Многопостовые сварочные выпрямители. Выпрямители многопостовые сварочные
Выпрямитель сварочный


Традиционные сварочные трансформаторы переменного тока долгие годы оставались наиболее распространенными устройствами, применяемыми для осуществления сварочных работ. Популяризации этих устройств способствовали их доступность, низкая стоимость, простота и надежность эксплуатации. Однако наряду с указанными преимуществами, у них были и серьезные недостатки, такие как недостаточно высокое качество получаемого шва, отсутствие возможности сваривания нержавеющих сталей и цветных металлов, значительная масса. Развитие полупроводниковых технологий позволило разработать принципиально новое устройство для сварки металлов – сварочный выпрямитель, в схеме которого реализован принцип выпрямления переменного тока.
Устройство сварочного выпрямителя
В стандартной схеме выпрямителя для проведения дуговой сварки присутствуют следующие элементы:

- Силовой трансформатор
- Выпрямительный блок
- Полупроводниковые вентили
Силовой трансформатор в сварочном выпрямителе выполняет роль преобразователя силовой энергии в ток, необходимый для обеспечения сварочного процесса. Помимо того, в этом узле осуществляется понижение напряжения до необходимого уровня. В однопостовых устройствах, как правило, устанавливаются трехфазовые трансформаторы, так как однофазные схемы инициируют значительную пульсацию выходного напряжения, что способствует снижению качественных показателей. Электрический ток из трансформатора поступает в трех- или однофазный выпрямительный блок. Наиболее часто в сварочных выпрямителях реализуется трехфазная мостовая схема, обеспечивающая бесперебойное горение сварочной дуги и равномерное регулирование нагрузок. Таким образом, трехфазный сварочный выпрямитель предоставляет оптимальные возможности для проведения наиболее ответственных сварочных процессов. Роль полупроводниковых вентилей в устройстве заключается в пропуске тока в преобразовании переменного тока в постоянный. Вентили бывают двух типов – селеновые и кремниевые. Селеновые вентили отличаются низкой стоимостью и достаточно высокой устойчивостью к перегрузкам. Однако у них имеется и недостаток – низкий КПД. Селеновыми вентилями комплектуются аппараты с жесткой и падающей характеристиками. Кремниевые вентили выделяются своими высокими КПД и энергетическими параметрами. Недостатком этого типа вентилей является неустойчивость к перегрузкам и необходимость их охлаждения вентиляторами.

Типы сварочных выпрямителей
По типу своей внешней характеристики сварочные выпрямители подразделяются на три вида:
- Устройства с крутопадающими характеристиками. Они предназначены для проведения ручной сварки и соединения заготовок посредством неплавящихся электродов в среде защитных газов.
- Выпрямители с пологопадающими характеристиками.
- Универсальные аппараты, позволяющие получать различные внешние характеристики. Сварочный выпрямитель универсал может применяться как для ручной дуговой сварки, так и для автоматических работ с плавящимися и неплавящимися электродами в различных средах.
Виды сварочных выпрямителей
По своей конструкции выпрямители подразделяются на однопостовые и многопостовые.

Однопостовые сварочные выпрямители предназначены для подключения одного кабеля, питающего электрод. При подключении большего количества кабелей срабатывает автоматическая блокировка, так как эти устройства не выдерживают большей нагрузки. Однопостовые сварочные выпрямители выпускаются как в однофазном, так и в трехфазном решении. Однофазные выпрямители оптимальны для сварщиков-любителей, приобретающих их для работы дома и на даче. Однопостовой трехфазный сварочный выпрямитель можно использовать на производстве при выполнении небольших объемов работ.
Многопостовые сварочные выпрямители, в зависимости от модели, поволяют подключать одновременно от двух до девяти кабелей, питающих электроды. Как правило, подобные аппараты устанавливаются на крупных производствах, что позволяет снизить расходы на оборудование сварочных постов.
Преимущества сварочного выпрямителя
Как было отмечено выше, осуществление сварки на постоянном токе обладает рядом серьезных преимуществ, что способствует популяризации сварочных выпрямителей.
Так, из-за отсутствия нулевых значений эти устройства обеспечивают стабильность горения дуги, благодаря чему растет глубина плавления свариваемых элементов, снижается разбрызгивание расплавленной массы, повышается качество и надежность сварного шва. Эти качества превращают сварку на постоянном токе предпочтительной для соединения наиболее ответственных деталей и конструкций.
Помимо того, технические характеристики сварочных выпрямителей позволяют сваривать сплавы из цветных металлов, титан, чугуны различных марок, термоустойчивые стали высокого легирования.
Эксплуатация сварочных выпрямителей
Приступать к эксплуатации выпрямителей следует после внимательного ознакомления с паспортами, прилагающимися к устройствам. В паспортах содержится вся информация, необходимая для правильного подключения и безопасной эксплуатации выпрямителя.
Эксплуатация сварочного выпрямителя проводится лицами, имеющими соответствующий допуск по электробезопасности, а его наладку и подключение к сети должен проводить монтажник, имеющий не ниже третьей группы по электробезопасности.
На стройплощадках сварочные выпрямители должны устанавливаться в мобильных машинных помещениях, защищенных от проникновения посторонних лиц и возможных повреждений. На производствах они устанавливаются в специально отведенных блоках.
Далее представим несколько наиболее популярных моделей выпрямителей, производства ведущих мировых компаний.
Универсальный аппарат предназначен для ручной дуговой сварки. Питаясь переменным или постоянным током 220 или 380 вольт, он способен выдавать сварочный ток в диапазоне от 10 до 220 ампер. Наличие ступенчатого регулятора позволяет выбирать необходимые параметры тока при работе с заготовками различной толщины. Благодаря встроенному термостату работа устройства моментально блокируется в случае возникновения нерасчетных перегрузок и перегрева. Аппарат оптимален для сваривания различных марок нержавеющих сталей и чугунов.
Сварочный выпрямитель, предназначенный для ведения полуавтоматической дуговой сварки плавящимся электродом в среде защитных газов с применением флюсов. Подача плавящегося металлического электрода в автоматическом режиме и наличие ступенчатого регулятора позволяют оптимизировать работу оператора. Аппарат оснащен системой принудительного охлаждения, предотвращающей его перегрев при повышенных нагрузках.
Мощное универсальное устройство для промышленной эксплуатации, способное осуществлять сварку неплавящимися вольфрамовыми электродами. Эксплуатация этого выпрямителя позволяет решать широкий спектр задач, среди которых сварка цветных металлов и сплавов, титана, нержавеющих сталей и прочих «трудных» металлов. Выпрямитель комплектуется регулятором и цифровым дисплеем, на котором отображаются все необходимые рабочие параметры.
svarkagid.com
Многопостовые сварочные выпрямители
В промышленном производстве сварка зачастую осуществляется одновременно несколькими сварщиками. Подобные работы, проводящиеся на небольшой площади, к примеру, на судостроительной сборочной площадке, требуют использования специального оборудования. В таких случаях часто используются многопостовые сварочные выпрямители, посты которых могут применяться для дуговой сварки плавящимся электродом, производящейся вручную, и для сварки полуавтоматической , причем оба процесса могут выполняться одновременно. Возможность одновременной сварки разными способами и большая мощность – основные достоинства сварочных выпрямителей, оснащенных несколькими постами. Расчет количества возможных многопостовых выпрямителей проводится определенным образом. Число постов (сварочных подключений) вычисляется при помощи специальной формулы:n = Imam.1 / k * Imam.2
k – коэффициент одновременной работы. Для сварки механизированной и ручной он берется в пределах 0,5-0,7. Для сварочных работ в защитных газах – 0,7-0,9. Imam.1 – ток от сварочного выпрямителя, номинальный. Imam.2 – требуемый ток одного поста сварки, усредненный.
Каждое сварочное подключение (пост) работает и настраивается независимо от остальных. Выпрямители данного типа имеют довольно жесткую внешнюю характеристику – это вполне объяснимо необходимостью независимой работы. Напряжение не должно изменятся более чем на 4-5% даже при колебании нагрузок сварочных подключений на 50% от номинала. Каждый из постов оснащен независимым самостоятельным балластным реостатом, при помощи которого регулируется ток и создается падающая характеристика зависимости напряжения от силы тока сварочного процесса. Возникающие на балластниках потери значительно снижают общий КПД установки, что является серьезным недостатком устройств такого типа. Этот недостаток полностью окупается эксплуатационными характеристиками многопостовых выпрямителей. В первую очередь, имеется в виду снижение затрат на техобслуживание каждого отдельного агрегата вместо 3-6-ти. Чаще всего охлаждение многопостовых выпрямителей большой мощности осуществляется при помощи воды.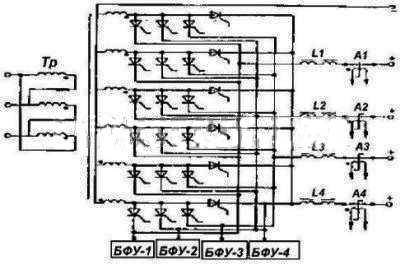
Кроме статьи "Многопостовые сварочные выпрямители" смотрите также:
Многопостовые сварочные выпрямители - Реферат
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Тульский государственный университет
Кафедра оборудования и технологии сварочного и литейного производства
Контрольно-курсовая работа
по дисциплине Источники питания
на тему:
Многопостовые сварочные выпрямители
Выполнил:
студент гр. 630621Иванцов О.В.
Руководитель:
канд.техн.наук, доц.Татаринов Е.А.
Тула 2006
С О Д Е Р Ж А Н И Е
ВВЕДЕНИЕ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
1. Сварочные многопостовые системы - - - - - - - - - - - - - - - - - - - - -
1.1. Общие сведения - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
1.2. Выпрямители для ручной дуговой сварки плавящимся электродом - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
1.3. Многопостовые системы для дуговой сварки плавящимся электродом в среде углекислого газа - - - - - - - -
1.4. Сварочный коллекторный генератор типа ГСМ-500 для питания двух постов - - - - - - - - - - - - - - - - - - - - - - - - - - - -
2. Экономическая эффективность многопостового питания при дуговой сварке - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
3. Современные многопостовые выпрямители, предлагаемые компанией ИНТЕР-сварка г.Тула - - - - - - - - - - - - - - - - - - - - - - -
3.1. Сравнительная характеристика - - - - - - - - - - - - - - - - - - -
3.2. Многопостовой выпрямитель ВДМ-6304У3 - - - - - - - - - -
ЗАКЛЮЧЕНИЕ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ - - - - - - - - - - - - - - -
В В Е Д Е Н И Е
В производстве целесообразно по условиям работы использовать один источник питания для нескольких потребителей, для этого применяются многопостовые сварочные системы. В этих системах один многопостовой выпрямитель снабжает энергией несколько сварочных постов.
Многопостовым называют источник, от которого можно питать несколько сварочных дуг одновременно. Многопостовые источники используют там, где на небольшом расстоянии друг от друга расположена группа сварочных постов. В этих условиях многопостовой источник более выгоден, чем однопостовые источники.
Многопостовые сварочные выпрямители позволяют рационально использовать производственные площади, значительно уменьшить расходы на электроэнергию и обслуживание оборудования, и обеспечивают независимость работы отдельных постов, а также незначительное падение напряжения в шинопроводе, соединяющем посты, что особенно важно при достаточной удаленности сварочного поста от места нахождения источника. Регулирование тока поста осуществляется с помощью балластных реостатов.
Подключают сварочные посты от шинопровода выпрямителя через балластные реостаты. Балластный реостат представляет собой набор сопротивлений. При включении сварочной дуги последовательно с балластным реостатом появляется возможность независимо регулировать ток каждого отдельного поста. Одновременно сварочный пост приобретает необходимую при ручной сварке крутопадающую внешнюю характеристику.
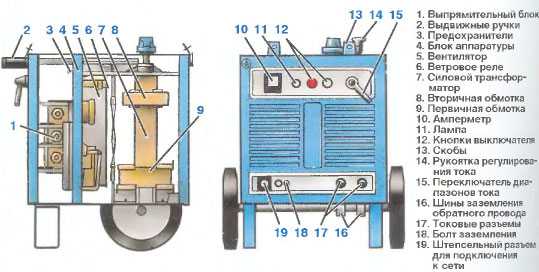
Выпрямитель включают в такой последовательности: замыкают сетевой рубильник, затем включают автоматический выключатель, расположенный, в большинстве случаев, на боковой стенке выпрямителя, при этом загорается сигнальная лампа. Пуск следует производить вхолостую при отключенной нагрузке. Выключают выпрямитель (без размыкания автоматического выключателя) нажатием кнопки Стоп. Все узлы выпрямителя смонтированы в шкафу, имеющем две закрывающиеся на ключ двери с электрической блокировкой. Блок управления находится на передней стенке в верхней части кожуха выпрямителя.
1. Сварочные многопостовые системы
1.1. Общие сведения
В многопостовых системах источник питания снабжает энергией одновременно несколько сварочных постов; Исходя из эксплуатационных и технико-экономических соображений, многопостовые системы целесообразно применять в тех отраслях промышленности (в частности, в машиностроении и судостроении), где на относительно небольших производственных площадях приходится сосредоточивать большое число (до нескольких десятков) однопостовых источников питания. В этом случае однопостовые источники питания помещают в специальные контейнеры и перемещают кранами. Источники, находящиеся в контейнерах, подключаются к силовой сети цеха посредством длинных (2030 м) гибких кабелей. Кабели укладываются непосредственно на производственной площади, загромождают ее, проходят по свариваемой конструкции. Контейнеры загружают крановое оборудование; сварщики при такой организации работ теряют много рабочего времени и подвергаются в большей мере опасности поражения током. Производительность труда в таких условиях снижается.
В последние годы интенсивно проводились работы, направленные на создание современных многопостовых систем питания для ручной дуговой сварки плавящимся электродом, механизированной сварки под флюсом и в среде углекислого газа. Все эти многопостовые системы относятся к источникам питания группы О.
Применение многопостовых систем создает условия для повышения производительности труда, более рационального использования производственных площадей, экономии электроэнергии (источник питания не имеет режима холостого хода), снижения капитальных затрат и расходов на обслуживание источников, а также гарантирует безопасность рабо
www.studsell.com
Выпрямители сварочные
Сварочное оборудование - Выпрямители сварочные
Сварочными выпрямителями называют устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока в однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили - дешевы, выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями высоким к.п.д., но очень чувствительны к перегрузкам по току поэтому требуют защитных устройств и интенсивного охлаждения.
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова. Мост состоит из шести плеч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (рис. 35).
Сварочные выпрямительные установки в соответствии с ГОСТ 13821—77 выпускают на номинальные силы тока 120...1000 А, транзисторные источники питания — 15...300 А с пределами регулирования от 0,15 до 300 А.
Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор, пускорегулирующая и стабилизирующая аппаратура.
В зависимости от внешней вольт-амперной характеристики, количества постов и способа сварки сварочные выпрямители подразделяют на однопостовые с падающей внешней характеристикой. однопостовые с жесткой внешней характеристикой, однопостовые универсальные, многопостовые, однопостовые транзисторные.
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных переключателей для переключения витков первичной обмотки трансформатора (для грубой и точной регулировки), дросселя(для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
Сварочные выпрямители однопостовые с падающей внешней характеристикой предназначены для ручной дуговой сварки и наплавки, а также для механизированной сварки под флюсом. Падающая внешняя характеристика и заданное значение силы сварочного тока обеспечиваются трансформатором. Для преобразования тока используют селеновые (выпрямители серии ВСС) и кремниевые (выпрямители серий ВКС и ВД) вентили. По сравнению с кремниевыми селеновые вентили имеют меньший КПД, но обладают большей стойкостью к перегрузкам.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной(верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100X400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
Широкое применение получили сварочные выпрямители ВД-101 и ВД-301 с кремниевыми вентилями и ВД-102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким коэффициентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных - блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей—тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Для сантехнических монтажных сварочных работ Институт электросварки им. Е. О. Патона разработал переносный сварочный выпрямитель ВЖ-2М, предназначенный для питания полуавтоматов и автоматов при сварке открытой дугой и в защитном газе стыков труб диаметром 20... 100 мм. Внешняя характеристика — пологопадающая; число ступеней регулирования — 9; масса — 50 кг.
Однопостовые универсальные сварочные выпрямители обеспечивают возможность получения как жесткой, так и падающей внешних характеристик, поэтому их можно применять для ручной дуговой сварки, автоматической сварки плавящимся и неплавящимся электродами в защитных газах и сварки под флюсом.
Многопостовой выпрямитель снабжает энергией несколько сварочных постов для ручной дуговой сварки. Эти выпрямители, изготовляемые на кремниевых вентилях, отличаются высоким КПД, хорошими энергетическими показателями, бесшумностью работы, малыми габаритными размерами и небольшой массой. Они рассчитаны на работу в закрытых помещениях при температуре окружающего воздуха от —40 до +40 °С. Обычно подобные выпрямители имеют жесткую внешнюю характеристику. Для получения падающих характеристик и регулирования тока на каждом сварочном посту используют ступенчатый балластный реостат. Преимущества многопостовых систем связаны с небольшой начальной стоимостью оборудования, простотой обслуживания, высокой загрузкой и экономичностью. Основной недостаток связан со значительными потерями энергии в реостатах, снижающих КПД сварочных постов. В последние годы освоено производство выпрямителей, имеющих звено повышенной частоты – инвертор. Включение высокочастотного звена в структуру источников сварочного тока позволяют существенно снизить их массу и габариты, повысить КПД и коэффициент мощности, обеспечить широкие пределы регулирования параметров режима и хорошие сварочные свойства.
Источник: Геворкян В.Г. Основы сварочного делаЭ.С. Каракозов, Р.И. Мустафаев "Справочник молодого электросварщика". -М. 1992
www.autowelding.ru
Сварочные выпрямители - Сварка металлов
Сварочные выпрямителиКатегория:
Сварка металлов
Сварочные выпрямителиДля преобразования переменного тока в постоянный в современной промышленности используют полупроводники, которые в контакте с металлами образуют электрические вентили — приборы, обладающие способностью хорошо проводить электрический ток в одном (прямом проводящем) направлении и плохо в обратном (запирающем) направлении. Для изготовления достаточно мощных вентилей пригодны особым образом приготовленные полупроводники из селена, германия и кремния высокой чистоты. Селеновые вентили’ нашли наиболее широкое применение. Германий целесообразен лишь для относительно небольших токов, обычно не свыше 50 а. Наиболее перспективен для выпрямителей значительной мощности кремний, он удобен для выпрямления токов в сотни и тысяч ампер. По мере развития производства кремниевых выпрямителей они становятся совершеннее в техническом отношении и стоимость их постепенно снижается.
Основным фактором, ограничивающим мощность выпрямителей, является их нагрев, нарушающий нормальную работу. Поэтому мощность и надежность работы выпрямителя зависит от совершенства и надежности его охлаждения, которое во многих случаях производится специальным вентилятором. Число вентилей в выпрямителе определяется схемой выпрямления, значениями выпрямленного тока и его напряжения. В сварочных выпрямителях обычно применяются одно- или трехфазные мостовые схемы двухполупе-риодного выпрямления (рис. 1).
В однофазной мостовой схеме вентили включены в четыре плеча моста (рис. 1, а). Нагрузка Н включена в одну диагональ моста, она питается выпрямленным током I =; действующее значение выпрямленного напряжения на выходе U — .К другой диагонали моста подведен однофазный переменный ток с действующим значением напряжения U Частота пульсаций выпрямленного тока 100 гц. В трехфазной мостовой схеме (схема Ларионова) вентили включены в шесть плеч трехфазного моста; пульсации выпрямленного напряжения уменьшены, частота их 300 гц (рис. 1, б). Трехфазная система выпрямления имеет ряд преимуществ перед однофазной: выше устойчивость дуги, равномерная нагрузка всех трех фаз силовой сети переменного тока, лучше используется трансформатор, питающий выпрямитель. Поэтому обычно в сварочных выпрямителях используется трехфазная схема выпрямления.
Однофазная мостовая схема обычно применяется в комбинированных источниках питания, когда сварка может производиться на постоянном токе при включенном блоке вентилей или на переменном токе при отключенных вентилях. Простейший сварочный выпрямитель с падающей характеристикой, состоящий из трансформатора с увеличенным магнитным рассеянием и блока вентилей, удовлетворяет требованиям к обычным источникам для ручной дуговой сварки.
Трансформаторы для выпрямителей могут быть построены по тем же схемам, что и сварочные трансформаторы. Существуют и более сложные схемы сварочных выпрямителей, с регулировочными дросселями насыщения, со стабилизаторами напряжения и пр. Целесообразность таких устройств сомнительна из-за сложности и высокой стоимости; вряд ли они смогут конкурировать с электромашинными преобразователями в условиях ручной дуговой сварки. Конечно, для специальных целей более сложные устройства могут быть вполне целесообразными. Приведем основные технические данные сварочных выпрямителей ВД-101 и ВД-301 для ручной дуговой сварки. Выпрямители передвижные, состоят из понижающего трехфазного трансформатора с увеличенным магнитным рассеянием, выпрямительного кремниевого блока с вентилятором для охлаждения, пускорегулирую-щей и защитной аппаратуры (рис. 2). Сопоставление сварочных выпрямителей с электромашинными преобразователями указывает на явные преимущества первых.
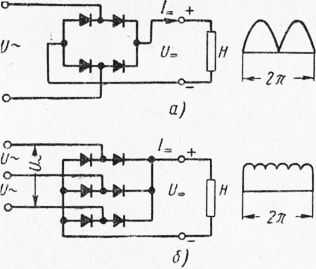
Рис. 1. Типовые схемы выпрямителей
Подобно электромашинным преобразователям, сварочные выпрямители могут быть не только однопостовыми с падающей внешней характеристикой, но и многопостовыми с жесткой характеристикой, с питанием отдельных сварочных постов через балластные реостаты. Наша промышленность выпускает многопостовые сварочные выпрямители на выпрямленный ток 1000, 1600 и 3000 а для одновременного питания постоянным током 6, 9 и 18 сварочных постов, рассчитанных на ток до 300 а каждый, при коэффициенте одновременности работы постов 0,6. Мощность, потребляемая выпрямителями из питающей силовой сети при полной загрузке, соответственно 77, 123 и 230 ква при cos ф = 0,89.
Опыт показывает, что выпрямители экономичнее электромашинных преобразователей, удобнее в эксплуатации, дают более устойчивую дугу, меньшее разбрызгивание металла, обладают лучшими динамическими свойствами и повышенным быстродействием сварочной цепи. Электромашинные преобразователи сохранят значение для сетей со значительно колеблющимся напряжением. Применение в этих случаях выпрямителей со сложными стабилизаторами питающего напряжения во многих случаях нецелесообразно.
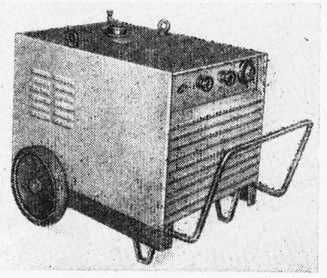
Рис. 2. Сварочный выпрямитель ВД-301
—-
Преимущества сварочных выпрямителей перед преобразователями заключаются в отсутствии вращающихся частей, более высоком к. п. д. и меньших потерях энергии при холостом ходе, бесшумности работы, равномерной загрузке трехфазной сети, меньшей массе и более широких пределах регулирования сварочного тока и напряжения. Эти преимущества позволяют широко использовать сварочные выпрямители вместо преобразователей, особенно в условиях стационарного производства.
Сварочный выпрямитель состоит из двух основных частей: понижающего (обычно трехфазного) трансформатора с устройством для регулирования тока или напряжения и выпрямительного блока, состоящего из селеновых или кремниевых вентилей.
Конструкцию сварочного выпрямителя несколько усложняет входящий в него вентилятор для охлаждения выпрямительного блока. Вентилятор сблокирован с выпрямителем воздушным реле. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится.
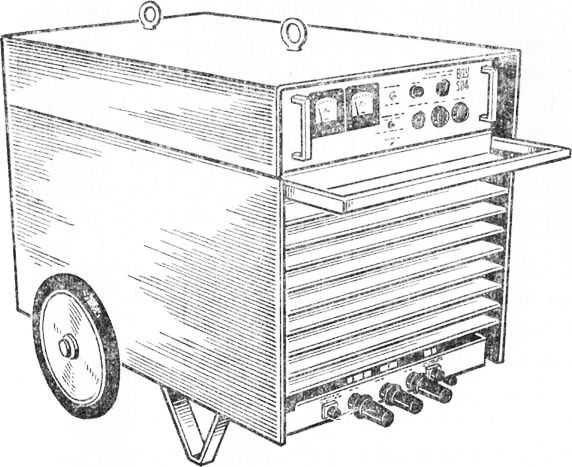
Рис. 3. Сварочный выпрямитель ВДУ-504
Промышленностью выпускаются однопостовые и многопостовые сварочные выпрямители. Однопостовые выпрямители рассчитаны на получение либо жесткой и пологопадающей, либо крутопадающей вольт-амперной характеристики; выпускаются также универсальные выпрямители с крутопадающими и жесткими характеристиками. Сварочный ток чаще всего регулируется изменением расстояния между обмотками трансформатора (подвижные обмотки первичные). Регулирование напряжения производится секционированием первичной обмотки, т. е. изменением коэффициента трансформации.
Многопостовые сварочные выпрямители выпускаются для одновременного питания шести, девяти и восемнадцати сварочных постов; они комплектуются соответствующим количеством балластных реостатов РБ-301.
Внешний вид универсального выпрямителя ВДУ-504 представлен на рис. 3.
—
Выпрямители предназначены для питания сварочных установок различного назначения. Сварочные выпрямители имеют следующие преимущества по сравнению с электромашинными генераторами: широкие пределы регулирования сварочного тока, высокие динамические свойства и технико-экономические показатели, высокий КПД. Они надежны в эксплуатации и просты в обслуживании, работают бесшумно.
К недостаткам сварочных выпрямителей следует отнести: низкий коэффициент мощности, неустойчивость к перегрузкам и токам короткого замыкания, необходимость в искусственном охлаждении, зависимость напряжения от колебания напряжения сети (необходимо применять стабилизаторы напряжения).
В числителе приведено значение для жесткой внешней характеристики, в знаменателе — для мягкой.
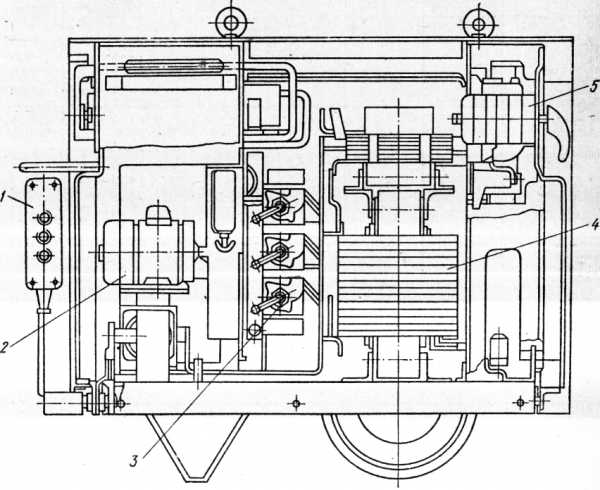
Рис. 4. Сварочный выпрямитель ВДУ-504: 1— пульт управления; 2 — электродвигатель; 3 — дроссели; 4 — трансформатор; 5 — переключатель диапазонов.
Основными составными частями сварочных выпрямителей являются понижающие трансформаторы и полупроводниковые вентили (селеновые и кремниевые). В последнее время широко применяются тиристоры — управляемые кремниевые вентили.
Однопостовые выпрямители. Изготовляются в соответствии с ГОСТ 13821 —68.
Выпрямители типа ВС предназначены для питания автоматов и полуавто, матов при сварке в защитных газах, под флюсом и порошковой проволокой без защиты. На рис. 5 показана электрическая принципиальная схема выпрямителя ВС-600. Внешние характеристики выпрямителей типа ВС пологопадающие и жесткие. Выпрямительный блок собран на селеновых элементах; для снижения скорости нарастания тока короткого замыкания в сварочную цепь последовательно включена индуктивность.
Многопостовые выпрямители. Система многопостовой сварки состоит из сварочных постов, специальных устройств для ограничения сварочного тока (балластных реостатов), распределительной сети и источников питания многопостовых или одно-постовых, работающих параллельно.
К многопостовым источникам питания предъявляются такие требования, как снижение потерь электроэнергии до минимума и ограничение взаимного влияния постов.
Число одновременно обслуживаемых постов, номинальный ток одного поста и коэффициент одновременности включения сварочных постов указываются в паспорте многопостового источника питания.
При многопостовой сварке обычно применяются выпрямители с жесткими внешними характеристиками.
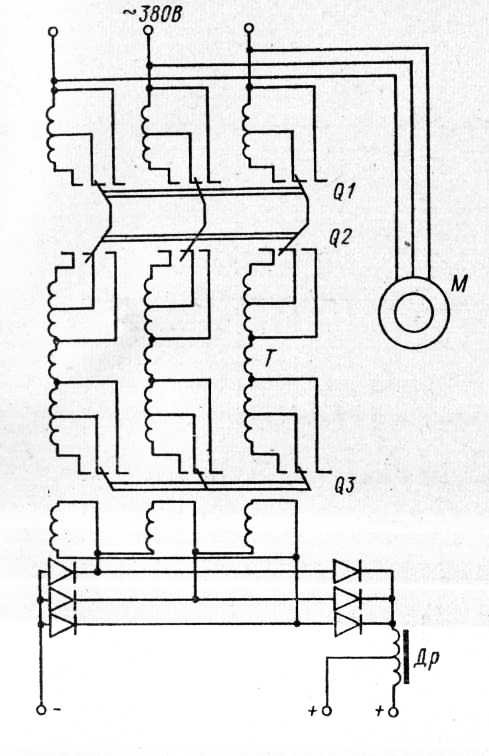
Рис. 5. Электрическая принципиальнаяQ1—Q3 — переключатели секций обмоток трансформатора: М — электродвигатель вентилятора: Т — трансформатор; Др — дроссель
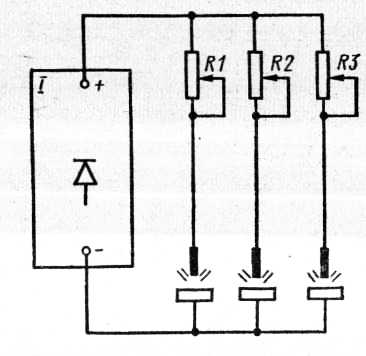
Рис. 6. Электрическая структурная схема многопостовой сварки:схема сварочного выпрямителя ВС-600:1 — многопостовой выпрямитель: — R3 — балластные реостаты
Балластные реостаты изготовляются согласно ГОСТ 18636—73.
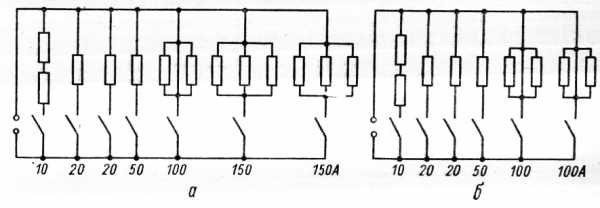
Рис. 7. Электрические структурные схемы балластных реостатов РБ-501 (а) и РБ-301 (б):10, 20, 50, 100, 150 А — ступени сварочного тока.
К недостаткам многопостовой системы следует отнести то, что при ремонте источника питания не работают все посты; миогопостовые системы имеют низкий КПД. Число одновременно подключаемых постов зависит от мощности источников питания, распределительной сети и нагрузки всех постов.
Электрические принципиальные схемы многопостовых сварочных выпрямителей показаны на рис. 8 и 9.
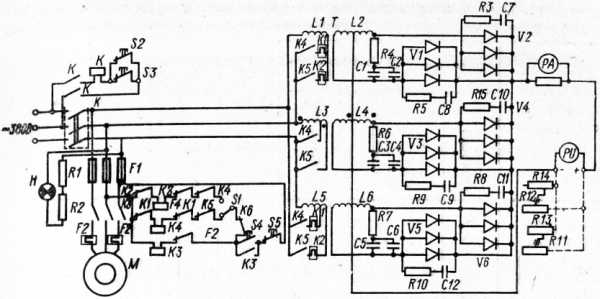
Рис. 8. Электрическая принципиальная схема многопостового сварочного выпрямителя ВДМ-1601:К — автоматический выключатель: KI — Кб, F2 — реле; SI — переключатель; S2, S3 — путевые выключатели; S4 — кнопка «пуск»; S5 — кнопка «стоп»; F1 — предохранители; Н — лампа сигнальная; РА — амперметр: PU — вольтметр; Т — трансформатор; Ll — L6 — катушки трансформатора; С1 — C12 — конденсаторы; Rl — RI5— резисторы; VI — V6 — выпрямители; М — электродвигатель вентилятора.
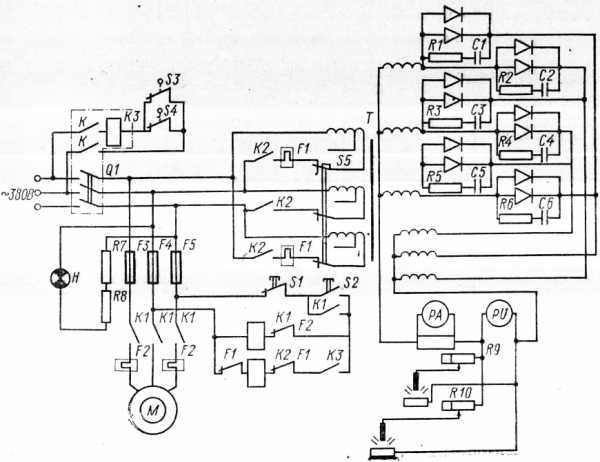
Рис. 9. Электрическая принципиальная схема многопостового сварочного выпрямителя ВКСМ-1000-1-1:С* — С6 — конденсаторы блока защиты; Q1 — автоматический выключатель; К — контакторы; St — кнопка «стоп»; S2 — кнопка «пуск»; S3, S4 — выключатели: S5 — переключатель напряжения; РА — амперметр: PU — вольтметр; М — электродвигатель вентилятора; Fl, F2 — тепловые реле; RI — R10 — резисторы.
—
В настоящее время самым распространенным источником питания при сварке постоянным током является сварочный выпрямитель.
Сварочные выпрямители в сравнении со сварочными преобразователями имеют существенные преимущества: у них меньше стоимость, потери холостого хода, масса и габариты, уровень шума, более высокий коэффициент полезного действия, лучшие динамические свойства и быстродействие, более устойчивое горение сварочной дуги. Недостатком сварочные выпрямителей является чувствительность к колебаниям напряжения сети. В этих условиях целесообразно применение сварочных преобразователей.
Современные сварочные выпрямители для ручной сварки выпускаются в соответствии с ГОСТ 13821—77 («Выпрямители одно-постовые с падающими внешними характеристиками для дуговой сварки». Общие технические условия).
Читать далее:
Сварочная проволока
Статьи по теме:
pereosnastka.ru
Многопостовой сварочный выпрямитель - Большая Энциклопедия Нефти и Газа, статья, страница 1
Многопостовой сварочный выпрямитель
Cтраница 1
Многопостовые сварочные выпрямители ( табл. 8) имеют жесткие внешние ВАХ. Необходимая для ручной дуговой сварки падающая характеристика создается на каждом из постов с помощью балластных реостатов ( рис. 61), которые входят в комплект поставки многопостовых выпрямителей. Кроме реостатов вместе с выпрямителями для сварки в защитных газах поставляются дроссели типа ДР. Их включение в сварочную цепь уменьшает пульсацию выпрямленного тока и повышает стабильность процесса сварки. [2]
Многопостовые сварочные выпрямители предназначены для одновременного питания постоянным сварочным током нескольких постов ручной дуговой сварки, автоматизированной сварки под флюсом или механизированной сварки в углекислом газе. РБ-302, создающие падающую характеристику. Достоинством выпрямителей этого типа является постоянство выходного напряжения, которое при изменении нагрузки от 50 до 100 % номинальной величины изменется не более чем на 4 В. Выпрямитель состоит из трехфазного трансформатора, выпрямительного блока, вентилятора, пусковой и защитной аппаратуры. Схема выпрямления тока у него шестифазная кольцевая. [3]
Многопостовые сварочные выпрямители предназначены для одновременного снабжения энергией нескольких сварочных постов. Применяются в основном при ручной дуговой сварке. [5]
Многопостовые сварочные выпрямители для ручной дуговой сварки типов ВКСМ-1006 на 1000 А и ВДМ-1600 на 1600 А с кремниевыми вентилями имеют жесткие внешние характеристики. Вентильный блок ВБ собран по так называемой кольцевой шестифазнои схеме. Трансформатор ТрС имеет два трехфазных комплекта вторичных обмоток. Первичные обмотки ТрС соединены в треугольник. Переключателем Я можно переключать отпайки обмоток, что дает возможность повышать вторичное напряжение на 5 % для получения номинального выпрямленного напряжения при пониженном напряжении сети. Выпрямители ВКСМ-1000 и ВДМ-1600 мало отличаются друг от друга. [7]
Многопостовые сварочные выпрямители ВКСМ-1000-1-1, ВДМ-1601 и ВДМ-3001 предназначены для питания постов ручной дуговой сварки. [9]
Многопостовые сварочные выпрямители ВДМ-6303 и ВДМ-1202С служат для комплектации постов ручной дуговой сварки штучными электродами изделий из углеродистых и низколегированных сталей. [10]
Многопостовой сварочный выпрямитель типа ВКСМ-1000 на номинальный сварочный ток 1000 А состоит из силового трехфазного понижающего трансформатора, блока кремниевых выпрямителей с вентилятором, пускорегулирующей и защитной аппаратуры. [11]
Многопостовой сварочный выпрямитель типа ВКСМ-1000 рассчитан на работу шести постов при коэффициенте одновременности 0 6 и максимальном токе сварки каждого поста не более 300 А. [12]
Промышленностью выпускаются многопостовые сварочные выпрямители ВКСМ-1000 на 1000 а, рассчитанные на одновременное питание шести сварочных постов с номинальным током по 300 а каждый. Внешняя характеристика выпрямителя ВКСМ-1000 жесткая. Для создания падающей характеристики применяют балластные реостаты типа РБ. Выпрямитель состоит из следующих основных узлов: силового понижающего трансформатора ТС, выпрямительного блока с вентилятором, пускоре-гулирующей и защитной аппаратуры. [13]
Промышленностью выпускаются многопостовые сварочные выпрямители ВКСМ-1000 на 1000 а, рассчитанные на одновременное питание шести сварочных постов с номинальным током по 300 а каждый. Внешняя характеристика выпрямителя ВКСМ-1000 жесткая. Для создания падающей характеристики применяют балластные реостаты типа РБ. Выпускается также сварочный выпрямитель ВДМ-3001, состоящий из двух спаренных, работающих параллельно, сварочных выпрямителей ВДМ-1601 на 1600 а каждый. Такое соединение улучшает унификацию и создает удобства при эксплуатации. [15]
Страницы: 1 2 3
www.ngpedia.ru
Многопостовые сварочные выпрямители | Строительный справочник | материалы - конструкции
Выпрямители выпускаются на кремниевых вентилях, которые обеспечивают хорошее конструктивное решение выпрямительного блока и получение высокого коэффициента полезного действия.
Промышленностью выпускаются мпогопостовые сварочные выпрямители ВКСМ-1000 на 1000 А, рассчитанные на одновременное питание шести сварочных постов с номинальным током по 300 А каждый. Внешняя xарактеристика выпрямителя ВКСМ-1000 жесткая. Для создания падающей характеристики применяют балластные реостаты типа РБ. Выпрямитель состоит из следующих основных узлов: силового понижающего трансформатора ТС, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры.
Трансформатор ТС — трехфазный, стержневого типа. Обмотки выполнены из алюминиевых проводов. Первичная обмотка трансформатора соединена «треугольником», а вторичная, состоящая из двух трехфазных обмоток,— «звездой». Выпрямительный блок собран по шестиконтактной кольцевой схеме из кремниевых вентилей типа ВК-2-200.
Пускорегулирующая и защитная аппаратура состоит из автомата АВ, реле контроля вентиляции РКВ. Автомат АВ служит для защиты всей установки от коротких замыканий и отключения ее в случае пробоя одного из вентилей. РКВ прекращает работу без вентиляции и при неправильном направлении вращения вентилятора.
На панели управления установлены: магнитный пускатель трансформатора ПТ с тепловой зашитой РТ, пакетный переключатель ПП, магнитный пускатель двигателя вентилятора ПД с тепловой защитой РН и предохранителя ПР1 — ПР3.
В блоке управления установлены: амперметр А, вольтметр V, кнопки «пуск» КП и «стоп» КС, лампа сигнальная ЛС. На базе защиты установлены защитные цепочки из конденсаторов С1— С6 и сопротивлений Р1-Р6.
Выпускается также сварочный выпрямитель ВДМ-3001, состоящий из двух спаренных, работающих параллельно, сварочных выпрямителей ВДМ-1601 на 1600 А каждый. Такое соединение улучшает унификацию и создает удобства при эксплуатации.
Падающая внешняя характеристика сварочного поста создается балластными реостатами типа РБ. Выпрямитель ВДМ-1601 рассчитан на питание 9 постов током до 300 А, а ВДМ-3001—18 сварочных постов.
Основные технические данные многопостовых сварочных выпрямителей приведены в таблице. Мпогопостовые сварочные выпрямители, обладая многими преимуществами (бесшумность работы, высокие энергетические показатели, меньшая масса, небольшие габариты, высокий к. п. д. и др.), вытесняют преобразователи ПСМ-1000.
Технические характеристики многопостовых выпрямителей
| Параметры | Тип выпрямителей | ||
| ВКСМ-1000 | ВДМ-1601 | ВДМ-3001 | |
| Напряжение питающей сети, ВНоминальный сварочный ток (при ПР-100%), АНоминальное сварочное напряжение, ВНапряжение холостого хода, ВКоэффициент мощности (косинус «фи»)К. п. д.Масса, кг | 380100060700,90,87650 | 380160060700,90,88750 | 380300060700,90,881750 |
build.novosibdom.ru