Листогибы сегментные Stalex от дилера в Санкт-Петербурге
Листогиб сегментный Stalex-1300
Листогибочный станок сегментный Stalex 1300 предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. Станок осуществляет гибку изделий на четыре стороны и более от основной поверхности заготовки, в том числе непараллельные гибы. Такие как короба, поддоны, вентилируемые фасады, фасадные кассеты, кожухи и любые другие профильные металлоизделия. Макс. толщина листа (оцинкованная сталь), мм: 0,8. Макс. высота подъёма прижимной балки, мм: 115. Угол гибки: 0-150º. Масса нетто/брутто, кг: 295.
19.03.2013 01:10/подробнее
Листогиб сегментный Stalex PBB 1020/3SH
Листогиб Stalex PBB 1020/3SH используют в цехах для изготовления изделий из листовых материалов с широкими и сложными формами. Станок осуществляет гибку изделий на четыре стороны и более от основной поверхности заготовки, в том числе непараллельные гибы. Такие как короба, поддоны, вентилируемые фасады, фасадные кассеты, кожухи и любые другие профильные металлоизделия. Макс. рабочая длина, мм: 1020. Гарантия 1 год. Макс. толщина листа, мм: 2,0. Макс. угол гибки: 150°. Высота в прижатом состоянии без сегмента, мм: 100. Масса нетто/брутто, кг: 430/470
19.03.2013 01:11/подробнее
Листогиб сегментный Stalex PBB 1270/3SH
Листогибочный ручной сегментный станок Stalex PBB 1270/3SH – это ручной гибочный станок с сегментной балкой (верхняя, гибочная, нижняя основная) с рабочей длиной 1270 мм, без ограничения глубины подачи, с возможностью гибки металла с толщиной до 1,5 мм. Размер сегментов на Stalex PBB1270/3SH: 25, 30, 35, 40, 45, 50, 75, 75, 75, 100, 200, 250, 270 мм. Макс. угол гибки: 150°. Макс. высота подъёма верхней прижимной сегментной балки, мм : 45. Высота в прижатом состоянии без сегмента, мм: 100. Масса нетто/брутто, кг: 465/510.
19.03.2013 01:12/подробнее
Листогиб сегментный Stalex PBB 1270/2A
Листогибочный ручной сегментный станок серии PBB 1270/2A — это ручной листогиб с сегментными балками (верхней и нижней) с рабочей длиной 1270 мм и возможностью загиба оцинкованной углеродистой стали до 2-х мм, он широко применяют для промышленного изготовления изделий из листового металла и стали сложной формы: короба, вентилируемые фасады, фасадные кассеты, кожухи и т. д.. Гарантия: 12 месяцев. Макс. угол гибки: 135°. Макс. высота подъёма верхней прижимной сегментной балки, мм: 45. Масса нетто/брутто, кг: 350/385 кг
19.03.2013 01:13/подробнее
Листогиб сегментный Stalex PBB 1020/2.5
Листогибочный ручной станок серии PBB 1020/2.5 — это листогиб с одной сегментной балкой, с рабочей длиной 1020 мм, без ограничения глубины подачи материала, с возможностью гибки низкоуглеродистой стали до 2,5 мм, применяют для изготовления различных изделий из листовых материалов. Макс. угол гибки: 135°. Макс. высота подъёма верхней прижимной сегментной балки, мм: 47. Масса нетто/брутто, кг: 285/320.
19.03.2013 01:14/подробнее
Листогиб сегментный Stalex PBB 1270/2
Листогибочный ручной сегментный станок серии Stalex PBB 1270/2 — это ручной листогиб с верхней сегментной балкой, максимальная толщина изгибаемого металла (сталь) до 2 мм, с максимальной шириной гиба 1270 мм, глубина подачи материала не ограничена. 12 сегментов различных размеров: 25 мм, 30 мм, 35 мм, 40 мм, 45 мм, 50 мм, 75 мм, 100 мм, 150 мм, 200 мм, 250 мм, 270 мм. Ширина гибочной балки 15 мм. Высота подъема прижимной сегментной балки 47 мм. Макс. угол гибки: 135º. Масса нетто/брутто, кг: 320/360.
19.03.2013 01:15/подробнее
Листогиб сегментный Stalex PBB 1520/1.5
Листогибочный ручной станок с ножным прижимом Stalex PBB 1520/1.5 с одной сегментной балкой применяется для гибки листового металла с толщиной до 1,5 мм и максимальной шириной до 1520 мм. Облегчение гибки за счет применения системы пружин гибочной балки. Высота подъема прижимной сегментной балки 47 мм. Гарантия: 12 месяцев. Макс. угол гибки: 135°. Масса нетто/брутто, кг: 385/456.
19.03.2013 01:16/подробнее
Листогиб сегментный Stalex PBB 2020/1.2
Листогибочный ручной сегментный станок Stalex PBB 2020/1.2 с ножным прижимом применяется для гибки листового металла. Благодаря сегментам появляется возможность изготовления более сложных изделий и элементов. Макс. рабочая длина, мм: 2020. Макс. толщина листа, мм: 1,2 (оцинкованная сталь). Макс. угол гибки: 135°. Высота подъема прижимной сегментной балки 47 мм. Гарантия: 12 месяцев. Масса нетто/брутто, кг: 490/640.
19.03.2013 01:17/подробнее
Листогиб сегментный Stalex PBB 2500/1
Листогибочный ручной сегментный станок Stalex PBB 2500/1 с ножным прижимом применяется для гибки листового металла с максимальной шириной 2500 мм и максимальной толщиной до 1,0 мм (оцинкованная сталь), без ограничения глубины подачи. Высота подъема прижимной сегментной балки 47 мм. Макс. угол гибки: 135°. Гарантия: 12 месяцев. Масса нетто/брутто, кг: 590/770.
19.03.2013 01:18/подробнее
Листогиб сегментный Stalex W2.0x2040A
Сегментный листогиб Stalex серии W2.0x2040A используют для производства изделий из листового металла в цеховых условиях. На них возможно производство поддонов, вентиляционных труб, а так же стандартных доборных элементов. Эксцентриковая система прижима позволяет максимально быстро зажимать материал, что выгодно отличает данные листогибы от конкурентов. Макс. рабочая длина: 2000 мм. Макс. толщина листа: 2,0 мм. Гарантия: 12 месяцев. Угол гибки: 0-135°. Высота в прижатом состоянии без сегмента: 125 мм. Толщина гибочной балки: 50 мм. Масса нетто/брутто: 850/1000 кг.
19.03.2013 01:29/подробнее
Листогиб сегментный Stalex W2.0x2540A
Сегментный листогибочный станок Stalex W2.0x2540A – одна из самых мощных моделей в линейке ручных сегментных станков с рабочей длиной 2540 мм и возможностью гибки листового металла с толщиной до 2-х мм. В комплекте 15 сегментов, каждый сегмент состоит из 2-х частей. Эксцентриковая система прижима. Гарантия: 12 месяцев Угол гибки: 0-135°. Макс. высота подъёма верхней прижимной сегментной балки: 30 мм. Высота в прижатом состоянии без сегмента: 125 мм. Масса нетто/брутто: 1310/1480 кг.
19.03.2013 01:30/подробнее
Листогиб сегментный Stalex W2.0x3050A
Станок листогибочный сегментный Stalex W2.0x3050A – это мощный ручной листогиб с рабочей длиной 3050 мм и возможностью гибки листового металла с толщиной до 2-х мм. Станок оснащен системой противовесов и применяется для гибки листового металла на производстве в цехе. Гарантия: 12 месяцев. Угол гибки: 0-135°. Макс. высота подъёма верхней прижимной сегментной балки: 30 мм. Высота в прижатом состоянии без сегмента: 125 мм. Толщина гибочной балки: 50 мм. Масса нетто/брутто: 1490/1690 кг.
19.03.2013 01:31/подробнее
Листогиб сегментный Stalex MFS 2020/1,5
Мощный ручной листогибочный станок Stalex MFS 2020/1,5 с сегментной балкой. Рабочая длина станка составляет чучь более 2-х метров, и удовлетворяет широкому спектру изготавливаемых сложных изделий. Станок позволяет изготавливать сложные элементы методом гибки на четыре стороны: это короба, поддоны, вентилируемые фасады и любые другие профильные металлоизделия. Гарантия: 12 месяцев. Рабочая длина, мм: 2020 мм. Толщина листа, мм: до 1,5 мм. Вес, кг: 860.
27.01.2015 04:55/подробнее
Листогиб сегментный Stalex W1.5x1260A
Листогиб ручной Stalex W1.5x1260A предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. С гибкой изделий на четыре стороны таких как короба, поддоны, вентилируемые фасады и любые другие профильные металлоизделия. Бюджетный листогиб с рабочей длиной 1260 мм. Листогиб настольного типа, с возможностью укомплектования стойкой.
02.03.2017 16:21/подробнее
Листогиб сегментный Stalex W1.5x610Z
Листогиб ручной Stalex W1.5x610Z — станок для гибки листа небольшой длины с сегментной балкой. Небольшая рабочая длина (610 мм) позволяет применять станок в условиях небольшого производства или мастерской. Благодаря небольшому весу и габаритам станок можно отнести к категории бюджетных станков. Данный станок настольного типа, но может быть укомплектован стойкой российского производства.
02.03.2017 16:23/подробнее
Листогиб сегментный Stalex W2.5x2040A
Станок листогибочный ручной сегментный Stalex W2.5x2040A предназначен для гибки листового металла с толщиной до 2,5 мм по низкоуглеродистой стали (с пределом текучести до 400 Н/мм2) Максимальная ширина гибки — 2040 мм, глубина подачи неограниченна. Гарантия на оборудование — 1 год. Стана изготовитель — Китай. Главное предназначение листогиба W2.5x2040A — это гибка сложных изделий, которая возможна благодаря сегментной балке.
27.11.2017 10:41/подробнее
Листогиб сегментный Stalex W2.5x2540A
Листогибочный ручной Stalex W2.5x2540Aс сегментной балкой предназначен для гибки листового металла с толщиной до 2,5 мм по низкоуглеродистой стали (с пределом текучести до 400 Н/мм2) Максимальная ширина гибки — 2540 мм, глубина подачи неограниченна. Гарантия на оборудование — 1 год. Стана изготовитель — Китай. Листогиб W2.5x2540A способен выполнять гибку более сложных изделий, чем листогибы со сплошной балкой.
27.11.2017 10:41/подробнее
Листогиб сегментный Stalex PBB 2050/3SH
Листогиб сегментный Stalex PBB 2050/3SH – это ручное листогибочное оборудование с возможностью гибки металла с толщиной до 1,2 мм и шириной листа 2000 мм, благодаря наличию сегментных балок (3 шт.) станок способен выполнять различные сложные элементы и заготовки из метала. Макс. рабочая длина: 2020 мм. Макс. толщина листа (σв <400 MРa): 1,2 мм. Макс. высота подъёма прижимной балки: 45 мм. Угол гибки: 0-135º. Размер упаковки: 2330x820x1300 мм. Масса нетто/брутто: 630/710 кг.
23.03.2021 17:47/подробнее
Сегментный листогиб: особенности устройства и разновидности
Типы листогибочного оборудования
Станки с электрическим приводом
Гидравлическое оборудование
Устройства с ручным приводом
Пневматическое оборудование
Станки электромагнитного типа
Сегментный листогиб позволяет изготавливать из листового металла изделия различной конфигурации. Универсальность такого оборудования дает возможность успешно применять его не только в различных отраслях промышленности, но и в строительной сфере.
Ручной сегментированный листогиб намного превосходит по возможностям своего собрата с неразборной рабочей поверхностью
Типы листогибочного оборудования
Листогиб, изготовить который можно и своими руками, – это устройство, позволяющее выполнять не только гибку, но и резку металлических листов. Такое оборудование сегодня можно встретить практически на любом производственном предприятии. Впервые его стали использовать еще в XIX веке, когда в развитии промышленных технологий произошел резкий скачок.
На сегментных листогибах можно делать лотки, кожухи, воздуховоды, профили, хомуты и многое другое
Первые устройства подобного назначения были ручными, значительно позже стали появляться гидравлические и электромеханические листогибы. Сегодня, когда современные технологии шагнули далеко вперед, производители предлагают специалистам по обработке металла листогибочные станки, работающие полностью в автоматизированном режиме, оборудование с электромагнитными прижимами и другие типы гибочных устройств.
Если изначально аппараты для гибки листового металла использовались только для оснащения крупных производственных предприятий, то сегодня даже для бытовых целей или нужд небольшой мастерской можно приобрести компактный электромеханический или ручной станок, позволяющий выполнять большой перечень гибочных операций.
Большинство сегментных листогибов оснащаются дисковым ножом для обрезки заготовок
Отличаются листогибы не только по виду установленного на них привода, но и по типу рабочих органов. Так, различают роликовые, валковые листогибы, а также устройства с поворотной балкой.
Совершенно уникальными по своей конструкции являются сегментные листогибы, которые начали активно применяться относительно недавно. Фактически такой станок – это листогиб с поворотной балкой. Его особенность заключается в том, что его рабочий орган, который и оказывает воздействие на металлический лист, деформируя его, составлен из отдельных сегментов. Сегментный (сегментарный, сегментальный) листогиб благодаря особенностям своей конструкции позволяет, используя одну единицу оборудования, выполнять гибку изделий различных размеров и конфигурации. Таким образом, сегментные листогибы являются более универсальными устройствами, чем стандартный листогиб с поворотной балкой.
Балки сегментного листогиба состоят из секций, которые можно перемещать и менять, подбирая практически любой необходимый рабочий размер
Современный рынок предлагает разнообразное листогибочное оборудование, различающееся как по своим функциональным возможностям, так и по основным техническим характеристикам – мощности, производительности, уровню автоматизации и др. Благодаря такому разнообразию выбор сегментного листогибочного станка не представляет сложности для производителей и домашних мастеров.
Станки с электрическим приводом
Ручной сегментный листогиб отличается высокой эффективностью и простотой конструкции, однако имеет и ряд недостатков, наиболее значимыми из которых являются невысокая мощность и низкая производительность. Чтобы значительно улучшить технические характеристики такого оборудования, на сегментный или любой другой листогиб устанавливают электромеханический привод.
Электромеханический листогиб ЛГМ-6 предназначен для холодной гибки металла толщиной до 6 мм
Основными элементами сегментного листогиба, оснащенного электромеханическим приводом, являются:
станина, на которой крепятся все остальные узлы станка;
механизмы прижима и гибки, которые приводятся в действие при помощи электродвигателей;
сам электромеханический привод;
направляющие и стопорные элементы, обеспечивающие правильное позиционирование и перемещение металлического листа в процессе его обработки;
механизмы фиксации заготовки, которые могут быть как механическими, так и электромагнитными;
шкаф для электрооборудования и органы управления станком.
Для того чтобы увеличить мощность электромеханического листогибочного станка, его дополнительно оснащают редукторами, что приводит к значительному увеличению его размеров и массы.
Гидравлическое оборудование
Чтобы еще больше увеличить мощность листогибочного оборудования, на него устанавливают гидравлический привод, который отвечает за работу двух основных механизмов такого оборудования – прижима и гибки. Гидравлический привод редко устанавливают на устройства с сегментным рабочим органом. Чаще всего им оснащают стандартный листогиб с поворотной балкой или станки валкового типа. Объясняется это тем, что использовать слишком мощный и габаритный гидравлический привод для сегментного листогиба, на котором выполняют обработку заготовок небольшого размера, просто нецелесообразно.
Гидравлические сегментные машины позволят гнуть широкоформатные листы значительной толщины
Устройства с ручным приводом
На современном рынке можно приобрести и сегментный ручной листогиб. Более того, при желании можно изготовить такой листогиб своими руками. Именно листогибочные устройства ручного типа домашние умельцы чаще всего устанавливают в свой гараж или мастерскую, чтобы выполнять с их помощью несложные технологические операции.
Основными недостатками ручных устройств, как уже говорилось выше, являются их невысокая производительность и низкая мощность. По этой причине использовать такие станки можно лишь для резки и гибки металлических листов очень незначительной толщины. Кроме того, управление такими листогибами, на которых в качестве привода применяется преимущественно рычажный механизм, требует приложения немалых физических усилий, что также стоит отнести к недостаткам данного оборудования.
Ручные листогибы могут комплектоваться специальными сегментами для изготовления сложных элементов
Между тем самостоятельное изготовление ручных листогибов позволяет сэкономить значительные финансовые средства, которые пришлось бы потратить на серийные модели.
Пневматическое оборудование
Пневматический сегментный станок для гибки листового металла, как и листогиб с поворотной балкой, оснащенный пневмоприводом, получил наименьшее распространение на современном рынке. Объясняется это тем, что привод таких станков, основу которого составляют пневмоцилиндры, неспособен обеспечить мощность, достаточную для гибки длинных и толстых металлических листов. Именно поэтому такое устройство, отличающееся самыми большими габаритами среди станков подобного назначения, применяется лишь для выполнения обработки изделий из тонколистовой стали или небольших фасонных деталей.
Пневматические листогибочные прессы обрабатывают заготовки в штампах, которые можно менять, тем самым расширяя возможности оборудования
Станки электромагнитного типа
Сегментный электромагнитный станок – это относительно новое оборудование на современном рынке, набирающее все большую популярность среди специалистов по металлообработке. За надежную и точную фиксацию металлического листа на таком листогибе отвечают не механические или гидравлические механизмы, а мощные электромагниты. Такое инновационное решение, позволяющее отказаться от массивной прижимной балки в конструкции листогибочного станка, позволило не только значительно уменьшить его габариты и массу, но и повысить точность выполняемой обработки.
Листогибочный станок электромагнитного типа STALEX EB 1250×1,6 с возможностью гибки до 135°
Использование мощного электромагнита, при помощи которого заготовка надежно прижимается к поверхности рабочего стола с усилием, величина которого может доходить до 4,5 т/м2, позволяет не только выполнять гибку металлических листов значительной толщины, но и с высокой точностью производить изделия даже самой сложной конфигурации.
Сегментные электромагнитные листогибы, как правило, являются оборудованием универсального типа. В стандартный комплект таких станков, кроме рабочих органов сегментного типа, входят также сплошная узкая и сплошная стандартная балки. Благодаря универсальности таких станков их можно приобретать не только крупным, но и небольшим производственным предприятиям, занимающимся изготовлением металлопродукции средними и даже единичными сериями.
Schechtl Manual Segment Machine TBS 100
Загрузка …
HOVER для Zoom Нажмите, чтобы увеличить
Мобильный загиб, чтобы перенести на строительные площадки
Описание
Модель мобильного света для строительных участков
7 Мобильная модель света для строительных площадок
777777 Мобильная модель. Самый маленький из сегментогибочных станков с ручным управлением в ассортименте продукции Schechtle, «наш самый универсальный станок для строительных площадок».
№
Благодаря небольшим габаритам ТБС легко перемещать по строительным площадкам «между этажами, на подмостках и в узких местах»
ПРОСТОЕ ИСПОЛЬЗОВАНИЕ НА СТРОИТЕЛЬНЫХ ПЛОЩАДКАХ ИЛИ В МАСТЕРСКОЙ
Эффективность и производительность – все сегменты можно заменить без инструментов
Простота транспортировки и установки одним человеком
Сложите свой TBS и тяните его как багажную тележку на колесиках позади себя
Уменьшите вес транспортировочного ящика за счет хранения сегментов в отдельном ящике для хранения — безопасное хранение и оптимальная защита
Подходит для установки на верстак или строительную технику (без X-образной рамы)
Уникальная X-образная рама — устойчивая и удобная при перемещении (дополнительные аксессуары)
СТАНДАРТНОЕ ОБОРУДОВАНИЕ
Сегменты с системой быстрого зажима верхней, нижней и гибочной балки по всей рабочей длине.
Высота прохода сегментов верхней балки 40 мм.
Высота прохода сегментов нижней и поворотной балки 40 мм.
Высота раскрытия верхней балки 45 мм
Настройка давления верхней балки
Устройство для опускания гибочной балки
Ящик для хранения
Ножная педаль
Колеса
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
X-образная рама не входит в стандартную комплектацию. Необходимо заказывать отдельно — вес X-рама: 17 кг
МОДЕЛЬ TBS 100
Рабочая длина: 1000 мм
Мощность: сталь (400 Н/мм²) 0,63 или алюминий (250 Н/мм²) 1,00 или нержавеющая сталь (600 Н/мм²) ) 0,50 или Медь (300 Н/мм²) 0,80 или Цинк (150 Н/мм²) 1,00
Сегменты:
1x Угол левый 100 мм
1x Угол правый 100 мм
1x 30/40/60/70 мм
2x 50 мм
5x 100 мм
ЦЕНА В ЕВРО: от 3 450,00 евро плюс фрахт плюс деревянный ящик для перевозки за границу (565 евро).
Мы используем файлы cookie на этом веб-сайте, чтобы предоставить вам наилучшие возможности. Вы можете узнать больше о файлах cookie, которые мы используем, в нашей политике конфиденциальности.
Нажимая «Принять все файлы cookie», вы соглашаетесь на ВСЕ файлы cookie, которые мы используем. Однако вы можете нажать «выбрать файлы cookie», чтобы выбрать, на использование каких файлов cookie вы даете согласие.
Принять все файлы cookie или выбрать файлы cookie
Выберите, на какие файлы cookie вы даете согласие:
Необходимо — чтобы наш веб-сайт работал
Настройки — чтобы запомнить ваши предпочтения
Аналитика — чтобы понять, как вы взаимодействуете с нашим веб-сайтом
Маркетинг — для отображения релевантной рекламы
Принять выбранные файлы cookie TBS 100
Загрузка. ..
Наведите курсор для увеличения Нажмите, чтобы увеличить
Посмотреть видео
Мобильный трубогиб, который можно взять с собой на стройплощадку
Описание
ЛЕГКАЯ МОБИЛЬНАЯ МОДЕЛЬ ДЛЯ СТРОИТЕЛЬНЫХ ПЛОЩАДОК
Самая маленькая из сегментных гибочных машин с ручным управлением из ассортимента продукции Schechtle «наша самая универсальная машина для строительных площадок».
Благодаря небольшим размерам TBS легко перемещать на строительных площадках «между этажами, на подмостках и в узких местах»
УДОБСТВО ИСПОЛЬЗОВАНИЯ НА СТРОИТЕЛЬНЫХ ПЛОЩАДКАХ ИЛИ В МАСТЕРСКОЙ
Эффективность и производительность – все сегменты можно заменить без использования инструментов
Простота транспортировки и установки одним человеком
Сложите ваш TBS и тяните его как багажную тележку на колесиках позади себя
Уменьшите вес транспортировочного ящика за счет хранения отдельный ящик для хранения — надежное хранение и оптимальная защита
Подходит для установки на верстак или строительную технику (без X-Frame)
Уникальная X-образная рама — устойчивая и удобная при перемещении (дополнительные аксессуары)
СТАНДАРТНОЕ ОБОРУДОВАНИЕ
Сегменты с системой быстрого зажима верхней, нижней и гибочной балки по всей рабочей длине.
Высота прохода сегментов верхней балки 40 мм.
Высота прохода сегментов нижней и гнутой балки 40 мм.
Высота раскрытия верхней балки 45 мм
Регулировка давления верхней балки
Устройство для опускания гибочной балки
Ящик для хранения
Ножная педаль
Колеса
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
X-образная рама не входит в стандартную комплектацию. Необходимо заказывать отдельно — вес X-рама: 17 кг
МОДЕЛЬ TBS 100
Рабочая длина: 1000 мм
Мощность: сталь (400 Н/мм²) 0,63 или алюминий (250 Н/мм²) 1,00 или нержавеющая сталь (600 Н/мм²) ) 0,50 или Медь (300 Н/мм²) 0,80 или Цинк (150 Н/мм²) 1,00
Сегменты:
1x Угловой левый 100 мм
1x Угловой правый 100 мм
1x 30/40/60/70 мм
2x 50 мм
5x 100 мм
ЦЕНА В ЕВРО: от 3 450,00 евро плюс фрахт плюс деревянный ящик для перевозки за границу (565 евро).
Гидравлический пресс 60 тонн гаражный Compac HP60 с ручным и пневмоприводом 311126 руб в Москве и СПБ
Основные характеристики:
Установка:
напольный
Максимальное усилие, т:
60
Ножной привод, педаль:
Да
Тип привода:
пневмогидравлический
Напряжение сети, В: i
Не указано
Рама:
Сварная
Тип силового устройства:
Гидроцилиндр
Расстояние между стойками, мм:
1005
Страна производитель:
Дания
Горизонтальное смещение цилиндра:
Да
Горизонтальное смещение цилиндра, мм:
не указано
MAX рабочая высота изделия, мм:
760
MIN рабочая высота изделия, мм:
1
Тип рамы:
П-образная
Ход штока, мм:
300
Опции:
Манометр, Лебедка, Клапан ограничитель, Две скорости
Дополнительно:
Тип крепления насоса:
Встроенный
Выносной насос:
Нет
Глубина пресса, мм :
710
Способ закачки масла в цилиндр:
Ручной, Пневмо
Рабочее давление, бар: i
12
Габариты, мм: i
710х1615х2100
Цвет:
Зеленый
Гарантия, мес: i
12
PRD20NF Пресс гидравлический с ручным и пневмоприводом, 20 т.
Mega
Главная / Каталог / Оборудование для Автосервиса / Гидравлическое оборудование / Пресс
Артикул: PRD20NF
Наличие:
под заказ
нет в наличии
После регистрации на сайте скидка 5%
Любое оборудование Norberg ценой от 20000р Вы можете приобрести в рассрочку!*
Характеристики
Отзывы
Модификации
Характеристики
Производитель
Mega
Модель
PRD20NF
Грузоподъемность/Усилие
20т
Исполнение
Напольное
Тип привода
Пневмогидравлический, Ручной
Цвет
Синий
Пресса MEGA изготавливаются на современном и высокоточном оборудовании исключительно из высококачественных материалов и в строгом соответствии с европейскими нормами безопасности и стандартами качества, что гарантирует длительный период эксплуатации и безопасность при работе. Каждый узел и элемент оборудования проходит строгий контроль качества путем проведения испытаний. Качество всей линейки оборудования подтверждено сертификатами EAC и CE.
Пресс электрогидравлический PRD20NF напольного исполнения обладает следующими функциональными и конструктивными особенностями:
* — Поставляется полностью готовым к работе в собранном состоянии * — Максимальное развиваемое усилие на штоке – 20 тонн * — Полностью сварная рама * — Стол регулируемы по высоте * — В штатную комплектацию входит лебедка для перемещения стола * — Двухпоршневой ручной гидравлический насос с клапаном-ограничителем нагрузки * — Винтовое удлинение штока * — Перемещение цилиндра в горизонтальной плоскости с измерительной шкалой для точного позиционирования * — Шток возвращается автоматически после сброса давления * — Аварийный выключатель * — Благодаря размещению внутри рамы манометр защищен от повреждений. Легкому чтеню информации с манометра способствует его расположение на уровне глаз. * — V-образные блоки с фиксаторами по бокам * — Шток имеет хромированную поверхность * — Встроенная полка для комплектов пуансонов. (Пуансоны поставляются отдельно) * — Извлекаемый лоток для выпрессованных деталей * — Индикатор крайнего положения штока * — Легкий доступ ко всем гидравлическим компонентам для более легкого и удобного обслуживания.
Получить более подробную консультацию и купить пресс гидравлический Mega PRD20NF Вы можете позвонив по контактным телефонам или написав на Email: [email protected]
Технические характеристики Производитель: Mega (Испания) Модель: PRD20 NF Упак. размеры: 900x600x2000мм Вес брутто: 147 кг. Кол-во мест: 1 шт. Ширина: 900 мм. Высота: 2000 мм. Цвет: синий или серый Тип: напольный Привод: ручной и пнево Усилие: 20 т
Air Hydraulics предлагает 2 линии высококачественных гидравлических прессов. Мы можем предоставить модели с усилием гидравлического пресса от 2,5 тонн до 50 тонн.
Запросить ценовое предложение для прессы
Гидравлический пресс исторически был предпочтительным вариантом для производителей, когда им необходимо приложить большое усилие или когда применение требует контролируемой гидравлической мощности
Наши гидравлические прессы доступны с различными размерами отверстия , общую длину хода и тип штока, чтобы предоставить вам гидравлический пресс, полностью отвечающий вашим требованиям. Наши инженеры по применению будут работать с вами, чтобы определить, какая конфигурация гидравлической силовой системы лучше всего подходит для вашего приложения.
Если вам нужна высокая мощность на протяжении всего хода и возможность изменять скорость, а также снижать скорость и повторно применять давление без возврата в максимальное верхнее положение, тогда гидравлический пресс идеально подойдет для вашей производственной среды.
Если ваше приложение не требует гидравлического управления выдвижением и втягиванием вашего цикла прессования, то один из наших прессов с воздухом над маслом, вероятно, удовлетворит ваши потребности за небольшую часть стоимости.
Продажа гидравлических прессов
Гидравлические прессы серий SH и HP стандартно поставляются со всем необходимым. Вы также можете выбрать один из множества настраиваемых параметров, чтобы получить идеальную посадку.
Хотите узнать больше о том, как выбрать правильный пресс для вашего приложения?
В этом бесплатном 30-страничном руководстве рассматриваются 11 основных соображений, которые следует учитывать при определении того, какая печатная машина лучше всего подходит для вашего бизнеса.
Получить руководство
Хотите получить мощность гидравлики без затрат?
Мы специализируемся на технологии масляного прессования. В большинстве случаев клиентам лучше всего подходят пневматические или пневматические прессы, которые дешевле, требуют меньше обслуживания, издают минимальный шум и не требуют источника питания высокого напряжения.
AH-Series
HI/LO воздух над маслом прессой Hydropneumatic Press 4-50 тонн
C-серии
воздух над гидравлическим прессом Hydropneumatic Press 2.5-15 тонн
Get Press Printing
. пару вопросов, и мы вышлем вам цены на интересующую вас прессу или прессы.
Запросить цену
Гидравлический пресс Air Operate 6-475
Империал (США)
Метрика
Номер модели
6-475
6-850
6-450
6-425
6-650
Номер детали
906475 906475
906850 906850
906450 906450
906425 906425
906650 906650
Емкость
75 тонн 75 тонн
150 тонн 150 тонн
50 тонн 50 тонн
25 тонн 25 тонн
150 тонн 150 тонн
Эксплуатация
Воздуха Воздуха
Воздуха Воздуха
Воздуха Воздуха
Воздуха Воздуха
Воздуха Воздуха
Мощность
н/д н/д
н/д н/д
н/д н/д
н/д н/д
н/д н/д
Напряжение
н/д н/д
н/д н/д
н/д н/д
н/д н/д
н/д н/д
Ширина между стойками
44″ 1118 мм
48 дюймов 1219 мм
32-3/4″ 832 мм
33,5 дюйма 851 мм
48 дюймов 1219. 20 мм
Ширина между каналами стола
8-1/4″ 210 мм
12-1/4″ 311 мм
7-1/4″ 184 мм
5-3/16″ 127 мм
12-1/4″ 311,15 мм
Минимальный ход по таблице
6 дюймов 152 мм
10 дюймов 254 мм
5 дюймов 127 мм
1 дюйм 25,4 мм
10 дюймов 254,00 мм
Максимальный ползун к столу
36 дюймов 914 мм
30 дюймов 762 мм
40 дюймов 1016 мм
36 дюймов 914 мм
30 дюймов 762,00 мм
Перемещение поршня
10 дюймов 254 мм
16 дюймов 406 мм
10 дюймов 254,00 мм
10 дюймов 254 мм
16 дюймов 1676,40 мм
Винтовой ход
н/д н/д
н/д н/д
н/д н/д
н/д н/д
н/д н/д
Горизонтальное перемещение рабочей головки
24-5/8″ 635 мм
21-7/8″ 558 мм
13-3/4″ 349 мм
13-1/2″ 343 мм
21-7/8″ 555,63 мм
След
55″ х 36″ 1397 мм x 914 мм
66″ х 42″ 1677 мм х 1829 мм
43-1/2″ х 36″ 1105 мм х 914 мм
42-1/2″ х 30″ 1080 мм х 762 мм
66″ х 42″ 1676,40 х 1066,80 мм
Высота
86 дюймов 2184 мм
95 дюймов 2413 мм
87 дюймов 2210 мм
81″ 2057 мм
95 дюймов 2. 413,00 мм
Масса
1550 фунтов 703 кг
3050 фунтов 1384 кг
1150 фунтов 522 кг
800 фунтов 363 кг
3000 фунтов 1360,77 кг
Основание
55″ х 36″ 1397 мм x 914 мм
66″ х 42″ 1677 мм х 1829 мм
43-1/2″ х 36″ 1105 мм х 914 мм
42-1/2″ х 30″ 1080 мм х 762 мм
66″ х 42″ 1676,4 мм х 1066,8 мм
Скорость продвижения ползуна
40 изображений в минуту 40 изображений в минуту
22 изображения в минуту 22 изображения в минуту
55 изображений в минуту 55 изображений в минуту
100 изображений в минуту 100 изображений в минуту
25 изображений в минуту 635,00 мм/м
Скорость прессования
3-1/2 изобр. /мин 3-1/2 изобр./мин
2 изобр/мин 2 изобр/мин
5 изображений в минуту 5 изображений в минуту
10 изображений в минуту 10 изображений в минуту
1 изобр/мин 25,40 мм/м
Количество насосов
2 2
2 2
2 2
2 2
1 1
Давление воздуха
90-125 фунтов на квадратный дюйм 90-125 фунтов на квадратный дюйм
90-125 фунтов на квадратный дюйм 90-125 фунтов на квадратный дюйм
90-125 фунтов на квадратный дюйм 90-125 фунтов на квадратный дюйм
90-125 фунтов на квадратный дюйм 90-125 фунтов на квадратный дюйм
90-125 фунтов на квадратный дюйм 90-125 фунтов на квадратный дюйм
Пневматический режим исключает необходимость ручного накачивания.
Шарошка для правки абразивных кругов: применение, виды
В процессе эксплуатации у абразивных кругов изменяется профиль, а их зернистая поверхность забивается отходами обработки, что в итоге приводит к снижению эффективности этого приспособления. Для того чтобы вернуть точильным и шлифовальным кругам их первоначальные характеристики, используется такой инструмент, как шарошка для правки абразивных кругов.
Шарошки звездочки: слева тупозубая, справа острозубая
Несложные по своей конструкции шарошки-звездочки делятся на два типа:
с острыми зубьями;
тупозубые.
Между собой они различаются не только формой зубьев, но также толщиной и сферой применения.
Размеры шарошек для правки абразивных кругов
Область применения
При помощи шарошек, оснащенных острыми зубьями, выполняется правка шлифовальных кругов, плотная структура которых состоит из абразивных зерен минимального размера. Если при помощи острозубых шарошек взяться за правку кругов из абразивных зерен средней и крупной фракции, то правящий инструмент просто испортит их рабочую поверхность, нанеся ей серьезный вред. В таких случаях как раз и используется тупозубая шарошка, специально предназначенная для правки средне- и крупнозернистых абразивных кругов.
Высокая эффективность использования шарошек-звездочек обеспечивается тем, что обработка с их помощью осуществляется на высокой скорости их вращения. Следует иметь в виду, что правка точильных и шлифовальных кругов выполняется не одной шарошкой, а целым их набором, помещаемым на специальную ось, оснащенную смазочным ниппелем.
Специальная державка для шарошек
Учитывая тот факт, что шарошечный инструмент в процессе использования испытывает серьезное механическое воздействие со стороны абразивного круга, его рабочая часть должна быть обязательно подвергнута качественной закалке.
Правка шлифовальных кругов
При износе круга зерна абразива под действием обрабатываемого материала разрушаются (обламываются, истираются, заглаживаются) и вырываются из связки. Неравномерная выработка поверхности круга приводит к нарушению его геометрии. Интенсивность и характер износа абразивных кругов зависят от характеристик самого круга и материала обрабатываемых изделий. Если износ круга происходит только за счет выкрашивания зерен, в работу вступают новые зерна, и происходит так называемое самозатачивание инструмента. Это нормальное явление. Хорошим самозатачиванием обладают мягкие круги. У кругов с высокой твердостью преобладают процессы затупления (сглаживания режущих кромок зерен) и засаливания.
Засаливание круга — это процесс, при котором снимаемая со шлифуемой детали стружка вместе с истертыми абразивными зернами и связкой попадает в поры шлифовального круга и заполняет их, в результате чего режущая способность круга резко снижается.
Затупление, засаливание и истирание абразива вызывает снижение режущей способности круга, следствием чего является увеличение вероятности прижегов, снижение качества обработки и производительности.
Чтобы восстановить форму шлифовального круга и его режущие свойства применяют операцию правки, представляющую собой съем абразивного материала и связки с поверхности круга, осуществляемый специальными правящими инструментами.
Правка шлифовального круга может потребоваться и для нового круга, при его биении. Биение можно проверить касаясь вращающегося круга кончиком маркера (мела, карандаша) упертого в подручник. Если медленно подавать маркер к поверхности вращающегося круга, он будет оставлять следы на поверхности с избыточным материалом, который необходимо убрать при правке.
Проверка биения шлифовального круга
Не лишним будет перед правкой проверить круг на наличие скрытых трещин. Для этого он снимается со станка, устанавливается на деревянную ось (можно подвесить на веревке) и простукивается каким-нибудь предметом. Целый круг издает мелодичный звон, круг с трещиной звучит коротко и глухо.
Проверка шлифовального круга на наличие трещин
При правке кругов, в воздух выделяется много пыли, поэтому желательно приделать у подручника шланг пылесоса и пользоваться респиратором.
Основные способы правки шлифовальных кругов
Несмотря на технологическую простоту процесса правки кругов, существует довольно много способов и технологий этой операции. В зависимости от материала правящих инструментов различают правку алмазным и безалмазным инструментом. По характеру взаимодействия шлифовального круга и правящего инструмента, правку подразделяют на обтачивание, обкатку, шлифовку, тангенциальное точение. В промышленности применяется правка накатыванием (для профильных шлифкругов) и свободным абразивом. В домашних условиях используют наиболее простые способы правки, целью которых может быть: зачистка круга от засаливания, выравнивание (восстановление профиля) и перепрофилирование.
Зачистка производится в том случае, если требуется очистить круг от засаливания, не изменяя при этом его формы. Очистка может производиться осколком любого абразивного круга с твердостью R, S, T, или абразивным бруском. Технология зачистной правки проста. Куском абразивного материала, упертого в подручник, производится зачистка профильной поверхности вращающегося круга — продольными движениями вдоль нее.
Очистка засаленного шлифовального круга
Правка обтачиванием
. Правка обтачиванием представляет собой разрушение (точение) абразивного материала и связки шлифкруга правящим инструментом высокой твердости, который работает примерно так же, как работает обычный резец, срезающий слой материала с вращающейся заготовки. В качестве рабочих органов правящих инструментов используются эльборовые вставки или алмазы, закрепленные в оправках с помощью механического зажима, пайки или чеканки.
Правящие инструменты имеют различную конструкцию. Одни из них представляют собой стержень, в вершину которого вставлен один относительно крупный алмаз, эти инструменты называются алмазными иглами, алмазами в оправе.
Другие инструменты имеют расширенную рабочую поверхность, на которой в определенном порядке или беспорядочно закреплено некоторое количество алмазов. Такую конструкцию имеют алмазные карандаши для правки кругов, гребенки, шарошки.
Рабочая поверхность у этих инструментов располагается, как правило, перпендикулярно ручке. Глубина алмазного слоя может достигать значительных величин. Чем она больше, тем продолжительнее срок службы инструмента. При изнашивании верхних алмазов в работу вступают нижележащие слои.
При правке круга, инструмент опирается на подручник и вводится своей рабочей поверхностью в контакт с вращающимся кругом, снимая с него слой абразива и выравнивая его поверхность.
Правка абразивного круга алмазной шарошкой
Правка абразивного круга алмазным карандашом
Алмазные или эльборовые резцы вставляются в оправки, обеспечивающие нужную подачу и траекторию движения режущей части инструмента. На рисунке ниже приведено несколько вариантов приспособлений для правки шлифовальных кругов с помощью алмазных игл или эльборовых вставок. Все они имеют в своей конструкции винт, с помощью которого алмазный или эльборовый резец выдвигаются из приспособления на необходимую величину (подачу). Прямолинейность движения инструмента относительно круга обеспечивается системой шип-паз или выступом на приспособлении, который упирается в кромку подручника.
Приспособление для правки шлифовальных кругов
Приспособление для правки шлифовальных кругов
При отсутствии специальных правящих инструментов (игл, гребенок, шарошек) обтачивающую правку круга можно произвести эльборовой вставкой, закрепив ее в резцедержателе или просто зажав в плоскогубцах.
Правка шлифовального круга эльборовой вставкой
При обточке алмазной иглой, правящий инструмент нужно подавать под углом к обрабатываемой поверхности — как в вертикальной, так и в горизонтальной плоскости. Правильная и неправильная установка инструмента в вертикальной плоскости показана на рисунке ниже.
Положение алмазной иглы по отношению к шлифовальному кругу: а — правильной, б — неправильное.
Расположение резца под углом к обрабатываемой поверхности позволяет менять режущую кромку инструмента, проворачивая его вокруг своей оси, чтобы в работу вступали новые, не затупившиеся грани.
Чистоту обработки можно регулировать, изменяя скорость продольной (вдоль обрабатываемой поверхности) подачи инструмента. Чем она меньше, тем глаже получается поверхность круга. Если круг предназначается для обдирки, скорость подачи нужно увеличить — для получения более грубой поверхности.
Проверить качество правки можно, приложив к обработанной поверхности линейку, которая должна прилегать к кругу плотно, без зазоров.
Проверка профиля шлифовального круга
Правка обтачиванием алмазными и эльборовыми инструментами позволяет обеспечить высокую точность геометрии круга. Ее относительным недостатком является сглаживание обрабатываемой поверхности, которое может быть нежелательным, если выправленным кругом планируется производить обдирочные работы. В этом случае лучше применить правку обкатыванием.
Шлифовальные круги можно править брусками из зеленого карбида кремния на керамической связке, зернистостью F14-F36 (125-50), твердостью R, S, T. Для правки алмазных кругов (возможно и эльборовых) на керамической и металлической связке, зернистость бруска должна быть примерно такой же, как и круга, твердость — среднемягкой или средней, структура — средней или открытой.
Абразивный брусок
Однако правка алмазных кругов абразивными брусками сопровождается большим расходом брусков и отнимает много времени. Более эффективно правку алмазного круга можно осуществлять абразивным правящим кругом, получающим вращение от своего привода (см. ниже).
Правка обкатыванием
. При правке абразивных кругов способом обкатывания, дробление, скалывание и удаление абразивных зерен с поверхности круга производится инструментом круглой формы, получающим свое вращение от шлифовального круга. В качестве правящих инструментов используются карбидокремниевые круги, стальные диски с цементированной и закаленной поверхностью, твердосплавные ролики, звездочки-шарошки. Наибольшее распространение получили звездочки-шарошки.
Правка абразивного круга обкатыванием
Рабочая часть вращающейся шарошки для правки абразивных кругов представляет собой набор дисков и зубчатых звездочек из износостойкого металла, насаженных на одну ось. При контакте с вращающимся шлифовальным кругом, диски и звездочки сами начинают вращаться, обкатываясь и скользя по поверхности круга. В результате происходит разрушение и выкрашивание абразивных зерен и выравнивание профиля круга.
Вращающиеся шарошки изготавливаются не только в виде инструмента, предназначенного для держания в руках, но и стационарно закрепляемого на неподвижном основании. С их помощью может производиться правка кругов, установленных на ручные шлифовальные машины.
Шарошка для правки абразивных кругов
Шарошка для правки абразивных кругов
Недостатком правки с помощью вращающихся шарошек является большое пылеобразование и относительно низкая точность обработки. Достоинствами — высокая производительность и отсутствие заглаживания поверхности круга, как это происходит в случае правки обтачиванием алмазными или эльборовыми инструментами. Если круг готовится для обдирочных работ, правка вращающейся шарошкой — наилучший вариант. Этот способ можно также применять в качестве предварительной операции перед правкой алмазным или эльборовым инструментом. С повышенным пылеобразованием борются, подсоединив к полой рукоятке шарошки пылеотсасывающий рукав, соединенный с пылесосом.
Правка шлифованием
. Правка шлифованием также производится вращающимся инструментом. Однако в отличие от правки обкатыванием, правящий инструмент получает вращение от своего собственного привода, а не от шлифовального круга.
В качестве шлифующих инструментов используются алмазные ролики, карбидокремниевые, алмазные или эльборовые круги, диски из твердых сплавав карбида вольфрама. Ось их вращения при правке может быть как перпендикулярна, так и параллельна оси вращения обрабатываемого диска. В последнем случае направление вращения правящих кругов или роликов может совпадать с направление вращения шлифовального круга или быть направленным против него.
Важной особенностью правки шлифованием является то, что скорость вращения круга, который правится, должна быть небольшой — не более 25 м/мин (в 60 раз медленнее, чем при шлифовании), в то время как вращение правящего инструмента должно быть нормальным рабочим. Вращение круга вручную недопустимо, так как следствием неравномерного вращения является некруглость или неровность рабочей поверхности после правки.
Недостатком правки шлифованием является то, что для ее осуществления кроме самих правящих дисков или роликов необходимо иметь еще инструмент для их вращения. При правке в домашних условиях наилучшим, пожалуй, вариантом является использование для правки болгарки с алмазным кругом. С ее помощью можно править как электрокорундовые, так и алмазные круги. Болгарка, используемая для правки, должна иметь приспособление для упора, которое можно закрепить на месте ручки.
Упор на болгарке для правки абразивных кругов шлифованием
На фото ниже показан процесс правки алмазного круга шлифованием с помощью болгарки, оснащенной старым алмазным кругом.
Правка алмазного круга шлифованием
При правке алмазных кругов рекомендуется использовать охлаждение, которое предотвращает сгорание алмазных зерен, которое может происходить при температуре выше 700-800°C.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами. Литература
Шарошка для правки абразивных кругов в категории «Инструмент»
Шарошка звёздочка для правки абразивных кругов 50х3х10 мм
Доставка по Украине
29 грн
Купить
АлмазON
Шарошка звёздочка для правки абразивных кругов 50х2.0х14 мм сталь 45
Доставка по Украине
14 грн
Купить
«Шлифмастер» Интернет-магазин
Шарошка звёздочка для правки абразивных кругов 50х2.5х10 мм сталь 45
Доставка по Украине
18 грн
Купить
«Шлифмастер» Интернет-магазин
Шарошка алмазная для правки абразивных дисков Yato YT-61395
Доставка из г. Харьков
275 грн
Купить
etools
Алмазный карандаш для правки абразивных кругов от Lenker
На складе
Доставка по Украине
от 250 грн
Купить
ЧП «Интер Плюс»
Алмазный карандаш для правки и выравнивания плоскости абразивных, шлифовальных кругов.
Доставка по Украине
190 грн
Купить
1000 Мелочей
Приспособление 50 мм. для правки абразивных и шлифовальных кругов.
Доставка из г. Одесса
190 грн
Купить
1000 Мелочей
Приспособление 45 мм. для правки абразивных и шлифовальных кругов.
Доставка из г. Одесса
180 грн
Купить
1000 Мелочей
Диск для правки абразивных кругов ДО-40
На складе
Доставка по Украине
132 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Диск для правки абразивных кругов ДО-75
На складе
Доставка по Украине
270 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Алмазное приспособление для правки и выравнивания плоскости абразивных кругов.
Доставка по Украине
260 грн
Купить
1000 Мелочей
Workman 708018 шарошка алмазна для правки кругів 00000042358
Доставка по Украине
1 765 грн
Купить
ДімТаСад
Звездочка для правки кругов 40х2,5х10 мм
На складе в г. Кременчуг
Доставка по Украине
13 грн
Купить
СТАНОЧНИК Интернет-магазин
Звездочка для правки кругов 40х2,5х9 мм
На складе в г. Кременчуг
Доставка по Украине
13 грн
Купить
СТАНОЧНИК Интернет-магазин
Звездочка для правки кругов 50х3,0х14 мм
На складе в г. Кременчуг
Доставка по Украине
16 грн
Купить
СТАНОЧНИК Интернет-магазин
Смотрите также
Шарошкодержатель 420 мм
Доставка по Украине
298 грн
Купить
«Шлифмастер» Интернет-магазин
Устройство для алмазной правки абразивных кругов для шлифовально полировальных станков Workman 708018
Недоступен
1 790.95 грн
Смотреть
Интернет-магазин «COOL-TOOL»
Абразивний брусок для правки шліф. кругів 100 х 20 х 20 мм K 36 SIC
Недоступен
263 грн
Смотреть
АДРЕМ — крепеж, инструмент, герметики
Абразивный круг для правки алмазных дисков(кругов)
Недоступен
Цену уточняйте
Смотреть
Обладнання для лікаря-офтальмолога та майстра-оптика
Алмазный карандаш Славутич для правки абразивных кругов
Недоступен
500 грн
Смотреть
Коронет Украина
Алмазный карандаш для правки абразивного круга
Недоступен
200 грн
Смотреть
ФОП Макарова Анна Борисівна
Алмазный карандаш для правки абразивных кругов
Недоступен
500 грн
Смотреть
SLAVLES
Алмазный карандаш для правки абразивных кругов (1,8 кар тип Славутич)
Недоступен
330 грн
Смотреть
Piladnepr. com
For Klindex №3 Алмазные полировальные шарошки 3шт для машинки Klindex
Недоступен
1 304.10 грн
Смотреть
HimPro — Профессиональная химия для камня
For Klindex №4 Алмазные полировальные шарошки 3шт для машинки Klindex
Недоступен
1 304.10 грн
Смотреть
HimPro — Профессиональная химия для камня
For Klindex №5 Алмазные полировальные шарошки 3шт для машинки Klindex
Недоступен
1 304.10 грн
Смотреть
HimPro — Профессиональная химия для камня
For Klindex №6 Алмазные полировальные шарошки 3шт для машинки Klindex
Недоступен
1 304.10 грн
Смотреть
HimPro — Профессиональная химия для камня
For Klindex №7 Алмазные полировальные шарошки 3шт для машинки Klindex
Недоступен
1 304.10 грн
Смотреть
HimPro — Профессиональная химия для камня
For Klindex №8 Алмазные полировальные шарошки 3шт для машинки Klindex
Недоступен
1 304.10 грн
Смотреть
HimPro — Профессиональная химия для камня
NORTON Шлифовальный конус: диаметр шлифовального конуса 1 дюйм, длина шлифовального конуса 3 дюйма, размер отверстия оправки 3/8″-24, 16 — 2D920|61463622342
НОРТОН
Вещь # 2Д920
производитель Модель #
61463622342
UNSPSC #
23131503
№ страницы каталога
2391
2391
Страна происхождения
Мексика.
Страна происхождения может быть изменена.
Обеспечивает равномерную и качественную шлифовку для сглаживания сварных швов, очистки отливок и подготовки поверхностей к металлизации или окраске. Используйте с горизонтальными/прямолинейными шлифовальными машинами.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
НОРТОН
Вещь # 2Д920
производитель Модель #
61463622342
UNSPSC #
23131503
№ страницы каталога
2391
2391
Страна происхождения
Мексика.
Страна происхождения может быть изменена.
Обеспечивает равномерное качественное шлифование для сглаживания сварных швов, очистки отливок и подготовки поверхностей к металлизации или окраске. Используйте с горизонтальными/прямолинейными шлифовальными машинами.
Для правки и правки абразивных кругов, где требуется точность, точность и чистота шлифования. Операции правки торца, радиуса и фасонного круга можно выполнять точно и экономично. Полностью натуральный алмаз.
Доступны бриллианты трех размеров: 0,25, 0,3 и 0,5 карата. Все размеры 2 дюйма в длину и 3/8 дюйма в диаметре с тремя углами на ваш выбор: 60°, 75° и 90°.
Центробежным называется насос, в котором движение жидкости и создание необходимого напора осуществляется за счет центробежной силы, возникающей при воздействии на жидкость лопастей рабочего колеса. Такое оборудование может применяться для различных целей, все зависит от особенностей конкретной модели.
Принцип действия
Чаще всего центробежные насосы используются для подачи горячей и холодной воды, сточных вод, агрессивных и вязких жидкостей и т.д. Принцип действия такого агрегата заключается в том, что кинетическая энергия передается от рабочего вращающегося колеса частицам жидкости, находящимся между его лопастями.
Возникающая центробежная сила приводит в действие частицы, которые перемещаются в корпус и далее. На место этих частиц поступают новые. Таким образом, обеспечивается непрерывная работа этого оборудования.
В насосном оборудовании многоступенчатого типа поток перекачиваемой жидкости перемещается последовательно несколькими рабочими колесами, которые смонтированы на одном валу и в одном корпусе.
Корпус многоступенчатого секционного насоса состоит из отдельных секций, количество которых на единицу меньше, чем число рабочих мест. Это связано с тем, что одно колесо располагается в передней крышке. Такая конструкция предоставляет возможность уменьшать или увеличивать напор.
Разновидности центробежных насосов
Прежде всего, стоит отметить, что такие агрегаты подразделяются по виду перекачиваемой жидкости:
водопроводные;
нефтяные;
канализационные;
химические и т.д.
По способу отвода жидкости из рабочего колеса они бывают:
спиральные, когда жидкость отводится сразу в спиральный канал;
турбинные, предполагающие, что сначала жидкость должна проходить через специальное устройство.
Кроме этого, центробежные насосы различаются по количеству колес, расположению оси, давлению, быстроходности и по другим критериям.
Центробежные секционные насосы
Насос ЦНС – это оборудование, предназначенное для перекачивания нейтральной воды температурой от 1 до 45 градусов Цельсия, которая содержит механические примеси не более 0,2% по массе. Они применяются для водоотлива в каменноугольных шахтах. Кроме того, их используют для системы водоснабжения и повышения давления холодной воды в контурах.
Такие насосы подразделяются на несколько групп:
насосы ЦНСг, которые применяются для перекачивания горячей нейтральной воды температурой 45-105 градусов Цельсия с содержанием механических примесей не более 0,1% по массе;
насосы ЦНСк, предназначенные для откачки кислотных вод (при значении рН менее 6,5) температурой 1-40 градусов Цельсия с содержанием механических примесей не более 0,2% по массе;
насосы ЦНСн, использующиеся для перекачивания обводненной газонасыщенной, а также товарной нефти;
насосы ЦНСм, которые используются в работе масляных систем для подачи масла в уплотняющие подшипники.
В зависимости от предназначения насосного оборудования, выбор делается в пользу того или иного типа.
Центробежные насосы: принцип действия, конструкция, классификация
Содержание
1 Принцип действия
2 Конструкция
3 Корпус
4 Рабочее колесо
5 Вал и подшипники
5.1 Консольное закрепление
5.2 Симметричное крепление
6 Расположение вала
7 Тип присоединения вала
8 Количество ступеней
Принцип действия
Центробежные насосы – одни из наиболее распространенных машин промышленности. По количеству они уступают только электрическим двигателям. Т.к. электрические двигатели используются для приведения в действие насосов, то, можно сказать, что львиная доля электроэнергии мира расходуется на транспортировку жидкости центробежными насосами.
Центробежные насосы получили своё название от способа, в котором жидкость передаётся энергии.
Когда жидкость подводится к насосу, она соприкасается с вращающимся колесом и выталкивается в напорный патрубок с центробежной силой через полость специальной формы, называемой спиральным кожухом. Все центробежные насосы работают по такому принципу, но среди них могут быть конструктивные различия.
Насос передает кинетическую энергию жидкости. Кинетическая энергия подразумевает скорость жидкости. Скорость – это всего лишь половина уравнения.
Рис.1 – Центробежный насос
Жидкость входит в насос по центру колеса через всасывающее отверстие. Трение между частицами жидкости и рабочим колесом заставляет жидкость вращаться. Например, как трение между дорогой и резиной шины заставляет машину двигаться.
Рабочее колесо тянет частички жидкости, поэтому они вращаются при контакте с ними. Жидкость выталкивается наружу колеса с помощью центробежной силы – явление, которое выталкивает прочь любой объект из центра круга к его границам. Вот так жидкость получает кинетическую энергию от колеса.
Поэтому эти насосы называютсяцентробежными.
Количество энергии, передаваемое жидкости зависит от трех факторов:
плотности жидкости:
частоты вращения рабочего колеса:
диаметра рабочего колеса:
После рабочего колеса жидкость попадает в полость спирального корпуса, откуда попадает в напорный патрубок.
Давление. Насос также должен создавать избыточное давление, чтобы отвечать требованиям системы. Обычно это преодоление гравитации при подъёме жидкости из низшего уровня на высший, и сопротивление трения трубопроводов.
Проще говоря, давление – это возможность выполнить задание. А скорость жидкости – это то, как скоро оно будет выполнено.
Насосы должны превращать динамическое давление в статическое.
По мере прохождения жидкости по спиральному корпусу она замедляется, так как площадь прохода увеличивается, потому что производительность или количество жидкости, перекачиваемое за какое-то время, зависит от двух факторов: первое – это скорость жидкости, второе – размеры полости, через которую она продвигается.
Если поток постоянный, то увеличение проходного сечения ведёт к уменьшению скорости и росту давления. Достигая напорного патрубка, большая часть кинетической энергии превращается в давление.
Если скорость падает, то увеличивается давление.
Конструкция
Насос – это машина, которая превращает механическую энергию в кинетическую энергию, перекачиваемую жидкость с электро-транспортировки ее из одной точки в другую.
Центробежный насос состоит из двух основных компонентов.
Первый – это вращающийся диск с изогнутыми лопастями. Он называется рабочим колесом.
Второй – это труба специальной формы, называемая спиральным корпусом, в котором содержится рабочее колесо и транспортная жидкость.
Есть 5 элементов конструкции, которые могут различаться:
вид колеса;
вид подшипника;
расположение корпуса;
крепление двигателя;
число ступеней.
Корпус
Он сделан в форме спирали с уменьшающимся радиусом, похожим на раковину улитки.Полость этого корпуса не остается одной и той же везде. Площадь проходного сечения увеличивается при приближении к напорному патрубку.
Там, где заканчивается спиральный корпус и начинается напорный патрубок, есть выступающий клин, называемый водорезом.
Он физически разделяет спиральный корпус и напорный патрубок и гарантирует, что жидкость будет покидать насос, а не просто крутиться по кругу в спиральном корпусе.
Расширяющаяся часть спирального корпуса очень важна, т. к. с помощью неё насос создает давление.
Рабочее колесо
Есть 3 вида рабочих колёс:
открытые,
полузакрытые
закрытые
Самая простая конструкция у открытого колеса, которая состоит из острых, как лезвие, лопастей, равномерно расположенных на втулке.
Открытое колесо
Большой неограниченный подвод жидкости позволяет этому виду колес транспортировать жидкости содержащие грязь, пыль, осадки, твёрдые примеси, что делает их идеальными для мусорных насосов.
Применяется на водоочистных заводах, где перекачиваются сточные воды для обработки грубых шламов с твердыми примесями. Поэтому он имеет режущие лопатки спереди колеса, чтобы резать очень большие примеси.
Если лопасти размещены на задней пластине, то такое колесо называется полузакрытым.
Полузакрытое колесо
Если лопасти находятся между двумя пластинами, то оно называется закрытым.
Закрытое колесо
Закрытые колеса более эффективны, чем полузакрытые и открытые колеса. Потому что поток жидкости идет по строго заданному пути. Значит, больше жидкости выходит из насоса и меньше просто циркулирует внутри колеса.
Их недостаток это то, что они могут легко загрязниться мусором.
Очень популярное заблуждение, будто закрученные лопасти помогают толкать жидкость. Но на самом деле это не то, для чего они предназначены.
Назначение лопаток – это проводить жидкость по наиболее плавному пути. Закрученные назад лопасти помогают стабилизировать условия течения жидкости на высоких скоростях и уменьшить нагрузку на двигатель.
Правильное направление вращения для этого колеса – противочасовое. Поэтому по направлению сгибов лопастей можно сказать направление движения колеса.
Вал и подшипники
Какой бы вид колеса не применялся, он закреплен на вращающемся валу. Вал должен быть закреплен в корпусе подшипниками одним из 2 способов:
Консольно
Симметрично
Консольное закрепление
При консольном укреплении вала, рабочее колесо закреплено на одном конце, а подшипники на другом.
Такая конструкция располагает всасывающее и напорное отверстие перпендикулярно друг другу, а всасывающее отверстие – прямо перед центром колеса.
Такие насосы называются насосы с торцевым всасыванием. Они широко распространены из-за своей дешевизны и простоты производства, но они имеют один недостаток, связанный с путём движения жидкости.
Во время работы насоса, создается зона с низким давлением во всасывающем отверстии.
Есть зона повышенного давления на выходе из колеса, из которого жидкость, получившая энергию, попадает в спиральный кожух.
Жидкость течет к задней пластине в открытых и полуоткрытых колесах, что полностью разрушает баланс давлений. В результате возникает осевая сила или нагрузка – выталкивающая колесо к всасывающему отверстию.
Это можно компенсировать, устанавливая сильные подшипники или просверлив дырки в пластине колеса для выравнивания давлений. Но это не эффективные способы.
Симметричное крепление
Более действенное решение – расположение вала на подшипниках с двух сторон. Это называется симметричной конструкцией.
Поддержку вала улучшает не только расположения подшипников с двух сторон, но и возможность использовать симметрические закрытые колеса с двойным всасыванием.
Поскольку есть такие же зоны с высоким и низким давлением на обеих сторонах колеса, это успешно устраняет нагрузочные силы, благодаря балансу давлений. Так же эта конструкция имеет иное преимущество. Всасывающее и напорное отверстия расположены параллельно друг другу на противоположных сторонах насоса, и корпус разделён по оси.
Просто открутив болты и сняв крышку, обслуживающий техник может добраться до вращающейся части насоса внутри него без извлечения всего насоса из системы.
Благодаря раздельной осевой конструкции, насосы в симметричном расположении подшипников называют насосами с разборным корпусом.
Всё это, конечно же, очень весомые причины для того чтобы установить в своей шахте такой насос прямо сейчас. Но есть некоторые недостатки. Потому что обслуживающие операции и требования к уплотнению более сложные для насосов с разборным корпусом, чем для насосов с торцевым всасыванием. Они так же более дорогие.
Расположение вала
Центробежные насосы обычно расположены горизонтально. Но иногдавертикально.
Вертикальные насосы применяются для уменьшения места под установку. Вы можете встретить их на дне скважины или колодца, соединенными длинным-длинным валом с двигателем сверху. Это подводит нас к соединению с двигателем. Обычно электрического.
Тип присоединения вала
Есть 2 способа предать вращения от двигателя к насосу: через муфту или напрямую.
Если насос и двигатель – это две отдельные машины, то они должны быть соединены муфтой.
Соединение муфтой
Муфты бывают разных форм, размеров и исполнений. И одно общее требование к ним – обеспечение правильной целостности валов, иначе без них обеспечение целостности было бы очень изощренным процессом.
Для облегчения и поддержания целостности, двигатель и насос установлены на общей опоре – опорной плите.
Или, в случае с вертикальными установками, двигатель расположен на раме.
Такой вид соединения двигателя и насоса называется муфтовым. Для больших мощных установок и насосов с разборным корпусом соединение через муфту единственно возможное.
Второй способ соединения – прямой. Двигатель и насос находятся на общем валу с колесом, расположенном консольно на другой стороне вала двигателя. В этом случае установка не требует муфты или сложных процедур по поддержанию целостности.
Тем не менее, из-за того, что двигатель и насос расположены на одном валу, поддерживаемые лишь подшипниками двигателя, этот способ подходит только для маленьких и средних насосов с торцевым всасыванием.
Количество ступеней
Насос классифицируется по количеству ступеней, которое он имеет. Большинство насосов имеет одну ступень с одним рабочим колесом и одним спиральным кожухом. Тем не менее, некоторые насосы имеют дополнительные ступени, соединённые последовательно для увеличения давления.
Ротор многоступенчатого насоса
Суть в том, что одно колесо придает энергию жидкости, а затем направляет его в следующее колесо, которое добавляет еще энергии жидкости, а затем направляет ее к следующему колесу, и так далее, пока, в конце концов, жидкость не попадает в напорный патрубок.
Что такое центробежный насос
Центробежный насос — это машина, которая использует вращение для придания скорости жидкости, а затем преобразует эту скорость в поток.
Разобьем это определение на составляющие, чтобы можно было рассмотреть каждую из них по очереди:
Центробежный насос — это машина.
Центробежный насос использует вращение для придания скорости жидкости.
Центробежный насос преобразует скорость в поток.
«Центробежный насос — это машина». Каждый центробежный насос включает в себя сборку механических компонентов, обеспечивающих работу насоса. Этот механический узел включает в себя вал насоса, установленный на подшипниках, уплотнительный механизм, предотвращающий чрезмерную утечку из насоса, конструктивные компоненты, предназначенные для восприятия нагрузок и нагрузок, воздействующих на насос во время работы, и изнашиваемые поверхности, которые позволяют ремонтировать и возвращать насос. по своим первоначальным характеристикам.
«Центробежный насос использует вращение для придания скорости жидкости». Каждый центробежный насос включает рабочее колесо. Рабочее колесо — это гидравлический компонент, который вращается для придания скорости перекачиваемой жидкости.
«Центробежный насос преобразует скорость в поток». Каждый центробежный насос имеет корпус. Корпус представляет собой гидравлический компонент, который улавливает скорость, сообщаемую рабочим колесом, и направляет перекачиваемую жидкость к месту нагнетания насоса.
Насос с односторонним всасыванием на раме | Предоставлено Гидравлическим институтом, Парсиппани, штат Нью-Джерси, www.Pumps.org
На самом базовом уровне центробежный насос состоит всего из трех компонентов:
Крыльчатка, которая вращается и сообщает скорость жидкости.
Корпус, улавливающий скорость, создаваемую рабочим колесом, и преобразующий эту скорость в стабильный поток.
Сборка механических компонентов, обеспечивающая вращение рабочего колеса внутри корпуса насоса.
Рабочие колеса центробежных насосов
Рабочее колесо центробежного насоса быстро вращается для придания скорости перекачиваемой жидкости. Если вы никогда раньше не видели крыльчатку насоса, представьте себе лодочный гребной винт.
Когда гребной винт лодки вращается, он сообщает скорость жидкости вокруг него. Когда жидкость движется, эта скорость заставляет гребной винт двигаться вперед в воде.
А теперь представьте, что произошло бы, если бы лодка была закреплена на месте достаточно прочно, чтобы лодка не двигалась. Затем представьте, что скорость, создаваемая гребным винтом лодки, ограничивалась и контролировалась, так что создавался поток воды, который вы могли направить туда, куда вам заблагорассудится.
По сути, то, что мы только что описали, является центробежным насосом. На самом деле осевой насос в значительной степени напоминает то, что мы только что описали.
В центробежном насосе крыльчатка быстро вращается и сообщает скорость жидкости в насосе так же, как гребной винт лодки сообщает скорость воде в озере. Кожух — это часть конструкции, которая принимает эту скорость, удерживает ее, контролирует и направляет в нужном направлении.
Каждое рабочее колесо имеет одну или несколько лопастей, которые проходят от центра или ступицы рабочего колеса к внешнему диаметру. Когда крыльчатка вращается, центробежная сила заставляет жидкость быстро двигаться от центра крыльчатки вдоль лопастей, а затем выходит из крыльчатки по самому внешнему диаметру. В результате перекачиваемая жидкость выходит за пределы рабочего колеса с очень высокой скоростью.
Существует множество различных типов рабочих колес центробежных насосов. Наиболее распространенные типы рабочих колес насосов обсуждаются в нашей статье «Основные компоненты насоса: улитки, корпуса и рабочие колеса».
Корпуса центробежных насосов
Корпус центробежных насосов является компонентом насоса, который преобразует всю скорость, создаваемую вращающимся рабочим колесом, в контролируемый и стабильный поток и направляет его из насоса через точку нагнетания.
Самый распространенный тип кожуха называется улитка и похож на раковину улитки.
Изображение из «Краткого введения в центробежные насосы» Джо Эванса, доктора философии
Рабочее колесо помещено внутри улитки. Однако, как вы могли заметить на изображении выше, крыльчатка обычно не центрируется в улитке.
Вместо этого крыльчатка располагается так, чтобы внешний диаметр крыльчатки был ближе всего к улитке в точке сразу за выпускным отверстием. Эта точка, где крыльчатка находится ближе всего к улитке, называется водорезом.
Начиная с водореза, по мере движения вокруг крыльчатки расстояние между улиткой и крыльчаткой постепенно увеличивается, пока мы не достигнем точки нагнетания. Это постоянное расширение области вокруг крыльчатки означает, что давление будет увеличиваться при переходе от наименьшего зазора к наибольшему, и возрастающее давление будет выталкивать жидкость из точки нагнетания.
В этой статье мы лишь кратко затронули тему конструкции корпуса насоса. Дополнительную информацию о наиболее распространенных типах корпусов насосов можно найти в нашей статье «Основные компоненты насоса: улитки, корпуса и рабочие колеса».
Центробежные насосные агрегаты
Центробежные насосы сами по себе малопригодны. Они должны быть объединены с другим оборудованием, чтобы быть полезными. Совокупность оборудования, обеспечивающего работу центробежного насоса, называется насосным агрегатом.
Центробежный насосный агрегат включает как минимум два компонента: насос и привод. В большинстве случаев приводом центробежной насосной системы является электродвигатель. Однако это не всегда так. Насосы также могут приводиться в действие другими приводами, такими как двигатели, работающие на природном газе, или даже паровые турбины.
Наиболее распространенный насосный агрегат, сочетающий в себе центробежный насос с приводом от электродвигателя.
Моноблочный насос с односторонним всасыванием | Предоставлено Гидравлическим институтом, Парсиппани, штат Нью-Джерси, www. Pumps.org
На изображении выше показан моноблочный насос с односторонним всасыванием. Это самый простой и распространенный тип центробежного насосного агрегата. В этом типе насосного агрегата крыльчатка фактически устанавливается на конце вала двигателя, а корпус насоса устанавливается прямо на поверхность двигателя. В моноблочном насосном агрегате подшипники и вал двигателя составляют большую часть механической части насоса.
Другой распространенной конструкцией насоса является насос с односторонним всасыванием, устанавливаемый на раме. Насос с торцевым всасыванием, установленный на раме, включает в себя полный механический узел и соединен с приводом, оба из которых установлены на общей опорной плите.
Насосы с односторонним всасыванием на раме | Фото: adam.j.rose через Compfight cc
Это далеко не исчерпывающий список возможных конфигураций насосных агрегатов. В статье о распространенных конструкциях насосов мы рассмотрим другие распространенные конфигурации насосных агрегатов. На данный момент важно отметить, что насосная установка состоит из центробежного насоса и привода, такого как электродвигатель, а также может включать дополнительные компоненты, такие как опорные плиты и муфты, в зависимости от конструкции насоса.
Резюме
Центробежный насос представляет собой машину, которая использует вращение для придания скорости жидкости, а затем преобразует эту скорость в поток.
Каждый центробежный насос состоит из рабочего колеса, корпуса и узла механических компонентов, которые позволяют рабочему колесу вращаться внутри корпуса. Рабочее колесо быстро вращается, сообщая скорость жидкости. Скорость преобразуется в давление и расход кожухом.
Центробежные насосы должны быть объединены с приводом в центробежный насосный агрегат, чтобы быть полезными. Центробежные насосные агрегаты различаются по сложности от самых простых и распространенных — насос с односторонним всасыванием, тесно соединенный с электродвигателем, — до сложных многомиллионных агрегатов, спроектированных по индивидуальному заказу и состоящих из множества отдельных компонентов.
Что такое центробежный насос?
Центробежный насос является наиболее распространенной конструкцией насоса, используемого в насосных установках.
Используемый более чем в двух третях насосных приложений, он состоит из головки насоса, содержащей основные рабочие элементы, которые вращаются для создания потока и давления при вращении от двигателя.
Как работает центробежный насос?
Головка насоса состоит из нескольких частей и в простейшем случае состоит из головки насоса, вала и рабочего колеса. Двигатель, соединенный с головкой насоса, вращает вал головки насоса, который, в свою очередь, вращает рабочее колесо.
При этом в головке насоса создается вакуум, втягивающий жидкость в корпус. Центробежная сила вращающегося рабочего колеса заставляет жидкость выбрасываться за пределы корпуса, что приводит к ее выбросу из корпуса насоса, что обычно происходит через выпускное отверстие, расположенное в верхней части корпуса насоса.
Преимущества центробежного насоса
Использование центробежных насосов имеет 6 преимуществ:
Плавный поток — центробежный поток является ламинарным и не пульсирующим, что позволяет легко использовать их с расходомерами.
Низкие эксплуатационные расходы и простота обслуживания — благодаря простой и несложной конструкции, которые часто обслуживаются без специальных инструментов или оборудования.
Эффективность — поскольку внутренние элементы могут свободно вращаться, они очень эффективны при работе с жидкостями с низкой вязкостью
Универсальность — их можно спроектировать для работы с множеством жидкостей и твердых веществ путем изменения материалов некоторых частей или конструкция крыльчатки.
Низкая стоимость. Благодаря простоте конструкции и широкой доступности они являются одними из самых низких начальных затрат на насос. Если они указаны правильно, они также могут обеспечить самую низкую стоимость жизненного цикла приложения.
Низкие затраты на инфраструктуру. Поскольку центробежные насосы могут работать с закрытым клапаном в течение короткого времени без повреждений, дополнительные аксессуары, такие как предохранительные клапаны и другие устройства, не требуются.
Недостатки центробежного насоса
У центробежного насоса есть 4 основных недостатка:
Неточный расход. Поскольку расход меняется в зависимости от режима работы и противодавления, расход может значительно меняться при большем противодавлении. Поскольку в конструкциях объемного типа нет фиксированного рабочего объема на один оборот, объем перекачиваемой жидкости является переменным.
Работа с ограниченной вязкостью – они предназначены для жидкостей с низкой вязкостью, и если перекачивается жидкость, вязкость которой изменяется в зависимости от температуры, необходимо позаботиться о том, чтобы при самых низких температурах и когда жидкость имеет самую высокую вязкость, что насос может работать должным образом
Ограниченная перекачка твердых частиц и абразивов. Хотя центробежные насосы могут перекачивать взвешенные твердые частицы, из-за их высокой скорости работы они не всегда являются лучшим решением и наиболее экономичным. Некоторым насосам требуется резиновая футеровка для абразивных твердых частиц, и, если жидкость имеет высокую плотность, другие технологии насосов могут работать более надежно, на более низких скоростях и с меньшими затратами на техническое обслуживание.
Сдвиг – центробежные насосы работают на высоких скоростях, поэтому они не подходят для чувствительных к сдвигу жидкостей, таких как пиво, молоко, сливки или другие жидкости, состояние которых может измениться при перемешивании.
Применение центробежного насоса
Поскольку центробежные насосы ограничены вязкостью жидкости, с которой они могут работать, они наиболее эффективны, как правило, для работы с жидкостями ниже 600 сСт, которые могут быть чистыми. или содержат твердые вещества.
Это может охватывать ряд применений от опорожнения или разгрузки контейнеров, перекачки и циркуляции жидкостей с низкой вязкостью, таких как вода, до легких масел, гликоля, топлива, химикатов или суспензий с низкой вязкостью.
Типы центробежных насосов
Существуют различные типы центробежных насосов в зависимости от перекачиваемой жидкости, области применения, требуемого расхода и давления, каждая конструкция сконфигурирована специально для жидкости и требований области применения.
Одноступенчатый
В одноступенчатом насосе одно рабочее колесо вращается вместе с валом насоса, создавая поток. В этой конструкции давление ограничено напором до 150 м, а расход — примерно до 600 м³ч. Они могут быть указаны для чистых или твердых приложений обработки.
Одноступенчатые центробежные насосы могут быть сконфигурированы как закрытые, длинные или вертикальные в зависимости от режима работы и требований к установке.
Моноблочные насосы
Моноблочные насосы имеют двигатели, которые напрямую соединены с головкой насоса либо с использованием удлиненного вала двигателя, на котором устанавливается рабочее колесо, либо двигатель и вал насоса соединяются с помощью набора винтов с заглушками.
Длинная муфта
В конструкциях с длинной муфтой насос установлен и точно выровнен на опорной плите, а вал двигателя и вал насоса соединены гибкой или жесткой муфтой.
Эта конструкция лучше подходит для тяжелых условий эксплуатации, когда насос может работать в течение длительного времени без остановки или при высоких расходах или давлениях.
Многоступенчатый
В многоступенчатом насосе несколько рабочих колес вращаются внутри кольцевых секций, известных как ступени, при этом каждое рабочее колесо добавляет давление к приемному потоку от предыдущего рабочего колеса.
Каждое рабочее колесо создает все более высокое давление (обычно до 1000 м) при умеренном расходе (до 1000 м³ч).
Они лучше всего подходят для чистых жидкостей без твердых частиц, если только они не имеют слишком большого размера для размещения каких-либо частиц.
Насосы с боковым каналом
Насосы с боковым каналом представляют собой гибридную конструкцию насоса, поскольку они похожи на многоступенчатые насосы с несколькими рабочими колесами, однако они являются самовсасывающими и могут работать с увлеченным газом, что делает их пригодными для жидкого топлива и в приложениях, где очень низкие входные давления (NPSHa) и низкие температуры.
Они используются для высокого давления (до 400 м) и низкого расхода (<42 м³ч) и подходят только для чистых или газосодержащих жидкостей, не содержащих твердых или абразивных частиц.
Самовсасывающий
Центробежные насосы не могут самозаливать, то есть поднимать воду из резервуара, расположенного ниже впускного отверстия насоса, без дополнительного устройства, такого как обратный клапан на впускной трубе.
Самовсасывающие насосы способны забирать воду из резервуаров или водоемов, расположенных ниже впускного отверстия, без дополнительных клапанов, а также перекачивать захваченный воздух.
После заполнения корпуса водой при первом использовании он начинает заполняться, используя жидкость, содержащуюся в головке насоса, для создания вакуума, удаляя весь воздух, содержащийся во впускном трубопроводе, до тех пор, пока жидкость не попадет в головку насоса. В этот момент насос начинает функционировать как обычный центробежный насос.
Как правило, они менее эффективны, чем центробежные или многоступенчатые насосы, но могут работать с твердыми частицами без проблем. Максимальный расход составляет около 700 м³ ч, а напор — 150 м.
Магнитный привод
Насосы с магнитным приводом имеют другую конструкцию головки насоса по сравнению с традиционными насосами.
Обычно вал насоса выходит из головки насоса через задний порт, закрытый механическим уплотнением. Насосы с магнитным приводом обеспечивают полную герметичность головки насоса, при этом насос вращается с помощью набора магнитов внутри головки насоса (приводной магнит) и приводится в действие снаружи двигателем (приводной магнит), что означает, что любая жидкость содержится внутри головки насоса, поскольку отсутствует уплотнение для утечки жидкости в задней части корпуса.
Имеется уплотнительное кольцо корпуса, однако, поскольку эта часть не соприкасается с вращающимися частями, считается, что насос не имеет уплотнений.
Разъемный корпус
Разъемный корпус, также известные как насосы двойного всасывания, имеют рабочее колесо, предназначенное для создания больших объемных потоков.
Это связано с тем, что рабочее колесо имеет конструкцию «спина к спине», где его конструкция действует как два соединенных вместе рабочих колеса, установленных внутри двойной улитки.
Они рассчитаны на подачу до 6000 м³ч и напор менее 200 м жидкости с низкой вязкостью.
Погружные/скважинные
Погружные конструкции подходят для погружения в жидкость, используемую для охлаждения двигателя, со скважинными конструкциями, предназначенными для установки в узких скважинах, пробуренных для извлечения воды из-под земли. Их также можно использовать в больших водоемах, а при наличии охлаждающей втулки их можно устанавливать горизонтально.
Они обеспечивают умеренные потоки (до 350 м³ч) при высоком давлении до 650 м и подходят для чистых и твердых жидкостей, наиболее распространенным применением которых является перекачка сточных вод.
Вертикально-погружные / погружные
Погружные, вертикально-погружные или консольные насосы представляют собой конструкции, в которых головка насоса погружается в жидкость, а двигатель выступает из жидкости. Головка насоса может содержать одно рабочее колесо и быть одноступенчатой или содержать несколько рабочих колес и иметь многоступенчатую конструкцию.
Эта конструкция более надежна, чем у погружных насосов, так как двигатель расположен вне жидкости и, следовательно, не подвергается воздействию жидкости, и его легче обслуживать.
Поскольку головка насоса может быть сконфигурирована с одним или несколькими рабочими колесами, они могут достигать высоких расходов до 8000 м³ч и давления до 220 м.
Насос-турбина — обратное вращение
Насос-турбина (PAT) — это усовершенствование насосной технологии, которое позволяет использовать насос в качестве турбины для выработки электроэнергии, работая в реверсивном режиме. Он приводится в действие источниками избыточного потока и давления, которые могут возникать из-за избыточного давления в трубопроводах, где редукционный клапан обычно может использоваться для снижения высокого давления либо из-за процесса, либо из-за изменения высоты трубопровода в горных районах.
Детали центробежного насоса
Головка насоса состоит из 4 основных частей, но для правильного функционирования, рабочего движения и долговечности требуется до 30 различных деталей.
Эти детали и их функции включают:
Подшипники
Они уменьшают трение между движущимися частями и обеспечивают вращение в соответствии с требуемым движением.
Втулка или распорная втулка
Втулки или втулки служат расходуемой частью насосов, поглощая абразивный износ и удары от осевого усилия.
Стопорное кольцо, стопорное кольцо, стопорные кольца или стопорное кольцо
Застежка с открытыми концами, имеющая 2 отверстия, которые могут быть внутренними или внешними.
Они помещаются в обработанный паз, чтобы обеспечить вращение, но предотвратить осевое перемещение. Их можно использовать на валу для фиксации таких элементов, как лопасть вентилятора двигателя, подшипник или уплотнение.
Муфта
Муфта используется для соединения двигателя и вала насоса, обеспечивая вращение обоих валов с одинаковой скоростью и на одной поверхности, и отвечает за передачу крутящего момента и скорости между двумя частями. Муфта может быть жесткой или гибкой.
Пробка сливного отверстия
Пробки сливного отверстия расположены в самой нижней и верхней точках корпуса насоса и используются либо для заполнения насоса жидкостью перед запуском, либо для слива жидкости из корпуса перед отсоединением от трубопровода и техническим обслуживанием.
Диффузор
Диффузор содержит ряд лопастей, окружающих рабочее колесо, которые снижают скорость жидкости, что приводит к повышению давления.
Фланец
Используется для крепления трубопровода к насосу секции прижимаются друг к другу, они не создают уплотнения без другого материала. Они компенсируют дефекты между сопрягаемыми поверхностями.
Пресс-масленка
Пресс-масленки используются для облегчения смазки подшипников. Смазка подается через ниппель в подшипник без необходимости демонтажа насоса.
Рабочее колесо
Рабочее колесо вращается с той же скоростью, что и вал насоса, и отвечает за создание потока и давления в насосе.
Гайка крыльчатки
Конец вала, где крыльчатка насаживается на вал, обычно имеет резьбу с гайкой крыльчатки, закрепленной для удерживания крыльчатки на валу.
Манжетное уплотнение
Они используются для уплотнения вокруг вала или подшипников и предназначены только для низкого давления. Они лучше подходят для жидких несмазывающих жидкостей, используются в небольших насосах и удерживаются на месте с помощью крышки.
Механическое уплотнение/сальник
Головка насоса уплотняется с помощью механического уплотнения или сальника. Механическое уплотнение уплотняет вал и корпус насоса. Это уплотнение состоит из двух поверхностей и пружины, которые прижимаются друг к другу, образуя уплотнение, и охлаждаются перекачиваемой жидкостью.
Сальниковые уплотнения представляют собой набор сегментированных колец, которые намотаны на вал, требуя, чтобы перекачиваемая жидкость смазывала уплотнение и охлаждала его. При недостаточном охлаждении набивка сгорит, и ее правильная работа зависит от утечки жидкости из головки насоса.
Мотор и приборная панель; Электрический, гидравлический или двигательный
Двигатель используется для передачи мощности на головку насоса путем преобразования электрической, гидравлической или механической энергии во вращательную механическую энергию, которая используется для вращения двигателя или выходного вала, который, в свою очередь, вращает муфту. , и вал насоса. Это, в свою очередь, вращает крыльчатку, создавая поток и давление.
Заглушка для наполнения масла
Используется для подшипников с маслом без демонтажа насоса
. корпус подшипника или редуктор.
Кольца круглого сечения
Кольца круглого сечения используются для герметизации металлических деталей, например внутри корпуса насоса, или вокруг дренажных отверстий, поскольку металл не может создавать уплотнение без эластомера, силикона или пластика, действующих как барьер.
Их обычно помещают в канавки, где они сжимаются между сопрягаемыми поверхностями, герметизируя путь утечки.
При изготовлении и изготовлении металла существуют проектные допуски и колебания с уплотнительными кольцами, которые используются для учета и компенсации различий в сопрягаемых поверхностях.
Вал
Вал соединен с приводным двигателем и обеспечивает передачу вращательного движения на головку насоса, вращая рабочее колесо с той же скоростью, что и вал двигателя.
Шпонка вала
Рабочее колесо удерживается на валу с помощью шпонки – небольшой прямоугольный металлический стержень, изготовленный из того же материала, что и вал, который вставляется в канавку на валу и в выемку на рабочем колесе.
Болт-шпилька
Крепеж с внешней резьбой, внешне похожий на болт с шестигранной головкой без головки. Их можно использовать на фланцах или в качестве стяжных болтов.
Сальниковая коробка
Место размещения сальниковой набивки для обеспечения герметизации головки насоса.
Корпус ступени всасывания и нагнетания
В многоступенчатых насосах с боковым каналом несколько рабочих колес заключены в корпуса ступеней, состоящие из корпуса всасывания и нагнетания. Они спроектированы таким образом, чтобы располагаться вокруг рабочего колеса в определенной ориентации, и содержат впускное отверстие, уравнительные отверстия, выпускное отверстие и канал в боковом канале насоса для обработки как жидкостей, так и увлеченного газа.
Стяжной болт
Стяжные болты используются в многоступенчатых насосах и насосах с боковым каналом для обеспечения плотного соединения кольцевых секций насоса.
Метатель
Приподнятое кольцо на валу для выброса или разбрызгивания масла.
Улитка
Улитка представляет собой кусок металла, образующий часть корпуса, окружающего рабочее колесо. Он отвечает за обеспечение эффективности насоса и контролирует величину давления, создаваемого рабочим колесом.
Шайба
Шайбы используются вокруг болтов для обеспечения равномерного распределения момента затяжки вокруг крепежа.
Изнашиваемые кольца
Изнашиваемые кольца устанавливаются с обеих сторон рабочего колеса и помогают поддерживать эффективность насоса, а также защищают корпус основного насоса от износа.
Насосы серии A Требуемый чистый положительный напор на всасывании (NPSHR) может увеличиться на 50 % из-за удвоения зазоров компенсационных колец.
Закон подобия центробежных сил
Законы подобия насосов представляют собой набор формул, используемых для определения производительности насоса при таких изменениях, как скорость или диаметр рабочего колеса, для прогнозирования производимого потока и давления с высокой точностью. .
Существует 3 закона подобия:
1) Расход пропорционален скорости вала или диаметру крыльчатки
При изменении скорости вала или диаметра крыльчатки расход будет изменяться на ту же величину.
Если скорость насоса уменьшить на 20 %, расход при том же напоре также уменьшится на 20 %.
2) Создаваемое давление пропорционально квадрату скорости вала или диаметра крыльчатки
При изменении диаметра крыльчатки или скорости вала давление изменяется пропорционально квадрату изменения скорости вала или диаметра крыльчатки.
Если скорость вала увеличить на 10%, то давление при том же расходе увеличится на 21%
3) Мощность пропорциональна кубу скорости вала или диаметру крыльчатки
Если скорость вала увеличить на 10%, то из-за того, что мощность пропорциональна кубу скорости вала, давление увеличится на 33,3%.
Минимальный безопасный непрерывный расход
Минимальный непрерывный безопасный расход — это минимальный расход, при котором центробежный насос может работать без таких проблем, как кавитация или чрезмерный износ.
Калькулятор веса стального швеллера. Торговый Дом «Профиль»
Квадратная
Прямоугольная
Круглая
Уголок
Швеллер
Полоса
Лист
Арматура
Квадрат
Балка
Круг
В зависимости от способа производства швеллера используются различные формулы расчета веса погонного метра. Для того, чтобы рассчитать удельный вес горячекатаного швеллера необходимо знать радиусы внутреннего закругления и закругления полок. Также, при производстве горячекатаных швеллеров, в отличие от гнутых по ГОСТ 8278–83 и 8281–80, зачастую толщина полок отличается от толщины стенки швеллера, что также повлияет на формулу расчета веса.
В калькуляторе веса швеллера вы сможете осуществить поиск по наименованию и размерам на основе информации справочников различных стандартов, в случае если швеллер вашего размера не будет найден, его вес будет рассчитан по приблизительной формуле.
Таблицы теоретической массы метра швеллера и его размеров
ГОСТ 8240-97 — Швеллеры стальные горячекатаные
Теоретическая масса 1 погонного метра швеллера по ГОСТ 8240-97
Наименование
h
a
b
s
t
Вес 1 м, кг
Метров в тонне
Швеллер 5Э
50
32
32
4,2
7
4.790
208.77
Швеллер 5У
50
32
32
4,4
7
4.840
206.61
Швеллер 5П
50
32
32
4,4
7
4. 840
206.61
Швеллер 6.5Э
65
36
36
4,2
7,2
5.820
171.82
Швеллер 6.5У
65
36
36
4,4
7,2
5.900
169.49
Швеллер 6.5П
65
36
36
4,4
7,2
5.900
169.49
Швеллер 8Э
80
40
40
4,2
7,4
6.920
144.51
Швеллер 8У
80
40
40
4,5
7,4
7.050
141.84
Швеллер 8П
80
40
40
4,5
7,4
7.050
141.84
Швеллер 8С
80
45
45
5,5
9
9. 260
107.99
Швеллер 10Э
100
46
46
4,2
7,6
8.470
118.06
Швеллер 10У
100
46
46
4,5
7,6
8.590
116.41
Швеллер 10П
100
46
46
4,5
7,6
8.590
116.41
Швеллер 12Л
120
30
30
3
4,8
5.020
199.2
Швеллер 12Э
120
52
52
4,5
7,8
10.240
97.66
Швеллер 12У
120
52
52
4,8
7,8
10.400
96.15
Швеллер 12П
120
52
52
4,8
7,8
10. 400
96.15
Швеллер 14Л
140
32
32
3,2
5,6
5.940
168.35
Швеллер 14Э
140
58
58
4,6
8,1
12.150
82.3
Швеллер 14У
140
58
58
4,9
8,1
12.300
81.3
Швеллер 14П
140
58
58
4,9
8,1
12.300
81.3
Швеллер 14С
140
58
58
6
9,5
14.530
68.82
Швеллер 14Са
140
60
60
8
9,5
16.720
59.81
Швеллер 16Л
160
35
35
3,4
5,3
7. 100
140.85
Швеллер 16С
160
63
63
6,5
10
17.530
57.05
Швеллер 16Э
160
64
64
4,7
8,4
14.010
71.38
Швеллер 16У
160
64
64
5
8,4
14.200
70.42
Швеллер 16П
160
64
64
5
8,4
14.200
70.42
Швеллер 16Са
160
65
65
8,5
10
19.740
50.66
Швеллер 16аУ
160
68
68
5
9
15.300
65.36
Швеллер 16аП
160
68
68
5
9
15. 300
65.36
Швеллер 18Л
180
40
40
3,6
5,6
8.490
117.79
Швеллер 18С
180
68
68
7
10,5
20.200
49.5
Швеллер 18Э
180
70
70
4,8
8,7
16.010
62.46
Швеллер 18У
180
70
70
5,1
8,7
16.300
61.35
Швеллер 18П
180
70
70
5,1
8,7
16.300
61.35
Швеллер 18Са
180
70
70
9
10,5
23.000
43.48
Швеллер 18аУ
180
74
74
5,1
9,3
17. 400
57.47
Швеллер 18аП
180
74
74
5,1
9,3
17.400
57.47
Швеллер 18Сб
180
100
100
8
10,5
26.720
37.43
Швеллер 20Л
200
45
45
3,8
6
10.120
98.81
Швеллер 20С
200
73
73
7
11
22.630
44.19
Швеллер 20Са
200
75
75
9
11
25.770
38.8
Швеллер 20Э
200
76
76
4,9
9
18.070
55.34
Швеллер 20У
200
76
76
5,2
9
18. 400
54.35
Швеллер 20П
200
76
76
5,2
9
18.400
54.35
Швеллер 20Сб
200
100
100
8
11
28.710
34.83
Швеллер 22Л
220
50
50
4
6,4
11.860
84.32
Швеллер 22Э
220
82
82
5,1
9,5
20.690
48.33
Швеллер 22У
220
82
82
5,4
9,5
21.000
47.62
Швеллер 22П
220
82
82
5,4
9,5
21.000
47.62
Швеллер 24Л
240
55
55
4,2
6,8
13. 660
73.21
Швеллер 24С
240
85
85
9,5
14
34.900
28.65
Швеллер 24Э
240
90
90
5,3
10
23.690
42.21
Швеллер 24У
240
90
90
5,6
10
24.000
41.67
Швеллер 24П
240
90
90
5,6
10
24.000
41.67
Швеллер 26С
260
65
65
10
16
34.610
28.89
Швеллер 26Са
260
90
90
10
15
39.720
25.18
Швеллер 27Л
270
60
60
4,5
7,3
16. 300
61.35
Швеллер 27Э
270
95
95
5,8
10,5
27.370
36.54
Швеллер 27У
270
95
95
6
10,5
27.700
36.1
Швеллер 27П
270
95
95
6
10,5
27.700
36.1
Швеллер 30Л
300
65
65
4,8
7,8
19.070
52.44
Швеллер 30С
300
85
85
7,5
13,5
34.440
29.04
Швеллер 30Са
300
87
87
9,5
13,5
39.150
25.54
Швеллер 30Сб
300
89
89
11,5
13,5
43. 860
22.8
Швеллер 30Э
300
100
100
6,3
11
31.350
31.9
Швеллер 30У
300
100
100
6,5
11
31.800
31.45
Швеллер 30П
300
100
100
6,5
11
31.800
31.45
Швеллер 33Э
330
105
105
6,9
11,7
36.140
27.67
Швеллер 33У
330
105
105
7
11,7
36.500
27.4
Швеллер 33П
330
105
105
7
11,7
36.500
27.4
Швеллер 36Э
360
110
110
7,4
12,6
41. 530
24.08
Швеллер 36У
360
110
110
7,5
12,6
41.900
23.87
Швеллер 36П
360
110
110
7,5
12,6
41.900
23.87
Швеллер 40Э
400
115
115
7,9
13,5
47.970
20.85
Швеллер 40У
400
115
115
8
13,5
48.300
20.7
Швеллер 40П
400
115
115
8
13,5
48.300
20.7
Телефоны
8 800 100 17 62 (бесплатно по всей территории России)
Высота (h), мм: 100 Ширина полки (b), мм: 46 Толщина стенки (s), мм: 4,5 Толщина полки (t), мм: 7,6 Длина: 6м, 11,7м Масса 1 м, кг: 8,59 Метров в тонне: 116,4 ГОСТ: ГОСТ 8240-89
Швеллер горячекатаный представляет собой стальной профиль П-образного сечения. Швеллер горячекатаный, поставляемый компанией «Металлосервис», соответствует всем требованиям ГОСТ 8240-89.
Выпускаются следующие виды горячекатаных швеллеров:
Швеллер стальной горячекатаный ГОСТ 8240-89 как общего, так и специального назначения производится длиной от 4 до 12 м., высотой 50-400 мм , шириной полок 32-115 мм.
Швеллер стальной горячекатаный используется при строительстве и ремонте мостов, большепролетных ферм, в колоннах, в кровельных прогонах. Кроме строительства, горячекатаные швеллеры широко применяются в различных отраслях промышленности, например, в машиностроении, станкостроении и дорожном строительстве.
Швеллер стальной горячекатаный производится из холоднокатаной, горячекатаной, углеродистой, качественной конструкционной и низколегированной стали.
Наименование
Стоимость
Наличие
Швеллер горячекатаный 10 П длина 6м, 11,7м
уточняйте
В наличии
Размеры, масса и количество метров в тонне швеллера горячекатаного
Наименование
h
b
s
t
Масса 1 м, кг
Метров в тонне
Швеллер горячекатаный 5 П длина 6м, 11,7м
50
32
4,4
7
4,84
206,6
Швеллер горячекатаный 5 П н/д
50
32
4,4
7
4,84
206,6
Швеллер горячекатаный 6,5 П длина 6м, 11,7м
65
36
4,4
7,2
5,9
169,5
Швеллер горячекатаный 6,5 П н/д
65
36
4,4
7,2
5,9
169,5
Швеллер горячекатаный 8 У длина 6м, 11,7м
80
40
4,5
7,4
7,05
141,8
Швеллер горячекатаный 8 У н/д
80
40
4,5
7,4
7,05
141,8
Швеллер горячекатаный 10 П длина 6м, 11,7м
100
46
4,5
7,6
8,59
116,4
Швеллер горячекатаный 10 П н/д
100
46
4,5
7,6
8,59
116,4
Швеллер горячекатаный 12 У длина 12м
120
52
4,8
7,8
10,4
96,2
Швеллер горячекатаный 12 П длина 6м, 12м
120
52
4,8
7,8
10,4
96,2
Швеллер горячекатаный 14 У длина 12м
140
58
4,9
8,1
12,3
81,3
Швеллер горячекатаный 14 П длина 12м
140
58
4,9
8,1
12,3
81,3
Швеллер горячекатаный 16 У длина 12м
160
64
5
8,4
14,2
70,4
Швеллер горячекатаный 16 П длина 12м
160
64
5
8,4
14,2
70,4
Швеллер горячекатаный 18 У длина 12м
180
70
5,1
8,7
16,3
61,3
Швеллер горячекатаный 18 П длина 12м
180
70
5,1
8,7
16,3
61,3
Швеллер горячекатаный 20 У длина 12м
200
76
5,2
9
18,4
54,3
Швеллер горячекатаный 20 П длина 12м
200
76
5,2
9
18,4
54,3
Швеллер горячекатаный 22 У длина 12м
220
82
5,4
9,5
21
47,6
Швеллер горячекатаный 22 П длина 12м
220
82
5,4
9,5
21
47,6
Швеллер горячекатаный 24 У длина 12м
240
90
5,6
10
24
41,7
Швеллер горячекатаный 24 П длина 12м
240
90
5,6
10
24
41,7
Швеллер горячекатаный 27 У длина 12м
270
95
6
10,5
27,7
36,1
Швеллер горячекатаный 27 П длина 12м
270
95
6
10,5
27,7
36,1
Швеллер горячекатаный 30 У длина 12м
300
100
6,5
11
31,8
31,4
Швеллер горячекатаный 30 П длина 12м
300
100
6,5
11
31,8
31,4
Швеллер горячекатаный 40 У длина 11,5м
400
115
8
13,5
48,3
20,7
масс и касс — NBC Boston
масса и касса
24 октября 2022 г. 18:03
Ву обращается за посторонней помощью на мессе и Касс
Около половины людей разбили лагерь на участке Бостона, известном как «Масс. и Касс» в последнее время проживали в другом городе или поселке, что подчеркивает региональный характер кризисов зависимости и бездомности, отягощающих этот район, заявила в понедельник мэр Мишель Ву. Пока ее администрация продолжает ломать голову над тем, как управлять лагерями в районе Массачусетс-авеню и…
масса и касса
19 октября 2022 г. 20:04
Полиция очищает палатки возле Массачусетса Бостона и района Касс
В беспокойном лагере Массачусетс и Касс в Бостоне была проведена еще одна уборка — через 10 месяцев после первой и объявления городом кризиса в области общественного здравоохранения. Полицейское управление Бостона отсутствовало в среду утром, чтобы перевезти людей, живущих в палатках в лагере. Офицеры были на Саутгемптон-стрит в среду утром, и, похоже, люди двигались со своими. ..
Клиффорд Парк
14 октября 2022 г. 18:33
Руководители города ищут решения для опасных условий в неспокойном парке Роксбери
Городские власти Бостона пытаются найти способ сделать Клиффорд-парк в Роксбери более безопасным после сообщений о грязных иглах и употреблении наркотиков. Это стало такой проблемой, что футбольный тренер начал кричать на слушаниях в городском совете по этому вопросу в пятницу. Домингос ДаРоса тренирует футбольную команду Boston Bengals Pop Warner. На тренировке в среду вечером один…
масса и касса
21 июня 2022 г. 7:29
«Угроза общественной безопасности»: политики призывают к действиям против масс и касс
Группа политиков из Массачусетса призывает правоохранительные органы штата и местные правоохранительные органы выполнить невыполненный ордер на зачистку нескольких районов Южного Бостона от людей, страдающих психическими заболеваниями и злоупотребляющих психоактивными веществами. Телеканал NBC10 Boston получил письмо, которое руководители города и штата отправили в полицию с описанием ситуации в районе, известном как Массачусетс, и вокруг него.
масса и касса
20 июня 2022 г. 23:30
Чиновники разделяют озабоченность по поводу Массачусетса и Касс-Секции Бостона
Лидеры города и штата направили в полицию письмо, полученное NBC 10 Boston, описывающее ситуацию в районе Масса и Касса и вокруг него как угрозу общественной безопасности.
БОСТОН
27 апреля 2022 г. 7:15
Полиция Бостона добавляет патрули к мессе и Кассу на фоне опасений по поводу насилия
Больше полиции будет патрулировать район, обычно называемый Массачусетс и Касс, давно неспокойную часть Бостона, расположенную вдоль Массачусетс-авеню и бульвара Мелнеа Касс.
БОСТОН
27 апреля 2022 г. 9:41
Бостон усиливает полицейские патрули в Массачусетсе и Кассе после серии ножевых ранений
Больше полицейских будет патрулировать район, обычно называемый Массачусетс и Касс, давно неспокойную часть Бостона, расположенную вдоль Массачусетс-авеню и бульвара Мелни Касс. По словам полиции, дополнительное присутствие полиции является ответом на недавний всплеск насилия, который сослался на серию ножевых ранений в районе Саут-Энд. Пять ножевых ранений были…
БОСТОН
9 апреля, 2022 8:16
Мужчина, обвиняемый в проведении операции по секс-торговле из палатки на мессе. & Cass
Мужчина из Бостона обвиняется в торговле женщинами в целях сексуальной эксплуатации из палатки на Массачусетс-авеню и бульваре Мелна Касс, неспокойном районе города, известном как Масса и Касс. 35-летнему Джонатану Вогану было предъявлено обвинение по трем пунктам обвинения в торговле людьми с целью сексуальной эксплуатации с применением силы, мошенничества и принуждения, двум пунктам обвинения в перевозке человека с целью проституции и одному…
масса и касса
17 марта 2022 г. 7:22
Невыполнимая задача? Доктор Моника Бхарел обсуждает следующие шаги для Mass. & Cass
Бхарел поговорил исключительно с медицинским репортером NBC 10 Boston Кристи Ли об усилиях города по очистке палаток и о том, что город делает для удовлетворения потребностей людей, которые там живут
масса и касса
13 января 2022 г. 11:56
Более 150 человек переехали во временное жилье
Поскольку уборка в Массачусетсе и Кассе продолжается, более 150 человек в лагере для бездомных были переселены во временное жилье.
масса и касса
13 января 2022 г., 20:02
Мэр Ву называет мессу и расчистку палатки Кэсс «поворотным моментом» для Бостона
Последние палатки сняты с перекрестка улиц Массачусетс и Касс, недалеко от места, где в четверг утром выступила мэр Бостона Мишель Ву. «Вчерашний день стал поворотным моментом для города Бостона в направлении стабилизации и восстановления», — сказал Ву на пресс-конференции в Pine Street Inn. «Мы не переворачиваем страницу…
масса и касса
13 января 2022 г. 6:02
Мэр Ву представит обновленную информацию о массе и ответе Касса
Мэр Бостона Мишель Ву должна предоставить обновленную информацию о расчистке лагеря бездомных в Массачусетсе и Кассе в Роксбери.
масса и касса
12 января 2022 г. 7:30
Усилия по распространению информации продолжаются на мессе и в кассе после истечения крайнего срока
Бостон достиг установленного мэром Мишель Ву крайнего срока разрешения для людей, живущих в палатках в лагере для бездомных, известном как Массачусетс и Касс, но десятки людей остаются.
бездомность
10 января 2022 г. 18:11
Десятки остаются в мессе и кассах за несколько дней до окончания срока очистки
Больше половины людей, которые жили в лагере для бездомных вдоль Массачусетс-авеню и бульвара Мелни Касс, уехали, но более 60 человек остались.
масса и касса
10 января 2022 г. 18:12
Десятки остаются в мессе и кассах за несколько дней до окончания срока очистки
Мэр Бостона Мишель Ву заявила в понедельник, что город начал снимать палатки вдоль Массачусетс-авеню и бульвара Мелнеа Касс, а десятки бездомных людей были размещены в жилье. Больше половины людей, которые жили в лагере для бездомных, уехали, но осталось более 60 человек. «Лагеря, которые мы видим, и что некоторые люди…
бездомность
15 декабря 2021 г., 19:24
Бостон переезжает в лагерь для бездомных «Чистая месса» и «Касс» к 12 января.
Люди, живущие в палатках в бостонском лагере для бездомных, известном как «Масс. и Касс» осталось чуть меньше месяца, так как городские власти в среду объявили крайний срок — 12 января — для окончательной расчистки территории. Городские власти Бостона работают над тем, чтобы соединить жителей района с социальными службами и новым жильем, позвонив в лагерь возле…
БОСТОН
13 декабря 2021 г. 11:53
Ву рассказал о плане погоды в Бостоне на зиму
Мэр Бостона Мишель Ву изложила свой план на зимнюю погоду в понедельник, который включает «переходные места» для бездомных во время продолжающегося кризиса общественного здравоохранения в городе.
массовая и кассовая уборка
17 ноября 2021 г., 11:25
В первый день в качестве мэра Бостона Ву приостанавливает массовое выселение и выселение Касса.
Только что принесшая присягу мэр Бостона Мишель Ву объявила, что город приостанавливает демонтаж палаток в районе Массачусетс-авеню и бульвара Мелнеа Касс в ожидании результатов судебного заседания в среду по оспариванию ACLU распоряжения города.
БОСТОН
17 ноября 2021 г. 6:59вечера
Ву говорит, что хочет сделать Бостон «городом для всех»
Мишель Ву провела пресс-конференцию в среду, свой первый полный рабочий день в качестве мэра Бостона. Она кратко рассказала после получения MBTA для работы в мэрии, затронув некоторые из своих планов на свой первый день и первую неделю в мэрии. Ву сказала, что у нее запланирована серия внутренних встреч на утро до…
масса и касса
17 ноября 2021 г. 7:36
Иск Mass. & Cass передан в Верховный суд в среду
Ожидается, что в среду судья Верховного суда решит, следует ли городу Бостону прекратить выселение людей из лагеря для бездомных в районе, известном как Массачусетс и Касс.
Чтобы помочь поддержать телемассу , пожалуйста, сделайте пожертвование онлайн сегодня.
О телемессе
Наша епархиальная телемесса транслируется почти во все домохозяйства в нашей епархии через сетевые программы на KSTC-45 в 11:00 каждое воскресное утро. Эта месса с участием местных священников, музыкантов и лекторов — прекрасная возможность для наших прихожан, оставшихся дома, насладиться своей верой в епархии Сен-Клу. Тем, кто не может смотреть мессу по телевидению, предлагается посмотреть ее онлайн ниже.
Это служение полностью поддерживается пожертвованиями и грантом, за что мы искренне благодарны. Мы действительно благословлены тем, что можем предоставить это служение нашим прихожанам, которые находятся дома. Спасибо за вашу поддержку, будь то участие, пожертвования или молитвы. Мы выражаем нашу глубочайшую благодарность Миннесотскому католическому обществу лесников за помощь в финансировании этого служения.
Сделать пожертвование:
Пожалуйста, помогите телемассе выйти в эфир и пожертвуйте онлайн сегодня. Чтобы отправить чек по почте, напишите его в телемассу и отправьте в телемассу, епархия Сент-Клауд, c/o Annual Diocesan Appeal, 305 7th Avenue North, St. Cloud, MN 56303.
Все зрители в нашей епархии и Beyond может смотреть мессу на KSTC-TV в 11:00 каждое воскресенье по кабелю, спутнику или антенне (номер канала уточняйте у поставщика услуг кабельного телевидения). Нажмите, чтобы просмотреть карту покрытия KSTC (PDF). Служба в 10:30 на KSAX из Александрии больше не транслируется; станция закрылась.
Номера каналов различаются в зависимости от местоположения и типа телевизионной службы (кабельное, спутниковое, антенное).
Теперь доступны субтитры.
Местные кабельные каналы доступа:
Albany Mutual Telephone Channel 19 (локальный доступ) – эфир в 10:30 по воскресеньям и средам
Albany Mutual Channel 12 (KSTC) в 11:00 по воскресеньям
MIDCO Channel 12 (KSTC) в 11:00 по воскресеньям
Benton Cable Channel 19 — выходит в эфир в 10:30 по воскресеньям
Чартерный спектральный канал 17 (KSTC) в 11:00 по воскресеньям
ЛА-ТВ, 10 канал – выходит в эфир в 13:00. Четверг
Телефонный канал Runestone 6 – выходит в эфир в 5:30 и 14:30. Воскресенье и среда
Community Connection (Arvig) Channel 14 — выходит в эфир в 10:30 по воскресеньям и средам
Tri-City Cable Channel 10 – эфир в 18:00. по субботам и 10:15 по воскресеньям
WRAC Channel 8 — эфир в 8:00 и 17:00. Среда и 10:00 воскресенья
Дома престарелых:
Белградский дом престарелых, Белград
Центр медсестер Фоли, Фоли
Greenwood Connections, Менахга
Поместье Коронис, Пейнсвилл
Heritage Pointe, Маршалл
Лютеранский центр ухода, Литтл-Фолс
Риджвью-плейс, Саук-Рапидс
Духовный центр Талахи, Сент-Клауд
Эджвуд Здравоохранение, Сартелл
Радиостанции:
Радио KASM 1150 AM/107,7 FM/105,5 HD – 17:30 по субботам
Радио KYES 1180–9:00 по воскресеньям
Радио WVAL 8:00–7:00 по воскресеньям
Радио KEYL с 14:00 до 10:00 по воскресеньям
Если у вас есть какие-либо другие вопросы относительно нашей телевизионной мессы местного производства, пожалуйста, обращайтесь в Службу вероисповедания по телефону (320) 255-9068.
Как избежать образования окалины и обезуглероживания при закалке
Охлаждение стали при закалке
Выполнение закалки и отпуска стальных деталей в домашних условиях
Одним из наиболее распространенных способов термообработки металлов является закалка стали. Именно при помощи закаливания формируются требуемые характеристики готового изделия, а ее неправильное выполнение может привести к излишней мягкости металла (непрокаливание) или к его чрезмерной хрупкости (перекаливание). В нашей статье речь пойдет о том, что такое правильная закалка и что нужно сделать, чтобы ее выполнить.
Закалка стали
Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при закалке металлов является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.
Диаграмма состояний железо-углерод
При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации. Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.
Очень ответственно следует подходить к закалке деталей сложной конфигурации, имеющих тонкие грани и резкие переходы. Чтобы исключить растрескивание и коробление таких деталей в процессе нагрева, его следует проводить в два этапа. На первом этапе такую деталь предварительно прогревают до 500 градусов Цельсия и лишь затем доводят температуру до критического значения.
Нагрев стали при закалке токами высокой частоты
Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Как избежать образования окалины и обезуглероживания при закалке
Многие детали из стали проходят закалку уже после того, как была выполнена их финишная обработка. В таких случаях недопустимо, чтобы поверхность деталей была обезуглерожена или на ней образовалась окалина. Существуют способы закалки изделий из стали, которые позволяют избежать таких проблем. Закалка, выполняемая в среде защитного газа, который нагнетается в полость нагревательной печи, может быть отнесена к наиболее передовому из таких способов. Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.
На фото виден момент гидросбива на стане горячей прокатки — удаление окалины
Более простым способом, позволяющим избежать обезуглероживания поверхности металла при закалке, является применение чугунной стружки и отработанного карбюризатора. Для того чтобы защитить поверхность детали при нагревании, ее помещают в специальную емкость, в которую предварительно засыпаны эти компоненты. Для предотвращения попадания в такую емкость окружающего воздуха, который может вызвать процессы окисления, снаружи ее тщательно обмазывают глиной.
Если после закалки металла его охлаждают не в масле, а в соляной ванне, ее следует регулярно раскислять (не менее двух раз за смену), чтобы избежать обезуглероживания поверхности детали и появления на ней окисла. Для раскисления соляных ванн могут быть использованы борная кислота, бурая соль или древесный уголь. Последний обычно помещают в специальный стакан с крышкой, в стенках которого имеется множество отверстий. Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Существует простой способ, позволяющий проверить качество раскисления соляной ванны. Для этого в такой ванне нескольких минут (3–5) нагревают обычное лезвие из нержавеющей стали. После соляной ванны лезвие помещают в воду для охлаждения. Если после такой процедуры лезвие не гнется, а ломается, то раскисление ванны прошло успешно.
Объемная закалка толстостенных заготовок
Охлаждение стали при закалке
Основу большинства охлаждающих жидкостей, используемых при закалке изделий из сталей, составляет вода. При этом важно, чтобы такая вода не содержала в своем составе примесей солей и моющих средств, которые могут значительно повлиять на скорость охлаждения. Емкость, в которой содержится вода для закалки изделий из металла, не рекомендуется использовать в других целях. Важно также учитывать и то, что для охлаждения металла в процессе закалки, нельзя использовать проточную воду. Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Закалка изделий из стали с использованием для их охлаждения обычной воды, имеет ряд существенных недостатков. Самый главный из них — это растрескивание и коробление деталей после их охлаждения. Как правило, таким способом охлаждения пользуются, когда выполняется цементирование металла, поверхностная закалка стали или термическая обработка деталей простой конфигурации, которые в дальнейшем будут подвергаться финишной обработке.
Для изделий сложной формы, изготовленных из конструкционных сталей, применяют другой тип охлаждающей жидкости – 50%-й раствор каустической соды, нагретый до температуры 60 градусов Цельсия. После охлаждения в таком растворе закаленная сталь приобретает светлый оттенок.
Очень важно при работе с каустической содой соблюдать технику безопасности, обязательно использовать вытяжку, размещаемую над ванной. При опускании раскаленной детали в раствор образуются пары, очень вредные для здоровья человека.
Закалка стали в муфельной печи
Лучшей охлаждающей жидкостью для тонкостенных деталей из углеродистых сталей и изделий, выполненных из легированных сплавов, являются минеральные масла, которые обеспечивают постоянную (изотермическую) температуру охлаждения, вне зависимости от условий окружающей среды. Главное, чего следует избегать при использовании такой технической жидкости, — это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
У закалки стали с использованием масла в качестве охлаждающей жидкости есть ряд существенных недостатков, о которых обязательно стоит знать. При контакте масла с раскаленной деталью выделяются пары, вредные для человеческого здоровья, кроме того, масло в этот момент может загореться. У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
Все эти факторы следует учитывать при выполнении закалки металлов в масляной среде и принимать следующие меры безопасности:
погружать детали в масляную ванну при помощи щипцов с длинными ручками;
все работы выполнять в специальной маске из закаленного стекла и в перчатках, изготовленных из толстой ткани с огнеупорными свойствами или из грубой кожи;
надежно защищать плечи, шею, грудь рабочей одеждой, изготовленной из толстой огнеупорной ткани.
Охлаждение в масляной ванне
Для закалки сталей отдельных марок охлаждение осуществляют при помощи потока воздуха, создаваемого специальным компрессором. Очень важно, чтобы охлаждающий воздух был совершенно сухим, так как содержащаяся в нем влага может вызвать растрескивание поверхности металла.
Существуют способы закалки стали, при которых используют комбинированное охлаждение. К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
Выполнение закалки и отпуска стальных деталей в домашних условиях
Термическая обработка металлических изделий, в том числе поверхностная закалка стали, не только увеличивает твердость и прочность сплава, но и значительно повышает внутренние напряжения в его структуре. Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали.
Следует иметь в виду, что такая технологическая операция приводит к некоторому снижению твердости стали, но увеличивает ее пластичность. Для выполнения отпуска, суть которого состоит в постепенном уменьшении температуры нагретой детали и ее выдерживании при определенном температурном режиме, используются печи, соляные и масляные ванны.
Закалка и отпуск стали в домашних условиях
Температуры, при которых выполняется отпуск, отличаются для различных сортов стали. Так, отпуск быстрорежущих сплавов проводится при температуре 540 градусов Цельсия, а для сталей с твердостью на уровне HRC 59-60 достаточно и 150 градусов. Что характерно, при отпуске быстрорежущих сплавов их твердость даже возрастает, а во втором случае ее уровень понижается, но значительно повышается показатель пластичности.
Закалка и отпуск изделий из стали, в том числе и нержавеющих сортов, вполне допустима (и, более того, часто практикуется) и в домашних условиях, если в этом возникла необходимость. В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины.
После очистки изделие из стали следует нагреть так, чтобы оно равномерно раскалилось докрасна. Для того чтобы раскалить его до такого состояния, необходимо выполнять нагрев в несколько подходов. После того, как требуемое состояние достигнуто, нагреваемое изделие следует охладить в масле, а затем сразу поместить в духовку, предварительно разогретую до 200 градусов Цельсия. Затем необходимо постепенно снизить температуру в духовке, доведя ее до отметки в 80 градусов Цельсия.
Данный процесс занимает обычно час. Дальнейшее охлаждение следует проводить на открытом воздухе, исключение составляют лишь изделия из хромоникелевых сталей, для снижения температуры которых используются масляные ванны. Обусловлено это тем, что стали таких марок при медленном охлаждении могут приобрести так называемую отпускную хрупкость.
Закалка стали
Закалка стали
Закалкой стали называется операция термической обработки, заключающаяся в нагреве её по крайней мере выше критической точки Ac1(T.e. до аустенито-ферритного, аустенитного или аустенито-цементитного), выдержке и последующем охлаждении в различных средах с целью получения при комнатной температуре неустойчивых продуктов распада аустенита, а следовательно, повышения твёрдости и прочности.
Для углеродистых сталей точка Ас1 соответствует линии на диаграмме «железо-цементит» и составляет 727°С, В связи с тем, что нагрев ниже этой температуры не приводит к изменению исходной отожженной структуры стали, последующее охлаждение с любой скоростью так же не изменяет ни структуры, ни свойств стали. Следовательно такая операция не является закалкой.
В большинстве случаев основная цель закалки — повышение твёрдости и прочности — достигается превращением аустенита в одну из самых прочных структур — мартенсит. Его образование требует быстрого охлаждения с температуры закалки.
Выбор температуры закалки.
В зависимости от температуры нагрева закалка может быть полной и неполной.
В случае, если нагрев производится выше линии GSE диаграммы (точки асз и Аcm), то полученная при этом однофазная структура аустенита при охлаждении со скоростью больше некоторой критической превращается в чистый мартенсит. Такую закалку называют полной.
При неполной закалке нагрев стали осуществляется выше линии РSК(точка Ac1), но ниже линии GSE. При этом в доэвтектоидных сталях образуется структура аустенит + феррит, а в заэвтектоидных — аустенит + цементит. В таком случае даже охлаждение с очень высокой скоростью не может обеспечить чисто мартенситной структуры, так как избыточные фазы (феррит или цементит) сохраняются в структуре без изменений, В результате в доэвтектоидных сталях получается структура мартенсит + феррит, а в заэвтектоидных – мартенсит + цементит.
Твёрдость мартенсита, представляющего собой пересыщенный твёрдый раствор углерода в -железе, зависит от содержания в нём углерода (рис 1). В среднеуглеродистых и высокоуглеродистых сталях она составляет 55…65 НRС или 550…680НВ.
Феррит одна из самых мягких и малопрочных фаз в сталях. Его твёрдость не превышает 80…100 НВ. Цементит же — весьма твёрдая фаза (около 1000 HV или более 700 НВ). Следовательно присутствие избыточного феррита в структуре закалённой стали резко снижает её твёрдость, в то время как цементит способствует получению более высокой твёрдости.
Рис. 1 Зависимость твёрдости мартенсита от содержания углерода в стали.
Таким образом, для доэвтектоидных сталей целесообразно производить полную закалку на чистый мартенсит, а для заэвтектоидных — неполную, которая кроме мартенсита сохраняет в структуре некоторое количество цементита. Для эвтектоидной стали возможна только полная закалка.
Следует иметь в виду, что нагрев стали при закалке до температур, значительно превышающих критические точки Ac3 и Аcm, вообще не желателен, так как может привести к сильному обезуглероживанию и окислению поверхности деталей, укрупнению зерна аустенита и увеличению внутренних напряжений. В итоге после закалки с таких температур твёрдость поверхности оказывается заниженной, наблюдается повышенная деформация детали, получающийся мартенсит имеет грубое строение и обладает повышенной хрупкостью.
Всё это позволяет придти к выводу, что в зависимости от состава стали её нагрев под закалку целесообразно осуществлять до температур, лежащих на 30… 50 0С выше линии GSK (рис 2)
Рис. 2. Оптимальный интервал температур нагрева под закажу углеродистых сталей.
Скорость охлаждения при закалке
Структура и свойства закаленной стали в большей степени зависят не только от температуры нагрева, но и от скорости охлаждения. Получение закалочных структур обусловлено переохлаждением аустенита ниже линии PSK, где его состояние является неустойчивым. Увеличивая скорость охлаждения, можно обеспечивать его переохлаждение до весьма низких температур и превратить в различные структуры с разными свойствами. Превращение переохлажденного аустенита может идти как при непрерывном охлаждении, так и изотермически, в процессе выдержки при температурах ниже точки Ar1 (т. е. ниже линии PSK).
Влияние степени переохлаждения на устойчивость аустенита и скорость его превращения в различные продукты представляют графически в виде диаграмм в координатах «температура-время». В качестве примера рассмотрим такую диаграмму для стали эвтектоидного состава (рис 3). Изотермический распад переохлажденного аустенита в этой стали происходит в интервале температур от Ar1 (727 °С) до Мн (250 °С), где Мн -температура начало мартенситного превращения. Мартенситное превращение в большинстве сталей может идти только при непрерывном охлаждении.
Рис.3 Диаграмма распада аустенита для стали эвтектоидного состава.
На диаграмме (см. рис 3) нанесены две линии, имеющие форму буквы «С», так называемые «С-кривые». Одна из них (левая) указывает время начало распада переохлажденного аустенита при разных температурах, другая (правая) — время окончания распада, В области, расположенной левее линии начала распада, существует переохлажденный аустенит. Между С-кривыми имеется как аустенит, так и продукты его распада. Наконец, правее линии конца распада существуют только продукты превращения.
Превращение переохлажденного аустенита при температурах от Ar1 до 550 0С называют перлитным. Если аустенит переохлажден до температур 550…Mн, — его превращение называется промежуточным.
В результате перлитного превращения образуются пластинчатые структуры перлитного типа, представляющие собой феррито-цементитные смеси различной дисперсности. С увеличением степени переохлаждения в соответствии с общими законами кристаллизации возрастает число центров. Уменьшается размер образующихся кристаллов, т.е. возрастает дисперсность феррито-цементитной смеси. Так если превращение происходит при температурах, лежащих в интервале Ar1…650°C, образуется грубая феррито-цементитная смесь, которую называют собственно перлитом. Структура перлита является стабильной, т.е. неизменяемой с течением времени при комнатной температуре.
Все остальные структуры, образующиеся при более низких температурах, т.е. при переохлаждениях аустенита, относятся к метастабильным. Так при переохлаждении аустенита до температур 650…590°С он превращается в мелкую феррито-цементитную смесь, называемую сорбитом.
При ещё более низких температурах 590… 550 °С образуется тростит -весьма дисперсная феррито-цементитная смесь. Указанные деления перлитных структур в известной степени условно, так как дисперсность смесей монотонно возрастает с понижением температуры превращения. Одновременно с этим возрастают твёрдость и прочность сталей. Так твёрдость перлита в эвтектовдной стали составляет 180…22- НВ (8…19 HRC), сорбита — 250…350 НВ (25…38 НRС), тростита — 400…450 НВ (43…48HRC).
При переохлаждении аустенита до температур 550…МН он распадается с образованием бейнита. Это превращение называется промежуточным, так как в отличие от перлитного оно частично идет по так называемому мартенситному механизму, приводя к образованию смеси цементита и несколько пересыщенного углеродом феррита. Бейнитная структура отличается высокой твёрдостью 450…550 НВ.
Рис.4 Диаграмма распада аустенита для доэвтектоидной (а) и заэвтектоидной (б) сталей.
На диаграммах распада аустенита для доэвтектоидных и заэвтектоидных сталей (рис.4.) имеется дополнительная линия, показывающая время начала выделения из аустенита избыточных кристаллов феррита или цементита. Выделение этих избыточных структур происходит только при небольших переохлаждениях. При значительном переохлаждении аустенит превращается без предварительного выделения феррита или цементита, В этом случае содержание углерода в образовавшейся смеси отличается от эвтектоидного.
В случае непрерывного охлаждения аустенита с различной скоростью его превращение развивается не при постоянной температуре, а в некотором интервале температур. Для того, чтобы определить структуры, получающиеся при непрерывном охлаждении, нанесём на диаграмму распада аустенита кривые скорости охлаждения образцов углеродистой эвтектоидной стали (рис.5.).
Из этой диаграммы видно, что при очень малой скорости охлаждения V1 которая обеспечивается охлаждением вместе с печью (например, при отжиге), получается структура перлита. При скорости V2 (на воздухе) превращение идёт при несколько более низких температурах. Образуется структура перлит, но более дисперсный. Такая обработка называется нормализацией и широко применяется для малоуглеродистых сталей (иногда и для среднеуглеродистых) взамен отжига в качестве смягчающей.
Рис.5. Кривые распада аустенита при непрерывном охлаждении эвтектоидной стали.
При скорости V3 (охлаждение в масле) превращение аустенита идёт при таких температурах, которые обеспечивают получение сорбитной структуры, а иногда и троститной.
Если аустенит охлаждать с очень большой скоростью (V4), то он переохлаждается до весьма низкой температуры, обозначенной на диаграммах, как Мн. Ниже этой температуры происходит бездиффузионное мартенситное превращение, приводящее к образованию структуры мартенсита. Для углеродистых сталей такую скорость охлаждения обеспечивает, например, вода
В общем случае минимальная скорость охлаждения, при которой весь аустенит переохлаждается до температуры Мн и превращается в мартенсит, называется критической скоростью закалки. На рис.5, она обозначена, как Vкр и является касательной к С-кривой. Критическая скорость закалки — важнейшая технологическая характеристика стали. Она определяет выбор охлаждающих сред для получения мартенситной структуры.
Величина критической скорости закалки зависит от химического состава стали и некоторых других факторов. Так, например, у некоторых легированных сталей даже охлаждение на воздухе обеспечивает скорость больше критической.
При закалке на мартенсит необходимо учитывать, что эта структура имеет большой удельный объём и её образование сопровождается как заметным увеличением объёма закаливаемого изделия, так и резким увеличением внутренних напряжений, которые в свою очередь приводят к деформации или даже к образованию трещин. Всё это в сочетании с повышенной хрупкостью мартенсита требует проведения дополнительной термической обработки закалённых деталей — операции отпуска.
Также по теме:
Отпуск стали. Термообработка, обычно проводящаяся после закалки.
Свойства легированных сталей. Структура, свойства и применение.
Сталь с воздушной закалкой – свойства и определение
Сталь с воздушной закалкой относится к стали, которая подвергается процессу закалки на воздухе. Эта естественная закалка часто используется для обработки сталей группы А инструментальных сталей, таких как А2, А3, А4, А6 и А10. Однако также известно, что он используется для сталей таких марок, как D2.
Закалка – это процесс, используемый для упрочнения стали и изменения ее прочности и свойств упрочнения. Закалка стали может производиться с использованием различных сред, таких как масло и вода. Хотя в этой статье мы рассмотрим охлаждение металла с использованием воздуха или воздуха с такими добавками, как газ.
При использовании воздуха в качестве закалки рекомендуется учитывать, что охлаждение стали на естественном воздухе является наименее контролируемым методом. Вместо этого было бы лучше, если бы вы поместили его в атмосферную или вакуумную печь, чтобы обеспечить полный контроль над процессом закалки.
Важность закалки стали на воздухе
Закалка на воздухе, как правило, является важным процессом, используемым для термической обработки сталей, которые, как было установлено, должны быть закалены на воздухе. Эти стали, которые не закаливаются на воздухе, не обладают дополнительными свойствами прочности и твердости, которые позволяют использовать их в сложных условиях. Например, такие конечные продукты, как ножи для резки, калибры, штампы и пуансоны, не будут служить долго без этого процесса термообработки.
При закалке воздухом ваш производитель стали порекомендует, заключается ли процесс в простом охлаждении металла до комнатной температуры или следует продуть его сжатым воздухом. Если производитель рекомендует струйную очистку воздухом, это можно сделать разными способами, включая простой баллончик со сжатым воздухом или использование оборудования, специально предназначенного для управления воздухом.
Свойства стали воздушной закалки
Свойства инструментальной стали, относящейся к закалке на воздухе, включают стали с содержанием углерода в пределах от 0,5% до 2%. Способность к закалке на воздухе означает, что эти типы стали обладают дополнительными свойствами, такими как молибден, хром и марганец.
AISI
C
Mn
Si
Cr
Ni
Mo
W
V
A2
1.00
1.00
0.50
5.00
0.30
1.00
–
0.15-0.50
A3
1.30
0.60
0.50
5.50
0.30
1.40
–
1.40
A4
1.05
2. 20
0.50
2.20
0.30
1.40
–
–
A6
0.75
2.50
0.50
1.20
0.30
1.40
–
–
A10
1.50
2.10
1.50
–
2.05
1.75
–
–
Advantages of air quenching
The advantages этой закалочной среды включает в себя возможность полного контроля над скоростью охлаждения и конечным результатом твердости. Например, регулирование давления и воздействия воздуха на сталь означает, что вы можете контролировать скорость ее охлаждения и, следовательно, желаемые свойства. Это важно для производителей инструментов, которые хотят использовать продукт в условиях, требующих чрезвычайной прочности и долговечности, поскольку известно, что закалка на воздухе позволяет получать прочные и долговечные металлы, способные выдерживать даже самые сложные условия.
Одним из основных преимуществ использования воздуха в качестве охлаждающей жидкости является стоимость. Воздух предоставляется бесплатно, и если не используются дорогостоящие климатические камеры, вы можете значительно сэкономить на затратах, используя воздух для закалки стали.
Недостатки закалки на воздухе
При закалке стали на воздухе часто возникают проблемы с металлом, если она выполняется неправильно. Основная проблема, которая может возникнуть, — это трещины при охлаждении из-за быстрого охлаждения стальной детали. Однако вы можете легко предотвратить эту проблему, используя вакуумные печи и соответствующие методы закалки.
Инструментальная сталь D-2 для воздушной закалки
Инструментальная сталь D-2 представляет собой универсальную высокоуглеродистую, высокохромистую инструментальную сталь для воздушной закалки, которая характеризуется относительно высокой достижимой твердостью и многочисленными крупными сплавами с высоким содержанием хрома. в микроструктуре. Эти карбиды обеспечивают хорошую стойкость к износу при скользящем контакте с другими металлами и абразивными материалами. Хотя доступны другие стали с повышенной ударной вязкостью или улучшенной износостойкостью, D-2 обеспечивает эффективное сочетание износостойкости и ударной вязкости, производительности инструмента, цены и большого разнообразия форм изделий.
Категория*
FlatRoundsFollow BarOther
Толщина/внутренний диаметр*
Ширина/внешний диаметр*
Длина*
Другое Примечания углеродистая, высокохромистая, закаливаемая на воздухе инструментальная сталь, характеризующаяся относительно высокой достижимой твердостью и многочисленными, крупными, богатыми хромом сплавными карбидами в микроструктуре. Эти карбиды обеспечивают хорошую стойкость к износу при скользящем контакте с другими металлами и абразивными материалами. Хотя доступны другие стали с повышенной ударной вязкостью или улучшенной износостойкостью, D-2 обеспечивает эффективное сочетание износостойкости и ударной вязкости, производительности инструмента, цены и большого разнообразия форм изделий.
Analysis:
C
CO
CR
It increases the rate of carbon-penetration in carburizing.»> MN
MO
NI
P
It decreases weldability, impact toughness and ductility.»> S
Нередко могут возникать трудности и проблемы в работе с перфоратором или дрелью. Главным образом, проблема может заключаться в неумении правильно работать со сверлами. Для начала рассмотрим некоторые отличия патронов и сверл.
Содержание
Разновидности
Как вставить сверло
Что делать, если сверло застряло
Видео
Разновидности
Разновидности патронов
Сверла подразделяются на применяемые по:
дереву,
металлу,
стеклу,
пластику,
плитке,
бетону.
Разновидности сверл
Сверла могут быть:
Спиральными. Они являются универсальными и применяются для сверления самых разных материалов.
Корончатыми. Если нужна регулировка глубины, то используется данное сверло, которое может сделать отверстие большим.
Перовыми. Этими сверлами делают отверстия в деревянных изделиях.
Ступенчатыми. Их используют для сверления в ондулине, железе и металлочерепице.
Фрезерными.
Ружеными и так далее.
Также сверла отличаются и своим наконечником. Они специально изготавливаются для ударной и обычной дрели, а по форме напоминают цилиндр.
Что касается самих патронов, то здесь также имеются отличия. Например, некоторые используются для ударной дрели, а другие для обычной дрели или перфоратора. В каждом отдельном случае закрепить сверло можно по разному.
Можно встретить патроны, в которые возможно вставить сверла как для перфоратора, так и для дрели. Но в целях безопасности этого лучше не делать. Принципы работы перфоратора и дрели сильно отличаются друг от друга.
Патрон кулачковый для дрели
Патроны в свою очередь также могут быть двух видов:
быстрозажимными,
ключевыми.
Ключевой патрон требует специального ключа для установки сверла. Патрон зажимается ключом, который вставляется в его отверстие и крутится по часовой стрелке. Так, сверло надежно закрепляется. Что касается быстрозажимного, то он подразделяется на два вида: одномуфтовый и двухмуфтовый.
Техника замены патрона представлена в видеоматериале:
Двухмуфтовый патрон имеет две муфты, одна из них зажимается, второй рукой крутится другая муфта. Если говорить об одномуфтовых патронах, то патрон зажимается одной рукой. Замена сверл в таком патроне происходит гораздо быстрее в отличие от ключевого. Но что касается фиксации сверла, то оно значительно слабее держится при таком варианте.
Устройство патрона
Крепление сверла всегда осуществляется вертикально, иначе есть риск сломать не только сверло, но и сам инструмент.
Итак, как вставить сверло в перфоратор или дрель правильно?
Как вставить сверло
Смазка для сверла
Чтобы этот процесс прошел гладко, важно соблюсти некоторые последовательные шаги:
Перед тем как вы будете устанавливать сверло в дрель, убедитесь в том, что дрель отключена от сети.
Затем сверло вставьте в патрон. Для этого предварительно необходимо убедиться, что используемое сверло предназначено для конкретного инструмента.
Чтобы уменьшить износ патрона на перфораторе, можно сверло смазать специальной смазкой. Можно ее нанести в отверстие патрона.
Далее закрепите сверло.
После установки сверла в патрон важно убедиться в том, что оно не шатается.
В процессе сверления нельзя прикасаться к вращающим элементам дрели или перфоратора. Как видно, установка сверла не составляет особенных проблем.
Все зависит от используемого вами патрона. Но как быть, если после работы не получается извлечь сверло из патрона?
Что делать, если сверло застряло
Застряло сверло
Обычно изъятие сверла из патрона не составляет особенных проблем. Например, в ключевом патроне достаточно ключ повернуть против часовой стрелки. В быстрозажимном патроне все действия происходят также просто. Для этого муфта крутится против часовой стрелки. По такому принципу вытаскиваются сверла из других видов патронов. Но как быть, если сверло прочно засело в патроне? Чаще всего такая проблема может возникнуть с быстрозажимными патронами. Для извлечения сверла потребуются большие усилия.
Например, дрель можно зажать в левой руке и вскользь ударить по нижней части патрона внутренней стороной ладони. Обычно после таких действий сверло легко вынимается.
Если патрон металлический, то также можно слегка постучать по патрону молотком. Постукивать необходимо до тех пор, пока хвостик не появится из патрона. Если и так не получается, то можно воспользоваться газовым ключом.
Если никакие манипуляции вам не помогают, придется снять патрон с дрели/перфоратора и разобрать его.
Бывают и другие случаи, когда сверло застревает в стене. В таком случае сверло прокручивается в патроне. Для его изъятия потребуется навесу разжать патрон и удалить сверло из стены.
Итак, как мы рассмотрели с вами все возможные ситуации, которые могут возникнуть в работе с перфоратором и дрелью при смене сверла.
Видео
Смотрите, как правильно вставлять сверло в дрель:
Помогла ли вам статья?
Как вставить сверло в дрель: особенности эксплуатации инструмента
Практически у каждого домашнего мастера есть разный электроинструмент вроде шуруповерта, дрели, перфоратора. Основное их назначение — сделать круглое отверстие в разных материалах. И если шуруповерт служит средством для вкручивания крепежных элементов (саморезы, винты, шурупы и т. д.), то электрические дрели представляют собой более мощное оборудование. У таких инструментов развивается больший крутящий момент, и они способны выдавать более высокие обороты. Главное — знать основные правила работы с ними — к примеру, как вставить сверло в дрель Метабо, Интерскол, Зубр, Бош. От того, насколько грамотно мастер сможет установить сверло в патрон, зависит качество работы и собственная безопасность. От вылетевшей насадки можно получить травму, причем довольно серьезную, а не просто испортить маникюр. Только правильный подход к делу сможет уберечь от многих неприятностей
Содержание
Разновидности патронов для дрели
Зубчато-венцовый патрон
Быстрозажимной механизм
Как сверло вставляется в дрель
Как из дрели вытащить сверло
Возможные проблемные ситуации
Замена сверла
Удаление сверла без ключа
Если застряло сверло
Как вставлять сверло в дрель
Разновидности патронов для дрели
Патрон любой дрели — это обязательный элемент, который предназначен для закрепления хвостовика, а также прочих типов насадок для электродрели.
При этом хвостовая часть зажимается цанговым механизмом, а надежное крепление обеспечивается ее обхватом кулачками в патроне. Обычно их не более 3 штук и поэтому механизм зовется трех кулачковым.
Сами патроны могут быть 2 основных типов:
зубчато-венцовый или ключевой;
быстрозажимной.
Крутящий момент передается от электромотора дрели через систему шестерен на вал с патроном, что и обеспечивает вращение последнего. Поэтому крайне важно, чтобы зажимной механизм был высокого качества исполнения.
Дополнительная информация. Хвостовая часть сверла может иметь как цилиндрическую, так и призматическую форму.
Зубчато-венцовый патрон
Чтобы понять, как вставить насадку в дрель, стоит рассмотреть, что представляет собой такой механизм. Основная особенность данного механизма кроется в наличии специального зажимного ключа, за счет чего патрон и называется ключевым.
Это самый распространенный вариант для электродрелей Bosch, Sparky, Makita, Hammer, Dewalt в силу того, что обеспечивается высокое качество зажима хвостовика сверла. В такое устройство поместятся насадки диаметром 1-16 мм.
Сам ключ выглядит как стержень с рычажком, на который насажено зубчатое колесико. На самом патроне предусмотрено специальное отверстие, рассчитанное под вал ключа, а также есть круговая зубчатая коронка, что соответствует ключевому профилю.
Зубчато-венцовый патрон
Для разведения и сведения кулачков с целью закрепить или ослабить хвостовик сверла, ключ помещается в паз, одновременно с этим шестерни колеса насаживаются на зубья коронки. Далее остается вращать стержень в том или ином направлении.
Как правило, ключи имеют идентичное строение, а потому подходят ко многим ручным инструментам. Однако есть исключение из правил — ряд производителей, которые поставляют на рынки дорогую продукцию, делают оригинальные ключи, отличающиеся по размеру и профилю.
Обратите внимание! Обычно у всех дрелей кулачки сближаются при вращении муфты в направлении часовой стрелки и отдаляются, если изменить движение.
Такое устройство патрона удобно в использовании, однако есть высокий риск потери ключа, а без него невозможно как поставить, так и вынуть элемент конструкции. По этой причине большинство мастеров привязывают его к ручке дрели.
Быстрозажимной механизм
Как поменять насадку на дрель? В этом случае тоже нужно понимать устройство механизма. Такая конструкция обеспечивает максимальное удобство в использовании, так как сверла меняются за короткое время. К тому же здесь нет никаких ключей, хотя фиксация сверла, как и его ослабление тоже выполняется вручную. Все делается вращением муфты в нужную сторону. Кулачки в патроне также раздвигаются либо сдвигаются.
Есть патроны с одной или двумя муфтами. В случае одномуфтового механизма операции выполняются одной рукой. В отношении второго типа задействуются обе руки — одной нужно удерживать одну муфту (ближнюю к корпусу), а другой вращать вторую муфту. Зная такие тонкости, можно легко понять, как менять сверла.
Как сверло вставляется в дрель
Процедура очень простая и выполняется быстро, а в умелых руках мастера это может занять считанные секунды. Однако ряд правил следует соблюдать неукоснительно, чтобы обезопасить себя от непредвиденных случаев.
Пошаговый алгоритм:
Для начала убедиться, что электродрель отключена от сети.
Выбирается сверло с учетом характера работы и обрабатываемого материала, где планируется делать отверстие. Также важно выяснить совместимость расходника с электрической дрелью.
Сверло помещается в патрон хвостовой частью внутрь.
Далее его нужно закрепить внутри патрона, исходя из его типа. То есть при помощи специального ключа (зубчато-венцовый тип) либо ручным вращением муфты (быстрозажимный тип).
После фиксации, следует убедиться в том, что оно не шатается, а также отсутствует люфт.
Теперь можно приступать непосредственно к работе.
Важно! Перед тем как вставлять сверло, кулачки рекомендуется развести с запасом, чтобы легче устанавливать.
Как сверло вставляется в дрель
Подбор расходников зависит от самого электроинструмента — есть разнообразные модели, которые отличаются между собой многообразием технического оснащения и функционала. Есть модели, которые не приспособлены для сверления металла, в другие электродрели можно установить насадки диаметром 0,8-10 мм или 1,5-15 мм.
Теперь о качестве самих сверл — не рекомендуется приобретать дешевые изделия, поскольку они делаются из материала низкого качества, а потому долго не прослужат. Лучше заплатить больше, но такие сверла будут служить долго.
Как из дрели вытащить сверло
Когда нужно убрать сверло в случае его поломки либо, чтобы сменить его на другое изделие, исходя из характера работ, процедура уже выполняется еще легче и быстрее. В этом случае имеется своя инструкция.
Для начала необходимо выключить инструмент от электрической сети и обесточить его. Далее действовать, исходя из вида патрона — рукой либо ключом повернуть муфту в направлении против движения часовой стрелки. В результате кулачки начнут раздвигаться, ослабляя сверло. Его лучше пока не касаться, так как после работы оно остается горячим.
Когда сверло будет извлечено из патрона, остается вставить другое изделие и продолжать работу или убрать оборудование на хранение.
Далеко не всегда получается повернуть ключ или муфту с первого раза. Торопиться в ближайшую мастерскую пока не стоит — нужно приложить больше усилий.
Возможные проблемные ситуации
В некоторых случаях домашние мастера отдают электроинструмент в сервис для решения той или иной проблемы. Но в ряде случаев необязательно идти в ближайшую мастерскую, поскольку некоторые неисправности можно устранить самостоятельно.
Замена сверла
Теперь о том, как поменять сверло в дрели — вся процедура выполняется по схеме описанной выше — то есть сначала достается старое сверло и ставится новое. При этом, чтобы заменить элемент в быстрозажимном патроне зачастую приходится сталкиваться с рядом трудностей. В отдельных случаях бывает, что сверло в механизме настолько прочно засело, что не удается повернуть муфту. Следует использовать кусок ткани, что обеспечит крепкое сцепление с муфтой и попробовать покрутить еще раз.
Важно! Насадку необходимо вставлять до упора, чтобы она потом не расшаталось и ее не приходилось постоянно заменять.
Когда все это не помогает, следует крепко зафиксировать инструмент одной рукой, а ладонью другой ударять по патрону в направлении раскручивания.
Как поменять сверло в дрели
Удаление сверла без ключа
Ценное достоинство ключевых конструкций в очень прочной фиксации сверла. Недостатком служит то, что под рукой всегда должен быть специальный ключ, а ведь его легко потерять. И если это случилось, нужно найти какой-нибудь предмет для фиксации патрона с одной стороны.
Подойдет гвоздь, крестообразная отвертка, шуруп. К другой половине нужно приложить усилие для раскручивания патрона и таким образом пробовать вытащить сверло, обойдясь без ключа. Если вручную не получается, можно использовать тиски либо большой газовый ключ.
Если застряло сверло
В ряде случаев, когда работа закончена, вынуть сверло не получается раскручиванием патрона руками либо ключом. Не помогает даже режим реверс. Тогда придется использовать кардинальные способы:
Использование тисков с газовым ключом. Либо, как вариант — два ключа. Одна половина фиксируется (ключом либо при помощи тисков), вторую нужно сместить 2 ключом.
Тиски + молоток. Одну половину нужно закреплять в тисках, вторую нужно сдвинуть резкими и точными ударами молотка. Такое вибрационное воздействие должно принести результат.
Если застряло сверло
Тем не менее, если ничего из рассмотренного не помогает, остается полностью открутить патрон. После чего крепить его в тисках и выбить сверло каким-нибудь металлическим стержнем или подходящей отверткой.
Как вставить сверло в дрель (ключ + ключ без ключа)
Узнайте, как пользоваться электродрелью и как менять сверло! Мы рассмотрим сверлильный патрон, патрон без ключа, сетевые и аккумуляторные дрели, сверла, отвертки и многое другое!
Как пользоваться электродрелью
Готовы научиться пользоваться электродрелью и заменять сверло? Это так просто, и я покажу вам шаг за шагом, как это сделать. Мы рассмотрим различные типы дрелей, таких как сетевые и аккумуляторные. Мы посмотрим, как использовать сверлильный патрон. И мы узнаем о сверлах, шуруповертах и многом другом.
Вам также может понравиться 10 инструментов, необходимых начинающим для деревообработки
Этот пост содержит партнерские ссылки на расходные материалы или инструменты, которые я использовал для завершения этого проекта. Покупки, сделанные по этим ссылкам, помогают поддерживать веб-сайт Saws on Skates и позволяют мне делиться другими проектами, сделанными своими руками. и советы DIY с вами. Вы не платите за использование этих ссылок. Нажмите здесь, чтобы ознакомиться с политикой моего сайта.
Прежде чем мы перейдем к как пользоваться электродрелью и как заменить сверло , не забудьте нажать кнопку подписки в нижней части этой страницы, чтобы подписаться на мой БЕСПЛАТНЫЙ еженедельный информационный бюллетень, содержащий полезные хитрости с отверстиями для карманов , экономящие место идеи мастер-классов , умные советы по самостоятельному изготовлению и многое другое!
Содержание
Что такое дрель?
Типы сверл
Сетевая дрель
Аккумуляторная дрель
Сверлильный станок
Как пользоваться электродрелью
Средства индивидуальной защиты
Триггерный переключатель
Кнопка направления
Сверлильный патрон
Ключ патрона
Быстрозажимной патрон
Сцепление
Как заменить сверло: быстрые шаги
Что такое бит?
Что такое драйвер?
Как вставить сверло в патрон с ключом
Как вставить сверло в двухсекционный быстрозажимной патрон
Как вставить сверло в цельный быстрозажимной патрон
ВИДЕО: Как вставить сверло в дрель
Что такое дрель?
Википедия определяет дрель как «инструмент, используемый в основном для проделывания круглых отверстий или забивания крепежных деталей. Он оснащен битой, дрелью или отверткой, в зависимости от применения, закрепленной патроном».
Вернуться к оглавлению
Типы дрелей
Существует несколько типов дрелей, таких как ручные дрели, электрические дрели и аккумуляторные дрели. В этом уроке мы сосредоточимся на электрических и аккумуляторных дрелях.
Вернуться к оглавлению
Сетевая дрель
Для работы сетевую дрель необходимо подключить к электрической розетке. Электрический шнур соединяет дрель с розеткой.
Это означает, что сетевая дрель может работать вечно, пока она подключена к розетке. Но есть недостаток. Этот недостаток — длина шнура.
Другими словами, если шнур имеет длину шесть футов, мы можем использовать дрель только в пределах шести футов от электрической розетки. В противном случае нам понадобится удлинитель, чтобы увеличить радиус действия дрели.
Сетевая дрель — это моя любимая дрель для предотвращения разрывов при сверлении карманных отверстий с помощью приспособления Kreg Jig.
Связанный: Как подключить вилку
Вернуться к оглавлению
Аккумуляторная дрель-шуруповерт
Аккумуляторная дрель-шуруповерт отличается от сетевой дрели тем, что не имеет шнура и не подключается к электрической розетке. . Вместо этого беспроводная дрель питается от аккумулятора.
Для работы дрели необходимо зарядить аккумулятор. Одной из лучших особенностей аккумуляторной дрели является то, что ее можно использовать практически где угодно, поскольку она не ограничена длиной шнура.
Еще одно различие между сетевой дрелью и аккумуляторной дрелью заключается в том, что аккумуляторная дрель не может работать вечно. Когда батарея аккумуляторной дрели начинает разряжаться, дрель начинает работать медленнее.
СОВЕТ: Всегда следите за тем, чтобы второй аккумулятор был заряжен или заряжался при использовании аккумуляторной дрели. Нет ничего хуже, чем ждать, пока зарядится аккумулятор, когда вы находитесь в процессе создания проекта!
Постоянное питание сетевой дрели будет поддерживать ее работу с постоянной скоростью, независимо от того, сверлим мы одно отверстие или сто отверстий.
Аккумуляторная дрель перестанет работать, когда батарея полностью разрядится. Опять же, сетевая дрель может работать вечно, поэтому она не перестанет работать, если ее не отключить от электрической розетки.
Я предпочитаю удобство аккумуляторной дрели почти для всех своих проектов, потому что я не ограничен длиной шнура.
Связанный: Как сделать стеллаж для хранения аккумуляторных дрелей своими руками
Вернуться к оглавлению
Сверлильный станок
Википедия определяет сверлильный станок как «дрель, которая может быть установлена на подставке или прикручена болтами к полу или верстаку».
Рабочий конец сверлильного станка устанавливается над головой и может опускаться в заготовку. Сверлильный станок отлично подходит для сверления повторяющихся отверстий в заготовках.
Я использовал сверлильный станок, чтобы просверлить отверстия, чтобы сделать эти фоторамки для коллажей своими руками.
Вернуться к оглавлению
Как пользоваться электродрелью
Основными частями электродрели являются двигатель, рукоятка, пусковой переключатель, кнопка направления и патрон.
Дрель вращается благодаря двигателю. Захват — это место, где мы держим руку, чтобы держать дрель. Ниже мы рассмотрим более подробно спусковой крючок, кнопку направления и патрон.
Вернуться к оглавлению
Средства индивидуальной защиты
Перед тем, как включить дрель, нам нужно подумать о личной безопасности. Мы должны защитить ваши глаза защитными очками. Нам нужно защитить наши уши средствами защиты органов слуха, если мы собираемся бурить в течение длительного периода времени. Нам нужно защитить наши легкие качественным респиратором, если наш буровой проект будет создавать много пыли.
Вернуться к оглавлению
Триггерный переключатель
Триггерный переключатель включает и выключает дрель. Нажатие пальца на курковый переключатель заставляет дрель вращаться. Отпускание пальца от куркового переключателя приводит к остановке сверла.
Большинство триггеров имеют переменную скорость. Это означает, что чем сильнее мы нажимаем на курок, тем быстрее будет вращаться дрель.
Вернуться к оглавлению
Кнопка направления
Сверло вращается как в прямом, так и в обратном направлении. Кнопка используется для изменения направления вращения сверла. Кнопка «вперед/назад» обычно находится рядом с триггерным переключателем.
Направление вперед используется для сверления отверстий и заворачивания шурупов. Обратное направление используется для удаления сверл из заготовок и для удаления винтов из заготовок.
Сверла или дрели устанавливаются или вставляются в патрон дрели. Сверлильный патрон в основном представляет собой зажим, который удерживает биты и драйверы в дрели.
Сверла используются для выполнения круглых отверстий в заготовках. Отвертки используются для завинчивания крепежных деталей, таких как винты, в заготовки.
Вернуться к оглавлению
Сверлильный патрон
Сверлильный патрон представляет собой зажим. Патрон имеет кулачки, которые удерживают или зажимают сверла и драйверы в дрели.
Часто встречаются патроны двух типов. Один использует ключ патрона, чтобы заблокировать патрон, а второй — патрон без ключа.
СОВЕТ : «Зажать сверло» или «зажать дрель» означает вставить сверло или отвертку в патрон.
Вернуться к оглавлению
Ключ для сверлильного патрона
Ключ для патрона используется для затягивания и ослабления патрона. Чтобы использовать этот тип сверлильного патрона, в дрель вставляется сверло или отвертка. Важно убедиться, что сверло находится по центру кулачков патрона. Затем ключ поворачивают по часовой стрелке, чтобы затянуть патрон и удерживать биту или отвертку на месте.
Чтобы снять сверло или отвертку, ключ поворачивают против часовой стрелки, чтобы ослабить патрон.
СОВЕТ: Ключи от патрона легко потерять. Если у вашей сетевой дрели есть ключ для патрона, прикрепите его к шнуру, чтобы не потерять.
Вернуться к оглавлению
Быстрозажимной патрон
Бесключевой патрон не требует ключа для затягивания или ослабления патрона. Вместо этого мы можем просто повернуть патрон по часовой стрелке, чтобы затянуть, и против часовой стрелки, чтобы ослабить. Преимущество бесключевого патрона в том, что нам не нужно беспокоиться о потере ключа.
В моей сетевой дрели используется двухсекционный быстрозажимной патрон. Нижняя часть удерживает патрон на месте. Верхнюю часть можно повернуть, чтобы затянуть или ослабить патрон.
Для использования этого быстрозажимного патрона в дрель вставляется сверло или отвертка. Важно убедиться, что сверло находится по центру кулачков патрона. Затем возьмитесь за нижнюю часть патрона и поверните верхнюю часть по часовой стрелке, чтобы затянуть.
Чтобы снять сверло или отвертку, возьмитесь за нижнюю часть патрона и поверните верхнюю часть против часовой стрелки, чтобы ослабить.
В моей аккумуляторной дрели используется цельный быстрозажимной патрон. Все, что мне нужно сделать, это повернуть, чтобы затянуть или ослабить патрон. Мне нравится эта функция. С ним так легко менять биты!
Для использования этого быстрозажимного патрона в дрель вставляется сверло или отвертка. Важно убедиться, что сверло находится по центру кулачков патрона. Затем удерживайте дрель и поверните патрон по часовой стрелке, чтобы затянуть.
Чтобы снять сверло или отвертку, удерживайте сверло и поверните патрон против часовой стрелки, чтобы ослабить его.
Вернуться к оглавлению
Муфта
Муфта сверла предотвращает дальнейшее закручивание шурупа в заготовку, когда сверло встречает определенное сопротивление. Использование муфты предотвращает чрезмерное затягивание, которое может повредить поверхность заготовки. Это также предотвращает чрезмерную затяжку, которая может повредить отверстие в заготовке.
Я всегда устанавливаю муфту на дрель при заворачивании шурупов. Винты с карманами нужно закручивать только до тех пор, пока они не будут плотно прилегать, чтобы создать прочное соединение. По сути, мы хотим перестать закручивать винт, когда начинаем чувствовать некоторое сопротивление.
Чрезмерное затягивание винта с потайной головкой может повредить отверстие в потайной головке, что может привести к ослаблению соединения. Чрезмерная затяжка может даже привести к тому, что винт пройдет сквозь другую заготовку. Я установил муфту на свою дрель, чтобы избежать чрезмерного затягивания карманных винтов.
Для забивания шурупов с карманом в мягкую древесину, например, в сосну, моя дрель DEWALT хорошо работает, если установить сцепление на 3. Как заменить сверло: быстрые действия
Отключите дрель от сети или извлеките из нее аккумулятор.
Используйте ключ для патрона или патрон без ключа, чтобы открыть кулачки патрона, повернув их против часовой стрелки.
Вставьте сверло или отвертку в дрель.
Используйте ключ для патрона или бесключевой патрон, чтобы затянуть патрон, поворачивая его по часовой стрелке.
Подключите дрель к электрической розетке или установите аккумулятор в дрель.
При необходимости просверлите отверстия или вверните винты.
Выполните эти действия в обратном порядке, чтобы удалить сверло. Пожалуйста, будьте осторожны. Сверла нагреваются при использовании.
Вернуться к оглавлению
Что такое сверло?
Проще говоря, сверло делает круглые отверстия. Спиральный хвостовик сверла удаляет материал, проходя через заготовку. Сверла специально разработаны для сверления отверстий в различных материалах, таких как дерево, металл, бетон и т. д.
Сверло с зенковкой
Зенковка выполняет две функции. Сначала он просверливает пилотное отверстие в заготовке. Направляющее отверстие — это небольшое отверстие, просверленное в заготовке, которое создает пространство для крепежа, такого как винт. Сверление пилотного отверстия помогает предотвратить растрескивание или расщепление заготовки.
Во-вторых, сверло с зенковкой создает V-образную форму или зенковку на поверхности заготовки. Эта V-образная или утопленная область позволяет вкручивать винт с потайной головкой заподлицо с поверхностью заготовки.
Я часто использую зенковки, потому что они придают моим проектам аккуратный профессиональный вид.
Сверло Форстнера
Сверло Форстнера просверливает отверстия с гладкими, чистыми сторонами и плоским дном. Я часто использую зенкеры, потому что они также придают моим проектам аккуратный профессиональный вид.
Кольцевая пила
Кольцевая пила используется для изготовления больших круглых отверстий. Например, сверление отверстий для дверной ручки.
Вернуться к оглавлению
Что такое драйвер?
Сверло входит в головку крепежного изделия, как винт. Это то, что мы будем использовать либо для ввинчивания винта в заготовку, либо для удаления его из заготовки.
Обычные отвертки, которые мы можем видеть, это отвертки с плоской головкой, отвертки с крестообразным шлицем, квадратные отвертки и отвертки со звездочкой.
Вернуться к оглавлению
Как установить сверло в патрон с ключом
Расходные материалы
Сверло или отвертка
Инструменты
Дрель с патроном с ключом
Ключ патрона
Шаг 1. Отключите питание
Отсоедините дрель от розетки или аккумулятор от дрели.
Шаг 2. Откройте кулачки патрона
Откройте кулачки патрона, повернув ключ против часовой стрелки.
Шаг 3. Вставьте биту
Вставьте биту или отвертку в патрон. Закройте кулачки патрона, повернув ключ патрона по часовой стрелке. Обязательно держите биту по центру челюстей.
Шаг 4. Подключите питание
Подключите дрель к электрической розетке или установите аккумулятор в дрель. При необходимости просверлите отверстия или вверните винты.
Шаг 5. Снимите сверло
Выполните эти шаги в обратном порядке, чтобы снять сверло или отвертку. Пожалуйста, будьте осторожны. Сверла нагреваются при использовании.
Вернуться к оглавлению
Как установить сверло в двухсекционный быстрозажимной патрон
Расходные материалы
Сверло или отвертка
Инструменты
Дрель с двухсекционным быстрозажимным патроном
Шаг 1. Отключите питание
Отсоедините дрель от розетки или аккумулятор от дрели.
Шаг 2. Откройте кулачки патрона
Откройте кулачки патрона, удерживая нижнюю часть патрона и поворачивая верхнюю часть патрона против часовой стрелки.
Шаг 3. Вставьте биту
Вставьте биту или отвертку в патрон.
Закройте кулачки патрона, удерживая нижнюю часть патрона и поворачивая верхнюю часть патрона по часовой стрелке. Обязательно держите биту по центру челюстей.
Шаг 4. Подключите питание
Подключите дрель к электрической розетке или установите аккумулятор в дрель. При необходимости просверлите отверстия или вверните винты.
Шаг 5. Удалите бит
Выполните эти действия в обратном порядке, чтобы снять сверло или отвертку. Пожалуйста, будьте осторожны. Сверла нагреваются при использовании.
Вернуться к оглавлению
Как установить сверло в цельный быстрозажимной патрон
Расходные материалы
Сверло или отвертка
Инструменты
Дрель с цельным быстрозажимным патроном
Шаг 1. Отключите питание
Отсоедините дрель от розетки или аккумулятор от дрели.
Шаг 2. Откройте кулачки патрона
Откройте кулачки патрона, удерживая сверло и поворачивая патрон против часовой стрелки.
Шаг 3. Вставьте биту
Вставьте биту или отвертку в патрон.
Закройте кулачки патрона, удерживая сверло и поворачивая патрон по часовой стрелке. Обязательно держите биту по центру челюстей.
Шаг 4. Подключите питание
Подключите дрель к электрической розетке или установите аккумулятор в дрель. При необходимости просверлите отверстия или вверните винты.
Шаг 5. Снимите сверло
Выполните эти шаги в обратном порядке, чтобы снять сверло или отвертку. Пожалуйста, будьте осторожны. Сверла нагреваются при использовании.
Вернуться к оглавлению
ВИДЕО: Как вставить сверло в дрель
Посмотрите это краткое видео, чтобы узнать, как заменить сверло в дрели с ключевым патроном, двухсекционным бесключевым патроном и цельный быстрозажимной патрон.
Вернуться к оглавлению
Заключительные мысли
Теперь вы знаете, как пользоваться дрелью и как менять сверло. Мы рассмотрели сетевые и аккумуляторные дрели. Мы видели, как использовать сверлильный патрон. И мы узнали о сверлах, шуруповертах и многом другом!
Спасибо, что заглянули. Если вы нашли эту информацию полезной, не могли бы вы прикрепить ее к Pinterest? Другие мастера были бы признательны, и я тоже! Спасибо – Скотт
216 акции
Что делать, если сверло не крутится ровно
Со мной такое случается постоянно. Запускаю дрель, а сверло крутится не ровно. Вместо этого он вращается по слишком большому кривому кругу. К счастью, в большинстве случаев это легко решаемая проблема.
Наиболее распространенная причина, по которой сверло не вращается прямо, заключается в том, что сверло неправильно отцентровано в патроне. Убедитесь, что сверло полностью вставлено в центр патрона и не зажато не по центру.
Ниже приведены более подробные инструкции по правильной установке сверла, а также еще несколько причин, по которым ваша дрель не будет вращаться прямо!
Примечание. Этот блог содержит партнерские ссылки. Если вы нажмете и совершите покупку, я могу получить компенсацию (без дополнительных затрат для вас).
Убедитесь, что сверло правильно вставлено
легко случайно зажать сверло неправильно. Вот как это выглядит:
Чтобы сверло правильно отцентрировалось в патроне, поворачивайте патрон до тех пор, пока доступное отверстие не станет слишком маленьким для вставки сверла.
Затем медленно открывайте отверстие, пока оно не станет достаточно большим, чтобы в него можно было вставить сверло. Поместите биту полностью в отверстие. Затяните и зафиксируйте биту на месте.
Этот метод требует точного центрирования сверла, поскольку отверстие никогда не бывает достаточно большим, чтобы сверло могло перемещаться и неправильно ориентироваться.
После того, как вы вставили сверло таким образом, проверьте сверло. Есть ли еще проблемы? Продолжай читать.
Проверьте сверло. Это Бент?
Сверла изгибаются при нагревании до высоких температур, что часто происходит во время использования. Если вы использовали сверло раньше, стоит убедиться, что проблема не в нем, поскольку, если ваше сверло погнуто, оно будет странно вращаться.
Если вы считаете, что причиной может быть погнутое сверло, проверьте дрель с другим сверлом. Попробуйте несколько разных размеров — сверло большего размера с меньшей вероятностью погнется.
Чтобы убедиться, что проблема не в сверле, вы также можете проверить дрель с новым сверлом. Если у сверла все еще есть проблемы, то, вероятно, дело не в сверле.
Проверка патрона
Предыдущие два раздела должны были устранить возможность ошибки пользователя, поэтому пришло время немного поближе взглянуть на саму дрель.
Во-первых, если ваша дрель совершенно новая, подумайте о том, чтобы вернуть ее в магазин. Иногда во время производства возникают проблемы с патроном, и другое сверло может полностью решить эту проблему. Если вы вообще не использовали сверло, проще просто получить другое, чем возиться с решениями, которые я описываю ниже.
Если у вас уже давно есть дрель, попробуйте подтянуть патрон. После продолжительного использования патрон может расшататься, что приведет к раскачиванию сверла во время использования.
Чтобы затянуть патрон, извлеките аккумулятор и выберите среднее положение «выключено» переключателя направления вращения.
Затем откройте кулачки патрона настолько, насколько это возможно, и вставьте в патрон шестигранный ключ. Затяните патрон вокруг шестигранного ключа.
Поворот ключа вручную приведет к повороту патрона. Чтобы действительно затянуть патрон, возьмите молоток и сильно ударьте шестигранным ключом по часовой стрелке, чтобы повернуть его. Это затянет патрон на шпинделе.
Удалите шестигранный ключ и проверьте свою дрель. Теперь сверло крутится прямо?
Если это не решит вашу проблему, рассмотрите возможность замены патрона.
АКУСТИЧЕСКИЙ КОНТРОЛЬ • Большая российская энциклопедия
Авторы: А. Л. Ремизов
АКУСТИ́ЧЕСКИЙ КОНТРО́ЛЬ (акустическая дефектоскопия), метод неразрушающего контроля, основанный на применении упругих колебаний (волн), возбуждаемых или возникающих в контролируемом объекте. Используются колебания в широком диапазоне частот, гл. обр. УЗ-волны, поэтому акустич. контроль часто называют ультразвуковым контролем. Для А. к. применяют пьезоэлектрич. (реже электромагнитоакустич.) преобразователи и лазеры, излучающие волны, распространяющиеся по поверхности или внутри контролируемого изделия. Параметры (или способы распространения) волн зависят от акустич. характеристик материала в месте дефекта, нарушения однородности или сплошности, наличия постороннего включения и т. п. В процессе контроля анализируется амплитуда волн, прошедших через изделие и отражённых от поверхностей изделия или дефекта, их фаза, частота, скорость распространения и др. А. к.– универсальный метод, применяемый для определения дефектов в слитках, рельсах, отливках, клеёных и сварных швах, готовых металлич., пластмассовых и др. изделиях.
Различают активную и пассивную группы А. к. Активный А. к. представлен рядом методов, основанных на излучении (отражении) и приёме упругих волн. В эхоимпульсном методе проводится анализ параметров волн, отражённых от дефектов и поверхностей объекта при его сканировании, с последующей регистрацией времени и интенсивности эхо-сигнала. В теневом методе предусмотрен анализ распространения волны, прошедшей через изделие, амплитуда которой уменьшается при наличии дефекта. В зеркально-теневом методе анализируют изменение амплитуды сигнала, отражённого от донной поверхности, после двукратного или многократного прохождения волн через контролируемый объект. Эхозеркальный метод предусматривает анализ параметров акустич. волн, отражённых от дефектов и донной поверхности. Ряд методов основан на возбуждении колебаний в объекте контроля (или его части) с проведением последующего анализа, напр., вынужденных колебаний (резонансный метод), свободных колебаний (метод свободных колебаний), изменения механич. импеданса (импедансный метод), распределения волн по поверхности объекта (акустотопографич. метод), изменения скорости распространения волн внутри материала (метод акустоупругости).
Методы пассивного А. к. основаны на анализе процессов и (или) явлений, происходящих в контролируемом изделии, напр. вибраций или акустич. шумов, возникающих при работе объекта (вибрационно-диагностич. и шумодиагностич. методы), параметров испускаемых объектом акустич. волн (акустико-эмиссионный метод). Особенно большое распространение получил акустико-эмиссионный метод, позволяющий определять дефекты, вызванные динамич. перестройкой структуры материала, гидро- и аэродинамич. явлениями при протекании жидкости или газа в узлах трения, а также возникающие в результате зарождения и развития микро- и макродефектов в материале изделия под действием разл. нагрузок. Метод позволяет находить опасные зоны в объекте контроля, определять их координаты, а также вести постоянное наблюдение (мониторинг) за состоянием изделия (материала) при испытаниях машин, в науч. экспериментах и т. п.
Виды неразрушающего контроля
Виды и методы неразрушающего контроля классифицируют по следующим признакам:
характеру взаимодействия физических полей или веществ с контролируемым объектом;
первичным информативным параметрам;
способам получения первичной информации;
способам представления окончательной информации.
Основные виды неразрушающего контроля:
Магнитный вид неразрушающего контроля основан на регистрации магнитных полей рассеяния дефектов или магнитных свойств контролируемого объекта. Его применяют для контроля объектов из ферромагнитных материалов. Процесс намагничивания и перемагничивания ферромагнитного материала сопровождается гистерезисными явлениями. Свойства, которые требуется контролировать (химический состав, структура, наличие несплошностей и др.), обычно связаны с параметрами процесса намагничивания и петлей гистерезиса, измеряя которые можно сделать вывод о наличии тех или иных отклонений от заданных параметров изделия.
Акустический вид неразрушающего контроля основан на регистрации параметров упругих колебаний, возбужденных в контролируемом объекте. Этот вид контроля применим ко всем материалам, достаточно хорошо проводящим акустические волны: металлам, пластмассам, керамике, бетоны и т.д. Наибольшее распространение нашел ультразвуковой метод, который наряду с дефектоскопией позволяет обнаруживать неоднородности структуры, определять механические характеристики материалов, анализировать напряженное состояние и решать широкий огромный круг производственных проблем контроля и диагностики. Кроме ультразвукового существуют метод акустической эмиссии, вибрационный метод контроля и другие.
Капиллярный контроль (контроль проникающими веществами) основан на капиллярном проникновении индикаторных жидкостей в полости поверхностных дефектов и регистрации индикаторного рисунка (цветного, люминесцентного, контрастного). Применяют для обнаружения невидимых и слабовидимых невооруженным глазом поверхностных дефектов.
Оптический вид неразрушающего контроля основан на взаимодействии светового излучения с контролируемым объектом. Применение инструментов (визуально-оптический контроль) типа луп, микроскопов, эндоскопов для осмотра внутренних полостей, проекционных устройств для контроля формы изделий, спроецированных в увеличенном виде на экран, значительно расширяет возможности оптического метода. Чаще всего оптические методы широко применяют для контроля прозрачных объектов. В них обнаруживают макро- и микродефекты, структурные неоднородности, внутренние напряжения (по вращению плоскости поляризации). Использование гибких световодов, лазеров, оптической голографии, телевизионной техники расширяет область применения оптических методов и повышает точность измерения.
Радиационный вид неразрушающего контроля основан на взаимодействии проникающего ионизирующего излучения с контролируемым объектом. В зависимости от природы ионизирующего излучения вид контроля подразделяют на подвиды: рентгеновский, гамма-, бета- (поток электронов), нейтронный методы контроля. Этот вид неразрушающего контроля пригоден для любых материалов. Основным способом радиационного (рентгеновского и гамма) контроля является метод прохождения. Имеются хорошие результаты по использованию обратно рассеянного излучения фотонов с целью рентгеновского контроля при одностороннем доступе к объекту.
Радиоволновой вид неразрушающего контроля основан на регистрации изменений параметров электромагнитных колебаний, взаимодействующих с контролируемым объектом. Обычно применяют волны сверхвысокочастотного (СВЧ) диапазона длиной 1 – 100 мм и контролируют изделия из материала, где радиоволны не очень сильно затухают: диэлектрики (пластмассы, керамика, стекловолокно), магнитодиэлектрики (ферриты), полупроводники, тонкостенные металлические объекты.
Вихретоковый вид неразрушающего контроля основан на регистрации изменения взаимодействия собственного электромагнитного поля катушки с электромагнитным полем вихревых токов, наводимых этой катушкой в контролируемом объекте. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических размеров, электрических и магнитных свойств материала, от наличия в материале нарушений сплошности, взаимного расположения преобразователя и объекта. Вихретоковый вид неразрушающего контроля в различных вариантах применяют с целью обнаружения поверхностных и подповерхностных дефектов сплошности, контроля геометрических размеров, химсостава, структуры, внутренних напряжений только электропроводящих материалов.
Тепловой вид неразрушающего контроля основан на регистрации тепловых полей, температуры или теплового контраста контролируемого объекта. Он применим к объектам из любых материалов. Наиболее эффективным средством бесконтактного наблюдения, регистрации температурных полей и тепловых потоков является сканирующий тепловизор.
Течеискание используют для выявления только сквозных дефектов в деталях и в перегородках. В полость дефекта проникающее вещество заходит либо под действием разности давлений, либо под действием капиллярных сил.
Электрический вид неразрушающего контроля основан на регистрации электрических полей и электрических параметров контролируемого объекта (собственно электрический метод) или полей, возникающих в контролируемом объекте в результате внешнего воздействия (термоэлектрический и трибоэлектрический методы). Первичными информативными параметрами являются электрические емкость или потенциал.
Кроме названных, применяется емкостный метод для контроля диэлектрических или полупроводниковых материалов. Метод электрического потенциала применяют для контроля проводников с целью определения глубины несплошности вблизи поверхности проводника.
Что такое акустико-эмиссионное тестирование? Полное руководство
Испытания на акустическую эмиссию (AE) — это метод неразрушающего контроля (NDT), который обнаруживает и контролирует выброс ультразвуковых волн напряжения от локализованных источников, когда материал деформируется под нагрузкой.
Содержание
Как это работает?
Каковы преимущества и ограничения?
Приложения
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Испытания на акустическую эмиссию проводятся путем установки небольших датчиков на испытуемый компонент. Датчики преобразуют волны напряжения в электрические сигналы, которые передаются на компьютер для сбора данных для обработки. Волны фиксируются, когда компонент подвергается внешнему воздействию, например, высокому давлению, нагрузке или температуре. По мере роста повреждения в компоненте происходит большее выделение энергии. Частоты обнаружения акустической эмиссии, активность и интенсивность акустической эмиссии, громкость контролируются и используются для оценки структурной целостности и контроля состояния компонентов.
Акустическая эмиссия может рассматриваться как крошечные землетрясения, происходящие в материале. Этот метод обеспечивает глобальный мониторинг компонента на наличие дефектов, позволяя контролировать большие конструкции и машины во время работы с минимальными нарушениями, в отличие от разрушающих испытаний. Используя несколько датчиков, можно локализовать источники акустического излучения (и, следовательно, повреждения). С помощью анализа сигналов также можно определить наличие различных механизмов источника.
Существует два метода тестирования АЭ: переходный и непрерывный. Метод переходных процессов захватывает всплески АЭ, которые превышают пороговое значение (уровень громкости), и извлекает такие характеристики, как пиковая амплитуда, энергия сигнала и продолжительность всплеска. Затем эти функции используются для оценки состояния тестируемого компонента. Этот метод хорошо подходит для проверки конструкций на наличие таких дефектов, как трещины.
Непрерывный метод фиксирует все АЭ в течение заданного периода времени, например, 1/10 секунды. Затем извлекаются такие характеристики, как средний уровень сигнала и среднеквадратичное значение (RMS). Этот метод хорошо подходит для приложений, где много фоновой АЭ или амплитуда АЭ мала, например, при тестировании редукторов или обнаружении утечек.
Испытания на акустическую эмиссию можно проводить в лаборатории, а также в полевых условиях как в течение относительно короткого времени, например, несколько часов, так и в течение более длительного времени, например, несколько месяцев. Методы беспроводной передачи данных позволяют анализировать данные удаленно.
Акустическая эмиссия имеет много преимуществ перед другими методами. К ним относятся:
Способность обнаруживать ряд механизмов повреждения, включая, помимо прочего, обрыв волокна, трение, удары, растрескивание, расслоение и коррозию на ранних стадиях, прежде чем они станут серьезными проблемами
Может проводиться в процессе эксплуатации, при квалификационных (проверочных) испытаниях или опытно-конструкторских испытаниях
Может обнаруживать источники повреждений и различать их на основе акустических сигнатур
Глобальный мониторинг конструкции
Оценка конструкции или машины в реальных условиях эксплуатации
Неинвазивный метод
Эксплуатация в опасных средах, включая высокие температуры, высокое давление, коррозионные и ядерные среды
Можно проводить дистанционно
Может обнаруживать повреждения в дефектах, к которым трудно получить доступ с помощью обычных методов неразрушающего контроля
Однако у метода есть и некоторые ограничения:
Ограничено оценкой структурной целостности или состояния машины путем выявления проблем, для полной диагностики проблем обычно требуется дальнейшая проверка
Не удается обнаружить дефекты, которые могут присутствовать, но не перемещаются и не увеличиваются
Может быть медленнее, чем другие методы неразрушающего контроля
Акустическая эмиссия может быть применена к целому ряду приложений и материалов. К ним относятся:
Конструкции
Бетонные конструкции, такие как мосты и здания
Металлические конструкции, такие как сосуды под давлением, трубопроводы, резервуары для хранения, конструкции самолетов и стальные тросы
Композитные конструкции, такие как конструкции самолетов, конструкции для автоспорта и композитные балки
Машины
Вращающиеся машины, такие как обнаружение преждевременного износа подшипников и редукторов
Электрические машины, такие как обнаружение частичных разрядов в трансформаторах и изоляторах
Процессы
Аддитивное производство для оценки качества сборки во время сборки
Обнаружение утечек в трубопроводах и напорных системах
Удары частиц
Процессы трения
Испытания на акустическую эмиссию: руководство
Испытания на акустическую эмиссию — это метод контроля, в котором для выявления дефектов материалов используется испускание ультразвуковых волн напряжения. Эти ультразвуковые волны не вводятся из внешнего источника, как при ультразвуковом контроле, а исходят изнутри проверяемого материала.
Испытания на акустическую эмиссию также называются акустической эмиссией (AE), акустическими испытаниями (AT, Acoustic NDT или AE Testing).
В этом руководстве мы будем использовать эти термины взаимозаменяемо. распространенные и полезные методы неразрушающего контроля (т. е. испытания, которые позволяют инспекторам собирать данные о материалах, не повреждая их)
Основные преимущества акустико-эмиссионных испытаний заключаются в том, что они позволяют инспекторам проверять всю историю нагрузки материала, не повреждая его.
Исторически АЭ использовался только для осмотра и обслуживания дорогостоящих конструкций из-за высоких затрат, связанных с ним. Но новые разработки помогли снизить стоимость оборудования АЭ, и оно становится более доступным для множества задач контроля.
[Неразрушающий контроль акустической эмиссии — это лишь один из методов неразрушающего контроля, который используют инспекторы. Узнайте больше о NDT в этом подробном руководстве .]
Вот меню, которое поможет вам ориентироваться в этом руководстве:
Как работает акустико-эмиссионное тестирование?
Метод акустической эмиссии
Оборудование для испытаний на акустическую эмиссию
Стандарты и нормы испытаний на акустическую эмиссию
Как работает акустико-эмиссионное тестирование?
При испытании на акустическую эмиссию инспектор регистрирует упругие ультразвуковые волны, проходящие через поверхность твердого материала, с помощью одного или нескольких датчиков.
Когда акустическая волна распространяется по поверхности объекта или через нее, любой дефект, с которым она сталкивается, может изменить эту волну как с точки зрения ее скорости, так и с точки зрения ее амплитуды. И инспекторы ищут эти изменения, чтобы выявить наличие брака.
Диапазон ультразвука, обычно используемый для испытаний на акустическую эмиссию, составляет 20 килогерц (кГц) и 1 мегагерц (МГц). (Один килогерц равен одной тысяче герц, или циклов в секунду; один мегагерц равен одному миллиону герц, или циклов в секунду).
Вот несколько определений терминов, которые мы будем использовать в этой статье:
Ультразвук . Термины ультразвуковой и ультразвуковой относятся к звуковым волнам, которые настолько высоки, что люди не могут их слышать.
Акустическая эмиссия . Термин акустическая эмиссия относится к генерации переходных волн во время быстрого высвобождения энергии из локализованных источников внутри материала.
Откуда возникает акустическая эмиссия?
Акустическая эмиссия возникает, когда материал находится под нагрузкой, либо из-за большой нагрузки, либо из-за экстремальных температур.
Эти выбросы обычно связаны с каким-либо дефектом или повреждением конструкции, излучающей их, и именно это повреждение ищут инспекторы, когда проводят тест АЭ.
Источники акустической эмиссии могут включать:
Фазовое превращение
Термическое напряжение
Растрескивание при охлаждении
Плавление
Разрушение соединения и/или волокна
История акустико-эмиссионного контроля
По сравнению с другими методами неразрушающего контроля, такими как магнитопорошковый контроль или дефектоскопия с помощью красителя, акустико-эмиссионный контроль является относительно новым.
Впервые он был использован в начале 1980-х годов для проверки инспекторами композитов с полимерной матрицей (ПМК).
В датчиках, используемых для регистрации акустической эмиссии, используется пьезоэлектрический материал. Пьезоэлектричество — это производство электрических зарядов путем введения механического напряжения. Представьте, что вы с помощью крана устанавливаете гранитную плиту на крышу автобуса.
Тяжелый гранит будет давить на автобус, вызывая напряжение и электрические разряды. И эти заряды являются разновидностью пьезоэлектричества.
Пьезоэлектричество было впервые открыто в 1880 году двумя братьями по имени Пьер Кюри и Поль-Жак Кюри. Но до начала 19 века он почти ни для чего не использовался.20-е годы, когда изобретатель по имени Уолтер Кэди экспериментировал с использованием пьезоэлектричества для стабилизации электронных генераторов.
Примерно шестьдесят лет спустя исследователи начали тестировать пьезоэлектричество для выявления дефектов в композитах с полимерной матрицей. Сегодня датчики, используемые для тестирования акустической эмиссии, называются пьезоэлектрическими датчиками акустических волн, потому что они применяют колеблющееся электрическое поле для генерации механической волны.
Затем эта волна проходит через материал и становится электрическим полем, которое может измерить инспектор.
Хотя АЭ является многообещающим методом неразрушающего контроля, он все еще находится в зачаточном состоянии, и потребуются годы исследований и разработок, прежде чем он станет полностью надежным, автономным методом контроля.
Одно интересное новое приложение для AE использует его для обнаружения землетрясений до того, как они действительно произойдут, но это приложение также находится на ранней стадии разработки.
Общие приложения и отрасли для
Инспекторы обычно используют AE для поиска:
Коррозия — на поверхности различных материалов
Удаление покрытия — защитных покрытий, нанесенных на материалы
Неисправности/дефекты — для контроля сварки и другой общей дефектоскопии
Утечки — в системах трубопроводов или резервуарах для хранения
Частичные разряды — от компонентов, находящихся под высоким напряжением
В частности, для волокна АЭ обычно используется для проверки на растрескивание, коррозию, расслоение и разрывы.
Вот некоторые из наиболее распространенных применений акустических испытаний:
Оценка долговечности самолета
Осмотр мостов (узнайте больше об осмотрах мостов)
Мониторинг коррозии бетона (узнайте больше о мониторинге коррозии)
Проверка устойчивости стен шахты
Осмотр сосудов под давлением (узнайте больше об осмотрах сосудов под давлением)
Проверка структурной целостности
Осмотр ветряных турбин
Акустико-эмиссионный контроль и ультразвуковой контроль
Хотя и акустический, и ультразвуковой контроль используют ультразвук, они являются разными методами контроля.
При неразрушающем контроле с помощью акустической эмиссии инспекторы «прислушиваются» к акустической эмиссии от дефектов, присутствующих в материале.
AE-тестирование особенно полезно для определения того, перегружена ли конструкция, и это единственный метод неразрушающего контроля, который можно использовать во время производства. Он не требует использования какой-либо внешней энергии (в отличие от ультразвукового контроля), поскольку испытуемый материал или конструкция сама по себе испускает акустическую эмиссию.
С другой стороны, при ультразвуковом контроле инспекторы посылают ультразвуковые волны через структуру материала из внешнего источника. Если волны прерываются, это свидетельствует о наличии дефекта в месте прерывания.
См. наше руководство по ультразвуковому контролю, чтобы узнать, как это работает.
Плюсы и минусы акустической эмиссии .
Вот список плюсов и минусов акустико-эмиссионного неразрушающего контроля:
Плюсы
Это дает вам прямую оценку механизмов отказа
Высокочувствительный
Немедленно предоставляет данные
Не разрушает испытуемый материал
Позволяет осуществлять глобальный мониторинг конструкции
Его можно использовать в опасных средах, в том числе с высоким давлением, облучением или высокими температурами
Это может быть сделано удаленно и может обнаруживать дефекты в материалах, которые трудно проверить с помощью других методов неразрушающего контроля
Минусы
Одним из недостатков АЭ является то, что он не всегда надежен, отчасти потому, что это относительно новый метод НК.
Вот основные недостатки акустического контроля как метода неразрушающего контроля:
Его полезность, как правило, ограничивается обнаружением дефекта, а не его подробным описанием, т. е. коммерческие системы акустического контроля могут дать только качественные оценки степени обнаружено повреждение
Он не может обнаруживать дефекты, которые не меняются со временем (т. е. дефекты, которые не перемещаются и не увеличиваются)
Внедрение может быть медленным
Это может быть сложно использовать — сигналы AE могут быть очень слабыми, поэтому шумоподавление и различение сигналов имеют решающее значение для точных показаний
Метод акустической эмиссии
Чтобы использовать АЭ-тестирование, инспекторы начинают с тщательной очистки поверхности объекта, который они хотят проверить.
После очистки они помещают датчики акустической эмиссии на конструкцию или материал, которые они хотят проверить.
Датчики должны быть установлены на конструкции с соответствующим связующим веществом, т. е. средой, способствующей передаче акустического сигнала. Для этой цели обычно используются клеи или смазка.
После прикрепления датчики будут преобразовывать любые волны напряжения, присутствующие в материале, в электрические сигналы, чтобы инспектор мог их прочитать.
Инспекторы передают данные с датчиков на монитор с помощью экранированных коаксиальных кабелей, отображая информацию в виде как читаемых результатов, так и необработанных данных. Как только данные доступны, инспекторы интерпретируют их, чтобы определить, где на объекте, который они проверяют, есть напряжение, и ищут возможные места дефектов, вызванных этим напряжением.
Определение количества датчиков, которое потребуется инспектору для данной конструкции, производится в соответствии с несколькими факторами, включая:
Сложность материала или конструкции
Размер конструкции
Тип испытуемого материала
Эффект Кайзера
Эффект Кайзера относится к отсутствию акустической эмиссии в объекте до тех пор, пока не будет превышен уровень напряжения, приложенного к нему ранее.
Этот эффект был впервые обнаружен в 1950 году, когда исследователь по имени Кайзер обнаружил, что металлы могут «запоминать» максимальную нагрузку, которой они подвергались ранее.
Из-за эффекта Кайзера конструкция может находиться под разрушающим напряжением, которое инспекторы не могут определить с помощью АЭ, если это напряжение не превышает предшествующую величину нагрузки, которую испытала конструкция.
Оборудование для испытаний на акустическую эмиссию
Ниже приведены типы оборудования для акустической эмиссии, используемые в акустическом неразрушающем контроле.
Преобразователи/сенсоры/тензодатчики
Эти устройства собирают необработанные данные акустической эмиссии. Их также называют:
Пьезоэлектрические преобразователи
Пьезоэлектрические датчики
Тензодатчики
Датчик, используемый на сборочной линии
Наиболее распространенный набор датчиков для тестирования АЭ состоит из двух наборов встречно-штыревых датчиков, которое представляет собой устройство, состоящее из двух взаимосвязанных гребенчатых массивов металлических электродов, расположенных в виде молния.
Один из преобразователей преобразует энергию электрического поля в энергию механических волн, а другой преобразователь преобразует энергию механических волн обратно в электрическое поле.
Вот некоторые из различных типов акустических датчиков NDT:
Режим сдвига по толщине резонатор r. Измеряет скорость осаждения металла.
Датчики смещения . Тензодатчик, который преобразует акустическую эмиссию смещения, вызванного нагрузкой на конструкцию, в электронные показания.
Ускорительные датчики . Тензодатчик, который преобразует акустическую эмиссию скорости, вызванную нагрузкой на конструкцию, в электронные показания.
Объемное акустическое волновое устройство (BAW) . Машина, которая распространяет волны через подложку из материала или конструкции. устройства поверхностных волн
Датчик поверхностных акустических волн (SH-SAW) . Тип устройства BAW, используемого для обнаружения акустической эмиссии на поверхности материала.
Датчик поверхностных поперечных волн (STW) . Тип устройства BAW, используемого для обнаружения акустической эмиссии на поверхности материала.
Малошумящие предусилители
Малошумящий предусилитель усиливает выходной сигнал датчиков, чтобы инспекторы могли его прочитать.
Эти устройства в сочетании с соответствующей подготовкой позволяют инспекторам определять местонахождение дефектов в материале, которые могут быть невидимы невооруженным глазом.
Малошумящий предусилитель (источник: Stanford Research Systems)
Стандарты и нормы для испытаний на акустическую эмиссию
В связи с тем, что испытания на акустическую эмиссию недороги и просты, инспекторы часто используют их в информационных целях, т. е. для проверок, которые не должны соответствовать определенному кодексу или набору стандартов.
Акустические испытания также широко используются для проверок на основе норм.
Для этих инспекций инспекторы должны следовать определенным шагам в проведении испытаний, включая требование соблюдения письменной процедуры и того, чтобы лицо, проводящее испытания, было сертифицировано соответствующим органом по стандартизации.
Вот некоторые из наиболее широко используемых кодов акустических испытаний:
ASME (Американское общество инженеров-механиков)
Код ASME для котлов и сосудов под давлением: Раздел XI, Раздел 1, Статья IWA-2000, Проверка и проверка, ( IWA-2234) Акустическая эмиссионная экспертиза
Код ASME для котлов и сосудов под давлением: Раздел XI, Раздел 1, Код N-471, Акустическая эмиссия для последовательных проверок
Нормы ASME для котлов и сосудов под давлением: Раздел XI, Раздел 1, Кодекс № N-471, Акустическая эмиссия для последовательных проверок — Дополнение 1. Инструктивная информация по акустико-эмиссионному мониторингу границ давления во время эксплуатации
Нормы ASME для котлов и сосудов под давлением: Раздел XI, Приложение, Акустико-эмиссионный мониторинг границ давления ядерного реактора во время эксплуатации
ASME RTP-1-1995: Стандартное руководство по методам испытаний и стандартам неразрушающего контроля современной керамики
ASTM (Американское общество испытаний и материалов)
ASTM C 1175: Стандартное руководство по методам испытаний и стандартам для неразрушающего контроля современной керамики
ASTM E 543: Стандартные технические условия для агентств, выполняющих неразрушающий контроль
ASTM E 569: Стандартная практика акустико-эмиссионного мониторинга конструкций во время контролируемой стимуляции
ASTM E 650: Стандартное руководство по монтажу пьезоэлектрических датчиков акустической эмиссии
ASTM E 749: Стандартная практика контроля акустической эмиссии во время непрерывной сварки
ASTM E 750: Стандартная практика определения характеристик приборов акустической эмиссии
ASTM E 751: Стандартная практика контроля акустической эмиссии во время контактной точечной сварки
ASTM E 976: Стандартное руководство по определению воспроизводимости отклика датчика акустической эмиссии
ASTM E 1065: Стандартное руководство по оценке характеристик ультразвуковых поисковых устройств
ASTM E 1067: Стандартная практика акустической эмиссии резервуаров/емкостей из армированной стекловолокном пластмассы (FRP)
ASTM E 1106: Стандартный метод испытаний для первичной калибровки датчиков акустической эмиссии
ASTM E 1118: Стандартная практика акустико-эмиссионного исследования труб из армированной термореактивной смолы (RTRP)
ASTM E 1139: Стандартная практика непрерывного мониторинга акустической эмиссии от металлических границ давления
ASTM E 1211: Стандартная практика обнаружения и локализации утечек с использованием устанавливаемых на поверхности датчиков акустической эмиссии
ASTM E 1212: Стандартная практика для систем управления качеством для агентств неразрушающего контроля
ASTM E 1316: Стандартная терминология для неразрушающего контроля
ASTM E 1359: Стандартное руководство по оценке возможностей агентств неразрушающего контроля
ASTM E 1419: Стандартная практика исследования бесшовных, газонаполненных сосудов под давлением с использованием акустической эмиссии
ASTM E 1495: Стандартное руководство по акусто-ультразвуковой оценке композитов, ламинатов и клеевых соединений
ASTM E 1544: Стандартная практика построения ступенчатого блока и его использование для оценки погрешностей, создаваемых системами измерения скорости звука для использования на твердых телах
ASTM E 1736: Стандартная практика акусто-ультразвуковой оценки сосудов высокого давления с намотанной нитью
ASTM E 1781: Стандартная практика вторичной калибровки датчиков акустической эмиссии
ASTM E 1888 / E 1888 M: Стандартная практика акустико-эмиссионного исследования контейнеров под давлением, изготовленных из пластика, армированного стекловолокном, с сердцевиной из пробкового дерева
ASTM E 1930: Стандартная практика проверки заполненных жидкостью металлических резервуаров для хранения при атмосферном давлении и низком давлении с использованием акустической эмиссии
ASTM E 1932: Стандартное руководство по акустико-эмиссионному исследованию мелких деталей
ASTM E 2075 / E 2075M: Стандартная практика проверки постоянства отклика датчика AES с использованием акрилового стержня
ASTM E 2076 / E 2076 M: Стандартная практика исследования лопастей вентилятора из армированного стекловолокном пластика с использованием акустической эмиссии
ASTM E 2191 / E 2191 M: Стандартный практический метод исследования газонаполненных композитных сосудов под давлением с обмоткой нитью с использованием акустической эмиссии
ASTM E 2374: Стандартное руководство по проверке характеристик системы акустической эмиссии
ASTM E 2478: Стандартная практика определения расчетного напряжения на основе повреждений для материалов из армированного стекловолокном пластика (FRP) с использованием акустической эмиссии
ASTM E 2533: Стандартное руководство по неразрушающему контролю композитов с полимерной матрицей, используемых в аэрокосмической промышленности
ASTM E 2598: Стандартная практика акустической эмиссионной экспертизы чугунных янки и сушилок для бумаги с паровым нагревом
ASTM E 2661 / E 2661M: Стандартная практика акустико-эмиссионного исследования пластинчатых и плоскопанельных композитных конструкций, используемых в аэрокосмической отрасли
ASTM E 2863 / E 2863M: Стандартная практика акустико-эмиссионного исследования сварных стальных сферических сосудов под давлением с использованием термического наддува
ASTM E 2907: Стандартная практика проверки валков бумагоделательных машин с использованием акустической эмиссии от трения поверхности трещины
ASTM F 914 / F 914 M: Стандартный метод испытаний на акустическую эмиссию для устройств воздушного персонала без дополнительных приспособлений для погрузки-разгрузки
ASTM F 1430 / F 1430 M: Стандартный метод испытаний на акустическую эмиссию изолированных и неизолированных устройств для летного персонала с дополнительными грузозахватными приспособлениями
ASTM F 1797: Стандартный метод испытаний на акустическую эмиссию изолированных и неизолированных экскаваторных вышек
ASTM F 2174: Стандартная практика проверки отклика датчика акустической эмиссии
ASTM E 2374: Стандартное руководство по проверке производительности системы акустической эмиссии
CEN (Европейский комитет по стандартизации)
CEN EN 1071-3 2005: Усовершенствованная техническая керамика. Методы испытаний керамических покрытий. Часть 3. Определение адгезии и других видов механического разрушения с помощью испытания на царапанье
CEN EN 1330-1 1998: Неразрушающий контроль – Терминология – Часть 1: Список общих терминов
CEN EN 1330-2 1998: Неразрушающий контроль. Терминология. Часть 2. Термины, общие для методов неразрушающего контроля
CEN EN 1330-9 2009: Неразрушающие испытания. Терминология. Часть 9. Термины, используемые при испытаниях на акустическую эмиссию
CEN EN 12817: 2010: Оборудование и принадлежности для сжиженного нефтяного газа. Проверка и повторная квалификация резервуаров для сжиженного нефтяного газа объемом до 13 м³ включительно
CEN EN 12819 2009: Оборудование и аксессуары для сжиженного нефтяного газа. Проверка и повторная квалификация резервуаров для сжиженного нефтяного газа объемом более 13 м³
CEN ISO/TR 13115 2011: Неразрушающий контроль. Методы абсолютной калибровки преобразователей акустической эмиссии методом взаимности (ISO/TR 13115:2011)
CEN EN 13445-5 2009: Беспламенные сосуды под давлением. Часть 5: Проверка и испытания (Приложение E)
CEN EN 13477-1 2001: Неразрушающие испытания. Акустическая эмиссия. Характеристики оборудования. Часть 1. Описание оборудования
CEN EN 13477-2 2010: Неразрушающие испытания. Акустическая эмиссия. Характеристики оборудования. Часть 2. Проверка рабочих характеристик
CEN EN 13554 2011: Неразрушающий контроль – Акустическая эмиссия – Общие принципы
CEN EN 13480-5 2012: Металлические промышленные трубопроводы. Часть 5: Проверка и испытания
CEN EN 14584 2013: Неразрушающий контроль. Акустическая эмиссия. Проверка металлического оборудования, работающего под давлением, во время контрольных испытаний. Планарное расположение источников АЭ
CEN EN 15495 2007: Неразрушающие испытания. Акустическая эмиссия. Проверка металлического оборудования, работающего под давлением, во время контрольных испытаний. Зональное расположение источников АЭ
CEN EN 15856 2010: Неразрушающий контроль. Акустическая эмиссия. Общие принципы АЭ-тестирования для обнаружения коррозии в металлической среде, заполненной жидкостью
CEN EN 15857 2010: Неразрушающие испытания. Акустическая эмиссия. Испытания полимеров, армированных волокном. Особая методология и общие критерии оценки
CEN EN ISO 16148 2006: Газовые баллоны. Бесшовные стальные газовые баллоны многоразового использования. Испытания на акустическую эмиссию (AT) для периодических проверок (ISO 16148:2006)
CEN ISO/TR 25107 2006: Неразрушающий контроль. Руководство по учебным программам по неразрушающему контролю (ISO/TR 25107:2006)
CEN CR 13935 2000: Неразрушающий контроль. Модель общего формата данных NDE
Электронасос типа КМ – это центробежный консольный монолитный агрегат, используемый для перекачки холодных и горячих жидкостей. Большинство этих устройств имеют только одно рабочее колесо и односторонний подвод рабочей среды. Насосы КМ имеют длительный срок эксплуатации, надежность и высокую производительность. Область применения насосов типа КМ – машиностроение, химическая, фармацевтическая и пищевая отрасли.
Описание устройства и принципа работы
Содержание
1 Описание устройства и принципа работы
2 Область применения устройств марки КМ
3 Насос КМ 50-32-120 (видео)
4 Правила установки помпового оборудования типа КМ
5 Разновидности консольных насосов
5.1 Насос КМН
Насос КМ состоит из рабочего колеса, электрического двигателя, корпуса с патрубками всасывания и нагнетания и переходного корпуса. Основа оборудования КМ – центробежное закрытое колесо, содержащее несколько дисков, разделенных лопастями. Специальный изгиб лопастей обеспечивает сильный напор жидкости. Если в конструкции есть колесо открытого типа, то лопасти расположены таким образом, чтобы создавались вихревые потоки. Чем ближе жидкость к поверхности диска, тем сильнее напор на выходе помпы.
Переходной корпус образует внутри механизма рабочую камеру, в которой вращается колесо. Корпус и переходной корпус скреплены между собой болтовым соединением, также четырьмя болтами переходной корпус присоединен к фланцу электродвигателя.
Рабочее колесо помпы установлено на валу двигателя с помощью болтового соединения и зафиксировано от проворачивания шпонкой. В торце колеса ставят прокладку, которая защищает электродвигатель от попадания на его вал рабочей среды из всасывающего патрубка. Также для защиты вала электродвигателя от случайного контакта с перекачиваемой жидкостью на валу стоит специальная шайба.
Торцовое уплотнение вала имеет в своей конструкции два кольца, которые соприкасаются друг с другом торцовой частью.
Область применения устройств марки КМ
Консольные монолитные агрегаты универсальны и используются в самых разных сферах производства. Их часто применяют для перекачки воды в системах очистки и подачи питьевой и бытовой воды потребителям. Особенность насосов КМ – они могут работать с водой с большим содержанием соли. Для перекачки воды используют насос КМ 50-32-125, насос КМ 65-50-125, КМ 100-65-200, насос КМ 80-65-160, насосы КМ 65-50-160а, насос КМ 20/30.
Кроме чистой воды насос КМ 65, КМ 100 может работать с жидкостью, плотность которой схожа с водой. Содержание в рабочей среде активных химических элементов не должно быть больше 0,1%.Консольные монолитные помпы часто используют в пищевом производстве для перекачки сока, вина или молочных продуктов.
Также эти консоли используют в химической и пищевой промышленности, машиностроении и нефтеперерабатывающей отрасли. Предприятия данной сферы устанавливают следующие марки оборудования:
Насос КМ 50-32-200 (для перекачки нефтепродуктов и бензина).
Насос КМ 60-40-140е (для подачи слива нефтепродуктов, используют в сложных топливных установках).
Насос КМ 65-50-160е (для нефтепроводных магистралей).
КМ 40-32-160е (для перекачки светлых нефтепродуктов – бензин, керосин, дизельное топливо).
Насос КМ 50-32-120 (видео)
Правила установки помпового оборудования типа КМ
Место установки агрегата консольного типа должно соответствовать следующим параметрам:
Помпу КМ устанавливают в месте, к которому есть нормальный подход для обслуживания и монтажа.
Части трубопроводной магистрали, соединенные с входящим и напорным патрубками, фиксируют на раздельные опоры. Это необходимо для того, чтобы нагрузка с трубопровода не передавалась на фланцы помпы. Также нужно на входящей и напорной части трубопровода установить температурные компенсаторы.
Патрубок с всасывающей стороны устанавливают с наклоном в сторону заборной емкости наиболее прямым и коротким путем для создания бескавитационной работы насоса.
Обратный клапан монтируют на выходе насоса.
Для контроля давления жидкости, на входе и выходе электропомпы устанавливают манометры и моновакуумметры.
Если для работы консольного механизма нужна затворная жидкость, то выполняют ее подвод. Также необходимы дренажные отводы, которые обеспечат удаление утечек жидкости из насоса.
После установки консольного устройства проверяют на прочность и герметичность весь трубопровод. Для этого создают пробное давление, соответствующее параметрам системы. Также проверяют работу ротора: нет ли заеданий при вращении и касаний к подвижным или неподвижным деталям. Перед первым запуском помпы все краны должны быть закрыты. Таким образом проверяют их исправность и уровень давления на манометрах.
Разновидности консольных насосов
Насосы КММ – это консольные моноблочные модернизированные агрегаты. Усовершенствование моделей КМ дало устройству ряд преимуществ:
Рабочее колесо стало цельнолитым.
Снижен уровень электропотребления и шума во время работы двигателя.
Проточная часть агрегата защищена специальным покрытием от коррозии.
Насосы КММ оснащены подшипниками SKF.
Высокий КПД.
Область применения агрегатов – пищевая и химическая промышленность (марка КММ-Х), нефтеперерабатывающие предприятия (насос КММ–Е перекачивает жидкость с рабочей температурой от -400С до +1500С ), системы водоснабжения (КММ 150-125-250, КММ 80-50-250, КММ 65-50-160а).
Электрические насосы КМЛ – консольные моноблочные «в линию» устройства. Назначение агрегатов – подача жидкости с температурой до 900С. Применяют оборудование в системах химводоочистки, деаэрации, пожаротушения в котельных и водонапорных башнях, в очистных сооружениях на нефтебазах и АЗС.
Рабочие узлы помпы КМЛ установлены на выступающей части вала электродвигателя. Данная моноблочная и компактная конструкция не нуждается в центровке валов и двигателя в процессе работы насоса.
Особенность агрегатов КМЛ – возможность выполнять ремонт насосной части и замену двигателя без отсоединения оборудования от трубопровода, поскольку всасывающий и напорный патрубки расположены «в линию».
Насос КМС – самовсасывающее консольное моноблочное устройство, оборудованное двойным торцовым уплотнителем. Предназначен агрегат для перекачки светлых нефтепродуктов с температурой от -400С до +500С (бензин, дизельное топливо, керосин). Электропомпа типа КМС оснащена взрывозащищенным двигателем. Для изготовления проточной части производители используют устойчивый к коррозии алюминиевый сплав, защищающий от образования искры даже при аварийной ситуации.
Насос КМН
Сфера применения помп КМН – перекачка взрывоопасных жидкостей (технические спирты и светлые нефтепродукты). Их устанавливают в помещениях класса П-І, П-ІІ, В-1а, В-2а, В-1г, В-1б. Также разрешена установка на наружных трубопроводах. Насос КМН может быть горизонтальным, моноблочным, консольным.
Качественная работа агрегатов серии КМН определяется их возможностью работать с жидкостью разной плотности, вязкости, температуры, а также с различной степенью включения твердых частиц.
Так, насос КМН 80-65-175 и КМН 100-80-160 имеют одинаковые требования к составу перекачиваемой жидкости: твердых включений должно быть не более 0,01%, температура от -300С до +600С, а размер частиц твердых включений не должен превышать 0,2 мм.
Отличие технических характеристик насоса КМН 100-80-160 состоит в КПД (насос КМН 80-65-175 имеет КПД 45%, а 100-80-160 – 60%) и в номинальной подаче (50 и 100 м3 соответственно).
Оба устройства имеют систему разгрузки осевой силы гидравлического типа, которая позволяет снизить осевую нагрузку на подшипники электромотора, что существенно продлевает ресурс помпы. Также агрегаты оснащены торцевым уплотнителем, двойным или одинарным, в зависимости от рабочей среды.Электропомпы имеют систему увеличения ресурса торцевого уплотнителя за счет уменьшения давления жидкости (0,2-0,7 кг/см²) непосредственно в камере уплотнителя. Этот параметр достигается путем уменьшения трения между кольцами из графита торцевого уплотнения.
Перекачивающие устройства марки КМН имеют длительный безопасный срок службы, поскольку оснащены взрывозащищенными двигателями.
Насос КМ 80-65-160. Характеристики. Чертеж из паспорта. Цена
Характеристика
Значение
Подача, м³/час
50
Напор, м
32
Мощность электродвигателя, кВт
7,5
Обороты, об/мин
3000
КПД, %
70
Кавитационный запас, м
<4,0
Утечка, л/час
<2
Цена: от 5600 грн
Уточняйте характеристики, цены, размеры, сроки, получайте счёт на оплату
Звоните специалистам «СЛЭМЗ», чтобы купить насос КМ 80-65-160 или немоноблочный насос К80-65-160, получить консультацию или заказать запчасти. Будем рады помочь с подбором, сервисом и доставкой.
Технические характеристики
Моноблочный насос КМ 80-65-160 – цельная конструкция. Имеет меньшие габаритные размеры, чем стандартный консольник. Используется КМ 80-65-160 на промышленных, городских, сельскохозяйственных станциях водообеспечения. Не допускается содержание в перекачиваемой воде шлака, песка, крупных примесей.
Параметры перекачиваемой воды
Интервал рабочих температур, плотности, вязкости, кислотности для насоса консольного моноблочного КМ 80-65-160.
Примеси по массе, %
Размер частиц, мм
рН
t max, ⁰С
Плотность, кг/м 3
Вязкость, сСт
1
0.2
6-9
85
1000
<36
Чертеж с габаритно-присоединительными размерами
Схема, чертежи и присоединительные размеры взяты из оригинального паспорта консольного КМ 80-65-160.
Насос
lxBxH, мм
LxBxH, мм
L1
L2
l1
l2
l3
B1
B2
h
Dd
КМ 80-65-160
105х265х312
635х265х312
176
100
70
70
140
212
310
132
300
Подобрать КМ 80-65-160 по надежности и цене
Перед покупкой особое внимание уделяется электродвигателю – новый, неликвидный, китайский. Ниже качество двигателя — ниже цена насоса КМ 80-65-160 и ниже надежность.
Рынок Украины разбавлен центробежными КМ 80-65-160 с хранения. Цены на неликвид и бывшие в работе ниже, но покупать нужно осторожно, так как могут внешне быть похожи на новые КМ 80-65. Важно купить консольный КМ 80 65 160 у добросовестного поставщика.
Купить насос КМ 80-65-160
Звоните специалистам «Слобожанского завода», чтобы купить насос КМ 80-65-160:
Гарантируем лучшую цену
Удобная система оплаты
Доставка любым перевозчиком до 48 часов
Консультации по техническим характеристикам
Любые запчасти в наличии и под заказ
Профессиональный ремонт и сервисное обслуживание
продуктов | KM Speciality Pumps
ЛИНИЯ ПРОМЫШЛЕННОЙ/ГОРНОДОБЫВАЮЩЕЙ ПРОДУКЦИИ
Работаем в этой отрасли с 1982 года
Myers | Pentair
Погруженные насосы для канализации
Погружаемые насосы с ручкой
0003 Центробежные насосы с разъемным корпусом
Насосы для работы с твердыми частицами в сухих карьерах
Pentair Fairbanks Nijhuis
Полный набор средств пожаротушения, коммунального хозяйства и пожаротушения. инфраструктурные, промышленные и коммерческие продукты HVAC в линейке Fairbanks Nijhuis
Линейные вал и насосы пропитча Погружные электронасосы KRT
Насосы сухой установки Sewatec
Погружная мешалка Amamix
CRI-MAN
Chopper pumps, mixers, screw press separators and aerobic digesters for the processing of livestock slurry, biogas and civil/industrial effluents
Borger
Rotary Lobe Sludge Pumps
In-Line Macerators
Biocrack Disintegration System
LMI Pumps
Химические дозирующие насосы и системы
Аро | Ingersoll Rand
Мембранные насосы, поршневые насосы и агрегаты, фильтрующие регуляторы, лубрикаторы, смазочное оборудование, пневматические клапаны и цилиндры
Verder
Перистальтические шланговые и трубочные насосы Verderflex® являются идеальным решением для перекачивания жидкостей и дозирования химикатов.
От небольших насосов производства оригинального оборудования (OEM) до крупнейших в мире шланговых насосов, используемых в очень тяжелых промышленных условиях.
Grindex
Компания Grindex является мировым лидером в области электрических погружных насосов для требовательных приложений, таких как строительство, горнодобывающая промышленность и тяжелая промышленность. Мы стремимся предложить насосы для любых нужд: дренажные, шламовые, шламовые, а также насосы, одобренные MSHA, для самых сложных условий, которые только можно себе представить.
TKM
TKM Industries производит высококачественные насосы-дозаторы по индивидуальному заказу для химической, сточной и горнодобывающей промышленности.
Toyo Hevvy Pumps
Hevvy Pumps — это эволюция Toyo Pumps N.A.
Hevvy Pumps — мировой лидер в области перекачки шлама, а также предлагает продукцию для горнодобывающей, нефтегазовой, дноуглубительной и энергетической отраслей.
Насосы с закрытой муфтой, насосы с торцевым всасыванием, погружные насосы, самовсасывающие насосы, вихревые насосы, шламовые насосы, многоступенчатые насосы и насосы Canitlever
Liberty Process
Для более чем 90 Компания Process Equipment является лидером в области экономичных винтовых насосов и запасных частей винтовых насосов в Северной Америке.
Насосы MTH
Системы питания котлов, насосные агрегаты и конденсатные агрегаты
Насосы Hydroflo
Вертикальные, погружные, пропеллерные и смешанные, центробежные, обезвоживающие, напорные головки, магнитные пускатели, насосные панели, двигатели, фонтанные и воздушные диффузорные насосы
Iwaki America
Iwaki является мировым лидером в химической передаче и измерении. Различные материалы конструкции используются для потоков до 350 галлонов в минуту для передачи и 114 галлонов в час для измерения. Iwaki может помочь вам с самыми сложными задачами по обработке химикатов
Moyno
Moyno, Inc. является мировым лидером в области проектирования и разработки винтовых насосов. Его технологические достижения привели к превосходным решениям для обработки жидкостей для широкого спектра применений, включая водоподобные жидкости и жидкости, чувствительные к сдвигу, а также вязкие, абразивные, содержащие твердые частицы шламы и шламы.
Насосы BJM
Инновационная технология перекачивания сточных вод, позволяющая отказаться от заболоченной скважины.
Stancor Pumps
Полный ассортимент насосов для широкого спектра применений, от осушения угольных шахт до перекачивания растворов, смешанных с мусором, в коммунальном хозяйстве. производит комплектные насосы для сточных вод для хозяйственно-бытовых сточных вод, отвечающие самым разнообразным требованиям.
Clay-Greene
Наши насосы используются в различных отраслях промышленности, включая сталелитейную, целлюлозно-бумажную, текстильную и пищевую промышленность.
Управление/Автоматизация
Primex
Инженерные панели управления дуги Arm Armour Curnsures EcoSmart Systems Предварительно инженерные системы управления многоотправителями
SCADATA
Scadata Skadat Приложение телеметрии
, которое можно использовать практически на любом объекте в любой отрасли. Scadata с уникальным дизайном предлагает простое в использовании готовое решение SCADA/телеметрии для мониторинга, контроля, уведомления, отслеживания тенденций и анализа больших объемов данных на месте или в удаленных местах.
MJK
Инструментария для водоснабжения и канализационной промышленности: преобразователи уровня, переключатели плавания, контроль насоса, сусплентные твердые тела/мониторинг растворенного кислорода, магнитные потоки
OCV Fluid Solutions является мировым лидером в производстве и поставке автоматических регулирующих клапанов с гидравлическим приводом и мембранным приводом.
J&S Valves
Предлагаются задвижки с упругим седлом до 108 дюймов, задвижки IBBM с металлическим седлом, прокатные двухдисковые и сплошные клиновые задвижки IBBM с металлическим седлом до 108 дюймов, поворотные обратные клапаны с металлическим и упругим седлом, резиновые обратные клапаны с утконосом, с металлическим седлом Пробковые клапаны, шаровые краны с металлическим седлом от 4 до 108 дюймов, плунжерные клапаны от 8 до 72 дюймов, промышленные дисковые затворы с проушиной или вафельные бабочки от 2 до 24 дюймов, а также пожарные гидранты с мокрым или сухим стволом.
ГЕНЕРАТОРЫ
Atlas Copco
Стремясь к инновациям, наши электрогенераторы тестируются и проектируются для обеспечения долговечности. Кроме того, мы предоставляем специальный сервис, который гарантирует вам душевное спокойствие.
Multiquip
Multiquip является одним из крупнейших и наиболее диверсифицированных производителей и поставщиков качественных продуктов и решений мирового класса для строительства, промышленности, телекоммуникаций, государственных, некоммерческих, аэрокосмических, развлекательных и нефтегазовых рынков. .
Широкий ассортимент продукции Multiquip включает легкое и среднее строительное оборудование, электрогенераторы и освещение.
ДОПОЛНИТЕЛЬНЫЕ ИЗДЕЛИЯ
Kuriyama of America
Промышленные шланги из термопластика Tigerflex™, термопластиковые шланги/трубки Kuri Tec®, резиновые шланги/промышленные шланги для воздуха/воды Alfagomma®, муфты и аксессуары Tec, выпускные шланги Металлический шланг, шланг для воздуховодов, TigerDuct™, Tigerflex®, Neo-Duct®, гидравлический шланг/фитинги Alfagomma®, термопластичный гидравлический шланг/фитинги Piranhaflex™, листовая резина промышленного назначения, шланги Piranha для канализации и струйной/боковой линии
FIT Tear Covers
Обложки изоляции клапана
Фланцевые крышки изоляции
Изоляционные покрытия
Изоляция насоса
Изоляция потока. Оборудование, датчики прогиба и другие инструменты и принадлежности.
Reel Craft
Высококачественные ролики для шланга, троса и троса
Blacoh
Sentry Pulsation Dampners
Surge Suppressors
VACUUM PUMPS & PACKAGES
Travaini Pumps
Liquid Rin & Rotary Vane
Vacuum Pumps
Tri-Lobe PD Blowers & Boosters
Почувствуйте разницу Travaini
Вакуумные системы Travaini
Наши насосы используются в различных отраслях промышленности, включая сталелитейную, целлюлозно-бумажную, текстильную и пищевую промышленность.
ANSIMAG KM Безсальниковый магнитный привод с футеровкой из ETFE
Преимущества
Надежные, безопасные, компактные и эффективные насосы с герметичным магнитным приводом ANSIMAG с футеровкой из ETFE обеспечивают ряд эксплуатационных преимуществ:
9073 907 : Эта запатентованная технология герметично изолирует внутренние магниты, изолируя их от технологической жидкости, что обеспечивает целостность магнитов на протяжении всего срока службы устройства.
Моноблочная конструкция: использует стандартные двигатели NEMA C Face или IEC-B5 Flange и по-прежнему обеспечивает небольшую площадь, бесшумную работу и низкие эксплуатационные расходы.
Защита от коррозии: Порошковое покрытие для наружных работ более прочное и химически стойкое, чем краски на основе эпоксидной смолы.
Простота обслуживания: Конструкция ANSIMAG с обратным вытягиванием позволяет обслуживать приводную часть, не ломая мокрую часть.
Герметичная защитная оболочка: Конструкция с облицовкой из кевларового волокна/эпоксидной смолы обеспечивает непревзойденную способность выдерживать давление.
Радиальное усилие: Все насосы ANSIMAG оснащены полностью поддерживаемым валом, что исключает радиальное отклонение вала в условиях работы с низким расходом.
Нулевая утечка: Одиночное, полностью закрытое уплотнительное кольцо исключает возможную утечку.
Химически стойкая подкладка: ЭТФЭ, армированный углеродным волокном, устойчив к большинству химических веществ.
Прочная конструкция: Внешний вид из ковкого чугуна предназначен для тяжелых химических применений.
Шайбы осевого упора: увеличивают допустимый рабочий диапазон по сравнению с методами балансировки осевого усилия. Это повышает надежность насоса за счет положительной осевой поверхности, на которую не влияют кавитация, твердые частицы или переходные условия всасывания.
Простая конструкция без уплотнений: Насосы ANSIMAG, состоящие всего из 9 смачиваемых деталей, могут быть быстро и легко отремонтированы в полевых условиях. Текущее техническое обслуживание или ремонт могут выполняться без использования специальных инструментов или обучения.
Сменная крыльчатка: сменная крыльчатка, выполненная в виде одной детали, крепится к внутреннему магнитному приводу с помощью запатентованной ANSIMAG системы шип-паз. Разделение обеспечивает экономичный подход к управлению складскими запасными частями и операциям по переоценке.
Втулка с длительным сроком службы: Втулки из карбида кремния практически не требуют обслуживания в течение всего срока службы насоса.
Полностью герметизированный внутренний привод: обеспечивает непревзойденную устойчивость к химическому воздействию.
Технические характеристики
головы до 140 футов
ДЛЯ 147 ГОД
Пс.
Максимальная вязкость 700 SSU
Концентрация диапазона твердых веществ до 20% мас./Мас. Размер: 1/16 ″ диаметр
Детали двигателя C-Face и IEC B5
. Класс 150 РФ
Напор до 30 м
Потоки до 27 м 3 /HR
Максимальная мощность двигателя 5,5 кВт
Диапазон температуры от -30 до 120 ° C
Максимальный корпус. Сведения о двигателе NEMA C-face и IEC B5
Диапазон твердых частиц Концентрация до 20% по весу Размер: диаметр 1,6 мм
Конфигурация монтажа 3
Доступные фланцы ISO PN16 и JIS 10 кг/см2
Материалы
0373 ETFE or PFA lined ductile iron (casing)
Performance
Cutaway
Dimensions
Power Monitor
POWER MONITOR
Installed in the Motor Control Center (MCC), монитор мощности измеряет мощность, необходимую для работы насоса. Установив верхнюю и нижнюю точки срабатывания, монитор мощности является идеальным решением для защиты насоса от:
Сухой ход
Low flow operation
High flow operation
Severe cavitation
Magnet de-coupling
Long Coupled
LONG COUPLED
Long coupled configurations conform to ANSI B73.3 dimensions for easy replacement of mechanically герметичные насосы (использующие одну и ту же опорную плиту, муфту, защитный кожух и двигатель).
Вспомогательная защитная оболочка
ВТОРИЧНАЯ УПРАВЛЕНИЕ И ЗАЩИТА
Резервное копирование, соответствующее стандарту ASME B73.3, для контроля или локализации утечек в случае нарушения основной защитной оболочки давления.
Перекачка твердых частиц
Перекачка твердых частиц
Благодаря большому внутреннему зазору насосы ANISMAG предназначены для перекачивания жидкостей с содержанием твердых частиц до 20%+ по весу, диаметром 1/8 дюйма.
В отличие от конкурирующих конструкций, насосы ANSIMAG не используют плотно прилегающие смоченные изнутри компенсационные кольца из карбида кремния (удерживаемые на месте с помощью неметаллических стопорных колец), которые могут задерживать твердые частицы или блокировать насос.
Frequently Handled Solids:
Inorganic Salts
Fine Sand
Caustic Precipitates
TiO2(Paints & Coatings)
Slag (Steel Pickeling)
Carbon Black
Liquid Leak Detector
ДАТЧИК УТЕЧКИ ЖИДКОСТИ
Твердотельное устройство для обнаружения жидкости в случае утечки в основной защитной оболочке.
Подшипники, устойчивые к сухому ходу
ПОДШИПНИКИ, УСТОЙЧИВЫЕ К СУХОМУ РАБОТЕ>
Установка на насос ANSIMAG радиальных втулок из углеродного волокна снижает коэффициент трения с валом насоса, продлевая срок службы насоса в условиях нарушения технологического процесса или работы всухую.
Сварочный полуавтомат своими руками из инвертора: как сделать?
Екатерина
Время чтения: 7 минут
Полуавтомат для многих мастеров не просто инструмент. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Современный полуавтомат способен выполнять различные типы сварочных работ. Это может быть MMA сварка, MIG/MAG сварка, а также TIG сварка. Все это возможно благодаря «начинке» полуавтомата. В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Содержание статьи
Устройство полуавтомата
Принцип работы
Полуавтомат из инвертора
Способ №1
Способ №2
Способ №3
Вместо заключения
Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой.Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Читайте также: Как собрать сварочный аппарат своими руками?
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
Похожие публикации
Сварочный полуавтомат своими руками: описание, чертежи, схемы
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Сварочный полуавтомат своими руками
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Содержание
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Полуавтоматический сварочный аппарат
– лучший выбор
Готовы оптимизировать процесс ручной сварки, сделать его более эффективным и постоянно улучшать конечные продукты? Обновление ваших методов сварки с помощью полуавтоматического сварочного аппарата выведет ваш производственный процесс на новый уровень, увеличив при этом вашу прибыль.
Роботизированная или полностью автоматизированная сварка не идеальна для каждого проекта — ожидаемый срок службы, стоимость инструментов и требуемая гибкость — все это факторы, которые следует учитывать. При этом полуавтоматические сварочные системы являются отличным вариантом, поскольку они могут удвоить производительность квалифицированного сварщика вручную, сохраняя при этом высокий уровень контроля.
Что такое полуавтоматическая сварка?
Полуавтоматическая сварка — это форма ручной сварки, при которой используется соответствующее оборудование, которое автоматически контролирует один или несколько режимов сварки. Оператор машины манипулирует органами управления машины, чтобы начать сварку, и наблюдает за процессом и конечным результатом для обеспечения качества. Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Области применения, в которых полуавтоматическое оборудование дает наибольшую выгоду. прошли дополнительные процессы до начала сварки. Полуавтоматические сварочные системы предлагают множество преимуществ для различных областей применения:
Повышает безопасность рабочих
Обеспечивает высокое качество сварки — целостность и воспроизводимость
Увеличивает общий выход продукта
Сокращение производства брака
Дешевле, чем роботизированная сварка
Может использоваться с различными методами, включая сварку TIG и сварку MIG
Готовы перейти на систему автоматической сварки? Свяжитесь с нашими инженерами по сварке сегодня.
Типы сварочных аппаратов для любого применения
Bancroft Engineering специализируется на надежных полуавтоматических сварочных аппаратах — как типовые, так и нестандартные решения. Независимо от того, какой тип сварки у вас есть, полуавтоматические сварочные аппараты обеспечивают повторяемость одним нажатием кнопки!
Токарно-сварочные станки : Наша линейка токарно-сварочных станков создана для обеспечения скорости и качества. Мы также предлагаем токарные станки со встроенными дополнительными операциями, такими как сверление, фрезерование и резка, чтобы еще больше увеличить производительность вашей производственной линии.
Вращательное сварочное оборудование : Экономичная, компактная и надежная, наша линейка ротационных сварочных аппаратов Welda-Round является отличным вариантом для сварки различных деталей и материалов.
Машины для сварки швов : Сварка швов распространена во многих отраслях промышленности после формирования из материалов цилиндров или труб. Полуавтоматические сварочные аппараты способны обеспечить равномерную консистенцию по всей длине материала.
Линейные сварочные аппараты : Системы линейной сварки предназначены для автоматизации операций прямой сварки. Эти машины обычно используются как для небольших, так и для крупных проектов.
Полуавтоматические сварочные системы Изготовлено в Ваукеша, Висконсин
Наша команда предлагает сварочное оборудование от простых машин с вращающимся и линейным приводом до многоосевых сервосистем с роботизированной интеграцией. Хотите узнать больше о Bancroft Engineering и о том, что мы можем сделать для вашего сварочного процесса? Свяжитесь с нами, чтобы обсудить ваш проект!
ЗАПРОСИТЬ ЦЕНУ
Что такое полуавтоматическая сварка? — Weldingtech.
net
от Welding Tech
При сварке полуавтоматическая сварка — это процесс, при котором скорость подачи проволоки, расход защитного газа и напряжение предварительно задаются на оборудовании. Затем оператор направляет ручной сварочный пистолет вдоль свариваемого соединения. Этот вид сварки можно использовать сплошной сплошной проволокой или электродом с флюсовой сердцевиной.
Полуавтоматическая сварка — отличный вариант для тех, кто ищет более эффективный способ сварки. Этот тип сварки может помочь повысить производительность, а также улучшить качество сварных швов. При этом типе сварки оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.
Если вас интересует полуавтоматическая сварка, то важно правильно подобрать оборудование. На рынке представлено множество различных типов сварочных аппаратов, поэтому важно провести исследование, чтобы найти лучший аппарат для ваших нужд. Кроме того, также важно найти авторитетную компанию по поставкам сварочных материалов, которая может предоставить вам материалы и поддержку, в которых вы нуждаетесь.
Каковы примеры процессов полуавтоматической сварки?
Одним из наиболее распространенных примеров процесса полуавтоматической сварки является дуговая сварка металлическим электродом в среде защитного газа (GMAW). В этом типе сварки используется электрод, изготовленный из сплошной проволоки. Проволока подается через сварочную горелку и используется для создания дуги между электродом и заготовкой.
Является ли сварка MIG полуавтоматической?
Сварка MIG является разновидностью GMAW и поэтому представляет собой полуавтоматический процесс сварки.
Каковы преимущества полуавтоматической сварки?
Полуавтоматическая сварка имеет ряд преимуществ по сравнению с другими видами сварки:
Одним из самых больших преимуществ является то, что она более эффективна, чем ручная сварка. При полуавтоматической сварке оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.
Еще одним преимуществом полуавтоматической сварки является то, что ее можно использовать с различными материалами. Это включает в себя металлы, пластмассы и даже композиты.
Наконец, полуавтоматическая сварка относительно проста в освоении и может использоваться теми, кто только начинает заниматься сваркой.
В чем разница между машинной и автоматической сваркой?
Автоматическая сварка — это тип сварки, при котором сварочный процесс контролируется машиной. Сюда входят:
скорость подачи проволоки,
расход защитного газа,
и напряжение.
Машинная сварка, с другой стороны, представляет собой тип сварки, при котором оператор управляет машиной. При машинной сварке оператор должен вести сварочную горелку вдоль свариваемого соединения.
 Такие как короба, поддоны, вентилируемые фасады, фасадные кассеты, кожухи и любые другие профильные металлоизделия. Макс. рабочая длина, мм: 1020. Гарантия 1 год. Макс. толщина листа, мм: 2,0. Макс. угол гибки: 150°. Высота в прижатом состоянии без сегмента, мм: 100. Масса нетто/брутто, кг: 430/470
Такие как короба, поддоны, вентилируемые фасады, фасадные кассеты, кожухи и любые другие профильные металлоизделия. Макс. рабочая длина, мм: 1020. Гарантия 1 год. Макс. толщина листа, мм: 2,0. Макс. угол гибки: 150°. Высота в прижатом состоянии без сегмента, мм: 100. Масса нетто/брутто, кг: 430/470 д.. Гарантия: 12 месяцев. Макс. угол гибки: 135°. Макс. высота подъёма верхней прижимной сегментной балки, мм: 45. Масса нетто/брутто, кг: 350/385 кг
д.. Гарантия: 12 месяцев. Макс. угол гибки: 135°. Макс. высота подъёма верхней прижимной сегментной балки, мм: 45. Масса нетто/брутто, кг: 350/385 кг 12 сегментов различных размеров: 25 мм, 30 мм, 35 мм, 40 мм, 45 мм, 50 мм, 75 мм, 100 мм, 150 мм, 200 мм, 250 мм, 270 мм. Ширина гибочной балки 15 мм. Высота подъема прижимной сегментной балки 47 мм. Макс. угол гибки: 135º. Масса нетто/брутто, кг: 320/360.
12 сегментов различных размеров: 25 мм, 30 мм, 35 мм, 40 мм, 45 мм, 50 мм, 75 мм, 100 мм, 150 мм, 200 мм, 250 мм, 270 мм. Ширина гибочной балки 15 мм. Высота подъема прижимной сегментной балки 47 мм. Макс. угол гибки: 135º. Масса нетто/брутто, кг: 320/360. Благодаря сегментам появляется возможность изготовления более сложных изделий и элементов. Макс. рабочая длина, мм: 2020. Макс. толщина листа, мм: 1,2 (оцинкованная сталь). Макс. угол гибки: 135°. Высота подъема прижимной сегментной балки 47 мм. Гарантия: 12 месяцев. Масса нетто/брутто, кг: 490/640.
Благодаря сегментам появляется возможность изготовления более сложных изделий и элементов. Макс. рабочая длина, мм: 2020. Макс. толщина листа, мм: 1,2 (оцинкованная сталь). Макс. угол гибки: 135°. Высота подъема прижимной сегментной балки 47 мм. Гарантия: 12 месяцев. Масса нетто/брутто, кг: 490/640. На них возможно производство поддонов, вентиляционных труб, а так же стандартных доборных элементов. Эксцентриковая система прижима позволяет максимально быстро зажимать материал, что выгодно отличает данные листогибы от конкурентов. Макс. рабочая длина: 2000 мм. Макс. толщина листа: 2,0 мм. Гарантия: 12 месяцев. Угол гибки: 0-135°. Высота в прижатом состоянии без сегмента: 125 мм. Толщина гибочной балки: 50 мм. Масса нетто/брутто: 850/1000 кг.
На них возможно производство поддонов, вентиляционных труб, а так же стандартных доборных элементов. Эксцентриковая система прижима позволяет максимально быстро зажимать материал, что выгодно отличает данные листогибы от конкурентов. Макс. рабочая длина: 2000 мм. Макс. толщина листа: 2,0 мм. Гарантия: 12 месяцев. Угол гибки: 0-135°. Высота в прижатом состоянии без сегмента: 125 мм. Толщина гибочной балки: 50 мм. Масса нетто/брутто: 850/1000 кг. Масса нетто/брутто: 1310/1480 кг.
Масса нетто/брутто: 1310/1480 кг. Гарантия: 12 месяцев. Рабочая длина, мм: 2020 мм. Толщина листа, мм: до 1,5 мм. Вес, кг: 860.
Гарантия: 12 месяцев. Рабочая длина, мм: 2020 мм. Толщина листа, мм: до 1,5 мм. Вес, кг: 860. Данный станок настольного типа, но может быть укомплектован стойкой российского производства.
Данный станок настольного типа, но может быть укомплектован стойкой российского производства. Гарантия на оборудование — 1 год. Стана изготовитель — Китай. Листогиб W2.5x2540A способен выполнять гибку более сложных изделий, чем листогибы со сплошной балкой.
Гарантия на оборудование — 1 год. Стана изготовитель — Китай. Листогиб W2.5x2540A способен выполнять гибку более сложных изделий, чем листогибы со сплошной балкой. Универсальность такого оборудования дает возможность успешно применять его не только в различных отраслях промышленности, но и в строительной сфере.
Универсальность такого оборудования дает возможность успешно применять его не только в различных отраслях промышленности, но и в строительной сфере.
 Сегментный (сегментарный, сегментальный) листогиб благодаря особенностям своей конструкции позволяет, используя одну единицу оборудования, выполнять гибку изделий различных размеров и конфигурации. Таким образом, сегментные листогибы являются более универсальными устройствами, чем стандартный листогиб с поворотной балкой.
Сегментный (сегментарный, сегментальный) листогиб благодаря особенностям своей конструкции позволяет, используя одну единицу оборудования, выполнять гибку изделий различных размеров и конфигурации. Таким образом, сегментные листогибы являются более универсальными устройствами, чем стандартный листогиб с поворотной балкой. Чтобы значительно улучшить технические характеристики такого оборудования, на сегментный или любой другой листогиб устанавливают электромеханический привод.
Чтобы значительно улучшить технические характеристики такого оборудования, на сегментный или любой другой листогиб устанавливают электромеханический привод.
 Более того, при желании можно изготовить такой листогиб своими руками. Именно листогибочные устройства ручного типа домашние умельцы чаще всего устанавливают в свой гараж или мастерскую, чтобы выполнять с их помощью несложные технологические операции.
Более того, при желании можно изготовить такой листогиб своими руками. Именно листогибочные устройства ручного типа домашние умельцы чаще всего устанавливают в свой гараж или мастерскую, чтобы выполнять с их помощью несложные технологические операции.
 За надежную и точную фиксацию металлического листа на таком листогибе отвечают не механические или гидравлические механизмы, а мощные электромагниты. Такое инновационное решение, позволяющее отказаться от массивной прижимной балки в конструкции листогибочного станка, позволило не только значительно уменьшить его габариты и массу, но и повысить точность выполняемой обработки.
За надежную и точную фиксацию металлического листа на таком листогибе отвечают не механические или гидравлические механизмы, а мощные электромагниты. Такое инновационное решение, позволяющее отказаться от массивной прижимной балки в конструкции листогибочного станка, позволило не только значительно уменьшить его габариты и массу, но и повысить точность выполняемой обработки. Благодаря универсальности таких станков их можно приобретать не только крупным, но и небольшим производственным предприятиям, занимающимся изготовлением металлопродукции средними и даже единичными сериями.
Благодаря универсальности таких станков их можно приобретать не только крупным, но и небольшим производственным предприятиям, занимающимся изготовлением металлопродукции средними и даже единичными сериями.


 ..
..

 Каждый узел и элемент оборудования проходит строгий контроль качества путем проведения испытаний. Качество всей линейки оборудования подтверждено сертификатами EAC и CE.
Каждый узел и элемент оборудования проходит строгий контроль качества путем проведения испытаний. Качество всей линейки оборудования подтверждено сертификатами EAC и CE.

 Наши инженеры по применению будут работать с вами, чтобы определить, какая конфигурация гидравлической силовой системы лучше всего подходит для вашего приложения.
Наши инженеры по применению будут работать с вами, чтобы определить, какая конфигурация гидравлической силовой системы лучше всего подходит для вашего приложения.
 20 мм
20 мм 413,00 мм
413,00 мм /мин
/мин
 Интенсивность и характер износа абразивных кругов зависят от характеристик самого круга и материала обрабатываемых изделий. Если износ круга происходит только за счет выкрашивания зерен, в работу вступают новые зерна, и происходит так называемое самозатачивание инструмента. Это нормальное явление. Хорошим самозатачиванием обладают мягкие круги. У кругов с высокой твердостью преобладают процессы затупления (сглаживания режущих кромок зерен) и засаливания.
Интенсивность и характер износа абразивных кругов зависят от характеристик самого круга и материала обрабатываемых изделий. Если износ круга происходит только за счет выкрашивания зерен, в работу вступают новые зерна, и происходит так называемое самозатачивание инструмента. Это нормальное явление. Хорошим самозатачиванием обладают мягкие круги. У кругов с высокой твердостью преобладают процессы затупления (сглаживания режущих кромок зерен) и засаливания.
 В зависимости от материала правящих инструментов различают правку алмазным и безалмазным инструментом. По характеру взаимодействия шлифовального круга и правящего инструмента, правку подразделяют на обтачивание, обкатку, шлифовку, тангенциальное точение. В промышленности применяется правка накатыванием (для профильных шлифкругов) и свободным абразивом.
В зависимости от материала правящих инструментов различают правку алмазным и безалмазным инструментом. По характеру взаимодействия шлифовального круга и правящего инструмента, правку подразделяют на обтачивание, обкатку, шлифовку, тангенциальное точение. В промышленности применяется правка накатыванием (для профильных шлифкругов) и свободным абразивом. Правка обтачиванием представляет собой разрушение (точение) абразивного материала и связки шлифкруга правящим инструментом высокой твердости, который работает примерно так же, как работает обычный резец, срезающий слой материала с вращающейся заготовки. В качестве рабочих органов правящих инструментов используются эльборовые вставки или алмазы, закрепленные в оправках с помощью механического зажима, пайки или чеканки.
Правка обтачиванием представляет собой разрушение (точение) абразивного материала и связки шлифкруга правящим инструментом высокой твердости, который работает примерно так же, как работает обычный резец, срезающий слой материала с вращающейся заготовки. В качестве рабочих органов правящих инструментов используются эльборовые вставки или алмазы, закрепленные в оправках с помощью механического зажима, пайки или чеканки. Глубина алмазного слоя может достигать значительных величин. Чем она больше, тем продолжительнее срок службы инструмента. При изнашивании верхних алмазов в работу вступают нижележащие слои.
Глубина алмазного слоя может достигать значительных величин. Чем она больше, тем продолжительнее срок службы инструмента. При изнашивании верхних алмазов в работу вступают нижележащие слои.
 Чем она меньше, тем глаже получается поверхность круга. Если круг предназначается для обдирки, скорость подачи нужно увеличить — для получения более грубой поверхности.
Чем она меньше, тем глаже получается поверхность круга. Если круг предназначается для обдирки, скорость подачи нужно увеличить — для получения более грубой поверхности.
 В результате происходит разрушение и выкрашивание абразивных зерен и выравнивание профиля круга.
В результате происходит разрушение и выкрашивание абразивных зерен и выравнивание профиля круга.


 для правки абразивных и шлифовальных кругов.
для правки абразивных и шлифовальных кругов. Кременчуг
Кременчуг com
com

 gesswein.com/abrasives/diamond-tools/dressers/diamond-cone-points-cp1-75-diamond-cone-point-cp1-75/» data-product-id=»4354″>
gesswein.com/abrasives/diamond-tools/dressers/diamond-cone-points-cp1-75-diamond-cone-point-cp1-75/» data-product-id=»4354″> gesswein.com/abrasives/diamond-tools/dressers/diamond-cone-points-cp2-60-diamond-cone-point-cp2-60/» data-product-id=»4356″>
gesswein.com/abrasives/diamond-tools/dressers/diamond-cone-points-cp2-60-diamond-cone-point-cp2-60/» data-product-id=»4356″> gesswein.com/abrasives/diamond-tools/dressers/diamond-cone-points-cp2-90-diamond-cone-point-cp2-90/» data-product-id=»4358″>
gesswein.com/abrasives/diamond-tools/dressers/diamond-cone-points-cp2-90-diamond-cone-point-cp2-90/» data-product-id=»4358″>

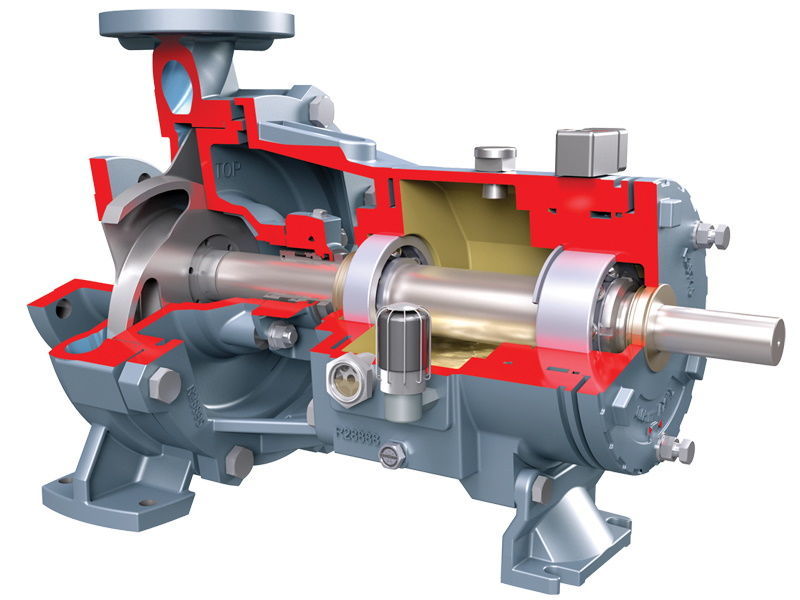
 Все центробежные насосы работают по такому принципу, но среди них могут быть конструктивные различия.
Все центробежные насосы работают по такому принципу, но среди них могут быть конструктивные различия.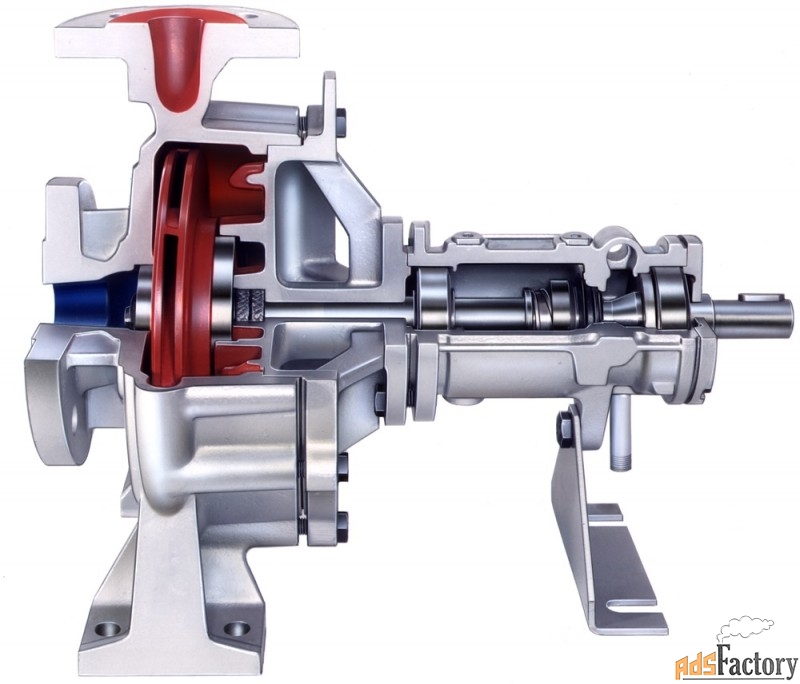



 Но на самом деле это не то, для чего они предназначены.
Но на самом деле это не то, для чего они предназначены.
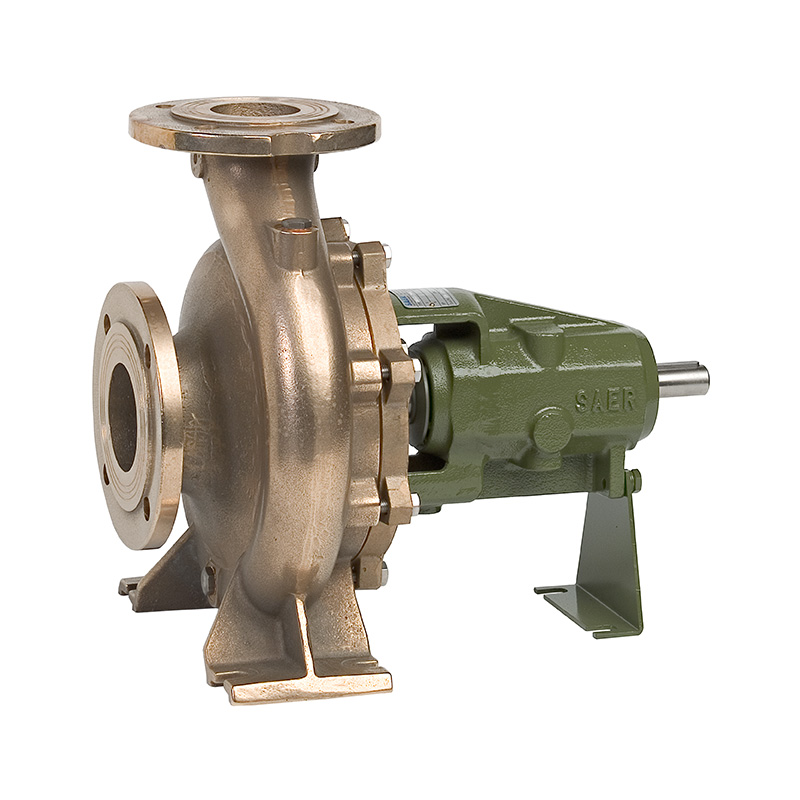
 Они так же более дорогие.
Они так же более дорогие.

 по своим первоначальным характеристикам.
по своим первоначальным характеристикам.


 Дополнительную информацию о наиболее распространенных типах корпусов насосов можно найти в нашей статье «Основные компоненты насоса: улитки, корпуса и рабочие колеса».
Дополнительную информацию о наиболее распространенных типах корпусов насосов можно найти в нашей статье «Основные компоненты насоса: улитки, корпуса и рабочие колеса».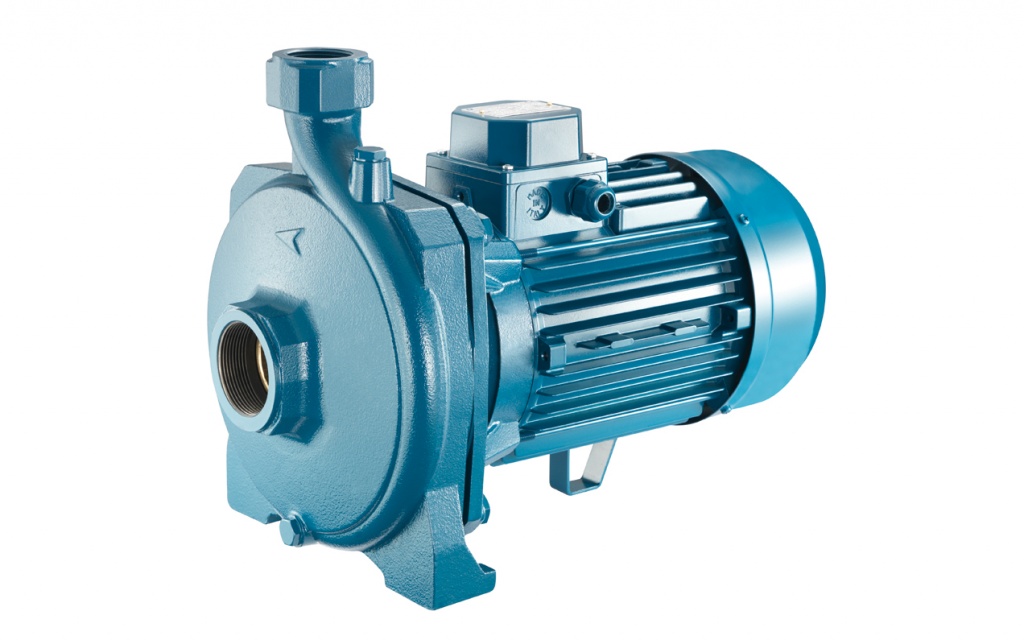 Pumps.org
Pumps.org На данный момент важно отметить, что насосная установка состоит из центробежного насоса и привода, такого как электродвигатель, а также может включать дополнительные компоненты, такие как опорные плиты и муфты, в зависимости от конструкции насоса.
На данный момент важно отметить, что насосная установка состоит из центробежного насоса и привода, такого как электродвигатель, а также может включать дополнительные компоненты, такие как опорные плиты и муфты, в зависимости от конструкции насоса.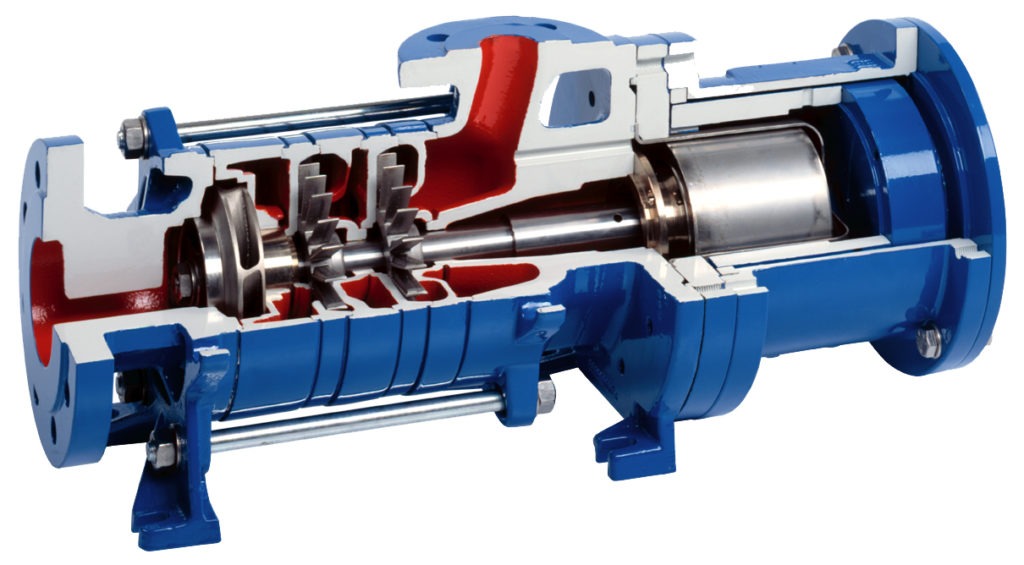


 Хотя центробежные насосы могут перекачивать взвешенные твердые частицы, из-за их высокой скорости работы они не всегда являются лучшим решением и наиболее экономичным. Некоторым насосам требуется резиновая футеровка для абразивных твердых частиц, и, если жидкость имеет высокую плотность, другие технологии насосов могут работать более надежно, на более низких скоростях и с меньшими затратами на техническое обслуживание.
Хотя центробежные насосы могут перекачивать взвешенные твердые частицы, из-за их высокой скорости работы они не всегда являются лучшим решением и наиболее экономичным. Некоторым насосам требуется резиновая футеровка для абразивных твердых частиц, и, если жидкость имеет высокую плотность, другие технологии насосов могут работать более надежно, на более низких скоростях и с меньшими затратами на техническое обслуживание.
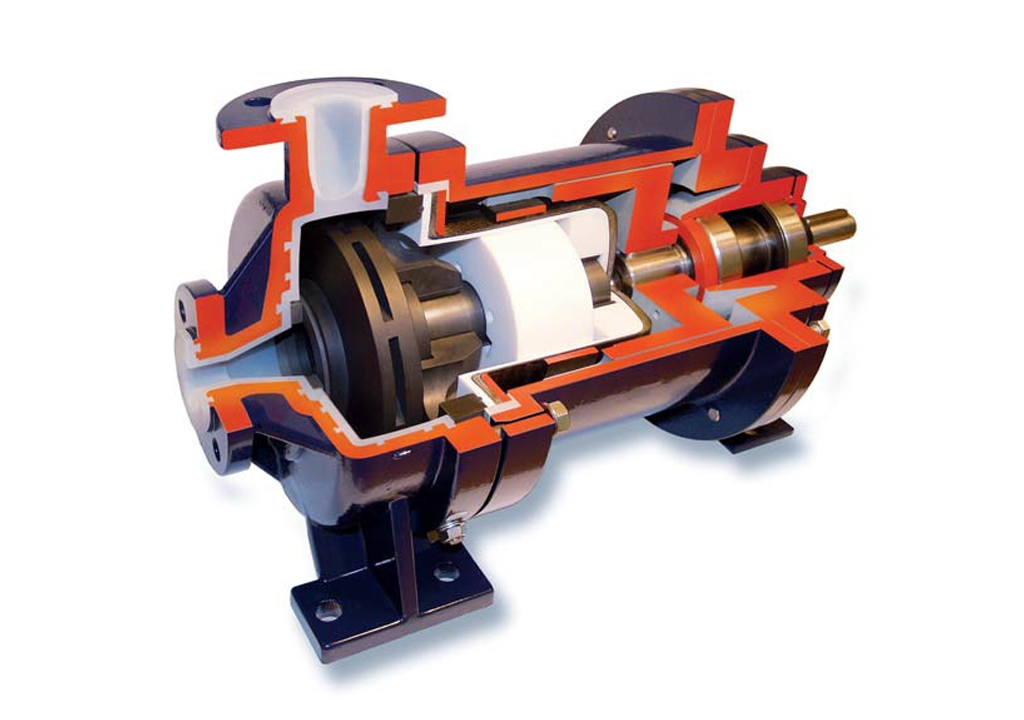

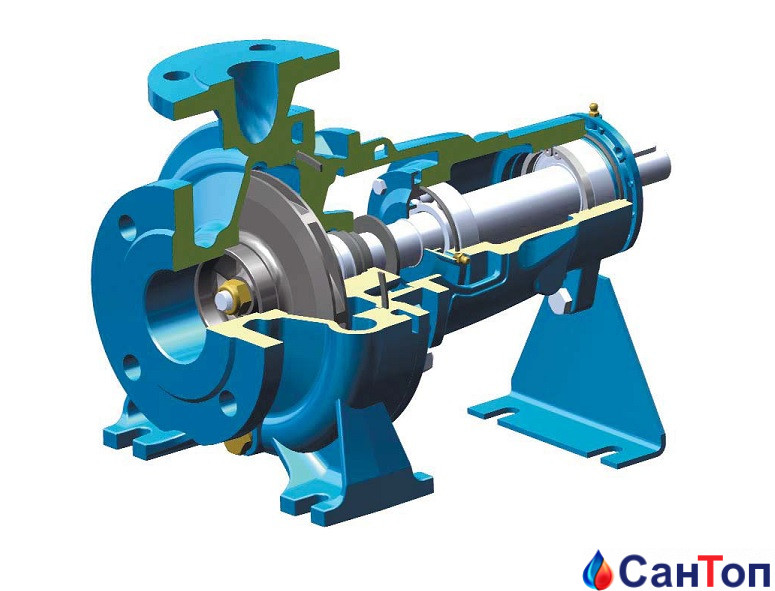 Максимальный расход составляет около 700 м³ ч, а напор — 150 м.
Максимальный расход составляет около 700 м³ ч, а напор — 150 м.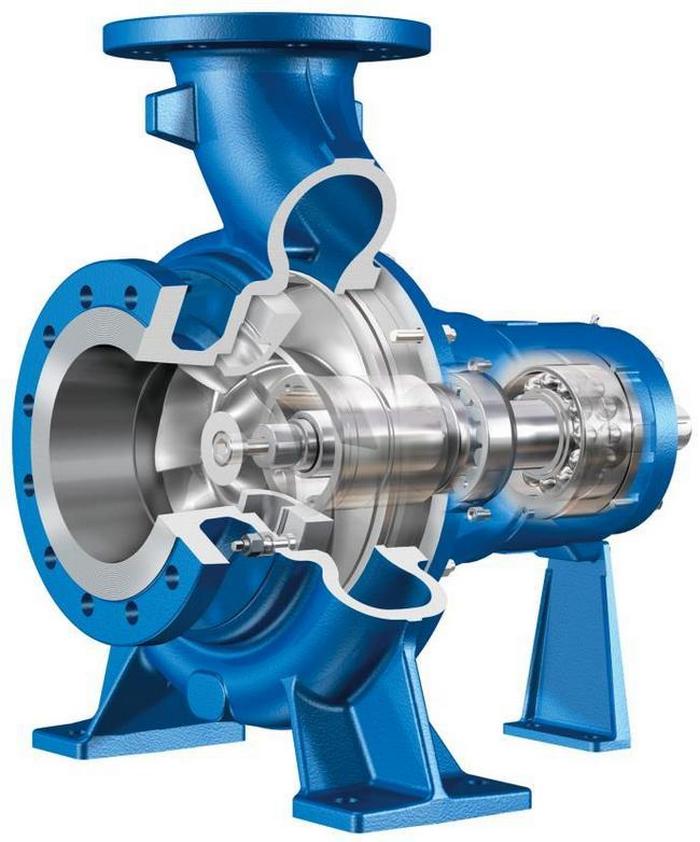
 Головка насоса может содержать одно рабочее колесо и быть одноступенчатой или содержать несколько рабочих колес и иметь многоступенчатую конструкцию.
Головка насоса может содержать одно рабочее колесо и быть одноступенчатой или содержать несколько рабочих колес и иметь многоступенчатую конструкцию.

 Они компенсируют дефекты между сопрягаемыми поверхностями.
Они компенсируют дефекты между сопрягаемыми поверхностями. Механическое уплотнение уплотняет вал и корпус насоса. Это уплотнение состоит из двух поверхностей и пружины, которые прижимаются друг к другу, образуя уплотнение, и охлаждаются перекачиваемой жидкостью.
Механическое уплотнение уплотняет вал и корпус насоса. Это уплотнение состоит из двух поверхностей и пружины, которые прижимаются друг к другу, образуя уплотнение, и охлаждаются перекачиваемой жидкостью. корпус подшипника или редуктор.
корпус подшипника или редуктор.

 .
.
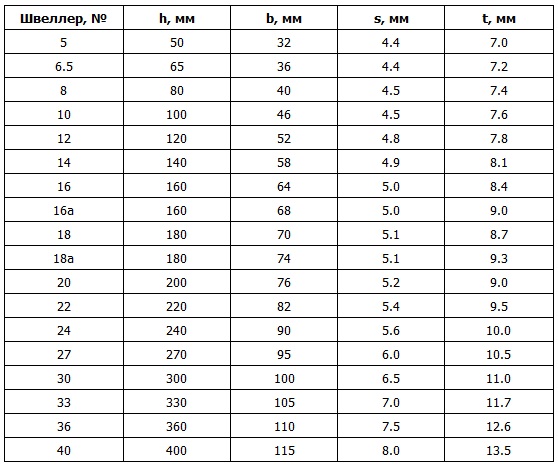 840
840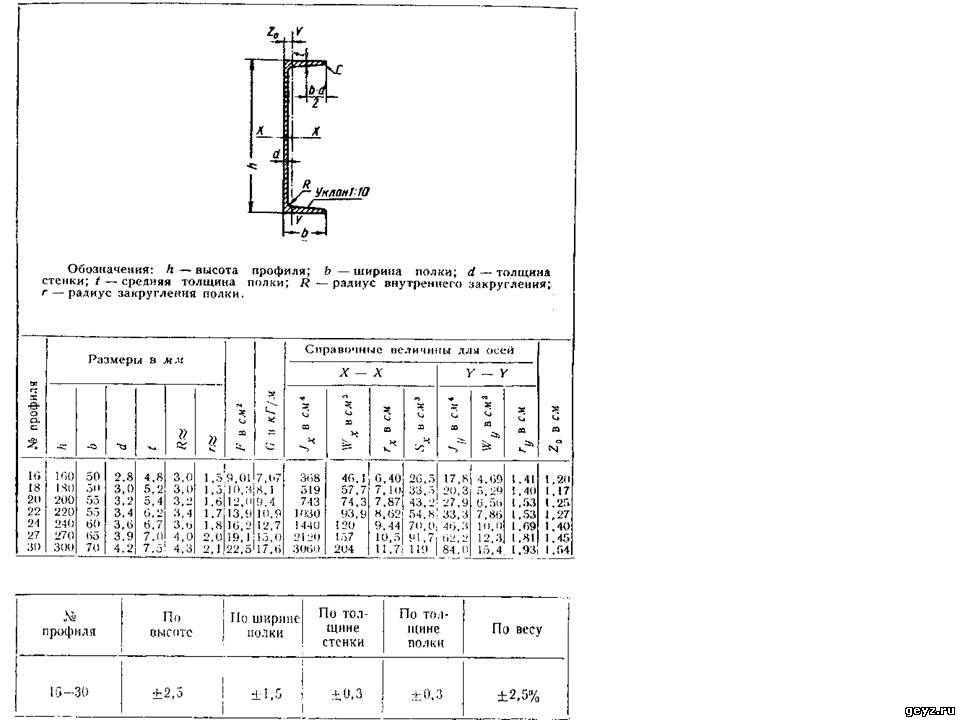 260
260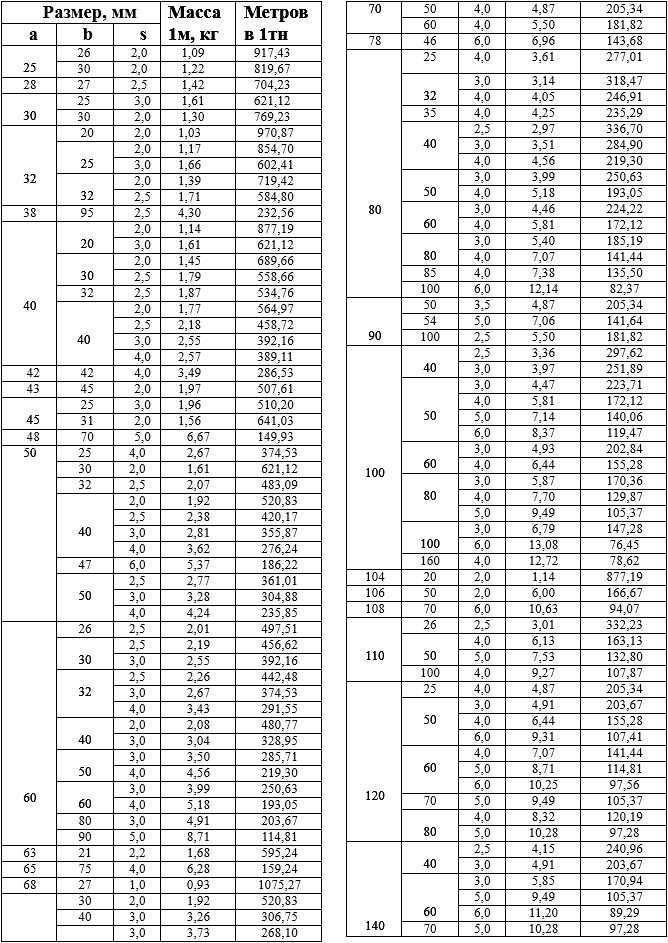 400
400 100
100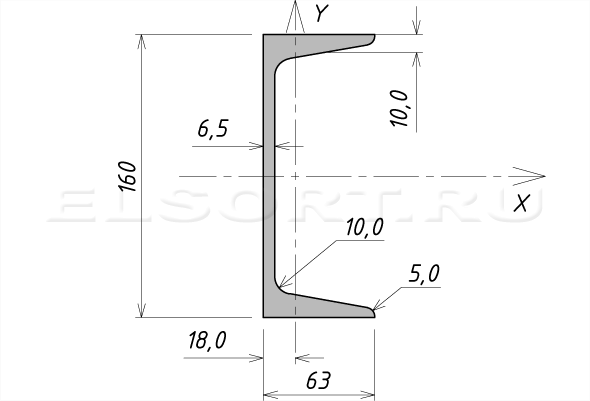 300
300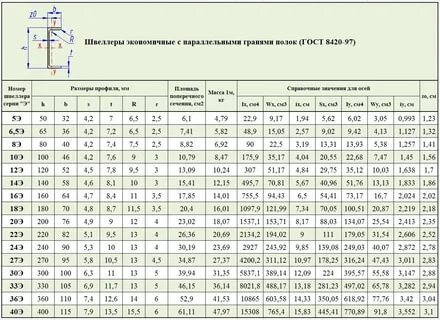 400
400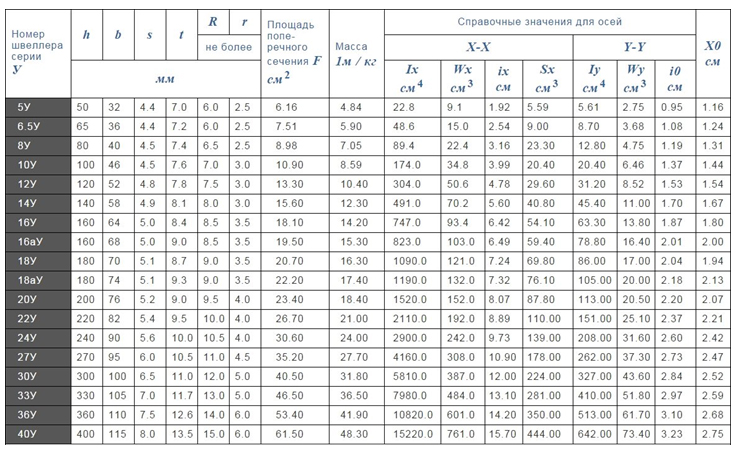 400
400 660
660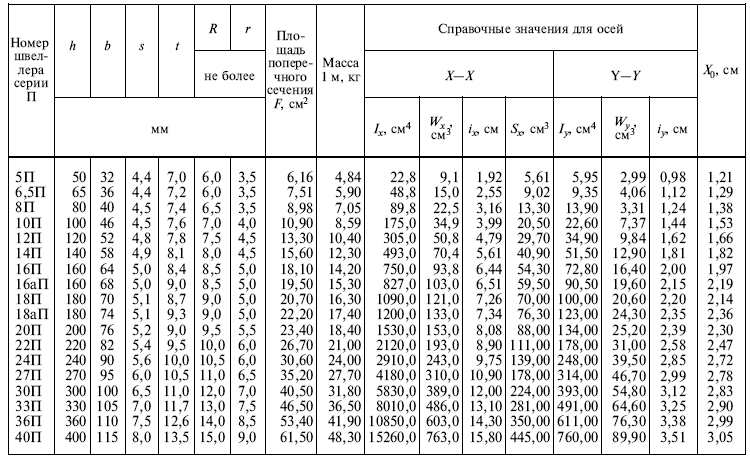 300
300 860
860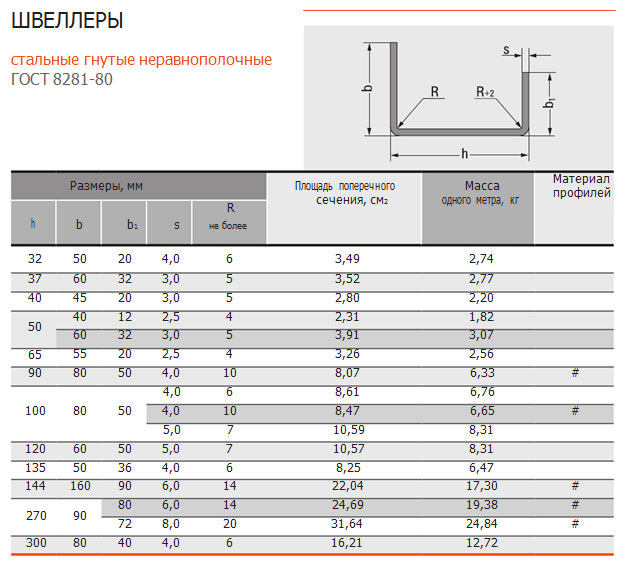 530
530 Швеллер горячекатаный, поставляемый компанией «Металлосервис», соответствует всем требованиям ГОСТ 8240-89.
Швеллер горячекатаный, поставляемый компанией «Металлосервис», соответствует всем требованиям ГОСТ 8240-89.
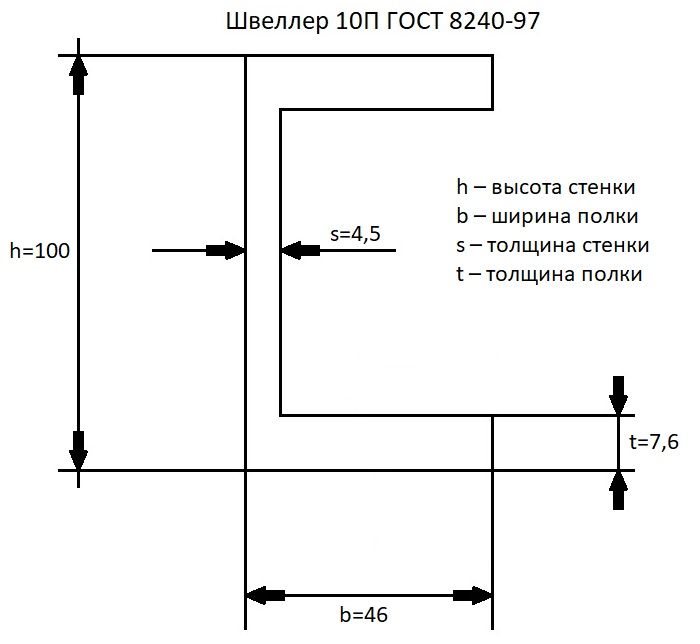 18:03
18:03 ..
.. Телеканал NBC10 Boston получил письмо, которое руководители города и штата отправили в полицию с описанием ситуации в районе, известном как Массачусетс, и вокруг него.
Телеканал NBC10 Boston получил письмо, которое руководители города и штата отправили в полицию с описанием ситуации в районе, известном как Массачусетс, и вокруг него.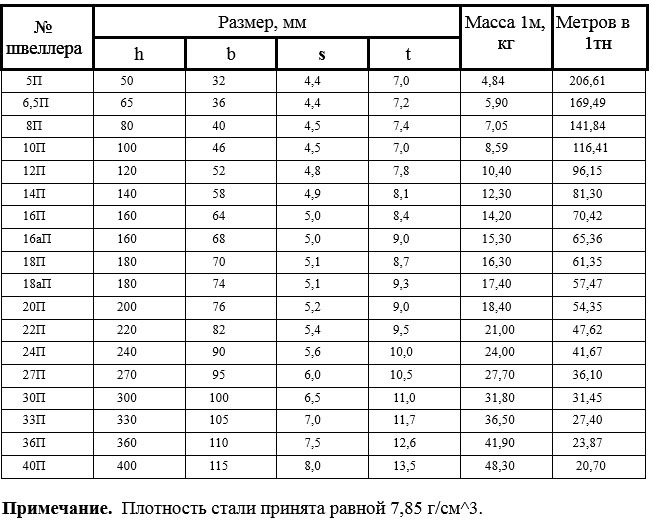 По словам полиции, дополнительное присутствие полиции является ответом на недавний всплеск насилия, который сослался на серию ножевых ранений в районе Саут-Энд. Пять ножевых ранений были…
По словам полиции, дополнительное присутствие полиции является ответом на недавний всплеск насилия, который сослался на серию ножевых ранений в районе Саут-Энд. Пять ножевых ранений были…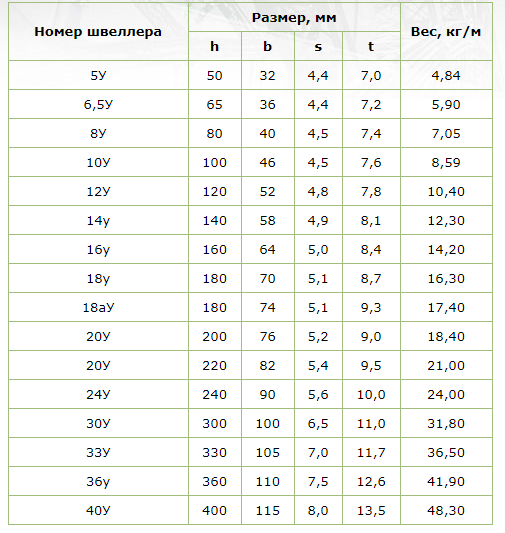 11:56
11:56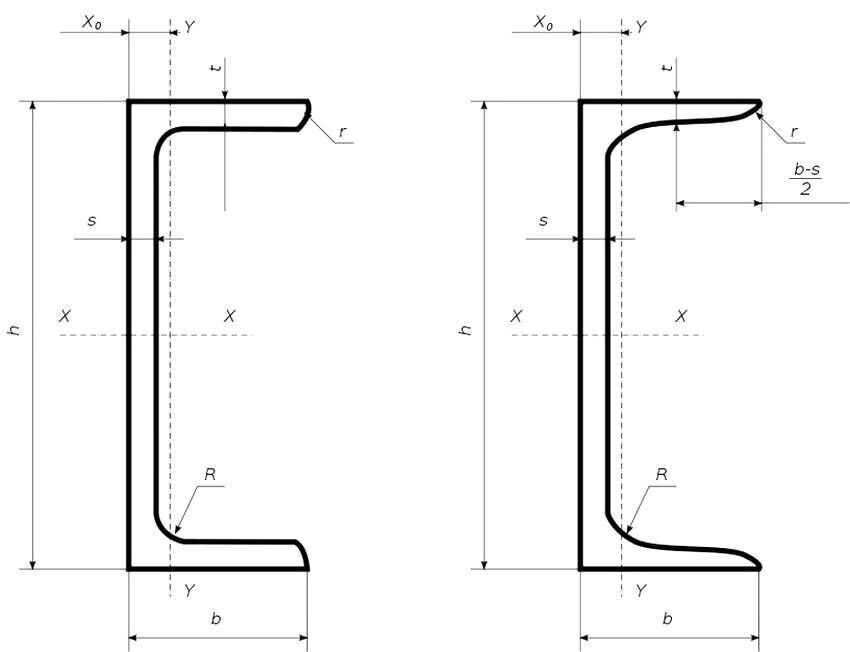 7:30
7:30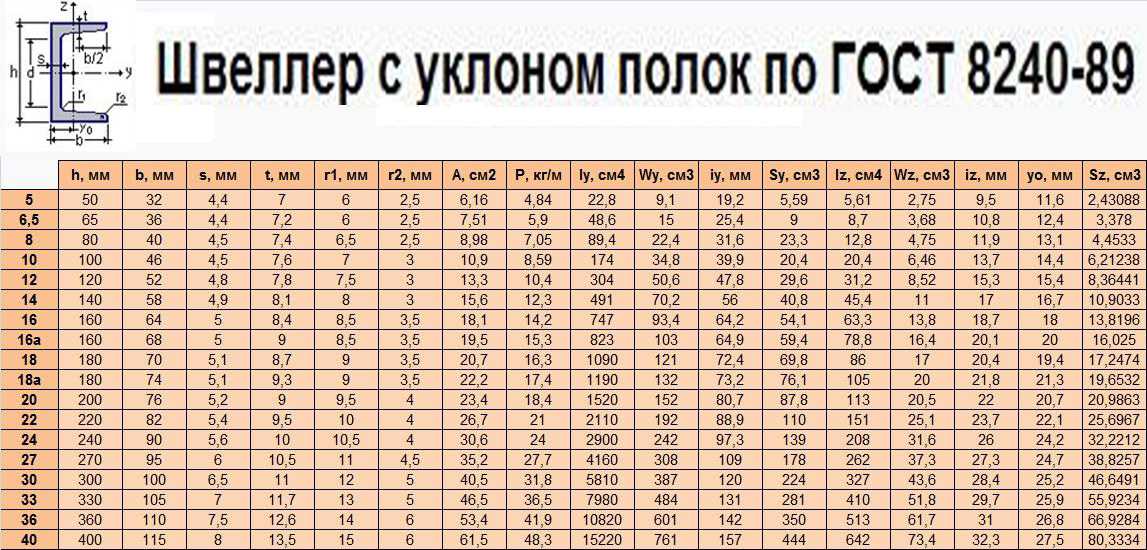 «Лагеря, которые мы видим, и что некоторые люди…
«Лагеря, которые мы видим, и что некоторые люди…


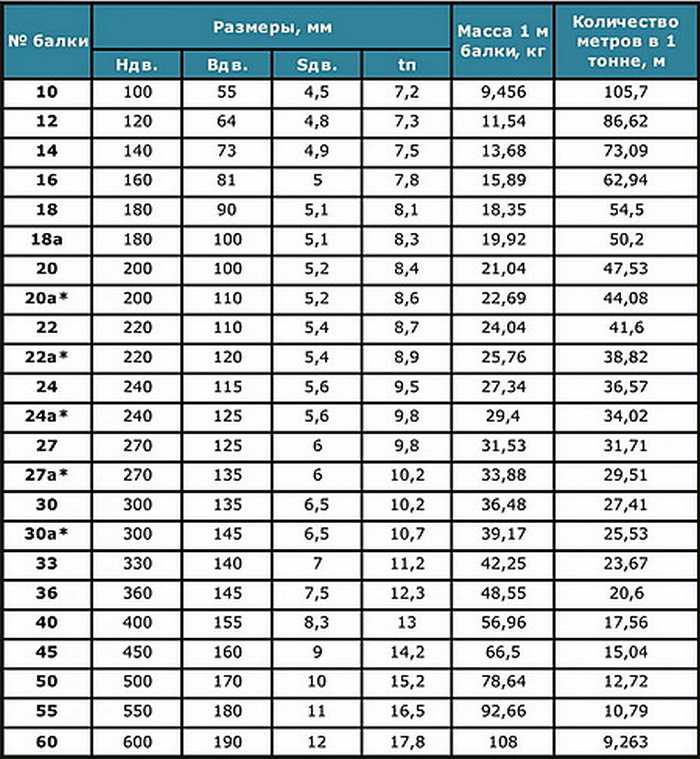 Служба в 10:30 на KSAX из Александрии больше не транслируется; станция закрылась.
Служба в 10:30 на KSAX из Александрии больше не транслируется; станция закрылась.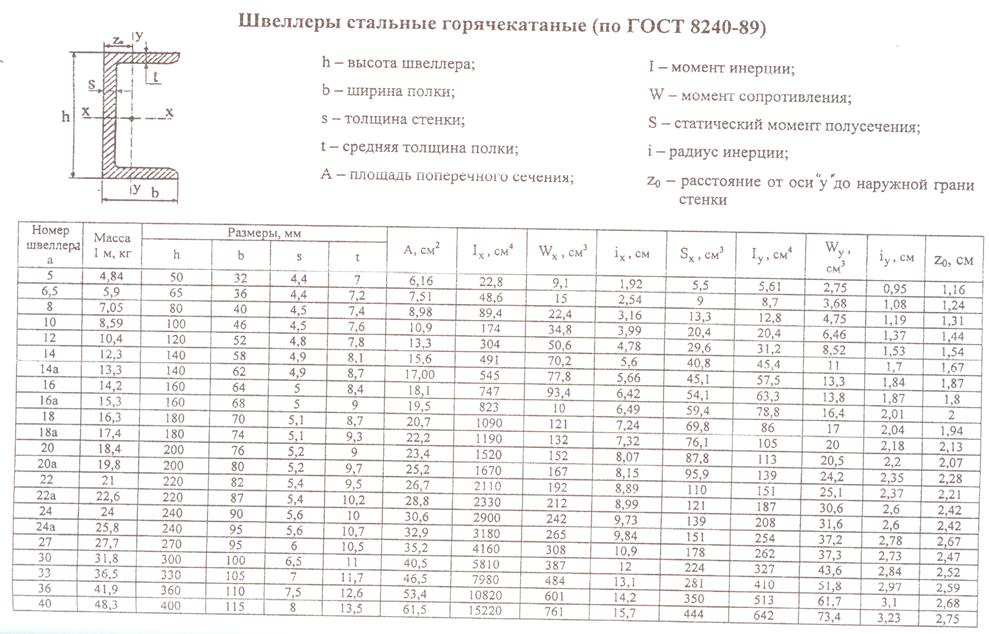 по субботам и 10:15 по воскресеньям
по субботам и 10:15 по воскресеньям
 Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
 Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.

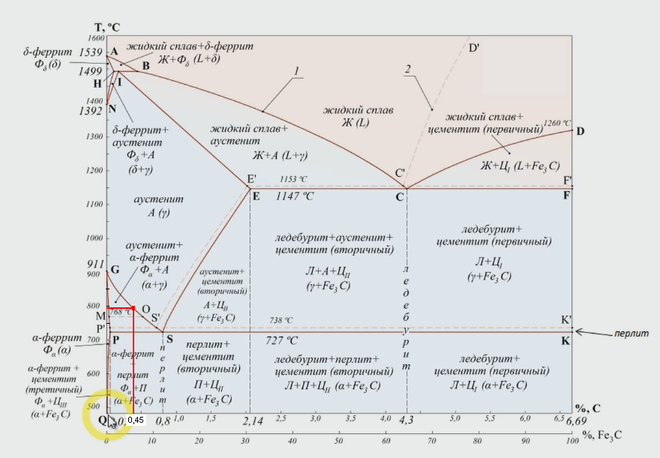 Главное, чего следует избегать при использовании такой технической жидкости, — это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
Главное, чего следует избегать при использовании такой технической жидкости, — это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.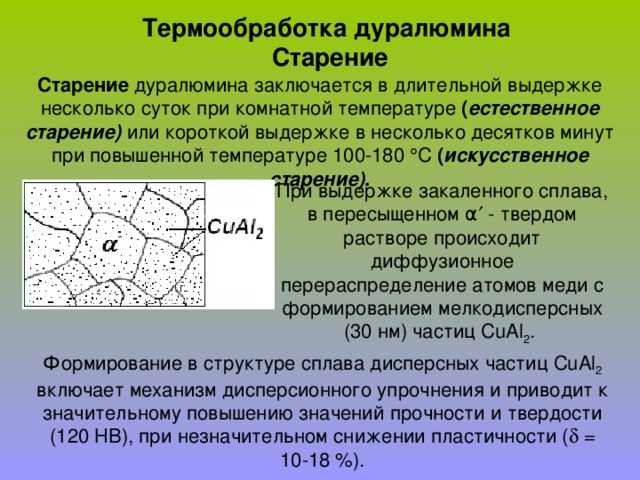
 Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали.
Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали. В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины.
В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины. Обусловлено это тем, что стали таких марок при медленном охлаждении могут приобрести так называемую отпускную хрупкость.
Обусловлено это тем, что стали таких марок при медленном охлаждении могут приобрести так называемую отпускную хрупкость.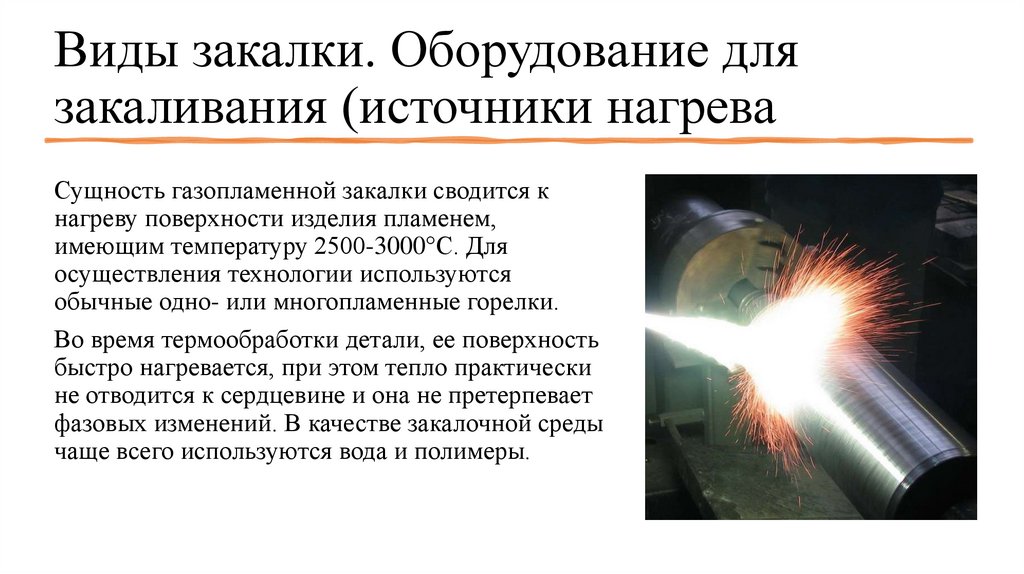 Следовательно такая операция не является закалкой.
Следовательно такая операция не является закалкой. В итоге после закалки с таких температур твёрдость поверхности оказывается заниженной, наблюдается повышенная деформация детали, получающийся мартенсит имеет грубое строение и обладает повышенной хрупкостью.
В итоге после закалки с таких температур твёрдость поверхности оказывается заниженной, наблюдается повышенная деформация детали, получающийся мартенсит имеет грубое строение и обладает повышенной хрупкостью. Наконец, правее линии конца распада существуют только продукты превращения.
Наконец, правее линии конца распада существуют только продукты превращения. Так при переохлаждении аустенита до температур 650…590°С он превращается в мелкую феррито-цементитную смесь, называемую сорбитом.
Так при переохлаждении аустенита до температур 650…590°С он превращается в мелкую феррито-цементитную смесь, называемую сорбитом.
 При скорости V2 (на воздухе) превращение идёт при несколько более низких температурах. Образуется структура перлит, но более дисперсный. Такая обработка называется нормализацией и широко применяется для малоуглеродистых сталей (иногда и для среднеуглеродистых) взамен отжига в качестве смягчающей.
При скорости V2 (на воздухе) превращение идёт при несколько более низких температурах. Образуется структура перлит, но более дисперсный. Такая обработка называется нормализацией и широко применяется для малоуглеродистых сталей (иногда и для среднеуглеродистых) взамен отжига в качестве смягчающей. На рис.5, она обозначена, как Vкр и является касательной к С-кривой. Критическая скорость закалки — важнейшая технологическая характеристика стали. Она определяет выбор охлаждающих сред для получения мартенситной структуры.
На рис.5, она обозначена, как Vкр и является касательной к С-кривой. Критическая скорость закалки — важнейшая технологическая характеристика стали. Она определяет выбор охлаждающих сред для получения мартенситной структуры.

 Способность к закалке на воздухе означает, что эти типы стали обладают дополнительными свойствами, такими как молибден, хром и марганец.
Способность к закалке на воздухе означает, что эти типы стали обладают дополнительными свойствами, такими как молибден, хром и марганец. 20
20
 в микроструктуре. Эти карбиды обеспечивают хорошую стойкость к износу при скользящем контакте с другими металлами и абразивными материалами. Хотя доступны другие стали с повышенной ударной вязкостью или улучшенной износостойкостью, D-2 обеспечивает эффективное сочетание износостойкости и ударной вязкости, производительности инструмента, цены и большого разнообразия форм изделий.
в микроструктуре. Эти карбиды обеспечивают хорошую стойкость к износу при скользящем контакте с другими металлами и абразивными материалами. Хотя доступны другие стали с повышенной ударной вязкостью или улучшенной износостойкостью, D-2 обеспечивает эффективное сочетание износостойкости и ударной вязкости, производительности инструмента, цены и большого разнообразия форм изделий.
 It increases the rate of carbon-penetration in carburizing.»> MN
It increases the rate of carbon-penetration in carburizing.»> MN  It decreases weldability, impact toughness and ductility.»> S
It decreases weldability, impact toughness and ductility.»> S  10 – 0.60
10 – 0.60
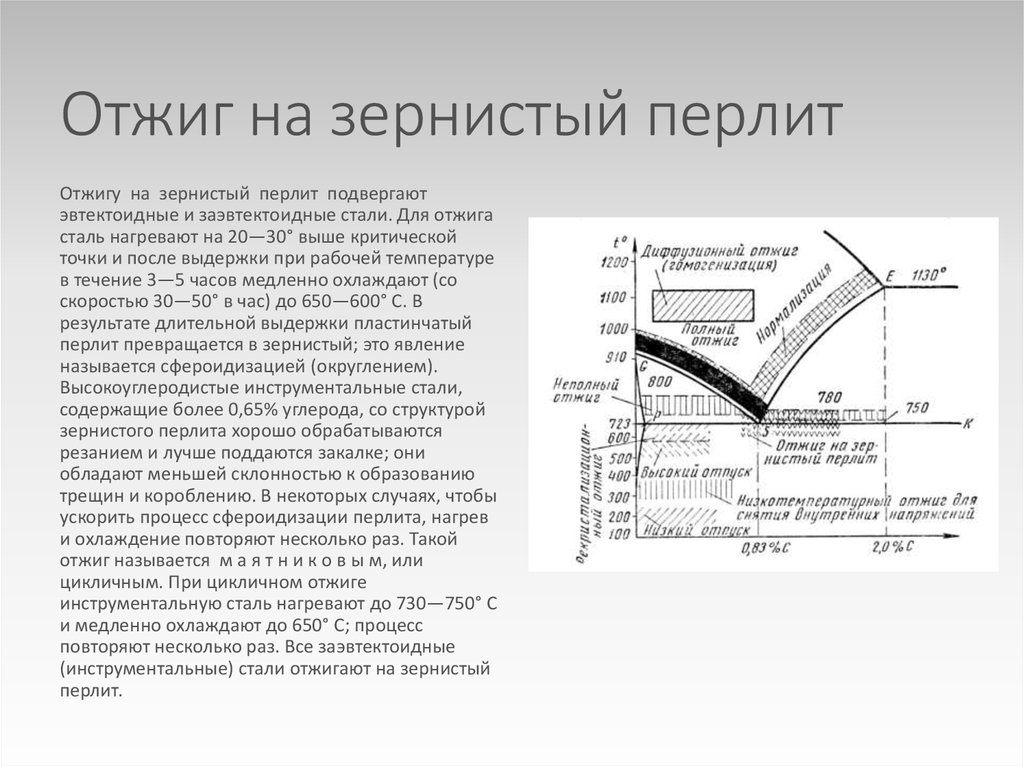
 Патрон зажимается ключом, который вставляется в его отверстие и крутится по часовой стрелке. Так, сверло надежно закрепляется. Что касается быстрозажимного, то он подразделяется на два вида: одномуфтовый и двухмуфтовый.
Патрон зажимается ключом, который вставляется в его отверстие и крутится по часовой стрелке. Так, сверло надежно закрепляется. Что касается быстрозажимного, то он подразделяется на два вида: одномуфтовый и двухмуфтовый.
 По такому принципу вытаскиваются сверла из других видов патронов. Но как быть, если сверло прочно засело в патроне? Чаще всего такая проблема может возникнуть с быстрозажимными патронами. Для извлечения сверла потребуются большие усилия.
По такому принципу вытаскиваются сверла из других видов патронов. Но как быть, если сверло прочно засело в патроне? Чаще всего такая проблема может возникнуть с быстрозажимными патронами. Для извлечения сверла потребуются большие усилия.
 От вылетевшей насадки можно получить травму, причем довольно серьезную, а не просто испортить маникюр. Только правильный подход к делу сможет уберечь от многих неприятностей
От вылетевшей насадки можно получить травму, причем довольно серьезную, а не просто испортить маникюр. Только правильный подход к делу сможет уберечь от многих неприятностей

 Такая конструкция обеспечивает максимальное удобство в использовании, так как сверла меняются за короткое время. К тому же здесь нет никаких ключей, хотя фиксация сверла, как и его ослабление тоже выполняется вручную. Все делается вращением муфты в нужную сторону. Кулачки в патроне также раздвигаются либо сдвигаются.
Такая конструкция обеспечивает максимальное удобство в использовании, так как сверла меняются за короткое время. К тому же здесь нет никаких ключей, хотя фиксация сверла, как и его ослабление тоже выполняется вручную. Все делается вращением муфты в нужную сторону. Кулачки в патроне также раздвигаются либо сдвигаются.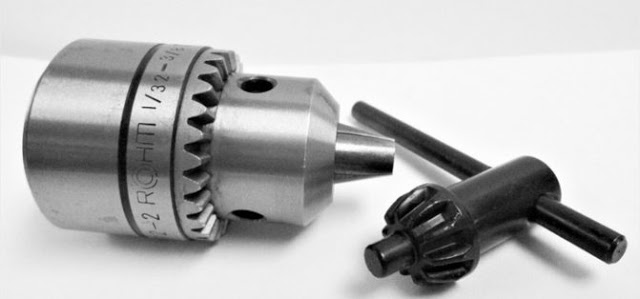 Также важно выяснить совместимость расходника с электрической дрелью.
Также важно выяснить совместимость расходника с электрической дрелью. Лучше заплатить больше, но такие сверла будут служить долго.
Лучше заплатить больше, но такие сверла будут служить долго. Но в ряде случаев необязательно идти в ближайшую мастерскую, поскольку некоторые неисправности можно устранить самостоятельно.
Но в ряде случаев необязательно идти в ближайшую мастерскую, поскольку некоторые неисправности можно устранить самостоятельно. Недостатком служит то, что под рукой всегда должен быть специальный ключ, а ведь его легко потерять. И если это случилось, нужно найти какой-нибудь предмет для фиксации патрона с одной стороны.
Недостатком служит то, что под рукой всегда должен быть специальный ключ, а ведь его легко потерять. И если это случилось, нужно найти какой-нибудь предмет для фиксации патрона с одной стороны.
 Мы посмотрим, как использовать сверлильный патрон. И мы узнаем о сверлах, шуруповертах и многом другом.
Мы посмотрим, как использовать сверлильный патрон. И мы узнаем о сверлах, шуруповертах и многом другом. Он оснащен битой, дрелью или отверткой, в зависимости от применения, закрепленной патроном».
Он оснащен битой, дрелью или отверткой, в зависимости от применения, закрепленной патроном».


 Нажатие пальца на курковый переключатель заставляет дрель вращаться. Отпускание пальца от куркового переключателя приводит к остановке сверла.
Нажатие пальца на курковый переключатель заставляет дрель вращаться. Отпускание пальца от куркового переключателя приводит к остановке сверла. Отвертки используются для завинчивания крепежных деталей, таких как винты, в заготовки.
Отвертки используются для завинчивания крепежных деталей, таких как винты, в заготовки.
 Затем возьмитесь за нижнюю часть патрона и поверните верхнюю часть по часовой стрелке, чтобы затянуть.
Затем возьмитесь за нижнюю часть патрона и поверните верхнюю часть по часовой стрелке, чтобы затянуть. Использование муфты предотвращает чрезмерное затягивание, которое может повредить поверхность заготовки. Это также предотвращает чрезмерную затяжку, которая может повредить отверстие в заготовке.
Использование муфты предотвращает чрезмерное затягивание, которое может повредить поверхность заготовки. Это также предотвращает чрезмерную затяжку, которая может повредить отверстие в заготовке.
 Сначала он просверливает пилотное отверстие в заготовке. Направляющее отверстие — это небольшое отверстие, просверленное в заготовке, которое создает пространство для крепежа, такого как винт. Сверление пилотного отверстия помогает предотвратить растрескивание или расщепление заготовки.
Сначала он просверливает пилотное отверстие в заготовке. Направляющее отверстие — это небольшое отверстие, просверленное в заготовке, которое создает пространство для крепежа, такого как винт. Сверление пилотного отверстия помогает предотвратить растрескивание или расщепление заготовки.
 Вставьте биту
Вставьте биту 
 Отключите питание
Отключите питание 
 Убедитесь, что сверло полностью вставлено в центр патрона и не зажато не по центру.
Убедитесь, что сверло полностью вставлено в центр патрона и не зажато не по центру. 
 Иногда во время производства возникают проблемы с патроном, и другое сверло может полностью решить эту проблему. Если вы вообще не использовали сверло, проще просто получить другое, чем возиться с решениями, которые я описываю ниже.
Иногда во время производства возникают проблемы с патроном, и другое сверло может полностью решить эту проблему. Если вы вообще не использовали сверло, проще просто получить другое, чем возиться с решениями, которые я описываю ниже.
 Эхозеркальный метод предусматривает анализ параметров акустич. волн, отражённых от дефектов и донной поверхности. Ряд методов основан на возбуждении колебаний в объекте контроля (или его части) с проведением последующего анализа, напр., вынужденных колебаний (резонансный метод), свободных колебаний (метод свободных колебаний), изменения механич. импеданса (импедансный метод), распределения волн по поверхности объекта (акустотопографич. метод), изменения скорости распространения волн внутри материала (метод акустоупругости).
Эхозеркальный метод предусматривает анализ параметров акустич. волн, отражённых от дефектов и донной поверхности. Ряд методов основан на возбуждении колебаний в объекте контроля (или его части) с проведением последующего анализа, напр., вынужденных колебаний (резонансный метод), свободных колебаний (метод свободных колебаний), изменения механич. импеданса (импедансный метод), распределения волн по поверхности объекта (акустотопографич. метод), изменения скорости распространения волн внутри материала (метод акустоупругости). Особенно большое распространение получил акустико-эмиссионный метод, позволяющий определять дефекты, вызванные динамич. перестройкой структуры материала, гидро- и аэродинамич. явлениями при протекании жидкости или газа в узлах трения, а также возникающие в результате зарождения и развития микро- и макродефектов в материале изделия под действием разл. нагрузок. Метод позволяет находить опасные зоны в объекте контроля, определять их координаты, а также вести постоянное наблюдение (мониторинг) за состоянием изделия (материала) при испытаниях машин, в науч. экспериментах и т. п.
Особенно большое распространение получил акустико-эмиссионный метод, позволяющий определять дефекты, вызванные динамич. перестройкой структуры материала, гидро- и аэродинамич. явлениями при протекании жидкости или газа в узлах трения, а также возникающие в результате зарождения и развития микро- и макродефектов в материале изделия под действием разл. нагрузок. Метод позволяет находить опасные зоны в объекте контроля, определять их координаты, а также вести постоянное наблюдение (мониторинг) за состоянием изделия (материала) при испытаниях машин, в науч. экспериментах и т. п.
 Кроме ультразвукового существуют метод акустической эмиссии, вибрационный метод контроля и другие.
Кроме ультразвукового существуют метод акустической эмиссии, вибрационный метод контроля и другие. Использование гибких световодов, лазеров, оптической голографии, телевизионной техники расширяет область применения оптических методов и повышает точность измерения.
Использование гибких световодов, лазеров, оптической голографии, телевизионной техники расширяет область применения оптических методов и повышает точность измерения.


 Этот метод обеспечивает глобальный мониторинг компонента на наличие дефектов, позволяя контролировать большие конструкции и машины во время работы с минимальными нарушениями, в отличие от разрушающих испытаний. Используя несколько датчиков, можно локализовать источники акустического излучения (и, следовательно, повреждения). С помощью анализа сигналов также можно определить наличие различных механизмов источника.
Этот метод обеспечивает глобальный мониторинг компонента на наличие дефектов, позволяя контролировать большие конструкции и машины во время работы с минимальными нарушениями, в отличие от разрушающих испытаний. Используя несколько датчиков, можно локализовать источники акустического излучения (и, следовательно, повреждения). С помощью анализа сигналов также можно определить наличие различных механизмов источника. Этот метод хорошо подходит для приложений, где много фоновой АЭ или амплитуда АЭ мала, например, при тестировании редукторов или обнаружении утечек.
Этот метод хорошо подходит для приложений, где много фоновой АЭ или амплитуда АЭ мала, например, при тестировании редукторов или обнаружении утечек. К ним относятся:
К ним относятся: Эти ультразвуковые волны не вводятся из внешнего источника, как при ультразвуковом контроле, а исходят изнутри проверяемого материала.
Эти ультразвуковые волны не вводятся из внешнего источника, как при ультразвуковом контроле, а исходят изнутри проверяемого материала. Узнайте больше о NDT в этом подробном руководстве .]
Узнайте больше о NDT в этом подробном руководстве .] 

 И эти заряды являются разновидностью пьезоэлектричества.
И эти заряды являются разновидностью пьезоэлектричества.






 Инструктивная информация по акустико-эмиссионному мониторингу границ давления во время эксплуатации
Инструктивная информация по акустико-эмиссионному мониторингу границ давления во время эксплуатации Методы испытаний керамических покрытий. Часть 3. Определение адгезии и других видов механического разрушения с помощью испытания на царапанье
Методы испытаний керамических покрытий. Часть 3. Определение адгезии и других видов механического разрушения с помощью испытания на царапанье Методы абсолютной калибровки преобразователей акустической эмиссии методом взаимности (ISO/TR 13115:2011)
Методы абсолютной калибровки преобразователей акустической эмиссии методом взаимности (ISO/TR 13115:2011) Акустическая эмиссия. Проверка металлического оборудования, работающего под давлением, во время контрольных испытаний. Зональное расположение источников АЭ
Акустическая эмиссия. Проверка металлического оборудования, работающего под давлением, во время контрольных испытаний. Зональное расположение источников АЭ


 Также нужно на входящей и напорной части трубопровода установить температурные компенсаторы.
Также нужно на входящей и напорной части трубопровода установить температурные компенсаторы.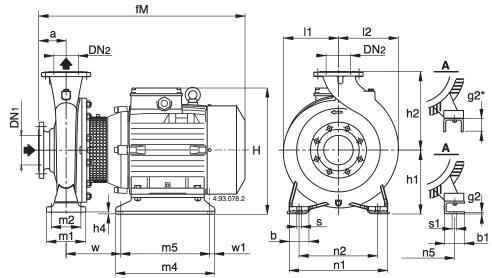
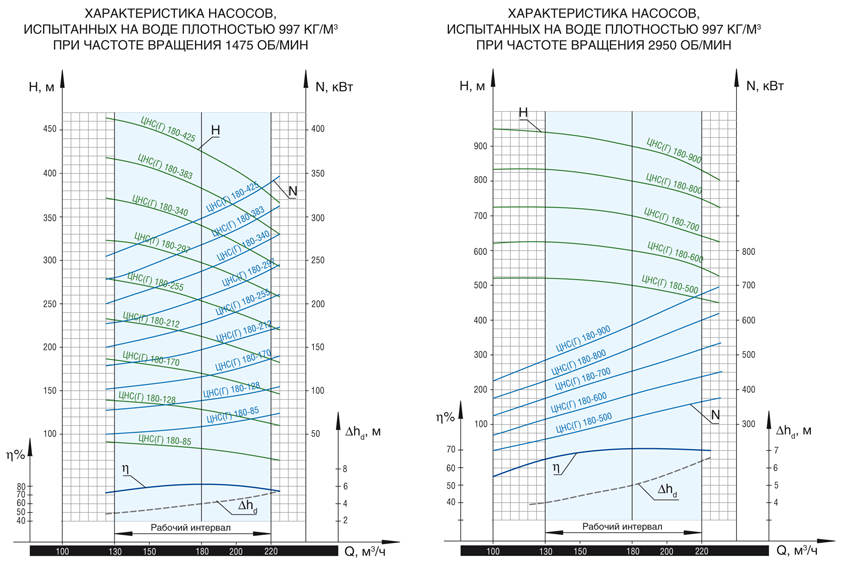
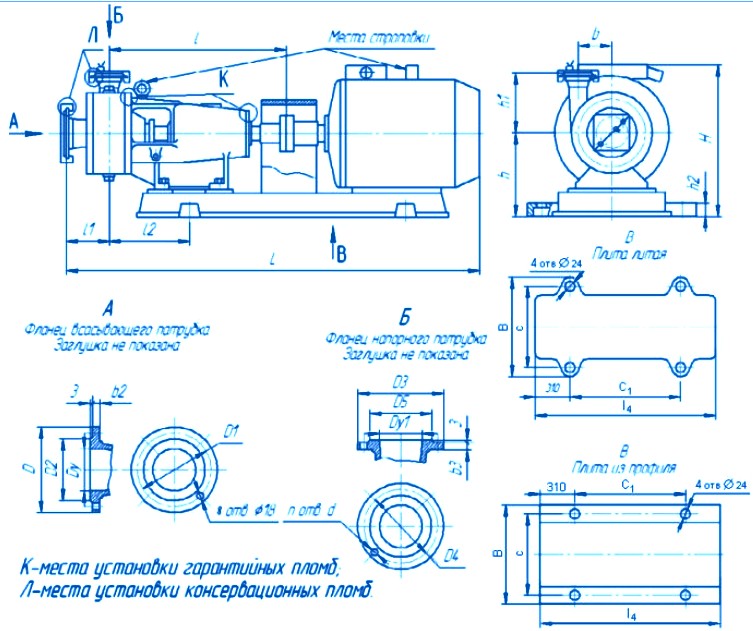 Их устанавливают в помещениях класса П-І, П-ІІ, В-1а, В-2а, В-1г, В-1б. Также разрешена установка на наружных трубопроводах. Насос КМН может быть горизонтальным, моноблочным, консольным.
Их устанавливают в помещениях класса П-І, П-ІІ, В-1а, В-2а, В-1г, В-1б. Также разрешена установка на наружных трубопроводах. Насос КМН может быть горизонтальным, моноблочным, консольным. Также агрегаты оснащены торцевым уплотнителем, двойным или одинарным, в зависимости от рабочей среды.Электропомпы имеют систему увеличения ресурса торцевого уплотнителя за счет уменьшения давления жидкости (0,2-0,7 кг/см²) непосредственно в камере уплотнителя. Этот параметр достигается путем уменьшения трения между кольцами из графита торцевого уплотнения.
Также агрегаты оснащены торцевым уплотнителем, двойным или одинарным, в зависимости от рабочей среды.Электропомпы имеют систему увеличения ресурса торцевого уплотнителя за счет уменьшения давления жидкости (0,2-0,7 кг/см²) непосредственно в камере уплотнителя. Этот параметр достигается путем уменьшения трения между кольцами из графита торцевого уплотнения. Будем рады помочь с подбором, сервисом и доставкой.
Будем рады помочь с подбором, сервисом и доставкой. Ниже качество двигателя — ниже цена насоса КМ 80-65-160 и ниже надежность.
Ниже качество двигателя — ниже цена насоса КМ 80-65-160 и ниже надежность. инфраструктурные, промышленные и коммерческие продукты HVAC в линейке Fairbanks Nijhuis
инфраструктурные, промышленные и коммерческие продукты HVAC в линейке Fairbanks Nijhuis

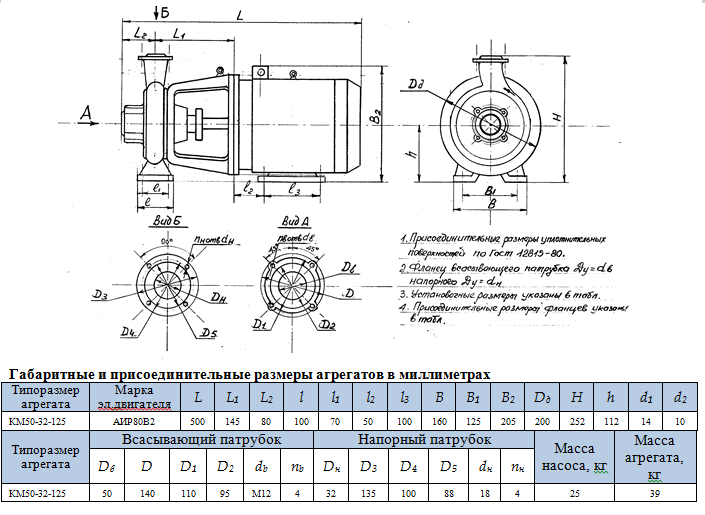
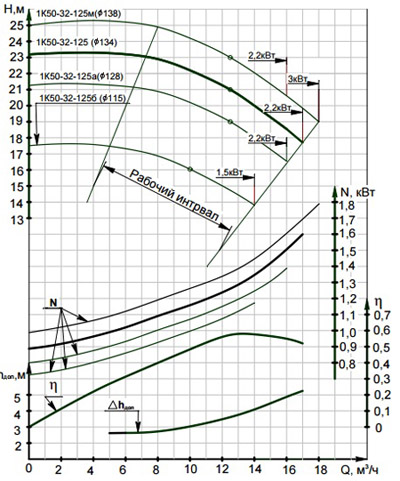
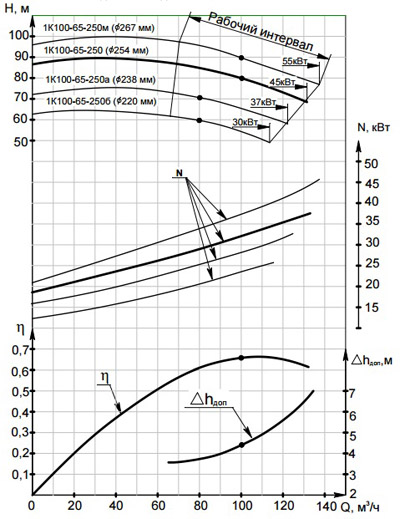 Scadata с уникальным дизайном предлагает простое в использовании готовое решение SCADA/телеметрии для мониторинга, контроля, уведомления, отслеживания тенденций и анализа больших объемов данных на месте или в удаленных местах.
Scadata с уникальным дизайном предлагает простое в использовании готовое решение SCADA/телеметрии для мониторинга, контроля, уведомления, отслеживания тенденций и анализа больших объемов данных на месте или в удаленных местах.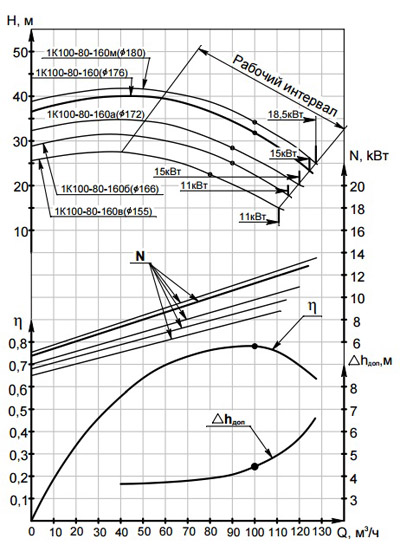
 Оборудование, датчики прогиба и другие инструменты и принадлежности.
Оборудование, датчики прогиба и другие инструменты и принадлежности.
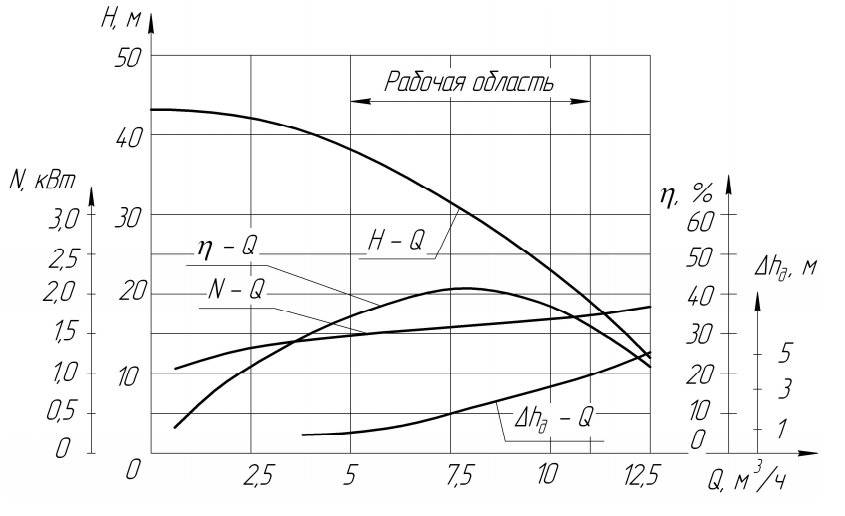
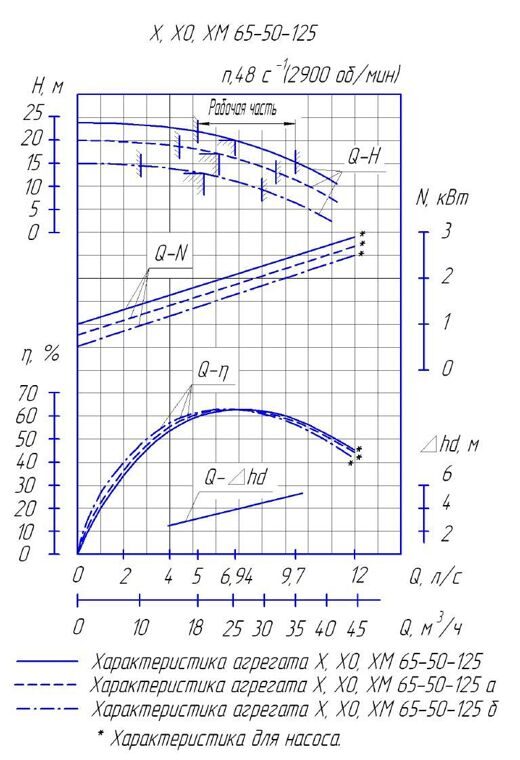
 Установив верхнюю и нижнюю точки срабатывания, монитор мощности является идеальным решением для защиты насоса от:
Установив верхнюю и нижнюю точки срабатывания, монитор мощности является идеальным решением для защиты насоса от:

 Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки. Она пригодится для сборки самодельного аппарата.
Она пригодится для сборки самодельного аппарата.
 И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
 Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
 Газовый баллон подключается к аппарату через входной штуцер.
Газовый баллон подключается к аппарату через входной штуцер.

 Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
 Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
 Оператор машины манипулирует органами управления машины, чтобы начать сварку, и наблюдает за процессом и конечным результатом для обеспечения качества. Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Оператор машины манипулирует органами управления машины, чтобы начать сварку, и наблюдает за процессом и конечным результатом для обеспечения качества. Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.

 net
net На рынке представлено множество различных типов сварочных аппаратов, поэтому важно провести исследование, чтобы найти лучший аппарат для ваших нужд. Кроме того, также важно найти авторитетную компанию по поставкам сварочных материалов, которая может предоставить вам материалы и поддержку, в которых вы нуждаетесь.
На рынке представлено множество различных типов сварочных аппаратов, поэтому важно провести исследование, чтобы найти лучший аппарат для ваших нужд. Кроме того, также важно найти авторитетную компанию по поставкам сварочных материалов, которая может предоставить вам материалы и поддержку, в которых вы нуждаетесь. При полуавтоматической сварке оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.
При полуавтоматической сварке оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.