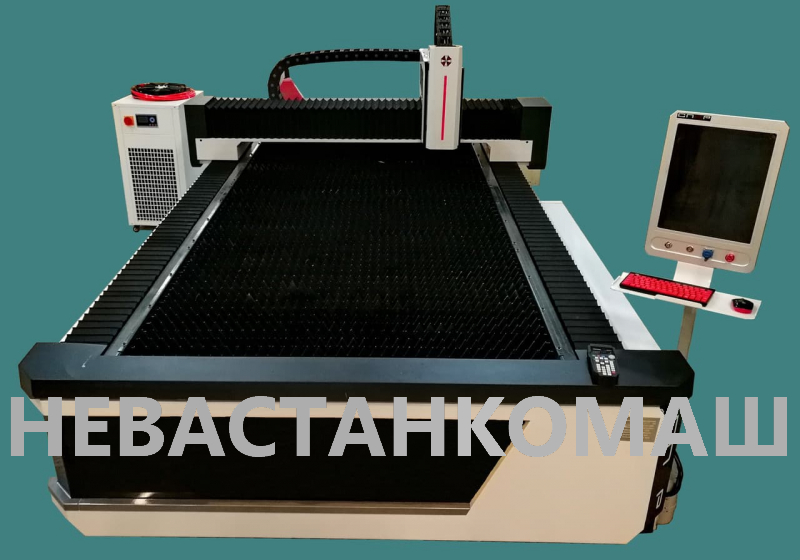
MetalTec 1530 F (1500W) Оптоволоконный лазерный станок для резки металла
- Описание
- Характеристики
- Конструктивные особенности
- Видео
НАЗНАЧЕНИЕ:
Лазерный станок MetalTec 1530 F (1500W) предназначен для лазерной обработки металла. Обработка производится методом резки по плоскости. Станок волоконной лазерной резки представляет собой высокотехнологичное оборудование, сочетающее технологии лазерной резки и точного механизма с ЧПУ. Станок успешно применяется в металлообрабатывающей промышленности, благодаря высокой точности обработки, а также наилучшему качеству получаемых изделий.
ВИДЫ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ:
Наиболее эффективно станок может быть использован при решении таких задач как: фигурная резка металла, прямолинейный и криволинейный раскрой металлических листов, обработка углеродистой, кремниевой и нержавеющей сталей, аллюминиевых и титановых сплавов, оцинкованного листа.
СФЕРЫ ПРИМЕНЕНИЯ СТАНКОВ:
Сферы применения достаточно обширны: медицинская микроэлектроника, тяжелая промышленность, машиностроение, метро или автоаксессуары, механические части, декоративно-прикладное искусство, элементы электронных устройств, реклама, и т. д.
ОСОБЕННОСТИ СТАНКА:
- Высокое качество лазерного пучка; малая щель резки; высокая эффективность при работе.
- Высокая скорость работы: скорость выше в 2 раза чем на лазерном станке СО2 с одинаковой мощностью.
- Стабильность и большой ресурс работы станков: время службы достигает до 40 000 часов.
- Экономия на потреблении станками энергоресурсов: энергоемкость ниже на 20% – 30% чем на лазерном станке с трубкой СО2.
- Простота и удобство наладки и эксплуатации станков: настройка лазерного пучка не требуется.
ПРИМЕРЫ ПОЛУЧАЕМЫХ ИЗДЕЛИЙ:
Категория: Источник RAYCUS
| Модель | 1530 F (1000W) |
| Рабочая зона (X x Y), мм | 1530 x 3050 |
| Вид охлаждения | Чиллер S&A (Китай) |
| Направляющие по осям X, Y, Z, мм | HIWIN (Тайвань) – 25 (квадратного сечения) |
| Передача по осям X, Y | Шестерня – рейка LEITESEN (Тайвань) |
| Передача по оси Z | Шарико-винтовая пара TBI (Тайвань) |
| Датчик высоты | Автоматический – BCS 100V. 3 3 |
| Система управления | CypCut (FSCUT2000) |
| Поддерживаемые форматы файлов | CAD, CorelDRAW, plt, AI, dxf |
| Смазка | Централизованная система смазки |
| Редуктор | MOTOREDUCER (Франция) |
| Пневматические элементы | SMC/AirTac(Япония) |
| Элетрокомпоненты | SCHNEIDER (Франция) |
| Ускорение | до 1G |
| Точность позиционирования, мм | ± 0,03 |
| Точность повторного позиционирования, мм | ± 0,02 |
| Напряжение, В | 380 |
| Частота тока, Гц | 50 |
| Гарантия на станок | 2 года |
Лазер:
| Тип лазера | Оптоволоконный лазер |
| Режущая голова | Raytools BM109 |
| Производитель лазера | Raycus |
| Мощность лазера, Вт | 1500 |
| Длина волны лазера, нм | 1070 |
| Срок работы лазера, ч | 100 000 |
| Гарантия на лазерный источник | 3 года |
Двигатели:
| Двигатели по осям X, Y, кВт | Серводвигатель FUJI 0,85 (Япония) |
| Двигатель по оси Z , кВт | Серводвигатель FUJI 0,4 (Япония) |
Резка:
| Максимальная скорость резки, м/мин | До 30 |
| Максимальная скорость холостого хода, м/мин | До 100 |
| Минимальная ширина резки, мм | 0,12 |
Габаритные размеры (оборудование в сборе):
| Длина, мм | 4700 |
| Ширина, мм | 2300 |
| Высота, мм | 1600 |
| Вес (в сборе), кг | 3000 |
Конструктивные особенности
| ЦЕЛЬНОСВАРНАЯ СТАНИНА Наши станки лазерной резки имеют портальную структуру, литую поперечную балку, вся структура имеет высокую прочность, и в отличие от консольных моделей, обеспечивает стабильную работу. | |
| ПОРТАЛ ИЗ АВИАЦИОННОГО АЛЮМИНИЯ Литая алюминиевая балка портала, имеет меньший вес в сравнении со стальной, что значительно уменьшает нагрузку на двигатели и направляющие, продлевая срок их службы. Толстостенный алюминиевый профиль балки портала, имеет избыток жесткости, и не деформируется со временем. | |
| ВЫСОКОТОЧНЫЕ ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ ПОВЫШЕННОЙ ЖЕСТКОСТИ HIWIN (ТАЙВАНЬ) Станок по всем осям оснащен квадратными линейными направляющими и каретками компании «HIWIN» (Тайвань) сечением 30мм. За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала по осям Х, Y, Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. | |
| ВЫСОКОПРЕЦИЗИОННЫЕ ШАРИКО-ВИНТОВЫЕ ПАРЫ TBI (ТАЙВАНЬ) За счет полного исключения люфта обеспечивается высокоточное перемещение лазерной головки по оси Z при выполнении обработки по программе с использованием ЧПУ сложных изделий с высокой степенью точности. | |
| КОСОЗУБАЯ РЕЙКА ПО ОСЯМ Х И У Для перемещения по осям Х и Y на станке используется шестерня и косозубая рейка. Это решение позволяет добиться высоких скоростных показателей без потери точности обработки. | |
| ПЛАНЕТАРНЫЙ ПРЕЦИЗИОННЫЙ РЕДУКТОР MOTOREDUCER (ФРАНЦИЯ) Преимущества планетарного редуктора:
| |
| ЛАЗЕРНЫЙ ИСТОЧНИК Станок оснащен лазерным источником компании «RAYCUS»(Китай). | |
| ВЫСОКОТОЧНЫЕ СЕРВОДВИГАТЕЛИ FUJI (ЯПОНИЯ) Для перемещения по всем осям в комплектацию станка включены промышленные серводвигатели FUJI (Япония), точность и надежность которых обеспечивает бесперебойную работу и стабильно высокое качество выпускаемой продукции. | |
| РЕЖУЩАЯ ГОЛОВКА RAYTOOLS BT109 (С ФУНКЦИЕЙ АВТОФОКУСИРОВКИ) Станок оснащён лазерной головкой Raytools, с автономным контроллером высоты BCS100, который позволяет обрабатывать неровные поверхности, а встроенная система водяного охлаждения обеспечивает стабильную работу лазерной головки. | |
| ЕМКОСТНЫЙ ДАТЧИК ВЫСОТЫ BCS 100 V.3 Емкостной датчик высоты BCS100 – это высокопроизводительное устройство управления.
| |
| СТОЙКА УПРАВЛЕНИЯ + WIFI ПУЛЬТ Д/У Стойка управления станком отличается простотой, надежностью, и интуитивной панелью управления. Компьютер управляется ОС Windows. Удобный и эргономичный пульт управления, предназначен для управления станком в ручном режиме. Значительно облегчает работу оператора во время настройки станка, а также снижает риск повреждения оборудования в процессе обработки. | |
| ПРОМЫШЛЕННЫЙ ЧИЛЛЕР S&A Автоматический чиллер для охлаждения излучателей лазерных станков. Чиллер позволяет непрерывно охлаждать лазерную систему, предотвращая от перегрева лазерный источник, лазерную головку. Регулировка температуры осуществляется в автоматическом режиме. | |
| ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ «CYPCUT» Простое и удобное программное обеспечение на русском языке, имеет CAD и CAM модули, поддерживает импорт основных типов файлов: DXF. AI. PLT. CAD. т. д. | |
| УДАЛЕНИЕ ОТХОДОВ РЕЗКИ Станок укомплектован палетами, для удаления из под станка мелких отходов резки / изделий мелкого размера. Удобная рукоятка, позволяет быстро извлечь паллету из-под станка, и так же быстро установить ее обратно. | |
| СТАБИЛИЗАТОР НАПРЯЖЕНИЯ 1000 Вт – 20kva Стабилизатор напряжения служит для преобразования и поддержания стабильного напряжения входного тока. Обеспечивает защиты электрокомпонентов от скачков напряжения в сети. |


 Это всемирно признанный лидер в области производства оптоволоконных лазеров, что подтверждает безупречная и безотказная работа.
Это всемирно признанный лидер в области производства оптоволоконных лазеров, что подтверждает безупречная и безотказная работа. Лазерная головка с системой автоматической фокусировки.
Лазерная головка с системой автоматической фокусировки.

Технические характеристики установки лазерной резки металла UTI 1530 с ЧПУ
Лазерная резка металлов является самой современной технологией раскроя металла, отличающаяся высокой скоростью обработки и идеальным качеством реза; может применяться для резки мягких, легко деформируемых металлов и декоративных деталей. Лазерные режущие станки позволяют резать даже самые твердые материалы с ровным контуром без образования лишних отходов с наименьшими затратами времени.
Главный инструмент — это тонкий лазерный луч, который при высокой температуре разрезает практически любой материал. Для его фокусировки используется система зеркал. Процесс лазерной резки кратко происходит так: мощный луч инфракрасного излучения генерируется в резонаторе. Затем луч передается и фокусируется на разрезаемый материал специальной линзой. Сфокусированный луч разогревает до высокой температуры небольшой участок материала на всю глубину листа. Расплавленный, выпаренный или химически разрушенный материал далее выдувается из реза сопутствующим (режущим) газом высокого давления.
Процесс лазерной резки кратко происходит так: мощный луч инфракрасного излучения генерируется в резонаторе. Затем луч передается и фокусируется на разрезаемый материал специальной линзой. Сфокусированный луч разогревает до высокой температуры небольшой участок материала на всю глубину листа. Расплавленный, выпаренный или химически разрушенный материал далее выдувается из реза сопутствующим (режущим) газом высокого давления.
При разрезании некоторых материалов, (например углеродистых сталей) сопутствующий газ ускоряет резку, генерируя процесс горения металла, подобно процессу при газоплазменной резке. Режущая головка перемещается, и луч с помощью подвижной системы зеркал доставляется до нее, или лист перемещается относительно головки, таким образом, и производится раскрой. В твердотельных лазерах, для передачи луча используются оптоволоконные системы вместо зеркал. Однако для газового лазера, с его большей длиной волны излучения это невозможно.
В данной установке используется твердотельный лазер. Преимущества его перед газовым лазером в том, что газовые потребляют дополнительные материалы в виде лазерного газа производящего излучение, фокусирующие линзы газовых лазеров имеют большую цену в виду невозможности использовать обычное стекло, в установках твердотельных лазеров для передачи излучения может использоваться оптоволокно, что уменьшает общую стоимость установки и ее обслуживания, режущие головки газовых лазеров подвержены большему износу и риску повреждения в виду большего пятна фокуса.
Преимущества его перед газовым лазером в том, что газовые потребляют дополнительные материалы в виде лазерного газа производящего излучение, фокусирующие линзы газовых лазеров имеют большую цену в виду невозможности использовать обычное стекло, в установках твердотельных лазеров для передачи излучения может использоваться оптоволокно, что уменьшает общую стоимость установки и ее обслуживания, режущие головки газовых лазеров подвержены большему износу и риску повреждения в виду большего пятна фокуса.
Технические характеристики
|
Параметр
|
Значение
|
|
Тип лазера
|
твердотельный
|
|
Длина волны
|
1064NM
|
|
Макс. мощность лазера
|
600W
|
|
Макс.
|
100мм/сек
|
|
Мин. ширина реза
|
0.15мм
|
|
Точность повторения
|
±0.02мм
|
|
Частота импульса
|
50-500Гц
|
|
Рабочая площадь
|
3000×1500мм
|
|
Толщина обрабатываемого материала
|
≤12мм
|
|
Система управления
|
ЧПУ
|
|
Позиционирование
|
Инфракрасное
|
|
Полная мощность
|
≤20кВт
|
|
Питание
|
380V/50HZ/60HZ/60A
|
 скорость резки
скорость резкиВозможности установки лазерной резки
Стоимость оборудования
В стоимость включен шефмонтаж, наладка.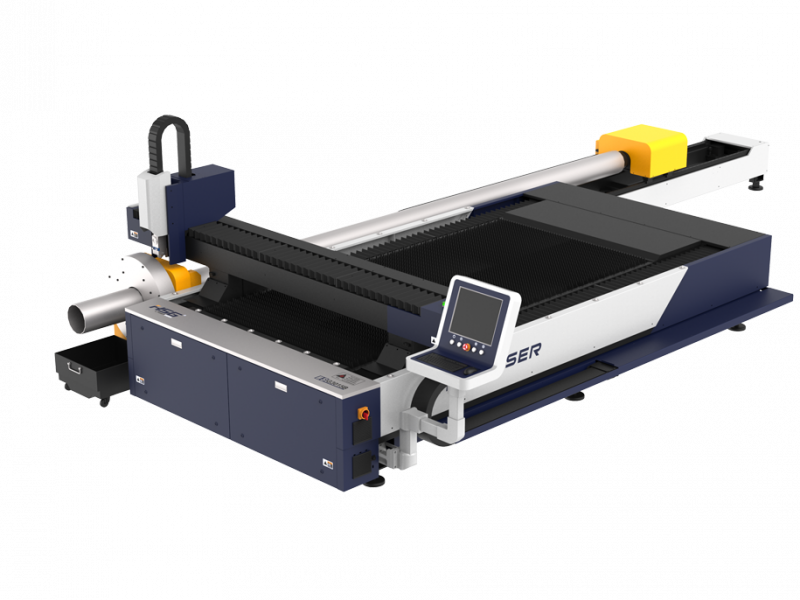
Страна производитель — КНР.
Порядок расчетов
- 50% — авансовый платеж в течение 5 банковских дней с момента подписания договора.
- 45% — в течение 5 банковских дней с момента письменного уведомления о готовности оправки оборудования на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью поставщика.
- 5% — после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки
70 календарных дней с момента получения авансового платежа.
2022 Лучшие лазерные резаки и станки для резки металла на продажу
Вы с нетерпением ждете возможности сделать что-то своими руками или купить недорогой лазерный резак по металлу для нержавеющей стали, углеродистой стали, инструментальной стали, оцинкованной стали, пружинной стали, алюминия, меди, латуни, сплава, производство серебра, золота, железа, титана, хрома, марганца, кобальта, никеля, свинца и других металлов в США, Великобритании, ОАЭ, Канаде, Австралии, России, Южной Африке, Китае, Индии или других странах Азии, Европы, Северной Америки , Южная Америка, Африка и Океания? Ознакомьтесь с руководством по покупке лучших станков для лазерной резки металла 2022 года для слесарей, производителей металла, операторов, машинистов, начинающих любителей, малого бизнеса, домашнего магазина, школьного образования, коммерческого использования и промышленного производства. станки для резки с индивидуальной услугой лазерной резки металла, чтобы соответствовать вашим идеям, проектам и планам автоматической лазерной резки металла с ЧПУ.
станки для резки с индивидуальной услугой лазерной резки металла, чтобы соответствовать вашим идеям, проектам и планам автоматической лазерной резки металла с ЧПУ.
Что такое лазерная резка металла?
Лазерный резак по металлу представляет собой автоматический станок для лазерной резки с ЧПУ для листового металла, металлических пластин, металлических профилей, металлических труб и металлических труб, который является лучшим решением для резки металла для производителей металла. Лазерные станки для резки металла доступны для 2D/3D проектов резки металла из нержавеющей стали, оцинкованной стали, углеродистой стали, низкоуглеродистой стали, холоднокатаной стали, горячекатаной стали, меди, латуни, сплавов, железа, серебра, золота, титана, алюминия, бронзы. . Станки для лазерной резки металла оснащены станиной, источником питания лазера, лазерным генератором, отражателем, лазерной режущей головкой, охладителем воды, панелью управления и системой ЧПУ (ЧПУ).
Как работает станок для лазерной резки металла?
Энергия лазера концентрируется в луч высокой плотности в виде света. Лазерный луч передается на рабочую поверхность, выделяя достаточно тепла для плавления материала, а газ высокого давления, коаксиальный с лучом, непосредственно удаляет расплавленный металл для достижения цели резки металла. Это показывает, что лазерная резка металла существенно отличается от обработки на станках с ЧПУ.
Лазерный луч передается на рабочую поверхность, выделяя достаточно тепла для плавления материала, а газ высокого давления, коаксиальный с лучом, непосредственно удаляет расплавленный металл для достижения цели резки металла. Это показывает, что лазерная резка металла существенно отличается от обработки на станках с ЧПУ.
Станок для лазерной резки металла представляет собой интеллектуальную систему резки металла, в которой используется луч CO2 или волоконного лазера, излучаемый лазерным генератором, для фокусировки на условиях излучения лазерного луча с высокой плотностью мощности через систему внешней цепи. Лазерное тепло поглощается материалом заготовки, и температура заготовки резко возрастает. После достижения точки кипения материал начинает испаряться и образовывать отверстия, поскольку относительное положение луча и заготовки перемещается, что в конечном итоге приводит к образованию щели в материале. Технологические параметры (скорость резки, мощность лазера, давление газа и др. ) и траектория движения при резке контролируются системой ЧПУ, а шлак на разрезе сдувается вспомогательным газом с определенным давлением.
) и траектория движения при резке контролируются системой ЧПУ, а шлак на разрезе сдувается вспомогательным газом с определенным давлением.
При лазерной резке металла также добавляется вспомогательный газ, подходящий для разрезаемого материала. При резке стали кислород должен использоваться в качестве вспомогательного газа для осуществления экзотермической химической реакции с расплавленным металлом для окисления материала, помогая при этом выдувать шлак из щели. Для металлических деталей с высокой точностью обработки азот может использоваться в качестве вспомогательного газа в промышленности.
Для чего используются станки для лазерной резки металла?
Станок для лазерной резки металла представляет собой автоматизированный режущий инструмент, используемый для промышленного производства металлических изделий, школьного образования, малого бизнеса, домашнего бизнеса, небольшого магазина и домашнего магазина для изготовления листового металла, авиации, космических полетов, электроники, электроприборов, кухонной утвари, автозапчасти, канцтовары, мебель кухонная столовая, детали метро, автомобили, машины, прецизионные компоненты, корабли, металлургическое оборудование, лифт, бытовая техника, металлические знаки, металлические логотипы, металлические бирки, металлические профили, металлические буквы, металлические слова, изделия из металла , изделия из металла, подарки из металла, изготовление металлических инструментов, металлическая фольга, украшения, реклама и другие отрасли металлообработки.
Большинство органических и неорганических материалов можно резать лазером. В металлообрабатывающей промышленности, которая занимает большое место в промышленном производстве, многие металлические материалы, независимо от их твердости, можно резать без деформации (использование самого современного лазерного резака для резки металла толщиной около 20 мм). Конечно, для материалов с высокой отражательной способностью, таких как золото, серебро, медь и алюминиевые сплавы, они также являются хорошими проводниками теплопередачи, поэтому лазерная резка затруднена или даже невозможна (некоторые сложные материалы можно резать с помощью импульсных лазерных лучей, из-за к чрезвычайно высокой пиковой мощности пульсовой волны, коэффициент поглощения материала для луча будет резко возрастать мгновенно).
Металлические лазерные резаки могут резать нержавеющую сталь, углеродистую сталь, инструментальную сталь, оцинкованную сталь, пружинную сталь, сплав, железо, алюминий, медь, латунь, серебро, золото, титан, никель, марганец, кобальт, хром, свинец и другие металлы. в хобби, домашнем бизнесе, небольшом магазине, коммерческом использовании и промышленном производстве.
в хобби, домашнем бизнесе, небольшом магазине, коммерческом использовании и промышленном производстве.
Нержавеющая сталь
Для обрабатывающей промышленности, в которой преобладают листы из нержавеющей стали, лазерный резак по металлу является эффективным режущим инструментом. Когда подвод тепла при лазерной резке строго контролируется, ширина зоны термического влияния на обрезной кромке может быть ограничена, что обеспечивает хорошую коррозионно-стойкую нержавеющую сталь. Лазерная резка нержавеющей стали использует энергию, высвобождаемую при воздействии лазерного луча на поверхность стального листа, для расплавления и испарения нержавеющей стали. Для обрабатывающей промышленности, где в качестве основного компонента используются листы из нержавеющей стали, лазерная резка нержавеющей стали является быстрым и эффективным методом резки. Важными параметрами процесса, влияющими на качество резки нержавеющей стали, являются скорость резки, мощность лазера, давление воздуха и так далее.
Углеродистая сталь
Толщина лазерной резки пластины из углеродистой стали может достигать 70 мм, щель углеродистой стали, вырезанная механизмом резки оксидным флюсом, может контролироваться в пределах удовлетворительного диапазона ширины, а щель тонкой пластины может быть сужается примерно до 0,1 мм.
Медь и сплавы
Чистая медь (фиолетовая медь) имеет слишком высокую отражательную способность, для лазерной резки латуни (медного сплава) следует использовать более высокую мощность лазера, вспомогательный газ, использующий воздух или кислород, может резать более тонкие листы. Чистая медь и латунь обладают высокой отражательной способностью и очень хорошей теплопроводностью. Чистую медь и латунь можно резать только тогда, когда в системе установлено устройство «отражающего поглощения», иначе отражение разрушит оптические компоненты.
Алюминий и сплавы
Лазерная резка алюминиевых пластин легко выполняется с помощью волоконных лазеров, которые обладают высокой производительностью при резке алюминия или алюминиевых сплавов.
Никель и сплавы
Они также известны как жаропрочные сплавы многих типов, большинство из них можно подвергать лазерному оксидированию и флюсовой резке с хорошим разрезом.
Титан и сплавы
Чистый титан может хорошо сочетаться с тепловой энергией, преобразованной сфокусированным лазерным лучом. Когда в качестве вспомогательного газа используется кислород, химическая реакция протекает бурно, а скорость резания высока, но легко образуется оксидный слой на режущей кромке, что также может привести к пережогу. Поэтому использование воздуха в качестве вспомогательного газа может обеспечить качество резки. Лазерная резка титановых сплавов широко используется в авиастроении. Титановые пластины режутся азотом и азотом в качестве рабочих газов.
Сколько типов станков для лазерной резки металла?
Лазерные станки для резки металла также известны как лазерные станки для резки металла, станки для лазерной резки металла, станки для лазерной резки металла, станки для лазерной резки металла, инструменты для лазерной резки металла, столы для лазерной резки металла, системы лазерной резки металла, оборудование для лазерной резки металла. Лазерные резаки по металлу делятся на волоконные лазерные резаки для металла, СО2-лазерные резаки для металла в зависимости от источника лазерного излучения. Лазерные станки для резки металла делятся на станки для лазерной резки листового металла, планшетные станки для лазерной резки металла, станки для лазерной резки труб и комбинированные станки для лазерной резки листового металла и металлических труб в зависимости от области применения.
Лазерные резаки по металлу делятся на волоконные лазерные резаки для металла, СО2-лазерные резаки для металла в зависимости от источника лазерного излучения. Лазерные станки для резки металла делятся на станки для лазерной резки листового металла, планшетные станки для лазерной резки металла, станки для лазерной резки труб и комбинированные станки для лазерной резки листового металла и металлических труб в зависимости от области применения.
Как выбрать лучший лазерный резак для металла?
Если вы работаете в сфере производства металлоконструкций, вам может понадобиться лазерный резак для металла. Ознакомьтесь с тремя типами лазерных станков для резки металла, которые соответствуют вашим требованиям к изготовлению металла:
1. Лазерные станки для резки листового металла.
2. Лазерные труборезы.
3. Лазерные резаки двойного назначения для листового металла и металлических труб.
Сколько стоит лазерный резак по металлу?
Если у вас возникла идея купить дешевый лазерный резак для металла в местном магазине, вы можете задаться вопросом, как получить справедливую цену? В соответствии с различными лазерными источниками, мощностью лазера, программным обеспечением для лазера, системой привода, системой управления, запасными частями, другим оборудованием и программным обеспечением.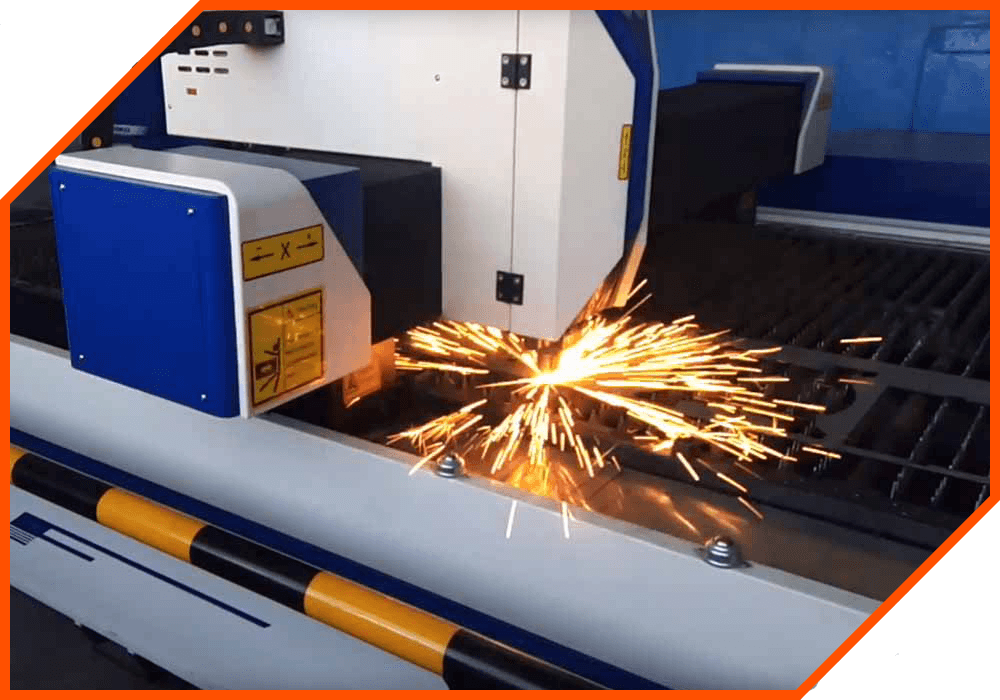
Согласно данным Amazon, eBay, Google Shopping и STYLECNC, средняя общая стоимость станка для лазерной резки металла в мире составляет 26 800 долларов США.
Стоимость станка для резки металла с волоконным лазером составляет от 24 000,00 до 279 000,00 долларов США. Стоимость станка для лазерной резки металла CO2 составляет от 8 000 до 20 000 долларов США.
Большинство станков для лазерной резки листового металла начального уровня стоят от 8000 долларов США с маломощной лазерной трубкой CO2 мощностью 300 Вт для любителей, энтузиастов, домашнего использования и малого бизнеса, в то время как некоторые высокоточные станки для лазерной резки листового металла могут быть такими же дорогими. как 279,000,00 с более мощным 12000 Вт волоконным лазерным источником IPG для коммерческого использования. Стоимость профессионального автоматического лазерного станка для резки труб начинается от 50 000 долларов США с источником питания для волоконного лазера мощностью 1000 Вт, 2000 Вт, 3000 Вт для большинства типов металлических труб.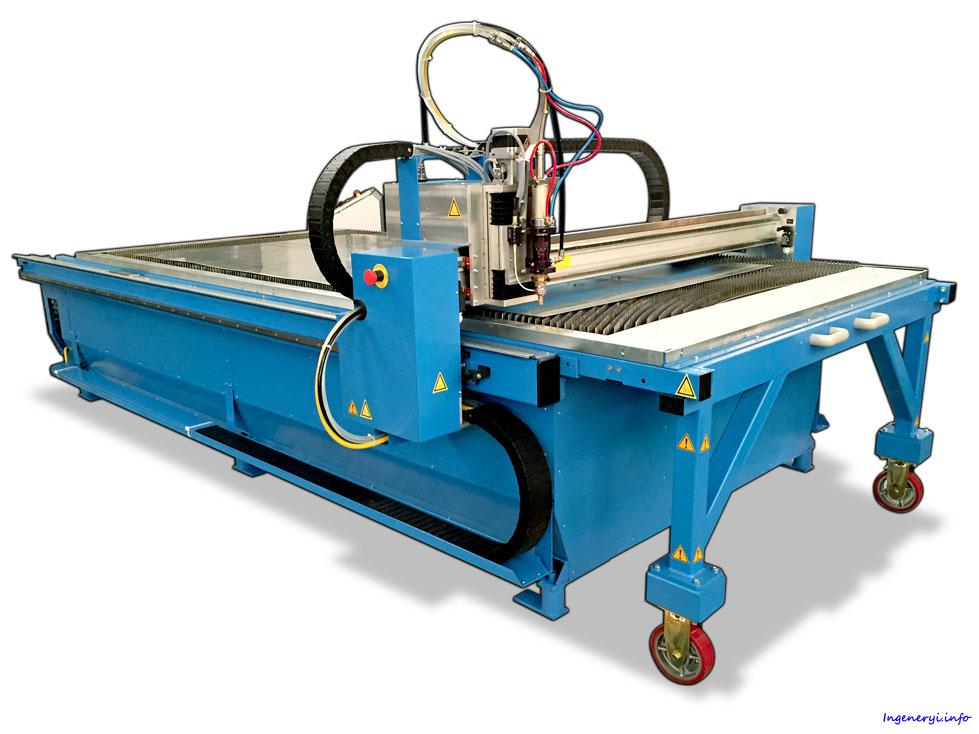 Продаются универсальные станки для лазерной резки труб и листового металла по цене от 42 500,00 до 116 000,00 долларов США для изготовления металла двойного назначения с контроллером ЧПУ в промышленном производстве.
Продаются универсальные станки для лазерной резки труб и листового металла по цене от 42 500,00 до 116 000,00 долларов США для изготовления металла двойного назначения с контроллером ЧПУ в промышленном производстве.
Если вы хотите купить товар за границей, в окончательную цену должны быть включены налоги, таможенное оформление и стоимость доставки.
Technical Parameters — Specifications
| Brand | STYLECNC | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Model | ST-FC6040, ST-FC1390, ST-FC1325, ST-FC2060, ST-FC3015, ST-FC4020, STJ1325M, STJ1390M, STJ1610M, ST-18R | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Laser Type | Fiber Laser, CO2 Laser | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Laser Power | 300W, 1000W, 1500W, 2000W, 3000W, 4000W, 6000W, 8000W, 10000W, 12000W, 15000W, 20000W, 30000 Вт, 40000 Вт | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Размеры стола | 2′ x 3′, 2′ x 4′, 4′ x 4′, 4′ x 8′, 5′ x 10′, 6′ x 12′ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Длина волны лазера | 1064 NM | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Система охлаждения | Водяной чиллер | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Макс.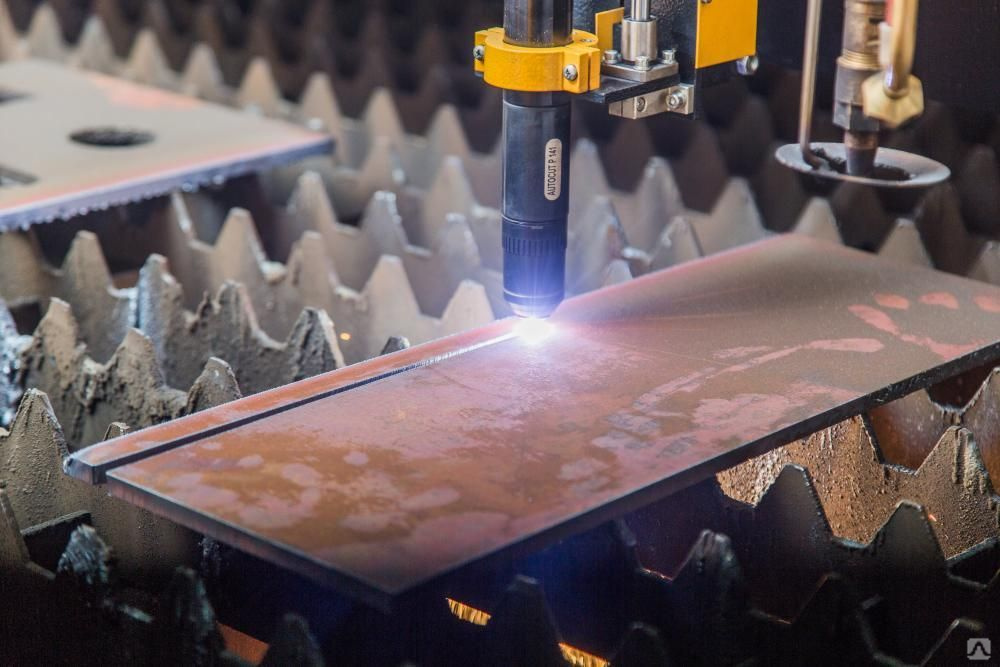 Нержавеющая сталь, инструментальная сталь, углеродистая сталь, пружинная сталь, оцинкованная сталь, алюминий, латунь, медь, сплав, железо, серебро, золото, хром, титан, кобальт, марганец, свинец, никель Нержавеющая сталь, инструментальная сталь, углеродистая сталь, пружинная сталь, оцинкованная сталь, алюминий, латунь, медь, сплав, железо, серебро, золото, хром, титан, кобальт, марганец, свинец, никель | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диапазон цен | $8 000,00 — $279 000,00 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гарантия | 3 года | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 Вы можете совершать большую часть покупок в Интернете, выполнив 8 описанных ниже шагов. Давайте проведем вас через каждый шаг процесса покупки лазерного резака по металлу.
Вы можете совершать большую часть покупок в Интернете, выполнив 8 описанных ниже шагов. Давайте проведем вас через каждый шаг процесса покупки лазерного резака по металлу.
 В некоторых регионах мы также предлагаем услуги «от двери до двери» для всех типов станков для лазерной резки металла.
В некоторых регионах мы также предлагаем услуги «от двери до двери» для всех типов станков для лазерной резки металла. скорость перемещения
скорость перемещения Высочайшая точность, надежность и качество моделей делают лазерные металлорежущие станки Wattsan востребованными во всем мире.
Высочайшая точность, надежность и качество моделей делают лазерные металлорежущие станки Wattsan востребованными во всем мире. Каждый тип терминала управления оснащен ЖК-дисплеем и панелью управления.
Каждый тип терминала управления оснащен ЖК-дисплеем и панелью управления.


 Широкая функциональность, совмещенные CAD и CAM, высокая отказоустойчивость, простота использования.
Широкая функциональность, совмещенные CAD и CAM, высокая отказоустойчивость, простота использования. 5 kW
5 kW

 Внешне очень похож на старый советский металлический набор. Имеет универсальные детали, которые можно собирать в разнообразные модели, не похожие друг на друга. Существуют серии «Малыш», «Юниор», «Техник», «Самоделкин», «Гений», рассчитанные на различный возраст мальчишек и разный уровень технической сложности. Металлические детали — цветные. Производство — Россия.
Внешне очень похож на старый советский металлический набор. Имеет универсальные детали, которые можно собирать в разнообразные модели, не похожие друг на друга. Существуют серии «Малыш», «Юниор», «Техник», «Самоделкин», «Гений», рассчитанные на различный возраст мальчишек и разный уровень технической сложности. Металлические детали — цветные. Производство — Россия.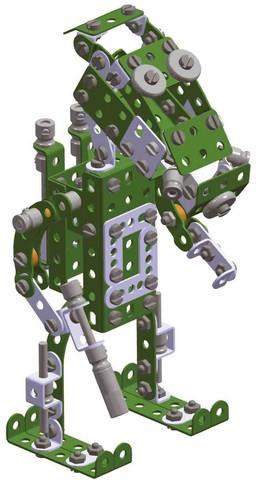 Комплектуется гаечным ключом и отверткой. Производство — Великобритания.
Комплектуется гаечным ключом и отверткой. Производство — Великобритания.| Марка | Название | Рекомендуемый возраст, лет | Количество деталей, шт | Примерная цена, руб |
| Meccano | Боевой вертолет | от 10 | 374 | 5450 |
| Самоделкин | Малыш | от 4 | 74 | 400 |
| Юниор | от 4 | 124 | 450 | |
| Самоделкин С-30 | от 6 | 184 | 580 | |
| Юный гений №2 | от 6 | 228 | 700 | |
| Rinzo | Грузовик | от 6 | 224 | 820 |
| Экскаватор и подъемник | от 6 | 132 | 660 | |
| Десятое королевство | Набор №5 | 6-10 | – | 250 |
| Джип | от 7 | 383 | 680 |
При выборе металлического набора конструктора, учитывайте не только возрастную категорию, на которую он рассчитан, но и индивидуальные особенности своего ребенка.
Сложный набор Meccano Evolution
Видео
Данное видео расскажет Вам какой выбрать металлический конструктор для мальчика.
Ребятам до 3-х лет стоит выбирать конструкторы из безопасных крупных текстильных или пластиковых элементов, а максимально порадовать помогут забавные детские интерактивные игрушки.
Несмотря на большую популярность пластмассовых комплектов типа «LEGO», металлические наборы для мальчиков становятся с каждым годом все востребованнее. Производители придумывают новые модели, придают им большую реалистичность, что неизменно сказывается на продажах. А по стоимости металлические конструкторы намного доступнее своих пластиковых собратьев.
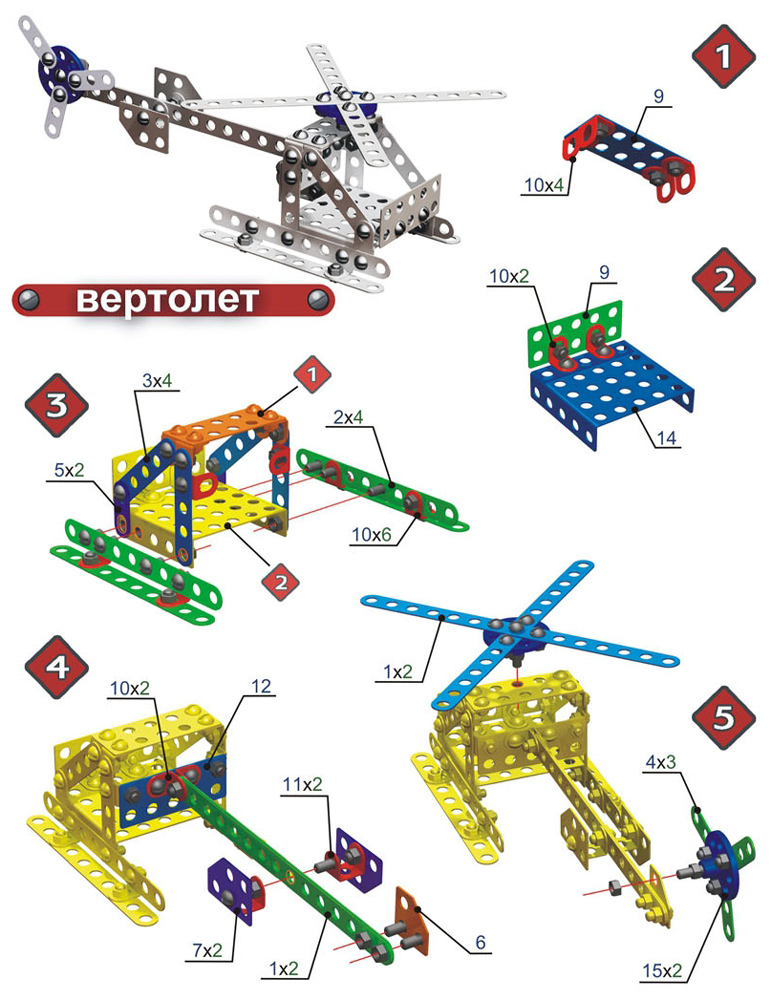
Конструктор металлический «Воздушный транспорт ТехноК». Набор для конструирования с различными способами соединения деталей, арт.
 1042. Интелком
1042. Интелком
Купить в интернет-магазине
| Категория | Конструкторы > Конструктор металлический |
| Артикул | 1042 |
| Вес | 830 г |
| Габаритные размеры | 31 х 24.5 х 4.5 см |
| Размеры упаковки | 54 х 32 х 24 см |
| Количество в упаковке | 11 |
| Возраст | 5+ |
| Штрихкод | 4823037601042 |
Купить в интернет-магазине
Описание
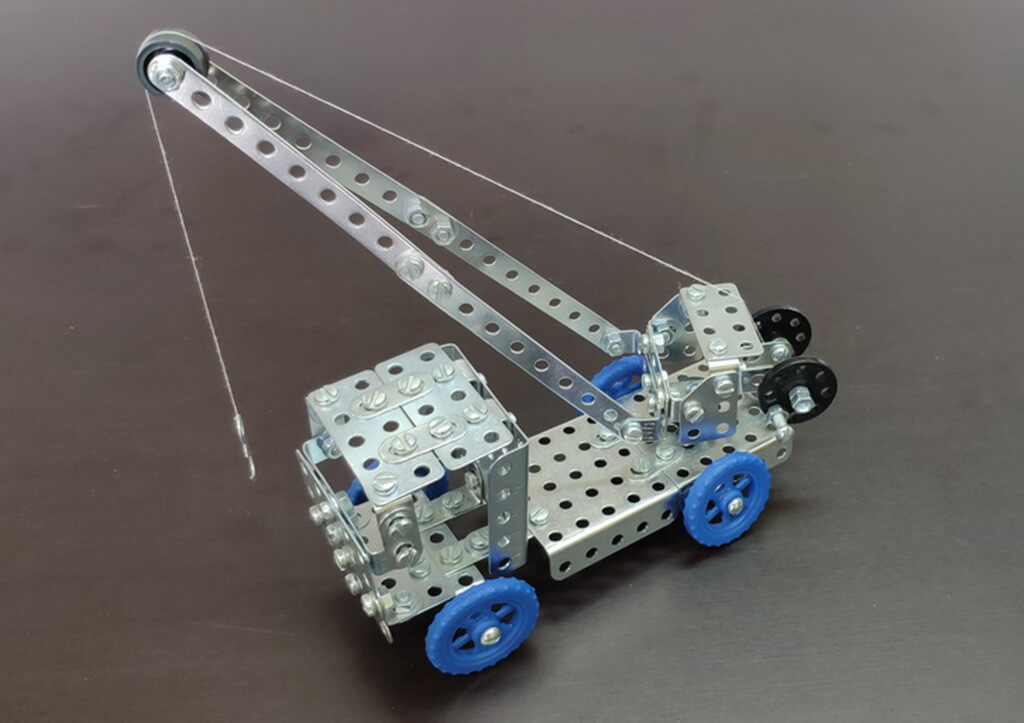
Традиция металлических конструкторов берет свое начало в далеком 18 в. На этих конструкторах выросло множество поколений известных изобретателей, механиков и инженеров. Благодаря игрушке мальчишки (и девочки) приобретают первые навыки соединения деталей винтами, гайками, работы отверткой и ключами. Они собственными руками создают настоящие «работающие» модели: разнообразные автомобили, вертолет, кран, трактор, поезд, внедорожник, танк, мотоцикл и многое другое техники.
Работа с конструктором:
-
вызывает у детей интерес к работе машин и механизмов; -
дает базовые понятия о взаимодействии отдельных частей; -
знакомит с техническими названиями деталей, простыми чертежами и схемами; -
развивает навыки логического мышления, пространственное воображение, внимательность и фантазию.
Металлические конструкторы используются на уроках в начальной школе как наборы для конструирования с разными способами соединения (НУШ). Набирающая обороты новейшая методика STEM (Science, Technology, Engineering, Mathematics) активно применяет такие конструкторы в образовательном процессе. Например, можно собрать модель молекулы, цветка, ветряка или динозавра. Ребёнок не просто знакомится с новыми направлениями развития точных наук и инженерии, а учится реализовывать изученное на практике.
Металлические конструкторы ТехноК отличаются высоким качеством и разнообразием деталей, интересным сочетанием металлических и пластиковых запчастей.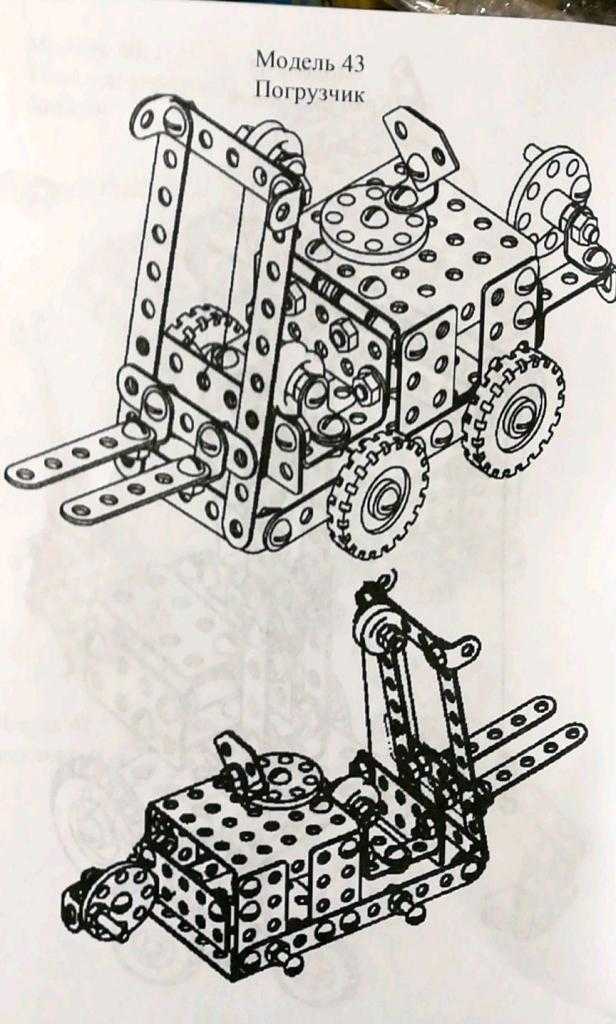 В каждом наборе есть отвертки и ключи для сборки моделей. В помощь юным механикам – цветная, подробная пошаговая инструкция, которую можно скачать с нашего корпоративного сайта.
В каждом наборе есть отвертки и ключи для сборки моделей. В помощь юным механикам – цветная, подробная пошаговая инструкция, которую можно скачать с нашего корпоративного сайта.
Особое внимание следует уделить подробной видео инструкции на YouTube канале. Кроме того, малый изобретатель может придумать собственные варианты сборки и новые интересные модели. Творческая работа является основой развития креативного мышления ребенка.Игры с конструктором ТехноК принесут много пользы и будут интересны не только малышам, но и взрослым.
Металлический конструктор «Фермерская техника ТехноК» (253 деталей) с расширенными дизайнерскими возможностями благодаря интересным разноцветным пластиковым деталям. Преимущество игрушки — металлические детали разных цветов.
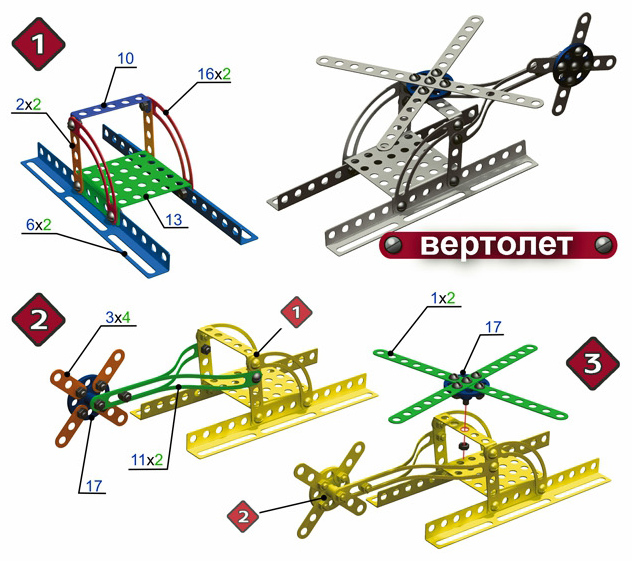
Инструкция металлического конструктора «Воздушный транспорт Технок» содержит описание 8 моделей:
— самолет,
— вертолет (модель №1),
— истребитель,
— аэроплан,
— гидроплан,
— вертолет (модель №2),
— самолет (модель №2), и т. д.
д.
Упаковка — яркая коробка.
Инструкция
Скачать инструкцию
Руководство по сборке металлического здания
Март
Строительные проекты традиционно были трудоемкими предприятиями, на выполнение которых требовалось от нескольких недель до месяцев. Использование металла упростило строительство более прочных, надежных и экономичных зданий. Несмотря на эти достижения, некоторые поставщики металлоконструкций по-прежнему требуют, чтобы вы нанимали подрядчиков и арендовали дорогостоящее специализированное оборудование. В Toro многие из наших металлических строительных наборов достаточно просты, поэтому вам не нужно нанимать постороннюю помощь. Это означает, что вам не нужно будет покупать неожиданные дополнительные инструменты и материалы или замедлять строительство.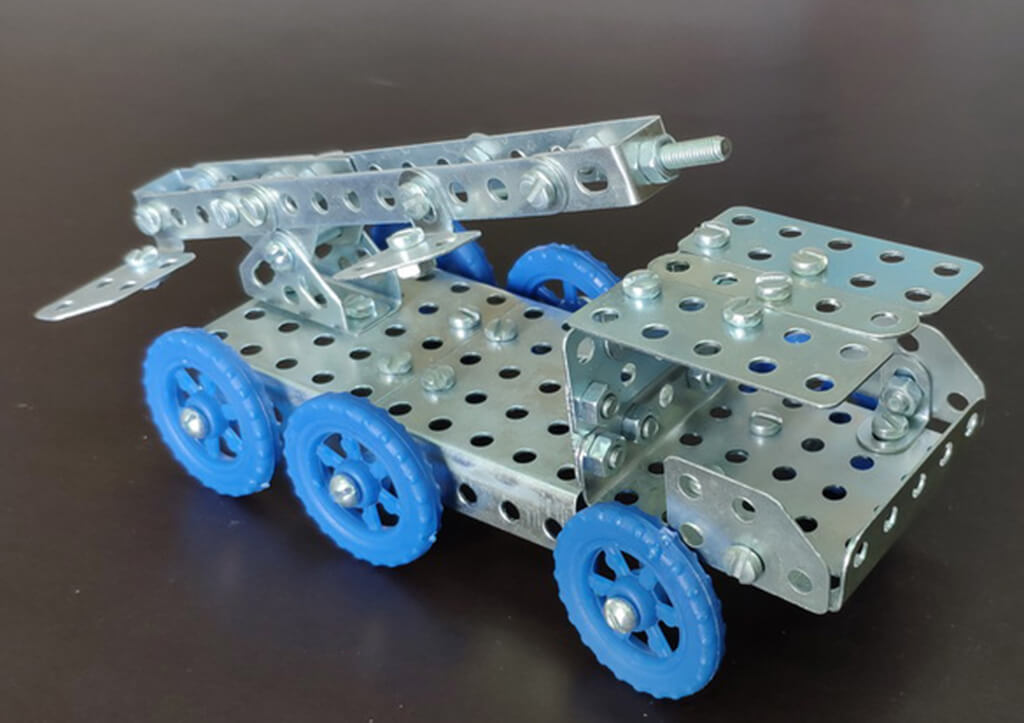
Мы в Toro гордимся тем, что:
- Предоставляем лучшие в отрасли комплекты металлических конструкций.
- Наш опыт проектирования и сборки позволяет вам работать напрямую с нашими дизайнерами и инженерами.
- Предлагая аутентичный опыт строительства своими руками без специальных инструментов, оборудования или навыков, необходимых для многих наших металлических зданий.
На что следует обратить внимание при сборке наших металлических строительных комплектов
Наши сборные металлические здания доставляются на место нарезанными по размеру, сваренными и четко маркированными, готовыми к сборке. Когда строительный комплект прибудет, все, что вам нужно сделать, это выгрузить материалы и начать сборку комплекта на заранее подготовленном фундаменте. Ниже приведены некоторые советы и рекомендации, которые следует учитывать при разгрузке, обращении и сборке металлического строительного комплекта.
Разгрузка
- Очистить место работы.
 Убедитесь, что у вас достаточно места для грузовика, чтобы получить доступ к вашему фундаменту и хранить строительные материалы после доставки.
Убедитесь, что у вас достаточно места для грузовика, чтобы получить доступ к вашему фундаменту и хранить строительные материалы после доставки. - Носите защитное снаряжение, включая защитную обувь, перчатки, шлем и защитные очки.
- Спланируйте, как вы собираетесь выгружать строительные материалы из грузовика.
- Помните, что безопасность превыше всего и что материалы, с которыми меньше всего обращаются, являются самыми безопасными. Спланируйте, где каждая часть строительного комплекта будет размещена после того, как она будет снята с грузовика. Разгружайте таким образом, чтобы было легко доставить материалы туда, где они должны быть.
- Имейте четкое представление о том, что находится в каждой пачке, прежде чем начать разгрузку, чтобы точно знать, где ее разместить.
- Имейте под рукой 2×4. Вы не хотите размещать материалы прямо на земле, где грязь или вода могут их повредить.
- После доставки сборного металлического строительного комплекта тщательно осмотрите его, чтобы убедиться в отсутствии повреждений во время транспортировки, и сравните его с заказом на покупку. Если вы обнаружите какие-либо недостачи или повреждения, свяжитесь с нашей командой в течение 60 дней, и мы будем рады помочь.
 Убедитесь, что у вас достаточно места для грузовика, чтобы получить доступ к вашему фундаменту и хранить строительные материалы после доставки.
Убедитесь, что у вас достаточно места для грузовика, чтобы получить доступ к вашему фундаменту и хранить строительные материалы после доставки.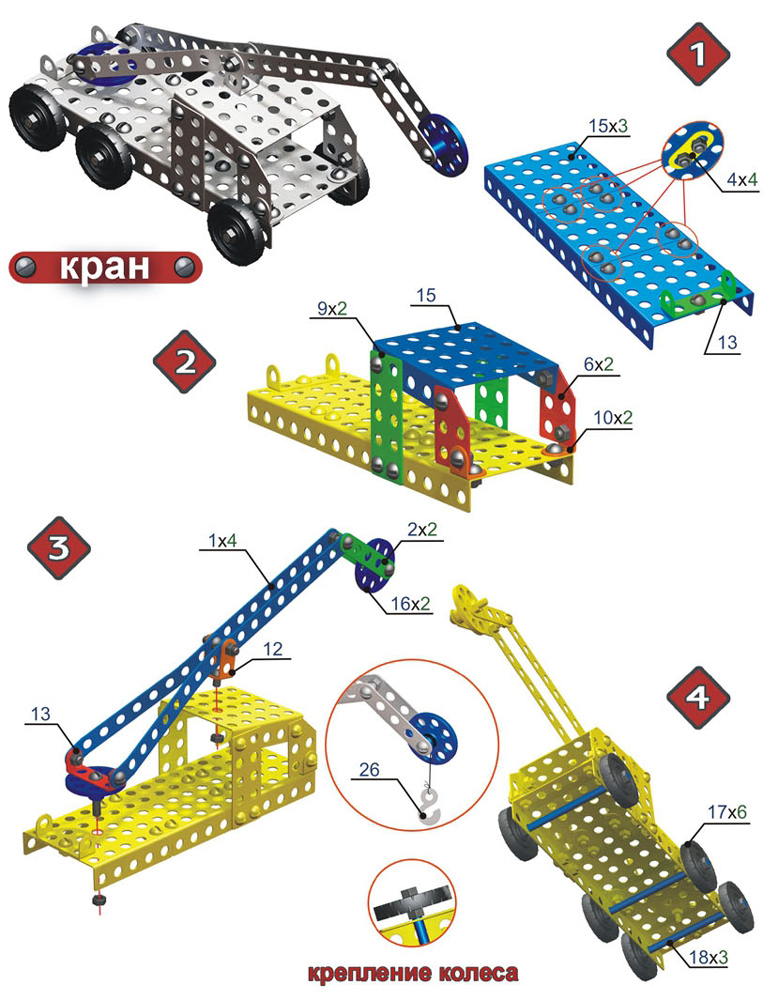 Если вы обнаружите какие-либо недостачи или повреждения, свяжитесь с нашей командой в течение 60 дней, и мы будем рады помочь.
Если вы обнаружите какие-либо недостачи или повреждения, свяжитесь с нашей командой в течение 60 дней, и мы будем рады помочь.Транспортировка и хранение
- Мы рекомендуем обращаться с строительным комплектом только в случае необходимости. Чем больше вы перемещаете материалов, тем выше риск повреждения и травмы.
- Не храните металлические листы в связках во избежание скопления влаги. Если что-то вроде ненастной погоды мешает вам сразу же приступить к сборке, убедитесь, что материалы остаются как можно более сухими. Мы рекомендуем держать их над землей, приподнять один конец, чтобы предотвратить скопление материалов, и накрыть материалы непластиковым брезентом.
Сборка
- Наши сборные металлические здания доставляются на объект с понятными пошаговыми инструкциями по сборке. Убедитесь, что вы внимательно прочитали эти инструкции и поняли их, прежде чем начать сборку.
- Хотя большинство наших арочных зданий и меньшие по размеру более простые здания с прямыми стенами легко собрать с ограниченными навыками и людьми, более крупные здания потребуют от вас помощи профессиональных подрядчиков. Если есть возможность завершить сборку без профессиональной помощи, убедитесь, что у вас достаточно людей для безопасного выполнения проекта. Хотя вам не нужно быть экспертом, убедитесь, что вы понимаете инструкции по сборке, правила техники безопасности и носите надлежащее защитное снаряжение.
- Наслаждайтесь процессом. Строительные проекты часто могут быть очень изнурительными. Поэтому обязательно сделайте несколько шагов назад и полюбуйтесь сооружением, которое построили сами.
 Если есть возможность завершить сборку без профессиональной помощи, убедитесь, что у вас достаточно людей для безопасного выполнения проекта. Хотя вам не нужно быть экспертом, убедитесь, что вы понимаете инструкции по сборке, правила техники безопасности и носите надлежащее защитное снаряжение.
Если есть возможность завершить сборку без профессиональной помощи, убедитесь, что у вас достаточно людей для безопасного выполнения проекта. Хотя вам не нужно быть экспертом, убедитесь, что вы понимаете инструкции по сборке, правила техники безопасности и носите надлежащее защитное снаряжение.Часто задаваемые вопросы о наших сборных металлических зданиях
Что включено в мое предложение по набору стальных конструкций?
Toro предлагает реальные цены. Это означает, что окончательная цена, которую вы платите за свое металлическое здание, представляет собой общую стоимость здания, которое будет спроектировано в точном соответствии с вашим местоположением, а также стоимость любых дополнительных запросов, таких как изоляция металлического здания. Мы работаем с каждым клиентом индивидуально, чтобы удовлетворить его уникальные требования и предоставить наиболее точную и правдивую цену для своего проекта.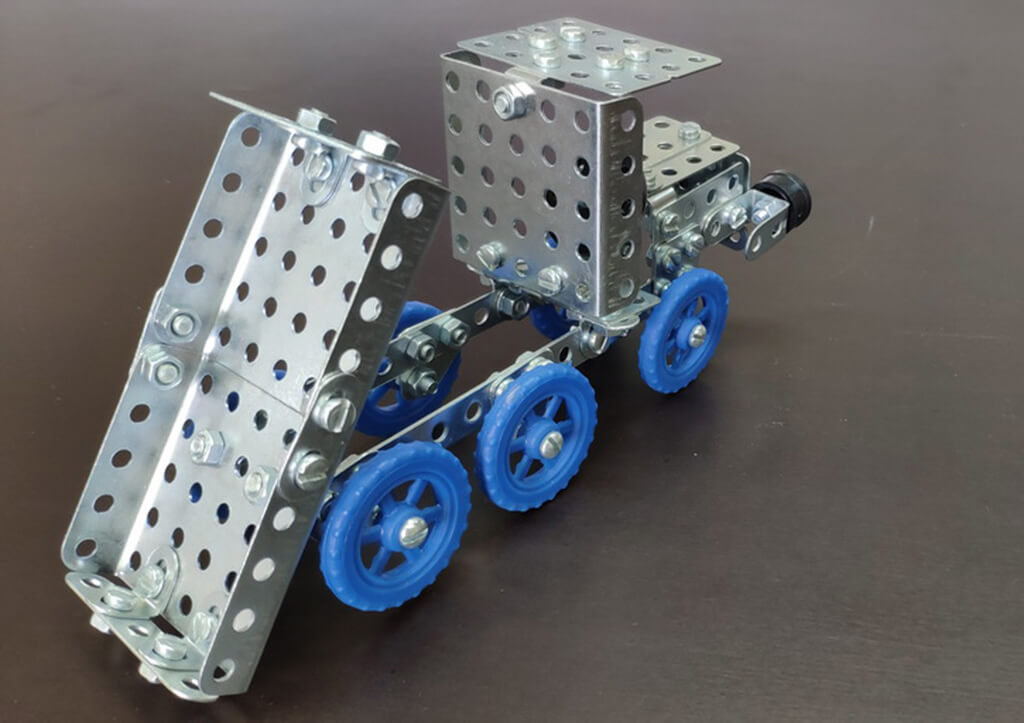
Какие варианты и варианты отделки вы предлагаете?
Мы предлагаем широкий выбор отделки и вариантов конструкции для удовлетворения ваших потребностей и предпочтений. Наша очень находчивая команда работает непосредственно с вами, чтобы помочь вам выбрать любую отделку и аксессуары, которые применимы к вашему выбору конструкции.
Сборные дома дорогие?
Нет. На самом деле все совсем наоборот. Сборные стальные здания являются одним из самых экономичных строительных решений, доступных на сегодняшний день. Что касается материалов, стальные здания разрабатываются специально для вашего проекта, а это значит, что вы покупаете только те материалы, которые вам нужны, и ничего больше. Это также означает, что вы экономите деньги на уборке мусора во время и после строительства. Сборные стальные здания также легче и быстрее строить, что позволяет вам сэкономить время и трудозатраты . Наконец, стальные здания очень долговечны, что означает пожизненную экономию средств на ремонт и техническое обслуживание.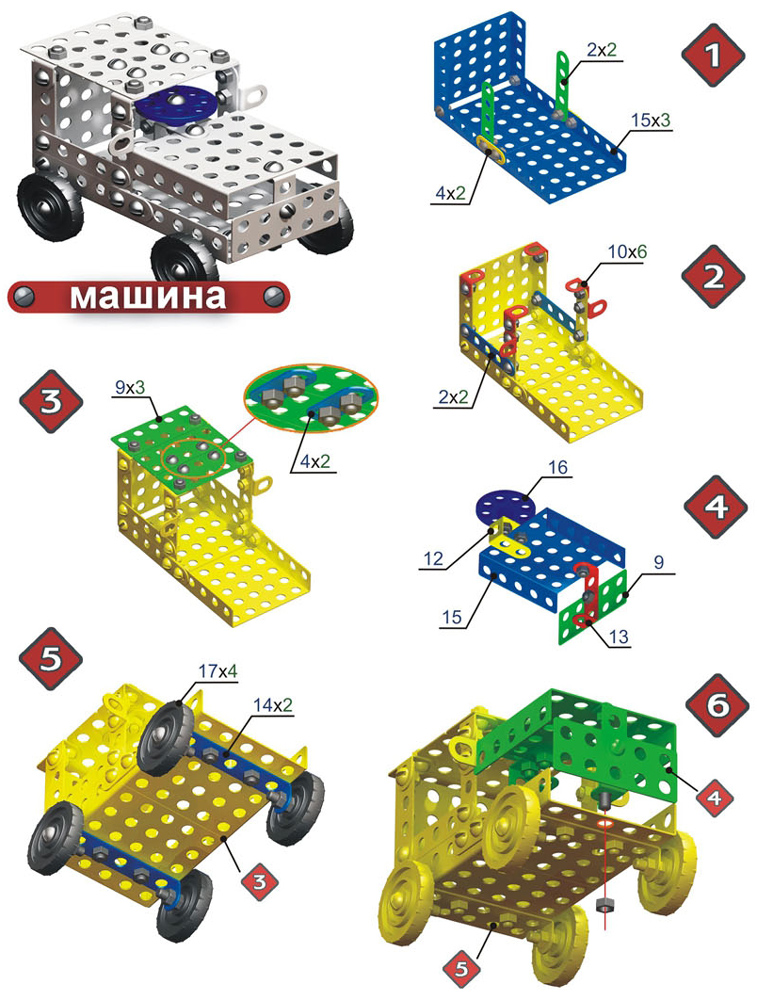
Нужен ли фундамент для сборного дома?
Прежде чем приступить к строительству, вам необходимо убедиться, что земля, на которой вы собираетесь возвести здание, ровная и прочная с фундаментом. Это чрезвычайно важно и повлияет на то, столкнетесь ли вы с проблемами в будущем. Сдвиги стен, протечки и другие структурные проблемы могут возникнуть, если фундамент заложен неправильно.
Мы предлагаем легкие в сборке металлические здания
Мы понимаем, что у вас есть много вариантов для строительных компаний в Онтарио. Вот почему мы делаем все возможное, чтобы предоставить вам отличный опыт. Все наши конструкции спроектированы и построены в соответствии со строгим контролем качества и стандартами, чтобы гарантировать, что мы поставляем для вас лучший продукт по отличным ценам. Наши строительные решения имеют широкий спектр применения, отвечающий потребностям жилых и коммерческих помещений.
Когда вы заказываете у нас, наша специализированная команда дизайнеров, инженеров и специалистов по обслуживанию клиентов будет работать с вами от начала до конца, чтобы гарантировать, что вы получите максимальную отдачу от своих инвестиций. У нас также есть металлические здания для продажи, которые отвечают широкому спектру потребностей. Свяжитесь с нами сегодня, чтобы получить предложение для вашего следующего проекта.
У нас также есть металлические здания для продажи, которые отвечают широкому спектру потребностей. Свяжитесь с нами сегодня, чтобы получить предложение для вашего следующего проекта.
Как возвести стальное здание
Процесс возведения металлического здания временами может показаться утомительным и запутанным. Однако знание и выполнение каждого шага необходимо для сборки вашего металлического здания. Если вы решили приобрести металлическое здание под ключ, было бы неплохо ознакомиться с этапами его возведения.
Возведение собственного здания из стали может быть довольно простым делом, если у вас есть предварительные знания в области строительства. В любом случае, это все еще тяжелая задача, и она может быть очень сложной, если вы не знаете, что делаете. Обязательно соблюдайте правила техники безопасности, связанные с возведением вашего здания, и следуйте этим шагам для менее сложного подхода.
Шаг 1: Ознакомьтесь с инструкциями
Перед началом строительства обязательно просмотрите свои строительные чертежи и инструкции, чтобы лучше понять, как каждая часть будет соединяться вместе. Вы также должны обращаться к инструкциям на протяжении всего процесса.
Вы также должны обращаться к инструкциям на протяжении всего процесса.
Этап 2: Фундамент
Фундамент – один из важнейших элементов возведения металлического здания. Убедитесь, что поверхность, на которую будет уложена цементная плита, абсолютно плоская, чтобы болты можно было легко найти. Просмотрите инструкции, чтобы узнать, куда будут вставляться анкерные болты.
Обязательно измерьте плиту от центра каждого болта и между анкерными болтами, затем сравните эти измерения, чтобы убедиться, что они совпадают.
Чтобы убедиться, что плита имеет правильные размеры, измерьте расстояние от верхнего левого угла плиты до нижнего правого, а затем от верхнего правого до нижнего левого. Если эти два измерения равны, то ваша цементная плита имеет правильную форму. Это отличный совет для выявления любых проблем на ранней стадии, чтобы их можно было легко исправить.
Кроме того, убедитесь, что у вас есть необходимое количество гаек и шайб перед началом строительства.
Шаг 3: Каркас
Первая часть процесса каркаса начинается с колонн двутавровой балки и стропил. Поскольку эти здания «заранее спроектированы», все части будут вырезаны, пробиты и сварены для вас. Эти балки будут самыми тяжелыми и важными частями конструкции вашего металлического здания.
Перед креплением колонн убедитесь, что болты не залиты бетоном и установлены правильно. Всегда работайте от среднего отсека наружу и убедитесь, что каждая стойка выровнена, прежде чем продолжить. После того, как все четыре колонны центральной рамы будут стоять, вы захотите установить боковые балки на высоте 7 футов 6 дюймов. Затем можно приступать к сборке и соединению стропил для каждой секции в той же последовательности.
Шаг 4: Прогоны, прогоны и рамные проемы
После того, как вы установили основной каркас, вы можете начать добавлять стропильные рамы, карнизы, прогоны и оставшиеся стеновые прогоны, которые обеспечивают дополнительную поддержку стен и крыши.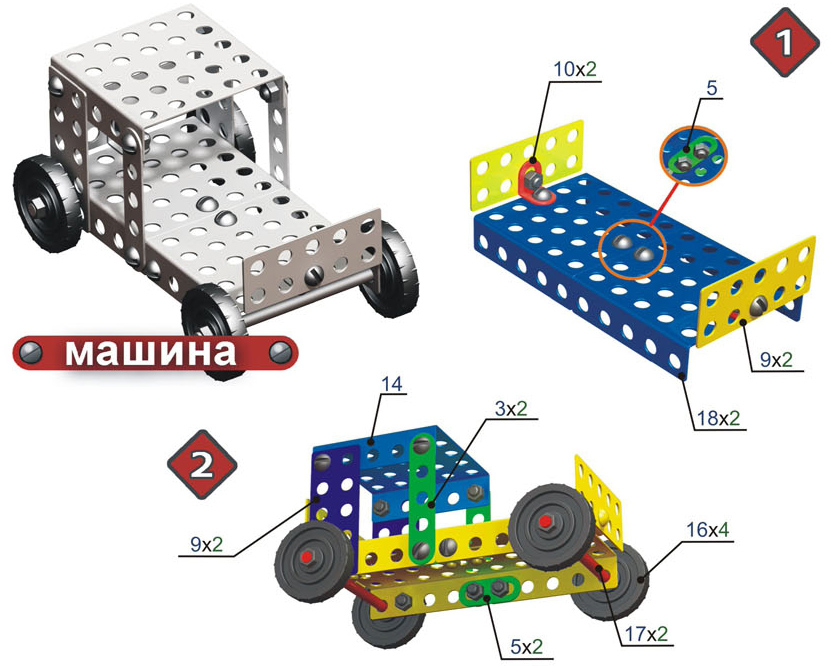 . Установите и оставьте временные распорки, чтобы удерживать раму на месте, пока вы не завершите обшивку стен на следующем шаге.
. Установите и оставьте временные распорки, чтобы удерживать раму на месте, пока вы не завершите обшивку стен на следующем шаге.
Поскольку забивные анкеры недостаточно прочны, вам следует использовать гвозди или анкеры-втулки. Затем продолжайте следовать вашим инструкциям, чтобы установить строительные принадлежности. Прикрепите косяк и отделку перемычки к проемам с помощью заклепок, прежде чем приступить к установке стен и крыши.
Шаг 5: Крыша и стены
К этому моменту большая часть каркаса должна быть завершена. Отсюда вы можете начать сосредотачиваться на изоляции, стенах и покрытии крыши. Просто прикрутите пленку к раме с помощью крепежных элементов. Более длинные застежки с меньшей резьбой соединяют панели с рамой. Более короткие застежки с большей резьбой, называемые стежковыми винтами, соединяют панели друг с другом.
При установке стекловолокна убедитесь, что вы носите соответствующую защитную одежду, такую как маска, и обрежьте все лишнее. Обязательно оставьте виниловую облицовку в покое. Затем сложите виниловую пленку обратно поверх стекловолокна, чтобы создать влагозащитный барьер на краю здания. Это послужит теплоизоляцией и предотвратит проникновение влаги в здание.
Затем сложите виниловую пленку обратно поверх стекловолокна, чтобы создать влагозащитный барьер на краю здания. Это послужит теплоизоляцией и предотвратит проникновение влаги в здание.
После того, как стены будут готовы, вы можете сосредоточиться на панелях крыши, где вы также можете не забыть включить защитную изоляцию. То же самое со стекловолокном, что вы сделали со стенами, и запечатайте каждый лист закрывающей лентой, чтобы создать водонепроницаемый барьер. Чтобы прикрепить нижнюю часть закрывающей планки к стойке карниза сразу за двусторонней лентой, используйте герметизирующую ленту.
Нанесите герметик на верхнюю часть закрывающей планки, чтобы прикрепить к ней кровельный лист. Оставьте защитную бумажную полоску на мастике, пока не будете готовы установить следующий лист. Будьте осторожны, чтобы изоляция не попала между листами крыши и закрывающей планкой. После того, как вы отклеите защитную бумажную полоску, вы можете установить следующий лист.
Шаг 6: Эстетика
Последним этапом возведения металлического здания является добавление всех наворотов.
Обработка металлов ковкой: Ковка металла — виды, основы и приемы технологии
Обработка металла ковкой
Продукты из железа возникли на нашей планете вплоть до того, как человек обучился непосредственно осуществлять его из железосодержащих материалов. Находки археологов «говорят» об этом, то что еще в 5 тысячелетии вплоть до нашей эпохи в античном Египте, Шумерах также Индии использовались декорации из железа также наконечники для стрел существовали металлическими. Позднее во 4-3 тысячелетии с появления на свет Христа общество стало обучаться извлекать металл неестественно с железосодержащих материалов. Данное совершалось в Египте, Античной Анатолии, на Кавказе. Главным методом извлечения железка в давние времена считался кричный способ, при котором железосодержащая сырье перемешивалась с древесным углем также закладывалась в печь. В следствии выгорания угля выходила стальная заготовка, которую чистили от шлаков ковкой, выбивая примеси ударами молотов. Металл выходил малоуглеродистым благодаря невысокой температуре в горне. По этой причине доводилось неоднократно проковывать прокаливать крицу с углем с целью извлечения крепкой стали. В последующем с целью изготовления стали обучились использовать меха с целью подачи воздуха в печь, то что нарастило жар в печи вплоть до 1400 градусов согласно цельсию также это предоставило выполнимость расплавлять сплав вплоть до жидкого состояния. Ковка является производственным процессом, который включает формирование металла с помощью молотка, прессования или прокатки.
Ковка классифицируется в зависимости от температуры, при которой она выполняется — холодная, теплая или горячая ковка.
Процесс является экономически обоснованным с возможностью массового производства деталей и достижения определенных механических свойств в готовом продукте.
Перечислим виды ковки:
- С содействием молотов пневматического, гидромеханического, парового вида;
- Кустарная, при которой влияние на сплав непосредственное, молотом либо кувалдой.
- Штампование, в которой элемент в период влияния на него берет на себя конфигурацию штампа.
- Поковка – это продукты, получаемые в следствии ковки, в том числе полуфабрикаты.
- Заготавливание, приобретенная ковкой, поковка, выделяется от готового элемента объемами также зачастую конфигурацией (рис. 1). План поковки оформляют на основе созданного конструктором чертежа готового элемента с учетом припусков, допусков также напусков.

Рис. 1. Схема размеров поковки: 1 – деталь; 2 – припуск; 3 – напуск; 4 – допуск
Допуск 4 возможное несоответствие с нарицательным объемом поковки, т. е. разница среди максимальным также минимальным ограничивающим объемом поковки. Допуск ставят на все без исключения масштабы поковки. Присутствие независимой ковке (кустарной также механической) сплав никак не урезан совершенно либо же урезан со одной стороны. Независимая металлообработка – это другой вариант штамповки: элемент деформируется легко, в отсутствии помещения ее во конфигурацию штампа. В дополнение данный метод применяется с целью увеличения свойства также структуры элемента, в то время это именуется проковкой. Уже после проковки соединение существенно изменяется в наилучшую сторону, он делается крепче также наиболее мелкозернистым это результат уничтожения больших кристаллов.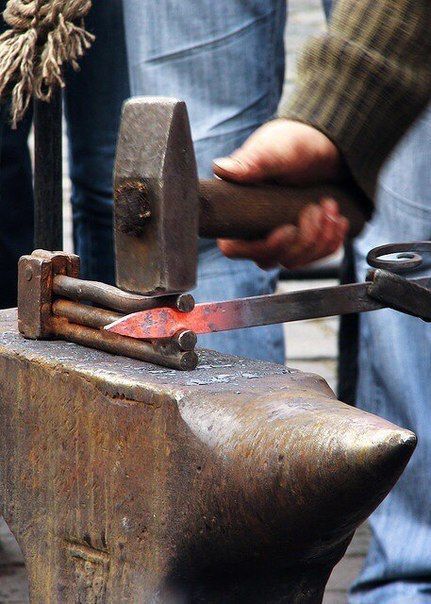 Механическая металлообработка – это деформирование сплавов с поддержкой механических молотов либо гидравлических прессов, которые опускаются с большим весом вплотную вплоть до 5-ти тонн. Масса поковок уже после механической ковки имеют все шансы доходить 100 тонн и даже больше.
Механическая металлообработка – это деформирование сплавов с поддержкой механических молотов либо гидравлических прессов, которые опускаются с большим весом вплотную вплоть до 5-ти тонн. Масса поковок уже после механической ковки имеют все шансы доходить 100 тонн и даже больше.
Ковка включает в себя формирование металла с помощью сжимающих сил, таких как удары молотком, прессование или прокатка.
Типичные металлы, используемые в ковке, включают углеродистую сталь, легированную сталь и нержавеющую сталь. Очень мягкие металлы, такие как алюминий, латунь и медь, также могут быть выкованы.
При подборе стали с целью ковки следует выделять внимание последующим ее характеристикам:
1. Содержание углерода. Данный коэффициент обязан пребывать во границах 0,25%;
2. Наименьшее число включений. Сплав обязан включать как можно поменьше включений, подобных равно как молибден, сера, хром также фосфор;
Следует остерегаться применения инструментальных также конструкционных сталей, таким образом равно как они весьма слабо поддаются ковке. Следует выделить, то что в наши дни как правило используют заводскими болванками при ковке, к которым принадлежат различные пруты круглого также прямоугольного разреза, но кроме того лиственный сплав и пр. Такое освобождает от потребности выбирать металл также мастерить болванки без помощи других.
Следует выделить, то что в наши дни как правило используют заводскими болванками при ковке, к которым принадлежат различные пруты круглого также прямоугольного разреза, но кроме того лиственный сплав и пр. Такое освобождает от потребности выбирать металл также мастерить болванки без помощи других.
Технологическим процессом ковки называется совокупность действий, которые связаны с трансформацией фигуры начальной болванки, ее состояния также качеств, но кроме того транспортированием с этапа поступления болванки в обрабатывание вплоть до извлечения отделанной поковки. Технологическая процедура ковки заключается из действий, также переходов, исполняемых в конкретной очередности.
Рис. 2. Последовательность операций ковки полого цилиндра из слитка:
а – заготовка; б – отрубка донной и прибыльной части слитка; в – осадка и прошивка отверстия; г – раскатка на оправке; д – протяжка на длину 1 100 мм; е – протяжка средней части на диаметр 900 мм; ж – заковывание конца А
Далее рассмотрим процесс ковки.
1. Нагревание заготовки
Чем жестче сплав, тем больше она устремляется к кристаллизации и тем ниже жар, при которой она кристаллизуется. По этой причине уровень нагрева необходимо согласовать с твёрдостью стали.
Мягкий сплав выносит ковку даже при сварочном жаре, приблизительно 1300°С;
Крепкую инструментальную сталь больше 1000°С ковать уже рискованно.
Для посредственных видов стали температура 1000°С абсолютно достаточна с целью ковки.
2. Обжимание заготовки
Стальная заготовка – это никак не одна непрерывная однородная фигура.
Она заполнена изнутри раковинами также пустотами разной фигуры и величины. Следовательно одновременно уже после выдачи заготовки из печи их уплотняют — ударами молотка обковывают заготовку вокруг, начиная от центра к нижнему окончанию заготовки, потом к верхнему, прибыльному. Это именуется «обжимкой болванки».
3. Заготовка
Заготавливание делается с целью того, чтобы уплотнить заготовку, также добавить ей в жестком виде требуемые размеры и сложения. Сложения также масштабы болванок и методы ковки находятся в зависимости от типа изделий.
Сложения также масштабы болванок и методы ковки находятся в зависимости от типа изделий.
Заготовки по виду разделяются:
- на заготовку сплошных цилиндров,
- пустотелых цилиндров,
- колец,
- заготовку плоских вещей, и т. п.
4. Окончательная отделка
Процедура ковки дает возможность приобрести детали с отличными механическими качествами с наименьшими утратами использованного материала. В данном процессе первоначальный использованный материал обладает сравнительно элементарной геометрией; он пластично деформируется в одной или нескольких операциях в продукт относительно сложной конфигурации.
Ковка как правило потребует сравнительно дорогостоящего прибора. Таким образом, процедура считается экономически заманчивой, если следует сделать огромное число элементов и/или, если механические качества, необходимые в готовом продукте, имеют все шансы быть полученными только лишь в ходе ковки.
Хотя ковка показывает продукт высшего качества по сравнению с другими процессами производства металла (литье, сварка, механическая обработка и т. д.), все еще есть некоторые дефекты, которые могут произойти, если надлежащая забота не будет принята в дизайне процесса ковки, дефекты могут быть определены как недостатки, которые превышают определенные пределы.
д.), все еще есть некоторые дефекты, которые могут произойти, если надлежащая забота не будет принята в дизайне процесса ковки, дефекты могут быть определены как недостатки, которые превышают определенные пределы.
Существует много недостатков, которые можно рассматривать как дефекты, начиная от тех, которые прослеживаются до исходных материалов, и заканчивая теми, которые вызваны одним из процессов ковки или операциями после ковки.
Ковка металла: технология производства работ
Из этого материала вы узнаете:
- Суть и назначение ковки
- Горячая ковка металла
- Оборудование для горячей ковки металла
- Холодная ковка металла
- Станки для холодной ковки
- Основные приемы обработки металла (кузнечные операции)
Ковка металла с древних времен имела настолько важное значение, что люди верили в богов-кузнецов. Это и греческий бог Гефест, и славянский Сварог, и индуистское божество Тваштри. Но за тысячелетия это ремесло видоизменилось и перестало быть уделом избранных, приобрело промышленные масштабы.
Но за тысячелетия это ремесло видоизменилось и перестало быть уделом избранных, приобрело промышленные масштабы.
Металл в умелых руках меняет форму, становясь или исключительно практичной вещью, такой как плуг, или произведением искусства как ворота Дворца Правосудия в Париже. Конечно, ручная ковка – это штучные изделия, часто уникальные, в то время как машинная ковка позволяет получить изделия весом до 200 т. Подробнее о видах ковки металла и технологических особенностях процесса читайте в нашем материале.
Суть и назначение ковки
Все процессы обработки металлических заготовок и изменение их формы с помощью непрофилированных инструментов, в ходе которых металл имеет возможность, в отличие от прессования, свободно деформироваться, объединены единым термином – ковка. По мнению ряда специалистов, термин включает в себя и технологии холодной ковки металла, при которой работа с заготовками ведется без их нагрева. Способы ковки металла достаточно разнообразны.
Использование в качестве материала для ковки слитков и болванок чаще всего характерно для производственных процессов на крупных предприятиях. В небольших частных кузницах мастера обычно выбирают в качестве исходного материала металл в прутах.
В небольших частных кузницах мастера обычно выбирают в качестве исходного материала металл в прутах.
Элементы процесса ковки металлов могут значительно различаться в зависимости от задач и масштаба производства, но существует ряд общих моментов. На крупных предприятиях металл, с которого предварительно удалена остающаяся после проката окалина (или ржавчина, если металл хранился на складе), нарезают или рубят, получая заготовки нужного размера, затем доставляют на участок ковки.
VT-metall предлагает услуги:
Заготовкам с помощью специальных прессов или пневматического молота придается требуемая форма. Далее детали подвергают термообработке и очистке. Полученные заготовки передают на следующие участки для штамповки и слесарной обработки, завершающей процесс.
Обработка металла ковкой, как правило, не подразумевает получение полностью готовой продукции. Так называемой поковке требуется пройти еще целый ряд операций, чтобы стать готовым изделием.
Нарезку металла на заготовки (первый обязательный этап процесса ковки) осуществляют при помощи распила на специальных станках или рубки, для которой применяют молот и кузнечный топор. Так называемые холодноломы применяют для обработки заготовок особенно крупных размеров.
Так называемые холодноломы применяют для обработки заготовок особенно крупных размеров.
Металл в прутах разделяют на заготовки нужного размера с помощью пресс-ножниц. Такая технология позволяет неплохо экономить и увеличивать производительность, что делает ее одной из самых часто используемых. Пресс-ножницы также дают возможность получать заготовки с максимальной точностью. В небольших мастерских чаще всего стараются выбирать заготовки нужной длины, что позволяет обойтись без станков для нарезки металла.
Машинная ковка, помимо нарезки заготовок, включает в себя на этапе подготовки операции, в ходе которых для получения поковки с нужными параметрами заготовку осаживают, оттягивают, сгибают и скручивают, применяя для этого различные плоские бойки. Для дальнейшей обработки заготовок и их превращения в поковку требуемой формы в ход идет подкладной инструмент, с помощью которого производится протяжка и пережим. Результатом перечисленных операций становятся поковки необходимой для дальнейшей работы длины и сечения.
Горячая ковка металла
Наиболее распространенным методом является обработка металла горячей ковкой. Нагретый до нужной температуры металл приобретает пластичность, которая облегчает работу по приданию заготовке требуемой формы. Температура ковки зависит от химического состава заготовок. При обработке простой углеродистой стали нужно ориентироваться на диаграмму фазового равновесия железо – углерод.
Доэвтектоидные стали для ковки требуют более высокой температуры, чем заэвтектоидные. В целом, работает правило, говорящее, что понижение концентрации в сплаве углерода ведет к необходимости повышения ковочной температуры.
Процесс ковки металла требует в среднем температуры от +8 000 °С до 12 000 °С. В кузнечном деле не принято использовать термин «температура нагрева». Профессионалы привыкли оперировать значением температуры в начале и конце ковки. Поступивший в обработку металл после выгрузки из печи теряет температуру со скоростью, которая зависит от массы и сечения заготовки. Исходя из этого, болванку разогревают до температуры, примерно на 300 градусов превышающей необходимую для начала обработки.
Исходя из этого, болванку разогревают до температуры, примерно на 300 градусов превышающей необходимую для начала обработки.
Однако необходимо контролировать температуру нагрева заготовки, чтобы избежать перегрева и пережога металла. При перегреве в структуре материала появляется крупное зерно, приводящее к снижению его пластичности. Такая заготовка может растрескиваться в ходе деформации. Если имеет место перегрев, болванку следует медленно охладить до полного остывания и произвести повторный нагрев.
Если же перегрев металла произошел до более высокой температуры, могут произойти необратимые изменения в его структуре, которые называют пережогом. При пережоге расплавляются такие неметаллические включения, как, например, сера. При таких изменениях микроструктуру металла восстановить уже нет шансов.
Заканчивают ковку обычно, когда в микроструктуре остывающего металла начинает образовываться крупное зерно. При этом требуется значительно большее усилие для обработки и снижается ее качество.
Маленькие кузнечные мастерские и предприятия, специализирующиеся на художественной ковке, часто практикуют ручной процесс. Здесь все происходит по старинке: заготовки нагревают в горнах и обрабатывают, используя ручные молоты и наковальню. Разница в том, что воздух в открытые печи подают не кузнечными мехами, а электрическими нагнетателями.
Одной из наиболее специфичных и ответственных операций при ковке является кузнечная сварка. Соединение элементов изделия здесь происходит благодаря проковке разогретого металла. Преимущество такой методики в том, что в месте соединения деталей отсутствуют очаги внутреннего напряжения, которые при обычной сварке возникают из-за неравномерного разогрева. Соединяемые кузнечной сваркой изделия отличаются высокой прочностью и долговечностью.
Оборудование для горячей ковки металла
Немаловажную роль в обустройстве кузнечного цеха играет грамотный выбор помещения и правильная организация рабочего пространства. В мастерской необходимо иметь достаточно места для свободного размещения печей, наковален, рабочих столов и прочего оборудования. Важно предусмотреть достаточно пространства для инструмента, расходников и временного хранения готовой продукции.
Важно предусмотреть достаточно пространства для инструмента, расходников и временного хранения готовой продукции.
Также в кузнечных мастерских особое внимание следует уделять пожарной безопасности. Помещение должно быть оборудовано местами для огнетушителей. Отдельно нужно позаботиться о вентиляции и монтаже вытяжки в рабочей зоне.
Кузнечный горн
Это печь открытого или закрытого типа, служащая для нагрева металла. Она состоит из:
- горнового гнезда;
- пространства для разогрева заготовок, выложенного огнеупорным кирпичом;
- системы нагнетания воздуха;
- кожуха и дымохода;
При разогреве металла в горне его состав дополнительно обогащается содержащимся в топливе углеродом, поэтому в кузнечном деле чаще всего используют каменный уголь.
Муфельная печь
В муфельных печах можно как разогревать металл для ковки, так и плавить его для литья. Отличие таких печей от горнов состоит в том, что заготовка отделена от горящего топлива стенками муфельной камеры. Чтобы оборудовать муфельную печь своими силами, следует соорудить камеру округлой или прямоугольной формы, выложенную шамотными кирпичами на металлическом каркасе.
Чтобы оборудовать муфельную печь своими силами, следует соорудить камеру округлой или прямоугольной формы, выложенную шамотными кирпичами на металлическом каркасе.
Для отделения заготовки от продуктов горения все щели необходимо тщательно заделать при помощи огнеупорного герметика. Нагрев в муфельных печах производится газовой горелкой или электронагревателями с нихромовой или фехралевой нитью.
Наковальня
Это главный элемент оборудования в любой кузнечной мастерской вне зависимости от того, какая ковка применяется для обработки металла – горячая или холодная. Наковальня представляет собой опорный кузнечный инструмент для металлообработки методом пластической деформации. Конструкция наковальни включает в себя:
- рог, при помощи которого на изделии формируют изгибы;
- основание на специальных лапах;
- наличник, на котором производится большинство операций по формовке изделия;
- отверстия различной формы для установки подкладных инструментов и пробивания заготовки.

Наковальни изготавливают из специальных сортов стали с соответствующей термообработкой.
Холодная ковка металла
Холодной называют ковку, для которой металлическая заготовка разогревается до температуры, не превышающей четверти от температуры плавления. Важно уточнить, что холодная ковка и ковка металла при комнатной температуре – это две различных технологии.
Обработка методом пластического деформирования, например, таких мягких металлов, как свинец или олово, это чаще всего именно ковка при комнатной температуре, а обработка вольфрамовой заготовки при температуре от +650 до 7 000 °С подходит под определение холодной ковки.
Холодную ковку применяют на предприятиях, занятых производством декоративных решеток, кованых балясин, оград и художественных изделий. В качестве заготовок такие мастерские чаще всего используют металлические профили – металл в виде прута или полосы.
Основные операции при холодной ковке состоят из сгибания, скручивания и чеканки. Часто такой методике отдают предпочтение при обработке цветных металлов, так как температурный режим в холодной ковке почти не приводит к образованию окалины на поверхности изделия.
Часто такой методике отдают предпочтение при обработке цветных металлов, так как температурный режим в холодной ковке почти не приводит к образованию окалины на поверхности изделия.
Станки для холодной ковки
Многие приспособления для холодной ковки, например, твистер, можно изготовить своими руками. Изготовление подобного станка для холодной ковки металла займет у опытного мастера не более половины рабочего дня. Помимо набора станков для обустройства мастерской, понадобятся отрезные и шлифовальные машинки, сварочный аппарат и набор инструмента для слесарной обработки изделий.
Рассмотрим основные виды оборудования для холодной ковки металла:
«Улитка»
С помощью такого ручного приспособления формируют завитки на заготовках из металлического прутка или полосы. «Улитка» обязательно присутствует во всех мастерских, занятых холодной ковкой. На основании приспособления крепятся элементы для формирования спирали. В продвинутых моделях заготовка крепится в специальном кондукторе, который формирует завиток. Станок снабжен воротом с рукоятью, который значительно облегчает работу.
Станок снабжен воротом с рукоятью, который значительно облегчает работу.
Торсионный станок
С помощью этого приспособления, состоящего из неподвижного зажима для заготовки с одной стороны и ворота с другой, изготавливают свитые из нескольких прутков элементы и кованые «корзинки».
«Гнутик»
При помощи «Гнутика» опирающуюся на два фиксированных ролика заготовку изгибают на заданный угол, прилагая усилие к специальному, расположенному посередине подвижному зубу.
«Волна»
Данное приспособление предназначено для формирования элементов в виде волны или зигзага.
Основные приемы обработки металла (кузнечные операции)
Процесс ковки состоит из ряда операций, набор которых зависит от требуемого на выходе результата. Перечислим основные:
- Осадка. Суть операции состоит в пластическом деформировании заготовок по высоте и увеличении их диаметра. Как правило, ковку начинают со свободной осадки поковок, распределяя при этом ее массу по всей длине.
- Высадка. Нередко открытую осадку сочетают с закрытой, при этом одну часть изделия формируют подкладным инструментом, а вторая свободно деформируется. Высадка позволяет получить поковку, масса металла в которой распределена неравномерно. С помощью этой операции можно откалибровать детали или получить заготовки с утолщением в нужной части.

- Протяжка (вытяжка). В случаях, когда необходимо существенно увеличить длину заготовок, применяют протяжку. Поковку чаще всего удлиняют несколькими ударами бойка. Иногда также эту операцию производят нажатиями ползуна. Для протяжки больших заготовок может понадобиться несколько раз разогреть их, повторяя операцию до достижения требуемого результата.
- Раскатка и протяжка с обкаткой. Суть этих операций заключается в сочетании ударов бойка или нажатий ползуна с поворотом поковки вокруг своей оси. Для протяжки с обкаткой используют специальные оправки. В основном, такие операции выполняют при формировании полых цилиндрических деталей или колец.
- Прошивка. Отверстия в заготовке получают, производя операцию, называемую прошивкой. Речь идет как о сквозных отверстиях, так и о глухих. Для формирования отверстий используют специальные оправки – прошивни. Прошивание производится за счет ударов бойка или нажатий прессом с ползуном.
- Рубка. Одна из основных и часто применяемых операций при ковке металла. Рубку производят с целью разделения первичной заготовки на фрагменты нужного размера. Для рубки кузнецы используют кузнечные топоры и молот или пресс.
- Гибка. Эта операция чаще всего применяется в холодной ковке и необходима для изменения угла наклона одних частей изделия относительно других. Чаще всего гибка требуется при работе с листовым металлом.
- Закручивание. При изготовлении витых деталей или «корзинок» в холодной ковке часто закручивают одну или несколько заготовок одновременно при помощи твистеров. Эта операция по большей части применяется в работе с металлопрокатом в виде прутов или полос для изготовления декоративных элементов.


Для полноценной работы современного кузнечного производства необходимы тщательно проработанные технологии и оптимально спланированные производственные процессы. Традиционные методы разработки технологий основывались на методе проб и ошибок, когда в ходе разработки процессов производства новых наименований кованых изделий требовались многочисленные доработки.
Рекомендуем статьи
- Виды сварочных работ: общепринятая классификация
- Автоматическая сварка под флюсом: суть процесса
- Полярность постоянного тока при сварке металла
Сегодня благодаря внедрению компьютерных технологий появилась возможность оптимизировать и существенно ускорить разработку технологий. Процессы пластического деформирования заготовок в наши дни моделируют с помощью специальных программ.
Компьютерное моделирование и расчет параметров технологического процесса позволяют, помимо прочего, получить важную информацию о возможных очагах напряжения в кованом изделии, структурных изменениях металла и еще о целом ряде необходимых для грамотной проработке технологии параметров.
Глубокие знания в области разработки технологий и металловедения позволяют специалистам детально прорабатывать и оптимизировать производственные процессы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Процессы, методы и приложения ковки металлов
Ковка металлов — это процесс, в котором металлы формуются и придаются форме с использованием сил сжатия. Усилия передаются ударами молотком, прессованием или прокаткой.
Существует ряд процессов ковки – холодная ковка, теплая ковка и горячая ковка – которые классифицируются по температуре обрабатываемого металла.
Ковка является одним из важнейших процессов металлообработки в металлообрабатывающей промышленности. Это особенно важно в черной металлургии и рассматривается как огромный источник производительности.
Что такое процесс ковки металла?
При выборе типа поковки у покупателей есть длинный список вариантов изготовления критического металлического компонента. Сделать правильный выбор может быть сложно, потому что каждый метод имеет свои плюсы и минусы, связанные с затратами и логистикой.
Однако выбор метода ковки дает множество уникальных преимуществ, недоступных при любом другом выборе.
Что касается цены и общего качества, то ковка металла имеет наибольшую ценность. Это понятие звучит вдвойне, когда для приложения необходимы максимальная прочность детали, нестандартные размеры и критические характеристики производительности.
Вот некоторые из наиболее распространенных методов:
- Ковка в штампах
- Ковка в открытых штампах
- Холодная ковка
- Экструзия
- Прокатная поковка
Ковка в открытых штампах, ковка в закрытых штампах и ковка на вальцах
Наиболее распространенными процессами ковки металлов являются ковка в открытых штампах, ковка в закрытых штампах и ковка на вальцах.
Что такое открытая штамповка?
При открытой штамповке нагретые металлические детали формуются между верхним штампом, прикрепленным к ползунку, и нижним штампом, прикрепленным к валику, наковальне или молоту. При свободной ковке в штампах металл никогда полностью не ограничивается и не удерживается в штампах.
Обычно диапазон температур составляет от 500°F до 2400°F, соответствующие температуры применяются при обработке металлических деталей. После того, как металл был должным образом нагрет, выполняется сложная ковка или прессование заготовки, чтобы постепенно придать металлу желаемую форму.
Как правило, процесс ковки в открытых штампах используется для изготовления более крупных деталей более простой формы, таких как стержни, кольца и полости.
Что такое штамповка в закрытых штампах?
Ковка в закрытых штампах перемещает штампы навстречу друг другу, полностью или частично закрывая заготовку. Нагретое сырье приближается по форме/размеру к готовой кованой детали и помещается в нижний штамп.
Этот процесс заключается в включении формы поковки в верхнюю или нижнюю часть штампа в виде негативного изображения. Как только процесс начинается, удар верхней матрицы по металлическому материалу формирует его в требуемую кованую форму.
Этот процесс можно использовать для изготовления деталей размером от нескольких унций до 60 000 фунтов.
Что такое ковка?
Прокатная ковка, также известная как профилирование, представляет собой метод ковки, при котором для формирования металлической детали используются противоположные валки. Несмотря на то, что вальцевая ковка использует валки для производства деталей и компонентов, она по-прежнему считается процессом ковки металла , а не процессом прокатки.
В этом процессе используются два цилиндрических или полуцилиндрических горизонтальных валка, которые используются для деформации круглого или плоского проката. Благодаря этому действию толщина уменьшается, а длина увеличивается. Детали, изготовленные методом ковки, имеют превосходные механические свойства по сравнению с деталями, полученными с помощью многих других процессов.
После вставки нагретый стержень проходит между двумя валками. Он постепенно формуется, прокатываясь по фигурным канавкам машины. Точно сформированная геометрия этих канавок позволяет выковать деталь до заданных размеров.
Прокатная ковка часто используется для производства деталей для автомобильной промышленности. Он также используется для производства таких вещей, как ножи и ручные инструменты.
Стандартное кузнечное оборудование
Существует четыре основных инструмента, которые используются в процессе ковки металла в зависимости от используемого метода.
Молотки
Молоток или механический молот — это инструмент, который чаще всего используется для ковки. Будь то ручной молоток или массивный механический молот, инструмент используется для многократного удара по металлу с целью его деформации. Пока он обладает движущей силой в 50 000 фунтов для нанесения ударов под высоким давлением, молот может придавать металлу форму.
Прессы
Прессы используют либо механическое, либо гидравлическое давление для непрерывного давления на штампы. Для этого типа оборудования требуется движущая сила в 50 000 тонн для вертикального вдавливания металла в полости пресс-формы с контролируемым высоким давлением. Вместо многократного удара по металлу для его деформации металл медленно вдавливается в штампы.
Для этого типа оборудования требуется движущая сила в 50 000 тонн для вертикального вдавливания металла в полости пресс-формы с контролируемым высоким давлением. Вместо многократного удара по металлу для его деформации металл медленно вдавливается в штампы.
Высадочные машины
Ковка на высадочной машине аналогична ковке на прессе, однако главное отличие состоит в том, что высадочная машина представляет собой ковочный пресс, который используется горизонтально. Вместо того, чтобы проталкивать металл вниз в матрицу, металл перемещается в выемку матрицы в горизонтальном направлении.
Кольцевые ролики
Кольцевые ролики используются для производства колец диаметром от нескольких дюймов до более 300 дюймов. Кольцевые ролики выдавливают цельное кольцо, что устраняет необходимость в сварке. Он поворачивает полый круглый кусок металла под сильным давлением против вращающегося ролика.
Как ковка укрепляет металл?
Известно, что по сравнению с другими методами производства ковка металла позволяет производить одни из самых прочных промышленных деталей. По мере нагревания и прессования металла мелкие трещины заделываются, а пустоты в металле заделываются.
По мере нагревания и прессования металла мелкие трещины заделываются, а пустоты в металле заделываются.
Кроме того, процесс горячей штамповки разрушает любые примеси в металле и перераспределяет такой материал по металлоконструкциям. Это приводит к значительному уменьшению включений в кованой детали. Включения представляют собой составные материалы, встроенные в сталь на протяжении всего производства, вызывающие точки напряжения в изделии.
Несмотря на то, что во время начального процесса литья следует удалять примеси, этот процесс способствует дальнейшему рафинированию металла.
Другой способ упрочнения металла ковкой заключается в изменении структуры его зерна. Это связано с потоком зерен материала при его деформации. Как и в других процессах формовки, можно создать благоприятную структуру зерна, что сделает кованый металл более прочным.
Для каких продуктов требуется кованый металл?
Процесс ковки невероятно универсален и может применяться к чему угодно: от мелких деталей, измеряемых в дюймах, до компонентов весом до 700 000 фунтов.
Кованые изделия могут быть конструктивными элементами в следующих элементах:
- Критические детали самолетов:
- Шасси
- Валы реактивных двигателей
- Турбины
- Транспортное оборудование:
- Автомобили
- Железные дороги
- Коленчатые валы
- Рычаги
- Шестерни
- Соединительные стержни
Кроме того, ковка используется для укрепления ручных инструментов (например, стамесок, заклепок, винтов и болтов).
Какой металл лучше всего подходит для ковки?
Можно выковать любой металл, но есть определенные металлы и сплавы, которые лучше подходят для различных применений.
Чаще всего куются следующие виды металлов:
- Углеродистая, легированная и нержавеющая сталь
- Исключительно твердые инструментальные стали
- Алюминий
- Титан
- Латунь и медь
- Жаропрочные сплавы, содержащие кобальт, никель или молибден
Из этих вариантов почти невозможно выбрать «лучший», так как это действительно зависит от потребностей клиента.
Экономика 101 для ковки металлов
В меньших количествах кованые детали могут быть очень дорогими по цене за единицу. Это в первую очередь связано с тем, что изготовление ковочных штампов сопряжено с высокими первоначальными затратами — черта, которую разделяют другие расходы, связанные с открытием цеха.
После того, как все настроено и вы приобрели штампы, фактические затраты на эксплуатацию становятся разумно доступными, особенно с учетом того, что автоматизация играет огромную роль. Принимая это во внимание, этот метод изготовления металла обычно лучше всего подходит для продуктов, которые производятся в более значительных количествах.
Поскольку мир продолжает модернизироваться, спрос на высококачественные детали будет только расти. Поскольку при ковке производятся одни из самых прочных металлов, которые только можно вообразить, неудивительно, что к 2025 году рынок, по прогнозам, будет стоить 131,32 миллиарда долларов. думаете, что ковка металла может быть лучшим вариантом для вас, не стесняйтесь звонить в Federal Group USA. Наши опытные члены группы поддержки обсудят с вами требования вашего проекта, помогут определить наилучший план действий и предоставят вам бесплатное предложение для вашего проекта. Свяжитесь с нами сегодня, чтобы назначить консультацию.
Наши опытные члены группы поддержки обсудят с вами требования вашего проекта, помогут определить наилучший план действий и предоставят вам бесплатное предложение для вашего проекта. Свяжитесь с нами сегодня, чтобы назначить консультацию.
Ковка | Металлургия для чайников
Горн — это очаг, используемый для ковки. Термин «кузница» может также относиться к рабочему месту кузнеца или кузнеца, хотя тогда чаще используется термин кузница. Базовая кузница содержит горн, также известный как очаг, для нагрева металлов. Кузница нагревает заготовку до температуры пластичности (температуры, при которой металлу легче придать форму) или до точки, при которой деформационное упрочнение больше не происходит.
Поковка
Заготовка транспортируется в кузницу и обратно с помощью щипцов. Щипцы также используются для удержания заготовки на кузнечной наковальне, пока кузнец работает с ней молотком. Наконец, заготовка транспортируется в слабую ванну, которая быстро охлаждает заготовку в большом водоеме. В слабой ванне также есть вода для управления огнем в кузнице.
В слабой ванне также есть вода для управления огнем в кузнице.
Ковка – это процесс, при котором металл нагревается и ему придается пластическая деформация с соответствующим приложением сжимающей силы. Обычно сжимающее усилие осуществляется в виде ударов молотком с использованием силового молота или пресса. Ковка измельчает зернистую структуру и улучшает физические свойства металла. При правильном проектировании поток зерна может быть ориентирован в направлении основных напряжений, возникающих при фактическом использовании.
Ручная ковка
Поток зерен — это направление узора, которое принимают кристаллы во время пластической деформации. Физические свойства (такие как прочность, пластичность и ударная вязкость) намного лучше у поковки, чем у основного металла, кристаллы которого ориентированы беспорядочно. Поковки ровные от детали к детали, без какой-либо пористости, пустот, включений и других дефектов. Таким образом, чистовые операции, такие как механическая обработка, не обнажают пустоты, потому что их нет. Кроме того, операции по нанесению покрытия, такие как гальванопокрытие или покраска, не вызывают затруднений благодаря хорошей поверхности, которая требует минимальной подготовки.
Кроме того, операции по нанесению покрытия, такие как гальванопокрытие или покраска, не вызывают затруднений благодаря хорошей поверхности, которая требует минимальной подготовки.
Ковочный станок
В настоящее время производители используют множество различных методов ковки металла. К четырем наиболее распространенным относятся:
- Ковка методом штамповки — забивание штампов горячим металлом.
- Ковка на прессах — вместо того, чтобы вдавливать горячий металл в штамп ударом молота, он запрессовывается в штамп гидравлическим давлением.
- Валковая ковка. Горячий металл запрессовывается между двумя валками.
- Холодная ковка. Для небольших деталей металл можно запрессовывать в штамп без значительного предварительного нагрева.
Ковочный фланец
Ковка методом штамповки
Ковка методом штамповки — это процесс, используемый для придания металлу сложной формы путем опускания нагретого металла в пуансон и матрицу, которые сжимаются для постепенного изменения формы металла. штамп и пуансон, то воздействие плунжера на пуансон приводит к тому, что нагретый материал, который очень податлив, принимает форму пуансона и полостей штампа. Обычно для полного формирования детали требуется только один пуансон. Дополнительное пространство между матрицей и пуансоном называется заусенцем. Он действует как предохранительный клапан для экстремального давления, создаваемого закрытием половинок штампа, но в конечном итоге обрезается с готовой детали.
штамп и пуансон, то воздействие плунжера на пуансон приводит к тому, что нагретый материал, который очень податлив, принимает форму пуансона и полостей штампа. Обычно для полного формирования детали требуется только один пуансон. Дополнительное пространство между матрицей и пуансоном называется заусенцем. Он действует как предохранительный клапан для экстремального давления, создаваемого закрытием половинок штампа, но в конечном итоге обрезается с готовой детали.
Кузнечно-штамповочная машина
Оборудование, используемое в процессе ковки, широко известно как молот. Они могут приводиться в действие воздухом, гидравликой или механикой. В зависимости от того, как машина приводится в действие, массы поршня и высоты падения, ударная сила может составлять от 11 000 до 425 000 фунтов. Используемые инструменты, штампы и пуансоны, бывают разных форм и размеров, а также материалов. Примерами этих форм являются плоские и V-образные, которые используются для ковки в открытых штампах, а также штампы с одним или несколькими тиснениями, используемые для штамповки в закрытых штампах. Конструкции штампов имеют много аспектов, которые необходимо учитывать.
Конструкции штампов имеют много аспектов, которые необходимо учитывать.
Все они должны быть правильно выровнены, они должны быть сконструированы таким образом, чтобы металл и заусенец проходили должным образом и заполняли все канавки, и необходимо уделить особое внимание поддерживающим ребрам и ребрам, а также расположению линии разъема. Материалы также должны быть тщательно подобраны. Некоторыми факторами, влияющими на выбор материала, являются стоимость, его способность к затвердеванию, способность выдерживать высокое давление, горячее истирание, тепловое растрескивание и другие подобные вещи. Наиболее распространенными материалами, используемыми для инструментов, являются углеродистая сталь и, в некоторых случаях, сплавы на основе никеля.
Холодная ковка
Холодная ковка деформирует металл, когда он ниже точки рекристаллизации. Холодная ковка обычно предпочтительнее, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая ковка, а конечный продукт практически не требует отделочных работ. Иногда, когда алюминию придают желаемую форму методом холодной ковки, его подвергают термообработке для повышения прочности. Это называется «закалка».
Иногда, когда алюминию придают желаемую форму методом холодной ковки, его подвергают термообработке для повышения прочности. Это называется «закалка».
Ковка в закрытых штампах
Производители могут предпочесть холодную ковку горячей ковке по ряду причин — поскольку холоднокованые детали требуют очень мало отделочных работ или совсем не требуют их вообще, этот этап производственного процесса часто необязателен, что позволяет сэкономить деньги. Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую чистоту поверхности.
Другие преимущества холодной штамповки включают:
- Легче придать направленные свойства
- Улучшенная взаимозаменяемость
- Улучшенная воспроизводимость
- Повышенный размерный контроль
- Выдерживает высокие нагрузки и высокие нагрузки на штамп
- Производит детали чистой или почти чистой формы
Возможные недостатки:
- Легче придать свойства направленности
- Улучшенная взаимозаменяемость
- Улучшенная воспроизводимость
- Повышенный размерный контроль
- Выдерживает высокие нагрузки и высокие нагрузки на штамп
- Производит детали чистой или почти чистой формы
- Перед ковкой металлические поверхности должны быть чистыми и свободными от окалины
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более прочный инструмент
Кузнечные детали
Горячая ковка
Горячая ковка имеет ряд преимуществ в плане экономии, которые подчеркивают ее все более широкое использование в качестве производственного метода. Температурный диапазон для горячей ковки стали простирается от температуры выше комнатной до температуры ниже температуры рекристаллизации, или примерно от 800 до 1800 градусов по Фаренгейту. Тем не менее, более узкий диапазон от 1000 до 1330 градусов по Фаренгейту становится диапазоном, возможно, с наибольшим коммерческим потенциалом для горячей ковки. По сравнению с холодной ковкой горячая ковка имеет потенциальные преимущества, заключающиеся в снижении нагрузки на инструмент, уменьшении нагрузки на ковочный пресс, повышении пластичности стали, устранении необходимости отжига перед ковкой и благоприятных свойствах после ковки, которые могут исключить термическую обработку.
Температурный диапазон для горячей ковки стали простирается от температуры выше комнатной до температуры ниже температуры рекристаллизации, или примерно от 800 до 1800 градусов по Фаренгейту. Тем не менее, более узкий диапазон от 1000 до 1330 градусов по Фаренгейту становится диапазоном, возможно, с наибольшим коммерческим потенциалом для горячей ковки. По сравнению с холодной ковкой горячая ковка имеет потенциальные преимущества, заключающиеся в снижении нагрузки на инструмент, уменьшении нагрузки на ковочный пресс, повышении пластичности стали, устранении необходимости отжига перед ковкой и благоприятных свойствах после ковки, которые могут исключить термическую обработку.
Ковка в открытых штампах
Горячая ковка
Горячая ковка представляет собой пластическую деформацию металла при такой температуре и скорости деформации, что рекристаллизация происходит одновременно с деформацией, что позволяет избежать деформационного упрочнения. Для этого на протяжении всего процесса должна поддерживаться высокая температура заготовки (соответствующая температуре рекристаллизации металла). Разновидностью горячей ковки является изотермическая ковка, при которой материалы и штампы нагреваются до одной и той же температуры. Почти во всех случаях изотермическая ковка суперсплавов проводится в вакууме или в строго контролируемой атмосфере, чтобы предотвратить окисление. Когда кусок металла подвергается горячей штамповке, его необходимо значительно нагреть.
Разновидностью горячей ковки является изотермическая ковка, при которой материалы и штампы нагреваются до одной и той же температуры. Почти во всех случаях изотермическая ковка суперсплавов проводится в вакууме или в строго контролируемой атмосфере, чтобы предотвратить окисление. Когда кусок металла подвергается горячей штамповке, его необходимо значительно нагреть.
Средние температуры, необходимые для горячей штамповки:
- До 1150 градусов Цельсия для стали
- от 360 до 520 градусов Цельсия для алюминиевых сплавов
- от 700 до 800 градусов Цельсия для медных сплавов
Традиционно производители выбирают горячую ковку для изготовления деталей, имеющих большое значение в технической сфере. Горячая ковка также рекомендуется для деформации металла, отличающегося высоким коэффициентом формуемости. Другие соображения по поводу горячей штамповки включают:
- Производство отдельных деталей
- Низкая и средняя точность
- Чешуйчатая формация
- Низкие напряжения или низкое деформационное упрочнение
- Структура гомогенизированного зерна
- Повышенная пластичность
- Устранение химических несоответствий
Возможные недостатки горячей штамповки включают:
- Менее точные допуски
- Возможное коробление материала в процессе охлаждения
- Различная структура зерна металла
- Возможные реакции между окружающей атмосферой и металлом
При горячей ковке температура превышает точку рекристаллизации металла.
Лазерная резка металла laser cutting: Лазерная-резка39.рф – Ваш персональный мастер лазерной раскройки металла…
Лазерная-резка39.рф – Ваш персональный мастер лазерной раскройки металла…
Лазерная резка
Заказать
От 4,99 руб/м.п. — Заказ от 1 до 1000 шт. — Доставка бесплатно — Онлайн заказ — 100% гарантия качества
Цена от 4,99 руб/м.п.
Заказ от 1 до 1000 шт.
Доставка бесплатно
Онлайн заказ
100% гарантия качества
Дизайнерам & Мастерам
Авто мастерам & Слесарям
Предпринимателям
Маркетологам & Компаниям
Конструкторам & Студентам
Дизайнерам & Мастерам
Авто мастерам & Слесарям
Предпринимателям
Маркетологам & Компаниям
Конструкторам & Студентам
Мы делаем красивые изделия из листового металла
для дизайнеров, мастеров и производственных компаний
Лазерная-резка39. рф — это Калининградская компания, которая предлагает лазерную резку листового металла, чтобы воплотить ваши идеи и проекты в жизнь. У нас можно заказать практически любые изделия, которые возможно изготовить путем лазерной резки металла — дизайнерские изделия, буквы, копии произведений искусства, технические модели и запчасти, украшения и игрушки, изделия для дома и интерьера, элементы ландшафтного дизайна и ограждения, стеллажи и мебель, модели для студентов технических институтов, а также многое и многое другое!
Вы выбираете необходимый макет из нашей библиотеки, добавляете в него необходимые изменения или создаете свои макеты, а затем отправляете их нам, чтобы получить от нас смету на изготовления вашего макета в металле.
Наши специалисты превратят ваши векторные 2D рисунки в настоящие продукты с помощью лазерной резки на плоских металлических листовых материалах с точностью 0,1 мм.
При размещении стандартного заказа мы приступаем к его изготовлению в день его оформления. Максимальный срок изготовления заказа составит 5 дней.
Максимальный срок изготовления заказа составит 5 дней.
Вы можете заказать у нас пробный экземпляр вашей детали для того чтобы оценить его и потом разместить полный заказ для воплощения вашей новой идеи.
Вы заказываете столько сколько надо и только тогда, когда вам это нужно. Исключаете необходимость держать запас на вашем складе.
Наши опытные конструкторы и мастера с помощью специального ПО подберут правильный раскрой и оптимизацию вашей детали или модели, и сделают лучшую для Вас цену.
Работаем с листами из черной, оцинкованной и нержавеющей стали, а также с листами из алюминиевых и цветных металлов. Толщина резки металла от 0,5 мм до 8,0 мм.
АВТО МАСТЕРАМ & СЛЕСАРЯМ
— для ремонтных мастерских и автосервисов —
Мастер дела за все берется смело!
Как это работает >
ПРЕДПРИНИМАТЕЛЯМ & ПРОИЗВОДСТВЕННИКАМ
— для производственных компаний и новых предпринимательских идей —
Выбирая цель, цельтесь выше, не боясь попасть в звёзды!
Как это работает >
МАРКЕТОЛОГАМ & КОМПАНИЯМ
— для создания оригинальных подарков и макетов брендов компании —
Хороший бренд, дороже денег!
Как это работает >
КОНСТРУКТОРАМ & СТУДЕНТАМ
— для конструкторских разработок и воплощения их технических идей —
Успешен тот, кто в пути к воплощению своих безумных идей!
Как это работает >
Как мы работаем
Вы придумываете и проектируете свой продукт и присылаете его нам. Мы изготавливаем макеты и детали для Вас с помощью технологии лазерной резки. Вы собираете свой конечный продукт сами.
Мы изготавливаем макеты и детали для Вас с помощью технологии лазерной резки. Вы собираете свой конечный продукт сами.
Шаг 1. Получите вдохновение
Нарисуйте свою искрометную идею или воспользуйтесь готовым чертежом в векторном формате и пришлите его нам по электронной почте…
Шаг 2. Оформите заказ
Согласовываем Ваши пожелания, тип материалов и бюджет. Оформляем счет на оплату, наряд- заказ и приступаем к работе…
Шаг 3. Получаете макет
После изготовления вашего макета из листового металла машиной лазерной резки вы получите его у нас или вам его доставит курьер…
Сколько это стоит?
от 6,99 руб/м
Лазерная резка черного листового металла
от 8,99 руб/м
Лазерная резка листовой оцинкованной стали
от 11,99 руб/м
Лазерная резка листовой нержавеющей стали
от 31,99 руб/м
Лазерная резка алюминиевого листового металла
от 33,99 руб/м
Лазерная резка медного листового металла
от 35,99 руб/м
Лазерная резка латунного листового металла
Что такое лазерная резка металла?
 youtube.com/embed/tfXQxMUhfUA» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/tfXQxMUhfUA» frameborder=»0″ allowfullscreen=»»>
Лазерная резка является современным цифровым методом обработки металлов, доступными теперь и в Калининградской области онлайн от компании лазерная-резка39.рф. Лазерная резка — это современная технология производства, которая использует оптический лазерный луч большой мощности для резки плоских листовых материалов.
Управление лазером происходит с помощью компьютера и специального ПО, в результате чего ваш цифровой дизайнерский макет переносится на металл в процессе резки. Высокоточный лазер испаряет линию через материал разрезая его, оставляя на 90 градусов высококачественную обрезанную кромку.
Отзывы о нас
Нам очень важно получить отзыв о нашей работе
CLOSE [X]
Log In to Make
Главная — Laser Processing — лазерная резка металла
Loading.
 ..
..
Да, мы режем! Лазер Процессинг
Laser Processing — компания, специализирующаяся на обработке листового и трубного металла из конструкционной стали, нержавеющей стали, алюминия, меди, латуни с использованием лазерной резки, штамповки, гибки и сварки. Благодаря значительным инвестициям в самое современное производственное оборудование и технологии, мы можем предложить нашим клиентам самое высокое качество и кротчайшие сроки производства металлоизделий по самой оптимальной цене.
Подробней
Контакты
Новости компании по металлообработке
-
Лазерная резка
Лазерная резка является одним из лучших способов обработки листового металла из стали, нержавейки или алюминия и используется в различных областях промышленности: в строительстве, автомобилестроении, сельском хозяйстве, нефтедобыче, транспортировке, а также в других отраслях. -
Гибка
Помимо лазерной резки, пробивки или сварочных работ, производственный процесс предполагает операцию гибки металла. -
Механическая обработка
Наша компания предлагает полный спектр услуг по механической обработке металла: вертикальное фрезерование, радиальное сверление. Механическая обработка не имеет для нас никаких ограничений. -
Сварка
В процессе сварки мы используем технологию Synergic Pulse и код Double Pulse. -
Координатная пробивка
Работы по перфорации, координатной пробивке листового металла практически любых марок стали (черная сталь, нержавейка, алюминий, оцинкованная сталь, композитные материалы и др. ) производятся на высокопроизводительных станках. Технологические возможности производственного оборудования позволяют изготавливать более 150 всевозможных типов отверстий и пазов с различным шагом перфорации, в соответствии с предоставленными чертежами. -
Резка труб
Применение TubeMatic TLF3200, TubeMatic TLF2400 позволяет в автоматизированном режиме осуществлять обработку трубного проката в соответствии с любыми требованиями заказчика.
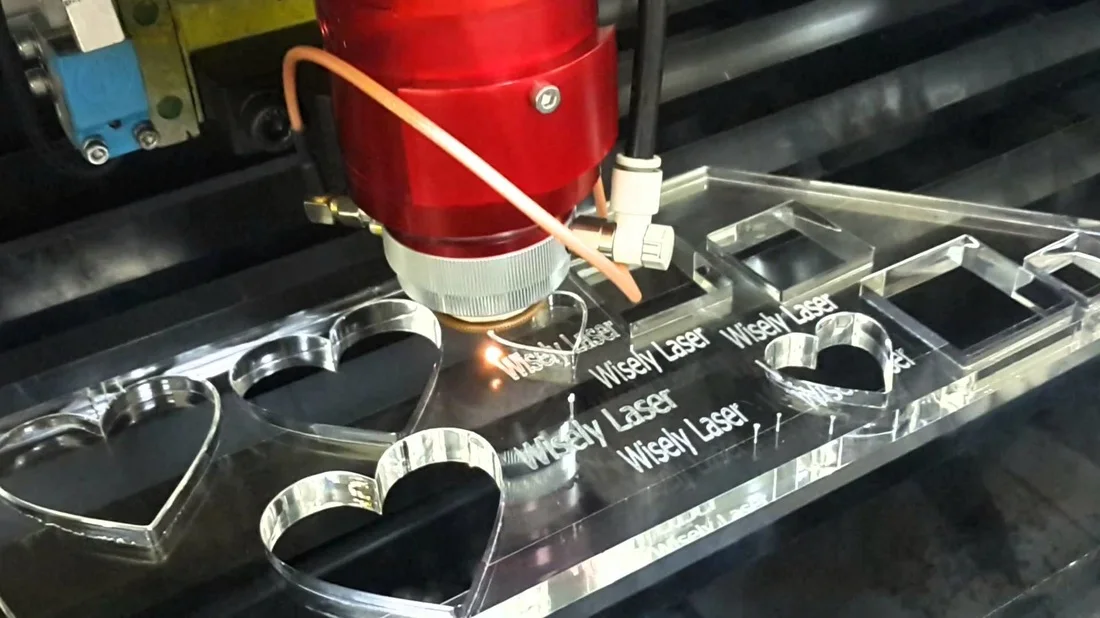
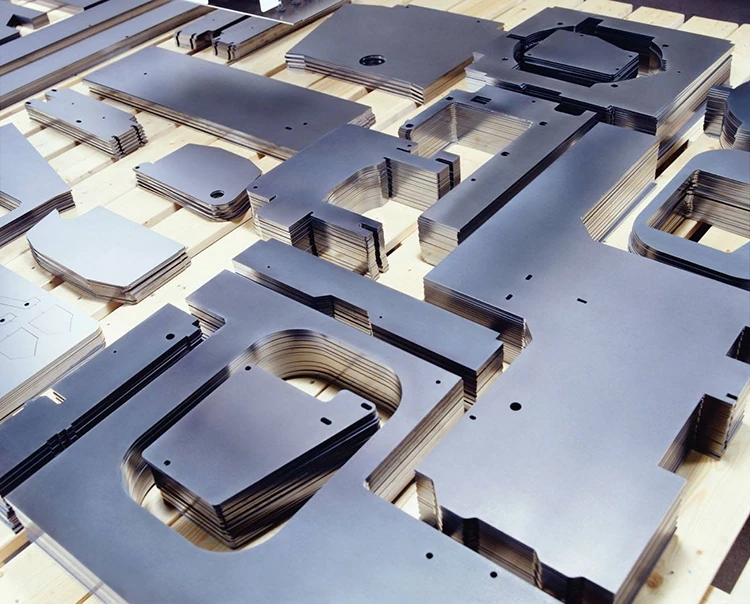 ) производятся на высокопроизводительных станках. Технологические возможности производственного оборудования позволяют изготавливать более 150 всевозможных типов отверстий и пазов с различным шагом перфорации, в соответствии с предоставленными чертежами.
) производятся на высокопроизводительных станках. Технологические возможности производственного оборудования позволяют изготавливать более 150 всевозможных типов отверстий и пазов с различным шагом перфорации, в соответствии с предоставленными чертежами.
Лазерная резка и услуги по обработке листового металла l OSH Cut
OSH Cut революционизирует прецизионное производство листового металла и листового металла.
Мы предлагаем мгновенные онлайн-цены и быстрые сроки изготовления прецизионных деталей из листового металла, включая лазерную резку металла, нарезание резьбы, удаление заусенцев и завальцовку кромок, гибку металла и порошковое покрытие. Мы можем изготовить детали из листового металла по вашему индивидуальному заказу так же быстро, как в тот же день.
Мы можем изготовить детали из листового металла по вашему индивидуальному заказу так же быстро, как в тот же день.
Почему охрана труда сокращена?
Мгновенное ценообразование и онлайн-заказ
Больше не нужно ждать котировок! Используйте нашу онлайн-платформу , чтобы загружать свои детали, узнавать цены на любые материалы и количества и оформлять онлайн-заказы, когда будете готовы.
Наш механизм ценообразования автоматически применяет оптовые скидки — вы можете изменить количество деталей или добавить новые детали, чтобы сразу увидеть, как это повлияет на цену.
Нужна помощь? Позвоните нам по телефону 801-850-7584, и мы будем рады помочь. Мы предоставляем прямую услугу по резке металла, без брокеров по изготовлению или сторонних поставщиков услуг между вами и вашими деталями. Это означает лучшие цены, лучшую поддержку клиентов и более короткие сроки. Лазерная резка онлайн еще никогда не была такой простой.
Полностью вложенные онлайн-цены
Наш механизм ценообразования вкладывает ваши детали, чтобы свести к минимуму использование материалов и дает вам возможность сэкономить. Скидки за объем применяются на уровне работы — чем больше работа, тем дешевле будут отдельные детали.
Скидки за объем применяются на уровне работы — чем больше работа, тем дешевле будут отдельные детали.
Вы получите точные и конкурентоспособные цены на резку и гибку металла независимо от объема вашей работы, независимо от того, заказываете ли вы одну деталь или тысячи.
Мгновенная обратная связь DFM
Наша система анализирует ваши нестандартные детали из листового металла и предоставляет мгновенную обратную связь «Проектирование для технологичности» (DFM) как для плоских, так и для изогнутых металлических деталей, сообщая вам о любых проблемах, которые могут повлиять на вашу готовую деталь.
Сертификат ISO 9001
OSH Внутренние системы управления качеством и производством выходят за рамки основных требований стандарта ISO 9001:2015. Мы еженедельно анализируем производственные проблемы, количество ошибок, отзывы клиентов и другие показатели и используем эту информацию для создания культуры постоянного улучшения. Наша цель состоит в том, чтобы предложить совершенные детали из листового металла.
Услуги по резке и гибке металла по требованию
В зависимости от ваших сроков и объема работы, наши услуги по резке металла гарантируют выполнение заказов в кратчайшие сроки в тот же день.
Нужна резка металла на заказ, быстро? Часто мы можем доставить вам металлические детали на заказ до того, как другие магазины ответят на ваш запрос.
Доступность материалов
У нас на складе более 300 различных типов и толщин металлических листов и плит толщиной до 1 дюйма.
Мы поддерживаем резку металла на заказ из различных сплавов стали, нержавеющей стали, алюминия, меди, и никель
Без минимума
Мы будем рады выполнить ваши индивидуальные заказы на резку и гибку металла любого размера, от одного прототипа до производственного цикла с тысячами металлических деталей.Вы можете заказать одну деталь, чтобы проверить свой дизайн перед нажатие на курок в производственном цикле
Услуги
Услуги по резке металла
Мы предлагаем услуги по лазерной резке с использованием наших современных высокомощных волоконных лазеров. Толщина поддерживаемого листового металла и пластин варьируется от 0,005 дюйма до 1 дюйма, и мы храним более 300 марок / сплавов стали, нержавеющей стали, алюминия, меди, латуни и никеля.
Толщина поддерживаемого листового металла и пластин варьируется от 0,005 дюйма до 1 дюйма, и мы храним более 300 марок / сплавов стали, нержавеющей стали, алюминия, меди, латуни и никеля.
Удаление заусенцев с металла
Мы можем выполнить чистовую обработку ваших металлических деталей, вырезанных по индивидуальному заказу, чтобы удалить все заусенцы, смягчить края деталей и устранить большую часть или все подготовительные работы, необходимые для сварки и окраски.
Удаление заусенцев автоматически применяется к поддерживаемым деталям и материалам во время проверки, но вы можете удалить его, чтобы снизить цены на детали, если хотите.
Гибка листового металла
Мы поддерживаем гибку листового металла из материалов диаметром до 1/4 дюйма и общей длиной гибки до 76 дюймов. , Наша онлайн-система проанализирует вашу деталь и сообщит о любых потенциальных проблемах с технологичностью, прежде чем вы отправите ее.0003
Нарезание резьбы по металлу
OSH Cut предлагает нарезание резьбы по металлу с размерами от 6-32 до 1 1/2-6 (стандартные) и от M3 x 0,5 до M36 — 4,0 (метрические). Наше оборудование делает врезку металла быстрой и экономичной для вас.
Наше оборудование делает врезку металла быстрой и экономичной для вас.
Порошковое покрытие
OSH Cut поддерживает порошковое покрытие различных распространенных цветов для деталей весом до 50 фунтов и до 60 дюймов в длину или ширину. Просто загрузите деталь из листового металла, выберите цвет и знайте, что вы получите красивую готовую деталь.
Детали из листового металла на заказ, по требованию
Благодаря мгновенному онлайн-ценообразованию, автоматическому анализу DFM и множеству вариантов времени выполнения заказа во время оформления заказа вы можете оценить свои детали, заказать онлайн и получить свой прототип или заказ на мелкосерийное изготовление по индивидуальному заказу. на руках уже на следующий день. Просто выберите «Priority Rush» во время оформления заказа.
Наши клиенты
Часто задаваемые вопросы
Что означает «полностью вложенные цены»?
Мы берем все нестандартные металлические детали по вашему заказу и «вкладываем» их в листовой металл, чтобы получить лучшую цену на материал. Другие онлайн-сервисы по резке металла не предлагают вложенные цены. Задания по резке металла, состоящего из нескольких деталей, обычно значительно выигрывают от раскроя, поэтому это важная часть торгов на онлайн-заданиях по лазерной резке. Обязательно авторизуйтесь и нажмите «Продолжить», чтобы узнать окончательную цену ваших металлических деталей.
Другие онлайн-сервисы по резке металла не предлагают вложенные цены. Задания по резке металла, состоящего из нескольких деталей, обычно значительно выигрывают от раскроя, поэтому это важная часть торгов на онлайн-заданиях по лазерной резке. Обязательно авторизуйтесь и нажмите «Продолжить», чтобы узнать окончательную цену ваших металлических деталей.
Каковы ваши сроки изготовления деталей из листового металла?
Наше стандартное время выполнения заказа составляет 5 рабочих дней для прототипов и мелкосерийных работ по лазерной резке, но при оформлении заказа есть варианты, позволяющие выполнить заказ так же быстро, как в тот же день, в зависимости от размера задания, наличия материалов и мощности. Мы сократим вашу работу раньше, чем сможем.
Можете ли вы уложиться в срок, не указанный при оформлении заказа?
К сожалению, нет. Наш механизм планирования времени тесно связан с нашим программным обеспечением для планирования производства, которое отслеживает производственные мощности.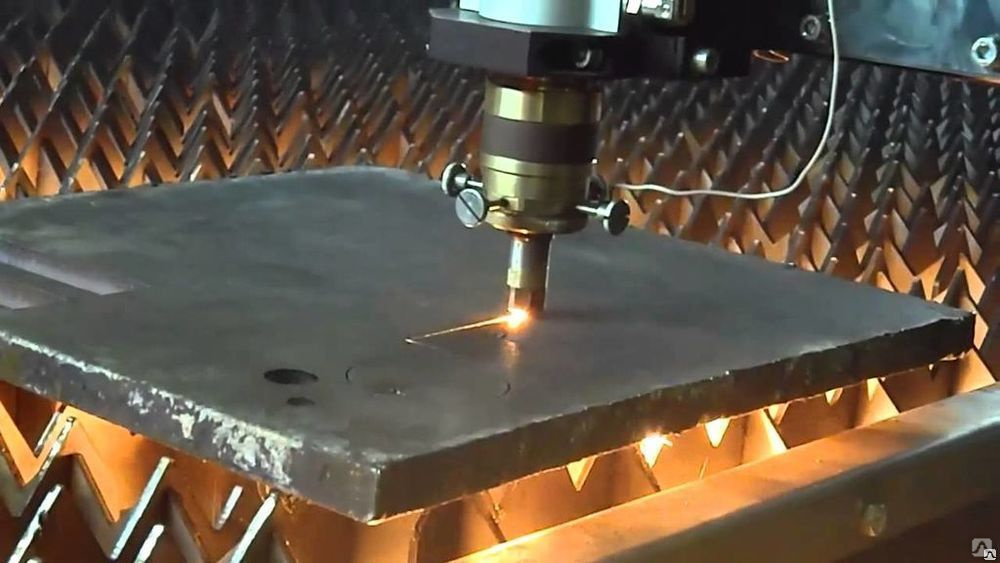 Во время пикового спроса мы не можем гарантировать более быстрое получение заказов, даже если ваша работа невелика.
Во время пикового спроса мы не можем гарантировать более быстрое получение заказов, даже если ваша работа невелика.
Можете ли вы разрезать материал, не указанный в вашем каталоге?
Мы не можем, но мы часто добавляем материалы в зависимости от потребностей клиентов. Пожалуйста, сообщите нам, если у вас есть особый запрос, отправив нам электронное письмо по адресу [email protected] .
Поддерживаете ли вы гибку листового металла?
Да! Вы можете загрузить 3D-модель своей детали из листового металла в формате STEP или SolidWorks, и наша платформа автоматически развернет вашу металлическую деталь для создания развертки и программы гибки. Вы также можете загрузить развертку и выбрать линии сгиба, если вам так проще. Какой бы метод вы ни использовали, вы можете наблюдать за симуляцией изгиба, которая показывает, как ваша деталь будет формироваться на нашем оборудовании, сразу предупреждая вас о потенциальных проблемах.
Как я могу получить более выгодные цены?
Наша система автоматически применяет агрессивные ценовые скидки по мере увеличения объемов работ по резке и гибке металла. Чтобы получить лучшую цену, загрузите больше деталей или увеличьте количество заказов. OSH Cut наиболее конкурентоспособен для средних и крупных работ по изготовлению листового металла, содержащих несколько нестандартных металлических деталей, деталей, которые выигрывают от вложенности, и деталей, которые включают гибку.
Чтобы получить лучшую цену, загрузите больше деталей или увеличьте количество заказов. OSH Cut наиболее конкурентоспособен для средних и крупных работ по изготовлению листового металла, содержащих несколько нестандартных металлических деталей, деталей, которые выигрывают от вложенности, и деталей, которые включают гибку.
Вы можете отправить товар за границу?
В настоящее время мы предлагаем доставку только в США. Международные перевозки тяжелых деталей из листового металла обычно нецелесообразны, поэтому спрос на них обычно невелик. Однако в будущем мы можем предложить международную доставку.
Удалишь ли ты заусенцы с моих частей?
Абсолютно! Наши лазеры обычно режут, не оставляя заусенцев, но вы можете выбрать удаление заусенцев, чтобы смягчить края и устранить заусенцы на более толстых материалах. Убедитесь, что после загрузки детали вы выбрали удаление заусенцев в качестве опции. Мы можем снять заусенцы и завальцевать кромки, а также дополнительно нанести на ваши детали линейное зерно с зернистостью 240. Не все детали имеют достаточную площадь поверхности для удаления заусенцев, но наша система сообщит вам, что доступно после загрузки.
Не все детали имеют достаточную площадь поверхности для удаления заусенцев, но наша система сообщит вам, что доступно после загрузки.
Онлайн-услуги по лазерной и гидроабразивной резке
Не знаете, какой материал использовать?
Попробуйте наши наборы образцов! Мы будем включать случайный ассортимент наших самых популярных материалов различной толщины.
Композиты, вырезанные лазером, углеродное волокно, акрил
, а также пластмассы
Теперь мы предлагаем углеродное волокно, вырезанное лазером и обработанное на станке с ЧПУ, G10/FR4, березовую фанеру и вырезанный лазером акрил. Что вы можете сделать с углеродным волокном, Lexan и UHMW?
Учить больше
Мгновенные расчеты, БЕСПЛАТНОЕ срочное изготовление и БЕСПЛАТНАЯ доставка в любую точку США.
Мгновенные расчеты, БЕСПЛАТНОЕ срочное производство,
и БЕСПЛАТНАЯ доставка в любую точку США.
- Нет минимального количества
- Детали от < $1 (минимальный заказ $29)
- Изготовление в течение 2-4 дней по стандартным заказам всего 19 долларов в Канаду!
Загрузите файл DXF, DWG, EPS или AI, выберите материал и получите цену.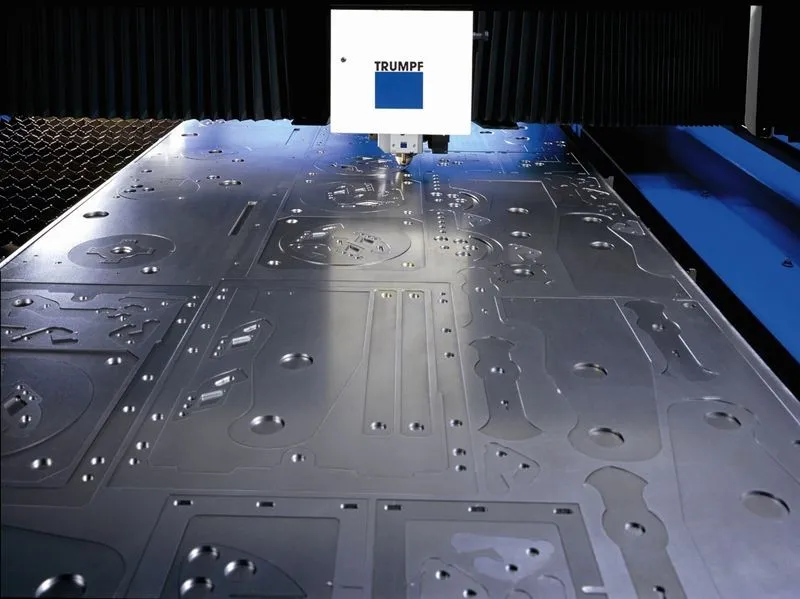 Все загрузки безопасны и конфиденциальны.
Все загрузки безопасны и конфиденциальны.
Нет файла? Попробуйте наш конструктор запчастей!
Быстрее получайте запчасти
Чтобы получить нужные детали, не требуются недели и $$. Загрузите свой проект САПР, и мы изготовим детали по вашему индивидуальному заказу в течение нескольких дней с доставкой прямо к вашей двери.
- Онлайн-услуги лазерной и гидроабразивной резки от 1 доллара США (минимальный заказ 29 долларов США)
- Срок изготовления стандартных заказов составляет 2-4 рабочих дня или меньше.
- Скидки за количество до 7 Скидка 0%
- Заказ от 1 до 1 000 000+ деталей. Без минимальных количеств
- Нержавеющая сталь, титан, алюминий, углеродное волокно и другие материалы
Онлайн-услуги по лазерной резке и гидроабразивной резке — это просто
Загрузите свой проект САПР
Мы принимаем
файлы DXF, EPS, DWG и AI.
Получить мгновенную смету
Цены включают материалы, резку,
удаление заусенцев и бесплатную доставку
в любую точку США, 19 долларов США в Канаду
Стандартные заказы на доставку в течение 2-4
рабочих дней или меньше
2-3 дня доставки
для всех стандартных заказов
Как работает наш процесс
Воспроизвести видео
Нашим услугам лазерной резки с ЧПУ доверяют тысячи
инженеров, предприятий и производителей
Мы предлагаем гибку/формовку листового металла, зенкерование, нарезание резьбы, порошковое покрытие и удаление заусенцев, а также лазерную резку и гидроабразивную резку в режиме онлайн.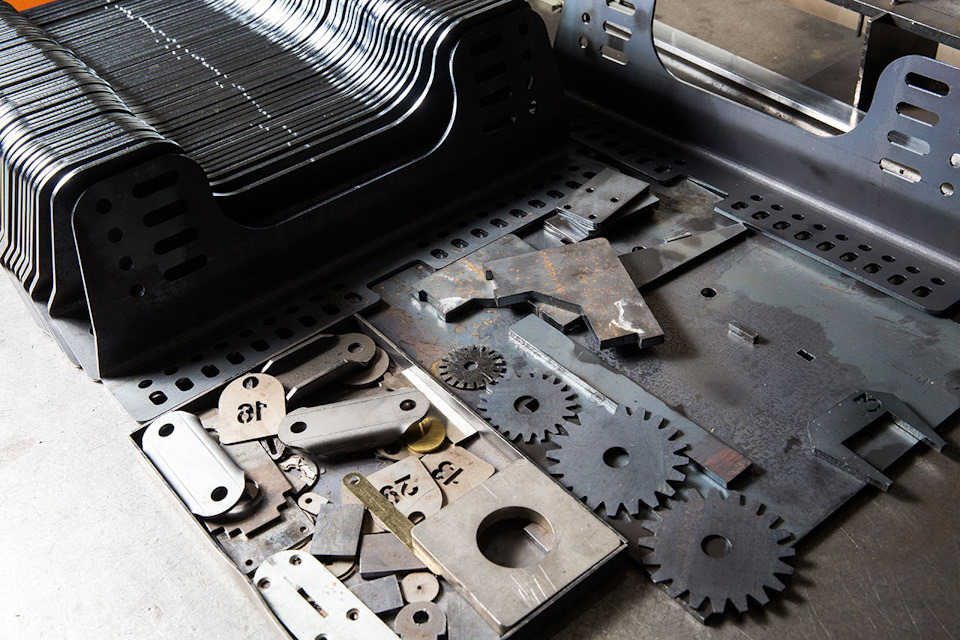
- Удаление заусенцев и галтовка БЕСПЛАТНО для некоторых материалов. Мы хотим, чтобы ваши детали выглядели наилучшим образом.
- Мы предлагаем услуги по гибке металла с ЧПУ по цене от 9 долларов США.
ПОСМОТРЕТЬ УСЛУГИ
Не знаете, какой материал использовать?
Попробуйте наши наборы образцов! Мы будем включать случайный ассортимент наших самых популярных материалов различной толщины.
Молниеносное выполнение
Каждый заказ для нас является срочным заказом (почему он должен стоить дополнительно?).
Срок изготовления стандартных заказов на лазерную резку металла/акрилового волокна, гидроабразивную резку углеродного волокна и резку пластика с ЧПУ составляет 2–4 рабочих дня или менее .
SendCutОтправить ответ, если вы ищете лазерную резку рядом со мной . Это как лазер у входной двери!
Онлайн-услуги по гибке листового металла
Мы согнем детали, вырезанные лазером, в соответствии с вашими спецификациями с точностью до 1 градуса или выше.
Начиная с $19 за заказ.
Загрузите файл AI, DWG, DXF или EPS, чтобы получить бесплатную оценку!
Придайте своей детали красочную окраску с помощью онлайн-порошкового покрытия
Порошковое покрытие придает вашим деталям, вырезанным лазером и гидроабразивом, яркое, долговечное покрытие и защитный слой, который обеспечивает устойчивость к коррозии, окислению и повреждениям.
Начиная с $19, без минимального количества. Всего 1 доллар за деталь оптом!
Простые услуги по нарезанию резьбы для идеальной подгонки каждый раз
С SendCutSend нарезание резьбы проще, чем когда-либо. Прошли те времена, когда каждое отверстие тщательно постукивали вручную. Просто оставьте это нам!
Всего от 19 долларов США за заказ. Добавляет всего 1-2 дня к сроку выполнения заказа
Отслеживание вашего заказа от загрузки до доставки
Точно знайте, где находится ваш заказ, с помощью нашего трекера заказов в режиме реального времени.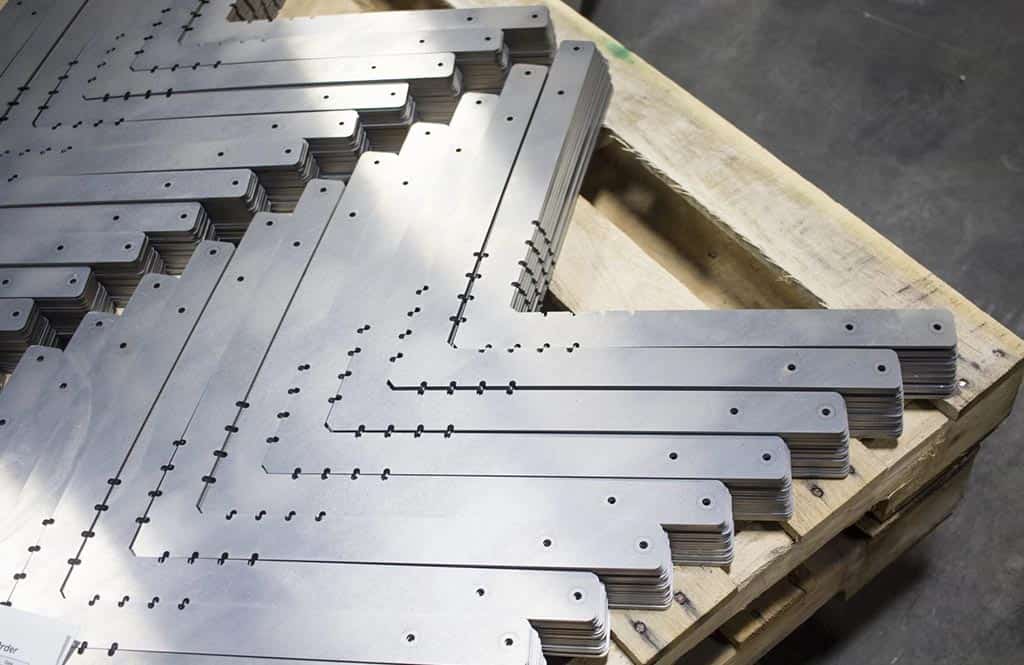 Отслеживайте процессы резки, обеспечения качества и отгрузки со своего телефона или ноутбука. (Предупреждение: это вызывает привыкание.)
Отслеживайте процессы резки, обеспечения качества и отгрузки со своего телефона или ноутбука. (Предупреждение: это вызывает привыкание.)
Лазерная резка композитов, углеродное волокно, акрил
, а также пластмассы
Теперь мы предлагаем лазерную резку и обработку на станке с ЧПУ углеродного волокна, G10/FR4, березовую фанеру и лазерную резку акрила. Что вы можете сделать с углеродным волокном, Lexan и UHMW?
Учить больше
Нет файла САПР? Попробуйте наш Parts Builder
Если у вас нет файла DXF для лазерной резки, не проблема! Теперь вы можете выбирать, настраивать и заказывать различные детали, от простых кронштейнов до номеров домов, за считанные минуты.
«Это открывает совершенно новый способ изготовления деталей, более быстрый, качественный и дешевый.
Мой плазменный резак может позавидовать».
Бесплатные услуги по удалению заусенцев и чистовой обработке
Наш процесс удаления заусенцев и финишной обработки включен бесплатно, потому что мы хотим, чтобы у вас были хорошо выглядящие детали, когда они прибудут к вашей двери.
Загрузить свой ИИ , DWG, DXF или EPS для бесплатной оценки!0144 Если вы не на 100% довольны, мы вернем вам деньги или переделаем на месте
. Мы можем запросить фотографии любого повреждения или дефекта, чтобы избежать такой же ошибки в будущем.
Произведено здесь, в США
Вам никогда не придется беспокоиться о длительных сроках поставки, стоимости доставки или сомнительной поддержке клиентов. Все заказы изготавливаются в США с двумя пунктами обслуживания.
Мы производим лазерную (или гидроабразивную резку) все заказы на месте, чтобы обеспечить наилучшее качество, максимальную скорость и минимальную стоимость.
Мы с гордостью отправляем в любую точку США и Канады .
Узнайте, почему клиенты ценят нас: SendCutОтправить отзывы
Посмотреть в Google
Быстрое обслуживание по отличной цене.
Четко указал на проблемы с моим дизайном и помог мне их исправить.
Качество было потрясающим и хорошо упакованным.
SCS предлагает чрезвычайно ориентированный на клиента сервис, который я очень рекомендую. Каждый заказ и взаимодействие, которое у меня было с ними, были не чем иным, как отличным, и все общение было быстрым. Не могу рекомендовать достаточно!
Отличное место для лазерной резки и гибки листового металла. Цена хорошая!!
Я только что разместил второй заказ 6-го и получил его 10-го. Примерно половина из них пришлась на доставку.
Потрясающий опыт! Прецизионные детали, быстрое выполнение работ и бесплатная доставка, чего еще можно желать?
Мало того, что они намного быстрее выполняют работу, чем другие подобные компании. Они делают это за часть цены. Я получил предложение от конкурента, и оно стоило около 9 долларов за деталь, а SendCutSend — менее 3 долларов за деталь. Кроме того, на предметах нет ржавчины, но есть даже тепловые пятна, что невероятно редко. Упаковка у них тоже отличная.
Отличная система для отслеживания заказов и облегчения получения запчастей!
Получены текстовые сообщения о статусе моего заказа. Исключительный продукт и упаковка. В целом очень доволен.
Исключительный продукт и упаковка. В целом очень доволен.
Удивительное обслуживание клиентов! Они действительно помогли мне быстро дать отзыв о моем дизайне, чтобы быстро запустить его в производство. Отправили супер быстро, качество отличное!
Часто задаваемые вопросы о нашей службе лазерной резки
Каковы лучшие практики для минимальной геометрии?
Убедитесь, что вся геометрия детали, вырезанной лазером, составляет не менее 50 % толщины материала. Например, если ваш материал имеет толщину 0,100 дюйма, наименьшее отверстие, которое вы можете вырезать, будет иметь диаметр 0,050 дюйма. Любая внутренняя геометрия меньше 50% толщины материала не будет
Подробнее »
Какие общие проблемы следует искать в моих файлах?
Перед загрузкой файлов в SendCutSend обязательно проверьте наличие этих распространенных проблем. Дублирующиеся строки. Повторяющиеся строки в вашем файле будут отклонены нашей автоматизированной системой, поскольку лазер не может их распознать или вырезать. Обязательно просмотрите геометрию в своем файле и убедитесь, что там всего
Обязательно просмотрите геометрию в своем файле и убедитесь, что там всего
Подробнее »
Каковы ваши ограничения по размеру материала?
Минимальный и максимальный размер предлагаемой детали меняется в зависимости от материала и его толщины. Мы составили диаграмму, разбитую на четыре категории (композиты, металлы, пластмассы и дерево), чтобы вы могли видеть всю эту информацию в одном месте. Этот максимальный размер частично определяется процессом обработки
Подробнее »
Какие материалы доступны для нарезки?
В настоящее время у нас есть различные материалы для врезки. 0,063–0,500” 5052 Алюминий 0,063–0,500” 6061 Алюминий 0,125–0,250” 7075 Алюминий 0,063–0,250” Медь 0,063–0,250” Латунь 0,030”–0,500” 304 Нержавеющая сталь 0,062–0,1650” Сталь ”-0,500” Мягкая сталь 0,050”-0,250” 4130 Хроммолибден 0,125”-0,250” Делрин 0,250”-0,500” HDPE 0,125”-0,250” ABS Важно правильно выбрать метчик для вашего
Подробнее »
Что такое вкладки? Как их можно удалить?
Язычки используются для предотвращения выпадения детали из гнезда во время лазерной резки. Мы вырезаем лазером немного дополнительного материала толщиной около 0,010–0,015 дюйма снаружи вашей детали. Деталь достаточно легко выломать из листового металла вручную, но она достаточно прочная, чтобы удерживать деталь
Мы вырезаем лазером немного дополнительного материала толщиной около 0,010–0,015 дюйма снаружи вашей детали. Деталь достаточно легко выломать из листового металла вручную, но она достаточно прочная, чтобы удерживать деталь
Подробнее »
Как заказать запчасти на вашем сайте?
Мы делаем заказ запчастей быстрым и удобным. Чтобы получить пошаговое руководство, ознакомьтесь с этим видео или шагами, перечисленными ниже. Шаг 1: Перейдите на нашу домашнюю страницу и выберите «Получить мгновенную смету». Шаг 2: Перетащите или выберите файлы деталей. Мы принимаем файлы DXF, DWG, EPS и .AI Adobe Illustrator. Выезд
Подробнее »
Каков размер вашего лазерного пропила?
Мы компенсируем все смещения линий и разрезов в вашем дизайне. Мы изменяем положение луча в зависимости от геометрии детали, и мы можем удерживать допуск +/- 0,005 дюйма или лучше для большинства материалов. Мы позаботимся обо всем, чтобы вам не пришлось. Ознакомьтесь с нашим сообщением в блоге о kerf
Ознакомьтесь с нашим сообщением в блоге о kerf
.
Подробнее »
Чего мне следует ожидать, когда я получу деталь с порошковым покрытием?
Порошковая окраска увеличивает время выполнения заказа на 7-10 дней. Если вы заказываете как детали с порошковым покрытием, так и детали без порошкового покрытия, разделите заказ на две части, чтобы мы могли отправить ваши детали без порошкового покрытия, как только они будут обработаны. Если ваши детали с порошковым покрытием погнуты, имейте в виду, что
Подробнее »
Как сэкономить на своем проекте?
Наши цены основаны на ряде факторов, включая материал, толщину материала, вес материала, количество, форму (геометрию) и общий дизайн. Следуйте этим советам, чтобы получить самые низкие цены на детали, вырезанные лазером: Уменьшите количество отверстий или «проколов» Удалите дублирующиеся линии и ненужную геометрию Сделайте свой дизайн меньше 46 дюймов
Подробнее »
Могу ли я нанести порошковое покрытие на изогнутую или нарезанную деталь?
Да, вы можете наносить порошковое покрытие на изогнутые детали и детали с резьбой, но есть несколько моментов, которые необходимо знать. Если ваши детали с порошковым покрытием согнуты, имейте в виду, что следы штампа от листогибочного пресса будут видны через покрытие. В настоящее время мы не можем затыкать резьбовые отверстия до того, как детали будут покрыты порошком
Если ваши детали с порошковым покрытием согнуты, имейте в виду, что следы штампа от листогибочного пресса будут видны через покрытие. В настоящее время мы не можем затыкать резьбовые отверстия до того, как детали будут покрыты порошком
Подробнее »
У вас есть контрольный список настройки файлов?
Наш контрольный список перед полетом для настройки файлов распространяется на все наши услуги. Убедитесь, что все ваши файлы деталей соответствуют этим рекомендациям, прежде чем отправлять их нам, и мы сможем доставить вам ваши детали быстрее и проще. Не забудьте также ознакомиться со всеми нашими рекомендациями по обслуживанию, чтобы сделать
.
Подробнее »
Каковы ваши максимальные и минимальные размеры материала?
Материалы ведут себя по-разному во время обработки, при этом возможности и ограничения зависят от материала и его толщины. Вот почему важно понимать допустимость конкретных материалов при разработке ваших проектов для лазерной резки.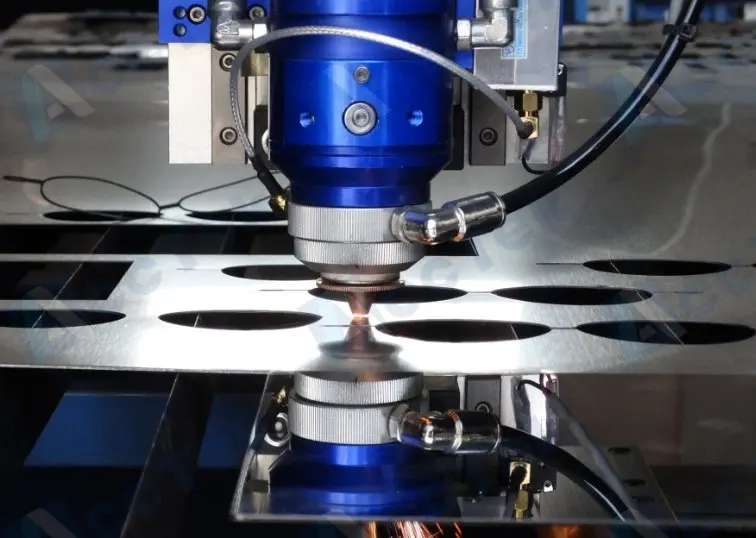 Прежде чем загружать свой дизайн на наш веб-сайт, ознакомьтесь с нашими общими максимальными и минимальными ограничениями для всех наших
Прежде чем загружать свой дизайн на наш веб-сайт, ознакомьтесь с нашими общими максимальными и минимальными ограничениями для всех наших
Подробнее »
Каковы стандартные сроки изготовления?
Хотя мы режем и обрабатываем детали семь дней в неделю, мы проверяем заказы с понедельника по пятницу, чтобы они совпадали с нашими перевозчиками. Вот как работает наш процесс: Ваш заказ получен и проверен. Наши инженеры по применению просматривают ваши чертежи.
Подробнее »
Могу ли я поторопиться с моим заказом?
Мы рассматриваем каждый заказ как срочный. Мы не можем ускорить производство, но в некоторых случаях мы можем предложить ускоренную доставку. Воспользуйтесь этими советами по заказу, чтобы получить детали как можно быстрее и узнать больше о сроках производства.
Подробнее »
Что потенциально может замедлить мой заказ?
Мы режем и обрабатываем детали семь дней в неделю, но мы проверяем заказы с понедельника по пятницу. Есть несколько вещей, которые потенциально могут замедлить ваш заказ. Заказы, полученные после полудня по тихоокеанскому стандартному времени, будут обработаны на следующий рабочий день. Заказы с примечаниями, особыми запросами и т. д. будут обрабатываться дополнительно. Чертежи, включающие
Есть несколько вещей, которые потенциально могут замедлить ваш заказ. Заказы, полученные после полудня по тихоокеанскому стандартному времени, будут обработаны на следующий рабочий день. Заказы с примечаниями, особыми запросами и т. д. будут обрабатываться дополнительно. Чертежи, включающие
Подробнее »
Какие материалы доступны для гибки?
SendCutSend предлагает ряд высококачественных материалов различной толщины для гибки: 5052 Алюминий 0,040–0,125 дюйма Латунь 0,040–0,125 дюйма Медь 0,063 дюйма и 0,125 дюйма Мягкая сталь 0,030–0,250 дюйма «Сгибание может быть сложным в проектировании, но это не обязательно. Лучший способ обеспечить быструю и простую гибку листового металла — следовать нашим инструкциям по гибке и
.
Подробнее »
«Начиная с котировки, до заказа… заканчивая получением товара,
работа с sendcutsend.com была, безусловно, лучшим опытом
при покупке запчастей»
Посетите магазин
Воспроизвести видео
Подпишитесь на нас
Подпишитесь на нас в Instagram @sendcutsend чтобы увидеть текущие примеры.
Что такое гибка металла: Описание процесса гибки метлов
Что такое гибка металла? — ООО «Элеран»
23
01.2022
Что такое гибка металла?
При обработке металла очень часто требуется выполнить операцию, связанную с его пластическим деформированием — гибку.
Гибка металла — это возможность придать новую форму заготовке механическим или ручным способом (с использованием специальных приспособлений).
При таком воздействии на металлическую поверхность, происходит растяжение ее внешних слоев с одновременным сжатием внутренних, результатом этого становится перегиб одной части заготовки на определённый угол по отношению к другой.
При выполнении гибки металла в домашних условиях следует придерживаться следующих основных правил:
- Радиус загиба не должен быть меньше, чем толщина заготовки. Это сможет предупредить появление трещин и разрывов в сплаве.
- Не рекомендуется сгибать в домашних условиях металлические листы толщиной более 10 мм. Для выполнения гибки таких листов нужны специальные условия.
- При работе с металлом следует выбирать более пластичные сплавы (например, железо, имеющее в своем составе малое количество примесей углерода, будет наиболее пластичным).
- Не следует забывать, что при нагревании повышается пластичность металла. В некоторых случаях это прекрасная возможность произвести гибку без механического повреждения металла и возможного появления на нем трещин.
- При проведении работ могут быть использованы тиски для зажима металла и молоток. При этом следует помнить, что чем толще металл, тем мощнее должны быть тиски во избежание их поломки.
Инструмент и оборудование для гибок металла.
В небольших кузнечных мастерских при изготовлении кованых изделий используется специальный ручной инструмент для гибки металла, позволяющий производить работы с более толстым и прочным металлом. С его помощью можно производить гибку углов, дуг, колец, а также устанавливать металлические заклепки. Для механизации процесса можно использовать станок для гибки листового металла, листогибочные прессы, вальцы и роликовые станки для гибки.
В настоящее время многие компании предлагают большой выбор оборудования для гибок металла в промышленных условиях:
- гидравлические трубогибы с электронным управлением или ручным приводом;
- гибочные станки;
- станки для гибки арматуры и многие другие.
Современное оборудование широко используется при проведении строительных и монтажных работ. Применение специального оборудования для гибок металла позволяет выполнять большой объем работ в короткие сроки, значительным образом повышает качество гибки.
Технология гибки листового металла.
Гибка листового металла производится в специальных гибочных штампах. Лист до упора помещают в листогибочный пресс и закрепляют в нем. Сверху на лист оказывает давление пресс и происходит сгибание.
Такая технология сгиба позволяет получать разнообразные конструкции из металлического листа. Деталь, полученная данным способом, отличается прочностью и привлекательным внешним видом. Это значительным образом упрощает изготовление корпусных и иных деталей без применения сварки.
Мы предоставляем услуги гибки металла на заказ на профессиональном и современном оборудовании. Наши специалисты имеют большой опыт работы в данной области, что позволяет им быстро и на высоком уровне справляться с поставленными задачами любой сложности.
Воспользовавшись нашими услугами гибки металла, Вы будете довольны, уверены в надежности и долговечности получаемой в результате работы конструкции.
Гибка металла: преимущества — полезные статьи от компании СтальЛист
- Главная
- Статьи
Гибка металла: виды и преимущества
В процессе металлообработки возникает необходимость проведения различных формовочных операций, финальным итогом которых является готовая деталь. Применяются резание, фрезерование, сверление, точение, шлифование и иные процедуры. Отдельно выступает такой способ придания заготовке новой пространственной формы, как гибка металла.
Отдельно выступает такой способ придания заготовке новой пространственной формы, как гибка металла.
Что такое гибка металла на современном производстве?
Для изготовления таким способом изделий в малых объемах может применяться ручной способ. Однако более технологичным и продуктивным является механический процесс гибки металла, в ходе которого используются слесарное оборудование и инструмент. В зависимости от потребностей современного производства приходится изгибать заготовки различных типов – от листового материала до деталей разнообразной геометрии.
Виды и оборудование для гибки металлозаготовок
Технология гибки заключается в давлении на определенные точки заготовки для ее растяжения или сжатия. В некоторых случаях перед тем, как производить гибку металла, применяется дополнительная термообработка без существенного воздействия на структуру металла. Данные подходы не являются универсальными и используются в зависимости от особенностей обрабатываемой детали.
Данные подходы не являются универсальными и используются в зависимости от особенностей обрабатываемой детали.
Гибка листового металла выполняется с помощью листогибов. Эти аппараты подразделяются по способу гиба на:
- прессовые, в ходе работы которых лист совмещается с матрицей и под давлением приобретает аналогичную последней форму;
- поворотные, отличающиеся наличием подвижной гибочной балки, которая играет роль основного рабочего элемента;
- ротационные, выполняющие гибку с помощью вращающихся валковых устройств, количество которых может варьироваться от 2 до 4. Такая техника может иметь ручной, гидравлический, механический, электромеханический или пневматический привод.
В зависимости от предполагаемых свойств конечной продукции существуют специализированные станки, которые изначально настроены на создание определенных деталей. Например, часто в производстве используются фальцепрокатные агрегаты, работающие с тонким листом. С их помощью осуществляют изготовление воздуховодов, дымоходов и фальцевой кровли.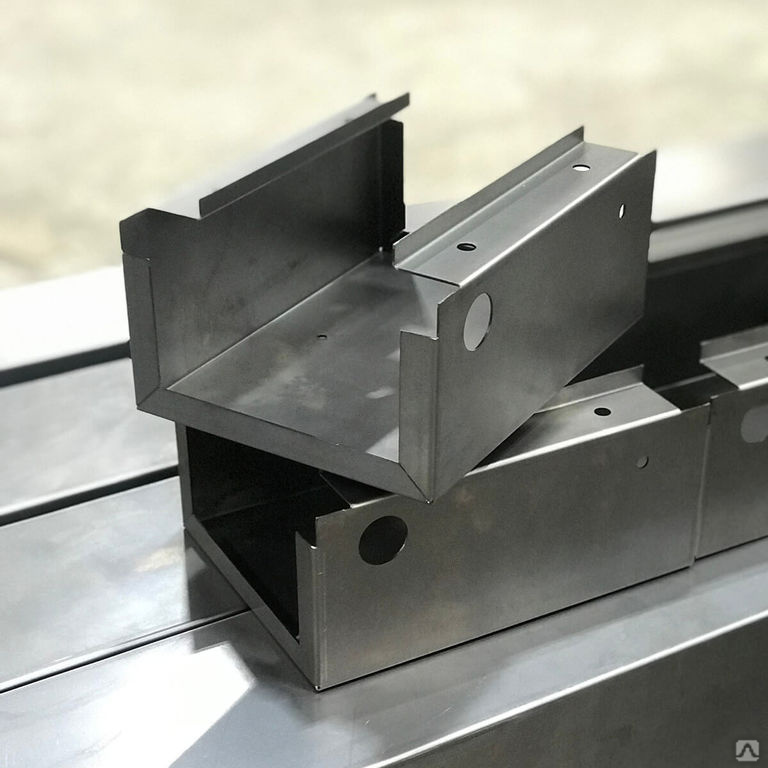
Гибка металлических труб чаще всего выполняется холодным способом, который отличается высокой производительностью и технологичностью. Для осуществления данной процедуры применяются такие инструменты для гибки металла, как трубогибы, в зависимости от свойств материала подразделяющиеся на следующие виды:
- рычажные, с ручным приводом для обработки заготовок из мягких сплавов;
- арбалетные, с воздействием на центр детали;
- роликовые, воздействующие на трубу по технологии вальцовки, благодаря которой можно выполнять обработку металлов любой твердости.
Также используются дорновые трубогибы, которые необходимы для работы с тонкостенными трубами.
Гибка металлопроката осуществляется по технологии проката, в ходе которого применяются профилегибочные валковые станки. Данный способ нередко сочетается и с дополнительной термообработкой заготовки. В этом случае требуются очень четкие расчеты воздействия, особенно в работе с нержавеющей сталью или деталями из титана и иных крепких металлов.
Преимущества гибки
- Экономия материала и отсутствие отходов, потому что сжатие или растяжение не допускает удаления части заготовки.
- Сохранение прочности детали, так как основным способом является давление. Даже при термообработке нагрев недостаточно высок, чтобы воздействовать на механическую целостность изделия, как это происходит при сварке или плазменной резке металла.
- Антикоррозийная стойкость благодаря тому, что исключается изменение структуры.
- Снижение расходов на доведение детали до товарного вида, потому что при гибке отсутствуют наплывы, заусенцы и изменение цвета поверхности.
Этапы гибки
- Раскрой заготовки с определением точек воздействия в зависимости от свойств материала и используемых аппаратов.
- Выполнение операции в соответствии с разработанной технической документацией и согласно установленным объемам.
- Контрольно-измерительные процедуры, уточняющие качество выполненных работ.
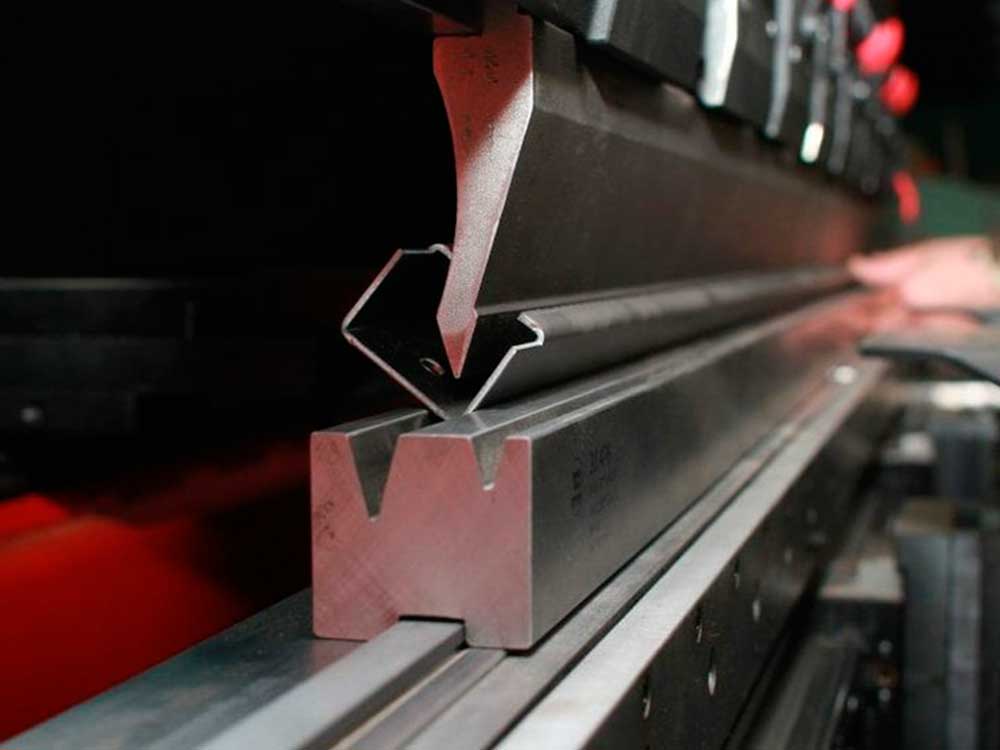
Почему выгодна гибка металла от компании «СтальЛист»?
С помощью оказываемой услуги по гибке металла можно существенно расширить ассортимент выпускаемой конечной продукции, доверив промежуточную подготовку необходимых деталей профессиональному исполнителю.
При этом достаточно высок шанс снижения себестоимости производства за счет повышения качества и исключения дефектных изделий.
Услуга точной гибки металла позволяет получать бесшовные детали с высокой точностью линейных размеров в соответствии с требованиями проектной документации.
Производственная база компании исключает ограничения в работе со всеми типами металлов и их сплавов, позволяет выполнять большие объемы заказов с четким соблюдением договорных сроков.
Другие статьи
|
Гидроабразивная резка металла: преимущества и суть технологии
Подробнее
|
Аргонная сварка металла — особенности процесса и сварочное оборудование
Подробнее
|
Рубка металла гильотиной: технологические особенности и преимущества
Подробнее
|
Что такое гибка листового металла?
By Embryo
Главная Новости Что такое гибка листового металла?
Изгиб металла — это процесс, при котором металл может деформироваться при приложении силы к объекту, что заставляет его изгибаться под углом и принимать ожидаемую форму, что часто приводит к тому, что он принимает форму буквы «V» или «U». форма.
форма.
Листогибочный пресс — это инструмент, используемый для гибки листового металла, для чего используются пуансон и матрица. Хотя торможение прессом может показаться простым, может быть довольно сложно оставаться точным на протяжении всего процесса. Существует несколько типов листогибочных прессов, обеспечивающих разное усилие, например механические, пневматические, гидравлические и станки с ЧПУ.
Механический
Из-за конструкции листогибочных прессов этот вариант не подходит для гибки на воздухе. Двумя основными преимуществами механического листогибочного пресса являются скорость и точность, однако другие листогибочные прессы более безопасны и просты в использовании, например листогибочные прессы с ЧПУ.
Пневматический
Компрессор используется для подачи воздуха для гибки металлических листов. Этот тип листогибочного пресса часто используется, когда требуется меньшее давление. Пневматический листогибочный пресс также лучше всего использовать для гибки мелких деталей из металла.
Гидравлический
Гидравлические листогибочные прессы часто включают в себя новейшие технологии и лучше всего используются для точной гибки листового металла, что делает их популярным выбором для гибки листового металла.
Компьютер с числовым программным управлением (ЧПУ)
Salamander Fabrications имеет 4 листогибочных пресса с ЧПУ, включая станину длиной 4,2 метра и грузоподъемностью 180 тонн. Эти машины дают очень точные результаты и способны обрабатывать листы толщиной от нескольких миллиметров до секций длиной в несколько метров на некоторых более крупных машинах.
Воздушная гибка
Во время этого процесса заготовка соприкасается с внешними краями штампа, а также с наконечником пуансона. Затем пуансон проталкивается через верхнюю часть матрицы в V-образное отверстие, не касаясь V-образного отверстия. Оборудование касается материала только в 3 точках: пуансон, наконечник и заплечики штампа. Судя по тому, что тоннаж не создает изгиба, вам не нужно столько, сколько нужно при использовании метода чеканки.
Судя по тому, что тоннаж не создает изгиба, вам не нужно столько, сколько нужно при использовании метода чеканки.
Воздушная гибка является наиболее широко используемым типом гибки металла, и нетрудно понять почему, так как у этой техники есть много преимуществ. Поскольку наконечник пуансона не нужно проталкивать за поверхность металла, для изгиба требуется гораздо меньший вес по сравнению с изгибом дна и чеканкой.
Нижний изгиб
Разница между воздушным изгибом и нижним изгибом заключается в том, что между ними существует разница в радиусе. Он отличается от чеканки тем, что пуансон и стяжка не полностью соприкасаются с материалом, а тоннажа недостаточно, чтобы оставить отпечаток в металле.
Нижняя гибка имеет много преимуществ, таких как более высокая точность и меньшая пружинистость при использовании инструмента, что делает ее более безопасным вариантом при рассмотрении методов гибки металла.
Чеканка
Чеканка – это процесс гибки, при котором пуансон и заготовка упираются в штамп.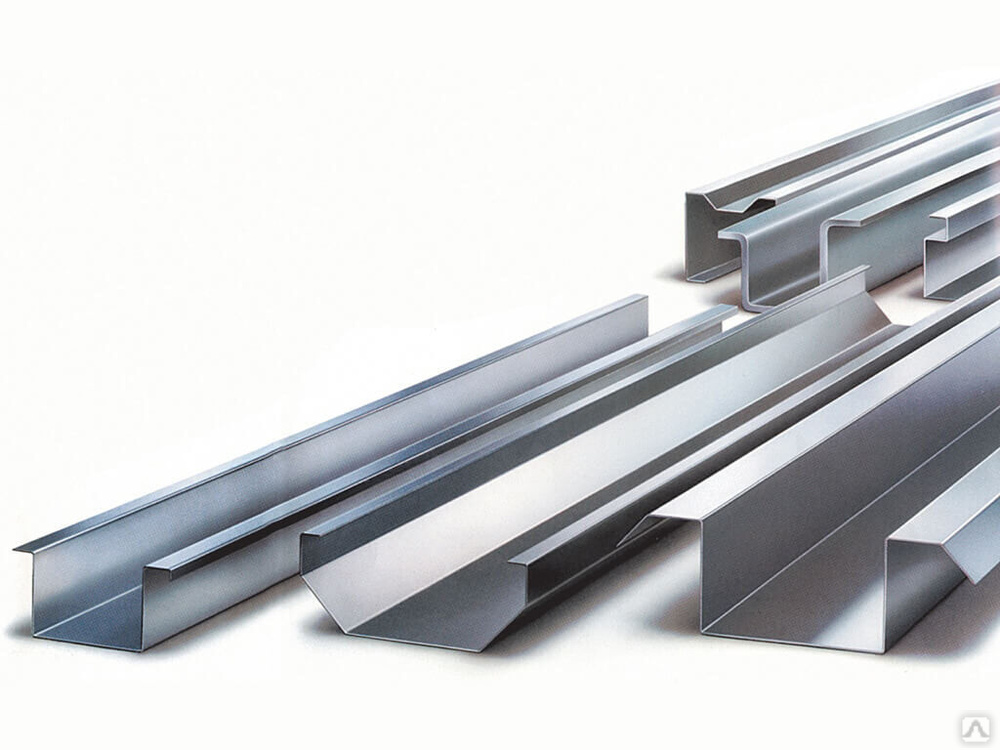 Это создает контролируемый угол, что приводит к небольшому возврату пружины. Для этого типа гибки требуется больше тоннажа, чем для воздушной гибки и нижней гибки.
Это создает контролируемый угол, что приводит к небольшому возврату пружины. Для этого типа гибки требуется больше тоннажа, чем для воздушной гибки и нижней гибки.
Преимущества чеканки заключаются в том, что для получения выдающихся результатов важна точность, и именно это может обеспечить метод чеканки. Помимо точности, повторение результатов также является простой задачей, когда речь идет об использовании этой техники. Пружина также менее распространена при использовании чеканки, а это означает, что металл с меньшей вероятностью вернется в исходное состояние.
Если вы хотите поговорить с членом команды Salamander о проекте гибки и складывания металла, свяжитесь с нами.
Гибка металлов | Аватар Вики | Фэндом
в:
Защищено, от А до Я, магия земли, специальные методы гибки
английский
Тоф использовала сгибание металла, чтобы манипулировать обшивкой крейсера Народа Огня.
Изгибание металлов — это специализированный дополнительный навык магии земли, который позволяет магу земли феррокинетически изгибать натуральный и обработанный металл аналогично тому, как изгибается обычная земля. Эта техника, долгое время считавшаяся невозможным подвигом, была изобретена Тоф Бейфонг, чтобы сбежать из металлической клетки, в которой она была схвачена и перевезена Синь Фу и Мастером Ю. Поскольку металл — это просто земля, которая была очищена и очищена, Тоф использовала свое сейсмическое чутье, чтобы обнаружить следовые количества «неочищенной» сырой земли, все еще присутствующей в металле, нацелить ее и использовать для сгибания самого очищенного металла. [1]
Эта техника, долгое время считавшаяся невозможным подвигом, была изобретена Тоф Бейфонг, чтобы сбежать из металлической клетки, в которой она была схвачена и перевезена Синь Фу и Мастером Ю. Поскольку металл — это просто земля, которая была очищена и очищена, Тоф использовала свое сейсмическое чутье, чтобы обнаружить следовые количества «неочищенной» сырой земли, все еще присутствующей в металле, нацелить ее и использовать для сгибания самого очищенного металла. [1]
Маги металлов также могут сгибать жидкие металлы, такие как ртуть, но используют для этого более плавные движения, похожие на магию воды. Также возможно согнуть жидкий металл внутри чьего-то тела. [2] [3]
Содержание
- 1 История
- 2 Кривая обучения Тоф
- 3 Методы обучения
- 4 Гибка металлов в Республиканском городе
- 5 Гибка металла в Заофу
- 6 Слабые стороны
- 7 Известные пользователи
- 8 Общая информация
- 9 Каталожные номера
- 10 См. также
 также
такжеИстория
Тоф обнаружила магию металлов, почувствовав примеси в металле клетки, в которой она была заключена.
В течение тысяч лет маги земли не могли манипулировать обработанной землей. Во время Столетней войны Народ Огня воспользовался этой неспособностью задерживать пленных магов земли, например, когда они заставляли магов земли работать на металлической тюремной вышке посреди океана, [4] и запер короля Буми в подвесной металлической клетке после захвата Омашу. [5] Другие нации использовали ту же тактику, например, когда бойцы Xin Fu и Earth Rumble VI захватили Тоф и Аанга в металлических клетках и подвесили их в воздухе, из ситуации, из которой невозможно выбраться с помощью обычного магии земли. [6]
Это изменилось весной 100 г. н.э., когда Тоф Бейфонг была заключена в металлическую клетку Синь Фу и ее бывшим учителем, Мастером Ю. [7] Во время транспортировки обратно в тюрьму Тоф поняла, что металл — это всего лишь форма обработанной земли, и начала медитировать в своей тюрьме, пока не смогла почувствовать следы земли в металле. Используя эти оставшиеся фрагменты, она впервые изогнула металл, что позволило ей сбежать, а также заточило своих похитителей в клетку. [1] С тех пор она продолжала практиковать и совершенствовать технику, что сделало ее жизненно важной для победы в Столетней войне. [8]
Используя эти оставшиеся фрагменты, она впервые изогнула металл, что позволило ей сбежать, а также заточило своих похитителей в клетку. [1] С тех пор она продолжала практиковать и совершенствовать технику, что сделало ее жизненно важной для победы в Столетней войне. [8]
Лин Бейфонг использовала сгибание металла, чтобы контролировать катушки с металлическим кабелем на спине во время боя с Уравнителями на Арене про-изгиба.
После Столетней войны Тоф основала Академию магии металлов Бейфонг, чтобы поделиться своей техникой с другими. К 170 г.г. магия металла стала основной формой магии земли, используемой полицией Республиканского города. Полиция использует металлические тросы, хранящиеся в цилиндрических катушках на спине, для различных задач, таких как подавление преступников или дополнительная мобильность в городе. [9] Искусство также распространилось среди магов земли за пределами Объединенной Республики, когда некоторые члены Ордена Белого Лотоса овладели этим искусством. [10] Кроме того, город Заофу был полностью построен с помощью гибки металлов усилиями младшей дочери Тоф, Суйин Бейфонг. [11]
[10] Кроме того, город Заофу был полностью построен с помощью гибки металлов усилиями младшей дочери Тоф, Суйин Бейфонг. [11]
Кривая обучения Тоф
Поначалу казалось, что магия металла Тоф ограничивается манипуляциями с близкого расстояния. Почти во всех случаях она стояла рядом или находилась в непосредственном контакте с металлом, который собиралась согнуть. Она «моргала» или иным образом деформировала листы металла, но никогда не заставляла его свободно изменять форму, как она это делала с землей, и, как известно, никогда не сгибала металл на расстоянии. Однако при прямом контакте с металлической дверью тюрьмы она смогла снести ее с петель с такой силой, что она четыре раза срикошетила по коридору за ее пределами, прежде чем остановилась. [12]
Тоф окружила себя металлической броней.
Со временем Тоф значительно увеличила радиус действия магии металлов и начала использовать эту технику в своем боевом стиле, что продемонстрировано, когда она сбила нескольких охранников Народа Огня с корабля с расстояния в несколько метров [13] и поймала в ловушку Дай Ли.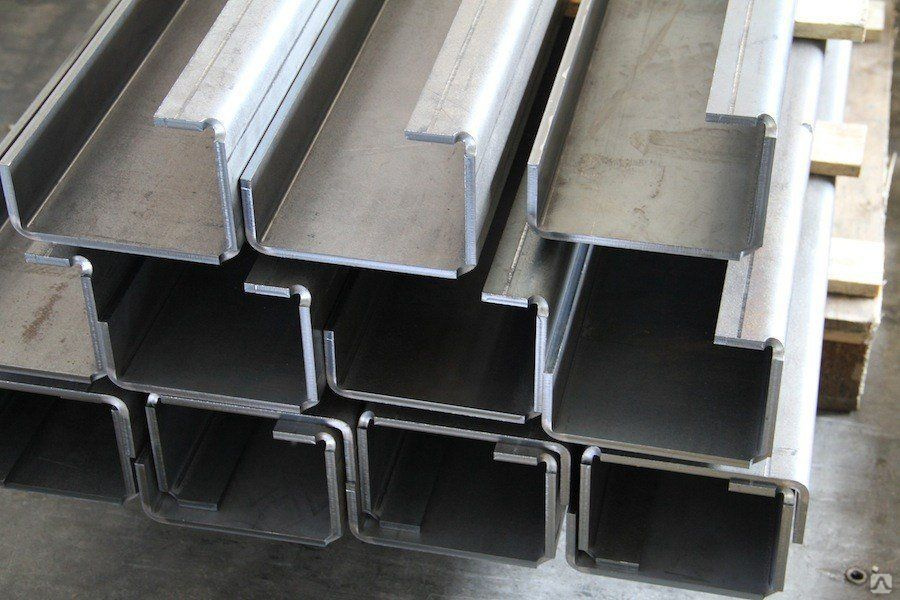 агент в металлической колонке. [14] Она также развила способность «видеть» сквозь металл, так же как и через обычную землю. [13]
агент в металлической колонке. [14] Она также развила способность «видеть» сквозь металл, так же как и через обычную землю. [13]
К тому времени, когда она, Сокка и Сьюки отправились уничтожать флот воздушных кораблей Короля-Феникса Озая, она более плавно контролировала сгибание металла. Она могла легко сорвать металлическую дверь с петель, чтобы изготовить себе доспехи, и могла манипулировать металлическими пластинами в командном отсеке воздушного корабля с небольшого расстояния, чтобы прижать своих противников к стенам. Тоф также смогла согнуть пол корабля вверх, чтобы заблокировать заряженный кометой огненный взрыв, точно так же, как традиционный маг земли блокирует атаки, используя каменный барьер. Ее прекрасный контроль над искусством также позволял ей карабкаться вверх ногами по металлическому потолку дирижабля в металлической броне. [8]
Тоф Метал погнула руль дирижабля Народа Огня.
Позже Тоф погнула руль воздушного корабля, заставив его двигаться по спирали и столкнуться с другими кораблями. При этом ей требовалось заметно больше времени и концентрации, чем если бы от нее требовалось делать это с ортодоксальными формами магии земли. [15]
При этом ей требовалось заметно больше времени и концентрации, чем если бы от нее требовалось делать это с ортодоксальными формами магии земли. [15]
Целый год спустя Тоф была полностью способна гнуть металл, с которым она не контактировала. Например, когда учитель магии огня вторгся в ее академию, она продемонстрировала свои способности, легко согнув металлическое оружие вокруг его головы, которая находилась в нескольких футах от нее. [16] Она заявила, что пока кто-то находится достаточно близко, чтобы увидеть металл, она может согнуть его. Она продемонстрировала это, согнув винты и болты на расстоянии, чтобы открутить колеса танков «Нация огня». [17] В более позднем возрасте она стала обладать такими способностями, как способность управлять кабелями из своей брони и надевать броню, которая, по-видимому, надевается только с помощью сгибания металла. [18]
Методы обучения
Ученики Тоф гнут монеты в рамках своего обучения.
Тоф объяснила Сокке, как она нашла своих первых учеников по магии металла; когда она была рядом с каждым из них, ее метеоритный браслет слегка грохотал из-за сильного эмоционального состояния, в котором находились эти конкретные люди в то время. Она поняла, что они подсознательно изгибали украшения из металла, и поэтому решила, что у них есть способности к этому искусству.
Обучая своих первых учеников, Тоф заставляла их дистанционно сгибать мелкие монеты, а не манипулировать металлом посредством прямого контакта. Дистанционное изгибание металла предпочиталось прямому контакту, чтобы разрушить иллюзию полного разделения между сгибаемой землей и очищенным металлом в начале обучения ученика. [16]
Несмотря на широкое распространение магии металлов в течение следующих 70 лет, отмечается, что только один из ста магов земли когда-либо овладевает этим искусством, хотя мастер магии металлов Суйин Бейфонг считает, что единственным реальным ограничением в изучении этой способности являются те, которые человек надевает на себя. Когда Суин впервые обучала Корру изгибу металла, она заставила ее почувствовать мелкие кусочки земли внутри скульптуры из метеоритного металла. [19]
Когда Суин впервые обучала Корру изгибу металла, она заставила ее почувствовать мелкие кусочки земли внутри скульптуры из метеоритного металла. [19]
Гибка металлов в Республиканском городе
Полицейские, специализирующиеся на гибке металлов, используют свои способности для поддержания правопорядка в Республиканском городе.
В современных формах гибки металлов Полиция гибки металлов может гнуть металлы без прямого контакта. Пример этого продвижения был продемонстрирован, когда Лин Бейфонг разблокировала наручники Корры через комнату для допросов одним движением руки. [9] В другом случае Лин сражалась с ци-блокаторами Уравнителей на крыше Арены про-сгибания. Она сбила с крыши два хи-блокатора, погнув металлом части опорных стержней. [20]
Сгибание металлов в Дзаофу
Клан Металла в Дзаофу включает гибку металлов во многие аспекты жизни. Они нашли способы использовать свои способности в области изящных искусств, таких как танцы и скульптура, отдых, изобретение силового диска и архитектура. Кроме того, жители Заофу используют плавный вариант изгиба металла, в отличие от более жесткого и ограниченного характера, используемого в других частях Царства Земли. [11]
Кроме того, жители Заофу используют плавный вариант изгиба металла, в отличие от более жесткого и ограниченного характера, используемого в других частях Царства Земли. [11]
Слабые стороны
Высокоочищенные металлы : Гибка металлов основана на изгибании остаточных частиц земли внутри металла. Однако, когда металл высокой степени очистки, такой как платина, не остается или остается слишком мало частиц для изгиба, что делает материал непроницаемым для этой техники. Хироши Сато воспользовался этой слабостью, чтобы сконструировать свои механические танки из платины, чтобы противостоять любому эффективному сопротивлению со стороны полицейских сил магии металлов. [21] Позже Кувира сделала то же самое со своим огромным механическим костюмом. [22]
Металл, соединенный с телом сгибателя : Подобно магам воды, сгибатели металла часто носят с собой источник металла, чтобы иметь возможность сгибаться где угодно. Полиция магии металла сделала это в виде катушек металлических кабелей, соединенных с телом мага металла, а также в виде собственных бронежилетов. Однако металл является отличным проводником электричества. Поэтому, если противник мага металла вооружен наэлектризованным оружием, как, например, лейтенант с его наэлектризованными кали-палками или уравнители с наэлектризованными перчатками, разряд электричества, посланный через кабели или броню, может оглушить сгибателя. Точно так же ношение металла делает мага уязвимым для магнитов, поскольку достаточно большой магнит можно использовать для захвата мага, утаскивая его за металлические катушки, которые носят на их теле и их собственной броне. [23] Кроме того, сражение с другим магом металла в металлическом бронежилете повышает риск того, что против него будет использована его собственная броня. [24]
Однако металл является отличным проводником электричества. Поэтому, если противник мага металла вооружен наэлектризованным оружием, как, например, лейтенант с его наэлектризованными кали-палками или уравнители с наэлектризованными перчатками, разряд электричества, посланный через кабели или броню, может оглушить сгибателя. Точно так же ношение металла делает мага уязвимым для магнитов, поскольку достаточно большой магнит можно использовать для захвата мага, утаскивая его за металлические катушки, которые носят на их теле и их собственной броне. [23] Кроме того, сражение с другим магом металла в металлическом бронежилете повышает риск того, что против него будет использована его собственная броня. [24]
Известные пользователи
|
Список литературы
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 [25]
[25] 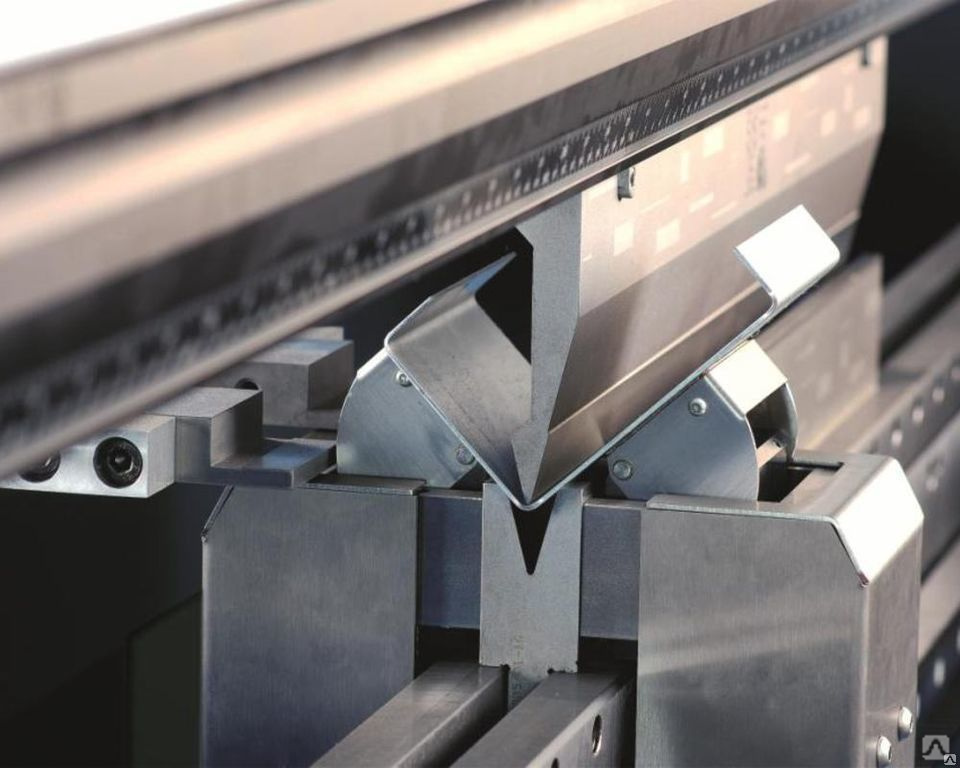 2 DIMARTINO, Michael Dante, Konietzko. (1 декабря 2006 г.). «Гуру». Аватар: последний маг воздуха . 2 сезон. Эпизод 19. Никелодеон.
2 DIMARTINO, Michael Dante, Konietzko. (1 декабря 2006 г.). «Гуру». Аватар: последний маг воздуха . 2 сезон. Эпизод 19. Никелодеон. Сезон 2. Эпизод 6. Никелодеон.
Сезон 2. Эпизод 6. Никелодеон. 1 ДиМартино, Майкл Данте (сценарист) и Хек, Колин (режиссер). (11 июля 2014 г.). «Клан Металла». Легенда о Корре . Книга третья: Перемены. Эпизод 5. Никелодеон.
1 ДиМартино, Майкл Данте (сценарист) и Хек, Колин (режиссер). (11 июля 2014 г.). «Клан Металла». Легенда о Корре . Книга третья: Перемены. Эпизод 5. Никелодеон. Никелодеон.
Никелодеон. Никелодеон.
Никелодеон.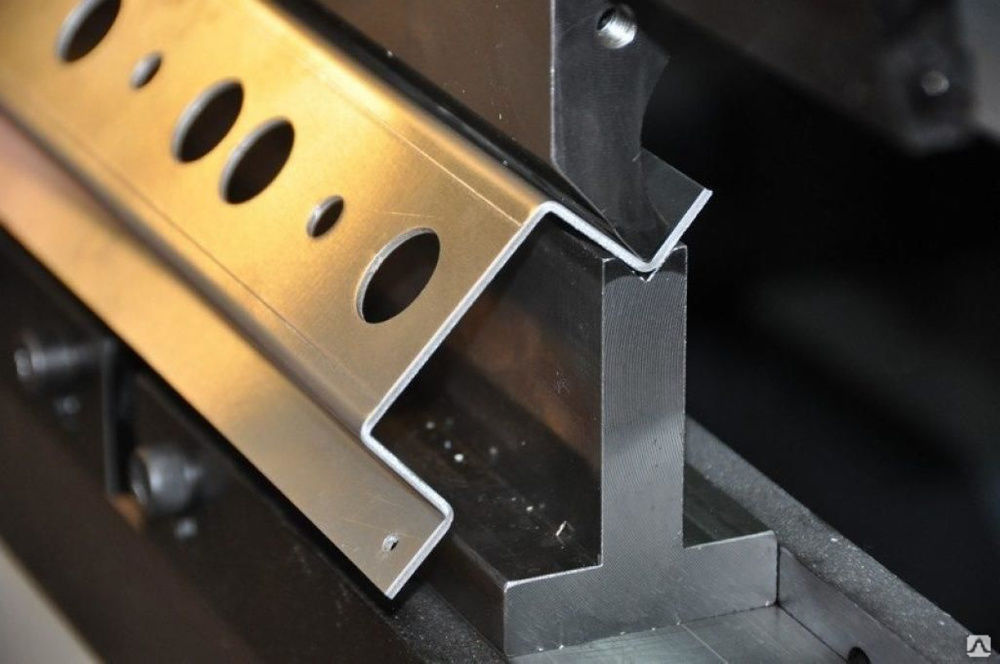
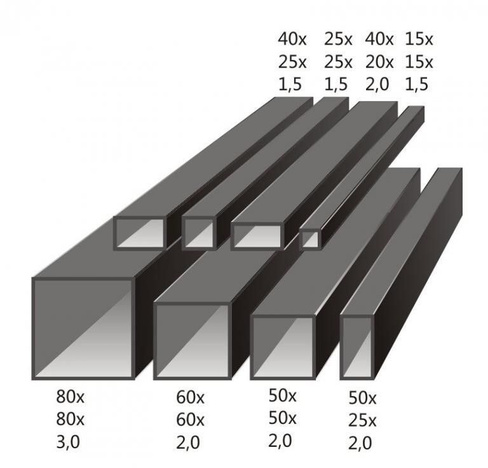 5
110х50х4
110х50х5
110х100х4
12У
12П
120х25х4
120х50х3
120х50х4
120х50х6
120х60х4
120х60х5
120х60х6
120х70х5
120х80х4
120х80х5
14у
14П
140х40х2.5
140х40х3
140х60х3
140х60х5
140х60х6
140х70х5
140х80х4
140х80х5
145х65х3
148х25х4
16у
16П
16аП
160х40х2
160х40х3
160х40х5
160х50х2.5
160х50х4
160х50х5
160х50х6
160х60х2.5
160х60х3
160х60х4
160х60х5
160х60х6
160х70х4
160х80х2.5
160х80х3
160х80х4
160х80х5
160х80х6
160х100х3
160х100х6
160х120х5
160х120х6
160х160х6
170х60х4
170х70х5
170х70х6
18у
18аУ
18П
18аП
180х40х3
180х40х4
180х50х4
180х70х6
180х80х4
180х80х5
180х80х6
180х100х5
180х100х6
180х130х8
185х100х3
20У
20П
200х50х3
200х50х4
200х80х4
200х80х5
200х80х6
200х100х3
200х100х6
200х180х6
205х38х2.
5
110х50х4
110х50х5
110х100х4
12У
12П
120х25х4
120х50х3
120х50х4
120х50х6
120х60х4
120х60х5
120х60х6
120х70х5
120х80х4
120х80х5
14у
14П
140х40х2.5
140х40х3
140х60х3
140х60х5
140х60х6
140х70х5
140х80х4
140х80х5
145х65х3
148х25х4
16у
16П
16аП
160х40х2
160х40х3
160х40х5
160х50х2.5
160х50х4
160х50х5
160х50х6
160х60х2.5
160х60х3
160х60х4
160х60х5
160х60х6
160х70х4
160х80х2.5
160х80х3
160х80х4
160х80х5
160х80х6
160х100х3
160х100х6
160х120х5
160х120х6
160х160х6
170х60х4
170х70х5
170х70х6
18у
18аУ
18П
18аП
180х40х3
180х40х4
180х50х4
180х70х6
180х80х4
180х80х5
180х80х6
180х100х5
180х100х6
180х130х8
185х100х3
20У
20П
200х50х3
200х50х4
200х80х4
200х80х5
200х80х6
200х100х3
200х100х6
200х180х6
205х38х2.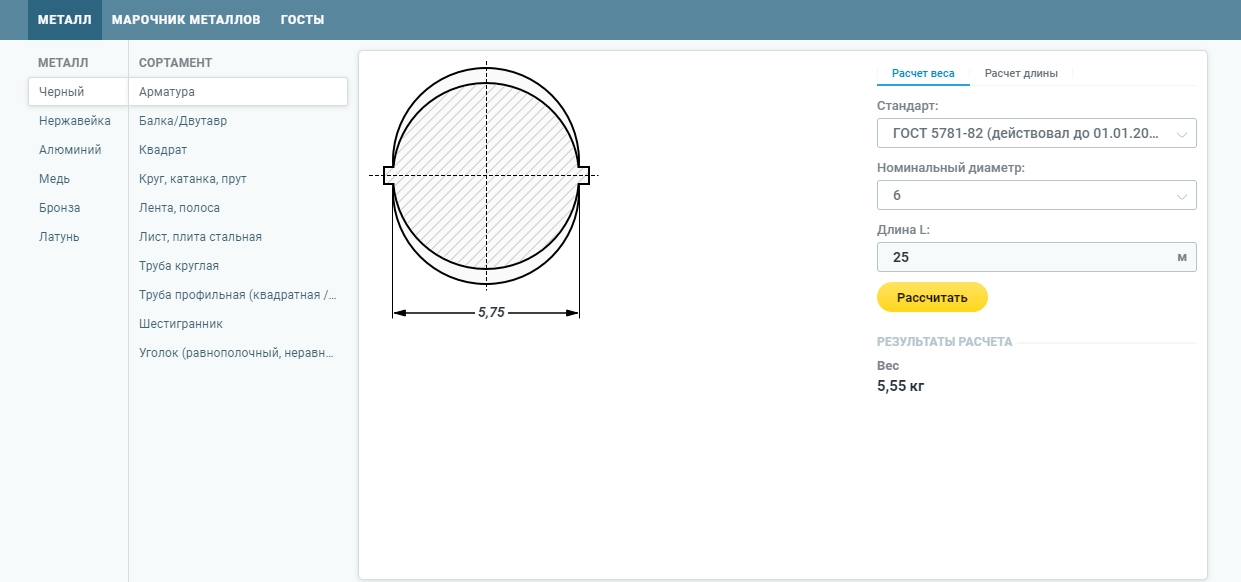 5
206х75х6
210х57х4
20У
22П
24У
24П
250х35х3
250х60х3
250х60х4
250х60х5
250х60х6
250х125х6
27П
270х100х7
280х60х3.9
280х140х5
30У
300х80х6
300х100х8
310х100х6
33У
30П
33П
36у
36П
380х65х6
40У
40П
400х95х8
410х65х6Количество, м ?
5
206х75х6
210х57х4
20У
22П
24У
24П
250х35х3
250х60х3
250х60х4
250х60х5
250х60х6
250х125х6
27П
270х100х7
280х60х3.9
280х140х5
30У
300х80х6
300х100х8
310х100х6
33У
30П
33П
36у
36П
380х65х6
40У
40П
400х95х8
410х65х6Количество, м ?

 Это позволяет значительно экономить время, понимать объемы будущих закупок.
Это позволяет значительно экономить время, понимать объемы будущих закупок. В левом меню список категорий, нажимая кнопку, вы открываете данные о группе в интерфейсе справа. Оттуда вы переходите по ссылкам, находите необходимую марку металла, ее полные характеристики, включая химический состав, предельные режимы работы.
В левом меню список категорий, нажимая кнопку, вы открываете данные о группе в интерфейсе справа. Оттуда вы переходите по ссылкам, находите необходимую марку металла, ее полные характеристики, включая химический состав, предельные режимы работы. А именно: черный, нержавейка, алюминий, медь, латунь, бронза, титан, перечень других металлов. В зависимости от выбранной категории изменяются данные, тип проката, информация о доступных формах отпуска металла.
А именно: черный, нержавейка, алюминий, медь, латунь, бронза, титан, перечень других металлов. В зависимости от выбранной категории изменяются данные, тип проката, информация о доступных формах отпуска металла. Но данные изделия могут иметь разные значения: высота, ширина, толщина стенки. В данном случае верхний выпадающий список предлагает вам выбрать номер швеллера, а его габариты уже введенные в систему, отразятся на чертеже при смене данного значения. При этом длина м, а стенка мм, важно не путать метрическую систему.
Но данные изделия могут иметь разные значения: высота, ширина, толщина стенки. В данном случае верхний выпадающий список предлагает вам выбрать номер швеллера, а его габариты уже введенные в систему, отразятся на чертеже при смене данного значения. При этом длина м, а стенка мм, важно не путать метрическую систему.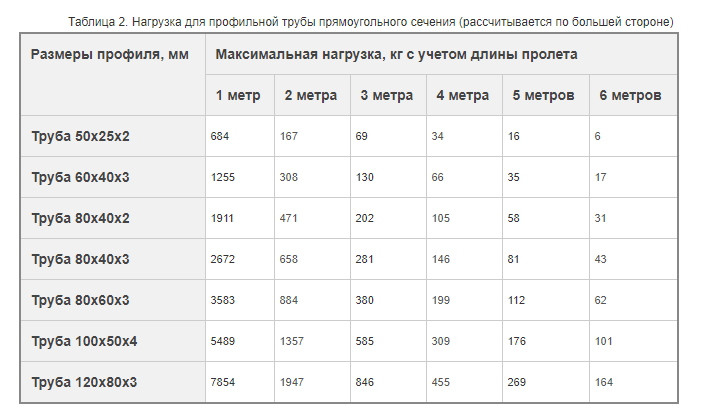
 С нами рассчитывать металлопрокат просто, быстро!
С нами рассчитывать металлопрокат просто, быстро!
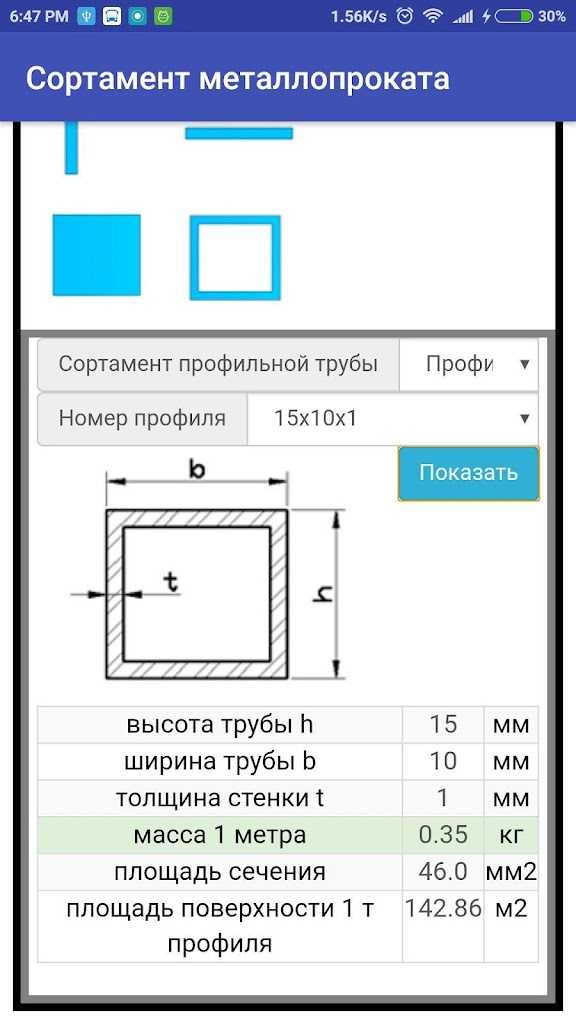

 Просто укажите длину материала, пропил (при необходимости) и введите необходимую длину и количество деталей. Наш калькулятор линейного разреза найдет наилучшее возможное решение.
Просто укажите длину материала, пропил (при необходимости) и введите необходимую длину и количество деталей. Наш калькулятор линейного разреза найдет наилучшее возможное решение.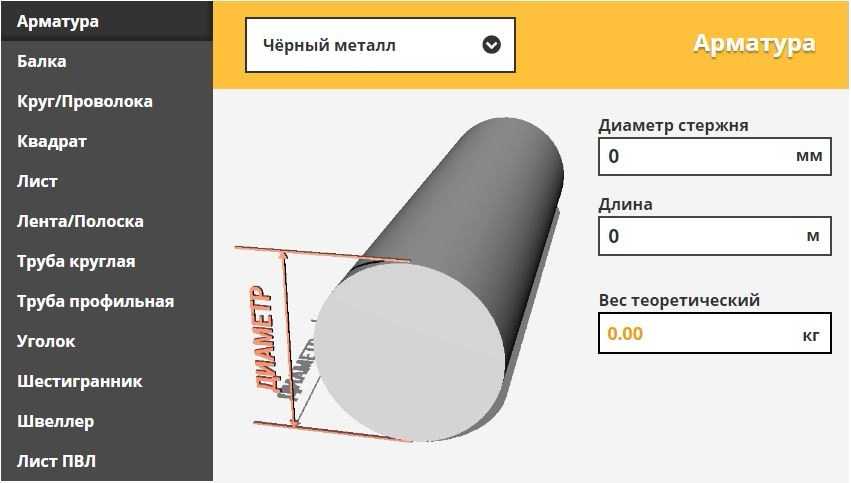
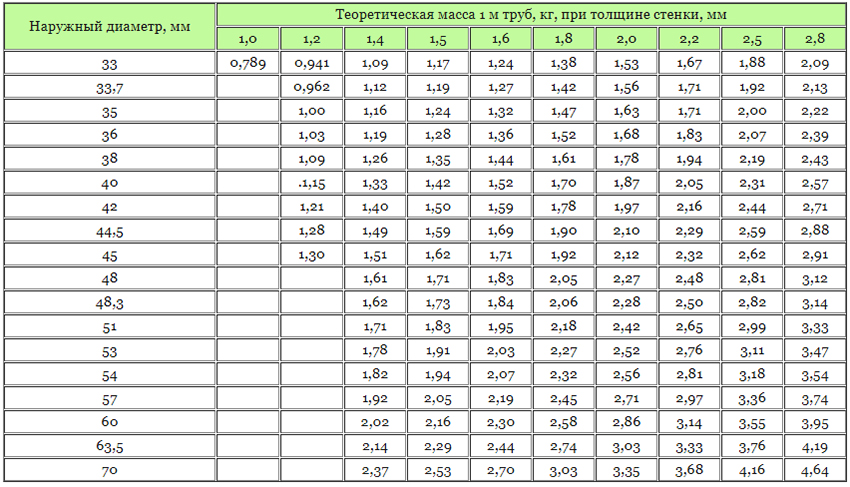
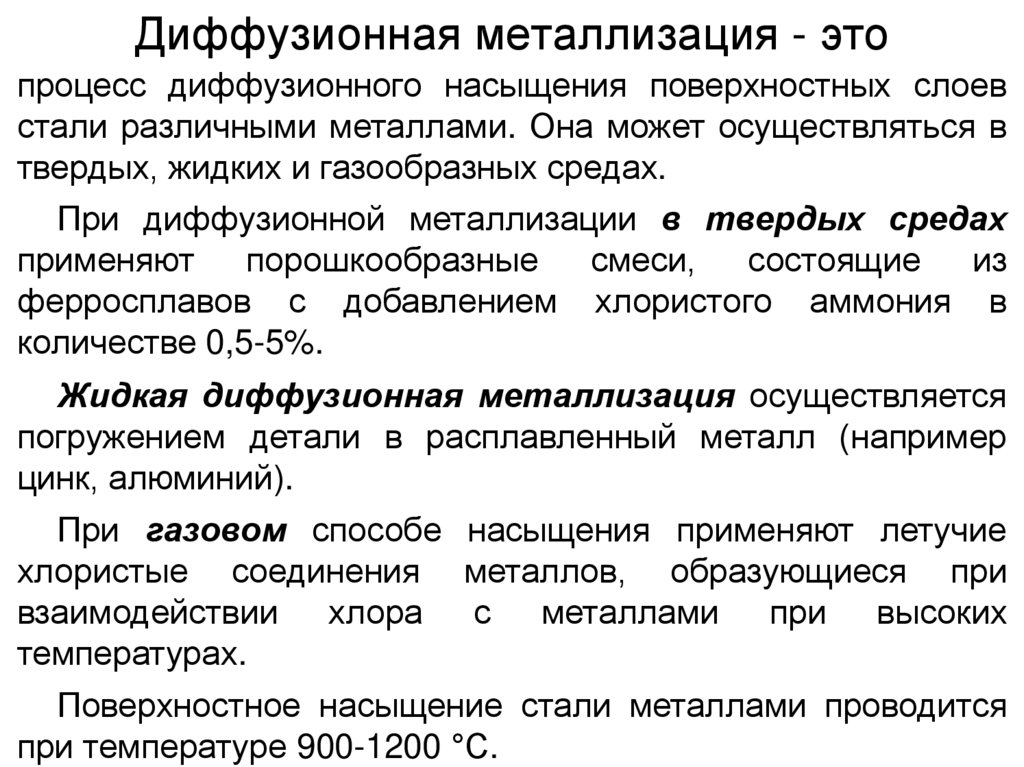 Возможна химсорбция с возиикновеиием сильных химических связей между абсорбированными атомами и атомами металлической поверхности.
Возможна химсорбция с возиикновеиием сильных химических связей между абсорбированными атомами и атомами металлической поверхности. По методу тлеющего разряда электрический ток пропускается через слой частиц проводящих материалов, находящихся в недосжиженном состоянии, и изделие. Применение тлеющего разряда, например при азотировании, приводит к расщеплению молекулы азота. Образовавшиеся атомы азота абсорбируются поверхностью стали. Метод тлеющего -разряда в небольшом размере применяется на практике и при других видах насыщения. Возникновение тлеющего разряда
По методу тлеющего разряда электрический ток пропускается через слой частиц проводящих материалов, находящихся в недосжиженном состоянии, и изделие. Применение тлеющего разряда, например при азотировании, приводит к расщеплению молекулы азота. Образовавшиеся атомы азота абсорбируются поверхностью стали. Метод тлеющего -разряда в небольшом размере применяется на практике и при других видах насыщения. Возникновение тлеющего разряда Разрабатывают также вакуумный, гальвано-диффузионный, шликерный методы (из паст и суспензий) в кипящем или виброкипящем слое, в тлеющем разряде и другие методы насыщения.
Разрабатывают также вакуумный, гальвано-диффузионный, шликерный методы (из паст и суспензий) в кипящем или виброкипящем слое, в тлеющем разряде и другие методы насыщения. Деталь с напыленным слоем отжигают для получения заданной глубины слоя.
Деталь с напыленным слоем отжигают для получения заданной глубины слоя. org/ListItem»>
org/ListItem»>
 Чем выше градус нагрева, тем глубже проникновение веществ в изделия. Изменяется структура поверхности металлических изделий, предавая им нужные свойства.
Чем выше градус нагрева, тем глубже проникновение веществ в изделия. Изменяется структура поверхности металлических изделий, предавая им нужные свойства. Это обычно делало металл намного более твердым и менее хрупким. Это основной процесс, называемый термической обработкой металлов. Современные процессы механической обработки и металлообработки стали более точными и сложными.
Это обычно делало металл намного более твердым и менее хрупким. Это основной процесс, называемый термической обработкой металлов. Современные процессы механической обработки и металлообработки стали более точными и сложными. Металл или сплав нагревают до определенной температуры. Затем происходит охлаждение для затвердевания нагретого материала. Процесс направлен на изменение микроструктуры металла. Кроме того, это помогает выявить желаемые механические, химические и физические характеристики.
Металл или сплав нагревают до определенной температуры. Затем происходит охлаждение для затвердевания нагретого материала. Процесс направлен на изменение микроструктуры металла. Кроме того, это помогает выявить желаемые механические, химические и физические характеристики.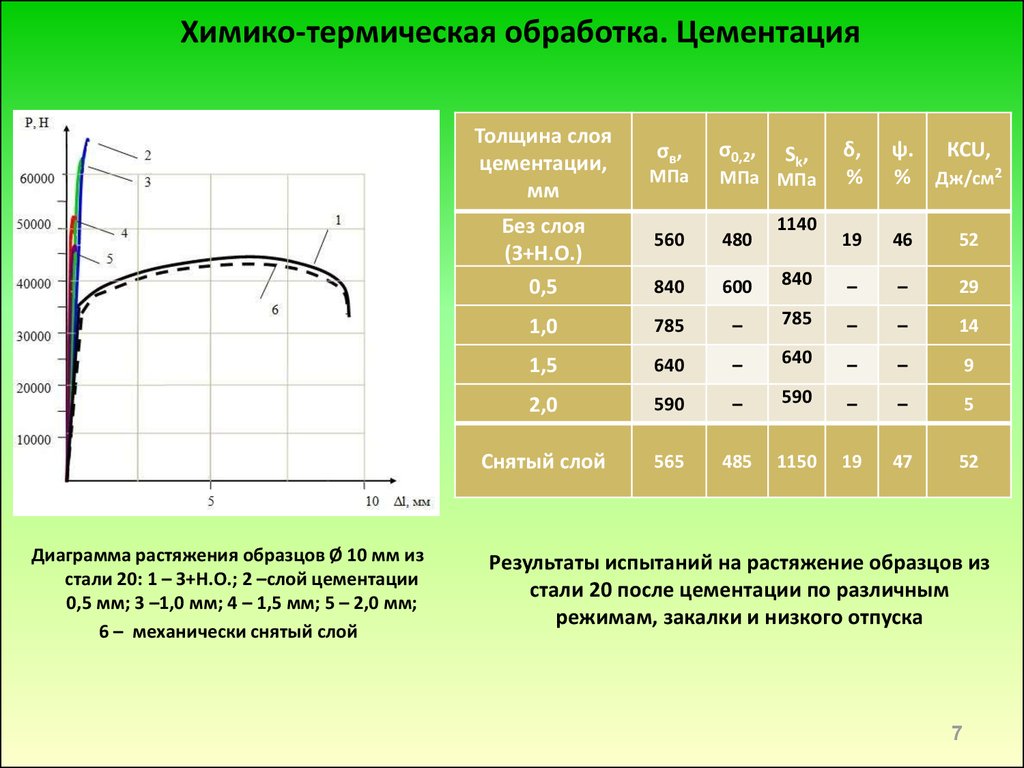 Это также может быть для дальнейших работ по металлу. Термическая обработка стали или металлов играет важную роль на различных этапах производства.
Это также может быть для дальнейших работ по металлу. Термическая обработка стали или металлов играет важную роль на различных этапах производства. Охлаждение металла также играет решающую роль в конечном результате.
Охлаждение металла также играет решающую роль в конечном результате.

 В этом разделе мы обсудим четыре основных типа термообработки. Вы также поймете их уникальное назначение в механической обработке.
В этом разделе мы обсудим четыре основных типа термообработки. Вы также поймете их уникальное назначение в механической обработке. Поэтому поможет, если вы закалите металл после процесса закалки.
Поэтому поможет, если вы закалите металл после процесса закалки. Затем происходит воздушное охлаждение.
Затем происходит воздушное охлаждение. Внутренние напряжения могут привести к разрушению металла. Поэтому очень важно нормализовать металл. Тогда закалка может обеспечить успех производственных процессов.
Внутренние напряжения могут привести к разрушению металла. Поэтому очень важно нормализовать металл. Тогда закалка может обеспечить успех производственных процессов. Вы можете быть уверены в адекватной поддержке и продуктах, отвечающих вашим уникальным требованиям. Все это вы получаете по конкурентоспособным ценам.
Вы можете быть уверены в адекватной поддержке и продуктах, отвечающих вашим уникальным требованиям. Все это вы получаете по конкурентоспособным ценам. Температура, при которой падает ударная вязкость стали, относится к «температуре перехода от вязкости к хрупкости». Обычно она составляет около 75°C для 0,01% углеродистой стали. Температура отличается для различных типов стальных материалов.
Температура, при которой падает ударная вязкость стали, относится к «температуре перехода от вязкости к хрупкости». Обычно она составляет около 75°C для 0,01% углеродистой стали. Температура отличается для различных типов стальных материалов.
 Это связано с тем, что не все металлические материалы подходят для всех видов термообработки.
Это связано с тем, что не все металлические материалы подходят для всех видов термообработки. Следовательно, ваша основная цель — обеспечить равномерный нагрев металла на этапе нагрева. Более того, при определении применимой скорости нагрева в игру вступают несколько факторов. Проверьте их ниже:
Следовательно, ваша основная цель — обеспечить равномерный нагрев металла на этапе нагрева. Более того, при определении применимой скорости нагрева в игру вступают несколько факторов. Проверьте их ниже:

 Тем не менее, быстрорежущая сталь остается исключением, так как после отпуска она становится не мягче, а тверже.
Тем не менее, быстрорежущая сталь остается исключением, так как после отпуска она становится не мягче, а тверже.

 Перед термической обработкой металлов производители должны определиться с подходящим металлом. Более того, это включает в себя оценку различных свойств с учетом потребностей проекта. После учета всех факторов качество услуг по термообработке металла становится необходимым.
Перед термической обработкой металлов производители должны определиться с подходящим металлом. Более того, это включает в себя оценку различных свойств с учетом потребностей проекта. После учета всех факторов качество услуг по термообработке металла становится необходимым.
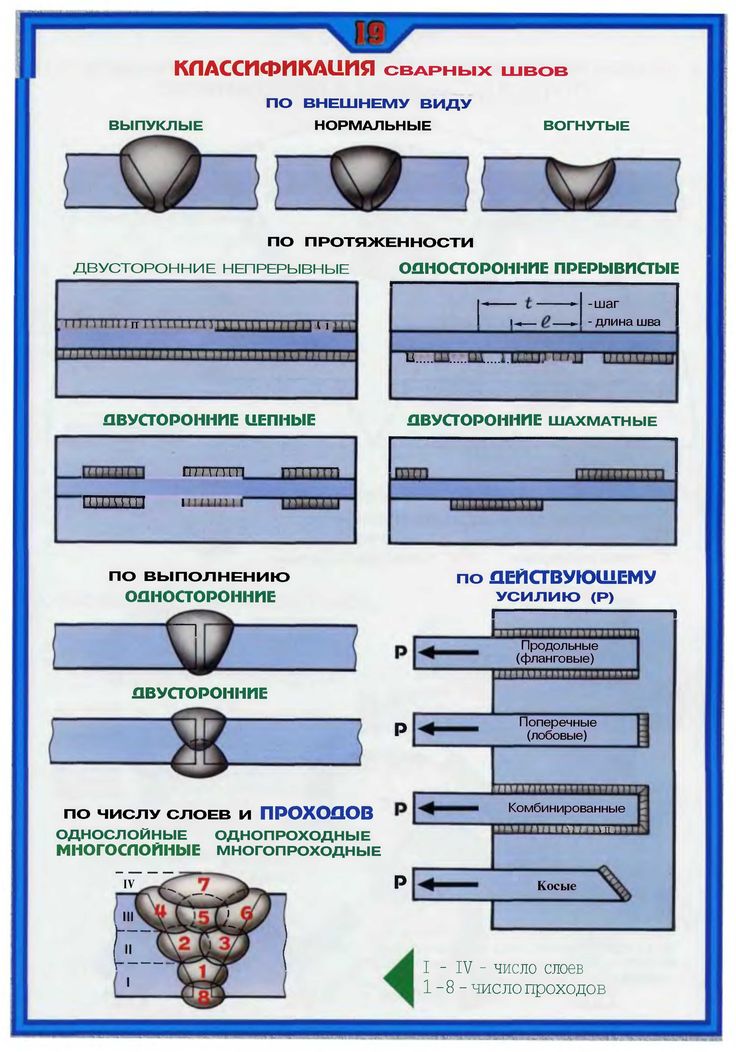 Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги. Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.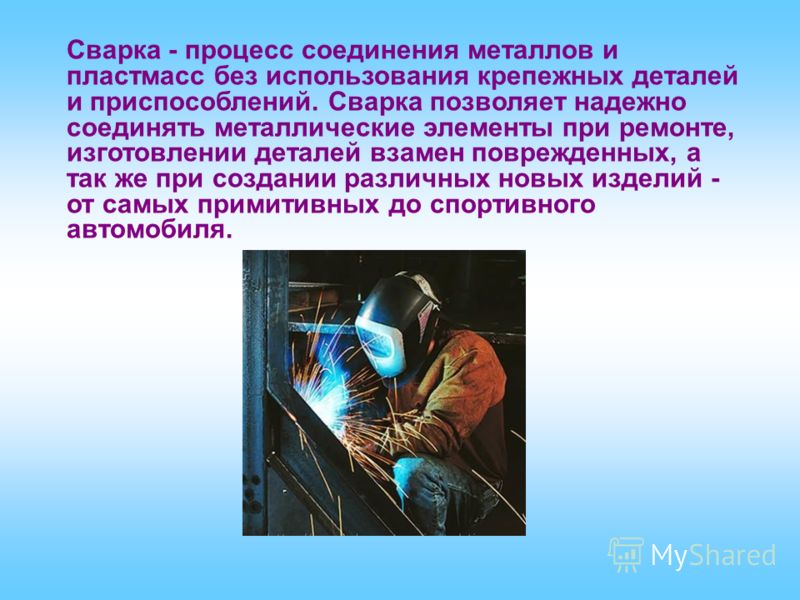 Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса. Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.
Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки. Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.
Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва. Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).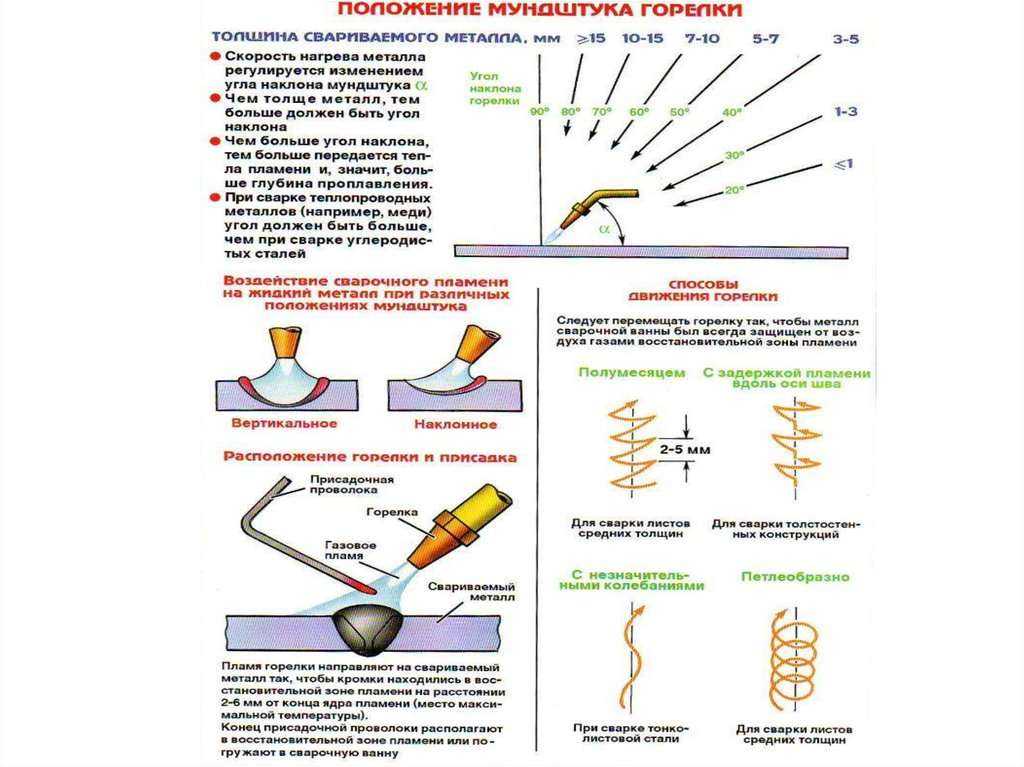 Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.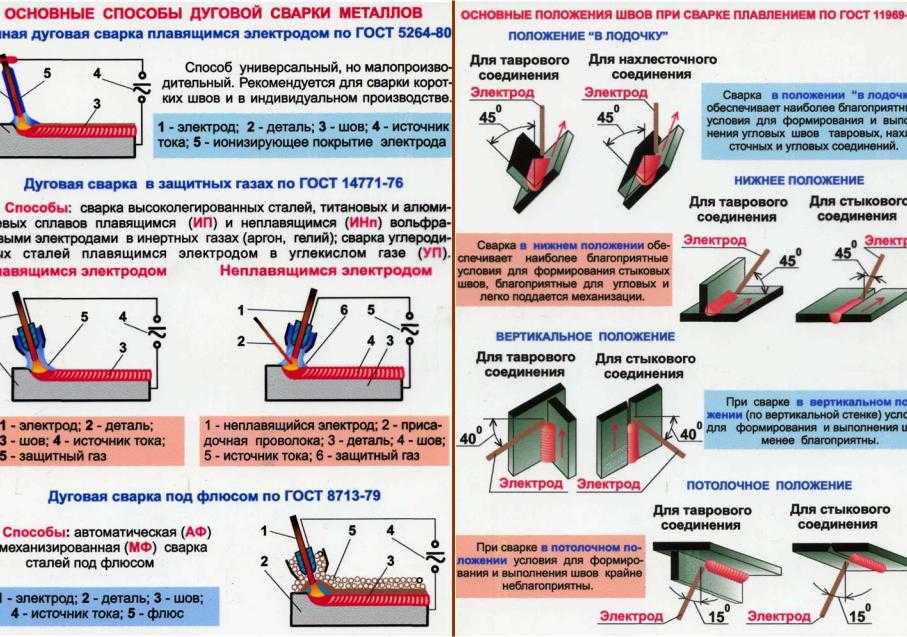



 При определенных условиях процесса сварки, может ли он получить высококачественные сварные соединения и могут ли сварные соединения безопасно работать в условиях использования, является стандартом оценки.
При определенных условиях процесса сварки, может ли он получить высококачественные сварные соединения и могут ли сварные соединения безопасно работать в условиях использования, является стандартом оценки. е. приспособление сварного соединения к требованиям использования при определенных условиях процесса сварки.
е. приспособление сварного соединения к требованиям использования при определенных условиях процесса сварки. Д.) Необходимо сваривать с использованием различных сварочных процессов; алюминий и его сплавы находят все более широкое применение благодаря большим резервам, особенно в приложениях, требующих легкого веса. Алюминиевые сплавы имеют разные свойства и требуют различных сварочных процессов; медь и ее сплавы в основном используются в приложениях, где требуется электропроводность, коррозионная стойкость или теплопроводность; Процессы сварки нержавеющей стали и литой стали аналогичны по составу. Прокатная сталь, разные нержавеющие стали имеют большие различия в производительности и разные процессы сварки; хотя никель и его сплавы широко не используются и их количество невелико, они очень важны, потому что никелевые сплавы являются лучшим выбором в определенных условиях применения; магний и его сплав являются наименее часто используемым металлом. Она также очень важна, поскольку является самой легкой среди обычно используемых металлов. Этот материал в основном используется в сварных конструкциях.
Д.) Необходимо сваривать с использованием различных сварочных процессов; алюминий и его сплавы находят все более широкое применение благодаря большим резервам, особенно в приложениях, требующих легкого веса. Алюминиевые сплавы имеют разные свойства и требуют различных сварочных процессов; медь и ее сплавы в основном используются в приложениях, где требуется электропроводность, коррозионная стойкость или теплопроводность; Процессы сварки нержавеющей стали и литой стали аналогичны по составу. Прокатная сталь, разные нержавеющие стали имеют большие различия в производительности и разные процессы сварки; хотя никель и его сплавы широко не используются и их количество невелико, они очень важны, потому что никелевые сплавы являются лучшим выбором в определенных условиях применения; магний и его сплав являются наименее часто используемым металлом. Она также очень важна, поскольку является самой легкой среди обычно используемых металлов. Этот материал в основном используется в сварных конструкциях.
 . Более важная роль шлака заключается в добавлении элементов сплава в ванну расплава для улучшения характеристик металла сварного шва. В настоящее время это самый распространенный метод сварки.
. Более важная роль шлака заключается в добавлении элементов сплава в ванну расплава для улучшения характеристик металла сварного шва. В настоящее время это самый распространенный метод сварки.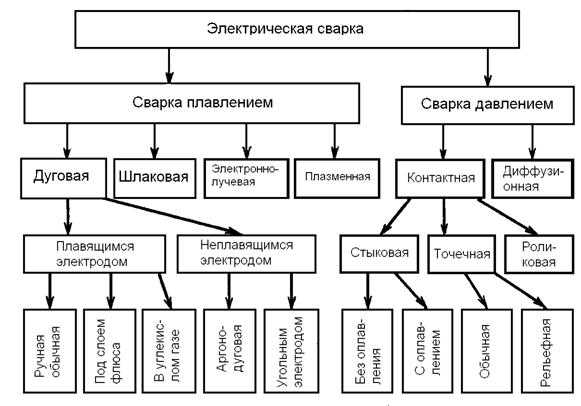 Во время сварки вольфрамовая проволока не плавится, работает только электрод. В то же время сопло электросварочной горелки подает аргон или гелий для защиты дуги и сварочной ванны. Вы также можете добавить присадочный металл по мере необходимости. На международном уровне это называется сваркой TIG.
Во время сварки вольфрамовая проволока не плавится, работает только электрод. В то же время сопло электросварочной горелки подает аргон или гелий для защиты дуги и сварочной ванны. Вы также можете добавить присадочный металл по мере необходимости. На международном уровне это называется сваркой TIG. 
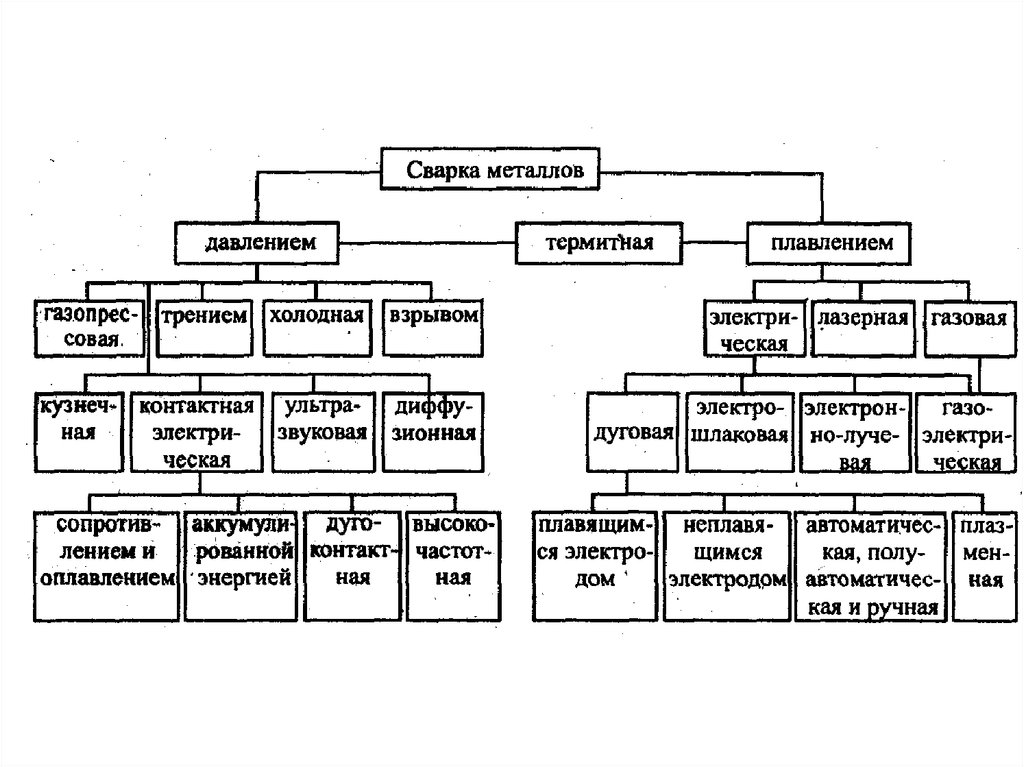
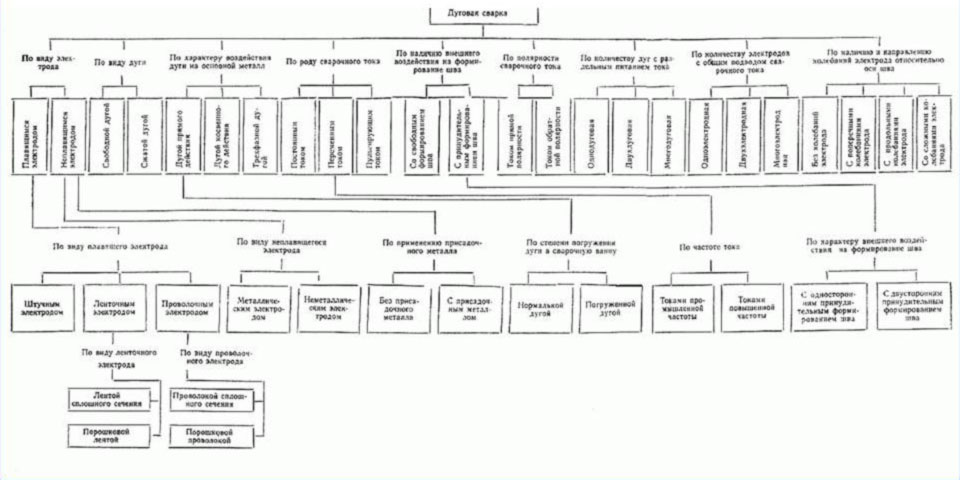 д.
д.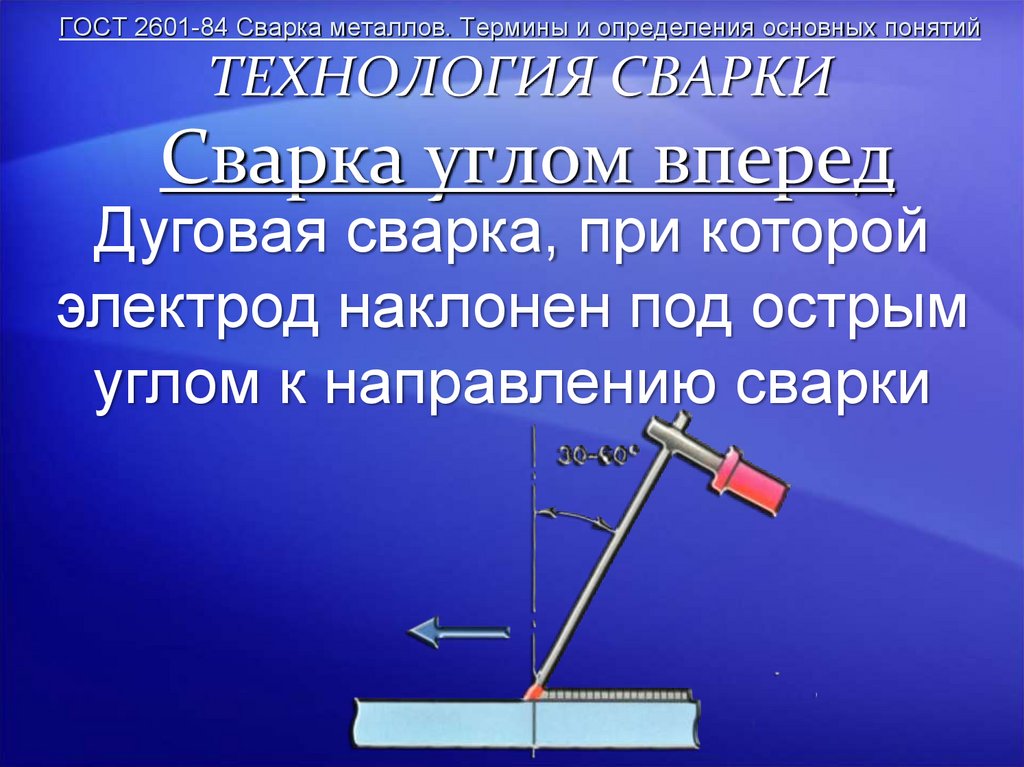 д.
д.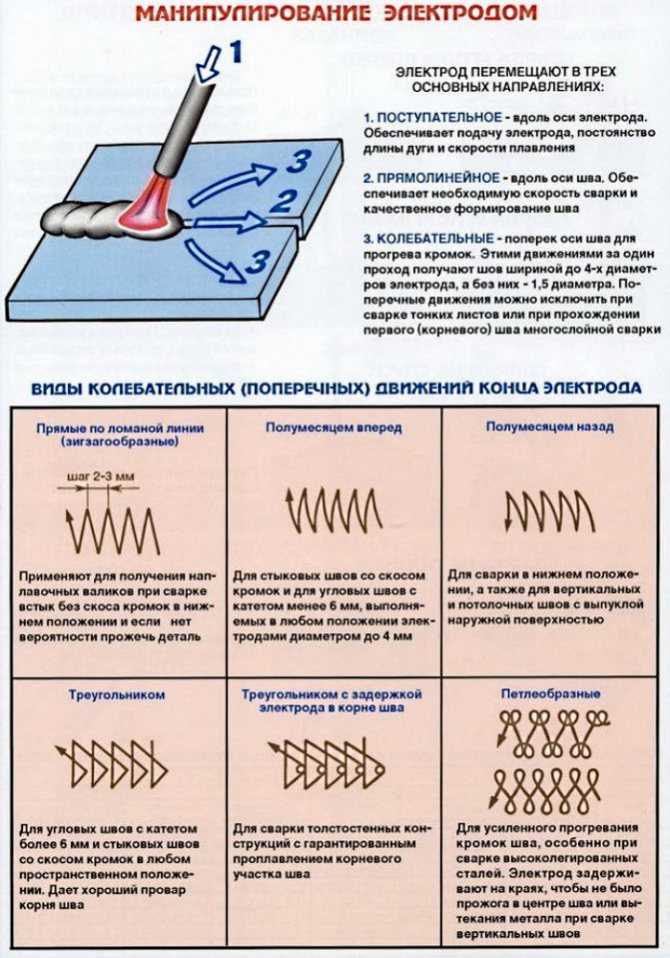 Обычно с добавлением наполнителя.
Обычно с добавлением наполнителя. Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.


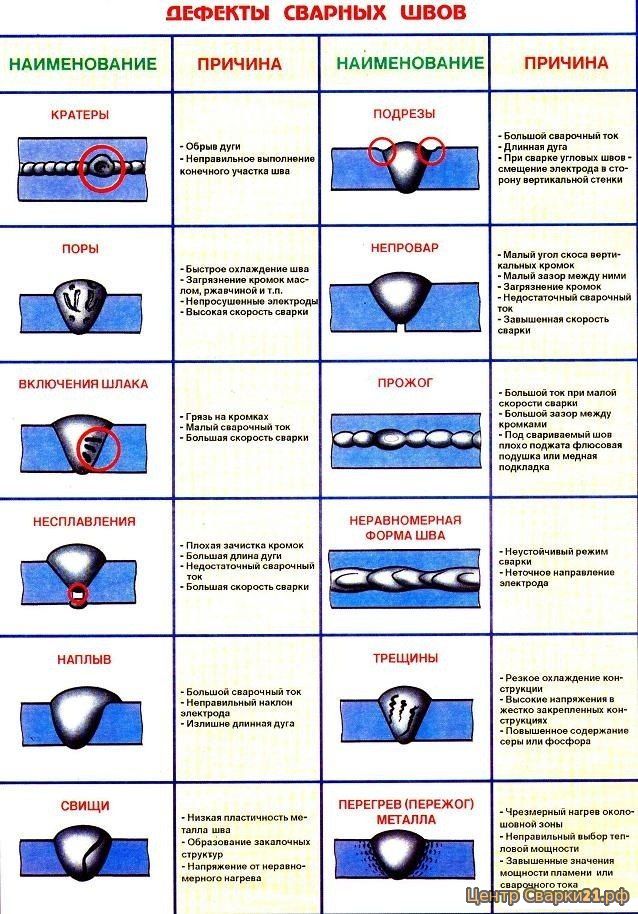
 К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
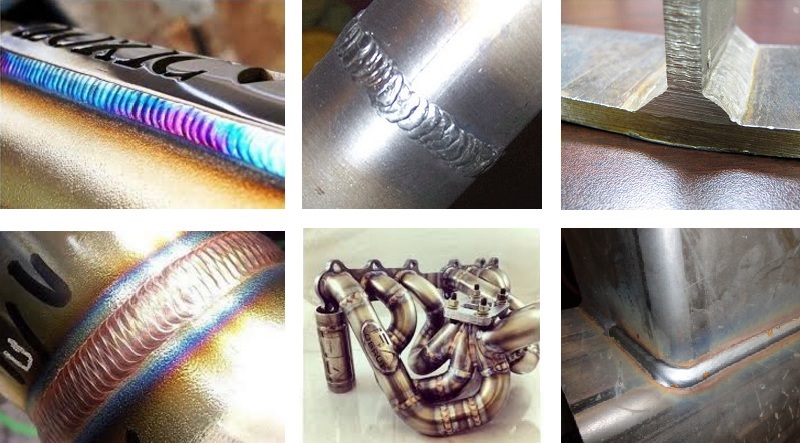

 Это название широкой группы композитов, содержащих в своём составе жидкий полимер, который после покрытия им поверхности теряет текучесть и отвердевает (схватывается), приобретая целый ряд новых качеств, среди которых основные – прочность и твёрдость.
Это название широкой группы композитов, содержащих в своём составе жидкий полимер, который после покрытия им поверхности теряет текучесть и отвердевает (схватывается), приобретая целый ряд новых качеств, среди которых основные – прочность и твёрдость.
 Сами краски, как правило, не имеют резких, отравляющих летучих соединений.
Сами краски, как правило, не имеют резких, отравляющих летучих соединений. Поэтому эмали на основе жидкой пластмассы носят справедливое название «антикоррозийное покрытие».
Поэтому эмали на основе жидкой пластмассы носят справедливое название «антикоррозийное покрытие». По ней все опасные реактивы стекают «как с гуся вода», и создаётся впечатление свежевымытой машины.
По ней все опасные реактивы стекают «как с гуся вода», и создаётся впечатление свежевымытой машины. Сама мембрана, после полного отвердения, превращается в эластичный пластик, устойчивый к механическим повреждениям. Сопряжение деталей происходит в течение 3-5 мин., полное отвердение – через сутки.
Сама мембрана, после полного отвердения, превращается в эластичный пластик, устойчивый к механическим повреждениям. Сопряжение деталей происходит в течение 3-5 мин., полное отвердение – через сутки. Немаловажным является и то, что изделия, для изготовления которых был использован металлизированный пластик, весят значительно меньше, чем аналогичные детали из чистого металла.
Немаловажным является и то, что изделия, для изготовления которых был использован металлизированный пластик, весят значительно меньше, чем аналогичные детали из чистого металла.

 Если применять ток более высокой плотности, это приведет к возникновению биполярного эффекта, что в свою очередь вызовет растворение подслоя в том месте, где изделие соединено с проводом, подводящим к нему электрический ток. Чтобы не столкнуться с таким негативным явлением, на сформированный подслой наносят дополнительный слой меди или никеля, причем делается это с использованием тока небольшой плотности. Последующую металлизацию пластика выполняют на обычных режимах.
Если применять ток более высокой плотности, это приведет к возникновению биполярного эффекта, что в свою очередь вызовет растворение подслоя в том месте, где изделие соединено с проводом, подводящим к нему электрический ток. Чтобы не столкнуться с таким негативным явлением, на сформированный подслой наносят дополнительный слой меди или никеля, причем делается это с использованием тока небольшой плотности. Последующую металлизацию пластика выполняют на обычных режимах. Перед металлизацией пластика надо выполнить несколько достаточно сложных процедур, которые обеспечат хорошую адгезию пластика с наносимым металлизированным слоем.
Перед металлизацией пластика надо выполнить несколько достаточно сложных процедур, которые обеспечат хорошую адгезию пластика с наносимым металлизированным слоем.


 Для этого применяют несколько распространенных методик. Наиболее популярная и доступная из них – химическая, для ее реализации не потребуется специальное оборудование. При помощи данной технологии на поверхность пластика можно нанести тонкий слой меди или серебра, что придаст готовому изделию исключительную декоративность.
Для этого применяют несколько распространенных методик. Наиболее популярная и доступная из них – химическая, для ее реализации не потребуется специальное оборудование. При помощи данной технологии на поверхность пластика можно нанести тонкий слой меди или серебра, что придаст готовому изделию исключительную декоративность.


 Этот процесс позволяет создавать чрезвычайно тонкопленочные покрытия на различных материалах базовых деталей, независимо от свойств материалов, поэтому в качестве основного материала можно использовать пластмассы.
Этот процесс позволяет создавать чрезвычайно тонкопленочные покрытия на различных материалах базовых деталей, независимо от свойств материалов, поэтому в качестве основного материала можно использовать пластмассы.
 Практически каждая отрасль может извлечь выгоду из экструдированной пластиковой оболочки, изготовленной по индивидуальному заказу, будь то внутреннее оборудование или потребительское использование.
Практически каждая отрасль может извлечь выгоду из экструдированной пластиковой оболочки, изготовленной по индивидуальному заказу, будь то внутреннее оборудование или потребительское использование. Пластиковые покрытия помогают свести к минимуму теплопроводность и обеспечивают безопасное прикосновение к металлу.
Пластиковые покрытия помогают свести к минимуму теплопроводность и обеспечивают безопасное прикосновение к металлу.
 Металлические стержни обеспечивают прочность и надежность конструкции или механизма, а пластиковое покрытие помогает предотвратить травмы и делает продукт более привлекательным для потребителей.
Металлические стержни обеспечивают прочность и надежность конструкции или механизма, а пластиковое покрытие помогает предотвратить травмы и делает продукт более привлекательным для потребителей.
 Основное отличие данного видео урока по гравировке своими руками в домашних условиях по металлу не только в сложности получаемого рисунка, но и в форме изделия, на которое гравировка наносится:
Основное отличие данного видео урока по гравировке своими руками в домашних условиях по металлу не только в сложности получаемого рисунка, но и в форме изделия, на которое гравировка наносится:
 Теперь вместо гравировального станка Magic 5 — новая модель —
Теперь вместо гравировального станка Magic 5 — новая модель —  youtube.com/embed/zF6Ixm-PaEo?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/zF6Ixm-PaEo?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  youtube.com/embed/xQ2bw5o0DKs?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/xQ2bw5o0DKs?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»> 

 Впоследствии Вы получите ответы на все интересующие вас вопросы, как по работе с программой, так и по работе гравера.
Впоследствии Вы получите ответы на все интересующие вас вопросы, как по работе с программой, так и по работе гравера. redt-magic.ru
redt-magic.ru/b157e7202c3cd7b.ru.s.siteapi.org/img/b31cef73b77d962caa6ed6e4941513f7fedbacc7.jpg) Теперь вместо гравировального станка Magic 5 — новая модель —
Теперь вместо гравировального станка Magic 5 — новая модель — 
 Доступно множество более грубых форм, каждая из которых приводит к определенному
Доступно множество более грубых форм, каждая из которых приводит к определенному

 Когда художник-гравер обладает
Когда художник-гравер обладает Длинный каблук создаст сопротивление, а короткий каблук
Длинный каблук создаст сопротивление, а короткий каблук Многие без авторских прав (публичные
Многие без авторских прав (публичные Компьютерные технологии позволяют использовать фото
Компьютерные технологии позволяют использовать фото Это может быть достигнуто
Это может быть достигнуто В любом случае четко прорисованный контур
В любом случае четко прорисованный контур Это
Это Наиболее часто используемая гравировка — это квадратный V-образный вырез.
Наиболее часто используемая гравировка — это квадратный V-образный вырез. Этот вырез
Этот вырез
 Как только поверхность инкрустации
Как только поверхность инкрустации

 Этот курс также предназначен для опытных граверов, которым нужен курс повышения квалификации или другая точка зрения от опытного гравера, работающего полный рабочий день.
Этот курс также предназначен для опытных граверов, которым нужен курс повышения квалификации или другая точка зрения от опытного гравера, работающего полный рабочий день.
 (Полное описание этого класса см. на странице описания класса.)
(Полное описание этого класса см. на странице описания класса.) На занятии будут рассмотрены инструменты и методы, необходимые для сборки/разборки часов, крепления часов для гравировки и методы гравировки часов. (Для получения дополнительной информации см. полное описание на странице «Описание класса». Это более продвинутый класс, к которому предъявляются особые требования.)
На занятии будут рассмотрены инструменты и методы, необходимые для сборки/разборки часов, крепления часов для гравировки и методы гравировки часов. (Для получения дополнительной информации см. полное описание на странице «Описание класса». Это более продвинутый класс, к которому предъявляются особые требования.) Для этого класса существуют особые требования.)
Для этого класса существуют особые требования.) Вставка из листа, проволочная вставка, вставка из витой проволоки и вставка из нескольких металлов рассматриваются в этом мастер-классе.
Вставка из листа, проволочная вставка, вставка из витой проволоки и вставка из нескольких металлов рассматриваются в этом мастер-классе.