Мы живем в сейсмоопасной зоне, поэтому выбора между стальной и стеклопластиковой арматурой даже не стояло. Купил второй вариант и не пожалел. Прочная, упругая, надежная и главное недорогая. А еще очень легко монтируется и не требует использования сварки. Привез ее из магазина на легковушке, не пришлось тратиться на грузовую машину. В общем, сплошная экономия при предельно высоком качестве.
Артур,с.Веселое В конце января делали аварийный ремонт. Тогда ещё было холодно, поэтому возможности использовать стальную арматуру не было, из-за высокой вероятности возникновения коррозийных процессов. Использовали вместо этого стеклопластиковую арматуру. Так как раньше никогда не работал с ней, были опасения, что качество будет не слишком хорошим. К тому же у нас она пока не так часто используется. Так что был приятно удивлен, когда опасения не оправдались. На деле оказалось, что композитная арматура очень удобна, как в транспортировке, так и в монтаже. Ещё одно преимущество в том, что в таком случае практически не получается отходов.
Сергей,пос.Прохладный,КБР
Сразу заметил, что композитная арматура стоит дешевле, чем металлическая. Если на небольших объемах это особо не ощущается, то в тех случаях, когда нужно много арматуры – заметно чувствуется. Из-за страха перед новыми технологиями, решил, что арматура полимерная – не для меня. Правда, потом всё-таки пересмотрел свою точку зрения. А если еще посмотреть, что эксплуатационный срок композитной арматуры чуть ли не вдвое больше, чем у стальной, то композитная выходит более выгодной.
В феврале заказывал несколько бухт в СПАРМЕ. На практике не разочаровался. Даже, наоборот. Могу сказать, что стеклопластиковая арматура – намного лучше метала, дешевле, надежней, удобней. Кирилл,Сочи
Заказывал 14 арматуру длиной 2,35 и 4,7 м…сделали тютелька в тюьельку!!!
Владимир,Молдовка.
Заказывал раньше в Горрячем Ключе-в каждой бухте не хватало 1-2 метра!!!и тоньше на 1-1,5 мм!!!Теперь беру только в Адлере…
Арсен,Лазаревское.
Ребята молодцы,делают доставку в тот же день,без разницы рабочие дни или выходные!!В Истоке смотрел цветную арматуру-тонкая и прочитал в инете,что красить по ГОСТу нельзя-теряется качество. ..
Андрей,Красная Поляна.
Попробовал сетку дорожную-сказка!!!Увез на машине 250 метров,режется болгаркой…короче в два раза дешевле обошлась!!!
Самвел,Липники.
Попросил сделать кладочную шириною под блок -20 см….сделали…очень удобно,сказали могут также 25 см,33 и 50 см…
Юрий,Адлер
Плюсы и минусы строительной композитной арматуры
Основные плюсы композитной арматуры заключаются в её малом весе, высокой прочности на разрыв, высокой химической и антикоррозионной устойчивости, низкой теплопроводности, малом коэффициенте теплового расширения и в том, что она является диэлектриком. Высокая прочность на разрыв, значительно превышающая аналогичный параметр у стальной арматуры при равном диаметре, позволяет применять композитную арматуру меньшего диаметра взамен стальной.
Вы даже не представляете себе, насколько выгодным является применение стеклопластиковой арматуры! Экономический выигрыш от её применения складывается из целого ряда факторов, а отнюдь не из одной только разницы в стоимости между погонным метром стальной и композитной арматуры.
Не поленитесь посмотреть полное описание факторов, из которых складывается ваша экономия денежных средств, времени, человеко-часов, электричества, расходных материалов и т.д. в статье «ЭКОНОМИЯ ОТ ИСПОЛЬЗОВАНИЯ КОМПОЗИТНОЙ АРМАТУРЫ»
Но, нужно помнить, что у композитной арматуры есть и существенные минусы. Большинство Российских производителей не афишируют эти минусы, хотя любой инженер строитель может заметить их самостоятельно. Основными минусами любой композитной арматуры являются следующие:
модуль упругости композитной арматуры почти в 4 раза ниже, чем у стальной даже при равном диаметре (другими словами она легко изгибается). По этой причине её можно применять в фундаментах, дорожных плитах и т.д., но применение в перекрытиях требует дополнительных расчетов;
при нагреве до температуры в 600 °С, компаунд, связывающий волокна арматуры, размягчается настолько, что арматура полностью теряет свою упругость. Для увеличения устойчивости конструкции к огню в случае пожара — требуется предпринимать дополнительные меры по теплозащите конструкций, в которых используется композитная арматура;
композитную арматуру, в отличие от стальной, — невозможно сваривать электросваркой. Решение — установка на концы арматурных стержней стальных трубок (в заводских условиях) к которым уже можно будет применять электросварку;
такой арматуре невозможно придать изгиб непосредственно на строительной площадке. Решение — изготовление арматурных стержней требуемой формы ещё на производстве по чертежам заказчика;
Подведем итог
Несмотря на то, что зарубежом такая арматура успешно применяется уже несколько десятилетий, все виды композитной арматуры являются довольно новым материалом на строительном рынке России. Её применение имеет большие перспективы. На сегодняшний день её можно смело применять в малоэтажном строительстве, в фундаментах различных типов, в дорожных плитах и прочих подобных конструкциях. Однако для применения её в многоэтажном строительстве, в конструкциях мостов и т.д. — требуется учитывать её физико-химические особенности ещё на этапе подготовки к проектированию.
Любопытный факт — арматура в бухтах!
Основным применением арматуры в малоэтажном строительстве является использование её для армирования фундаментов. При этом, чаще всего используется стальная арматура класса А3, диаметрами 8, 10, 12 мм. Вес 1000 метров погонных стальной арматуры составляет 400 кг для Ø8мм, 620 кг для Ø10мм, 890 кг для Ø12мм. Теоретически Вы можете приобрести стальную арматуру в бухтах (если найдете), при этом, в последствии, Вам понадобится специальное устройство для повторного выравнивания такой арматуры. Сможете ли Вы перевезти 1000 метров такой арматуры на своем легковом автомобиле к месту строительства, чтобы сократить расходы на доставку? А теперь представьте, что указанную арматуру можно заменить композитной меньшего диаметра, а именно 4, 6, 8 мм вместо 8, 10, 12 мм. соответственно. Вес 1000 метров погонных композитной арматуры составляет 20 кг для Ø4мм, 36 кг для Ø6мм, 80 кг для Ø8мм. Вдобавок, несколько уменьшился её объём. Такую арматуру можно приобрести в бухтах, при этом, внешний диаметр бухты составляет чуть больше 1м. Кроме того, при разматывании такой бухты, композитная арматура не требует выпрямления, так как практически не имеет остаточной деформации. Могли ли Вы себе представить, что сможете перевезти арматуру, требующуюся для строительства загородного дома или дачи, в багажнике собственного легкового автомобиля? И Вам даже не понадобится помощь при загрузке и разгрузке!
Поделиться ссылкой
МеткиАрматура в бухтах Композитная арматура Композитная арматура плюсы и минусы Композитная стеклопластиковая арматура Минусы композитной арматуры Минусы стеклопластиковой арматуры Плюсы и минусы стеклопластиковой арматуры Стеклопластиковая арматура Стеклопластиковая арматура в бухтах. Фото Стеклопластиковая композитная арматура
Предыдущий Композитная арматура для армирования промышленных полов площадью 7000 кв. м.
Следующий Стеклопластиковая арматура для завода в Аннолово (Ленинградская область)
Проверьте также
Двухэтажный дом из пенобетона в поселке «Ближняя пристань» на фундаменте, армированном композитной арматурой. Строительство дома …
С одной стороны, если говорить просто о всех возможных вариантах, то композитную стеклопластиковую арматуру можно …
Обзор печати композитных материалов, армированных волокном, через FFF
Чтобы прочитать полную версию этого контента, выберите один из вариантов ниже:
Исаак Феррейра (Кафедра машиностроения, Университет Порту, Порту, Португалия)
Маргарида Мачадо (Институт науки и инноваций в машиностроении и промышленной инженерии, Порту, Португалия)
Fernando Alves (Кафедра машиностроения, инженерный факультет, Университет Порту, Порту, Португалия)
Антонио Торрес Маркес (Университет Порту, Порту, Португалия)
Журнал быстрого прототипирования
ISSN : 1355-2546
Дата публикации статьи: 15 августа 2019 г.
Дата публикации номера: 21 августа 2019 г.
Загрузки
1
Аннотация
Назначение
В промышленности производство плавленых нитей (FFF) обеспечивает гибкость и динамичность, способствуя снижению затрат и времени выполнения заказа (т. е. времени выхода на рынок). Тем не менее, детали FFF имеют некоторые ограничения, такие как недостаточная точность и/или более низкие механические характеристики. В результате были разработаны некоторые альтернативы для преодоления некоторых из этих ограничений, а именно: разработка высокоэффективных полимеров, создание материалов, армированных волокном, с помощью процесса FFF и/или разработка новых технологий на основе FFF для печати композитных материалов. . Данная работа направлена на анализ этих технологий.
Дизайн/методология/подход
Эта работа направлена на изучение и понимание достижений в поведении 3D-печатных деталей с улучшенными характеристиками за счет их армирования несколькими формами и типами волокон, от наночастиц до непрерывного волокна. Таким образом, представлен всесторонний обзор значительных исследований, проведенных в отношении FFF армированных волокном термопластов, с акцентом на наиболее актуальные и инновационные разработки или адаптации, осуществленные на уровне оборудования и/или в процессе производства исходного сырья.
Выводы
Показано, что разные типы армирования создают разные проблемы для процесса печати с разными результатами в работе детали.
Оригинальность/ценность
Этот обзор посвящен объединению наиболее важных исследований, посвященных процессу FFF-печати деталей с различными типами армирующих материалов. Разделив армирование на категории по форме/геометрии и способу обработки, можно лучше количественно оценить улучшения производительности.
Ключевые слова
Аддитивное производство
Композитные материалы
ФФФ
Композиты, напечатанные на 3D-принтере
CFRTP
Благодарности
Авторы выражают благодарность за финансирование проекта POCI-0145-FEDER-016414-FIBR3D, который был софинансирован Programa Operational Regional de Lisboa (LISBOA 2020), для производства добавок на основе гибридных процессов для композитов с полимерной матрицей, армированных длинными или непрерывными волокнами.
Цитата
Феррейра, И., Мачадо, М., Алвес, Ф. и Торрес Маркес, А. (2019), «Обзор композитной печати, армированной волокном, с помощью FFF», Rapid Prototyping Journal , Vol. 25 № 6, стр. 972-988. https://doi.org/10.1108/RPJ-01-2019-0004
[PDF] Обзор полимерных композитов, армирующих натуральные волокна title={Обзор полимерных композитов, армирующих натуральные волокна}, автор = {Уттам С. Бонгарде и Васудев Д. Шинде и аспирант}, год = {2014} }
У. Бонгарде, Васудев Д. Шинде, П. Студент
Опубликовано в 2014 г.
Машиностроение
Полимерные композиты, армированные натуральными волокнами, быстро развиваются как с точки зрения их промышленного применения, так и с точки зрения фундаментальных исследований. Они возобновляемы, дешевы, полностью или частично перерабатываются и биоразлагаемы. Эти композиты имеют низкую плотность и стоимость, а также удовлетворительные механические свойства делают их привлекательными благодаря доступности и возобновляемости сырья. Натуральные волокна зарекомендовали себя как альтернатива синтетическим волокнам в транспортных средствах, таких как автомобили…
. Натуральный Fibre Somplective Synly -Worh, используя Fibrete Synly, используется Synly -Synhers Synly -Synlishing Synly -Synlishing. Натуральные волокна имеют больше преимуществ, связанных с их низкой плотностью, доступностью,…
Обзор композитов с полимерной матрицей, армированных натуральным волокном
Парикшит Дживани, Д. Н. Триведи
Машиностроение
2017
В настоящее время загрязнение окружающей среды увеличивается день ото дня из-за пластика. Таким образом, аналитики требуют свести к минимуму процентное содержание пластика и использовать преимущества полимерных композитов из-за их экологичности…
Исследование влияния металлического порошка на механические свойства полимерных гибридных композитов, армированных натуральным волокном
G. B. Krishnappaa, B. Винод, Навин Коннур, С. Намит, М. Парамеш, Маниш Кумар
Машиностроение
2017
: В последние годы ученые и инженеры-материаловеды во всем мире сосредоточили свое внимание на полимерных композитах, армированных натуральным волокном, благодаря их привлекательным свойствам, включая…
Полимерные композиты, армированные натуральным волокном : история, типы, преимущества и применение
Камрун Кейя, Насрин А. Кона, Ф. А. Коли, К. Мараз, Мд. Наимул Ислам, Р. Хан
Инженерное дело
Исследования в области материаловедения
2019
В настоящее время использование композитов на основе полимеров, армированных натуральными волокнами, с каждым днем постепенно увеличивается благодаря их многочисленным преимуществам для применения в гражданском строительстве. Благодаря их многочисленным…
Последние разработки термореактивных полимерных композитов, армированных натуральным волокном, и их механические свойства
G. Divya, Bheemappa Suresha
Engineering
2016
В последние годы, в связи с истощением невозобновляемых ресурсов и повышением экологической сознательности, исследователи работают над созданием биоразлагаемых материалов в качестве нового материала для… их применения в транспортном секторе и технологиях обработки
Вардаан Чаухан, Т. Кярки, Дж. Варис
Материаловедение, машиностроение
Журнал термопластичных композитных материалов
2019
Интерес к композитам из армированного натуральным волокном полимера (NFRP) быстро растет в транспортном секторе, особенно в качестве материала-заменителя металлов и композитов из синтетических волокон. The…
М. Асим, М. Джаваид, Н. Саба, Раменгмавии, М. Насир, М. Султан
Материаловедение, инженерия
2017
Короткий обзор на джут -волокно -армированных композитах
P. Shelar, U. Narendra Kumar
Инженерные.
2021
. Волокна благодаря своим уникальным превосходным свойствам и легкому весу. Натуральные волокна стали обычным явлением…
Характеристика и применение армированных натуральным волокном полимерных гибридных композитов — обзор
К. Пракаш
Материаловедение, инженерия
Международный журнал исследований в области прикладных наук и инженерных технологий
2019
: Натуральные волокна обладают огромными преимуществами и в основном состоят из возобновляемого материала. Натуральные волокна набирают популярность из-за их экономичности и доступности, и теперь это доказано…
Исследование механических свойств натуральных волокон и гибридных полимерных композитов, армированных частицами
S. Velmurugan, R. Sarala
Инженерия, материаловедение
2018
В последнее время натуральное волокно стало привлекательным для исследователей, инженеров и ученых в качестве альтернативного армирующего материала для полимерных (FRP) композитов. Из-за низкой стоимости, довольно хороших механических свойств,…
ПОКАЗЫВАЕТ 1-10 ИЗ 23 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантностьБольше всего влиятельных статейНедавность
БИОКОМПОЗИТНЫЕ МАТЕРИАЛЫ КАК АЛЬТЕРНАТИВЫ КОМПОЗИТАМ НА ОСНОВЕ НЕФТИ ДЛЯ АВТОМОБИЛЬНЫХ ПРИМЕНЕНИЙ
L. Drzal, A. Mohanty, M. Misra
Engineering
2001
Композиты из натуральных/биоволокон (биокомпозиты) становятся жизнеспособной альтернативой композитам, армированным стекловолокном, особенно в автомобильной промышленности. Приложения. Натуральные волокна, которые традиционно были…
Армирование кокосовым волокном и применение в полимерных композитах: обзор
Д. Верма, А. Шандиля, Аюши Гупта
Машиностроение
2013
Растущая озабоченность по поводу глобального потепления и истощения запасов нефти заставила ученых больше сосредоточиться на использовании натуральных волокон, таких как багасса, койра, сизаль, джут и т. д. Это привело к…
Обзор текущих разработка композитов из натуральных волокон для структурных и инфраструктурных применений
А. Тикоалу, Т. Аравинтан, Ф. Кардона
Материаловедение, инженерия
2010
Композиты из натуральных волокон (NFC), как следует из названия, изготовленный из природных ресурсов, таким образом, обладает экологически полезные свойства, такие как биоразлагаемость. С его естественными характеристиками NFC…
Растущая глобальная экологическая и социальная озабоченность, высокие темпы сокращения нефтяных ресурсов и новая экологическая политика привели к поиску экологически чистых композитных материалов.
Физико-механические свойства гибридных полипропиленовых композитов, армированных джутово-волоконным волокном
Сальма Сиддика, Фаека Мансура, М. Хасан
Материаловедение
2013
Термин «гибридный композит» относится к композиту, содержащему более одного типа волокнистого материала в качестве армирующих наполнителей. Он стал привлекательным конструкционным материалом благодаря способности обеспечивать…
Полипропиленовая композитная панель, армированная кокосовым волокном, для внутреннего применения в автомобилях
Н. Айрилмис, Сонгклод Джарусомбути, Валлайут Фуэнгвиват, Пияваде Баучонгкол, Роберт Х. Уайт
Материаловедение
2011
В этом исследовании оценивались физические, механические и воспламеняемые свойства полипропиленовых (ПП) композитных панелей, армированных кокосовым волокном.
различия победитовых и обычных инструментов, выполнение работ
От автора: здравствуйте, уважаемые читатели! В кладовой домашнего мастера может храниться много разного инструмента. Состав подобного арсенала варьируется в очень широких пределах, в зависимости от предпочтений хозяина. Но, независимо от степени персонального мастерства, характера увлечений, навыков, проектных особенностей квартиры и других факторов, существуют некие точки соприкосновения, совпадения.
К таким общим моментам можно отнести победитовое сверло, без которого в типовом массовом жилье невозможно даже повесить шкаф, не говоря уже о каких-то более масштабных мероприятиях. Это именно тот инструмент, что есть в каждой квартире. Или почти в каждой. Поэтому знать, как заточить сверло по бетону, в современных условиях важно любому. Тем более, что ничего хитрого в этом процессе нет, и каких-то особых навыков или особенного инструментария не требуется.
Как и любой режущий инструмент, сверло в процессе эксплуатации теряет свои свойства. При работе с бетоном, кирпичом, камнем режущая кромка тупится очень быстро — сказываются абразивные свойства обрабатываемого материала, поэтому острая грань довольно быстро стирается, «замыливается». Конечно, можно приобрести новый инструмент, а затупившийся выбросить. Но это не совсем рациональный поступок, поскольку остаточный ресурс у сверл или буров еще приличный.
Часто в бюджетном сегменте встречаются буры и сверла, которые производителем не заточены — мастеру самому предстоит выбрать оптимальный вид и угол. Поэтому навык правки и заточки подобного инструмента не только облегчит какие-то виды работ, но и позволит сэкономить семейный бюджет.
Отличие победитового сверла от обычного
Содержание статьи:
Традиционные сверла по металлу или дереву чаще всего делаются из инструментальной стали или так называемого быстрореза — легированной стали, хорошо переносящей температуры и высокие скорости резания. С материалами вроде кирпича, плитки, камня и бетона такой вариант не годится, поскольку:
рабочая среда абразивная;
инструмент быстро и интенсивно греется;
из-за неоднородности обрабатываемого материала рабочие кромки испытывают сильные ударные нагрузки.
Поэтому сверла и буры имеют сложную конструкцию. Основная часть инструмента, отвечающая за отвод и выброс продуктов сверления и крепления инструмента в перфораторе или дрели, может изготавливаться из недорогой, мало легированной стали. А в качестве режущего элемента применяется победитовая пластина — особый сплав карбида вольфрама с небольшим добавлением кобальта и углерода. Пластина крепится на стальном хвостовике медной пайкой.
Такой наконечник хорошо сопротивляется истиранию, переносит высокие температуры. Но довольно хрупок и требует внимания при заточке. Ресурс сверла или бура чаще всего определяется степенью износа именно этой пластины.
Производительность при сверлении во многом зависит от правильной заточки инструмента.
Теперь об отличиях сверла и бура. Сверло по камню или бетону с победитовой напайкой мало отличается от сверла по дереву или камню и по внешнему виду, и по заходу, и по заточке. Обычное допускает удар во время сверления, но больше все же приспособлено именно под сверление. Поэтому у него затачивается только одна задняя кромка. Бур же создавался для работы с перфоратором, где удар превалирует над вращением. То есть, бур работает и как зубило, и как сверло. Поэтому заточка у него идет с обеих кромок — и с задней, и передней.
Конструкция хвостовика зависит от способа крепления в инструменте. Конструкция спирали, отводящей крошку из зоны резания, так же может различаться. Во многом различия обусловлены технологией производства инструмента и характеристиками материала, с которым предстоит работать. Хотя конфигурация спиральной части важна только при сверлении глубоких отверстий. У небольших буров встречается тело и вовсе без спирали или со спиралью, выполненной максимально схематично, даже примитивно. Хотя существуют модификации и четырехзаходные, у которых проблема отвода пыли решена радикально.
В основном, рабочие характеристики сверла или бура зависят именно от состояния победитовой напайки, поэтому при заточке под различные по характеристикам материалы следует обращать внимание именно на эту часть инструмента. Хотя общий принцип неизменен. Чем тверже материал, который следует просверлить, тем меньший угол придается режущей кромке.
Сверла очень специализированный инструмент — для каждого материала свой.
Выбор инструментальной базы для заточки
Для заточки сверл в домашних условиях много не требуется. Достаточно простого электроточила, больше известного как «наждак». При этом мощности простой бытовой модели вполне достаточно, и нет нужды озадачиваться поисками какого-то профессионального устройства. Оптимальный типоразмер тот, который позволяет устанавливать заточные круги диаметром от 200 до 300 мм.
Сам заточной круг может быть алмазным или эльборовым — наилучший выбор. Но, если их нет в наличии, то сгодится и более привычный карбид кремния. Тем, кто слабо разбирается в заточных кругах, можно ориентироваться по цвету камня. Для победита подойдет серый или зеленоватый. Красный и белый не годятся.
Сам победит хорошо переносит интенсивный нагрев. Но вот припой, с помощью которого его крепят к телу сверла, и сталь, из которой эта сталь сделана, перегрева при заточке не терпят. Поэтому следует заранее позаботиться об охлаждении сверла. То есть подготовить небольшую емкость с водой.
Победит не любит термоударов, как и большинство твердых материалов. То есть, при опускании разогретого победитового наконечника сверла в воду тот может разрушиться, треснуть. Чтобы этого не произошло, затачиваемое сверло, когда оно нагреется, сначала какое-то время охлаждают на воздухе и только потом окунают в воду. Длительность выдержки на воздухе зависит от интенсивности нагрева и размеров сверла.
Кстати, если нет уверенности в корректности самостоятельного определения критической температурной точки безопасного охлаждения водой, то лучше обойтись и вовсе без этого — регулярно охлаждать только на воздухе. Правда, такой метод затянет процесс заточки.
Отличие бура от сверла простое: отводящая спираль начинается не сразу от режущей кромки, а чуть позднее
Техника безопасности
Прежде всего, нужно соблюдать правила безопасной работы на наждачных кругах. Все просто. Обязательно используем защитные очки для защиты глаз от кусочков окалины и абразива, даже если наждак оборудован прозрачным защитным экраном. Обязательно отсутствие перчаток на руках — достаточно зацепиться одной нитке, а за ней намотает и всю кисть в рукавице. По этой же причине тщательно застегиваем все пуговицы (особенно на рукавах) — и никаких пышных развевающихся одежд.
Заточной камень должен быть тщательно выровнен и не иметь биений — в конечном счете, соблюдение этого пункта скажется и на качестве заточки. Подручник тоже должен быть отрегулирован — большой зазор между ним и камнем является источником потенциальной опасности, особенно при заточке тонких сверл, поскольку туда может затянуть и сверло, и пальцы.
А вообще, есть еще одно правило безопасной работы на электроинструменте: не надо его бояться. Но вот проявлять уважение — обязательно.
Выполнение работ
Начнем с того, что при заточке сверл особое внимание обращаем на симметрию. В противном случае, возможно биение и неравномерный износ инструмента, а то и поломка. Хотя, если сравнивать со сверлом по металлу, то для победитового бура такой перфекционизм менее важен — легкие огрехи заточки довольно быстро нивелируются сами собой в процессе работы. Но все же стремиться к точности следует.
Второе отличие заточки сверла по бетону от того, что предназначено для металла — у последнего задняя кромка слегка закруглена, она как бы меняет угол за режущей гранью. У сверла по бетону этого не требуется — задняя кромка образует ровную плоскость.
И у перфораторного бура, и у сверла, предназначенного для работы с дрелью, угол при вершине должен быть порядка 110–130 градусов. То есть, это тот угол, который образуют собой две режущих грани при схождении у острия.
Особой точности в определении углов не требуется. Достаточно приближенных значений, «на глазок». Если глазомер слабоват, что особенно сказывается при заточке небольших по диаметру буров, то можно изготовить шаблон из пары гаек, как указано на видео.
У сверла, как уже говорилось, точат только заднюю грань. Угол ее заточки — примерно 60 градусов к оси. При этом плоскость должна быть равномерной. Это хорошо оценить по отблеску — неравномерный на рабочей плоскости победита говорит о том, что плоскостей вышло несколько. Тогда нужно подправить, пока не выйдет одна. Чтобы такого не получалось, достаточно фиксировать сверло, равномерно прижимая его к камню, и не пытаться закрутить. То есть, перемещаем сверло относительно камня влево-вправо для равномерного износа камня, но не меняем угол сверла относительно камня и подручника.
Важный момент! У победитовых сверл бывает так, что передняя кромка закрыта припоем. Тогда требуется подточить и ее. Просто снимаем лишний металл по оси инструмента, открывая победит. Тут важно не перестараться, иначе можно ослабить крепление пластины к стальной основе.
Бур для перфоратора, в принципе, точится точно так же. Только еще добавляется и передняя кромка, ей придают угол в два раза меньший — 30 градусов по отношению к оси бура. Обычно точат одну переднюю кромку, потом бур разворачивают на 180 градусов и правят вторую. Следующими затачивают задние кромки — точно так же, поочередно. Если бур не затачивается с нуля, а только правится, стоит добиваться того, чтобы все следы износа с головки бура оказались убраны. Только тогда он станет нормально сверлить.
Также обращаем внимание на вершину сверла — место, где встречаются обе передние и задние кромки. Между рабочими кромками должна остаться перемычка (там, где сходятся задние грани). Чем она меньше, тем точнее и быстрее будет сверлить бур, но тем и быстрее происходит износ. Меняя размеры передних и задних кромок, можно добиться того, что эта перемычка вообще исчезнет — такое сверло пригодится для сверления без удара керамической плитки. Но для бетона перемычку все же лучше оставить (0,4–5 мм, в зависимости от диаметра).
Можно заточить бур и немного иначе — с самоцентрирующейся вершинкой, т. н. «острая» или «ступенчатая» заточка. Суть ее в том, что на вершине бура образуется шип, который центрирует бур и позволяет более точно выдерживать направление при сверлении без удара. Суть метода можно посмотреть на этих видеороликах.
Отрабатывая навык заточки сверл и буров не стесняйтесь изготавливать полезные простые приспособления по совету мастеров. Как правило, особых затрат такие изделия не требуют, а вот качество работы повышают значительно. Кроме того, они упрощают приобретение полезных навыков, и позднее можно будет обходиться без них. Но до тех пор, пока рука не набита, а глазомер не выработан, подобная оснастка избавит от массы неприятных моментов.
Как правильно заточить сверло по металлу! Видео о правильной заточке сверл
Что такое сверло и как его заточить
Затачиваем сверла для работы по металлу
Несколько слов о заточном станке
Методы заточки сверл болгаркой в домашних условиях, своими руками
Правила заточки победитовых сверл
Работа с наждаком
В домашнем хозяйстве самым востребованным электроинструментом является дрель. Используя надежного помощника можно не только высверливать практически любые отверстия, но и вырезать места под установку электромонтажных приборов, включая розетки, выключатели. Но для этого вам обязательно понадобится набор сверл. Выпускаются сверла для работы с любыми материалами. В процессе работы сверла тупятся и нуждаются в заточке. Размещенный ниже материал рассказывает, как правильно заточить сверло по металлу в дополнение посмотрите видео о вариантах заточки
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла.
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания. Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм. Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке. Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть. Центровые сверла используются для центровки деталей при точении.
Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки. Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет. Надо только бережно относиться к их хранению и использованию. Для нас же важно научиться затачивать сверла при работе по металлу, бетону.
Затачиваем сверла для работы по металлу
Для того чтобы узнать, как правильно заточить сверло по металлу, достаточно посмотреть видео о способах и углах заточки. Чтобы произвести заточные работы, надо иметь не только заточное оборудование, но и средства защиты. Из средств защиты надо обязательно приобрести защитные очки. А для заточки сверла лучше всего купить заточной станок.
Видео:
Несколько слов о заточном станке
Чаще всего заточной станок изготавливается на основе небольшого электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок должен быть оборудован в обязательном порядке прозрачным защитным экраном, подпятником.
В домашних условиях не следует использовать сверла диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О том, что сверлу требуется заточка, можно судить по появляющемуся характерному скрипу при сверлении, особенно в его начале. Одновременно сверло начинает сильно нагреваться, что еще больше приводит к его стиранию.
Точатся сверла на специальных заточных станках. В домашних условиях сверла можно затачивать на простом точиле с камнем, при помощи болгарки с насадкой, на наждачке. Итак, как правильно заточить сверло по металлу? Как затачивать сверло, определяет форма задней плоскости сверла. Дело в том, что заточка сверла производится по задним граням. Внимание! Правильно заточенное сверло имеет два зуба, заточенные абсолютно одинаково.Говоря о видах заточки, отметим, что их бывает несколько.
Углы заточки
Самый простой, одноплоскостной. Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В процессе заточки запрещается перемещать или вращать сверло.
Это самый простой вид заточки. Но его рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида заточки считается разрушение режущей кромки сверла в процессе работы в виде выкрашиваемости. Второй распространенный вид заточки называется коническим. Данный вид заточки используется для сверл диаметром свыше 3 мм. Это более сложный вид заточки. Коническую заточку сверла сложно выполнить вручную. Для ее выполнения, надо взять сверло в левую руку, зажав рабочую часть. Правой рукой зажимается хвостовик. Сверло прижимается режущей кромкой к торцу заточного круга под нужным углом. Покачивая сверло правой рукой, создайте конусную поверхность на задней грани сверла. Внимание! Плавными и медленными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня. Эти же действия выполните и для второй части сверла. Внимательно следите за выдерживанием формы задней грани и углом заточки. Для точного измерения углов заточки применяйте специальный прибор, называемый угломером. Если измерительного прибора нет, можно сделать шаблон. А какие углы надо выдерживать, где узнать их величину. Угол заточки сверла по металлу выбирается из таблицы.
Важно! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Обязательно делайте охлаждение и закалку водой.
Чтобы обеспечить требуемые углы заточки сверла, рекомендуется использовать специальные приспособления. Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
Таблица угла заточки сверла, для различных материалов
Методы заточки сверл болгаркой в домашних условиях, своими руками
О заточке сверла при помощи точильного камня мы рассмотрели. А еще как самому заточить сверло? Если нет под рукой заточного станка, можно обойтись болгаркой. Способ 1 Данный способ заключается в том, что сверло жестко крепится в тисках или приспособлении. Задается угол закрепления. На болгарку устанавливается диск для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла. А как заточить сверло болгаркой, хорошо показано на предлагаемом видео. Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закреплять сверло в приспособлении или тисках.
Видео:
Способ 2 При этом способе заточки крепится болгарка. На болгарку устанавливается диск с мелкой наждачной бумагой. Сверло держится рукой, прикладывается к диску режущей частью. Все отлично видно, как заточить сверло по металлу болгаркой на видео.
Видео:
Правила заточки победитовых сверл
А как заточить победитовое сверло? Победитовое сверло чаще всего используют для сверления отверстий в бетоне, кирпиче, камне. В процессе работы сверло нагревается, издавая визжащий звук. Это первый признак, что сверло нуждается в заточке.
Подробно о способах, как заточить победитовый бур для перфоратора. Чтобы заточить победитовое сверло, лучше воспользоваться точильным станком с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для победитового сверла он равен 170º. Заточка победитового сверла заключается в подправке затупившейся режущей кромки.
Видео:
Работа с наждаком
Плавным касанием сверла к заточному камню подправьте переднюю поверхность сверла. Сверло берется в левую руку ближе к режущей части, правой рукой держится за хвостовик. Сверло подводится к заточному камню, отрезному диску болгарки или грибу с установленным наждачным полотном.Заточка заключается в подправке режущей кромки победитового сверла, которая при сверловке твердой поверхности затупляется. Внимание! Надо помнить, что частота вращения заточного камня зависит от твердости сверла. Чем тверже материал сверла, том медленнее должен вращаться диск. В процессе заточки необходимо следить за одинаковостью режущих сторон. В противном случае у вас получатся увеличенные и неровные отверстия. Важно не перекаливать сверло и охлаждать.
Видео:
Видео:
Выводы:
– сверло можно заточить правильно и в домашних условиях самому;
– сверла до 3 мм предпочтительнее затачивать одноплоскостным видом заточки;
– для сверл свыше 3 мм рекомендуется применять коническую заточку;
– для заточки можно использовать не только специальное оборудование, но и болгарку с наждачной насадкой;
– заточку победитового сверла лучше производить на заточном станке с алмазным диском;
– при заточке обязательно пользоваться защитными очками.
Видео подобранное по теме заточки сверл разными способами
Видео:
Видео:
Видео:
Как заточить сверла (5 разных способов)
Ваше сверло издает раздражающие визжащие звуки каждый раз, когда вы его запускаете? Вам трудно сверлить дерево и мягкий металл? Если вы ответили «да» на любой из вопросов, возможно, вашему лезвию требуется некоторая заточка.
Вам не нужно каждый раз бежать в магазин, чтобы заменить затупившееся, сломанное или сколотое сверло. Затачивая режущие кромки, вы можете сэкономить время и деньги. Хотя это может потребовать некоторой практики, вы можете добиться чего-то близкого к фабричной заточке, используя любой из пяти самодельных методов, перечисленных ниже. Но давайте сначала наметим процедуру.
Инструкции по заточке сверл
Когда сверло затупится, не поддавайтесь желанию сильнее прижать его к материалу. Помимо повреждения бит, вы рискуете поранить себя. Процедура заточки насадок довольно проста, но для ее совершенствования требуется регулярная практика. Перед началом всегда надевайте защитные очки. И не надевайте перчатки, так как они могут зацепиться за шлифовальный круг, захватив с собой вашу руку.
1. Изучите скучный бит
Авторы и права: blickpixel, Pixabay
Различные биты не изнашиваются одинаково. Изучив их, вы можете сказать, сколько металла вам нужно удалить, чтобы кромка оставалась острой. Это определит, нужен ли вам круг для кругового или тонкого шлифования.
2. Выберите свой любимый инструмент
Кредит: Life-Of-Pix, Pixabay
Большинство инструментов для заточки дороги, и у вас может не быть роскоши выбора. Тем не менее, большинство инструментов будут работать нормально, если вы будете следовать правильной процедуре. Если вам нужно выбрать один из нескольких инструментов, учитывайте такие факторы, как тип шлифовального круга (грубый или мелкий), простота использования и тип сверла.
3. Держите сверло правильно
Кредит: kropekk_pl, Pixabay
Держите сверло под углом 60 градусов к шлифовальному кругу, используя доминирующую руку для направления, а другую для подачи. Так как ваши руки будут слишком близко к шлифовальному кругу, будьте осторожны, чтобы не порезать их.
4. Обрежьте посадку
Авторы и права: Alexei_other, Pixabay
Слегка поднимите левую руку, продолжая прижимать биту к колесу не дольше 5 секунд. Помните, что цель состоит не в том, чтобы стереть сверло, а в том, чтобы пройтись по матовой поверхности.
5. Отрежьте долото
Авторы и права: terski, Pixabay
Чтобы создать угол долота, переместите левую руку вправо. Угол должен составлять 45 градусов от края.
6. Форма площадки
Авторы и права: Capri23auto, Pixabay
Вращайте или вращайте долото против часовой стрелки, чтобы создать закругленную площадку. Хорошо округленная посадка обеспечит губе большую поддержку.
7. Поверните долото
Авторы и права: Bru-nO, Pixabay
Поверните долото на 180 градусов и повторите предыдущие три шага. Это гарантирует, что вы заточите и другую губу.
8. Повторите
Повторите шаги несколько раз для достижения максимальных результатов. Если края сверла несимметричны, продолжайте вращать стороны, чтобы убедиться, что вы не отдаете предпочтение одному над другим. Как только вы достигнете этой симметрии, ваша дрель готова к использованию.
Пять различных методов заточки
Теперь, когда вы знакомы с процедурой, вы можете узнать, какие у вас есть варианты заточки сверл. Ниже приведены некоторые из них.
1. Использование угловой шлифовальной машины
Использование угловой шлифовальной машины — один из наиболее удобных способов заточки сверл. Но вам может понадобиться приспособление, чтобы облегчить вашу работу. Чтобы сделать приспособление, возьмите кусок дерева и просверлите в нем отверстие в соответствии с углом вершины сверла. Например, если у вас угол при вершине 120 градусов, проведите на дереве линию под углом 60 градусов и просверлите ее.
Прикрепив сверло к кондуктору, поместите его на верстак. Держите сверло рукой, одновременно оказывая давление на отверстие. После этого захватите рыболов свободной рукой, пока насадка параллельна поверхности дерева, и включите ее. Надавите на сверло, чтобы заточить землю, и переверните его на 180 градусов, чтобы заточить обе стороны. Сделав это, выньте насадку из зажимного приспособления и прижмите ее к верстачным тискам, чтобы заточить рельефы.
2. Алмазные напильники
В отличие от большинства инструментов для заточки, алмазные напильники не имеют электрического питания и полезны при заточке сверл со шнеком или направляющим винтом. Использование алмазного надфиля — один из самых практичных способов заточки таких насадок без их повреждения.
Естественно, ручная заточка занимает больше времени, чем стандартные электрозаточные инструменты. Однако использование алмазного напильника — единственный способ защитить хрупкую насадку на направляющем винте от повреждений. Хорошо то, что вы можете легко заточить сверла с помощью алмазного напильника. Инструмент вполне доступен по цене и пригодится, когда вы находитесь далеко от своих электроинструментов.
3. Использование настольного шлифовального станка
Один из самых быстрых способов заточки сверла — использование настольного шлифовального станка. Если вы похожи на большинство домашних мастеров, возможно, у вас уже есть такой. Все, что вам нужно сделать, это надеть защитную одежду и начать заточку. Хорошо то, что точильный камень почти не изнашивается при легком использовании.
Большинство настольных шлифовальных станков имеют два заточных круга. Один из них грубый, а другой тонкий. Курсовое колесо должно выполнять большую часть работы по заточке, прежде чем вы переключитесь на точное колесо для последних штрихов. Благодаря тому, что рядом с инструментом находится холодная вода, вы можете сохранить структурную целостность биты, погружая ее в воду несколько раз для охлаждения.
Однако к заточке от руки может потребоваться некоторое время, чтобы привыкнуть. Так что не ожидайте такой же точности, как при использовании специальных инструментов для заточки. Более того, держать пальцы слишком близко к быстро вращающемуся шлифовальному камню — это риск, на который не каждый готов пойти.
4. Точилка для сверл Drill Doctor
Если вы ищете один из самых точных инструментов для заточки сверл, попробуйте точилку для сверл Drill Doctor. Хотя специальный инструмент для заточки довольно дорогой, он обеспечивает точную заточку.
К сожалению, Drill Doctor не позволяет погружать сверло в воду для охлаждения. Поэтому сверло может нагреться и потерять свою структурную целостность, особенно при быстрой его заточке. Кроме того, инструмент может только затачивать биты. Если вы хотите заточить ножи и ножницы, подумайте о том, чтобы потратить больше на комбинированный блок.
Как и большинство коммерческих инструментов для заточки, Drill Doctor имеет тонкий шлифовальный камень. Хотя они полезны для поддержания гладкости краев, они медленно удаляют металлы. Это означает, что для заточки очень тупых бит потребуется больше времени.
5. Использование инструмента для заточки бит с приводом от дрели
Использование точилки с приводом от дрели — один из самых дешевых способов заточки сверл. Это будет стоить вам значительно меньше, чем специальный инструмент для заточки, а результаты будут почти такими же хорошими. Всего за 20 долларов вы можете получить небольшой, портативный и простой в использовании инструмент для заточки. Настройка занимает очень мало времени, и вы можете использовать его, когда находитесь далеко от своего рабочего места.
Охлаждение сверла во время заточки позволит режущей кромке дольше оставаться острой. Вы можете либо окунуть биту в воду, либо намочить ее с помощью пульверизатора. Точилка с приводом от дрели поможет вам поддерживать гладкую поверхность сверла благодаря тонкому шлифовальному камню. Тем не менее, потребуется больше времени, чтобы протереть изношенные биты.
Одним из распространенных недостатков этого типа точилки является ограничение размера насадок, с которыми она может работать. Многие будут точить только биты до полдюйма в диаметре. Кроме того, инструмент может быть утомительным в использовании, так как вы должны крепко держать его и правильно расположить для получения точных результатов. Хотя вы не можете заменить точильный круг, стоимость замены всего инструмента почти такая же, как покупка нового сменного круга.
Заключение
Сверла со временем затупляются, ломаются или скалываются. Без острого края вам будет трудно просверлить даже самые мягкие материалы. К счастью, вам не нужно покупать новую биту каждый раз, когда она изнашивается. Теперь вы можете вдохнуть новую жизнь в старые и изношенные детали, которые в противном случае вы бы выбросили. Вам больше не нужно тратить деньги на покупку дорогих заменителей.
Рекомендуемое изображение предоставлено: stokpic, Pixabay
Содержание
1 Шаги по заточке сверл
1. 1 1. Изучите затупившуюся насадку
1.2 2. Правильно держите насадку
5.
1.4 4. Отрежьте посадку
1.5 5. Отрежьте зубило
1.6 6. Сформировать посадку
1,7 7. Поверните бит
1,8 8. Повторите
2 Пять различных методов оборуженности
20105 2.1 1. Использование угловой шлифовальной машины
2.2 2. Алмазные напильники
2.3 3. Использование настольной шлифовальной машины
2.4 4. Устройство для заточки сверл Drill Doctor
2.5
3 Заключение
Как заточить сверла. Руководство для начинающих
Всему приходит конец, но наши сверла не должны затачивать их раньше времени. Многие из них можно повторно заточить и снова использовать в работе прямо дома. Если вы изначально купили качественные биты, то обнаружите, что их повторная заточка со временем сэкономит много денег. Итак, если вы готовы принять вызов, читайте дальше, и мы покажем вам все тонкости спасения скучных фрагментов.
Содержание (Перейти к теме)
1 Какие типы сверл можно затачивать?
2 Какие типы сверл нельзя затачивать?
2.1 Материал Основания
2.2. Покрытие
3 Методы заточки сверла
4 Как заточить биты сверла
4.1. Наденьте СИЗ
4.4 Шаг 4: заточите и заточите насадку
4.5 Шаг 5: проверьте насадку
5 Заключение
Какие типы сверл можно затачивать?
В большинстве случаев люди могут легко заточить в домашних условиях следующие типы бит с помощью некоторых инструментов:
Спиральные сверла- Стандартные сверла легче всего поддаются повторной заточке. Обычно вам нужно будет отрегулировать головку только на той, которая интенсивно использовалась.
Перьевые сверла- Легко затачиваются напильником. У них мало деталей, и их можно быстро вернуть в строй.
Сверла Forstner- Эти сложные сверла можно повторно заточить, если вы хотите продлить срок службы хорошего набора.
Кольцевая пила- Кольцевые пилы часто используются в дрелях, но на самом деле они не являются «битами». Их часто можно перетачивать пару раз, если вы готовы поработать.
Если вы можете обрабатывать основной материал биты своими инструментами, вы сможете заточить все это в домашних условиях.
В то время как некоторые другие типы могут можно использовать повторно, часто это неэкономично.
Какие типы сверл нельзя затачивать?
Существуют десятки различных вариаций сверл, и не все из них можно обслуживать в домашних условиях.
Иногда это связано с типом биты, в первую очередь, когда мы говорим о специальных битах. Алмазные коронки, например, используют абразив для резки, и со временем алмазы «сгорают». Как только это закончится, они закончат.
Чаще всего это связано с механическими свойствами материала биты. Все нижеперечисленное может удержать вас от заточки рассматриваемого сверла.
Основной материал
Большинство сверл изготавливаются из той или иной формы быстрорежущей стали. HSS — отличный материал, разработанный для сверл и других инструментов, которые подвергаются высоким оборотным нагрузкам. Это довольно сложно, но не требует экзотических материалов для работы.
Более дешевая сталь еще проще, но на ее заточку тратится много времени. В некоторых случаях вы можете захотеть приобрести другой набор целиком.
Сплавы кобальта и вольфрама обычно используются для закалки стали или кирпичной кладки. Излишняя твердость делает их непрактичными для заточки в домашних условиях. Стандартный напильник из закаленной стали слишком мягок, чтобы перетачивать лезвия на долоте, поэтому требуются алмазные инструменты или профессионал.
Покрытие
Покрытие — сложный вопрос, по крайней мере, когда дело доходит до заточки.
В и всех корпусах вы потеряете покрытие при заточке биты. Полная остановка. Наслаждайтесь сроком службы своих титановых сверл и просто купите еще один набор, когда они станут слишком тупыми, чтобы их можно было использовать.
Оксидные покрытия, черный материал, единственное покрытие, которое я бы рекомендовал повторно заточить. Вы можете нанести полироль, чтобы получить максимальное снижение трения, и покрытие минимально эффективно во всем, кроме замедления ржавчины в первую очередь.
Методы заточки сверл
Этот конкретный метод, которому вам нужно следовать, будет различаться для разных типов сверл. Однако есть три подхода, которые вы можете использовать:
Вручную- С помощью напильника и, как правило, зажимного приспособления вы можете вернуть в рабочее состояние самые простые насадки из быстрорежущей стали.
С электроинструментом- Настольный шлифовальный станок является наиболее распространенным инструментом, используемым для восстановления острой режущей кромки на битах, но его можно использовать не во всех случаях. Это также требует определенных навыков работы с инструментом, который есть не у всех.
С точилкой для сверл — Если вы регулярно затачиваете сверла, есть точилки, которые делают это автоматически. Они удобные, но дорогие. Неплохо рассмотреть этот вариант, если вам нужно сделать целый набор.
Независимо от того, что вы используете, идея одна и та же: вы попытаетесь восстановить острую режущую кромку на кончике сверла.
Для твердых насадок вам понадобятся алмазные плоские напильники или круги, имейте это в виду, если вы затачиваете вольфрамовые или кобальтовые насадки.
Как заточить сверла
Заточка сверл — несложное дело. В большинстве случаев вы будете шлифовать внешнюю часть биты и перетачивать ее.
Пилы Форстнера и кольцевые пилы отличаются от спиральных бит, но все они могут быть заточены в домашних условиях.
Шаг 1. Осмотрите сверло
Вам нужно внимательно осмотреть сверло, которое вы затачиваете. Осмотрите всю режущую кромку, вплоть до внешней кромки сверла.
Есть несколько причин, по которым вы хотите заточить сверло. Наиболее вероятная причина в том, что у вас затупилось сверло. Независимо от того, используете ли вы ручную дрель или сверлильный станок, вы, вероятно, заметили снижение скорости, с которой ваша дрель прорезает материал, когда вы оказываете довольно приличное давление. Еще одним признаком может быть то, что сверло сильно нагревается и даже сжигает материал.
А может быть, вы умудрились сломать сверло во время сверления или даже уронили его. Твердые инструментальные стали, как правило, очень хрупкие.
Какой бы ни была причина, важно понимать объем материала, который вам нужно будет удалить. Нужно ли вам просто снять небольшое количество, чтобы восстановить острую, как бритва, режущую кромку, или вам нужно будет полностью изменить кончик.
Также следует осмотреть хвостовик, на нем иногда могут образовываться заусенцы. Если вы их найдете, перед шлифовкой спилите их плоским напильником. В противном случае они представляют опасность для вашей руки в процессе заточки.
Шаг 2. Рассмотрите возможность использования зажимного приспособления
Если вы используете ленточно-шлифовальную или настольную шлифовальную машину, самое время сделать приспособление. Для этого вам понадобится всего лишь кусок дерева, пила и долото. Важно, чтобы угол наклона лезвий соответствовал первоначальному, если вы делаете приспособление, но большинство из них имеют угол 118° или 135° на кончике.
Изготовление зажимных приспособлений занимает некоторое время, но делает их намного быстрее.
Если вы планируете повысить резкость только одного бита, то можете попробовать пропустить этот шаг. Однако заточка сверла от руки с хорошими результатами требует много практики. Если вы никогда не пробовали раньше или у вас есть более одного или двух, это полностью стоит первоначальных затрат времени.
Шаг 3. Наденьте средства индивидуальной защиты
Всякий раз, когда вы используете шлифовальную или ленточно-шлифовальную машину, вам придется иметь дело с мусором. При шлифовке стали отлетают маленькие раскаленные докрасна искры .
Необходим хороший комплект защитных очков, отвечающих требованиям ANSI. Я бы также рекомендовал тканевый или кожаный фартук, чтобы не обжечься на одежде.
Настольные шлифовальные и шлифовальные станки также могут быть очень шумными даже до того, как вы начнете резать металл. Если вы собираетесь использовать кофемолку в течение длительного периода времени, я настоятельно рекомендую использовать защитные наушники.
Несмотря на близость руки к режущей поверхности: не надевайте перчатки при работе на шлифовальном станке или ленточном шлифовальном станке. Их легко поймать и нанести серьезную травму.
Если вы сомневаетесь, перед началом работы освежите в памяти технику безопасности при работе с инструментом.
Шаг 4. Заточите и заточите сверло
Теперь, когда вы экипированы и, возможно, у вас есть приспособление, пришло время заточить наконечник сверла.
Спиральные сверла
Если у вас есть кондуктор, просто приложите сверло к шлифовальному кругу и постепенно прикладывайте небольшое усилие. Медленно вращайте сверло по часовой стрелке, чтобы отшлифовать всю поверхность. Если вам нужно изменить угол режущей кромки, вам, возможно, придется перемещать приспособление из стороны в сторону по станине, чтобы заточить всю длину режущей кромки.
Если нет, то придется смотреть на угол. Осторожно поместите режущую кромку под углом 90° к передней части ленты или шлифовального круга. Вставьте сверло прямо в колесо на несколько секунд, затем потяните его назад, чтобы посмотреть под углом.
Если он выглядит чистым, вам нужно повернуть его на 180° и повторить процесс. Даже если вы не сделали приспособление, может быть полезно сравнить угол с другим сверлом или даже с транспортиром, если он у вас есть.
В любом случае окуните сверло в воду между короткими сеансами заточки. Тепло — ваш враг, оно затрудняет обращение с битой и может даже закалить металл, изменив его свойства.
Если у вас нет электроинструмента, вы можете использовать напильник из закаленной стали, но это намного сложнее. Подпилите под углом, точно перпендикулярным режущей кромке, в одном направлении и часто проверяйте его. Возможно, вы не сможете получить отличные чаевые, если у вас нет надежной руки, но это будет намного лучше, чем действительно тупая рука.
Сверла-лопатки
Самый простой способ заточить сверла-лопасти — вручную.
Зафиксируйте насадку с помощью тисков или зажима. Вертикально проще, но вы также можете положить их на бок, используя что-то вроде зажима.
С помощью плоского напильника найдите угол кромки, аккуратно проводя напильником по той же плоскости. Используйте напильник, чтобы удалить любые заусенцы с концов. Продолжайте до тех пор, пока не будут удалены все стружки и не появится острый угол долота.
Вы также можете подпилить наконечник до более острого конца и переточить режущие кромки, если они имеют скос.
Сверла Форстнера немного сложнее. Если вам нужно только заточить режущую кромку, возможно, лучше сделать это вручную. Для таких целей существует целый ряд шлифовальных камней или алмазных хонинговальных инструментов.
Однако, если вам нужно заточить их несколько, возможно, вы захотите рассмотреть вращающийся инструмент с коническим шлифовальным камнем. Если вам удобно использовать вращающийся инструмент, вы можете попробовать сделать это свободной рукой, как показано на видео выше. Однако я бы посоветовал зажать вращающийся инструмент, чтобы создать что-то вроде настольной мини-шлифовальной машины.
Все советы в видео по-прежнему применимы, однако я всегда предпочитаю думать о безопасности прежде всего. Так что для меня это намного проще и намного безопаснее, если вращающийся инструмент не может двигаться. Затем вы можете сосредоточиться на угле режущего диска, не беспокоясь также об угле шлифовального камня.
Самый простой способ, который я нашел, это просто использовать кусок 2×4 и пару длинных стяжек. Поместите, пока вращающийся инструмент не перестанет двигаться, и все готово. Это только одноразовое использование, если вы делаете это таким образом, но вы можете сделать что-то более долговечное, если хотите.
Когда речь идет о внешнем ободе, всегда следует удалять материал с внутренней стороны, чтобы восстановить режущую кромку. Удаление материала снаружи изменит диаметр отверстий, которые вы просверливаете. Совместите угол на внутренней кромке и плавно переместите сверло вдоль жернова вращающегося инструмента.
Обе стороны должны быть ровными, так что считайте ходы во время заточки.
После этого вам нужно пройти по внутренней стороне флейт от центра сверла. Убедитесь, что вы удаляете ровное количество материала и доводите его до красивого края.
Сверла Форстнера заточить намного сложнее, поэтому не торопитесь и сделайте это правильно.
Кольцевые пилы
Кольцевые пилы следует затачивать как пилу.
Основная идея состоит в том, чтобы восстановить острый край верхней части зуба. Вы можете использовать вращающийся инструмент с отрезным кругом, чтобы сделать это легко. Напильники тоже работают, просто следите за тем, чтобы бита оставалась неподвижной, иначе вы можете пораниться. Для этой цели хорошо подходят слесарные тиски.
Кольцевые пилы, как правило, требуют только одной или двух перенасадок, прежде чем вам потребуется их полная замена.
Шаг 5. Проверьте сверло
Всегда проверяйте новое острие сверла перед тем, как начнете все убирать.
Если он режет чисто и гладко, значит, все готово. В противном случае осмотрите наконечник или края и определите, в чем заключалась проблема.
Не каждый сможет получить острый как бритва бит, это навык, который требует практики. Но большинство людей должны быть в состоянии получить значительное улучшение в течение пятнадцати минут работы.
Зиговочная машина ручная (зиговка): изготовление своими руками, чертежи
Назначение и конструкция зиговочного оборудования
Классификация зиговочного оборудования по типу привода
Сферы применения оборудования для зиговки
Как изготовить зиговочное оборудование своими руками
Зиговочная машина — это специализированное оборудование, позволяющее выполнять такую технологическую операцию, как зиговка. Этот метод обработки, которой подвергаются заготовки из листового металла, не представляет особой сложности в технологическом плане, но для осуществления подобной обработки необходимо использование специальных машин. Такое оборудование, представленное на современном рынке большим разнообразием серийных моделей, может быть оснащено ручным, электрическим или гидравлическим приводом. При желании простейший зиговочный станок несложно изготовить своими руками.
Работа зиговочной машины: нанесение двойного круглого фальца на заготовку цилиндрической формы
Назначение и конструкция зиговочного оборудования
Прежде чем начать разбираться в том, что собой представляет зиговочный станок, необходимо понять, для чего выполняется зиговка. В процессе осуществления этой технологической операции на поверхность заготовки из листового металла наносятся углубления полукруглого профиля. Такие углубления, которые и называются зигами, выступают в роли ребер жесткости, их наличие на поверхности изделия из тонкостенного металла делает его значительно прочнее. Размер углублений, для формирования которых и применяется зигмашина, полностью зависит от толщины металла, используемого для заготовки. Для выбора данного параметра, являющегося очень важным для такой технологической операции, используются специальные справочные таблицы.
Многие современные производители выпускают зиговочные станки, технические возможности которых позволяют выполнять целый перечень технологических операций. К таким операциям, которым заготовки из листового металла подвергаются в процессе их круговой обработки, относятся рифление их поверхности, резка и отбортовка. Более мощными и производительными, если проводить сравнение с ручным оборудованием, являются зиговочные электрические машины. За счет наличия в своей конструкции мощного электрического привода такие станки позволяют успешно выполнять обработку заготовок, изготовленных из более толстого листового металла.
Основные части зиговочной машины
Вне зависимости от того, оснащен зиговочный станок ручным или электрическим приводом, конструкция и принципиальная схема работы такой машины остаются практически неизменными. Основными элементами конструкции подобных станков являются два вала, оси которых могут располагаться горизонтально или под некоторым наклоном. Именно эти валы, вращаясь относительно друг друга в противоположном направлении, придают вращение рабочим роликам, зафиксированным на их концевой части. Работает зиг машинка, как ручная, так и электрическая, по следующей схеме:
заготовку из листового металла помещают между двумя формирующими роликами оборудования;
валы машины сводят друг с другом, тем самым обеспечивая зажим заготовки между рабочими роликами;
при помощи ручного или электрического привода валы приводят во вращение;
при вращении валов и рабочих роликов зажатая между ними деталь также начинает двигаться; при перемещении заготовки между рабочими роликами с выступами требуемого размера и формы на поверхности листового металла под воздействием пластической деформации формируются соответствующие углубления.
Классификация зиговочного оборудования по типу привода
Наиболее простой как по своей конструкции, так и по принципу действия, является зиговочная машина ручная. Все манипуляции с таким оборудованием, как следует из его названия, осуществляются вручную. К таким манипуляциям, в частности, относятся: прижим валов с рабочими роликами, для чего используется специальная рукоятка, расположенная в верхней части устройства; прокручивание роликов вместе с зажатой между ними заготовкой: такое действие также выполняется посредством специальной рукоятки рычажного типа.
Для эффективного использования зиговочного станка простейшего ручного типа требуются определенные навыки и сноровка, так как его оператору необходимо одновременно крутить рукоятку и удерживать обрабатываемую заготовку в требуемом положении, тем самым задействовав обе руки. Ручная зиговочная машина по причине невысокой мощности установленного на ней привода может использоваться для обработки листовых заготовок, толщина которых не превышает 1,5 мм.
Ручной зиговальный станок подходит для периодического использования в домашней мастерской
Более мощной, производительной, но и более дорогой по своей стоимости является зиговочная машина с электроприводом. Такие зиг машины правильнее всего относить к оборудованию электромеханического типа, так как в их конструкции присутствует и ручной механический привод, который обеспечивает сжатие листовой заготовки между рабочими роликами. За счет электрического привода такого оборудования происходит вращение рабочих роликов и, соответственно, вращательное движение обрабатываемой заготовки.
Включение и отключение электрического привода машины осуществляется посредством ножной педали, благодаря чему обе руки оператора всегда остаются свободными для выполнения манипуляций с обрабатываемой деталью. Наличие электрического привода, которым оснащены подобные зиговочные станки, как уже говорилось выше, значительно повышает их производительность, что дает возможность успешно применять эти машины для оснащения предприятий, производящих металлопродукцию крупными сериями. Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.
Электромеханические зиговальные машины, как правило, могут оснащаться дополнительными приспособлениями для обработки заготовок сложной конфигурации
Зиговочные машины могут оснащаться и гидравлическим приводом, который еще больше увеличивает мощность оборудования. Технические возможности подобных машин позволяют успешно использовать их для обработки листового металла даже достаточно значительной толщины. Гидравлический привод зиговочного оборудования данного типа отвечает за прижим рабочих роликов к поверхности заготовки, а их вращение и, соответственно, движение обрабатываемой детали обеспечивает приводной механизм электрического типа. Несмотря на все преимущества, которыми отличаются гидравлические зиговочные машины, имеют они и недостатки: большие габаритные размеры и значительную массу, поэтому такое оборудование в основном используют крупные производственные предприятия.
Сферы применения оборудования для зиговки
Оборудование, предназначенное для выполнения зиговки, даже несмотря на то что название такой технологической операции знакомо преимущественно специалистам по металлообработке, активно используется в различных сферах деятельности. Зиговочные машины являются практически незаменимыми для изготовления элементов кровельных конструкций, в частности, для формирования их кромок.
Примеры элементов водостока, выполненных на зиговочном станке
Следует отметить, что в строительной сфере зиговочные станки нашли очень широкое применение. Используя такие машины, из листового металла, в частности, изготавливают следующие элементы строительных конструкций и коммуникационных систем: части водосточных и воздуховодных систем, изоляцию для теплотрасс и др. В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте.
Зиговочный станок также можно использовать для того, чтобы надежно соединить между собой цилиндрические заготовки, выполненные из тонколистового металла. Ролики для оснащения зиг машины такого типа при прохождении через них цилиндрической заготовки формируют на ней замки, при помощи которых и осуществляется соединение двух деталей.
Прокатка замка на колене воздуховода
При выполнении соединений с использованием замков, в отличие от сварки, на металлические детали не оказывается термическое воздействие, что исключает возможность их коробления. Кроме этого, такая машина, своими руками изготовить которую также можно, не требует для своего применения никаких дополнительных расходных материалов.
Чтобы расширить функциональные возможности, которыми обладает зиговочная, в том числе и ручная, машина, ее можно дооснастить дополнительными рабочими органами. Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Специальные насадки позволяют делать фальцы для соединения тонкостенных труб
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно. Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов.
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Схема зиговочного станка
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
Чертеж корпуса вала
Чертеж коробки
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
корпус устройства с защитным кожухом;
кронштейн;
хвостовик цилиндрической формы;
два рабочих вала;
стопорный болт;
винт, оснащенный откидной ручкой;
устройство пружинного типа;
элементы зубчатой передачи;
непосредственно сами ролики.
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
обрабатываемый край детали устанавливается на нижний ролик;
при помощи вращения рукоятки на край заготовки опускается второй ролик;
вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.
После того как требуемый результат обработки достигнут, для чего может потребоваться несколько циклов проворачивания заготовки, верхний ролик поднимается и готовое изделие извлекается из станка.
Как сделать зиговочный станок своими руками?
Зиговочный станок представляет собой специальное устройство, предназначенное для выполнения зиговки. Зиговка – это относительно простой процесс, который выполняется над деталями из листового металла и заключается в нанесении на эти детали сплошных выступов и углублений.
Вместе с тем для его полноценного осуществления необходимо специальное устройство – ручной или автоматический зиговочный станок. Современный рынок предлагает множество подобных станков самых разных модификаций. Для тех, кто решил сделать такое устройство своими руками, мы предоставляем детальную инструкцию.
Классификация устройств
Конструктивные особенности и назначение
Область применения
Изготовление в домашних условиях
Как работать на зиг-машине
Классификация устройств
Большое количество современных зиговочных установок можно разделить по классам в соответствии с их наиболее важными показателями или конструктивными особенностями. Чаще всего такие станки разделяют в зависимости от типа привода:
Ручные – наиболее распространенный вариант зиговочного станка. Все рабочие механизмы данного станка приводятся в действие исключительно посредством применения физической силы его оператора. Например, в верхней части станка располагается специальная рукоятка, при помощи которой осуществляется прижим валиков с рабочими роликами. Ролики можно прокручивать вместе с зафиксированной между ними деталью. Для качественного применения станка данного типа от оператора требуются определенные навыки, поскольку для обработки детали необходимо одновременно использовать сразу несколько элементов управления. Максимальна толщина детали, с которой можно работать на данном станке составляет 15 мм.
Гидравлические – наиболее мощные зиговочные машины, но в то же время и наиболее дорогие. Технические характеристики таких станков позволяют работать с металлическими заготовками внушительной толщины. Гидравлика осуществляет качественный прижим роликов к заготовке и надежную ее фиксацию. В то же время прокручивание роликов и передвижение обрабатываемой заготовки осуществляется посредством проводного механизма электрического типа. Кроме высокой цены, есть у этих аппаратов и другой недостаток – серьезные габариты. Именно поэтому данные устройства чаще всего применяют на больших производствах.
Средним по мощности вариантом зиговочной машины считается аппарат с электрическим приводом. Такой станок стоит дороже, чем ручной, но значительно дешевле, чем гидравлический. Стоит отметить, что, кроме электрического привода, в данном станке присутствует и классический механический привод. Именно с его помощью фиксирую заготовку между роликами, которые вращаются уже благодаря приводу электрическому.
Активировать работу такого станка можно с помощью ножной педали. Таким образом, обе руки человека, который работает за этим станком, остаются свободными, что значительно облегчает процесс обработки заготовок. Характерной чертой такого типа станка является возможность его эффективного применения и в домашних мастерских, и на серьезных предприятиях.
Конструктивные особенности и назначение
Основную функцию станка – зиговку, которая являет собой процесс нанесения на металлическую заготовку специальных углублений, устройство может качественно выполнять благодаря особенной конструкции. Наличие зиговки на поверхности даже очень тонкого листового металла способно сделать его гораздо прочнее. Главное в этом случае правильно подобрать параметры углубления создаваемого устройством.
Кроме обычной зиговки, современные станки подобного типа способны выполнять и ряд других функций – резку, бортовку, создание рельефа на поверхности заготовки. Чем мощнее привод у станка, тем более сложную и качественную работу он способен выполнять. Несмотря на отличия в приводной системе, большинство зиговочных станков имеют сходное строение, в которое входят: нижний и верхний вал, ролики, основу, винт регулировки, рукоятку управления, шестерни.
Принцип работы зиговочного станка состоит из следующих ключевых моментов:
Оператор размещает заготовку между двумя роликами станка.
Валы машины фиксируют деталь.
Затем валы приводятся в движение.
В ходе вращения этих механизмов, закрепленная заготовка тоже начинает свое движение. Рабочие ролики обладают необходимыми выступами, которые углубляются металлическую заготовку на заданную глубину.
Область применения
Чаще всего зиговочные станки применяют в строительной сфере. Посредством такого аппарата можно изготовить целый ряд просто незаменимых конструкций: элементы воздуховодных систем, водосточные трубы, запчасти для теплотрасс. В этой сфере деятельности используют в основном ручные зиговочные станки. Они стоят относительно дешево, обладают небольшими габаритами. Кроме того, для их использования не надо подводить электричество.
При помощи зиговочных станков часто обрабатывают детали цилиндрической формы. Ролики такого станка во время прохождения через цилиндр делают на нем специальные замки, к которым и крепятся другие детали. Такой метод обработки оказывает меньшее отрицательное действие на заготовку, чем сварочный процесс. Еще одним преимуществом зиг-машины считают отсутствие необходимости в дополнительных расходных материалах.
Кроме того, классический зиговочный станок может быть усилен дополнительным оборудованием, которое значительно расширит его функциональные возможности. С помощью модифицированной зиг-машины можно выполнять гибку металла, его профилирование. Зиг-машины могут быть ручными и оснащенными автоматизированной системой управления.
Изготовление в домашних условиях
Если вы не желаете покупать заводскую зиговочную установку, то можно сделать ее своими руками. Такой вариант подойдет тем, кто работает с металлом в домашних мастерских и в ограниченных объемах. Для промышленных предприятий самостоятельно изготовленное оборудование лучше не использовать.
Одним из преимуществ самодельного станка является его простота и дешевизна в изготовлении. Все основные детали можно легко найти в своем хозяйстве или приобрести на рынке. Конечно, количество и характер деталей зависит от типа устройства, которое вы собрались сделать. Существует несколько вариантов производства зиг-машины в домашних условиях. Мы предлагаем один из них.
Для создания устройства вам следует подготовить следующие детали:
Кронштейн.
Рабочие валы (2 штуки).
Хвостовик цилиндра.
Корпус устройства.
Защитный кожух.
Устройство с пружиной.
Стопорный штырь.
Детали зубчатой передачи.
Винт с откидной рукояткой.
Ролики.
Закрепить устройство можно посредством специального винта, но сделать это следует таким образом, чтобы хвостовик механизма заходил в кронштейн. Корпус аппарата необходимо зафиксировать в одном положении с помощью стопорного штыря. С помощью рукоятки можно регулировать перемещение валов аппарата.
Ролики самодельной зиг-машины приводятся в действие при помощи другой рукоятки и посредством зубчато-ременной передачи. При создании собственного станка обязательно проследите за тем, чтобы элементы передачи были закрыты специальным кожухом.
Такой элемент строения обязательно сделает работу оператора более безопасной. Для детального ознакомления посмотрите соответствующие видео, в которых на просторах интернета нет недостатка.
Видео: ЗИГ машина самодельная ручная.
Как работать на зиг-машине
После того как выше устройство приобретено или сконструировано, можете приступать к обработке металла. Машина в использовании отличается простотой, но есть важные нюансы, о которых стоит рассказать дополнительно:
Обрабатываемая деталь должна быть дополнительно закреплена посредством специального упора. Степень фиксации регулируется при помощи соответствующих винтов.
Передней край заготовки следует вставить между роликами станка.
Управление вторым роликом станка осуществляется посредством рукоятки.
Ролики приводятся в движение при помощи специальной ручки (в станках с ручным приводом).
Для полноценной обработки детали может понадобиться несколько циклов. После того как необходимый результат будет достигнут, заготовку можно извлекать и рабочих узлов станка.
Republished by Blog Post Promoter
Самодельная вышивальная машина (работает на G-коде)
Проект jameskolme.
Введение
Итак, что есть что и как это работает?
Деталь швейной машины — любая старая или новая швейная машина. Единственным изменением по сравнению с оригиналом является шаговый двигатель с синхронизированной системой шкивов (цепной/ременной привод) и прижимная лапка, более удобная для вышивки. Рекомендуется использовать старую швейную машину, гораздо удобнее монтировать шаговый двигатель на чугун, а цены относительно дешевы.
Движение
XY состоит в основном из 3D-печатных деталей, 12 штук и аналогичных деталей, известных из самодельных 3D-принтеров. Обе оси используют ремни GT2, шаговые двигатели nema17, и оба направления полностью масштабируются.
Синхронное движение исходит от интерпретатора G-кода GRBL на базе Arduino, это многословно, но в основном машина перемещается с использованием G-кода, отправляемого в Arduino. Это не так сложно, и это всего лишь носитель, как и любой другой, при переходе от системы к другой.
Теперь у нас есть движение и код, но как сделать красивые формы и экспортировать в G-код. Это не связано со средневековым колдовством, это вопрос загрузки Inkscape и расширения под названием Inkstitch 9.0003
Справку и примеры использования расширения Inkstitch можно найти по указанному выше адресу. Конечный результат должен быть очень близок к вышивальным машинам любительского уровня, только более медленная скорость. Ведь вышивальная машина – это не что иное, как швейная машинка-переросток.
Инструкции по сборке
Выбор подходящей швейной машины
В принципе подойдет что угодно, но было бы гораздо лучше, если бы он соответствовал нескольким основным требованиям:
Простой прямой стежок — это единственное, что нам нужно, так что пусть он будет простым.
Он должен быть домашним, никаких шагающих ног или чего-то вроде «помогающего» движения, нам это не нужно.
Чугунный корпус гарантирует отсутствие изгибов и отсутствие уноса ветром. Ткань может стать очень тугой, когда много стежков делается в одном месте.
Железный корпус облегчает замену более подходящего шагового двигателя.
В старых швейных машинах не так много деталей, которые могут выйти из строя, а старые типы певцов стоят очень дешево, если нет, просто найдите другую.
Перед началом каких-либо модификаций убедитесь, что швейная машина полностью в рабочем состоянии, используйте новую тонкую иглу и ткань и проработайте достаточное количество времени. На этом этапе проще отказаться, чем исправить.
Если для швейной машины нужна какая-то необычная игла, рекомендую приобрести другую.
Прижимная лапка , необходимая специально для вышивания. Если ткань поднимается вместе с иглой, весь стежок теряется, результат нам не нравится, это, конечно, проблема моей машины. Практически везде доступны 4 типа прижимных лапок. Я протестировал их, и только один хорош, не на самом деле, но он подойдет для запуска. Вышивальная прижимная лапка особенная, потому что она поднимается каждый раз, когда игла находится в самом верхнем положении. Обычная лапка будет сильно тянуть ткань.
Это лучшее, что приходит к конечному результату, но не хватает движения. Скользящий обруч под эту ногу плотно прилегает. Как видно на изображении выше, подъемный рычаг набит термоусадочной пленкой, чтобы максимизировать подвижность. Имеет смысл сделать круглое отверстие для иголки и нитки. Это сделано для других методов, но это все еще лучший.
Отверстие для иглы слишком большое, это равносильно полному отсутствию стопы (почти). Можно починить с помощью пластиковой детали и мастеринга. Подвижный рычаг может тормозить, нижний стопорный штифт слишком длинный.
То же, что и выше, но хуже, разомкнутая петля может зацепить петлю.
Вышивка не при чем, ход минимальный и слабая пластиковая пружина. Это может быть тот, который может быть значительно улучшен в будущем.
Ничего из вышеперечисленного не так уж хорошо, но это варианты. Я заказал еще несколько типов, но пока нет никакого опыта в них.
Моя швейная машинка под торговой маркой Tikka, но в основном она такая же, как и все остальные машины той же эпохи, что и машины из 19-го века.50, Зингер 15-91 — точное совпадение. Tikka производится на том же заводе, что и знаменитый Suomi KP/-31 (Suomi-konepistooli или «Финляндия-пистолет-пулемет»). Пружина натяжения верхней нити или весь корпус могут потребовать внимания. На My Tikka оригинальная пружина слишком жесткая, но в этом поможет коробка с набором пружин «миллион и один». В любом случае лучше разобрать и почистить. Неравномерное натяжение нити вызовет хаос.
Шпульки, просто убедитесь, что у вас их достаточно и что-то, чтобы намотать на них нить, потому что после модификаций моталка больше не работает. Обычно на бобинах используется черная или белая нить, но если натяжение нити проблематично, можно использовать один и тот же цвет с обеих сторон.
Жидкое масло или оружейное масло, убедитесь, что швейная машина хорошо смазана, но не переусердствуйте. Достаточно одной капли масла на каждое место смазывания, если оно залито, вытрите его. Ткань, нитки и пыль будут скапливаться на избытке масла, а это нехорошо.
Сборка
Сборка вышивальной машины является относительно простой процедурой, просто загрузите 3D-модели для печати и купите несколько винтов, указанных в спецификации. Это действительно просто для тех, кто уже построил свой собственный 3D-принтер, это на самом деле проще и в то же время включает в себя много одинаковых частей.
Инструкции по сборке в основном представлены в 4 видеороликах:
Часть 1: Y-салазки в сборе
Часть 2: Ось Y в сборе
Часть 3: Узел оси X
Часть 4: Немного основ GRBL для начала работы
Видео должно охватывать в основном всё механическое, есть небольшой текст спецификации, но он не такой уж и полный. Важное примечание: не затягивайте слишком сильно, есть много винтов, которые не нужно перетягивать, потому что напечатанные детали хрупкие!
Сначала соберите все вручную, а после того, как все будет установлено на фанеру и все еще будет свободно двигаться, начните осторожно затягивать. После того, как все будет достаточно затянуто, не переусердствуйте, обе оси должны двигаться легко. Это облегчает движение машины и продлевает срок службы. Я заметил, что при выполнении сборок, таких как ось Y, поначалу она может быть тугой, но примерно через 24 часа пластик немного теряет форму, поэтому, если ось Y тугая, подождите несколько часов. Если это не поможет, то пора что-то делать. Я сделал драматический поступок и нагрел Y-слайд, чтобы сделать его идеальным, это было из-за плохой печати, но это можно исправить. После того, как все сделано правильно, пришло время добавить ремни GT2 и натянуть их. Я должен сказать еще раз, не переусердствуйте. Не включил это в мои видео, но это должно быть прямолинейно.
Подключение драйвера шагового двигателя TB6600 к экрану GRBL. +5V и GND можно взять с экрана.
ГРБЛ
Все, что вы должны знать https://github.com/gnea/grbl/wiki
Первый шаг — скомпилировать GRBL в Arduino https://github.com/gnea/grbl/wiki/Flashing-Grbl-to-an-Arduino https://github.com/gnea/grbl/wiki/Compiling-Grbl
Это выглядит сложнее, чем есть на самом деле.
После компиляции GRBL вам нужно что-то для управления Arduino, я рекомендую панель GRBL, но есть и много других. Я считаю, что это наиболее удобный для пользователя вариант с минимальными расширениями, которые могут вас запутать.
https://github.com/Gerritv/Grbl-Panel/wiki
Подключитесь к Arduino/GRBL и перейдите на вкладку настроек.
Что-то похожее должно быть видно с левой стороны.
Вики GRBL объяснит каждую функцию, вы можете изменить каждое значение.
Важные изменения:
$20 и $21 изменяются на FALSE, это позволит машине двигаться без исходного местоположения.
$100 и $101 шаг XY/мм 16-зубый зубчатый ремень GT2
$102 это приращение швейной машины, число должно быть рассчитано для различных шаговых двигателей и зубчатых передач. Общее полное расстояние вращения должно быть в пределах от 2 до 10.
Максимальная подача $110 и $111, можно регулировать, это очень безопасная скорость для запуска.
Макс. подача Z $112, необходимо проверить отдельно.
$120 и $130 XY ускорение, очень средняя скорость.
Ускорение Z за 130 долларов, нужно проверить, что работает.
Это только те, которые важны, рекомендуем прочитать настройки для $0-$4 на всякий случай, если некоторые из них помогут с направлениями движения.
Спецификация для этого приспособления для вышивания
Товар
Длина
ШТ.
примечание
Швейная машина
1
Полностью рабочий сойдет
Шаговый двигатель Nema 17
3
Все, что подходит для 3D-принтеров или аналогичных приложений
Шаговый двигатель Nema 23
1
Это стимулирует шитье, чем больше, тем лучше
Драйвер шагового двигателя TB6600
1
Или аналог степпера для швейных машин
Ардуино уно
1
Экран GRBL для uno
1
Убедитесь, что он оборудован 4 местами для шаговых двигателей
ДРВ8825
3
Драйверы шаговых двигателей для шаговых двигателей nema 17
Перемычки
9
Для микрошаговой конфигурации
Соединительные провода
х
Подключение шагового привода швейной машины и органов управления
Соединительные провода
х
Подключение всего остального
Линейная направляющая 8 мм
400 мм
4
Стержни из нержавеющей стали или лучше
LM8UU
8
8-мм линейные подшипники
624ZZ подшипники
6
Натяжные подшипники для ремня
Ремень GT2 8 мм
3М
или 3x 800 мм
Шкив GT2 16 зубьев
3
Подходит для шаговых двигателей nema17
Крепление для большого шагового двигателя
1
Зависит от того, что использовалось
Шестерня и ремень для машины
Зубчатый ремень или цепь для синхронизации машины.
Винты M4
20 мм
60
Некоторые лишние
Винты M3 для шаговых двигателей
12 мм
12
Будьте осторожны с степперами, бывшими в употреблении
Винты M3
20 мм
6
Натяжка ремня
Винты M8
40 мм
3
Натяжка ремня
Гайки M4
60
Некоторые лишние
Гайки M3
6
Натяжка ремня
Гайки M8
2
Натяжка ремня
Стержень с резьбой M5
160 мм
1
Юстировка по оси Y
Гайки M5
4
Юстировка по оси Y
Барашковые гайки M4
2
Быстроразъемное соединение пялец
Детали, напечатанные на 3D-принтере
ДОПОЛНИТЕЛЬНЫЙ
Кнопки мгновенного действия
3
Блок управления (сброс/удержание/возобновление)
Рычажный переключатель
2
Блок управления (автоматическое/ручное управление двигателем)
Фанера или аналогичная
450X700 толщина 21мм~
Особое примечание по приводу шагового двигателя : нет планов по установке шагового привода или привода швейной машины. шкивная система. Я использовал шаговый двигатель Sanyo Denki Step Syn 103H7823-0715 DC3A 1.8/STEP. не могу найти на него подходящей документации.
Но я могу сказать, что требуется гораздо больше, в настоящее время шаговый двигатель настроен на 3: 1, чтобы он работал. постоянно. Когда что-то пойдет не так, оно остановится, на самом деле это хорошо. В итоге Я обновлю двигатель или удвою напряжение. Звездочка, которую я использовал, самодельная из другого проекта, так что размеры от них никому больше не помогут. Я настоятельно рекомендую управлять шаговым двигателем с работой по замкнутому контуру. Если он заглохнет, он восстановится, и вы сможете двигаться быстрее и быстрее. надежный.
Расположение деталей, напечатанных на 3D-принтере
Подробнее читайте на GitHub.
Обновлено:
Посмотреть исходный код страницы на GitHub
Как пользоваться швейной машиной
istockphoto. com
Знание того, как пользоваться швейной машиной, открывает дверь в совершенно новый мир проектов «сделай сам». Эти настольные машины удобны в использовании и упрощают и ускоряют реализацию вашего творчества. Настройка швейной машины — это первый шаг к созданию чего-то нового, но первое использование швейной машины может показаться ошеломляющим. Хотя эти машины выглядят сложными, начать работу с ними несложно, если вы знаете, как использовать циферблаты, рычаги и шпульки. Узнайте, как пользоваться швейной машиной, следуя приведенным ниже инструкциям.
Детали швейной машины
Прежде чем научиться пользоваться швейной машиной, важно ознакомиться с ее основными компонентами.
Выключатель питания: Обычно расположенный с правой стороны машины, выключатель питания включает и выключает швейную машину.
Ножная педаль: Ножная педаль регулирует скорость шитья. Нажатие на педаль позволяет начать шить. При более сильном нажатии на педаль машина шьет быстрее, а при легком нажатии — медленнее.
Стержень для катушки: Стержень для катушки представляет собой небольшой металлический или пластиковый штифт, удерживающий катушку с нитью. Он может иметь вертикальную или горизонтальную конфигурацию и обычно находится в верхней части швейной машины.
Нитенаправитель: Нитенаправитель направляет нить от катушечного стержня к намотчику шпульки. Этот небольшой металлический элемент удерживает нить и обычно находится в верхней правой части швейной машины.
Устройство намотки шпульки: Устройство намотки шпульки обычно расположено в верхней правой части швейной машины. Как следует из названия, его назначение — наматывать нить на шпульку.
Маховик: Обычно расположенный с правой стороны машины, этот большой диск используется для ручного опускания или подъема иглы.
Селектор стежков: Селектор стежков позволяет выбрать активный тип стежка. На многих новых швейных машинах диски выбора стежков были заменены ЖК-дисплеями с сенсорным экраном и / или кнопками ввода.
Рычаг нитепритягивателя: Рычаг нитепритягивателя обычно расположен в верхней левой части швейной машины. Он удерживает верхнюю нить в натянутом состоянии между катушечным стержнем и иглой.
Зажим иглы: Зажим иглы представляет собой небольшой металлический винт, который удерживает иглу на месте.
Прижимная лапка: Прижимная лапка расположена рядом с иглой. Он похож на небольшую лыжу и может подниматься и опускаться с помощью рычага прижимной лапки. Эта деталь помогает удерживать ткань на месте во время шитья.
Игольная пластина: Игольная пластина представляет собой металлическую пластину, расположенную непосредственно под иглой.
Зубчатые рейки: Зубчатые рейки представляют собой небольшие металлические выступы, расположенные на игольной пластине. Эти механизмы протягивают ткань через машину во время шитья.
Крышка шпульки: Крышка шпульки защищает шпульку в швейной машине, удерживая ее на месте.
СВЯЗАННЫЕ: Как пришить пуговицу за 5 простых шагов
ПЕРЕД НАЧАЛОМ
В этом руководстве описаны основные этапы настройки швейной машины и эксплуатации, но имейте в виду, что инструкции могут различаться в зависимости от направления. машины. Если вы сомневаетесь, обратитесь к руководству по эксплуатации вашей швейной машины для получения точных инструкций по настройке и эксплуатации.
Прежде чем продолжить, поставьте швейную машину на прочный стол на удобной высоте. Прежде чем переходить к следующим шагам, убедитесь, что игла, и прижимная лапка установлены.
ШАГ 1: Намотайте и установите шпульку.
Многие швейные машины оснащены автоматическим устройством намотки шпульки. Чтобы использовать устройство намотки шпульки, поместите катушку с нитью на стержень для катушки. Следуйте инструкциям на швейной машине (или в руководстве), которые показывают, как направлять нить к устройству намотки шпульки. Проденьте конец нити через маленькое отверстие в шпульке перед тем, как поместить шпульку в устройство намотки шпульки.
Сдвиньте или защелкните устройство намотки шпульки в положение намотки. Удерживая конец нити, нажмите педаль, чтобы начать намотку нити на шпульку.
Остановите намотку, как только шпулька будет заполнена. Обрежьте нить, снимите шпульку с моталки и установите ее в машину под крышкой шпульки. Отверстие для шпульки может различаться на разных швейных машинах, поэтому, если у вас возникли проблемы, обратитесь к руководству за точными инструкциями о том, как вставить шпульку.
istockphoto.com
ШАГ 2: Заправьте машину.
Швейные машины создают стежки, используя нижнюю нить со шпульки и верхнюю нить с катушки с нитками. Теперь, когда шпулька установлена, пришло время заправить машину.
Катушка с нитью уже должна быть установлена на стержне для катушки. Возьмите конец нити и следуйте указаниям на швейной машине (или в инструкции), чтобы правильно разместить нить. После того, как нить будет сплетена по всей машине, проденьте нить через игольное ушко. Заправить нить в иглу можно вручную или с помощью автоматического нитевдевателя, если ваша швейная машина имеет эту функцию.
Реклама
СВЯЗАННЫЕ: 12 вещей, которые должны быть в наборе для начинающих
ШАГ 3: Подготовьте нить и выберите строчку.
Перед началом шитья необходимо вытянуть обе нити. Чтобы вытянуть нить из шпульки, левой рукой держите игольную нить натянутой. Правой рукой поверните маховик на правой стороне швейной машины. Поверните его на один полный оборот, чтобы игла зацепила шпульную нить и подняла ее над игольной пластиной. Выступающая шпульная нить должна быть закручена. Потяните за петлю, чтобы поднять конец шпульной нити.
Теперь у вас будет две нити: одна продевается через иглу вверху, а другая проходит через игольную пластину внизу.
Вы почти готовы начать шить. Используйте селектор стежков, чтобы выбрать нужный стежок. Чтобы проверить, правильно ли заправлена нить в машину, вы можете сделать несколько стежков на кусочке ткани.
istockphoto.com
ШАГ 4: Подготовьте ткань.
Когда вы будете готовы начать шить, подготовьте ткань. Игла швейной машины должна быть поднята, а ткань должна быть на одной линии с иглой. Держите большую часть ткани на левой стороне машины для более гладкого шитья. С помощью рычага прижимной лапки опустите прижимную лапку, чтобы зафиксировать ткань на месте.
ШАГ 5: Начните шить.
Пора начинать шить. Убедитесь, что ножная педаль удобно расположена под столом. Держите свободные концы нитей в стороне при первых нескольких стежках; это также предотвратит втягивание нитей в ткань. Слегка нажмите на педаль, чтобы начать шить первые стежки.
Чтобы надежно зафиксировать стежки и предотвратить их вытягивание, вам нужно будет сделать обратные стежки (также известные как обратные стежки) в начале и в конце каждого шва.
Advertisement
Зубчатые рейки будут перемещать ткань, когда вы начнете шить, так что вам нужно будет только аккуратно направлять ткань через машину во время шитья.
В таблице указаны все размеры по ГОСТ (высота, ширина, толщина стенки, толщина полки) всех видов двутавровых балок стальных и металлических, в порядке возрастания, а так же вес погонного метра.
Таблица размеров балки: с уклоном вг, нормальных, широкополочных, колонных, мостовых, специальных
Номер двутавра
h — высота, мм
b — ширина полки, мм
s — толщина стенки, мм
t — толщина полки, мм
Масса 1 м, кг
Балка размер 10
h=100
b=55
s=4,5 мм
7,2 мм
9.46 кг
Балка размер 10 Б1
h=100
b=55
s=4,1 мм
5,7 мм
8.1 кг
Балка размер 12
h=120
b=64
s=4,8 мм
7,3 мм
11.5 кг
Балка размер 12 Б1
h=117,6
b=64
s=3,8 мм
5,1 мм
8. 7 кг
Балка размер 12 Б2
h=120
b=64
s=4,4 мм
6,3 мм
10.4 кг
Балка размер 14
h=140
b=73
s=4,9 мм
7,5 мм
13.7 кг
Балка размер 14 Б1
h=137,4
b=73
s=3,8 мм
5,6 мм
10.5 кг
Балка размер 14 Б2
h=140
b=73
s=4,7 мм
6,9 мм
12.9 кг
Балка размер 14 С
h=140
b=80
s=5,5 мм
9,1 мм
16.9 кг
Балка размер 16
h=160
b=81
s=5,0 мм
7,8 мм
15.9 кг
Балка размер 16 Б1
h=157
b=82
s=4,0 мм
5,9 мм
12.7 кг
Балка размер 16 Б2
h=160
b=82
s=5,0 мм
7,4 мм
15.8 кг
Балка размер 18
h=180
b=90
s=5,1 мм
8,1 мм
18.4 кг
Балка размер 18 Б1
h=177
b=91
s=4,3 мм
6,5 мм
15. 4 кг
Балка размер 18 Б2
h=180
b=91
s=5,3 мм
8,0 мм
18.8 кг
Балка размер 18 М
h=180 мм
b=90
s=7,0 мм
12 мм
25.8 кг
Балка размер 20
h=200
b=100
s=5,2 мм
8,4 мм
21 кг
Балка размер 20 Б1
h=200
b=100
s=5,5 мм
8,0 мм
21.3 кг
Балка размер 20 Ш1
h=194
b=150
s=6,0 мм
9,0 мм
30.6 кг
Балка размер 20 К1
h=196
b=199
s=6,5 мм
10 мм
41.4 кг
Балка размер 22
h=220
b=110
s=5,4 мм
8,7 мм
24 кг
Балка размер 24
h=240
b=115
s=5,6 мм
9,5 мм
27.3 кг
Балка размер 24 М
h=240
b=110
s=8,2 мм
14 мм
38.3 кг
Балка размер 25 Б1
h=248
b=124
s=5,0 мм
8,0 мм
25. 7 кг
Балка размер 25 Б2
h=250
b=125
s=6,0 мм
9,0 мм
29.6 кг
Балка размер 25 Ш1
h=244
b=175
s=7,0 мм
11 мм
44.1 кг
Балка размер 25 К1
h=246
b=249
s=8,0 мм
12 мм
62.6 кг
Балка размер 25 К2
h=250
b=250
s=9,0 мм
14 мм
72.4 кг
Балка размер 25 К3
h=253
b=251
s=10 мм
15,5 мм
80.2 кг
Балка размер 27
h=270
b=125
s=6 мм
9,8 мм
31.5 кг
Балка размер 30
h=300
b=135
s=6,5 мм
10,2 мм
36.5 кг
Балка размер 30 Б1
h=298
b=149
s=5,5 мм
8,0 мм
32 кг
Балка размер 30 Б2
h=300
b=150
s=6,5 мм
9,0 мм
36.7 кг
Балка размер 30 Ш1
h=294
b=200
s=8 мм
12 мм
56. 8 кг
Балка размер 30 Ш2
h=300
b=201
s=9 мм
15 мм
68.6 кг
Балка размер 30 К1
h=298
b=299
s=9 мм
14 мм
87 кг
Балка размер 30 К2
h=300
b=300
s=10 мм
15 мм
94 кг
Балка размер 30 Ш2
h=300
b=201
s=9 мм
15 мм
68.6 кг
Балка размер 30 К1
h=298
b=299
s=9 мм
14 мм
87 кг
Балка размер 30 К2
h=300
b=300
s=10 мм
15 мм
94 кг
Балка размер 30 К3
h=300
b=305
s=15 мм
15 мм
105.8 кг
Балка размер 30 К4
h=304
b=301
s=11 мм
17 мм
105.8 кг
Балка размер 30 М
h=300 мм
b=130
s=9,0 мм
15 мм
50.2 кг
Балка размер 33
h=330
b=140
s=7 мм
11. 2 мм
42.2 кг
Балка размер 35 Б1
h=346
b=174
s=6,0 мм
9.0 мм
41.4 кг
Балка размер 35 Б2
h=350
b=175
s=7 мм
11 мм
49.6 кг
Балка размер 36
h=360
b=145
s=7,5 мм
12,3 мм
48.6 кг
Балка размер 36 М
h=360
b=130
s=9,5 мм
16 мм
57.9 кг
Балка размер 40
h=400
b=155
s=8,3 мм
13,0 мм
57 кг
Балка размер 40 Б1
h=396
b=199
s=7 мм
11 мм
56.6 кг
Балка размер 40 Б2
h=400
b=200
s=8 мм
13 мм
66 кг
Балка размер 40 Ш1
h=383
b=299
s=9,5 мм
12,5 мм
88.6 кг
Балка размер 40 Ш2
h=390
b=300
s=10 мм
16 мм
106. 7 кг
Балка размер 40 К1
h=394
b=398
s=11 мм
18 мм
146.6 кг
Балка размер 40 К2
h=400
b=400
s=13 мм
21 мм
171.7 кг
Балка размер 40 К3
h=406
b=403
s=16 мм
24 мм
200.1 кг
Балка размер 40 К4
h=414
b=405
s=18 мм
28 мм
231.9 кг
Балка размер 40 К5
h=429
b=400
s=23 мм
35,5 мм
290.8 кг
Балка размер 45
h=450
b=160
s=9 мм
14,2 мм
66.5 кг
Балка размер 45 Б1
h=446
b=199
s=8 мм
12 мм
66.2 кг
Балка размер 45 Б2
h=450
b=200
s=9 мм
14 мм
76 кг
Балка размер 45 Ш1
h=440
b=300
s=11 мм
18 мм
123.5 кг
Балка размер 45 М
h=450
b=150
s=10,5 мм
18 мм
77. 6 кг
Балка размер 50
h=500
b=170
s=10 мм
15,2 мм
78.5 кг
Балка размер 50 Б1
h=492
b=199
s=8,8 мм
12 мм
72.5 кг
Балка размер 50 Б2
h=496
b=199
s=9 мм
14 мм
79.5 кг
Балка размер 50 Б3
h=500
b=200
s=10 мм
16 мм
89.7 кг
Балка размер 50 Ш1
h=482
b=300
s=11 мм
15 мм
114.2 кг
Балка размер 50 Ш2
h=487
b=300
s=14,5 мм
17,5 мм
138.4 кг
Балка размер 50 Ш3
h=493
b=300
s=15,5 мм
20,5 мм
156.1 кг
Балка размер 50 Ш4
h=499
b=300
s=16,5 мм
23,5 мм
173.8 кг
Балка размер 55
h=550
b=180
s=11 мм
16,5 мм
92. 6 кг
Балка размер 55 Б1
h=543
b=220
s=9,5 мм
13,5 мм
89 кг
Балка размер 55 Б2
h=547
b=220
s=10 мм
15,5 мм
97.9 кг
Балка размер 60
h=600
b=190
s=12 мм
17,8 мм
108 кг
Балка размер 60 Б1
h=596
b=199
s=10 мм
15 мм
94.6 кг
Балка размер 60 Б2
h=600
b=200
s=11 мм
17 мм
105.5 кг
Балка размер 60 Ш1
h=582
b=300
s=12 мм
17 мм
137 кг
Балка размер 60 Ш2
h=589
b=300
s=16 мм
20,5 мм
170.7 кг
Балка размер 60 Ш3
h=597
b=300
s=18 мм
24,5 мм
198.1 кг
Балка размер 60 Ш4
h=605
b=300
s=20 мм
28,5 мм
225.6 кг
Балка размер 70 Б0
h=693
b=230
s=11,8 мм
15,2 мм
120. 1 кг
Балка размер 70 Б1
h=691
b=260
s=12 мм
15,5 мм
129.3 кг
Балка размер 70 Б2
h=697
b=260
s=12,5 мм
18,5 мм
144.2 кг
Балка размер 70 Ш1
h=692
b=300
s=13 мм
20 мм
166 кг
Балка размер 70 Ш2
h=698
b=300
s=15 мм
23 мм
190.4 кг
Балка размер 70 Ш3
h=707
b=300
s=18 мм
27,5 мм
226.9 кг
Балка размер 70 Ш4
h=715
b=300
s=20,5 мм
31,5 мм
258.6 кг
Балка размер 70 Ш5
h=725
b=300
s=23 мм
36,5 мм
294.9 кг
Балка размер 80 Ш1
h=782
b=300
s=13,5 мм
17 мм
164.6 кг
Балка размер 80 Ш2
h=792
b=300
s=14 мм
22 мм
191. 1 кг
Балка размер 90 Ш1
h=881
b=299
s=15 мм
18,5 мм
191.5 кг
Балка размер 90 Ш2
h=890
b=299
s=15 мм
23 мм
212.6 кг
Балка размер 100 Ш1
h=990
b=320
s=16 мм
21 мм
230.6 кг
Балка размер 100 Ш2
h=998
b=320
s=17 мм
25 мм
258.2 кг
Балка размер 100 Ш3
h=1006
b=320
s=18 мм
29 мм
285.7 кг
Балка размер 100 Ш4
h=1013
b=320
s=19,5 мм
32,5 мм
314.5 кг
Размеры балок делятся по виду на:
обыкновенные
колонные
широкополочные
мостовые
специальные
Размер двутавровой балки характеризуется четырьмя измерениями — это её высота h, ширина b полки, толщина стенки и толщина полки t. Для некоторых видов балок применяется измерение уклона внутренних граней. Все эти размеры необходимо знать для того что бы правильно подготовить проект для строительства. Размеры балки используются для расчетов нагрузки на конструкцию и подготовки проектной документации.
На странице с прайс листом вы можете посмотреть цены на балки>>> и купить их с доставкой и самовывозом
заполните форму: получите счет или кп
Имя
Телефон
Email
Адрес доставки
Наименование продукции
Загрузка файла
Разбираемся в размерах двутавровых балок
Двутавровая балка – так называют металлическую конструкцию сплошного сечения, чья длина превышает длину сечения. Им находят применение при строительстве зданий, крупных металлоконструкций и прочего, потому они имеют довольно большой разброс в размерах, притом, что они созданы по одному и тому же уравнению прочности.
Таким образом, размер становится одной из самых важных характеристик двутавровой балки. По размерам может отличаться высота двутавра, толщина и ширина его элементов, возможные размеры определяются требованиями, прописанными в ГОСТ.
Типы
Двутавровые балки разделяются на несколько видов, они могут быть обычными или специальными, универсальными, и приспособленными для использования в определенной сфере, к примеру, для армирования стволов шахты, и так далее.
По размеру она может быть мерной, краткой мерной длины, или мерной длины с остатком до 5% массы, также определяются балки немерной длины. Сам по себе размер балки определяется длиной отрезка между внешними гранями балки.
Отличия могут быть и в толщине самих элементов балки, стенки и полки в балках разных марок могут отличаться между собой. Различия наблюдаются и в способе производстве, марки стали, и так далее. Грани полок могут быть параллельными, или скошенными вовнутрь.
Размеры двутавровых балок, таблица для горячекатаной продукции по ГОСТ 8239-89:
Основные преимущества
Двутавровые балки занимают довольно большую нишу на рынке сортового проката, их производят многие металлургические заводы, а спрос на них остается постоянным.
Такая популярность обеспечивается рядом преимуществ:
Прочность – они имеют чрезвычайно прочную конструкцию, что позволяет складывать их в крупногабаритные металлоконструкции, подвергаемые большим нагрузкам;
Точность – продукция производится на заводе целыми сериями, современное оборудование позволяет добиться предельной точности при производстве;
Качество – балки выпускаются по сертифицированным технологиям, предусматривающим высокий уровень качества;
Удобство – монтажные работы с использованием двутавровых металлических блоков максимально просты, их можно обработать при помощи простейших инструментах, что значительно облегчает строительные работы;
Стабильность – металлоконструкции из этого материала не будут скрипеть, усаживаться, и так далее;
Универсальность – число доступных комбинаций при строительстве крупногабаритных металлоконструкций ограничено только фантазией проектировщика.
Строители часто делают выбор в их пользу для того, чтобы снизить затраты на перевозку стройматериалов и сроки реализации строительных проектов, работы с двутаврами можно проводить, не пользуясь тяжелой техникой и спецсредствами, даже морозная температура не будет помехой такому строительству.
Характеристики
Использование двутавров на строительных работах стало столь массовым благодаря их высоким техническим характеристикам. Их конструкция способна выдержать в 30 раз большую нагрузку, чем квадратный профиль того же сечения.
Выше мы уже упоминали вскользь некоторые характеристики, поэтому подведем итог, и выделим основные:
Размеры;
Назначение;
Способ производства;
Толщина элементов;
Металлический сплав;
Положение планок.
Внутренние планки у стандартных двутавр имеют наклон в 6-12о, однако также производятся двутавры серии М и С с другими показателями наклона.
Серия М применяется при строительстве монорельсов, внутренние грани имеют минимальный наклон, серия С с большим наклоном применяется при армировании стволов шахт.
Горячекатаные двутавры могут иметь высоту от 10 до 50 см, и длину от 4 до 12 метров, при этом часто длина отличается в зависимости от производителей. Допускается производство более длинных балок, по специальному заказу производителя. Высота сварных профилей ограничивается показателем в 1013 мм.
Вне зависимости от способа производства, выбирая двутавровую балку нужно учесть толщину полки. В случае если полка наклонная, есть смысл измерить толщину самостоятельно, поскольку самим производителем они определяются по среднему значению.
Вес погонного метра – еще одна важная характеристика, данную продукцию изготавливают из высокопрочной легированной стали, содержащей малое количество углерода. Повышенный вес нужно учитывать при составлении строительных проектов.
ГОСТы
Как и вся металлургическая продукция, двутавры изготавливаются в точном соответствии действующим в стране и/или на международном уровне ГОСТам. К примеру, требования к характеристикам горячекатаной продукции такого типа указаны в ГОСТ 535-88, который также определяет существующие разновидности граней полок.
На территории РФ основным производителем является Нижнетагильский меткомбинат, чья продукция соответствует также требованиям ГОСТ 26020-83, и техусловию СТО АСЧМ 20-93, действующему на самом предприятии. Характеристики всех производящихся в России двутавровых балок стандартных габаритов указаны в ГОСТ 8239-89, продукция из серий М и С регулируется ГОСТом 19425-74.
Расчет веса балки
Вес является одной из ключевых характеристик любого строительного или конструкционного материала, его расчет производится на основании параметров, указанных в ГОСТе 8239-89, в котором собраны характеристики все промышленных профилей стандартных габаритов.
Для того чтобы произвести расчет веса, который балка сможет выдержать, нужно взять данные о конкретном виде продукции, и добавить к нему запас прочности в размере 20-30% с учетом прогиба. Это необходимо, чтобы конструкция могла свой вес, вес надстроек, и дополнительные нагрузки в виде осадков, ветра, и других природных явлений.
Как правило, на сам профиль наносится маркировка, указывающая максимальную нагрузку, которая рассчитывается путем умножения веса, который будет нести эта часть конструкции, на коэффициент прочности.
К полученному значению нужно добавить собственный вес балки, после чего им можно пользоваться для выбора профиля, максимально подходящего варианта.
Размеры двутавровых балок, таблица для горячекатаной продукции по ГОСТ 19425-74:
Американские стандартные балки — S-образные балки
Свойства в британских единицах американских стандартных балок в соответствии с ASTM A6 указаны ниже.
Для полной таблицы со статическими параметрами — момент инерции и модуль упругого сечения — поверните экран!
Обозначение
Размеры
Статические параметры
Момент инерции
Модуль упругого сечения
10027 Imperial (in x lb/ft)
Depth — h — (in)
Width — w — (in)
Web Thickness — s — (in)
Sectional Area (in 2 )
Weight (lb f /ft)
I x (in 4 )
I Y (в 4 )
S x (в 3 )
(в 3 )
S ( 3 )
S ( 3 ).
S 24 x 121
24.5
8.050
0.800
35.6
121
3160
83.3
258
20.7
S 24 x 106
24.5
7.780
0.620
31.2
106
2940
77.1
240
19.6
S 24 x 100
24
7.425
0.745
29.3
100
2390
47.7
199
13.2
S 24 x 90
24
7.125
0.625
26.5
90
2250
44.9
187
12.6
S 24 x 80
24
7.000
0.500
23.5
80
2100
42.2
175
12. 1
S 20 x 96
20.3
7.200
0.800
28.2
96
1670
50.2
165
13.9
S 20 x 86
20.3
7.060
0.660
25.3
86
1580
46,8
155
13,3
S 20 x 75
20
6.385
2
20
6.385
2
20
6.385
2
2
6.385
2
2
785
2
2
.0122
1280
29.8
128
9.32
S 20 x 66
20
6.255
0.505
19.4
66
1190
27.7
119
8. 85
S 18 x 70
18
6.251
0.711
20.6
70
926
24.1
103
7.72
S 18 x 54.7
18
6.001
0.461
16.1
54.7
804
20.8
89.4
6.94
S 15 x 50
15
5.640
0.550
14.7
50
486
15.7
64.8
5.57
S 15 x 42.9
15
5.501
0,411
12,6
42,9
447
14,4
59,6
5,23339
59,6
5,2333399122
59,6
5,2333339
59,6
5,2333339
. 0122
S 12 x 50
12
5.477
0.687
14.7
50
305
15.7
50.8
5.74
S 12 x 40.8
12
5.252
0.462
12.0
40.8
272
13.6
45.4
5.16
S 12 x 35
12
5.078
0.428
10.3
35
229
9.87
38.2
3.89
S 12 x 31.8
12
5.000
0.350
9.35
31.8
218
9.36
36.4
3.74
S 10 x 35
10
4. 944
0.594
10.3
35
147
8.36
29.4
3.38
S 10 x 25.4
10
4.661
0.311
7.46
25.4
124
6.79
24.7
2.91
S 8 x 23
8
4.171
0.441
6.77
23
64.9
4.31
16.2
2.07
S 8 x 18.4
8
4.001
0.271
5.41
18.4
57.6
3.73
14.4
1.86
S 7 x 20
7
3,860
0,450
5,88
20
42,4
3,17
12,1
2 9 12,1
20019
S 7 x 15. 3
7
3.662
0.252
4.5
15.3
36.7
2.64
10.5
1.44
S 6 x 17.25
6
3.565
0.465
5.07
17.25
26.3
2.31
8.77
1.30
S 6 x 12.5
6
3.332
0.232
3.67
12.5
22.1
1.82
7.37
1.09
S 5 x 14.75
5
3.284
0.494
4.34
14. 75
15.2
1.67
6.09
1.01
S 5 x 10
5
3.004
0.214
2.94
10
12.3
1.22
4.92
0.81
S 4 x 9.5
4
2.796
0.326
2.79
9.5
6.79
0.903
3.39
0.65
S 4 x 7.7
4
2.663
0.193
2.26
7.7
6.08
0.764
3.04
0.57
S 3 x 7. 5
3
2.509
0.349
2.21
7.5
2.93
0.586
1.95
0.47
S 3 x 5.7
3
2.330
0.170
1.67
5.7
2.52
0.455
1.68
0.39
1 in 3 = 1.64×10 4 mm 3 = 16.4 cm 3
1 in 4 = 4.16×10 5 мм 4 = 41,6 см 4
I = Момент инерции
W = Секция модуль
Стандартный метод для определения Demension a American Standard Beam. х 86, что составляет 20 дюймов глубиной и весом 86 фунтов/фут .
Балки двутаврового сечения:
Великобритания: универсальные балки (UB) и универсальные колонны (UC)
Европа: IPE. ОН. ХЛ. HD и другие профили
US: широкий фланец (WF) и H профили
Вставка балок в модель Sketchup с помощью Engineering ToolBox Расширение Sketchup
Стандартные двутавровые и S-образные балки
Стандартные двутавровые и S-образная балка
Стандартная двутавровая балка названа в честь своей отличительной формы, похожей на заглавную букву «I». Горизонтальные части известны как фланцы, а вертикальные части называются стенками. Эта форма очень эффективна для переноски тяжестей без изгиба.
Двутавровые балки представляют собой конструкционные опорные материалы, которые в основном используются в строительстве. Способные выдерживать чрезмерное давление, двутавровые балки обеспечивают структурную целостность и устойчивость.
Толщина двутавровой балки определяет тип работ, для которых она лучше всего подходит. Важно учитывать приложенную силу, переносимый вес, растяжение и сжатие. Меньшие размеры обычно используются для работ, где величина давления и веса будут минимальными, в то время как стальные двутавровые балки больших и толстых размеров используются для поддержки конструкций, которые несут больший вес.
В компании Texas Iron & Metal мы предлагаем широкий выбор стандартных двутавровых балок, а также более легкие младшие балки весом от 4,4 фунта на фут до стандартных двутавровых балок весом до 121 фунта на фут. Мы также предлагаем двутавровые балки с различной толщиной стенки и полки от 0,114″ до 1,060″.
В школе у ребенка каждый год сопровождается представлением собственного научного проекта. Сначала это были просто выступления и презентации, чтобы получить навыки рассказа о каком-либо явлении, попробовать себя на публике, тренировать последовательное лаконичное изложение. С каждым годом темы становились сложнее, стали появляться моменты исследований. Предмет можно выбрать любой. Я листал учебник технологии за пятый класс и наткнулся на примеры годовых отчетных работ в конце учебника.
В учебнике технологи приведены примеры в виде изготовления карандашницы для мальчиков и подушки-сидушки на стул для девочек. Ну что ж, направление задано. Ищем тему, чтобы и папе и сыну было интересно. Папе надо перестать печатать всякую легкую фигню в виде гномиков и других готовых моделей, научиться получше владеть инструментами моделирования, чтобы поднять свой уровень выше мыльницы. Сыну стоит приобщаться к технологиям. Конструкторы он любит, руки тоже вроде из правильного места выросли.
Данный ресурс (личный блог) выбран в качестве хронологического хранилища этапов разработки, а также для сбора в нем ссылок и прочих материалов относящихся к проекту.
В качестве программы максимум выбрано построение механической руки-манипулятора. Пример для подражания был взят с этой игрушки.
Гидравлическая робот-рука Bondibon
В качестве аварийного аэродрома на случай эпик-фейла заготовлено экстренное изготовление эко-варианта.
Робо-рука из гофрокартона
Также было найдено видео промежуточного варианта из подручных материалов в виде фанеры.
Гидравлическая рука из шприцовОдин из вдохновляющих примеров на Thingsiverse.
Печатная гидравлическая рука
Для начала мне предстоит восстановить работоспособность принтера после долгого простоя и добиться качества печати.
Вторым этапом будет повторное освоение Blender. Изучал я его пару лет назад еще в не очень дружелюбном интерфейсе. Смог смоделировать мыльницу и несколько несложных криволинейных фигурок инженерной направленности (частично собраны в моем портфолио на этом сайте чтобы не потерять). Сейчас я установил на новый компьютер свежую версию и немного не узнал старого приятеля. Вообще не помню ничего.
После закупки шприцов наступает этап проектирования первого наипростейшего узла под размер гидравлики и пробные печати для подбора прочностных характеристик.
В проекте 5 степеней свободы: поворотная площадка, подъем, вылет, наклон захвата, захват. Хотелось бы еще реализовать вращение захвата, но пока что не чувствую в себе сил, нужно уложиться в срок. Всегда можно будет пересадить захват на поворотный шарнир.
Пульт управления будет делаться в самом конце, поэтому количество рычагов будет определяться или модульностью конструкции или финальной монолитной печатью. На крайний случай можно обойтись и без пульта.
Еще больше интересных статей
cadshef
Загрузка
16. 10.2022
944
12
Подпишитесь на автора
Подписаться
Не хочу
Китайский производитель большой линейки FDM принтеров CreatBot (https://www.creatbot.com/) упорно не…
Читать дальше
5
Подпишитесь на автора
Подписаться
Не хочу
Ещё немного о применении хобби в домашнем хозяйстве…
С помощью этого деревянного конструктора можно собрать некое подобие экскаватора с подвижной и полностью функциональной клешнёй, которой можно будет двигать 5-ю рычагами. Гидравлическая рука UNIMO способна производить захваты, осуществлять движения из стороны в сторону, поднимать и опускать предметы.
Инженеры из UNIWOOD сильно расширили стандартное представление о деревянных конструкторах, они совместили не совместимое. Известный факт — фанера не любит воду, однако не стоит боятся, у UNIWOOD все предусмотрено! Не просто так модель называется Гидравлическая рука Unimo. Для того что бы «рука» ожила и функционировала, необходимо заправить ее водой. Как именно — подробно описано в инструкции. В набор входят прозрачные пластиковые трубки, их нужно будет протянуть внутри конструктора и соединить с мерными шприцами — которые будут создавать нужно давление воды в трубках, что позволит оживить конструктор. Каждый мерный шприц пронумерован и на него нанесена метка, которая подскажет, сколько воды нужно заправить.
При сборке конструктора Гидравлическая рука Unimo, вы ознакомитесь не только с механикой, но и с тем как в принципе функционирует гидравлическая система.
Для красоты, жидкость внутри трубок можно окрасить в яркие цвета, это позволяет проще ориентироваться между подвижными элементами конструктора.
Всего в наборе 384 детали. Все элементы уже вырезаны лазером. Каждый элемент пронумерован в соответствии с инструкцией. Детали для удобства сохраняются в фанерных пластинах, чтобы воспользоваться деталью достаточно слегка надавить на нее.
Все движения Гидравлической руки от UNIWOOD будут плавными и логичными. Вы сами не заметите, как легко и интересно управлять ею. Словно вы в кабине экскаватора, а все управление напоминает настоящую роботизированную систему в нем.
Что бы собрать данный конструктор Вам не нужен клей. Детали фиксируются специальным защелками и плотно соединяются друг другом. Трубки и мерные шприцы с водой прочно фиксируются специальными креплениями. На сборку модели «Гидравлическая рука Unimo» Вам потребуется более 3 часов, для ускорения и упрощения процесса позовите друзей и собираете конструктор вместе. С двумя деревянными конструкторами «Гидравлическая рука Unimo», вы сможете организовать настоящий батал, например, в игру «крестики-нолики».
Дополнительно
Деревянные конструкторы Uniwood не раскрашиваются производителем, детали шлифуются, чтобы избежать возможных заусенец. Модель хорошо поддается разукрашиванию, это позволит проявить дополнительную творческую направленность и разукрасить деревянную модель по своему усмотрению. Просто подарите ребёнку деревянный конструктор вместе с упаковкой красок и кисточками и продлите удовольствие.
Все конструкторы Uniwood сделаны из безопасных материалов, они помогают детям развивать фантазию не только во время игры, но и в процессе сборки. Ребенок сможет почувствовать себя настоящим инженером-проектировщиком. Легкая и понятная ребенку инструкция поможет ему собрать модель самостоятельно и, несомненно, обрести навыки моделирования!
Информация о технических характеристиках, комплекте поставки, стране изготовления и внешнем виде товара носит справочный характер и основывается на последних доступных к моменту публикации сведениях
Сообщить о неточности в описании
Гидравлическая рука: физико-технические науки
Когда вы нажимаете на поршень шприца, вода нагнетается во второй шприц, выдвигая его поршень и поднимая механический рычаг. Процесс иллюстрирует аспекты давления жидкости, силы, механической работы и биомеханики.
Тема:
Инженерия и технологии
Реальные проблемы и решения
Физика
Механика
Ключевые слова:
давление
Force
Fluid
Работа
NGSS и EP & CS:
PS
PS2
PS3
ETS
ETS1
CCCS
Причина и эффект
Sclect Материя
Структура и функция
Инструменты и материалы
Два куска дерева примерно 5 х 8 х 3/4 дюйма (12,5 см х 20 см х 2 см) — один для верхней части сборки и один для основания; обычные стеллажи из сосны 1 x 6 хорошо работают
Деревянный столб, около 15 х 1 х 3/4 дюйма (38 см х 2,5 см х 2 см)
Деревянная рука, около 16 х 1 х 3/4 дюйма (40 см х 2,5 см х 2 см)
Два шурупа для дерева с крестообразным шлицем, 8 x 1-1/2 дюйма
Отвертка крестовая
Два крепежных винта, 10-24 x 2 дюйма, с полукруглой головкой Phillips
Пять шайб для крепежных винтов, например, плоские шайбы SAE 10.
Две барашковые гайки, 10-24
Крючок для чашки, 7/8 или 1 дюйм (2 или 2,5 см)
Два 3/8-дюймовых (1 см) винта для листового металла с полукруглой головкой Phillips или аналогичные
Два пластиковых шприца по 10 мл.
Одна 8-дюймовая (20 см) кабельная стяжка с монтажной головкой (часто продается в хозяйственных и хозяйственных магазинах)
Плоскогубцы
Четыре шестигранные гайки, 10-24
Гвоздь яркой коробки, 1-1/2 дюйма (4 см)
Пластиковый шприц 1 мл
Два фута (60 см) прозрачной пластиковой трубки, подходящей для наконечников шприцев.
Ножницы
Вода
Разнообразные мелкие предметы, которые можно повесить или привязать к крючку на руке, такие как игрушки, набор ключей и т. п.
Сборка
На приведенной ниже диаграмме показан покомпонентный чертеж узла гидравлической стрелы. При необходимости обращайтесь к этому чертежу при выполнении следующих шагов.
Просверлите отверстия в четырех кусках дерева — стойке, рычаге и обоих основаниях — как показано на схеме ниже (щелкните, чтобы увеличить). Сделав две базы, вы сможете перевернуть гидравлическую руку и использовать ее в двух разных положениях.
Соберите два основания и стойку, используя два шурупа. Зенкуйте, чтобы убедиться, что головки винтов не выступают из верхнего и нижнего оснований.
Прикрепите рычаг к стойке с помощью крепежного винта, трех шайб и барашковой гайки.
Вкрутите крючок для чашки в конец рычага.
Просверлите небольшое отверстие (меньше, чем винты из листового металла) в корпусе каждого из двух 10-мл шприцев, чуть ниже верхнего фланца. Вкрутите винт из листового металла в каждое из этих отверстий и поверните поршни шприца так, чтобы винты могли войти как можно дальше, не задев поршни (см. фото ниже). Теперь винты должны действовать как упоры, чтобы поршни полностью не вытягивались из шприцев.
Выберите один из шприцев на 10 мл и просверлите отверстие диаметром 1/8 дюйма (0,3 см) в стержне поршня, приблизительно на расстоянии 0,5 см от конца поршня, как показано ниже. Этот «фиксированный шприц» будет присоединен к аппарату; гвоздь позже будет помещен через это отверстие.
Поместите кабельную стяжку рядом с нижней частью фиксированного шприца, как показано на фотографии ниже. Затяните кабельную стяжку как можно туже, чтобы шприц не соскальзывал. При необходимости используйте плоскогубцы, чтобы сильнее натянуть кабельную стяжку после того, как вы сначала затянули ее вручную. Используйте ножницы, чтобы отрезать все, кроме примерно 1/4 дюйма (0,6 см) лишнего галстука.
Прикрепите фиксированный шприц к стойке через петлю кабельной стяжки с помощью крепежного винта, двух шайб, четырех шестигранных гаек и барашковой гайки (см. фото ниже). Отрегулируйте шестигранные гайки так, чтобы между последней шестигранной гайкой и головкой крепежного винта было достаточно места, чтобы монтажная головка кабельной стяжки позволяла шприцу свободно вращаться, но не скользила слишком сильно вбок. После выполнения этой регулировки убедитесь, что четыре шестигранные гайки плотно прилегают друг к другу, а затем затяните барашковую гайку.
Вставьте гвоздь в отверстие в поршне шприца и вдавите его в отверстие в деревянном сборочном рычаге, пока головка гвоздя не окажется почти напротив поршня, но не настолько, чтобы острие гвоздя значительно выступало с другой стороны. руки (см фото ниже). При необходимости используйте плоскогубцы, чтобы вставить гвоздь в отверстие.
Плотно прикрепите трубку к кончику второго шприца объемом 10 мл. Это будет «бесплатный шприц». Вытягивайте поршень до тех пор, пока он полностью не выдвинется. Полностью заполните шприц и трубку водой. (Если есть пузырьки воздуха, попробуйте постучать по шприцу или трубке пальцем, чтобы они поднялись, а затем при необходимости долейте еще воды. Если у вас возникли трудности, попробуйте отсоединить шланг и наполнить его отдельно, а затем снова присоединить. на полный шприц.)
Полностью вставьте поршень в фиксированный шприц (тот, который прикреплен к стойке и рычагу), чтобы в шприце не было воздуха. Плотно прикрепите открытый конец заполненной водой трубки к наконечнику этого шприца. Убедитесь, что в системе нет больших пузырьков воздуха.
Действия и уведомления
Нажмите на поршень свободного шприца. Что случается? Потяните поршень. Что происходит?
Используйте руку, чтобы поднять небольшой предмет. (Если рычаг опрокидывается, положите на основание книгу или другой тяжелый груз, чтобы зафиксировать его, или найдите более легкий предмет для подъема.) Насколько сила вашего нажатия на поршень свободного шприца сравнивается с силой, с которой толкается поршень фиксированного шприца? давит на руку? Как соотносятся расстояния, на которые перемещаются два плунжера?
Внимательно отметьте, с какой силой вам приходится нажимать на поршень, чтобы поднять конкретный предмет, и обратите внимание, как далеко рука может переместить предмет.
Удалите объект, затем наберите воду в фиксированный шприц так, чтобы рычаг поднялся как можно выше. Поддержите поднятую руку, чтобы она не упала. (Вы можете попросить друга держать руку, или вы можете поддержать ее стопкой книг.) Затем поднимите свободный шприц так, чтобы конец присоединенной к нему трубки оказался значительно выше фиксированного шприца. Удерживая конец трубки приподнятым (чтобы предотвратить вытекание воды при извлечении шприца), извлеките шприц на 10 мл и замените его шприцем на 1 мл.
Снимите опору с поднятого рычага. Потяните поршень на 1 мл шприца, пока шприц не будет полным. Замените объект на крючок, а затем нажмите на поршень шприца объемом 1 мл, чтобы поднять объект. Обратите внимание на разницу в том, насколько сильно вам придется нажимать на поршень, чтобы поднять объект на этот раз. Обратите также внимание на то, как высоко поднят объект.
Поместите 10-мл шприц обратно на конец трубки, используя ту же технику, которую вы использовали, чтобы заменить его на 1-мл шприц. Переверните все устройство вверх дном и с помощью шприца поднимите и опустите руку. По сравнению с положением правой стороной вверх, чем отличается процесс подъема руки?
Что происходит?
При нажатии на поршень подвижного шприца рычаг поднимается; когда вы нажимаете на поршень, рычаг опускается.
Нажатие на поршень оказывает давление на воду в подвижном шприце. Поскольку вода замкнута и несжимаема, вступает в действие принцип Паскаля, говорящий нам, что давление без уменьшения передается всем частям воды и стенкам ее сосуда. Поскольку поршень фиксированного шприца на другом конце трубки образует часть «контейнера» для воды и является единственной частью контейнера, которая может расширяться, давление заставляет поршень в фиксированном шприце двигаться.
Принцип Паскаля и немного математики можно использовать, чтобы показать, что — если шприцы идентичны — усилие, которое вы прикладываете к одному поршню, полностью передается другому поршню (см. Математический корень ниже). Кроме того, как вы можете заметить, каждый плунжер перемещается на одинаковое расстояние.
Со шприцем на 1 мл вам нужно нажимать с меньшей силой, чем со шприцем на 10 мл, но рычаг поднимается не так далеко. В соответствии с принципом Паскаля давление на поршень шприца объемом 10 мл такое же, как давление на поршень шприца объемом 1 мл. Однако, поскольку площадь поршня на 10 мл намного больше, чем площадь поршня на 1 мл, сила, действующая на поршень на 10 мл, намного больше, чем сила, с которой вы нажимаете (помните, 9).0166 F = pA ). Хорошая новость заключается в том, что вы получили преимущество в силе, но плохая новость заключается в том, что вы платите за это штрафом за расстояние. Механическая работа есть произведение силы на расстояние (W = Fd) , которое проходит сила, и это произведение остается постоянным.
В положении правой стороной вверх поршень давит на рычаг, чтобы поднять его. Но когда вы переворачиваете всю сборку вверх дном, шприц тянет за руку, чтобы поднять ее, точно так же, как ваши мышцы делают с вашими руками. Мышца, которая позволяет вашему предплечью поднимать предметы, называется 9.0166 biceps , крепится возле плеча и чуть ниже локтя. Когда бицепс сокращается, это оказывает такое же воздействие на вашу руку, как шприц на гидравлическую руку, когда сборка перевернута. В обоих случаях прилагается большая сила, так что можно поднять небольшой вес, но вес можно поднять на большое расстояние по сравнению с расстоянием, на которое перемещается сила (расстоянием, на которое перемещается поршень шприца, или расстоянием, на которое сокращаются ваши мышцы).
Дальше
Гидравлические системы используются в бесчисленных приложениях: тормоза и рулевое управление автомобилей; гидравлические подъемники и домкраты для обслуживания автомобилей; закрылки самолета, органы управления стабилизатором и шасси; механические руки на мусоровозы; отвалы на бульдозеры; и так далее.
Математический корень
Давление определяется как сила на единицу площади ( p = F/A ). Если вы разделите силу, с которой вы толкаете, на площадь поршня, соприкасающуюся с водой, вы можете найти давление, оказываемое на воду. Вы можете математически переставить p = F/A , чтобы стать F = pA . Это говорит вам о том, что если вы умножаете давление (выраженное в фунтах на квадратный дюйм) на площадь (выраженную в квадратных дюймах), квадратные дюймы сокращаются, и вы получаете силу, выраженную в фунтах.
Так как давление на оба плунжера одинаково, а площади обоих плунжеров одинаковы, то усилие на обоих плунжерах одинаково. (В системе СИ сила выражается в ньютонах.)
Ресурсы
Луи Блумфилд. Как все устроено: физика повседневной жизни (Нью-Йорк: John Wiley & Sons, 1997). На страницах 236–237 есть отличное обсуждение гидравлических лифтов.
Джон Кэмерон, Джеймс Скофроник и Родерик Грант. Физика тела, 2-е изд. (Мэдисон, Висконсин: Издательство медицинской физики, 1999). На страницах 41–50 хорошо обсуждается биомеханика руки.
Сопутствующие закуски
Вес усталости
Используйте давление воздуха для расчета веса автомобиля.
Чувство давления
Почувствуйте изменения атмосферного давления, залезая в мешок для мусора.
Эта работа находится под лицензией Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License.
Атрибуция: Педагогический институт Exploratorium
Испытание гидравлической руки — задание
(1 оценка)
Нажмите здесь, чтобы оценить
Quick Look
Уровень: 7 (6-8)
Необходимое время: 3 часа
(4,5 40-минутных урока; подробности см. в разделе «Процедуры») )
Учащиеся проектируют и строят механическую руку, которая поднимает и перемещает пустую банку из-под газировки на 12 унций, используя гидравлику для подачи энергии. Небольшие проектные группы (по 1-2 студента в каждой) проектируют и строят одну ось для использования в готовой механической руке. Одна команда проектирует и строит хватательную руку, другая — поднимающую руку, а третья — вращающуюся основу. Три группы должны работать, чтобы эффективно общаться посредством письменного и устного общения и зарисовок.
Эта учебная программа по инженерному делу соответствует научным стандартам следующего поколения (NGSS).
Инженерное подключение
Так же, как и инженеры, учащиеся в этом упражнении работают в командах и следуют этапам процесса инженерного проектирования. Инженеры разрабатывают гидравлические руки по разным причинам. Гидравлические руки могут использоваться в ситуациях, которые слишком сложны или опасны для людей, чтобы иметь дело с ними напрямую или в автоматизированных системах. Примеры включают руки, которые поднимают тяжелые веса, и руки, которые держат груз и разгружают его в определенном положении.
Цели обучения
После этого задания учащиеся должны уметь:
Описание этапов процесса инженерного проектирования.
Распознавать этапы процесса инженерного проектирования при проектировании и строительстве.
Представление решений процесса проектирования несколькими способами.
Опишите и объясните особенности и назначение дизайна.
Объяснить основные понятия гидравлики и пневматики.
Образовательные стандарты
Каждый урок или занятие TeachEngineering соотносится с одной или несколькими науками K-12, технологические, инженерные или математические (STEM) образовательные стандарты.
Все более 100 000 стандартов K-12 STEM, включенных в TeachEngineering , собираются, поддерживаются и упаковываются Achievement Standards Network (ASN) , проект D2L (www.achievementstandards.org).
В ASN стандарты структурированы иерархически: сначала по источнику; напр. , по штатам; внутри источника по типу; напр. , естественные науки или математика; внутри типа по подтипу, затем по классам, и т.д. .
NGSS: научные стандарты следующего поколения — наука
Ожидаемая производительность NGSS
МС-ETS1-2. Оцените конкурирующие проектные решения, используя систематический процесс, чтобы определить, насколько хорошо они соответствуют критериям и ограничениям проблемы.
(6-8 классы)
Согласны ли вы с таким раскладом?
Спасибо за ваш отзыв!
Нажмите, чтобы просмотреть другую учебную программу, соответствующую этому ожидаемому результату
Это занятие сосредоточено на следующих аспектах трехмерного обучения NGSS:
Научная и инженерная практика
Ключевые дисциплинарные идеи
Концепции поперечной резки
Оценка конкурирующих проектных решений на основе совместно разработанных и согласованных проектных критериев.
Соглашение о согласовании: Спасибо за ваш отзыв!
Существуют систематические процессы для оценки решений относительно того, насколько хорошо они соответствуют критериям и ограничениям проблемы.
Соглашение о согласовании: Спасибо за ваш отзыв!
Ожидаемая производительность NGSS
МС-ETS1-4. Разработайте модель для генерации данных для итеративного тестирования и модификации предлагаемого объекта, инструмента или процесса, чтобы можно было достичь оптимального дизайна.
(6-8 классы)
Согласны ли вы с таким раскладом?
Спасибо за ваш отзыв!
Нажмите, чтобы просмотреть другую учебную программу, соответствующую этому ожидаемому результату
Это занятие сосредоточено на следующих аспектах трехмерного обучения NGSS:
Научная и инженерная практика
Ключевые дисциплинарные идеи
Концепции поперечной резки
Разработайте модель для генерации данных для проверки идей о разработанных системах, включая те, которые представляют входы и выходы.
Соглашение о согласовании: Спасибо за ваш отзыв!
Модели всех видов важны для тестирования решений.
Соглашение о согласовании: Спасибо за ваш отзыв!
Итеративный процесс тестирования наиболее перспективных решений и модификации того, что предлагается на основе результатов тестирования, приводит к большей доработке и, в конечном итоге, к оптимальному решению.
Соглашение о примирении: Спасибо за ваш отзыв!
Международная ассоциация преподавателей технологий и инженерии – Технология
Студенты будут развивать понимание атрибутов дизайна. (Оценки К — 12)
Подробнее
Посмотреть согласованную учебную программу
Согласны ли вы с таким раскладом?
Спасибо за ваш отзыв!
Студенты будут развивать понимание инженерного проектирования. (Оценки К — 12)
Подробнее
Посмотреть согласованную учебную программу
Согласны ли вы с таким раскладом?
Спасибо за ваш отзыв!
Студенты будут развивать способности применять процесс проектирования. (Оценки К — 12)
Подробнее
Посмотреть согласованную учебную программу
Согласны ли вы с таким раскладом?
Спасибо за ваш отзыв!
Уточните проектные решения, чтобы учесть критерии и ограничения. (Оценки 6 — 8)
Подробнее
Посмотреть согласованную учебную программу
Согласны ли вы с таким раскладом?
Спасибо за ваш отзыв!
ГОСТ
Предложите выравнивание, не указанное выше
Какое альтернативное выравнивание вы предлагаете для этого контента?
Подписывайся
Подпишитесь на нашу рассылку новостей, чтобы получать внутреннюю информацию обо всем, что связано с TeachEngineering, например, о новых функциях сайта, обновлениях учебных программ, выпусках видео и многом другом!
PS: Мы никому не передаем личную информацию и электронные письма.
Список материалов
Каждой группе нужно:
пластиковые шприцы, например McMaster-Carr, по цене ~1,27 доллара США за шприц; см. примечание ниже
пластиковые трубки
, например, из хозяйственных магазинов и зоомагазинов по цене ~ 20 долларов США; см. примечание ниже
различные древесные отходы
болты, винты, гайки, шайбы
другие УТВЕРЖДЕННЫЕ материалы
1 пустая банка из-под газировки
Примечание о шприцах и трубках : В этом упражнении все шприцы должны быть абсолютно одинаковыми, и важно, чтобы пластиковая трубка плотно прилегала к кончику шприца. Хорошим вариантом является пластиковый ручной шприц объемом 50 или 60 мл с заостренным кончиком, например, доступный в McMaster-Carr — «пластиковый ручной шприц объемом 60 мл с заостренным наконечником» по цене 1,27 доллара за шприц. Может быть полезно сначала купить шприцы, а затем принести их в хозяйственный или зоомагазин, чтобы найти пластиковую трубку подходящего размера.
Чтобы поделиться со всем классом:
лента
Деревянный или картонный брусок размером 20 x 20 см в качестве стены
дрель (для использования учителем или под соответствующим контролем)
пила (для учителей)
пустая банка из-под газировки
Рабочие листы и вложения
Контрольный список проектирования (pdf) [Поделитесь этим описанием процесса, которому должны следовать учащиеся]
Рубрика о гидравлической стреле (pdf)
Исследование пневматики и гидравлических систем Раздаточный материал для студентов (pdf)
Журнал проектирования гидравлических стрел (pdf)
Осмысленная оценка (pdf)
Посетите [www.teachengineering.org/activities/view/wpi_hydraulic_arm_challenge] для печати или загрузки.
Больше учебных программ, подобных этому
Урок средней школы
Основы Fluid Power
Учащиеся узнают об основных понятиях, важных для гидроэнергетики, которая включает в себя как пневматические (газовые), так и гидравлические (жидкостные) системы.
Основы гидроэнергетики
Введение/Мотивация
Вы когда-нибудь видели, как на автомастерской поднимают в воздух машину? Вы когда-нибудь задумывались, как лифт может поднять в воздух кучу людей? Что ж, после нашего сегодняшнего проекта вы лучше поймете, как они работают, потому что мы рассмотрим гидравлические системы.
В гидравлических системах для передачи усилия используется жидкость, обычно масло. Эта система работает по тем же принципам, что и другие механические системы, и обменивает силу на расстояние. Гидравлические системы используются на строительных площадках и в лифтах. Они помогают пользователям выполнять задачи, на которые у них не хватило бы сил без помощи гидравлического оборудования. Они способны выполнять задачи, связанные с большим весом, с, казалось бы, небольшими усилиями.
Процедура
Рекомендуемое время
Эта деятельность состоит из двух частей:
Часть 1. Изучение пневматических и гидравлических систем Раздаточный материал: 1 ½–2 занятия по 40 минут каждое.
Часть 2. Создание гидравлической руки: три 40-минутных занятия (это задание можно выполнить за меньшее количество учебных часов, но предоставление учащимся такого количества времени позволяет им проверить многочисленные проектные идеи и лучше понять процесс инженерного проектирования и лежащие в его основе концепции .)
Фон
Гидравлические системы используются во многих типах машин: рулевые поверхности самолетов, лифты, автомобильные подъемники и экскаваторы-погрузчики. Идея гидравлической системы заключается в том, что сила прикладывается к одной точке и передается во вторую точку с помощью несжимаемой жидкости. Вы можете найти подробную справочную информацию о том, как работают гидравлические машины, на http://science.howstuffworks.com/transport/engines-equipment/hydraulic1.htm.
Перед занятием
Сделайте копии журналов и раздаточных материалов.
Соберите материалы.
Со студентами
Разделите класс на группы по два ученика в каждой. Иметь в каждой команде дизайнеров:
Изучите процесс инженерного проектирования и ответьте на вопросы из раздаточного материала для учащихся «Изучение систем пневматики и гидравлики».
Исследуйте возможные решения проблемы. Советы: Найдите изображения других механических рук (или частей рук), которые выполняют функции, аналогичные тем, которые они должны выполнять. Подумайте о связи между компонентом их команды и компонентами, к которым он подключен. Соединения — самая сложная часть!
Разработайте портфолио (коллекцию) эскизов, которые пытаются решить проблему. Поделитесь со всей командой дизайнеров. Определив перспективный дизайн, проведите мозговой штурм со следующей командой дизайнеров, чтобы соединить их вместе. Критикуйте (будьте вежливы, конструктивны) проекты и составьте краткий список плюсов (+) и минусов (-) для каждой идеи. Определите лучшие идеи и проголосуйте за них.
Построить прототипы, отмечая изменения, модификации, неудачи и успехи. Совершенно нормально делать пометки на ваших инженерных эскизах. Показать свою работу!
Протестировать прототип. ПОПЫТАЙТЕСЬ СДЕЛАТЬ НЕУДАЧУ. Что нужно сделать, чтобы он вышел из строя? Можете ли вы изменить дизайн, чтобы этого не произошло? Сделайте свой дизайн как можно лучше. (Студентам нравится, когда их проекты терпят неудачу. Они понимают это как инструкцию и рассматривают это как хороший настрой для тестирования прототипов.)
Запишите информацию о том, сколько времени потребовалось для отказа вашего устройства.
Редизайн и реконструкция.
Повторное тестирование.
Когда все будет готово, нанесите на график найденные данные, чтобы увидеть, насколько улучшилось ваше устройство после внесения в него изменений.
Представьте портфолио размеченных рисунков, готовую руку и продемонстрируйте руку классу.
Словарь/Определения
гидравлика: задействующая или перемещаемая жидкостью под давлением.
пневматика: Включая механические свойства воздуха и других газов. Коэффициент безопасности (N): число, используемое для описания того, насколько большую силу ваше устройство должно выдерживать сверх максимально ожидаемой силы на основе ряда параметров, таких как материал и размеры (N = 1 означает, что может выдержать только 100% ожидаемой силы, поэтому он выйдет из строя при 101% ожидаемой нагрузки).
прототип: рабочая модель нового продукта или новая версия продукта.
Оценка
Activity Embedded Assessment : Управление контрольными вопросами и дизайном Arm.
Оценка после занятий : Оцените студенческий проект, используя прилагаемую Рубрику по гидравлической руке, с критериями исследования, воображения-планирования-улучшения, творчества, письменного или устного обмена, а также того, как механизм справляется с задачей.
Осмысление: Предложите учащимся поразмышлять над научными явлениями, которые они исследовали, и/или научными и инженерными навыками, которые они использовали, выполняя Тест на осмысление.
Исследовательские вопросы
См. раздаточный материал «Изучение процесса инженерного проектирования»
Вопросы безопасности
Выпилите и просверлите дерево, если у учащихся нет опыта.
Дополнительная мультимедийная поддержка
Посмотрите 2:27-минутное видео, в котором три девочки-подростка управляют гидравлическими руками, которые они разработали, чтобы поднимать и перемещать зефир; см. конкурс гидравлических роботов-манипуляторов thinkdesign! на YouTube: https://www.youtube.com/watch?v=sicZuYnMMuA
Задача: спроектировать и построить робота-манипулятора с гидравлическим приводом, который берет четыре зефира из «склада», перемещает их в резервуар для токсичного «замачивания», а затем размещает их точно в зоне «сушки». В этом видео победившая команда девятиклассников выполнила задания за 2 минуты 30 секунд.
использованная литература
Карпенито, К. и Э. Чилтон. Вызов гидравлического оружия. Опубликовано в январе 2006 г. По состоянию на 7 ноября 2011 г. (вдохновение для деятельности) https://docs.google.com/View.aspx?docid=ah7pxzjtrzfd_baddp39ндп3дв
Исследование гидравлической руки. Опубликовано 27 января 2006 г. Инженерная школа Биби. По состоянию на 7 ноября 2011 г. (список ссылок для поддержки этой деятельности, включая информацию о шарнире рычага и процессе инженерного проектирования) http://k12engineering.blogspot.com/2006/01/hydraulic-arm-research.html
Мозг, Маршалл. Как работают гидравлические машины. Как это работает. По состоянию на 7 ноября 2011 г. http://science.howstuffworks.com/hydraulic.htm
Транспортирующий механизм для перемещения в наклонном направлении штучных или насыпных грузов непрерывным потоком без остановки на выгрузку и загрузку.
НАИМЕНОВАНИЕ
ПАРАМЕТРЫ
2,5 метра
4,5 метра
Габаритные размеры (ДхШхВ), мм
2700 х 720 х 350
4800 х 710 х 350
Масса, кг
120
140
Электродвигатель мощность, кВт
0,75
0,75
Объем заливного масла, л
0,75
0,75
Угол наклона
5-50
5-50
Ширина ленты
400
400
Высота шеврона
15
15
Электрическое питание, В/Гц
380/50
380/50
Пожизненная гарантия на узлы и механизмы
Индивидуальный проект линии за 24 часа
Поддержка и консультации по производству
Монтаж, сборка. запуск на месте
Выгодные цены и скидки на линии
ТРАНСПОРТЕР ЛЕНТОЧНЫЙ
ДЛИНОЙ 2,5 И 4,5 МЕТРА
Производительность 10 тонн в час
Угол наклона регулируется под ваше оборудование
Транспортер ленточный наклонный – это транспортирующий механизм для перемещения в наклонном направлении штучных или насыпных грузов непрерывным потоком без остановки на выгрузку и загрузку. Ленточный конвейер – транспортер – для насыпного груза найдет самое широкое применение в разнообразных производственных отраслях, связанных с перемещением сыпучих материалов. Они применимы для погрузочно-разгрузочных работ, перемещения насыпного материала: угля, камней, песка, порошка, зерновых, компоста и прочего.
Зачем нужен транспортер
С целью минимизации ручного труда, сокращения обслуживающего персонала линии и увеличения производительности производства рекомендуем использовать ленточные транспортеры.
При проектировании индивидуальных и типовых линий гиперпрессования мы включаем транспортеры различной длины собственной разработки и производства – адаптированные под все наше основное оборудование.
Продажа транспортеров ленточных может осуществляться в комплекте со всевозможным смежным оборудованием: бункерами, миксерами, дозаторами, накопителями и прочим, а также в единичном количестве.
Обязателен для гарантированного высокого качества получаемого гиперпрессованного кирпича и скорости производства:
Стабильная скорость движения ленты
Равномерная подача смеси
Совместимость со всем оборудованием
Увеличение производительности производства
Меньше расходов на обслуживающий персонал
Стабильная надежная работа
Может применяться в любом производственном процессе, включаться в состав любой линии
Специальные сконструированные борта на раме транспортера высотой 50 мм выполняют 2 важных функции:
Предотвращают высыпание смеси при транспортировке
Являются направляющими для транспортной ленты
Замок для транспортной ленты позволяет быстро производить ремонт и натяжку без порчи самой ленты.
С помощью выдвижных ног транспортера легко регулируется угол подъема и производится адаптация к любому оборудованию.
Мотор-редуктор минимизирует затраты на электроэнергию и выбран с запасом прочности и гарантиями устойчивой работы.
Шевронная лента импортного производителя высотой шеврона 15 мм исключает возможность скатывания смеси вниз.
Силовой разъем евростандарта обеспечивает быстрый запуск сотрудником без специальных технических навыков.
Специальные сконструированные борта на раме транспортера высотой 50 мм.
Задать вопрос, уточнить цену:
[]
utm_campaignyour full name
utm_termyour full name
utm_contentyour full name
ym_uidyour full name
Ваше имяyour full name
account_circle
Ваш телефонyour full name
phone
keyboard_arrow_leftPrevious
Nextkeyboard_arrow_right
Что такое Транспортер, определение термина в Словарь Ожегова
1) Транспортер — Гусеничная или колесная военная машина для перевозки пехоты и грузов
Ivanov Alex
транспорт,
машина,
человек,
груз,
транспортировать,
перевозка,
дорога,
транспортир,
транс,
линейка,
движение,
перевозчик,
лента,
аэропорт,
работа,
геометрия,
товар,
школа,
конвейер,
гусеницы,
магазин,
самолёт,
чемодан,
эскалатор,
автобус,
автомобиль,
водитель,
время,
предмет,
угол,
хреновое,
бронетранспортёр,
Выберите букву
А
Б
В
Г
Д
Е
Ж
З
И
Й
К
Л
М
Н
О
П
Р
С
Т
У
Ф
Х
Ц
Ч
Ш
Щ
Э
Ю
Я
Значение слова Транспортер в других словарях:
Значение слова ТРАНСПОРТЁР — Словарь иностранных слов
Популярные слова
Тварь
Трактат
Юла
Абрис
Цербер
Педаль
Адвокат
Метель
Пацан
Магнат
Ядро
Тело
Трахнуть
Кобыла
Успех
Изъян
Теща
Град
Жавель
Кабина
Что такое конвейерная система? Определение, типы, конструкция и использование
Конвейерная система представляет собой быстрое и эффективное механическое погрузочно-разгрузочное устройство для автоматической транспортировки грузов и материалов в пределах области. Эта система сводит к минимуму человеческий фактор, снижает риски на рабочем месте и снижает затраты на оплату труда — среди прочих преимуществ. Они полезны, помогая перемещать громоздкие или тяжелые предметы из одной точки в другую. Конвейерная система может использовать ленту, колеса, ролики или цепь для транспортировки объектов.
Как работают конвейерные системы
Как правило, конвейерные системы состоят из ленты, натянутой на два или более шкивов. Ремень образует замкнутую петлю вокруг шкивов, поэтому он может постоянно вращаться. Один шкив, известный как ведущий шкив, приводит в движение или буксирует ремень, перемещая предметы из одного места в другое.
В наиболее распространенных конструкциях конвейерных систем используется ротор для привода приводного шкива и ремня. Ремень остается прикрепленным к ротору за счет трения между двумя поверхностями. Чтобы ремень двигался эффективно, ведущий шкив и натяжной ролик должны вращаться в одном направлении, по часовой стрелке или против часовой стрелки.
В то время как обычные конвейерные системы, такие как движущиеся дорожки и конвейеры продуктовых магазинов, являются прямыми, иногда устройству необходимо повернуться, чтобы доставить предметы в нужное место. Для поворотов используются уникальные конусообразные колеса или роторы, которые позволяют ленте следовать изгибу или скручиванию, не запутываясь.
Преимущества конвейерных систем
Основное назначение конвейерной системы — перемещение объектов из одного места в другое. Конструкция позволяет перемещать предметы, которые слишком тяжелые или слишком громоздкие, чтобы люди могли нести их вручную.
Конвейерные системы экономят время при транспортировке предметов из одного места в другое. Поскольку они могут располагаться на нескольких уровнях, они упрощают перемещение предметов вверх и вниз по этажам — задача, которая при выполнении людьми вручную вызывает физическое напряжение. Наклонные ремни могут автоматически выгружать материал, устраняя необходимость в том, чтобы кто-то находился на противоположном конце для приема деталей.
Типы и примеры конвейерных систем
Вы, вероятно, можете представить себе большой склад, заполненный конвейерами, использующими ленты и ролики для перемещения ящиков и другого тяжелого оборудования, но это лишь один из нескольких типов конвейерных систем. Вы также найдете конвейерные системы в аэропортах, где они используются для перевозки багажа. Другие примеры включают эскалаторы и лыжные подъемники. В этих устройствах до сих пор используется ремень или цепь и шкивы для перемещения тяжелых предметов из одной точки в другую.
There are many types of conveyor systems, including:
Belt
Roller
Slat/apron
Ball transfer
Overhead
Pneumatic
Bucket
Chute
Magnetic
Vertical
Wheel
Шагающая балка
Вибрационный
Винт/шнек
Цепь
Каждый тип конвейера служит определенной цели. Например, пластинчатый конвейер, выполненный из планок или пластин вместо ленты, предназначен для перемещения тяжелых материалов. Материалы, транспортируемые пластинчатой системой, обычно слишком велики или тяжелы для традиционного ленточного движения.
Эскалатор является примером конвейерной системы с цепным приводом. Вместо системы шкивов, которая тянет предметы, цепной конвейер использует систему буксировки, которая тянет ступеньки вверх или вниз.
Подъемники являются примером подвесного конвейера. В этих устройствах используется электрическая гусеница, которая наклоняет стулья вверх или вниз по склону горы. Как и в эскалаторе, в этих системах используется буксировочная система с цепным приводом.
Основные части конвейерной системы
Конвейерная система состоит из трех основных частей: опоры ленты, шкива и приводного узла. Каждый компонент играет важную роль в работе конвейерной установки. Хотя все конвейерные системы содержат эти детали, конструкции различаются конструкционными материалами и расположением каждого компонента.
Опора ремня — это компонент, обеспечивающий плавное движение ремня. Если опорный блок непрочен, лента провисает, когда рабочие кладут сверху тяжелый предмет, и провисание приводит к тому, что лента движется не плавно и не быстро, как следует. Использование прочного опорного узла обеспечивает натяжение ремня и его эффективную работу.
Система шкивов — это внешний компонент, используемый для управления движением ремня. Каждый агрегат имеет не менее двух шкивов, один работающий под напряжением, а другой холостой. Более сложные конвейерные системы могут иметь дополнительные роторы по всей раме.
Привод позволяет системе двигаться. Блок содержит контрподшипник, который обеспечивает эффективное перемещение деталей. Этот блок также позволяет ленте двигаться в обратном направлении и управлять повторными корректировками направления для некоторых систем. Некоторые конвейерные системы управляются вручную. В этих системах по-прежнему используется привод; однако он не моторизован.
Как правильно выбрать конвейерную систему
Конвейер более или менее действует как центральная нервная система для операций по приему, обработке, хранению, распределению, производству или отгрузке продукции. Выбор правильной конвейерной системы может быть сложной задачей для менеджеров склада и других заинтересованных сторон из-за нескольких типов конвейеров и сотен возможных конфигураций на выбор.
Кроме того, существует несколько факторов, которые необходимо учитывать при выборе и покупке идеальной конвейерной системы для вашего склада или распределительного предприятия. Вы должны одновременно учитывать требования как к продукту, так и к процессу.
Во-первых, идеальная конвейерная система должна быть:
Эксплуатационно безопасной
Энергоэффективной
Надежной (детали и компоненты рассчитаны на длительный срок службы)
Адаптируемой к меняющимся потребностям
Рентабельной (с точки зрения общая стоимость владения)
Установка неправильной конвейерной системы быстро снизит эффективность работы склада, что приведет к увеличению затрат и снижению удовлетворенности клиентов, что в конечном итоге лишит бизнес его конкурентных преимуществ.
Давайте без лишних слов рассмотрим факторы, которые необходимо учитывать при оценке и выборе подходящей конвейерной системы для вашей операции.
Требования к продукту
По сути, конвейерная система используется для перемещения товаров между функциональными зонами распределительного предприятия. Таким образом, тип перемещаемых предметов будет определять конструкцию, размеры и тип устанавливаемой конвейерной системы.
При поиске лучшей конвейерной системы для вашего предприятия ответы на следующие вопросы помогут вам определить требования к конструкции и конфигурации, а также рассчитать такие параметры, как мощность и натяжение ленты для отдельных конвейеров:
Какой тип продукта транспортируется?
Каков средний вес продукта на фут?
Каков максимальный вес продуктов?
Каковы минимальные, максимальные и средние размеры товара (т. е. длина, ширина и высота)?
Каковы размерные данные для каждого продукта?
Как транспортируются продукты и в какой ориентации?
Такие факторы, как вес продукта, размеры и хрупкость, сильно повлияют на ваш процесс принятия решения. Размеры изделий на вашем предприятии будут определять ширину конвейера, технические характеристики направляющих и центры роликов, а вес продуктов определяет калибр роликов, диаметр роликов и требования к размерам двигателя.
Требования к процессу
Требования к процессу охватывают факторы, определяющие, как должен двигаться конвейер, и уникальные условия рабочей среды. Эти соображения включают в себя:
Расстояние, на котором элементы должны перемещаться между функциональными зонами
Путь, по которому они перемещаются — есть ли остановки, перепады высот, кривые или отклонения?
Ориентация товара — должны ли товары располагаться определенным образом (для удобства сканирования штрих-кодов, переноса и т. д.)?
Скорость передачи — короткая, быстрая или медленная, устойчивая?
Окружающая среда
Свободное пространство
Скорость потока
Ваша конвейерная система должна выдерживать среднюю скорость передачи на вашем объекте, а также периоды пикового спроса из-за сезонных колебаний. Количество продуктов, которые необходимо транспортировать в час (или в минуту), будет определять длину и скорость конвейера.
Кроме того, определенные виды конвейеров идеально подходят для определенных продуктов. Большой пластиковый цепной конвейер лучше всего использовать для перемещения поддонов с пластиковыми ножками, а роликовый конвейер с цепным приводом лучше всего подходит для деревянных поддонов. Кроме того, первый лучше всего использовать для перемещения небольших коробок или тотализаторов, чем последний.
Требования к перемещению
Точка, в которой предметы перемещаются на конвейер и с конвейера, является критически важной. Большинство конвейеров используют боковые передачи, механические передачи, мертвые пластины, гравитационные ролики и т. Д., Чтобы облегчить это. Для продуктов с меньшей площадью может потребоваться механизированная передача, в то время как для более крупных и длинных продуктов могут потребоваться гравитационные ролики.
Сколько стоят конвейерные системы?
Для современных складов ручные операции перемещения не могут поддерживать уровень пропускной способности, необходимый для быстрого и экономичного выполнения заказов. Конвейерная система повышает производительность, улучшает эргономику, снижает вероятность повреждения продукции, обеспечивает лучший доступ к материалам и снижает опасность на рабочем месте.
Однако стоимость приобретения, установки и обслуживания таких систем может быть высокой для малых и средних предприятий. Она может варьироваться от сотен тысяч до миллионов долларов в зависимости от таких факторов, как:
Тип конвейерной системы
Общая длина
Требуемая скорость
Размеры
Изгиб и способ перемещения
Текущие
оценки показывают, что конвейеры Belt Curve AC и Roller Curve AC стоят приблизительно 5 243 и 2 686 долларов за погонный фут при следующих предположениях:
Изгибы — 90 градусов
Скорость — от 65 до 90 футов в минуту
9-дюймовые ролики на 3-дюймовом центре
Общая ширина — 24 дюйма
Примечание. Это только предварительная стоимость конвейерного оборудования . Помимо затрат на установку, вам также необходимо учитывать стоимость реструктуризации складских помещений для размещения конвейерной системы. Сам процесс установки может занять некоторое время и повлиять на выполнение заказов и другие складские операции. Наконец, эксплуатационные расходы и расходы на техническое обслуживание в год, вероятно, превысят первоначальные затраты на покупку и установку.
Если вы рассматриваете конвейерную систему, учитывайте свой бюджет, скорость, с которой вам нужно выполнять свою работу, пространство и другие ограничения, и, конечно же, ваши планы погрузки и разгрузки. Например, конвейерные системы нельзя переносить, и они требуют существенных изменений в вашей инфраструктуре. Однако существуют другие практичные и более доступные решения для автоматизации (и улучшения) ваших складских операций.
Загрузите наш информационный документ 7 причин, по которым складские роботы превосходят традиционную автоматизацию, чтобы узнать больше о том, почему складские роботы, такие как Чак, являются более интеллектуальным и экономичным решением по сравнению с традиционными решениями по автоматизации, такими как конвейерные системы. Мы также можем обсудить решение, которое подходит именно вам. Свяжитесь с нами сегодня.
Что такое конвейерная система?
В этом посте мы рассмотрим основы того, что такое конвейер и его основные компоненты. Мы также обсудим, что такое конвейерная система, различные типы конвейеров и какие универсальные преимущества они предлагают. Наконец, мы подробно рассмотрим, как выбрать лучшее конвейерное решение. Это более полный и подробный обзор, чем предыдущий пост от 2017 года.
Что такое конвейер?
Конвейер — это механическая часть погрузочно-разгрузочного оборудования, используемая для транспортировки материалов между различными точками. Американское общество инженеров-механиков определяет конвейер как «горизонтальное, наклонное или вертикальное устройство для перемещения или транспортировки сыпучих материалов, упаковок, предметов или пассажиров по пути, заданному конструкцией устройства». Что является ключевым в этом определении? , а что отличает конвейеры от других типов погрузочно-разгрузочного оборудования, так это то, что они перемещают продукт по пути» предопределено конструкцией устройства. ” Это также единственная особенность, которой обладают все типы конвейеров; независимо от области применения, отрасли или сектора. Хотя многие типы конвейеров, особенно в сортировочных системах, могут направлять продукт в нескольких направлениях, все эти направления являются заранее определенными путями.
Конвейеры используются в промышленности, торговле, розничной торговле, сельском хозяйстве и горнодобывающей промышленности. Кроме того, конвейеры проникают в гостиничный и строительный секторы.
Основные компоненты конвейеров
Подавляющее большинство конвейеров состоит из трех основных элементов: рамы или опоры ремня, привода и натяжного ролика(ов).
Наиболее распространенным типом конвейера в его самой простой форме является ленточный конвейер с концевым приводом; такой, какой можно увидеть на кассе продуктового магазина. Он состоит из рамы с ведомым шкивом или барабаном на одном конце и промежуточным шкивом или барабаном на другом конце; с бесконечным ремнем, обернутым вокруг шкивов и рамы. В большинстве приложений ведомый шкив вращается за счет энергии, поступающей от внешнего двигателя с электрическим приводом.
Конечно, есть исключения из этого упрощенного определения конструкции конвейера.
Конвейеры могут перемещать продукт по прямой линии, горизонтально или вертикально, или они могут быть оснащены угловыми или радиусными элементами для перемещения продукта в двух или трех измерениях.
Криволинейный ленточный конвейер.
Наклон к горизонтальному конвейеру.
Альпийский конвейер.
Что такое конвейерные системы?
Конвейерная система — это группа конвейеров, которые работают вместе для выполнения общей задачи. Это могут быть конвейеры, работающие параллельно (выполняющие одну и ту же задачу — не обязательно расположенные рядом) или последовательно (либо подающие один к другому, либо работающие в гармонии с другими частями оборудования).
Пример конвейерной системы, включающей блок захвата и размещения.
Конвейерные системы могут быть как простыми, так и сложными, в зависимости от требований процесса. Они могут передвигаться по земле, перемещая сыпучие материалы, такие как камень или гравий, на большие расстояния. Или они могут находиться в самых современных заводских условиях, взаимодействуя с роботами, компонентами линейного движения, системами обзора и камеры, коботами и людьми.
Средства автоматизации, или промышленная автоматизация, отвечают за то, чтобы все различные части оборудования, включая конвейеры, «разговаривали» и «слушали» друг друга. Средства автоматизации — это «мозги», благодаря которым конвейерная система и все остальные элементы оборудования на линии работают вместе. Они также могут предусматривать дополнительные меры безопасности оператора.
Типы конвейеров и конвейерных систем
Конвейеры можно разделить на две основные категории: самотечные или механизированные конвейеры.
Гравитационные конвейеры полагаются на силу тяжести, обычно возникающую при изменении высоты, для перемещения продукта по длине конвейера. Гравитационный ролик, колесо и желоб — три основных типа этих конвейеров. Эти конвейеры не содержат приводного элемента, как обсуждалось выше.
Конвейеры с механическим приводом бывают практически бесконечными и обычно называются в честь наиболее характерной или отличительной особенности конвейера. Существует много типов конвейеров, включая, но не ограничиваясь:
Конвейеры накопительные
Конвейеры Alpine
Навесные цепные конвейеры
Конвейеры задней подсветки
Ленточные конвейеры
Цепные конвейеры
Конвейеры с пластинами
Кривые конвейеры
Цепные конвейеры с плоским верхом
Наклонные конвейеры
Магнитные конвейеры
Подвесные конвейеры
Конвейеры для поддонов
Пластиковые модульные ленточные конвейеры
Пневматические конвейеры
Приводные роликовые конвейеры
Винтовой конвейер
Конвейеры с зубчатой лентой
Лотковые конвейеры
Вакуумные конвейеры
Вибрационные конвейеры
Конвейеры с Z-образной рамой
Зональные конвейеры
Когда речь идет о конвейерных системах , можно использовать несколько типов конвейеров для создания единой системы, что позволяет использовать наиболее подходящий конвейер в каждом случае. Адаптация конвейера к выполняемой задаче обеспечивает наиболее надежную работу с продуктом, создавая при этом более безопасную и экономичную конвейерную линию. Кроме того, поиск областей, в которых можно использовать тот же тип конвейера, может помочь сократить количество запасных частей и упростить техническое обслуживание. Работа с интегратором или производителем конвейера; такие как мк Северная Америка; которая предлагает широкий спектр решений для конвейерных систем, поможет обеспечить наилучший результат для вашего следующего проекта по обработке материалов.
В то время как каждый конвейер имеет такие же уникальные преимущества, как и его конструкция, все конвейеры и конвейерные системы обладают универсальными преимуществами.
Каковы преимущества конвейеров и конвейерных систем?
Учитывая, что основной функцией конвейера является перемещение объектов из одной точки в другую, преимущества конвейеров сосредоточены на этом факте. Конвейеры могут перемещать продукты, которые в противном случае могут быть слишком тяжелыми или громоздкими, чтобы их можно было безопасно перемещать. И наоборот, они также могут быть предназначены для работы с небольшими, легкими и хрупкими деталями. Детали, которые настолько хрупкие, что обращение с ними другими способами может привести к их повреждению.
Конвейеры также перемещают продукт быстрее, чем другие доступные средства. Все мы знакомы со складскими конвейерами, показанными в новостях или на YouTube; так как они быстро выполняют заказы. Однако учтите, что конвейеры также можно использовать для замедления процессов — они являются отличным средством обеспечения движущейся платформы для отверждения, сушки или охлаждения продуктов.
Помимо способности быстро перемещать продукт с высокой скоростью, конвейеры также могут экономить время, транспортируя продукт между различными высотами; например между разными этажами. Если бы человек должен был перемещать продукт между этажами, это не только обеспечило бы безопасность, но и потребовало бы больше времени для подъема по ступенькам, чем использование конвейера для перемещения продукта.
При использовании конвейерных систем преимущества одного конвейера умножаются на весь процесс. Это в дополнение к преимуществам, достигнутым от использования других.
Итак, теперь, когда вы знаете типы конвейеров и их преимущества, как выбрать правильную конвейерную систему? Читайте дальше, чтобы узнать.
Как правильно выбрать конвейерную систему?
Производитель конвейеров или интегратор, с которым вы работаете, помогут вам определить правильные конвейеры для вашей следующей конвейерной системы. Для этого они соберут информацию о вашем продукте, процессе и объекте.
Продукт Общая форма и размер продукта Температура продукта Характер продукта: гладкий, острый, тонкий, потребляемый, твердый, жидкий Количество продукта: обработка навалом или поштучно Готовый или незавершенный продукт Вес за штуку Общий вес на конвейере Продукт влажный или сухой? Есть ли какие-либо края продукта, с которыми нельзя работать?
Процесс Критичен ли передний край? Важна ли ориентация детали? Части накапливаются? Можно ли соприкасаться деталями? Какое расстояние должен пройти продукт? (Длина конвейера) Имеются ли перепады высот? Каково время цикла? Желаемая скорость конвейера С каким оборудованием взаимодействует конвейер и продукт? Используется ли конвейер для охлаждения, отверждения, печати или других производственных операций? Как продукты загружаются и выгружаются с конвейера? Операторы работают рядом с конвейером?
Объект Объект какого типа будет установлен конвейерной системой? Что такое температура окружающей среды? Бывают ли экстремальные температуры? Влажно или есть процессы влажной уборки? Существуют ли особые условия, такие как взрывоопасная среда или чистая комната? Запылено или есть твердые частицы в воздухе?
Нажмите на изображение, чтобы увидеть полную инфографику.
Какой ремонт без сверления? Отверстия нужны и для проводки, и для розеток, и чтобы шкафчики повесить. Как правильно сверлить кирпичную стену, чтобы не повредить ее? Как выбрать верный инструмент для работы с разными кирпичами? Воспользуйтесь инструкцией от Андрея Хрисанова, эксперта по индивидуальному управлению ремонтно-строительными работами.
Какими бывают кирпичи по своей структуре
По структуре кирпичи делятся на полнотелые, пустотелые и поризованные керамические блоки, которые еще называют теплой керамикой: последние отличаются сложной ячеистой формой. Разберем, где какие кирпичи используют.
Полнотелые кирпичи
Полнотелые кирпичи используют там, где зданию нужно обеспечить максимальную прочность: фундамент, цоколь, несущие стены и перегородки. Это прочные и тяжелые кирпичи, а количество пустот внутри них не превышает 13%. Полнотелые кирпичи почти не впитывают влагу и не деформируются при контакте с водой.
Один из самых популярных типов полнотелых кирпичей — кирпич М150. Маркировка «М150» означает, что 1 см² кирпича выдерживает нагрузку в 150 кг.
Пустотелые кирпичи
Пустотелые кирпичи весят на 1–2 кг меньше полнотелых из-за отверстий, заполненных воздухом. По этой же причине они менее прочные. Из таких кирпичей не выкладывают несущие стены, зато они незаменимы для заборов, хозяйственных построек и облицовки зданий. Главное преимущество пустотелых кирпичей — высокая теплоизоляция. Зимой стены из них удерживают тепло внутри, а летом почти не нагреваются, поэтому в доме всегда сохраняется комфортный микроклимат.
Из-за своей пористой структуры пустотелый кирпич гасит шум улицы, меньше растрескивается и стоит дешевле, чем полнотелый.
Теплая керамика
Теплая керамика универсальна, ее используют при строительстве многоквартирных домов до 9 этажей, для возведения стен каркасных домов, в том числе несущих. Незаменима теплая керамика и для заборов и перегородок. Такие кирпичи чаще называют поризованными керамоблоками, так как их стенки состоят из мелких ячеек, а доля пустот близится к 50%. По своим характеристикам керамоблоки ближе к газоблокам и пеноблокам, чем к кирпичу, хотя их тоже делают из глины. Теплая керамика гораздо крупнее обычного кирпича: размеры классического кирпича — 250 х 120 х 65 мм, а керамоблока — 380 х 250 х 219 мм. Теплая керамика выдерживает нагрузку до 10 тонн.
Чем сверлить кирпич в зависимости от структуры
Отверстия в разных по структуре кирпичах делают при помощи разных инструментов. С полнотелым кирпичом, например, работают как и с бетоном — перфоратором в ударном режиме.
Пустотелый кирпич сверлят перфоратором или дрелью, но уже без ударного режима, потому что такой режим может повредить кирпич. Выбирайте коронку для керамогранита или сверло для бетона с наконечником из твердого сплава — победита. Им делают отверстия под дюбели.
В разбитый кирпич уже не получится вставить дюбель-гвоздь. Придется использовать более дорогой химический анкер. Однако даже этого сделать не удастся, если размер трещины большой или ее форма неудачная.
Большие отверстия для труб или розеток в пустотелых кирпичах делают дрелью с алмазной коронкой. Если стены толстые, возьмите удлинители — промежуточные насадки, с помощью которых можно просверлить отверстие глубже, чем позволяет размер сверла. Выбирайте среднюю скорость сверления, потому что низкой будет недостаточно для крупных отверстий, а на высокой скорости сверло быстро затупится.
Керамические блоки сверлят так же, как и пустотелый кирпич: в безударном режиме дрелью с коронкой по керамограниту нужного диаметра или победитовым сверлом по бетону.
Чем сверлить кирпич в зависимости от материала
Кирпичи отличаются не только по структуре, но и по материалу, из которого они изготовлены. Это тоже влияет на выбор инструмента для сверления.
Силикатный кирпич
Силикатный кирпич состоит из кварцевого песка и извести. Он похож по составу на пеноблоки и газоблоки, которые обычно сверлят сверлом по дереву, коронкой по дереву или керамограниту — получается быстро и точно. Для работы с силикатным кирпичом выбирайте шуруповерт на средней скорости или перфоратор в безударном режиме. Так уменьшается риск повредить кирпич. Маленькие отверстия под дюбель или большие под вытяжку либо розетку сверлят по одной и той же технологии, отличается лишь диаметр сверла или коронки.
Керамический кирпич
Керамический кирпич сверлят так же, как пустотелый: победитовым сверлом по бетону или коронкой для керамогранита. Используйте дрель в безударном режиме на низких и средних оборотах.
Клинкерный кирпич
Клинкерный облицовочный кирпич — более плотный по сравнению с кирпичами из других материалов. Для работы с ним используют дрель со сверлами по керамограниту. Сверлите на средних оборотах в безударном режиме. Через каждые 10–15 секунд делайте перерыв, потому что сверла быстро нагреваются. В перерывах охлаждайте сверло в стакане с водой.
Как сверлить кирпич — пошаговая инструкция
Просканируйте стену детектором скрытой проводки, чтобы при сверлении случайно не задеть электрику.
Сделайте на стене разметку карандашом. Если, например, нужно повесить кухонные шкафчики, то определите высоту креплений и прочертите ровную горизонтальную линию, используя строительный уровень или лазерный нивелир.
На месте будущих отверстий сделайте насечки специальным слесарным инструментом, похожим на отвертку, — керном. Им отмечают место установки сверла или коронки.
Держите дрель или перфоратор ровно, чтобы сверло входило в стену строго горизонтально. Если оно будет под углом, то быстро затупится. Для того чтобы просверлить отверстие, которое находится выше уровня глаз, встаньте на стремянку.
Начинайте работать дрелью или перфоратором на низких оборотах в режиме «без удара». Если кирпич пустотелый, то так и продолжайте сверлить в безударном режиме. Если полнотелый — включите ударный режим, когда углубитесь в кирпич на 0,5 см.
Каждые 10–15 секунд охлаждайте сверло в стакане с водой, чтобы увеличить срок его службы.
Можно ли делать крепление в швах
Специалисты не сходятся во мнениях, можно ли делать крепления в швах. Одни категорически против высверливания швов кирпичей, потому что цемент в них со временем начинает крошиться и уже не может обеспечить надежное крепление.
Другие, наоборот, считают, что делать крепления в швах надежнее, потому что кладочный раствор плотный и не имеет пустот. Такое мнение не лишено оснований. Если вы планируете повесить что-то тяжелое на стену из пустотелого кирпича — например, телевизор или подвесные качели, — то дюбель может попасть в одну из пустот кирпича. А эти пустоты не так плотно заполнены цементным раствором, как швы. Так что велика вероятность, что дюбель выпадет из такого отверстия: может быть, не сразу, но с каждым днем он будет незаметно съезжать под нагрузкой габаритного предмета.
Если нужно сделать крепление для чего-то тяжелого в шве между кирпичами или в пустотелом кирпиче, используйте химический анкер. Работать с химическими анкером несложно: сделайте в стене отверстие под анкер, залейте в него клеевой состав и установите металлический стержень. Анкер полностью затвердевает через 30–90 минут в зависимости от температуры воздуха и материала.
Химический анкер поможет надежно закрепить любые предметы на стенах из пористых и рыхлых материалов: газобетона, пенобетона, поризованного керамического или пустотелого кирпича. По прочности на разрыв он в 2,5 раза превосходит металлические распорные анкеры. Это значит, что при сильной нагрузке на растяжение металлический анкер сломается гораздо раньше, а химический сможет долго держать тяжелый предмет.
Что в итоге
Выбирайте правильный электроинструмент, сверло и режим работы, чтобы не расколоть кирпич. Важно учитывать структуру кирпича, а также материал, из которого он сделан. Пустотелый кирпич сверлите в безударном режиме, полнотелый — в ударном, но не сразу, а когда сделаете отверстие глубиной 0,5 см.
Если вы знаете, из какого материала сделан кирпич на вашей стене, выбор инструмента очевидный:
Силикатный кирпич — неплотный, поэтому его берет даже сверло по дереву.
Керамический кирпич и поризованный керамоблок сверлите победитовым сверлом по бетону или коронкой для керамогранита.
Клинкерный кирпич плотнее, поэтому для него выбирайте алмазные сверла и коронки. Сверлите его дрелью на средних оборотах.
Если не знаете, из какого кирпича состоят стены, можно воспользоваться универсальным способом — просверлить отверстия перьевым сверлом по керамограниту. Это самые высокоточные сверла, которые сейчас есть на рынке, однако они недолговечны: одного сверла хватает в среднем на 8–15 отверстий. Зато каких! Отверстия получатся четкими, ровными и без смещений.
Обязательно после каждых 10–15 секунд работы охлаждайте сверла в стакане с холодной водой, чтобы не сжечь наконечник.
Для крупных отверстий под розетку или вытяжку во всех видах кирпича используйте алмазную коронку по бетону или керамограниту. Это удобно, так как у нее есть разные диаметры и она способна просверлить даже самые твердые материалы.
А вы чем обычно сверлите кирпич? Расскажите в комментариях.
#DIY #инструменты #как сделать #мелкий ремонт #ремонт #своими руками #это не сложно
01.05.2022
Как сверлить кирпичную стену
При производстве работ по сверлению стен из кирпича необходимо соблюдать осторожность, чтобы избежать повреждения существующей стены.
Интересные статьи:
Как выбрать бригаду рабочих для ремонта квартиры
Косметический ремонт
Ремонт квартиры: как и с чего начинать
Материалы для внутренней отделки стен
Звукопоглощающие обои
Полезная информация:
Если строительное оборудование и инструмент необходимы лишь на время, то гораздо целесообразнее взять их в аренду, чем покупать. Сегодня все ищется через Интернет. Набрав в поиске прокат инструмента екатеринбург, обратите внимание на компанию «Прокат-Екат», которая с 2007 года работает на рынке проката инструмента в Екатеринбурге. Достаточно позвонить и необходимое оборудование будет доставлено в указанное время.
Чтобы не повредить стену при сверлении, необходимо располагать соответствующими материалами и соблюдать последовательность работ. Вам понадобится электрическая дрель, слесарная дрель, сверла различного диаметра, сантехническая шпатлевка.
Сверление отверстий необходимо при установке крепления, а также, когда нужно провести что-нибудь сквозь стену. Сначала определяется ширина отверстия и измеряется глубина стены. По этим размерам выбирают диаметр и длину сверла. Чтобы отверстие не оказалось больше, чем нужно, сначала используют сверло меньшего диаметра, а затем размеры сверла увеличивают.
Чем сверлить стену
Самым лучшим инструментом для сверления кирпичных стен является перфоратор. Но поскольку этот инструмент достаточно дорог, в домашних условиях обычно используют электрическую дрель ударного действия. Дрель должна иметь мощность не менее 600 Вт. Число оборотов должно быть около 2500 в минуту. Необходимо наличие регулировки вращения сверла в ту или другую сторону. Диаметр свёрл до 10 мм, патрон самозажимной.
Для сверления кирпичных стен необходимо выбирать дрель с наличием функции удара. При отсутствии ударной функции сверление будет долгим, не качественным, от трения произойдет сильный нагрев сверла. Дрель с ударной функцией выполняет работу, примерно, как при долблении зубилом.
Для сверления стен из кирпича лучше использовать свёрла с победитовой наплавкой диаметром 6 мм и 8 мм. Такими свёрлами можно просверлить отверстие до 15 см глубиной. Если нужно выполнить более глубокое отверстие, то придётся использовать бур. Буры выпускают длиной до 1 м и используют только в перфораторах или дрелях, с функцией перфоратора. Диаметр хвостовика бура 10 мм и 18 мм.
При сверлении толстых стен, работу выполняют поэтапно. Сначала применяют бур длиной 20 см до глубины отверстия в 10-15 см, затем бур более 20 см до глубины 35-40 см и окончательно сверлят буром длиной 50 см. Для такого сверления необходим перфоратор.
Разметка стены
Прежде чем приступить к работе, нужно выбрать точное место, где будет находиться отверстие. Убедитесь, что внутри стены в месте бурения не проходит электропроводка, кабель, сантехника или другие виды коммунальных элементов. Чтобы не повредить при сверлении электропроводку, убедитесь, что на стене нет розетки или выключателя. Обычно от них отходят провода к распределительной коробке по вертикальной линии. Провода в стене располагаются на глубине около 10 мм, поэтому можно, перед началом сверления, отверткой проковырять стену, и если провода там нет, то начинать работу.
Но, конечно, лучше использовать специальный прибор для обнаружения прохождения проводов в стене. Он также определяет любые другие металлические предметы. Провода из меди прибор определяет на глубине до 10 мм. Алюминиевые провода и другие виды металлических конструкций прибор определяет в режиме металлоискателя. При обнаружении электропроводки прибор реагирует специальным звуковым сигналом и миганием лампочки. Этот прибор незаменим при монтаже подвесных потолков, так как на потолке обычно в большом количестве присутствуют электропровода.
Как выполнить отверстие большого диаметра
Когда в стенах проводят вентиляционные каналы, то приходится сверлить отверстия большого диаметра, примерно 18-20 см и больше. Иногда нужно изготовить в стене нишу. Такие работы в домашних условиях можно производить с помощью сверла из твёрдых сплавов. Сначала маркером намечаем на стене контур отверстия. По линии разметки сверлим отверстия. Расстояние между ними 1 см. При этом используем победитовое сверло диаметром 10 мм. Затем, с помощью молотка и зубила, производим выборку остатков материала стены.
Можно сверлить стену с двух сторон. Сначала выполняют отверстие с одной стороны стены, а затем в центре полученного отверстия делают сквозное отверстие. Вокруг него на противоположной стороне стены делают аналогичную разметку и далее выполняют необходимое отверстие. Для выполнения больших отверстий нужно подобрать сверло соответствующей длины.
Точность сверления отверстий
Когда вешают на стену предметы с несколькими креплениями, для которых необходимо просверлить на стене отверстия, точно соблюдая определенное расстояние между ними, можно воспользоваться специальным кондуктором. Кондуктор можно изготовить самим. Для этого нужна доска и лист фанеры. На листе делают разметку и сверлят нужное число отверстий. Например, если необходимо прикрепить изделие к стене на двух винтах, то кондуктор изготавливают следующим образом:
сверлим первое отверстие, соответствующее диаметру сверла,
сверлим второе отверстие, равное диаметру самореза.
Затем с помощью кондуктора сверлим отверстие в стене и забиваем в него дюбель. В дюбель к стене прикручивают кондуктор, который выравнивают с помощью уровня. Тогда отверстия получатся точно на одной линии. Также будет точным расстояние между отверстиями.
< Назад
Вперёд >
Как просверлить кирпич (пошаговое руководство по проекту)
Фото: istockphoto. com
Декоративный кирпич добавляет тепла и красоты вашему дому, но его прочная поверхность не должна удерживать вас от развешивания картин, сувенирного шкафа , стеллаж или тяжелый телевизор с плоским экраном. Вам даже не нужно вызывать профессионала, чтобы установить их! Вам просто нужны инструменты и правильная техника сверления кирпича.
Как правило, достаточно обычной дрели, чтобы просверлить несколько небольших отверстий глубиной 1 дюйм (каждое диаметром ¼ дюйма или меньше). Просто купите сверло для каменной кладки с твердосплавным наконечником в местном магазине оборудования или в домашнем магазине и выполните следующие действия. Однако, если вы монтируете более тяжелые предметы, для которых требуется несколько больших и глубоких отверстий, даже не думайте использовать собственную дрель — это займет слишком много времени, и вы сожжете двигатель. Вместо этого отправляйтесь в центр проката инструментов в магазине товаров для дома за чем-то сверхмощным.
Большие отверстия намного легче сделать с помощью перфоратора, который представляет собой электрическую дрель, которая просверливает отверстия в кирпиче и бетоне с помощью быстрых ударов молотка. Эти упражнения стоят около 25 долларов за четыре часа, но они выполняют работу за долю времени и с гораздо меньшими физическими усилиями. Ищите вариант с упором, несколькими скоростями и дополнительной боковой рукояткой. Если это вариант, подумайте об аренде твердосплавных бит для кладки вместо того, чтобы покупать их, пока вы там. Арендные долота стоят около 4 долларов США за штуку (по сравнению с более чем 25 долларов США за покупку), и вам понадобятся два для больших отверстий: меньшее долото для бурения пилотного отверстия и один рекомендуемого размера для завершения работы.
Нужна помощь?
Получите бесплатную оценку проекта без каких-либо обязательств от квалифицированных специалистов рядом с вами.
Найти профессионалов сейчас
+
Где сверлить: кирпич или раствор
Когда вы расположите объект на стене и разметите необходимые отверстия, вашим следующим решением будет, сверлить ли кирпич или раствор . Вы найдете много противоречивых мнений о том, какой метод лучше, но правильный ответ на самом деле зависит от ряда факторов: типа и возраста кирпича, глубины и диаметра отверстий, типа используемого анкера и вес, который вы кладете на крепеж.
Кирпич обычно держится лучше и выдерживает больший вес, чем раствор. Однако, если у вас есть старый, хрупкий кирпич, и вы монтируете тяжелый объект, требующий глубоких отверстий и распорных анкеров, сверление в кирпиче может быть не лучшим выбором. Глубокие отверстия ослабляют кирпич, а распорные анкеры могут создать достаточное круговое напряжение, чтобы кирпич треснул. Если на ваших кирпичах есть признаки трещин или растрескивания, вместо этого просверлите раствор. Таким образом, силы кругового расширения анкера прижимаются к полностью неповрежденным кирпичам.
В дополнение к взвешиванию того, какой материал обеспечивает более прочное соединение, найдите минутку, чтобы подумать, как вы будете заделывать и скрывать отверстия, если вы просверлите не то место или удалите предмет позже. Вы можете залатать дыры от раствора с помощью тюбика для ремонта раствора, но гораздо сложнее подобрать цвет и текстуру кирпича, когда придет время заделывать эти дыры.
Реклама
Как сверлить кирпич
Инструменты и материалы
Рулетка
Protective eyewear
Hearing protection
N95 respirator
Work gloves
Hammer drill
See full list «
Masking tape
Masonry drill bits
Canned compressed air
Wall anchor
Broom
Dustpan
Магазинный пылесос
Швабра
ШАГ 1: Отметьте отверстия, в которых вы собираетесь сверлить.
Измерьте и отметьте карандашом места отверстий, которые вы будете просверливать в кирпиче или растворе. Затем держите кронштейны для крепления телевизора, произведение искусства, стеллаж или шаблон для всего, что вы собираетесь повесить, прямо над отметками, чтобы еще раз проверить расположение отверстий.
Advertisement
ШАГ 2: Установите на сверле упор, соответствующий желаемой глубине отверстия.
Рекомендованную глубину отверстия см. в инструкции к изделию и установите упор на перфораторе (см. пример на Amazon). Если вы используете обычную дрель вместо ударной дрели, оберните несколько витков малярной ленты на сверло по каменной кладке, чтобы отметить рекомендуемую точку остановки вместо упорной направляющей.
ШАГ 3: Наденьте защитное снаряжение.
Безопасность превыше всего! Наденьте очки, средства защиты органов слуха, кожаные перчатки и респиратор N95. Кирпичная и известковая пыль содержит кристаллический кремнезем, который будет переноситься по воздуху, когда вы начнете сверлить кирпич. Достаточно вдыхания небольшого количества, чтобы создать опасность для здоровья. Ношение респиратора N95 в течение всего процесса бурения и очистки имеет решающее значение для предотвращения серьезных рубцов в легких и других повреждений, поскольку этот тип продукта отфильтровывает не менее 95 процентов частиц в воздухе.
Если вы используете лестницу, убедитесь, что она ровная, а ножки находятся на твердой поверхности. Затем займите положение, которое позволит вам приложить значительное усилие к концу перфоратора, сохраняя при этом устойчивость.
Фото: istockphoto.com
ШАГ 4: Расположите направляющее сверло перпендикулярно стене и сверлите на низкой скорости.
Вставьте пилотное сверло в перфоратор. Установите дрель на низкую скорость и держите дрель двумя руками, одной за пистолетную рукоятку, а другой за вспомогательную рукоятку.
Убедитесь, что дрель стоит ровно и перпендикулярно стене. (Сверление под углом вызовет проблемы с выравниванием при установке и может значительно снизить удерживающую силу. )
Начните сверлить направляющее отверстие, прилагая ровно столько усилий, сколько необходимо для запуска сверла. Если пилотное долото начинает «уходить» в сторону от отмеченного места, перезапустите его в правильном месте.
Объявление
Меняйте силу нажатия, пока не найдете место, где сверло вонзается в кирпич. Затем просверлите пилотное отверстие до рекомендуемой глубины, используя постоянное усилие.
Совет: Если дрель имеет только одну скорость, сверлите короткими очередями, чтобы предотвратить перегрев сверла.
ШАГ 5: Большим сверлом по камню просверлите направляющее отверстие, созданное на предыдущем шаге.
Замените больший бит. Снова проверьте свою дрель, чтобы убедиться, что она ровная и перпендикулярная, затем поместите сверло в пилотное отверстие и продолжайте сверлить до нужной глубины.
ШАГ 6: Используйте сжатый воздух, чтобы очистить просверленное отверстие.
Удалите из отверстия все следы кирпичной или строительной пыли с помощью сжатого воздуха. Пыль, оставленная в отверстии, снизит удерживающую способность вставленных анкеров и шурупов.
ШАГ 7: Установите настенный анкер.
Вставьте настенные анкеры, рассчитанные на то, чтобы выдержать полный вес предмета, и закрепите настенный подвес или наружное крепление с помощью шурупов.
ШАГ 8: Тщательно очистите рабочую зону.
Не снимая защитные очки и респиратор, уберите крупный раствор или кирпичную крошку метлой и совком. Соберите оставшуюся пыль с помощью пылесоса, оснащенного фильтром предварительной очистки. Или вымойте пол и ополосните швабру.
После уборки рабочей площадки снимите обувь и сдуйте пыль сжатым воздухом. Затем постирайте одежду и примите душ, чтобы кремнеземная пыль не распространилась по дому.
Нужна помощь?
Получите бесплатную оценку проекта без каких-либо обязательств от квалифицированных специалистов рядом с вами.
Найти профессионалов сейчас
+
Как сверлить кирпич
Сверлить кирпич — тяжелая работа. Будь то декоративная кирпичная кладка внутри дома, модульный кирпич снаружи загородного дома или бетонные блоки в фундаменте, эти материалы рассчитаны на долгий срок службы. Но что, если вам нужно повесить картину, прикрепить водосточную трубу или установить светильник? Это руководство поможет.
Можно ли сверлить кирпич?
По сравнению с деревом, гипсокартоном и виниловым сайдингом сверление кирпича может показаться невозможным. Традиционные методы с использованием универсального сверла или сверла с острием просто не работают. Но возможно ли это? Абсолютно.
Кирпич непробиваемый. С правильными инструментами, правильной техникой и небольшим ноу-хау сверление кирпича относительно просто.
Инструменты и материалы
Перманентный маркер
Рулетка
Пузырьковый уровень
Сверла по камню
Электродрель (с функцией ударника, если возможно, но не обязательно)
Защитные очки
Пылезащитная маска
Беруши
Маленький магазинный пылесос
Совок и метла
Швабра
Как сверлить кирпич
Если вы вешаете картину, монтируете телевизор или прикрепляете приспособление к кирпичной поверхности, следующие советы помогут вам выполнить эту работу.
Кирпич или раствор
Только в редких случаях вам придется решать, сверлить ли кирпичи или раствор, поскольку между ними находится гораздо более мягкий материал. Как правило, если вы не вешаете что-то очень легкое (всего фунт или два), всегда сверлите кирпич. Строительный раствор не способен выдержать большой вес и портится намного быстрее, чем кирпич.
Шаг 1: Измерьте и отметьте место, где вы хотите просверлить
Первый шаг к сверлению в кирпиче — это отметка места. Вы, вероятно, захотите использовать рулетку, чтобы найти центр стены, правильную высоту или правильное расстояние между объектами.
Несмываемым маркером сделайте отметки на кирпиче, следя за тем, чтобы отметки не находились рядом с краями кирпича. Сверление вблизи краев может привести к растрескиванию и крошению кирпича. Обязательно оставайтесь на расстоянии более дюйма от любого края.
Если вам нужно просверлить два или более отверстий, вам может понадобиться использовать пузырьковый уровень, чтобы убедиться, что они горизонтальны или отвесны.
Шаг 2: Найдите нужную глубину
Установите подходящее сверло и затяните его. Для большинства задач вам, скорее всего, не придется сверлить сверло на всю длину. Если вы используете набор анкеров для бетона или шурупы для каменной кладки, обратитесь к упаковке, чтобы определить глубину сверления.
Некоторые перфораторы поставляются с упорами, которые не позволяют пользователю сверлить дальше определенной глубины. Если у вашей дрели есть упор, установите его так, чтобы расстояние между кончиком сверла и концом упора соответствовало желаемой глубине. Если у вас нет упора, вы можете измерить и отметить сверло перманентным маркером на желаемой глубине
В качестве альтернативы можно обернуть бит малярной лентой в этом месте, чтобы обеспечить направляющую.
Шаг 3: Начните сверление
Наденьте защитные очки, маску и беруши (шуруповерты громкие), установите максимальную скорость сверла и настройку ударника (при наличии).
Поместив кончик сверла на отметку, слегка постучите ладонью по задней части сверла. Этот метчик позволяет кончику сверла вонзиться в кирпич ровно настолько, чтобы оставаться в центре отметки во время сверления.
Удерживая дрель перпендикулярно стене, медленно нажмите на спусковой крючок и надавите на дрель, чтобы она могла вонзиться.
Когда сверло начнет проникать, вы можете увеличить скорость. Каждые 10 секунд или около того слегка вынимайте вращающееся сверло, чтобы удалить кирпичную пыль, забившую отверстие.
Продолжайте цикл сверления и удаления сверла, пока не коснетесь регулируемого упора или перманентного маркера/малярной ленты на сверле.
Шаг 4. Пропылесосьте отверстие и пол
Большинство модульных кирпичей не полые, поэтому кирпичная пыль часто остается в отверстии. Эта пыль может помешать анкеру или шурупу, поэтому ее необходимо удалить, прежде чем прикреплять что-либо к кирпичу.
Используйте насадку для шланга и щелевой насадки на работающем пылесосе для удаления пыли.
Поскольку у вас уже есть пылесос, самое время подмести и помыть пол. (Подождите, пока вы не закончите мыть пол, чтобы пол не был мокрым, пока вы работаете.)
Шаг 5. Повесьте или прикрепите предмет
Если вы что-то вешаете на стену, сейчас самое время использовать оборудование, поставляемое вместе с изделием, или набор анкеров или шурупов для каменной кладки.
Вы можете вкручивать это оборудование либо с помощью дрели с присоединенной насадкой, либо с помощью отвертки (это может быть тяжело для предплечий), либо с помощью торцевой головки и храповика в случае шурупов с шестигранной головкой.
Когда закончите, обязательно пропылесосьте, а затем вытрите кирпичную пыль с готовых полов. Кирпичная пыль довольно абразивна и может поцарапать твердую древесину или плитку.
Как просверлить кирпич
Иногда вам может понадобиться просверлить кирпич насквозь, чтобы проложить водопроводную трубу, анкер или электропроводку.
Все студенты филологического факультета собрались и провели собрание под руководством Исраиловой Айны .Она дала нам задание ,собрать чеченский фольклер . Нам поручено собрать и написать интересные истории прошлых времен, опросив старейшин района, знакомых, родственников.
После рассказа нам нужно написать имя, фамилию, отчество, сколько лет рассказчику, год, число, месяц.
Училась или нет, в каком района живет, село.
30.01.2011.
Сегодня я была у тети Шажаевой Макки У.
,проживающей в селе Верхний Наур Надтеречного района, 1929 года рождения.
Она мне рассказала про шуточные частушки про то, как они проводили время на ловзаргах, на свиданиях возле речки.
Я узнала от нее ,что в то время когда она была молодой, они вместе с подружками ходили к речке и пели разные песни.
01.07.2011.
Сегодня она рассказала мне про «Залог».
девушка которая дала «Залог» не имела права встречаться с другими парнями.
Особенно мне запомнился один рассказ, как ее младшая дочь не хотела, чтобы отец продал ягненка, но все же они должны были продать его, через два дня к ним пришел тот мужчина которому они продали его и заявил, что ягненок пропал, вечером она нашла его под кроватью.
Здесь на этой фотографии она и ее младшая дочь.
02. 07. 2011
Сегодня мы поговорили про ее родителей, ее отец был старше ее матери на 27 лет.
Однажды к ним пришла соседка и попросила огурцы, а ее мама сказала, что огурцов нет, но есть два не молодых огурца и войдя в комнату соседка увидела сидящего в комнате ее мужа и друга, та удивилась ,а хозяйка ответила , что это и есть те самые старые огурцы.
Второй рассказ ее она мне рассказала, что это со слов ее соседки, у одного человека было две жены, младшая очень сильно плакала из-за того , их выслали из родных краев, а старшая успокоила ее сказав ,что самое страшное горе случилось с ней, когда ее муж второй раз женился на ней.
03. 07. 2011
Сегодня к нам пришла наша тетя Дандаева Зара она живет в Бено – юрте. Надтеречный район.1956 г.
Она рассказала как ее двоюродная сестра погибла, молодая девушка лет 16 лет она пшла за водой, куда не мог зобраться даже сильный мужчины, там было много снега. Она мне рассказала, что дваюродную сестру нашли, тогда когда снег начал таять, ее нашли замерзшей, она умерла от холода.
Она мне начала рассказывать какое хорошее воспитание было у девушек. Одна девушка на «ловзарге» увидела своего бывшего мужа, она сбежала из «ловзарга» через окно, сделала так, чтобы он не увидел ее, из-за уважения к ниму
04.07.2011.
Она мне рассказала одну длинную историю, как один плохой человек заставил молодую девушку выйти за себя замуж, это человек много вреда людям которые жили в их селе.
Проезжая через мост «Дени» она слезла с кареты и попрасила у Аллаха, чтобы он избавил ее от такого мужа и от ребенка которого она носила от него.
Через две недели мужа застрелили, а через месяца три она упала и лишилась ребенка.
Говорят если человек загадает желание на мосту, то оно обязательно сбудется.
Хэви-метал (часто называемый просто металлом) — жанр рок-музыки, возникший в конце 1960-х — начале 1970-х годов, в основном в Великобритании и США. Сегодня оригинальный жанр часто называют классическим металлом или традиционным хэви-металом. С корнями в блюз-роке … подробнее
Хэви-метал (часто называемый просто металлом) — жанр рок-музыки, возникший в конце 19 века.60-х и начале 1970-х годов, в основном в Великобритании и США. Сегодня оригинальный жанр часто называют классическим металлом или традиционным хэви-металом. Имея корни в блюз-роке и психоделическом роке, группы, создавшие хэви-метал, развили… подробнее
Больше художников
Больше треков
Не хотите видеть рекламу? Обнови сейчас
Больше альбомов
Связанные теги
Heavy Metal (1981) — IMDb
Cast & crew
User reviews
Trivia
IMDbPro
19811981
RR
1h 26m
IMDb RATING
6. 6/10
36K
ВАШ РЕЙТИНГ
ПОПУЛЯРНОСТЬ
Воспроизвести трейлер1
:
17
2 Видео
99+ Фото
АнимацияПриключенияФэнтези
Светящийся зеленый шар, олицетворяющий абсолютное зло, терроризирует молодую девушку антологией причудливых и фантастических историй темного фэнтези, эротики и ужасов. Светящийся зеленый шар, олицетворяющий собой абсолютное зло — терроризирует молодую девушку антологией причудливых и фантастических историй темного фэнтези, эротики и ужасов. Светящийся зеленый шар, олицетворяющий абсолютное зло, терроризирует молодую девушку антологией причудливых и фантастических историй темного фэнтези, эротики. и ужас.
Оценка IMDB
6.6/10
36K
Ваше рейтинг
Популярность
Директора
Геральд Поттертон
Джон Бруно (сегмент мягкий посадка)
Джон Халс (Segress So So Beautiful So So Beautiful So So Beautiful So So Babouress So So Beautiful и SO Beautify Dangeres).
Прокурор: Линкольн Стернн, вы стоите здесь и обвиняетесь в 12 пунктах обвинения в убийстве первой степени, 14 пунктах обвинения в вооруженной краже имущества Федерации, 22 пунктах обвинения в пиратстве в открытом космосе, 18 пунктах обвинения в мошенничестве, 37 пунктах обвинения в изнасиловании…
[делает паузу, чтобы проверить судимость]
Прокурор: …и одно серьезное нарушение. Как вы умоляете?
Стерн: [надменно] Невиновен.
Альтернативные версии
Из-за нехватки времени был удален сегмент под названием «Neverwhere Land (1996)»; в этом фильме это связало бы «Капитана Стернна» с «Б-17». История следует за влиянием Лок-Нара на эволюцию планеты, от приземления Лок-Нара в водоем, влияния на подъем индустриальной эпохи и мировой войны. Эта оригинальная история была создана Корни Коулом. Оригинальная черновая аниматика настроена на петлю начала песни «Time» группы Pink Floyd. 1996 выпуск VHS включал этот фрагмент в начало ленты. В выпуске DVD этот сегмент включен в бонусные функции и посвящен «Памяти Дон М. Коул — 1931–1985». В обеих выпущенных версиях последовательность установлена на музыку «Passacaglia» (из Magnificat), написанную и дирижированную Кшиштофом Пендерецким.
Соединения
Показан в Imagining ‘Heavy Metal’ (1999)
Отзывы пользователей204
Обзор
Избранный обзор
ПРОКАТАЙТЕСЬ… НА ТЯЖЕЛОМ МЕТАЛЛЕ
Один из моих самых любимых фильмов — это анимированная антология историй, связанных воедино этим сияющим зеленым «Локнаром», шаром зла, не имеющим себе равных во все времена. и пространство. Анимации потрясающие: «Гарри Каньон» о футуристическом таксисте в Нью-Йорке, «ДЕН» о ботанике, который переносится в далекие земли в образе огромного мускулистого человека, «Таарна» о последнем противостоянии человечества с силой «Локнара», » и другие. Мой личный фаворит — короткометражный «Б-17» о бомбардировщике времен Второй мировой войны и ужасной мощи «Локнара». Как я упоминал ранее, анимация впечатляет… напомнив мне о днях, когда не все было создано на компьютере. В саундтреке представлены песни Cheap Trick, Riggs, Nazareth, Black Sabbath, Blue Oyster Cult, Devo и другие. В общем, классика 80-х, которую нельзя пропустить ни за что. Моя самая высокая рекомендация.
полезно•60
15
Sick_boy420xxx
26 апреля 2001
Была ли рыжая беременна ребенком Гарри Каньона после того, как они занимались сексом?
В чем разница между театральной версией и рабочей версией?
Детали
Дата выпуска
7 августа 1981 г. (США)
Страны происхождения
Канада
Великобритания
0010
United States
Language
English
Also known as
Universo en fantasía
Filming locations
England, UK
Production companies
Columbia Pictures
Guardian Trust Company
Canadian Film Development Corporation (CFDC)
См. больше кредитов компании на IMDbPro
Кассовые сборы
Budget
$9,300,000 (estimated)
Gross US & Canada
$546,545
Opening weekend US & Canada
$204,660
Mar 10, 1996
Gross worldwide
$546,545
См. подробную информацию о кассовых сборах на IMDbPro
На потолке избы, в отжившем хламе, Увидел я помятый старый рог. Попробовал… И как во мраке пламя Звук вспыхнул ярок и тревожно строг.
Вновь затрубил я. Мощен и печален Был затянувший «до» глубокий бас. Я взял октавой выше, И в металле Победа, торжествуя, раздалась.
В.И. Казанский
Многие-многие столетия, а может, и тысячелетия (точнее сказать трудно) насчитывает история сигнального рога. Из чего его только не делали… Из рогов животных, из морских раковин, из дерева, из бересты, потом стали делать из металлов: из серебра, меди, латуни, нержавейки, «в безвыходном положении» делали даже из картона и пластика.
Самые известные старинные сохранившиеся рога сделаны из слоновьих бивней и покрыты искусной резьбой. Они назывались Олифанты. В легендах говорится о невероятной силе звука рога Олифанта. Но современный рог из латуни намного превосходит по тембру и громкости костяной рог.
Использовали рога для подачи звуковых сигналов при военных действиях и, конечно, на охоте. Позднее их стали использовать и моряки, и почтовики, и железнодорожники – все, кому нужно было подавать сигналы для оповещения. Но в большинстве областей человеческой деятельности звуковые сигналы рога постепенно были вытеснены современными средствами связи. Осталось только изображение рожков на гербах почтовых и пожарных ведомств, пылятся рожки в музеях, где посетители не могут сразу и понять, что же это за экспонат. Но в кое-каких сферах жизни они по-прежнему используются.
Как только рожки начали делать из металла, появилась возможность компактно закручивать трубу достаточно большой длины, а следовательно, изменять ее акустические свойства. Рог стал громче, ему уже можно было задать звучание и извлекать не одну, а несколько нот. Жан-Батист Люлли ввел охотничий рог в состав музыкального оркестра, что, наверное, и положило начало европейской охотничьей музыке, а охотничий рог стал прародителем многих современных духовых инструментов.
Что же такое охотничий рог, рожок или горн? Это пусть примитивный, но музыкальный инструмент, который может быть сделан из разных материалов в виде конусообразной или прямой трубы, звукоизвлечение на котором производится при вибрации губ сигнальщика, при продутии воздуха через сжатые губы, которые прижаты к мундштуку. Если же вместо мундштука к рожку приделан язычок, который вибрирует и издает только один тон, то назвать этот инструмент рогом язык у меня не поворачивается, а просится только название «дудка», «гудок» или «дуделка».
Наиболее часто охотничий рог имеет вид закрученной медной, латунной или сделанной из иного металла трубки с раструбом с одной стороны и сменным мундштуком с другой. Это и есть так называемая натуральная валторна. Такие рожки разных размеров чаще всего используют на охоте в Европе. При умении из такого рожка можно выдуть несколько нот и сыграть достаточно сложную мелодию. Сигналы, которые используют европейские охотники, в основном используются при проведении загонных охот. В России для охоты с гончими, а иногда и при проведении загонных охот также испокон веков использовались разные рожки и «гудки», среди которых встречаются исконно русские охотничьи рожки, русские роговые сигналы. О них и поговорим.
Развитие русского охотничьего рога, конечно, связано в первую очередь с комплексной псовой охотой, явлением, которое в России обросло множеством традиций, породило новые породы собак, лошадей, новую моду. Псовая охота вдохновляла литераторов, художников и музыкантов, изменила образ жизни многих поколений и стала уникальным культурным пластом мирового значения… Во времена расцвета псовой охоты и сложилась в России своя форма охотничьих рожков и появилась своя система сигналов специально для псовой охоты, на которой охотничий рог был непременным атрибутом каждого участника. Это было средство связи и оповещения. Сигналы, которые подавали участники псовых охот, красочно описаны в произведениях Е.Э. Дриянского, Л.Н. Толстого, А.С. Вышеславцева, Н.Н. Каразина и других. Вот примерный их набор: «Напуск гончих», «По лисице», «По волку», «Направо», «Налево», «Вызов гончих», «Сбор», «Метать гончих», «Зверь взят», «На драку» и другие.
Сигналы не были везде одинаковыми. «Старинные русские сигналы играются обыкновенно более или менее протяжно, во весь дух, начинаются низкою нотою и с нее переходят на высокую. Сигналы польские, наоборот, начинаются нотою высокою, а немецкие отличаются большею виртуозностью и короткостью, сухостью нот и походят на военные», «сигналы эти, заучиваемые охотниками по слуху, трубящиеся больше по преданью, переходя из охоты в охоту, из местности в местность, иногда изменяемые по прихоти и произволу владельцев охот, в последнее время достигли такого разнообразия, что при охотах съезжих, а также для охотников посторонних ориентироваться бывает очень мудрено. Эта путаница увеличивается еще и тем, что в нашу русскую охоту с течением времени заносились сигналы из Польши, Остзейских губерний и с запада, и здесь, переделываемые на свой лад доморощенными доезжачими, становились совершенно уже никому не понятными… Желая достигнуть единообразия в этом деле и восстановить сигналы старинные, вполне русские, редакция («Природы и Охоты») воспользовалась X очередною собачьей выставкою и присутствием на ней опытных доезжачих и охотников, проверила сигналы разных охот, выбрала из них только вполне русские, и положила их на ноты», – писал Л.П. Сабанеев.
В XVIII веке в России был создан оркестр, состоящий из охотничьих рожков:
«По заказу Нарышкина придворный капельмейстер и валторнист Ян Мареш видоизменил эти инструменты: одни стали меньше, другие – больше, а третьи остались прежними. Рога, которые для охоты делались из меди, начали изготавливать из листовой латуни, а их длина разнилась от десяти сантиметров до трех метров. Теперь каждый из них уже имел свой определенный тон. Мареш согласовал их по полутоновому звучанию и создал единый роговой оркестр. Основная сложность игры в таком оркестре заключалась в том, чтобы хорошо считать паузы и вовремя сыграть свою ноту. Для записи произведений рогового оркестра использовалась специальная система нот. Репертуар оркестров получился удивительно богатым – играли и Гайдна, и Моцарта, и Глюка.
Императрица Елизавета, услышав изобретение Нарышкина, пришла в полный восторг и приказала немедля организовать роговой оркестр при дворе. Роговые оркестры быстро завоевали популярность у русской аристократии. Нарышкины и Голицыны, Салтыковы и Разумовские наперегонки создавали свои оркестры. За короткий период в Санкт-Петербурге и Москве их было создано несколько десятков. Свои роговые оркестры имели также Егерский и Конногвардейский полки. Ни одно значимое событие не проходило без их участия. Использовались они и как инструмент внешней политики – в прямом смысле этого слова. Эффект звучания рогового оркестра считался залогом успеха при ведении переговоров с иностранными делегациями.
Мода на уникальные, характерные исключительно для России роговые оркестры просуществовала около ста лет, но потом сошла на нет.
Принципы игры на русских рогах имеют свою специфику и мировой музыкальной практике неизвестны. Каждый музыкант на одном инструменте в определенное время издает только одну ноту – натуральный тон. Оркестр создает слегка колеблющуюся звуковую картину, которая поддерживается акустикой зала. Неоднократные попытки возродить русскую роговую музыку за последние 150 лет не приводили к успеху».
И вот в наше время в Петербурге энтузиасты организовали «Мастерскую охотничьих роговЪ» и не просто воссоздали охотничий рог XIX века, а смогли организовать производство всех видов рогов и рожков, которые использовались в русской псовой охоте. Эти инструменты не только копируют форму, но и имеют такой же оригинальный мундштук, как в старые времена. В ассортименте мастерской есть несколько отличающихся по размеру полукруглых рогов, которыми пользовались борзятники, рога в виде «козьей ножки», которыми пользовались выжлятники, тоже нескольких размеров, а также прямые. Для охоты в наших холодных условиях можно использовать, помимо металлических как пластиковые, так и выточенные из лосиного рога мундштуки.
«Козья нога» или полукруглый рог борзятника не так сильно собирает влагу, как «валторна», поэтому его не нужно продувать перед подачей сигнала в холодное время года. Такой рог обладает особым звуком. Даже самые взыскательные и консервативные гончатники будут удовлетворены сочным звучанием. А уж имея настоящий русский охотничий рог, несложно разобрать ноты, послушать записи и научиться сигналам, которыми пользовалась русская охота 200 лет назад
Как бы ни развивался технический прогресс, охотничий рог пока продолжает оставаться важным инструментом при охоте с гончими. Именно на звук рога приучают гончатники своих собак возвращаться с гона. (По рации же не объяснишь собаке, куда идти.) Для этого каждый раз при кормлении подают сигнал. Живущим в квартирах в любую погоду приходится выходить кормить на улицу, чтобы закрепить навык и «покормить с рогом». Поэтому если рано утром по темноте или вечером вы в городе услышали мощный раскатистый призыв охотничьего рога, то, скорее всего, это гончатник кормит свою собаку.
Помимо классической охоты с гончими можно по примеру европейских коллег использовать сигналы рога и на загонных охотах. Подавать сигналы перед началом и в конце загона, обозначать специальным сигналом, какой зверь в загоне (например «волк»), трубить «сбор», «зверь взят» и прочее. В некоторых хозяйствах даже при наличии раций (которых не всегда хватает на всех участников охоты) пользуются сигналами рога. Помимо традиционного колорита четко поданные сигналы рога информативны и более практичны, потому что исключают шум на номере в отличие от рации.
Будем надеяться, что как у наших предков в XIX веке, так и у нас в XXI рог будет продолжать звучать на охоте.
«Управившись с делом, охотники подали один за другим три сигнала ловчему, что «зверь принят». Минут десять после того борзятники из различных пунктов извещали в рога о том же. .. На нашей стороне приняли восьмерых. На правой стороне затравили волчицу с тремя молодыми и двух переярков. Наконец подали позыв «Охотникам на съезд!» Рог ловчего гудел уже близ опушки. Когда мы уже подъехали к тенетам, Феопен только что вылез из трущебы и, стоя на лугу, гудел в рог без умолка; подле него собралась уже небольшая кучка собак; остальные одна за другой валились с различных сторон…» Е. Дриянский, «Записки мелкотравчатого».
Русский охотничий журнал
6277
Горны для охоты, большой выбор, цены от 850 руб, доставка по РФ
Каталог
Для охоты
Для рыбалки
Для туризма
Доставка и оплата
Статус заказа
Контакты
Сортировка: По популярностиОт дешевых к дорогимОт дорогих к дешевым
Показано: 16 товаров из 37
Горн охотничий с кожанной отделкой 50 см, круглый, цвет зеленый
артикул 11059
Назначение — подзыв охотничьей собаки и т. д.
Цвет — темно-зеленый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
★ ☆ ⚖
4 490 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий, плоский, 31 cм
артикул 11783
Назначение — подзыв охотничьей собаки и т.д.
Материал — латунь
Производитель — Пакистан
★ ☆ ⚖
1 680 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий, круглый, 13 cм
артикул 12832
Назначение — подзыв охотничьей собаки и т. д.
Материал — латунь
Производитель — Пакистан
★ ☆ ⚖
985 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий с кожаной отделкой 30 см, плоский, цвет коричневый
артикул 12903
Назначение — подзыв охотничьей собаки и т.д.
Цвет — темно-коричневый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
★ ☆ ⚖
2 550 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий с кожаной отделкой 16 см, плоский, цвет тёмно-коричневый
артикул 15348
Назначение — подзыв охотничьей собаки и т. д.
Цвет — темно-коричневый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
★ ☆ ⚖
2 220 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий с кожаной отделкой 30 см, круглый, цвет коричневый
артикул 15350
Назначение — подзыв охотничьей собаки и т.д.
Цвет — темно-коричневый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
org/Offer»>
★ ☆ ⚖
2 550 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий, круглый, 24 cм
артикул 5955
Назначение — подзыв охотничьей собаки и т.д.
Материал — латунь
Производитель — Пакистан
★ ☆ ⚖
1 130 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий с кожанной отделкой 16 см, плоский, цвет зеленый
артикул 11056
Назначение — подзыв охотничьей собаки и т. д.
Цвет — темно-зеленый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
★ ☆ ⚖
1 910 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий с кожанной отделкой 25 см, плоский, цвет коричневый
артикул 11057
Назначение — подзыв охотничьей собаки и т.д.
Цвет — темно-коричневый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
org/Offer»>
★ ☆ ⚖
4 220 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий с кожанной отделкой 45 см, круглый, изогнутый, цвет зеленый
артикул 11058
Назначение — подзыв охотничьей собаки и т.д.
Цвет — темно-зеленый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
★ ☆ ⚖
4 130 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий, круглый, изогнутый, 45 cм
артикул 11060
Назначение — подзыв охотничьей собаки и т. д.
Материал — латунь
Производитель — Пакистан
★ ☆ ⚖
2 960 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий, круглый, 45 cм
артикул 11061
Назначение — подзыв охотничьей собаки и т.д.
Материал — латунь
Производитель — Пакистан
★ ☆ ⚖
2 100 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий, круглый, 50 cм
артикул 11062
Назначение — подзыв охотничьей собаки и т. д.
Материал — латунь
Производитель — Пакистан
★ ☆ ⚖
2 700 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Валторна с витым рогом и кожаной отделкой, цвет коричневый
артикул 12830
Назначение — подзыв охотничьей собаки и т.д.
Материал — латунь
Вес — 520 грамм
Производитель — Пакистан
★ ☆ ⚖
4 640 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий с кожаной отделкой 45 см, круглый, цвет коричневый
артикул 12831
Назначение — подзыв охотничьей собаки и т. д.
Цвет — темно-коричневый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
★ ☆ ⚖
4 130 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий с кожаной отделкой 25 см, плоский, цвет зеленый
артикул 15349
Назначение — подзыв охотничьей собаки и т.д.
Цвет — темно-зеленый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
org/Offer»>
★ ☆ ⚖
4 220 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий с кожаной отделкой 40 см, круглый, цвет коричневый
артикул 15351
Назначение — подзыв охотничьей собаки и т.д.
Цвет — темно-коричневый
Материал — латунь обтянутая натуральной кожей
Производитель — Пакистан
★ ☆ ⚖
3 600 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Валторна с витым рогом и кожаной отделкой, цвет зеленый
артикул 5899
Назначение — подзыв охотничьей собаки и т. д.
Материал — латунь
Вес — 520 грамм
Производитель — Пакистан
★ ☆ ⚖
4 640 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий из рога 20 см
артикул 5900
Назначение — подзыв охотничьей собаки и т.д.
Материал — рог
Производитель — Пакистан
★ ☆ ⚖
1 600 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
Горн охотничий из рога 25 см
артикул 5901
Назначение — подзыв охотничьей собаки и т. д.
Материал — рог
Производитель — Пакистан
★ ☆ ⚖
1 660 руб
Есть в наличии | Оставить отзыв
доставка оплачивается дополнительно
FOR HUNT
Статус заказа
Мои заказы
Покупки в кредит
Доставка и оплата
Контакты
АКЦИИ И СКИДКИ
Распродажa
Новинки
Изготовление охотничьего рога.
| Изучение средневековой охоты
Роланд Роланд Олифант в Сантьяго-де-Компостелла
Как должен выглядеть охотничий рог? Большой охотничий рог традиционно изготавливался из слоновой кости с декоративной резьбой и назывался «олифант», точно так же, как рог Роланда Олифант в La Chanson de Roland .
В конце скандинавского 13 века Karlamagnussaga говорят, что Олифант на самом деле был рогом единорога.
Если вы хотите его увидеть, вы можете посетить известное место паломничества Сантьяго-де-Компостела в Испании или собор Святого Вита в Праге, которые оба утверждают, что владеют им.
Охотники с охотничьими рогами в широких перевязях. Livre de chasse 1407.
Мой рог не из слоновой кости и не из единорога. Но все равно монументально.
Йохан прекрасно вырезал ее для меня, и сегодня я закончил новую помпезную перевязь в стиле Livre de chasse. Перевязь — это плечевой ремень, на котором носится рог.
Перевязи в Livre de chasse часто очень широкие, в основном прямого кроя, но иногда с зазубринами по краям (как видно выше). Появляются как окрашенные, так и неокрашенные перевязи. Типичным для этой рукописи является то, что они часто украшены чем-то вроде маленьких округлых металлических оправ.
Я решил интерпретировать их как маленькие медные цветочки на моей перевязи. Затем я заполнил пространство между креплениями цветочным узором, вдохновленным тем, что я видел в старинных иллюминациях, взяв форму листьев, которые Йохан вырезал на моем роге. Я доволен тем, что получилось, особенно латунными фитингами, которые я сделал сам, немного выйдя за пределы своей зоны комфорта как мастера.
Йохан сделал свой собственный рог более 10 лет назад и с тех пор носит его на мероприятиях в Швеции и по всей Европе. Возраст и патина добавляют ему красоты, но его перевязь новая. Медные буквы на нем говорят: «v enator» , что означает «охотник», а «veltrahus» — ответственный за борзых.
Эдвард из Норвича учит нас о охоте на рога в своей книге Мастера охоты с начала 15 -го века:
«Существуют разнообразные рога, то есть, что может сказать, что гончи Аббаты, охотничьи рожки, руты (трубы) и злые рожки двух видов. Один вид навощен зеленым воском и более крепок, и они лучше всего подходят для хороших охотников, поэтому я придумаю, как и каким образом их следует вести.
Во-первых, хороший охотничий рог должен быть длиной в два пяди, не больше и не меньше, и не слишком кривым, и не слишком прямым, но чтобы флейта была на три-четыре пальца выше головки, чтобы невежественные охотники называют большой конец рога.
А также, чтобы он был настолько большим и полым, насколько это возможно по длине, и чтобы он был короче на стороне перевязи, чем на нижнем конце. И чтобы головка была настолько широкой, насколько это возможно, и всегда приближалась к дымоходу все меньше и меньше, и чтобы она была хорошо натерта воском, толще или тоньше, в зависимости от того, как, по мнению охотника, это будет звучать лучше всего.
И чтобы это была длина рожка от флейты до окантовки, а также чтобы она не была слишком маленькой от окантовки к флейте, потому что если это будет валторна, это будет слишком низкий звук. Что касается лесорубов и лесорубов, то я говорю не о каждом маленьком роге и другом низком невощеном роге, который будет достаточно для них ».
Я также написал короткую статью о том, как средневековые охотники использовали свой рог. Йохан как всегда на шаг впереди и предоставляет информативное видео.
/ Эмиль
Нравится:
Нравится Загрузка…
Как трубить в охотничий рожок
Одно из самых приятных впечатлений на поле охоты на лис — это звук охотничьего рога. Когда охотник и гончие находятся вне поля зрения, рог информирует знающего охотника на лис о ходе охоты.
Когда егерь тайно удваивает его, самое время проверить ваш обхват. Когда вы слышите Gone Away, вы наблюдаете за своим Field Master и предвкушаете тот момент, когда седло подбрасывает вас, стоя в стременах и танцуя в этом соблазнительном трехтактном ритме. Знающий охотник на лис может отличить, когда охотник дует на землю, чтобы отпраздновать успешное завершение, или просто собирает гончих после проигрыша. Но пробовали ли вы когда-нибудь взорвать эту штуку самостоятельно? Нелегко!
In Охотничий рог: во что трубить и как трубить Кэмерон говорит: «Губы исполнителя должны быть твердыми, а передние зубы в порядке. Возьмите трубку в правую руку, раструб слегка надавите, и наклоните ее так, чтобы ветер не дул прямо в трубку. Почти сомкните губы, прижимая их к зубам. Плотно прижмите мундштук к центру почти сомкнутых губ и наполовину подуйте, наполовину сплюньте в мундштук, когда должна появиться четкая нота. Не надо ни надувать щеки, ни сливать много слюны в Рог. Как только обнаруживается, что нота может быть получена, вопрос практики состоит в том, чтобы удлинить или сократить ее, чтобы произвести различные крики».
Автор Кэмерон цитирует полковника Анструтера-Томсона, который много столетий назад жаловался, что слишком много охотников и мастеров «весь день дуют в рожок одну и ту же монотонную ноту без изменений и смысла». Хотя я не сталкивался с таким печальным положением вещей во время охоты на лис на двух континентах, этот небольшой буклет предлагает довольно полную инструкцию с использованием нотной записи на нотоносце для всех охотничьих криков. Хотя высота тона довольно скучна для чтения на нотоносцах — неизменная нота D — размер, длина нот, дрожание, трели и паузы — все это четко показано для изучающего охотничий рожок. Несколько страниц посвящены значению всех нотных обозначений, так что не нужно быть опытным музыкантом, чтобы понять призывы. Буклет неоднократно переиздавался, и его можно найти в знакомых онлайн-источниках и у антикварных книготорговцев, таких как ABEbooks. com. Он также доступен на ABEbooks.co.uk в виде публикации по запросу, как пару лет назад обнаружил счастливый подписчик Ольгс Данес-Волков.
Кэмерон далее объясняет: «Первоначальная цель трубить в рог состояла в том, чтобы информировать компанию о прогрессе спорта, а не направлять гончих. Действительно, в представленном здесь сборнике двадцать пять «уроков», но три предназначены для гончих, и из этих двух — современного изобретения. Единственным древним сигналом, использовавшимся для этой цели, был повторный зов … используемый для вызова гончих, бегущих по встречному следу [линия пятки], или для привлечения хвостовых гончих, когда основная часть настигает свою добычу. По сей день полевая информация является главной целью рожковой музыки с тремя или четырьмя сотнями стай, которые охотятся во Франции и Бельгии, где в бескрайних лесах этих стран можно целый день поддерживать связь с гончими, не видя их. их, чтобы распознать каждую черту жадности и таким образом регулировать свои движения с помощью пройденного «урока», чтобы не упустить ничего из игры, и, наконец, быть на месте при смерти».
Первоначальный охотничий рог был изогнут, на самом деле, из животного, и мог издавать только одну ноту. Прямые рога вошли в моду примерно в конце семнадцатого века, вскоре после того, как лиса была возведена в первые ряды охотничьих зверей. Это привело к тому, что Кэмерон называет «упадком духовой музыки почти до точки исчезновения». Более быстрый темп охоты на открытом воздухе, несомненно, во многом был связан с ослаблением музыки рожка.
Двадцать пять сигналов валторны, полностью детализированные на нотных нотоносцах в буклете: «Покидая питомники», «Выходя за розыгрышем», «Отбрасывая» (отцепление в скрытом месте), «Отбрасывая» (современный), «Поиск» (используется в охоте на оленя, зайца и выдры), При рисовании (переход от одного укрытия к другому), Чтобы позвать гончих, Когда все ушли (современный), Велин (разбудить добычу или пометить выдру), Унесенные, Нарушение укрытия, Подсчет Хо, Назад (с последующим треском ремешка), По следу, Сдвоенный рог, Упал на землю (если копать), Призвать терьеров на Земле, Отозвать прочь (если не копать ), «Смерть лисы», «Смерть оленя», «Похищение оленя», «На волне выдры», «Убийство зайца», «Погремушка» (современный), «Повторный обман» (вверху) и «Уведомить Поле, на котором Гончие возвращаются домой.
Если у кого-то есть латунный рожок с клапанами и он хочет сыграть фанфары охоты герцога Шартрского в Шантийи, это будет бонусом! Чего мне не хватает, так это звукового сигнала для взбивания, который имеет ритмическую каденцию «Хлестни ко мне, хлестать меня». Должно быть, это более современный призыв.
Родившийся в Германии Джон Келер прибыл в Англию и летом 1782 года присоединился к Королевским добровольцам Ланкашира. К 1786 году он переехал в Лондон и занялся производством труб и валторн. К 1794 он переехал на улицу Сент-Джеймс на Пикадилли. Джон Келер умер в 1801 году, и дело взял на себя его сын с таким же именем. К сожалению, Джон-младший умер молодым всего четыре года спустя. Его жена, всего четыре месяца овдовевшая, родила Джона Августа Келера в 1805 году. Жена продолжила компанию в партнерстве с Томасом Персивалем.
Джон Август Келер проявил себя как музыкальный новатор, открыв собственный магазин в Ковент-Гардене в 1830 году в возрасте двадцати пяти лет. Он получил права на производство недавно запатентованных клапанов и усовершенствованных инструментов, а также производил высококачественные медные духовые инструменты для оркестров и военных. В свою очередь, его сын, Август Чарльз Келер, присоединился к нему в бизнесе в 1862 году, после чего отец и сын стали производить инструменты с надписью Köhler & Son, под которым впоследствии была известна фирма. В 1878 году, после смерти его отца, Август Чарльз вступил во владение, вскоре после того, как переместил помещение в Вестминстер и переключил внимание фирмы на обучение и охоту на рога.
В 1879 году Август Чарльз анонимно опубликовал предшественник описанного здесь буклета под названием Рог тренера: во что дуть, как дуть . Он умер в следующем году, хорошо известный своими музыкальными произведениями. Его сын Джон Бакстон Келер взял на себя управление, но столкнулся с финансовыми трудностями и продал фирму в феврале 1907 года Swaine & Adeney, производителю кнутов и роскошных кожаных изделий. Köhler & Son вернулась на Пикадилли, где располагалась компания Swaine & Adeney.
В 1943 году компания Swaine & Adeney стала называться Swaine Adeney Brigg & Sons, и под этим названием была опубликована небольшая брошюра, о которой идет речь в этом рассказе. Наряду с Köhler & Son, Генри Кит является еще одним престижным именем в производстве охотничьих рогов из никеля, меди или серебра последних нескольких столетий. Тренировочные и охотничьи рожки Генри Кита восходят к началу этой компании в 1795 году. Звонки звучат и озвучиваются двукратным чемпионом страны по игре на валторне Джоном Табачкой.
Опубликовано 11 января 2021 г. Похожая статья была впервые опубликована в Foxhunting Life 4 октября 2018 г.
Первое издание Номер прислал мне Стивен Прайс, автор многочисленных книг по конному спорту и член экспертной группы Foxhunting Life . Стив написал: «Я нашел это в куче вещей, которые упали за книжный шкаф».
Как делают цемент: технология производства цемента
Любое строительство или ремонтные работы невозможны без использования универсального строительного материала – цемента разных видов и марок. Мы настолько привыкли к этому продукту, что даже не задумываемся над проблемой, а как делают цемент. Можно ли его можно изготовить в домашних условиях и не переплачивать?
СодержаниеСвернуть
Состав цемента
Производство цемента на заводах
Сухой способ
Мокрый способ
Комбинированные способы
Как делают белый цемент
Заключение
Сразу ответим на вопрос – можно ли сделать цемент своими руками? Имея необходимое оборудование и исходные материалы – получить цемент в домашних условиях можно. На данный момент времени в Российской Федерации большим спросом пользуются мини-заводы по производству цемента, мощностью порядка 120 000 тонн цемента в год. Производить же цемент для единичной стройки экономически невыгодно. Проще и дешевле купить этот необходимый строительный материал на заводе или в магазине.
Состав цемента
Цемент получается при длительном дроблении клинкера и гипса. Клинкер — продукт равномерного обжига до спекания однородной сырьевой смеси, состоящей из известняка и глины определённого состава, обеспечивающего преобладание силикатов кальция.
При измельчении клинкера вводят добавки: гипс СaSO4·2H2O для регулирования сроков схватывания, до 15 % активных минеральных добавок (пиритные огарки, колошниковую пыль, бокситы, пески) для улучшения некоторых свойств и снижения стоимости цемента.
Производство цемента на заводах
На данный момент времени производителями цемента используются три технологии производства связующего:
Мокрый способ.
Сухой способ.
Комбинированный метод.
Стоит заметить что «сухую» технологию используют зарубежные производители цемента: Египет, Турция и Китай. «Мокрая» же технология традиционно используется отечественными цементными заводами.
циклы производства цемента
Сухой способ
Здесь нет необходимости использовать воду. Исходный материал (глину и известняк) дробят на специальном оборудовании. Сушат и перемалывают в мелкодисперсную муку, смешивают пневматическим способом и подают на обжиг.
Образовавшийся в результате обжига цементный клинкер измельчается до соответствующей степени фракции, фасуется в упаковку и отправляется на склад готовой продукции. Данный способ позволяет снизить затраты на производство, однако отличается «капризностью» к однородности исходных материалов и является экологически опасным вариантом.
Мокрый способ
Неоспоримые достоинства данного метода заключается в возможности точного подбора состава исходного сырья при высокой неоднородности исходных компонентов: порода, вид породы и пр. Исходный материал (шлам) представляет собой жидкую субстанцию, содержащую до сорока процентов влаги.
Перед тем как сделать цемент, состав шлама корректируется в специальных технологических бассейнах. После выдержки сырья в бассейне, производится отжиг в специальных вращающихся печах и последующее измельчение.
Мокрый способ требует большего расхода тепловой энергии расходуемой на высушивание исходного сырья. Это существенно увеличивает себестоимость производства цемента, однако качество конечной продукции не страдает от возможной неоднородности клинкера, как при мокром варианте.
Комбинированные способы
Данная технология опирается на мокрый вид получения связующего. Промежуточную субстанцию обезвоживают по специальной технологии. Клинкер гранулируют с добавлением воды, после чего производят отжиг и последующее измельчение до той или иной марки цемента.
В числе достоинств комбинированного способа производства цемента: высокий выход «годного», возможность использования отходов металлургической промышленности.
Как делают белый цемент
Технология производства белого цемента незначительно отличается от технологии производства обычного «серого» материала. Как и обычный «серый» материал, белый цемент выпускают сухим и мокрым способом. Основное отличие технологии – обжиг исходного сырья при высокой температуре и резкое охлаждение в воде.
Клинкер белого цемента характеризуется как «маложелезистый» и содержит в своем составе: минеральные добавки, известняк, гипс, соли и другие компоненты. В качестве исходного сырья для клинкера используются карбонатная и глинистая порода (известняк, каолиновая глина, отходы обогащения, кварцевый песок).
В Российской Федерации белый цемент производится только на одном предприятии – ООО «Холсим (Рус) СМ» (до 2012 года ОАО «Щуровский цемент»). Большинство белого цемента поставляется на рынок России из-за рубежа следующими компаниями: «Холсим» (Словакия), «Cimsa иAdana» (Турция), «AalborgWhite»(Дания) и «AalborgWhite» (Египет).
Основное достоинство белого цемента его уникальная характеристика – белоснежность, а основной недостаток в разы большая стоимость по сравнению с обычным «серым» материалом.
Заключение
Теперь вы знаете, как делают цемент на заводе в общем случае. Информацию как правильно делать цемент во всех подробностях, цифрах, схемах, таблицах и других тонкостях смотрите в специальной литературе.
Состав цемента: характеристики и свойства цемента
Цемент – распространенный строительный материал, используемый чаще всего в качестве вяжущего в строительных смесях и растворах. Представляет собой мелкодисперсный порошок серого цвета с зеленоватым или другим оттенком. После взаимодействия с водой цемент и продукты на его основе образуют пластичную массу, которая при твердении трансформируется в искусственный камень.
Сырье для изготовления цемента
Сырьем для производства цемента являются горные породы, добываемые открытым способом:
Карбонатные – мел, известняки, известняки-ракушечники, доломит, мергель, туф. В промышленном производстве используются в основном известняки. Точное количество компонента зависит от его свойств и минерального состава. Чем больше в составе породы веществ с кристаллической структурой, тем выше температура плавления.
Глинистые – глина, глинистые сланцы, лесс, суглинки, монтмориллонит. Этот компонент осадочного происхождения разбухает при контакте с водой. Цель применения глинистых веществ – повышение пластичности смесей и растворов на базе цементного вяжущего.
Добавки. Их перечень определяется в зависимости от свойств, которые необходимо получить. Обычно добавки содержать глинозем, железо, кремний. Для их изготовления используют различные производственные отходы – доменную пыль и другие.
Единой формулы химического состава цемента не существует, так как производители предлагают большое количество разновидностей этого строительного материала с различными эксплуатационными характеристиками.
Наиболее распространен в строительстве портландцемент – без минеральных добавок и с минеральными добавками.
Существуют определенные ограничения по минимально допустимым ических соединений, из которых состоит портландцемент:
CaO – 62%;
SiO2 – 20%;
Al2O3 – 4%;
Fe2O3 – 2%;
MgO – 1%.
Химические составы в процентах некоторых типов цементов
Химический состав, %
Характеристика
CaO
SiO2
Al2O3
Fe2O3
Другие оксиды
Портландцемент
63…66
21…24
4…8
2…4
3…5
Нормально твердеющий
Глиноземистый цемент
35…43
5…10
39…47
2…15
1,5…2,5
Быстро твердеющий
Что такое цементный клинкер?
Основной компонент производства цемента – клинкер. Это промежуточный полуфабрикат, получаемый обжигом смеси известняка (мела, мергеля или других пород) в количестве 75% и 25% глины. Сырьевые компоненты плавятся с образованием гранул. Клинкер перемалывают и соединяют с молотыми добавками.
Весь процесс изготовления цементного вяжущего можно условно разделить на 3 этапа:
изготовление клинкера обжигом – основной процесс, наиболее затратный и трудоемкий;
помол клинкера до образования тонкодисперсного порошка;
смешивание клинкерного порошка с порошкообразными добавками.
Изготовление клинкера делится на следующие этапы:
доставка сырья для клинкера на цементный завод;
измельчение сырьевых компонентов;
смешивание компонентов в пропорциях, указанных в техдокументации, для последующего обжига.
Технологии производства цемента
Существует несколько технологий производства цемента.
Конкретный вид производства определяется тем, из чего делают цемент:
Мокрый. Клинкер изготавливается из мела, глины и воды. К измельченным компонентам добавляют воду. Влажную смесь (шлам) отправляют на обжиг. Полученный после обжига продукт транспортируют в холодильник. После охлаждения его измельчают, смешивают с добавками для получения необходимых свойств вяжущего. Эта технология требует финансовых затрат, поэтому производители в основном применяют другие. Но при необходимости получения цемента с прекрасными эксплуатационными свойствами применяют именно этот способ, позволяющий тонко корректировать состав сырья. Корректировка состава осуществляется в специальных бассейнах при температуре 1000°C.
Сухой. Все компоненты – известняк, глина, добавки дробятся в сухом виде. Готовые порошки смешиваются в закрытых боксах с помощью подачи воздуха. Эта методика часто используется производителями, благодаря простоте реализации и относительно невысоким затратам. При производстве нет водяных испарений. Такой способ требует небольших затрат энергоносителей. Он оптимален для однородных сырьевых компонентов.
Комбинированный. Эта технология сочетает элементы сухого и мокрого способов. Одна из этих технологий является основной, а вторая дополнительной. Если основной является мокрая методика, то сначала изготавливают сырьевой шлам, корректируют его состав, затем его обезвоживают и обжигают в печи, предназначенной для сухой технологии.
Цемент, независимо от того, из чего он состоит и каким способом приготовлен, складируется в специальных башнях – силосах, в которых, благодаря проветриванию, материал не слеживается, сохраняя рабочие характеристики.
К потребителю цемент поступает навалом или расфасованным в бумажные мешки.
Производство бесклинкерного цемента
Сырьем для бесклинкерного цемента являются доменный или гидравлические шлаки, активаторы и другие дополнительные компоненты. Смесь из подготовленных и взятых в нужных пропорциях компонентов, дробят и перемалывают до мелкодисперсного со стояния. Для бесклинкерного цемента характерны:
устойчивость к различным воздействиям окружающей среды;
экономичность производства, благодаря невысоким энергозатратам;
утилизация отходов металлургических и других производств, что положительно влияет на состояние окружающей среды;
различные цвета и свойства конечного продукта, которые можно получать без изменения основных этапов технологического процесса и привлечения дополнительного оборудования.
Основное оборудование для изготовления цемента
При производстве вяжущего используются следующие основные виды оборудования:
техника для добычи сырья и его транспортировки к месту изготовления;
линия дробления сырья;
печи для высокотемпературной обработки;
линия дробления полученного клинкера, дозирования и смешивания молотого клинкера с добавками;
оборудование для фасовки готового продукта в бумажные мешки.
Типы цемента и сферы их использования
Выпускается множество разновидностей вяжущего с разными эксплуатационными и декоративными характеристиками. Основные виды:
Портландцемент. Этот тонкодисперсный порошок серого цвета с зеленоватым оттенком является наиболее распространенным строительным материалом, широко используемым в индивидуальном, масштабном жилищном и промышленном строительстве. Отдельно не применяется. Выступает компонентом строительных смесей и растворов. В сочетании с песком и щебнем используется при производстве бетонных смесей. Из цемента и песка изготавливают сухие строительные смеси, поступающие в продажу фасованными в мешки, или пластичные цементно-песчаные растворы, доставляемые на строительную площадку в виде, готовом к применению. Пластифицирующие добавки регулируют время схватывания раствора и другие характеристики конечного продукта.
Сульфатостойкий. Устойчив к химически активным средам. Применяется для бетонирования подземных и подводных конструкций.
Глиноземный. В состав добавляют гипс и глиноземистый шлак, благодаря котором вяжущее быстро схватывается и приобретает марочную прочность. Глиноземный цемент используется при строительстве конструкций, работающих в условиях высокой влажности.
Кислотоупорный. При его производстве используются кварцевый песок и кремнефтористый натрий. В качестве жидкости для затворения используется не вода, а жидкое стекло.
Шлакопортландцемент. В состав этого вяжущего добавляют гранулы шлака (примерно 25%). Материал применяется в крупномасштабном строительстве.
Как производят цемент
Посетите сайт ShapedbyConcrete.com, чтобы узнать больше о том, как цемент и бетон формируют мир вокруг нас.
Портландцемент является основным компонентом бетона. Бетон образуется, когда портландцемент образует пасту с водой, которая связывается с песком и камнем для затвердевания.
Цемент производится с помощью тщательно контролируемой химической комбинации кальция, кремния, алюминия, железа и других ингредиентов.
Обычные материалы, используемые для производства цемента, включают известняк, ракушки и мел или мергель в сочетании со сланцами, глиной, сланцем, доменным шлаком, кварцевым песком и железной рудой. Эти ингредиенты при нагревании при высоких температурах образуют похожее на камень вещество, которое растирается в мелкий порошок, который мы обычно называем цементом.
Каменщик Джозеф Аспдин из Лидса, Англия, впервые изготовил портландцемент в начале 19 века, сжигая порошкообразный известняк и глину в своей кухонной плите. С помощью этого грубого метода он заложил основу для промышленности, которая ежегодно перерабатывает буквально горы известняка, глины, цементной породы и других материалов в порошок настолько мелкий, что он проходит через сито, способное удерживать воду.
Лаборатории цементных заводов проверяют каждый этап производства портландцемента с помощью частых химических и физических испытаний. Лаборатории также анализируют и тестируют готовый продукт, чтобы убедиться, что он соответствует всем отраслевым спецификациям.
Наиболее распространенным способом производства портландцемента является сухой способ. Первым шагом является добыча основного сырья, в основном известняка, глины и других материалов. После добычи порода дробится. Это включает в себя несколько этапов. Первое дробление уменьшает размер породы до максимального размера около 6 дюймов. Затем порода поступает на вторичные дробилки или молотковые мельницы для измельчения примерно до 3 дюймов или меньше.
Щебень смешивают с другими ингредиентами, такими как железная руда или летучая зола, измельчают, смешивают и подают в цементную печь.
Цементная печь нагревает все ингредиенты примерно до 2700 градусов по Фаренгейту в огромных цилиндрических стальных вращающихся печах, облицованных специальным огнеупорным кирпичом. Печи часто достигают 12 футов в диаметре — достаточно больших, чтобы вместить автомобиль, и во многих случаях длиннее, чем высота 40-этажного здания. Большие печи установлены с небольшим наклоном оси от горизонтали.
Мелкоизмельченное сырье или суспензия подается в верхнюю часть. В нижней части находится ревущий взрыв пламени, создаваемый точно контролируемым сжиганием порошкообразного угля, нефти, альтернативных видов топлива или газа при принудительной тяге.
Когда материал проходит через печь, некоторые элементы удаляются в виде газов. Остальные элементы объединяются, образуя новое вещество, называемое клинкером. Клинкер выходит из печи в виде серых шариков размером с мрамор.
Клинкер выгружается раскаленным из нижнего конца печи и обычно доводится до рабочей температуры в различных типах охладителей. Нагретый воздух из охладителей возвращается в печи, что позволяет экономить топливо и повышает эффективность горения.
После охлаждения клинкера цементные заводы измельчают его и смешивают с небольшим количеством гипса и известняка. Цемент настолько мелкий, что 1 фунт цемента содержит 150 миллиардов зерен. Цемент теперь готов к транспортировке на заводы по производству товарного бетона для использования в различных строительных проектах.
Хотя сухой процесс является наиболее современным и популярным способом производства цемента, в некоторых печах в Соединенных Штатах используется мокрый процесс. Эти два процесса по существу похожи, за исключением того, что в мокром процессе сырье измельчается с водой перед подачей в печь.
Узнайте, как производят бетон >
Узнайте больше о преимуществах устойчивого развития цемента и бетона >
Как сделать бетон — этот старый дом
Возможно, вы этого не понимаете, но в мешках с бетонной смесью в магазине для дома нет никаких волшебных рецептов. Сделать бетонную смесь своими руками несложно. Кроме того, когда речь идет о крупном проекте, вы можете значительно сократить расходы на бетон. Продолжайте читать, чтобы узнать, как сделать и смешать бетон.
Шаг 1. Соберите инструменты и материалы
Вот что вам понадобится для самостоятельного приготовления бетона:
Мешок портландцемента
Насыпной крупный гравий или щебень
Песок сыпучий
Тачка
Ведро (1- или 2-галлонное)
Ведро (5 галлонов)
Лопата
Маленькая чашка или контейнер
Примечание: Бетон и цемент не одно и то же. Бетон представляет собой смесь камня, песка и цемента. Цемент — это заполнитель, используемый в бетоне в качестве связующего вещества в смеси.
Шаг 2: Измерьте ингредиенты рецепта бетона
Хотя есть небольшая свобода действий, для изготовления собственного бетона необходимо следовать определенному рецепту.
Используя ведро меньшего размера в качестве мерного стакана, засыпьте в тачку соотношение 3 ведра песка, 2 ведра гравия и 1 ведро портландцемента.
Вы можете производить столько бетона, сколько хотите, если соблюдаете соотношение 3:2:1.
Шаг 3: Смешайте ингредиенты
Используйте лопату, чтобы смешать ингредиенты в тачке. Обязательно периодически черпайте со дна и соскребайте со стенок, чтобы не пропустить ни одного кармана с несмешанными материалами. Цель состоит в том, чтобы полностью смешать все материалы перед добавлением воды на следующем этапе.
Важно тщательно перемешать сухие ингредиенты перед добавлением воды. Плохо смешанные смеси будут состоять из сухих комков несмешанных материалов, что приведет к получению слабого, непривлекательного конечного продукта.
Шаг 4: Добавьте воду
Используйте лопату, чтобы создать небольшой резервуар в середине сухой смеси. Используйте ведро большего размера, чтобы добавить воду в смесь, стараясь смешивать ее по ходу дела. Продолжайте добавлять воду, пока вся смесь не станет влажной, а бетон не станет консистенцией теста для печенья.
Опять же, не забудьте зачерпнуть со дна тачки и соскребать по бокам, пока не убедитесь, что ваша смесь полностью влажная.
Шаг 5. Отрегулируйте смесь
Замешивание бетона — это процесс, и добавление воды может быть методом проб и ошибок. Если смесь слишком сухая, просто добавляйте воду понемногу, пока она не достигнет идеальной консистенции.
Если смесь слишком влажная, вам придется добавить еще немного сухой смеси, чтобы она впитала воду. Вместо того, чтобы использовать ведро, используйте чашку, чтобы воссоздать соотношение. Чашка позволит вам вносить небольшие коррективы, не добавляя 5 галлонов материалов в смесь. Вы также сможете внести небольшие изменения в рецепт бетона по своему вкусу.
 На деле оказалось, что композитная арматура очень удобна, как в транспортировке, так и в монтаже. Ещё одно преимущество в том, что в таком случае практически не получается отходов.
На деле оказалось, что композитная арматура очень удобна, как в транспортировке, так и в монтаже. Ещё одно преимущество в том, что в таком случае практически не получается отходов.  Даже, наоборот. Могу сказать, что стеклопластиковая арматура – намного лучше метала, дешевле, надежней, удобней. Кирилл,Сочи
Даже, наоборот. Могу сказать, что стеклопластиковая арматура – намного лучше метала, дешевле, надежней, удобней. Кирилл,Сочи ..
..
 Решение — установка на концы арматурных стержней стальных трубок (в заводских условиях) к которым уже можно будет применять электросварку;
Решение — установка на концы арматурных стержней стальных трубок (в заводских условиях) к которым уже можно будет применять электросварку; Решение — установка на концы арматурных стержней стальных трубок (в заводских условиях) к которым уже можно будет применять электросварку;
Решение — установка на концы арматурных стержней стальных трубок (в заводских условиях) к которым уже можно будет применять электросварку; При этом, чаще всего используется стальная арматура класса А3, диаметрами 8, 10, 12 мм. Вес 1000 метров погонных стальной арматуры составляет 400 кг для Ø8мм, 620 кг для Ø10мм, 890 кг для Ø12мм. Теоретически Вы можете приобрести стальную арматуру в бухтах (если найдете), при этом, в последствии, Вам понадобится специальное устройство для повторного выравнивания такой арматуры. Сможете ли Вы перевезти 1000 метров такой арматуры на своем легковом автомобиле к месту строительства, чтобы сократить расходы на доставку? А теперь представьте, что указанную арматуру можно заменить композитной меньшего диаметра, а именно 4, 6, 8 мм вместо 8, 10, 12 мм. соответственно. Вес 1000 метров погонных композитной арматуры составляет 20 кг для Ø4мм, 36 кг для Ø6мм, 80 кг для Ø8мм. Вдобавок, несколько уменьшился её объём. Такую арматуру можно приобрести в бухтах, при этом, внешний диаметр бухты составляет чуть больше 1м. Кроме того, при разматывании такой бухты, композитная арматура не требует выпрямления, так как практически не имеет остаточной деформации.
При этом, чаще всего используется стальная арматура класса А3, диаметрами 8, 10, 12 мм. Вес 1000 метров погонных стальной арматуры составляет 400 кг для Ø8мм, 620 кг для Ø10мм, 890 кг для Ø12мм. Теоретически Вы можете приобрести стальную арматуру в бухтах (если найдете), при этом, в последствии, Вам понадобится специальное устройство для повторного выравнивания такой арматуры. Сможете ли Вы перевезти 1000 метров такой арматуры на своем легковом автомобиле к месту строительства, чтобы сократить расходы на доставку? А теперь представьте, что указанную арматуру можно заменить композитной меньшего диаметра, а именно 4, 6, 8 мм вместо 8, 10, 12 мм. соответственно. Вес 1000 метров погонных композитной арматуры составляет 20 кг для Ø4мм, 36 кг для Ø6мм, 80 кг для Ø8мм. Вдобавок, несколько уменьшился её объём. Такую арматуру можно приобрести в бухтах, при этом, внешний диаметр бухты составляет чуть больше 1м. Кроме того, при разматывании такой бухты, композитная арматура не требует выпрямления, так как практически не имеет остаточной деформации. Могли ли Вы себе представить, что сможете перевезти арматуру, требующуюся для строительства загородного дома или дачи, в багажнике собственного легкового автомобиля? И Вам даже не понадобится помощь при загрузке и разгрузке!
Могли ли Вы себе представить, что сможете перевезти арматуру, требующуюся для строительства загородного дома или дачи, в багажнике собственного легкового автомобиля? И Вам даже не понадобится помощь при загрузке и разгрузке! Строительство дома …
Строительство дома …
 Таким образом, представлен всесторонний обзор значительных исследований, проведенных в отношении FFF армированных волокном термопластов, с акцентом на наиболее актуальные и инновационные разработки или адаптации, осуществленные на уровне оборудования и/или в процессе производства исходного сырья.
Таким образом, представлен всесторонний обзор значительных исследований, проведенных в отношении FFF армированных волокном термопластов, с акцентом на наиболее актуальные и инновационные разработки или адаптации, осуществленные на уровне оборудования и/или в процессе производства исходного сырья.
 Они возобновляемы, дешевы, полностью или частично перерабатываются и биоразлагаемы. Эти композиты имеют низкую плотность и стоимость, а также удовлетворительные механические свойства делают их привлекательными благодаря доступности и возобновляемости сырья. Натуральные волокна зарекомендовали себя как альтернатива синтетическим волокнам в транспортных средствах, таких как автомобили…
Они возобновляемы, дешевы, полностью или частично перерабатываются и биоразлагаемы. Эти композиты имеют низкую плотность и стоимость, а также удовлетворительные механические свойства делают их привлекательными благодаря доступности и возобновляемости сырья. Натуральные волокна зарекомендовали себя как альтернатива синтетическим волокнам в транспортных средствах, таких как автомобили…  Таким образом, аналитики требуют свести к минимуму процентное содержание пластика и использовать преимущества полимерных композитов из-за их экологичности…
Таким образом, аналитики требуют свести к минимуму процентное содержание пластика и использовать преимущества полимерных композитов из-за их экологичности… Благодаря их многочисленным…
Благодаря их многочисленным…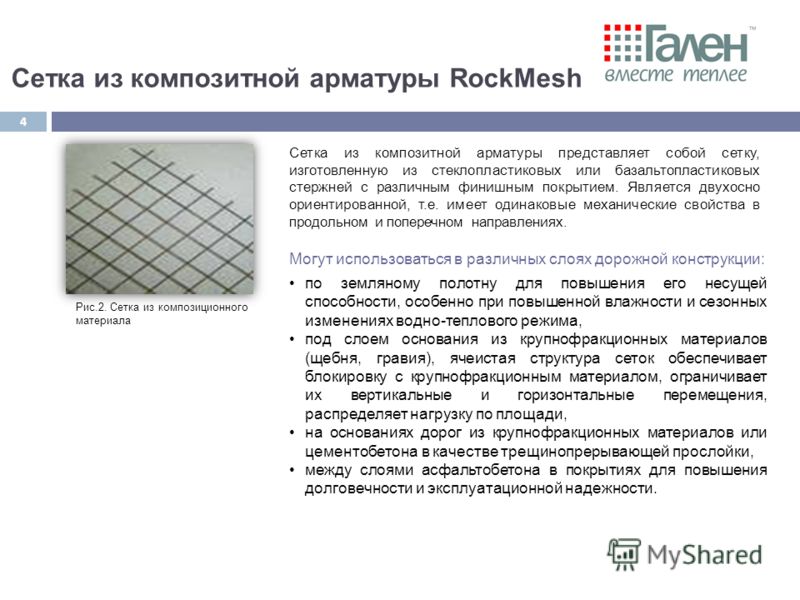 Асим, М. Джаваид, Н. Саба, Раменгмавии, М. Насир, М. Султан
Асим, М. Джаваид, Н. Саба, Раменгмавии, М. Насир, М. Султан Velmurugan, R. Sarala
Velmurugan, R. Sarala Верма, А. Шандиля, Аюши Гупта
Верма, А. Шандиля, Аюши Гупта Сивапрагаш
Сивапрагаш

 Поэтому у него затачивается только одна задняя кромка. Бур же создавался для работы с перфоратором, где удар превалирует над вращением. То есть, бур работает и как зубило, и как сверло. Поэтому заточка у него идет с обеих кромок — и с задней, и передней.
Поэтому у него затачивается только одна задняя кромка. Бур же создавался для работы с перфоратором, где удар превалирует над вращением. То есть, бур работает и как зубило, и как сверло. Поэтому заточка у него идет с обеих кромок — и с задней, и передней.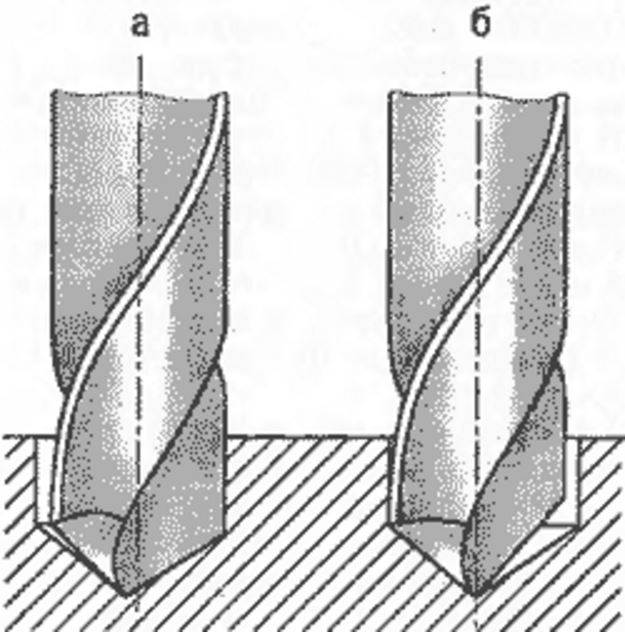 Хотя общий принцип неизменен. Чем тверже материал, который следует просверлить, тем меньший угол придается режущей кромке.
Хотя общий принцип неизменен. Чем тверже материал, который следует просверлить, тем меньший угол придается режущей кромке. Но вот припой, с помощью которого его крепят к телу сверла, и сталь, из которой эта сталь сделана, перегрева при заточке не терпят. Поэтому следует заранее позаботиться об охлаждении сверла. То есть подготовить небольшую емкость с водой.
Но вот припой, с помощью которого его крепят к телу сверла, и сталь, из которой эта сталь сделана, перегрева при заточке не терпят. Поэтому следует заранее позаботиться об охлаждении сверла. То есть подготовить небольшую емкость с водой. Все просто. Обязательно используем защитные очки для защиты глаз от кусочков окалины и абразива, даже если наждак оборудован прозрачным защитным экраном. Обязательно отсутствие перчаток на руках — достаточно зацепиться одной нитке, а за ней намотает и всю кисть в рукавице. По этой же причине тщательно застегиваем все пуговицы (особенно на рукавах) — и никаких пышных развевающихся одежд.
Все просто. Обязательно используем защитные очки для защиты глаз от кусочков окалины и абразива, даже если наждак оборудован прозрачным защитным экраном. Обязательно отсутствие перчаток на руках — достаточно зацепиться одной нитке, а за ней намотает и всю кисть в рукавице. По этой же причине тщательно застегиваем все пуговицы (особенно на рукавах) — и никаких пышных развевающихся одежд. В противном случае, возможно биение и неравномерный износ инструмента, а то и поломка. Хотя, если сравнивать со сверлом по металлу, то для победитового бура такой перфекционизм менее важен — легкие огрехи заточки довольно быстро нивелируются сами собой в процессе работы. Но все же стремиться к точности следует.
В противном случае, возможно биение и неравномерный износ инструмента, а то и поломка. Хотя, если сравнивать со сверлом по металлу, то для победитового бура такой перфекционизм менее важен — легкие огрехи заточки довольно быстро нивелируются сами собой в процессе работы. Но все же стремиться к точности следует.
 Тут важно не перестараться, иначе можно ослабить крепление пластины к стальной основе.
Тут важно не перестараться, иначе можно ослабить крепление пластины к стальной основе. Но для бетона перемычку все же лучше оставить (0,4–5 мм, в зависимости от диаметра).
Но для бетона перемычку все же лучше оставить (0,4–5 мм, в зависимости от диаметра). Как правило, особых затрат такие изделия не требуют, а вот качество работы повышают значительно. Кроме того, они упрощают приобретение полезных навыков, и позднее можно будет обходиться без них. Но до тех пор, пока рука не набита, а глазомер не выработан, подобная оснастка избавит от массы неприятных моментов.
Как правило, особых затрат такие изделия не требуют, а вот качество работы повышают значительно. Кроме того, они упрощают приобретение полезных навыков, и позднее можно будет обходиться без них. Но до тех пор, пока рука не набита, а глазомер не выработан, подобная оснастка избавит от массы неприятных моментов. Выпускаются сверла для работы с любыми материалами.
Выпускаются сверла для работы с любыми материалами.
 А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.





 Но давайте сначала наметим процедуру.
Но давайте сначала наметим процедуру.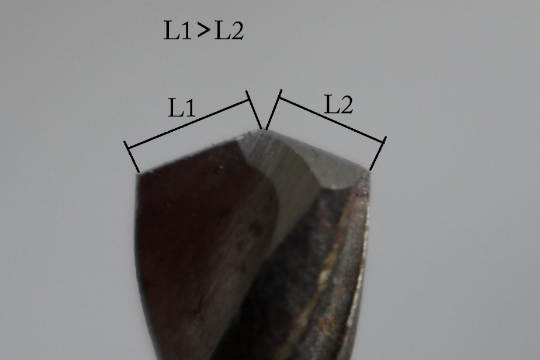 Если вам нужно выбрать один из нескольких инструментов, учитывайте такие факторы, как тип шлифовального круга (грубый или мелкий), простота использования и тип сверла.
Если вам нужно выбрать один из нескольких инструментов, учитывайте такие факторы, как тип шлифовального круга (грубый или мелкий), простота использования и тип сверла. Хорошо округленная посадка обеспечит губе большую поддержку.
Хорошо округленная посадка обеспечит губе большую поддержку. Например, если у вас угол при вершине 120 градусов, проведите на дереве линию под углом 60 градусов и просверлите ее.
Например, если у вас угол при вершине 120 градусов, проведите на дереве линию под углом 60 градусов и просверлите ее. Однако использование алмазного напильника — единственный способ защитить хрупкую насадку на направляющем винте от повреждений. Хорошо то, что вы можете легко заточить сверла с помощью алмазного напильника. Инструмент вполне доступен по цене и пригодится, когда вы находитесь далеко от своих электроинструментов.
Однако использование алмазного напильника — единственный способ защитить хрупкую насадку на направляющем винте от повреждений. Хорошо то, что вы можете легко заточить сверла с помощью алмазного напильника. Инструмент вполне доступен по цене и пригодится, когда вы находитесь далеко от своих электроинструментов.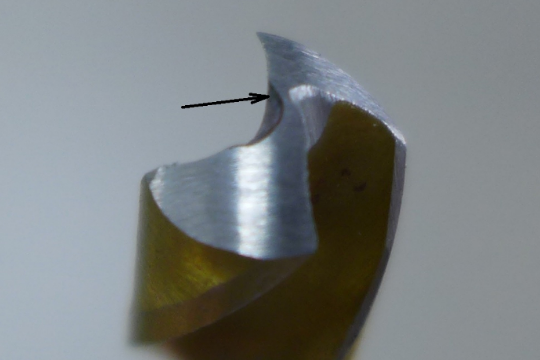
 Хотя они полезны для поддержания гладкости краев, они медленно удаляют металлы. Это означает, что для заточки очень тупых бит потребуется больше времени.
Хотя они полезны для поддержания гладкости краев, они медленно удаляют металлы. Это означает, что для заточки очень тупых бит потребуется больше времени.
 1 1. Изучите затупившуюся насадку
1 1. Изучите затупившуюся насадку

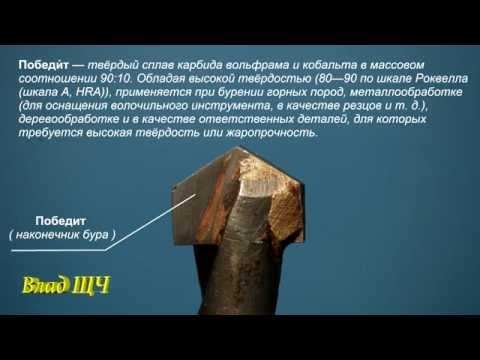 HSS — отличный материал, разработанный для сверл и других инструментов, которые подвергаются высоким оборотным нагрузкам. Это довольно сложно, но не требует экзотических материалов для работы.
HSS — отличный материал, разработанный для сверл и других инструментов, которые подвергаются высоким оборотным нагрузкам. Это довольно сложно, но не требует экзотических материалов для работы.
 Они удобные, но дорогие. Неплохо рассмотреть этот вариант, если вам нужно сделать целый набор.
Они удобные, но дорогие. Неплохо рассмотреть этот вариант, если вам нужно сделать целый набор. Еще одним признаком может быть то, что сверло сильно нагревается и даже сжигает материал.
Еще одним признаком может быть то, что сверло сильно нагревается и даже сжигает материал. Важно, чтобы угол наклона лезвий соответствовал первоначальному, если вы делаете приспособление, но большинство из них имеют угол 118° или 135° на кончике.
Важно, чтобы угол наклона лезвий соответствовал первоначальному, если вы делаете приспособление, но большинство из них имеют угол 118° или 135° на кончике.
 Медленно вращайте сверло по часовой стрелке, чтобы отшлифовать всю поверхность. Если вам нужно изменить угол режущей кромки, вам, возможно, придется перемещать приспособление из стороны в сторону по станине, чтобы заточить всю длину режущей кромки.
Медленно вращайте сверло по часовой стрелке, чтобы отшлифовать всю поверхность. Если вам нужно изменить угол режущей кромки, вам, возможно, придется перемещать приспособление из стороны в сторону по станине, чтобы заточить всю длину режущей кромки. Подпилите под углом, точно перпендикулярным режущей кромке, в одном направлении и часто проверяйте его. Возможно, вы не сможете получить отличные чаевые, если у вас нет надежной руки, но это будет намного лучше, чем действительно тупая рука.
Подпилите под углом, точно перпендикулярным режущей кромке, в одном направлении и часто проверяйте его. Возможно, вы не сможете получить отличные чаевые, если у вас нет надежной руки, но это будет намного лучше, чем действительно тупая рука. youtube.com/embed/v6COsJWbfuw?start=65&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/v6COsJWbfuw?start=65&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Затем вы можете сосредоточиться на угле режущего диска, не беспокоясь также об угле шлифовального камня.
Затем вы можете сосредоточиться на угле режущего диска, не беспокоясь также об угле шлифовального камня.
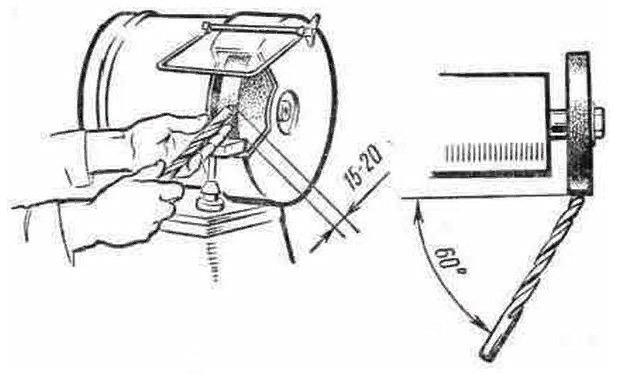
 За счет наличия в своей конструкции мощного электрического привода такие станки позволяют успешно выполнять обработку заготовок, изготовленных из более толстого листового металла.
За счет наличия в своей конструкции мощного электрического привода такие станки позволяют успешно выполнять обработку заготовок, изготовленных из более толстого листового металла.
 Ручная зиговочная машина по причине невысокой мощности установленного на ней привода может использоваться для обработки листовых заготовок, толщина которых не превышает 1,5 мм.
Ручная зиговочная машина по причине невысокой мощности установленного на ней привода может использоваться для обработки листовых заготовок, толщина которых не превышает 1,5 мм. Наличие электрического привода, которым оснащены подобные зиговочные станки, как уже говорилось выше, значительно повышает их производительность, что дает возможность успешно применять эти машины для оснащения предприятий, производящих металлопродукцию крупными сериями. Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.
Наличие электрического привода, которым оснащены подобные зиговочные станки, как уже говорилось выше, значительно повышает их производительность, что дает возможность успешно применять эти машины для оснащения предприятий, производящих металлопродукцию крупными сериями. Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм. Несмотря на все преимущества, которыми отличаются гидравлические зиговочные машины, имеют они и недостатки: большие габаритные размеры и значительную массу, поэтому такое оборудование в основном используют крупные производственные предприятия.
Несмотря на все преимущества, которыми отличаются гидравлические зиговочные машины, имеют они и недостатки: большие габаритные размеры и значительную массу, поэтому такое оборудование в основном используют крупные производственные предприятия. В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте.
В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте. Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.

 Для тех, кто решил сделать такое устройство своими руками, мы предоставляем детальную инструкцию.
Для тех, кто решил сделать такое устройство своими руками, мы предоставляем детальную инструкцию. Максимальна толщина детали, с которой можно работать на данном станке составляет 15 мм.
Максимальна толщина детали, с которой можно работать на данном станке составляет 15 мм.
 Несмотря на отличия в приводной системе, большинство зиговочных станков имеют сходное строение, в которое входят: нижний и верхний вал, ролики, основу, винт регулировки, рукоятку управления, шестерни.
Несмотря на отличия в приводной системе, большинство зиговочных станков имеют сходное строение, в которое входят: нижний и верхний вал, ролики, основу, винт регулировки, рукоятку управления, шестерни. Кроме того, для их использования не надо подводить электричество.
Кроме того, для их использования не надо подводить электричество. Для промышленных предприятий самостоятельно изготовленное оборудование лучше не использовать.
Для промышленных предприятий самостоятельно изготовленное оборудование лучше не использовать. С помощью рукоятки можно регулировать перемещение валов аппарата.
С помощью рукоятки можно регулировать перемещение валов аппарата. Степень фиксации регулируется при помощи соответствующих винтов.
Степень фиксации регулируется при помощи соответствующих винтов.


 Как видно на изображении выше, подъемный рычаг набит термоусадочной пленкой, чтобы максимизировать подвижность. Имеет смысл сделать круглое отверстие для иголки и нитки. Это сделано для других методов, но это все еще лучший.
Как видно на изображении выше, подъемный рычаг набит термоусадочной пленкой, чтобы максимизировать подвижность. Имеет смысл сделать круглое отверстие для иголки и нитки. Это сделано для других методов, но это все еще лучший. Tikka производится на том же заводе, что и знаменитый Suomi KP/-31 (Suomi-konepistooli или «Финляндия-пистолет-пулемет»). Пружина натяжения верхней нити или весь корпус могут потребовать внимания. На My Tikka оригинальная пружина слишком жесткая, но в этом поможет коробка с набором пружин «миллион и один». В любом случае лучше разобрать и почистить. Неравномерное натяжение нити вызовет хаос.
Tikka производится на том же заводе, что и знаменитый Suomi KP/-31 (Suomi-konepistooli или «Финляндия-пистолет-пулемет»). Пружина натяжения верхней нити или весь корпус могут потребовать внимания. На My Tikka оригинальная пружина слишком жесткая, но в этом поможет коробка с набором пружин «миллион и один». В любом случае лучше разобрать и почистить. Неравномерное натяжение нити вызовет хаос. Это действительно просто для тех, кто уже построил свой собственный 3D-принтер, это на самом деле проще и в то же время включает в себя много одинаковых частей.
Это действительно просто для тех, кто уже построил свой собственный 3D-принтер, это на самом деле проще и в то же время включает в себя много одинаковых частей. Я заметил, что при выполнении сборок, таких как ось Y, поначалу она может быть тугой, но примерно через 24 часа пластик немного теряет форму, поэтому, если ось Y тугая, подождите несколько часов. Если это не поможет, то пора что-то делать. Я сделал драматический поступок и нагрел Y-слайд, чтобы сделать его идеальным, это было из-за плохой печати, но это можно исправить. После того, как все сделано правильно, пришло время добавить ремни GT2 и натянуть их. Я должен сказать еще раз, не переусердствуйте. Не включил это в мои видео, но это должно быть прямолинейно.
Я заметил, что при выполнении сборок, таких как ось Y, поначалу она может быть тугой, но примерно через 24 часа пластик немного теряет форму, поэтому, если ось Y тугая, подождите несколько часов. Если это не поможет, то пора что-то делать. Я сделал драматический поступок и нагрел Y-слайд, чтобы сделать его идеальным, это было из-за плохой печати, но это можно исправить. После того, как все сделано правильно, пришло время добавить ремни GT2 и натянуть их. Я должен сказать еще раз, не переусердствуйте. Не включил это в мои видео, но это должно быть прямолинейно. Я считаю, что это наиболее удобный для пользователя вариант с минимальными расширениями, которые могут вас запутать.
Я считаю, что это наиболее удобный для пользователя вариант с минимальными расширениями, которые могут вас запутать. подача Z $112, необходимо проверить отдельно.
подача Z $112, необходимо проверить отдельно.

 com
com

 Проденьте конец нити через маленькое отверстие в шпульке перед тем, как поместить шпульку в устройство намотки шпульки.
Проденьте конец нити через маленькое отверстие в шпульке перед тем, как поместить шпульку в устройство намотки шпульки.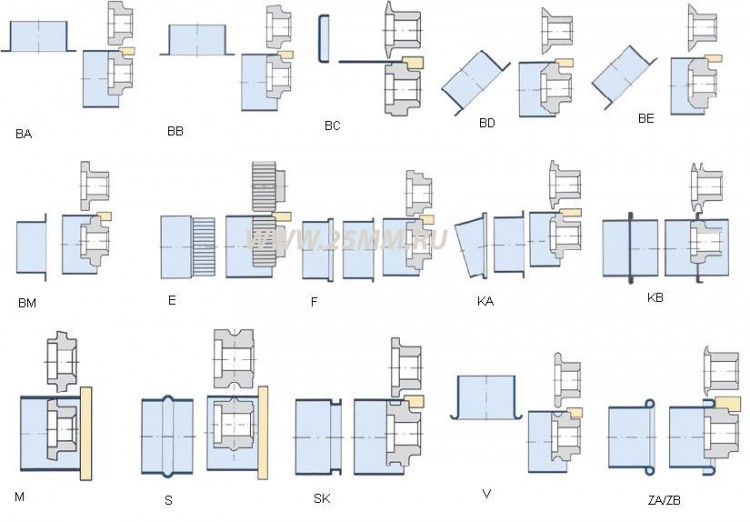 После того, как нить будет сплетена по всей машине, проденьте нить через игольное ушко. Заправить нить в иглу можно вручную или с помощью автоматического нитевдевателя, если ваша швейная машина имеет эту функцию.
После того, как нить будет сплетена по всей машине, проденьте нить через игольное ушко. Заправить нить в иглу можно вручную или с помощью автоматического нитевдевателя, если ваша швейная машина имеет эту функцию. Чтобы проверить, правильно ли заправлена нить в машину, вы можете сделать несколько стежков на кусочке ткани.
Чтобы проверить, правильно ли заправлена нить в машину, вы можете сделать несколько стежков на кусочке ткани.
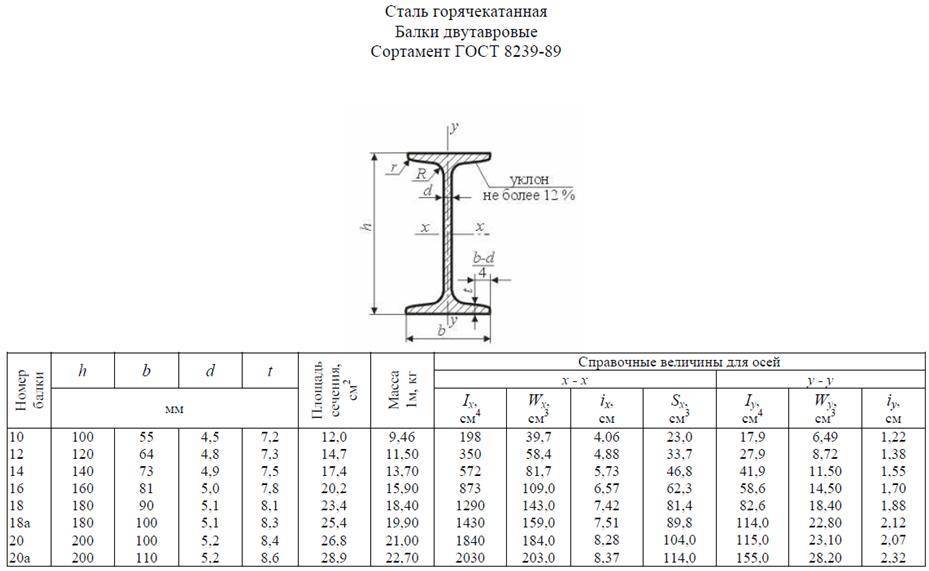 4 кг
4 кг 7 кг
7 кг 8 кг
8 кг 2 мм
2 мм 7 кг
7 кг 6 кг
6 кг 6 кг
6 кг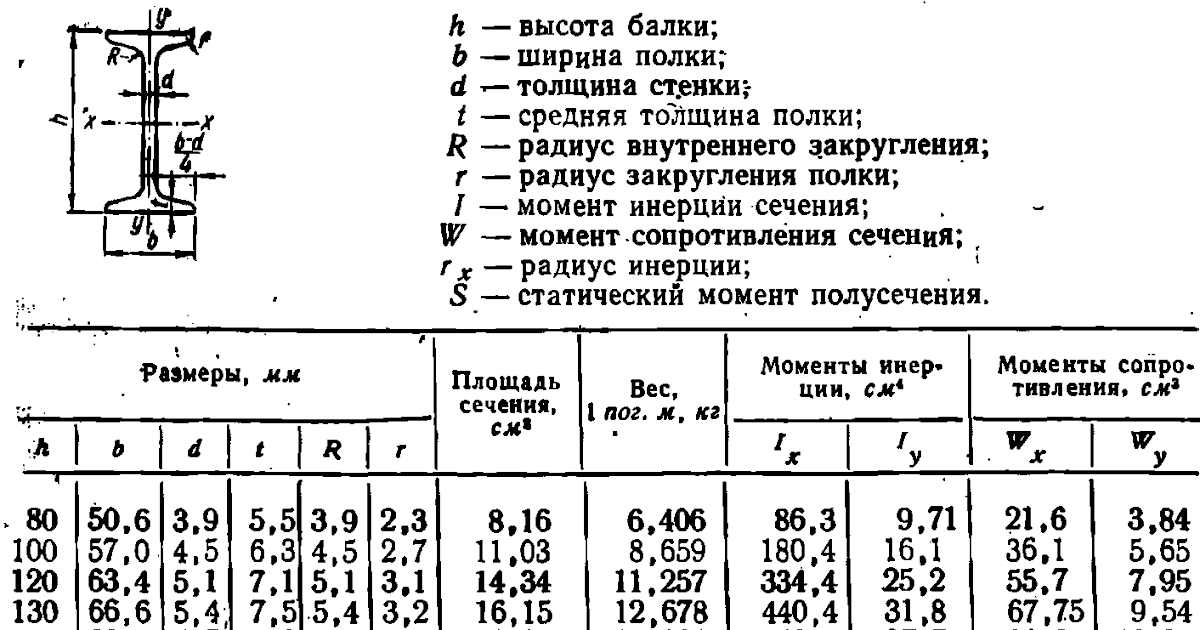 1 кг
1 кг 1 кг
1 кг Все эти размеры необходимо знать для того что бы правильно подготовить проект для строительства. Размеры балки используются для расчетов нагрузки на конструкцию и подготовки проектной документации.
Все эти размеры необходимо знать для того что бы правильно подготовить проект для строительства. Размеры балки используются для расчетов нагрузки на конструкцию и подготовки проектной документации.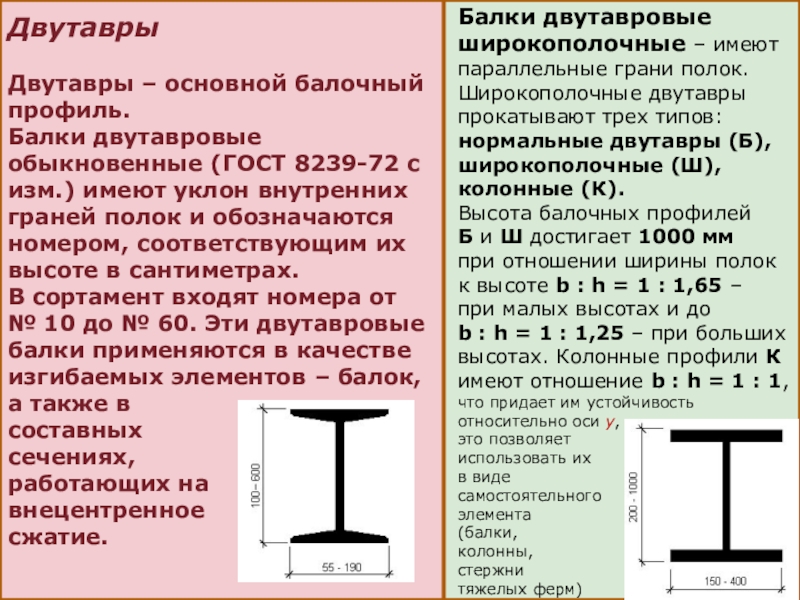 По размерам может отличаться высота двутавра, толщина и ширина его элементов, возможные размеры определяются требованиями, прописанными в ГОСТ.
По размерам может отличаться высота двутавра, толщина и ширина его элементов, возможные размеры определяются требованиями, прописанными в ГОСТ.

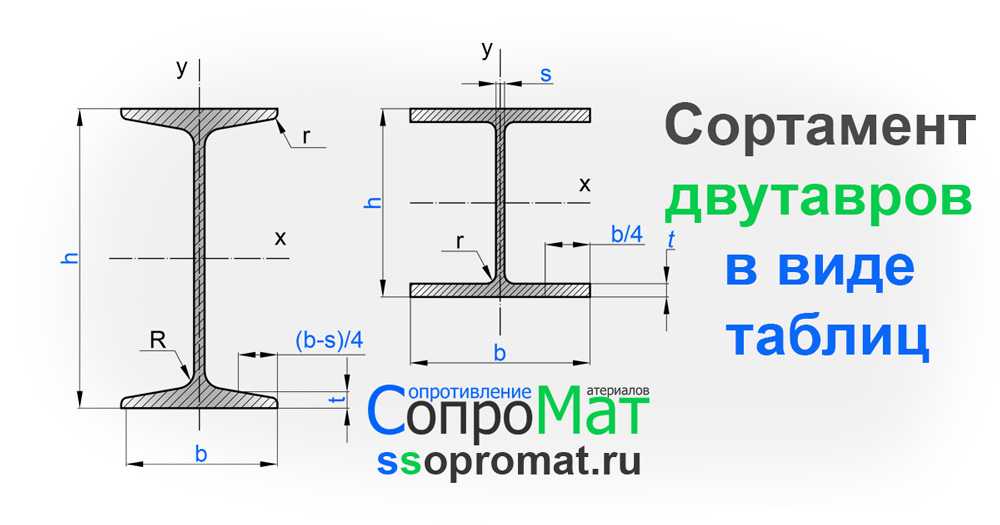
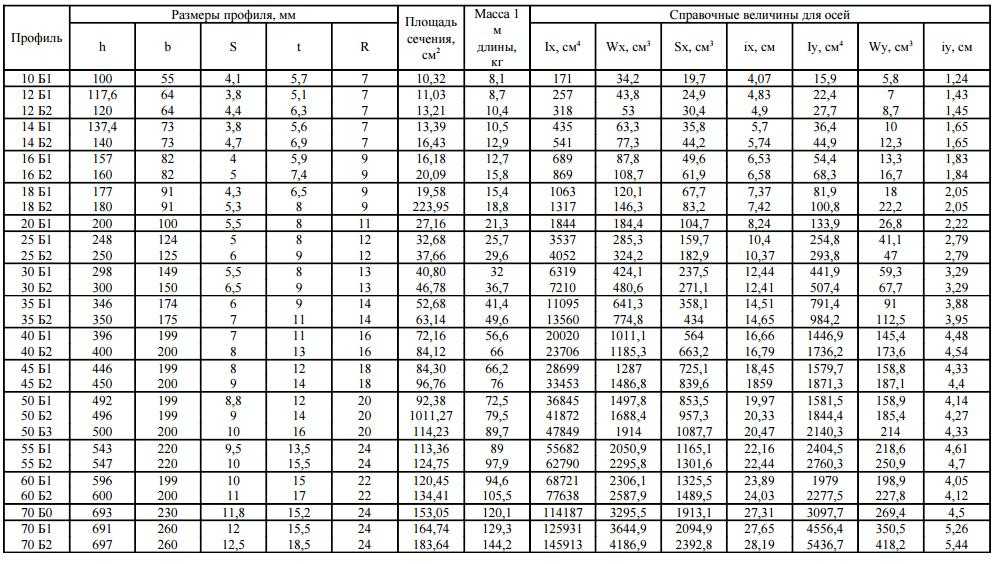
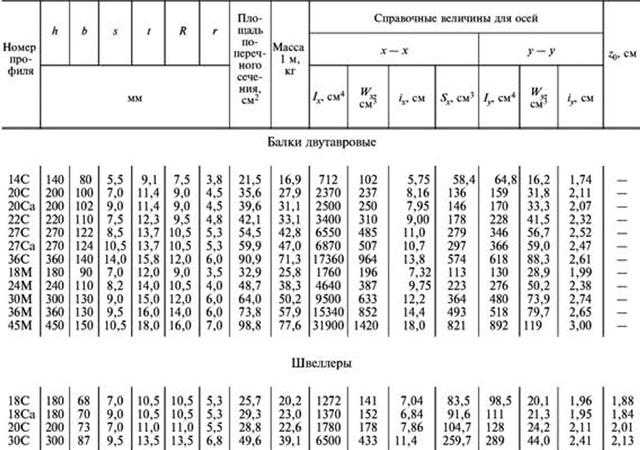



 1
1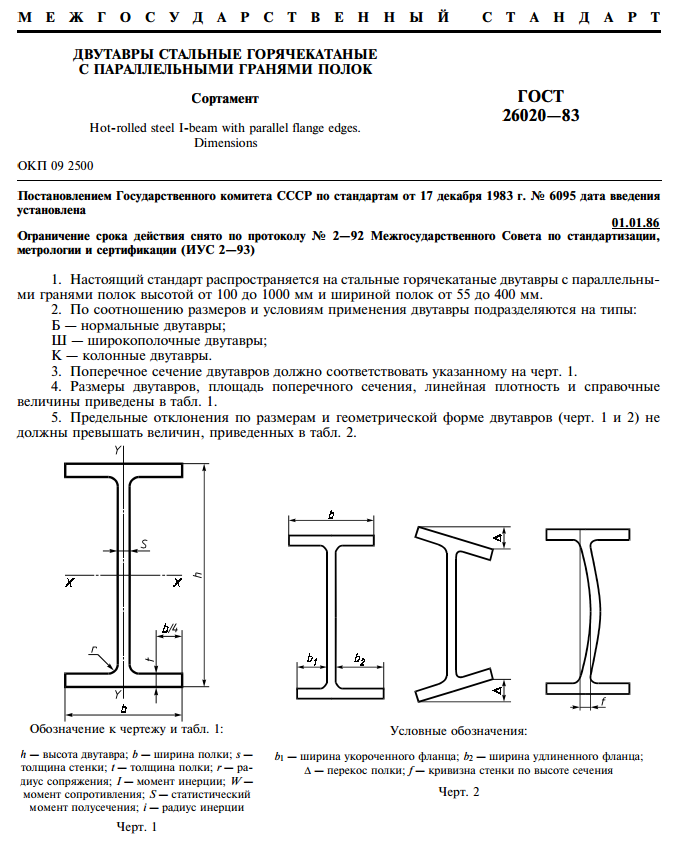 85
85 0122
0122 944
944 3
3 75
75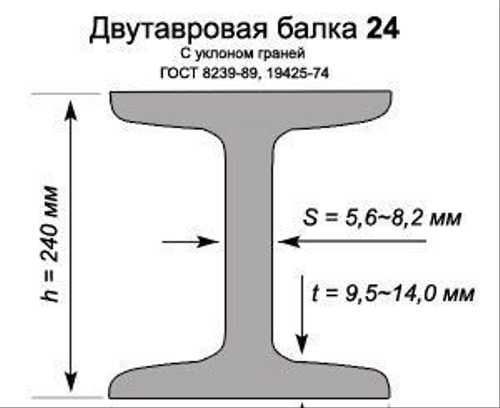 5
5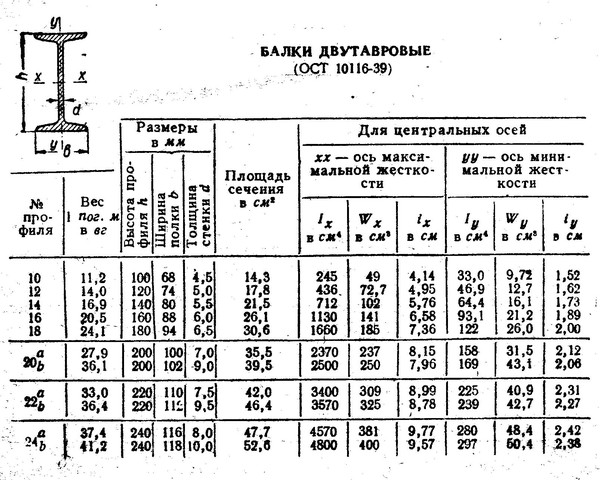 ОН. ХЛ. HD и другие профили
ОН. ХЛ. HD и другие профили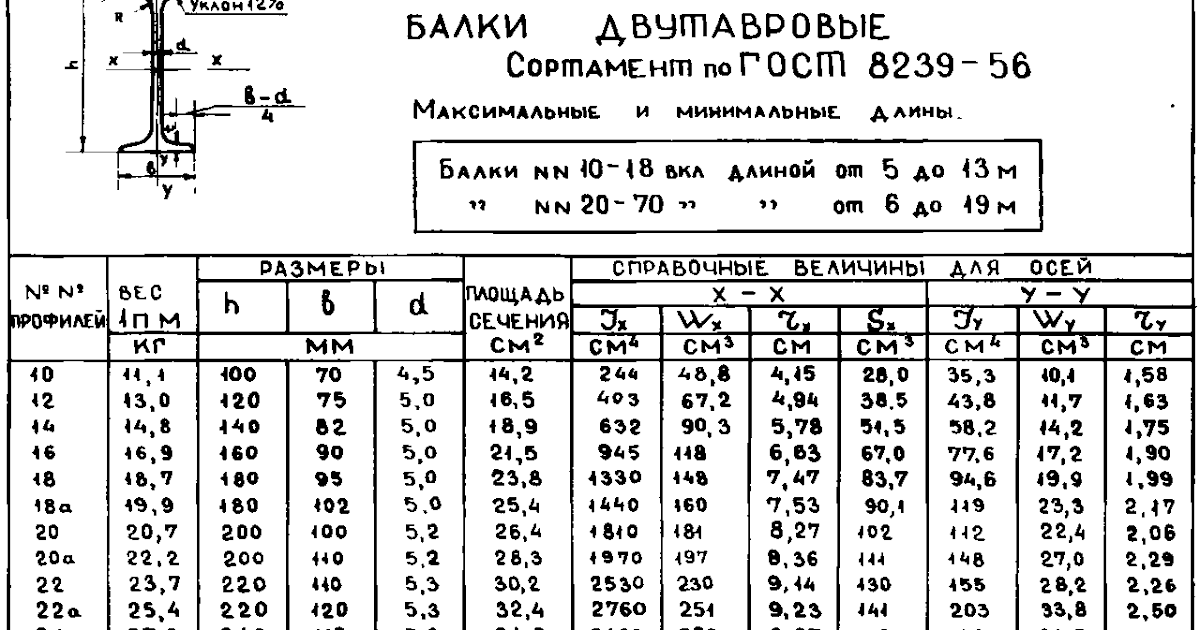 330
330 00
00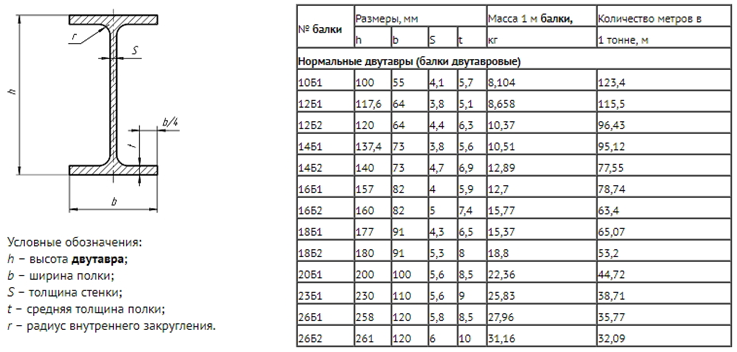 30
30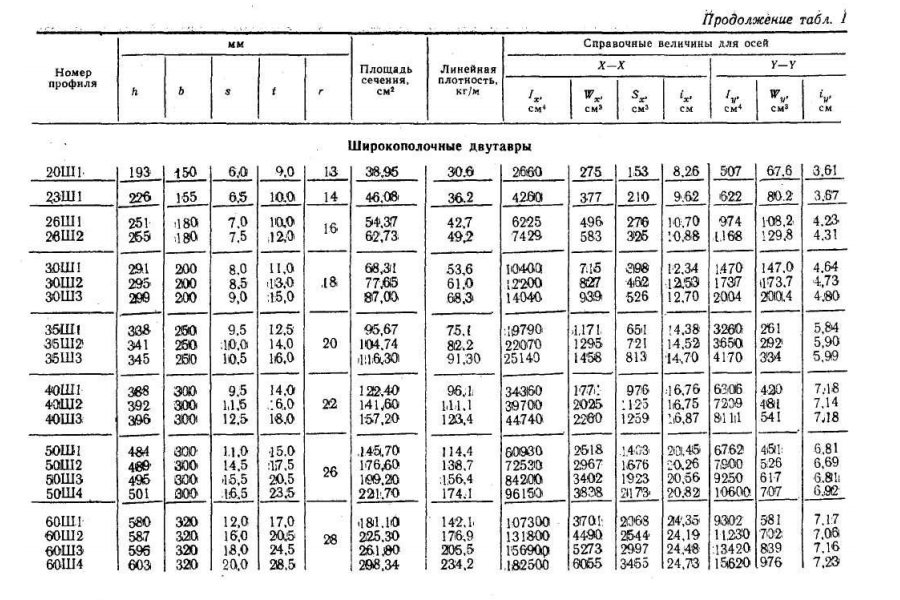 171
171 00
00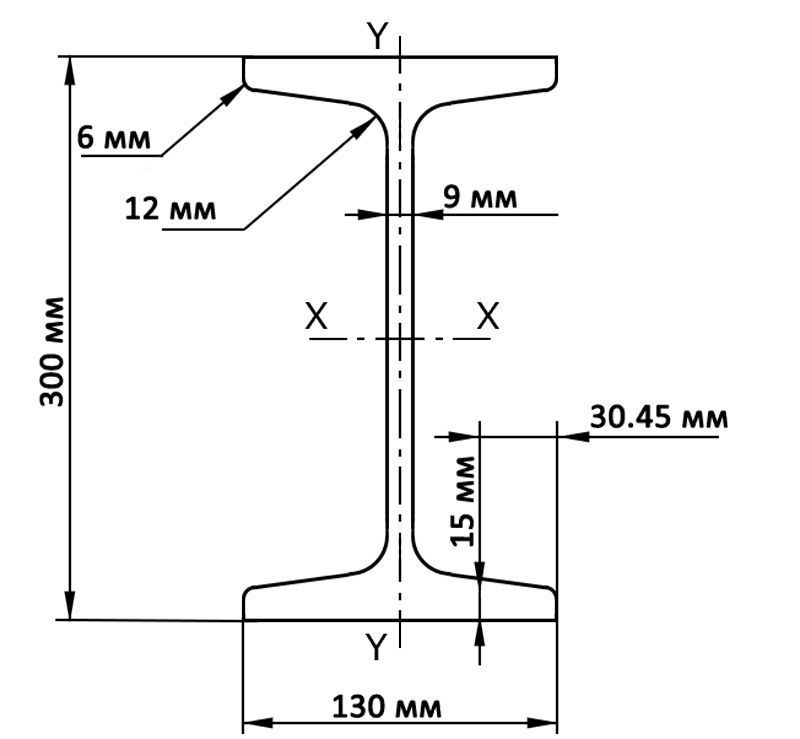 501
501 00
00 200
200 00
00
 Смог смоделировать мыльницу и несколько несложных криволинейных фигурок инженерной направленности (частично собраны в моем портфолио на этом сайте чтобы не потерять). Сейчас я установил на новый компьютер свежую версию и немного не узнал старого приятеля. Вообще не помню ничего.
Смог смоделировать мыльницу и несколько несложных криволинейных фигурок инженерной направленности (частично собраны в моем портфолио на этом сайте чтобы не потерять). Сейчас я установил на новый компьютер свежую версию и немного не узнал старого приятеля. Вообще не помню ничего. 10.2022
10.2022 ..
.. В набор входят прозрачные пластиковые трубки, их нужно будет протянуть внутри конструктора и соединить с мерными шприцами — которые будут создавать нужно давление воды в трубках, что позволит оживить конструктор. Каждый мерный шприц пронумерован и на него нанесена метка, которая подскажет, сколько воды нужно заправить.
В набор входят прозрачные пластиковые трубки, их нужно будет протянуть внутри конструктора и соединить с мерными шприцами — которые будут создавать нужно давление воды в трубках, что позволит оживить конструктор. Каждый мерный шприц пронумерован и на него нанесена метка, которая подскажет, сколько воды нужно заправить. Словно вы в кабине экскаватора, а все управление напоминает настоящую роботизированную систему в нем.
Словно вы в кабине экскаватора, а все управление напоминает настоящую роботизированную систему в нем.
 youtube.com/embed/QjZuLgSrJBA» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/QjZuLgSrJBA» frameborder=»0″ allowfullscreen=»allowfullscreen»> 


 После выполнения этой регулировки убедитесь, что четыре шестигранные гайки плотно прилегают друг к другу, а затем затяните барашковую гайку.
После выполнения этой регулировки убедитесь, что четыре шестигранные гайки плотно прилегают друг к другу, а затем затяните барашковую гайку. Плотно прикрепите открытый конец заполненной водой трубки к наконечнику этого шприца. Убедитесь, что в системе нет больших пузырьков воздуха.
Плотно прикрепите открытый конец заполненной водой трубки к наконечнику этого шприца. Убедитесь, что в системе нет больших пузырьков воздуха. Поддержите поднятую руку, чтобы она не упала. (Вы можете попросить друга держать руку, или вы можете поддержать ее стопкой книг.) Затем поднимите свободный шприц так, чтобы конец присоединенной к нему трубки оказался значительно выше фиксированного шприца. Удерживая конец трубки приподнятым (чтобы предотвратить вытекание воды при извлечении шприца), извлеките шприц на 10 мл и замените его шприцем на 1 мл.
Поддержите поднятую руку, чтобы она не упала. (Вы можете попросить друга держать руку, или вы можете поддержать ее стопкой книг.) Затем поднимите свободный шприц так, чтобы конец присоединенной к нему трубки оказался значительно выше фиксированного шприца. Удерживая конец трубки приподнятым (чтобы предотвратить вытекание воды при извлечении шприца), извлеките шприц на 10 мл и замените его шприцем на 1 мл. По сравнению с положением правой стороной вверх, чем отличается процесс подъема руки?
По сравнению с положением правой стороной вверх, чем отличается процесс подъема руки?
 Мышца, которая позволяет вашему предплечью поднимать предметы, называется 9.0166 biceps , крепится возле плеча и чуть ниже локтя. Когда бицепс сокращается, это оказывает такое же воздействие на вашу руку, как шприц на гидравлическую руку, когда сборка перевернута. В обоих случаях прилагается большая сила, так что можно поднять небольшой вес, но вес можно поднять на большое расстояние по сравнению с расстоянием, на которое перемещается сила (расстоянием, на которое перемещается поршень шприца, или расстоянием, на которое сокращаются ваши мышцы).
Мышца, которая позволяет вашему предплечью поднимать предметы, называется 9.0166 biceps , крепится возле плеча и чуть ниже локтя. Когда бицепс сокращается, это оказывает такое же воздействие на вашу руку, как шприц на гидравлическую руку, когда сборка перевернута. В обоих случаях прилагается большая сила, так что можно поднять небольшой вес, но вес можно поднять на большое расстояние по сравнению с расстоянием, на которое перемещается сила (расстоянием, на которое перемещается поршень шприца, или расстоянием, на которое сокращаются ваши мышцы). Если вы разделите силу, с которой вы толкаете, на площадь поршня, соприкасающуюся с водой, вы можете найти давление, оказываемое на воду. Вы можете математически переставить p = F/A , чтобы стать F = pA . Это говорит вам о том, что если вы умножаете давление (выраженное в фунтах на квадратный дюйм) на площадь (выраженную в квадратных дюймах), квадратные дюймы сокращаются, и вы получаете силу, выраженную в фунтах.
Если вы разделите силу, с которой вы толкаете, на площадь поршня, соприкасающуюся с водой, вы можете найти давление, оказываемое на воду. Вы можете математически переставить p = F/A , чтобы стать F = pA . Это говорит вам о том, что если вы умножаете давление (выраженное в фунтах на квадратный дюйм) на площадь (выраженную в квадратных дюймах), квадратные дюймы сокращаются, и вы получаете силу, выраженную в фунтах.
 youtube.com/embed/1_pgYCxBX68?modestbranding=1&wmode=transparent&rel=0″ frameborder=»0″ webkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»» title=»Youtube embedded video»>
youtube.com/embed/1_pgYCxBX68?modestbranding=1&wmode=transparent&rel=0″ frameborder=»0″ webkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»» title=»Youtube embedded video»>  Инженеры разрабатывают гидравлические руки по разным причинам. Гидравлические руки могут использоваться в ситуациях, которые слишком сложны или опасны для людей, чтобы иметь дело с ними напрямую или в автоматизированных системах. Примеры включают руки, которые поднимают тяжелые веса, и руки, которые держат груз и разгружают его в определенном положении.
Инженеры разрабатывают гидравлические руки по разным причинам. Гидравлические руки могут использоваться в ситуациях, которые слишком сложны или опасны для людей, чтобы иметь дело с ними напрямую или в автоматизированных системах. Примеры включают руки, которые поднимают тяжелые веса, и руки, которые держат груз и разгружают его в определенном положении.








 Изучение пневматических и гидравлических систем Раздаточный материал: 1 ½–2 занятия по 40 минут каждое.
Изучение пневматических и гидравлических систем Раздаточный материал: 1 ½–2 занятия по 40 минут каждое.
 Определите лучшие идеи и проголосуйте за них.
Определите лучшие идеи и проголосуйте за них.

 В этом видео победившая команда девятиклассников выполнила задания за 2 минуты 30 секунд.
В этом видео победившая команда девятиклассников выполнила задания за 2 минуты 30 секунд.
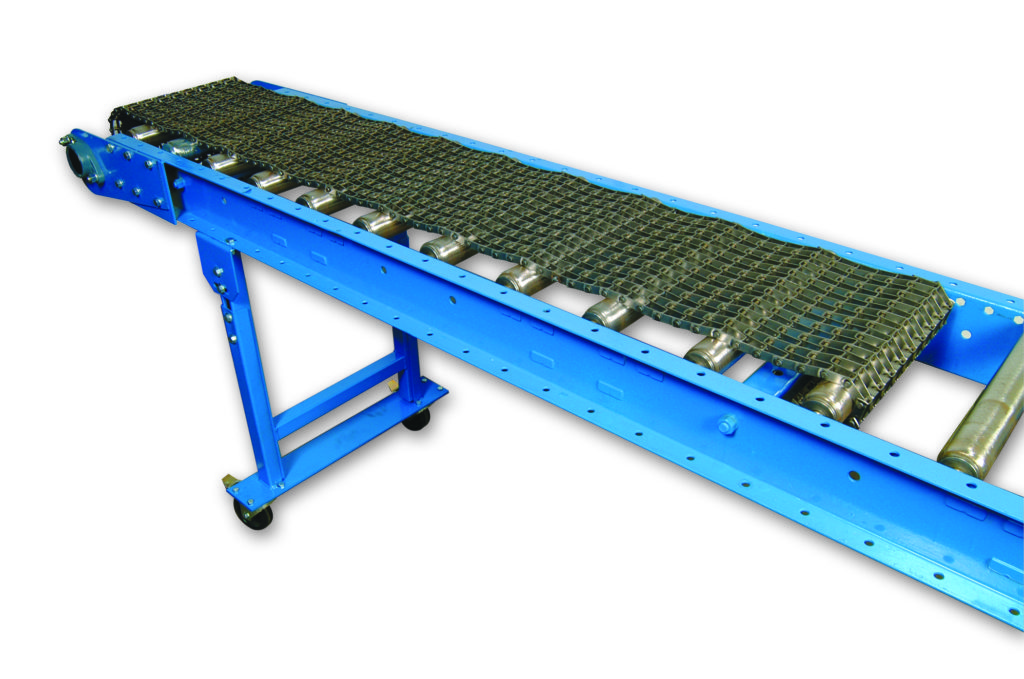
 Эта система сводит к минимуму человеческий фактор, снижает риски на рабочем месте и снижает затраты на оплату труда — среди прочих преимуществ. Они полезны, помогая перемещать громоздкие или тяжелые предметы из одной точки в другую. Конвейерная система может использовать ленту, колеса, ролики или цепь для транспортировки объектов.
Эта система сводит к минимуму человеческий фактор, снижает риски на рабочем месте и снижает затраты на оплату труда — среди прочих преимуществ. Они полезны, помогая перемещать громоздкие или тяжелые предметы из одной точки в другую. Конвейерная система может использовать ленту, колеса, ролики или цепь для транспортировки объектов.

 Например, пластинчатый конвейер, выполненный из планок или пластин вместо ленты, предназначен для перемещения тяжелых материалов. Материалы, транспортируемые пластинчатой системой, обычно слишком велики или тяжелы для традиционного ленточного движения.
Например, пластинчатый конвейер, выполненный из планок или пластин вместо ленты, предназначен для перемещения тяжелых материалов. Материалы, транспортируемые пластинчатой системой, обычно слишком велики или тяжелы для традиционного ленточного движения.


 Размеры изделий на вашем предприятии будут определять ширину конвейера, технические характеристики направляющих и центры роликов, а вес продуктов определяет калибр роликов, диаметр роликов и требования к размерам двигателя.
Размеры изделий на вашем предприятии будут определять ширину конвейера, технические характеристики направляющих и центры роликов, а вес продуктов определяет калибр роликов, диаметр роликов и требования к размерам двигателя. Количество продуктов, которые необходимо транспортировать в час (или в минуту), будет определять длину и скорость конвейера.
Количество продуктов, которые необходимо транспортировать в час (или в минуту), будет определять длину и скорость конвейера. Конвейерная система повышает производительность, улучшает эргономику, снижает вероятность повреждения продукции, обеспечивает лучший доступ к материалам и снижает опасность на рабочем месте.
Конвейерная система повышает производительность, улучшает эргономику, снижает вероятность повреждения продукции, обеспечивает лучший доступ к материалам и снижает опасность на рабочем месте. Помимо затрат на установку, вам также необходимо учитывать стоимость реструктуризации складских помещений для размещения конвейерной системы. Сам процесс установки может занять некоторое время и повлиять на выполнение заказов и другие складские операции. Наконец, эксплуатационные расходы и расходы на техническое обслуживание в год, вероятно, превысят первоначальные затраты на покупку и установку.
Помимо затрат на установку, вам также необходимо учитывать стоимость реструктуризации складских помещений для размещения конвейерной системы. Сам процесс установки может занять некоторое время и повлиять на выполнение заказов и другие складские операции. Наконец, эксплуатационные расходы и расходы на техническое обслуживание в год, вероятно, превысят первоначальные затраты на покупку и установку. Мы также можем обсудить решение, которое подходит именно вам. Свяжитесь с нами сегодня.
Мы также можем обсудить решение, которое подходит именно вам. Свяжитесь с нами сегодня. ” Это также единственная особенность, которой обладают все типы конвейеров; независимо от области применения, отрасли или сектора. Хотя многие типы конвейеров, особенно в сортировочных системах, могут направлять продукт в нескольких направлениях, все эти направления являются заранее определенными путями.
” Это также единственная особенность, которой обладают все типы конвейеров; независимо от области применения, отрасли или сектора. Хотя многие типы конвейеров, особенно в сортировочных системах, могут направлять продукт в нескольких направлениях, все эти направления являются заранее определенными путями. В большинстве приложений ведомый шкив вращается за счет энергии, поступающей от внешнего двигателя с электрическим приводом.
В большинстве приложений ведомый шкив вращается за счет энергии, поступающей от внешнего двигателя с электрическим приводом.

 Адаптация конвейера к выполняемой задаче обеспечивает наиболее надежную работу с продуктом, создавая при этом более безопасную и экономичную конвейерную линию. Кроме того, поиск областей, в которых можно использовать тот же тип конвейера, может помочь сократить количество запасных частей и упростить техническое обслуживание. Работа с интегратором или производителем конвейера; такие как мк Северная Америка; которая предлагает широкий спектр решений для конвейерных систем, поможет обеспечить наилучший результат для вашего следующего проекта по обработке материалов.
Адаптация конвейера к выполняемой задаче обеспечивает наиболее надежную работу с продуктом, создавая при этом более безопасную и экономичную конвейерную линию. Кроме того, поиск областей, в которых можно использовать тот же тип конвейера, может помочь сократить количество запасных частей и упростить техническое обслуживание. Работа с интегратором или производителем конвейера; такие как мк Северная Америка; которая предлагает широкий спектр решений для конвейерных систем, поможет обеспечить наилучший результат для вашего следующего проекта по обработке материалов. И наоборот, они также могут быть предназначены для работы с небольшими, легкими и хрупкими деталями. Детали, которые настолько хрупкие, что обращение с ними другими способами может привести к их повреждению.
И наоборот, они также могут быть предназначены для работы с небольшими, легкими и хрупкими деталями. Детали, которые настолько хрупкие, что обращение с ними другими способами может привести к их повреждению.

 Такие кирпичи чаще называют поризованными керамоблоками, так как их стенки состоят из мелких ячеек, а доля пустот близится к 50%. По своим характеристикам керамоблоки ближе к газоблокам и пеноблокам, чем к кирпичу, хотя их тоже делают из глины. Теплая керамика гораздо крупнее обычного кирпича: размеры классического кирпича — 250 х 120 х 65 мм, а керамоблока — 380 х 250 х 219 мм. Теплая керамика выдерживает нагрузку до 10 тонн.
Такие кирпичи чаще называют поризованными керамоблоками, так как их стенки состоят из мелких ячеек, а доля пустот близится к 50%. По своим характеристикам керамоблоки ближе к газоблокам и пеноблокам, чем к кирпичу, хотя их тоже делают из глины. Теплая керамика гораздо крупнее обычного кирпича: размеры классического кирпича — 250 х 120 х 65 мм, а керамоблока — 380 х 250 х 219 мм. Теплая керамика выдерживает нагрузку до 10 тонн. Он похож по составу на пеноблоки и газоблоки, которые обычно сверлят сверлом по дереву, коронкой по дереву или керамограниту — получается быстро и точно. Для работы с силикатным кирпичом выбирайте шуруповерт на средней скорости или перфоратор в безударном режиме. Так уменьшается риск повредить кирпич. Маленькие отверстия под дюбель или большие под вытяжку либо розетку сверлят по одной и той же технологии, отличается лишь диаметр сверла или коронки.
Он похож по составу на пеноблоки и газоблоки, которые обычно сверлят сверлом по дереву, коронкой по дереву или керамограниту — получается быстро и точно. Для работы с силикатным кирпичом выбирайте шуруповерт на средней скорости или перфоратор в безударном режиме. Так уменьшается риск повредить кирпич. Маленькие отверстия под дюбель или большие под вытяжку либо розетку сверлят по одной и той же технологии, отличается лишь диаметр сверла или коронки.

 Работать с химическими анкером несложно: сделайте в стене отверстие под анкер, залейте в него клеевой состав и установите металлический стержень. Анкер полностью затвердевает через 30–90 минут в зависимости от температуры воздуха и материала.
Работать с химическими анкером несложно: сделайте в стене отверстие под анкер, залейте в него клеевой состав и установите металлический стержень. Анкер полностью затвердевает через 30–90 минут в зависимости от температуры воздуха и материала.
 Это удобно, так как у нее есть разные диаметры и она способна просверлить даже самые твердые материалы.
Это удобно, так как у нее есть разные диаметры и она способна просверлить даже самые твердые материалы. Достаточно позвонить и необходимое оборудование будет доставлено в указанное время.
Достаточно позвонить и необходимое оборудование будет доставлено в указанное время. Необходимо наличие регулировки вращения сверла в ту или другую сторону. Диаметр свёрл до 10 мм, патрон самозажимной.
Необходимо наличие регулировки вращения сверла в ту или другую сторону. Диаметр свёрл до 10 мм, патрон самозажимной. Для такого сверления необходим перфоратор.
Для такого сверления необходим перфоратор. Этот прибор незаменим при монтаже подвесных потолков, так как на потолке обычно в большом количестве присутствуют электропровода.
Этот прибор незаменим при монтаже подвесных потолков, так как на потолке обычно в большом количестве присутствуют электропровода.
 com
com Эти упражнения стоят около 25 долларов за четыре часа, но они выполняют работу за долю времени и с гораздо меньшими физическими усилиями. Ищите вариант с упором, несколькими скоростями и дополнительной боковой рукояткой. Если это вариант, подумайте об аренде твердосплавных бит для кладки вместо того, чтобы покупать их, пока вы там. Арендные долота стоят около 4 долларов США за штуку (по сравнению с более чем 25 долларов США за покупку), и вам понадобятся два для больших отверстий: меньшее долото для бурения пилотного отверстия и один рекомендуемого размера для завершения работы.
Эти упражнения стоят около 25 долларов за четыре часа, но они выполняют работу за долю времени и с гораздо меньшими физическими усилиями. Ищите вариант с упором, несколькими скоростями и дополнительной боковой рукояткой. Если это вариант, подумайте об аренде твердосплавных бит для кладки вместо того, чтобы покупать их, пока вы там. Арендные долота стоят около 4 долларов США за штуку (по сравнению с более чем 25 долларов США за покупку), и вам понадобятся два для больших отверстий: меньшее долото для бурения пилотного отверстия и один рекомендуемого размера для завершения работы. )
) Пыль, оставленная в отверстии, снизит удерживающую способность вставленных анкеров и шурупов.
Пыль, оставленная в отверстии, снизит удерживающую способность вставленных анкеров и шурупов. Будь то декоративная кирпичная кладка внутри дома, модульный кирпич снаружи загородного дома или бетонные блоки в фундаменте, эти материалы рассчитаны на долгий срок службы. Но что, если вам нужно повесить картину, прикрепить водосточную трубу или установить светильник? Это руководство поможет.
Будь то декоративная кирпичная кладка внутри дома, модульный кирпич снаружи загородного дома или бетонные блоки в фундаменте, эти материалы рассчитаны на долгий срок службы. Но что, если вам нужно повесить картину, прикрепить водосточную трубу или установить светильник? Это руководство поможет.




 Х1етал-метал хаийла хьуна: шарахь цкъа вог1уш волу беркат
Х1етал-метал хаийла хьуна: шарахь цкъа вог1уш волу беркат

 Х1етал-метал хаийла хьуна: къеначу стеган говр?
Х1етал-метал хаийла хьуна: къеначу стеган говр? Х1етал-метал хаийла хьуна: малх санна къега, лаьхьа санна шерша?
Х1етал-метал хаийла хьуна: малх санна къега, лаьхьа санна шерша? Х1етал-метал хаийла
Х1етал-метал хаийла
 Х1етал-метал хаийла хьуна:
Х1етал-метал хаийла хьуна:


 Синкъерамехь 1аш цо йо1ана т1е хабар дахьийтина.
Синкъерамехь 1аш цо йо1ана т1е хабар дахьийтина.
 Нам поручено
Нам поручено
 Она мне рассказала,
Она мне рассказала,




 Я хьо цунг маре
Я хьо цунг маре Дас и весет кхочуш дина,цу шина
Дас и весет кхочуш дина,цу шина
 Сегодня оригинальный жанр часто называют классическим металлом или традиционным хэви-металом. С корнями в блюз-роке … подробнее
Сегодня оригинальный жанр часто называют классическим металлом или традиционным хэви-металом. С корнями в блюз-роке … подробнее 6/10
6/10
 Сценаристы
Сценаристы ..
.. )
)
 Стернн?
Стернн? 1996 выпуск VHS включал этот фрагмент в начало ленты. В выпуске DVD этот сегмент включен в бонусные функции и посвящен «Памяти Дон М. Коул — 1931–1985». В обеих выпущенных версиях последовательность установлена на музыку «Passacaglia» (из Magnificat), написанную и дирижированную Кшиштофом Пендерецким.
1996 выпуск VHS включал этот фрагмент в начало ленты. В выпуске DVD этот сегмент включен в бонусные функции и посвящен «Памяти Дон М. Коул — 1931–1985». В обеих выпущенных версиях последовательность установлена на музыку «Passacaglia» (из Magnificat), написанную и дирижированную Кшиштофом Пендерецким. Мой личный фаворит — короткометражный «Б-17» о бомбардировщике времен Второй мировой войны и ужасной мощи «Локнара». Как я упоминал ранее, анимация впечатляет… напомнив мне о днях, когда не все было создано на компьютере. В саундтреке представлены песни Cheap Trick, Riggs, Nazareth, Black Sabbath, Blue Oyster Cult, Devo и другие. В общем, классика 80-х, которую нельзя пропустить ни за что. Моя самая высокая рекомендация.
Мой личный фаворит — короткометражный «Б-17» о бомбардировщике времен Второй мировой войны и ужасной мощи «Локнара». Как я упоминал ранее, анимация впечатляет… напомнив мне о днях, когда не все было создано на компьютере. В саундтреке представлены песни Cheap Trick, Riggs, Nazareth, Black Sabbath, Blue Oyster Cult, Devo и другие. В общем, классика 80-х, которую нельзя пропустить ни за что. Моя самая высокая рекомендация. (США)
(США) больше кредитов компании на IMDbPro
больше кредитов компании на IMDbPro
 Жан-Батист Люлли ввел охотничий рог в состав музыкального оркестра, что, наверное, и положило начало европейской охотничьей музыке, а охотничий рог стал прародителем многих современных духовых инструментов.
Жан-Батист Люлли ввел охотничий рог в состав музыкального оркестра, что, наверное, и положило начало европейской охотничьей музыке, а охотничий рог стал прародителем многих современных духовых инструментов. При умении из такого рожка можно выдуть несколько нот и сыграть достаточно сложную мелодию. Сигналы, которые используют европейские охотники, в основном используются при проведении загонных охот. В России для охоты с гончими, а иногда и при проведении загонных охот также испокон веков использовались разные рожки и «гудки», среди которых встречаются исконно русские охотничьи рожки, русские роговые сигналы. О них и поговорим.
При умении из такого рожка можно выдуть несколько нот и сыграть достаточно сложную мелодию. Сигналы, которые используют европейские охотники, в основном используются при проведении загонных охот. В России для охоты с гончими, а иногда и при проведении загонных охот также испокон веков использовались разные рожки и «гудки», среди которых встречаются исконно русские охотничьи рожки, русские роговые сигналы. О них и поговорим. Это было средство связи и оповещения. Сигналы, которые подавали участники псовых охот, красочно описаны в произведениях Е.Э. Дриянского, Л.Н. Толстого, А.С. Вышеславцева, Н.Н. Каразина и других. Вот примерный их набор: «Напуск гончих», «По лисице», «По волку», «Направо», «Налево», «Вызов гончих», «Сбор», «Метать гончих», «Зверь взят», «На драку» и другие.
Это было средство связи и оповещения. Сигналы, которые подавали участники псовых охот, красочно описаны в произведениях Е.Э. Дриянского, Л.Н. Толстого, А.С. Вышеславцева, Н.Н. Каразина и других. Вот примерный их набор: «Напуск гончих», «По лисице», «По волку», «Направо», «Налево», «Вызов гончих», «Сбор», «Метать гончих», «Зверь взят», «На драку» и другие. Эта путаница увеличивается еще и тем, что в нашу русскую охоту с течением времени заносились сигналы из Польши, Остзейских губерний и с запада, и здесь, переделываемые на свой лад доморощенными доезжачими, становились совершенно уже никому не понятными… Желая достигнуть единообразия в этом деле и восстановить сигналы старинные, вполне русские, редакция («Природы и Охоты») воспользовалась X очередною собачьей выставкою и присутствием на ней опытных доезжачих и охотников, проверила сигналы разных охот, выбрала из них только вполне русские, и положила их на ноты», – писал Л.П. Сабанеев.
Эта путаница увеличивается еще и тем, что в нашу русскую охоту с течением времени заносились сигналы из Польши, Остзейских губерний и с запада, и здесь, переделываемые на свой лад доморощенными доезжачими, становились совершенно уже никому не понятными… Желая достигнуть единообразия в этом деле и восстановить сигналы старинные, вполне русские, редакция («Природы и Охоты») воспользовалась X очередною собачьей выставкою и присутствием на ней опытных доезжачих и охотников, проверила сигналы разных охот, выбрала из них только вполне русские, и положила их на ноты», – писал Л.П. Сабанеев. Мареш согласовал их по полутоновому звучанию и создал единый роговой оркестр. Основная сложность игры в таком оркестре заключалась в том, чтобы хорошо считать паузы и вовремя сыграть свою ноту. Для записи произведений рогового оркестра использовалась специальная система нот. Репертуар оркестров получился удивительно богатым – играли и Гайдна, и Моцарта, и Глюка.
Мареш согласовал их по полутоновому звучанию и создал единый роговой оркестр. Основная сложность игры в таком оркестре заключалась в том, чтобы хорошо считать паузы и вовремя сыграть свою ноту. Для записи произведений рогового оркестра использовалась специальная система нот. Репертуар оркестров получился удивительно богатым – играли и Гайдна, и Моцарта, и Глюка.
 Для охоты в наших холодных условиях можно использовать, помимо металлических как пластиковые, так и выточенные из лосиного рога мундштуки.
Для охоты в наших холодных условиях можно использовать, помимо металлических как пластиковые, так и выточенные из лосиного рога мундштуки. Поэтому если рано утром по темноте или вечером вы в городе услышали мощный раскатистый призыв охотничьего рога, то, скорее всего, это гончатник кормит свою собаку.
Поэтому если рано утром по темноте или вечером вы в городе услышали мощный раскатистый призыв охотничьего рога, то, скорее всего, это гончатник кормит свою собаку. .. На нашей стороне приняли восьмерых. На правой стороне затравили волчицу с тремя молодыми и двух переярков. Наконец подали позыв «Охотникам на съезд!» Рог ловчего гудел уже близ опушки. Когда мы уже подъехали к тенетам, Феопен только что вылез из трущебы и, стоя на лугу, гудел в рог без умолка; подле него собралась уже небольшая кучка собак; остальные одна за другой валились с различных сторон…»
.. На нашей стороне приняли восьмерых. На правой стороне затравили волчицу с тремя молодыми и двух переярков. Наконец подали позыв «Охотникам на съезд!» Рог ловчего гудел уже близ опушки. Когда мы уже подъехали к тенетам, Феопен только что вылез из трущебы и, стоя на лугу, гудел в рог без умолка; подле него собралась уже небольшая кучка собак; остальные одна за другой валились с различных сторон…» д.
д. д.
д. д.
д. org/Offer»>
org/Offer»> д.
д. org/Offer»>
org/Offer»> д.
д. д.
д. д.
д. д.
д. | Изучение средневековой охоты
| Изучение средневековой охоты Когда охотник и гончие находятся вне поля зрения, рог информирует знающего охотника на лис о ходе охоты.
Когда охотник и гончие находятся вне поля зрения, рог информирует знающего охотника на лис о ходе охоты. Не надо ни надувать щеки, ни сливать много слюны в Рог. Как только обнаруживается, что нота может быть получена, вопрос практики состоит в том, чтобы удлинить или сократить ее, чтобы произвести различные крики».
Не надо ни надувать щеки, ни сливать много слюны в Рог. Как только обнаруживается, что нота может быть получена, вопрос практики состоит в том, чтобы удлинить или сократить ее, чтобы произвести различные крики». com. Он также доступен на ABEbooks.co.uk в виде публикации по запросу, как пару лет назад обнаружил счастливый подписчик Ольгс Данес-Волков.
com. Он также доступен на ABEbooks.co.uk в виде публикации по запросу, как пару лет назад обнаружил счастливый подписчик Ольгс Данес-Волков.

 Он получил права на производство недавно запатентованных клапанов и усовершенствованных инструментов, а также производил высококачественные медные духовые инструменты для оркестров и военных. В свою очередь, его сын, Август Чарльз Келер, присоединился к нему в бизнесе в 1862 году, после чего отец и сын стали производить инструменты с надписью Köhler & Son, под которым впоследствии была известна фирма. В 1878 году, после смерти его отца, Август Чарльз вступил во владение, вскоре после того, как переместил помещение в Вестминстер и переключил внимание фирмы на обучение и охоту на рога.
Он получил права на производство недавно запатентованных клапанов и усовершенствованных инструментов, а также производил высококачественные медные духовые инструменты для оркестров и военных. В свою очередь, его сын, Август Чарльз Келер, присоединился к нему в бизнесе в 1862 году, после чего отец и сын стали производить инструменты с надписью Köhler & Son, под которым впоследствии была известна фирма. В 1878 году, после смерти его отца, Август Чарльз вступил во владение, вскоре после того, как переместил помещение в Вестминстер и переключил внимание фирмы на обучение и охоту на рога. Köhler & Son вернулась на Пикадилли, где располагалась компания Swaine & Adeney.
Köhler & Son вернулась на Пикадилли, где располагалась компания Swaine & Adeney.

 После выдержки сырья в бассейне, производится отжиг в специальных вращающихся печах и последующее измельчение.
После выдержки сырья в бассейне, производится отжиг в специальных вращающихся печах и последующее измельчение. Как и обычный «серый» материал, белый цемент выпускают сухим и мокрым способом. Основное отличие технологии – обжиг исходного сырья при высокой температуре и резкое охлаждение в воде.
Как и обычный «серый» материал, белый цемент выпускают сухим и мокрым способом. Основное отличие технологии – обжиг исходного сырья при высокой температуре и резкое охлаждение в воде.
 В промышленном производстве используются в основном известняки. Точное количество компонента зависит от его свойств и минерального состава. Чем больше в составе породы веществ с кристаллической структурой, тем выше температура плавления.
В промышленном производстве используются в основном известняки. Точное количество компонента зависит от его свойств и минерального состава. Чем больше в составе породы веществ с кристаллической структурой, тем выше температура плавления.
 Это промежуточный полуфабрикат, получаемый обжигом смеси известняка (мела, мергеля или других пород) в количестве 75% и 25% глины. Сырьевые компоненты плавятся с образованием гранул. Клинкер перемалывают и соединяют с молотыми добавками.
Это промежуточный полуфабрикат, получаемый обжигом смеси известняка (мела, мергеля или других пород) в количестве 75% и 25% глины. Сырьевые компоненты плавятся с образованием гранул. Клинкер перемалывают и соединяют с молотыми добавками. Клинкер изготавливается из мела, глины и воды. К измельченным компонентам добавляют воду. Влажную смесь (шлам) отправляют на обжиг. Полученный после обжига продукт транспортируют в холодильник. После охлаждения его измельчают, смешивают с добавками для получения необходимых свойств вяжущего. Эта технология требует финансовых затрат, поэтому производители в основном применяют другие. Но при необходимости получения цемента с прекрасными эксплуатационными свойствами применяют именно этот способ, позволяющий тонко корректировать состав сырья. Корректировка состава осуществляется в специальных бассейнах при температуре 1000°C.
Клинкер изготавливается из мела, глины и воды. К измельченным компонентам добавляют воду. Влажную смесь (шлам) отправляют на обжиг. Полученный после обжига продукт транспортируют в холодильник. После охлаждения его измельчают, смешивают с добавками для получения необходимых свойств вяжущего. Эта технология требует финансовых затрат, поэтому производители в основном применяют другие. Но при необходимости получения цемента с прекрасными эксплуатационными свойствами применяют именно этот способ, позволяющий тонко корректировать состав сырья. Корректировка состава осуществляется в специальных бассейнах при температуре 1000°C. Он оптимален для однородных сырьевых компонентов.
Он оптимален для однородных сырьевых компонентов. Для бесклинкерного цемента характерны:
Для бесклинкерного цемента характерны: Основные виды:
Основные виды: Глиноземный цемент используется при строительстве конструкций, работающих в условиях высокой влажности.
Глиноземный цемент используется при строительстве конструкций, работающих в условиях высокой влажности.



 Бетон представляет собой смесь камня, песка и цемента. Цемент — это заполнитель, используемый в бетоне в качестве связующего вещества в смеси.
Бетон представляет собой смесь камня, песка и цемента. Цемент — это заполнитель, используемый в бетоне в качестве связующего вещества в смеси.
