как своими руками изготовить самодельный металлообрабатывающий станок
Рачительные хозяева, привыкшие выполнять все работы по дому своими руками, рано или поздно приходят к выводу, что в арсенале домашней мастерской не хватает самодельного токарного устройства для обработки металлических заготовок. Человек, который однажды пользовался таким оборудованием, долго хвастается перед товарищами, как легко и непринуждённо на таком станке из бесформенной железяки получается аккуратная деталь, изготовленная самостоятельно.
Естественно, можно приобрести готовое изделие в магазине, но оно не всем по карману и поэтому многие принимают решение об изготовлении токарного оборудования по металлу своими руками. Но для этого домашний умелец должен разбираться с принципом работы и устройства такого оборудования и подготовить все расходные материалы. Также понадобится минимальный комплект инструмента ну и, конечно, желание заниматься не самой простой работой самостоятельно.
Для чего нужен самодельный токарный станок?
Нет ни одного настоящего хозяина, который не желал бы заполучить в своём арсенале компактный, надёжный, а самое главное недорогой станок для обработки металла. Такое оборудование позволяет выполнять множество, как простейших, так и сложных операций связанных с изготовлением металлических деталей, начиная расточкой отверстий и заканчивая преданием болванкам из металла необычных форм.
Конечно, если финансовое положение позволяет, то можно не заморачиваться над изготовлением токарного станка своими руками. Однако заводское оборудование имеет внушительные габариты, и поместить его в гараже или небольшом подсобном помещении будет проблематично. Поэтому единственно правильным решением является изготовление металлообрабатывающего оборудования своими руками по своим размерам, которое будет соответствовать всем предъявляемым требованиям.
Самодельно собранный станок для обработки металлических изделий, который будет изготавливаться, с учётом всех особенностей его использования будет обладать простым управлением, не занимать много полезного пространства в помещении и отличаться простой и в то же время надёжной работой. На таком токарном станке по металлу можно с лёгкостью обработать любые заготовки небольших размеров из стали.
На таком токарном станке по металлу можно с лёгкостью обработать любые заготовки небольших размеров из стали.
Конструкция и принцип работы токарного станка
Перед началом сборки металлообрабатывающего оборудования своими руками важно ознакомиться с основными узлами и механизмами токарного станка по металлу. В конструкцию простейшего оборудования обязательно входят следующие элементы:
- бабки в количестве 2 штук;
- рамная конструкция основы;
- ведущий и ведомый центр;
- упорный механизм для рабочего режущего устройства;
- привод электрического типа.
Составные части самодельного токарного станка размещаются на станине. В случае с агрегатом, собираемым своими руками – это металлическая рама. Вдоль рамной основы происходит передвижение задней бабки. В свою очередь, предназначением передней бабки является размещение базового механизма, вращающего оборудование. При этом данный элемент имеет неподвижную конструкцию. На станине устанавливается передаточный механизм соединяющий ведущий центр с электрическим мотором.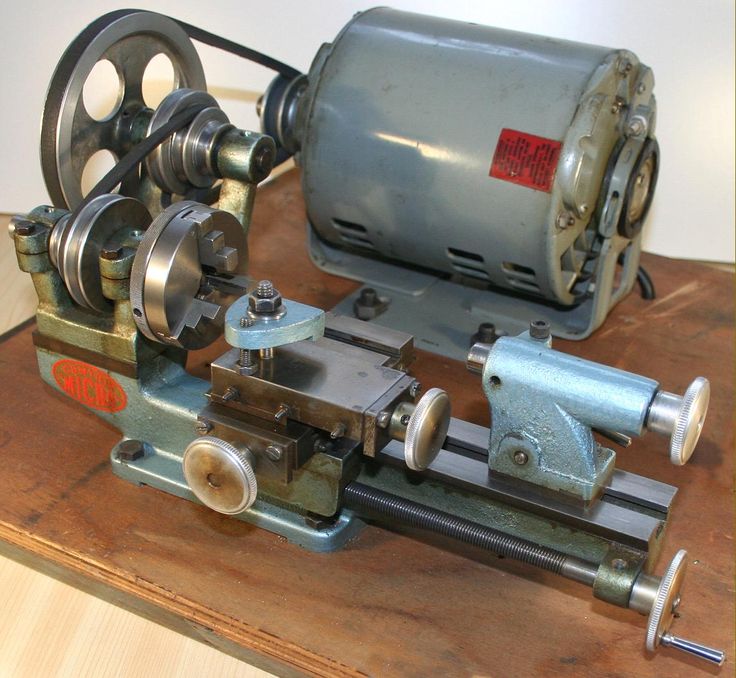 Через данное центральное устройство выполняется передача вращательного движения металлической заготовке подлежащей обработке.
Через данное центральное устройство выполняется передача вращательного движения металлической заготовке подлежащей обработке.
Станину токарного станка по металлу, собираемого своими руками, в большинстве случаев изготавливают из деревянных брусков. Помимо древесины, можно использовать металлические уголки или стальные профиля. Материал, из которого будет изготовлена рама, особого значения не имеет, главное, чтобы центры оборудования надёжно и неподвижно крепились на основе.
На самодельное металлообрабатывающее оборудование можно устанавливать практически любой электродвигатель даже с незначительными показателями мощности. Однако важно понимать, что мотор слабой мощности, может, не справится с вращением громоздких металлических заготовок с нужной скоростью, что приведёт к снижению качества проводимых работ. Маломощные двигатели лучше использовать, если на токарном станке планируется обрабатывать детали из древесины.
Сообщение вращательного движения от электродвигателя к основному узлу станка происходит посредством фрикционного, ремённого или цепного типа передачи. При этом ремённая передача считается самой популярной, так как имеет небольшую стоимость при высокой надёжности. Хочется отметить, что некоторые домашние умельцы собирают оборудование, в котором передаточный механизм не предусмотрен, а рабочий инструмент закрепляется непосредственно на валу электродвигателя.
При этом ремённая передача считается самой популярной, так как имеет небольшую стоимость при высокой надёжности. Хочется отметить, что некоторые домашние умельцы собирают оборудование, в котором передаточный механизм не предусмотрен, а рабочий инструмент закрепляется непосредственно на валу электродвигателя.
Особенности самодельных станков
С целью предотвращения повышенной вибрации обрабатываемой заготовки из металла важно соблюсти, чтобы ведущая и ведомая конструкция центра размещалась на одной оси. Если планируется сборка станка своими руками только с ведущим центром, то необходимо заблаговременно предусмотреть установку специального кулачкового механизма – патрон или планшайбой.
По советам опытных специалистов установка на самодельных агрегатах обработки металла коллекторных электродвигателей не рекомендована. В таких устройствах может происходить самопроизвольное увеличение оборотов при отсутствии рабочей нагрузки, что, в свою очередь, приводит к вылету заготовки из крепёжных элементов и возможному травмированию человека работающего за станком.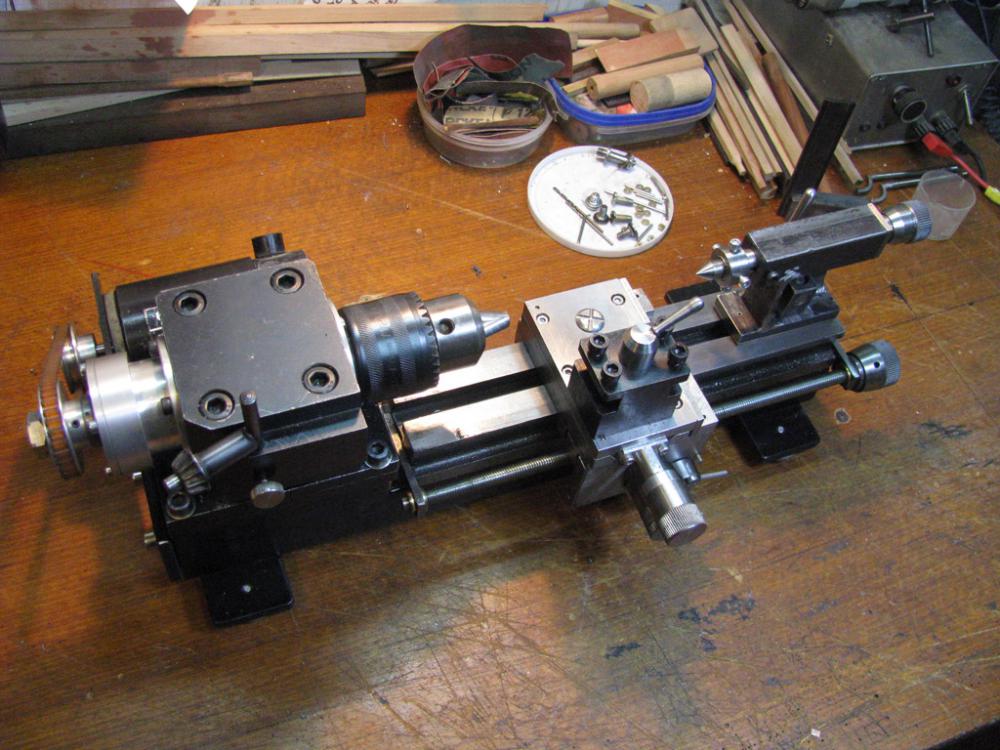 Деталь, вылетающая на большой скорости, может нанести множества вреда в замкнутом пространстве домашней мастерской.
Деталь, вылетающая на большой скорости, может нанести множества вреда в замкнутом пространстве домашней мастерской.
Если же по каким-либо причинам монтаж электродвигателя коллекторного типа неизбежен, то обязательно нужно установить специальный понижающий редуктор. Благодаря такому механизму можно полностью предотвратить бесконтрольный разгон оборудования при отсутствии нагрузки на обрабатываемую деталь.
Самым практичным, удобным и недорогим для токарного станка по металлу, собираемого своими руками, считается электрический мотор асинхронного типа. Такой двигатель имеет высокую устойчивость во время нагрузки без изменения частоты вращения, что позволяет обеспечить высокое качество обрабатываемых металлических заготовок, ширина которых не превышает 100 мм. В целом же конструкцию и мощностные параметры электрического мотора необходимо подбирать таким образом, чтобы деталь, подлежащая обработке, получала необходимое усилие при вращении.
Механизм ведомого центра, располагаемый на задней бабке, может иметь как неподвижную, так и вращающуюся конструкцию. Для его изготовления используют стандартный болт, который затачивается конусообразной формой на резьбовом участке изделия. Подготовленная деталь смазывается моторным маслом и монтируется во внутренней резьбе заблаговременно, вырезанной в задней бабке. Болт должен обладать свободным ходом примерно в 25–30 мм. Благодаря вращению болта происходит прижим обрабатываемой заготовки между центральными механизмами.
Для его изготовления используют стандартный болт, который затачивается конусообразной формой на резьбовом участке изделия. Подготовленная деталь смазывается моторным маслом и монтируется во внутренней резьбе заблаговременно, вырезанной в задней бабке. Болт должен обладать свободным ходом примерно в 25–30 мм. Благодаря вращению болта происходит прижим обрабатываемой заготовки между центральными механизмами.
Процедура сборки токарного оборудования
Самым лёгким в изготовлении своими руками считается металлообрабатывающий станок лучкового типа. Использование такого самодельного оборудования позволяет вытачивать металлические и деревянные изделия, а также при небольшом усовершенствовании затачивать ножи и другие режущие инструменты. Очень полезно такое оборудование, если предстоит ремонт автомобиля или другого движущегося транспорта. При этом сама процедура сборки предусматривает ряд несложных работ.
- Первым делом изготавливаются две деревянные стойки высокой прочности, к которым с помощью гаек привинчиваются болты.
 Такие конструктивные элементы предназначены для крепления станины самодельного токарного станка по металлу. Для изготовления станины также можно использовать древесину. По возможности дерево можно заменить металлом в виде стальных уголков или профилей.
Такие конструктивные элементы предназначены для крепления станины самодельного токарного станка по металлу. Для изготовления станины также можно использовать древесину. По возможности дерево можно заменить металлом в виде стальных уголков или профилей. - В обязательном порядке нужно изготовить специальный подручник, предназначаемый для увеличения уровня устойчивости резцового механизма, используемого, с целью обработки болванки из металла. Конструктивно такая деталь состоит из двух отдельных деревянных элементов, которые соединены под углом в 90 градусов при помощи специального клеевого состава или маленьких винтов.
- На нижней доске закрепляется тонкая металлическая полоса, предназначенная для защиты рабочей части инструмента от деформации вовремя вращения. В горизонтально расположенной доске вырезается прорезь, благодаря которой появляется возможность выполнять управление движением подручника.
- С обустройством передней или задней бабки обычно проблем возникать не должно. В качестве патронов для бабок в большинстве случаев используют готовые металлические цилиндры, которые подходят своим сечением к общей станочной конструкции или используют их сварные аналоги, изготовленные из листового металла.
 Такие конструктивные элементы предназначены для крепления станины самодельного токарного станка по металлу. Для изготовления станины также можно использовать древесину. По возможности дерево можно заменить металлом в виде стальных уголков или профилей.
Такие конструктивные элементы предназначены для крепления станины самодельного токарного станка по металлу. Для изготовления станины также можно использовать древесину. По возможности дерево можно заменить металлом в виде стальных уголков или профилей. В качестве патронов для бабок в большинстве случаев используют готовые металлические цилиндры, которые подходят своим сечением к общей станочной конструкции или используют их сварные аналоги, изготовленные из листового металла.
В качестве патронов для бабок в большинстве случаев используют готовые металлические цилиндры, которые подходят своим сечением к общей станочной конструкции или используют их сварные аналоги, изготовленные из листового металла.Самодельная конструкция токарного станка по металлу, собранная своими руками, может использоваться не только по своему прямому назначению, но и в других бытовых нуждах. Можно на одну из подвижных частей, подсоединённых к валу электрического двигателя, установить шлифовальный круг и точить на нём различный инструмент либо выполнять шлифовку или полировку поверхностей.
Выбор силового оборудования
Рама самодельного оборудования по возможности должна монтироваться на металлической основе путём надёжного скрепления со станиной. После этого нужно установить все отдельные узлы и механизмы токарного агрегата, которых не так уж и много. На следующем этапе переходят к работе с силовым узлом оборудования. В первую очередь нужно выбрать электрический двигатель соответствующих параметров. Так как речь идёт об обработке металла – достаточно прочного материала, то и мотор должен быть мощным:
В первую очередь нужно выбрать электрический двигатель соответствующих параметров. Так как речь идёт об обработке металла – достаточно прочного материала, то и мотор должен быть мощным:
- при обработке мелких металлических деталей достаточно мотора мощностью от 0,5 до 1 кВт;
- для обточки более крупных заготовок лучше использовать двигатель 1,5-2 кВт.
Для самодельного металлообрабатывающего оборудования подойдёт двигатель от старой швейной машины или с любого другого ненужного бытового прибора. Выбор зависит от того, что найдётся в домашней мастерской или обойдётся недорого при покупке в магазине. К электромотору подсоединяется пустотелый вал из стали или как его называют – головка шпинделя. С этой целью используется ремённая или любая доступная передача. Вал подсоединяется к шкиву, закреплённому на шпонке. Шкив понадобится для размещения на нём рабочей части инструмента.
Подключение силовых механизмов выполняется либо собственноручно, либо обращаются за помощью к специалистам. При этом опытный электрик сделает все быстро и качественно, а у владельца станка будет полная уверенность в безопасности использования электрических деталей токарного станка. После окончания сборочных работ оборудование готово к использованию. Также в случае необходимости человек может расширить функционал оборудования.
При этом опытный электрик сделает все быстро и качественно, а у владельца станка будет полная уверенность в безопасности использования электрических деталей токарного станка. После окончания сборочных работ оборудование готово к использованию. Также в случае необходимости человек может расширить функционал оборудования.
Изготовив станок для обработки металлических деталей своими руками, человек получит незаменимого помощника в домашней мастерской. А учитывая многофункциональность такого оборудования, каждый желающий сможет отточить свои навыки в слесарном деле. Самостоятельно изготовленный станок будет отвечать всем предъявляемым к нему требования и не будет занимать много места в доме или гараже.
- Автор: Виталий Данилович Орлов
- Распечатать
Оцените статью:
(3 голоса, среднее: 3. 3 из 5)
3 из 5)
Поделитесь с друзьями!
ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ своими руками [устройство, чертежи]
[Токарный станок по металлу], изготовленный своими руками, станет хорошей альтернативой профессиональному дорогостоящему станку, если вы любите работать с металлом, но не хотите дорого платить за это удовольствие.
Сделать простой самодельный токарный мини-станок под силу практически каждому, у кого есть хотя бы минимальный опыт в строительстве и ремонте, а покупка элементов для его создания не отнимет у вас много средств, более того, некоторые детали вы наверняка сможете найти в своем собственном гараже.
В статье мы разберем назначение токарного станка, а также расскажем, как сделать токарный станок без помощи специалистов и что для этого понадобится (резцедержатель, патрон, суппорт и т.д.), а чертежи и фото помогут вам в этом и сделают работу легче и быстрее.
Содержание:
- Назначение токарного станка
- Работа с основными узлами станка
- Создание токарного станка
Назначение токарного станка
Основное предназначение токарного устройства ЧПУ – обрабатывать металл и преобразовывать заготовки в нужные вам изделия.
Впрочем, работать самодельный токарный мини-станок сможет не только с металлическими объектами, но также поможет обрабатывать дерево и пластик.
Из этих материалов вы сможете сделать изделия нужной вам формы, благодаря возможности обработки внешней поверхности, создания отверстий, либо расточек и резьбы, или накатать поверхность с рифлением.
Видео:
Токарный станок необязательно собирать самостоятельно – его можно купить, учитывая, что производители делают аппараты с ЧПУ для различных целей.
Однако минус профессиональных станков в том, что они слишком большие и тяжелые, поэтому работать с ними в частной мастерской или гараже не очень удобно, а также сложны в работе – имеют слишком много функций.
Гораздо лучше будет создать токарно-фрезерный станок своими руками.
Домашние станки с ЧПУ обычно отличаются небольшими габаритами, простотой работы и возможностью быстро создавать металлические и деревянные мини-детали, или объекты среднего размера.
На подобном устройстве можно делать детали разной формы, например, вы сможете собрать колесо, ось или другие подобные изделия, имеющие круглое сечение.
Лучше всего, чтобы инструмент мог справляться с обработкой не только металлических, но и деревянных объектов – так вам будет удобно делать ручки для грабель, лопат и других инструментов, испортившиеся детали деревянной мебели, а в будущем, может быть, и саму мебель.
В любом случае, для тех, кто часто занимается ремонтом и созданием деталей самостоятельно, то возможность работать с деревом может быть вам полезна.
На аппарате деталь нужно закрепить горизонтально, и устройство будет вращать ее на высокой скорости, после чего вращающийся резец удаляет лишний материал, и, таким образом, получается конечная деталь.
В принципе работы и механизме токарного станка, кажущегося простым, для правильной работы требуется точная работа разнообразных деталей, которые создают механизм станка.
Обработка деталей на токарном станке происходит следующим образом: деталь фиксируется в устройстве, а затем запускается вращающийся с большой скоростью механизм, благодаря которому деталь быстро крутится, и с помощью резца с нее снимается ненужный материал и она приобретает нужную форму.
За фиксацию детали отвечают патрон, суппорт и вращающийся механизм.
Устройство токарного станка и способ его работы довольно просты, однако важно знать, как собрать самодельный токарный аппарат по металлу правильно с соблюдением всех нюансов, иначе система просто не будет работать.
Работа с основными узлами станка
Токарный станок своими руками работает благодаря множеству элементов: он включает раму, суппорт, центр (ведущий и ведомый), бабку, а также электрический привод и упор под резец.
Рама в инструменте нужна для опоры – именно на ней располагаются все остальные элементы, а также станина. Бабка, расположенная спереди, всегда находится в неподвижном положении и нужна для основы, на которой размещен базовый узел вращения.
На переднюю раму устанавливается механизм для передачи, который соединяет главный центр и электродвигатель.
Главный центр отвечает за приведение заготовки в движение и, таким образом, за качество обработки детали. Бабка сзади работает параллельно к оси рамы, расположенной продольно.
Центр и бабка должны быть плотно соединены, исходя из длины изделия. Бабка устанавливается таким образом, чтобы конец детали и ведомый центр были соединены, а сама деталь устанавливается в патрон.
Для работы вам понадобится привод.
Для самодельного мини-станка можно установить практически любой, но минимальная мощность устройства с ЧПУ должна быть не менее 800 Вт, а оптимальная – 800-1500 Вт, тогда станок будет работать без перебоя.
Справиться с низкими оборотами получится, благодаря использованию передаточного механизма, тогда скорость работы двигателя не изменится и будет аналогична.
Не стоит выбирать слишком мощный двигатель, например, 2000-ватный, т.к. он может испортить станок, приведя его к перегреву. В основном на станках ЧПУ такого типа используют ременную передачу, иногда она может быть фрикционной или цепной.
В некоторых настольных станках можно встретить конструкции, где передаточная система отсутствует, в этом случае патрон и главный центр закрепляются в сам вал электрического двигателя.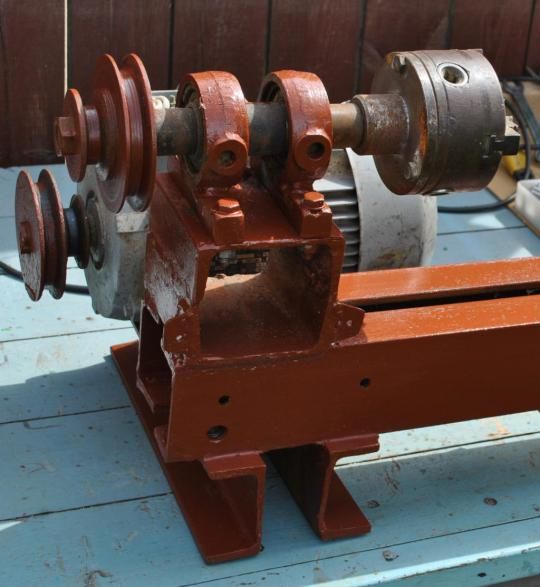
Видео:
Главный центр и дополнительный центр должны располагаться на одинаковой оси, т.к. в ином случае заготовка, вставленная в патрон, будет вибрировать.
Делая станок, важнее всего соблюсти четыре условия: правильно определить центр, поставить суппорт, надежно зафиксировать детали в патрон и обеспечить ее быстрое и бесперебойное вращение – в этом случае система будет работать как надо.
Для самодельных лобовых мини-станков чаще всего используют для фиксации детали кулачковый патрон или планшайбу. Кроме того, центр в таких устройствах только один, в отличие от профессиональных моделей.
Раму для изделия лучше всего сделать с помощью стальных уголков, а не деревянного бруса, тогда система будет более устойчивой и надежной и прослужит вам дольше.
Именно рама позволяет качественно зафиксировать центр, что напрямую влияет на правильность работы аппарата.
Поэтому, занимаясь проектированием рамы, пользуйтесь профессиональным чертежом и учитывайте, что бабке должно быть обеспечено свободное вращение вдоль продольной оси устройства ЧПУ и суппорт должен стоять ровно.
После того как вы собрали воедино все детали станка: патрон, суппорт, центр, бабку, раму и т.д., нужно зафиксировать их так, чтобы они не болтались и не двигались.
Форма деталей станка зависит от ваших целей: какие детали и материалы вы собираетесь обрабатывать на станке, каков их размер и т.д.
От этих же параметров зависит и выбор мощности электродвигателя, поэтому, прежде чем покупать суппорт и другие необходимые детали, определитесь с тем, каким вы хотите видеть конечный вариант станка – это очень поможет вам в работе.
Как уже говорилось, для станка ЧПУ подойдет практически любой двигатель, т.к. он не требует большой мощности, однако избегайте покупать коллекторные модели, т.к. они увеличивают количество оборотов в случае, если нагрузка падает.
Это может привести к тому, что заготовка просто вылетит – в этом случае она не только испортится сама, но и может покалечить того, кто находится рядом со станком. Также не стоит покупать слишком мощные двигатели, т.к. они могут вывести систему из строя.
Создание токарного станка
Самостоятельно проще всего сделать лобовую модель токарного станка. Этим оборудованием легко пользоваться и оно имеет все необходимые функции и способно работать как с металлическими, так и с деревянными изделиями.
Благодаря тому, что тип устройства оборудования простой, и никаких специфических деталей для него не потребуется, срок службы такого станка будет внушительным, благодаря тому, что вышедшие из строя детали можно заменить в любой момент.
Видео:
Начинается работа с выпиливания двух деревянных стоек, в которых нужно проделать отверстия для болтов и вставить туда болты, пользуясь гайками.
Начиная работу, проследите, чтобы диаметр отверстий и гаек совпадал. Прежде чем начинать делать станок, посмотрите видео – так вам легче будет работать.
Чтобы стамеска или резец при работе оборудования были устойчивы, вам нужен будет резцедержатель или, по-другому, подручник.
Резцедержатель можно сделать с помощью двух досок, которые нужно склеить, либо соединить друг с другом с помощью винтов.
Резцедержатель является необходимым для комфортного изготовления станка собственноручно. Дощечка, находящаяся снизу, должна иметь скошенный угол и полосу из металла, которая сможет предотвратить деформацию стамески во время работы станка.
Горизонтальная дощечка должна быть оборудована прорезью, которая позволит контролировать и управлять движением подручника.
Следующий этап работы – закрепить саму заготовку с помощью гаек, чтобы она была надежно закреплена, но в то же время могла свободно двигаться – после этого можно считать настольный станок готовым к использованию.
Не забудьте повторить все процессы его создания по видео, чтобы убедиться, что вы все сделали правильно.
Видео:
Обработка заготовки происходит путем вращения в две стороны, что позволяет придать детали нужную форму. Такой простой способ обработки на самом деле дает хороший результат и позволяет получить разнообразные детали очень высокого качества.
Для работы вам понадобится электродвигатель с минимальной мощностью (около 250-500 Вт), однако, если у вас его нет, то для станка можно приобрести электромотор любого вида, например, принадлежавший ранее швейной машинке.
Благодаря тому, что мощность для станка требуется минимальная, вы можете использовать оборудование практически от любого устройства ЧПУ.
Самый простой настольный станок ЧПУ можно сделать с помощью электродрели или шлифовальной машины, которая будет основной оборудования.
Чтобы сделать токарный станок из дрели, необходима определенная последовательность действий. Передняя, задняя части и бабка легко изготавливаются самостоятельно. Как делается бабка, передняя и задняя часть станка и суппорт вы можете посмотреть на видео – оно сделает все процессы простыми и понятным.
Для рамы, чтобы изготовить токарный станок из дрели, можно использовать швеллер или деревянный брусок, а также уголок или любой другой сортовой металл.
Самодельный токарный станок по металлу может быть использован не только для того, чтобы обрабатывать детали.
Вы можете насадить на одну из мини-частей, составляющих вал электродвигателя, круг для шлифования и затачивать на нем инструменты, либо шлифовать и полировать поверхности.
Также можно установить на вал патрон для сверления или переходник, и тогда самодельный токарный станок станет пригодным для процесса фрезеровки пазов, либо создания сверловых отверстий в теле изделий из металла и дерева.
Самое важное – правильно собрать сам станок, его центр, а потом уже добавлять к нему новые части, по мере того, как вы начнете осваивать этот инструмент и научитесь с ним работать.
Фото и видео помогут вам не только сделать самодельный токарный станок, но и в его эксплуатации, поэтому пользуйтесь ими и инструкциями, прежде чем начнете заниматься на станке обработкой деталей.
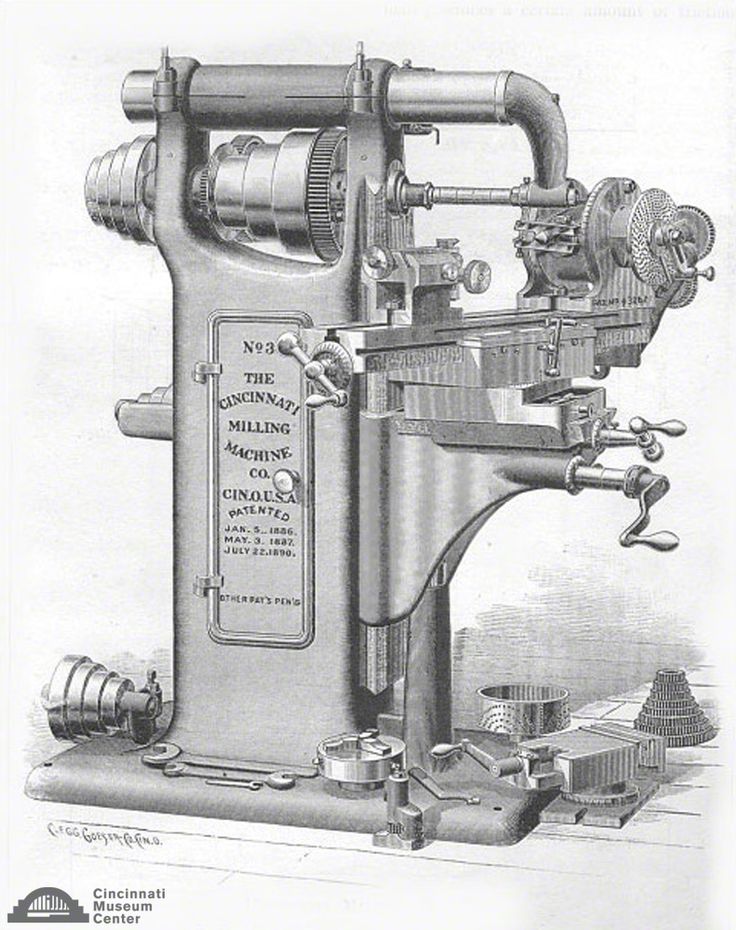
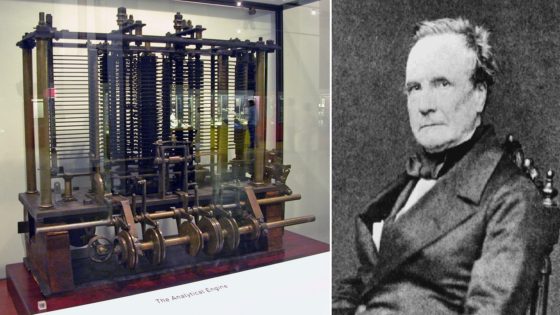
Хотя предыстория создания этого «самодельного» миниатюрного прецизионного станка неизвестна, похоже, он был построен в 1940-х или 1950-х годах. Возможно, «самоделка» — неправильное определение, и -сделано-в-ночную-смену-пока-начальник-не-выглядел- могло бы быть более точным. Построенный по очень высокому стандарту с приятными деталями — например, все винты со шлицевой головкой были установлены заподлицо, вставлены в отверстия с потайной головкой — дизайн также был изобретателен, а строитель явно был человеком большого таланта. |

 Последний, вместо того, чтобы быть установленным на обычном сложном в конструкции кронштейне с плунжерным расположением, был прикреплен к концу рычага, поворачивающегося концентрично с кронштейном сменного колеса, при этом необходимо было только ослабить гайку, чтобы повернуть шестерни, чтобы получить левое положение. либо правосторонняя подача, либо нейтраль. Переменные колеса, по-видимому, удерживались на месте традиционным методом Боули с помощью винтов, нижняя сторона которых входила в потайные отверстия в толстых шайбах; к сожалению, строитель не стал прорезывать шайбы и, таким образом, позволить им выскользнуть после того, как просто ослабил винты и позволил соскользнуть сменным колесам.
Последний, вместо того, чтобы быть установленным на обычном сложном в конструкции кронштейне с плунжерным расположением, был прикреплен к концу рычага, поворачивающегося концентрично с кронштейном сменного колеса, при этом необходимо было только ослабить гайку, чтобы повернуть шестерни, чтобы получить левое положение. либо правосторонняя подача, либо нейтраль. Переменные колеса, по-видимому, удерживались на месте традиционным методом Боули с помощью винтов, нижняя сторона которых входила в потайные отверстия в толстых шайбах; к сожалению, строитель не стал прорезывать шайбы и, таким образом, позволить им выскользнуть после того, как просто ослабил винты и позволил соскользнуть сменным колесам. 

Мой самодельный металлический станок для токарного станка
Я хотел
приличная подставка для токарного станка, так что я
сделал один.
Он основан
по принципу, используемому для токарных станков на кораблях, известному как «торсионный или
Морская конфигурация обычно имеет балку, установленную на
торец передней бабки упирается в сплошную стену/переборку с большим горизонтальным
шарнирная точка. Конец задней бабки поддерживается одной ногой с
карданное крепление, допускающее любое движение корабля в любом направлении
структура.
Моя земля
На основе конфигурации токарный станок аналогичным образом монтируется на массивную
балка, ширина опорных плит. Это находит токарный станок
точно и предотвращает
флекс. Это может быть стальной короб/балка/швеллер, чугун или даже
конкретный. Чем тяжелее балка, тем лучше.
Зажигалка
затем используются ножки/опоры для противодействия любым неровностям или движению в
пол.
Шахта использует
длина тяжелого 250 х 100 х 6 мм
толстая прямоугольная стальная конструкционная балка для верха —
одинаковая ширина
как токарный станок
база
тарелки.
10 х 18
Китайский токарный станок CQ9325 весит 165 кг.
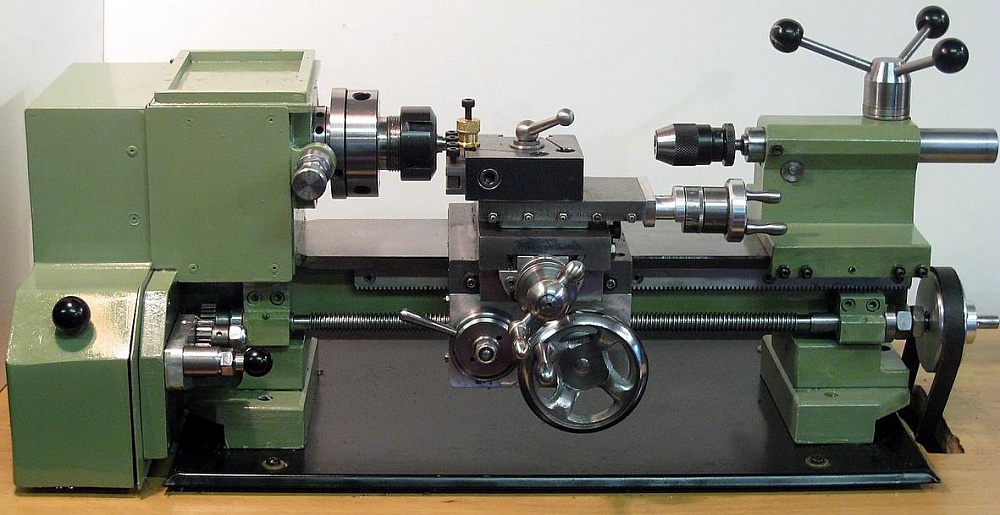
Луч
мертв
плоский, не сгибается и поднимает
токарный станок
значительно выше поддона для стружки, обеспечивая исключительный зазор
для ручного управления и много места
чтобы черенки выпадали
пути.
Просмотрено
ниже в ближайшее время
после завершения.
следующий снимок после нескольких лет использования показывает
количество доступного зазора и необходимый поддон для сбора капель.
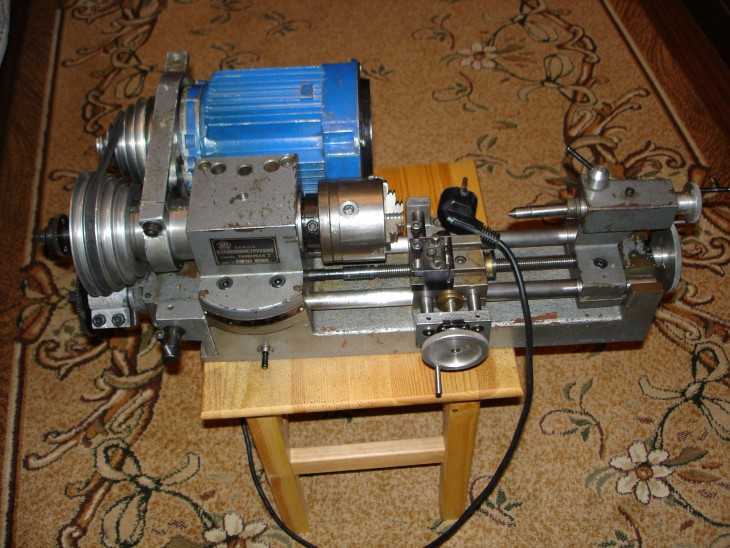
Верхняя часть
луч
установлен немного ниже, чем боковые опоры, чтобы гарантировать, что масло не может течь
сбоку от вершины.
Также рекомендуется добавить выступы маслоотражателя на дно каждого
конец балки, чтобы направить масло в поддон для сбора капель.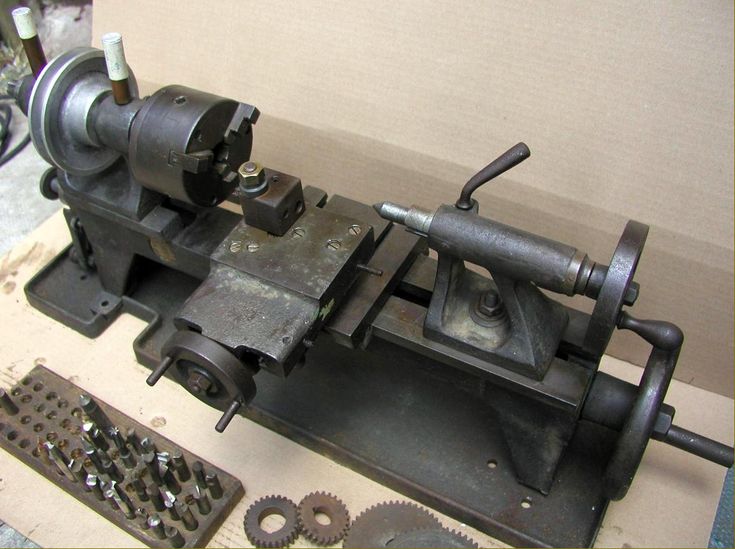 В качестве альтернативы вы можете вырезать
В качестве альтернативы вы можете вырезать
для этого нижняя половина балки заканчивается под внутренним углом.
При изменении конструкции всегда думайте о том, где находится масло или смазочное масло.
будет работать и позволит это, чтобы избежать беспорядка.
В балке просверлены отверстия и нарезана резьба для крепления четырех болтов токарного станка.
стойки 75 х 55 х 5 мм
угловое железо. Горизонтальный
раскос (который также образует основание полки) представляет собой уголок 55 x 55 x 5 мм.
Диагональ
угловая железная поперечная скоба крепится болтами между
задний
стойки
за
максимум
жесткость.
съемный
капельница/чип
поддон облегчает уборку.
я добавил некоторые
деревянные ящики, извлеченные из старого письменного стола, найденного на обочине.
Вы могли бы
дополнить подставку современными встроенными ящиками на роликах, и даже
раскрашивал их, но такой уровень детализации меня не интересовал —
чисто функционально.
я позже
установил заднюю защиту от стружки, переместил фонарь в центр и прикрутил деревянный инструмент
отдохнуть на
правая сторона скамейки
для наиболее часто используемых вещей , на которых можно сидеть.
Дизайн
прост, легок в изготовлении и сводит к минимуму деформацию при сварке.
Финал
установка показана ниже — с несколькими моими
старые канистры из-под масла Rega наготове.
Все
сталь, из которой изготовлена подставка, пришла
со свалки. Общий
стоимость составила 75 австралийских долларов.
позже я сделал
аналогичная подставка для моего токарного станка Schaublin 102 1930-х годов выпуска из легких стеллажей
стали (швеллерное сечение) и включала горизонтальную
диагональная распорка как часть основания полки для предотвращения бокового изгиба.
Тяжелая стальная балка этой конструкции съемная и крепится болтами, что делает
его легче обрабатывать и сваривать. Его также можно прикрутить к
деревянная основа, как это сделал один конструктор.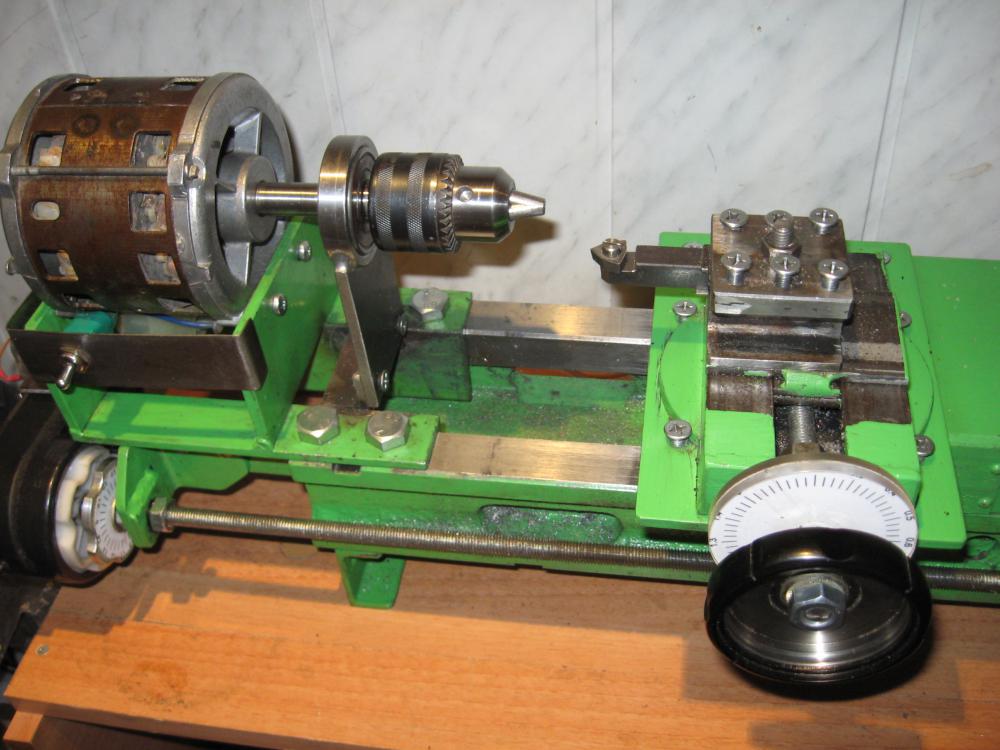
Для
безопасность, две диагонально противоположные ноги
обеих стоек крепятся болтами к бетону
пол.
Вот
видео, показывающее оба стенда, плюс несколько советов
о
проектирование и строительство.
Охват
балочные стойки других производителей
(фотографии и детали присланы мне)
Рэй сделал
аналогичную подставку для пролетных балок, и закончили ее очень красиво.
Вместо
используя одну тяжелую секцию RHS, Рэй сшил вместе две
меньшие секции RHS для изготовления балки нестандартной ширины.
Это отличная идея для токарных станков с
более широкая площадь основания и может снизить стоимость и вес
существенно. Вы также можете использовать два отдельных луча рядом
для более широкой стопы.
Алан сделал тот, что внизу, но установил сверху заводской поддон для стружки и капель.
из
балка, непосредственно под токарным станком, в соответствии с традиционной конструкцией.
Еще одна красивая аккуратная работа, но с частично скрытым от глаз лучом.
На нижней стойке к концам балки были добавлены отражатели капель масла, чтобы
прямое масло в поддон. Хорошая идея.
Тимоти
решил по-другому, используя балку из стального профиля, но прикрепив ее к
деревянная основа.
Это позволяет людям, не имеющим навыков сварки, изготовить балку,
а затем сами доделайте деревянную подставку/основание. умный
идея.
Джон отделил балку от стойки и включил выравнивание
регуляторы в болтовые секции.
Компания Emerson использовала U-образный профиль большого сечения в качестве балки с
съемный поддон, маслоотражатели и сделал все это подвижным.
Красивый прочный и простой дизайн.
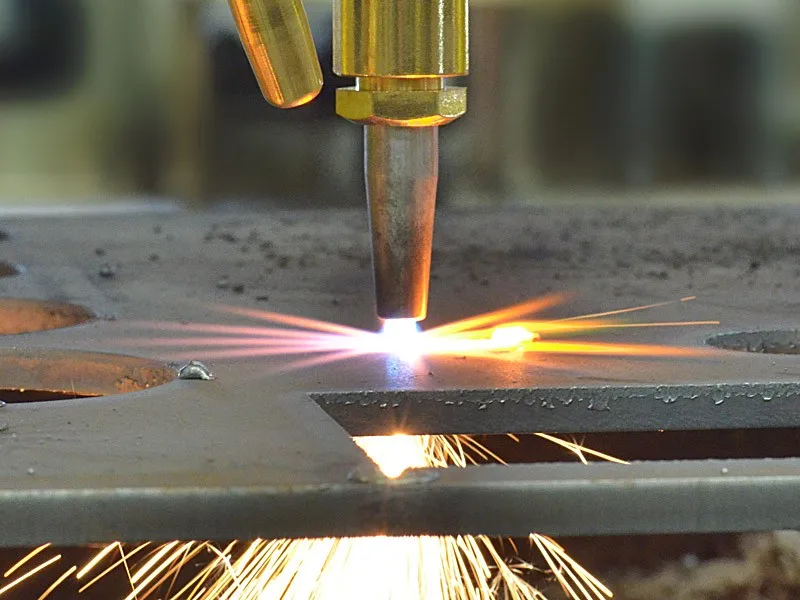
 В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм.
В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм. Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
 Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.
Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.
 Нас больше всего интересуют плазменные резаки прямого действия, которые работают от электричества и выполняют рез с использованием воздушной рабочей среды.
Нас больше всего интересуют плазменные резаки прямого действия, которые работают от электричества и выполняют рез с использованием воздушной рабочей среды. В состав этого узла входят:
В состав этого узла входят:
 Мы усовершенствовали оборудование для прямой и косой плазменной резки, чтобы обеспечить качество, надежность и эффективность вашего процесса резки.
Мы усовершенствовали оборудование для прямой и косой плазменной резки, чтобы обеспечить качество, надежность и эффективность вашего процесса резки.
 Как и в случае с плазменными машинами для прямой резки, при покупке машины для плазменной резки со скосом следует учитывать материал, толщину, качество и скорость резки.
Как и в случае с плазменными машинами для прямой резки, при покупке машины для плазменной резки со скосом следует учитывать материал, толщину, качество и скорость резки.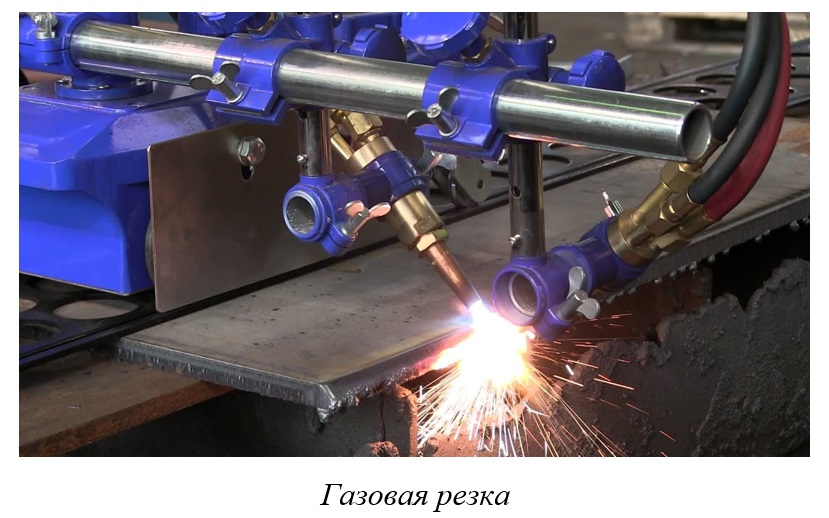
 Наша команда может обсудить с вами конкретные продукты, отправить образцы деталей, провести живую резку и обучающие демонстрации и многое другое.
Наша команда может обсудить с вами конкретные продукты, отправить образцы деталей, провести живую резку и обучающие демонстрации и многое другое.


 Powermax30 AIR отличается от любого другого Powermax в нашей линейке тем, что содержит встроенный воздушный компрессор. Это делает Powermax30 AIR особенно подходящим для художественных инсталляций в полевых условиях, поскольку отдельный источник воздуха не требуется.
Powermax30 AIR отличается от любого другого Powermax в нашей линейке тем, что содержит встроенный воздушный компрессор. Это делает Powermax30 AIR особенно подходящим для художественных инсталляций в полевых условиях, поскольку отдельный источник воздуха не требуется.
 Новейшее технологическое оборудование и опытные квалифицированные сотрудники — гарантия высокого качества резки и готовых металлоконструкций. Выполним ваш заказ любой сложности. Время – ценный ресурс наших клиентов, поэтому мы представляем Вам бесплатный сервис — калькулятор металлопроката, который будет полезен в работе для широкого круга специалистов.
Новейшее технологическое оборудование и опытные квалифицированные сотрудники — гарантия высокого качества резки и готовых металлоконструкций. Выполним ваш заказ любой сложности. Время – ценный ресурс наших клиентов, поэтому мы представляем Вам бесплатный сервис — калькулятор металлопроката, который будет полезен в работе для широкого круга специалистов. Он будет незаменимым помощником и эффективно сэкономит Ваши силы и время. Используя наш калькулятор процессы сложных расчетов станут легче. Имея данные о размере, виде и количестве проката без труда получите искомый результат в считаные секунды. В зависимости от количества и геометрических показателей металлоизделий, калькулятор металлопроката онлайн рассчитает значения. Он не требует загрузки на компьютер или планшет/телефон – все происходит в окне браузера у нас на странице.
Он будет незаменимым помощником и эффективно сэкономит Ваши силы и время. Используя наш калькулятор процессы сложных расчетов станут легче. Имея данные о размере, виде и количестве проката без труда получите искомый результат в считаные секунды. В зависимости от количества и геометрических показателей металлоизделий, калькулятор металлопроката онлайн рассчитает значения. Он не требует загрузки на компьютер или планшет/телефон – все происходит в окне браузера у нас на странице.
 Постараемся ответить на любые ваши вопросы и предоставим необходимую информацию.
Постараемся ответить на любые ваши вопросы и предоставим необходимую информацию. 0 фунтов на кубический фут (британская система) или 7,85 тонны на кубический метр (метрическая система), независимо от того, работаете ли вы с A36 или A588.
0 фунтов на кубический фут (британская система) или 7,85 тонны на кубический метр (метрическая система), независимо от того, работаете ли вы с A36 или A588. Они рассчитываются с номинальными размерами и стандартизированными плотностями. На практике фактический вес металла может значительно отличаться от предполагаемого веса из-за различий в допусках и составе, наблюдаемых при производстве.
Они рассчитываются с номинальными размерами и стандартизированными плотностями. На практике фактический вес металла может значительно отличаться от предполагаемого веса из-за различий в допусках и составе, наблюдаемых при производстве.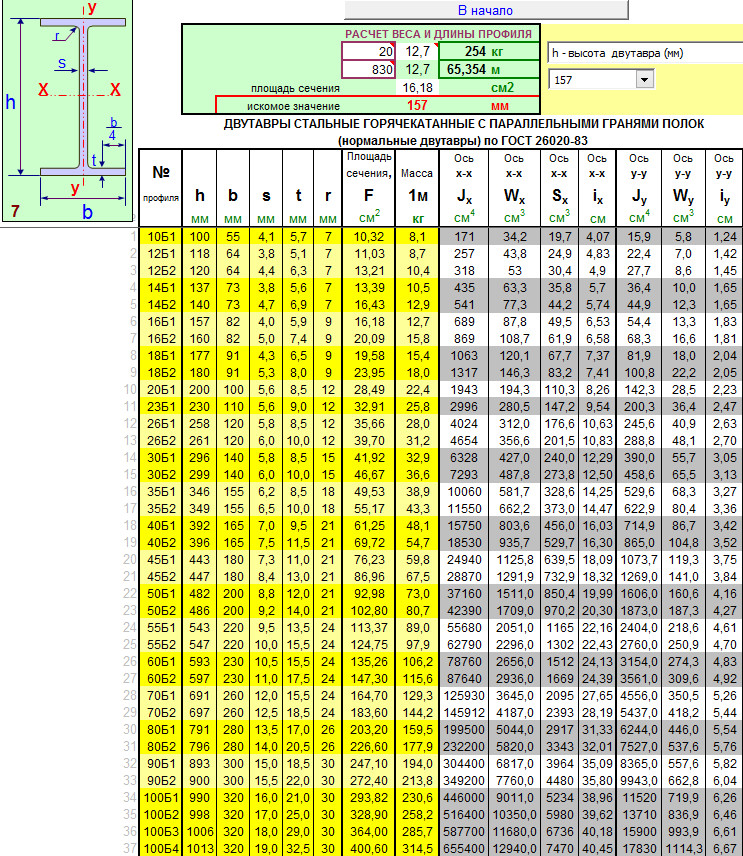 Kloeckner Metal также предлагает простой калькулятор для листового проката из углеродистой стали, чтобы сделать расчет мгновенно.
Kloeckner Metal также предлагает простой калькулятор для листового проката из углеродистой стали, чтобы сделать расчет мгновенно.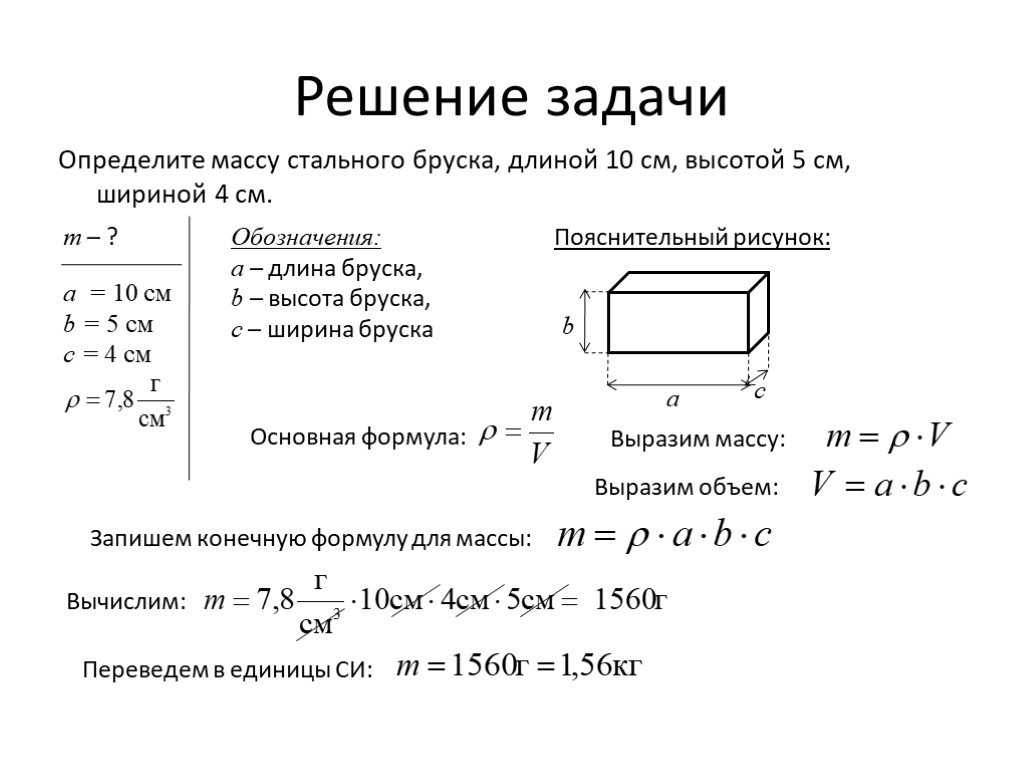
 К счастью, плотности достаточно постоянны, чтобы можно было использовать одно число для целых типов металлических пластин. Этот простой расчет длины * ширины * толщины * плотности — все, что вам нужно для точных расчетов типа обратной стороны салфетки для вашего следующего проекта.
К счастью, плотности достаточно постоянны, чтобы можно было использовать одно число для целых типов металлических пластин. Этот простой расчет длины * ширины * толщины * плотности — все, что вам нужно для точных расчетов типа обратной стороны салфетки для вашего следующего проекта. Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.
Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.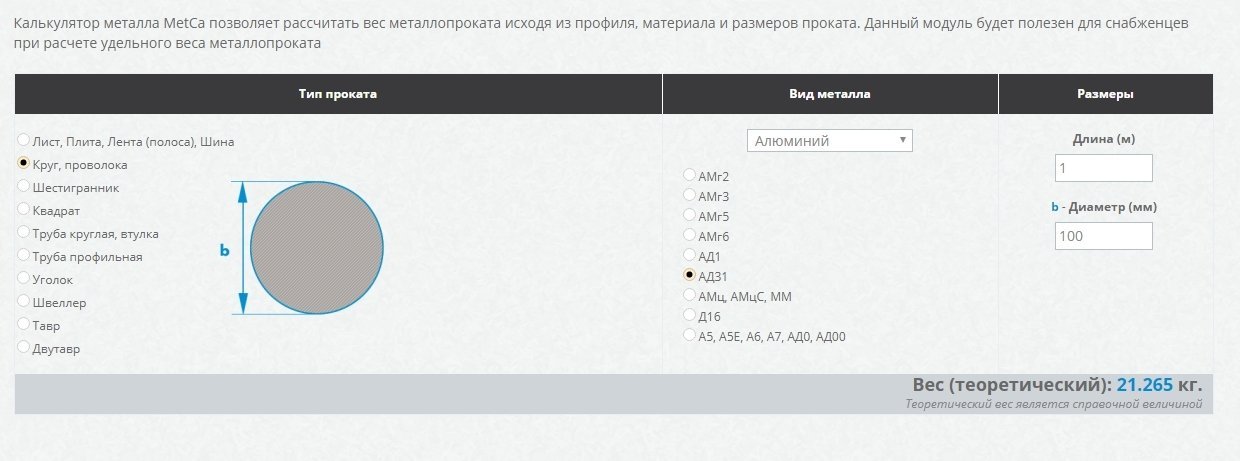
 625
625 8125
8125 375
375 50
50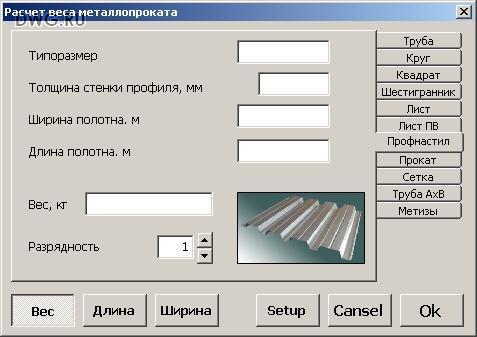 375
375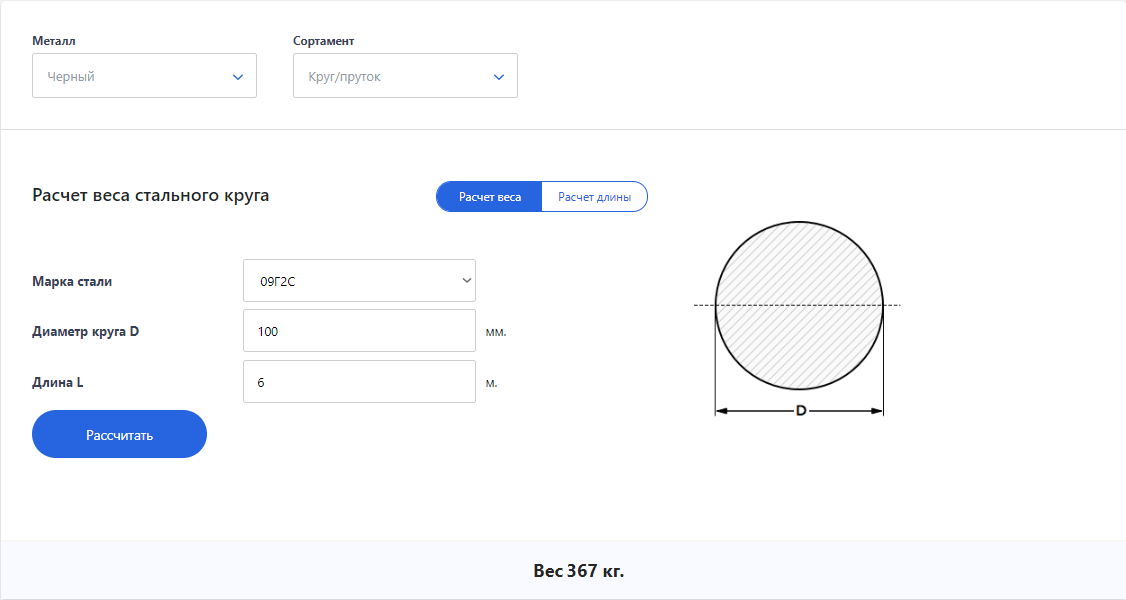 4375
4375

 07 lb/ft 3
07 lb/ft 3 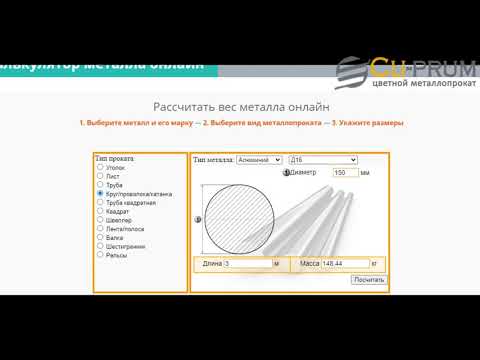 20 lb/ft 3
20 lb/ft 3  95 lb/ft 3
95 lb/ft 3 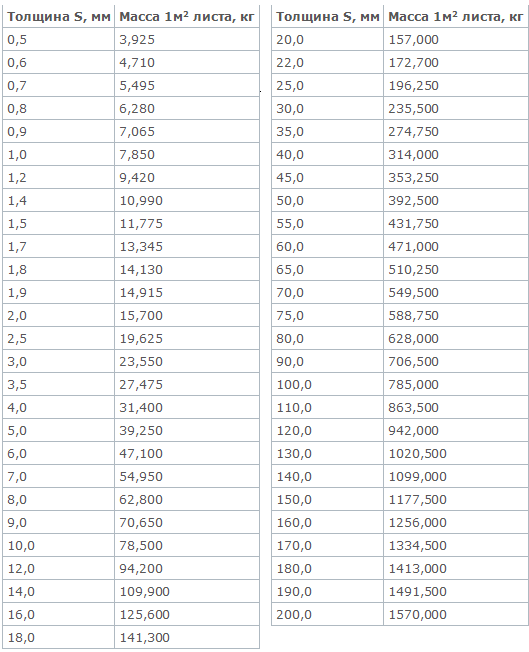
 Но, как и в большинстве других случаев из истории техники, единоличное авторство в изобретении суппорта установить невозможно.
Но, как и в большинстве других случаев из истории техники, единоличное авторство в изобретении суппорта установить невозможно. Тем не менее, здесь тоже не всё было в порядке – в частности, отсутствовал патрон, где закреплялась бы обрабатываемая заготовка.
Тем не менее, здесь тоже не всё было в порядке – в частности, отсутствовал патрон, где закреплялась бы обрабатываемая заготовка.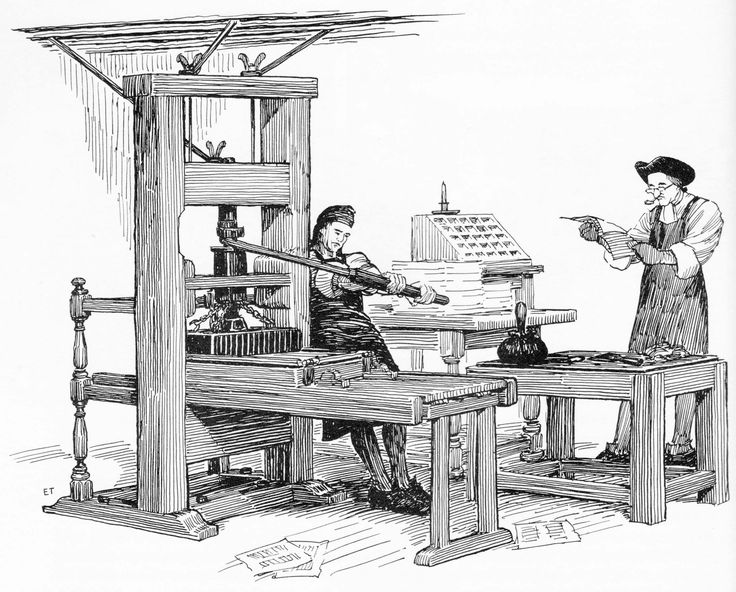
 Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
 Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
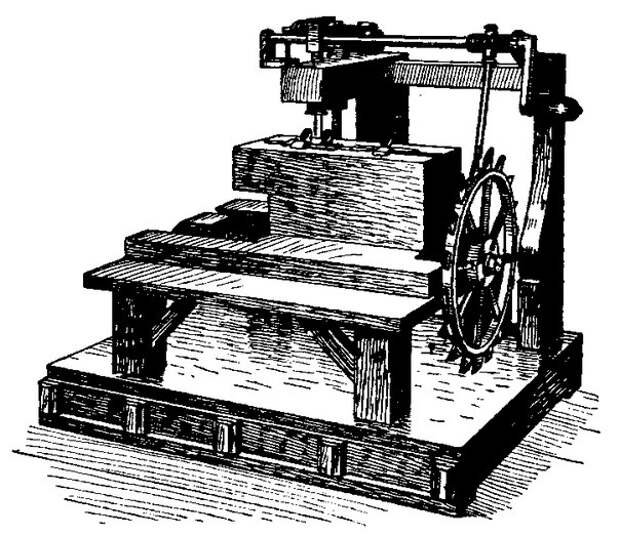
 Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
 д.
д.
 Включение автоматических подач производится рукояткой 14.
Включение автоматических подач производится рукояткой 14.
 Нужное изображение получали на заготовке следующим образом.
Нужное изображение получали на заготовке следующим образом.
 Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
 Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.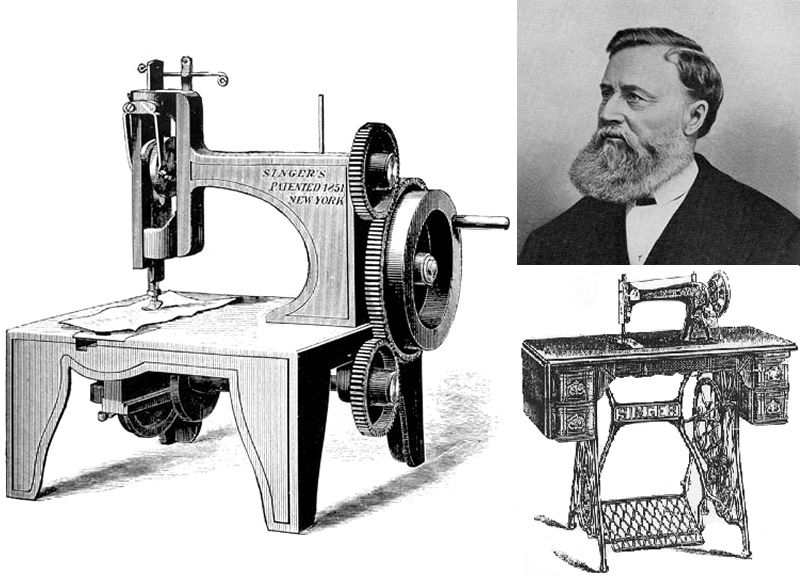 История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.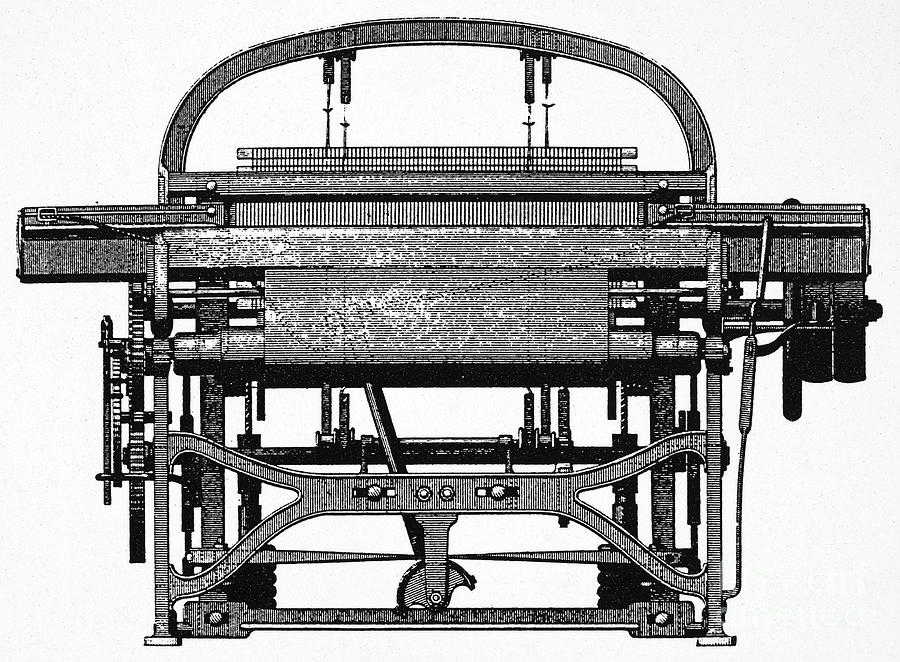 Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.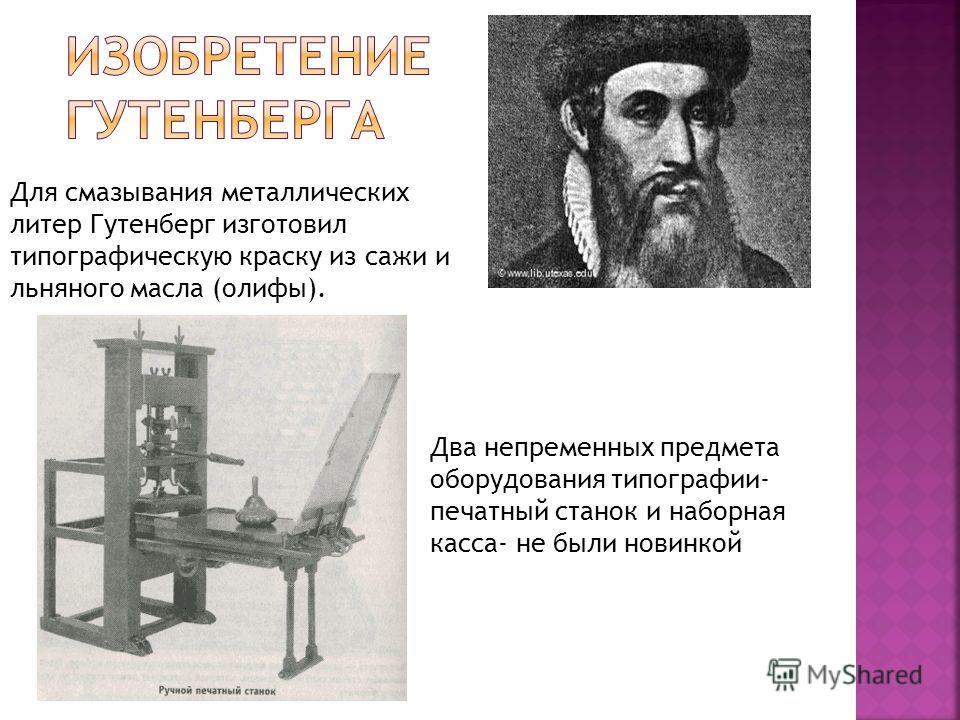
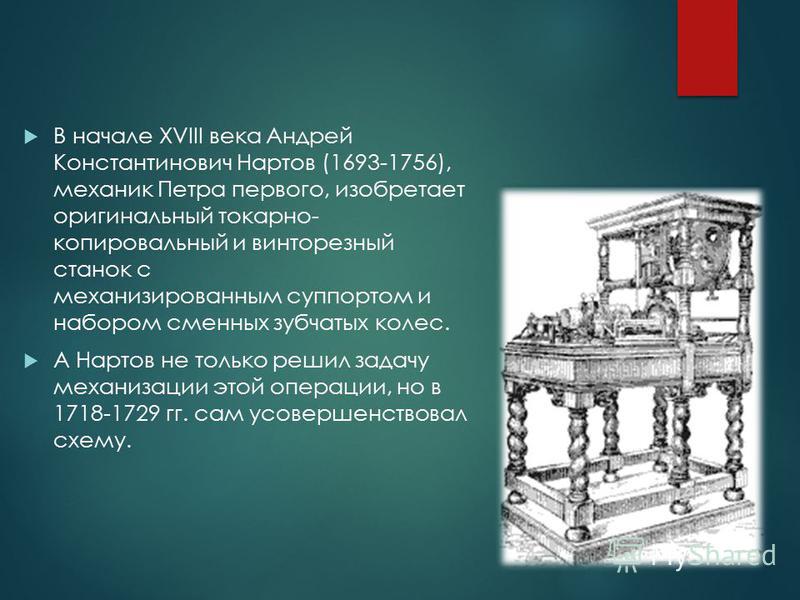
 По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).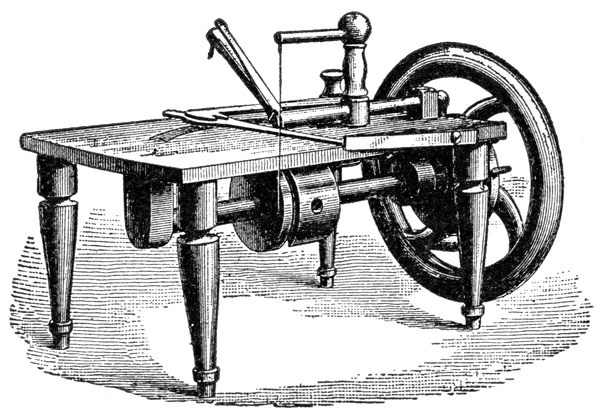 В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения. Позже открыл собственную мастерскую, потом завод в Ламбете.
Позже открыл собственную мастерскую, потом завод в Ламбете. ..
.. Станки различных видов использовались веками или даже дольше.
Станки различных видов использовались веками или даже дольше. Точение на токарном станке дало некоторые важные преимущества; вращение позволяло удалять материал равномерно. Ранние токарные станки приводились в действие ножной педалью или рукояткой, и оператор токаря мог контролировать, сколько материала удалялось, увеличивая или уменьшая скорость вращения.
Точение на токарном станке дало некоторые важные преимущества; вращение позволяло удалять материал равномерно. Ранние токарные станки приводились в действие ножной педалью или рукояткой, и оператор токаря мог контролировать, сколько материала удалялось, увеличивая или уменьшая скорость вращения.

 1390 или 1399
1390 или 1399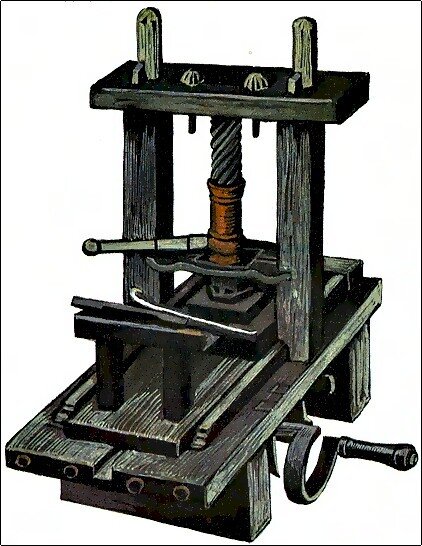
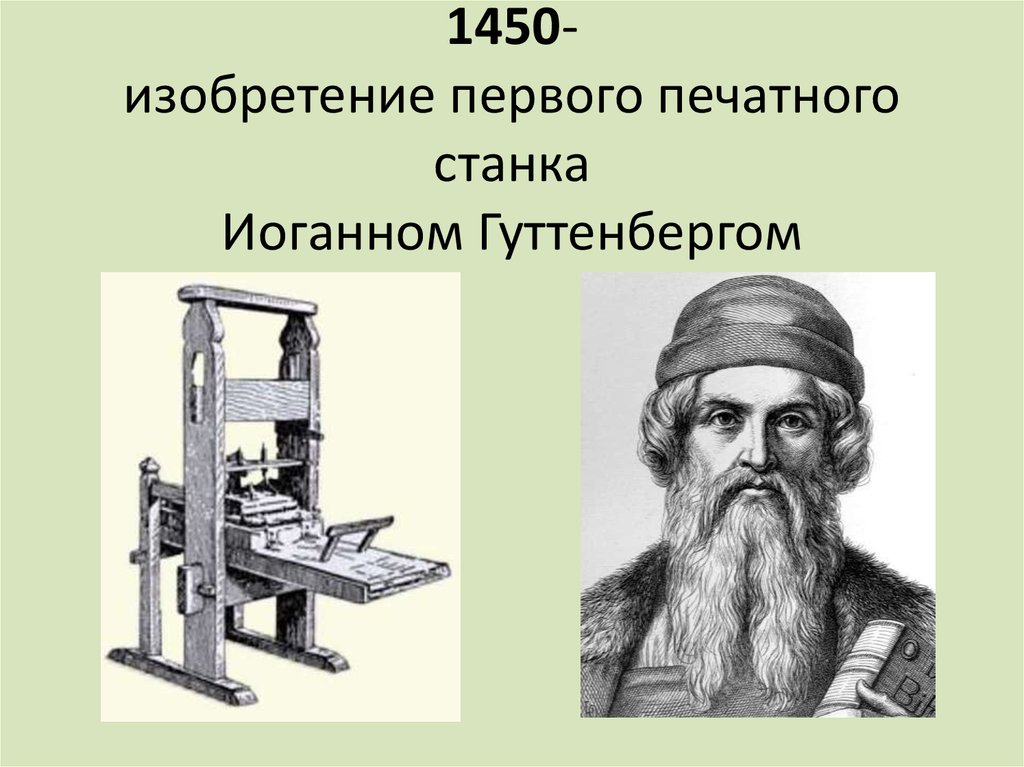
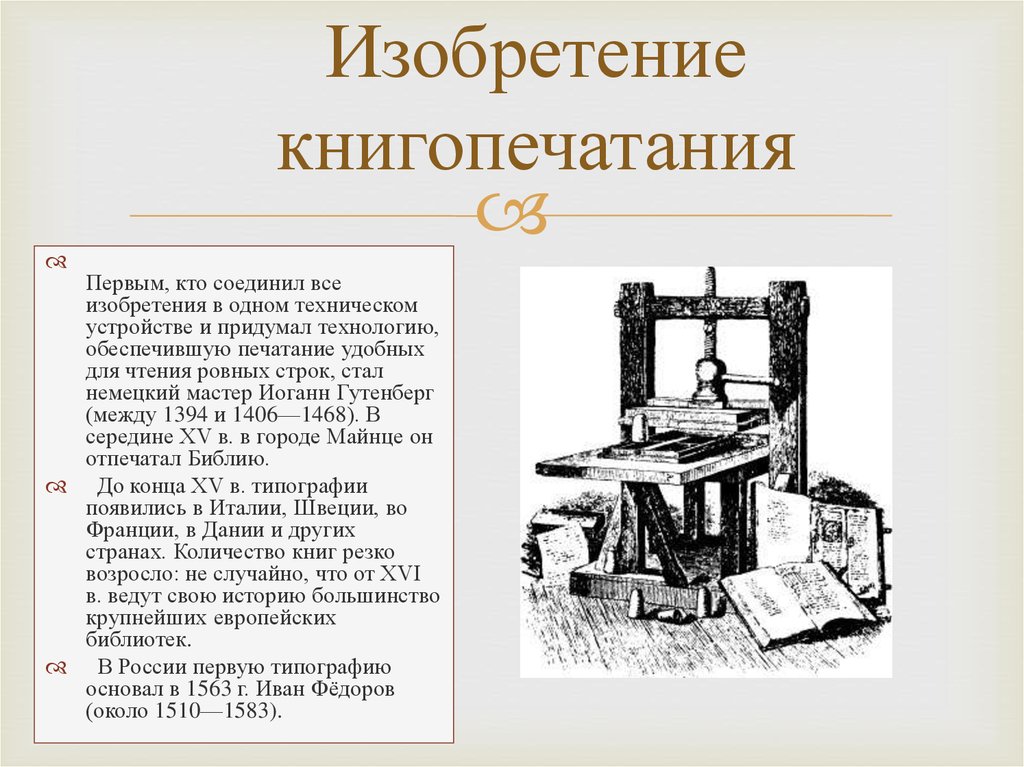
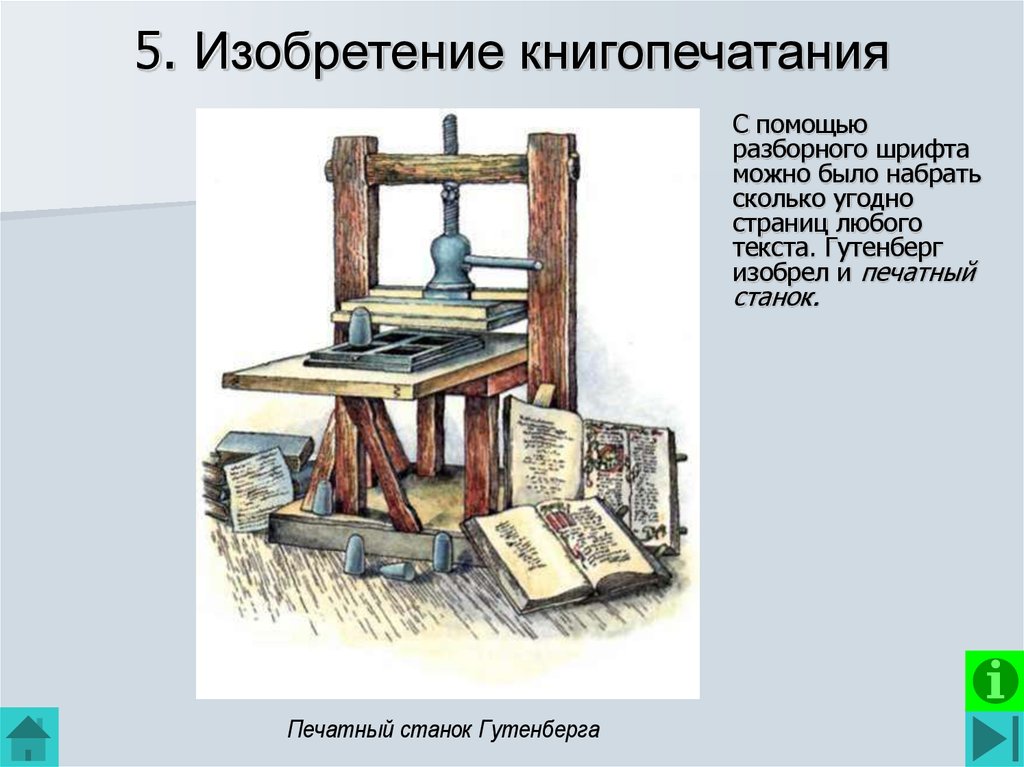
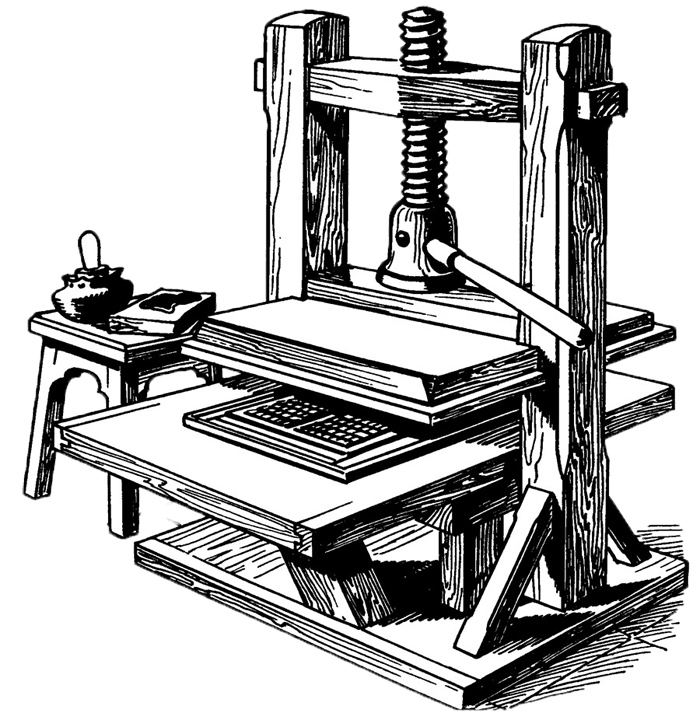
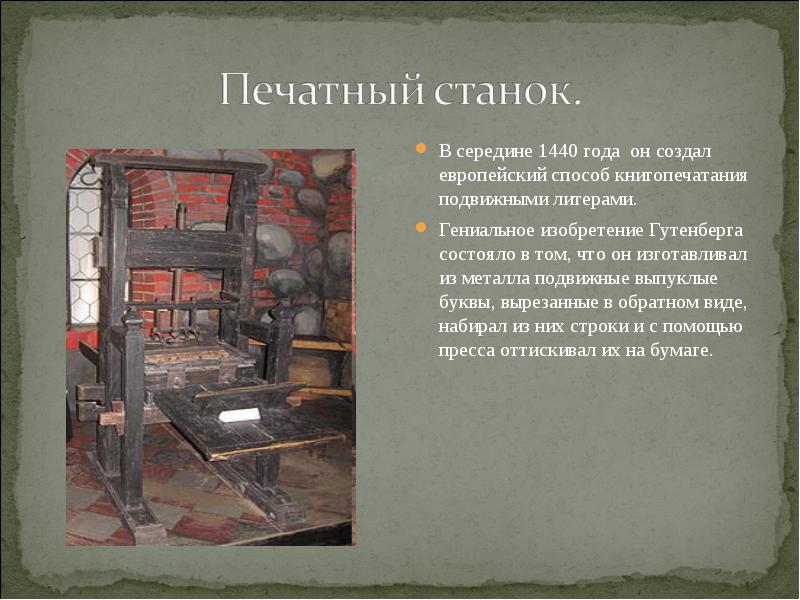
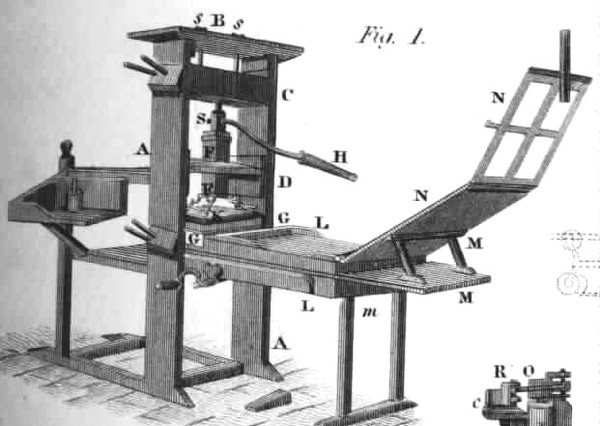
 и новый пресс, вероятно адаптированный из тех, которые использовались для производства вина, масла или бумаги, для приложения сильного равномерного давления к печатным поверхностям. Ни одной из этих особенностей не было в европейской технике, использовавшейся до того времени для тиснения букв на различных поверхностях или в ксилографии. Печатный станок Гутенберга считался изобретением, изменившим историю, сделав книги широко доступными и возвестив «информационную революцию».
и новый пресс, вероятно адаптированный из тех, которые использовались для производства вина, масла или бумаги, для приложения сильного равномерного давления к печатным поверхностям. Ни одной из этих особенностей не было в европейской технике, использовавшейся до того времени для тиснения букв на различных поверхностях или в ксилографии. Печатный станок Гутенберга считался изобретением, изменившим историю, сделав книги широко доступными и возвестив «информационную революцию».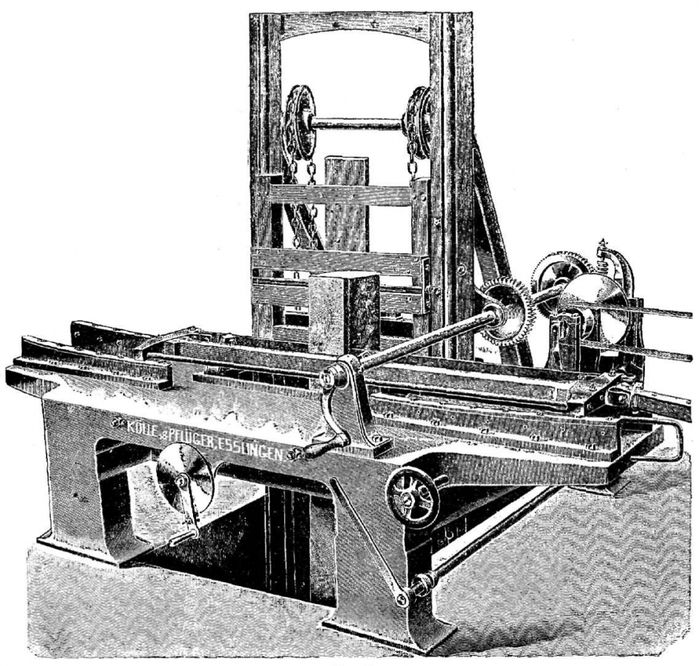 0095 i ), чтобы его тип был отлит таким образом. Некоторые ученые сейчас считают, что система штампов-матриц появилась через несколько лет после смерти Гутенберга.
0095 i ), чтобы его тип был отлит таким образом. Некоторые ученые сейчас считают, что система штампов-матриц появилась через несколько лет после смерти Гутенберга.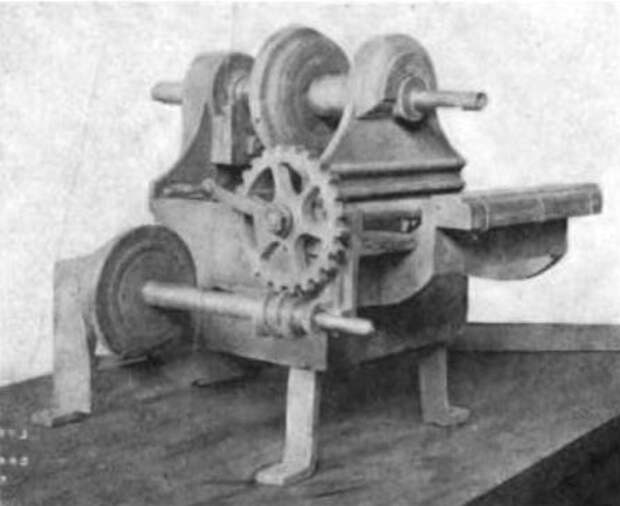 В нем содержался пункт, согласно которому в случае смерти одного из партнеров его наследники не должны были вступать в компанию, но должны были получить финансовую компенсацию.
В нем содержался пункт, согласно которому в случае смерти одного из партнеров его наследники не должны были вступать в компанию, но должны были получить финансовую компенсацию. Гутенберг, который, по-видимому, был на пути к завершению своего изобретения, стремился сохранить в секрете природу своего предприятия.
Гутенберг, который, по-видимому, был на пути к завершению своего изобретения, стремился сохранить в секрете природу своего предприятия.
 То есть полотно, покрытое полимером и всеми необходимыми защитными слоями, проходит по автоматизированной линии профилированных роликов, где изделию придается сначала волнистая продольная форма, а затем проштамповывается поперченная волна, которая и напоминает по форме классическую черепицу. При этом сырье не нагревается, а значит не меняет своих изначальных характеристик. Профиль может быть самым различным, отличаясь шагом волны, ее высотой либо шириной, рекомендуется почитать: виды металлочерепицы. Пользователи могут приобрести именно такое изделие, как требует дизайнерская задумка. При этом качественный материал будет отличаться высокими эксплуатационными характеристиками, то есть длительным эксплуатационным периодом, который легко может превысить 100 лет, стойкостью к коррозии, устойчивостью к ультрафиолетовому излучению, прочностью, влаго- и морозостойкостью, эстетичностью и многими другими положительными качествами. Однако, чтобы покрытие действительно соответствовало высоким стандартам, необходимо уметь с ним работать и прежде всего стоит знать, чем можно резать металлочерепицу, а также какие инструменты не следует применять для данных целей.
То есть полотно, покрытое полимером и всеми необходимыми защитными слоями, проходит по автоматизированной линии профилированных роликов, где изделию придается сначала волнистая продольная форма, а затем проштамповывается поперченная волна, которая и напоминает по форме классическую черепицу. При этом сырье не нагревается, а значит не меняет своих изначальных характеристик. Профиль может быть самым различным, отличаясь шагом волны, ее высотой либо шириной, рекомендуется почитать: виды металлочерепицы. Пользователи могут приобрести именно такое изделие, как требует дизайнерская задумка. При этом качественный материал будет отличаться высокими эксплуатационными характеристиками, то есть длительным эксплуатационным периодом, который легко может превысить 100 лет, стойкостью к коррозии, устойчивостью к ультрафиолетовому излучению, прочностью, влаго- и морозостойкостью, эстетичностью и многими другими положительными качествами. Однако, чтобы покрытие действительно соответствовало высоким стандартам, необходимо уметь с ним работать и прежде всего стоит знать, чем можно резать металлочерепицу, а также какие инструменты не следует применять для данных целей.
 Поэтому намного эффективнее и экономнее разрезать изделие непосредственно на месте стройки. Какой же инструмент для резки металлочерепицы рекомендуется использовать?
Поэтому намного эффективнее и экономнее разрезать изделие непосредственно на месте стройки. Какой же инструмент для резки металлочерепицы рекомендуется использовать?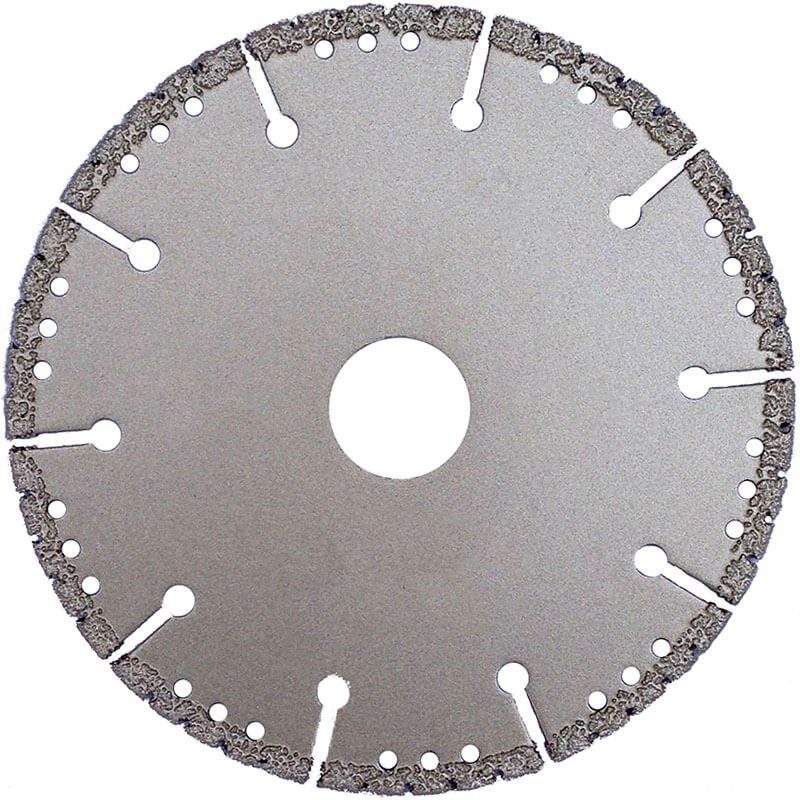 Дело в том, что при резки абразивными дисками слишком высока вероятность повреждения защитных слоев кровельного покрытия. Даже последующее окрашивание не сможет уберечь материал от коррозий, и как следствие протеканий. Так как подобрать точно такой же состав, как использует производитель невозможно. Конечно, при использовании болгарки работу можно выполнить в самый короткий срок, но материал при этом претерпевает существенные изменения. То есть, что при работе УШМ происходит значительное нагревание диска, что приводит к расплавлению декоративного покрытия, стали, а также цинкового слоя. Как итог, можно сказать однозначно, что нельзя резать металлочерепицу болгаркой, а следует использовать только рекомендованные производителем инструменты.
Дело в том, что при резки абразивными дисками слишком высока вероятность повреждения защитных слоев кровельного покрытия. Даже последующее окрашивание не сможет уберечь материал от коррозий, и как следствие протеканий. Так как подобрать точно такой же состав, как использует производитель невозможно. Конечно, при использовании болгарки работу можно выполнить в самый короткий срок, но материал при этом претерпевает существенные изменения. То есть, что при работе УШМ происходит значительное нагревание диска, что приводит к расплавлению декоративного покрытия, стали, а также цинкового слоя. Как итог, можно сказать однозначно, что нельзя резать металлочерепицу болгаркой, а следует использовать только рекомендованные производителем инструменты. Так, например, для вырезания мест примыкания достаточно использования ручных ножниц по металлу, а для работы с большими листами оптимально приобрести высечные ножницы, электролобзик либо дисковую пилу. При использовании пилы рекомендуется применять особый диск для резки металлочерепицы с зубьями, то есть исключить абразивные круги. Главный недостаток такого инструмента в том, что работать им можно только на твердой и прочной поверхности, а это значит, что подправить листы черепицы по месту установки не получится.
Так, например, для вырезания мест примыкания достаточно использования ручных ножниц по металлу, а для работы с большими листами оптимально приобрести высечные ножницы, электролобзик либо дисковую пилу. При использовании пилы рекомендуется применять особый диск для резки металлочерепицы с зубьями, то есть исключить абразивные круги. Главный недостаток такого инструмента в том, что работать им можно только на твердой и прочной поверхности, а это значит, что подправить листы черепицы по месту установки не получится. Еще один инструмент, которым пользуются профессионалы – это высечные электроножницы. Такое оборудование довольно легко справляется даже с геометрически сложными вырезами и не оставляет дефектов. Применять их можно непосредственно на крыше и на земле, однако, стоит иметь в виду, что это довольно дорогой инструмент, который рекомендуется приобретать только в случае большого объема работ.
Еще один инструмент, которым пользуются профессионалы – это высечные электроножницы. Такое оборудование довольно легко справляется даже с геометрически сложными вырезами и не оставляет дефектов. Применять их можно непосредственно на крыше и на земле, однако, стоит иметь в виду, что это довольно дорогой инструмент, который рекомендуется приобретать только в случае большого объема работ.
 Кресло-кровать гармонично вписывается в интерьер и при этом очень удобно в […]
Кресло-кровать гармонично вписывается в интерьер и при этом очень удобно в […] Впервые натяжные потолки […]
Впервые натяжные потолки […] Большинство методов быстрого малоэтажного строительства основаны […]
Большинство методов быстрого малоэтажного строительства основаны […] )
)  0088 • Связка = (BF) Армированный резиноид
0088 • Связка = (BF) Армированный резиноид  Сравните
Сравните Сравните
Сравните
 В соответствии с этим разные марки холодной сварки могут иметь различные характеристики. Например, время первичного высыхания сварки может меняться от 5 до 20 минут, а время окончательного высыхания – от 12 до 24 часов. При этом даже после истечения времени первичного высыхания полученный шов сварки уже нельзя как-то исправить.
В соответствии с этим разные марки холодной сварки могут иметь различные характеристики. Например, время первичного высыхания сварки может меняться от 5 до 20 минут, а время окончательного высыхания – от 12 до 24 часов. При этом даже после истечения времени первичного высыхания полученный шов сварки уже нельзя как-то исправить.

 Как становится понятно из названия, при ее использовании не происходит нагревания материала, расплавления заготовок и так далее. Также отсутствует взаимное проникновение молекул одного вещества в другое, как это происходит в стандартных вариантах. Исходя из этого, у многих может возникнуть вопрос, как пользоваться холодной сваркой, чтобы достичь желаемого результата. Для этого следует разобраться с самой основой материала.
Как становится понятно из названия, при ее использовании не происходит нагревания материала, расплавления заготовок и так далее. Также отсутствует взаимное проникновение молекул одного вещества в другое, как это происходит в стандартных вариантах. Исходя из этого, у многих может возникнуть вопрос, как пользоваться холодной сваркой, чтобы достичь желаемого результата. Для этого следует разобраться с самой основой материала. По крепости и надежности всему этому не сравниться ни с газовой, ни с электрической сваркой, но для мелкого ремонта лучшего варианта не найти. Ведь для работы не нужно демонтировать детали и искать специальное место для проведения процедур. Для тех вещей, которые подвергаются воздействию высоких температур можно подобрать высокотемпературную холодную сварку, которая будет выдерживать показатели свыше 1 тысячи градусов Цельсия, не теряя своих свойств.
По крепости и надежности всему этому не сравниться ни с газовой, ни с электрической сваркой, но для мелкого ремонта лучшего варианта не найти. Ведь для работы не нужно демонтировать детали и искать специальное место для проведения процедур. Для тех вещей, которые подвергаются воздействию высоких температур можно подобрать высокотемпературную холодную сварку, которая будет выдерживать показатели свыше 1 тысячи градусов Цельсия, не теряя своих свойств. Во многих случаях, благодаря качественному наполнителю, материал для ремонта может оказаться крепче, чем на самих деталях, но для всего этого нужно четко придерживаться правил применения. Для этого требуется знать, как правильно пользоваться холодной сваркой.
Во многих случаях, благодаря качественному наполнителю, материал для ремонта может оказаться крепче, чем на самих деталях, но для всего этого нужно четко придерживаться правил применения. Для этого требуется знать, как правильно пользоваться холодной сваркой. Порядок действий таков:
Порядок действий таков: Как правило, это не полное затвердевание, так за это время схватывается 95% состава.
Как правило, это не полное затвердевание, так за это время схватывается 95% состава.

 Другие области применения включают термоусадочную пленку, сгибание пластиковых труб и ослабление ржавых гаек или болтов
Другие области применения включают термоусадочную пленку, сгибание пластиковых труб и ослабление ржавых гаек или болтов com
com Цилиндр ручной пропановой горелки
Цилиндр ручной пропановой горелки Хотя для больших деталей и больших площадей это займет слишком много времени, пока клей полностью не нагреется.
Хотя для больших деталей и больших площадей это займет слишком много времени, пока клей полностью не нагреется. , 4:47 по тихоокеанскому стандартному времени.
, 4:47 по тихоокеанскому стандартному времени.
 , 4:47 по тихоокеанскому стандартному времени.
, 4:47 по тихоокеанскому стандартному времени.
 J-B Weld Original обеспечивает прочный и долговечный ремонт различных поверхностей и создает соединение, более прочное, чем сталь. Идеально подходит для домашнего, автомобильного, морского, ремесленного ремонта и многого другого.
J-B Weld Original обеспечивает прочный и долговечный ремонт различных поверхностей и создает соединение, более прочное, чем сталь. Идеально подходит для домашнего, автомобильного, морского, ремесленного ремонта и многого другого. com
com Идеально подходит для домашнего, автомобильного, морского, ремесленного ремонта и многого другого
Идеально подходит для домашнего, автомобильного, морского, ремесленного ремонта и многого другого Сварные швы выдерживают гораздо более высокие температуры. Конечно, в любом случае не следует склеивать важные для безопасности детали (например, рамы автомобилей).
Сварные швы выдерживают гораздо более высокие температуры. Конечно, в любом случае не следует склеивать важные для безопасности детали (например, рамы автомобилей).





 Наиболее широкое применение эта технология получила в брендировании продукции (нанесение на сувениры и подарки логотипов), изготовлении спортивных и других наград (медалей, кубков). Применяется она и для нанесения технической информации на приборы, маркировки изделий, производства штампов, печатей. Без нее сложно обойтись и в ювелирном деле, где она существенно упрощает нанесение гравировки. Рассмотрим более подробно саму технологию и оборудование, позволяющие гравировать плоский и сферический металлический материал при помощи лазера.
Наиболее широкое применение эта технология получила в брендировании продукции (нанесение на сувениры и подарки логотипов), изготовлении спортивных и других наград (медалей, кубков). Применяется она и для нанесения технической информации на приборы, маркировки изделий, производства штампов, печатей. Без нее сложно обойтись и в ювелирном деле, где она существенно упрощает нанесение гравировки. Рассмотрим более подробно саму технологию и оборудование, позволяющие гравировать плоский и сферический металлический материал при помощи лазера.
 В результате существенно сокращается время выполнения работ, повышается их точность, минимизируется брак. Механическая гравировка выполняется на фрезерных станках. Но здесь не удается достичь высокой точности изображения, да и применяется она только для изделий плоской формы.
В результате существенно сокращается время выполнения работ, повышается их точность, минимизируется брак. Механическая гравировка выполняется на фрезерных станках. Но здесь не удается достичь высокой точности изображения, да и применяется она только для изделий плоской формы.

 Благодаря изменению мощности луча можно корректировать глубину снимаемой части заготовки, в результате чего меняется рельефность. Так и формируется изображение или надпись.
Благодаря изменению мощности луча можно корректировать глубину снимаемой части заготовки, в результате чего меняется рельефность. Так и формируется изображение или надпись. Эти составы каталитическим способом предотвращают глубокое проникновение тепла, благодаря чему выгорает только тонкий слой металла. После завершения работ пасту или остатки спрея смывают.
Эти составы каталитическим способом предотвращают глубокое проникновение тепла, благодаря чему выгорает только тонкий слой металла. После завершения работ пасту или остатки спрея смывают.
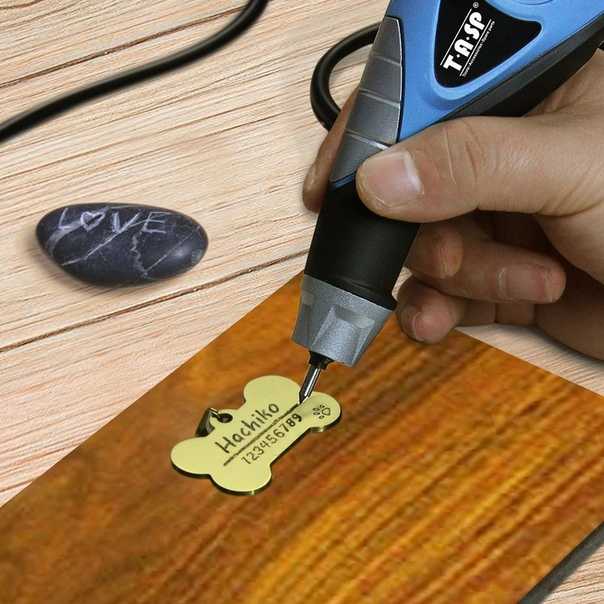
 Она получается отчетливой даже на мелких заготовках.
Она получается отчетливой даже на мелких заготовках. СО2 лазеры при работах с металлом также можно использовать, но только в комплексе со спреем или пастой. В таких станках излучение формируется в среде газов: смесь углекислоты, гелия, азота.
СО2 лазеры при работах с металлом также можно использовать, но только в комплексе со спреем или пастой. В таких станках излучение формируется в среде газов: смесь углекислоты, гелия, азота.

 режущие лазеры в 2022 году.
режущие лазеры в 2022 году. Кроме того, оптимизация блока питания и материнской платы делает этот гравер более стабильным и долговечным. С точки зрения безопасности, этот гравер имеет ключевой выключатель и кнопку аварийной остановки.
Кроме того, оптимизация блока питания и материнской платы делает этот гравер более стабильным и долговечным. С точки зрения безопасности, этот гравер имеет ключевой выключатель и кнопку аварийной остановки. В целом, Ortur Laser Master 2 Pro — отличный гравировальный станок с множеством функций и преимуществ.
В целом, Ortur Laser Master 2 Pro — отличный гравировальный станок с множеством функций и преимуществ. Более дешевый и менее мощный из этих двух лазеров будет маркировать слабее, чем более качественная машина промышленного класса, поэтому ожидайте более быстрого времени обработки по сравнению с ним!
Более дешевый и менее мощный из этих двух лазеров будет маркировать слабее, чем более качественная машина промышленного класса, поэтому ожидайте более быстрого времени обработки по сравнению с ним!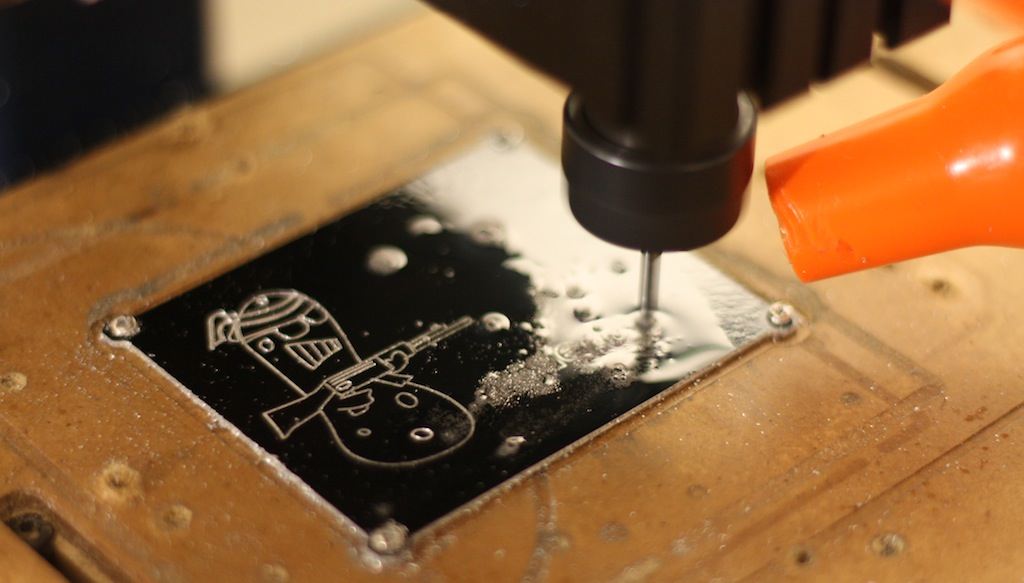 Он поставляется с интеллектуальной панелью управления, которая позволяет легко регулировать мощность и скорость лазера. Xtool также имеет кнопку аварийной остановки на случай аварии.
Он поставляется с интеллектуальной панелью управления, которая позволяет легко регулировать мощность и скорость лазера. Xtool также имеет кнопку аварийной остановки на случай аварии.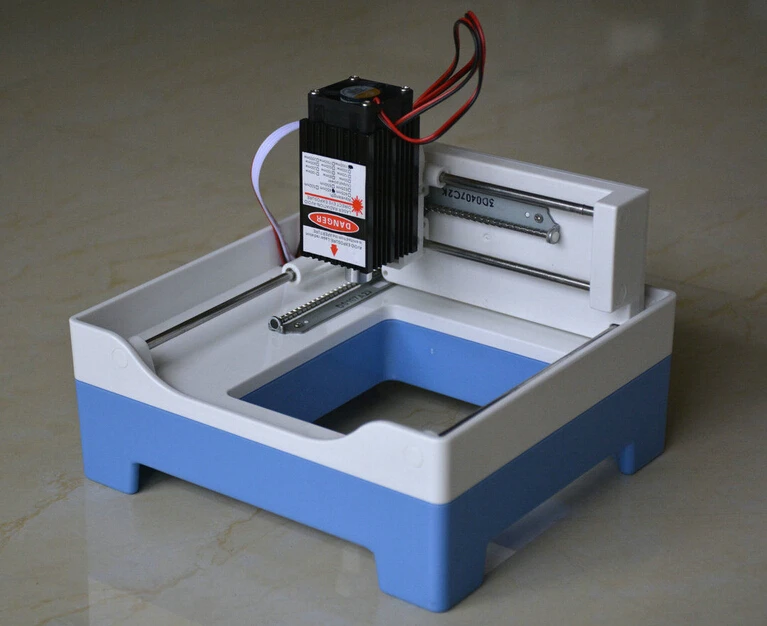
 A5 может гравировать даже на криволинейных поверхностях.
A5 может гравировать даже на криволинейных поверхностях. Более длинный Ray5 10W имеет надежные функции защиты, оснащенные обнаружением пламени, обнаружением смещения, неподвижной защитой, огнеупорным акрилом и защитой глаз.
Более длинный Ray5 10W имеет надежные функции защиты, оснащенные обнаружением пламени, обнаружением смещения, неподвижной защитой, огнеупорным акрилом и защитой глаз. При правильном выполнении лазерная гравировка металла может создать очень красивое и уникальное украшение. Никогда не будет двух одинаковых частей.
При правильном выполнении лазерная гравировка металла может создать очень красивое и уникальное украшение. Никогда не будет двух одинаковых частей. Вы действительно можете дать волю своему творчеству.
Вы действительно можете дать волю своему творчеству.
 Без товарных этикеток было бы очень сложно идентифицировать продукты. А с помощью лазерной гравировки металла вы можете создавать высококачественные и профессионально выглядящие этикетки.
Без товарных этикеток было бы очень сложно идентифицировать продукты. А с помощью лазерной гравировки металла вы можете создавать высококачественные и профессионально выглядящие этикетки.


 Затем плазма проходит через сопло, которое создает лазерный луч.
Затем плазма проходит через сопло, которое создает лазерный луч. 10.2022 20:45 по Гринвичу
10.2022 20:45 по Гринвичу 

 Существует множество различных типов металлов, и у нас есть машинное решение для каждого из них.
Существует множество различных типов металлов, и у нас есть машинное решение для каждого из них.
 Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм.
Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм. В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.
В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.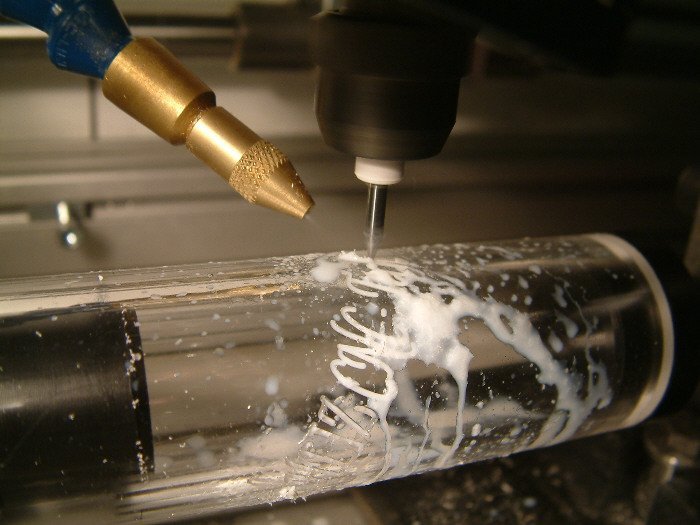


 Решения Gravotech для точечного упрочнения и скрайбирования обеспечивают быструю неконтрастную глубокую маркировку, полученную путем нанесения близких ударов по поверхности нескольких типов металлов.
Решения Gravotech для точечного упрочнения и скрайбирования обеспечивают быструю неконтрастную глубокую маркировку, полученную путем нанесения близких ударов по поверхности нескольких типов металлов. …
…
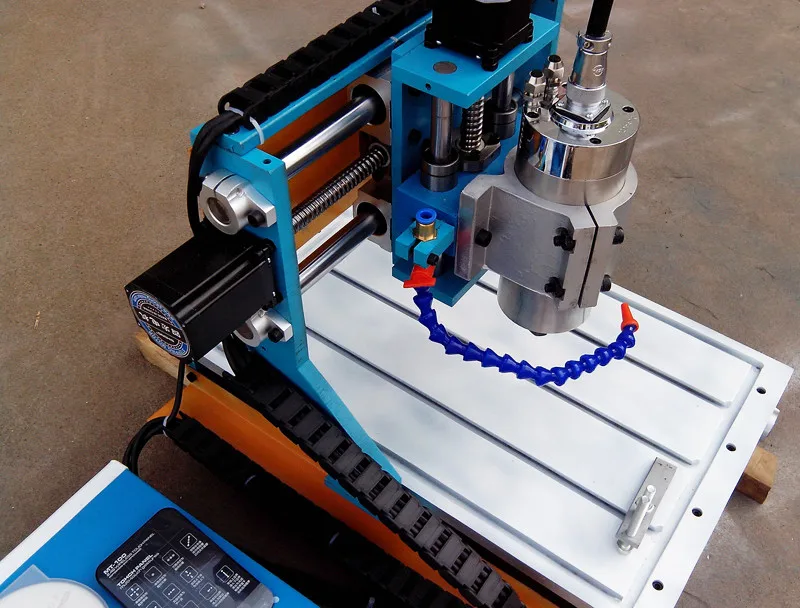 Телескопические защитные кожухи на всех трех осях выполнены из нержавеющей стали. Автоматическая централизованная смазка. Привод шпинделя производства SIEMENS Максимальная cкорость вращения шпинделя 10 000 об / мин. Портативный электронный маховик с кнопкой включения и аварийным выключателем ударного действия.
Телескопические защитные кожухи на всех трех осях выполнены из нержавеющей стали. Автоматическая централизованная смазка. Привод шпинделя производства SIEMENS Максимальная cкорость вращения шпинделя 10 000 об / мин. Портативный электронный маховик с кнопкой включения и аварийным выключателем ударного действия. RU вы можете найти фрезеры с ЧПУ по металлу от ведущих производителей. В наличии и под заказ более 15 моделей фрезерных станков с ЧПУ по металлу по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
RU вы можете найти фрезеры с ЧПУ по металлу от ведущих производителей. В наличии и под заказ более 15 моделей фрезерных станков с ЧПУ по металлу по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.

 рев. гол.
рев. гол. ..
.. Станок предназначен для трёхосевой фрезерной и гравировальной обработки, а также сверления, материалов твёрдостью до…
Станок предназначен для трёхосевой фрезерной и гравировальной обработки, а также сверления, материалов твёрдостью до… Сверление, рассверливание, зенкерование,…
Сверление, рассверливание, зенкерование,… «ремонтируем:- электронику (ЧПУ,…
«ремонтируем:- электронику (ЧПУ,… Инструментальный магазин…
Инструментальный магазин… В гравировальных работах и резьбах по дереву,…
В гравировальных работах и резьбах по дереву,… В гравировальных работах и резьбах по дереву, различных…
В гравировальных работах и резьбах по дереву, различных… ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200…
ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200… ..
.. У нас есть специализированные станки с ЧПУ, соответствующие вашим производственным потребностям. Наши популярные бренды включают бывшие в употреблении фрезерные станки Haas, бывшие в употреблении фрезерные станки Mazak с ЧПУ, бывшие в употреблении фрезерные станки Okuma или даже станки для конкретных моделей, такие как бывшие в употреблении Haas Vf2 или бывшие в употреблении Haas VF3 9.0005
У нас есть специализированные станки с ЧПУ, соответствующие вашим производственным потребностям. Наши популярные бренды включают бывшие в употреблении фрезерные станки Haas, бывшие в употреблении фрезерные станки Mazak с ЧПУ, бывшие в употреблении фрезерные станки Okuma или даже станки для конкретных моделей, такие как бывшие в употреблении Haas Vf2 или бывшие в употреблении Haas VF3 9.0005 Из-за постоянно растущей сложности и функций, добавляемых к обоим типам станков, оба типа могут называться обрабатывающими центрами.
Из-за постоянно растущей сложности и функций, добавляемых к обоим типам станков, оба типа могут называться обрабатывающими центрами. Один горизонтально-фрезерный станок может быть производительнее трех вертикально-фрезерных станков. Использование шпинделя на HMC составляет 85 % по сравнению с типичными 25 % для VMC. Горизонтальный обрабатывающий центр использует лучшие методы эвакуации стружки по сравнению с вертикальными фрезерными станками, что означает меньше повторного резания и более длительный срок службы инструмента. Чистота поверхности на горизонтально-фрезерном станке также часто лучше.
Один горизонтально-фрезерный станок может быть производительнее трех вертикально-фрезерных станков. Использование шпинделя на HMC составляет 85 % по сравнению с типичными 25 % для VMC. Горизонтальный обрабатывающий центр использует лучшие методы эвакуации стружки по сравнению с вертикальными фрезерными станками, что означает меньше повторного резания и более длительный срок службы инструмента. Чистота поверхности на горизонтально-фрезерном станке также часто лучше. Однако, если вы только начинаете заниматься механической обработкой, имеете множество разнообразных работ для широкого спектра деталей и склонны изготавливать более мелкие детали, вам, вероятно, следует выбрать подержанный вертикально-фрезерный станок.
Однако, если вы только начинаете заниматься механической обработкой, имеете множество разнообразных работ для широкого спектра деталей и склонны изготавливать более мелкие детали, вам, вероятно, следует выбрать подержанный вертикально-фрезерный станок. Как и в случае с HMC, некоторые из них предназначены для более прочных материалов, чем другие. VMC, как правило, предназначены для более мелких деталей по сравнению с HMC. .
Как и в случае с HMC, некоторые из них предназначены для более прочных материалов, чем другие. VMC, как правило, предназначены для более мелких деталей по сравнению с HMC. . Ремонтные работы — это не плохо, во многих случаях они помогут вам узнать, что было заменено, а что нет, и правильно ли это было сделано.
Ремонтные работы — это не плохо, во многих случаях они помогут вам узнать, что было заменено, а что нет, и правильно ли это было сделано. машины приходят в наличии. Если вы готовы купить мельницу, мы будем рады помочь вам найти идеальный станок с ЧПУ для вашего магазина. Свяжитесь с одним из наших экспертов по подержанным станкам с ЧПУ сегодня для получения более подробной информации: (844)-262-6789.
машины приходят в наличии. Если вы готовы купить мельницу, мы будем рады помочь вам найти идеальный станок с ЧПУ для вашего магазина. Свяжитесь с одним из наших экспертов по подержанным станкам с ЧПУ сегодня для получения более подробной информации: (844)-262-6789.
 В одном примере от Hurco для настройки одной детали на стандартном 3-осевом станке с ЧПУ потребовалось 7 операций и 5 часов 30 минут, а для настройки на 5-осевом станке потребовалось всего 2 операции и 1 час 30 минут. Время цикла для той же детали также сократилось более чем на 30%. Если машина работает, она не приносит денег. Такая экономия может быстро повысить рентабельность инвестиций.
В одном примере от Hurco для настройки одной детали на стандартном 3-осевом станке с ЧПУ потребовалось 7 операций и 5 часов 30 минут, а для настройки на 5-осевом станке потребовалось всего 2 операции и 1 час 30 минут. Время цикла для той же детали также сократилось более чем на 30%. Если машина работает, она не приносит денег. Такая экономия может быстро повысить рентабельность инвестиций.
 Это делает 5-осевой ЧПУ одним из самых универсальных устройств, которые вы можете купить. В сочетании с мощью современного программного обеспечения CAD/CAM вы можете изготавливать широкий спектр деталей с помощью одного оборудования.
Это делает 5-осевой ЧПУ одним из самых универсальных устройств, которые вы можете купить. В сочетании с мощью современного программного обеспечения CAD/CAM вы можете изготавливать широкий спектр деталей с помощью одного оборудования.

 Несколько преимуществ выбора цапфового стола на вашем 5-осевом станке с ЧПУ включают в себя лучшие возможности подрезания, больший рабочий объем и больший крутящий момент при низких оборотах. По сравнению с машиной с поворотным вращением, которая обычно ограничена 90 градусов головы в любом направлении, цапфовый стол допускает поворот более чем на 90 градусов.
Несколько преимуществ выбора цапфового стола на вашем 5-осевом станке с ЧПУ включают в себя лучшие возможности подрезания, больший рабочий объем и больший крутящий момент при низких оборотах. По сравнению с машиной с поворотным вращением, которая обычно ограничена 90 градусов головы в любом направлении, цапфовый стол допускает поворот более чем на 90 градусов.

 Изделия, покрытые никелем, так же как и оцинкованные плохо паяются. Толщина покрытия в зависимости от назначения колеблется между 6 и 30 мкм.
Изделия, покрытые никелем, так же как и оцинкованные плохо паяются. Толщина покрытия в зависимости от назначения колеблется между 6 и 30 мкм. Поэтому в особо ответственных случаях сборку ведут в специальных перчатках.
Поэтому в особо ответственных случаях сборку ведут в специальных перчатках.
 Коррозия металлов. Термины.
Коррозия металлов. Термины.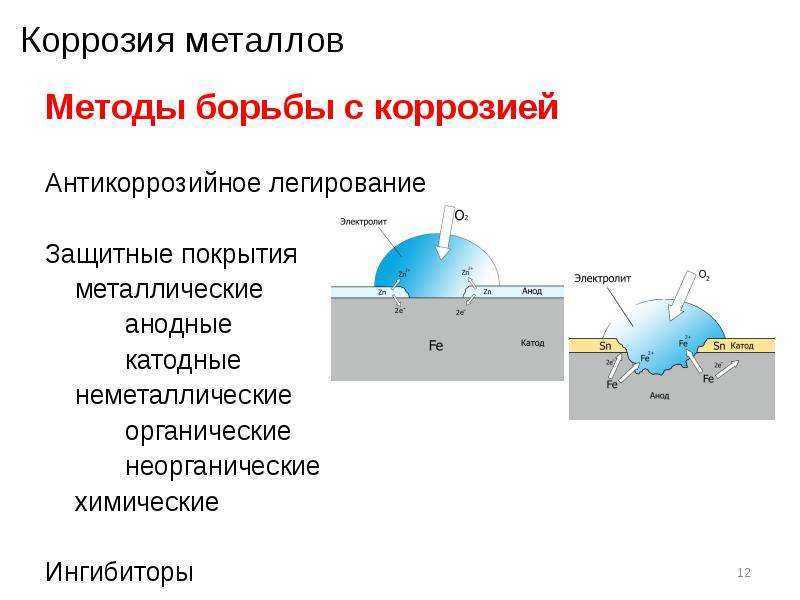


 Два фактора участвуют в защите нижележащего металла металлическим покрытием. Во-первых, он механически изолирует металл от агрессивной среды.
Два фактора участвуют в защите нижележащего металла металлическим покрытием. Во-первых, он механически изолирует металл от агрессивной среды. п., так как он является анодным.
п., так как он является анодным.

 Гальваника/электроосаждение:
Гальваника/электроосаждение:  Автоцистерны, суда, мосты, корпуса кораблей, металлоконструкции, холодильники напыляются пламенем. Этот метод дает толстые слои, и любой металл может быть покрыт распылением.
Автоцистерны, суда, мосты, корпуса кораблей, металлоконструкции, холодильники напыляются пламенем. Этот метод дает толстые слои, и любой металл может быть покрыт распылением. Высокотемпературная обработка вызывает диффузию и может привести к образованию сплава. Распространенными примерами являются шерардизация (цинк), хромирование (хром), алоризация или алонирование (алюминий), ферросилиций (ихригизация).
Высокотемпературная обработка вызывает диффузию и может привести к образованию сплава. Распространенными примерами являются шерардизация (цинк), хромирование (хром), алоризация или алонирование (алюминий), ферросилиций (ихригизация).
 Гладкая поверхность стеклопакета очень легко моется. Эмалированная сталь используется в перерабатывающей промышленности в производстве лекарств, в виноделии, пивоварении, на пищевых предприятиях, в резервуарах для горячей воды, эмалированной кухонной утвари и т. д.
Гладкая поверхность стеклопакета очень легко моется. Эмалированная сталь используется в перерабатывающей промышленности в производстве лекарств, в виноделии, пивоварении, на пищевых предприятиях, в резервуарах для горячей воды, эмалированной кухонной утвари и т. д. Так как эти покрытия примерно в 1000 раз толще природной оксидной пленки, поверхностный слой пористый и обеспечивает хорошее сцепление с красками, органическими красителями. Анодированную поверхность можно герметизировать, подвергая воздействию кипящей воды. Органические красители обеспечивают приятный внешний вид, что позволяет найти применение во многих архитектурных целях.
Так как эти покрытия примерно в 1000 раз толще природной оксидной пленки, поверхностный слой пористый и обеспечивает хорошее сцепление с красками, органическими красителями. Анодированную поверхность можно герметизировать, подвергая воздействию кипящей воды. Органические красители обеспечивают приятный внешний вид, что позволяет найти применение во многих архитектурных целях. На стали можно нанести защитное оксидное покрытие и получить цвет закалки. Эти покрытия должны быть обработаны нефтепродуктами, чтобы избежать коррозии.
На стали можно нанести защитное оксидное покрытие и получить цвет закалки. Эти покрытия должны быть обработаны нефтепродуктами, чтобы избежать коррозии. Сухой свинец пытается поддерживать щелочную среду, предотвращающую коррозию на поверхности металла, а также делает металл пассивным. Важен правильный выбор характера покрытия.
Сухой свинец пытается поддерживать щелочную среду, предотвращающую коррозию на поверхности металла, а также делает металл пассивным. Важен правильный выбор характера покрытия.


 Этот грант распространяется только на Подписчика и таких Уполномоченных
Этот грант распространяется только на Подписчика и таких Уполномоченных Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время. Вы несете единоличную ответственность за сохранение конфиденциальности ваших
Вы несете единоличную ответственность за сохранение конфиденциальности ваших
 Вы можете расторгнуть настоящее Соглашение в любое время путем
Вы можете расторгнуть настоящее Соглашение в любое время путем Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
Никакие изменения настоящего Соглашения не будут иметь обязательной силы,


 Дорогостоящие обладают большим диапазоном и могут не менять своих свойств и при 1 300 градусах. Главное в этом деле правильное нанесение материала, так как в ином случае стойкость значительно понижается.
Дорогостоящие обладают большим диапазоном и могут не менять своих свойств и при 1 300 градусах. Главное в этом деле правильное нанесение материала, так как в ином случае стойкость значительно понижается. Главное здесь – это процесс подготовки, так как от него зависит действительно многое. Во время подготовки следует полностью удалить ржавчину и осыпавшуюся окалину. Это можно сделать металлической щеткой или пескоструем, если есть такая возможность. Поверхность очищается от масла, жира и грязи. Иногда можно задействовать пропановый факел.
Главное здесь – это процесс подготовки, так как от него зависит действительно многое. Во время подготовки следует полностью удалить ржавчину и осыпавшуюся окалину. Это можно сделать металлической щеткой или пескоструем, если есть такая возможность. Поверхность очищается от масла, жира и грязи. Иногда можно задействовать пропановый факел.
 guru
guru

 То, на чем основана так называемая холодная сварка: базовый элемент клея, который отвечает за однородность и пластичность рабочей массы.
То, на чем основана так называемая холодная сварка: базовый элемент клея, который отвечает за однородность и пластичность рабочей массы. Содержит антикоррозийные добавки. Отличается стойкостью к нефтепродуктам. Выдерживает температуру до 1316 Сº.Время полной полимеризации – 24 часа. Рекомендованная толщина слоя – 6 мм.
Содержит антикоррозийные добавки. Отличается стойкостью к нефтепродуктам. Выдерживает температуру до 1316 Сº.Время полной полимеризации – 24 часа. Рекомендованная толщина слоя – 6 мм. По внешнему виду напоминает детский пластилин.
По внешнему виду напоминает детский пластилин. Для устранения утечек труб отопления рекомендуем использовать специальные водостойкие продукты. В первую очередь они являются герметиками, поэтому не ждите от них высокой адгезии при заклеивании металла. Производятся в жидком виде.
Для устранения утечек труб отопления рекомендуем использовать специальные водостойкие продукты. В первую очередь они являются герметиками, поэтому не ждите от них высокой адгезии при заклеивании металла. Производятся в жидком виде. Также можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения.
Также можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения.
 [/stextbox]
[/stextbox] до н.э. В качестве материала использовалось золото, и во время раскопок были найдены золотые шкатулки, изготовленные с помощью этого процесса.
до н.э. В качестве материала использовалось золото, и во время раскопок были найдены золотые шкатулки, изготовленные с помощью этого процесса.


 Рекомендуется как минимум четыре осадки, чтобы убедиться, что все примеси выдавлены из интерфейсов.
Рекомендуется как минимум четыре осадки, чтобы убедиться, что все примеси выдавлены из интерфейсов. свариваемость. Провода с покрытием, включая луженую медь, посеребренные и никелированные провода, можно приваривать друг к другу или к простой меди.
свариваемость. Провода с покрытием, включая луженую медь, посеребренные и никелированные провода, можно приваривать друг к другу или к простой меди. Качество отличное, потому что получается обработанная структура, в отличие от литой структуры, получаемой при сварке плавлением. Также отсутствует околошовная зона с неподходящими свойствами.
Качество отличное, потому что получается обработанная структура, в отличие от литой структуры, получаемой при сварке плавлением. Также отсутствует околошовная зона с неподходящими свойствами. Этот размер учитывается при производстве и не может быть изменен.
Этот размер учитывается при производстве и не может быть изменен. Текущая программа исследований и разработок PWM позволила ей производить матрицы, способные соединять очень тонкую проволоку. PWM была первой компанией за пределами США, разработавшей матрицу, которую можно было использовать в обычных машинах для холодной сварки для соединения проволоки диаметром от 0,08 мм (0,003145″). Стандартные отраслевые матрицы теперь могут быть изготовлены для проволоки диаметром от 0,08 (0,003145 дюйма) до 6,50 мм (0,256 дюйма). Матрицы также могут быть изготовлены для круглых или профильных проволок и стержней в соответствии со спецификациями заказчика.
Текущая программа исследований и разработок PWM позволила ей производить матрицы, способные соединять очень тонкую проволоку. PWM была первой компанией за пределами США, разработавшей матрицу, которую можно было использовать в обычных машинах для холодной сварки для соединения проволоки диаметром от 0,08 мм (0,003145″). Стандартные отраслевые матрицы теперь могут быть изготовлены для проволоки диаметром от 0,08 (0,003145 дюйма) до 6,50 мм (0,256 дюйма). Матрицы также могут быть изготовлены для круглых или профильных проволок и стержней в соответствии со спецификациями заказчика.
 Степень давления делает нанорасстояние неважным, атомы металла перескакивают с одного образца на другой. Это приводит к почти идеальному соединению без каких-либо последствий, и две металлические детали становятся однородной связкой.
Степень давления делает нанорасстояние неважным, атомы металла перескакивают с одного образца на другой. Это приводит к почти идеальному соединению без каких-либо последствий, и две металлические детали становятся однородной связкой.
 Прессование двух окисленных, грязных медных деталей не приведет к получению сварного шва.
Прессование двух окисленных, грязных медных деталей не приведет к получению сварного шва. Этот процесс необходим, иначе щетка может протолкнуть эти примеси глубже в металлы.
Этот процесс необходим, иначе щетка может протолкнуть эти примеси глубже в металлы. Соединение сварочной проволоки и трубы выполняется встык, потому что легко обрезать концы, закрепить чистый металл и прижать проволоки друг к другу.
Соединение сварочной проволоки и трубы выполняется встык, потому что легко обрезать концы, закрепить чистый металл и прижать проволоки друг к другу. Большинство этих машин, которые работают с проволокой, полосами и прутками, являются переносными.
Большинство этих машин, которые работают с проволокой, полосами и прутками, являются переносными.
 Он может сваривать алюминиевые сплавы серий 2xxx и 7xxx, что в противном случае невозможно.
Он может сваривать алюминиевые сплавы серий 2xxx и 7xxx, что в противном случае невозможно.
 Это неправильное название, ошибочно обозначенное как холодная сварка, что создает путаницу. Это процесс сварки MIG, который требует на 90% меньше тепловложения по сравнению с обычным процессом сварки MIG.
Это неправильное название, ошибочно обозначенное как холодная сварка, что создает путаницу. Это процесс сварки MIG, который требует на 90% меньше тепловложения по сравнению с обычным процессом сварки MIG.
 Углеродосодержащие металлы не подлежат холодной сварке.
Углеродосодержащие металлы не подлежат холодной сварке.