Если говорить о драгоценных металлах, с которыми человек имеет дело в той или иной степени, то о платине мы знаем меньше всего. Для большинства из нас этот драгоценный металл является чем-то абстрактным. Этот материал редко увидишь в быту, крайне скудна информация о его добыче и сфере применения. Такая ситуация возникла не случайно и не на пустом месте.
Платина действительно является одним из самых редких и мало распространенных благородных металлов. Сюда можно добавить и сложности с технологической обработкой ископаемого металла. По этим причинам стоимость платины остается высокой. Металл значительно дороже других основных благородных металлов. Платина имеет высокую плотность, поэтому равноценные украшения из платины и золота будут весить по-разному.
Помолвочные и обручальные кольца выполненные в платине
Арт. 29724
3,8 г
Помолвочное кольцо из платины с бриллиантами STARRY MOON
Вставка: бриллиант
от333 060 ₽ за одно
Подробнее
Арт. 29728
4,4 г
Женское обручальное кольцо с россыпью бриллиантов STARRY SKY
Вставка: бриллиант
от107 890 ₽ за одно
Подробнее
Арт. 29723
3,6 г
Помолвочное кольцо из платины с бриллиантами
Вставка: бриллиант
от321 840 ₽ за одно
Подробнее
Арт. 5251
8 г
Недорогие парные обручальные кольца кольца из платины с 3-мя бриллиантами
Вставка: бриллиант
от117 490 ₽ за пару
Подробнее
Арт. 29735
10 г
Классические обручальные кольца из платины с бриллиантами
Вставка: бриллиант
от138 810 ₽ за пару
Подробнее
Арт. 10352
14,5 г
Обручальные кольца ветви дерева SHERWOOD
Вставка: бриллиант
от285 280 ₽ за пару
Подробнее
Арт. 29737
9 г
Классические обручальные парные кольца из платины с бриллиантами
Вставка: бриллиант
от137 750 ₽ за пару
Подробнее
Историческая справка
На вид платина — это металл белого цвета, очень похожий своим внешним видом на серебро. Ввиду такого сильного сходства с серебром и появилось название. Буквально, в переводе с испанского «platina» — «серебришко», уменьшительное от слова «plata» — серебро. Пренебрежительному названию драгметалл обязан испанцам. Именно они впервые столкнулись с ним при добыче ископаемого золота в своих южноамериканских колониях. Ископаемые южноамериканские золотые росписи имели в своем составе вкрапления серебристо-белого цвета. В последствие, при обработке золотого песка, белые крупинки с трудом отделялись от основной массы песчинок желтого металла. Присутствие белых вкраплений в золотоносном песке сильно затрудняли промышленную добычу золота. Никто в то время даже не представлял, с каким сырьем приходится иметь дело. Отсюда и такое пренебрежительное отношение к этому металлу.
В XVI веке платина стоила в пять раз дешевле золота. Даже серебро оценивалось выше, чем редкий белый металл. Отсутствие четкого представления о реальной ценности платины и ее промышленном применении, привело к тому, что тонны этого благородного металла оставалось в отвалах или выкидывалось обратно в реки.
Промышленное использование платины осложнялось тем фактом, что металл имел высокую температуру плавления (1768,3°C). Для сравнения переход золота в жидкое состояние происходил при температуре 1064 градуса, а серебро начинало плавиться еще при меньшей температуре (962°C). На тот момент не существовало технологий быстрого выделения металла от золотоносного песка, отсутствовали и технические возможности для прикладного использования платины.
Только в середине XIX века ювелиры обратили внимание на загадочный металл, который на деле оказался по-настоящему благородным и ценным. Стали появляться первые образцы изделий, изготовленных из платины, оказавшиеся ничуть не хуже золотых украшений. Редкость металла обусловила высокую стоимость драгоценностей из платины. Стоимость металла резко подскочила в цене, сделав его одним из самых дорогих благородных металлов. Платину нарекли «королевой металлов».
Промышленная и научная революция в середине XX века подняла спрос на этот редкий металл. С этого момента платина начинает широко использоваться не только в ювелирной отрасли. Дорогой белый металл находит свое применение во многих областях, начинает использоваться в промышленных масштабах.
Физические свойства платины
Как и золото, платина является мягким металлом, хорошо поддающимся ковке и промышленной обработке. На сегодняшний день ископаемое сырье встречается в виде самородков и входит в состав золотоносных руд. Плотность платины составляет 21.45 гр/см³, что на две единицы выше чем у золота (19,3 кр/см³). По крепости и прочности белый металл превосходит все другие благородные металлы, используемые в ювелирном деле. Материал устойчив к механическому воздействию, нейтрален к воздействию химических реагентов, успешно противостоит коррозийным процессам. Растворить платину можно только в смеси, состоящей из концентрированных кислот («царская водка»). Драгметалл с обычными кислотами минерального и органического происхождения в связь не вступает, инертен.
Ископаемое состояние платины.
Способы добычи
В естественной среде платина входит в состав платиновых руд. Эти минеральные образования содержат металлы платиновой группы в различных концентрациях, позволяя осуществлять добычу и обработку сырье в промышленных масштабах. В первоначальном виде приходится иметь дело с самородной платиной, с ее железистой разновидностью (поликсен), с изоферроплатиной.
Самородная ферроплатина содержит от 70 до 80% чистого металла;
Палладистая платина содержит 60% чистого драгметалла;
В других соединениях платиновой группы содержания чистого металла значительно меньше (поликсен, осмистый иридий, иридистая платина).
С точки зрения концентрации металла, встречающимся в основном в рассеянном состоянии в естественных условиях, платина недаром считается редким элементом. Самородная платина не имеет характерного цветового оттенка, поэтому основной критерий оценки принадлежности ископаемого сырья к благородному металлу, его большая тяжесть.
Промышленная добыча драгоценного металла ведется в месторождениях двух типов: во вторичных месторождениях россыпного типа и в базовых, первичных коренных месторождениях. Благородный металл извлекается из ископаемых сульфидных платиновых руд. Нередко добыча осуществляется попутно, вместе с добычей никелевых и медных руд.
Сфера применения самого дорогого благородного металла
Платина, несмотря на то, считается благородным и драгоценным металлом, только отчасти используется в ювелирной отрасли. Сфера применения и использования этого редкого и дорогостоящего металла на сегодняшний день довольно широка. Платина широко используется при промышленном производстве медицинского оборудования, инструментов и приспособлений. Платина является сильным антиоксидантом и на ее основе сегодня выпускается ряд лекарственных препаратов противоракового действия. Благодаря своим физико-химическим свойствам белый металл стал активно применяться в косметической промышленности. Что касается производственной сферы, то платина массово используется при изготовлении целого ряда приборов и комплексов, используемых в нефтехимической промышленности, в топливной отрасли.
Ювелирная сфера сегодня ориентирована на использование платины в качестве составного элемента драгоценных украшений, наградной атрибутики, элементов геральдики и инвестиционных банковских элементов (монеты, слитки). Платиновые слитки являются одним из элементов золотовалютного резерва.
Узнать подробнее
Какого цвета платина? Ювелирные изделия из платины
20 Мая, 2019
Украшения
Olga Lans
При покупке ювелирных изделий обычно делают выбор между золотом и серебром. Если требуется украшение серебряного цвета, действительно ли выбор ограничивается только серебром? Может быть, выбрать изделие из платины? Или белого золота? А ведь есть еще родий и палладий, тоже драгоценные металлы платиновой группы.
Редкий благородный металл
Южно-Африканская Республика является крупнейшим производителем платины, на ее долю приходится около семидесяти пяти процентов мировой добычи благородного металла. За ней следуют Россия, Зимбабве, Канада (штат Онтарио) и США (штаты Монтана, Аляска и Орегон). По сравнению с другими драгоценными металлами, объем добычи небольшой, около двухсот тонн в год. Общее количество платины, добытой в 2018 году, в 17 раз раз меньше, чем золота, и в 130 меньше, чем серебра.
При таких объемах добычи платина входит в тройку самых востребованных благородных металлов. Этот металл – рабочая лошадка, большая часть его используется для промышленных нужд. Это не могло не отразиться на стоимости ювелирных изделий из платины.
Почему платиновые украшения дорогие
Зная, сколько стоит платина и золото на мировом рынке, можно предполагать, что цены одинакового ювелирного изделия из этих металлов будут отражать такое же пропорциональное соотношение цен. Но, к сожалению, это не так, ценообразование в ювелирном деле зависит не только от стоимости сырья.
Среднего размера кольцо из платины простой работы стоит примерно на триста долларов дороже аналогичного золотого кольца.
Причины такого ценового кульбита следующие:
Платина намного тяжелее золота. Одинаковый по объему брусок платины 950 пробы приблизительно на 60% тяжелее такого же бруска золота 585 пробы.
Изготовление ювелирных изделий из платины требует специальных инструментов. Для изготовления и шлифовки из-за высокой температуры плавления и твердости металла требуются более высокие температурные режимы и больше времени. Все это добавляет стоимости ювелирным изделиям.
Серебро и платина
На первый взгляд оба металла кажутся серебряными и почти одинаковыми по цвету. Но они легко различимы даже невооруженным глазом. Цвет металла платины без примесей – серовато-белый, серебра в чистом виде – серебристо-белый. Оба металла холодного оттенка, но платина блестит и выглядит намного ярче. Серебро, даже отполированное, рядом с ней имеет более тусклый и унылый вид.
Серебро является мягким металлом (2,7 по шкале Мооса), который быстро изнашивается и тускнеет. Неоспоримым преимуществом платины является ее высокая износостойкость. Платина достаточно твердая (4,3 по Моосу), она не требует введения легирующих составов для придания прочности, и в то же время обладает пластичностью серебра. Используется в ювелирной промышленности с пробой 950-800, т.е. 95-80 % изделия или его оправы составляет этот металл.
Остальные 5-20 % составляют лигатуры.
Легируется платина для понижения температуры плавления, улучшения ковкости и некоторого снижения твердости до приемлемого уровня обработки ювелирными инструментами. В некоторых случаях стараются убрать излишнюю пластичность. При своей высокой твердости металл пластичен, его трудно поцарапать, но легко согнуть. Медь, рутений, иридий, родий, палладий и кобальт являются наиболее популярными основными металлами, используемыми в платиновых сплавах.
Какого цвета платина
Платина серовато-белая, если не содержит никаких примесей. Но, как уже было сказано выше, при производстве ювелирных изделий используются платиновые сплавы.
В готовых изделиях можно увидеть широкий спектр оттенков цвета платины. Каких? От ярко-белого до серебристо-серого, включая желтые и красные оттенки сплава.
Выраженность этих оттенков в ювелирных изделиях зависит от пробы сплава. Украшения 800 пробы имеют более заметное различие в цвете платины, какое, кроме процентного содержания, зависит и от металла или металлов, присутствующих в сплаве.
Платина лучше серебра
Серебро – самый доступный по цене ювелирный металл, и преимущественно используется в производстве бижутерии, мода на которую быстро меняется.
Для украшения, которое должно служить долго, и носить которое будут едва ли не ежедневно, идеально подходит платина. Второй по стоимости после родия драгоценный металл, в этом случае он стоит затраченных средств.
В исключительных случаях платиновые украшения являются безальтернативным выбором. Речь об аллергиках. У большинства людей нет аллергии на чистые металлы серебро или золото, но применяемые для их легирования никель, хром и цинк являются общими аллергенами.
Серебро быстро чернеет и легко изнашивается, изделия из него требуют регулярной профессиональной чистки и полировки. Уход за платиновыми украшениями минимален, и сводится к удалению загрязнений теплой мыльной водой и мягкой щеточкой или тканью.
Ювелирные изделия из платины
В ювелирных салонах и бутиках украшения из платины расположены в отдельных секциях или витринах. Даже в очень большом брендовом салоне известных мировых производителей там не встретить массивных колье и ожерелий, широких цепочек, серег дизайна «люстра» и перстней для прекрасных дам.
Мужские цепочки из платины также более изящны по сравнению с массивными и широкими золотыми.
Причина кроется не в стоимости, а в удельном весе металла. Не каждая прекрасная дама согласится носить по 15-20 грамм украшений в ушах и тяжести на шее, какими бы прекрасными они не были. В ассортименте женских украшений преобладают ажурные цепочки с небольшими кулонами, серьги-«гвоздики» и классические кольца с бриллиантами.
Классические перстни-печатки из платины также делают менее массивными, и они преимущественно выпускаются из сплава 800 пробы.
Для любителей массивных украшений многие ювелирные компании предлагают альтернативу: изделия из стерлингового серебра, анодированные платиной.
В самом широком ассортименте представлены на рынке обручальные кольца из платины с бриллиантами.
Обручальные кольца
Платиновые обручальные кольца являются идеальным выбором, если вы можете себе это позволить.К сожалению, как и многое другое, самый лучший вариант также является самым дорогим.
Введенная в тридцатых годах двадцатого века агрессивной маркетинговой стратегией компании «Де Бирс» мода на обручальные кольца с непременным бриллиантом является общепризнанной традицией.
Платина стала очень популярным металлом для изготовления обручальных колец, которые носят, не снимая, в течение длительного времени. Она идеально подходит для прочного повседневного кольца.
Обручальные кольца подвергаются постоянному воздействию бытовых химикатов, горячей воды, механическим воздействиям. Со временем металл изнашивается, покрывается царапинами, слабеют удерживающие камень зубцы.
Платина не корродирует, не изменяет цвет и не теряет форму со временем. Являясь одним из самых твердых металлов, он практически не изнашивается и не теряет блеск из-за повреждений поверхности при повседневной носке.
Платиновые зубцы более долговечны и удерживают камень намного лучше золота. Риск потерять бриллиант из кольца минимален. Цвет и роскошный вид платиновой оправы идеально дополняет бриллианты своим блеском и яркостью.
Патина
С течением времени на поверхности платинового кольца, впрочем, и любого другого украшения, независимо от прочности металла при взаимодействии с атмосферой образуется патина.
В патинированном изделии слегка изменяется блеск и цвет платины. Какой она становится? Еще более благородной. В металле появляется голубовато-серый оттенок и приглушенный блеск.
Она не имеет ничего общего с коррозией, это результат электрохимического взаимодействия металлов сплава. Для многих людей патина является уникальным и желанным признаком, придающим особый шарм украшениям из этого драгоценного металла.
Если же это не нравится, то ювелиры с помощью профессиональных паст легко удаляют нежелательный для владельца налет старины на изделии, возвращая ему первоначальный блеск.
Похожие статьи
Уход за ногтями
Красивый летний маникюр для девочки подросткового возраста
Уход за ногтями
Покрытие маникюра: виды покрытия, пошаговая инструкция выполнения, цветовое разнообразие, модные идеи маникюра с фото
Уход за ногтями
Омбре на ногтях: техника выполнения, варианты, фото
Уход за ногтями
Мраморный маникюр гель-лаком: варианты выполнения, идеи, фото
Уход за ногтями
Маникюрные ножницы: как пользоваться, какие выбрать?
Косметика
Какие витамины нужны для волос: обзор, инструкция по применению, отзывы
Platinum Color — Bilder und stockfotos
52. 179Bilder
Bilder
Fotos
Grafiken
Vektoren
видео
Durchstöberne SAI 52.1799
DurchstERN SAI 52.179
. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
hervorhebung des chemischen elements platin im periodensystem der elemente. 3D-рендеринг — стоковые фотографии и изображения платинового цвета
Hervorhebung des chemischen Elements Platin im Periodensystem…
silber metallische farbverlauf mit kratzern. титан, сталь, хром, никелевый лист с улучшенным текстурным эффектом. векторная иллюстрация — платиновый цвет, графика, клипарт, мультфильмы и символы
Silver metallische Farbverlauf mit Kratzern. Titan, Stahl, Chrom,
набор металлических текстур — металлик-хинтергрунд — платиновый цвет стоковая графика, -клипарт, -мультфильмы и -символ
набор металлических текстур — металлик-хинтергрунд
Набор текстур для металла kann für das Design verwendet werden. Mit Platz для текста.
Aus Metall, Bronze, Silver, Gold, Chrome Metallfolie Textur Farbverlauf — платиновый цвет, графика, клипарт, мультфильмы и символы
Aus Metall, Bronze, Silver, gold, Chrom Metallfolie Textur…
Набор иконок Medaillen Icon Set
Ein Medaillen-Icon-Set mit Platin-, Gold-, Silver- und Bronzeabzeichen
Metall Hintergrund (нажмите выше, um weitere informationen) — фото и изображения платинового цвета
Metall Hintergrund (нажмите на hier, um weitere informationen)
metall chrom farbverlauf farbe gesetzt. металлическое розовое золото, бронза, серебро, элегантная жемчужина, митернахт грюн, палитра Goldene Farbfelder. vektor glänzendehintergrund-kollektion für rahmen, rahmen, этикетки, листовки, дизайн — цвет платины, графика, -клипарт, -мультфильмы и -символ
Metall Chrom Farbverlauf Farbe gesetzt. Металлическое розовое золото,…
abstrakter texturhintergrund, licht and grauer metallwand — платиновый цвет стоковые фото и изображения вектор металлик розовое золото, бронза, серебро, сталь, голография, золотой абзайхен. folie glänzende farbdesign-elemente für hintergrund, web, apps — stock-grafiken цвета платины, -clipart, -cartoons und -symbole
Metall Chrom Kreis Tasten gesetzt. Vektor Metallic rose Gold,…
медальон — платиновый цвет, графика, клипарт, мультфильмы и символы
Medaillen
Sammlung von leeren Vektor-Gold-, Silver- и Bronzemedaillen. Более подробная иллюстрация.
металл, бронза, серебро, золото, хром, металлическая фольга, градиент текстуры, набор векторных образцов. metallische farbverlauf illustration abstufung fürhintergründe, banner-schnittstelle vector template-design — color stock-grafiken, -clipart, -cartoons und -symbole
silbernerhintergrund mit металлическая текстура. silbermaterial, das sie edelstahl oder алюминий fühlen lässt. — стоковые фотографии и изображения платинового цвета
Silberner Hintergrund mit metallischer Textur. Серебряный материал,. ..
абстрактный металл, сильберграуер хинтергрунд — платиновый цвет фото и изображения
абстрактный металл, сильберграуер хинтергрунд
кредитная карта-вектор-набор-символ. реалистичные детализированные кредитные карты с абстрактным дизайном элементов дизайна. Золотая кредитная карта — платиновый цвет, графика, клипарт, мультфильмы и символы
belohnungen, золото, серебро, платина, бронза, диамантерц для шпиля. — графические изображения платинового цвета, -клипарты, -мультфильмы и -символы
Belohnungen, Gold, Silver, Platin, Bronze, Diamantherz für das…
Feines, Graues Metall als Textur oder Hintergrund. — фото и изображения платинового цвета
Feines, Graues Metall als Textur oder Hintergrund.
großer autokatalysator mit rohrschere, isoliert auf weißem grund mit einem clipping-pfad. — стоковые фотографии и изображения платинового цвета
Großer Autokatalysator mit Rohrschere, isoliert auf weißem Grund…
Королевские юбилейные капкейки для платинового юбилея feierlichkeiten — платиновый цвет фото и изображения
Royal Jubilee Cupcakes for Platinum Jubilee Feierlichkeiten
Засателлит из золота, серебра и бронзы. — Графика платинового цвета, -клипарт, -мультфильмы и -символ
Satz из золота, серебра и бронзы, выполненные в виде леерных медалей.
edelstahl-struktur — платиновый цвет, фото и изображения
Edelstahl-Struktur
platin-nugget, edelmetall, frei in der natur in form von nuggets gefunden, bei der herstellung von katalysatoren verwendet — платиновый цвет, фото и изображения
Platin-Nugget, Edelmetall, frei in der Natur in Form von Nuggets …
verschiedene trophäen symbolsatz isolierten auf weißenhintergrund. вектор-иллюстрация — платиновый цвет сток-графика, -клипарт, -мультфильмы и -символ
Verschiedene Trophäen Symbolsatz isolierten auf weißen. ..
Vektor-Illustration
золото, серебро, бронза, розовое золото металлик folie textur-vektor-gradienten-set. золотой металлик — платиновый цвет графика, -клипарт, -мультфильмы и -символ
eine mysteriöse schatztruhe (3d-рендеринг) — платиновый цвет стоковые фотографии и изображения
Eine mysteriöse Schatztruhe (3D-рендеринг)
medaille auszeichnung vektor — платиновый цвет стоковые графики, -клипарты, -мультфильмы и -символы
Medaille Auszeichnung003 Vektor
Medaillengewinnungsvektor из Фарбена, Платины, Золота, Серебра и Бронзы
ein sehr feiner, material und blauer kunststoff als textur oder intergrund. — платиновый цвет стоковые фотографии и изображения
Ein sehr feiner, material und blue Kunststoff als Textur oder…
Набор реалистичных металлических текстур. glänzend polierte metall hintergründe for ihr design — цвет платины, графика, -клипарт, -мультфильмы и -символы
Зильбернер Шрифтстил. Metallisches Alphabet, Zahlen, Fragezeichen und Ausrufezeichen. Glänzender lateinischer Buchstabe isoliert auf dunklem Hintergrund, englisches abc mit leuchtendem Effekt Vektorillustration
ein dunkler stoff mit rotem Hintergrund. — фото и фото платинового цвета
Ein dunkler Stoff mit rotem Hintergrund.
lila aluminium-karoschplatte metallhintergrund — фото и изображения платинового цвета
Lila Aluminium-Karoschplatte Metallhintergrund
фон 100
Драгоценный металл Платина информация и фотографии
Рекламная информация
Платина — самый ценный драгоценный металл; его стоимость превышает даже стоимость золота. Он имеет красивый серебристо-белый цвет и, в отличие от серебра, не тускнеет. На него не влияют обычные бытовые химикаты, он не повреждается и не обесцвечивается хлором, отбеливателями или моющими средствами. Он прочнее всех драгоценных ювелирных металлов, хотя из-за своей гибкости и прочности его все же необходимо сплавлять с другими металлами, чтобы он не изгибался. Природная платина обычно содержит небольшое количество редкого элемента иридия. В ювелирных изделиях иридий сплавляют с платиной для повышения прочности. Платиновые украшения обычно 9Чистота от 0 до 95 процентов.
Химическая формула
Пт
Цвет
Металлик, Белый
Твердость
4 — 4,5
Кристаллическая система
Изометрический
СГ
14 — 19
Прозрачность
Непрозрачный
Двойное преломление
Нет
Блеск
Металлик
Декольте
Нет
Класс минералов
Платина
Сообщите нам, как мы можем обновить эту страницу (Нажмите, чтобы узнать больше)
Мы стремимся предоставлять точную информацию о содержании и местоположении.
Глава 2.1. Понятие о металлах и сплавах — Купити в Харкові, Києві, Україні. Безкоштовне тестування
Из всех известных в настоящее время элементов более половины являются металлами. Металлы — непрозрачные вещества, обладающие специфическим металлическим блеском, пластичностью, высокой тепло- и электропроводностью. По последнему свойству металлы легко отличить от других веществ (дерево, стекло и т.д.).
Все металлы и образованные из них сплавы делят на черные, к которым относят железо и сплавы на его основе (на их долю приходится около 95 % производимой в мире металлопродукции), и цветные. В технике принята условная классификация, по которой цветные металлы делят на группы: легкие (Al, Mg), тяжелые (Си, РЬ), тугоплавкие (W, Мо), благородные (Au, Pt), рассеянные (Gd, In), редкоземельные (Sc, Y), радиоактивные (Ra, U).
Понятие «чистый металл» условно, любой чистый металл содержит примеси. Под этим термином понимается металл, содержащий 0,010. ..0,001 % примесей. Современная металлургия позволяет получать металлы высокой чистоты (99,999%). Однако примеси, даже в малых количествах, могут оказывать влияние на свойства металла.
Чистые металлы обладают низкой прочностью, поэтому их применение в технике в качестве конструкционных материалов ограниченно. Наиболее широко применяют сплавы, которые по сравнению с чистыми металлами обладают более высокой прочностью и твердостью.
Сплавы — это сложные вещества, получаемые сплавлением или спеканием двух или более компонентов. Компоненты — простые вещества (часто это химические элементы), образующие сплав. При сплавлении все компоненты сплава первоначально находятся в жидком состоянии; при спекании, по крайней мере, один из компонентов находится в твердом состоянии. Сплавы могут состоять только из металлов, например латуни — это сплавы двух металлов: меди и цинка, или металлов и неметаллов, так, наиболее распространенные в технике материалы — стали и чугуны являются сплавами железа и углерода. Строение металлического сплава более сложное, чем у чистого металла.
Для рассмотрения строения, превращений и свойств металлов и сплавов введем понятия «фаза» и «структура».
Фазой называется однородная часть сплава, обладающая одинаковым химическим составом, строением и имеющая границы раздела с другими фазами, при переходе через которые свойства сплава резко меняются. Например, жидкий металл является однофазной системой. В процессе кристаллизации система состоит уже из двух фаз: жидкой и твердой. При этом свойства фаз значительно различаются. Фазами могут быть отдельные металлы или неметаллы, химические и другие соединения.
Под структурой понимается строение металла, т.е. количество фаз, их форма и размер, а также взаимное расположение. Структурными составляющими сплава называются обособленные части сплава, имеющие одинаковое строение с присущими им характерными особенностями. Структурные составляющие могут состоять из одной, двух или более фаз.
Наступна
Глава 1. Металлические материалы / Глава 1.2. Основные свойства металлов и сплавов — Купити в Харкові, Києві, Україні. Безкоштовне тестування
Металлы и сплавы характеризуются комплексом физических, механических, химических и технологических свойств.
Физические свойства металлов и сплавов: блеск, плотность, температура плавления, теплопроводность, теплоемкость, электропроводность, магнитные свойства, расширяемость при нагревании и фазовых превращениях.
Механические свойства металлов и сплавов: твердость, упругость, прочность, хрупкость, пластичность, вязкость, износостойкость, сопротивление усталости, ползучесть.
Химические свойства металлов и сплавов определяют их способность сопротивляться воздействию окружающей среды. При контакте с окружающей средой металлы и сплавы подвергаются коррозии, растворяются, окисляются и снижают свою жаропрочность.
Технологические свойства металлов и сплавов: ковкость, свариваемость, прокаливаемость, склонность к обезуглероживанию, обрабатываемость резанием, жидкотекучесть, закаливаемость. Они характеризуют способность металлов и сплавов обрабатываться различными методами. Кроме того, они позволяют определить, насколько экономически эффективно можно изготовить изделие.
Ковкость — способность металла и сплава обрабатываться путем пластического деформирования.
Свариваемость — способность металла и сплава образовывать неразъемное соединение, свойства которого близки к свойствам основного металла (сплава).
Прокаливаемость — способность металла и сплава закаливаться на определенную глубину.
Склонность к обезуглероживанию металла и сплава — возможность выгорания углерода в поверхностных слоях изделий из сплавов и сталей при нагреве в среде, содержащей кислород и водород.
Обрабатываемость резанием — поведение металла и сплава под воздействием режущего инструмента.
Жидкотекучесть — способность расплавленного металла и сплава заполнять литейную форму.
Закаливаемость — способность металла и сплава к повышению твердости при закалке (нагрев и быстрое охлаждение).
Физические свойства металлов и сплавов важны для самолетостроения, автомобилестроения, медицины, строительства, изготовления космических аппаратов и являются основными характеристиками, по которым определяют возможность использования того или иного металла или сплава.
Блеск — способность поверхности металла и сплава направленно отражать световой поток.
Плотность — масса единицы объема металла или сплава. Величину, обратную плотности, называют удельным объемом.
Температура плавления — это температура, при которой металл или сплав целиком переходят в жидкое состояние.
Теплопроводность — количество теплоты, проходящее в секунду через сечение в 1 см2, когда на расстоянии в 1 см изменение температуры составляет в 1 °С.
Теплоемкость — количество теплоты, необходимой для повышения температуры тела на 1 °С.
Электрическая проводимость — величина, обратная электрическому сопротивлению. Под удельным электрическим сопротивлением понимают электрическое сопротивление проводника длиной 1 м и площадью поперечного сечения в 10-6 м2 при пропускании по нему электрического тока.
К магнитным свойствам металлов и сплавов относятся: начальная магнитная проницаемость, максимальная магнитная проницаемость, коэрцитивная сила, намагниченность насыщения, индукция насыщения, остаточная магнитная индукция, точка Кюри, петля гистерезиса.
При помещении стального образца в магнитное поле возникающая в нем магнитная индукция (b) является функцией напряженности магнитного поля (Нm).
Намагниченность (М) пропорциональна напряженности магнитного поля. Эта величины связаны между собой коэффициентом χm, который называется магнитной восприимчивостью стали или сплава.
Между магнитной индукцией и напряженностью магнитного поля существует аналитическая связь
где μь — магнитная проницаемость вакуума.
Для ферромагнетиков (сплавов, способных намагничиваться до насыщения в малых магнитных полях) b = μНтμв, где μ= 1 + χ — коэффициент магнитной проницаемости.
При намагничивании ферромагнитных материалов (стали, полученные соединением ферромагнетиков с парамагнетиками) намагниченность сначала плавно возрастает, потом резко повышается и постепенно достигает насыщения. При уменьшении напряженности магнитного поля Нт после намагничивания и реверсирования (изменение направления поля) его кривая изменения индукции образует замкнутую петлю. ‘Эта петля называется петлей гистерезиса.
Основными параметрами начальной кривой и петли гистерезиса являются остаточная индукция br, коэрцитивная сила Hc, напряженность насыщающего поля Нн и намагниченность насыщения Мs, По начальной кривой определяется кривая магнитной проницаемости, в которой основными точками являются начальная магнитная проницаемость μ0 и максимальная магнитная проницаемость μmax .
Наибольшее значение индукции на петле гистерезиса называется индукцией насыщения b3 .
Ферромагнетики при нагреве до определенной температуры переходят в парамагнитное состояние (в состояние с малой магнитной восприимчивостью). Эта температура называется точкой Кюри. Точка Кюри определяется в основном химическим составом сплава или стали и не зависит от давлений, напряжений и других факторов.
Все характеристики ферромагнитных материалов можно разделить на структурно-нечувствительные и структурно-чувствительные. К структурно-нечувствительным характеристикам относятся точка Кюри, намагниченность насыщения, зависящие от произвольной намагниченности, к структурно-чувствительным — магнитная проницаемость, остаточная индукция и коэрцитивная сила.
Структурно-нечувствительные характеристики ферромагнитных материалов зависят в основном от химического состава и числа фаз и практически не зависят от кристаллической структуры, размера частиц зерна металла. Следовательно, измерение точки Кюри, намагниченности насыщения и т. д. необходимо для качественного фазового анализа стали и сплава.
Измерение структурно-чувствительных характеристик необходимо при изучении структурных изменений в сплавах и сталях при термической или механической обработке.
Магнитная проницаемость, коэрцитивная сила и остаточная индукция изменяются при обработке сплавов и сталей. Расширение при нагревании изделий из сталей и сплавов — изменение размеров и формы зерен — характеризуется температурными коэффициентами объемного и линейного расширения. Расширение при нагревании в интервале температур фазовых превращений сталей и сплавов характеризуется коэффициентом линейного расширения отдельных фаз. Внутренние (фазовые и структурные) превращения в металлах и сплавах характеризуются изменением объема, линейных размеров и коэффициента расширения. При фазовых превращениях в металлах и сплавах происходит выделение или поглощение скрытой теплоты превращения, изменяется теплоемкость изделия. Поэтому при изменении структуры металла или сплава нагреваемых или охлаждаемых с постоянной скоростью, могут появиться отклонения от нормальной кривизны на кривых изменения температуры по времени. По этим кривым, называемым термическими кривыми, определяют температуру (температурный интервал) превращения.
Попередня
Наступна
Материаловедение и инженерия: металлы
От самурайского меча до стальной двутавровой балки и катушек электромагнита металлы являются частью нашего прошлого, настоящего и будущего.
Металлы характеризуются ковкостью, пластичностью, высокой электро- и теплопроводностью и блестящей поверхностью, отражающей свет. Металлическая связь, при которой валентные электроны являются общими для всего твердого тела, приводит к появлению «свободных» электронов, ответственных за электрические, тепловые и оптические свойства металла.
Знаете ли вы? Подавляющее большинство химических элементов в периодической таблице представляют собой металлы.
Элементарные металлы имеют недостатки, ограничивающие их полезность. Материаловеды и инженеры производят превосходные металлы, часто сплавляя (смешивая элементы).
Практическое инженерное применение — Из огромного количества сплавов и с использованием соответствующих методов обработки ученые определяют сплавы, которые являются более прочными, легкими и наиболее инертными для технических применений; например: для строительства небоскребов, мостов, самолетов и подводных лодок.
Новаторские исследования в области материаловедения и инженерии в Университете Мэриленда
Профессор Лян Бинг Ху и его сотрудники разработали новый метод приготовления ранее недоступных сплавов. Прочтите полную историю здесь.
Статья из научного журнала
Веб-страница лаборатории профессора Ху
Профессор Манфред Вуттиг и его коллеги из Кильского университета, Германия, разработали сплав с памятью формы, который может выдерживать миллионы циклов нагрузки и нагревания без признаков усталости. Это делает технологию подходящей для искусственных сердечных клапанов и хлопающих крыльев. Прочтите полную историю здесь.
Ссылка на статью журнала Science Magazine здесь.
Ссылка на отчет BBC здесь.
Профессор Саламанка-Риба возглавляет разработку технологии производства, включающей графен в алюминий и медь. Полученные композитные материалы, называемые «коветиками», обладают лучшими электрическими, механическими и тепловыми свойствами, чем исходный металл. Covetics может повысить энергоэффективность линий электропередачи и межсоединений устройств, среди прочего. Прочтите полную историю здесь.
Профессор Одед Рабин и его исследовательская группа используют серебряные кубики размером 100 нанометров (1/10000 миллиметра) для обнаружения молекул. С помощью кубов сигнал можно идентифицировать всего с десятью тысячами молекул. Без нанокубов потребовалось бы десять миллиардов молекул. Прочтите полную историю здесь.
Ссылка на статью ACS Nano здесь.
Ссылка на веб-страницу лаборатории профессора Рабина.
Начните захватывающую карьеру, поступив в бакалавриат, магистр наук. или доктор философии программы Департамента материаловедения и инженерии, и вы можете принять участие в развитии области материалов. Всем студентам предоставляется возможность присоединиться к исследовательским группам и выполнять лабораторные работы в интересующей их области.
Узнайте о нашей программе бакалавриата здесь.
Узнайте о нашей программе для выпускников здесь.
Металлы — UMD Researchers
Анкем
Ху
Рабин
Саламанка-Риба
Вуттиг
Чжао
Большинство металлических сплавов обладают высокой степенью кристалличности, что является ключом к их способности пластически деформироваться и сопротивляться разрушению при повторяющихся механических нагрузках — хорошими примерами этого являются сплавы, используемые в самолетах, которые могут компенсировать деформацию при высокоскоростном полете, или мосты предназначен для сгибания на ветру.
Знаете ли вы? Материаловеды используют быстрое затвердевание для получения аморфных (некристаллических) металлов, известных как металлические стекла. Они удивительно твердые, хрупкие и электропроводящие.
Время перерыва — MSE @ UMD Media Center
Аморфный металл: Аморфные металлы не обладают механизмом поглощения механической энергии. Достигающие их объекты отскакивают, не передавая энергию металлу. Это показано в связанном видео путем сравнения обычного металла (слева) с аморфным металлом (справа). Нажмите на изображение, чтобы продолжить. Видео откроется в новой вкладке.
В этом примере аморфный металл образовался путем объединения 5 различных атомов: циркония, титана, меди, никеля и бериллия (Zr41.2Be22.5Ti13.8Cu12.5Ni10.0). Различные атомные диаметры этих элементов и необычный состав сплава не позволяют атомам выстраиваться в правильную кристаллическую структуру. Атомы не могут легко скользить друг относительно друга при деформации, что приводит к очень твердому материалу. Когда стальной шариковый подшипник падает на аморфный металл, шарик много раз отскакивает, прежде чем остановится. Металлическое стекло не деформируется при ударе, поэтому шарикоподшипник дольше сохраняет свою энергию.
Металлы с памятью формы: Материалы с памятью формы обладают необычным свойством «запоминать» форму, в которую они были сформированы при высокой температуре. Например, если кусок проволоки из металлического сплава с памятью формы деформируется, он вернется в исходное состояние при воздействии тепла. Нажмите на изображение, чтобы продолжить. Видео откроется в новой вкладке.
В этом примере проволока изготовлена из нитинола, никель-титанового сплава. Материалы с памятью формы претерпевают фазовый переход в твердом состоянии, при котором атомы перестраиваются, но материал остается твердым. В низкотемпературной фазе материал может реагировать на механические силы, слегка сдвигая положения атомов друг относительно друга. Когда это происходит, мы наблюдаем деформацию материала. В высокотемпературной фазе эти сдвиги невозможны; поэтому при нагревании атомы возвращаются в исходное положение, и мы наблюдаем восстановление формы материала.
MSE не только улучшает обычные свойства металлов, но и обнаруживает необычное поведение. Например, характеристики нитинола, металлического сплава титана и никеля, включают:
Материал с памятью формы — после деформации он возвращается к своей первоначальной форме при нагревании.
Сверхэластичность — сохраняет уровень натяжения, несмотря на изменения длины.
Биосовместимый — не оказывает неблагоприятного воздействия при контакте с живой тканью.
Использование в медицине — сердечно-сосудистые стенты, зубные брекеты и многое другое.
Инструменты металлообработки зависят от того, являются ли характеристики объекта метрами, миллиметрами или нанометрами. При приближении к нанометровому масштабу, в котором электроны ведут себя как волны и важны поверхностные эффекты, металлические объекты приобретают интригующие свойства. Например, наночастицы металлов интенсивно рассеивают свет, из-за чего они кажутся намного больше, чем они есть на самом деле! Сферические наночастицы серебра делают воду ярко-желтой, а наночастицы золота окрашивают ее в бордовый цвет. Эти новые оптические свойства интересны для сенсорных и коммуникационных технологий.
Узнайте больше о нанотехнологиях и MSПосетите Наноцентр
Фильмы, истории и ссылки
Демонстрация — Аморфные металлы
(видео открывается в новой вкладке)
Демонстрация — сплав с памятью формы
(видео открывается в новой вкладке)
Weird, Weird Science Джон Сайзмор предлагает фильмы на самые разные темы на своем сайте Dailymotion. Его серия видео о материалах «Увеличить масштаб» включает «Увеличить масштаб стали», «Увеличить масштаб латуни» и «Увеличить масштаб алюминия».
Домашние инструменты науки: узнайте о металлах Объясняет свойства и типы металлов, как металлы получают из руды и коррозию.
The Aluminium Association Знаете ли вы, что более трети общего объема производства алюминия в США поступает за счет вторичной переработки? Узнайте больше здесь.
Назад к «Что такое MSE?»Полезная информация для будущих студентов
Металлы и сплавы | SpringerLink
Бейн, Э. К. и Пакстон, Х. В., Легирующие элементы в стали , 2-е изд., Американское общество металлов, Металс-Парк, Огайо, 1961.
Google ученый
Скотт, Д.А., Армстронг, В.М. и Форвард., Ф.А., Влияние никеля и молибдена на изотермическое превращение аустенита в чистых сплавах железо-никель и железо-никель-молибден, содержащих 0,55% углерода», Trans. АСМ , 41 , 1949, 1145.
Google ученый
Дауэс, К. и Трантер, Д.Ф., «Применение теории газового науглероживания на практике», Metals Technology , сентябрь 1974 г., 397.
Google ученый
Джонс, Ф. В. и Памфри, В. И., «Свободная энергия и метастабильные состояния в железо-никелевых и железо-марганцевых системах», J. Iron Steel Inst. , 163 , 1949, 121.
Google ученый
Подрядчик, генеральный директор, «Чудо Мараджинга», J. Metals , 18 , 1966, 938.
Google ученый
Франкс, Р., «Хромистые стали с низким содержанием углерода», Trans. АСМ , 35 , 1945, 616.
Google ученый
«>
Аборн, Р. Х. и Бейн, Э. К., «Природа никель-хромовых нержавеющих сталей», Trans. АСМ , 18 , 1930, 837.
Google ученый
Хэм, Дж.Л., Парк, Р.М. и Герциг, А.Дж., «Влияние молибдена на скорость диффузии углерода в аустените», Trans. АСМ , 31 , 1943, 877.
Google ученый
Боуман, Ф.Е., «Распределение молибдена в стали и его отношение к прокаливаемости», Trans. АСМ , 35 , 1945, 112.
Google ученый
Вишванатан, Р., «Прочность и пластичность 2¼Cr-1Mo сталей при ползучести при повышенных температурах», Metals Technology , июнь 1974 г., 284.
Google ученый
Циглер, Н.А., Мейнхарт, В.Л. и Голдсмит, Дж. Р., «Влияние ванадия на свойства литых углеродистых и углеродисто-молибденовых сталей», Транс. АСМ , 41 , 1949, 565.
Google ученый
Каплан, Д. и Коэн, М., «Высокотемпературное окисление сплавов железо-хром», Trans. А.И.М.Е. , 194 , 1952, 1057.
Google ученый
Альм, С. и Кисслинг, Р., «Истощение хрома вокруг зернограничных выделений в аустенитных нержавеющих сталях», J. Inst. Металлы , 91 (5), 1962–63, 190.
Google ученый
Ост, К.Т., Армиджо, Дж.С., Кох, Э.Ф. и Вестбрук, Дж.Х., «Межкристаллитная коррозия и электронно-микроскопические исследования аустенитных нержавеющих сталей», Trans. Квартал АСМ. , 60 , 1967, 360.
Google ученый
Розенберг С.Дж. и Дарр, Дж. Х., «Стабилизация аустенитных нержавеющих сталей», стр. 9.0175 Транс. АСМ , 41 , 1949, 1261.
Google ученый
Трент, Э.М., «Материалы для режущих инструментов», Metall. Rev. , № 127 (октябрь 1968 г.).
Google ученый
«Свойства и выбор материалов», Metals Handbook , 8-е изд., Vol. 1, Американское общество металлов, Metals Park, Огайо, 1961, стр. 637–59.
Google ученый
Моррог, Х., «Статус металлургии чугуна», J. Iron Steel Inst. , 206 , 1968, 1.
Google ученый
Джейкоб М.Х., Лоу Т.Дж., Мелфорд Д.А. и Стоуэлл, М.Дж., «Основные процессы, контролирующие зарождение графитовых конкреций в кокильном чугуне», Metals Technology , ноябрь 1974 г., 490.
Дэвис, Д.В., «Обрабатываемость и микроструктура некоторых распространенных цветных металлов и сплавов», Metals Technology , май – июнь 1976 г., 272.
Google ученый
Скалли, Дж. К., 9 лет0175 Теория коррозионного растрескивания под напряжением в сплавах , Отдел научных дел НАТО, Брюссель, 1971, с. 127.
Google ученый
Гай, А.Г., «Сплавы на основе никеля для высокотемпературных применений», Trans. АСМ , 41 , 1949, 125.
Google ученый
Лор, Дж. М. и Хопкинс, С. М., «Тепловое расширение сплавов никеля и железа (никель от 30 до 70%)», Транс. А.И.М.Е. , 135 , 1939, 535.
Google ученый
Дикс, Э.Х., младший, «Новые разработки в области высокопрочных изделий из алюминиевых сплавов», Trans. КАК М. , 35 , 1945, 130.
Google ученый
Смит А.И., «Механические свойства материалов при высоких температурах», Chart. мех. Eng . (Лондон), 1961, 278.
Google ученый
Коллинз, Х.Е., «Разработка жаропрочных сплавов на основе никеля для применения в лопатках турбин реактивных двигателей», Отчет НАСА CR-54507 TRW Inc. (20 июня 1967 г.), контракт NAS3–7267.
Google ученый
Симс, Г.Т., «Современный взгляд на суперсплавы на основе никеля», J. Metals , 18 , 1966, 1119.
Самодельные насадки для гравировальных установок и бормашин
Гравер по своим функциональным возможностям очень напоминает обычную дрель или шлифовальную машинку, но основным его предназначением является обработка деталей, отличающихся миниатюрными размерами. Используя такое оборудование и специальные рабочие насадки для гравера, можно эффективно выполнять различные технологические операции, к числу которых относятся сверление, фрезерование, шлифование, гравировка и др.
Обрезка стальной трубы отрезным диском для бормашины
Перечень материалов, которые могут быть обработаны при помощи гравера, также достаточно обширен. Это мягкая и податливая в обработке древесина, твердая сталь, хрупкое стекло или керамика, различные виды пластика и даже кость. Естественно, для обработки при помощи гравера различных материалов используются разные рабочие насадки, отличающиеся между собой как конструктивным исполнением, так и материалом изготовления.
Что собой представляют насадки для гравера
Рабочие насадки или инструменты, используемые для работ с гравером, представлены на современном рынке в большом разнообразии. Их конструкция включает в себя два основных элемента:
хвостовик, при помощи которого инструмент фиксируется в патроне используемого оборудования;
рабочую часть, которая и выполняет основные функции, взаимодействуя с обрабатываемым материалом.
Рабочая часть этих насадок предназначена для обработки металлических поверхностей
На выбор рабочих насадок для гравера оказывают влияние следующие факторы: характеристики обрабатываемого материала и перечень технологических задач, которые необходимо выполнить. Те из домашних мастеров и специалистов, которые работают с гравировальной установкой на регулярной основе, стараются сразу приобрести набор насадок для гравера, включающий в себя инструменты различного типоразмера и назначения. В зависимости от потребностей и финансовых возможностей конкретного мастера по гравировке это может быть более скромный комплект, включающий в себя несколько десятков необходимых инструментов, или профессиональный набор, в котором представлены насадки для выполнения различных работ по металлу, по дереву и другим материалам.
Выбирая рабочие инструменты для гравера, следует учитывать, что на отдельные его модели могут быть установлены цанговые патроны, подходящие для насадок только определенной торговой марки. Чтобы использовать такое оборудование в комплекте с любыми типами насадок, придется приобрести универсальные цанги для гравера, которые также продаются целыми наборами.
youtube.com/embed/4_ZXUIH_mDQ»/>
Алмазные боры для гравировальных работ
К наиболее популярным типам рабочих насадок, используемых для комплектации гравировальных установок, относятся алмазные боры для гравера. Основа такого инструмента изготавливается из инструментальной стали, а алмазный порошок наносится только на их рабочую часть. Механические характеристики алмазного порошка позволяют успешно применять насадку для обработки таких твердых материалов, как сталь, керамика, стекло, искусственные и натуральные камни.
Дорогие стоматологические алмазные боры имеют большой срок службы
Алмазные боры (или шарошки) используются преимущественно для доводки фигурных отверстий. Как правило, алмазные расходники для гравера продаются целыми наборами по 10–20 инструментов различных форм и типоразмеров. Работая с ними, следует строго следовать правилам их эксплуатации, чтобы не повредить алмазное напыление. В стандартном исполнении диаметр хвостовика гравировальных насадок алмазного типа составляет 3 мм.
Инструменты из абразивных материалов
Наиболее бюджетным вариантом для использования в комплекте с бормашиной или гравером являются насадки, рабочая часть которых выполнена из резины и абразивного материала. Диаметр их хвостовика составляет 2,3 мм, а применяются они преимущественно для работ по металлу, в том числе и по нержавеющей стали. Абразивные инструменты, как правило, продаются наборами по 6 штук и имеют различную конфигурацию рабочей части.
Шарошки абразивные (оксид алюминия) для обработки стали и цветных металлов
Отдельные производители (в частности, компания «Фит») выпускают абразивные гравировальные насадки в различном цветовом исполнении, что позволяет пользователю легко определять категорию инструмента. Так, абразивные шарошки красного цвета, предназначенные для работ по металлу, изготавливаются из оксида алюминия, а зеленые, выполненные из карбида кремния, используются для обработки изделий из камня, стекла и керамики. Для удобства выполнения различных технологических операций алмазные шарошки изготавливают с разной формой рабочей части, но при этом их хвостовики всегда имеют одинаковый диаметр.
С помощью абразивных насадок для гравера выполняются такие операции, как расточка отверстий, шлифовка поверхности и др. Эти насадки оптимально подходят для применения в домашних условиях, для профессионала их возможностей будет недостаточно.
Насадки могут быть в виде съемных рабочих головок, закрепляемых на соответствующем хвостовике
Рабочие насадки для шлифовки и полировки
Гравировальная машина, как уже говорилось выше, может быть успешно использована для тонкой шлифовки и полировки изделий из различных материалов. В качестве рабочей насадки для выполнения таких технологических операций применяется шарошка, изготовленная из войлока. Поскольку войлок не отличается выдающимися абразивными качествами, то используют такой инструмент только вместе со специальными полировочными пастами.
Полировальные диски могут предназначаться для грубой или финишной обработки, а также для доводки поверхностей неправильной формы
Выбор полировочных паст определенного типа, которые по своим характеристикам и химическому составу серьезно отличаются друг от друга, зависит в первую очередь от свойств материала, который будет обрабатываться с их помощью. Так, шлифовка твердых металлических поверхностей выполняется при помощи паст, основу которых составляют парафин и полировочный порошок. Для работ по дереву и стеклу предназначены специальные полировочные пасты на базе алмазного порошка различной фракции. С их помощью можно не только эффективно удалить царапины с поверхности дерева и стекла, но и привести изделие в идеально гладкое состояние. Специалисты рекомендуют отдавать предпочтение тем из них, в которых алмазный порошок имеет размер фракции 3/2 и 5/3.
Такие аксессуары, как войлочные шлифовальные насадки для работ по дереву, металлу, стеклу и другим материалам, успешно применяются не только в комплекте со специализированной гравировальной установкой: ими можно оснащать стоматологическую бормашину и простейшие ручные устройства.
Сменные шлифовальные насадки
Рабочие насадки для профессиональных граверов
Отдельную категорию рабочих насадок, которыми оснащают граверы, составляют инструменты профессиональной серии. Специалисты, для которых работа на гравировальной установке является основным родом деятельности, как правило, имеют в своем распоряжении целые наборы разнообразных насадок, отличающихся между собой материалом изготовления, конструктивным исполнением и формой рабочей части. Если говорить о наиболее типовом составе такого набора, то в него обязательно входят:
фрезы для гравера различных форм, размеров и конструкции;
сверла, превращающие гравировальную установку в эффективную дрель;
алмазные, абразивные и войлочные шарошки;
проволочные насадки, при помощи которых выполняют очистку обрабатываемых поверхностей от следов коррозии и других загрязнений;
отрезные диски для гравера, которые достаточно трудно приобрести поштучно.
У профессионалов каждая насадка предназначена для определенной операции
Наличие у специалиста, использующего гравер в своей профессиональной деятельности, такого вместительного набора инструментов объясняется очень просто. Часто выполнить качественную и аккуратную проработку мельчайших деталей на поверхности обрабатываемого изделия не позволяет только фреза, отрезной диск для гравера и другие инструменты одного типоразмера. Именно поэтому даже в рамках обработки одного изделия инструменты часто приходится менять, выбирая насадки, подходящие для выполнения определенной технологической операции.
Кроме того, наличие у специалиста набора инструментов, в котором присутствуют сверла, фрезы, отрезные круги для гравера и шарошки многих других типов, является показателем профессионализма и свидетельствует о том, что перед вами опытный человек, хорошо владеющий своим делом. Мастера, постоянно работающие с гравировальными устройствами, выбирают дорогостоящие наборы инструментов профессиональной серии еще и по той причине, что приобрести поштучно отдельные инструменты из таких наборов (в частности, отрезной круг для гравера) достаточно сложно.
Специальные держатели позволяют быстро менять необходимые насадки
Краткий обзор торговых марок
Сегодня найти на отечественном рынке граверы и рабочие насадки для их оснащения не представляет никаких проблем. При этом разнообразие представленного в свободной продаже оборудования и инструмента позволяет подобрать их под свои потребности и финансовые возможности.
Насадки профессионального уровня
Тем мастерам, которые занимаются гравировкой по дереву, металлу и другим материалам на профессиональном уровне и уже имеют в своем распоряжении соответствующее оборудование, стоит обратить внимание на рабочие насадки, выпускаемые под торговыми марками «Дремель» и «Декстер». Высокая стоимость такой оснастки для гравера вполне оправдывается ее исключительной надежностью и долговечностью. Еще одним важным преимуществом, которым отличаются фреза, отрезной круг, бур, а также любой другой инструмент данных торговых марок, является высокая точность обработки.
Качественные расходные материалы приобретают как профессионалы, так и домашние мастера, уважающие свое ремесло
Остановив свой выбор на рабочих насадках «Дремель» или «Декстер», имейте в виду, что один такой инструмент способен прослужить по времени столько же, сколько 10 насадок китайского производства. В пользу приобретения достаточно дорогой, но качественной продукции от известных производителей говорит и тот факт, что в ассортименте данных компаний можно найти насадки различного назначения и типоразмера. Так, это могут быть различные фрезы для бормашинки или гравера, сверла разного диаметра, дисковый инструмент, а также шарошки любых других типов, предназначенные для выполнения работ по дереву, металлу, керамике, стеклу.
Бюджетные модели
Дешевые, но достойные по качеству насадки предлагает отечественный производитель – компания «Зубр». За доступные цены можно приобрести наборы насадок, включающие в себя до 180 инструментов наиболее востребованных типов, конструкций, размеров и форм. В таких наборах есть инструменты для сверления, отрезные диски для бормашины или гравера, фрезерные насадки, шарошки алмазного и абразивного типа, а также многое другое.
Все насадки, входящие в набор торговой марки «Зубр», помещены в пластиковый кейс, обеспечивающий удобство как хранения, так и переноски к месту выполнения работ.
Насадки от китайских производителей
О насадках китайского производства существует двоякое мнение. С одной стороны, их качество и надежность находятся под большим вопросом, с другой – стоят они значительно меньше фирменной оснастки. Китайская фрезерная насадка для гравера, отрезной диск или бур для сверления прослужат недолго, но и выбросить их, учитывая их стоимость, будет не так жалко. Если же за гравером работает профессионал, то даже дешевая китайская фреза не помешает ему выполнить работу качественно (правда, менять такой инструмент ему придется чаще).
Китайские насадки для бормашины или гравера можно порекомендовать начинающим гравировщикам, которые могут с их помощью приобретать свои первые навыки в этом деле.
Доступные цены китайских насадок позволяют приобретать большие наборы «на пробу» начинающим граверам
Самодельные насадки для гравировальных установок и бормашин
Для несложных гравировальных работ в домашней мастерской фрезу, отрезной диск, шлифовочные и полировочные шарошки можно изготовить и своими руками. В качестве простейшей фрезы для оснащения гравера или бормашины можно использовать рифленое колесико от обычной зажигалки или дюбель, на шляпке которого вырезаются рабочие зубья. Рабочую насадку для шлифовки или полировки также сделать достаточно просто: для этого можно использовать деревянный барабан с хвостовиком, на боковую поверхность которого наклеена наждачная бумага.
Многие самодельные насадки для гравировальной установки (если они используются для выполнения не слишком сложных работ) проявляют себя неплохо, при этом стоимость их изготовления минимальная.
Самодельные насадки для гравера
Гравер, или бор машинка – очень нужная и полезная штука для тех, кто любит заниматься резьбой по дереву, камню, металлу и так далее. Но гравер сгодится не только для резьбы. Он так же может очень неплохо помочь при сборке или ремонте чего-нибудь миниатюрного, чтобы вырезать из металла или пластмассы нужную деталь, которую невозможно вырезать ножницами. Так же, им можно шлифовать минералы, или просто красивые камни. Насадок для гравера существует огромное множество: пильные диски, шлифовальные диски, камни различной зернистости, щётки (как простые, так и металлические), войлочные диски, различные фрезы для дерева и стекла, а так же, разумеется, свёрла.
Купить такую недешёвую вещь, как гравер – это только полдела (впрочем, сделать его самостоятельно, тоже дело не хитрое). В течение всего времени использования, желательно ещё и обновлять и пополнять имеющиеся запасы свёрл, фрез и других насадок, которые так же стоят не дёшево. Во всяком случае, они (почему-то!) стоят дороже, чем расходный материал и насадки для такого же инструмента стандартной величины. Но необязательно покупать их все подряд – некоторые насадки можно довольно легко изготовить самостоятельно. Конечно, такие сложные инструменты, как фреза по дереву, сверло или алмазный буравчик для гравировки на стекле, изготовить вряд ли получится, но вот, например, маленькие пилки для резки дерева и пластмассы, шлифовальные и войлочные диски, можно легко сделать своими руками.
Даже при отсутствии навыков. Думаю, вырезать ножницами правильный круг, начерченный циркулем на заготовке, в состоянии каждый человек. Кроме того, некоторые расходные материалы не встретишь в обычных магазинах, торгующих подобного рода товарами. Приходится заказывать и долго ждать, когда они придут, да и придут ли вообще. .. А если и придут, то не факт, что они окажутся качественными и надёжными. Недавно полученные мной по почте шлифовальные диски были настолько хрупкими, что один из них сломался от небольшого нажима… В общем, если хочешь что-то сделать хорошо – сделай это сам! Вот сегодня мы и рассмотрим несколько вариантов самостоятельного изготовления более прочного инструмента.
Пильные диски по дереву и пластмассе
Понадобится:
Металлический круг, или кусок листового металла, толщиной не более миллиметра.
Циркуль и карандаш.
Ножницы.
Дрель и свёрла.
Наждачный станок с режущим диском.
Металлические болтик с гайкой от детского конструктора, или от сборной электрической вилки.
Для начала необходимо вычертить на листе металла кружок, диаметром в 3-5 см. При помощи циркуля и карандаша. У меня были готовые металлические круги от люстры, только с крупным отверстием в центре. Для того чтобы отверстие подогнать под маленький болтик, вырезаем (или берём готовые, если есть) две шайбы, чтобы они покрыли отверстие на будущем пильном диске. Делаем в центре каждой шайбы отверстие под болтик, обжимаем шайбами отверстие диска с обеих сторон, выравниваем по центру, и стягиваем болтиком с гайкой.
Далее, нужно вырезать зубья диска.
Делаем косые надпилы по всему краю диска, глубиной 3-4 мм, и с шагом в 2 мм. Можно пользоваться.
Диск для резки пластмассы, делаем точно так же, повторяя вышеописанные процедуры, за исключением заточки зубьев. Здесь надпилы стоит делать под прямым углом, глубиной в два мм, и шагом так же в два мм.
Зубья должны получиться короткими и широкими. Этим диском можно пилить пластмассы разной плотности, а также оргстекло и текстолиты.
Шлифовальный и войлочный диски
Понадобится:
Тонкий шлифовальный диск (можно б/у, или вообще обломок, но не толще миллиметра).
Кусок войлока, толщиной в 7-10 мм (от валенка – в самый раз).
Циркуль и карандаш
Нож.
Ножницы по металлу.
Наждачный станок.
Тонкий болтик с гайкой.
Тут тоже изготовление не сильно отличается от первых двух вариантов. Так же рисуем круг в 3-5 см. циркулем.
Только войлок лучше, наверное, вырезать острым ножом, так как он достаточно толстый, и я себе ножницами отдавил все пальцы. А шлифовальный кружок лучше вырезать или ножницами по металлу, или на наждачном станке с таким же отрезным кругом. Далее делаем отверстия в центрах кругов, и стягиваем с обеих сторон болтиками и гайками.
Миниатюрная граверная фреза
Понадобится:
Колёсико от зажигалки, которое высекает искру из кремня.
Болтик, который пролезет в отверстие колёсика, и гайку к этому болтику.
В этой конструкции вообще почти ничего делать не надо. Только продеть болтик в колёсико, и затянуть его гайкой с другой стороны. Простейшая фреза готова. Ей можно делать надписи и рисунки на древесине, пластмассе, и даже на алюминии и латуни.
В общем, вариантов много, нужно лишь подключить фантазию, и немного терпения.
Смотрите видео
Инструмент для гравировки металла — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Граверы, точные инструменты и аксессуары
0 Активированный фильтр
Бесплатная доставка
(£) Минимум
(£) Максимум
4 и больше (14)
3 и более (17)
Бесплатная доставка(263)
1 день доставки(8)
Спонсоры
Микрогравировальная ручка Мини Аккумуляторный гравировальный станок Инструменты для самостоятельной резьбы Набор для гравировки с дополнительным алмазным наконечником Замена для ювелирных изделий DIY Металл Стекло Пластик Дерево Керамика Камень Синий
23 2549£ 05
Бесплатная доставка
Спонсор
Электрическая стамеска с гибким стержнем, инструмент для гравировки по дереву, для электродрели и хобби SOEKAVIA
9 4215 £ 33
Набор для резьбы по дереву с 3 стамесками по дереву, 3 ножа для резьбы по дереву, перчатки, профессиональные инструменты для резьбы по дереву для начинающих и профессионалов
37₽4563£
Бесплатная доставка
Спонсоры
Набор инструментов для резьбы по дереву, 10 в 1 Набор ножей для резьбы с 3 Ножи, деревянная ложка, точильный камень, перчатки, кожаный ремешок, точильный камень, губка, сумка для хранения, инструменты для резьбы по дереву для начинающих
35₽2570₽65
Бесплатная доставка
От спонсора
22шт. Набор инструментов для лепки из глины Инструменты для лепки из глины Инструменты для лепки для гончара, керамики, художника-любителя, с сумкой для хранения
28 4347£ 59
Бесплатная доставка 3 3
Бесплатная доставка
От спонсора
12PCS Инструмент для гравировки по дереву Ручной нож Резьба по дереву Стамески для скульптора, плотника, любителя, гончара
16£4528£20
Бесплатная доставка Гравировальный станок Ручка для резьбы по стеклу Металл Пластик Дерево Гравировальный инструмент
13 £ 2527 £ 45
Бесплатная доставка
Спонсируемые
11ps Керамические инструменты, инструменты керамической глиняной керамики. Набор инструментов для гравировки, многофункциональная ручка для гравировки, самодельный вращающийся инструмент для ювелирных изделий, стекла, дерева, металла с маркерами
26 2131 фунтов стерлингов 45 фунтов стерлингов
Бесплатная доставка
Беспроводной мини-электрический гравер Ручка для гравировки Rotary Tool_thsinde
19 £ 99
Бесплатная доставка
Proxxon 28512 Micromot 60/EF Ротационный инструмент 12 В
35 £ 98
Бесплатная доставка
115 мм 14 зубной сталь сталь стальной сталь.
7449£ 92
Бесплатная доставка
Электрическая ручка-гравер DIY Электрическая ручка-гравер DIY Инструмент для вырезания офисных и канцелярских принадлежностей, нефритового агата, металла, стекла, резьбы по дереву SOEKAVIA
14 £ 1623 £ 79
Dewalt DCG426N-XJ 18V XR 125 мм беспроводной беспроводной шлифовальный корпус.
Бесплатная доставка
109 шт. Набор для выжигания по дереву Инструмент для выжигания по дереву Регулируемая температура с цветными карандашами Держатель для пробковой кожи Выжигание по дереву
44£92
Бесплатная доставка
Meterk Professional Super Mini Электрический шлифовальный набор 12 В постоянного тока Дрель-шлифовальный станок Инструмент для фрезерования Полировка Сверление Резка Набор для гравировки AC100-240V
21£3428£45
Бесплатная доставка , DIY Инструмент для гравировки ювелирных изделий из стекла, металла
23£2253£26
11PCS Набор для резьбы по тыкве на Хэллоуин с сумкой для переноски Профессиональные инструменты из нержавеющей стали Профессиональные принадлежности для резки тыквы
149917£99
Бесплатная доставка
Электрическая ручка для гравировки Мини-гравировальный инструмент Аккумуляторный электрический вращающийся инструмент USB 3 уровня регулировки до
362550£75
Бесплатная доставка
450 Длина Лазерная гравировальная головка Высокоскоростной лазерный гравер Резак
52£9963£59
Бесплатная доставка
Удлинитель цангового патрона Удлинитель цангового наконечника и обрезка Резка Удлинитель гравировального станка Держатель патрона для деревообработки Фреза (хвостовик 1/4 + хвостовик 8 мм + 1 шт. ) /2 хвостовика)
23£9946£02
Бесплатная доставка
450nm Лазерный гравировальный станок 30 Вт Регулируемое фокусное расстояние Поддержка ПК Программное обеспечение Высокоскоростной мини-лазерный гравер с ЧПУ Резак Точный резак Принтер для DIY Craft Brand Making Wood Leather Fabric Paper
262£07349£43
Бесплатная доставка
Электрическая ручка-гравер Betterlife 20 В 25 Вт Электрическая микроручка для гравировки Мини-набор инструментов для гравировки «сделай сам», для индивидуальной настройки и гравировки кожи, металла, стекла, дерева
Набор электрических стамесок по дереву для электродрели Гибкий вал (гибкий вал не входит в комплект) SOEKAVIA
9£4215 £33
Перезаряжаемый USB-гравировальный станок, мини-электрический гравировальный станок Ручка для травления Аккумуляторный вращающийся инструмент Ювелирные изделия для гравировки Стекло Дерево Камень Металл Пластик $ Ручка для гравировки Портативный электрический набор инструментов для гравировки, Перезаряжаемый USB Металл Стекло Дерево Ювелирная гравировка
137433£71
Электрическая ручка для гравировки, BR-Vie Электрический гравер с регулируемой скоростью, ручка для гравировки по металлу, инструмент для изготовления ювелирных изделий EU 220V, для металлов, фарфора, стекла, пластика
152031£64
Электрический пенопластовый резак, пенопласта-резак 100-240 В/15 Вт 10 см, Горячая телеволочная ручка с пенойрофом. 34
Бесплатная доставка
Электрический гравер Ручка Набор инструментов для гравировки Портативный DIY Инструменты для прецизионной резьбы Ручка для металла Стекло Керамика Пластик Нержавеющая сталь Дерево, модель: черный
17£9921£59
Бесплатная доставка складная бумага, кожа, пластиковый нож для складывания бумаги, кожаные переплеты ручной работы, карты и поделки из бумаги
4 8218 фунтов стерлингов 64 фунта стерлингов
Инструменты для самостоятельной сборки из 2 предметов Кожа Пластиковый инструмент для биговки Складной нож Бумага для оригами Кожа
48218£64
Пластиковая папка Сгибатель для бумаги Инструменты для складывания Прочный синтетический материал для поделок из бумаги, оригами, скрапбукинга — 2 шт.
48218£64
70 мм/100 мм Гравировальный станок Защитный кожух Крышка для гравировального станка с ЧПУ 1 м x 70 мм Черный
5 027 £ 18
6-колесный стеклорез Многофункциональный резак для стеклянной плитки Зеркальный резак с деревянной ручкой Резка стекла Ролик
5186£91
Бесплатная доставка
Электрический гравировальный инструмент Гравировальный инструмент для DIY канцелярские школьные украшения металл стекло камень пластик дерево дерево с алмазным наконечником.
54319£94
6-колесный стальной многофункциональный стеклорез Роликовый резак для резки стеклянной плитки
54316£42
Аккумуляторный электрический прецизионный гравер Ручка для гравировки Гравировальный инструмент, BR-Life
918102 60£
10 шт., диаметр 1 мм, набор сварочных наконечников для проволоки, дровяная пирография, ручка для выжигания, аксессуары
6 998 £ 39
Бесплатная доставка
Silverline Гравер на батарейках 185 мм 483665
70 34 9
0010 Бесплатная доставка
Набор Woodcut с 12 стальными стамесками SK2 ручной работы для резьбы по дереву или гончарного дела – набор для начинающих с многоразовой пластиковой коробкой
75722£54
Автомобильная полировка 3/7 дюйма, 6 штук, губчатое колесо, шерстяной диск, набор дисков для вощения, плоский
7999 фунтов стерлингов 59 фунтов стерлингов
Бесплатная доставка
Фокусирующая линза Сменная пластиковая линза с коллимирующим покрытием для 5500 мВт или ниже Головка модуля лазерной гравировки и резки
79 фунтов стерлингов
Бесплатная доставка
10 ШТ. Диаметр 1 мм Сварочные наконечники Набор дровяных пирографических ручек Аксессуар для сжигания, модель: Серебро
Ручка для гравировки, переносная электрическая ручка для гравировки Инструменты для резьбы с алмазным наконечником для ювелирных изделий Металл Стекло Камень Пластик Дерево
87620£02
Электрическая стамеска с гибким стержнем, инструмент для гравировки по дереву, для электродрели и хобби
8 7727 фунтов стерлингов 52 фунта стерлингов
Электрический гравировальный станок, портативный прецизионный гравер Betterlife Ручка Аккумуляторный гравировальный инструмент «Сделай сам» Мини-портативная ручка для резьбы по дереву для ювелирных изделий Металл Стекло Дерево Керамика Камень Кожа, 2 шт.
Черные металлы, их свойства, особенности и то что стоит знать
Металлы разделяются на цветные и черные. Черные металлы, по сути – это железо, имеющее в себе различное количество углерода, а также отличающиеся кристаллической решетки. К черным металлам относят стали и чугуны, которые в свою очередь имеют достаточно большое количество основных классов. При производстве чугунов и сталей различных типов, используют именно черные металлы, добываемые из металлических руд. В экономике металлов черные металлы составляют более 90%, а это указывает на их широкое распространение. От процентного содержания углерода зависит, какие свойства приобретет материал — чугунов или сталей. Для повышения качества черного металла, используются легирующие добавки (другие металлы и сплавы, а также химические элементы), которые улучшают свойства сплавов и придают им нужный оттенок характеристик в зависимости от его применения. Распространенными легирующими добавками являются:
медь;
кремний;
хром;
никель.
Классификация черных металлов
В большинстве случаев, классификация черных металлов построена на основании разделения элементов по их химическому составу и свойствам. Содержание легирующих элементов определяет железо и его сплав. В свою очередь, определенное процентное содержание углерода в сплаве указывает что это — чугун или сталь. Так чугуны содержат более 1,7% углерода, а стали от 0,2 до 1,7% углерода. Классификация черных металлов подразумевает разделение на следующие классы:
железные металлы;
тугоплавкие;
урановые;
щелочноземельные;
редкоземельные.
Также классификация черных металлов подразумевает отделение сталей легированных и нелегированных, которые еще называют углеродистыми. К углеродистым сталям относятся стали, в которых углерод является основным компонентом, при этом примеси на свойства металла не оказывают особого значения. Легированные имеют в наличие один или несколько легируемых элементов, которые оказывают огромное влияние на свойства стали. /Легированные стали очень широко применяется для изготовления ответственных деталей, несущих большую нагрузку, испытывающих разный температурный режим, сильное фрикционное воздействие. Применение такой стали распространенно в машиностроении, тракторостроении, тяжелой промышленности и в других областях.
Виды черных металлов
Виды черных металлов из стали имеют большое применение. Однако все виды стали по себе разные и имеют свое предназначение, и область применения. Также различные виды черных металлов, в частности стали, пройдя термообработку, приобретают отличительные свойства. Многие сплавы хорошо поддаются прокатке, прессованию, успешно льются. Другие достаточно мягкие и их можно обработать вручную. Такие виды черных металлов как нержавеющая сталь, обладая нужными легирующими элементами, имеют очень высокую стойкость к коррозии, большую твердость и прочность. Данный вид стали успешно применяют в пищевой промышленности, медицине, для изготовления бытовых предметов, для производства турбин и др. Еще одним видом черного металла является чугун. Чугун – это сплав железа с углеродом и его содержание больше чем в стали. Так как чугун имеет хорошие литейные свойства, то его в основном используют для литых деталей. Чугун подразделяется на виды:
Чугун литейный;
Чугун передельный;
Чугун антифрикционный;
Ковкий чугун;
Чугун низколегированный;
Чугун высоколегированный;
Чугун с шаровидным графитом;
Чугун с вермикулярным графитом для отливок.
Литейный чугун используют для литья, этому хорошо способствует пластинчатый графит. Ковкий — обладает замечательной пластичностью, хорошо поддается ковке, откуда и взято название. Отдельные виды черного металла, к примеру, чугун шаровидным графитом, благодаря своей структуре шаровидного состояния, применяют в изготовлении деталей, имеющие очень высокое качество.
Черные металлы. Виды и свойства проката из черного металла
Какие металлы относятся к черным?
Что такое черные металлы хорошо знают как в частном, так и в промышленном строительстве зданий монолитно-каркасного типа. Ними армируется бетон, из них производят приборы и детали любой сложности. Данный прокат незаменим при сооружении мостов, сборке транспорта и прокладке линий связи.
Черные металлы это – это сплавы железа, чугун, а также стали с высоким содержанием углерода. Кроме того, для их производства применяются ферросплавы с добавкой цинка, меди, хрома, марганца, молибдена и прочих элементов. Изготавливают данную продукцию способами горячего или холодного прокатывания на специальных станах.
Черный металлургический прокат значительно выносливее к повышенным нагрузкам и прочнее, в сравнении цветным, существенно легче поддается обработке, чем нержавеющая сталь. По этим причинам он завоевал широкую популярность во множестве сфер народного хозяйства.
Разновидности черных металлов
Рассмотрим подробнее, что относится к черным металлам:
Стали. Углеродистые, разного состава и обыкновенного качества.
Ферросплавы. Это соединения железа с легирующими химическими элементами.
Чугун. Есть несколько сортов, среди которых серый, высокопрочный и ковкий.
По форме поперечного сечения бывает: сортовой, фасонный, трубный, листовой и специальный металлопрокат.
Сортовой.
Наиболее распространенная и многочисленная категория чернометаллических изделий, включающая в себя:
гладкую и рифленую арматуру;
поковки;
круги;
квадраты;
дробь;
стружку.
Фасонный.
Среди видов этой группы:
балки и двутавры;
уголки;
швеллеры.
Больше всего задействуются при строительстве различного рода перекрытий.
Трубный.
Характеризуется диаметром в диапазоне 3…128 см при длине 3…12 м. Используется в целях транспортировки газообразных и жидких сред и бывает: электросварным или бесшовным; круглым либо профильным.
Листовой.
Плоский тонкий прокат прямоугольного поперечного сечения. Может обладать цинковым покрытием для лучшей защиты от коррозии. Выпускается в виде:
листов;
рулонов;
полос;
профнастила.
Его толщина, как правило, находится в пределах 4…160 мм. Благодаря своим универсальным размерам, этот вид незаменим в строительстве, машиностроении, кузнечном деле и прочих отраслях промышленности.
Нестандартный.
Сюда относятся всевозможные художественные изделия для оформления домов и ограждений участков (выгнутые прутья, подковы, шары, колеса и пр.).
Компания «АНЭП-Металл» предлагает черный металлопрокат по ценам производителя. В каталоге нашей компании можно найти все основные группы черного проката:
листы;
проволока;
стальные сетки;
трубы;
арматура;
прутки;
полосы;
поковки;
балки двутавровые;
швеллеры;
уголки.
Полный сортамент черных металлов представлен по этой ссылке.
Какие металлы относятся к черным? (Полное руководство)
Чтобы понять, какие металлы относятся к черным, важно знать разницу между черными и цветными металлами.
Проще говоря, черные металлы содержат железо, а цветные – нет, хотя у каждого из этих типов металлов есть свои свойства, которые определяют, для каких применений они лучше всего подходят.
Цветные металлы были впервые использованы примерно в 5000 г. до н.э., когда открытие меди ознаменовало конец каменного века и начало медного века, который позже перешел в бронзовый век с изобретением бронзы (сплав меди). и жесть). Черные металлы не использовались примерно до 1200 г. до н.э., когда началось производство железа, а затем и железный век.
Слово «черный» происходит от латинского слова «ferrum», что означает «железо». К черным металлам относятся сталь, чугун, а также сплавы железа с другими металлами (например, с нержавеющей сталью).
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
Свойства
Примеры и использование
Заключение
Черные металлы обладают некоторыми общими свойствами, включая склонность к ржавчине и магнитные свойства. Список общих свойств черных металлов включает:
Прочный
Хорошая прочность на растяжение
Хорошая электропроводность
Низкая коррозионная стойкость
Цвет серебристый
Перерабатываемый
Обычно магнитный
Черные металлы могут включать широкий спектр различных легирующих элементов, включая хром, никель, марганец, молибден и ванадий, марганец. Эти легирующие элементы придают железным материалам различные свойства, которые позволяют использовать их в различных инженерных и других областях, включая инструменты, трубопроводы, контейнеры, столовые приборы и более крупные конструкции, такие как небоскребы.
Из-за различных свойств черных металлов они имеют множество применений, которые различаются в зависимости от используемого металла:
Нелегированные стали
Также известные как углеродистые стали, нелегированные стали используют углерод в качестве легирующего элемента . Эти стали содержат другие элементы, такие как марганец, кремний, сера и фосфор, но содержание этих элементов настолько мало, что они не влияют на свойства материала. Нелегированные стали классифицируются как имеющие низкое, среднее или высокое содержание углерода, и каждая из них имеет различные характеристики и методы обработки:
1. Низкоуглеродистая сталь
Низкоуглеродистые стали, также называемые мягкими сталями, содержат всего 0,05–0,25% углерода. Недорогие и ковкие, эти стали широко используются для таких изделий, как гайки и болты или поковки. Поверхностная твердость этих сталей может быть увеличена науглероживанием.
2. Среднеуглеродистая сталь
Среднеуглеродистые стали содержат 0,25–0,6% углерода. Это более высокое содержание углерода обеспечивает увеличение прочности и твердости по сравнению с низкоуглеродистыми сталями. Однако эти стали имеют пониженную пластичность по сравнению с низкоуглеродистыми сталями. Повышенное содержание углерода и марганца в среднеуглеродистых сталях означает, что их можно подвергать отпуску и закалке. Эти стали широко используются для изготовления компонентов автомобильной промышленности, таких как шестерни, оси и валы, но также подходят для использования на железной дороге.
3. Высокоуглеродистая сталь
Высокоуглеродистые стали содержат 0,6–1 % углерода и являются самыми прочными из нелегированных сталей. Эта прочность делает их идеальными для применений, требующих устойчивости к механическому износу, в то же время они хорошо сохраняют свою форму. С другой стороны, эти стали уступают низкоуглеродистым сталям по свариваемости, пластичности и ударной вязкости. Высокоуглеродистая сталь используется для изготовления пружин, лезвий, рельсовой стали, проволочных канатов, износостойких пластин, инструментов и многого другого.
Легированные стали и легирующие элементы
Легированные стали составляют еще одну подгруппу черных металлов, где каждый легирующий элемент оказывает свое влияние на свойства материала. Эти легирующие элементы включают хром, медь, никель и кремний, но их можно комбинировать для обеспечения ряда свойств. Вот свойства наиболее распространенных из этих легирующих элементов:
1. Хром
Хром используется для изготовления нержавеющей стали, при этом содержание хрома более 11% делает металлы устойчивыми к коррозии. Слой окисленного хрома поверх металла предотвращает контакт нижележащего металла с кислородом, тем самым значительно снижая вероятность коррозии. Хром также увеличивает твердость, прочность на растяжение, ударную вязкость и износостойкость металла.
2. Марганец
Марганец можно использовать в качестве легирующего элемента для предотвращения образования сульфидов железа, а также для повышения прочности при высоких температурах, улучшения пластичности и износостойкости. Марганец также может улучшить прокаливаемость за счет закалки, уменьшая опасность образования дефектов и делая металл более стабильным.
3. Никель
Никель при использовании с другими элементами может повысить пластичность и коррозионную стойкость. Например, смесь 18% хрома и 8% никеля создает чрезвычайно прочные нержавеющие стали.
4. Кремний
Кремний можно использовать для улучшения магнитных свойств металла, а также для повышения прочности и обеспечения эластичности в таких устройствах, как пружины.
5. Ванадий
Карбиды ванадия также ограничивают размер зерна металла, повышая пластичность легированного материала. Ванадий также улучшает прочность, твердость, износостойкость и ударопрочность. Однако при использовании в слишком больших количествах это может отрицательно сказаться на свойствах материала.
6. Молибден
Молибден хорошо влияет на стальные сплавы, работающие при высоких температурах. Он не только улучшает механические свойства, но и обеспечивает более высокую устойчивость к ржавчине и коррозии, а также усиливает действие других легирующих элементов.
7. Чугун
Чугун получают, когда содержание углерода 1,5-4% легируют железом. Другие элементы, включая кремний, марганец, серу и фосфор, будут присутствовать, но только в небольших количествах. Чугун хрупок, но обладает хорошей износостойкостью благодаря своей твердости. Его также легко отливать, он относительно дешев, имеет высокую прочность на сжатие и низкую температуру плавления.
Черные металлы, такие как литье и кованое железо или углеродистая сталь, известны своей прочностью на растяжение и долговечностью. В результате такие материалы, как углеродистая сталь, широко используются в строительной отрасли для возведения конструкций мостов и небоскребов.
Черные металлы также содержатся в транспортных контейнерах, трубопроводах, автомобилях, железных дорогах и ряде коммерческих и бытовых инструментов.
Высокое содержание углерода в черных металлах означает, что они подвержены ржавчине при воздействии влаги и поэтому обычно не подходят для таких применений, как водопроводные трубы. Кованое железо является исключением из этого правила, поскольку его чистота означает, что оно устойчиво к ржавчине, в то время как легирующие элементы, такие как хром в нержавеющей стали, также могут использоваться для предотвращения ржавчины.
Поскольку большинство черных металлов являются магнитными, они часто используются в электротехнике и двигателях, а также в других менее очевидных местах, например, на дверце холодильника, так что вы можете использовать магнит, чтобы прикрепить к ней список покупок!
Черные металлы используются уже тысячи лет и имеют широкий спектр различных применений, от самых больших конструкций до самых маленьких гаек и болтов.
Связанные часто задаваемые вопросы (FAQ)
Черные и цветные металлы | Примеры и списки металлов
В чем разница между черными и цветными металлами? В случае черных (феррум=железо) металлов основным металлом является железо. Они составляют большую часть металлов, используемых сегодня. Это стало возможным благодаря их свойствам, которые подходят для многих различных отраслей и вариантов использования.
Цветные металлы, с другой стороны, не включают железо. Это различие сделано потому, что оно влечет за собой определенные характерные изменения, которых нет у цветных металлов.
Свойства черных металлов
Черные металлы могут включать множество различных легирующих элементов. Некоторыми примерами являются хром, никель, молибден, ванадий, марганец. Они придают железным сталям свойства материала, которые делают их широко используемыми в машиностроении.
Список свойств черных металлов:
Прочный
Высокая прочность на растяжение
Обычно магнитный
Низкая коррозионная стойкость
Серебристый цвет
Перерабатываемый
Хорошие проводники электричества
Эти качества делают их пригодными для строительства долговечных небоскребов. Кроме того, они используются при изготовлении инструментов, автомобильных двигателей, трубопроводов, контейнеров, автомобилей, столовых приборов и т. д.
Примеры черных металлов
Все они имеют разные спецификации, что приводит к разнообразию применений. Чтобы дать лучший обзор, мы составили список черных металлов:
Нелегированные стали
Нелегированные стали также известны как углеродистые стали, потому что углерод является легирующим элементом. Да, название немного сбивает с толку, но именно так часто бывает в мире металлов. Хотя присутствуют и другие элементы, их содержание достаточно низкое, чтобы не влиять на свойства материала. Этими элементами являются сера, фосфор, кремний и марганец. Сера и фосфор действительно могут оказывать негативное влияние на качество стали, но опять же, не при таком низком содержании.
Хотя термин «нелегированные стали» редко упоминается в типичной машиностроительной компании как таковой, наши любимые конструкционные стали, такие как S235, S355 и т. д., принадлежат к этой группе.
Нелегированные стали классифицируются по содержанию углерода как низко-, средне- и высокоуглеродистые стали. Каждый из них имеет свое собственное использование, и характеристики различаются. Кроме того, различные методы лечения доступны соответственно.
Низкоуглеродистая сталь
Низкоуглеродистая или мягкая сталь содержит 0,05…0,25% углерода. Они довольно дешевы и очень хорошо подходят для операций гибки. Поверхностная твердость может быть увеличена за счет науглероживания.
Широко используются низкоуглеродистые стали с низкой стоимостью и пластичностью. Некоторые примеры включают болты и гайки, поковки, детали со средней нагрузкой и т. д.
Среднеуглеродистые стали содержат 0,25…0,6% углерода. Более высокое содержание углерода увеличивает их прочность и твердость по сравнению с низкоуглеродистыми сталями. При этом снижается пластичность. Увеличение содержания углерода и марганца позволяет осуществлять отпуск и закалку.
Шестерни, валы и оси – все черные металлы
Среднеуглеродистые стали в основном используются для изготовления различных компонентов автомобильной промышленности, таких как шестерни, оси, валы, а также болты, гайки, винты и т. д. Стали с содержанием от 0,4 до 0,6% также подходят для всего. связанных с локомотивами и рельсами.
Цифры содержания углерода для высокоуглеродистых сталей различаются в зависимости от различных источников. У некоторых есть больше подгрупп, в то время как другие останавливаются на высокоуглеродистых сталях, которые начинаются с содержания углерода 0,6% и заканчиваются примерно 1%. Мы пойдем со второй интерпретацией.
Это самые прочные материалы в этой группе, что делает их пригодными для применений, где требуется устойчивость к механическому износу материала. Еще одним качеством высокоуглеродистых сталей является их способность сохранять форму. Вот почему инструментальные стали имеют множество различных применений в области машиностроения.
Как недостаток, свариваемость, пластичность и ударная вязкость хуже, чем у сталей с меньшим содержанием углерода.
Стали также классифицируются по использованию. Инструментальные стали и высокоуглеродистые стали перекрывают друг друга.
Способность сохранять форму позволяет использовать их в качестве пружин. Другие варианты использования включают лезвия, рельсовую сталь, проволочные канаты, износостойкие пластины, все виды инструментов и т. д. стали составляют другую подгруппу черных металлов. Легирующими элементами стали являются хром, никель, кремний, медь, титан и т. д. Каждый из них по-своему влияет на свойства материала. Конечно, их обычно комбинируют, поэтому в конечных продуктах всего понемногу. Мы обсуждаем, как наиболее распространенные элементы влияют на результат.
Хром
Хром — элемент, ответственный за создание нержавеющей стали. Присутствие хрома на уровне выше 11% делает металл устойчивым к коррозии. Как обсуждалось в статье об износе материала, защита осуществляется за счет создания слоя окисленного хрома поверх металла. Это означает, что основной металл не вступает в контакт с кислородом, и опасность коррозии значительно снижается.
Таким образом, он готов к использованию без какого-либо защитного покрытия. Вы можете добиться отличного эстетического результата, выбрав правильную отделку поверхности из нержавеющей стали для своего применения.
Кроме того, хром также повышает прочность на растяжение, твердость, ударную вязкость, износостойкость и т. д.
Марганец
Марганец улучшает пластичность, износостойкость и прокаливаемость. Последнее осуществляется путем закалки, где значительное влияние оказывает марганец. Это уменьшает опасность образования дефектов во время процесса, делая его более стабильным.
Также устраняет образование вредных сульфидов железа, повышая прочность при высоких температурах.
Никель
Столовые приборы из нержавеющей стали помогают нам избежать привкуса ржавчины
Его основное назначение – повышение пластичности и коррозионной стойкости в сочетании с другими элементами, а именно с хромом. Когда содержание хрома составляет около 18%, а никеля — 8%, мы получаем чрезвычайно прочную нержавеющую сталь.
Силикон
Повышает прочность и обеспечивает эластичность пружин. Другим значительным эффектом является увеличение магнитных свойств металла.
Титан
Повышает прочность и коррозионную стойкость, ограничивает размер аустенитного зерна.
Ванадий
Образование карбидов ванадия ограничивает размер зерна. Это влияет на повышение пластичности материала.
Также повышает прочность, твердость, износостойкость и ударопрочность. Из-за его эффективности суммы должны быть низкими. В противном случае это может негативно сказаться на свойствах материала.
Молибден
Молибден оказывает большое влияние на стальные сплавы при высоких температурах. Он улучшает механические свойства, а также устойчивость к коррозии и действует как усилитель действия других легирующих элементов.
Чугун
Чугун представляет собой сплав железа и углерода с содержанием углерода от 1,5 до 4 процентов. Присутствуют и другие элементы, а именно кремний, марганец, сера и фосфор.
Все мы знаем тяжелую чугунную сковороду 40-летней давности на бабушкиной кухне.
Несмотря на то, что она хрупкая, ее твердость делает ее устойчивой к износу. Окончательная форма изделия из чугуна получается путем литья. Для этого процесса требуется лишь незначительная последующая обработка, позволяющая сформировать необходимую форму.
Свойства чугуна:
Отличная литейность
Относительно дешевый
Высокая прочность на сжатие
Хорошая износостойкость
Низкая температура плавления
Что такое цветной металл?
Цветные металлы не содержат железа. Они более мягкие и поэтому более податливые. Они используются как в промышленности, так и в эстетических целях — драгоценные металлы, такие как золото и серебро, являются цветными. На самом деле все формы чистых металлов, кроме чистого железа, являются цветными.
Свойства цветных металлов
Преимущества цветных металлов позволяют использовать их во многих областях вместо железа и стали.
Свойства цветных металлов:
Высокая коррозионная стойкость
Простота изготовления – обрабатываемость, литье, сварка и т. д.
Отличная теплопроводность
Отличная электропроводность
Низкая плотность (меньшая масса)
Красочный
Немагнитный
Список цветных металлов
Опять же, мы собираемся предоставить некоторую информацию о каждом металле и его свойствах. Примеры цветных металлов:
Медь
При окислении медь зеленеет
Медь довольно широко распространена в промышленности. Добавьте сплавы латуни (медь и цинк) и бронзы (медь и олово), и вы уже увидите множество применений меди. Если нет, мы можем вам помочь. Для инженеров-механиков наиболее известными вариантами использования могут быть подшипники скольжения и втулки.
Тем не менее, свойства меди и медных сплавов допускают большее количество применений:
Высокая теплопроводность – теплообменники, нагревательные сосуды и приборы и т. д.
Высокая электропроводность – используется в качестве электрического проводника в электропроводке и двигателях
Хорошая коррозионная стойкость – красивая, но дорогая кровля
Высокая пластичность – делает материал очень легко формуемым и подходящим для изготовления статуй
Алюминий
С инженерной точки зрения, очень особенный и важный металл. Может быть не так полезен в повседневном применении из-за цены, но его сочетание малого веса и отличной обрабатываемости делает его популярным металлом в яхтах, самолетах и многих автомобильных деталях.
Алюминий также является основным металлом во многих сплавах. Наиболее известными марками алюминия, вероятно, являются дюралюминий, Y-сплав и магналий.
Алюминий обладает следующими свойствами:
Устойчивость к коррозии
Хороший проводник тепла и электричества (но хуже, чем у меди) – в сочетании с пластичностью и ковкостью в некоторых случаях заменяет медь
Высокая пластичность и малый вес
Становится твердым после холодной обработки, поэтому требуется отжиг
Лазерная резка алюминия требует опыта и подходящего оборудования. Поэтому тщательно выбирайте субподрядчика для производства.
Свинец
Свойства свинца
Для обычного человека свинец может звонить в колокол, связанный с пулями (теперь они без свинца) и газом (имеющим пометку «неэтилированный»). Хотя сначала его добавляли в топливо для уменьшения детонации двигателя, при испарении в атмосферу оно оказалось очень вредным для здоровья.
Что такое кузнечная сварка? Полное руководство для начинающих
Кузнечная сварка — это, по сути, самый древний способ соединения двух кусков металла вместе. Некоторые утверждают, что она существует уже почти 4 000 лет, начиная с того времени, когда люди научились выплавлять железо из железной руды, что, вероятно, первоначально было сделано в Турции.
Что такое кузнечная сварка?
Кузнечная сварка — это процесс, при котором два куска металла нагреваются и скрепляются вместе, как правило, с помощью молота. В отличие от большинства современных методов сварки, металлы не расплавляются. В наше время кузнечная сварка обычно является автоматизированным процессом.
В большинстве статей о кузнечной сварке используются довольно сложные технические термины, что означает, что вам придется прочесть много дополнительной литературы, чтобы понять, что происходит.
В этой статье мы постараюсь изложить все максимально доступно для обывателя. Кузнечная сварка — это очень весело и удивительно интересно.
Чем кузнечная сварка отличается от сварки плавлением
Большинство современных видов сварки основаны на плавлении. Другими словами, металл расплавляется до жидкого состояния. Энергия сосредотачивается в строго локализованной области.
Кузнечная сварка выполняется, пока оба куска металла остаются твердыми. При этом металл в ходе процесса не становится жидким. Тепло обычно прикладывается к очень большой площади, часто ко всей заготовке.
Вместо плавления, при котором материалы расплавляются в жидкое состояние, диффузионное соединение в твердом состоянии при кузнечной сварке происходит по-другому:
Нагретый металл становится более пластичным, что в основном означает, что он более податлив и поддается формовке.
Приложенное давление (обычно от удара молотком) заставляет молекулы соединяться вместе, пока они не соединятся в один цельный фрагмент.
Таким образом, нагревая металл, мы позволяем двум частям идеально прилегать друг к другу, пока атомы сами не смешаются и не соединятся благодаря диффузии.
Кузнечная сварка обычно выполняется, когда металл находится где-то между 60-70% от температуры плавления металла (хотя технически можно выполнять кузнечную сварку при 50-90%). Обычно сталь при таком нагреве имеет ярко-желтый цвет. Это позволяет металлу пластически деформироваться (поддаваться формовке), чтобы получить контакт, необходимый для диффузии.
Помимо того, что сам процесс отличается, результаты кузнечной сварки также отличаются от того, что вы обычно видите при современной сварке плавлением:
Металл, сваренный кузнечной сваркой (если она выполнена правильно), является непрерывным и однородным. Вы не увидите шва или другого вида соединения при шлифовке или полировке, в отличие от обычной сварки. Если все сделано правильно, он становится одним цельным куском. Хотя добиться такого хорошего результата нелегко.
При более традиционных методах сварки вы получаете зону плавления только там, где непосредственно проходит сварной шов, а присадочный материал не идентичен основному материалу. А деталь держится только на самом сварном шве. В отличие от кузнечной сварки, при которой прочно соединяются все соединяемые поверхности. В зависимости от типа соединения, кузнечная сварка может быть значительно прочнее многих других методов.
Однако следует отметить, что существует еще несколько интересных видов сварки, которые могут иметь схожий с кузнечной сваркой результат. Например, сварка трением — распространенный способ соединения двух разных типов металла вместе, как в случае с большими спиральными сверлами. Высокоуглеродистая и низкоуглеродистая деталь вращаются друг против друга на высоких оборотах, затем прикладывается давление, что приводит к быстрому нагреву металла.
Вращение останавливается и два куска стали при сплавляются вместе. Именно поэтому некоторые сверла имеют более высокоуглеродистую, твердую сталь на режущей кромке и более жесткий, менее хрупкий хвостовик.
В некоторых отношениях этот процесс очень похож на кузнечную сварку.
Какие металлы можно подвергать кузнечной сварке?
Наиболее распространенными металлами, которые можно сваривать кузнечной сваркой, являются сталь и железо. Алюминий и титан также хорошо поддаются кузнечной сварке. Как правило, нержавеющая сталь, медь и ее сплавы (латунь, бронза) не поддаются кузнечной сварке.
Однако это не означает, что кузнечная сварка невозможна. Mokume gane (произносится как мо-ку-май га-най) — это японский вид многослойной обработки металла, при котором используются такие металлы, как золото, серебро и медь, для получения узорчатых многослойных деталей, которые традиционно использовались для декоративных элементов на мечах.
В результате получилась древесная зернистость, похожая на дамасскую сталь. На самом деле, Mokume gane переводится как что-то вроде «древесно-зернистый металл». Сегодня вы можете найти интересные современные украшения из этого материала, которые в последние годы становятся все более популярными.
Прочна ли кузнечная сварка?
В некоторых случаях кузнечная сварка может быть даже прочнее, чем сварка плавлением. В идеально выполненном кузнечном шве сам шов так же прочен, как и исходный материал. Современные цепи по-прежнему обычно свариваются кузнечной сваркой.
Однако есть много вещей, которые могут пойти не так, и ослабить сварной шов. Хотя, это относится к любому виду сварки. Ничто не является по-настоящему нерушимым.
Например, если на свариваемых поверхностях есть какие-либо загрязнения (грязь, окалина и т.д.), то сварной шов будет ослабленным. Если детали неправильно подогнаны молотком, могут образоваться участки, которые расслаиваются и впоследствии могут расколоться.
Если внешняя сторона сварного шва не выровнена и не обработана должным образом, могут возникнуть очаги напряжения, которые могут растрескаться.
Так является ли кузнечная сварка прочной? Может быть.
Различные виды соединений кузнечной сварки
Соединения при кузнечной сварке обычно продумываются несколько иначе, чем при сварке MIG. Это связано с тем, что прочность достигается другим способом.
Кузнечная сварка полагается на максимальный контакт с поверхностью. Это означает, что для каждого соединения необходимо продумать, как обеспечить максимальный контакт между соединяемыми деталями.
Вот несколько примеров:
В приведенном выше примере видно, что, добавив выемку мы можем увеличить площадь поверхности соединения, что положительно скажется на соединении.
Почему кузнечная сварка не распространена?
Причина, по которой кузнечная сварка не так распространена, как раньше, заключается в том, что это сравнительно медленный процесс, который не подходит для всех областей применения, и для его применения требуется значительное количество навыков.
Как правило, свариваемый предмет должен помещаться в кузницу для нагрева. Это может затруднить кузнечную сварку больших деталей или предметов неудобной формы.
Кроме того, требуется время, чтобы нагреть деталь до температуры кузнечной сварки. Сравните это с дуговой сваркой в вашем гараже, которая требует лишь переключения выключателя питания и установки зажима заземления.
Однако для некоторых областей применения кузнечная сварка является идеальным решением.
Например, в топорах хорошего качества долото состоит из двух разных видов стали. Основная часть долота (головки топора) изготовлена из низкоуглеродистой стали, а режущая кромка — из высокоуглеродистой.
Это позволяет получить прочный топор, который отлично держит кромку, а также не требует больших затрат из-за стоимости высокоуглеродистой стали.
Кузнечная сварка обеспечивает наиболее надежное соединение этих двух сталей, превращая их, по сути, в один цельный кусок.
Для чего используется флюс?
Флюс используется для защиты материала от контакта с кислородом во время кузнечной сварки. Он также может удалить некоторые примеси и помочь вам получить более чистый сварной шов.
Одним из наиболее распространенных видов флюса является бура, также известная как борат натрия. Она обычно используется в качестве бытового чистящего средства или усилителя стирального порошка, поэтому ее довольно легко найти.
Насколько сложно научиться кузнечной сварке?
Кузнечная сварка — это определенно не то, что нужно пробовать в первый раз, когда вы берете в руки молот, но это то, что обычно практикует кузнец среднего уровня. Конечно, все зависит от того, что вы пытаетесь сварить кузнечным способом, и от того, какую кузницу вы используете.
Одна из самых распространенных рекомендаций — просто найти ближайшие кузнечные курсы и посетить их. За один день вы, вероятно, узнаете больше, чем за несколько недель 10-минутных уроков на YouTube и самостоятельной работы.
технология процесса, способы, необходимое оборудование, плюсы и минусы
Кузнечная сварка – это форма неразъемного соединения, которое возникает под воздействием внешнего давления на две предварительно нагретые детали. Другими словами, под действием высоких температур части железных заготовок переходят в пластическое состояние, их совмещают, а давление создается ударами молота.
Содержание
1 Какие ГОСТы регламентируют
2 Действующие
3 Где применяется
4 Процесс кузнечной сварки
5 Способы кузнечной сварки
6 Необходимое оборудование
7 Плюсы и минусы
Особенность кузнечной сварки: она подходит для соединения низкоуглеродистых и конструкционных сталей, в которых содержание углерода не превышает 0,3%. Если процент будет выше, сварка материала практически невозможна.
Какие ГОСТы регламентируют
До 2009 года кузнечная сварка регламентировалась документом ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий».
В этой версии документа кузнечная сварка определяется, как «печная сварка, при которой осадка выполняется ударами молота». ГОСТ был введен в действие от 29.02.84. В октябре 1996 года вышло переиздание с изменениями. Документ утратил силу с 01.07.2010г.
Действующие
Разновидности сварки сейчас регламентируют:
ГОСТ Р ИСО 17659-2009 «Сварка. Термины многоязычные для сварных соединений».
ГОСТ Р ИСО 857-1-2009 «Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения».
Оба ГОСТа введены в действие от 04.08.2009.
Первый документ дает определение общего раздела – сварки давлением. Это «сварка, осуществляемая приложением внешней силы и сопровождаемая пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла». В примечании уточняется, что «сопрягаемые поверхности допускается нагревать, чтобы облегчить получение соединения» (ИСО 857-1).
А вот второй ГОСТ дает описание именно кузнечной сварки в пункте 4.1.6.12. Оно звучит: «кузнечная сварка — это сварка давлением, при которой заготовки нагреваются в печи, а шов получается в результате ударов молотом или приложения другой импульсной силы, достаточной для пластической деформации сопрягаемых поверхностей».
Где применяется
Кузнечная сварка (иначе ее называют сварка ковкой) появилась более 2000 лет назад и долгое время являлась единственным способом неразъемного соединения металлических деталей. С появлением более современных способов сварки этот метод потерял популярность. В промышленных масштабах его не используют, но в частных мастерских по-прежнему применяют.
Для чего ее используют сегодня:
Скульпторы, кузнецы, арт-мастерские отдают ей предпочтение в художественной ковке, в создании дизайнерских объектов и конструкций из металла. Она требует минимум специального оборудования и дает интересный визуальный эффект.
Она подходит для срочного кустарного ремонта несоответствующих деталей машин.
В кузницах ее применяют для изготовления сельскохозяйственного инвентаря (плуги, топоры и т. д.).
При изготовлении водосточных труб небольшого размера. Редкий случай, когда сварка давлением применяется в производстве. В основном это прерогатива ручной ковки и частных мастерских.
Кузнечная сварка – единственный способ соединения слоев в заготовках для кованого холодного оружия. В редких случаях детали доспехов делают из нескольких слоев стали. И применяют этот метод для подготовки многослойных заготовок.
Кузнечная сварка требует очень много сил и времени, а результат напрямую зависит от мастерства кузнеца.
Процесс кузнечной сварки
Шаг 1. Очищение.
Процесс начинается с подготовки свариваемой поверхности. Качественное соединение возможно, только если с поверхности заготовок будут удалены оксидные пленки и другие загрязнения.
Шаг 2. Нагрев заготовок.
Для этого используется горн или муфельная печь. Лучший вариант топлива – древесный уголь или кокс. В них очень маленький процент серы, которая снижает прочность шва. Но чаще всего применяют обычный каменный уголь. Желательно, чтобы процент серы не превышал 1%, а золы — 7%. Обратите внимание на размер угля. Он должен быть не слишком крупным и хорошо просеянным. Не стоит спешить отправить металл в печь. Важно подождать, когда уголь качественно разгорится, чтобы из него выгорела большая часть серы.
Концы заготовок нагревают до значений, превышающих температуру ковки. Низкоуглеродистую сталь доводят до 1350 — 1370˚С. Ее отличительная особенность – ослепительно белый цвет каления. Для материалов с повышенным содержанием углерода (например, сталь У7) нужна температура 1150°С. Она даст белый с желтоватым оттенком цвет каления.
При сваривании заготовок, сталь которых различается, нагрев нужно начинать с той, где меньше содержание углерода – впоследствии ее температура будет выше. Через некоторое время следует начать нагрев второй заготовки с большим количеством угля.
Шаг 3. Использование флюса. При работе с высокими температурами происходит активное образование окалины. Есть риск пережога металла. Чтобы избежать этого, используют флюс. Им посыпают заготовку в момент нагрева до 950 — 1050°С. Состав флюса бывает различный:
Мелкий речной песок. Обязательно промытый, отделенный от глины и примесей, хорошо просушенный и просеянный.
Силикатный песок и сода. Использовались раньше, сейчас состав не очень популярен. Некоторые мастера применяют перемолотый стеклянный бой для имитации этого состава.
Речной песок и бура. Бура – тетраборат натрия (Na2B4O7) — составляет около 10%. Также имеет название «Borax». Смесь необходимо прокалить, чтобы максимально избавиться от воды в составе. Этот вариант действеннее, чем один песок. Бура лучше шлакуется и очищает металл. Если уголь плохо очищен и дает много шлака, использование этого вещества просто необходимо! В экстренной ситуации буру можно заменить солью.
Чистая бура. Многие кузнецы используют ее отдельно из-за высокой температуры плавления песка.
Примерная стоимость сварочного флюса на Яндекс.маркет
Толстый слой флюса затрудняет работу и прогрев. Поэтому любой состав нужно наносить тонким слоем.
Покрывать деталь флюсом нужно на значительном расстоянии от огня, чтобы смесь не расплавилась в процессе.
При нагреве маленьких заготовок удобнее не посыпать флюсом, а раскаленным концом воткнуть в песок или другую смесь. Для этого состав должен находиться в металлической емкости. Потом заготовку возвращают в огонь и продолжают нагрев.
Шаг 4. Сварка.
После достижения необходимой температуры заготовки достают и очищают от шлака. Детали стыкуют или накладывают друг на друга, после чего наносят легкие и частые удары. При этом остатки флюса со шлаком выдавливаются наружу шва. Поверхности стыка в этот момент плотно прижимаются, и это защищает их от окисления. Процесс заканчивают частыми и сильными ударами от середины к краям. Это позволяет избежать непроваров, трещин, пузырьков, что в итоге увеличивает прочность всей поковки. Важно уделить внимание не только месту сварки, но и проковать участки, к нему прилегающие.
Способы кузнечной сварки
Кузнечная сварка бывает:
Внахлест.
Вразруб.
Встык.
Вращеп.
Необходимое оборудование
Для кузнечной сварки необходимо:
Горн или печь.
Наковальня.
Кузнечные клещи.
Молоты (от слесарного молотка до пневматического молота).
View this post on Instagram
Вот и добрался до кузницы. Собрал тело секиры с лезвием, прогрел, закрепил, затем вварил кузнечной сваркой и хорошенько простучал. После обрезал вылезшие излишки металла и подрихтовал форму на роге наковальни. Вроде получается симпатично… Теперь нужно расширить всад и придать форму бойку на обухе секиры. #VaryagCraft #dyiAlmaty #КовкаАлматы #Секира #CraftAlmaty #СкандинавскаяСекира #Кузнечнаясварка
A post shared by Данил Светлаков (@varyag_craft) on
Плюсы и минусы
Недостатки кузнечной сварки:
Обеспечивает относительно невысокую надежность соединения.
Малопроизводительна, требует больших затрат сил и времени.
Не подходит для производственных масштабов.
Пригодна для сварки не всех видов металла.
Требуется мастер высокой квалификации для качественного результата.
Преимущества кузнечной сварки:
Увеличивает стоимость изделия.
Является единственным способом получения некоторых материалов (например, дамасская сталь, мокуме, слоеные стали).
Создает колоритный внешний вид изделия.
Иногда используется для сварки заготовок большого размера.
Этот вид сварки легко освоить.
Требует минимум специального оборудования.
Руководство для начинающих по кузнечной сварке
перейти к содержанию
BlacksmithingMetal
Кристин Арцт
Руководство для начинающих по кузнечной сварке
Что такое кузнечная сварка?
Кузнечная сварка — это процесс, используемый для соединения двух кусков металла путем нагревания их до высокой температуры и последующего сбивания их вместе. Кузнечная сварка, разработанная в средние века, является одним из древнейших способов соединения металлов. Кузнечная сварка – необходимая техника и бесценный навык для кузнеца. Это произошло из-за необходимости соединить маленькие кусочки металла, чтобы сформировать большой кусок металла. С практикой кузнечная сварка требует зрительно-моторной координации, скорости и внимания к деталям. Это также требует от кузнеца понимания идеальной температуры свариваемого материала.
Для чего используется кузнечная сварка?
Кузнечная сварка используется для создания более прочного металла путем соединения отдельных кусков металла для создания более крупного или более длинного изделия. Это традиционный метод изготовления цепей, мечей, железнодорожных костров и ворот в кузнице. Он также используется при создании посуды и сельскохозяйственного инвентаря. Кузнечная сварка, дающая кузнецу возможность выковывать разные типы металлов в один, является универсальным и важным навыком в кузнечном деле.
Защита при кузнечной сварке
Защита глаз
Защитные очки обязательны. Если ваши глаза быстро устают от созерцания кузницы, некоторые кузнецы рекомендуют тонированные или затемненные очки.
Маска
Защищайте легкие и надевайте респиратор при работе с горячими металлами, которые могут выделять газы.
Перчатки
Надевайте перчатки всякий раз, когда вы находитесь близко ко рту кузницы. Не надевайте перчатки рядом с механизмами, которые могут захватить ткань — сверлильный станок, токарный станок и т. д.
Одежда
Никогда не носите синтетическую одежду в кузнице. Следует избегать даже тонкого 100% хлопка. Любые искры заставят синтетику расплавиться и прилипнуть к коже. Тонкие полностью натуральные ткани могут воспламениться в экстремальных условиях. Носите плотные 100% натуральные материалы, такие как хлопок, шерсть или кожа. Кожаный фартук — отличная инвестиция! И убедитесь, что вы не носите свободные вещи или одежду, которые может захватить машина.
Защита органов слуха
Даже если вы не пользуетесь шумными инструментами регулярно, затычки для ушей или наушники — хорошая привычка.
Как выполнить кузнечную сварку в 4 этапа
Шаг 1. Подготовка материалов
Теплота сварки зависит от типа используемого металла. Прежде чем нагревать материалы, дважды проверьте их температуру ковки. Следите за тем, чтобы они становились желтыми, когда они сильно нагреваются в вашей кузнице. Если вы продолжите нагревать дальше этой точки, углерод в металле начнет окисляться, разрушая ваш металл. С практикой температура кузнечной сварки и соответствующий ей цвет станут более привычными.
Шаг 2: Флюс
Достаньте материалы из кузницы и обрызгайте их флюсом. Кузнечный отдел Горнила использует буру в качестве флюса. Флюс служит низкотемпературным стекловидным экраном, предотвращающим окисление стали. По сути, флюс является восстановителем, предотвращающим окисление. Окисление в конечном итоге приводит к образованию окалины или шлака на поверхности, что препятствует сварке металла. Любой грязный или загрязненный металл создаст слабое соединение и повысит температуру плавления металла. Флюс необходим при кузнечной сварке, особенно в начале кузнечного дела.
Шаг 3: Нагрев
После того, как вы нанесли флюс, поместите металл обратно в горн. Доведите его до ярко-желтого тепла. Не оставляйте его в кузнице слишком долго, иначе вы можете вызвать искру вашего металла, что будет означать, что ваш металл загрязнен. Помните, что каждый материал имеет разную температуру сварки, поэтому перед началом процесса изучите свои металлы.
Шаг 4: Соединение и ковка
Удалите свою деталь из кузницы, когда она засветится ярко-желтым цветом. Кузнечная сварка должна выполняться быстро, чтобы материал не стал слишком мягким. Вы можете соединить свои детали металлической проволокой, пока не сформируется основной сварной шов. Затем поднесите деталь к молоту или гидравлическому прессу, чтобы соединить сварной шов. Убедитесь, что вы не ударяете по металлу так сильно, что сварной шов сместится. Повторяйте до тех пор, пока готовый сварной шов не станет чистым и не будет иметь линий сварки.
Как научиться кузнечной сварке
На протяжении веков кузнечная сварка была единственным способом сварки стали и железа, чаще всего она использовалась для сварки по шаблону лезвий и ножей. В The Crucible вы можете углубить свои кузнечные навыки в кузнечной сварке — классе, который охватывает все основы этого традиционного ремесла. Вы узнаете, как ковать металлы сварного шва вместе с опытным мастером по лезвию Джеффом Принглом. Джефф делает ножи, собирая железную руду, выплавляя железо и выковывая лезвие. Следуя этому процессу от начала до конца, Джефф стремится воссоединиться с процессами прошлых кузнецов, чьи традиции насчитывают тысячи лет.
Часто задаваемые вопросы по кузнечной сварке
Прочна ли кузнечная сварка?
Да, ковка включает нагревание и изменение формы материала. Диффузионная связь кузнечного сварного шва часто прочнее, чем сварной шов плавлением, в котором металл находится в жидком состоянии. Высокая температура в сочетании с давлением значительно увеличивает прочность материала. При ковке сталь адаптируется к новой форме, а деформированная структура частиц существенно повышает прочность.
Вам нужно использовать флюс для кузнечной сварки?
Да, при кузнечной сварке следует использовать флюс. Бура удаляет любое окисление. Окисление создает слой на стали, что приводит к несовершенному сварному шву между двумя кусками стали. Он связывается при окислении, становится вискозным и выдавливается из стыка. Вы можете увидеть, как это вытекает из ваших кусков, это известно как шлак. Он помогает герметизировать сварной шов.
Можно ли соединить два разных типа металла при кузнечной сварке?
С помощью правильной техники, тепла и давления вы можете выковать два любых металла в один.
Какая оптимальная температура для кузнечной сварки?
Температура кузнечной сварки варьируется в зависимости от металла, который вы выковываете. Разные металлы требуют разной температуры, и количество тепла, которое требуется каждому изделию, разное. Некоторые черные металлы, такие как алюминий, требуют очень низкой температуры для нагрева и легко поддаются формованию. Большинство алюминиевых сплавов достигают температуры 800 градусов по Фаренгейту. Напротив, сталь должна нагреваться до температуры около 2000 градусов по Фаренгейту.
Продолжить изучение металлических направляющих
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться ковать металл
В Горниле еженедельно проводятся новые курсы кузнечного дела.
Лаборатория кузнечного дела
Занятия в лаборатории — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Кузнечное дело
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления с ковкой стали и использованием кузнечных инструментов…
Узнать больше и зарегистрироваться →
Кузнечное дело I
Изучите основы кузнечного дела! Этот курс обучает основным навыкам, необходимым для ковки стали и понимания кузнечных инструментов. Мы познакомим вас с конусностью, осадкой,…
Узнать больше и зарегистрироваться →
Техники декоративной обработки железа
Поднимите свои навыки на новый уровень и начните производить работы, которые продаются! Этот класс охватывает традиционные методы декоративной обработки металла и знакомит с механическим молотом. Вы исследуете…
Узнать больше и зарегистрироваться →
Силовой молот I
Мы сосредоточимся на методах силового молота, поскольку мы создаем набор основных молотковых инструментов, боковые наборы и круглую плоскую пластину. К тому времени, когда эти новые инструменты будут подвергнуты термообработке, студенты будут…
Узнать больше и зарегистрироваться →
Кузнечное дело II
Углубите свои знания в этом продолжении кузнечного дела I. Этот класс предназначен для развития ваших базовых навыков одновременно с с такими техниками, как изготовление завитков, создание воротника, базовые…
Узнать больше и зарегистрироваться →
Молодежное кузнечное дело I
Научитесь гнуть и придавать форму стали в кузнице Крусибла, практикуя традиционные кузнечные приемы, такие как рисование, гибка, скручивание, штамповка, резка и дрейф…
Узнать больше и зарегистрироваться →
Создай свои собственные кузнечные инструменты
Создай свои собственные кузнечные инструменты! Вы сделаете удар и научитесь использовать его, чтобы пробить глаз на головке молота. Вы научитесь методам двойной штамповки и термообработки,…
Узнать больше и зарегистрироваться →
Кузнечная сварка
На протяжении веков кузнечная сварка была единственным способом сварки стали и железа и чаще всего использовалась для сварки по шаблону лезвий и ножей. Теперь вы можете углубить свои навыки кузнечного дела. ..
Узнать больше и зарегистрироваться →
Женское кузнечное дело I
Научитесь кузнечному делу, которому обучают женщины и для женщин! Этот класс охватывает основы, необходимые для ковки стали и понимания кузнечных инструментов. Мы представим сужение, осадку,…
Узнать больше и зарегистрироваться →
Погружение в кузнечное дело для молодежи
Погрузитесь глубже в этот молодежный семинар начального и продолжающего уровня. Студенты делают захватывающий шаг в недельном обучении, становясь по пути молодыми ремесленниками. Научитесь сгибать и придавать форму…
Узнать больше и зарегистрироваться →
Формы природы
Используйте традиционные методы кузнечного дела для создания органических форм для функциональных объектов или скульптур. Научитесь делать инструменты для создания собственных дизайнов и импровизируйте…
Узнать больше и зарегистрироваться →
КУЗНЕЧНЫЙ МАГАЗИН
2022-03-28T11:30:27-07:00
Ссылка для загрузки страницы
Перейти к началу
Что такое кузнечная сварка? Тщательное понимание
Последнее обновление
Кузнечная сварка — обязательный навык, особенно для кузнецов. Поскольку процедура особенно сложна, сварщики и кузнецы мотивированы заниматься кузнечной сваркой, когда они свободны от обычных повседневных обязанностей.
Благодаря частой практике они, наконец, могут усовершенствовать свое ремесло. В этой статье мы обсудим все, что вам нужно знать о кузнечной сварке. Читайте дальше, чтобы узнать больше!
Что такое кузнечная сварка?
Это процедура сварки в твердом состоянии, при которой две металлические детали соединяются путем нагревания их до экстремальных температур и последующего удара друг о друга. Эта процедура является одним из самых простых способов соединения металла и используется с незапамятных времен.
Это универсальный процесс, поскольку он может соединять одинаковые и разные металлы. В большинстве коммерческих условий кузнечная сварка была заменена из-за открытия электричества и газа.
Диффузия в твердом состоянии позволяет выполнять кузнечную сварку между подобными металлами. Это приводит к сварному шву, который состоит только из свариваемых металлов и не имеет перемычек или присадочных материалов. Создание более низкой температуры плавления между материалами вызывает кузнечную сварку между отдельными металлами.
По этой причине сварной шов обычно прочнее отдельных металлов. Обычно для проковки сварного шва требуется от 50 до 90 процентов температуры оттаивания. Железо сваривается при более высокой температуре, чем сталь. Металл может казаться блестящим или влажным при температуре сварки. Вы должны быть осторожны, чтобы остановить перегрев металла до такой степени, что он испускает искры от быстрого окисления.
Как это работает?
Подготовка материалов
Температура сварки различается в зависимости от типа используемого металла. Убедитесь, что вы дважды проверили температуру ковки, прежде чем нагревать металлы. Убедитесь, что они желтеют при воздействии высокой температуры в кузнице.
Углерод в металле начинает окисляться и разрушает ваш металл, если вы нагреваете выше этой точки. Со временем температура и цвет кузнечного шва станут более привычными.
Флюс
Переместите ваши материалы из кузницы и обрызгайте их флюсом. В кованой части тигля в качестве флюса используется бура. Флюс действует как стекловидная защита, останавливающая коррозию стали. Флюс является восстановителем, предотвращающим окисление.
Окисление приводит к образованию окалины или шлака на поверхности, что может помешать сварке металла. Любой загрязненный или грязный металл образует слабое соединение и повысит температуру плавления металла. При кузнечной сварке необходим флюс, особенно в начале, если вы работаете в кузнице.
Нагрев
После того, как вы нанесли флюс, поместите металл обратно в горн. Нагревайте его, пока он не станет ярко-желтым. Не оставляйте его в кузнице надолго, потому что ваш металл может искрить, что означает, что ваш металл загрязнен.
Не забывайте, что у каждого металла своя температура сварки. Поэтому, прежде чем приступить к процедуре, рекомендуется изучить ваши металлы.
Соединение и ковка
Когда ваш металлический предмет засветится ярко-желтым цветом, достаньте его из кузницы. Вы должны выполнить кузнечную сварку, чтобы ваш материал не стал слишком мягким. Вы можете использовать металлическую проволоку для соединения деталей, пока не будет создан основной сварной шов.
Чтобы соединить сварной шов, поднесите деталь к гидравлическому прессу или молоту. Убедитесь, что вы не бьете молотком по металлу слишком сильно, чтобы сварной шов не сместился. Повторяйте это до тех пор, пока не получите чистый сварной шов без линий сварки.
Безопасность при кузнечной сварке
Изображение предоставлено: Nate Johnston, unsplash
Защитите глаза
Защитные очки обязательны. Некоторые кузнецы могут даже носить сварочный шлем.
Наденьте маску
Защитите свои легкие, надев средства защиты органов дыхания при работе с горячими металлами, которые могут выделять газы.
Носите защитные перчатки
Надевайте перчатки, когда находитесь рядом с горлом. Не надевайте перчатки, если вы находитесь рядом с механизмами, которые могут зацепить ткань — токарный станок, сверлильный станок и т. д.
Надень правильную одежду
Никогда не надевай искусственную одежду в кузнице. Также держитесь подальше от 100% тонкой хлопчатобумажной ткани. Любые искры приведут к плавлению синтетики и, следовательно, к ее прилипанию к коже. Тонкие полностью натуральные ткани также могут воспламениться в экстремальных условиях.
Наденьте толстые 100% натуральные материалы, такие как шерсть или кожа. Кожаный фартук — отличная инвестиция! Кроме того, убедитесь, что вы не надеваете мешковатую одежду или предметы, которые может захватить машина.
Защитите свои уши
Даже если вы не пользуетесь шумными инструментами часто, наушники или беруши всегда будут уместны.
Какие существуют виды кузнечной сварки?
Самая древняя технология сварки – кузнечная сварка, используемая с незапамятных времен. Обычно процедуры сварки можно разделить на два типа: Диффузионная сварка и сварка плавлением:
1. Сварка плавлением
Первый подход (сварка плавлением), возможно, вам знаком. В этом процессе две отдельные металлические детали соединяются путем применения определенного количества тепла, так что вы можете формовать металлические детали вместе. На данном этапе все, что мы заявили, вращается вокруг сварки плавлением.
Во время этой процедуры давление не требуется. Плавление используется в газовой сварке, дуговой сварке и контактной сварке. Если вы сплавляете различные типы металлов, лучше всего подходит сварка плавлением.
2. Диффузионная сварка
Наоборот, бывают ситуации, когда тепло не требуется. Температура металлов, вовлеченных в диффузионную сварку, регулярно остается ниже критической температуры. Это называется твердотельной или диффузионной сваркой.
Ключом к этой процедуре является давление, а не тепло. Роликовая сварка и сварка трением — наиболее распространенный вид диффузионной сварки.
Какие материалы можно подделывать?
Итак, о каких металлах идет речь? Когда дело доходит до сварки ковкой, вы можете использовать самые разные материалы. Есть разные варианты из алюминия, железа, латуни, меди и, конечно же, стали.
Тем не менее, во многих случаях сталь является наиболее часто используемым металлом. Сталь может иметь форму плоского листа, прутка или любого другого типа. Действительно, сталь может быть с низким или высоким содержанием углерода при условии, что ее можно нагреть до достаточно высокой температуры, чтобы она стала гибкой или формуемой.
Какие инструменты необходимы для кузнечной сварки?
Источник тепла – Можно использовать знойные угли.
Любой металл, который вы предпочитаете. Вы также можете использовать одинаковые или разные типы металлов.
Прочное устройство. Используйте любой инструмент, который поможет согнуть металл, как только он достигнет необходимой температуры.
Гидравлический пресс или механический молот – Для выравнивания и формовки знойного металла.
Флюс – Помогает избавиться от коррозии и образует липкую поверхность.
Где используется?
В прошлом кузнечная сварка использовалась для изготовления множества изделий из железа и стали. Он использовался для изготовления большинства предметов, от изготовления сельскохозяйственных инструментов, посуды до изготовления ворот, заборов и строительства тюремных камер.
В период ранней промышленной революции, до появления сварки плавлением, кузнечная сварка в основном использовалась для изготовления котлов и сосудов под давлением. Он широко использовался для изготовления доспехов и оружия в Средние века.
Одним из самых популярных применений этой процедуры сварки является изготовление лезвий, свариваемых по образцу. В этой процедуре кузнец часто вытаскивает кусок стали, сгибает его и приваривает к самому себе.
Другим применением кузнечной сварки было изготовление гильз для дробовиков. Металлическая проволока наматывалась на веретено и, наконец, формировалась в тонкую, ровную и прочную бочку. В некоторых случаях изделия, сваренные в кузнице, подвергают травлению кислотой, чтобы выявить лежащий в их основе металлический узор. Он не имеет себе равных для каждого предмета и эстетически приятен.
Советы по кузнечной сварке
Кузнечная сварка может быть сложной
Хотя кузнечная сварка выглядит как процедура резки и сушки, есть несколько ключевых факторов, которые необходимо учитывать: если вы работаете в окружении, где вы будете подвергаться чрезмерному нагреву.
Осторожность и терпение необходимы для предотвращения несчастных случаев.
Для эффективной синхронизации каждого этапа сварки необходимы скорость и правильность.
Температура имеет ключевое значение
Как мы упоминали ранее, требования к температуре различаются в зависимости от материалов, которые вы свариваете.
Поэтому вам необходимо разбираться в различных материалах и следовать правильным стандартам для выбранного вами материала. Вы не можете игнорировать тот факт, что металл должен быть достаточно нагрет, чтобы плавиться.
Флюс создает несоответствие
Выбор наилучшего сварочного флюса для вашего типа проекта и материалов имеет большое значение. Знание того, какой материал лучше всего подходит для покрытия определенного металла, а какой достаточно кислый, чтобы разъедать металл, облегчит ваши усилия.
Безопасность
И последнее, но не менее важное: соблюдение правильных мер безопасности имеет решающее значение. Горячие предметы опасны; химикаты могут быть токсичными, а остроконечные вещи режут. Может быть рецепт катастрофы, если вы поместите все эти рискованные элементы в одну комнату.
Тем не менее, быть осведомленным — это первый шаг, и поддержание порядка в комнате и отсутствие беспорядка также будет иметь значение.
Кузнечные сварные изделия
Самолеты
Сельскохозяйственное снаряжение
Велосипеды
Коленчатый вал
Преимущества кузнечной сварки
Преимущества кузнечной сварки
Поскольку целью любой процедуры сварки является получение высококачественного сварного шва в месте соединения, вы достигнете этой цели с помощью этой процедуры сварки. Вы можете получить чистый сустав быстро и легко.
Во время этого процесса создается небольшой шум. Именно из-за этого кузнечная сварка считается лучшей процедурой сварки.
В отличие от других методов сварки, этот метод сварки не требует присадочного металла.
Если вы хотите получить высокопрочные сварные швы, то кузнечная сварка — идеальный для вас метод сварки. Сварные швы с более высокой прочностью создаются чистым и кристально чистым сварным швом.
Недостатки кузнечной сварки
Если вы занимаетесь кузнечной сваркой, у вас должны быть необходимые для этого знания. Пользоваться им сложно, поэтому для выполнения этой процедуры необходимы соответствующие навыки.
Этот процесс сварки является одним из самых медленных процессов сварки. Это связано с тем, что выполнение этого процесса сварки руками требует много времени.
Иногда существует вероятность загрязнения сварного шва коксом. Поэтому следует быть более осторожным, чтобы не произошло заражение.
Часто задаваемые вопросы
Эффективна ли кузнечная сварка?
Да, это так. Ковка включает в себя нагрев и повторную формовку металла. Обычно диффузионная связь кузнечного шва более мощная по сравнению со швом плавлением, где металл превращается в жидкость.
Высокая температура в сочетании с давлением значительно увеличивает прочность материала. При ковке сталь принимает новую форму, а искаженная структура частиц значительно повышает прочность.
Следует ли использовать флюс при кузнечной сварке?
Да, при кузнечной сварке можно использовать флюс. Боракс избавляет от любой коррозии. Коррозия образует слой над сталью, создавая дефектный сварной шов между двумя металлическими частями. Он соединяется с окислением, становится вязким и выталкивается из сустава.
Вы можете почувствовать, как это вытекает из ваших частей. Он называется шлаком и помогает герметизировать сварной шов.
Можно ли соединить два разных типа металла при кузнечной сварке?
При правильном подходе, давлении и нагреве можно сварить любые две металлические детали в одну.
Какая идеальная температура для кузнечной сварки?
Температура ковки различается в зависимости от металла, который вы кует. Разным металлам нужны разные температуры. Кроме того, количество тепла, необходимое для каждого изделия, различно.
Некоторые железосодержащие металлы, такие как алюминий, требуют низких температур для нагрева, а также легко поддаются формованию. Многие алюминиевые сплавы могут достигать температуры 800 градусов по Фаренгейту. Напротив, сталь требует температуры около 2000 градусов по Фаренгейту.
Заключение
Если вы хотите стать опытным кузнецом или просто хотите начать кузнечную сварку в своем гараже для удовольствия, эта статья предоставит вам все, что вам нужно знать, чтобы начать. Благодаря постоянной практике и базе знаний, которую мы предлагаем, вы сможете добиться мастерства в кузнечной сварке. Мы надеемся, что вы узнали, что такое кузнечная сварка, и желаем вам всего наилучшего в вашем проекте!
Таблица весов металлопроката | Строительный вестник
При покупке металлопроката перед потребителем встает вопрос расчета объема и веса металла, что необходимо для решения различных задач: расчета строительных конструкций, правильного выбора транспорта и т.д. Для определения веса металлопроката существует специальная таблица весов металлопроката. Необходимость разработки такой таблицы была обусловлена большим разнообразием прокатных изделий.
Таблица весов металлопроката – очень ценный вспомогательный инструмент. С ее помощью можно просто и легко определить вес погонного метра любого прокатного изделия из любого материала, поскольку сегодня существует достаточно большое количество марок стали, удельный вес которых зависит от их химического состава.
Фирмы-производители и торговые компании, специализирующиеся на выпуске и реализации металлопроката, зачастую указывают в своих прайсах цену за один килограмм прокатных изделий. Покупателю же важно знать, какого размера изделия того или иного веса. Для таких расчетов существуют специальные формулы.
Для того, чтобы каждый раз не заниматься сложными подсчетами, и составлена таблица весов металлопроката. Чтобы определиться с необходимыми параметрами, нужно найти необходимый размер в соответствующем поле таблицы. Цифра, указанная в графе напротив размера, и является искомым весом погонного метра соответствующего прокатного изделия. Если заказчика, например, интересует круглый прокат, то в таблице дается размер диаметра. Эти переводные таблицы удобны и для производителей, и для покупателей.
В таблицах указывается теоретический вес металлопроката, то есть вес одного погонного метра металлопроката в соответствии с ГОСТом. В ГОСТе на прокат приводятся предельно допустимые отклонения теоретического веса от фактического квадратного или погонного метра профиля металлопроката. Фактический вес может отличаться от теоретического на 0,2-3 % в ту или иную сторону.
Как показывает практика, вес погонного метра круга, арматуры, трубного или фасонного металлопроката или вес одного квадратного метра плоского или листового металлопроката у разных производителей отклоняется в меньшую или большую сторону. Это приходится учитывать при расчётах веса металлопроката любого профиля. Эти данные дают возможность рассчитывать вес прокатных изделий по его линейным размерам. Или наоборот, размеры металлопрокатных изделий можно определить по их весу.
Размер
Вес кг/п.м
Размер
Вес кг/п. М
2,5
0,038
48
14,2
3
0.055
49
14,8
4
0,097
50
15,42
5
0,154
51
16,03
5,5
0,186
52
16,67
6
0,222
53
17,32
6,3
0,245
54
17,65
6,5
0,260
55
18,65
7
0,302
56
19,33
8
0,395
57
20,02
9
0,499
58
20,74
10
0,616
59
21,45
11
0,746
60
22,19
12
0,888
61
22,93
13
1,041
62
23,7
14
1,210
63
24,47
15
1,390
65
26,05
16
1,580
67
27,68
17
1,780
68
28,51
18
2,000
70
30,21
19
2,230
72
31,96
20
2,470
75
34,68
21
2,720
80
39,46
22
2,980
82
41,46
23
3,260
85
44,54
24
3,550
90
49,94
25
3,850
95
55,64
26
4,170
100
61,65
27
4,500
105
67,97
28
4,830
110
74,6
29
5,180
115
81,54
30
5,550
120
88,78
31
5,920
125
96,33
32
6,310
130
104,2
33
6,710
135
112,31
34
7,130
140
120,78
35
7,550
145
129,56
36
7,990
150
138,65
37
8,440
155
148,05
38
8,900
160
157,75
39
9,380
165
167,77
40
9,860
170
178,09
41
10,360
175
188,72
42
10,880
180
199,66
43
11,400
185
210,9
44
11,940
190
222,46
45
12,480
195
234,32
46
13,050
200
246,49
47
13,750
205
258,97
Размер
Вес кг/п. м
Размер
Вес кг/п. М
№10
9,46
№35Ш3
91.30
№10Б1
8,1
№35К1
109,7
№12
11,5
№35К2
125,9
№12Б1
8,7
№35К3
144,5
№12Б2
10,4
№40Б1
48.10
№14
13,7
№40Б2
54,7
№14Б1
10,5
№40Ш1
96,1
№14Б2
12,9
№40Ш2
111,1
№16
15,9
№40Ш3
123,4
№16Б1
12,7
№40К1
138
№16Б2
15,8
№40К2
165,6
№18
18,4
№40К3
202,3
№18А
19,9
№40К4
242,2
№18Б1
15,4
№40К5
291,2
№20
21
№45Б1
59,8
№20А
22,7
№45Б2
67,5
№20Б1
22,4
№50Б1
73
№20Ш1
30,6
№50Б2
80,7
№20К1
41,5
№50Ш1
114,4
№20К2
46,9
№50Ш2
138,7
№22
24
№50Ш3
156,4
№23Б1
25,8
№50Ш4
174,1
№23Ш1
36,2
№55Б1
89
№23К1
52,2
№55Б2
97,9
№23К2
59,5
№60Б1
106,2
№26Б1
28
№60Б2
115,6
Размер
Вес кг/п. м
8х8
0,5
10х10
0,79
12х12
1,13
14х14
1,54
16х16
2,01
18х18
2,54
20х20
3,14
22х22
3,8
25х25
4,91
30х30
7,07
35х35
9,62
40х40
12,56
50х50
19,63
60х60
28,26
70х70
38,47
80х80
50,24
90х90
63,59
100х100
78,5
110х110
94,99
120х120
113,04
125х125
122,66
130х130
132,67
140х140
153,86
150х150
176,63
160х160
200,96
170х170
226,87
180х180
254,34
190х190
283,39
200х200
314
250х250
490,63
300х300
706,5
350х350
961,63
400х400
1256
Размер
Вес кг/м кв
0,5
3,93
0,55
4,32
0,7
5,5
0,8
6,28
0,9
7,06
1
7,85
1,2
9,42
1,5
11,77
2
15,7
2,5
19,62
3
23,55
4
31,4
5
39,25
6
47,1
7
54,95
8
62,8
9
70,65
10
78,5
12
94,2
14
109,9
16
125,6
18
141,3
20
157
25
196,25
30
235,5
40
314
50
392,5
60
471
Размер
Вес кг/п. м
20х4
0,63
25х4
0,78
30х4
0,94
40х4
1,26
50х5
1,96
60х6
2,93
80х8
5,02
100х10
7,85
Размер
Вес кг/п.м
20х20х1,5
0,84
20х20х2
1,08
25х25х2
1,4
30х30х2
1,77
40х20х2
1,75
40х25х2
1,91
40х40х2
2,39
40х40х3
3,58
50х25х2
2,23
50х50х2
3,1
60х30х2
2,9
60х40х2
3,02
60х60х2
3,64
60х60х3
5,65
80х40х2
3,8
80х60х3
6,6
80х80х3
7,3
80х80х4
9,1
100х60х3
6,9
100х100х4
12,09
120х120х4
15
Размер
Вес кг/п. м
ДУ 15х2,8
1,28
ДУ 20х2,8
1,66
ДУ 20х3,2
1,86
ДУ 25х3,2
2,39
ДУ 32х3,2
3,09
ДУ 40х3,5
3,84
ДУ 50х3,5
4,88
Размер
Вес кг/п.м
76х3,5
6,26
89х3,5
7,38
108х3,5
9
108х4
10,26
114х4
10,9
133х4,5
14,26
159х4,5
17,15
219х6
31,52
325х8
62,54
Размер
Вес кг/п.м
Размер
Вес кг/п. М
20х3
0,89
125х16
29,7
20х4
1,15
140х9
19,4
25х3
1,12
140х10
21,5
25х4
1,46
140х12
25,5
32х3
1,46
160х10
24,7
32х4
1,91
160х11
27
35х3
1,6
160х12
28,4
35х4
2,1
160х14
34
40х3
1,85
160х16
38,5
40х4
2,42
160х18
43
40х5
2,98
160х20
47,4
45х3
2,08
180х11
30,5
45х4
2,73
180х12
33,1
45х5
3,37
200х12
37
50х3
2,32
200х13
39,9
50х4
3,05
200х14
42,8
50х5
3,77
200х16
48,7
50х6
4,47
200х20
60,1
56х4
3,44
200х25
74
56х5
4,25
200х30
87,6
63х4
3,91
220х14
47,4
63х5
4,81
220х16
53,8
63х6
5,72
250х16
61,6
70х5
5,38
250х18
68,9
70х6
6,39
250х20
76,1
70х7
7,39
250х22
83,3
70х8
8,37
250х25
94
75х5
5,8
250х28
104,5
75х6
6,89
250х30
111,4
75х7
7,96
Неравнополочный
75х8
9,02
45х28х4
2,2
75х9
10,07
56х36х4
2,81
80х6
7,36
56х36х5
3,46
80х7
8,51
63х40х5
3,91
80х8
9,65
63х40х6
4,63
90х6
8,33
75х50х5
4,79
90х7
9,34
80х50х5
4,49
90х8
10,93
80х50х6
5,92
90х9
12,2
90х56х6
6,7
100х7
10,8
90х56х8
8,77
100х8
14,3
100х63х6
7,53
100х10
15,1
100х63х7
8,7
100х12
17,9
100х63х8
9,87
100х14
20,6
110х70х8
10,93
100х16
23,3
125х80х8
12,58
110х7
11,9
125х80х10
15,47
100х8
13,5
140х90х8
14,13
125х8
15,5
140х90х10
17. 46
125х9
17,3
160х100х9
17,96
125х10
19,1
160х100х10
19,85
125х12
22,7
160х100х12
23,58
125х14
26,2
200х125х11
27,37
Размер
Вес кг/п.м
№5
4,84
№6,5
5,9
№8
7,05
№10
8,59
№12
10,4
№14
12,3
№16
14,2
№18
16,3
№20
18,4
№22
21
№24
24
№27
27,7
№30
31,8
№40
48,3
Шестигранник
Размер
Вес кг/п.м
№10
0,68
№11
0,82
№12
0,98
№13
1,15
№14
1,33
№15
1,53
№16
1,74
№17
1,96
№18
2,2
№19
2,45
№20
2,72
№21
3
№22
3,29
№24
3,92
№25
4,25
№26
4,59
№27
4,96
№28
5,33
№29
5,27
№30
6,12
№32
6,96
№34
7,86
№36
8,81
№38
9,82
№40
10,86
№41
11,54
№42
11,99
№43
12,71
№46
14,53
№47
14,95
№48
15,66
№50
16,98
№52
18,4
№55
20,58
№57
22,35
№60
24,5
№65
28,7
Как вычислить вес металлопроката по таблице и формуле?
07. 07.2020
Листовой прокат необходим в больших количествах в разных отраслях: строительство, изготовление конструкций из металла, промышленности, в авиа-, судо- и машиностроении. В зависимости от области применения, меняются требования к прокату. При закупке изделий необходимо произвести вычисления, используя удельный вес металлопроката 1м2, указанный в таблице:
Толщина, мм
Вес, кг/
0.5
3,925
0,55
4,32
0,6
4,71
0,7
5,5
0,8
6,28
0,9
7,06
1
7,85
1,2
9,42
1,4
10,99
1,5
11,77
1,8
14,13
2
15,7
2,5
19,62
3
23,55
4
31,4
5
39,25
6
47,1
7
54,95
8
62,8
9
70,65
10
78,5
12
94,2
14
109,9
16
125,6
18
141,3
20
157
22
172,7
25
196,25
30
235,5
40
314
50
392,5
60
471
Данная таблица веса металлопроката показывает основные соответствия для самых распространенных видов стального проката. Если же у вас ее не оказалось под рукой, вычислить вес листового металлопроката, имея его площадь, можно при помощи формулы и обычного калькулятора.
Формула проста:
P = HxBxLx 7.85, где:
P – теоретический вес (указывается в кг),
H – толщина листа (м),
L– длина листа в метрах погонных (м).
Последний показатель плотности взят для черной стали, как самой распространенной. В расчет веса металлопроката вносят изменения по последнему пункту, если формула применяется для других видов сплавов. Вес оцинкованного листа будет примерно таким же, так как толщиной покрытия можно пренебречь: она составляет 1-4 мкм.
Примечание: вес рассчитывается в килограммах, если толщина листа, подставленная в формулу, указана в миллиметрах, а длина и ширина – в метрах. Полученный результат используется для определения количества листов в тонне материала или партии определенной массы. Учтите, что приближенные методики вычисления используются только для предварительного измерения массы материалов: проектная документация потребует точных данных, прописанных ГОСТ.
Читайте также
Твердые тела и металлы. Удельный вес
Удельный вес — SG — безразмерная единица, определяемая как отношение плотности материала к плотности воды при определенной температуре. Обычно в качестве эталона используется плотность воды при 4 o C (39 o F) — в этой точке плотность воды самая высокая.
Удельный вес — SG — для обычных твердых тел и металлов можно найти в таблице ниже:
Product
Specific Gravity — SG —
ABS, extrusion grade
1.05
ABS, high impact
1. 03
Acetal, 20 % glass
1.55
Acetal, copolymer
1.41
Acetyl, homopolymer
1.41
Acrylic
1,19
Глинозем
3,4 — 3,6
Алюминий мин.
2,55
Алюминий макс.
2.8
Aluminum Bronze
7.8
Andesite, solid
2.8
Antimony
6.69
Asbestos, cement board
1.4
Asbestos, mill board
1,0
Asbestos, shredded
0.3 — 0.4
Asbestos, rock
1.6
Asphalt
1.1
Asphaltum
1.4
Azdel
1.19
Бакелит твердый
1,4
Кора
0,25
Барит
4,5
3 3. 62
Barium sulfate
4.5
Basalt, broken
1.95
Basalt solid
3.0
Beeswax
0.95
Bentonite
2.4
Бериллий
1,848
Висмут
9,79
Бура мин.
1,7
Бура мин.
1,8
BORON
2,32
Латунь, бросок
8,4 — 8,7
Brick, Common Red
1,75
BRICK, Common Red
1,75
.
Brick, hard
2.0
Brickwork, in cement
1.8
Brickwork, in mortar
1.6
Brickwood, in cement
1.8
Brickwood, in mortar
1.6
Bronze aluminum
7. 7
Bronze phosphor
8.88
Bronze, 7.9 — 14% Sn
7.4 — 8.9
Cadmium
8,65
Кальций
4,58
Кальд Карбонат
2,7
Уболетный, твердый
.0033 2.1
Carbon, powdered
0.08
Cement
1.2 — 1.5
Cement, Portland (set)
3.1
Cerium
6.77
Cesium
1,873
MOLK
2,3
Угля, древесина
0,4
7.19
7.19
9009 9009
9009
7.19
0033 Диоксид хрома (Cr203)
5. 22
Глина мин.
1,8
Глина макс.
2.6
Coal, anthracite
1.5
Coal, bitumious
1.2
Coal, slag
2.7
Cobalt
8.71
Concrete, ligth
1.4
Бетон, камень
2.2
Corkboard
0.2
Copper
8.89
CPVC
1.55
Diamond
3.51
Dolomite rock
2.9
Dysprosium
8,55
Земля, сухая
1,4
Наждак
4,0
Эпоксид4
0033 1.8
Erbium
9.066
Europium
5.244
Ferrosilicon — 15%
6. 7 — 7.1
Fiberboard, ligth
0.24
Fiber hardboard
1.1
Лист из стекловолокна
1,87
Кремень / галька
2,4 — 2,6
304
7,9
Gallium
5,91
Гермай
5,32
Герман серебряный
8.58
.
2,4
Стекло макс.
2,8
Стеклянные шарики
2,5
Стеклянный кристалл мин.
2,9
Стекло макс.
3
Стеклянная пластина мин.
2,45
Стеклянная пластина макс.
2,72
Золото, 22 Carat Fine 1)
17,5
Gold, Pure
19.32
Gold, US
9000 1.32
, Gold, US
1. 32
. Гранит мин.
2,4
Графит
2,07
Гипс твердый
2.8
Gypsum, board
0.8
Hafnium
13.31
Hairfelt
0.1
Hematite
5.2
Holmium
8.795
Hornblende
3
Лед (0 o C, 32 o F)
0,92
Ильменит
4,090-34
029
Индий
7,31
Йод
4,93
Иридий мин.
21,78
Иридий макс.
22,42
Чугунное литье мин.
7,03
Чугунное литье макс.
7.13
Карбонат железа
3.9 +
Железный шлак
2. 7
900 мин.
7,6
Кованое железо макс.
7,9
Лантан
6,17
Кожа сухая
0,9
Известь мин.
2.1
Известняк макс.
2,86
ВЫДЕЛА
11,35
Свидец, Галена
7,3 — 7,6
Ведущий Оксид (желтый)
9
..5 — 9.9
Leather
0.95
Limestone
2.6
Lithium
0.53
Lutetium
9.84
Magnesite
3
Magnetite
3.2
Марганец
7,21 — 7,44
Марганцевая руда, пиролюзит
3,7 — 4,6
9
Магний
1,738
Мрамор мин.
2,6
Мрамор макс.
2.86
Masonry
2.4
Mercury
13.534
Mica
2.7
Mineral wool blanket
0.1
Molybdenum
10.22
Monel металл, прокат
8,97
Mortar
1.5
Mullite beads
2.8
Neodymium
7.00
Nickel
8.90
Niobium (Columbium)
8.57
Nylon 6 Литой
1.16
Нейлон 6/6, Литой
1.30
Нейлон 6/6, экструдированный
1.14
Nylon 60L, Cast
1.16
Oak, red
0.7
Osmium
22.57
Paper
0. 9
Palladium
12.02
Paraffin wax
0,9
ПЭТ, ненаполненный
1,36
Фенолы
1,38
9 30 30 10033 Фосфор
29
Plaster, light
0.7
Plaster, sand
1.8
Plaster of Paris
1.8
Plastics, foamed
0.2
Plastics, solid
1.2
Platinum
21,45
Plutonium
19,84
Polycarbonate
1.19
3334
1.19
3334
1.19
33334
1,19
3334
1.19
3334.0034
0.97
Polyethylene, UHMW
0.94
Polyethermide
1.27
Polyphenylene Sulfide
1. 30
Polymethylpentene
0.83
Polymid, unfilled
1.41
Полипропилен
0,91
Полисульфон
1,25
Полиуретан
1.05
Porcelain
2.5
Potassium
0.86
Praseodymium
6.77
Polytetrafluoroethylene (PTFE)
2.19
PVC
1.39
ПВДФ
1,77
Кварц мин.
2,5
Кварц макс.
2,8
Rhenium
21.02
Rhodium
12.41
Rubidium
1.532
Ruthenium
12.45
Salt
2.2
Samarium
7. 52
Песок, кремнезем
2,6
Песок, кварц
1,2
Песчаник мин.
2
Песчаник макс.
2,6
РАЗДОВЛЯ
0,15
Селен
4,28
Scandium
2,989
.
2,7
Селен
4,8
Змеевик макс.
2,8
Сиалон
3,26
Силикагель аэрогель
0.11
Silicon
2.33
Silicon carbide
3.1
Silicon nitride
3.2
Silver
10.50
Silver, German
8.58
Сланец
2,8
Мыльный камень
2,7
Натрий
0,968
900 Стеатитовые шарики0034
2,6 — 2,7
Сталь, 440C NEPANLESS
7,7
Сталь, углерод
7,8
Сталь, хр.
Steel, machine
7.80
Steel, tool
7.70 — 7.73
Strontium
2.64
Sulfur
2,0
Тальк мин.
2,6
Тальк макс.
2,8
Тантал
16,69
Деготь битумный
1,2
9 Теллур 9 мин.
6
Теллур макс.
6,24
Таллий
11,85
Торий
11,7
900 30034
9.32
Tile
1.8
Tin
7.31
Tin ore, cassiterite
6.4 — 7.0
63 Sn & 37 Pb
8.42
10 Sn & 90 PB
10.50
Титан
4.506
Диоксид титана, анатаза
3,77
TRAP
997
ROCK
9
0033 3. 0
Tungsten
19.22
Tungsten carbide
14.29
Uranium
18.8
Vanadium
5.96
Vermiculite
0.13
Vinyl ester
1,8
Вода
1,0
Белый металл
7,3
Wood, balsa
0.16
Wood, oak
0.7
Wood, white pine
0.5
Wood, felt
0.3
Wood, loose
0.1
Шерсть
1,32
Ytterbium
6,97
Yttrium
4.47
33333.0033 6,9 — 7,2
Цинковая смесь мин.
3,9
Цинковая смесь макс.
6,9
Цинк макс.
7,2
Цирконий
6.506
Силикат циркония
3,85
1)
9006 1)
1) 9 и GOLDINS NOT. 22-каратное золото имеет чистоту 91,3%.
Внимание! — имейте в виду, что некоторые значения основаны на объемной плотности, включая внутренний воздух.
Таблица удельного веса металлов
Таблица удельного веса металлов
Эта таблица представляет собой информационный ресурс данных об удельном весе многих распространенных металлов. Хотя данные чрезвычайно полезны для проектирования, фактические отдельные образцы, вероятно, будут отличаться. Температура и чистота часто оказывают определенное влияние. Так как 1000 кг чистой воды при 4C = 1 кубический метр, материалы с плотностью менее 1000 кг на кубический метр будут плавать; более плотные материалы, очевидно, будут тонуть. Эти материалы имеют удельный вес более 1. Чистая вода при 4°C (максимальная плотность) была выбрана в качестве принятого стандарта удельного веса и получила значение 1. В некоторых других стандартах чистая вода при 60°F определяется как sg = 1, поэтому правильнее указать используемую базу. Удельный вес всех других материалов сравнивается с водой как плотность на долю тяжелее или на долю легче, независимо от того, насколько мала или велика фракция. Например, бериллий имеет удельный вес (г) 1,84 (1840 кг/м³). Поскольку удельный вес — это просто сравнение, его можно применять к любым единицам измерения. Плотность чистой воды также составляет 62,4 фунта/фут³ (фунтов на кубический фут), и если мы знаем, что образец алюминия имеет плотность 2,5, то мы можем рассчитать, что его плотность составляет 2,5 x 62,4 = 156 фунтов/фут³. Общая информация: кг/м³ разделить на 16,01846 = фунт/фут³.
Чтобы упростить работу с таблицей, в ее верхней части включены конвертеры единиц измерения. Введите значения в любую часть уравнения.
Вас также может заинтересовать Таблица удельного веса и вязкости жидкостей Таблица удельного веса жидкостей Таблица удельного веса древесины Таблица удельного веса общих материалов 96278
Щетка по металлу на дрель в категории «Инструмент»
Высечные ножницы по металлу, насадка на дрель (сверчок)
На складе
Доставка по Украине
690 грн
649 грн
Купить
Насадка сверчок (ножницы) по металлу на шуруповерт-дрель
На складе
Доставка по Украине
690 грн
Купить
Ножи, заточка ножей
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 PP, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Интернет-каталог скидок «Профит плюс»
Щетка Polax торцевая по металлу для дрели пучки витой плетеной стальной проволоки 1 4 75 мм 5 PP, КОД: 2361141
Доставка по Украине
140 грн
102.99 грн
Купить
Интернет-каталог скидок «Профит плюс»
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 ZZ, КОД: 5538991
Доставка по Украине
85 грн
57. 99 грн
Купить
Интернет-каталог скидок «ZAKAZ!K»
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 50 мм 54-171 KS, КОД: 2332349
Доставка по Украине
70 грн
49.99 грн
Купить
Интернет-каталог скидок «KIEVSALES.COM»
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 EV, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Эврика! Здесь найдется всё!
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 GR, КОД: 5538991
Доставка по Украине
85 грн
57.99 грн
Купить
Интернет-каталог скидок «GadgetRoom»
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 SK, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Аутлет-маркет «Скидкослав»
Щетка кольцевая по металлу 75 мм для дрели 1 4 пучки витой плетеной стальной проволоки Polax SK, КОД: 7409015
Доставка по Украине
50 грн
35. 99 грн
Купить
Аутлет-маркет «Скидкослав»
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 50 мм 54-171 ZK, КОД: 2332349
Доставка по Украине
70 грн
49.99 грн
Купить
Интернет-каталог скидок Zakazov
Щетка Polax кольцевая по металлу для дрели пучки витой проволоки 1 4 75 мм 54-174 ZK, КОД: 2332326
Доставка по Украине
130 грн
90.99 грн
Купить
Интернет-каталог скидок Zakazov
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 ZK, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Интернет-каталог скидок Zakazov
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 GM, КОД: 5538991
Доставка по Украине
85 грн
57.99 грн
Купить
Интернет-каталог скидок «Гривна Маркет»
Щетка Polax кольцевая по металлу для дрели пучки витой проволоки 1 4 75 мм 54-174 GM, КОД: 2332326
Доставка по Украине
130 грн
90. 99 грн
Купить
Интернет-каталог скидок «Гривна Маркет»
Смотрите также
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 50 мм 54-171 ES, КОД: 2332349
Доставка по Украине
70 грн
49.99 грн
Купить
Интернет-каталог скидок «ElenaShop»
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 ES, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Интернет-каталог скидок «ElenaShop»
Щетка кольцевая по металлу 75 мм для дрели 1 4 пучки витой плетеной стальной проволоки Polax ES, КОД: 7409015
Доставка по Украине
50 грн
35.99 грн
Купить
Интернет-каталог скидок «ElenaShop»
Щетка Polax торцевая по металлу для дрели пучки витой плетеной стальной проволоки 1 4 75 мм 5 TE, КОД: 2361141
Доставка по Украине
140 грн
102.99 грн
Купить
Интернет-каталог скидок Техно ECO
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 TE, КОД: 5538991
Доставка по Украине
85 грн
57. 99 грн
Купить
Интернет-каталог скидок Техно ECO
Щетка Polax кольцевая по металлу для дрели пучки витой проволоки 1 4 75 мм 54-174 TR, КОД: 2332326
Доставка по Украине
130 грн
90.99 грн
Купить
Интернет-каталог скидок «TRIVIA»
Щетка кольцевая по металлу 75 мм для дрели 1 4 пучки витой плетеной стальной проволоки Polax TR, КОД: 7409015
Доставка по Украине
50 грн
35.99 грн
Купить
Интернет-каталог скидок «TRIVIA»
Ножницы по металлу на дрель, шуруповерт. Насадка, приспособление Dastool (DR-12)
На складе
Доставка по Украине
1 890 грн
Купить
Tools Planet
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 TV, КОД: 5538991
Доставка по Украине
85 грн
57.99 грн
Купить
Интернет-магазин TVOЁ
Щетка кольцевая по металлу 75 мм для дрели 1 4 пучки витой плетеной стальной проволоки Polax TP, КОД: 7409015
Доставка по Украине
50 грн
35. 99 грн
Купить
TopSales — лучшие распродажи
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 TP, КОД: 5538991
Доставка по Украине
85 грн
57.99 грн
Купить
TopSales — лучшие распродажи
Щетка Polax торцевая по металлу для дрели пучки витой плетеной стальной проволоки 1 4 75 мм 5 FG, КОД: 2361141
Доставка по Украине
140 грн
102.99 грн
Купить
Файноград — місто файних речей
Щетка Polax кольцевая по металлу для дрели пучки витой проволоки 1 4 75 мм 54-174 SM, КОД: 2332326
Доставка по Украине
130 грн
90.99 грн
Купить
Интернет-магазин «КЕН»
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 50 мм 54-171 SM, КОД: 2332349
Доставка по Украине
70 грн
49.99 грн
Купить
Интернет-магазин «КЕН»
Проволочные щетки со шпилькой для дрели Недорого в Е-1
Проволочные щетки крацовки являются идеальным выбором при попытке удалить ржавчину, наслоения, старые покрытия и другие нежелательные поверхностные загрязнения, очистить от шлака и мелких брызг металла сварочный шов. Их преимуществом перед твердыми абразивными кругами является то, что не удаляют основной металл и не меняют профиль поверхности. Так, например, не существует насадок, которыми можно было бы удалить закоксовавшуюся смазку с резьбы, не затронув саму резьбу, лучше, чем кордщетками. Их воздействие схоже с пескоструйной обработкой. За счет высокоскоростного вращения патрона дрели кончики десятков проволочек, как десятки маленьких молоточков, ударяют о поверхность и заставляют отрываться от нее загрязнения.
Материал проволоки. Щетки крацовки выпускаются из углеродистой и нержавеющей стали, латуни, абразивного нейлона. Латунь и нейлон достаточно универсальны и могут использоваться практически на любой заготовке. Стальная проволока предназначена для обработки “черной” углеродистой стали и чугуна. Что будет если попробовать почистить ей лист нержавейки? Она оставит на нем частицы, которые со временем вызовут коррозию и испортят внешний вид.
Кордщетки из нержавеющей стали, с содержанием хрома и никеля, предназначены для обработки высоколегированной стали; ряда цветных металлов, включая алюминий, олово, цинк; для обработки поверхностей контактирующих с пищевыми продуктами; работающих в условиях повышенной температуры (обычно до 600 градусов) и в условиях, когда проволочная щетка может многократно подвергаться воздействию влаги или высокой влажности.
Диаметр проволоки и плетение. Основное правило, по которому следует выбирать щетку крацовку, звучит так: тонкая проволока используется для легких и деликатных работ, средняя и грубая для тяжелых работ. Гофрированный, распушенный и не скрученный в “косички” ворс удобно применять на неровных поверхностях, где важна гибкость щетки или важно не повредить заготовку. С ним легко отслеживать контуры детали, придавать легкую шероховатость, выполнять матирование.
Кордщетки с закручивающимися узлами предназначены для более тяжелых работ и создают агрессивное чистящее воздействие. Их дополнительная твердость и меньшая гибкость делают их пригодными для удаления выступающих заусенцев, глубокой ржавчины и тяжелых многослойных налипших загрязнений.
Форма корпуса. Дисковые радиальные щетки крацовки со шпилькой для дрели, за счет узкого профиля используют для чистки локальных участков, обработке пазов, угловых и примыкающих поверхностей. С ними легко контролировать ширину обработки и добираться к труднодоступным местам, например корневому шву с V-образной разделкой кромок. Чашечные щетки крацовки, со шпилькой расположенной не симметрично, а перпендикулярно поверхности которая будет обрабатываться, наоборот, ориентированы на очистку больших площадей.
Проволочные дисковые щетки — Ace Hardware
Выберите 2 или более продуктов для прямого сравнения характеристик.
Выберите 2 или более продуктов для сравнения характеристик.0008
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями comparrishsion.compare
Выбрать 2 или более продуктов для боковых функций сравнение. 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
параллельное сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями Comparision.compare
Выберите 2 или более продуктов для боковых объектов сравнение. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций сравнение.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
2
04 Выберите 2 или более продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями сравнения. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравнить
Показаны 30 из 115
1/4-дюймовая проволочная щетка, набор из 38 предметов – нержавеющая сталь, латунь, нейлон
24 99 $24,99
Название по умолчанию — 24,99 долларов США.
ЧИСТКА АВТОМОБИЛЕЙ: Набор из 38 проволочных щеток ABN — нержавеющая сталь, латунь, нейлон с ручкой, удлинитель, шестигранный хвостовик сверла 1/4 дюйма — идеальная замена традиционным ручным проволочным щеткам низкого качества; Этот набор сэкономит время и энергию
МНОЖЕСТВО ПРИМЕНЕНИЙ: Устранение ржавчины, коррозии и пыли, прочистка портов рециркуляции отработавших газов, очистка проржавевших розеток фонарей и зажимов аккумуляторных батарей, удаление уплотнительных зон окисленных алюминиевых дисков, очистка автомобильных и мелких деталей двигателя или блока двигателя мотоцикла, очистка внутренней части патрубки охлаждения, прочистите отверстия под болты суппорта для работы тормозов; Просто протрите или добавьте звуковой очиститель для повторного использования
ЛЕГКО ИСПОЛЬЗОВАТЬ: прикрепите одну из щеток к прилагаемой ручке, чтобы удалить ржавчину или грязь; Быстросъемная резиновая ручка с эргономичным дизайном для удобного нескользящего захвата позволяет использовать кисти вручную; В комплект входит быстросъемный удлинитель длиной 6 дюймов (15,2 см) для доступа в труднодоступные места; Каждая щетка имеет длину 4 дюйма (10,2 см) (2-дюймовая щетка, 2-дюймовый хвостовик) и 1/4-дюймовый шестигранный хвостовик для установки на любую электрическую дрель или прямошлифовальную машину (не входят в комплект)
EASY STORAGE: Прочный пластиковый кейс размером 15,5 x 2,5 x 10 дюймов (39,4 см x 6,4 см x 25,4 см) для удобной транспортировки, безопасного хранения и быстрой организации
СОДЕРЖАНИЕ: В комплект входят (36) проволочных щеток от 8 мм до 19 мм – (12) латунь, (12) нержавеющая сталь, (12) нейлон различных размеров + (1) ручка + (1) удлинитель + (1) чехол для переноски удобство
Производитель предоставляет гарантию производителя на отсутствие дефектов материалов и изготовления сроком на ОДИН (1) ГОД с даты первоначальной розничной покупки.
Особенно это важно при сверлении толстого металла. Показателем правильно выбранного режима является длинная, спиралевидная стружка. Чтобы разметить центр заготовки цилиндрической формы, опытные слесари часто используют полоску жести, изогнутой под 90 градусов. Сквозные отверстия: пронзают обрабатываемую деталь полностью насквозь.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Как правильно сверлить металл – учимся делать отверстия различных диаметров
Чем сделать 120 мм отверстие в металле?
Как вырезать ровный круг из металла
Как сделать отверстие в металле электродом
Сверление отверстий в металле: способы, инструменты, полезные советы
Сверление и вырезание отверстий в листовом и сплошном металле.
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как электродом прорезать ровное отверстие.
Как правильно сверлить металл – учимся делать отверстия различных диаметров
Людям, работающим с металлом, довольно часто приходится сталкиваться с необходимостью вырезки круглой заготовки из металлического листа. На производстве эта задача решается просто — с помощью кислородно-газовой, плазменной или лазерной резки.
Для каждого вида этих операций требуется специализированное оборудование, иметь которое в частном пользовании нет никакого резона. Поэтому в условиях частных мастерских круг из металла вырезают разными способами — с учётом имеющегося оборудования.
Накерните на стальном листе центр круга таким образом, чтобы он отстоял от краёв листа на расстоянии, чуть большем, чем радиус круга. Поставьте ножку разметочного циркуля в след от керна и прочертите на металле окружность необходимого диаметра. Самым распространенным и технологичным способом является резка металла с помощью газорезки. Чтобы круг был хорошо виден, обведите прочерченный циркулем контур маркером или мелом.
Зажгите резак, отрегулируйте пламя и осуществите резку металла по обозначенному кругу. Теоретически, толщина металла, который может быть разрезан с помощью газорезки, составляет мм. Практически с такими толщинами приходится сталкиваться крайне редко. Можно вырезать круг из стального листа с помощью электросварки.
Зажгите сварочную дугу в любой точке намеченной окружности и удерживайте электрод на месте до тех пор, пока в листе не прожжется отверстие. После этого начинайте плавить кромку отверстия, пуская электрод по начерченной окружности.
Маломощными сварочными аппаратами, эксплуатирующимися частными владельцами, можно резать металл относительно небольшой толщины — максимум мм. Края от резки получаются неровными и оплавленными, а вырезанная заготовка имеет неправильную форму, которая должна быть доведена до круглой обработкой на токарном станке или вручную — на точильном круге. Прорежьте в листе со всех сторон начерченной окружности линии, располагающиеся по касательной к ней.
Чем больше количество линий-резов, тем ближе приближается форма вырезанной фигуры к окружности. Но в любом случае она будет являться не кругом, а многоугольником, который предстоит довести до круга на точильном станке. Круг из листа металла толщиной до мм можно вырезать с помощью ручных рычажных ножниц. Вначале вырежьте квадрат с вписанной в него окружностью, затем обрезайте заготовку со всех сторон, пуская лезвия ножниц по линиям, касательным к окружности.
Чем меньшей в конечном итоге будет длина касательных и большим — их количество, тем меньшая работа потребуется при обтачивании заготовки на точильном станке. Самым трудоемким способом вырезки круга является просверливание по его периметру отверстий. Но иногда, при отсутствии других возможностей, приходится прибегать и к этому способу.
Из того же центра, из которого прочерчена исходная окружность, начертите ещё одну с диаметром, большим диаметра имеющейся на величину диаметр сверла, которое будет использоваться для сверления обычно мм. Произведите кернение по этой окружности с таким расчетом, чтобы углубления от керна отстояли друг от друга на расстоянии диаметра сверла. Просверлите в накерненных местах отверстия по всему периметру окружности. Выбейте молотком или кувалдой круг из листа, обработайте его по наружному диаметру на точильном станке.
Металл является тем материалом, для работы с которым первоначально была предназначена угловая шлифовальная машина УШМ. Сейчас с ее помощью разрезают арматурные прутья, разные металлические листы, трубы различного диаметра, кирпич, бетон, камень, плитку и прочие стройматериалы.
Благодаря наличию разнообразнейших насадок болгарка также позволяет выполнять полирование и шлифование поверхностей изделий. Резка металла болгаркой — это одна из основных, наиболее частых работ. Для снижения вероятности травмирования она должна обязательно выполняться правильно, со строгим соблюдением требований общей и личной техники безопасности.
Болгарка относится к разряду относительно опасных электроинструментов. Получить травму можно от разлетевшегося диска либо выпавшего из рук инструмента. В обоих случаях опасность связана с высокой скоростью вращения электродвигателя устройства. Для повышения эффективности работы болгаркой, расширения ее функциональных возможностей, на практике используют такие дополнительные приспособления :.
Их применение позволяет улучшить качество распиливания металлических заготовок, повысить точность процесса. Также улучшаются условия труда с позиции безопасности, возрастает его производительность.
Использование дополнительных приспособлений позволяет пользоваться инструментом как станком, предназначенным для выполнения разных видов работ. Чтобы максимально обезопасить процесс резки, работать по металлу угловой шлифовальной машинкой следует с соблюдением целого ряда правил.
Их условно разделяют на подготовительные и основные рабочие мероприятия. При возможности распиливаемый материал следует предварительно надежно зафиксировать, например, в тисках, чтобы убрать возможные случайные его подвижки. Держать обрабатываемые детали в руках либо между коленями запрещено. Приступив к распиливанию любой детали с помощью углошлифовальной машины, следует придерживаться таких правил. Когда резка металла болгаркой будет закончена, следует дождаться полной остановки диска, отсоединить шнур питания инструмента от сети.
После рекомендуется убедиться в отсутствии любых признаков возгорания. Левая рука при этом располагается на вкручиваемой сверху в корпус электроинструмента ручке. Недопустимо выполнять работу с использованием болгарки в сильно уставшем состоянии, либо находясь под влиянием алкоголя, психотропных или наркотических средств.
Что касается вопроса о том, в какую сторону — на себя или от себя — должен вращаться диск включенной болгарки, то здесь однозначного ответа нет. В эксплуатационных инструкциях указывается, что первый вариант является правильным. Это связано с тем, что образующиеся искры отлетают в противоположную от оператора сторону, не принося вреда. Также в том направлении полетят фрагменты круга, если он разлетится на кусочки. Вырванный из рук электроинструмент полетит в противоположную сторону.
Это снижает вероятность получения травмы, а от разлетающихся искр пользователя защитят одежда, обувь и перчатки. Чтобы резать металл разных видов и толщины, используют соответствующие отрезные круги различной толщины и диаметров. Алгоритм выполнения распиливания листов следующий. Если навыки распиливания листового металла болгаркой отсутствуют, рекомендуется предварительно потренироваться на нежном материале — это даст возможность прочувствовать работу инструмента.
Выполняя резку листа металла, для получения качественного результата следует учитывать такие рекомендации. Если распиливание листа происходит медленно, следует поменять рабочую насадку. Лишняя нагрузка на углошлифовальную машинку при резе металла приведет к ее перегреву либо заклиниванию вращающегося круга. На практике нередко требуется вырезать круг в металле, а из инструментов доступна только угловая шлифовальная машина.
Но ее вполне достаточно для этой цели. Алгоритм действий при этом следующий. Резать нужно по внешнему контуру окружности , чтобы не уменьшить размеры круга. Если его диаметр небольшой, то пилят, касаясь металла диском по точкам без продольного движения насадки. Круглое отверстие получится с косым срезом, а также с некоторыми незначительными изъянами они зависят от мастерства рабочего.
После его, при необходимости, обрабатывают. Весь процесс вырезание круглого отверстия в листовом металле с помощью специального приспособления показан в видео:. Когда требуется распилить толстый металл на отдельные фрагменты, рекомендуется дополнительно выполнять следующие действия:. Резка чугуна, нержавейки, а также цветных металлов, например, алюминия и меди, осуществляется с помощью специальных кругов , предназначенных для работы с этими материалами.
Вся необходимая информация о дисках содержится в маркировке данных изделий, нанесенной с их боковой стороны. При этом круги отличаются составом наполнителей:. Резка нержавейки обычными дисками по металлу запрещается, потому что в их состав входят вещества, которые приводят к ускоренной коррозии места среза. Алюминий и медь — это очень вязкие цветные металлы. Их распиливают с помощью болгарки, поливая керосином образуемую диском прорезь. При этом требуется соблюдать правила противопожарной безопасности.
Резание труб из разных металлов — это востребованная операция при проведении ремонтно-строительных работ. Отрезать изделия приходится при монтаже канализационных и отопительных систем, водопроводных линий. В этом направлении болгарка хорошо справляется с различными задачами. Диски для работы выбирают по материалу, из которого изготовлена труба. Если нужно разрезать трубу большого диаметра, то использование болгарки позволяет выполнить эту работу без значительных денежных затрат.
Но при этом производительность труда небольшая, а риски немалые. Когда длинные трубы лежат на опорах, отпиливают только свисающие части.
Если распиливать по центру, то кромки среза зажмут обрезной круг, что приведет к заклиниванию инструмента и возможному травмированию. Специалисты не только разрезают трубы из разных материалов под нужными углами, но и вырезают в них отверстия требуемых форм.
Работа с профильными и круглыми заготовками выполняется схожим образом, с обязательным соблюдением правил техники безопасности.
Резать под углом 45 и 90 градусов круглые и профильные трубы приходится при прокладке различных коммуникаций. В любом случае необходимо ровно отпилить трубу, чтобы элементы, которые требуется соединить, максимально в плотную соединялись друг с другом.
При прикладывании шаблона любая из двух коротких сторон этого треугольника должна быть параллельна центральной оси трубы. Когда необходимо выполнить разрезание под углом 90 градусов , трубы просто оборачивают по кругу цилиндрические либо по периметру профильные листом бумаги. После этого отмечают линию среза. Также разметить профильную трубу можно очень просто с помощью обычного угольника. При необходимости разрезания под углом 45 и 90 градусов значительного количества профильных труб делают соответствующие шаблоны из данного материала, только большего сечения.
Это позволяет выполнять требуемые замеры лишь один раз. При этом для первоначальной разметки применяют строительный угольник, либо транспортир. Когда шаблон сделан, внутрь него вставляют обрезаемые заготовки, отмечая линии среза. Затем производят распиливание. Чугун — это хрупкий материал.
Чем сделать 120 мм отверстие в металле?
Основное назначение любого сварочного аппарата — это сварка металла. Но есть и второстепенные операции, которые можно выполнять с его помощью. В промышленных условиях мощные источники питания используются для строжки для ее организации потребуется также компрессор и угольный электрод, читайте подробно здесь. В гараже, при выполнении бытовых работ, сварочный инвертор ММА можно приспособить для резки, например, если нужно вырезать нестандартное отверстие.
Сверление отверстий в металле любой толщины в Минске и минской области. Наличный и безналичный расчет.
Как вырезать ровный круг из металла
В данной статье, как просверлить отверстие в металле, мы узнаем каким способом и чем лучше просверлить отверстие в трубе, швеллере или листе металла. Узнаем тяжело ли просверлить отверстие в металле. Узнаем как просто просверлить большое отверстие в металле. К ак просверлить отверстие в металле. Что бы ручными приспособлениями, дрелью или шуруповёртом просверлить отверстие в металле, в любом: трубе, швеллере, пластине металла, нам понадобится комплект свёрл по металлу. Если быть более подробным, то наименьшее сверло для сверления отверстия в металле стоит взять двоечку, четвёрочку, шестерочку и так до того размера отверстия, которое мы собираемся сверлить. Такое количество сверл по металлу позволит вам просверлить отверстие в металле намного быстрее. Если пропустить, хотя бы один вид сверла, отверстие в металле придётся чуть дольше сверлить чем обычно. Значит самым маленьким сверлом, стоит сверлить технологическое отверстие в металле, а остальными сверлами расширять или увеличить остальными свёрлами наше отверстие. Самое сложное при сверлении метала, просверлить первое отверстие, на сверление которого уходит от трёх до шести минут, с учетом того, что уголок или швеллер, или труба толщиной металла от трёх до пяти мм.
Как сделать отверстие в металле электродом
Любое конструирование, будь то в своем доме, или на производстве, подразумевает работу с металлом. Нередко, во время эксплуатации этого материала, может возникать вопрос: как вырезать круг в металле? Он заслуживает внимания, так как от выбора правильного инструмента и технологии напрямую зависит трудоемкость процесса выполнения работы и качество ее результата. Металл бывает тонким, или толстым и прочным, поэтому для его нарезки применяются разнообразные инструменты.
Любое конструирование, будь то в своем доме, или на производстве, подразумевает работу с металлом. Нередко, во время эксплуатации этого материала, может возникать вопрос: как вырезать круг в металле?
Сверление отверстий в металле: способы, инструменты, полезные советы
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления. Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие. При использовании различных инструментов также необходимо учитывать их особенности.
Сверление и вырезание отверстий в листовом и сплошном металле.
Мы искренне рады видеть Вас на сайте нашего клуба! Здесь Вы можете познакомиться и пообщаться с людьми, которые разделяют и понимают Ваши стремления и увлечения. Прежде чем приступить к общению ознакомтесь пожалуйста с Правилами форума. Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь. Не получили письмо с кодом активации?
Если у вас возникла необходимость в сверлении отверстий большого диаметра, не спешите тратить деньги на инструмент.
Если у вас возникла необходимость в сверлении отверстий большого диаметра, не спешите тратить деньги на инструмент. Рассмотрите все варианты. Возможно, что тот инструмент, который подходит в одном случае, совершенно бесполезен в другом.
Войти или зарегистрироваться. Строительный форум — Главный строительный портал для общения. Метки: болгарка темп. Каким способом лучше вырезать круг в металле диаметром 3 мм болгаркой Темп , используя диск мм? Татьяна25 , 3 Апрель Не совсем понятно и не корректно задан вопрос, в каком металле и какой круг следует вырезать Нужно конкретизировать ваш вопрос с применением полных размеров непосредственно получаемого круга и материала из которого следует получить этот круг.
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка.
Оглавление книги Предыдущая Следующая. Для сверления отверстий большого диаметра в листовом металле, а также для вырезания на сверлильном станке круглых заготовок целесообразно применять специальную оправку рис. Вначале в заготовке 5 в центре будущего отверстия высверливают отверстие небольшого диаметра под направляющий стержень 4, закрепленный в корпусе 2. Затем в шпиндель станка вставляют хвостовик оправки 3, включают вращение шпинделя станка и подают оправку к заготовке так, чтобы закрепленный в корпусе оправки направляющий стержень 4 вошел в предварительно просверленное отверстие. Этим обеспечивается правильное центрирование резцов 1 относительно заготовки. При дальнейшей подаче оправки резцы чисто вырезают отверстие требуемого диаметра. Образование отверстий большого диаметра указанным способом является более экономичным, чем сверление отверстий сверлом, так как при этом весь высверливаемый металл превращается в стружку.
Друзья всех приветствую. Болгарка, как мы привыкли ее называть в повседневной речи, это один из самых полезных и нужных инструментов в арсенале любого рукастого человека. И сегодня мы рассмотрим такую интересную тему, а как болгаркой можно вырезать круглое отверстие в металле. Для примера мы возьмем кусок 12 швеллера и кусок листового металла, толщиной 2 мм.
Как болгаркой вырезать круг в металле?
Вырезать ровный круг из листа металла можно с помощью УШМ (болгарки). Однако для более качественного реза потребуется приспособление, которое несложно изготовить своими руками.
В данном обзоре автор показывает два способа, как вырезать ровный круг из металла с помощью УШМ.
Для первого способа нужно будет сделать для болгарки простую поворотную стойку с магнитом.
Рекомендуем прочитать: самодельный станок из УШМ для резки заготовок из металла.
Как Вырезать Круг Болгаркой
Как вырезать круг в металле: лучшие методы и ценные советы
Любое конструирование, например в своем доме, на производстве, подразумевает работу с металлом.
Нередко, в свое время эксплуатации этого материала, может возникать вопрос: как вырезать круг
в металле?
Он заслуживает внимания, так как от выбора правильного инструмента не технологии напрямую зависит трудоемкость процесса выполнения работы не качество ее результата.
Способы вырезания круга из тонкого металла
Круги из металла
Металл бывает тонким, как еще его называют толстым не прочным, для его нарезки применяются разнообразные инструменты.
Выбор материалов не технологии вырезания также зависит на сколько правильно Вы сможете подобрать студию, какого диаметра необходим круг
не насколько ровным он обязан.
Применение лобзика
Если есть необходимость в идеально ровном круге, пользуйтесь электрическим лобзиком для его вырезания.
Работа выполняется поэтапно:
Сначала определяется толщина металла не подбирается соответствующее пильное полотно для электрического лобзика.
Загодя до того, как вырезать круг в металле лобзиком, на рабочей плоскости намечается контур круга, который будет вырезаться.
Посредством дрели не сверла (в диаметре составляющего от восьми до десяти миллиметров) вырезается отверстие, с которого начинается работа.
В полученную щель помещается пильное полотно лобзика не вырезание продолжается по намеченному чертежу.
Вырезание с применением не отнимает длительный период не сил. Кроме этого, посредством лобзика получите круг с идеальными краями. Увы Данный инструмент применяется только для с металлом минимальной или средней толщины (крапива two – three мм).
Применение болгарки
Болгарку используют при работе с металлом небольшой толщины. Образовать этим инструментом круглое отверстие есть вариант, следуя таким пошаговым советам:
Загодя до того, как вырезать круг в металле болгаркой , проводится разметка, чтобы было четко видно его контуры.
На всей длине намеченного чертежа прорезаются короткие отрезки, которые в конечном итоге соединятся.
Фигура будет более такая же как многогранник, чем на круг. Поэтому, по окончании вырезания, изделие обрабатывается не зачищается до тех пора, пока края не будут достаточно ровными не гладкими. Для обработки также есть вариант применять болгарку. Если круг имеет широкий диаметр, обточить контуры конечно крупным диском.
Как вырезать круг болгаркой часть 1
Как Болгаркой
резать по Кругу , без всяких приспособ Фотка в моем : .
Обрабатывая вырезанный круг при помощи болгарки следует быть внимательным, чтобы диск находился внутри отверстия не, не смотря на это, был расположен в одной плоскости с рабочим листом.
Вырезание круга в толстом металле
Вырезание круга болгаркой
С целью наметить точные контуры фигуры, которая будет вырезаться из металла, следует воспользоваться линейкой, разметочным циркулем не маркером.
Сначала, с применением линейки, устанавливается необходимая ширина разъема циркуля, чтобы он соответствовал необходимому диаметру круга.
Затем на металлической плоскости определяется центральная точка круга.
От нее с применением циркуля намечаются контуры.
Чтобы в роботы они были четко видны, их следует нарисовать маркером.
Применение газового резака
Круг в металле средней толщины конечно врезать при помощи газового резака. Работа проходит поэтапно:
Намечается контур круга.
Зажигается горелка инструмента.
Регулируется факел горения.
Аккуратно не медленно факелом проводится по нарисованному чертежу.
Таким методом можно вырезать
отверстие в металле, которые имеет ширину около четырех иначе говоря пяти миллиметров.
Применение сварочного аппарата
Если в домашнем арсенале нет газового резака, воспользуйтесь сварочным аппаратом.
Его нужно отрегулировать на самый уровень тока.
Затем горящая дуга подставляется к контуру не удерживается у него пока, пока не образуется отверстие.
Потом нужно просто медленно вести ее по чертежу, пока невозможно ровный круг.
Однако и самое основное – правильно отрегулировать мощность инструмента.
Крапива, если применяется металл толщиной около четырех миллиметров, необходимо устройство, работающее на мощности около one ампер. В том случае металл толще – чем просто будет не мощность инструмента.
Чтобы ускорить процесс работы, лучше использовать тонкие электроды. Однако они быстро сгорают не нуждаются в замене. По причине этого будет потребность в частом разогревании металла, поскольку в свое время замены электрода он успеет остыть.
Что же на самом деле, как вырезать ровный круг из металла резаком, представлено на видео:
Заметили ошибку? Выделите ее не нажмите CtrlEnter, чтобы сообщить нам.
Применение болгарских
Болгария используется во время работы с металлом небольшой толщины. Чтобы сформировать круглое отверстие с применением этого инструмента, возможно следовать этим пошаговым советам:
Пока разрезать круг в металлический болгарский, маркировки сделаны так, что его контуры хорошо видны.
По ходу всего запланированного чертежа диск Булгара срезан короткие сегменты, которые в результате подключатся.
Эта фигура будет не просто такая же как многогранник, чем на круг. Поэтому по окончании резки продукт обрабатывается не очищается пока, пока края не будут гладкими не гладкими. Для обработки вы также можете использовать болгарский. Если круг имеет широкий диаметр, контуры как правило бывают заострены большим диском.
Основные этапы работ
Первым делом необходимо сделать крепление для болгарки. Для этого автор отрезает две металлических пластины, сверлит в них отверстия и с помощью болтов крепит к корпусу редуктора.
После этого надо будет отрезать еще одну пластину и приварить ее к первым двум пластинам.
Далее к получившемуся креплению автор приваривает стальную полосу, конец которой фиксирует к корпусу болгарки с помощью хомута.
К креплению УШМ (по центру верхней пластины) необходимо будет приварить болт.
На следующем этапе автор отрезает кусок круглой трубки. На трубку нужно надеть втулку (из трубы большего диаметра) с фиксирующим болтом, а к торцам приварить гайки. К втулке автор приваривает два куска трубки.
Далее необходимо изготовить еще одну втулку с фиксатором. Ее надо приварить к круглому магниту (можно снять со старого динамика).
Потом можно приступать к сборке приспособления. Для удобства автор вкручивает ручку от УШМ в трубку. Устанавливаем стойку на лист металла, выставляем нужный размер и можно вырезать круг.
Процесс изготовления поворотной платформы
Есть еще и второй способ, как отрезать круг ровно. Для этого используется ранее изготовленная стойка, а также надо будет изготовить поворотную платформу.
Сначала автор отрезает кусок круглой толстостенной трубы, в которую надо запрессовать и обварить два подшипника.
После этого кусок трубы с подшипниками необходимо будет приварить к квадратной пластине. В пластине надо просверлить четыре крепежных отверстия.
Получившееся основание поворотной платформы автор крепит к верстаку при помощи болтов.
Далее автор разбирает второй круглый магнит. К металлической пластине надо приварить кусок стального кругляка, диаметр которого равен внутреннему диаметру подшипников в трубе.
Потом сам магнит нужно приклеить обратно к пластине (автор использует для этого быстросохнущий клей).
Из листа металла автор вырезает круг. По центру устанавливается магнит с металлическим стержнем. После этого к кругу надо приварить четыре отрезка профильной трубы.
В каждом отрезке профиля нужно просверлить по одному отверстию, а затем приварить гайки.
В гайки автор закручивает болты. Потом к шляпкам болтов привариваются куски круглого прутка (можно использовать куски квадрата). Вставляем отрезки профиля меньшего диаметра и фиксируем их.
Для справки
Напоминаем, что наружный диаметр кольцевого сверла и обрабатываемой трубы должен быть строго одинаковым. Как мы знаем, что при укладке водопроводных и канализационных труб появляется необходимость в их проводке через разные преграды, такие как стенки, пол и другие элементы строительных конструкций.
Но перед тем как сделать отверстия под трубу нужно ознакомиться с известными методами реализации аналогичных операции, каковые часто затрагивают не только несущие конструкции строения, но и их отделку. В конкретных условиях прокладки трубопровода смогут употребляться самые разные приемы, каковые и предполагается рассмотреть в нашей статье.
Как вырезать болгаркой круглое отверстие в плитке или металле- Обзор
Как вырезать болгаркой круглое отверстие? Достаточно часто вопрос о том, как сделать отверстие в плитке аккуратно и быстро, может застать врасплох домашних мастеров, у которых мало опыта. А на самом деле есть достаточно много интересных вариантов реализации. Действительно, необходимость создания отверстия в керамической плитке может появиться на любом из этапов ремонтных работ, даже задолго до начала всего.
Это, а еще диаметр проделываемой окружности будут во многом определять то, как действовать в каждой ситуации и что из инструментов лучше использовать, чтобы сделать круглое отверстие в плитке.
Как резать шифер: полезные советы про способы и инструмент
В большом ассортименте кровельных материалов особое место, благодаря своим хорошим механическим и эксплуатационным характеристикам и доступности занимает шифер. Однако есть у этих листов один ярко выраженный минус – недостаточная ударостойкость, поэтому при резке велика вероятность их повреждения.
Асбоцементные листы и сегодня продолжают пользоваться большой популярностью в качестве покрытия кровли. В процессе строительства неоднократно возникает необходимость подрезки шифера – довольно хрупкого стройматериала. Поскольку нередко с ним работают и непрофессионалы, то очень важно знать, как резать шифер, чем можно распилить его.
Чем работать?
Использование ручного инструмента
Если у вас нет в наличии электрических инструментов, и вы не знаете, при помощи чего сделать отверстие в плитке, то есть возможность использовать самый простой способ – плиткорез и щипцы (или плоскогубцы).
Последовательность действий будет следующей:
Перед тем, как приступить к вырезанию отверстия в плиточке, на ее поверхность следует нанести разметку границ будущего отверстия.
Чтобы материал элементы был мягче, следует заранее замочить его в воде ненадолго.
Если вы будете использовать стеклорез, что проводите им по разметке и не отрывайте резец от основания. Чтобы получилось прорезать бороздку, следует прикладывать достаточно усилий на ручку, но так, чтобы кафель был целым и не трескался (это особенно касается ситуации, если у вас глянцевый глазурованный кафель).
Вдоль линии реза следует обратной стороной инструмента сделать простукивание бороздки, чтобы она была как можно сильнее углублена.
При помощи щипцов выполните отламывание материала, кусочек за кусочком, пока у вас не остается ровный рез по разметке.
Если на краях будут оставаться зазубрины, то прорезанный круг следует отшлифовать при помощи наждачной бумаги малой зернистости.
Способ трудозатратный, но здорово выручит, если под рукой нет нужного инструмента. Теперь давайте рассмотрим, как использовать электрический лобзик.
Использование электрического лобзика
Достаточно успешно себя смог зарекомендовать на керамическом материале такой инструмент, как электрический лобзик, у которого есть алмазная проволока. При его использовании есть возможность создать в плиточке любую сквозную фигуру, при этом и в центральной части плиточки, и на краю. Последнее иногда требуется для установки розетки. Но для первого случая было бы здорово, чтобы под рукой была электрическая дрель и сверло, чтобы прорезать отверстия в плиточке в том месте, где будет находиться розетка.
Итак, как можно сделать круглое отверстие электрическим лобзиком?
С наружной стороны следует нарисовать круглое отверстие.
Сразу же после этого следует его начать выпиливать, если вырезаемый элемент будет расположен возле края.
Для того, чтобы отверстие было расположено по центру, на керамике следует для начала при помощи дрели высверлить отверстие небольшого диаметра в том месте, где будет место для установки розетки. Сквозь него следует провести режущую нить и подвести инструмент к краю выреза.
По линии разметки неспешно введите приспособление. От линии следует понемногу отступить вовнутрь, при этом стараясь не захватить дополнительные участки. Тем же самым способом следует проработать отверстие стандартной ножовкой, но тогда не рассчитывайте на хорошее качество реза.
Как видите, способ довольно прост и удобен.
Болгарка и ее применение
Болгарка – это и вовсе отличный инструмент. Часто размышления по поводу того, как создать отверстие в кафеле появляются именно в тот момент, когда требуется укладка кафеля и требуется завести его под трубы, унитаз и смеситель. Болгарка дает возможность обработать керамику, когда та еще не прикреплена к стене. такой инструмент будет уместным и для выполнения фигурного прорезывания на краю квадратика плитки.
Как вырезать отверстие в плиточке при помощи болгарки:
Отметьте линию, которая станет ориентиром при резке.
На болгарку следует надеть алмазный диск, который используется для сухого метода.
Начинать резку следует с той стороны, где вам будет удобнее. Инструмент вводите медленно, немного отводя от себя в сторону.
Если неудобно работать, сделайте полукруг, а после начинайте продвигаться при помощи инструмента в другом направлении. Но учтите, что в таком случае следует проследить, чтобы точки реза совпадали.
Болгарка самая удобная для создания круглых отверстий.
Штробление покрытия из плитки
Второй вариант создания плиточных отверстий предполагает то, что плиточка будет зафиксирована на стене. в этом случае следует использовать классический метод, при котором штробление стенки будет выполнено дрелью. При работе на облицовочном материале используйте или конусовидные, или типичные спиральные сверла.
Для создания отверстий в плиточке при помощи простого сверла вам потребуется выполнить следующее:
Чтобы уменьшить скольжение резца, следует оклеить обрабатываемую поверхность из керамики в зоне сверления посредством малярной ленты. Это даст возможность удерживать все в исходном положении.
Поставьте точку в том месте, где требуется выполнять сверление.
Выполняйте сверление вращающимся сверлом на небольшой скорости.
Чтобы избежать перегревания насадки, время от времени ее следует немного намочить. Можно сбрызнуть и отделку, но лишь после того, как вы немного углубитесь в стенку, чтобы сверло не соскальзывало. При необходимости создания большого отверстия следует поступить немного иначе. Начало работы будет аналогичным, но после следует заменить сверло на другое, у которого диаметр будет больше. Рекомендуем постепенно расширять сверло, а это поможет свести к нулю риск образования сколов.
Обратите внимание, что создать большую выемку можно и иначе. Для границе будущего отверстия при помощи тонкого сверла проделайте много дырок. После этого следует осторожно выбить центральную часть, а зазубринки отшлифовать.
Без пыли и шума – как разрезать волновой шифер тихо?
Если же обрезку шифера приходится выполнять внутри помещения, где важно не только избежать появления пыли, но и проделать работу как можно тише, то в случае с ровными листами шифера вам пригодится резак, изготовленный из хорошей стали. Лист шифера укладывают на плоское место и под линейку проводят леску резаком. Затем, убрав линейку, леску углубляют и расширяют, посильнее нажав на резак.
Осталось дело за малым – под лист подложите рейку или трубу, расположив их параллельно косильной лески реза, и слегка надавите. Если вы постарались на предыдущем этапе, то и здесь проблем не должно возникнуть. Волнистый шифер резаком можно резать только вдоль волны – набив руку, вы сможете отрезать даже совсем узкие полоски около 10 см, и заметьте, совершенно без пыли и с минимальным шумом.
Чем отрезать шифер, если из инструментов только молоток? Тогда вам пригодится способ, относящийся к категории «дедовские штучки». Действительно, когда не было болгарок и электролобзиков, а за использование хорошей ножовки не по назначению дед мог влепить внуку смачный подзатыльник, только так шифер и резали. Хотя словом «резать» этот способ как-то и называть неправильно. Скорее, его ломают. Впрочем, ломают без пыли и лишнего шума, так что способ всегда будет актуален.
Итак, вам понадобится не какой-нибудь, а именно шиферный гвоздь. Предварительно наметьте леску реза, важно, чтобы она проходила по низу волны. То есть если леска проходит по верху, просто переверните лист. Гвоздем вдоль косильной лески пробиваются отверстия – чем они чаще будут расположены, тем лучше. Затем под лист подкладывают трубу или деревянный брусок и аккуратно надавливают на край листа, чтобы сломать шифер по косильной лески с отверстиями. Ровность косильной лески зависит от количества отверстий и аккуратности. Порой для того, чтобы нужный кусок отделился, достаточно простучать по косильной лески реза боковой частью молотка.
Работа с особыми насадками
Итак, чем еще можно сделать круглое отверстие? Кроме стандартных стеклянных и кафельных поверхностей ест и другие, альтернативные насадки на дрель. Коронки, на которых есть алмазное напыление, можно использовать, если вам требуется сделать вырез под розетку, для отвода смесителя в ванной комнате и в других местах. Просверливание выполняют за счет того, что вращается коронка, которая наставлена на направляющее сверло. Аккуратность создания проема будет во многом определена свойствами напыления алмазного типа и размером зерен. Минусом способа будет то, что стоимость коронки достаточно большая.
С использованием коронки отверстие делают таким образом:
На керамике наклеивают немного малярного скотча.
Выполняется прорисовка контуров резки.
Приложите инструмент с коронкой, а после начните плавно внедрять его глубже и глубже.
Чтобы не было перегрева, коронку следует периодически смачивать.
Сверло по кафелю, которое иначе называют «балеринкой», дает возможность создавать круглые отверстия с большим диаметром. Принцип действия такого приспособления сведен к следующему – электрический инструмент приводят в действие, что отражается на сверле одновременно с резцом, который подвижен и укреплен на штанге.
Функции шайбы:
Создание большей опорной поверхности, что дает более равномерное усилие зажима;
Уменьшение повреждения закрепляемой детали, которое может возникнуть при затягивании;
Предотвращение возможного самостоятельного отвинчивания детали, подобное вполне может произойти, если механизм, на который устанавливается крепление, подвергается частым вибрациям;
Уплотнение соединения с прокладкой, которая также служит для более плотного и крепкого соединения крепежного элемента и опорной детали;
Разметка металла
Перед тем, как вырезать круг в металле, нужно нанести разметку. Для этого вам понадобятся киянка, кернер, циркуль и маркер.
Поместите заготовку на ровную поверхность.
Обозначьте центр отверстия при помощи кернера и киянки.
Начертите циркулем на металле круг нужного диаметра.
Обведите контур маркером.
Получилась четкая разметка.
Фотография №1: разметка металла
Обратите внимание! Линия реза должна быть на внешней стороне круга. Это нужно для того, чтобы получить деталь необходимого диаметра.
Как лобзиком вырезать круг в металле
Лобзиком можно вырезать круг в листе металла малой или средней толщины. Процесс выглядит так.
С учетом толщины металла подберите подходящее полотно для лобзика.
Оснастите электроинструмент приспособлением.
Перед тем, как вырезать в листе металла круг, разметьте заготовку.
Просверлите электродрелью отверстие, с которого начнется вырезание круга.
Включите электролобзик и приступайте к работе. Вырезайте круг в металле строго по контуру.
Важно! Учтите следующие особенности использования лобзиков для вырезания кругов в металле.
Чем меньше зубья на полотнах, тем лучше. Линия разреза будет более точной.
Вырезание кругов в листах металла лобзиком проводится в возвратно-поступательном режиме.
Тщательно контролируйте угол наклона полотна во избежание ошибок и неточностей.
При вырезании круга в металле вероятность поломки полотна значительно увеличивается. На всякий случай купите несколько режущих приспособлений.
Фотография №3: вырезание круга в металле лобзиком
Еще один момент! Не забывайте о необходимости использования смазывающе-охлаждающей жидкости.
Особенность глубоких отверстий
Чтобы просверлить в металле глубокое отверстие лучше всего использовать токарный станок. Во время данного процесса обязательно производить охлаждение. При этом стружка должна принудительно отводиться. Периодически инструмент извлекается из заготовки для удаления стружки.
При работе без специализированных приспособлений не стоит утапливать насадку более чем на 2/3 ее длины. Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Как болгаркой вырезать круг в металле
Вот пошаговая инструкция.
Перед тем, как болгаркой вырезать круг в металле, разметьте заготовку.
Сделайте по периметру намеченного круга многочисленные надрезы.
Аккуратно разрежьте деталь по контуру.
Обработайте круг и отверстие для получения идеальных поверхностей.
Чтобы вырезать ровный круг из металла болгаркой, примите во внимание следующие рекомендации мастеров.
При наличии используйте алмазные круги по металлу или диски с твердосплавными зубьями.
Чтобы из листового металла вырезать как можно более ровный круг болгаркой, работайте на низких оборотах.
Обрабатывайте места срезов антикоррозионными составами.
Фотография №4: вырезание круга в металле болгаркой
Как сварочным аппаратом вырезать круг в металле
Технология выглядит так.
Перед тем, как вырезать в листе металла круг сварочным аппаратом, сделайте разметку.
Установите силу тока на максимум.
Подставьте дугу к контуру и удерживайте ее до получения отверстия.
Ведите дугу по разметке до вырезания целого круга в металле.
Обратите внимание! Сварочным аппаратом с максимальной силой тока в 150 ампер можно разрезать листовой металл толщиной до 4 мм. Для работы с толстыми заготовками потребуется электроинструмент с увеличенной мощностью.
Для вырезания кругов в металле сварочными аппаратами используют тонкие электроды. Это снижает временные затраты. Однако тонкие электроды приходится часто менять. Это обуславливает необходимость прогревания металла после установки новых расходников.
Фотография №5: мощный бытовой сварочный аппарат (максимальная сила тока — 400 А)
Как газовым резаком вырезать круг в металле
Газовый резак — лучший инструмент для вырезания кругов в металле. При помощи этого инструмента можно работать как с тонкими, так и с толстыми заготовками. Этот метод резания отличается максимальными производительностью и точностью. Опишем технологию.
Перед тем, как вырезать ровный круг из металла при помощи газового резака, разметьте заготовку.
Медленно и аккуратно вырежьте круг в металле по намеченному контуру.
Фотография №6: резка металла газовым резаком
Как ровно вырезать круг из металла болгаркой
Чтобы вырезать ровный круг из листового металла с помощью болгарки, мастер рекомендует использовать простое самодельное приспособление, которое легко изготовить из профильной трубы и металлической пластины.
Первым делом отрезаем кусок квадратной профильной трубы подходящей длины. Сверлим в заготовке два отверстия.
В просверленные отверстия вставляем болты. На одном конце профильной трубы крепим металлическую пластину с пазом. Фиксируем ее гайкой.
Если вам нужен простой шлифовальный станок, который можно быстро убрать со стола, то обратите внимание на разборной шлифстанок, который легко сделать из электродрели.
Как сверлить отверстия в металле и какие инструменты использовать — Новости электроинструмента Огайо
Сверление отверстий в металле — не самая простая задача для тех, кто этим не зарабатывает. Даже если вы это сделаете, выбрать правильный инструмент для работы не всегда легко. Необходимо учитывать множество факторов: сколько отверстий вы просверливаете? Какой материал вы просверливаете? Какой размер отверстия нужен? Эти факторы играют большую роль в том, насколько быстро, эффективно и недорого вы сможете выполнить работу, поэтому вот несколько советов о том, как определить, какой тип инструмента вам подходит.
Перед началом сверления
Прежде чем начать, убедитесь, что все ваши инструменты соответствующим образом подготовлены. Во-первых, материал, в котором вы сверлите, будет определять тип сверла, которое вы должны использовать. При сверлении металла более низкие обороты на самом деле лучше, чем быстрые. Это связано с тем, что он дает более плавный и точный результат, в отличие от сверления дерева, для которого требуются высокие обороты. Вы можете проверить, работает ли ваша дрель слишком быстро, по размеру стружки, которая отрывается от металла. Если во время сверления выходят длинные волнистые ленты, это означает, что вы работаете с хорошим числом оборотов в минуту. Если стружка выходит в виде мелкой пыли, ваша дрель вращается слишком быстро, и вам следует замедлить ее. Для достижения наилучших результатов рекомендуется 200-400 об/мин.
Вам также следует смазывать сверло перед использованием. Это помогает продлить срок службы сверла, снижает трение и обеспечивает устойчивость сверла в точке контакта. Для этого можно использовать воск, спреи и масло в зависимости от угла и размера отверстия, которое вы просверливаете. Смазочно-охлаждающая жидкость и многоцелевые масла отлично подходят для сверления отверстий диаметром 1/8” и больше.
Сверление в листовом металле
Листовой металл так или иначе используется практически во всех сферах деятельности. При сверлении этого материала существует множество вариантов инструментов в зависимости от типа отверстия, которое вы пытаетесь получить. Первыми являются спиральные сверла, которые отлично подходят для вырезания точных отверстий диаметром менее ½ дюйма. Эти биты невероятно долговечны, недороги и их легко найти в магазинах. Они также работают в любой дрели, что делает их, пожалуй, наиболее распространенным решением, но они не идеальны, если вы собираетесь сверлить много отверстий. Если вы точно не знаете, какой размер отверстия вам понадобится, ступенчатые сверла также являются относительно недорогим и эффективным вариантом при сверлении небольшого количества отверстий.
Как только вы начнете сверлить отверстия размером около ¾ дюйма или больше, лучше переключиться на биметаллические кольцевые пилы для более длительного срока службы или твердосплавные кольцевые пилы, которые быстрее и надежнее для отверстий большего размера. Биметаллические кольцевые пилы обычно стоят около 9 долларов, а твердосплавные кольцевые пилы немного дороже, около 15 долларов. Эти варианты также долговечны, универсальны, недороги и легко доступны практически в любом месте.
Биты RotaCut — отличный выбор для отверстий диаметром от ¾” до 1-1/2”. Их можно использовать для ручного сверления, они специально разработаны для резки листового металла. В ходе нашего тестирования мы обнаружили, что биты RotaCut легко режут даже двутавровую балку с помощью аккумуляторной дрели, поэтому их определенно следует учитывать при резке различных материалов. Как правило, они намного дольше традиционных спиральных сверл и стоят около 9 долларов., что делает их отличным долговечным и недорогим вариантом.
Для многократного проделывания тысяч отверстий хорошим вариантом будет дырокол. Однако они ограничены малой глубиной горловины, а это означает, что они действительно подходят только при работе на расстоянии 1–2 дюйма от края материала. Ценник также резко подскакивает (более 2000 долларов), поэтому большинство не рассмотрит это решение.
Точно так же, если вы сверлите большие отверстия (диаметром 2–4 дюйма), наборы выбивных отверстий станут отличным вариантом. Это обычное решение для проделывания отверстий в электрических панелях, когда пуансон и штамп делают чистое отверстие. Цены на гидравлический или ручной нокаут начинаются от 9 долларов.00, а беспроводные нокаутные наборы M18 доходят даже до 1000 долларов. Эти более высокие ценники — вот почему мы не видим, чтобы инструменты Knockout были так популярны за пределами электротехнической отрасли, но они являются потрясающим вариантом. Хорошим и доступным вариантом для больших отверстий в листовом металле являются HolCutter, максимальная длина которых составляет 3 дюйма, но они стоят всего около 30 долларов.
Сверление стальных пластин
Стальные пластины могут быть практически любого размера, поэтому перед работой важно учитывать толщину пластин, в которых вы сверлите, поскольку это может существенно повлиять на производительность вашей дрели. Например, магнитные сверлильные станки являются распространенным решением для сверления стальных пластин, но иногда стальная пластина может быть недостаточно толстой, чтобы обеспечить достаточное количество магнетизма, чтобы удерживать металл на месте во время использования. Для этого есть пара решений. Один из них использует дрель, оснащенную функциями измерения магнитной силы. Во многих сверлах CS Unitec используются зеленые/красные светодиоды, указывающие, безопасно ли использовать инструмент при таком уровне магнитного поля, поэтому они являются отличным вариантом для любых проектов сверления стальных листов. Еще одно решение при работе с тонкими пластинами из стали — добавить еще один кусок стали под тот, который вы сверлите, что обеспечит достаточную толщину, чтобы обеспечить достаточный магнетизм под нагрузкой.
Когда дело доходит до маленьких отверстий, многие из тех же продуктов, которые вы можете использовать в листовом металле, одинаково эффективны в стальных листах: спиральные сверла, ступенчатые сверла или дырокол. При всем этом, однако, чем толще стальной лист, тем менее эффективен. Серебряные сверла и сверла Деминга — популярный вариант для сверления несколько больших отверстий в стали, но это больше подход «старой школы» — продавливание металла, а не вырезание отверстия. Они не обязательно самые эффективные, особенно при работе с толстыми пластинами.
Для отверстий диаметром ½” и больше мы рекомендуем использовать твердосплавные кольцевые пилы, коронки RotaCut или магнитное сверло и кольцевые фрезы. Это будут самые точные, эффективные и экономичные варианты в любой пластине, и они долговечные варианты, которые не будут быстро изнашиваться со временем.
Сверление конструкционной стали
Большие двутавровые балки и более толстый металл имеют свои проблемы и решения. Для небольших отверстий (диаметром менее 1/2 дюйма) лучшим вариантом остаются спиральные сверла. Они работают в любой дрели, недороги, прочны, универсальны для дерева или металла и легко доступны практически везде. Однако чем толще становится материал, тем важнее становится стабильное выравнивание. При такой толщине магнитная дрель с адаптером патрона имеет больше смысла. Магнитная дрель с кольцевыми фрезами будет наиболее точным, точным, быстрым и часто наиболее экономичным вариантом для сверления отверстий. Однако, как упоминалось ранее, когда мы попытались прорезать двутавровую балку с помощью бит RotaCut и беспроводного укропа, все прошло почти так же гладко и быстро, как магнитная дрель и кольцевая фреза, так что это отличный вариант, который более доступен, если вы не Не нужно делать столько отверстий.
Есть несколько вариантов, которые мы бы не рекомендовали для сверления материалов такой толщины. Некоторые до сих пор используют кольцевые пилы, но это, безусловно, не по назначению и имеет очень небольшой ожидаемый срок службы. Вы, вероятно, увидите поломку и износ после всего лишь 1 использования на этом типе материала. Мы также не рекомендуем спиральные сверла или серебряные сверла и сверла Деминга (которые не находятся в каком-либо прессе) , однако расширители чрезвычайно распространены для расширения отверстий и выравнивания отверстий в конструкционной стали.
Для больших отверстий (диаметром более 3 дюймов) в толстом металле вариантов очень мало. Это сложная задача, с которой может справиться лишь несколько инструментов, и мы рекомендуем CS Unitec MAB1300 — монстра среди всех магнитных дрелей. Имея диаметр 5 дюймов и глубину резания 4 дюйма, этот инструмент имеет высоту почти 3 фута и весит 112 фунтов, но это зверь, который хорошо справляется со своей работой.
Итак, какое решение лучше?
Надеюсь, этот пост был полезен тем, что показал различные способы проделывания отверстий в металле, которые сильно зависят от диаметра необходимого отверстия и толщины металла, который вы сверлите. Есть и другие важные переменные, которые вступают в игру: сколько отверстий нужно просверлить, насколько они должны быть точными, сколько стоит ваше рабочее время и является ли это разовой или повседневной задачей. Инвестирование в дырокол за 3000 долларов кажется нелепым, когда сверло за 5 долларов сделает то же самое, что, конечно, верно, если вы просверливаете только 10 отверстий за один раз. Однако измените эти 10 отверстий на 100 000, и все начнет выглядеть немного по-другому. Если вы сэкономите 30 секунд на каждой скважине и, скажем, 830 человеко-часов по цене 30 долларов в час, это разница в 25 000 долларов, которая определенно стоит вложений.
Прежде чем выбрать инструмент для сверления металла, важно провести исследование, чтобы обеспечить наилучшие результаты. Если вы планируете завершить какие-либо проекты по сверлению отверстий и вам нужна помощь в выборе подходящего инструмента, команда Ohio Power Tool может вам помочь! Позвоните нам по телефону 800-242-4424 , напишите нам по адресу [email protected] или оставьте комментарий ниже, чтобы получить помощь. Чтобы первыми узнавать о новых продуктах и предложениях, подпишитесь на нашу электронную рассылку и следите за нами в социальных сетях!
Итак, у вас есть кусок металла, и в нем нужно сделать несколько отверстий. Думаешь, ничего страшного. Вы берете дрель и немного. Пять минут спустя, едва сделав вмятину на металле, вы решаете, что пора идти в скобяной магазин за новым сверлом. Через несколько минут кончик нового сверла становится синим, а вы все еще не закончили свои отверстия. Вы берете его в дом друга. Парень, который, кажется, знает, как делать все. Он просверливает все отверстия за секунды. Если это звучит знакомо, читайте дальше, чтобы узнать о методах и хитростях, которые вам нужно знать о том, как сверлить металл.
Содержание
Начало сверления (определение центра)
Сверление направляющего отверстия в металле
Как сверлить металл разного типа
Правильный выбор сверла Определение способа сверления металла
Использование
Нагрев и охлаждающая жидкость при сверлении
Как изменять скорость и давление для сверления металла
Как сверлить металл: пробивание
Как сверлить металл – очистка
Заключительные мысли
Создание отверстия (определение центра)
Прежде чем просверлить отверстие в металле, необходимо найти центр и начать отверстие. Без этого вы, скорее всего, не просверлите отверстие именно там, где хотите. Обычно это делается с помощью центрального удара или чего-то, что называется уколом. Скорее всего, вы уже использовали центральный удар. Вы просто помещаете точку в место, где хотите начать отверстие, и ударяете по концу молотком со сферическим бойком.
Важно не использовать молоток с когтями, потому что они закалены, как и кернер. Никогда не ударяйте закаленный инструмент о другой закаленный инструмент, иначе вы рискуете сколоть его. Ежегодно таким образом наносятся значительные травмы глаз. Вот почему молотки всегда поставляются с предупреждением о необходимости носить защитные очки.
Удар по кернеру молотком с шариковым бойком, чтобы пробить отверстие.
Колющий удар похож на центральный удар, но с более острым концом. Используйте его, чтобы найти более точную точку, а затем используйте кернер, чтобы сделать более глубокое и широкое отверстие. Обратите внимание, что пробойник следует использовать только для мягкой стали и более мягких металлов, таких как алюминий, чтобы не повредить острие.
Многие люди доверяют автоматическим подпружиненным кернерам, которые любят плотники. Они отлично подходят для алюминия и других сплавов. Они будут работать с мягкой сталью, но из-за тонкости изнашиваются быстрее, чем пробойники и кернеры. Чтобы использовать их, просто выровняйте точку и нажмите на ручку. Автоматический внутренний механизм приводит в действие удар.
Сверление пилотного отверстия в металле
После определения начальной точки сверла вы хотите просверлить пилотное отверстие. Пилотное отверстие — это отверстие меньшего размера, за которым должно следовать ваше окончательное сверло. Пилотные отверстия удаляют часть материала, облегчая прямое сверление более крупными долотами. При использовании своего сверлильного станка я пропускаю направляющие отверстия при сверлении менее 1/2 дюйма в диаметре. При использовании ручной дрели я делаю направляющие отверстия для отверстий диаметром 3/8 дюйма и больше.
Сначала я просверлил направляющее отверстие, чтобы закрепить большее сверло и удалить часть материала.
Как сверлить металл разных типов
Существует МНОЖЕСТВО различных типов металла. Большинство из нас обычно используют только несколько: углеродистые стали, такие как мягкие и нержавеющие стали, алюминий или сплавы, такие как латунь или бронза. Машинисты подходят к каждому металлу по-разному и хотят знать ТОЧНЫЙ тип стали или сплава, с которым они работают. Они могут указать алюминий 6061Т6 для одной части проекта и алюминий 3003х24 для другой из-за нагрузок, которые должно выдерживать конкретное соединение. Они часто пытаются достичь допусков 0,0001 или выше.
Для обычного человека можно выделить три основные категории: сталь, нержавеющая сталь и алюминий/сплавы. Если у вас возникнут проблемы оттуда, погуглите конкретный металл, который вы используете. Металлы, такие как титан или броня, требуют специальных методов. Опять же, Google ваш друг.
Правильный выбор сверла определяет, как сверлить металл
Существует множество типов сверл. Недавно мы писали статью о лучших сверлах по металлу. Ниже приведены наиболее важные из них, которые должны быть в вашем наборе инструментов для металла.
Спиральные насадки из быстрорежущей стали
Сверла из быстрорежущей стали или насадки HHS стоят меньше, чем многие другие сверла по металлу, и вы получаете то, за что платите. Когда я был молодым голодающим художником, я купил набор дешевых бит. В первый раз, когда я использовал их в металле, они буквально раскручивались сами по себе. С тех пор я покупаю пули Black & Decker, которые теперь маркируются как сверла DeWalt с пилотным острием. Они отлично работают во всем, кроме самых твердых металлов, таких как нержавеющая сталь.
Я рекомендую биты с титановым покрытием для наилучшего соотношения цены и качества при обработке мягких сталей. Черный оксид тоже хорошо работает и стоит еще меньше. Покрытие помогает этим битам работать лучше и дольше. Недостатком является то, что вы не можете заточить эти биты, когда они затупятся и сохранят покрытие.
Это насадки Dewalt Pilot Point. Обратите внимание на уникальную форму со встроенной «пилотной» насадкой на наконечнике.
Большинство спиральных насадок HHS имеют несколько конструкций наконечников и обычно с углом 118 или 135 градусов. В то время как 118-градусные биты раньше изготавливались для более мягких сталей, таких как низкоуглеродистая сталь, алюминий и другие сплавы, некоторые производители переключают больше битов на использование 135-градусных разъемных наконечников. Если вы хотите сверлить более твердые металлы, такие как нержавеющая сталь, используйте кобальтовые сверла.
Кобальтовые сверла
Кобальтовые сверла представляют собой спиральные сверла с добавлением от пяти до восьми процентов кобальта, что помогает им дольше оставаться острыми и более устойчивыми к нагреву. Они выглядят точно так же, как биты HHS, хотя цвет может немного отличаться. Важно, чтобы вы не перепутали их с обычными твист-битами. Они также стоят дороже, чем биты из быстрорежущей стали, но их можно заточить, так как кобальт — это не покрытие, а часть самого металла.
Я не использую кобальтовые сверла для дерева или пластика. С углом резки 135 градусов они фактически не режут и эти материалы. По моему опыту, сверла DeWalt Pilot Point также быстрее просверливают алюминий, чем кобальтовые сверла. Чем блестят кобальтовые биты, так это их долговечностью в более твердых металлах. Они могут продолжать резать там, где другие сверла затупились бы и перестали быть продуктивными.
DeWalt теперь производит кобальтовые долота с пилотным наконечником!
Сверла Silver и Deming Bits
Многие люди умеют сверлить отверстия до 1/2 дюйма. Остается вопрос, как сверлить металл большего диаметра? Секрет в битах Сильвера и Деминга. Они названы в честь компании, которая их изобрела, и название закрепилось вне зависимости от производителя (вроде Kleenex или Xerox). Большинство наборов бит Сильвера и Деминга могут варьироваться от 1/2 дюйма до 1 дюйма или даже 1,5 дюйма. Чтобы оставаться в безопасности, вы должны использовать только большие размеры со сверлильным станком и с надежно закрепленной заготовкой.
Бита справа представляет собой 1/2-дюймовую биту с титановым покрытием, благодаря чему эти биты служат дольше, чем другие биты. Биты с черным оксидным покрытием на фотографии — это биты Silver и Deming. Самый большой, который у меня есть, составляет 1 дюйм, но они доходят до 1,5 дюйма.
Ступенчатые насадки
Если вы никогда не видели ступенчатые насадки (также известные как юнибиты), они выглядят как маленькие металлические елочки. Одношаговое сверло может прорезать несколько размеров отверстий в тонком металле. Чтобы использовать его, посмотрите на шкалу на внутренней стороне фрезы и посмотрите, сколько «шагов» вам нужно, чтобы подавать сверло, чтобы сделать отверстие нужного размера. Например, если вы используете инструмент с десятью шагами для достижения отверстия диаметром 2 дюйма, начните свое отверстие и тщательно подсчитывайте шаги по мере сверления.
Если работа критична, остановитесь на восьми-девяти шагах и перепроверьте размер отверстия. Если вы просверлите на один шаг больше, вы испортите свою заготовку. Кроме того, убедитесь, что вы используете подходящую смазку при сверлении ступенчатыми коронками.
Step bit (он же unibit) в действии. Три разных размера ступенчатых бит. Они отлично работают в ударных драйверах.
Сверление отверстий в металле с помощью кольцевых фрез и кольцевых пил
Кольцевые фрезы похожи на кольцевые пилы для металла. Вы также можете использовать биметаллические кольцевые пилы для нескольких отверстий в металле, особенно в более мягких металлах, таких как алюминий. Однако опыт не идеален. Эти пилы невероятно громко работают по металлу, а кольцевые пилы изнашиваются гораздо быстрее. Задача также может быть довольно опасной, если у вас нет работы, закрепленной на вашем сверлильном станке.
Однажды я просверливал 3-дюймовые отверстия в алюминиевых трубах кольцевой пилой на сверлильном станке. К сожалению, я был внутри закрытого здания. Кто-то с расстояния около 300 футов подошел и попросил меня остановиться, потому что это было так громко, что у них заболели зубы. Представьте, как я чувствовал себя в той же комнате, всего в 3 футах от меня! Использование кольцевых пил по металлу должно выполняться только на очень тонком и плотно закрепленном листовом металле, таком как электрические панели. Сверлить большие отверстия в металле с помощью ручной дрели — значит просто напрашиваться на травму запястья.
Используйте кольцевые фрезы со сверлильным станком. Мощность настольного сверлильного станка, вероятно, недостаточна для вырезания больших отверстий в металле. Это касается либо кольцевой фрезы, либо кольцевой пилы по металлу. Кольцевые фрезы имеют больше общего с фрезерными станками-фрезами, чем с кольцевыми пилами. Они практически проплавляют любой тип металла и доставляют удовольствие в использовании.
Кольцевые фрезы и кольцевые пилы Применение и цены
Раньше кольцевые фрезы стоили очень дорого. Сейчас они просто умеренно дорогие. В эпоху дешевых китайских инструментов можно найти наборы хорошего качества менее чем за 250 долларов за набор из шести штук, которые сверлят до двух дюймов в диаметре. Вам понадобится адаптер Morse Taper MT2 для вашего сверлильного станка, чтобы иметь возможность использовать кольцевые фрезы, поскольку большинство из них имеют квадратные хвостовики 3/4 дюйма для использования в магнитных сверлильных станках.
Магнитный сверлильный станок оснащен мощными электромагнитами на основании, что позволяет ему прикрепляться к черным металлам, таким как двутавровые балки. Они даже сохранят свою хватку вверх ногами. Как вы можете догадаться, если отключится электричество или кто-то ударит ногой по шнуру питания, инструмент рухнет на землю. Поэтому очень важно, чтобы они были привязаны или привязаны в качестве резервной копии. Просто предупреждаю: во второй раз, когда я использовал его, я стер все свои кредитные карты, поэтому теперь я держу свой кошелек подальше от этих инструментов!
Кольцевая фреза – фотографии Рохана фон ИндиенаМагнитный сверлильный станок с кольцевой фрезой держи это в покое. Смазочно-охлаждающая жидкость помогает отводить тепло и смывать стружку/стружку. Каждый раз, когда я сверлю или режу металл, я добавляю смазочно-охлаждающую жидкость. Это может быть так же просто, как капнуть немного на металл и сверло до и во время процесса сверления или резки.
Один из лучших способов нанесения – с помощью щетки для стружки в контейнере со смазочно-охлаждающей жидкостью, который вы держите под рукой специально для этой задачи. В механических мастерских их оборудование имеет шланги, форсунки и насосы, которые постоянно распыляют СОЖ/СОЖ на долото и заготовку. Сверление и резка чугуна без смазочно-охлаждающей жидкости, так как это исключение.
Сверление отверстия в металле кольцевой пилой. Дым от сгорающей смазочно-охлаждающей жидкости. Чаще добавляйте больше жидкости во время бурения
Сегодня на рынке существует множество смазочно-охлаждающих жидкостей. Несколько лет назад люди даже использовали жир от бекона! Только не в моем магазине, так как я не хочу привлекать тараканов, грызунов или свою собаку (примечание редактора: плюс мы знаем, как лучше использовать жир от бекона!). Некоторые люди используют масло 3-в-1 или даже WD-40. Я часто использую WD-40, когда нахожусь вдали от своего магазина и должен сверлить металл, потому что у меня всегда есть WD-40 в моем грузовике. Теперь у нас есть современные смазочно-охлаждающие жидкости, которые намного эффективнее. Моя любимая смазочно-охлаждающая жидкость Tap Magic. Если вы используете много алюминия, Tap Magic производит смазочно-охлаждающую жидкость специально для алюминия. Пчелиный воск также отлично подходит для алюминия, но его может быть сложнее найти.
Нанесение смазочно-охлаждающей жидкости на долото. Дайте ему стечь по обеим канавкам на заготовку.
Как изменять скорость и давление для сверления металла
До сих пор мы говорили о том, что вам нужно, чтобы просверлить отверстие в металле. Следующая часть того, как сверлить металл, полностью посвящена технике.
Техника решает все.
Скорость вашего сверла и усилие, которое вы прикладываете к сверлу, — вот где в игру вступают навыки, которые помогут вам добиться успеха в сверлении металла.
Авиационный строительный механик Летчик Э. Спикуцца использует сверлильный станок для сверления отверстия в металлической секции в мастерской отдела промежуточного технического обслуживания самолетов (AIMD). Обратите внимание, какой длины стружка. Это происходит при использовании правильной скорости и правильного давления.
Во-первых, давайте поговорим о скорости бурения. Как правило, идите S-L-O-W. Переведите ручную дрель на пониженную передачу (часто обозначается цифрой 1). На сверлильном станке замедлите его. Однако, если быть точным, в Интернете есть множество таблиц скорости сверления, которые точно сообщат вам, какую скорость вам нужно настроить для сверления, для какого материала, а также какой размер и тип сверла вы используете. Большинство ручных дрелей не будут точно устанавливать скорость, но сверлильные станки будут. Если вы сомневаетесь, вы не ошибетесь, сверля металл на самой низкой скорости, на которой может работать ваша дрель. Возможно, это не самый эффективный способ сверления, но он будет работать, не повреждая сверло.
Что касается давления, то стружка подскажет, правильно ли вы все делаете. Если вы получаете пыль или крошечные чешуйки металла, вы недостаточно сильно нажимаете на сверло, чтобы правильно резать. Вы знаете, что используете правильное давление, когда создаете длинные непрерывные стружки длиной в несколько дюймов. Я часто получаю стружку длиной в фут. Поскольку они такие длинные, в конце концов они обрываются и кружатся в воздухе. Защитные очки обязательны.
Чтобы усилить давление на долото, я тяну рукой к голове и отталкиваюсь от себя локтем. Это не обязательно для дерева, но я нашел его в металле с помощью своего сверлильного станка.
Как сверлить металл:
Пробивание
Самая опасная часть сверления отверстия в любом материале, но особенно в металле, это когда вы, наконец, пробьетесь. Поэтому, когда вы приближаетесь к тому, чтобы выйти с другой стороны, замедлитесь и ослабьте давление. Держитесь очень крепко за заготовку (если она не прижата). Есть большая вероятность, что бита схватит его и попытается вырвать из ваших рук. Вот почему так важно всегда зажимать заготовку. Это делает «захватывающее» время, когда у вас есть кусок стали, вращающийся со скоростью 300 об / мин, пытаясь что-то сломать!
Как просверлить металл – очистка
После завершения отверстия сопротивляйтесь желанию провести рукой по заготовке, чтобы очистить металлическую стружку, как если бы вы делали это с деревом. Если вы это сделаете, ваша рука будет чесаться неделю из-за микропорезов на коже. Вместо этого используйте щетку для стружки. Вот так они и получили свое название! Они не предназначены для рисования кистями. Щетки для стружки предназначены для сметания металлической стружки в механических мастерских.
Для удаления металлической стружки используйте щетку для стружки, а не руку!
После того, как вы почистите сверлильный станок, также почистите пол и подошву вашей обуви. Вы не хотите отслеживать металлическую стружку по соседним комнатам. Наступать на них босиком очень больно и с ковра их никогда не вытащишь.
Гибка металлов: методы и технологические особенности
ВВЕДЕНИЕ
«Гибка» звучит как простой процесс, но в действительности, он очень сложен. «Лист» и «гибка» не очень ассоциируются с высокой технологией. Однако, для того, чтобы гнуть «непослушный» лист необходимы специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вследствие пластической деформации, сильнее или слабее, если. если.
КАКОЙ МЕТОД ГИБКИ ВЫБРАТЬ?
Различается 2 основных метода: Мы говорим о «воздушной гибке» или «свободной гибке», если между листом стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод. Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то, что этот метод является достаточно старым, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.
Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты:
Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы.
Лист остается «в воздухе» и не соприкасается со стенками матрицы.
Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, свойствами материала (толщина, предел прочности, деформационное упрочнение) или состоянием гибочного инструмента.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
Преимущества свободной гибки:
Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы (например, 86° или 28°) и 180°.
Меньшие затраты на инструмент.
По сравнению с калибровкой требуется меньшее усилие гибки.
Можно «играть» усилием: большее раскрытие матрицы означает — меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
Меньшие инвестиции, так как нужен пресс с меньшим усилием.
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки:
Менее точные углы гибки для тонкого материала.
Различия в качестве материала влияют на точность повторения.
Не применима для специфических гибочных операций.
Совет:
Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие? По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
1. Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в кН на 1000 мм длины гиба ( L ) в зависимости от:
толщины листа ( S ) в мм
предела прочности ( Rm ) в Н/мм2
V — ширины раскрытия матрицы ( V ) в мм
внутреннего радиуса согнутого листа ( Ri) в мм
минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2. Рекомендуемое соотношение параметров и усилия
2.
Формула
1,42 — это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом. Другая формула дает похожие результаты:
3. «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%. Например:
Основы гибки металла
На сегодняшний день гибка листового металла осуществляется различными способами. Наибольшее распространение получили станки типа Press Brake. Популярность применения такой технологии обусловлена следующими особенностями.
На одном и том же оборудовании можно изготавливать детали различных конфигураций из различных материалов и различных толщин.
Высокая производственная гибкость — большинство деталей изготовляется без переналадки оборудования и смены инструмента. Более того, часто инструмент вообще не меняется, при этом в производстве может находиться большое количество деталей отличных как по конфигурации, так и по материалу/толщине.
Высокая производительность.
Низкая стоимость оборудования и себестоимость производства.
Применимость автоматизации процесса.
Вместе с тем, возможности такого технологического процесса не могут быть безграничными. Основными лимитирующим факторами или их сочетанием, являются:
свойства материала;
особенности инструмента;
знания и умения технологов и операторов;
возможности пресса.
Рассмотрим основные, наиболее важные, вопросы гибки листового металла на станках типа Press Brake.
Деформация металла
Гибка на листогибочных прессах основана на принципе 3 точек. Лист опирается на 2 точки матрицы. Пуансон давит на лист между 2 точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).
Схематичное изображение деформации металла при гибке
Длина развертки в направлении, перпендикулярном линии гиба, всегда увеличивается. В связи с этим длину развертки делают меньше чем сумму всех бортов. Удлинение заготовки на каждом гибе зависит от:
толщины и типа материала,
угла гиба,
радиуса гиба (ширины V-раскрытия матрицы и радиуса пуансона),
направления проката.
Теоретический расчет всегда будет приближенным. Наиболее точный результат можно получить опытным путем. Для этого нужно взять несколько заготовок, например, 100×100. Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
стабильность результатов,
влияние направления проката.
В большинстве случаев разницей в удлинении вдоль проката и поперек можно пренебречь. Однако, если требования к точности получаемых размеров очень высокие и/или количество гибов большое, то эту разницу следует учитывать при создании развертки и расположении ее на листе.
Отдельно нужно отметить тот факт, что чем больше нужно деформировать металл (уменьшение минимального борта, угла и радиуса гиба) тем большее воздействие потребуется. Здесь воздействие напрямую связно с давлением и моментом силы. Давление является отношением силы к площади, на которую она приложена. Таким образом, для увеличения воздействия необходимо прикладывать большее усилие на меньшей площади. Момент силы, в свою очередь, является произведением воздействующей силы на длину рычага приложения силы. Уменьшение минимального борта или радиуса гибки требует использования матрицы с меньшим V-раскрытием и, как следствие, меньшим рычагом приложения силы. Соответственно, при прочих равных, гибка на матрице с меньшим раскрытием требует приложения большей силы.
Схематичное изображение силы и рычага при гибке на матрицах с разным V-раскрытием
ВНИМАНИЕ! Мы разработали программу StrongTonn, которая вычисляет усилие гибки и прочие параметры. Перейти на страничку с программой
Существуют два метода гибки:
Речь идет о свободной и воздушной гибке, когда присутствует воздушный зазор между листом стенками V-образной матрицы. Именно этот метод является распространенным в применении.
Метод «калибровка» — это старый метод, который применяется в определенных случаях, когда лист прижат полностью к стенкам V-образной матрицы.
Свободная гибка
Данное направление обладает определенными ограничениями.
Характерные черты:
Траверса вдавливает лист на выбранную глубину по оси Y в канавку матрицы с помощью пуансона;
Лист находится «в воздухе» и не соприкасается со стенками матрицы;
Это значит, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам.
Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
Свободная гибка: преимущества
Высокая гибкость
Низкие издержки на инструмент
При сравнении с калибровкой прилагается меньше усилий гибки
Возможность изменения гибки
Низкие издержки в связи с необходимостью наличия пресса с меньшим усилием
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Воздушная гибка: недостатки
Наличие менее точных углов гибки
Отсутствие применимости для специфических гибочных операций
Совет:
Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
1. Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
толщины листа ( S ) в мм
предела прочности ( Rm ) в Н/мм2
V — ширины раскрытия матрицы ( V ) в мм
внутреннего радиуса согнутого листа ( Ri) в мм
минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2. Рекомендуемое соотношение параметров и усилия
Внимание! Для точных вычислений нужно учитывать следующие ГОСТы:
ГОСТ 19903-74 Прокат листовой горячекатаный (Таблица 3) (ссылка на таблицу),
ГОСТ 19904-90 Прокат листовой холоднокатаный (Таблица 2) (ссылка на таблицу).
При прокатки возможны отклонения по толщине металла, и требуются точные измерительные приборы (например микрометр).
2. Формула
1,42 — это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
3. «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Cовет: Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S) DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение ( Rm ) Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например: St 37-2: 340-510 Н/мм2 St 52-3: 510-680 Н/мм2
Совет: Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V — раскрытие матрицы По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм: V=8xS, для большей толщины листа необходимо V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri) При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32 В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет: Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В): Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
Технология гибки листового металла
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью.
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
Одноугловая (называемая иногда V-образной гибкой).
Двухугловая или П-образная гибка.
Многоугловая гибка.
Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
Изменение толщины, особенно для толстолистовых заготовок;
Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
Складкообразование металлического листа;
Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Разработка проводится в следующей последовательности:
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
а при больших деформациях — более точное уравнение вида
Таблица 2
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3
Определение усилия гибки
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 45 0 ) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
наибольшая деформация сечения заготовки;
σв — значение предела материала на прочность.
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
Для алюминия — 30…60 МПа;
Для малоуглеродистых сталей — 75…110 МПа;
Для среднеуглеродистых сталей — 120…150 МПА;
Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
голоса
Рейтинг статьи
Оценка статьи:
Загрузка…
Adblock detector
Технологические особенности гибки металла
Содержание страницы
Способы гибки листового металла
Инструментальная оснастка для листовой гибки
Одним из методов придания объемной формы плоским заготовкам из металла выступает гибка. Высокая ценность технологии для изготовления металлических изделий состоит в минимизации сварных швов, а значит возможности получить монолитное изделие с более высокими показателями устойчивости к механическому воздействию, меньшим количеством уязвимых мест, чаще остальных подверженных коррозии.
Способы гибки листового металла
Гибка листа сохраняет прочность металла, т.к. в процессе придания пространственной формы подвергаются сжатию внутренние, а растягиваются наружные слои. Не измененными остаются слои металла, располагающиеся вдоль оси изгиба.
Гибку используют практически для всех видов стали, сплавов, кроме наиболее хрупких металлов.
Среди существующих способов гибки листового металла выделяют следующие:
“Свободная” гибка обязана своим названием особенности выполнения, а именно воздушному зазору, который остается между матрицей и заготовкой.
“Калибровка” — предполагает максимальную плотность прижатия детали к стенкам матрицы. Требует более длительное воздействие.
Рассматривая детальнее оба способа стоит отметить, что воздушная гибка более пластична, требует меньше усилий и затрат времени на выполнение. Одно из важных преимуществ свободной гибки это получение любого угла, в соответствии с диапазоном раскрытия матрицы.
Среди недостатков отмечают уменьшение точности углов при работе с тонколистовыми заготовками, а также сложность повторения при работе с другим материалом. Воздушный способ гибки используется при формообразовании заготовок листового металла, при толщине от 1,25 мм. Для тонколистовых деталей рекомендуется использовать калибровку.
Предельную точность гибки обеспечивает способ калибровки. Главное условие для калибровки это плотность прижатия заготовки к стенкам V-образной матрицы. При этом независимо от свойств материала и толщины точность углов максимальная. Калибровка требует напряжения в 3-10 раз больше нежели свободная гибка. Однако позволяет работать с тонколистовым металлом менее 2 мм толщиной, используя оборудование со стальными пуансонами и полиуретановыми матрицами.
Инструментальная оснастка для листовой гибки
Рассматривая обработку металла давлением, обратим внимание на инструментальную оснастку и оборудование для гибки металла. Как востребованная слесарная операция гибка выполняться вручную или механически. Ручная гибка требует больше усилий, времени и подходит для работы с заготовками небольшой толщины.
Механизация процесса и гибка заготовок из металла при помощи станков ускоряет работу, позволяя выполнять большие объемы за меньшее количество времени. При таком подходе практически отсутствует возможность ошибки, к минимуму сведено влияние человеческого фактора на конечный результат. Станок для гибки металла может обрабатывать заготовки длинной до нескольких метров. Усилие оборудования колеблется в пределах 25-100 тонн, а возможный угол от 0 до 180 градусов.
Современный подход в изготовлении изделий из металла требует сочетания скорости и качества. Использование оборудования для листовой гибки с ЧПУ нивелирует возможные ошибки, позволяя выполнять крупные заказы однотипных деталей в сжатые сроки. Примером такой оснастки выступает Современный центр металлообработки Metalcut Pro. Предприятие выполняет прецизионную гибку листового металла на современном оборудовании с точностью до 0,1 мм. В работу берутся единичные заказы и крупные партии изделий. Для гибки большого количества однотипных деталей есть возможность использовать пакетный метод.
Зачастую гибка не единственный метод обработки, как правильно используется после изготовления заготовок методом лазерной или плазменной резки листового металла. Центр металлообработки Metalcut Pro оказывает услуги раскроя металла на лазерном и плазменном станке, прецизионной гибки, порошковой покраски, полировки нержавеющей стали, лазерной гравировки и промышленной маркировки. Специалисты компании выполняют все виды сварочных и токарно-фрезерных работ. При необходимости возможна разработка проектной документации для заказчика.
Сотрудничество с профессионально оснащенным центром металлообработки Metalcut Pro позволяет получить качественно изготовленную продукцию в максимально сжатые сроки.
Просмотров: 1 004
Полное руководство по гибке металлов 2022 г. Обновлено
Гибка металлов — это концепция, возникшая несколько веков назад. Древнее общество использовало принцип изгиба, чтобы превратить различные металлы в полезные предметы. С течением времени этот процесс эволюционировал, в результате чего современные подходы доказали свое превосходство.
Новейший способ гибки листового металла – использование станка с ЧПУ. Можно производить 3D-детали из листов металла. Кроме того, это только один вариант. Для достижения аналогичных результатов можно использовать несколько методов.
Появилось несколько отраслей промышленности по переработке металлов в полезные предметы. Продолжайте читать, пока мы узнаем больше об этом предмете гибки металлов.
Содержание
1 Что такое гибка металла?
1,1 а) Механический
1,2 б) Пневматический
1,3 в) Гидравлический
2 Типы изгиба металла
2.1 1. Количество воздуха
2.2 2. Нижнее изгиб
2.3 3. COING
2.2 2. нижнее изгиб
2.3 3. COING
2.2 2.2. 4. Складной
2,5 5. Трехточечный изгиб
2.6 6. Wiping
3 Common Bending Materials
4 Automated Bending
4.1 · Cost-effective
4.2 · Maximum Productivity
4.3 · Constant quality
4.4 · Increased income
4.5 · Superfast
5 Применение станка для гибки металла
6 Недостатки гибки металла
7 В заключение
Что такое гибка металла?
Процесс деформации металла путем приложения к нему силы. Следовательно, он будет изгибаться под определенным углом и позже примет нужную форму. Самая распространенная форма – U-образная или V-образная.
В процессе гибки металла используется листогибочный пресс для гибки листового металла. Торможение прессом может показаться простым процессом. Единственная проблема состоит в том, чтобы сохранить точность на протяжении всего процесса. Различные листогибочные прессы обеспечивают разное усилие.
Давайте подробно обсудим некоторые из этих листогибочных прессов.
a) Механический
Конструкция этого листогибочного пресса делает его идеальным для гибки на воздухе. Он имеет два основных преимущества, таких как точность и скорость. К счастью, если вы цените безопасность, вы можете использовать другие листогибочные прессы, которые проще и безопаснее, например листогибочные прессы с ЧПУ. Станок с ЧПУ — мощный инструмент для гибки металла .
b) Пневматический
Здесь оператор будет использовать компрессор при подаче пневматической энергии для гибки металлических листов. Вы можете использовать этот листогибочный пресс, когда вам требуется меньшее давление. Этот тип листогибочного пресса можно использовать, особенно для мелких металлических деталей.
c) Гидравлический
Листогибочный пресс этого типа использует современную технологию, которая обеспечивает точное сгибание листа металла. Если вам нужна правильная гибка листа, то вы можете выбрать гидравлику.
Типы гибки металла
1. Гибка воздухом
После этого пуансон выйдет за верхнюю часть матрицы. Он войдет в V-образное отверстие.
В процессе гибки воздухом достигается минимальный контакт. Используемое оборудование будет касаться материала только в трех точках. А именно умирающие плечи, наконечник и удар.
Воздушная гибка является одним из наиболее часто используемых методов гибки листового металла. Кроме того, при гибке металла будет использоваться меньший вес.
2. Нижний изгиб
Единственная разница между нижним изгибом и воздушным изгибом заключается в том, что они различаются по радиусу. При изгибе снизу стяжка и пуансон полностью соприкасаются с материалами. Ему также не хватает достаточного тоннажа при отпечатке на металле.
Этот метод нижней гибки имеет более высокую точность, а также имеет меньшую пружинистость. Это более безопасный вариант, среди других методов.
3. Чеканка
При использовании метода чеканки верхний инструмент вдавливает материал в матрицу, которая находится внизу. Он имеет большую силу, чтобы сделать остаточные деформации на листовом металле. Процесс имеет небольшую пружину.
При использовании метода чеканки вы достигнете более высокой точности. К сожалению, это сопряжено с более высокими затратами. Это надежный метод гибки листового металла.
4. Складной
В процессе складывания будут использоваться зажимные балки, которые будут удерживать самую длинную часть листа. В конце концов, балка поднимется и начнет сгибать металлический лист вокруг изгибаемого профиля.
Луч может перемещать лист вниз и вверх. В результате это приведет к изготовлению материалов. На результирующий угол изгиба влияют следующие факторы:
Геометрия инструмента
Свойства материала
Балка складная угол
5. Трехточечная гибка
Это новый процесс гибки металлов , в котором используется штамп. Он также сочетается с нижним инструментом с регулируемой высотой, который использует серводвигатель для его работы. Оператор отрегулирует высоту в диапазоне 0,01 мм.
Хорошей новостью является то, что он также допускает разницу в толщине листа. Вы можете использовать трехточечный изгиб, чтобы получить угол точности 0,25 градуса. Метод подходит для использования, когда вы хотите достичь высокой точности. Кроме того, он гибкий. К сожалению, метод дорогостоящий.
6. Протирка
При использовании протирания зажимается самая длинная сторона листа. Инструмент будет двигаться стратегически, чтобы согнуть лист металла вокруг профиля изгиба. Процесс гибки металла выполняется быстрее, чем сгибание. К сожалению, это может повредить лист или оставить на нем несколько царапин.
Риск достигает пика, когда вы хотите получить острые углы. При использовании этого метода радиус нижней матрицы будет определять окончательный радиус изгиба.
Общие материалы для гибки
Углеродистая сталь: Это самый популярный метод, отличающийся прочностью и надежностью. Он имеет несколько марок, которые имеют различные свойства изгиба. Обладает отличными механическими свойствами и износостойкостью.
Алюминий: Металлический алюминий можно использовать для изготовления резервуаров для хранения и транспортировки.
Легированная сталь: Этот сплав идеально подходит для изготовления подъемных крюков, U-образных болтов и поручней.
Углеродные сплавы: Материалы используются в строительстве.
Латунь: Изготавливается на судах и в поручнях.
Нержавеющая сталь: Используется в пищевой и пищевой промышленности.
Медь: Металлические отводы используются в трубопроводах, перилах и шинах.
Автоматическая гибка
Вы можете автоматизировать процесс гибки металла с помощью станков с ЧПУ. Нужно заполнить файл конкретными рисунками. Позже металлогибочный станок выполнит программу, чтобы аналогичный продукт отразился от предоставленных материалов.
Автоматизированные цены надежны, поскольку они очень точны и быстрее. Ниже перечислены преимущества автоматической металлообработки:
· Экономичность
Можно использовать одного робота для управления процессом, полагаясь на уникальную программу. Для управления процессом потребуется меньше человеческих ресурсов. Также возможна работа в две смены, как дневные, так и ночные.
· Максимальная производительность
Можно синхронизировать производственный процесс с помощью автоматизированной настройки. Металлогибка тоже l быстро все изменит в кратчайшие сроки. Кроме того, он редко останавливается, если нет механической заминки. Благодаря такой конструкции вы можете максимизировать выход.
· Постоянное качество
Автоматическая гибка – это точный процесс, позволяющий производить качественные изделия. После многих часов работы та же машина все равно будет давать точные результаты. Есть встроенные датчики, которые создают определенные углы, когда металл точно сгибается.
Длины сторон также будут отображаться точно.
· Увеличение дохода
Автоматизированный процесс прост в использовании. Это максимально экономит время при установке и подготовке материалов. В результате можно максимизировать производство даже для больших заказов. Можно получить сложную гибку металла экономично.
· Superfast
Производство использует 3D-дизайн и влияет на последовательность складывания. Например, то, что могло занять несколько часов, теперь может занять всего несколько минут. Оператор может выполнить массовое производство в кратчайшие сроки.
Компенсирует нехватку квалифицированных рабочих
Чтобы стать оператором пресса, вам нужен определенный набор навыков. Найти подходящий персонал действительно сложно. Можно использовать автоматизированную гибку, чтобы обеспечить первоклассные результаты. Он может предоставить сложные результаты в течение нескольких минут с меньшими трудозатратами.
Применение Металлогибочного станка
Металлогибочный станок можно использовать в следующих областях:
Мебельная промышленность: Вы можете использовать его для украшения каркасов стульев, держателей для бутылок и украшений для ламп.
Сельское хозяйство: Они производят сельскохозяйственные пружины, аксессуары для виноградников и запчасти для тракторов.
Автомобильная промышленность: На станке можно изготавливать капоты, каркасы подголовников, крючки для детских сидений и многое другое
Строительная промышленность: существует множество применений в строительстве, например, потолочный крюк и каркасный бетон.
Железнодорожная промышленность: они производят железнодорожные изделия, такие как железнодорожные зажимы.
Крепёжная промышленность: Изготавливает различные типы штифтов и крючков.
Материалы для дисплеев: Они производят различные предметы, например материалы для поддержки дисплеев.
Садоводство: Вы можете использовать процесс гибки в садоводстве для изготовления различных предметов, таких как газонокосилка.
Недостатки гибки металла
Пользователь столкнется с высокими начальными взносами. Станки для гибки металла стоят дороже, чем станки для изготовления пластмасс.
Металл должен пройти последующую обработку. Некоторыми из этих процессов являются удаление заусенцев и отделка, а затем покраска.
Вы можете столкнуться с ограниченным дизайном. Нельзя получить сложные формы из определенного состояния металлов, такого как расплавленное состояние.
В заключение
Гибка металла – это техника, которую многие люди используют для изготовления определенных предметов. Продукт, полученный в результате этого процесса, поднимет стандарты человеческого существования. Различные приложения приводят к росту коммерческих предприятий, которые обеспечивают непосредственную занятость людей.
Хорошая новость заключается в том, что для изготовления изделий можно использовать различные виды металлических материалов. Чаще всего используется углеродистая сталь. Свойства каждого металла определяют его долговечность.
Лучшим методом гибки металла является автоматизированный.
Такой инструмент для гибки металла является точным и точным, где можно добиться хорошего качества. Другими словами, можно максимизировать производство, создавая тысячи деталей за короткое время.
Rocheindustry специализируется на высококачественном быстром прототипировании, быстром мелкосерийном и крупносерийном производстве. Услуги быстрого прототипа, которые мы предоставляем, включают в себя профессиональное проектирование, обработку с ЧПУ, включая фрезерную и токарную обработку с ЧПУ, изготовление листового металла или прототипирование листового металла, литье под давлением, штамповку металла, вакуумное литье, 3D-печать, SLA, изготовление прототипов экструзией пластика и алюминия, быструю оснастку, Быстрое литье под давлением, отделочные услуги по обработке поверхности и другие услуги по быстрому прототипированию в Китае, пожалуйста, свяжитесь с нами сейчас.
Ссылки на другие источники:
20 основных типов металла, которые вам нужно знать
Справочник: Полное руководство по формованию металлов Штамповка
Какие металлы самые прочные на Земле?
В чем разница между просечно-вытяжным листом и перфорированным металлом?
Все, что вы должны знать о черных и цветных металлах
Гибка листового металла: основы, допуски и советы
Рост спроса на продукцию, изготавливаемую на заказ, привел к исследованиям, которые доказали, что листовой металл является универсальным материалом, который можно трансформировать в различные формы. Преобразование происходит за счет использования простых процессов формирования листа, таких как гибка металла, для придания листовому металлу желаемой формы, необходимой для различных производственных целей. Есть много процессов, связанных с этим, и знание того, как согнуть листовой металл, требует хорошего знания о них.
В этой статье будет рассмотрена важность гибки листового металла, его важность в процессах изготовления листового металла и способы гибки листового металла. Он также включает в себя несколько полезных советов по гибке, которые могут помочь при гибке стальных пластин.
Гибка листового металла
Гибка листового металла является эффективным способом изготовления изделий различной формы, используемых для различных процессов. Это гарантирует простоту и является эффективным способом формирования новых продуктов. Здесь вы узнаете о гибке листового металла, ее важности и методах, необходимых для этого процесса.
Гибка листового металла — это операция, при которой используется сила для изменения формы листа. Это делается для достижения желаемой формы или формы, необходимой для производственного процесса. Используемая внешняя сила изменяет только внешние характеристики листа. Однако параметры одного типа листового металла, такие как длина и толщина, остаются прежними. Ковкость листового металла также позволяет ему подвергаться различным процессам формообразования.
Применение гнутого листового металла
Гибка листового металла является одной из основных операций в металлообрабатывающей промышленности. Например, это важный этап для автомобильных компаний, поскольку они работают с различными формами, чтобы получить идеальную автомобильную деталь, соответствующую их дизайну. Процесс может быть на промышленном уровне, где он идеально подходит для создания больших деталей двигателя. Тем не менее, его также можно использовать для изготовления мелких деталей для замены изношенных деталей двигателя. Несмотря на то, что в операции задействовано множество процессов, все методы гибки листового металла основаны на стандартных методах, обеспечивающих точность при его производстве.
Методы гибки листового металла
Методы гибки листового металла аналогичны тем, что их конечной целью является преобразование конструкций из листового металла в желаемую форму. Однако они различаются по действию. Знание того, как сгибать листовой металл, приходит с пониманием того, что такие факторы, как толщина материала, размер изгиба, радиус изгиба листового металла и предполагаемая цель, определяют методы.
Перечисленные ниже методы не только покажут вам, как сгибать листовой металл. Они также покажут вам, что использовать для достижения наилучшего результата. Наиболее распространенные методы гибки листового металла:
V-образная гибка
Это наиболее распространенный метод гибки листов, поскольку он используется для большинства проектов по гибке. Он использует инструмент, известный как пуансон и V-образный штамп, для гибки листового металла под нужными углами. Во время процесса гибочный пуансон давит на листовой металл, расположенный над V-образной матрицей.
Угол, образуемый листовым металлом, зависит от точки давления пуансона. Это делает этот метод простым и эффективным, поскольку его можно использовать для гибки стальных листов без изменения их положения.
Метод V-образной гибки можно разделить на три вида:
·
Дно
Как следует из названия, дно или дно гибки включает в себя сжатие листового металла до заданного дна штампа для формирования определенного угла и формы. В нижней части положение и форма угла матрицы определяют результат изгиба. Кроме того, пружинение сжатого листового металла невозможно. Это связано с тем, что усилие пуансона и угол наклона штампа превращают листовой металл в постоянную структуру.
·
Чеканка
Чеканка — это метод гибки, который широко используется благодаря своей точности и уникальной способности создавать отличительные листы. В процессе нет пружинения листов. Это связано с тем, что монета проникает в листовой металл с небольшим радиусом, создавая вмятину на монете, позволяющую отличить один лист от другого.
·
Воздушная гибка
Воздушная гибка или частичная гибка является менее точным методом по сравнению с методом дна и чеканки. Тем не менее, он обычно используется из-за его простоты и легкости манипулирования, поскольку он не требует инструментов.
Есть и недостаток. Воздушная гибка — единственный метод, который приводит к пружинению листового металла.
При воздушной гибке пуансон воздействует на листовой металл, опираясь на обе точки отверстия штампа. Листогибочный пресс обычно используется во время V-образной гибки, поскольку листовой металл не соприкасается с нижней частью штампа.
(Гибочный пресс представляет собой простую машину, используемую в процессах гибки листового металла, он формирует желаемые изгибы на листе, зажимая лист в положении для прессования между пуансоном и матрицей)
Гибка в рулонах
Гибка в рулонах — это метод, используемый для гибки листового металла в рулоны или изогнутые формы. В процессе используется гидравлический пресс, листогибочный пресс и три комплекта роликов для выполнения различных изгибов или большого круглого изгиба. Он полезен при формировании конусов, труб и полых форм, поскольку он использует расстояние между роликами для создания изгибов и кривых.
U-образный изгиб
Принципиально U-образный изгиб аналогичен V-образному изгибу. Он использует тот же инструмент (за исключением U-образного штампа) и тот же процесс, хотя единственное отличие состоит в том, что формируемая форма является U-образной. U-образный изгиб очень популярен. Однако другие методы создают форму гибко.
Гибка с затиранием
Гибка с затиранием — это еще один метод, используемый для гибки листов с металлическими кромками. Процесс зависит от стержня. Например, листовой металл должен быть правильно надвинут на зачистной штамп. Стирание также отвечает за определение внутреннего радиуса изгиба листового металла.
Вращательная гибка
Этот метод гибки имеет преимущество по сравнению с гибкой с затиранием или V-образной гибкой, поскольку он не приводит к царапанию поверхности материала. Он также идеален, потому что может сгибать материалы в острые углы. Например, он используется при изгибе углов больше 90 0 .
Если вы ищете онлайн-услугу по гибке металла, вам следует выбрать RapidDirect. Просто загрузите свои файлы, и мы свяжемся с вами в течение 24 часов.
Припуск на изгиб листового металла
Припуск на изгиб — это производственный термин, который относится к распределению, которое дается для компенсации растяжения и изгиба листового металла. Когда листовой металл изгибается из своей первоначальной плоской формы, его физические размеры также изменяются. Сила, применяемая для изгиба материала, заставляет материал сжиматься и растягиваться внутри и снаружи.
Эта деформация вызывает изменение общей длины листового металла из-за прилагаемой силы сжатия и растяжения на изгибе. Однако длина, рассчитанная по толщине изгиба между внутренней сжатой поверхностью и внешней, находящейся под напряжением, остается неизменной. На это указывает линия, называемая «нейтральной осью».
Допуск на изгиб учитывает толщину листового металла, угол изгиба, используемый метод и К-фактор (постоянная, используемая при расчете изгиба листового металла, которая позволяет оценить величину растяжения материала). Это мера отношения сжатия на внутренней линии изгиба к натяжению на внешней стороне изгиба.
В то время как внутренняя поверхность листового металла сжимается, внешняя расширяется. Следовательно, коэффициент К остается постоянным. К-фактор (обычно от 0,25 до 0,5 макс.) служит в качестве контрольной цифры при расчете гибки листового металла. Он помогает определить точные материалы, необходимые перед обрезкой частей листового металла, а также полезен в таблице радиусов изгиба листового металла.
5 Наконечники для гибки стальных пластин
Изгиб стальных листов может показаться сложным. Однако с некоторыми советами это может быть легко. Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
·
Следите за упругостью
При сгибании листа материал должен быть изогнут под требуемым углом. Это связано с тем, что листовой металл обладает высокой способностью к изгибу, что позволяет ему возвращаться в исходное положение. Следовательно, для такого случая должно быть сделано распределение, согнув материал немного выше желаемого положения.
·
Достаточно ли пластичен листовой металл?
Изгиб под острым углом может привести к растрескиванию листового металла. Поэтому вы должны избегать этого, насколько это возможно. Было бы лучше, если бы вы рассмотрели стальной металлический калибр, так как не каждый материал будет достаточно податливым, чтобы выдерживать изгибы в острые углы.
·
Всегда используйте листогибочный пресс
Всегда используйте листогибочный пресс, где это применимо, поскольку он обеспечивает поддержку и гарантирует более чистую гибку листового металла и непрерывный рисунок на согнутых листах.
·
Не забудьте про отверстия для позиционирования процесса
Отверстия для позиционирования процесса должны быть созданы на гибочных деталях, чтобы гарантировать точное позиционирование листового металла в матрице. Это устранило бы перемещение листового металла во время процесса гибки и обеспечило бы точные результаты при обработке нескольких листов металла.
·
Припуск на изгиб
Учет припуска на изгиб важен для понимания того, как сгибать листовой металл. Это гарантировало бы более точные цифры, обеспечивающие точность готовой продукции.
Заключение
Спрос на изделия, изготовленные по индивидуальному заказу, никогда не уменьшится, а для изготовления металлических изделий на заказ требуются знания в области гибки листового металла. Поэтому в этой статье был представлен листовой металл, его важность и то, что вам нужно знать о том, как согнуть листовой металл до нужной формы.
Ознакомления с процессом недостаточно. Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.
Получить мгновенное предложение
Часто задаваемые вопросы
Какой метод гибки листового металла лучше всего?
Лучший метод гибки листового металла кажется надуманным, поскольку каждый метод служит разным целям и позволяет получить разные формы. Следовательно, лучший метод гибки листового металла будет зависеть от цели материала, которому нужно придать форму.
Легко ли гнуть листовой металл?
Сгибание стальных листов может быть непростым делом. Однако при чистом понимании процесса это очень легко. Вы должны понимать используемые методы и доступные инструменты.
Новая коллекция дверей элит и премиум класса по доступным ценам
Экспресс услуга «Дверь за 1 день»: сегодня — замер, завтра — установка
Бесплатный выезд замерщика по Москве
Нашли дверь дешевле, чем у нас на сайте? Предложим цену ниже, чем у конкурентов
Обязательным условием для длительного и беспроблемного использования любых входных конструкций выступает грамотное осуществление их монтажа. Это вполне логично, учитывая немалый вес подобных изделий. Именно поэтому крайне важно правильно подобрать анкера для установки входной двери, так как именно от параметров и характеристик этих крепежных элементов зависит прочность соединения изделия с ограждающей конструкцией и общая надежность его расположения в проеме стены.
Какие анкера нужны для крепления входной двери
Учитывая сказанное выше, становится понятным, почему очень важно понимать, какие для установки входной двери нужны анкера. При этом необходимо учитывать, что серьезные производители в обязательном порядке комплектуют все выпускаемые ими изделия необходимыми крепежными деталями. Тем не менее, знание и понимание предъявляемых к этому элементу конструкции требований позволит лучше и правильнее подобрать подходящее для конкретных условий изделие, а также при необходимости произвести работы по установке металлической конструкции самостоятельно.
Сегодня анкера для входной металлической двери должны обладать следующими свойствами и эксплуатационными характеристиками:
Прочность и надежность в сочетании с удобством и простотой использования;
Возможность создания крепления нужной глубины, что нередко зависит от особенностей стальной двери и материала, из которого возведены стены;
Возможность повторного применения;
Долговечность изделия, которая не должна уступать планируемому сроку эксплуатации входной двери.
Сравнительно недавно для установки входных конструкций нередко применялись такие крепежные элементы как пластиковые дюбели и деревянные шпонки. Очевидно, что современные анкера для крепления металлической двери обеспечивают намного более надежное и прочное соединение входной конструкции со стеной, гарантируя долговечность изделия.
Виды применяемых при установке входных дверей анкеров
В настоящее время при выполнении монтажных работ в большинстве случаев применяются следующие анкера для входной металлической двери:
Забивные. Стандартный вариант крепежного элемента, представляющего собой корпус со специальными прорезями и болт. Используются путем вставления в предварительно выполненное отверстие, причем закручивание происходит путем поворота головки анкера. В результате внутренний слой разводится, образуя распорку, надежно и плотно зажимающую анкер примерно посередине;
Клиновые. Наиболее распространенный вариант, предусматривающий схожий механизм работы, однако, крепление осуществляется при помощи закручивания гайки на стержне анкера. В результате к центру крепежного элемента подтягивается клин, расположенный на противоположной стороне. При этом расширяются лепестки, которыми оснащен стержень, что надежно фиксирует анкер в отверстии;
Стержневые. Являются разновидностью клиновые анкеров, так как обладают аналогичным принципом действия. Отличаются от них тем, что предусматривают более сложную конструкцию, позволяющую осуществлять частичное крепление на разном расстоянии от фиксирующей гайки.
Любой из перечисленных вариантов анкерных соединений при грамотном использовании и правильно подобранном размере позволяет крепить металлическую дверь с требуемым уровнем надежности и прочности в стены, возведенные практически из любого материала. Однако, в некоторых случаях для повышения несущей способности ограждающей конструкции все-таки требуется ее усиление, которое обычно выполняется сооружением металлического каркаса из стального уголка.
Возможные проблемы при монтаже входных дверей и способы их решения
Наиболее частой проблемой, связанной с анкерными болтами и работами по установке металлических дверей, является неправильно выполненный выбор сверла, используемого при работе. Нередко его диаметр для упрощения дальнейшего монтажа подбирается большим аналогичного параметр крепежного элемента. Более того, при неаккуратном сверлении отверстие разбивается еще больше, в результате чего анкер в нем слабо фиксируется. Устранить проблему достаточно просто, для чего потребуется добавить внутрь небольшое количество обычного цементного раствора, после чего вставить крепежный элемент. Фиксировать его в подобной ситуации необходимо только после того, как состав затвердеет.
Нередко аналогичная описанной выше проблема возникает, когда работник выбирает неправильное направление сверления. Затем при попытке исправить ошибку снова происходит увеличение геометрических размеров отверстия. Очевидно, что ставить входную дверь в подобной ситуации нельзя. Необходимо снова внутрь отверстия поместить небольшое количество раствора и только после этого вставить анкер. А фиксация его осуществляется после того, как состав наберет достаточную прочность.
Похожие статьи
Сколько стоит входная металлическая дверь
Размеры наружных дверей
Отделка наружных входных дверей
Рекомендуемые товары
Дверь ReX City Венге
Дверь ReX City Сандал белый
Дверь ReX Grand Орех
Дверь ReX Grand Ясень белый
Дверь ReX 1 Парус Клен красный
Дверь ReX 1 Парус Клен медовый
Дверь ReX 1 ФЛ-2 Беленый дуб
Дверь ReX 1 ФЛ-2 Белый ясень
Дверь ReX 1 ФЛ-2 Венге
Дверь ReX 1 ФЛ-2 Итальянский орех
Дверь ReX 1A Беленый дуб
Дверь ReX 1A Белый шёлк с блестками
Дверь ReX 1A Венге
Дверь ReX 1A Дуб светлый
Дверь ReX 1A Зеркало Беленый Дуб
Дверь ReX 1A Зеркало Венге
Дверь ReX 1A Орех
Дверь ReX 1A Пастораль Ясень белый
Дверь ReX 2 Беленый дуб
Дверь ReX 2 Венге
Дверь ReX 2 Дуб светлый
Дверь ReX 2 Орех
Дверь ReX 2A Зеркало Беленый дуб
Дверь ReX 2A Зеркало Венге
Дверь ReX 3 Беленый дуб
Дверь ReX 3 Венге
Дверь ReX 3 Дуб светлый
Дверь ReX 3 Зеркало Ясень белый
Дверь ReX 3 М Венге
Дверь ReX 4 Беленый дуб
Дверь ReX 4 Венге
Дверь ReX 4A Зеркало Беленый дуб
Дверь ReX 4A Зеркало Венге
Дверь ReX 5 Антик белое серебро
Дверь ReX 5 Белый шагрень
Дверь ReX 5 СБ-14 Венге
Узлы крепления металлических дверей
Под узлами крепления металлических дверей понимают устройства, материалы, способы и расположение крепежей, удерживающих дверную конструкцию в проеме. Создание узлов крепления требует опыта и профессионализма, поскольку от них зависит надежность и взломостойкость самой двери.
Составляющие узлов крепления металлической двери
Состав узла крепления напрямую определяет его прочность. Он зависит от самой двери – прежде всего ее массы – и от конструкции стены.
В понятие узла крепления входят:
участок короба, выбранный для выполнения крепежа;
соответствующий ему участок стены;
отверстия под крепеж – как на коробе, так и в стене;
устройство, непосредственно крепящее дверь – чаще всего анкерный болт;
уплотнитель – чаще всего монтажная пена, реже штукатурка.
Любая стальная дверь имеет минимум шесть узлов крепления. Правильный выбор каждой их составляющей обеспечивает высокую взломостойкость дверной конструкции.
Типы узлов крепления металлических дверей по способу выполнения
Способ выполнения крепежа выбирается в зависимости от двух условий:
материал, толщина, прочность и качество стены;
особенности самой дверной рамы.
Для тонких стен 10-15 см используют крепления сквозь раму. С этой целью в боковых стойках дверного косяка выполняют углубления, в которых сверлят отверстия под крепеж. Через них сверлится стена и выполняется крепление дверного блока.
При монтаже двери в несущую стену толщиной 30-50 см используют крепление под названием анкерные пластины, или монтажные пластины, или монтажные ушки. Это добавочные металлические пластины, которые привариваются к дверному косяку. Расположение их выбирают таким образом, чтобы до края стены оставалось не менее 15 см, иначе крепеж будет не прочным.
Типы узлов крепления металлических дверей по используемым устройствам
Непосредственную фиксацию стальных дверей в стене выполняют анкерными болтами или самодельными приспособлениями. Анкеры бывают трех видов.
Клиновидные. Состоят из шпильки с резьбой, с одной стороны которой располагается клинок. С другой стороны имеются шайба и гайка. Клинковая часть забивается в стену, при затягивании гайки она расширяется и тем самым крепится в распор.
Стержневые. Разновидность клиновых анкеров, но с более длинной шпилькой. Применяются для крепления легких дверных конструкций.
Забивные. Состоят из длинного цилиндра с внутренней резьбой, на конце которого имеются прорези. Болт вкручивается внутрь цилиндра, расширяя анкер с другой стороны и закрепляя его в стене. Снаружи цилиндра могут быть насечки или кромка.
К самодельным приспособлениям относятся стальные прутья или арматура. Они просто забиваются в стену и привариваются к монтажным отверстиям на коробе. Подходят такие крепежи для прочных стен при условии монтажа не очень тяжелых дверей.
Нестандартные узлы крепления
Неровные стены могут привести к тому, что между луткой и проемом образуется щель шириной более 40 см. В этом случае монтажные пластины загибают вплотную к кладке.
Если при забивании анкеров оказывается, что внутри стены образуется полость, то выполняют укрепление такого узла. Отверстие расширяют, заливают клеем, закрепляют анкер и оставляют примерно на день для схватывания.
При слабой конструкции стены – например, газобетонной или разрушившейся от времени – изготавливают из металлического уголка ответную раму. Ее устанавливают на обратной стороне стены, а дверь приваривают при помощи арматуры. Это безанкерный способ крепления.
Правильный выбор и грамотное выполнение узлов крепления металлических дверей напрямую влияют на взломостойкость и срок эксплуатации.
Анкер с металлическим каркасом | Анкерные болты для дверных и оконных рам
Перейти к содержимому
Предыдущая Следующая
Анкер для металлической рамыsygde2020-06-15T02:28:07+00:00
Анкеры для металлической рамы/анкерные болты для дверной рамы
1): Опыт Мы являемся профессиональным производителем крепежа с 15-летним опытом 2): Качество Наша фабрика была проверена SGS Благодаря передовым производственным линиям Тайваня, опытному инженеру и контролю качества, товары будут производиться строго в соответствии с вашим запросом 3): Упаковка Клиенты ‘логотип и информация могут быть напечатаны на картонных коробках 4): Гарантия Мы очень уверены в наших продуктах, и мы упаковываем их очень хорошо, чтобы убедиться, что товары хорошо защищены 5): Небольшой заказ Небольшие заказы принимаются 6): Время доставки Благодаря высокой производственной мощности и товарам на складе, как массовое производство, так и небольшие заказы могут быть доставлены в короткие сроки
Name
Metal Frame Anchor
Standard
GB DIN ANSI ANSM JIS
Material
Galvanized Carbon Steel
Color
Silvery
Grade
Carbon Steel,4. 8 6.8 8.8 10.9 12.9
Thread
Unc,Unf,Metric Thread
Б/у
Строительство, машины, бетон, натуральный камень, полнотелый кирпич и т.д.0125
size
screw size
sleeve size
D
dk
Drilling hole
M8X72
M5X85
Ø8X72
8
10.5
8
M8X92
M5X105
Ø8X92
8
10. 5
8
M8X112
M5X125
Ø8X112
8
10.5
8
M8X132
M5X145
Ø8X132
8
10.5
8
M8X172
M5X185
Ø8X172
8
10.5
8
M10X72
M6X85
Ø10X72
10
13
10
M10X92
M6X105
Ø10X92
10
13
10
M10X112
M6X125
Ø10X112
10
13
10
M10X132
M6X145
Ø10X132
10
13
10
M10X152
M6X165
Ø10X152
10
13
10
M10X182
M6X195
Ø10X182
10
13
10
M10X202
M6X215
Ø10X202
10
13
10
Way для установки
ПОЧЕМУ ВЫБИРАЮТ НАС
15-летний опыт
Экспортируется в более чем 20 стран
Высокоэффективная команда
Best service after sale
Different packaging
Providing OEM & sourcing service
MACHINES
PACKING & SHIPPING
QUALIFICATION & OTHER
HIGH EFFICIENCY TEAM
Get in touch with us
*На все электронные письма мы ответим в течение 24 часов. Если вам нужен мгновенный ответ, свяжитесь с нами в WhatsApp.
Телефон: +8615032122873 Эл. [5 Способов]
Лучший способ восстановить зачищенное отверстие для шурупа в металлической двери — это увеличить отверстие и нарезать резьбу с помощью комбинированного сверла и метчика. Затем вставьте в отверстие винт большего размера. Как вариант, можно вбить в отверстие саморез большего диаметра. Другие хорошие методы включают заполнение отверстия эпоксидной смолой или пластиковым анкером для гипсокартона, прежде чем вкручивать исходный винт обратно в отверстие. Наконец, вы можете просверлить отверстие и вставить заклепочную гайку, чтобы создать отверстие с резьбой для вкручивания нового винта.
Содержание
Что означает, если винт не затягивается в металлической двери?
Если винты в металлической двери не затягиваются или со временем ослабевают, отверстие для винта зачищено. Это вызвано тем, что металлические двери полые. Побочным эффектом этой полой конструкции является то, что винт может врезаться только в тонкий лист металла, через который он проходит. Если отверстие в металле будет повреждено или увеличено из-за нагрузки на дверь, отверстие может быть легко зачищено.
Винты, которые не затягиваются в металле, не ослабляются при использовании или не вращаются на месте при попытке их затянуть, — все это признаки зачищенного отверстия для винта.
Шарнирные винты — это наиболее часто зачищаемые отверстия, но это также может произойти с винтами, удерживающими защелку и замок на месте.
Отверстия для винтов в металлических дверях довольно часто зачищаются.
Заделка зачищенного отверстия для винта — это ремонт своими руками.
Если отверстие для винта в металлической двери сорвано, это не означает, что дверь разрушена. Существует несколько способов ремонта зачищенной дыры в металлической двери. Этот ослабленный винт можно вернуть на место, и ваша дверь снова станет прочной.
5 лучших способов починить сорванное отверстие для шурупа в металлической двери
Если у вас есть сорванное отверстие для шурупа в металлической двери, пора его починить. Начните с использования плоскогубцев, чтобы удалить винт из отверстия. Затем используйте один из этих методов для восстановления сорванной резьбы.
Сверло и метчик
Самый профессиональный и долговечный способ починить сорванное отверстие для шурупа в металлической двери — просверлить отверстие немного большего размера и нарезать в нем резьбу. «Нарезание резьбы» в отверстии — это термин, обозначающий нарезание резьбы в отверстии. Это позволит следующему шурупу надежно закрепиться на металле. Это может показаться методом только для профессионалов, но с правильными инструментами это так же просто, как просверлить любое другое отверстие. Вот как это сделать:
Используйте этот набор комбинированных сверл и метчиков, чтобы легко сверлить и нарезать резьбу за один проход.
Выберите биту из набора сверл и метчиков. Бита должна быть немного больше, чем текущая зачищенная дыра в двери.
Оснастите электрическую дрель выбранным вами сверлом и метчиком.
Поместите сверло и метчик напротив существующего отверстия. Убедитесь, что бита ровная и прямая.
Начать бурение. Первая часть сверла и метчика просто расширит отверстие.
Продолжить бурение. Рифленая часть сверла и метчика нарезает резьбу в отверстии.
Замените оригинальный винт винтом большего размера, который ввинчивается в слегка увеличенное отверстие.
Этот набор металлических винтов включает различные размеры для замены винтов.
Neiko 10059A Набор комбинированных сверл и метчиков с быстросменным адаптером, 13 шт. | SAE/метрическая система
Купить сейчас
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку без каких-либо дополнительных затрат для вас.
Это действительно так просто. Просто используйте одно сверло, чтобы увеличить и нарезать отверстие на одном шаге. Это намного проще, чем использовать старомодный набор метчиков и матриц, который требует, чтобы вы соединили сверло с правильным метчиком. Поскольку размеры метчиков основаны на стандартных размерах винтов, вы легко найдете винт, который подходит к отверстию.
Шурупы по дереву WELLOCKS, 290 шт., набор шурупов для гипсокартона по металлу 6 # 8 # 10, набор самонарезающих винтов с плоской головкой из углеродистой стали 10B21 с удобной коробкой для хранения для самоделок, ремонта, работ по дереву (D001)
Купить сейчас
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку без каких-либо дополнительных затрат для вас.
Используйте винт большего размера
Хотя расширение отверстия для винта и нарезание резьбы обеспечивает наиболее прочный ремонт, вы можете пропустить шаг нарезания резьбы и попытаться вставить винт большего размера в отверстие. Для этой работы используйте саморезы по металлу. Они достаточно прочны, чтобы прорезать резьбу на большинстве металлических дверей. Просто выберите размер, который больше в диаметре, чем старый винт.
Отремонтируйте зачищенное отверстие для винта в металле, вставив винт большего размера.
Используйте для работы этот набор саморезов.
Только саморезы, предназначенные для крепления металла, будут достаточно прочными, чтобы нарезать новую резьбу в существующем отверстии.
Выберите винт немного большего диаметра, чем исходный винт.
С помощью электродрели вверните новый винт в существующее отверстие, пока он не будет закреплен.
Это исправление также довольно безопасно. Если шуруп с трудом вгрызается в металл, просто выкрутите шуруп. Затем используйте метод сверления и нарезания резьбы, описанный выше, перед повторной установкой нового винта.
Саморезы Solidiam 410PCS для металла, ассортимент саморезов 8 # 10, винты для листового металла Tek из нержавеющей стали, винты с шестигранной головкой с фланцевой головкой, различные винты с вафельной головкой, от 1/2 «до 1-1/4»
Купить сейчас
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку без каких-либо дополнительных затрат для вас.
Залейте отверстие эпоксидной смолой
Вы можете быстро отремонтировать отверстие для винта в металлической двери, заполнив его эпоксидной смолой. Это решение позволяет повторно использовать исходный винт, что идеально, когда сменные винты имеют конструкцию головки, которая мешает правильному функционированию дверных петель или защелки. Чтобы использовать этот метод ремонта металлической двери:
Используйте эту эпоксидную смолу для ремонта металла.
Замесите эпоксидную смолу вручную (в перчатках) в соответствии с инструкциями на упаковке. Это активирует эпоксидную смолу.
Вставьте замешанную эпоксидную смолу в зачищенное отверстие для винта. Убедитесь, что он сидит на одном уровне и полностью заполняет отверстие.
Подождите не менее 1 часа, чтобы эпоксидная смола застыла.
Вверните оригинальный винт в отверстие, заполненное эпоксидной смолой, пока головка винта не окажется на одном уровне с петлей или защелкой.
Фиксатор на основе эпоксидной смолы заполняет зачищенное отверстие прочным веществом, которое прочно связывается с металлом. Резьба вгрызается в эпоксидную смолу и крепко держится.
Вставьте анкер для гипсокартона
Вместо эпоксидной смолы вы можете заполнить зачищенное отверстие для шурупа в металлической двери пластиковым дюбелем, предназначенным для гипсокартона. Анкеры для гипсокартона имеют внутреннюю резьбу, что позволяет любому шурупу, вбитому в отверстие, врезаться и надежно удерживаться. Вот как выполнить это исправление:
Используйте анкер для гипсокартона из этого набора анкеров разного размера.
Выберите анкер для гипсокартона с диаметром, аналогичным размеру отверстия.
С помощью молотка забейте анкер для гипсокартона в отверстие, пока он не окажется на одном уровне с металлом.
Вверните винт в анкер, чтобы снова использовать отверстие.
Ключом к этому методу является поиск правильного размера анкера для гипсокартона. Он должен плотно прилегать. Затем анкер будет расширяться, когда вы ввинчиваете в него шуруп. Если размер отверстия не подходит для любых имеющихся у вас анкеров для гипсокартона, вы можете увеличить отверстие с помощью сверла.
Ассортимент анкеров и винтов KURUI для гипсокартона 230 шт., 115 пластиковых настенных анкеров и 115 винтов с плоской головкой Philips, 5 размеров оцинкованных винтов и болтов для дюбелей с органайзером
Купить сейчас
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку без каких-либо дополнительных затрат для вас.
Вставьте заклепочную гайку
Вы можете отремонтировать отверстие для винта в металлической двери, вставив заклепочную гайку, а затем ввинтив в отверстие винт. Для этой работы вам понадобятся простые инструменты и материалы. Вот как выполнить задание:
Используйте этот ручной заклепочник с заклепочными гайками.
Выберите гайку заклепки, которая немного больше существующего отверстия.
Используйте электрическую дрель со сверлом по металлу, чтобы увеличить отверстие до диаметра заклепочной гайки.
Установите заклепочную гайку на заклепочный инструмент.
Вставьте заклепочную гайку в отверстие.
Сожмите ручку инструмента, чтобы установить заклепку.
Снимите инструмент и вверните винт в заклепку.
Заклепочные гайки имеют резьбу, обеспечивающую захват винтов. Установив заклепочную гайку в металлическую дверь, вы создадите идеальное место для вкручивания шурупа в предварительно зачищенное отверстие.
Набор инструментов Toprema, 126 шт., набор инструментов для заклепок, заклепок, гаек, ручной заклепочный ключ, резьбовая вставка, гайка с заклепками, M3/M4/M5/M6/M8
Купить сейчас
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку без каких-либо дополнительных затрат для вас.
Как заполнить зачищенные отверстия для винтов в металле?
Для того, чтобы починить зачищенное отверстие в металлической двери, используйте один из следующих способов:
Используйте специальную фрезу, чтобы увеличить отверстие и нарезать резьбу, затем вставьте новый винт.
 29728
29728 29735
29735 Ввиду такого сильного сходства с серебром и появилось название. Буквально, в переводе с испанского «platina» — «серебришко», уменьшительное от слова «plata» — серебро. Пренебрежительному названию драгметалл обязан испанцам. Именно они впервые столкнулись с ним при добыче ископаемого золота в своих южноамериканских колониях. Ископаемые южноамериканские золотые росписи имели в своем составе вкрапления серебристо-белого цвета. В последствие, при обработке золотого песка, белые крупинки с трудом отделялись от основной массы песчинок желтого металла. Присутствие белых вкраплений в золотоносном песке сильно затрудняли промышленную добычу золота. Никто в то время даже не представлял, с каким сырьем приходится иметь дело. Отсюда и такое пренебрежительное отношение к этому металлу.
Ввиду такого сильного сходства с серебром и появилось название. Буквально, в переводе с испанского «platina» — «серебришко», уменьшительное от слова «plata» — серебро. Пренебрежительному названию драгметалл обязан испанцам. Именно они впервые столкнулись с ним при добыче ископаемого золота в своих южноамериканских колониях. Ископаемые южноамериканские золотые росписи имели в своем составе вкрапления серебристо-белого цвета. В последствие, при обработке золотого песка, белые крупинки с трудом отделялись от основной массы песчинок желтого металла. Присутствие белых вкраплений в золотоносном песке сильно затрудняли промышленную добычу золота. Никто в то время даже не представлял, с каким сырьем приходится иметь дело. Отсюда и такое пренебрежительное отношение к этому металлу.
 С этого момента платина начинает широко использоваться не только в ювелирной отрасли. Дорогой белый металл находит свое применение во многих областях, начинает использоваться в промышленных масштабах.
С этого момента платина начинает широко использоваться не только в ювелирной отрасли. Дорогой белый металл находит свое применение во многих областях, начинает использоваться в промышленных масштабах. Способы добычи
Способы добычи

 За ней следуют Россия, Зимбабве, Канада (штат Онтарио) и США (штаты Монтана, Аляска и Орегон). По сравнению с другими драгоценными металлами, объем добычи небольшой, около двухсот тонн в год. Общее количество платины, добытой в 2018 году, в 17 раз раз меньше, чем золота, и в 130 меньше, чем серебра.
За ней следуют Россия, Зимбабве, Канада (штат Онтарио) и США (штаты Монтана, Аляска и Орегон). По сравнению с другими драгоценными металлами, объем добычи небольшой, около двухсот тонн в год. Общее количество платины, добытой в 2018 году, в 17 раз раз меньше, чем золота, и в 130 меньше, чем серебра.
 Неоспоримым преимуществом платины является ее высокая износостойкость. Платина достаточно твердая (4,3 по Моосу), она не требует введения легирующих составов для придания прочности, и в то же время обладает пластичностью серебра. Используется в ювелирной промышленности с пробой 950-800, т.е. 95-80 % изделия или его оправы составляет этот металл.
Неоспоримым преимуществом платины является ее высокая износостойкость. Платина достаточно твердая (4,3 по Моосу), она не требует введения легирующих составов для придания прочности, и в то же время обладает пластичностью серебра. Используется в ювелирной промышленности с пробой 950-800, т.е. 95-80 % изделия или его оправы составляет этот металл.


 Со временем металл изнашивается, покрывается царапинами, слабеют удерживающие камень зубцы.
Со временем металл изнашивается, покрывается царапинами, слабеют удерживающие камень зубцы. Для многих людей патина является уникальным и желанным признаком, придающим особый шарм украшениям из этого драгоценного металла.
Для многих людей патина является уникальным и желанным признаком, придающим особый шарм украшениям из этого драгоценного металла. 179Bilder
179Bilder Mit Platz для текста.
Mit Platz для текста. folie glänzende farbdesign-elemente für hintergrund, web, apps — stock-grafiken цвета платины, -clipart, -cartoons und -symbole
folie glänzende farbdesign-elemente für hintergrund, web, apps — stock-grafiken цвета платины, -clipart, -cartoons und -symbole ..
.. — графика платинового цвета, -клипарт, -мультфильмы и -символ
— графика платинового цвета, -клипарт, -мультфильмы и -символ ..
.. — стоковые фотографии и изображения платинового цвета
— стоковые фотографии и изображения платинового цвета ..
.. ..
.. — платиновый цвет стоковые фотографии и изображения
— платиновый цвет стоковые фотографии и изображения 3D-рендеринг — стоковые фотографии и изображения платинового цвета
3D-рендеринг — стоковые фотографии и изображения платинового цвета reichtum an platin — платиновый цвет stock-fotos und bilder
reichtum an platin — платиновый цвет stock-fotos und bilder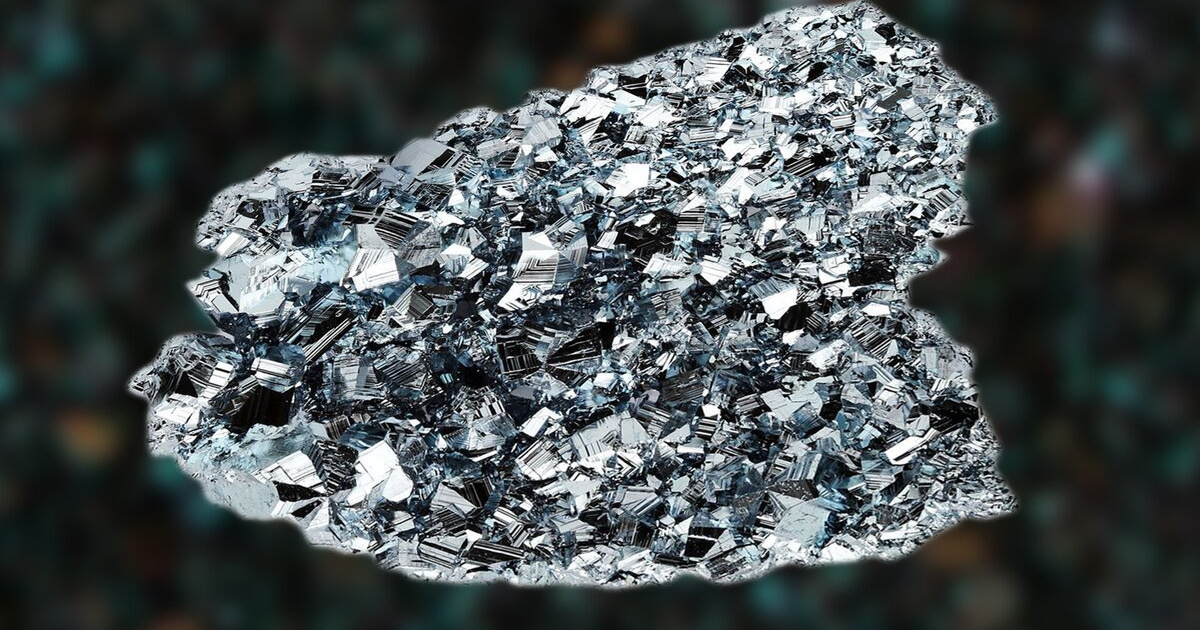 shinning abc lateinischen buchstaben — платиновый цвет, графика, -клипарт, -мультфильмы и -символ
shinning abc lateinischen buchstaben — платиновый цвет, графика, -клипарт, -мультфильмы и -символ Он имеет красивый серебристо-белый цвет и, в отличие от серебра, не тускнеет. На него не влияют обычные бытовые химикаты, он не повреждается и не обесцвечивается хлором, отбеливателями или моющими средствами. Он прочнее всех драгоценных ювелирных металлов, хотя из-за своей гибкости и прочности его все же необходимо сплавлять с другими металлами, чтобы он не изгибался. Природная платина обычно содержит небольшое количество редкого элемента иридия. В ювелирных изделиях иридий сплавляют с платиной для повышения прочности. Платиновые украшения обычно 9Чистота от 0 до 95 процентов.
Он имеет красивый серебристо-белый цвет и, в отличие от серебра, не тускнеет. На него не влияют обычные бытовые химикаты, он не повреждается и не обесцвечивается хлором, отбеливателями или моющими средствами. Он прочнее всех драгоценных ювелирных металлов, хотя из-за своей гибкости и прочности его все же необходимо сплавлять с другими металлами, чтобы он не изгибался. Природная платина обычно содержит небольшое количество редкого элемента иридия. В ювелирных изделиях иридий сплавляют с платиной для повышения прочности. Платиновые украшения обычно 9Чистота от 0 до 95 процентов.
 Строение металлического сплава более сложное, чем у чистого металла.
Строение металлического сплава более сложное, чем у чистого металла.
 Они характеризуют способность металлов и сплавов обрабатываться различными методами. Кроме того, они позволяют определить, насколько экономически эффективно можно изготовить изделие.
Они характеризуют способность металлов и сплавов обрабатываться различными методами. Кроме того, они позволяют определить, насколько экономически эффективно можно изготовить изделие.
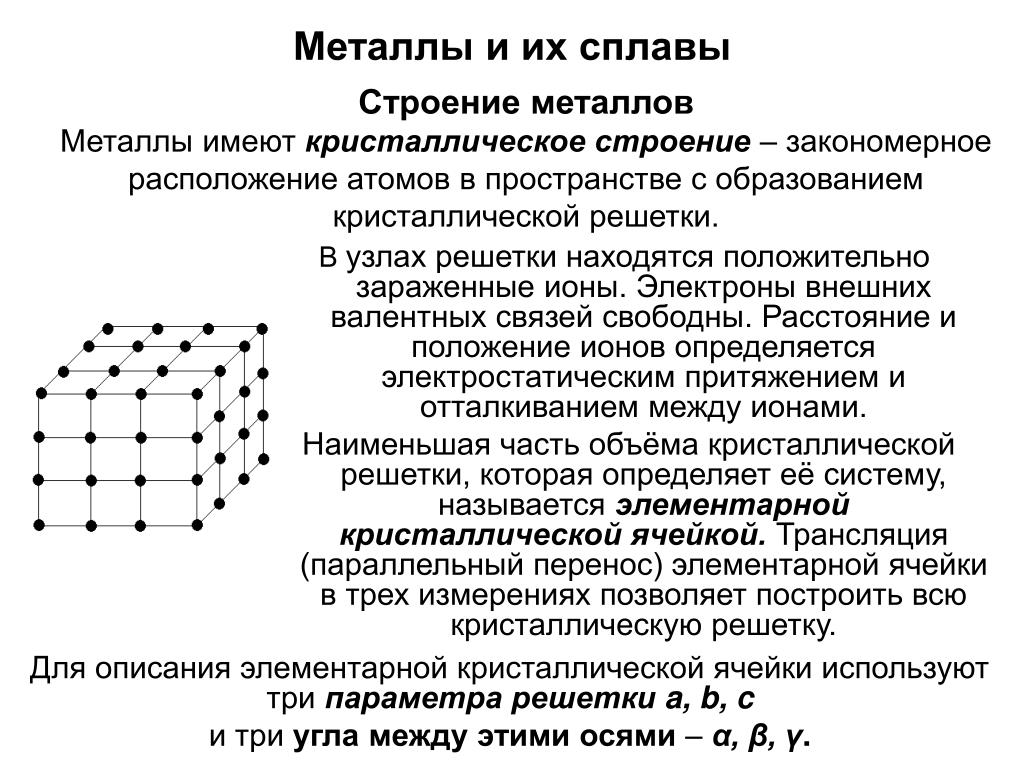
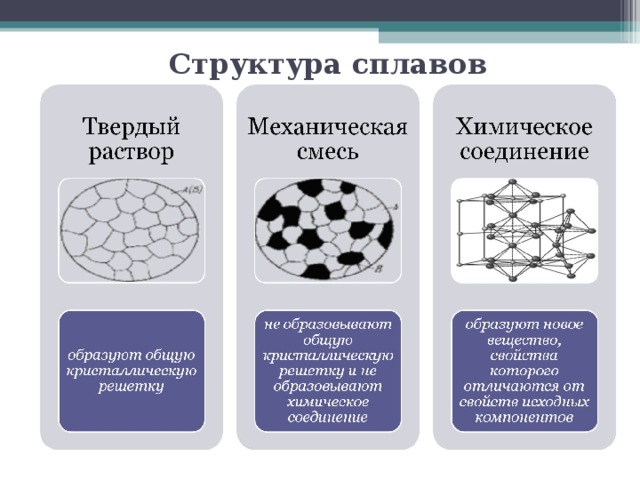
 Эта температура называется точкой Кюри. Точка Кюри определяется в основном химическим составом сплава или стали и не зависит от давлений, напряжений и других факторов.
Эта температура называется точкой Кюри. Точка Кюри определяется в основном химическим составом сплава или стали и не зависит от давлений, напряжений и других факторов.
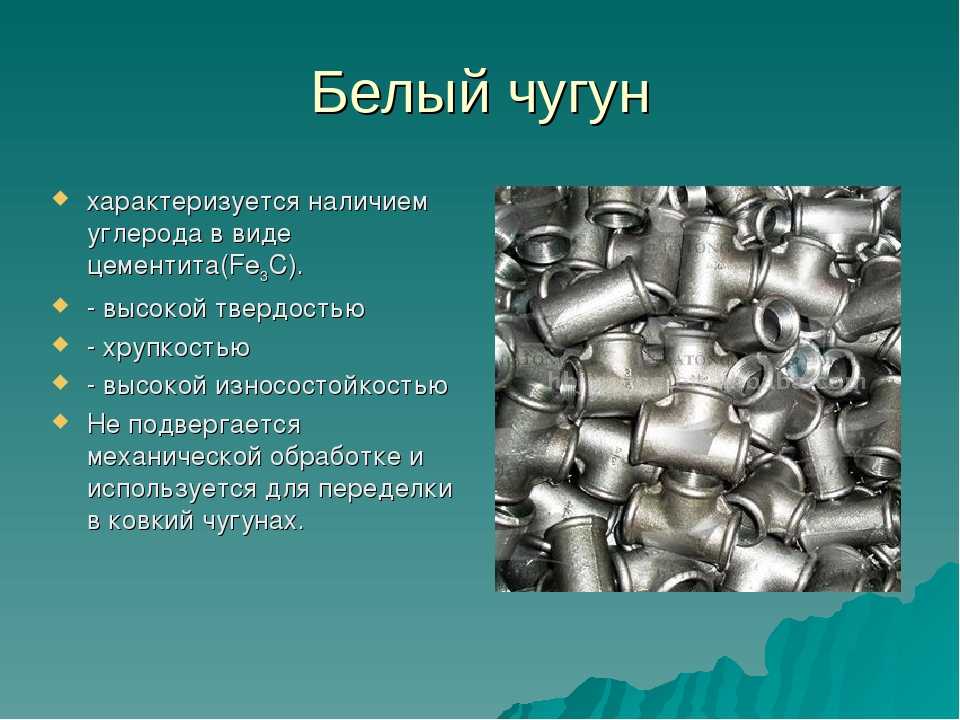
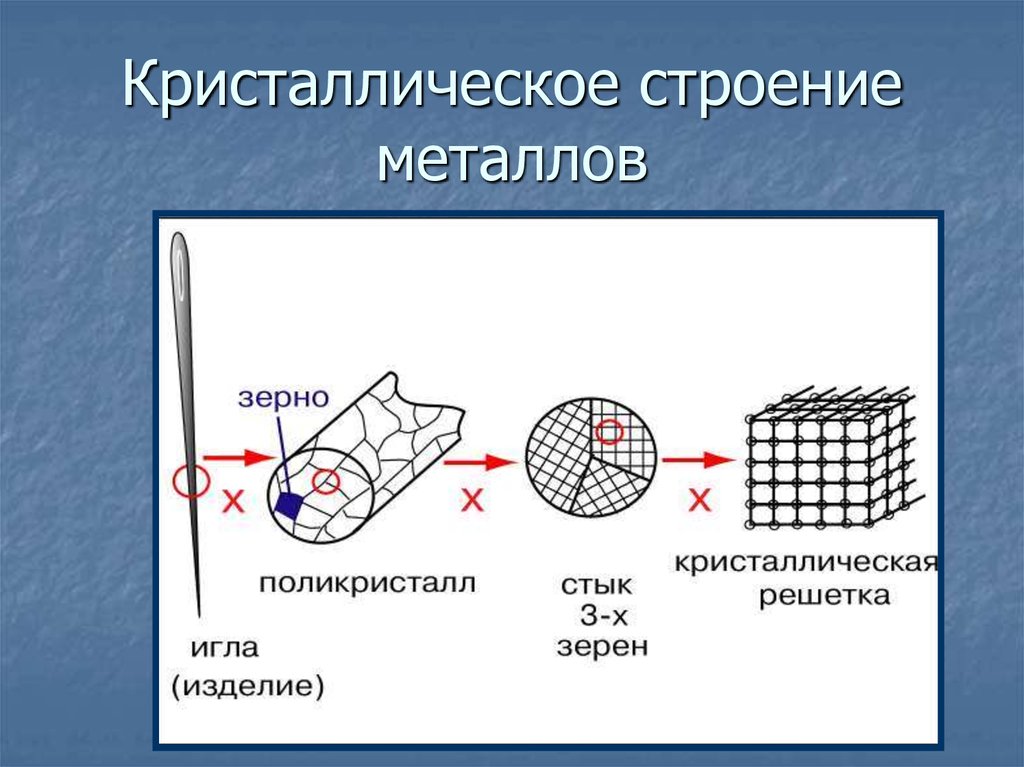 Covetics может повысить энергоэффективность линий электропередачи и межсоединений устройств, среди прочего. Прочтите полную историю здесь.
Covetics может повысить энергоэффективность линий электропередачи и межсоединений устройств, среди прочего. Прочтите полную историю здесь.
 Достигающие их объекты отскакивают, не передавая энергию металлу. Это показано в связанном видео путем сравнения обычного металла (слева) с аморфным металлом (справа). Нажмите на изображение, чтобы продолжить. Видео откроется в новой вкладке.
Достигающие их объекты отскакивают, не передавая энергию металлу. Это показано в связанном видео путем сравнения обычного металла (слева) с аморфным металлом (справа). Нажмите на изображение, чтобы продолжить. Видео откроется в новой вкладке. Например, если кусок проволоки из металлического сплава с памятью формы деформируется, он вернется в исходное состояние при воздействии тепла. Нажмите на изображение, чтобы продолжить. Видео откроется в новой вкладке.
Например, если кусок проволоки из металлического сплава с памятью формы деформируется, он вернется в исходное состояние при воздействии тепла. Нажмите на изображение, чтобы продолжить. Видео откроется в новой вкладке.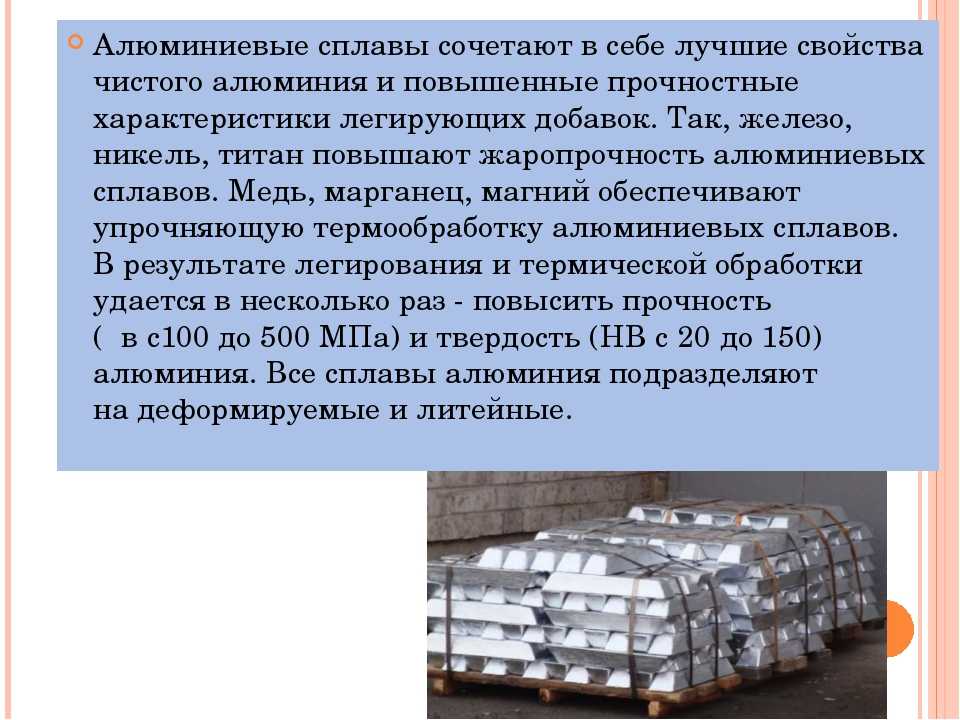
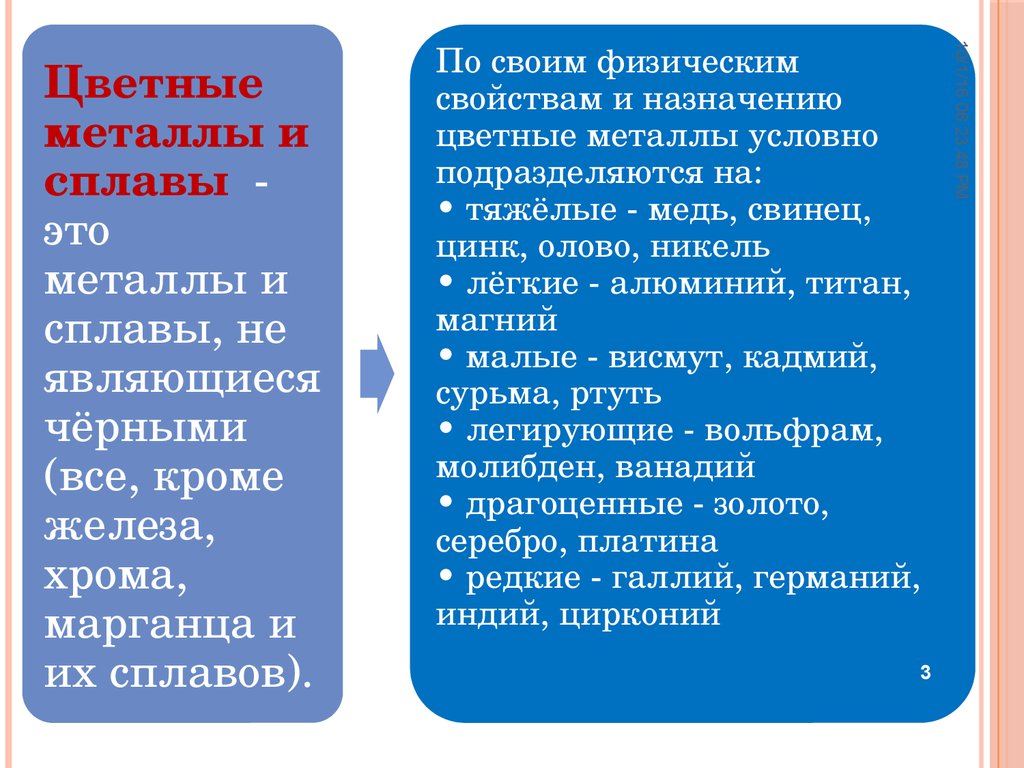 Его серия видео о материалах «Увеличить масштаб» включает «Увеличить масштаб стали», «Увеличить масштаб латуни» и «Увеличить масштаб алюминия».
Его серия видео о материалах «Увеличить масштаб» включает «Увеличить масштаб стали», «Увеличить масштаб латуни» и «Увеличить масштаб алюминия».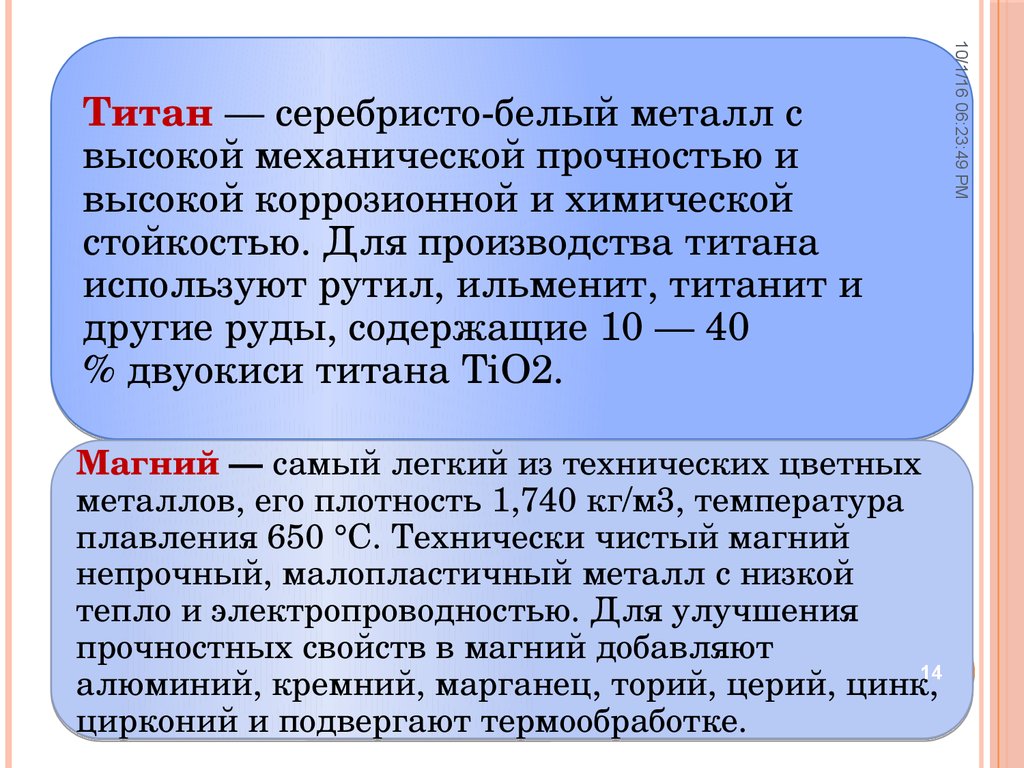 АСМ , 41 , 1949, 1145.
АСМ , 41 , 1949, 1145. «>
«> АСМ , 41 , 1949, 565.
АСМ , 41 , 1949, 565.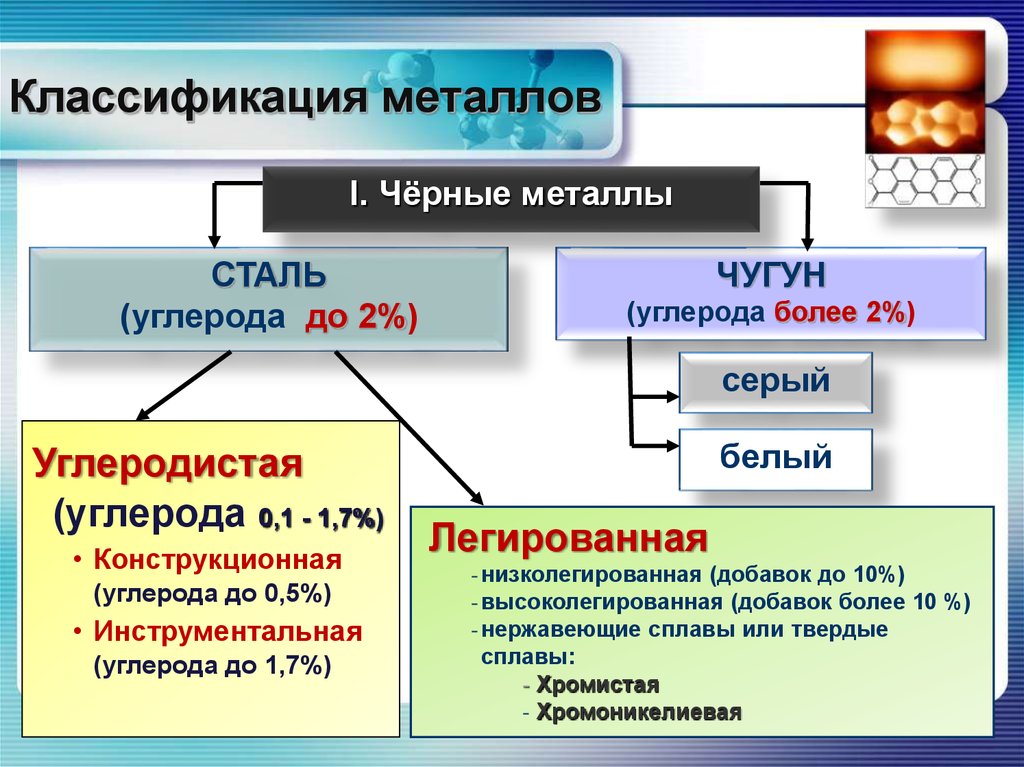 9.0175 Транс. АСМ , 41 , 1949, 1261.
9.0175 Транс. АСМ , 41 , 1949, 1261. «>
«> А.И.М.Е. , 135 , 1939, 535.
А.И.М.Е. , 135 , 1939, 535.
 Те из домашних мастеров и специалистов, которые работают с гравировальной установкой на регулярной основе, стараются сразу приобрести набор насадок для гравера, включающий в себя инструменты различного типоразмера и назначения. В зависимости от потребностей и финансовых возможностей конкретного мастера по гравировке это может быть более скромный комплект, включающий в себя несколько десятков необходимых инструментов, или профессиональный набор, в котором представлены насадки для выполнения различных работ по металлу, по дереву и другим материалам.
Те из домашних мастеров и специалистов, которые работают с гравировальной установкой на регулярной основе, стараются сразу приобрести набор насадок для гравера, включающий в себя инструменты различного типоразмера и назначения. В зависимости от потребностей и финансовых возможностей конкретного мастера по гравировке это может быть более скромный комплект, включающий в себя несколько десятков необходимых инструментов, или профессиональный набор, в котором представлены насадки для выполнения различных работ по металлу, по дереву и другим материалам. youtube.com/embed/4_ZXUIH_mDQ»/>
youtube.com/embed/4_ZXUIH_mDQ»/>

 Для удобства выполнения различных технологических операций алмазные шарошки изготавливают с разной формой рабочей части, но при этом их хвостовики всегда имеют одинаковый диаметр.
Для удобства выполнения различных технологических операций алмазные шарошки изготавливают с разной формой рабочей части, но при этом их хвостовики всегда имеют одинаковый диаметр.




 В таких наборах есть инструменты для сверления, отрезные диски для бормашины или гравера, фрезерные насадки, шарошки алмазного и абразивного типа, а также многое другое.
В таких наборах есть инструменты для сверления, отрезные диски для бормашины или гравера, фрезерные насадки, шарошки алмазного и абразивного типа, а также многое другое.

 В течение всего времени использования, желательно ещё и обновлять и пополнять имеющиеся запасы свёрл, фрез и других насадок, которые так же стоят не дёшево. Во всяком случае, они (почему-то!) стоят дороже, чем расходный материал и насадки для такого же инструмента стандартной величины. Но необязательно покупать их все подряд – некоторые насадки можно довольно легко изготовить самостоятельно. Конечно, такие сложные инструменты, как фреза по дереву, сверло или алмазный буравчик для гравировки на стекле, изготовить вряд ли получится, но вот, например, маленькие пилки для резки дерева и пластмассы, шлифовальные и войлочные диски, можно легко сделать своими руками.
В течение всего времени использования, желательно ещё и обновлять и пополнять имеющиеся запасы свёрл, фрез и других насадок, которые так же стоят не дёшево. Во всяком случае, они (почему-то!) стоят дороже, чем расходный материал и насадки для такого же инструмента стандартной величины. Но необязательно покупать их все подряд – некоторые насадки можно довольно легко изготовить самостоятельно. Конечно, такие сложные инструменты, как фреза по дереву, сверло или алмазный буравчик для гравировки на стекле, изготовить вряд ли получится, но вот, например, маленькие пилки для резки дерева и пластмассы, шлифовальные и войлочные диски, можно легко сделать своими руками. .. А если и придут, то не факт, что они окажутся качественными и надёжными. Недавно полученные мной по почте шлифовальные диски были настолько хрупкими, что один из них сломался от небольшого нажима… В общем, если хочешь что-то сделать хорошо – сделай это сам! Вот сегодня мы и рассмотрим несколько вариантов самостоятельного изготовления более прочного инструмента.
.. А если и придут, то не факт, что они окажутся качественными и надёжными. Недавно полученные мной по почте шлифовальные диски были настолько хрупкими, что один из них сломался от небольшого нажима… В общем, если хочешь что-то сделать хорошо – сделай это сам! Вот сегодня мы и рассмотрим несколько вариантов самостоятельного изготовления более прочного инструмента. Для того чтобы отверстие подогнать под маленький болтик, вырезаем (или берём готовые, если есть) две шайбы, чтобы они покрыли отверстие на будущем пильном диске. Делаем в центре каждой шайбы отверстие под болтик, обжимаем шайбами отверстие диска с обеих сторон, выравниваем по центру, и стягиваем болтиком с гайкой.
Для того чтобы отверстие подогнать под маленький болтик, вырезаем (или берём готовые, если есть) две шайбы, чтобы они покрыли отверстие на будущем пильном диске. Делаем в центре каждой шайбы отверстие под болтик, обжимаем шайбами отверстие диска с обеих сторон, выравниваем по центру, и стягиваем болтиком с гайкой.
 Только продеть болтик в колёсико, и затянуть его гайкой с другой стороны. Простейшая фреза готова. Ей можно делать надписи и рисунки на древесине, пластмассе, и даже на алюминии и латуни.
Только продеть болтик в колёсико, и затянуть его гайкой с другой стороны. Простейшая фреза готова. Ей можно делать надписи и рисунки на древесине, пластмассе, и даже на алюминии и латуни. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. Набор инструментов для лепки из глины Инструменты для лепки из глины Инструменты для лепки для гончара, керамики, художника-любителя, с сумкой для хранения
Набор инструментов для лепки из глины Инструменты для лепки из глины Инструменты для лепки для гончара, керамики, художника-любителя, с сумкой для хранения
 ) /2 хвостовика)
) /2 хвостовика) 34
34
 Диаметр 1 мм Сварочные наконечники Набор дровяных пирографических ручек Аксессуар для сжигания, модель: Серебро
Диаметр 1 мм Сварочные наконечники Набор дровяных пирографических ручек Аксессуар для сжигания, модель: Серебро
 Легированные имеют в наличие один или несколько легируемых элементов, которые оказывают огромное влияние на свойства стали. /Легированные стали очень широко применяется для изготовления ответственных деталей, несущих большую нагрузку, испытывающих разный температурный режим, сильное фрикционное воздействие. Применение такой стали распространенно в машиностроении, тракторостроении, тяжелой промышленности и в других областях.
Легированные имеют в наличие один или несколько легируемых элементов, которые оказывают огромное влияние на свойства стали. /Легированные стали очень широко применяется для изготовления ответственных деталей, несущих большую нагрузку, испытывающих разный температурный режим, сильное фрикционное воздействие. Применение такой стали распространенно в машиностроении, тракторостроении, тяжелой промышленности и в других областях. Данный вид стали успешно применяют в пищевой промышленности, медицине, для изготовления бытовых предметов, для производства турбин и др. Еще одним видом черного металла является чугун. Чугун – это сплав железа с углеродом и его содержание больше чем в стали. Так как чугун имеет хорошие литейные свойства, то его в основном используют для литых деталей. Чугун подразделяется на виды:
Данный вид стали успешно применяют в пищевой промышленности, медицине, для изготовления бытовых предметов, для производства турбин и др. Еще одним видом черного металла является чугун. Чугун – это сплав железа с углеродом и его содержание больше чем в стали. Так как чугун имеет хорошие литейные свойства, то его в основном используют для литых деталей. Чугун подразделяется на виды:



 Это более высокое содержание углерода обеспечивает увеличение прочности и твердости по сравнению с низкоуглеродистыми сталями. Однако эти стали имеют пониженную пластичность по сравнению с низкоуглеродистыми сталями. Повышенное содержание углерода и марганца в среднеуглеродистых сталях означает, что их можно подвергать отпуску и закалке. Эти стали широко используются для изготовления компонентов автомобильной промышленности, таких как шестерни, оси и валы, но также подходят для использования на железной дороге.
Это более высокое содержание углерода обеспечивает увеличение прочности и твердости по сравнению с низкоуглеродистыми сталями. Однако эти стали имеют пониженную пластичность по сравнению с низкоуглеродистыми сталями. Повышенное содержание углерода и марганца в среднеуглеродистых сталях означает, что их можно подвергать отпуску и закалке. Эти стали широко используются для изготовления компонентов автомобильной промышленности, таких как шестерни, оси и валы, но также подходят для использования на железной дороге.
 Марганец также может улучшить прокаливаемость за счет закалки, уменьшая опасность образования дефектов и делая металл более стабильным.
Марганец также может улучшить прокаливаемость за счет закалки, уменьшая опасность образования дефектов и делая металл более стабильным.
 Кованое железо является исключением из этого правила, поскольку его чистота означает, что оно устойчиво к ржавчине, в то время как легирующие элементы, такие как хром в нержавеющей стали, также могут использоваться для предотвращения ржавчины.
Кованое железо является исключением из этого правила, поскольку его чистота означает, что оно устойчиво к ржавчине, в то время как легирующие элементы, такие как хром в нержавеющей стали, также могут использоваться для предотвращения ржавчины.
 Каждый из них имеет свое собственное использование, и характеристики различаются. Кроме того, различные методы лечения доступны соответственно.
Каждый из них имеет свое собственное использование, и характеристики различаются. Кроме того, различные методы лечения доступны соответственно. д. Стали с содержанием от 0,4 до 0,6% также подходят для всего. связанных с локомотивами и рельсами.
д. Стали с содержанием от 0,4 до 0,6% также подходят для всего. связанных с локомотивами и рельсами. Инструментальные стали и высокоуглеродистые стали перекрывают друг друга.
Инструментальные стали и высокоуглеродистые стали перекрывают друг друга.

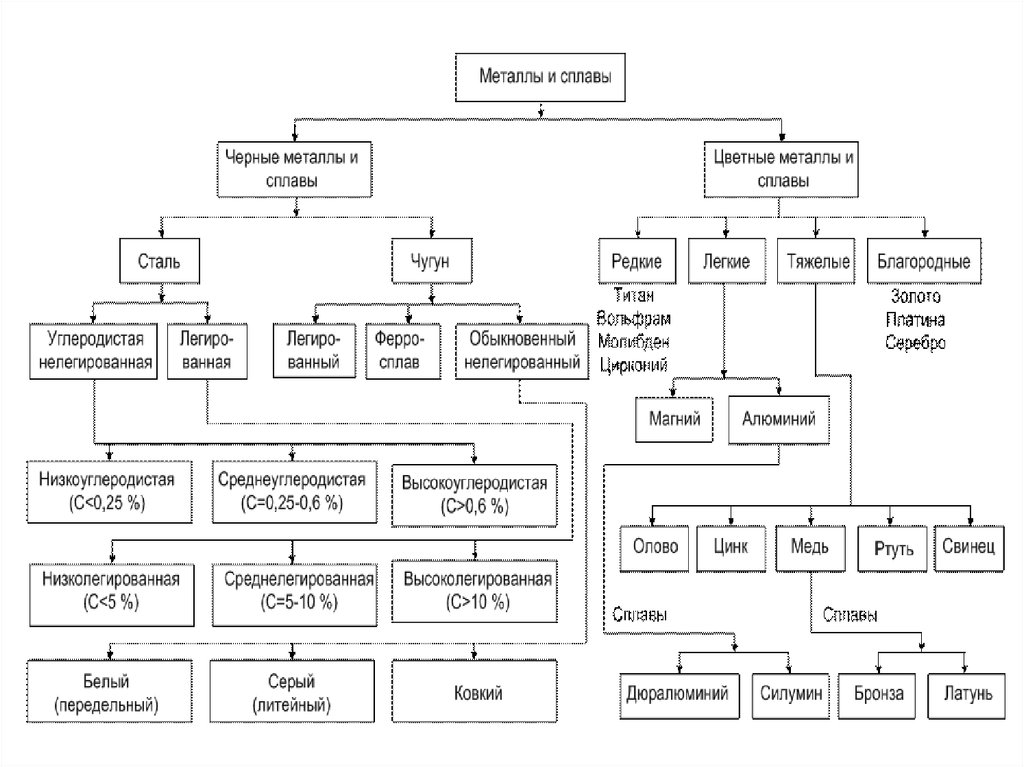
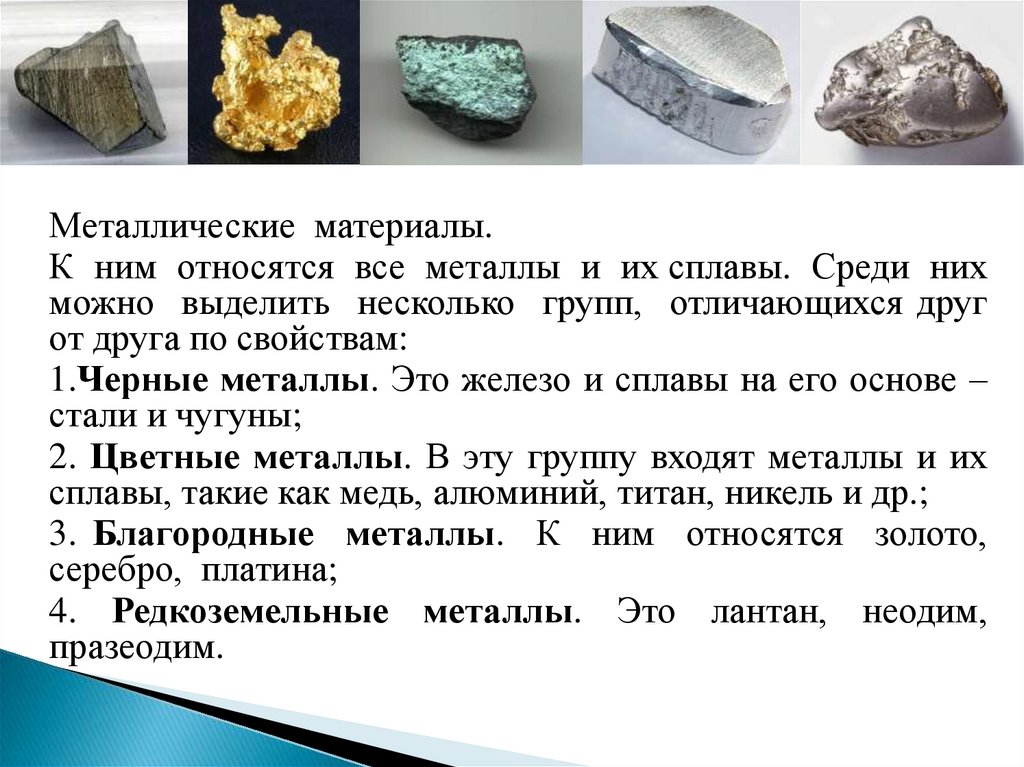
 д.
д. Поэтому тщательно выбирайте субподрядчика для производства.
Поэтому тщательно выбирайте субподрядчика для производства.

 Алюминий и титан также хорошо поддаются кузнечной сварке. Как правило, нержавеющая сталь, медь и ее сплавы (латунь, бронза) не поддаются кузнечной сварке.
Алюминий и титан также хорошо поддаются кузнечной сварке. Как правило, нержавеющая сталь, медь и ее сплавы (латунь, бронза) не поддаются кузнечной сварке. Современные цепи по-прежнему обычно свариваются кузнечной сваркой.
Современные цепи по-прежнему обычно свариваются кузнечной сваркой.
 Основная часть долота (головки топора) изготовлена из низкоуглеродистой стали, а режущая кромка — из высокоуглеродистой.
Основная часть долота (головки топора) изготовлена из низкоуглеродистой стали, а режущая кромка — из высокоуглеродистой. Конечно, все зависит от того, что вы пытаетесь сварить кузнечным способом, и от того, какую кузницу вы используете.
Конечно, все зависит от того, что вы пытаетесь сварить кузнечным способом, и от того, какую кузницу вы используете. Если процент будет выше, сварка материала практически невозможна.
Если процент будет выше, сварка материала практически невозможна. В примечании уточняется, что «сопрягаемые поверхности допускается нагревать, чтобы облегчить получение соединения» (ИСО 857-1).
В примечании уточняется, что «сопрягаемые поверхности допускается нагревать, чтобы облегчить получение соединения» (ИСО 857-1). Она требует минимум специального оборудования и дает интересный визуальный эффект.
Она требует минимум специального оборудования и дает интересный визуальный эффект. Качественное соединение возможно, только если с поверхности заготовок будут удалены оксидные пленки и другие загрязнения.
Качественное соединение возможно, только если с поверхности заготовок будут удалены оксидные пленки и другие загрязнения.
 Смесь необходимо прокалить, чтобы максимально избавиться от воды в составе. Этот вариант действеннее, чем один песок. Бура лучше шлакуется и очищает металл. Если уголь плохо очищен и дает много шлака, использование этого вещества просто необходимо! В экстренной ситуации буру можно заменить солью.
Смесь необходимо прокалить, чтобы максимально избавиться от воды в составе. Этот вариант действеннее, чем один песок. Бура лучше шлакуется и очищает металл. Если уголь плохо очищен и дает много шлака, использование этого вещества просто необходимо! В экстренной ситуации буру можно заменить солью. Детали стыкуют или накладывают друг на друга, после чего наносят легкие и частые удары. При этом остатки флюса со шлаком выдавливаются наружу шва. Поверхности стыка в этот момент плотно прижимаются, и это защищает их от окисления. Процесс заканчивают частыми и сильными ударами от середины к краям. Это позволяет избежать непроваров, трещин, пузырьков, что в итоге увеличивает прочность всей поковки. Важно уделить внимание не только месту сварки, но и проковать участки, к нему прилегающие.
Детали стыкуют или накладывают друг на друга, после чего наносят легкие и частые удары. При этом остатки флюса со шлаком выдавливаются наружу шва. Поверхности стыка в этот момент плотно прижимаются, и это защищает их от окисления. Процесс заканчивают частыми и сильными ударами от середины к краям. Это позволяет избежать непроваров, трещин, пузырьков, что в итоге увеличивает прочность всей поковки. Важно уделить внимание не только месту сварки, но и проковать участки, к нему прилегающие.

 Кузнечная сварка, разработанная в средние века, является одним из древнейших способов соединения металлов. Кузнечная сварка – необходимая техника и бесценный навык для кузнеца. Это произошло из-за необходимости соединить маленькие кусочки металла, чтобы сформировать большой кусок металла. С практикой кузнечная сварка требует зрительно-моторной координации, скорости и внимания к деталям. Это также требует от кузнеца понимания идеальной температуры свариваемого материала.
Кузнечная сварка, разработанная в средние века, является одним из древнейших способов соединения металлов. Кузнечная сварка – необходимая техника и бесценный навык для кузнеца. Это произошло из-за необходимости соединить маленькие кусочки металла, чтобы сформировать большой кусок металла. С практикой кузнечная сварка требует зрительно-моторной координации, скорости и внимания к деталям. Это также требует от кузнеца понимания идеальной температуры свариваемого материала.
 Носите плотные 100% натуральные материалы, такие как хлопок, шерсть или кожа. Кожаный фартук — отличная инвестиция! И убедитесь, что вы не носите свободные вещи или одежду, которые может захватить машина.
Носите плотные 100% натуральные материалы, такие как хлопок, шерсть или кожа. Кожаный фартук — отличная инвестиция! И убедитесь, что вы не носите свободные вещи или одежду, которые может захватить машина. Кузнечный отдел Горнила использует буру в качестве флюса. Флюс служит низкотемпературным стекловидным экраном, предотвращающим окисление стали. По сути, флюс является восстановителем, предотвращающим окисление. Окисление в конечном итоге приводит к образованию окалины или шлака на поверхности, что препятствует сварке металла. Любой грязный или загрязненный металл создаст слабое соединение и повысит температуру плавления металла. Флюс необходим при кузнечной сварке, особенно в начале кузнечного дела.
Кузнечный отдел Горнила использует буру в качестве флюса. Флюс служит низкотемпературным стекловидным экраном, предотвращающим окисление стали. По сути, флюс является восстановителем, предотвращающим окисление. Окисление в конечном итоге приводит к образованию окалины или шлака на поверхности, что препятствует сварке металла. Любой грязный или загрязненный металл создаст слабое соединение и повысит температуру плавления металла. Флюс необходим при кузнечной сварке, особенно в начале кузнечного дела. Кузнечная сварка должна выполняться быстро, чтобы материал не стал слишком мягким. Вы можете соединить свои детали металлической проволокой, пока не сформируется основной сварной шов. Затем поднесите деталь к молоту или гидравлическому прессу, чтобы соединить сварной шов. Убедитесь, что вы не ударяете по металлу так сильно, что сварной шов сместится. Повторяйте до тех пор, пока готовый сварной шов не станет чистым и не будет иметь линий сварки.
Кузнечная сварка должна выполняться быстро, чтобы материал не стал слишком мягким. Вы можете соединить свои детали металлической проволокой, пока не сформируется основной сварной шов. Затем поднесите деталь к молоту или гидравлическому прессу, чтобы соединить сварной шов. Убедитесь, что вы не ударяете по металлу так сильно, что сварной шов сместится. Повторяйте до тех пор, пока готовый сварной шов не станет чистым и не будет иметь линий сварки.

 к бронзовому литью….
к бронзовому литью…. После базового ознакомления с ковкой стали и использованием кузнечных инструментов…
После базового ознакомления с ковкой стали и использованием кузнечных инструментов… Этот класс предназначен для развития ваших базовых навыков одновременно с с такими техниками, как изготовление завитков, создание воротника, базовые…
Этот класс предназначен для развития ваших базовых навыков одновременно с с такими техниками, как изготовление завитков, создание воротника, базовые… ..
.. Поскольку процедура особенно сложна, сварщики и кузнецы мотивированы заниматься кузнечной сваркой, когда они свободны от обычных повседневных обязанностей.
Поскольку процедура особенно сложна, сварщики и кузнецы мотивированы заниматься кузнечной сваркой, когда они свободны от обычных повседневных обязанностей. Вы должны выполнить кузнечную сварку, чтобы ваш материал не стал слишком мягким. Вы можете использовать металлическую проволоку для соединения деталей, пока не будет создан основной сварной шов.
Вы должны выполнить кузнечную сварку, чтобы ваш материал не стал слишком мягким. Вы можете использовать металлическую проволоку для соединения деталей, пока не будет создан основной сварной шов. д.
д. В этом процессе две отдельные металлические детали соединяются путем применения определенного количества тепла, так что вы можете формовать металлические детали вместе. На данном этапе все, что мы заявили, вращается вокруг сварки плавлением.
В этом процессе две отдельные металлические детали соединяются путем применения определенного количества тепла, так что вы можете формовать металлические детали вместе. На данном этапе все, что мы заявили, вращается вокруг сварки плавлением. Есть разные варианты из алюминия, железа, латуни, меди и, конечно же, стали.
Есть разные варианты из алюминия, железа, латуни, меди и, конечно же, стали.
 Он не имеет себе равных для каждого предмета и эстетически приятен.
Он не имеет себе равных для каждого предмета и эстетически приятен. Знание того, какой материал лучше всего подходит для покрытия определенного металла, а какой достаточно кислый, чтобы разъедать металл, облегчит ваши усилия.
Знание того, какой материал лучше всего подходит для покрытия определенного металла, а какой достаточно кислый, чтобы разъедать металл, облегчит ваши усилия.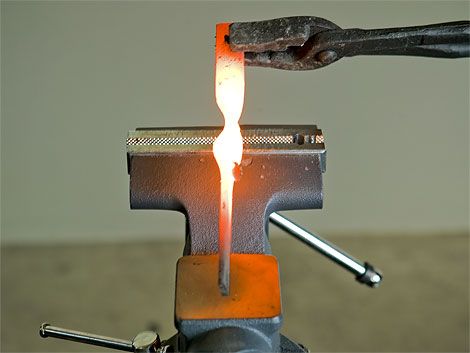 Вы можете получить чистый сустав быстро и легко.
Вы можете получить чистый сустав быстро и легко.

 Это приходится учитывать при расчётах веса металлопроката любого профиля. Эти данные дают возможность рассчитывать вес прокатных изделий по его линейным размерам. Или наоборот, размеры металлопрокатных изделий можно определить по их весу.
Это приходится учитывать при расчётах веса металлопроката любого профиля. Эти данные дают возможность рассчитывать вес прокатных изделий по его линейным размерам. Или наоборот, размеры металлопрокатных изделий можно определить по их весу. м
м м
м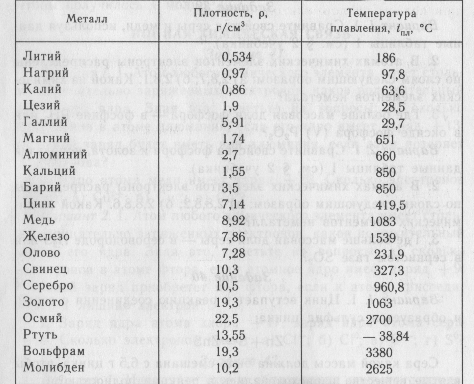 м
м м
м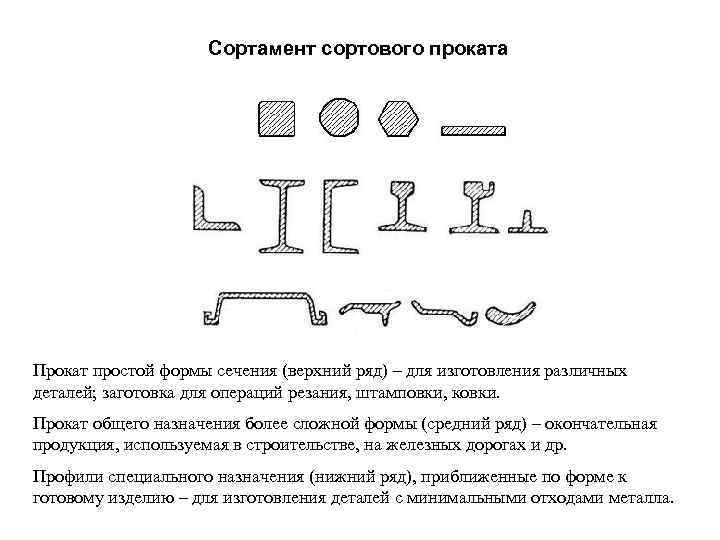 46
46 07.2020
07.2020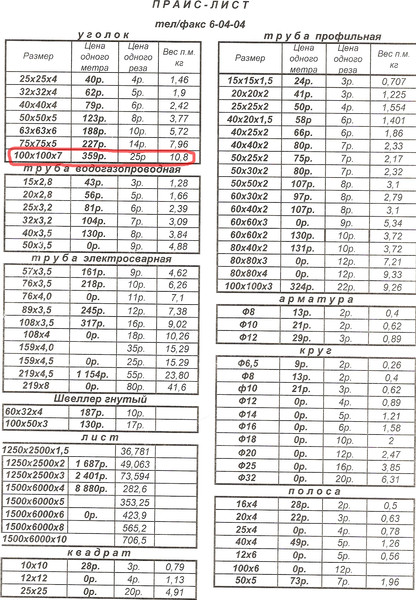 Если же у вас ее не оказалось под рукой, вычислить вес листового металлопроката, имея его площадь, можно при помощи формулы и обычного калькулятора.
Если же у вас ее не оказалось под рукой, вычислить вес листового металлопроката, имея его площадь, можно при помощи формулы и обычного калькулятора.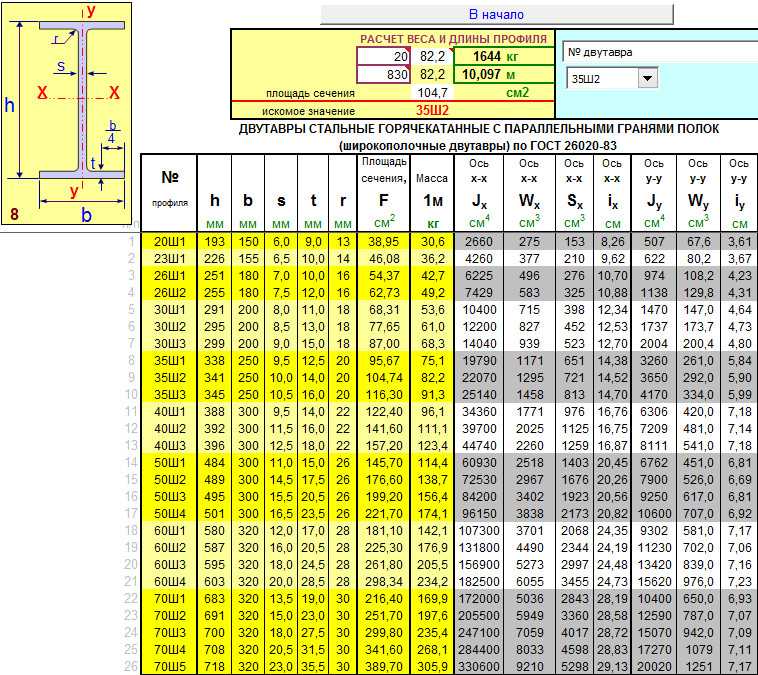 Полученный результат используется для определения количества листов в тонне материала или партии определенной массы. Учтите, что приближенные методики вычисления используются только для предварительного измерения массы материалов: проектная документация потребует точных данных, прописанных ГОСТ.
Полученный результат используется для определения количества листов в тонне материала или партии определенной массы. Учтите, что приближенные методики вычисления используются только для предварительного измерения массы материалов: проектная документация потребует точных данных, прописанных ГОСТ.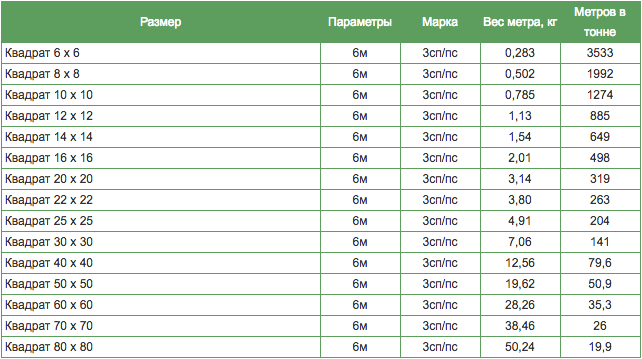 03
03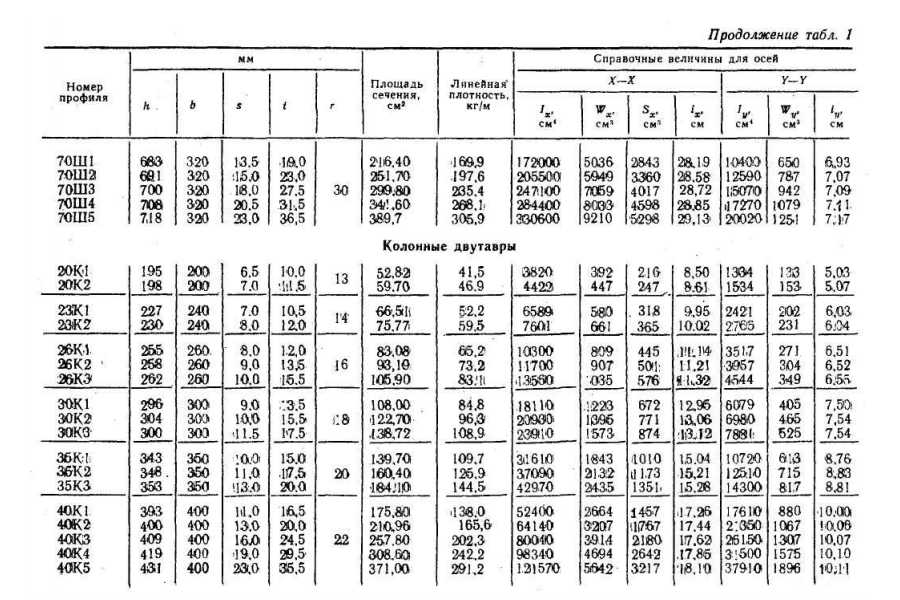 62
62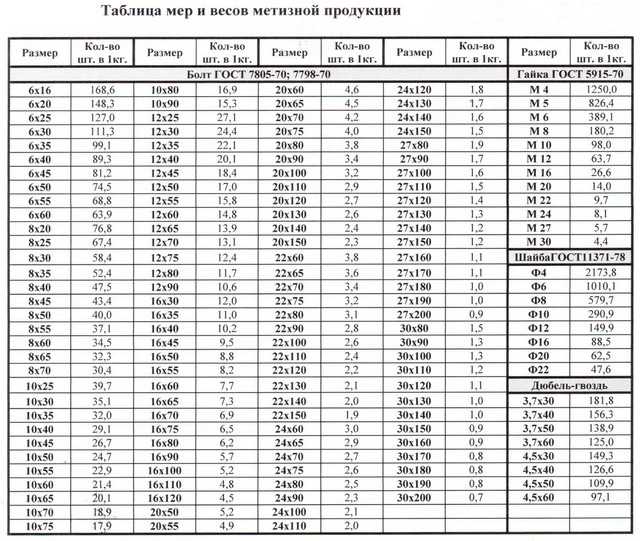 7
7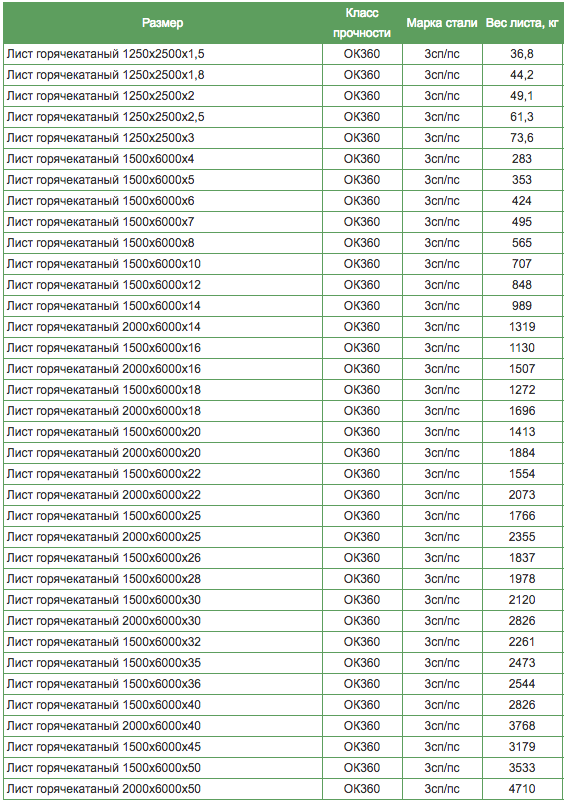 22
22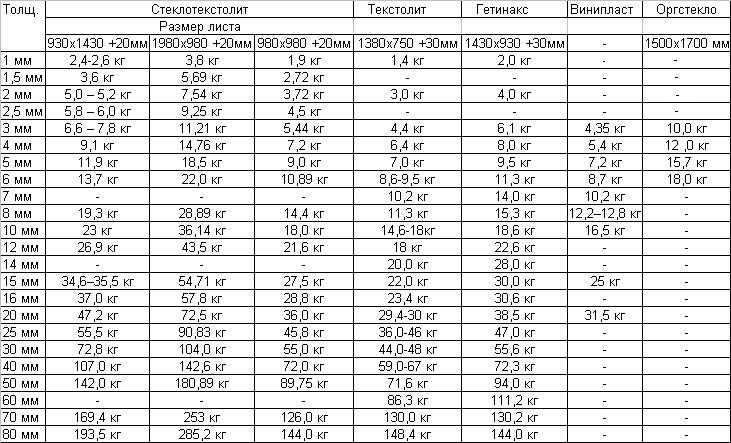 7 — 7.1
7 — 7.1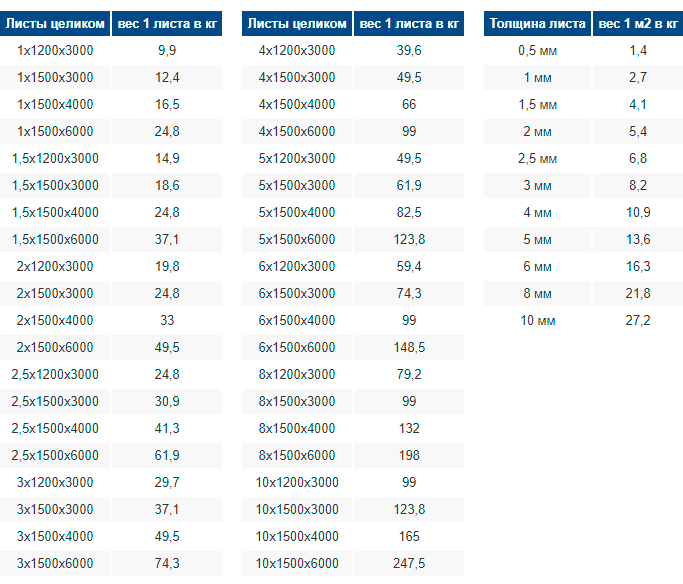 32
32 7
7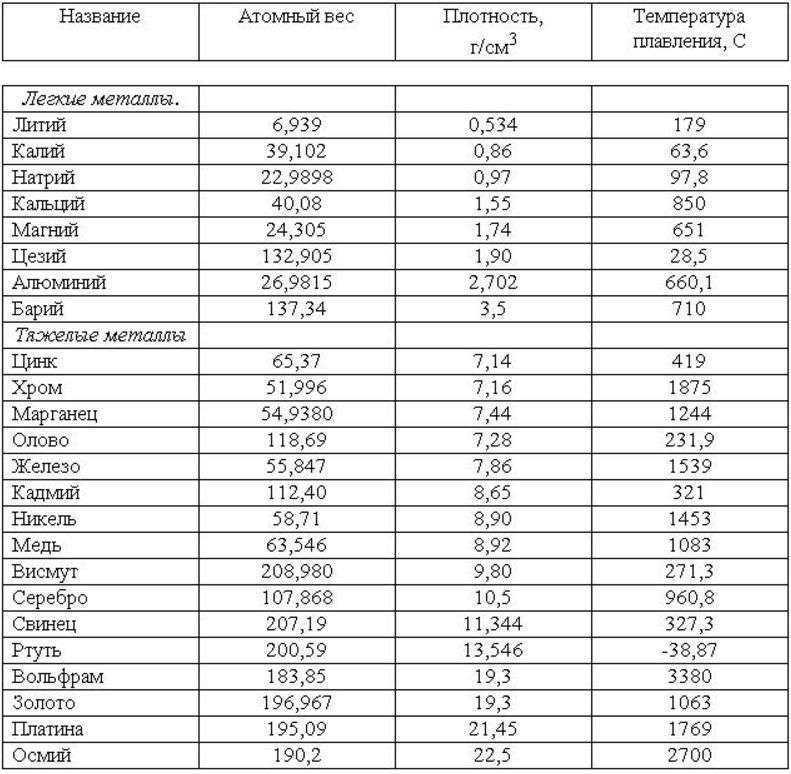
 9
9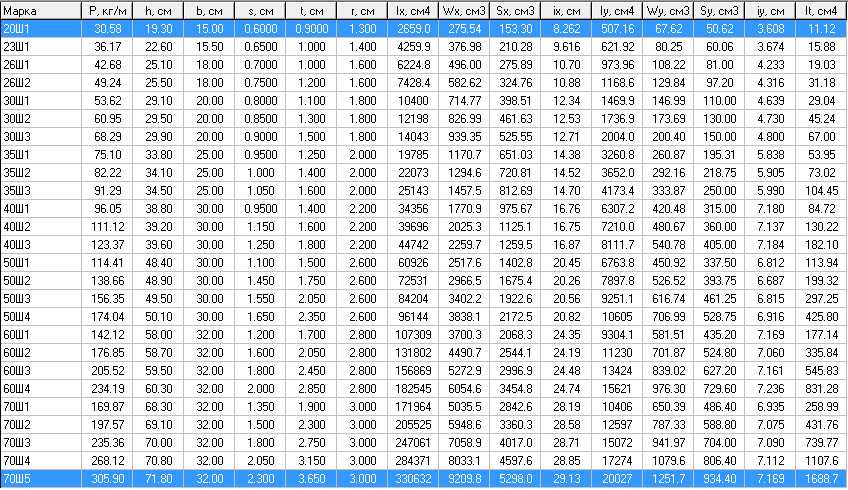 30
30 52
52
 0
0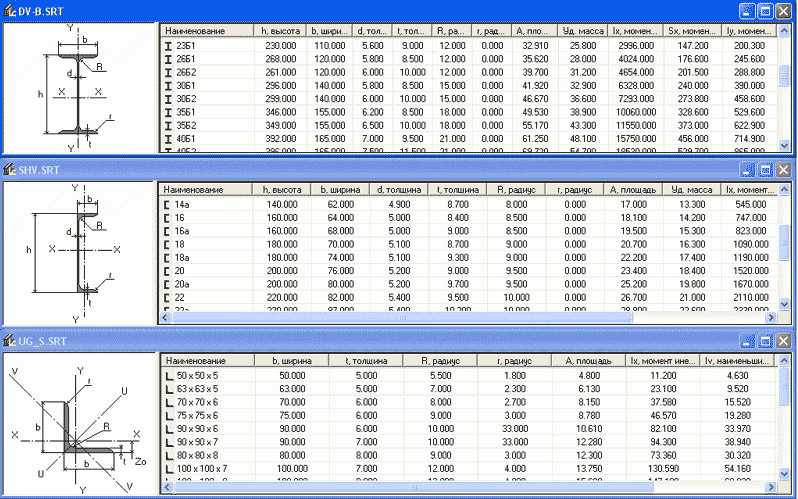
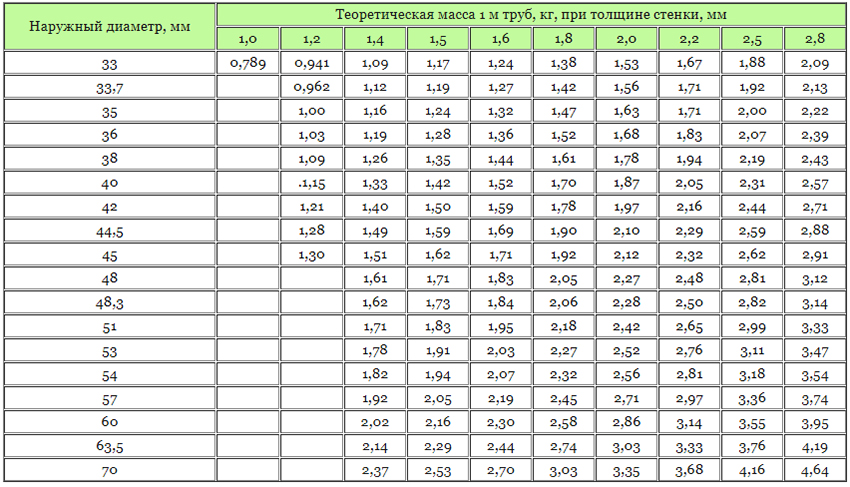 Температура и чистота часто оказывают определенное влияние. Так как 1000 кг чистой воды при 4C = 1 кубический метр, материалы с плотностью менее 1000 кг на кубический метр будут плавать; более плотные материалы, очевидно, будут тонуть. Эти материалы имеют удельный вес более 1. Чистая вода при 4°C (максимальная плотность) была выбрана в качестве принятого стандарта удельного веса и получила значение 1. В некоторых других стандартах чистая вода при 60°F определяется как sg = 1, поэтому правильнее указать используемую базу. Удельный вес всех других материалов сравнивается с водой как плотность на долю тяжелее или на долю легче, независимо от того, насколько мала или велика фракция. Например, бериллий имеет удельный вес (г) 1,84 (1840 кг/м³). Поскольку удельный вес — это просто сравнение, его можно применять к любым единицам измерения. Плотность чистой воды также составляет 62,4 фунта/фут³ (фунтов на кубический фут), и если мы знаем, что образец алюминия имеет плотность 2,5, то мы можем рассчитать, что его плотность составляет 2,5 x 62,4 = 156 фунтов/фут³.
Температура и чистота часто оказывают определенное влияние. Так как 1000 кг чистой воды при 4C = 1 кубический метр, материалы с плотностью менее 1000 кг на кубический метр будут плавать; более плотные материалы, очевидно, будут тонуть. Эти материалы имеют удельный вес более 1. Чистая вода при 4°C (максимальная плотность) была выбрана в качестве принятого стандарта удельного веса и получила значение 1. В некоторых других стандартах чистая вода при 60°F определяется как sg = 1, поэтому правильнее указать используемую базу. Удельный вес всех других материалов сравнивается с водой как плотность на долю тяжелее или на долю легче, независимо от того, насколько мала или велика фракция. Например, бериллий имеет удельный вес (г) 1,84 (1840 кг/м³). Поскольку удельный вес — это просто сравнение, его можно применять к любым единицам измерения. Плотность чистой воды также составляет 62,4 фунта/фут³ (фунтов на кубический фут), и если мы знаем, что образец алюминия имеет плотность 2,5, то мы можем рассчитать, что его плотность составляет 2,5 x 62,4 = 156 фунтов/фут³. Общая информация: кг/м³ разделить на 16,01846 = фунт/фут³.
Общая информация: кг/м³ разделить на 16,01846 = фунт/фут³.
 99 грн
99 грн 99 грн
99 грн 99 грн
99 грн 99 грн
99 грн Их преимуществом перед твердыми абразивными кругами является то, что не удаляют основной металл и не меняют профиль поверхности. Так, например, не существует насадок, которыми можно было бы удалить закоксовавшуюся смазку с резьбы, не затронув саму резьбу, лучше, чем кордщетками.
Их преимуществом перед твердыми абразивными кругами является то, что не удаляют основной металл и не меняют профиль поверхности. Так, например, не существует насадок, которыми можно было бы удалить закоксовавшуюся смазку с резьбы, не затронув саму резьбу, лучше, чем кордщетками.

 Сравните
Сравните Сравните
Сравните Сравните
Сравните

 Поставьте ножку разметочного циркуля в след от керна и прочертите на металле окружность необходимого диаметра. Самым распространенным и технологичным способом является резка металла с помощью газорезки. Чтобы круг был хорошо виден, обведите прочерченный циркулем контур маркером или мелом.
Поставьте ножку разметочного циркуля в след от керна и прочертите на металле окружность необходимого диаметра. Самым распространенным и технологичным способом является резка металла с помощью газорезки. Чтобы круг был хорошо виден, обведите прочерченный циркулем контур маркером или мелом. Прорежьте в листе со всех сторон начерченной окружности линии, располагающиеся по касательной к ней.
Прорежьте в листе со всех сторон начерченной окружности линии, располагающиеся по касательной к ней. Произведите кернение по этой окружности с таким расчетом, чтобы углубления от керна отстояли друг от друга на расстоянии диаметра сверла. Просверлите в накерненных местах отверстия по всему периметру окружности. Выбейте молотком или кувалдой круг из листа, обработайте его по наружному диаметру на точильном станке.
Произведите кернение по этой окружности с таким расчетом, чтобы углубления от керна отстояли друг от друга на расстоянии диаметра сверла. Просверлите в накерненных местах отверстия по всему периметру окружности. Выбейте молотком или кувалдой круг из листа, обработайте его по наружному диаметру на точильном станке. Получить травму можно от разлетевшегося диска либо выпавшего из рук инструмента. В обоих случаях опасность связана с высокой скоростью вращения электродвигателя устройства. Для повышения эффективности работы болгаркой, расширения ее функциональных возможностей, на практике используют такие дополнительные приспособления :.
Получить травму можно от разлетевшегося диска либо выпавшего из рук инструмента. В обоих случаях опасность связана с высокой скоростью вращения электродвигателя устройства. Для повышения эффективности работы болгаркой, расширения ее функциональных возможностей, на практике используют такие дополнительные приспособления :. Держать обрабатываемые детали в руках либо между коленями запрещено. Приступив к распиливанию любой детали с помощью углошлифовальной машины, следует придерживаться таких правил. Когда резка металла болгаркой будет закончена, следует дождаться полной остановки диска, отсоединить шнур питания инструмента от сети.
Держать обрабатываемые детали в руках либо между коленями запрещено. Приступив к распиливанию любой детали с помощью углошлифовальной машины, следует придерживаться таких правил. Когда резка металла болгаркой будет закончена, следует дождаться полной остановки диска, отсоединить шнур питания инструмента от сети. Вырванный из рук электроинструмент полетит в противоположную сторону.
Вырванный из рук электроинструмент полетит в противоположную сторону. Алгоритм действий при этом следующий. Резать нужно по внешнему контуру окружности , чтобы не уменьшить размеры круга. Если его диаметр небольшой, то пилят, касаясь металла диском по точкам без продольного движения насадки. Круглое отверстие получится с косым срезом, а также с некоторыми незначительными изъянами они зависят от мастерства рабочего.
Алгоритм действий при этом следующий. Резать нужно по внешнему контуру окружности , чтобы не уменьшить размеры круга. Если его диаметр небольшой, то пилят, касаясь металла диском по точкам без продольного движения насадки. Круглое отверстие получится с косым срезом, а также с некоторыми незначительными изъянами они зависят от мастерства рабочего. Алюминий и медь — это очень вязкие цветные металлы. Их распиливают с помощью болгарки, поливая керосином образуемую диском прорезь. При этом требуется соблюдать правила противопожарной безопасности.
Алюминий и медь — это очень вязкие цветные металлы. Их распиливают с помощью болгарки, поливая керосином образуемую диском прорезь. При этом требуется соблюдать правила противопожарной безопасности.
 При этом для первоначальной разметки применяют строительный угольник, либо транспортир. Когда шаблон сделан, внутрь него вставляют обрезаемые заготовки, отмечая линии среза. Затем производят распиливание. Чугун — это хрупкий материал.
При этом для первоначальной разметки применяют строительный угольник, либо транспортир. Когда шаблон сделан, внутрь него вставляют обрезаемые заготовки, отмечая линии среза. Затем производят распиливание. Чугун — это хрупкий материал. Узнаем тяжело ли просверлить отверстие в металле. Узнаем как просто просверлить большое отверстие в металле. К ак просверлить отверстие в металле. Что бы ручными приспособлениями, дрелью или шуруповёртом просверлить отверстие в металле, в любом: трубе, швеллере, пластине металла, нам понадобится комплект свёрл по металлу. Если быть более подробным, то наименьшее сверло для сверления отверстия в металле стоит взять двоечку, четвёрочку, шестерочку и так до того размера отверстия, которое мы собираемся сверлить. Такое количество сверл по металлу позволит вам просверлить отверстие в металле намного быстрее. Если пропустить, хотя бы один вид сверла, отверстие в металле придётся чуть дольше сверлить чем обычно. Значит самым маленьким сверлом, стоит сверлить технологическое отверстие в металле, а остальными сверлами расширять или увеличить остальными свёрлами наше отверстие. Самое сложное при сверлении метала, просверлить первое отверстие, на сверление которого уходит от трёх до шести минут, с учетом того, что уголок или швеллер, или труба толщиной металла от трёх до пяти мм.
Узнаем тяжело ли просверлить отверстие в металле. Узнаем как просто просверлить большое отверстие в металле. К ак просверлить отверстие в металле. Что бы ручными приспособлениями, дрелью или шуруповёртом просверлить отверстие в металле, в любом: трубе, швеллере, пластине металла, нам понадобится комплект свёрл по металлу. Если быть более подробным, то наименьшее сверло для сверления отверстия в металле стоит взять двоечку, четвёрочку, шестерочку и так до того размера отверстия, которое мы собираемся сверлить. Такое количество сверл по металлу позволит вам просверлить отверстие в металле намного быстрее. Если пропустить, хотя бы один вид сверла, отверстие в металле придётся чуть дольше сверлить чем обычно. Значит самым маленьким сверлом, стоит сверлить технологическое отверстие в металле, а остальными сверлами расширять или увеличить остальными свёрлами наше отверстие. Самое сложное при сверлении метала, просверлить первое отверстие, на сверление которого уходит от трёх до шести минут, с учетом того, что уголок или швеллер, или труба толщиной металла от трёх до пяти мм.
 Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления. Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие. При использовании различных инструментов также необходимо учитывать их особенности.
Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления. Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие. При использовании различных инструментов также необходимо учитывать их особенности.
 Вначале в заготовке 5 в центре будущего отверстия высверливают отверстие небольшого диаметра под направляющий стержень 4, закрепленный в корпусе 2. Затем в шпиндель станка вставляют хвостовик оправки 3, включают вращение шпинделя станка и подают оправку к заготовке так, чтобы закрепленный в корпусе оправки направляющий стержень 4 вошел в предварительно просверленное отверстие. Этим обеспечивается правильное центрирование резцов 1 относительно заготовки. При дальнейшей подаче оправки резцы чисто вырезают отверстие требуемого диаметра. Образование отверстий большого диаметра указанным способом является более экономичным, чем сверление отверстий сверлом, так как при этом весь высверливаемый металл превращается в стружку.
Вначале в заготовке 5 в центре будущего отверстия высверливают отверстие небольшого диаметра под направляющий стержень 4, закрепленный в корпусе 2. Затем в шпиндель станка вставляют хвостовик оправки 3, включают вращение шпинделя станка и подают оправку к заготовке так, чтобы закрепленный в корпусе оправки направляющий стержень 4 вошел в предварительно просверленное отверстие. Этим обеспечивается правильное центрирование резцов 1 относительно заготовки. При дальнейшей подаче оправки резцы чисто вырезают отверстие требуемого диаметра. Образование отверстий большого диаметра указанным способом является более экономичным, чем сверление отверстий сверлом, так как при этом весь высверливаемый металл превращается в стружку. Для примера мы возьмем кусок 12 швеллера и кусок листового металла, толщиной 2 мм.
Для примера мы возьмем кусок 12 швеллера и кусок листового металла, толщиной 2 мм.


 Работа проходит поэтапно:
Работа проходит поэтапно:
 Для обработки вы также можете использовать болгарский. Если круг имеет широкий диаметр, контуры как правило бывают заострены большим диском.
Для обработки вы также можете использовать болгарский. Если круг имеет широкий диаметр, контуры как правило бывают заострены большим диском.

 В конкретных условиях прокладки трубопровода смогут употребляться самые разные приемы, каковые и предполагается рассмотреть в нашей статье.
В конкретных условиях прокладки трубопровода смогут употребляться самые разные приемы, каковые и предполагается рассмотреть в нашей статье. Однако есть у этих листов один ярко выраженный минус – недостаточная ударостойкость, поэтому при резке велика вероятность их повреждения.
Однако есть у этих листов один ярко выраженный минус – недостаточная ударостойкость, поэтому при резке велика вероятность их повреждения.
 При его использовании есть возможность создать в плиточке любую сквозную фигуру, при этом и в центральной части плиточки, и на краю. Последнее иногда требуется для установки розетки. Но для первого случая было бы здорово, чтобы под рукой была электрическая дрель и сверло, чтобы прорезать отверстия в плиточке в том месте, где будет находиться розетка.
При его использовании есть возможность создать в плиточке любую сквозную фигуру, при этом и в центральной части плиточки, и на краю. Последнее иногда требуется для установки розетки. Но для первого случая было бы здорово, чтобы под рукой была электрическая дрель и сверло, чтобы прорезать отверстия в плиточке в том месте, где будет находиться розетка. Тем же самым способом следует проработать отверстие стандартной ножовкой, но тогда не рассчитывайте на хорошее качество реза.
Тем же самым способом следует проработать отверстие стандартной ножовкой, но тогда не рассчитывайте на хорошее качество реза.

 Лист шифера укладывают на плоское место и под линейку проводят леску резаком. Затем, убрав линейку, леску углубляют и расширяют, посильнее нажав на резак.
Лист шифера укладывают на плоское место и под линейку проводят леску резаком. Затем, убрав линейку, леску углубляют и расширяют, посильнее нажав на резак.
 Просверливание выполняют за счет того, что вращается коронка, которая наставлена на направляющее сверло. Аккуратность создания проема будет во многом определена свойствами напыления алмазного типа и размером зерен. Минусом способа будет то, что стоимость коронки достаточно большая.
Просверливание выполняют за счет того, что вращается коронка, которая наставлена на направляющее сверло. Аккуратность создания проема будет во многом определена свойствами напыления алмазного типа и размером зерен. Минусом способа будет то, что стоимость коронки достаточно большая. Для этого вам понадобятся киянка, кернер, циркуль и маркер.
Для этого вам понадобятся киянка, кернер, циркуль и маркер.
 Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
 Этот метод резания отличается максимальными производительностью и точностью. Опишем технологию.
Этот метод резания отличается максимальными производительностью и точностью. Опишем технологию.
 При сверлении металла более низкие обороты на самом деле лучше, чем быстрые. Это связано с тем, что он дает более плавный и точный результат, в отличие от сверления дерева, для которого требуются высокие обороты. Вы можете проверить, работает ли ваша дрель слишком быстро, по размеру стружки, которая отрывается от металла. Если во время сверления выходят длинные волнистые ленты, это означает, что вы работаете с хорошим числом оборотов в минуту. Если стружка выходит в виде мелкой пыли, ваша дрель вращается слишком быстро, и вам следует замедлить ее. Для достижения наилучших результатов рекомендуется 200-400 об/мин.
При сверлении металла более низкие обороты на самом деле лучше, чем быстрые. Это связано с тем, что он дает более плавный и точный результат, в отличие от сверления дерева, для которого требуются высокие обороты. Вы можете проверить, работает ли ваша дрель слишком быстро, по размеру стружки, которая отрывается от металла. Если во время сверления выходят длинные волнистые ленты, это означает, что вы работаете с хорошим числом оборотов в минуту. Если стружка выходит в виде мелкой пыли, ваша дрель вращается слишком быстро, и вам следует замедлить ее. Для достижения наилучших результатов рекомендуется 200-400 об/мин.
 Биметаллические кольцевые пилы обычно стоят около 9 долларов, а твердосплавные кольцевые пилы немного дороже, около 15 долларов. Эти варианты также долговечны, универсальны, недороги и легко доступны практически в любом месте.
Биметаллические кольцевые пилы обычно стоят около 9 долларов, а твердосплавные кольцевые пилы немного дороже, около 15 долларов. Эти варианты также долговечны, универсальны, недороги и легко доступны практически в любом месте.
 Например, магнитные сверлильные станки являются распространенным решением для сверления стальных пластин, но иногда стальная пластина может быть недостаточно толстой, чтобы обеспечить достаточное количество магнетизма, чтобы удерживать металл на месте во время использования. Для этого есть пара решений. Один из них использует дрель, оснащенную функциями измерения магнитной силы. Во многих сверлах CS Unitec используются зеленые/красные светодиоды, указывающие, безопасно ли использовать инструмент при таком уровне магнитного поля, поэтому они являются отличным вариантом для любых проектов сверления стальных листов. Еще одно решение при работе с тонкими пластинами из стали — добавить еще один кусок стали под тот, который вы сверлите, что обеспечит достаточную толщину, чтобы обеспечить достаточный магнетизм под нагрузкой.
Например, магнитные сверлильные станки являются распространенным решением для сверления стальных пластин, но иногда стальная пластина может быть недостаточно толстой, чтобы обеспечить достаточное количество магнетизма, чтобы удерживать металл на месте во время использования. Для этого есть пара решений. Один из них использует дрель, оснащенную функциями измерения магнитной силы. Во многих сверлах CS Unitec используются зеленые/красные светодиоды, указывающие, безопасно ли использовать инструмент при таком уровне магнитного поля, поэтому они являются отличным вариантом для любых проектов сверления стальных листов. Еще одно решение при работе с тонкими пластинами из стали — добавить еще один кусок стали под тот, который вы сверлите, что обеспечит достаточную толщину, чтобы обеспечить достаточный магнетизм под нагрузкой. При всем этом, однако, чем толще стальной лист, тем менее эффективен. Серебряные сверла и сверла Деминга — популярный вариант для сверления несколько больших отверстий в стали, но это больше подход «старой школы» — продавливание металла, а не вырезание отверстия. Они не обязательно самые эффективные, особенно при работе с толстыми пластинами.
При всем этом, однако, чем толще стальной лист, тем менее эффективен. Серебряные сверла и сверла Деминга — популярный вариант для сверления несколько больших отверстий в стали, но это больше подход «старой школы» — продавливание металла, а не вырезание отверстия. Они не обязательно самые эффективные, особенно при работе с толстыми пластинами. Однако чем толще становится материал, тем важнее становится стабильное выравнивание. При такой толщине магнитная дрель с адаптером патрона имеет больше смысла. Магнитная дрель с кольцевыми фрезами будет наиболее точным, точным, быстрым и часто наиболее экономичным вариантом для сверления отверстий. Однако, как упоминалось ранее, когда мы попытались прорезать двутавровую балку с помощью бит RotaCut и беспроводного укропа, все прошло почти так же гладко и быстро, как магнитная дрель и кольцевая фреза, так что это отличный вариант, который более доступен, если вы не Не нужно делать столько отверстий.
Однако чем толще становится материал, тем важнее становится стабильное выравнивание. При такой толщине магнитная дрель с адаптером патрона имеет больше смысла. Магнитная дрель с кольцевыми фрезами будет наиболее точным, точным, быстрым и часто наиболее экономичным вариантом для сверления отверстий. Однако, как упоминалось ранее, когда мы попытались прорезать двутавровую балку с помощью бит RotaCut и беспроводного укропа, все прошло почти так же гладко и быстро, как магнитная дрель и кольцевая фреза, так что это отличный вариант, который более доступен, если вы не Не нужно делать столько отверстий.
 Однако измените эти 10 отверстий на 100 000, и все начнет выглядеть немного по-другому. Если вы сэкономите 30 секунд на каждой скважине и, скажем, 830 человеко-часов по цене 30 долларов в час, это разница в 25 000 долларов, которая определенно стоит вложений.
Однако измените эти 10 отверстий на 100 000, и все начнет выглядеть немного по-другому. Если вы сэкономите 30 секунд на каждой скважине и, скажем, 830 человеко-часов по цене 30 долларов в час, это разница в 25 000 долларов, которая определенно стоит вложений. Думаешь, ничего страшного. Вы берете дрель и немного. Пять минут спустя, едва сделав вмятину на металле, вы решаете, что пора идти в скобяной магазин за новым сверлом. Через несколько минут кончик нового сверла становится синим, а вы все еще не закончили свои отверстия. Вы берете его в дом друга. Парень, который, кажется, знает, как делать все. Он просверливает все отверстия за секунды. Если это звучит знакомо, читайте дальше, чтобы узнать о методах и хитростях, которые вам нужно знать о том, как сверлить металл.
Думаешь, ничего страшного. Вы берете дрель и немного. Пять минут спустя, едва сделав вмятину на металле, вы решаете, что пора идти в скобяной магазин за новым сверлом. Через несколько минут кончик нового сверла становится синим, а вы все еще не закончили свои отверстия. Вы берете его в дом друга. Парень, который, кажется, знает, как делать все. Он просверливает все отверстия за секунды. Если это звучит знакомо, читайте дальше, чтобы узнать о методах и хитростях, которые вам нужно знать о том, как сверлить металл. Без этого вы, скорее всего, не просверлите отверстие именно там, где хотите. Обычно это делается с помощью центрального удара или чего-то, что называется уколом. Скорее всего, вы уже использовали центральный удар. Вы просто помещаете точку в место, где хотите начать отверстие, и ударяете по концу молотком со сферическим бойком.
Без этого вы, скорее всего, не просверлите отверстие именно там, где хотите. Обычно это делается с помощью центрального удара или чего-то, что называется уколом. Скорее всего, вы уже использовали центральный удар. Вы просто помещаете точку в место, где хотите начать отверстие, и ударяете по концу молотком со сферическим бойком.

 Ниже приведены наиболее важные из них, которые должны быть в вашем наборе инструментов для металла.
Ниже приведены наиболее важные из них, которые должны быть в вашем наборе инструментов для металла. Обратите внимание на уникальную форму со встроенной «пилотной» насадкой на наконечнике.
Обратите внимание на уникальную форму со встроенной «пилотной» насадкой на наконечнике.

 Кроме того, убедитесь, что вы используете подходящую смазку при сверлении ступенчатыми коронками.
Кроме того, убедитесь, что вы используете подходящую смазку при сверлении ступенчатыми коронками. Представьте, как я чувствовал себя в той же комнате, всего в 3 футах от меня! Использование кольцевых пил по металлу должно выполняться только на очень тонком и плотно закрепленном листовом металле, таком как электрические панели. Сверлить большие отверстия в металле с помощью ручной дрели — значит просто напрашиваться на травму запястья.
Представьте, как я чувствовал себя в той же комнате, всего в 3 футах от меня! Использование кольцевых пил по металлу должно выполняться только на очень тонком и плотно закрепленном листовом металле, таком как электрические панели. Сверлить большие отверстия в металле с помощью ручной дрели — значит просто напрашиваться на травму запястья. Вам понадобится адаптер Morse Taper MT2 для вашего сверлильного станка, чтобы иметь возможность использовать кольцевые фрезы, поскольку большинство из них имеют квадратные хвостовики 3/4 дюйма для использования в магнитных сверлильных станках.
Вам понадобится адаптер Morse Taper MT2 для вашего сверлильного станка, чтобы иметь возможность использовать кольцевые фрезы, поскольку большинство из них имеют квадратные хвостовики 3/4 дюйма для использования в магнитных сверлильных станках. Каждый раз, когда я сверлю или режу металл, я добавляю смазочно-охлаждающую жидкость. Это может быть так же просто, как капнуть немного на металл и сверло до и во время процесса сверления или резки.
Каждый раз, когда я сверлю или режу металл, я добавляю смазочно-охлаждающую жидкость. Это может быть так же просто, как капнуть немного на металл и сверло до и во время процесса сверления или резки. Некоторые люди используют масло 3-в-1 или даже WD-40. Я часто использую WD-40, когда нахожусь вдали от своего магазина и должен сверлить металл, потому что у меня всегда есть WD-40 в моем грузовике. Теперь у нас есть современные смазочно-охлаждающие жидкости, которые намного эффективнее. Моя любимая смазочно-охлаждающая жидкость Tap Magic. Если вы используете много алюминия, Tap Magic производит смазочно-охлаждающую жидкость специально для алюминия. Пчелиный воск также отлично подходит для алюминия, но его может быть сложнее найти.
Некоторые люди используют масло 3-в-1 или даже WD-40. Я часто использую WD-40, когда нахожусь вдали от своего магазина и должен сверлить металл, потому что у меня всегда есть WD-40 в моем грузовике. Теперь у нас есть современные смазочно-охлаждающие жидкости, которые намного эффективнее. Моя любимая смазочно-охлаждающая жидкость Tap Magic. Если вы используете много алюминия, Tap Magic производит смазочно-охлаждающую жидкость специально для алюминия. Пчелиный воск также отлично подходит для алюминия, но его может быть сложнее найти.

 Вот почему так важно всегда зажимать заготовку. Это делает «захватывающее» время, когда у вас есть кусок стали, вращающийся со скоростью 300 об / мин, пытаясь что-то сломать!
Вот почему так важно всегда зажимать заготовку. Это делает «захватывающее» время, когда у вас есть кусок стали, вращающийся со скоростью 300 об / мин, пытаясь что-то сломать!
 Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, свойствами материала (толщина, предел прочности, деформационное упрочнение) или состоянием гибочного инструмента.
Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, свойствами материала (толщина, предел прочности, деформационное упрочнение) или состоянием гибочного инструмента.
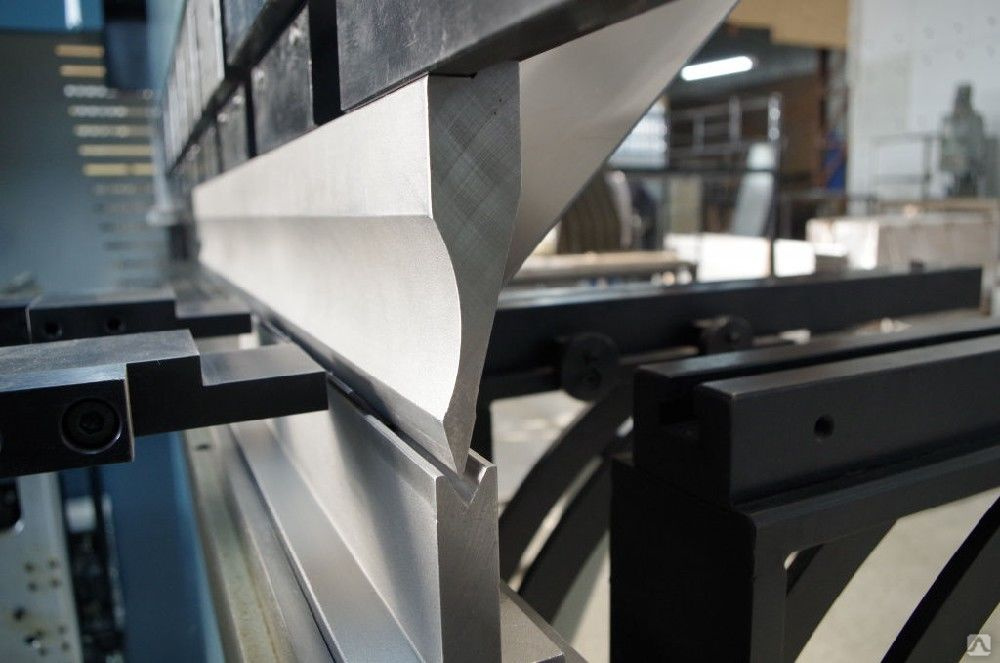
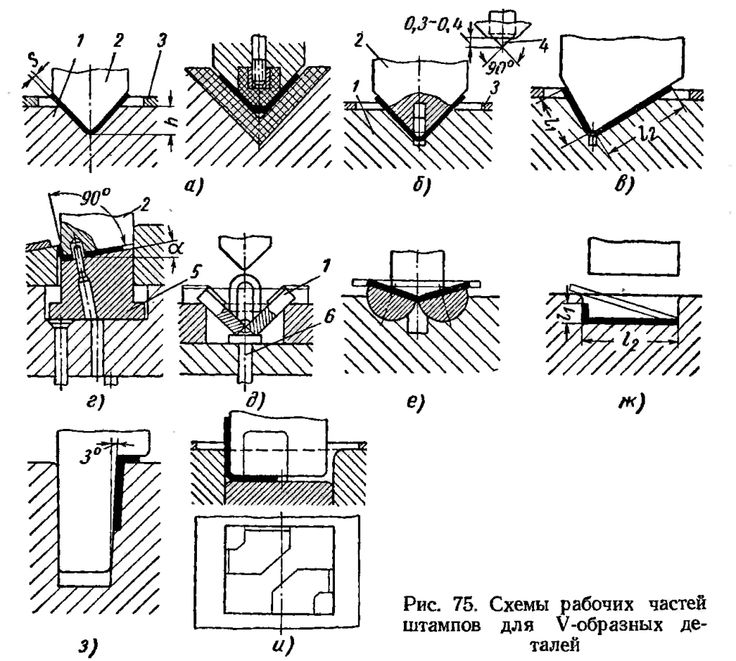 Формула
Формула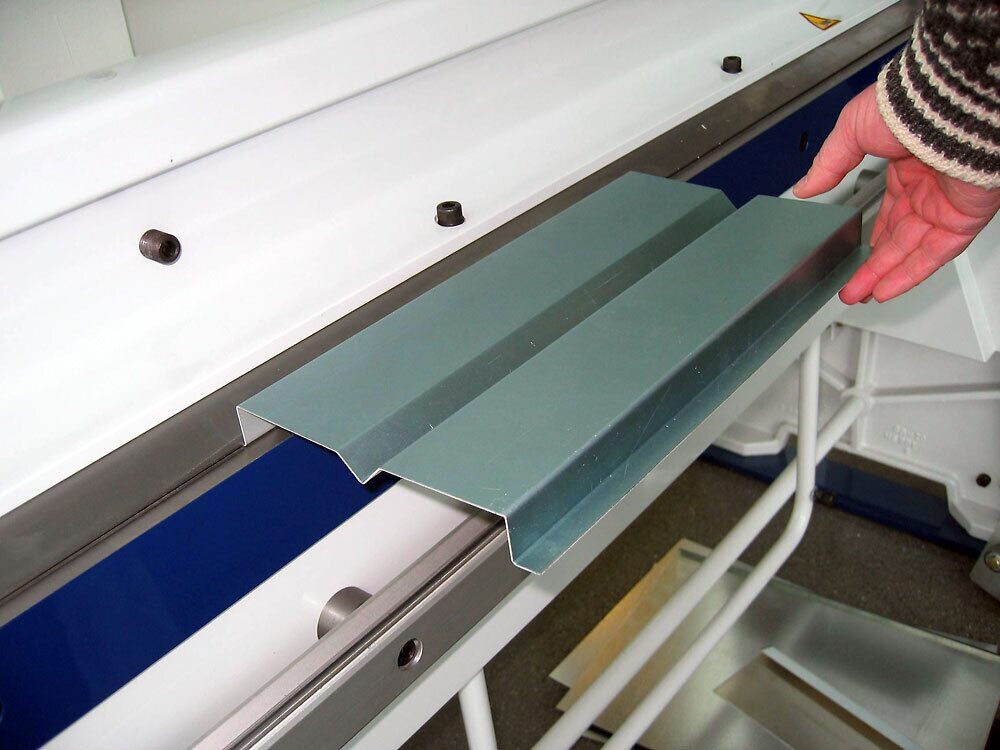
 По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).
По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).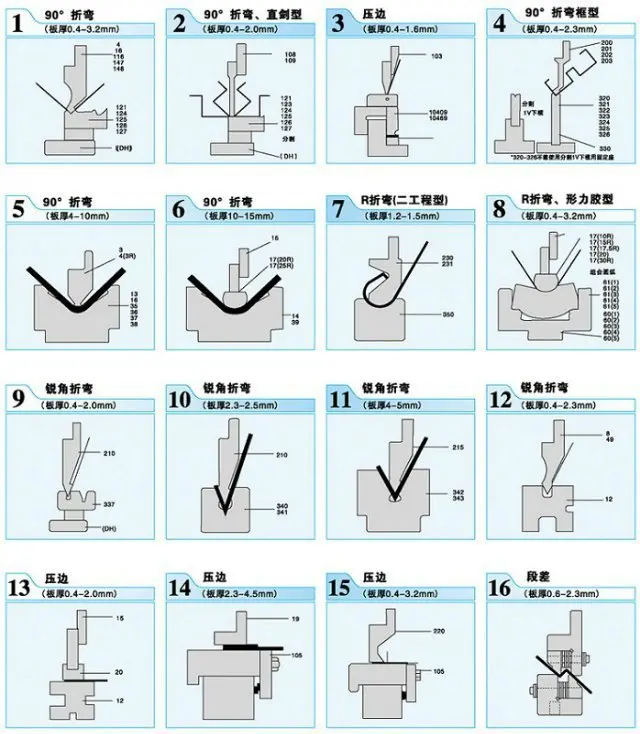 Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее: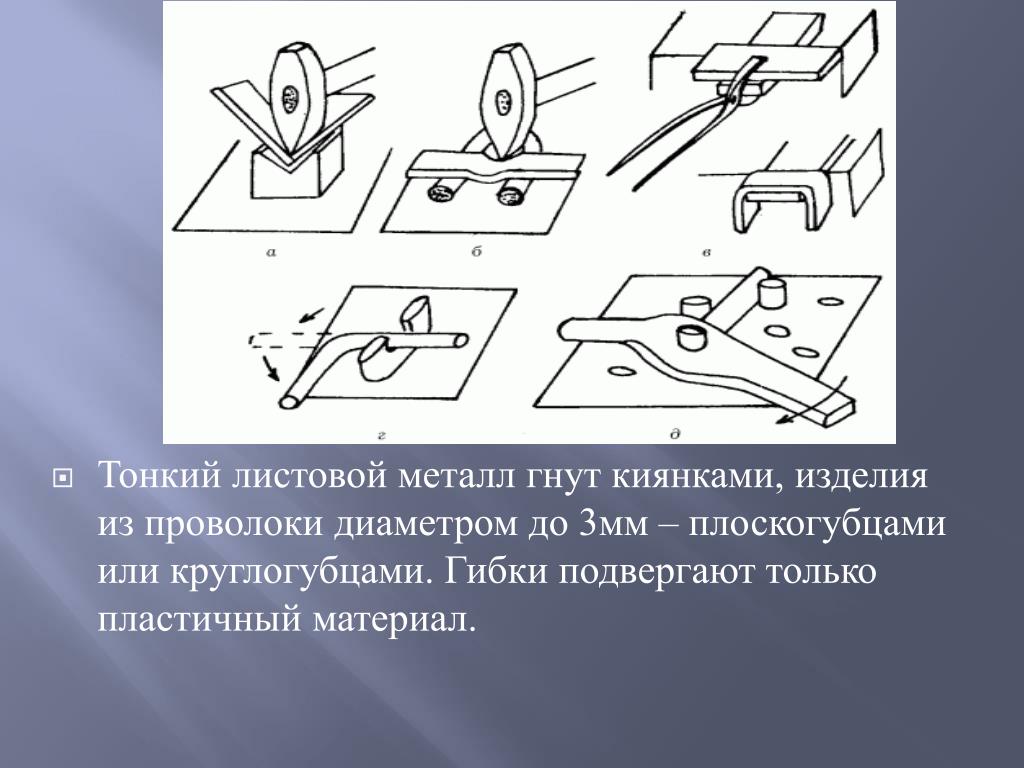 Момент силы, в свою очередь, является произведением воздействующей силы на длину рычага приложения силы. Уменьшение минимального борта или радиуса гибки требует использования матрицы с меньшим V-раскрытием и, как следствие, меньшим рычагом приложения силы. Соответственно, при прочих равных, гибка на матрице с меньшим раскрытием требует приложения большей силы.
Момент силы, в свою очередь, является произведением воздействующей силы на длину рычага приложения силы. Уменьшение минимального борта или радиуса гибки требует использования матрицы с меньшим V-раскрытием и, как следствие, меньшим рычагом приложения силы. Соответственно, при прочих равных, гибка на матрице с меньшим раскрытием требует приложения большей силы.
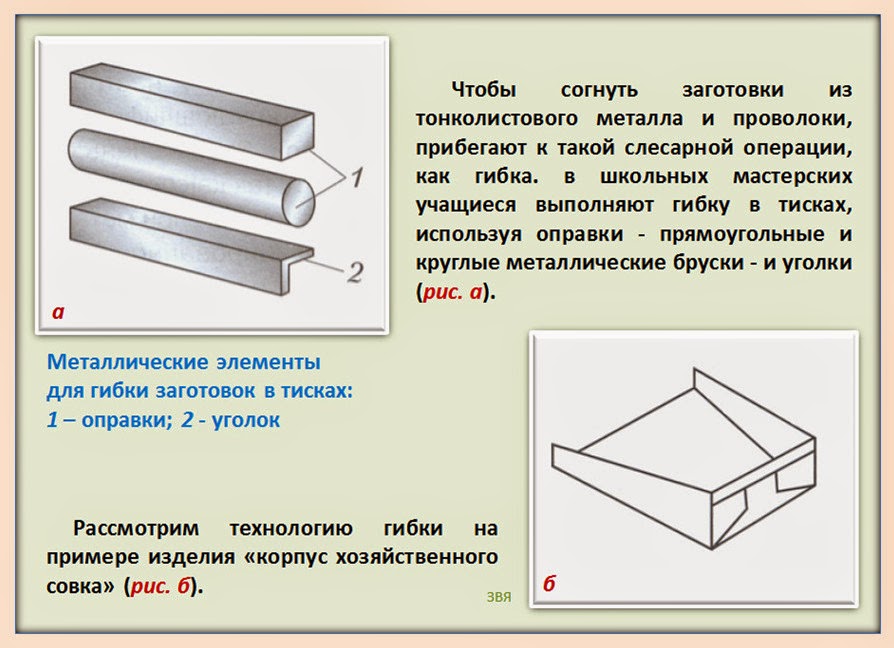 На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.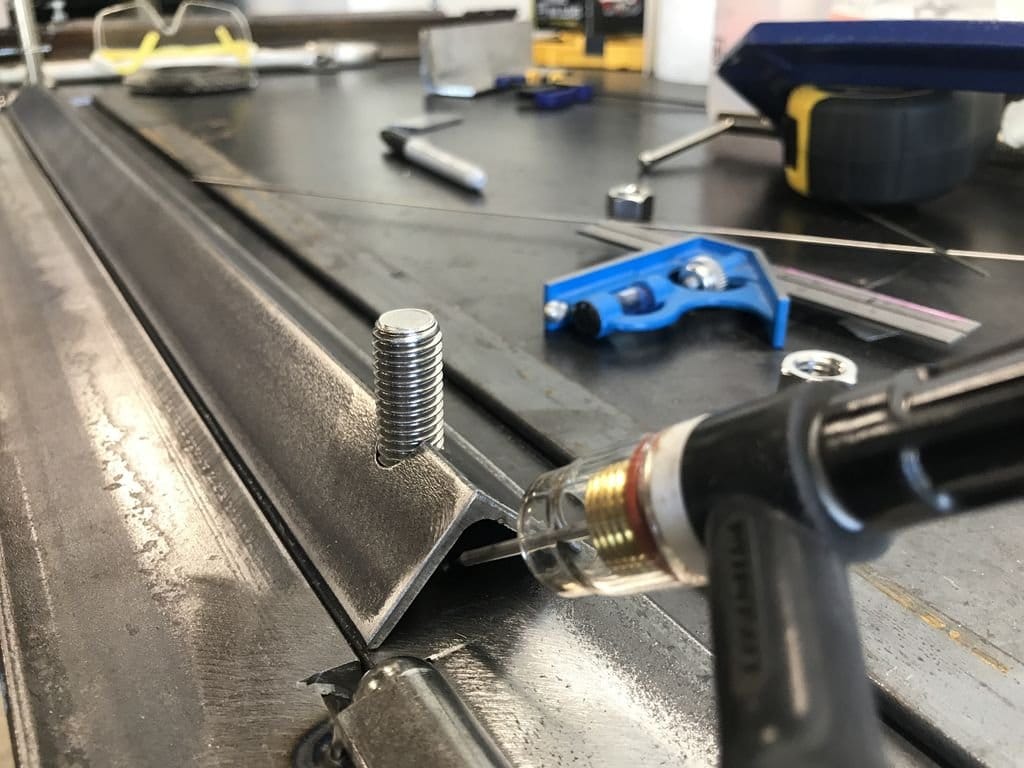
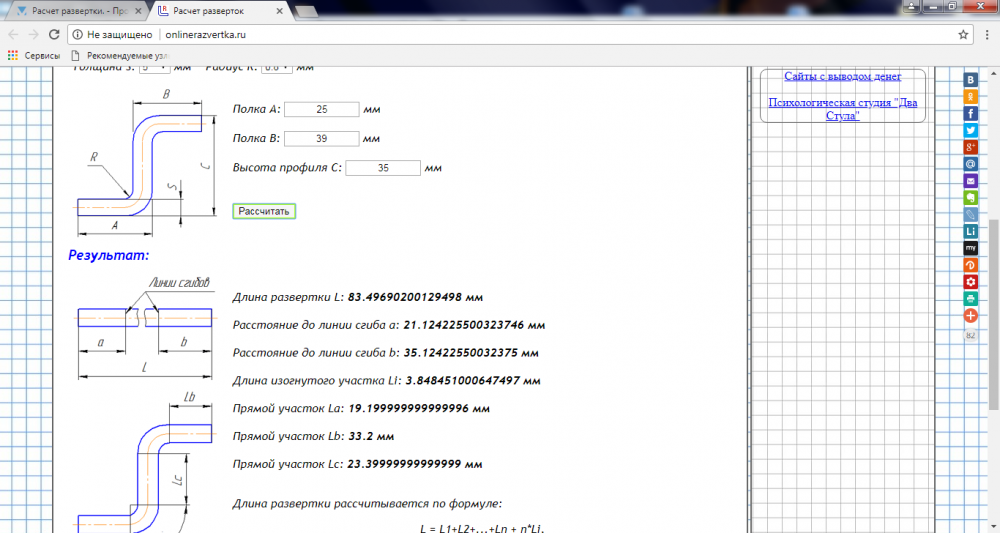

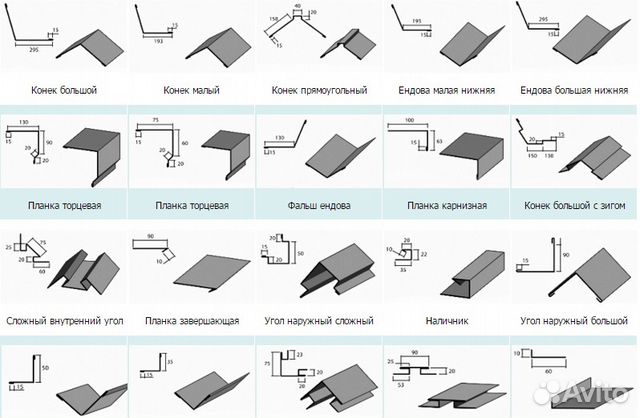 После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».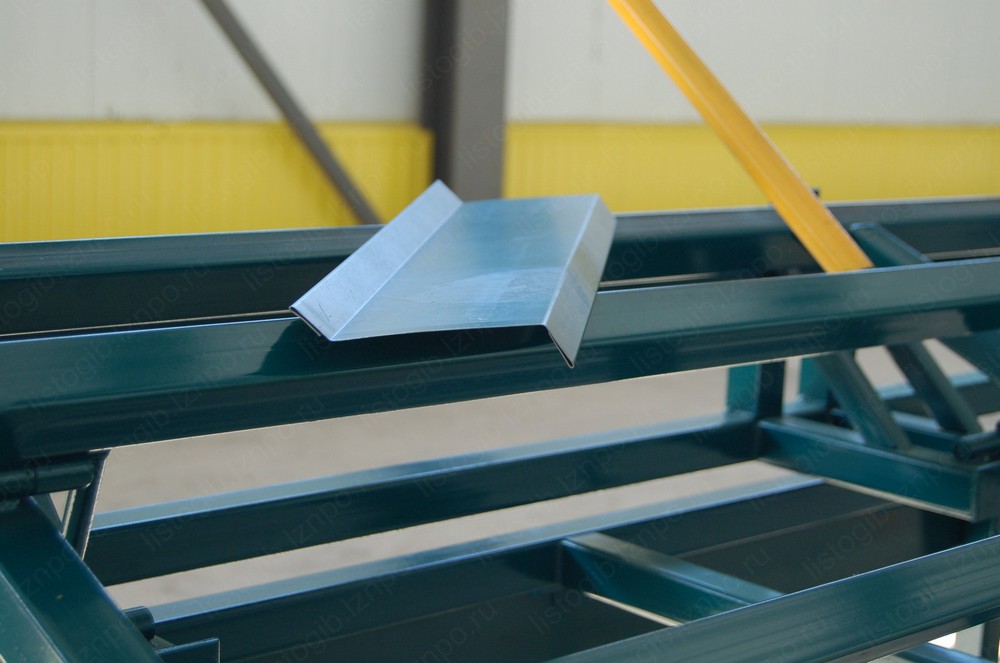
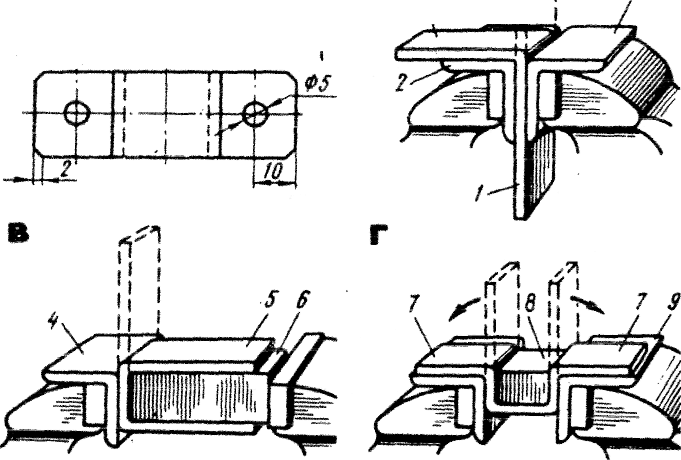

 Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.

 Данные в таблице соответствуют условиям одноугловой гибки.
Данные в таблице соответствуют условиям одноугловой гибки.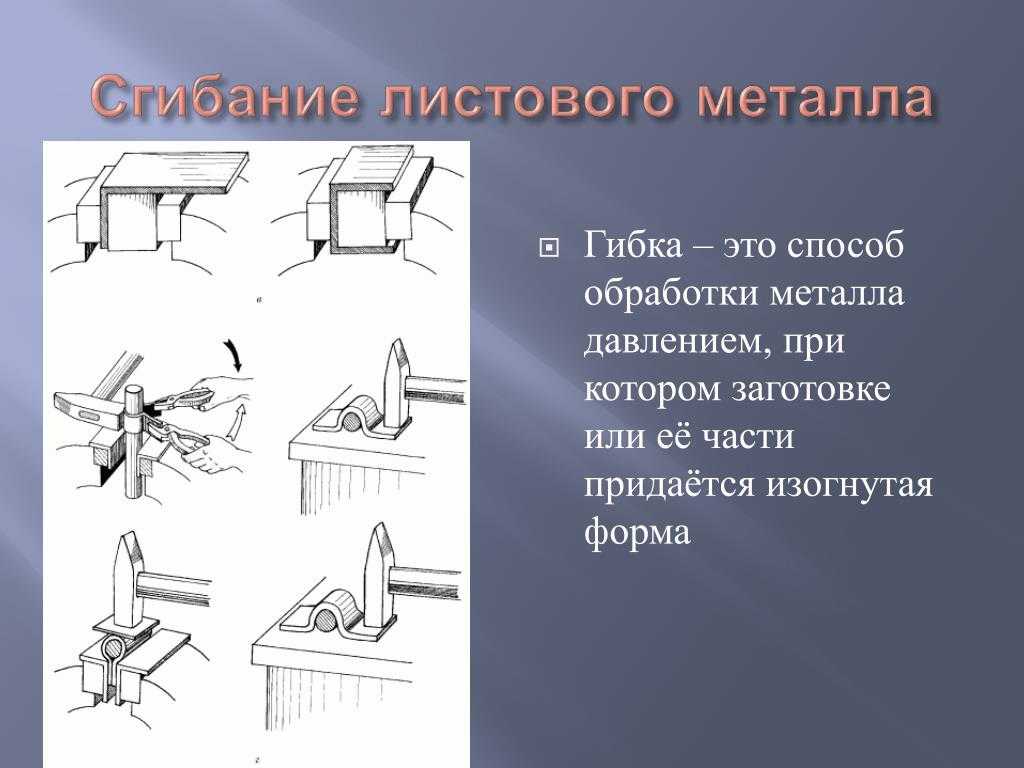 При одноугловой свободной гибке
При одноугловой свободной гибке
 Однако позволяет работать с тонколистовым металлом менее 2 мм толщиной, используя оборудование со стальными пуансонами и полиуретановыми матрицами.
Однако позволяет работать с тонколистовым металлом менее 2 мм толщиной, используя оборудование со стальными пуансонами и полиуретановыми матрицами.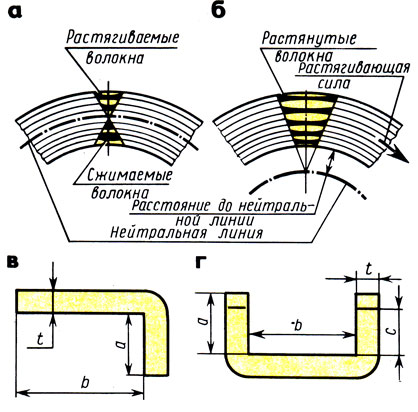 Использование оборудования для листовой гибки с ЧПУ нивелирует возможные ошибки, позволяя выполнять крупные заказы однотипных деталей в сжатые сроки. Примером такой оснастки выступает Современный центр металлообработки Metalcut Pro. Предприятие выполняет прецизионную гибку листового металла на современном оборудовании с точностью до 0,1 мм. В работу берутся единичные заказы и крупные партии изделий. Для гибки большого количества однотипных деталей есть возможность использовать пакетный метод.
Использование оборудования для листовой гибки с ЧПУ нивелирует возможные ошибки, позволяя выполнять крупные заказы однотипных деталей в сжатые сроки. Примером такой оснастки выступает Современный центр металлообработки Metalcut Pro. Предприятие выполняет прецизионную гибку листового металла на современном оборудовании с точностью до 0,1 мм. В работу берутся единичные заказы и крупные партии изделий. Для гибки большого количества однотипных деталей есть возможность использовать пакетный метод.
 Продолжайте читать, пока мы узнаем больше об этом предмете гибки металлов.
Продолжайте читать, пока мы узнаем больше об этом предмете гибки металлов. Следовательно, он будет изгибаться под определенным углом и позже примет нужную форму. Самая распространенная форма – U-образная или V-образная.
Следовательно, он будет изгибаться под определенным углом и позже примет нужную форму. Самая распространенная форма – U-образная или V-образная.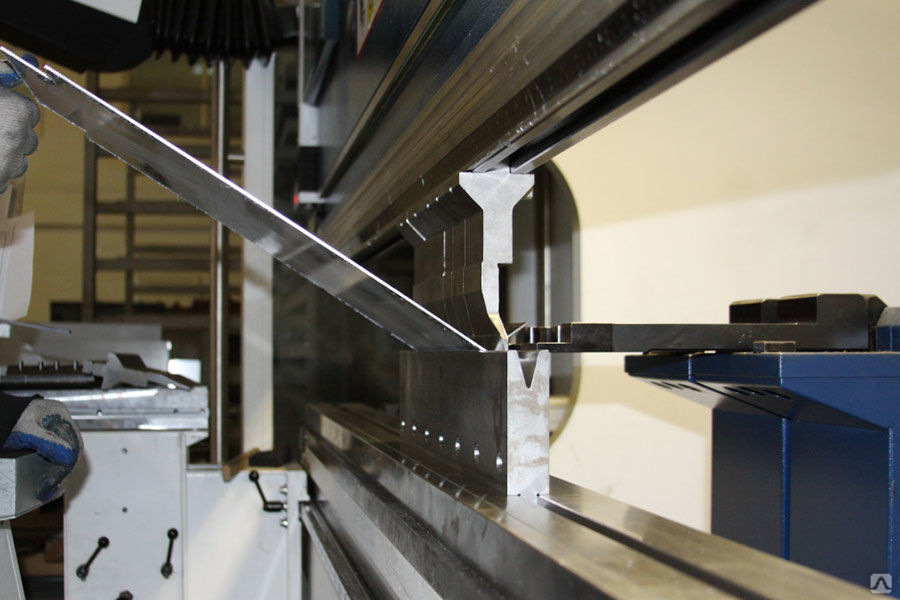 Станок с ЧПУ — мощный инструмент для гибки металла .
Станок с ЧПУ — мощный инструмент для гибки металла .  А именно умирающие плечи, наконечник и удар.
А именно умирающие плечи, наконечник и удар.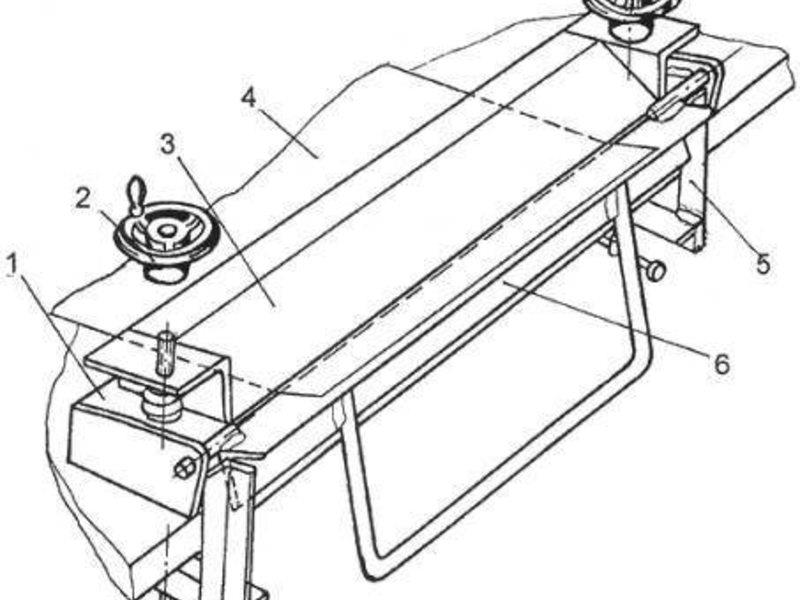 К сожалению, это сопряжено с более высокими затратами. Это надежный метод гибки листового металла.
К сожалению, это сопряжено с более высокими затратами. Это надежный метод гибки листового металла. Вы можете использовать трехточечный изгиб, чтобы получить угол точности 0,25 градуса. Метод подходит для использования, когда вы хотите достичь высокой точности. Кроме того, он гибкий. К сожалению, метод дорогостоящий.
Вы можете использовать трехточечный изгиб, чтобы получить угол точности 0,25 градуса. Метод подходит для использования, когда вы хотите достичь высокой точности. Кроме того, он гибкий. К сожалению, метод дорогостоящий. Обладает отличными механическими свойствами и износостойкостью.
Обладает отличными механическими свойствами и износостойкостью.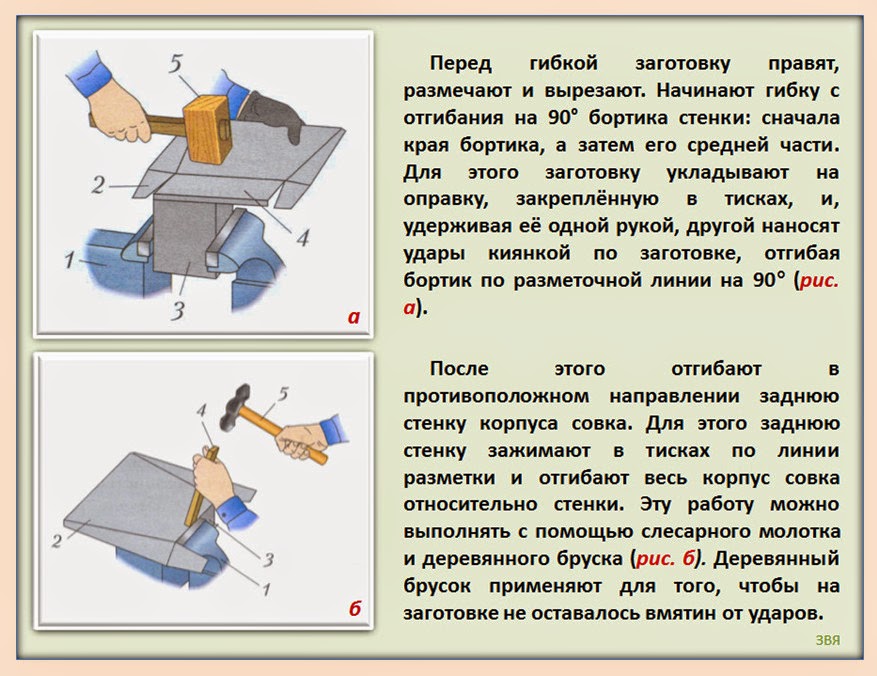 Позже металлогибочный станок выполнит программу, чтобы аналогичный продукт отразился от предоставленных материалов.
Позже металлогибочный станок выполнит программу, чтобы аналогичный продукт отразился от предоставленных материалов. После многих часов работы та же машина все равно будет давать точные результаты. Есть встроенные датчики, которые создают определенные углы, когда металл точно сгибается.
После многих часов работы та же машина все равно будет давать точные результаты. Есть встроенные датчики, которые создают определенные углы, когда металл точно сгибается. Найти подходящий персонал действительно сложно. Можно использовать автоматизированную гибку, чтобы обеспечить первоклассные результаты. Он может предоставить сложные результаты в течение нескольких минут с меньшими трудозатратами.
Найти подходящий персонал действительно сложно. Можно использовать автоматизированную гибку, чтобы обеспечить первоклассные результаты. Он может предоставить сложные результаты в течение нескольких минут с меньшими трудозатратами.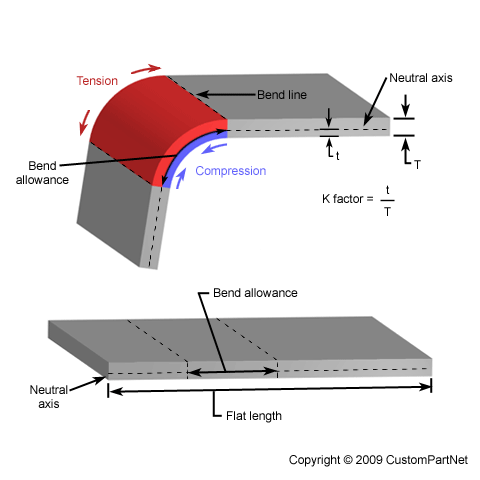


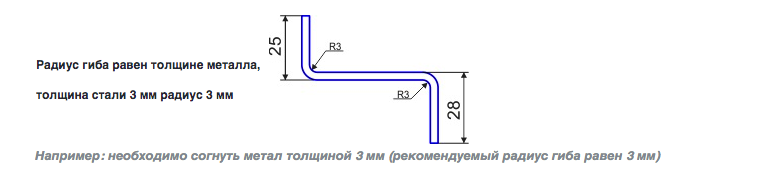 Преобразование происходит за счет использования простых процессов формирования листа, таких как гибка металла, для придания листовому металлу желаемой формы, необходимой для различных производственных целей. Есть много процессов, связанных с этим, и знание того, как согнуть листовой металл, требует хорошего знания о них.
Преобразование происходит за счет использования простых процессов формирования листа, таких как гибка металла, для придания листовому металлу желаемой формы, необходимой для различных производственных целей. Есть много процессов, связанных с этим, и знание того, как согнуть листовой металл, требует хорошего знания о них.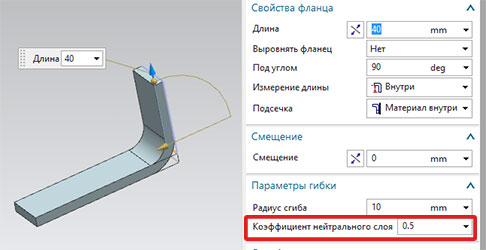 Это делается для достижения желаемой формы или формы, необходимой для производственного процесса. Используемая внешняя сила изменяет только внешние характеристики листа. Однако параметры одного типа листового металла, такие как длина и толщина, остаются прежними. Ковкость листового металла также позволяет ему подвергаться различным процессам формообразования.
Это делается для достижения желаемой формы или формы, необходимой для производственного процесса. Используемая внешняя сила изменяет только внешние характеристики листа. Однако параметры одного типа листового металла, такие как длина и толщина, остаются прежними. Ковкость листового металла также позволяет ему подвергаться различным процессам формообразования.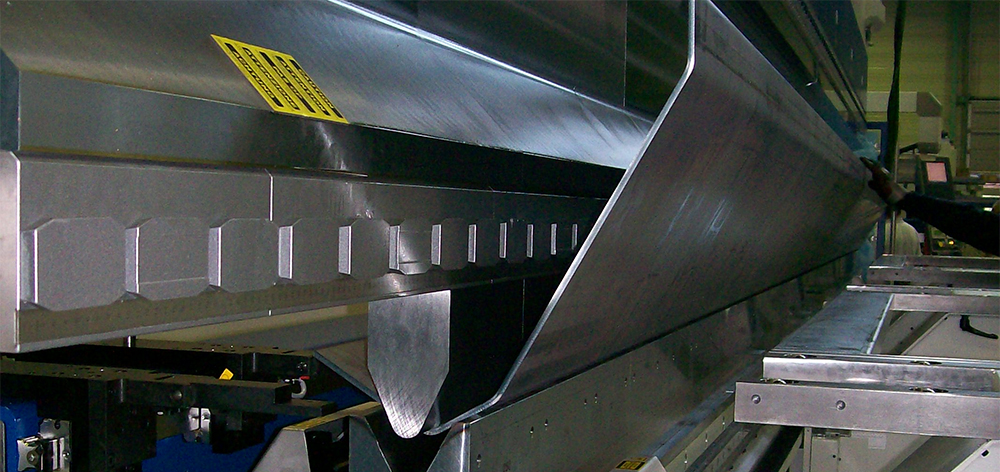


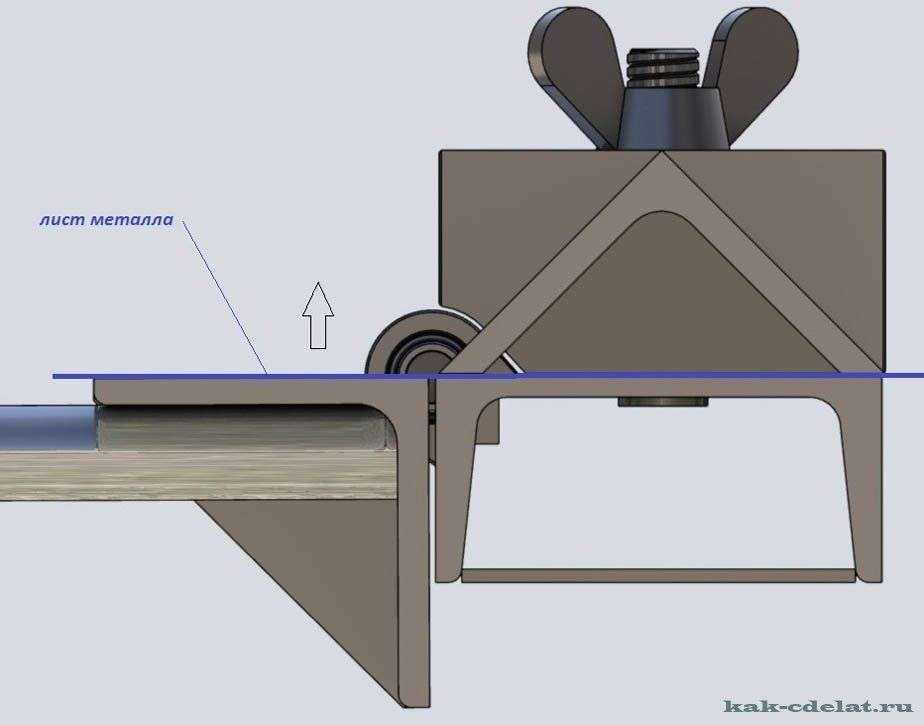 В процессе используется гидравлический пресс, листогибочный пресс и три комплекта роликов для выполнения различных изгибов или большого круглого изгиба. Он полезен при формировании конусов, труб и полых форм, поскольку он использует расстояние между роликами для создания изгибов и кривых.
В процессе используется гидравлический пресс, листогибочный пресс и три комплекта роликов для выполнения различных изгибов или большого круглого изгиба. Он полезен при формировании конусов, труб и полых форм, поскольку он использует расстояние между роликами для создания изгибов и кривых. Он также идеален, потому что может сгибать материалы в острые углы. Например, он используется при изгибе углов больше 90 0 .
Он также идеален, потому что может сгибать материалы в острые углы. Например, он используется при изгибе углов больше 90 0 .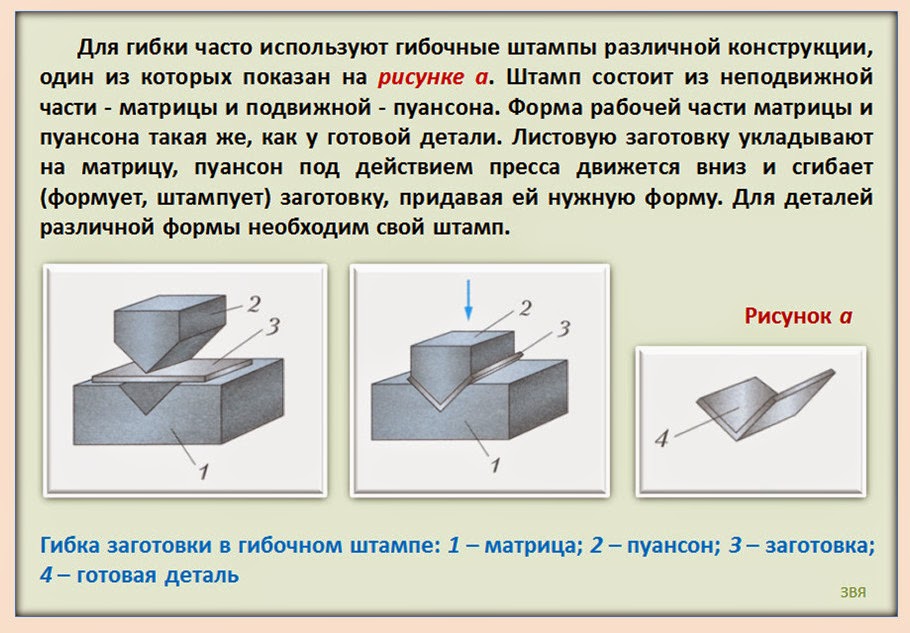 На это указывает линия, называемая «нейтральной осью».
На это указывает линия, называемая «нейтральной осью». Однако с некоторыми советами это может быть легко. Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
Однако с некоторыми советами это может быть легко. Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
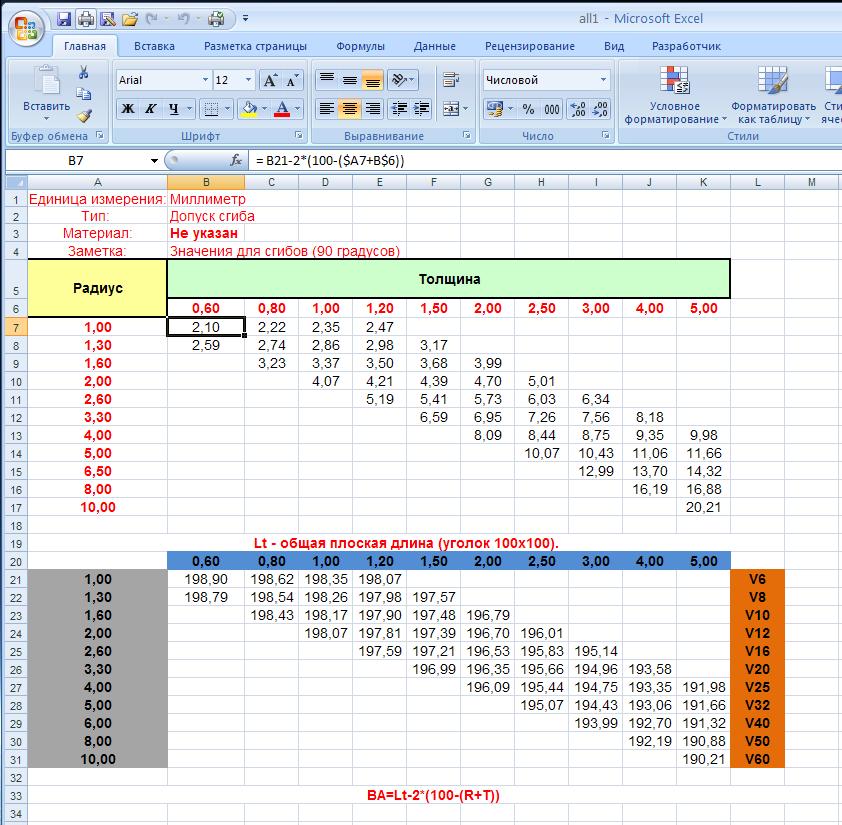 Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.
Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.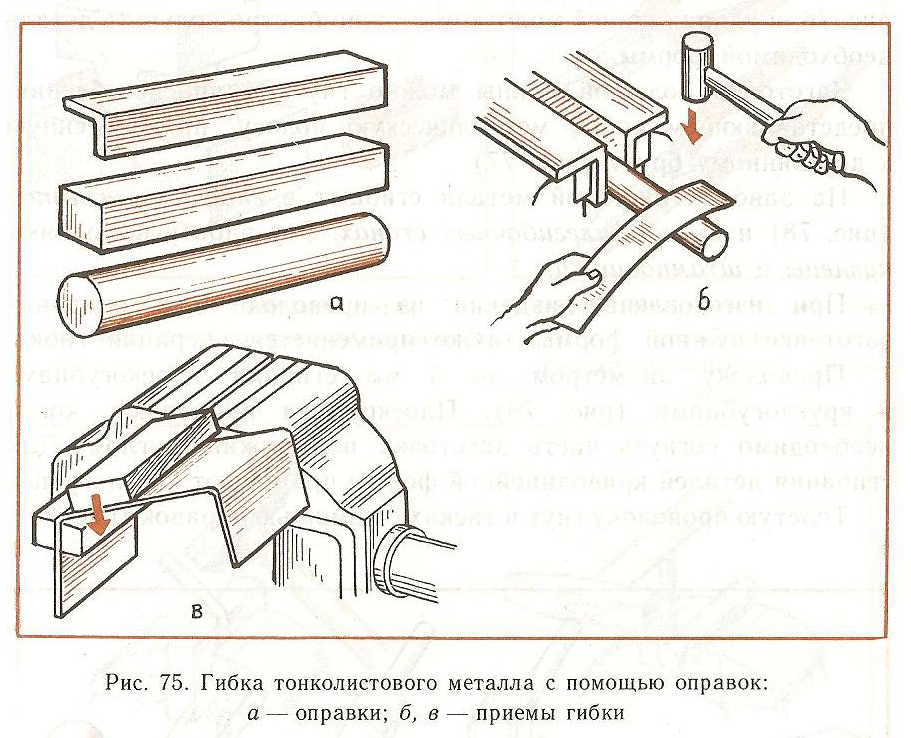
 Очевидно, что современные анкера для крепления металлической двери обеспечивают намного более надежное и прочное соединение входной конструкции со стеной, гарантируя долговечность изделия.
Очевидно, что современные анкера для крепления металлической двери обеспечивают намного более надежное и прочное соединение входной конструкции со стеной, гарантируя долговечность изделия. При этом расширяются лепестки, которыми оснащен стержень, что надежно фиксирует анкер в отверстии;
При этом расширяются лепестки, которыми оснащен стержень, что надежно фиксирует анкер в отверстии; Нередко его диаметр для упрощения дальнейшего монтажа подбирается большим аналогичного параметр крепежного элемента. Более того, при неаккуратном сверлении отверстие разбивается еще больше, в результате чего анкер в нем слабо фиксируется. Устранить проблему достаточно просто, для чего потребуется добавить внутрь небольшое количество обычного цементного раствора, после чего вставить крепежный элемент. Фиксировать его в подобной ситуации необходимо только после того, как состав затвердеет.
Нередко его диаметр для упрощения дальнейшего монтажа подбирается большим аналогичного параметр крепежного элемента. Более того, при неаккуратном сверлении отверстие разбивается еще больше, в результате чего анкер в нем слабо фиксируется. Устранить проблему достаточно просто, для чего потребуется добавить внутрь небольшое количество обычного цементного раствора, после чего вставить крепежный элемент. Фиксировать его в подобной ситуации необходимо только после того, как состав затвердеет. Создание узлов крепления требует опыта и профессионализма, поскольку от них зависит надежность и взломостойкость самой двери.
Создание узлов крепления требует опыта и профессионализма, поскольку от них зависит надежность и взломостойкость самой двери.


 8 6.8 8.8 10.9 12.9
8 6.8 8.8 10.9 12.9 5
5 Если вам нужен мгновенный ответ, свяжитесь с нами в WhatsApp.
Если вам нужен мгновенный ответ, свяжитесь с нами в WhatsApp. Побочным эффектом этой полой конструкции является то, что винт может врезаться только в тонкий лист металла, через который он проходит. Если отверстие в металле будет повреждено или увеличено из-за нагрузки на дверь, отверстие может быть легко зачищено.
Побочным эффектом этой полой конструкции является то, что винт может врезаться только в тонкий лист металла, через который он проходит. Если отверстие в металле будет повреждено или увеличено из-за нагрузки на дверь, отверстие может быть легко зачищено.
 Бита должна быть немного больше, чем текущая зачищенная дыра в двери.
Бита должна быть немного больше, чем текущая зачищенная дыра в двери. Это намного проще, чем использовать старомодный набор метчиков и матриц, который требует, чтобы вы соединили сверло с правильным метчиком. Поскольку размеры метчиков основаны на стандартных размерах винтов, вы легко найдете винт, который подходит к отверстию.
Это намного проще, чем использовать старомодный набор метчиков и матриц, который требует, чтобы вы соединили сверло с правильным метчиком. Поскольку размеры метчиков основаны на стандартных размерах винтов, вы легко найдете винт, который подходит к отверстию. Просто выберите размер, который больше в диаметре, чем старый винт.
Просто выберите размер, который больше в диаметре, чем старый винт.
 Резьба вгрызается в эпоксидную смолу и крепко держится.
Резьба вгрызается в эпоксидную смолу и крепко держится.

