Шарошки по металлу для дрели: виды, применение, особенности выбора
- Что собой представляет шарошка и где используется
- Виды инструмента и особенности его конструкции
- Что следует учитывать при выборе шарошек
- Как правильно использовать борфрезы
- Рекомендации по обработке различных материалов
При обработке изделий из различных материалов нередко возникают ситуации, когда такие инструменты, как крупная фреза, напильник или абразивный круг, невозможно или нецелесообразно использовать. В таких случаях применяется шарошка – инструмент, который также называют борфрезой.
Заточка стамески абразивной борфрезой
Установленные в патрон обычной электрической дрели или на стационарный станок, шарошки эффективно справляются с решением таких технологических задач, как зачистка и шлифование поверхностей (в том числе и в труднодоступных местах), а также дробление материалов.
Что собой представляет шарошка и где используется
Шарошка (борфреза, долото шарошечное) – это инструмент, история которого насчитывает не один десяток, а может быть, и не одну сотню лет, точных данных на этот счет нет. Конструкция этого инструмента включает в себя два основных элемента: хвостовик, при помощи которого шарошка фиксируется в патроне используемого оборудования, и рабочую головку, выполняющую основную работу по шлифовке различных материалов. Шарошке в ходе обработки придают вращение, скорость которого может доходить до 60 000 об/мин.
Конструкция этого инструмента включает в себя два основных элемента: хвостовик, при помощи которого шарошка фиксируется в патроне используемого оборудования, и рабочую головку, выполняющую основную работу по шлифовке различных материалов. Шарошке в ходе обработки придают вращение, скорость которого может доходить до 60 000 об/мин.
Современные производители выпускают выполненные из разных материалов шарошки с рабочими головками различных размеров и форм. Такое разнообразие позволяет подбирать инструмент для решения конкретных технологических задач. Делая такой выбор, руководствуются в первую очередь характеристиками материала, из которого сделано обрабатываемое изделие, а также геометрическими параметрами последнего.
Борфрезы по металлу с удлиненным хвостовиком
Шарошки по металлу и другим материалам активно используются во многих сферах, в числе которых машиностроение, строительство, автомобилестроение, горнодобывающая промышленность, медицина, ювелирное дело и др. Применяя такой инструмент, можно выполнять эффективную обработку изделий из различных металлов, древесины, камня, стекла и пластика.
Применяя такой инструмент, можно выполнять эффективную обработку изделий из различных металлов, древесины, камня, стекла и пластика.
Не обойтись без шарошек при производстве пластиковых окон (с помощью такого инструмента зачищают места соединений). В горнодобывающей промышленности практикуется применение шарошек по камню большого диаметра, на рабочую часть которых установлены твердосплавные зубья. В ювелирном деле и при изготовлении декоративных элементов при помощи шарошек небольшого размера не только обрабатывают мелкие детали, но и наносят надписи и узоры на поверхность изделий.
Граверная работа мини шарошкой по керамике
Стоматология – еще одна сфера, где шарошки применяются очень активно. Именно такой инструмент является рабочим органом всем известной бормашины, также его используют при изготовлении зубных протезов. В быту шарошки, устанавливаемые в патрон обычной электродрели, также используются довольно часто. Применяя их, домашние мастера решают многие задачи, связанные с ремонтом дома и поддержанием его в надлежащем состоянии.
При помощи шарошек, правильно подбирая их форму и материал изготовления в соответствии с задачами, которые предстоит решить, можно выполнить ровное и аккуратное отверстие в стекле, керамической плитке, камне, кирпиче и в деревянных изделиях, качественно зачистить сварные швы, провести обработку труднодоступных мест, с чем не справится ни один другой инструмент.
Виды инструмента и особенности его конструкции
Шарошки производятся в различном конструктивном исполнении, а для их изготовления, как уже говорилось выше, могут использоваться разные материалы.
По строению борфрезы могут быть:
- одноконусной конструкции;
- двухконусными;
- трехконусными.
Разнообразными могут быть и формы головки такого инструмента. Так, встречаются шарошки с головкой конусной, цилиндрической, шаровидной, овальной или полуовальной формы. Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать.
Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать.
Формы рабочих головок шарошек
Различаются шарошки и по материалу изготовления. В зависимости от данного параметра это могут быть:
- инструменты, изготовленные из углеродистой стали;
- алмазные шарошки, на рабочую часть которых нанесено напыление алмазной крошки;
- абразивные шарошки, которые также могут выполняться с напылением на рабочую часть или полностью изготавливаться из абразивного материала;
- твердосплавные шарошки, на металлический хвостовик которых напаяна рабочая головка из твердого сплава.
Борфрезы из углеродистой стали
Шарошки, для изготовления которых применяется углеродистая сталь, чаще всех остальных используются для работы в комплекте с электрической дрелью или шуруповертом. Это могут быть как шарошки по дереву для дрели, так и инструмент, предназначенный для обработки металлических изделий. Одним из главных достоинств такой борфрезы является ее невысокая цена.
Одним из главных достоинств такой борфрезы является ее невысокая цена.
Зубья шарошек из углеродистой стали сильно изнашиваются при работе с твердыми металлами
Используя этот металлический инструмент, даже в бытовых условиях можно выполнять обработку углублений сложной конфигурации, устранять на изделиях острые края, создавать ровные и аккуратные отверстия и увеличивать диаметр уже имеющихся.
Шарошки с алмазным напылением
Шарошки алмазные, которые также могут использоваться в комплекте с ручным электроинструментом, – это уже профессиональный инструмент. С его помощью можно выполнять тонкую шлифовку и расточку отверстий. Такие инструменты демонстрируют свою эффективность не только при обработке хрупких материалов, таких как стекло или керамика, но и при выполнении работ с высокопрочными материалами, где металлические шарошки просто бессильны.
Профессиональные насадки с алмазным напылением
Алмазная шарошка – это именно тот инструмент, которым оснащаются гравировальные установки, позволяющие обрабатывать мельчайшие детали, наносить на поверхность изделий различные узоры и надписи. Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.
Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.
Абразивные шарошки
С точки зрения применения шарошка абразивная, изготовленная методом напыления, мало чем отличается от инструмента алмазного типа. За счет высокой твердости своей рабочей части шарошка абразивная может успешно применяться для обработки таких материалов, как металл, пластик, керамика и стекло, бетон, искусственный и натуральный камень, кирпич и др. Как и инструменты двух предыдущих категорий, шарошка абразивная может выполняться в любых формах и размерах, а также использоваться в комплекте с дрелью и шуруповертом.
Корундовые шарошки
Рабочая часть, которой оснащена шарошка абразивная, изготавливается методом напыления или целиком выполняется из абразивного материала, в качестве которого чаще всего используют электрокорунд. Шарошечное долото из абразива отличается низкой стоимостью, но и служит значительно меньше, чем даже металлический инструмент.
Шарошки с головкой из твердого сплава
Шарошки, рабочая часть которых выполнена из твердого сплава, используются преимущественно в производственных условиях. Твердосплавные шарошки, которыми оснащаются мощные и высокооборотистые электроинструменты, применяются для обработки материалов, отличающихся высокой твердостью, – чугуна, жаропрочной и нержавеющей стали, титановых сплавов и др.
Шарошки по металлу с твердосплавной головкой
Шарошки именно данного типа являются оптимальным выбором в тех случаях, когда необходимо качественно обработать сварные швы. Твердосплавные инструменты, рабочая часть которых также может иметь различную конфигурацию, отличаются исключительно длительным сроком эксплуатации.
Что следует учитывать при выборе шарошек
Чтобы обеспечить высокую эффективность использования шарошек, следует учитывать целый ряд параметров:
- характер технологических операций, которые предстоит выполнить;
- характеристики материала изготовления обрабатываемого изделия;
- геометрические параметры обрабатываемой детали.


Примеры применения шарошек различного типа
Следует принимать во внимание параметры электроинструмента, на который будет устанавливаться шарошка. Сюда, в частности, относятся мощность электроинструмента и количество оборотов, которое он способен выдавать.
Важным параметром борфрезы также является тип нарезки ее режущих зубьев. По данному признаку эти инструменты делятся на следующие типы:
- с тонкой нарезкой режущих зубьев;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- для работы по алюминию.
Основные типы зубьев шарошек
Для обработки изделий из цветных металлов оптимально подходят твердосплавные шарошки: для того чтобы эффективно обрабатывать мягкие металлы, требуется инструмент с укрепленной заточкой. Справиться с твердыми материалами так, чтобы после обработки получилась ровная и гладкая поверхность, способны шарошка абразивная и инструмент с алмазным напылением. Следует отметить и высокую производительность обработки с помощью таких шарошек.
Следует отметить и высокую производительность обработки с помощью таких шарошек.
Повысить эффективность и производительность обработки металла позволяет использование шарошек, рабочая головка которых имеет двойную заточку. Шарошки, рабочие головки которых выполнены с ультратонкой нарезкой, – это, по сути, шлифовальный инструмент, формирующий идеально ровную и гладкую поверхность.
Специалисты рекомендуют сразу приобретать набор шарошек. Имея под рукой такой набор, в который, как правило, включены шарошки разных форм и размеров, изготовленные из различных материалов, вы всегда будете иметь возможность оптимально подобрать инструмент, предназначенный для решения определенных технологических задач.
Как правильно использовать борфрезы
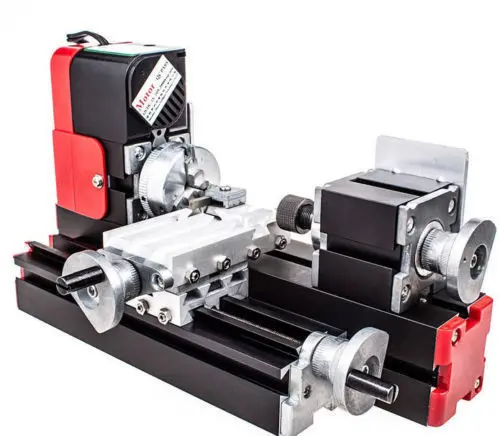
Еще несколько десятилетий назад шарошки использовали только для обработки в комплекте с ручным инструментом. Разработка новых материалов и развитие технологий привели к тому, что производители изменили свое отношение к борфрезам и стали применять их для оснащения стационарных станков, в том числе с системами ЧПУ.
Разработка новых материалов и развитие технологий привели к тому, что производители изменили свое отношение к борфрезам и стали применять их для оснащения стационарных станков, в том числе с системами ЧПУ.
Несмотря на то, что обработка при помощи шарошек, установленных на ручной электроинструмент, отличается высокой эффективностью, она не позволяет создавать идеально ровные поверхности. Кроме того, использование в комплекте с ручным инструментом негативно отражается на состоянии самих шарошек, у которых зазубриваются режущие кромки, что, соответственно, уменьшает срок их службы.
Размер рабочей насадки должен соотносится с используемым инструментом
Установка шарошек на станки с ЧПУ позволяет не только увеличить срок службы инструмента, но и значительно повысить качество и точность выполняемой обработки. В частности, при использовании такого оборудования удается точно выдержать такие параметры выполняемой обработки, как толщина слоя снимаемого металла, угол наклона и глубина создаваемых на поверхности детали канавок, глубина и диаметр выполняемого или растачиваемого отверстия.
Однако, если следовать определенным правилам обработки шарошками с применением ручного электроинструмента, можно не только продлить срок службы самой борфрезы, но и минимизировать ее негативное влияние на оборудование, в комплекте с которым она используется.
Приведем данные правила.
- Рабочая часть шарошки должна находиться в полном контакте с обрабатываемой поверхностью, что позволит повысить качество осуществляемой технологической операции и ее эффективность. Кроме того, необходимо следить за тем, чтобы металлический хвостовик инструмента не соприкасался с поверхностью обрабатываемого изделия, так как это может привести к разрушению места соединения рабочей головки и хвостовика.
- В процессе обработки на шарошку не следует оказывать сильного механического давления. Если пренебречь этим требованием, это может снизить эффективность выполняемой обработки и увеличить нагрузку на электроинструмент, что приведет к его перегреву и, как следствие, быстрому выходу из строя.
- Очень важно правильно выбрать скорость выполняемой обработки. Это не только увеличит эксплуатационный срок используемой дрели, но и снизит расходы на электроэнергию. Следует иметь в виду, что обработка при помощи шарошки, вращающейся на высокой скорости, позволяет избежать многих проблемных ситуаций, к которым, в частности, относятся образование на поверхности обрабатываемого изделия неровностей и заусенцев, заклинивание инструмента в обрабатываемом материале. Кроме того, при помощи инструмента, вращающегося на высокой скорости, можно более тщательно и аккуратно обработать углы и пазы.
- Рабочая головка шарошки, как и любой другой инструмент, контактирующий с твердыми материалами, подвержена активному износу и истиранию. Есть несколько несложных приемов, позволяющих снизить интенсивность износа головки шарошки и продлить срок службы инструмента. Один из таких приемов предполагает использование специальной смазки, которая периодически наносится на рабочую головку борфрезы. Смазка снижает уровень нагрузки, приходящейся на инструмент, позволяет ему лучше скользить по поверхности обрабатываемого изделия. Еще один способ заключается в том, что рабочую головку шарошки в процессе обработки время от времени погружают в специальную суспензию, основу которой может составлять воск или синтетическое машинное масло.
- Заметив, что инструмент сильно износился, сразу замените его на новый. Использование сильно изношенного инструмента для выполнения обработки не только потребует приложения значительных физических усилий, но и может привести к поломке самой шарошки и (или) электроинструмента.

 Смазка снижает уровень нагрузки, приходящейся на инструмент, позволяет ему лучше скользить по поверхности обрабатываемого изделия. Еще один способ заключается в том, что рабочую головку шарошки в процессе обработки время от времени погружают в специальную суспензию, основу которой может составлять воск или синтетическое машинное масло.
Смазка снижает уровень нагрузки, приходящейся на инструмент, позволяет ему лучше скользить по поверхности обрабатываемого изделия. Еще один способ заключается в том, что рабочую головку шарошки в процессе обработки время от времени погружают в специальную суспензию, основу которой может составлять воск или синтетическое машинное масло.
Рекомендации по обработке различных материалов
Используя шарошки, установленные на электродрель или шуруповерт, можно выполнять обработку изделий из различных материалов. При этом для обработки каждого материала существуют свои правила, которых следует строго придерживаться.
Обработка камня
Обрабатывая шарошкой натуральный или искусственный камень, а также керамическую плитку и керамогранит, регулярно смачивайте обрабатываемую поверхность водой. При этом важно следить, чтобы вода не попала на используемый электроинструмент, что может привести не только к его выходу из строя, но и к поражению электрическим током.
Обработка каменной статуэтки граверной шарошкой
Работы по дереву
Шарошки по дереву для дрели могут эффективно использоваться для обработки изделий не только из натурального массива, но и из ДВП, ДСП, фанеры и МДФ. Отличительной особенностью такого инструмента является крупная насечка, нанесенная на его рабочую поверхность. При обработке на высоких оборотах изделий из древесных материалов при помощи шарошки может возникать такая проблема, как поджог древесины. Если в процессе работы вы почувствуете запах горелого дерева, следует сразу уменьшить скорость вращения инструмента.
Вырезка паза в древесине цилиндрической шарошкой
Обработка стекла и керамики
Обрабатывая стекло и керамику при помощи шарошки, будьте максимально внимательны и осторожны. Как правило, при обработке изделий из таких хрупких материалов на их поверхности предварительно выполняют контур будущего отверстия, для чего используется специальная фреза. Только после этого создаваемое отверстие выбивается шарошкой, рабочая головка которой имеет шаровидную форму.
Как правило, при обработке изделий из таких хрупких материалов на их поверхности предварительно выполняют контур будущего отверстия, для чего используется специальная фреза. Только после этого создаваемое отверстие выбивается шарошкой, рабочая головка которой имеет шаровидную форму.
Работая с электроинструментом, на который установлена шарошка, следует строго соблюдать меры безопасности, надежно защищать от вылетающих из зоны обработки твердых частиц глаза и руки, для чего используются специальные очки и рабочие перчатки.
Шарошка абразивная по металлу в категории «Инструмент»
Шарошка абразивная по металлу 10х16х3 25А F100 (P12) СТ1 К AW(ГЦ)
На складе
Доставка по Украине
36 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 16х20х6 25А F60 (P25) СТ1 К FW(ГШЦ)
На складе
Доставка по Украине
48 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу цилиндрическая 20х25х6 14А/34А F36 (P50) СТ1 К AW(ГЦ)
На складе
Доставка по Украине
54 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 20х25х6 25А F60 (P25) СТ1 К ЕW(ГК)
На складе
Доставка по Украине
48 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу коническая 20х32х6 25А F60 (P25) СТ1 К КW(ГКЗ)
На складе
Доставка по Украине
48 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Набор шарошек по металлу HotaiTools Набор борфрез по металлу Набор абразивных шарошек по металлу
Доставка из г. Одесса
Одесса
368 грн
184 грн
Купить
Promplatform
Набор шарошек по металлу 5 в 1 HotaiTools Набор борфрез по металлу Набор абразивных шарошек по металлу
Доставка из г. Одесса
368 грн
184 грн
Купить
Promplatform
Шарошка абразивная по металлу на оправке 20х6 14А F46 (P40) СТ1 К F-2W(ГШ)
На складе
Доставка по Украине
39 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 20х6 25А F60 (P25) СТ1 К F-2W(ГШ)
На складе
Доставка по Украине
48 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу угловая 25х10х6 14А F46 (P40) СТ1 К DW(ГУ)
На складе
Доставка по Украине
37 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка шлифовальная абразивная по металлу 25х6 14А F46 (P40) СТ1 К F-2W(ГШ)
На складе
Доставка по Украине
44 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 25х6 25А F60 (P25) СТ1 К F-2W(ГШ)
На складе
Доставка по Украине
63 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка шлифовальная абразивная по металлу 32х32х6 14А F46 (P40) СТ1 К AW(ГЦ) цилиндрическая
На складе
Доставка по Украине
49 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 32х32х6 14А/34А F36 (P50) СТ1 К AW(ГЦ) цилиндрическая
На складе
Доставка по Украине
77 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка шлифовальная абразивная по металлу 32х32х6 25А F60 (P25) СТ1 К AW(ГЦ) цилиндрическая
На складе
Доставка по Украине
65 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Смотрите также
Фреза шарошка по металлу остроконическая 13 мм YATO YT-61718
На складе
Доставка по Украине
по 149. 38 грн
38 грн
от 2 продавцов
154 грн
149.38 грн
Купить
Vitools
Набор шарошек по металлу Sturm 9030-02-S2, 30 шт
На складе
Доставка по Украине
от 225 грн
Купить
ГрадусОК
Диск Polax абразивный отрезной по металлу 41 14А 230х2,5х22,23 54-103 AG, КОД: 2342544
Доставка по Украине
85 грн
58.98 грн
Купить
All goods matter — актуальные товары на каждый день
Шарошки твердосплавные по металлу мини, набор 6 шт (хвостовик 3,1 мм) FIT
На складе в г. Николаев
Доставка по Украине
195 грн
Купить
Магазин інструменту MATRIX
Шарошка цилиндрическая по металлу(Ø 12мм,Ø хвостовика 6мм),в пластиковом футляре
Доставка по Украине
по 408 грн
от 3 продавцов
408 грн
Купить
Stanley-ua
Шарошка цилиндрическая по металлу(Ø 12мм,Ø хвостовика 6мм),в пластиковом футляре
Доставка по Украине
408 грн
Купить
АвтоMеханик. Работаем с НДС. Профессиональный инструмент для СТО и Автосервиса.
Работаем с НДС. Профессиональный инструмент для СТО и Автосервиса.
Борфреза, шарошка по металлу 8 мм карбид вольфрам цилиндрическая AX0820M06 Domast
На складе в г. Днепр
Доставка по Украине
194 грн
Купить
Domast
Борфреза, шарошка по металлу 10мм карбид вольфрам цилиндрическая Domast AX1020M06
На складе в г. Днепр
Доставка по Украине
237 грн
Купить
Domast
Борфреза, шарошка по металлу 8 мм карбид вольфрам вытянутый овал HX0820M06
На складе в г. Днепр
Доставка по Украине
194 грн
Купить
Domast
Борфреза, шарошка по металлу 10 мм карбид вольфрам вытянутый овал Domast HX1025M06
На складе в г. Днепр
Доставка по Украине
237 грн
Купить
Domast
Борфреза, шарошка по металлу 10 мм карбид вольфрам выпуклый конус Domast GX1020M06
На складе в г. Днепр
Днепр
Доставка по Украине
237 грн
Купить
Domast
Круг отрезной по металлу 125х1,0 ЗАК (абразивный круг)
На складе в г. Запорожье
Доставка по Украине
16 грн
Купить
«Аргон» Все для сварки
Круг отрезной по металлу 125х1,6 ЗАК (абразивный круг)
На складе в г. Запорожье
Доставка по Украине
16 грн
Купить
«Аргон» Все для сварки
Круг отрезной по металлу 125х2,0 ЗАК (абразивный круг)
На складе в г. Запорожье
Доставка по Украине
17 грн
Купить
«Аргон» Все для сварки
14-дюймовый абразивно-отрезной станок
Французский
Английский
Английский
Эспаньол
6177-20
Получите лучшую в отрасли производительность, долговечность и простоту использования в универсальном отрезном станке, который работает с широким спектром материалов. Благодаря мощному 15-амперному двигателю с максимальной мощностью 4,0 л.с. и скорости вращения до 3900 об/мин этот абразивный отрезной станок позволяет быстро резать гипсокартонные дорожки в пучках, уголках, кабелепроводах, трубах, швеллерах, трубах и арматуре до 5 мм. » максимальная емкость. Благодаря регулируемой направляющей он может быстро и точно делать косые пропилы под углом 45°, не переворачивая тяжелый материал. Легкий, но очень прочный, этот 14-дюймовый отрезной станок легко перемещается на любую рабочую площадку. Большая кнопка блокировки шпинделя позволяет быстро и легко менять лезвия даже в перчатках. Быстро регулируемые тиски позволяют выполнять быструю регулировку при резке материалов разных размеров.
Благодаря мощному 15-амперному двигателю с максимальной мощностью 4,0 л.с. и скорости вращения до 3900 об/мин этот абразивный отрезной станок позволяет быстро резать гипсокартонные дорожки в пучках, уголках, кабелепроводах, трубах, швеллерах, трубах и арматуре до 5 мм. » максимальная емкость. Благодаря регулируемой направляющей он может быстро и точно делать косые пропилы под углом 45°, не переворачивая тяжелый материал. Легкий, но очень прочный, этот 14-дюймовый отрезной станок легко перемещается на любую рабочую площадку. Большая кнопка блокировки шпинделя позволяет быстро и легко менять лезвия даже в перчатках. Быстро регулируемые тиски позволяют выполнять быструю регулировку при резке материалов разных размеров.
Включает
(1)
14-дюймовый абразивный отрезной станок
(6177-20)
(1)
Абразивный круг
(1)
Шестигранный ключ
(1)
тиски
- Мощный двигатель на 15 А, максимальная мощность 4,0 л. с.: обеспечивает максимальную производительность резки различных материалов
- Большая производительность резки: подходит для широкого спектра операций резки до 5 дюймов
- Прочная и легкая конструкция: обеспечивает портативность без ущерба для долговечности
- Увеличенные защитные кожухи: Обеспечивают дополнительную защиту от мусора
- Угол наклона под углом 45° с регулируемой направляющей: Позволяет выполнять быстрые и точные пропилы под углом, не переворачивая тяжелый материал
- Большая кнопка блокировки шпинделя: быстрая и простая замена лезвия в перчатках
- Быстрорегулируемый зажим тисков: быстро настраивается для различных размеров материала
- Полностью шарикоподшипниковая конструкция: обеспечивает максимальную долговечность
 с.: обеспечивает максимальную производительность резки различных материалов
с.: обеспечивает максимальную производительность резки различных материалов Загрузить руководство оператора
Загрузить список запасных частей
Технические характеристики продукта
Ампер
15
Гарантия на инструмент
5 лет
Источник питания
Проводной
Длина
16 дюймов
Размер беседки
1 дюйм
Об/мин без нагрузки
3900
Блокировка шпинделя
Да
Вместимость
5 дюймов
Максимальная мощность скоса
45 градусов
шпиндель
1 дюйм
Диаметр колеса
14 дюймов
Напряжение
120 перем. /пост. тока
/пост. тока
Абразивные, режущие и шлифовальные инструменты и оборудование
Компания Horizon Supply предлагает только лучший абразивный, режущий и шлифовальный инструмент и оборудование. От угловых шлифовальных машин, труборезов и других инструментов для резки металла до шлифовальных, отрезных и проволочных кругов — мы являемся вашим универсальным промышленным поставщиком для любой задачи на стройплощадке. Разместите заказ онлайн или свяжитесь с нами для получения дополнительной информации.
Шлифовальные, абразивные и режущие инструменты
Мы знаем наших клиентов и важность наличия надежных и долговечных инструментов. Вот почему наши инструменты поставляются проверенными производителями, такими как DeWalt, Metabo, RIGID и другими. Вы можете работать так же быстро и так же хорошо, как ваши инструменты! Выполняйте работу с помощью наших первоклассных промышленных инструментов, в том числе:
- Шлифовальные машины/угловые шлифовальные машины: Шлифовальные машины и угловые шлифовальные машины — это универсальные инструменты, которые необходимы трубопроводчикам, подрядчикам, строительным бригадам и другим лицам. Двигатель приводит в движение шестерню, на которой установлен шлифовальный круг, отрезной круг или любой другой аксессуар, перечисленный ниже.
- Труборезы: Труборезы — это инструменты, которые делают резку жестких стальных труб более удобной, чистой и быстрой.
- Станки для снятия фаски с труб/гусеничные ленты для снятия фаски: Кромкорезы или гусеницы для труб используются для сглаживания и резки труб, повышения безопасности и эстетического вида.
- Сверла: Сверла используются для энергетических промышленных долот, используемых для резки стальных труб, горных пород, полезных ископаемых и т. д.
 Двигатель приводит в движение шестерню, на которой установлен шлифовальный круг, отрезной круг или любой другой аксессуар, перечисленный ниже.
Двигатель приводит в движение шестерню, на которой установлен шлифовальный круг, отрезной круг или любой другой аксессуар, перечисленный ниже.Шлифовальное, абразивное и режущее оборудование и аксессуары
Ваше оборудование должно быть максимально эффективным, стабильным,
- Шлифовальные круги: Шлифовальные круги изготовлены из абразивного материала и обычно используются в трубопроводной промышленности для процессов абразивной резки. . У Horizon есть много типов шлифовальных кругов, некоторые из которых упомянуты ниже.
- Проволочные колеса: Мы предлагаем множество типов проволочных щеток, в том числе: стрингерные, узловые, спирально-резьбовые, гофрированные и другие. Применяются для очистки, резки, удаления заусенцев, полировки, подготовки поверхности трубопроводов и т. д.
- Отрезные/отрезные круги: Отрезные круги или отрезные круги обычно используются в строительной и трубопроводной промышленности с угловыми шлифовальными машинами для резки арматуры или шлифования металлических труб.
- Лепестковые колеса: Лепестковый шлифовальный круг — это абразивный диск, используемый для финишной обработки металла, идеально подходящий для криволинейных поверхностей.
- Ленты для снятия фаски: Ленты для снятия фаски — это ленты, которые наматываются на трубы, чтобы удерживать на месте инструмент для снятия фаски или ленточный гусеничный инструмент, когда он сглаживает и режет трубы
- Промышленные сверла: У нас есть широкий выбор промышленных сверл, используемых для сверления металлов, горных пород и минералов.
 . У Horizon есть много типов шлифовальных кругов, некоторые из которых упомянуты ниже.
. У Horizon есть много типов шлифовальных кругов, некоторые из которых упомянуты ниже.
 ), и радиоактивные (уран, радий и др.), а также так называемые рассеянные редкие металлы (селен, галлий, теллур и др.), получаемые из основных цветных металлов.
), и радиоактивные (уран, радий и др.), а также так называемые рассеянные редкие металлы (селен, галлий, теллур и др.), получаемые из основных цветных металлов.
 Обычно речь идет о бытовых предметах и технике.
Обычно речь идет о бытовых предметах и технике.

 Чтобы не прогадать с последними, заранее стоит ознакомиться со списком запрещенных для приема изделий. Каждый пункт имеет такой список в свободном доступе.
Чтобы не прогадать с последними, заранее стоит ознакомиться со списком запрещенных для приема изделий. Каждый пункт имеет такой список в свободном доступе. Предыдущий выиграла клоунесса
Предыдущий выиграла клоунесса Некоторые цветные металлы используются в черной металлургии, например, бокситы, которые используются в качестве флюса в доменных печах. Другие цветные металлы, в том числе хромит, пиролюзит и вольфрамит, используются для изготовления ферросплавов. Однако многие цветные металлы имеют низкую температуру плавления, что делает их менее подходящими для применения при высоких температурах.
Некоторые цветные металлы используются в черной металлургии, например, бокситы, которые используются в качестве флюса в доменных печах. Другие цветные металлы, в том числе хромит, пиролюзит и вольфрамит, используются для изготовления ферросплавов. Однако многие цветные металлы имеют низкую температуру плавления, что делает их менее подходящими для применения при высоких температурах. Черные металлы, такие как чугун или углеродистая сталь, имеют высокое содержание углерода, что обычно делает их уязвимыми для ржавчины при воздействии влаги. Однако это не относится к кованому железу, которое устойчиво к ржавчине благодаря своей чистоте, и к нержавеющей стали, которая защищена от коррозии присутствием хрома.
Черные металлы, такие как чугун или углеродистая сталь, имеют высокое содержание углерода, что обычно делает их уязвимыми для ржавчины при воздействии влаги. Однако это не относится к кованому железу, которое устойчиво к ржавчине благодаря своей чистоте, и к нержавеющей стали, которая защищена от коррозии присутствием хрома.

 Реакция цветных металлов на эти процессы более жесткая, чем у черных металлов, а это означает, что свойства литых или деформируемых форм из одного и того же металла или сплава могут различаться.
Реакция цветных металлов на эти процессы более жесткая, чем у черных металлов, а это означает, что свойства литых или деформируемых форм из одного и того же металла или сплава могут различаться. Добавление медных сплавов, латуни (медь и цинк) и бронзы (медь и олово) еще больше расширило использование этого цветного металла (подробности об этих сплавах см. Ниже).
Добавление медных сплавов, латуни (медь и цинк) и бронзы (медь и олово) еще больше расширило использование этого цветного металла (подробности об этих сплавах см. Ниже).



 Бронза тверже латуни, хотя оба они довольно дороги, так как в их основе лежит медь. Латунь создается как сплав меди и цинка, а бронза — это сплав меди с алюминием и/или никелем.
Бронза тверже латуни, хотя оба они довольно дороги, так как в их основе лежит медь. Латунь создается как сплав меди и цинка, а бронза — это сплав меди с алюминием и/или никелем. Медь обладает широким спектром свойств: хорошей тепло- и электропроводностью, коррозионной стойкостью, легкостью формовки, легкости соединения и цветом. Однако, кроме того, медь и ее сплавы имеют относительно низкое отношение прочности к массе и низкую прочность при повышенных температурах. Некоторые медные сплавы также подвержены коррозионному растрескиванию под напряжением, если с них не сняты напряжения.
Медь обладает широким спектром свойств: хорошей тепло- и электропроводностью, коррозионной стойкостью, легкостью формовки, легкости соединения и цветом. Однако, кроме того, медь и ее сплавы имеют относительно низкое отношение прочности к массе и низкую прочность при повышенных температурах. Некоторые медные сплавы также подвержены коррозионному растрескиванию под напряжением, если с них не сняты напряжения. Однако в большинстве случаев на открытом воздухе медные поверхности покрываются сине-зеленой патиной. Для сохранения первоначального цвета сплава можно наносить лаковые покрытия. Акриловое покрытие с бензотриазолом в качестве добавки служит несколько лет в большинстве наружных условий без истирания.
Однако в большинстве случаев на открытом воздухе медные поверхности покрываются сине-зеленой патиной. Для сохранения первоначального цвета сплава можно наносить лаковые покрытия. Акриловое покрытие с бензотриазолом в качестве добавки служит несколько лет в большинстве наружных условий без истирания. В количестве 1 %, например, кадмий повышает прочность на 50 % при потере электропроводности до 85 %. Небольшие количества кадмия повышают температуру размягчения сплава С11600, который широко используется для изготовления печатных плат. Было показано, что теллур или сера, присутствующие в небольших количествах в сортах С14500 и С14700, повышают обрабатываемость.
В количестве 1 %, например, кадмий повышает прочность на 50 % при потере электропроводности до 85 %. Небольшие количества кадмия повышают температуру размягчения сплава С11600, который широко используется для изготовления печатных плат. Было показано, что теллур или сера, присутствующие в небольших количествах в сортах С14500 и С14700, повышают обрабатываемость. Предел текучести закаленной меди составляет примерно две трети предела прочности при растяжении.
Предел текучести закаленной меди составляет примерно две трети предела прочности при растяжении. Кремниевая бронза, алюминиевая латунь и медно-никелевый сплав широко используются для применения при повышенных температурах.
Кремниевая бронза, алюминиевая латунь и медно-никелевый сплав широко используются для применения при повышенных температурах. Обозначения UNS — это просто расширение прежних номеров обозначений. Например, медный сплав № 377 (ковочная латунь) становится С37700. Номера от C10000 до C79900 присвоены кованым композициям, а номера от C80000 до C9.9900 к литейным сплавам.
Обозначения UNS — это просто расширение прежних номеров обозначений. Например, медный сплав № 377 (ковочная латунь) становится С37700. Номера от C10000 до C79900 присвоены кованым композициям, а номера от C80000 до C9.9900 к литейным сплавам.

 11 руб
11 руб 39 руб
39 руб 95 руб
95 руб 50 руб
50 руб 96 руб
96 руб 23 руб
23 руб 81 руб
81 руб 20 руб
20 руб 62 руб
62 руб 86 руб
86 руб
 , сверло по бетону, по кирпичу Rapide (уп.1шт.)
, сверло по бетону, по кирпичу Rapide (уп.1шт.) 01 грн/комплект
01 грн/комплект 70 грн
70 грн 05 грн
05 грн Подпишитесь на наш канал, чтобы увидеть больше эксклюзивных видеороликов и советов от профессионалов.
Подпишитесь на наш канал, чтобы увидеть больше эксклюзивных видеороликов и советов от профессионалов. Особенно избегайте любых покрытий, содержащих «алюминий» в ингредиентах (AlTiN, TiAlN и т. д.). Идеально подойдет сверло с блестящей поверхностью.
Особенно избегайте любых покрытий, содержащих «алюминий» в ингредиентах (AlTiN, TiAlN и т. д.). Идеально подойдет сверло с блестящей поверхностью.
 Это распределяет рабочую нагрузку по большей режущей поверхности. Поскольку в закаленной и нержавеющей стали довольно сложно сверлить, использование сверлильного станка или фрезерного станка должно обеспечить наилучшие результаты.
Это распределяет рабочую нагрузку по большей режущей поверхности. Поскольку в закаленной и нержавеющей стали довольно сложно сверлить, использование сверлильного станка или фрезерного станка должно обеспечить наилучшие результаты. Скачав, вы узнаете:
Скачав, вы узнаете:  Это связано с пригодностью этого конкретного сверла для других целей.
Это связано с пригодностью этого конкретного сверла для других целей.




 Однако это не совсем так. Действительно, выбор сверла, идеально подходящего для вас, может быть сложным, трудоемким и запутанным. Это связано с широким ассортиментом сверл, доступных на рынке.
Однако это не совсем так. Действительно, выбор сверла, идеально подходящего для вас, может быть сложным, трудоемким и запутанным. Это связано с широким ассортиментом сверл, доступных на рынке. Это приведет к их более быстрому перегреву и плохой работе.
Это приведет к их более быстрому перегреву и плохой работе. Хотя существуют сверла по каменной кладке, изготовленные из низкоуглеродистой стали, существуют другие сверла, изготовленные из других материалов. Однако сверла с низким содержанием углерода, как правило, дешевы, менее эффективны и недолговечны.
Хотя существуют сверла по каменной кладке, изготовленные из низкоуглеродистой стали, существуют другие сверла, изготовленные из других материалов. Однако сверла с низким содержанием углерода, как правило, дешевы, менее эффективны и недолговечны. Тем не менее, вы должны убедиться, что выбранное вами сверло имеет тот же размер, что и отверстие, которое вы делаете.
Тем не менее, вы должны убедиться, что выбранное вами сверло имеет тот же размер, что и отверстие, которое вы делаете. Многие люди захотят выбрать сверла в рамках своего бюджета. Однако это не означает, что вам следует выбирать дешевые сверла.
Многие люди захотят выбрать сверла в рамках своего бюджета. Однако это не означает, что вам следует выбирать дешевые сверла. Они термостойкие, износостойкие и очень прочные, чтобы выдерживать интенсивное использование. При правильном обслуживании сверла из быстрорежущей стали гарантируют долгий срок службы и безопасны для использования на высоких скоростях.
Они термостойкие, износостойкие и очень прочные, чтобы выдерживать интенсивное использование. При правильном обслуживании сверла из быстрорежущей стали гарантируют долгий срок службы и безопасны для использования на высоких скоростях. Это потому, что они обладают высокой ударопрочностью и термостойкостью при сверлении. Кроме того, они долговечны и оптимально работают на высоких скоростях, что делает их идеальными для закаленной стали/металла.
Это потому, что они обладают высокой ударопрочностью и термостойкостью при сверлении. Кроме того, они долговечны и оптимально работают на высоких скоростях, что делает их идеальными для закаленной стали/металла.









 Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток — невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС.
Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток — невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС. Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.

 Если в чугунной канализации имеется расширяющийся раструб на конце, в него вставляют ПВХ-трубу, герметизируя стык каучуковой манжетой. Аналогичным образом стыкуют чугун с ПВХ-трубами большего размера, просто вставляя их в последние и герметизируя щели уплотнительными кольцами.
Если в чугунной канализации имеется расширяющийся раструб на конце, в него вставляют ПВХ-трубу, герметизируя стык каучуковой манжетой. Аналогичным образом стыкуют чугун с ПВХ-трубами большего размера, просто вставляя их в последние и герметизируя щели уплотнительными кольцами.

 Полиэтиленовая трубка имеет определенную длину и диаметр. Со стальной трубкой она соединяется строго по ТУ 4859-026-03321549-99. Стальной патрубок запрессовывается в полиэтиленовую трубку под определенным давлением. Благодаря особенной технологии производства неразъемное соединение отличается высокой прочностью и полной герметичностью образованного соединения.
Полиэтиленовая трубка имеет определенную длину и диаметр. Со стальной трубкой она соединяется строго по ТУ 4859-026-03321549-99. Стальной патрубок запрессовывается в полиэтиленовую трубку под определенным давлением. Благодаря особенной технологии производства неразъемное соединение отличается высокой прочностью и полной герметичностью образованного соединения. Данный вид неразъемных соединений можно активно использовать для монтажа трубопроводов высокого давления. Такие переходники являются максимально прочными и могут выдержать большую нагрузку. Переходник с усиливающей муфтой, сделанный частично из полиэтиленовой трубы ПЭ 100 SDR 17, способен выдержать беспрерывную нагрузку в 1 МПа
Данный вид неразъемных соединений можно активно использовать для монтажа трубопроводов высокого давления. Такие переходники являются максимально прочными и могут выдержать большую нагрузку. Переходник с усиливающей муфтой, сделанный частично из полиэтиленовой трубы ПЭ 100 SDR 17, способен выдержать беспрерывную нагрузку в 1 МПа Они имеют резьбу, предназначенную для металлической трубы, а также гладкую муфту для полиэтиленовой трубы. С помощью данного способа скрепляются трубы диаметром до 40 миллиметров.
Они имеют резьбу, предназначенную для металлической трубы, а также гладкую муфту для полиэтиленовой трубы. С помощью данного способа скрепляются трубы диаметром до 40 миллиметров. Для некоторых требуются специальные инструменты для обжима, а есть более новые стили, которые просто скрепляются друг с другом. Мы спросили мастера-сантехника, как он справляется с теми, с которыми сталкивается чаще всего, но не бегайте по всему городу, пытаясь найти именно те фитинги, которые мы здесь показываем. Обычно есть несколько подходящих решений с использованием деталей, доступных в местном хозяйственном магазине или домашнем центре.
Для некоторых требуются специальные инструменты для обжима, а есть более новые стили, которые просто скрепляются друг с другом. Мы спросили мастера-сантехника, как он справляется с теми, с которыми сталкивается чаще всего, но не бегайте по всему городу, пытаясь найти именно те фитинги, которые мы здесь показываем. Обычно есть несколько подходящих решений с использованием деталей, доступных в местном хозяйственном магазине или домашнем центре. Вот список.
Вот список. Он помещается между запорным клапаном и плетеной линией, идущей к крану. Нет необходимости в трубной смазке или ленте для трубной резьбы, поскольку резиновые шайбы герметизируют соединения.
Он помещается между запорным клапаном и плетеной линией, идущей к крану. Нет необходимости в трубной смазке или ленте для трубной резьбы, поскольку резиновые шайбы герметизируют соединения. Дайте клею полностью застыть, прежде чем снова включать воду (для затвердевания некоторых цементов на основе ХПВХ требуется несколько часов).
Дайте клею полностью застыть, прежде чем снова включать воду (для затвердевания некоторых цементов на основе ХПВХ требуется несколько часов).

 Если вам нужно выбирать между двумя похожими продуктами, покупайте тот, который имеет четкую маркировку, одобренную признанными на национальном уровне организациями. ANSI и ASTM являются примерами широко признанных организаций по сертификации продукции. И сохраните свои этикетки до тех пор, пока проверка не будет завершена. Для получения дополнительной информации о том, что означают эти маркировки, посетите сайт safeplumbing.org/product-markings.
Если вам нужно выбирать между двумя похожими продуктами, покупайте тот, который имеет четкую маркировку, одобренную признанными на национальном уровне организациями. ANSI и ASTM являются примерами широко признанных организаций по сертификации продукции. И сохраните свои этикетки до тех пор, пока проверка не будет завершена. Для получения дополнительной информации о том, что означают эти маркировки, посетите сайт safeplumbing.org/product-markings.
 Несмотря на то, что нажимные фитинги просты, вам все равно придется выполнять домашнюю работу. Прочтите инструкции по типу фитинга, который вы используете, чтобы узнать, насколько далеко должна быть вставлена труба, и сделайте отметку на этой длине трубы, чтобы убедиться, что она полностью запрессована. И убедитесь, что внешняя часть трубы, которая будет входить в фитинг, не имеет заусенцев и царапин.
Несмотря на то, что нажимные фитинги просты, вам все равно придется выполнять домашнюю работу. Прочтите инструкции по типу фитинга, который вы используете, чтобы узнать, насколько далеко должна быть вставлена труба, и сделайте отметку на этой длине трубы, чтобы убедиться, что она полностью запрессована. И убедитесь, что внешняя часть трубы, которая будет входить в фитинг, не имеет заусенцев и царапин. Некоторые из них можно использовать над землей, но не под землей. Другие отлично работают на открытом воздухе, но их нельзя спрятать за гипсокартоном. Если вы сомневаетесь, спросите своего инспектора. Вот несколько примеров разъемов, которые могут показаться идеальным решением, но могут быть отклонены вашим инспектором или, что еще хуже, перестанут работать и причинят ущерб от воды на тысячи долларов:
Некоторые из них можно использовать над землей, но не под землей. Другие отлично работают на открытом воздухе, но их нельзя спрятать за гипсокартоном. Если вы сомневаетесь, спросите своего инспектора. Вот несколько примеров разъемов, которые могут показаться идеальным решением, но могут быть отклонены вашим инспектором или, что еще хуже, перестанут работать и причинят ущерб от воды на тысячи долларов: Очень важно знать, как соединять разнородные трубы.
Очень важно знать, как соединять разнородные трубы. 11.2019
11.2019 .. Омаха! Нет, это не Пейтон Мэннинг, который лает перед щелчком. Это лишь некоторые из цифр, которые позволяют быстро отличить трубы из ПЭВП и DI. Гидростатическая конструкция трубы DI в 26 раз больше, чем у ПЭВП.
.. Омаха! Нет, это не Пейтон Мэннинг, который лает перед щелчком. Это лишь некоторые из цифр, которые позволяют быстро отличить трубы из ПЭВП и DI. Гидростатическая конструкция трубы DI в 26 раз больше, чем у ПЭВП. HDPE, если он изготовлен с толщиной стенки 0,14 дюйма, может выдерживать внутреннее давление всего 34 фунта на квадратный дюйм. Чтобы ПЭВП теоретически содержал давление 900 фунтов на квадратный дюйм, потребуется толщина стенки 3,7 дюйма, тем самым уменьшив внутренний диаметр 12-дюймового ПЭВП до 5,8 дюймов.
HDPE, если он изготовлен с толщиной стенки 0,14 дюйма, может выдерживать внутреннее давление всего 34 фунта на квадратный дюйм. Чтобы ПЭВП теоретически содержал давление 900 фунтов на квадратный дюйм, потребуется толщина стенки 3,7 дюйма, тем самым уменьшив внутренний диаметр 12-дюймового ПЭВП до 5,8 дюймов.
 Эти нагрузки учитываются непосредственно при расчете толщины стенки трубы DI, однако они отсутствуют в процедурах расчета ПЭВП.
Эти нагрузки учитываются непосредственно при расчете толщины стенки трубы DI, однако они отсутствуют в процедурах расчета ПЭВП. Труба DI в 13 раз меньше подвержена влиянию изменения температуры, со скоростью всего 0,75 дюйма на 1000 футов DIP при колебании 10 ° F, которое легко впитывается в резиновые прокладки соединений трубопровода и внутри них.
Труба DI в 13 раз меньше подвержена влиянию изменения температуры, со скоростью всего 0,75 дюйма на 1000 футов DIP при колебании 10 ° F, которое легко впитывается в резиновые прокладки соединений трубопровода и внутри них. — оценивается на 25 процентов из-за наличия скошенного соединения или шва, например, на изгибах и тройниках.
— оценивается на 25 процентов из-за наличия скошенного соединения или шва, например, на изгибах и тройниках. Для этого требуется специальная техника и обучение, а также почти идеальные погодные условия, чтобы выполнить это без палатки или другой защиты стыков.
Для этого требуется специальная техника и обучение, а также почти идеальные погодные условия, чтобы выполнить это без палатки или другой защиты стыков.
 Это всего лишь одна переменная в общей стоимости жизненного цикла альтернативных материалов, таких как ПЭВП или ПВХ, но одного этого более чем достаточно, чтобы пересмотреть решение об отказе от надежного и эффективного использования труб DI, несмотря на потенциальную разницу в первоначальных затратах на покупку
Это всего лишь одна переменная в общей стоимости жизненного цикла альтернативных материалов, таких как ПЭВП или ПВХ, но одного этого более чем достаточно, чтобы пересмотреть решение об отказе от надежного и эффективного использования труб DI, несмотря на потенциальную разницу в первоначальных затратах на покупку Там нет бобровых плотин; это не приведет к нарушению потока или запутыванию другого мусора в этих точках. Такие незначительные зазоры быстро становятся незначительными и остаются таковыми в течение всего срока службы трубы при нормальных условиях эксплуатации.
Там нет бобровых плотин; это не приведет к нарушению потока или запутыванию другого мусора в этих точках. Такие незначительные зазоры быстро становятся незначительными и остаются таковыми в течение всего срока службы трубы при нормальных условиях эксплуатации.
 Итак, когда дело доходит до строительства или реконструкции ваших инженерных систем, сделайте выбор SMaRT© с трубой DI.
Итак, когда дело доходит до строительства или реконструкции ваших инженерных систем, сделайте выбор SMaRT© с трубой DI.
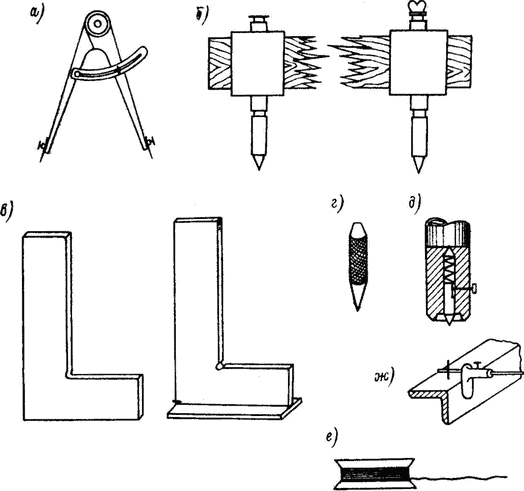
 Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам. Данные изделия, применяемые при разметке, представлены в обычном и пружинном вариантах. Первые имеют возможность фиксации ножек на размер, а вторые позволяют осуществить точную установку. В любом случае они оснащены дугой и винтом для фиксации ножек. Последние заострены и соприкасаются концами, а иглы закалены на протяжении 15-25 мм. Как и чертилки, циркули представляют инструменты для плоскостной разметки.
Данные изделия, применяемые при разметке, представлены в обычном и пружинном вариантах. Первые имеют возможность фиксации ножек на размер, а вторые позволяют осуществить точную установку. В любом случае они оснащены дугой и винтом для фиксации ножек. Последние заострены и соприкасаются концами, а иглы закалены на протяжении 15-25 мм. Как и чертилки, циркули представляют инструменты для плоскостной разметки. К пространственной разметке приступают после того, как проведут подготовительные работы.
К пространственной разметке приступают после того, как проведут подготовительные работы.
 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)



 Но встречаются и пластиковые уголки. В прошлом широкое распространение имели уголки на основе древесины.
Но встречаются и пластиковые уголки. В прошлом широкое распространение имели уголки на основе древесины.
 В роли красителя обычно используют медный купорос или раствор из мела и столярного клея.
В роли красителя обычно используют медный купорос или раствор из мела и столярного клея. Дополнительно мел используется в тех случаях, когда к точности разметки не предъявляется особых требований.
Дополнительно мел используется в тех случаях, когда к точности разметки не предъявляется особых требований.


 То же чтение в символах размером 3/32 дюйма даст отметку длиной 3/4 дюйма.
То же чтение в символах размером 3/32 дюйма даст отметку длиной 3/4 дюйма. Таким образом, бланк логотипа с накаткой на один символ длиннее, чем прямой логотип с тем же чтением.
Таким образом, бланк логотипа с накаткой на один символ длиннее, чем прямой логотип с тем же чтением. Штампы для клеймения имеют очень глубокую гравировку и плоскую поверхность, чтобы фон горячего штампа не касался материала.
Штампы для клеймения имеют очень глубокую гравировку и плоскую поверхность, чтобы фон горячего штампа не касался материала. Чтобы отметить половину глубины, умножьте требуемый тоннаж на 0,75; чтобы отметить удвоенную глубину, умножьте требуемую тоннажность на 1,33; чтобы отметить трехкратную глубину, умножьте требуемую тоннажность на 1,7.
Чтобы отметить половину глубины, умножьте требуемый тоннаж на 0,75; чтобы отметить удвоенную глубину, умножьте требуемую тоннажность на 1,33; чтобы отметить трехкратную глубину, умножьте требуемую тоннажность на 1,7. 013
013


 , Bell A.T., J. Phys. хим. С
, Bell A.T., J. Phys. хим. С
 R., Zhang B., Yang H.G., Chem. науч.
R., Zhang B., Yang H.G., Chem. науч.
 [Бесплатная статья PMC] [PubMed] [Google Scholar]
[Бесплатная статья PMC] [PubMed] [Google Scholar]

 Это зависит от типа станка. Если это газовый, у него есть система, накачивающая инертный газ, колба из стекла, имеющая излучающую трубку. У твердотельного дополнительно устанавливают такие элементы, как лампа накачивания, импульсная, зеркала, рабочий элемент. У газодинамического есть охладительная система, сопло, чтобы ускорять газы.
Это зависит от типа станка. Если это газовый, у него есть система, накачивающая инертный газ, колба из стекла, имеющая излучающую трубку. У твердотельного дополнительно устанавливают такие элементы, как лампа накачивания, импульсная, зеркала, рабочий элемент. У газодинамического есть охладительная система, сопло, чтобы ускорять газы. Он позволяет обеспечить высочайшее качество торцов деталей, когда их обрабатывают на производственных линиях.
Он позволяет обеспечить высочайшее качество торцов деталей, когда их обрабатывают на производственных линиях. Других недостатков у таких станков не отмечено.
Других недостатков у таких станков не отмечено. Тем не менее, следует обращать внимание не только на стоимость оборудования, но и прочие параметры. В частности, нужно обратить внимание на некоторые параметры:
Тем не менее, следует обращать внимание не только на стоимость оборудования, но и прочие параметры. В частности, нужно обратить внимание на некоторые параметры: У нас самый большой выбор лазерных станков по выгодным расценкам. Станок с лазерной резкой металла цена в Москве доступна всем покупателям.
У нас самый большой выбор лазерных станков по выгодным расценкам. Станок с лазерной резкой металла цена в Москве доступна всем покупателям. Конструкция станка спроектирована и рассчитана на продолжительную работу в 2 или
Конструкция станка спроектирована и рассчитана на продолжительную работу в 2 или
 Облегченная верхняя направляющая станина изготовлена из авиационного алюминия позволяет добиться высоких скоростей и предает большую динамику станку.
Облегченная верхняя направляющая станина изготовлена из авиационного алюминия позволяет добиться высоких скоростей и предает большую динамику станку.
 03
03


 youtube.com/embed/WWqZMpUmyHI» allowfullscreen=»»>
youtube.com/embed/WWqZMpUmyHI» allowfullscreen=»»>  Для достижения хороших результатов существуют разные технологии, но система, которая используется больше всего, — это станки с ЧПУ с волоконным лазером. Лазерная резка металла имеет очень высокую производительность, с системами для резки больших площадей листового металла или даже труб.
Для достижения хороших результатов существуют разные технологии, но система, которая используется больше всего, — это станки с ЧПУ с волоконным лазером. Лазерная резка металла имеет очень высокую производительность, с системами для резки больших площадей листового металла или даже труб. Это снижает потребление, обслуживание и увеличивает скорость и качество. Таковы преимущества лазера для резки волокна. Серия «LC-CUT» представляет собой линию резки металлов. Лазерные резаки по металлу позволяют выполнять чистую и быструю резку с высокой точностью. Для достижения хороших результатов существуют разные технологии, но система, которая используется больше всего, — это станки с ЧПУ с волоконным лазером. Лазерная резка металла имеет очень высокую производительность, с системами для резки больших площадей листового металла или даже труб.
Это снижает потребление, обслуживание и увеличивает скорость и качество. Таковы преимущества лазера для резки волокна. Серия «LC-CUT» представляет собой линию резки металлов. Лазерные резаки по металлу позволяют выполнять чистую и быструю резку с высокой точностью. Для достижения хороших результатов существуют разные технологии, но система, которая используется больше всего, — это станки с ЧПУ с волоконным лазером. Лазерная резка металла имеет очень высокую производительность, с системами для резки больших площадей листового металла или даже труб.



 Управление DSP является необязательным.
Управление DSP является необязательным. Ключевая функция безопасного включения предотвращает несанкционированное использование или эксплуатацию лазерного станка, позволяя только утвержденным операторам и/или обученному персоналу нести ответственность за эксплуатацию и техническое обслуживание оборудования.
Ключевая функция безопасного включения предотвращает несанкционированное использование или эксплуатацию лазерного станка, позволяя только утвержденным операторам и/или обученному персоналу нести ответственность за эксплуатацию и техническое обслуживание оборудования.

 Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
 Такие станки относятся к специальным и применяются для обработки концов длинномерных труб и штанг длиной более 6 метров (основном для нефтедобывающей отрасли)
Такие станки относятся к специальным и применяются для обработки концов длинномерных труб и штанг длиной более 6 метров (основном для нефтедобывающей отрасли)
 Работой управляет специальная компьютерная программа или несколько программ, которые задаются в виде набора данных через электронный носитель.
Работой управляет специальная компьютерная программа или несколько программ, которые задаются в виде набора данных через электронный носитель.



 предназначен исключительно для обработки металлов с ЧПУ в мастерских любителей.
предназначен исключительно для обработки металлов с ЧПУ в мастерских любителей.
 Предустановленная LinuxCNC.Linux — это программное обеспечение с открытым исходным кодом, которое может избавить вас от расходов на программное обеспечение.0003
Предустановленная LinuxCNC.Linux — это программное обеспечение с открытым исходным кодом, которое может избавить вас от расходов на программное обеспечение.0003
 Он обнаруживает любые пропущенные шаги двигателя и корректирует их соответствующим образом, защищая вашу заготовку от повреждений.
Он обнаруживает любые пропущенные шаги двигателя и корректирует их соответствующим образом, защищая вашу заготовку от повреждений.
 Но вы можете использовать преобразователь RS-232 в USB и подключить его к одному из портов USB.
Но вы можете использовать преобразователь RS-232 в USB и подключить его к одному из портов USB.


 часть, экономя время и деньги.
часть, экономя время и деньги.


 Он может работать как с мягкими материалами, так и с твердыми металлами.
Он может работать как с мягкими материалами, так и с твердыми металлами. Базовая модель токарных станков с ЧПУ Okuma начинается от 9 долларов.3995.
Базовая модель токарных станков с ЧПУ Okuma начинается от 9 долларов.3995.




 Проприетарное программное обеспечение имеет лучшие функции, проще в настройке и имеет хорошую техническую поддержку, но стоит дороже.
Проприетарное программное обеспечение имеет лучшие функции, проще в настройке и имеет хорошую техническую поддержку, но стоит дороже. Он также определяет тип работы, которую вы можете выполнять, например, токарную обработку или нарезание резьбы.
Он также определяет тип работы, которую вы можете выполнять, например, токарную обработку или нарезание резьбы.
 2 линейные оси могут использоваться для выполнения различных токарных операций. Однако традиционный 2-осевой токарный станок обрабатывает только диаметр заготовки и, следовательно, не подходит для фрезерных операций.
2 линейные оси могут использоваться для выполнения различных токарных операций. Однако традиционный 2-осевой токарный станок обрабатывает только диаметр заготовки и, следовательно, не подходит для фрезерных операций. Он лучше всего подходит для производства сложных и замысловатых компонентов. 5-осевые токарные станки с ЧПУ позволяют производить продукцию с очень высокой точностью и в короткие сроки.
Он лучше всего подходит для производства сложных и замысловатых компонентов. 5-осевые токарные станки с ЧПУ позволяют производить продукцию с очень высокой точностью и в короткие сроки. Цена токарного станка с ЧПУ может варьироваться от 2000 долларов (токарные станки с ЧПУ) до 250 000 долларов (токарные станки).
Цена токарного станка с ЧПУ может варьироваться от 2000 долларов (токарные станки с ЧПУ) до 250 000 долларов (токарные станки).

 Мы выбрали одни из самых популярных токарных станков с ЧПУ в каждом ценовом диапазоне, чтобы помочь вам найти подходящую машину в зависимости от ваших целей.
Мы выбрали одни из самых популярных токарных станков с ЧПУ в каждом ценовом диапазоне, чтобы помочь вам найти подходящую машину в зависимости от ваших целей.




 youtube.com/embed/iF57Px06xck?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/iF57Px06xck?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

 Этот токарный станок имеет широкий спектр применений, в том числе в промышленности и учебных заведениях, при обслуживании дома и транспортных средств, а также в научно-исследовательских учреждениях.
Этот токарный станок имеет широкий спектр применений, в том числе в промышленности и учебных заведениях, при обслуживании дома и транспортных средств, а также в научно-исследовательских учреждениях. Машина также оснащена металлическими шестернями, поэтому она водонепроницаема и обеспечивает более точное вращение, чем некоторые другие машины.
Машина также оснащена металлическими шестернями, поэтому она водонепроницаема и обеспечивает более точное вращение, чем некоторые другие машины.




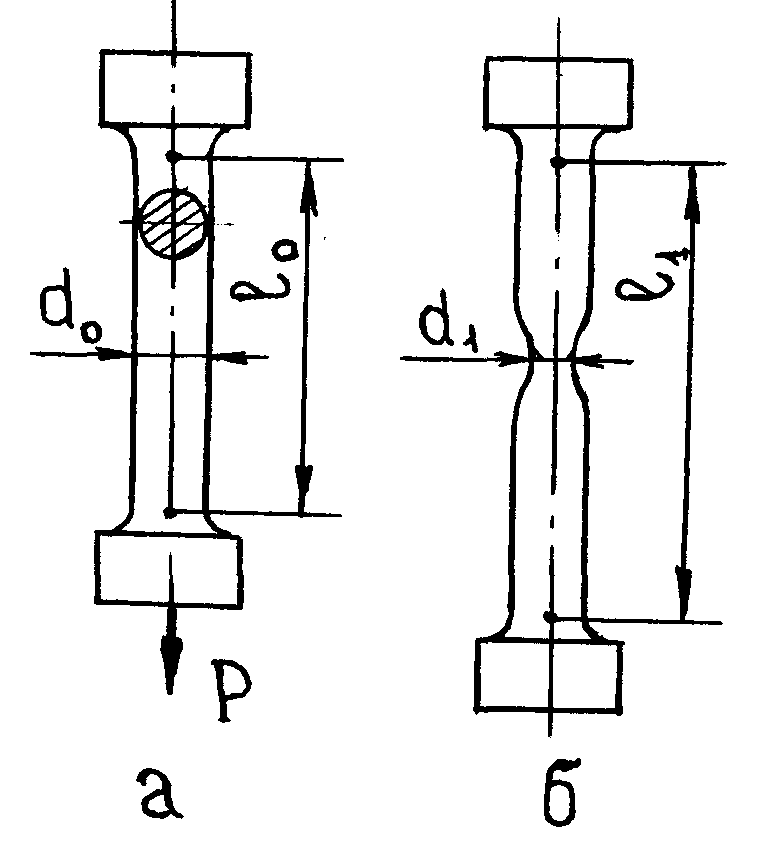

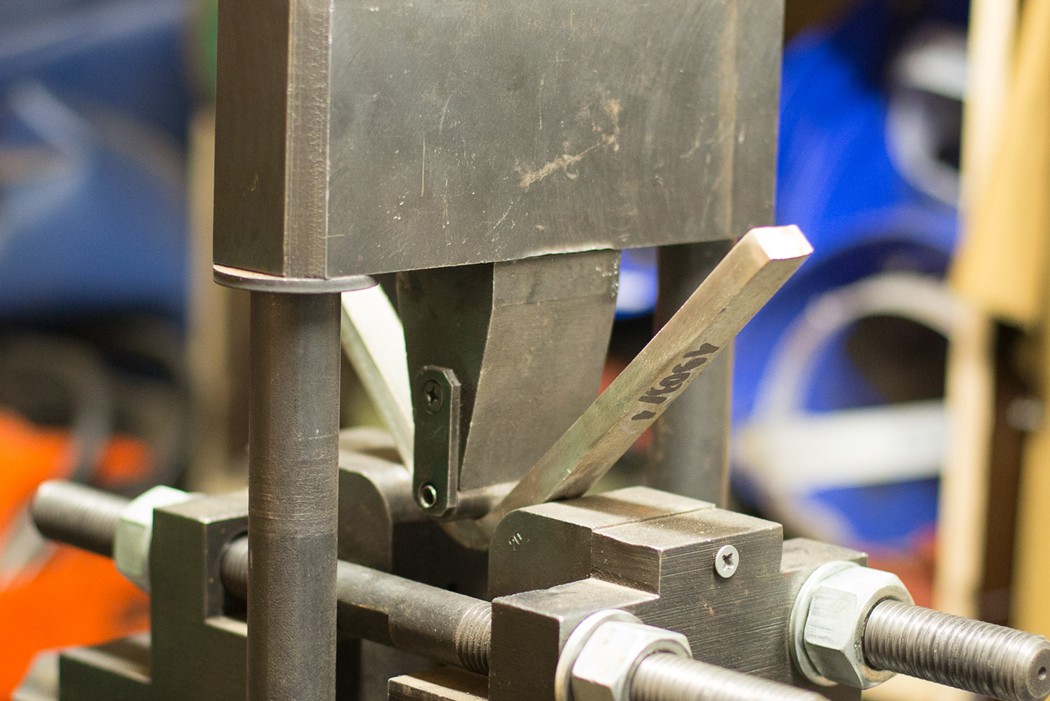
 В этот момент в рабочей части испытуемого образца появляется локальное утоньшение (рис. 2), так называемая «шейка», вызванное нарушениями структуры материала (образованием пустот, микротрещин и т.д.).
В этот момент в рабочей части испытуемого образца появляется локальное утоньшение (рис. 2), так называемая «шейка», вызванное нарушениями структуры материала (образованием пустот, микротрещин и т.д.).
 Обычно она измеряется в единицах силы на площадь поперечного сечения. Как только кусок стали вытягивается за пределы точки растягивающего напряжения, он распадается на части.
Обычно она измеряется в единицах силы на площадь поперечного сечения. Как только кусок стали вытягивается за пределы точки растягивающего напряжения, он распадается на части. Это приближение к пределу упругости стали. Если к металлу добавляется напряжение, но оно не достигает предела текучести, он вернется к своей первоначальной форме после того, как напряжение будет снято. Когда напряжения превышают предел текучести, сталь не сможет прийти в норму. Предел текучести представляет собой верхний предел нагрузки, которую можно безопасно приложить к металлу, что делает его очень важным числом, которое необходимо знать при проектировании компонентов.
Это приближение к пределу упругости стали. Если к металлу добавляется напряжение, но оно не достигает предела текучести, он вернется к своей первоначальной форме после того, как напряжение будет снято. Когда напряжения превышают предел текучести, сталь не сможет прийти в норму. Предел текучести представляет собой верхний предел нагрузки, которую можно безопасно приложить к металлу, что делает его очень важным числом, которое необходимо знать при проектировании компонентов. Вы также хотите принять во внимание предел текучести, разницу между пределом текучести и пределом текучести и процентное удлинение.
Вы также хотите принять во внимание предел текучести, разницу между пределом текучести и пределом текучести и процентное удлинение. Предел прочности материала на растяжение рассчитывается путем деления площади испытанного материала (поперечного сечения) на нагрузку, приложенную к материалу, обычно выражаемую в фунтах или тоннах на квадратный дюйм материала. Прочность на растяжение является важной мерой способности материала работать в приложении, и это измерение широко используется при описании свойств металлов и сплавов.
Предел прочности материала на растяжение рассчитывается путем деления площади испытанного материала (поперечного сечения) на нагрузку, приложенную к материалу, обычно выражаемую в фунтах или тоннах на квадратный дюйм материала. Прочность на растяжение является важной мерой способности материала работать в приложении, и это измерение широко используется при описании свойств металлов и сплавов. Металлы должны быть очень прочными в одних случаях, относительно мягкими и пластичными в других. В некоторых случаях они должны быть сильными и жесткими. Коррозионная стойкость, термостойкость, свариваемость и обрабатываемость — это другие свойства, которые играют роль при выборе металла или сплава для конкретного применения.
Металлы должны быть очень прочными в одних случаях, относительно мягкими и пластичными в других. В некоторых случаях они должны быть сильными и жесткими. Коррозионная стойкость, термостойкость, свариваемость и обрабатываемость — это другие свойства, которые играют роль при выборе металла или сплава для конкретного применения. Когда эта точка напряжения будет достигнута, поперечное сечение стержня уменьшится, и при дальнейшем увеличении напряжения стержень разорвется.
Когда эта точка напряжения будет достигнута, поперечное сечение стержня уменьшится, и при дальнейшем увеличении напряжения стержень разорвется.

 В качестве легирующих добавок соответственно выступают кобальт, родий, медь, серебро (никель). Вместо 24-каратного металла осуществляется покрытие золотом 18, 14, 12, 10, 9, 8 карат – цифра означает весовые единицы чистого золота в 24 частях сплава.
В качестве легирующих добавок соответственно выступают кобальт, родий, медь, серебро (никель). Вместо 24-каратного металла осуществляется покрытие золотом 18, 14, 12, 10, 9, 8 карат – цифра означает весовые единицы чистого золота в 24 частях сплава. Существует две техники золочения сусальным золотом: клеевая (на полимент) и масляная (на лак мордан). В первом случае получается глянцевая, а во втором – матовая поверхность. Клеевой способ используется при проведении внутренних работ.
Существует две техники золочения сусальным золотом: клеевая (на полимент) и масляная (на лак мордан). В первом случае получается глянцевая, а во втором – матовая поверхность. Клеевой способ используется при проведении внутренних работ. В него погружают деталь – при прохождении тока положительно заряженные частицы, высвободившиеся из солей металла, оседают на поверхности изделия и образуют ровный слой золота.
В него погружают деталь – при прохождении тока положительно заряженные частицы, высвободившиеся из солей металла, оседают на поверхности изделия и образуют ровный слой золота. Технология находит применение при производстве печатных плат, выводов элементной базы, корпусов, микросхем и прочей продукции где требуется ультразвуковая сварка или пайка.
Технология находит применение при производстве печатных плат, выводов элементной базы, корпусов, микросхем и прочей продукции где требуется ультразвуковая сварка или пайка. Обезжиренный, протравленный кислотой и промытый в воде предмет погружают в раствор и прикасаются к нему цинковой палочкой. После завершения процесса осаждения золота предмет промывают и полируют. Чтобы вникнуть в детали технологии стоит посмотреть мастер класс по золочению.
Обезжиренный, протравленный кислотой и промытый в воде предмет погружают в раствор и прикасаются к нему цинковой палочкой. После завершения процесса осаждения золота предмет промывают и полируют. Чтобы вникнуть в детали технологии стоит посмотреть мастер класс по золочению. Этот благородный металл имеет высокие декоративные свойства и химическую стойкость. Это обеспечивает золоту…
Этот благородный металл имеет высокие декоративные свойства и химическую стойкость. Это обеспечивает золоту… Как получают гальваническое золото?
Как получают гальваническое золото? Нейзильбер – сплав цинка, никеля и меди, который в зависимости от преобладающего элемента приобретает отлив разных оттенков. Бронза и латунь содержат в своем составе медь, делающую их цвет довольно привлекательным.
Нейзильбер – сплав цинка, никеля и меди, который в зависимости от преобладающего элемента приобретает отлив разных оттенков. Бронза и латунь содержат в своем составе медь, делающую их цвет довольно привлекательным.
 Для этого перед нанесением драгоценного покрытия на участки, не подлежащие золочению, наносят кислостойкий лак.
Для этого перед нанесением драгоценного покрытия на участки, не подлежащие золочению, наносят кислостойкий лак. Иногда гальваническое покрытие применяют в целях наращивания объемов изделия. В зависимости от того, какие свойства необходимо придать детали, гальваника может производиться как золотом, так и другими элементами: серебром, хромом, никелем.
Иногда гальваническое покрытие применяют в целях наращивания объемов изделия. В зависимости от того, какие свойства необходимо придать детали, гальваника может производиться как золотом, так и другими элементами: серебром, хромом, никелем. Чем больше доля никеля в сплаве, тем выше будут показатели твердости и износостойкости итоговой поверхности. Гальванические покрытия на основе золота и никеля за границей применяют для ювелирных изделий. Благодаря высокой устойчивости коррозионным процессам их можно использовать и для технических целей.
Чем больше доля никеля в сплаве, тем выше будут показатели твердости и износостойкости итоговой поверхности. Гальванические покрытия на основе золота и никеля за границей применяют для ювелирных изделий. Благодаря высокой устойчивости коррозионным процессам их можно использовать и для технических целей. Покрытие такого состава характеризуется не только повышенной износостойкостью, но и привлекательным внешним видом. В зависимости от толщины оно может получиться полублестящим или блестящим. Подобные свойства вместе с высоким уровнем устойчивости к механическим воздействиям позволяют использовать сплав в декоративных целях.
Покрытие такого состава характеризуется не только повышенной износостойкостью, но и привлекательным внешним видом. В зависимости от толщины оно может получиться полублестящим или блестящим. Подобные свойства вместе с высоким уровнем устойчивости к механическим воздействиям позволяют использовать сплав в декоративных целях.




 д.
д.




 У нас часто есть партнерские отношения, и мы можем получать некоторый доход от этих ссылок бесплатно для вас.
У нас часто есть партнерские отношения, и мы можем получать некоторый доход от этих ссылок бесплатно для вас. 
 Этот процесс был
Этот процесс был Это очень важно, так как грязь и масло
Это очень важно, так как грязь и масло youtube.com/embed/3BuYay7reds?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/3BuYay7reds?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Чем выше чистота золота, тем больше он похож на золото.
Чем выше чистота золота, тем больше он похож на золото. Однако,
Однако, Заполненный золотом — гораздо лучший вариант с точки зрения фактического золота.
Заполненный золотом — гораздо лучший вариант с точки зрения фактического золота. Если это
Если это Это
Это Избегайте агрессивных химикатов или абразивных чистящих средств. Не чистите и не трите украшения с покрытием, так как это может привести к их отслаиванию, обнажая металл под ним.
Избегайте агрессивных химикатов или абразивных чистящих средств. Не чистите и не трите украшения с покрытием, так как это может привести к их отслаиванию, обнажая металл под ним. Вы найдете много предметов, на которых вообще нет клейм.
Вы найдете много предметов, на которых вообще нет клейм.
