Плашка для нарезания может прослужить в течение длительного периода. При ее изготовлении, как правило, применяется инструментальная сталь, которая характеризуется высокой износостойкостью.
Инструмент подбирается по следующим параметрам:
- Наружному диаметру заготовки.
- Классу точности.
- Шагу и другим параметрам резьбы.
- По виду обрабатываемого материала.
 Нанесение резьбы плашкой
Нанесение резьбы плашкой  Нарезка резьбы при помощи плашки
Нарезка резьбы при помощи плашки Наиболее качественная и точная нарезка, как правило, проводится при применении разрезного варианта исполнения. Конструкция характеризуется наличием стопорного кольца. Кроме этого, в продажу поступает просто огромное количество различных наборов, которые представлены изделиями с различным диаметром и параметрами. Всю необходимую информацию можно определить проведя расшифровку маркировку. Все обозначения, как правило, наносятся на корпус изделия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
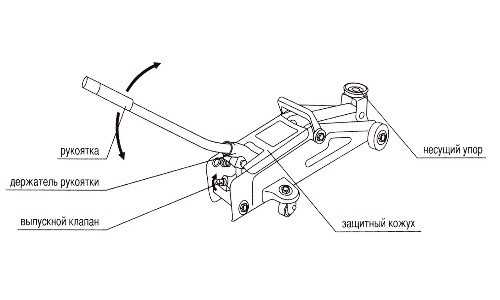
Нарезание резьбы | Школа ремонта
Для нарезания резьбы вам понадобятся — трубный прижим и вороток с набором плашек. Процесс нарезания резьбы с помощью этого набора можете посмотреть на рис. 89.
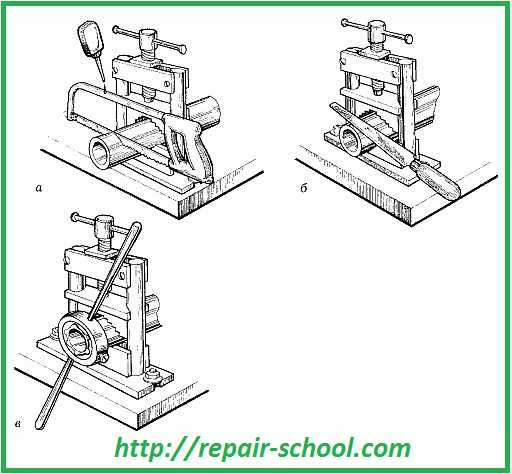
Рис. 89. Нарезание резьбы в трубном прижиме:
а – подготовка отрезка трубы необходимой длины; б – снятие фаски под плашку; в – нарезание резьбы
В зависимости от необходимого типа резьбы и ее диаметра подбираются плашки. Для того чтобы понять какая именно плашка вам нужна необходимо посмотреть на ее торец на котором имеет клеймо, в котором содержится вся необходимая информация. При этом особое внимание обратите на обозначение резьбы и марку материала (стали), из которой была изготовлена плашка. Чаще всего для соединения труб трубопровода применяется дюймовая цилиндрическая резьба. На клейме вы можете увидеть буквенное обозначение, к примеру, если в клейме стоит буква «Л», то это значит, что плашка имеет левостороннюю резьбу. На марку стали из которой выполненная плашка стоит обратить внимание если нужно нарезать резьбу, к примеру, на высокопрочной нержавеющей стали.

Для того чтобы нарезать резьбу на высокопрочной нержавеющей стали вам понадобится плашка с маркировкой Р18 или Р9, а еще лучше Р18Ф2. Буква «Ф» в маркировке обозначает содержание в инструментальной стали 2% ванадия в качестве легирующей добавки.
Кроме этого, плашки бывают разрезными и неразрезными. Первые дают возможность выполнить работу с большей точностью, то есть с их помощью резьбу можно проходить в несколько заходов. При этом стопорным винтом следует корректировать диаметр резьбы.
При монтаже трубопровода следует работать разрезными плашками соответствующих диаметров, так как они позволяют выполнять резьбу со сбегом. Также для нарезания резьбы на трубах применяются раздвижные плашки, закрепленные в специальных косых клуппах с номером от 1 до 6.
Также, в зависимости от используемого вида соединения выполняется — определённого вида резьба.
В зависимости от своего предназначения резьба может быть 5 видов (пример на рис. 90):
1. Треугольная резьба;
2. Трапециевидная резьба;
3. Прямоугольная резьба – применяется при соединении деталей, передающих движение;
4. Упорная резьба – используются для механизмов, которые подвержены большому одностороннему давлению;
5. Круглая резьба – как правило, применяется при монтаже трубопроводов.
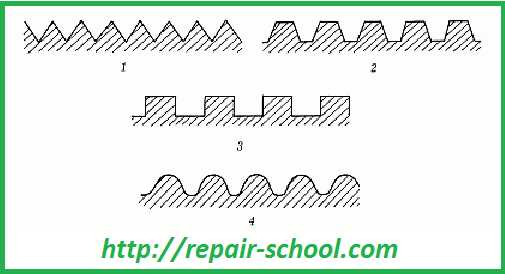
Рис. 90. Виды резьбы:
1 – треугольная; 2 – трапециевидная; 3 – прямоугольная; 4 – круглая
Кроме того, она может быть правой или левой, внутренней или наружной. Пример правой и левой резьбы вы можете увидеть на рис. 90. Что касается внутренней резьбы (в отверстиях) то она нарезается метчиками, у которых квадратная хвостовая часть, которой они крепятся в воротке.
Для нарезания правой (считается основной резьбой), или левой резьбы пользуются разными метчики.
Нарезание внутренней резьбы
Для выполнения более качественной резьбы необходимо произвести прогонку тремя разными по назначению метчиками (в три подхода). Сначала нарезается резьба черновым метчиком, он обозначен одной риской в хвостовой части (в этом же месте обозначен его диаметр и шаг резьбы) далее средним – с обозначением в две риски и напоследок – чистовым метчиком с тремя рисками.

Для получения качественной резьбы самих только метчиков мало, очень важно правильно определить диаметр просверленного отверстия. Независимо от диаметра отверстия диаметр метчика должен быть несколько большим за самое отверстие. Для того чтобы это можно было сделать в бытовых условиях существует простая формула. А состоит она в том, что: если это стальная деталь, то из величины наружного диаметра резьбы необходимо вычесть величину ее шага. Например, наружный диаметр резьбы составляет 5 мм с шагом резьбы — 0,5 мм.
Для этого нужно из 5 вычесть 0,5 – получаем 4,5 мм (диаметр необходимого отверстия). Если это чугунная деталь, то задача несколько сложнее. В таком случае величина шага резьбы то есть 0,5 мм умножается на общепринятый коэффициент 1,1. Затем из величины наружного диаметра резьбы вычитывается полученное произведение, то есть:
0,5 х 1,1 = 0,55 мм;
5 х 0,55 = 4,45 мм.
Таким образом, вы узнаете размер нужного отверстия.
После того как все расчеты выполнены отверстие готово, можно приступать к нарезанию внутренней резьбы (правой или левой не имеет значение). Как мы говорили сначала нужно пройтись черновым метчиком. Также нужно произвести смазку метчика для этого подойдет машинное масло, а еще лучше свиное сало. Затем очень важно правильно завести метчик в отверстие, то есть строго перпендикулярно к поверхности детали. Сделав один поворот до тех пор, пока он не врежется в металл, и не будет иметь устойчивое положение. После этого вороток следует вращать обеими руками, перехватывая его через каждые пол-оборота. Сделав 2–3 оборота по направлению резьбы, сделайте пол-оборота назад. Если стружка будет ломаться, это облегчит вам работу и даст возможность выполнить резьбу высокого качества. Далее точно таким же образом отверстие «прогоняется» средним, а потом и чистовым метчиками.
При нарезании резьбы в деталях, выполненных с меди, бронзы или алюминия метчик довольно быстро забивается стружкой. Поэтому во время нарезания резьбы метчик нужно периодически вынимать и сметать с него забившуюся стружку.
Советуем просмотреть полезное виде о том как нарезать внутреннюю резьбу :
Нарезание наружной резьбы
Выполнение наружной резьбы на металлических стержнях для получения болтов, винтов, шпилек и прочих деталей производится при помощи плашек. Для начала необходимо подготовить материал, а точнее подбирать металлический стержень нужного диаметра, вставить и зажать в тиски. После этого с помощью напильника снять небольшую фаску и обработать смазочным средством (машинным маслом или салом).

Вставьте плашку в плашкодержатель и закрепите зажимными винтами. Затем одной рукой подведите плашку к стержню и аккуратно выполните пару оборотов по направлению резьбы. А другой рукой головку плашки аккуратно прижимайте к стержню, чтобы плашка врезалась в металл.
После того как инструмент врезался в металл, возьмитесь за плашкодержатель обеими руками и вращайте в следующей последовательности: 2–3 оборота вперед и пол-оборота назад. Таким образом, продолжайте до тех пор, пока плашка не сломится (шутка), до тех пор, пока резьба не приобретет необходимую вам длину. Очень важно чтобы в процессе нарезания резьбы плоскость плашки была всегда строго перпендикулярна к стержню, в противном случае резьба перекосится.
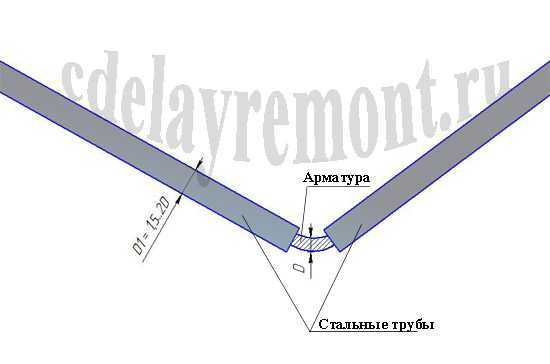
На рисунке ниже показан принцип работы инструмента который очень полезен при прокладке водопровода и отопления квартиры.

Выполнив нарезку резьбы, проверьте ее точность, навинтив на стержень гайку соответствующего диаметра и резьбы.
Свежая резьба имеет заусенцы, поэтому чтобы избежать травм не трогайте ее руками.
По такой же технологии нарезается резьба на трубах разного диаметра.
Также советуем просмотреть полезное видео под названием:
Нарезание наружной резьбы плашкой
repair-school.com
Нарезание треугольной резьбы плашками
Нарезание резьбы плашками. Наружную метрическую резьбу можно нарезать плашками. Плашка (рис. 206) представляет собой кольцо с резьбой на внутренней поверхности и стружечными канавками 1; последние служат для образования режущих кромок 2, а также для выхода стружки.
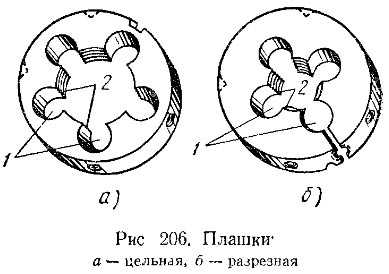
Плашки изготовляют из углеродистой или быстрорежущей стали. Круглые плашки изготовляют цельными (рис. 206, а) или разрезными (рис. 206, б). Диаметр разрезных плашек можно регулировать в небольших пределах, что удлиняет срок их службы. Разрезные плашки применяют для нарезания резьб невысокой точности. Более точную резьбу нарезают цельными плашками, так как они обладают большей жесткостью. Срок службы цельных плашек меньше, чем разрезных.
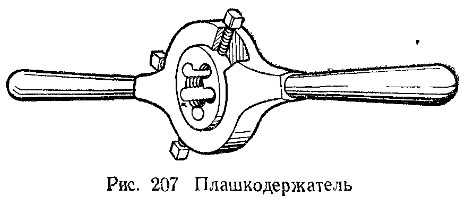
Приемы нарезания резьбы плашками. Плашку вставляют в специальный плашкодержатель (рис. 207) и закрепляют винтами, которые входят в углубления на боковой поверхности плашки.
Нарезаемую заготовку закрепляют в патрон: она должна быть предварительно обточена по наружному диаметру резьбы болта. На торце заготовки нужно снять фаску, чтобы плашка легче врезалась в металл. Если диаметр заготовки мал, глубина резьбы получается недостаточной, следовательно, резьба получится неполного профиля. Если же диаметр заготовки велик, плашка будет срезать много металла или резьба получится нечистой.
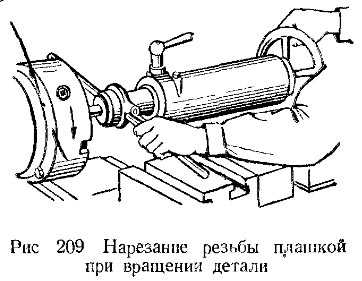
Нарезание резьбы плашкой часто начинают с нарезания вручную нескольких виток, которые делают при помощи плашкодержателя с двумя рукоятками (рис. 208). После этого включают станок и ведут нарезание дальше, упирая рукоятку плашкодержателя в суппорт (рис. 209). При нарезании резьбы плашкой поддерживание рукоятки руками после пуска станка не разрешается. Чтобы придать правильное направление плашке, ее можно прижимать пинолью задней бабки, подаваемой вручную.

При нарезании резьбы плашками рекомендуются следующие скорости резания: для стали - 3-4 м/мин. для чугуна - 2,5 м/мин, для латуни - 9-15 м/мин. В качестве смазочно-охлаждающих жидкостей рекомендуются при нарезании стальных заготовок осерненные масла или вареное масло, при нарезании заготовок из чугуна - керосин. Охлаждение должно быть обильным.
machinetools.aggress.ru
Плашка для нарезки резьбы на трубах: техника работы с ручным инструментом
Содержание статьи
Резьбонарезный инструмент — необходимый инвентарь в наборе сантехника, мастера газовой службы, водопроводчика. Применяется для создания разборных узлов в коммуникационных системах и строительстве. Плашка для нарезки резьбы на трубах — пластина с расположенными внутри круглого отверстия режущими кромками. Ручное устройство предназначено для создания резьбовых канавок на внешней поверхности труб, шпилек, прутьев.
Устройство трубной плашки
Профессиональный резьбонарезный набор
Простейшая и часто используемая мастерами для ручного нанесения резьбы трубная плашка — диск с круглым отверстием. На внутренней его части расположены резцы, создающие канавки. Резьба появляется при накручивании плашки на колено. Для сантехников, водопроводчиков и газовиков, работающих с мягкими металлами, достаточно ручной модели. Стальные и чугунные трубы обрабатываются на станках, с использованием тех же плашек, но под действием электрического или гидравлического усилителя.
Резьба твердой заточенной плашкой наносится плавно без узлов и заусенцев.
Кроме острых кромок, плашка для нарезания резьбы на трубах имеет:
- Крепежные углубления, при помощи которых механизм закрепляется в вороте или станке. Это упрощает работу, делая упор удобным, а положение плашки на трубе ровным.
- Сквозные отверстия, через которые выходит наружу появляющаяся при нарезке стружка.
- Разметка осей и вертикалей для максимально ровной установки устройства и соблюдения направлений резьбы.
Маркировка инструмента
Плашки и ворот для ручного нанесения резьбы
Режущих граней на типовой плашке (ГОСТ 9740–71, 6228–80) 7–8. Производится такой инструмент из высокопрочных металлов или легированной стали. Сам для обработки аналогичных материалов применяться не может. Популярные марки: Р6М5, 9ХС,ХСС. Мастерами особенно ценится редко встречающаяся в продаже снятая с массового выпуска Р18. Плотность стали делает этот инструмент долговечным, но на упаковке должна стоять соответствующая маркировка и год выпуска не позднее 1991. Позднее такой инструмент не выпускался, а попадающие на рынок экземпляры — подделка.
Кроме распространенной круглой, по ГОСТу плашка трубная может быть:
- трубчатой;
- квадратной;
- шестигранной.
Внешние диаметры круглых плашек выполняются по общим стандартам, позволяющим использовать один плашкодержатель для нескольких образцов:
- в маленькие помещаются лерки диаметром до 1 см;
- в средние крепятся образцы 1,2–2,4 см;
- в большие устанавливаются модели 2,7–4,2 см.
Принципиальные показатели моделей едины:
- Диаметр: внутреннее отверстие устройства совпадает по диаметру с трубами и прутьями, на которые наносится резьба. Вхождение должно быть плотным. Этот размер указывается в дюймах, наиболее распространенные диаметры мастера помнят без шпаргалок: 15 мм труба – ½ д; 20 мм – ¾; 25 мм – 1 дюйм; 32 мм – 1 ¼. На упаковке этот показатель отмечается наряду с другими необходимыми: «Плашка ¾ трубная» или «Плашка ½ трубная G»
- Тип резьбы: конический (K), цилиндрический (G), конический для труб (R).
- Глубина канавок, то есть уровень погружения резца в металл.
- Шаг резьбы, то есть расстояние между витками. Рекомендованный шаг зависит от диаметра трубы, и каждому из размеров лерок соответствует свой отступ между наносимыми канавками: плашка трубная 1 ½ имеет большую частоту шага, чем плашка трубная 2 ½.
- Направление резьбы для метрических моделей. Плашки для нанесения винтовой резьбы создают правостороннюю (более распространенную) и левостороннюю нарезку. Последняя применяется для подвижных механизмов, которым требуется фиксация или упор. При монтаже бытовых коммуникаций практически не используется. Соответствующая левой резьбе отметка на упаковке с плашкой — «LH», привычная может быть не маркирована.
Нарезка резьбы плашкой

Принцип работы резьбонарезного механического станка
Для сантехнических работ по дому достаточно ручного инструмента: резьба наносится плашкой при помощи воротника-плашкодержателя. Техника элементарна, хотя требует точности уровня нарезки. Неровно нанесенная резьба исказит ось коммуникации и лишит узел с арматурой или сантехническими устройствами герметичности.
Подготовка
До начала нанесения резьбы необходимо убедиться в целостности трубы и совпадении диаметра на обрабатываемом торце и плашке. После диагностики с конца снимается фаска.
Для работы выбирается соответствующая плашка и держатель. Желательно использовать две режущие насадки: черновую и чистовую: переход сохранит остроту полозьев, продлив жизнь инструменту. Проходной плашке доверяется самая тяжелая работа — первые 4–5 оборотов.
Перед тем как нарезать резьбу на трубе плашкой поверхность обрабатываемой области и сами зубья смажьте машинным маслом. Это увеличит скольжение и сократит трудоемкость процесса.
Порядок работы
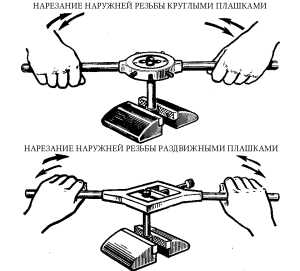
Работа с разными видами плашек
Для нанесения первых витков требуется усилие. Плашкодержатель располагается перпендикулярно оси трубы, чтобы резьба совпала с аналогичной на фабричной арматуре, а направление трубопровода не отклонилось от оси.
Ворот вращается по часовой стрелке. Исключение — винтовые LH-плашки.
При значительных затруднениях в нарезке ворот проворачивается в обратную сторону: это ломает застрявшую стружку и освобождает ход. Излишнее усилие может погнуть колено. После 5–6 оборотов плашка меняется на чистовую и работа продолжается до необходимой глубины нарезки.
Видео: детальный обзор инструмента для создания резьбы
Ручные плашки предназначены для небольшого объема работ: в монтаже водопровода в квартире или частном доме. Узлы для масштабных коммуникаций или опасных утечкой газопроводов рекомендуется заказывать на специализированных предприятиях со средствами контроля качества резьбы.
Понравилась статья? Поделитесь ей:
trubsovet.ru