Металлический лист является одним из самых востребованных изделий металлопроката. Ни строительство, ни одна другая область человеческой деятельности не может обойтись без стального плоского проката (другое название для листа металлического). Изделия из листа металла окружают повседневную жизнь человека: пряжка на ремне, ложка, гаечный ключ, корпус автомобиля, большое количество художественных изделий… и основа всего этого — металлический лист.
Листовой прокат выпускается в форме листов и рулонов способом горячей или холодной прокатки. Для этого используются листопрокатные станы различных размеров и мощности, используется металл различных марок. На выходе — листы (рулоны) металла очень различного качества, которые отличаются качеством, точностью отделки, прочностью, возможностями термообработки. Наиболее понятная характеристика проката — толщина листа, и от этого зависит очень многое в его строительном применении.
Горячекатаный или холоднокатаный прокат. Что выбрать?
Итак, листы металлические бывают двух видов — горячекатаные (г/к) и холоднокатаные (х/к). Чем же отличается холоднокатаный прокат от горячекатаного?
Мы выделим три основных различия, которые будут влиять на выбор того или иного листа:
Толщина,
Точность,
Прочность, пластичность.
Толщина листа
Горячекатаный лист значительно толще холоднокатаного. Вы не найдёте г/к лист тоньше 0,5 мм. Толщина горячекатаных листов достигает 200 мм, в то время как максимум холоднокатаных – всего 5 мм. Связано это с тем что х/к листы, изготовляемые из г/к заготовки, проходят несколько стадий обработки. Вначале, методом травления убирается окалина, и только после этого лист переходит на стан холодного проката. Именно поэтому холоднокатаный лист тоньше, чем лист горячего проката.
Точность изготовления
Такой параметр выше у листа холодного проката. Горячекатаному прокату свойственна высокая погрешность по толщине, а также неровность по всей поверхности. Это связано с тем, что после термообработки происходит коробление полотна, и его нужно дополнительно подвергнуть процессу рихтовки. При охлаждении металла лист сжимается, что снижает точность размера и формы продукции. К примеру, углы листа могут быть более округлые, чем у сравниваемого х/к листа. Не стоит забывать: на поверхности горячекатаного проката часто встречается окалина.
Листы холодного проката по своим параметрам имеют более высокую точность, они равномерны по толщине, не имеют окалины, а сама поверхность отличается гладкостью.
В приведенной ниже таблице можно сравнить параметры отклонений у листов с разным способом проката.
Толщина проката:
от 0,4 до 160 мм (фактически от 1,2 мм)
Толщина проката
от 0,3 до 5 мм (фактически до 3 мм)
Предельные отклонения по толщине:
от 0,1 до 0,4 мм для тонколистового проката
Предельные отклонения по толщине:
от 0,02 до 0,23 мм
Предельные отклонения по ширине:
от +10 до +15 мм
Предельные отклонения по ширине:
от +5 до +10 мм для нормальной точности
от +2 до +7 мм для повышенной точности
от +2 до +3 мм для высокой точности
Предельные отклонения по плоскостности проката на 1 метр длины листа
от +8 до +20 мм
Предельные отклонения по плоскостности проката на 1 метр длины листа
от +5 до +15 мм
Прочность
Неоднородная структура стали, прошедшей термическую обработку, влияет на прочность, которая неравномерно распределяется по листу. Но при этом деформационные остаточные напряжения ниже, чем у холоднокатаного листа.
В процессе обработки х/к листа поверхность металла становится более прочной, что повышает его механические свойства. Холоднокатаные листы при изгибе реже трескаются, а за счет выбора более мягких марок стали, можно повысить их пластичность.
Где применить металл?
Листовой прокат применяется в производстве автомобилей, судостроении, на строительном производстве и во многих сферах промышленности. Но, наравне с этим, он помогает решать различные задачи и в частном строительстве, и в быту. К примеру, из него можно соорудить кровлю, настил или стеновое ограждение. Также лист используется для облицовки стен, колонн, для создания декоративных панелей и других дизайнерских «находок». Листовой металл подходит для изготовления разнообразной тары (контейнеров, коробов, бочек и т. д.)
Толстый лист применим для создания металлокаркаса или в процессе возведения сварных конструкций. Тонколистовой металл подойдёт для облицовки внутренних и наружных стен, обшивки хранилищ, к примеру зерновых. Малая толщина листа позволяет изгибать его и создавать гнутые, профильные изделия. Вес листа легко посчитать по готовым справочным таблицам.
Подведём итог
Чтобы правильно подобрать нужный нам лист, стоит подумать, какие требования мы предъявляем к нему. При сравнении листов однозначно качественнее будет холоднокатаный металл. Горячекатаное полотно менее ровное, с перепадом толщин, с окалиной. Но г/к лист более дешёвый, если к изделию не предъявляются высокие требования, если недостатки поверхности не повлияют на качество конечного продукта, стоит выбрать именно этот лист. К тому же, долговечность листов с разной технологией проката примерно одинакова.
Лист стальной цена за м2 в наличии на складе в Ташкенте, звоните +998-93-503-80-68
Подбор по параметрам
org/Offer»>
92,343 сум
Лист стальной гладкий 4 мм, горячекатаный, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 31.40 кг, цена за м2
92,343 сум
org/Offer»>
100,998 сум
Лист стальной рифленый 4 мм, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 31.40 кг, цена за м2
100,998 сум
org/Offer»>
44,538 сум
Лист стальной просечно-вытяжной 4 мм, ПВЛ 406, 8706-78, вес 1 кв. м. 15.70 кг, цена за м2
44,538 сум
org/Offer»>
117,449 сум
Лист стальной гладкий 5 мм, горячекатаный, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 39.25 кг, цена за м2
117,449 сум
org/Offer»>
117,105 сум
Лист стальной рифленый 5 мм, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 39.25 кг, цена за м2
117,105 сум
org/Offer»>
137,224 сум
Лист стальной гладкий 6 мм, горячекатаный, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 47.10 кг, цена за м2
137,224 сум
org/Offer»>
188,812 сум
Лист стальной гладкий 8 мм, горячекатаный, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 62.80 кг, цена за м2
188,812 сум
org/Offer»>
225,955 сум
Лист стальной гладкий 10 мм, горячекатаный, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 78.50 кг, цена за м2
225,955 сум
org/Offer»>
271,009 сум
Лист стальной гладкий 12 мм, горячекатаный, размеры: 1500×6000 мм, толстолистовой, вес 1 кв. м. 94.20 кг, цена за м2
271,009 сум
org/Offer»>
477,533 сум
Лист стальной гладкий 20 мм, горячекатаный, размеры: 1500×6000 мм, толстолистовой, вес 1 кв. м. 157.00 кг, цена за м2
477,533 сум
org/Offer»>
10,547 сум
Лист стальной гладкий 0.5 мм, холоднокатаный, размеры: 1000×2000 мм, тонколистовой, вес 1 кв. м. 3.93 кг, цена за м2
10,547 сум
org/Offer»>
14,846 сум
Лист стальной гладкий 0.7 мм, холоднокатаный, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 5.50 кг, цена за м2
14,846 сум
org/Offer»>
16,508 сум
Лист стальной гладкий 0.8 мм, холоднокатаный, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 6.28 кг, цена за м2
16,508 сум
org/Offer»>
20,406 сум
Лист стальной гладкий 1 мм, холоднокатаный, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 7.85 кг, цена за м2
20,406 сум
org/Offer»>
32,730 сум
Лист стальной гладкий 1 мм, холоднокатаный, 08пс, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 7.85 кг, цена за м2
32,730 сум
org/Offer»>
23,902 сум
Лист стальной гладкий 1.2 мм, холоднокатаный, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 9.42 кг, цена за м2
23,902 сум
org/Offer»>
30,380 сум
Лист стальной гладкий 1.5 мм, холоднокатаный, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за м2
30,380 сум
org/Offer»>
45,397 сум
Лист стальной гладкий 1.5 мм, холоднокатаный, 08пс, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за м2
45,397 сум
org/Offer»>
45,569 сум
Лист стальной гладкий 2 мм, горячекатаный, размеры: 1000×2000 мм, тонколистовой, вес 1 кв. м. 15.70 кг, цена за м2
45,569 сум
org/Offer»>
99,565 сум
Лист стальной гладкий 2 мм, горячекатаный, Ст3пс5, 14637-89, размеры: 1000×2000 мм, тонколистовой, вес 1 кв. м. 15.70 кг, цена за м2
99,565 сум
Показать ещё 20 из 119
-10% на доставку
действует до 05. 11.2022
-10% на доставку
действует до 05.11.2022
-10% на доставку
действует до 05.11.2022
-15% на резку
действует до 05.11.2022
-10% на доставку
действует до 05.11.2022
-15% на резку
действует до 05.11.2022
-15% на резку
действует до 05.11.2022
-10% на доставку
действует до 05.11.2022
-15% на резку
действует до 05.11.2022
-15% на резку
действует до 05.11.2022
Калькулятор веса листа из нержавеющей стали, Вес алюминиевого листа
Расчет веса стали, нержавеющей стали и алюминия Длина листа (мм)
Ширина листа (мм)
Толщина листа (мм)
Количество листов
Этот калькулятор использует Javascript. Это может не работать, если Javascript отключен
Инструмент расчета был запрограммирован с максимальной тщательностью и вниманием. При этом Rime не гарантирует правильность результата расчета!
Инструмент использует следующую формулу: Вес = L/1000 * W/1000 * T * S
L = Длина в мм
Ш = Ширина в мм
T = Толщина в мм
S = удельная плотность материала (сталь = 7,85)
Вес листа из нержавеющей стали
Тип 304, 304L и 316L
№ 2B финиш — холодный рол Одна сторона
Калибр из нержавеющей стали, ширина и длина
Вес фунтов за кв. фут.
Расчетное время. Вес листа
7GA (0,1874″)
48 x 96
7,871
251,9
48 x 120
7,871
314,8
48 x 144
7,871
377,8
10GA (0,135 дюйма)
36 x 120
5,670
170,1
48 x 96
5,670
181,4
48 x 120
5,670
226,8
60 x 120*
5,670
283,5
60 x 144*
5,670
340,2
72 x 120*
5,670
340,2
11 шт. (0,120″)
36 x 96
5.040
121,0
36 x 120
5.040
151,2
36 x 144
5.040
181,4
48 x 96
5.040
161,3
48 x 120
5.040
201,6
48 x 144
5.040
241,9
60 x 120
5.040
252,0
60 x 144
5.040
302,4
72 x 120*
5.040
302,4
72 x 144*
5.040
362,9
12 Га. (0,105 дюйма)
36 x 96
4.410
105,8
36 x 120
4.410
132,3
36 x 144
4.410
158,8
42 x 120
4.410
154,4
48 x 96
4.410
141,1
48 x 120
4.410
176,4
48 x 144
4.410
211,7
60 x 96
4.410
176,4
60 x 120
4.410
220,5
60 x 144
4.410
264,6
72 x 120*
4. 410
264,6
72 x 144
4.410
317,5
13 Ga (0,090 дюйма)
36 x 96
3,780
90,72
36 x 120
3,780
113,4
48 x 120
3,780
151,2
14 калибров (0,075 дюйма)
30 x 120
3,150
78,75
36 x 96
3,150
75,60
36 x 120
3,150
94,50
36 x 144
3,150
113,4
42 x 120
3,150
110,3
42 x 144
3,150
132,3
48 x 96
3,150
100,8
48 x 120
3,150
126,0
48 x 144
3,150
151,2
60 x 120
3,150
157,5
60 x 144
3,150
189,0
72 x 120
3,150
189,0
72 x 144
3,150
226,8
16 дюймов (0,060 дюйма)
30 x 96
2,520
50,40
30 x 120
2,520
63,00
36 x 96
2,520
60,48
36 x 120
2,520
75,60
36 x 144
2,520
90,72
42 x 120
2,520
88,20
48 x 96
2,520
80,64
48 x 120
2,520
100,8
48 x 144
2,520
121,0
60 x 96
2,520
100,8
60 x 120
2,520
126,0
60 x 144
2,520
151,2
18 дюймов (0,048 дюйма)
30 x 96
2,016
40,32
30 x 120
2,016
50,40
36 x 96
2,016
48,38
36 x 120
2,016
60,48
36 x 144
2,016
72,58
42 x 120
2,016
70,56
48 x 96
2,016
64,51
48 x 120
2,016
80,64
48 x 144
2,016
96,77
60 x 120
2,016
100,8
60 x 144
2,016
121,0
19 Га. (0,042 дюйма)
36 x 120
1,764
52,92
20 дюймов (0,036 дюйма)
30 x 96
1,512
30,24
30 x 120
1,512
37,80
36 x 96
1,512
36,29
36 x 120
1,512
45,36
36 x 144
1,512
54,43
42 x 120
1,512
52,92
48 x 96
1,512
48,38
48 x 120
1,512
60,48
48 x 144
1,512
72,58
22 калибра (0,030 дюйма)
30 x 96
1,260
25,20
30 x 120
1,260
61,50
36 x 96
1,260
30,24
36 x 120
1,260
37,80
36 x 144
1,260
45,36
48 x 96
1,260
40,32
48 x 120
1,260
50,40
24 калибра (0,024 дюйма)
30 x 96
1,008
20. 16
30 x 120
1,008
25,20
36 x 96
1,008
24.19
36 x 120
1,008
30,24
48 x 96
1,008
32,26
48 x 120
1,008
40,32
26 калибра (0,018 дюйма)
30 x 96
.7560
15.12
30 x 120
.7560
18,90
36 x 96
.7560
18.14
36 x 120
.7560
22,68
48 x 96
.7560
24,1
48 x 120
. 7560
30,24
28 калибра (0,015 дюйма)
36 x 96
.630
15.12
36 x 120
.630
18,90
Таблица веса расширенного листа из нержавеющей стали
Тип 304 и 316 — сплющенный
Длинная часть ромба проходит параллельно длине листа
Обозначение стиля
Размер в дюймах
Вес на кв. футов в фунтах
Вес листа
3/4__9
48 х 96
1,95
62,4
1/2__13
48 х 96
1,78
56,9
1/2__16
48 х 96
0,86
27,5
1/2__18
48 х 96
0,69
22,1
1-1/2__9
48 х 96
1,31
41,9
3/4__13
48 х 96
0,86
27,5
3/4__16
48 х 96
0,57
18,2
3/4__18
48 х 96
0,46
14,7
1-1/2__13
48 х 96
0,65
20,8
Покупка
Инконель 600 трубка? Трубка из сплава 600?
Проверить цену Inconel 600 Tube в Индии
стальных пластин | Рассел Металс
ASTM A 36
Сталь
ASTM A 36 является широко распространенной конструкционной качественной сталью общего назначения, предлагающей постоянное мин. 36 ksi. предел текучести для всех толщин материала. Он широко используется при строительстве зданий, мостов и других сооружений с помощью сварки, болтового соединения или клепки. Эта сталь полезна из-за ее широкой доступности.
АСТМ А 283
ASTM A 283 распространяется на плиты из углеродистой стали с низким и средним пределом прочности на растяжение для общего производства и строительства. Этот материал обычно поставляется в виде стали с ободком или в полуспокойном состоянии и особенно подходит для экономичного производства сборок, требующих значительного объема формовки. Различия в ударных свойствах при низких температурах велики, и эти стали не рекомендуются для тех применений, где требуется низкотемпературная ударная вязкость.
АСТМ А 285
Спецификация для низкого и среднего уровня
Плиты из углеродистой стали с пределом прочности на растяжение
для сосудов под давлением
ASTM A 285 охватывает три сорта пластин из углеродистой стали с низкой и средней прочностью на растяжение, предназначенных для сварки плавлением сосудов высокого давления толщиной до 2 дюймов. Этот материал обычно поставляется в окантованном или полуспокойном состоянии и особенно подходит для экономичного производства сосудов низкого давления, подпадающих под юрисдикцию ASME по сосудам под давлением.
АСТМ А 242
Спецификация
для высокопрочных низколегированных конструкционных сталей ASTM A 242 охватывает профили, пластины и стержни из высокопрочной низколегированной стали для сварных, клепаных или болтовых конструкций, предназначенных в основном для использования в качестве элементов конструкции, где важна экономия веса или повышенная долговечность.
АСТМ А 515
Спецификация
для пластин из углеродистой стали для сосудов под давлением для обслуживания при промежуточных и более высоких температурах ASTM A 515 распространяется на стальные пластины с промежуточной прочностью на растяжение для сосудов под давлением, которые должны работать при промежуточных или более высоких температурах. Четыре сорта предлагают превосходное сочетание прочности, свариваемости и ударной вязкости, что позволяет разработчикам гибко проектировать сосуды под давлением, подпадающие под юрисдикцию ASME по сосудам под давлением.
ASTM A 516
Спецификация для пластин из углеродистой стали для сосудов под давлением для эксплуатации при умеренных и низких температурах
ASTM A 516 распространяется на стальные листы средней прочности на растяжение для сосудов под давлением, которые должны работать при атмосферных или более низких температурах. Четыре сорта предлагают превосходное сочетание прочности, свариваемости и ударной вязкости, что позволяет разработчикам гибко проектировать сосуды под давлением, подпадающие под юрисдикцию ASME по сосудам под давлением.
CSA G40.21
КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯ СТАЛЬ
В этом формате стандарт четко определяет типы стали, которые следует учитывать, когда при проектировании учитывается сопротивление хрупкому разрушению; Введите WT, AT или QT. Эти обозначения также предупреждают производителей стали о том, что для предполагаемого применения требуется сталь, способная демонстрировать определенный уровень ударной вязкости. Для дальнейшего упрощения и ускорения заказа стали типа WT, AT или QT и устранения возможной путаницы между разработчиком и производителем необходимо выбрать и указать одну из пяти категорий ударной вязкости. Для каждой марки, охватываемой этими типами, каждая категория представляет собой определенный уровень поглощенной энергии при определенной температуре, как указано в таблицах 2 и 3. Например, если проектировщикам требуется атмосферостойкая сталь с минимальным пределом текучести 50 Ksi с сертифицированным испытанием на удар 20 футов. фунтов при 0 °F они просто указывают 50 AT, Категория 2. Таким образом, у производителя стали или на любом этапе между проектировщиком и сталелитейным заводом не может быть путаницы в отношении точного требуемого продукта. Благодаря этим изменениям сообществу дизайнеров был предоставлен логичный, всеобъемлющий ассортимент конструкционных сталей, который отражает требования современных конструкций и областей применения.
ТИП W – СТАЛЬ ДЛЯ СВАРКИ
Стали этого типа соответствуют установленным требованиям по прочности и подходят для общих сварных конструкций, где ударная вязкость при низких температурах не является конструктивным требованием. Приложения могут включать здания, сжатые элементы мостов и т. д.
ТИП WT – СВАРОЧНАЯ ПРОЧНАЯ СТАЛЬ
Стали этого типа соответствуют указанным требованиям прочности и ударной вязкости по Шарпи с V-образным надрезом и подходят для сварных конструкций, где прочность надреза при низких температурах является конструктивным требованием. Покупатель, в дополнение к указанию марки, должен указать требуемую категорию стали, которая устанавливает температуру и уровень энергии испытания с V-образным надрезом по Шарпи. Приложения могут включать в себя первичные натяжные элементы в мостах и подобных элементах.
ТИП R – АТМОСФЕРНАЯ КОРРОЗИОННОСТОЙКАЯ СТАЛЬ
Стали этого типа отвечают установленным требованиям по прочности. Атмосферная коррозионная стойкость этих сталей в большинстве сред значительно лучше, чем у углеродистых конструкционных сталей с добавлением меди или без него.* При правильном контакте с атмосферой эти стали можно использовать без покрытия (неокрашенными) во многих областях применения. Эти стали можно легко сваривать до максимальной толщины, предусмотренной настоящим стандартом. Области применения включают неокрашенный сайдинг, неокрашенные легкие элементы конструкции и т. д., где прочность на надрез при низких температурах не является требованием конструкции.
ТИП А – АТМОСФЕРНАЯ КОРРОЗИОННОСТОЙКАЯ СТАЛЬ, ПОДХОДЯЩАЯ ДЛЯ СВАРКИ
Стали этого типа отвечают установленным требованиям по прочности. Атмосферная коррозионная стойкость этих сталей в большинстве сред значительно лучше, чем у углеродистых конструкционных сталей с добавкой меди или без нее. Эти стали подходят для сварных конструкций, где ударная вязкость при низких температурах не является конструктивным требованием и часто используются неокрашенными. Применение аналогично типу W.
ТИП AT – АТМОСФЕРНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ, ПОДДАЮЩАЯСЯ СВАРКЕ, ПРОЧНАЯ СТАЛЬ
Стали этого типа соответствуют установленным требованиям по прочности и ударным нагрузкам по Шарпи с V-образным надрезом. Атмосферная коррозионная стойкость этих сталей в большинстве сред значительно лучше, чем у углеродистых конструкционных сталей с добавками меди или без них.* При надлежащем воздействии атмосферы эти стали можно использовать без покрытия (неокрашенными) во многих областях применения. Эти стали подходят для сварных конструкций, где конструктивным требованием является ударная вязкость при низких температурах. Покупатель, в дополнение к указанию марки, должен указать требуемую категорию стали, которая устанавливает температуру и уровень энергии испытания с V-образным надрезом по Шарпи. Приложения могут включать в себя первичные натяжные элементы в мостах и подобных элементах.
ТИП Q – ПЛИТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ, ЗАКАЛЕННАЯ И ОТПУЩЕННАЯ
Стали этого типа отвечают установленным требованиям по прочности. Хотя эти стали можно легко сваривать, методы сварки и изготовления имеют фундаментальное значение и не должны неблагоприятно влиять на свойства листа, особенно в зоне термического влияния.
Ленточно-шлифовальный станок по металлу OPTIMUM OPTIgrind BSM 75
Под заказ
Доставка по Украине
58 481 грн
Купить
Станмастер
Ленточно-шлифовальный станок по металлу OPTIMUM OPTIgrind BSM 150
Под заказ
Доставка по Украине
71 757 грн
Купить
Станмастер
Ленточные, зачистные шлифовальные станки по металлу от ЧТУП «АвтоДСтехно»
Шлифовальные станки по металлу
по порядкупо росту ценыпо снижению ценыпо новизне
BEM250
Зачистной станок по металлу FLOTT BEM 250
Цену уточняйте
Под заказ, 15 дней Оптом и в розницу
50001892T
Ленточный шлифовальный станок JET JBSM-150
Цену уточняйте
В наличии Оптом и в розницу
50001891T
Ленточный шлифовальный станок JET JBSM-75
Цену уточняйте
В наличии Оптом и в розницу
BSM150
Ленточный шлифовальный станок по металлу FLOTT BSM 150
Цену уточняйте
В наличии Оптом и в розницу
BSM150А
Ленточный шлифовальный станок по металлу FLOTT BSM 150A (с вытяжкой)
Цену уточняйте
В наличии Оптом и в розницу
BSM150Аpol
Ленточный шлифовальный станок по металлу FLOTT BSM 150A pol (с вытяжкой)
Цену уточняйте
В наличии Оптом и в розницу
BSM75
Ленточный шлифовальный станок по металлу FLOTT BSM 75
Цену уточняйте
В наличии Оптом и в розницу
BSM75А
Ленточный шлифовальный станок по металлу FLOTT BSM 75A (с вытяжкой)
Цену уточняйте
В наличии Оптом и в розницу
BSM75Аpol
Ленточный шлифовальный станок по металлу FLOTT BSM 75A pol (с вытяжкой)
Цену уточняйте
В наличии Оптом и в розницу
TBSM75
Ленточный шлифовальный станок по металлу FLOTT TBSM 75
Цену уточняйте
В наличии Оптом и в розницу
TSB250P
Точильно-шлифовальный станок по металлу FLOTT TSB 250 P
Цену уточняйте
В наличии Оптом и в розницу
Шлифовальный станок для труб ЛПШ-110
Цену уточняйте
В наличии Оптом и в розницу
Шлифовальный станок для труб ЛПШ-35
Цену уточняйте
В наличии Оптом и в розницу
Шлифовальный станок для труб ЛПШ-50
Цену уточняйте
В наличии Оптом и в розницу
50000310T
Зачистной станок для удаления заусенцев JET JDC-200
Цену уточняйте
Нет в наличии Оптом и в розницу
50000311T
Зачистной станок для удаления заусенцев JET JDC-250
Цену уточняйте
Нет в наличии Оптом и в розницу
50001893M
Ленточный шлифовальный станок JET JBSM-100 220V
Цену уточняйте
Нет в наличии Оптом и в розницу
50001893T
Ленточный шлифовальный станок JET JBSM-100 380В
Цену уточняйте
Нет в наличии Оптом и в розницу
756185T
Ленточный шлифовальный станок по металлу JET DSAN4-3
Цену уточняйте
Нет в наличии Оптом и в розницу
16243248
Шлифовальные станки по металлу
Промышленные ленточные и дисковые шлифовальные машины — Шлифовальные машины по металлу
Промышленные ленточные и дисковые шлифовальные машины — Шлифовальные машины по металлу | Бейли Индастриал
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Если вам нужно сгладить борфрезы по металлу, Baileigh Industrial изготовит дисковую шлифовальную машину, ленточную шлифовальную машину или комбинированную модель, подходящую для вашего цеха или области применения.
Мы предоставляем на каждую кофемолку годовую гарантию на детали и пожизненную техническую поддержку по телефону . Бесплатные консультации по применению и устранение неполадок всегда на расстоянии одного телефонного звонка. Наши дисковые и ленточные шлифовальные машины обычно есть на складе и отправляются в течение 72 часов.
Ленточные шлифовальные машины
BG-248-3 – Эта ленточная шлифовальная машина имеет 2 фиксированных колеса (радиусы 3,5” и 8” и 1 регулируемое колесо (радиусы 0,5”, 1” и 1,5”) и поставляется с подставка для наклона машины на бок.
BG-260-3-110 и BG-260-3-220 — Эти 3-колесные станки с 2-дюймовым ремнем (один на 110 вольт, другой на 220 вольт) шлифуют с переменной скоростью, от от 800 до 8000 футов в минуту, включая шлифовальные столы.
BG-379 и BG-679 – Эти шлифовальные машины, оснащенные 3-дюймовыми и 6-дюймовыми ремнями соответственно, открываются сверху для размещения крупных отливок. Удобный вакуумный двигатель всасывает пыль.
Комбинированные ленточно-дисковые шлифовальные машины
DBG-62 — Эта настольная машина с 6-дюймовым диском и 2-дюймовым широким ремнем идеально подходит для любого производства или домашнего цеха и позволяет работать с небольшими предметами.
DBC-160 – Стоячая модель оснащена 10-дюймовым диском и 6-дюймовым ремнем для более крупных проектов.
Автономная дисковая шлифовальная машина
Работает от трехфазной сети 220 В.
Огромный 20-дюймовый диск вращается со скоростью более 1000 об/мин.
Фаски до 45° и стол с регулируемым углом наклона.
ПодробнееПодробнее
$879,00 $
В наличии
Комбинация ленточной и дисковой шлифовальной машины, 110 В.
Диаметр диска 9 дюймов.
Ремень 2 x 48 дюймов.
115 В
Сертификат CSA
$979,00 $
Позвоните, чтобы узнать о наличии
Комбинация ленточной и дисковой шлифовальной машины, 110 В.
Диаметр диска 6 дюймов.
Абразивная лента 2 x 40 дюймов.
$999,00 $
В наличии
Комбинация ленточной и дисковой шлифовальной машины, 110 В.
110В 3-х колесный ленточно-шлифовальный станок с регулируемой скоростью.
Ремень 2 x 60 дюймов.
Диапазон скоростей от 800 до 8000 футов в минуту.
Цельнолитая конструкция.
Подписаться на новости
Нужна цитата?
Позвоните нам: (920)684-4990
10 лучших применений ленточно-шлифовального станка в металлообработке
Ленточно-шлифовальный станок или шлифовальный станок идеально подходит для всех видов металлообработки. Заготовке придается нужная форма и выполняется отделка быстро, качественно и точно. Помимо металла, также можно шлифовать сталь, булат, закалённую сталь, цветные металлы, дерево, пластик, минеральные материалы и камень. Здесь мы имеем дело с металлом.
Ленточно-шлифовальный станок или шлифовальный станок для всех видов металлообработки
Ленточно-шлифовальный станок — это машина с шлифовальной лентой. Его еще называют мясорубкой. Эта шлифовальная лента может работать с фиксированной скоростью. С помощью регулятора переменной скорости вы можете заставить ленту двигаться быстрее или медленнее. На меньшей скорости металл пригорает не так быстро и можно аккуратно шлифовать.
Выберите ленточно-шлифовальную машину с множеством насадок.
При выборе ленточной шлифовальной машины важно обращать внимание на количество насадок. Ленточная шлифовальная машина с лентой, которая движется только сверху вниз, ограничена. Выберите наклонно-ленточный шлифовальный станок с большим количеством насадок. Наклоняя ремень, он может двигаться слева направо, а не только сверху вниз. Большое преимущество!
Ковка, сварка, реставрация и проектирование. Именно там люди работают с ленточной шлифовальной машиной.
Ленточно-шлифовальный станок можно найти в слесарном цехе на кузнечно-сварочном и реставрационном предприятиях. Ленточная шлифовальная машина также имеет важное значение в дизайне. Ленточные шлифовальные станки есть во многих конструкторских и инновационных отделах промышленности и производства. Ленточно-шлифовальный станок — чрезвычайно полезный инструмент при разработке изделий. Люди используют ленточный шлифовальный станок для шлифовки, шлифовки и полировки при выполнении работ или изготовлении ножей.
Давайте посмотрим, какие этапы выполняет слесарь на ленточно-шлифовальном станке. Всего 5 шагов:
1 Грубая шлифовка. При грубом шлифовании с грубого куска металла снимается много материала. Заготовке придается форма. Используются шлифовальные ленты с жесткой полиэфирной основой. Таким образом можно сильно прижать металлическую заготовку к шлифовальной ленте. Размер зерна от 36 до 80.
2 Промежуточная обработка. В ходе промежуточной обработки наносятся детали. Снимается гораздо меньше материала. Рабочее давление ниже. Обратная сторона шлифовальной ленты не такая твердая. Размер зерна составляет от 80 до 120.
3 Отделка. Отделка придает металлу окончательный вид. При чистовой обработке часть металла снимается с заготовки, но незначительно. Шлифовальные ленты тонкие и эластичные. Размер зерна от 150 до 400.
4 Отделка. После отделки заготовка готова. Он бывает гладким, шероховатым, отражающим, матовым или полуматовым. Это выбор металлурга. Для каждого типа отделки существуют специальные шлифовальные ленты. Размер зерна от 400 до 2000.
5 Полировка. Полировка производится на ленточной шлифовальной машине с полировальной лентой и полировальной смазкой.
Ленточная шлифовальная машина используется для многих целей.
Ленточная шлифовальная машина используется для многих целей. Это универсал. Особенно, когда к ленточной шлифовальной машине прилагается много замечательных насадок. Вот 10 самых красивых операций, для которых ленточная шлифовальная машина просто необходима:
Ножи. В мире изготовления ножей ленточная шлифовальная машина незаменима.
Часовщики. Для рабочих корпусов часов на высшем уровне. Многие часовщики, работающие с Breitling или Rolex, имеют в своей мастерской ленточно-шлифовальный станок.
Ремонт и реставрация. Из металлических предметов, машин и инструментов. Чтобы восстановить старый или дефектный металлический предмет до состояния нового, необходима ленточно-шлифовальная машина.
Кузнец, триммер для копыт. Для работы с подковами и мачете.
Ювелир, ювелирное дело. В этом секторе очень хорошо иметь ленточно-шлифовальную машину и ее насадки.
Заточка ножей, стамесок и ножниц. При заточке или восстановлении этих металлических предметов ленточная шлифовальная машина является очень полезным инструментом.
Музыкальные инструменты. Ленточно-шлифовальный станок — ваш лучший друг при ремонте или сборке музыкальных инструментов. Возможна шлифовка от грубой до очень тонкой. Подумайте о литаврах, скрипичных смычках, ксилофонах или духовых инструментах.
Изготовители инструментов. Эти мастера всегда могут использовать в мастерской ленточно-шлифовальный станок. Подумайте о лабораторных инструментах, медицинских инструментах, весах и т. д.
Монтажники интерьеров и краснодеревщики. Там, где сливаются металл и дерево, ленточно-шлифовальный станок — желанный инструмент для создания красивых вещей.
Дверная фурнитура, душевые краны, удила. Ленточная шлифовальная машина идеально подходит для тонкой обработки круглых форм. Очень высокое качество отделки может быть достигнуто со всеми типами жестких и мягких шлифовальных лент. Турбины, трубы, сварочные и упаковочные роботы. Сходство между этими, казалось бы, несопоставимыми предметами в том, что все они изготовлены или реставрированы с помощью ленточно-шлифовальной машины.
МНОГОФУНКЦИОНАЛЬНЫЙ. МОЩНЫЙ. ТВЕРДЫЙ. ПРОЧНЫЙ.
«Батько» — это название хорошей, надежной ленточной шлифовальной машины для ножей, хотя люди иногда говорят «Батко» или «Бакто». В ленточной шлифовальной машине Batko есть все.
Насадка на дрель сверчок: что это и как пользоваться
Содержание: Как работают высечные ножницы «сверчок» Преимущества этого инструмента Техника безопасности при работе со «сверчком» На что обратить внимание при покупке «сверчка»
На сегодняшний день существует великое множество всевозможных инструментов, в задачи которых входит порезка и раскрой тонколистового материала. Так или иначе, со своими задачами они справляются, но имеют одну особенность – универсальных ножниц по металлу не существует. Одни приспособления легко разделываются с ровной листовой сталью, другие отлично подходят для стационарной работы, а третьи, являясь бытовым инструментом, еле справляются с задачей резки гипсокартонного профиля. Исключение составляет только одно приспособление – просечные ножницы, одним из вариантов которых является насадка на дрель «сверчок», о которой и пойдет разговор в данной статье. Вместе с stroisovety.org мы разберемся с особенностями ножниц этого типа.
Насадка на дрель высечные ножницы “сверчок” фото
Как работают высечные ножницы «сверчок»
Представить работу высечных ножниц достаточно просто – по сути, ее можно сравнить с зубилом, которое делает пробои в металле с большой частотой. Еще одним сравнением может послужить современный электрический лобзик, в котором стандартная пилка с зубьями заменена пробойным штоком (зубилом). Такой принцип роботы, сочетающий в себе пробивной инструмент и лобзик, раскрывает широкие возможности и позволяет использовать инструмент данного типа даже для фигурного раскроя листового железа. Именно по этой причине современные строители используют «сверчок» для резки:
металлочерепицы;
профилированного настила;
любой гладкой стали, когда речь идет о больших объемах работы.
Это не единственные причины, по которым насадка на дрель просечные ножницы получила широкое распространение в области строительства и ремонта.
Насадка на дрель “сверчок” фото
Преимущества этого инструмента
Еще одним веским достоинством сверчка является его бережное отношение к защитно-декоративному покрытию профнастила или металлочерепицы. Пробивая материал насквозь, он его не то что не травмирует по краям реза, а наоборот, вальцует, защищая таким образом торец реза от коррозии. Как результат – металл служит намного дольше.
Дополнительно в качестве преимуществ режущей металл насадки для дрели можно выделить следующие моменты.
Высокая производительность – рез длиной 1 м можно осилить менее чем за минуту. Да, болгарка режет быстрее, но в отличие от насадки, она сжигает защитно-декоративное покрытие.
Чего только стоит возможность преодолевать практически любые препятствия. Волна и различные изгибы вообще не являются проблемой – направлять движение резака можно не только влево-вправо, но и вверх-вниз.
По утверждениям производителей, этот инструмент способен легко справляться с металлом толщиной до 2 мм, чего вполне достаточно для работы с кровельными материалами.
Стоимость инструмента можно назвать чисто символической. Она как минимум раз в пять ниже, чем цена профессиональных просечных ножниц со встроенным электроприводом.
Что касается недостатков, то самый существенный только один – добиться идеально ровного реза практически невозможно. В принципе, он и не нужен, так как края в большинстве случаев перекрываются либо другим листом металла, либо специальными элементами. Если очень постараться и придумать какую-либо направляющую, то эту проблему можно решить.
Техника безопасности при работе со «сверчком»
Кроме рисков порезаться о края листового железа, существует еще парочка моментов, которых нужно остерегаться в процессе работы с насадкой для дрели просечные ножницы. Это стружка – небольшие и, главное, острые фрагменты металла в виде полумесяца. Они способны стать причиной весьма серьезных неприятностей.
В первую очередь стружка легко вонзается в ноги, причем этого можно даже не почувствовать на огрубевших ступнях. Потом начинаются нагноения и все вытекающие из этого последствия. Работать с инструментом лучше всего в закрытой обуви.
Второй момент – это дрель, вернее ее крыльчатка, служащая для охлаждения электродвигателя. Проникая в отверстие для забора воздуха, небольшие металлические полумесяцы довольно быстро выводят из строя электроинструмент. Защитить дрель можно только одним способом – упаковать ее в сетчатый материал (например, капроновые колготки).
Кроме того, не следует забывать, что разбросанная по территории двора мелкая стружка быстро коррозирует, и если она остается, например, на тротуарной плитке, то ржавчина въедается в нее и портит внешний вид покрытия. Своевременная уборка рабочего места решает практически все вопросы.
Насадка на дрель для резки металла фото
На что обратить внимание при покупке «сверчка»
Практически все инструменты этого типа имеют одинаковую конструкцию и работают по одному и тому же принципу – никакими дополнительными опциями их не снабжают, и дополнительных приспособлений для них не предусматривается. Все просто – в том числе и выбор, подходя к которому нужно обратить внимание всего на пару моментов.
В принципе, решайте сами, что для вас лучше – дешево и сердито или дорого, но надолго. Из практики могу сказать только одно – моя первая насадка от Sparky проработала в интенсивном режиме эксплуатации без ремонтов и технического обслуживания в течение пяти лет. По большому счету, речь идет не о таких уж и больших деньгах – профессиональную насадку можно приобрести примерно за 30-50 долларов.
В заключение темы, насадка на дрель «сверчок», остается добавить только одно – напомнить о том, что продлить срок эксплуатации любого инструмента можно благодаря надлежащему уходу за ним. Чистить своих «кормильцев» по окончании работы и контролировать их техническое состояние должен каждый уважающий себя мастер. Естественно, не стоит забывать и о бережном отношении к инструменту – забивать насадкой гвозди и вообще использовать не по назначению просто неправильно.
Автор Александр Куликов
Насадка сверчок в категории «Инструмент»
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A DB
Доставка по Украине
1 979.87 грн
989.93 грн
Купить
DomeBuys
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A HS
Доставка по Украине
2 000.70 грн
1 000. 35 грн
Купить
Hot Shopping
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A PD
Доставка по Украине
1 991.53 грн
995.76 грн
Купить
Paid
Насадка сверчок (ножницы) по металлу на шуруповерт-дрель
На складе
Доставка по Украине
690 грн
Купить
Ножи, заточка ножей
Насадка на дрель для фигурной резки металла Re2ls — насадка для дрели «Сверчок»
На складе в г. Киев
Доставка по Украине
699 грн
Купить
Торговая компания LOSSO
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
На складе в г. Ровно
Доставка по Украине
по 815 грн
от 7 продавцов
815 грн
Купить
Магазин «Панас»
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
На складе в г. Ровно
Доставка по Украине
815 грн
Купить
KRONS интернет- магазин
Насадка на дриль для фігурного різання металу Re2ls — насадка для дрилі «Сверчок»
На складе
Доставка по Украине
699 грн
Купить
ТОРГОВА КОМПАНІЯ «SKY HOME»
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
На складе в г. Ровно
Доставка по Украине
по 815 грн
от 2 продавцов
815 грн
Купить
Saga Market
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
Доставка по Украине
812.82 — 1 630 грн
от 16 продавцов
908 грн
Купить
АСВК
Насадка-ножницы Сверчок для дрели Sturm SN160
На складе
Доставка по Украине
по 1 080 грн
от 2 продавцов
1 080 грн
Купить
Насадка Ножницы На Дрель Шуруповерт Для Резки Металла Сверчок Yt-160A
На складе в г. Ровно
Доставка по Украине
по 815 грн
от 2 продавцов
815 грн
Купить
Techland
Насадка на шуруповерт, высечные ножницы сверчок Sturm SN160
На складе
Доставка по Украине
1 080 грн
Купить
Насадка ножницы на дрель шуруповерт для резки нержавейки, меди, алюминия, фанеры, пластика Сверчок YT-160A,
На складе в г. Ровно
Доставка по Украине
815 грн
Купить
Интернет магазин » Горячий Стиль «
Насадка-ножницы для дрели Сверчок удлиненная Sturm SN160L
На складе
Доставка по Украине
по 1 683 грн
от 2 продавцов
1 683 грн
Купить
Смотрите также
Насадка на дрель для фигурной резки металла Сверчок
На складе в г. Харьков
Доставка по Украине
730 грн
Купить
Дом торговли «Feller»
Насадка-ножницы «Сверчок» на дрель для резки лист. металла, Sturm SN160
Доставка из г. Днепр
1 080 грн
Купить
Интернет-магазин инструмента «РЕЗЕРВ»
Насадка-ножницы «Сверчок» на дрель для резки лист. металла, удлиненная, Sturm SN160L
Доставка по Украине
1 683 грн
Купить
Интернет-магазин инструмента «РЕЗЕРВ»
Насадка-ножницы-лобзик «Сверчок» на дрель для резки лист. металла, Sturm SN180
Доставка по Украине
1 455 грн
Купить
Интернет-магазин инструмента «РЕЗЕРВ»
Насадка на дрель для фигурной резки металла «сверчок»
Доставка по Украине
650 грн
Купить
Торговый Дом Вербицкий
Насадка на дрель для резки металлочерепицы жести YT-160A 2112-05084
На складе в г. Ровно
Доставка по Украине
Цену уточняйте
ПОЛЕЗНЫЕ МЕЛОЧИ
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
Доставка по Украине
1 021 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «Доставлено «
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
Доставка по Украине
815 грн
Купить
Интернет-магазин «Дрібниці»
Насадка ножницы на дрель шуруповерт YT-160A «сверчок»
На складе в г. Ровно
Доставка по Украине
815 грн
Купить
Double-Shop
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
Доставка по Украине
1 042 грн
1 021 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «ЗАКУПИСЬ»
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
Доставка по Украине
978 грн
815 грн
Купить
Promsnab
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A
Доставка по Украине
815 грн
Купить
K2Market
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A DS
Доставка по Украине
2 010. 18 грн
1 005.09 грн
Купить
Матрица к насадке на дрель для резки металла — головка для высечных ножниц SN-160
На складе в г. Киев
Доставка по Украине
130 грн
Купить
Торговая компания LOSSO
Metal Cricket — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 238 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
ключей к сверчкам | Новости металлоконструкций
Характеристики
Автор Кристофер Бринкерхофф Ассоциированный редактор Опубликовано 01 октября 2018 г.
Фото любезно предоставлено Isaiah Industries Inc.
Кровельные сверчки — особая деталь гидроизоляции. С точки зрения предотвращения повреждения ветром и водой очень важно, чтобы сверчки были достаточно высокими, с надлежащим уклоном, изготовленными из правильных материалов, герметичными и установленными правильно.
Что такое крикет?
В частности, сверчки представляют собой пирамидальные формы, которые отводят воду вокруг дымоходов и других проходов через крышу. Их можно использовать там, где механические узлы выступают из-под крыш, на широких палубах и в других местах.
Например, Мацек Рупар, директор технических служб Национальной ассоциации кровельных подрядчиков (NRCA), говорит: «Если вода направляется в долину, которая по какой-то причине не может справиться с таким объемом стока, тогда вам нужно использовать сверчок. разделить его или разделить на отдельные проспекты, чтобы он мог работать. Или, может быть, [кровельные подрядчики] направляют [воду] в разные водостоки или секции желоба. Любое широкое проникновение, а не только дымоход, которое мешает стоку, — это то место, куда вы поместите сверчка».
Для проектов, которым необходимо следовать, в Международном строительном кодексе 2018 г. (IBC) и Международном жилищном кодексе 2018 г. для домов на одну и две семьи (IRC) указаны сверчки для выступов шириной 30 или более дюймов, параллельных коньку.
NRCA идет еще дальше. Рупар говорит: «В нашем руководстве мы говорим, что если у вас есть проход шириной 2 фута или шире, и он находится на крыше на бордюре, который будет мешать сливу воды, вам, вероятно, следует поставить за ним сверчка. . Многие рекомендации NRCA являются более консервативными или более надежными, чем минимальные требования в кодексах».
При описании сверчков также полезно учитывать некоторую терминологию. Рупар говорит, что иногда подрядчики используют термины «сверчок» и «седло» взаимозаменяемо, но в «Руководстве по кровле NRCA» они имеют несколько разные значения. «Сверчок — это, по сути, две наклонные плоскости, соединенные хребтом», — говорит он. «А седло — это всего лишь два сверчка, поставленные спиной к спине, или сооружение, похожее на пирамиду».
Уклон и высота
Одна из распространенных проблем со сверчками заключается в том, что они недостаточно высоко поднимаются по дымоходу или какому-либо выступу, вокруг которого они отводят воду, чтобы надлежащим образом отводить стоки. Недостаточная высота сверчка – это первое, на что Джоэл Чесни, президент компании All Star Roof Systems Inc. в Томболе, штат Техас, указал, когда его спросили о типичных ошибках при установке. «Самая большая проблема в том, что [кровельные подрядчики] делают сверчков, которые образуют мертвую долину в задней части дымохода», — говорит Чесни. «Они строят крикет недостаточно высоко или достаточно широко, с достаточным полем, поэтому, когда они опускают крышу, долина все равно уходит в заднюю часть дымохода. Теперь вода движется от центра к углам, а углы — самые слабые места».
IRC определяет высоту сверчков в зависимости от уклона крыши (R1003. 20 Сверчки дымохода). Как правило, чем круче скат крыши, тем шире должен быть сверчок. Крыша с уклоном 12:12 должна иметь сверчок высотой не менее половины ширины дымохода или другого выступа. Для уклона крыши 3:12 сверчок должен составлять 1/8 ширины выступа.
Чтобы определить, какой высоты должен быть сверчок, Чесни говорит, что его компания делает макет с веревкой. «Мы проводим меловые и струнные линии, прежде чем строить [крикет], поэтому мы знаем, где долины вымрут; в этом есть математический принцип», — говорит он.
Точно так же Рупар говорит: «Хорошее эмпирическое правило заключается в том, что уклон [сверчка] должен быть таким же или немного больше, чем уклон крыши, на которую вы его устанавливаете».
Однако из правил есть исключения. По словам Рупара, при определении высоты и размера сверчка следует учитывать количество стока и другие условия, характерные для проекта. «Допустим, у вас есть металлическая панельная крыша в торговом центре с парапетной крышей впереди, потому что там есть навес или какая-то рекламная витрина. У вас есть слепая долина, где панели сливаются со стеной. Там вам, возможно, придется подумать о том, чтобы поставить сверчок у парапета и увеличить уклон, в зависимости от размера и количества воды, которое вы ожидаете спустить с этой крыши, чтобы весь этот сток просто не стекал в стену. и вызвать другие проблемы. Чем больший сток вы ожидаете, тем больше уклон, как правило».
Фото любезно предоставлено Isaiah Industries Inc.
Соответствующие сборки, металлы
Сборки сверчков различаются в зависимости от типа крыши, на которой они установлены, из каких материалов изготовлена крыша и насколько велики сверчки. Некоторые сверчки меньшего размера могут быть построены с небольшим каркасом, покрытым листовым металлом и, возможно, покрытым обшивкой крыши. Некоторые более крупные сверчки имеют узлы, более похожие на узлы основной крыши, и в некотором смысле представляют собой миниатюрные крыши.
Часто кровельщики строят сверчки из тех же материалов, что и основные крыши. Это объясняется несколькими факторами. Помимо того, что это является мерой экономии, использование одних и тех же металлических материалов может предотвратить гальваническую коррозию. Например, Чесни говорит: «Всегда нужно сочетать материалы; никогда не смешивайте алюминий и сталь. Сталь фактически съест алюминий».
Еще одна причина убедиться, что металлические материалы, используемые для сверчков, такие же или совместимые с материалами, используемыми в основной сборке крыши, заключается в том, чтобы обеспечить равномерное расширение и сжатие. Это можно проиллюстрировать различными коэффициентами расширения алюминия и стали. Алюминий расширяется значительно больше, чем сталь. По словам Рупара, коэффициент линейного теплового расширения между алюминием и сталью составляет примерно 2:1.
Действительно, Чесни говорит: «Если вы поместите алюминиевые плитки на стальные прогоны, и этот алюминий расширится больше, чем сталь, вы буквально сорвете крепеж в первый же период жары и холода».
Цеховое производство и гидроизоляция
В дополнение к их различным сборкам, Рупар говорит, что сверчки на металлических крышах также различаются по способу соединения различных металлических материалов. Например, сверчки из алюминия можно сваривать; сверчки из меди можно сваривать или паять. Цинковые панели можно паять, но не сваривать. Некоторые готовые металлы нельзя сваривать или паять. Чтобы сделать сверчки из металла максимально эффективными, по возможности, Рупар говорит, что их нужно сваривать или паять, а весь процесс изготовления выполнять в мастерской, а не на стройплощадке. «Изготовление формы для конкретного применения в цеху было бы оптимальным способом, потому что тогда вы сможете контролировать качество изготовления гораздо лучше, чем в полевых условиях», — говорит Рупар.
Таким образом, All Star Roof Systems производит и устанавливает сверчки на крышах из различных материалов, включая штампованную сталь и алюминиевую черепицу, а также панели со стоячим фальцем.
Самодельный токарный станок по металлу своими руками
Статья — пошаговая инструкция по изготовлению токарного станка по металлу своими руками. Как сделать самодельный агрегат в домашних условиях?
Основная конструкция токарного станка
Как собрать токарный станок самостоятельно?
Применение токарного станка необходимо в автомастерских, в машиностроительной отрасли, в ремонтных цехах и учебных мастерских.
Стоимость станка высокая и не каждый цех или мастерская может позволить себе его приобретение. Зная, какие детали необходимы и как соединить все узлы в единый механизм, можно сделать его собственными руками.
Основная конструкция токарного станка
Токарный станок создается на базе станины, устойчивой и прочной, выдерживающей внушительные и серьезные нагрузки. На ней монтируется основная система механизмов и агрегатов.
Первые токарные станки появились в XVIII веке, после изготовления суппорта. Русский изобретатель Андрей Нартов придумал механизм, который раскручивался при помощи маховика, а на самом станке все детали были выполнены из металла, включая винты, рейки, шкивы.
С развитием технологий, был заменен ручной привод на механический.
Различают несколько видов станков по металлу, которые отличаются в зависимости от мощности, размеров и производительной силы:
Токарный станок по металлу настольного типа имеет максимальный вес до 100 кг и мощность до 400 Вт. Его применение актуально в небольших цехах и частных мастерских, в которых металлические детали обрабатываются и ремонтируются, а не производятся в больших количествах.
Токарный станок полупрофессионального типа чаще всего представляет собой симбиоз токарного, фрезерного и сверлильного оборудования, на котором изготавливают небольшие партии изделий. Мощность до 1000 Вт позволяет работать в производственном режиме.
Профессиональный токарный станок по работе с металлом оборудован, как правило, автоматическим программным управлением, имеет высокую массу и большую мощность. Используются станки этого типа на производствах и крупных предприятиях для обработки деталей до 3000 мм из различных по составу материалов.
Их дороговизна, крупные масштабы и высокие мощности неприемлемы для использования в домашних условиях или на предприятиях малого бизнеса. Альтернативным вариантом может быть их самостоятельная сборка, что позволит оперативно и качественно изготавливать детали и производить заготовки.
Как собрать токарный станок самостоятельно?
Для изготовления самодельного токарного станка Вам понадобится:
гидравлический цилиндр, вал от амортизатора;
металлические валы, уголки, швеллеры и балки;
цилиндрические направляющие;
балки, труба, крепежные элементы;
сварочный аппарат;
электродвигатель, два шкива с ременной передачей.
В первую очередь изготавливаем основную рамную конструкцию с продольными направляющими. Для этого применяются два швеллера и два металлических стержня толщиной не менее 30 мм при рабочей зоне станка от 50 мм. Два продольных вала крепятся к двум швеллерам при помощи направляющих с лепестками. Каждый лепесток крепится к швеллеру болтовым соединением и сваркой.
Передняя бабка изготавливается из гидравлического цилиндра. В данном случае с толщиной стенки 6мм. По внутреннему диаметру с каждой стороны запрессовываются по два 203 подшипника. Внутри подшипников расположено отверстие диаметром 17мм, в котором помещается вал. В отверстие гидравлического цилиндра заливается смазочная жидкость. Под шкивом располагается гайка большого диаметра, которая предотвращает выдавливание подшипников.
Шкив подходит от стиральной машинки. По диаметру вал шкива должен совпадать с валом на двигателе. Тогда перестановкой шкивов разного диаметра можно изменять скорость вращения. Бабка устанавливается на металлическую балку.
Поперечный суппорт изготавливается из металлической пластины, к которой привариваются цилиндрические направляющие. В них вбиваются две направляющие, в качестве направляющих используется вал с амортизаторов. Для перемещения в поперечной плоскости на каждую направляющую одеваются плотно подогнанные втулки.
Резцедержатель изготавливается из двух толстых металлических пластин. Закрепляется на подставке из тормозных башмаков через металлическую гайку. Между собой пластины резцедержателя соединяются болтами.
Патрон для закрепления детали изготавливается из металлической трубы. Закрепление производится четырьмя болтами. Которые вкручиваются в предварительно наваренные гайки.
Для привода используется двигатель от стиральной машинки. В данном случае на 180Вт. Двигатель соединяется с передней бабкой посредством ременной передачи. Станок оснащается механизмом самонатяжения. Ремень натягивается под весом двигателя. Конструкция из уголков крепится при помощи навесов.
Все детали собираются в единую конструкцию. Токарный станок готов к эксплуатации.
Видео: изготовление токарного станка по металлу в домашних условиях (несколько частей).
МИНИ ТОКАРНЫЙ СТАНОК по металлу Мини токарный станок по металлу своими руками: делаем самодельный агрегат
В любом частном доме или гаражной мастерской найдет свое применение [мини токарный станок для работы по металлу].
Такое оборудование позволяет обрезать детали из металла, дерева, пенопласта и ряда других материалов, высверливать отверстия, нарезать резьбу, обрабатывать торцы.
Все, что подразумевает изменение формы или поверхности детали, выполняется на токарном станке. Данные работы возможны как дома, так и в специально оборудованном кабинете.
Неудивительно, что первые, самые примитивные прототипы были сделаны в Древнем Египте, на них обтачивали камень.
В музеях есть токарный и фрезерный механизмы по металлу 14-15 веков, вращение в них происходило за счет ножной педали.
Бурное развитие промышленности в конце средних веков потребовало качественного рывка и в оборудовании – прошла модернизация ручного механизма, и появился первый токарный и фрезерный станок по металлу, работающий от электричества.
Чуть позже были создано оборудование с числовым программным управлением (ЧПУ).
Модернизация производства требовала все более и более узкоспециализированный инструмент, и оборудование с ЧПУ стали создавать не только для работы по дереву или металлу, но и выполняющее очень узкие операции, например, кромкование дверного полотна или высверливание полостей под врезку замка.
В таком виде они используются и по сей день.
В этой статье мы проведем обзор существующего оборудования и рассмотрим, как сделать простой станок своими руками, и как самостоятельная модернизация может улучшить оборудование.
Содержание:
Устройство токарного станка
Оборудование своими руками
Токарный станок из двигателя
Токарный станок с применением дрели
Устройство токарного станка
Промышленное оборудование разделяются на легкие станки, весом до 1 тонны, средние по весу – до 10 тонн, и тяжелые – свыше 11 тонн.
Каждый станок выполняет одно или несколько действий по обработке дерева или металла дома или на производстве.
Все современное токарное оборудование оснащено ЧПУ от самого простого до сложного, контролирующего обточку детали с точностью до десятых долей миллиметра.
Модернизация станков разделила оборудование на тяжелое и громоздкое, выполняющее задачи для тяжелой промышленности, а также и миниатюрное высокоточное, производящее крошечные детали точных приборов – это настольные станки с ЧПУ.
Вне зависимости от размера и цели использования, токарные станки имеют одни и те же основные составляющие и узлы.
Он состоит из основы, на которой установлена станина, по которой по направляющим движется суппорт.
В противоположных концах оборудования расположены передняя бабка, передающая вращение через шпиндель обрабатываемой детали, и задняя бабка, которая передвигается свободно и фиксируется в зависимости от размера заготовки.
ЧПУ соединяется как с двигателем (в необходимый момент останавливает вращение), так и с собственно режущим элементом.
Видео:
Близким родственником по принципу работы является фрезерный станок. Он также применяется по дереву и по металлу.
Фрезерный механизм за счет фрезы, установленной в шпинделе, совершает вращательное движение, а поступательное движение подачи детали может быть как прямолинейным, так и под углом в, зависимости от задачи.
Обычно фрезерный механизм оснащен ЧПУ. Очень широкое применение имеет центр, выполняющий одновременно фрезерный и токарный набор работ.
Оборудование своими руками
Есть много вариантов, как можно создать самодельный токарный механизм.
Если вам часто приходится производить одну и ту же работу, то настольные токарные механизмы в мастерской вашего дома будут хорошим подспорьем.
Чаще всего для работающей части оборудования используется дрель, укрепленная на основании. При начальных навыках работы с электроникой реально придумать даже аппарат с ЧПУ.
Основание или раму токарного оборудования можно сделать из уголков металла или деревянных брусьев.
Настольные токарные механизмы могут иметь основание в виде крепкой древесно-стружечной плиты.
Если перед вами стоит задача краткосрочной обработки небольших деталей, то вполне можно использовать мотор, работающий от сети 220В.
Конструкция рамы должна обеспечить выполнение следующих условий:
как ведущий, так и ведомый центр располагаются на одной прямой, которая параллельна оси вращения;
центр симметрии детали совпадает с осью ее вращения;
деталь надежно закрепляется на бабке.
Производить токарную обработку детали, которая вращается между передней и задней бабкой, можно с помощью любого инструмента – напильников, надфилей и прочего.
Самодельные настольные токарные станки предназначены для боковой обработки деталей. Например, на них будет удобно обрабатывать балясину деревянной лестницы.
Своими руками несложно создавать не только настольные, но и полноценные токарные станки.
Видео:
Основное, чем будут отличаться настольные варианты от полноразмерного станка – это двигатель.
Чем больше по размеру самодельный станок, тем более громоздкие детали он сможет обрабатывать.
А для работы с крупными заготовками, конечно, потребуется мощный двигатель.
Токарный станок из двигателя
Рассмотрим самодельный станок, созданный своими руками из двигателя и блока питания старого советского магнитофона.
Его основой станет деревянная доска, из ее кусочков, выпиленных в форме квадратов, сторона которых равна ширине основания нашего будущего станка, сформируем заднюю бабку.
Из металла сформируем кожух, в котором вырежем отверстие для вывода вращающего механизма. Двигатель зафиксируем на кожухе.
Теперь требуется найти проекцию центра вращения на заднюю бабку.
Для этого можно сделать из бумаги цилиндр четко соответствующий расстоянию между бабками, зафиксировать его на передней бабке и с помощью привода несколько раз обернуть вокруг оси.
Если цилиндр вращается ровно, то точкой фиксации детали будет центр круга, который описывает цилиндр на задней бабке.
В центр заводим саморез или любой другой держатель для заготовки. Конечно, эта работа сделана на глазок и не подразумевает высокой точности токарных работ.
Модернизации, которая повысит точность, если расстояние между бабками более 20 см, возможна, если центр закрепления заготовки вывести по уровню, положив его между головкой двигателя и задней бабкой.
На нем можно обрабатывать боковую поверхность длинной детали цилиндрической и конусообразной формы, а также простой брус.
Учитывая маленькую мощность станка, он применим только для деталей из дерева. Аналогичным образом своими руками можно сделать фрезерный механизм.
Токарный станок с применением дрели
Модернизация идеи поиска доступного электрического прибора, производящего вращение, подскажет применить для токарного механизма, сделанного своими руками, дрель.
Она найдется в каждом доме. Зачастую, и не одна, потому что обычно приобретается недорогой вариант, а потом выясняется, что он слабоват по мощности.
Для токарного механизма понадобится дрель, любое основание (кусок фанеры, доска или плита), деревянная шпажка, на которую будет надеваться заготовка, и деревянный квадрат для задней бабки.
Фиксируем дрель любым способом, на отмеченной длине фиксируем заднюю бабку из дерева, вставляем в дрель стержень и просверливаем в бабке отверстие.
Шпажка и заготовка вращаются, а человек с помощью наждачной бумаги обрабатывает заготовку.
Видео:
Может быть проведена модернизация такого механизма, в ходе которой к основанию будет прикреплено любое обрабатывающее устройство (например, напильник), который будет ручным аналогом ЧПУ.
Так, если нам нужно сделать конусообразное углубление вокруг деревянной детали, мы можем провести следующие усовершенствования – возьмем два плоских напильника, зафиксируем их так, чтобы они касались детали, а между поверхностью детали и основанием напильниками была образована трапеция.
Теперь нам нужно обеспечить с помощью простого пружинного механизма равномерную подачу напильников вперед и под углом.
Варианты усовершенствования механизма:
Модернизация под работу по металлу может быть произведена при замене шпажки на заживающий механизм. К металлическому стержню прикрепите пружинную фиксацию с пластиной, один такой стержень установите в дрель, а второй – в заднюю бабку. Между пластинами будет вращаться металлическая заготовка, и мы сможет производить токарные работы по металлу;
Дома часто требуются работы с длинными заготовками. Можно сделать разборной крепеж дрели, легкая модернизация основания механизма позволит переставлять ее для обработки более длинных предметов;
Модернизация оборудования может быть проведена, если взять более мощный двигатель (например, от стиральной машинки) и сделать основание большей площади. Нет прямой зависимости между площадью основания и мощностью двигателя, но нужно принимать во внимание, что в процессе работы двигателя возникают колебания, а основание станка служит опорой, благодаря которой само оборудование с вращающейся деталью будет находится в равновесном положении.
Мы рассмотрели, как легко можно сделать самодельный механизм для токарных работ из деталей, который наверняка есть у вас дома.
Модернизация самого простого оборудования под конкретные ваши задачи поможет обрабатывать предметы более сложным образом.
Для создания дома токарного станка с полноценным ЧПУ понадобится блок управления, однако, его сложно сделать без специальных знаний.
Как мы продемонстрировали, ручным аналогом ЧПУ могут служить простые инструменты для обработки дерева или металла, закрепленные на основании под правильным углом.
Можете ли вы использовать токарный станок по дереву для металла? Ответил
Токарные станки по дереву — это высокоскоростные токарные станки, которые обычно имеют небольшие размеры и идеально подходят для обработки мягких материалов.
Эти станки состоят из ручного режущего инструмента, обеспечивающего высокую гибкость при изготовлении изделий сложной формы.
Но можно ли использовать токарный станок по дереву для обработки металла?
Токарные станки по дереву не рекомендуются для токарной обработки металла из-за низкого крутящего момента, высокой скорости и конфигурации ручного инструмента. Обработка металлов требует высокого крутящего момента и зажимных инструментов для обеспечения высоких сил резания . Однако их можно использовать для выполнения простых операций обработки мягких и непористых металлов, таких как алюминий и латунь.
В этой статье обсуждается возможность обработки металла на токарном станке по дереву и рассказывается о том, чего следует опасаться в процессе.
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получать партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что в этой статье?
Использование токарного станка по металлу по дереву. Возможно ли?
Токарные станки по металлу и дереву
О чем следует помнить при обработке металла на токарном станке по дереву
Что такое вибрация и как ее предотвратить?
Инструменты для обработки металла на токарном станке по дереву
Можно ли использовать токарный станок по металлу для обработки дерева?
Заключительные мысли
Часто задаваемые вопросы (FAQ)
Использование токарного станка по дереву по металлу — Возможно ли?
Токарные станки по дереву оптимизированы для обработки древесины с точки зрения скорости вращения шпинделя и крутящего момента. Они вращаются с высокой скоростью вращения и имеют относительно низкий крутящий момент по сравнению с токарными станками по металлу.
Низкий крутящий момент также не позволяет выполнять тяжелые резы по металлу, так как это может привести к остановке шпинделя.
Все эти факторы ограничивают операции, которые токарный станок по дереву может выполнять с металлами.
Кроме того, твердые и пористые металлы нельзя обрабатывать на высоких скоростях, так как возникающее трение приведет к перегреву металла и инструмента.
В то же время для большинства металлов требуется большее усилие, чтобы удерживать инструменты на их поверхности для эффективной обработки и предотвращения вибраций.
Использование токарного станка по дереву требует ручного инструмента, который неэффективен для обеспечения высокой силы резания, что делает их неэффективными при обработке твердых металлов.
Токарные станки по металлу и станки по дереву
Токарные станки по металлу и станки по дереву (Источник: Eastwood и Powermatic)
Оба токарных станка работают одинаково и выполняют аналогичные операции обработки. Итак, в чем же разница между токарными станками по дереву и токарными станками по металлу?
Токарные станки по металлу и токарные станки по дереву имеют свои ключевые отличия в частоте вращения шпинделя и крутящем моменте.
Древесина плохо проводит тепло, что позволяет точить ее на высоких оборотах без риска перегрева заготовки.
Кроме того, меньшая плотность материала дерева требует сравнительно меньшего крутящего момента при обработке, чем металлы.
Металлы, с другой стороны, обтачивают на низких оборотах, чтобы предотвратить перегрев заготовки или инструмента, а крутящий момент шпинделя, необходимый для токарных станков по металлу, обычно выше из-за высокой плотности металла.
Как правило, токарные станки по металлу и дереву имеют систему ременного привода, в которой двигатель соединен со шпинделем с помощью зубчатого ремня.
Однако существуют высококачественные токарные станки по металлу с системой прямого привода, в которой двигатель устанавливается непосредственно на шпиндель.
Обеспечивает большую выходную мощность и более высокую точность управления скоростью вращения шпинделя.
Кроме того, токарные станки по металлу обеспечивают большую силу резания и поэтому имеют сравнительно более прочную конструкцию, чем токарные станки по дереву.
Помимо конструкции, эти токарные станки также различаются типом токарных режущих инструментов, используемых для обработки.
Токарные станки по металлу имеют специальную стойку для инструмента, которая надежно удерживает инструмент на поверхности металла с минимальной вибрацией.
Токарные станки по дереву, напротив, имеют ручные режущие инструменты. Такое расположение возможно, потому что токарные станки по дереву обеспечивают сравнительно более слабое усилие резания для удаления материала с заготовки.
Однако токарные станки по дереву имеют подручник, который помогает позиционировать режущий инструмент и повышает его устойчивость.
В результате токарные станки по дереву являются машинами с ручным управлением, тогда как токарные станки по металлу могут быть легко автоматизированы.
Это снижает сложность токарных станков по дереву и позволяет выполнять операции по дереву с минимальной предварительной подготовкой.
Принимая во внимание, что токарные станки по металлу являются сложными машинами, которые требуют опытного и квалифицированного оператора для выполнения безопасных и эффективных операций обработки.
В зависимости от конструкции и области применения, эти комплексные токарные станки по металлу доступны в различных типах, таких как центральный токарный станок, револьверный токарный станок, токарно-винторезный станок, швейцарский токарный станок, токарный станок с ЧПУ, многошпиндельный токарный станок, оружейный токарный станок и т. д.
О чем следует помнить при обработке металла на токарном станке по дереву
Обработка металла на токарном станке по дереву обычно не рекомендуется.
Тем не менее, при определенных мерах предосторожности и хорошем контроле процесса можно использовать токарные станки по дереву для выполнения простых операций механической обработки мягких металлов.
Необходимо убедиться, что заготовка прочно закреплена в патроне токарного станка по дереву.
Стружка, отлетающая от вашей металлической заготовки, будет более горячей, чем стружка от деревянной заготовки, и может даже порезать или обжечь вашу руку при соприкосновении.
Поэтому рекомендуется носить тонкие резиновые перчатки и защитные очки. Кроме того, вы никогда не должны пытаться чистить стружку во время работы машины.
Установка системы подачи смазочно-охлаждающей жидкости туманом или потоком может повысить функциональность токарного станка при резке металлических заготовок.
Как правило, синтетические охлаждающие жидкости для токарных станков используются для механической обработки металлов, поскольку они обладают высокой теплоемкостью и хорошей смазывающей способностью.
Чтобы инструмент не погнулся или не сломался и не повредил руку при выполнении глубоких надрезов, рекомендуется делать несколько проходов с неглубокими надрезами.
Если возможно, рекомендуется сделать на токарном станке по дереву инструментальную стойку для обработки металла. Стойка инструмента облегчит обеспечение большей силы резания, уменьшит вибрацию и повысит точность.
Вы также должны быть осторожны с углом, под которым вы держите инструмент, и, как правило, рекомендуется поворачивать заготовку сверху, а не сбоку.
Боковой поворот создает риск затягивания инструмента между упором скольжения и вращающейся заготовкой. Это может погнуть или сломать инструмент и травмировать оператора.
Что такое болтовня и как ее предотвратить?
Следы вибрации (Источник: Reddit)
Дрожание — это вибрации, возникающие, когда инструмент давит на заготовку.
Его можно узнать по причудливым громким звукам, а также он виден на поверхности материала в виде круглых «спиралей».
Вибрация ухудшает чистоту поверхности заготовки, а в некоторых случаях может вызвать геометрические деформации формы материала.
В конечном счете эти вибрации приводят к тому, что инструменты теряют свою остроту, делая их тупыми и неэффективными для обработки.
Вибрацию можно уменьшить, уменьшив люфт в деталях токарного станка.
Токарный станок должен иметь прочную конструкцию, а стойка инструмента должна быть прочной, без ослабленных креплений.
Патрон должен плотно удерживать материал, не допуская шевеления. Даже незначительное колебание заготовки может вызвать значительные вибрации.
Следует соблюдать осторожность при выборе длины заготовок, так как длинные заготовки имеют тенденцию прогибаться под действием больших сил резания, что значительно увеличивает вибрации.
По возможности использование задней бабки также уменьшит вибрацию.
Инструменты для обработки металла на токарном станке по дереву
Твердосплавные инструменты для токарного станка по дереву
Инструменты из быстрорежущей стали (HSS) или с твердосплавным покрытием обеспечивают высокую прочность и поэтому идеально подходят для обработки металла на токарном станке по дереву.
Для обработки латуни рекомендуется использовать инструменты с низким или нулевым передним углом. Например, скребки обычно имеют низкую переднюю поверхность, что делает их отличным выбором для обработки латуни на токарном станке по дереву.
Для токарной обработки алюминия на токарном станке по дереву рекомендуется использовать бочкорез с короткой фаской или гравировальный станок с низкой скоростью вращения шпинделя.
Ручной инструмент токарных станков по дереву подвержен вибрации, что приводит к вибрации.
В результате для улучшения чистоты поверхности заготовки требуется вторичная операция по шлифовке следов вибрации.
При обработке металла с помощью ручных инструментов на токарном станке по дереву настоятельно рекомендуется использовать инструменты с прочной ручкой, чтобы предотвратить риск получения травмы.
Можно ли использовать токарный станок по металлу для дерева?
Обработка дерева на токарном станке по металлу
В отличие от металлов, деревянные заготовки мягки и сравнительно менее плотны, поэтому не требуют высокого крутящего момента для обработки.
Однако они требуют высокой скорости вращения шпинделя для скольжения режущего инструмента и получения гладкой поверхности.
Токарные станки по металлу можно использовать для обработки дерева, но за счет чистоты поверхности и гибкости.
Ручной режущий инструмент для токарных станков по дереву идеально подходит для вырезания сложных контуров в деревообрабатывающих проектах, таких как мебель и изделия из дерева.
Хотя резцедержатель токарных станков по металлу обеспечивает более высокую точность позиционирования инструмента, его нельзя использовать для изготовления сложных форм, если только не используется дорогой токарный станок по металлу с ЧПУ.
Кроме того, сравнительно низкая скорость токарных станков по металлу приведет к плохому качеству поверхности, а использование металлического инструмента для обработки дерева может привести к выделению тепла, в результате чего на деревянной заготовке появятся следы пригара.
Таким образом, проекты деревообработки, вырезанные на токарном станке по металлу, обычно требуют обширной шлифовки для получения гладкой поверхности.
Заключительные мысли
Можно ли обрабатывать металл на токарном станке по дереву? Общий ответ — да, можно.
Токарные станки по дереву могут использоваться для обработки металлических заготовок, но за счет чистоты поверхности и точности.
Однако не рекомендуется использовать токарный станок по дереву для обработки твердых и пористых металлов, таких как сталь, которые требуют высокого крутящего момента и большой силы резания для соскабливания материала с их поверхности.
Ручной инструмент токарных станков по дереву не идеален для обработки металла, но может использоваться для выполнения неглубоких пропилов в мягких металлах.
Оснащение токарного станка по дереву самодельной резцедержателем позволит увеличить усилие резания, тем самым улучшив его возможности обработки металла.
Использование ручных инструментов при обработке металла на токарных станках по дереву увеличивает риск получения травм, поэтому рекомендуется соблюдать меры предосторожности, такие как использование инструментов с ручками и ношение защитного снаряжения.
Часто задаваемые вопросы (FAQ)
Как мы можем настроить токарный станок по дереву для проектов по металлу?
Основным требованием при металлообработке является высокое усилие резания и высокий крутящий момент. Хотя вы не можете увеличить крутящий момент вашего токарного станка по дереву, вы можете установить инструментальную стойку своими руками, чтобы обеспечить высокую силу резания при обработке металлов. Кроме того, использование системы охлаждения хорошего качества будет поддерживать температуру под контролем и предотвратит перегрев заготовки при обработке на высокой скорости.
Безопасно ли носить сварочные или кожаные перчатки при точении металла на токарном станке по дереву?
Нет, небезопасно носить сварочные или кожаные перчатки при точении металла на токарном станке по дереву. Это связано с тем, что эти перчатки имеют тенденцию быть больше с выступами на каждом пальце. Это может привести к тому, что часть перчатки застрянет между вращающейся заготовкой и направляющей, что может привести к травме руки. Надевание тонких резиновых перчаток, которые плотно прилегают к рукам, является более безопасным вариантом.
Можно ли точить сталь на токарном станке по дереву?
Мелкую механическую обработку стали на токарном станке по дереву выполнять можно, но не рекомендуется. Сталь — это твердый металл, для удаления материала с поверхности которого требуется высокий крутящий момент и сильное усилие резания. Токарные станки по дереву не могут обеспечить такой высокий крутящий момент, а ручной инструмент не подходит для создания больших усилий резания. Кроме того, идеально точить сталь на низких скоростях, чтобы предотвратить нагрев заготовки, что также делает ее непригодной для обработки на токарных станках по дереву, поскольку они обычно работают на высоких скоростях.
Собери свои часы
Токарный станок Rose Engine. Что это? Что оно делает?
Токарный станок Rose Engine — это механический инструмент, созданный на основе геометрического станка примерно в 1790 году и предназначенный для гравировки круглых и криволинейных узоров на металле. Используемый в дизайне ювелирных изделий, а также для печати рисунков, которые невозможно воспроизвести на марках и деньгах, что затрудняет их подделку, токарный станок Rose Engine является единственным в своем роде станком, который может гравировать изогнутые геометрические формы.
Изображение Брайана Джексона.
Джон Джейкоб Хольцапффель в настоящее время цитируется за создание компании Holtzapffel & Co, которая использовала обновления для геометрического токарного станка, изобретая и создавая один из первых, если не самый первый, токарный станок Rose Engine.
Прочитать историю токарного станка от Египта до токарного станка Rose Engine.
Как работает токарный станок Rose Engine?
Токарный станок Rose Engine использует серию сферических шестерен, вращаемых силой большого шпинделя, который вращается вручную или ногой. Шестерни расположены на стержне, а на конце стержня находится патрон. Шестерни и патрон вращаются вместе. Весь блок будет слегка раскачиваться в зависимости от того, какое оборудование использует артист.
Затем художник нажимает рукой, чтобы приложить режущее устройство или сверло к металлу, вставленному в патрон. (На картинке выше патрон отсутствует на изображении справа) Когда художник вручную проворачивает токарный станок с розовым двигателем, патрон также вращается и слегка качается. Если художник прижимает сверло к металлу рукой, одновременно вращая токарный станок, выгравированный узор может изгибаться и искривляться в зависимости от настроек художника.
Художественный дизайн для королевской семьи
Ниже представлено знаменитое яйцо Фаберже, новое яйцо, которое каждый год изготавливается вручную Петром Карлом Фаберже для царя России Александра III, а затем его преемника Николая II с использованием токарного станка с розами и эмали в качестве основного слоя яйца.
Изображение Стэна Шебса, CC BY-SA 3.0, ссылка
Ранние часовщики использовали токарный станок Rose Engine Lathe для изготовления легких изогнутых орнаментов почти на всех компонентах карманных и наручных часов. Однако вы не найдете ручной гравировки на часах стоимостью менее 5000 долларов.
Создайте свои собственные часы с гордостью предлагает ручную гравировку с использованием токарного станка Rose Engine на роторе ваших часов в качестве премиального обновления. В Соединенных Штатах очень мало станков Rose Engine Lathe и еще меньше мастеров, которые умеют ими пользоваться.
Рик Белл знакомится с художником
История о том, как Рик Белл познакомился с мастером токарного станка Rose Engine из Цинциннати, удивительна.
Заполняя старый склад, который раньше производил то или иное, с непрозрачными окнами на сформированных бетонных стенах, мастер токарного станка Rose Engine по имени Майкл Дорса годами изготавливает на заказ эмалированные украшения.
Майкл Дорса изготавливает украшения на одном из двух токарных станков Rose Engine, которыми он владеет и управляет. Его работы можно найти на рынке Финдли, старейшем рынке под открытым небом в Огайо, и онлайн здесь
Рик однажды оказался на рынке Финдли за покупками (наши друзья из рассылки знают, почему он делал покупки!) и он хотел получить подарок на его жена. Он наткнулся на будку Майкла. Узоры на украшениях мгновенно установили в его сознании связь с часовым делом, даже не осознавая, на что он смотрит.
Когда Рик разговаривал с помощницей Майкла, она сказала ему, что он использует токарный станок Rose Engine, Рик был потрясен! Он попросил встретиться с художником прямо на месте. Когда Майкл появился и встретил Рика, он отвел его в машинное отделение.
Рик был потрясен, увидев эти токарные станки начала 1900-х годов в действии, представляя часы, которые они, возможно, вырезали за эти годы. Он спросил Майкла, может ли он разрезать роторы на наших механизмах. Майкл согласился, и отношения зародились.
Майкл прошел через несколько итерационных проектов для наших роторов, и, поскольку токарный станок предназначен для вырезания кругов, он создал специальный патрон для удержания ротора в двигателе Rose. В результате вы можете выбрать один из двух замечательных гильошированных дизайнов ротора ваших часов Series 1: Barely и Sine Wave.
Соберите свои собственные часы Мы очень гордимся тем, что можем предложить нашим клиентам возможность премиум-класса, чтобы ротор ваших автоматических часов был выгравирован вручную американским художником на токарном станке Rose Engine.
Когда художник выгравирует ручную гравировку ротора с помощью токарного станка Rose Engine, вы приобретаете единственный в своем роде драгоценный камень, которого нет в коллекции большинства любителей часов.
Ручная обработка не умирает. Подобно скорописи и струнной музыке, ручные инструменты — это основная механическая функция того, как все работает; как длины волн и зрительно-моторная координация, сделанные вручную, не полагаясь ни на что, кроме ручной рукоятки и художественного взгляда. Например, Движение ваших автоматических часов.
Токарный станок Rose Engine представляет начало и будущее Америки; мы великие строители и дизайнеры. Соберите свои собственные часы, и вы тоже почувствуете связь и сопричастность, которые американские мастера чувствовали годами, наблюдая, как их прекрасные творения служат поколениям.
Изготовление штампов для холодной штамповки металла
Холодная штамповка на сегодняшний день одна из самых передовых высокотехнологичных обработок металла. Применение такой технологии позволяет получать металлические изделия самых разнообразных форм и размеров. Вся продукция, изготовленная таким способом, имеет точные геометрические параметры, качественные поверхностные слои и не нуждается в дополнительной обработке. В штампованных изделиях отсутствуют дефекты в виде горячих трещин изделия, царапин на поверхности, заусенец, рисок, участков с усадкой металла и прочих повреждений. Огромную роль в производстве качественных изделий путем холодной штамповки играет современное оборудование и применение высокоточных форм и штампов. Заказывать разработку и изготовление штампов для холодной штамповки металла лучше у проверенного производителя, с большим опытом работы. Таким образом, Вы заплатите деньги за качественную продукцию, изготовленную по всем установленным правилам и требованиям качества. Компания Zubix предоставляет услугу холодного штампования, а также перечень других услуг, связанных с металлообработкой и не только. В галерее сайта Вы можете ознакомиться с готовыми работами фирмы. В разделе «Услуги» предлагаем уточнить более подробную информацию о деятельности компании. Вы можете узнать более подробно о всех существующих предложениях и условиях сотрудничества уже сейчас.
Отметим все тонкости представленной технологии. Штампование (или проще говоря штамповка) – это непростой процесс, из-за которого металлическая заготовка под влиянием давления переносит пластическую деформацию. Результатом процесса, которое требует полноценное вмешательство специализированных станков, из обычной заготовки получается запрашиваемое металлическое изделие заданными заказчиком формы и масштабов. Деформирование будущего элемента выполняется двумя способами:
При помощи предварительного нагрева.
Без термического вмешательства.
При выполнении холодного штампования применяется особая технологическая оснастка. В то же время металл для заготовки подвергается дополнительному упрочнению. Из-за упрочнения холодная штамповка делает изделие не совсем пластичным. Чтобы готовое изделие обладало всеми положительными качествами, используют такую обработку как рекристаллизационный отжиг. Благодаря всем перечисленным операциям получаются не только пластичные, но и довольно прочные изделия.
Рабочие инструменты на штамповочных прессах – штампы для холодной штамповки металла, изготавливаются в основном по индивидуальным эскизам в следующем порядке:
Составляется предварительный эскиз изделия, которое нужно получить на выходе;
Подбирается оптимальная схема раскройки металла;
В эскиз вносятся необходимые коррективы;
Обозначаются места и размеры отверстий для штампов;
Подбираются необходимые для изготовления прессы;
Производится пробный выпуск продукции.
В основном изготовление штампов для холодной штамповки металла производится из легированной или высокоуглеродистой стали. Так же возможно использование сплавов алюминия и меди. С помощью изготовленных штампов можно выполнять следующие виды операций:
Разделительные операции по штамповке металла:
Разрезка.
Проколка.
Пробивка.
Отрезка.
Обрезка.
Нарезка.
Зачистка.
Вырубка.
Формоизменяющие операции по штамповке металла:
Скручивание.
Рельефная чеканка.
Рельефная формовка.
Раздача.
Правка.
Отбортовка.
Обжим.
Керновка.
Закатка.
Гибка.
Вытяжка.
Вытяжка с утончением.
Для изготовления изделий может применяться как один вид штамповки, так и комплекс из нескольких дополняющих друг друга обработок. После процесса холодной штамповки готовые изделия могут подвергаться дополнительной обработке для улучшения качеств готового изделия. Например, для улучшения механических характеристик применяются отжиг и травление. Для повышения износостойкости готовой продукции, на поверхность изделий наносятся разного вида износостойкие покрытия. Теперь, когда Вы знаете основы, этапы и тонкости данного вида работ, предлагаем Вам оформить заказ на требуемую услугу в надежной компании Zubix.
Механическая обработка металлов необходима, если у Вас есть задача изменить конфигурацию будущих деталей, а также увеличить или уменьшить их размеры. Для того чтобы осуществитесь одну из этих задач необходимо высококлассное, новое оборудование, квалифицированная команда специалистов и т.д. В компании Zubix имеется все необходимое для грамотного выполнения работ! Именно здесь Вы можете оформить заказ на штампы для холодной штамповки металла очень быстро. Специалисты фирмы оперативно обрабатывают все заказы, поступающие от новых и постоянных клиентов. Рекомендуем присмотреться к предложениям более подробно. Если Вас интересуют точные расценки на спектр предоставляемых услуг, то предлагаем обратиться к специалисту фирмы. На основе Ваших эскизов и чертежей менеджер даст Вам точную информацию об условиях дальнейшего сотрудничества.
Изготовление штампов для металла
Описание штампов
Собственный конструкторский отдел и девятилетний опыт работы позволяют изготовить штамп любой сложности в сжатые сроки. Штамп — это оснастка для прессов, при помощи которой и изготавливается сама деталь. Принцип действия штампов заключается в пластической деформации деталей с помощью штамповой оснастки. Штамповая оснастка состоит из матрицы и пуансона, которые изготавливаются из износостойкого и твердого материала. Заготовки из металла помещают между матрицей и пуансоном. С помощью пресса заготовке придается необходимая форма. Таким образом, заготовка деформируется по форме матрицы. Штамповая оснастка включает в себя специальные прессы и молоты, которые и приводят в действие весь механизм.
Предлагаем изготовление штампов:
Многооперационные штампы последовательного и совмещенного действия
Разработка конструкторской документации – этап, где нельзя торопиться. Обычный срок от недели до трех.
Заготовительный процесс. Мы подбираем заготовки, нормализуем их в печах, придаем нужные габариты, формы. Мы всякий раз проводим перепроверку химического состава заготовки. Отдаем образцы металла на химический анализ, иногда на ультразвуковой контроль, позволяющий выявить в металле неоднородности, трещины, раковины. Заготовительный процесс – это срок до 25 дней. Т.е. 3 недели будет идти этот важный этап
Механическая обработка заготовок. Имея на руках чертежную документацию и заготовки мы приступаем к изготовлению деталей, из которых позже соберется оснастка. Электроэрозия, Токарные, фрезерные, долбежные, расточные работы – все, что необходимо будет сделано качественно и в срок. От одной до двух недель уйдет на этот процесс.
Термическая обработка рабочих частей штампа, съемников, направляющих, прижимов. И снова важный этап. Небольшая неточность в параметрах обработки в подборе режимов закалки и отпуска может свести на нет всю предыдущую работу. Термообработка – это, по нашему опыту, этап сроком до одной недели.
Сборка и испытание. А это самый интересный момент в процессе создания штампа. Работа шлифовщиков, слесарей и наладчиков. От недели до двух.
Итак, можно суммировать продолжительности этапов и мы получим среднестатистический срок: 60 дней. Т.е. планируя инвестиции в оснастку, знайте, что средний срок ее изготовления порядка 2…3 месяцев
Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамповка металла — это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для придания листовому металлу различных форм. Куски плоского листового металла, обычно называемые заготовками, подаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы. Производственные предприятия и производители металла, предлагающие услуги штамповки, помещают материал, подлежащий штамповке, между секциями штампа, где с помощью давления материал придается желаемой окончательной форме для продукта или компонента.
Штамповка металла используется для автомобильных деталей.
Изображение предоставлено: DRN Studio/Shutterstock.com
В этой статье описывается процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы операций штамповки и их применение.
Основные понятия штамповки металлов
Штамповка металла, также называемая штамповкой, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов. Операции штамповки подходят как для коротких, так и для длинных производственных циклов и могут проводиться вместе с другими операциями по обработке металлов давлением и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
Штамповка
Заглушка
Тиснение
Чеканка
Гибка
Отбортовка
Штамповка и вырубка относятся к использованию штампа для резки материала в определенные формы. В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение — это процесс создания выпуклого или углубленного рисунка на листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки через роликовый штамп.
Чеканка — это метод гибки, при котором заготовка штампуется, когда ее помещают между штампом и пуансоном или прессом. Это действие приводит к тому, что кончик пуансона проникает в металл, что приводит к точным повторяемым изгибам. Глубокое проникновение также снимает внутренние напряжения в металлической заготовке, что приводит к отсутствию пружинящего эффекта.
Гибка относится к общей технике придания металлу желаемой формы, такой как L-, U- или V-образные профили. Процесс гибки металла приводит к пластической деформации, при которой напряжения выше предела текучести, но ниже предела прочности при растяжении. Изгиб обычно происходит вокруг одной оси.
Отбортовка — это процесс установки развальцовки или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки.
Машины для штамповки металла могут делать больше, чем просто штамповка; они могут отливать, штамповать, резать и формовать металлические листы. Станки могут быть запрограммированы или иметь компьютерное числовое управление (ЧПУ), чтобы обеспечить высокую точность и повторяемость для каждой штампованной детали. Электроэрозионная обработка (EDM) и программы автоматизированного проектирования (CAD) обеспечивают точность. Доступны различные инструментальные станки для штампов, используемых при штамповке. Прогрессивная, формовочная, компаундная и твердосплавная оснастка удовлетворяет особые потребности в штамповке. Прогрессивные штампы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Гидравлический штамповочный пресс.
Изображение предоставлено: Romul014/Shutterstock.com
Типы штамповочных операций
Прогрессивная штамповка
В прогрессивной штамповке используется последовательность штамповочных станций. Рулон металла подается в возвратно-поступательный штамповочный пресс с прогрессивными штампами. Матрица движется вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь. Когда пресс движется вверх, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, так как деталь все еще соединена с металлической полосой. Конечная станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеальна для больших тиражей, потому что штампы служат долгое время, не повреждаясь, а процесс легко воспроизводим. На каждом этапе процесса на металле выполняются различные операции по резке, изгибу или штамповке, что позволяет постепенно достигать желаемой формы и дизайна конечного продукта. Это также более быстрый процесс с ограниченным количеством отходов.
Штамповка трансферной штамповки
Штамповка с переносом аналогична прогрессивной штамповке, но деталь отделяется от металлического стержня на ранней стадии процесса и перемещается от одной штамповочной станции к другой с помощью другой механической транспортной системы, такой как конвейерная лента. Этот процесс обычно используется для более крупных деталей, которые необходимо перенести на другие прессы.
Штамповка с четырьмя слайдами
Четырёхходовое тиснение также называют многоползунковым или четырёхходовым тиснением. Этот метод лучше всего подходит для создания сложных компонентов с многочисленными изгибами или изгибами. Он использует четыре скользящих инструмента вместо одного вертикального ползуна, чтобы формировать заготовку посредством множественных деформаций. Два ползуна или ползуна ударяют по заготовке горизонтально, чтобы придать ей форму, и штампы не используются. Штамповка с несколькими слайдами также может иметь более четырех движущихся слайдов.
Штамповка с четырьмя слайдами является очень универсальным типом штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Тонкое гашение
Прецизионная вырубка, также известная как вырубка тонких кромок, ценна тем, что обеспечивает высокую точность и гладкие края. Обычно выполняемые на гидравлическом или механическом прессе или их комбинации, операции точной вырубки состоят из трех отдельных движений:
Зажим заготовки или рабочего материала на месте
Выполнение операции гашения
Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются в обычных штамповочных операциях, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, изготовленные методом тонкой штамповки, избегают трещин, поскольку они производятся с использованием обычных инструментов, а плоскостность поверхности может превышать плоскостность, получаемую при других методах штамповки. Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают в себя механические, гидравлические и механические сервоприводы. Обычно прессы связаны с автоматическим податчиком, который пропускает листовой металл через пресс либо в рулонах, либо в виде заготовок.
Механический
Механические прессы используют двигатель, соединенный с механическим маховиком, для передачи и хранения энергии. Их пуансоны могут иметь размер от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно от двадцати до 1500 ударов в минуту, но они, как правило, быстрее, чем гидравлические прессы. Эти прессы бывают самых разных размеров, от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла. Они обычно используются для прогрессивной и трансферной штамповки с большими тиражами.
Гидравлический
Гидравлические прессы используют гидравлическую жидкость под давлением для приложения силы к материалу. Гидравлические поршни вытесняют жидкость с уровнем силы, пропорциональным диаметру головки поршня, что позволяет лучше контролировать величину давления и более стабильное давление, чем механический пресс. Кроме того, они имеют регулируемый ход и скорость и обычно могут обеспечивать полную мощность в любой точке хода. Эти прессы обычно различаются по размеру от двадцати до 10 000 тонн и предлагают размеры хода от 10 мм до 800 мм.
Гидравлические прессы обычно используются для небольших производственных циклов для создания более сложных и глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
Механические сервопрессы используют двигатели большой мощности вместо маховиков. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы. Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Типы штампов
Штамповочный пресс с ЧПУ
Изображение предоставлено: DRN Studio/Shutterstock.com
Матрицы, которые используются в операциях штамповки металлов, могут быть охарактеризованы как однопозиционные или многостанционные.
Однопозиционные штампы включают как составные, так и комбинированные штампы. Составные штампы выполняют более одной операции резки в одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные штампы — это штампы, в которых как режущие, так и нережущие операции выполняются за один ход пресса. Примером может быть матрица, которая производит разрез, а также фланец для данной металлической заготовки.
Многопозиционные штампы включают в себя как прогрессивные штампы, так и передаточные штампы, в которых операции надрезания, пробивки и резки выполняются последовательно с одного и того же набора штампов.
Стальные линейки, также называемые ножевыми штампами, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, спроектирован так, чтобы соответствовать желаемой форме, а в башмаке штампа вырезается прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают установить толщину стальной линейки, которая будет использоваться в режущем лезвии.
Вопросы материалов
Кольца Рашида
Изображение предоставлено Wisconsin Stamping
Выбор используемых металлических штамповочных материалов зависит от желаемых свойств готового изделия. Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.
Обычно металлы сохраняют свою ковкость и пластичность после штамповки. Те, которые используются для точной штамповки, обычно варьируются от мягкой до средней твердости и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготовленных штамповкой, включают:
Драгоценные металлы, такие как серебро, золото и платина
Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
Цветные металлы, такие как бронза, латунь и цинк
Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в операциях штамповки, поскольку их низкое содержание углерода означает, что они являются одними из наименее дорогих доступных вариантов, что приводит к низким затратам на единицу продукции.
При выполнении операций штамповки металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Отделочные операции
Производственные операции после штамповки могут включать удаление заусенцев с штампованного изделия, нарезание резьбы, развертывание и раззенковку. Они позволяют добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков отрезанного материала, оставшихся на заготовке после завершения операции штамповки. Острые кромки могут потребовать шлифовки для удаления заусенцев или, возможно, потребуется отшлифовать их, чтобы получить сглаженную кромку и направить заусенец во внутренний сгиб, где он не вызовет травм и не будет замечен косметически.
Концепции дизайна
Как правило, в штампованных изделиях следует избегать чрезмерно узких выступов, поскольку они могут легче искажаться и влиять на восприятие качества готового изделия.
По возможности конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов. Необходимость создания специальной матрицы для штамповки увеличит первоначальные затраты на инструменты.
Избегание острых внутренних и внешних углов в конструкциях штампованных изделий может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых краев, для удаления которых требуется вторичная обработка. Кроме того, в острых углах существует большая вероятность концентрации напряжений, что может привести к растрескиванию или последующему выходу из строя детали при длительном использовании.
Габаритные размеры готового изделия будут ограничены доступными размерами листов или заготовок из листового металла, и эти ограничения необходимо учитывать для материала, израсходованного в складках на краях или фланцах, а также для любого дополнительного удаления или использования материала. Очень большие продукты могут быть созданы в несколько этапов и механически соединены друг с другом на втором этапе производственного процесса.
При выполнении перфорации учитывайте как направление перфорации, так и размер перфорируемого элемента. Как правило, лучше всего делать штамповку в одном направлении, чтобы все острые края, создаваемые пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и убрать из общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность. Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что перфорированные элементы должны быть как минимум в два раза больше толщины материала.
Для изгибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы более трудны для достижения и могут привести к точкам концентрации напряжения в готовой детали, что впоследствии может вызвать проблемы с качеством продукта.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуски и повторяемость. Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Операции по гибке следует выполнять с осознанием риска деформации материала, так как материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, опять же во избежание накопления концентрации напряжений. Рекомендуется, чтобы длина фланца в три раза превышала толщину заготовки.
Преимущества и недостатки штамповки
Некоторые из преимуществ штамповки включают более низкую стоимость матрицы, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Металлические штампы для штамповки, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла. Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость прессов. Штампы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла на заказ — более длительный подготовительный процесс. Матрицы также бывает трудно заменить, если дизайн необходимо изменить во время производства.
Приложения
Штамповка
используется в различных приложениях, особенно в том, что касается трехмерных рисунков, надписей или других элементов гравировки на поверхности. Такие штампованные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, светотехнической промышленности, телекоммуникационных услуг, военной и оборонной промышленности, аэрокосмической промышленности, производителей медицинского оборудования и компаний, производящих электронику. Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых штампованных элементов, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как те, что используются в основаниях двигателей или фрикционных дисках. Этот процесс используется для производства как деталей для крупного оборудования, так и невероятно детализированных мелких деталей. Штамповка с микроточной точностью позволяет создавать детали диаметром до 0,002 дюйма.
Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла. Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и аэрокосмической отрасли. Электронные штамповки доступны для ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также более дорогие металлы, такие как платина и золото. К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Резюме
В этой статье представлены сведения об операциях штамповки металлов и машинных прессах. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Как предотвратить образование складок во время глубокой вытяжки
Травмы, характерные для металлообработки
Основное сырье, используемое при изготовлении металла
Процессы изготовления нержавеющей стали
Готовые изделия из нержавеющей стали
Производство сварных и бесшовных труб из нержавеющей стали
Металлообработка на токарном станке
Как глубоко вытянуть латунь
История металлического прядения
Алюминиевый профиль в строительстве
Как работают станки для отделки металла
Взрывной гидроформинг
Технология гидроформовки металлов
Применение ротационной штамповки в профилегибочном производстве
Пластик против. Изготовление металла – преимущества и недостатки
Материалы, используемые при профилировании
Гидроформинг в автомобильной промышленности
Процесс экструзии алюминия и его применение
Конструкционные алюминиевые профили
Наплавка нержавеющей сталью
Ведущие компании по производству штамповок глубокой вытяжки в США
О формовке металлов — Краткое руководство
Обзор процессов изготовления металлов
Что такое ковка?
Инструменты и оборудование для ковки металла, а также запасные части
Металлическая отделка – какие виды отделки существуют?
Что такое глубокое рисование? Углубленный взгляд на формирование глубокой вытяжки
Справочник по видам ковки — холодная и горячая ковка
Что такое прецизионная штамповка? Взгляд на машину для штамповки металла
Профилегибочная машина и процесс профилирования
Ведущие компании по производству и обработке металлов в США
Еще от Изготовление и изготовление на заказ
типов металлических штампов для штамповки
Опубликовано Premier Products of Racine на | Комментарии к записи Типы металлических штампов
отключены
Штамповка металла — это производственный процесс холодной штамповки, в котором используются специальные инструменты (например, штампы) и оборудование (например, прессы) для формирования и резки листового металла различных форм и размеров. В начале операции штамповки штамп(ы) устанавливается(ются) внутри пресса(ов), которые обеспечивают усилие, необходимое для превращения материала в желаемый компонент. Хотя штампы для штамповки могут варьироваться от проекта к проекту в зависимости от детали и производственных потребностей, их можно разделить на две основные группы: штампы с одной станцией и штампы с несколькими станциями. Ниже мы более подробно рассмотрим уникальные характеристики каждого типа металлических штампов для штамповки.
Многопозиционные штампы для штамповки
Штамповочные штампы с несколькими станциями используются в операциях штамповки, в которых деталь изготавливается путем перемещения материала через различные станции. Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера.
Типы многопозиционных штампов
Двумя основными типами многопозиционных штампов для тиснения являются штампы для прогрессивного тиснения и штампы для трансферного тиснения.
Матрицы для прогрессивной штамповки
В операциях прогрессивной штамповки каждая станция матрицы выполняет определенную задачу внутри пресса. После выполнения задачи заготовка автоматически перемещается на следующую станцию. Этот процесс постепенно формирует и режет материал, пока он не превратится в желаемый компонент. На последней стадии деталь отделяется от большего куска материала.
Штамповочные штампы для переноса
Процесс штамповки с переносом очень похож на процесс прогрессивной штамповки; Компоненты изготавливаются путем пропускания заготовки через ряд последовательных станций внутри одной матрицы. Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.
Типичные области применения многопозиционных штамповочных штампов
Как прогрессивные штампы, так и трансферные штампы широко используются для штамповки. Однако, учитывая разницу в их процессах, они используются для разных типов проектов. Штамповочные штампы с прогрессивным тиснением лучше подходят для небольших и простых компонентов, в то время как штампы для трансферного тиснения лучше подходят для крупных и сложных компонентов (например, рам, корпусов, труб и других структурных компонентов и систем). Первые матрицы также обычно используются для деталей, требующих одновременного выполнения нескольких операций формования и/или резки, в то время как вторые матрицы часто используются для деталей, которые необходимо перемещать между несколькими прессами.
Однопозиционные штампы для штамповки
Штамповочные штампы с одной станцией — также называемые одностадийными или однооперационными штампами — используются в операциях штамповки, в которых создается один элемент или выполняется одна операция на каждом штамповочном прессе. Если для производства готового компонента требуется несколько элементов и/или операций, заготовку необходимо перемещать от пресса к прессу до тех пор, пока она не будет завершена, что может занять много времени. Вот почему эти штампы обычно используются для простых деталей и изделий, а также для мелкосерийного производства.
Типы штампов с одной станцией
Одними из наиболее часто используемых штампов с одной станцией являются простые штампы, составные штампы и комбинированные штампы.
Простые штампы для штамповки
Штамповочные штампы простые предназначены для выполнения одной операции за ход пресса. Они идеально подходят для базовых работ, таких как вырубка или пробивка, но не подходят для более крупных задач.
Составные штампы для штамповки
Штамповочные штампы
предназначены для выполнения нескольких операций за ход пресса. Они лучше подходят для сложных или ответственных работ, чем простые штампы для штамповки, поскольку они могут выполнять работу быстрее. Однако, несмотря на то, что они могут выполнять операции резки (например, вырубки и пробивки), они не идеальны для операций формовки (например, гибки).
Комбинированные штампы для штамповки
Комбинированные штампы аналогичны составным штампам. Они могут выполнять несколько операций за ход пресса. Однако они подходят как для резки, так и для формовки, то есть их можно использовать для вырубки, пробивки, гибки и формовки.
Типичные области применения штамповочных штампов с одной станцией
Матрицы с одной станцией могут использоваться для различных операций штамповки, в том числе:
Вырубка: Этот процесс штамповки включает в себя вырезание детали из листового материала. Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
Пробивка: Этот процесс штамповки аналогичен вырубке. Основное различие между процессами заключается в том, что вырезанная деталь является ломом, а материал, из которого вырезана деталь, является искомым компонентом.
Чертеж: В этом процессе штамповки на листовой металл воздействуют сжимающие и растягивающие силы, которые втягивают его в штамп и/или в него, что приводит к получению полого компонента.
Узнайте больше о штампах для штамповки металла от Premier Products of Racine
Хотите получить дополнительную информацию о различных типах металлических штампов? Спросите экспертов Premier Products of Racine. Обладая обширным опытом штамповки металла на заказ, мы можем ответить на любые вопросы и решить любые проблемы, которые могут возникнуть у вас по поводу этих компонентов. Кроме того, если вам нужен партнер для вашего следующего проекта по штамповке металла, мы вам поможем.
технология, виды и средства защиты труб и трубопроводов от коррозии
Содержание
Электрохимическая защита
Катодная защита
Протекторная защита
Анодная защита
Электродренажная защита
Трубопроводные магистрали сегодня являются наиболее распространенным средством для осуществления доставки носителей энергии. К сожалению, у них есть существенный недостаток – они подвержены образованию ржавчины. Чтобы избежать появления коррозии на магистральных трубопроводах, выполняют катодную защиту. В чем же заключается ее принцип действия?
В наши дни существует много способов защиты водопроводов от коррозии. Суть их проста: металл, из которого изготовлены трубы, вступает в реакцию с определенными растворами и веществами. Результатом процесса становится образование небольшой защитной пенки.
Специалистами выделяются следующие методы защиты трубопроводов от коррозии:
Электрохимическая защита
Достаточно результативный способ защиты металлоконструкций от электрохимической коррозии. Иногда воссоздать лакокрасочную оболочку или защитное оберточное покрытие просто невозможно. Вот в таких случаях и уместно применение электрохимической защиты.
Восстановление покрытия трубопровода, расположенного под землей, или днища морского судна – процесс достаточно трудоемкий и дорогой, а в некоторых случаях и невозможный. Благодаря электрохимической защите изделие будет надежно защищено от коррозии: покрытия подземных трубопроводов, днищ судов, всевозможных резервуаров не будут разрушаться.
Используется метод в ситуациях, когда потенциал свободной коррозии пребывает в области усиленного распада основного металла или перепассивации. То есть, когда металлоконструкция интенсивно разрушается.
При электрохимической защите к изделию из металла подключают постоянный электрический ток. Благодаря ему на поверхности металлической конструкции образуется катодная поляризация электродов микрогальванических пар и анодные области становятся катодными. А вследствие негативного влияния коррозии разрушается не металл, а анод.
Электрохимическая защита может быть анодной или катодной: это будет зависеть от того, в какую сторону сдвинется потенциал металла (в положительную или в отрицательную).
Катодная защита
Метод, достаточно часто используемый для защиты металлоконструкций от коррозии. Применяется в тех случаях, когда металл не имеет склонности к пассивации. Суть метода проста: к изделию подается внешний электроток от отрицательного полюса, который обеспечивает поляризацию катодных участков коррозионных составляющих и поднимает значение потенциала до анодных. После прикрепления положительного полюса источника тока к аноду коррозия защищаемого изделия становится почти нулевой.
Анод требует периодической замены, так как со временем происходит его разрушение.
Способы катодной защиты: поляризация от внешнего источника электротока, торможение развития катодного процесса, связь с металлом, имеющим более электроотрицательный потенциал свободной коррозии в определенной среде (протекторная защита).
С помощью поляризации от внешнего источника электротока защищают конструкции, находящиеся в почве и в воде, цинк, олово, алюминий и его сплавы, титан, медь и ее сплавы, свинец, высокохромистые, углеродистые, низколегированные и высоколегированные стали.
Роль внешнего источника электротока выполняют станции катодной защиты. Их главные составляющие — выпрямитель, токоподвод к защищаемому объекту, анодные заземлители, электрод сравнения и анодный кабель.
Катодная защита может быть использована в качестве самостоятельного или дополнительного способа коррозионной защиты.
Основной показатель результативности метода – защитный потенциал. Защитным называют тот потенциал, при котором быстрота коррозионного процесса металлического изделия становится минимальной.
Однако катодная защита обладает определенными недостатками. Один из них – опасность перезащиты. Такой эффект может наблюдаться в случае большого смещения потенциала защищаемого изделия в отрицательную сторону. Вследствие этого разрушаются защитные оболочки, начинается водородное охрупчивание металла, коррозионное растрескивание.
Протекторная защита
Вид катодной защиты, в процессе которого к защищаемому объекту подсоединяют металл с более высоким электроотрицательным потенциалом. При этом разрушается не металлоконструкция, а протектор. Через определенный промежуток времени протектор корродирует и его потребуется заменить на новый.
Эффект от протекторной защиты будет заметен только в том случае, если переходное сопротивление между протектором и окружающей средой незначительно.
У каждого протектора есть свой радиус защитного действия – предельно возможное расстояние, на которое можно удалить протектор без утраты защитного эффекта. Протекторную защиту применяют, когда ток к объекту подвести трудно, дорого или просто невозможно.
С помощью протекторов защищают объекты, находящиеся в нейтральных средах (море, реке, воздухе, почве и т. д.).
Материалом для изготовления протекторов служит магний, цинк, железо, алюминий. Металлы в чистом виде не смогут стать эффективной защитой для конструкций, поэтому, изготавливая протекторы, их дополнительно легируют.
Для изготовления железных протекторов используют углеродистые стали или чистое железо.
Анодная защита
Используется для титановых конструкций, объектов из низколегированных нержавеющих, углеродистых сталей, железистых высоколегированных сплавов, разнородных пассивирующихся металлов. Метод применяют в хорошо электропроводной коррозионной среде.
При анодной защите происходит сдвиг потенциала защищаемого металла в более положительную сторону. Смещение будет длиться до тех пор, пока не достигнется инертное устойчивое состояние системы. К преимуществам анодной электрохимической защиты можно отнести не только существенное торможение скорости коррозии, но и то, что продукты коррозии не оказываются в производимом продукте и среде.
Существует несколько способов реализации анодной защиты: можно сдвинуть потенциал в положительную сторону с помощью источника внешнего электротока или ввести в коррозионную среду окислители, которые способны повысить эффективность катодного процесса на металлической поверхности.
Анодная защита с применением окислителей по защитному механизму имеет много общего с анодной поляризацией.
При использовании пассивирующих ингибиторов с окисляющими характеристиками (бихроматов, нитратов и т.д.), защищаемая металлическая поверхность под воздействием возникшего тока становится пассивной. Однако эти вещества способны сильно загрязнять технологическую среду.
Если ввести в сплав добавки, реакция восстановления деполяризаторов, которая происходит на катоде, пройдет не с таким большим перенапряжением, как на защищаемом металле.
При прохождении электротока через защищаемую конструкцию потенциал сдвигается в положительную сторону.
В состав установки для анодной электрохимической защиты входит источник внешнего электротока, электрод сравнения, катод и защищаемая конструкция.
Для эффективности метода в той или иной среде используют легкопассивируемые металлы и сплавы. Кроме этого требуется высокое качество выполнения соединительных элементов и постоянное нахождение электрода сравнения и катода в растворе.
Подход к проектированию схемы расположения катодов должен быть индивидуальным для каждого случая.
Электрохимическую анодную защиту нержавеющих сталей используют для хранилищ серной кислоты, аммиачных растворов, минеральных удобрений, различных сборников, цистерн, мерников.
Анодную защиту используют, чтобы предотвратить коррозию ванн химического никелирования и теплообменных установок в изготовлении искусственного волокна и серной кислоты.
Электродренажная защита
Это способ защиты трубопроводов от разрушения с помощью блуждающих токов. Метод предусматривает их дренаж (отвод) с защищаемой конструкции на источник блуждающих токов или специальное заземление.
Дренаж бывает прямым, поляризованным и усиленным. Прямой электрический дренаж — это дренажное устройство, имеющее двустороннюю проводимость. При величине тока, превышающей допустимую величину, выйдет из строя плавкий предохранитель. Электрический ток пойдет по обмотке реле, оно включится, после чего произойдет включение звука или света.
Прямой электрический дренаж используют для тех трубопроводов, чей потенциал всегда выше потенциала рельсовой сети, служащей для отвода блуждающих токов. Иначе отвод станет каналом для натекания блуждающих токов на трубопровод.
Поляризованный электрический дренаж является дренажным устройством, имеющим одностороннюю проходимость. Отличие поляризованного дренажа от прямого заключается в присутствии у первого элемента односторонней проводимости ВЭ. В случае поляризованного дренажа ток течет только в одном направлении — от трубопровода к рельсу. Это не позволяет блуждающим токам натекать на трубопровод по дренажному проводу.
Усиленный дренаж используется тогда, когда требуется не только отвести блуждающие токи с трубопровода, но и создать на нем определенную величину защитного потенциала. Усиленный дренаж – это обычная катодная станция. Ее отрицательный полюс подсоединяют к защищаемой конструкции, а положительный — к рельсам электрифицированного транспорта, а не к анодному заземлению.
Как только трубопровод введут в эксплуатацию, регулируют работу системы его защиты от коррозии. Если возникает необходимость, осуществляют подключение станций катодной и дренажной защиты и протекторных установок.
Использование какой-либо из технологий защиты промысловых, стальных и прочих видов трубопроводов от коррозии – обязательная составляющая их эксплуатации. Все методы антикоррозийной защиты требуется реализовывать в строгом соответствии с ГОСТом.
Блог об ингибиторах коррозии
Блог об ингибиторах коррозии
Защита меди от коррозии
Защита меди от коррозии
Защита меди от коррозии. Несколько лет назад для защиты меди использовалось консервационное масло. Его недостаток в том, что перед использованием оборудования нужно было проводить предварительную подготовку…
Подробнее
Просмотров: 972
Антикоррозийная защита оборудования
Антикоррозийная защита оборудования
Некоторые методы антикоррозийной защиты оборудования довольно трудоёмкие и затратные. Они применяются только в особых случаях, когда другие…
Подробнее
Просмотров: 677
Консервация емкостного оборудования
Консервация емкостного оборудования
Консервация емкостного оборудования – комплекс мероприятий, направленных на защиту металлических изделий от коррозии…
Подробнее
Просмотров: 2153
Защитные покрытия от коррозии
Защитные покрытия от коррозии
Наше предприятие выпускает 4 вида антикоррозийной защиты. Они отличаются по способу использования ингибиторов, надежно защищающих поверхности металлических деталей от контакта с воздухом…
Подробнее
Просмотров: 1195
Консервация технологического оборудования
Консервация технологического оборудования
Все материалы для консервации соответствуют ГОСТ 9.014-78 и имеют необходимы протоколы испытания и отзывы предприятий…
Подробнее
Просмотров: 928
Консервация котлов водным раствором
Консервация котлов водным раствором
Длительное прекращение работы котельного оборудования может стать причиной появления ржавчины на внутренних поверхностях котловых труб, барабанов, коллекторов, теплообменников и экономайзеров…
Подробнее
Просмотров: 784
Консервация металла от коррозии
Консервация металла от коррозии
Консервация металла от коррозии происходит при помощи механических и химических воздействий на поверхность изделий…
Подробнее
Просмотров: 1891
Антикоррозийная пленка
Антикоррозийная пленка
Достоинство полимерной термоусадочной плёнки в том, что она выполняет двойную защитную функцию: изолирует металлоконструкции от влияния. ..
Подробнее
Просмотров: 1018
Комплексная защита от коррозии
Комплексная защита от коррозии
В зависимости от условий хранения и перевозки следует тщательно подбирать ингибирующие
составы для обеспечения комплексной защиты от коррозии объектов…
Подробнее
Просмотров: 642
Ингибиторы коррозии металлов — ищем решение
Ингибиторы коррозии металлов — ищем решение
Такие ингибиторы, также, имеют влияние на кинетику электродных реакций. К этому виду можно отнести китоны, нитриты, бензоаты, соли слабых органических и неорганических кислот…
Подробнее
Просмотров: 1323
Ингибитор коррозии купить — какой, как и где?
Ингибитор коррозии купить — какой, как и где?
Небольшие затраты, необходимые для того, чтобы ингибитор коррозии купить, многократно компенсируются при успешной транспортировке металла морским путем или в открытых полувагонах…
Подробнее
Просмотров: 871
Ингибиторная пленка или ингибированная
Ингибиторная пленка или ингибированная
Ингибиторная пленка содержит полимеры и комплексные ингибиторы коррозии ЛИК. Метод изготовления основан на экструзии полимерной основы, которая обеспечивает связь всех компонентов…
Подробнее
Просмотров: 2129
Информация
Закажите звонок
Отправляя заявку вы автоматически соглашаетесь с политикой конфиденциальности сайта
Закажите прайс-лист
Отправляя заявку вы автоматически соглашаетесь с политикой конфиденциальности сайта
Закажите тренинг
Отправляя заявку вы автоматически соглашаетесь с политикой конфиденциальности сайта
Название заказа
Описание заказа
Отправляя заявку вы автоматически соглашаетесь с политикой конфиденциальности сайта
Авторизация
Просмотр изображения
4 совета по защите от коррозии — ноу-хау Grainger
Документ
без названия Коррозия — это ухудшение свойств металлов из-за окисления, чаще всего проявляющееся в виде ржавчины. Понимание условий окружающей среды, которые могут привести к коррозии металла, является ключом к предотвращению.
Как возникает коррозия
Чтобы металл подвергался коррозии, должны присутствовать три элемента: влага, металл и акцептор электронов, такой как кислород. При контакте влаги с железом сразу же начинается химическая реакция, которая быстро окисляет железо, превращая железо в окись железа (химическое название ржавчины). Хотя железо является наиболее реакционноспособным металлом и, следовательно, подвергается коррозии быстрее большинства металлов, все металлы подвержены окислению.
Предотвращение коррозии
Для предотвращения коррозии необходимо удалить один из компонентов, самым простым из которых является металлическая поверхность. Покрытие металла краской или эмалью предохраняет металл от воздействия кислорода, тем самым предотвращая коррозию.
Гальванизация, согласно Американской ассоциации гальванистов, представляет собой процесс, при котором металл, такой как железо, покрывается другим металлом, например, расплавленным цинком. Это покрытие, часто называемое жертвенным металлом , защищает основной металл от факторов, вызывающих коррозию. Вместо этого жертвенный металл подвергается коррозии, оставляя незащищенный металл нетронутым. Гальваническое средство должно сохраняться в течение длительного времени, если оно сделано правильно; однако в конечном итоге он подвергается коррозии, оставляя исходный металл снова открытым и нуждающимся в свежем гальваническом покрытии.
Защита от коррозии на вашем предприятии
Многие инструменты и машины в вашем магазине или на предприятии изготовлены из металла и подвержены коррозии. Несколько небольших изменений могут помочь снизить вероятность коррозии в вашем магазине, тем самым сохранив ваше оборудование и помогая вашей организации сэкономить деньги.
1. Запечатайте свои инструменты
Хранение инструментов в запечатанном ящике для инструментов защитит их от влаги на полу вашего предприятия. Также попробуйте добавить в ящик для инструментов влагопоглотитель, например мел или влагопоглотитель, чтобы грудная клетка оставалась как можно более сухой.
2. Осушение
Влажная среда повышает влажность воздуха и может подвергать ваши инструменты воздействию коррозионно-активных элементов.
Если в вашем магазине влажно, попробуйте установить осушитель , чтобы создать среду, менее благоприятную для ржавчины. Это особенно полезно, если у вас есть большое металлическое оборудование, которое нельзя переместить или запечатать.
3. Используйте ингибитор коррозии
Гальванизация стала проще благодаря наличию ингибиторов холодной коррозии. Он наносится как краска, но имеет ту же защиту, что и горячее цинкование, выполняемое на оцинкованных изделиях перед тем, как они покинут заводы-изготовители.
4. Поддерживайте чистоту
Избыток пыли может ускорить процесс коррозии на вашем предприятии. Это потому, что пыль поглощает воду. Частицы пыли, которые оседают на вашем оборудовании, провоцируют попадание воды на их металлические поверхности и ускоряют коррозию. Обязательно регулярно чистите металлическое оборудование, чтобы предотвратить коррозию, активируемую пылью.
Коррозия — неизбежная истина для любого, кто использует металл. Но знание того, как это происходит, является ключом к эффективному вмешательству в ржавчину. Открытые поверхности уязвимы, поэтому обработайте их, если можете. Сокращение или устранение воды и влаги значительно сдерживает коррозию и помогает замедлить ее до управляемого, предотвратимого темпа.
Получите дополнительные советы по поводу ваших инструментов и оборудования здесь.
Что такое коррозия и как защититься от нее
Каждый год коррозия машин, зданий и оборудования обходится американской промышленности примерно в 7 миллиардов долларов. Коррозия является дорогостоящей проблемой. Но, поняв его первопричины, можно предпринять эффективные шаги для его предотвращения и борьбы с ним.
Существует несколько видов затрат на коррозию, которые должны учитывать заводчане:
• Прямая потеря или повреждение металлических конструкций из-за коррозии. Примером может служить резервуар для горячей воды, который подвергся коррозии и должен быть утилизирован.
• Затраты на техническое обслуживание, связанные с коррозией. В эту область попадает любая металлическая поверхность, которую необходимо красить каждые несколько лет для борьбы с коррозией.
• Косвенные потери в результате коррозии. Эти потери могут быть результатом утечек и пожаров. Взрывы, связанные с утечкой, перебоями в подаче электроэнергии, остановкой оборудования и потерями рабочей силы, также косвенно являются результатом коррозии.
Первый шаг к управлению этими затратами требует понимания того, что такое коррозия и что ее вызывает.
Что такое ржавчина?
При коррозии железа или стали образуется оксид железа, или то, что мы называем ржавчиной. Сталь в основном состоит из железной руды. В своем естественном состоянии железная руда очень похожа на ржавчину: темно-красная и мелкозернистая, с тенденцией удерживать влагу.
Железная руда является стабильным веществом, пока она не будет преобразована в железо или сталь, естественно более слабые элементы. Когда сталь подвергается воздействию влаги и кислорода, она сразу же начинает возвращаться к своему естественному состоянию. Несмотря на принятые защитные меры, большая часть стали, произведенной в этом столетии, уже проржавела до состояния оксида, своего естественного состояния.
Для существования коррозии необходимы три элемента: защищенный металл, корродированный металл и проводящая ток среда между ними. Когда два разнородных металла соприкасаются, один из них становится защищенным металлом, а другой корродирующим. Операторы установки могут распознавать условия окружающей среды, способствующие коррозии.
Например:
• Если на стальной трубе используются оцинкованные фитинги, оцинкованные (цинковые) фитинги подвергаются коррозии, а сталь остается защищенной.
• Сталь или другие металлы под нагрузкой подвергаются коррозии, в то время как ненагруженная сталь защищена от коррозии. Вот почему вы видите ржавчину на стали.
• Свежеобрезанная сталь быстрее подвергается коррозии. Резьба, нарезанная на трубе, всегда ржавеет первой.
Даже если кусок стали не соприкасается с другим металлом, ни под напряжением, ни в свежем состоянии, он будет ржаветь под воздействием погодных условий. Это связано с тем, что сталь не совсем однородна по составу — в одном куске стали могут возникать небольшие вариации плотности и состава, что приводит к коррозии.
Третьим компонентом, необходимым для коррозии стали, является электролит. Обычно это жидкость или водосодержащее вещество, которое проводит ток коррозии от защищаемого металла к корродированному металлу. Наиболее распространенным токопроводящим веществом является вода. Дождь, роса, влажность воздуха и т. д. — все это служит эффективными электрическими проводниками. Сталь очень медленно подвергается коррозии в пустынном климате, где влажность низкая, а осадки редки. В районах с высокой влажностью и частыми дождями защита стали имеет решающее значение. Операторы установок узнают некоторые из следующих сред, в которых электрический ток ускоряет процесс коррозии:
• Добавление соли в воду значительно увеличивает ее способность проводить ток. Таким образом, сталь, подвергающаяся воздействию морской воды или соляного тумана, будет корродировать быстрее, чем сталь в пресной воде. Атмосферная коррозия больше проявляется в районах вблизи океанов из-за воздействия соленого воздуха. Концентрированные солевые растворы, например, используемые в пищевой промышленности, вызывают сильную коррозию.
• Промышленные дымы и пары содержат кислоты, щелочи и другие химические вещества, которые служат проводниками тока. Следовательно, атмосферная коррозия в промышленных районах более выражена, чем в сельской местности.
• Почва, глина и земляные материалы также являются хорошими проводниками электричества. Трубопроводы и другая сталь, зарытая в землю, будут подвержены коррозии, если не будут защищены. Точно так же, как почвы значительно различаются по составу, они также различаются по своей электропроводности: одни почвы вызывают более сильную коррозию, чем другие.
Защита от коррозии
Чтобы сделать использование стали и других металлов практичным в строительстве и производстве, необходимо применять некоторые методы защиты от коррозии. В противном случае срок службы стали и других металлов будет ограничен, что приведет к снижению эффективности и увеличению стоимости обслуживания. Существует несколько эффективных способов остановить коррозию:
1. Впечатанный ток. С помощью подходящего токогенерирующего оборудования и средств управления можно воспроизвести ток, равный по силе корродирующему току, но текущий в противоположном направлении. Этот тип защиты обычно ограничивается трубопроводами, заглубленными резервуарами и т. д. и требует тщательного проектирования и компоновки. При неправильном использовании подаваемый ток может способствовать коррозии.
2. Жертвенные металлы. Сталь можно защитить, поместив рядом с другим металлом. Например, если цинк или магний находятся в непосредственном контакте со сталью, они защищают сталь от коррозии. Здесь цинк и магний служат жертвенными металлами, которые не только защищают область непосредственного контакта, но и защищают за пределами металла в каждом направлении. Защита от ржавчины жертвенными металлами обычно используется в нескольких формах:
• Цинковые или магниевые блоки часто используются для защиты корпусов кораблей, внутренней части резервуаров для воды и других поверхностей, находящихся под водой.
• Часто производится полное покрытие стали защитным металлом. Оцинкованная сталь, например, это сталь, покрытая цинком. Цинк является жертвенным и защитит базовую сталь.
• Покрытия с высоким содержанием цинка могут быть нанесены на стальную поверхность для обеспечения катодной защиты. Покрытия с высоким содержанием цинка состоят из 85-95% металлического цинка в подходящем связующем. Частицы цинка, нанесенные при окраске, защищают сталь.
3. Грунтовки. Грунтовки и готовые покрытия защищают металлические поверхности, создавая барьер между сталью и корродирующими элементами. Они также предотвращают попадание влаги на поверхность стали. Покрывающая пленка защищает нижележащие металлические подложки тремя способами:
• Покрытия могут замедлять скорость диффузии воды и кислорода из окружающей среды к поверхности металла. Это замедляет процесс коррозии.
• Пленка краски может замедлить скорость диффузии продуктов коррозии с поверхности металла через пленку краски. Это также замедляет процесс коррозии.
• Антикоррозийные пигменты, содержащиеся в качественных грунтовках, изменяют поверхностные свойства основного металла. В результате металл приобретает высокое электрическое сопротивление. Различные пигменты осуществляют эту реакцию по-разному. Грунтовки поглощают и связывают влагу, чтобы она не вступала в реакцию со сталью.
Как выбрать антикоррозионное покрытие
Принимая во внимание следующие критерии, можно определить наиболее эффективный тип антикоррозионного покрытия, необходимого для конкретного проекта.
Качество покрытия/нанесение — Какой уровень антикоррозионной краски необходим? Насколько важно, чтобы краска была устойчивой к выцветанию и/или истиранию? Как часто вы планируете перекрашивать? Есть ли предпочтение нанесения: кисть/валик или распыление?
Эстетика — Какие материалы будут покрыты? Насколько важно, чтобы лакокрасочное покрытие выглядело привлекательно? Важно ли сохранение цвета?
Цена — Как правило, более качественная краска увеличивает цену. Учитываются ли заявки на подкраску при оценке затрат на техническое обслуживание? Какова стоимость выбранной краски? Как часто его нужно будет перекрашивать?
Экологические нормы — Каковы местные экологические нормы для красок и покрытий? Соответствует ли краска этим стандартам? Как процесс покраски повлияет на окружающую среду? С июня 2002 года правительство США введет в действие правила, направленные на снижение количества загрязняющих веществ в краске для повышения защиты окружающей среды. Новые пределы содержания летучих органических соединений (ЛОС) упадут до 450 граммов на литр краски. В Калифорнии, Аризоне, Нью-Йорке и Нью-Джерси последуют более жесткие ограничения, сводящие к минимуму объемы твердых веществ до уровня 340 граммов на литр.
Покрытия
Существует три основных типа покрытий, используемых при ремонтной окраске. В зависимости от качества, цены, применения и эстетических требований операторы установки могут выбрать подходящее покрытие из следующих:
• Алкидные эмали — Алкидные эмали предназначены для внутренних и наружных поверхностей в умеренных и тяжелых условиях. Это покрытие обеспечивает надежную коррозионную стойкость на срок до 3-5 лет. Алкидные эмали обеспечивают глянцевый цвет, устойчивы к выцветанию, могут наноситься кистью, валиком или распылителем. • Эпоксидные покрытия — Эпоксидные покрытия используются для внутренних или наружных поверхностей в промышленных условиях, где сохранение цвета и блеск не важны. Качество покрытия будет лучше, чем у алкидной эмали, так как оно выдерживает суровые промышленные условия. Эпоксидные покрытия лучше всего наносить распылением, но также можно использовать кисти и валики.
• Полиуретановые покрытия — Полиуретановое покрытие является самой качественной краской из всех трех вариантов. Он выдерживает самые суровые условия и может прослужить до 10 лет. Он обеспечивает сильное сохранение цвета и блеска и устойчив к истиранию. Полиуретановые покрытия наносятся методом напыления.
Заключение
Краски работают, потому что они замедляют коррозию, уменьшая скорость тока в процессе электрохимической коррозии.
Электрическая дрель — это самый лучший помощник при ремонтных работах. С ее помощью можно быстро просверлить отверстия в бетоне или кирпичной кладке, перемешать загустевшую краску или замешать раствор. При шлифовальных работах многие домашние умельцы применяют различные насадки, в том числе и щетки для дрели.
Содержание
1 Шлифовальные насадки
2 Щетки из металла
2.1 Чашечная
2.2 Коническая
2.3 Дисковая
2.4 Корщетка
3 Классы жесткости
4 Почему искрит двигатель
Шлифовальные насадки
Электрическая дрель — это универсальный инструмент, а большой ассортимент различных насадок позволяет использовать ее в разных целях:
полировать металлические, деревянные поверхности, стекло или лакокрасочные покрытия;
зачищать металл от окалины или ржавчины, старой краски или грунтовки;
шлифовка деревянных и металлических поверхностей;
убирать наплывы на бетоне при заливке полов.
Перечислять можно довольно долго, стоит отметить, что щетки для зачистки востребованы повсеместно в различных областях производственной деятельности человека. В отдельных случаях применение электрической дрели с различными насадками не имеет альтернативы.
Шлифовальные насадки на дрель выглядят так же, как специальные блоки для шлифовальных машинок, только вместо резьбового соединения у них используется штырь, чтобы закрепить в патроне инструмента. Модификации их весьма разнообразны: в виде чашки или тарелки, торцевые, барабанные, мягкие из нейлона или жесткие на абразивной основе, по форме напоминающие диски или веер. Применяют их в зависимости от мощности инструмента и навыков, которыми обладает работающий.
Многие домашние умельцы изобретают дополнительные приспособления, чтобы закрепить дрель в нужном положении — это сильно облегчает процесс обработки разных деталей, особенного малого размера.
Щетки из металла
Металлическая щетка, используемая как насадка для электрических дрелей, имеет несколько разновидностей, поэтому мы подробно расскажем о каждой.
Чашечная
Щетка чашечная для дрели применяется в особо трудоемких работах, чтобы очистить поверхность от разных загрязнений: сварочные окалины, следы коррозии, капли бетона, раствора или шлака. Их используют, чтобы подготовить поверхности для окрашивания или нанесения лака, грубой обработки железных заготовок.
Отлично обрабатывают значительные площади плоских стальных изделий на высокой скорости вращения. Они характеризуются такими техническими параметрами:
диаметр — 6,5—15,0 см;
коническая или торцевая форма;
если применяется резьба, то только м10 и м14.
Совет! Довольно часто шлифовальные работы по металлу проводят на разных скоростях, при этом используют инструмент с регулировкой оборотов.
Такой метод позволяет более качественно обработать поверхность заготовки. Чашку выбирают конической формы, с прессованной в нее щетиной из довольно жесткой стальной проволоки, для лучшей обработки применяют щетки с различной длиной ворса. Для полировки дерева используется нейлоновая щетка аналогичной конструкции. Вначале с помощью щеток с не слишком жесткой проволокой взлохмачивают древесину, чтобы выделить ее структуру, а затем на самых быстрых оборотах полируют насадкой поверхность.
Коническая
Конического вида щетка применяется, как насадка для дрели, и используется в местах, куда трудно добраться, чтобы провести зачистку. За счет своеобразной конструкции она легко проникает в такие места, выполняя задачи, которые не по силам другим видам аналогичных насадок.
Дисковая
Щетка дисковая для дрели (их часто называют круговыми или овальными) используется как насадка для дрели, предназначенная для работы в особо труднодоступных местах для обработки больших участков поверхностей во время ремонта или строительства.
Основным компонентом шлифовки являются скрученные стальные нити, область применения — обработка сварочных соединений (швов и стыков). Качественное полирование придает всем деталям товарный вид. Щетки отличаются весьма высокой жесткостью и запасом прочности, длительностью активной эксплуатации.
Основные технические показатели:
диаметр: 11,5—20 см;
длина стального ворса — 7 см, диаметр отдельных нитей от 0,3 до 0,5 мм;
толщина одного свитого жгута — 6—20 мм;
резьба: м10, м14;
рекомендованная скорость вращения при обработке — 12,5 тыс. об/м.
Для дрелей щетки по металлу изготавливают по специальной технологии — ворс заливается расплавленным пластиком, что значительно увеличивает прочность изделия и его назначенный ресурс эксплуатации.
В промышленности эти изделия иногда называются, как щетка крацовка, и используют их для дрели или болгарки.
Корщетка
Еще одно довольно специфическое название для такого вида насадок — корщетка для дрели. Корщетка для пневматической промышленной дрели используется для зачистки различных деталей от ржавчины, налетов флюса или во время полировки изделий для придания им товарного вида. Хвостовик 6 см длиной жестко закрепляется в патроне инструмента, нейлоновая основа отлично полирует тонкий стальной лист, не допуская при этом его повреждений за счет своей мягкости.
Такие корщетки для дрели используются при производстве алюминиевых радиаторов для машин марки Ланос, Daewoo Matiz и некоторых других марок.
Одним из отечественных поставщиков таких насадок является завод механизированного инструмента из города Конаково, Тверской области. Предприятие имеет почти полувековой опыт производства ручного электрического и пневматического инструмента для промышленного использования.
К сведению пользователей: для зачистки различных поверхностей от окалины, флюса и прочих налетов на производстве применяются пневматические дрели, что позволяет существенно экономить электроэнергию.
Конаковской продукцией снабжаются многие промышленные предприятия России.
Классы жесткости
Технология производства щеток для обработки разных поверхностей предусматривает различные методики и материалы для изготовления ворса:
стальная проволока, свитая в жгуты;
металлическая нить с покрытием из латуни;
витая или гофрированная поверхность;
ворс, залитый полимерным составом;
нержавеющие составляющие.
Основная проволока имеет сечение не выше 0,5 мм. Более толстого диаметра применяется только для первичной обработки, «гофра» и проволока из латуни — для финишных работ.
Почему искрит двигатель
Графитовые щетки стоят на любом электрическом двигателе. При вращении ротора электрического двигателя, угольные щетки скользят по коллектору якоря, то образуя устойчивый контакт с пластинами, то разрывая его. Нормальная работа этих элементов как раз и подразумевает устойчивое искрение — значит, работа двигателя осуществляется без проблем. От постоянного трения эти маленькие устройства стираются и подлежат замене. Отходами такого трения является графитовая пыль, которая может осесть на коллекторе — вот почему иногда сильно искрят щетки.
Устранить причины негативного воздействия пыли на якорь можно продувкой внутренней части электродвигателя. Сильное искрение — сигнал о том, что щетки занимают неправильное положение в пазах и стираются сильнее, чем обычно.Необходимо разобрать дрель, добраться до щеточного узла, где установлены щетки, вытащить их из специальных пазов и проверить визуально состояние трущейся поверхностей — оно должно быть блестящим и иметь полусферическое углубление на торце.
Если щетка стерлась до минимально допустимого значения, когда от трения ее может заклинить в пазу, то необходимо срочно заменить такую деталь на новую. Конструкция щеток довольно проста: графитовое основание, из которого выходит контактная проводка, на конце установлены специальные устройства из цветного металла. Во время работы они передвигаются в специальном углублении. Хлопот с ними немного — поменял стершуюся деталь на новую щетку, и дрель опять работает в прежнем режиме.
Металлические щетки для дрели в категории «Инструмент»
Щетка для дрели, 75 мм, «чашка» со шпилькой, крученая металлическая проволока MTX 744709
На складе
Доставка по Украине
96 грн
89.28 грн
Купить
Интернет-магазин инструментов «R-Tools»
Щетка чашка со шпилькой для дрели Matrix 65 мм витая металлическая проволока TR, КОД: 7525981
Доставка по Украине
120 грн
101.98 грн
Купить
Интернет-каталог скидок «TRIVIA»
Щетка чашка со шпилькой для дрели Matrix 30 мм витая металлическая проволока ZK, КОД: 7525972
Доставка по Украине
105 грн
89.23 грн
Купить
Интернет-каталог скидок Zakazov
Щетка чашка со шпилькой для дрели Matrix 65 мм витая металлическая проволока KB, КОД: 7525981
Доставка по Украине
120 грн
101.98 грн
Купить
Интернет-каталог скидок «BAGSPACE»
Щетка чашка со шпилькой для дрели Matrix 30 мм витая металлическая проволока KB, КОД: 7525972
Доставка по Украине
105 грн
89. 23 грн
Купить
Интернет-каталог скидок «BAGSPACE»
Щетка чашка со шпилькой для дрели Matrix 65 мм витая металлическая проволока EV, КОД: 7525981
Доставка по Украине
120 грн
101.98 грн
Купить
Эврика! Здесь найдется всё!
Щетка чашка со шпилькой для дрели Matrix 65 мм витая металлическая проволока SM, КОД: 7525981
Доставка по Украине
120 грн
101.98 грн
Купить
Интернет-магазин «КЕН»
Щетка чашка со шпилькой для дрели Matrix 30 мм витая металлическая проволока FE, КОД: 7525972
Доставка по Украине
105 грн
89.23 грн
Купить
Пятый Элемент — всё, что вам нужно
Щетка чашка со шпилькой для дрели Matrix 30 мм витая металлическая проволока AG, КОД: 7525972
Доставка по Украине
105 грн
89.23 грн
Купить
All goods matter — актуальные товары на каждый день
Щетка Для Дрели VOREL из металлической проволоки со стержнем к дрели, O = 24 мм 06992
На складе
Доставка по Украине
по 44 грн
от 2 продавцов
44 грн
Купить
ООО «ВЕГА КОМФОРТ»
Набор щеток для дрели 3 шт, 1 плоская, 65 мм, 50 мм «чашка», ручная металлическая. MTX 744849
На складе в г. Запорожье
Доставка по Украине
115.20 грн
109.44 грн
Купить
Интернет магазин «Ключик»
Щетка для дрели 25 мм, «чашка» со шпилькой, крученая металическая проволока MТХ
Доставка по Украине
55 грн
Купить
KRAFTEX — инструмент созданный творить
Щетка для дрели 30 мм, «чашка» со шпилькой, крученая металическая проволока MТХ
Доставка по Украине
62 грн
Купить
KRAFTEX — инструмент созданный творить
Щетка для дрели 65 мм, «чашка» со шпилькой, крученая металическая проволока MТХ
Доставка по Украине
73 грн
Купить
KRAFTEX — инструмент созданный творить
Щетка для дрели 75 мм, «чашка» со шпилькой, крученая металическая проволока MТХ
Доставка по Украине
92 грн
Купить
KRAFTEX — инструмент созданный творить
Смотрите также
Набор щеток для дрели, 3 шт, 1 плоская, 65 мм, 50 мм «чашка», ручная металическая MТХ
Доставка по Украине
111 грн
Купить
KRAFTEX — инструмент созданный творить
MATRIX Набір щіток для дрилі, 3 шт. , 1 плоска, 65 мм, 50 мм «чашка», ручні металеві //MTX
Доставка по Украине
95.95 грн
Купить
STRONG TOOLS
Набор из 3 щеток-насадок на шуруповерт дрель для чистки автомобиля DB
Доставка по Украине
685.61 грн
342.80 грн
Купить
DomeBuys
Набор из 5 щеток-насадок на шуруповерт дрель для чистки автомобиля DB
Доставка по Украине
1 233.63 грн
616.81 грн
Купить
DomeBuys
Набор из 3 щеток-насадок на шуруповерт дрель для чистки автомобиля HS
Доставка по Украине
702 грн
351 грн
Купить
Hot Shopping
Набор из 5 щеток-насадок на шуруповерт дрель для чистки автомобиля HS
Доставка по Украине
1 251.90 грн
625.95 грн
Купить
Hot Shopping
Щетка для дрели, 30 мм, «чашка» со шпилькой, крученая металлическая проволока // MTX
Доставка из г. Николаев
63 грн
Купить
Магазин інструменту MATRIX
Щетка для дрели, 65 мм, «чашка» со шпилькой, крученая металлическая проволока // MTX
Доставка из г. Николаев
72 грн
Купить
Магазин інструменту MATRIX
Щетка для дрели, 75 мм, «чашка» со шпилькой, крученая металлическая проволока // MTX
Доставка из г. Николаев
90 грн
Купить
Магазин інструменту MATRIX
Набор щеток для дрели, 3 шт., 3 плоские, 50-63-75 мм, со шпильками, металлические MATRIX 744909
Доставка по Украине
150 грн
Купить
Vizborn
Щетка чашка со шпилькой для дрели Matrix 30 мм витая металлическая проволока SP, КОД: 7525972
Доставка по Украине
105 грн
89.24 грн
Купить
Скидка Плюс
Щетка кольцевая для дрели INTERTOOL BT-8100
На складе
Доставка по Украине
60 — 70 грн
от 9 продавцов
70 грн
Купить
Kuvalda
Щетка чашечная для дрели INTERTOOL BT-9050
На складе
Доставка по Украине
27 — 30 грн
от 8 продавцов
30 грн
Купить
Kuvalda
Щетка чашечная для дрели INTERTOOL BT-9075
На складе
Доставка по Украине
35 — 40 грн
от 7 продавцов
35 грн
Купить
Kuvalda
Насадки для проволочных щеток
Проволочные щетки — это идеальная насадка для электроинструмента для очистки и подготовки металлических поверхностей перед добавлением последних штрихов к вашему проекту. Металлические щетинки проволочной щетки позволяют легко очищать, полировать или удалять ржавчину с поверхности, с которой вы работаете, а также выполнять множество других функций, таких как снятие краски, удаление заусенцев и удаление сварных швов.
В LINE10 Tools мы предлагаем ряд насадок проволочных щеток для ваших электроинструментов , который подойдет для любого металлического проекта, над которым вы работаете, и каждый раз будет гарантировать вам высокое качество отделки.
Проволочные щетки особенно легко присоединяются к нескольким различным электроинструментам, а именно к дрели, угловой шлифовальной машине и вращающемуся инструменту. Вы всегда должны убедиться, что выбираете правильную щетку для выполняемой работы.
Щетка с проволочной чашкой 1–3/4 дюйма на шестигранном хвостовике 1/4 дюйма — стальная щетина с латунным покрытием
4,99 канадских долларов
4-дюймовая коническая щетка из волнистой проволоки для угловой шлифовальной машины, оправка 5/8-11
14,99 канадских долларов
Круглая проволочная круговая щетка с узлами 3 дюйма на шестигранном хвостовике 1/4 дюйма для дрели или ударного шуруповерта
12,99 канадских долларов
Щетка из стальной проволоки с деревянной ручкой, 2 шт.
, щетки для царапин, длина 10 дюймов, 9 шт.0031
9,99 канадских долларов
Щетка с проволочной чашкой 3 дюйма на оправке 5/8-11 для угловой шлифовальной машины со щетиной из углеродистой стали
9,99 канадских долларов
Комплект угловых шлифовальных машин (8 шт.) | Проволочная щетка, шлифовальные и отрезные диски
22,9 доллара США9 канадских долларов
Комплект промышленных проволочных щеток для угловой шлифовальной машины, оправка 5/8″-11 с адаптерами
34,99 канадских долларов
Распроданный
Набор проволочных дисковых щеток 6 дюймов для настольной шлифовальной машины, с латунным покрытием, 2 шт.
в упаковке
Распроданный
Распроданный
Круглые проволочные щетки для дрели, 3 шт. в упаковке, 4 дюйма, латунное покрытие
Распроданный
Щетки для удаления заусенцев из высокоуглеродистой стальной проволоки
Сопутствующие товары
Выберите параметры
Щетки для гигиенических колб из нержавеющей стали
Сейчас: $6,89 — $7,09
Изготовленные из проволоки из нержавеющей стали и белого полиэфирного волокна, эти щетки устойчивы к кислотам, нефтяным дистиллятам, бензолу, ацетонам и кетонам, сложным эфирам, углеводородам и т. д. FDA и USDA…
В продаже
Выберите параметры
Центрифужные щетки из нержавеющей стали
Сейчас: $2,59 — $7,00
Витая проволока из нержавеющей стали с коническим белым полиэфирным волокном, тафтинговым наконечником или веерообразным наконечником из белого полиэстера обеспечивает эффективную очистку центрифужных пробирок, флаконов и небольших воронок. ..
Выберите параметры
Щетки для удаления заусенцев из латунной проволоки
Сейчас: $3,49–$4,39
Щетки подходят для любой аккумуляторной дрели и большинства вращающихся инструментов. Латунная проволока мягче, чем высокоуглеродистая сталь и нержавеющая сталь, что делает ее пригодной для удаления заусенцев и полировки более твердых металлов без…
Выберите параметры
Щетки для удаления заусенцев из нержавеющей стали
Сейчас: 4,29 доллара США- 4,99 долл. США
Щетки подходят для любой аккумуляторной дрели и большинства вращающихся инструментов. Щетки для сверл из нержавеющей стали для снятия заусенцев используются для удаления заусенцев, полировки и очистки от грязи и жира со стальных и железных рабочих поверхностей,…
Выберите параметры
Щетки для слива пола с витой проволокой
Сейчас: $14,95 — $16,29
Щетки для слива пола, изготовленные из прочной черной полипропиленовой щетины, скрученной в проволоку, с ручкой. Эффективен для очистки скопившихся отходов и остатков в трапах и трубах.
Клиенты также просмотрели
Выберите параметры
Щетки для удаления заусенцев из нержавеющей стали
Сейчас: 4,29–4,99 долл. США
Щетки подходят для любой аккумуляторной дрели и большинства вращающихся инструментов. Щетки для сверл из нержавеющей стали для снятия заусенцев используются для удаления заусенцев, полировки и очистки от грязи и жира со стальных и железных рабочих поверхностей,…
Выберите параметры
18-дюймовые щетки из металлической проволоки
Сейчас: $5,19 — $9,99
Наши 18-дюймовые проволочные трубчатые щетки Justman Brush изготавливаются из латуни, высокоуглеродистой стали и нержавеющей стали и очень прочны. Найдите подходящий вариант нити накаливания, который идеально подходит для чистки салона. ..
Выберите параметры
30-дюймовые щетки из металлической проволоки
Сейчас: 4,29 доллара США- 12,49 $
Наши 30-дюймовые проволочные трубчатые щетки Justman Brush изготавливаются из латуни, высокоуглеродистой стали и нержавеющей стали и очень прочны. Найдите подходящий вариант нити, который идеально подходит для чистки салона…
Выберите параметры
8-дюймовые щетки из металлической проволоки
Сейчас: $2,95 — $4,09
Наши 8-дюймовые проволочные трубчатые щетки Justman Brush изготавливаются из латуни, высокоуглеродистой стали и нержавеющей стали и очень прочны. Найдите подходящий вариант нити накаливания, который идеально подходит для чистки салона…
Выберите параметры
Щетки для удаления заусенцев из латунной проволоки
Сейчас: $3,49–$4,39
Щетки подходят для любой аккумуляторной дрели и большинства вращающихся инструментов. Латунная проволока мягче, чем высокоуглеродистая сталь и нержавеющая сталь, что делает ее пригодной для удаления заусенцев и полировки более твердых металлов без…
Выберите параметры
12-дюймовые щетки из металлической проволоки
Сейчас: $6,59 — $8,95
Наши 12-дюймовые проволочные трубчатые щетки Justman Brush изготавливаются из латуни, высокоуглеродистой стали и нержавеющей стали и очень прочны. Найдите подходящий вариант филамента, который идеально подходит для чистки салона…
Выберите параметры
10-дюймовые щетки из металлической проволоки
Сейчас: $4,39 — $5,95
Наши 10-дюймовые проволочные трубчатые щетки Justman Brush изготавливаются из латуни, высокоуглеродистой стали и нержавеющей стали и очень прочны. Найдите подходящий вариант нити накаливания, который идеально подходит для.
Корончатые сверла (кольцевые фрезы) — Karnasch Professional Tools GmbH в России
Серия HARD-LINE
Оптимальный выбор — корончатые сверла с твердосплавными напайками
Только эти кольцевые фрезы имеют лучшее сочетание цена/производительность по всем материалам. Этот инструмент гарантирует отличное сверление в сталях всех сортов:
сталь закаленная до 40 HRC;
все сорта нержавеющей стали;
все труднообрабатываемые сплавы Хардокс / Инконель / Титан;
прекрасно сверлит во всех видах цветных металлов и неметаллах.
Хвостовик Weldon 19 / Weldon 32
Артикул
Длина режущей части
Диаметр
20.1315
40 мм
12-120 мм
20. 1316
55 мм
12-200 мм
20.1650
80 мм
14-120 мм
20.1660
110 мм
14-120 мм
20.1665
150 мм
18-60 мм
Хвостовик универсальный, Weldon 19 + Nitto
Артикул
Длина режущей части
Диаметр
20.1315N
40 мм
12-65 мм
20. 1316N
55 мм
12-60 мм
20.1650N
80 мм
18-50 мм
20.1660N
110 мм
18-50 мм
Показать сверла с хвостовиком Fein и сверла с дюймовыми диаметрами
Серия GOLD-LINE
Корончатые сверла серии GOLD-LINE — широко используемые фрезы, изготовленные из специальной высококачественной быстрорежущей стали HSS-XE.
Благодаря специальной технологии поверхностной закалки + полностью отшлифованной рабочей поверхности + специальной стали HSS-XE прекрасно подходят для сверления сталей с пределом прочности до 900 N и даже для нержавеющих сталей.
Полностью отшлифованная рабочая поверхность. Улучшенные режущие свойства при сниженном сопротивлении резанию. Отсутствие вибрации и шума.
Хвостовик Weldon 19
Артикул
Длина режущей части
Диаметр
20.1260U
30 мм
12-60 мм
20.1270U
55 мм
12-60 мм
20.1285U
80 мм
18-50 мм
20.1280U
110 мм
18-50 мм
Хвостовик универсальный, Weldon 19 + Nitto
Артикул
Длина режущей части
Диаметр
20. 1260N
30 мм
12-60 мм
20.1270N
55 мм
12-60 мм
20.1285N
80 мм
18-50 мм
20.1280N
110 мм
18-50 мм
20.1242
55 мм
14-32 мм
Показать сверла с хвостовиком Fein и сверла с дюймовыми диаметрами
Корончатые свёрла, изготовленные из порошковой стали с покрытием DURABLUE. Хвостовик Weldon 19.
Артикул
Длина режущей части
Диаметр
20.1284
30 мм
12-36 мм
20. 1317
55 мм
12-36 мм
Показать сверла серий DRILL-LINE RAIL, DRILL-LINE RAIL PRO и SILVER-LINE RAIL
Серия HARDOX-LINE
Лучшие корончатые сверла по стали Hardox и закаленной стали твердостью от 30 HRC до 50 HRC.
Серия представлена с хвостовиком Weldon 19 мм, который является самым используемым в станках на магнитном основании.
Хвостовик Weldon 19
Артикул
Длина режущей части
Диаметр
20.1680
25 мм
14-40 мм
20.1690
50 мм
14-60 мм
Серия BLUE-LINE
По соотношению цена/производительность идут следом за серией HARD-LINE.
Особенно хороши при работе в тяжелых условиях, при невозможности применять охлаждение. Благодаря специальному покрытию DURABLUE “прощают” оператору ошибки при подборе частоты вращения.
Хвостовик Weldon 19
Артикул
Длина режущей части
Диаметр
20.1312
30 мм
12-60 мм
20.1313
55 мм
12-60 мм
20.1285
80 мм
18-55 мм
20.1280
110 мм
18-50 мм
Хвостовик универсальный, Weldon 19 + Nitto
Артикул
Длина режущей части
Диаметр
20. 1312N
30 мм
12-60 мм
20.1313N
55 мм
12-60 мм
20.1185N
80 мм
18-50 мм
20.1180N
110 мм
18-50 мм
Показать сверла с хвостовиком Fein и сверла с дюймовыми диаметрами
Серия MINI-LINE
Корончатые свёрла, изготовленные из специальной стали HSS-XE.
Хвостовик Weldon
Артикул
Длина режущей части
Диаметр
20. 1230
8 мм
8-25 мм
Серия SILVER-LINE
Корончатые свёрла, изготовленные из специальной стали HSS-XE.
Хвостовик Weldon 19
Артикул
Длина режущей части
Диаметр
20.1255
25 мм
12-60 мм
20.1265
50 мм
12-60 мм
Наборы корончатых сверл
Комплекты корончатых сверл (от 6 до 39 шт.) всех серий в прочном пластиковом кейсе с пенопластовой прокладкой для инструмента.
Доступны как с готовым содержимым, так и для индивидуального подбора.
Аксессуары
Зенковки
Сверлильные патроны
Емкость с СОЖ под давлением
Магнитный стружкосборник
Одним из наиболее важных этапов в обработке металлических изделий является, несомненно, сверление. В данном процессе свою эффективность доказали корончатые сверла, которые изготавливаются из твердых сплавов металлов и благодаря этому имеют зубья повышенной твердости и прочности, стойкие к износу и стиранию, а также обладающие повышенной термостойкостью.
Принцип работы корончатых сверл очень прост. В начале сверления корончатым сверлом высверливается лишь контур поверхности, а не весь диаметр, как в случае со спиральными сверлами. Благодаря такой особенности сверления, корончатые сверла способствуют значительной экономии времени в процессе работы, а соответственно и экономии денежных средств.
Предназначение и модификации корончатых сверл
Корончатые сверла (кольцевые фрезы) в процессе сверления позволяют увеличивать скорость выполнения работ. Данные сверла применяются для сверления отверстий диаметром от 1,2 до 15 сантиметров, и вглубь до 110 миллиметров. Особенность применения таких сверл заключается в быстроте и бесшумности работы, а также отсутствии необходимости центровать просверленное отверстие.
На сегодняшний день корончатые сверла, или как они еще называются кольцевые фрезы, изготавливают в следующих модификациях:
Первая группа имеет специальное покрытие, предотвращающее износ и идеально подходящее для обработки металлических элементов. Как правило, их изготавливают из быстрорежущей стали.
Ко второй группе относятся корончатые сверла повышенной прочности (такие сверла используют в основном для сверления рельс).
Третья группа корончатых сверл схожа со второй, но их строение усиливают напаянные боковые пластины, предающие сверлу дополнительную твердость и прочность.
Одной из особенностей корончатых сверл является то, что размер их хвостовика зависит от его диаметра. Эта особенность позволяет использовать данный вид инструмента, как на обычной дрели, так и на сложных профессиональных (токарных) станках.
Основные преимущества корончатых сверл (кольцевых фрез):
наличие большого количества режущих зубьев (как правило, от 4 до 16 зубцов) обеспечивает быстрое и эффективное сверление;
благодаря меньшему сопротивлению при процессе сверления, они способствуют экономии энергии;
нет необходимости в предварительной рассверловке и центрированию просверленных отверстий;
отсутствие неровностей в результате сверления;
благодаря своим свойствам и строению сверла не перегреваются и не проскальзывают.
Корончатые сверла обладают возможностью многократной заточки, что позволяет значительно сэкономить на приобретении сверл. Заточка корончатых сверл производится на специализированном оборудовании и может осуществляться около пяти раз.
Хотелось бы отметить и некоторые недостатки данной группы инструментов. Конечно, их в разы меньше преимуществ, но они все же имеются. Например, корончатые сверла (кольцевые фрезы) не применяются для сверления глухих отверстий. Также они не распространены в автомобилестроении. Однако, приобретение и использование корончатых сверл позволит вам достигнуть превосходных результатов, значительно сэкономив ваше время.
Сверла фрезы по металлу Power Max, твердосплавная коронка на дрель
Описание
Обработать металл в соответствии с техническими стандартами помогает специализирующееся на металлообработке оборудование. Когда речь идет об изготовлении глухих или сквозных отверстий, то незаменимым помощником в этом деле являются корончатые сверла (фрезы) по металлу.
Инструмент не зря именуют универсальным. Он имеет форму пустотелого цилиндра и врезается в металлическую плоскость не всем телом, а лишь периферийной частью.
Таким образом, сверление металла фрезами получает ряд преимуществ:
экономится время;
меньше расходуется энергия;
рабочее место остается чистым;
при наклонной рабочей плоскости качество остается неизменным;
за счет полой конструкции охлаждающая жидкость подается в центр сверла;
легкий вес;
разнообразие вариантов.
Твердосплавные коронки Power Max
Фрезы из твердых сплавов – это корончатое сверло с напайкой из крепкой стали. Их главная особенность – прочность и износоустойчивость.
Рынок металлообрабатывающих инструментов располагает достаточным ассортиментом товаров для дрелей и станков. Одной из лучших торговых марок является немецкая фирма «Karnasch».
Интернет магазин «СПТЕХ» предлагает купить твердосплавную сверлильную коронку по металлу от немецкого производителя по выгодной цене. На сайте можно подробно изучить технические характеристики товара и бесплатно проконсультироваться со специалистом.
Твердосплавные фрезы серии PowerMax обладают следующими преимуществами:
не требуют заточки;
износостойки;
экономнее по цене при выборе большего диаметра;
отлично справляются со сложными твердыми металлическими поверхностями;
хорошо переносят высокую скорость работы и большую мощность станка.
На сайте s-p-teh можно купить твердосплавные фрезы Power Max, различные по длине режущей кромки и диаметру в миллиметрах.
Корпус изготовлен из сверхпрочного материала. Она используется как с магнитным и стационарным сверлильным станком, так и с ручной дрелью с вариантом диаметра от 14 до 150 мм и толщиной металла до 30 мм.
В комплекте поставляется центрирующее сверло для коронки, хвостик «Weldon» с длиной на выбор и выталкивающая пружина.
Корончатое сверло с напайкой рекомендуется использовать при сверлении труб, а также для изготовления сквозных отверстий на тонколистовых плоских поверхностях.
Инструмент справится с толщиной листа до 55 мм. Имея расширенный вариант диаметра до 150 мм, он подойдет для ручных, стационарных сверл и оборудования на магните. Изделие предназначено для сверления рельсов и прочих твердых металлических конструкций.
В комплекте идет сверло для центровки, пружина для выталкивания пробки и хвостик на выбор для патрона «Weldon».
Сверло применяется совместно с ручной дрелью для изготовления сквозных отверстий диаметром до 100 миллиметров при толщине металла до 10 мм.
Коронка из быстрорежущей стали серии mini-cut: артикул 21.1000
В наличии кольцевая фреза с разным вариантом диаметра на выбор: от 6 до 25 миллиметров. Покрытие «TIN-GOLD» наделяет быстрорежущую насадку повышенной износостойкостью при использовании на всех видах сверлильного оборудования. Инструмент рекомендуется для удаления точечной сварки с металлолистов.
Выбор твердосплавного сверла (фрезы) для отверстий по металлу на дрель в магазине «СПТЕХ»
Корончатая фреза из твердых сплавов подходит для оборудования:
ручная дрель;
магнитное сверло;
стационарный сверлильный станок.
На сайте «СПТЕХ» можно купить набор коронок по металлу для дрели, цену на которые можно узнать у наших менеджеров по телефону или электронной почте. Продукция от немецкого производителя отличается высоким качеством и надежностью при эксплуатации.
Коронка на дрель по металлу «Karnasch» — это профессиональный подход в области сверления для всех отраслей промышленности.
Только зарегистрированные клиенты, купившие этот товар, могут публиковать отзывы.
Metal Die Cutter — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Резак для отверстий в листовом металле (регулируемый) | Malco Products
Резак для отверстий в листовом металле (регулируемый) | Малько Продукты | НС1 и НС2
7 Отзывы | Написать отзыв
Отверстие для резки листового металла от Malco быстро устанавливается в патрон любой сетевой или аккумуляторной дрели размером от 1/4″ (6,35 мм). Отличительные золотые биты, подшипники и шарнирный штифт представляют собой самое долговечное, быстрое и легкое в настройке решение для вырезания отверстий в листовом металле. Легкая алюминиевая рама делает эти приспособления чрезвычайно портативными для выполнения различных операций по вырезанию отверстий в листовом металле, в том числе из оцинкованной стали толщиной 20 (1,02 мм). Компактная модель HC1 Hole Cutter регулируется для изготовления отверстий диаметром от 2 до 12 дюймов (от 51 до 305 мм). Более крупная модель HC2 вырезает отверстия диаметром от 2 до 20 дюймов (от 51 до 508 мм). Комбинированный британский/метрический калибр диаметра входит в состав регулируемого поворотного ползуна для обеих моделей, и в обеих моделях используется одна и та же фреза фрезерного типа и запасные части.
И HC1, и HC2 фрезы для листового металла оснащены насадками Malco «Gold Standard». Эти фрезы имеют долговечную режущую кромку фрезерного типа и большую плоскую поверхность для регулировки положения режущей кромки вверх или вниз для продления срока службы насадки. Фреза CB подходит для любой модели и легко заменяется. Эти биты доступны в упаковке по 1 штуке (#CB), упаковке по 6 штук (#CBB), а также в упаковке по 100 штук (#CB100).
Характеристики
Универсален для различных работ по металлу.
Самая долговечная фреза.
Точно подогнанные герметичные подшипники.
Легко регулируемый шарнирный палец.
ПРИМЕЧАНИЕ: Режущая насадка изнашивается только в размере толщины разрезаемого материала. Небольшая регулировка долота вверх или вниз откроет новую режущую кромку и, таким образом, увеличит срок службы долота.
Технические характеристики
№ по каталогу
Описание
Диаметр отверстия. дюймы (мм)
Емкость
Вес нетто унций (г)
HC1
Фреза для отверстий в листовом металле
2-12 (51-305)
20 калибр.
16 ( 454 )
HC2
Фреза для отверстий в листовом металле
2-20 (51-508)
20 калибр.
22 (624)
HC1B
Pivot Pin Set
HC1D
Thrust Bearing with Adaptor
HC1E
Adjustment Sleeve with Screw
HC1G
Shoe
HC1H
Screw only
HC1I
Shoe Screws
HC1K
Подшипник, 3/16, с накаткой (для черного литья)
CB
Сменная фреза для HC1 и HC2
CBB
Replacement cutter bit 6 pack
CB100
Replacement Cutter bit — 100 Pack
Capacities
Aluminum
Оцинкованная сталь (калибр 20)
Мягкая сталь (калибр 20)
. 054 (1,37)
.040 (1,02)
0,036 (0,91)
Спецификации других инструментов
Режущая насадка
Переменное передаточное отношение высокого/низкого рычага на протяжении всего хода
Быстрорежущая сталь * Рекомендуемая скорость вращения 1350
н/д
Часто задаваемые вопросы
Можно ли использовать сверлильный станок HC1 для резки композитного алюминиевого листа глубиной 52 мм с изолированным наполнителем (используемого для облицовки и изготовления изолированных оконных рам)?
Испытания HC1, проведенные Malco, не позволили резать алюминий так же хорошо, как и другие металлы. Бита загружается алюминиевым материалом, поэтому не рекомендуется использовать инструмент HC1 для этой цели.
Какой размер шестигранного ключа для сверла на фрезе?
5/64″
Загрузки
Гарантия:
Каталоги:
Мой отзыв о фрезах и фрезах для листового металла «Золотой стандарт»
Отзывы
7 Отзывы | Написать рецензию
Написать отзыв
Пять звезд
Muy bien muchas gracias, спасибо.
Отлично работает
Я сэкономил 150 долларов на перемещении дровяной печи, купив эту маленькую жемчужину. Работает отлично, и хотя инструкции нет, очень легко разобраться с тем, что вам присылают.
Наконечник для предотвращения поломки насадки
В целом отличный инструмент. Идеально подходит для круглых отверстий в листовом металле. Я сломал 1-й сверло на втором отверстии в воздуховоде 26 калибра. Спустя сорок отверстий, все еще используя 2-е сверло. как только сверло зацепится, моментная муфта разблокируется, и сверло перестанет вращаться. Отпустите спусковой крючок, немного отойдите назад и начните снова.
Малько HC1
Я добавлял пару возвратов и запасов в подвале во время реконструкции. Это сработало, обязательно наденьте очки, так как это выбрасывает тонны мелких металлических осколков.
Один из тех инструментов, которые вы будете использовать только один раз в голубую луну
Если вы не занимаетесь профессией, которая требует этого, но когда вам нужно сделать круглое отверстие в тонком листовом металле, нет лучшего способа сделать это, чем этот инструмент.
Как закалить металл в домашних условиях: видео, способы
Технологические нюансы закалки
Как закалить сталь на открытом огне
Самостоятельное изготовление камеры для закаливания металла
Если знать, как закалить металл правильно, то даже в домашних условиях можно повысить твердость изделий из него в два-три раза. Причины, по которым возникает необходимость в этом, могут быть самыми разными. Такая технологическая операция, в частности, требуется в том случае, если металлу надо придать твердость, достаточную для того, чтобы он мог резать стекло.
Закалка металла в домашних условиях
Чаще всего закалить надо режущий инструмент, причем выполняется термическая обработка не только в том случае, если надо увеличить его твердость, но также и тогда, когда данную характеристику требуется уменьшить. Когда твердость инструмента слишком мала, его режущая часть будет заминаться в процессе эксплуатации, если же она высока, то металл будет крошиться под воздействием механических нагрузок.
Немногие знают, что существует простой способ, позволяющий проверить, насколько хорошо закален инструмент из стали, не только в производственных или домашних условиях, но и в магазине, при покупке. Для того чтобы выполнить такую проверку, вам потребуется обычный напильник. Им проводят по режущей части приобретаемого инструмента. Если тот закалили плохо, то напильник будет как будто прилипать к его рабочей части, а в противоположном случае – легко отходить от тестируемого инструмента, при этом рука, в которой находится напильник, не будет чувствовать на поверхности изделия никаких неровностей.
Зависимость твердости стали от режима термобоработки
Если все же так вышло, что в вашем распоряжении оказался инструмент, качество закалки которого вас не устраивает, переживать по этому поводу не стоит. Решается такая проблема достаточно легко: закалить металл можно даже в домашних условиях, не используя для этого сложного оборудования и специальных приспособлений. Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
его упрочнения и повышения твердости;
улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
специальную печь, работающую на электричестве;
паяльную лампу;
открытый костер, который можно развести во дворе своего дома или на даче.
Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).
Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
Режимы термообработки быстрорежущих сталей
Режимы термической обработки легированных инструментальных сталей
Режимы термической обработки углеродистых инструментальных сталей
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет. Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет. В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.
Цвета каления стали
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению. В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают. Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.
Цвета побежалости стали
При охлаждении водой металла, на поверхности которого остались капельки раскаленного масла, следует соблюдать осторожность, так как они могут вспыхнуть. После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя. Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию. Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000. Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими. Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.
Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.
Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Самостоятельное изготовление такой печи (как и закалочного оборудования другого типа) позволяет не только получить в свое распоряжение устройство, полностью соответствующее вашим потребностям, но и хорошо сэкономить, так как серийные модели стоит достаточно дорого.
сделайте закалку вала и отпуск своими руками
05Дек
Содержание статьи
Введение
Технологические нюансы: как правильно закаливать металл
Термообработка: как лучше закалить железо в домашних условиях
Проверка твердости после закаливания металла в домашних условиях
Закалка и отпуск металла в домашних условиях своими руками в масле
Как закалять сталь в домашних условиях: особенности процесса
Изготовление горна
Как самому накалить металл?
Оборудование и особенности закалки
Процесс термической металлообработки кажется сложным. Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно своими руками закалить мягкий металл, сталь или вал в домашних условиях в масле.
Введение
Есть характеристика – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если стальной лист или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистым типом, то лучше обрабатываются заготовки с мелкозернистой структурой. Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Понимать, как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав. Сплав имеет множество примесей. Среди них:
Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
Цементит. Химическая формулы – железо с углеродом. И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.
Если углерода в составе от 0% до 2,18%, то мы имеет дело с низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
количество примесей;
степень термальной обработки.
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
Марка
Температура в градусах
Среда охлаждения
у9, у9а, у10, у10а
от 770 до 800
вода
85хф, х12
от 800 до 840
масло
хвт
от 830 до 830
9хс
от 860 до 870
хв5
от 900 до 1000
9х5вф
от 1000 до 1050
р9, р18
от 1230 до 1300
селитра
Есть две основные цели термообработки:
повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иных цветных пятен.
Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд. Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске нужно охлаждать постепенно – сперва водой, а затем маслом. И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно. Единица измерения твердости – HRC. Для сравнения значений:
нож кухонный, крепкий, дорогой — от 55 до 63;
мелкие шестеренки в машинух — от 52 до 58;
наконечники, инструменты для дрели, сверла — от 60 и выше.
Правильная закалка и отпуск металла в домашних условиях своими руками в масле
Для углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
на поверхности заготовки не находится пузырьки;
поток стимулирует более активную теплоотдачу;
чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для работы дома покупать его не стоит. Посмотрим таблицу, как по ней определять температуру:
Наименование цвета
Температура в градусах Цельсия
Ослепительно белый
1250-1300
Светло-желтый
1150-1250
Темно-желтый
1050-1150
Оранжевый
900-1050
Светло-красный
830-900
Светло-вишнево-красный
800-830
Вишнево-красный
770-800
Темно-вишнево-красный
730-770
Темно-красный
650-730
Коричнево-красный
580-650
Темно-коричневый
530-580
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
низкая — для ножей, медицинских инструментов, ножниц, лезвий;
средняя — для топоров, пил, дисков для распиловки дерева;
высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
Наименование
Температура в градусах Цельсия
Серый
325
Светло-синий
310
Ярко-синий
295
Фиолетовый
285
Пурпурно-красный
275
Красно-коричневый
265
Коричнево-желтый
255
Соломенно-желтый
240
Светло-желтый
225
Светло-соломенный
200
Выбор режима следует осуществлять согласно данным:
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации:
нагрев — медленный и постепенный;
образование темных пятен на поверхности говорит о быстром перегреве;
дождитесь насыщенного алого цвета;
режим отпуска должен соответствовать степени закала.
Последний совет можно выполнить, если ознакомиться с таблицей:
Закалка в градусах цельсия
Отпуск
1200
390
380
1100
370
360
1050
350
340
980
330
320
930
310
300
870
290
810
280
270
760
260
250
700
240
230
650
220
210
600
200
<200
Изготовление горна
Это оборудование можно купить или сделать самостоятельно. Это специальная печь, позволяющая достигать высоких температур. Посмотрим, можно ли ее сделать дома.
Инструкция по изготовлению простого горна
Купите шамотный кирпич, он устойчив к нагреву до 2500 градусов.
Внутри трубы – цилиндр диаметром около 10 см.
Снаружи кирпичная облицовка.
Для укрепления используйте стальные уголки.
Сверху цилиндра, посередине горна установите чугунный колосник.
К трубе снизу прикрепите вентилятор и заглушку, чтобы очищать золу.
Оборудуйте систему вентилями, чтобы можно было при необходимости прочистить ее.
Поставьте новое оборудование на ножки по росту мастера.
Как самому накалить металл
Инструкция по использованию печи:
Разведите огонь.
Подготовьте 2 емкости — с маслом и с водой.
Добавьте угли и включите поддув.
Положите деталь клещами, подождите 15-20 минут.
Положите заготовку в первую емкость, а затем в воду.
Возможность процедуры дома
Посмотрим на видео, как закалка произведена дома самостоятельно без дополнительного оборудования:
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Оборудование и особенности закалки железа
Дома могут быть использованы:
электрическая или муфельная печь;
паяльник;
большой костер на улице.
Выбор нужно осуществлять согласно размерам детали и типу сплава, максимальной температуре нагрева.
Повышение твердости на открытом огне
Если вы не хотите делать горн с поддувом, можно использовать обычный мангал или камин, посмотрим, как это делают на видео:
В статье мы рассказали про закалку стали в домашних условиях, как нагреть металл. Так как процедура сопряжена с риском, просим соблюдать технику безопасности. Обращайтесь в ООО «Роста», если вы решили купить приспособления для промышленного пользования. У нас в наличии и на заказ имеются ручные и полуавтоматические ленточнопильные станки, а также маятниковые, вертикальные и двухстоечные агрегаты. Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами, мы с радостью поможем в выборе оборудования.
Руководство по использованию заклинания «Нагрев металла»
«Нагрев металла » — мощное заклинание в игре Dungeons & Dragons 5, выпуск , выпуск . Классы, имеющие к нему доступ, получают его довольно рано в игре, он наносит довольно приличный урон и не требует броска атаки или спасброска для вступления в силу.
В этом руководстве по нагреву металла в 5e рассказывается, как это работает, некоторые вопросы относительно того, на что оно влияет, и почему это такое замечательное заклинание.
Давайте начнем с прямого описания заклинания нагревает металл , как написано в D&D 5e.
Нагрев металла Описание заклинания
Нагрев металла — это заклинание 2 -го уровня , которое нацелено на металлический объект, который может видеть заклинатель, нанося урон существам, находящимся с ним в контакте. в D&D 5e:
Уровень: 2 nd
Время применения: 1 Действие
Диапазон: 60 футов
Components: V, S, M
Verbal
Somatic
Material: a piece of iron and a flame
Duration: 1 Minute
Requires Concentration
Школа: Трансмутация
Спасение: Нет
Существо может совершить спасбросок Телосложения, чтобы удержать объект, на который нацелено это заклинание
Выберите изготовленный из металла предмет, такой как металлическое оружие или комплект тяжелой или средней металлической брони, который вы можете видеть в пределах досягаемости. Вы заставляете объект раскаляться докрасна. Любое существо, находящееся в физическом контакте с объектом, получает урон огнём 2d8, когда вы накладываете заклинание. Пока заклинание не закончится, вы можете использовать бонусное действие в каждый из своих последующих ходов, чтобы снова нанести этот урон.
Если существо держит или носит предмет и получает от него урон, оно должно преуспеть в спасброске Телосложения или бросить предмет, если может. Если он не роняет объект, он совершает с помехой броски атаки и проверки характеристик до начала вашего следующего хода.
На более высоких уровнях. Когда вы накладываете это заклинание, используя ячейку 3-го уровня или выше, урон увеличивается на 1к8 за каждый уровень ячейки выше 2-го.
Источник: DnD Beyond | Заклинания: Нагрев металла
Давайте углубимся в особенности Нагрев металла , чтобы вы лучше поняли, что он делает и какие механизмы за ним стоят.
Какие классы могут использовать
Heat Metal ?
Следующие классы могут использовать плавкий металл в 5e: Ремесленник, Бард, Друид и Клирики Домена Кузницы.
Каждый из этих классов следует общей теме взаимодействия с металлами, возможно, за исключением Барда.
Ремесленники, как правило, сосредотачиваются на создании магических предметов. Таким образом, у них есть более глубокое представление о том, как взаимодействовать с металлами, что дает им представление о том, как волшебным образом нагреть их.
Друиды исторически тесно связаны с миром природы. Таким образом, у них будет некоторое представление о том, как обращаться с металлами, даже очищенными. Кроме того, из-за их типичного презрения или неприязни к обработанным металлам, таким как доспехи и оружие, Нагрев металла служит для друидов простым способом защитить себя (или напасть на других) от захватчиков из «цивилизованного» общества.
Жрецы домена кузницы занимаются созданием оружия, доспехов и других подобных предметов. Таким образом, для них имеет смысл иметь возможность отливать нагретый металл , поскольку они, как правило, работают с металлами в процессе своего создания.
Барды — самые странные в этой группе, но немного знаний помогает объяснить, почему они могут создавать горячий металл . Видите ли, барды на самом деле имеют репутацию «ворующих» заклинаний. Это отражено в их функции Magical Secrets , которая позволяет им выбирать заклинания из любого списка заклинаний . Кроме того, начальный список заклинаний Барда является компиляцией других классов, поэтому они в основном взяли теплового металла из списка заклинаний друида и интегрировали его в свой собственный.
Есть ли в
Heat Metal сохранение?
Технический номер. Тепловой металл не имеет спасброска от его эффектов. Тем не менее, существо может совершить спасбросок Телосложения, чтобы продолжать удерживать объект, находящийся под воздействием теплового металла .
Наложение нагрева металла на объект не приводит к принудительному сохранению. В конце концов, железный меч или набор стальных доспехов не могут совершать спасброски, это неодушевленные предметы.
Тем не менее, существо, держащееся за объект, на который нацелена накаливание металла , может совершить спасбросок Телосложения, чтобы удержать этот объект. При провале они роняют или отбрасывают объект в сторону, если могут (в конце концов, существо в металлических доспехах не может легко его снять). Даже в этом случае, если существо преуспеет в спасброске и сумеет продолжать держаться за раскаленный кусок металла, оно будет совершать с помехой броски атаки и проверки характеристик до начала вашего следующего хода.
Является ли
Heat Metal заклинанием касания?
№ Нагрев металла не является заклинанием прикосновения. Он имеет диапазон 60 футов.
Все просто.
Пока вы находитесь в прямой видимости с куском металла в пределах 60 футов от вас, вы можете наложить на него Нагрев металла . Вам не нужно касаться цели, чтобы произнести заклинание.
Требуется ли концентрация для
Heat Metal ?
Да, нагрев металла требует Концентрации для поддержания своего эффекта.
Многие заклинания с длительностью больше, чем Мгновенное в 5е, требуют Концентрации для поддержания их эффекта, и теплового металла входят в их число.
Нагрев металла длится одну минуту, и заклинателю необходимо сохранять Концентрацию на нем, чтобы поддерживать его так долго. Это означает, что получение урона вызывает спасбросок Концентрации, а падение без сознания, смерть или применение другого заклинания, требующего Концентрации, приводит к окончанию эффекта теплового металла .
Как Противодействовать
Нагреву Металла
Заклинания и другие магические эффекты, противодействующие или предотвращающие другие заклинания, работают в противодействии нагреву металла, как и принудительный спасбросок Концентрации
Ряд заклинаний противодействуют нагреву металла либо упреждающе, либо реактивно. В качестве альтернативы, заставив существо, поддерживающее теплового металла , прекратить свою Концентрацию на нем, может прекратиться эффект заклинания.
Применение заклинания, которое предотвращает или прекращает магические эффекты, такие как нагреть металл , зачастую самый надежный и простой способ покончить с ними. Итак, вы можете узнать, какие заклинания вы можете использовать, чтобы предотвратить или остановить нагрев металла .
Противодействующие заклинания
Нагрев металла
Контрзаклинание : используется, когда существо использует нагрев металла , чтобы остановить его эффект до того, как он подействует как «Любое заклинание 3-го уровня или ниже на цели оканчивается».
Антимагическое поле : магические эффекты на таких объектах, как горячий металл подавляются, находясь в зоне действия этого заклинания в том числе нагрев металла
Тем не менее, что если у вас нет магии ?
Так как Нагрев металла требует Концентрации, причинение урона заклинателю заставляет его бросить спасбросок Концентрации. Если они проваливают спасбросок, они теряют Концентрацию на нем, и их заклинание оканчивается. Итак, сосредоточившись на атаке существа с концентрацией на Нагрев металла — хороший метод противодействия заклинанию.
Подходит ли
Heat Metal для 5e?
Нагрев металла — отличное заклинание из-за отсутствия спасброска для вступления в силу, урона и раннего доступа. Его эффект мгновенный, не требует спасброска и наносит приличный урон.
Почти каждый аспект заклинания нагрев металла хорош.
Во-первых, заклинание просто работает. Поскольку вы нацеливаетесь на объект, у него нет шансов провалиться из-за успешного спасброска. Целевой металлический предмет просто нагревается и начинает наносить урон, и автоматически наносит этот урон дополнительным действием в последующие ходы.
Во-вторых, радиус действия составляет 60 футов, поэтому заклинателю не нужно физически взаимодействовать с целевым объектом.
В-третьих, он наносит неплохой урон, особенно во время своего действия. Горячий металл начинает наносить два восьмигранных кубика (2d8) огненного урона, и он увеличивается на 1d8 за каждую использованную ячейку заклинания выше 2 и . В сочетании с его продолжительностью до одной минуты и сотворением только на 2 -м -м уровне, нагрев металла может сделать между 20 и 160 единиц огненного урона , если существо концентрируется на нем всю минуту. По умолчанию это 10 раундов боя, поскольку время по умолчанию в любом отдельном раунде составляет шесть секунд.
Пусть это впитается.
Заклинание 2 -го уровня может нанести до 160 единиц урона, если заклинатель сохраняет концентрацию в течение одной минуты, использует бонусное действие для нанесения урона в каждый свой ход и затронутый объект поддерживает контакт с существом.
Не говоря уже о том, что оно масштабируется на 1d8 для более высоких слотов заклинаний, израсходованных выше 2 и , что означает, что если вы разыгрываете Heat Metal как заклинание уровня 9 th , оно может нанести от 90 до 720 единиц огня. урона в течение одной минуты (в среднем около 405).
Конечно, для нанесения этого урона каждый ход требуется бонусное действие заклинателя. Но это гарантированный урон каждый ход за счет бонусного действия. Компромисс обычно того стоит.
Тем не менее, все это ведет к следующему пункту, почему нагрев металла является хорошим заклинанием в 5е.
В-четвертых, накал металла — всего лишь заклинание 2-го -го -го уровня. Это означает, что барды, друиды и клерики домена кузницы получают доступ к нему на уровне 3 rd . Ремесленники не получают доступ к тепловому металлу до 5-го -го -го уровня, поэтому не так рано, как другие классы, но все же довольно скоро. Итак, эти классы литья могут приготовить плавки металла довольно рано.
Наконец, последнее, что делает Heat Metal таким хорошим, это то, что существо должно совершить спасбросок Телосложения, чтобы удержать объект, затронутый заклинанием, или бросить его… если они могут. Таким образом, если им удастся спастись, существо, держащее металлическое оружие, на которое нацелен тепловой металл , удерживает его, и это существо начинает получать урон. Или, если они провалят спасбросок, они бросят оружие, что снизит их возможности в бою.
Для заклинателя это беспроигрышный вариант.
В качестве альтернативы, если заклинатель нацеливается на предмет из металлической брони, существо, одетое в эту броню, не может бросить или бросить его, а просто должно смириться с получением урона. Это связано с правилами надевания и снятия 5e, которые гласят, что даже легкая броня снимается или снимается за одну минуту. По умолчанию одна минута соответствует 10 раундам боя. Таким образом, даже если существо тратит время на то, чтобы начать снимать свою легкую броню, это занимает столько же времени, сколько и полная продолжительность нагрев металла , что не имеет большого значения после окончания заклинания.
Именно по этим причинам нагрев металла считается великим заклинанием в 5е.
Другие часто задаваемые вопросы о Heat
Heat Metal
Подходит ли
Heat Metal для кожи с шипами?
Заклинание нагрев металла может работать на кожаном доспехе с шипами в зависимости от конструкции доспеха.
Описание шипованных кожаных доспехов выглядит следующим образом:
Изготовленная из прочной, но гибкой кожи, шипованная кожа усилена близко расположенными заклепками или шипами.
«Заклепки» обычно изготавливаются из металла, особенно в контексте доспехов. Теперь возникает вопрос, остаются ли эти заклепки видимыми или скрытыми под тонким слоем кожи.
Нагрев металла гласит: «Выберите изготовленный металлический предмет… , который вы можете увидеть в пределах досягаемости». Если металлические заклепки или шипы в шипованных кожаных доспехах не видны, они могут не попасть под действие нагревательного металла 9. 0004 заклинание.
Еще одно предостережение, о котором следует помнить: заклинатель может целиться только в одну металлическую заклепку или шип, а не во всю броню. Существо, одетое в шипованную кожаную броню, могло, в зависимости от усмотрения Мастера, вырезать заклепку, уменьшая защиту, обеспечиваемую броней, но удаляя затронутый кусок металла.
Насколько горячим может быть
Нагрев металла Попасть в 5e?
Нагрев металла не указывает конкретную теплоту, поэтому неясно, насколько горячим становится заклинание. Тем не менее, заклинание указывает на то, что затронутый объект «раскален(ы) докрасна».
В описании заклинания явно не указано, насколько горячим нагретый металл становится, кроме как «раскаленным докрасна». Это определение варьируется в зависимости от затронутого металла, но, глядя на реальные металлы, это обычно означает от 550 до 1600 градусов по Фаренгейту или от 287 до 871 градуса по Цельсию.
Может ли
нагревать металл плавить металл в 5e?
№ Нагрев металла не расплавляет металл в 5e.
Вот так просто.
Плавкий металл ничего не делает для изменения физических свойств пораженного куска металла, кроме его температуры. Таким образом, металл не плавится и даже явно не размягчается.
Можете ли вы сделать Twin
Heat Metal ?
Нет, вы не можете использовать метамагию двойных заклинаний для теплого металла . Это связано с тем, что в Twinned Spell прямо указано: «Когда вы разыгрываете заклинание, нацеленное только на одно существо…», что означает, что вы не можете использовать его для теплового металла , потому что вы можете выбрать только объекта , а не существ, с заклинанием.
Это немного проникает в семантику D&D 5e.
Двойное заклинание чародея В метамагии явно указано:
Когда вы накладываете заклинание, нацеленное только на одно существо …
Источник: DnD Beyond | Классы: Колдун
Выделено мной для большей выразительности.
Итак, Twinned Spell работает только с заклинаниями, нацеленными на существ . Глядя на нагрев металла , в описании заклинания говорится: «Выберите изготовленный металл 9».0023 object ….»
D&D 5e проводит различие между существами и объектами. Это означает, что Twinned Spell не работает с тепловым металлом , потому что заклинание нацелено не на существо, а только на объект.
Почему
Heat Metal Не заклинание волшебника
Горячий металл не является заклинанием волшебника в основном из-за его истории в Dungeons & Dragons.Это заклинание начиналось как эксклюзивное заклинание друидов, но нашло свое применение в некоторых других классах из-за их тематики
По сути, нагрев металла исторически было заклинанием, доступным только друидам. Барды, по сути, «украли» заклинание для своего списка, так как они объединяют заклинания других классов. Ремесленники часто работают с металлом для создания своих магических предметов. И жрецы домена кузницы занимаются изготовлением доспехов и оружия и имеют религиозную связь с процессом кузнечного дела.
У каждого из этих классов есть тематическая причина для доступа к нагреванию металла .
С другой стороны, у волшебников нет особой тематической причины для получения теплового металла . Это не «выученное» заклинание в том смысле, в котором Волшебники изучают и практикуют свои тайные знания.
По сути, нагрев металла не является заклинанием Волшебника по причинам, связанным с лором.
Влияет ли
Heat Metal на Warforged?
Нет. Заклинание Heat Metal в 5e не влияет на Warforged. Кованые считаются существами и теплым металлом может нацеливаться только на объекты.
Опять же, это связано с различием 5e между «существом» и «объектом». А поскольку нагревает металл , он может нацеливаться только на объекты, а не на существ, он не влияет на Warforged, за исключением обычных правил (нанесение урона путем поддержания контакта с целевыми объектами, выполнение сохранения для продолжения удержания затронутого объекта и т. д.).
Теперь кованые в 5e интегрируют свою броню в свои тела. Ничего в описании того, как они это делают в Eberron: Rising from the Last War утверждает, что вы не можете видеть интегрированную броню таким образом. Таким образом, заклинатель может по-прежнему нацеливаться на часть брони, которую носит боевой кузнец, в соответствии с обычными правилами с заклинанием нагрев металла .
Можно ли использовать
Heat Metal на магических предметах?
Да, нагрев металла можно использовать на магических предметах, в конструкции которых есть металл.
Предполагая, что магический предмет сделан из металла, заклинатель может выбрать его целью с помощью нагревать металл . Тот факт, что предмет волшебный, не меняет того, как работает нагрев металла .
Краткое изложение
Heat Metal в 5e
Теперь вы знаете, как Heat Metal работает в 5e.
Нагрев металла — это заклинание Ремесленника, Барда, Друида и Клерика Домена Кузницы. Он позволяет заклинателю целиться в изготовленные металлические предметы, в результате чего этот предмет раскаляется докрасна. Это не требует от заклинателя ни броска атаки заклинанием, ни спасброска. 9Заклинание 0003 нагрев металла наносит урон огнем после применения и в качестве бонусного действия в последующие ходы в качестве бонусного действия. Существо, удерживающее объект, являющийся целью накаленного металла , может совершить спасбросок Телосложения, чтобы удержать этот объект, но при провале оно должно бросить этот объект, если это возможно.
Какое ваше любимое использование нагретого металла в 5e? Оставьте комментарий ниже!
Не забудьте подписаться на передышку ролевого игрока, чтобы получить дополнительные руководства по заклинаниям, советы начинающим игрокам и мастерам, а также вдохновение для своей игры!
Heat Metal 5e Руководство: насколько сильно это заклинание в D&D
Броня может быть спасителем в D&D 5e, действуя почти как вторая кожа, которую большинство авантюристов снимает редко, если вообще когда-либо. Правила AC, а также то, что почти все, что делают определенные группы приключенцев, заканчивается кровопролитием, не позволяют большинству групп снимать доспехи во время кампании. Это действительно может вызвать проблемы, когда горячий металл становится заклинанием в арсенале их врагов.
Жар-металл может показаться не очень крутым заклинанием, особенно по сравнению со всеми другими заклинаниями 2-го уровня, которые можно использовать, но оно очень мощное, несмотря на свой статус неудачника. Но как эффективно использовать горячий металл? Стоит ли использовать его в бою? Стоит ли вообще пробовать или бояться заклинания, когда оно будет наложено на вас? Вот наш путеводитель по этому заклинанию Heat Metal 5e.
Что такое нагрев металла?
Как и для всех заклинаний D&D, характеристики этого заклинания можно найти в Книге Игрока:
Трансмутация 2 уровня
Время каста : 1 действие
Диапазон : 60 футов
Компоненты : V S M (Кусок железа и пламя)
Продолжительность : Концентрация, до 1 минуты
Классы : Бард, Друид
Выберите изготовленный из металла предмет, например, металлическое оружие или комплект тяжелой или средней металлической брони, который вы можете видеть в пределах досягаемости. Вы заставляете объект раскаляться докрасна. Любое существо, находящееся в физическом контакте с объектом, получает урон огнём 2d8, когда вы накладываете заклинание.
Пока заклинание не закончится, вы можете использовать бонусное действие в каждый из ваших последующих ходов, чтобы снова нанести этот урон. Если существо держит или носит предмет и получает от него урон, существо должно преуспеть в спасброске Телосложения или бросить предмет, если может. Если он не роняет объект, он совершает с помехой броски атаки и проверки характеристик до начала вашего следующего хода.
На более высоких уровнях: Когда вы накладываете это заклинание, используя ячейку заклинания 3-го уровня или выше, урон увеличивается на 1к8 за каждую ячейку выше 2-го.
Хорошо, давайте разрушим это заклинание. Во-первых, это заклинание трансмутации 2-го уровня, для сотворения которого требуется одно действие. Он может подниматься на расстояние до шестидесяти футов и требует для применения вербального, соматического и материального компонентов. Оно длится до одной минуты при концентрации и может быть сотворено бардом или друидом.
После произнесения заклинания заклинатель берет изготовленный металлический предмет (это важно, и позже мы объясним, почему). Рассматриваемый объект раскаляется докрасна до такой степени, что его больно держать. Любое существо, находящееся в физическом контакте с объектом, получит урон огнём 2d8, который нельзя отменить никакими спасбросками.
Пока заклинание не закончится (а это около 10 раундов боя, если концентрация не снижается из-за выбора или из-за получения урона), вы можете использовать бонусное действие в свой ход, чтобы продолжать наносить урон. Это вынуждает персонажа получить еще 2к8 урона, и так до окончания действия заклинания.
Теперь, если существо держит или носит объект, который вы раскалили докрасна, тогда оно должно преуспеть в спасброске Телосложения, чтобы удержать объект. Если они терпят неудачу, они должны бросить объект, если могут. Если они не бросают объект, они совершают броски атаки и проверки с помехой до начала вашего следующего хода. Наконец, если вы решите применить заклинание вверх, урон увеличится на 1d8 за каждую ячейку направленного заклинания.
Здесь довольно много всего, так что давайте приступим к анализу заклинания!
Почему нагрев металла так хорош?
Многие музыканты восхваляют горячий металл, и не зря. Во-первых, давайте начнем с того факта, что он действительно гарантирует ущерб от огня. Базовый урон 2d8 — это не повод для насмешек, а если вы прокастите его, вы нанесете еще больше. Хотя сопротивление и иммунитет к огню все еще могут противодействовать этому, очень немногие существа в игре обладают такими способностями.
Для всех остальных не существует спасброска или минимального безопасного расстояния. Вместо этого это просто происходит, и они ничего не могут сделать, если предмет нельзя выбросить.
Потом при трате бонусных действий (не действий, а бонусных действий) урон продолжает идти! Игнорируя любые изменения концентрации заклинателя, вы можете получить до 10 раундов базового урона 2d8. Часто этого более чем достаточно, чтобы убить большинство врагов, но подождите, это еще не все!
В то время как большинство игроков смотрят на заклинание и говорят: «Хорошо, но если я сильно нагрею меч Медвежатника, и он его уронит, урон не исчезнет?» Ну да, это так. Однако вы также должны понимать, что существо, с которым вы сражаетесь, теперь обезоружено. Вы разоружили сильное существо, так что теперь ему нужно будет либо потратить действие, чтобы схватить свое все еще раскаленное оружие, либо сразиться с вами чем-то другим.
Это либо второе, менее мощное оружие, либо их естественные зубы, когти и сила. Он не так силен, как меч, поэтому в остальной части боя у существа есть серьезный недостаток. Кроме того, вы можете наложить заклинание на их металлическую броню, в результате чего они либо сделают спасбросок и будут страдать от того, что их броня сжигает их заживо, либо им придется снять свою броню.
Как снимается броня?
Поскольку большинство отрядов не снимают доспехи, вот краткое изложение того, как работает этот процесс. В зависимости от типа брони, которую носит существо, требуется определенное время, чтобы ее снять или надеть. Правила из «Руководства игрока» гласят, что для надевания и снятия легкой брони требуется 1 минута (10 боевых раундов). Для снятия средней брони требуется 1 минута (опять же 10 раундов 6-секундного боя), а для снятия тяжелой брони требуется больше всего времени — 5 минут (50 раундов боя).
Так как большинство металлических доспехов относится к категории тяжелых доспехов, тяжелобронированному существу потребуется некоторое время, чтобы снять свое горячее снаряжение. Даже с помощью, которая сокращает время вдвое, тяжелая броня не снимается в бою. Это делает заклинание очень полезным, потому что тяжелая броня также значительно увеличивает КД персонажа!
Если вы можете сделать так, чтобы сильный персонаж сосредоточился на том, чтобы снять кипящую горячую броню, он не только не нападет на вас, но вы также можете немного снизить его КД. Это одна из причин, по которой Heat Metal так ценен для использования в бою. Помимо постоянного урона, вы можете эффективно ослаблять врагов в бою, а это значит, что вы можете убивать их быстрее и использовать для этого меньше ресурсов.
Кроме того, если существо решит пройти сквозь боль и все же атаковать, оно не только будет получать 2d8 базового урона каждый раунд, но и каждый ход будет атаковать в невыгодном положении. Это еще больше ослабляет их и может превратить мини-босса военачальника орков в тяжелой броне в потного и кипящего месива противника, который не может ничего поразить.
Что мне нужно, чтобы произнести заклинание?
Чтобы произнести заклинание, вам нужен словесный компонент, соматический компонент и материальный компонент. Материалы, которые вам нужны, это кусок железа и пламя, которые можно легко получить. Заклинание не указывает, нужен ли вам кусок необработанного железа или что-то вроде железного гвоздя, амулета или изготовленного предмета может удовлетворить все требования. В большинстве случаев Мастер разрешает изготовление предметов из чистого железа, но это зависит от того, за кого вы играете.
Несмотря на это, железо является довольно распространенной рудой, поэтому найти кусок как на обочине дороги, так и на различных рынках должно быть легко и дешево. Кроме того, если ваше приключение начинается в шахте, вы почти гарантированно найдете один кусок. Получить пламя может быть немного сложнее, если у вашего персонажа нет доступа к зажигалке или ее фэнтезийному эквиваленту.
Большинство Мастеров позволят таким вещам, как фонари и факелы, служить компонентом пламени, поскольку вы не используете пламя для произнесения заклинания. Они также могут позволить вашему персонажу черпать энергию из близлежащих огней, жаровен или факелов в окружающей среде.
Кроме того, правила гласят, что вы можете использовать мешочек с компонентами вашего персонажа, чтобы получить материальные компоненты. Как сказано в «Руководстве игрока»: Мешочек для компонентов — это небольшой водонепроницаемый кожаный поясной мешочек с отделениями для хранения всех материальных компонентов и других специальных предметов, необходимых для произнесения заклинаний, за исключением тех компонентов, которые имеют определенную стоимость (например, указывается в описании заклинания).
Хотя вы не можете хранить пламя в сумке, не исключено, что ваш персонаж может ударить железом о кусок кремня, чтобы создать быстрое пламя. Вместо этого вы также можете использовать фокус: Для применения некоторых заклинаний требуются определенные объекты, указанные в скобках в записи компонента. Персонаж может использовать мешочек с компонентами или колдовской фокус (находится в разделе «Снаряжение») вместо компонентов, указанных для заклинания.
У вашего персонажа может быть фокус, например святой символ или другие предметы, которые позволяют ему «создавать пламя» для заклинания. В случае Мастера лучше не беспокоиться о материальных компонентах, если только персонажи не находятся в положении, когда им нужно о них беспокоиться.
Часто задаваемые вопросы о нагреве металла
Вопрос: А как насчет натуральной брони?
Ответ: Конечно, хотя нам нравится думать, что все используют металл для защиты, не все монстры или NPC делают это. Некоторые используют шкуру, камень или дерево для доспехов и отлично защищены мирскими или магическими средствами. Если вы пытаетесь сотворить горячий металл, а на цели нет металла, то заклинание проваливается, и вы только что сожгли ячейку заклинания.
Это ограничивает возможность использования заклинания не только существами в доспехах, но и существами в металлических доспехах. Таким образом, вы не сможете использовать горячий металл на кобольде в деревянных доспехах или вражеском друиде в каменных доспехах. Даже если в их снаряжении есть немного металла, его слишком мало, чтобы нанести им урон.
То же самое относится и к оружию, которое не сделано из металла, так как оно не будет затронуто.
Вопрос: Имеют ли они защиту от горячего металла?
Ответ: Если вам не повезло стать жертвой горячего металла, у вас действительно есть только один объект. Вам нужно найти способ сломить концентрацию врага на вас. Удары по ним дальними или магическими атаками потенциально могут нарушить их концентрацию на заклинании и спасти вас от жарки, поэтому постарайтесь выдержать горение, пока ваши союзники находятся в пределах досягаемости.
Кроме того, некоторые Мастера позволяют использовать достаточно мощные заклинания холода, чтобы нейтрализовать эффекты горячего металла. Мощные заклинания, такие как Ice Storm, Chill Metal, и , защита от огня , могут быть использованы для охлаждения персонажа, однако это самодельные решения, которые необходимо обсудить с вашим Мастером. Заклинание также можно рассеять с помощью достаточно мощных заклинаний рассеивания магии, но для этого требуется, чтобы ваш рассеиватель был подготовлен с помощью магии .
Вопрос: Что находится под зонтиком промышленного металла?
Ответ: Теперь, если вы не понимаете, что означает изготовленный металл, то для удобства использования заклинания это означает все оружие и доспехи. Как только металл извлекается из руды и перерабатывается во что-то пригодное для использования, он становится промышленным. В этом случае вы можете использовать нагретый металл, чтобы воздействовать на предмет.
Существует большое количство различных способов резки металла. В связи с этим, вопросы: чем режут металл, чем можно резать металл и чем резать толстый металл, не утрачивают своей актуальности.
Для максимального удовлетворения потребительского спроса, на смену морально устаревшим, классическим методам обработки, пришло достаточно много альтернативных вариаций.
СОДЕРЖАНИЕ СТАТЬИ
Резка металла лазером
Плазменная резка толстого металла
Резка газовым резаком
Кислородная резка металла
Газоэлектрическая резка металла
Плюсы и минусы газовых способов резки металла
Гидроабразивная резка металла
Механические способы резки металла
Чем режут металл в домашних условиях
Подробнее о видах ручных ножниц для резки металла
Разновидности пил для резки металла
Сравнение способов резки металла
Итог: чем лучше резать металл
Так чем же лучше резать металл и чем вообще режут металл? Чем можно разрезать толстый металл? Ответ на этот вопрос достаточно многогранен, в связи с тем, что процесс резки применяется не только в промышленных масштабах, но и в домашних условиях.
Существует несколько основных способов резки металла, о которых мы расскажем ниже.
РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
Эта, одна из самых передовых технологий, приобретает все большую популярность благодаря своей исключительной точности и высокой производительности. Суть лазерной резки металла заключается в точечном, направленном воздействии лазерного луча на металл. Воздействие лазером позволяет производить детали любой геометрической сложности контура, с сохранением максимальной точности, практически идеальной ровности кромок, при этом не теряя производительности. Основные отличия лазерной резки и плазменной резки в толщине обрабатываемых металлов и качестве реза.
Управление установкой производится оператором станка ЧПУ. Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
Процесс работы такого станка разделен на три этапа:
Создание чертежного изображения разрабатываемой детали;
Загрузка чертежей в файловом изображении в программу ЧПУ;
Обработка данных и запуск выполнения.
Лазерная установка состоит из трех основных действующих частей:
Источник излучения (рабочая среда).
Источник энергии.
Оптический зеркальный резонатор.
В зависимости от типа источника энергии, установки для резки металла делят на:
Газовые
В них действующая сила это сочетание воздействия луча и смесей газа.
Твердотопливные
Действие происходит за счет многомерного зеркального усиления газоразрядной лампы.
Газодинамические
В данном случае лазерный луч усиливает нагретый углекислый газ.
По технологическому способу действия лазерного луча, проводится разделение на:
Метод плавления. Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
Метод испарения. Этот метод заключается в нагреве металла, который проводит его через три стадии:плавления, кипения и испарения.
ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
Преимущества лазерной резки
К основным положительным качествам обработки лазером принято относить:
Универсальность;
Технологическую безопасность;
Высочайшую скорость и производительность;
Чистоту процесса;
Сверхточное выполнение сложных контуров.
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе «чем резать тостый металл«, плазменная резка — лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
Различают два типа воздействия:
Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
Преимущества плазменной резки металла
К преимуществам плазменной резки металла
Универсальность в отношении любых видов материала;
Высокую скорость процесса при минимальных повреждениях и деформациях;
Гладкость мест разреза;
Техническая безопасность;
Возможность обработки сложных контуров.
Возможность резать толстый металл.
РЕЗКА МЕТАЛЛА ГАЗОВЫМ РЕЗАКОМ
В вопросе «чем режут металл» — данный способ является одним из самых простых с технической точки зрения. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Весь процесс делится на три этапа:
Разогрев до предельных температур;
Окисление кислородом;
Удаление шлаковых образований выдуванием и отвердение мест среза.
Из чего состоит оборудование для газовой резки металла
Оборудование газовой резки состоит из:
Газовый баллон.
Шланги для подключения.
Режущий элемент.
Мундштук с регулируемыми размерами.
Система регуляции.
Использование подобной технологии в резке металла предусматривает выполнение следующих требований:
Плавность ведения резака;
Соблюдение угла наклона на 6 градусов против движения;
Разогрев не менее чем до отметки в 1000 градусов.
Преимущества
К преимуществам резки металла газовым резаком следует отнести:
Возможность резки толстого металла с сохранением ровных и качественных швов;
Автономность и мобильность;
Универсальность и скорость процесса;
Экономическая выгода.
КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
В процессе кислородной резки металла происходит процесс горения металла в кислороде, который идет потоком в виде струи, удаляющей оксиды. Самое главное, что в данной процедуре металл не плавится — он лишь горит, при этом сохраняя свою твердость и прочность, а рамки реза выходят ровными.
Существуют некоторые подвиды кислородной резки металла, о которых мы расскажем ниже:
Кислородно-флюсовая резка
При кислородно-флююсовой резке металла используют порошковый плюс, который подается в место реза, из-за чего процедура облегчается, так как флюс на место реза оказывает 3-ное действие: абразивное, химическое и термическое.
Кислородно-копьевая резка
Кислородно-копьевая резка металла подразумевает собой высокий температурный режим, поддерживаемый из-за сгорания кислородного «копья», которое представляет собой трубку из стали, через которую в область реза подается кислород.
ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Для газоэлектрической резки, исходя из названия, необходим источник электричества. Газоэлектрическая металлорезка бувает двух разновидностей:
Воздушно-дуговая газоэлектрическая резка
Металл, который расплавился, удаляют при помощи мощной воздушной струи, движущейся под высоким давлением.
Кислородно-дуговая резка
При этом виде газоэлектрической резки металла осуществляется движение кислородной струи, которая вызывает горение накаленного электродугой металла, и удаление оксидов из области реза.
Основной минус газоэлектрического способа резки металла — начало науглероживания металла в области реза. Обычно, такой вид металлорезки применяют в случае, если необходимо избавиться от дефектов сварных швов.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
Основные плюсы, которые можно выделить из способов газовой металлорезки:
Доступная цена;
Процессы понятны и не вызывают сложностей;
Возможно резать толстый металл;
Из недостатков можно выделить следующее:
Неидеальная точность резки;
Высокий расход материала;
Небольшая скорость резки;
Необходима доп. обработка по краям реза;
Возможна термическая деформация металлоизделий;
ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.
Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Преимущества
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.
Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.
Гильотинное
оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.
Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
Резка металла в домашних условиях производится при помощи механических устройств. К ним можно отнести как не промышленные модели станков, так и подручный инструмент. К наиболее часто используемым приспособлениям для резки металла в домашних условиях можно отнести:
Ручные ножницы для резки металла
Ручные ножницы позволяют резать металл толщиной до 3 миллиметров.
Пилы различного типа для резки
Пилы ручные, дисковые, торцевые, ленточные и маятниковые.
Болгарка для резки металлоизделий
Болгарка достаточно популярна и универсальна в домашних условиях.
ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Существует несколько видо ручных ножниц для резки металла, каждый из которых обладает своими особенностями, преимуществами и недостатками. Рассмотрим их ниже.
Гильотинные ножницы
Преимуществами такого вида ручных ножниц для резки металла является: При разделке металла такими ножницами обеспечивается:
Не остается каких-либо механических дефектов;
Наружное покрытие металла, который режут, сохраняется в прекрасном качестве;
Высокий показатель точности резки;
Особенность гильотинных ножниц заключается в том, что в их строении предусмотрен нож, который движется строго в одной плоскости, что прекрасно подходит для разрезания металлических листов. Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.
Ручными ножницами практически невозможно разрезать металл средней толщины, а вот гильотинные ножницы с гидроприводом очень здорово себя показыают в показателях точности резки, так как они зачастую имеют ЧПУ-модуль, позволяющий «запоминать» типовые операции.
Шлицевые ножницы по металлу
Шлицевые ножницы позволяют резать металл по прямым и кривым произвольным линиям, благодаря чему, возможно выполнить качественную декоративную или фигурную резку металла. Работают такие ножницы от электродвигателя.
РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
Как и с ручными ножницами, существует несколько видов пил для металлорезки, которые обладают своими плюсами и минусами:
Дисковая пила
Самая легкая в работе пила. В дисковой пиле используются качественные диски из высокоустойчивых твердых сплавов или быстрорежущая специальная сталь, не подверженная температурному режиму. Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила расширяет свой возможный спектр задач.
Из минусов можно отметить то, что хорошие дисковые пилы редко стоят дешево и имеют крупные габариты, что не всегда удобно.
Сабельная пила
Сабельная пила по своему образу схожа с электродрелью с удлиненной пилой, а по принципу работы — с электролобзиком. Существует 2 варианта сабельных пил: аккумуляторные и с зарядкой от сети.
Многообразие пильных полотен позволяет выполнять сабельной пилой различные задачи по резке металла. С сабельной пилой сложнее управляться, нежели с дисковой — для нее надо иметь правильные навыки и отличный глазомер.
Углошлифовальная машина
За этим серьезным названием скрывается знакомая всем болгарка. Интересно то, что изначально она разрабатывалась как инструмент для шлифования, однако теперь по функциональным качествам заменят сабельную и дисковую пилы.
Универсальность углошлифовальной машины позволяет проводить резку, шлифовку и полировку металлических изделий — для этого стоит просто купить необходимые материалы и комплектующие.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
Доступна резка по любым кривым линиям;
Возможность резать толстый металл практически любой толщины;
Благодаря точности резки металла данными способами обеспечивается высокая точность;
Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
Затраты на электроэнергию и воздух — достаточно низкие, как и на расходные материалы.
Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Отвечая на вопросы: «Чем режут металл» и «чем резать толстый металл«, стоит отметить, что несмотря на доступность многих из перечисленных вариантов обработки, качество зависит не только от сложности оборудования, но и от профессионализма специалистов на нем работающих. Компания «Металик» имеет в своем арсенале оборудование для проведения всех видов резки металла любой толщины и конфигурации. Получить консультацию и оставить заказ вы можете на нашем сайте, или связавшись с нами по телефону.
Чем резать металл вручную в домашних условиях
Главная
Технологии ремонта
Резка металла – один из наиболее распространенных способов обработки этого прочного, твердого и упругого материала. Без применения сложного оборудования, с помощью простых механических устройств можно получать детали требуемых форм и размеров в домашних условиях. Рассмотрим основные инструменты и тот круг задач, которые с их помощью решают.
Содержание
Ножницы по металлу
Ножовки
Труборезы
Кусачки
Ручную резку металла выполняют со снятием стружки или без нёё. В первом случае используют ножовки, во втором – ножницы, труборезы, кусачки. Исходя из толщины, формы, а также размеров металлического профиля отдают предпочтение тому или иному инструменту.
Ножницы по металлу
Ручные ножницы используются для резки листовой стали толщиной от 0,5 до 1,2 мм. Они позволяют развивать значительные усилия благодаря своим длинным ручкам и коротким лезвиям, которые закалены до высокой твердости (52…60 HRC).
Различают левые и правые ножницы. Левыми называются ножницы, у которых скос режущей части нижнего лезвия расположен слева. Ими удобно резать металл по прямой линии, а также против часовой стрелки.
Ручные ножницы могут быть с прямыми или криволинейными лезвиями. Последние применяются при вырезании отверстий, деталей сложных форм.
Кромки ножниц должны быть остро заточены и прилегать друг к другу с небольшим зазором по всей длине. Если зазор будет мал, это приведет к быстрому износу инструмента, если велик – к смятию металла.
Ручные усиленные ножницы имеют такие же размеры, как и обычные. Однако они позволяют развивать большие усилия благодаря системе из двух рычагов, последовательно соединённых друг с другом.
Рычажные ножницы применяются для резки стали толщиной до 4 мм и цветного металла – до 6 мм. Они состоят из двух ножей, один из которых неподвижно закреплён на станине, а другой приводится в движение при помощи длинной рукоятки. Кроме листовой стали, ручные рычажные ножницы позволяют работать с прутковым и профильным металлом.
Ножовки по металлу
Ручные ножовки состоят из рамки и ножовочного полотна. Они применяются для разрезания профильного, листового металла, вырезки заготовок. Рамки ножовок изготовляют цельными или раздвижными, допускающими применение полотен различной длины.
Ножовочное полотно представляет собой закалённую до 60÷63 HRC узкую стальную пластину с зубьями. Чем толще разрезаемая деталь, тем крупнее должны быть зубья. Их количество на единицу длины может быть разным. В слесарном деле для мягких металлов обычно используют ножовочные полотна, имеющие 16–18 зубьев на дюйм.
Труборезы
Труборезы используют для резки металлических труб различного диаметра – ¼…4 дюйма. По сравнению с ножовками они более производительны.
Трубы малого диаметра режут трехроликовыми труборезами. Они имеют два ролика (диска), закрепленных в корпусе на неподвижных осях. Третий ролик в процессе резания прижимают к трубе при помощи винта.
Кусачки
Кусачки предназначены для резки металлических прутков, проволоки, проводов. По расположению режущих кромок выделяют два вида этого инструмента: торцевые и боковые кусачки.
Болторезы служат для перекусывания толстой проволоки, болтов, арматуры. Они позволяют развивать значительные усилия резания благодаря своей двухрычажной конструкции.
ПОДЕЛИТЬСЯ
Руководство по металлорежущим инструментам — Ручные и электрические инструменты для резки металла
Металл может быть самым универсальным строительным материалом на земле, но превращение сырья в полированный конечный продукт требует навыков и специальных инструментов. С металлом часто сложно работать, и каждый металл обладает уникальными свойствами и характеристиками, для изготовления которых требуются различные режущие инструменты.
Сегодня мы рассмотрим каждый из различных инструментов для резки металла и их применение, чтобы вы могли быть уверены, что найдете нужный инструмент, когда будете учиться резать металл.
Ручной инструмент
Существуют различные ручные инструменты для резки металла, и хотя они требуют больше времени и усилий, чем электроинструмент, они могут быть одинаково полезны, особенно для небольших проектов. Это ручные инструменты, которые вы обычно видите в магазине металла.
Ножницы по металлу
Ножницы по металлу предназначены для резки листового металла и напоминают ножницы или ножницы. Ножницы для листового металла бывают трех видов. Стандартная пара предназначена для выполнения прямых пропилов, но невозможно манипулировать кривыми. Другие пары имеют изогнутые челюсти, которые позволяют им совершать левые или правые повороты. По этой причине вы обычно покупаете ножницы наборами по три штуки.
Эти инструменты лучше всего подходят для грубой резки листового металла и работы с тонкими материалами. Эти ножницы может быть сложно держать прямо во время резки, и разрез часто имеет заусенцы или неровные края, которые требуют последующей обработки.
Плюсы
Идеален для мягких листов, таких как олово, медь или алюминий
Недорогой
Можно резать в труднодоступных местах
Минусы
Оставляет неровный необработанный край
Тяжелый материал нельзя резать
Ножовка
Ножовка — один из самых недорогих и популярных инструментов по металлу, который можно использовать в самых разных случаях. Эти пилы состоят из металлической ручки с пластиковой или деревянной рукояткой и сменного металлического режущего полотна. Ножовкой можно резать трубу, металлическую заготовку и более толстый листовой металл, оставляя относительно чистый срез, который легко обработать.
При работе с ножовкой вам понадобится немного смазки для локтей, но для выполнения прямых пропилов они являются одним из самых полезных инструментов для резки металла.
Pros
Versatile — cuts through virtually all metals
Blades are easy to replace
Inexpensive
Cons
Can only make straight cuts
Time-consuming
Beverly Shear
The throat Ножницы без ножниц, более известные как ножницы Беверли, в честь самого популярного производителя, производящего их, представляют собой мощный ручной инструмент, полезный для резки различных металлических заготовок с чистым срезом.
Эти инструменты обычно состоят из литого металла и имеют фиксированное основание, которое крепится к верстаку или полу, и гильотинообразное лезвие на рукоятке. При нажатии на рукоятку лезвие прорезает металлическую ложу. Поскольку эти инструменты имеют меньшую режущую поверхность и не имеют горловины, они могут легко выполнять повороты и прямые разрезы.
Pros
Идеально подходит для получения подробной работы и навигации по трудным поворотам
быстрее и проще, чем Snips
. Относительно чистый край
Cons
только работает на листе
. Не такой портативный, как другие ручные инструменты для резки металла
Электроинструменты
Хотя ручные инструменты, безусловно, найдут свое место в мастерской по металлу, большая часть производства выполняется с помощью электроинструментов. Это наиболее часто встречающиеся электроинструменты, которые вы найдете в магазине для резки металла.
Угловая шлифовальная машина
Угловая шлифовальная машина или ручная шлифовальная машина, пожалуй, самый незаменимый инструмент для резки металла. Эти компактные инструменты оснащены отрезным кругом диаметром 4 ½ дюйма, но они могут быть оснащены различными дисками или аксессуарами для различных целей.
Шлифовальные станки могут быстро обрабатывать различные металлы, включая листы, трубную или прутковую заготовку, скобяные изделия и многое другое. Шлифовальные машины лучше всего подходят для необработанного металла, грубой резки, удаления заклинившего оборудования или резки сварных швов. Лезвие очень сильно нагревается в процессе резки, что может привести к обгоранию краски или окончательной отделке изделия, над которым вы работаете. По этой причине есть другие инструменты, которые лучше подходят для завершения работы.
Pros
Невероятная универсальность
Компактный размер позволяет работать в труднодоступных местах
Совместимость с различными дисками и режущими поверхностями сломаться при неправильном использовании
Сабельная пила
Сабельная пила (она же Sawzall) — один из самых популярных и полезных инструментов для сноса, и она эффективна для резки металла, если вы используете ее в демонстрационных целях. Сабельные пилы являются одними из самых агрессивных и мощных пил. Оснастите сабельную пилу подходящими полотнами для сабельной пилы по металлу, и она сможет быстро обрабатывать все, от листовых материалов до труб и плоского проката.
Имейте в виду, что сабельная пила так же точна и тонка, как слон в посудной лавке, поэтому ее следует использовать только для сноса и грубой резки. Хотя для большинства работ есть лучшие инструменты, есть что сказать о том, как весело резать что-то сабельной пилой.
Pros
Режет практически все
Мощный и быстрый
Разнообразие лезвий для различных сценариев резки
Минусы
Очень грубый и неточный
Может легко повредить провода или трубы своим длинным лезвием
Циркулярная пила
Циркулярная пила — еще один популярный деревообрабатывающий инструмент, который можно оснастить специальными лезвиями для резки металла. Существуют диски для резки алюминия и абразивные отрезные круги, которые хорошо подходят для резки труб или прутков.
Некоторые производители устанавливают стандартный диск циркулярной пилы задом наперед для резки листовых материалов, но это потенциально опасно и не рекомендуется. Вместо этого идеальным вариантом будет 7-дюймовый абразивный диск для циркулярной пилы.
Pros
Отлично справляется с трубным и прутковым материалом
Обеспечивает чистый рез большинства металлов
Доступен
Cons
Плохо ломается 904 Диски 4 2 2 4 банки
Лобзик
Электролобзик, широко используемый в большинстве столярных мастерских, также может использоваться для резки металла при условии, что пила имеет подходящее полотно для резки металла. Лобзики могут быть очень полезны для резки крутых изгибов и мелких деталей в тонких и средних листовых материалах, но они не подходят для резки других типов материалов.
Pros
Inexpensive and commonly available
Blades are replaceable
Works well for tight turns and curves
Cons
Only works well with thin sheet products
Blades break often
Hole Saw
Кольцевые пилы — это насадки, которые крепятся к дрели или сверлильному станку для вырезания кругов. Эти сверла с полым цилиндром обычно имеют мелкие зубья, чтобы аккуратно прорезать различные листовые материалы. Предпочтительны биметаллические кольцевые пилы, так как они наиболее универсальны для резки различных металлов.
PROS
CRUTCES Perfect Circle
Недорогие
Cons
Не универсальный
Отрезитный инструмент
. колеса, перпендикулярно ручке. Отрезные инструменты доступны в электрических и пневматических вариантах, и они поставляются с абразивным отрезным кругом, который позволяет быстро обрабатывать листовые материалы, старые болты, крепежные детали и прихваточные сварные швы.
Отрезной инструмент удобен в труднодоступных местах, где другие инструменты не могут поместиться, но его небольшой размер делает его плохим выбором для резки более толстых материалов.
Pros
Комплексный и легко маневрировать
Подходит в трудных пространствах
Идеально для удаления сварных швов и обрезки. Пила
Пневматическая пила является одним из самых эффективных и точных инструментов в слесарном цеху. Эти пилы питаются от воздушного компрессора, они маленькие, легкие и ими легко управлять. Для кривых и поворотов пневматическая пила практически непревзойденна. Эти пилы также могут делать прямые пропилы, но требуется некоторая практика, прежде чем вы сможете надежно тянуть прямые линии.
Пневматические пилы лучше всего подходят для более тонких металлов, но они также могут надежно резать более толстые материалы. Чем толще материал, тем больше времени потребуется на резку и тем больше лезвий вы прожжете. Производители часто используют угловую шлифовальную машину для резки более тяжелых секций металла, оставляя пневматическую пилу для более точной отделки.
Pros
Легкий, универсальный и маневренный
Недорогие сменные лезвия
Нет мотора, который может сгореть
Минусы
Плохо работает с более толстыми материалами тонкая проработка деталей. Эти инструменты подходят для различных режущих, шлифовальных или полировальных насадок, которые крепятся к цанге в нижней части инструмента.
Вращающиеся инструменты универсальны, и хотя вы можете использовать их практически для любого материала, прямошлифовальные машины созданы специально для резки и шлифовки металла. Их компактный размер и полный диапазон движений позволяют вырезать кривые, прямые линии и мелкие детали, которые невозможны с помощью других инструментов.
Pros
Различные биты обслуживают тонны применений
Идеально для мелких деталей и работы с небольшими частями
Доступный
Конс. Отрезная пила — это стандартный инструмент для столярных работ, который также может быть полезен при работе с трубным или прутковым материалом, поскольку он может легко выполнять прямые пропилы, когда вы заменяете лезвие абразивным отрезным кругом.
Отрезные пилы могут относительно легко прорезать более толстые материалы, и пила оставляет достаточно чистый край.
Pros
Отлично подходит для резки более толстых материалов, особенно труб или плоского проката
Практически любую отрезную пилу можно оснастить режущим диском для резки металла
Cons
Тонны искр во время резки процесс
Срезы не очень ровные
Холодная пила
Холодная пила — это, по сути, отрезная пила, предназначенная специально для резки металла. Эти пилы имеют полотно с мелкими зубьями и пневматическую систему, которая постоянно подает холодную воду на полотно пилы. Эти пилы не искрят и могут делать очень чистые и прямые пропилы в толстом материале за считанные секунды.
Плюсы
Один из самых быстрых и эффективных способов резки толстого материала
Без искры в мастерской
Минусы
Узкоспециализированный
Дорогой
Кислородно-ацетиленовая горелка
Кислородно-ацетиленовая горелка или резак — это мощный инструмент, который может легко резать практически любой металл, независимо от его толщины. Это те факелы, которые вы часто видите в фильмах, когда грабители банков пытаются проникнуть в хранилище. Эти горелки питаются баллонами со сжатым газом с кислородом и ацетиленом. Вы набираете правильное соотношение этих двух газов, чтобы создать обжигающе горячее и сфокусированное пламя, которое может легко прорезать любой материал.
Резак идеально подходит для резки тяжелых материалов, стальных стержней, балок и других строительных материалов. Для более тонких материалов или окрашенных поверхностей пламя горелки обожжет и деформирует их.
Pros
Идеальный способ сократить тяжелые материалы
Инструмент также можно использовать для сварки
CONS
Танков. Занимайте много пространства
Не полезны для материалов более тонких
Plas.0013
Основоположник всех режущих инструментов, плазменные резаки очень похожи на кислородно-ацетиленовые горелки, но у них есть несколько преимуществ. Эти инструменты не такие горячие, как резак, поэтому вы можете использовать их как с более тонкими материалами, так и с более тяжелыми. Твердой рукой вы сможете вырезать практически любую форму, линию или кривую с помощью плазменного резака.
Плазменные резаки доступны в качестве ручного инструмента, но эта технология часто используется как часть более крупных станков с ЧПУ.
Плюсы
Безопаснее, чем газовый резак
Идеально подходит для резки нестандартных форм
Компактный и портативный
Минусы
Дорогой неподвижный
Требует очистки вокруг разреза
4 900s Вопросы?
Если вам предстоит работа по резке металла, и вам все еще нужна помощь, свяжитесь с нами по телефону, электронной почте или в чате, чтобы обсудить возможные варианты. Сообщите нам тип металла, который вы пытаетесь резать, и какие инструменты у вас есть под рукой, чтобы мы могли помочь вам сделать лучший выбор.
11 лучших способов резки металла с помощью электроинструментов или без них
Handyman’s World является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок. на amazon.com.
В периодической таблице насчитывается более 100 элементов, которые считаются «металлами». По большей части производители и строительный персонал работают только с некоторыми из наиболее распространенных из них, а также с их сплавами, а именно со сталью, железом и медью.
В то же время у профессионалов сегодня есть много возможностей для резки этих материалов как с использованием электроинструмента, так и без него.
Если вы новичок в этом деле или любители делать что-то своими руками, возможно, вы не знакомы со всеми этими методами резки. Это руководство поможет исправить это, познакомив вас с различными методами резки металла, начиная от самых простых с использованием ручных инструментов и заканчивая более продвинутыми методами с использованием электроинструментов.
4 лучших способа резки металла без электроинструмента
Давайте начнем с методов, которые идеально подходят для небольших разовых проектов и в других ситуациях, когда использование электроинструментов может быть излишним или недостаточным.
Использование ножниц по металлу
Ваш первый ручной инструмент для резки металла также является одним из самых доступных и доступных – ножницы по металлу.
Этот инструмент выглядит и работает как ножницы, но его острые губки позволяют обжимать и прокалывать листовой металл одним плавным движением. На этом фронте ножницы по металлу обеспечивают большую универсальность, оставаясь при этом полностью точными и управляемыми во время резки.
Что касается их универсальности, одной пары ножниц по металлу не всегда достаточно.
Это потому, что многие работы по резке листового металла требуют кривых. Для этого вам понадобится набор левых и правых ножниц по металлу. К счастью, эти ножницы и их пряморежущие аналоги часто идут в наборе. Таким образом, вы можете начать с основных работ по резке металла без необходимости вкладывать значительные средства в инструменты.
Как бы то ни было, ножницы по металлу имеют один существенный недостаток. Как только эти инструменты притупляются (что может произойти быстро, если вы их часто используете), они практически бесполезны. Таким образом, вы можете часто заменять их, если они являются вашим единственным доступным методом резки большого количества листового металла.
Использование ножовки по металлу
Между тем, если вы занимаетесь своими руками и не хотите сейчас вкладывать средства в новые инструменты, вы всегда можете подобрать инструмент, который, скорее всего, уже есть в вашем арсенале. В частности, ножовка часто может без особых проблем выполнять основные работы по резке металла.
Ножовки по металлу также отлично подходят для любителей резки металла, поскольку для их использования не требуется специальной техники. Тем не менее, вам нужно будет приложить немного усилий, чтобы ножовка работала на вас.
Как и многие типы пил, функция ножовки напрямую зависит от типа полотна, которым она оснащена.
Ножовки, разумеется, имеют сменный комплект лезвий. Таким образом, очень важно, чтобы вы включили специально изготовленное лезвие для резки металла, прежде чем пытаться разрезать любой болт или листовой металл. В противном случае вы обнаружите, что просто рвете и изнашиваете свои режущие лезвия по дереву.
Также не забывайте, почему ножовка получила такое название. Рез ножовкой имеет тенденцию быть довольно грязным и грубым, даже при разрезании металла. Обязательно спланируйте это соответствующим образом, когда дело доходит до сглаживания обрезанных краев после завершения разреза.
Использование универсального ножа
Как и следовало ожидать, профессионалы в области производства и строительства имеют множество методов, которые они используют для резки металлических заготовок в крайнем случае. Один из их более быстрых методов на этом фронте включает в себя выхватывание универсального ножа и надрезание поверхности ложи из тонкого металла.
При правильном выполнении (т. е. по прямой линии с использованием направляющей) сильный человек может аккуратно отломить ложу, не прибегая к пиле или ножницам.
Этот метод чаще всего используется в проектах, в которых используется металлический сайдинг. С этой целью подрядчики часто используют эту технику для быстрого создания индивидуальных вырезов в тонких алюминиевых панелях сайдинга без необходимости запуска каких-либо электроинструментов. Некоторые подрядчики также утверждают, что могут использовать этот метод для обрезки металлических шпилек, хотя такая реализация встречается гораздо реже.
Имейте в виду, однако, что этот метод сопряжен с некоторыми очевидными рисками для безопасности. Как и следовало ожидать, использование металлического универсального ножа на металлической поверхности сопряжено с явным риском соскальзывания лезвия. Таким образом, эту технику следует использовать только в перчатках и при работе в зоне, где ваши коллеги не находятся в пределах досягаемости руки от лезвия.
Использование настольных ножниц
Все ручные металлорежущие инструменты, упомянутые до этого момента, были переносными по своей природе. Таким образом, все они имели ограниченные возможности, когда дело доходит до резки и формовки больших металлических заготовок. Для этой цели вы можете обратиться к скамье.
По сути, этот стационарный настольный инструмент предназначен для точной резки металла без потери рычага.
Для этого в настольных ножницах используется длинная обращенная вверх ручка, за которую пользователь тянет вниз, чтобы переместить лезвие устройства. При этом лезвие агрегата опускается вниз к основанию, таким образом передавая усилие, прилагаемое к рычагу, на край лезвия. Это позволяет лезвию без проблем резать металл толщиной до 10 калибра.
В целом, это действие приводит к небольшому перемещению металлических заготовок во время резки. Таким образом, вы всегда должны держаться за металлическую заготовку, помещая ее в настольные ножницы. Однако держите пальцы подальше от лезвия ножниц, так как они очень острые и прорежут даже рабочие перчатки.
7 лучших способов резки металла с помощью электроинструментов
Далее давайте рассмотрим лучшие способы резки металла, если у вас есть электроинструменты.
Использование ножниц
Если бы существовал какой-либо электроинструмент, который действовал как простая модернизация знакомого ручного инструмента для резки металла, то это, вероятно, был бы высечный нож. Многие непрофессионалы не знакомы с высечными ножницами, что очень плохо, учитывая их способность делать длинные разрезы в тонколистовой стали.
В этом качестве этот компактный электроинструмент в форме пистолета способен выполнять чистые высокоскоростные пропилы, не вызывая большого шума или деформации обрабатываемой металлической заготовки.
Настоящая функция щипцов не так уж фантастична, если разобраться.
В действии кусачки пробивают металлическую полосу, проходящую под его головой. Таким образом, повторное использование высечки приведет к тому, что ваше рабочее место будет завалено кудрявыми металлическими опилками. Вы должны быть уверены, что очистите их как можно скорее, так как их небольшой размер может вызвать неприятные порезы, если они случайно пройдут по непокрытой коже.
Кроме того, прежде чем приобретать высечный инструмент, обязательно оцените максимальную толщину стали, которую вы или ваша команда регулярно режете. Это связано с тем, что высечки бывают разных размеров (и цен), вплоть до режущей способности стали 14 калибра.
Если вы считаете, что это инструмент для вас, посмотрите мои рекомендуемые модели здесь. Вы также можете подумать о ножницах, прежде чем браться за кусачки.
Использование угловой шлифовальной машины
Угловые шлифовальные машины являются одним из наиболее очевидных вариантов, когда речь идет о резке металла как профессионалом, так и домашним мастером. Это связано с тем, что эти ручные электроинструменты довольно просты в использовании и достаточно доступны для непрофессионала, чтобы инвестировать в них деньги. более толстая ложа (включая болты) без сильной отдачи.
В связи с этим отдача на угловых шлифовальных машинах является обычным явлением. Вот почему часто важно установить устройство с боковой опорной ручкой. Это может гарантировать, что ваши разрезы останутся ровными, даже если ваше лезвие немного раскачивается во время разреза.
Угловые шлифовальные машины также хорошо известны своей универсальностью. В конце концов, большинство устройств совместимы с различными типами лезвий. Таким образом, вы, вероятно, сможете использовать свою новую угловую шлифовальную машину для резки не только металла, если ваша сфера деятельности требует от вас работы с различными материалами в ходе проекта.
Использование циркулярной пилы
Опытные строители знают, что циркулярные пилы часто можно использовать не только для резки дерева.
На практике эти пилы часто можно использовать и для резки металла, если у вас есть соответствующий диск. В частности, вы часто захотите использовать лезвие, которое является сверхабразивным и способным выполнять разрез без особого сопротивления. В большинстве случаев для этой цели лучше всего подходит лезвие с твердосплавным наконечником.
С правильным набором лезвий в вашем инструменте вы будете удивлены тем, какие металлы может резать циркулярная пила.
Например, многие профессионалы используют циркулярную пилу для быстрой резки арматуры. Точно так же циркулярная пила может без особых проблем разрезать заготовку диаметром 3/8 дюйма. Это значительное увеличение производительности по сравнению со многими другими металлорежущими электроинструментами.
Однако не все циркулярные пилы могут резать металл, даже если они позволяют использовать полотно для резки металла. Обязательно всегда проверяйте руководство пользователя вашего устройства, прежде чем приступать к проекту по резке металла с помощью циркулярной пилы, которая у вас уже есть.
Использование торцовочной пилы
Если вы хорошо разбираетесь в торцовочных пилах, то знаете, что их функции очень похожи на функции циркулярной пилы. Тем не менее, их уникальная система крепления на основе руки позволяет им успешно резать под углом, не требуя от пользователя удержания веса устройства.
Многие торцовочные пилы могут выполнять аналогичные функции при резке металлов. Тем не менее, вам все равно понадобится полотно, предназначенное для резки цветных металлов, поэтому обязательно проверьте возможности вашего устройства, прежде чем использовать торцовочную пилу на проекте по резке металла.
При резке металла торцовочной пилой необходимо учитывать несколько факторов.
Во-первых, эти узлы очень прочные и потенциально могут погнуть более тонкий материал в процессе резки. Таким образом, вы захотите использовать деревянную подложку, когда это возможно, чтобы предотвратить деформацию. Кроме того, имейте в виду, что торцовочные пилы, как правило, отбрасывают много мусора, когда они активны.
Во избежание травм при резке металла торцовочной пилой необходимо надевать надлежащее защитное снаряжение.
Использование вибрационной пилы
Выполнение пропила заподлицо в металлических приспособлениях (например, в трубах) может оказаться сложной задачей при использовании большинства других электроинструментов для резки металла.
Для этой цели вам, скорее всего, понадобится вибрационная пила с установленной насадкой для резки металла. Эти инструменты могут медленно, но верно врезаться в металлические приспособления под прямым углом из-за их горизонтальной формы. Таким образом, болты и гвозди часто не подходят для этого электроинструмента.
Имейте в виду, однако, что этот электроинструмент на самом деле не предназначен для выполнения чистых пропилов в куске металла.
Хотя этот инструмент может выполнить эту задачу, вам, вероятно, придется зажать эту заготовку, чтобы предотвратить ее смещение при движении этого инструмента. Этот тип пилы также может быть хорошим вариантом, если вы работаете на объекте сноса, где этот инструмент уже является частью стандартного арсенала.
Мои рекомендации можно найти в этой статье.
Использование сабельной пилы
Среди всех вариантов электроинструмента для резки металла это один из самых доступных и универсальных вариантов, который, возможно, захочет рассмотреть домашний мастер. Это связано с тем, что сабельная пила часто способна резать металлические заготовки и предметы, с которыми могут столкнуться домашние мастера.
С этой целью сабельные пилы обычно используются для обрезки старых гвоздей и разрезания тонкого материала. Конечно, для этого требуется подходящее лезвие, большинство из которых имеют твердосплавные наконечники.
Сабельные пилы широко используются при сносе зданий, как вы, возможно, уже знаете. Таким образом, не должно быть сюрпризом узнать, что срезы металла, сделанные этим инструментом, довольно грубые. Таким образом, он не рекомендуется для работ по резке металла, требующих точности.
Если вы считаете, что вам нужна сабельная пила, обязательно ознакомьтесь с моими рекомендациями.
Использование ленточной пилы
Наконец, вы будете удивлены, узнав, что некоторые ленточные пилы способны резать металл.
Как и другие пилы из этой коллекции, эта способность резать металл обеспечивается специальными лезвиями. Они, как правило, биметаллические по своей природе, хотя лезвия из углеродистой стали также успешно используются на этом фронте. В любом случае, в некоторых случаях этот инструмент можно использовать для резки более толстого материала.

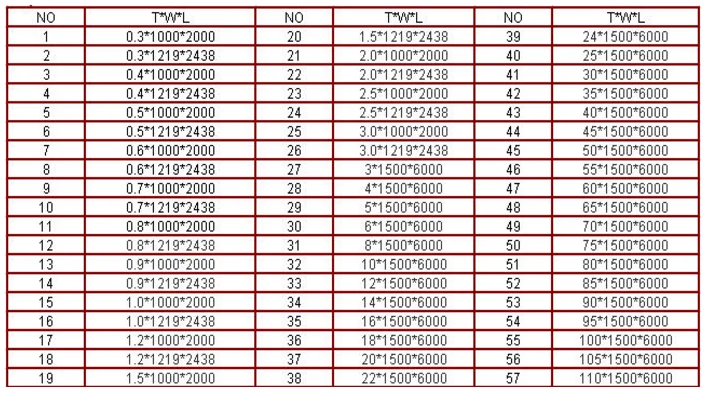 Горячекатаному прокату свойственна высокая погрешность по толщине, а также неровность по всей поверхности. Это связано с тем, что после термообработки происходит коробление полотна, и его нужно дополнительно подвергнуть процессу рихтовки. При охлаждении металла лист сжимается, что снижает точность размера и формы продукции. К примеру, углы листа могут быть более округлые, чем у сравниваемого х/к листа. Не стоит забывать: на поверхности горячекатаного проката часто встречается окалина.
Горячекатаному прокату свойственна высокая погрешность по толщине, а также неровность по всей поверхности. Это связано с тем, что после термообработки происходит коробление полотна, и его нужно дополнительно подвергнуть процессу рихтовки. При охлаждении металла лист сжимается, что снижает точность размера и формы продукции. К примеру, углы листа могут быть более округлые, чем у сравниваемого х/к листа. Не стоит забывать: на поверхности горячекатаного проката часто встречается окалина.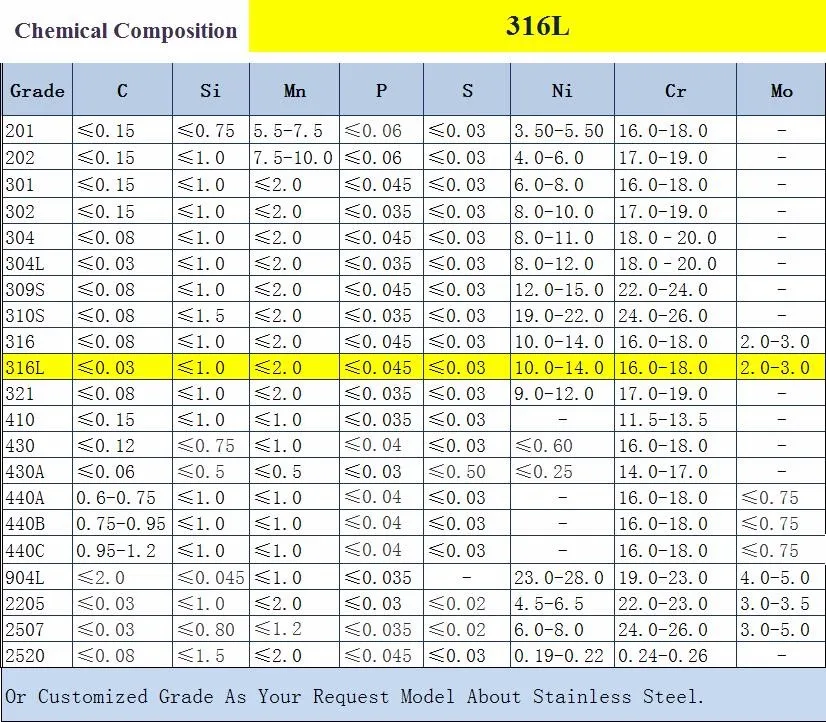 Но при этом деформационные остаточные напряжения ниже, чем у холоднокатаного листа.
Но при этом деформационные остаточные напряжения ниже, чем у холоднокатаного листа. Тонколистовой металл подойдёт для облицовки внутренних и наружных стен, обшивки хранилищ, к примеру зерновых. Малая толщина листа позволяет изгибать его и создавать гнутые, профильные изделия. Вес листа легко посчитать по готовым справочным таблицам.
Тонколистовой металл подойдёт для облицовки внутренних и наружных стен, обшивки хранилищ, к примеру зерновых. Малая толщина листа позволяет изгибать его и создавать гнутые, профильные изделия. Вес листа легко посчитать по готовым справочным таблицам. org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>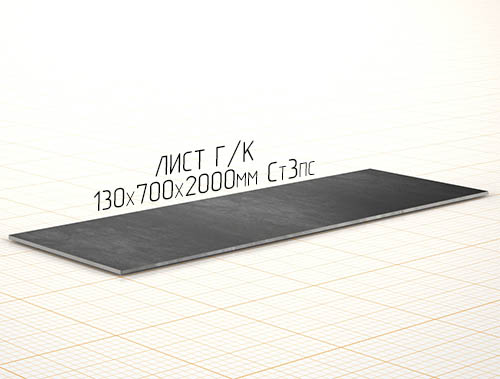 org/Offer»>
org/Offer»>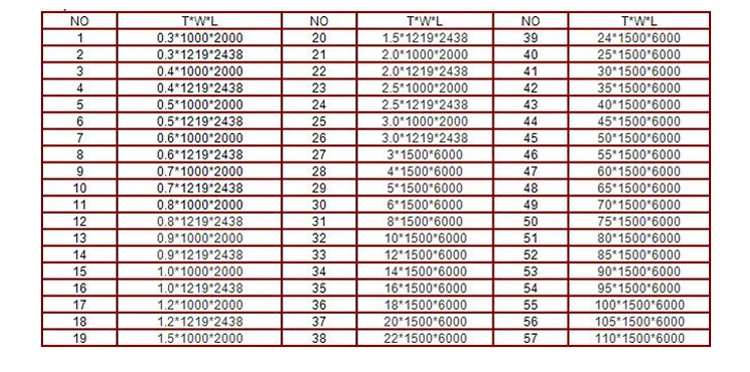 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>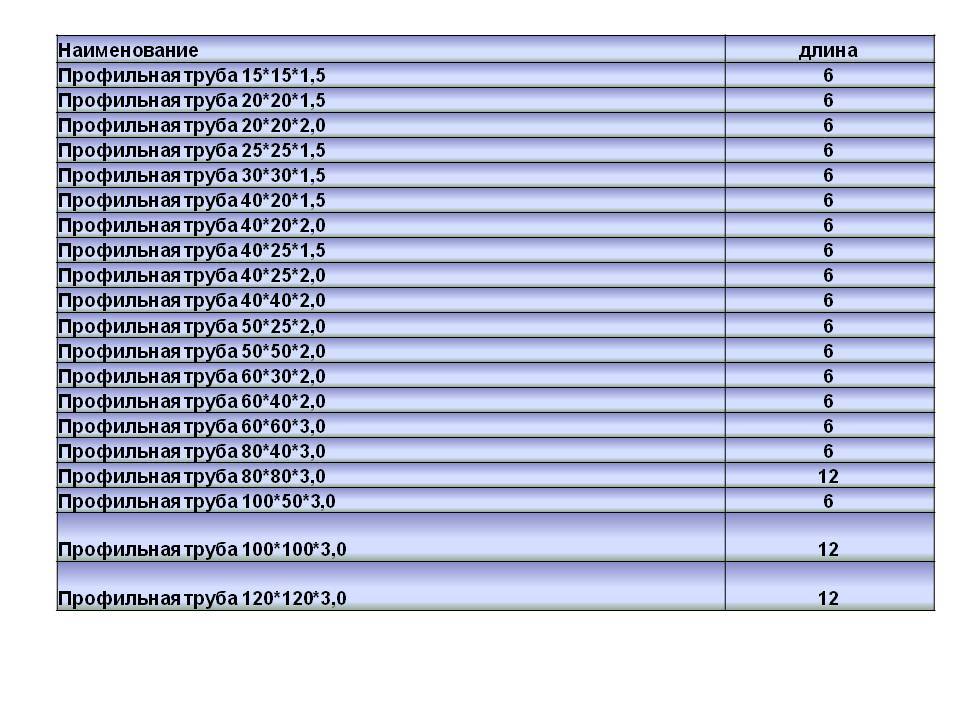 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>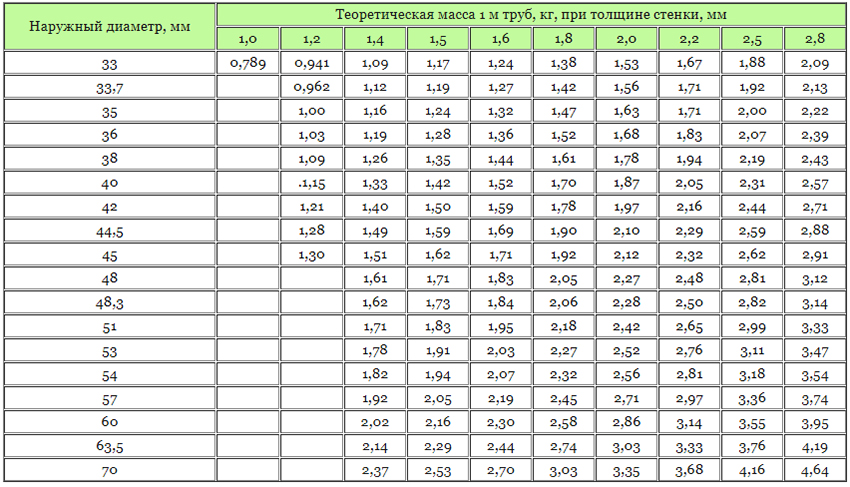 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>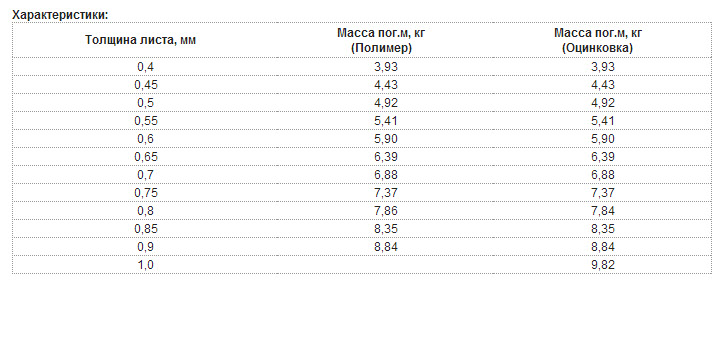 org/Offer»>
org/Offer»>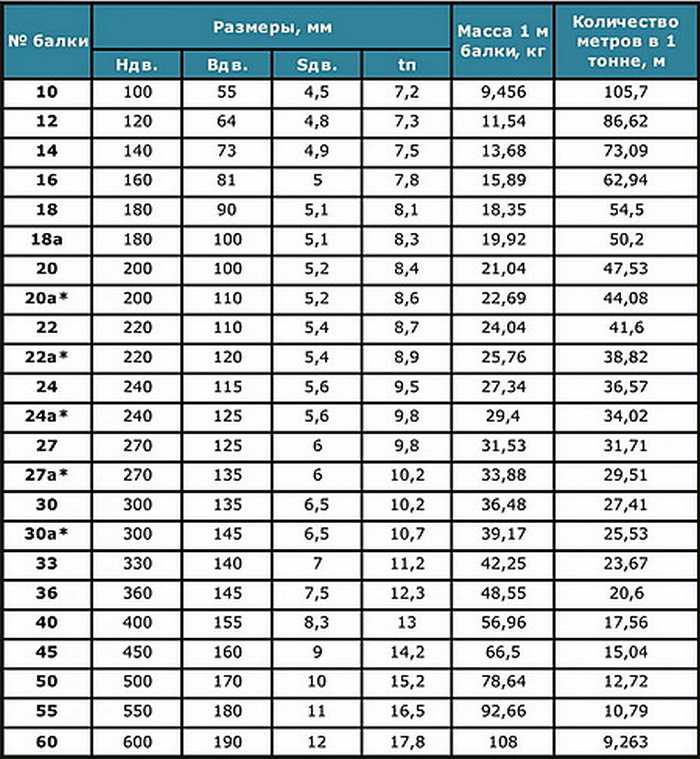 org/Offer»>
org/Offer»>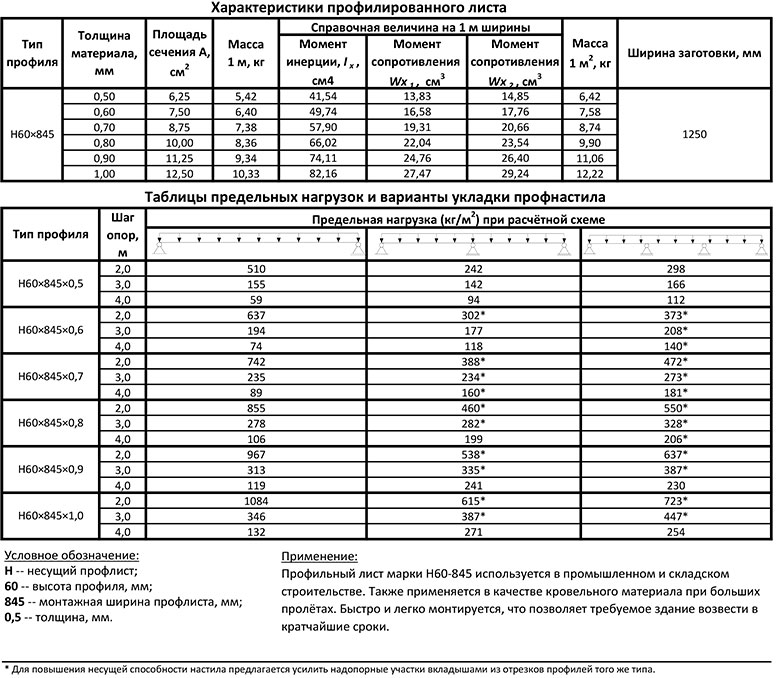 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>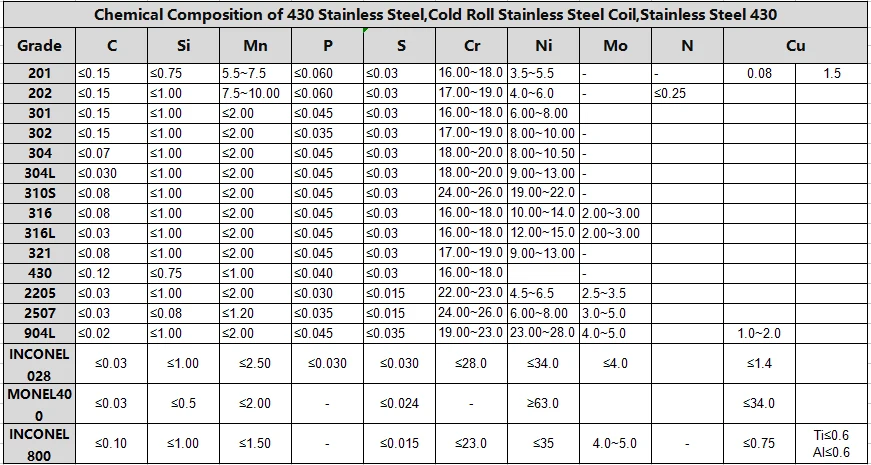 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>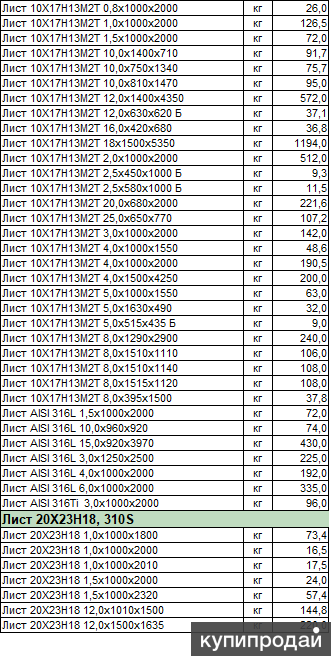 org/Offer»>
org/Offer»>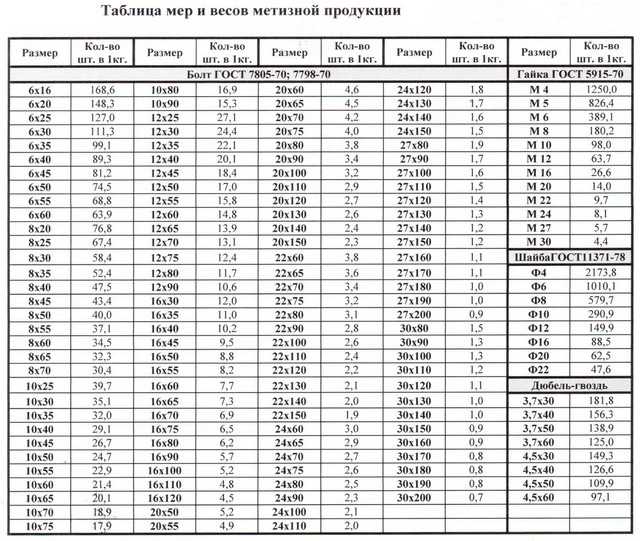 org/Offer»>
org/Offer»> 11.2022
11.2022 Это может не работать, если Javascript отключен
Это может не работать, если Javascript отключен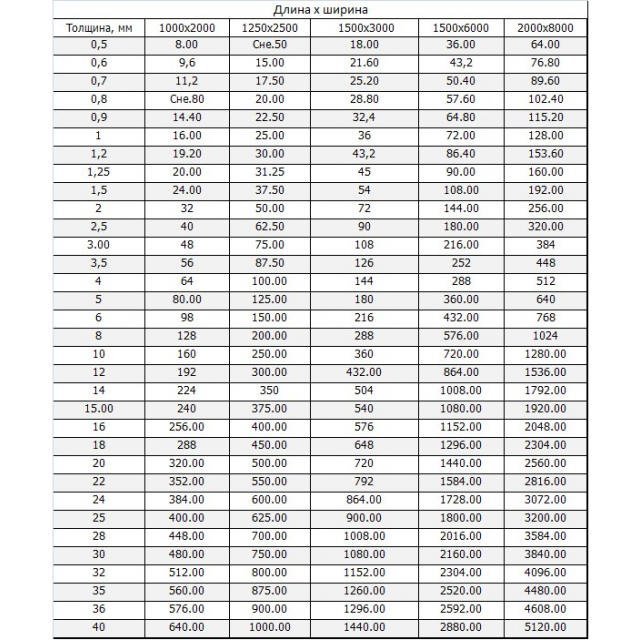 (0,120″)
(0,120″) 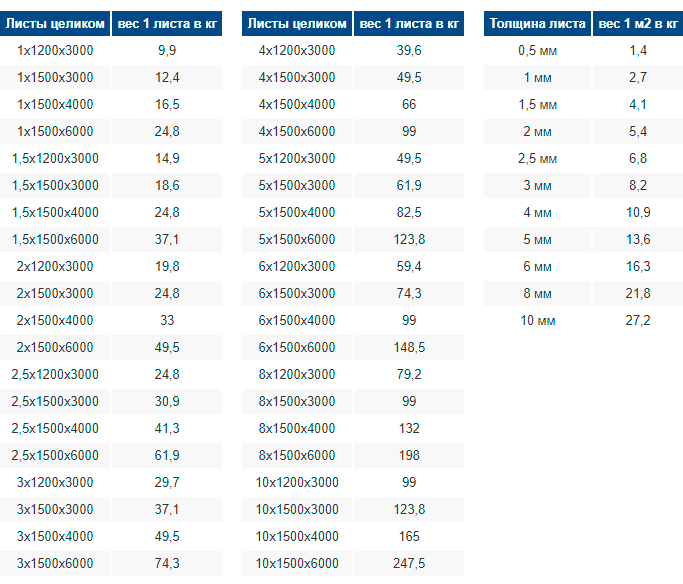 (0,105 дюйма)
(0,105 дюйма) 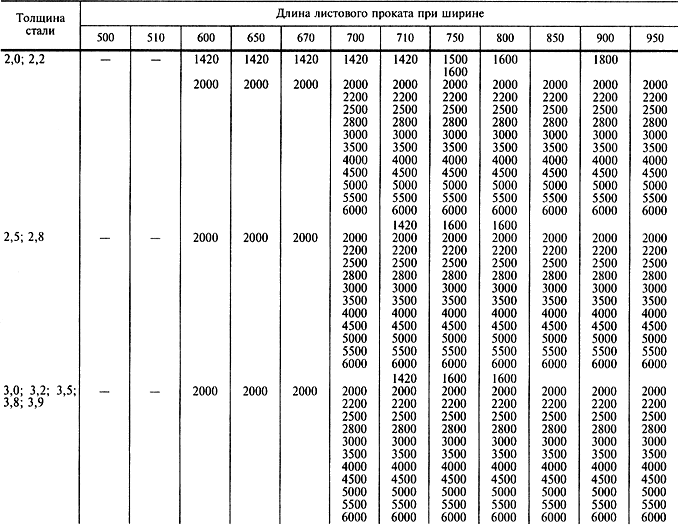 410
410 (0,042 дюйма)
(0,042 дюйма)  16
16 7560
7560 36 ksi. предел текучести для всех толщин материала. Он широко используется при строительстве зданий, мостов и других сооружений с помощью сварки, болтового соединения или клепки. Эта сталь полезна из-за ее широкой доступности.
36 ksi. предел текучести для всех толщин материала. Он широко используется при строительстве зданий, мостов и других сооружений с помощью сварки, болтового соединения или клепки. Эта сталь полезна из-за ее широкой доступности. Этот материал обычно поставляется в окантованном или полуспокойном состоянии и особенно подходит для экономичного производства сосудов низкого давления, подпадающих под юрисдикцию ASME по сосудам под давлением.
Этот материал обычно поставляется в окантованном или полуспокойном состоянии и особенно подходит для экономичного производства сосудов низкого давления, подпадающих под юрисдикцию ASME по сосудам под давлением.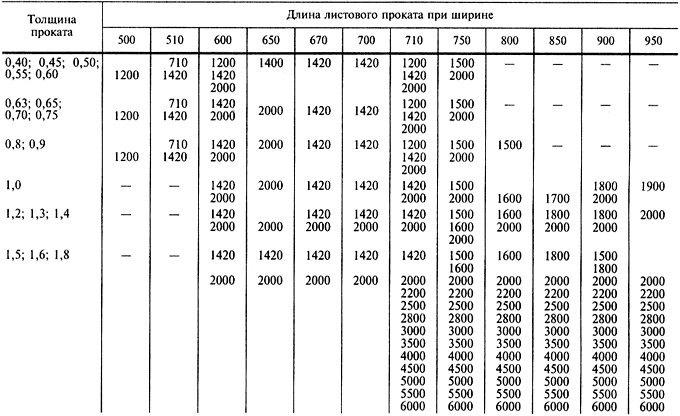

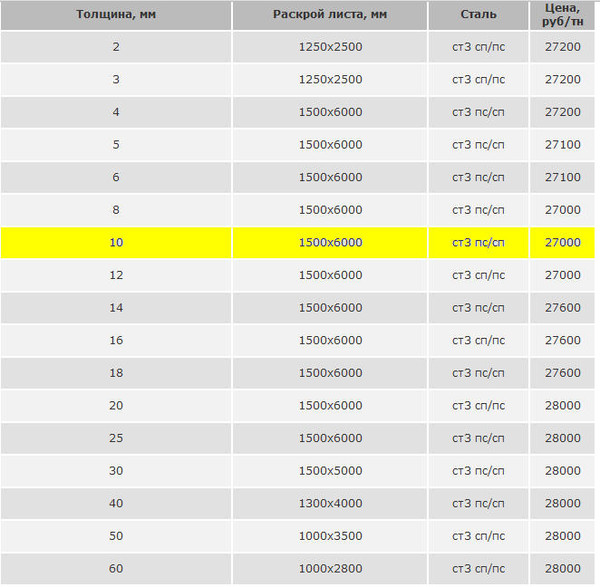 Приложения могут включать здания, сжатые элементы мостов и т. д.
Приложения могут включать здания, сжатые элементы мостов и т. д. Эти стали можно легко сваривать до максимальной толщины, предусмотренной настоящим стандартом. Области применения включают неокрашенный сайдинг, неокрашенные легкие элементы конструкции и т. д., где прочность на надрез при низких температурах не является требованием конструкции.
Эти стали можно легко сваривать до максимальной толщины, предусмотренной настоящим стандартом. Области применения включают неокрашенный сайдинг, неокрашенные легкие элементы конструкции и т. д., где прочность на надрез при низких температурах не является требованием конструкции. Атмосферная коррозионная стойкость этих сталей в большинстве сред значительно лучше, чем у углеродистых конструкционных сталей с добавками меди или без них.* При надлежащем воздействии атмосферы эти стали можно использовать без покрытия (неокрашенными) во многих областях применения. Эти стали подходят для сварных конструкций, где конструктивным требованием является ударная вязкость при низких температурах. Покупатель, в дополнение к указанию марки, должен указать требуемую категорию стали, которая устанавливает температуру и уровень энергии испытания с V-образным надрезом по Шарпи. Приложения могут включать в себя первичные натяжные элементы в мостах и подобных элементах.
Атмосферная коррозионная стойкость этих сталей в большинстве сред значительно лучше, чем у углеродистых конструкционных сталей с добавками меди или без них.* При надлежащем воздействии атмосферы эти стали можно использовать без покрытия (неокрашенными) во многих областях применения. Эти стали подходят для сварных конструкций, где конструктивным требованием является ударная вязкость при низких температурах. Покупатель, в дополнение к указанию марки, должен указать требуемую категорию стали, которая устанавливает температуру и уровень энергии испытания с V-образным надрезом по Шарпи. Приложения могут включать в себя первичные натяжные элементы в мостах и подобных элементах.
 24 грн
24 грн Харьков
Харьков
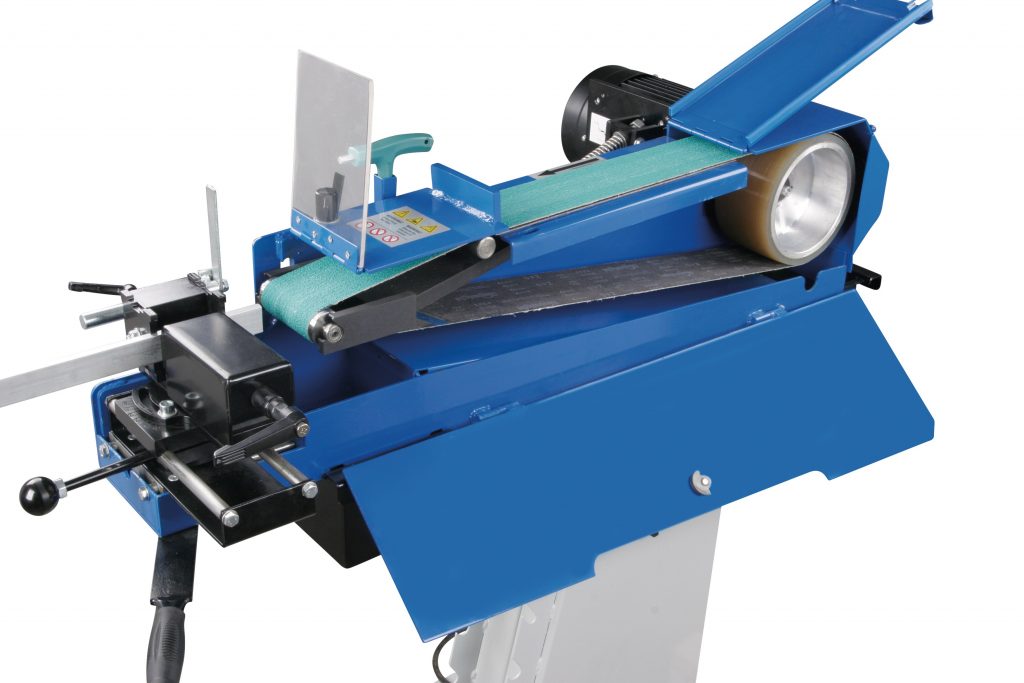








 Его еще называют мясорубкой. Эта шлифовальная лента может работать с фиксированной скоростью. С помощью регулятора переменной скорости вы можете заставить ленту двигаться быстрее или медленнее. На меньшей скорости металл пригорает не так быстро и можно аккуратно шлифовать.
Его еще называют мясорубкой. Эта шлифовальная лента может работать с фиксированной скоростью. С помощью регулятора переменной скорости вы можете заставить ленту двигаться быстрее или медленнее. На меньшей скорости металл пригорает не так быстро и можно аккуратно шлифовать. Ленточные шлифовальные станки есть во многих конструкторских и инновационных отделах промышленности и производства. Ленточно-шлифовальный станок — чрезвычайно полезный инструмент при разработке изделий. Люди используют ленточный шлифовальный станок для шлифовки, шлифовки и полировки при выполнении работ или изготовлении ножей.
Ленточные шлифовальные станки есть во многих конструкторских и инновационных отделах промышленности и производства. Ленточно-шлифовальный станок — чрезвычайно полезный инструмент при разработке изделий. Люди используют ленточный шлифовальный станок для шлифовки, шлифовки и полировки при выполнении работ или изготовлении ножей. При чистовой обработке часть металла снимается с заготовки, но незначительно. Шлифовальные ленты тонкие и эластичные. Размер зерна от 150 до 400.
При чистовой обработке часть металла снимается с заготовки, но незначительно. Шлифовальные ленты тонкие и эластичные. Размер зерна от 150 до 400.
 Эти мастера всегда могут использовать в мастерской ленточно-шлифовальный станок. Подумайте о лабораторных инструментах, медицинских инструментах, весах и т. д.
Эти мастера всегда могут использовать в мастерской ленточно-шлифовальный станок. Подумайте о лабораторных инструментах, медицинских инструментах, весах и т. д.
 Как результат – металл служит намного дольше.
Как результат – металл служит намного дольше. В принципе, он и не нужен, так как края в большинстве случаев перекрываются либо другим листом металла, либо специальными элементами. Если очень постараться и придумать какую-либо направляющую, то эту проблему можно решить.
В принципе, он и не нужен, так как края в большинстве случаев перекрываются либо другим листом металла, либо специальными элементами. Если очень постараться и придумать какую-либо направляющую, то эту проблему можно решить. Защитить дрель можно только одним способом – упаковать ее в сетчатый материал (например, капроновые колготки).
Защитить дрель можно только одним способом – упаковать ее в сетчатый материал (например, капроновые колготки). По большому счету, речь идет не о таких уж и больших деньгах – профессиональную насадку можно приобрести примерно за 30-50 долларов.
По большому счету, речь идет не о таких уж и больших деньгах – профессиональную насадку можно приобрести примерно за 30-50 долларов. 35 грн
35 грн Ровно
Ровно Ровно
Ровно Ровно
Ровно 18 грн
18 грн Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
 Любое широкое проникновение, а не только дымоход, которое мешает стоку, — это то место, куда вы поместите сверчка».
Любое широкое проникновение, а не только дымоход, которое мешает стоку, — это то место, куда вы поместите сверчка». «А седло — это всего лишь два сверчка, поставленные спиной к спине, или сооружение, похожее на пирамиду».
«А седло — это всего лишь два сверчка, поставленные спиной к спине, или сооружение, похожее на пирамиду». 20 Сверчки дымохода). Как правило, чем круче скат крыши, тем шире должен быть сверчок. Крыша с уклоном 12:12 должна иметь сверчок высотой не менее половины ширины дымохода или другого выступа. Для уклона крыши 3:12 сверчок должен составлять 1/8 ширины выступа.
20 Сверчки дымохода). Как правило, чем круче скат крыши, тем шире должен быть сверчок. Крыша с уклоном 12:12 должна иметь сверчок высотой не менее половины ширины дымохода или другого выступа. Для уклона крыши 3:12 сверчок должен составлять 1/8 ширины выступа. У вас есть слепая долина, где панели сливаются со стеной. Там вам, возможно, придется подумать о том, чтобы поставить сверчок у парапета и увеличить уклон, в зависимости от размера и количества воды, которое вы ожидаете спустить с этой крыши, чтобы весь этот сток просто не стекал в стену. и вызвать другие проблемы. Чем больший сток вы ожидаете, тем больше уклон, как правило».
У вас есть слепая долина, где панели сливаются со стеной. Там вам, возможно, придется подумать о том, чтобы поставить сверчок у парапета и увеличить уклон, в зависимости от размера и количества воды, которое вы ожидаете спустить с этой крыши, чтобы весь этот сток просто не стекал в стену. и вызвать другие проблемы. Чем больший сток вы ожидаете, тем больше уклон, как правило». Это объясняется несколькими факторами. Помимо того, что это является мерой экономии, использование одних и тех же металлических материалов может предотвратить гальваническую коррозию. Например, Чесни говорит: «Всегда нужно сочетать материалы; никогда не смешивайте алюминий и сталь. Сталь фактически съест алюминий».
Это объясняется несколькими факторами. Помимо того, что это является мерой экономии, использование одних и тех же металлических материалов может предотвратить гальваническую коррозию. Например, Чесни говорит: «Всегда нужно сочетать материалы; никогда не смешивайте алюминий и сталь. Сталь фактически съест алюминий».


 Каждый лепесток крепится к швеллеру болтовым соединением и сваркой.
Каждый лепесток крепится к швеллеру болтовым соединением и сваркой.
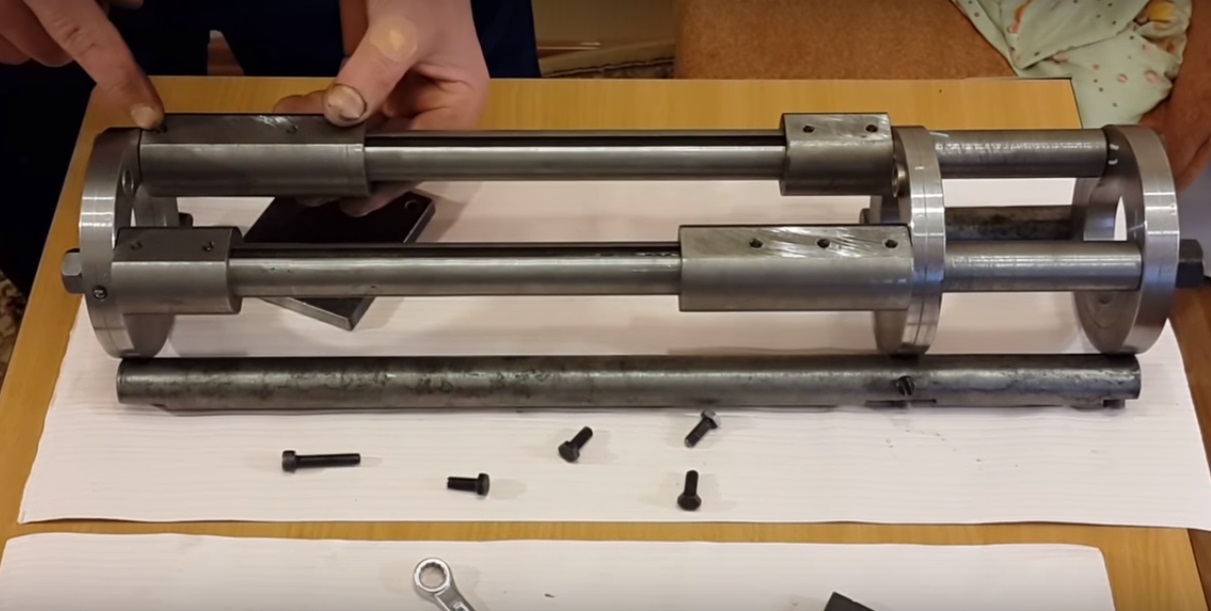 youtube.com/embed/djF_nUbmJj8″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/djF_nUbmJj8″ frameborder=»0″ allowfullscreen=»allowfullscreen»> 





 com/embed/7ui35ixGlMU» allowfullscreen=»allowfullscreen» frameborder=»0″>
com/embed/7ui35ixGlMU» allowfullscreen=»allowfullscreen» frameborder=»0″> 
 Между пластинами будет вращаться металлическая заготовка, и мы сможет производить токарные работы по металлу;
Между пластинами будет вращаться металлическая заготовка, и мы сможет производить токарные работы по металлу;
 Однако их можно использовать для выполнения простых операций обработки мягких и непористых металлов, таких как алюминий и латунь.
Однако их можно использовать для выполнения простых операций обработки мягких и непористых металлов, таких как алюминий и латунь.  Они вращаются с высокой скоростью вращения и имеют относительно низкий крутящий момент по сравнению с токарными станками по металлу.
Они вращаются с высокой скоростью вращения и имеют относительно низкий крутящий момент по сравнению с токарными станками по металлу.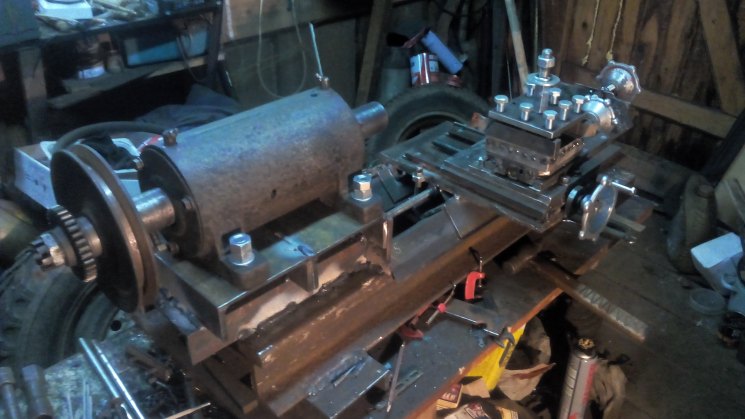 Итак, в чем же разница между токарными станками по дереву и токарными станками по металлу?
Итак, в чем же разница между токарными станками по дереву и токарными станками по металлу?


 Стойка инструмента облегчит обеспечение большей силы резания, уменьшит вибрацию и повысит точность.
Стойка инструмента облегчит обеспечение большей силы резания, уменьшит вибрацию и повысит точность.
 Например, скребки обычно имеют низкую переднюю поверхность, что делает их отличным выбором для обработки латуни на токарном станке по дереву.
Например, скребки обычно имеют низкую переднюю поверхность, что делает их отличным выбором для обработки латуни на токарном станке по дереву.
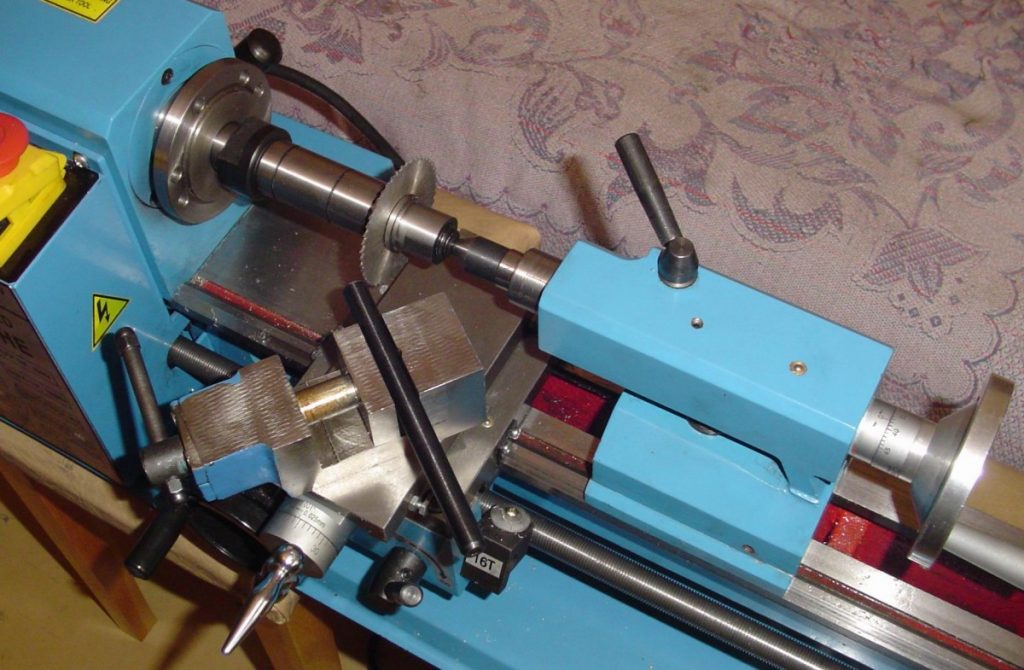
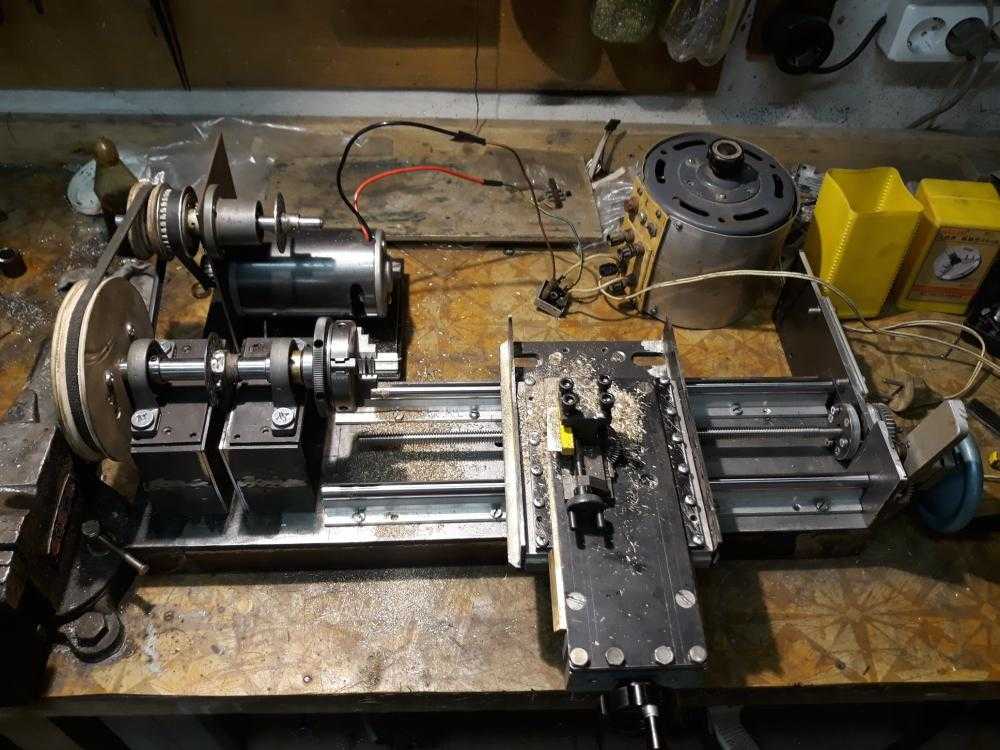
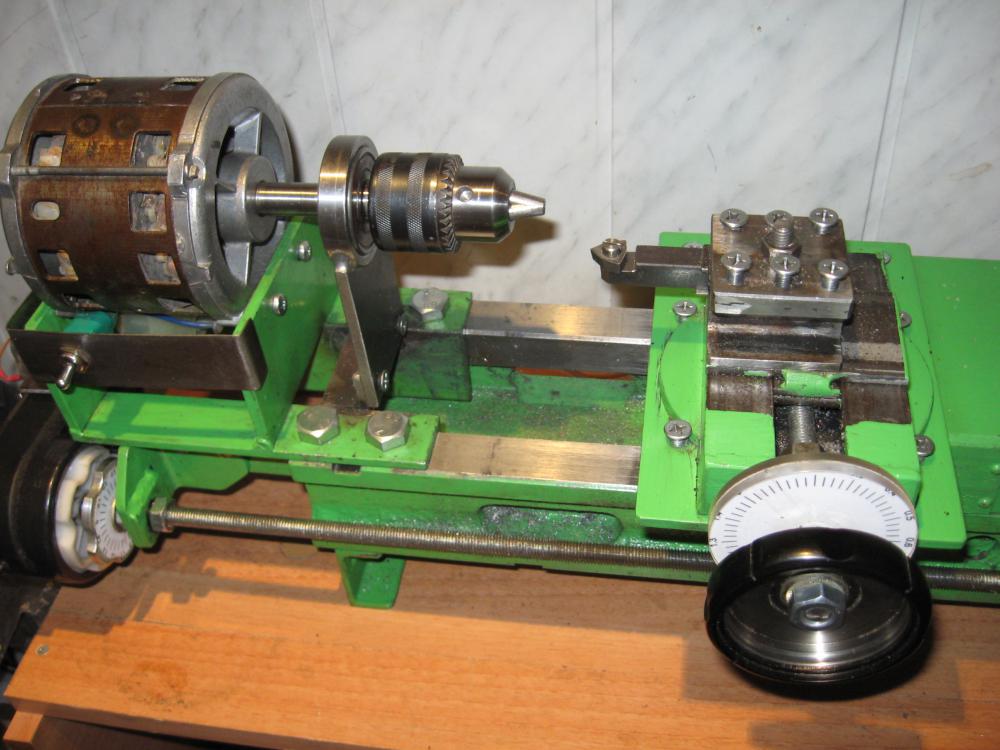 Надевание тонких резиновых перчаток, которые плотно прилегают к рукам, является более безопасным вариантом.
Надевание тонких резиновых перчаток, которые плотно прилегают к рукам, является более безопасным вариантом.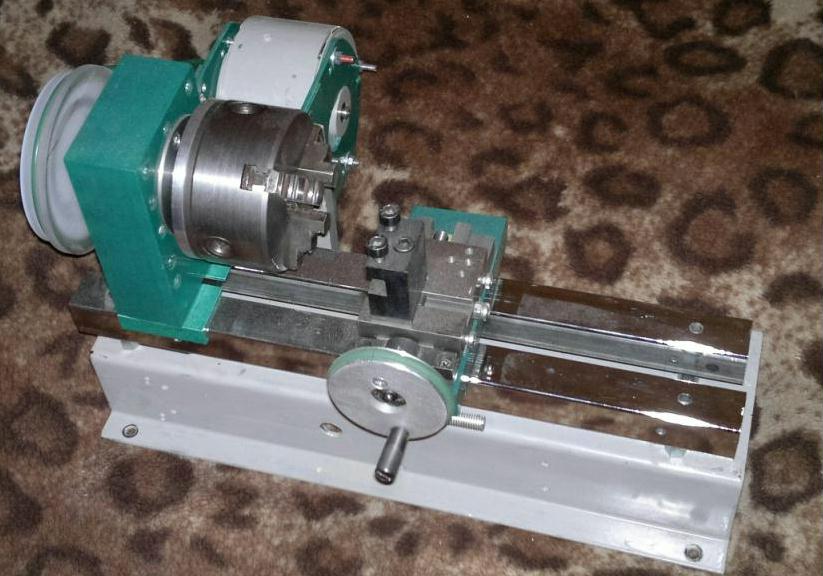 Используемый в дизайне ювелирных изделий, а также для печати рисунков, которые невозможно воспроизвести на марках и деньгах, что затрудняет их подделку, токарный станок Rose Engine является единственным в своем роде станком, который может гравировать изогнутые геометрические формы.
Используемый в дизайне ювелирных изделий, а также для печати рисунков, которые невозможно воспроизвести на марках и деньгах, что затрудняет их подделку, токарный станок Rose Engine является единственным в своем роде станком, который может гравировать изогнутые геометрические формы.
 Однако вы не найдете ручной гравировки на часах стоимостью менее 5000 долларов.
Однако вы не найдете ручной гравировки на часах стоимостью менее 5000 долларов.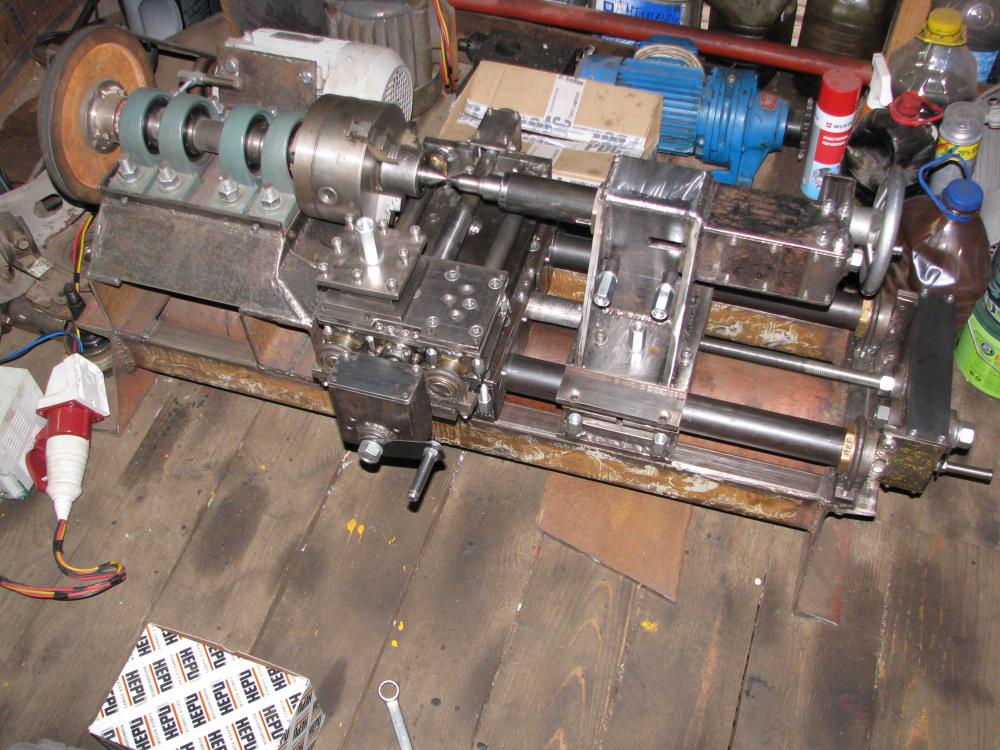 Он наткнулся на будку Майкла. Узоры на украшениях мгновенно установили в его сознании связь с часовым делом, даже не осознавая, на что он смотрит.
Он наткнулся на будку Майкла. Узоры на украшениях мгновенно установили в его сознании связь с часовым делом, даже не осознавая, на что он смотрит.

 В то же время металл для заготовки подвергается дополнительному упрочнению. Из-за упрочнения холодная штамповка делает изделие не совсем пластичным. Чтобы готовое изделие обладало всеми положительными качествами, используют такую обработку как рекристаллизационный отжиг. Благодаря всем перечисленным операциям получаются не только пластичные, но и довольно прочные изделия.
В то же время металл для заготовки подвергается дополнительному упрочнению. Из-за упрочнения холодная штамповка делает изделие не совсем пластичным. Чтобы готовое изделие обладало всеми положительными качествами, используют такую обработку как рекристаллизационный отжиг. Благодаря всем перечисленным операциям получаются не только пластичные, но и довольно прочные изделия. Так же возможно использование сплавов алюминия и меди. С помощью изготовленных штампов можно выполнять следующие виды операций:
Так же возможно использование сплавов алюминия и меди. С помощью изготовленных штампов можно выполнять следующие виды операций: Для повышения износостойкости готовой продукции, на поверхность изделий наносятся разного вида износостойкие покрытия. Теперь, когда Вы знаете основы, этапы и тонкости данного вида работ, предлагаем Вам оформить заказ на требуемую услугу в надежной компании Zubix.
Для повышения износостойкости готовой продукции, на поверхность изделий наносятся разного вида износостойкие покрытия. Теперь, когда Вы знаете основы, этапы и тонкости данного вида работ, предлагаем Вам оформить заказ на требуемую услугу в надежной компании Zubix.
 задания. 2…3 дня работы.
задания. 2…3 дня работы. Небольшая неточность в параметрах обработки в подборе режимов закалки и отпуска может свести на нет всю предыдущую работу. Термообработка – это, по нашему опыту, этап сроком до одной недели.
Небольшая неточность в параметрах обработки в подборе режимов закалки и отпуска может свести на нет всю предыдущую работу. Термообработка – это, по нашему опыту, этап сроком до одной недели. Производственные предприятия и производители металла, предлагающие услуги штамповки, помещают материал, подлежащий штамповке, между секциями штампа, где с помощью давления материал придается желаемой окончательной форме для продукта или компонента.
Производственные предприятия и производители металла, предлагающие услуги штамповки, помещают материал, подлежащий штамповке, между секциями штампа, где с помощью давления материал придается желаемой окончательной форме для продукта или компонента. В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку. Изгиб обычно происходит вокруг одной оси.
Изгиб обычно происходит вокруг одной оси.
 Это также более быстрый процесс с ограниченным количеством отходов.
Это также более быстрый процесс с ограниченным количеством отходов.
 Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
 Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
 Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.
Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.

 Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала. Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы. Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей. К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки. thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press metalcraftspinning.com/blog/aluminum-vs-steel/
metalcraftspinning.com/blog/aluminum-vs-steel/ Изготовление металла – преимущества и недостатки
Изготовление металла – преимущества и недостатки Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера.
Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера. Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.
Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.

 Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
 А вследствие негативного влияния коррозии разрушается не металл, а анод.
А вследствие негативного влияния коррозии разрушается не металл, а анод.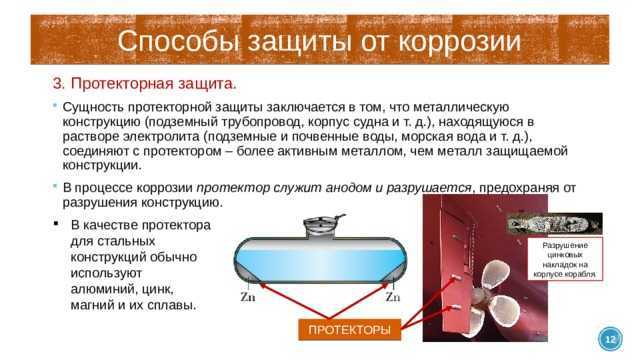
 Вследствие этого разрушаются защитные оболочки, начинается водородное охрупчивание металла, коррозионное растрескивание.
Вследствие этого разрушаются защитные оболочки, начинается водородное охрупчивание металла, коррозионное растрескивание.
 д.).
д.).
 Метод предусматривает их дренаж (отвод) с защищаемой конструкции на источник блуждающих токов или специальное заземление.
Метод предусматривает их дренаж (отвод) с защищаемой конструкции на источник блуждающих токов или специальное заземление.
 В случае поляризованного дренажа ток течет только в одном направлении — от трубопровода к рельсу. Это не позволяет блуждающим токам натекать на трубопровод по дренажному проводу.
В случае поляризованного дренажа ток течет только в одном направлении — от трубопровода к рельсу. Это не позволяет блуждающим токам натекать на трубопровод по дренажному проводу. 
 Они отличаются по способу использования ингибиторов, надежно защищающих поверхности металлических деталей от контакта с воздухом…
Они отличаются по способу использования ингибиторов, надежно защищающих поверхности металлических деталей от контакта с воздухом… ..
.. Метод изготовления основан на экструзии полимерной основы, которая обеспечивает связь всех компонентов…
Метод изготовления основан на экструзии полимерной основы, которая обеспечивает связь всех компонентов… При контакте влаги с железом сразу же начинается химическая реакция, которая быстро окисляет железо, превращая железо в окись железа (химическое название ржавчины). Хотя железо является наиболее реакционноспособным металлом и, следовательно, подвергается коррозии быстрее большинства металлов, все металлы подвержены окислению.
При контакте влаги с железом сразу же начинается химическая реакция, которая быстро окисляет железо, превращая железо в окись железа (химическое название ржавчины). Хотя железо является наиболее реакционноспособным металлом и, следовательно, подвергается коррозии быстрее большинства металлов, все металлы подвержены окислению. Гальваническое средство должно сохраняться в течение длительного времени, если оно сделано правильно; однако в конечном итоге он подвергается коррозии, оставляя исходный металл снова открытым и нуждающимся в свежем гальваническом покрытии.
Гальваническое средство должно сохраняться в течение длительного времени, если оно сделано правильно; однако в конечном итоге он подвергается коррозии, оставляя исходный металл снова открытым и нуждающимся в свежем гальваническом покрытии.
 Открытые поверхности уязвимы, поэтому обработайте их, если можете. Сокращение или устранение воды и влаги значительно сдерживает коррозию и помогает замедлить ее до управляемого, предотвратимого темпа.
Открытые поверхности уязвимы, поэтому обработайте их, если можете. Сокращение или устранение воды и влаги значительно сдерживает коррозию и помогает замедлить ее до управляемого, предотвратимого темпа.


 Концентрированные солевые растворы, например, используемые в пищевой промышленности, вызывают сильную коррозию.
Концентрированные солевые растворы, например, используемые в пищевой промышленности, вызывают сильную коррозию. Существует несколько эффективных способов остановить коррозию:
Существует несколько эффективных способов остановить коррозию:
 Это также замедляет процесс коррозии.
Это также замедляет процесс коррозии. Учитываются ли заявки на подкраску при оценке затрат на техническое обслуживание? Какова стоимость выбранной краски? Как часто его нужно будет перекрашивать?
Учитываются ли заявки на подкраску при оценке затрат на техническое обслуживание? Какова стоимость выбранной краски? Как часто его нужно будет перекрашивать? Это покрытие обеспечивает надежную коррозионную стойкость на срок до 3-5 лет. Алкидные эмали обеспечивают глянцевый цвет, устойчивы к выцветанию, могут наноситься кистью, валиком или распылителем. • Эпоксидные покрытия — Эпоксидные покрытия используются для внутренних или наружных поверхностей в промышленных условиях, где сохранение цвета и блеск не важны. Качество покрытия будет лучше, чем у алкидной эмали, так как оно выдерживает суровые промышленные условия. Эпоксидные покрытия лучше всего наносить распылением, но также можно использовать кисти и валики.
Это покрытие обеспечивает надежную коррозионную стойкость на срок до 3-5 лет. Алкидные эмали обеспечивают глянцевый цвет, устойчивы к выцветанию, могут наноситься кистью, валиком или распылителем. • Эпоксидные покрытия — Эпоксидные покрытия используются для внутренних или наружных поверхностей в промышленных условиях, где сохранение цвета и блеск не важны. Качество покрытия будет лучше, чем у алкидной эмали, так как оно выдерживает суровые промышленные условия. Эпоксидные покрытия лучше всего наносить распылением, но также можно использовать кисти и валики.

 Для полировки дерева используется нейлоновая щетка аналогичной конструкции. Вначале с помощью щеток с не слишком жесткой проволокой взлохмачивают древесину, чтобы выделить ее структуру, а затем на самых быстрых оборотах полируют насадкой поверхность.
Для полировки дерева используется нейлоновая щетка аналогичной конструкции. Вначале с помощью щеток с не слишком жесткой проволокой взлохмачивают древесину, чтобы выделить ее структуру, а затем на самых быстрых оборотах полируют насадкой поверхность. Щетки отличаются весьма высокой жесткостью и запасом прочности, длительностью активной эксплуатации.
Щетки отличаются весьма высокой жесткостью и запасом прочности, длительностью активной эксплуатации. Хвостовик 6 см длиной жестко закрепляется в патроне инструмента, нейлоновая основа отлично полирует тонкий стальной лист, не допуская при этом его повреждений за счет своей мягкости.
Хвостовик 6 см длиной жестко закрепляется в патроне инструмента, нейлоновая основа отлично полирует тонкий стальной лист, не допуская при этом его повреждений за счет своей мягкости.
 Необходимо разобрать дрель, добраться до щеточного узла, где установлены щетки, вытащить их из специальных пазов и проверить визуально состояние трущейся поверхностей — оно должно быть блестящим и иметь полусферическое углубление на торце.
Необходимо разобрать дрель, добраться до щеточного узла, где установлены щетки, вытащить их из специальных пазов и проверить визуально состояние трущейся поверхностей — оно должно быть блестящим и иметь полусферическое углубление на торце. youtube.com/embed/BPjzbqzym5s» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/BPjzbqzym5s» frameborder=»0″ allowfullscreen=»»>  23 грн
23 грн MTX 744849
MTX 744849 , 1 плоска, 65 мм, 50 мм «чашка», ручні металеві //MTX
, 1 плоска, 65 мм, 50 мм «чашка», ручні металеві //MTX Николаев
Николаев Металлические щетинки проволочной щетки позволяют легко очищать, полировать или удалять ржавчину с поверхности, с которой вы работаете, а также выполнять множество других функций, таких как снятие краски, удаление заусенцев и удаление сварных швов.
Металлические щетинки проволочной щетки позволяют легко очищать, полировать или удалять ржавчину с поверхности, с которой вы работаете, а также выполнять множество других функций, таких как снятие краски, удаление заусенцев и удаление сварных швов. , в консольном ящике для инструментов
, в консольном ящике для инструментов Переходные переходники для проволочных щеток на угловых шлифовальных машинах с 5/8-11 на 3/8-24 UNF Оправка
Переходные переходники для проволочных щеток на угловых шлифовальных машинах с 5/8-11 на 3/8-24 UNF Оправка , щетки для царапин, длина 10 дюймов, 9 шт.0031
, щетки для царапин, длина 10 дюймов, 9 шт.0031 в упаковке
в упаковке ..
.. Эффективен для очистки скопившихся отходов и остатков в трапах и трубах.
Эффективен для очистки скопившихся отходов и остатков в трапах и трубах. ..
.. Латунная проволока мягче, чем высокоуглеродистая сталь и нержавеющая сталь, что делает ее пригодной для удаления заусенцев и полировки более твердых металлов без…
Латунная проволока мягче, чем высокоуглеродистая сталь и нержавеющая сталь, что делает ее пригодной для удаления заусенцев и полировки более твердых металлов без…
 1316N
1316N

 1260N
1260N
 Хвостовик Weldon 19.
Хвостовик Weldon 19.
 1317
1317

 1312N
1312N
 1230
1230

 Данные сверла применяются для сверления отверстий диаметром от 1,2 до 15 сантиметров, и вглубь до 110 миллиметров. Особенность применения таких сверл заключается в быстроте и бесшумности работы, а также отсутствии необходимости центровать просверленное отверстие.
Данные сверла применяются для сверления отверстий диаметром от 1,2 до 15 сантиметров, и вглубь до 110 миллиметров. Особенность применения таких сверл заключается в быстроте и бесшумности работы, а также отсутствии необходимости центровать просверленное отверстие.
 Эта особенность позволяет использовать данный вид инструмента, как на обычной дрели, так и на сложных профессиональных (токарных) станках.
Эта особенность позволяет использовать данный вид инструмента, как на обычной дрели, так и на сложных профессиональных (токарных) станках.
 Конечно, их в разы меньше преимуществ, но они все же имеются. Например, корончатые сверла (кольцевые фрезы) не применяются для сверления глухих отверстий. Также они не распространены в автомобилестроении. Однако, приобретение и использование корончатых сверл позволит вам достигнуть превосходных результатов, значительно сэкономив ваше время.
Конечно, их в разы меньше преимуществ, но они все же имеются. Например, корончатые сверла (кольцевые фрезы) не применяются для сверления глухих отверстий. Также они не распространены в автомобилестроении. Однако, приобретение и использование корончатых сверл позволит вам достигнуть превосходных результатов, значительно сэкономив ваше время.



 Продукция от немецкого производителя отличается высоким качеством и надежностью при эксплуатации.
Продукция от немецкого производителя отличается высоким качеством и надежностью при эксплуатации. Отличительные золотые биты, подшипники и шарнирный штифт представляют собой самое долговечное, быстрое и легкое в настройке решение для вырезания отверстий в листовом металле. Легкая алюминиевая рама делает эти приспособления чрезвычайно портативными для выполнения различных операций по вырезанию отверстий в листовом металле, в том числе из оцинкованной стали толщиной 20 (1,02 мм). Компактная модель HC1 Hole Cutter регулируется для изготовления отверстий диаметром от 2 до 12 дюймов (от 51 до 305 мм). Более крупная модель HC2 вырезает отверстия диаметром от 2 до 20 дюймов (от 51 до 508 мм). Комбинированный британский/метрический калибр диаметра входит в состав регулируемого поворотного ползуна для обеих моделей, и в обеих моделях используется одна и та же фреза фрезерного типа и запасные части.
Отличительные золотые биты, подшипники и шарнирный штифт представляют собой самое долговечное, быстрое и легкое в настройке решение для вырезания отверстий в листовом металле. Легкая алюминиевая рама делает эти приспособления чрезвычайно портативными для выполнения различных операций по вырезанию отверстий в листовом металле, в том числе из оцинкованной стали толщиной 20 (1,02 мм). Компактная модель HC1 Hole Cutter регулируется для изготовления отверстий диаметром от 2 до 12 дюймов (от 51 до 305 мм). Более крупная модель HC2 вырезает отверстия диаметром от 2 до 20 дюймов (от 51 до 508 мм). Комбинированный британский/метрический калибр диаметра входит в состав регулируемого поворотного ползуна для обеих моделей, и в обеих моделях используется одна и та же фреза фрезерного типа и запасные части. Фреза CB подходит для любой модели и легко заменяется. Эти биты доступны в упаковке по 1 штуке (#CB), упаковке по 6 штук (#CBB), а также в упаковке по 100 штук (#CB100).
Фреза CB подходит для любой модели и легко заменяется. Эти биты доступны в упаковке по 1 штуке (#CB), упаковке по 6 штук (#CBB), а также в упаковке по 100 штук (#CB100).
 054 (1,37)
054 (1,37)

 Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.

 Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
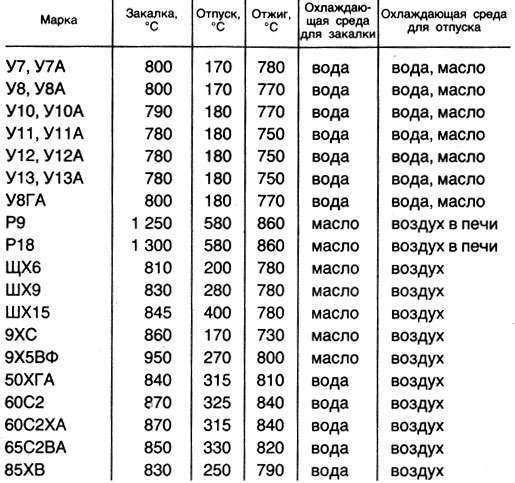 После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
 Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.

 Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно своими руками закалить мягкий металл, сталь или вал в домашних условиях в масле.
Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно своими руками закалить мягкий металл, сталь или вал в домашних условиях в масле. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Понимать, как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав. Сплав имеет множество примесей. Среди них:
Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Понимать, как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав. Сплав имеет множество примесей. Среди них:
 Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле. При отпуске нужно охлаждать постепенно – сперва водой, а затем маслом. И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
При отпуске нужно охлаждать постепенно – сперва водой, а затем маслом. И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме: В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми. Единица измерения твердости – HRC. Для сравнения значений:
Единица измерения твердости – HRC. Для сравнения значений: Различают три степени:
Различают три степени:
 Посмотрим, можно ли ее сделать дома.
Посмотрим, можно ли ее сделать дома. youtube.com/embed/Q-DCV8_J8Ig» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/Q-DCV8_J8Ig» frameborder=»0″ allowfullscreen=»allowfullscreen»/> youtube.com/embed/mwgUzlsd1cM» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/mwgUzlsd1cM» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
 Вы заставляете объект раскаляться докрасна. Любое существо, находящееся в физическом контакте с объектом, получает урон огнём 2d8, когда вы накладываете заклинание. Пока заклинание не закончится, вы можете использовать бонусное действие в каждый из своих последующих ходов, чтобы снова нанести этот урон.
Вы заставляете объект раскаляться докрасна. Любое существо, находящееся в физическом контакте с объектом, получает урон огнём 2d8, когда вы накладываете заклинание. Пока заклинание не закончится, вы можете использовать бонусное действие в каждый из своих последующих ходов, чтобы снова нанести этот урон. 




 Если они проваливают спасбросок, они теряют Концентрацию на нем, и их заклинание оканчивается. Итак, сосредоточившись на атаке существа с концентрацией на Нагрев металла — хороший метод противодействия заклинанию.
Если они проваливают спасбросок, они теряют Концентрацию на нем, и их заклинание оканчивается. Итак, сосредоточившись на атаке существа с концентрацией на Нагрев металла — хороший метод противодействия заклинанию.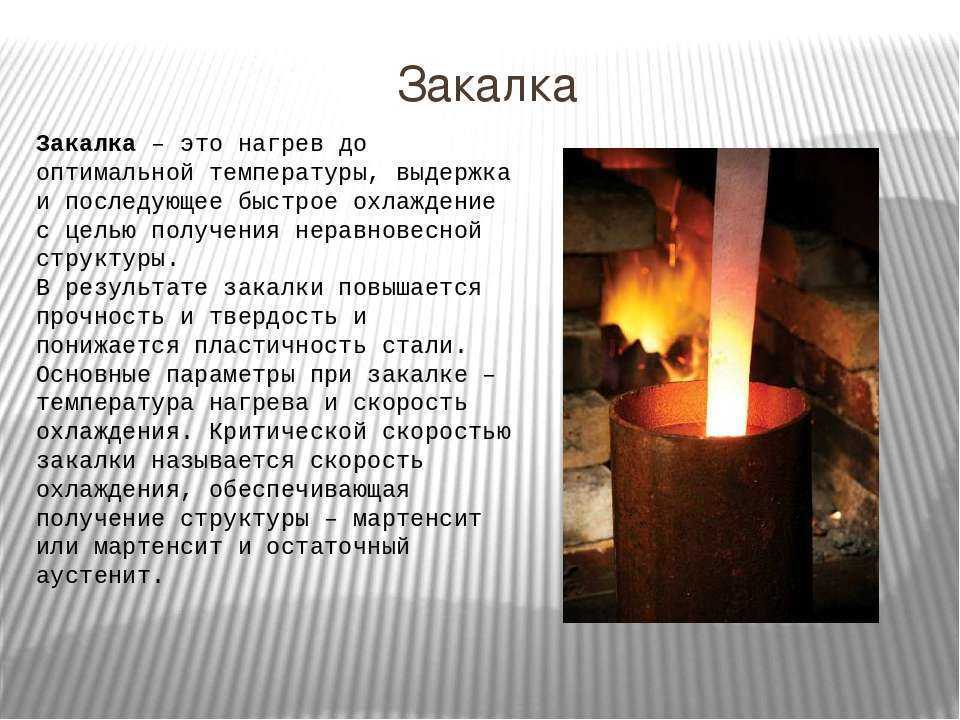 Горячий металл начинает наносить два восьмигранных кубика (2d8) огненного урона, и он увеличивается на 1d8 за каждую использованную ячейку заклинания выше 2 и . В сочетании с его продолжительностью до одной минуты и сотворением только на 2 -м -м уровне, нагрев металла может сделать между 20 и 160 единиц огненного урона , если существо концентрируется на нем всю минуту. По умолчанию это 10 раундов боя, поскольку время по умолчанию в любом отдельном раунде составляет шесть секунд.
Горячий металл начинает наносить два восьмигранных кубика (2d8) огненного урона, и он увеличивается на 1d8 за каждую использованную ячейку заклинания выше 2 и . В сочетании с его продолжительностью до одной минуты и сотворением только на 2 -м -м уровне, нагрев металла может сделать между 20 и 160 единиц огненного урона , если существо концентрируется на нем всю минуту. По умолчанию это 10 раундов боя, поскольку время по умолчанию в любом отдельном раунде составляет шесть секунд. урона в течение одной минуты (в среднем около 405).
урона в течение одной минуты (в среднем около 405). Таким образом, если им удастся спастись, существо, держащее металлическое оружие, на которое нацелен тепловой металл , удерживает его, и это существо начинает получать урон. Или, если они провалят спасбросок, они бросят оружие, что снизит их возможности в бою.
Таким образом, если им удастся спастись, существо, держащее металлическое оружие, на которое нацелен тепловой металл , удерживает его, и это существо начинает получать урон. Или, если они провалят спасбросок, они бросят оружие, что снизит их возможности в бою.
 0004 заклинание.
0004 заклинание.

 И жрецы домена кузницы занимаются изготовлением доспехов и оружия и имеют религиозную связь с процессом кузнечного дела.
И жрецы домена кузницы занимаются изготовлением доспехов и оружия и имеют религиозную связь с процессом кузнечного дела. д.).
д.). Он позволяет заклинателю целиться в изготовленные металлические предметы, в результате чего этот предмет раскаляется докрасна. Это не требует от заклинателя ни броска атаки заклинанием, ни спасброска. 9Заклинание 0003 нагрев металла наносит урон огнем после применения и в качестве бонусного действия в последующие ходы в качестве бонусного действия. Существо, удерживающее объект, являющийся целью накаленного металла , может совершить спасбросок Телосложения, чтобы удержать этот объект, но при провале оно должно бросить этот объект, если это возможно.
Он позволяет заклинателю целиться в изготовленные металлические предметы, в результате чего этот предмет раскаляется докрасна. Это не требует от заклинателя ни броска атаки заклинанием, ни спасброска. 9Заклинание 0003 нагрев металла наносит урон огнем после применения и в качестве бонусного действия в последующие ходы в качестве бонусного действия. Существо, удерживающее объект, являющийся целью накаленного металла , может совершить спасбросок Телосложения, чтобы удержать этот объект, но при провале оно должно бросить этот объект, если это возможно.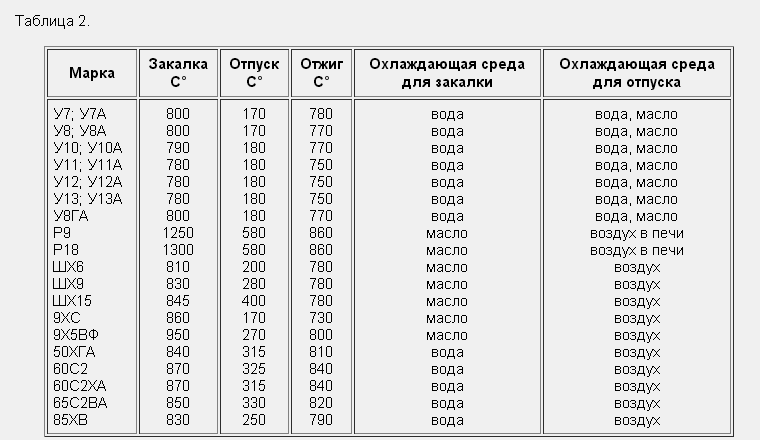 Правила AC, а также то, что почти все, что делают определенные группы приключенцев, заканчивается кровопролитием, не позволяют большинству групп снимать доспехи во время кампании. Это действительно может вызвать проблемы, когда горячий металл становится заклинанием в арсенале их врагов.
Правила AC, а также то, что почти все, что делают определенные группы приключенцев, заканчивается кровопролитием, не позволяют большинству групп снимать доспехи во время кампании. Это действительно может вызвать проблемы, когда горячий металл становится заклинанием в арсенале их врагов. Вы заставляете объект раскаляться докрасна. Любое существо, находящееся в физическом контакте с объектом, получает урон огнём 2d8, когда вы накладываете заклинание.
Вы заставляете объект раскаляться докрасна. Любое существо, находящееся в физическом контакте с объектом, получает урон огнём 2d8, когда вы накладываете заклинание. Оно длится до одной минуты при концентрации и может быть сотворено бардом или друидом.
Оно длится до одной минуты при концентрации и может быть сотворено бардом или друидом. Наконец, если вы решите применить заклинание вверх, урон увеличится на 1d8 за каждую ячейку направленного заклинания.
Наконец, если вы решите применить заклинание вверх, урон увеличится на 1d8 за каждую ячейку направленного заклинания. Часто этого более чем достаточно, чтобы убить большинство врагов, но подождите, это еще не все!
Часто этого более чем достаточно, чтобы убить большинство врагов, но подождите, это еще не все! В зависимости от типа брони, которую носит существо, требуется определенное время, чтобы ее снять или надеть. Правила из «Руководства игрока» гласят, что для надевания и снятия легкой брони требуется 1 минута (10 боевых раундов). Для снятия средней брони требуется 1 минута (опять же 10 раундов 6-секундного боя), а для снятия тяжелой брони требуется больше всего времени — 5 минут (50 раундов боя).
В зависимости от типа брони, которую носит существо, требуется определенное время, чтобы ее снять или надеть. Правила из «Руководства игрока» гласят, что для надевания и снятия легкой брони требуется 1 минута (10 боевых раундов). Для снятия средней брони требуется 1 минута (опять же 10 раундов 6-секундного боя), а для снятия тяжелой брони требуется больше всего времени — 5 минут (50 раундов боя). Помимо постоянного урона, вы можете эффективно ослаблять врагов в бою, а это значит, что вы можете убивать их быстрее и использовать для этого меньше ресурсов.
Помимо постоянного урона, вы можете эффективно ослаблять врагов в бою, а это значит, что вы можете убивать их быстрее и использовать для этого меньше ресурсов.

 Некоторые используют шкуру, камень или дерево для доспехов и отлично защищены мирскими или магическими средствами. Если вы пытаетесь сотворить горячий металл, а на цели нет металла, то заклинание проваливается, и вы только что сожгли ячейку заклинания.
Некоторые используют шкуру, камень или дерево для доспехов и отлично защищены мирскими или магическими средствами. Если вы пытаетесь сотворить горячий металл, а на цели нет металла, то заклинание проваливается, и вы только что сожгли ячейку заклинания.



 Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
 Газоэлектрическая металлорезка бувает двух разновидностей:
Газоэлектрическая металлорезка бувает двух разновидностей: обработка по краям реза;
обработка по краям реза;
 Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.


 Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома». Без применения сложного оборудования, с помощью простых механических устройств можно получать детали требуемых форм и размеров в домашних условиях. Рассмотрим основные инструменты и тот круг задач, которые с их помощью решают.
Без применения сложного оборудования, с помощью простых механических устройств можно получать детали требуемых форм и размеров в домашних условиях. Рассмотрим основные инструменты и тот круг задач, которые с их помощью решают. Ими удобно резать металл по прямой линии, а также против часовой стрелки.
Ими удобно резать металл по прямой линии, а также против часовой стрелки. Они применяются для разрезания профильного, листового металла, вырезки заготовок. Рамки ножовок изготовляют цельными или раздвижными, допускающими применение полотен различной длины.
Они применяются для разрезания профильного, листового металла, вырезки заготовок. Рамки ножовок изготовляют цельными или раздвижными, допускающими применение полотен различной длины. По расположению режущих кромок выделяют два вида этого инструмента: торцевые и боковые кусачки.
По расположению режущих кромок выделяют два вида этого инструмента: торцевые и боковые кусачки. Это ручные инструменты, которые вы обычно видите в магазине металла.
Это ручные инструменты, которые вы обычно видите в магазине металла. Эти пилы состоят из металлической ручки с пластиковой или деревянной рукояткой и сменного металлического режущего полотна. Ножовкой можно резать трубу, металлическую заготовку и более толстый листовой металл, оставляя относительно чистый срез, который легко обработать.
Эти пилы состоят из металлической ручки с пластиковой или деревянной рукояткой и сменного металлического режущего полотна. Ножовкой можно резать трубу, металлическую заготовку и более толстый листовой металл, оставляя относительно чистый срез, который легко обработать. При нажатии на рукоятку лезвие прорезает металлическую ложу. Поскольку эти инструменты имеют меньшую режущую поверхность и не имеют горловины, они могут легко выполнять повороты и прямые разрезы.
При нажатии на рукоятку лезвие прорезает металлическую ложу. Поскольку эти инструменты имеют меньшую режущую поверхность и не имеют горловины, они могут легко выполнять повороты и прямые разрезы. Эти компактные инструменты оснащены отрезным кругом диаметром 4 ½ дюйма, но они могут быть оснащены различными дисками или аксессуарами для различных целей.
Эти компактные инструменты оснащены отрезным кругом диаметром 4 ½ дюйма, но они могут быть оснащены различными дисками или аксессуарами для различных целей. Сабельные пилы являются одними из самых агрессивных и мощных пил. Оснастите сабельную пилу подходящими полотнами для сабельной пилы по металлу, и она сможет быстро обрабатывать все, от листовых материалов до труб и плоского проката.
Сабельные пилы являются одними из самых агрессивных и мощных пил. Оснастите сабельную пилу подходящими полотнами для сабельной пилы по металлу, и она сможет быстро обрабатывать все, от листовых материалов до труб и плоского проката.
 Эти сверла с полым цилиндром обычно имеют мелкие зубья, чтобы аккуратно прорезать различные листовые материалы. Предпочтительны биметаллические кольцевые пилы, так как они наиболее универсальны для резки различных металлов.
Эти сверла с полым цилиндром обычно имеют мелкие зубья, чтобы аккуратно прорезать различные листовые материалы. Предпочтительны биметаллические кольцевые пилы, так как они наиболее универсальны для резки различных металлов. Пила
Пила Эти инструменты подходят для различных режущих, шлифовальных или полировальных насадок, которые крепятся к цанге в нижней части инструмента.
Эти инструменты подходят для различных режущих, шлифовальных или полировальных насадок, которые крепятся к цанге в нижней части инструмента.
 Это те факелы, которые вы часто видите в фильмах, когда грабители банков пытаются проникнуть в хранилище. Эти горелки питаются баллонами со сжатым газом с кислородом и ацетиленом. Вы набираете правильное соотношение этих двух газов, чтобы создать обжигающе горячее и сфокусированное пламя, которое может легко прорезать любой материал.
Это те факелы, которые вы часто видите в фильмах, когда грабители банков пытаются проникнуть в хранилище. Эти горелки питаются баллонами со сжатым газом с кислородом и ацетиленом. Вы набираете правильное соотношение этих двух газов, чтобы создать обжигающе горячее и сфокусированное пламя, которое может легко прорезать любой материал. Эти инструменты не такие горячие, как резак, поэтому вы можете использовать их как с более тонкими материалами, так и с более тяжелыми. Твердой рукой вы сможете вырезать практически любую форму, линию или кривую с помощью плазменного резака.
Эти инструменты не такие горячие, как резак, поэтому вы можете использовать их как с более тонкими материалами, так и с более тяжелыми. Твердой рукой вы сможете вырезать практически любую форму, линию или кривую с помощью плазменного резака. на amazon.com.
на amazon.com. 
 Таким образом, вы можете часто заменять их, если они являются вашим единственным доступным методом резки большого количества листового металла.
Таким образом, вы можете часто заменять их, если они являются вашим единственным доступным методом резки большого количества листового металла. В противном случае вы обнаружите, что просто рвете и изнашиваете свои режущие лезвия по дереву.
В противном случае вы обнаружите, что просто рвете и изнашиваете свои режущие лезвия по дереву. С этой целью подрядчики часто используют эту технику для быстрого создания индивидуальных вырезов в тонких алюминиевых панелях сайдинга без необходимости запуска каких-либо электроинструментов. Некоторые подрядчики также утверждают, что могут использовать этот метод для обрезки металлических шпилек, хотя такая реализация встречается гораздо реже.
С этой целью подрядчики часто используют эту технику для быстрого создания индивидуальных вырезов в тонких алюминиевых панелях сайдинга без необходимости запуска каких-либо электроинструментов. Некоторые подрядчики также утверждают, что могут использовать этот метод для обрезки металлических шпилек, хотя такая реализация встречается гораздо реже. Для этой цели вы можете обратиться к скамье.
Для этой цели вы можете обратиться к скамье.

 Это может гарантировать, что ваши разрезы останутся ровными, даже если ваше лезвие немного раскачивается во время разреза.
Это может гарантировать, что ваши разрезы останутся ровными, даже если ваше лезвие немного раскачивается во время разреза.
 Тем не менее, вам все равно понадобится полотно, предназначенное для резки цветных металлов, поэтому обязательно проверьте возможности вашего устройства, прежде чем использовать торцовочную пилу на проекте по резке металла.
Тем не менее, вам все равно понадобится полотно, предназначенное для резки цветных металлов, поэтому обязательно проверьте возможности вашего устройства, прежде чем использовать торцовочную пилу на проекте по резке металла. Эти инструменты могут медленно, но верно врезаться в металлические приспособления под прямым углом из-за их горизонтальной формы. Таким образом, болты и гвозди часто не подходят для этого электроинструмента.
Эти инструменты могут медленно, но верно врезаться в металлические приспособления под прямым углом из-за их горизонтальной формы. Таким образом, болты и гвозди часто не подходят для этого электроинструмента.
