Полистиролбетон. Пенопласт в блоках — это хорошо или плохо?
Полистиролбетонные блоки – один из известных в нашей стране строительных материалов. Главной причиной популярности данных блоков является простота их изготовления. Данные блоки легко произвести и самостоятельно, для этого нужна лишь бетономешалка.
Полистирол в составе отвечает за теплоизоляционные свойства. Он легок и за счет газа в своих пузырьках не пропускает холод. Кроме того полистиролбетонные блоки благодаря наполнителю отличные шумоизоляторы.
Вторым преимуществом полистиролбетона является его теплотехнические свойства. Блоки с большим содержанием полистирола или пенопласта очень теплые и легкие. Полистиролбетон обладатель отличных показателей теплопроводности.
В-третьих, данные блоки влагостойкие, так как полистирол водоотталкивающий материал. Благодаря этому свойству достигаются довольно высокие показатели морозостойкости, которые в первую очередь зависят от качества, использованного при производстве цемента.
В четвертых, блоки могут пилиться ручной ножовкой с победитовыми зубьями при условии, что в составе минимум кварцевого песка и не так много цемента. Конечно, по данному показателю они уступают газосиликату, но тем не менее.
В-пятых, технология изготовления полистиролбетона позволяет строить монолитные стены без мостиков холода, методом заливки. Также можно изготавливать любые армированные ЖБИ под ваши потребности, начиная перемычками и заканчивая колоннами. Разумеется, для несущих конструкций содержание полистирола в составе должно быть минимальным.
Массовое использование полистиролбетонного блока затруднено по ряду причин. Блок имеет существенные недостатки:
1) Главным недостатком является низкая марка прочности. Полистирол мягкий материал и в составе бетона не несет армирующих функций, из-за чего материал даже при высокой плотности имеет слабые показатели прочности (обычно не более М35). Это позволяет строить малоэтажные несущие конструкции, но не более.
2) Полистирол горюч. Даже имея негорючие качества, полистирол увеличивает порог вспыхивания лишь до 440 градусов Цельсия, что для жилых домов довольно опасно. Поэтому рекомендуют ограждать стены из полистиролбетона кирпичной кладкой внутри и снаружи, но это весьма затратно.
3) Полистиролбетонные блоки неэкологичны. Полистирол при нагревании способен выделять вредные вещества, главным из которых является стирол, способный вызывать раковые заболевания.
4)Полистиролбетонные блоки имеют высокую степень усадки. Кроме того, изготовленные кустарным методом блоки, во время 28 дневной сушки естественным методом, легко могут потрескаться, если при производстве допущена ошибка.
5) У полистиролбетона плохая теплоаккумуляция. Блок имеет низкую плотность, а цемент в составе быстро отдает полученное тепло.
Одним из плюсов данного материала можно назвать то, что его можно изготавливать из продуктов переработки пластикового мусора. Благодаря, чему уменьшается количество плохо разлагаемых продуктов жизнедеятельности человека в природе. Но, к сожалению, данная практика в нашей стране развита очень плохо.
Подводя итог, можно сказать, что полистиролбетон весьма перспективный материал, не смотря на очевидные недостатки. Однако его использование для строительства жилых домов не самая удачная идея. Материал больше подходит для строительства хозяйственных построек, теплых гаражей, промышленных помещений с высоким уровнем шума и т. д.
что лучше для строительства дома
Полистиролбетон считается более дешевым заменителем газобетона, также как и пенобетон. Ранее мы уже рассматривали факты, свидетельствующие о существенных различиях газобетона и пенобетона.
Как и в случае с пенобетоном, «слабое место» полистиролбетона также является следствием достаточно примитивного процесса его производства — бетонная масса механически перемешивается с полистирольными гранулами, для лучшего сцепления гранул и цемента в смесь добавляют поверхностно-активные материалы (ПАВ).
Наличие полистирола, а также ПАВ, превращают блоки в горючий материал (Г1). Как следствие, помещение, построенное из полистиролбетона, требует дополнительных огнезащитных мероприятий (более толстый слой штукатурки, специальная пропитка и т. д.). Относящийся к негорючим материалам газобетон, позволяет избежать этих затрат.
Те же искусственные добавки в блоки полистиролбетона не лучшим образом сказываются на его экологичности. Независимо от условий производства, транспортировки, монтажа и эксплуатации пенополистирол выделяет в окружающую среду до 25 ядовитых соединений — продуктов деструкции полистирола, концентрация которых в производственных, жилых и других помещениях в отдельных случаях может существенно превышать установленные для этих веществ предельно-допустимую концентрацию. Для сравнения, газобетон полностью природный материал, «искусственный камень», при его производстве используется только натуральное минеральное сырье.
Полистирол недолговечен как в чистом виде, так и в бетоне. Наблюдения показывают, что через 10-15 лет теплотехнические характеристики стены из полистиролбетона резко снижаются, что ведет к необходимости выполнять работы по дополнительному утеплению. Газобетон же со временем не теряет своих ни прочностных, ни теплотехнических качеств. Реальная практика его использования показывает — дом, построенный из газобетона в течение многих десятилетий останется таким же теплым, как после строительства.
Как и пенобетон, полистиролбетон, часто производится на кустарном оборудовании. Следствием этого являются разные линейные размеры блоков, их усадка в процессе строительства и эксплуатации здания. Также впоследствии велика вероятность испорченной отделки. Для сравнения: компания «Байкальский газобетон» реализует продукцию, соответствующую ГОСТ 31359-2007, произведенную по современным технологиям на немецком оборудовании. Усадка материала в процессе строительства и эксплуатации здания исключена ввиду использования автоклавирования.
Казалось бы, хорошие теплоизолирующие свойства полистиролбетона обеспечиваются равномерно распределенными по объему блоков шариками полистирола. Однако возможность кустарного производства, а, как следствие — излишне свободный подход к рецептуре и отсутствие контроля характеристик выпускаемой продукции приводят к существенному снижению качества полистиролбетона. Кроме того, цифры точных замеров свидетельствуют — коэффициент теплопроводности идеально изготовленного блока полистиролбетона при равновесной влажности равен 0,16 при плотности 500 кг/м³. Коэффициент теплопроводности газобетона при равновесной влажности равен 0,141 при плотности 500 кг/м³, что позволяет выдержать минимальную толщину ограждающей стены. Кроме того, вспененным пластмассам присуща низкая паропроницаемость, что не способствует созданию комфортного микроклимата в помещении. Газобетон выводит лишнюю влагу из помещения наружу, создавая эффект «дышащих» стен.
Напоследок стоит учитывать тот факт, что полистиролбетон слабо изучен именно как строительный материал — на уровне авторитетных научно-исследовательских организаций. А потому большинства указываемых в рекламных материалах положительных свойств полистиролбетонов остается лишь на совести маркетологов.
Ниже приведена таблица сравнения полистеролбетона с газобетоном:
По сравнению с полистиролбетоном
полистиролбетон
газобетон
Процесс производства
Высокий процент ошибки из-за человеческого фактора, отсутствие автоматизированных линий, т. е. в составе блока может содержаться неравномерно распеределенное количество компонентов, что ведет к некачественному блоку
Автоматизированное компьютизированное производство, человеческий фактор сведен к нулю
Геометрия
Отсутствие точной геометрии
Идеальная геометрия
Экологичность
Токсичен, выделяет токсичные вещества
Экологически чистый
Усадка при эксплуатации
Дает усадку, что приводит к трещинам в стенах и швах
Не подвержен усадке
Легкость и удобство кладки
Нет захватов, неудобство в кладке
Облегчение процесса кладки, т. к. наличие захватов
В статье «Отличия пенобетона от газобетона» вы можете узнать, что такое пенобетон и чем он отличается от газобетонных блоков.
Вы не можете выбрать материал для строительства? Статья «Из чего постороить дом?» поможет вам в выборе подходящего материала.
Строительство из пенополистирольных блоков – новейшие технологии
Мы привыкли видеть пенопласт в качестве упаковки, но из него можно строить и дома.
Изображение предоставлено ICF Southern
Дома, построенные из блоков полистирола, соединенных вместе, как «Лего», с пространством между ними для заливки бетона, существуют с 1970-х годов. Это потрясающе простой и удивительно быстрый метод строительства, который только сейчас начинает набирать популярность в Великобритании. Телезрители мельком увидели эту инновационную технологию в шоу Сары Бини на канале 4 «Новая жизнь в деревне». Бини выбрала метод полистироловых блоков, известный как изолированная бетонная опалубка (ICF), для строительства своего нового эко-особняка.
Что такое строительство опалубки из теплоизоляционного бетона?
Система ICF состоит из легких блоков (известных также как формы), которые обычно изготавливаются из пенополистирола (EPS). Соединяющиеся пеноблоки легко складываются, как кирпичи Lego, для возведения стен. Это устраняет необходимость в растворе, используемом в обычной постройке. Каркас пенопластовой панели укреплен стальными стержнями или арматурой (арматурным стержнем), чтобы зафиксировать их на месте. Каждый блок может обеспечить площадь стены до 1,1 м2. Затем в полости заливают бетон.
Изображение предоставлено ICF Southern
В результате получается прочное, хорошо изолированное и воздухонепроницаемое здание, готовое к отделке внутри и снаружи. Блоки могут быть покрыты снаружи кирпичной кладкой, деревянной облицовкой или штукатуркой, а внутри — гипсокартоном и штукатуркой.
Энтони Куинн из ICF Southern сказал, что инновационная технология подходит для «новых построек, реконструкций, пристроек, бассейнов, подвалов и многих других типов зданий».
Положительные стороны
Домовладельцы начинают осознавать преимущества ICF по сравнению с традиционным строительством.
Скорость строительства
Большим плюсом является сверхбыстрая сборка благодаря легким, простым в обращении блокам и залитому бетону. Поскольку блоки легко резать ручной пилой, строить из них намного быстрее, чем из традиционной каменной кладки. На простых проектах опалубку и заливку одноэтажной пристройки можно было сделать за три-четыре дня. Кроме того, строительство может продолжаться в любых погодных условиях, включая дождь и мороз, поэтому задержки
Изображение предоставлено ICF Southern
Простой и легкий для понимания
Базовая конструкция может быть установлена небольшой командой полуквалифицированных рабочих, что экономит время и трудозатраты. Бетон добавляется насосом, что делает процесс быстрым и простым. Многие фирмы ICF проводят учебные курсы для подрядчиков, и вы даже можете помочь построить свой дом, если вы увлеченный мастер.
Энергосберегающая
В отличие от других видов опалубки, при использовании ICF жесткие пенопластовые опалубки сохраняются после заливки бетона, обеспечивая встроенную двойную теплоизоляцию стен. Значение U измеряет скорость передачи тепла через конструкцию. По словам ведущего поставщика Nudura, продукты ICF могут обеспечивать коэффициент теплопередачи всего 0,11, что позволяет домовладельцам экономить более 70% годовых счетов за отопление. Дома ICF могут легко получить рейтинг энергоэффективности «А».
Герметичный
Еще одним преимуществом является то, что ICF обеспечивает герметичную оболочку благодаря монолитному бетонному сердечнику. Это означает, что меньше сквозняков и холодных мест. Эта воздухонепроницаемость также делает его подходящим для требований Passivhaus — золотого стандарта энергоэффективности. Здания ICF обычно нуждаются в механической системе вентиляции для подачи свежего воздуха.
Превосходная прочность и звукоизоляция
Прочность ICF достигается за счет армированного сталью бетонного ядра. Хорошо изолированные стены означают, что звукоизоляция входит в стандартную комплектацию. Твердое бетонное ядро ICF чрезвычайно плотное, что обеспечивает отличный звуковой барьер для защиты от нежелательных внешних шумов, таких как интенсивное движение транспорта. Он обеспечивает лучшую звукоизоляцию, чем другие быстровозводимые системы, такие как деревянный каркас.
Гибкость дизайна
С ICF можно строить практически любого размера и стиля. Блоки можно использовать для создания неправильных углов, изогнутых стен, сводчатых потолков и консолей для драматического эффекта. «Формы прямые, но мы используем горячий нож, чтобы вырезать канавки, а затем сгибаем их до нужной формы», — сказал Куинн. Благодаря прочности сталежелезобетонного сердечника легко включать пролеты для больших площадей остекления, таких как угловые окна или раздвижные двери. «Самый большой пролет, который я построил, составляет 15 метров, и это без всякого RSJ», — сказал Куинн.
Ассортимент облицовочных материалов
Существует широкий выбор облицовочных материалов для достижения желаемого внешнего вида. Цветная штукатурка является популярным и часто самым дешевым вариантом, поскольку ее можно наносить непосредственно на блоки из полистирола. Для тех, кто хочет более традиционную отделку, варианты включают кирпичную, каменную или деревянную облицовку.
Изображение предоставлено ICF Southern
Противопожарная защита
ICF часто позиционируется как один из самых безопасных и огнестойких типов конструкций. Это связано с тем, что железобетонный сердечник зажат между двумя панелями из огнестойкой пены. Блоки EPS обработаны огнезащитной добавкой, что делает их практически пожаробезопасными. Сырой, необработанный пенополистирол имеет такую же воспламеняемость, как дизельное топливо, и становится огнестойким только при обработке присадкой.
Минусы
Хотя у МКФ много преимуществ, есть и недостатки.
Дороже
Одним из потенциальных недостатков строительства с использованием МКФ является стоимость. Будьте готовы заплатить примерно на пять процентов больше, чем за традиционное каменное или деревянное каркасное здание. Стоимость будет варьироваться в зависимости от цены бетона и дизайна дома. Тем не менее, это быстрее построить и менее трудоемко, что может снизить стоимость по сравнению с некоторыми формами кирпичной кладки. Долгосрочная экономия на счетах за отопление должна помочь компенсировать первоначальные затраты.
Специалист
Хотя система ICF кажется простой, вам понадобится подрядчик с опытом работы с этой техникой, что может повлиять на стоимость. Этап заливки имеет решающее значение – товарный бетон должен затекать во все части каркаса. Если что-то пойдет не так, полезно иметь под рукой эксперта, который знает, как исправить это в те решающие минуты, прежде чем бетон схватится.
Толстые стены
В конструкциях ICF стены могут быть очень толстыми, поэтому они занимают больше места, чем традиционные стены из кирпичной кладки или деревянного каркаса. Хотя это может быть плюсом в некоторых ситуациях, например, вблизи главной дороги, это может быть проблемой в небольших проектах, если вам не нравится количество ценной площади, отведенной для изоляции из жесткого пенопласта и железобетона.
Трудно реконструировать
Дома ICF может быть сложно реконструировать, например, добавить окно или дверь, так как для этого необходимо врезаться в сплошные бетонные стены. Важно тщательно продумать дизайн и учесть изменения, которые вы, возможно, захотите внести в будущем, если выберете эту технологию строительства. Точно так же спланируйте электрику и сантехнику в начале, чтобы избежать добавления проводки и трубопроводов после завершения строительства, что также может потребовать резки бетона.
Подходит ли ICF для вашего проекта?
Дом из полистирола может показаться сумасшедшим, но он становится все более распространенным способом строительства. ICF имеет много преимуществ по сравнению с традиционным строительством, включая скорость строительства, большую энергоэффективность, превосходную прочность и комфорт. Поговорите с архитектором, если вы думаете об использовании ICF для своего строительного проекта. Они могут дать вам независимый экспертный совет, адаптированный к вашему проекту.
Изображение предоставлено ICF Southern
Марка пенополистирола Пена против пенополистирола (EPS) | Универсальные пеноматериалы
Пенополистирол (EPS) и пенополистирол
Мы постоянно слышим общий вопрос: «В чем разница между пенопластом Пенополистирол и фирменная пенопластовая пена?» Иногда люди ищут расширенные изделия из пенополистирола, но ошибочно называют их фирменной пеной из пенополистирола, даже хотя материалы совсем другие.
Пенополистирол (EPS)
Наиболее распространенные продукты из пенопласта, такие как холодильники, контейнеры для вина, формованные торцевые крышки и уголки, ящики упаковка и даже чашки в офисном кулере на самом деле из пенополистирола. Расширенный Полистирол (EPS) — это общее промышленное название твердого белого материала, производимого расширение шариков полистирола с паром и давлением, чтобы связать шарики вместе, чтобы сформировать блоки или формовать формы. EPS также используется в строительной отрасли для изоляции и заполнение пустоты.
Фирменная пенопластовая пена для строительства
Фирменная пенополистироловая пена является зарегистрированным товарным знаком Dow Chemical Company («Dow») или дочерняя компания Доу. Данная торговая марка охватывает весь спектр экструдированного пенополистирола. строительные материалы, используемые в основном в строительстве для утепления стен, утепления полов и системы утепления крыши. Эти изоляционные панели обычно называют «синей доской». строительная отрасль. Чаще всего слово «пенополистирол» используется для описания изделия из вспененного полистирола, такие как одноразовые кофейные чашки, кулеры и другие пенопластовые изделия упаковочные материалы, ни один из которых на самом деле не является пенополистиролом Brand Foam
Фирменная пенопластовая пена для цветов и поделок
Фирменная пенопластовая пена Dow Chemical также включает в себя полный спектр пеноматериалов для флористика, ремесла и специальные мероприятия.
Основные нормы взаимозаменяемости. Резьба упорная. Допуски – РТС-тендер
Обозначение: ГОСТ 25096-82
Статус: действующий
Название русское: Основные нормы взаимозаменяемости. Резьба упорная. Допуски
Название английское: Basic norms of interchangeability. Butters thread. Tolerances
Дата актуализации текста: 06.04.2015
Дата актуализации описания: 01.01.2021
Дата издания: 01.01.2003
Дата введения в действие: 01.01.1983
Область и условия применения: Настоящий стандарт распространяется на упорную резьбу с профилем, диаметрами, шагами и основными размерами по ГОСТ 10177
Опубликован: официальное издание, Дюймовые и специальные резьбы: Сб. ГОСТов . — М.: ИПК Издательство стандартов, 2003 год
Утверждён в: Госстандарт СССР
ГОСТ 25096-82
Группа Г13
Дата введения 1983-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.01.82 N 221
3 ВЗАМЕН ГОСТ 10177-62 в части разд.III
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 10177-82
Вводная часть
5. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на упорную резьбу с профилем, диаметрами, шагами и основными размерами по ГОСТ 10177.
1.1. В настоящем стандарте приняты следующие обозначения:
— наружный диаметр наружной резьбы;
— средний диаметр наружной резьбы;
— внутренний диаметр наружной резьбы;
— наружный диаметр внутренней резьбы;
— внутренний диаметр внутренней резьбы;
— средний диаметр внутренней резьбы;
— шаг резьбы;
— длины свинчивания группы нормальные;
— длины свинчивания группы длинные;
; ; ; ; — допуски диаметров;
— верхнее отклонение диаметров наружной резьбы;
— верхнее отклонение диаметров внутренней резьбы;
— нижнее отклонение диаметров наружной резьбы;
— нижнее отклонение диаметров внутренней резьбы.
1.2. Система допусков резьбы предусматривает:
1) допуски диаметров резьбы;
2) положения полей допусков диаметров резьбы;
3) классификацию длин свинчивания;
4) поля допусков резьбы и их выбор с учетом классов точности и длин свинчивания.
1.3. Схемы полей допусков наружной и внутренней резьбы приведены на чертеже.
Положение поля допуска наружной резьбы
Положение поля допуска внутренней резьбы
Отклонения отсчитывают от номинального профиля резьбы в направлении, перпендикулярном к оси резьбы.
1.4. Допуски диаметров резьбы устанавливают по степеням точности, обозначаемым цифрами, приведенными в табл.1.
Таблица 1
Вид резьбы
Диаметр резьбы
Степень точности
Наружная резьба
4
7; 8; 9
Внутренняя резьба
7; 8; 9
4
Примечание. Степень точности диаметра должна соответствовать степени точности диаметра .
Допуски среднего диаметра являются суммарными.
Допуски диаметра не устанавливают.
1.5. Положение для допуска диаметра резьбы определяется основным отклонением (верхним отклонением для наружной резьбы и нижним отклонением — для внутренней) и обозначаются буквой латинского алфавита: строчной — для наружной резьбы и прописной — для внутренней.
Положения полей допусков приведены на чертеже и в табл.2.
Таблица 2
Вид резьбы
Диаметр резьбы
Основное отклонение
Наружная резьба
h
Внутренняя резьба
H
AZ
H
1. 6. Длины свинчивания подразделяют на две группы: нормальные и длинные .
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в приложении 1.
2.1. Обозначение поля допуска упорной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например: 7h; 7AZ
2.2. Обозначение поля допуска резьбы должно следовать за обозначением размера резьбы.
Например: S 80·10-7h; S 80·10-7AZ; S 80·10LH-7h; S 80·10LH-7AZ.
2.3. Длину свинчивания в условном обозначении резьбы не указывают.
Длину свинчивания при необходимости указывают в миллиметрах за условным обозначением резьбы.
2.4. Посадку в резьбовом соединении обозначают дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе — обозначение поля допуска наружной резьбы.
Например: S 80·10- 7AZ/7h;
S 80·10LH-7AZ/7h.
3.1. Числовые значения допусков диаметров и должны соответствовать указанным в табл.3, диаметров и — в табл.4, а диаметра — в табл. 5.
Таблица 3
Допуски диаметрови
Шаг , мм
Степень точности 4
Допуск, мкм
2
180
236
3
236
315
4
300
375
5
335
450
6
375
500
7
425
560
8
450
630
9
500
670
10
530
710
12
600
800
14
670
900
16
710
1000
18
800
1120
20
850
1180
22
900
1250
24
950
1320
28
1060
1500
32
1120
1600
36
1250
1800
40
1320
1900
44
1400
2000
48
1500
2120
Таблица 4
Допуски диаметрови
Условное изображение резьбы.
ГОСТ 2.311–68 — Студопедия
Поделись
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
Условное изображение резьбы на стержне.
Рис.7
Наружная резьба на стержне (рис.7) изображается сплошными основными линиямипо наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.8
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
Условное изображение резьбы в отверстии
Рис.9
Внутренняя резьба– изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
Условное изображение резьбы в сборе.
Рис.10
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
Таблица 4. Условное изображение резьб
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24´2–6g или М12´1–6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы обозначаются, например трех-заходная, М24´З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьбаобозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20´1,5 ГОСТ 25229–82).
Рис.11
Соединение внутренней цилиндрической резьбы с наружной конической (рис. 11) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20´1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20´1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) … (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба.Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G11/2LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–11/2–А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 11/2–А/В.
Трубная коническая резьба.В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
— внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81.
Трапецеидальная резьба.Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20´4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40´6–8g–85; 85 – длина свинчивания.
Резьба упорная.Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80´10–8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80´2(P10).
Прямоугольная резьбане стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы.Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19´1Д. Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Технологические элементы резьбы
Рис.12
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая дюймовая с углом профиля 60° имеют технологические элементы, связанные с выходом резьбы, к которым относятся: сбег, недорез, проточка и фаска.
Фаски резьбовые. ГОСТ 10549–80
Фаски на стержнях и в отверстиях с резьбой (кроме метрической резьбы) имеют форму усеченного конуса с углом при вершине 90° и высотой Z. Фаски на метрической наружной резьбе имеют угол при вершине конуса 90° и заданный диаметр меньшего основания конуса. Фаски на метрической внутренней резьбе имеют угол при вершине конуса 120° и заданный диаметр большего основания усеченного конуса. Фаски изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции на плоскость, перпендикулярную к оси резьбы, фаску не показывают.
Форму и размеры фасок для наружной метрической резьбы, крепежных изделий устанавливает ГОСТ 12414–66 (СТ СЭВ 215–82). Определяющим размером служит наружный диаметр резьбы d. Форму и размеры фасок для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит наружный диаметр резьбы D.
Форму и размеры фасок для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры фасок для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм. Форму и размеры фасок для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Проточки резьбовые. ГОСТ 10549–80
Рис.13
Проточку (рис.13) делают у конца резьбы для выхода инструмента и получения резьбы полного профиля на всей длине стержня или отверстия. На чертежах детали проточку изображают упрощенно и дополняют чертеж выносным элементом в увеличенном масштабе.
Форму и размеры проточек наружной резьбы (при выполнении резьбы нарезанием) устанавливает ГОСТ 10549–80 (СТ СЭВ 214–75). Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Форму и размеры проточек для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Размеры внутренней и внешней резьбы
Приведенные ниже размеры можно использовать для определения диаметра вместе с шагом резьбы. Для получения дополнительной информации о резьбе на дюйм загрузите наше руководство по калибру.
Размеры внешней резьбы
Большой диам.
Шаг Диам.
Малый диам.
Обозначение
Размер Десятичный
TPI
Тол. Класс
Макс.
Мин.
Макс.
Мин.
Макс.
Мин.
3/8-12 Acme
0.375
12
2G
0.375
0.37
0.3284
0. 3161
0.2817
0.2632
1/2-10 Acme
0,5
10
2G
0,5
0,495
0,4443
0,4306
0,38
0,3594
0,3594
0,3594
.
5/8- 4 Acme
0.625
4
2G STUB
0.625
0.619
0.5421
0.524
0.455
0.4327
5/8-6 Acme
0,625
6
2G
0.625
0.6167
0.5348
0.5174
0.4383
0.4128
5/8-8 Acme
0.625
8
2G
0.625
0. 6188
0.5562
0.5408
0.48
0.457
5/8-10 Акме
0.625
10
2G
0.625
0.62
0.5693
0.5556
0.505
0.4844
3/4-5 Acme
0.75
5
2G
0.75
0.74
0.642
0.6226
0.53
0.5009
3/4-6 Acme
0.75
6
2G
0.75
0.7417
0.6598
0.6424
0.5633
0.5371
3/4-8 Acme
0.75
8
2G
0.75
0.7438
0. 6812
0.6658
0.605
0.582
3/4-10 Acme
0.75
10
2G
0.75
0.745
0.6931
0.6784
0.63
0.608
7/8-5 Acme
0.875
5
2G
0.875
0.865
0.767
0.7476
0.655
0.6259
7/8-6 Acme
0.875
6
2G
0.875
0.8667
0.7842
0.7663
0.6883
0.6615
7/8-8 Acme
0.875
7
2G
0.875
0.8688
0.8062
0. 7908
0.73
0.707
1-4 Acme
0.875
4
2G
1
0.9875
0.8652
0.8429
0.73
0.6965
1-5 Acme
1
5
2G
1
0.99
0.892
0.8726
0.78
0.7509
1-6 Acme
1
6
2G
1
0.9917
0.9098
0.8929
0.8133
0.7871
1-8 Acme
1
8
2G
1
0.9938
0.9312
0.9158
0.855
0.832
1-10Акме
1
10
2G
1
0. 995
0.942
0.9264
0.88
0.8568
1 1/8-4 Acme
1.125
4
2G
1.125
1.1125
0.9902
0.9679
0.855
0.8219
1 1/8-5 Acme
1.125
5
2G
1.125
1.115
1.0165
0.9967
0.905
0.8753
1 1/8-6 Acme
1.125
6
2G
1.125
1.1167
1.0312
1.0163
0.9383
0.9115
1 1/4-4 Acme
1.25
4
2G
1.25
1.2375
1. 1152
1.0929
0.98
0.9465
1 1/4-5 Acme
1.25
5
2G
1.25
1.24
1.1411
1.121
1.03
0.9998
1 1/4-6 Acme
1.25
6
2G
1.25
1.2417
1.1598
1.1424
1.0633
1.0371
1 1/4-8 Acme
1.25
8
2G
1.25
1.2437
1.1786
1.1612
1.105
1.079
1 3/8-4 Acme
1.375
4
2G
1.375
1.3625
1.2406
1. 2186
1.105
1.0719
1 3/8-5 Acme
1.375
5
2G
1.375
1.365
1.2661
1.2461
1.155
1.124
1 3/8-6 Acme
1.375
6
2G
1.375
1.3667
1.2848
1.2674
1.1883
1.1621
1 1/2-4 Acme
1.5
4
2G
1.5
1.4875
1.3652
1.3429
1.23
1.1965
1 1/2-5 Acme
1.5
5
2G
1.5
1.49
1.392
1.3726
1.28
1. 2209
1 1/2-6Acme
1.5
6
2G
1.5
1.4834
1.4098
1.3924
1.3133
1.2871
1 3/4-4 Acme
1.75
4
2G
1.75
1.7375
1.6145
1.5916
1.48
1.4456
1 3/4-5 Acme
1.75
5
2G
1.75
1.74
1.642
1.6226
1.53
1.5009
1 3/4-6 Acme
1.75
6
2G
1.75
1.7417
1.6561
1.6359
1.5633
1.5331
2-4 Acme
2
4
2G
2
1. 9875
1.8637
1.8402
1.73
1,6948
2 1/4 — 4 Acme
2.25
4
2G
2.25
2.2375
2.1137
2.0902
1.98
1.9448
2 1/2 -4 Acme
2.5
4
2G
2.5
2.4875
2.3637
2.3402
2.23
2.1948
Размеры внутренней резьбы
Большой диам.
Шаг Диам.
Малый диам.
Обозначение
Размер Десятичный
TPI
Тол. Класс
Макс.
Мин.
Макс.
Мин.
Макс.
Мин.
3/8-12 Акме
0. 375
12
2G
0.375
0.385
0.3457
0.3333
0.2967
0.2917
1/2-10 Acme
0.5
10
2G
0.54
0.52
0.4637
0.45
0.405
0.4
5/8- 4 Acme
0,625
4
2G STUB
0.6647
0.645
0.5697
0.55
0.4875
0.475
5/8-6 Acme
0.625
6
2G
0.665
0.645
0.5587
0.5417
0.4667
0.4583
5/8-8 Acme
0,625
8
2G
0,665
0,645
0,5779
0,5625
0,5062
0,5
0,5062
0,5
.
3/4-5 Acme
0.75
5
2G
0.79
0.77
0.6686
0.65
0.56
0.55
3/4-6 Acme
0,75
6
2G
0,79
0,77
0,6841
0,6667
0,5717
3
3/4-8 Acme
0.75
8
2G
0.79
0.77
0.7033
0.6875
0.6312
0.625
3/4-10 Acme
0,75
10
2G
0,79
0,77
0,7147
0,7
0,655
0,65
7/8-5 ACME
0,875
5
2G
0,915
0,895
0,794
0,895
0,794
0,895
0,794
0,895
0,794
0,895
0,794
0,895
.
7/8-6 Акме
0,875
6
2G
0,915
0,895 0,8950013 0,8095
0,7917
0,7167
0,7083
7/8-8 Acme
0.875
8
2G
0.915
0.895
0.8287
0.8125
0.7562
0.75
1-4 Acme
0,875
4
2G
1,04
1,02 918
6
0,875
0,7625
0,75
1-5 Acme
1
5
2G
1.04
1.02
0.9194
0.9
0.81
0.8
1-6 Acme
1
6
2G
1.04
1.02
0. 9349
0.9167
0.8417
0,8333
1-8 Acme
1
8
2G
1.04
1.02
0.9541
0.9375
0.8812
0.875
1-10 Acme
1
10
2G
1.04
1.02
0.9655
0.95
0.905
0.9
1 1/8-4 Acme
1.125
4
2G
1.165
1.145
1.0214
1
0.8875
0.875
1 1/8-5 Acme
1.125
5
2G
1.165
1.145
1.0488
1.025
0.935
0.925
1 1/8-6 Акме
1. 125
6
2G
1.165
1.145
1.0603
1.0417
0.09667
0.9583
1 1/4-4 Acme
1.25
4
2G
1.29
1.27
1.1467
1.125
1.0125
1
1 1/4-5 Acme
1,25
5
2G
1,29
1,27
1,1701
1,15
1.06
1,05
1.06
1,05
1.06
1,05
1.06
1,05
1 1/4-6 Acme
1.25
6
2G
1.29
1.27
1.1856
1.1667
1.0917
1.0833
1 3/8-4 Acme
1. 375
4
2G
1,415
1,395
1,272
1,25
1,375
1,1495
1,1495
1 3/8-5 Acme
1.375
5
2G
1.415
1.395
1.2955
1.275
1.185
1.175
1 3/8-6 Acme
1,375
6
2G
1,415
1,395
1,3109
1,2917
1,2167
1,2083
1 1/2-4 Acme
1.5
4
2G
1.54
1.52
1.3973
1.375
1.2625
1.25
1 1/2-5 Acme
1,5
5
2G
1,54
1,52
1.4208
1. 4
1.31
1.3
1 1/2-6Acme
1.5
6
2G
1.54
1.52
1.4363
1.4167
1.3417
1.333
1 3/4-4 ACME
1,75
4
2G
1,79
1,77
1,6479
1,625
1,5125
1,5
1 3/4-5 Acme
1.75
5
2G
1.79
1.77
1.6714
1.65
1.56
1.55
1 3/4-6 Acme
1.75
6
2G
1.79
1.77
1.6869
1,6667
1,5917
1,5833
2-4 Acme
2
4
2G
2. 04
2.02
1.8985
1.875
1.7625
1.75
2 1/4 — 4 Acme
2.25
4
2G
2.2906
2.27
2.149
2.0125
2.125
2
2 1/2 -4 Acme
2.5
4
2G
2.54
2.52
2.3995
2.375
2.2625
2.25
Общая терминология и определения резьбы
Гиды
Поделиться:
Резьба обеспечивает важную механическую поддержку во многих областях применения крепежа. Помимо основной функции крепления компонентов крепежа вместе, резьба также позволяет выполнять точную регулировку деталей, точные измерения и передачу движения или силы. Несмотря на то, что существует множество типов крепежных изделий, резьбовые стержни, такие как винты, гайки и болты, составляют неотъемлемую часть практически любого промышленного проекта и могут найти широкое применение.
Резьба для крепежа
Image Shutterstock/SARIN KUNTHONG
Резьба крепежа имеет собственный набор свойств и спецификаций, используемых для обозначения различных функций. Метод формирования, размер, плотность и требования к установке являются одними из важных характеристик, обозначающих типы резьбы. С 1948 года большинство конфигураций винтовой резьбы в США, Канаде и Великобритании были стандартизированы в соответствии с унифицированным национальным форматом резьбы. Более поздние стандарты Международной организации по стандартизации (ISO) предназначены для использования во всем мире и аналогичны более старым стандартам, за исключением немного меньшей глубины резьбы.
Общие термины резьбы
Чтобы лучше понять механические свойства и критерии классификации, используемые для резьбы крепежных изделий, может быть полезно изучить и определить некоторые термины, часто используемые при обсуждении резьбы. Эти часто используемые термины включают:
Внешняя резьба : это резьба, которая наматывается на внешнюю часть стержня крепежной детали, как в болте.
Внутренняя резьба : как следует из названия, этот тип резьбы проходит по внутренней стороне крепежного элемента, как в гайке.
Ось : Ось — это продольная линия, используемая для измерения центральной длины крепежного изделия.
Шаг : Шаг – это расстояние между точкой на одной резьбе и соответствующей точкой на следующей резьбе, рассчитанное вдоль оси крепежного изделия.
Большой диаметр : Это самый большой внутренний или внешний диаметр резьбы на винте.
Второстепенный диаметр : Это наименьший из диаметров внутренней или внешней резьбы.
Шаговый диаметр : Диаметр шага – это «эффективный диаметр» резьбы крепежного изделия, определяемый точкой посередине между большим и второстепенным диаметрами. Это простое, часто абстрактное обозначение.
Хвостовик полного диаметра : это хвостовик крепежного изделия, размер которого эквивалентен основному диаметру, и обычно используется для винтов с головкой под ключ и крепежных болтов.
Низкорослый хвостовик : Это размерный формат, примерно равный делительному диаметру крепежной детали, который часто используется в отношении крепежных винтов.
Шаг : Шаг — это расстояние, на которое застежка перемещается после одного полного оборота резьбы.
Корень : это нижняя точка, в которой встречаются стороны резьбы.
Гребень : обратная сторона корня, это верхняя точка, в которой встречаются стороны нити.
Глубина резьбы: Глубина резьбы — это расстояние между основанием и гребнем, измеренное перпендикулярно оси крепежной детали.
Резьба Серия : это стандартное количество дюймов на резьбу, определяемое различными распространенными размерами диаметра.
Угол резьбы : градус угла между сторонами резьбы.
Нарезанная резьба : Резьба, нарезанная или вбитая в стержень крепежного изделия, известна как «нарезанная резьба», а сегмент без резьбы рассчитан в соответствии с большим диаметром крепежного изделия.
Накатанная резьба : Накатанная резьба обычно формуется в холодном состоянии путем сжатия вала заготовки между специально разработанными штампами.
Общие классы резьб Различные типы резьбы можно классифицировать и классифицировать по нескольким критериям. Как правило, классы резьбы определяются их степенью механического допуска и припуска. Класс «А» используется для обозначения внешней резьбы, а «В» — внутренней резьбы. Некоторые из общих промышленных классов включают:
1A и 1B : Эти классы часто используются для крепежа с вращающимся узлом и приложений, в которых предпочтительнее использовать крепеж со свободной посадкой.
2A и 2B : это стандартные классы для большинства винтов и болтов, используемых в промышленности.
3A и 3B : крепежные детали 3A и 3B предназначены для плотного прилегания взаимодополняющих деталей.
Прочие болты Артикул
Эволюция производства болтов
Типы заклепок
Типы болтов
Объяснение размеров винтов и гвоздей
Удаление ржавчины с гаек и болтов
Болты с головкой
и шпильки с головкой
Работа с заклепочным пистолетом
Как работает болт
Еще от оборудования
Найдите и оцените OEM-производителей, производителей на заказ, сервисные компании и дистрибьюторов.
»» Шпилька DIN975 кл. пр. 5.8 полнорезьбовая оцинк.
»» Шпилька DIN975 кл.пр. 8.8 полнорезьбовая
»» Шпилька DIN975 кл.пр. 12.9 полнорезьбовая
»» Шпилька DIN975 сталь 09Г2С без покрытия полнорезьбовая
»» Шпилька DIN975 кл.пр. 10.9 полнорезьбовая
» Саморезы, шурупы
»» Кровельные
»»» Кровельные с увел. сверлом
»»» Кровельные по дереву 4,8
»»» Кровельные по металлу 5,5 и 6,3
»» ГКЛ к металлу
»» САМОРЕЗ С ПОТАЙНОЙ ГОЛОВКОЙ DIN 7982 (ГОСТ 10619, ГОСТ 1145,ISO 7050)
»» САМОРЕЗ С ПОЛУКРУГЛОЙ ГОЛОВКОЙ DIN 7981 (ГОСТ 11650, ГОСТ 10621, ISO 7049)
»» ГКЛ к дереву
»» Костыль
»» САМОРЕЗ DIN 7504 N СО СВЕРЛОМ И ПОЛУСФЕРИЧЕСКОЙ ГОЛОВКОЙ
»» Универсальные, потай
»» Саморез полусфера-прессшайба, острые, цинк
»» Саморез полусфера-прессшайба, сверло, цинк
»» Полукольцо
»» САМОРЕЗ DIN 7504 P СО СВЕРЛОМ И ПОТАЙНОЙ ГОЛОВКОЙ
»» Саморезы для Сэндвич-панелей
Хомуты и скобы
» Хомут червячный
Нержавеющий крепеж
» Болт DIN 931 А4
» Болт DIN 931 А2
» Шпилька DIN975 А2 нерж.
» Шайба DIN 125 А2
» Шпилька DIN 975 А4 нерж.
» Болт DIN 933 А2
» Болт DIN 933 А4
» Шайба DIN 125 А4
» Гайка DIN934 A4
» Гайка DIN934 A2
Фундаментные болты и комплектующие к ним
» Крепеж для фундаментных болтов
» Болты фундаментные ГОСТ 24379.1-2012
»» Болт фундаментный ТИП 6 Исп. 2 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 6 Исп. 3 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 4 Исп. 1 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 4 Исп. 2 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 4 Исп. 3 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 2 Исп. 2 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 2 Исп. 3 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 3 Исп. 1 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 5 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 3 Исп. 2 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 6 Исп. 1 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 2 Исп. 1 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 1 Исп. 1 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 1 Исп. 2 ГОСТ24379.1-2012
Грузоподъемное оборудование и материалы
» Стяжные механизмы
» Стропы цепные
» Стропы канатные
» Стропы текстильные
Фланцевый крепеж
» Шпильки по ГОСТ, ОСТ, ASME
» Шайба сталь 09Г2С, 40Х, 35
» Гайка сталь 09Г2С, 40Х, 35
»» Гайка сталь 09Г2С ОСТ 2041/ГОСТ9064
»» Гайка сталь 35 ОСТ 2041/ГОСТ9064
»» Гайка сталь 20ХН3А ОСТ 2041/ГОСТ9064
»» Гайка сталь 40Х ОСТ 2041/ГОСТ9064
Закладные детали
Такелаж
» Рым — гайка
» Рым — болт
» Коуш
» Крюки
» Трос
» Цепи
» Зажимы
»» DIN 741 Тросовые (канатные) зажимы DIN 741
»» SIMPLEX Тросовый (канатный) зажим
»» DIN 1142 Тросовые (канатные) зажимы
»» DUPLEX Тросовый (канатный) зажим
»» DIN 3093 Тросовый (канатный) зажим (алюминиевая втулка)
» Карабины
» Соединители
» Талрепы и вертлюги
» Звенья (Звено)
» Стропы
Расходные материалы, абразивы
» Круги отрезные, зачистные
»» Круги отрезные по камню и бетону
»» Круги зачистные
»» Круги отрезные по нержавеющей стали
»» Круги отрезные по металлу
» Круги лепестковые
Крепеж для деревянного домостроения
» Крепежный уголок под 135 градусов
» Профиль монтажный
» Перфорированная лента (25 м)
» Пластина соединительная
» Крепежный анкерный уголок
» Крепежный уголок асимметричный
» Прямой подвес
» Крепежная пластина
» Крепежный усиленный уголок
» Оконные пластины KBE
» Перфорированная лента (волна, 25 м)
» Крепежный уголок
» Гвоздевая пластина
» Держатель балки (левый, правый)
» Крепеж для стоек забивной
» Пластина монтажная (соединитель бруса)
» Крепежный уголок Z-образный
» Опора балки (левая, правая)
» Опора бруса
» Кляймер (крепеж вагонки)
» Угловой соединитель
Проволока
» Проволока Термически обраб. ГОСТ 3282-74
Производитель:
ВсеКитайРоссияТайвань (китай)
Результатов на странице:
5203550658095
Предлагаем БСР ГОСТ 28778-90 (болты самоанкерующиеся распорные) оптом с минимальными сроками изготовления и поставки. Качество гарантируем!
Предлагаем БСР ГОСТ 28778-90 (болты самоанкерующиеся распорные) оптом с минимальными сроками изготовления и поставки. Качество гарантируем! Минимальная сумма заказа — 5000р
Добавить БСР ГОСТ 28778-90 (болт самоанкерующийся распорный) в корзину:
Самоанкерующиеся распорные болты (БСР) с заклинивающим элементом (ЗЭ) предназначены для закрепления деталей строительных конструкций, трубопроводов, оборудования и др. к бетонным, железобетонным и кирпичным конструкциям зданий и сооружений.
На своём производстве мы так же изготавливаем БСР нестандартных размеров по вашим чертежам.
У нас Вы можете купить распорные анкерные болты оптом по конкурентным низким ценам.
Преимуществом болтов БСР перед импортными анкерными болтами является равномерное распределение нагрузки на всю рабочую поверхность и более прочная фиксация внутри зданий и сооружений.
ГОСТ 28778-90 распространяется на стальные самоанкерующиеся распорные болты (далее — БСР), с заклинивающим элементом (ЗЭ) видов климатических исполнений У3.1, У3 и УХЛ3 по ГОСТ 15150, предназначенные для закрепления деталей строительных конструкций, трубопроводов, оборудования и др. к бетонным, железобетонным и кирпичным конструкциям зданий и сооружений.
Детали БСР вида климатического исполнения У3.1 должны изготавливаться из сталей, применяемых для болтов класса прочности 4.6 и выше по ГОСТ 1759.4, а исполнений У3 и УХЛ3 — из сталей, применяемых для фундаментных болтов, по ГОСТ 24379.0.
Конструкция и основные размеры БСР ГОСТ 28778-90 должны соответствовать указанным на черт. 1 и в табл. 1.
Таблица 1
Размеры, мм
Типоразмер БСР
Код ОКП
Номинальный диаметр резьбы d
Диаметр головки D +1,0
Длина болта L
Длина ЗЭ Н
Теоретическая масса 1000 шт., кг
М6´65
128000 0001
6
9,0
65
45
31,92
М8´85
128000 0002
8
11,0
85
60
60,92
М10´100
128000 0003
10
13,0
100
70
90,61
M12´110
128000 0004
12
15,0
110
75
134,02
М16´150
128000 0004
16
19,0
150
100
192,29
М20´200
128000 0005
20
23,0
200
125
456,90
М22´250
128000 0006
22
25,0
250
150
740,6
М24´300
128000 0007
24
27,0
300
180
1159,52
1 — болт; 2 — ЗЭ; 3 — шайба; 4 — гайка
Черт. 1
При технико-экономическом обосновании допускается изменение длины болтов и ЗЭ.
Пример условного обозначения самоанкерующегося распорного болта диаметром резьбы d = 8 мм, длиной L = 85 мм исполнения У3:
БСР 8´85 У3 ГОСТ 28778-90
Конструкция и размеры болта, входящего в состав БСР ГОСТ 28778-90, должны соответствовать указанным на черт. 2 и в табл. 2.
Поле допуска резьбы — 6g или 8g по ГОСТ 16093.
Болт
Черт. 2
Таблица 2
Размеры, мм
Типоразмер БСР
d
L
D+1,0
h, не более
l
Теоретическая масса 1000 шт. , кг
M6´65
6
65
9,0
5
30
16,47
M8´85
8
85
11,0
5
35
35,22
М10´100
10
1000
13,0
5
45
60,24
M12´110
12
110
15,0
5
50
100,18
M16´150
16
150
19,0
5
70
152,12
M20´200
20
200
23,0
5
100
408,61
M22´250
22
250
25,0
5
110
590,58
M24´300
24
300
27,0
5
150
1099,52
Конструкция и размеры ЗЭ, входящего в состав БСР ГОСТ 28778-90, должны соответствовать указанным на черт. 3 и в табл. 3.
Черт. 3
Таблица 3
Размеры, мм
Типоразмер БСР
d
D
Н
b
t
s
Теоретическая масса, 1000 шт., кг
Номин.
Пред. откл.
M6´65
6,2
9,8
45
10
6,0
+3,0
0,6
15,45
М8´85
8,2
11,8
60
12
7,0
+3,0
0,8
25,70
М10´100
10,2
13,8
70
12
7,0
+3,0
0,8
30,30
M12´110
12,2
15,8
75
14
8,0
+5,0
0,8
34,20
M16´150
16,2
19,8
100
14
8,0
+5,0
0,9
40,17
M20´200
20,2
23,8
125
16
9,0
+6,0
1,0
48,29
М22´250
22,2
25,8
150
16
9,0
+6,0
1,0
60,02
M24´300
24,2
27,8
180
20
11,0
+8,0
1,2
60,22
ЗЭ представляет собой спираль, навитую из ленты по ГОСТ 503.
БСР по согласованию с заказчиком могут покрываться цинковым хроматированием (Ц. хр.) или кадмиевым хроматированием (Кд. хр.) по ГОСТ 9.306. При технико-экономическом обосновании допускаются другие виды металлических антикоррозионных покрытий по ГОСТ 9.303.
Расчетная нагрузка на БСР ГОСТ 28778-90 не должна превышать 0,6 sвр металла, из которого изготовлены болты.
БСР ГОСТ 28778-90 поставляют в сборе: болт, заклинивающий элемент, плоская шайба по ГОСТ 6958, гайка по ГОСТ 6402.
УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
БСР ГОСТ 28778-90 устанавливают в несущих конструкциях зданий и сооружений из бетона класса по прочности на сжатие не ниже В15 или марки М150.
Для закрепления БСР в несущей конструкции сверлят отверстие глубиной, обеспечивающей выступление резьбового конца болта, достаточной для закрепления конструкции, и диаметром, превышающем не более чем на 2 мм диаметр заклинивающего элемента (черт. 4).
Сверление отверстия
Черт. 4
БСР ГОСТ 28778-90 устанавливают в образованное отверстие головкой болта вперед. Перед установкой БСР следует убедиться, что ЗЭ широкой частью витков обращен в сторону головки болта.
На стержень болта устанавливают инвентарную втулку. Постукиванием молотка по свободному торцу втулки осаживают ЗЭ до прекращения осадки (черт. 5). Затем втулку снимают со стержня болта.
На выступающий резьбовой конец болта с помощью шайбы и гайки закрепляют детали строительных конструкций, трубопроводов, различного оборудования и др. (черт. 6).
Осаживание ЗЭ
Черт. 5
Закрепление деталей строительных конструкций
Черт. 6
Для обеспечения несущей способности БСР ГОСТ 28778-90 к гайке прикладывают крутящий момент затяжки, превышающий 20 % расчетного.
Скачать ГОСТ 28778-90 в .pdf
Наши преимущества:
Гибкая система оплаты и скидки постоянным клиентам;
Высококвалифицированные сотрудники;
Минимальные сроки поставки;
Высокое качество всей предлагаемой продукции;
Возможность доставки продукции;
Склад и офис в одном месте.
Вся продукция сопровождается паспортом качества, сертификатом на металл.
— наше решение для нестабильных условий. Самосверлящие анкерные болты
— это решение для болтового крепления неустойчивых грунтовых условий, таких как песок, гравий, ил и глины, а также в горных породах с трещинами от мягких до средних.
Для проектов, связанных с такими грунтовыми условиями, в качестве основного решения для повышения производительности следует рассматривать самосверлящие анкеры. Самосверлящие анкеры от Intech Anchoring предназначены для оптимизированной установки с учетом потребностей проекта.
Путем бурения отверстия в обрушившемся грунте или рыхлой породе с помощью расходуемого бурового долота и полого стержня, а после операции бурения впрыскиванием цементного раствора или смолы в полый стержень и окружающую полость, самосверлящие анкеры представляют собой решение с максимальной производительностью. .
Самосверлящие анкерные болты от Intech Anchoring состоит из:
Шестигранная гайка
А опорная плита
Муфты-удлинители, если анкер состоит из нескольких секций анкерного стержня
Полый анкерный стержень(и)
Жертвенное сверло
Применение самосверлящих анкеров
Стабилизация откосов
Самосверлящие анкеры используются для стабилизации неустойчивых горных пород/почвенных образований. Рыхлые или выветренные грунтовые условия благоприятствуют использованию метода SDA для быстрого и простого метода установки по сравнению с традиционными методами.
Фундаменты с микросваями
Микросваи SDA можно определить как буронабивные сваи, состоящие из нагнетаемого раствора с анкерным стержнем в качестве стальной арматуры. Они могут быть установлены на площадках с ограниченным пространством с использованием легкого бурового оборудования, могут быть установлены в большинстве грунтов, включая горные породы, и подходят для растягивающих и сжимающих нагрузок. Большим преимуществом является комбинированное бурение и цементация, что делает возможной высокую производительность свай.
Проходка тоннелей
Самобурящиеся анкеры являются наиболее экономичным решением для укрепления окружности тоннеля и усовершенствованной крепи для проходки тоннелей в условиях вскрыши и мягких трещиноватых пород.
Самосверлящееся анкерное оборудование и буровые долота
Проходные буровые долота
Проходные буровые долота являются наиболее важной частью анкерной системы и отвечают за производительность установки. Intech Anchoring предлагает широкий ассортимент буровых долот, соответствующих изменяющейся геологии, возникающей в ходе проектов. Чтобы повысить производительность и экономическую эффективность, данные собираются по проектам по всему миру и включаются в конструкцию с целью повышения скорости проходки и качества долота, а также снижения затрат на производство и применение.
Выбор сверл
Успешная установка системы SDA зависит от выбора наиболее подходящего сверл. По сравнению с обычными типами буровых долот, предлагаемыми во всем мире для максимальной производительности при бурении горных пород или грунта, критерии для буровых долот SDA определяются с учетом следующих факторов:
Высокое качество при ограниченном сроке службы
Установленная длина ПДД МАИ
Геология
Геометрия
Компоненты анкера SDA
Полые анкерные стержни
Анкерный стержень имеет полое отверстие для промывки или одновременного сверления и заливки цементным раствором, а также имеет левую резьбу для соединения со стандартным буровым инструментом. Он изготовлен из толстостенных стальных труб стандарта API, холоднокатаных до стандартного профиля канатной резьбы ISO. Процесс прокатки очищает кристаллическую структуру стали, повышая предел текучести и производя прочную буровую штангу, пригодную для широкого спектра применений. Стандартная канатная резьба анкерного стержня обеспечивает превосходное сцепление между стержнем и цементным раствором, а также обеспечивает соединение с буровыми установками и широким спектром аксессуаров для буровой стали.
Удлинительные муфты
Муфта имеет запатентованную конструкцию, которая обеспечивает прямую сквозную передачу энергии между каждым стержнем, снижая потери и обеспечивая максимальную ударную энергию на буровом долоте. Чтобы обеспечить правильную посадку каждого стержня в соединителе, все стержни имеют прецизионную фаску, чтобы концы стержней соприкасались лицом к лицу.
Опорные пластины
Опорные пластины представляют собой пластины из кованой стали с центральным отверстием, обеспечивающим шарнирное сочленение на семь градусов во всех направлениях.
Шестигранные гайки
Шестигранные гайки изготовлены из высокоточной стали со скошенными кромками на обоих концах из высокоточной стали и закалены для соответствия строгим требованиям к спецификациям анкеров и ежедневным операциям подземных работ. Все гайки превышают предел прочности стержня.
Оцинкованные анкеры
Коррозия — очень сложный процесс, и скорость коррозии очень трудно точно предсказать. Тем не менее, аналитические оценки могут быть полезны для рекомендации о необходимости использования анкерных болтов с защитой от коррозии. По этой причине Intech Anchoring разработала защиту от коррозии методом горячего цинкования. С этой защитой от коррозии доступен весь ассортимент шин и аксессуаров SDA.
Соединительные коробки
Соединительные коробки, изготовленные из толстостенной стали, подвергнутой механической обработке и цементации, используются в местах повышенного износа, обычно непосредственно под приводом молота. К соединительной коробке в неразъемном соединении обычно прикладывается стопорный крутящий момент, чтобы избежать разъединения при добавлении дополнительных анкерных стержней. Все соединительные коробки поставляются с перемычкой, которая действует как центральный упор. Когда используется понижающий (редукторный) механизм привода, т. е. хвостовик R38 к приводу для установки анкерного стержня R32, на конце R38 следует прикладывать стопорный крутящий момент, чтобы предотвратить подъем стержня R32 в камеру R38. Повышающие приводы не рекомендуются, так как дополнительный крутящий момент перегружает меньший привод.
Хвостовики
Предпочтительным методом установки является ударно-вращательный. Подойдет гидравлический или пневматический молот. Для передачи вращения и удара от молотка к стержневой системе необходим переходник хвостовика. Intech Anchoring предлагает полный спектр различных переходников хвостовика для различных молотков.
Муфта для заливки
После использования стандартной промывочной среды (воды или воздуха) необходимо выполнить заливку. Для соединения заливочного шланга от насоса с анкерной штангой используется растворная муфта. Муфта будет снята и использована повторно после завершения процесса заливки
Компоненты самосверлящего анкера
1. Шестигранная гайка 2. Соединительная пластина для новой конструкции или кронштейна для опоры 3. Труба из ПЭВП для несвязанной длины или дополнительной защиты от коррозии 4. Корпус цементно-грунтового раствора 5. Окончательный раствор для инъекций 6. Самозабуривающаяся анкерная штанга Magnacore позволяет выполнять инъекцию, одновременно выполняя роль бурового инструмента 7. Муфта 8. Центратор для удержания микросваи в центре отверстия для обеспечения оптимального покрытия цементным раствором 9. Жертвенное сверло 10. Отверстия для промывки цементным раствором
Шестигранная гайка
Соединительная пластина для новой конструкции или кронштейн для опоры
Труба из полиэтилена высокой плотности для несклеенной длины или дополнительной защиты от коррозии
Грунтовый цементный раствор
Финишный раствор для инъекций
Самосверлящий анкерный стержень Magnacore позволяет выполнять инъекцию, одновременно выполняя функцию сверления
Муфта
Центратор для удержания микросваи в центре отверстия для обеспечения оптимального покрытия цементным раствором
Жертвенный бит
Отверстия для промывки раствором
Сплошной стержень по сравнению с полым стержнем
Сплошной стержень
Требуется предварительное сверление
Ограничено мелководьем
Очень жесткая во всех слоях почвы
Обсадная труба необходима для мягких грунтов
Требуется затирка до/после
Несколько единиц оборудования
Самосверлящие анкерные болты с полым стержнем
Без предварительного сверления
Скала на любой глубине
Может устанавливаться на всех типах почвы
Кожух для боковых нагрузок
Заливка завершена во время установки
Нужен только перфоратор и установка для цементации
Приложения SDA
Новое строительство
Основа
Урегулирование/стабилизация
Удержание земли
Стабилизация склона
Туннельное строительство
Преимущества самосверлящих анкеров
Сложные грунтовые условия
Высокая скорость установки
Ограниченный доступ
Корпус не требуется
Дополнительная защита от коррозии
Снижение стоимости труда и материалов
Почему Intech Anchoring?
В дополнение к материалам и обслуживанию Intech Anchoring обеспечит постоянную поддержку на протяжении всего проекта, включая проектирование/проектирование, поддержку на месте, нагрузочные испытания, экспертизу установки, конкурентоспособные цены и аренду оборудования. Позвоните нам по телефону 800-223-7015 для получения дополнительной информации.
Анкерные изделия — Склад болтов
Анкерные изделия
Анкеры-шпильки
Анкеры-шпильки, также известные как клиновые анкеры, представляют собой цельные распорные болты с универсальными манжетами для крепления в тяжелых условиях к камню или монолитному бетону. Анкеры-шпильки поставляются с гайками и шайбами.
Нержавеющая сталь 18-8
Стальной сплав, устойчивый к коррозии. Наиболее распространенная нержавеющая сталь для общего использования оборудования.
Нержавеющая сталь 316
Нержавеющая сталь с высокой коррозионной стойкостью. Идеально подходит для соленой воды и хлора.
Оцинкованная сталь
Низкоуглеродистая сталь общего назначения. Оцинкован для умеренной коррозионной стойкости.
Горячеоцинкованная сталь
Низкоуглеродистая сталь общего назначения. Горячее цинкование – это покрытие, обладающее очень хорошей коррозионной стойкостью.
Показать подробности
Скрыть подробности
Гильзовые анкеры
Прочный анкер для использования в кирпиче, камне, бетоне или блоках. Не требует твердого основного материала для установки.
Показать подробности
Скрыть детали
Лаговые щиты
Анкер средней нагрузки для использования в бетоне, кирпиче или строительном растворе. Используется со стопорным болтом.
Показать подробности
Скрыть подробности
Анкеры с машинным винтом
Двухкомпонентный анкер с машинной резьбой для использования в камне, кирпиче или бетоне. Идеально подходит для неглубоких отверстий. Должен быть установлен резьбовым концом по направлению к отверстию и закреплен на месте с помощью установочного инструмента (продается отдельно).
Цинковый сплав, литой под давлением
Сплав, состоящий примерно из 95% цинка в сплаве с алюминием, медью и другими элементами для хорошей коррозионной стойкости.
Цинк и свинец
Конус из цинкового сплава со свинцовым кольцом.
Показать подробности
Скрыть подробности
Вставные анкеры
Анкер с резьбой для тяжелых условий эксплуатации для бетона или камня. Анкер использует внутренний конус для расширения в отверстии и требует установочного инструмента (продается отдельно). Идеально подходит для накладных работ. Установите загнутый конец к отверстию.
Показать подробности
Скрыть подробности
Двойные компенсационные втулки
Двухстороннее расширение, обеспечивающее контакт по всей длине отверстия. Использование в бетоне, блоке, камне и кирпиче. Анкер устанавливается путем затягивания крепежного винта или болта. Установите анкерный конец с резьбой по направлению к отверстию.
Показать подробности
Скрыть подробности
Винты по бетону
Используется в бетоне, кирпиче или блоке. Быстрый и простой способ крепления в легких и средних условиях эксплуатации. Требуется пилотное отверстие, и для простоты установки рекомендуется перфоратор.
Нержавеющая сталь 410
Нержавеющий сплав, более твердый, чем нержавеющая сталь 18-8, но менее устойчивый к коррозии.
Оцинкованная сталь
Низкоуглеродистая сталь общего назначения. Оцинкован для умеренной коррозионной стойкости.
Сталь с синим покрытием
Низкоуглеродистая сталь общего назначения.
Показать подробности
Скрыть подробности
Пружинные переключатели крыльев
Подпружиненный анкер, который складывается для установки через предварительно просверленное отверстие. Пройдя через отверстие, крыло снова открывается. Сначала вставьте винт в объект, который необходимо установить. Используйте с крепежными винтами, крыло упадет, если винт будет удален.
Показать подробности
Скрыть подробности
Пластиковые анкерные болты
Эти анкеры при забивании расширяются внутри отверстия для надежного захвата. Просверлите отверстие того же размера, что и анкер. Несъемный.
Показать подробности
Скрыть подробности
Конические анкеры
Пластиковые анкеры, используемые с шурупами для листового металла.
Показать подробности
Скрыть подробности
Snaptoggle®
A Анкер отечественного производства Toggler®. Несъемный анкер, обычно используемый для полых пространств, таких как гипсокартон и кирпичная кладка. После установки анкер фиксируется металлическим крылом и нейлоновой стопорной шайбой. Используется с крепежными деталями с машинной резьбой (продаются отдельно).
Показать подробности
Скрыть подробности
KapToggle®
Импортный несъемный анкер , обычно используемый для полых пространств, таких как гипсокартон и кирпичная кладка. После установки анкер фиксируется металлическим крылом и нейлоновой стопорной шайбой. Используется с крепежными деталями с машинной резьбой (продаются отдельно).
Показать подробности
Скрыть подробности
Самосверлящие анкеры для гипсокартона
Самосверлящие пластиковые анкеры для гипсокартона с шурупами для листового металла. Литые под давлением самосверлящие анкеры из цинкового сплава могут быть просверлены в шпильки.
Нейлон
Твердый пластик, часто используемый из-за его коррозионной стойкости.
Цинковый сплав, литой под давлением
Сплав, состоящий примерно из 95% цинка в сплаве с алюминием, медью и другими элементами для хорошей коррозионной стойкости.
Показать подробности
Скрыть подробности
Стальной анкер 1Shot™
Анкер для стальных шпилек 1Shot™ — это крепеж, предназначенный для использования в стальных шпильках калибра 25 с допустимой нагрузкой до 300 фунтов. Требуется пилотное отверстие.
Показать подробности
Скрыть подробности
Анкеры для деревянных винтов
Этот анкер изготовлен из свинца и может использоваться с шурупами для дерева или шурупами для листового металла.
Показать подробности
Скрыть подробности
Анкеры для полых стен
Анкеры для полых стен, часто называемые болтами Молли, используются для легкого крепления в гипсокартоне или других полых стенах. Винт можно удалить и снова вставить, но сам анкер нельзя удалить.
Показать подробности
Скрыть подробности
Анкеры для забивания гвоздей
Эти несъемные анкеры расширяются внутри отверстия, когда в него вбивается штифт, похожий на гвоздь, для надежного захвата.
Нейлон со стальным штифтом
Твердый пластик, часто используемый из-за его коррозионной стойкости. Приводной штифт из оцинкованной стали.
Литой под давлением цинковый сплав со стальным штифтом
Сплав, состоящий примерно из 95% цинка в сплаве с алюминием, медью и другими элементами для хорошей коррозионной стойкости. Приводной штифт из оцинкованной стали.
Показать подробности
Скрыть подробности
Анкерные болты с гайками и шайбами
Г-образные анкеры, заделанные в бетон при его заливке.
Станочной оснасткой принято называть устройства, которые могут расширить доступный функционал cтанка для решения разнообразных производственных задач, включая нестандартные. В большинстве случаев такие устройства отсутствуют в штатной комплектации купленного станка и включают в себя всевозможные держатели фрез и резцов, патроны, в которых закрепляются заготовки, а также множество других элементов.
В современных реалиях станочная оснастка распределяется на несколько классов в зависимости от своих особенностей.
Виды по назначению
Станочная оснастка может использоваться для того, чтобы:
удерживать инструмент;
устанавливать заготовки;
проводить измерения;
выполнять вспомогательные операции.
При этом инструменты могут отличаться друг от друга в зависимости от степени универсальности на оснастку общего назначения (делительные головки, тиски и другое), а также узкоспециализированные изделия, которые применяются только в конкретных ситуациях.
Какой бывает оснастка
Современная промышленность предлагает довольно широкое разнообразие станочной оснастки, предназначенной для самого разнообразного металлорежущего оборудования, включая:
шлифовальное;
фрезерное;
сверлильное;
токарное.
В частности, для токарных и фрезерных станков производятся следующие виды оснастки:
чистовые расточные головки;
резьбонарезные, силовые, расточные и цанговые патроны;
оправки;
переходные втулки;
расточные системы;
и многое другое.
Изготовление оснастки может осуществляться на самом предприятии, которое занимается производством станков. Сегодняшний ассортимент включает в себя оборудование, которое производится и частными компаниями, но пользоваться такими инструментами нужно осторожно и только после того, как будет проведена проверка качества изделия. В противном случае можно столкнуться с неприятными последствиями, вплоть до приведения дорогостоящей техники в неисправность.
При этом покупаемая оснастка должна быть универсальной, то есть должна быть возможность использования ее в любых станках на предприятии. Однако некоторые производители выпускают оснастку, которая может использоваться только на выпущенном ими оборудовании. За счет покупки универсальной оснастки значительно расширяются доступные возможности по ее использованию в рамках конкретного производства. Таким образом, теряется необходимость в приобретении большого количества изделий, так как одна купленная оснастка при необходимости может использоваться на различных станках.
Производители достигают универсальности за счет того, что унифицируют присоединительную арматуру, а также пользуются специальными типовыми креплениями. Все это позволяет переоснащать металлообрабатывающие устройства даже тем специалистам, которые потом будут использовать данную технику.
Ниже вы найдете краткий обзор производителей импортной станочной оснастки. Ознакомиться со всеми поставляемыми нами брендами можно в специлизированном разделе Станочная оснастка у нас на сайте.
Компании-производители станочной оснастки
ALLMATIC
Компания ALLMATIC основана в 1973 г. С 2001 г. она входит в группу компаний Jakob. Компания ALLMATIC принадлежит к мировым лидерам в области выпуска систем крепления заготовок для обработки фрезерованием как на обычных станках, так и на современных обрабатывающих центрах с ЧПУ. Ассортимент продукции простирается от простейших механических тисков до тисков высокого усилия зажима серии NC, а также сложных многоместных тисков, систем тисков для зажима нескольких заготовок. Запатентованный зажимной механизм устройств позволяет осуществлять высокоточное позиционирование и жесткое крепление обрабатываемых заготовок.
AMF
Компания AMF была создана в 1890 году Андреасом Майером. За более чем вековую историю компания заняла место ведущего производителя быстрозажимного инструмента в Европе. В ассортименте компании свыше 5000 наименований товаров, используемых для закрепления заготовок. Компания AMF разрабатывает и создает быстрозажимные устройства, станочные механические элементы, устройства на пневматике или гидроприводе, магнитные и ручные инструменты. Оснастка AMF может быть универсальной или специализированной; в зависимости от назначения определяется и область применения: металлообработка, деревообработка, обработка пластмасс и т.д.
BRIGHETTI MECCANICA
BRIGHETTI MECCANICA S.r.l. – крупнейшая итальянская фирма по производству прошивного режущего инструмента для универсальных станков и станков с ЧПУ.
Спектр прошивного инструмента BRIGHETTI MECCANICA включает в себя прошивные головки с различными присоединительными хвостовиками, прошивки для изготовления различных многогранных отверстий (квадратных, шестигранных, треугольных, TORX и др., в т.ч. специальных форм) в деталях, наружные шестигранники, квадраты, звездочки и другие различные фасонные поверхности по чертежам, в соответствии с техническим заданием заказчика.
CAPORALI
Компания Caporali (Италия) предлагает широкий спектр станочной оснастки для токарного и фрезерного оборудования
Опыт, который компания GAETANO CAPORALI получила за последние 70 лет работы на рынке позволяет ей предлагать хорошо продуманный ассортимент инструмента для станков, что в настоящее время и отвечает потребностям их клиентов. Вся продукция являются результатом применения опыта, дизайна и технологий, и используется на наиболее важном производственном оборудовании на рынке. Усилия GAETANO CAPORALI сейчас направлены на производство инструмента, который является еще более надежным и легко доступным со склада по конкурентоспособным ценам, чтобы удовлетворить технические и коммерческие потребности своих клиентов.
D’ANDREA
D’ANDREA – это итальянская компания, основанная в 1951 году, является мировым лидером в производстве высокоточной станочной и инструментальной оснастки. Известная во всем мире качеством своей продукции, D’ANDREA развивает эффективные технологии, в соответствии с современными требованиями обрабатывающей промышленности. Кроме обширного ассортимента расточных систем D’ANDREA предлагает линейку первоклассных держателей, которые определяют высокую точность металлообработки.
ENITUICE
Компания Enituice Enterprise Co., Ltd профессиональный производитель зажимных цанг, цанг для передней бабки токарных станков, а также твердосплавных направляющих втулок.
EPPINGER
Компания ESA EPPINGER GMBH основана в 1925 году, специализируется на производстве высокоточных держателей для токарных станков и приводного инструмента. Инструмент марки Eppinger извествен во всем мире. Приводной инструмент и держатели VDI предназначены для оснащения большинства известных Европейский, Японских и Корейских станков: TRAUB, INDEX, Gildemeister, Haas, Hardinge, Mazak, Mori Seiki, Romi, Shaublin и т.д. Приводной инструмент с типом крепления BMT для таких станков как Deawoo, Doosan и т.д
Evermore
Evermore специализируется на производстве различных держателей инструмента для токарных станков с ЧПУ и обрабатывающих центров, включая приводные блоки VDI и статические держатели режущего инструмента. Инструментальные блоки от данного производителя можно подобрать для практически всех станков, в особенности для азиатских. Высокая жесткость и надежность данных блоков позволяет существенно повысить производительность той или инной единицы оборудования.
EWS
Компания EWS Weigele GmbH & Co, основанная в 1960 году, специализируется на изготовлении оснастки для станков: держателей неподвижного инструмента, приводных блоков и систем быстрой смены инструмента. Продукция компании EWS ориентирована на высокие стандарты современных производств. Инструменты выполняются из качественных материалов, а основные рабочие поверхности подвергаются дополнительной шлифовке и закалке. Это гарантирует огромный ресурс и длительное сохранение исходных параметров. Приводные инструменты комплектуются высокоточными подшипниками, а все встроенные механизмы способны обеспечить безопасную передачу значительных крутящих моментов.
KEMMLER Präzisionswerkzeuge GmbH — это семейное предприятие в городе Мёссинген в Баден-Вюртемберге недалеко от Штутгарта, разрабатывает, изготавливает и продает инновационные и высокоточные изделия для станков. Предприятие было создано в 1997 году Фрицем Кеммлером, и сегодня во втором поколении им управляют Йорг и Даниель Кеммлеры.
KEMMLER Präzisionswerkzeuge – ваш компетентный партнер и поставщик высококачественных изделий, изготавливаемых на станках последнего поколения. Являясь изготовителем инструментальных патронов, это международное предприятие благодаря стремлению к инновациям и высокому уровню качества уже много лет назад утвердилось на международном рынке. Продажа изделий осуществляется через ведущие торговые фирмы, изготовителей инструментов, известные предприятия- изготовители и соответствующие специализированные торговые сети.
FAHRION
FAHRION — немецкий производитель высокоточного вспомогательного инструмента. Более века основной сферой деятельности компании является производство и разработка прецизионных цанговых зажимных инструментов, в особенности цанговых патронов высокой точности для станков фрезерной группы. Сотрудники компании постоянно внедряют в производство инновационные технологии для того, чтобы гарантировать высокое качество производимого инструмента. Компания предлагает высокоточный немецкий инструмент по доступным ценам.
В производственной программе компании Fahrion присутствуют основные типов цанговых патронов: тип OZ соответствующий стандарту цанги ISO 10897-B и тип ER соответствующий стандарту цанги ISO 15488-B. Патроны предлагаются в широкой номенклатуре типов и исполнений для оснащения металлорежущего оборудования различных производителей в соответствии со стандартами: DIN2080, DIN69871, JISB6339, DIN69893, ISO 26623-1.
Компания Karl Hermann GmbH (KFH) была основана в 1946 году в городе Леонберге, недалеко от Штутгарта. В первые годы своей работы компания KFH специализировалась на производстве запасных частей для автомобильной промышленности, но c начала 60-х годов компания KFH стала специализироваться на разработке и производстве оборудования для металлорежущих станков. Сегодня она одна из ведущих среди производителей высокоточной и надежной инструментальной оснастки для металлообрабатывающей промышленности. Оснастка широкой номенклатуры KFH востребована, помимо промышленных предприятий Германии, еще во многих странах мира.
Наша компания осуществляет поставку оснастку для токарных и фрезерных станков торговой марки Kintek, которая включает в себя стандартные резцедержатели и приспособления, HSK держатели инструмента и принадлежности (DIN 69893), термозажимы, быстросъемные патроны, специальные держатели инструментов, токарный инструмент.
KITAGAWA
KITAGAWA — крупнейший производитель промышленных и токарных станков, токарных патронов, поворотных столв, гидравлических цилиндров.
Kojex
Kojex Machinery Industrial Co., Ltd была основана в 1988 году. Kojex является первым производителем цанг типа ER в Тайвани. В настоящее время основным направлением является производство цанг и цанговых патронов. Kojex имеет свой собственный отдел исследований и разработок и создал внутреннюю серию цанг и цанговых патронов серий UC и DC, заменив традиционные цанговые патроны гайкой. При высокоскоростной обработке патроны серии UC и DC имеют широкое распространение. За 20 лет Kojex сосредоточился только на одном: на исследованиях и разработках, а также на производстве цанг и цанговых патронов.
MIMATIC Tool Systems
Предприятие Mimatic Tool Systems Zettl GmbH было основано в 1974. Компания Mimatic разрабатывает и производит высокоточный приводной, в том числе и специальный инструмент для автомобилестроения, машиностроения, авиационно-космической и деревообрабатывающей промышленности.
Бренд Mimatic стоит на первом месте во всем мире по самым высоким стандартам качества и считается эталоном надежности и точности для европейских, американских и азиатских потребителей.
MPA
Компания MPA SRL (M.P.A. SRL) была основана в 1975 году в Италии. Компания MPA SRL проектирует и производит технологичные и высококачественные приводные блоки, ускорительные головки, многошпиндельные и угловые головки для металлообработки.
Вся продукция MPA SRL производится на основе самых последних технологических разработок и соответствует высочайшим требованиям по качеству. Благодаря новейшим технологиям и превосходному качеству, продукция способствуют существенному увеличению производительности и уменьшению производственных затрат. Деятельность в области исследований и разработок направлена не только на производительность продукта, но и на его использование по отношению к окружающей среде. MPA предлагает ассортимент продукции в соответствии со строгими критериями безопасности, надежности и эффективности.
M.T. (MT Marchetti)
Компания M.T. S.r.l. (MT Srl) была создана в 1972 году в Италии. Изначально компания занималась обработкой деталей под заказ, выполняя весь цикл производства, от заготовки до полностью готовой детали на высочайшем уровне качества. Впоследствии, благодаря многолетнему опыту и заработанному за долгие годы присутствия на итальянском рынке имени, в середине девяностых годов фирма МТ Srl открыла производство приводного инструмента для токарных станков с ЧПУ.
OMAP
История компании O.M.A.P. началась в Ponte nelle Alpi в 1963 году как фирма по производству механических изделий для токарных станков и особых направлений производства.
Развитие технологической составляющей и приход высокопрофессионального персонала позволили компании заявить о себе на итальянском и международном рынке, как о производителе высококачественных изделий, обладающих патентами и сертификатами, конструирующем комплектующие полностью на территории Италии.
Pagnoni
Итальянская компания Pagnoni, основаная в 1982 году, является ведущим итальянским производителем оснастки для станков с ЧПУ, шпинделей и приспособлений для автоматизированного оборудования (стандартной и специальной). В настоящее время компания входит в топ-10 крупнейших производителей держателей инструмента в Европе.
Оснастка Pagnoni производится с хвостовиками по DIN69871, DIN2080, DIN69893/HSK, MAS 403 BT. Вся оснастка имеет заводскую балансировку по классу G6.3 — 8000–1200 об/мин. Также производится балансировка для высокоскоростной обработки по классу G2.5 — 25000 об/мин. Качество оснастки соответствует западноевропейским стандартам при невысокой цене.
Компания производит большую номенклатуру оправок всех стандартов станочных конусов и запасных частей к ним.
PIBOMULTI
Компания PIBOMULTI S.A. (Швейцария) специализируется на проектировании и производстве многошпиндельных, револьверных, ускорительных, радиальных и угловых головках.
Вся продукция PIBIMULTI производится на основе самых последних технологических разработок и соответствует высочайшим требованиям по качеству. Благодаря новейшим технологиям и превосходному качеству, продукция способствуют существенному увеличению производительности и уменьшению производственных затрат.
Ведущие мировые производители оборудования доверяют репутации PIBOMULTI, оснащая станочные линии, обрабатывающие центры и разнообразные токарные станки продукцией PIBOMULTI. Основываясь на более чем 30 летнем опыте работы, PIBOMULTI предлагает самые эффективные решения различных задач во многих областях промышленности – автомобильной и судостроительной, часовой, в микротехнологии и других.
PINZBOHR
Европейская компания Pinzbohr (Испания) разрабатывает и производит модульные расточные системы и инструменты уже более 40 лет. Модульные расточные системы Pinzbohr позволяют растачивать отверстия диаметром от 6 мм до 500 мм, точностью 0,002 мм.
Компания Pinzbohr предлагает широкий диапазон расточных систем для черновой и чистовой обработки, которые позволяют получать отверстия высокого качества с максимальной производительностью.
Основной ассортимент продукции PINZBOHR:
Черновые расточные головки
Чистовые расточные головки
Микрорасточные головки
Наборы для растачивания. Наборы подходят для растачивания отверстий от 6 до 210 мм в диаметре, укомплектованы в двух вариантах: с режущими пластинами треугольной либо ромбической формы.
Сменные картриджи для расточных головок, расточные резцы
Оправки для расточных головок по стандартам DIN 69871, MAS BT 403, DIN 2080, DIN 69893, DIN 228/DIN 1806 (Конус Морзе) , DIN 1835 (WELDON), BRIDGEPORT R8
Удлинители и переходники
Адаптеры для модульной системы
Резцовые головки для снятия фасок (45º)
Устройства для предварительной размерной настройки
Устройства зажима инструмента
Принадлежности и аксессуары
RBH
Инструмент и оснастка RBH (производитель – компания E Chee Machine Tools Co. LTD) производится на Тайване с 2011 года совместно компаниями Lee Chee Enterprise Co. , Ltd. и I Machine Tools Corp. В номенклатуру производимого инструмента входит оснастка, как для станков с ЧПУ фрезерной/токарной группы, так и для универсального металлорежущего оборудования.
Производство компании RBH (E Chee Machine Tools Co., Ltd.) оснащено новейшим автоматизированным оборудованием: фрезерными и токарными обрабатывающими центрами с ЧПУ, шлифовальными станками и универсальным металлорежущим оборудованием производства Тайваня и Японии. Японские высокоточные измерительные машины обеспечивают тщательный контроль качества всей выпускаемой продукции. Основным залогом успеха предприятия является профессионально организованный трудовой коллектив.
Renishaw
Renishaw является мировым лидером в области разработки и производстве метрологического оборудования применяемого для выполнения измерений размеров и сопоставления их с действующими стандартами. Более 90 % всех производимых в мире координатно-измерительных машин оснащаются электронными датчиками, головками и щупами Renishaw. Продукция Renishaw — это точность, эффективность и качество.
ROHM (Röhm)
Компания ROHM GmbH на сегодняшний день является самым крупным и высокотехнологичным производителем оснастки для металлообрабатывающего оборудования, в том числе зажимных устройств в мире.
Компания была основана Генрихом Рёмом в 1909 году в г.Целла-Мелис (Германия).
В основной ассортимент продукции ROHM входят: сверлильные патроны, резьбонарезные патроны, вращающиеся центра, торцевые захваты (поводковые патроны), станочные тиски различных модификаций, 2-, 3-, 4-кулачковые ручные и механизированные зажимные токарные патроны, токарные центра, поворотные (индексные) гидравлические патроны, зажимные кулачки, гидравлические цилиндры, токарные самоцентрирующие люнеты, зажимные оправки, грейпферы (захваты) и многое другое.
Sassatelli s.r.l.
Компания Sassatelli предлагает своим клиентам собственный многолетный опыт в изготовлении комплектующих для обрабатывающих станков. Выбор оригинальных технологий дает возможность предлагать самую современную продукцию. Продукция Sassatelli сертифицирована по ISO 9001:2000
Основной ассортимент продукции Sassatelli:
Вращающиеся токарные центры.
Головки с усеченным конусом
Центры с осевой компенсацией
Вращающиеся центра со сменными наконечниками. Сменные наконечники и другое…
SCHAUBLIN
SCHAUBLIN SA (Швейцария) специализируется на производстве прецизионных подшипников, цанг, оправок.
SCHLENKER
Компания SCHLENKER является производителем большой номенклатуры цанг для автоматов продольного точения. Ассортимент предлагаемых к поставке цанг обширен: цанги люнетные, цанги для шпинделя и противошпинделя, удлиненные цанги, цанги барфидера, люнетные цанги армированные твердым сплавом, цанги для обработки мягких материалов, армированные полимерным материалом, цанги кулачковые для противошпинделя, гидроцанги, цанги для обработки титана, внутризажимные цанги, разжимные цанги, ER цанги различных размеров и биений и другие.
Цанги производства SCHLENKER используются на таких станках, как CITIZEN, NOMURA, TORNOS, TRAUB, NEXTURN, GILDEMEISTER, POLYGYM, PFIFFNER, MAIER, FMB Maschinenbau, ebTURNKEY, HANWHA и др.
SMW AUTOBLOK
Наша компания осуществляет поставку высокоточной оснастки торговой марки SMW-AUTOBLOK, которая включает в себя прецизионные зажимные приспособления и высокотехнологичный инструмент для металлообрабатывающих станков.
Stanny Machine Tools
Stanny Machine Tools Co., Ltd. – лидер по производству и поставке высокоточной оснастки и прецизионных расточных систем в Азии.
Stanny Machine Tools Co., Ltd была основана в 1987 году и начала специализироваться на создании прижимных приспособлений и тисков для шлифовальных и фрезерных станков. Со временем продукция была широко признана клиентами за постоянное качество.
В 1996 году началось производство двухрезцовых черновых расточных систем, которые могут быть укомплектованы так, чтобы обеспечить обработку различных диаметров и глубин. Далее начали появляться чистовые расточные системы в разных компоновках по длине и диаметру.
SYIC
Наша компания осуществляет поставку высокоточной оснастки для фрезерных, шлифовальных, токарных станков и обрабатывающих центров торговой марки SHIN-YAIN INDUSTRIAL (SYIC) (Тайвань). Поставляемый нами инструмент SYIC включает в себя высокоточной станочной оснастки, держателей инструмента, режущих инструментов и принадлежностей для токарных станков, фрезерных станков, обрабатывающих центров CNC, токарно-фрезерных обрабатывающих центров, и т.д.
TAIKI
TAIKI — тайваньский производитель, специализирующийся на выпуске кулачков для токарных патронов различных форм, размеров и типов.
Основная номенклатура компании TAIKI: кулачки каленные, кулачки сырые (некаленные), высокие сырые кулачки, секторные кулачки, алюминевые кулачки, пластинковые кулачки и другие
Tecnicrafts
Компания TECNICRAFTS INDUSTRIES (Индия) — является производителем высококачественных цанг для автоматов продольного точения, станков швейцарского типа и токарных станков ЧПУ.
Основной продукцией Tecnicrafts являются цанги главного шпинделя и противошпинделя, люнетные втулки (направляющие втулки) для вращающихся и не вращающихся люнетов, цанги барфидера, а также переходные стаканы под различные типоразмеры цанг и люнетных втулок для автоматов продольного точения ведущих мировых производителей.
VERTEX
VERTEX MACHINERY WORKS CO., LTD является одной из лидирующих компаний в Тайване по производству инструментальной станочной оснастки. Компания Vertex специализируется на производстве высокоточной оснастки для фрезерных, шлифовальных, токарных станков и обрабатывающих центров. Главной особенностью продукции Vertex является высокое качество исполнения, инновационные конструкторские решения и конкурентоспособные цены.
WOHLHAUPTER
Сегодня компания Wohlhaupter всемирно известна как производитель модульных инструментальных систем, расточных головок, а так же стандартного и специального вспомогательного инструмента (оправок, державок и т.д.) для обрабатывающих токарных и фрезерных центров. Благодаря инновациям и самым современным технологиям изготовления Wohlhaupter предлагает своим клиентам абсолютно точные и удобные инструментальные системы.
Компания WTO проектирует и производит технологичные и высококачественные блоки и инструментальные системы для токарных обрабатывающих центров, токарных автоматов продольного точения и многошпиндельных обрабатывающих центров. Кроме этого, она совместно с производителями станков разрабатывает и выпускает револьверные головки. Данный производитель обладает масштабным исследовательским центром, который регулярно патентует новые изобретения, внедряет более эффективные и качественные решения.
Блоки: для вихревого нарезания резьбы, для вальцевого фрезерования, для глубокого сверления отверстий с подачей СОЖ под давлением до 200 бар, блоки для фрезерования шлиц различных форм, сверлильно-фрезерные вставки с регулируемым углом поворота инструмента;
Резцедержатели для многошпиндельных токарных центров, оснастка для радиальной и осевой обработки, блоки приводные, шпиндели;
Блоки приводные для зубофрезерования;
Долбежные головки и др.
W&F Werkzeugtechnik
Компания W&F Werkzeugtechnik GmbH является одним из первых производителей оснастки, которая признала необходимость модульности в токарной обработке в 2004 году. Имея многолетний опыт работы в области прецизионных инструментов для фрезерных станков, W & F начала разработку и производство модульных держателей для токарных станков. Благодаря модульной быстросменной системе WFB устанавливает новые стандарты точности, стабильности и надежности процесса. Высочайший стандарт качества, долговечность и максимальная гибкость инстпумента W & F гарантируют экономичное производство.
ZURN (ZUERN)
ZURN (ZUERN) — занимается выпуском инструментальной оснастки для токарных станков с ЧПУ, специальных станков и металлообрабатывающих центров. Среди продукции с клеймом Zürn видное место принадлежит таким изделиям, как держатели инструментов стандарта VDI, зажимные гайки, стержневые захваты, сверлильные патроны для станков с ЧПУ, держатели цанг и держатели для прецизионного инструмента.
Нужна дополнительная информация по станочной оснастке, патронам, оправкам, кулачкам? Пожалуйста, отправьте свое сообщение с помощью формы ниже.
Ваше имя (обязательно)
Ваш e-mail (обязательно)
Сообщение
Различные типы токарных инструментов, которые можно использовать при токарной обработке с ЧПУ
Токарные режущие инструменты — это инструменты, которые можно использовать с токарным станком для изготовления токарных деталей и придания материалам желаемой формы. Они являются важной частью обработки с ЧПУ. Однако о них мало что известно об их использовании, поскольку существует множество типов режущих инструментов.
Таким образом, в этой статье мы подробно расскажем о различных типах токарных инструментов, применяемых при токарной обработке с ЧПУ. Из этого руководства вы также можете узнать, как выбрать правильные типы режущих инструментов, что такое токарный станок и различные операции по резке на токарном станке. Давайте погрузимся прямо в.
Что такое токарный станок?
Токарный станок — это обрабатывающий инструмент, который может вращать металл или дерево до нужной формы. Он использует стационарные режущие инструменты токарного станка для выполнения нескольких операций, таких как токарная обработка, подрезка, накатка, сверление, торцовка, растачивание и резка. А токарный станок часто используется для удаления лишнего материала с заготовки для достижения заданного размера и формы заготовки.
Общие операции с режущим инструментом на токарных станках
В зависимости от токарного станка существуют различные операции токарной обработки, которые можно выполнить, чтобы получить желаемую форму. Ниже приведено краткое объяснение общих операций, которые вы используете в своем проекте обработки с ЧПУ.
·
Торцовка
Торцовка является первым этапом большинства токарных операций. Он включает в себя резку металла с конца, чтобы он подходил под прямым углом к оси.
·
Сужение
Сужение предполагает резку металла до формы конуса с помощью составного суппорта. В зависимости от требований вы также можете изменить угол, отрегулировав составной суппорт.
·
Параллельное точение
Параллельное точение предполагает резку материала параллельно оси. Это важная операция, используемая для уменьшения диаметра материала.
·
Разделение
Разделение — это удаление детали таким образом, чтобы она была обращена к концу. Это включает в себя использование инструмента разделения, который мы представим позже. Вы можете сделать разрез глубже, вытащив инструмент для разделения и перенеся его на сторону разреза.
Классы токарных режущих инструментов
Существует три основных категории режущих инструментов для токарных станков: материал, использование и способ подачи. Ниже приводится подробное введение в три различные классификации и распространенные типы режущих инструментов.
Классификация по материалу
·
Инструмент из быстрорежущей стали
Как звучит его название, токарные станки изготовлены из быстрорежущей стали (HSS), которая может сохранять твердость даже при эксплуатации температура до 1000°F (588°C). Поэтому они идеально подходят для черновой и получистовой обработки.
·
Твердосплавный инструмент
Режущая кромка твердосплавного инструмента изготовлена из карбида. Поэтому они идеально подходят для резки железа, пластика, стекла, камня, стали и других сложных материалов.
·
Алмазный диск
Алмаз — очень твердый и износостойкий материал. Он имеет низкий коэффициент трения, высокий модуль упругости, высокую теплопроводность и низкий коэффициент теплового расширения. Следовательно, токарные инструменты с алмазной режущей кромкой идеально подходят для точной обработки хрупких, износостойких, податливых и твердых материалов, таких как графит.
·
Другие материалы
Режущая кромка этих типов токарных станков изготавливается из других материалов, таких как кубический нитрид бора и керамика. Поэтому они идеально подходят для черновой обработки и резки твердых сплавов.
Классификация токарных режущих инструментов по использованию
·
Токарный инструмент
Существует два основных типа токарных режущих инструментов с точки зрения их использования: инструменты для черновой обработки и инструменты для чистовой обработки.
Инструменты для чернового точения
Инструменты для чернового точения используются для удаления больших частей заготовки за очень короткое время. Они имеют шлифованный угол резания, который позволяет выполнять удаление, и они могут выдерживать максимальное давление резания.
Инструмент для чистовой токарной обработки
Инструмент для чистовой токарной обработки — это тип токарных станков, используемых для удаления мелких деталей заготовки. Уголок шлифуется и, судя по его названию, конечный продукт имеет гладкую и аккуратную поверхность.
·
Расточной инструмент
Расточный инструмент — это тип токарного инструмента, используемый для увеличения отверстия. Эти токарные режущие инструменты вставляются в уже существующее отверстие и используются для расширения диаметра отверстия.
·
Инструмент для снятия фаски
Инструмент для снятия фаски — это режущий инструмент для токарной обработки, используемый для создания борозды на детали. Его также можно использовать для создания гладких или опасных кромок на заготовке.
·
Накатной инструмент
Накатной инструмент — это тип токарного инструмента, который может производить токарные детали с накаткой путем создания определенного шаблона в круглом сечении. Поэтому Вы можете использовать их в качестве захвата для ручек или крепежных элементов, таких как гайки.
·
Отрезной инструмент
Отрезной инструмент — это инструмент с узким лезвием, используемый для отрезания кусков материала от заготовки. Он имеет множество форм и популярных применений, что указывает на то, что он работает как токарный и режущий инструмент.
·
Инструмент для нарезания резьбы
Инструмент для нарезания резьбы применяется для нарезания резьбы на детали токарного станка. Существуют две основные формы: нарезание внутренней и наружной резьбы. Нарезание наружной резьбы заключается в том, что заготовка удерживается в патроне или устанавливается между двумя центрами. Однако при нарезании внутренней резьбы деталь удерживается в патроне, в то время как инструмент перемещается по ней в линейном формате, снимая стружку с заготовки по мере ее прохождения.
·
Торцовочный инструмент
Торцовочный инструмент — это тип токарного станка, используемый для обработки плоской поверхности, перпендикулярной оси вращения заготовки. Держатель инструмента, расположенный на каретке токарного станка, удерживает инструмент во время процесса таким образом, чтобы он мог подавать перпендикулярно оси вращения детали.
Классификация режущих инструментов токарных станков по способу применения подачи
·
Правосторонний инструмент
Правосторонний инструмент снимает материал при движении справа налево (занимается только вид сверху, сохраняя переднюю поверхность вверху) . Название инструмента для правой руки было использовано на основе аналогии с человеческой рукой. Используя правую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на левой стороне инструмента.
·
Левосторонний инструмент
В отличие от правостороннего инструмента, левосторонний режущий инструмент удаляет материал при движении слева направо (вид сверху с видимой передней поверхностью). Используя левую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на правой стороне инструмента.
·
Инструмент с круглым концом
Токарный инструмент с круглым концом не имеет заднего или бокового угла. Таким образом, инструмент подается слева направо или справа на левый конец станины токарного станка. Однако в некоторых случаях инструмент с круглым наконечником может иметь небольшой задний угол. Из-за круглой кромки токарные инструменты с круглым концом являются популярными инструментами для чистовой токарной обработки.
Как выбрать токарные станки
Выбор режущего инструмента для токарного станка требует понимания определенных факторов, касающихся оборудования, и ниже приведены очень важные факторы, которые необходимо учитывать.
Тип материала, который вы режете на станке с ЧПУ, является одним из важных факторов, поскольку он определяет тип токарного инструмента, который вы можете использовать. Важные свойства, на которые следует обратить внимание перед выбором токарного станка, включают твердость, износостойкость, ударную вязкость и жесткость. Эти свойства могут определять тип режущего инструмента, используемого в токарных станках. Например, для очень твердых материалов требуются твердосплавные или алмазные инструменты.
Форма инструмента
Форма инструмента также является еще одним фактором, который следует учитывать при выборе. Расположение режущей кромки также определяет направление, в котором инструмент будет резать (правосторонние инструменты, левосторонние инструменты и инструменты с круглым концом).
Желаемая форма
Все типы токарных инструментов, перечисленные в классификации по использованию, могут привести к заданной форме. Следовательно, вы должны интегрировать желаемую форму в необходимые токарные станки. Из-за сложности большинства изделий с ЧПУ вам может потребоваться выбрать несколько режущих инструментов.
Выбор правильных типов инструментов, используемых на токарных станках, может быть немного проблематичным, если вы новичок в процессах токарной обработки с ЧПУ. Однако вместо того, чтобы беспокоиться о том, как много вам нужно знать, почему бы не воспользоваться услугами профессионалов в такой области. В RapidDirect работают инженеры с многолетним опытом работы с ЧПУ, которые разбираются в различных типах режущих инструментов токарных станков и их применении. Выбирая нас, вы получаете доступ к многолетнему опыту и отношение к качественной доставке. Просто свяжитесь с нами. Мы к вашим услугам!
Заключение
Режущие инструменты токарного станка являются важной частью любой обработки с ЧПУ или токарной обработки с ЧПУ. Тем не менее, существует множество типов режущих инструментов на токарных станках, доступных для многих инженеров. Чтобы упростить его, в этой статье продемонстрированы различные классификации токарных инструментов и способы их выбора. Если вы все еще не уверены, какой тип токарных станков может привести к желаемой форме, вы можете загрузить свой файл САПР, чтобы получить профессиональные предложения от нашей команды экспертов, или свяжитесь с нами по электронной почте сейчас.
Загрузите файл CAD здесь
Часто задаваемые вопросы
Для чего используются режущие инструменты?
Режущие инструменты, также известные как фрезы, представляют собой инструменты, используемые для удаления частей заготовки. Они устанавливаются на токарный станок, который используется для токарной обработки материалов и придания им желаемой формы. Примерами режущих инструментов являются расточные инструменты, инструменты для снятия фасок и т. д.
Какие существуют типы режущих инструментов для токарных станков?
Токарные станки можно разделить на разные категории. Наиболее распространенные классификации включают: Применение: токарный инструмент, расточный инструмент, инструмент для снятия фаски, инструмент для нарезания канавок и т. д. Материал: инструмент из быстрорежущей стали, твердосплавный инструмент, алмазный диск, другие материалы и т. д. Способ приложения подачи: правосторонний инструмент, левосторонний ручной инструмент, инструмент для круглых шлангов.
Токарное оборудование — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
Анодное оксидирование алюминия — процесс получения на алюминии оксидной пленки химически или электрохимически из растворов кислот и щелочей. В качестве электролита при электрохимическом анодировании применяются: серная, фосфорная, щавелевая, сульфосалициловая кислота и хромовый ангидрид. Анодирование в основном идет при повышенном напряжении, в зависимости от электролита от 24 до 120 В.
При прохождении тока через электролит в зависимости от его состава образующиеся продукты реакции на алюминиевом аноде могут полностью растворяться, образовывать на поверхности металла прочно сцепленное компактное и электроизоляционное оксидное покрытие толщиной 1,4 нм/ В или частично растворяться в электролите и образовывать пористое оксидное покрытие толщиной в десятки и сотни мкм.
Существуют две теории образования и роста анодно-оксидных покрытий: струткурно-геометрическая и коллоидно-электрохимическая.
С позиции первой теории при наложении на алюминиевый электрод анодного напряжения (т. е подключение его к (+) ) сначала формируется компактная оксидная пленка, наружная часть которой в электролитах, растворяющих оксид, начинает растворяться в дефектных местах и переходить в пористое покрытие. Дальнейший рост анодно-оксидного покрытия происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. Покрытие состоит из гексагональных ячеек. Прилегающий к металлу барьерный слой толщиной 1-1,1 нм, состоит из беспористых ячеек. Ячейки пористого слоя имеют в середине одну пору. Диаметр пор и их число зависят от природы электролита и режима анодирования. Под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
С позиции второй теории образование анодно-оксидных покрытий начинается с возникновения мельчайших частиц оксида, происходящего в результате встречи потока ионов. Адсорбция анионов и воды обуславливает отрицательный заряд частиц. С увеличением числа частиц они превращаются в полиионы — палочкообразные мицеллы, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита. Под действием отрицательного заряда мицеллы подходят к поверхности и сращиваются с металлом. Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
Состав и свойства анодно-оксидных покрытий
Тонкие и беспористые анодно-оксидные покрытия представляют собой в основном безводный оксид алюминия, который в чистом виде располагается у границы с металлом. В тонкие беспористые покрытия внедряются от 0,6 до 20% борного ангидрида (электролиты с борной кислотой), значительное количество других ионов.
На границе раздела оксид-электролит находят небольшую часть гидратированного оксида алюминия Al2O3*H2O (бемит).
Пористые анодно-оксидные покрытия состоят в основном из аморфного оксида алюминия и частично включают гамма-Al2O3 . Содержание воды в покрытиях, полученных в сульфатных и оксалатных электролитах, достигает 15%. В зависимости от условий формирования вода в оксидном покрытии может находиться в составе бемита или байерита (Al2O3*3H2O). Покрытия содержат значительное количество анионов электролитов.
Цветные покрытия (получение напрямую из электролита)
Анодно-оксидные покрытия, полученные, например, в оксалатном электролите, имеют обычно желтоватый оттенок. Если в этом электролите алюминий и его сплавы анодируются вначале переменным, а затем постоянным током, покрытия получаются окрашенными в цвет от светло-соломенного до золотистого и бронзового.
Окрашивание анодных покрытий (получение пористого покрытия и окраска в отдельном растворе)
Прозрачные и полупрозрачные защитно-декоративные покрытия алюминия и его сплавов окрашивают в водных прямых кислотных органических красителей.
Содержание красителей в растворах колеблется от 0,1-0,5 г/л для светлых тонов до 5 для интенсивного и 10-15 для черного цвета. Температура растворов 50-70, время окрашивания от 300 до 1800 с.
Окраска покрытий, полученных в различных электролитах, различается из-за различия свойств пористости и естественного цвета покрытия.
Для получения необходимых цветов окраски используют смеси анилиновых красителей.
Некачественная окраска удаляется в растворе перманганата калия и азотной кислоты.
Кроме органических красителей применяются и неорганические.
Ограниченную цветовую гамму, но более светостойкую окраску анодно-оксидных покрытий получают реакцией двойного обмена в растворах неорганических солей
Окисные пленки, полученные из сернокислого электролита, обладают высокой адсорбционной способностью и стойкостью против коррозии. Важным достоинством этого электролита является то, что в нем можно анодировать почти все алюминиевые сплавы. Не рекомендуется применять анодирование в серной кислоте только для деталей, имеющих узкие щели, зазоры, клепаные или сварные соединения во избежание коррозии металлов, от следов электролита.
Анодирование производится и электролите состава г/л:
серная кислота H2SO4 — 170-200
температура 15-25 °С.
Анодную плотность тока выбирают с учетом состава обрабатываемого сплава, Алюминий и плакированный металл анодируют при плотности тока 1-2 А/дм2 и напряжении 10-15 В; дюралюминий и силумин — при плотности тока 0,5-1 А/дм2 и напряжении 12-20 В. Продолжительность анодирования 30-50 мин. В качестве катода используют свинец; отношение площади катодов к плошали анодов 1:1 или 2:1.
При повышении температуры электролита и плотности тока продолжительность анодирования может быть сокращена, но качество пленки при этом ухудшается. Поэтому при длительной работе ванн электролит следует охлаждать водяными рубашками или свинцовыми и титановыми змеевиками.
Детали загружают в ванну на подвесках, изготовленных из алюминия. От качества электрического контакта между подвесками и деталями зависит качество получаемой пленки. В случае неплотного контакта происходит местный разогрев металла, из-за чего может произойти разрыхление пленки и растравливание детали. Для обеспечения надежного контакта изготовляют специальные приспособления с пружинными или винтовыми зажимами, детали закрепляют туго натянутой алюминиевой проволокой. Анодную пленку с приспособлений, используемых неоднократно, перед каждой новой загрузкой следует удалять в растворе щелочи.
Дефект
Причина дефекта
Способ устранения
Отсутствие пленки на отдельных местах
Плохой контакт детали с подвеской
Улучшить контакт
Прожог металла
Неплотный контакт детали с подвеской
Улучшить контакт
Соприкосновение деталей друг с другом
Увеличить расстояние между деталями
Короткое замыкание между деталью и катодом
Устранить короткое замыкание
Хрупкость пленки
Температура электролита ниже 15 °С
Повысить температуру электролита
Растравливание анодной пленки
Температура электролита выше 25 °С
Охладить электролит
Большая продолжительность анодирования
Уменьшить время анодирования
Большая концентрация кислоты
Откорректировать электролит
Темные пятна и полосы, рыхлая пленка
Содержание алюминия в электролите более 30 г/л
Удалить окислы алюминия декантацией
После окончания процесса анодирования детали тщательно промывают в проточной воде до полного удаления следов электролита и подвергают дополнительной обработке: уплотнению для повышения коррозионной стойкости анодной пленки или окрашиванию для улучшения декоративной отделки. Эти процессы возможны благодаря высокой (до 30% объема) пористости анодной пленки и ее способности поглощать водные растворы.
Уплотнение анодных пленок проводится обработкой их горячей водой или растворами хроматов. В обоих случаях окись алюминия гидролизуется, увеличиваясь в объеме, и заполняет поры. Обработку в горячей воде ведут при температуре 95-100 °С в течение 20-30 мин. Хроматную обработку ведут в растворе, содержащем 80-100 г/л бихромата натрия или калия при температуре 80-90 °С в течение 10-15 мин. Анодная пленка приобретает при этом лимонно-желтый цвет.
Удаление дефектной анодной пленки без нарушения размеров детали производят в растворе, содержащем хромовый ангидрид CrO317-20 г/л и фосфорную кислоту H3PO4 35 г/л. Температура 90-100 °С. Применяется также раствор едкого натра с концентрацией 100 r/л. Температура раствора 70-90 С.
При анодировании в щавелевокислом электролите получаются пленки, обладающие хорошими электроизоляционными свойствами. Они непрозрачны, окрашены в декоративные золотистые тона. В этом электролите можно обрабатывать литейные сплавы алюминия, содержащие до 5% меди или 4% кремния. Анодирование ведется на постоянном или переменной токе.
Анодирование постоянным током производят в электролите состава г/л:
щавелевая кислота H2C2O4 — 30- 50 г/л.
Режим работы: температура электролита 15-25 °С, анодная плотность тока 1-2 А/дм2, напряжение на ванне 40-60 В (к концу электролиза достигает 60-70В).
Для получения твердых пленок с хорошими электроизоляционными свойствами их толщина должна быть не менее 25-40 мкм.
Вредными примесями, ухудшающими качество анодирования, являются хлор и алюминии. Их допустимая концентрация в электролите составляет соответственно 0,04 г/л и 30 г/л.
Хромовокислые электролиты анодирования рекомендуются для получения защитных анодных пленок на деталях сложной конфигурации, имеющих клепаные и сварные соединения. Анодные пленки, получаемые из этого электролита, бесцветны, отличаются повышенной коррозионной стойкостью (применяются без дополнительной обработки), малой пористостью, высокой пластичностью и эластичностью, но характеризуются меньшей твердостью и износостойкостью по сравнению с оксидными пленками из сернокислых и щавелевокислых электролитов.
Электролит содержит г/л:
хромовый ангидрид CrO3 90-100 г/л
Плотность тока до 2 А/дм2. Температура электролита 35-40 °С. Продолжительность процесса анодирования 50-60 мин. Напряжение на ванне составляет 40-50 В, затем постепенно повышается до 100 В.
Скорость формирования оксидной пленки значительно зависит от температуры электролита, которую нужно поддерживать с точностью ±2 °С. Анодная пленка в зависимости от марки сплава имеет цвет от серого до коричневого с толщиной 3-4 мкм.
В процессе анодирования в электролите накапливается алюминий, уменьшается концентрация свободной хромовой кислоты за счет ее связывания алюминием и катодного восстановления шестивалентных ионов хрома до трехвалентных.
Так как работоспособность электролита определяется содержанием свободной хромовой кислоты, то требуется периодическое корректирование электролита добавлением хромового ангидрида, концентрацию которого можно доводить до 250 г/л.
При анодировании в хромовокислом электролите используют катоды из нержавеющей стали Х18Н9Т или алюминия марки А0. Для уменьшения скорости побочного процесса катодного восстановления шестивалентных ионов хрома отношение поверхности катода к поверхности обрабатываемых деталей не должно превышать 5:1.
Вредной примесью при анодировании являются сульфат-ноны, они замедляют процесс анодирования и ухудшают качество получаемых пленок. При составлении электролита сульфат-ноны удаляют введением углекислого бария.
Анодирование алюминия
Термины и понятия
Сначала о терминологии
Для краткости будем применять вместо «гостовских» эквивалентных наименований «анодное окисление» и «анодное оксидирование» более короткий, но с тем же смыслом, термин «анодирование», а вместо «гостовского» «анодно-окисное покрытие» – более простое и популярное «анодное покрытие».
Что такое анодирование
Анодирование – это метод повышения коррозионной стойкости металлического изделия путем формирования слоя оксида на его поверхности. Изделие, которое обрабатывается, является в этом электролитическом процессе анодом. Анодирование повышает стойкость поверхности изделия к коррозии и износу, а также обеспечивает более высокую адгезию для красок и клеящих веществ, чем просто «голый» алюминий.
Анодные покрытия могут также применяться как декоративные покрытия или в виде пористого покрытия, которое может впитывать различные красители, или в виде прозрачных покрытий, которые дают интерференционные эффекты при отражении света. Такие интерференционные покрытия применяют, например, на велосипедах или одежде велосипедистов, чтобы их можно было хорошо видеть ночью.
Как происходит анодирование
Процесс создания этого защитного оксидного покрытия происходит электролитически. Металлическое изделие, на котором нужно получить анодное покрытие (обычно алюминий) погружают в ванну с электролитическим раствором. В этой же ванне установлены катоды, обычно вдоль бортов ванны. Когда электрический ток проходит через раствор кислоты на катоде выделяется водород, а на аноде – кислород. Это приводит к тому, что на аноде – алюминиевом изделии – начинает расти оксидная пленка.
В зависимости от назначения анодного покрытия и применяемого процесса анодирования можно получать анодное покрытие с различными характеристиками. Анодное покрытие, которое может вырастать на алюминиевом изделии, способно иметь толщину в 100 раз больше, чем оксидное покрытие, которое образуется на алюминии естественным путем.
Поскольку металлическое изделие является «анодом» в этом электролитическом процессе, то весь этот процесс называют «анодированием».
Анодирование металлов
Хотя на различных металлах, включая титан, гафний, цинк и магний, также могут формироваться анодное покрытие, обычно под анодированием подразумевают анодирование алюминия и его сплавов.
Зачем анодировать алюминий?
Популярность алюминия во многом связана с его хорошей естественной коррозионной стойкостью. Она достигается из-за высокого химического сродства алюминия к кислороду, то есть их большого взаимного стремления вступать друг с другом в реакцию с образованием оксида алюминия. Эта очень тонкая оксидная пленка мгновенно покрывает любую свежую поверхность алюминия сразу после ее контакта с воздухом. Однако в некоторых случаях необходимо иметь более высокую степень защиты (коррозионной или химической), модифицировать внешний вид поверхности (цвет, текстуру и т.п.) или создать заданные физические свойства поверхности (повышенная твердость, износостойкость или адгезия). В таких случаях прибегают к анодированию алюминия и алюминиевых сплавов.
Рисунок 1 – Схема процесса анодирования
Виды анодирования
Организация QUALANOD подразделяет анодирование алюминия на четыре основных типа с различными требованиями к их характеристикам и свойствам:
архитектурное (строительное) анодирование
декоративное анодирование
промышленное анодирование
твердое анодирование.
Анодные покрытия подразделяется на классы по их толщине:
минимально допустимая средняя толщина и
минимально допустимая локальная толщина.
Например, класс АА20 означает, что средняя толщина покрытия должна быть не менее 20 микрометров. Минимальная локальная толщина покрытия обычно должна быть не менее 80 % от минимальной средней толщины. Для класса АА20 это составляет 16 мкм.
Архитектурное анодирование
Это анодирование для производства архитектурной отделки изделий, которые постоянно находятся в наружных условиях и в стационарном состоянии. Самыми важными характеристиками анодированного изделия считается внешний вид и длительный срок службы.
Для анодированного алюминия степень защиты от точечной (питтинговой) коррозии алюминия возрастает с увеличением толщины анодного покрытия. Следовательно, срок службы архитектурного или строительного элементы в значительной степени от толщины анодного покрытия. Однако для получения более толстого анодного покрытия требуется значительно большие затраты электрической энергии. Поэтому так называемое «переанодирование» не рекомендуется.
Архитектурное анодирование имеет следующие классы:
АА10
АА15
АА20
АА25
Выбор толщины анодного покрытия для наружных алюминиевых конструкций зависит от агрессивности атмосферы и обычно устанавливается в национальных нормах. Кроме того, применение некоторых красящих составов требует класса толщины 20 мкм или выше. Это нужно для достижения хорошего заполнения пор красителем и повышенной стойкости окрашенного покрытия к солнечному свету.
Декоративное
Этот тип анодирования алюминия предназначен для производства декоративной отделки изделий. Главным критерием качества является однородный или эстетически привлекательный внешний вид.
Декоративное анодирование имеет следующие стандартные классы толщины:
АА03
АА05
АА10
АА15
Промышленное и твердое
Промышленное анодирование алюминия применяют для производства функциональной отделки поверхности изделий, когда внешний вид является второстепенной характеристикой. Целью твердого анодирования является получение покрытие с высокой износостойкостью или высокой микротвердостью.
Очень часто, например, в автомобилестроении или медицинском оборудовании, внешний вид изделия не имеет значения, но наиболее важной характеристикой является стойкость к износу и/или способность подвергаться эффективной чистке и иметь высокие гигиенические требования. В таких случаях именно эти свойства анодированного алюминия являются главными.
Если главным свойством является высокая износостойкость, применяют особый вид анодирования – твердое анодирование. Оно производится при пониженных, часто отрицательных, температурах электролита
Толщина промышленного и твердого анодного покрытия обычно составляет от 15 до 150 мкм. Резьбы и шлицы могут иметь покрытие до 25 мкм. Для получения высокой электрической изоляции часто требуется толщина анодного покрытия от 15 до 80 мкм. Покрытия толщиной 150 мкм применяют для ремонта деталей.
Технология
Электрохимия
Анодирование алюминия относится к электрохимическим процессам формирования стабильных оксидных покрытий (пленок) на поверхности металлов. Анодирование алюминия и алюминиевых сплавов может происходить с участием разнообразных электролитов с применением источников прямого или переменного тока или их комбинаций. При этом алюминиевое изделие (далее для определенности – профиль) всегда является анодом, то есть его подключают к положительному полюсу источника тока, а другой подходящий металл или сплав – катодом и его подключают к отрицательному полюсу (рисунок 1).
Анодные покрытия различают по типам электролитов, которые применяют при их получении. Покрытия бывают пористыми, например, в фосфорном и сернокислом электролитах, а также так называемыми «барьерными» – совсем без пор. Барьерные анодные покрытия обладают высоким электрическим сопротивлением и их применяют, например, при изготовлении электрических конденсаторов.
Сернокислое анодирование
Обычным, наиболее популярным и широко применяемым для алюминиевых профилей в строительных конструкциях является сернокислое анодирование алюминия. Этот вид анодирования отличается высокой технологичностью и позволяет получать покрытия в широком интервале толщин. Сернокислое анодное покрытие применяют как без дополнительного окрашивания – его называют бесцветным, так и с последующим окрашиванием по одному из нескольких известных способов – его называют цветным анодированием. Заключительной операцией обычно всегда является операция наполнения (или уплотнения) пор.
Анодирование или окраска алюминия
Сернокислое анодное покрытие образуется в результате «реакции» алюминия с ионами раствора серной кислоты. Оно занимает больший объем, чем исходный алюминий и поэтому в результате анодирования происходит увеличение толщины изделия. При сернокислом анодировании это увеличение составляет приблизительно одну треть от общей толщины покрытия. В этом заключается коренное отличие анодного покрытия от, например, порошкового (рисунок 2):
анодное покрытие формируется из поверхностного слоя алюминия,
порошковое покрытие – на поверхности алюминия.
Рисунок 2 – Изменение толщины изделия при анодировании и порошковом окрашивании
Способы анодирования алюминия
Конкретный способ анодирования зависит от вида изделия. Например, небольшие изделия или детали, могут анодировать «насыпью» в барабанах или корзинах. Профили длиной до 7 м, иногда до 10 м, анодируют на специальных навесках. Эти навески обычно представляют собой несколько токопроводящих стержней, рамок или каркасов, к которым прочно и достаточно жестко крепятся профили (см. рисунок 1). Прочное крепление профилей необходимо как для того, чтобы они, не свалились с навесок и прошли все циклы «окунания» и «полоскания» в ваннах, в том числе при интенсивном перемешивании растворов и промывочных вод (барботировании)/ Кроме того, что еще важнее, прочное крепление изделий к навескам должно обеспечивать постоянный и надежный электрический контакт профилей с положительным полюсом источника тока непосредственно в процессе анодирования.
Подготовка поверхности алюминия
Типичная линия анодирования алюминиевых профилей показана на рисунке 3.
На линию анодирования алюминиевые профили подают или прямо после прессования, или после предварительной механической подготовки поверхности (обработки стальными щетками, обработки дробью, полирования, шлифования и т.п.).
Первой операцией процесса анодирования является навешивание профилей на навески. Навеска с алюминиевыми профилями обычно сначала проходит щелочное обезжиривание, а затем щелочное травление для удаления с поверхности профилей различных загрязнений: масел, твердых частиц и оксидной пленки.
После щелочного травления проводят обработку навески в ванне осветления (desmutting), чаще всего – сернокислой (80-100 г/л), для удаления с поверхности темных продуктов щелочного травления.
Обработка в ваннах с рабочими растворами сопровождается тщательной промывкой изделий в воде, последняя промывка перед анодированием – в деминерализованной. После этого изделие, в принципе, готово к анодированию.
Рисунок 3 – Типичная линия ванн для анодирования алюминиевых профилей [1]
Матовое анодирование
При особых требованиях к анодированной поверхности проводят дополнительную обработку поверхности профилей: матовое травление, а также химическое или электрохимическое осветление. Матовое травление обычно проводят в щелочных ваннах специального химического состава. При этом поверхностный слой алюминия заданной толщины удаляется вместе с различными поверхностными дефектами, а поверхность становится матовой (рисунок 4).
Рисунок 4- Матовая и блестящая поверхность анодированного алюминия [3]
Матовая поверхность максимально рассеивает свет и делает «невидимыми» оставшиеся дефекты поверхности. Если готовая продукция должна иметь блестящую или зеркальную поверхность, то перед анодированием изделия подвергают химическому или электрохимическому осветлению. При этой процедуре с поверхности изделия удаляется алюминий и образуется очень гладкая поверхность с очень большой отражательной способностью.
Наполнение анодного покрытия
После анодирования профили или отправляют дальше по линии на окрашивание, или сразу направляют на наполнение пор, если это бесцветное анодирование. Операцию наполнения (или уплотнения) после бесцветного анодирования или цветного анодирования проводят затем, чтобы «закрыть», «закупорить» поры анодного покрытия. Эта операция является очень важной для обеспечения длительного сохранения внешнего вида анодированного изделия. После операции наполнения изделия при необходимости подвергают сушке, снимают с навесок и отправляют на приемку и упаковку.
Обычно для приемо-сдаточного контроля качества анодированных алюминиевых профилей достаточно контроля внешнего вида, толщины анодного покрытия и качества наполнения. Толщина покрытия является одним из самых важных параметров и есть много методов ее измерения. Обычно толщину покрытия измеряют прибором, работающим на принципе вихревых токов. В спорных случаях применяют металлографические исследования поперечного сечения изделия.
Контроль наполнения анодного покрытия
Метод капли
Для быстрого контроля качества наполнения часто применяют один из вариантов так называемого «метода капли». В качестве контрольного или арбитражного испытания применяют методы потери массы образцов изделий.
Сущность неразрушающего «метода капли» заключается в оценке степени поглощения красителей анодированной поверхностью после того, как она была обработана соответствующим химическим реагентом. Различные варианты метода капли с предварительной кислотной обработкой поверхности устанавливают стандарты ISO 2143:2010 (он же – EN ISO 2143:2010 и он же – бывший EN 12373-4) и ГОСТ 9.302-88.
Метод капли по ISO 2143:2010
Стандарт Qualonod [1] считает приемлемым степени (рейтинга) интенсивности пятна не ниже 2 (рисунок 6). Если рейтинг составляет 2, то стандарт требует выполнить испытания на потерю массы или выполнить повторное наполнение.
Рисунок 6 – Критерии качества наполнения по методу капли согласно ISO 2143:2010
Метод капли по ГОСТ 9.031-74
Вариант метода капли без предварительной кислотной обработки c двумя вариантами материала капли – красителя или масла – дает ГОСТ 9.031-74.
Метод потери массы
Испытание на потерю массы основано на установленном факте, что не наполненное или недостаточно наполненное анодное покрытие быстро растворяется в кислотной среде, тогда как хорошо наполненное покрытие выдерживает длительное погружение без заметного воздействия на него. Варианты метода изложены в стандартах ISO 3210:2010 (он же – EN ISO 3210:2010 и он же – бывший EN 12373-7), а также ГОСТ 9.302-88 и ГОСТ 9.031-74.
Источники:
Стандарт Qualanod (01.01.2018)
TALAT 5203.
Tom Hauge, Hydro Aluminium, IHAA Symposium, 2014, New York.
Анодирование алюминия своими руками за 10 шагов
Поскольку вы читаете это, мы можем с уверенностью предположить, что вы производитель, производитель, любитель или владелец малого бизнеса и не боитесь испачкать руки. Введите анодирование своими руками.
Погуглите по этому поисковому запросу, и вскоре вы поймете, что то, что кажется глубоко техническим процессом, на самом деле не так уж сложно. Если вы умеете красить пасхальные яйца и вам удобно заряжать автомобильный аккумулятор, вы в основном там. Более того, у вас, вероятно, уже есть большая часть того, что вам нужно, а остальное вы можете купить в местном хозяйственном магазине примерно по цене хорошей лопаты.
Сделайте свою домашнюю работу
Мы не будем углубляться в анодирование. Как я уже сказал, в Интернете доступно множество веб-сайтов и видеороликов на YouTube, и если вы серьезно относитесь к анодированию алюминия, посетите сайт www.caswellplating.com, где вы можете купить полный комплект примерно за 500 долларов.
Слишком круто? Я тоже так думал, но они же предлагают подробный мануал по теме за тридцать баксов, а также все химикаты, красители, обезжириватели, смывки и прочее, что есть в наборе. В противном случае анодирование по дешевке — это далеко не ракетостроение.
Вот вкратце:
Шаг 1: Полировка
Анодирование имеет тенденцию подчеркивать любые дефекты поверхности, поэтому, если ваши детали, вырезанные лазером, еще не имеют хорошей отделки, пришло время шлифовать, полировать , и полировка.
Шаг 2. Чистка до скрипа
Вам также потребуется очистить алюминиевые детали, вырезанные лазером. Я имею в виду очень чистый. Начните с мыла и воды, затем обезжирьте их (один из хороших вариантов — Simple Green) и, возможно, «обезжирьте» ваши детали разбавленным щелочью (например, средством для чистки канализации).
Шаг 3: Костюм
Я упоминал защитные очки, резиновые перчатки и фартук для защиты вашей любимой футболки? Все идеи набухшие.
Шаг 4: Смешайте
Наполните пластиковое ведро смесью аккумуляторной кислоты и дистиллированной воды в пропорции 1:1, убедившись, что кислота добавляется в воду, а не наоборот. Вероятно, вам следует включить потолочный вентилятор или открыть дверь гаража.
Шаг 5: Подготовка
Надежно прикрепите готовую заготовку к отрезку алюминиевой проволоки и подвесьте ее в ведре (примечание: титановая проволока еще лучше, но пока не будем усложнять).
Шаг 6. Зарядите
Теперь подключите другой конец указанного провода к положительной (красной) клемме 12-вольтового источника питания — подойдет автомобильное зарядное устройство, хотя для более крупных деталей может потребоваться более мощный источник питания постоянного тока (там на Амазоне их полно). Это известно как «анод».
Шаг 7: заземлите
Отрежьте еще один кусок провода или, что еще лучше, возьмите свинцовую пластину (снова Amazon), отрежьте полоску и прикрепите ее к отрицательному полюсу блока питания. Закрепите этот «катод» на одной стороне ведра, одним концом в напитке.
Шаг 8. Включите питание
Включите источник питания и дайте ему поработать. Не пугайтесь маленьких пузырьков, которые образуются вокруг анода. Примерно через 45 минут вытащите только что анодированную деталь и хорошо промойте ее в дистиллированной воде.
Шаг 9: Замочить
Самое интересное. Пока все это бурлило, вы должны были нагреть краску для одежды — мне больше всего нравится «Rit Faded Strawberry» — в старой кастрюле на плите. Теперь погрузите анодированную деталь в краску примерно на 15 минут, плюс-минус.
Шаг 10: Вскипятите
Последним шагом будет кипячение вашего шедевра в дистиллированной воде в течение получаса, чтобы сохранить цвет на всю вечность. Поздравляем, вы на пути к тому, чтобы стать профессионалом в области анодирования!
Дьявол кроется в деталях
Как вы могли догадаться, я пропустил кучу важных вещей. Необходимо учитывать количество электрического тока (в зависимости от размера заготовки), а также соотношение химикатов и воды, температуры кислотной ванны и красителя и т. д., но вы поняли идею. У вас также должно быть много пищевой соды под рукой, чтобы нейтрализовать любую своенравную кислоту, точно так же, как вы можете поэкспериментировать с небольшим количеством металлолома, прежде чем приступить к своей реальной заготовке (или купить несколько запасных частей, когда вы размещаете свой онлайн-заказ). В любом случае, вы будете анодировать своими руками в кратчайшие сроки. Удачи!
Базовое руководство по анодированию алюминиевых деталей
В производстве продукции одним из наиболее важных идеальных процессов, обеспечивающих долговечность и эстетику изделия, является процесс анодирования. Этот процесс идеально подходит для нескольких материалов, однако наиболее важным и широко используемым является алюминий. Как новичок в механообработке, вы можете быть не знакомы с анодированием, не говоря уже о том, как анодировать алюминий.
Поэтому в этом руководстве мы расскажем вам все, что вам нужно знать об анодировании алюминия. Это будет в форме рассмотрения того, что, как анодировать алюминий и причин для анодирования алюминия.
Что такое анодированный алюминий ?
Анодирование является распространенным методом отделки, используемым для некоторых материалов из цветных металлов. К ним относятся алюминий, титан и магний.
Включает электрохимический процесс, который превращает внешнюю поверхность металлических деталей в прочный и устойчивый к коррозии и царапинам слой. Процесс также очень декоративный. При нанесении он предлагает блестящую отделку, которая бывает разных цветов.
Как работает анодирование алюминия?
Прежде чем узнать, как анодировать алюминий, сначала нужно узнать, как работает анодирование. Почти любая алюминиевая деталь может быть анодирована. Независимо от того, обработано ли оно на станке с ЧПУ или изготовлено из листового металла. Процесс, который может показаться сложным из-за протекающих различных электрохимических реакций, довольно прост и рентабелен. Поэтому анодирование является популярным выбором во многих отраслях промышленности.
Шаги анодирования Aluninum
Повторное анодирование может показаться сложным, однако шаги просты. Ниже приведены общие этапы процесса анодирования.
Этап 1 : Во-первых, перед анодированием производится очистка алюминиевой детали. Это важно для удаления примесей, которые могут мешать процессу.
Этап 2 : Затем происходит помещение материала в ванну с раствором электролита и подача постоянного электрического тока. Это создает положительный электрический заряд в алюминии и отрицательный заряд в пластинах электролита раствора. В результате электрохимической реакции на поверхности алюминиевого компонента образуются поры, которые позволяют алюминиевой подложке связываться с отрицательно заряженным кислородом 9.0098 2 ионов в растворе для создания оксида алюминия. Этот шаг отвечает на вопрос «что значит анодированный».
Следовательно, это приводит к созданию анодно-оксидного барьерного слоя на поверхности детали. Этот барьерный слой более устойчив и долговечен, чем нижележащий алюминий.
Материалы для процесса анодирования
По своему принципу анодирование доступно только для проводящих материалов, таких как металлы. Однако это не означает, что алюминий — единственный вариант. На самом деле, анодированные металлы также включают магний и титан.
Другие вопросы, связанные с доступными материалами для процесса анодирования, включают возможность анодирования стали или нержавеющей стали. Однако это невозможно. Причина связана с образованием оксида железа (ржавчины) на стали. Образующийся оксид железа (ржавчина) не образует на стали плотного, прочного, устойчивого к коррозии покрытия. Следовательно, он не может быть выгодно анодирован.
Различные типы анодирования Алюминий Процесс
Чтобы знать, как анодировать алюминий, необходимо знать типы алюминия, используемые в процессе анодирования. Существует три широко используемых типа процесса анодирования, и каждый тип процесса приводит к разному набору функциональных и эстетических свойств.
Тип I – анодирование хромовой кислотой
В процессе анодирования типа I используется хромовая кислота для создания тонкого покрытия на поверхности металлических деталей (до 0,0001 дюйма).
Несмотря на то, что тип I является самым тонким анодированным покрытием, он по-прежнему обеспечивает детали с повышенной коррозионной стойкостью. Однако это также приводит к наименьшему поглощению цвета при окрашивании.
Тип II – анодирование серной кислотой
В процессе анодирования типа II вместо хромовой кислоты используется серная кислота. Это приводит к несколько более толстому поверхностному слою на алюминиевой детали.
Тип II Анодирование серной кислотой имеет толщину от 0,0002 до 0,001 дюйма и лучше подходит для окрашивания деталей.
Тип III – Анодирование с твердым покрытием
Это часто называют «жестким анодированием», при котором также используется метод серной кислоты. Однако это приводит к более толстому (> 0,001 дюйма) анодированному слою по сравнению с типом II.
Анодированные детали с твердым покрытием обладают наилучшей стойкостью к истиранию и потенциалу окрашивания. Однако он может быть не идеальным для деталей с чрезвычайно жесткими допусками.
Какой тип анодирования выбрать? Какая разница?
Принимая во внимание различные области применения алюминиевых деталей, выбор типа процесса анодирования является весьма важным шагом. Вот несколько типов о том, как быстро сравнить типы и использовать их для справки.
Тип I использует хромовую кислоту для создания тонкого покрытия на поверхности металлических деталей. Он идеален там, где требуется коррозионная стойкость, например, при изготовлении деталей самолетов.
При анодировании типа II используется серная кислота для создания более толстого поверхностного слоя на алюминиевой детали. Его применяют для отделки товаров народного потребления, компонентов самолетов, архитектурных деталей и кухонной утвари.
Тип III аналогичен типу II, но имеет более толстый коррозионностойкий слой. Это делает его подходящим для деталей, которые должны выдерживать экстремальные температуры и химическое воздействие. Например, военные используют его для производства прочных металлических деталей.
Неудивительно, если вы не можете решить, какой тип анодирования больше подходит для вашего проекта. Именно здесь мы в RapidDirect можем помочь, поскольку мы можем легко устранить такие проблемы, предоставив профессиональные предложения, основанные на вашем проекте. Вы можете загрузить свои файлы дизайна и связаться с нами.
Какие варианты цвета для анодированного алюминия?
Еще один момент, на который стоит обратить внимание при анодировании алюминия, — это доступные варианты цвета. Это связано с тем, что одним из наиболее значительных преимуществ анодирования являются различные доступные варианты цветов. Стандартные цвета анодирования алюминия включают прозрачный, бронзовый, шампань и черный. В RapidDirect у вас есть доступ к картам цветов с номерами Pantone, из которых вы можете выбрать нужный цвет.
Преимущества анодированного алюминия
Алюминий является широко используемым материалом благодаря своим полезным свойствам. Хотя он не ржавеет, он все же подвержен другим условиям. Например, он может изнашиваться из-за воздействия кислорода. Здесь мы рассмотрим преимущества использования процесса анодирования алюминиевых деталей.
·
Улучшение свойств материала
Во-первых, процесс чистовой обработки значительно улучшает свойства материала на поверхности детали. Это включает в себя повышение устойчивости к коррозии, царапинам и атмосферным воздействиям. Кроме того, поскольку процесс является электрохимическим, барьерный слой, созданный с помощью анодирования, становится частью компонента. Это означает, что он не может отслаиваться или скалываться, как лакокрасочное покрытие.
·
Улучшенные изоляционные свойства
Кроме того, внешний анодированный слой детали обладает изоляционными свойствами. Это означает, что детали могут иметь более низкую электропроводность, чем раньше.
·
Улучшенный эффект поверхности
Еще одна причина, по которой многие клиенты предпочитают анодировать свои алюминиевые изделия, — эстетика. Анодирование также может применяться для окраски металлических деталей, а выбор цветов практически бесконечен. Это включает в себя прозрачный анодированный алюминий, черный анодированный алюминий, синий, золотой, серый, красный и т. д.
Советы дизайнерам по анодированию алюминия
Научиться анодировать алюминиевые детали может быть несложно. Однако некоторые советы помогут упростить процесс, особенно если вы новичок. Ниже приведены несколько важных советов, которые вы можете использовать в процессе.
·
Обратите внимание на допуски
Если вы хотите применить процесс анодирования к алюминиевому компоненту, имейте в виду, что этот процесс увеличивает толщину детали. Это связано с тем, что это может (хотя и незначительно) повлиять на допуски деталей.
Если жесткие допуски имеют решающее значение, рассмотрите возможность анодирования типа I или типа II. Вы также можете учесть дополнительный слой на этапе проектирования.
·
Кромки и углы
В процессе анодирования важным советом при проектировании является обеспечение того, чтобы все кромки и углы заготовки имели радиус не менее 0,5 мм. В конструкциях деталей также не должно быть заусенцев.
Причина таких конструктивных соображений заключается в том, что они помогают предотвратить перегрев (и даже возгорание) заготовки из-за высокой концентрации электрического тока.
·
Рассмотрите возможность использования других этапов окончательной обработки
Анодирование — это электрохимический процесс. Следовательно, он не имеет такого же эффекта, как дробеструйная обработка или полировка. Если обработанная алюминиевая деталь идет сразу на анодирование, вполне вероятно, что на поверхности готовой детали останутся следы машинной обработки или царапины.
По этой причине, если вам требуется абсолютно однородная отделка поверхности, может быть полезно предварительно использовать полировку, дробеструйную очистку или другой процесс механической обработки. Анодирование сделает поверхность детали более гладкой, чем раньше.
·
Работа с партиями
Если вы окрашиваете алюминиевые детали или изделия, рекомендуется анодировать их небольшими партиями. Это обеспечивает более высокую степень однородности цвета, поскольку может быть сложно точно подобрать цвет от одной партии к другой. Идеальным сценарием постоянства цвета является анодирование небольшой партии мелких деталей за один раз.
Если вас интересует стоимость анодирования алюминия, вы можете многое узнать из этой статьи.
Области применения для анодирования алюминия
Анодирование — это высококачественный и доступный процесс отделки. Поэтому он популярен и используется для нескольких приложений в самых разных отраслях. Его использование настолько широко, что, вероятно, вы столкнетесь с анодированной металлической деталью в свое время.
Некоторые из отраслей, где регулярно используется анодирование:
Аэрокосмическая промышленность.
Автомобилестроение.
Архитектура.
Товары народного потребления.
сектора товаров для дома.
Хотя невозможно перечислить все конкретные области применения, в которых используется анодированный алюминий, вот некоторые из них, которые будут интересны многим:
Кухонное оборудование.
Крышки воздуховодов.
Светильники.
Продукты для приготовления пищи.
Фотооборудование.
Радиооборудование.
Электронные корпуса.
Если вам нужны детали из анодированного алюминия, вы можете связаться с RapidDirect и загрузить свои файлы, чтобы получить предложение.
Как определить, прошел ли процесс анодирования успешно?
Есть много способов узнать, подвергалась ли деталь анодированию. Ниже приведены некоторые полезные способы, которые вы можете использовать.
Проверить наличие матовой поверхности
Обычно по матовой поверхности, которую создает анодирование, можно определить.
Проведите простой тест на царапанье
Поскребите монетой поверхность алюминиевой детали. Если царапина видна, деталь, вероятно, только что была отполирована, а не анодирована. Анодированная деталь будет полностью устойчива к царапинам.
Рассеивание цвета
Качественный процесс анодирования позволяет получить однородную поверхность с равномерным рассеиванием цвета. Дефекты анодирования, на которые следует обратить внимание в готовом изделии, включают ожоги при анодировании, вызванные высокой плотностью тока и недостаточным перемешиванием в процессе анодирования.
Заключение
Процесс анодирования является важным процессом в производстве продукции, и чтобы ответить на этот вопрос, в этой статье обсуждалось, что такое анодированный алюминий, как анодировать алюминий и другие необходимые советы.
В RapidDirect анодирование является одним из наших неотъемлемых решений для отделки металлических деталей, наряду с дробеструйной очисткой, чисткой щеткой, полировкой, гальванопокрытием, порошковым покрытием и покраской. Наша команда экспертов хорошо разбирается в процессе анодирования и гарантирует нашим клиентам высококачественные алюминиевые детали. Чтобы узнать, является ли анодирование лучшим решением для отделки вашей детали или продукта, или узнать цену, просто свяжитесь с членом команды RapidDirect. Мы к вашим услугам!
Получить консультацию по анодированию
Часто задаваемые вопросы
Сколько стоит анодирование?
Одна из причин, по которой анодирование является популярным процессом отделки, заключается в его высокой рентабельности. Однако стоимость процедуры зависит от нескольких факторов. Это включает количество деталей, размеры и форму деталей, тип анодирования (т. е. толщину покрытия) и цвет. Короче говоря, окраска сложной детали будет стоить дороже, чем анодирование простой детали без окраски. Пожалуйста, свяжитесь с нами через RapidDirect, чтобы получить индивидуальное предложение по анодированию.
Стирается ли анодирование? Как долго он может храниться?
Процесс анодирования создает барьерный слой на поверхности алюминиевых деталей, связанных на молекулярном уровне. Это означает, что он не может отслоиться или отколоться, в отличие от лакокрасочных покрытий. Правильно анодированная деталь не должна изнашиваться в течение многих десятилетий. Точно так же окрашенные анодированные детали, которые должным образом загерметизированы, не должны выцветать в течение как минимум пяти лет, а часто и дольше. Вы также должны отметить, что чем толще анодированный слой (тип III является самым толстым), тем меньше износ будет у детали.
вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
— Удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)]
R
— Удельное электросопротивление, [Ом·м]
Свариваемость :
без ограничений
— сварка производится без подогрева и без последующей термообработки
ограниченно свариваемая
— сварка возможна при подогреве до 100-120 град. и последующей термообработке
трудносвариваемая
— для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг
ТД Спецсплав — Изготовление поковок из стали ГОСТ 8479-70
Свыше 1000 тонн поковок! Мы поддерживаем неснижаемые складские запасы из более чем 100 марок стали, различных типоразмеров.
РЕЗКА В РАЗМЕР
В максимально сжатые сроки произведем резку поковок под ваш размер на современных ленточнопильных станках и автомате газокислородной резки.
КОНТРОЛЬ КАЧЕСТВА
Мы осуществляем входной контроль всей продукции. Проводим дополнительные испытания средствами неразрушающего контроля!
ОПЕРАТИВНЫЙ РАСЧЕТ
В самые короткие сроки произведем точный и максимально экономичный расчет стоимости изготовления поковок по вашей заявке!
ПЯТЬ ПРИЧИН РАБОТАТЬ С НАМИ
Уже более 10 лет наша компания успешно работает на металлургическом рынке России, осуществляя поставки стальных поковок. За это время мы прошли путь от небольшого заготовительного производства до современного предприятия, в активах которого имеется все необходимое оборудование для изготовления поковок, соответствующих самым высоким требованиям наших заказчиков. Благодаря накопленному опыту, мы научились видеть глазами Клиентов и четко понимать их потребности. И именно поэтому мы строим партнерские отношения опираясь на следующие ценности:
1
Качество
Мы осуществляем контроль продукции на всех этапах производства, начиная от спектрального химического анализа поступающего на склад сырья, до проведения более глубоких исследований при помощи средств неразрушающего контроля (УЗК, твердометрия) и микроструктурного анализа поковок.
2
Профессионализм
Наш коллектив — это слаженная команда профессионалов своего дела с большим опытом работы на металлургическом рынке. Обращаясь к нам, вы можете быть уверены, что получите грамотную и квалифицированную консультацию по всем вопросам.
Мы всегда честны со своими клиентами и стараемся чтобы наши отношения были предельно прозрачными.
3
Скорость
Мы прекрасно понимаем насколько важно для наших Клиентов получить не просто качественную продукцию, но и изготовить ее в предельно сжатые сроки. И для этого у нас есть все инструменты: парк современного оборудования, способного работать в автоматическом режиме, опытный производственный персонал, работающий в две смены семь дней в неделю, а также наш энтузиазм и желание работать!
4
Надежность
Долгосрочное взаимовыгодное сотрудничество, построенное на принципе надежности и стабильности — это залог спокойствия наших клиентов. Наша надежность, как поставщика, подтверждена многолетним опытом работы с ведущими предприятиями энергетической, машиностроительной, оборонной и других отраслей.
5
Ответственность
Мы умеем принимать на себя ответственность за наш продукт, за наши действия и за наших сотрудников.
НАШИ НОВОСТИ
19 октября, 2017
Резка крупногабаритных заготовок Дорогие друзья! Рады сообщить Вам, что в октябре 2017 г. мы увеличили производственные мощности, пополнив парк станков новым оборудованием. Введен в эксплуатацию ленточнопильный ст ..
22 ноября, 2016
Запущена новая автоматическая линия Сегодня в парке нашего оборудования очередное пополнение! Введена в эксплуатацию новая линия автоматической резки. Парк станков пополнился современным автоматом от известного миров ..
ГАРАНТИЯ КАЧЕСТВА
Сертифицированная система менеджмента качества ISO 9001
Контроль качества продукции на всех этапах производства
Современное высокоточное производственное и лабораторное оборудование
Команда профессионалов с большим опытом работы на металлургическом рынке
ISO9001-2011
ISO 9001-2011
Колено 45 градусов — серия HB | Хитачи Металс
org/BreadcrumbList»>
МИСУМИ Главная>
Компоненты автоматизации>
Трубы, трубки, шланги и фитинги>
Трубная арматура>
Резьбовые фитинги и фланцы>
Колено 45 градусов — серия HB
Hitachi Metals
Hitachi Metals
Используйте фитинг HB для соединения труб питательной воды, трубопроводов, подсоединенных к водопроводу, транспортировки оборудования для пожаротушения с инертными газами (двуокись углерода) и других трубопроводов, подпадающих под действие Списков 40 и 80 стандарта JIS G 3454. , труба из углеродистой стали для работы под давлением.
MISUMI использует файлы cookie для предоставления вам услуг и улучшения этого веб-сайта. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
Принимаю
НВ 45-12 | Hydromat Inc.
Изображение продукта
Ротационная машина HB 45-12 представляет собой модульную систему, состоящую из 12 горизонтальных и 6 вертикальных шпинделей, жестко закрепленных вокруг прецизионного чугунного кольца. Такая компоновка обеспечивает потрясающую универсальность и гибкость решения для механической обработки «под ключ».
С производительностью 1-3/4 дюйма станок HB 45-12 идеально подходит для производства деталей из прутков или заготовок длиной до 6 дюймов.
Стабильно высокая производительность и точность обработки в сочетании с отказом от дорогостоящих вторичных операций делают станок HB 45-12 выдающимся решением для рентабельного производства.
Характеристики
До 12 горизонтальных и 6 обрабатывающих станций
Устраняет вторичные операции
Чрезвычайная точность и надежность кольца Хирта
Доступны устройства нескольких размеров
Охладитель охлаждающей жидкости (дополнительно)
Различные варианты загрузки и системы чипов
Преимущества Hydromat по сравнению с обычной обработкой
Исключает вторичные операции
Чрезвычайно короткие остатки и тонкая обрезка для значительной экономии материала
Уменьшает незавершенное производство
Повышение производительности благодаря смене прутка и возможностям быстрой замены
Невращающаяся прутковая ложа обеспечивает бесшумную работу без вибрации
Модульные инструментальные шпиндели с быстросменными предустановленными головками для легкой замены
Легко адаптируется к требованиям вертикальной обработки — до 6 станций
Легкодоступные органы управления и регулировки машины
Охлаждающая жидкость и стружка, содержащиеся в зоне инструментов вдали от двигателей и органов управления
Прецизионная индексация стола и повторяемость обеспечивают точность с SPC до 2,0 CpK
Переворачивающий блок изменяет положение детали для полной сквозной обработки
Начну с цитаты из Бреполя: «При изготовлении припоя базой его следует брать эвтектический состав сплава Ag-Cu и добавками цинка понижать температуру плавления. Разность температур плавления основного металла и припоя должна быть не менее 50 °С.»
Что такое «эвтектический состав сплава»? Я уже упоминал в статье «Температура плавления сплавов Ag-Cu-Zn» термины «ликвидус» и «солидус». Повторю: ликвидус — это температура полного расплавления сплава при его нагревании, а солидус — температура полного затвердевания сплава при его охлаждении. У чистых металлов эти температуры совпадают, и при достижении точки плавления температура металла остается постоянной, пока он полностью не перейдет в жидкое состояние. У сплавов в общем случае существует промежуток температур, в котором он уже не твердый, но еще не жидкий. Нижняя граница этого промежутка — солидус, верхняя — ликвидус (от слов «твердый» и «жидкий»). Однако, при определенном сочетании компонентов сплав ведет себя, как единый металл: точки солидуса и ликвидуса совпадают. Это сочетание и называется эвтектическим.
Из приведенной диаграммы (кликните, чтобы увеличить) видно, что все сплавы с содержанием серебра ниже 91% начинают плавиться при одной и той же температуре — 779 °С, а полностью расплавляются — по-разному. И есть одна точка (72% серебра), где ликвидус совпадает с солидусом. Это и есть эвтектика для сплавов Ag-Cu. В этой точке — самая низкая температура плавления для всех этих сплавов («эвтектика» — по-гречески «легко плавящийся»). Для тройных сплавов Ag-Cu-Zn эта интересная для нас точка превращается в линию, которая жирно и красно выделена на уже знакомой вам диаграмме изотерм ликвидуса. Вдоль этой линии как раз и располагаются наиболее подходящие для припоев сплавы. Подходящие — сразу в нескольких смыслах:
они содержат минимальное количество цинка, необходимое для данной температуры плавления;
они плавятся без промежуточного кашеобразного состояния, что обеспечивает чистоту и однородность шва;
они имеют равномерную мелкозернистую структуру, которая гарантирует прочность и пластичность соединения.
Вот почему Бреполь и советует брать за базу эвтектический сплав, ничего, правда, при этом не объясняя. Мол, если не лаптем щи хлебаете, разберетесь сами.
2. Выбираем припои из таблиц
Я имею в виду припои, рецепты которых приведены в многочисленных таблицах. Я выписал те из них, где нет явных опечаток, и столько, на сколько у меня хватило терпения. А затем обработал каждый программой Ag-Cu-Zn и получил таблицу, показанную на соседней картинке (кликните, чтобы увеличить).
Тут как раз самое время раскрыть тайну параметра, срытого под греческой буквой «эпсилон». Следуя завету Бреполя, что хороший состав припоя — это эвтектический состав, я решил ввести в программу алгоритм вычисления некоего параметра, который характеризовал бы «эвтектичность» сплава. Параметр ε показывает относительное отклонение выбранного состава сплава от эвтектического. В идеальном случае он равен единице, а наиболее отдаленные его значения — от 0,7 до 1,4. Близкими к эвтектике значениями следует считать примерно от 0,95 до 1,05.
Кроме температуры плавления и параметра «эвтектичности» на выбор припоя влияет еще один немаловажный критерий — его проба. Здесь нет такого жесткого требования, как для золота, чтобы проба припоя совпадала с пробой сплава, однако, есть нижний порог, за которым могут возникнуть конфликты с инспекцией пробирного надзора. Этот порог — 60% серебра, т.е., проба должна быть не ниже 600. Кроме того, от пробы припоя зависит его цвет и стойкость к химическим воздействиям. Исходя из этого, хотелось бы выбрать припои как можно более высокой пробы.
И, наконец, самое важное: что мы собираемся паять? В данном случае речь идет о ювелирных сплавах серебра. О пайке меди, стали и прочих металлов поговорим в другой раз. Вспоминаем второй завет Бреполя: температура плавления припоя должна быть как минимум на 50 градусов ниже температуры плавления основного сплава (здесь имеется в виду солидус, т.е., начальная точка его плавления). Для всех ювелирных сплавов ниже 910 пробы солидус равен 779 градусам. Для 925 пробы — 808 градусов, для 916 — 789.
Смотрим в таблицу: первые четыре отпадают из-за слишком высокой температуры, последние четыре — из-за низкой пробы. Начнем с выбора твердого припоя. Для пайки 925 пробы серебра мы можем позволить себе припой с температурой плавления 760 градусов. По таблице выбираем составы 5 и 10: первый — за пробу, второй — за «эвтектичность». Затем выбираем мягкий припой — просто берем самый низкоплавкий, это состав 23. Средний припой должен иметь температуру около 730 градусов. Из таблицы лучший вариант, пожалуй, — номер 15.
3. Сочиняем свои рецепты
Однако, нет никакой необходимости выбирать припои именно из этой или какой-либо другой таблицы. У нас же есть программа Ag-Cu-Zn! Вводим в правой ее части требуемые пробу и температуру и добиваемся такого их сочетания, при котором есть решение. Затем в левой части программы уточняем параметры полученного сплава и подгоняем до требуемых.
Мне пришлись по вкусу четыре припоя, показанные на последней картинке. У них температуры отличаются примерно на 20 градусов, и они удовлетворяют практически все потребности при пайке серебра.
припои, ювелирные сплавы
Серебряные припои — ООО ПКФ «УТМК»
Серебряные припои
Марка
Размер,мм
Область применения
ПСр 2
Проволока
ø от 0,5 до 5,0мм, пластина от 0,1мм
Пайка, лужение меди, никеля, медных и медно-никелевых сплавов
ПСр 2,5
Лужение и пайка цветных металлов
ПСр 3
Пайка, лужение меди, никеля, со стеклокерамикой и керамикой
ПСрМО 5
Пайка, лужение меди, никеля, медных и медно-никелевых сплавов
ПСр 10
Лужение и пайка цветных металлов в т. ч. ковара, нейзильбера
ПСр 15
Самофлюсующийся припой для пайки меди бронзы между собой
ПСр 25
Пайка стали с медью, медными и медноникелевыми сплавами
ПСр 37,5
Пайка нержавеющих и жаропрочных сталей с медью и медными сплавами
ПСр 40
Пайка меди и латуни с коваром, никелем, нерж. сталью, свинцово-оловянистых бронз
ПСр 45
Лужение и пайка Cu, Ni, медно-никелевых сплавов, нейзильберта, латуней, бронз
Пср 70
Лужение и пайка титана (Ti) и его сплавов с нержавеющей сталью
Пср 71
Лужение и пайка меди, никеля, титана, медно-никелевых сплавов, бронз
Актуальное наличие и стоимость вы можете узнать направив запрос на эл. почту:
Серебряные припои подразумевают собой металлоизделия, которые включают в свой состав не только серебро и медь, но и фосфор, сурьму, кадмий, марганец, свинец и олово. Подходят для паяния чёрных и разноцветных металлов, которые имеют повышенную температуру плавки. Они легчайшим образом герметизируют швы и обеспечивают их прочностью, а также устойчивостью к коррозионному воздействию. Поставляются лентами, прутками и лентами.
Более обширное распространение получили серебряные припои, состоящие из трёх компонентов, серебра, цинка и меди. Им присуща топкость и ковкость, а объединяющие швы, которые получаются в конце пайки, обладают такой же прочностью, как и спаиваемые материалы. Серебряные припои могут содержать различное количество чистого серебра, а их назначения зависят от марки. Для изменения их химических и физических качеств в состав добавляют дополнительные элементы.
Сфера использования припоев обусловливается напрямую от химического состава. Изделия с высочайшим содержанием чистейшего серебра имеют малое удельное противодействие, по этой причине используются исключительно для пайки токопроводящих материалов, где необходима высочайшая электрическая проводимость. Изделия с минимальным содержанием чистого серебра применяются для пайки материалов, в которых не должен происходить перегрев. В большей части случаев, серебряные припои пользуются спросом в машиностроении.
Классификация припоев из серебра: 1) «ПСр-10» – содержит в своём составе десять процентов чистого серебра. Предназначен для твёрдой пайки. Его посредством крепятся детали из стали и разноцветных металлов; 2) «ПСр-25» – произведено на двадцать пять процентов из серебра. Пользуется спросом там, где нужна утончённая работа и высокая чистота места спаивания; 3) «ПСр-45» – имеет большую долю серебра, в отличие от предыдущих видов. Наделён жёлтым оттенком, а также тягучими и текучими качествами; 4) «ПСр-65» – находит своё применение для твёрдого паяния; 5) «ПСр-70» – больше всего нужен там, где необходимо, чтобы места спаивания не уменьшали свою электрическую проводимость.
В обозначении марок припоев буквы означают: П – припой, Ср – серебро, Кд – кадмий, Ц – цинк, Су – сурьма, М – медь, Ф – фосфор, О – олово, С – свинец. Цифра после буквы означает содержание серебра в процентах.
Содержание цинка в сплавах ПСр 72 и ПСр 50 должно быть не более 0,007%.
Полное руководство по использованию серебряного припоя для сварки Серебряный припой
— это присадочный металл на основе серебра, который уже много лет используется сварщиками. Он имеет ряд преимуществ и недостатков по сравнению с другими типами серебряных припоев, о которых мы поговорим в этой статье. Кроме того, мы также предоставим вам рекомендации по использованию серебряного припоя для сварки, чтобы вы могли получить наилучшие возможные результаты, когда приступите к следующему проекту!
Что такое серебряный припой и чем он отличается от других видов припоев?
Серебряный припой представляет собой присадочный металл на основе серебра, который в течение многих лет используется сварщиками. Это серебряный сплав с добавлением некоторых других металлов, что делает его более прочным и способным выдерживать большие нагрузки, чем обычная алюминиевая или медная проволока для пайки. Серебряный припой обычно содержит серебро, цинк, свинец, олово и медь в качестве основных ингредиентов.
Серебряный припой также можно изготавливать из таких припоев, как серебряно-медно-цинковый (SAC) серебряный припой с содержанием серебра 86%.
Серебряный припой на основе серебра обычно имеет более высокую температуру плавления, чем медный или алюминиево-серебряный припой. Это означает, что температура, при которой плавится серебряный припой, выше, и для его плавления требуется меньше тепла, что делает его более идеальным для тех, кому необходимо выполнять сварку металла с высокой теплопроводностью (например, стали). Однако серебряный припой также имеет более высокую теплопроводность, чем медные и алюминиевые серебряные припои, что делает его менее подходящим для сварочных работ, требующих более экономного использования тепла.
Серебряный припой на основе серебра обычно используется при создании соединения между двумя кусками стали или других металлов с высокой теплопроводностью, поскольку повышенная температура плавления облегчает сварку. Но серебряный припой также дороже других типов серебряных припоев, поэтому вам понадобится высокотемпературная горелка для серебряного припоя (например, кислородно-ацетиленовая или пропановая сварочная горелка)
Преимущества использования серебряного припоя для сварки
Один из серебряных Основным преимуществом припоя является то, что его можно использовать повторно столько раз, сколько вам нужно. Это означает, что серебряная проволока для пайки имеет гораздо более длительный срок службы, чем другие типы припоев, которых обычно хватает только на одно использование, после чего они становятся непригодными для использования и их необходимо заменить.
Серебряный припой также способствует повышению чистоты при сварке, поскольку в качестве побочного продукта он образует серебряный шлак. Шлак часто представляет собой расплавленный металл, скопившийся на поверхности сварки, который необходимо удалить, прежде чем вы сможете закончить свой проект. Серебряный припой также помогает предотвратить окисление, а это означает, что при использовании серебряного припоя образуется меньше ржавчины, чем при использовании других типов припоев для сварки.
Серебряный припой также является присадочным металлом на основе серебра, поэтому он не загрязняет сварной шов, как другие типы припоев. Он будет производить серебряный шлак в качестве побочного продукта, что означает, что у вас не будет проблем с обесцвечиванием или загрязнением сварных швов с течением времени.
Наконец, серебряный припой обычно имеет более высокую температуру плавления, чем другие серебряные припои. Это означает, что серебряный припой будет более прочным, а также поможет предотвратить растрескивание сварных швов, если вы случайно перегреете их во время сварки!
Недостатки использования серебряного припоя для сварки
Хотя серебряный припой имеет ряд преимуществ, он также имеет и некоторые недостатки. Одним из особых недостатков является то, что проволока для серебряного припоя иногда может привести к загрязнению сварного шва серебряным шлаком при использовании для сварки. Это означает, что вам, возможно, придется использовать флюсы и другие химические средства, чтобы снова очистить металлические поверхности, прежде чем вы сможете продолжить проект.
Еще одним недостатком серебряного припоя является то, что он имеет более высокую температуру плавления, чем другие серебряные припои, что означает, что вы не сможете использовать серебряный припой для некоторых сварочных работ из-за его высоких температурных требований. Наконец, серебряная проволока также обычно стоит дороже, чем медная или алюминиевая проволока, если учитывать содержание чистого металла на фунт.
Как использовать серебряный припой для сварки
Теперь, когда мы поговорили о преимуществах и недостатках серебряного припоя, пришло время поговорить о том, как можно использовать серебряную припойную проволоку для сварки.
Прежде чем использовать серебряную проволоку для пайки, убедитесь, что ваши металлические поверхности чистые. Это означает очистку любой грязи или оксидного покрытия с поверхности ваших материалов с помощью ацетона или другого чистящего средства, совместимого с серебряным припоем.
Когда вы это сделаете, самое время начать процесс пайки серебром, нагревая поверхность с серебряным покрытием и прикладывая небольшое усилие, чтобы обеспечить контакт. Как только это будет достигнуто, используйте короткий импульс тепла от сварочной горелки, а также добавляйте присадочный металл по мере необходимости, пока металлические детали не будут полностью покрыты серебром.
На этом этапе вам нужно будет использовать низкую температуру нагрева и короткие импульсы сварочной горелки по мере необходимости во время процесса пайки серебром. Это поможет предотвратить расплавление серебряного припоя в любых узких местах, которые могут присутствовать в ваших проектах, таких как соединения или мосты!
После этого пришло время добавить в ваш проект побочный шлак серебряного припоя и очистить весь оставшийся серебряный припой.
Последний шаг — промыть изделие ацетоном или другим чистящим средством, совместимым с серебряным припоем, прежде чем вы сможете его использовать!
Прочный ли серебряный припой?
Сам по себе серебряный припой не будет таким прочным, как медные или алюминиевые соединительные провода. Серебряный припой имеет более высокую температуру плавления, чем другие серебряные припои, что означает, что он более долговечен и может выдерживать высокотемпературные сварочные работы лучше, чем некоторые другие серебряные припои на рынке. Он также не загрязняет сварной шов, как другие серебряные припои.
Серебряный припой также содержит присадочный металл на основе серебра, поэтому он не загрязняет сварной шов, как другие типы припоев. Он будет производить серебряный шлак в качестве побочного продукта, что означает, что у вас не будет проблем с обесцвечиванием или загрязнением сварных швов с течением времени. Наконец, серебряный припой обычно имеет более высокую температуру плавления, чем другие серебряные припои. Это означает, что серебряный припой будет более прочным, а также поможет предотвратить растрескивание сварных швов, если вы случайно перегреете их во время сварки!
Как узнать, следует ли мне использовать серебряный припой для сварочного проекта?
Вы захотите использовать серебряный припой для любого сварочного проекта, требующего присадочного металла на основе серебра. Это означает, что вам не придется беспокоиться об обесцвечивании или загрязнении сварных швов при использовании серебряного припоя, поскольку в качестве побочного продукта образуется серебряный шлак, который можно легко удалить с поверхности ацетоном или другим чистящим средством, совместимым с серебряным припоем.
Серебряный припой также более долговечен, чем другие серебряные припои, поэтому он также может быть хорошим выбором для проектов высокотемпературной сварки! В процессе будет образовываться серебряный шлак, который вам нужно будет очищать ацетоном или другим чистящим средством, совместимым с серебряным припоем, после каждого проекта. Вы должны использовать только серебряный припой для сварочных работ, требующих присадочного металла на основе серебра.
Если вы не уверены, подходит ли серебряный припой для вашего сварочного проекта, не бойтесь обратиться к профессионалу! Они могут помочь вам выяснить, какая серебряная проволока для пайки будет работать лучше всего, а также дать вам советы о том, как использовать серебряный припой при сварке.
Есть ли определенное оборудование, которое я должен использовать при использовании серебряного припоя?
Важно отметить, что для работы серебряного припоя требуется поверхность с серебряным покрытием. Это означает, что если вы собираетесь использовать серебряный припой, обе поверхности вашего проекта должны быть покрыты серебром перед их сваркой!
Вам также понадобится соответствующее оборудование: флюсовая ручка или стержень и соответствующий серебряный припой. Поверхность с серебряным покрытием необходима для правильной работы серебряного припоя!
Часто задаваемые вопросы
Каковы преимущества использования серебряного припоя?
Три основных преимущества пайки серебром со сваркой заключаются в том, что он не загрязняет сварной шов, как другие серебряные припои, представленные на рынке, имеет более высокую температуру плавления, чем некоторые другие серебряные припои, что означает, что серебряный припой более долговечен и не в процессе образуется серебряный шлак.
Какие еще существуют типы серебряных припоев?
Вы не хотите использовать серебряный припой для любого сварочного проекта, который не требует присадочного металла на основе серебра! Другие типы серебряных припоев включают чистое серебро, которое также имеет высокую температуру плавления, но не образует серебряный шлак, и серебряные припои, которые будут смешиваться с поверхностью вашего металла, но могут иметь более низкую температуру плавления, чем серебряный припой.
Существуют ли какие-либо риски, связанные с использованием серебряного припоя?
Вы всегда должны быть осторожны при сварке, потому что вы рискуете обжечься или получить травму, если не примете соответствующие меры предосторожности! Вы всегда должны носить защитное снаряжение и помнить о температуре, которой может достичь серебряный припой.
Важно также отметить, что серебряная пайка со сваркой сложна для новичков, потому что она требует множества мер предосторожности, а также надлежащего оборудования, такого как поверхности с серебряным покрытием и флюсовые ручки или стержни! Чтобы стать опытным сварщиком с серебряным припоем, требуется практика.
Если вы новичок, избегайте серебряного припоя для сварочных работ и попробуйте вместо него использовать серебряный припой! Вы можете использовать серебряные припои для любого типа металла, кроме меди или латуни, потому что флюс в этих материалах будет мешать процессу. Серебряные припои также основаны на серебре и не образуют серебряного шлака, поэтому они являются отличным выбором для начинающих.
Резюме
Вы можете использовать серебряный припой для сварки, если вы хорошо осведомлены о процессе и знаете, как его использовать. Но есть одна загвоздка: серебро — дорогой металл, поэтому, если у вас нет опыта работы с обоими материалами или вы хотите сэкономить на материальных затратах, придерживайтесь традиционных альтернатив на основе меди. Если это звучит так, как будто это может помочь вашему бизнесу, убедитесь, что вы провели свое исследование, прежде чем прыгать!
О Пьере Янге
Здравствуйте, я Пьер Янг, сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
видов серебряного припоя в ювелирных изделиях
Многие ювелиры помнят, как влюбились в кузнечное дело при первом опыте пайки горелкой. Эта ртутная серебряная вспышка, когда начинает течь припой, просто волшебна. Но что на самом деле происходит в этот момент? Что такое наука о пайке?
При подготовке этой статьи о припое для серебряных украшений я был удивлен тем, как много я узнал. Я мало знал о науке, лежащей в основе пайки, и было интересно узнать об этом процессе более подробно.
Пайка соединяет две или более металлических поверхностей с помощью совместимого сплава, который течет при более низкой температуре плавления и создает прочное соединение. Важно, чтобы припой растекался при более низкой температуре, чтобы ваши металлические поверхности оставались твердыми и сохраняли свою форму. Когда вы нагреваете материал, атомы, образующие металл, начинают разделяться. Это разделение позволяет припою, когда он течет, проникать в эти пространства и связываться с исходным материалом. Теперь припой плотно прилегает к материалу, и детали соединяются.
Теперь, когда я изучил науку о пайке и о том, как смешиваются металлы, у меня, конечно же, возникли другие вопросы. Что такое сплавы металлов в припое? Почему выбраны именно эти металлические сплавы? Что заставляет припой течь быстрее, чем материал, к которому он приклеивается? Итак, после нескольких часов изучения моих вопросов, давайте посмотрим, смогу ли я ответить на них здесь.
Понять свой материал
Медь, латунь и Лист стерлингового серебра
Знать все тонкости материала, с которым вы работаете. При нанесении припоя важно, чтобы температура плавления припоя была ниже, чем у металла, с которым вы работаете. Если бы вы наносили припой на металл в своей детали, который быстро плавился, ваша деталь испортилась бы до того, как припой успел бы растечься. Например, олово плавится при температуре около 500 градусов по Фаренгейту, но легкий серебряный припой не плавится, пока не достигнет 1145 градусов по Фаренгейту. Поэтому, если вы хотите спаять два куска олова вместе и использовать легкий серебряный припой, олово будет расплавленным месивом. но серебряный припой еще даже близко не потечет.
Примечание. Всегда важно проверять точки плавления и текучести между материалом и припоем; это может варьироваться между поставщиками и припоями. Слова Easy, Medium и Hard не стандартизированы для фиксированных температур.
Сплавы серебряного припоя
Серебряный припой содержит другие металлы, кроме серебра. Сплав в основном состоит из серебра, но дополнительные металлы обеспечивают необходимые характеристики для склеивания. Медь (Cu) мягкая и хорошо проводит тепло, а также устойчива к коррозии. Цинк (Zn) и олово (Sn) имеют очень низкие температуры плавления, что снижает общую температуру плавления припоя. Все серебряные припои, продаваемые в Halstead, не содержат свинца и кадмия. Вы можете узнать больше об особенностях, прочитав листы паспортов безопасности на страницах деталей изделия на нашем веб-сайте, однако большинство серебряных припоев имеют комбинацию серебра, меди и цинка, и процентное содержание каждого металла варьируется в зависимости от расхода припоя. точка. Металлические сплавы припоя и их общее процентное содержание перечислены в таблице ниже.
Точка плавления серебряного припоя
В приведенной ниже таблице указаны температуры плавления и текучести. Как я уже говорил ранее, разбираясь в материалах, вы всегда должны быть уверены, что используемый припой течет при более низкой температуре, чем материалы, которые вы соединяете. При работе с серебром температура плавления чистого серебра 0,999 пробы составляет 1761 градус по Фаренгейту, а стерлингового серебра — 1640 градусов по Фаренгейту. Для припоя доступно несколько точек текучести из-за сложности многоэтапной пайки.
Многоступенчатая пайка
Многоступенчатая пайка требует пайки различных соединений без переплавки предыдущих припоев. Таким образом, ваше первое соединение будет выполнено с использованием твердого припоя с самой высокой температурой плавления, следующее соединение будет выполнено с использованием среды с немного более низкой точкой текучести, чтобы первое соединение не развалилось, и так далее. Важно тщательно продумать план изготовления.
Сосуд с крышкой, изготовленный с использованием методов многостадийной пайки
Когда я учился в школе, одним из наших заданий было создание сосуда с крышкой. Сосуд с крышкой внизу имел 13 паянных соединений! Чтобы решить многоэтапную пайку, как головоломку, нужно заранее иметь хорошо продуманный дизайн. Затем выясните все отдельные соединения пайки, решите, когда и как использовать каждую пайку без переплавки предыдущего соединения.
Поскольку не существует 13 различных точек потока, мне пришлось решить проблему соединения нескольких швов с одинаковой температурой плавления при каждом нагреве. Первый припой должен быть твердым с высокой температурой текучести, чтобы, когда вы будете использовать средний припой, он будет течь при более низкой температуре, чем твердый припой, оставляя эти соединения нетронутыми. Как насчет мягких и легких припоев? Выяснение этого было сложной задачей для новичка, но оно того стоило, чтобы усвоить этот важный урок.
Пайка против пайки
Технически все, что течет при температуре ниже 800 градусов по Фаренгейту, называется пайкой , все, что выше 800 градусов по Фаренгейту, называется пайкой . Да, технически мы пайка, а не пайка, ребята. На самом деле, я не верю, что когда-либо в своей жизни «паял». Тем не менее, жаргон в этой области — «пайка», поэтому мы будем придерживаться этого соглашения.
Формы серебряного припоя
Припой бывает 5 основных форм: чипсы, паста, проволока, лист и порошок. Я пробовал четыре из них, к сожалению, возможность попробовать форму порошка еще не представилась, потому что это довольно редко встречается в ювелирных изделиях. Но вот информация о каждом варианте и их лучших приложениях.
Чипы для паллионов
Чипы для паллионов: Чипы для паллионов представляют собой крошечные обрезанные кусочки припоя, которые можно легко перемещать с помощью отмычки. Точный размер варьируется, но часто они составляют всего 1×1 миллиметр или даже меньше! Я был разочарован, когда впервые попробовал паллионные чипы, потому что использовал их на детали, для которой требовалось больше припоя, чем было в комплекте. Моя первая реакция была неправильной; теперь я бы не использовал ничего другого для звеньев цепи, прыгающих колец или маленьких украшений для пайки. С опытом я быстро понял, что хитрость заключается в том, чтобы добавить больше чипов вдоль соединения, если вам нужно больше припоя. Небольшой размер чипов означает, что вы можете легко масштабировать необходимое количество припоя очень маленькими шагами. При работе с небольшими соединениями чипы Pallion просто необходимы! МАГАЗИН ДЛЯ ПРИПОЯ >>
Паста для припоя
Паста: Поставляется в шприце и представляет собой смесь флюса, связующего вещества и порошкообразного припоя. Срок годности пасты около года. Мой опыт с пастой заключается в том, что она пузырится, лопается и становится пористой после того, как она течет, плюс я не без ума от ограниченного срока годности. Часть, которую я вижу как привлекательность для других, заключается в том, что поток смешивается, так что на один шаг меньше. Это также чисто и портативно, если вы регулярно создаете работу за пределами своей студии. Кроме того, если вы используете его для замыкания переходных колец и звеньев, это действительно может ускорить производственную работу. Как насчет того, чтобы использовать его с филигранной деталью? Лично я никогда не делал филигранной работы, но мой коллега в сообществе Orchid уверен в этом. МАГАЗИН ПАЯЛЬНОЙ ПАСТИ >>
«Хотя пастообразный припой может быть не лучшим типом припоя для калибровки колец или изготовления из листа, он отлично подходит для ручного изготовления филигранных украшений. Моя основная специализация — филигрань, и я использую много пастообразного припоя. Я также использую его, чтобы прикрепить выводы, например, ушные стойки, переходные кольца и т. д. к моим филигранным изделиям. Соединения прочные и надежные». Моя форма для пайки. Мне больше всего нравится использовать проволочный припой. Он может остаться в форме проволоки или быть обрезан и сплющен с помощью молотка, или он может быть коротким или длинным в зависимости от работы, которую вы выполняете. Она более универсальна, чем другие, поэтому эта форма мне больше всего нравится. Короткий отрезок проволочного припоя имеет большое значение. Также легко припаять косички с различными петлями, чтобы обозначить точки температуры подачи. Таким образом, вам никогда не придется беспокоиться о том, что вы перепутаете припои! МАГАЗИН ПРОВОЛОЧНОЙ ПРИПОИ >>
Листовой припой
Лист: Листовой припой идеально подходит для крупномасштабных проектов, где требуется соединение большой площади, например, скульптуры или сосуды. Он так же универсален, как проволочный припой, и прост в использовании, особенно при пайке двух плоских деталей вместе. Легко использовать слишком много, когда вы вырезаете из листового припоя, поэтому помните, что чем меньше, тем лучше, поэтому у вас не будет слишком много работы по очистке. МАГАЗИН ЛИСТ ПРИПОЯ >>
Порошкообразный: Порошкообразный припой получается путем подачи слитков припоя. Вы можете использовать его либо с жидким флюсом, либо с бурой, и я слышал, что он хорошо работает для сложных соединений.
Как паять ювелирные изделия
По мере того, как вы будете заниматься пайкой, вы освоите различные приемы. Каждый из них имеет свою полезность, в зависимости от выполняемой работы. Ниже приведены четыре наиболее распространенных метода пайки:
Стандартная пайка — это наиболее распространенный метод пайки. Вы кладете припой (чип, проволоку, лист или пасту) на соединение и нагреваете горелкой сверху или снизу.
Пайка пайкой — Это удерживает много тепла от вашего изделия до конца. Мне нравится этот метод при выполнении хрупких работ, таких как звенья цепи, узорчатая проволока и труднодоступные места. Положите кусок припоя на паяльную доску, нагрейте его, пока он не скатается в шарик, а затем возьмите его паяльником. Сохраняя тепло на шарике припоя, переместите его к соединению, а затем удерживайте его там в конце отмычки, пока он не потечет именно туда, куда вам нужно.
Пайка потом
Пайка потом — Если вы паяете две детали вместе, это отличный способ контролировать поток припоя. Поместите одну часть вверх дном на паяльную доску. Положите на нее припой, затем нагревайте до тех пор, пока припой не расплавится, затем немедленно снимите нагрев (вам нужно найти то место, где припой плавится, но не растекается). Переверните кусок на другой, припаяйте сторону между ними. Нагревайте сверху или снизу, пока припой не потечет, убедившись, что нагреваете всю деталь, к которой хотите припаять.
Пайка стержнем . Не обрезая проволочный припой, нагрейте конец проволоки и дайте припою течь, перемещая проволочный стержень в области, требующие пайки. Этот метод пайки требует точного пламени, в противном случае вы в конечном итоге используете гораздо больше припоя, чем нужно.
Советы по выбору подходящего припоя для работы
Совет: каждый раз, когда вы исправляете видимый ремонтный шов, старайтесь использовать более твердый припой, потому что более высокое содержание серебра может полностью изменить невидимый шов или потускневший.
Видимый шов на a Кольцо для пальцев
У вас есть два варианта:
Температура подачи
Форма припоя: чипсы, паста, проволока или лист
Защита с помощью корректирующей жидкости
Во-первых, при выборе температуры подачи не следует автоматически выбирать легкие и мягкие припои с температурой текучести, они на самом деле могут оказаться хуже в долгосрочной перспективе. Если у вас есть видимый шов, чем больше серебра в припое, тем лучше. Поэтому выбирайте твердый припой (содержание серебра 75%), а не более мягкий припой с меньшим содержанием серебра. Это замедлит потускнение шва. Этот совет более важен для видимых швов.
Сказав это, если у вас есть несколько швов на детали, чтобы предотвратить повторное растекание предыдущих соединений, используйте корректирующую жидкость или другое средство, блокирующее припой. Да, есть шаги по очистке, которые вам нужно предпринять, но я бы предпочел иметь более долговечный шов и меньше тускнеть, чем несколько дополнительных минут, которые требуются, чтобы вытереть и счистить немного белого.
Примечание. При использовании жидкой корректирующей жидкости убедитесь, что у вас есть надлежащая вентиляция и вы носите маску. Испарения могут быть токсичными.
Припаивание штифта для серьги
При изготовлении крошечных деталей, таких как переходные кольца более тонкого размера, звенья цепи или штифты для сережек, используйте мягкий припой. В противном случае легко расплавить материал вместе с припоем. Швы на объектах такого размера едва заметны, а сами накладки не выдерживают большого количества тепла, поэтому влезайте и вынимайтесь как можно быстрее.
Во-вторых, выберите правильный тип припоя для работы. Не используйте длинный кусок припоя на соединительном кольце, если вы можете использовать один крошечный чип-паллион. Как новичок, я знаю, потому что я сделал это, вы склонны использовать слишком много припоя. Раньше я заливал детали, а затем работал в два раза усерднее, очищая и заканчивая, чем мне когда-либо приходилось.
Многие ювелиры предпочитают в основном одну форму, но может быть полезно иметь в студии различные варианты.
Посмотрите это видео о том, как правильно выбрать серебряный припой.
Правила Федеральной торговой комиссии
По закону в Соединенных Штатах для того, чтобы считать изделие стерлинговым серебром, сплав должен соответствовать следующим спецификациям:
Стерлинговое серебро = 0,925 (92,5% серебра)
Снова и снова я вижу запросы о паяных изделиях из стерлингового серебра. Ювелиры-новички в этой области беспокоятся о чистоте серебра после пайки. FTC установила правила, касающиеся незначительных расхождений между партиями производимых материалов. Вот допуски для стерлингового серебра, основанные на Национальном законе о штамповке:
Стерлинговое серебро
.921 = Непаянные элементы
.915 = Паяные детали
Как видно из приведенной выше таблицы припоев, серебряный припой содержит довольно много серебра. Маловероятно, что содержание серебра во всем ювелирном изделии снизится настолько, чтобы оно не соответствовало законодательным требованиям, из-за легированных металлов в небольшом припое. Единственный раз, когда я бы беспокоился об этом, это если бы я делал тонкую серебряную филигранную деталь с множеством соединений или сильно гранулированный рисунок с припоем по всей поверхности. Вот что сказал Милт Фишбейн о филигранной работе и пайке:
«Моя филигранная проволока всегда из чистого серебра, а мои филигранные оправы всегда из стерлингового серебра. Пастообразный припой, который я использую, содержит примерно 65% серебра. Я использую как можно меньше пасты, чтобы она не сильно снижала содержание серебра. Типичный кулон может быть примерно наполовину стерлинговым и наполовину чистым серебром, хотя это немного варьируется в зависимости от дизайна.Если взять еще немного, если конечная часть содержит до 5% припоя, 45% чистого и 50% стерлингового серебра. , он будет пробой на 94,5% серебра.Так что я всегда ставлю свою филигрань 925. так как проба всегда должна быть выше, и очень маловероятно, что ниже будет проба.» — Milt Fischbein
Если вас беспокоит кусок, вы всегда можете отправить его в лабораторию для тестирования, таким образом, вы можете быть уверены в результаты.Тем не менее, лабораторные тесты разрушительны, поэтому вам придется пожертвовать образцом.Это практично только в том случае, если вы разрабатываете серийное изделие, которое вы собираетесь производить в больших количествах.
ювелирных изделий уже около 25 лет.
У него есть степень бакалавра в области химического машиностроения Университета Макгилла, но 6 лет назад он начал заниматься изготовлением филигранных украшений.Вы можете прочитать его полную биографию и резюме на его веб-сайте: mfmetalarts, где вы также можете найти его филигранные украшения, диадемы и короны.Он прошел десятки курсов с такими учителями, как Алан Ревир, Майкл Дэвид Стерлин, Джерри Леви и Чарльз Льютон Брейн.
Вдохновляйтесь!
Статья: Советы по финишной обработке концов цепочки
Статья: 6 шагов к пайке стержней для серег
Видео на YouTube: Пайка 14-каратного золота в серебре (демонстрационный видеоролик по пайке) (включает демо-видео по пайке отмычками)
Ссылки:
McCreight, T. (2004). Полная кузница . Брансуик, Мэн: Brynmorgen Press, Inc.
Клапан обратный пружинный латунный STI Ру16 предназначен для установки на трубопроводах различного назначения и пропуска транспортируемой среды в одном направлении (указано стрелкой на корпусе клапана).
В качестве транспортируемой среды может использоваться сжатый воздух, холодная и горячая вода, и другие жидкости неагрессивные к материалам клапана.
Параметры клапана обратного пружинного латунного STI Ду15 Ру16 с пластиковым штоком:
Тип клапана — пружинный
Диаметр номинальный DN — 15 мм
Давление номинальное PN — 16 бар
Температура — 80 С°
Температура окружающей среды — от -15 до 40 °C
Материал корпуса — латунь
Материал запорного органа — Пластик PA (Nylon)
Тип уплотнения — Пластик
Тип присоединения — резьбовой
Присоединение — внутренняя / внутренняя резьба
Вес — 0.11 кг
Страна производитель — Китай
Среда — неагрессивная среда, сжатый воздух, холодная вода, горячая вода
Клапан обратный пружинный STI Ду15 Ру16 латунный с пластиковым штоком
Габаритные и установочные размеры клапана обратного пружинного латунного STI Ду15 Ру16 с пластиковым штоком:
DN — 15 мм
G — 1/2 ″
A — 33 мм
B — 46 мм
Эскиз клапана обратного пружинного латунного STI Ду15 Ру16 с пластиковым штоком:
Материалы деталей клапана обратного пружинного латунного STI Ду15 Ру16 с пластиковым штоком:
№
Наименование
Материал
1, 2
Корпус, Крышка корпуса
латунь
3
Шток
Пластик PA (Nylon)
4
Шайба
Сталь 20х13
№
Наименование
Материал
5
Шайба прижимная
сталь 20х13
6
Уплотнение
пластик
7
Пружина
сталь 20х13
Клапаны обратные подъемные муфтовые в Иркутске: 27-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Иркутск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Вода, газ и теплоАрматура промышленная трубопроводнаяКлапаныКлапаны обратные подъемныеКлапаны обратные подъемные муфтовые
Подъемный обратный клапан – латунь, резьбовые торцевые соединения
Исследовать
0/5 (0)
В сантехнических и промышленных применениях подъемный обратный клапан – используется латунь. Они бывают с корпусом из латуни с торцевым соединением с внутренней резьбой и упором обратного хода. Они имеют бесшумную работу с очень низким давлением открытия и очень низким перепадом давления. Они могут быть установлены в вертикальном или горизонтальном положении. Конструкция обратных клапанов предназначена для предотвращения реверсирования потока внутри трубопроводной системы. Эти клапаны активируются с помощью материала, протекающего внутри трубопровода. Давление жидкости, проходящей через систему, может открыть клапан, а поток в обратном направлении закроет его.
Под весом запорного механизма закрытие осуществляется за счет противодавления, комбинации пружины или противодавления. Наиболее распространенными типами обратных клапанов являются поворотный, поршневой, поворотный диск, запорный и дроссельный. Обычно подъемный обратный клапан из латуни используется внутри трубопроводных систем, в которых шаровые клапаны используются в качестве регулирующего клапана. У них очень похожее расположение посадочных мест, как у шаровых клапанов. Эти клапаны подходят для установки в вертикальных или горизонтальных линиях с восходящим потоком. Эти клапаны рекомендуются для использования с линиями воздуха, газа, пара, пара и воды, имеющими очень высокую скорость. Всегда под седлом должен проходить поток для подъема обратного клапана – латунь должна поступать. В то время как поток входит, шар или диск поднимаются в направляющих от седла за счет восходящего давления потока. Когда поток меняется на противоположный или останавливается, диск или шар перемещаются по седлу клапана под действием как силы тяжести, так и обратного потока. Некоторые подъемные обратные клапаны могут быть установлены горизонтально. Эти конструкции клапанов в основном используются в пластиковых вариантах. Обратные клапаны подъема седла с металлическим корпусом либо встроены в корпус, либо имеют заменяемые кольца седла. Конструкция диска очень похожа на конструкцию диска шаровых кранов, которые имеют либо композитные, либо металлические диски.
Обратный клапан подъема – латунный, который может предотвратить опорожнение всасывающей линии в основном после остановки насоса. Таким образом, больше нет необходимости заливать насос перед перезапуском. Если вы ищете самую передовую линейку подъемных обратных клапанов из латуни на Ближнем Востоке, то Dutco Tennant LLC — это то место, где их можно найти.
Бирки
Подъемный обратный клапан — латунь
Особенности
Параллельный с резьбой BSP
Латунь, корпус крышки
Резиновый диск
Латунный держатель пружины и держатель диска
Технические данные
Максимальное давление
20 бар
Рабочая температура
от 0°C до +100°C
Отправить запрос
—Select Country—AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegowinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCote d’IvoireCroatia (Hrvatska)CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas )Фарерские островаФиджиФинляндияФранцияФранция, митрополияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГвинеяГвинея-БисауГайанаГаитиОстрова Херд и МакдональдсХо ly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran (Islamic Republic of)IraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedonia, The Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСент-Китс и НевисСент-ЛЮСИЯСент-Винсент и ГренадиныСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСейшельские острова ierra LeoneСингапурСловакия (Словацкая Республика)СловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаИспанияШри-ЛанкаSt. ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenYugoslaviaZambiaZimbabwe
Рейтинг успешно проставлен….
Поле рейтинга обязательно для заполнения
Неверная капча! Попробуйте позже.
Бронзовый обратный клапан горизонтального подъема
Ваше имя
Ваш адрес электронной почты
Я прочитал и согласен с Условия и положения и Политика конфиденциальности.
Установите этот флажок, чтобы продолжить.
Описание
Габаритные размеры
Строительство
Функции
Отзывы
Обратный клапан с горизонтальным подъемом из бронзы представляет собой возобновляемое седло и седло корпуса из нержавеющей стали, запорный диск типа Gilde. Увеличенная подъемная сила для обеспечения полного проходного сечения. Подходит для паропроводов. СЕРТИФИКАТ IBR
Размеры
Номинальный размер
А
л
Х
Дюйм
ММ
1/2 дюйма
15
1/2″ BSP
83
55
3/4 дюйма
20
3/4″ BSP
95
55
1″
25
1″ BSP
11
64
1-1/4 дюйма
32
1-1/4″ BSP
133
74
1-1/2 дюйма
40
1-1/2″ BSP
150
80
2 дюйма
50
2 дюйма BSP
178
90
Материал
Наименование детали
Материал
Спецификация
Корпус
Бронза
IBR 282 (a) (iv) GR. B
Крышка
Бронза
IBR 282 (a) (iv) GR.B
Кольцо седла корпуса
Нержавеющая сталь
АИСИ-410
Диск
Нержавеющая сталь
АИСИ-410
Размер от 15 до 50 мм Рабочее давление пара 250 PSI Температура 225°C
Эта политика конфиденциальности определяет, как мы используем и защищаем любую информацию, которую вы предоставляете нам при использовании этого веб-сайта.
Мы стремимся обеспечить защиту вашей конфиденциальности. Если мы попросим вас предоставить определенную информацию, по которой вас можно идентифицировать при использовании этого веб-сайта, вы можете быть уверены, что она будет использоваться только в соответствии с настоящим заявлением о конфиденциальности.
Время от времени мы можем изменять эту политику, обновляя эту страницу. Вам следует время от времени проверять эту страницу, чтобы убедиться, что вы довольны любыми изменениями.
Что мы собираем
Мы можем собирать следующую информацию:
имя и должность
контактная информация, включая адрес электронной почты
демографическая информация, такая как почтовый индекс, предпочтения и интересы
прочая информация, относящаяся к опросам клиентов и/или предложениям
Что мы делаем с собранной информацией
Нам нужна эта информация, чтобы понять ваши потребности и предоставить вам более качественные услуги, в частности, по следующим причинам:
Ведение внутренней документации.
Мы можем использовать эту информацию для улучшения наших продуктов и услуг.
Мы можем периодически отправлять рекламные электронные письма о новых продуктах, специальных предложениях или другую информацию, которая, по нашему мнению, может показаться вам интересной, используя предоставленный вами адрес электронной почты.
Безопасность
Мы стремимся обеспечить безопасность вашей информации. Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете.
Как мы используем файлы cookie
Файл cookie — это небольшой файл, который запрашивает разрешение на размещение на жестком диске вашего компьютера. Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Мы используем файлы cookie журнала трафика, чтобы определить, какие страницы используются. Это помогает нам анализировать данные о трафике веб-страницы и улучшать наш веб-сайт, чтобы адаптировать его к потребностям клиентов. Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы. В целом файлы cookie помогают нам сделать веб-сайт лучше, позволяя нам отслеживать, какие страницы вы считаете полезными, а какие нет. Файл cookie никоим образом не дает нам доступа к вашему компьютеру или какой-либо информации о вас, кроме данных, которыми вы решили поделиться с нами. Вы можете принять или отклонить файлы cookie. Большинство веб-браузеров автоматически принимают файлы cookie, но обычно вы можете изменить настройки своего браузера, чтобы отказаться от файлов cookie, если хотите. Это может помешать вам воспользоваться всеми преимуществами веб-сайта.
Ссылки на другие сайты
Наш сайт может содержать ссылки на другие интересующие вас сайты. Однако, как только вы использовали эти ссылки, чтобы покинуть наш сайт, вы должны помнить, что мы не имеем никакого контроля над этим другим сайтом. Поэтому мы не можем нести ответственность за защиту и конфиденциальность любой информации, которую вы предоставляете во время посещения таких сайтов, и такие сайты не регулируются настоящим заявлением о конфиденциальности. Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.
Управление вашей личной информацией
Вы можете ограничить сбор или использование вашей личной информации следующими способами: можете щелкнуть, чтобы указать, что вы не хотите, чтобы информация использовалась кем-либо в целях прямого маркетинга
, если вы ранее давали согласие на использование нами вашей личной информации в целях прямого маркетинга, вы можете изменить свое решение в любое время, написав нам или отправив электронное письмо.
Мы не будем продавать, распространять или сдавать в аренду вашу личную информацию третьим сторонам, если у нас нет вашего разрешения или это требуется по закону. Мы можем использовать вашу личную информацию для отправки вам рекламной информации о третьих лицах, которая, по нашему мнению, может вас заинтересовать, если вы сообщите нам, что хотите, чтобы это произошло.
Оборудование рабочего места для ручной обработки древесины.
Технология (мальчики) 5 класс. ФГОС
Тема урока: Обработка рабочего места для ручной обработки древесины.
Цель урока: Дать понятие учащимся о том, что представляет собой рабочее место в столярной мастерской. Познакомить со столярным верстаком, его устройстве и безопасной работе на нем.
Инструменты и оборудование: Столярный верстак для обработки древесины. Комплект инструментов. Плакат с инструктажем по технике безопасности.
Ход урока:
Вводная часть
1.1.Ознакомление учеников с правилами поведения в мастерской.
1.2.Рассказать о режиме работы на уроках технологии.
1.3. Ознакомить с техникой безопасности в столярной мастерской.
2. Объяснение нового материала.
Работа с древесиной производится в столярной мастерской. У каждого учащегося будет свое постоянное место работы. Рабочее место для работы с древесиной должно быть оборудовано столярным верстаком.
Слово «верстак» в переводе с немецкого обозначает «мастерская».
Профессия рабочего, занятого ручной обработкой древесины, называется столяр.
Верстаки бывает двух видов: столярный и универсальный (комбинированный).
Устройство столярного верстака.
Верстак состоит из основания 1,крышки 2, отверстий для клиньев 3, лотка для инструментов 4, переднего зажима 5, заднего зажима 6, подвижных пальцев 7.
Отверстия с клиньями нужны для закрепления или упора длинных заготовок.
Передний и задний зажимы служат для закрепления заготовок, которые надо обработать.
Лоток служит для размещения инструмента, который нужен для работы.
Выдвижные пальцы служат для опоры длинномерных заготовок, например при строгании.
Под верстаком размещают заготовки и изделия, хранят инструменты и приспособления.
Вопросы ученикам:
Какие вы знаете режущие инструменты? Стамески, ножовки, долото, сверла и т. д.
Какие бывают измерительные инструменты? Линейки, циркули, угольники, транспортиры и т.д.
Правила работы в столярной мастерской.
Работать у верстака чаще всего необходимо стоя, лишь некоторые работы удобнее производить сидя на стуле 2, например, выжигание или выпиливание.
Высота верстака должна соответствовать росту ученика. Проверить это не сложно.
Нужно встать прямо у верстака, опустить руки вниз и положить на крышку ладони.
Если при этом не требуется наклоняться или сгибать руки, значит, высота верстака
правильная.
Техника безопасности при работе в слесарной мастерской.
1.Работу следует выполнять в спецодежде (фартуке или халате).
2.Крепление заготовок должно быть надежным.
3.Инструмент, должен аккуратно сложен в лотке.
4.Каждый работает только на своем рабочем месте.
5.Инструмент должен быть исправным.
При работе соблюдается правила ухода за верстаком.
Беречь крышку верстака от повреждении.
Клинья забивать и выбивать только киянкой.
3. На рабочем месте должны находиться только необходимые инстументы и приспособления.
4. После работы верстак необходимо очистить с помощью щетки.
3. Практическая работа.
3.1.Назовите основные части столярного верстака.
3.2.Проверьте соответствует ли верстак в мастерской вашему росту.
3.3.Потренируитесь в закреплении заготовок в зажимах.
4.Заключительная часть.
Проверка выполненных работ и указание на ошибки.
Поведение итогов урока.
Просмотр содержимого документа
«Оборудование рабочего места для ручной обработки древесины. »
Технология (мальчики) 5 класс. ФГОС
Тема урока: Обработка рабочего места для ручной обработки древесины.
Цель урока: Дать понятие учащимся о том, что представляет собой рабочее место в столярной мастерской. Познакомить со столярным верстаком, его устройстве и безопасной работе на нем.
Инструменты и оборудование: Столярный верстак для обработки древесины. Комплект инструментов. Плакат с инструктажем по технике безопасности.
Ход урока:
Вводная часть
1.1.Ознакомление учеников с правилами поведения в мастерской.
1.2.Рассказать о режиме работы на уроках технологии.
1.3. Ознакомить с техникой безопасности в столярной мастерской.
2. Объяснение нового материала.
Работа с древесиной производится в столярной мастерской. У каждого учащегося будет свое постоянное место работы. Рабочее место для работы с древесиной должно быть оборудовано столярным верстаком.
Слово «верстак» в переводе с немецкого обозначает «мастерская».
Профессия рабочего, занятого ручной обработкой древесины, называется столяр.
Верстаки бывает двух видов: столярный и универсальный (комбинированный).
Устройство столярного верстака.
Верстак состоит из основания 1,крышки 2, отверстий для клиньев 3, лотка для инструментов 4, переднего зажима 5, заднего зажима 6, подвижных пальцев 7.
Отверстия с клиньями нужны для закрепления или упора длинных заготовок.
Передний и задний зажимы служат для закрепления заготовок, которые надо обработать.
Лоток служит для размещения инструмента, который нужен для работы.
Выдвижные пальцы служат для опоры длинномерных заготовок, например при строгании.
Под верстаком размещают заготовки и изделия, хранят инструменты и приспособления.
Вопросы ученикам:
Какие вы знаете режущие инструменты? Стамески, ножовки, долото, сверла и т.д.
Какие бывают измерительные инструменты? Линейки, циркули, угольники, транспортиры и т.д.
Правила работы в столярной мастерской.
Работать у верстака чаще всего необходимо стоя, лишь некоторые работы удобнее производить сидя на стуле 2, например, выжигание или выпиливание.
Высота верстака должна соответствовать росту ученика. Проверить это не сложно.
Нужно встать прямо у верстака, опустить руки вниз и положить на крышку ладони.
Если при этом не требуется наклоняться или сгибать руки, значит, высота верстака
правильная.
Техника безопасности при работе в слесарной мастерской.
1.Работу следует выполнять в спецодежде (фартуке или халате).
2.Крепление заготовок должно быть надежным.
3.Инструмент, должен аккуратно сложен в лотке.
4.Каждый работает только на своем рабочем месте.
5.Инструмент должен быть исправным.
При работе соблюдается правила ухода за верстаком.
Беречь крышку верстака от повреждении.
Клинья забивать и выбивать только киянкой.
3. На рабочем месте должны находиться только необходимые инстументы и приспособления.
4. После работы верстак необходимо очистить с помощью щетки.
3. Практическая работа.
3. 1.Назовите основные части столярного верстака.
3.2.Проверьте соответствует ли верстак в мастерской вашему росту.
3.3.Потренируитесь в закреплении заготовок в зажимах.
4.Заключительная часть.
Проверка выполненных работ и указание на ошибки.
Поведение итогов урока.
Рабочее место столяра при обработке древесины вручную
Категория: Столярные работы
Основным оборудованием рабочего местл при ручной обработке древесины служит столярный верстак (рис. 1, а).
Верстак состоит из подверстачья и крышки. Подверстачье обычно делают сосновое, а крышку изготовляют из твердой, хорошо просушенной древесины дуба, бука, березы, реже граба или ильма. Крышка верстака состоит из доски толщиной 60—80 мм, обвязанной брусками, переднего зажимного винта и задней зажимной коробки.
В крышке верстака, включая заднюю зажимную коробку, параллельно передней кромке устроены сквозные гнезда, в которые вставляются деревянные или металлические верстачные клинки (рис. 1) или гребенки (рис. 1, в). Благодаря наличию плоских пружин их можно установить в гнезде на любую высоту. Клинки и гребенки служат для зажима обрабатываемого на верстаке материала в горизонтальном положении.
Рис. 1. Столярный верстак: а — общий вид, б — верстачный клинок, в — гребенка
При обработке материала в вертикальном положении его можно зажимать передним зажимным винтом или задней зажимной коробкой. При обработке досок в горизонтальном положении «на ребро» их зажимают передним винтом.
В крышке верстака с нерабочей стороны устраивается лоток 5, или, как его часто называют, инструментальная доска, в котором во время работы держат мелкий инструмент.
При обработке длинных досок для поддержания свободного конца доски пользуются специальной подставкой. Подставка имеет высоту 90 см и состоит из вертикального бруска прямоугольного сечения, на одной стороне которого сделаны запилы (Зазубрины) с переставной седелкой.
На рабочем месте в непосредственной близости к верстаку должен находиться шкафчик для хранения инструментов, вспомогательных материалов, чертежей. Инструмент следует хранить в строго определенном порядке.
Рабочее место должно быть правильно организовано. Это поможет достичь высокой производительности труда.
Основные требования к организации рабочего места следующие. 1. На рабочем месте должно быть все только необходимое для работы. 2. Площадь рабочего места должна быть такой, чтобы рабочий при нормальном процессе не делал лишних движений, но и не был стеснен в необходимых производственных движениях. 3. Каждый предмет должен иметь постоянное место. 4. Рабочее место должно быть благоустроено: обеспечено хорошей вентиляцией, достаточно освещено и отеплено.
Необходимая для работы площадь, помимо верстака, а также расположение на рабочем месте необходимых инструментов и приспособлений зависят в каждом отдельном случае от характера выполняемой работы.
В настоящее время, когда заготовка деталей во многих столярных производствах почти полностью механизирована, а с повышением точности обработки значительно сокращаются подгоночные работы и большая часть операций по сборке изделий (например в производстве столярно-строительных деталей) успешно выполняется механизированно, верстак применяется все реже.
При выполнении столярных работ применяются различные инструменты. Их подразделяют на основные и вспомогательные. К основным инструментам относятся пилы, рубанки, сверла, долота и др.1, к вспомогательным — молотки, киянки, клещи, кусачки, отвертки, напильники и др.
Молоток столярный (рис. 2, а) должен быть призматической формы с ровной ударной поверхностью бойка. У столяра должно быть два-три молотка различного веса: 200, 400 и 600 г. Молоток весом 400 г имеет длину 110 мм, а поперечное сечение бойка 20 X 20 мм.
Ручки к молоткам делают из вязкой древесины кизила, березы, граба и др.
Киянка (рис. 2,б)—деревянный молоток, применяемый для ударов по ручке долота или стамески. Головка киянки может быть плоской или круглой (бочкообразной). Киянка изготовляется из вяза, карагача, граба или свилеватой березы. Бочкообразная киянка делается с наибольшим диаметром 120 мм, диаметром торцов 80 мм, высотой 180 мм, с ручкой длиной 390 мм.
Отвертка (рис. 2, в) служит для завинчивания шурупов. В зависимости от размера шурупов она имеет различную ширину заостренного конца. Железка отвертки может быть односторонней или двухсторонней (переставной). В этом случае концы железки имеют различную ширину.
Железка отвертки, вставленная в коловорот, значительно облегчает труд и позволяет работать более производительно.
Напильники применяют для зачистки деталей в местах, недоступных для других инструментов. Существуют напильники прямоугольные, треугольные, круглые и полукруглые. По крупности насечки напильники подразделяются на рашпили (рис. 2, г), личные (рис. 2, д) и бархатные. Самую крупную насечку в виде пирамидальных, расположенных в шахматном порядке зубчиков-резцов имеют рашпили. У личных и бархатных напильников насечка мелкая линейная однорядная и двухрядная.
Рис. 2. Вспомогательный столярный инструмент: а — молоток, б —киянка, в — отвертка, г — рашпили, д — личные напильники, е — клещи, ж — кусачки
Перед употреблением напильники рекомендуется протирать мелом или древесным углем. Это предохраняет насечку от загрязнения. В случае загрязнения рашпили прочищают стальной щеткой. Простейшим и безвредным способом чистки напильников является погружение их на несколько мгновений в кипящую воду.
Клещи (рис. 2, е) употребляют при вытаскивании гвоздей или шпилек. Губки их должны плотно сходиться и быть прочными.
Кусачки (рис. 2, ж) применяют для откусывания головок гвоздей, чтобы получить шпильку, необходимую для скрытого соединения различных частей изделия.
Столярные работы — Рабочее место столяра при обработке древесины вручную
Деревообрабатывающие станки — Общие советы по безопасности: Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр тем по охране труда и технике безопасности на рабочем месте, от опасностей до болезней и эргономики на рабочем месте продвижение. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Что нужно сделать перед использованием деревообрабатывающих станков?
Инструменты для деревообработки могут быть опасны при неправильном использовании.
Используйте только те деревообрабатывающие станки, которые прошли обучение правильному и безопасному использованию.
Внимательно прочтите руководство пользователя.
Прежде чем пытаться использовать какой-либо инструмент или машину, убедитесь, что вы понимаете инструкции. Задавайте вопросы, если у вас есть какие-либо сомнения относительно безопасного выполнения работы.
Какие меры безопасности следует соблюдать при использовании деревообрабатывающих станков?
Всегда надевайте защитные очки или защитные очки, либо лицевой щиток (с защитными очками или защитными очками).
При необходимости надевайте пылезащитные маски.
Носите средства защиты органов слуха, соответствующие уровню и частоте шума, которому вы подвергаетесь в зоне деревообработки. Если вы плохо слышите, как кто-то говорит на расстоянии трех футов, уровень шума от машины слишком высок. Может произойти повреждение слуха.
Используйте перчатки для защиты рук от осколков при работе с древесиной, но не носите их вблизи вращающихся лезвий и других частей машин, за которые перчатки могут зацепиться.
При необходимости носить защитную обувь.
Прежде чем приступить к работе с любым оборудованием или машиной, убедитесь, что ограждение установлено на место, находится в хорошем рабочем состоянии и надлежащим образом защищает машину. Проверьте и отрегулируйте все другие предохранительные устройства.
Перед использованием убедитесь, что оборудование правильно заземлено.
Перед включением питания убедитесь, что ключи и регулировочные ключи извлечены из машины.
Перед резкой, строганием, фрезерованием или выполнением подобных действий осмотрите заготовки на наличие гвоздей, скоб, незакрепленных сучков или других дефектов.
Убедитесь, что все машины имеют кнопки пуска и останова в пределах легкой и удобной досягаемости оператора. Кнопки запуска должны быть защищены, чтобы случайное прикосновение не привело к запуску машины. Рекомендуется наличие воротника вокруг пуговицы на расстоянии от 3 до 6 мм (от 1/8 до 1/4 дюйма) над пуговицей.
Убедитесь, что все режущие инструменты и лезвия чистые, острые и находятся в хорошем рабочем состоянии, чтобы они могли резать свободно, а не принудительно.
Перед осмотром, заменой, очисткой, регулировкой или ремонтом ножа или машины выключите питание и отсоедините кабель питания (или заблокируйте источник питания). Также отключайте питание при обсуждении работы.
Используйте «толкатель», чтобы протолкнуть материал в зону резки. Кондукторы также полезны для защиты рук во время резки. Держите руки подальше от линии режущего лезвия.
Зажимайте и закрепляйте все заготовки при сверлении, шлифовании, резке или фрезеровании.
Используйте хорошее освещение, чтобы заготовка, режущие лезвия и органы управления машины были хорошо видны. Расположите или затените источники света, чтобы они не светили в глаза оператору и не вызывали бликов и отражений.
Убедитесь, что площади вокруг оборудования достаточно, чтобы вы могли безопасно обрабатывать обрабатываемую заготовку, не натыкаясь на других рабочих или оборудование.
Используйте удлинительные столы или роликовые опоры для больших заготовок. Опоры должны быть размещены с обеих сторон (на входе и выходе).
Деревообрабатывающие станки должны быть оборудованы эффективными и исправными местными вытяжными системами вентиляции для удаления образующихся опилок или стружки.
Шнуры электропитания должны находиться выше уровня головы или в полу таким образом, чтобы о них нельзя было споткнуться.
Следите за тем, чтобы на рабочем месте не было беспорядка, оно было чистым, хорошо подметенным и хорошо освещенным. Разливы следует немедленно убирать. Полы должны быть ровными и нескользкими. Надлежащая практика ведения домашнего хозяйства и организация рабочего места снизят количество травм и несчастных случаев в результате поскальзываний, спотыканий и падений.
Оберегайте место от воды и влаги. Не используйте электрооборудование на открытом воздухе под дождем.
Всегда концентрируйтесь на работе. Например, если вам нужно поговорить с другим человеком, сначала выключите оборудование.
Чего следует избегать при работе с деревообрабатывающими станками?
Не носите свободную одежду, рабочие перчатки, галстуки, кольца, браслеты или другие украшения, которые могут зацепиться за движущиеся части.
Избегайте неудобных операций и положения рук, когда внезапное соскальзывание может привести к тому, что ваша рука попадет в режущий инструмент или лезвие.
Не стойте прямо за заготовкой, которую разрезают, строгают или соединяют, чтобы избежать травм от отдачи.
Не удаляйте вручную опилки или стружку с режущей головки во время работы машины. Используйте палку или щетку, когда машина остановится.
Не используйте сжатый воздух для удаления опилок, стружки и т. д. с машин или одежды.
Не оставляйте работающие машины без присмотра (за исключением случаев, когда они спроектированы и предназначены для работы без присмотра). Не оставляйте машину до тех пор, пока не будет отключено питание и машина полностью не остановится.
Не пытайтесь освободить застрявшее лезвие до отключения питания.
Не отвлекайте и не пугайте оператора, когда он работает с деревообрабатывающим оборудованием.
Верховая езда должна быть запрещена. Это может привести к травмам.
Последнее обновление документа: 4 июня 2019 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284 (в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
Прежде чем уйти, не могли бы вы ответить на семь вопросов о вашем опыте на веб-сайте CCOHS?
Бюро трудовой статистики США
ПОДХОДИТ ДЛЯ ПЕЧАТИ
Резюме
Что они делают
Рабочая среда
Как стать единым целым
Платить
Перспектива работы
Данные штата и района
Сходные профессии
Подробнее
Резюме
Пожалуйста, включите JavaScript для воспроизведения этого видео.
Стенограмма видео доступна по адресу https://www.youtube.com/watch?v=Avn11IVTieY.
Краткая информация: Столяры
Медианная заработная плата 2021 г.
36 710 долларов в год
17,65 $ в час
Стандартное начальное образование
Диплом средней школы или эквивалент
Опыт работы по родственной профессии
Нет
Обучение на рабочем месте
См. Как стать единым целым
Количество рабочих мест, 2021 г.
238 000
Перспективы работы, 2021-31
3% (медленнее среднего)
Изменение занятости, 2021-31
8 200
Что делают столяры
Столяры производят различные изделия, такие как шкафы и мебель, из древесины, шпона и ламината.
Рабочая среда
Большинство столяров занято в обрабатывающей промышленности. Несмотря на то, что условия их работы различаются, столяры могут столкнуться с шумом машин и древесной пылью.
Как стать плотником
Обычно для того, чтобы стать плотником, требуется диплом средней школы или его эквивалент. Хотя некоторым профессиям начального уровня можно научиться за 1 месяц или меньше, для того, чтобы стать профессионалом, обычно требуется от нескольких месяцев до более года обучения на рабочем месте. Также важна возможность использования машин с компьютерным управлением.
Оплата
Средняя годовая заработная плата столяров в мае 2021 года составляла 36 710 долларов.
Несмотря на ограниченный рост занятости, прогнозируется открытие около 27 200 вакансий для столяров каждый год, в среднем, в течение десятилетия.
Ожидается, что большинство этих вакансий возникнет в связи с необходимостью замены работников, которые переходят на другую профессию или выходят из состава рабочей силы, например, в связи с выходом на пенсию.
Данные по штатам и районам
Исследуйте ресурсы для трудоустройства и заработной платы по штатам и районам для плотников.
Похожие занятия
Сравните рабочие обязанности, образование, карьерный рост и заработную плату плотников с аналогичными занятиями.
Дополнительная информация, включая ссылки на O*NET
Узнайте больше о плотниках, посетив дополнительные ресурсы, в том числе O*NET, источник основных характеристик рабочих и профессий.
Плотники обеспечивают соответствие продукции отраслевым стандартам и спецификациям проекта.
Деревообработчики производят различные изделия, такие как шкафы и мебель, из древесины, шпона и ламината. Они часто комбинируют и включают в древесину различные материалы.
Обязанности
Плотники обычно делают следующее:
Чтение подробных архитектурных чертежей, схем, рабочих чертежей и чертежей
Подготовка и настройка станков и инструментов для производства изделий из дерева
Подъем деревянных деталей на машины вручную или с помощью лебедки
Работа на деревообрабатывающих станках, включая пилы, фрезерные и шлифовальные станки
Прислушивайтесь к необычным звукам и следите за чрезмерной вибрацией в механизмах
Убедитесь, что продукция соответствует отраслевым стандартам и спецификациям проекта, внося коррективы по мере необходимости
Выберите подходящие режущие, фрезерные, расточные и шлифовальные инструменты для выполнения работы
Использование ручных инструментов для обрезки деталей или сборки изделий
Техническое обслуживание машин, например, их очистка и смазка или замена изношенных лезвий
Мастера по дереву производят изделия из пиломатериалов и синтетических древесных материалов. Многие из этих продуктов, в том числе большая часть мебели, кухонных шкафов и музыкальных инструментов, производятся серийно. Другие изделия изготавливаются на заказ по архитектурным проектам и чертежам.
Современная деревообработка высокотехнологична. Квалифицированные операторы используют автоматизированное оборудование, такое как станки с числовым программным управлением (ЧПУ), чтобы обеспечить точность на всех этапах своей работы. Столяры выполняют многие свои задачи на сборочной линии, но некоторые индивидуальные работы приходится выполнять вручную.
Плотники устанавливают, эксплуатируют и обслуживают все типы деревообрабатывающих станков, таких как пилы, фрезерные станки, сверлильные станки, шлифовальные станки и станки для скрепления древесины. Операторы используют оборудование для резки и придания формы деревянным деталям, а также для проверки размеров с помощью шаблона, штангенциркуля и линейки. Столяры добавляют крепеж и клей и соединяют детали, чтобы сформировать собранное целое. Они также устанавливают фурнитуру, такую как ручки и направляющие для ящиков, и подбирают специальные изделия для стекла, металлических деталей, электрических компонентов и камня. Наконец, рабочие шлифуют, морят и, при необходимости, покрывают изделие из дерева герметиком или верхним покрытием, таким как лак или политура.
Ниже приведены примеры типов столярных станков:
Краснодеревщики и плотники вырезают, формируют и собирают детали для деревянных изделий. Они часто проектируют и создают наборы шкафов по индивидуальному заказу, иногда наблюдая за проектом вплоть до установки.
Отделщики мебели придание формы, отделка и повторная отделка поврежденной и изношенной мебели. Они могут работать с антиквариатом и должны решать, как его сохранить и отремонтировать. Они также выполняют окрашивание, герметизацию и нанесение верхнего покрытия в конце производственного процесса.
Наладчики, операторы и поставщики деревообрабатывающих станков используют ленточные пилы, циркулярные пилы, ножовки или другое оборудование для резки древесины. Они также используют сверлильные станки, токарные станки, шлифовальные машины и другое деревообрабатывающее оборудование для сглаживания и придания формы древесине.
Мастера по дереву производят изделия из пиломатериалов и синтетических древесных материалов.
В 2021 году у столяров было около 238 000 рабочих мест. Занятость по подробным профессиям, из которых состоят деревообработчики, распределилась следующим образом:
Краснодеревщики и плотники
102 900
Наладчики, операторы и операторы деревообрабатывающих станков, кроме распиловки
69 400
Наладчики лесопильных станков, операторы и тендерщики по дереву
47 100
Мебельные отделочные материалы
18 700
Крупнейшими работодателями столяров были:
Производство мебели и сопутствующих товаров
40%
Производство изделий из дерева
38
Самозанятые работники
5
Подрядчики специализированной торговли
4
Условия работы различаются. Иногда столяры работают с тяжелыми и громоздкими материалами и могут столкнуться с шумом и пылью. В результате они регулярно носят средства защиты органов слуха, защитные очки и респираторы или маски.
Травмы и болезни
Наладчики лесопильных станков, операторы и тендерщики имеют один из самых высоких показателей травм и заболеваний среди всех профессий. Эти рабочие используют пилы и другие инструменты и оборудование, которые могут быть опасными и могут вызвать порезы или рваные раны. Рабочие должны носить защитное снаряжение и помнить об окружающей среде, чтобы избежать травм.
Плотники подвергаются воздействию таких опасностей, как вредная пыль, химикаты или пары, и часто носят респиратор или маску. Другие могут подвергаться воздействию чрезмерного шума и носить средства защиты органов слуха.
Большинство травм связано с растяжениями, болями в спине, синдромом запястного канала и грыжами. Эти травмы происходят из-за неловкого наклона, тянущегося или скручивания и перенапряжения или повторения.
Графики работы
Большинство плотников работают полный рабочий день в обычные рабочие часы. График работы у некоторых столяров разный.
После окончания средней школы большинство столяров обучаются на рабочем месте, учась у более опытных рабочих.
Чтобы стать плотником, обычно требуется диплом средней школы или его эквивалент. Хотя некоторым профессиям начального уровня можно научиться за 1 месяц или меньше, для полного овладения ими может потребоваться от нескольких месяцев до более чем года обучения на рабочем месте. Столяры также должны уметь пользоваться машинами с компьютерным управлением.
Образование
Обычно для работы требуется аттестат о среднем образовании. Обучение компьютерным приложениям и математике может улучшить перспективы трудоустройства.
На работу в деревообрабатывающем производстве работодатели могут предпочесть нанимать кандидатов, прошедших некоторые профессионально-технические курсы или курсы колледжа.
Обучение
Как правило, столяры начального уровня обучаются на рабочем месте, изучая свои навыки у опытных рабочих. Начинающие рабочие выполняют основные задачи, такие как подача куска дерева через машину и укладка готовой продукции в конце процесса. По мере накопления опыта столяры выполняют более сложные задачи с меньшим контролем.
Чтобы стать квалифицированным столяром, часто требуется несколько месяцев или лет. Квалифицированные столяры читают чертежи, настраивают машины и планируют последовательность работ.
Некоторые работники также проходят обучение в рамках программ ученичества, предлагаемых работодателями или профсоюзами.
Лицензии, сертификаты и регистрации
Хотя это и не требуется, учетные данные часто демонстрируют компетентность и профессионализм. Они также могут помочь кандидату продвинуться по профессии.
Североамериканский альянс специалистов по работе с деревообработкой предлагает национальную программу сертификации с пятью прогрессивными полномочиями.
Из-за того, что в производстве преобладают станки с ЧПУ, работники также могут получить сертификацию станков с ЧПУ. Сертификация предлагается общественными колледжами и производителями станков с ЧПУ.
Развитие
Опытные столяры могут перейти на другие должности, требующие большей ответственности. Например, они могут быть повышены до должности руководителя группы или начальника цеха, на которых они помогают контролировать работу других столяров.
Важные качества
Ориентирован на детали. Столяры должны обращать внимание на детали, чтобы соответствовать спецификациям и обезопасить себя.
Ловкость . Столяры должны выполнять точные пропилы с помощью различных ручных и электроинструментов, поэтому им необходима хорошая зрительно-моторная координация.
Математические навыки . Столяры должны понимать основы геометрии, чтобы визуализировать, как трехмерный деревянный объект, такой как шкаф или предмет мебели, будет сочетаться друг с другом.
Механические навыки . Использование ручных инструментов, таких как отвертки и гаечные ключи, требуется для настройки, регулировки и калибровки машин. Эти автоматизированные системы также требуют, чтобы столяры использовали компьютеры и другие программируемые устройства.
Физическая выносливость . Плотники часто стоят в течение длительного времени, выполняя одни и те же функции.
Физическая сила . Столяры должны уметь поднимать громоздкие и тяжелые куски дерева.
Технические навыки . Столяры должны уметь интерпретировать конструкторские чертежи и технические руководства для ряда продуктов и машин. Они также должны иметь возможность устранять проблемы по мере их возникновения.
Плотники
Median annual wages, May 2021
Total, all occupations
$45,760
Production occupations
$37,710
Woodworkers
$36,710
Средняя годовая заработная плата столяров в мае 2021 года составляла 36 710 долларов. Медианная заработная плата — это заработная плата, при которой половина работающих по профессии зарабатывает больше этой суммы, а половина — меньше. Самые низкие 10 процентов заработали менее 24 610 долларов, а самые высокие 10 процентов заработали более 48,9 долларов.20.
Средняя годовая заработная плата столяров в мае 2021 года была следующей:
Краснодеревщики и плотники
37 540 долларов США
Мебельные отделочные материалы
36 580
Наладчики, операторы и операторы деревообрабатывающих станков, кроме распиловки
36 090
Наладчики лесопильных станков, операторы и тендерщики по дереву
35 340
В мае 2021 года средняя годовая заработная плата столяров в ведущих отраслях промышленности, в которых они работали, была следующей:
Специализированные торговые подрядчики
37 760 долларов США
Производство мебели и сопутствующих товаров
37 270
Производство изделий из дерева
35 620
Большинство плотников работают полный рабочий день в обычные рабочие часы.
Столяры
Процентное изменение занятости, прогнозируемое на 2021–2031 годы
Итого, все профессии
Столяры
Производственные профессии
Прогнозируется, что общая занятость столяров вырастет на 3 процента с 2021 по 2031 год, что медленнее, чем в среднем по всем профессиям.
Несмотря на ограниченный рост занятости, прогнозируется открытие около 27 200 вакансий для столяров каждый год, в среднем, в течение десятилетия.
Ожидается, что большинство этих вакансий возникнет в связи с необходимостью замены работников, которые переходят на другую профессию или выходят из состава рабочей силы, например, в связи с выходом на пенсию.
Занятость
Рост занятости столяров будет связан со спросом на изделия из дерева. Эти продукты включают в себя мебель для проектов по ремонту дома и наружные конструкции для ресторанов и других предприятий. Однако автоматизация, особенно использование станков с числовым программным управлением (ЧПУ) в производстве изделий из дерева, может ограничить общую потребность в некоторых из этих рабочих в течение прогнозируемого десятилетия.
Данные о прогнозах занятости столяров, 2021–2031 годы
Должность
SOC-код
Занятость, 2021
Прогнозируемая занятость, 2031
Изменение, 2021-31
Занятость по отраслям
Процент
Цифровой
ИСТОЧНИК: Бюро статистики труда США, Программа прогнозов занятости
Плотники
—
238 000
246 300
3
8 200
—
Краснодеревщики и плотники
51-7011
102 900
106 500
4
3 600
Получить данные
Отделщики мебели
51-7021
18 700
19 100
2
400
Получить данные
Наладчики лесопильных станков, операторы и тендерщики по дереву
51-7041
47 100
49 000
4
1 900
Получить данные
Наладчики, операторы и операторы деревообрабатывающих станков, кроме распиловки
51-7042
69 400
71 700
3
2 200
Получить данные
Статистика профессиональной занятости и заработной платы (OEWS)
Программа статистики занятости и заработной платы (OEWS) ежегодно производит оценки занятости и заработной платы для более чем 800 профессий. Эти оценки доступны для страны в целом, для отдельных штатов, а также для столичных и неметропольных территорий. Ссылки ниже ведут на карты данных OEWS по занятости и заработной плате по штатам и районам.
Краснодеревщики и плотники
Отделочные материалы для мебели
Наладчики лесопильных станков, операторы и тендерщики по дереву
Наладчики, операторы и тендерщики деревообрабатывающих станков, кроме пиления
Центральный выступ
Прогнозы профессиональной занятости разрабатываются для всех штатов Информацией о рынке труда (LMI) или отделами прогнозов занятости отдельных штатов. Все данные прогнозов штата доступны на сайте www.projectionscentral.com. Информация на этом сайте позволяет сравнивать прогнозируемый рост занятости по профессии между штатами или в пределах одного штата. Кроме того, штаты могут составлять прогнозы по районам; есть ссылки на веб-сайты каждого штата, где эти данные могут быть получены.
CareerOneStop
CareerOneStop включает в себя сотни профессиональных профилей с данными, доступными по штатам и городам. В левом боковом меню есть ссылки для сравнения профессиональной занятости по штатам и профессиональной заработной платы по местности или городскому району. Существует также инструмент информации о зарплате для поиска заработной платы по почтовому индексу.
В этой таблице приведен список профессий, обязанности которых аналогичны обязанностям столяра.
Род занятий
Должностные обязанности
НАЧАЛЬНОЕ ОБРАЗОВАНИЕ
СРЕДНЯЯ ЗАРПЛАТА 2021
Плотники
Плотники строят, ремонтируют и устанавливают каркасы и конструкции зданий из дерева и других материалов.
Диплом средней школы или эквивалент
48 260 долларов США
Программисты
Компьютерные программисты пишут, модифицируют и тестируют код и сценарии, которые обеспечивают правильную работу программного обеспечения и приложений.
Степень бакалавра
93000 долларов
Ремесленные и изобразительные художники
Ремесленники и художники используют различные материалы и техники для создания произведений искусства для продажи и выставки.
Посмотрите, как стать одним из них
49 960 долларов США
Ювелиры и производители драгоценных камней и металлов
Ювелиры и мастера по обработке драгоценных камней и металлов проектируют, изготавливают, регулируют, ремонтируют, оценивают и продают ювелирные изделия.
Диплом средней школы или эквивалент
46 640 долларов США
Машинисты и производители инструментов и штампов
Машинисты и производители инструментов и штампов настраивают и эксплуатируют оборудование для производства прецизионных металлических деталей, инструментов и инструментов.
Посмотрите, как стать одним из них
47 940 долларов США
Обработчики листового металла
Работники листового металла изготавливают или устанавливают изделия из тонких металлических листов.
Диплом средней школы или эквивалент
53 440 долларов США
Металлурги
Металлурги устанавливают конструкционное и арматурное железо и сталь для формирования и поддержки зданий, мостов и дорог.
Ключевое предназначение арматуры состоит в усилении бетона. Этот материал при эксплуатации разрушается от нагрузок изгибающего типа. В ЖБ конструкциях и сооружениях сжимающие, а также растягивающие усилия «берут на себя» именно прутки, выполненные из металла. При устройстве фундамента сооружения или другой постройки неминуемо возникает необходимость в армировании углов, а также примыканий. И важно помнить, что в такой ситуации недопустимо перекрестие прямых металлических прутьев, это является серьезным нарушением технологического процесса, которое ведет к ослаблению конструкции. В угловых связках необходимо укладывать изогнутые прутки, при этом нахлест на каждую из сторон должен составлять не менее 80 сантиметров. Также они требуются для создания различных соединительных деталей и элементов, которые работают на растяжение: крюков, лапок и других.
Неминуемо возникает вопрос о том, как правильно гнуть арматуру своими руками, как сделать это проще всего и достаточно быстро. Первое, о чем стоит помнить: существует несколько разновидностей прутков. Многих интересует, как согнуть стеклопластиковую арматуру. Ответ на этот вопрос прост и однозначен: никак. Подобному методу обработки можно подвергать только стальные прутки. При этом их гибка должна производиться исключительно механическим способом.
Удобнее всего применять для этого специализированное оборудование и инструменты. Все станки и устройства функционируют по единому принципу. Конструкция инструмента состоит из трех валов. Первый отвечает за закрепление прутка под заданным углом, второй обеспечивает изгибание арматуры вокруг третьего (также его называют центральным или основным) вала. В результате обработки осуществляется деформация прутка под требующимся углом.
Наиболее востребованными являются инструменты следующих типов:
Ручные станки для гибки арматуры. Востребованы не только в бытовых условиях, но и в мастерских, небольших строительных и ремонтных организациях. Обеспечивают загиб за счет физической силы. Отличительные особенности инструмента – компактность, сравнительно низкая цена, удобство и простота эксплуатации.
Электрические станки для гибки арматуры. Такие инструменты считаются профессиональными. Их целесообразно использовать для выполнения значительных объемов работ. Традиционно они устанавливаются на предприятиях, специализирующихся на выпуске ЖБ конструкций. Подходят для гибки прутьев, диаметр которых – до 40 миллиметров.
Отдельно следует сказать, что ручные инструменты могут иметь:
Простой рычаг. В таких модификациях изгиб выполняется вокруг ролика, расположенного вертикально. Оперативность и простота обработки зависят от размеров рукоятки. Чем она длиннее, тем меньше сил нужно прикладывать для загиба.
Систему рычагов. В инструменте есть сектор зубчатого типа и шестеренка, которые вместе образуют редуктор. Такая конструктивная особенность существенно упрощает процесс загиба.
Современные производители выпускают станки с расширенным функционалом, которые, помимо гибки, способны осуществлять операции по рубке прутков, а также изготовлению спиралей. Как правило, они эксплуатируются в профессиональной сфере. Можно сделать приспособление для гибки арматуры своими руками, но намного безопаснее использовать фирменное оборудование и инструменты, ведь цены на них вполне доступны.
Как сделать металл прочнее
Предыдущая новость
28.07.2021
Cледующая новость
Покупая изделия из металла мы рассчитываем на то, что они прослужат нам долго. Но к сожалению, качество металла нашим ожиданиям соответствует далеко не всегда. Недозакаленная сталь будет гнуться, перезакаленная — крошиться. Плохая новость: в магазине этого узнать не получится. Хорошая новость в том, что все можно поправить в домашних условиях.
Проверка металла на качество
Но сначала нужно понять, стоит ли закаливать сталь вообще. Например, вы купили набор ножей. Они могут быть недостаточно закалены или наоборот, при закалке произошли нарушения и сталь перезакалили. Значит нож будет либо гнуться, либо крошиться
Для проверки нам понадобится самый обычный напильник или любой железный предмет, схожий по форме и функциям (рашпиль, пилка, небольшая пила). Просто проведите напильником по металлическому изделию.
Если они как бы липнут друг к другу — купленное изделие недостаточно закалено и будет гнуться.
Если наоборот, как бы отскакивают друг от друга — значит купленая вещь хрупкая, перезакалена и в процессе пользования будет крошиться (и гнуть ее не рекомендуется, сломается).
Закалка металла в домашних условиях
При этом вещь совсем необязательно возвращать в магазин, все можно поправить самостоятельно.
Закалка металла состоит из двух этапов:
нагрев;
охлаждение.
Чтобы сделать металл прочнее в домашних условиях, необходимо не только соблюдать меры по технике безопасности. Самое главное — не перегреть металл, потому что сине-черный цвет невозможно будет сточить наждачкой. Чтобы разогреть сталь для закалки достаточно довести ее до красного цвета.
Нагрев металла
В зависимости от размера изделия для закалки можно использовать :
паяльник;
резак по металлу;
газовую или электрическую плиту;
костер.
Но у костра есть свои нюансы — энергии тепла может не хватить для закалки некоторых видов стали.
Охлаждение
Чаще всего металл после закалки охлаждается водой. Если закалялось изделие целиком, его нужно поместить в воду полностью. Если, к примеру, у ножа нагревалось только лезвие, его достаточно промыть некоторое время под проточной водой.
Для закалки легированных и углеродистых сталей ипользуются не только вода, но и масло. Процесс происходит следующим образом:
нагрейте изделие до необходимой температуры;
горячий металл опустите в воду для быстрого охлаждения;
перенесите в масло и оставьте до полного охлаждения.
Сразу после нагрева металл нельзя опускать в масло — оно может воспламениться. Масло позволяет свести образование трещин на металле при охлаждении к минимуму, что обеспечивает сохранность сложных по форме деталей.
Вернуться к списку новостей
Читайте также
17.10.2022
Чем отличается труба ВГП от электросварной трубы
Читать далее
03. 10.2022
Какие металлы относятся к цветным?
Читать далее
26.09.2022
Профнастил: крашеный или оцинкованный
Читать далее
Как согнуть листовой металл с помощью обычных инструментов
Если у вас есть лом листового металла, вы можете использовать его в проектах, чтобы сэкономить материальные затраты. Вот классный трюк для гибки тонколистового металла без использования тормоза.
На нашей ферме есть старая постройка и мечта построить амбар для вечеринок. Прогресс идет хорошо. Мы с нетерпением ждем появления на ферме места для собраний, которое избавит от дополнительного пешеходного движения или вместит его.
В рамках проекта устанавливаю самодельную вытяжку. Мне очень хотелось использовать материалы, найденные во время уборки дома, поэтому я собрал их вместе из найденных частей. В том числе и металлолом, который я нашел на ферме.
Но это включает в себя сгибание кусков амбарной жести в форму капота, что напомнило мне об одном распространенном вопросе: как согнуть листовой металл без гибочного пресса?
У меня есть простой способ сгибать тонкие детали из листового металла и выполнять работу.
Подробнее: Научитесь сваривать, чтобы самостоятельно ремонтировать сельскохозяйственное оборудование!
Что вам нужно
К счастью, этот метод гибки деталей из листового металла не требует большого количества инструментов. На самом деле, у вас, вероятно, есть необходимые предметы.
два уголка, чтобы сделать «бутерброд»
плоская отвертка для надрезания металла
пара хомутов
козлы
Подробнее: У вас есть металлоискатель? Обдумать эту покупку должен каждый фермер.
Указания
Во-первых, приложите кусок уголка к козлам. Это будет нижняя часть вашего «бутерброда».
Затем положите кусок жести на уголок в том месте, где вы хотите сделать изгиб. Поместите второй кусок углового железа поверх этого, затем зажмите все. Удостоверьтесь, что ваше длинное лезвие снаружи, когда вы делаете это, чтобы вы могли использовать вес от более длинного лезвия для своего механического преимущества. (Большую длину легче согнуть.)
Когда все будет закреплено на месте, используйте лезвие отвертки, чтобы надрезать металлолом вдоль края уголка. Проведите лезвием по этой дорожке несколько раз, чтобы получилась видимая линия. (Вы можете посмотреть, как я это делаю, на видео выше.)
После того, как вы сделали надрезы на металле, вы можете просто согнуть металл вдоль линии надрезов, чтобы сделать изгиб. Пока вы хорошо закрепите детали, изгиб должен быть довольно легким. Если вам нужен жесткий край, вы можете использовать молоток, чтобы создать его.
Снимите зажимы и верхнюю угловую кромку. Затем вы можете завершить изгиб вручную, чтобы края были чистыми.
Посмотрите видео выше, чтобы увидеть, как я согнул найденный металлолом для самодельной вытяжки.
Изгиб металла для самостоятельного изготовления с достаточной точностью – механические элементы
Есть куча способов согнуть металл для кронштейна. Выполните поиск на YouTube, и вы, вероятно, найдете несколько методов. Что ж, мы не хотим отказываться ни от одного из них, потому что у них у всех есть место. Тем не менее, мы добавим еще один — тот, который особенно удобен, если вам нужно более одного похожего изгиба.
Я люблю промышленные детали с идеальными изгибами даже из толстого материала. Я люблю смотреть видео о прогрессивных штампах, штампующих идеальные детали. О, но в этих машинах так много NRE (невозмещаемых расходов)! Собственно, в больших объемах штамповка является одним из самых дешевых способов производства деталей. Тем не менее, DIY не является большим объемом.
Парадигма производства не работает, когда вам нужно всего несколько штук. Хотя существуют изящные механические гибочные станки для изготовления всего одного (или нескольких) чего-то, они, как правило, большие и дорогие. Ну, у меня много инструментов, но, как и у большинства мастеров, у меня нет места (или денег) для больших специальных инструментов, собирающих пыль. Это означает, что DIY должен стать творческим! Это Решения! мы ищем.
Видео о гибке металла своими руками
Как упоминалось выше, существует множество способов гибки металла своими руками. Толстый и тонкий. Это еще один, чтобы иметь в виду. Когда это соответствует вашим потребностям, это может быть довольно удобно. Это не производство, и это не очень высокое качество, но это довольно быстро (после того, как вы его настроите) и отлично подходит для DIY (особенно когда вам нужно сделать более одного). Наслаждайтесь видео.
Видео объясняет несколько попыток с использованием других техник, таких как тиски и молоток. Я даже попробовал метод «Разрез/Изгиб/Сварка» — (см. фото ниже), что довольно неплохо получается. Объяснение в видео также объясняет, почему эти другие методы гибки металла на самом деле не работали для этой работы.
Разумная попытка использования техники Half Cut/Bend/Weld Fill для брекета.
Это приложение для гибки металла немного отличается, поэтому требования также немного отличаются. Хотя эта техника не уникальна, она, вероятно, не первая, которая приходит на ум. О, и вам нужен пресс, чтобы заставить его работать. Здесь используется гидравлический пресс, но (в зависимости от вашего кронштейна) может работать и прочный оправочный пресс.
Более глубокий взгляд
Обратите внимание на пару моментов, касающихся конкретных скобок в видео:
Металл, который нужно согнуть, — нержавеющая сталь 304. Это довольно распространенный материал в листовом прокате, но его трудно обрабатывать и трудно сгибать.
Эти детали вырезаны струей воды в местной мастерской Precision Waterjet, но они не гнутся. Есть и другие магазины, которые делают все это, но они намного дороже с более длительным временем ожидания. Я сделал несколько дополнительных для экспериментов с изгибом. Хотя это хороший метод, на самом деле не имеет значения, как режется металл.
В окончательной установке кронштейны будут удерживать значительное усилие вокруг изгиба, поэтому они не могут быть слабыми (например, прорезаться наполовину, а затем сгибаться). Прочность важна, и именно поэтому они достаточно толстые.
Все детали для «матрицы» — просто кусочки из мусорного бака. Единственные детали, обработанные при помощи технологического процесса, — это те две, которые свариваются прихваточным швом. Пока это работало с моими записками, вы можете сделать это по-другому.
Это пресса в ролике, а это домкрат для мотивирующей силы.
Некоторым может показаться излишним сгибать металлический кронштейн. Я понимаю. Для других об этом не может быть и речи, потому что у них нет доступа к прессе. Тоже норм. Я не очень часто делаю брекеты таким образом, потому что большинству моих брекетов не нужна такая повторяемость. В данном случае мне нужно согнуть 4 металлические скобы, все одинаковые и полупрофессионально выглядящие.
Соображения
Для этого метода есть несколько соображений.
Во-первых, убедитесь, что у вас достаточно сил для выполнения задачи. (Нажмите достаточно сильно, чтобы согнуть металл.)
Во-вторых, установите пространство для изгиба как минимум в 3 раза больше толщины материала — больше для больших изгибов. (Другими словами, для изгиба под углом 45 градусов места меньше, чем для изгиба под углом 120 градусов.) Метод проб и ошибок подскажет, что идеально.
В-третьих, используйте центральную пресс-деталь с более закругленным краем. Острая, прямоугольная кромка прижимной детали вызовет царапины и странности в изгибе.
В-четвертых, убедитесь, что имеется достаточно места для изгиба. Что ничего не мешает, когда происходит изгиб.
В-пятых, найдите способ выровнять вещи так, чтобы они изгибались так, как вы хотите. На одном из фрагментов видео видно, что один из кронштейнов был согнут под углом. Если не обращать внимания, то согнешь металл во что угодно, только не так, как тебе хочется.
В-шестых, немного перегните металл, потому что он немного прогнется, когда вы ослабите давление. Степень расслабления зависит от материала, который вы используете, поэтому разные материалы будут изгибаться немного по-разному.
В задачи наших кронштейнов входит удержание сил реакции пневматических цилиндров. Ничего страшного, но достаточно, чтобы проект стоил того, чтобы его делать правильно. На видео видно, что есть место для изгиба и много возни, чтобы сделать изгибы прямыми. Гораздо лучше сделать брекеты, которые красиво выглядят и обладают хорошей прочностью. Вот фото конечного результата, все установлено и готово к работе. Вы также можете увидеть некоторые резьбовые стержни для нестандартных болтов в сборке. Все работает чудесно.
Удачи в гибке металла
Мы нашли это для вас. . .
Продукт
Артикул
Оси прицепа 101 – Что вам нужно знать
Я просто зайду в магазин запчастей и возьму ось. . . . Что ж, оси для прицепов не так уж и просты, но, зная несколько важных деталей, мы наверняка сможем подобрать нужную. Вот краткое руководство…
Прочитать статью
Продукт
6′ x 16′ x 12 000# – Схемы грузовых прицепов
Длина шестнадцать футов при грузоподъемности 6 тонн – это хороший размер для перевозки тяжелых вещей – от нескольких квадроциклов до UTV, больших партий строительных материалов или товаров для ландшафтного дизайна. Полностью спроектирован, чтобы выдержать все это.
ПодробнееДобавить в корзину
Артикул
Spiraling Up
7 января 2016 г. Механические элементы снова в сети с новым внешним видом, новым логотипом, новыми функциями и более удобными покупками. — С — расширенным предложением тех же отличных планов проектов «Сделай сам» и многим другим.
Прочитать статью
Статья
Как мы составляем планы?
Что входит в разработку планов «Сделай сам»? Как мы их делаем? Когда вы покупаете и загружаете планы проектов из Mechanical Elements, вы получаете ТОННУ работы и информации, гораздо больше, чем кажется на первый взгляд.
Прочтите статью
Статья
Планы прицепа-самосвала и видео по сборке
Нужны планы по созданию лучшего прицепа-самосвала? Как насчет самосвала размером 7 x 14 футов с прицепом грузоподъемностью 14 000 фунтов? Я могу сказать вам, где их взять, и мы знаем, что у нас большие планы, потому что Synthesis Engineering…
Прочитать статью
Статья
Раскачивание прицепа – Видеообзор и обсуждение
Понимание динамики прицепа, такой как Раскачивание, очень важно.


 Благодаря, чему уменьшается количество плохо разлагаемых продуктов жизнедеятельности человека в природе. Но, к сожалению, данная практика в нашей стране развита очень плохо.
Благодаря, чему уменьшается количество плохо разлагаемых продуктов жизнедеятельности человека в природе. Но, к сожалению, данная практика в нашей стране развита очень плохо.

 Наблюдения показывают, что через 10-15 лет теплотехнические характеристики стены из полистиролбетона резко снижаются, что ведет к необходимости выполнять работы по дополнительному утеплению. Газобетон же со временем не теряет своих ни прочностных, ни теплотехнических качеств. Реальная практика его использования показывает — дом, построенный из газобетона в течение многих десятилетий останется таким же теплым, как после строительства.
Наблюдения показывают, что через 10-15 лет теплотехнические характеристики стены из полистиролбетона резко снижаются, что ведет к необходимости выполнять работы по дополнительному утеплению. Газобетон же со временем не теряет своих ни прочностных, ни теплотехнических качеств. Реальная практика его использования показывает — дом, построенный из газобетона в течение многих десятилетий останется таким же теплым, как после строительства.
 Однако возможность кустарного производства, а, как следствие — излишне свободный подход к рецептуре и отсутствие контроля характеристик выпускаемой продукции приводят к существенному снижению качества полистиролбетона. Кроме того, цифры точных замеров свидетельствуют — коэффициент теплопроводности идеально изготовленного блока полистиролбетона при равновесной влажности равен 0,16 при плотности 500 кг/м³. Коэффициент теплопроводности газобетона при равновесной влажности равен 0,141 при плотности 500 кг/м³, что позволяет выдержать минимальную толщину ограждающей стены. Кроме того, вспененным пластмассам присуща низкая паропроницаемость, что не способствует созданию комфортного микроклимата в помещении. Газобетон выводит лишнюю влагу из помещения наружу, создавая эффект «дышащих» стен.
Однако возможность кустарного производства, а, как следствие — излишне свободный подход к рецептуре и отсутствие контроля характеристик выпускаемой продукции приводят к существенному снижению качества полистиролбетона. Кроме того, цифры точных замеров свидетельствуют — коэффициент теплопроводности идеально изготовленного блока полистиролбетона при равновесной влажности равен 0,16 при плотности 500 кг/м³. Коэффициент теплопроводности газобетона при равновесной влажности равен 0,141 при плотности 500 кг/м³, что позволяет выдержать минимальную толщину ограждающей стены. Кроме того, вспененным пластмассам присуща низкая паропроницаемость, что не способствует созданию комфортного микроклимата в помещении. Газобетон выводит лишнюю влагу из помещения наружу, создавая эффект «дышащих» стен.

 к. наличие захватов
к. наличие захватов
 Бини выбрала метод полистироловых блоков, известный как изолированная бетонная опалубка (ICF), для строительства своего нового эко-особняка.
Бини выбрала метод полистироловых блоков, известный как изолированная бетонная опалубка (ICF), для строительства своего нового эко-особняка.
 Бетон добавляется насосом, что делает процесс быстрым и простым. Многие фирмы ICF проводят учебные курсы для подрядчиков, и вы даже можете помочь построить свой дом, если вы увлеченный мастер.
Бетон добавляется насосом, что делает процесс быстрым и простым. Многие фирмы ICF проводят учебные курсы для подрядчиков, и вы даже можете помочь построить свой дом, если вы увлеченный мастер. Здания ICF обычно нуждаются в механической системе вентиляции для подачи свежего воздуха.
Здания ICF обычно нуждаются в механической системе вентиляции для подачи свежего воздуха. «Самый большой пролет, который я построил, составляет 15 метров, и это без всякого RSJ», — сказал Куинн.
«Самый большой пролет, который я построил, составляет 15 метров, и это без всякого RSJ», — сказал Куинн.

 ICF имеет много преимуществ по сравнению с традиционным строительством, включая скорость строительства, большую энергоэффективность, превосходную прочность и комфорт. Поговорите с архитектором, если вы думаете об использовании ICF для своего строительного проекта. Они могут дать вам независимый экспертный совет, адаптированный к вашему проекту.
ICF имеет много преимуществ по сравнению с традиционным строительством, включая скорость строительства, большую энергоэффективность, превосходную прочность и комфорт. Поговорите с архитектором, если вы думаете об использовании ICF для своего строительного проекта. Они могут дать вам независимый экспертный совет, адаптированный к вашему проекту.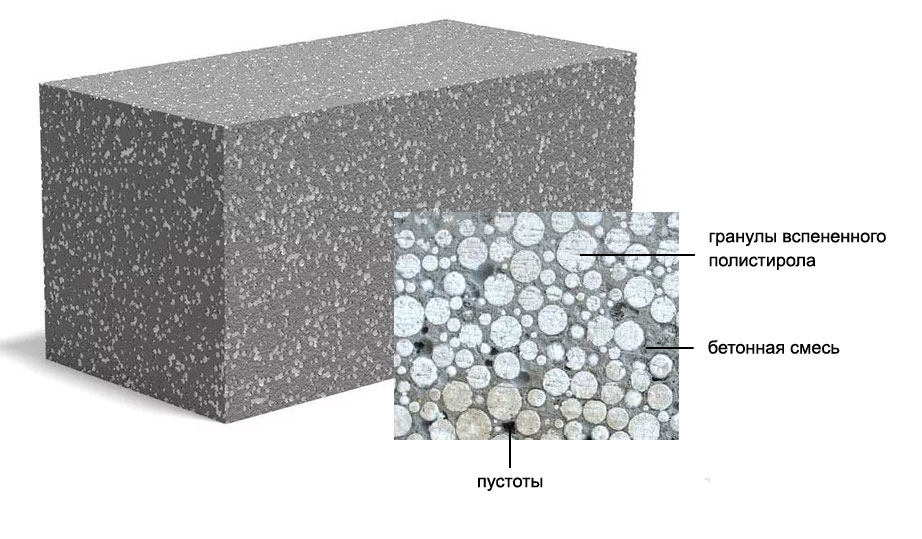 Расширенный
Расширенный
 ПЕРЕИЗДАНИЕ
ПЕРЕИЗДАНИЕ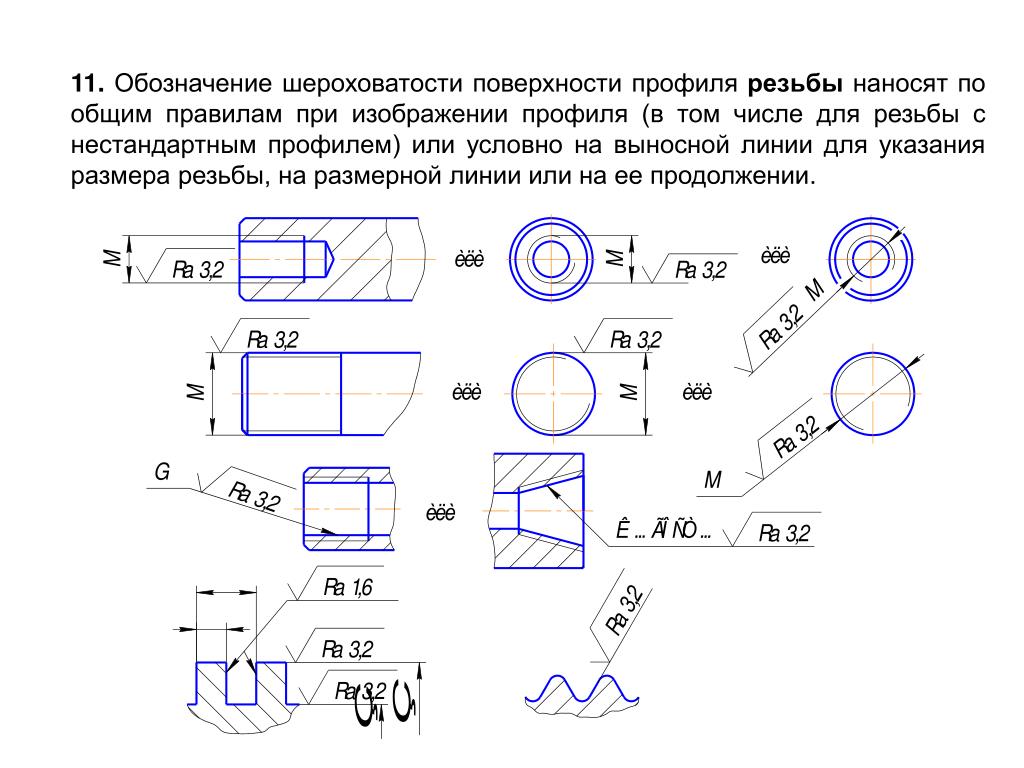
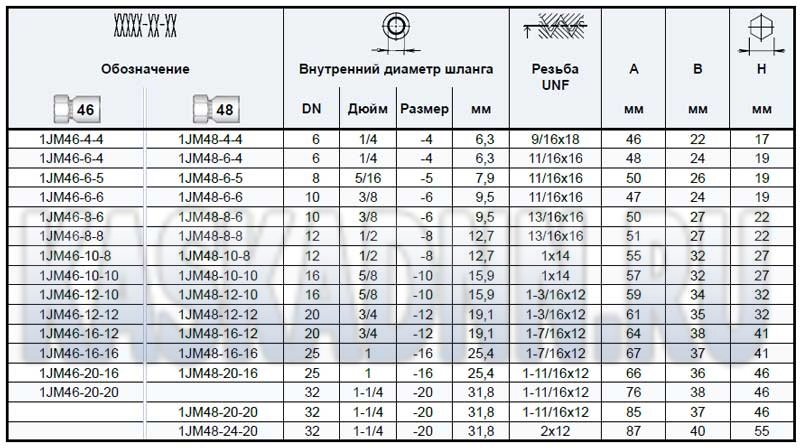 Степень точности диаметра должна соответствовать степени точности диаметра .
Степень точности диаметра должна соответствовать степени точности диаметра .  6. Длины свинчивания подразделяют на две группы: нормальные и длинные .
6. Длины свинчивания подразделяют на две группы: нормальные и длинные .
 ГОСТ 2.311–68 — Студопедия
ГОСТ 2.311–68 — Студопедия Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.

 11) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20´1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20´1,5 LH.
11) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20´1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20´1,5 LH.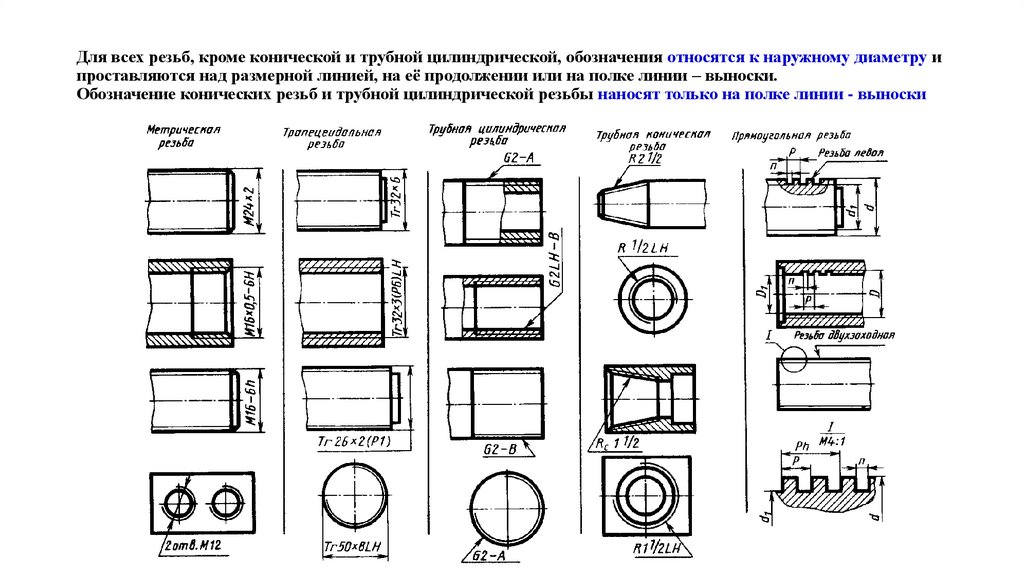
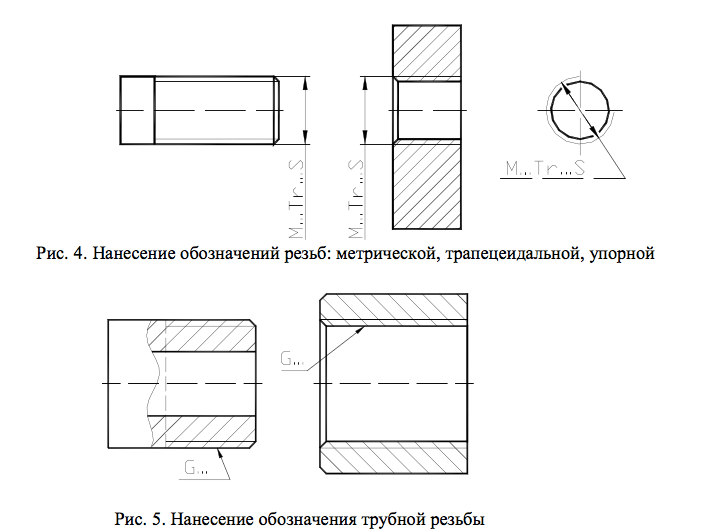
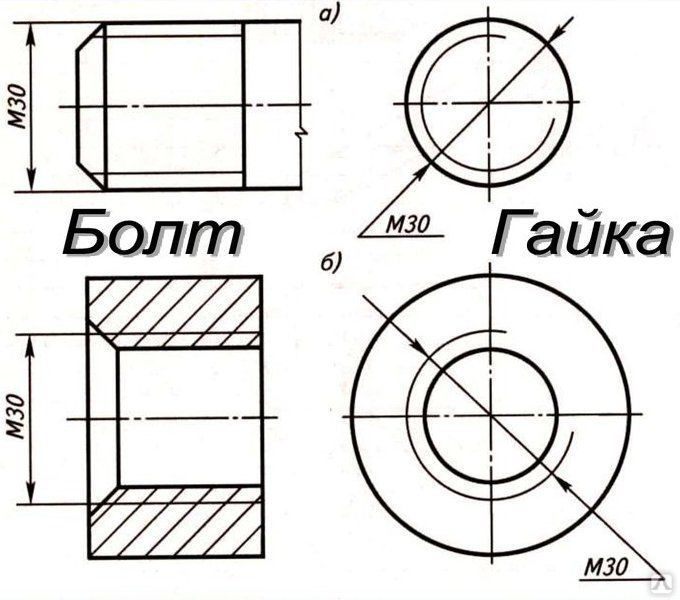 Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19´1Д. Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19´1Д. Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы. Фаски на метрической внутренней резьбе имеют угол при вершине конуса 120° и заданный диаметр большего основания усеченного конуса. Фаски изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции на плоскость, перпендикулярную к оси резьбы, фаску не показывают.
Фаски на метрической внутренней резьбе имеют угол при вершине конуса 120° и заданный диаметр большего основания усеченного конуса. Фаски изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции на плоскость, перпендикулярную к оси резьбы, фаску не показывают. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
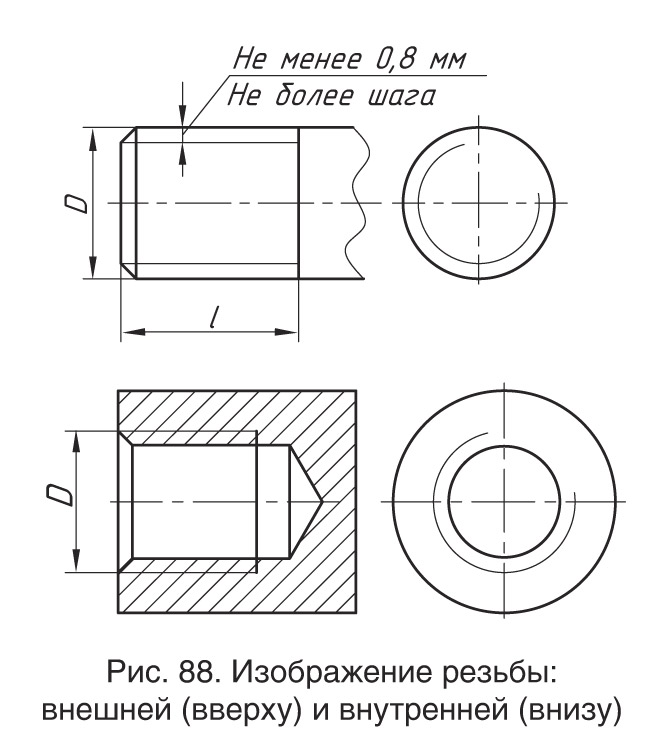 3161
3161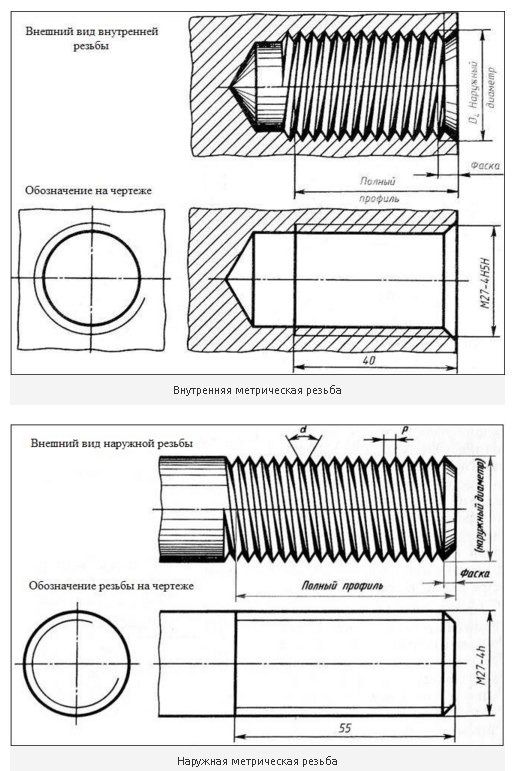 6188
6188 6812
6812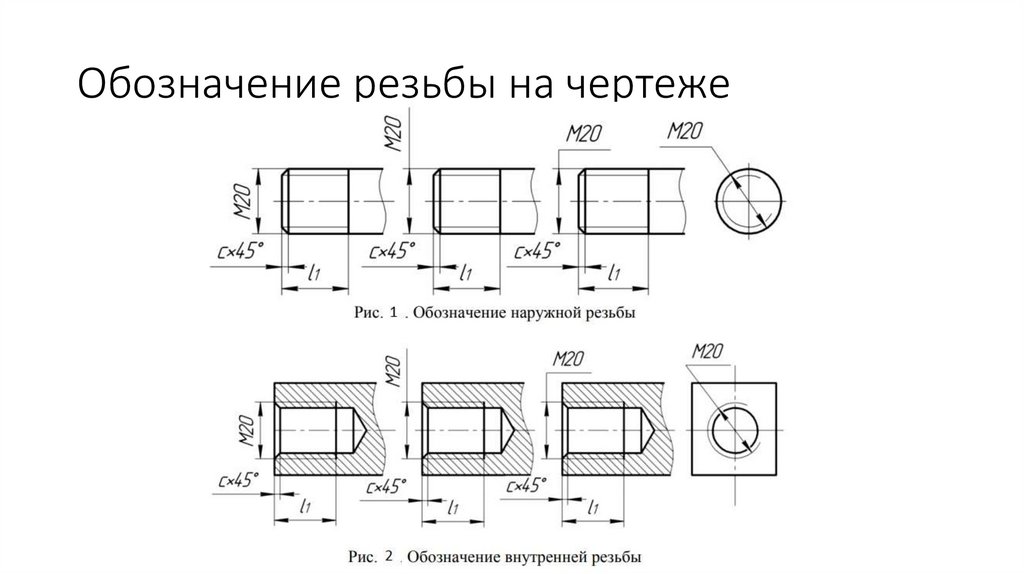 7908
7908 995
995 1152
1152 2186
2186 2209
2209 9875
9875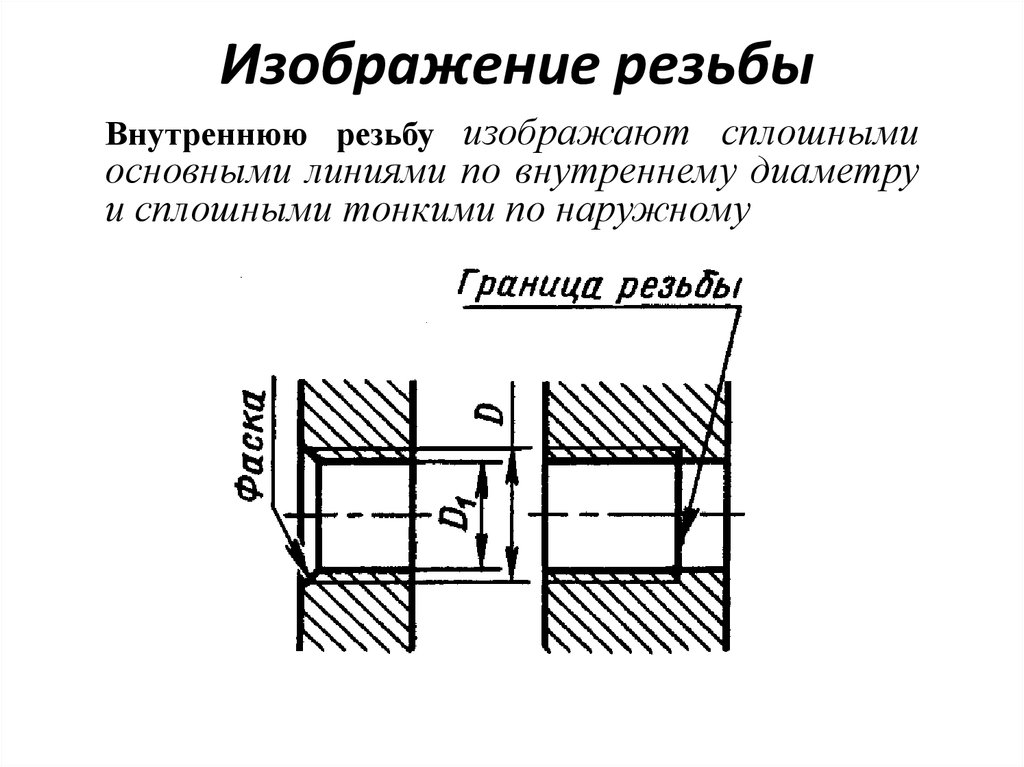 375
375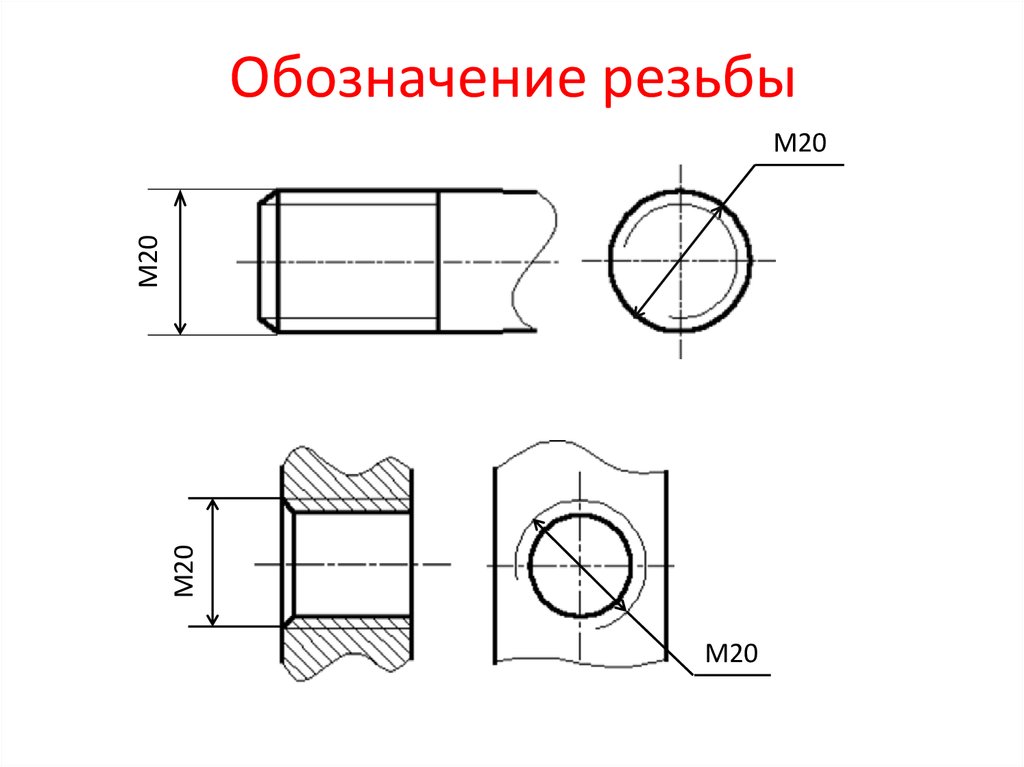
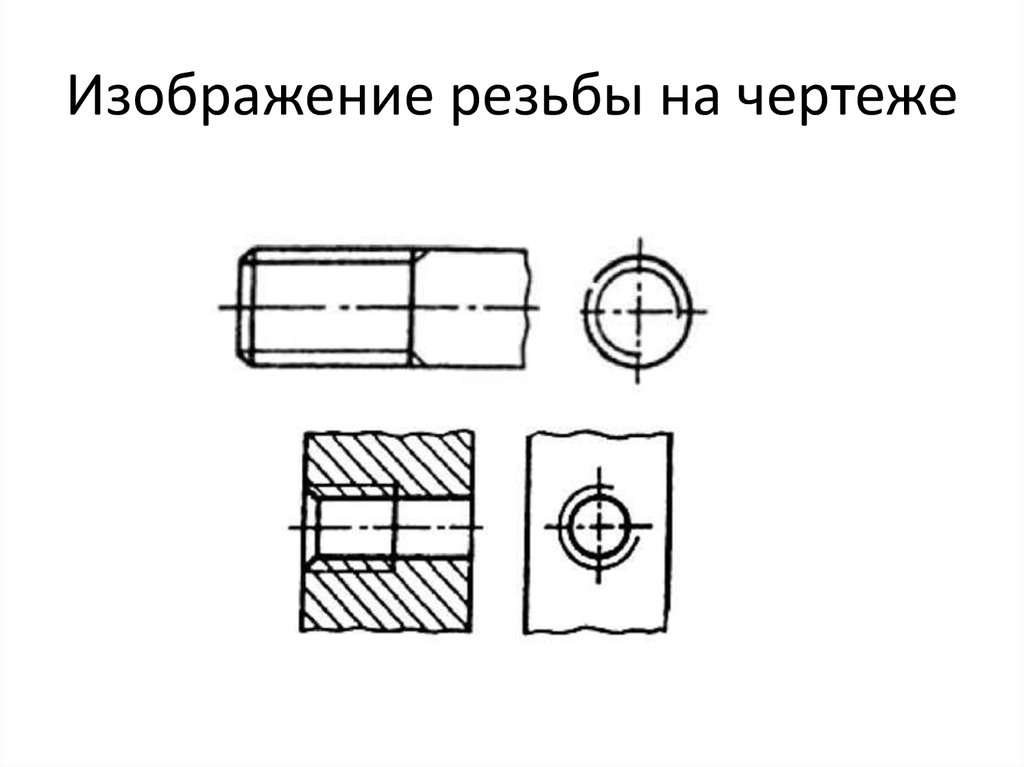
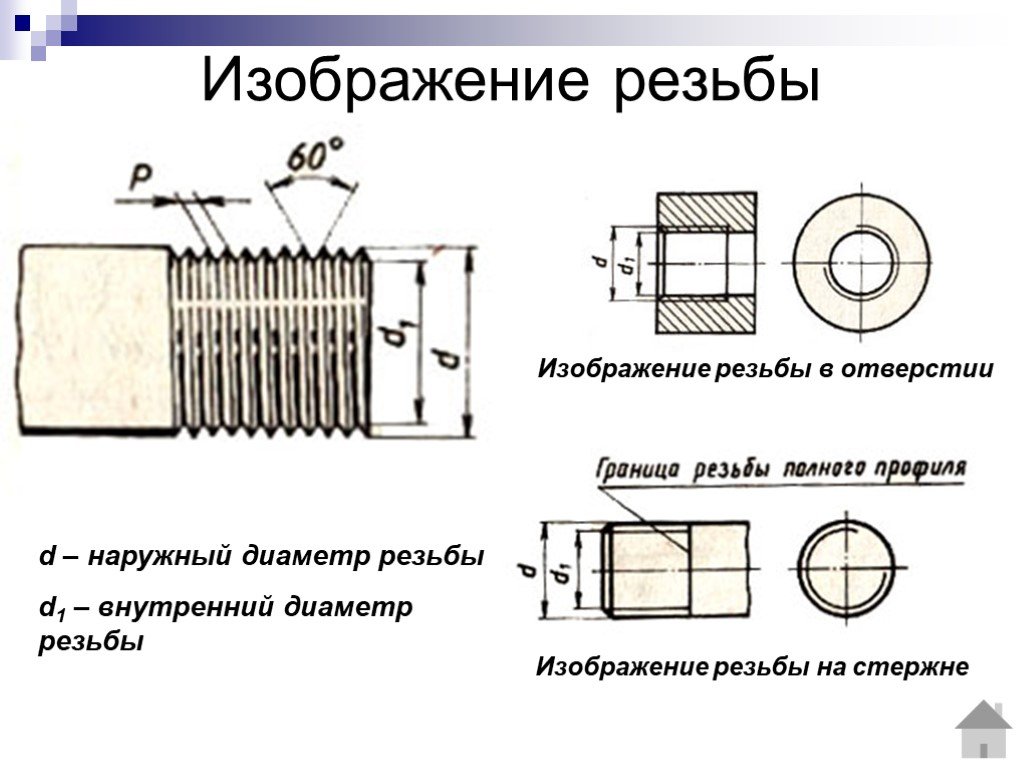 9349
9349 125
125 пр. 10,9
пр. 10,9 DIN 7337
DIN 7337 пр. 5.8 полнорезьбовая оцинк.
пр. 5.8 полнорезьбовая оцинк.
 1 ГОСТ24379.1-2012
1 ГОСТ24379.1-2012 ГОСТ 3282-74
ГОСТ 3282-74
 1 и в табл. 1.
1 и в табл. 1.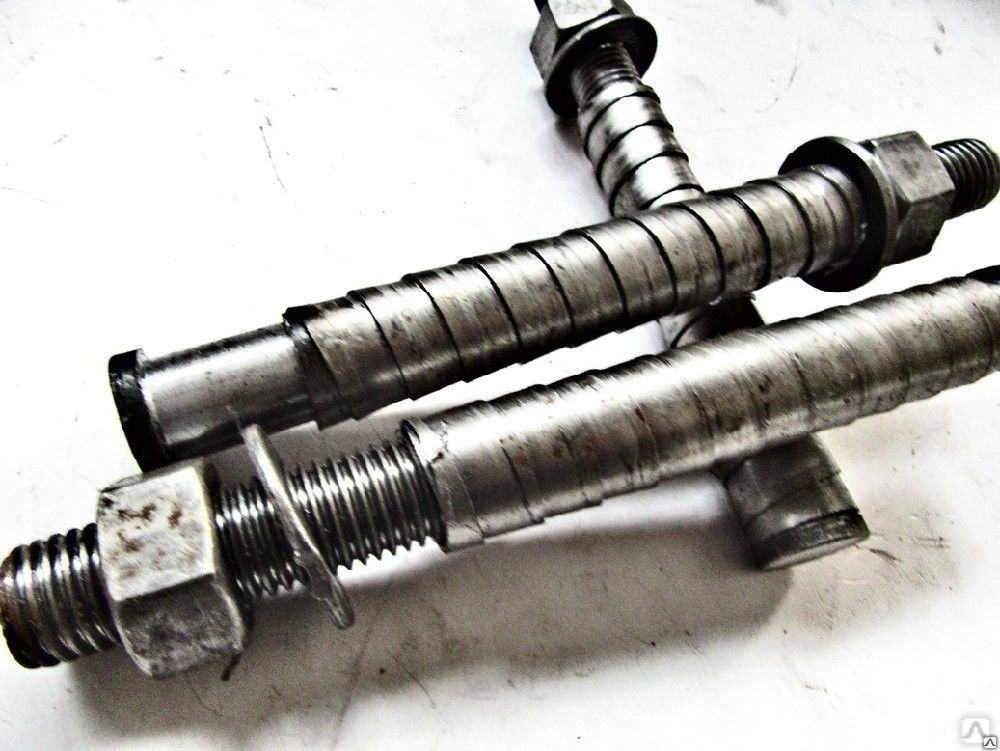 1
1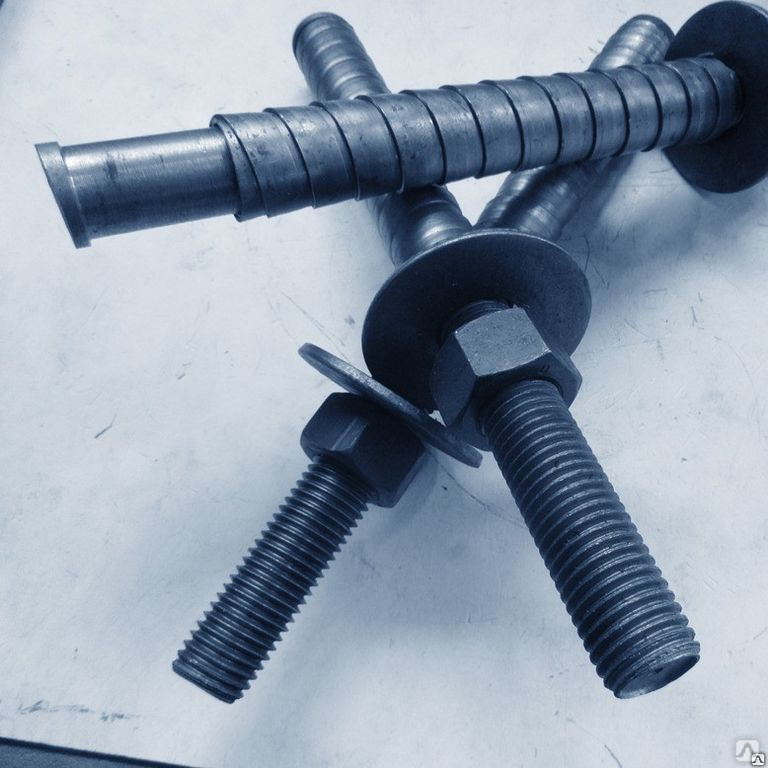 , кг
, кг 3 и в табл. 3.
3 и в табл. 3.
 4
4
 .
. Большим преимуществом является комбинированное бурение и цементация, что делает возможной высокую производительность свай.
Большим преимуществом является комбинированное бурение и цементация, что делает возможной высокую производительность свай. По сравнению с обычными типами буровых долот, предлагаемыми во всем мире для максимальной производительности при бурении горных пород или грунта, критерии для буровых долот SDA определяются с учетом следующих факторов:
По сравнению с обычными типами буровых долот, предлагаемыми во всем мире для максимальной производительности при бурении горных пород или грунта, критерии для буровых долот SDA определяются с учетом следующих факторов:
 Тем не менее, аналитические оценки могут быть полезны для рекомендации о необходимости использования анкерных болтов с защитой от коррозии. По этой причине Intech Anchoring разработала защиту от коррозии методом горячего цинкования. С этой защитой от коррозии доступен весь ассортимент шин и аксессуаров SDA.
Тем не менее, аналитические оценки могут быть полезны для рекомендации о необходимости использования анкерных болтов с защитой от коррозии. По этой причине Intech Anchoring разработала защиту от коррозии методом горячего цинкования. С этой защитой от коррозии доступен весь ассортимент шин и аксессуаров SDA. Повышающие приводы не рекомендуются, так как дополнительный крутящий момент перегружает меньший привод.
Повышающие приводы не рекомендуются, так как дополнительный крутящий момент перегружает меньший привод. Корпус цементно-грунтового раствора 5. Окончательный раствор для инъекций 6. Самозабуривающаяся анкерная штанга Magnacore позволяет выполнять инъекцию, одновременно выполняя роль бурового инструмента 7. Муфта 8. Центратор для удержания микросваи в центре отверстия для обеспечения оптимального покрытия цементным раствором 9. Жертвенное сверло 10. Отверстия для промывки цементным раствором
Корпус цементно-грунтового раствора 5. Окончательный раствор для инъекций 6. Самозабуривающаяся анкерная штанга Magnacore позволяет выполнять инъекцию, одновременно выполняя роль бурового инструмента 7. Муфта 8. Центратор для удержания микросваи в центре отверстия для обеспечения оптимального покрытия цементным раствором 9. Жертвенное сверло 10. Отверстия для промывки цементным раствором Позвоните нам по телефону 800-223-7015 для получения дополнительной информации.
Позвоните нам по телефону 800-223-7015 для получения дополнительной информации.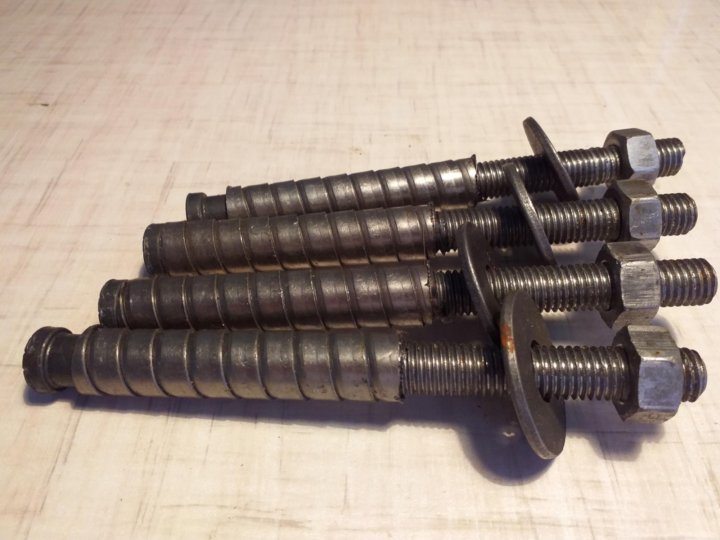 Идеально подходит для соленой воды и хлора.
Идеально подходит для соленой воды и хлора. Не требует твердого основного материала для установки.
Не требует твердого основного материала для установки.
 Использование в бетоне, блоке, камне и кирпиче. Анкер устанавливается путем затягивания крепежного винта или болта. Установите анкерный конец с резьбой по направлению к отверстию.
Использование в бетоне, блоке, камне и кирпиче. Анкер устанавливается путем затягивания крепежного винта или болта. Установите анкерный конец с резьбой по направлению к отверстию.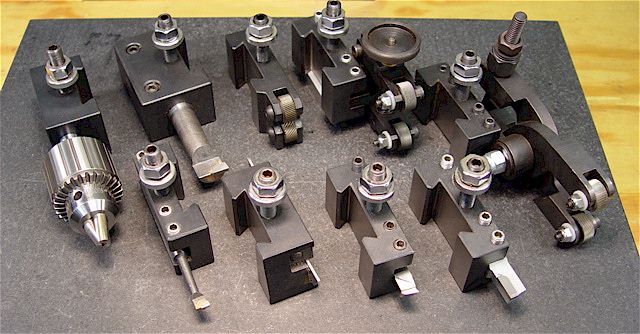
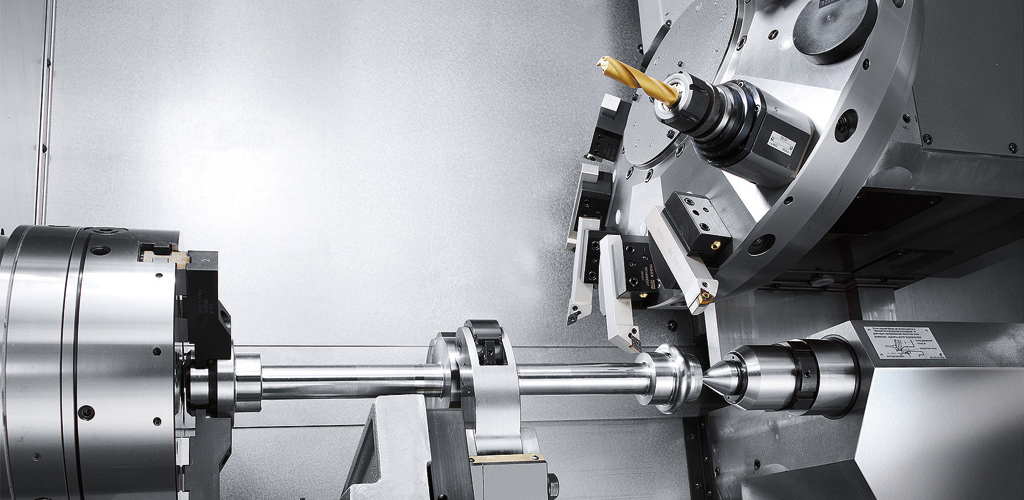 Ознакомиться со всеми поставляемыми нами брендами можно в специлизированном разделе Станочная оснастка у нас на сайте.
Ознакомиться со всеми поставляемыми нами брендами можно в специлизированном разделе Станочная оснастка у нас на сайте. В ассортименте компании свыше 5000 наименований товаров, используемых для закрепления заготовок. Компания AMF разрабатывает и создает быстрозажимные устройства, станочные механические элементы, устройства на пневматике или гидроприводе, магнитные и ручные инструменты. Оснастка AMF может быть универсальной или специализированной; в зависимости от назначения определяется и область применения: металлообработка, деревообработка, обработка пластмасс и т.д.
В ассортименте компании свыше 5000 наименований товаров, используемых для закрепления заготовок. Компания AMF разрабатывает и создает быстрозажимные устройства, станочные механические элементы, устройства на пневматике или гидроприводе, магнитные и ручные инструменты. Оснастка AMF может быть универсальной или специализированной; в зависимости от назначения определяется и область применения: металлообработка, деревообработка, обработка пластмасс и т.д.
 Кроме обширного ассортимента расточных систем D’ANDREA предлагает линейку первоклассных держателей, которые определяют высокую точность металлообработки.
Кроме обширного ассортимента расточных систем D’ANDREA предлагает линейку первоклассных держателей, которые определяют высокую точность металлообработки. Инструментальные блоки от данного производителя можно подобрать для практически всех станков, в особенности для азиатских. Высокая жесткость и надежность данных блоков позволяет существенно повысить производительность той или инной единицы оборудования.
Инструментальные блоки от данного производителя можно подобрать для практически всех станков, в особенности для азиатских. Высокая жесткость и надежность данных блоков позволяет существенно повысить производительность той или инной единицы оборудования. Предприятие было создано в 1997 году Фрицем Кеммлером, и сегодня во втором поколении им управляют Йорг и Даниель Кеммлеры.
Предприятие было создано в 1997 году Фрицем Кеммлером, и сегодня во втором поколении им управляют Йорг и Даниель Кеммлеры. Компания предлагает высокоточный немецкий инструмент по доступным ценам.
Компания предлагает высокоточный немецкий инструмент по доступным ценам.

 Деятельность в области исследований и разработок направлена не только на производительность продукта, но и на его использование по отношению к окружающей среде. MPA предлагает ассортимент продукции в соответствии со строгими критериями безопасности, надежности и эффективности.
Деятельность в области исследований и разработок направлена не только на производительность продукта, но и на его использование по отношению к окружающей среде. MPA предлагает ассортимент продукции в соответствии со строгими критериями безопасности, надежности и эффективности.
 Благодаря новейшим технологиям и превосходному качеству, продукция способствуют существенному увеличению производительности и уменьшению производственных затрат.
Благодаря новейшим технологиям и превосходному качеству, продукция способствуют существенному увеличению производительности и уменьшению производственных затрат.
 , Ltd. и I Machine Tools Corp. В номенклатуру производимого инструмента входит оснастка, как для станков с ЧПУ фрезерной/токарной группы, так и для универсального металлорежущего оборудования.
, Ltd. и I Machine Tools Corp. В номенклатуру производимого инструмента входит оснастка, как для станков с ЧПУ фрезерной/токарной группы, так и для универсального металлорежущего оборудования. Продукция Renishaw — это точность, эффективность и качество.
Продукция Renishaw — это точность, эффективность и качество. Продукция Sassatelli сертифицирована по ISO 9001:2000
Продукция Sassatelli сертифицирована по ISO 9001:2000
 Поставляемый нами инструмент SYIC включает в себя высокоточной станочной оснастки, держателей инструмента, режущих инструментов и принадлежностей для токарных станков, фрезерных станков, обрабатывающих центров CNC, токарно-фрезерных обрабатывающих центров, и т.д.
Поставляемый нами инструмент SYIC включает в себя высокоточной станочной оснастки, держателей инструмента, режущих инструментов и принадлежностей для токарных станков, фрезерных станков, обрабатывающих центров CNC, токарно-фрезерных обрабатывающих центров, и т.д.
 Кроме этого, она совместно с производителями станков разрабатывает и выпускает револьверные головки. Данный производитель обладает масштабным исследовательским центром, который регулярно патентует новые изобретения, внедряет более эффективные и качественные решения.
Кроме этого, она совместно с производителями станков разрабатывает и выпускает револьверные головки. Данный производитель обладает масштабным исследовательским центром, который регулярно патентует новые изобретения, внедряет более эффективные и качественные решения.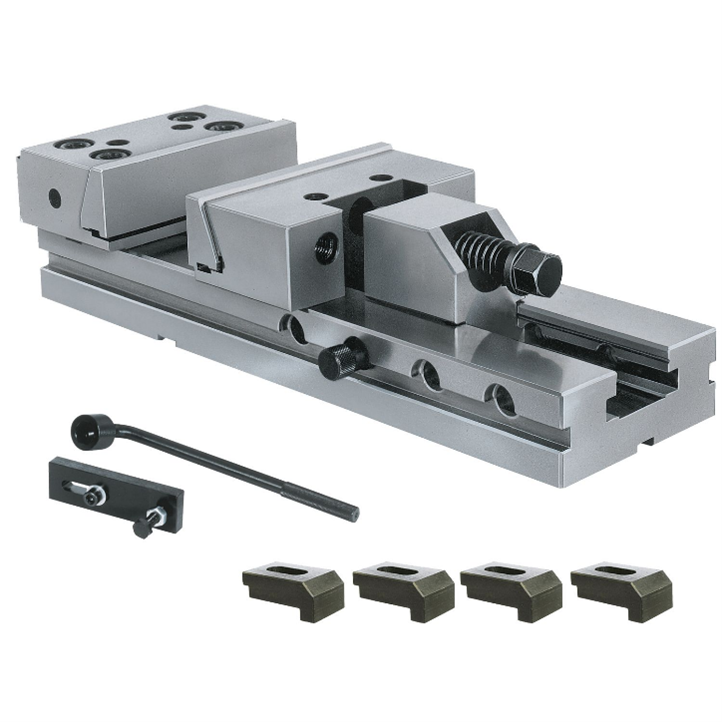 Имея многолетний опыт работы в области прецизионных инструментов для фрезерных станков, W & F начала разработку и производство модульных держателей для токарных станков. Благодаря модульной быстросменной системе WFB устанавливает новые стандарты точности, стабильности и надежности процесса. Высочайший стандарт качества, долговечность и максимальная гибкость инстпумента W & F гарантируют экономичное производство.
Имея многолетний опыт работы в области прецизионных инструментов для фрезерных станков, W & F начала разработку и производство модульных держателей для токарных станков. Благодаря модульной быстросменной системе WFB устанавливает новые стандарты точности, стабильности и надежности процесса. Высочайший стандарт качества, долговечность и максимальная гибкость инстпумента W & F гарантируют экономичное производство.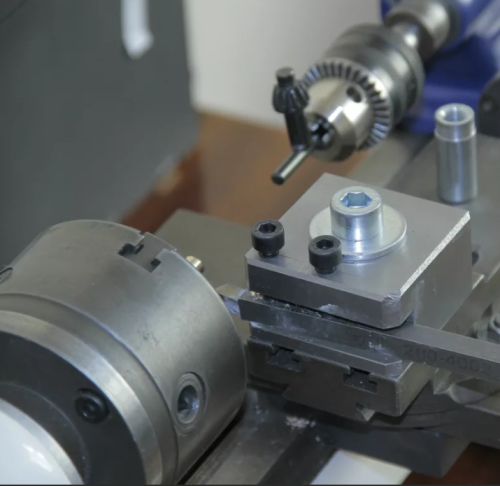 Они являются важной частью обработки с ЧПУ. Однако о них мало что известно об их использовании, поскольку существует множество типов режущих инструментов.
Они являются важной частью обработки с ЧПУ. Однако о них мало что известно об их использовании, поскольку существует множество типов режущих инструментов.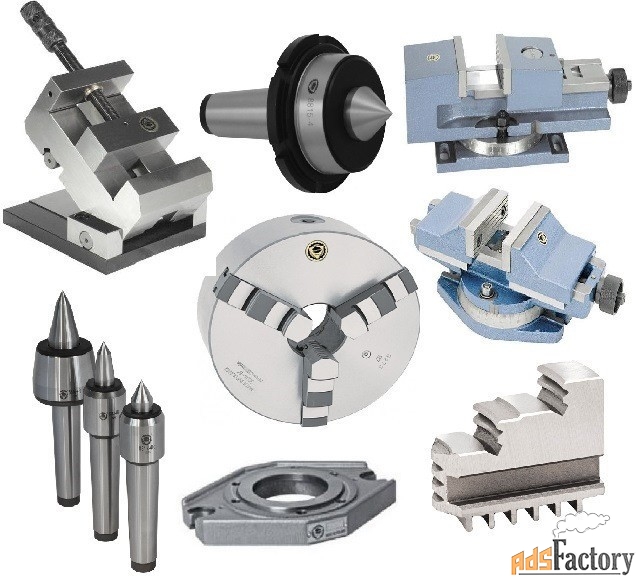 Ниже приведено краткое объяснение общих операций, которые вы используете в своем проекте обработки с ЧПУ.
Ниже приведено краткое объяснение общих операций, которые вы используете в своем проекте обработки с ЧПУ.
 Он имеет низкий коэффициент трения, высокий модуль упругости, высокую теплопроводность и низкий коэффициент теплового расширения. Следовательно, токарные инструменты с алмазной режущей кромкой идеально подходят для точной обработки хрупких, износостойких, податливых и твердых материалов, таких как графит.
Он имеет низкий коэффициент трения, высокий модуль упругости, высокую теплопроводность и низкий коэффициент теплового расширения. Следовательно, токарные инструменты с алмазной режущей кромкой идеально подходят для точной обработки хрупких, износостойких, податливых и твердых материалов, таких как графит. Они имеют шлифованный угол резания, который позволяет выполнять удаление, и они могут выдерживать максимальное давление резания.
Они имеют шлифованный угол резания, который позволяет выполнять удаление, и они могут выдерживать максимальное давление резания. Поэтому Вы можете использовать их в качестве захвата для ручек или крепежных элементов, таких как гайки.
Поэтому Вы можете использовать их в качестве захвата для ручек или крепежных элементов, таких как гайки.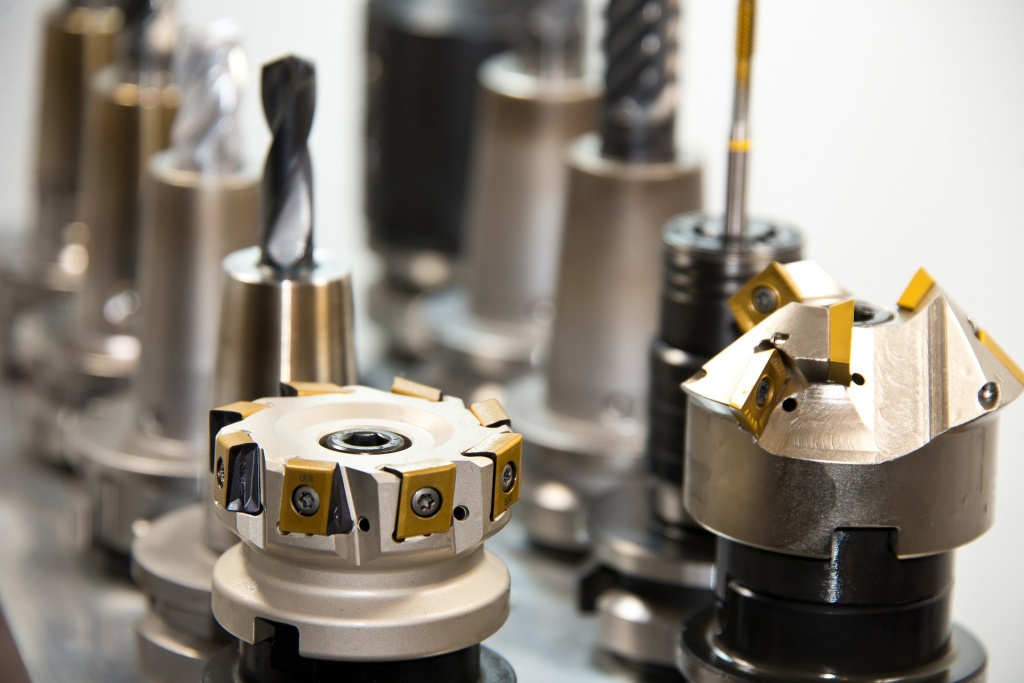 Держатель инструмента, расположенный на каретке токарного станка, удерживает инструмент во время процесса таким образом, чтобы он мог подавать перпендикулярно оси вращения детали.
Держатель инструмента, расположенный на каретке токарного станка, удерживает инструмент во время процесса таким образом, чтобы он мог подавать перпендикулярно оси вращения детали. Используя левую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на правой стороне инструмента.
Используя левую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на правой стороне инструмента. youtube.com/embed/J63dZsw7Ia4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/J63dZsw7Ia4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Тем не менее, существует множество типов режущих инструментов на токарных станках, доступных для многих инженеров. Чтобы упростить его, в этой статье продемонстрированы различные классификации токарных инструментов и способы их выбора. Если вы все еще не уверены, какой тип токарных станков может привести к желаемой форме, вы можете загрузить свой файл САПР, чтобы получить профессиональные предложения от нашей команды экспертов, или свяжитесь с нами по электронной почте сейчас.
Тем не менее, существует множество типов режущих инструментов на токарных станках, доступных для многих инженеров. Чтобы упростить его, в этой статье продемонстрированы различные классификации токарных инструментов и способы их выбора. Если вы все еще не уверены, какой тип токарных станков может привести к желаемой форме, вы можете загрузить свой файл САПР, чтобы получить профессиональные предложения от нашей команды экспертов, или свяжитесь с нами по электронной почте сейчас. д.
д.
 В него внедряются анионы электролита. Под действием отрицательного заряда мицеллы подходят к поверхности и сращиваются с металлом. Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
В него внедряются анионы электролита. Под действием отрицательного заряда мицеллы подходят к поверхности и сращиваются с металлом. Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида. В зависимости от условий формирования вода в оксидном покрытии может находиться в составе бемита или байерита (Al2O3*3H2O). Покрытия содержат значительное количество анионов электролитов.
В зависимости от условий формирования вода в оксидном покрытии может находиться в составе бемита или байерита (Al2O3*3H2O). Покрытия содержат значительное количество анионов электролитов.

 Анодную пленку с приспособлений, используемых неоднократно, перед каждой новой загрузкой следует удалять в растворе щелочи.
Анодную пленку с приспособлений, используемых неоднократно, перед каждой новой загрузкой следует удалять в растворе щелочи. Эти процессы возможны благодаря высокой (до 30% объема) пористости анодной пленки и ее способности поглощать водные растворы.
Эти процессы возможны благодаря высокой (до 30% объема) пористости анодной пленки и ее способности поглощать водные растворы. Они непрозрачны, окрашены в декоративные золотистые тона. В этом электролите можно обрабатывать литейные сплавы алюминия, содержащие до 5% меди или 4% кремния. Анодирование ведется на постоянном или переменной токе.
Они непрозрачны, окрашены в декоративные золотистые тона. В этом электролите можно обрабатывать литейные сплавы алюминия, содержащие до 5% меди или 4% кремния. Анодирование ведется на постоянном или переменной токе.
 Для уменьшения скорости побочного процесса катодного восстановления шестивалентных ионов хрома отношение поверхности катода к поверхности обрабатываемых деталей не должно превышать 5:1.
Для уменьшения скорости побочного процесса катодного восстановления шестивалентных ионов хрома отношение поверхности катода к поверхности обрабатываемых деталей не должно превышать 5:1. Анодирование повышает стойкость поверхности изделия к коррозии и износу, а также обеспечивает более высокую адгезию для красок и клеящих веществ, чем просто «голый» алюминий.
Анодирование повышает стойкость поверхности изделия к коррозии и износу, а также обеспечивает более высокую адгезию для красок и клеящих веществ, чем просто «голый» алюминий.
 Эта очень тонкая оксидная пленка мгновенно покрывает любую свежую поверхность алюминия сразу после ее контакта с воздухом. Однако в некоторых случаях необходимо иметь более высокую степень защиты (коррозионной или химической), модифицировать внешний вид поверхности (цвет, текстуру и т.п.) или создать заданные физические свойства поверхности (повышенная твердость, износостойкость или адгезия). В таких случаях прибегают к анодированию алюминия и алюминиевых сплавов.
Эта очень тонкая оксидная пленка мгновенно покрывает любую свежую поверхность алюминия сразу после ее контакта с воздухом. Однако в некоторых случаях необходимо иметь более высокую степень защиты (коррозионной или химической), модифицировать внешний вид поверхности (цвет, текстуру и т.п.) или создать заданные физические свойства поверхности (повышенная твердость, износостойкость или адгезия). В таких случаях прибегают к анодированию алюминия и алюминиевых сплавов.
 Кроме того, применение некоторых красящих составов требует класса толщины 20 мкм или выше. Это нужно для достижения хорошего заполнения пор красителем и повышенной стойкости окрашенного покрытия к солнечному свету.
Кроме того, применение некоторых красящих составов требует класса толщины 20 мкм или выше. Это нужно для достижения хорошего заполнения пор красителем и повышенной стойкости окрашенного покрытия к солнечному свету. В таких случаях именно эти свойства анодированного алюминия являются главными.
В таких случаях именно эти свойства анодированного алюминия являются главными.
 Оно занимает больший объем, чем исходный алюминий и поэтому в результате анодирования происходит увеличение толщины изделия. При сернокислом анодировании это увеличение составляет приблизительно одну треть от общей толщины покрытия. В этом заключается коренное отличие анодного покрытия от, например, порошкового (рисунок 2):
Оно занимает больший объем, чем исходный алюминий и поэтому в результате анодирования происходит увеличение толщины изделия. При сернокислом анодировании это увеличение составляет приблизительно одну треть от общей толщины покрытия. В этом заключается коренное отличие анодного покрытия от, например, порошкового (рисунок 2): рисунок 1). Прочное крепление профилей необходимо как для того, чтобы они, не свалились с навесок и прошли все циклы «окунания» и «полоскания» в ваннах, в том числе при интенсивном перемешивании растворов и промывочных вод (барботировании)/ Кроме того, что еще важнее, прочное крепление изделий к навескам должно обеспечивать постоянный и надежный электрический контакт профилей с положительным полюсом источника тока непосредственно в процессе анодирования.
рисунок 1). Прочное крепление профилей необходимо как для того, чтобы они, не свалились с навесок и прошли все циклы «окунания» и «полоскания» в ваннах, в том числе при интенсивном перемешивании растворов и промывочных вод (барботировании)/ Кроме того, что еще важнее, прочное крепление изделий к навескам должно обеспечивать постоянный и надежный электрический контакт профилей с положительным полюсом источника тока непосредственно в процессе анодирования.
 Если готовая продукция должна иметь блестящую или зеркальную поверхность, то перед анодированием изделия подвергают химическому или электрохимическому осветлению. При этой процедуре с поверхности изделия удаляется алюминий и образуется очень гладкая поверхность с очень большой отражательной способностью.
Если готовая продукция должна иметь блестящую или зеркальную поверхность, то перед анодированием изделия подвергают химическому или электрохимическому осветлению. При этой процедуре с поверхности изделия удаляется алюминий и образуется очень гладкая поверхность с очень большой отражательной способностью. Толщина покрытия является одним из самых важных параметров и есть много методов ее измерения. Обычно толщину покрытия измеряют прибором, работающим на принципе вихревых токов. В спорных случаях применяют металлографические исследования поперечного сечения изделия.
Толщина покрытия является одним из самых важных параметров и есть много методов ее измерения. Обычно толщину покрытия измеряют прибором, работающим на принципе вихревых токов. В спорных случаях применяют металлографические исследования поперечного сечения изделия. Если рейтинг составляет 2, то стандарт требует выполнить испытания на потерю массы или выполнить повторное наполнение.
Если рейтинг составляет 2, то стандарт требует выполнить испытания на потерю массы или выполнить повторное наполнение. Введите анодирование своими руками.
Введите анодирование своими руками.

 В любом случае, вы будете анодировать своими руками в кратчайшие сроки. Удачи!
В любом случае, вы будете анодировать своими руками в кратчайшие сроки. Удачи!
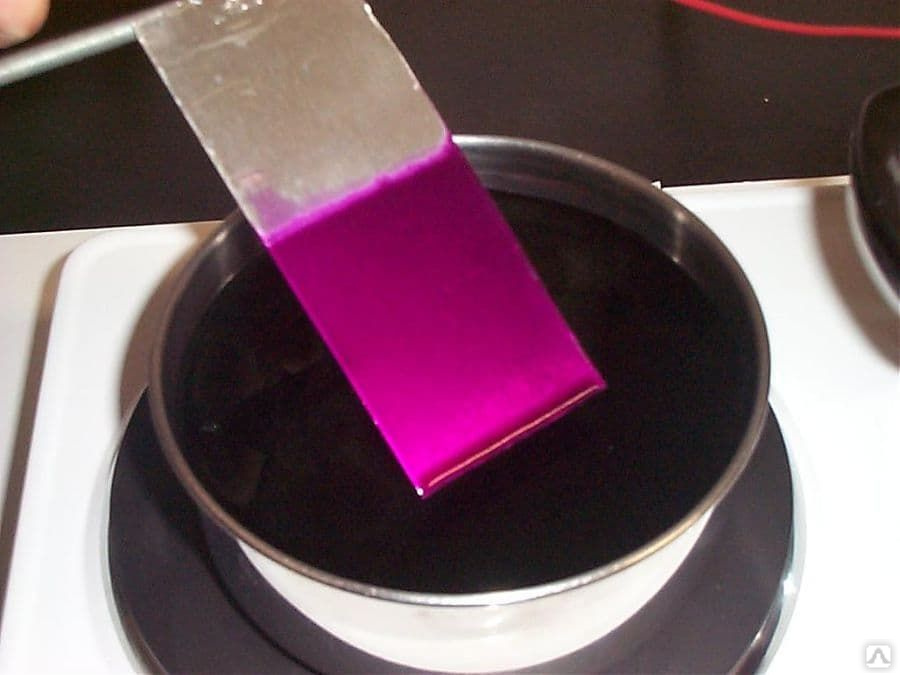 Поэтому анодирование является популярным выбором во многих отраслях промышленности.
Поэтому анодирование является популярным выбором во многих отраслях промышленности.
 Существует три широко используемых типа процесса анодирования, и каждый тип процесса приводит к разному набору функциональных и эстетических свойств.
Существует три широко используемых типа процесса анодирования, и каждый тип процесса приводит к разному набору функциональных и эстетических свойств. Однако это приводит к более толстому (> 0,001 дюйма) анодированному слою по сравнению с типом II.
Однако это приводит к более толстому (> 0,001 дюйма) анодированному слою по сравнению с типом II. Он идеален там, где требуется коррозионная стойкость, например, при изготовлении деталей самолетов.
Он идеален там, где требуется коррозионная стойкость, например, при изготовлении деталей самолетов. Это связано с тем, что одним из наиболее значительных преимуществ анодирования являются различные доступные варианты цветов. Стандартные цвета анодирования алюминия включают прозрачный, бронзовый, шампань и черный. В RapidDirect у вас есть доступ к картам цветов с номерами Pantone, из которых вы можете выбрать нужный цвет.
Это связано с тем, что одним из наиболее значительных преимуществ анодирования являются различные доступные варианты цветов. Стандартные цвета анодирования алюминия включают прозрачный, бронзовый, шампань и черный. В RapidDirect у вас есть доступ к картам цветов с номерами Pantone, из которых вы можете выбрать нужный цвет.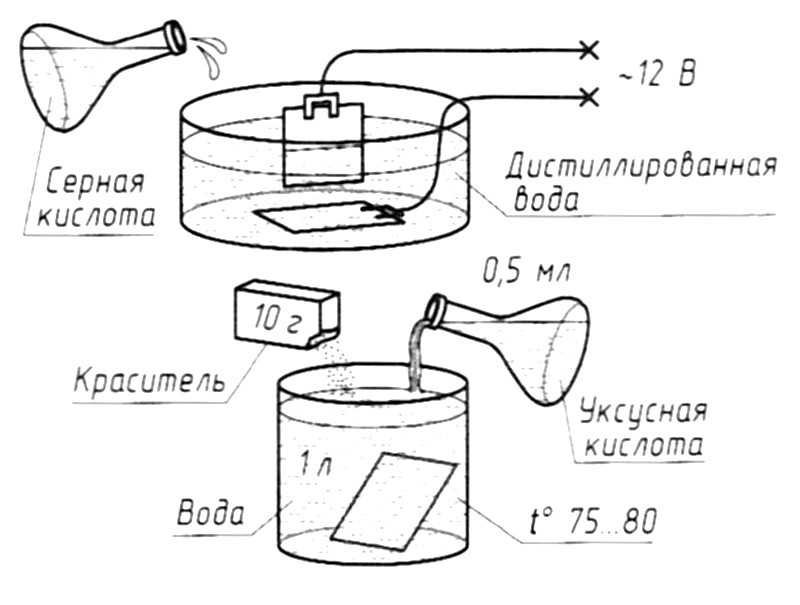 Это означает, что он не может отслаиваться или скалываться, как лакокрасочное покрытие.
Это означает, что он не может отслаиваться или скалываться, как лакокрасочное покрытие.
 Следовательно, он не имеет такого же эффекта, как дробеструйная обработка или полировка. Если обработанная алюминиевая деталь идет сразу на анодирование, вполне вероятно, что на поверхности готовой детали останутся следы машинной обработки или царапины.
Следовательно, он не имеет такого же эффекта, как дробеструйная обработка или полировка. Если обработанная алюминиевая деталь идет сразу на анодирование, вполне вероятно, что на поверхности готовой детали останутся следы машинной обработки или царапины.
 Дефекты анодирования, на которые следует обратить внимание в готовом изделии, включают ожоги при анодировании, вызванные высокой плотностью тока и недостаточным перемешиванием в процессе анодирования.
Дефекты анодирования, на которые следует обратить внимание в готовом изделии, включают ожоги при анодировании, вызванные высокой плотностью тока и недостаточным перемешиванием в процессе анодирования. Однако стоимость процедуры зависит от нескольких факторов. Это включает количество деталей, размеры и форму деталей, тип анодирования (т. е. толщину покрытия) и цвет.
Однако стоимость процедуры зависит от нескольких факторов. Это включает количество деталей, размеры и форму деталей, тип анодирования (т. е. толщину покрытия) и цвет. 
 01
01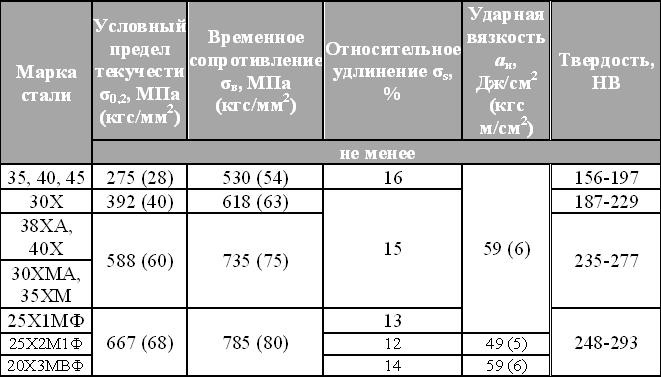 2
2
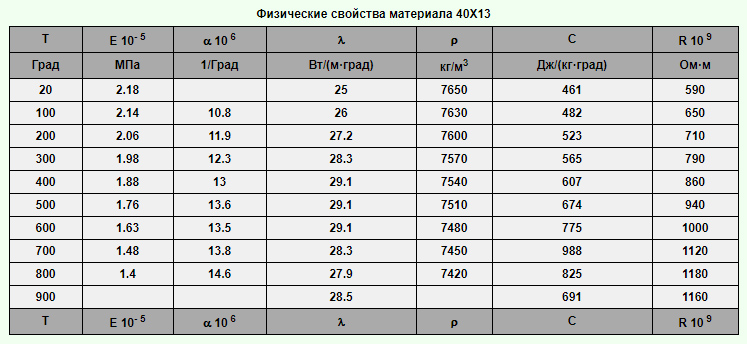 и последующей термообработке
и последующей термообработке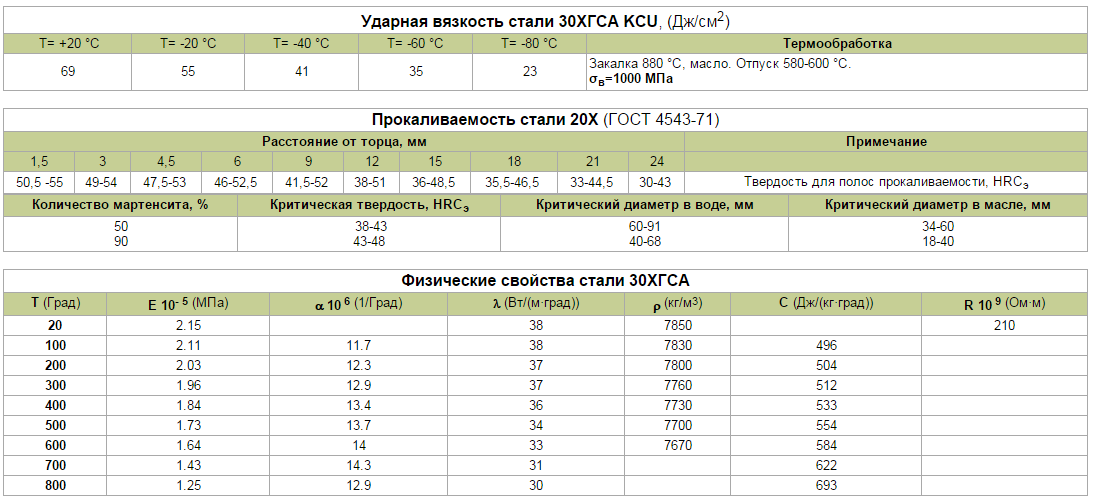 За это время мы прошли путь от небольшого заготовительного производства до современного предприятия, в активах которого имеется все необходимое оборудование для изготовления поковок, соответствующих самым высоким требованиям наших заказчиков. Благодаря накопленному опыту, мы научились видеть глазами Клиентов и четко понимать их потребности. И именно поэтому мы строим партнерские отношения опираясь на следующие ценности:
За это время мы прошли путь от небольшого заготовительного производства до современного предприятия, в активах которого имеется все необходимое оборудование для изготовления поковок, соответствующих самым высоким требованиям наших заказчиков. Благодаря накопленному опыту, мы научились видеть глазами Клиентов и четко понимать их потребности. И именно поэтому мы строим партнерские отношения опираясь на следующие ценности: Обращаясь к нам, вы можете быть уверены, что получите грамотную и квалифицированную консультацию по всем вопросам.
Обращаясь к нам, вы можете быть уверены, что получите грамотную и квалифицированную консультацию по всем вопросам.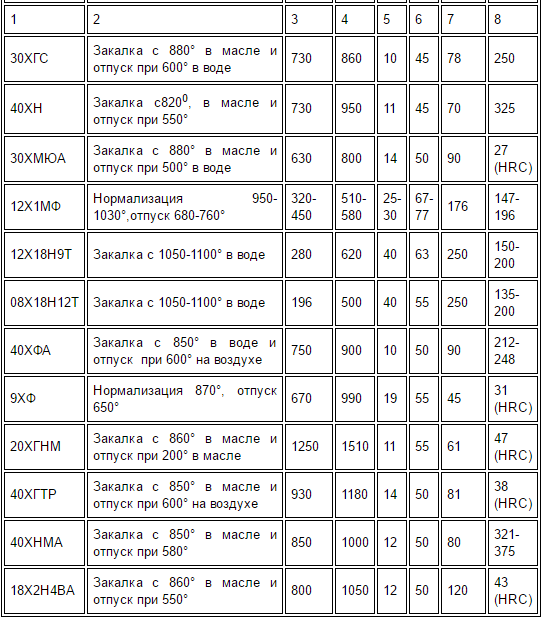
 org/BreadcrumbList»>
org/BreadcrumbList»>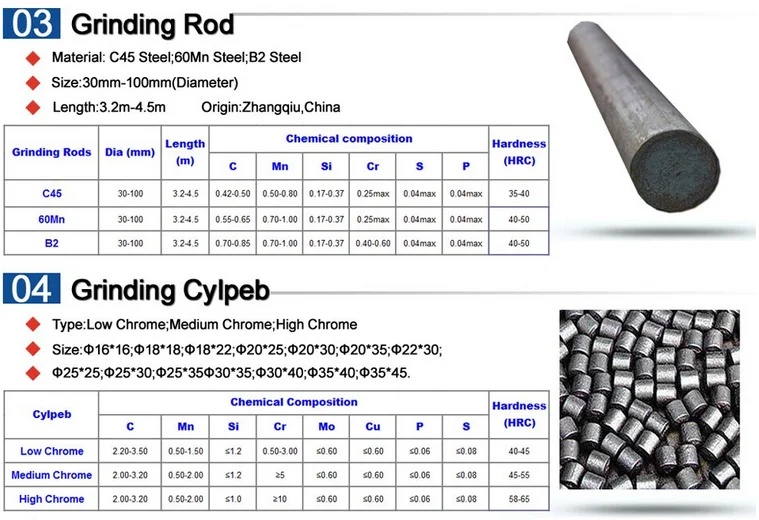 , труба из углеродистой стали для работы под давлением.
, труба из углеродистой стали для работы под давлением.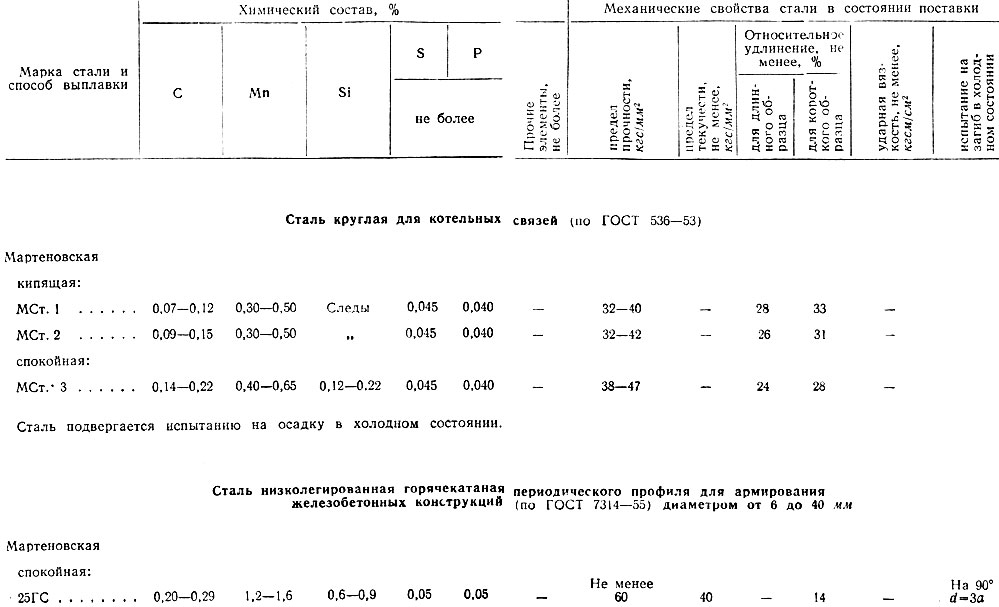 ..
.. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
 складской размер
складской размер 80
80

 Близкими к эвтектике значениями следует считать примерно от 0,95 до 1,05.
Близкими к эвтектике значениями следует считать примерно от 0,95 до 1,05. Для всех ювелирных сплавов ниже 910 пробы солидус равен 779 градусам. Для 925 пробы — 808 градусов, для 916 — 789.
Для всех ювелирных сплавов ниже 910 пробы солидус равен 779 градусам. Для 925 пробы — 808 градусов, для 916 — 789.
 ч. ковара, нейзильбера
ч. ковара, нейзильбера почту:
почту:

 Это серебряный сплав с добавлением некоторых других металлов, что делает его более прочным и способным выдерживать большие нагрузки, чем обычная алюминиевая или медная проволока для пайки. Серебряный припой обычно содержит серебро, цинк, свинец, олово и медь в качестве основных ингредиентов.
Это серебряный сплав с добавлением некоторых других металлов, что делает его более прочным и способным выдерживать большие нагрузки, чем обычная алюминиевая или медная проволока для пайки. Серебряный припой обычно содержит серебро, цинк, свинец, олово и медь в качестве основных ингредиентов.
 Шлак часто представляет собой расплавленный металл, скопившийся на поверхности сварки, который необходимо удалить, прежде чем вы сможете закончить свой проект. Серебряный припой также помогает предотвратить окисление, а это означает, что при использовании серебряного припоя образуется меньше ржавчины, чем при использовании других типов припоев для сварки.
Шлак часто представляет собой расплавленный металл, скопившийся на поверхности сварки, который необходимо удалить, прежде чем вы сможете закончить свой проект. Серебряный припой также помогает предотвратить окисление, а это означает, что при использовании серебряного припоя образуется меньше ржавчины, чем при использовании других типов припоев для сварки. Одним из особых недостатков является то, что проволока для серебряного припоя иногда может привести к загрязнению сварного шва серебряным шлаком при использовании для сварки. Это означает, что вам, возможно, придется использовать флюсы и другие химические средства, чтобы снова очистить металлические поверхности, прежде чем вы сможете продолжить проект.
Одним из особых недостатков является то, что проволока для серебряного припоя иногда может привести к загрязнению сварного шва серебряным шлаком при использовании для сварки. Это означает, что вам, возможно, придется использовать флюсы и другие химические средства, чтобы снова очистить металлические поверхности, прежде чем вы сможете продолжить проект.

 Это означает, что серебряный припой будет более прочным, а также поможет предотвратить растрескивание сварных швов, если вы случайно перегреете их во время сварки!
Это означает, что серебряный припой будет более прочным, а также поможет предотвратить растрескивание сварных швов, если вы случайно перегреете их во время сварки! Вы должны использовать только серебряный припой для сварочных работ, требующих присадочного металла на основе серебра.
Вы должны использовать только серебряный припой для сварочных работ, требующих присадочного металла на основе серебра.

 Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал. Важно, чтобы припой растекался при более низкой температуре, чтобы ваши металлические поверхности оставались твердыми и сохраняли свою форму. Когда вы нагреваете материал, атомы, образующие металл, начинают разделяться. Это разделение позволяет припою, когда он течет, проникать в эти пространства и связываться с исходным материалом. Теперь припой плотно прилегает к материалу, и детали соединяются.
Важно, чтобы припой растекался при более низкой температуре, чтобы ваши металлические поверхности оставались твердыми и сохраняли свою форму. Когда вы нагреваете материал, атомы, образующие металл, начинают разделяться. Это разделение позволяет припою, когда он течет, проникать в эти пространства и связываться с исходным материалом. Теперь припой плотно прилегает к материалу, и детали соединяются. Если бы вы наносили припой на металл в своей детали, который быстро плавился, ваша деталь испортилась бы до того, как припой успел бы растечься. Например, олово плавится при температуре около 500 градусов по Фаренгейту, но легкий серебряный припой не плавится, пока не достигнет 1145 градусов по Фаренгейту. Поэтому, если вы хотите спаять два куска олова вместе и использовать легкий серебряный припой, олово будет расплавленным месивом. но серебряный припой еще даже близко не потечет.
Если бы вы наносили припой на металл в своей детали, который быстро плавился, ваша деталь испортилась бы до того, как припой успел бы растечься. Например, олово плавится при температуре около 500 градусов по Фаренгейту, но легкий серебряный припой не плавится, пока не достигнет 1145 градусов по Фаренгейту. Поэтому, если вы хотите спаять два куска олова вместе и использовать легкий серебряный припой, олово будет расплавленным месивом. но серебряный припой еще даже близко не потечет. Цинк (Zn) и олово (Sn) имеют очень низкие температуры плавления, что снижает общую температуру плавления припоя. Все серебряные припои, продаваемые в Halstead, не содержат свинца и кадмия. Вы можете узнать больше об особенностях, прочитав листы паспортов безопасности на страницах деталей изделия на нашем веб-сайте, однако большинство серебряных припоев имеют комбинацию серебра, меди и цинка, и процентное содержание каждого металла варьируется в зависимости от расхода припоя. точка. Металлические сплавы припоя и их общее процентное содержание перечислены в таблице ниже.
Цинк (Zn) и олово (Sn) имеют очень низкие температуры плавления, что снижает общую температуру плавления припоя. Все серебряные припои, продаваемые в Halstead, не содержат свинца и кадмия. Вы можете узнать больше об особенностях, прочитав листы паспортов безопасности на страницах деталей изделия на нашем веб-сайте, однако большинство серебряных припоев имеют комбинацию серебра, меди и цинка, и процентное содержание каждого металла варьируется в зависимости от расхода припоя. точка. Металлические сплавы припоя и их общее процентное содержание перечислены в таблице ниже. Для припоя доступно несколько точек текучести из-за сложности многоэтапной пайки.
Для припоя доступно несколько точек текучести из-за сложности многоэтапной пайки.
 Я пробовал четыре из них, к сожалению, возможность попробовать форму порошка еще не представилась, потому что это довольно редко встречается в ювелирных изделиях. Но вот информация о каждом варианте и их лучших приложениях.
Я пробовал четыре из них, к сожалению, возможность попробовать форму порошка еще не представилась, потому что это довольно редко встречается в ювелирных изделиях. Но вот информация о каждом варианте и их лучших приложениях. При работе с небольшими соединениями чипы Pallion просто необходимы! МАГАЗИН ДЛЯ ПРИПОЯ >>
При работе с небольшими соединениями чипы Pallion просто необходимы! МАГАЗИН ДЛЯ ПРИПОЯ >>  Моя основная специализация — филигрань, и я использую много пастообразного припоя. Я также использую его, чтобы прикрепить выводы, например, ушные стойки, переходные кольца и т. д. к моим филигранным изделиям. Соединения прочные и надежные». Моя форма для пайки. Мне больше всего нравится использовать проволочный припой. Он может остаться в форме проволоки или быть обрезан и сплющен с помощью молотка, или он может быть коротким или длинным в зависимости от работы, которую вы выполняете. Она более универсальна, чем другие, поэтому эта форма мне больше всего нравится. Короткий отрезок проволочного припоя имеет большое значение. Также легко припаять косички с различными петлями, чтобы обозначить точки температуры подачи. Таким образом, вам никогда не придется беспокоиться о том, что вы перепутаете припои! МАГАЗИН ПРОВОЛОЧНОЙ ПРИПОИ >>
Моя основная специализация — филигрань, и я использую много пастообразного припоя. Я также использую его, чтобы прикрепить выводы, например, ушные стойки, переходные кольца и т. д. к моим филигранным изделиям. Соединения прочные и надежные». Моя форма для пайки. Мне больше всего нравится использовать проволочный припой. Он может остаться в форме проволоки или быть обрезан и сплющен с помощью молотка, или он может быть коротким или длинным в зависимости от работы, которую вы выполняете. Она более универсальна, чем другие, поэтому эта форма мне больше всего нравится. Короткий отрезок проволочного припоя имеет большое значение. Также легко припаять косички с различными петлями, чтобы обозначить точки температуры подачи. Таким образом, вам никогда не придется беспокоиться о том, что вы перепутаете припои! МАГАЗИН ПРОВОЛОЧНОЙ ПРИПОИ >>  Он так же универсален, как проволочный припой, и прост в использовании, особенно при пайке двух плоских деталей вместе. Легко использовать слишком много, когда вы вырезаете из листового припоя, поэтому помните, что чем меньше, тем лучше, поэтому у вас не будет слишком много работы по очистке. МАГАЗИН ЛИСТ ПРИПОЯ >>
Он так же универсален, как проволочный припой, и прост в использовании, особенно при пайке двух плоских деталей вместе. Легко использовать слишком много, когда вы вырезаете из листового припоя, поэтому помните, что чем меньше, тем лучше, поэтому у вас не будет слишком много работы по очистке. МАГАЗИН ЛИСТ ПРИПОЯ >> 
 Если у вас есть видимый шов, чем больше серебра в припое, тем лучше. Поэтому выбирайте твердый припой (содержание серебра 75%), а не более мягкий припой с меньшим содержанием серебра. Это замедлит потускнение шва. Этот совет более важен для видимых швов.
Если у вас есть видимый шов, чем больше серебра в припое, тем лучше. Поэтому выбирайте твердый припой (содержание серебра 75%), а не более мягкий припой с меньшим содержанием серебра. Это замедлит потускнение шва. Этот совет более важен для видимых швов. В противном случае легко расплавить материал вместе с припоем. Швы на объектах такого размера едва заметны, а сами накладки не выдерживают большого количества тепла, поэтому влезайте и вынимайтесь как можно быстрее.
В противном случае легко расплавить материал вместе с припоем. Швы на объектах такого размера едва заметны, а сами накладки не выдерживают большого количества тепла, поэтому влезайте и вынимайтесь как можно быстрее. Ювелиры-новички в этой области беспокоятся о чистоте серебра после пайки. FTC установила правила, касающиеся незначительных расхождений между партиями производимых материалов. Вот допуски для стерлингового серебра, основанные на Национальном законе о штамповке:
Ювелиры-новички в этой области беспокоятся о чистоте серебра после пайки. FTC установила правила, касающиеся незначительных расхождений между партиями производимых материалов. Вот допуски для стерлингового серебра, основанные на Национальном законе о штамповке: Пастообразный припой, который я использую, содержит примерно 65% серебра. Я использую как можно меньше пасты, чтобы она не сильно снижала содержание серебра. Типичный кулон может быть примерно наполовину стерлинговым и наполовину чистым серебром, хотя это немного варьируется в зависимости от дизайна.Если взять еще немного, если конечная часть содержит до 5% припоя, 45% чистого и 50% стерлингового серебра. , он будет пробой на 94,5% серебра.Так что я всегда ставлю свою филигрань 925. так как проба всегда должна быть выше, и очень маловероятно, что ниже будет проба.» — Milt Fischbein
Пастообразный припой, который я использую, содержит примерно 65% серебра. Я использую как можно меньше пасты, чтобы она не сильно снижала содержание серебра. Типичный кулон может быть примерно наполовину стерлинговым и наполовину чистым серебром, хотя это немного варьируется в зависимости от дизайна.Если взять еще немного, если конечная часть содержит до 5% припоя, 45% чистого и 50% стерлингового серебра. , он будет пробой на 94,5% серебра.Так что я всегда ставлю свою филигрань 925. так как проба всегда должна быть выше, и очень маловероятно, что ниже будет проба.» — Milt Fischbein  У него есть степень бакалавра в области химического машиностроения Университета Макгилла, но 6 лет назад он начал заниматься изготовлением филигранных украшений.Вы можете прочитать его полную биографию и резюме на его веб-сайте: mfmetalarts, где вы также можете найти его филигранные украшения, диадемы и короны.Он прошел десятки курсов с такими учителями, как Алан Ревир, Майкл Дэвид Стерлин, Джерри Леви и Чарльз Льютон Брейн.
У него есть степень бакалавра в области химического машиностроения Университета Макгилла, но 6 лет назад он начал заниматься изготовлением филигранных украшений.Вы можете прочитать его полную биографию и резюме на его веб-сайте: mfmetalarts, где вы также можете найти его филигранные украшения, диадемы и короны.Он прошел десятки курсов с такими учителями, как Алан Ревир, Майкл Дэвид Стерлин, Джерри Леви и Чарльз Льютон Брейн.
 Тип: подъемный,
Тип: подъемный, Тип: подъемный,
Тип: подъемный, Они бывают с корпусом из латуни с торцевым соединением с внутренней резьбой и упором обратного хода. Они имеют бесшумную работу с очень низким давлением открытия и очень низким перепадом давления. Они могут быть установлены в вертикальном или горизонтальном положении. Конструкция обратных клапанов предназначена для предотвращения реверсирования потока внутри трубопроводной системы. Эти клапаны активируются с помощью материала, протекающего внутри трубопровода. Давление жидкости, проходящей через систему, может открыть клапан, а поток в обратном направлении закроет его.
Они бывают с корпусом из латуни с торцевым соединением с внутренней резьбой и упором обратного хода. Они имеют бесшумную работу с очень низким давлением открытия и очень низким перепадом давления. Они могут быть установлены в вертикальном или горизонтальном положении. Конструкция обратных клапанов предназначена для предотвращения реверсирования потока внутри трубопроводной системы. Эти клапаны активируются с помощью материала, протекающего внутри трубопровода. Давление жидкости, проходящей через систему, может открыть клапан, а поток в обратном направлении закроет его. Эти клапаны подходят для установки в вертикальных или горизонтальных линиях с восходящим потоком. Эти клапаны рекомендуются для использования с линиями воздуха, газа, пара, пара и воды, имеющими очень высокую скорость. Всегда под седлом должен проходить поток для подъема обратного клапана – латунь должна поступать. В то время как поток входит, шар или диск поднимаются в направляющих от седла за счет восходящего давления потока. Когда поток меняется на противоположный или останавливается, диск или шар перемещаются по седлу клапана под действием как силы тяжести, так и обратного потока. Некоторые подъемные обратные клапаны могут быть установлены горизонтально. Эти конструкции клапанов в основном используются в пластиковых вариантах. Обратные клапаны подъема седла с металлическим корпусом либо встроены в корпус, либо имеют заменяемые кольца седла. Конструкция диска очень похожа на конструкцию диска шаровых кранов, которые имеют либо композитные, либо металлические диски.
Эти клапаны подходят для установки в вертикальных или горизонтальных линиях с восходящим потоком. Эти клапаны рекомендуются для использования с линиями воздуха, газа, пара, пара и воды, имеющими очень высокую скорость. Всегда под седлом должен проходить поток для подъема обратного клапана – латунь должна поступать. В то время как поток входит, шар или диск поднимаются в направляющих от седла за счет восходящего давления потока. Когда поток меняется на противоположный или останавливается, диск или шар перемещаются по седлу клапана под действием как силы тяжести, так и обратного потока. Некоторые подъемные обратные клапаны могут быть установлены горизонтально. Эти конструкции клапанов в основном используются в пластиковых вариантах. Обратные клапаны подъема седла с металлическим корпусом либо встроены в корпус, либо имеют заменяемые кольца седла. Конструкция диска очень похожа на конструкцию диска шаровых кранов, которые имеют либо композитные, либо металлические диски. Таким образом, больше нет необходимости заливать насос перед перезапуском. Если вы ищете самую передовую линейку подъемных обратных клапанов из латуни на Ближнем Востоке, то Dutco Tennant LLC — это то место, где их можно найти.
Таким образом, больше нет необходимости заливать насос перед перезапуском. Если вы ищете самую передовую линейку подъемных обратных клапанов из латуни на Ближнем Востоке, то Dutco Tennant LLC — это то место, где их можно найти. ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenYugoslaviaZambiaZimbabwe
ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenYugoslaviaZambiaZimbabwe Увеличенная подъемная сила для обеспечения полного проходного сечения.
Увеличенная подъемная сила для обеспечения полного проходного сечения.  B
B
 Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете.
Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете. Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы.
Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы.  Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.
Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.
 д.
д.
 Познакомить со столярным верстаком, его устройстве и безопасной работе на нем.
Познакомить со столярным верстаком, его устройстве и безопасной работе на нем.

 1.Назовите основные части столярного верстака.
1.Назовите основные части столярного верстака. 1) или гребенки (рис. 1, в). Благодаря наличию плоских пружин их можно установить в гнезде на любую высоту. Клинки и гребенки служат для зажима обрабатываемого на верстаке материала в горизонтальном положении.
1) или гребенки (рис. 1, в). Благодаря наличию плоских пружин их можно установить в гнезде на любую высоту. Клинки и гребенки служат для зажима обрабатываемого на верстаке материала в горизонтальном положении.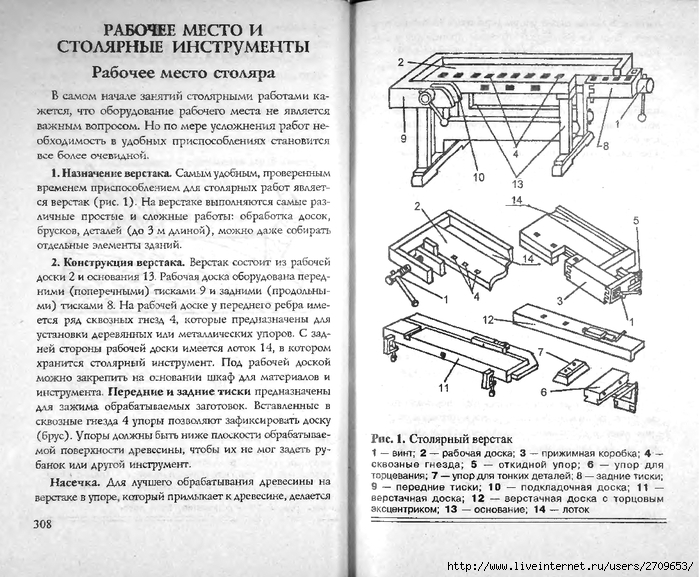 Инструмент следует хранить в строго определенном порядке.
Инструмент следует хранить в строго определенном порядке.
 В зависимости от размера шурупов она имеет различную ширину заостренного конца. Железка отвертки может быть односторонней или двухсторонней (переставной). В этом случае концы железки имеют различную ширину.
В зависимости от размера шурупов она имеет различную ширину заостренного конца. Железка отвертки может быть односторонней или двухсторонней (переставной). В этом случае концы железки имеют различную ширину. Это предохраняет насечку от загрязнения. В случае загрязнения рашпили прочищают стальной щеткой. Простейшим и безвредным способом чистки напильников является погружение их на несколько мгновений в кипящую воду.
Это предохраняет насечку от загрязнения. В случае загрязнения рашпили прочищают стальной щеткой. Простейшим и безвредным способом чистки напильников является погружение их на несколько мгновений в кипящую воду. ПОДРОБНЕЕ >
ПОДРОБНЕЕ >
 Держите руки подальше от линии режущего лезвия.
Держите руки подальше от линии режущего лезвия.



 Также важна возможность использования машин с компьютерным управлением.
Также важна возможность использования машин с компьютерным управлением.
 Многие из этих продуктов, в том числе большая часть мебели, кухонных шкафов и музыкальных инструментов, производятся серийно. Другие изделия изготавливаются на заказ по архитектурным проектам и чертежам.
Многие из этих продуктов, в том числе большая часть мебели, кухонных шкафов и музыкальных инструментов, производятся серийно. Другие изделия изготавливаются на заказ по архитектурным проектам и чертежам.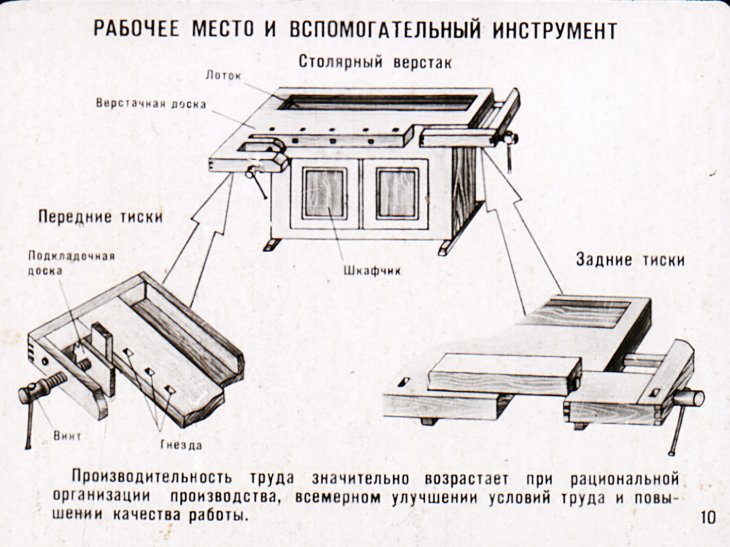 Они также устанавливают фурнитуру, такую как ручки и направляющие для ящиков, и подбирают специальные изделия для стекла, металлических деталей, электрических компонентов и камня. Наконец, рабочие шлифуют, морят и, при необходимости, покрывают изделие из дерева герметиком или верхним покрытием, таким как лак или политура.
Они также устанавливают фурнитуру, такую как ручки и направляющие для ящиков, и подбирают специальные изделия для стекла, металлических деталей, электрических компонентов и камня. Наконец, рабочие шлифуют, морят и, при необходимости, покрывают изделие из дерева герметиком или верхним покрытием, таким как лак или политура.
 Иногда столяры работают с тяжелыми и громоздкими материалами и могут столкнуться с шумом и пылью. В результате они регулярно носят средства защиты органов слуха, защитные очки и респираторы или маски.
Иногда столяры работают с тяжелыми и громоздкими материалами и могут столкнуться с шумом и пылью. В результате они регулярно носят средства защиты органов слуха, защитные очки и респираторы или маски.


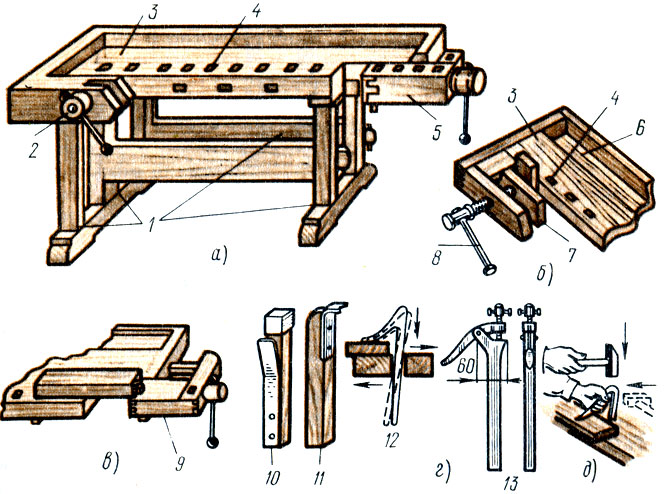

 Эти продукты включают в себя мебель для проектов по ремонту дома и наружные конструкции для ресторанов и других предприятий. Однако автоматизация, особенно использование станков с числовым программным управлением (ЧПУ) в производстве изделий из дерева, может ограничить общую потребность в некоторых из этих рабочих в течение прогнозируемого десятилетия.
Эти продукты включают в себя мебель для проектов по ремонту дома и наружные конструкции для ресторанов и других предприятий. Однако автоматизация, особенно использование станков с числовым программным управлением (ЧПУ) в производстве изделий из дерева, может ограничить общую потребность в некоторых из этих рабочих в течение прогнозируемого десятилетия. Эти оценки доступны для страны в целом, для отдельных штатов, а также для столичных и неметропольных территорий. Ссылки ниже ведут на карты данных OEWS по занятости и заработной плате по штатам и районам.
Эти оценки доступны для страны в целом, для отдельных штатов, а также для столичных и неметропольных территорий. Ссылки ниже ведут на карты данных OEWS по занятости и заработной плате по штатам и районам.



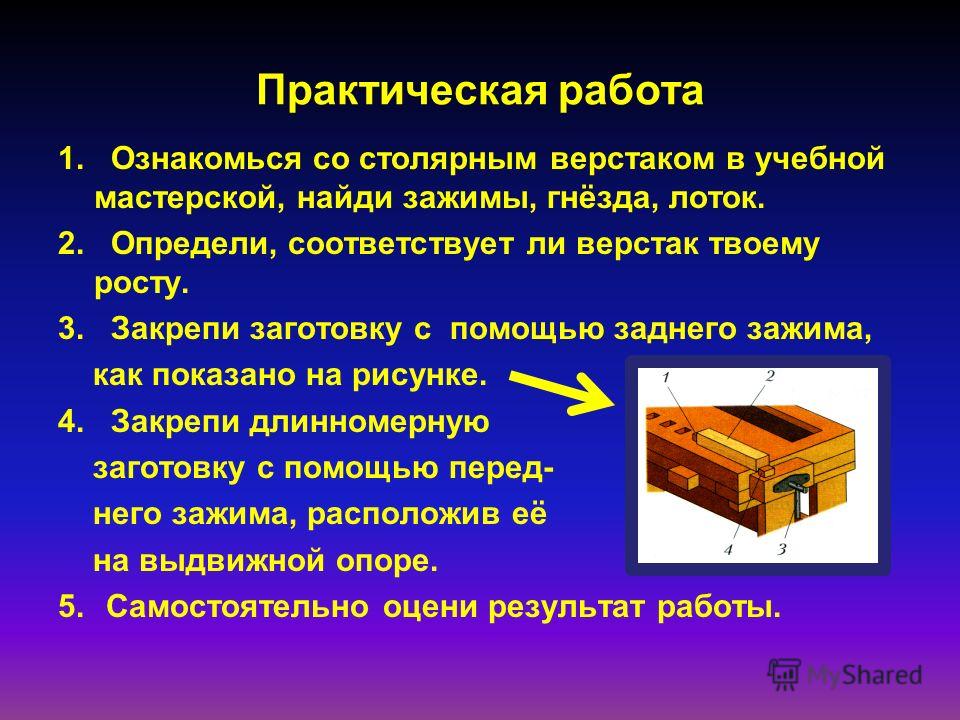
 Отличительные особенности инструмента – компактность, сравнительно низкая цена, удобство и простота эксплуатации.
Отличительные особенности инструмента – компактность, сравнительно низкая цена, удобство и простота эксплуатации. Как правило, они эксплуатируются в профессиональной сфере. Можно сделать приспособление для гибки арматуры своими руками, но намного безопаснее использовать фирменное оборудование и инструменты, ведь цены на них вполне доступны.
Как правило, они эксплуатируются в профессиональной сфере. Можно сделать приспособление для гибки арматуры своими руками, но намного безопаснее использовать фирменное оборудование и инструменты, ведь цены на них вполне доступны. Просто проведите напильником по металлическому изделию.
Просто проведите напильником по металлическому изделию.
 10.2022
10.2022 Мне очень хотелось использовать материалы, найденные во время уборки дома, поэтому я собрал их вместе из найденных частей. В том числе и металлолом, который я нашел на ферме.
Мне очень хотелось использовать материалы, найденные во время уборки дома, поэтому я собрал их вместе из найденных частей. В том числе и металлолом, который я нашел на ферме.

 О, но в этих машинах так много NRE (невозмещаемых расходов)! Собственно, в больших объемах штамповка является одним из самых дешевых способов производства деталей. Тем не менее, DIY не является большим объемом.
О, но в этих машинах так много NRE (невозмещаемых расходов)! Собственно, в больших объемах штамповка является одним из самых дешевых способов производства деталей. Тем не менее, DIY не является большим объемом. Наслаждайтесь видео.
Наслаждайтесь видео.
 Пока это работало с моими записками, вы можете сделать это по-другому.
Пока это работало с моими записками, вы можете сделать это по-другому.
 Гораздо лучше сделать брекеты, которые красиво выглядят и обладают хорошей прочностью. Вот фото конечного результата, все установлено и готово к работе. Вы также можете увидеть некоторые резьбовые стержни для нестандартных болтов в сборке. Все работает чудесно.
Гораздо лучше сделать брекеты, которые красиво выглядят и обладают хорошей прочностью. Вот фото конечного результата, все установлено и готово к работе. Вы также можете увидеть некоторые резьбовые стержни для нестандартных болтов в сборке. Все работает чудесно.