Виды и состав формовочных смесей для литейного производства
Виды и состав формовочных смесей
От favorit-adminраздел Полезные статьи
1051
Основные требования, которым должны соответствовать формовочные смеси – это прочность и стойкость к высоким температурам. Особенно важно правильно подобрать компоненты формовочной массы при изготовлении крупных отливок. Для повышения показателей прочности и стойкости к термохимическому воздействию формы отправляют на сушку. При этом увеличивается время технологической операции, из-за чего большое распространение получили быстротвердеющие составы.
Литье стали
В технологическом процессе литья стали широко используются смеси на основе жидкого стекла. Они отлично переносят высокие температуры и используются при производстве форм для крупных изделий из стали.
Хромомагнезитовые смеси на основе жидкого стекла характеризуются немного меньшей податливостью, чем их аналоги на основе технического лигносульфоната (ЛСТ). К недостаткам данного продукта можно отнести низкий показатель газопроницаемости, из-за чего облицовочный слой не может быть боле 15 мм толщиной. Состав изготавливают из переработанного хромомагнезитового кирпича с содержанием 15 – 20% Сr2O3 и не ниже 42% MgO.
Для изготовления форм отливок с массой до 160 тонн применяются вещества на основе хромистого железняка. Типовой состав формовочной смеси для литья должен содержать не более 40% мелкой фракции железняка, а для увеличения прочности иногда добавляется до 3% ЛСТ. Толщина облицовочного слоя может достигать 150 мм.
В случае необходимости изготовления отливок с высокой чистотой поверхности применяются циркониевые смеси. Однако из-за высокой стоимости песка применяются в исключительных случаях.
Для производства отливок небольшой массы широкое применение получили песчано-глинистые смеси на основе жидкого стекла. Их применение позволяет значительно сократить продолжительность технологического цикла, повышая производительность и качество отливок. Однако при этом потребление свежих материалов несколько увеличивается.
Литье чугуна
При изготовлении чугунных отливок широко распространены формы из единой смеси. Она изготавливается из отработанной смеси с добавками свежего кварцевого песка и огнестойкой глины. При замене глины на бентонит удается повысить качество отливок. Для повышения прочности добавляется каменноугольная пыль, ЛСТ и прочие материалы. С их помощью повышаются и противопригарные показатели.
Литье бронзы
При изготовлении отливок из сплавов меди, в том числе и бронзы используются кристобалито-гипсовые формы. Для изготовления форм применяют компоненты с высокой химической очисткой. Такие материалы существенно облегчают процесс формовки, извлечения и очистки отливок. Однако есть и недостаток – входящий в состав гипс разлагается при относительно низкой температуре 650 градусов.
Состав формовочной смеси для литья алюминия
Для изготовления отливок из цветных металлов необходимо, чтобы обеспечивалась чистота поверхности изделий. К огнеупорности применяются более мягкие требования в виду сравнительно низких рабочих температур. Для этого применяются формовочные массы на основе мелкозернистого песка. Состав формовочной смеси для литья алюминия может содержать небольшое количество отработанных материалов. В качестве противопригарного покрытия используется мазут.
Стабилизация состава формовочной смеси
Оптимизация является важным элементом при контроле качества отливок. При нестабильности свойств формовочной массы снижается качество отливок, увеличивается процент брака. Для достижения оптимального качества используются лабораторные исследования, на основании которых корректируется состав.
Специальное литейное оборудование
Для приготовления формовочной массы применяется такое литейное оборудование как смесители песка, позволяющие повысить производительность хтс литья. Благодаря энергоэффективному оборудованию существенно повышается качество формовочных материалов, без значительного увеличения себестоимости продукции. К данному оборудованию относятся и манипуляторы для транспортировки и сборки форм.
Формовочные и стержневые смеси. Приготовление формовочной смеси. Свойства формовочных смесей. Состав формовочной смеси. Состав стержневой смеси.
Для приготовления смесей используются природные и искусственные материалы. Песок – основной компонент формовочных и стержневых смесей. Обычно используется кварцевый или цирконовый песок из кремнезема. Глина является связующим веществом, обеспечивающим прочность и пластичность, обладающим термической устойчивостью. Широко применяют бентонитовые или каолиновые глины.
Для предотвращения пригара и улучшения чистоты поверхности отливок используют противопригарные материалы: для сырых форм – припылы; для сухих форм – краски.
В качестве припылов используют: для чугунных отливок – смесь оксида магния, древесного угля, порошкообразного графита; для стальных отливок – смесь оксида магния и огнеупорной глины, пылевидный кварц. Противопригарные краски представляют собой водные суспензии этих материалов с добавками связующих.
Свойства формовочных и стержневых смесей
прочность – способность смеси обеспечивать сохранность формы без разрушения при изготовлении и эксплуатации;
поверхностная прочность (осыпаемость) – сопротивление истирающему действию струи металла при заливке;
пластичность – способность воспринимать очертание модели и сохранять полученную форму;
податливость – способность смеси сокращаться в объеме под действием усадки сплава;
текучесть – способность смеси обтекать модели при формовке, заполнять полость стержневого ящика;
термохимическая устойчивость или непригарность – способность выдерживать высокую температуру сплава без оплавления или химического с ним взаимодействия;
негигроскопичность – способность после сушки не поглощать влагу из воздуха;
долговечность – способность сохранять свои свойства при многократном использовании.
По характеру использования различают: облицовочные, наполнительные и единые смеси.
Облицовочная – используется для изготовления рабочего слоя формы. Содержит повышенное количество исходных формовочных материалов и имеет высокие физико-механические свойства.
Наполнительная – используется для наполнения формы после нанесения на модель облицовочной смеси. Приготавливается путем переработки оборотной смеси с малым количеством исходных формовочных материалов.
Облицовочная и наполнительная смеси необходимы для изготовления крупных и сложных отливок.
Единая – применяется одновременно в качестве облицовочной и наполнительной. Используют при машинной формовке и на автоматических линиях в серийном и массовом производстве. Изготавливается из наиболее огнеупорных песков и глин с наибольшей связующей способностью для обеспечения долговечности.
Приготовление формовочной смеси
Сначала подготавливают песок, глину и другие исходные материалы. Песок сушат и просеивают. Глину сушат, размельчают, размалывают в шаровых мельницах или бегунах и просеивают. Аналогично получают угольный порошок.
Затем подготавливают оборотную смесь. Оборотную смесь после выбивки из опок разминают на гладких валках, очищают от металлических частиц в магнитном сепараторе и просеивают.
Приготовление формовочной смеси включает несколько операций: перемешивание компонентов смеси, увлажнение и разрыхление.
Перемешивание осуществляется в смесителях-бегунах с вертикальными или горизонтальными катками. Песок, глину, воду и другие составляющие загружают при помощи дозатора, перемешивание осуществляется под действием катков и плужков, подающих смесь под катки.
Готовая смесь выдерживается в бункерах-отстойниках в течение 2…5 часов, для распределения влаги и образования водных оболочек вокруг глинистых частиц.
Готовую смесь разрыхляют в специальных устройствах и подают на формовку.
Приготовление стержневой смеси
Стержневые смеси соответствуют условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Они должны иметь более высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Огнеупорность смеси – способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла.
Газопроницаемость смеси – способность смеси пропускать через себя газы (песок способствует ее повышению).
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке; жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5…12 минут с последующим выстаиванием в бункерах.
В современном литейном производстве изготовление смесей осуществляется на автоматических участках.
Формовочная масса, формовое изделие и способ изготовления
Изобретение относится к формовочной массе, способу приготовления композиции и формованным изделиям из нее.
Целью изобретения является получение формовочной массы и формованных изделий, состоящих из твердого вещества в порошкообразной, гранулированной или волокнистой форме и полимеризуемого или полимеризуемого органического материала, причем указанное твердое вещество и указанный органический материал объединены таким образом, что внутренняя структура формованные изделия не имеют или могут не иметь или практически не иметь межфазной поляризации, обычно встречающейся при приложении электрического потенциала к формованным телам, изготовленным из гетерогенной смеси связующего, такого как натуральный или синтетический смолистый материал, и мелкодисперсного наполнителя, которые не ионный обмен или иное химическое соединение. Изобретение основано на концепции использования в качестве формовочной массы порошкообразного, гранулированного или волокнистого твердого вещества, к которому посредством ионного обмена присоединен полимеризуемый материал. Второй целью изобретения является изготовление формованных изделий, устойчивых к относительно высоким температурам.
При рассмотрении следующего раскрытия становится очевидным, что изобретение имеет многочисленные варианты осуществления, некоторые из которых будут подробно описаны ниже в качестве иллюстрации.
Лучшее понимание приведенных выше общих утверждений может быть получено при рассмотрении 3 конкретной композиции изобретения, такой как композиция глины, обладающей свойствами обмена оснований, например. грамм. бентонит натрия и соль полимеризуемой олефиновой карбоновой кислоты, т.е. грамм. акрилат свинца. Бентонит натрия можно обработать 3 раствором акрилата свинца, чтобы заменить комплексный катион акрилата свинца на ион натрия бентонита путем основного обмена, и полученную молекулу бентонит-акрилат свинца полимеризовать с получением продукта, имеющего превосходные электрические 4 и механические свойства, которые делают его пригодным для использования в качестве изоляционного материала или корпуса. По-видимому, в дополнение к иону акрилата свинца, который вводится в бентонит и химически соединяется с ним за счет замены оснований, дополнительный акрилат свинца может просто адсорбироваться и/или абсорбироваться на частицах бентонита, и что в полимеризации этот дополнительный акрилат свинца химически соединяется за счет полимеризации его акриловой группы с теми 56, которые связаны с бентонитом. Независимо от того, присутствует ли в формовочной смеси свободный акрилат свинца, видно, что в результате полимеризации образуется гомогенная гигантская молекула, содержащая частицы бентонита, свинцовые и акрилатные группы, все химически объединенные и свободные от межфазной поляризации.
Говоря о химической связи полимеризуемого соединения олефиновой карбоновой кислоты с ионообменным твердым веществом, мы имеем в виду химическую связь, которая может отличаться по типу или степени от химической связи, существующей между e. грамм. натрий и хлор в хлориде натрия, но который, с другой стороны, представляет собой нечто большее, чем простая механическая связь, без ионного обмена, между составляющими простой смеси, такой как гетерогенные системы органических пластмасс и наполнителей, т.е. грамм. смеси асбестовых или целлюлозных волокон, частиц слюды или кварца и т.п. с бакелитом, акриловыми смолами и т.п.
Различия, возникающие в результате такого химического связывания, по сравнению с простой механической смесью, лучше всего можно проиллюстрировать путем сравнения данных по коэффициентам мощности, полученных с формованными испытательными образцами !0, изготовленными в соответствии с настоящим изобретением и состоящими из e. грамм. 50 % свинцовой глины (описано ниже) и 50 % акрилата свинца (образец I), механическая смесь неосновной обменной молотой слюды (50 %) и акрилата свинца 50 % (образец II) и смесь !5 50 % молотой кварц и 50 % акрилата свинца (образец III).
Коэффициент мощности, проценты, 60 циклов, как получено. — Коэффициент мощности, проценты, 60 циклов, через 48 часов. кондиционирование, при 85% R. HКоэффициент мощности, %, 60 циклов, через 48 часов. при 100° C..——..—……… Измерение темп.
атЦ.
25 100 25 100 100 Образец li Образец 1n Электрические измерения с использованием электродов Aquadap диаметром 1 дюйм.
Образцы диаметром 1 M и толщиной приблизительно 100 мил. в..
Из приведенных данных видно, что химическая связь в случае образца I устраняет характерную для механических смесей межфазную поляризацию, отсутствие межфазной поляризации обусловливает низкий коэффициент мощности по сравнению с полученными с образцы II и III.
Изобретение охватывает композиции твердого вещества, к которым полимеризуемый органический материал присоединен химической связью ионообменного типа, и не исключает присутствия либо твердого материала, не связанного таким образом, либо полимеризуемого органического материала, не связанного таким образом, т. е. не исключают присутствия либо избытка твердого ионообменного вещества, либо избытка соли полимеризуемого органического материала сверх того, что объединяется посредством ионного обмена.
Следует понимать, что изобретение охватывает все виды твердых обменных материалов, включая органические, неорганические и смешанные органо-неорганические материалы. В этой связи следует обратить внимание на текущую литературу, в которой материалы, обладающие упомянутым выше типом химической связи, называются ионообменно-адсорбирующими материалами. Конкретными примерами твердых основообменных веществ, которые рассматриваются в настоящем изобретении, являются природные и синтетические основообменные материалы, такие как бентонит, цеолиты, каолинит очень тонкого помола и фенолформальдегидная смола, способная к катионному обмену.
При использовании твердых обменных веществ, которые представляют собой гидросиликаты или гидросиликаты алюминия или магния типа бентонита натрия и содержат структурную воду и склонны к гидратации и набуханию при контакте с водой, желательно использовать соль полимеризуемого олефинового карбоновая кислота, которая заменит натрий катионом, который уменьшит или предпочтительно устранит способность твердого вещества набухать в воде. Таким образом, обрабатывая такие твердые обменные вещества солью способной к полимеризации олефиновой карбоновой кислоты, такой как акрилат свинца, получают продукт, который после формования и нагревания для осуществления полимеризации обладает превосходными свойствами в отношении низкого влагопоглощения и стойкости. разрушаться при контакте с водой.
Действительный механизм реакции между твердым веществом обмена основания и полимеризуемым соединением олефиновой карбоновой кислоты точно не известен, но кажется вероятным, используя для иллюстрации акрилат свинца и бентонит натрия, что в концентрированных растворах мы можем рассматривать обмен основания как протекающий между обменным натрием бентонита и комплексом ионов o 11 H Pb-O—C=CHa+. Чистый результат в два раза; во-первых, частицы бентонита перестают набухать в воде благодаря замещению на плоскостях поверхности ионов Na+, имеющих малый ионный радиус, ионами Pb-O—C-C=CHs+, имеющими гораздо больший ионный радиус, и, во-вторых, , края и углы бентонитовых частиц покрыты ионами акрилата свинца, подвергшимися обмену основаниями. Ионы акрилата свинца не только удерживаются на поверхности, но и проникают между элементарными кристаллическими пластинами, составляющими частицу бентонита, так что при полимеризации этих групп акрилата 6u первоначально открытая текстурированная частица бентонита становится заполненной и прочно связанной между собой настоящими химическими связями. Ионы акрилата свинца, удерживаемые на поверхности отдельных частиц бентонита, служат для химической связи таких частиц между собой. Продукт обладает свойствами термореактивного или термоотверждаемого пластика.
На практике все, что необходимо сделать, это смешать бентонит натрия с раствором (желательно концентрированным) акрилата свинца, высушить смесь, размолоть полученную комковатую массу до тонкости, пригодной для формования, например, с помощью шаровой мельницы. , подвергнуть полученный порошок формованию под давлением и нагреть отформованную массу для осуществления полимеризации акрилатной группы. Эта простая процедура, однако, имеет недостаток, заключающийся в том, что ион натрия, замещенный из бентонита реакцией основного обмена, остается в формовочной смеси, вероятно, в виде акрилата натрия. Поскольку натрий хорошо гидратируется, его присутствие снижает водостойкость продукта. Ион натрия можно отделить несколькими способами, например, сначала обработав бентонит раствором соли менее гидратируемого катиона, такого как Mg или Pb, т.е. грамм. нитрата свинца и промывки обработанного бентонита от образовавшегося нитрата натрия и избытка нитрата свинца с последующей обработкой его акрилатом свинца. Или бентонит натрия можно обработать раствором акрилата свинца, отделить и промыть для удаления акрилата натрия, образовавшегося при обмене основаниями, добавить дополнительное количество акрилата свинца к промытому бентониту и полученную смесь высушить, измельчить и отлить в форму, как описано выше.
Вместо акрилата свинца, использованного выше для иллюстрации обработки бентонита, мы можем использовать соли металлов, таких как Ba, Sr и т. д., или аммиак в качестве солей замещенного аммиака (диакрилат этилендиамина) 1. e. соли, которые имеют катионы с низкой степенью гидратации и ионным диаметром не менее примерно 2,6 ангстрем, с полимеризуемыми олефиновыми карбоновыми кислотами, такими как акриловые, метакриловые, винилуксусные, кротоновые, фенилакриловые и замещенные кислоты этого типа и т. д. При обработке других твердых веществ с щелочным обменом можно использовать любое полимеризуемое соединение, которое может быть подвергнуто щелочному обмену с твердым материалом с щелочным обменом. В случае твердых обменных веществ, отличных от бентонита, размер катиона соли щелочного обмена может учитываться, а может и не приниматься во внимание, но катионы с низкой гидратацией предпочтительны для получения продуктов, обладающих хорошими водостойкими свойствами.
При обработке бентонита натрия, как описано выше, он может находиться либо в сухой форме, либо в форме суспензии в воде во время применения соли обмена основаниями. При обработке бентонитовой суспензии или геля e. грамм. нитрата свинца он флокулирует, и полученный материал можно промыть водой, а затем обработать e. грамм. раствор акрилата свинца.
Для конкретного случая, когда сначала обрабатывают Na-глину Pb(NO3)2 для образования Pb-глины, а затем добавляют акрилат свинца с образованием замененного бентонита свинцово-акрилатного комплекса, предлагается следующий механизм: Если Na-бентонит добавляется к концентрированного раствора нитрата свинца, измеряя уменьшение концентрации раствора нитрата свинца, находят, что глина обменялась на 240 м. е. (млэквивалент) Pb/100 г. из Na-глины.
Если теперь промывать глину до тех пор, пока промывочный раствор не даст результатов теста на Pb с KCrO4, и аналитически определить количество Pb, удерживаемого глиной, то окажется, что это соответствует обменной емкости 110 м. е. Pb/100 г. исходной Na-глины. Очевидно, что реакция основного обмена сильно зависит от концентрации.
Уравнения, которые, как предполагается, объясняют эти факты, следующие: — 1ty + 2NsNOa I N» I I PbNOa I—PbNOs разбавить на 1—\ (2) elay PbNOs w — ay Pb + Pb(NOi)s Таким образом образуется Pb-глина, обладающая способностью к обмену оснований полностью насыщен двухвалентными ионами Pb.
Если теперь к такой Pb-глине добавить концентрированный раствор акрилата свинца, произойдет реакция, обратная описанному выше типу 2. То есть: (3) 0 o |1\ I H — Ph-0-C-C=CH, dlay )>Pb+Pb(0-C-C=CHr) конус. — глина …. Pb-O-C-C=CH II H и содержание свинца в глине снова увеличивается до 240 м.д. е./100 г.
На практике достаточно добавить Pb-глину в раствор Pb-акрилата. При сушке этой смеси концентрация акрилата свинца достигает такой степени, что реакция (3) протекает автоматически. При полимеризации основного комплекса ионов свинцово-акрилатного комплекса, присоединенных к одной частице, с ионами, связанными с другими частицами, может образоваться гигантская молекула благодаря настоящей химической связи или мостику, который теперь существует между этими частицами глины.
Было обнаружено, что слишком маленькое соотношение акрилата свинца к бентониту в формовочной смеси, например. грамм. менее 30%, имеет тенденцию давать формованные изделия, которые проявляют некоторый эффект межфазной поляризации.
С другой стороны, когда соотношение акрилата свинца к бентониту слишком велико, например. грамм. выше 60% или 70% формованное тело, вероятно, будет демонстрировать следы, когда оно подвергается воздействию высокого электрического потенциала для проверки его изолирующих или диэлектрических свойств. Отношение акрилата свинца к бентониту примерно от 30% до 40% оказалось наиболее удовлетворительным с точки зрения продукта, который имеет оптимальные свойства в отношении межфазной поляризации, с одной стороны, и трекинга, с другой.
Будет видно, что можно получить большое разнообразие комбинаций твердого вещества, заменяемого основанием, и полимеризуемых соединений олефиновой карбоновой кислоты. Например, бентонит натрия может быть подвергнут щелочному обмену с любым катионом низкой гидратации, предпочтительно с ионным диаметром по меньшей мере около 2,6 ангстремных единиц, таким как свинец, барий, аммиак и т. д., а затем обработан той же или другой солью полимеризуемая олефиновая карбоновая кислота. В частности, свинцовый бентонит можно обрабатывать акрилатом свинца 4 или акрилатом бария, а бентонит бария можно обрабатывать акрилатом бария или акрилатом свинца и т. д.
В случае твердых обменных веществ, таких как бентонит натрия или водородный бентонит, катион соли должен, как указано, обеспечивать ненабухание водного оксида. В случае других материалов обмена основаниями это должен быть только негидратирующий ион. Продукт полимеризации должен быть нерастворимым и гидрофобным, если формованное изделие должно быть хорошим изолятором. По-видимому, соли многовалентных катионов, способные давать комплексные ионы типа Pb-O-C-CH=Ch3+0, вообще наиболее удовлетворительны.
Примеры I. 200 г. Вайомингский бентонит (состоящий в основном из глинистого минерала монтмориллонита) был диспергирован в 2000 г. водного раствора 10% по массе акрилата свинца. Затем эту смесь помещали в плоские формы и сушили в печи при 100°С в течение 24 часов. Затем высушенный материал измельчали в шаровой мельнице в течение 8 часов и полученный порошок использовали для прессования. Используемое давление формования составляло 10 000 фунтов/кв. дюйм; температура 210°С; и время в форме было 5 минут. Таким образом, были изготовлены изделия различной формы. II. 200 г. бентонита штата Вайоминг было рассеяно в объеме 2000 куб.см. 10% по весу раствора нитрата свинца, чтобы заменить свинцом все способные к обмену основаниями ионы, присутствующие в природном бентоните. Затем смесь разбавляли до 10 литров и глине давали отстояться. Надосадочную жидкость декантировали, суспензию снова разбавляли до 10 литров, и процесс повторяли десять раз. Цель этой процедуры состояла в том, чтобы удалить все присутствующие излишки нитрата свинца.
К суспензии, полученной после этой окончательной декантации, добавили 2000 г. 10-процентного раствора акрилата свинца в воде. Затем эту смесь помещали в плоские поддоны и сушили в печи при 110°С в течение 24 часов. Дальнейшая обработка идентична описанной в примере I.
III. Повторяли процесс примера II с заменой акрилата свинца равным по весу количеством акрилата бария.
IV. Повторяли процесс примера II с заменой акрилата свинца равным по массе количеством акрилата кальция.
V. Повторяли процесс примера II с заменой акрилата свинца равными по массе количествами соли этилендиамина и акриловой кислоты.
VI. 200 г. зеленого песка (природный цеолит) добавляли к 2000 г. 10% по массе раствора акрилата свинца в воде и полученную смесь измельчали в шаровой мельнице в течение 12 часов. После измельчения в шаровой мельнице смесь помещали в плоские чаши и сушили в течение 12 часов при 110°С. Высушенный материал снова подвергали измельчению в шаровой мельнице и полученный порошок прессовали прессованием. Черный, похожий на стекло материал был получен при давлении формования 10000 фунтов/кв. дюйм, температуре 200°С и времени 15 минут.
VII. Был повторен процесс примера I с заменой вайомингского бентонита равным количеством фуллеровой земли.
VIII. 200 г. модифицированной фенолформальдегидной смолы, специально приготовленной для использования в качестве катионообменника (коммерческий продукт), добавляли к 2000 г. 10% по массе раствора акрилата свинца в воде и полученную смесь измельчали в шаровой мельнице в течение 12 часов. После измельчения в шаровой мельнице смесь помещали в плоские чаши и сушили в течение 12 часов при 1100°С. Высушенный материал снова измельчали в шаровой мельнице, а полученный порошок подвергали прессованию. Используемое давление формования составляло 2000 фунтов/дюйм2; температура 1600°С; и время 5 минут.
5 Мы заявляем: 1. Формовочная масса, включающая тонкоизмельченный ионообменный состав в количестве от примерно 30 до примерно 70 частей по весу тонкоизмельченного твердого вещества основного обмена и от примерно 70 до примерно 30 частей по весу ионизируемого соль полимеризуемой олефиновой карбоновой кислоты, причем указанное соединение содержит полимеризуемую олефиновую группу указанной соли.
2. Композиция по п.1, в которой твердое вещество основного обмена представляет собой бентонит.
3. Композиция по п.1, в которой твердым основообменным веществом является бентонит натрия.
4. Композиция по п.1, в которой твердое основообменное вещество представляет собой фенолформальдегидную смолу.
5. Композиция по п.1, в которой твердое вещество основного обмена представляет собой цеолит.
6. Композиция по п.1, в которой соль представляет собой соль акриловой кислоты.
7. Композиция по п.1, в которой соль представляет собой соль амина.
8. Композиция по п.1, в которой соль представляет собой акрилат свинца.
99. Композиция по п.1, в которой соль представляет собой соль щелочноземельного металла.
10. Композиция по п.1, в которой соль представляет собой соль бария.
11. Композиция по п.1, в которой соль представляет собой соль поливалентного металла.
12. Композиция по п.1, в которой соль представляет собой соль металла, ион которого менее гидратирован, чем ион натрия.
13. Композиция по п.1, в которой твердым основообменным веществом является бентонит, а солью является акрилат свинца.
14. Композиция по п.1, в которой соединение полимеризуется.
15. Композиция по п.1, в которой смесь полимеризуют и формуют. ЭРНСТ А. ХАУЗЕР.
ЭЛИ МЕРСЕР ДАННЕНБЕРГ.
Способ получения карбамидоформальдегидных формовочных масс и изделий из них
Изобретение относится к продуктам реакции мочевины или эквивалентных веществ с формальдегидом или эквивалентными веществами.
Целью моего изобретения является равномерное получение превосходной композиции для горячего формования с повышенной пластичностью или «текучестью» и быстрым «отверждением». Другой задачей является быстрое и однородное получение формовочной массы любого заданного цвета или «потока» из одного продукта конденсации.
Еще одной целью является получение однородных формованных изделий с повышенной прочностью и долговечностью и пониженной хрупкостью путем воздействия на мою формовочную массу комбинированного воздействия тепла и давления.
При приготовлении формовочных масс на основе карбамида и формальдегида, которые быстро «схватываются» при помещении в форму и при совместном воздействии тепла и давления, возникают затруднения из-за отсутствия «растекаемости» композиции при приложении давления к этому. Это отсутствие «текучести» в форме обычно вызвано тем, что реакция в композиции зашла слишком далеко до помещения композиции в форму, т.е. т. е. композиция частично «схватывается» и с трудом принимает форму формы.
Я обнаружил, что при добавлении тиомочевины или мочевины, предпочтительно тиомочевины, в композицию перед ее помещением в форму «растекание» композиции будет увеличиваться, когда композиция подвергается комбинированному воздействию тепла и давления. в форме.
На практике тиомочевину или мочевину в ее кристаллической форме предпочтительно измельчают в порошок, а затем добавляют к формованной композиции в виде порошка. Затем формованную композицию с добавленной тиомочевиной или мочевиной тщательно перемешивают до образования однородной массы перед ее помещением в форму. Я обнаружил, что если тиомочевина или мочевина тщательно не измельчены и не смешаны с формовочной массой, формованное изделие имеет тенденцию быть «пятнистым». Доля тиомочевины или мочевины в формовочной массе может варьироваться в довольно широких пределах, но должна составлять менее 10% (десяти процентов) по массе формовочной массы и предпочтительно должна превышать ту, которая будет реагировать с присутствующим формальдегидом. в композиции, так что в формовочной массе будет присутствовать свободная тиомочевина или мочевина.
Например, мочевиноформальдегидная формовочная масса была изготовлена в соответствии с моей одновременно находящейся на рассмотрении заявкой, серийный номер 363,397, поданной 15 мая 1929 г., следующим образом: 100 г. мочевины реагировали с 200 куб. формальдегида. рН раствора составлял 6,0. Затем его смешивали с 80 г. бумаги. Смесь сушили и измельчали.
Когда указанную выше формовочную массу помещали в заданную горячую форму и подвергали заданному давлению без добавления свободной мочевины, для закрытия формы требовалось тридцать секунд.
При 100 гр. указанной формовочной массы тщательно растирали с 5 г. мочевины эту композицию помещали в ту же форму при тех же условиях, и для закрытия формы требовалось всего восемь секунд.
Тиомочевина предпочтительнее мочевины, поскольку она не только пластифицирует композицию, но и действует как ускоритель при формовании. Он идеален для этой цели, поскольку не увеличивает заметно кислотность композиции и, таким образом, не влияет на стабильность композиции. В процессе горячего формования образуется достаточное количество тиоцианата аммония, что значительно ускоряет реакцию. (При нагревании тиомочевины она образует равновесную смесь с тиоцианатом аммония.) Если используется обычная стальная форма, нежелательно добавлять намного больше тиомочевины, чем 5%, потому что она будет иметь тенденцию окрашивать форму.
Другим преимуществом является то, что из мочевины и формальдегида можно приготовить композицию, содержащую меньше требуемой пропорции мочевины к формальдегиду во время реакции и процесса сушки, при этом композиция будет более стабильной из-за избытка формальдегида. (Оптимальные пропорции, а именно от 1,05 до 1,40 моль мочевины на 2 моль формальдегида, изложены в находящейся на рассмотрении заявке № 363397.) Затем необходимое количество сухой мочевины или тиомочевины смешивают с композицией и реакционную смесь завершается в процессе формования. Например, 1 моль мочевины реагировал с 2 молями 40%-ного раствора формальдегида (рН 6,0) при кипячении до тех пор, пока испытуемый образец не мутнел при охлаждении. Около 25% воды удаляли перегонкой под вакуумом и вязкий продукт сливали в неглубокие тарелки. Затем его закаливали при 60°С до тех пор, пока он не превращался в мелкий порошок. Затем 0,25 моля тонкоизмельченной мочевины, или тиомочевины, или их смеси тщательно смешивали с ним. Это дало стабильную формовочную массу, которая легко растекалась в горячей форме и давала формованное изделие, устойчивое к атмосферным воздействиям.
Одним из недостатков использования сухой мочевины или тиомочевины является то, что, если они не будут тщательно перемешаны или измельчены с композицией, они будут иметь тенденцию быть «пятнистыми». Если для измельчения тиомочевины или мочевины использовать галечную мельницу, то будет обнаружено, что состав становится «жестче» по мере измельчения, что нейтрализует действие добавки. Другим недостатком является то, что, поскольку расход различных композиций различается и, таким образом, количество добавляемой тиомочевины или мочевины пропорционально различается, композиция будет различаться по соотношению мочевины и формальдегида. Соответственно, показанное ниже изобретение предлагает способ преодоления обоих вышеуказанных недостатков и изложено в заявке с серийным номером 5.4544, поданной 1 июня 19 г.31.
Мочевиноформальдегидные формовочные композиции, содержащие бумагу в качестве наполнителей, которые используются в коммерческих целях, описаны в моей одновременно находящейся на рассмотрении заявке с серийным номером 363397, поданной 15 мая 1929 г. Их получают реакцией мочевины с формальдегидом и затем смешивание или перетирание продукта конденсации с бумагой. Затем материал сушат, обычно с применением тепла. В процессе сушки состав частично переходит в конечное неплавкое, нерастворимое состояние. Чем ближе реакция к завершению, тем больше сопротивление композиции течению. Различные партии имеют тенденцию различаться по своей текучести даже при сушке в одних и тех же условиях из-за переменных, которые трудно, если не практически невозможно контролировать. Именно это разнообразие партий затрудняет получение формовочных масс с однородной текучестью.
Необходимо соблюдать большую осторожность, чтобы получить состав, который будет должным образом растекаться. Если материал перед измельчением недостаточно сухой, он не будет легко измельчаться. Стадия измельчения обычно достигается, когда материал еще содержит влагу. На этой стадии влажность может составлять от 5 до 10%. Если сушка зайдет слишком далеко, полученный материал будет плохо течь. Один из методов получения однородного потока состоит в том, чтобы смешать вместе большое количество порций, получив, таким образом, среднее значение, но это обременительно и не всегда удовлетворительно.
Основная цель настоящего изобретения, соответственно, состоит в том, чтобы предложить способ производства превосходной мочевиноформальдегидной формовочной массы, которая имеет по существу однородную текучесть при нагревании и давлении и дает продукты, обладающие высокой устойчивостью к кипящей воде и другими желательными характеристиками. как в таких коммерческих продуктах.
В соответствии с этим изобретением я обнаружил, что формовочная масса с однородной текучестью может быть получена простым добавлением к такой массе раствора мочевины и формальдегида или, предпочтительно, продуктов их реакции, чтобы сделать ее как пластик s5 по желанию. Другими словами, я могу нагревать свою мочевиноформальдегидную формовочную массу до тех пор, пока не буду уверен, что она сухая и легко измельчается, и независимо от того, насколько «жесткой» (т. е. устойчивой к текучести) стала композиция, я могу сделать ее любой текучей. желание, просто добавлением раствора мочевины. Чем больше такого раствора добавлю, тем более пластичной будет композиция. Удобный способ приготовления раствора мочевины – из 40% водного раствора формалина и мочевины. Присутствие воды или других растворителей не оказывает на него заметного влияния, и хотя предпочтительнее отгонять часть воды в вакууме или без него, я обнаружил, что умеренное количество воды или других растворителей не является недостатком. подарок. Раствор мочевины и формальдегида можно добавлять в количестве до 20 мас.% без заметного воздействия на формованное изделие.
Пример 1. 100 фунтов мочевины растворяли в 216 фунтах формальдегида (рН 6,0), нагретого до 30°С. Это смешивали с 50 фунтами альфа-волокна с последующей сушкой до полного нагревания и восстановлением до пудра. Для потери этого порошка в данной форме требовалось 30 секунд. Добавляли раствор, приготовленный путем нагревания 5 фунтов мочевины в 10 фунтах 40% формалина (pH 3,0) до 50°C, и теперь для закрытия той же формы требовалось 8 секунд.
Пример 2. — 100 фунтов мочевины были растворены в 216 фунтах формальдегида (pH 6,0), нагретого до 30°C. Это было смешано с 50 фунтами альфа-волокна, после чего была проведена сушка до полного нагревания и превращение в порошок.Этот порошок в данной форме требует 30 секунд для Добавляли раствор, приготовленный путем нагревания 5 фунтов тиомочевины в 10 фунтах 40% формалина (рН 3,0) до 500°С, и для закрытия той же формы требовалось 8 секунд.
Пример 3.-Вместо добавления раствора фунта мочевины в 10 фунтов формалина, как в примере 1, 15 фунтов раствора, приготовленного таким же образом (1 часть мочевины в 2 частях 40% формалина), но 25 % по весу воды удаляли под вакуумом и таким же образом уменьшали поток.
Пример 4. Вместо добавления раствора мочевины в формалине к 5 фунтам триэтаноламина добавили 5 фунтов параформальдегида и 5 фунтов мочевины. Если ее нагреть до растворения и частичной реакции, полученную смесь можно использовать для повышения пластичности карбамидоформальдегидных формовочных масс.
Пример 5. 5 фунтов мочевины и 5 фунтов параформальдегида добавляли к 5 фунтам смеси 1:1 этилового спирта и воды и смесь нагревали. Затем полученную непрозрачную жидкость смешивали с карбамидоформальдегидными формовочными массами и соответственно повышали ее пластичность.
Формовочные массы, изготовленные в соответствии с вышеприведенными примерами, обладают быстрой однородной текучестью и дают отличные формованные изделия. Продукты обладают устойчивостью к кипящей воде и другими характеристиками, необходимыми для коммерческого использования.
Конечно, сухая формовочная масса может быть приготовлена с молярной долей мочевины в конечном продукте меньше желаемой. В этом случае «умягчающая» смесь должна содержать избыток мочевины, достаточный для восполнения недостатка.
Чем больше доля формальдегида, прореагировавшего с мочевиной в высушенном составе, тем выше будет его пластичность, а чем больше доля мочевины в жидкой смеси, тем больше будет пластичность. Обогащенная формальдегидом «смягчающая» смесь может быть добавлена к формовочной массе, содержащей избыток мочевины, но обычно это нежелательно, поскольку формальдегид находится в водном растворе, а добавление любого значительного количества водного формальдегида может слишком сильно смочить порошок. Однако это можно преодолеть, используя твердые формы формальдегида, такие как параформ или гексаметилентетрамин, растворенные в небольшом количестве общего растворителя с мочевиной.
Формованные изделия, приготовленные из карбамидоформальдегидных формовочных масс, относительно хрупкие. Чтобы уменьшить хрупкость и повысить эластичность, необходимо наличие того же материала, который действует как смягчитель. Я обнаружил, что если я добавляю пластификаторы, такие как те, которые используются в других смолах для уменьшения хрупкости, они плохо смешиваются. Установлено, что после формования формованное изделие «выпотевает» из добавленных мягчителей. Некоторые вещества, растворимые в карбамидоформалиновой смеси, например глицерин, можно использовать в качестве мягчителей формованных изделий, но их растворимость в воде снижает водостойкость и атмосферостойкость изделия, поэтому их использование нежелательно.
Я обнаружил, что причина, по которой вещества, которые являются наиболее желательными смягчителями, не могут быть использованы, связана с наличием воды (или образовавшейся в процессе формования), присутствие которой снижает растворимость пластификатора. Я обнаружил, что для того, чтобы смешать мягчитель с формовочной массой мочевины и формальдегида, приготовленной обычным способом из мочевины и формалина, необходимо поддерживать очень низкое содержание воды в смеси. Если мочевино-формальдегидную формовочную массу нагреть, чтобы высушить ее и снизить содержание воды до достаточно низкого уровня, и добавить смягчитель, смесь окажется настолько жесткой, что ее ценность в качестве формовочной массы будет невысокой.
Теперь я обнаружил, что если я продолжу сушку моих мочевиноформальдегидных формовочных масс (например, приготовленных в моей одновременно находящейся на рассмотрении заявке с серийным номером 363 397, поданной 15 мая 1929 г.) до тех пор, пока содержание воды не станет очень низким, я можно добавить мою пластифицирующую смесь, состоящую из продукта конденсации карбамида с формальдегидом в присутствии неводного растворителя и пластификатора. Получение продукта конденсации мочевины с формальдегидом в жидком растворе, по существу не содержащем воды, является относительно дорогим, и в описанном выше способе необходимо использовать не более 20% этой дорогой безводной смеси. Я обнаружил, что приготовленная таким образом композиция более стабильна при стоянии, чем композиция, приготовленная непосредственно из мочевиноформалина или пластифицированная им. Такой состав имеет лучшие формовочные характеристики, 1. т. е. более равномерное течение материала при закрытой форме.
Готовое формованное изделие, содержащее мягчитель, менее хрупкое. Тот факт, что присутствует меньше воды, снижает вероятность образования пузырей на формованном изделии из-за меньшего количества газа, присутствующего во время операции формования. Кроме того, из-за небольшого количества воды требуется более высокая температура и, следовательно, требуется более короткое время в форме.
Можно использовать несколько методов приготовления жидких пластифицирующих смесей, не содержащих воды, в которых растворяется большинство обычных пластификаторов.
1. Формальдегид в растворе органического растворителя взаимодействует с мочевиной.
2. Сухая диметилолмочевина в органическом растворителе взаимодействует с формальдегидом.
3. Реакция мочевины и водного формальдегида и удаление присутствующей воды с помощью бинарных, тройных и т.д. смесей органических растворителей.
4. Параформальдегид или твердые полимеры формальдегида реагируют с мочевиной, и во время или после реакции добавляют органические растворители.
Примеры «смягчителей», которые могут быть использованы отдельно или в смеси в соответствии с данным изобретением, следующие: диэтиловый или дибутиловый эфиры щавелевой, винной или фталевой кислоты, п-толуолсульфонамидная смола, бензиловый спирт, борнеол, камфора, сложные эфиры гликоля или глицерина, ацетанилид, виниловые смолы, сложные эфиры целлюлозы и т.п.
Ниже приведен пример реализации моего изобретения: фунты параформа перемешали с 2 фунтами целлозольва. Полного решения не было.
Затем смесь подкисляли уксусной кислотой, так что испытание, проведенное с порцией, растворенной в дистиллированной воде, дало рН приблизительно 5. 6 фунтов мочевины растворяли в 1 фунте целлозольва, и этот раствор медленно выливали в кипящую смесь параформа. Кипячение продолжают до тех пор, пока раствор не станет вязким. Раствор на холоду был липким и вязким и не совсем прозрачным. При нагревании он становился подвижным, менее вязким и не проявлял склонности к желатинизации. Если 2 фунта триэтаноламина смешать со смесью параформа целлозольва, конечный полученный раствор окажется чистым и прозрачным. К смеси, в которой он был растворим, добавляли 5 фунтов дибутилфталата. Затем пластифицирующую смесь добавляли к 100 фунтам тщательно высушенной карбамидоформальдегидной формовочной массы, приготовленной в соответствии с моей вышеупомянутой одновременно находящейся на рассмотрении заявкой с серийным номером 363,39.7. рН водного экстракта пластифицированной формовочной массы составлял 6,5. До добавления пластифицирующей смеси состав был настолько «жестким», что почти не растекался в форме, а после добавления стал очень пластичным.
Использование моей жидкой пластифицирующей смеси дает множество преимуществ. Формовочную массу желательно готовить в крупнозернистой или гранулированной форме, чтобы заготовки можно было легко приготовить на машине для предварительного формования или таблеточной машине. Чтобы получить однородную смесь продукта конденсации, включающую наполнитель, пигмент, лак или краситель и, возможно, смазку для форм, обычно необходимо измельчить смесь до мелкого порошка в галечной мельнице. Теперь я обнаружил, что могу легко получить гранулированную грубую формовочную массу из смеси, пластифицированной моим жидким конденсатом, несколькими способами. Один из способов заключается в пропускании мелкодисперсного порошка через теплые (предпочтительно не выше 60°С) или холодные валки, поверхность которых покрыта жидкой пластифицирующей смесью (предпочтительно распылением). Это дает листы или секции, которые могут быть отшлифованы до желаемого размера. Другой способ состоит в том, чтобы поместить формовочную массу и жидкую пластифицирующую смесь в подходящую мельницу, миксер или жевательную резинку. Либо прикладывают тепло, либо смесь перемешивают до тех пор, пока температура не поднимется за счет тепла реакции, пока не образуется лепешка. После охлаждения и самопроизвольного или принудительного высыхания лепешка затем разбивается на гранулы требуемого размера. Еще один способ состоит в том, чтобы взять композицию, смоченную жидкой пластифицирующей смесью, и продавить ее через сито или сито заданного размера посредством трения или перекатывания.
Еще одна особенность вышеупомянутого изобретения заключается в том, что оно адаптировано к коммерческому производству большого разнообразия продуктов экономичным способом. Например, желательно иметь в наличии формовочные массы большого количества различных цветов. Опять же желательно сделать лепной состав под любой цвет по желанию.
Тогда желательны композиции с разной текучестью в разных формах. Для высоких объектов, отформованных в глубокой матрице, больше подходит очень пластичный материал, тогда как плоская матрица потребует использования «более жесткого» состава. Подготовить и высушить каждый из этих вариантов по мере необходимости было бы утомительно и дорого, требуя частой очистки всего оборудования. Запас всех цветов был бы невозможен. Тот факт, что очень многие композиции застывают при стоянии, усугубляет трудности. Вышеупомянутое изобретение показывает способ сначала приготовить и высушить неокрашенную формовочную массу, которую можно использовать в качестве основы для быстрого приготовления формовочных масс практически любого желаемого цвета или текучести. В наличии имеется большой запас порошкообразного сухого неокрашенного материала. Когда требуется определенный цвет, пигмент, лак или краситель добавляют к неокрашенному порошку и все тщательно перемешивают. Затем добавляется пластифицирующая смесь, чтобы отрегулировать «поток» до желаемого. Так как в процессе смешивания и измельчения композиция имеет тенденцию схватываться или «застывать», лучше всего добавлять пластифицирующую смесь после процесса смешивания и измельчения. Если требуется более «жесткий» материал, чем полученный после измельчения, состав выдерживают в мельнице до тех пор, пока не будет получена желаемая «текучесть».
Вместо мочевины можно использовать тиомочевину или продукты замещения мочевины или тиомочевины, если они конкретно не ограничены, все из которых я хочу включить вместе с мочевиной в обозначение «мочевина», используемое в следующих пунктах формулы изобретения .
Формальдегид может применяться либо в виде технического водного раствора, либо в газообразном состоянии, либо в виде раствора безводного формальдегида, либо в виде полимеров.
Таким образом, хотя я описал свое усовершенствование подробно и в отношении некоторых предпочтительных форм, я не хочу ограничиваться такими деталями или формами, поскольку, как заметят специалисты в данной области техники, после понимания моего изобретения многие изменения и могут быть внесены модификации, и изобретение может быть воплощено в самых разных формах, не отступая от его сущности и объема в его более широких аспектах, и я желаю охватить все модификации, формы и усовершенствования, входящие в объем любой одной или нескольких прилагаемых пунктов формулы изобретения. ..
Настоящая заявка является продолжением части заявки с серийными номерами 422,544, поданной 22 января 1930 г., теперь патент № 2,209,943, датированный 30 июля 1940 г.; 541,544, подана 1 июня 1931 г.
Композиции, включающие легкоплавкие продукты реакции мочевины и формальдегида и латентный катализатор или ускоритель, и процесс осмоления таких продуктов при нагревании и давлении не заявлены здесь, поскольку такие композиции и процесс заявлены в моем соавторстве. — ожидающая рассмотрения заявка США, серийный номер 489, 099, подана 29 мая 1943 г.
Таким образом, описав мое изобретение, я заявляю, что оно новое и что я желаю защитить его патентным письмом: 1. Сыпучий формовочный порошок, содержащий порошкообразный твердый промежуточный продукт конденсации мочевины и формальдегида. содержащий целлюлозный наполнитель, порошок, содержащий не более 20 мас.% абсорбированной жидкости, выбранной из группы, состоящей из (а) раствора мочевины и формальдегида и (б) раствора продукта мочевино-формальдегидной реакции , причем сумма абсорбированной мочевины и формальдегида в общей массе находится в молярном отношении от 1,05 до 1,40 мочевины к 2 формальдегида, при этом указанная абсорбированная жидкость придает формовочному порошку повышенную пластичность в форме при нагревании и давлении.
2. Сыпучий формовочный порошок по п.1, в котором абсорбированная жидкость является водной.
3. Сыпучий формовочный порошок по п.1, в котором абсорбированная жидкость содержит органический растворитель.
4. Сыпучий формовочный порошок, содержащий порошкообразный твердый промежуточный продукт конденсации мочевины и формальдегида, содержащий целлюлозный наполнитель, при мольном соотношении мочевины в нем менее 1,40 моль мочевины на 2 моль формальдегида, порошок содержащая не более 20 мас.% абсорбированной жидкости, выбранной из группы, состоящей из (а) раствора мочевины и формальдегида и (б) раствора продукта мочевино-формальдегидной реакции, при этом указанная жидкость содержит достаточный избыток мочевины для получения молярного отношения мочевины к формальдегиду в общей массе от 1,05 до 1,40 мочевины к 2 формальдегида, при этом указанная абсорбированная жидкость придает формовочному порошку повышенную пластичность в форме при нагревании и давлении.
5. Сыпучий формовочный порошок, содержащий порошкообразный твердый промежуточный продукт конденсации мочевины и формальдегида, содержащий .2 целлюлозный наполнитель, молярное соотношение формальдегида в котором составляет менее 2 молей формальдегида на 1,40 моль мочевины, порошок содержащей не более 20 мас. % абсорбированной жидкости, выбранной из группы, состоящей из (а) раствора мочевины и формальдегида и (б) раствора продукта мочевино-формальдегидной реакции, при этом указанная жидкость содержит избыток формальдегида, достаточный для дают молярное отношение мочевины к формальдегиду в общей массе от 1,05 до 1,40 мочевины к 2 формальдегида, при этом указанная абсорбированная жидкость придает формовочному порошку повышенную пластичность в форме при нагревании и давлении.
6. Сыпучий формовочный порошок по п.1, в котором абсорбированная жидкость содержит мягчитель для твердого продукта конденсации.
7. Способ изготовления сыпучего формовочного порошка, включающий сушку твердого промежуточного продукта конденсации мочевины и формальдегида, содержащего целлюлозный наполнитель, до тех пор, пока твердое вещество не станет легко измельчаемым, измельчение указанного твердого продукта конденсации с образованием порошка и смешивание указанного порошка с не более 20% по массе жидкости, выбранной из группы, состоящей из (а) раствора карбамида и формальдегида и (б) раствора продукта карбамидоформальдегидной реакции, суммы абсорбированных мочевины и формальдегида в общая масса находится в молярном отношении от 1,05 до 1,40 мочевины к 2 формальдегида, при этом указанная абсорбированная жидкость придает формовочному порошку повышенную пластичность в форме под воздействием тепла и давления.
Перевод единиц измерения никак нельзя назвать банальной задачей:
Миллиметр, сантиметр, дециметр, метр, километр, миля, морская миля, фут, ярд, дюйм, локоть, парсек и световой год. С помощью этих измерений могут быть рассчитаны расстояния. И это далеко не все возможные измерения, а лишь наиболее распространенные из них.
В случаях измерений площади (квадратный метр, квадратный километр, ар, гектар, морган, акр и другие), температуры
(в градусах по Цельсию, по Кельвину, по Фаренгейту), скорости (м/с, км/час, миль/ч, узлы, мах), веса
(центнер, килограмм, метрическая тонна, американская тонна, стандартная тонна, фунт и другие) и объема
(кубический метр, гектолитр, английский галлон жидкости, американский жидкий галлон, американский сухой галлон, баррель и другие)
ситуация не намного лучше. А если всего этого вам показалось мало — большинство из этих единиц также имеют подразделения и высшие единицы
(например, милли-, санти-, деци-). Короче говоря, хаос, в котором так трудно разобраться без помощи справочника или других средств.
Данный калькуляторединиц измерения идеально подходит для перевода данных единиц.
Калькулятор-конвертор для единиц измерения. Способен преобразовать огромное количество единиц измерения.
Калькулятор для расчета площади
Данный онлайн-калькулятор позволяет рассчитать площадь различных геометрических фигур, таких как:
Прямоугольник;
Параллелограмм;
Круг;
Сектор круга;
Треугольник;
Правильный многоугольник;
Эллипс;
Трапеция.
Для удобства расчетов вы можете выбрать единицу измерения (миллиметр, сантиметр, метр, километр, фут, ярд, дюйм, миля). Также полученный результат можно конвертировать в другую единицу измерения путем выбора её из выпадающего списка.
Полезные калькуляторы
Конвертер единиц площади
|
Конвертер единиц длины
a=ммсммкмфутярддюйммиля
b=ммсммкмфутярддюйммиля
Вычислить
Способ нахождения площади треугольника:
По трем сторонамПо одной стороне и высоте, опущенной на эту сторонуПо двум сторонам и углу между ними
a=ммсммкмфутярддюйммиля
b=ммсммкмфутярддюйммиля
c=
ммсммкмфутярддюйммиля
Вычислить
Рассчитать площадь круга, если известен:
радиус круга – r диаметр круга – d
r=ммсммкмфутярддюйммиля
Вычислить
Способ нахождения площади параллелограмма: По основанию и высоте параллелограммаПо двум сторонам и углу между нимиПо двум диагоналям и углу между ними
a=ммсммкмфутярддюйммиля
h=ммсммкмфутярддюйммиля
Вычислить
Многоугольник с числом сторон n и длиной стороны аМногоугольник с числом сторон n, вписанный в окружность радиуса RМногоугольник с числом сторон n, описанный вокруг окружности радиуса r
n=
3456789101112131415
a=
ммсммкмфутярддюйммиля
Вычислить
a=ммсммкмфутярддюйммиля
b=ммсммкмфутярддюйммиля
Вычислить
Рассчитать площадь сектора круга, если известен:
угол сектора – θ длина дуги – L
r=
ммсммкмфутярддюйммиля
θ=
град. рад.
Вычислить
Способ нахождения площади трапеции:
По двум основаниям a,b и высоте hПо двум основаниям a,b и боковым сторонам c,d
a=ммсммкмфутярддюйммиля
b=ммсммкмфутярддюйммиля
h=
ммсммкмфутярддюйммиля
Вычислить
Площадь — численная характеристика двумерной (плоской или искривлённой) геометрической фигуры.
Метрические единицы измерения площади:
Квадратный метр, производная единица системы СИ 1 м2 =
1 са (сантиар)
Квадратный километр — 1 км2 =
1 000 000 м2
Гектар — 1 га =
10 000 м2
Ар (сотка) — 1 а =
100 м2 (сотка как правило применяется для измерения земельных участков и равна 100 м2 или 10м х 10м)
Квадратный дециметр, 100 дм2 =
1 м2;
Квадратный сантиметр, 10 000 см2 =
1 м2;
Квадратный миллиметр, 1 000 000 мм2 =
1 м2.
Данный онлайн-калькулятор удобен при расчете площадей помещений и земельных участков.
2 по простой формуле.
Читайте дальше!
Знаете ли вы!
1 квадратный миллиметр (мм2) равен 1e-6 квадратных метров (м2)
1 квадратный метр (м2) равен 1e+6 квадратных миллиметров (мм2)
Квадратный миллиметр в Квадратный метр Формула:
Формула (мили в ярды):
м2 = мм2 ÷ 1 000 000
пример ниже, чтобы получить представление об этих преобразованиях единиц площади поверхности (шаг за шагом). 92?
Необходимо преобразовать квадратный миллиметр (мм2) в квадратный метр (м2), есть два способа, один из которых вам просто нужно вставить значения в приведенный выше конвертер или, если вы хотите сделать это вручную, то приведенный ниже пример помогает вам!
Пример преобразования квадратных миллиметров (мм2) в квадратные метры (м2):
Проблема: преобразовать 60 000 квадратных миллиметров в м2?
Решение:
Шаг 1 (формула):
м2 = мм2 ÷ 1 000 000
92
Преобразование квадратных мм в квадратные м
Онлайн-калькулятор для преобразования квадратных миллиметров в квадратные метры (мм 2 в м 2 ) с формулами, примерами и таблицами. Наши преобразования обеспечивают быстрый и простой способ преобразования между единицами площади.
Калькулятор конвертации
Введите значение в калькулятор конвертации ниже.
Преобразование мм
2 в м 2
СОВЕТ: Если результат вашего преобразования равен 0, попробуйте увеличить «Десятичные числа».
Как преобразовать мм 2 в м 2 : Введите значение в поле мм 2 и нажмите кнопку «Рассчитать квадратный м». Ваш ответ появится в поле m 2 .
Определения преобразования
Ниже приведен список определений, относящихся к преобразованию квадратных миллиметров в квадратные метры.
Что такое квадратный миллиметр (мм
2 )?
Квадратный миллиметр — единица площади в метрической системе. Символ квадратного миллиметра — мм 9.0219 2 . В одном квадратном метре 1 000 000 квадратных миллиметров. Квадратный миллиметр рассчитывается как площадь квадрата, каждая сторона которого равна 1 миллиметру. Международное написание этой единицы измерения – квадратный миллиметр.
Что такое квадратный метр (м
2 )?
Квадратный метр — единица площади в метрической системе. Символ квадратного метра: м 2 . В одном квадратном миллиметре 0,000001 квадратных метра. Квадратный метр рассчитывается как площадь квадрата, каждая сторона которого равна 1 метру. Международное написание этой единицы измерения – квадратный метр.
Формула преобразования
Давайте подробнее рассмотрим формулу преобразования, чтобы вы могли сами выполнить эти преобразования с помощью калькулятора или старомодного карандаша и бумаги.
Формула для преобразования мм 2 в м 2 выглядит следующим образом:
м 2 = мм 2 ÷ 1 000 000
Далее рассмотрим пример преобразования
1. участвуют в переводе квадратных миллиметров в квадратные метры (мм 2 до m 2 ).
Пример преобразования квадратных миллиметров в квадратные метры
Задача: преобразовать 40 000 квадратных миллиметров в квадратные метры (показать работу) Формула:
мм 2 ÷ 1 000 000 = м 2 Вычисления:
40 000 мм 2 ÷ 1 000 000 = 0,04 м 2 Результат:
40 000 мм 2 равно 0,04 м 2
Таблица пересчета
Для быстрого ознакомления ниже приведена таблица пересчета, которую можно использовать для пересчета из мм 2 к м 2 .
Квадратные миллиметры в Квадратные метры. Таблица преобразования
Подготовка деталей под сварку заключается в разделке кромок и очистке мест сварки от ржавчины, окалины, жира и т. п. Кромки разделывают для улучшения условий сварки. В соединении с разделкой (односторонней и двусторонней) часть кромки оставляют нескошенной (притупление). При односторонней разделке притупление расположено внизу соединения, при двусторонней — в середине соединения. Притупление необходимо для того, чтобы при прихватке и сварке быстро расплавляющиеся острые кромки не создавали широкую щель, которую трудно заваривать. Отсутствие притупления приводит к образованию прожогов при сварке по стыку соединения.
Форма разделки кромок характеризуется углом их скоса, размером притупления и зазором между свариваемыми кромками. Она зависит от типа сварного соединения, толщины свариваемых элементов и применяемого способа сварки.
При толщине свариваемых элементов до 5 мм скос кромок не требуется. В элементах толщиной 5—30 мм и более применяют V-образную разделку с суммарным углом скоса 60—80°. Притупление при этом составляет 2— 8 мм. При толщине свариваемых элементов 20 мм и более в стыковых соединениях применяют криволинейный скос кромок (U-образную разделку). Свариваемые кромки устанавливают с зазором 2— 4 мм (в зависимости от толщины свариваемых элементов). Сварные соединения, ответственного назначения с V-образной разделкой сваривают с двух сторон (с подваркой). В тех случаях, когда не удается сделать подварку, например в сварных стыках труб малого диаметра и др., применяют остающиеся подкладки. Элементы толщиной более 12 мм сваривают встык с двух сторон, применяя Х-образную разделку. Соединения такого типа сваривают только в тех случаях, когда имеется доступ с обеих сторон. X-образную разделку применяют в стыковых сварных соединениях сосудов высокого давления, толщина свариваемых элементов которых 50—100 мм и более.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения:Только сон приблежает студента к концу лекции. А чужой храп его отдаляет. 8646 – | 7431 – или читать все.
Отключите adBlock! и обновите страницу (F5) очень нужно
Притупление – кромка
Притупление кромок 1 5 – 2 мм, зазор в стыке 1 5 – 2 5 мм в зависимости от толщины стенки трубы. [1]
Притупление кромок предохраняет от прожога нижние грани стыка при наложении первого слоя и обычно принимается равным 2 – 3 мм для ручной сварки и 4 – 6 мм для автоматической. [3]
Притупление кромок при всех типах разделок составляет 1 – 2 мм, а зазор в стыке – 2 мм. [4]
Притупление кромок не допускается. [6]
Притупление кромок выполняют для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке. [8]
Притупление кромок должно составлять примерно 1 0 – 1 5 мм. [9]
Притупление кромок делают для того, чтобы избежать прожога при сварке. [10]
Притупление кромок при всех типах разделок составляет 1 – 2 мм, а зазор в стыке – 2 мм. [11]
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого шва. Отсутствие i притупления способ – – ствует образованию прожогов при сварке. [13]
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого шва. [15]
Перед выполнением сварочных работ следует произвести этапы подготовки рабочего изделия. Одной из подобных процедур является разделка кромок. Суть данного процесса заключается в придании кромкам, подлежащих свариванию, необходимых размеров и формы.
Разделку следует проводить при сваривании изделий, толщина которых превышает 5 мм. при осуществлении односторонней сварки и 8 мм. — при двусторонней.
Разделка кромок изделий разной конфигурации осуществляется в соответствии с определенными правилами. Необходимость получения соединения конкретного типа также подразумевает некоторые нюансы. Именно грамотной разделке кромок разнообразных заготовок будет посвящена статья.
Для чего выполняется: цель подготовки и зачистки
Прежде чем приступать к разделке кромок, необходимо произвести очистку поверхности. Присутствие загрязнений отрицательно сказывается на качестве, надежности и прочности шва: в соединении формируются поры, трещины и шлаковые отложения. Как следует проводить зачистку рассказано в следующем подразделе. После зачистки поверхности осуществляется разделка. Данная процедура производится для достижения следующих целей:
осуществление провара по всей толщине свариваемых изделий;
обеспечение доступа к корню шва сварочного инструмента.
Подготовка свариваемых поверхностей
Предварительная подготовка свариваемых металлических поверхностей включает выполнение нескольких процедур:
Правка может выполняться вручную на специальных правильных плитах из стали или чугуна с помощью пресса или посредством ударов молотка.Механическая правка производится на листоправильных вальцах. Правка осуществляется с целью избавления от дефектов и кривизны.
Предварительная зачистка. В процессе подготовки металл необходимо очистить от масел, красок и лаков с помощью бензина или любого растворителя. Грязь и ржавчина удаляются кордщеткой, абразивными кругами или болгаркой. Изделия из высоколегированных сталей необходимо вычищать до блеска.
Кордщетки, насадки на болгарку
Разметка позволяет определить формы и размеры будущего изделия. Выполнять разметку нужно внимательно, так как даже небольшая неточность приведет к дефекту. Важно помнить о припуске на обработку.
Небольшой подогрев деталей.
Механическая резка металлических листов осуществляется с помощью роликовых ножниц, которые оборудованы ножами. Резка деталей из углеродистых сталей проводится плазменно-дуговой или газокислородной технологиями, легированные стали — кислородно-флюсовый и плазменно-дуговой методы.
При необходимости изделия подвергаются гибке.
После выполнения данных процедур, можно приступать к разделке кромок. Грамотно выполненный скос обеспечивает плавность перехода между свариваемыми заготовками, снизит возможное напряжение на область шва. О том, как правильно это сделать расскажем далее.
Скос под сварку труб, трубопроводов
Сваривание труб осуществляется в различных сферах деятельности: в быту и промышленности, на производстве. Потребность в соединении труб возникает и при первоначальной прокладке и при ремонтных работах. Поэтому важно знать, в каких случаях следует осуществлять разделку, а когда можно обойтись без этой процедуры.
Под отводы
Отвод представляет собой фитинг, использующийся для изменения направления потока жидкости, газа или пара в трубопроводе. Для получения качественного стыкового соединения отвода с трубой, исполнителю необходимо выполнить односторонний скос одной или двух кромок под углом в 45 градусов относительно оси трубы.
Кроме этого, сварщик может сделать угловое соединение, которое осуществляется без скоса.
Под штуцеры
Штуцер — это патрубок (небольшое отрезок трубы), привариваемый к любой конструкции и служащий для подключения к ней трубопровода с целью отвода жидкости, газа или пара.
Штуцер с трубопроводом может соединяться следующими способами:
угловое соединение ответвительного штуцера с трубой односторонним швом без скоса кромок;
нахлесточное соединение промежуточного штуцера с трубой односторонним швом без скоса кромок.
Скосы с торцов труб можно снимать с помощью механической обработки или газовой резкой.
Для сосудов и резервуаров
При разделке кромок под сварку различного рода сосудов и резервуаров следует следовать следующим рекомендациям:
если толщина стенок изделия составляет 3-26 мм., то следует применять V-образный или X-образный скос;
при толщине стенок, не превышающей 60 мм. , следует выполнить U-образный скос кромок.
Стыкового соединения
Стыковое соединение (сварка встык) — тип соединения, при котором заготовки расположены в одной плоскости и примыкают друг к другу торцами. Такой тип соединения обеспечивает высокие прочностные характеристики, поэтому применяется при работе с ответственными конструкциями.
Изделия толщиной 1,0-3,0 мм. свариваются встык после отбортовки кромок.
Для деталей с толщиной стенок до 26 мм. следует выполнить односторонний скос одной или обеих кромок, с толщиной до 60 мм. — двухсторонний скос каждой кромки.
Угловых соединений
Угловое соединение — тип соединения, в котором угол между рабочими поверхностями двух заготовок в месте примыкания кромок превышает 30 градусов.
При толщине стенок изделия до 3 мм. рекомендуется выполнять отбортовку кромок.
При работе с большими толщинами (до 20 мм. ) необходимо проводить односторонний скос одной кромки, значительные толщины требуют двухстороннего скоса.
Под сварку двутавра (двутавровой балки)
Двутавр (двутавровая балка) — стандартный профиль, имеющий сечение близкое по форме к букве «Н». Приваривание балки к различным конструкциям осуществляется посредством таврового соединения, при котором заготовки располагаются под прямым углом друг к другу.
Сварка деталей, толщина которых от 4 до 26 мм. осуществляется с односторонним скосом, толстостенные изделия (до 60 мм.) варятся после проведения двухстороннего скоса.
Виды (типы, формы) скосов для швов при РДС (ручной дуговой сварке)
Различают несколько типов скосов, каждый из которых следует использовать при работе с определенными изделиями и при особых требованиях к сварочному соединению.
V-образная
V-образный скос — односторонний прямолинейный скос одной или двух кромок. Данный тип применяется при работе с листовым металлом, толщина которого варьируется в диапазоне от 3 до 26 мм. Угол разделки двух кромок — 60 градусов; одной кромки — 50 градусов.
X-образная
X-образный скос — двухсторонний прямолинейный скос двух кромок, который используется при сварке изделий толщиной 12-60 мм. Угол разделки — 60 градусов.
U-образная
U-образный скос — односторонний криволинейный скос обеих кромок, применяется для металла толщиной от 20 до 60 мм. Данный тип особенно активно используется именно при проведении ручной дуговой сварки, так как происходит значительное уменьшение расхода электродов за счет сокращения объема наплавленного металла.
Также иногда выделяют K-образный скос, который применяется, когда одно из одна из кромок имеет двухсторонний скос, а другая — односторонний.
Обозначения
При ознакомлении с чертежами сварных соединений можно встретить буквенные обозначения. Каждому исполнителю необходимо знать их значение.
Элементы, встречающие на чертежах по подготовке кромок для сварки:
в — ширина шва;
h — высота шва;
β — угол скоса кромки;
α — угол раскрытия кромок;
К — катет шва — наиболее короткое расстояние от плоскости соединяемой первой заготовки до границы углового соединения, которое расположено на плоскости второй заготовки;
b — величина зазора — расстояние между заготовками, стандартный диапазон величин 1,5-2,0 мм. ;
С — величина притупления — нескошенная часть торца кромки, обычно составляет 1-3 мм.
Способы выполнения обработки (разделки кромок)
Как уже было сказано ранее существует несколько способов выполнения разделки кромок:
газовая резка требует последующей механической или ручной обработки;
механическая резка осуществляется на ножницах, после необходимо произвести механическую или ручную доработку.
Для тел вращения механическая обработка проводится на расточном станке; для прямолинейных элементов предназначена фрезерная обработка, механическая строжка, использование метода пневмошлифовки, угловой шлифовальной машинки (болгарки).
Ручная обработка подразумевает рубку зубилом или доработку напильником.
Правила подготовки изделий
Подготовка изделий для последующего проведения сварки — один из важнейших этапов, независимо от используемого метода.
Обязательно проведение нескольких процедур: правка, зачистка, разметка, резка. Проведение каждого процесса гарантирует исключение различного вида дефектов заготовок.
В зависимости от типа обрабатываемых изделий и их толщины возможен нагрев деталей, который обеспечит более качественное соединение.
Требования к готовым поверхностям
Перед выполнением сварки кромки должны соответствовать следующим требованиям:
очищены от различных загрязнений: пыль, грязь, ржавчина, краски, лаки, масла;
иметь ровную поверхность, без кривизны;
не должно быть перепадов или изменения угла скоса.
Под каким углом
Угол скоса — острый угол между плоскостью скоса кромки и торца.
Угол скоса зависит от следующих факторов:
от вида применяемого вида сварки: газовая сварка — 40-45 градусов, притупление — 0,5-1,0 мм.; электродуговая — 30-35 градусов и такая же величина притупления;
от диаметра электрода или другого расходного материала, размеры кромки должны обеспечивать доступ стержня к корню шва;
от толщины заготовок, чем она больше, тем больше должен быть угол открытия кромок.
Оборудование и инструмент
Исполнителям предлагается широкий выбор ручных инструментов и автоматического оборудования для подготовки изделия к сварке.
Ручная правка осуществляется на правильных машинах ударами молотка, механическая — на листоправильных вальцах.
Зачистка может выполняться с помощью специальных растворителей, абразивными кругами, болгаркой.
Подогрев осуществляется газовой горелкой.
Для резки металла можно использовать газовую горелку, роликовые ножницы.
Ручная гибка осуществляется кувалдами, молотками, тисками или наковальнями, роликовые гибочные станки обеспечивают механическую обработку.
Станки для обработки кромок
Для обработки кромок могут использоваться стандартные инструменты, имеющие широкий диапазон сфер применения: болгарка или напильник. Кроме этого, исполнителям предлагается специализированное оборудование — кромкорезы (на картинке). Производители сварочного оборудования выпускают различные модели фаскоснимателей. Подробная информация представлена в отдельной статье.
Видео
Технология (разделки кромок)
Сущность технологии разделки кромок состоит в снятии части металла под определенным углом (углом скоса) с изделия, который в последствии будет подвергаться свариванию.
При снятии необходимо оставить притупление. Оно нужно для того, чтобы во время процессов прихватки и сварки расплавляющиеся кромки не создавали щель, которую будет сложно заварить.
Разделка трещин в металле перед сваркой
Трещины обязательно разделывать полностью, чтобы имелась возможность проварить их на всю глубину. Разделка осуществляется строго по всей длине трещины, с одной или с двух сторон, в зависимости от толщины детали и удобства проведения процесса.
Разделка может проводиться следующими способами:
механические: вырубка или шлифовка;
термические: дуговая или кислородная строжка или резка.
После разделки углы трещины необходимо засверлить по краям, чтобы предотвратить появление подобных дефектов.
Для элементов различной толщины
стыковое соединение с отбортовкой кромок (для тонкого металла)
Различные конструкции и элементы имеют разную толщину стенок:
при работе с тонкостенными изделиями (до 5 мм.) разделка кромок не требуется;
наличие отбортовки кромок также не требует их разделки;
если толщина стенок деталей составляет от 5 до 20 мм. рекомендуется осуществлять односторонний скос;
при толщине изделий от 20 до 60 мм. следует производить двухстороннюю разделку.
Данные правила являются стандартными для разных деталей и для различных типов соединений.
Элементы подготовки кромок под сварку
Элементы подготовки кромок под сварку
Категория:
Сварка металлов
Элементы подготовки кромок под сварку
ГОСТ 5264—80 («Ручная дуговая сварка. Соединения сварные») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
Угол скоса кромки а — острый угол между плоскостью скоса кромки и плоскостью торца. При скосе обеих кромок установлен в пределах а=25±2°. При скосе одной кромки угол скоса принимают равным а=45±2°. Скос кромок может быть односторонний и двусторонний, прямолинейный и криволинейный.
Угол разделки кромок ((3) образуется скошенными поверхностями двух соединяемых частей изделия. Угол разделки кромок выполняется при толщине металла более 3 мм. Отсутствие угла разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла.
Рис. 1. Элементы подготовки кромок под сварку: а — угол скоса кромки; Р — угол разделки кромок; с — притупление кромки; в — зазор между стыкуемыми кромками; s — толщина листа (детали)
При сварке толстого металла угол разделки кромок позволяет вести сварку отдельными слоями, что улучшает структуру сварного шва и уменьшает сварочные напряжения и деформации.
Притупление кромки (с) — нескошенная часть торца кромки, подлежащей сварке. Выполняется для обеспечения устойчивого процесса сварки при выполнении первого (корневого) слоя шва. Отсутствие притупления кромок способствовало бы протеканию металла при сварке (прожог). Величина притупления кромки чаще всего принимается равной 2±1 мм.
Зазор между стыкуемыми кромками (в) обеспечивает полный провар по сечению сварного шва при наложении первого (корневого) слоя шва. Отсутствие зазора может привести к непровару корня шва и способствовать увеличению сварочных напряжений. Большое значение для качества сварки имеет равномерность величины зазора по всей длине шва, т. е. соблюдение параллельности свариваемых кромок. Величина зазора чаще всего принимается равной 2±1 мм.
Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в таблице, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
При разности в толщине свариваемых деталей свыше значений, указанных в таблице, на детали большей толщины должен быть сделан скос с одной или двух сторон до толщины тонкой детали.
Рис. 2. Сварка и подготовка кромок листов неодинаковой толщины: а — наклонное расположение поверхности шва; б — односторонний скос листа; в — двусторонний скос листа; г — скос листа с последующей разделкой кромок
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Скос кромки (листа) регулирует плавный переход от толстой свариваемой детали к тонкой, уменьшая напряжения в сварной конструкции.
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполненных в монтажных условиях, допускается увеличение зазора между стыкуемыми кромками (в) до 4 мм с одновременным уменьшением значения угла скоса кромок (а) на 3°.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более: 0,5 мм — для деталей толщиной до 4 мм; 1,0 мм — для деталей толщиной 4—10 мм; но не более 3 мм — для деталей толщиной 10—100 мм.
Реклама:
Читать далее:
Швы сварных соединений
Статьи по теме:
Устройства для отсоса вредных газов
Размещение сварочного оборудования
Требования по технике безопасности, предъявляемые к сварочному оборудованию
Установки для специальной газопламенной обработки
Резаки для газовой разделительной резки
Влияние затупления передней кромки на локальный теплообмен и распределение давления по плоским пластинам в сверхзвуковом потоке
Один из 4 107 отчетов в
серии:
Технические примечания NACA доступны на этом сайте.
Показаны 1-4 из
55 страниц в этом отчете.
PDF-версия также доступна для скачивания.
Описание
Отчет, представляющий исследование влияния толщины передней кромки на обтекание плоских пластин с квадратным и цилиндрическим затуплением при числе Маха 4 и числах Рейнольдса набегающего потока на дюйм 2380 и 6600. Для условий испытаний носовая часть ударная волна была оторвана, и форма передней кромки не влияла на поверхностное давление за двумя толщинами передней кромки. Представлены результаты по поверхностному давлению, исследованиям поля течения, теплопередаче, толщине пограничного слоя, распределению поверхностного давления, локальному числу Маха, локальному числу Рейнольдса и теплопередаче.
Физическое описание
54 стр. : больной.
Информация о создании
Крегер, Маркус О.
Декабрь 1957 года.
Контекст
Этот
отчет
входит в состав сборника под названием:
Коллекция Национального консультативного комитета по аэронавтике
а также
предоставлено отделом государственных документов библиотек ЕНТ к Электронная библиотека ЕНТ,
цифровой репозиторий, размещенный на Библиотеки ЕНТ.
Его просмотрели 233 раза.
Более подробную информацию об этом отчете можно посмотреть ниже.
Поиск
Кто
Люди и организации, связанные либо с созданием этого отчета, либо с его содержанием.
Автор
Крегер, Маркус О.
Создатель
Авиационная лаборатория Эймса (США)
Национальный консультативный комитет по аэронавтике. Авиационная лаборатория Эймса
Предоставлено
Библиотеки ЕНТ Отдел государственных документов
Являясь одновременно федеральной и государственной депозитарной библиотекой, отдел государственных документов библиотек ЕНТ хранит миллионы единиц хранения в различных форматах. Департамент является членом Программы партнерства по контенту FDLP и Аффилированного архива Национального архива.
О |
Просмотрите этого партнера
Свяжитесь с нами
Исправления и проблемы Вопросы
какая
Описательная информация, помогающая идентифицировать этот отчет. Перейдите по ссылкам ниже, чтобы найти похожие элементы в электронной библиотеке.
Титулы
Основное название:
Влияние затупления передней кромки на локальный теплообмен и распределение давления на плоских пластинах в сверхзвуковом потоке
Название серии:
Технические примечания НАКА
Описание
Отчет, представляющий исследование влияния толщины передней кромки на обтекание плоских пластин с квадратным и цилиндрическим затуплением при числе Маха 4 и числах Рейнольдса набегающего потока на дюйм 2380 и 6600. Для условий испытаний носовая ударная волна была оторвана, и форма передней кромки не влияла на поверхностное давление за двумя толщинами передней кромки. Представлены результаты по поверхностному давлению, исследованиям поля течения, теплопередаче, толщине пограничного слоя, распределению поверхностного давления, локальному числу Маха, локальному числу Рейнольдса и теплопередаче.
Физическое описание
54 стр. : больной.
Предметы
Ключевые слова
аэродинамика
характеристики потока
распределения давления
Язык
Английский
Тип вещи
Отчет
Идентификатор
Уникальные идентификационные номера для этого отчета в электронной библиотеке или других системах.
Этот отчет является частью следующих сборников связанных материалов.
Коллекция Национального консультативного комитета по аэронавтике
Национальный консультативный комитет по аэронавтике (NACA) был федеральным агентством США, основанным 3 марта 1915 года для проведения, продвижения и институционализации авиационных исследований. 1 октября 1958 года агентство было распущено, а его активы и персонал переданы недавно созданному Национальному управлению по аэронавтике и исследованию космического пространства (НАСА).
О |
Просмотрите эту коллекцию
Архив технических отчетов и библиотека изображений
Эта подборка материалов из Архива технических отчетов и библиотеки изображений (TRAIL) включает труднодоступные отчеты, опубликованные различными государственными учреждениями. Технические публикации содержат отчеты, изображения и технические описания исследований, выполненных для правительственных учреждений США. Темы варьируются от добычи полезных ископаемых, опреснения и радиации до более широких исследований в области физики, биологии и химии. Некоторые отчеты включают карты, раскладки, чертежи и другие материалы большого размера.
О |
Просмотрите эту коллекцию
Какие обязанности у меня есть при использовании этого отчета?
Цифровые файлы
55
файлы изображений
доступны в нескольких размерах
1
файл
(. pdf)
API метаданных: описательные и загружаемые метаданные, доступные в других форматах
Когда
Даты и периоды времени, связанные с этим отчетом.
Дата создания
декабрь 1957 г.
Добавлено в цифровую библиотеку ЕНТ
17 ноября 2011 г., 22:13
Описание Последнее обновление
17 мая 2018 г. , 11:51
Статистика использования
Когда последний раз использовался этот отчет?
Вчерашний день: 0
Последние 30 дней: 3
Всего использовано: 233
Дополнительная статистика
Взаимодействие с этим отчетом
Вот несколько советов, что делать дальше.
Поиск внутри
Поиск
Начать чтение
PDF-версия также доступна для скачивания.
Все форматы
Цитаты, права, повторное использование
Ссылаясь на этот отчет
Обязанности использования
Лицензирование и разрешения
Связывание и встраивание
Копии и репродукции
Международная структура взаимодействия изображений
Мы поддерживаем IIIF Презентация API
Распечатать/поделиться
Полезные ссылки в машиночитаемом формате.
Архивный ресурсный ключ (ARK)
ERC Запись: /арк:/67531/metadc56855/?
Заявление о стойкости: /ark:/67531/metadc56855/??
Международная структура взаимодействия изображений (IIIF)
Крегер, Маркус О. Влияние затупления передней кромки на локальный теплообмен и распределение давления на плоских пластинах в сверхзвуковом потоке, отчет,
декабрь 1957 г .;
(https://digital.library.unt.edu/ark:/67531/metadc56855/: по состоянию на 9 ноября 2022 г.), Библиотеки Университета Северного Техаса, цифровая библиотека ЕНТ, https://digital.library.unt.edu; зачисление отдела государственных документов библиотек ЕНТ.
Усовершенствованная модель затупления кромки инструмента при обработке
«>
Качмарек Дж. (1970) Основы режущей, абразивной и эрозионной обработки. PWN, Варшава
Google ученый
Мирник М. (1996) Применение нечетких множеств к анализу немонотонной функции стойкости инструмента при резке. Post Technol Masz i Urządz 20(4):41–51
Google ученый
Taylor W (1907) Об искусстве резки металлов. Транс ASME 28:31–428
Пакосевич Б. (1979) Условия обработки при точении стали и чугуна. Стандарты IOS. WPN, WEMA, Варшава
Google ученый
Przybylski L (2000) Стратегия выбора условий обработки современными инструментами. Токарная обработка, сверление, фрезерование. Toczenie, wiercenie, frezowanie]. Вид. Politechniki Krakowskiej, Краков
Google ученый
Торговец М.Е. (1967) Методы производства, относящиеся к международной программе кооперативного развития резки металлов. Первый технический отчет по проекту ММП № 9-712 подготовка. по контракту AF 33(615)-3835
Essel K, Hänsel W (1972) Analyze der Standzeitgleichungen. Industrie-Anzeiger 94(5):92–93
Google ученый
Кроненберг М. (1954) Grundzüge der Zerspanungslehre. Springer, Берлин
Google ученый
Кроненберг М. (1971) Ersatz der Taylor-Formel durch eine neue Standzeitgleichung. Zeitschrift für Wirtschaftliche Fertigung 66(1):4–7
Google ученый
«>
Spur G (1079) Handbuch der Fertiguntechnika—Spanen. Carl Hauser Verlag, Мюнхен
Google ученый
Schultz H, Kalhöfer E (1998) Standzeit vorhersagen. Werkstatt und Betrieb 131(5):374–375
Google ученый
Ojha DK, Dixit US (2005) Экономичная и надежная процедура оценки стойкости инструмента для токарной обработки. Int J Adv Manuf Technol 26 (7–8): 726–732
Артикул
Google ученый
Harasymowicz J (1999) Анализ значения экспоненты s формулы Тейлора в обработке разрезания [Analiza wartości wykładnika s wzoru Taylora w obróbce skrawaniem]. Арх Технол Маш Автомат 19(2):15–23
Google ученый
Pilafidis EJ (1971) Наблюдения за значениями Taylor n , используемыми при резке металлов. Анналы CIRP 19:571–577
Google ученый
Холодная обработка B (1961 г.) Обрабатываемость металлов и затраты на механическую обработку. Int J Mach-Tool Des Res 1(3):220–248
Статья
Google ученый
König W, Depiereux WR (1969) Wie lassen sich Vorschub Und Schnittgeschwindigkeit optimieren? Industrie-Anzeiger 61:1481–1484
Google ученый
Florek H (1978) Современные формулы зависимости стойкости инструмента при резке от параметров резания. Материалы научно-технической конференции: «Постэмпы с техникой wytwarzania. Skrawanie wiórowe, kształtowanie erozyjne i urządzenia technologiczne. Колобжег 21–23:36–39
Google ученый
Кроненберг М (1970) Замена формулы Тейлора новым уравнением стойкости инструмента. Int J Mach Tool Des Res 10(2):193–202
Статья
Google ученый
Colding B (1959) Трехмерное уравнение стойкости инструмента. Экономика обработки. Trans ASME J Eng Ind 81:239
Google ученый
Колдинг Б., Кениг В. (1971) Справедливость уравнения Тейлора при резании металлов. Анналы CIRP 19: 793–812
Google ученый
Florek H (1975) Анализ применимости формулы Кроненбера в зависимости стойкости инструмента при резке от параметров резания [Анализа przydatności wzoru Kronenberga na zależność okresu trwałości ostrza od parametrów skrawania]. Материалы конференции: «Постэмпы в розвою бадан с закресу технологии машин». Kraków 3(A)
Ковстубхан М.В., Филиг П.К. (1991) Об уравнении стойкости инструментов из быстрорежущей стали с покрытием TiN. Одежда 143 (2): 267–275
Артикул
Google ученый
Abdou G, Yien J (1975) Анализ силовых характеристик и стойкости инструмента при фрезерных операциях. Int J Adv Manuf Technol 10(1):11–18
Статья
Google ученый
Джейкобс Х.-Дж., Библер К. (1993) Werkzeugstandzeit: прогноз по Рехнеру. ВДИ-З 135(9):112–114, 117–118
Google ученый
Галанте Г., Ломбардо А., Пассаннанти А. (1998) Моделирование срока службы инструмента как стохастический процесс. Int J Mach Tools Manuf 38(10–11):1361–1369
Артикул
Google ученый
Озлер Л., Инан А., Озлер С. (2001) Теоретическое и экспериментальное определение стойкости инструмента при горячей обработке аустенитной марганцовистой стали. Int J Mach Tools Manuf 41(2):163–172
Статья
Google ученый
Аксинте Д.А., Беллуко В., Де Шифф Л. (2001) Надежные измерения стойкости инструмента при токарной обработке — применение для оценки эффективности смазочно-охлаждающей жидкости. Int J Mach Tools Manuf 41(7):1003–1014
Статья
Google ученый
Oraby SE, Hayhurst DR (2004) Определение срока службы инструмента на основе измерения износа и изменения коэффициента усилия инструмента. Int J Mach Tools Manuf 44(12–13):1261–1269
Артикул
Google ученый
Астахоф В.П., Галицкий В.В. (2005) Проверка стойкости инструмента в пушечном сверлении: применение группового метода обработки данных (GMDH). Int J Mach Tools Manuf 45(4–5):509–517
Артикул
Google ученый
«>
Jandecka K, Skopecek T, Syriste D (2005) Standzeit rauf, Kosten runter. Programm optimiert Schnittparameter und Bearbeitungsstrategien bei Fräsen. Машиненмаркт 9:28–29
Google ученый
Цай М.К., Ли Б.И., Ю С.Ф. (2005) Расчетное моделирование стойкости инструмента при высокоскоростном фрезеровании инструментальной стали SKD61. Int J Adv Manuf Technol 26(7–8):711–717
Статья
Google ученый
Мазур М. (1961) Техническая терминология. WNT, Варшава
Google ученый
Pluta Z (1994) Рефлексия над термином «скорость движения». Нормализация 9:10–11
Google ученый
Pluta Z (2007) Основы выравнивания поверхности эластичными колесами. Wydawnictwo Politechniki Koszalińskie, Кошалин, стр.
Как сделать приспособление заточки сверл своими руками
При заточке сверл главное – точность выставления требуемого угла и регулировка подачи. Без опыта заточить сверло вручную невозможно. Но, сделав из доступных и недорогих материалов специальное приспособление, с заточкой сверл справится любой взрослый человек.
Понадобится
Материалы:
стальные полосы разной толщины;
стальной уголок;
болт с пластиковой ручкой;
болты с круглой и шестигранной головкой;
круглые гайки с накаткой;
шпилька;
полукольцо из круглой трубы;
цилиндрический шарнир;
Г-образный шестигранник и др.
Качественные сверла на АлиЭкспресс со скидкой — http://alii.pub/5zwmxz
Инструменты:
разметочные средства, сверлильный станок, дрель, сварка, гриндер, наждачный станок и пр.
Процесс изготовления приспособления для заточки сверл
Из полосы вырезаем два одинаковых квадрата.
На один ставим вертикально равнополочный уголок так, чтобы его вершина лежала на диагонали квадрата.
Измеряем расстояние от конца полки уголка до дальней стороны квадрата – 38 мм. Откладываем этот размер от двух смежных сторон квадрата и чертим линии, параллельные сторонам.
К линиям, отступив от ближайшей стороны квадрата 8 мм, проводим перпендикуляры. Чертим диагональ квадрата, проходящая вблизи точек пересечения проведенных линий.
На линиях, отстоящих от сторон квадрата 8 мм, на расстоянии от соответствующей стороны 35,6 мм намечаем точки, как и в центре квадрата.
Склеиваем квадраты и по разметке сверлим три отверстия, причем отверстие в центре самое большое.
Выполняем к боковому отверстию прорезь от дальней стороны квадрата шириной, равной диаметру отверстия. Поперечно первой прорези делаем другую ко второму отверстию.
Проводим линию, параллельную диагонали, не задевающей отверстие в центре, и образующая со сторонами квадрата равнобедренный треугольник. Отрезаем часть квадратов по линии и два оставшихся угла.
Ставим параллельно на квадратную пластину с резьбовым отверстием в центре две детали из квадрата вдоль противоположных сторон и привариваем.
Снаружи в отверстие квадрата вкручиваем болт с пластиковой ручкой.
Между деталями из квадрата помещаем круглую гайку с накаткой и вкручиваем шпильку. Снаружи на шпильку наворачиваем такую же гайку.
Вешаем этот узел прорезями на полку уголка так, чтобы он расположился внутри него.
Со скошенной под углом стороны уголка привариваем к полкам стальное полукольцо с резьбой в центре, к косому срезу полки – пластину с двумя отверстиями и под полукольцом к линии схождения полок – стальное ушко с отверстием.
К концу шпильки поперечно привариваем квадрат из толстой полосы для скольжения по уголку при вращении шпильки.
В другом квадрате делаем вырез, над ним сверлим отверстие и скругляем по дуге окружности угол. В вырез симметрично и продольно ставим основание шарнира и привариваем.
В прямоугольнике из полосы по оси ближе к краям сверлим два отверстия. Фрезеруем металл между ними. За прорезью привариваем вертикально вторую часть шарнира.
Окрашиваем детали.
Прямоугольную пластину с основанием шарнира обычным болтом крепим к отверстию в верстаке на расчетном расстоянии от наждачного круга.
В основание шарнира вставляем подвижную часть с «флажком» в виде усеченного сектора и отверстием над осью вращения шарнира.
Крепим болтом и гайкой за ушко к флажку уголок с полукольцом. К отверстию в пластине крепим болтом с круглой головкой продолговатую пластину-стрелку с продольной прорезью для упора в сверло при заточке.
В полукольцо сверху вкручиваем болт с круглой головкой. На полке уголка размещаем узел со шпилькой и круглыми гайками с накаткой. Г-образный шестигранник коротким концом вклеиваем в головку болта, вкрученного в полукольцо.
Ориентируем направляющий уголок под 60 градусов к плоскости наждака и прочно закрепляем его.
Укладываем сверло в уголок, узел со шпилькой стопорим на полке болтом с пластиковой ручкой. Круглыми гайками выставляем вылет сверла и затягиваем их. Сверло крепим в уголке болтом, вращая Г-образный шестигранник.
Включаем наждак и затачиваем сверло, поворачивая приспособление относительно наждака.
После заточки оно легко сверлит прут 25×25 мм.
Готовые приспособления с АлиЭкспресс для заточки сверл — http://alii.pub/61uqqv
Смотрите видео
Как из остатков фанеры сделать приспособление для двухугловой заточки сверл — https://sdelaysam-svoimirukami.ru/7768-kak-iz-ostatkov-fanery-sdelat-prisposoblenie-dlja-dvuhuglovoj-zatochki-sverl.html
Приспособление для заточки ножей своими руками
В домашнем хозяйстве всегда есть режущие, пилящие и строгающие инструменты. В ходе работ острота теряется, и лезвия приходится восстанавливать. Можно отдавать ножи – рубанки в мастерскую, но на это тратятся деньги, и уходит лишнее время. Поэтому домашние мастера предпочитают затачивать инструмент своими руками.
Важно! Затачивать можно только лезвия с определенной степенью закалки. Если режущая часть имеет твердость выше 55 HRC, ее нельзя точить подручными инструментами.
Вы можете купить приспособление для заточки ножей или иной домашней утвари в магазине. Сэкономите время, но потратите немалую сумму – хорошие заточки стоят дорого.
Кстати, существуют разные мнения по поводу того, как называется приспособление для заточки ножей. Наждак, оселок, брусок, точило, мусат…
Эти определения могут обозначать один и тот же предмет, или разные изделия? Об этом, и о том, как самому изготовить такое устройство, мы расскажем в статье.
С момента появления режущих предметов (оружие, ножи, топоры), человек искал способ восстановить остроту кромки. В бронзовый и медный век это было просто.
Мягкие металлы правились любым камнем. С появлением стальных клинков, для затачивания использовались специальные породы, как правило, вулканического происхождения.
Некоторые из них используются и сегодня: американский «арканзас» и японский «водный камень». Это дорогие приспособления, поэтому большинством мастеров используются искусственные наждаки.
Простым точильным камнем можно наточить и нож, и режущую кромку рубанка. Однако качество оставит желать лучшего.
Золотое правило заточки: Каждое лезвие имеет свой угол кромки, и он не должен меняться по всей длине.
Этот принцип лежит в устройстве всех точильных приспособлений. Выполняя это правило, можно самостоятельно изготовить такое устройство.
Приспособление для заточки ножей своими руками – чертежи, разновидности
Чтобы кромка лезвия обрабатывалась равномерно, необходимо несколько условий:
Фиксация лезвия, одновременно надежная, и без излишней нагрузки. Металл не должен повредиться в тисках
Установка определенного угла для бруска. При перемещении вдоль кромки ножа, угол не должен меняться
Возможность устанавливать разные углы заточки. Вы можете обрабатывать различный инструмент, а некоторые виды ножей имеют ступенчатую структуру.
Устройство для линейной заточки бруском
Для изготовления понадобятся:
Фанера или ламинированная ДСП
Стальная шпилька с резьбой по всей длине, диаметр 6-8 мм
Брусок текстолита или эбонита. Можно заменить твердой древесиной – бук, дуб
Алюминиевая пластина 3-5 мм толщиной
Крепеж – болты, гайки (лучше барашковые)
Неодимовый магнит от старого компьютерного HDD.
Станина
Из фанеры собираем станину, опирающуюся на ножки под углом 15°-20°. В ту часть, которая ниже, закручиваем шпильку длиной 30-40 см. Для прочности можно резьбу закрепить клеем или герметиком.
Посредине рабочей поверхности закрепляем алюминиевую пластину. Предварительно в ней проделываем паз, по диаметру фиксирующего болта. Алюминий нужен чтобы не повредить стальное лезвие ножа.
Рычаг для крепления ножа
Изготавливаем рычаг для закрепления наждака. Он собирается из оставшейся части шпильки. Из двух текстолитовых брусков выпиливаем держатели бруска. С одной стороны упор зафиксирован гайкой.
Со стороны рукоятки удобнее сделать подпружиненный блок – для быстрой смены наждака.
В качестве основного элемента используем самодельные бруски – на алюминиевую пластину приклеиваем наждачную бумагу с разной зернистостью. Такие приспособления легко фиксируются в рычаге.
Особенностью конструкции является шарнир с двумя степенями свободы. Он собирается из двух одинаковых брусков текстолита. Один накручивается на вертикальную шпильку, и служит одновременно горизонтальной поворотной осью, и регулятором высоты опоры рычага (так устанавливается угол заточки).
Сборка всех элементов
Второй брусок, с горизонтальным отверстием под рычаг, прикручивается к первому. Так обеспечивается свободное перемещение рычага по вертикали.
Нож можно зажать при помощи пластины, или закрепить на неодимовом магните. При снятии первого слоя грубым наждаком, лезвие следует крепко зафиксировать.
Для доводки можно устанавливать лезвие на магнит и производить заточку с малым усилием. Подкову магнита следует утопить вровень со столешницей, и приклеить эпоксидным клеем.
Самодельное приспособление для заточки ножей готово. Выставляем необходимый угол атаки, и плавными движениями вдоль лезвия точим кромку.
Приспособление для заточки ножей на электроточиле
Электрический наждак не только ускоряет работу, но и позволяет получить качественный вогнутый профиль кромки лезвия. Это так называемая доловая заточка. Получить такую форму на линейном бруске не получится, поэтому эти два приспособления не заменяют, а дополняют друг друга.
Металлический упор с фиксацией
Важно! Если при работе с ручным точильным приспособлением, вы полностью контролируете интенсивность процесса, то высокой скоростью вращения наждачного круга можно испортить нож.
От трения, металл на острие нагревается, происходит «отпуск» закалки. Сталь теряет твердость и стачивается рваными краями. Еще одна проблема – «отпущенный» нож быстро теряет остроту. Поэтому на электроточиле следует работать осторожно. Подносить лезвие на короткое время, и делать перерывы для остывания.
В таком режиме тяжело выдержать постоянный угол, поэтому фиксация ножа обязательна.
Конструкция довольно проста – вдоль оси вращения наждака расположена направляющая, по которой движется каретка с ножом. Угол выдерживается механически, а усилие определяет оператор.
Второе приспособление, упор из брусков
Приспособление легко сделать своими руками – причем не обязательно выполнять точные работы по обработке металлических деталей. Направляющая изготавливается буквально из подножного материала.
На верстаке, рядом с точилом крепятся направляющие, с помощью которых можно менять расстояние от упора для ножа до вращающегося круга. Этим расстоянием определяется угол заточки. Вертикальная штанга должна иметь свободный ход вверх-вниз с прочной фиксацией положения.
Нож проводится горизонтально, прижимаясь к упору. Сила соприкосновения с наждаком регулируется прямо в ходе заточки. Обработка происходит симметрично, вы просто меняете сторону ножа и точите под тем же углом.
Такой способ подходит только для обработки классических ножей. Кухонных, охотничьих, туристических. Режущие плоскости других инструментов требуют иного подхода.
Приспособления для заточки ножей и инструмента
Используется специализированный наждак, с торцевой рабочей поверхностью. Направляющая для каретки размещается внизу, подальше от оси вращения.
Именно в этой части диска наиболее эффективна работа абразива. Направляющая с режущим элементом перемещается вручную, прижим обеспечивается собственной тяжестью ножа.
Чертежи всех элементов конструкции представлены на иллюстрации.
Самодельное приспособление для заточки ножей и режущих кромок инструмента
Этот станок применялся почти 100 лет назад, и с тех пор технология не изменилась. Простота исполнения позволяет повторить приспособление в домашней мастерской. Материалы любые – металл, пластик, дерево.
Вместо режущих элементов фуганка, можно проводить заточку ножей ледоруба для зимней рыбалки. Только угол более пологий. Таким же образом работает приспособление для ножниц. Конструкция (как и наждачный круг) существенно меньше в размерах.
Как точить стамески
Для заточки стамесок и ножей рубанков также можно использовать электрический наждак и фиксирующую каретку. Однако эти инструменты компактны, и с ними может справиться механическое приспособление.
Существует два равнозначных способа – вдоль кромки, и поперек. Качество обработки примерно одинаковое, поэтому нельзя отдать преимущество конкретному приспособлению. Заводское изделие предполагает поперечную правку лезвия.
По аналогии изготавливаем из толстой фанеры каретку. В качестве направляющих используем любые катки, желательно в количестве больше двух. Двигая станок по наждаку, можно придать острию стамески идеальную форму.
Если вам не требуется серьезная заточка, для небольшой правки подойдет и более простое устройство. Закрепите на стамески брусок с требуемым углом наклона. Положите рядом наждак и кусок стекла. На стекло нанесите мыльный раствор.
Эффективность приспособления вас приятно удивит.
А для поперечной заточки – можно изготовить не менее простое приспособление. Направляющая одновременно является опорой. На подвижной части вертикально крепится лезвие. Единственный недостаток – угол фиксированный и определяется при изготовлении.
Правда, в отличие от ножа, отклонение от идеала не настолько критично.
Это же приспособление подойдет для заточки ножей рубанка. Только из-за ширины лезвия, процесс достаточно трудоемкий. Поэтому можно использовать электрический наждак с торцевой рабочей поверхностью.
Упор выполняется из деревянного бруска. Необходимо обеспечить лишь изменение угла. Прижим обеспечивает оператор, причем можно выполнять полукруглую заточку – плотники оценят такую опцию.
Разумеется, этим же аппаратом удобно приводить в порядок кромку стамески. Учитывая высокую производительность – вы восстановите инструмент даже после серьезных зазубрин.
Когда вы снова будете вручную тереть ножом о старый оселок – вспомните эту статью, и создайте для домашней мастерской самодельную точильную установку.
10 типов шлифовальных инструментов для работ по дереву
Пришлось заняться шлифованием? Вы можете найти специальный шлифовальный инструмент для работы, которая гарантированно будет проще, чем шлифование вручную.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 11
Через Homedepot. com
Да, вам нужны шлифовальные инструменты!
Когда вы думаете о том, кто использует шлифовальные инструменты, на ум сразу же приходят столяры, специалисты по напольным покрытиям и маляры. Но многим другим людям время от времени нужны шлифовальные машины. Сюда входят домовладельцы, занимающиеся текущим обслуживанием.
Шлифование края двери часто является лучшим способом добиться плавного закрывания. И если вы подкрашиваете краску на стене или покрытие пола, вам нужно сначала отшлифовать его.
Различные инструменты делают шлифование проще и быстрее, чем вручную. Некоторые работы были бы невозможны даже без шлифовальных инструментов. Одними пальцами вы не сможете эффективно отшлифовать углы и щели в деревянных изделиях. И никому даже в голову не придет шлифовать пол одним листом наждачной бумаги.
Шлифуете ли вы дома, в поле или в магазине, всегда найдется шлифовальная машина, которая сделает вашу жизнь проще.
2 / 11
Через Grainger. com
Шлифовальный брусок
Шлифовальный брусок, на ступеньку выше сложенного куска наждачной бумаги, распределяет усилие, которое вы прикладываете, на большую площадь. Жесткие края блока улучшают работу наждачной бумаги в углах и других труднодоступных местах.
Вы можете сделать блок из обрезков дерева, но купленные в магазине блоки, такие как ручной блок 3M Insta-Lok, обладают двумя преимуществами. Зажим и/или захватывающая поверхность надежно удерживают бумагу, и многие из них снабжены удобными ручками.
Купить сейчас
3 / 11
Через Amazon.com
Палмошлифовальная машина
Если в вашей коллекции инструментов есть только одна шлифовальная машина, скорее всего, это ладошлифовальная или орбитальная шлифовальная машина. Квадратная мягкая накладка вращается маленькими кругами, стирая поверхность, а инструмент достаточно мал, чтобы работать одной рукой.
Благодаря усовершенствованной аккумуляторной технологии беспроводные шлифмашины для ладоней, такие как One+ от Ryobi, позволяют брать их с собой на лестницы и в другие места, где мешают надоедливые шнуры. Ищите тот, который, как Ryobi, держит бумагу с помощью фиксирующего зажима. Подпружиненные губки работают не так хорошо, как зажим.
Купить сейчас
4 / 11
Через Homedepot.com
Эксцентриковая шлифовальная машина
Эксцентриковая шлифовальная машина и эксцентриковая шлифовальная машина — это не одно и то же. Эксцентриковая шлифовальная машина имеет круглую подушку, которая вращается при вибрации, что помогает устранить волнистые следы, оставленные вибрирующей наждачной бумагой.
Это более мощный инструмент, который лучше всего работает при постоянном питании от шнура. Хороший пример: эта шлифовальная машина от DeWalt. Поскольку он работает быстрее и чище, чем шлифовальный станок, он лучше подходит для гладких плоских поверхностей, таких как столешницы и ступени лестниц. Клейкая подушка подходит только для предварительно нарезанных круглых шлифовальных листов, приобретаемых отдельно.
Купить сейчас
5 / 11
Через Homedepot. com
Ленточная шлифовальная машина
Если вам нужно быстро стереть поверхность, используйте ленточный шлифовальный станок. Ручная модель, такая как модель от Makita, оснащенная шлифовальной лентой с зернистостью 80, может носить 1/16 дюйма. из хвойных пород менее чем за минуту. Твердая древесина занимает немного больше времени.
Ленточные шлифовальные машины оставляют после себя шероховатую поверхность с линейными царапинами. Поэтому, если вам нужна гладкая поверхность, вам обычно приходится шлифовать ладонь или эксцентриковую шлифовальную машину.
Вы также можете приобрести стационарную ленточно-шлифовальную машину для магазина. Он отлично подходит для придания формы дереву и стирания толстых кусков, чтобы они поместились в более узких местах.
Купить сейчас
6 / 11
Через Homedepot.com
Дисковый шлифовальный станок
Как и ленточный шлифовальный станок, дисковый шлифовальный станок этой модели от DeWalt быстро изнашивает материал, но форма инструмента позволяет использовать его в местах, недоступных для ленточной шлифовальной машины. . Если вам нужно отшлифовать краску со стороны куска дерева, прикрепленного к полу, для этой работы лучше подойдет дисковая шлифовальная машина.
Дисковая шлифовальная машина выглядит как эксцентриковая шлифовальная машина, но диск вращается с высокой скоростью и не вибрирует. Как и ленточные шлифовальные машины, дисковые шлифовальные машины выпускаются в стационарных моделях для работы в магазине. Эта настольная модель от Ryobi сочетает в себе оба типа шлифовальных машин в одном удобном инструменте.
Купить сейчас
Купить сейчас
7 / 11
Через Homedepot.com
Детальная шлифовальная машина
Домашние мастера часто используют шлифовальную машину для ладоней в качестве единственного шлифовального инструмента, но вместо нее вам следует иметь детальную шлифовальную машину. Он делает все, что может сделать шлифовальная машина, и даже больше.
Детальная шлифовальная машина может шлифовать плоские поверхности так же, как и шлифовальная машина для ладоней. Благодаря треугольному основанию он может проникать в труднодоступные места, что делает его идеальным для чистки отделки, молдингов и точеных ножек мебели. Единственный недостаток: вам придется покупать предварительно нарезанные шлифовальные листы, которые стоят дороже, чем наждачная бумага. (Убедитесь, что вы выбрали правильный размер).
Эта проводная шлифовальная машина для деталей от Black+Decker ничем не уступает другим. Если вы предпочитаете беспроводную версию, Black+Decker тоже предлагает такую.
Купить сейчас
Купить сейчас
8 / 11
Через Amazon.com
Шлифовальный станок для напильника
Если вы сосредоточены на работе с деталями — возможно, вы восстанавливаете старинный комод — вы можете подумать о шлифовальном станке. Он устроен как ленточная шлифовальная машина, но он крошечный и может проникать глубоко в те места, куда шлифовальная машина для деталей не влезет.
Шлифовальный напильник с регулируемой скоростью WEN работает на высоких и низких скоростях, поэтому вы можете шлифовать отделку без изменения формы древесины или проникновения шпона.
Кстати: вы можете сделать маленькую орбитальную шлифовальную машину своими руками, срезав щетки с зубной щетки на батарейках и приклеив кусок пластика. Вырежьте кусок наждачной бумаги по размеру и нанесите на обратную сторону непостоянный клей, прежде чем приклеивать его к пластику. Когда бумага изнашивается, просто снимите ее и наденьте новый кусок.
Купить сейчас
9 / 11
Через Jbtools.com
Барабанная шлифовальная машина
Покройте цилиндрический кусок пластика или металла наждачной бумагой, и у вас есть барабанная шлифовальная машина. Вы можете найти крошечные, которые подходят для вращающегося инструмента для обработки деталей, модели магазинов для выравнивания и определения размеров древесины, а также очень большие и тяжелые для шлифования полов.
Барабанный шлифовальный станок для пола предназначен только для одной цели — шлифовать полы, поэтому это не тот инструмент, который вы будете носить дома. Если он вам нужен, возьмите его напрокат.
Ищите такой, как Galaxy Omega 8, который можно использовать как ленточный шлифовальный станок. У него есть сцепление, которое позволяет поднимать и опускать барабан с помощью рукоятки, а не наклоняя всю машину. Лучшее управление означает меньше ряби на отшлифованном полу.
Купить сейчас
10 / 11
через ampro-online.com
Шлифовальная машина для кромок
Если вы шлифуете пол с помощью барабанной шлифовальной машины, вам также понадобится шлифовальная машина для кромок, обычно называемая кромкообрезной машиной. Это мощная дисковая шлифовальная машина, установленная в тяжелом корпусе, который катится по полу. Диск наклоняется вперед, так что только передняя часть касается пола.
Этот инструмент может отшлифовать покрытие пола вплоть до плинтуса, но он мощный и требует осторожности. Очень важно, чтобы он продолжал двигаться. Если он остается на одном и том же месте даже несколько секунд, в древесине может образоваться углубление, которое трудно замаскировать.
Это еще один инструмент, который лучше всего взять напрокат, и в большинстве пунктов проката есть что-то похожее на 7R Edger от American Sanders.
Купить сейчас
11 / 11
Через Amazon.com
Шлифовальная машина для гипсокартона
Вы можете использовать шлифовальный блок или ручную шлифовальную машину для гипсокартона, чтобы сгладить гипсокартон и подготовить его к покраске. Но это много работы, и когда вы закончите, вы будете покрыты пылью. Для средних и крупных проектов реконструкции гораздо лучшим вариантом будет шлифовальная машина для гипсокартона со шнуром.
По сути, это орбитальная шлифовальная машина на конце длинного шеста. Хорошие модели, такие как шлифовальная машина для гипсокартона с переменной скоростью WEN, поставляются с вакуумным шлангом, чтобы пыль от гипсокартона не попадала в ваши волосы и глаза. А длинный шест сокращает время, затрачиваемое на перемещение лестницы и подъем и спуск.
Купить сейчас
Первоначально опубликовано: 14 января 2022 г.
Крис Дезиэль
Крис Дезиэль работает в сфере строительства более 30 лет. Он помог построить небольшой город в пустыне Орегона с нуля и помог основать две компании по ландшафтному дизайну. Работал плотником, сантехником, мебельщиком. Дезиэль пишет статьи о «сделай сам» с 2010 года и работал онлайн-консультантом, в последнее время — в службе Pro Referral компании Home Depot. Его работы были опубликованы на Landlordology, Apartments.com и Hunker. Дезиэль также публикует научные материалы и является заядлым музыкантом.
35 гениальных советов по шлифованию, которые вам нужно знать — семейный мастер на все руки
Сэкономьте себе время и нервы во время следующего проекта по деревообработке с помощью одного из этих гениальных советов по шлифованию.
1 / 35
Семейный мастер на все руки
Приспособление для шлифования барабанов
Это простое в сборке приспособление превращает электрическую дрель в стационарную шлифовальную машину для обработки внутренних изгибов в любых проектах. Чтобы построить его, вам понадобится лом размером 3/4 дюйма. фанера, короткая 2×4, U-образный болт диаметром 3/8 дюйма, который подходит для вашей дрели, и две барашковые гайки 3/8 дюйма. Конструкция корпуса и длина патрона варьируются от дрели к дрели, поэтому мы не будем указывать точные размеры.
2 / 35
Семейный мастер на все руки
Используйте кроссовки для очистки наждачной бумаги
Сделайте наждачную бумагу снова почти новой с помощью непритязательных старых кроссовок. Запустите механическую шлифовальную машину и систему сбора пыли (не забудьте надеть средства защиты органов слуха и зрения). Затем медленно прижмите резиновую подошву старого кеда к наждачной бумаге — вы сразу увидите разницу!
3 / 35
Семейный мастер на все руки
Пылезащитные листы для смягчения ткани
Вы сможете видеть намного четче при пилении и шлифовании, если сначала протрите свои пластиковые защитные очки и лицевые щитки использованным листом для смягчения ткани. Точная физика является предметом обсуждения, но это делает древесную пыль намного менее липкой. Ключевым моментом является использование сушильного листа, прошедшего цикл сушки. Это будет мягче и менее загружено смягчителем.
4 / 35
Магазинный пылесос
Превратите свой промышленный пылесос в универсальную систему сбора пыли для домашней мастерской.
5 / 35
семейный мастер на все руки
Quick Woodworking File
Этот деревообрабатывающий напильник пригодится для шлифования в ограниченном пространстве. Отрежьте кусок наждачной бумаги, чтобы он поместился вокруг палочки для размешивания краски. Затем используйте аэрозольный клей или универсальный клей, чтобы приклеить его к палочке. Напишите зернистость наждачной бумаги на ручке палочки для перемешивания, если вы планируете хранить ее для последующего использования.
6 / 35
Приспособление для резки наждачной бумаги
Сделайте это простое приспособление для превращения полных листов наждачной бумаги в листы меньшего размера, чтобы они подходили к финишной шлифовальной машине, шлифовальному блоку или другому шлифовальному устройству.
Отрежьте 1/8-дюйм. глубокие канавки в основании с помощью настольной пилы и тонкого диска, затем прикрепите стопорный блок. Чтобы использовать приспособление, поместите наждачную бумагу зернистой стороной вниз и проведите острым канцелярским ножом по соответствующей канавке.
7 / 35
Затачивание инструментов с помощью ленточной шлифовальной машины
Если у вас нет настольной шлифовальной машины, вы можете почти так же хорошо заточить стамески и другие инструменты с помощью ленточной шлифовальной машины с мелкозернистой лентой.
8 / 35
Drum-Sander Dust Collector Hack
Собирайте пыль, слетающую с шлифовального барабана, до того, как она наполнит вашу мастерскую и легкие! Все, что вам нужно, это ваш магазинный пылесос размером 3 x 2 дюйма. Переходная муфта из ПВХ и горшечный магнит. Прикрутите магнит к муфте и наденьте муфту на конец вакуумного шланга.
A 2-1/4 дюйма диам. Вакуумный шланг магазина плотно прилегает к меньшему концу муфты без хомутов или клея. Затем просто положите шланг на металлический стол сверлильного станка и позвольте цеховому пылесосу поглотить вашу пыль. Вы можете использовать эту настройку на любом электроинструменте с металлическим столом.
9 / 35
Swiffer Sheets для шлифовальных работ
Перед нанесением покрытия натрите изделие (с зерном!) стальной мочалкой № 0000. Вы поднимете шлифовальную пыль с зерна, отполируете и доведете до блеска поверхностные волокна. Затем протрите тканью Swiffer любые пылинки или стальные мочалки.
10 / 35
Семейный мастер на все руки
Стационарный ленточный шлифовальный станок
Этот зажим надежно удерживает ленточный шлифовальный станок в перевернутом положении для облегчения шлифования ручных деталей. Каждая шлифовальная машина имеет разную форму, поэтому с помощью лобзика вырежьте боковые стороны фанеры по своему размеру. Работайте над плотной посадкой, чтобы шлифовальная машина была устойчивой, пока вы работаете. Используйте зажимы для крепления мелких деталей и не носите свободную одежду.
11 / 35
Семейный мастер на все руки
Используйте шланг радиатора для контуров
«Шлифовальный станок для шланга» — еще один отличный инструмент для шлифования извилистых контуров ваших работ по дереву. Отпилите ножовкой прямой кусок выброшенного шланга радиатора, очистите его внутри и снаружи и оберните вокруг него кусок наждачной бумаги с клейкой основой. Он отлично работает, когда вы нажимаете на более грубое шлифование, и идеально подходит для финишного шлифования с легким касанием.
12 / 35
Семейный мастер на все руки
Низкотехнологичная шлифовальная машина для кромок
Ленточная шлифовальная машина, надежно закрепленная на боку, представляет собой отличный шлифовальный станок без помощи рук для шлифования кромок заготовок. Просто вкрутите 3/4 дюйма. кормовая платформа на большую 1/2 дюйма. фанерная основа. Вам также может понадобиться тонкий 1/4 дюйма. фанерная планка, как показано на рисунке, чтобы приподнять корпус шлифовальной машины. Закрепите шлифовальный станок на узле (плотно — не затягивайте слишком сильно). Если вы шлифуете несколько деталей, через некоторое время вам может понадобиться добавить кусок фанеры на платформу подачи, чтобы выровнять износ шлифовальной ленты.
13 / 35
Толстостенная наждачная бумага
Наклейте клейкую ленту на обратную сторону наждачной бумаги и нарежьте ее на полоски нестандартного размера для шлифовки труднодоступных мест. Прочная поверхность ленты позволяет шлифовать ее, не разрывая бумагу. Полоски отлично подходят для шлифования токарных станков, удаления засохшего клея с деталей и для выполнения любой другой работы, требующей твердого, но деликатного шлифования. Используйте острый канцелярский нож и линейку, чтобы разрезать полоски.
14 / 35
Семейный мастер на все руки
День стирки ремней
Наполните ведро горячей водой и стиральным порошком, хорошо перемешайте, затем бросьте в него покрытые смолой сгоревшие ремни. Дайте им впитаться в течение нескольких минут, затем соскребите отслоившийся мусор пластиковой щеткой с жесткой щетиной. Отложите ленты в сторону и, когда они высохнут, разрежьте их на широкие полосы для шлифовальных блоков или более узкие кусочки для использования от руки при деликатных или труднодоступных шлифовальных работах. Не поддавайтесь искушению снова надеть ремни на свои шлифовальные машины; просто используйте их для ручной шлифовки.
15 / 35
Этикетка с зернистостью губки
После полной реконструкции кухни я приобрела коробку из-под обуви, полную шлифовальных губок с разной зернистостью, но теперь я не знаю, у какого блока какая зернистость. Я хотел бы сказать, что сохраняю оригинальную упаковку для таких предметов, на которой указана зернистость и другие детали моих шлифовальных губок, но этого просто не происходит.
Я усвоил урок! Теперь, прежде чем выбросить упаковку в мусорное ведро, я пишу номер зернистости на боковой стороне шлифовального бруска перманентным маркером.
16 / 35
Семейный мастер на все руки
Складная шлифовальная тарелка
Лучшая механическая шлифовальная машина в вашем магазине? Четверть листа наждачной бумаги и голая рука! Чтобы продлить срок службы этого природного чуда, нанесите аэрозольный клей на четверть листа, а затем сложите их, чтобы получился лист двойной толщины в одну восьмую. Они отлично подходят для шлифования скульптурных и формованных краев, а толщина двойного слоя позволяет сильно нажимать, не разрывая дыры в бумаге.
17 / 35
Шлифовальный ящик с нисходящей тягой
Этот простой в изготовлении шлифовальный ящик действительно проглотил пыль в наших тестах. И он был достаточно прочным, чтобы поддерживать большие заготовки.
18 / 35
Шлифовальная дуга Custom
Прикрутите полоски, вырезанные из шлифовальных лент с тканевой основой, к изготовленным в магазине деревянным дугам различной толщины и используйте их для придания формы и сглаживания деталей мебели и токарных изделий. Более крупные зерна быстро удаляют древесину, а более мелкие зерна моментально придают блеск изогнутым поверхностям. Вы можете прикрутить полоски наждачной бумаги с различным натяжением, чтобы лучше всего соответствовать выполняемой работе.
19 / 35
Избегайте чрезмерного шлифования
Отшлифуйте верхние части фанерных кромок со сверхлегким давлением, используйте мелкозернистую наждачную бумагу и прочно проведите карандашом по клеевому шву перед шлифованием, чтобы контролировать, где и как быстро поверхность отшлифовывается. Если вы прижимаете шлифовальную машину больше к полосе, двигайтесь медленно и держите ястребиный взгляд на исчезающем графите. Вы никогда не будете тратить впустую лист дорогой фанеры 4×8 или два часа на подгонку и приклеивание лент из-за непоправимой ошибки.
20 / 35
Мягкое контурное шлифование
Подошва моей эксцентриковой шлифовальной машины была слишком твердой для обработки сидений стула. Он сглаживал области вместо того, чтобы создавать мягкие, тонкие контуры, которые мне были нужны. Поэтому я купил дополнительную подложку для шлифовальной машины и смягчил ее, приклеив на дно кусок пены с закрытыми порами толщиной 3/8 дюйма контактным клеем.
В моей шлифовальной машине используется наждачная бумага с клейкой основой, которую я просто приклеил прямо к пене. (Если ваша шлифовальная машина использует наждачную бумагу с крючком и петлей, просто приклейте пенопласт к дополнительному основанию с помощью контактного клея, а затем купите несколько дисков с клейкой основой.) Я также отвинчиваю основание и использую его как шлифовальную машину для придания формы и шлифовальные ножки, шпиндели и чаши я точу на токарном станке.
21 / 35
Семейный мастер на все руки
Собери лучший блок
Чтобы наждачная бумага не порвалась о края его 2-1/2 x 5-дюймов. деревянных шлифовальных брусков (изготовленных на заказ для четвертьлистов), Кен приклеил на дно слой пробки.
«Теперь бумага не рвется, а еще лучше, я могу сильно надавить на царапины. Мои пальцы отлично держат бумагу по бокам блока, так что нет необходимости приклеивать ее скотчем», — говорит он. Вы можете купить рулон пробки за 5 долларов в домашних центрах.
22 / 35
Family Handyman
Разборчивые шлифовальные диски
Шлифовальные диски с липучкой отлично подходят для шлифования, и вы можете использовать их несколько раз, прежде чем они изнашиваются. Но почти невозможно прочитать маркировку зернистости на дисках после того, как вы их использовали один раз, потому что маркировка стирается петлями. Сделайте это: всякий раз, когда вы открываете новую упаковку дисков, напишите этикетку с зернистостью на обратной стороне несмываемым маркером. Теперь вы будете переключаться с песка на песок, не напрягая глаз.
23 / 35
Семейный мастер на все руки
Техника отделки древесины: шлифование по зерну
шлифование по зерну при ручной или ленточной шлифовальной машине. Царапины трудно увидеть, когда они идут параллельно волокнам. Но даже самые легкие царапины поперек волокон очевидны, особенно после окрашивания.
24 / 35
Семейный мастер на все руки
Карандаш-наглядное пособие
Вот хороший старый совет, к которому стоит вернуться. Не можете сказать, где вы шлифовали, а где нет? Нарисуйте легкие карандашные линии на поверхности, а затем отшлифуйте их, пока они не исчезнут.
Вы отшлифуете всю поверхность, не пропустив ни единого пятна, выровняете трудноразличимые высокие и низкие участки и будете знать, когда следует переключиться на наждачную бумагу с более мелкой зернистостью. Чем мельче зернистость, тем светлее должны быть линии карандаша. Потребуется вечность, чтобы отшлифовать темные линии мелким абразивом.
25 / 35
Family Handyman
Flashing Shield
Когда вы шлифуете угол будущего шедевра, ваша вибрационная или эксцентриковая шлифовальная машина может оставить несколько неприятных царапин или вмятин корпусом шлифовальной машины и наждачной бумагой на прилегающих поверхностях. И исправить их практически невозможно.
Попробуйте этот совет: держите небольшой лист металлического фартука или пластикового ламината между шлифовальной машиной и поверхностью, которую вы не хотите запачкать, а затем отшлифуйте как можно ближе, не беспокоясь. Царапины остаются на металле, а не на дереве.
Узнайте, как получить гладкую полиуретановую отделку при работе с деревом.
26 / 35
Барабаны двойного назначения
Если вы будете шлифовать много тонкой древесины на барабанной шлифовальной машине, то изнашивается только нижняя часть барабанов. Перевернув их, можно использовать верхнюю часть, но середина остается неиспользованной. Вот экономное решение, любезно предоставленное читателем Робертом Алленом: разрежьте шлифовальный барабан пополам и переверните детали один за другим.
27 / 35
Семейный мастер на все руки
Ковровая подушка
Не царапайте только что отшлифованную заготовку, переворачивая ее на помятом верстаке. В следующий раз, когда вы будете шлифовать объект, положите кусок ковра, чтобы защитить древесину, держите его неподвижно во время шлифовки и гасите вибрации шлифовальной машины на руках. Нет подходящего ковра? 2 х 6 футов. моющийся бегун (8 долларов в домашнем центре) отлично работает — просто встряхните его между работами и сверните для хранения.
28 / 35
Семейный мастер на все руки
Одноразовые блоки
Склейте кучу одноразовых шлифовальных блоков и перестаньте возиться с многоразовыми блоками, купленными в магазине. Когда наждачная бумага закончится, выбросьте их и сделайте еще. 2 х 4 фута. кусок 3/4 дюйма. из древесноволокнистой плиты средней плотности (МДФ) можно сделать множество средних и тонких шлифовальных блоков. Распилите ДВП на 2-1/2 x 5 дюймов. блоки.
Затем поместите блоки — по шесть на лист — на наждачную бумагу, покрытую аэрозольным клеем. Острым канцелярским ножом обрежьте наждачную бумагу заподлицо с блоками. Напишите зернистость на наждачной бумаге перманентным маркером. Вам будет легко найти нужную зернистость, а чернила не оставят пятен на древесине.
Посмотрите видео, чтобы узнать, как сделать шлифовальные блоки своими руками.
29 / 35
Беспыльное сверление и барабанное шлифование
Всякий раз, когда мне нужно отшлифовать кривые, я вставляю шлифовальный барабан в свой сверлильный станок. Единственная проблема в том, что опилки летят повсюду. Я хотел улавливать пыль своим магазинным пылесосом, поэтому сделал кронштейн для крепления насадки. Я склеил вместе два куска древесноволокнистой плиты средней плотности (МДФ) толщиной 3/4 дюйма и вырезал изогнутую форму лобзиком. Когда я хочу использовать его, я просто прикрепляю его к столу сверлильного станка. Я сделал отверстие достаточно большим, чтобы кончик сопла плотно прилегал. — читатель Дуг Качмарек Вот другие проекты по деревообработке.
30 / 35
Семейный мастер на все руки
Шлифовальные напильники из ПВХ
Наклейте наждачную бумагу на отрезанные куски водопроводной трубы из ПВХ с помощью аэрозольного клея, и вы сможете идеально отшлифовать вогнутые изгибы. Труба ПВХ маркируется по внутреннему диаметру; вот индекс наружного диаметра полезных размеров труб.
1/2 дюйма. я бы. = 7/8 дюйма. р.д.
3/4 дюйма. я бы. = 1-дюйм. р.д.
1 дюйм. я бы. = 1-1/4 дюйма. р.д.
1-1/4 дюйма я бы. = 1-5/8 дюйма. р.д.
1-1/2 дюйма я бы. = 1-7/8 дюйма. р.д.
Чтобы нанести на трубу наждачную бумагу, нанесите на бумагу и трубу обильный слой клея. Дайте обеим поверхностям высохнуть в течение нескольких минут, прежде чем соединять их. Используйте две зернистости на каждой трубе: зернистость 80 для создания точного радиуса и зернистость 100 или 120 для окончательной шлифовки. Когда наждачная бумага изношена, просто снимите ее, нанесите свежий клей на новую полосу и продолжайте веселиться.
31 / 35
Семейный мастер на все руки
Самодельный шлифовальный станок для деталей
Отшлифовать жалюзийные двери и ставни, а также другие предметы, имеющие большое пространство в ограниченном пространстве, может быть сложно. Осциллирующие инструменты со шлифовальными тарелками отлично работают, но шлифовальные тарелки не всегда идут в комплекте с инструментами и стоят дорого. Вот почему я делаю свои собственные, используя тупое лезвие и наждачную бумагу, наклеенную аэрозольным клеем. Когда наждачная бумага тускнеет, я просто сдираю ее и приклеиваю новую.
32 / 35
Ручное шлифование 101
С помощью нескольких специальных инструментов и хорошей наждачной бумаги вы сможете легко и быстро сгладить древесину вручную с первоклассными результатами. Часто даже лучше, чем с помощью шлифовальной машины. Мы расскажем вам, как выбрать лучшую наждачную бумагу для работы, и продемонстрируем несколько наших любимых инструментов.
33 / 35
Пылеуловитель из ПВХ
Удаляйте пыль и стружку прямо у источника! Болт 2-дюйм. горшечный магнит (доступный в домашних центрах и хозяйственных магазинах) до 4-дюймового. х 2 дюйма Переходник для труб из ПВХ и расположите его рядом с шлифовальной машиной, пилой, фрезерным станком или токарным станком, которые создают пыльную бурю в вашем магазине.
A 2 дюйма магазинный вакуумный шланг «запрессовывается» в 2-дюймовый. конец редуктора, а магнит горшка свирепо захватывает любую металлическую поверхность. Если рабочая поверхность рядом с источником пыли деревянная, привинтите к поверхности глухую стальную крышку электрической коробки, чтобы удерживать пылесборник на цели.
34 / 35
Самый невероятный шлифовальный блок
Для окончательной шлифовки призового проекта трудно превзойти старую добрую ручную шлифовку. Когда вы уберете механические шлифовальные машины и тщательно отшлифуете вручную по зерну, используя все более мелкую наждачную бумагу, вы получите гладкую поверхность, которой можно будет гордиться долгие годы.
Чтобы сделать свой собственный «суперручной шлифовальный станок», приклейте кусок коврика для компьютерной мыши или другого «пенопласта с закрытыми порами» к деревянному шлифовальному бруску. Это создает прочную, но податливую основу, которая мягко увеличивает крутящий момент при шлифовании на плоских поверхностях и выпуклых углах, обеспечивая при этом плоскую поверхность без царапин.
x Прокладка ПОН-Б Ду80 Ру10-40 плоская ГОСТ 15180-86
— 14 ₽
x Гайка стальная М16 (0,038 кг/шт) шестигранная штучная DIN 934 (5915/5927)
— 15 ₽
x Болт стальной оцинкованный М16х140 ГОСТ 7798-70
— 64 ₽
x Фланец ст. плоский LD Ду80 Ру16 тип 01 ряд 1 исп.В ГОСТ 33259-2015
— 840 ₽
Итого за комплект
2 026
₽
Характеристики
Характеристики
Рабочая среда: вода.
Рабочее давление: 16 бар.
Рабочая температура: от -10 до +130°С
Присоединение к трубопроводу: межфланцевое по ГОСТ 12815-80.
Минимальние давление для открытия клапана: 0,040 кгс/см2.
Класс герметичности: «А» по ГОСТ 9544-93.
Производство: Китай.
Вес: 3,45 кг.
Размеры:
Д=195 мм
Д1=160 мм
H=142 мм
S=28 мм
R=43,4 мм
L=64 мм (строительная длина)
n x d=4 x 18
Материалы
1
Корпус
Серый чугун
2
Ось
Нержавеющая сталь
3
Двухстворчатый диск
Хромированный ковкий чугун
4
Уплотнение дисков
EPDM (Полимер этилена и пропилена)
5
Пружина
Нержавеющая сталь
Мезон Группа | Качание Check Valve DN80 PN16
Пропустить до конца галереи изображений
Пропустить до начала галереи изображений
Скачать Dataheet
Предмет №
60-00000548
Детали
Cast Steel. корпус, полнопроходной поворотный обратный клапан с диском из литой стали и седлом из нержавеющей стали. Фланцы с приподнятой поверхностью.
На сегодняшний день популярностью пользуются изделия, выполненные из профнастила. Как показывает практика, такая востребованность строительного материала обусловлена длительным эксплуатационным сроком, высокими техническими характеристиками. Широкое применение профнастила началось после того, как на производстве начали использовать для обработки готовой продукции антикоррозийные вещества, что способствовало существенному увеличению срока службы. Во время монтажных работ активно используют не только прямой, но и арочный гнутый профнастил.
Что такое арочный профлист
Арочный гнутый профнастил представляет собой профиль со стандартными гофрами трапециевидной формы, которые согнуты в дугу продольно. Важно понимать, что радиус дуги полностью зависит от предпочтений потенциального потребителя. Таким образом, изгиб может быть небольшим, едва заметным, а может иметь арку с радиусом изгиба в 300 мм. Арочный профнастил гнут на специальных станках, в результате чего несущая способность практически не изменяется, а если и подвергается изменениям, то заметить их невозможно.
Данный вид материала можно гнуть не только наружу, но и внутрь – выбор полностью зависит от будущего назначения строительного материала и требований заказчика. Для того чтобы предотвратить процесс появления коррозии, гнутый арочный профнастил предварительно обрабатывают специальными составами:
цинк;
PVDF;
полиэстер;
пластизол;
пурал.
Самым бюджетным вариантом и в то же время недолговечным считается оцинкованный продольно гнутый профнастил. Данный вариант используют в тех случаях, когда планируется строительство временной конструкции, в результате чего срок службы особого значения не имеет.
Строительный материал, покрытый при помощи пурала либо PVDF, стоит в несколько раз дороже предыдущего варианта, срок службы такого арочного гнутого профнастила составляет порядка 50 лет. Для многих объектов используют профлист с нанесенным на него полиэстером. Как показывает практика, стоимость немного выше, чем у оцинкованного материала, но при этом эксплуатационный срок больше в несколько раз.
Важно учитывать тот факт, что арочный гнутый профнастил, покрытый полимером, может иметь порядка 15 стандартных оттенков, но существуют производители, которые по индивидуальному заказу могут придать готовой продукции любой оттенок.
Внимание! Если планируется окраска материала в редкий цвет, то важно понимать, что на производство уйдет намного больше времени, в результате чего такие заказы принимают только на изготовление большой партии арочного гнутого профнастила.
Области применения арочного гнутого профнастила
Арочный гнутый профнастил активно используют для возведения промышленных зданий за ограниченный промежуток времени. Гнутый профилированный лист отлично подходит для строительства:
зернохранилищ;
складов;
ангаров для техники;
временных либо постоянных цехов;
выставочных павильонов.
Также гнутый профнастил отлично подходит для строительства беседок и навесов. Строения, выполненные из данного вида материала, кажутся воздушными, имеют привлекательный внешний вид. Во время проведения монтажных работ с использованием гнутого материала не требуется наличие конька, не проводится герметизация стыков.
Кроме этого, арочный профнастил отлично подойдет для изготовления козырьков. В данном случае готовую продукцию можно согнуть самостоятельно либо приобрести продольно-гнутый профиль. Если радиус изгиба требуется минимальный, то лучше всего выполнить все работы самостоятельно.
Отлично смотрятся жилые строения, крыши которых выполнены из арочного гнутого профнастила. Особенностью таких конструкций является тот факт, что вся мансарда может быть жилой. Монтажные работы ничем не отличаются от процесса укладки профилированного материала. Единственное, что нужно учитывать – радиус изгиба, который выбирают индивидуально в зависимости от реализуемого проекта, в результате чего стоимость такой конструкции будет выше на 10-15%, чем обустройство обычной двухскатной крыши.
Важно! Сгибать профлист рекомендуется вдоль волн, но не поперек.
Виды профнастила для арочных конструкций
Если брать во внимание принцип производства арочного гнутого профнастила, то стоит отметить, что при необходимости можно гнуть продукцию с волнами любой высоты. В действительности же процесс производства довольно сильно ограничен спросом. Как показывает практика, специальные станки, используемые для того, чтобы гнуть материал, не могут одновременно работать со всеми существующими марками. На российском рынке товаров и услуг в продаже можно найти профлисты С18ПГ и С44ПГ.
Маркировку можно расшифровать следующим образом:
первая буква обозначает тип материала, таким образом, С – стеновой;
следующие две цифры указывают высоту волн, то есть, 18 и 44 мм;
буквы ПГ означают форму арки – продольно-гнутая.
После ПГ еще указывают ширину материала и толщину, все показатели указаны в мм.
С18ПГ является классическим строительным материалом, у которого небольшая несущая способность. Данный вариант отлично подходит для возведения строений в тех регионах, где в зимний период времени нагрузка от снега будет минимальной.
С44ПГ – материал, обладающий высоким уровнем несущей способности. Но показатели способны уступать несущим маркам профнастила, которые имеют толщину стали более 0,9 мм.
Технология производства арочного профнастила
Если рассматривать технологию производства арочного гнутого профнастила, то в данном случае стоит отметить тот факт, что оборудование может осуществлять работу по нескольким принципам:
Поперечная деформация. Таким образом, станок, предназначенный для гибки арочного профнастила, оснащен специальными валами, которые имеют грани. Во время осуществления прокатки данные валы продавливают листы, оставляя на них вмятины согласно заданному шагу. В результате такого подхода имеется возможность получать готовую продукцию с плавным изгибом, при этом несущие потери будут минимальными. Стоит учитывать, что радиус дуги определяется шагом деформации.
Радиусная формовка. Как показывает практика, данный вариант изготовления предпочтительнее предыдущего варианта. Обусловлено это тем, что строительный материал получается намного прочнее, при этом несущая способность выше. Такие высокие технические характеристики можно объяснить тем, что процесс формирования дуги и профилирование осуществляются одновременно, в результате чего не появляются вмятины, значительно ослабляющие продукцию. Процесс производства осуществляется на линиях, которые имеют смещенные друг от друга формовочные ролики. В тот момент, когда лист стали проходит через станок, он не только приобретает трапециевидную форму, но и изгибается продольно. Радиус дуги можно определить положением роликов.
Также стоит учитывать, что оборудование, предназначенное для изготовления арочного гнутого профнастила, может быть как стационарным, так и передвижным. Во втором случае оборудование устанавливают на специальный прицеп, что позволяет перевозить производственную линию в любой цех.
Как согнуть профнастил своими руками
Как показывает практика, арочный гнутый профнастил пользуется меньшей популярностью, чем обычный строительный материал. Данная продукция используется преимущественно для строительства складских помещений и ангаров, в результате чего профилированные листы заказывают напрямую у производителя большими партиями, в результате материал имеет необходимый радиус изгиба. Если планируется возведение беседки либо строительство козырька, то в данном случае можно согнуть профлист своими руками.
Важно понимать, что выполнить работы по изгибу строительного материала самостоятельно можно с том случае, если высота волны будет минимальной, например, 8 либо 10 мм. Если волна будет больше, то согнуть материал самостоятельно будет довольно проблематично.
Если воспользоваться какими-либо самодельными приспособлениями и выполнить данную работу, то стоит брать во внимание тот факт, что геометрия арочного профнастила будет существенно нарушена, что приведет к неплотному прилеганию и другим неприятным последствиям.
Совет! Не стоит пытаться самостоятельно согнуть готовую продукцию, у которой высота волн составляет 18 мм и больше.
Монтаж гнутого профнастила
При необходимости можно осуществить монтаж арочного профнастила своими руками. Для этого потребуется воспользоваться стандартной схемой. Таким образом, вместо конька стоит использовать загнутый лист, который будет уложен поверх других листов. Для того чтобы избежать протечек, рекомендуется делать нахлест намного больше.
Во время монтажа важно следить за тем, чтобы профнастил был выровнен относительно света. Фиксация выполняется к обрешетке по верхнему краю материала. Крепление осуществляют при помощи саморезов, соблюдая шаг примерно 10-15 см. Независимо от того, для каких целей используют арочный гнутый профнастил, крепление обязательно должно осуществляться в каждую волну.
Заключение
Арочный гнутый профнастил – довольно популярный строительный материал, который нашел широкое применение в разных строительных отраслях. Таким образом, готовую продукцию при необходимости можно использовать не только для возведения временных конструкции либо складских помещений, но и в качестве кровельного материала для жилых помещений.
Состав и пропорции раствора для кладки кирпича
Как сделать цветной раствор для кирпича
Размер и вес белого силикатного кирпича
Кирпич облицовочный силикатный
Как правильно крепить профнастил на крышу саморезами, крепление профлиста на крыше
Профессиональный монтаж профнастила на крышу Использование профнастила в качестве самого доступного и универсального кровельного материала, для большинства частных застройщиков уже становиться нормой. Это обусловлено упрощённой технологией крепления и минимальным набором дополнительных элементов.
По сравнению с металлочерепицей профнастил ненуждается в точном позиционировании, к примеру, обрешетки на скате крыши. В целом это долговечный, красивый и неприхотливый в работе материал, изготовленный из оцинкованного листа. В большинстве своем имеющий трапециевидный профиль разной ширины и высоты и покрытый цветной полимерной краской. На фото снизу отображены основные типы штамповки.
Профлист отличается размером волн
Выбор его зависит от предпочтений заказчика, уклона скатов крыш, климатических условий. И все же, далеко не каждый будущий застройщик знает, как правильно крепить профнастил на крышу без профессиональной помощи строителей. Однако теперь у него есть реальная возможность ознакомиться с полезной, а главное правильной инструкцией по монтажу профильных листов на скатные крыши. Базовые термины и основные понятия на монтаже Не будем останавливаться на технологии строительства опорной системы кровли, так как тема нашей инструкции непосредственный монтаж профлиста.
Затронем лишь некоторые нюансы крепежа листов в различные части обрешетки крыши. Кстати, она может быть как деревянной, так и в виде металлического профиля. Начнем с основных понятий о сопутствующих материалах и инструмента, затем продолжим описанием технологии монтажа профилированного листа. Непосредственно крепление профлиста осуществляется саморезами, еще их называют само сверлящимися шурупами.
Вам не нужно дополнительно сверлить отверстие под каждую крепежную точку, так как на конце этих саморезов имеется само нарезающаяся резьба (винт), подобно метчику. В основании шурупов имеется шестигранная головка с алюминиевой пресшайбой, под которой расположена резиновая прокладка. Она то и является той основной гарантией герметизации соединения. Они имеют стандарты длины и диаметра резьбы (4.8 мм), но на практике чаще применяют лишь три их типа: 20,28 и 38 мм.
↑ вернуться к содержанию
Саморезы с пресшайбой для стальных кровельных материалов
Для закрутки саморезов вам потребуется ручной электроинструмент. Можно обойтись лишь дрелью с реверсом и регулировкой оборотов, но крепление листов производить шруповертом, поскольку только в них имеется возможность регулировки крутящего момента и силы давления на шуруп. По виду их подразделит на аккумуляторные и сетевые дрели-шруповертом. Есть один, но довольно практичный совет. На нижних рядах и при низкой крыше применять сетевые устройства. Для обеспечения большей мобильности, на высоких и крутых скатах, лучше воспользоваться аккумуляторным шруповертом в комплекте с кобурой. В дополнение к ней желательно приобрести подсумок для саморезов, который закрепляется на поясе монтажника. Часто кровельный материал приходиться кроить по контурам, например, в местах ендовы или слуховых окон. Для этой цели следует применять электролобзик или электромеханические (вырубные) ножницы. Можно использовать и обычные ножницы по металлу, но ими вы сможете разрезать полотно профлиста только вдоль, поскольку высокие волны (ребра жесткости), не позволять прорезать лист попрёк. Применение болгарки не рекомендовано, по причине нарушения полимерного слоя, но полностью не исключается на практике.
Азы монтажа профлиста
Какой бы тип профиля не был выбран вами, его следует укладывать по технологии. Она предполагает расположение листов на скатах крыш, с учетом частичного перехлеста, то есть продольных и поперечных перекрытий. И если нахлест по вертикали зависит от общей ширины ската, но в большинстве случаев не больше одной волны, то горизонтальный размер нахлеста между листами, определяется исходя из угла наклона всего ската. Так для крыши с углом наклона: В 140 нужен нахлест 20 см От 15 до 200 нахлест 15-20 см Свыше 300 нахлест 10-15 см Всю разметку кровельного материала следует производить с учетом уклона крыши. Дополнительно следует учесть профиль ската. Есть так называемые кровли с малым углом наклона, ломаные стыки и повороты скатов. На них очень сложно обеспечить совпадение желобов профиля, поэтому не будет лишним промазать стыки силиконовыми герметиками. При обычном строго горизонтальном или вертикальном расположении герметизация не требуется, саморезы обеспечивают плотное крепление краев профлиста. Исходя из длины профлиста и правил техники безопасности, его монтаж осуществляется силами 2 – 3 человек. Все саморезы завинчиваются в низ волны, за исключением фиксации дополнительных элементов профильной крыши (уголки, коньки и т.д.). Их крепление обычно производится не в обрешетку, а только к вершинам волн листа, как например, при монтаже конька.
↑ вернуться к содержанию
Крепление саморезов
Прикрутив на один саморез несколько листов первого ряда, поровняйте их по горизонтали, ориентируясь на свес. После можно осуществлять окончательное крепление специальными саморезами всех листов, соблюдая определенный технологией шаг. Так, для все нижние и боковые листы закрепляются в каждую волну. В местах горизонтальных и вертикальных стыков соблюдают шаг в одну или две волны, что соответствует примерно 50 см. В середине саморезы располагают в шахматном порядке, небольшим шагом как демонстрирует следующие фото.
Схема крепления кровельных саморезов на профлисте
Внимание! При закручивании саморезов не следует давить на инструмент, поскольку это может привести к раздавливанию резиновой прокладки и нарушению герметизации соединения. Последовательность действий Перед началом работ следует убедиться в прочности крепления обрешётки к стропилам, расстояние между соседними рейкам обрешетки достаточно сделать не более 35 см. Затем следует определиться с необходимостью использовать лестницу или веревки для подъема листов. Она обязательно вам потребуется при монтаже крайних и верхних листов кровли. Крепление профлиста при строго классическом расположении осуществляется снизу вверх, если длина ската предполагает наличие более одного листа и далее соблюдается шахматный порядок укладки. Точное позиционирование нижнего ряда обеспечивается за счет ровного свеса всех листов примерно от 10 до 15 см, в зависимости от наклона крыши. Крайние листы по скату можно расположить как за под лицо с лобовой доской фронтона, так и примкнуть к ней, если планируется использовать боковые (фронтонные) элементы. Более сложные крыши, к примеру, вальмовые, требуют дополнительной подготовки и иной последовательности действий, но крепление саморезов остается таким же. Благодаря гибкости материала при длине более 4 метров профлист можно слегка согнуть поперек, если теребится выполнить плавный переход между горизонтальными стыками. Например, это свойство хорошо проявит себя при слегка изогнутом скате по радиусу, чего нельзя сделать с металлочерепицей.
↑ вернуться к содержанию
Монтаж доборных планок
Все примыкания листов к различным элементам крыши (стены, ендовы, трубы) должны обрамляться доборными элементами. Сюда же следует отнести особые места, это коньки и снегозадержатели. Как уже упоминалось, все доборные элементы будут крепиться исключительно в верх волны (верхнюю гофру). Для крепления доборных элементов следует учитывать нахлест, он должен быть не менее 10 см, а прикручивать их нужно на саморезы большей длины. То есть длинна саморезов будет больше высоты волны листа на 1/3. Для торцевых планок существует своя технология монтажа. Так, для нахлеста следует использовать не менее 10-15 см длины одного из элементов. Причем последовательность нахлеста также нужно соблюдать в зависимости от направления ветра. В таких элементах саморезы крепятся с шагом 30 см. То же справедливо и в отношении примыкающих планок для стен.
Примечание по технике безопасности
На больших высотах не пренебрегайте средствами страховки (веревка, пояс монтажника). Порывы ветра способны сорвать вас с крыши вместе с листом. Используйте индивидуальные средства защиты в виде очков, масок и перчаток, во избежание ранения стружкой при распиле металла электроинструментом. Раскрой профлиста нужно производить только на жестких горизонтальных площадках.
Учебник по физике: R Направление изгиба
Преломление — это изгиб пути световой волны при переходе из одного материала в другой. Преломление происходит на границе и обусловлено изменением скорости световой волны при пересечении границы. Тенденция луча света изгибаться в том или ином направлении зависит от того, ускоряется или замедляется световая волна при пересечении границы. Скорость световой волны зависит от оптической плотности материала, через который она движется. По этой причине направление, в котором изгибается путь световой волны, зависит от того, движется ли световая волна из более плотной (медленной) среды в менее плотную (быструю) среду или из менее плотной среды в более плотную среду. В этой части Урока 1 мы исследуем тему направления изгиба световой волны.
Предсказание направления изгиба
Вспомните аналогию с марширующими солдатами, рассмотренную ранее в этом уроке. Аналогия послужила моделью для понимания граничного поведения световых волн. Как уже говорилось, аналогия часто иллюстрируется на уроке физики студенческой демонстрацией. В демонстрации ряд студентов (представляющий световую волну) движется к липкой ленте (представляющей границу) и замедляется при пересечении границы (представляющей вход в новую среду). Направление очереди студентов меняется при пересечении границы. На приведенной ниже диаграмме показано изменение направления очереди студентов, которые замедляются при пересечении границы.
На диаграмме направление учеников представлено двумя стрелками, известными как лучей . Направление студентов по мере их приближения к границе представлено падающим лучом (нарисован синим цветом). А направление студентов после того, как они пересекут границу, представлено преломленным лучом (нарисовано красным). Поскольку ученики меняют направление (то есть преломляются), падающий и преломленный лучи не указывают в одном и том же направлении. Также обратите внимание, что перпендикулярная линия проведена к границе в точке, где падающий луч падает на границу (т. е. на малярную ленту). Линия, проведенная перпендикулярно границе в точке падения, называется 9.0007 обычная строка . Обратите внимание, что преломленный луч лежит ближе к нормали, чем падающий луч. В таком случае, как этот, мы бы сказали, что путь студентов изогнул к нормальному . Мы можем распространить эту аналогию на свет и заключить, что:
Легкий переход от быстрого к медленному среднему
Если луч света проходит через границу из материала, в котором он распространяется быстро, в материал, в котором он распространяется медленнее, то луч света отклоняется к нормальной линии.
Вышеприведенный принцип применим к свету, проходящему из материала, в котором он быстро распространяется через границу, в материал, в котором он распространяется медленно. Но что, если световая волна делает обратное? Что, если световая волна проходит из материала, в котором она распространяется медленно через границу, в материал, в котором она распространяется быстро? Ответ на этот вопрос можно получить, если мы пересмотрим аналогию с марширующим солдатом. Теперь предположим, что каждый отдельный ученик в поезде ускоряется, как только они пересекают липкую ленту. Первый ученик, достигший границы, ускорится и опередить других учеников. Когда второй ученик достигает границы, он/она также ускоряется и тянет вперед других учеников, которые еще не достигли границы. Это продолжается для каждого последующего ученика, в результате чего очередь учеников теперь движется в направлении, дальшем от нормального. Это изображено на диаграмме ниже.
Из этой аналогии и диаграммы выше мы видим, что преломленный луч (красный) находится дальше от нормали, чем падающий луч (синий). В таком случае, как этот, мы бы сказали, что путь студентов изогнулся отличается от обычного . Мы можем еще раз распространить эту аналогию на свет и заключить, что:
Легкий переход от медленной к быстрой среде
Если луч света проходит через границу из материала, в котором он движется медленно, в материал, в котором он движется быстрее, то луч света отклонится от линии нормали.
Аналогия с трактором
Теперь давайте рассмотрим другую аналогию, которая поможет нам понять эти два важных принципа. Предположим, что трактор движется по асфальтовой поверхности к прямоугольному участку с травой (как показано на диаграмме справа). При въезде в траву колеса трактора уходят в землю и замедляются. При выезде с участка травы на противоположной стороне колеса трактора ускорятся и достигнут исходной скорости. По сути, эта аналогия была бы репрезентативной для световой волны, пересекающей две границы. На первой границе (граница асфальта и травы) световая волна (или трактор) будет замедляться; а на второй границе (граница травы и асфальта) световая волна (или трактор) будет ускоряться. Мы можем применить два наших важных принципа, перечисленных выше, и предсказать направление изгиба и траекторию движения трактора по прямоугольному участку с травой. Как показано на схеме, при въезде в траву колеса замедляются и траектория движения трактора изгибается к нормали (перпендикулярной линии, проведенной к поверхности). При выезде с участка травы колеса ускоряются, и траектория движения трактора отклоняется от нормы. Путь трактора ближе к нормали в более медленной среде и дальше от нормали в более быстрой среде.
Эту аналогию можно распространить на путь световой волны, когда она проходит из воздуха в прямоугольный стеклянный блок и из него. Поскольку воздух оптически менее плотный, чем стекло, световая волна будет замедляться при входе в стекло и ускоряться при выходе из стекла. Другими словами, световая волна будет претерпевать такое же изменение скорости, как и трактор на приведенной выше диаграмме. По этой причине направление изгиба световой волны при входе и выходе из стекла будет таким же, как на схеме выше. Луч света преломляется к нормали при входе в стекло (переход из быстрой среды в медленную) и преломляется от нормали при выходе из стекла (переход из медленной среды в быструю). Это показано на диаграмме справа.
На этих диаграммах прямоугольного участка травы и прямоугольного блока стекла следует отметить важный момент. Обратите внимание, что направление исходного падающего луча совпадает с направлением конечного преломленного луча. Иными словами, направление, в котором распространяется свет при входе в прямоугольный блок стекла, совпадает с направлением, в котором свет распространяется после выхода из прямоугольного блока стекла. Нет окончательного изменения направления, в котором движется свет. Эта маленькая деталь будет иметь место только при двух условиях:
две стороны стекла, через которые входит и выходит свет, параллельны друг другу
среда, окружающая стекло со стороны входа и выхода света, одинакова
Эти два условия выполняются в случае прямоугольного блока стекла, окруженного воздухом.
На приведенных ниже диаграммах показан контраст между прямоугольным участком травы и прямоугольным стеклянным блоком. Обе диаграммы включают преломление трактора или световой волны, когда она проходит через треугольный участок травы и треугольный блок стекла.
Скопируйте эту диаграмму на лист бумаги и примените свое понимание принципов преломления, чтобы предсказать путь трактора и световой волны, когда она проходит через препятствие в форме треугольника. Нарисуйте путь на отдельном листе бумаги, а затем нажмите кнопку ниже, чтобы проверить свой ответ
Принцип наименьшего времени
Другой способ приблизиться к объекту в направлении, в котором свет изгибается при пересечении границы между двумя средами, — через Принцип наименьшего времени . Этот принцип наименьшего времени иногда формулируется следующим образом:
Принцип наименьшего времени
Из всех возможных путей, по которым свет может добраться из одной точки в другую, он всегда выбирает путь, требующий наименьшего количества времени.
Полезная аналогия для понимания принципа включает в себя спасателя, который узнал о тонущем пловце в воде. Чтобы спасти тонущего пловца, спасатель должен пробежать по песку, пересечь границу между песком и водой, а затем проплыть по воде к тонущему пловцу. Разумеется, охранник должен добраться до пловца как можно быстрее. Поскольку охранник может бегать по песку быстрее, чем плавать в воде, было бы логично, если бы охранник преодолевал большее расстояние по песку, чем по воде. Другими словами, она не будет бежать прямо на тонущего пловца. Оптимальной точкой входа в воду является точка, которая позволит спасателю добраться до тонущего пловца за наименьшее количество времени. Очевидно, что эта точка будет ближе к пловцу, чем к охраннику. На диаграмме ниже показана такая точка входа.
Обратите внимание на диаграмму, что минимизация времени достижения пловца означает, что спасатель будет приближаться к границе под крутым углом к нормали, а затем будет наклоняться к нормали при пересечении границы. Эта аналогия показывает, что принцип наименьшего времени предсказывает следующее направление изгиба:
Луч света отклонится к нормали при пересечении границы из среды, в которой он движется быстро, в среду, в которой он движется медленно.
Это то самое обобщение, которое было сделано ранее на этой странице.
Некоторые полезные мнемоники
Использование вышеприведенных принципов и логики для объяснения и предсказания направления преломления света при пересечении границы будет главной целью этого модуля. Вместо того, чтобы просто повторять принцип, вас попросят применить его в различных ситуациях (например, в разделе «Проверьте свое понимание» ниже). Часть выполнения этой задачи будет включать в себя запоминание принципов. По этой причине предлагаются следующие полезные мнемоники.
FST = от быстрого к медленному, к нормальному
Если луч света проходит через границу из материала, в котором он проходит f ast, в материал, в котором проходит s вниз, то луч света отклонится t по направлению к нормали.
SFA = от медленного к быстрому, от нормального
Если луч света проходит через границу из материала, в котором он движется на s низко, в материал, в котором распространяется f астр, то луч света отклонится на пути от нормальной линии.
Мнемотехника — это инструмент, используемый для помощи в запоминании одной и трудно запоминаемой идеи. Конечно, всегда есть риск, что мнемотехника будет забыта. И поскольку FST и SFA могут быть не самыми легко запоминающимися мнемониками, возможно, поможет следующая странность. Вы можете вспомнить FST (от быстрого к медленному; к), просто подумав об этих Причудливые учителя естественных наук , которые были у вас на протяжении многих лет. И вы можете вспомнить SFA, подумав об отвратительной привычке вашей подруги Сары (или Сьюзан, или Сэмми, или Самира, или Кто-то еще. ..) — Sarah Farts Alot .
Flickr Physics Photo
Лазерный луч проходит через прямоугольный блок люцита. Он изгибается к нормали, когда входит в люцит. Когда он выходит из люцита в воздух, он отклоняется от нормального.
Мы хотели бы предложить …
Зачем просто читать об этом и когда вы могли бы взаимодействовать с ним? Взаимодействие — это именно то, что вы делаете, когда используете один из интерактивов The Physics Classroom. Мы хотели бы предложить вам совместить чтение этой страницы с использованием нашего интерактивного метода преломления или интерактивного принципа наименьшего времени. Вы можете найти их в разделе Physics Interactives на нашем сайте. Эти интерактивы предоставляют учащимся интерактивную среду для изучения преломления и/или отражения света на границе двух материалов.
Посетите: Интерактивное преломление || Принцип наименьшего времени Интерактивный
Проверьте свое понимание
Проверьте свою способность применять эти принципы, ответив на следующие вопросы.
1. При переходе света из оптически более плотной среды в менее оптически плотную среду он будет отклоняться _______ (к, от) нормали.
2. При переходе света из оптически менее плотной среды в более оптически плотную среду он будет отклоняться _______ (к, от) нормали.
3. Когда свет проходит из среды с высоким значением показателя преломления в среду с низким значением показателя преломления, он отклоняется _______ (к, от) нормали.
4. Когда свет проходит из среды с низким показателем преломления в среду с высоким показателем преломления, он отклоняется _______ (к, от) нормали.
5. На каждой диаграмме нарисуйте «недостающий» луч (либо падающий, либо преломленный), чтобы надлежащим образом показать, что направление изгиба направлено к нормали или от нее.
6. Метод Артура Подда заключается в том, чтобы ловить рыбу копьем, стоя на берегу. Фактическое местоположение рыбы показано на диаграмме ниже. Из-за преломления света наблюдаемое местоположение рыбы отличается от ее фактического местоположения. Укажите на схеме примерное место, где Артур наблюдает за рыбой. Должен ли Артур целиться выше или ниже того места, где кажется рыба, чтобы попасть в рыбу?
7. Для следующих двух случаев укажите, будет ли луч света отклоняться к нормали или отклоняться от нее при пересечении границы.
Следующий раздел:
Перейти к следующему уроку:
Как согнуть волны, чтобы добраться до нужного места
Волны не всегда распространяются равномерно во все стороны, но могут образовывать замечательный «разветвленный поток». В TU Wien (Вена) в настоящее время разработан метод борьбы с этим явлением. Предоставлено: Венский технологический университет.
Волны не всегда распространяются равномерно во все стороны, но могут образовывать замечательный «разветвленный поток». В TU Wien (Вена) в настоящее время разработан метод борьбы с этим явлением.
В свободном пространстве световая волна лазерного луча распространяется по идеально прямой линии. Однако при определенных обстоятельствах поведение волны может быть гораздо более сложным. При наличии неупорядоченной, нерегулярной среды происходит очень странное явление: приходящая волна расщепляется на несколько путей, она сложным образом разветвляется, достигая одних мест с большой интенсивностью, а других почти полностью избегая.
Этот вид «разветвленного потока» впервые наблюдался в 2001 году. Ученые Венского технического университета (Вена) разработали метод использования этого эффекта. Основная идея этого нового подхода состоит в том, чтобы послать волновой сигнал исключительно по одной единственной заранее выбранной ветви, так что волна едва заметна где-либо еще. Результаты опубликованы в журнале PNAS .
От квантовых частиц к цунами
«Первоначально этот эффект был обнаружен при изучении электронов, движущихся как квантовые волны через крошечные микроструктуры», — говорит профессор Стефан Роттер из Института теоретической физики Венского технического университета. «Такие структуры, однако, никогда не бывают совершенными и всегда имеют определенные несовершенства; и, что удивительно, эти несовершенства заставляют электронную волну расщепляться на ответвления — эффект, который называется разветвленным потоком».
Вскоре выяснилось, что это волновое явление встречается не только в квантовой физике. В принципе, это может произойти со всеми типами волн и на совершенно разных масштабах длины. Если, например, лазерные лучи направить на поверхность мыльного пузыря, они разделятся на несколько парциальных лучей, как волны цунами в океане: последние не распространяются по океану равномерно, а движутся сложным, разветвленный узор, который зависит от случайной формы гофрированного морского дна океана. В результате может случиться так, что цунами очень сильно ударит по далекому острову, а до соседнего острова дойдут лишь гораздо более слабые волновые фронты.
«Мы хотели узнать, можно ли манипулировать этими волнами таким образом, чтобы они шли только по одной выбранной ветви, а не по целой разветвленной сети путей в совершенно разных направлениях», — говорит Андре Брандштеттер (Технический университет Вены). , первый автор публикации. «И, как оказалось, действительно можно нацеливаться на отдельные ветки контролируемым образом».
Анализ и адаптация
Новая процедура состоит всего из двух шагов: Во-первых, волна, как обычно, может разветвляться по всем возможным путям. В одном из мест, достигаемых с высокой интенсивностью, волна измеряется в деталях. Затем можно использовать метод, разработанный в Техническом университете Вены, для расчета формы волны в начале координат, чтобы на втором этапе ее можно было направить по одному выбранному пути, избегая при этом всех других путей.
«Мы использовали численное моделирование, чтобы показать, как найти волну, которая ведет себя именно так, как мы хотим. Этот подход можно применять с использованием множества различных методов», — говорит Стефан Роттер. «Вы можете реализовать это со световыми волнами, которые настраиваются с помощью специальных зеркальных систем, или со звуковыми волнами, которые вы генерируете с помощью системы связанных громкоговорителей. Возможная область применения также может быть сонарными волнами в океане. В любом случае, необходимые технологии уже доступны».
С помощью этого нового метода все эти различные типы волн могут быть отправлены по единой траектории, предварительно выбранной из сложной сети путей. «Эта траектория даже не обязательно должна быть прямой», — объясняет Андре Брандштеттер. «Многие из возможных путей искривлены — неровности окружающей среды действуют как набор линз, с помощью которых волна снова и снова фокусируется и отклоняется».
По этим специальным путям можно передавать даже импульсные сигналы, чтобы информация могла передаваться целенаправленно. Это гарантирует, что волновой сигнал поступает именно туда, где он должен быть принят; в других местах его практически невозможно обнаружить, что значительно затрудняет подслушивание.
Узнать больше
Случайный антилазер
Дополнительная информация: Андре Брандштеттер и др. Формирование разветвленного потока света через неупорядоченные среды, Proceedings of the National Academy of Sciences (2019). DOI: 10.1073/pnas.1905217116
Информация журнала: Труды Национальной академии наук
Предоставлено Венский технологический университет
Цитата : Как согнуть волны, чтобы попасть в нужное место (2019, 24 июня) получено 30 октября 2022 г.
Бормашина для резьбы по дереву:как выбрать гравер и фрезы, техника выполнения резьбы, видео
Бормашины для резьбы по дереву отличаются мощностью двигателя, скоростью (количеством оборотов, сделанных в течение минуты) и крутящим моментом. Они бывают мощными, выдерживающими серьезные нагрузки, или компактными, но долго работающими на высоких оборотах:
Крупная фреза, совершающая 10 тыс. об/мин;
Небольшой бор, со скоростью от 20 тыс. об/мин.
Отдавать предпочтение граверам, совершающим 30 тыс. об/мин не стоит – в работе они практически не востребованы.
Бормашину, работающую на высоких оборотах и одновременно выдерживающую мощную нагрузку крупной фрезы, пока не создали. Поэтому специалисты рекомендуют сразу приобрести минимум два инструмента, отличающихся характеристиками, например:
Микромотор компактных размеров, работающий на высоких оборотах.
Бормашину с хорошей мощностью, снабженную усиленным наконечником.
Сложные работы выполняются инструментом с дополнительной рукояткой, а с нанесением мелких штрихов отлично справляется компактное устройство.
Выбирая серийную модель гравера, которой предстоит работать в режиме многозадачности, отталкиваются не только от отзывов специалистов, но и характеристик, функциональности.
Советы мастеров
Начинающие мастера, желающие сэкономить на покупке инструмента, могут сделать бормашину собственноручно. Для этого понадобится электромотор, снятый со старой машины для стирки или какой-то другой двигатель, обязательно мощный. Не обойтись без ременной передачи, которая должна соединиться с рукавом бормашины. Последний, как и наконечники, придется докупить отдельно.
Самодельная бормашинка
Самодельный гравер можно заменить дрелью и шуруповертом. В этом случае придется приобрести гибкий вал, который будет присоединен к инструменту, а также специальная насадка, выполняющая роль крепления. Получившаяся бормашинка сможет выполнять тонкие узоры, но мощность ее будет небольшой. Работающим с самодельным устройством стоит позаботиться о штативе, чтобы вешать на него инструмент и манипулировать насадками через гибкий вал.
Самодельным гравером можно создавать тонкие надписи и узоры, обрабатывать металлические, пластиковые и костяные детали.
Немного полезных рекомендаций:
В работе удобно использовать древесину липы, бука, ольхи или груши. Выбирая сосновую и ясеневую заготовку, нужно быть готовым к тому, что качественный рисунок на ней не получится;
Фон, на крупных заготовках выполняется насадкой с ограничителем;
Глубину прорези выбирается перед началом работы. Не ошибиться с ней поможет небольшая деревяшка, на которой можно поработать бормашиной.
Упростить и сделать более точным процесс гравировки помогает трафарет. Для начала работы нужно перенести с него на заготовку выбранный узор и дорисовывать его при необходимости.
Бормашина позволяет делать надписи на дереве, а также разной сложности узоры
Бормашина для резьбы по дереву позволяет осуществлять нанесение художественных надписей и рельефных изображений на поверхность материала. Однако новичкам в этом деле необходимо знать технологию выполнения работы. В решении данного вопроса помогут советы от мастеров, а также последовательная схема резьбы по дереву бормашиной с использованием эскизов.
Как выбрать бормашину
Залог успеха в данной деятельности во многом зависит от выбранного инструмента. В первую очередь вы должны определиться с рабочей нагрузкой бормашины. Рекомендуется обращать внимания на два аспекта:
Мощность микромотора, которая будет определять длительность работы оборудования при механических нагрузках.
Количество совершаемых оборотов рабочего органа, в который будут фиксироваться насадки.
Желающим заниматься этой деятельностью профессионально следует знать, что им потребуется приобрести два инструмента. На сегодняшний день бормашины отличающейся мощностью и высокими показателями оборотов не придумали. По этой причине начинающим мастерам следует приобрести:
Мощную бормашину с усиленной конструкцией наконечника;
Инструмент поменьше для тонких работ.
Следующим шагом будет выбор заготовки. Специалисты рекомендуют отдавать свое предпочтение древесным породам с плотной однородной структурой. Лучшим выбором станет: липа, груша, бук или ольха. Дубовые, еловые, сосновые заготовки будут не самым лучшим выбором. Недостаток заключается в некачественном отражении фактуры рисунка.
Технология выполнения резьбы бормашинкой
Определившись с заготовкой, необходимо создать эскиз, используя плотную бумагу, и подготовить рабочее место. Последнее должно быть оснащено мощным электроприбором, свет которого позволяет детально рассматривать любые элементы гравировки. Для фиксации трафарета на обрабатываемой поверхности понадобится малярный скотч, а если части эскиза будут наноситься непосредственно на заготовку – фломастер или карандаш, а также спирт для обезжиривания ее поверхности.
Ход работы с заготовкой выглядит примерно так:
Перенесение трафарета на поверхность заготовки с помощью копирки. Если бумажный шаблон не используется, поверхность, до нанесения надписи или изображения, обезжиривают спиртом. Участки, которые будут выбраны, заштриховываются карандашом черного цвета.
Обведение контура рисунка маленьким бором с фрезой, имеющей звездчатое или игольчатое сечение. На этом этапе могут используются буры небольших размеров.
Обводка крупным наконечником и выбор фоновой части. Глубина выборки подбирается предварительно, на ненужном кусочке дерева.
Шлифовка фона кусочком наждачной бумаги с мелким напылением.
Выполнение мелких элементов.
Полировка поверхности войлочным валиком для удаления возможных заусенцев, оставленных инструментами. Покрытие морилкой.
Очищение готового изделия мелкодисперсной наждачной бумагой – морилка должна остаться только в его фоновой части.
Нанесение основы путем втирания краски нейтрального оттенка. Финишным декором может служить бронзовая пудра, излишки которой следует удалить фланелевой тряпочкой.
Примерно так происходит гравировка небольших и не очень сложных рисунков. К созданию более сложных изделий следует приступать только после прохождения обучения резьбе по дереву на курсах или у мастера.
В данном видео мастер демонстрирует выполнение резьбы бормашинкой.
Любой мастер хочет сделать качественный рисунок с четкими контурами. Для этого необходимо следовать простым советам, которые в разы облегчат работу:
Создать трафарет, желательно применив плотную бумагу, для чего подойдет тонкий картон.
При помощи копировальной бумаги перенести контуры на заготовку.
Используя небольшие фрезы, пройтись по отмеченным местам.
Таким образом будет создан трафарет, который позволит в разы облегчить процесс гравировки, особенно это будет ощутимо, если орнамент будет повторяющим.
Важно правильно выбрать насадку с множества видов:
Абразивные. Предназначаются для шлифовки;
Проволочная щетка. Является незаменимой вещью в черновой обработке заготовки;
Стальные фрезы. Это основные насадки, благодаря которым прорезают контуры и делают другие предварительные операции;
Зубчатые лезвия. Они необходимы для отделки заготовок, имеющих тонкий рельеф;
Сверла. Основным назначением является выполнение отверстий;
Шарошки. Благодаря им можно сделать полировку;
Войлочные круги. Необходимы в завершающих стадиях работы.
Техника безопасности
Бормашина, как и другой режущий электроинструмент, требует соблюдения техники безопасности. Ее требования заключаются в следующем:
Во время работы важно, чтобы рабочая поверхность была устойчивая и чистая
Работать на прочном и устойчивом столе, остающемся на месте во время резьбы.
Надевать халат или фартук из плотной ткани, выбирать одежду без рукавов или закатывать их как можно выше. Волосы, если длинные, собирать в хвост и прятать под косынкой или легким головным убором.
Закреплять обрабатываемые детали специальными приспособлениями, чтобы рабочий процесс протекал быстро и безопасно.
Свет должен быть ярким. Осветительные приборы располагают так, чтобы мастер во время резьбы не отбрасывал тень на рабочую поверхность.
Надевать защитные очки.
Проверять остроту заточек на деревянном бруске, а не пальцах.
Поддерживать порядок и чистоту на рабочем месте, чтобы среди опилок, скопившихся на столе, не наткнуться на что-нибудь острое.
Убирать рабочую поверхность щетками, а не руками. Время от времени протирать столы влажной тряпкой для удаления скопившейся пыли.
После работы раскладывать инструменты и насадки по местам.
Следить за исправностью электрических инструментов и их проводов.
Проверять то, как инструменты включены в розетку, распутывать скрутившись шнуры.
Отключать инструмент, в котором не предусмотрена система вентиляции, каждые 10-15 мин. для остывания.
Помнить о пожарной безопасности – сухая стружка легковоспламеняемая, поэтому не должна контактировать с нагревательными приборами.
Позаботиться о наличии в рабочем помещении аптечки.
Неисправные части заменяются только аналогичными, а чистка вентиляционных отверстий гравера проводится сразу после окончания работы с ним.
Бормашина, используемая в условиях мастерской или дома, послужит дольше, если обеспечить ей правильный уход. Неисправные части заменяются только аналогичными, а чистка вентиляционных отверстий гравера проводится сразу после окончания работы с ним. Нужно регулярно проверять приспособления и инструменты, использующиеся параллельно с оборудованием для резьбы: поверхность не может иметь зазубрин, трещин или иных дефектов.
Начинать резьбу по дереву бормашиной необходимо в хорошо освещенном помещении, на рабочем столе, где нет лишних вещей. Недостаток света и беспорядок – причины получения травм при работе. Убедитесь, что поблизости нет взрывоопасных веществ.
Осуществляя настройку, следует выключать инструмент из розетки. Ни в коем случае не выполнять чистку или смену аксессуаров с включенным в энергопитание оборудованием! Категорически запрещается использование инструментов с дефектами.
Заключение
Резьба по дереву является очень трудным процессом, поэтому перед началом необходимо уделить внимание ряду нюансов. Правильно выбранный инструмент, а также подходящие фрезы для работы станут залогом успеха. Однако следует помнить, что в первую очередь важна безопасность!
Учитывая данные аспекты, вы достигнете успеха в резьбе по дереву. Бормашина требует регулярного, соответствующего ухода с чисткой и заменой изношенных частей, а также соблюдения техники безопасности в работе. Эти действия помогут сохранить работоспособность оборудования на длительное время и сделают его работу максимально эффективной.
резьба по дереву — Мастер художественной резьбы по дереву Алексей — LiveJournal
резьба по дереву резьба по дереву фото резьба по дереву эскизы видео резьба по дереву резьба по дереву купить куплю резьбу по дереву резьба по дереву для начинающих инструменты для резьбы по дереву резьба по дереву рисунки резьба по дереву узоры уроки резьбы по дереву татьянка резьба по дереву станок для резьбы по дереву резьба по дереву скачать резьба по дереву картинки прорезная резьба по дереву набор для резьбы по дереву стамески для резьбы по дереву мастера резьбы по дереву геометрическая резьба по дереву художественная резьба по дереву резьба по дереву цена резьба по дереву чпу бесплатно резьба по дереву резьба по дереву видео уроки беляев резьба по дереву резьба по дереву своими руками резьба по дереву инструменты купить резьба по дереву станки чпу резьба по дереву лобзиком ножи для резьбы по дереву резьба по дереву книги резцы для резьбы по дереву резьба по дереву картины резьба по дереву скачать бесплатно станок резьба по дереву цена беляев константин резьба по дереву орнаменты для резьбы по дереву купить набор резьбы по дереву резьба по дереву домовой домовая резьба по дереву ручная резьба по дереву работа резьба по дереву резьба по дереву обучение наличники резьба по дереву резьба по дереву москва резьба по дереву презентация виды резьбы по дереву бормашина для резьбы по дереву шаблоны для резьбы по дереву резьба по дереву чпу цена резьба фрезером по дереву трафареты для резьбы по дереву народная резьба по дереву резьба по дереву шкатулки резьба по дереву доски резьба по дереву смотреть резьба по дереву беляев мастер мастер класс по резьба по дереву скачать книги резьба по дереву рельефная резьба по дереву где купить дерево для резьбы резьба по дереву и кости объемная резьба по дереву магазин резьба по дереву курсы резьбы по дереву резьба по дереву торрент резьба по дереву набор инструментов резьба и роспись по дереву резьба по дереву животные прорезная резьба по дереву эскизы заготовки для резьбы по дереву резьба по дереву 3d история резьбы по дереву резьба по дереву иконы плоскорельефная резьба по дереву какое дерево для резьбы панно резьба по дереву как сделать резьбу по дереву русская резьба по дереву резьба по дереву фрезерным станком технология резьбы по дереву резьба по дереву нарды резьба по дереву рисунки эскизы контурная резьба по дереву резьба по дереву скачать торрент резьба по дереву изделия резьба по дереву спб резьба по дереву баня резьба по дереву кружки кружок резьба по дереву резьба по дереву дома резьба по дереву скульптура прорезная резьба по дереву трафареты резьба по дереву википедия сайты резьба по дереву скачать видео резьба по дереву липа резьба по дереву резьба по дереву на заказ резьба по дереву как называется резьба бензопилой по дереву электроинструмент для резьбы по дереву народные промыслы резьба по дереву народный промысел резьба по дереву токарная резьба по дереву резьба дерево ру резьба по дереву декоративная резьба по дереву в украине изготовление резьбы по дереву резьба по дереву альбомы стили резьбы по дереву искусство резьбы по дереву резьба по дереву ручным фрезером доклад резьба по дереву резьба по дереву гравером резьба по дереву эскизы скачать резьба по дереву мебель кудринская резьба по дереву геометрическая резьба по дереву эскизы резьба для бани по дереву резьба по дереву программа древесина для резьбы по дереву ютуб резьба по дереву журнал резьба по дереву техника резьбы по дереву резьба по дереву онлайн барокко резьба по дереву школа резьбы по дереву материалы для резьбы по дереву резьба по дереву сочинение богородская резьба по дереву резьба по дереву видео бесплатно резьба по дереву буквы резьба по дереву рамки скульптурная резьба по дереву резьба по дереву и камню резьба по дереву лобзиком эскизы татьянка резьба по дереву книги резьба по дереву реферат плоская резьба по дереву геометрическая резьба по дереву рисунки мастерская резьбы по дереву татьянка ру резьба по дереву резьба по дереву лобзиком фото резная резьба по дереву резьба по дереву рисунки бесплатно прорезная резьба по дереву фото резьба по дереву татьянка инструмент ажурная резьба по дереву прорезная резьба по дереву лобзиком Приглашаю к сотрудничеству, дизайнеров и компании, занимающиеся малоэтажным строительством, в городах: Москве и Московской области, Санкт-Петербурге, Ленинградской области, Сочи, Нижнем Новгороде, Ростове на Дону, Пятигорске, Екатеринбурге, Новосибирске, Хабаровске, Хабаровского края, Владивостоке, Приморского края, Дальнего Востока, в городах Московской области: Апрелевка, Балашиха, Бронницы, Верея, Видное, Волоколамск, Воскресенск, Высоковск, Голицыно, Дедовск, Дзержинский, Дмитров, Долгопрудный, Домодедово, Дрезна, Дубна, Егорьевск, Железнодорожный, Жуковский, Зарайск, Звенигород, Ивантеевка, Истра, Кашира, Климовск, Клин, Коломна, Королёв, Котельники, Красноармейск, Красногорск, Краснозаводск, Краснознаменск, Кубинка, Куровское, Ликино-Дулёво, Лобня, Лосино-Петровский, Луховицы, Лыткарино, Люберцы, Можайск, Мытищи, Наро-Фоминск, Ногинск, Одинцово, Ожерелье, Озёры, Орехово-Зуево, Павловский Посад, Пересвет, Подольск, Протвино, Пушкино, Пущино, Раменское, Реутов, Рошаль, Руза, Сергиев Посад, Серпухов, Солнечногорск, Старая Купавна, Ступино, Ступинский, Талдом, Талдомский, Фрязино, Химки, Хотьково, Черноголовка, Чехов, Шатура, Щёлково, Электрогорск, Электросталь, Электроугли, Юбилейный, Яхрома и в других городах России.
Полное руководство по выбору гравировального станка по дереву
Гравировальный станок по дереву — это станок, используемый для гравировки или вырезания по деревянному блоку или доске произведения искусства, скульптуры, модели или украшения для мебели. Многие ручные резчики используют инструменты для ручной резьбы, такие как разделочные ножи, напильники, пилы и электрические разделочные ножи. С этими инструментами скорость гравировки низкая, а выход небольшой. И это требует большого мастерства.
В современной деревообрабатывающей промышленности ручные гравировальные инструменты не могут удовлетворить потребности массового производства. Все больше и больше частных лиц и фабрик выбирают станки с ЧПУ для гравировки по дереву, чтобы начать свои проекты по резьбе по дереву.
В этой статье представлены два основных типа станков для гравировки по дереву с ЧПУ, которые могут удовлетворить высокие требования к производительности. В нем также рассказывается, на что следует обратить внимание перед покупкой гравировального станка по дереву. Если вы обладаете базовыми знаниями, вы также можете проверить станки для гравировки по дереву, рекомендованные в этой статье.
Типы гравировального станка с ЧПУ по дереву
Гравировальный станок с ЧПУ использует числовое программное управление, и процесс гравировки выполняется машиной автоматически. Все, что вам нужно сделать, это импортировать файл дизайна в компьютер, задать параметры гравировки и установить деревянную доску на место.
Тогда какой станок вы используете для гравировки по дереву?
В настоящее время наиболее часто используемые станки для гравировки по дереву в основном включают две категории — фрезерный станок с ЧПУ и станок для лазерной гравировки. Два типа гравировальных станков по дереву имеют некоторые различия в принципе действия, характеристиках обработки и применении. Но оба они обеспечивают превосходную точность, высокую скорость, безопасную и простую работу, а также хорошие результаты гравировки.
Гравировальный станок по дереву — фрезерный станок с ЧПУ по дереву
Фрезерный станок с ЧПУ по дереву использует контактный процесс гравировки и резки. Его выдающейся характеристикой является множество функций и хорошая гибкость. Фрезерные станки с ЧПУ хороши для быстрой и точной резки или гравировки материалов. Помимо дерева, этот гравировальный станок по дереву также может резать и гравировать пластик, пенопласт, композитные материалы, акрил и другие материалы. При правильной мощности и фрезах с ЧПУ он также может резать стальные, алюминиевые и другие тонкие металлические пластины, придавая им идеальные формы.
Компьютер дает команды фрезерному станку с ЧПУ на основе файлов дизайна для точной гравировки или вырезания материалов. Скорость и положение гравировки точно контролируются компьютером. Сочетание скорости, эффективности и простоты использования значительно повышает производительность и качество продукции.
Этот станок с ЧПУ для резьбы по дереву доступен во многих моделях и спецификациях. Что касается рабочего пути, он имеет 3-осевые, 4-осевые и 5-осевые станки для гравировки по дереву. Он также может быть оснащен двумя, тремя, четырьмя, восемью или даже десятью шпинделями для удовлетворения требований массового производства. В случае более четырех процессов гравировки гравировальный станок по дереву может добавить функцию автоматической смены инструмента. Эта функция позволяет автоматически менять различные фрезы с ЧПУ для различных гравировальных работ.
Чтобы увидеть больше фрезерных станков с ЧПУ для гравировки по дереву, посетите нашу страницу колонки ЧПУ ФРЕЗЕРАТОРЫ.
Гравировальный станок по дереву — станок для лазерной гравировки по дереву
Помимо фрезерных станков с ЧПУ существуют также станки для лазерной гравировки по дереву. Основное различие между лазерным станком и гравером по дереву с ЧПУ заключается в способе обработки. Лазерная гравировка – это бесконтактный процесс, основанный на нагревании. Лазерный гравер по дереву использует сфокусированный мощный лазерный луч для гравировки или резки нестандартных форм и рисунков. Он не имеет режущих инструментов различной формы и использует тепло для выполнения точной резки и гравировки. По сути, гравировальные работы, выполняемые лазерным гравировальным станком по дереву, представляют собой своего рода выжигание.
Благодаря системе ЧПУ лазерный гравер по дереву может массово производить изделия с более сложными рисунками гравировки. При правильной мощности лазера и скорости обработки он может давать гладкие и чистые результаты гравировки. Никакой дополнительной очистки или другой обработки не требуется. Лазерная гравировка помогает повысить уровень персонализации или персонализации изделий из дерева. Узоры, оставленные на древесных материалах, точные и стойкие.
Лазерный резак и гравер по дереву использует CO2-лазер в качестве источника лазера. Помимо дерева, он также может резать и гравировать другие неметаллические материалы. Например, пластик, акрил, бумага, ткань, кожа, камень, стекло и т. д. Дерево также делится на множество видов, и каждый вид имеет свои особенности. Некоторые из них более плотные, например твердые породы дерева, для которых требуется более высокая мощность лазера при гравировке или резке. Бревна (необработанная древесина) на сегодняшний день являются наиболее часто используемым материалом для лазерной обработки, и их легко гравировать и резать. Светлая древесина, такая как береза, вишня или клен, легко испаряется лазером и больше подходит для гравировки.
Лазерный гравировальный станок по дереву обычно не режет древесину глубоко. Максимальная глубина реза зависит от древесного материала и мощности лазера. Если вы хотите резать очень толстую древесину, вы можете уменьшить скорость резки. Но это может привести к возгоранию дерева. Поэтому для резки и гравировки более толстых деревянных панелей мы обычно рекомендуем фрезерные станки с ЧПУ вместо лазерных станков.
Нажмите на страницу CO2 LASER MACHINE, чтобы увидеть больше лазерных граверов.
Что может станок для гравировки по дереву?
Станок с ЧПУ для резьбы по дереву имеет широкий спектр применения в производстве мебели, украшений, игрушек, моделей, рекламы, ремесел и других отраслях. The wood materials processed by the wood engraving machine include:
Solid wood
Particle board, chipboard
Plywood
Melamine board
Fiberboard
Density board
Veneers
Cork
Many of our customers choose Гравировальный станок с ЧПУ для обработки различных видов продукции.
В этом видео показано, как один из наших гравировальных станков по дереву 1325 вырезает пни из круглого дерева.
Мебель, особенно в классическом или традиционном стиле, имеет сложные узоры, инкрустации и другие украшения. Эти сложные узоры резьбы могут быть реализованы на нашем фрезерном станке с ЧПУ. У нас есть многошпиндельные или ATC-фрезерные станки с ЧПУ по дереву для двухмерных рисунков гравировки. Для рисунков на цилиндрической мебели, такой как ножки стола, перила и т. д., у нас есть станок с ЧПУ для резьбы по оси вращения.
Многие покупатели используют наш лазерный станок для гравировки по дереву для гравировки или маркировки деревянных досок в качестве табличек, вывесок и поделок в магазинах. Индивидуальные деревянные вывески также привлекут больше клиентов. Фотогравюра также является очень популярным проектом по дереву. Выгравируйте фото любимого человека на красном дереве или натуральной сосне в качестве сувенира. Такие особенные фотографии можно хранить долгое время, и это отличный способ увековечить прошлое.
Гравировальный станок по дереву также можно использовать для вырезания различных деревянных моделей, таких как модели зданий, моделей транспортных средств и моделей кораблей. Они могут помочь настроить продукты для создания уникальных и особенных объектов, имеющих большее значение. Например, именные поделки из дерева, скейтборды, сувениры и т. д., красиво и практично.
Сколько стоит гравировальный станок по дереву?
Ответ на этот вопрос может сильно различаться в зависимости от типа и спецификации. Поскольку я упомянул два типа станков для гравировки по дереву, я укажу цену соответственно.
Фрезерно-гравировальные станки с ЧПУ доступны во многих спецификациях и конфигурациях. Небольшие или любительские фрезерные станки с ЧПУ, такие как 6090, стоят около 3000 долларов без перевозки. Средние и большие фрезерные станки с ЧПУ начинаются от 5000 долларов. Кроме того, чем больше подвижных осей, тем выше стоимость станка для гравировки по дереву. Кроме того, фрезерный станок с ЧПУ ATC дороже обычного трехосевого. Как правило, стоимость станка для гравировки по дереву с ЧПУ колеблется от 3000 до 80 000 долларов.
Лазерный станок для гравировки по дереву также имеет доступные модели. Небольшой лазерный гравер по дереву для хобби стоит от 2500 до 4000 долларов. Машины с поворотным устройством или другими модернизированными конфигурациями немного выше указанной выше цены. Как правило, лазерный гравер CO2 может стоить от 2500 до 9000 долларов.
Гравировальный станок по дереву рекомендация по продаже
Гравировальный станок с ЧПУ доступен во многих размерах, функциях и назначениях. В следующей части перечислены 4 типа самых продаваемых станков для резьбы по дереву от Blue Elephant. Здесь показаны только 4 репрезентативных станка с ЧПУ для гравировки по дереву, а также у нас есть много других моделей и спецификаций. Если вы хотите узнать больше, пожалуйста, свяжитесь со мной и получите цитату. В таблице ниже представлена основная информация об этих четырех станках с ЧПУ.
CNC machine
Working size
Features
Price range
1530 4 Axis Wood CNC Router
1500x3000x200mm
Rotating spindle + rotary device
$12,000 — $16,000
Multi Станок для резьбы по дереву с ЧПУ
1300x2500x300 мм
8 поворотных устройств
$7,000 — $12,000
Дешевый станок с ЧПУ для резьбы по дереву
1200x1200x140mm
Small size + ball screw-driven
$2,000 — $4,000
Laser wood cutter and engraver
1300x900mm
CO2 laser + rotary device
$3,000 — $9,000
4
1530 4-осевой фрезерный станок с ЧПУ по дереву с поворотным устройством
Это один из самых популярных фрезерных станков по дереву, используемых в деревообрабатывающей промышленности. Он оснащен вращающимся шпинделем и поворотным устройством одновременно. Это делает этот гравировальный станок по дереву подходящим для гравировки или вырезания 2D и 3D деревянных заготовок практически любой формы.
узнать больше
Вращающийся шпиндель может поворачиваться на 180 градусов слева направо. Таким образом, он может гравировать левую, верхнюю и правую поверхности ксилографии. Затем поверните блок на 90 градусов, передняя и задняя поверхности блока также гравируются. Вращающееся устройство играет важную роль, когда речь идет о гравировке деревянных палочек или шпинделей. Палочки или шпиндели фиксируются и автоматически вращаются с одинаковой скоростью во время процесса гравировки. Это очень подходит для изготовления деревянных колонн, поручней, статуй, трофеев и т. д.
На видео ниже показан процесс вырезания небольшого деревянного павильона с использованием 4-осевого 3D-гравировального станка по дереву.
Многие наши клиенты используют этот тип 3D-гравировального станка по дереву для изготовления различных каркасных изделий. Например, дверные коробки, изголовья кроватей, фоторамки, рамы для зеркал, окна, экраны и т. д. Следующее видео представляет собой реальный отзыв о 4-осевом фрезерном станке с ЧПУ по дереву ELE 1530 от одного из наших клиентов в Казахстане.
Многошпиндельный гравировальный станок по дереву
Многоцелевой станок с ЧПУ для резьбы по дереву с 8 шпинделями
Это высокоэффективный станок для резьбы по дереву с ЧПУ для массового производства цилиндрических заготовок. Он имеет 8 шпинделей с 8 поворотными устройствами, которые могут работать одновременно. Это значительно повышает эффективность работы и экономит время. Диаметр поворотных устройств доступен 200 мм и 300 мм. Соответственно, общая рабочая площадь отличается при выборе разных диаметров.
узнать больше
Если вам не нужны эти поворотные устройства, ничего страшного. У нас также есть модели 8-шпиндельных станков для гравировки по дереву с алюминиевым столом с Т-образными пазами или вакуумным столом. Эти модели могут одновременно гравировать узоры на деревянных панелях. Этот гравер по дереву с ЧПУ очень подходит для массового производства изделий, вырезанных и вырезанных из большой деревянной доски.
В этом видеоролике показано, как 8-шпиндельный станок с ЧПУ для резьбы по дереву гравирует узоры на плите МДФ. В этом видео работают только 3 шпинделя. Положение 8 шпинделей регулируется. Таким образом, этот станок с ЧПУ для резьбы по дереву может производить гравированные изделия разных размеров.
Помимо 8 шпинделей, Blue Elephant также предлагает станки с ЧПУ для резьбы по дереву с 2, 3 или 4 шпинделями. Многошпиндельный гравировальный станок по дереву больше похож на простую версию станка с ЧПУ с автоматической сменой инструмента. Но гравер по дереву с ЧПУ ATC может выполнять больше процессов гравировки, чем многошпиндельный.
Продается небольшой станок для гравировки по дереву
4×4 Дешевый станок с ЧПУ для резьбы по дереву
Это самый продаваемый небольшой станок для резьбы по дереву от Blue Elephant для малого бизнеса и домашнего использования. Он имеет небольшую рабочую зону 4 х 4 фута, которая подходит для изготовления различных поделок, деревянных знаков, букв и произведений искусства. Он также может быть оснащен автоматическим зарядным устройством или вращающимся устройством в соответствии с требованиями заказчика.
узнать больше
Небольшой гравировальный станок по дереву стоит относительно дешево. Всего за 2 или 3 тысячи долларов США вы можете получить фрезерный станок с ЧПУ по дереву с множеством функций и длительным сроком службы. Наши небольшие фрезерные станки с ЧПУ по дереву используют метод шарико-винтовой передачи. Отличительной особенностью является высокая точность и аккуратность.
В этом видеоролике показан экономичный станок для гравировки по дереву с ЧПУ 1212, выполняющий гравировку простых линий на плите МДФ.
Лазерный гравировальный станок по дереву
Лазерный резак и гравер по фанере на продажу
Это лазерный гравер для дерева и других неметаллических материалов. Он использует вращающееся устройство, которое хорошо подходит для гравировки цилиндрических заготовок. Защитный кожух помогает защитить безопасность оператора. Кроме того, он предотвращает попадание дыма, образующегося в процессе резки, в атмосферу. Этот лазерный гравер по дереву может гравировать или прожигать многие виды древесных материалов без высокой точности и эффективности.
узнать больше
Мощность этого лазерного резака для фанеры может составлять 100 Вт, 130 Вт, 150 Вт и т. д. Мощность достаточна для резки различных неметаллических плит толщиной до 20 мм. Вы также можете выбрать сотовый или ножевой рабочий стол для лазерного гравировального станка по дереву. Но для обработки твердых материалов, таких как дерево, акриловые доски, мы рекомендуем рабочий стол с лезвиями.
На следующем видео показан лазерный гравер мощностью 130 Вт для резки и прожига фанерной плиты толщиной 3 мм. Процесс гравировки быстрый, чистый и аккуратный.
Как выбрать станок для гравировки по дереву
Прежде чем инвестировать в станок для гравировки по дереву, необходимо ответить на несколько вопросов. Процесс поиска ответов на эти вопросы поможет вам прояснить основные требования к гравировальному станку по дереву.
Каковы мои потребности в обработке?
Важно понимать ваши требования к обработке, чтобы вы могли получить наиболее подходящий станок для гравировки по дереву. Например, ваша работа заключается в основном в гравировке или резьбе по дереву, а глубина обработки невелика. Тогда вы можете выбрать ближайший ко мне лазерный резак по дереву или фрезерный станок с ЧПУ меньшей мощности.
Даже при резке деревянных досок толщиной менее 20 мм ближайший ко мне лазерный резак по дереву также может очень хорошо справиться с этой задачей. Но если вы не только вырезаете дерево, но и режете дерево в течение длительного времени, например, делаете шкафы, то мы рекомендуем фрезерные станки с ЧПУ.
Какие конфигурации я предпочитаю?
Требования к обработке также могут помочь вам определить конфигурацию машины, которая вам нужна. Например, мощность шпинделя или лазера, размер станка, мощность двигателя и т. д. Вообще говоря, мощность, необходимая для гравировки, меньше, чем мощность, необходимая для резки. Размер выбранного станка для резьбы по дереву должен позволять гравировать или резать максимальный материал. Выбор других конфигураций также тесно связан с конкретными требованиями к обработке. Например, если вы просто делаете небольшие и тонкие поделки из хобби, настольный лазерный гравер 3040 или 3080 может удовлетворить ваши потребности.
Каков мой бюджет?
Очень важно знать, сколько вы можете заплатить (и позволить себе). Цена гравировального станка по дереву существенно варьируется. Есть настольный лазерный гравер по дереву, который стоит всего двести-триста долларов. А еще есть многофункциональные станки для гравировки по дереву, которые стоят десятки тысяч долларов. Итак, вам нужно знать, каков ваш лимит бюджета. И выберите машину, которая лучше всего соответствует вашим требованиям в рамках вашего бюджета. Кроме того, не стоит слепо гнаться за низкими ценами. Недорогой гравировальный станок по дереву может стоить качества станка.
Какую марку выбрать?
На рынке представлено множество производителей станков для гравировки по дереву и станков. Прежде чем покупать машину определенной марки, необходимо изучить производителя. Например, его научно-исследовательские и производственные мощности, возможности доставки, качество продукции, оценка клиентов и т. д. Вы можете провести расследование, посетив веб-сайт компании производителя или обратившись к клиентам, купившим его продукцию.
Компания Blue Elephant с момента своего основания занимается исследованиями и разработками, а также производством гравировальных станков с ЧПУ и лазерных станков по дереву. Его завод занимает площадь более 30 000 квадратных метров и может производить 200 машин в месяц. Наши станки для резьбы по дереву экспортируются в более чем 130 стран и регионов, а также получили высокую оценку клиентов по всему миру. Кроме того, у нас есть полная система обслуживания для решения всех проблем до, во время и после продажи.
Сколько места осталось для станка для гравировки по дереву?
Помимо размеров самой машины, нужно еще оставить определенное количество места. Ведь помимо машины нужно еще разместить дополнительную систему пылеудаления, кулер для воды и другие устройства. Кроме того, гравировальный станок должен находиться в хорошо проветриваемом помещении. Потому что в процессе гравировки или резки может выделяться дым. Хорошая вентиляция может предотвратить скопление ядовитого дыма и нанести вред людям.
Резюме
По сравнению с другими традиционными методами гравировки, гравировка и резка дерева с помощью технологии ЧПУ производят гораздо меньше отходов материала. Меньше отходов означает меньшие материальные затраты. Сочетание этого с повышенной производительностью может сэкономить время и деньги. Таким образом, гравировальный станок с ЧПУ становится все более популярным.
Гравировальный станок с ЧПУ по дереву в основном включает фрезерные станки с ЧПУ и станки для лазерной гравировки. Они немного отличаются методами обработки и областью применения. Пользователи должны сначала понять соответствующие цели и области применения фрезерного станка с ЧПУ и лазерного станка. А затем выберите наиболее подходящий гравировальный станок по дереву в соответствии со своими потребностями.
Универсальность станка для гравировки по дереву Blue Elephant помогла клиентам из самых разных отраслей производить изысканные изделия. От проектов массового производства до проектов по индивидуальному заказу наша машина стремится производить высококачественные деревянные заготовки. Если вы ищете способы разнообразить свою продукцию или расширить свои услуги, мы можем предоставить вам отличные фрезерные станки с ЧПУ и лазерные граверы.
Цифровой резчик по дереву | ЧПУ для любителей и профессиональных столяров
ОСЕННИЙ РОУД-ШОУ!
Посетите одно из наших предстоящих мини-шоу в точках продаж по всей стране!
Подробнее
DWC1824
Фрезерный станок с ЧПУ для любителей
Начните работать с этим прочным и простым в использовании фрезерным станком с ЧПУ для любителей. Опыт работы с ЧПУ не требуется! Размер резьбы 18” X 24”.
от 2 799,00 долларов США
DWC2440
Фрезерный станок с ЧПУ Pro
Универсальная профессиональная резьба с ЧПУ. Дайте волю своим самым смелым творческим мечтам с профессиональным ЧПУ! Размер резьбы 24 х 40 дюймов.
от 4 519,00 долларов США
SmartBench Precision Pro
Широкоформатный станок с ЧПУ
Прецизионный широкоформатный фрезерный станок с ЧПУ с полной возможностью обработки листов фанеры от края до края плюс управление с помощью сенсорного экрана! Размер резьбы 98 дюймов X 49 дюймов.
$8 940,00
DWC5100 Коммерческий станок с ЧПУ
Наш станок с ЧПУ цифровой резки по дереву размером 48 x 96 дюймов имеет рабочую зону 51,2 x 98,4 дюйма для размещения полных листов фанеры.
Свяжитесь с нами, чтобы узнать о наличии и ценах.
Творческий процесс с ЧПУ!
ДИЗАЙН
Создавайте сложные проекты с помощью стандартного программного обеспечения Vectric.
Предоставляется бесплатное обучение по настройке и доступ к более чем 100 подробным видеоурокам, которые помогут вам добиться успеха.
Отправьте свой дизайн на ЧПУ и наблюдайте, как он вырезает ваши рисунки на дереве или других материалах.
СОЗДАВАЙТЕ
Создавайте 3D-резьбу, лазерную гравировку и многое другое с помощью аксессуаров!
Цифровой резчик по дереву в действии
Что делают наши клиенты
Заработок на резьбе
Узнайте, как начать свой собственный бизнес по резьбе по дереву с ЧПУ из дома, из этого 18-страничного руководства , наполненного советами наших клиентов , которые сделали это сами!
Отзывы
Локальный каталог ЧПУ
Нужен действительно уникальный проект для особого случая? Найдите местных услуг по резьбе с ЧПУ , используя наш каталог клиентов!
Подключить
Обучение
Сообщество владельцев
Учитесь у таких же людей, как и вы, которые используют свои цифровые резчики по дереву для создания потрясающих вещей.
Дюбель-гвоздь Mungo MNA G 6 x 40 с широким бортиком PZ2 1122604G
13.82 ₽
Артикул
1122604G
Диаметр анкера и бура (мм)
6
Длина (мм)
40
Диаметр бортика (мм)
13
Полезная длина (мм)
10
Диаметр отверстия (мм)d0 6
Глубина отверстия (мм)
35
Мин. глубина установки (мм)
30
Насадка
PZ2
Отверстие в закрепляемой пластине мм
6
Бетон C20/25, вырыв (кН)
0.3
Кирпич, вырыв (кН)
0.25
Песчаник, вырыв (кН)
0.2
Тип
6 x 40 / 10
Упаковка (шт.)
100
Заказать можно кратно
100
Производитель
Mungo
Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости товаров, носит информационный характер и ни при каких условиях не является публичной офертой.
Дюбель-гвоздь Mungo MNA G 6 x 40 с широким бортиком PZ2
Дюбель-гвоздь Mungo MNA G 5 x 25 с широким бортиком PZ2 применяется для крепления рам, стального профиля, плинтусов и деревянных конструкций в основу из природного камня, кирпича (полнотелого и пустотелого), песчаника и бетона С20/25 с показателем прочности на сжатие 25 Н/мм².
Характеристики и преимущества:
материал дюбеля полиамид РА6, шурупа — оцинкованная сталь
шуруп имеет особую резьбу, благодаря чему возможно проведение регулировки при монтаже и простой демонтаж
стандартная зона раскрытия
высокая коррозионная стойкость
основание шейки шурупа и головка усилены, что дает возможность выдерживать нагрузки при забивании
шейку дюбеля предохраняет от излома плотно фиксируемое усиленное основание
крепеж оснащен тремя видами ботиков: потайным (S), цилиндрическим (Z) и широким (G)
Контрольные знаки:
Высококачественный нейлон Полиамид PA6
Просто забить
Дюбель гвоздь в категории «Материалы для ремонта»
Дюбель-гвоздь(анкер-гвоздь) металлический 6*40
На складе в г. Житомир
Доставка по Украине
9.68 грн
9 грн
Купить
МетизКом
Дюбель-гвоздь(анкер-гвоздь) металлический 6*65
На складе в г. Житомир
Доставка по Украине
13.97 грн
12.99 грн
Купить
МетизКом
Walraven WNP Дюбель-гвоздь 6х40 (62230604)
На складе в г. Львов
Доставка по Украине
4.86 грн
Купить
InstallShop
Дюбель-гвоздь «быстрый монтаж» бортик 6 x 40 мм (100 шт.)
На складе в г. Харьков
Доставка по Украине
35.75 грн/упаковка
Купить
КРЕП-ЦЕНТР
Дюбель-гвоздь «быстрый монтаж» бортик 6 x 60 мм (100 шт.)
На складе в г. Харьков
Доставка по Украине
56.68 грн/упаковка
Купить
КРЕП-ЦЕНТР
Дюбель-гвоздь «быстрый монтаж» бортик 6 x 80 мм (100 шт.)
На складе в г. Харьков
Доставка по Украине
77. 48 грн/упаковка
Купить
КРЕП-ЦЕНТР
Дюбель-гвоздь «быстрый монтаж» бортик 6 x 100 мм (100 шт.)
На складе в г. Харьков
Доставка по Украине
115.18 грн/упаковка
Купить
КРЕП-ЦЕНТР
Дюбель-гвоздь «быстрый монтаж» потай 6 x 40 мм (100 шт.)
Дюбель Fischer DuoSeal 38 мм 6 мм 557727 50 шт | Конрад.com
Назад к дюбелям
№ арт.: 2340324
№ производителя: 557727
Код EAN: 4048962402711
Варианты
(Ø x ) 6 мм x 38 мм
(Ø x ) 8 мм x 48 мм
fischer DuoSeal — это двухкомпонентный дюбель, полностью герметизирующий просверленное отверстие во всех влажных зонах без использования силикона. Пластиковая заглушка была оснащена винтом, входящим в комплект, испытательным и сертификационным институтом Acid Fliesner Associa…
Полное описание
№ арт.: 2340324
№ производителя: 557727
Код EAN: 4048962402711
Варианты
(Ø x ) 6 мм x 38 мм
(Ø x ) 8 мм x 48 мм
fischer DuoSeal — это двухкомпонентный дюбель, полностью герметизирующий просверленное отверстие во всех влажных зонах без использования силикона. Пластиковая заглушка была оснащена винтом, входящим в комплект, испытательным и сертификационным институтом Acid Fliesner Associa…
Полное описание
fischer DuoSeal 6 x 38 S PH TX A2
fischer DuoSeal представляет собой двухкомпонентный дюбель, полностью герметизирующий просверленное отверстие во всех влажных зонах без использования силикона. Пластиковая заглушка была оснащена винтом, входящим в комплект, испытательным и сертификационным институтом Acid Fliesner Association e. V. независимо протестировано. Водонепроницаемость подтверждена в соответствии с ETAG 022 и DIN 18534 до класса водонепроницаемости W3-I. Принимая во внимание действующие национальные и международные стандарты герметизации во влажных помещениях, DuoSeal в сочетании с прилагаемым винтом подходит для применения в коммерческих, частных и общественных влажных помещениях, которые очень часто подвергаются воздействию водяных брызг и временного попадания воды.
Этот текст переведён автоматически.
Основные моменты и детали
Идеальная герметизация отверстия без использования силикона
Испытано на водонепроницаемость до класса ударной нагрузки W3-I в соответствии со стандартами герметизации DIN 18534 и ETAG 022
.
Быстрый и простой монтаж без удара по дюбелю
Универсальное применение во всех строительных материалах
Высокие значения нагрузки из-за компонентов из 2К материала
Факты
DuoSeal полностью герметизирует отверстия в плитке без дополнительного герметика и таким образом предотвращает повреждение строительных материалов из-за влаги
DuoSeal идеально подходит для плиточных поверхностей. Которые подвергаются очень частым брызгам воды и временному накоплению воды
Универсальный дюбель можно монтировать без аккуратного удара молотком по плитке
его красная составляющая обеспечивает надежную фиксацию во всех строительных материалах. Таким образом, DuoSeal выдерживает те же значения нагрузки, что и обычные пластиковые дюбели
прилагаемый винт из нержавеющей стали идеально подходит для влажных помещений и предотвращает ржавчину
мягкий пластиковый край на стержне дюбеля идеально закрывает отверстие и адаптируется к форме насадной детали.
Комментарии
Отзывы клиентов
Аналогичные продукты
Услуги
Руководства и учебные пособия
Тесты и обзоры продуктов
Дополнительные услуги
См. И обнаружите другие предметы из категории Dowelels
Пружина Toggle
Фиксирование полости
Металлическая штепсель
FOADEAD CONCETE BECTET
Pavity Plugck
Fisher DuoPower
FISHER.
Дюбель для рамы
Пружинный рычажок
Анкер для стены
Крепежная техника для строительства.
Инновационная линейка продуктов
Крепежные системы Закладные шины HALFEN
К товару
Системы усиления Балконные соединители
К товару
Стержневые системы Стержневые системы растяжения и сжатия
К товару
Промышленная техника Шины обрамления
К товару
Кирпичная кладка Кирпичная опора
К товару
Системы армирования Армирование на продавливание
К товару
Подвесной бетонный фасад Анкеры для сборных панелей
К товару
Системы крепления Система навесных стен
К товару
Ищи и найди!
Пожалуйста, выберитеАрхитекторСтроительный подрядчикКлиент/ДевелоперСтроительный покупательПромышленностьЗавод ЖБИОбработчикГосударственные учрежденияСпециализированный поставщикИнженер-строитель/Специалист по планированию
Гвозди толевые круглые применяются для крепления мягкого листового материала (толь, рубероид). Гвозди данного типа имеют круглое сечение и плоскую головку, а широкая шляпка предотвращает пробивание материала.
Выполнены из углеродистой стали по стандарту ГОСТ 4029-63. Поставляются без покрытия и оцинкованными.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Государственным комитетом стандартов, мер и измерительных приборов СССР от 06.08.63 N 568
3. ВЗАМЕН ГОСТ 4029-48
4. ССЫЛОЧНЫЕ И НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 283-75
2
5. Срок действия продлен до 01.01.96 Постановлением Госстандарта от 15.05.85 N 1353* ____________________ * Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11-12 1994 г.). — Примечание .
6. ПЕРЕИЗДАНИЕ (май 1990 г.) с Изменениями N 1, 2, утвержденными в ноябре 1980 г., декабре 1987 г. (ИУС 2-81, 4-88)
1. Конструкция и размеры толевых гвоздей должны соответствовать указанным на чертеже и в таблице.
мм
Диаметр стержня
Длина гвоздя
2,0
20
25
2,5
32
40
3,0
40
Условное обозначение гвоздей с диаметром стержня 2,0 мм и длиной 25 мм:
Гвозди 2х25 ГОСТ 4029-63
(Измененная редакция, Изм. N 1).
2. Технические требования на гвозди — по ГОСТ 283-75.
3. Теоретическая масса гвоздей указана в справочном приложении.
Шайба DIN 9021 / ГОСТ 6958 увеличенная оцинкованная
У нас Вы найдёте
Новости
10 января 2017г. Внимание! Новогодняя акция – «Январский ценопад».
С 10 по 31 января, на весь номенклатурный ряд нашей продукции, для всех покупателей, независимо от объема заказа и вида продукции, устанавливаются КРУПНООПТОВЫЕ цены. Спешите делать заказы!
01 января 2017г. Расширение производства крепежа в 2017 году
С января 2017 года наша компания начала сотрудничество с несколькими оборонными предприятиями России по обеспечению поставок крепежных изделий, в рамках Гособоронзаказа с соблюдением требований 275-ФЗ, в редакции от 29.06.2015г. Приглашаем к сотрудничеству все заинтересованные организации.
26 декабря 2016г. Поздравляем с наступающим 2017 годом!
Своих партнеров любим, ценим, уважаем, И поздравляем с Новым годом, с Рождеством. Вам планов творческих, финансовых успехов, И пусть работа дарит радость день за днем.
Главная → Каталог → Шайбы, стопорные кольца → Шайбы оцинкованные → Шайба DIN 9021 / ГОСТ 6958 увеличенная оцинкованная
Цена от:
до:
Товаров на странице: …1020304050
Сортировать по алфавиту
, по цене
Шайба Ф2 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 0.09 г
Шайба Ф2,5 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 0.17 г
Шайба Ф3 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 0.34 г
Шайба Ф4 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 0.87 г
Шайба Ф5 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 1.44 г
Шайба Ф6 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 2.77 г
Шайба Ф8 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 6 г
Шайба Ф10 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 12 г
Шайба Ф12 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 21.63 г
Шайба Ф14 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 31.56 г
Шайба Ф16 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 40.34 г
Шайба Ф18 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 67.14 г
Шайба Ф20 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 77 г
Шайба Ф22 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 116 г
Шайба Ф24 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 139 г
Шайба Ф27 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 234 г
Шайба Ф30 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 273 г
Шайба Ф36 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 522 г
Шайба Ф42 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 838.4 г
Шайба Ф48 DIN 9021 / ГОСТ 6958 оц.
Вес товара: 1129.61 г
Хоккейные шайбы :: Rubena.eu
Производство хоккейных шайб имеет уже 20 летнюю традицию. Производство расположено в городе Наход. Хоккейные шайбы изготовлены из вулканизованной резины. Параметры шайб, такие как твердость, вес, эластичность после отскока, плоскостность, качество поверхности, диаметр, толщина и др. отвечают международным параметрам и самым строгим требованиям канадско-американской NHL.
В нашем ассортименте кроме хоккейных шайб, предназначенных для взрослых, также есть шайбы и для детско-юношеского хоккея. Очень интересным продуктом являются хоккейные шайбы с графическим изображением, которые предназначены в основном для рекламных целей.
Классик
Стандартная хоккейная шайба знакома многим хоккейным поколениям. Oриентировочный размер: Ø 76 x 25 мм; Oриентировочный вес: 165 г.
Классик непачкающая
Классическая хоккейная шайба. Использованный материал разработан так, чтобы было возможно легко снять следы на борту после прикосновения шайбы. Oриентировочный размер: Ø 76 x 25 мм; Oриентировочный вес: 165 г.
Юниор
Шайба меньших размеров, облегчённая, предназначена для детско-юношеского хоккея на льду в Европе. Oриентировочный размер: Ø 60 x 20 мм; Oриентировочный вес: 90 г.
Юниор лёгкий, голубой
Шайба предназначена для хоккея на льду старшей категории молодежи в Европе. Oриентировочный размер: Ø 76 x 25 мм; Oриентировочный вес: 125 г.
Оранжевая тяжелая
Шайба предназначена для более эффективной тренировки хоккеистов благодаря ее большему весу. Oриентировочный размер: Ø 76 х 25 мм; Oриентировочный вес: 240 г.
Белая
Шайба предназначена для тренировки и улучшения восприятия вратаря. Oриентировочный размер: Ø 76 х 25 мм; Oриентировочный вес: 165 г.
Шайбы для рекламы
Шайбы предназначены не только для того, чтобы играть в хоккей, а очень часто используются в рекламных целях, связанных с промышленностью, Культурой, а также с презентациями региона. Oриентировочный размер: Ø 76 x 25 mm; Oриентировочный вес: 165 g.
Нанесения изображения
Rubena предлогает на хоккейную шайбу несколько качественно разнородных печатей, которые подходят для целей рекламы и коммуникации, спонсорства, но и для игры. Цена зависит от объема и сложности графики печати.
Предлагаем следующие виды печати
одноцветная печать — золотая, серебряная, качество для игри,
цветная печать — не подходит для игры, только для рекламных целей,
цветная печать — качество IIHF для игри.
Упаковка
Хоккейные шайбы пакуются в картоны по 50 или 100 штук, возможна также запайка в ПЭ пленку по 10 штук.
Рекомендация
Наши хоккейные шайбы используются в настоящее время для игры и рекламного назначения в Чешской республике, Скандинавии, России но и в колыбели хоккея Канаде и США.
Сертификати
В обществе Rubena существует и сертифицирована интегрированная система управления качеством и экологией на основе международных стандартов: ČSN EN ISO 9001:2008, ČSN EN ISO 14001:2004, ČSN EN ISO/TS 16949:2009.
КАТАЛОЖНЫЙ ЛИСТ
Фото
Средний вес стиральной машины и сушилки (с 40 примерами)
Стиральные машины и сушилки большие, неуклюжие и очень тяжелые.
Если вы ищете новую бытовую технику или готовитесь к крупному переезду, вам может быть интересно:
Сколько весят стиральные и сушильные машины?
В среднем стиральные машины весят 170 фунтов, а сушилки — 124 фунта.
Однако вес этих приборов значительно различается в зависимости от типа, емкости, функций и марки.
Стиральные машины с малой загрузкой могут весить всего 99 фунтов, а стиральные машины очень большого размера могут весить до 300 фунтов.
Ассортимент уже для сушилок. Маленькие сушилки могут весить всего 100 фунтов, а более крупные могут весить до 170 фунтов.
Давайте разберем это дальше.
Вот средний вес, основанный на типе стиральной и сушильной машин.
Тип
Средний вес (фунты)
Стиральные машины с вертикальной загрузкой
135
Стиральные машины с фронтальной загрузкой
205
Стандартные осушители
124
Комбинированные стиральная и сушильная машины
185
Многоярусные стирально-сушильные прачечные
238
Чтобы дать вам представление о том, сколько весит каждый тип стиральной и сушильной машины по отношению к ее размеру, вот краткая разбивка среднего количества фунтов на кубический фут вместимости.
Примечание. Вместимость в данном случае относится к размеру барабана стиральной или сушильной машины, а не к размеру всего устройства.
Тип
Средний вес на кубический фут (фунты)
Стиральные машины с вертикальной загрузкой
32
Стиральные машины с фронтальной загрузкой
56
Стандартные осушители
18
Комбинированные стирально-сушильные машины
84
Многоярусные стирально-сушильные прачечные
85
В следующих разделах этой статьи я привожу 40 реальных примеров популярных стиральных и сушильных машин, комбинированных стирально-сушильных машин и многоярусных прачечных и указываю вам, сколько именно они весят.
Кроме того, я объясняю, почему стиральные машины такие тяжелые, и даю советы по перемещению этих неуклюжих приборов.
Начинаем!
Используйте ссылки ниже для навигации по этой статье:
Сколько весят стиральные и сушильные машины? (40 реальных примеров)
Почему стиральные машины такие тяжелые?
Советы по перемещению стиральных и сушильных машин
Заключительные мысли
Сколько весят стиральные и сушильные машины? (40 реальных примеров)
Вы уже знаете, что стиральные и сушильные машины тяжелые, но сколько они на самом деле весят?
В приведенной ниже таблице вы найдете 40 самых популярных стиральных и сушильных машин в сравнении по весу, типу и мощности.
Проведите пальцем влево и вправо на мобильном телефоне, чтобы просмотреть всю диаграмму.
Аппарат
Тип
Вес (фунты)
Вместимость (куб. фут)
См. список продуктов
Bosch серии 300
Шайба с фронтальной загрузкой
158
2. 2
HomeDepot.com
Высокоэффективная стиральная машина LG
Стиральная машина с фронтальной загрузкой
148
2.3
HomeDepot.com
GE High-Efficiency
Стиральная машина с фронтальной загрузкой
166
2,4
HomeDepot.com
Whirlpool High-Efficiency Commercial
Стиральная машина с фронтальной загрузкой
235
3.1
HomeDepot.com
LG сверхбольшой емкости
Стиральная машина с фронтальной загрузкой
169
4,5
HomeDepot.com
Высокоэффективная стиральная машина Samsung
Стиральная машина с фронтальной загрузкой
194
4.2
HomeDepot.com
GE High-Efficiency
Стиральная машина с фронтальной загрузкой
245
4,5
HomeDepot. com
LG сверхбольшой емкости
Стиральная машина с фронтальной загрузкой
203
4,5
HomeDepot.com
Высокоэффективная стиральная машина Samsung FlexWash
Стиральная машина с фронтальной загрузкой
293
5,5
HomeDepot.com
Высокоэффективная стиральная машина LG Signature
Стиральная машина с фронтальной загрузкой
239
5,8
HomeDepot.com
Стационарный GE Capacity
Стиральная машина с верхней загрузкой
99
2,8
HomeDepot.com
Whirlpool White Commercial
Стиральная машина с вертикальной загрузкой
120
3,3
HomeDepot.com
Whirlpool High-Efficiency White
Стиральная машина с вертикальной загрузкой
135
4. 3
HomeDepot.com
Maytag High-Efficiency
Стиральная машина с вертикальной загрузкой
152
4.2
HomeDepot.com
GE Белый
Шайба с верхней загрузкой
147
4.2
HomeDepot.com
Высокоэффективная стиральная машина Samsung
Стиральная машина с вертикальной загрузкой
126
4,5
HomeDepot.com
GE High-Efficiency White
Стиральная машина с верхней загрузкой
138
4,6
HomeDepot.com
Maytag Высокоэффективный белый
Стиральная машина с вертикальной загрузкой
159
4,7
HomeDepot.com
Maytag High-Efficiency White
Стиральная машина с верхней загрузкой
134
5. 3
HomeDepot.com
Высокоэффективная стиральная машина Samsung
Стиральная машина с вертикальной загрузкой
143
5.2
HomeDepot.com
LG White Electric Ventless
Сушильная машина
105
4.2
HomeDepot.com
Whirlpool White Commercial Electric Vented
Сушильная машина
147
6,7
HomeDepot.com
Электрическая сушилка сверхбольшой емкости LG Electronics
Сушилка
122
7,4
HomeDepot.com
Электросушилка Samsung, белая
Сушилка
126
7,5
HomeDepot.com
Samsung Electric FlexDry
Сушка
167
7,5
HomeDepot.com
Whirlpool White Electric Vented
Сушка
109
7
HomeDepot. com
Maytag White Gas Vented
Осушитель
113
7
HomeDepot.com
GE White Electric Vented
Осушитель
107
7.2
HomeDepot.com
Электросушилка Samsung
Сушилка
126
7,4
HomeDepot.com
GE White Gas Vented
Осушитель
118
7,4
HomeDepot.com
Haier Ventless Electric
Комбинированная стирально-сушильная машина
148
2.0
HomeDepot.com
LG Graphite Steel
Комбинированная стирально-сушильная машина
256
2,3
HomeDepot.com
Whirlpool Cashmere Ventless Smart All-In-One
Комбинированная стиральная машина с сушкой
200
2,8
HomeDepot. com
Deco Electric All-in-One
Комбинированная стирально-сушильная машина
161
1,57
HomeDepot.com
Magic Chef
Комбинированная стиральная машина с сушкой
160
2,7
HomeDepot.com
Whirlpool Electric Stacked
Прачечная
190
1.6
HomeDepot.com
GE
Прачечная
221
2.3
HomeDepot.com
Frigidaire
Прачечная
280
3.9
HomeDepot.com
GE
Прачечная
249
3.8
HomeDepot.com
Whirlpool
Прачечная
250
3.5
HomeDepot.com
Несколько заметок о графике:
Емкость
Вместимость каждой стиральной машины и сушилки измеряется в кубических футах. Это число говорит вам, сколько белья машина может обрабатывать за одну загрузку.
По данным BestBuy.com, стиральные машины «обычного размера» имеют объем от 3 до 4 кубических футов и могут вместить до 16 фунтов белья. Очень большие стиральные машины часто имеют вместимость более 5 кубических футов и могут вместить 20 фунтов белья или более.
Вместительность сушильных машин даже больше, чем у стиральных машин, поскольку они должны вмещать всю загрузку белья и иметь достаточно места для циркуляции горячего воздуха.
Согласно общему правилу, вместимость сушилки должна быть примерно в два раза больше, чем вместимость прилагаемой к ней стиральной машины.
В большинстве случаев стиральные и сушильные машины продаются комплектами, поэтому вам не придется беспокоиться о совпадении размеров двух устройств, если только вы не покупаете только по одному.
Как видно из приведенной выше таблицы, я перечисляю широкий ассортимент стиральных и сушильных машин, чтобы вы могли сравнить вес техники объемом всего 2,2 кубических фута, вплоть до 7,5 кубических футов.
Комбинированные стирально-сушильные машины
Комбинированные стирально-сушильные машины, как следует из их названия, представляют собой устройства, которые стирают и сушат вашу одежду в одном устройстве.
Они часто используются в небольших квартирах и лофтах и особенно популярны в Европе и Азии. Их очевидным преимуществом является то, что они компактны и могут поместиться в небольших помещениях. Но, несмотря на их меньший размер, они в среднем на 50 фунтов тяжелее, чем стиральные машины с вертикальной загрузкой (185 против 135 фунтов).
Прачечные
Прачечный центр представляет собой вертикально сложенную единицу, в которой стиральная машина обычно находится внизу, а сушилка — вверху.
Подобно комбинированным стирально-сушильным машинам, эти устройства предназначены для небольших квартир, многоквартирных домов и домов, в которых недостаточно места для установки двух отдельных стиральных и сушильных машин.
Прачечные, как правило, имеют меньшую вместимость в пересчете на кубические футы, но они очень тяжелые (в среднем 238 фунтов), поскольку к ним прикреплено два прибора.
Источники
Вес каждой стиральной и сушильной машины в этой таблице я получил из следующих источников:
HomeDepot.com
LG.com
Bosch-Home.com
GEappliances.com
Whirlpool
Samsung.com 9012 .com
Maytag.com
Если вы подумываете о покупке конкретной стиральной или сушильной машины и вам необходимо знать точный вес, чтобы обеспечить ее безопасную транспортировку, вам следует обратиться непосредственно к производителю.
Почему стиральные машины такие тяжелые?
Почти все стиральные машины имеют в основании сплошной бетонный блок для придания баланса и устойчивости, чтобы машина не двигалась и не опрокидывалась, особенно во время отжима.
По данным Vibrobeton DLC, производителя противовесов для стиральных машин, одни только эти бетонные блоки могут весить целых 55 фунтов!
Кроме того, стиральные машины имеют несколько других тяжелых компонентов. Как указано в этой статье HowStuffWorks, большинство стиральных машин имеют два стальных бака (внутренний и внешний), редуктор, двигатель и прочную металлическую раму. Когда мы говорим о машинах высотой около 40 дюймов, шириной 28 дюймов и глубиной 33 дюйма, это очень много металла!
Согласно нашим исследованиям, все эти компоненты составляют значительный вес, в среднем 170 фунтов.
Советы по перемещению стиральных и сушильных машин
Как и большинство крупной бытовой техники, стиральные и сушильные машины тяжелые, неуклюжие и их неудобно перемещать.
Не буду врать, их перемещение может быть трудным, особенно если вы не знаете, что делаете.
Если вы приносите в дом новую стиральную машину и сушилку или вывозите имеющуюся стиральную машину и сушилку, ниже приведены советы, которые сделают этот процесс более управляемым.
Уборка
При подготовке к перемещению стиральной машины и сушилки первым шагом является очистка.
Если в вашей стиральной машине нет цикла самоочистки, наполните барабан горячей водой с отбеливателем и оставьте на час. Затем запустите полный цикл стирки. Если после этого барабан пахнет отбеливателем, повторно промойте его водой.
Полезный ресурс: В этом руководстве на wikiHow.com содержится множество отличных советов и рекомендаций по очистке стиральной машины внутри.
Протрите резиновое уплотнение дверцы, диспенсеры и внешнюю поверхность стиральной и сушильной машины тряпкой из микрофибры, смоченной водой и уксусом.
Тщательно очистите ловушку для ворса сушильной машины.
Сбор оборудования и припасов
Следующим шагом будет сбор необходимых припасов и оборудования.
Вам понадобятся чехлы для мебели, движущаяся лента, тележка для бытовой техники (я настоятельно рекомендую ее на Amazon) и ремни для перемещения (такие как эти) .
Отключение стиральной и сушильной машин
Отключение бытовой техники может показаться сложной задачей, если вы никогда раньше этого не делали.
Перед перемещением стиральной и сушильной машин необходимо отсоединить все шнуры, трубки, вентиляционные отверстия и патрубки.
Отключение стиральной машины
Если вы не знаете, что делаете, остановитесь прямо здесь и поговорите со специалистом. Сантехнику, электрику или специалисту по HVAC потребуется считанные минуты, чтобы выполнить работу. Это будет стоить вам немного, но, если вы невежественны, оно того стоит.
По моему опыту, HomeAdvisor — лучшее место, где можно найти профессионала для подобной работы. Просто введите свой почтовый индекс, несколько сведений о вакансии, и через несколько минут вы получите несколько бесплатных предложений.
Теперь, если вы уверены в своей способности безопасно отключить электроприборы, действуйте.
Только помните, прежде чем что-либо отключать, отключите электричество с помощью панели выключателя и перекройте подачу воды и газа.
Соедините транспортировочные болты с шайбой
Барабан вашей стиральной машины висит на подвесном механизме, который позволяет ему двигаться и вращаться во время стирки.
Барабан стиральной машины
Если вы не зафиксируете барабан перед перемещением стиральной машины, барабан будет двигаться свободно, и вы рискуете повредить этот подвесной механизм.
Итак, как закрепить барабан стиральной машины? Это легко, используйте транспортировочные болты.
Большинство стиральных машин поставляются с транспортировочными болтами, но если вы не можете найти свой, просто загуглите «[ваша модель стиральной машины] + транспортировочные/транспортировочные болты», и вы сможете их найти.
Установка транспортировочных болтов относительно проста, но я не буду вдаваться в подробности, потому что каждый производитель немного отличается. Мой лучший совет — прочитать руководство пользователя вашей конкретной стиральной машины.
Защитите свою технику и дом
Стиральные и сушильные машины стоят дорого, как и ваш дом, поэтому примите надлежащие меры, чтобы защитить их во время переезда.
Прикрепите клейкой лентой свободные шнуры и трубки к задней части стиральной машины и сушилки, чтобы не споткнуться о них во время переезда.
Оберните каждый прибор мебельными подкладками и закрепите их с помощью движущейся ленты, термоусадочной пленки или движущихся лент. Если вы не знаете, как это сделать, посмотрите это короткое видео.
Составьте план того, как именно вы собираетесь перемещаться, и уберите всю мебель, блокирующую ваш путь.
Накройте поручни мебельными подкладками на случай, если вы наткнетесь на них, и застелите пол картоном в тех местах, где, по вашему мнению, вам может понадобиться поставить прибор на отдых (нижняя или верхняя часть лестницы отлично подходят для этого).
Попросите друга помочь
Никогда не перемещайте стиральную или сушильную машину самостоятельно!
Полезный ресурс: Как найти друзей, которые помогут вам переехать (Moving.com).
Даже при надлежащей подготовке и оборудовании управлять такими тяжелыми и неудобными приборами в одиночку небезопасно.
По крайней мере, вам понадобится кто-то, кто заметит вас с другой стороны тележки и проследит, чтобы вы не врезались в стены и не зацепили мебель.
Говоря об этом…
Переместите стиральную и сушильную машины с помощью тележки
Когда дело доходит до перемещения стиральной и сушильной машин, я настоятельно рекомендую использовать тележку для бытовой техники, подобную этой на Amazon.
Тележки для бытовой техники имеют встроенные ремни, которые позволяют закрепить каждую бытовую технику на тележке, чтобы она не соскользнула.
Поместите тележку сзади или сбоку стиральной или сушильной машины. Большинство профессионалов рекомендуют сбоку избегать шнуров и трубок, расположенных сзади, но, что более важно, располагайте тележку так, чтобы вес был сбалансирован, и у вас был полный контроль.
После установки тележки оберните ремешок вокруг устройства и закрепите его в соответствии с инструкциями для тележки.
Наклоните тележку назад так, чтобы тележка выдержала большую часть веса. Он не должен быть наклонен так далеко назад, чтобы казалось, что вы несете прибор, но он также не должен быть настолько вертикальным, чтобы казалось, что он собирается опрокинуться вперед.
Ваш помощник всегда должен стоять с другой стороны устройства, помогая ему балансировать, управлять и не натыкаться на стены или другие объекты.
Если какой-либо из этих шагов неясен, посмотрите это краткое видео, в котором показано, как расположить, закрепить и переместить стиральную машину с тележкой для бытовой техники.
Полезный ресурс: Прочтите эту статью на сайте Dolly.com, чтобы найти дополнительные полезные советы по перемещению тяжелых стиральных и сушильных машин. Он включает в себя специальные советы по перемещению этих приборов вверх и вниз по лестнице, погрузке их в грузовик и безопасному хранению.
Заключительные мысли
Если вы боитесь того дня, когда вам придется перевезти стиральную машину и сушилку, подумайте об этом.
Почти каждый продавец бытовой техники, включая магазины товаров для дома, такие как Home Depot, доставит и установит для вас стиральную и сушильную машины.
Так что, если вы покупаете новый, вам не нужно беспокоиться о том, что вы сломаете себе спину, работая с тележкой в первый раз.
Если вы переезжаете в новый дом и берете с собой технику, у вас есть несколько вариантов.
Первый вариант до нанять профессиональных грузчиков . Как правило, транспортные компании взимают плату за общий вес работы или за час. Добавление двух приборов в упаковочный лист не будет иметь большого значения с точки зрения затрат. Не верите мне? Получите бесплатные расценки от местных транспортных компаний за считанные минуты на HomeAdvisor.com.
Второй вариант: оставить стиральную машину и сушилку позади . Большинство продавцов включают стиральную машину и сушилку как часть продажи, поскольку их очень сложно перевезти, а размеры могут не совпадать идеально в новом доме. Возможно, вы даже сможете договориться о цене бытовой техники в цене продажи (с амортизацией).
Последний вариант — переместить их самостоятельно (с другом, конечно). Если вам не нужно тащить их вверх или вниз по длинному лестничному пролету, это не так уж и плохо. Просто не забудьте почистить, подготовить, собрать снаряжение и заручиться поддержкой самого сильного друга.
Если эта статья оказалась вам полезной, вам также следует ознакомиться с:
Самые надежные марки стиральных и сушильных машин (и марки, которых следует избегать)
Сушильные машины с вентиляцией и без нее: основные отличия и выбор
Сколько воды расходует стиральная машина? (с 28 реальными примерами)
Как починить сушилку, которая не сушит (10 самодельных решений)
Сколько весит посудомоечная машина? (с 27 примерами)
Работают ли сушильные шарики? Удивительные результаты домашних испытаний
Сушильные шарики и сушильные листы: в чем разница?
Как долго в среднем служат посудомоечные машины? (Как продлить срок их службы)
Средний вес холодильника (с 14 примерами)
Средний вес чугунной ванны (с 15 примерами)
Проточные водонагреватели: 7 плюсов и 6 минусов, которые нужно знать
Сколько весит водонагреватель? (37 примеров)
Сколько весит стиральная машина?
Вы когда-нибудь задумывались, насколько тяжелая стиральная машина? Это то, что вы можете рассмотреть, если вам нужно разместить стиральную машину на шатком полу или вы хотите перевезти стиральную машину в новый дом. Если машина слишком тяжелая, пол под ней может прогнуться, так как пол не выдержит вес машины, воды и одежды.
Вам также необходимо знать, как безопасно перемещать тяжелую машину и нужен ли вам дополнительный помощник. Итак, сегодня мы обсуждаем, насколько тяжелая стиральная машина.
Сколько весит стиральная машина?
Вес стиральной машины зависит от размера, вместимости и типа стиральной машины. Он может весить всего 99 фунтов или целых 300 фунтов. Однако средняя стиральная машина будет весить около 170 фунтов.
Содержание
Средний вес стиральной машины
Почему стиральные машины такие тяжелые?
Сколько весит сушилка?
Советы по перемещению стиральной машины
Средний вес стиральной машины
Средняя стиральная машина среднего размера с вертикальной загрузкой весит около 150 фунтов. Типичный фронтальный погрузчик среднего размера в среднем весит около 200-250 фунтов.
Сколько весит стиральная машина?
Маленькая стиральная машина может весить всего 99 фунтов, в то время как очень большая машина может весить до 300 фунтов. Причина в том, что вес стиральной машины зависит от размера машины, ее мощности и типа стиральной машины.
Кроме того, стиральная машина с фронтальной загрузкой обычно тяжелее, чем стиральная машина с вертикальной загрузкой. Он использует меньше воды, поэтому требуется больший вес или противовес. Таким образом, ваша стиральная машина имеет достаточный баланс и контроль движений, чтобы не танцевать на полу вашей прачечной.
Однако вес стиральных машин разных марок и моделей различается. Высокоэффективная стиральная машина LG с фронтальной загрузкой объемом всего 2,3 кубических фута может весить всего 148 фунтов, в то время как высокоэффективная стиральная машина с вертикальной загрузкой Maytag вместимостью 4,7 кубических фута весит около 159 фунтов.фунты.
Высокоэффективная стиральная машина Samsung Flexwash с фронтальной загрузкой и вместимостью 5,8 кубических футов весит около 239 фунтов. Однако высокоэффективная стиральная машина Whirlpool с вертикальной загрузкой объемом 4,3 кубических фута весит около 135 фунтов.
Вот диаграмма, показывающая средний вес стиральных машин разных стилей.
Сколько весит стиральная машина?
Тип стиральной машины
Средний вес в фунтах
Средний вес в кг
Стиральная машина с вертикальной загрузкой
135
61
Стиральная машина с фронтальной загрузкой
205
93
Комбинированные стирально-сушильные машины
185
84
Штабелируемые стирально-сушильные машины
238
108
Сушилки
124
56
Сколько весит стиральная машина с водой?
Стиральная машина тяжелая. Добавление воды в стиральную машину делает ее намного тяжелее. Один галлон воды весит около 8,3 фунтов.
Это означает, что старомодная стиральная машина, использующая 40 галлонов воды, увеличит свой вес на 332 фунта. Он весит около 467 фунтов, не считая дополнительного веса самой одежды. С добавлением белья общий вес может достигать 485 фунтов.
Новая стандартная стиральная машина с вертикальной загрузкой потребляет около 27 галлонов воды. Это увеличивает его вес на 225 фунтов. Вес средней новой стиральной машины с вертикальной загрузкой, наполненной водой, будет составлять около 360 фунтов.
Однако новые высокоэффективные стиральные машины с фронтальной загрузкой могут использовать только 14 галлонов воды для запуска цикла стирки. Это только увеличивает его вес на 117 фунтов. Средняя стиральная машина с фронтальной загрузкой, наполненная водой, будет весить всего около 322 фунтов.
Сколько весит партия белья?
Одежда, добавленная в стиральную машину, не добавляет такого веса, как вода и сама машина.
Вес одежды, загруженной в стиральную машину, также увеличивает вес стиральной машины. Машина небольшой емкости может вместить только около 6 фунтов одежды.
Стиральная машина со средней верхней загрузкой обычно вмещает около 7-8 фунтов белья. Большая стандартная стиральная машина с вертикальной загрузкой вмещает около 12 фунтов одежды.
Стандартная стиральная машина с фронтальной загрузкой вмещает 15-18 фунтов одежды, в то время как стиральная машина с фронтальной загрузкой сверхбольшой емкости может вместить до 20-22 фунтов белья.
Почему стиральные машины такие тяжелые?
Стиральные машины тяжелые по нескольким причинам. Легкая машина не способна выдержать силу цикла стирки. Таким образом, вес необходим, чтобы быть уверенным, что стиральная машина не начнет танцевать на полу вашей прачечной во время цикла отжима.
Вот почему внутри стиральных машин добавляются бетонные противовесы для контроля движения и равновесия. Эти противовесы могут весить до 55 фунтов.
Стиральные машины состоят из тяжелых компонентов. Например, внутри стиральной машины находятся два тяжелых стальных барабана, внутренний бак и внешний бак. Кроме того, есть металлический редуктор, двигатель стиральной машины и прочная металлическая рама вокруг стиральной машины.
Все эти детали составляют одну чрезвычайно тяжелую машину.
Сколько весит сушилка?
Вам не нужно беспокоиться о том, сколько весит ваша сушилка, так как сушилки не будут иметь дополнительного веса воды, добавляемой в машину. Кроме того, сушилки не так сильно различаются по весу, как стиральные машины.
Небольшая сушилка будет весить всего около 100 фунтов, а большая сушилка может весить до 170 фунтов. Средняя сушилка обычно весит около 124 фунтов.
Советы по перемещению стиральной машины
Будьте осторожны при перемещении стиральной машины, так как она тяжелая. Вот несколько советов, которые помогут вам безопасно перевезти стиральную машину.
Убедитесь, что у вас есть все необходимые принадлежности, такие как чехлы для мебели, движущаяся лента и тележка.
Почистите стиральную машину перед тем, как ее передвигать. Оставьте крышку открытой, чтобы машина могла полностью высохнуть перед перемещением. Это предотвратит развитие плесени, плесени и бактерий, из-за которых ваша стиральная машина будет пахнуть.
Установите транспортировочный стержень стиральной машины или стопорный комплект. Запорный комплект также может называться транспортировочными болтами. Транспортировочный стержень, стопорный комплект или транспортировочные болты используются для фиксации всех движущихся частей стиральной машины во время транспортировки. Это предотвратит поломку подвесной системы.
Накройте барабан стиральной машины пеной или картоном, чтобы предотвратить чрезмерную вибрацию во время движения.
Прикрепите свободные шнуры стиральной машины к задней части стиральной машины движущейся лентой, чтобы они не болтались и не споткнулись.
Оберните стиральную машину мебельным пледом, чтобы защитить ее от царапин.
 К недостаткам данного продукта можно отнести низкий показатель газопроницаемости, из-за чего облицовочный слой не может быть боле 15 мм толщиной. Состав изготавливают из переработанного хромомагнезитового кирпича с содержанием 15 – 20% Сr2O3 и не ниже 42% MgO.
К недостаткам данного продукта можно отнести низкий показатель газопроницаемости, из-за чего облицовочный слой не может быть боле 15 мм толщиной. Состав изготавливают из переработанного хромомагнезитового кирпича с содержанием 15 – 20% Сr2O3 и не ниже 42% MgO. Однако при этом потребление свежих материалов несколько увеличивается.
Однако при этом потребление свежих материалов несколько увеличивается.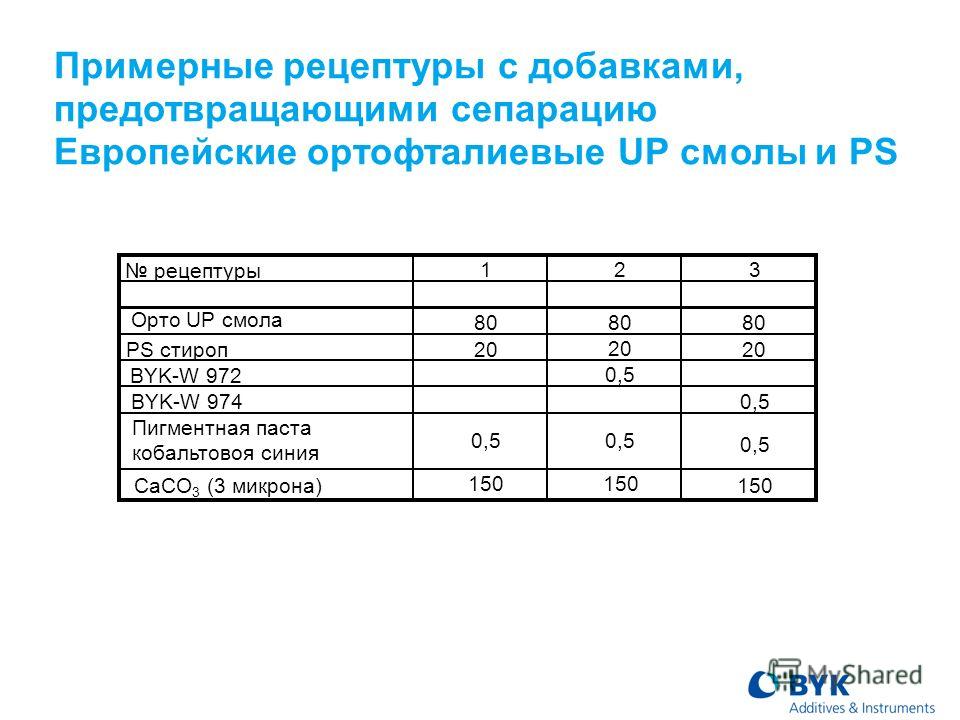 К огнеупорности применяются более мягкие требования в виду сравнительно низких рабочих температур. Для этого применяются формовочные массы на основе мелкозернистого песка. Состав формовочной смеси для литья алюминия может содержать небольшое количество отработанных материалов. В качестве противопригарного покрытия используется мазут.
К огнеупорности применяются более мягкие требования в виду сравнительно низких рабочих температур. Для этого применяются формовочные массы на основе мелкозернистого песка. Состав формовочной смеси для литья алюминия может содержать небольшое количество отработанных материалов. В качестве противопригарного покрытия используется мазут.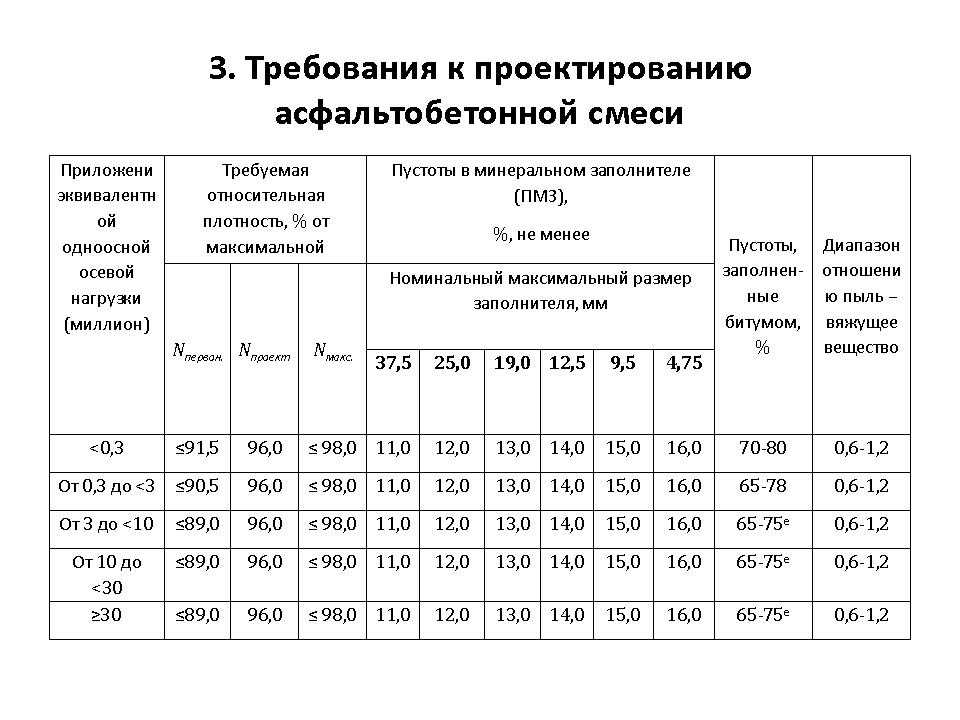 К данному оборудованию относятся и манипуляторы для транспортировки и сборки форм.
К данному оборудованию относятся и манипуляторы для транспортировки и сборки форм.

 Аналогично получают угольный порошок.
Аналогично получают угольный порошок.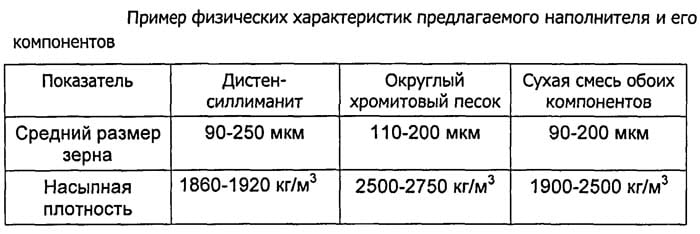 Они должны иметь более высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Они должны иметь более высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.

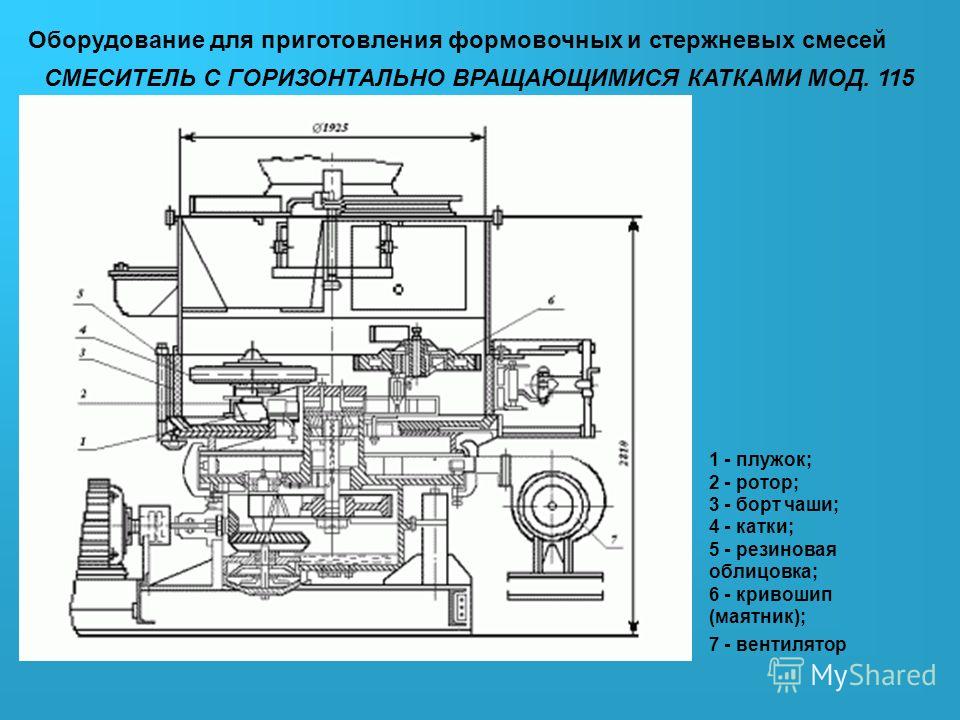 Независимо от того, присутствует ли в формовочной смеси свободный акрилат свинца, видно, что в результате полимеризации образуется гомогенная гигантская молекула, содержащая частицы бентонита, свинцовые и акрилатные группы, все химически объединенные и свободные от межфазной поляризации.
Независимо от того, присутствует ли в формовочной смеси свободный акрилат свинца, видно, что в результате полимеризации образуется гомогенная гигантская молекула, содержащая частицы бентонита, свинцовые и акрилатные группы, все химически объединенные и свободные от межфазной поляризации.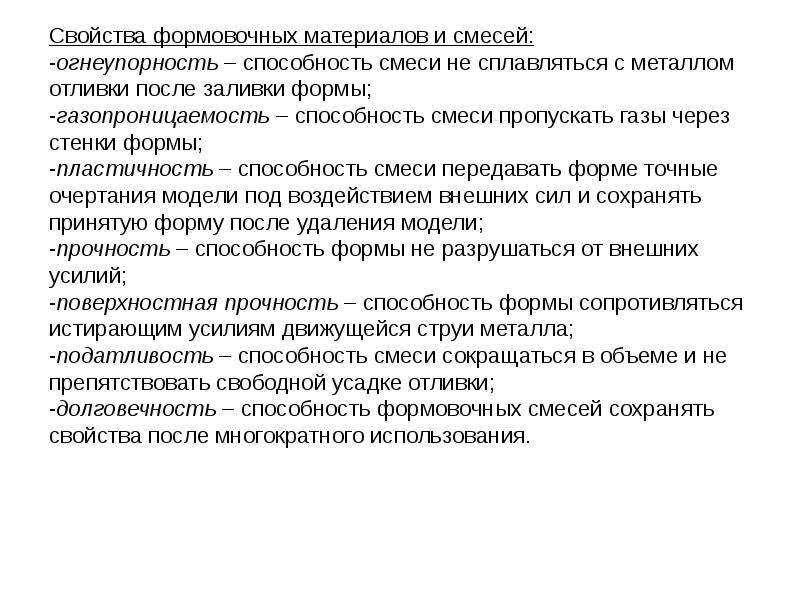 грамм. 50 % свинцовой глины (описано ниже) и 50 % акрилата свинца (образец I), механическая смесь неосновной обменной молотой слюды (50 %) и акрилата свинца 50 % (образец II) и смесь !5 50 % молотой кварц и 50 % акрилата свинца (образец III).
грамм. 50 % свинцовой глины (описано ниже) и 50 % акрилата свинца (образец I), механическая смесь неосновной обменной молотой слюды (50 %) и акрилата свинца 50 % (образец II) и смесь !5 50 % молотой кварц и 50 % акрилата свинца (образец III). е. не исключают присутствия либо избытка твердого ионообменного вещества, либо избытка соли полимеризуемого органического материала сверх того, что объединяется посредством ионного обмена.
е. не исключают присутствия либо избытка твердого ионообменного вещества, либо избытка соли полимеризуемого органического материала сверх того, что объединяется посредством ионного обмена. Таким образом, обрабатывая такие твердые обменные вещества солью способной к полимеризации олефиновой карбоновой кислоты, такой как акрилат свинца, получают продукт, который после формования и нагревания для осуществления полимеризации обладает превосходными свойствами в отношении низкого влагопоглощения и стойкости. разрушаться при контакте с водой.
Таким образом, обрабатывая такие твердые обменные вещества солью способной к полимеризации олефиновой карбоновой кислоты, такой как акрилат свинца, получают продукт, который после формования и нагревания для осуществления полимеризации обладает превосходными свойствами в отношении низкого влагопоглощения и стойкости. разрушаться при контакте с водой. Ионы акрилата свинца не только удерживаются на поверхности, но и проникают между элементарными кристаллическими пластинами, составляющими частицу бентонита, так что при полимеризации этих групп акрилата 6u первоначально открытая текстурированная частица бентонита становится заполненной и прочно связанной между собой настоящими химическими связями. Ионы акрилата свинца, удерживаемые на поверхности отдельных частиц бентонита, служат для химической связи таких частиц между собой. Продукт обладает свойствами термореактивного или термоотверждаемого пластика.
Ионы акрилата свинца не только удерживаются на поверхности, но и проникают между элементарными кристаллическими пластинами, составляющими частицу бентонита, так что при полимеризации этих групп акрилата 6u первоначально открытая текстурированная частица бентонита становится заполненной и прочно связанной между собой настоящими химическими связями. Ионы акрилата свинца, удерживаемые на поверхности отдельных частиц бентонита, служат для химической связи таких частиц между собой. Продукт обладает свойствами термореактивного или термоотверждаемого пластика. Поскольку натрий хорошо гидратируется, его присутствие снижает водостойкость продукта. Ион натрия можно отделить несколькими способами, например, сначала обработав бентонит раствором соли менее гидратируемого катиона, такого как Mg или Pb, т.е. грамм. нитрата свинца и промывки обработанного бентонита от образовавшегося нитрата натрия и избытка нитрата свинца с последующей обработкой его акрилатом свинца. Или бентонит натрия можно обработать раствором акрилата свинца, отделить и промыть для удаления акрилата натрия, образовавшегося при обмене основаниями, добавить дополнительное количество акрилата свинца к промытому бентониту и полученную смесь высушить, измельчить и отлить в форму, как описано выше.
Поскольку натрий хорошо гидратируется, его присутствие снижает водостойкость продукта. Ион натрия можно отделить несколькими способами, например, сначала обработав бентонит раствором соли менее гидратируемого катиона, такого как Mg или Pb, т.е. грамм. нитрата свинца и промывки обработанного бентонита от образовавшегося нитрата натрия и избытка нитрата свинца с последующей обработкой его акрилатом свинца. Или бентонит натрия можно обработать раствором акрилата свинца, отделить и промыть для удаления акрилата натрия, образовавшегося при обмене основаниями, добавить дополнительное количество акрилата свинца к промытому бентониту и полученную смесь высушить, измельчить и отлить в форму, как описано выше. д. При обработке других твердых веществ с щелочным обменом можно использовать любое полимеризуемое соединение, которое может быть подвергнуто щелочному обмену с твердым материалом с щелочным обменом. В случае твердых обменных веществ, отличных от бентонита, размер катиона соли щелочного обмена может учитываться, а может и не приниматься во внимание, но катионы с низкой гидратацией предпочтительны для получения продуктов, обладающих хорошими водостойкими свойствами.
д. При обработке других твердых веществ с щелочным обменом можно использовать любое полимеризуемое соединение, которое может быть подвергнуто щелочному обмену с твердым материалом с щелочным обменом. В случае твердых обменных веществ, отличных от бентонита, размер катиона соли щелочного обмена может учитываться, а может и не приниматься во внимание, но катионы с низкой гидратацией предпочтительны для получения продуктов, обладающих хорошими водостойкими свойствами. е. (млэквивалент) Pb/100 г. из Na-глины.
е. (млэквивалент) Pb/100 г. из Na-глины.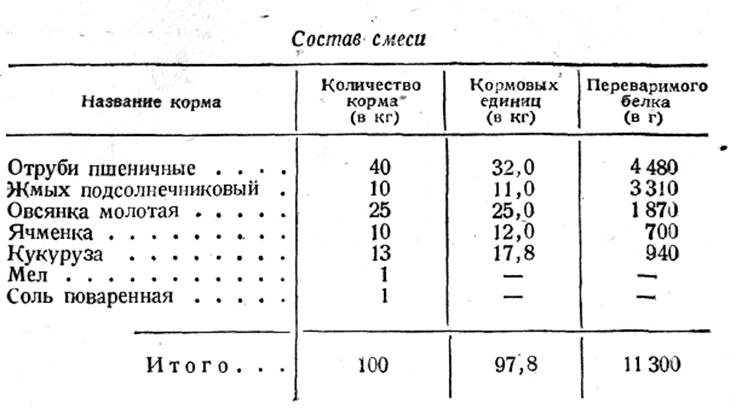 При сушке этой смеси концентрация акрилата свинца достигает такой степени, что реакция (3) протекает автоматически. При полимеризации основного комплекса ионов свинцово-акрилатного комплекса, присоединенных к одной частице, с ионами, связанными с другими частицами, может образоваться гигантская молекула благодаря настоящей химической связи или мостику, который теперь существует между этими частицами глины.
При сушке этой смеси концентрация акрилата свинца достигает такой степени, что реакция (3) протекает автоматически. При полимеризации основного комплекса ионов свинцово-акрилатного комплекса, присоединенных к одной частице, с ионами, связанными с другими частицами, может образоваться гигантская молекула благодаря настоящей химической связи или мостику, который теперь существует между этими частицами глины.
 По-видимому, соли многовалентных катионов, способные давать комплексные ионы типа Pb-O-C-CH=Ch3+0, вообще наиболее удовлетворительны.
По-видимому, соли многовалентных катионов, способные давать комплексные ионы типа Pb-O-C-CH=Ch3+0, вообще наиболее удовлетворительны. Цель этой процедуры состояла в том, чтобы удалить все присутствующие излишки нитрата свинца.
Цель этой процедуры состояла в том, чтобы удалить все присутствующие излишки нитрата свинца. Высушенный материал снова подвергали измельчению в шаровой мельнице и полученный порошок прессовали прессованием. Черный, похожий на стекло материал был получен при давлении формования 10000 фунтов/кв. дюйм, температуре 200°С и времени 15 минут.
Высушенный материал снова подвергали измельчению в шаровой мельнице и полученный порошок прессовали прессованием. Черный, похожий на стекло материал был получен при давлении формования 10000 фунтов/кв. дюйм, температуре 200°С и времени 15 минут.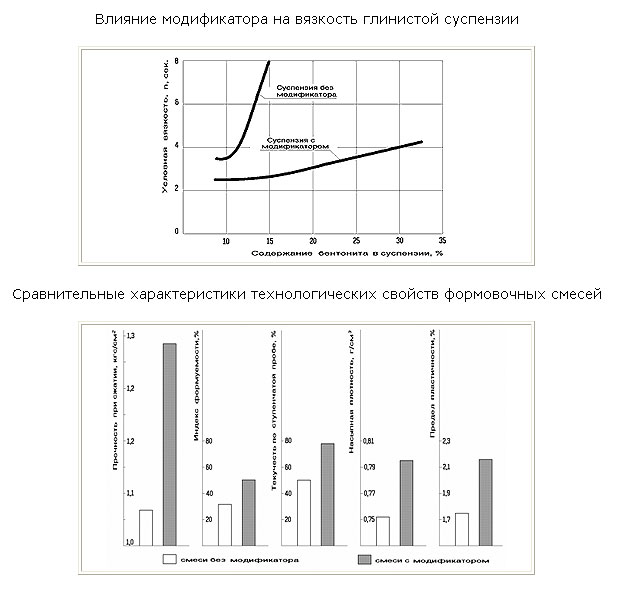

 Я обнаружил, что если тиомочевина или мочевина тщательно не измельчены и не смешаны с формовочной массой, формованное изделие имеет тенденцию быть «пятнистым». Доля тиомочевины или мочевины в формовочной массе может варьироваться в довольно широких пределах, но должна составлять менее 10% (десяти процентов) по массе формовочной массы и предпочтительно должна превышать ту, которая будет реагировать с присутствующим формальдегидом. в композиции, так что в формовочной массе будет присутствовать свободная тиомочевина или мочевина.
Я обнаружил, что если тиомочевина или мочевина тщательно не измельчены и не смешаны с формовочной массой, формованное изделие имеет тенденцию быть «пятнистым». Доля тиомочевины или мочевины в формовочной массе может варьироваться в довольно широких пределах, но должна составлять менее 10% (десяти процентов) по массе формовочной массы и предпочтительно должна превышать ту, которая будет реагировать с присутствующим формальдегидом. в композиции, так что в формовочной массе будет присутствовать свободная тиомочевина или мочевина.
 (Оптимальные пропорции, а именно от 1,05 до 1,40 моль мочевины на 2 моль формальдегида, изложены в находящейся на рассмотрении заявке № 363397.) Затем необходимое количество сухой мочевины или тиомочевины смешивают с композицией и реакционную смесь завершается в процессе формования. Например, 1 моль мочевины реагировал с 2 молями 40%-ного раствора формальдегида (рН 6,0) при кипячении до тех пор, пока испытуемый образец не мутнел при охлаждении. Около 25% воды удаляли перегонкой под вакуумом и вязкий продукт сливали в неглубокие тарелки. Затем его закаливали при 60°С до тех пор, пока он не превращался в мелкий порошок. Затем 0,25 моля тонкоизмельченной мочевины, или тиомочевины, или их смеси тщательно смешивали с ним. Это дало стабильную формовочную массу, которая легко растекалась в горячей форме и давала формованное изделие, устойчивое к атмосферным воздействиям.
(Оптимальные пропорции, а именно от 1,05 до 1,40 моль мочевины на 2 моль формальдегида, изложены в находящейся на рассмотрении заявке № 363397.) Затем необходимое количество сухой мочевины или тиомочевины смешивают с композицией и реакционную смесь завершается в процессе формования. Например, 1 моль мочевины реагировал с 2 молями 40%-ного раствора формальдегида (рН 6,0) при кипячении до тех пор, пока испытуемый образец не мутнел при охлаждении. Около 25% воды удаляли перегонкой под вакуумом и вязкий продукт сливали в неглубокие тарелки. Затем его закаливали при 60°С до тех пор, пока он не превращался в мелкий порошок. Затем 0,25 моля тонкоизмельченной мочевины, или тиомочевины, или их смеси тщательно смешивали с ним. Это дало стабильную формовочную массу, которая легко растекалась в горячей форме и давала формованное изделие, устойчивое к атмосферным воздействиям.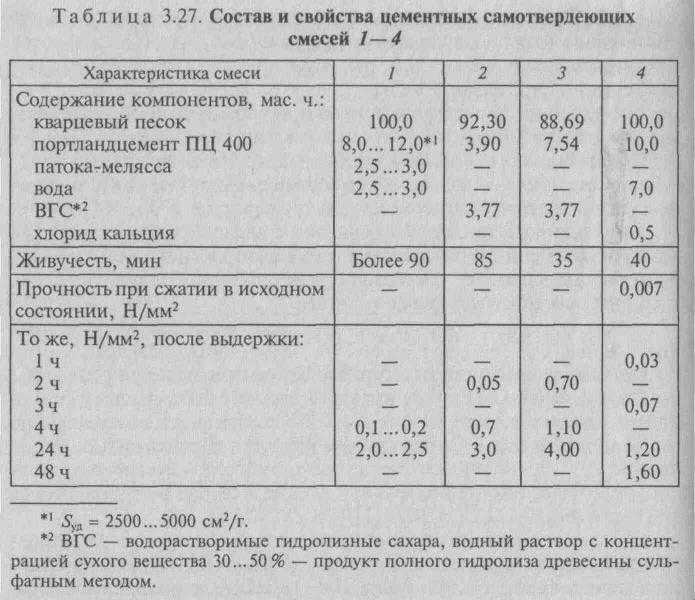 Если для измельчения тиомочевины или мочевины использовать галечную мельницу, то будет обнаружено, что состав становится «жестче» по мере измельчения, что нейтрализует действие добавки. Другим недостатком является то, что, поскольку расход различных композиций различается и, таким образом, количество добавляемой тиомочевины или мочевины пропорционально различается, композиция будет различаться по соотношению мочевины и формальдегида. Соответственно, показанное ниже изобретение предлагает способ преодоления обоих вышеуказанных недостатков и изложено в заявке с серийным номером 5.4544, поданной 1 июня 19 г.31.
Если для измельчения тиомочевины или мочевины использовать галечную мельницу, то будет обнаружено, что состав становится «жестче» по мере измельчения, что нейтрализует действие добавки. Другим недостатком является то, что, поскольку расход различных композиций различается и, таким образом, количество добавляемой тиомочевины или мочевины пропорционально различается, композиция будет различаться по соотношению мочевины и формальдегида. Соответственно, показанное ниже изобретение предлагает способ преодоления обоих вышеуказанных недостатков и изложено в заявке с серийным номером 5.4544, поданной 1 июня 19 г.31. В процессе сушки состав частично переходит в конечное неплавкое, нерастворимое состояние. Чем ближе реакция к завершению, тем больше сопротивление композиции течению. Различные партии имеют тенденцию различаться по своей текучести даже при сушке в одних и тех же условиях из-за переменных, которые трудно, если не практически невозможно контролировать. Именно это разнообразие партий затрудняет получение формовочных масс с однородной текучестью.
В процессе сушки состав частично переходит в конечное неплавкое, нерастворимое состояние. Чем ближе реакция к завершению, тем больше сопротивление композиции течению. Различные партии имеют тенденцию различаться по своей текучести даже при сушке в одних и тех же условиях из-за переменных, которые трудно, если не практически невозможно контролировать. Именно это разнообразие партий затрудняет получение формовочных масс с однородной текучестью.
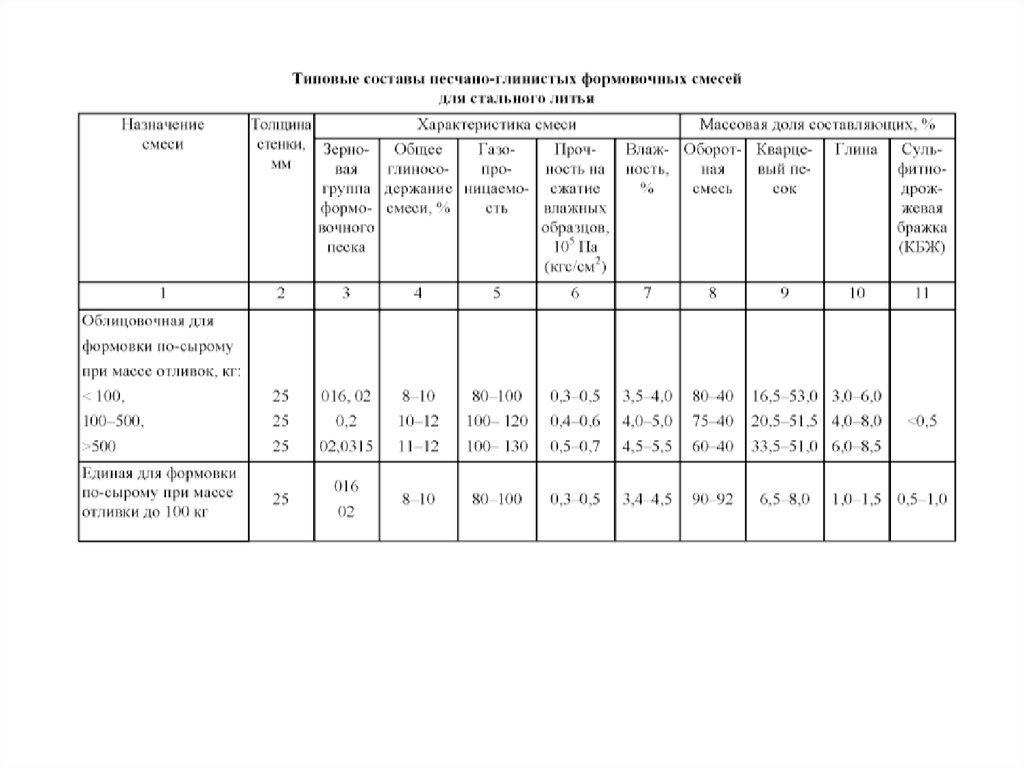 Удобный способ приготовления раствора мочевины – из 40% водного раствора формалина и мочевины. Присутствие воды или других растворителей не оказывает на него заметного влияния, и хотя предпочтительнее отгонять часть воды в вакууме или без него, я обнаружил, что умеренное количество воды или других растворителей не является недостатком. подарок. Раствор мочевины и формальдегида можно добавлять в количестве до 20 мас.% без заметного воздействия на формованное изделие.
Удобный способ приготовления раствора мочевины – из 40% водного раствора формалина и мочевины. Присутствие воды или других растворителей не оказывает на него заметного влияния, и хотя предпочтительнее отгонять часть воды в вакууме или без него, я обнаружил, что умеренное количество воды или других растворителей не является недостатком. подарок. Раствор мочевины и формальдегида можно добавлять в количестве до 20 мас.% без заметного воздействия на формованное изделие. Это было смешано с 50 фунтами альфа-волокна, после чего была проведена сушка до полного нагревания и превращение в порошок.Этот порошок в данной форме требует 30 секунд для Добавляли раствор, приготовленный путем нагревания 5 фунтов тиомочевины в 10 фунтах 40% формалина (рН 3,0) до 500°С, и для закрытия той же формы требовалось 8 секунд.
Это было смешано с 50 фунтами альфа-волокна, после чего была проведена сушка до полного нагревания и превращение в порошок.Этот порошок в данной форме требует 30 секунд для Добавляли раствор, приготовленный путем нагревания 5 фунтов тиомочевины в 10 фунтах 40% формалина (рН 3,0) до 500°С, и для закрытия той же формы требовалось 8 секунд. Затем полученную непрозрачную жидкость смешивали с карбамидоформальдегидными формовочными массами и соответственно повышали ее пластичность.
Затем полученную непрозрачную жидкость смешивали с карбамидоформальдегидными формовочными массами и соответственно повышали ее пластичность.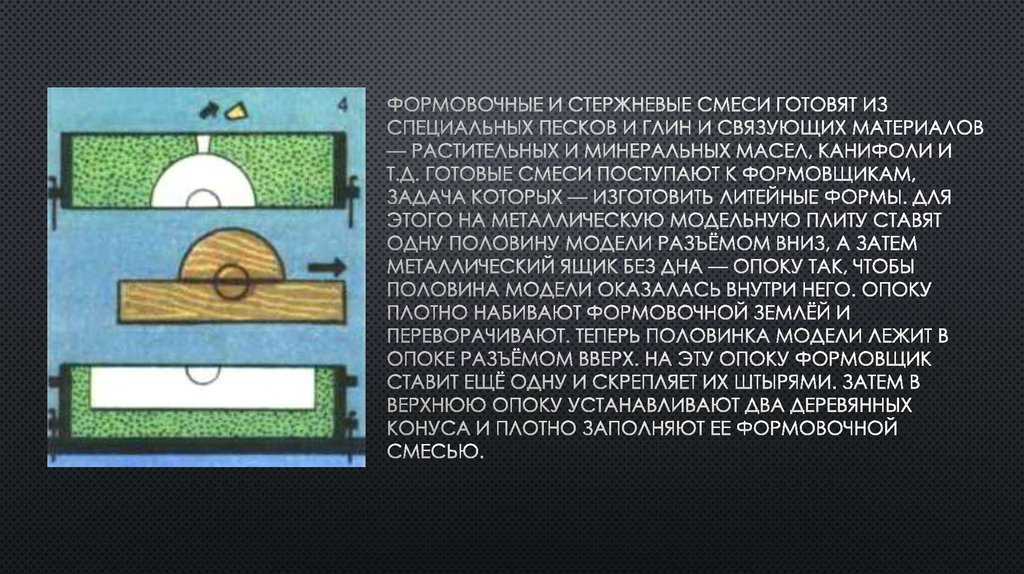 Однако это можно преодолеть, используя твердые формы формальдегида, такие как параформ или гексаметилентетрамин, растворенные в небольшом количестве общего растворителя с мочевиной.
Однако это можно преодолеть, используя твердые формы формальдегида, такие как параформ или гексаметилентетрамин, растворенные в небольшом количестве общего растворителя с мочевиной. Я обнаружил, что для того, чтобы смешать мягчитель с формовочной массой мочевины и формальдегида, приготовленной обычным способом из мочевины и формалина, необходимо поддерживать очень низкое содержание воды в смеси. Если мочевино-формальдегидную формовочную массу нагреть, чтобы высушить ее и снизить содержание воды до достаточно низкого уровня, и добавить смягчитель, смесь окажется настолько жесткой, что ее ценность в качестве формовочной массы будет невысокой.
Я обнаружил, что для того, чтобы смешать мягчитель с формовочной массой мочевины и формальдегида, приготовленной обычным способом из мочевины и формалина, необходимо поддерживать очень низкое содержание воды в смеси. Если мочевино-формальдегидную формовочную массу нагреть, чтобы высушить ее и снизить содержание воды до достаточно низкого уровня, и добавить смягчитель, смесь окажется настолько жесткой, что ее ценность в качестве формовочной массы будет невысокой. Я обнаружил, что приготовленная таким образом композиция более стабильна при стоянии, чем композиция, приготовленная непосредственно из мочевиноформалина или пластифицированная им. Такой состав имеет лучшие формовочные характеристики, 1. т. е. более равномерное течение материала при закрытой форме.
Я обнаружил, что приготовленная таким образом композиция более стабильна при стоянии, чем композиция, приготовленная непосредственно из мочевиноформалина или пластифицированная им. Такой состав имеет лучшие формовочные характеристики, 1. т. е. более равномерное течение материала при закрытой форме.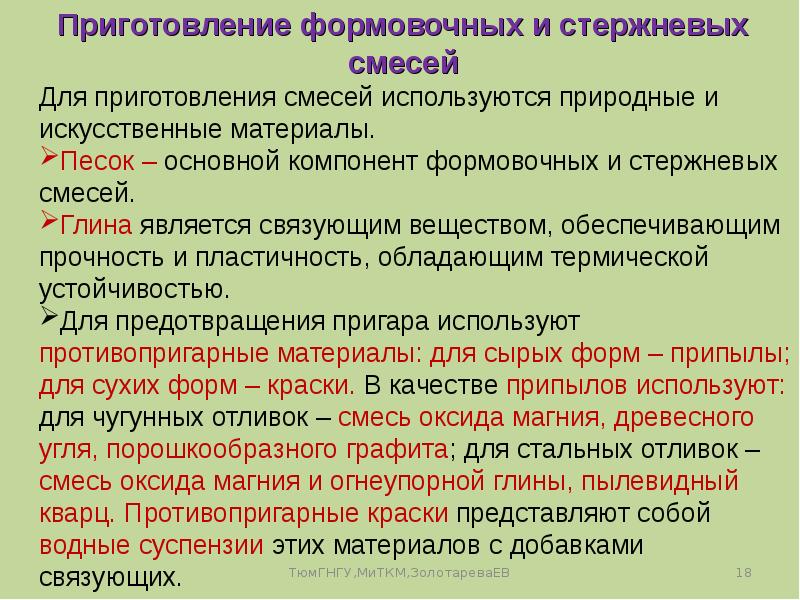
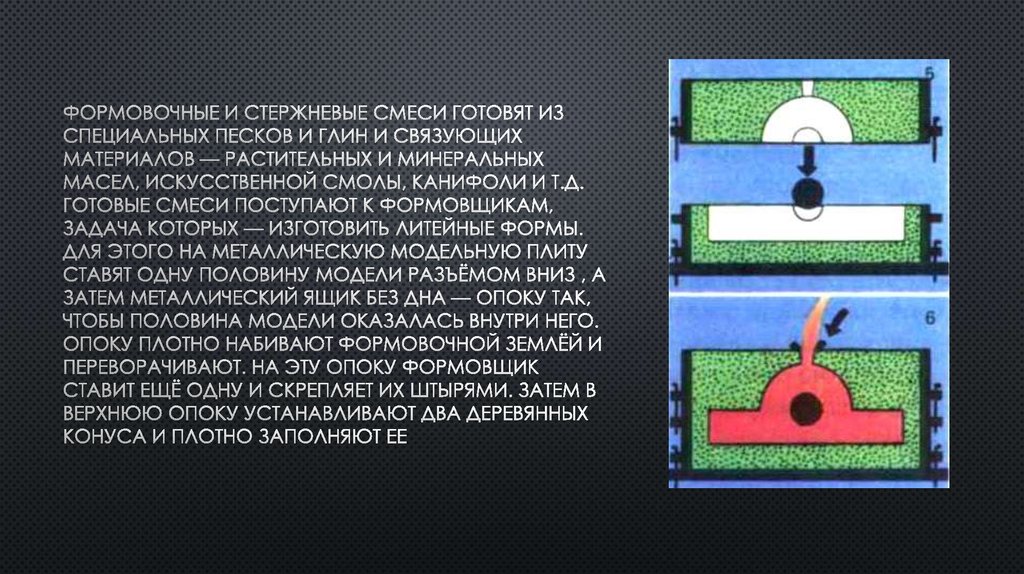 Кипячение продолжают до тех пор, пока раствор не станет вязким. Раствор на холоду был липким и вязким и не совсем прозрачным. При нагревании он становился подвижным, менее вязким и не проявлял склонности к желатинизации. Если 2 фунта триэтаноламина смешать со смесью параформа целлозольва, конечный полученный раствор окажется чистым и прозрачным. К смеси, в которой он был растворим, добавляли 5 фунтов дибутилфталата. Затем пластифицирующую смесь добавляли к 100 фунтам тщательно высушенной карбамидоформальдегидной формовочной массы, приготовленной в соответствии с моей вышеупомянутой одновременно находящейся на рассмотрении заявкой с серийным номером 363,39.7. рН водного экстракта пластифицированной формовочной массы составлял 6,5. До добавления пластифицирующей смеси состав был настолько «жестким», что почти не растекался в форме, а после добавления стал очень пластичным.
Кипячение продолжают до тех пор, пока раствор не станет вязким. Раствор на холоду был липким и вязким и не совсем прозрачным. При нагревании он становился подвижным, менее вязким и не проявлял склонности к желатинизации. Если 2 фунта триэтаноламина смешать со смесью параформа целлозольва, конечный полученный раствор окажется чистым и прозрачным. К смеси, в которой он был растворим, добавляли 5 фунтов дибутилфталата. Затем пластифицирующую смесь добавляли к 100 фунтам тщательно высушенной карбамидоформальдегидной формовочной массы, приготовленной в соответствии с моей вышеупомянутой одновременно находящейся на рассмотрении заявкой с серийным номером 363,39.7. рН водного экстракта пластифицированной формовочной массы составлял 6,5. До добавления пластифицирующей смеси состав был настолько «жестким», что почти не растекался в форме, а после добавления стал очень пластичным. Чтобы получить однородную смесь продукта конденсации, включающую наполнитель, пигмент, лак или краситель и, возможно, смазку для форм, обычно необходимо измельчить смесь до мелкого порошка в галечной мельнице. Теперь я обнаружил, что могу легко получить гранулированную грубую формовочную массу из смеси, пластифицированной моим жидким конденсатом, несколькими способами. Один из способов заключается в пропускании мелкодисперсного порошка через теплые (предпочтительно не выше 60°С) или холодные валки, поверхность которых покрыта жидкой пластифицирующей смесью (предпочтительно распылением). Это дает листы или секции, которые могут быть отшлифованы до желаемого размера. Другой способ состоит в том, чтобы поместить формовочную массу и жидкую пластифицирующую смесь в подходящую мельницу, миксер или жевательную резинку. Либо прикладывают тепло, либо смесь перемешивают до тех пор, пока температура не поднимется за счет тепла реакции, пока не образуется лепешка. После охлаждения и самопроизвольного или принудительного высыхания лепешка затем разбивается на гранулы требуемого размера.
Чтобы получить однородную смесь продукта конденсации, включающую наполнитель, пигмент, лак или краситель и, возможно, смазку для форм, обычно необходимо измельчить смесь до мелкого порошка в галечной мельнице. Теперь я обнаружил, что могу легко получить гранулированную грубую формовочную массу из смеси, пластифицированной моим жидким конденсатом, несколькими способами. Один из способов заключается в пропускании мелкодисперсного порошка через теплые (предпочтительно не выше 60°С) или холодные валки, поверхность которых покрыта жидкой пластифицирующей смесью (предпочтительно распылением). Это дает листы или секции, которые могут быть отшлифованы до желаемого размера. Другой способ состоит в том, чтобы поместить формовочную массу и жидкую пластифицирующую смесь в подходящую мельницу, миксер или жевательную резинку. Либо прикладывают тепло, либо смесь перемешивают до тех пор, пока температура не поднимется за счет тепла реакции, пока не образуется лепешка. После охлаждения и самопроизвольного или принудительного высыхания лепешка затем разбивается на гранулы требуемого размера. Еще один способ состоит в том, чтобы взять композицию, смоченную жидкой пластифицирующей смесью, и продавить ее через сито или сито заданного размера посредством трения или перекатывания.
Еще один способ состоит в том, чтобы взять композицию, смоченную жидкой пластифицирующей смесью, и продавить ее через сито или сито заданного размера посредством трения или перекатывания. Вышеупомянутое изобретение показывает способ сначала приготовить и высушить неокрашенную формовочную массу, которую можно использовать в качестве основы для быстрого приготовления формовочных масс практически любого желаемого цвета или текучести. В наличии имеется большой запас порошкообразного сухого неокрашенного материала. Когда требуется определенный цвет, пигмент, лак или краситель добавляют к неокрашенному порошку и все тщательно перемешивают. Затем добавляется пластифицирующая смесь, чтобы отрегулировать «поток» до желаемого. Так как в процессе смешивания и измельчения композиция имеет тенденцию схватываться или «застывать», лучше всего добавлять пластифицирующую смесь после процесса смешивания и измельчения. Если требуется более «жесткий» материал, чем полученный после измельчения, состав выдерживают в мельнице до тех пор, пока не будет получена желаемая «текучесть».
Вышеупомянутое изобретение показывает способ сначала приготовить и высушить неокрашенную формовочную массу, которую можно использовать в качестве основы для быстрого приготовления формовочных масс практически любого желаемого цвета или текучести. В наличии имеется большой запас порошкообразного сухого неокрашенного материала. Когда требуется определенный цвет, пигмент, лак или краситель добавляют к неокрашенному порошку и все тщательно перемешивают. Затем добавляется пластифицирующая смесь, чтобы отрегулировать «поток» до желаемого. Так как в процессе смешивания и измельчения композиция имеет тенденцию схватываться или «застывать», лучше всего добавлять пластифицирующую смесь после процесса смешивания и измельчения. Если требуется более «жесткий» материал, чем полученный после измельчения, состав выдерживают в мельнице до тех пор, пока не будет получена желаемая «текучесть».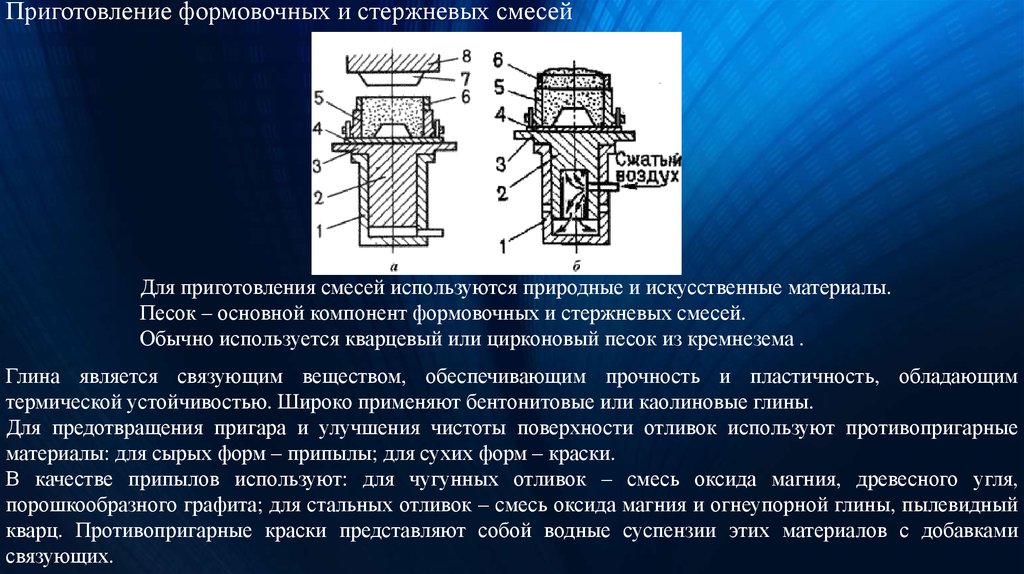
 — ожидающая рассмотрения заявка США, серийный номер 489, 099, подана 29 мая 1943 г.
— ожидающая рассмотрения заявка США, серийный номер 489, 099, подана 29 мая 1943 г.
 % абсорбированной жидкости, выбранной из группы, состоящей из (а) раствора мочевины и формальдегида и (б) раствора продукта мочевино-формальдегидной реакции, при этом указанная жидкость содержит избыток формальдегида, достаточный для дают молярное отношение мочевины к формальдегиду в общей массе от 1,05 до 1,40 мочевины к 2 формальдегида, при этом указанная абсорбированная жидкость придает формовочному порошку повышенную пластичность в форме при нагревании и давлении.
% абсорбированной жидкости, выбранной из группы, состоящей из (а) раствора мочевины и формальдегида и (б) раствора продукта мочевино-формальдегидной реакции, при этом указанная жидкость содержит избыток формальдегида, достаточный для дают молярное отношение мочевины к формальдегиду в общей массе от 1,05 до 1,40 мочевины к 2 формальдегида, при этом указанная абсорбированная жидкость придает формовочному порошку повышенную пластичность в форме при нагревании и давлении.
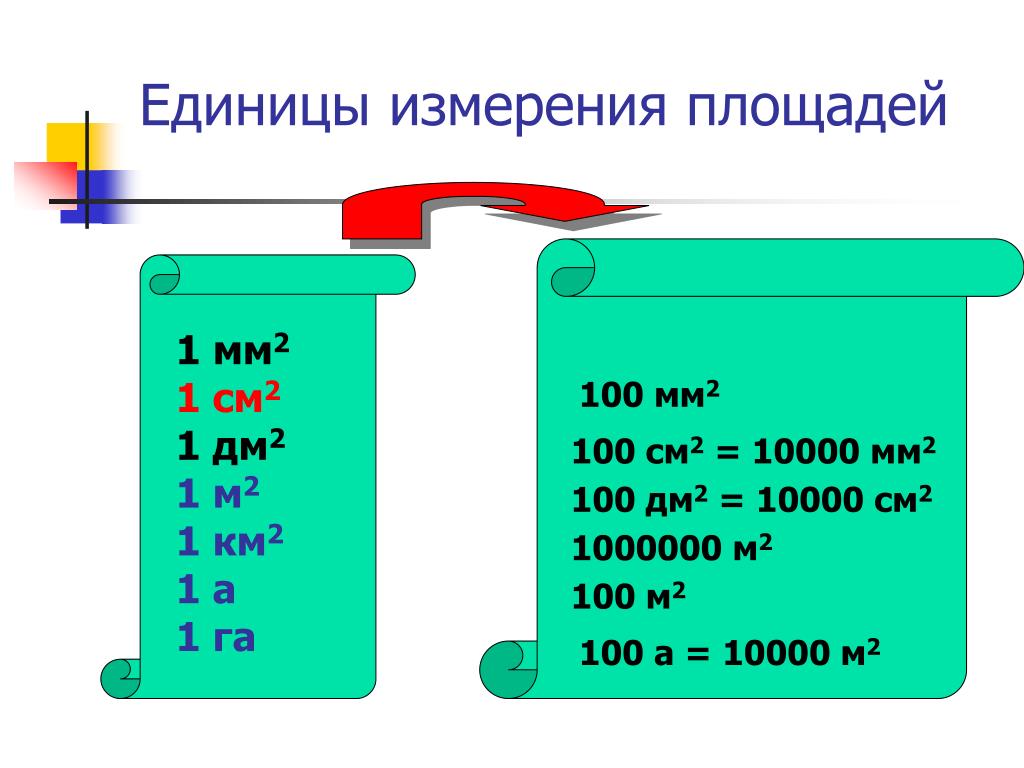
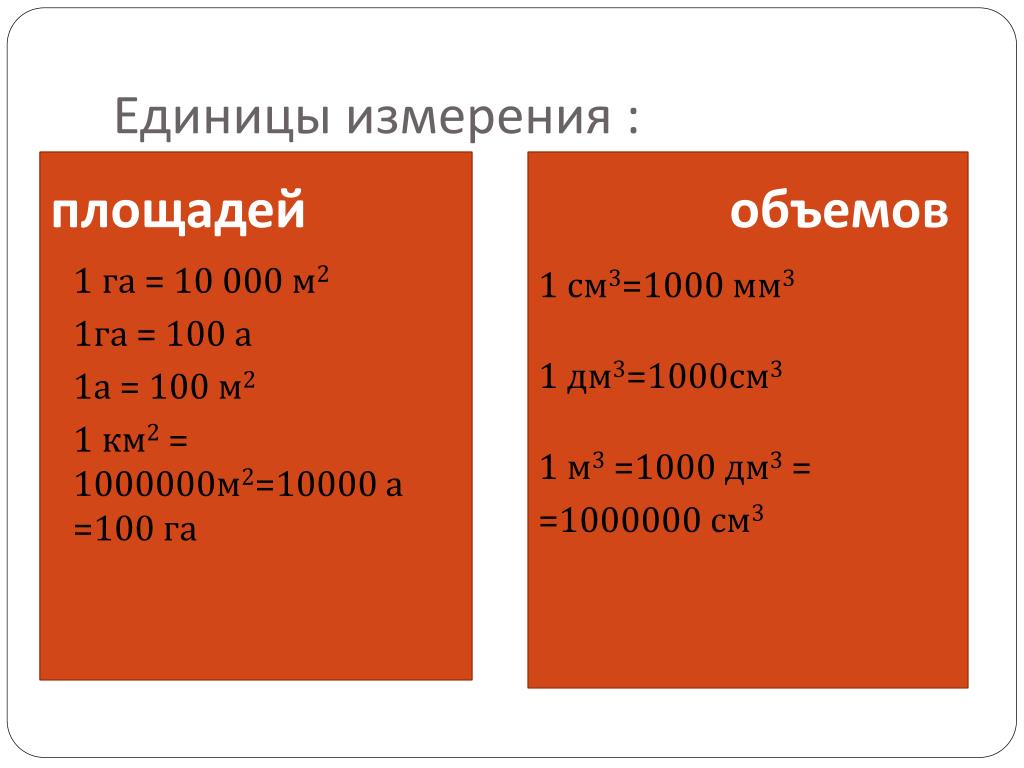
 рад.
рад.
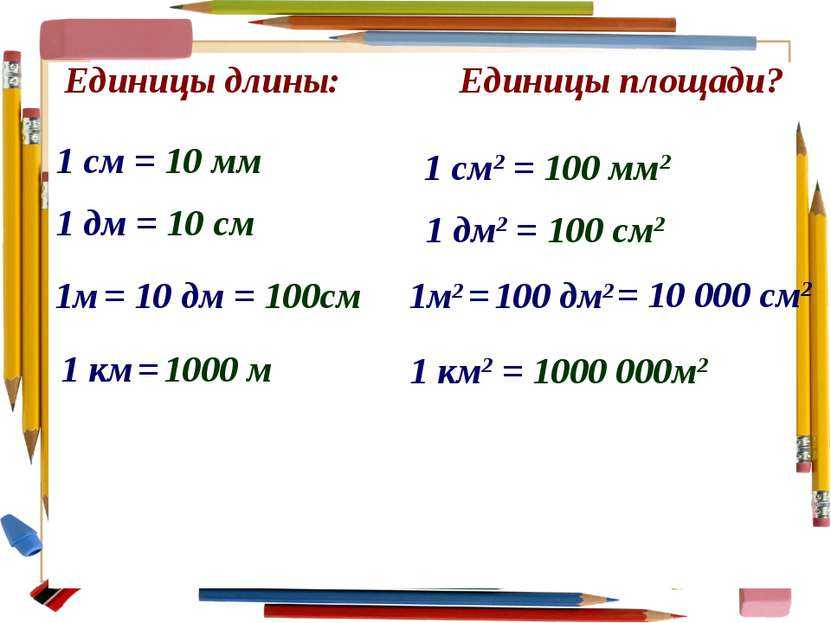
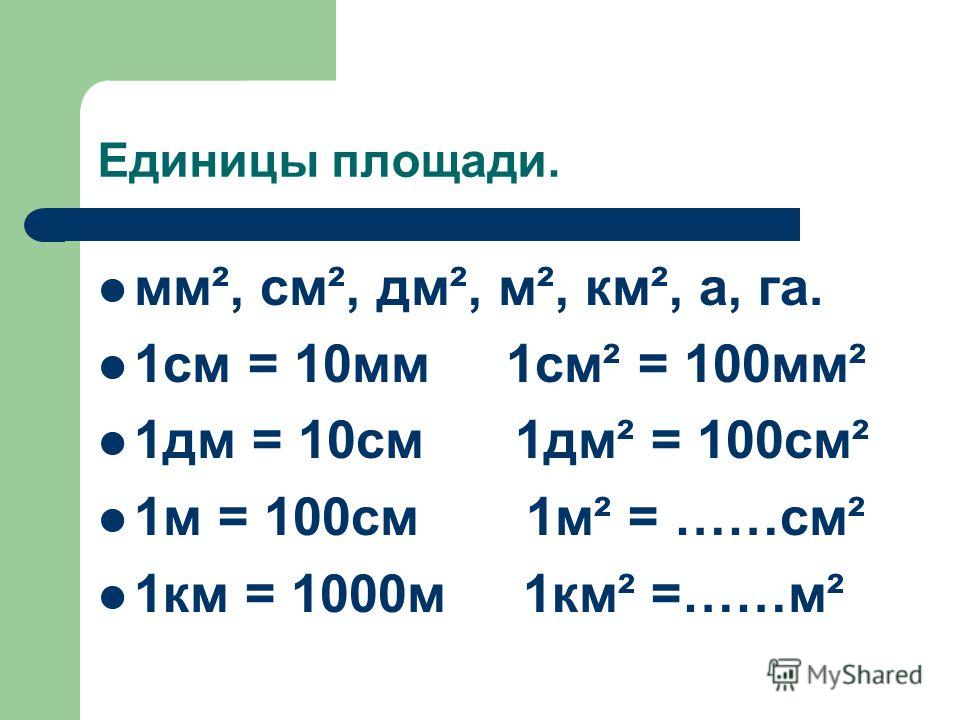 Наши преобразования обеспечивают быстрый и простой способ преобразования между единицами площади.
Наши преобразования обеспечивают быстрый и простой способ преобразования между единицами площади.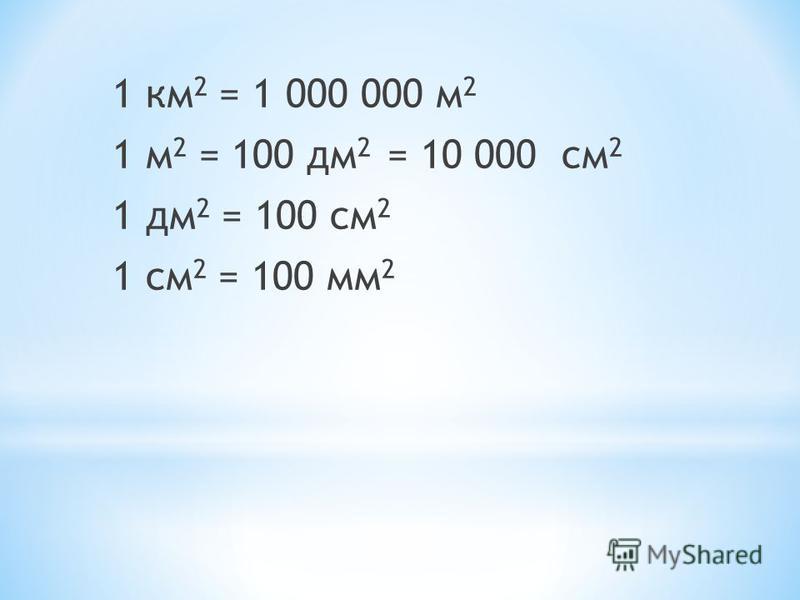 Международное написание этой единицы измерения – квадратный миллиметр.
Международное написание этой единицы измерения – квадратный миллиметр.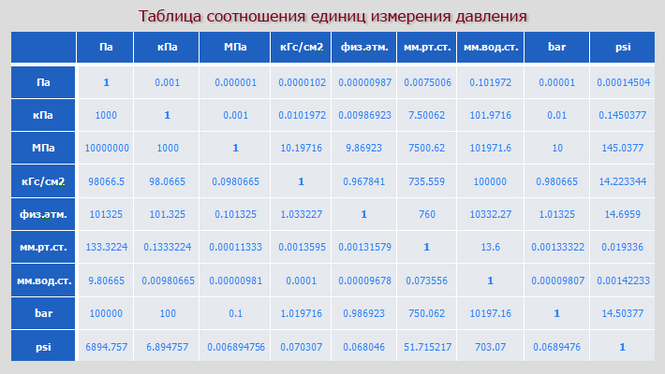
 00001 m 2
00001 m 2 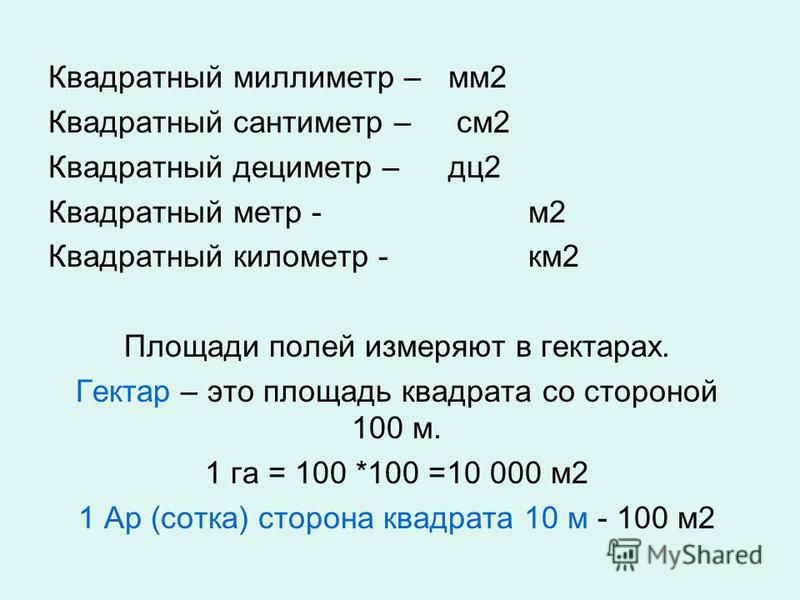
 8646 – | 7431 – или читать все.
8646 – | 7431 – или читать все. [9]
[9] Необходимость получения соединения конкретного типа также подразумевает некоторые нюансы. Именно грамотной разделке кромок разнообразных заготовок будет посвящена статья.
Необходимость получения соединения конкретного типа также подразумевает некоторые нюансы. Именно грамотной разделке кромок разнообразных заготовок будет посвящена статья.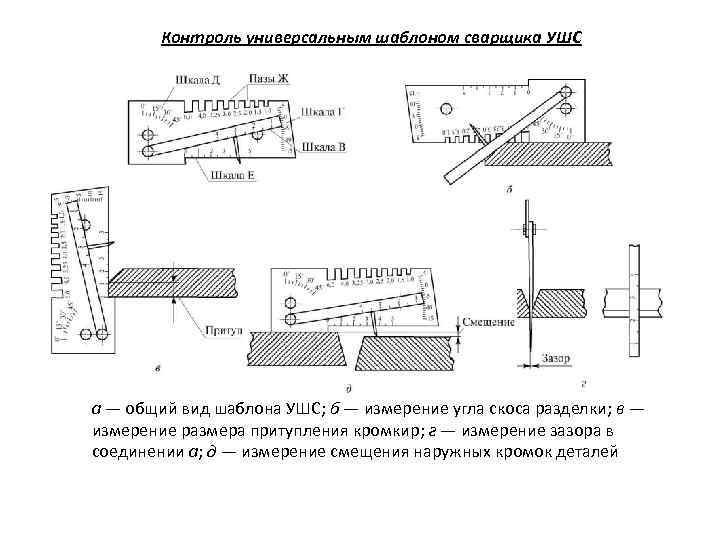 Механическая правка производится на листоправильных вальцах. Правка осуществляется с целью избавления от дефектов и кривизны.
Механическая правка производится на листоправильных вальцах. Правка осуществляется с целью избавления от дефектов и кривизны.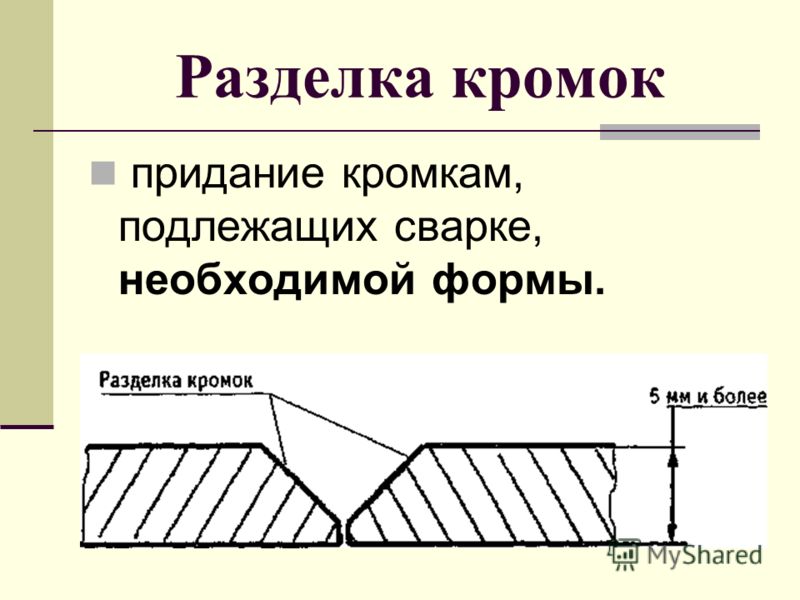
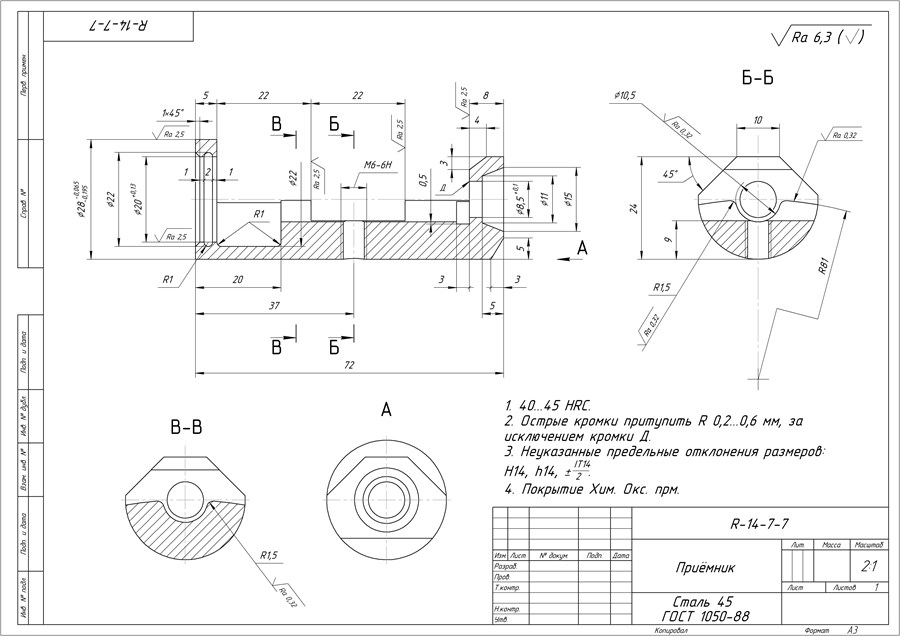
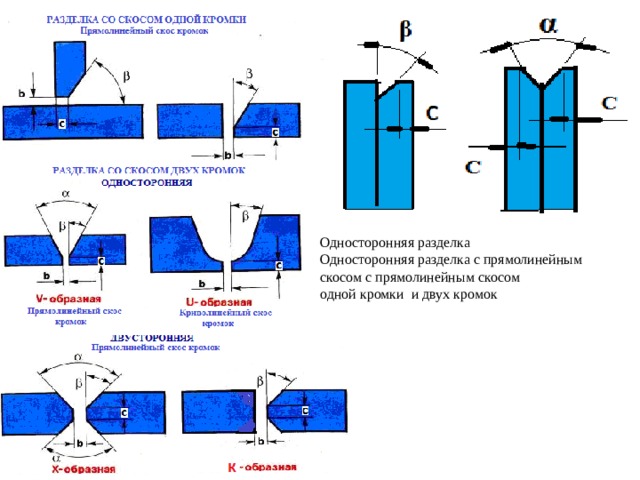 , следует выполнить U-образный скос кромок.
, следует выполнить U-образный скос кромок. ) необходимо проводить односторонний скос одной кромки, значительные толщины требуют двухстороннего скоса.
) необходимо проводить односторонний скос одной кромки, значительные толщины требуют двухстороннего скоса.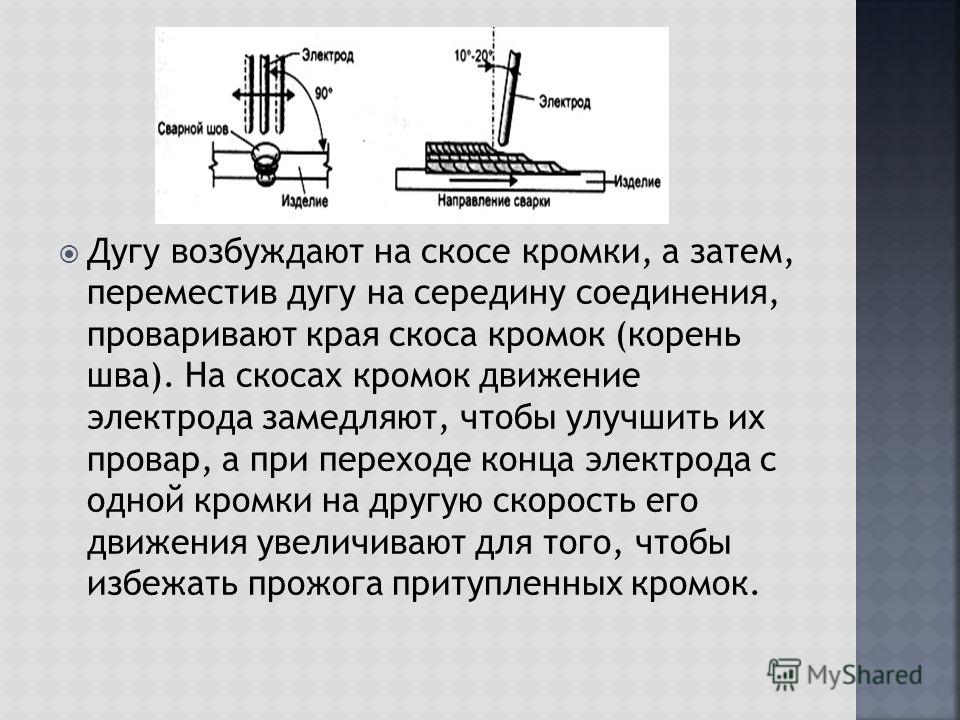 Угол разделки двух кромок — 60 градусов; одной кромки — 50 градусов.
Угол разделки двух кромок — 60 градусов; одной кромки — 50 градусов.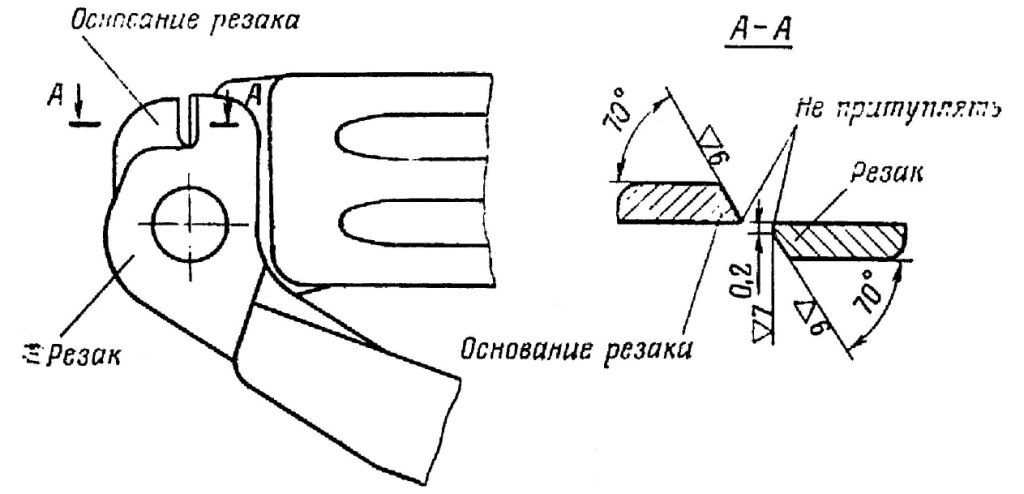 ;
;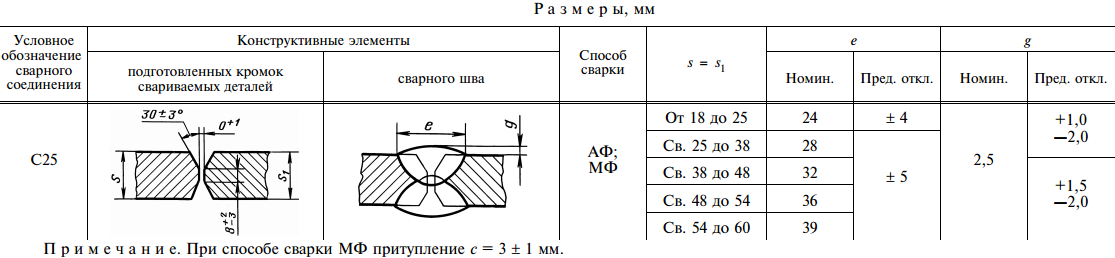 Проведение каждого процесса гарантирует исключение различного вида дефектов заготовок.
Проведение каждого процесса гарантирует исключение различного вида дефектов заготовок.
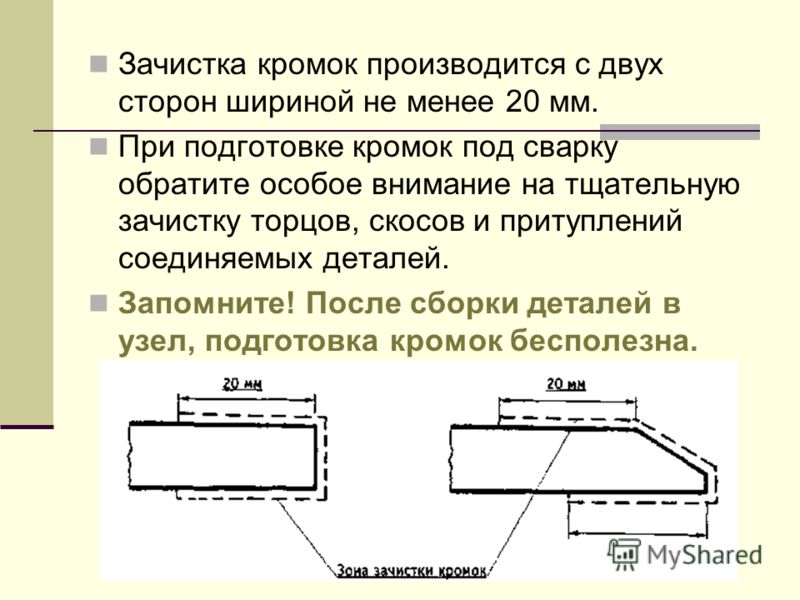 Производители сварочного оборудования выпускают различные модели фаскоснимателей. Подробная информация представлена в отдельной статье.
Производители сварочного оборудования выпускают различные модели фаскоснимателей. Подробная информация представлена в отдельной статье.
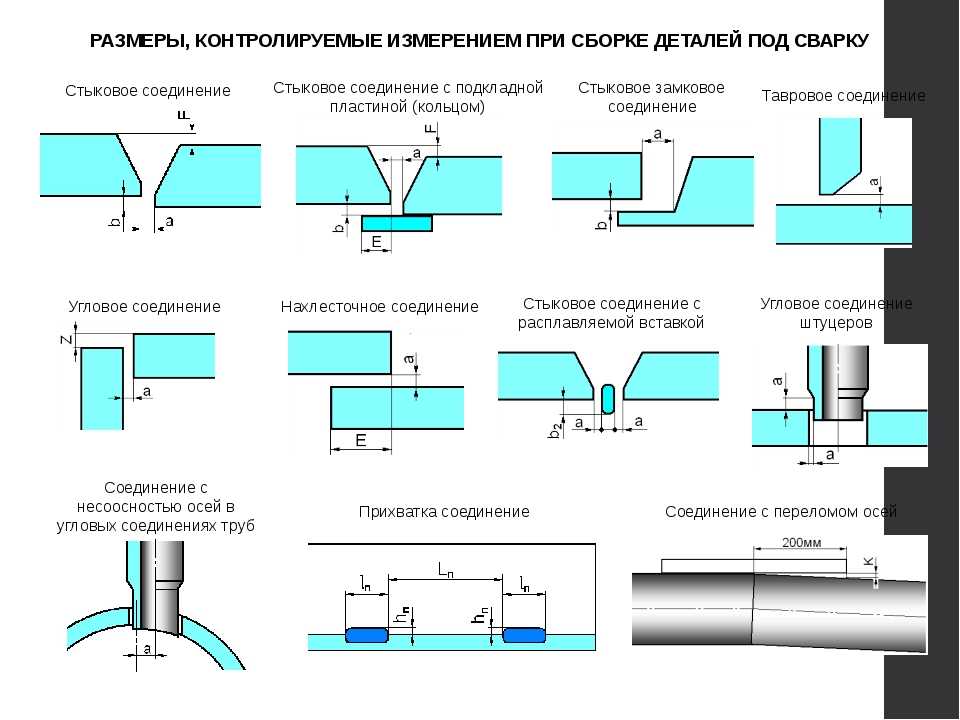 Соединения сварные») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
Соединения сварные») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
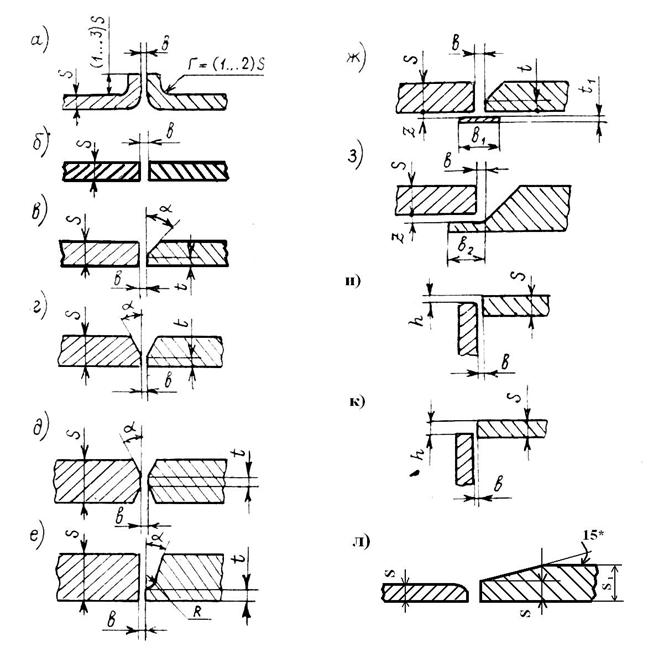





 Авиационная лаборатория Эймса
Авиационная лаборатория Эймса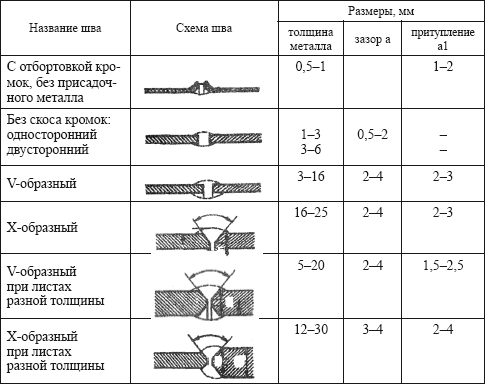
 Для условий испытаний носовая ударная волна была оторвана, и форма передней кромки не влияла на поверхностное давление за двумя толщинами передней кромки. Представлены результаты по поверхностному давлению, исследованиям поля течения, теплопередаче, толщине пограничного слоя, распределению поверхностного давления, локальному числу Маха, локальному числу Рейнольдса и теплопередаче.
Для условий испытаний носовая ударная волна была оторвана, и форма передней кромки не влияла на поверхностное давление за двумя толщинами передней кромки. Представлены результаты по поверхностному давлению, исследованиям поля течения, теплопередаче, толщине пограничного слоя, распределению поверхностного давления, локальному числу Маха, локальному числу Рейнольдса и теплопередаче.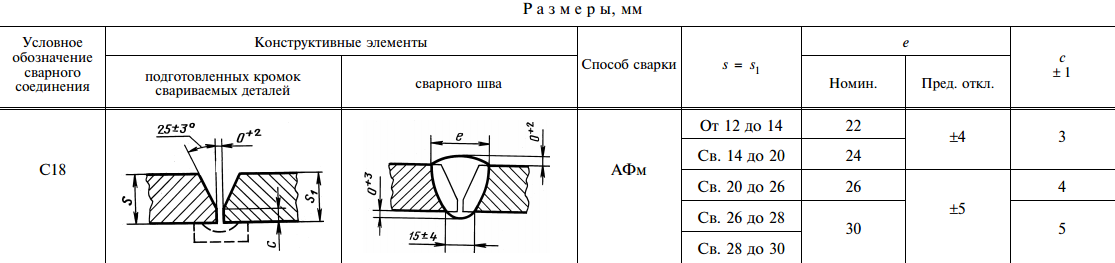

 Технические публикации содержат отчеты, изображения и технические описания исследований, выполненных для правительственных учреждений США. Темы варьируются от добычи полезных ископаемых, опреснения и радиации до более широких исследований в области физики, биологии и химии. Некоторые отчеты включают карты, раскладки, чертежи и другие материалы большого размера.
Технические публикации содержат отчеты, изображения и технические описания исследований, выполненных для правительственных учреждений США. Темы варьируются от добычи полезных ископаемых, опреснения и радиации до более широких исследований в области физики, биологии и химии. Некоторые отчеты включают карты, раскладки, чертежи и другие материалы большого размера.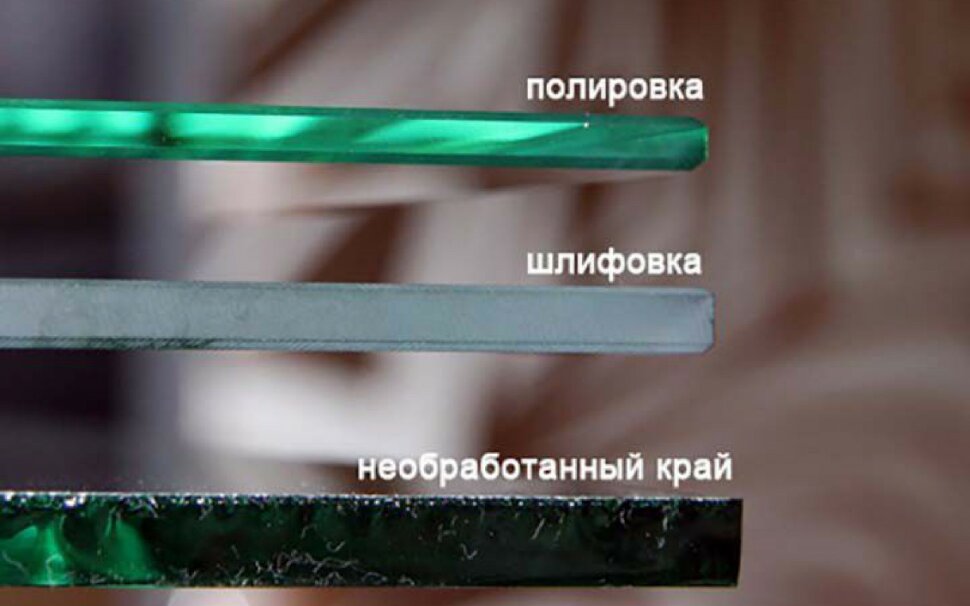 pdf)
pdf)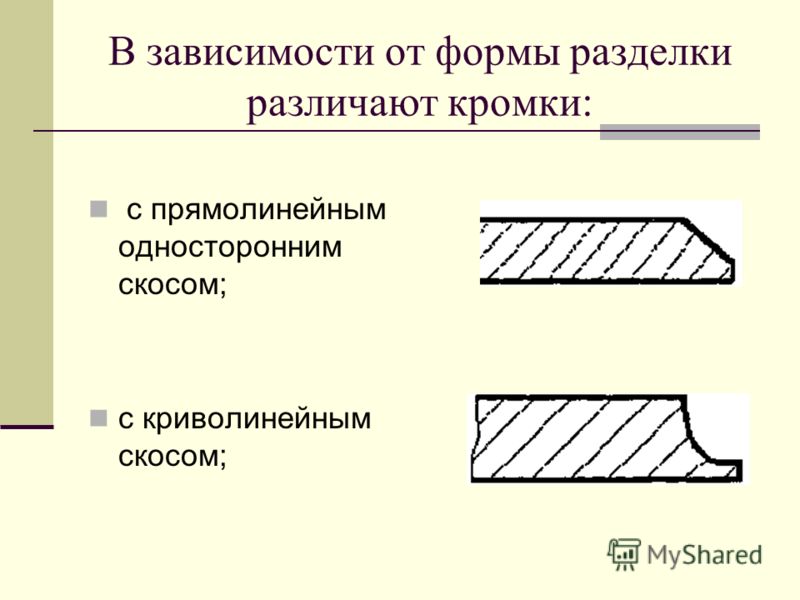
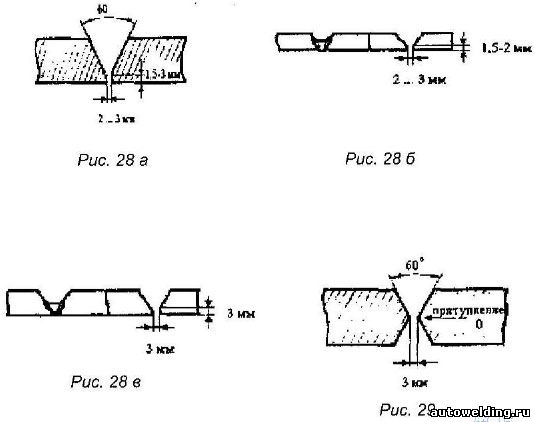 , 11:51
, 11:51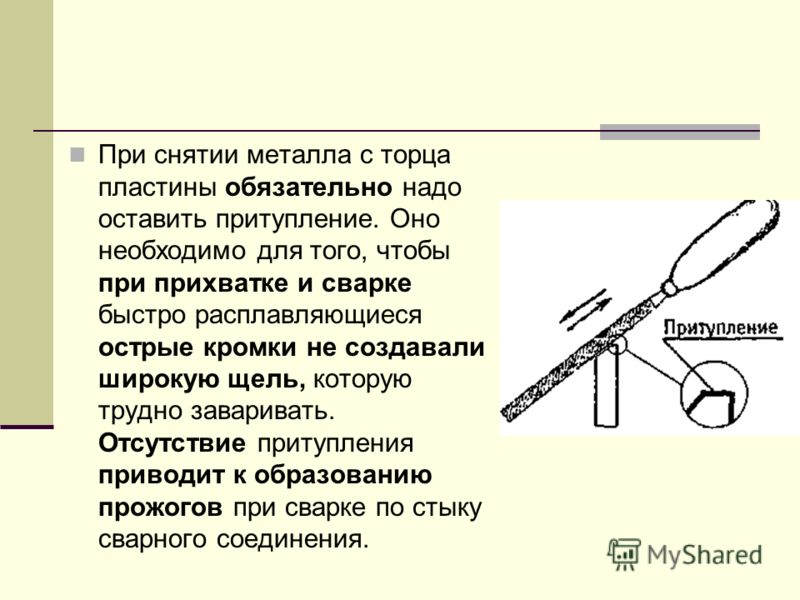
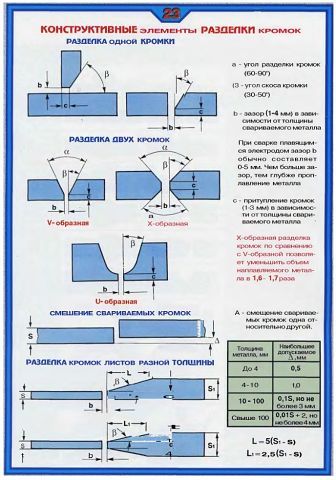
 untl.xml
untl.xml mets.xml
mets.xml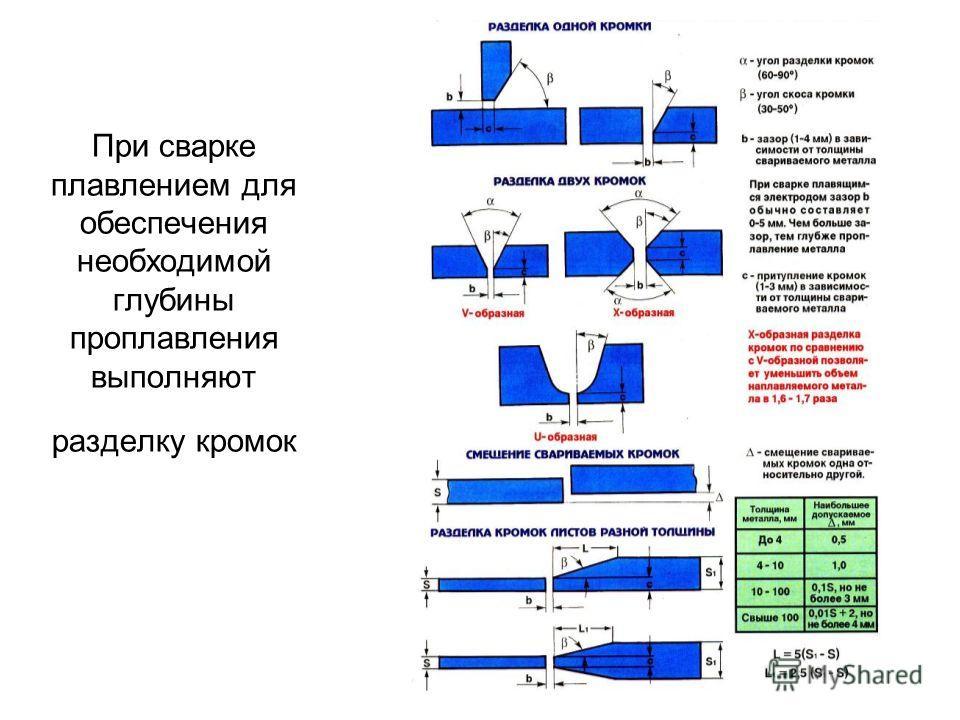 txt
txt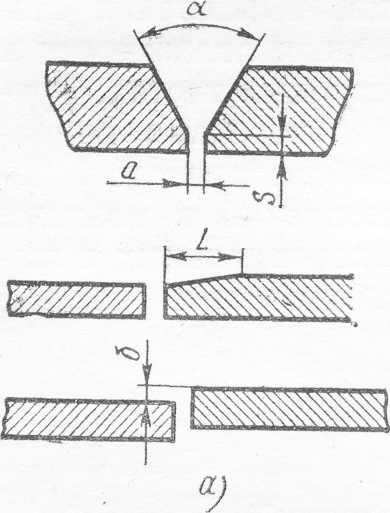 «>
«> Токарная обработка, сверление, фрезерование. Toczenie, wiercenie, frezowanie]. Вид. Politechniki Krakowskiej, Краков
Токарная обработка, сверление, фрезерование. Toczenie, wiercenie, frezowanie]. Вид. Politechniki Krakowskiej, Краков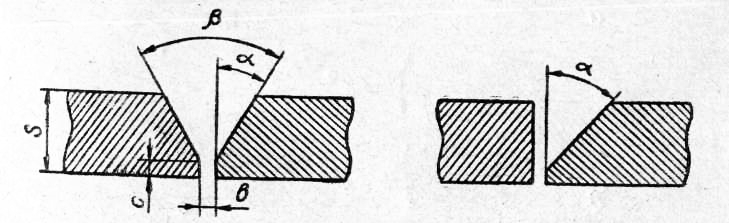 «>
«>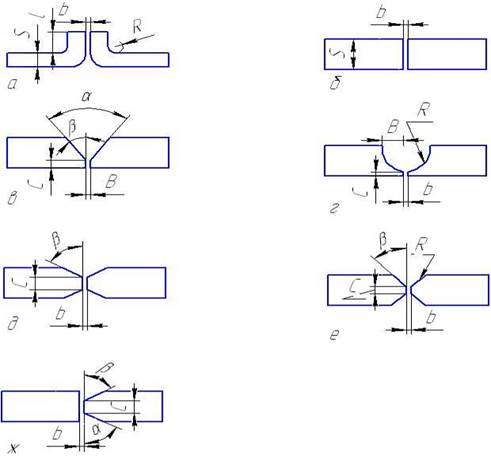 Анналы CIRP 19:571–577
Анналы CIRP 19:571–577 Int J Mach Tool Des Res 10(2):193–202
Int J Mach Tool Des Res 10(2):193–202 Одежда 143 (2): 267–275
Одежда 143 (2): 267–275 Int J Mach Tools Manuf 41(2):163–172
Int J Mach Tools Manuf 41(2):163–172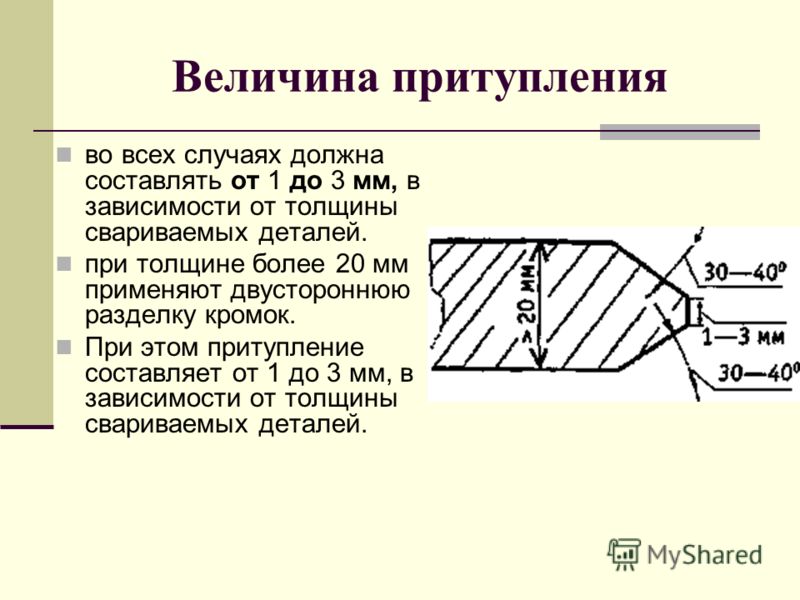 «>
«>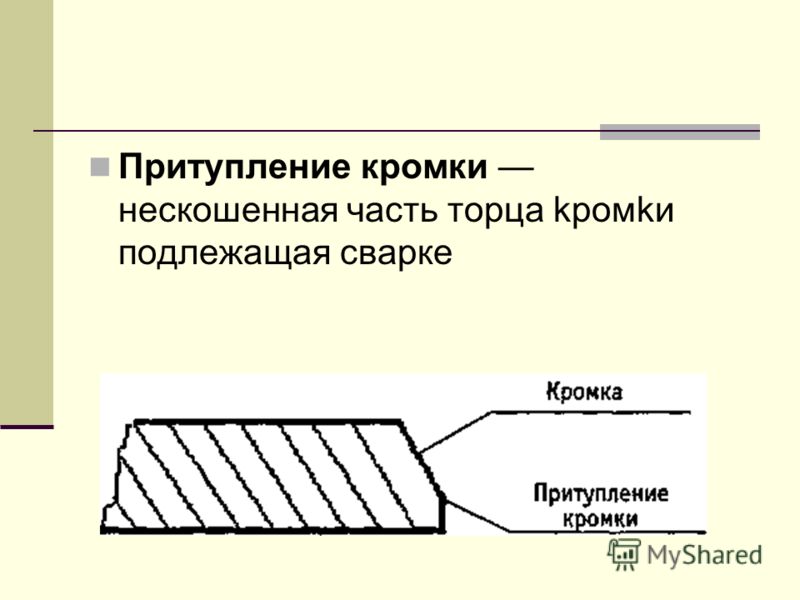
 Отрезаем часть квадратов по линии и два оставшихся угла.
Отрезаем часть квадратов по линии и два оставшихся угла.
 Круглыми гайками выставляем вылет сверла и затягиваем их. Сверло крепим в уголке болтом, вращая Г-образный шестигранник.
Круглыми гайками выставляем вылет сверла и затягиваем их. Сверло крепим в уголке болтом, вращая Г-образный шестигранник. Если режущая часть имеет твердость выше 55 HRC, ее нельзя точить подручными инструментами.
Если режущая часть имеет твердость выше 55 HRC, ее нельзя точить подручными инструментами.
 Вы можете обрабатывать различный инструмент, а некоторые виды ножей имеют ступенчатую структуру.
Вы можете обрабатывать различный инструмент, а некоторые виды ножей имеют ступенчатую структуру. Он собирается из оставшейся части шпильки. Из двух текстолитовых брусков выпиливаем держатели бруска. С одной стороны упор зафиксирован гайкой.
Он собирается из оставшейся части шпильки. Из двух текстолитовых брусков выпиливаем держатели бруска. С одной стороны упор зафиксирован гайкой. При снятии первого слоя грубым наждаком, лезвие следует крепко зафиксировать.
При снятии первого слоя грубым наждаком, лезвие следует крепко зафиксировать.
 Этим расстоянием определяется угол заточки. Вертикальная штанга должна иметь свободный ход вверх-вниз с прочной фиксацией положения.
Этим расстоянием определяется угол заточки. Вертикальная штанга должна иметь свободный ход вверх-вниз с прочной фиксацией положения. Простота исполнения позволяет повторить приспособление в домашней мастерской. Материалы любые – металл, пластик, дерево.
Простота исполнения позволяет повторить приспособление в домашней мастерской. Материалы любые – металл, пластик, дерево.

 com
com com
com Ищите тот, который, как Ryobi, держит бумагу с помощью фиксирующего зажима. Подпружиненные губки работают не так хорошо, как зажим.
Ищите тот, который, как Ryobi, держит бумагу с помощью фиксирующего зажима. Подпружиненные губки работают не так хорошо, как зажим. com
com . Если вам нужно отшлифовать краску со стороны куска дерева, прикрепленного к полу, для этой работы лучше подойдет дисковая шлифовальная машина.
. Если вам нужно отшлифовать краску со стороны куска дерева, прикрепленного к полу, для этой работы лучше подойдет дисковая шлифовальная машина. Благодаря треугольному основанию он может проникать в труднодоступные места, что делает его идеальным для чистки отделки, молдингов и точеных ножек мебели. Единственный недостаток: вам придется покупать предварительно нарезанные шлифовальные листы, которые стоят дороже, чем наждачная бумага. (Убедитесь, что вы выбрали правильный размер).
Благодаря треугольному основанию он может проникать в труднодоступные места, что делает его идеальным для чистки отделки, молдингов и точеных ножек мебели. Единственный недостаток: вам придется покупать предварительно нарезанные шлифовальные листы, которые стоят дороже, чем наждачная бумага. (Убедитесь, что вы выбрали правильный размер).
 Если он вам нужен, возьмите его напрокат.
Если он вам нужен, возьмите его напрокат.
 Чтобы построить его, вам понадобится лом размером 3/4 дюйма. фанера, короткая 2×4, U-образный болт диаметром 3/8 дюйма, который подходит для вашей дрели, и две барашковые гайки 3/8 дюйма. Конструкция корпуса и длина патрона варьируются от дрели к дрели, поэтому мы не будем указывать точные размеры.
Чтобы построить его, вам понадобится лом размером 3/4 дюйма. фанера, короткая 2×4, U-образный болт диаметром 3/8 дюйма, который подходит для вашей дрели, и две барашковые гайки 3/8 дюйма. Конструкция корпуса и длина патрона варьируются от дрели к дрели, поэтому мы не будем указывать точные размеры. Точная физика является предметом обсуждения, но это делает древесную пыль намного менее липкой. Ключевым моментом является использование сушильного листа, прошедшего цикл сушки. Это будет мягче и менее загружено смягчителем.
Точная физика является предметом обсуждения, но это делает древесную пыль намного менее липкой. Ключевым моментом является использование сушильного листа, прошедшего цикл сушки. Это будет мягче и менее загружено смягчителем.
 Затем просто положите шланг на металлический стол сверлильного станка и позвольте цеховому пылесосу поглотить вашу пыль. Вы можете использовать эту настройку на любом электроинструменте с металлическим столом.
Затем просто положите шланг на металлический стол сверлильного станка и позвольте цеховому пылесосу поглотить вашу пыль. Вы можете использовать эту настройку на любом электроинструменте с металлическим столом. Используйте зажимы для крепления мелких деталей и не носите свободную одежду.
Используйте зажимы для крепления мелких деталей и не носите свободную одежду. фанерная основа. Вам также может понадобиться тонкий 1/4 дюйма. фанерная планка, как показано на рисунке, чтобы приподнять корпус шлифовальной машины. Закрепите шлифовальный станок на узле (плотно — не затягивайте слишком сильно). Если вы шлифуете несколько деталей, через некоторое время вам может понадобиться добавить кусок фанеры на платформу подачи, чтобы выровнять износ шлифовальной ленты.
фанерная основа. Вам также может понадобиться тонкий 1/4 дюйма. фанерная планка, как показано на рисунке, чтобы приподнять корпус шлифовальной машины. Закрепите шлифовальный станок на узле (плотно — не затягивайте слишком сильно). Если вы шлифуете несколько деталей, через некоторое время вам может понадобиться добавить кусок фанеры на платформу подачи, чтобы выровнять износ шлифовальной ленты. Дайте им впитаться в течение нескольких минут, затем соскребите отслоившийся мусор пластиковой щеткой с жесткой щетиной. Отложите ленты в сторону и, когда они высохнут, разрежьте их на широкие полосы для шлифовальных блоков или более узкие кусочки для использования от руки при деликатных или труднодоступных шлифовальных работах. Не поддавайтесь искушению снова надеть ремни на свои шлифовальные машины; просто используйте их для ручной шлифовки.
Дайте им впитаться в течение нескольких минут, затем соскребите отслоившийся мусор пластиковой щеткой с жесткой щетиной. Отложите ленты в сторону и, когда они высохнут, разрежьте их на широкие полосы для шлифовальных блоков или более узкие кусочки для использования от руки при деликатных или труднодоступных шлифовальных работах. Не поддавайтесь искушению снова надеть ремни на свои шлифовальные машины; просто используйте их для ручной шлифовки.
 Более крупные зерна быстро удаляют древесину, а более мелкие зерна моментально придают блеск изогнутым поверхностям. Вы можете прикрутить полоски наждачной бумаги с различным натяжением, чтобы лучше всего соответствовать выполняемой работе.
Более крупные зерна быстро удаляют древесину, а более мелкие зерна моментально придают блеск изогнутым поверхностям. Вы можете прикрутить полоски наждачной бумаги с различным натяжением, чтобы лучше всего соответствовать выполняемой работе. Поэтому я купил дополнительную подложку для шлифовальной машины и смягчил ее, приклеив на дно кусок пены с закрытыми порами толщиной 3/8 дюйма контактным клеем.
Поэтому я купил дополнительную подложку для шлифовальной машины и смягчил ее, приклеив на дно кусок пены с закрытыми порами толщиной 3/8 дюйма контактным клеем. Царапины трудно увидеть, когда они идут параллельно волокнам. Но даже самые легкие царапины поперек волокон очевидны, особенно после окрашивания.
Царапины трудно увидеть, когда они идут параллельно волокнам. Но даже самые легкие царапины поперек волокон очевидны, особенно после окрашивания. И исправить их практически невозможно.
И исправить их практически невозможно. В следующий раз, когда вы будете шлифовать объект, положите кусок ковра, чтобы защитить древесину, держите его неподвижно во время шлифовки и гасите вибрации шлифовальной машины на руках. Нет подходящего ковра? 2 х 6 футов. моющийся бегун (8 долларов в домашнем центре) отлично работает — просто встряхните его между работами и сверните для хранения.
В следующий раз, когда вы будете шлифовать объект, положите кусок ковра, чтобы защитить древесину, держите его неподвижно во время шлифовки и гасите вибрации шлифовальной машины на руках. Нет подходящего ковра? 2 х 6 футов. моющийся бегун (8 долларов в домашнем центре) отлично работает — просто встряхните его между работами и сверните для хранения. Напишите зернистость на наждачной бумаге перманентным маркером. Вам будет легко найти нужную зернистость, а чернила не оставят пятен на древесине.
Напишите зернистость на наждачной бумаге перманентным маркером. Вам будет легко найти нужную зернистость, а чернила не оставят пятен на древесине. Труба ПВХ маркируется по внутреннему диаметру; вот индекс наружного диаметра полезных размеров труб.
Труба ПВХ маркируется по внутреннему диаметру; вот индекс наружного диаметра полезных размеров труб. Осциллирующие инструменты со шлифовальными тарелками отлично работают, но шлифовальные тарелки не всегда идут в комплекте с инструментами и стоят дорого. Вот почему я делаю свои собственные, используя тупое лезвие и наждачную бумагу, наклеенную аэрозольным клеем. Когда наждачная бумага тускнеет, я просто сдираю ее и приклеиваю новую.
Осциллирующие инструменты со шлифовальными тарелками отлично работают, но шлифовальные тарелки не всегда идут в комплекте с инструментами и стоят дорого. Вот почему я делаю свои собственные, используя тупое лезвие и наждачную бумагу, наклеенную аэрозольным клеем. Когда наждачная бумага тускнеет, я просто сдираю ее и приклеиваю новую.


 youtube.com/embed/QhDuQQUrRac»>
youtube.com/embed/QhDuQQUrRac»>  необходимо
необходимо
 корпус, полнопроходной поворотный обратный клапан с диском из литой стали и седлом из нержавеющей стали. Фланцы с приподнятой поверхностью.
корпус, полнопроходной поворотный обратный клапан с диском из литой стали и седлом из нержавеющей стали. Фланцы с приподнятой поверхностью. 0029
0029 Фланцы с приподнятой поверхностью.
Фланцы с приподнятой поверхностью. Nodular Cast Iron, GGG40.3
Nodular Cast Iron, GGG40.3
 Гнутый профилированный лист отлично подходит для строительства:
Гнутый профилированный лист отлично подходит для строительства: Монтажные работы ничем не отличаются от процесса укладки профилированного материала. Единственное, что нужно учитывать – радиус изгиба, который выбирают индивидуально в зависимости от реализуемого проекта, в результате чего стоимость такой конструкции будет выше на 10-15%, чем обустройство обычной двухскатной крыши.
Монтажные работы ничем не отличаются от процесса укладки профилированного материала. Единственное, что нужно учитывать – радиус изгиба, который выбирают индивидуально в зависимости от реализуемого проекта, в результате чего стоимость такой конструкции будет выше на 10-15%, чем обустройство обычной двухскатной крыши.
 В результате такого подхода имеется возможность получать готовую продукцию с плавным изгибом, при этом несущие потери будут минимальными. Стоит учитывать, что радиус дуги определяется шагом деформации.
В результате такого подхода имеется возможность получать готовую продукцию с плавным изгибом, при этом несущие потери будут минимальными. Стоит учитывать, что радиус дуги определяется шагом деформации. Во втором случае оборудование устанавливают на специальный прицеп, что позволяет перевозить производственную линию в любой цех.
Во втором случае оборудование устанавливают на специальный прицеп, что позволяет перевозить производственную линию в любой цех.


 Можно обойтись лишь дрелью с реверсом и регулировкой оборотов, но крепление листов производить шруповертом, поскольку только в них имеется возможность регулировки крутящего момента и силы давления на шуруп. По виду их подразделит на аккумуляторные и сетевые дрели-шруповертом.
Можно обойтись лишь дрелью с реверсом и регулировкой оборотов, но крепление листов производить шруповертом, поскольку только в них имеется возможность регулировки крутящего момента и силы давления на шуруп. По виду их подразделит на аккумуляторные и сетевые дрели-шруповертом. Применение болгарки не рекомендовано, по причине нарушения полимерного слоя, но полностью не исключается на практике.
Применение болгарки не рекомендовано, по причине нарушения полимерного слоя, но полностью не исключается на практике. При обычном строго горизонтальном или вертикальном расположении герметизация не требуется, саморезы обеспечивают плотное крепление краев профлиста.
При обычном строго горизонтальном или вертикальном расположении герметизация не требуется, саморезы обеспечивают плотное крепление краев профлиста.
 Более сложные крыши, к примеру, вальмовые, требуют дополнительной подготовки и иной последовательности действий, но крепление саморезов остается таким же.
Более сложные крыши, к примеру, вальмовые, требуют дополнительной подготовки и иной последовательности действий, но крепление саморезов остается таким же.
 Тенденция луча света изгибаться в том или ином направлении зависит от того, ускоряется или замедляется световая волна при пересечении границы. Скорость световой волны зависит от оптической плотности материала, через который она движется. По этой причине направление, в котором изгибается путь световой волны, зависит от того, движется ли световая волна из более плотной (медленной) среды в менее плотную (быструю) среду или из менее плотной среды в более плотную среду. В этой части Урока 1 мы исследуем тему направления изгиба световой волны.
Тенденция луча света изгибаться в том или ином направлении зависит от того, ускоряется или замедляется световая волна при пересечении границы. Скорость световой волны зависит от оптической плотности материала, через который она движется. По этой причине направление, в котором изгибается путь световой волны, зависит от того, движется ли световая волна из более плотной (медленной) среды в менее плотную (быструю) среду или из менее плотной среды в более плотную среду. В этой части Урока 1 мы исследуем тему направления изгиба световой волны. Направление очереди студентов меняется при пересечении границы. На приведенной ниже диаграмме показано изменение направления очереди студентов, которые замедляются при пересечении границы.
Направление очереди студентов меняется при пересечении границы. На приведенной ниже диаграмме показано изменение направления очереди студентов, которые замедляются при пересечении границы. В таком случае, как этот, мы бы сказали, что путь студентов изогнул к нормальному . Мы можем распространить эту аналогию на свет и заключить, что:
В таком случае, как этот, мы бы сказали, что путь студентов изогнул к нормальному . Мы можем распространить эту аналогию на свет и заключить, что: Теперь предположим, что каждый отдельный ученик в поезде ускоряется, как только они пересекают липкую ленту. Первый ученик, достигший границы, ускорится и опередить других учеников. Когда второй ученик достигает границы, он/она также ускоряется и тянет вперед других учеников, которые еще не достигли границы. Это продолжается для каждого последующего ученика, в результате чего очередь учеников теперь движется в направлении, дальшем от нормального. Это изображено на диаграмме ниже.
Теперь предположим, что каждый отдельный ученик в поезде ускоряется, как только они пересекают липкую ленту. Первый ученик, достигший границы, ускорится и опередить других учеников. Когда второй ученик достигает границы, он/она также ускоряется и тянет вперед других учеников, которые еще не достигли границы. Это продолжается для каждого последующего ученика, в результате чего очередь учеников теперь движется в направлении, дальшем от нормального. Это изображено на диаграмме ниже.
 При выезде с участка травы колеса ускоряются, и траектория движения трактора отклоняется от нормы. Путь трактора ближе к нормали в более медленной среде и дальше от нормали в более быстрой среде.
При выезде с участка травы колеса ускоряются, и траектория движения трактора отклоняется от нормы. Путь трактора ближе к нормали в более медленной среде и дальше от нормали в более быстрой среде. Обратите внимание, что направление исходного падающего луча совпадает с направлением конечного преломленного луча. Иными словами, направление, в котором распространяется свет при входе в прямоугольный блок стекла, совпадает с направлением, в котором свет распространяется после выхода из прямоугольного блока стекла. Нет окончательного изменения направления, в котором движется свет. Эта маленькая деталь будет иметь место только при двух условиях:
Обратите внимание, что направление исходного падающего луча совпадает с направлением конечного преломленного луча. Иными словами, направление, в котором распространяется свет при входе в прямоугольный блок стекла, совпадает с направлением, в котором свет распространяется после выхода из прямоугольного блока стекла. Нет окончательного изменения направления, в котором движется свет. Эта маленькая деталь будет иметь место только при двух условиях:


 ..) — Sarah Farts Alot .
..) — Sarah Farts Alot .
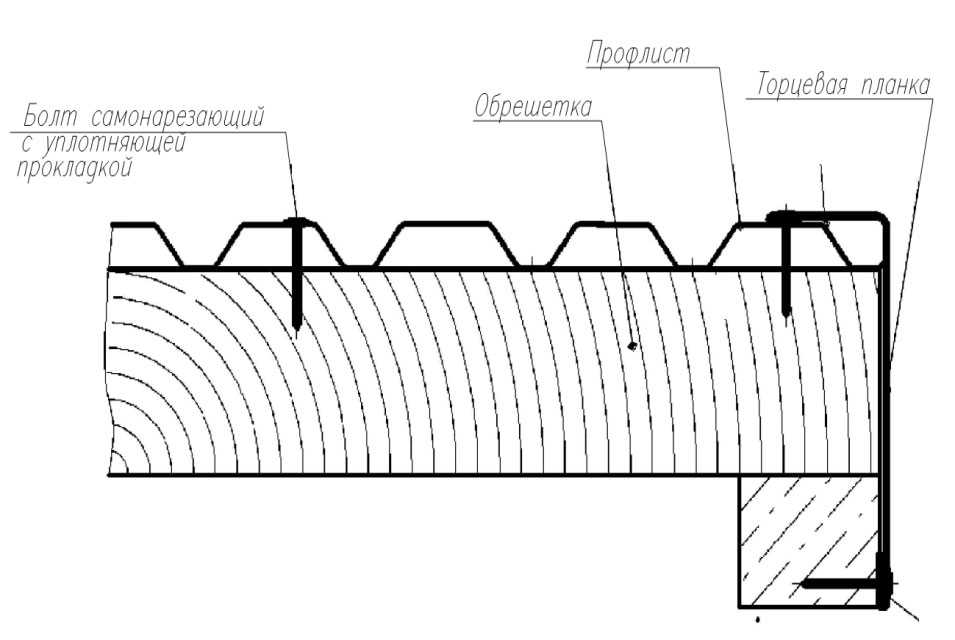
 В TU Wien (Вена) в настоящее время разработан метод борьбы с этим явлением. Предоставлено: Венский технологический университет.
В TU Wien (Вена) в настоящее время разработан метод борьбы с этим явлением. Предоставлено: Венский технологический университет. Основная идея этого нового подхода состоит в том, чтобы послать волновой сигнал исключительно по одной единственной заранее выбранной ветви, так что волна едва заметна где-либо еще. Результаты опубликованы в журнале PNAS .
Основная идея этого нового подхода состоит в том, чтобы послать волновой сигнал исключительно по одной единственной заранее выбранной ветви, так что волна едва заметна где-либо еще. Результаты опубликованы в журнале PNAS . В результате может случиться так, что цунами очень сильно ударит по далекому острову, а до соседнего острова дойдут лишь гораздо более слабые волновые фронты.
В результате может случиться так, что цунами очень сильно ударит по далекому острову, а до соседнего острова дойдут лишь гораздо более слабые волновые фронты.
 Это гарантирует, что волновой сигнал поступает именно туда, где он должен быть принят; в других местах его практически невозможно обнаружить, что значительно затрудняет подслушивание.
Это гарантирует, что волновой сигнал поступает именно туда, где он должен быть принят; в других местах его практически невозможно обнаружить, что значительно затрудняет подслушивание.
 Работающим с самодельным устройством стоит позаботиться о штативе, чтобы вешать на него инструмент и манипулировать насадками через гибкий вал.
Работающим с самодельным устройством стоит позаботиться о штативе, чтобы вешать на него инструмент и манипулировать насадками через гибкий вал. Однако новичкам в этом деле необходимо знать технологию выполнения работы. В решении данного вопроса помогут советы от мастеров, а также последовательная схема резьбы по дереву бормашиной с использованием эскизов.
Однако новичкам в этом деле необходимо знать технологию выполнения работы. В решении данного вопроса помогут советы от мастеров, а также последовательная схема резьбы по дереву бормашиной с использованием эскизов.
 Участки, которые будут выбраны, заштриховываются карандашом черного цвета.
Участки, которые будут выбраны, заштриховываются карандашом черного цвета.
 Является незаменимой вещью в черновой обработке заготовки;
Является незаменимой вещью в черновой обработке заготовки;

 Недостаток света и беспорядок – причины получения травм при работе. Убедитесь, что поблизости нет взрывоопасных веществ.
Недостаток света и беспорядок – причины получения травм при работе. Убедитесь, что поблизости нет взрывоопасных веществ.
 Если вы обладаете базовыми знаниями, вы также можете проверить станки для гравировки по дереву, рекомендованные в этой статье.
Если вы обладаете базовыми знаниями, вы также можете проверить станки для гравировки по дереву, рекомендованные в этой статье. Его выдающейся характеристикой является множество функций и хорошая гибкость. Фрезерные станки с ЧПУ хороши для быстрой и точной резки или гравировки материалов. Помимо дерева, этот гравировальный станок по дереву также может резать и гравировать пластик, пенопласт, композитные материалы, акрил и другие материалы. При правильной мощности и фрезах с ЧПУ он также может резать стальные, алюминиевые и другие тонкие металлические пластины, придавая им идеальные формы.
Его выдающейся характеристикой является множество функций и хорошая гибкость. Фрезерные станки с ЧПУ хороши для быстрой и точной резки или гравировки материалов. Помимо дерева, этот гравировальный станок по дереву также может резать и гравировать пластик, пенопласт, композитные материалы, акрил и другие материалы. При правильной мощности и фрезах с ЧПУ он также может резать стальные, алюминиевые и другие тонкие металлические пластины, придавая им идеальные формы. В случае более четырех процессов гравировки гравировальный станок по дереву может добавить функцию автоматической смены инструмента. Эта функция позволяет автоматически менять различные фрезы с ЧПУ для различных гравировальных работ.
В случае более четырех процессов гравировки гравировальный станок по дереву может добавить функцию автоматической смены инструмента. Эта функция позволяет автоматически менять различные фрезы с ЧПУ для различных гравировальных работ.
 Светлая древесина, такая как береза, вишня или клен, легко испаряется лазером и больше подходит для гравировки.
Светлая древесина, такая как береза, вишня или клен, легко испаряется лазером и больше подходит для гравировки.
 Эти сложные узоры резьбы могут быть реализованы на нашем фрезерном станке с ЧПУ. У нас есть многошпиндельные или ATC-фрезерные станки с ЧПУ по дереву для двухмерных рисунков гравировки. Для рисунков на цилиндрической мебели, такой как ножки стола, перила и т. д., у нас есть станок с ЧПУ для резьбы по оси вращения.
Эти сложные узоры резьбы могут быть реализованы на нашем фрезерном станке с ЧПУ. У нас есть многошпиндельные или ATC-фрезерные станки с ЧПУ по дереву для двухмерных рисунков гравировки. Для рисунков на цилиндрической мебели, такой как ножки стола, перила и т. д., у нас есть станок с ЧПУ для резьбы по оси вращения. Они могут помочь настроить продукты для создания уникальных и особенных объектов, имеющих большее значение. Например, именные поделки из дерева, скейтборды, сувениры и т. д., красиво и практично.
Они могут помочь настроить продукты для создания уникальных и особенных объектов, имеющих большее значение. Например, именные поделки из дерева, скейтборды, сувениры и т. д., красиво и практично. Небольшой лазерный гравер по дереву для хобби стоит от 2500 до 4000 долларов. Машины с поворотным устройством или другими модернизированными конфигурациями немного выше указанной выше цены. Как правило, лазерный гравер CO2 может стоить от 2500 до 9000 долларов.
Небольшой лазерный гравер по дереву для хобби стоит от 2500 до 4000 долларов. Машины с поворотным устройством или другими модернизированными конфигурациями немного выше указанной выше цены. Как правило, лазерный гравер CO2 может стоить от 2500 до 9000 долларов. Он оснащен вращающимся шпинделем и поворотным устройством одновременно. Это делает этот гравировальный станок по дереву подходящим для гравировки или вырезания 2D и 3D деревянных заготовок практически любой формы.
Он оснащен вращающимся шпинделем и поворотным устройством одновременно. Это делает этот гравировальный станок по дереву подходящим для гравировки или вырезания 2D и 3D деревянных заготовок практически любой формы.
 Например, дверные коробки, изголовья кроватей, фоторамки, рамы для зеркал, окна, экраны и т. д. Следующее видео представляет собой реальный отзыв о 4-осевом фрезерном станке с ЧПУ по дереву ELE 1530 от одного из наших клиентов в Казахстане.
Например, дверные коробки, изголовья кроватей, фоторамки, рамы для зеркал, окна, экраны и т. д. Следующее видео представляет собой реальный отзыв о 4-осевом фрезерном станке с ЧПУ по дереву ELE 1530 от одного из наших клиентов в Казахстане. Он имеет 8 шпинделей с 8 поворотными устройствами, которые могут работать одновременно. Это значительно повышает эффективность работы и экономит время. Диаметр поворотных устройств доступен 200 мм и 300 мм. Соответственно, общая рабочая площадь отличается при выборе разных диаметров.
Он имеет 8 шпинделей с 8 поворотными устройствами, которые могут работать одновременно. Это значительно повышает эффективность работы и экономит время. Диаметр поворотных устройств доступен 200 мм и 300 мм. Соответственно, общая рабочая площадь отличается при выборе разных диаметров.
 Многошпиндельный гравировальный станок по дереву больше похож на простую версию станка с ЧПУ с автоматической сменой инструмента. Но гравер по дереву с ЧПУ ATC может выполнять больше процессов гравировки, чем многошпиндельный.
Многошпиндельный гравировальный станок по дереву больше похож на простую версию станка с ЧПУ с автоматической сменой инструмента. Но гравер по дереву с ЧПУ ATC может выполнять больше процессов гравировки, чем многошпиндельный. Наши небольшие фрезерные станки с ЧПУ по дереву используют метод шарико-винтовой передачи. Отличительной особенностью является высокая точность и аккуратность.
Наши небольшие фрезерные станки с ЧПУ по дереву используют метод шарико-винтовой передачи. Отличительной особенностью является высокая точность и аккуратность. Он использует вращающееся устройство, которое хорошо подходит для гравировки цилиндрических заготовок. Защитный кожух помогает защитить безопасность оператора. Кроме того, он предотвращает попадание дыма, образующегося в процессе резки, в атмосферу. Этот лазерный гравер по дереву может гравировать или прожигать многие виды древесных материалов без высокой точности и эффективности.
Он использует вращающееся устройство, которое хорошо подходит для гравировки цилиндрических заготовок. Защитный кожух помогает защитить безопасность оператора. Кроме того, он предотвращает попадание дыма, образующегося в процессе резки, в атмосферу. Этот лазерный гравер по дереву может гравировать или прожигать многие виды древесных материалов без высокой точности и эффективности.
 Процесс поиска ответов на эти вопросы поможет вам прояснить основные требования к гравировальному станку по дереву.
Процесс поиска ответов на эти вопросы поможет вам прояснить основные требования к гравировальному станку по дереву. Например, мощность шпинделя или лазера, размер станка, мощность двигателя и т. д. Вообще говоря, мощность, необходимая для гравировки, меньше, чем мощность, необходимая для резки. Размер выбранного станка для резьбы по дереву должен позволять гравировать или резать максимальный материал. Выбор других конфигураций также тесно связан с конкретными требованиями к обработке. Например, если вы просто делаете небольшие и тонкие поделки из хобби, настольный лазерный гравер 3040 или 3080 может удовлетворить ваши потребности.
Например, мощность шпинделя или лазера, размер станка, мощность двигателя и т. д. Вообще говоря, мощность, необходимая для гравировки, меньше, чем мощность, необходимая для резки. Размер выбранного станка для резьбы по дереву должен позволять гравировать или резать максимальный материал. Выбор других конфигураций также тесно связан с конкретными требованиями к обработке. Например, если вы просто делаете небольшие и тонкие поделки из хобби, настольный лазерный гравер 3040 или 3080 может удовлетворить ваши потребности. Кроме того, не стоит слепо гнаться за низкими ценами. Недорогой гравировальный станок по дереву может стоить качества станка.
Кроме того, не стоит слепо гнаться за низкими ценами. Недорогой гравировальный станок по дереву может стоить качества станка. Кроме того, у нас есть полная система обслуживания для решения всех проблем до, во время и после продажи.
Кроме того, у нас есть полная система обслуживания для решения всех проблем до, во время и после продажи.
 Опыт работы с ЧПУ не требуется! Размер резьбы 18” X 24”.
Опыт работы с ЧПУ не требуется! Размер резьбы 18” X 24”.

 Житомир
Житомир 48 грн/упаковка
48 грн/упаковка
 80 грн
80 грн 10 грн/упаковка
10 грн/упаковка Пластиковая заглушка была оснащена винтом, входящим в комплект, испытательным и сертификационным институтом Acid Fliesner Associa…
Пластиковая заглушка была оснащена винтом, входящим в комплект, испытательным и сертификационным институтом Acid Fliesner Associa… V. независимо протестировано. Водонепроницаемость подтверждена в соответствии с ETAG 022 и DIN 18534 до класса водонепроницаемости W3-I. Принимая во внимание действующие национальные и международные стандарты герметизации во влажных помещениях, DuoSeal в сочетании с прилагаемым винтом подходит для применения в коммерческих, частных и общественных влажных помещениях, которые очень часто подвергаются воздействию водяных брызг и временного попадания воды.
V. независимо протестировано. Водонепроницаемость подтверждена в соответствии с ETAG 022 и DIN 18534 до класса водонепроницаемости W3-I. Принимая во внимание действующие национальные и международные стандарты герметизации во влажных помещениях, DuoSeal в сочетании с прилагаемым винтом подходит для применения в коммерческих, частных и общественных влажных помещениях, которые очень часто подвергаются воздействию водяных брызг и временного попадания воды. Которые подвергаются очень частым брызгам воды и временному накоплению воды
Которые подвергаются очень частым брызгам воды и временному накоплению воды


 5
5 сталь
сталь ВЗАМЕН ГОСТ 4029-48
ВЗАМЕН ГОСТ 4029-48


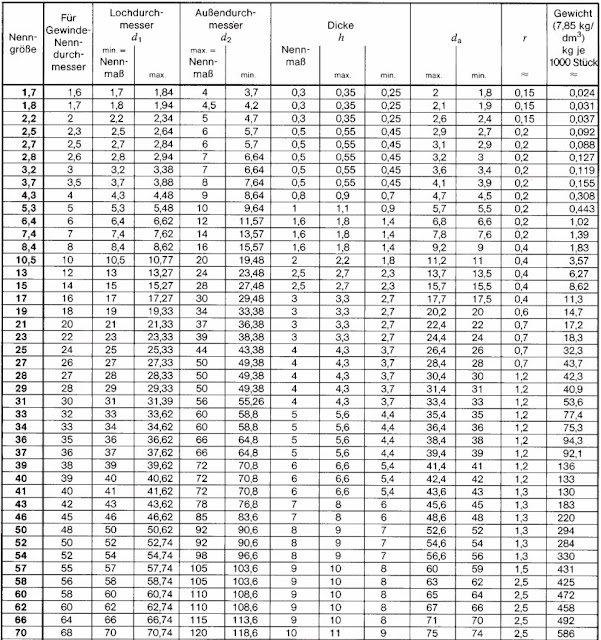


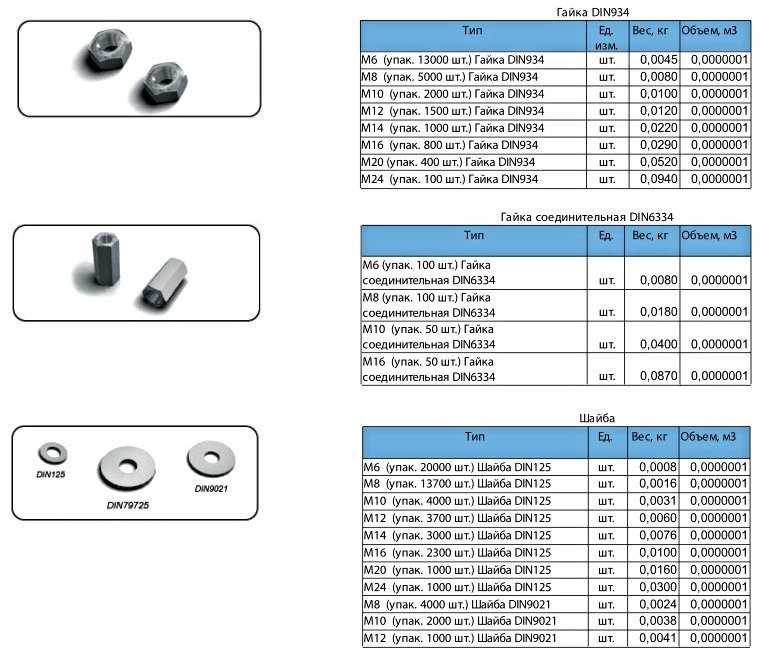





 2
2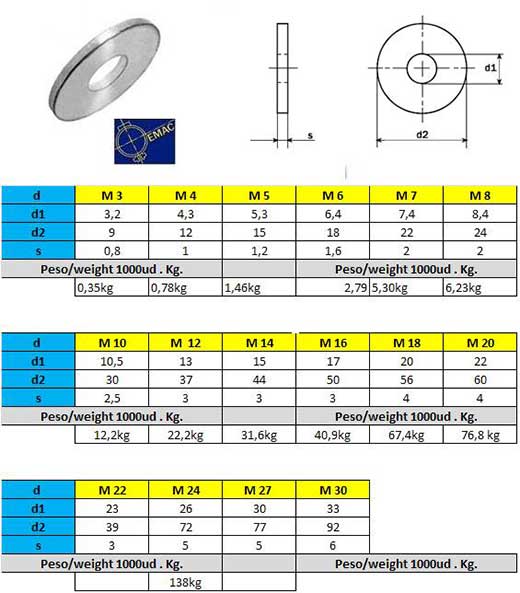 com
com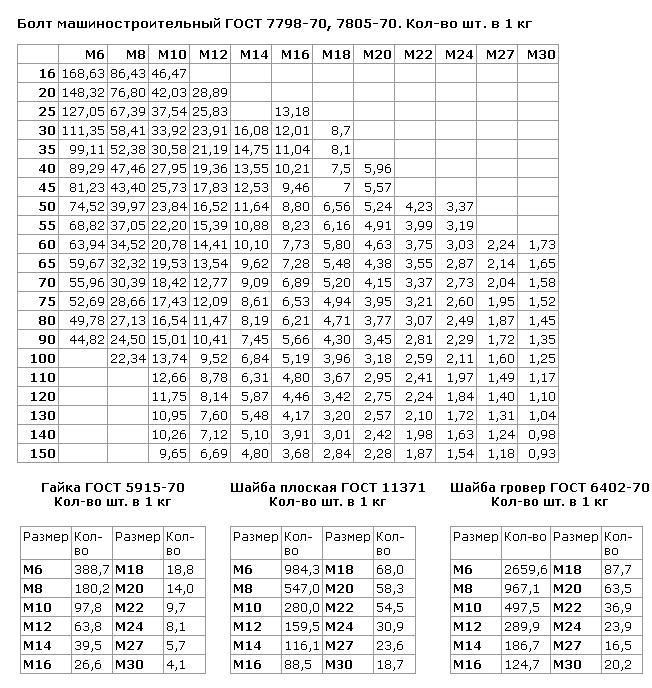 3
3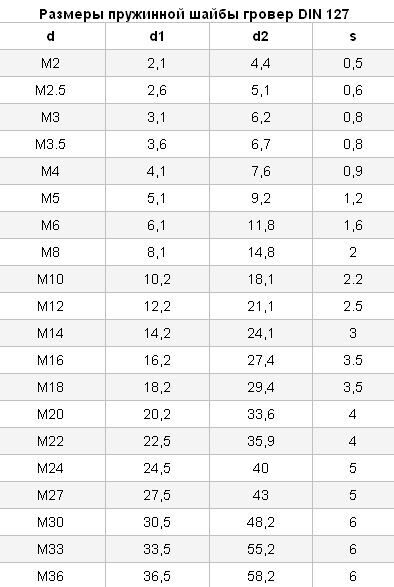 3
3 com
com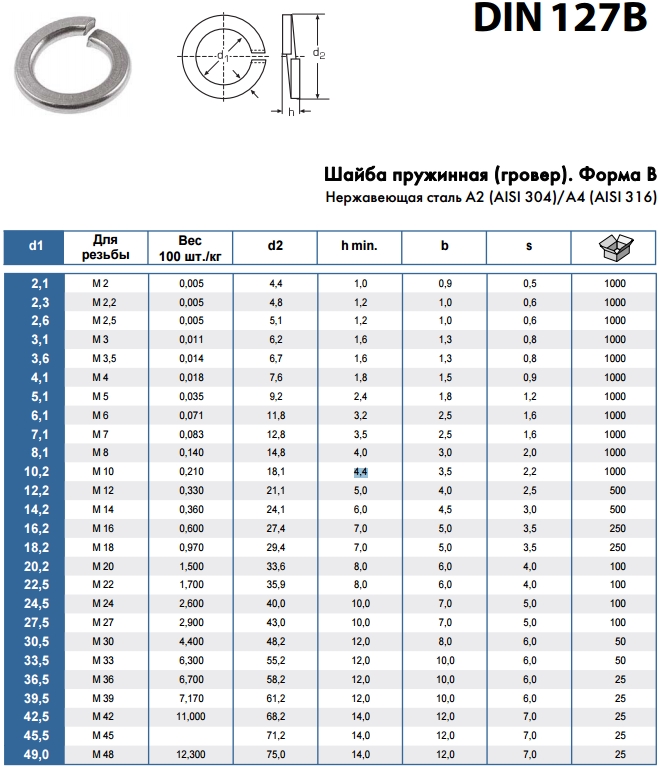 com
com Это число говорит вам, сколько белья машина может обрабатывать за одну загрузку.
Это число говорит вам, сколько белья машина может обрабатывать за одну загрузку.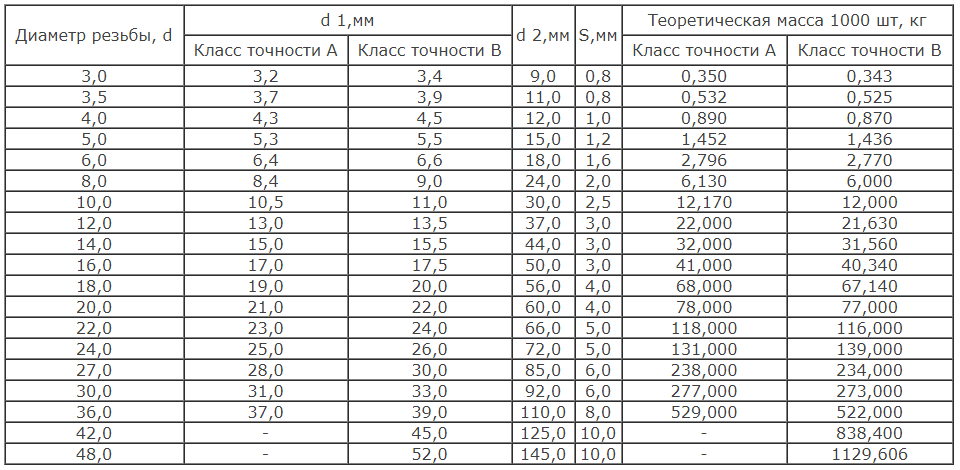
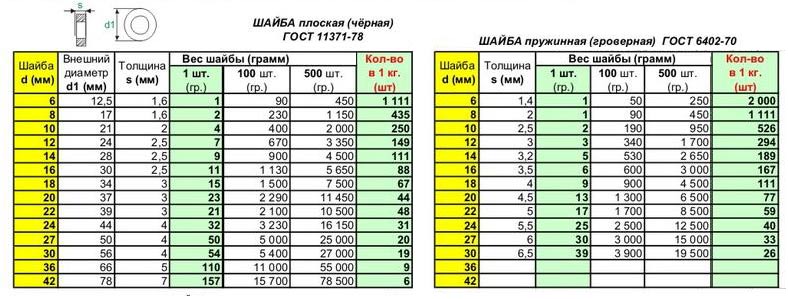
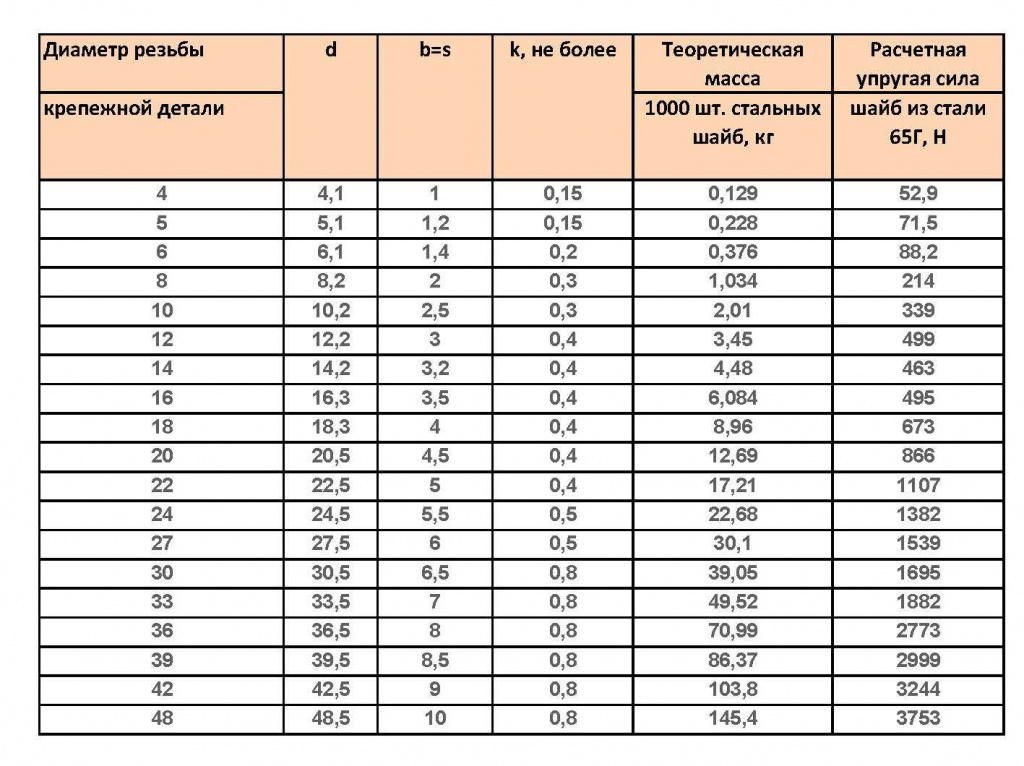 Как указано в этой статье HowStuffWorks, большинство стиральных машин имеют два стальных бака (внутренний и внешний), редуктор, двигатель и прочную металлическую раму. Когда мы говорим о машинах высотой около 40 дюймов, шириной 28 дюймов и глубиной 33 дюйма, это очень много металла!
Как указано в этой статье HowStuffWorks, большинство стиральных машин имеют два стальных бака (внутренний и внешний), редуктор, двигатель и прочную металлическую раму. Когда мы говорим о машинах высотой около 40 дюймов, шириной 28 дюймов и глубиной 33 дюйма, это очень много металла!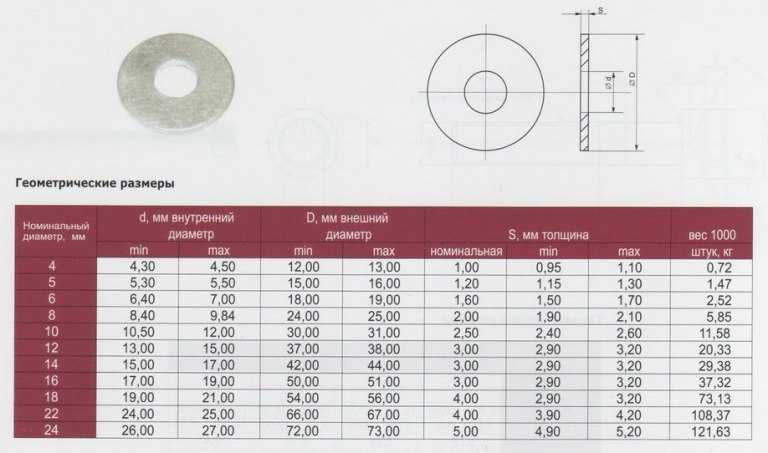
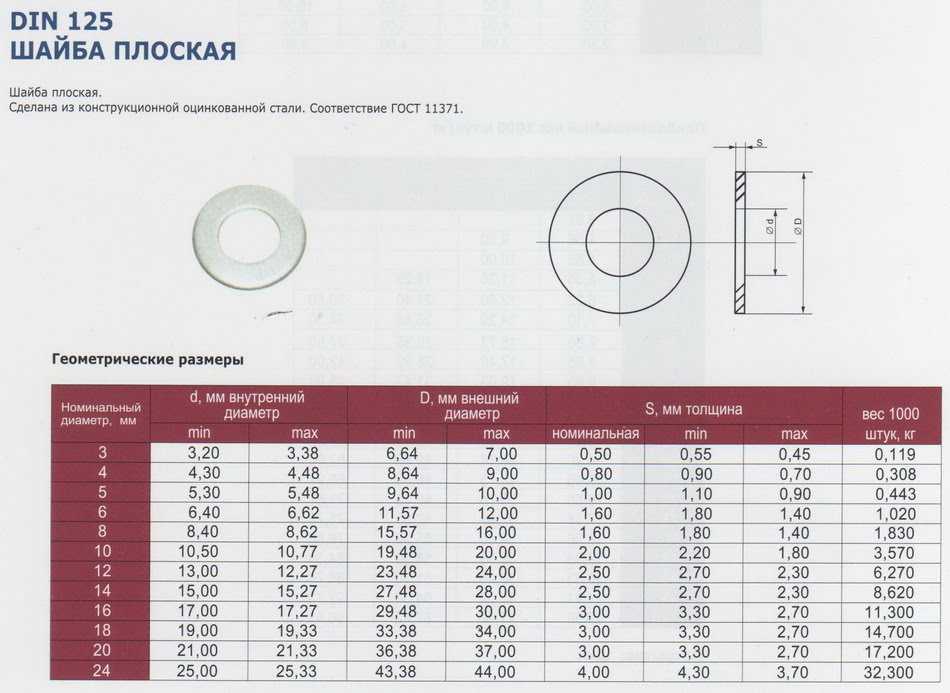
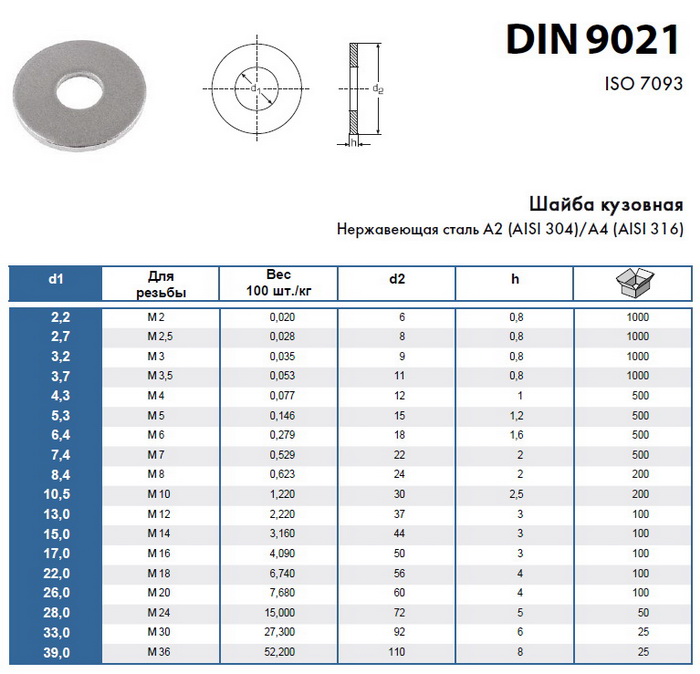

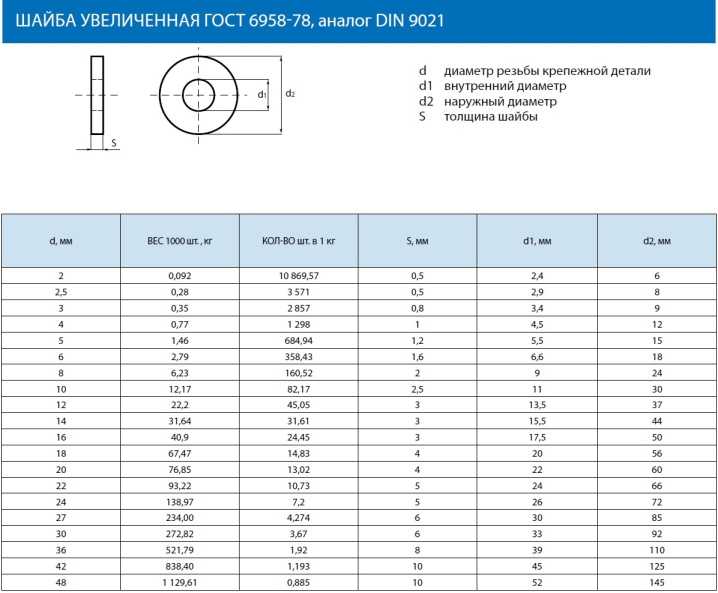

 Просто не забудьте почистить, подготовить, собрать снаряжение и заручиться поддержкой самого сильного друга.
Просто не забудьте почистить, подготовить, собрать снаряжение и заручиться поддержкой самого сильного друга. Если машина слишком тяжелая, пол под ней может прогнуться, так как пол не выдержит вес машины, воды и одежды.
Если машина слишком тяжелая, пол под ней может прогнуться, так как пол не выдержит вес машины, воды и одежды.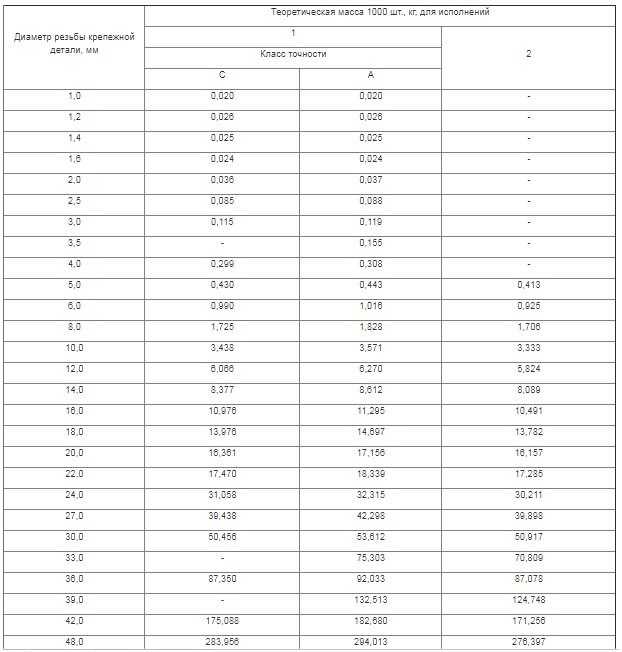
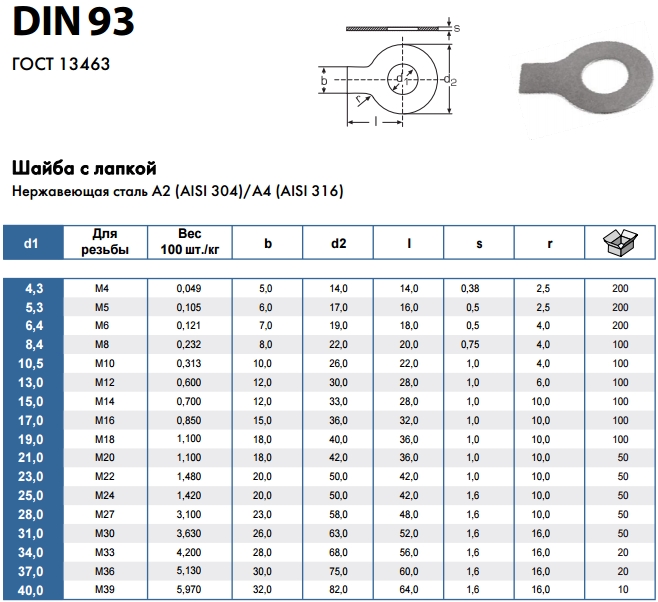 Однако высокоэффективная стиральная машина Whirlpool с вертикальной загрузкой объемом 4,3 кубических фута весит около 135 фунтов.
Однако высокоэффективная стиральная машина Whirlpool с вертикальной загрузкой объемом 4,3 кубических фута весит около 135 фунтов.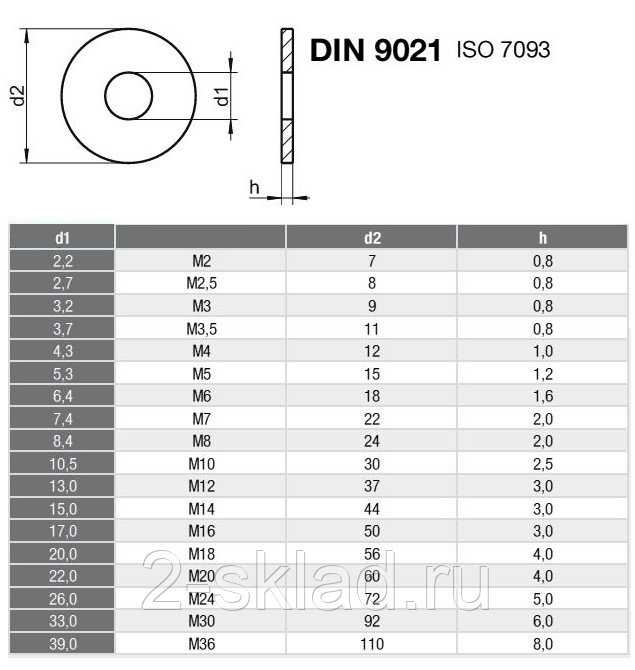 Добавление воды в стиральную машину делает ее намного тяжелее. Один галлон воды весит около 8,3 фунтов.
Добавление воды в стиральную машину делает ее намного тяжелее. Один галлон воды весит около 8,3 фунтов.