Кристаллическая решетка — что это? Типы и свойства
Что такое кристаллическая решетка
Как известно, все вещества состоят из частиц — атомов, которые могут располагаться хаотично или в определенном порядке. У аморфных веществ частицы расположены беспорядочно, а у кристаллических они образуют определенную структуру. Эта структура называется кристаллической решеткой. Она определяет такие характеристики вещества, как твердость, хрупкость, температура кипения и/или плавления, пластичность, растворимость, электропроводность и т. д.
Кристаллическая решетка — это внутренняя структура кристалла, порядок взаимного расположения атомов, ионов или молекул. Точки, в которых находятся эти частицы, называются узлами решетки.
Частицы удерживаются на своих местах благодаря химическим связям между ними. В зависимости от того, какой вид связи удерживает атомы или ионы данного вещества, в химии выделяют основные типы кристаллических решеток:
атомная (ковалентные связи),
молекулярная (ковалентные связи и притяжение между молекулами),
металлическая (металлические связи),
ионная (ионные связи).
Важно!
Не путайте эти два понятия — кристаллическая решетка и химическая связь. Тип решетки говорит о том, как расположены атомы/ионы в молекуле вещества, а тип связи — по какому принципу они между собой взаимодействуют.
Практикующий детский психолог Екатерина Мурашова
Бесплатный курс для современных мам и пап от Екатерины Мурашовой. Запишитесь и участвуйте в розыгрыше 8 уроков
Атомная кристаллическая решетка
Согласно своему названию, атомная кристаллическая решетка — это структура, в узлах которой расположены атомы. Они взаимодействуют с помощью ковалентных связей, то есть один атом отдает другому свободный электрон или же электроны из разных атомов образуют общую пару. В кристаллах с атомной решеткой частицы прочно связаны, что обуславливает ряд физических характеристик.
Свойства веществ с атомной решеткой:
К примеру, атомную кристаллическую решетку имеет алмаз — самый твердый минерал в мире.
Если нужно рассказать о свойствах веществ с атомной кристаллической решеткой, достаточно вспомнить песок и перечислить его характеристики.
Молекулярная кристаллическая решетка
Как и в предыдущей группе, в этой находятся вещества с ковалентными связями между атомами. Но физические характеристики этих веществ совершенно иные — они легко плавятся, превращаются в жидкость, растворяются в воде. Почему так происходит? Все дело в том, что здесь кристаллы строятся не из атомов, а из молекул.
Молекулярная кристаллическая решетка — это структура, в узлах которой находятся не атомы, а молекулы.
Внутри молекул атомы имеют прочные ковалентные связи, но сами молекулы связаны между собой слабо. Поэтому кристаллы таких веществ непрочные и легко распадаются.
Молекулярная кристаллическая решетка характерна для воды. При комнатной температуре это жидкость, но стоит нагреть ее до температуры кипения (которая сравнительно низка), как она тут же начинает превращаться в пар, т. е. переходит в газообразное состояние.
Некоторые молекулярные вещества — например, сухой лед CO2, способны преобразоваться в газ сразу из твердого состояния, минуя жидкое (данный процесс называется возгонкой).
Свойства молекулярных веществ:
Помимо воды к веществам с молекулярной кристаллической решеткой относятся аммиак NH3, гелий He, радон Rn, йод I, азот N2 и другие. Все благородные газы — молекулярные вещества. Также к этой группе принадлежит и большинство органических соединений (например, сахар).
Ионная кристаллическая решетка
Как известно, при ионной химической связи один атом отдает другому ионы и приобретает положительный заряд, в то время как принимающий атом заряжается отрицательно. В итоге появляются разноименно заряженные ионы, из которых и состоит структура кристалла.
Ионная решетка — это кристаллическая структура, в узловых точках которой находятся ионы, связанные взаимным притяжением.
Ионную кристаллическую решетку имеют практически все соли, типичным представителем можно считать поваренную соль NaCl. О ней стоит вспомнить, если нужно перечислить физические характеристики этой группы. Также ионную решетку имеют щелочи и оксиды активных металлов.
Свойства веществ с ионной структурой:
Примеры веществ с ионной кристаллической решеткой: оксид кальция CaO, оксид магния MgO, хлорид аммония NH4Cl, хлорид магния MgCl2, оксид лития Li2O и другие.
Металлическая кристаллическая решетка
Для начала вспомним, как проходит металлическая химическая связь. В молекуле металла свободные отрицательно заряженные электроны перемещаются от одного иона к другому и соединяются с некоторыми из них, а после отрываются и мигрируют дальше. В результате получается кристалл, в котором ионы превращаются в атомы и наоборот.
Металлическая кристаллическая решетка — это структура, которая состоит из ионов и атомов металла, а между ними свободно передвигаются электроны. Как несложно догадаться, она характерна лишь для металлов и сплавов.
Свободные электроны, мигрирующие между узлами решетки, образуют электронное облако, которое под воздействием электротока приходит в направленное движение. Это объясняет такое свойство металлов, как электрическая проводимость.
В химии типичным примером вещества, которое имеет металлическую кристаллическую решетку, считается медь. Она очень ковкая, пластичная, имеет высокую тепло- и электропроводность. Впрочем, все металлы ярко демонстрируют эти характеристики, поэтому назвать физические свойства данной группы несложно.
Свойства веществ с металлической кристаллической решеткой:
При этом температура плавления веществ может существенно различаться. Например, у ртути это −38,9°С, а у бериллия целых +1287°С.
Подведем итог: о характеристиках разных типов кристаллических решеток расскажет таблица.
Кристаллическая структура моноалюмината кальция
Опубликовано:
МЭРИОН В. ДУГИЛЛ 1
Природа том 180 , страницы 292–293 (1957)Цитировать эту статью
121 доступ
50 цитирований
3 Альтметрический
Сведения о показателях
Реферат
Кристаллическая структура моноалюмината кальция (CaAl 2 O 4 ) был впервые исследован Хеллером 1 в связи с работами по вяжущим свойствам глиноземистого цемента. Из-за сложности приготовления монокристаллов пришлось использовать сдвоенный кристалл, и, как следствие, структура была решена лишь частично. В настоящем исследовании удалось вырезать фрагменты монокристаллов из крупных кристаллов, отобранных из образца фосфорного шлака 2 .
Это предварительный просмотр содержимого подписки, доступ через ваше учреждение
Варианты доступа
Подписаться на журнал
Получить полный доступ к журналу на 1 год
199,00 €
всего 3,90 € за выпуск
Подписаться
Расчет налога будет завершен во время оформления заказа.
Купить статью
Получите ограниченный по времени или полный доступ к статье на ReadCube.
32,00 $
Купить
Все цены указаны без учета стоимости.
Список литературы
Хеллер, Л., диссертация, Лондонский университет (1951).
King, G. , 747016 Спецификация патента: Brit. Патент (1956 г.).
Claringbull, G. F., and Bannister, F. A., Acta Cryst. , 1 , 42 (1948).
Артикул
Google ученый
Бюргер М.Дж., Кляйн Г.Э. и Донней. Г., амер. Мин. , 39 , 805 (1954).
Google ученый
Gibbs, RE, Proc. Рой. соц. , А, 113 , 351 (1927).
Артикул ОБЪЯВЛЕНИЯ
Google ученый
Биверс, Калифорния, и Макинтайр, Д. Б., Мин. Маг. , 27 , 254 (1946).
КАС
Google ученый
Ссылки на скачивание
Информация об авторе
Авторы и организации
Albright and Wilson (Mfg.), Ltd., Oldbury, Birmingham
MARYON W. DOUGILL
Авторы
MARYON W. DOUGILL
Просмотр публикаций этого автора PubMed Google Scholar
Права и разрешения
Перепечатка и разрешения
Об этой статье
Эта статья цитируется
Термолюминесцентная дозиметрия люминофоров из алюмината кальция, легированных редкоземельными элементами
К. Мадхукумар
К. Раджендра Бабу
К. М. К. Наир
Бюллетень материаловедения (2006)
Состав поверхности безводного монокальциевого алюмината, CaAl2O4
М. К. Болл
К. М. Марш
М. К. Р. Саймонс
Журнал материаловедения (1988)
Порядок и состав скаполита: полевые наблюдения и структурная интерпретация
В. Хайко Отердум
Ханс-Рудольф Венк
Вклад в минералогию и петрологию (1983)
К теории упорядочения Al, Si в альбите
Сендеров Е. Е.
Физика и химия минералов (1980)
Координация алюминия в алюминатах и оксифторалюминатах кальция по данным ИК
Жмойдин Г.И.
Чаттерджи А.К.
Плюснина И.И.
Журнал прикладной спектроскопии (1972)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Новая кристаллическая структура карбоната кальция
Карбонат кальция образует ранее неизвестную водную кристаллическую структуру
Даже хорошо известное иногда может удивить. Карбонат кальция (CaCO 3 ), также известный в просторечии как известь или мел, представляет собой минерал, который уже был тщательно проанализирован химиками. Но книги по химии, в которых он указан как встречающийся в пяти различных кристаллических структурах, теперь нуждаются в дополнении, потому что исследователи из Института коллоидов и интерфейсов Макса Планка в Потсдаме наткнулись на другую структуру карбоната кальция в лабораторных экспериментах.
Нет недостатка в карбонате кальция. Он встречается во многих скалах и горах в виде известняка, мела или мрамора. Он является важным компонентом строительных материалов, таких как цемент и штукатурка, но также является постоянным раздражителем в повседневной жизни, когда образует отложения в кофемашинах, чайниках или душевых лейках. Но карбонат кальция встречается и в живой природе, например, в раковинах мидий, некоторых водорослях и скелетах морских ежей.
Именно скелет морского ежа интересует команду Питера Фратцля из Института коллоидов и интерфейсов им. Макса Планка. Вместе со своими коллегами из Института науки Вейцмана в Израиле исследователи изучают, как эти животные формируют сложные кристаллические оболочки для своих мягких тел. Было известно, что карбонат кальция первоначально находится в аморфной, т. е. неупорядоченной форме, и лишь позднее принимает правильную структуру кальцита. Исследователи хотели детально выяснить, как происходит переход, в лабораторных экспериментах, в которых они варьировали такие параметры, как температура или уровень влажности.
Не загрязнение, а новая кристаллическая структура
Чжаоюн Цзоу, в то время докторант рабочей группы в Потсдаме, а ныне профессор в Китае, однажды сделал удивительное открытие в этом контексте: при определенных условиях, образовалось нечто, не похожее на кальцит. «Сначала мы подумали, что это результат загрязнения», — вспоминает Питер Фрацл, директор Института коллоидов и интерфейсов им. Макса Планка. Тем не менее, дальнейшие эксперименты, повторенные в тех же условиях, всегда давали одинаковые результаты. Не загрязнение Исследователи, очевидно, открыли новую, ранее неизвестную фазу карбоната кальция.
«Определить его точную структуру было совсем не просто», — признается Фратцль. С одной стороны, попытки получить достаточно крупные кристаллы вещества для стандартного рентгеноструктурного анализа, используемого для определения химического строения, не увенчались успехом, с другой стороны, вещество оказалось слишком нестабильным для других процессов. Исследователям, наконец, удалось однозначно определить структуру неизвестной фазы карбоната кальция при содействии многочисленных партнеров в Германии и за рубежом, включая ученых из трех других институтов Макса Планка, а также экспертов по кристаллографии из Техниона (Израильского технологического института) в Хайфе. и Университет Иоганна Гутенберга в Майнце с использованием различных технологий.
Они показали, что, как и в случае с двумя другими фазами карбоната кальция, вещество представляет собой кристаллическую решетку, которая также включает молекулы воды в дополнение к ионам кальция и карбоната в соотношении 0,5 молекулы воды на 1 единицу карбоната кальция. Поэтому это вещество называется полугидратом карбоната кальция, или CCHH, как говорят исследователи для простоты.
Поиск новых фаз карбоната кальция в природе
«Нечасто в жизни исследователя обнаруживается что-то совершенно неожиданное, чего он на самом деле не искал», — говорит Петер Фрацль. В своей первоначальной эйфории ученые-материаловеды даже предложили название для нового материала: Голмит — в честь района Гольм в Потсдаме, где расположен Институт Макса Планка. «Однако, — говорит Фрацль, — мы обнаружили, что тривиальные названия такого рода могут быть присвоены только в том случае, если можно доказать существование вещества в природе».
Действительно, с момента своего открытия исследователи биоматериалов задавались вопросом, может ли новая фаза карбоната кальция существовать в природе. Хотя эксперименты показали, что во влажных условиях CCHH упаковывает больше молекул воды и в конечном итоге переходит в другую фазу, были также определенные лабораторные условия, в которых вещество оставалось стабильным в течение нескольких месяцев. По Фратцлю, вполне может быть, что ККГГ играет роль промежуточной стадии в процессах биоминерализации, например, при переходе от аморфного карбоната кальция к кальциту.
Более подробный анализ этих процессов является одной из целей ученых. Соответствующие результаты также потенциально могут быть использованы в технических процессах, в которых играет роль карбонат кальция, таких как обработка строительных материалов, содержащих цемент. Однако пока это лишь предположения. Прямо сейчас соответствующие записи в учебниках и энциклопедиях должны быть дополнены, чтобы включить другую кристаллическую форму карбоната кальция.
Оформление заявки по телефону и расчет оптимального времени поставки и цены
Гарантируем качественные материалы по ГОСТ
Доставим строительные сыпучие материалы объёмом от 20м3 в любую в течение 4 часов
Главная
org/ListItem»>
Новости
В каких пропорциях правильно разводить цемент?
Вопрос, как разводить цемент и песок при приготовлении раствора для цементных и ремонтных работ волнует многих. Ведь от того, насколько будет проведена корректно эта работа, зависит качество возводимого фундамента, кладки, штукатурных работ.
Как сделать раствор из цемента и песка?
При изготовлении смеси больше всего волнует то, насколько прочным получится материал, насколько хорошо он проявит себя с точки зрения морозостойкости, коррозийной стойкости, долговечности. Поэтому особенно важно чётко соблюдать последовательность выполняемых технологических операций:
1. Смешайте в ёмкости цемент и песок, затем добавьте в сухую строительную смесь гравий и только затем залейте чистую воду. Перемешайте компоненты до однородного состава. Помните, что наличие комков недопустимо, а количество жидкости в образованном растворе не должно быть более 15%.Если жидкости много вливайте воду до тех пор, пока визуально она не будет напоминать мороженое. Возможно, это и не совсем строительное строение. Но как показывает практика, именно консистенция мороженного — эталон цементно-песчаной смеси.
2. В том случае если смесь получилась немного рассыпчатая, то надо добавить небольшое количество воды до образования необходимой консистенции. Но на какие пропорции цемента следует ориентироваться, будет сказано несколько ниже (их важно рассматривать не с позиции технологии, а в зависимости от поставленных целей и предполагаемого объекта строительства)
3. При необходимости введите в состав пластификаторы. Они помогут увеличить подвижность раствора, снизить подо потребность, положительно повлиять на прочностные характеристики материала.
В качестве пластификаторов лучше всего использовать добавки гидрофобного типа: соль абиетиновой кислоты, древесный пек, омыленную древесную смолу, кремнийорганические реагенты. Они достаточно доступны по стоимости, при этом способны эффективно стабилизировать все (даже самые микроскопические) пузырьки воды. А для смешивания компонентов можно использовать традиционную садовую лопату. Но если запланированы большие объёмы работ, целесообразно использовать такой инструмент как бетономешалка либо перфоратор-миксер.
В каких пропорциях разводить цемент правильно?
Второй актуальный вопрос, какие пропорции цемента, песка, щебня использовать:
при приготовлении смеси для кладочного раствора цемент с песком берётся в пропорции 1 к 2;
если запланировано возведение фундамента, то цемент, песок и щебень берутся в пропорции 0, 5:1:1;
при изготовлении смеси для оштукатуривания на 1 часть цемента чаще всего используется 2 или 3 части песка (впрочем, в связи с тем, что сейчас достаточно низкие цены на штукатурку при приготовлении штукатурных смесей к самостоятельному смешиванию прибегают реже).
Общим компонентом для всех растворов выступает вода. Возникает резонный вопрос: но если есть строгие пропорции для щебня, песка, то для воды они также должны существовать? На самом деле, это не верно. Недаром выше присутствовал пример ориентации на консистенцию. Именно она, а не строгое число здесь влиять на технику смешивания. И объём воды, в зависимости от особенностей обрабатываемых материалов, может понадобиться очень разный. И важно проявить к работе внимательность, вливать воду постепенно, не торопиться. Опыт при работе с цементом приходит с годами. С ними же приходит и практическое осознание того, сколько воды может пригодиться.
Если получаемый строительный продукт не радует эластичностью, то допускается добавление в воду жидкого мыла. Также возможно варьирование степени густоты смеси в зависимости от её целевого назначения. Для выполнения штукатурных работ смесь может быть более жидкой, а кладочный раствор обязательно должен быть густым.
В компании «Юнигран Трейд» вы можете приобрести как цемент для приготовления смесей, так и готовый бетон, кладочные смеси. С ценами на цемент и бетон в Минске вам поможет ознакомиться каталог нашего сайта. Убедитесь, цены на продукцию вас приятно порадуют!
Выбрать цемент
для пола, фундамента, кладки и штукатурки
Главным компонентом большинства строительных смесей служит цемент, его марка, качество и активность оказывают прямое влияние на основные рабочие характеристики: прочность, сроки схватывания, трещиноустойчивость, влаго- и морозостойкость. Это вяжущее рекомендуют смешивать с песком с четким соблюдением пропорций, в свою очередь зависящих от назначения состава. Правильно приготовленный цементный раствор имеет однородную структуру без комков, неразмешанных сухих участков, не расслаивается (за исключением тяжелых бетонов) и сохраняет пластичность в течение 1 ч.
Особенности и нюансы разведения
Для получения качественной смеси или бетона выполняется ряд требований:
1. Используется исключительно свежее вяжущее. Портландцемент с добавками и без начинает терять активность через 2-3 месяца, по истечении полугода его марка прочности снижается даже в упакованном виде. Смешивать свежий и скомковавшийся или промокший цемент не рекомендуется.
2. Песок и другие виды наполнителя предварительно подготавливаются: промываются от ила, просушиваются, перебираются на предмет крупного мусора. При замесе небольших объемов штукатурки или выравнивающих составов песок и цемент советуют смешивать с учетом выбранных пропорций и просеивать вместе.
3. Все составы можно разводить исключительно чистой водой: из водопровода или собранными атмосферными осадками. Использовать воду из внешних источников не советуется из-за возможного ее заиливания.
Дополнительная информация – в статье о правилах разведения цементного раствора.
4. Цемент и песок соединяются без задержки и предварительного замачивания. Рекомендуемая последовательность ввода компонентов зависит от способа замеса. При применении смесителей или миксеров – от мельчайшего зерна к щебню (первой заливается жидкость, затем размер засыпаемых фракций растет), допускается одновременный ввод вяжущего и песка. При ручном замесе все ингредиенты сначала перемешиваются в емкости в сухом виде, затем их следует развести водой – тщательно, малыми порциями, в пределах выбранного соотношения В/Ц.
5. Смешивать компоненты нужно до полного выгона пузырьков воздуха, но не дольше 15 мин.
6. Пластификаторы и аналогичные добавки требуют осторожности. Часть из них (жидкое мыло, известь) необходимо развести водой заранее, другие вводятся на последних минутах перемешивания. При использовании растворяемых примесей важно оставить для них немного воды из общей дозы. Превышать выбранное соотношение В/Ц не советуется в любом случае.
Для перемешивания вручную стоит подобрать большую емкость, разводить ингредиенты в ней будет проще. Но лучшие результаты достигаются при применении строительных миксеров или бетономешалок, первые рекомендуются при приготовлении небольших порций, вторые – при работе с бетоном. Инструменты с высокой частотой оборотов не требуются, из-за быстрого схватывания цемента это чревато его перерасходом.
Классические пропорции – 1:3 (Ц и П, соответственно). Существует четкое правило: марка прочности вяжущего не может быть ниже класса строительного раствора. Это требование ключевое, все пропорции отмеряют по доли портландцемента. На практике это означает, что при необходимости приготовления состава с маркой М100 и использовании в качестве вяжущего ПЦ М400 разводить цемент с песком потребуется в пропорции не более 1:4. Для М200 они равняются 1:2 и так далее. Допустимый минимум в зависимости от назначения:
М50-М100 – при приготовлении составов для кладки кирпича и шлакоблоков.
М100-М200 – при замесе выравнивающих смесей для стяжки пола.
М200 (лучше больше) – при бетонировании фундаментных конструкций любого типа.
М50-М100 – для штукатурок.
Вначале стоит выбрать марку требуемого строительного раствора. Вяжущее приобретают за 1-2 недели до начала работ, песок и щебень можно купить раньше (при условии подходящей площадки для их хранения). Разводить компоненты водой нужно после подготовки всех рабочих поверхностей, полученные смеси расходуются в течение часа.
1. Правила для бетона.
Составы на основе портландцемента и песка с крупнофракционным наполнителем применяются при заливке фундаментов здания, перекрытий и несущих стен. Максимальные требования выдвигаются к бетону для оснований, эта конструкция подвергается постоянным нагрузкам. Рекомендуемые пропорции в этом случае – 1:2:4 или 1:3:5 при использовании М400 или М500 и соотношение В/Ц в пределах 0,5-0,7. Для достижения пластичности можно ввести немного пластификаторов (жидкого мыла – не более 50-100 г на чашу бетономешалки, заводских – согласно инструкции), большинство из них нужно разводить водой.
Помимо правильно выбранных пропорций для фундамента на свойства бетона оказывает прямое влияние качество ингредиентов. Этот тип конструкций выдерживает вес всего здания и подвергается промерзанию зимой и воздействию грунтовой и атмосферной влаги. Минимально допустимая марка щебня составляет М1200, песок нужен чистый и крупный (не искусственный). Компоненты и их соотношения подбираются с учетом не только ожидаемого класса прочности, но и требуемых морозо- и влагостойкости, при необходимости вводят воздухововлекающие добавки.
2. Пропорции для заливки пола.
Для выравнивания стяжки рекомендуется развести 1 часть портландцемента М400 с тремя песка, минимальное соотношение В/Ц равняется 0,5, итоговая марка – М150. Полученный раствор должен легко тянуться за шпателем или мастерком, важно достичь максимальной однородности (невозможной при ручном замесе). Хорошие результаты наблюдаются при добавлении небольшой доли пластификаторов, они не сказываются на прочности, но улучшают пластичность и адгезию, смесь лучше распределяется по полу.
3. Как развести кладочный состав?
При возведении кирпичной кладки оптимальной считается ЦПС, замешанная на основе портландцемента М300 или М400 в пропорции 1:4. Вяжущее может быть сложным, допускается ввод гашенной извести – но не более 20-30 % от общей массы. Воды добавляют мало, рекомендуемая консистенция – тестообразная, кладочный раствор не должен стекать с мастерка или кельмы при их наклоне до 40 °. При ручном замесе цемент и песок советуют просеять вместе и только потом – развести водой или известковым молочком.
4. Правила работы со штукатурками.
Выбираемые рецепты зависят от нескольких факторов: типа поверхностей (внутренних или фасадных), степени воздействия влаги и назначения самого раствора (для обрызга, основного слоя и накрывки требуется разная консистенция). При замесе штукатурки для наружных работ в качестве вяжущего используется цемент, допускается незначительная добавка извести. При приготовлении внутренних выравнивающих смесей для поверхностей, эксплуатируемых в условиях нормальной влажности, лучше подходят многокомпонентные, помимо пушонки в них может применяться гипс.
Рекомендуемые пропорции для штукатурки стен:
Назначение
Цемент:песок
Цемент:известь:песок
Обрызг
От 1:2,5 до 1:4
От 1:0,3:3 до 1:0,5:5
Грунт
От 1:2 до 1:4
От 1:0,7:2,5 до 1:1,2:4
Накрывка
От 1:1 до 1:5
От 1:1%1,5 до 1:1,5:2
Пропорции воды зависят от назначения раствора: обрызг проводят жидкой штукатуркой, основной слой (грунт) – с тестообразной консистенцией, финишное выравнивание – сметанообразной.
Что такое бетонный песок? | Подробное руководство по смешиванию и измерению
Бетон — это чрезвычайно популярный в настоящее время материал, который широко используется для многих целей в строительстве.
И даже если вы не профессиональный конструктор и вам не нужно смешивать ингредиенты, чтобы получить идеальный бетон, вам может быть интересно, из чего он состоит и как его сделать.
Так как бетон так широко используется, может быть действительно необходимо каждому узнать, из чего он состоит, а также – как его сделать и какие ингредиенты использовать для этой цели.
И тут часто задают один и тот же вопрос: что такое бетонный песок?
Поскольку это один из важных компонентов бетона, мы не можем просто пропустить этот вопрос!
Итак, сегодня мы познакомим вас с этим загадочным ингредиентом! Вы узнаете, что такое бетонный песок, является ли он таким же, как обычный песок, который мы можем найти на пляже, какие виды бетонного песка существуют и для чего этот материал используется, в частности, в строительстве.
Кроме того, вы узнаете, как сделать бетон и какие ингредиенты нужно смешать, чтобы получить этот сверхпрочный материал!
Бетон Песок. Что это?
Прежде всего, что такое бетонный песок? Бетонный песок – это особый вид песка, используемый в качестве заполнителя в бетонных смесях. Поскольку поверхность бетонного песка грубая, он легче сцепляется с водой, цементом и другими заполнителями для создания прочных и долговечных бетонных изделий.
Возможно, вы знаете, что в бетоне всего несколько ингредиентов, однако рецепт намного сложнее, чем кажется большинству людей на первый взгляд!
Вам понадобится всего несколько материалов, чтобы создать прочный и долговечный бетон.
Эти ингредиенты — вода, цемент и заполнители.
Заполнители — горные породы, щебень, песок и другие гранулированные материалы — это то, что на самом деле придает бетону большую часть его объема и прочности.
Вот почему наличие правильного типа заполнителей в бетонной смеси имеет решающее значение, если строители не хотят, чтобы конечный продукт сломался!
Источники: milangucci, через Crello. com
Коротко:
Подойдет ли любой тип песка для изготовления бетона?
Песок является важнейшим компонентом бетонных смесей, как вы уже могли догадаться из наших объяснений выше. Однако, если вы думаете, что можно использовать любой тип песка, вы ошибаетесь!
Для строительства подойдет не любой песок. Видите ли, песок, который вы можете найти на пляже, песок в детской песочнице и песок в Сахаре, имеют совершенно разную микроскопическую поверхность.
Вот почему использование особого типа песка, который называется бетонным песком, имеет решающее значение для прочных и долговечных строительных проектов.
Если мы возьмем разные виды песка и посмотрим на них под микроскопом, мы увидим, что поверхности разных видов песка очень разные, хотя для нетренированного глаза они могут выглядеть одинаково.
Некоторые виды песка имеют гладкую поверхность, а другие – грубую и неровную поверхность.
Шероховатая поверхность обеспечивает большую площадь поверхности для связывания других материалов, таких как вода и цемент.
Благодаря этому крупнозернистый песок, такой как песок для бетона, лучше подходит для использования в строительстве, где требуется более прочное сцепление материалов для создания более прочного и долговечного бетона.
Кредиты: Костя Клименко, через Crello.com
По теме: Сколько времени нужно, прежде чем вы сможете ходить по новому бетону?
Для чего используется бетонный песок?
Теперь вам может быть интересно, зачем добавлять песок в смесь, которая позже превратится в бетон.
Что именно в нем делает песок?
Бетонный песок имеет множество применений, начиная, конечно же, с самим бетоном и заканчивая трубами.
И кроме того, может также использоваться в качестве основного материала между пароизоляцией и бетонной плитой, для укладки брусчатки, тракционного песка для дорог и тротуаров, а также смешивания с пахотным слоем и мульчей для создания подкормки для посадка газонов!
Итак, как видите, бетонный песок можно использовать в различных строительных и даже нестроительных целях.
Хотя он чаще всего используется в асфальте и бетонной брусчатке (как мы уже упоминали ранее), он также является популярным материалом для ландшафтного дизайна!
Кредиты: casanowe1, via Crello.com
Размер и текстура бетонного песка делают его идеальным материалом для удержания на месте таких объектов, как септиктенки, камни и трубы, а также обеспечивают надлежащий дренаж.
Он также используется для выравнивания любых неровностей почвы, обеспечения дополнительного сцепления на обледенелых дорогах и поверхностях, а также является популярным украшением на газонах, полях для гольфа, конных аренах. Это также популярное дополнение к горшечным почвенным смесям, поскольку оно хорошо отводит лишнюю воду.
Бетонный песок и большинство растворных песков являются промытыми продуктами из песка, что означает, что грязь в них была смыта, поэтому любой, для чего вам нужен чистый, отсортированный песок, бетонный песок является законным вариантом в таких случаях.
Кредиты: microgen, через Crello. com
Связанный: Как очистить бетонный пол в подвале?
Какие виды песка используются в строительстве?
Вы можете подумать, что использовать песок для строительства просто. Все, что вам нужно сделать, это купить достаточное количество для конкретного проекта.
Однако это не так. Видите ли, даже такой, казалось бы, простой ингредиент, как песок, должен быть хорошего качества и текстуры, чтобы получить качественный и долговечный бетон!
Например, не следует выбирать песок, в котором есть примеси или камни, для строительных целей, иначе бетон, сделанный из этого песка, будет неустойчивым и довольно скоро начнет разрушаться.
Поэтому, кроме бетонного песка, есть еще несколько альтернатив, широко используемых в строительстве.
Источники: bubutu, через Crello.com
Карьерный песок
Этот тип песка лучше всего подходит для строительства зданий из-за его чрезвычайно хороших связующих свойств.
Этот песок можно найти в двух-трех метрах под землей, и он крупный. Естественно, его добывают из глубоких ям, отсюда и его название.
Этот тип песка состоит из грубых, острых, угловатых и крупных зерен, что гарантирует отличные связующие свойства. Цвет этого песка обычно от красноватого до оранжевого из-за содержащегося в нем оксида железа.
А поскольку песчинки этого песка свободны от солей, они не вступают в реакцию с влагой, которая присутствует в атмосфере. Благодаря этому свойству они обеспечивают прочную и жесткую вязку.
Источники: theerapoll, via Crello.com
Натуральный песок
Также известный как речной песок, считается высококачественным строительным песком.
Обычно встречается у рек и ручьев, цвет бело-серый.
Речной песок — один из мелкозернистых песков, используемых в строительстве!
Этот тип песка в основном используется в кладочных и бетонных работах, а также в штукатурных и многих других кирпичных и блочных работах. Этот песок имеет более гладкую структуру по сравнению с предыдущим, и форма его зерен также несколько лучше.
Источники: MicEnin, через Crello.com
Технический песок
Это еще один тип песка, используемый в строительстве. Этот песок производится из промышленного кварца высокого качества и обеспечивает отличное уплотнение и хорошие механические свойства.
Кстати, его можно использовать в агрессивных средах, так как он нереактивен.
Кроме того, технический песок содержит 100% натуральные минералы, которые обеспечивают превосходную прочность и устойчивость здания.
Кредиты: Андрей Лозовий, через Crello.com
Песок для заполнения
Как вы уже догадались из названия, этот тип строительного песка в основном используется для заполнения. Это комбинация многих песчинок и заполнителей. Кроме того, этот песок состоит из очень мелких частиц породы, которые были разрушены и подверглись эрозии.
Этот тип строительного песка может использоваться в первую очередь в качестве основного материала для укладки бетона. Тем не менее, он также хорош для мощения, а также для заполнения больших ям.
Благодаря своим свойствам насыпной песок является отличным материалом для различных целей при строительстве здания! Его можно использовать даже во влажных помещениях для устранения проблем с дренажем, что дает ему множество полезных преимуществ.
Источники: CreativeNature, через Crello.com
Искусственный песок
Этот песок производится на фабриках, и, кстати, его часто используют вместо речного песка в бетонных конструкциях.
Изготавливается путем дробления твердого гранита и, следовательно, снижает транспортные расходы на доставку песка с берегов рек, которые могут находиться довольно далеко от места, где строится здание.
Этот песок позволяет делать более прочный бетон за счет текстуры его зерен, но этот нюанс также увеличивает водопотребность этого вида строительного песка.
Однако эту потребность можно легко компенсировать добавлением цемента.
Кроме того, поскольку этот песок производится людьми, можно контролировать размер его зерен, а также этот песок не будет содержать определенных примесей, которые можно найти в природных песках.
Кредиты: kbolbik, через Crello.com
Как сделать бетон
Конечно, не всем нужна эта информация просто потому, что не все из нас склонны делать какой-либо ремонт, например, ремонт тротуара или садовой дорожки!
Однако на случай, если вам когда-нибудь понадобится эта информация, мы хотели бы познакомить вас с процессом изготовления бетона.
Не волнуйся, это будет недолго!
Фото: ViktoriaSapata, через Crello.com
Измерьте ингредиенты
Это первая и самая важная часть! Если вы облажаетесь, ваш бетон долго не продержится.
В соответствии с рекомендациями производителя поместите цемент, песок (заполнители при изготовлении бетона) и воду в отдельные пластиковые ведра.
Для стандартной бетонной смеси вам нужно будет смешать одну часть цемента и две части песка с четырьмя частями заполнителей.
Затем отмерьте примерно половину цемента, песка и заполнителей (только для бетонной смеси), которые вы собираетесь смешивать.
Использование половины сейчас предотвратит высыхание смеси до того, как вы сможете использовать ее полностью – вы можете смешать вторую половину позже.
Высыпьте песок и заполнители (при приготовлении бетонной смеси) на доску для смешивания или в контейнер.
Если вы используете доску, сделайте воронку в середине кучи. Отмерьте половину цемента, который вы используете, и вылейте его в середину кратера, чтобы получилась конусообразная форма.
Предоставлено: Sutichak, через Crello.com
Смешайте все
Используя лопату, смешайте ингредиенты вместе, перемещая лопату вокруг кучи цемента, песка и заполнителей.
На самом деле здесь нет определенного метода, просто переверните стопку три-четыре раза, чтобы все равномерно смешать и получить однородный цвет по всей стопке.
Снова соберите свою кучу в конусообразную форму и создайте еще один кратер посередине.
Чтобы заполнить этот кратер, вам понадобится вода.
Опять же, нет точного количества, которое вы должны добавить. Просто налейте достаточное количество воды, чтобы слегка заполнить кратер — достаточно, чтобы образовалась гладкая паста, как только вы начнете ее смешивать.
Поместите края кратера в смесь и переверните его, чтобы равномерно распределить воду по всей смеси.
Когда вода начнет впитываться в ваши ингредиенты, вам нужно будет повторить этот процесс, будь то на деревянной доске для смешивания или в контейнере. Продолжайте переворачивать смесь, пока смесь не станет влажной.
КАК СМЕШАТЬ ПЕСОК И ЦЕМЕНТ ВРУЧНУЮ СДЕЛАТЬ
Проверка смеси
Когда смесь станет достаточно влажной, используйте края лопаты, чтобы сделать отпечатки на поверхности смеси, чтобы проверить ее консистенцию, создавая гребни по мере продвижения. Правильно подобранная смесь должна быть однородной и однородной, а не сухой или рассыпчатой.
Если ваша смесь выглядит слишком жидкой и водянистой, или гребни очень быстро разрушаются, в ней слишком много воды.
Попробуйте добавить больше сухих ингредиентов, чтобы сделать смесь более твердой.
Источник: microgen, через Crello.com
И как только ваша бетонная смесь станет идеальной по цвету и текстуре, можно приступать к работе!
Только не забудьте очистить все (инструменты, руки, миксерную доску) после того, как закончите! Для наилучшего эффекта используйте мойку высокого давления или шланг из шланга и как можно быстрее все очистите, чтобы не дать бетону высохнуть. В противном случае инструменты будут испорчены.
Итак, теперь, когда вы знаете, что такое бетонный песок, где он используется и как производится бетон, вы сможете справиться с любыми вопросами, которые могут возникнуть по этой теме.
Часто задаваемые вопросы
⭐ Какой песок используется в бетоне?
Это называется бетонный песок.
⭐ Какое соотношение песка, камня, цемента для приготовления бетона?
Это 1 часть цемента, 2 части песка и 3 части камня.
⭐ Чем отличается песок от мытого бетонного песка?
Промытый бетонный песок не имеет примесей, которые содержит природный песок.
Упасть на
Ну, они производятся аналогично, но каменный песок более мелкий и более пылевидный. Но насколько я знаю, каменный песок также используется в цементе. Полагаю, это только придаст бетону более законченный вид.
Делайла
Мне нужно купить песок для бетона, но в нашем местном магазине я смог найти только песок для каменной кладки. Кто-нибудь знает, что это такое? Бетонный песок и строительный песок — это одно и то же?
Как приготовить сухую растворную смесь?
Bisley International Часто задаваемые вопросы
Сухой раствор представляет собой комбинацию смешанного сырья, такого как песок и цемент, в сухой форме. Он также может содержать добавки, а также полимеры. Сухой раствор используется в строительстве, например, для соединения кирпичей для получения прочной стены. Влажные строительные растворы готовы к использованию, и их нужно только смешать, но это руководство поможет вам сделать сухую растворную смесь своими руками.
Материалы
Для приготовления сухой смеси вам потребуются следующие материалы:
Мешки с портландцементом
Строительный песок
Вода
Оборудование
Убедитесь, что у вас есть надлежащее защитное оборудование, прежде чем вы начнете маркировать растворную смесь, а также оборудование, необходимое для смешивания ваших материалов. Вам необходимо иметь следующее:
Толстые перчатки
Защитные очки
Маска или что-то, чтобы закрыть рот
Тачка
Лопата
3 пластиковых ведра
Щетка с жесткой щетиной
Брезент
Деревянная доска для смешивания
Полотенце каменщика
Подготовка участка
Начните с укладки брезента на поверхность, над которой вы собираетесь работать. Это облегчит работу, не беспокоясь о разливах. Поместите доску для смешивания поверх брезента, смочите ее водой, чтобы убедиться, что она чистая.
Соотношение ингредиентов
Заполните 3 отдельных ведра кладочным цементом, песком и водой. Стандартная сухая растворная смесь состоит из 3-4 частей песка на 1 часть цемента. Это соотношение будет немного варьироваться в зависимости от того, предназначен ли раствор для структурной кирпичной кладки, внутренних кирпичных стен или бетонных кирпичей.
Как смешивать раствор
Смешайте сухие ингредиенты внутри тачки с помощью лопаты, чтобы сделать сухую смесь. После добавления небольшого количества воды продолжайте перемешивание. Используйте лопату, чтобы зачерпнуть песок и цемент, которые остались на дне, чтобы все смешалось. Ударьте по куче, чтобы вода полностью впиталась.
Самое главное не делать смесь слишком влажной или слишком сухой. Вы хотите продолжать повторять этот процесс. Продолжайте добавлять воду и перемешивать, пока не получите желаемую гладкую консистенцию и не держит форму.
Перенесите раствор на глиняную доску. Смочите доску, прежде чем добавлять смесь сверху. Для еще более тщательного перемешивания используйте шпатель складными и рубящими движениями, проверяя, не нужно ли снова добавить воды. После того, как вы перенесете смесь из тачки, промойте ее, пока она не высохла.
Мастерком сделайте углубление в центре, зачерпните материалы снаружи и сложите их в центр. В завершение надрежьте поверхность, чтобы влага проникла на дно. Продолжайте этот процесс, пока не достигнете нужной консистенции. Если вы создаете эту растворную смесь для большого проекта, вы можете воспользоваться миксером.
Очистка
Наряду с очисткой тачки от излишков раствора до того, как он высохнет, то же самое нужно сделать и со своими инструментами. Используйте моющую машину или шланг, чтобы смыть раствор, а использование щетки с жесткой щетиной может помочь соскребать его.
Заключение
После того, как вы закончите смешивать раствор, у вас есть от часа до полутора, чтобы использовать его, в зависимости от температурных условий.
Автоматический воздушный клапан для вентиляции своими руками
Самодельный воздушный мембранный клапан (вентиль) для квартирной вентиляции
В этой статье описана простая конструкция самодельного воздушного клапана для квартирной вентиляции, которую несложно повторить в домашних условиях.
Если Вы живёте на последнем этаже многоэтажного дома. Если «выхлоп» вашей вентиляционной системы выходит на технический этаж, а ваше обоняние ещё не уничтожено сигаретами, то эта статья должна Вас заинтересовать.
Самые интересные ролики на Youtube
Близкие темы.
Собери простой регулятор мощности для паяльника за час.
Как восстановить разбитый подшипник скольжения двигателя вентилятора?
Как отремонтировать мягкую кровлю, не вылезая на крышу?
Причины возникновения внешнего избыточного давления в системе квартирной вентиляции.
Когда каналы вентиляционных шахт выходят не прямо на крышу здания, а на технический этаж, то при определённых погодных условиях может возникнуть приток воздуха с технического этажа в вентиляционные отдушины квартир, расположенных на последних этажах здания.
Обычно, на таких технических этажах оборудуют одну огромную трубу, рассчитанную на весь подъезд. Под трубой устанавливают большой поддон, соединённый с канализацией. Если при этом закрыть все остальные проёмы, соединяющие технический этаж с внешней средой, то возможно система вентиляции станет вполне работоспособной.
Но, в результате всевозможных перепланировок, связанных с постройкой на тех. этаже сараев или даже жилых комнат, работа вентиляционной системы нарушается. Этому способствуют и выломанные оригинальные или, напротив, дополнительно установленные двери.
Кроме этого, в высотных домах на тех. этаже существует ещё одна параллельная система вентиляции, это система дымоудаления. Если двери, ведущие в служебные помещения системы дымоудаления, негерметичны, то это тоже может стать причиной нарушения работы квартирной вентиляции.
Ну, и последнее. Для правильной работы пассивной системы вентиляции требуется, чтобы воздух в квартирах был теплее, чем на тех. этаже, но жарким летом это условие может не выполняться.
Причиной проникновения посторонних запахов в квартиру является избыточное давление воздуха в помещениях технического этажа. Возникает это давление при сильных порывах ветра, которые способны нагнетать воздух через имеющиеся на техническом этаже проёмы, такие как технологические окна, проёмы с отсутствующими дверьми и пр. Величина этого давления также зависит от розы ветров, поэтому появление неприятных запахов может носить сезонный характер.
Именно это явление я обнаружил сразу после того, как вселился в новую квартиру на последнем этаже шестнадцатиэтажного дома. Кстати, в то время, оригинальная схема нашей домовой вентиляции ещё не была нарушена, но всё равно давала сбои при сильном ветре определённого направления.
Было это 26-ть лет назад, и тогда, я даже не пытался искать готовое решение для устранения этого безобразия. Но, и в последующие годы, во время моих немногочисленных походов в местные строительные магазины, я так ни разу и не увидел ничего подобного тому, что удалось изготовить всего за один день.
Воздушный мембранный клапан.
Устройство представляет собой мембранный клапан (вентиль) с функцией принудительного открытия.
1. Когда воздух самопроизвольно двигается из квартиры в вентиляционную шахту, створки клапана открываются под напором воздуха.
2. Когда воздух из вентиляционной шахты начинает двигаться в квартиру, створки клапана захлопываются, и клапан герметично запирается.
3. Для того чтобы, при избыточном давлении в вентиляционной шахте, обеспечить проветривание помещения, используется вытяжной вентилятор.
По этой незамысловатой схеме я и пострил первый воздушный клапан. В качестве двигателя для самодельного вентилятора был использован мотор «ЭДГ-2К» мощностью всего 5 Ватт от старинного магнитофона.
Первая модель вентилятора выявила ряд недостатков. При высоком давлении воздуха в шахте, 5-ваттный двигатель не мог обеспечить нормальную вентиляцию. Да и сальники у этого двигателя были не очень удачной конструкции, из-за чего подшипники приходилось слишком часто смазывать. К сожалению, этот самодельный вентилятор не сохранился, поэтому я его предъявить не могу.
При первой же возможности, я заменил самодельный вентилятор фабричным приборным вентилятором ВН-2 мощностью 20 Ватт. В те времена, как раз их приходилось ремонтировать, и кое что попадало в «сухой остаток».
По счастливой случайности, диаметр самодельного вентилятора почти совпал с диаметром ВН-2, и клапан не пришлось переделывать. Я только просверлил четыре новых крепёжных отверстия, а старые заклеил скотчем.
Всё бы так и работало, да однажды супруга пошла к соседям, живущим этажом ниже как раз тогда, когда работал вентилятор. Вернувшись, она доложила, что шум от нашего пропеллера у соседей слышен в несколько раз громче, чем у нас, хотя их квартира располагалась даже не под нами, и общей вентиляционной трубы у нас с ними не было. Вот такой акустический парадокс.
Предполагаю, что отчасти это было связано с тем, что вал вентилятора ВН-2 вращался в шарикоподшипниках, а сам вентилятор не был изолирован амортизаторами, а отчасти, возможно, с какими-то неведомыми резонансными явлениями в вентиляционной системе.
Так или иначе, решено было серьёзно усовершенствовать эту конструкцию.
Вот, что получилось в результате.
Конструкция и детали.
На местном радиорынке я купил импортный б/у-шный вентилятор, но на этот раз, конечно, на подшипниках скольжения. Подшипники люфта не имели и я изготовил новый клапан под этот девайс.
Вентилятор оказался условно неразборным (на заклёпках), поэтому, чтобы добраться до сальников, пришлось просверлить два отверстия для смазки. Заодно уже нарезал в них резьбу М1,6.
Через эти отверстия залил в сальники масло при помощи медицинской иглы.
Основание клапана изготовил из стеклотекстолита толщиной 4мм. Сначала я разметил решётку со стороны вентилятора, потом высверлил что мог, а в самом конце обработал отверстия напильником. Все операции делал так, чтобы не повредить гладкую поверхность стеклотекстолита со стороны будущих створок клапана.
Для уплотнения стыка между вентилятором и корпусом клапана, я использовал прокладку из пористой резины, которую свернул в кольцо и приклеил прямо к корпусу вентилятора.
Другое кольцо я изготовил из стеклотекстолита толщиной 0,5мм. Оно позволило закрепить на корпусе вентилятора капроновый фильтр, изготовленный из дамских колготок.
Уплотнитель из пористой резины и капроновый фильтр должны защитить квартиру от проникновения мелких насекомых, если таковые заведутся в шахте.
Чтобы вибрация от двигателя не передалась через корпус клапана стене, я установил двигатель на резиновые амортизаторы.
Изготовление створок клапана.
Особое внимание следует уделить полиэтиленовой плёнке, из которой изготовлены створки клапана. Я использовал полиэтилен толщиной 0,1мм. Чем крупнее ячейки в корпусе клапана, тем толще должна быть плёнка.
За плёнкой на рынок лучше пойти со своими ножницами. Нужно также выбрать самый крупный рулон с гладкой плёнкой. Волнистая плёнка не годится. Прямо от рулона нужно отрезать несколько кусков плёнки и сразу же сложить их в жёсткую папку для бумаг, чтобы плёнка случайно не помялась.
Для крепления створок к корпусу клапана, я использовал скотч на лавсановой основе. Раньше подобный скотч использовали для склеивания магнитофонной плёнки.
В видеоролике показан процесс изготовления створок клапана. Разверните плеер на весь экран, чтобы увидеть ролик в HD качестве.
Изготавливаются створки в следующем порядке.
Сначала к основанию, при помощи клейкой ленты (скотча), приклеивается кусок плёнки необходимого размера.
Затем, острым ножом по линейке прорезается контур створок клапана. И только в самом конце створки клапана отделяются друг от друга.
Если при приклеивании или сборке плёнка случайно помялась, можно смело её менять. При малом избыточном давлении в вентиляционной шахте, мятая плёнка будет «сифонить» и пропускать миазмы в квартиру.
Для герметизации стыка между клапаном и стеной помещения удобно использовать самоклеящуюся герметизирующую трубку. Я купил на строительном рынке метр трубки, которую обычно используют для герметизации окон и дверей.
Установка клапана.
Для установки клапана, я просверлил в стене четыре отверстия диаметром 8мм и забил туда фабричные капроновые пробки (дюбеля). Корпус клапана закрепил четырьмя шурупами с шайбами, предварительно проложив под шайбы резиновые прокладки.
Чтобы при установке не повредить створки клапана, я прижал их куском картона и удалил картон только тогда, когда клапан был закреплён на стене двумя верхними шурупами.
На фотографии не видна правая часть клапана, так как отверстие отдушины находится как раз за чугунной канализационной трубой.
Так как вентилятор был приобретён с некоторым запасом по мощности, я подключил его к сети через самый простой симисторный регулятор. Регулятор позволяет уменьшить число оборотов двигателя и соответственно снизить шум. Конструкция этого самодельного регулятора мощности подробно описана здесь.
Эксплуатация клапана.
Эксплуатация сводится к периодической чистке капронового фильтра. Примерно раз в месяц или два фильтр нужно простирнуть в воде с мылом.
Клапан последней модификации, со времени последней ревизии, проработал уже более 11 лет и был демонтирован для оформления этой статьи фотографиями. Надеюсь, что я доживу до следующей ревизии.
Может возникнуть вопрос, как узнать, в каком положении находятся створки клапана, ведь из помещения их не видно.
Если резко приоткрыть дверь помещения, в котором установлен клапан, и клапан издаст хлопок, то его створки открыты, если клапан хлопнет при закрытии двери, то створки закрыты. Но, это если дверь открывается наружу помещения. Если дверь открывается внутрь, то всё будет ровно наоборот.
Известные проблемы.
За все 26 лет эксплуатации произошёл всего один отказ этого клапана, когда местная несоюзная молодежь, собравшаяся на тех. этаже, закидала шахту горящей бумагой. Тогда створки клапана оплавились и их пришлось заменить.
2 Февраль, 2012 (17:17) в Сделай сам
Если Вам не понравилась статья, что расположена выше, Вы всегда можете поискать счастье на стороне, пройдя по этому адресу.
займ онлайн на карту срочно у нас Как сказал Штирлиц, запоминается последняя фраза. Так что спросите про снотворное!
Обратный клапан на вентиляцию — 120 фото изготовления и монтажа
Проблема многих вентиляционных систем состоит в неспособности обеспечить нормальную вентиляцию в квартире. Их главное назначение в том, чтобы создавать воздушную тягу из помещения на улицу. Плохая вытяжка может создать тягу обратного направления. Поэтому возникает неприятный запах, особенно это заметно в помещении санузла. Установка обратного клапана на вентиляцию поможет устранить неприятное явление.
Обратный клапан – это устройство с механическими элементами, которые не дают воздуху двигаться по вентиляции в обратном направлении. Автоматическая работа является главным достоинством этой системы.
Обратный клапан работает в любой системе вентиляции. Функционален при механической и естественной тяге. Защищает вентиляционный канал от попадания насекомых, пыли, и не дает образовываться сквознякам.
Типы затворов на вентиляционном клапане
Затвор является главной составляющей любого клапана. Он регулирует движение воздуха в вентиляции. В обратных клапанах имеется два вида затвора. Один из них по форме похож на золотник, а другой имеет форму диска.
Эти два затвора используются в совершенно разных средах. Из них только дисковый тип затвора применяется в вентиляционных клапанах. Виды обратных клапанов на вентиляцию различаются по количеству створок, и внешней форме. Их створки крепятся на ось горизонтально. Количество створок может доходить до двух штук.
Сечение у круглого и прямоугольного клапана имеет разный диаметр. Пропускная способность также разного объема. Она и является главным критерием при выборе клапана. В зависимости от вентиляционной системы, можно подобрать пластиковый или металлический клапан.
Эффективная пропускная способность клапана 4-6 м/с, подобного типа часто используется в быту. При работе не издает шума. Его установка не так сложна, поэтому можно монтировать самому или приобретать вместе с вытяжкой.
Все круглые и прямоугольные обратные клапаны могут быть с подогревом. Подогрев и электродвигатель не дадут скопиться конденсату внутри вентиляции, и ее каркас не покроется льдом во время морозов.
Составные элементы обратного клапана
Чтобы понять, как работает обратный клапан вентиляции, нужно разобраться в его конструкции. Она состоит из захлопывающегося диска, который крепится на оси, это дает ему возможность свободно двигаться. Чтобы клапан мог закрыть вентиляцию после остановки электродвигателя, устанавливается отвес.
Популярной моделью обратного клапана, является тип «бабочка». По центру сечения крепится ось, на которой держатся составляющие затвор – две лопасти. Они захлопывают клапан после остановки вентилятора. Некоторые типы снабжаются шумоизолирующими уплотнителями.
Также эффективен клапан типа «жалюзи». Количество лопастей у него в разы больше. Крепятся они на горизонтальных осях.
Бюджетный вариант вытяжного клапана
Если хочется сэкономить деньги и есть подручные материалы, то можно сделать обратный клапан для вентиляции своими руками. В качестве основания можно взять толстый пластик. Для того чтобы вытяжное отверстие перекрывалось, крепится тонкая пластина. На ней прорезается отверстие под вентилятор. Просверливаются дырочки для крепления на стену, и для вентилятора.
Для плотного прилегания вентилятора к основанию используется прокладка. При помощи нее весь нагнетаемый воздух от вентилятора будет уходить в вентиляцию.
Основание решетки закрывают мелкой сеткой, так чтобы все отверстие в нем было перекрыто. Тогда насекомые не смогут попасть внутрь дома. Такая сетка, со временем будет забиваться пылью и прочими мелкими частицами. Ее следует заменять или чистить от грязи.
Для створок подойдет толстый полиэтилен. Он должен быть гладким и ровным со всех сторон. Полная герметичность отверстия в основании не даст образоваться обратной тяге.
Лучше ограничиться двумя створками. Их нужно прикрепить скотчем параллельно по краям. Зазор между стеной и самодельным вытяжным клапаном, следует устранить с помощью клейкой двусторонней ленты.
Такое устройство при надлежащем уходе прослужит долго, и избавит от неприятных запахов канализации.
Для визуального ознакомления, можно посмотреть фото обратных клапанов на вентиляцию. Сделать правильный выбор бывает не просто. Затвор на клапане должен быть очень чувствительным и реагировать на малейшее движение воздуха.
Если в квартире есть проблемы с тягой, лучше совместить обратный клапан с устройствами принудительной вентиляции. Сделать незаметной конструкцию помогут вентиляционные решетки.
Фото обратного клапана на вентиляцию
Также рекомендуем посетить:
Как сделать вентиляцию своими руками
Осушитель воздуха
Напольный кондиционер
Сплит система
Вытяжка 60 см
Вентиляция в гараже
Бесшумные вытяжки
Как почистить вытяжку
Вентиляция в частном доме
Вытяжка в погребе
Вентилятор для ванной
Вентиляция в бане
Норма влажности воздуха
Приточный клапан на окно
Вытяжка в вентиляцию
Труба для вытяжки
Приточный клапан в стену
Приточная вентиляция
Вентилятор для вытяжки
Вытяжка для ванной
Рекуператор для дома
Фильтр для вытяжки
Пластиковые воздуховоды
Короб для вытяжки
Установка вытяжки
Воздушное отопление дома
Черная вытяжка
Почему потеют окна
Увлажнитель воздуха
Встраиваемая вытяжка
Как выбрать кондиционер
Вытяжка для кухни
Как сделать супер дешевый односторонний обратный клапан « Хаки, моды и схемы :: Гаджеты
org/Person»> Автор Король случайностей
Если вы собираетесь сделать себе водяной пистолет для охлаждения этим летом или, может быть, просто полезный водяной насос, вам понадобятся обратные клапаны. Тем не менее, самые дорогие части водяного насоса или самодельного суперзамачивателя, как правило, — это обратные клапаны. Итак, давайте сделаем несколько с нуля всего за 0,35 доллара за штуку.
Это должно подойти вам, энтузиастам строительства из ПВХ!
ПРЕДУПРЕЖДЕНИЕ
Испытания под давлением и утверждения, сделанные в отношении этих обратных клапанов, основаны исключительно на моем личном опыте с клапанами, показанными в видео. Индивидуальные результаты могут различаться, поэтому следует соблюдать осторожность и осторожность при загрузке клапанов высоким давлением.
Риск более высокого давления заключается в том, что шарики могут быть выбиты из адаптера, вылетая подобно снарядам. Высокое давление также может привести к блокировке шара, препятствуя нормальной работе клапана или, возможно, даже к полному выходу из строя конструкции клапана.
Эти клапаны не предназначены и не заявлены для использования в тяжелых условиях эксплуатации. Вы используете этот контент на свой страх и риск.
В этом проекте я покажу 2 разных способа изготовления простого обратного клапана. Один из них легкий (простой, но только для приложений с низким давлением), а другой немного сложнее (примерно до 50-60 фунтов на квадратный дюйм).
Необходимые детали
В любом случае оба клапана будут иметь 2 общие детали.
Один переходник из ПВХ с наружной резьбой ¾ дюйма
Трубка из ПВХ длиной ¾ дюйма (1½ дюйма или длиннее)
Обратный клапан №1: создание быстрой и простой версии
Найдите резиновый надувной мяч диаметром ¾ дюйма и медленно отрежьте от верхней трети.
Поместите мяч внутрь переходника для клинка из ПВХ круглой стороной вниз, а плоской стороной вверх.
Вдавите трубку из ПВХ диаметром ¾ дюйма в адаптер скользящего элемента вниз настолько, чтобы он был прочным и тугим, но оставляя достаточно места для того, чтобы шарик немного перемещался внутри.
Вот так!
При работе с низким давлением, например, при надувании воздушных шаров, это маленькое устройство позволит вашим маленьким детям почувствовать себя чемпионами по надуванию воздушных шаров.
Клапан пропускает воздух в шар, и когда вы прекращаете дуть, клапан закрывается, и воздух остается в баллоне на неопределенный срок.
Обратный клапан №2: Делаем сильнее
Для второго клапана мы будем использовать более твердый пластиковый шар и уплотнительное кольцо. Они сделаны, чтобы быть немного более прочными.
Шаг 1: Подготовьте трубку
Начните с того, что возьмите кусок трубки из ПВХ диаметром ¾ дюйма (минимум 1½ дюйма) и отмерьте 5/8 дюйма от дна.
Просверлите отверстие на отметке, которая проходит через обе стенки
Найдите прочный кусок металла, например, толстую скрепку или гвоздь, чтобы вставить его в отверстия
Обрежьте шляпку гвоздя так, чтобы оба конца гвоздя или скрепки были на одном уровне с внешними стенками
Примечание: Этот клапан может быть встроен в трубу из ПВХ любой длины по вашему выбору
Шаг 2: Подготовка скользящего адаптера к соединению
Загрунтуйте внутренние стенки адаптера, а также ту часть трубки, которая будет входить в него.
Вставьте уплотнительное кольцо и пластиковый шарик в переходник и проверьте их посадку и герметичность.
Приклейте детали, которые были загрунтованы, и вставьте трубку в переходник, пока отверстия от гвоздей не окажутся чуть ниже поверхности.
Примечание. Не нажимайте слишком сильно, чтобы шар не застрял в закрытом положении. Вам понадобится небольшой зазор для шара, чтобы клапан мог открываться и закрываться.
Дайте цементу высохнуть около 2 часов перед использованием.
Чтобы сделать эти клапаны более удобными, я попытался добавить еще один скользящий переходник на другой конец трубы 1½ дюйма. Это увеличивает стоимость на 0,34 доллара США, но оно того стоит.
Я выбрал длину трубы 1½ дюйма, потому что когда адаптеры сдвинуты вместе, остается очень маленький зазор, что делает устройство очень компактным.
На изображении выше вы можете видеть шарик, удерживаемый в устройстве адаптером, и стопорный гвоздь, препятствующий его выкатыванию из трубки.
Я также быстро покрасил их аэрозольной краской и прикрепил изоленту к одной стороне, чтобы можно было легко определить направление потока, аналогично символу электрического диода.
Проверка клапана
Чтобы проверить клапан, используйте его, чтобы надуть воздушный шар. Воздушный шар должен оставаться надутым, даже если вы перестанете дуть.
Поместите клапан в миску с водой. Если воздух вообще выходит, вы увидите маленькие пузырьки, выходящие из клапана. Если пузырьков воздуха нет, это означает, что ваш клапан герметичен.
Поскольку мы использовали скользящие адаптеры, концы соединений имеют резьбу, что позволяет интегрировать клапаны в любую систему и переключать их по желанию.
Зачем делать обратный клапан?
Моей мотивацией при создании этих клапанов было желание построить водяной насос из ПВХ, но обратные клапаны стоили около 10 долларов каждый. Это казалось немного крутым для сборки из ПВХ, поэтому, ища альтернативные варианты, я остановился на этом дизайне, который является самым дешевым, но при этом практичным и полезным, который я мог себе представить.
Я попытался использовать 2 таких обратных клапана, чтобы сделать водяной насос из ПВХ. Его можно использовать как воздушный насос, вакуумный насос или водяной насос, который будет перекачивать до 5 галлонов в минуту.
В моих испытаниях клапаны отлично работают с воздухом и водой. Давление воздуха до 60 фунтов на квадратный дюйм казалось нормальным для нормальной работы, в то время как давление выше 60 фунтов на квадратный дюйм иногда приводило к блокировке шарика в уплотнительном кольце и требовало значительного «противодавления», чтобы разблокировать его.
При закрытии
Если вы пытаетесь использовать резиновые надувные шарики в качестве клапанного механизма, используйте их только для приложений с очень низким давлением, таких как надувание воздушных шаров и, возможно, для импровизированных водяных пистолетов. Относительно высокое давление, используемое с этими шарами, в конечном итоге вытесняет их из адаптера и может выбрасывать их с удивительной скоростью.
В целом, я очень доволен клапанами, потому что они могут быть установлены в любую часть системы из ПВХ, и их можно легко и быстро дублировать по очень низкой цене.
Если вы еще не видели видео, вы можете посмотреть его здесь. И если вам понравился этот проект, возможно, вам понравятся и некоторые другие мои. Ознакомьтесь с другими моими статьями здесь, на WonderHowTo, или посмотрите видео на thekingofrandom.com.
Обеспечьте безопасность подключения без ежемесячного счета . Получите пожизненную подписку на VPN Unlimited для всех своих устройств, совершив разовую покупку в новом магазине гаджетов, и смотрите Hulu или Netflix без региональных ограничений, повышайте безопасность при просмотре в общедоступных сетях и многое другое.
Купить сейчас (скидка 80%) >
Другие выгодные предложения:
Скидка 41% на домашний анализатор Wi-Fi
Скидка 98% на набор для обучения кодированию учебный лагерь
59Скидка % на редактор фонового видео XSplit VCam
1 Комментарий
Горячий
Последние
Как: Взломать монетную стиральную машину
Как: Делайте забавные вещи в Блокноте, Notepad++ и файлах .
Bat
Как: Превратите свой старый Apple iMac G4 в кабельный телевизор высокой четкости
Как: Ремонт треснувшей или сломанной печатной платы
Как: Ремонт разряженных литий-ионных аккумуляторов, которые больше не держат заряд
Как: Ремонт печатной платы Quick-N-Dirty: как исправить выцветшие или ржавые следы с помощью карандаша
Как: 10 уникальных и практичных способов перепрофилировать ваши старые жесткие диски
Как: Сделайте ручной насос из ПВХ для перемещения воды, сжатия воздуха и создания вакуума
Новости: Превратите фонарик в ИК-лампу ночного видения.
Как: Взламывайте живые камеры общественной безопасности и веб-камеры
Как: Сделайте инфракрасную маску, чтобы скрыть свое лицо от камер
Как: Взломать счетчик электроэнергии
Как: Припой с зажигалкой
Как: Взломайте жесткий диск на спрятанную флешку, зарядное устройство для сотового телефона и многое другое!
Как: Сделать лазерный микрофон
Как: Припаяйте провод к выводу микросхемы
Как: Увеличьте радиус действия вашего автомобильного пульта
Все горячие сообщения
Хорошая акция: сделайте обратный клапан самостоятельно
Эта публикация опубликована с https://www. instructables.com/
летом вам понадобятся обратные клапаны . Купить в магазине? Или вы можете просто сделать его самостоятельно.
Наиболее дорогими частями водяного насоса обычно являются обратные клапаны. В этом проекте мы делаем кое-что с нуля, как можно дешевле. Прежде чем мы начнем, пожалуйста, сначала посмотрите видео.
ВНИМАНИЕ! Испытания под давлением и утверждения, сделанные в отношении этих обратных клапанов, основаны исключительно на моем личном опыте использования клапанов, показанных в видео. Индивидуальные результаты могут различаться, поэтому следует соблюдать осторожность и осторожность при загрузке клапанов высоким давлением. Риск более высокого давления заключается в том, что шарики могут быть выбиты из адаптера, вылетая, как снаряды. Высокое давление также может привести к блокировке шара, препятствуя нормальной работе клапана или, возможно, даже к полному выходу из строя конструкции клапана. Эти клапаны не предназначены и не заявлены для использования в тяжелых условиях эксплуатации. Вы используете этот контент на свой страх и риск.
В этом проекте я покажу 2 разных способа изготовления простого обратного клапана. Один простой, но только для приложений с низким давлением, а другой немного сложнее, но хорошо работает для приложений до 50-60 фунтов на квадратный дюйм.
В любом случае оба клапана будут иметь 2 общие детали.
1. Один переходник из ПВХ с наружной резьбой 3/4″. 2. Трубка из ПВХ 3/4″ (1-1/2″ или больше)
Чтобы быстро и легко сделать клапан: 1. Найдите резиновый надувной мяч 3/4″ и медленно отрежьте верхнюю часть. 1/3.
2. Поместите шарик внутрь переходника для накладок из ПВХ круглой стороной вниз, а плоской стороной вверх. 3. Вдавите 3/4-дюймовую трубку из ПВХ в адаптер скользящего элемента вниз достаточно глубоко, чтобы он был прочным и тугим, но оставляя достаточно места для того, чтобы шарик немного перемещался внутри.
Для приложений с низким давлением, таких как надувание воздушных шаров, это маленькое устройство заставит ваших маленьких детей почувствовать себя чемпионами по надуванию воздушных шаров. c Клапан пропускает воздух в воздушный шар, и когда вы перестаете надувать, клапан закрывается, а воздух остается внутри. воздушный шар на неопределенный срок.
Для этого клапана мы будем использовать более твердый пластиковый шар и уплотнительное кольцо. Они сделаны, чтобы быть немного более прочными.
Чтобы сделать сложную: 1. Возьмите кусок ПВХ-трубки диаметром 3/4 дюйма (минимум 1-1/2 дюйма) и отмерьте 5/8 дюйма от дна.
2. Просверлите отверстие на отметке, которая проходит через обе стенки трубки. 3. Найдите прочный кусок металла, например, толстую скрепку или гвоздь, чтобы вставить его в отверстия. 4. Обрежьте шляпку гвоздя так, чтобы оба конца гвоздя или скрепки были на одном уровне с внешними стенками трубки.
Подготовьте переходник для подсоединения; 1. Загрунтуйте внутренние стенки адаптера, а также ту часть трубки, которая будет входить в него. 2. Вставьте уплотнительное кольцо и пластиковый шарик в переходник и проверьте их посадку и герметичность.
3. Приклейте детали, которые были загрунтованы, и вставьте трубку в переходник, пока отверстия для гвоздей не окажутся чуть ниже поверхности. 4. Дайте цементу высохнуть около 2 часов перед использованием.
После того, как вы закончили простой и/или сложный обратный клапан, вы должны его протестировать. Чтобы проверить свой клапан, используйте его, чтобы надуть воздушный шар.
Воздушный шар должен оставаться надутым, даже если вы перестанете дуть. Поместите клапан в миску с водой. Если воздух вообще выходит, вы увидите маленькие пузырьки, выходящие из клапана. Если пузырьков воздуха нет, это означает, что ваш клапан герметичен.
Самодельные клапаны действительно спасают нас, но область их применения все еще имеет ограничения.
Чем чистить бронзу в домашних условиях. Способы и правила
Советы
09.10.2016
Со временем на бронзовых изделиях появляется зеленоватый налет, который называется патина – это результат окисления оловянно-медного сплава. Антиквары считают, что она придает изделиям эффект старины и роскоши. Однако во влажных условиях патина может появляться пятнами, либо на ее поверхности окажется много пыли и грязи. Тогда появляется желание полностью очистить статуэтку или посуду, чтобы они засверкали яркими красками сплава. В этом случае вы можете самостоятельно привести в порядок изделия с помощью домашних средств.
Чистка бронзы в домашних условиях: способы и правила
Перед тем как применить один из нижеперечисленных способов, промойте изделие чистой водой. Удалите частицы мусора и грязи, насухо протрите чистой ветошью.
Рецепты для разной степени окисления
Сильное окисление, много патины
Слабое окисление, несколько пятен
1. Приготовьте раствор, смешайте:
1 л воды
10 г двухромовокислого калия
20 мл концентрата серной кислоты
(вливайте кислоту в воду)
2. Налейте раствор в стеклянную посуду, опустите в него изделие.
3. Дождитесь растворения патины.
4. Опустите в нашатырный спирт, после чего промойте водой.
5. Вытрите насухо.
Способ №1
Обезжирьте поверхность при помощи теплого содового раствора (вода, кальцинированная сода). Ополосните чистой водой и насухо вытрите.
Способ №2
Смешайте древесные опилки с уксусной кислотой. Когда древесина набухнет, почистите изделие этим составом при помощи шерстяной ветоши. Промойте водой и высушите.
Совет: Выполняйте чистку в защитных перчатках во избежание повреждения кожных покровов.
Пасты для домашней обработки
Предлагаем 2 рецепта чистящих паст, которые вы можете приготовить самостоятельно и очистить предметы от патины, коррозии, загрязнений. Соль, сода и уксус – ответ на вопрос чем отчистить бронзовые изделия в домашних условиях.
Рецепт №1
Смешайте по 2 стол. л. соли и муки. Капайте в смесь белый уксус, размешивайте до пастообразной консистенции. Нанесите смесь на изделие и полируйте мягкой тканью до исчезновения следов окисления. Оставьте пасту на предмете еще на полчаса, после чего смойте водой и насухо вытрите.
Рецепт №2
Насыпьте в мисочку 2 стол. л. соды. Постепенно добавляйте каплями лимонный сок (или разведенную лимонную кислоту), размешивайте до консистенции пасты. Надев перчатки, натрите изделие этим составом и полируйте с помощью ветоши. Почистив со всех сторон, оставьте изделие в пасте на полчаса. Промойте чистой водой и обсушите.
Совет: “Складки” на статуэтках, узкие труднодоступные места очищайте при помощи зубной щетки.
Эти пасты подходят для ухода за посудой и других изделий из латуни. Они обладают эффективностью, не меньшей, чем специальные средства для бронзового сплава, и отличаются доступностью.
Рекомендация антикваров. Монеты и другие изделия чистят Триалоном Б, который продается в магазинах. Либо пастой ГОИ с добавлением бензина.
Быстрая очистка кипятком и мылом
Если вам нужно придать изделию привлекательный внешний вид и очистить от грязи, воспользуйтесь следующим методом.
Закипятите в кастрюле чистую воду.
Опустите предмет в кипяток на 2 минуты, продолжайте кипятить.
Вспеньте в воде жидкое или туалетное мыло.
Окуните изделие в пену.
Фланелевой тканью тщательно вычистите грязь и пену.
Как почистить бронзу в домашних условиях от ржавчины
Если предметы покрылись коррозией, вернуть им первоначальный внешний вид можно с помощью пищевого гороха.
Инструкция:
Отварите желтый горох. Не давая остыть, разотрите до консистенции густой каши. Покройте кашицей места со ржавчиной и оставьте до высыхания. После этого вымойте изделие в кипятке, счищая остатки ржавчины щеткой. Вытрите насухо со всех сторон.
Горох также применяется, если вещь изрядно засижена мухами.
Инструкция:
Отварите желтый горох, измельчите его в отваре блендером. Опустите в отвар загрязненный предмет и кипятите 2 часа. После остывания промойте в теплой воде с мягкой щеткой, удаляя остатки гороха.
Внимание. Чтобы не повредить глянцевую поверхность, используйте пасты и интенсивную чистку изредка, только при сильном окислении. Для регулярного ухода достаточно протирать предметы сначала влажной, а затем сухой тканью.
Как чистить бронзу с позолотой
Опытные антиквары, увлекающиеся поиском и реставрированием старинных вещей, используют химические вещества для правильной очистки статуэток, украшений.
Позолоченные изделия чистят химическими реагентами в 2 этапа:
Раствором натра с водой или едким калием протрите поверхность, удаляя пятна, грязь и пыль.
Смешайте воду, азотную кислоту и сернокислый алюминий в пропорции 30 к 8 к 1. При помощи кисточки нанесите состав на поверхность, после чего высушите под солнечными лучами или у источника тепла.
Совет. Используйте химические реактивы только если вы знаете правила смешивания и их реакции при соприкосновении с различными веществами и материалами. Будьте внимательны во избежание нежелательных последствий для вас, вашей одежды, посуды и мебели.
Профилактика окисления
Если вы хотите предотвратить появление патины в дальнейшем, обработайте очищенные предметы одним из следующих веществ:
воском
спиртом
парафином
Используя эти средства и мягкую тряпку, отполируйте предметы. Это придаст дополнительный блеск и создаст защитное покрытие, препятствующее появлению сине-зеленого патинового налета.
Если вы не хотите искать специальные средства или химические реагенты и тратить время на чистку драгоценных изделий, доверьте это опытным мастерам клининговой компании. Ваши любимые вещи очистят быстро, бережно и правильными современными методами. Советуем также почитать наши статьи про химчистку ковров в домашних условиях и сухую чистку мягкой мебели.
Главная » Обработка металла » Защита » Как правильно чистить бронзу?
На чтение 5 мин
Содержание
Чем чистить бронзу в домашних условиях?
Очистка с помощью бытовой химии
Ацетон
Щавелевая кислота
Паста ГОИ
Серная кислота и калий
Нашатырный спирт
Очистка с помощью пищевых продуктов
Сода и лимонный сок
Уксус, мука и соль
Древесные опилки
Цикорий
Горох
Мел
Кипяток и мыло
Как почистить бронзу в домашних условиях?
Удаление ржавчины
Почистить бронзу с позолотой
Профилактика окисления
Люди давно изготавливают изделия из бронзы. Они используются для украшения интерьера, создания тематической обстановки, эффекта старины. Однако без должного ухода, со временем поверхность этого металла начинает тускнеть. Чтобы изделия сохраняли изначальный внешний вид длительное время, нужно знать, как чистить бронзу.
Чистка бронзы в домашних условия
Чем чистить бронзу в домашних условиях?
Многие не знают, чем можно почистить бронзу. Для этого используется бытовая химия, народные средства. Важно знать, как правильно использовать компоненты для очистки, чтобы добиться хорошего эффекта, не повредить поверхность металла.
Очистка с помощью бытовой химии
Обновить поверхность бронзовых изделий можно бытовой химией. Активнодействующие вещества могут оставить следы на поверхности металла, из-за чего использовать их нужно аккуратно.
Ацетон
Предметы из бронзы часто очищаются с помощью ацетона. Пошаговая инструкция:
Ватный диск промочить в ацетоне.
Мягкими движениями водить им по местам загрязнения.
Когда ватный диск начинает загрязняться, требуется быстро его заменить.
Работать в защитный перчатках, проветриваемом помещении.
Щавелевая кислота
Активное вещество, которое нужно применять только при сильных загрязнениях металла. Чистка бронзы:
Добавить в 5 литров воды 150 мл щавельной кислоты.
Надеть резиновые перчатки. Изделия из бронзы погрузить под воду.
После потемнения поверхности и жидкости необходимо достать предметы.
После проведения процедуры протереть их сухой тряпкой.
Паста ГОИ
Желательно использовать этот вариант очистки только в крайнем случае, для маленьких изделий. Связано это с тем, что паста может повредить поверхность металла.
Серная кислота и калий
Самый мощный, эффективный вариант чистки бронзовых предметов от патины. Средство на основе этих компонентов используется только при сильных загрязнениях. Инструкция по применению:
На 1 литр воды добавить 10 грамм калия, 20 мл серной кислоты.
Перелить смесь в стеклянную банку. Надеть защитные перчатки.
Аккуратно погрузить предметы из бронзы в раствор.
Дождаться пока патина начнёт отходить от поверхности металла.
Погрузить изделия в нашатырный спирт.
После проведения процедуры промыть изделие под проточной водой, протереть ветошью.
Нашатырный спирт
Нашатырный спирт подходит для чистки серёжек, монет, колец. Проведение процедуры:
Перелить нашатырь в глубокую емкость.
Погрузить в него бронзовые изделия.
Вытащить украшения, промыть под проточной водой, протереть тряпочкой.
Работать в защитных перчатках.
Очистка с помощью пищевых продуктов
Очистить бронзовые монеты, украшения, другие предметы можно пищевыми продуктами. Это щадящие варианты чистки, которые подходят для слабых загрязнений. Ниже будет приведены лучшие варианты использования пищевых продуктов.
Сода и лимонный сок
Многие люди проводят очистку использую смесь соды с лимонным соком. Пошаговая инструкция:
Смешать два компонента в одинаковых частях. Тщательно перемешать.
Нанести пасту на загрязнённые места.
Подождать 30 минут, смыть смесь проточной водой.
Протереть предметы тряпочкой.
Уксус, мука и соль
Средство на основе уксуса, муки и соли используется для снятия налёта, грязи. Пошаговая инструкция:
Муку, соль смешать в одинаковой пропорции. Тщательно перемешать.
Нанести пасту на грязные места, подождать 40 минут.
Смыть кашицу водой.
Протереть предметы тряпкой.
Древесные опилки
Нестандартный способ очистки бронзы. Пошаговая инструкция:
Небольшое количество опилок смешать с уксусной кислотой. Дождаться набухания смеси.
Используя шерстяную тряпочку нанести массу, протирать поверхность предмета.
Смыть остатки опилок водой, протереть металл тряпкой.
Цикорий
Ещё один интересный способ чистки бронзы. Пошаговая инструкция:
Измельчить цикорий.
Получившийся порошок засыпать в любую ёмкость, залить тёплой водой. Консистенция должна напоминать густую сметану.
Нанести получившуюся пасту на поверхность металла.
Щеткой растереть смесь.
Смыть её водой, протереть тряпочкой.
Горох
Этот продукт используется для снятия старого слоя грязи. Выполнение процедуры:
Залить глубокую кастрюлю водой. В неё же положить очищаемые изделия.
Насыпать стакан гороха в кастрюлю.
Поставить емкость на огонь, довести до кипения. После закипания оставить жидкость на 2 часа на малом огне.
Переложить изделия в другую емкость с теплой водой, щеткой очистить их от грязи.
Промыть холодной водой, протереть сухой тряпкой.
Мел
С помощью мела можно очистить незначительные загрязнения. Для этого требуется тщательно натереть мелком изделие со всех сторон. Смыть его водой, протереть тряпочкой.
Кипяток и мыло
Ещё один простой способ чистки бронзы. Требуется вскипятить воду. Вспенить мыло. Положить изделия в получившуюся пену, протереть фланелью.
Как почистить бронзу в домашних условиях?
Чистка бронзы в домашних условиях — легкий процесс, который может выполнить любой человек. Важно выбирать способ удаления грязи зависимо от типа загрязнения. Например, снять тёмный налёт можно пищевыми продуктами, а зелёный налёт используя химию.
Чистка бронзового смесителя
Удаление ржавчины
Часто из-за неправильного хранения бронзовых предметов на поверхности металла появляется ржавчина. Чтобы очистить её, нужно подобрать компоненты для чистки. Для этого подойдёт горох.
Почистить бронзу с позолотой
Чтобы не повредить позолоту и привести изделие к изначальному виду, требуется воспользоваться следующими способами:
Смешать с водой едкий натрий или калий. Протереть предметы.
Перемешать некипячёную воду с азотной кислотой, солью алюминия. Пропорции — 30 – 8 – 1. Смазать поверхность металла, дать высохнуть на солнце.
Оба варианта считаются опасными. Работать необходимо в перчатках, в хорошо проветриваемом помещении.
Профилактика окисления
Чтобы на бронзовых изделиях повторно не появлялась патина, ржавчина, нужно выполнять профилактические действия. Для этого требуется покрывать их воском или парафином. Защитный слой защитит металл от воздействия влаги, оседания пыли.
( 1 оценка, среднее 5 из 5 )
Поделиться
Как чистить бронзу (два способа)
Фото: istockphoto.com
Прочная и устойчивая к водной коррозии бронза обладает прекрасным теплым свечением, которое идеально проявляется при изготовлении украшений и таких предметов домашнего декора, как мебель для шкафа, вазы. , и подсвечники. Однако со временем бронза имеет тенденцию приобретать зеленоватую патину, что неудивительно, если учесть, что бронза представляет собой сплав, обычно состоящий из 88 процентов меди и 12 процентов олова.
В то время как некоторые люди ценят патину — она придает старинный вид, даже если это довольно новое изделие — большинство предпочитают восстанавливать бронзу до ее первоначального блеска. К счастью, вам не нужны вонючие или потенциально едкие химикаты для очистки бронзы и полировки металла; на самом деле, вы можете легко выполнить работу, используя всего несколько домашних ингредиентов. Вот два простых и эффективных метода очистки бронзы.
Способ 1: очистка бронзы лимоном
Первый вариант работает быстро, но требует достаточного количества смазки.
МАТЕРИАЛЫ И ИНСТРУМЕНТЫ Доступно на Amazon – Мягкая тряпка для чистки – Пищевая сода – Лимонный сок – Резиновые перчатки – Оливковое масло
ШАГ 1
Сначала промойте украшение в теплой воде или декоре из бронзы для удаления пыли. Протрите металл насухо мягким чистым полотенцем или тряпкой.
ШАГ 2
Насыпьте две столовые ложки пищевой соды в небольшую миску.
ШАГ 3
Очень медленно капайте лимонный сок (свежий или концентрат) на пищевую соду, пока смесь не станет достаточно влажной, чтобы получилась паста, похожая по консистенции на зубную пасту. Вы можете увидеть небольшое пузырение или шипение в течение минуты или двух; это нормально.
ШАГ 4
Защитите руки легкими бытовыми рабочими перчатками, а затем нанесите чистящую пасту на бронзовую деталь пальцами, если она маленькая, или тряпкой, если она большая. Если на изделии много закоулков и закоулков или декоративной отделки, используйте старую зубную щетку, чтобы нанести пасту на щели.
Реклама
ШАГ 5
Полировочной тканью, мягкой тряпкой или обрывком старой футболки нанесите пасту на металл небольшими круговыми движениями. Сосредоточьтесь на любых особенно тяжелых участках патины. Продолжайте тереть, пока не перестанете видеть явные пятна.
ШАГ 6
Оставьте пасту на полчаса на бронзе.
ШАГ 7
Тщательно промойте бронзу теплой водой, потирая пальцами, чтобы удалить всю пасту.
ШАГ 8
Аккуратно высушите бронзу второй мягкой тканью. Если патина все еще остается, повторите вышеописанные действия.
ШАГ 9
Нанесите две или три капли оливкового масла на тряпку и аккуратно полируйте чистую бронзу, чтобы придать ей приглушенный блеск.
Фото: istockphoto.com
Способ 2: очистка бронзы солью
Этот способ занимает немного больше времени, но вам не придется тереть так сильно.
МАТЕРИАЛЫ И ИНСТРУМЕНТЫ Доступно на Amazon. удалите пыль, а затем протрите изделие чистой мягкой тряпкой.
ШАГ 2
В небольшой миске смешайте две столовые ложки поваренной соли и две столовые ложки белой муки.
ЭТАП 3
Медленно капайте белый уксус в миску, перемешивая, пока чистящее средство не приобретет консистенцию густой пасты.
ШАГ 4
Защитите руки тонкими резиновыми рабочими перчатками и пальцами или чистой тряпкой нанесите пасту на бронзу. Растирайте небольшими круговыми движениями, чтобы паста распределилась по всей поверхности металла, включая любые щели.
ШАГ 5
Оставьте пасту на бронзе на час или более.
ШАГ 6
Смойте пасту теплой водой, аккуратно втирая, чтобы удалить остатки.
ШАГ 7
Протрите бронзу мягкой чистой тряпкой.
Advertisement
ШАГ 8
Нанесите на тряпку одну или две капли оливкового масла и отполируйте металл до блеска.
Пусть ваша бронза будет выглядеть как можно лучше
После того, как вы выполнили любой набор шагов по очистке бронзы, вы можете сохранить ее блеск, следуя этим советам:
Регулярно очищайте бронзовые статуи и предметы декора от пыли. Если пыль густая, промойте деталь в теплой воде, чтобы удалить ее, а затем тщательно высушите металл мягкой тканью.
Храните бронзовые украшения, монеты и ценные вещи, которые не выставлены напоказ, в герметичных пластиковых пакетах, чтобы уменьшить воздействие кислорода. Именно этот процесс окисления создает патину.
Наносите увлажняющий крем, солнцезащитный крем, макияж и другие средства по уходу за кожей, прежде чем надевать бронзовые украшения.
Протирайте бронзовые украшения мягкой тканью после каждого ношения, чтобы удалить кожный жир.
Никогда не надевайте бронзовые украшения в бассейн, так как хлор изнашивает металл.
Реклама
Как очистить бронзу | Марта Стюарт
Считайте это вашим руководством по уходу за предметами, от бронзовых скульптур до музыкальных инструментов, без пятен.
Лорен Веллбэнк, писатель-фрилансер
Лорен Веллбэнк 30 ноября 2021 г.
У вас, вероятно, есть много вещей в вашем доме и вокруг него, сделанных из бронзы, например, скульптуры (как внутри, так и снаружи!), указатели адресов, награды. , колокольчики, лампы, украшения и даже музыкальные инструменты. Поддерживать эти предметы в чистоте может быть сложно, поскольку бронза предъявляет очень специфические требования, когда речь идет об уходе и обслуживании. Мы поговорили с Тедом Робертсом, владельцем Art Recovery Technologies of Greater Kentucky, бренда Prism Specialties, чтобы точно узнать, что вам следует знать, прежде чем приступить к очистке металла.
бронзовая пластина на золотой поверхности
Авторы и права: Эрик Пясецкий
Металлический сплав
Бронза — это металлический сплав, который в основном содержит медь и олово, — говорит Робертс. «Литейные заводы, которые отливают бронзу, часто имеют свой собственный «рецепт» и добавляют другие ингредиенты, такие как мышьяк, марганец, фосфор и так далее», — говорит он. «Эти рецепты разработаны для придания конечному продукту различных свойств». При контакте с воздухом бронза окисляется, что приводит к образованию патины на внешнем ее слое. «Темная или зеленовато-коричневая патина, которая образуется на бронзе, очень желательна и должна быть сохранена», — объясняет он. «Никогда не используйте полироль для металлов или растворители на любой бронзе. Для бронзы в помещении достаточно только пыли».
Советы по очистке
По словам Робертса, когда дело доходит до очистки бронзы, самый простой метод всегда лучше. «Мы рекомендуем чистить бронзовые скульптуры простым мылом и водой», — говорит он, добавляя, что они предпочитают различные средства для посуды. «Обязательно избегайте мыла с добавками или ароматизаторами, которые могут привести к непредвиденным последствиям». После тщательного мытья бронзы промойте ее и хорошо высушите перед нанесением слоя воска. «Попытайтесь сделать это, когда металл еще немного теплый. Это позволяет воску проникнуть в поры и действовать как барьер для воздуха и влаги, которые могут вызвать чрезмерное окисление бронзы и ее позеленение, что может быть нежелательно. желаемый результат».
Дорогостоящие ошибки
Использование чистящих средств, не подходящих для бронзы, может иметь серьезные последствия. «Например, воздействие хлора — распространенного в бассейнах и любимого «очистителя» для некоторых — вызовет разрушительное коррозионное потускнение, называемое бронзовой болезнью, которое разъедает и в конечном итоге разрушает металл», — предупреждает Робертс. «Мойки высокого давления также использовались бесчисленным количеством благонамеренных людей для «чистки» бронзы. Это совершенно не нужно и может повредить патину». Он утверждает, что лучший подход — тот, что описан выше: «Как только вы начнете добавлять полироль для металла или растворители, результаты могут быть катастрофическими».
Профессиональная помощь
Робертс советует следовать своим природным инстинктам, когда дело касается бронзовых изделий. «Если у вас есть опасения по поводу чистки бронзы в вашем доме, не стесняйтесь обращаться к профессионалу за советом и гарантированным результатом», — говорит он.
Дуговая сварка – это один из нескольких способов соединения металлов методом сплавления. Для этого в зоне соединения значительно повышают температуру, из-за чего края двух деталей плавятся и перемешиваются друг с другом или с расплавленным буферным металлом. После охлаждения и застывания между ними образуется металлургическая связь. Так как соединение представляет собой смесь металлов, чаще всего оно обладает такими же прочностными характеристиками, что и металл соединяемых деталей. Это большое преимущество над методами соединения без расплавления металлов (пайки и т. д.), которые не позволяют продублировать физические и механические характеристики основных металлов.
Рис. 1. Схема контура дуговой сварки
При дуговой сварке необходимое для плавления металла тепло выделяется электрической дугой. Эта дуга образуется между рабочим изделием и электродом (в виде стержня или сварочной проволоки), которую вручную или механически направляют в сварочную ванну. Электрод может быть неплавким и служить исключительно для замыкания контура между рабочим изделием и наконечником. Также помимо переноса тока он может быть предназначен для добавления в сварочную ванну присадочного металла. В производстве металлоизделий чаще используется второй тип электродов.
Сварочный контур Упрощенная схема сварочного контура показана на Рис. 1. Он состоит из источника постоянного или переменного тока, который подключается кабелями к свариваемой детали и электрододержателю.
Дуга возникает в момент, когда кончиком электрода прикасаются к рабочему изделию и сразу же приподнимают его от поверхности.
Температура дуги составляет около 3600ºC. Этого достаточно, чтобы расплавить основной металл и материал электрода, образуя при этом сварочную ванну, которую иногда называют «кратером». После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение.
Газовая защита Однако для соединения металлов простого перемещения электрода недостаточно. При высокой температуре металлы склонны вступать в реакцию с содержащимися в воздухе химическими элементами – кислородом и азотом. Когда расплавленный металл в сварочной ванне вступает в контакт с воздухом, в нем начинают образовываться оксиды и нитриды, из-за которых намного падают прочностные характеристики металла. Поэтому многие процессы дуговой сварки предполагают какой-либо способ изолировать дугу и сварочную ванну с помощью защитного газа, пара или шлака. Это называют защитой дуги. Такая защита предотвращает или минимизирует контакт расплавленного металла с воздухом. Кроме того, защита может улучшить сварочно-технологические характеристики. В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
Рис. 2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении.
На Рисунке 2 показана типичная схема газовой защиты дуги и сварочной ванны. Выступающее за границы электрода покрытие плавится в точке контакта с дугой и образует облако защитного газа, а слой флюса защищает еще не застывший металл наплавления позади дуги.
Электрическая дуга представляет сбой достаточно сложное явление. Хорошее понимание физики дуги поможет сварщику лучше контролировать свою работу.
Природа дуги Электрическая дуга представляет собой ток через дорожку ионизированного газа между двумя электродами. При этом возникающая между отрицательно заряженным катодом и положительно заряженным анодом дуга выделяет много тепла, так как в ней постоянно сталкиваются положительные и отрицательные ионы.
В некоторых условиях сварочная дуга не только вырабатывает необходимое для плавления электрода и основного металла тепло, но и переносит расплавленный металл с кончика электрода на рабочее изделие. Существует несколько технологий переноса металла. Например, среди них можно отметить:
Перенос силами поверхностного натяжения (Surface Tension Transfer®), когда капля расплавленного металла касается сварочной ванны и втягивается в нее силами поверхностного натяжения;
Струйный перенос металла – когда электрический разряд выталкивает каплю из расплавленного металла на кончике электрода в сварочную ванну. Такой процесс хорошо подходит для потолочной сварки.
При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые пермещаются через дугу к рабочему изделию. При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые направляются через дугу к рабочему изделию. При использовании угольного или вольфрамового (TIG) электрода этого не происходит. В таком случае металл наплавления поступает в соединение из второго электрода или проволоки.
Большая часть тепла дуги поступает в сварочную ванну через расходуемые электроды. Это позволяет обеспечить более высокую термическую эффективность и сконцентрировать зону термического воздействия.
Так как для замыкания электрического контура нужна ионизированная дорожка между электродом и рабочей поверхностью, простого включения тока будет недостаточно. Необходимо «поджечь» дугу. Этого можно добиться кратковременным повышением напряжения или прикосновением электрода к контактной поверхности до тех пор, пока она не нагреется.
Для сварки может использоваться как постоянный ток (DC) прямой или обратной полярности, так и переменный (AC). Выбор рода и полярности тока зависит от конкретного процесса сварки, типа электрода, газовой среды в зоне дуги и свариваемого металла.
Что такое дуговая сварка — определение
Справочник сварочных определений и терминов — Shindaiwa
Shindaiwa в Украине, поставки сварочного оборудования из Японии
Определение понятия. Классификация. История
Дуговая сварка – процесс сплавления материалов, при котором нагрев осуществляется электрической дугой. Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
По степени механизации различают следующие виды дуговой сварки:
ручную (ММА -Manual Metal Arc), при которой операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
механизированную (полуавтоматическую) (MIG/MAG -Metal Inert/Active Gas). Последняя выполняется плавящимся электродом с автоматизированной подачей электродной проволоки в сварочную зону, а остальные операции этого процесса остаются ручными.
автоматическую дуговую, при которой механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
Применительно к сварочным аппаратам и агрегатам, виды дуговой сварки соотносят с режимами сварки. (Смотрите режимы для сварочных агрегатов DGW310, DGW400, DGW500).
По типу сварочной дуги различают:
прямого действия (зависимую дугу) – дуга горит между электродом и основным металлом, который также является частью сварочной цепи;
косвенного действия (независимую дугу) – дуга горит между двумя электродами.
По свойствам сварочного электрода различают способы сварки: плавящимся электродом и неплавящимся электродом (угольным, графитовым и вольфрамовым).
В настоящее время дуговая сварка покрытыми электродами, плавящимся и неплавящимся электродами в защитных газах, а так же дуговая сварка под флюсом широко применяются в различных отраслях промышленности.
Историческая справка о процессе дуговой сварки.
Явление вольтовой электрической дуги в 1802 г. открыл В. В. Петров – русский физик-экспериментатор, электротехник-самоучка, основоположник отечественной электротехники. Изобрёл электрическое сваривание с применением угольных электродов русский инженер Н. Н. Бенардос в 1882 году, которое запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
В 1888 г. другой русский инженер Славянов Н. Г. предложил производить дуговую сварку плавящимся металлическим электродом. Он создал первый сварочный генератор, предложил флюсы, позволяющие получить высококачественные сварные швы.
Шведский инженер Оскар Кельберг в 1907 году создал первый покрытый электрод. При сварке покрытыми электродами использовался постоянный ток, получаемый от сварочных генераторов. Сварку покрытыми электродами на переменном токе стали применять начиная с 20-х годов XX-го столетия.
В 30 — 40-х годах прошлого столетия был разработан способ полуавтоматической и автоматической сварки под флюсом, позволяющий повысить производительность процесса сварки в несколько раз.
Дата публикации: 18 06 2018 ✎ Дата последнего изменения: 29 05 2020
Похожие статьи о сварке
Объяснение дуговой сварки
: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье дается определение дуговой сварки, что она включает в себя, основные концепции и механизмы ее работы, плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током. Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Обратите внимание, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все аппараты для дуговой сварки состоят из пяти компонентов:
Электрод и электродный кабель
A Кабель заземления и зажим (иногда называемый рабочим кабелем)
Источник питания
Металлические заготовки
Дуга
Базовая схема дуговой сварки. Это процесс дуговой сварки TIG. Примечание: не все дуговые сварщики являются электродуговыми сварщиками. Подробнее о различных типах читайте ниже.
Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе. Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне с расплавом предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки. Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Аппараты для дуговой сварки постоянным током обеспечивают плавную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля. Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.
Еще одно преимущество переменного тока заключается в том, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Узнайте больше о различиях между сваркой на переменном и постоянном токе здесь.
Для чего используется дуговая сварка?
Процесс с сердечником из флюса используется за пределами
Наиболее распространенной и простой формой сварки является дуговая сварка. Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применения включают сосуды, сосуды под давлением, трубы, резервуары, корабли, мосты, железные дороги, автомобили, сельскохозяйственное оборудование, скульптуры из металла, трейлеры и т. д.
Короче говоря, благодаря быстрому и экономичному характеру соединения металлов дуговая сварка используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные стороны и недостатки. Они приведены ниже:
Плюсы
Хорошая ударопрочность
Высокая производительность (снижает стоимость единицы сварного шва)
Прочные бесшовные швы без воздушных зазоров
Простота в освоении и использовании
Портативное оборудование, удобное для хранения
Универсальный, работает со многими типами металла
Доступный
Высококачественные прочные сварные швы
Доступно (лицензия или специальное обучение не требуются)
Минусы
Токсичные пары требуют вентиляции или респираторов
Больше отходов, чем при других процессах
Требуется практика для достижения высокого уровня мастерства
Прожог тонких материалов
Типы дуговой сварки
Электрод представляет собой проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу. Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы плавящихся электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защищенным металлом («SMAW»)
Сварка стержнем, или SMAW, также называется дуговой сваркой. Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя. Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металлов в среде инертного газа («MIG»)
Сварка MIG также называется дуговой сваркой металлическим газом («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIG также используется защитный газ, подаваемый в сварочную горелку. Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Связанный : Дуговая сварка и сварка МИГ – объяснение различий
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка порошковой проволокой очень похожа на сварку МИГ. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками. Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, при дуговой сварке под флюсом используется проволочный электрод с непрерывной подачей, который расходуется при сварке. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом. Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приварки крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Для применения может потребоваться защитный газ, а может и не потребоваться. Вокруг сварного шва размещается специальный наконечник для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ЭШС используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга. Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Требование сначала заполнить соединение флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального соединения. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы неплавящихся электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварку TIG иногда называют дуговой сваркой вольфрамовым электродом («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменная дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
При сварке плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Пропуская плазму через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.
Поскольку электрод не расходуется, для достижения желаемых результатов может понадобиться дополнительный присадочный стержень.
Подведение итогов
Надеемся, что эта статья дала вам некоторое представление о том, что такое дуговая сварка, как она работает, а также о плюсах и минусах.
Для возбуждения дуги при дуговой сварке можно использовать переменный или постоянный ток. Каждый ток имеет свои преимущества, и пользователи должны знать, когда использовать каждый из них.
И последнее, но не менее важное: мы рассмотрели различные формы дуговой сварки и различия между этими процессами. В каждой форме дуговой сварки используются разные электроды, и выбор правильного электрода имеет важное значение для получения хороших результатов.
Что такое дуговая сварка? Определения и процессы дуговой сварки
Содержание
1 Определение дуговой сварки и типы процессов
2 Как это работает?
3 Какие существуют типы дуговой сварки?
4 Методы плавящимся электродом
4. 1 Газовая сварка с металлической вставкой (MIG) и сварка в активном газе (MAG)
4.2 Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
4.3 Дуговая сварка флюсовой проволокой (FCAW)
4.0023 Дуговая сварка под флюсом Сварка (под флюсом)
Дуговая сварка является одним из многих процессов сварки плавлением, используемых для соединения металлов. Он использует электрическую дугу для создания интенсивного тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом. Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника питания переменного или постоянного тока для создания ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для расплавления основных металлов и создания ванны расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается по линии стыка механическим или ручным способом. Электрод может быть либо стержнем, по которому проходит ток между наконечником и заготовкой, либо стержнем или проволокой, которая проводит ток, а также плавится и подает присадочный металл к соединению.
Металл склонен вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, при нагревании дугой до экстремальных температур. Это создает оксиды и нитриды, которые разрушают прочность сварного шва. Следовательно, необходимо использовать защитный защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь.
Какие существуют типы дуговой сварки?
Дуговая сварка может быть разделена на две различные формы:
Методы плавящегося электрода
Газовая сварка с металлической вставкой (MIG) и сварка металлическим активным газом (MAG)
Эта форма дуговой сварки также известна как дуговая сварка металлическим электродом в газе ( ГМАВ). MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения из-за загрязнения.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Этот вид сварки также известен как электродуговая сварка или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки можно использовать вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору сваривать на открытом воздухе, даже в ветреную погоду. Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания дуги постоянной длины. Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями.
Дуговая сварка под флюсом (SAW)
SAW предполагает образование дуги между постоянно подаваемым плавящимся электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны. Процесс становится проводящим при расплавлении и создает путь тока между электродом и заготовкой. Поток велик, потому что он предотвращает брызги и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
ЭШС — это процесс сварки, в котором используется тепло, выделяемое электрическим током, протекающим между плавящимся электродом и заготовкой. Это создает расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для расплавления проволоки и кромок пластин. Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой путем нагревания обеих частей электрической дугой.
Методы с неплавящимся электродом
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует нерасходуемый вольфрамовый электрод для создания электрической дуги. Дуга также действует как газовый щит, защищающий сварной шов от воздуха, который может вызвать окисление. Это предпочтительный метод сварки алюминия.
Плазменно-дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие швы.
Где используется?
Дуговая сварка обычно используется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для производства и ремонта самолетов, соединения листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и надежных соединений внутри зданий, мостов и других объектов инфраструктуры. Другими отраслями, использующими дуговую сварку, являются нефтегазовая промышленность и энергетика.
Типы стержней
Для дуговой сварки используется широкий спектр стержней, которые имеют различные сильные и слабые стороны и области применения. Все эти факторы влияют на качество сварки. Стержень прикреплен к сварочному аппарату, и ток проходит через него для соединения заготовок. Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.
Обычно используемые стержни имеют покрытие. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют контроль дуги. Стержни с покрытием лучше подходят для снижения содержания загрязняющих оксидов и серы из-за химических веществ, которые они выделяют. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Неважно, с покрытием или без покрытия стержень, пользователь должен выбрать правильный стержень для своей заготовки, чтобы создать прочные, незагрязненные сварные швы.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. К этим преимуществам относятся:
Низкая стоимость. Это доступная техника, поскольку стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
Пластинчатым называют объёмный насос, в число рабочих органов которого входят шиберы, выполненные в виде пластин.
Различают пластинчатые насосы:
однократного действия
двухкратного действия
Конструкция насоса однократного действия
В роторе насоса в радиальном направлении выполнены пазы, в которых установлены подвижные пластины. В корпусе выполнено цилиндрическое отверстие, диаметр которого больше диаметра ротора. Поверхность этого отверстия формирует статор. Ротор размещен в статоре с эксцентриситетом. Вал насоса соединяется с приводным двигателем. Торцевые диски позволяют отделить линию всасывания насоса от линии нагнетания.
При вращении вала с ротором, пластины под действием центробежной силы выдвигаются из пазов и прижимаются к поверхности статора.
Образуются камеры запертого объема между ротором, статором, пластинам и торцевыми дисками.
За счёт эксцентриситета между ротором и статором, при вращении ротора, объём этих камер изменяется. Сначала увеличивается, а затем уменьшается.
В одном из торцевых дисков выполнен паз, соединяющий зону увеличения объёма камеры с линией всасывания насоса.
Паз, выполненный в другом диске, соединяет зону уменьшения объёма камер с линией нагнетания.
В процессе увеличения объёма камер, в ней создается раздвижение, и жидкость заполняет камеру.
При дальнейшем движении ротора, объём камеры начинает уменьшаться и жидкость вытесняется в линию нагнетания, преодолевая её сопротивление.
Конструкция насоса двукратного действия
В пластинчатом насосе двухкратного действия ротор также имеет радиальные пазы, с установленными в них пластинами.
Отверстие в корпусе не цилиндрическое, а эллиптическое. Каждый из торцевых дисков имеет по 2 паза соединенных либо с линией всасывания, либо с линией нагнетания.
При вращении ротора, пластины выдвигаются из пазов и прижимаются к поверхности статора. Образуются камеры с запертым объёмом между ротором, статором, пластинами и торцевыми дисками.
Изменение объёма этих камер осуществляется за счет эллиптической поверхности статора. Расстояние между осью вращения ротора и поверхностью статора изменяется. Значит, меняется и объём камеры.
Сначала объём камер увеличивается. Паз в торцевом диске позволяет жидкости из линии всасывания заполнить камеру. Затем объём камеры уменьшается.
Через паз, выполненный на другом торцевом диске, жидкость вытесняется в линию нагнетания. Затем вновь объём камеры увеличивается, а жидкость через 2-й паз первого торцевого диска поступает в камеру.
Затем объём камеры уменьшается, жидкость вновь через 2-й паз второго диска вытесняется в линию нагнетания.
Таким образом, за один оборот совершается 2 цикла всасывания и нагнетания. Поэтому такой пластинчатый насос называют двукратным.
принцип работы и устройство пластинчатого агрегата
Иногда возникает необходимость в перекачке смесей, которые начинают густеть при снижении температуры, поэтому требуется особое насосное оборудование, способное обогревать транспортируемую массу и не давать ей загустевать. С этой задачей может справиться пластинчатый насос, который имеет специальную рубашку для обогрева рабочей смеси. Этот агрегат может перекачивать разные типы веществ: с содержанием абразивных частиц, кашицеобразные, с примесью посторонних мелких включений, смол и различных клейких смесей. Насос может выкачивать жидкости через шланг, погружённый в ёмкость. Этот агрегат имеет повышенную всасывающую силу и может функционировать с одинаковым усилием в двух направлениях.
Содержание
Особенности строения
Агрегаты двойного действия
Приборы одинарного действия
Регулируемые пластинчатые агрегаты
Агрегаты непрямого управления
Регулятор давления
Особенности строения
Пластинчатый насос может использоваться в разных сферах химической, фармацевтической, косметологической и пищевой промышленности. В конструкции насоса используются следующие составляющие элементы:
корпус, выполненный из прочной стали и имеющий легко разборное устройство;
асинхронный сверхмощный электродвигатель;
пластинчатый вал, вращающийся по эксцентриковой траектории (для изготовления вала используется бронза либо другой экологичный материал).
Появилось лучшее мобильное приложение для опытных БИгроков и можно абсолютно бесплатно скачать 1xBet на Андроид телефон со всеми последними обновлениями и по новой открыть для себя ставки на спорт.
На цилиндрической поверхности вала рядом с пазами есть выемки, которые находятся под разным углом наклона по отношению к граням элемента. При этом существует две разновидности таких агрегатов:
одинарного принципа работы
двойного действия.
Каждый из этих агрегатов состоит из перечисленных выше составляющих узлов и деталей и имеет ротор с пластинами. Указанные пластины в моторе ротора могут перемещаться в радиальной плоскости. Основное различие между этими видами агрегатов состоит в конфигурации внутренней плоскости статора. Она и служит ограничителем для перемещения пластин.
Кроме этого, пластинчатые агрегаты делятся на:
регулируемые приборы прямого управления;
регулируемое оборудование непрямого управления.
Агрегаты двойного действия
Такой насос укомплектован статором (кольцом) с овальной внутренней поверхностью. Благодаря этой конструкции каждый пластинчатый элемент за один оборот вала может выполнять два такта. Принцип работы этого насосного оборудования состоит в следующем:
Формирование камер вытеснения происходит благодаря комбинации ротора, двух соседних пластинчатых деталей, овальной поверхности статора и распределительных дисковых элементов, расположенных по бокам.
При этом минимальный объём рабочей камеры образуется между статором и ротором в месте наименьшего зазора.
Необходимая герметизация камер достигается за счёт того, что происходит постоянное плотное прижатие пластин к овальной поверхности статора.
Когда камера поворачивается дальше, её объём увеличивается и создаётся область разрежения.
При этом в данный момент рабочая камера соединяется с всасывающей линией за счёт прорезей в боковом распределительном дисковом элементе. Это позволяет перекачиваемой жидкости поступать в рабочую камеру.
Когда достигается максимальный объём камеры вытеснения, соединение с всасывающей линией разрывается.
Во время последующего вращения ротора происходит уменьшение объёма камеры вытеснения. В итоге рабочая среда перекачивается в напорную линию через щель в боковом распределительном дисковом элементе.
Такой процесс происходит два раза за одни оборот вала.
Важно: чтобы обеспечить необходимую плотность прижатия пластин к статору, задние плоскости этих изделий, находящиеся в зоне нагнетания, нагружаются рабочим давлением с максимальной силой.
Чтобы определить прижимающее усилие, действующее на пластины, необходимо найти произведение площади торцевой плоскости этих изделий на рабочее давление. Иногда может возникать нарушение масляной плёнки между статором и пластинчатым элементом. Такое возможно в условиях определённого давления, которое зависит от смазывающих качеств транспортируемой среды. Такая ситуация может приводить к ускоренному износу механических деталей насоса.
Если пластинчатый насос работает при давлении, превышающем 150 бар, для уменьшения прижимной силы агрегат укомплектовывается двойными пластинами. При этом находящаяся под давлением смесь продвигается через отверстие из задней торцевой камеры в промежуточное пространство между концами пластинчатых элементов. Это способствует компенсации прижимной силы.
Приборы одинарного действия
Принцип работы этого насосного оборудования основан на том, что движение пластинчатых элементов ограничивается посредством цилиндрической внутренней плоскости статора. Изменение объёма камеры вытеснения происходит благодаря эксцентричному размещению статора относительно ротора.
Шиберный (пластинчатый) насос одинарного действия имеет почти такой же принцип работы, как и прибор двойного действия, то есть процесс заполнения всасывающей камеры протекает идентично.
Регулируемые пластинчатые агрегаты
В регулируемых пластинчатых насосах с прямым управлением положение кольца статора можно менять при помощи следующих регулировочных приспособлений:
Винт ограничения подачи позволяет отрегулировать эксцентриковую траекторию статора, что напрямую связано с подачей насоса.
Винт регулировки положения опоры может отрегулировать расположение статора в вертикальной плоскости. От этого зависит динамика агрегата и уровень шума.
Винт регулировки максимального давления. Показатель давления напрямую связан с напряжением пружины.
Принцип работы этого агрегат аналогичен работе насоса одинарного действия и выглядит так:
Давление, действующее в насосном оборудовании и нагружающее внутреннюю плоскость статора, зависит от сопротивления в гидравлической системе. При этом сила, воздействующая на пружину, больше, чем сила противодействия. Пока наблюдается такая ситуация статор находится в эксцентриситете.
По мере увеличения давления в гидравлической системе возрастают и другие воздействующие усилия.
Когда противодействующая пружине сила превосходит нагружающее усилие, статор переходит с эксцентриситета в концентричное положение. При этом происходит уменьшение объёма камер вытеснения, пока подача насосного оборудования не станет нулевой.
Стоит знать: подача агрегата зависит от размера внутренних утечек, причём давление находится в заданных пределах. Для изменения показателя давления необходимо отрегулировать натяжение пружины.
Насос регулируемого типа с опцией нулевого хода в момент достижения наивысшего давления образует дренажную линию за пределы корпуса. Посредством этой линии отводятся внутренние утечки с камер высокого давления в области разрежения.
В ходе трения механических деталей агрегата возникает тепло, которое отводится посредством нагретого масла, стекающего в дренажную линию. Кроме охлаждающего действия масло выполняет функции смазки для внутренних механизмов.
Агрегаты непрямого управления
Принцип действия таких приборов идентичный работе техники с прямым управлением. Разница между ними состоит только в регулировочных механизмах. В данных агрегатах используются не регулировочные пружины (одна или две), а поршни. Эти установочные элементы находятся под давлением и управляют движениями статора.
Обычно используется два поршня с разным диаметром. При этом площадь их поверхности соотносится как 2 к 1. Принцип действия насоса выглядит так:
На поршень с большей площадью воздействует пружина, регулирующая предельный эксцентриситет статора в момент запуска насосного оборудования.
Поршень меньшей площади связан с давлением напорной линии. Также этого давление взаимосвязано посредством специального регулятора с поршнем большей площади.
Когда давления, воздействующие на оба установочных поршня, равны, статор располагается в точке предельного эксцентриситета. Это происходит из-за того, что поршни имеют разную площадь.
Регулятор давления
Для определения максимального показателя давления в гидравлической системе используется регулятор давления. Он состоит из следующих частей:
корпус;
регулировочные пружины;
золотник;
настроечный механизм.
Подробно принцип работы регулятора мы не будем рассматривать. Стоит отметить только, что он реагирует на изменение давления в гидравлической системе. В результате золотник регулятора перекрывает или открывает сливную линию, что способствует снижению или повышению давления в камере большого поршня.
Полезная информация о лопастных насосах
Что такое лопастной насос?
Пластинчатые насосы относятся к типу роторных объемных насосов. Набор лопастных лопастей, радиально установленных на цилиндрическом роторе, создает ряд отсеков, в которых жидкость может улавливаться и транспортироваться по системе. Лопасти обеспечивают плотное прилегание к стенке насосной камеры, предотвращая утечку жидкости обратно через насос. Лопастные насосы особенно полезны для перекачивания жидких жидкостей при высоком давлении. Насосы обеспечивают низкую пульсацию, точные потоки и имеют закаленные компоненты, устойчивые к износу и увеличивающие срок службы насоса.
Как работает лопастной насос?
Во время цикла вращения объем между соседними лопатками изменяется из-за эксцентричного монтажного положения ротора. Это создает насосное действие. Существует два основных типа лопастных насосов: пластинчатые и гибкие (см. рис. 1):
В пластинчатом насосе лопасти устанавливаются в радиальные пазы цилиндрического ротора. Когда насос неподвижен, лопасти находятся в своих пазах. Однако, когда вал вращается с достаточной скоростью (около 700 об/мин), лопасти перемещаются наружу под действием центробежной силы, сохраняя тесный контакт с перфорированным кулачковым кольцом вокруг стенки корпуса. Лопасти также могут быть подпружинены, чтобы обеспечить контакт даже при остановленном насосе. Любой износ, возникающий на кромке лопастей, компенсируется дополнительным удлинением.
В насосах с гибкими лопастями ротор или рабочее колесо изготовлено из гибкого материала и имеет несколько гибких лепестков, поддерживающих контакт с перфорированным кулачковым кольцом и корпусом насоса. Ротор смещен и немного больше корпуса насоса, поэтому лопасти сжимаются на «короткой» стороне цикла и снова расширяются на противоположной стороне, поскольку они соответствуют внутренней форме насосной камеры. Это действие создает отдельные отсеки между лопастями, которые расширяются на входе в насос, создавая всасывание, и сжимаются на выходе, вызывая нагнетание. Допускается некоторый износ кулачков ротора, поскольку они больше корпуса насоса.
Корпуса лопастных насосов могут быть сбалансированными , несбалансированными или переменными . Насосы, показанные на рисунке 1, имеют несбалансированную конструкцию, поскольку ротор смещен: центр приводного вала и центр корпуса насоса не совпадают. Разность давлений между входом и выходом может вызвать вибрации и повышенный износ подшипников приводного вала. В сбалансированной конструкции центр корпуса насоса и ротора совпадают (см. рис. 2). Чтобы достичь этого и при этом сохранить ту же функциональность, полость насоса имеет эллиптическую, а не круглую форму. Пары впускных и выпускных отверстий на противоположных сторонах насоса также компенсируют любой дисбаланс давления. В изменяемой конструкции размеры насосной камеры могут варьироваться. Эта функция позволяет регулировать скорость нагнетания насоса.
Существует несколько других конструкций, включая насосы с внешними лопастями . В них лопасти (гибкие или жесткие) вставлены в корпус насоса вместо ротора. Насосы этого типа предпочтительны для работы с жидкостями, содержащими твердые частицы.
Каковы преимущества лопастного насоса?
Лопастные насосы идеально подходят для перекачивания жидкостей с низкой и средней вязкостью, включая жидкости с вовлеченными газами, и могут обеспечивать точную, плавную производительность с низкой пульсацией. При изменении давления подачи лопастной насос будет продолжать обеспечивать постоянный расход. Они особенно известны своей сухой заливкой, простотой обслуживания и хорошими характеристиками всасывания в течение всего срока службы насоса. Внутренний контакт металла с металлом отсутствует, и насосы самокомпенсируют износ за счет удлинения лопастей. Лопастные насосы могут работать с жидкими жидкостями при относительно высоком давлении и могут работать всухую в течение коротких периодов времени. Они также являются реверсивными, поэтому их можно использовать для загрузки и разгрузки судов, а также для обеспечения полного извлечения жидкости из напорных шлангов.
Каковы недостатки лопастного насоса?
Эффективность лопастного насоса снижается с увеличением вязкости жидкости, поэтому они не подходят для жидкостей с высокой вязкостью. Максимальный перепад давления при работе лопастного насоса составляет около 15 бар. Пластинчатые насосы с гибкими лопастями можно использовать для перекачивания жидкостей, содержащих твердые частицы, но лопастные насосы больше подходят для чистых жидкостей. Насосы с гибкими лопастями можно использовать с шламами, но может потребоваться ограничение скорости насоса для уменьшения износа. Пластинчатые насосы подвержены разрушительному износу при использовании сырья, содержащего абразивы, и обычно требуют защиты с помощью фильтра на стороне всасывания.
Если в насосе не используется магнитная муфта, для привода потребуется уплотнение вала определенного типа, что может стать источником утечек. Механически лопастные насосы сложны со многими деталями, но любое техническое обслуживание по замене изношенных лопастей или уплотнений вала, как правило, простое и недорогое. Как и в случае с большинством поршневых насосов, в случае засорения ниже по потоку необходима некоторая форма сброса давления. Лопастные насосы с несколькими лопастями будут давать по существу беспульсирующий поток, но пульсация может быть проблемой на низких скоростях с насосами, оснащенными только одной или двумя лопастями.
Из каких материалов сделаны лопасти?
Скользящие лопасти часто изготавливаются из материалов, способных к самосмазыванию, поэтому они могут легко скользить в пазах своего ротора и по корпусу. Они доступны из углерода, полиэфирэфиркетона для химической стойкости, армированного стекловолокном ПТФЭ или бронзы.
Роторы насосов с гибкими лопастями изготавливаются из различных материалов для обеспечения химической совместимости с перекачиваемыми жидкостями. Например: натуральный каучук (для жидкостей на водной основе), неопрен, Viton®, нитриловый каучук (для пищевых продуктов, жиров, топлива и масел), EPDM (для пищевых продуктов, горячих жидкостей, кислых и щелочных жидкостей) или карбид кремния (для очень высоких температуры)
Для каких целей используются лопастные насосы?
Типичные области применения лопастных насосов:
Перекачивание СНГ
Загрузка и транспортировка топлива в автомобильных и авиационных системах
Хладагенты холодильные: аммиак, фреоны
Химическая промышленность: перенос кислот, растворителей, водных растворов
Растворители, водные растворы
Диспенсеры для напитков
Сводка
Пластинчатый насос представляет собой роторный объемный насос. Он состоит из лопаток, установленных радиально на цилиндрическом роторе, эксцентрично расположенном в корпусе насоса. Лопасти плотно прилегают к стенке корпуса. Во время цикла вращения объем между соседними лопастями изменяется из-за эксцентричного монтажного положения, создавая всасывание и всасывание жидкости на входе в насос, а также сжатие и нагнетание заключенной жидкости на выходе.
В пластинчатом насосе жесткие лопасти устанавливаются в радиальные пазы цилиндрического ротора. Когда вал вращается с достаточной скоростью, лопасти движутся наружу под действием центробежной силы, сохраняя тесный контакт со стенкой корпуса. Лопасти также могут быть подпружинены, чтобы обеспечить контакт даже при остановленном насосе. В лопастном насосе с гибкими лопастями ротор изготовлен из гибкого материала и имеет несколько гибких лепестков, поддерживающих контакт с корпусом насоса.
Лопастные насосы идеально подходят для перекачивания жидкостей с низкой и средней вязкостью, включая сжиженный нефтяной газ и жидкости с вовлеченными газами, и могут обеспечивать плавную производительность с низкой пульсацией. Скорость и эффективность откачки снижаются с увеличением вязкости жидкости. Лопастные насосы могут использоваться для перекачивания жидкостей, содержащих твердые частицы. Может потребоваться ограничение скорости насоса для уменьшения износа, хотя лопастные насосы могут допустить и компенсировать это в некоторой степени за счет выдвижения лопастей. Смачиваемые компоненты доступны в широком диапазоне материалов для химической совместимости с перекачиваемыми жидкостями.
Направляющая пластинчато-роторного насоса и конструкция насоса с пластинчатым подвижным элементом
Как работают пластинчато-роторные насосы с ?
Пластинчатые насосы, также известные как пластинчато-роторные или пластинчато-поршневые насосы, работают по принципу прямого вытеснения. Насосы прямого вытеснения, по существу, перемещают жидкость, захватывая фиксированный объем и нагнетая эту захваченную жидкость в нагнетательную трубу.
Как следует из названия, пластинчатые насосы имеют лопасти прямоугольной формы, установленные в пазах на роторе, который вращается внутри асимметричного корпуса насоса. Когда ротор вращается, асимметричная форма корпуса заставляет лопасти входить и выходить из прорезей, касаясь стенок корпуса и задерживая жидкость между ним и ротором. Этот механизм втягивает жидкость до тех пор, пока она не вытеснится из выпускного отверстия.
Преимущества конструкции
Небольшой контакт металла с металлом – Поскольку лопасти обычно изготавливаются из угольного графита, внутри насоса отсутствует реальный контакт металла с металлом. Это не только снижает степень износа внутренних частей насоса, что приводит к снижению затрат на техническое обслуживание и общие эксплуатационные расходы, но также позволяет насосу работать с несмазывающими жидкостями, такими как спирты и бензин.
Универсальное решение . Конструкция лопастного насоса позволяет перекачивать ряд чистых жидкостей с низкой и средней вязкостью, в том числе при высоких температурах, с содержанием газа/пара и, как обсуждалось выше, с несмазывающими жидкостями благодаря небольшому количеству металла. к металлическому контакту.
Простота обслуживания – Основной изнашиваемой деталью конструкции лопастного насоса являются сами лопасти. Поскольку они спроектированы так, чтобы их можно было легко снимать и заменять без каких-либо значительных финансовых или временных затрат, лопастные насосы обычно рассматриваются как решения, требующие минимального обслуживания.
Хорошие возможности всасывания/вакуумирования – Благодаря плотному уплотнению между лопастями, ротором и корпусом насоса принцип лопастного насоса выигрывает от хороших возможностей всасывания, что делает их идеальными для таких применений, как зачистка резервуаров.
На производительность меньше влияет высота всасывания – Пластинчатый насос, как и большинство поршневых насосов, не зависит от давления, против которого он работает. Это противоположно центробежному насосу, на который гораздо больше влияют изменяющиеся условия всасывания, и поэтому с большей вероятностью он будет работать вдали от желаемой рабочей точки. Это делает лопастной насос особенно подходящим для приложений, где давление всасывания может изменяться. например, перекачка из бака в бак.
Работа всухую в течение короткого периода времени – Хотя пластинчато-роторные насосы не предназначены для работы всухую, они могут работать без поступления жидкости в насос в течение короткого периода времени.
Типичные области применения лопастного насоса
Пластинчатые насосы являются популярным и эффективным решением для перекачивания чистых жидкостей и топлива с низкой и средней вязкостью при различных температурах и относительно низких давлениях. Пластинчато-роторные насосы особенно хорошо подходят для следующих применений:
Перевод топлива и света масла
Смазочная смазка
Бензин/нефть
газ с номелька Конструкция лопастного насоса делает их, как правило, непригодными для работы с высокой вязкостью, поскольку густая жидкость будет препятствовать легкому перемещению лопастей в свои пазы и из них.
Полная таблица метрических резьб до 10 мм согласно ГОСТ 24705-2004
Такие соединения могут применяться на разных материалах – на металле, пластмассе, дереве. Их основное достоинство в том, что они такие же прочные, как и при сварных конструкциях, но при этом имеют возможность разъединения. В статье мы расскажем про основные размеры и параметры метрических резьб в таблицах с диаметрами и шагом.
Сфера применения
Используются повсеместно – в автомобилестроении, станкостроении, в изготовлении бытовой техники и в быту. Особенность технологии в том, что она прочно вошла в нашу жизнь из-за своего удобства, а также захватила все области производства, так как конструкции могут производиться как крупные, так и миниатюрные. Самые простые примеры – это гайка и болт. В первом случае произведена внутренняя нарезка с помощью метчика, а во втором – внешняя, с использованием плашки. Гайки и шурупы из разных материалов используются везде. От самых миниатюрных креплений, например, при закручивании крышки мобильного телефона, до огромных гаек, на которых держался колеса большегрузных автомобилей. Территориально способ применяется во всем мире. В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
Диаметр в дюймах
Наружное сечение в мм
Внутреннее сечение в мм
0,25
6,35
4,724
0,375
9,525
7,492
0,5
12,7
9,989
0,75
19,05
15,798
1
25,4
21,334
1,125
28,575
23,929
1,025
31,75
27,104
1,375
34,925
29,504
1,5
38,1
32,679
Основные параметры
Трудно подобрать болт и гайку друг под друга, если у них были разные размеры и конструкция. Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
Наружный диаметр резьбы. По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
Средний – d2 и D2. Если взять базовую единицу витка, то требуется разделить ее пополам, чтобы найти эти точки.
Внутренний – d1 и D1. Определяется по верхним граням. Если по ним провести воображаемую линию, то можно увидеть цилиндр, который и будет отображать этот размер.
Шаг (Р) – если мы берем нить, то каждое ее вращение приводит к образованию линии на одной из сторон. Расстояние между двумя точками (гребнями, лезвиями) – это и есть параметр. Найти его можно, линейкой обозначив на поверхности 10 мм (измерения можно производить и в сантиметрах), затем посчитать, сколько витков находится в этих пределах, и разделить полученное число на 10.
Ход – (t) он равен предыдущему значению, если рассматривать болты однозаходные, с одной нитью. Но так как чаще встречаются двухзаходные, то t = 2Р. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.
Следующие:
Угол профиля – очень важно его рассчитать. Он индивидуален для разных заготовок в зависимости от толщины и плотности материала. Не может превышать 140 градусов.
Длина свинчивания или высота гайки – это расстояние, на продолжении которого есть витки, которые приходят во взаимодействие с зеркальной внутренней резьбой.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании. От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической в таблицах. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
Уровень допуска, то есть точность соответствия заявленным размерам.
Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
Внутренний диаметр резьбы. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
N – средней.
S – мелкой.
L – крупной.
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
повышенной герметичности – никаких лишних зазоров;
прочность;
отсутствие вибраций.
Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы. Второй стандартный размер точности метрических резьб – это средний диаметр таблицы. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр. Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.
Основной шаг
Представим эти нормы в виде таблицы, но отметим, что есть стандартизированные разъемы, а есть нестандартные. Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
Размер, мм
1,4
2
2,5
3
4
5
6
8
10
12
14
16
Основной шаг, мм
0,3
0,4
0,45
0,5
0,7
0,8
1
1,25
1,5
1,75
2
2
Таблица значений диаметров метрической спирали
Здесь мы приводим не только нормативный показатель, а все три.
Шаг, мм
Внешний d, мм
Средний d, мм
Внутренний d, мм
0,4
2
1,74
1,567
0,45
2,5
2,201
2,013
0,5
3
2,675
2,459
0,6
3,5
3,11
3,85
0,7
4
3,546
3,242
0,75
4,5
4,013
3,688
0,8
5
4,48
4,134
1
6
5,35
4,819
0,25
2
1,838
1,729
0,35
2,5
2,273
2,121
1,25
10
9,188
8,647
1,5
12
11,026
10,376
2
18
16,701
15,835
3
30
28,051
26,752
4
42
39,402
37,67
Это далеко не все сведения, полную информацию можно узнать из ГОСТ. Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры.
Полная таблица размеров метрических резьб до 10 мм согласно ГОСТ 24705-2004
Номинальный, d. Наружный, D
Внутренний, D1, d1
Средний, D2, d2
Внутренний, по дну впадины d3
Шаг, P
0,25
0,169
0,201
0,158
0,075
0,3
0,213
0,248
0,202
0,08
0,35
0,253
0,292
0,240
0,09
0,4
0,292
0,335
0,277
0,1
0,45
0,342
0,385
0,327
0,1
0,5
0,365
0,419
0,347
0,125
0,55
0,415
0,469
0,397
0,125
0,6
0,438
0,503
0,416
0,15
0,7
0,511
0,586
0,485
0,175
0,8
0,583
0,670
0,555
0,2
0,9
0,656
0,754
0,624
0,225
1
0,729
0,838
0,693
0,25
0,783
0,870
0,755
0,2
1,1
0,829
0,938
0,793
0,25
0,883
0,970
0,855
0,2
1,2
0,929
1,038
0,893
0,25
0,983
1,070
0,955
0,2
1,4
1,075
1,205
1,032
0,3
1,183
1,270
1,155
0,2
1,6
1,221
1,373
1,171
0,35
1,383
1,470
1,355
0,2
1,8
1,421
1,573
1,371
0,35
1,583
1,670
1,555
0,2
2
1,567
1,740
1,509
0,4
1,729
1,838
1,693
0,25
2,2
1,713
1,908
1,648
0,45
1,929
2,038
1,893
0,25
2,5
2,013
2,208
1,948
0,45
2,121
2,273
2,071
0,35
3
2,459
2,675
2,387
0,5
2,621
2,773
2,571
0,35
3,5
2,850
3,110
2,764
0,6
3,121
3,273
3,071
0,35
4
3,242
3,545
3,141
0,7
3,459
3,675
3,387
0,5
4,5
3,688
4,013
3,580
0,75
3,959
4,175
3,887
0,5
5
4,134
4,480
4,019
0,8
4,459
4,675
4,387
0,5
5,5
4,959
5,175
4,887
0,5
6
4,917
5,350
4,773
1
5,188
5,513
5,080
0,75
5,459
5,675
5,387
0,5
7
5,917
6,350
5,773
1
6,188
6,513
6,080
0,75
6,459
6,675
6,387
0,5
8
6,647
7,188
6,466
1,25
6,917
7,350
6,773
1
7,188
7,513
7,080
0,75
7,459
7,675
7,387
0,5
9
7,647
8,188
7,466
1,25
7,917
8,350
7,773
1
8,188
8,513
8,080
0,75
8,459
8,675
8,387
0,5
10
8,376
9,026
8,160
1,5
8,647
9,188
8,466
1,25
8,917
9,350
8,773
1
9,188
9,513
9,080
0,75
9,459
9,675
9,387
0,5
Мы рассказали о стандартных резьбах метрических и шагах, представили данные в таблицах. В качестве завершения статьи посмотрим несколько видео:
Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Семантика
всё про ремонт и обустройство жилья
Метрические резьбы имеют много общих характеристик с британскими, поэтому следует проявлять осторожность, пытаясь дифференцировать их. Во-первых, если метрическая резьба DIN 7631, то она будет иметь фаску 30° на внешней нарезке. Для штуцеров в применении порта, метрические штуцеры (ISO 9974) также практически повторяют концы стержня BSPP (ISO 1179). Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.
Особенности метрической резьбы
Диаметр болта — это диаметр хвостовика, выраженный в миллиметрах для метрических болтов. Поскольку это примерно то же самое, что и основной диаметр, его измерение можно использовать для полностью резьбовых болтов.
Длина крепежной детали измеряется от того места, где предполагается поверхность материала, до конца. Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Метрические крепежные детали производятся с шагом резьбы. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Таблица метрической резьбы
Для метрических параллельных резьб показания суппорта 12.03 мм указывают на то, что это, скорее всего, резьба 12 мм. Мы все еще не знаем, однако, если это 1.0 или 1.5 шаг резьбы (или какой-то другой шаг).
Эти шаги должны быть предприняты, чтобы гарантировать успешное определение метрической резьбы:
Резьбомер служит для определения системы резьбы, шага метрической резьбы или числа ниток на 1 дюймовой резьбы. Резьбомер является одномерным инструментом для измерения наружных и внутренних резьб. Резьбовая пробка служит для комплексной проверки основных элементов внутренней резьбы. Для измерения диаметра резьбы в отверстиях используют штангенциркуль. [32]
Взяв в руки резьбомер и болт, последовательно накладывают пластинки резьбомера для метрической или дюймовой резьбы на проверяемую резьбу так, чтобы шаблон ( гребенка) был размещен вдоль оси болта, г зубья шаблона вошли в резьбовые нитки болта. После того как профиль резбы шаблона точно совпадает с резьбой болта, по надписи на шаблоне устанавливают шаг метрической резьбы или число ниток на дюйм для дюймовой резьбы. [33]
При отсутствии резьбомера шаг резьбы измеряют масштабной линейкой или штангенциркулем. Для этого на резьбу вдоль ее оси накладывают линейку так, чтобы ее нулевое деление совпало с вершиной одного из витков, и отсчитывают число уложившихся на длине 1 ( 25 4 мм) витков резьбы. Аналогично определяют и шаг метрической резьбы . Если в 1 не укладывается целое число витков, то подсчет производят на длине двух-трех дюймов. [35]
Метрическая резьба с большим диаметром может быть многозаходная. Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы . [36]
Резьбовыми шаблонами определяют шаг и профиль резьбы. Комплекты шаблонов ( рис. 9) имеются для метрической ( метка 60) и дюймовой ( метка 55) резьбы. Для определения резьбы в ней последовательно устанавливают шаблоны, пока резьба и шаблон точно не совпадут. На шаблоне указан шаг метрической резьбы или количество ниток на дюйм. [38]
Какое изделие называется деталью. Какое изделие называется сборочной единицей. Каким требованиям должен удовлетворять чертеж детали. Каким требованиям должен удовлетворять чертеж сборочной единицы. Как подразделяется конструкторская документация ( КД) в зависимости от стадии проектирования. Какие КД называют подлинниками. В чем состоит различие между понятиями ход резьбы и шаг резьбы. Из каких частей он состоит. Пояснить эскизом правило: Резьба стержня закрывает резьбу отверстия. В каких случаях указывается шаг метрической резьбы . [40]
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм , нашла широкое применение в промышленности и бытовой техники. Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от 0,25 до 6 мм .
Профиль метрической резьбы, представляет собой, геометрический равносторонний треугольник с углом при вершине 60° . Высота профиля метрической резьбы рассчитывается по формуле Н = 0,866025404 × Р , где Н это высота, а Р шаг резьбы.
Метрическая цилиндрическая резьба широко используется при изготовлении сложных технических резьбовых соединений в приборостроении, машиностроении, а также при массовом производстве крепёжных изделий таких как: винты, болты, шпильки, гайки и др.
Обозначается метрическая резьба буквой М:
M16 , М42 , М64 – с крупным шагом
М16×0,5 ; М42×2 ; М64×3 – с мелким шагом
М42×3 (Р1) – это означает, что резьба многозаходная с диаметром 42 мм , шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
M14LH , M40×2LH , M42×3(P1)LH – если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH
Современное машиностроение нельзя себе представить без резьб. Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Выбор шага резьбы
Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным.
В тех соединениях, которые подвержены высоким нагрузкам (в том числе и ударного характера) используются резьбы с крупным шагом.
Чтобы получить герметичное сочленение или соединить между собой тонкостенные детали, используются резьбы с мелким шагом. Помимо этого, они часто применяется в различных установочных и регулировочных винтах и гайках для достижения максимально точных настроек.
Нарезание резьбы резцами
И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Накатывание резьбы
Этот способ изготовление резьб используется при крупносерийном производстве деталей на специализированном резьбонакатном оборудовании. Он характеризуется высокой производительностью и относительно низкими затратами. В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки.
Фрезерование резьбы
Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
Шлифование точной резьбы
Точные резьбы, которые наличествуют, к примеру, на различных калибрах, резьбовых роликах и т. п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Применение мелкого шага резьбы, отличия от стандартного
Метрическая резьба распространена на производстве в России. Мелкий шаг используется реже, чем основной (стандартный).
Кратко коснемся основных понятий в резьбе:
Профиль — рисунок «гребенки», которая проходит вдоль оси крепежа.
Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
Наружный диаметр — измеряется по верхним точкам профиля.
Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
Ход — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
Угол профиля — угол между боковыми сторонами профиля.
В метрической резьбе профиль состоит из равносторонних треугольников. Каждому диаметру соответствует один вариант крупного шага, и несколько вариантов мелкого.
Отличие мелкого шага резьбы от крупного:
Чем мельче шаг, тем прочнее соединение из-за большей площади соприкосновения поверхностей (больше витков).
При одинаковом диаметре резьбы и длине гайки можно получить более прочное и устойчивое соединение.
При прочих равных условиях резьбовое соединение с крупным шагом выдерживает большее осевое усилие, чем с малым.
Благодаря меньшему углу подъема происходит «самоторможение», в отличие от соединений с основным шагом, которые больше склонны к «самооткручиванию».
При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг.
В маркировке крепежа крупный шаг обычно опускается, а нестандартный – указывается.
Применение мелкой резьбы:
Крепежи с нестандартными шагами применяются в основном в соединениях, где возможны вибрация, ударные, динамические переменные нагрузки.
Сферы: автомобилестроение, авиационная промышленность, станко- и судостроение, бытовая техника.
Тонкостенные детали для обеспечения герметичности соединения.
Регулировочные и установочные винты измерительного инструмента (микрометры и пр.).
В повседневной жизни мы часто сталкиваемся с мелкой резьбой. Например, когда меняем колесные диски на автомобиле. На гайках и болтах в этом узле нарезана именно такая резьба. В бытовой технике также часто используется нестандартный шаг резьбы.
Как определить резьба с каким шагом перед вами?
Проще всего измерить ее резьбовым шаблоном или калибром.
Измерьте штангенциркулем ход в миллиметрах и разделите полученное значение на количество витков.
Сопоставьте известную вам резьбу с искомым значением, сравнивая различные изделия.
Пример маркировки метчика со стандартным и мелким шагом:
Ниже представлена таблица с основными шагами и диаметрами метрической резьбы:
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
возможно ли выполнение поверхностной обработки болта;
возможно ли свободное соединение;
сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
D. Номинальный наружный диаметр внутренней резьбы (гайка)
d. Номинальный наружный диаметр наружной резьбы (болт)
D/d Номинальный диаметр резьбы
D2/d2 Номинальный средний диаметр резьбы
D1/d3 Номинальный внутренний диаметр резьбы
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P D1 (d1) = D(d) — 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
0 — нулевая отметка (h/H) — Номинальный диаметр
+/- — положительные/отрицательные зоны расположения допусков
e/g/G — положение допуска относительно 0 (h/H)
6/7/8 — степень точности допуска
* — стандартный размер допуска болта/гайки
Es/ei — максимальный размер границы поля допуска
Ei/es — минимальный размер границы поля допуска
↨ — допуск зазора для антикоррозийного покрытия
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
Метрическая резьба с крупным шагом Профиль M
Предпочтительной метрической резьбой является крупный шаг резьбы. Если это не подходит из-за толщины стенки и ограниченного пространства, доступен вариант с мелким шагом резьбы.
Размер (мм)
Шаг (мм)
Метчик (мм)
Сверло с зазором (мм)
1,6
0,35
1,25
1,8
2
0,4
1,60
2,4
2,5
0,45
2,00
2,90
3
0,5
2,50
3,40
3,5
0,6
2,90
3,90
4
0,7
3,30
4,50
5
0,8
4,20
5,50
6
1
5. 00
6,60
8
1,25
6,80
9,00
10
1,5
8,50
12.00
12
1,75
10.20
14.00
14
2
12.00
16.00
16
2
14.00
18.00
20
2,5
17,50
22.00
22
2,5
19,50
25.00
24
3
21. 00
27.00
27
3
24.00
30.00
30
3,5
26,50
33,00
36
4
32,00
40,00
42
4,5
37,50
46,00
48
5
43,00
53,00
56
5,5
50,50
62,00
64
6
58,00
70,00
72
6
80
6
90
6
100
6
Размеры метрической, мелкой метрической, BSW, BSF, UNC, UNF и BA
Диаметр метрической резьбы
Крупный шаг (мм)
Диаметр сверла (мм)
М1,6
0,35
1,25
М2
0,40
1,60
М2,5
0,50
2,05
М3
0,50
2,50
М4
0,70
3,30
М5
0,80
4,20
М6
1,00
5,00
М7
1,00
6,00
М8
1,25
6,80
М10
1,50
8,50
M12
1,75
10. 20
М14
2,00
12.00
М16
2,00
14.00
М18
2,50
15,50
М20
2,50
17,50
M22
2,50
19,50
M24
3,00
21.00
М27
3,00
24.00
М30
3,50
26,50
М33
3,50
29,50
М36
4,00
32,00
М39
4,00
35,00
М42
4,50
37,50
Форма и шаг метрической мелкой резьбы Угол резьбы 60 o
Диаметр метрической резьбы
Мелкий шаг (мм)
Диаметр сверла (мм)
М1,6
0,20
1,40
М2
0,25
1,75
М2,5
0,35
2. 10
М3
0,35
2,60
М4
0,50
3,50
М5
0,50
4,50
М6
0,75
5,20
М7
0,75
6,20
М8
0,75
7,20
М8
1,00
7,00
М10
0,75
9.20
М10
1,00
9,90
М10
1,25
8,80
M12
1,00
11.00
M12
1,25
10,80
M12
1,50
10,50
М14
1,00
13.00
М14
1,25
12,80
М14
1,50
12,50
М16
1,0
15. 00
М16
1,50
14,50
М18
1,0, 1,50, 2,00
17.00, 16.50, 16.00
М20
1,00
19.00
М20
1,50
18,50
М20
2,00
18.00
BSW Крупная форма и шаг резьбы Угол резьбы 55 o Крепеж BSW можно купить ЗДЕСЬ 9036 3
Диаметр резьбы BSW (дюймы)
Количество ниток на дюйм
Диаметр сверла (мм)
1/8 дюйма
40
2,50
3/16″
24
3,70
1/4 дюйма
20
5.10
5/16″
18
6,50
3/8 дюйма
16
7,90
7/16″
14
9. 20
1/2″
12
10.40
9/16″
12
11,89
5/8″
11
13.40
3/4 дюйма
10
16,25
1″
8
22.00
1 1/4 дюйма
7
27,25
1 1/2 дюйма
6
33,50
1 3/4 дюйма
5
38,50
2 дюйма
4 1/2
44,50
Мелкая форма и шаг резьбы BSF Угол резьбы 55 o Крепеж BSF можно купить ЗДЕСЬ
Диаметр резьбы BSF (дюймы)
Количество витков на дюйм
Диаметр сверла (мм)
3/16″
32
4,00
1/4 дюйма
26
5,30
5/16″
22
6,80
3/8 дюйма
20
8. 30
7/16″
18
9,70
1/2″
16
11.10
9/16″
16
12,70
5/8″
14
14.00
3/4 дюйма
12
16,75
1″
10
22,75
1 1/4 дюйма
9
28,75
1 1/2 дюйма
8
34,50
1 3/4 дюйма
7
40,50
2 дюйма
7
47,00
Форма и шаг резьбы UNC Угол резьбы 60 o Крепеж UNC можно купить ЗДЕСЬ
6
UNC Диаметр резьбы (дюймы)
Количество витков на дюйм
Диаметр сверла (мм)
1 — 64
64
1,50
2 — 56
56
1,80
3 — 48
48
2. 10
4 — 40
40
2,35
5 — 40
40
2,65
6 — 32
32
2,85
8 — 32
32
3,50
10 — 24
24
4,00
12 — 24
24
4,65
1/4″ — 20
20
5,35
5/16″ — 18
18
6,80
3/8″ — 16
16
8,25
7/16″ — 14
14
9,65
1/2″ — 13
13
11.15
9/16″ — 12
12
12,60
5/8″ — 11
11
14.05
3/4″ — 10
10
17.00
7/8″ — 9
9
20.00
1″ — 8
8
22,85
1 1/4″ — 7
7
28,85
1 1/2″ — 6
6
34,70
1 3/4″ — 5
5
40,40
2″ — 4 1/2
4,5
46,30
UNF Мелкие формы и шаг резьбы Угол резьбы 60 o Вы можете купить крепеж UNF ЗДЕСЬ
Классификация бетонов по показателям удельного веса;
Как определяется удельный вес бетона?
Бетон – весьма популярный в сфере строительства материал, который используется для возведения зданий и построек различной ответственности. При продаже бетонный раствор измеряется кубическими метрами, поставляясь в емкостях соответствующей вместительности. Однако многих застройщиков интересует вопрос: «Как рассчитывается удельный вес БСГ в 1 кубе?».
Классификация бетонов по показателям удельного веса
Во время строительного процесса сначала рассчитывается вес БСГ, ведь на основании этой характеристики определяют специфику сферы использования и назначения. Масса бетонного раствора зависит от типа заполнителя (керамзит, гравий или щебень), объема затраченной воды и т. д. Исходя из вычисленных компонентов, выделяют 4 основных типа бетонной смеси:
Особо легкая. Отличается ячеистой структурой (количество пустот достигает 85% от общего объема застывшей смеси). Такой раствор востребован в качестве теплоизоляционного материала. Удельный вес 1 куба раствора не должен быть выше 500 кг.
Легкая. Характерная черта – пористая структура и использование облегченных заполнителей, к примеру, керамзита. Применяется для изготовления строительных блоков на основе бетона. Показатель массы колеблется в диапазоне от 500 до 1800 кг на 1 куб. м.
Тяжелая. В процессе изготовления подобной смеси используются крупные и тяжелые заполнители (гравий, щебень), которые и составляют основную массу раствора. Данный стройматериал считается наиболее востребованным для сооружения различных зданий и построек. Масса одного куба от 1800 до 2500 кг.
Особо тяжелая. Повышенный показатель массы достигается наличием металлических добавок (скрап, гематит, магнетит и т. д.), которые повышают устойчивость материала к радиоактивному излучению. Вес бетонной смеси в пределах от 2500 до 300 кг на 1 м3.
Как определяется удельный вес бетона?
Удельный вес БСГ зависит от нескольких особенностей: количества и качества компонентов, физических свойств цемента и заполнителя, химического состава воды и т. д. В соответствии со стандартом, для каждой марки бетонного раствора вычислен усредненный коэффициент массы 1 куба бетона:
для марки М100 – примерно 2494 кг;
для марки М200 – около 2432 кг;
для марки М250 – приближенно к 2348 кг;
для марки М300 – ориентировочно 2389 кг;
для марки М350 – приблизительно 2502 кг;
для марки М400 – в районе 2376 кг;
для марки М500 – в пределах 2980 кг.
Однако данные показатели примерны. Следует обратить внимание, что 1 куб бетонного раствора может весить по-разному, в зависимости от исходного веса используемых компонентов. Впрочем, даже зная точные данные из таблицы, рассчитать точную массу бетонного раствора не представляется возможным, так как на этот показатель оказывают влияние размеры гранул заполнителя, количество воды, наличие пустот в смеси, а также качество замеса.
Таблица перевода единиц измерений
Версия для печати
Плотность
Вес, масса Давление Вместимость, объем Площадь Энергия Мощность Сила Объемный расход Массовый расход
Плотность
килограмм на кубометр (кг/м3)
1
тонна на кубометр (т/м3)
0,001
грамм на кубометр (г/м3)
1 000
миллиграмм на кубометр (мг/м3)
1 000 000
килограмм на литр (кг/л)
0,001
грамм на литр (г/л)
1
миллиграмм на литр (мг/л)
1 000
килограмм на кубический дециметр (кг/дм3)
0,001
грамм на кубический дециметр (г/дм3)
1
миллиграмм на кубический дециметр (мг/дм3)
1 000
килограмм на кубический сантиметр (кг/см3)
0,000001
грамм на кубический сантиметр (г/см3)
0,001
миллиграмм на кубический сантиметр (мг/см3)
1
килограмм на миллилитр (кг/мл)
0,000001
грамм на миллилитр (г/мл)
0,001
фунты на кубический фут (lb/ft3)
0,06243
фунты на кубический дюйм (lb/in3)
0,00003613
Вес, масса
килограмм
1
центнер
0,01
тонна
0,001
грамм
1 000
миллиграмм
1 000 000
фунт
2,205
унций
35,27
Давление
бар
100
килопаскаль (кПа)
10 000
мегапаскаль (МПа)
10
паскаль (па)
1 000 000
гектопаскаль (гПа)
100 000
грамм силы на квадратный сантиметр (gf/cm2)
101 972
килограмм силы на квадратный сантиметр (kgf/cm2)
102
килограмм силы на квадратный метр (kgf/m2)
1 019 716
тонна силы на квадратный метр
1 020
фунт на квадратный дюйм (psi)
1 450
миллиметр ртутного столба (торр)
75 006
сантиметр ртутного столба
7 501
Вместимость, Объем
кубический метр (м3)
1
кубический километр (км3)
0,000000001
кубический сантиметр (см3)
1 000 000
литр (л)
1 000
миллилитр (мл)
1 000 000
баррель (нефтяной)
6,29
галлон (gal)
264,2
Площадь
квадратный метр (м2)
1
квадратный километр (км2)
0,000001
квадратный сантиметр (см2)
10 000
гектар (га)
0,001
ар (сотка) (a)
0,01
квадратный фут (ft2)
10,76
квадратный дюйм (in2)
1 550
акр
0,0002471
Энергия
килоджоуль (кдж)
1
мегаджоуль (Мдж)
0,001
джоуль (дж)
1 000
киловатт час (кВт*час)
0,0002778
ватт час (Вт*час)
0,2778
ватт секунда (Вт*сек)
1 000
час лошадиной силы (hp*h)
0,0003725
килокалория (kcal)
0,2388
калория (cal)
238,8
мегакалория (Mcal)
0,0002388
британская термальная единица (BTU)
0,9478
миллион BTU (MMBTU)
0,0000009478
тонна (метрическая) тротила
0,0000002168
баррель нефтяного эквивалента (BOE)
0,0000001634
тонна нефтяного эквивалента (toe)
0,000002388
Единица условного топлива (Россия) (у. т.)
0,0003412
Тонна условного топлива (Россия) (т.у.т.)
0,000003412
тонна угольного эквивалента (tce)
0,000003412
Мощность
киловатт (кВт)
1
ватт (Вт)
1 000
мегаватт (МВт)
0,001
вольт-ампер (В-А)
1 000
калорий в секунду
238,8
килокалорий в секунду
0,2388
калорий в минуту
14 331
килокалорий в минуту
14,33
калорий в час
859 845
килокалорий в час
859,8
джоуль в минуту
60 000
джоуль в секунду
1 000
джоуль в час
3 600 000
метрическая тонна охлаждения (RT)
0,259
британская термальная единица в секунду (BTU/s)
0,9478
британская термальная единица в минуту (BTU/min)
56,87
британская термальная единица в час (BTU/hr)
3 412
фут фунт-сила в секунду (ft*lbf/s)
737,6
Сила
ньютон (Н)
1
килоньютон (кН)
0,001
меганьютон (МН)
0,000001
миллиньютон (мН)
1 000
килограмм-сила (кгс)
0,102
тонна-сила (тс)
0,000102
грамм-сила (гс)
102
миллиграмм-сила (мгс)
101 972
фунт-сила (lbf)
0,2248
тонна-сила (tnf)
0,0001124
атомная единица силы
12 137 805
Объемный расход
кубический метр в час (м3/ч)
1
кубический метр в минуту (м3/мин)
0,01667
кубический метр в секунду (м3/с)
0,0002278
кубический метр в сутки (м3/сутки)
24
кубический метр в год (м3/год)
8 766
литр в секунду (л/с)
0,2778
литр в минуту (л/мин)
16,67
литр в час (л/ч)
1 000
литр в сутки (л/сутки)
24 000
литр в год (л/год)
8 765 813
кубический сантиметр в секунду (см3/с)
277,8
кубический сантиметр в минуту (см3/мин)
16 667
кубический сантиметр в час (см3/час)
1 000 000
кубический сантиметр в сутки (см3/сутки)
24 000 000
кубический сантиметр в год (см3/год)
8 765 812 800
баррель (нефтяной) в секунду
0,001747
баррель (нефтяной) в минуту
0,1048
баррель (нефтяной) в час
6,29
баррель (нефтяной) в сутки
151
баррель (нефтяной) в год
55 135
галлон США в минуту (gpm)
4,403
галлон США в час (gph)
264,2
кубический фут в секунду (ft3/s)
0,00981
кубический фут в минуту (ft3/min)
0,5886
кубический фут в час (ft3/hour)
35,31
кубический фут в сутки (ft3/day)
847,6
кубический фут в год (ft3/year)
309 562
кубический дюйм в секунду (in3/s)
16,95
кубический дюйм в минуту (in3/min)
1 017
кубический дюйм в час (in3/hour)
61 024
кубический дюйм в сутки (in3/day)
1 464 570
кубический дюйм в год (in3/year)
534 922 720
Массовый расход
килограмм в час (кг/ч)
1
килограмм в секунду (кг/с)
0,0002778
килограмм в минуту (кг/мин)
0,01667
килограмм в сутки (кг/сутки)
24
килограмм в год (кг/год)
8 766
тонна в секунду (т/с)
0,0000002778
тонна в минуту (т/мин)
0,00001667
тонна в час (т/ч)
0,001
тонна в сутки (т/сутки)
0,024
тонна в год (т/год)
8,766
фунт в секунду (lb/s)
0,0006124
фунт в минуту (lb/min)
0,03674
фунт в час (lb/hour)
2,205
фунт в сутки (lb/day)
52,91
фунт в год (lb/year)
19 325
Перевести метры в кубические метры, м в м3
Основные факты
Таблица перевода метров в кубические метры
0. 5 m
0.125 m 3
1 m
1 m 3
1.5 m
3.375 m 3
2 m
8 m 3
2.5 m
15.63 m 3
3 m
27 m 3
3.5 m
42.88 m 3
4 M
64 M 3
4,5 M
91.13 M 3
5 M
125 M 3
5.5 5,5 555 M 3
5,5 5,5 5,5 5,5 55 М 3
5,5 5.0008 166.4 m 3
6 m
216 m 3
6.5 m
274.6 m 3
7 m
343 m 3
7. 5 M
421,9 M 3
8 M
512 M 3
8,5 M
614.1 M 3
9008
9008
9008
9008
9008
9008
9000
9008
.0030 3
9,5 M
857,4 M 3
10 M
1000 M 3
M 3
10.5 m
1158 m 3
11 m
1331 m 3
11. 5 m
1521 m 3
12 m
1728 m 3
12,5 м
1953 M 3
13 M
2197 M 3
13,5 M
2460 M 3
99000 9000
008 27444444444444444444444444444444444444444444444444444444444444444444444444444444444444444н. 14,5 м
Термин трубная резьба объединяет группу стандартов ГОСТ 6211-81, BSW (British Standard Whitworth – британский стандарт) и BSP (стандарт с конической резьбой по гост 6211), и предназначена для соединения цилиндрических отрезков, фитингов и деталей конструкции. Согласно требованиям ГОСТ, трубная цилиндрическая резьба используется в соединениях цилиндрической формы и в соединениях внутренних насечек с конической наружной профильной выемкой. Типоразмеров и других стандартов для дюймовых и других соединений очень много, но профессиональный сантехник обязан знать их наизусть, чтобы оптимально пользоваться возможностями сопряжений на основе таких насечек. Существует специально разработанная справочная таблица с типами, диаметрами и размерами резьб в одном стандарте измерений.
Спиральная выемка в металле — это последовательный ряд выемок в цилиндре металла, которые выбраны по спирали. Такая винтовая трубная цилиндрическая резьба часто используется не только на цилиндрических деталях (трубах), но и на конусообразных элементах соединений. Выемка трубная (дюймовая, коническая, с разными диаметрами и шагом спирали) выполняется по всей длине равномерно, и предназначена для создания винтового соединения двух элементов конструкции. Основной ареал использования подобных соединений – инженерно-коммуникационные системы, автомобиле-, судо- и авиастроение, строительство. Стандартные размеры трубной резьбы отображаются в мм (миллиметрах) или в дюймах. Причем обычный (английский) 1 дюйм равен 25,4 мм, трубный дюйм равняется 33,5 мм (для наружной выемки). Ниже приведена небольшая сравнительная таблица для цилиндрической выемки в дюймах и миллиметрах:
Винтовая трубная резьба размеры которой в дюймах и миллиметрах приведены выше, подразделяется на 2 категории:
В виде равностороннего треугольника с углами 600 в метрической насечке с основными и мелкими параметрами. Обозначается такая спираль символом «М», где значения знака – метрическая насечка;
Дюймовую нарезку нарезают только на деталях из металла, и используют в основном на цилиндрических соединениях инженерных коммуникаций.
Распространенная трубная цилиндрическая резьба считается отдельной разновидностью соединений, ее нарезают на деталях из металла и полимеров. Чаще всего трубная цилиндрическая резьба применяется для монтажа бытовых систем отопления, водопровода, и т.д.
Особенности соединений
Основные параметры типоразмеров насечек имеют следующие критерии:
Направление и местоположение;
Профильные выступы или выемки на спирали насечки;
Единица измерения — 1 дюйм или 1 мм;
Внутренний диаметр нарезки. Это обозначение для болтовых соединений измеряется по внутреннему профилю, для гаек — по внешнему;
Шаг насечки — это расстояние между двумя параллельными витками;
Визуально определить разновидность и размеры трубной спиральной насечки тяжело, поэтому для точного определения этих параметров пользуются штангенциркулем, и по окончании измерений сравнивают их с данными из таблицы.
Размеры дюймовой трубной и размеры метрической выемки в металле отображаются по-разному, и отталкиваются при измерении и отображении результатов от величины поперечного сечения цилиндрического элемента. Метрическую насечку определяют по диаметру изделия и шагу спирали. Дюймовая насечка определяется по числу витков на 1 дюйм или какую-то часть дюйма. Не забывайте, цилиндрическая нарезка в дюймах – это 33,24 мм, при этом таблица может отображать значение 33,5 мм.
Независимо от метрической насечки трубная резьба дюймовая имеет острый профиль и закругленную верхнюю часть нарезки. Определение «шаг» в дюймовом и метрическом скручивании тоже имеет разные значения:
Для дюймовых нарезок считают витки на дюйм;
Для метрических нарезок нужно взять определенную длину участка и пересчитать число витков на дюйм на нем, после чего длину участка разделить на количество витков. Расчет проводится с точностью до десятых долей.
Существует три технологии нанесения нарезки:
Выполняться резьба трубная цилиндрическая может методом наката;
Нарезание витков на токарных станках;
Ручная нарезка при помощи плашек и метчиков.
Цилиндрическое соединение
Стыкуются детали цилиндрических конструкций методом скручивания, что дает высокую прочность соединений при простоте исполнения. Если можно считать недостатком необходимость подмотки (наворачивание промасленной пакли) – то это единственный недостаток такого соединения. Но, с другой стороны, наличие пакли только усиливает место скручивания, и делает его более герметичным.
Но не только трубы соединяют скручиванием: часто бывает, что резьбовые соединения используют на любых деталях, имеющих цилиндрическую форму и тонкие стенки изделия. В разрезе трубная винтовая нарезка похожа на равнобедренный треугольник со значением верхнего угла 550 (не путать с 600 в метрической резьбе). Основная характеристика винтовой цилиндрической нарезки — условный номинальный диаметр dy, который характеризует качество сборки сантехнических узлов, в отличие от наружного и внутреннего диаметра, отражающих соответствие стандартам.
Под термином «условный диаметр» следует подразумевать значение, определяющее пропускную способность трубы в литрах за час. Сам диаметр на чертежах отображается в дюймах, причем каждое условное значение диаметра должно сопровождаться пояснениями к значениям наружного и внутреннего диаметров.
Скручивание часто используют трубопроводы с резьбой и с диаметром ≤ 6 дюймов. Если требования отличны от первоначальных, то изделия соединяют сваркой.
Цилиндрическая нарезка на чертежах обозначается, как трубная резьба g 1 с пояснениями по классу точности и диаметру резьбы.
Для обеспечения бесперебойной работы ГВС и ХВС часто применяют трубы из чугуна или из стали, на теле которых нарезана трубная стальная резьба. Резьба покрывается тонким слоем стали из-за хрупкости чугуна, и такая нарезка усиливает соединение, делая его намного более долговечным и прочным. Допустимо нареза́ть цилиндрические резьбы на трубные конструкции и детали с диаметром в диапазоне 1/16-6 дюймов.
Дюймовые конические резьбы
Если требуется какая-то более прочная скрутка, то для этой цели оптимально подойдет коническая дюймовая насечка. Такую спираль используют чаще всего в трубопроводных магистралях с высоким давлением транспортируемой среды – газа или жидкостей. Также коническая нарезка хорошо зарекомендовала себя при скручивании металлических труб в подземных трассах магистралей, прокладываемых с большим заглублением.
При применении конических насечек места соединений должны обязательно герметизироваться мастиками, битумом или клеевыми составами. Обозначение для наружной винтовой конической нарезки – символ «R», внутренняя насечка обозначается группой символов «Rc». Конусообразная резьба выполняется на элементах конструкций, у которых конечный диаметр меньше начального, то есть, имеет в разрезе вид конуса. Именно из-за конусообразного тела изделия при скручивании элементов резьба деформируется, сжимается и расплющивается, что способствует наибольшей надежности соединения стальных или чугунных конструкций.
С помощью конусной дюймовой насечки соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.
Круглые метрические соединения
На детали и элементы конструкций из стекла, керамики, металлокерамики и жести нарезаются выемки круглого сечения. Этот тип скручивания выдерживает огромные механические нагрузки на сжатие, разрыв и боковые усилия. Соединение и разъединение деталей проводится без усилий, что позволяет использовать круглую метрическую насечку много раз. Основной ареал использования — вентили, смесители, резьбовые элементы электрических приборов (цоколь ламп, пробок, предохранителей).
Резьба NPSM
Аббревиатурой NPSM обозначается американская цилиндрическая дюймовая нарезка. В продольном разрезе такая выемка в профиле детали выглядит как равносторонний треугольник, то есть, все углы насечки равны 600. Соединение применяется для размеров труб в диапазоне 1/16-24 дюйма. Недостаток: в домашних условиях сделать такую нарезку невозможно.
Примечание
Левая нарезка обозначается группой символов «LH». Дюймовые нарезки классифицируются по классам точности 1-3. Символы «A» и «B» рядом с классом означают наружную или внутреннюю насечку.
Размер — трубная резьба — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Размеры трубных резьб, отмеченных скобками, кроме Vs B современном машиностроении для нового проектирования не применяют. Резьбы 1 а / и 3 Vz также имеют ограниченное применение.
[1]
Обозначение размера трубной резьбы имеет особенность, которая заключается в том, что размер резьбы задается не наружным диаметром трубы, на котором нарезается резьба, а величиной внутреннего диаметра трубы. Он называется диаметром трубы в свету и определяется как условный проходной размер трубы. Объяснение этой условности состоит в том, что конструктивный расчет трубопроводов ведется по условным проходам трубопроводов, арматуры и соединительных частей. [2]
Профиль и размеры трубной резьбы для соединений всех типоразмеров практически одинаковы. Поэтому, так же как и в случае определения момента затяжки, можно было бы предположить, что предельные напряжения изгиба тоже должны быть одинаковыми. Однако и в этом случае масштабный фактор оказывает влияние па величину предела выносливости. Из последнего соотношения следует, что влияние масштабного фактора при увеличении диаметра соединений свыше 80 мм существенно снижается.
[3]
Резьба трубная цилиндрическая с углом у вершины 55 ( см. приложение, табл. 56) ГОСТ 6357 — 52 устанавливает размеры трубной резьбы.
[4]
Нанесение обозначений резьб и шероховатости.
[5]
Например, если в обозначении трубной цилиндрической резьбы стоит размер 2 ( 2 дюйма), то наружный диаметр резьбы согласно стандарту на размеры трубных резьб будет равен 59 616 мм. [6]
Элементы дюймовой резьбы ( фиг. 38, б.
[7]
Трубная резьба бывает с прямым и закругленным профилями. Размеры трубных резьб приняты в дюймах.
[8]
Профиль замковой резьбы.
[9]
На одном конце замковых деталей нарезается трубная резьба для присоединения их к трубе, а на другом — крупная резьба, называемая замковой ( рис. 6.5) для соединения замковых деталей между собой. Форма и размеры трубной резьбы для соединения замковых деталей с бурильной трубой соответствуют резьбе соединительных муфт. Замковая резьба имеет треугольный профиль с углом при вершине 60, биссектриса утла перпендикулярна оси замка. Вершины витков резьбы срезаны, а впадины закруглены.
[10]
Схема расположения полей допусков этой резьбы показана на фиг. Ниже приводится таблица отклонений размеров трубной резьбы. [11]
В отличие от других видов резьб номинальный размер трубной резьбы характе-ризуется не ее наружным диаметром, а числовым значением ( в дюймах) условного диаметра отверстия трубы, на которой нарезана резьба. В последних стандартах СЭВ и ИСО обозначение размера трубной резьбы приводится без обозначения единицы физической величины.
[12]
Профиль трубной цилиндрической резьбы.
[13]
В отличие от других видов резьб номинальный размер трубной резьбы характеризуется не ее наружным диаметром, а числовым значением ( в дюймах) условного диаметра отверстия трубы, на которой нарезана резьба. В последних стандартах СЭВ и ИСО обозначение размера трубной резьбы приводится без обозначения единицы измерения.
[14]
Для размерных чисел не допускается применять простые дроби. Исключение составляют размеры в дюймах, например, размеры трубной резьбы и пр. [15]
Страницы:
1
2
Основной размер национальных стандартных (NPT) Трубных резьбов: ASME B1.20.1
NPS
Количество нитей Perinch
Шаг нити
Глубина нить
ТРУНДАЦИОН ручного зацепления
Длина от конца трубы до плоскости ручного зацепления
Длина полезной резьбы
Длина смывной (или промывной) резьбы
P
H
L
E
L1
L2
L2
in
mm
in
mm
in
mm
in
mm
in
Threads
в
Тренаже
в
Нити
Основные размеры американских национальных стандартных нитей, NPT (ASME B1. 20.1)
E = средний диаметр в плоскости ручной затяжки. Это также диаметр делительной окружности в измерительной плоскости.
L 2 = Эффективная длина резьбы = Усечение от вершины треугольника резьбы до лыски (на схеме не показано). Минимум = 0,033P для всех шагов. Максимум смотрите в таблице.
NPT = обозначение серии и формы резьбы (т. е. национальный (американский) стандарт для труб, конусность)
L 1 = длина нормального затяжки вручную. Это также длина калибра L1. (Для специальных применений, таких как фланцы для использования под высоким давлением, может использоваться более длинное резьбовое зацепление. В таких случаях средний диаметр E остается указанным, а диаметр на конце трубы пропорционально меньше. )
Пример обозначения : 3/8 – 18 NPT, где 3/8 = номинальный размер трубы 18 = количество витков резьбы на дюйм
Допуски При использовании калибров L1 для проверки резьбы резьба находится в пределах допустимого допуска, если поверхность калибра-кольца или выемка калибра-пробки находится на +/- 1 обороте заподлицо с концом резьбы.
Примечание: Основные размеры даны с точностью до четырех или пяти знаков после запятой, чтобы исключить ошибки при расчете калибровочных размеров, они не подразумевают большей точности, чем обычно достигается. Метрические размеры, если они показаны, рассчитываются на основе значений в дюймах и округляются.
Национальная трубная резьба (NPT) Размеры, диаметр, размеры
Опубликовано автор: Mike M.
Каков внешний диаметр трубной резьбы? Трубы необычны тем, что их размер основан примерно на внутреннем диаметре трубы.
Оцинковані болти М16 ГОСТ 7798-70 виготовляються з вуглецевої сталі в різних класах міцності — в залежності від необхідних експлуатаційних характеристик.
Металовиріб володіє наступними особливостями:
голівка елемента шестигранна, що відкриває доступ до встановлення стандартним кріпильним інструментом;
стрижнева частина з різьбленням може мати різну довжину та легко поєднується з більшістю універсальних гайок і шайб;
Конструкція болта ГОСТ 7798-70
Таблиця розмірів болтів ГОСТ 7798-70
Характеристика
Позначення
Значення
Розмір «під ключ»
s
24 мм
Довжина болта
l
від 16 до 300 мм
Висота голівки
k
8.8 мм
Крок різьби
Р
2 мм
Довжина різьби
b
44 мм
Клас міцності
—
5. 8, 8.8, 10.9, 12.9
Теоретична вага болтів (1000 шт.) М16 ГОСТ 7798-70
Довжина болта (мм)
Вага 1000 болтів (кг)
М16×18
65.54
М16×20
68.49
М16×22
71.44
М16×25
75.87
М16×28
80.29
М16×30
83.24
М16×32
86.19
М16×35
90.62
М16×38
95.04
М16×40
97.99
М16×45
105.70
М16×50
113.60
М16×55
121.50
М16×60
129. 40
М16×65
137.30
М16×70
145.20
М16×75
153.10
М16×80
161.00
М16×85
168.90
Самий зручний спосіб придбати якісне кріплення для будівельних цілей — це звернутися в компанію «Зевс». У нашому сортаменті величезний вибір металевих виробів, розібратися в яких вам допоможуть наші компетентні менеджери. Вони розкажуть про всі нюанси виробництва і використання кріплення яке цікавить вас, а також допоможуть підібрати супутні елементи для здійснення найбільш надійного з’єднання.
Телефонуйте нам і отримайте можливість купити оцинковані болти ГОСТ 7798-70 за вигідною ціною з відправкою товару по всій Україні!
таблица массы болтов М8 и М10, М16, стыковые болты в сборе М27х160 и М16х70, другие модели
Момент затяжки высокопрочного болта М22 40х»селект»
Определение натяжение высокопрочного болта выполняется в соответствии ниже перечисленных пунктов
Крутящий момент (момент затяжки (закручивания)) (Н×м) при натяжении высокопрочных болтов М24 за гайку следует определять по формуле:
К-коэффициент закручивания (берется из сертификатных данных завода-изготовителя). Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 847 Н×м. (86,4 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.
Роспуск. На указанной длине сваривать на монтаже после сварки поясов и затягивания высокопрочных болтов на 50% контролируемого усилия.
Количество высокопрочных болтов, гаек и шайб необходимо увеличить на 2% (учитывая возможные потери).
Обработка контактных поверхностей соединений на высокопрочных болтах — пескоструйная.
Марка стали высокопрочных болтов 40х»селект»
Масса болтов разных видов
Болт с головкой в форме шестигранника и полной винтовой нарезкой (ГОСТ 7798-70) – самый востребованный крепеж в строительной и машиностроительной сфере, а также при сборке мебели или ее ремонте. Производится болт из нержавеющей и углеродистой стали, а также возможно исполнение из латуни. Имеет зарубежный аналог по DIN 933.
Масса одного болта в граммах зависит от размера шапочки, ее формы и длины болта. Материал также влияет на этот показатель. Показатели ниже показывают, насколько разнообразные метизы существуют, и какой у них может быть вес в граммах:
Рым-болты (ГОСТ 4751-73) используются при грузоподъемных и такелажных работах. Главная особенность метиза: вместо головки – кольцо для крепления троса. Сталь для изготовления – С15Е. Имеет зарубежный аналог по DIN 580. Один рым-болт имеет вес:
М8 – 50 г;
М10 – 120 г;
М16х20 – 310 г;
М20х24 – 500 г;
М24х29 – 870 г.
Вес более крупных метизов удобнее привести в килограммах:
М30х37 – 1,58;
М36х43 – 2,43;
М42х50 – 3,72;
М48х52 – 5,54;
М56х60 – 8,09.
Стыковые болты в сборе (ГОСТ 11530-93) – метизы с головкой круглой формы и овальным подголовником – применяются для стыкования рельсов железнодорожного пути. Один стыковой болт в граммах весит:
М22х135 – 448;
М24х150 – 585;
М27х130 – 696;
М27х160 – 818.
Закладной болт (ГОСТ 16017-79) предназначен для соединения подкладок из металла или установки рельсов на железобетонную основу. Закладные болты изготавливаются в 2 стандартных размерах, их вес в граммах:
М22х175 – 635;
М22х225 – 1350.
Анкерные болты (ГОСТ 24379-80) применяются для крепления какой-либо конструкции на несущем основании. Вес одного анкера:
Пример условного обозначения болта М24×130 (исполнения 1) с диаметром резьбы d= 24 мм, с размером «под ключ» S=36 мм , длиной L= 130 мм , с крупным шагом резьбы с полем допуска 6g, класса прочности 5.8, без покрытия
Болт М24 — 6gx130.110 ГОСТ 22353-77*
Вес гайки (кг)
0,171
Толщина пакета при длине высокопрочного болта М24
Вес шайбы (кг)
0,0758
Высокопрочный болт М24
Длина болта (мм)
Вес Болта (кг)
Вес комплекта (кг)
М24×60
60
0,367
0,6896
—
М24×65
65
0,386
0,7086
14 — 24
М24×70
70
0,404
0,7266
19 — 29
М24×75
75
0,421
0,7436
24 — 34
М24×80
80
0,438
0,7606
29 — 39
М24×85
85
0,456
0,7786
34 — 44
М24×90
90
0,473
0,7956
39 — 49
М24×95
95
0,491
0,8136
44 — 54
М24×100
100
0,508
0,8306
55 — 59
М24×105
105
0,525
0,8476
55 — 64
М24×110
110
0,543
0,8656
60 — 69
М24×115
115
0,56
0,8826
65 — 74
М24×120
120
0,578
0,9006
70 — 79
М24×125
125
0,595
0,9176
75 — 84
М24×130
130
0,612
0,9346
80 — 89
М24×140
140
0,646
0,9686
90 — 99
М24×150
150
0,682
1,0046
100 — 109
М24×160
160
0,714
1,0366
110 — 119
М24×170
170
0,748
1,0706
120 — 129
М24×180
180
0,783
1,1056
130 — 139
М24×190
190
0,818
1,1406
140 — 149
М24×200
200
0,853
1,1756
150 — 159
М24×220
220
0,922
1,2446
170 — 179
М24×240
240
0,992
1,3146
190 — 199
М24×260
260
1,061
1,3836
210 — 219
М24×280
280
1,131
1,4536
230 — 239
М24×300
300
1,2
1,5226
250 — 259
Как рассчитать?
При покупке 10–15 болтов не понадобится знание их веса, но если потребуется большое количество, будет легче всего оформить заказ весом: в килограммах или граммах.
А также можно рассчитать количество имеющихся болтов. Для этого необходимо знать, сколько весит один болт в теории, и иметь в наличии весы.
Чтобы вес болтов перевести из кг в штуки, нужно воспользоваться таблицей веса крепежей разных параметров. Расчет происходит на основе теоретического веса одного болта на основании стандарта ГОСТ. Нужно общий вес разделить на массу одного болта. Подобные подсчеты будут считаться примерными, так как вес болта берется теоретический. При подсчетах также стоит учитывать, что для изготовления метизов применяются разные марки стали, соответственно, и класс прочности тоже будет разный. Для облегчения процесса подсчета в сети интернет есть специальные онлайн-калькуляторы, которые помогут штуки переводить в килограммы и наоборот.
Метрические болты — Минимальные предельные нагрузки на растяжение и испытательные нагрузки
Метрические болты — Крупная резьба
Минимальные предельные нагрузки на растяжение
Для получения полной таблицы с другими классами свойств — поверните экран!
Поток D (MM)
PITE P (MM)
Область номинального напряжения A S, NOM 9
.
Property Class
4.6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9
Minimum Ultimate Tensile Load — F m,min (N)
M3
0.50
5.03
2010
2110
2510
2620
3020
4020
4530
5230
6140
M3.5
0.60
6.78
2710
2850
3390
3530
4070
5420
6100
7050
8270
M4
0.70
8.78
3510
3690
4390
4570
5270
7020
7900
9130
10700
M5
0. 80
14.2
5680
5960
7100
7380
8520
11350
12800
14800
17300
M6
1,00
20.1
8040
8440
10000
10400
12100
16100
18100
20900
18100
20900
18100
20900
18100
20900
18100
20900
0076
24500
M7
1.00
28.9
11600
12100
14400
15000
17300
23100
26000
30100
35300
M8
1.25
36,6
14600
15400
18300
9000
22000
29200
32900
38100
32900
38100
32900
38100
32900
38100
0075 44600
M10
1. 50
58.0
23200
24400
29000
30200
34800
46400
52200
60300
70800
M12
1.75
84.3
33700
35400
42200
43800
50600
67400 D)
75200
8777779
75200
8777777777779
75200
8777777777777779
75200
8777777777777779
75200
75200
75200
.0076
103000
M14
2.00
115
46000
48300
57500
59800
69000
d)
104000
120000
140000
M16
2.00
157
62800
65900
78500
81600
94000
125000 D)
125000 D)
125000 D)
0075 141000
163000
1
M18
2. 50
192
76800
80600
96000
99800
115000
159000
200000
234000
M20
2.50
245
98000
103000
122000
127000
147000
203000
00
203000
250000
299000
M22
2.50
303
121000
127000
152000
158000
182000
252000
315000
370000
M24
3.00
353
141000
148000
176000
184000
212000
2
367000
00
367000
367000
0076
431000
M27
3.00
459
184000
1
230000
239000
275000
381000
477000
560000
M30
3. 50
561
224000
236000
280000
2
337000
466000
583000
684000
583000
684000
0076
M33
3.50
694
278000
2
347000
361000
416000
576000
722000
847000
M36
4.00
817
327000
343000
408000
425000
4
678000
850000
997000
0014
M39
4.00
976
3
410000
488000
508000
586000
810000
1020000
1200000
d) For structural bolting: 70000 N (M12), 95500 Н (M14) и 130000 Н (M16)
Масса и вес – разница
Калькулятор крутящего момента болта
Болты США – прочность на растяжение и пробные нагрузки
Пробная нагрузка
Пробная нагрузка определяется как максимальное растягивающее усилие, которое можно приложить к болту и которое не приведет к пластической деформации. Материал должен оставаться в своей области упругости при нагрузке до расчетной нагрузки, обычно между 85-95% предела текучести. Приемлемая нагрузка на зажим обычно составляет 75% пробной нагрузки.
Для полной таблицы с большим количеством классов свойств — поверните экран!
Резьба d (мм)
Pitch P (mm)
Nominal Stress Area A s,nom (mm 2 )
Property Class
4.6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9
Proof Load — F p (N)
M3
0.50
5.03
1130
1560
1410
1910
2210
2920
3270
4180
4880
M3. 5
0.60
6.78
1530
2100
1900
2580
2980
3940
4410
5630
6580
M4
0,7076676
M4
0,70 70076
M4
0,7076
M4
0,7076
M4
0,7076
M4
.0076
1980
2770
2460
3340
3860
5100
5710
7290
8520
M5
0.80
14.2
3200
4400
3980
5400
6250
8230
9230
11800
13800
M6
1,00
20.1
4520
20.1
4520
0
20.1
0 4520
20. 1
20
20.1
20
20.1
0
20.1
40075.0076
6230
5630
7640
8840
11600
13100
16700
19500
M7
1.00
28.9
6500
8920
8090
11000
12700
16800
18800
24000
28000
M8
1,25
36.6
8240
11400
.0076
10200
13900
16100
21200
23800
30400
35500
M10
1.50
58.0
13000
18000
16200
22000
25500
33700
37700
48100
56300
M12
1,75
84,3
19000
26100
26100
26100
26100
26100
26100
26100
26100
0075 23600
32000
37100
48900 d)
54800
70000
81800
M14
2. 00
115
25900
35600
32200
43700
50600
66700 d)
74800
95500
112000
M16
2.00
157
35300
48700
44000
59700
69100
d)
102000
130000
152000
M18
2.50
192
43200
59500
53800
73000
84500
115000
159000
186000
M20
2.50
245
555100
245
55100
245
55100
245
55100
245
55100
245
55100
245
0076
76000
68600
108000
147000
203000
238000
M22
2. 50
303
68200
93900
84800
115000
133000
182000
252000
294000
M24
3,00
353
79400
109000
79400
109000
0076
98800
134000
155000
212000
2
342000
M27
3.00
459
103000
142000
128000
174000
202000
275000
381000
445000
M30
3,50
561
126000
174000
157000
00076
213000
247000
337000
466000
544000
M33
3.50
694
156000
215000
194000
264000
305000
416000
570000
673000
M36
4. 00
817
184000
253000
229000
310000
00
229000
3100009
0076
359000
4
678000
7
M39
4.00
976
220000
303000
273000
371000
429000
586000
810000
947000
d) Для болтовых соединений: 50700 Н (M12), 68800 Н (M14) и 94500 Н (M16)
1 мм = 0,039 дюйма
1 mm 2 = 0.00155 in 2
1 N = 0.1020 kg f = 0.2248 lb f
Metric Nuts — Proof Loads
Metric Bolts — Мелкая резьба
Минимальная предельная нагрузка на растяжение
Для просмотра полной таблицы с другими классами свойств — поверните экран!
Резьба d (мм)
Pitch P (mm)
Nominal Stress Area A s,nom (mm 2 )
Property Class
4. 6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9
Minimum Ultimate Tensile Load — F m,min (N)
M8
1.00
39.2
15700
16500
19600
20400
23500
31360
35300
40800
47800
M 10
1.25
61.2
24500
25700
30600
31800
36700
49000
55100
63600
74700
M10.0076
1.00
64.5
25800
27100
32300
33500
38700
51600
58100
67100
78700
M12
1. 50
88.1
35200
37000
44100
45800
52900
70500
79300
107000
M12
107000
M12
M12
M12
M12
M12
M12
M12
000076
1.25
92.1
36800
38700
46100
47900
55300
73700
82900
95800
112000
M14
1.50
125
50000
52500
62500
65000
75000
100000
112000
130000
152000
M16
M16
0076
1.50
167
66800
70100
83500
86800
100000
134000
150000
174000
204000
M18
1. 50
216
86400
108000
112000
130000
179000
225000
264000
M20
0
M20
.0075 1.50
272
109000
114000
136000
141000
163000
226000
283000
332000
M22
1.50
333
133000
140000
166000 М20076
384
154000
161000
1
200000
230000
319000
399000
469000
M27
2.00
496
198000
208000
248000
258000
298000
412000
516000
605000
M30
2,00
621
M30
2,00
621 921
0076
248000
261000
310000
323000
373000
515000
646000
758000
M33
2. 00
761
304000
320000
380000
396000
457000
632000
7
0
M36
3.00
865
346000
346000
346000
346000
346000
346000
0076
363000
432000
450000
519000
718000
0
1055000
M39
3.00
1030
412000
433000
515000
536000
618000
855000
1070000
1260000
Пробная нагрузка
Для полной таблицы с большим количеством классов свойств — повернуть экран!
Поток D (MM)
PITE P (MM)
Область номинального напряжения A S, NOM 9
.
Property Class
4.6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9
Proof Load — F p (N)
M8
1.00
39.2
8820
12200
11000
14900
17200
22700
25500
32500
38000
M 10
1.25
61.2
13800
19000
17100
23300
26900
33500
39800
50800
59400
M10
1.00
64.5
14500
20000
18100
24500
28400
37400
41900
53500
62700
M12
1,50
88. 1
19800
27300
24700
33500
38800
51100
57300
51100
57300
51100
57300
51100
57300
51100
57300
51100
57300
51100
57300
0076
73100
85500
M12
1.25
92.1
20700
28600
25800
35000
40500
53400
59900
76300
89300
M14
1,50
125
28100
38800
35000
47500
55000
72500
81200
72500
81200
72500
81200
72500
81200
72500
81200
0075 104000
121000
M16
1. 50
167
27600
51800
46800
63500
73500
96900
109000
139000
162000
M18
1.50
216
48600
67000
60500
82100
95000
130000
179000
130000
179000
0076
210000
M20
1.50
272
61200
84300
76200
103000
120000
163000
226000
264000
M22
1.50
333
74900
103000
126000
146000
200000
276000
323000
276000
323000
0076
M24
2.00
384
86400
119000
108000
146000
169000
230000
319000
372000
M27
2. 00
496
112000
154000
139000
188000
218000
298000
412000
481000
0
481000
M30
2.00
621
140000
1
171000
236000
273000
373000
515000
602000
M33
2.00
761
171000
236000
213000
289000
335000
457000
632000
738000
M36
M36
M36
076
3.00
865
195000
268000
242000
329000
381000
519000
718000
838000
M39
3.00
1030
232000
319000
288000
3
453000
618000
855000
999000
Ultimate Tendile и PREARTS FOR для Metric Bolts По сложности. 0018 ISO 898-1 «Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки с заданными классами прочности. Резьба с крупным и мелким шагом» .
Метрические гайки — Пробные нагрузки
Грузы для DIN 933 — Полные крепежные детали: Полные крепежные детали
Вес в кг. за 1000 шт. если не указано иное. Все веса приблизительны.
 Молекулярное строение имеет
Молекулярное строение имеет Молекулярную кристаллическую решетку имеет
Молекулярную кристаллическую решетку имеет Металлическую кристаллическую решетку имеет
Металлическую кристаллическую решетку имеет Ионы являются структурной единицей для каждого из двух веществ:
Ионы являются структурной единицей для каждого из двух веществ: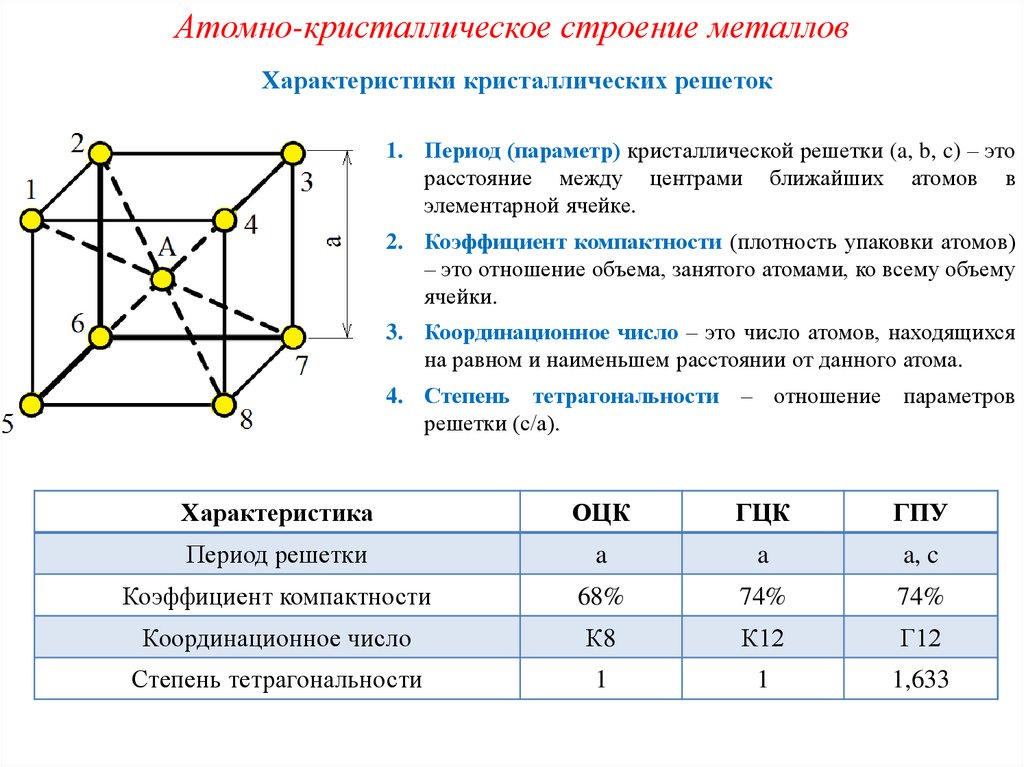 Утверждение о том, что структурной частицей данного вещества является молекула, справедливо только для
Утверждение о том, что структурной частицей данного вещества является молекула, справедливо только для Кристаллическая решетка льда
Кристаллическая решетка льда Простые вещества, имеющие одинаковый тип кристаллической решетки, образованы элементами
Простые вещества, имеющие одинаковый тип кристаллической решетки, образованы элементами У аморфных веществ частицы расположены беспорядочно, а у кристаллических они образуют определенную структуру. Эта структура называется кристаллической решеткой. Она определяет такие характеристики вещества, как твердость, хрупкость, температура кипения и/или плавления, пластичность, растворимость, электропроводность и т. д.
У аморфных веществ частицы расположены беспорядочно, а у кристаллических они образуют определенную структуру. Эта структура называется кристаллической решеткой. Она определяет такие характеристики вещества, как твердость, хрупкость, температура кипения и/или плавления, пластичность, растворимость, электропроводность и т. д.

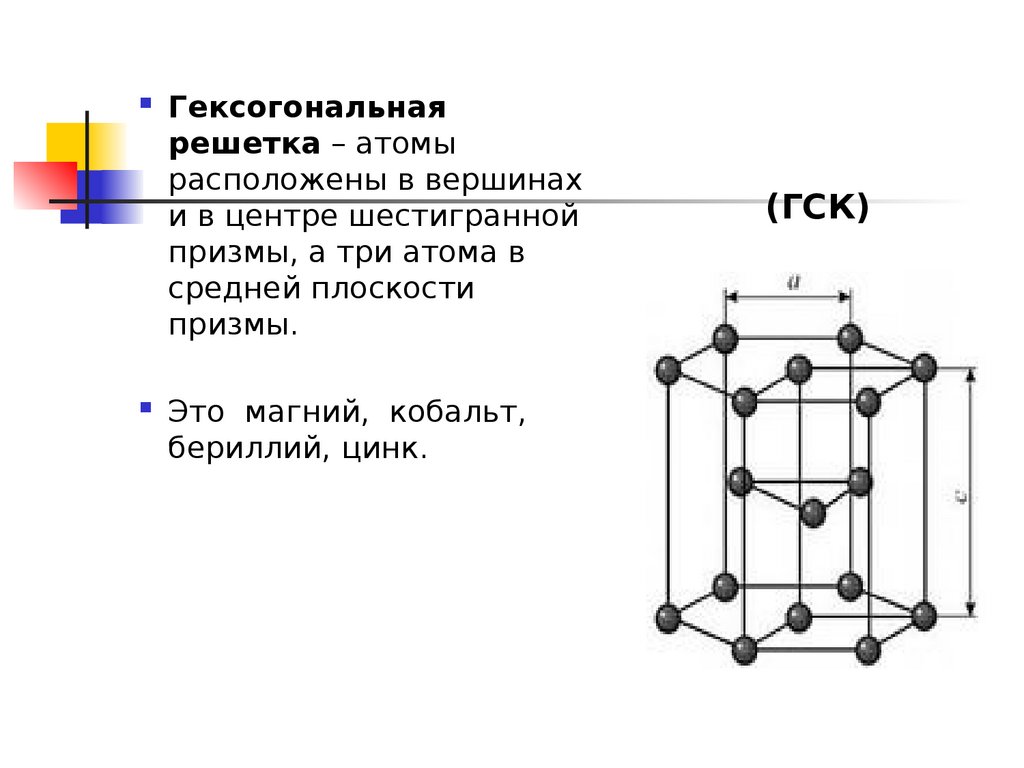 При комнатной температуре это жидкость, но стоит нагреть ее до температуры кипения (которая сравнительно низка), как она тут же начинает превращаться в пар, т. е. переходит в газообразное состояние.
При комнатной температуре это жидкость, но стоит нагреть ее до температуры кипения (которая сравнительно низка), как она тут же начинает превращаться в пар, т. е. переходит в газообразное состояние. В итоге появляются разноименно заряженные ионы, из которых и состоит структура кристалла.
В итоге появляются разноименно заряженные ионы, из которых и состоит структура кристалла. В молекуле металла свободные отрицательно заряженные электроны перемещаются от одного иона к другому и соединяются с некоторыми из них, а после отрываются и мигрируют дальше. В результате получается кристалл, в котором ионы превращаются в атомы и наоборот.
В молекуле металла свободные отрицательно заряженные электроны перемещаются от одного иона к другому и соединяются с некоторыми из них, а после отрываются и мигрируют дальше. В результате получается кристалл, в котором ионы превращаются в атомы и наоборот.
 Из-за сложности приготовления монокристаллов пришлось использовать сдвоенный кристалл, и, как следствие, структура была решена лишь частично. В настоящем исследовании удалось вырезать фрагменты монокристаллов из крупных кристаллов, отобранных из образца фосфорного шлака 2 .
Из-за сложности приготовления монокристаллов пришлось использовать сдвоенный кристалл, и, как следствие, структура была решена лишь частично. В настоящем исследовании удалось вырезать фрагменты монокристаллов из крупных кристаллов, отобранных из образца фосфорного шлака 2 . , 747016 Спецификация патента: Brit. Патент (1956 г.).
, 747016 Спецификация патента: Brit. Патент (1956 г.).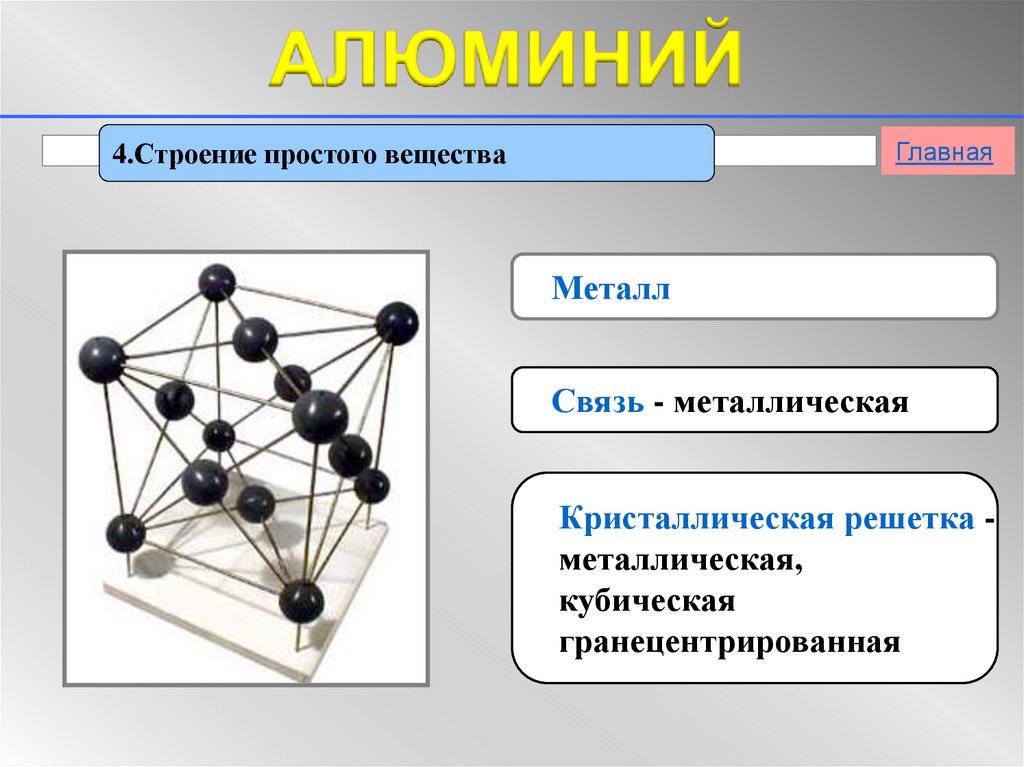 DOUGILL
DOUGILL К. Болл
К. Болл Е.
Е.
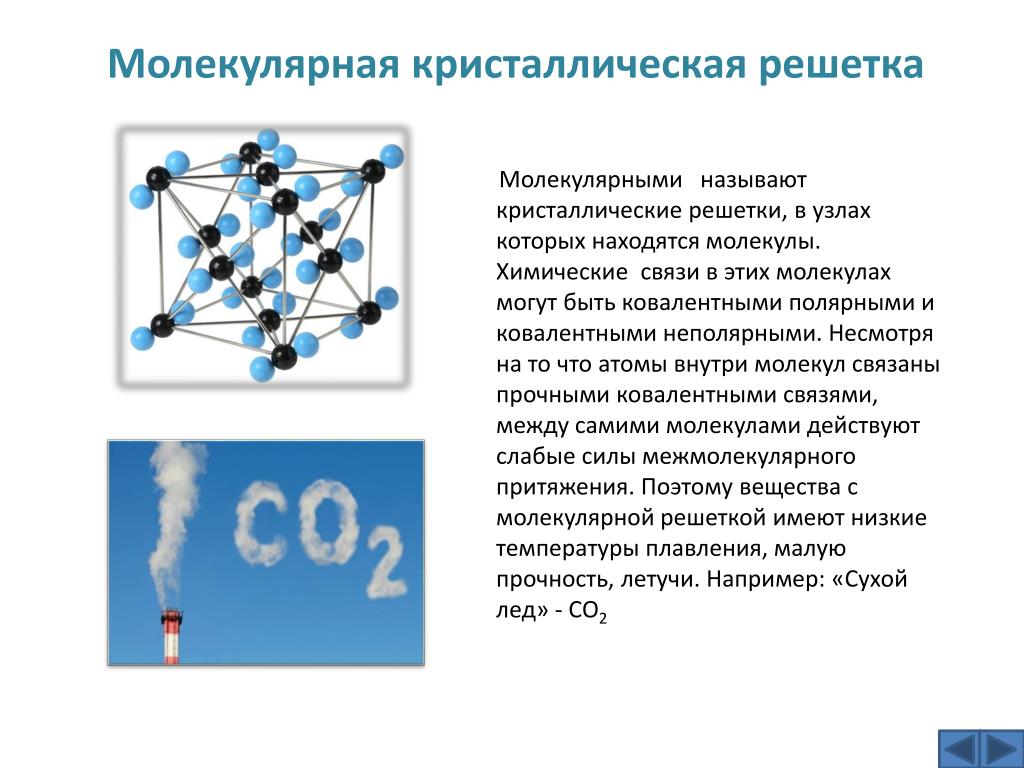 Но карбонат кальция встречается и в живой природе, например, в раковинах мидий, некоторых водорослях и скелетах морских ежей.
Но карбонат кальция встречается и в живой природе, например, в раковинах мидий, некоторых водорослях и скелетах морских ежей. «Сначала мы подумали, что это результат загрязнения», — вспоминает Питер Фрацл, директор Института коллоидов и интерфейсов им. Макса Планка. Тем не менее, дальнейшие эксперименты, повторенные в тех же условиях, всегда давали одинаковые результаты. Не загрязнение Исследователи, очевидно, открыли новую, ранее неизвестную фазу карбоната кальция.
«Сначала мы подумали, что это результат загрязнения», — вспоминает Питер Фрацл, директор Института коллоидов и интерфейсов им. Макса Планка. Тем не менее, дальнейшие эксперименты, повторенные в тех же условиях, всегда давали одинаковые результаты. Не загрязнение Исследователи, очевидно, открыли новую, ранее неизвестную фазу карбоната кальция. и Университет Иоганна Гутенберга в Майнце с использованием различных технологий.
и Университет Иоганна Гутенберга в Майнце с использованием различных технологий.
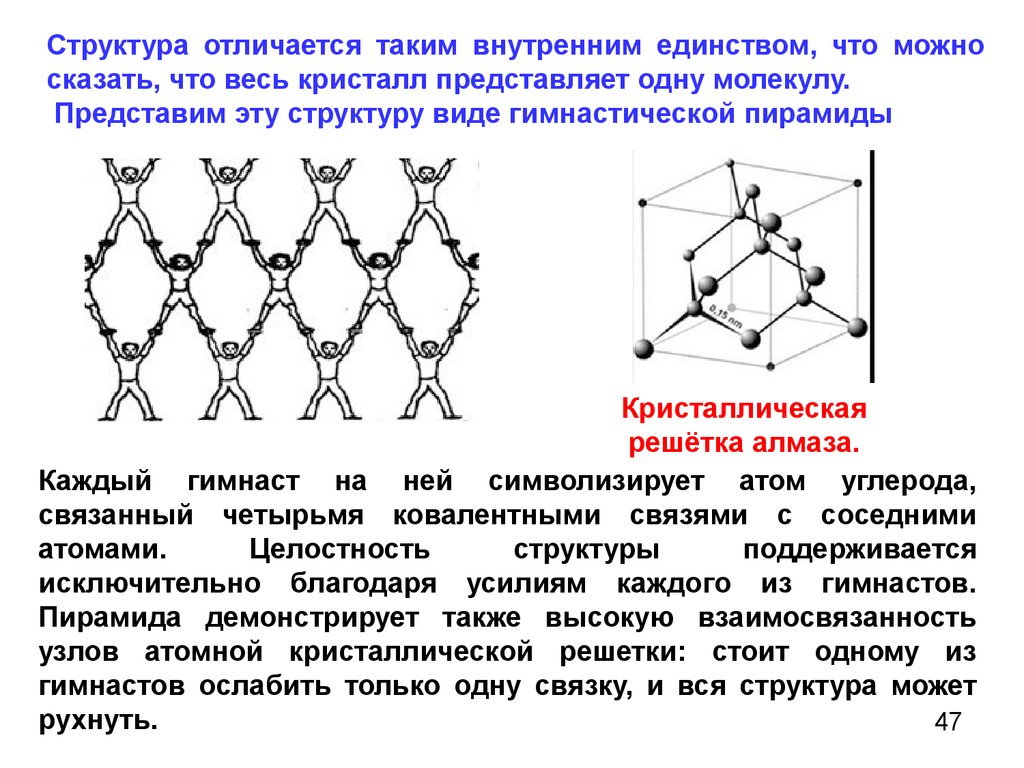
 Помните, что наличие комков недопустимо, а количество жидкости в образованном растворе не должно быть более 15%.Если жидкости много вливайте воду до тех пор, пока визуально она не будет напоминать мороженое. Возможно, это и не совсем строительное строение. Но как показывает практика, именно консистенция мороженного — эталон цементно-песчаной смеси.
Помните, что наличие комков недопустимо, а количество жидкости в образованном растворе не должно быть более 15%.Если жидкости много вливайте воду до тех пор, пока визуально она не будет напоминать мороженое. Возможно, это и не совсем строительное строение. Но как показывает практика, именно консистенция мороженного — эталон цементно-песчаной смеси. Они достаточно доступны по стоимости, при этом способны эффективно стабилизировать все (даже самые микроскопические) пузырьки воды. А для смешивания компонентов можно использовать традиционную садовую лопату. Но если запланированы большие объёмы работ, целесообразно использовать такой инструмент как бетономешалка либо перфоратор-миксер.
Они достаточно доступны по стоимости, при этом способны эффективно стабилизировать все (даже самые микроскопические) пузырьки воды. А для смешивания компонентов можно использовать традиционную садовую лопату. Но если запланированы большие объёмы работ, целесообразно использовать такой инструмент как бетономешалка либо перфоратор-миксер. Возникает резонный вопрос: но если есть строгие пропорции для щебня, песка, то для воды они также должны существовать? На самом деле, это не верно. Недаром выше присутствовал пример ориентации на консистенцию. Именно она, а не строгое число здесь влиять на технику смешивания. И объём воды, в зависимости от особенностей обрабатываемых материалов, может понадобиться очень разный. И важно проявить к работе внимательность, вливать воду постепенно, не торопиться. Опыт при работе с цементом приходит с годами. С ними же приходит и практическое осознание того, сколько воды может пригодиться.
Возникает резонный вопрос: но если есть строгие пропорции для щебня, песка, то для воды они также должны существовать? На самом деле, это не верно. Недаром выше присутствовал пример ориентации на консистенцию. Именно она, а не строгое число здесь влиять на технику смешивания. И объём воды, в зависимости от особенностей обрабатываемых материалов, может понадобиться очень разный. И важно проявить к работе внимательность, вливать воду постепенно, не торопиться. Опыт при работе с цементом приходит с годами. С ними же приходит и практическое осознание того, сколько воды может пригодиться. С ценами на цемент и бетон в Минске вам поможет ознакомиться каталог нашего сайта. Убедитесь, цены на продукцию вас приятно порадуют!
С ценами на цемент и бетон в Минске вам поможет ознакомиться каталог нашего сайта. Убедитесь, цены на продукцию вас приятно порадуют! Смешивать свежий и скомковавшийся или промокший цемент не рекомендуется.
Смешивать свежий и скомковавшийся или промокший цемент не рекомендуется. При ручном замесе все ингредиенты сначала перемешиваются в емкости в сухом виде, затем их следует развести водой – тщательно, малыми порциями, в пределах выбранного соотношения В/Ц.
При ручном замесе все ингредиенты сначала перемешиваются в емкости в сухом виде, затем их следует развести водой – тщательно, малыми порциями, в пределах выбранного соотношения В/Ц.
 Разводить компоненты водой нужно после подготовки всех рабочих поверхностей, полученные смеси расходуются в течение часа.
Разводить компоненты водой нужно после подготовки всех рабочих поверхностей, полученные смеси расходуются в течение часа. Компоненты и их соотношения подбираются с учетом не только ожидаемого класса прочности, но и требуемых морозо- и влагостойкости, при необходимости вводят воздухововлекающие добавки.
Компоненты и их соотношения подбираются с учетом не только ожидаемого класса прочности, но и требуемых морозо- и влагостойкости, при необходимости вводят воздухововлекающие добавки. При ручном замесе цемент и песок советуют просеять вместе и только потом – развести водой или известковым молочком.
При ручном замесе цемент и песок советуют просеять вместе и только потом – развести водой или известковым молочком.

 com
com

 com
com Естественно, его добывают из глубоких ям, отсюда и его название.
Естественно, его добывают из глубоких ям, отсюда и его название.


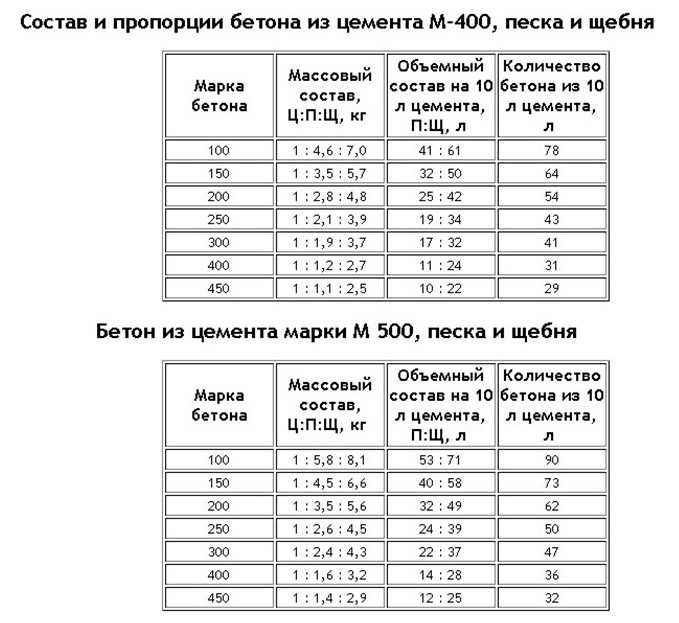

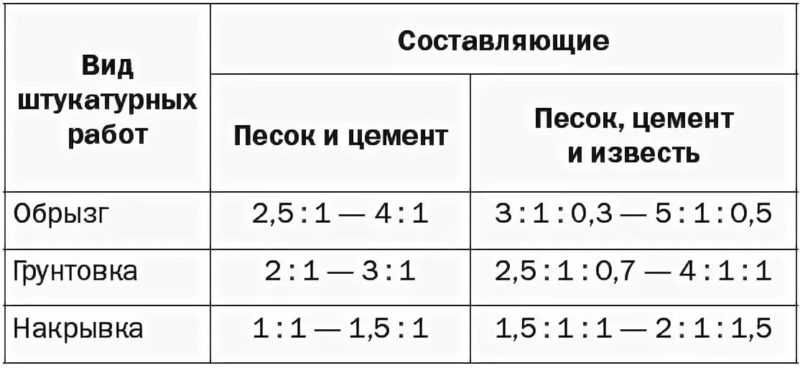 В противном случае инструменты будут испорчены.
В противном случае инструменты будут испорчены. Но насколько я знаю, каменный песок также используется в цементе. Полагаю, это только придаст бетону более законченный вид.
Но насколько я знаю, каменный песок также используется в цементе. Полагаю, это только придаст бетону более законченный вид. Сухой раствор используется в строительстве, например, для соединения кирпичей для получения прочной стены. Влажные строительные растворы готовы к использованию, и их нужно только смешать, но это руководство поможет вам сделать сухую растворную смесь своими руками.
Сухой раствор используется в строительстве, например, для соединения кирпичей для получения прочной стены. Влажные строительные растворы готовы к использованию, и их нужно только смешать, но это руководство поможет вам сделать сухую растворную смесь своими руками. Это облегчит работу, не беспокоясь о разливах. Поместите доску для смешивания поверх брезента, смочите ее водой, чтобы убедиться, что она чистая.
Это облегчит работу, не беспокоясь о разливах. Поместите доску для смешивания поверх брезента, смочите ее водой, чтобы убедиться, что она чистая.



 К сожалению, этот самодельный вентилятор не сохранился, поэтому я его предъявить не могу.
К сожалению, этот самодельный вентилятор не сохранился, поэтому я его предъявить не могу.


 При малом избыточном давлении в вентиляционной шахте, мятая плёнка будет «сифонить» и пропускать миазмы в квартиру.
При малом избыточном давлении в вентиляционной шахте, мятая плёнка будет «сифонить» и пропускать миазмы в квартиру. Регулятор позволяет уменьшить число оборотов двигателя и соответственно снизить шум. Конструкция этого самодельного регулятора мощности подробно описана здесь.
Регулятор позволяет уменьшить число оборотов двигателя и соответственно снизить шум. Конструкция этого самодельного регулятора мощности подробно описана здесь.
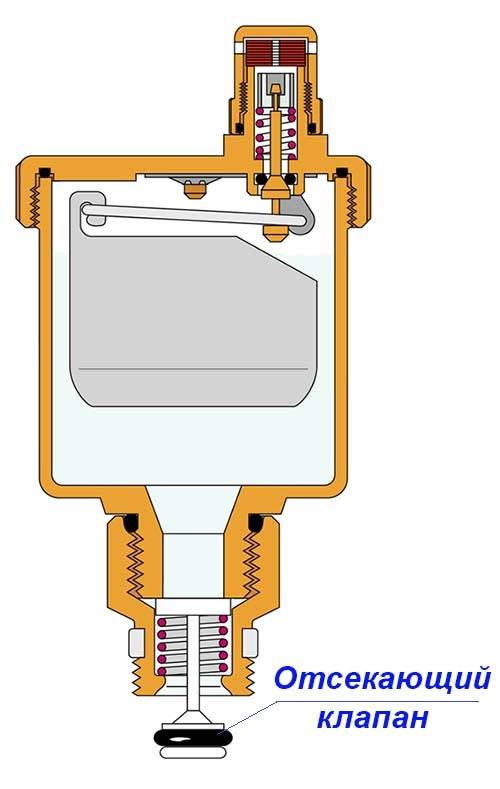


 Тогда насекомые не смогут попасть внутрь дома. Такая сетка, со временем будет забиваться пылью и прочими мелкими частицами. Ее следует заменять или чистить от грязи.
Тогда насекомые не смогут попасть внутрь дома. Такая сетка, со временем будет забиваться пылью и прочими мелкими частицами. Ее следует заменять или чистить от грязи. Сделать незаметной конструкцию помогут вентиляционные решетки.
Сделать незаметной конструкцию помогут вентиляционные решетки.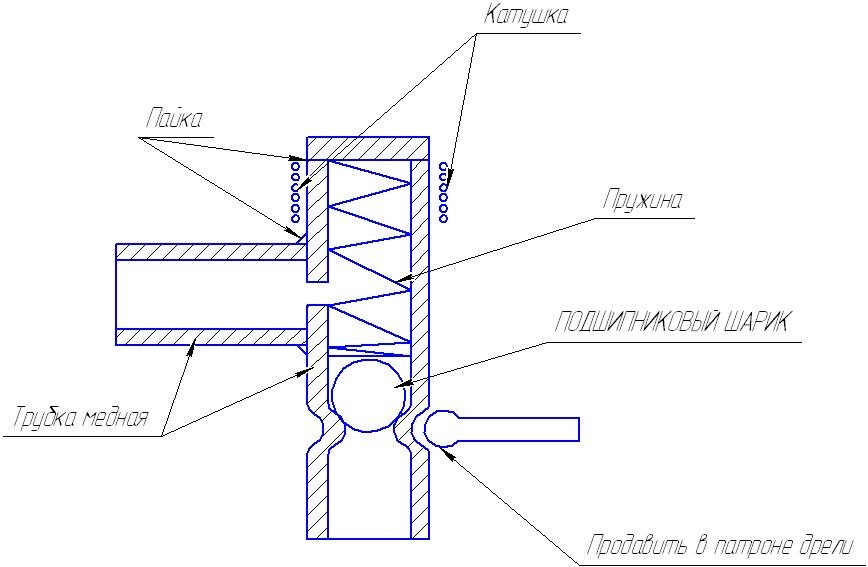 org/Person»> Автор Король случайностей
org/Person»> Автор Король случайностей  Один из них легкий (простой, но только для приложений с низким давлением), а другой немного сложнее (примерно до 50-60 фунтов на квадратный дюйм).
Один из них легкий (простой, но только для приложений с низким давлением), а другой немного сложнее (примерно до 50-60 фунтов на квадратный дюйм).




 Bat
Bat
 Bat
Bat
 instructables.com/
instructables.com/ Высокое давление также может привести к блокировке шара, препятствуя нормальной работе клапана или, возможно, даже к полному выходу из строя конструкции клапана. Эти клапаны не предназначены и не заявлены для использования в тяжелых условиях эксплуатации. Вы используете этот контент на свой страх и риск.
Высокое давление также может привести к блокировке шара, препятствуя нормальной работе клапана или, возможно, даже к полному выходу из строя конструкции клапана. Эти клапаны не предназначены и не заявлены для использования в тяжелых условиях эксплуатации. Вы используете этот контент на свой страх и риск.
 Загрунтуйте внутренние стенки адаптера, а также ту часть трубки, которая будет входить в него.
Загрунтуйте внутренние стенки адаптера, а также ту часть трубки, которая будет входить в него. 
 Соль, сода и уксус – ответ на вопрос чем отчистить бронзовые изделия в домашних условиях.
Соль, сода и уксус – ответ на вопрос чем отчистить бронзовые изделия в домашних условиях.
 Вытрите насухо со всех сторон.
Вытрите насухо со всех сторон. При помощи кисточки нанесите состав на поверхность, после чего высушите под солнечными лучами или у источника тепла.
При помощи кисточки нанесите состав на поверхность, после чего высушите под солнечными лучами или у источника тепла. Советуем также почитать наши статьи про химчистку ковров в домашних условиях и сухую чистку мягкой мебели.
Советуем также почитать наши статьи про химчистку ковров в домашних условиях и сухую чистку мягкой мебели. Однако без должного ухода, со временем поверхность этого металла начинает тускнеть. Чтобы изделия сохраняли изначальный внешний вид длительное время, нужно знать, как чистить бронзу.
Однако без должного ухода, со временем поверхность этого металла начинает тускнеть. Чтобы изделия сохраняли изначальный внешний вид длительное время, нужно знать, как чистить бронзу.

 Тщательно перемешать.
Тщательно перемешать.
 Требуется вскипятить воду. Вспенить мыло. Положить изделия в получившуюся пену, протереть фланелью.
Требуется вскипятить воду. Вспенить мыло. Положить изделия в получившуюся пену, протереть фланелью.





 , колокольчики, лампы, украшения и даже музыкальные инструменты. Поддерживать эти предметы в чистоте может быть сложно, поскольку бронза предъявляет очень специфические требования, когда речь идет об уходе и обслуживании. Мы поговорили с Тедом Робертсом, владельцем Art Recovery Technologies of Greater Kentucky, бренда Prism Specialties, чтобы точно узнать, что вам следует знать, прежде чем приступить к очистке металла.
, колокольчики, лампы, украшения и даже музыкальные инструменты. Поддерживать эти предметы в чистоте может быть сложно, поскольку бронза предъявляет очень специфические требования, когда речь идет об уходе и обслуживании. Мы поговорили с Тедом Робертсом, владельцем Art Recovery Technologies of Greater Kentucky, бренда Prism Specialties, чтобы точно узнать, что вам следует знать, прежде чем приступить к очистке металла. «Темная или зеленовато-коричневая патина, которая образуется на бронзе, очень желательна и должна быть сохранена», — объясняет он. «Никогда не используйте полироль для металлов или растворители на любой бронзе. Для бронзы в помещении достаточно только пыли».
«Темная или зеленовато-коричневая патина, которая образуется на бронзе, очень желательна и должна быть сохранена», — объясняет он. «Никогда не используйте полироль для металлов или растворители на любой бронзе. Для бронзы в помещении достаточно только пыли».

 После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение.
После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение. 2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении.
2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении. Существует несколько технологий переноса металла. Например, среди них можно отметить:
Существует несколько технологий переноса металла. Например, среди них можно отметить: Это позволяет обеспечить более высокую термическую эффективность и сконцентрировать зону термического воздействия.
Это позволяет обеспечить более высокую термическую эффективность и сконцентрировать зону термического воздействия. Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов. (Смотрите режимы для сварочных агрегатов DGW310, DGW400, DGW500).
(Смотрите режимы для сварочных агрегатов DGW310, DGW400, DGW500). Н. Бенардос в 1882 году, которое запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
Н. Бенардос в 1882 году, которое запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».

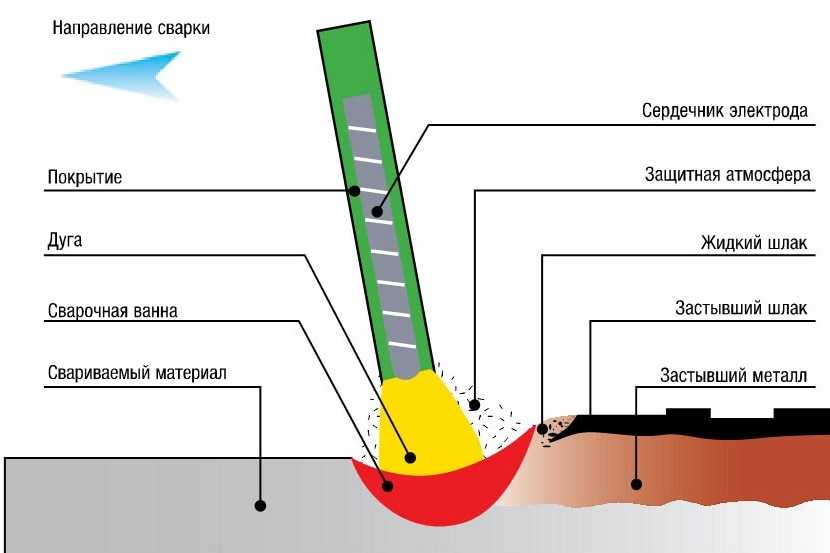 Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.


 Они приведены ниже:
Они приведены ниже:
 Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
 Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.

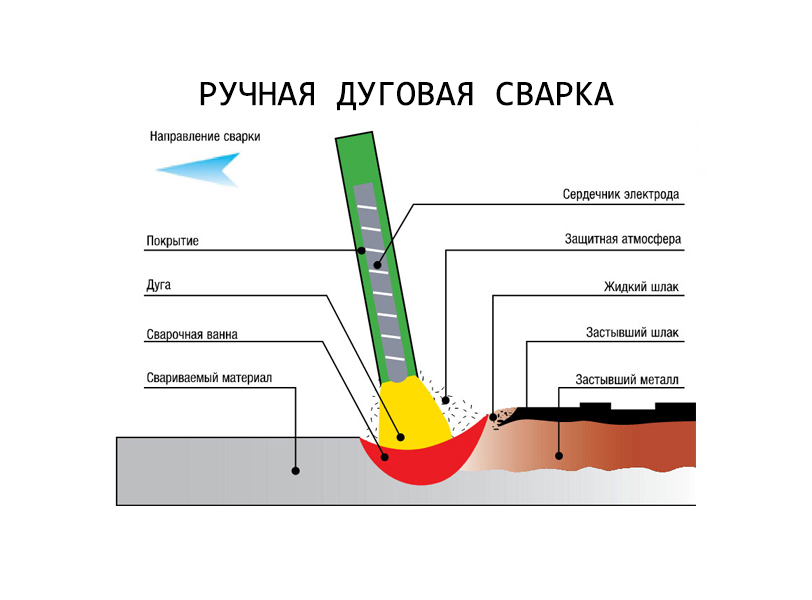 1 Газовая сварка с металлической вставкой (MIG) и сварка в активном газе (MAG)
1 Газовая сварка с металлической вставкой (MIG) и сварка в активном газе (MAG) Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом. Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом. Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC). Это создает оксиды и нитриды, которые разрушают прочность сварного шва. Следовательно, необходимо использовать защитный защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь.
Это создает оксиды и нитриды, которые разрушают прочность сварного шва. Следовательно, необходимо использовать защитный защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод.
В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод. Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями.
Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями. Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
 Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.
Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.


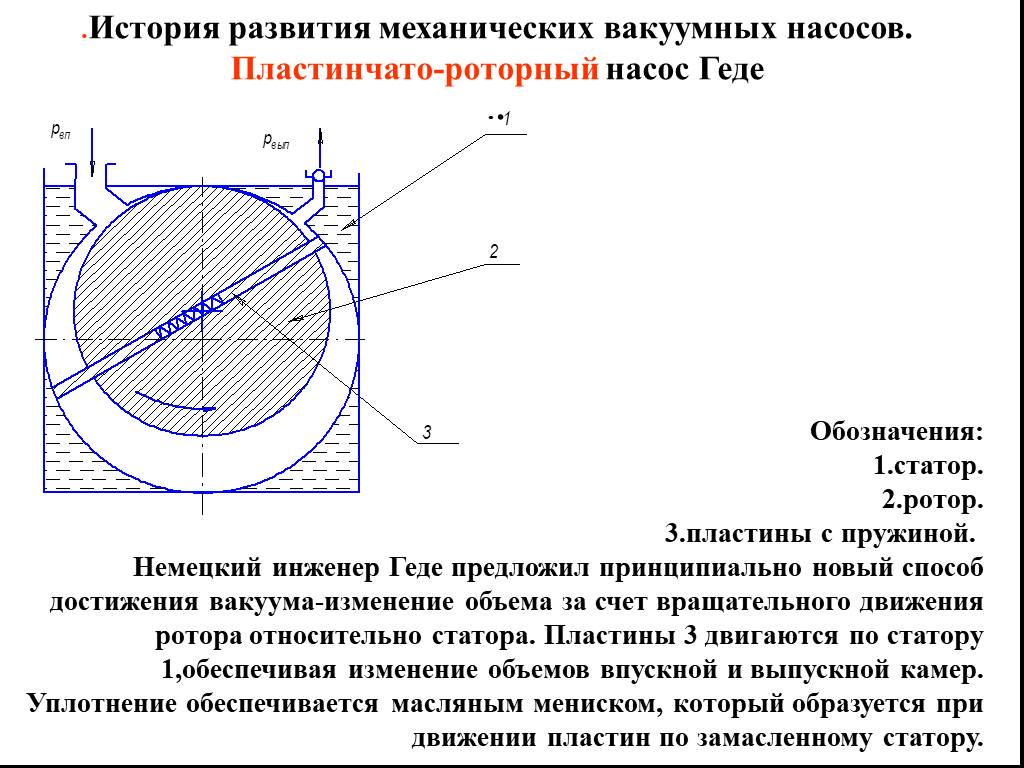 В конструкции насоса используются следующие составляющие элементы:
В конструкции насоса используются следующие составляющие элементы: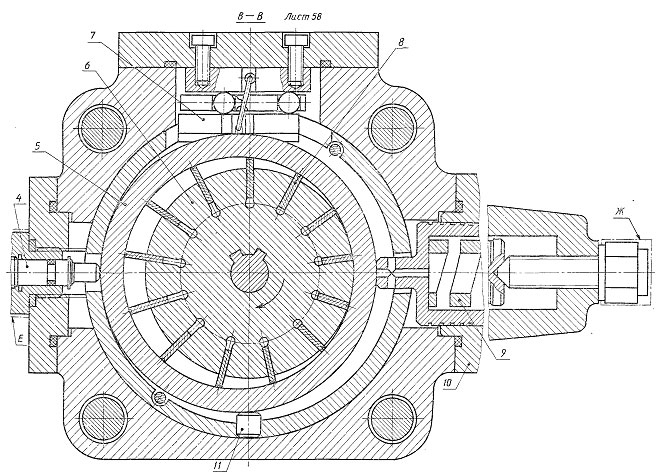 Основное различие между этими видами агрегатов состоит в конфигурации внутренней плоскости статора. Она и служит ограничителем для перемещения пластин.
Основное различие между этими видами агрегатов состоит в конфигурации внутренней плоскости статора. Она и служит ограничителем для перемещения пластин.
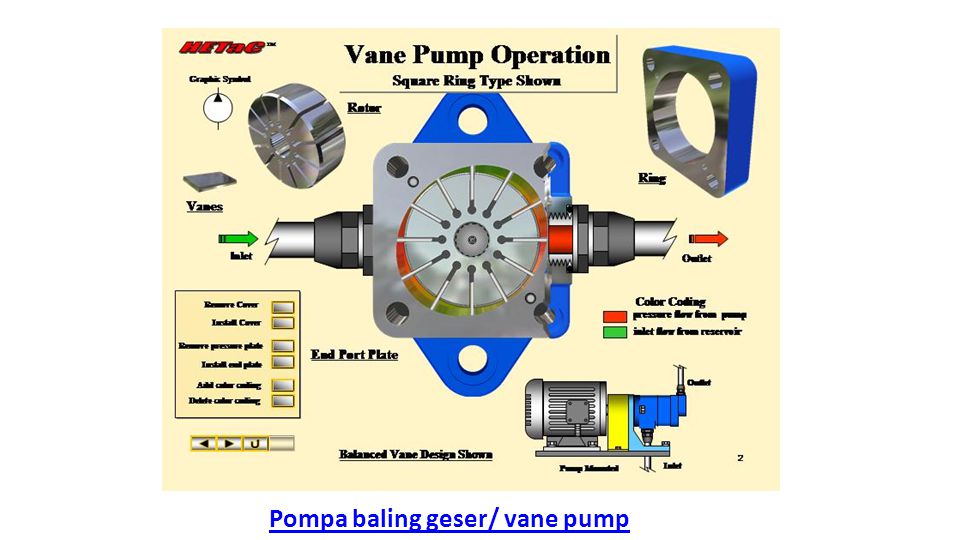 Иногда может возникать нарушение масляной плёнки между статором и пластинчатым элементом. Такое возможно в условиях определённого давления, которое зависит от смазывающих качеств транспортируемой среды. Такая ситуация может приводить к ускоренному износу механических деталей насоса.
Иногда может возникать нарушение масляной плёнки между статором и пластинчатым элементом. Такое возможно в условиях определённого давления, которое зависит от смазывающих качеств транспортируемой среды. Такая ситуация может приводить к ускоренному износу механических деталей насоса.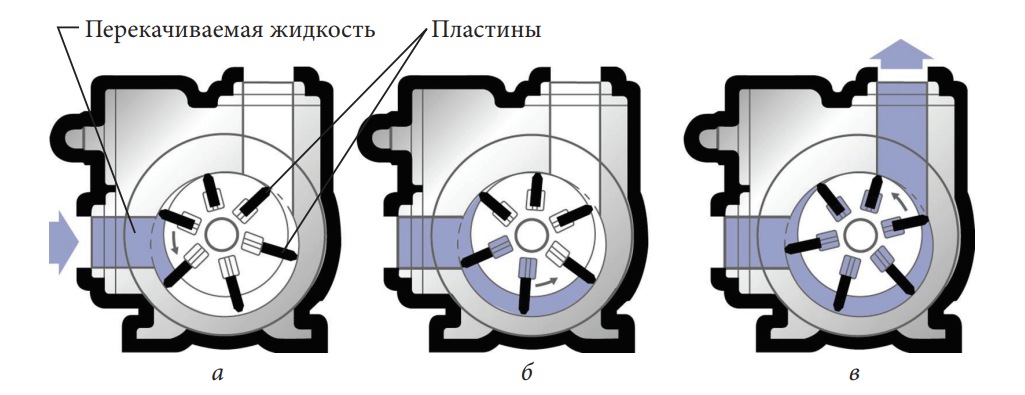


 Лопасти обеспечивают плотное прилегание к стенке насосной камеры, предотвращая утечку жидкости обратно через насос. Лопастные насосы особенно полезны для перекачивания жидких жидкостей при высоком давлении. Насосы обеспечивают низкую пульсацию, точные потоки и имеют закаленные компоненты, устойчивые к износу и увеличивающие срок службы насоса.
Лопасти обеспечивают плотное прилегание к стенке насосной камеры, предотвращая утечку жидкости обратно через насос. Лопастные насосы особенно полезны для перекачивания жидких жидкостей при высоком давлении. Насосы обеспечивают низкую пульсацию, точные потоки и имеют закаленные компоненты, устойчивые к износу и увеличивающие срок службы насоса. Лопасти также могут быть подпружинены, чтобы обеспечить контакт даже при остановленном насосе. Любой износ, возникающий на кромке лопастей, компенсируется дополнительным удлинением.
Лопасти также могут быть подпружинены, чтобы обеспечить контакт даже при остановленном насосе. Любой износ, возникающий на кромке лопастей, компенсируется дополнительным удлинением. Разность давлений между входом и выходом может вызвать вибрации и повышенный износ подшипников приводного вала. В сбалансированной конструкции центр корпуса насоса и ротора совпадают (см. рис. 2). Чтобы достичь этого и при этом сохранить ту же функциональность, полость насоса имеет эллиптическую, а не круглую форму. Пары впускных и выпускных отверстий на противоположных сторонах насоса также компенсируют любой дисбаланс давления. В изменяемой конструкции размеры насосной камеры могут варьироваться. Эта функция позволяет регулировать скорость нагнетания насоса.
Разность давлений между входом и выходом может вызвать вибрации и повышенный износ подшипников приводного вала. В сбалансированной конструкции центр корпуса насоса и ротора совпадают (см. рис. 2). Чтобы достичь этого и при этом сохранить ту же функциональность, полость насоса имеет эллиптическую, а не круглую форму. Пары впускных и выпускных отверстий на противоположных сторонах насоса также компенсируют любой дисбаланс давления. В изменяемой конструкции размеры насосной камеры могут варьироваться. Эта функция позволяет регулировать скорость нагнетания насоса. При изменении давления подачи лопастной насос будет продолжать обеспечивать постоянный расход. Они особенно известны своей сухой заливкой, простотой обслуживания и хорошими характеристиками всасывания в течение всего срока службы насоса. Внутренний контакт металла с металлом отсутствует, и насосы самокомпенсируют износ за счет удлинения лопастей. Лопастные насосы могут работать с жидкими жидкостями при относительно высоком давлении и могут работать всухую в течение коротких периодов времени. Они также являются реверсивными, поэтому их можно использовать для загрузки и разгрузки судов, а также для обеспечения полного извлечения жидкости из напорных шлангов.
При изменении давления подачи лопастной насос будет продолжать обеспечивать постоянный расход. Они особенно известны своей сухой заливкой, простотой обслуживания и хорошими характеристиками всасывания в течение всего срока службы насоса. Внутренний контакт металла с металлом отсутствует, и насосы самокомпенсируют износ за счет удлинения лопастей. Лопастные насосы могут работать с жидкими жидкостями при относительно высоком давлении и могут работать всухую в течение коротких периодов времени. Они также являются реверсивными, поэтому их можно использовать для загрузки и разгрузки судов, а также для обеспечения полного извлечения жидкости из напорных шлангов. Насосы с гибкими лопастями можно использовать с шламами, но может потребоваться ограничение скорости насоса для уменьшения износа. Пластинчатые насосы подвержены разрушительному износу при использовании сырья, содержащего абразивы, и обычно требуют защиты с помощью фильтра на стороне всасывания.
Насосы с гибкими лопастями можно использовать с шламами, но может потребоваться ограничение скорости насоса для уменьшения износа. Пластинчатые насосы подвержены разрушительному износу при использовании сырья, содержащего абразивы, и обычно требуют защиты с помощью фильтра на стороне всасывания. Они доступны из углерода, полиэфирэфиркетона для химической стойкости, армированного стекловолокном ПТФЭ или бронзы.
Они доступны из углерода, полиэфирэфиркетона для химической стойкости, армированного стекловолокном ПТФЭ или бронзы. Он состоит из лопаток, установленных радиально на цилиндрическом роторе, эксцентрично расположенном в корпусе насоса. Лопасти плотно прилегают к стенке корпуса. Во время цикла вращения объем между соседними лопастями изменяется из-за эксцентричного монтажного положения, создавая всасывание и всасывание жидкости на входе в насос, а также сжатие и нагнетание заключенной жидкости на выходе.
Он состоит из лопаток, установленных радиально на цилиндрическом роторе, эксцентрично расположенном в корпусе насоса. Лопасти плотно прилегают к стенке корпуса. Во время цикла вращения объем между соседними лопастями изменяется из-за эксцентричного монтажного положения, создавая всасывание и всасывание жидкости на входе в насос, а также сжатие и нагнетание заключенной жидкости на выходе. Скорость и эффективность откачки снижаются с увеличением вязкости жидкости. Лопастные насосы могут использоваться для перекачивания жидкостей, содержащих твердые частицы. Может потребоваться ограничение скорости насоса для уменьшения износа, хотя лопастные насосы могут допустить и компенсировать это в некоторой степени за счет выдвижения лопастей. Смачиваемые компоненты доступны в широком диапазоне материалов для химической совместимости с перекачиваемыми жидкостями.
Скорость и эффективность откачки снижаются с увеличением вязкости жидкости. Лопастные насосы могут использоваться для перекачивания жидкостей, содержащих твердые частицы. Может потребоваться ограничение скорости насоса для уменьшения износа, хотя лопастные насосы могут допустить и компенсировать это в некоторой степени за счет выдвижения лопастей. Смачиваемые компоненты доступны в широком диапазоне материалов для химической совместимости с перекачиваемыми жидкостями. Когда ротор вращается, асимметричная форма корпуса заставляет лопасти входить и выходить из прорезей, касаясь стенок корпуса и задерживая жидкость между ним и ротором. Этот механизм втягивает жидкость до тех пор, пока она не вытеснится из выпускного отверстия.
Когда ротор вращается, асимметричная форма корпуса заставляет лопасти входить и выходить из прорезей, касаясь стенок корпуса и задерживая жидкость между ним и ротором. Этот механизм втягивает жидкость до тех пор, пока она не вытеснится из выпускного отверстия. к металлическому контакту.
к металлическому контакту.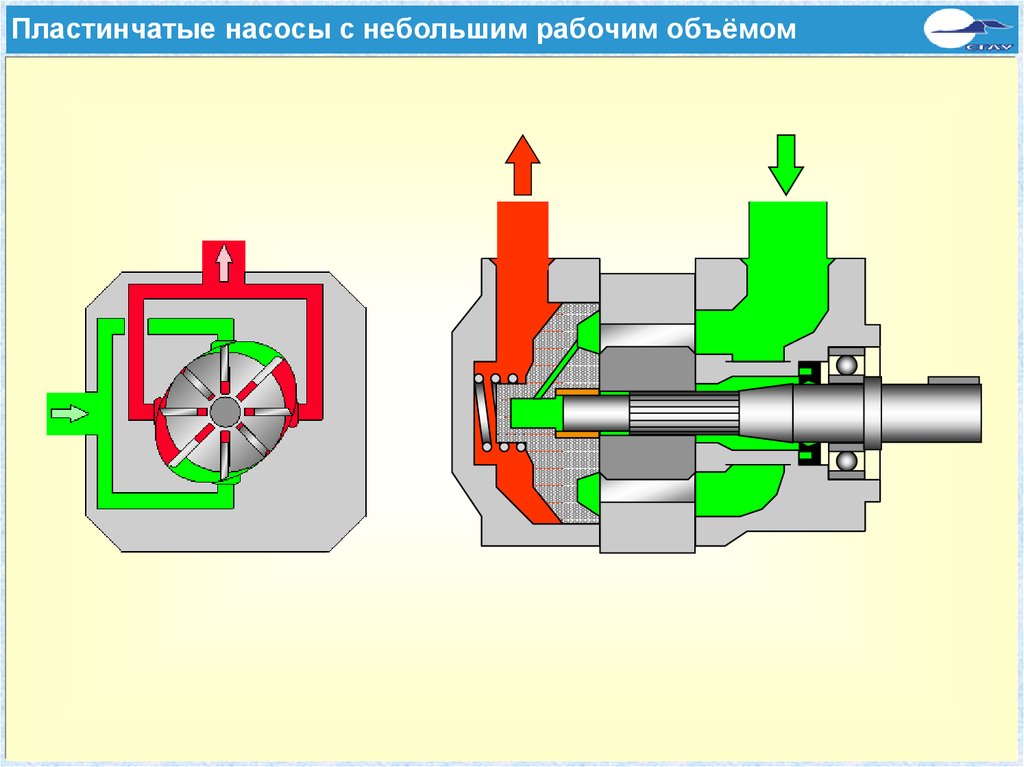 Это делает лопастной насос особенно подходящим для приложений, где давление всасывания может изменяться. например, перекачка из бака в бак.
Это делает лопастной насос особенно подходящим для приложений, где давление всасывания может изменяться. например, перекачка из бака в бак.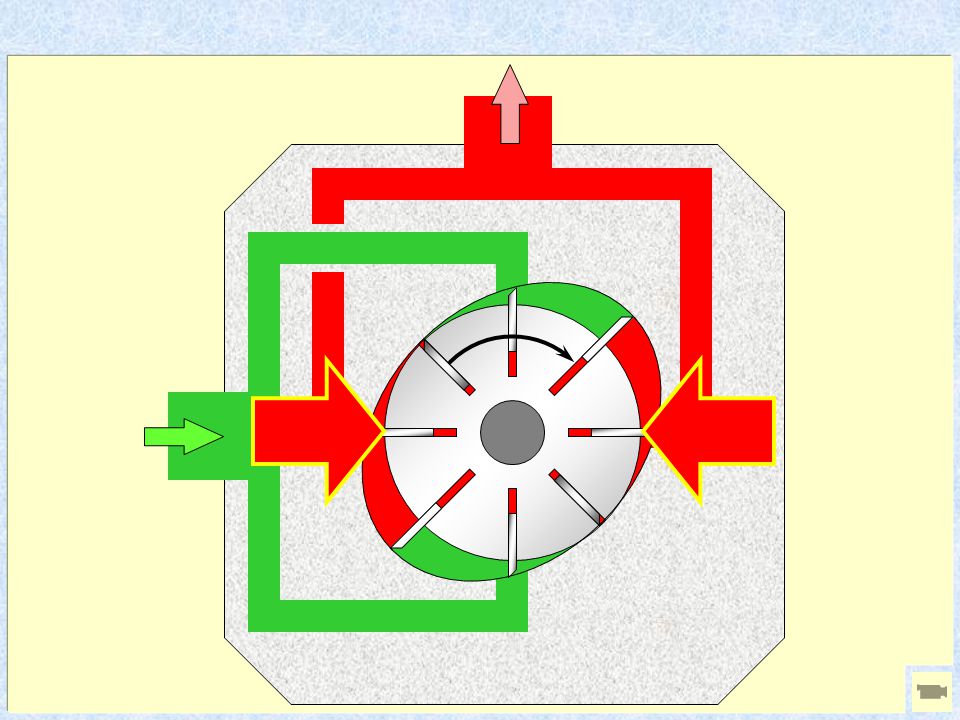
 Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей: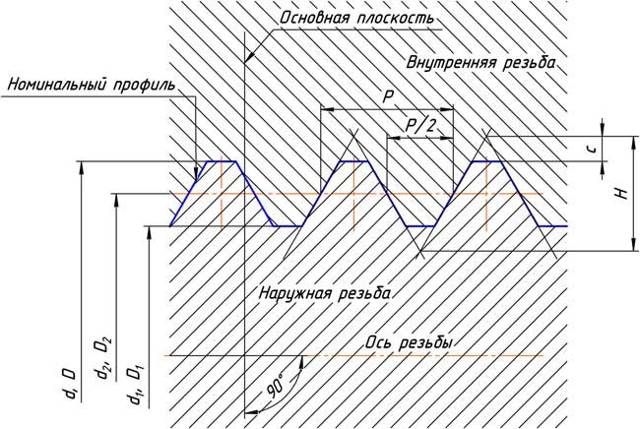
 От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.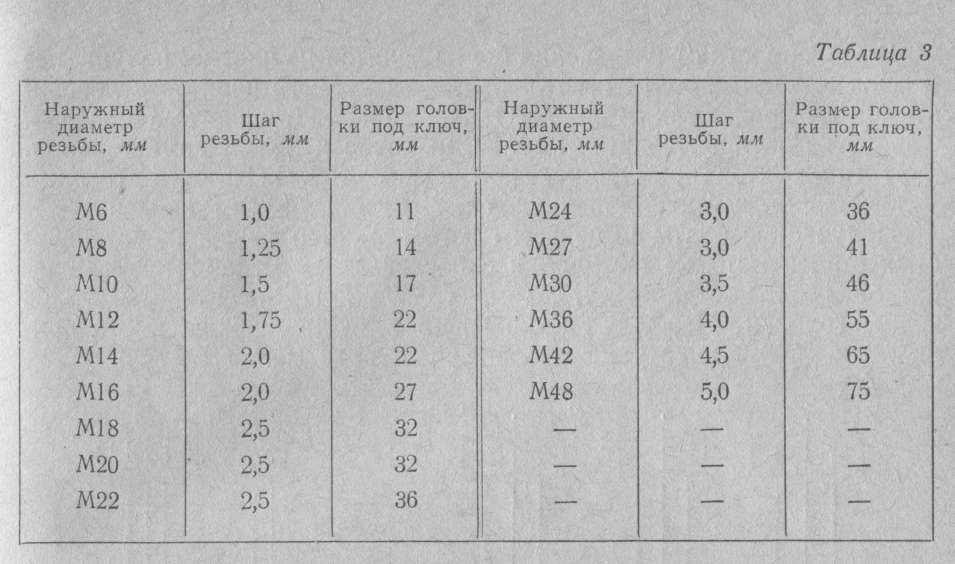 В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм. Что обозначается:
Что обозначается:
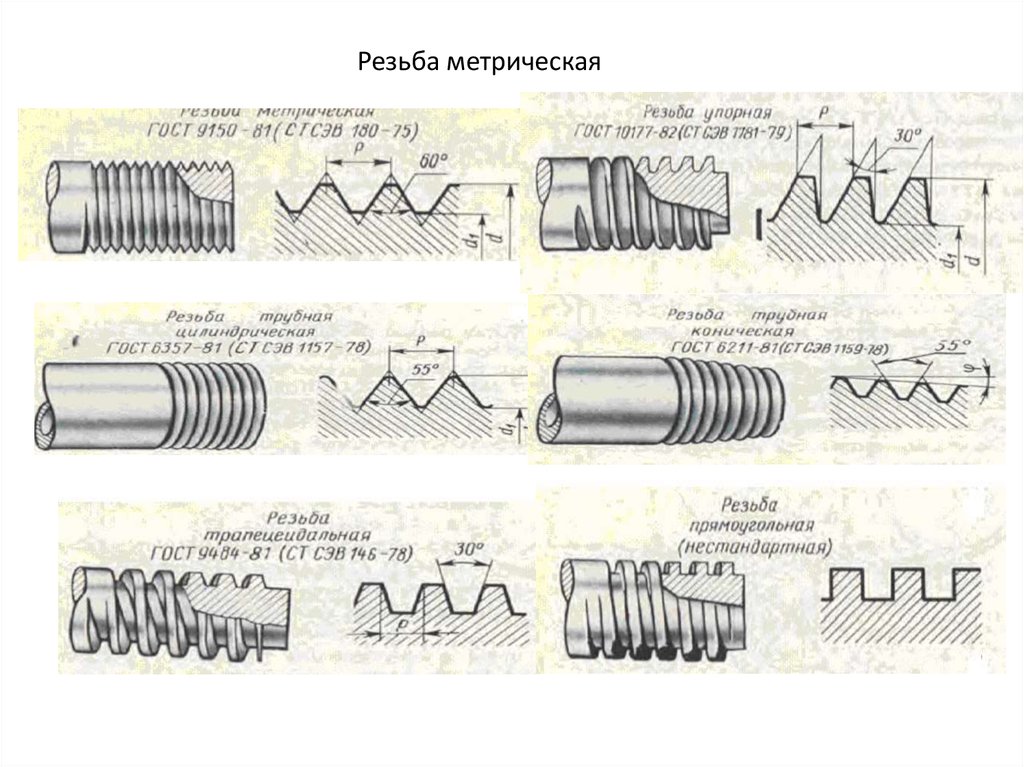 Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные: Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры.
Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры. В качестве завершения статьи посмотрим несколько видео:
В качестве завершения статьи посмотрим несколько видео: Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.
Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы. Для измерения диаметра резьбы в отверстиях используют штангенциркуль. [32]
Для измерения диаметра резьбы в отверстиях используют штангенциркуль. [32]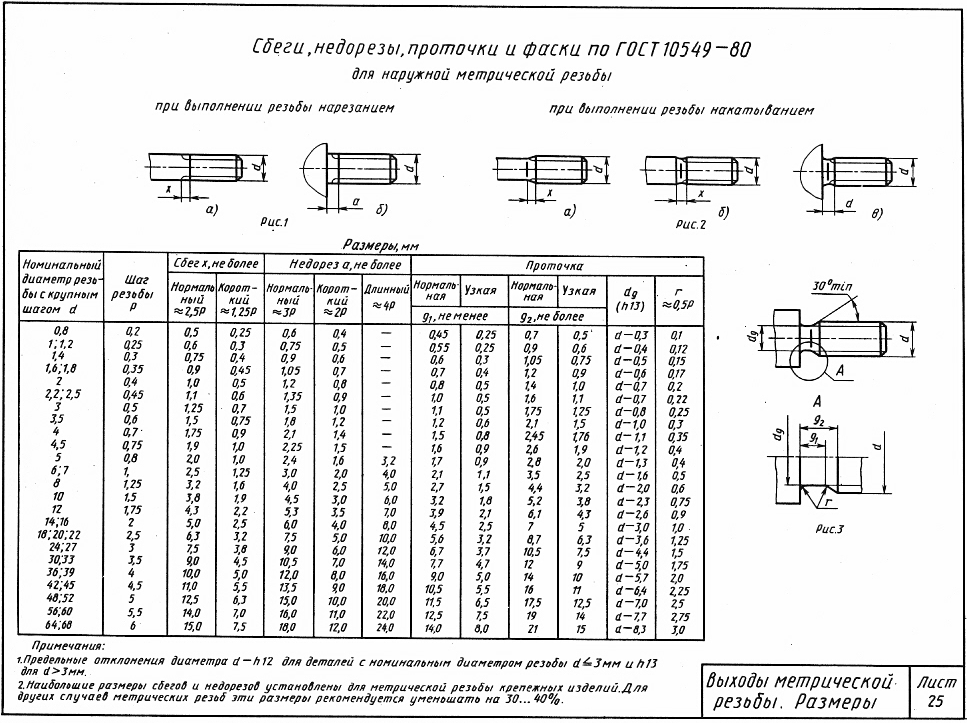 Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы . [36]
Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы . [36] В каких случаях указывается шаг метрической резьбы . [40]
В каких случаях указывается шаг метрической резьбы . [40] Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.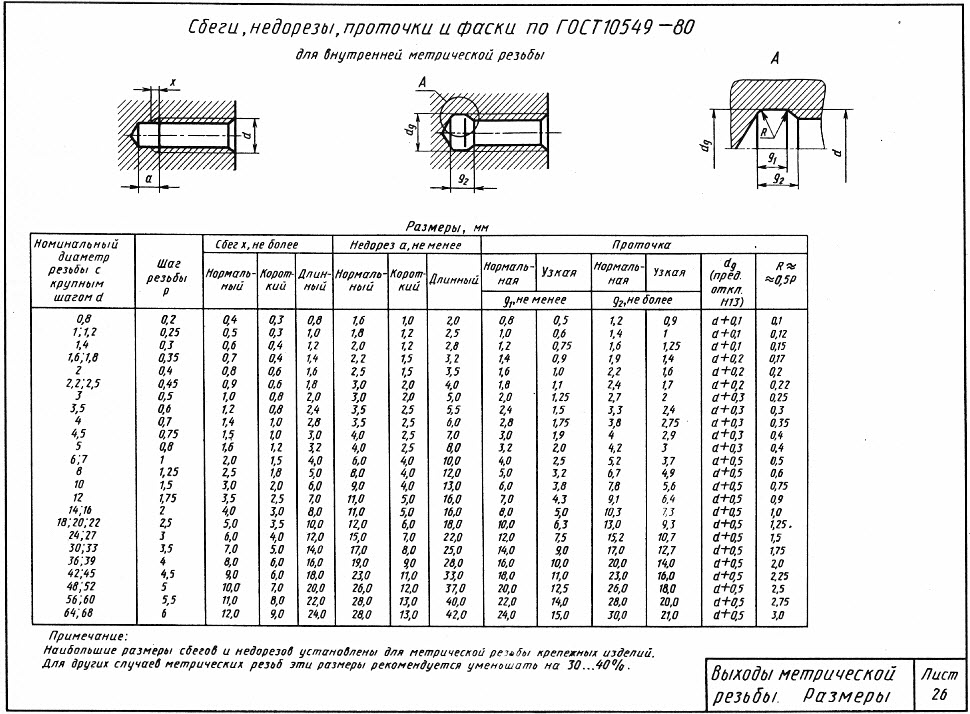 п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.

 В бытовой технике также часто используется нестандартный шаг резьбы.
В бытовой технике также часто используется нестандартный шаг резьбы.
 Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов. Если это не подходит из-за толщины стенки и ограниченного пространства, доступен вариант с мелким шагом резьбы.
Если это не подходит из-за толщины стенки и ограниченного пространства, доступен вариант с мелким шагом резьбы. 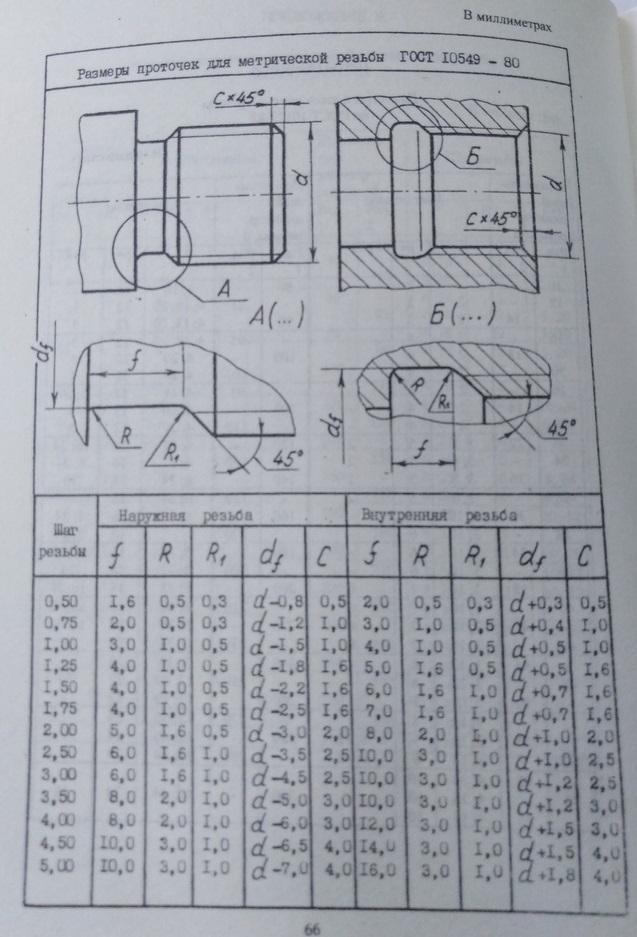 00
00 00
00 20
20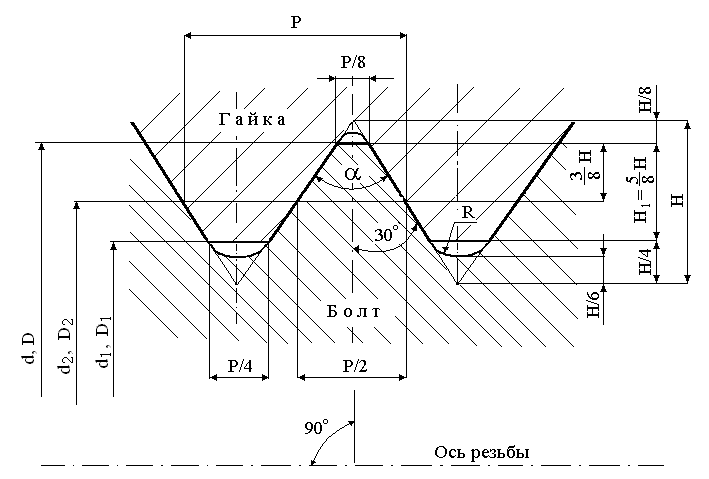 10
10 00
00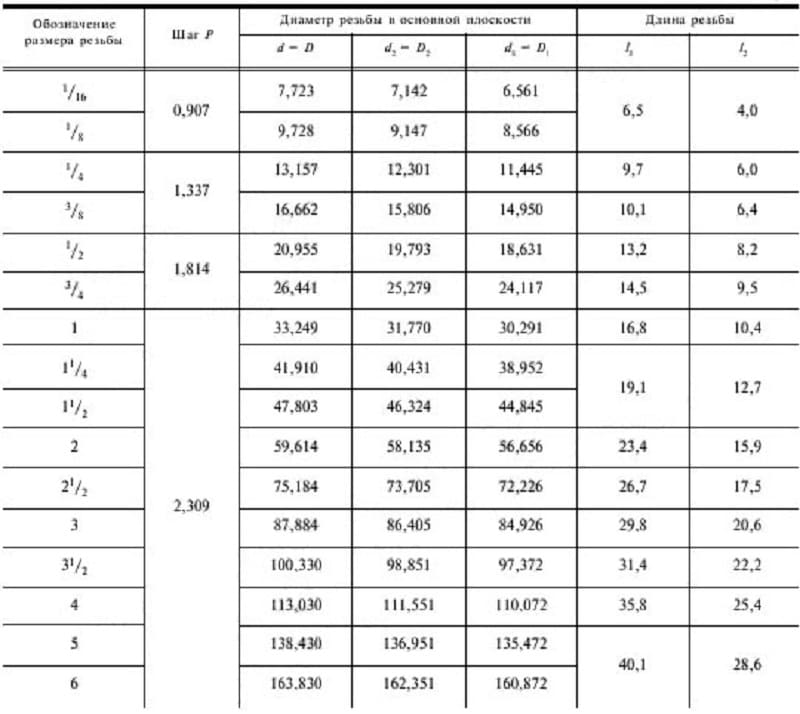 20
20 30
30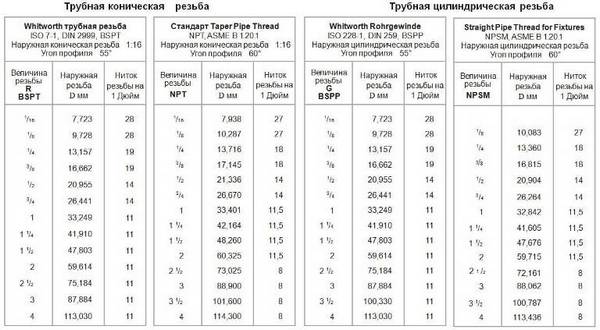 10
10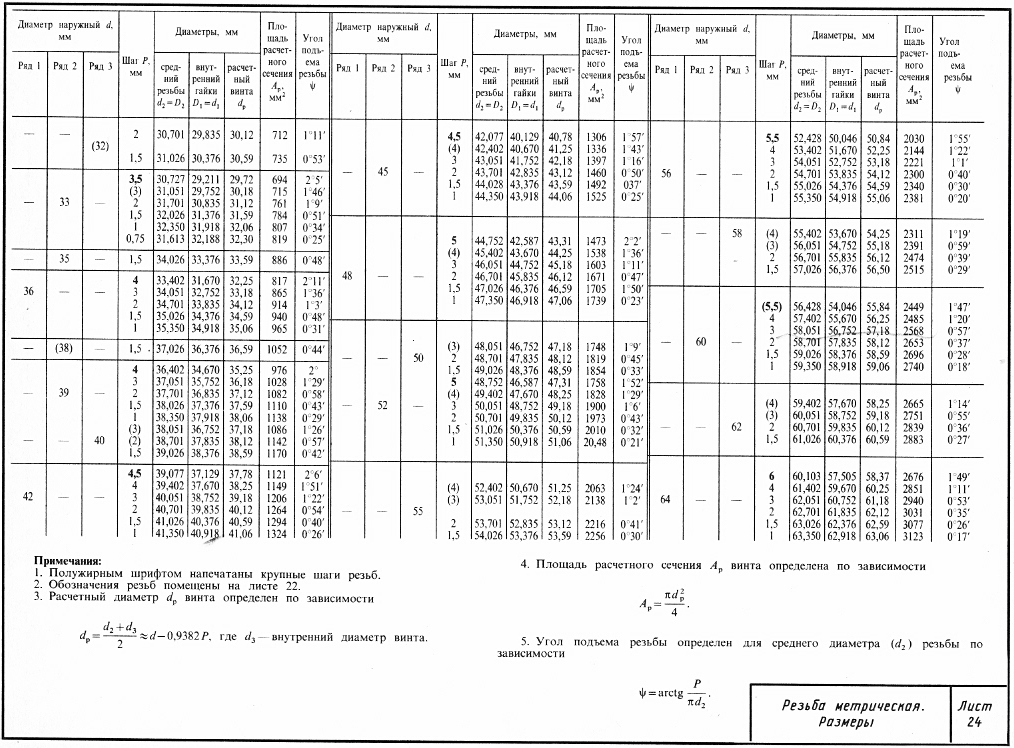

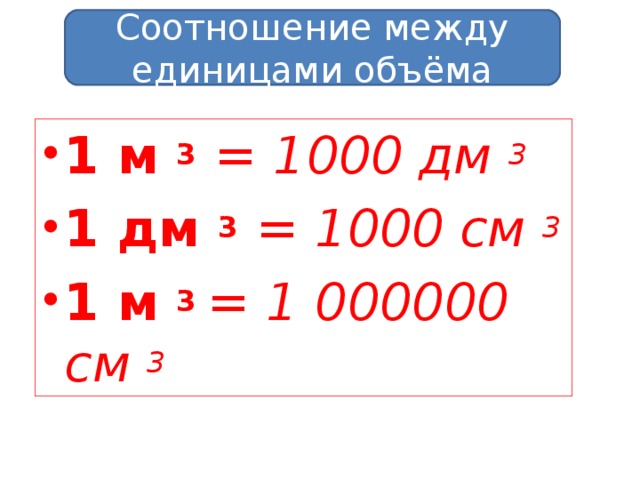
 т.)
т.) 5 m
5 m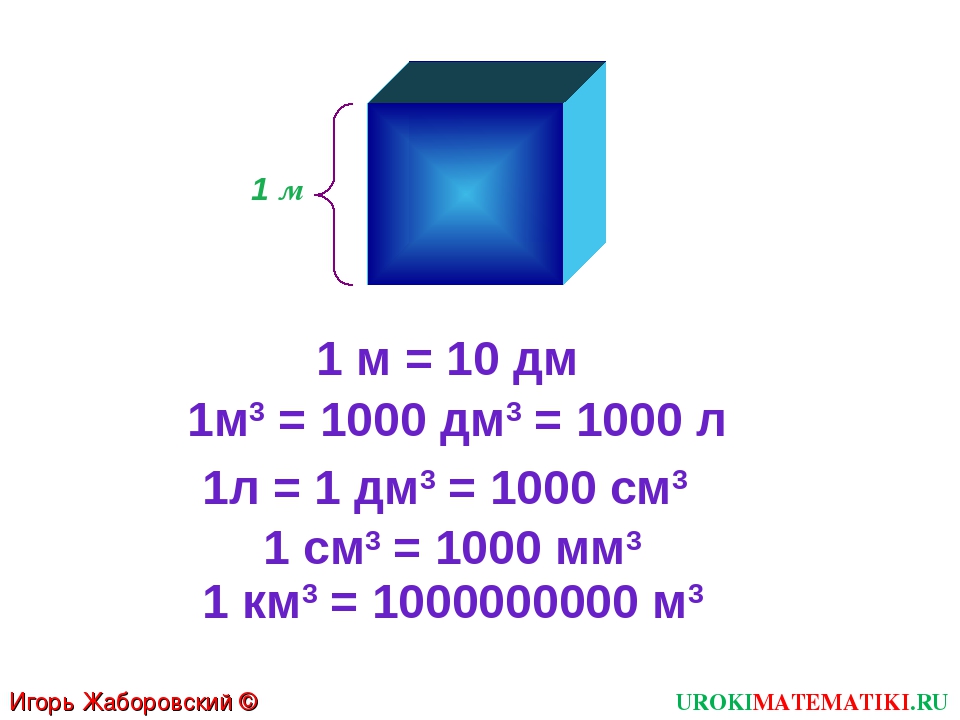 5 M
5 M 5 m
5 m 5 m
5 m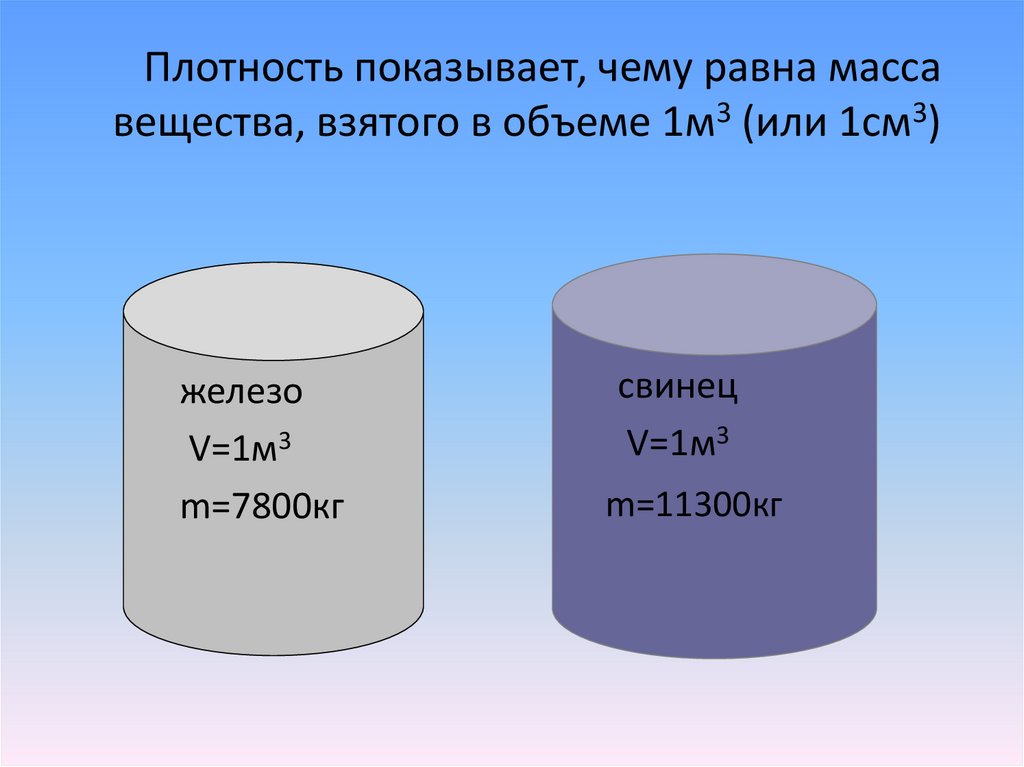 4.0030 3
4.0030 3  5 m 3
5 m 3  913 m
913 m 224 m
224 m 596 m
596 m 037 m
037 m 503 m
503 m 397 m
397 m
 Обозначается такая спираль символом «М», где значения знака – метрическая насечка;
Обозначается такая спираль символом «М», где значения знака – метрическая насечка;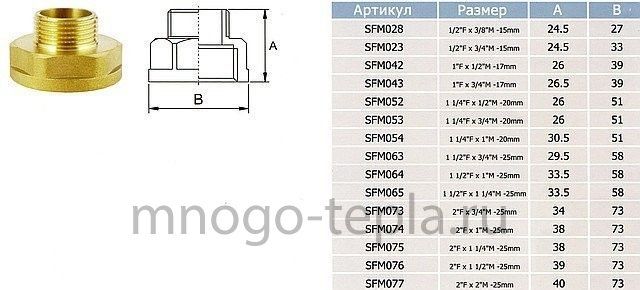
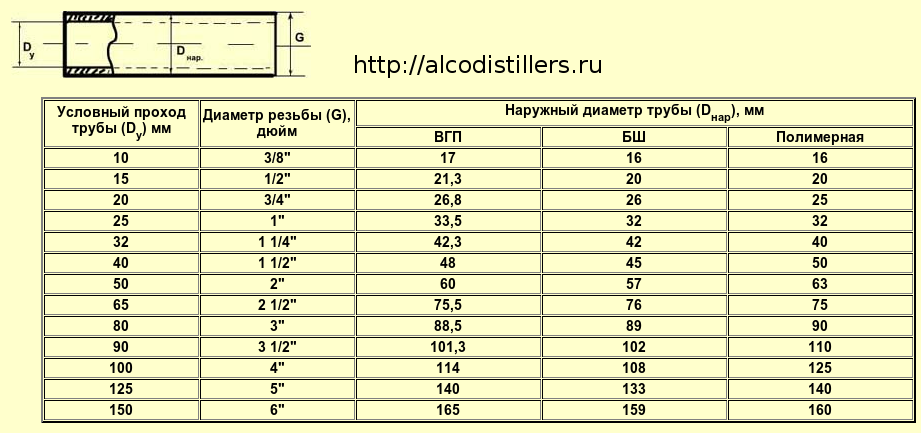
 Сам диаметр на чертежах отображается в дюймах, причем каждое условное значение диаметра должно сопровождаться пояснениями к значениям наружного и внутреннего диаметров.
Сам диаметр на чертежах отображается в дюймах, причем каждое условное значение диаметра должно сопровождаться пояснениями к значениям наружного и внутреннего диаметров.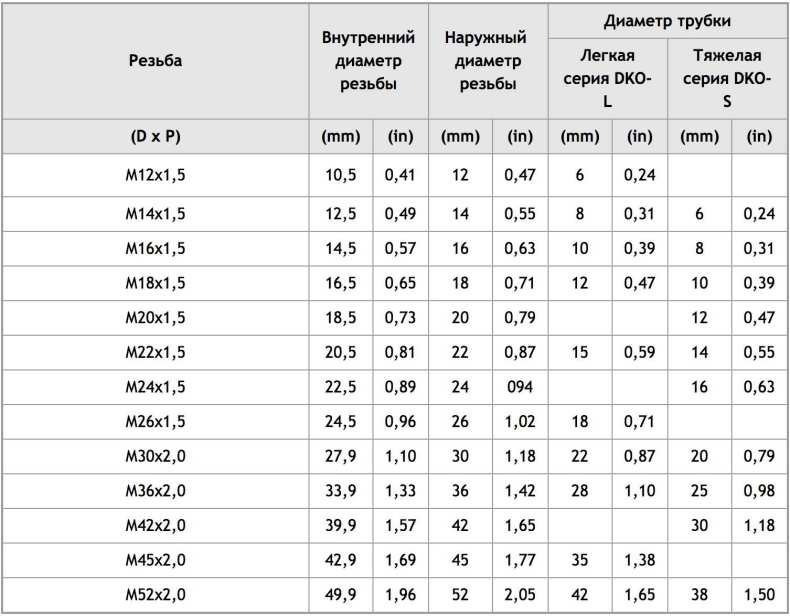 Такую спираль используют чаще всего в трубопроводных магистралях с высоким давлением транспортируемой среды – газа или жидкостей. Также коническая нарезка хорошо зарекомендовала себя при скручивании металлических труб в подземных трассах магистралей, прокладываемых с большим заглублением.
Такую спираль используют чаще всего в трубопроводных магистралях с высоким давлением транспортируемой среды – газа или жидкостей. Также коническая нарезка хорошо зарекомендовала себя при скручивании металлических труб в подземных трассах магистралей, прокладываемых с большим заглублением.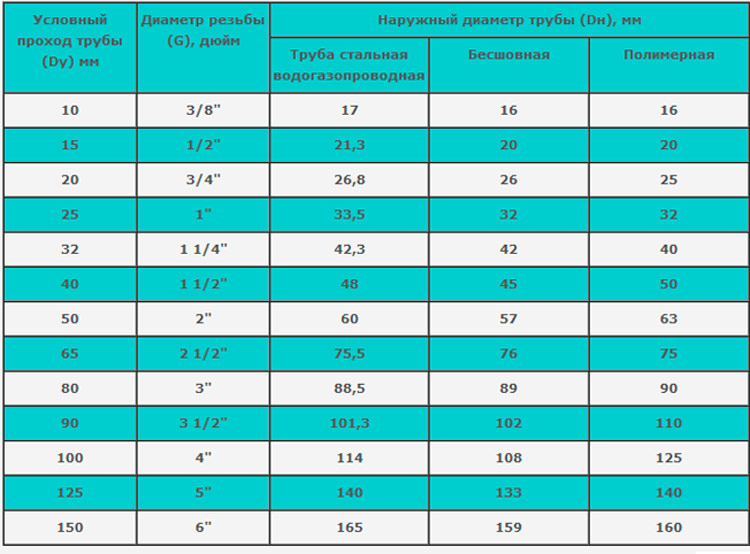 Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.
Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.
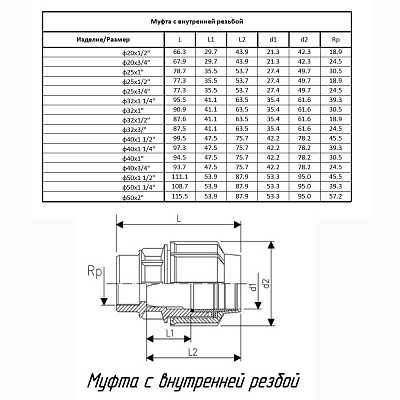
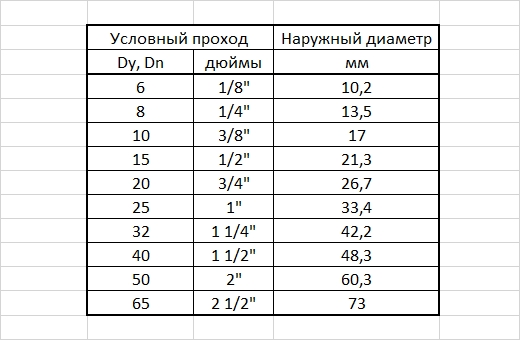
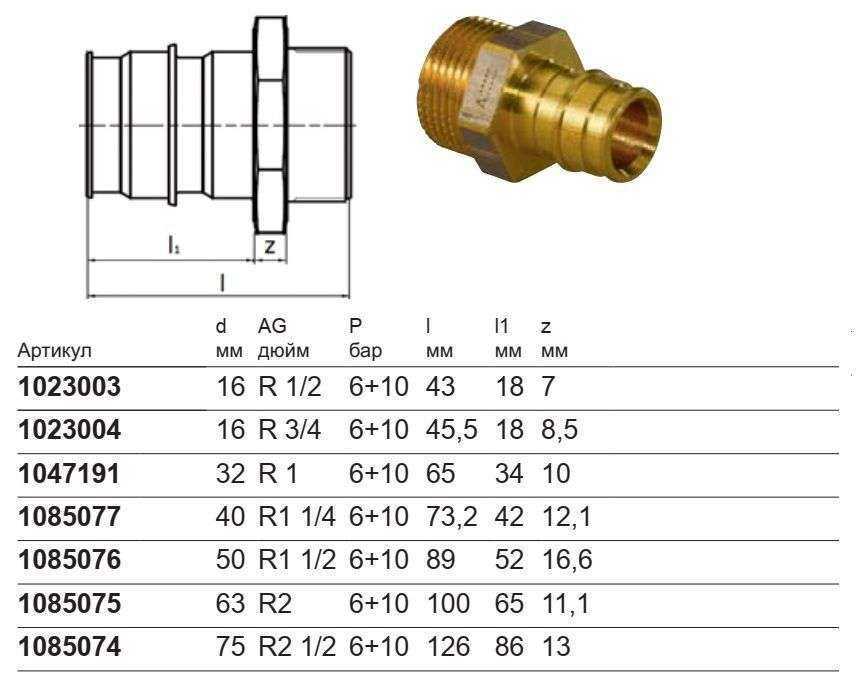
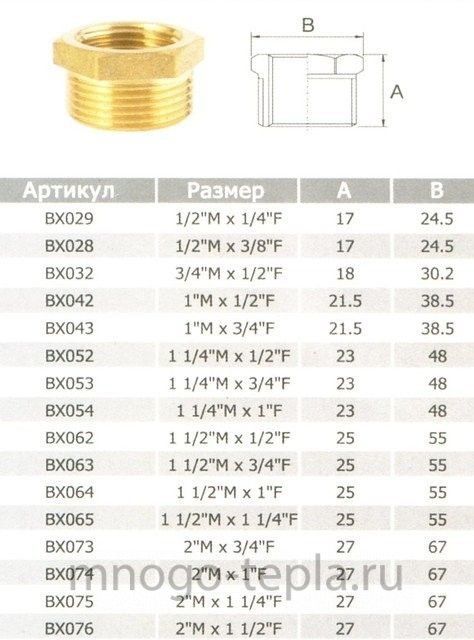 20.1)
20.1) 07143
07143 47
47 175
175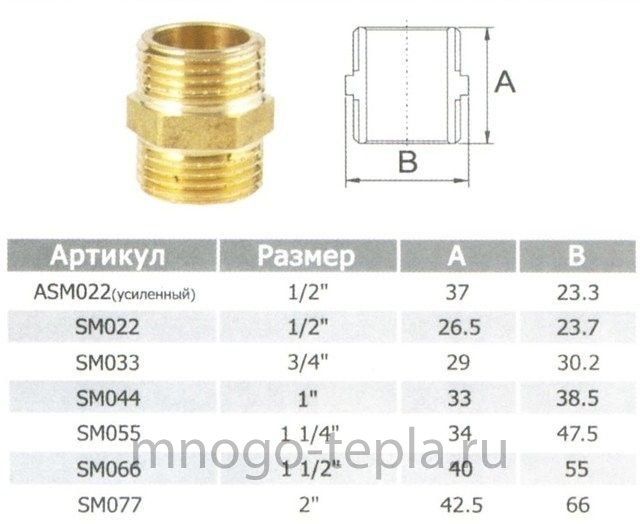 38712
38712 70
70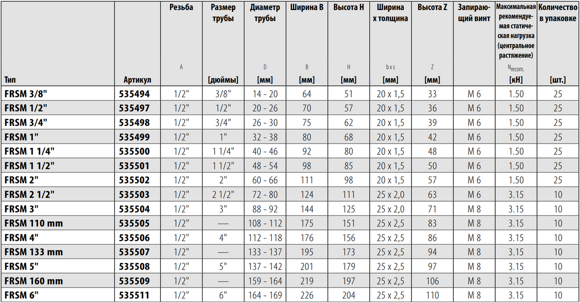 12500
12500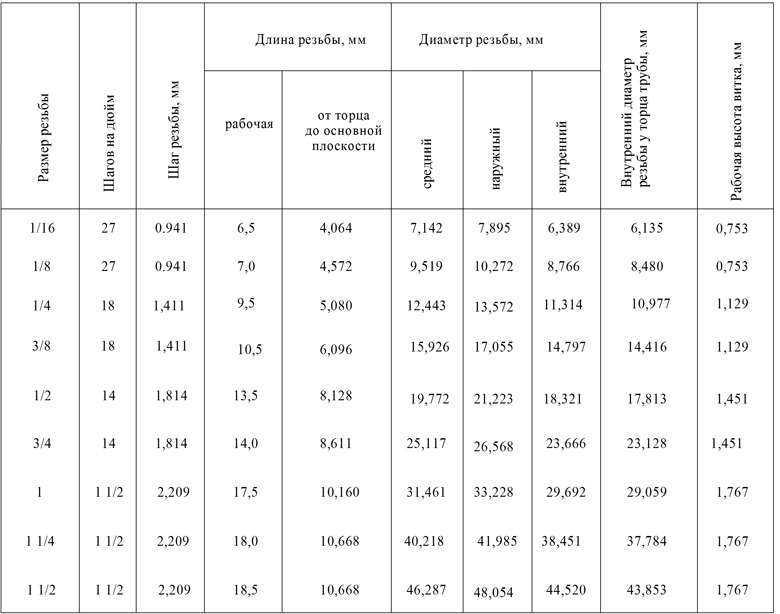 175
175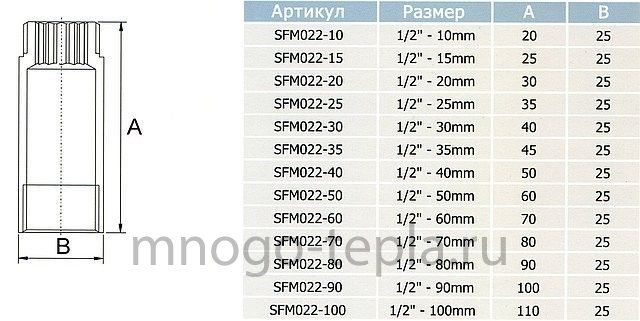 )
)
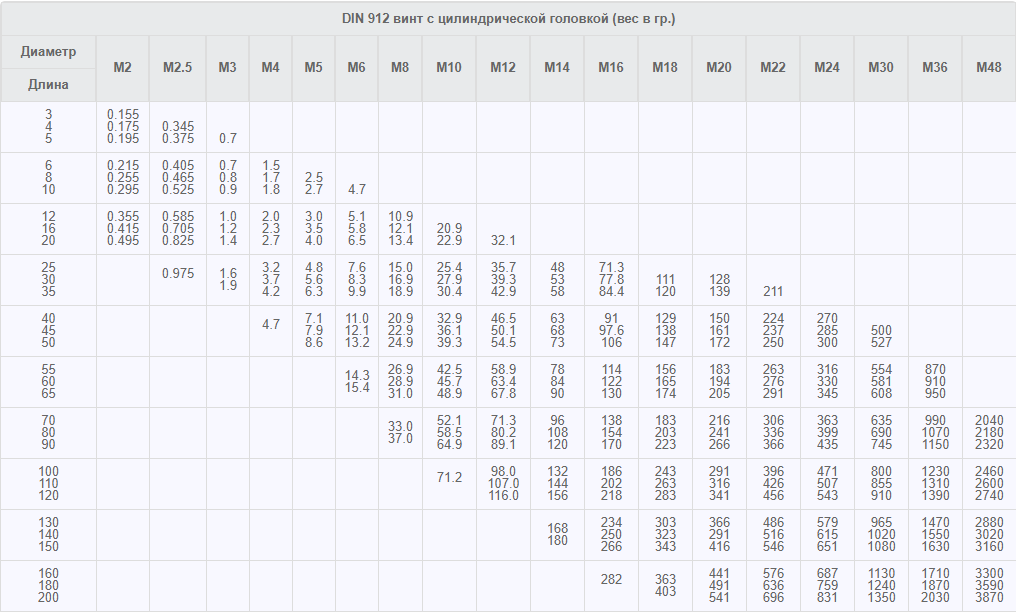 40
40 Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 847 Н×м. (86,4 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.
Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 847 Н×м. (86,4 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%. Материал также влияет на этот показатель. Показатели ниже показывают, насколько разнообразные метизы существуют, и какой у них может быть вес в граммах:
Материал также влияет на этот показатель. Показатели ниже показывают, насколько разнообразные метизы существуют, и какой у них может быть вес в граммах: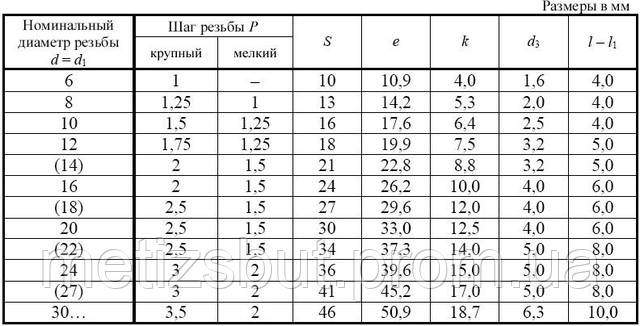 Вес 1 шт. в граммах:
Вес 1 шт. в граммах: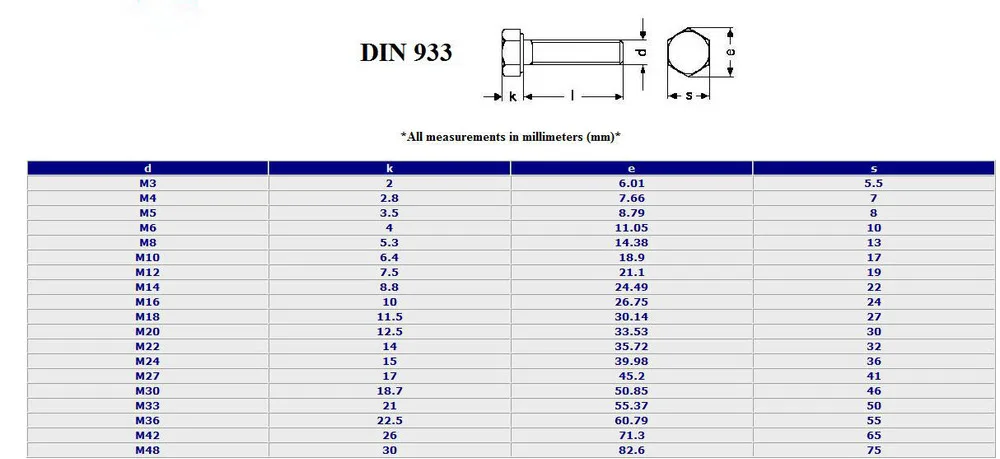
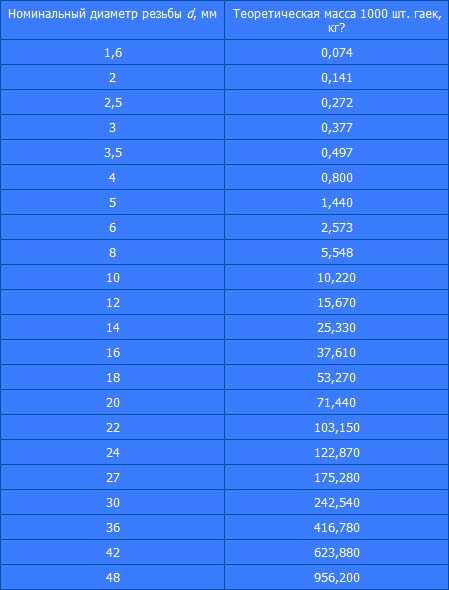


 80
80 50
50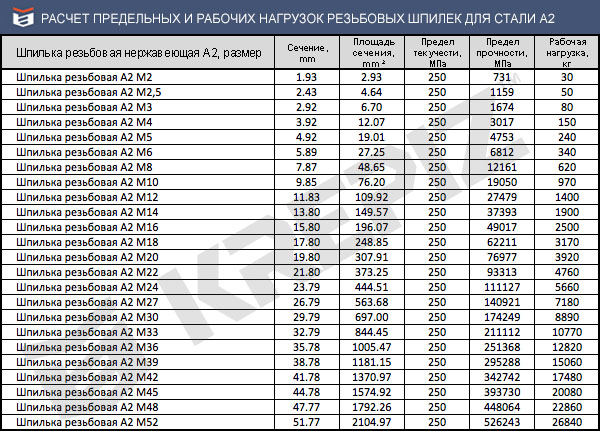 50
50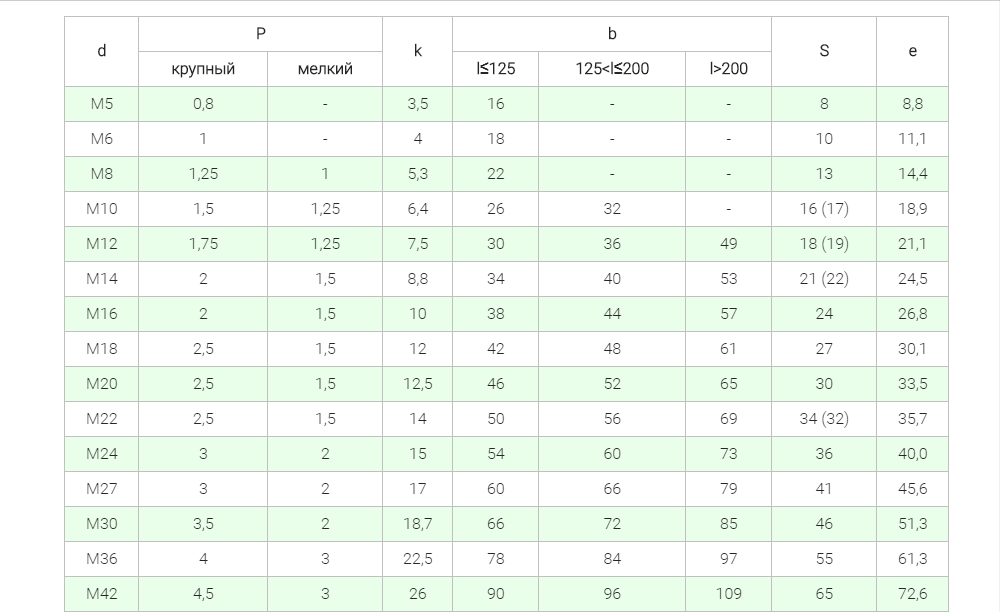 50
50 Материал должен оставаться в своей области упругости при нагрузке до расчетной нагрузки, обычно между 85-95% предела текучести. Приемлемая нагрузка на зажим обычно составляет 75% пробной нагрузки.
Материал должен оставаться в своей области упругости при нагрузке до расчетной нагрузки, обычно между 85-95% предела текучести. Приемлемая нагрузка на зажим обычно составляет 75% пробной нагрузки.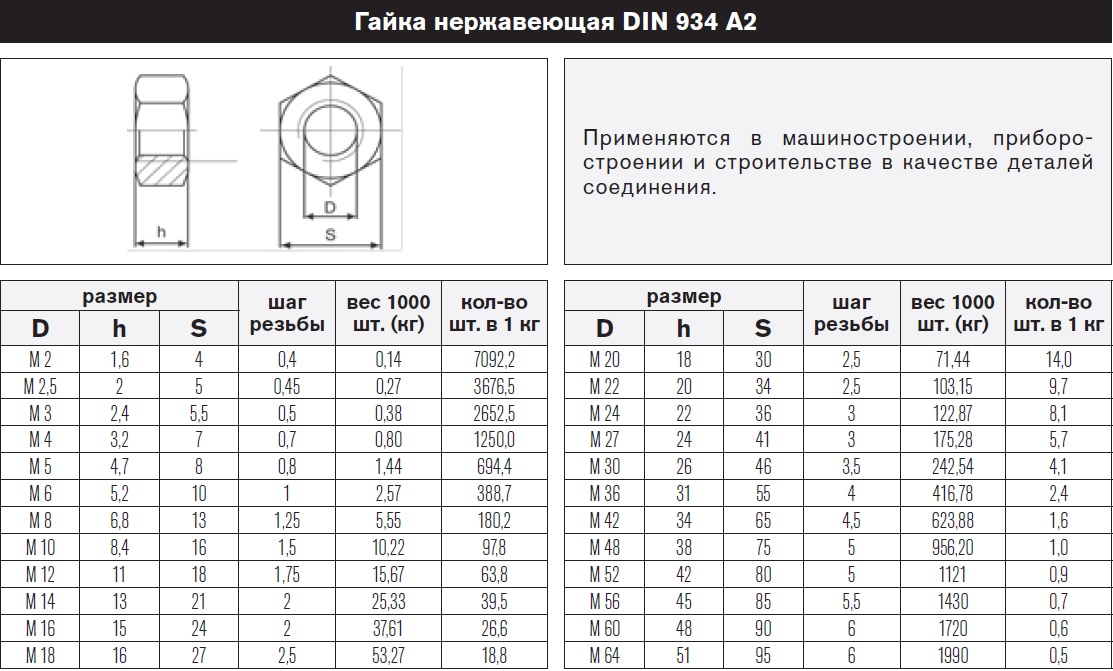 5
5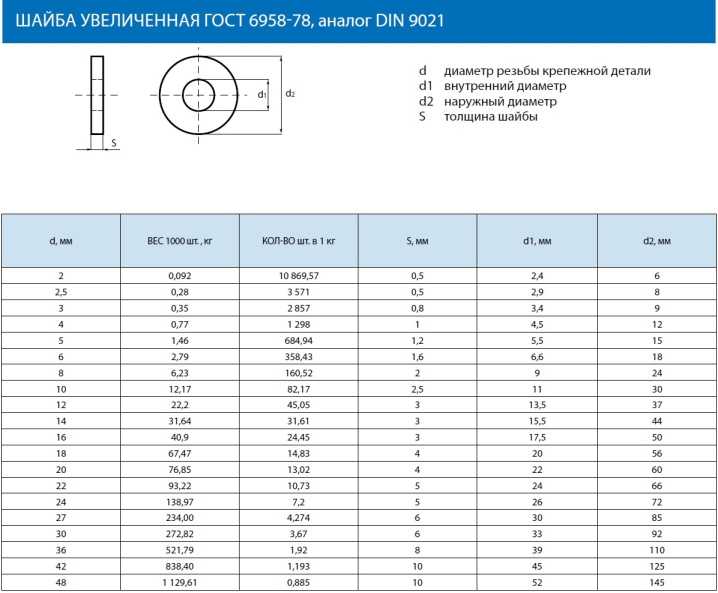 1
1 00
00 50
50 00
00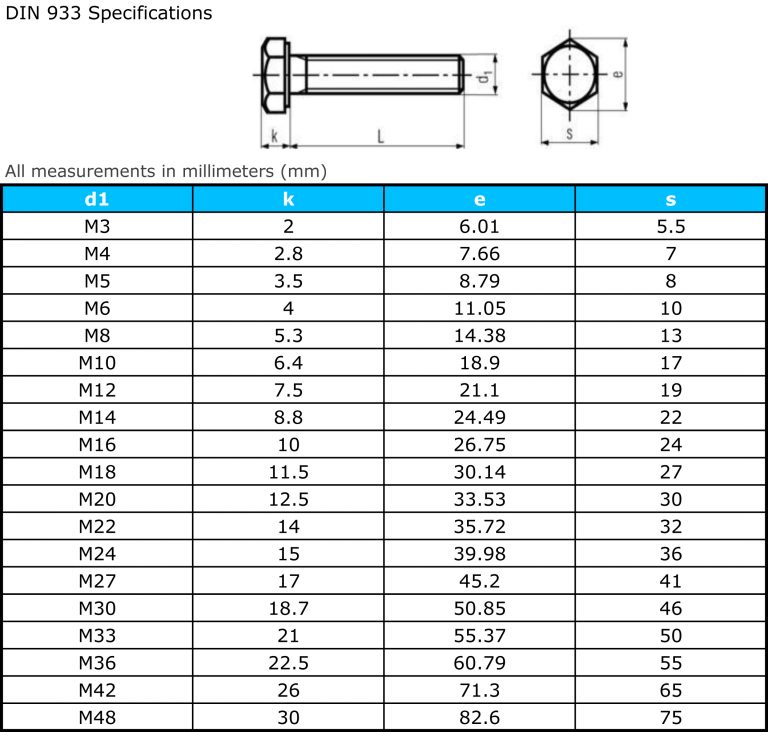 6
6 50
50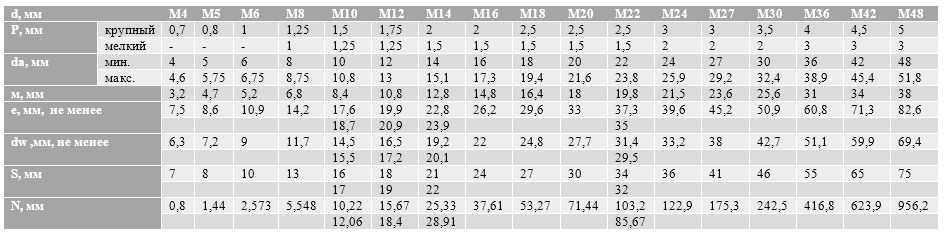 50
50 00
00
 1
1 50
50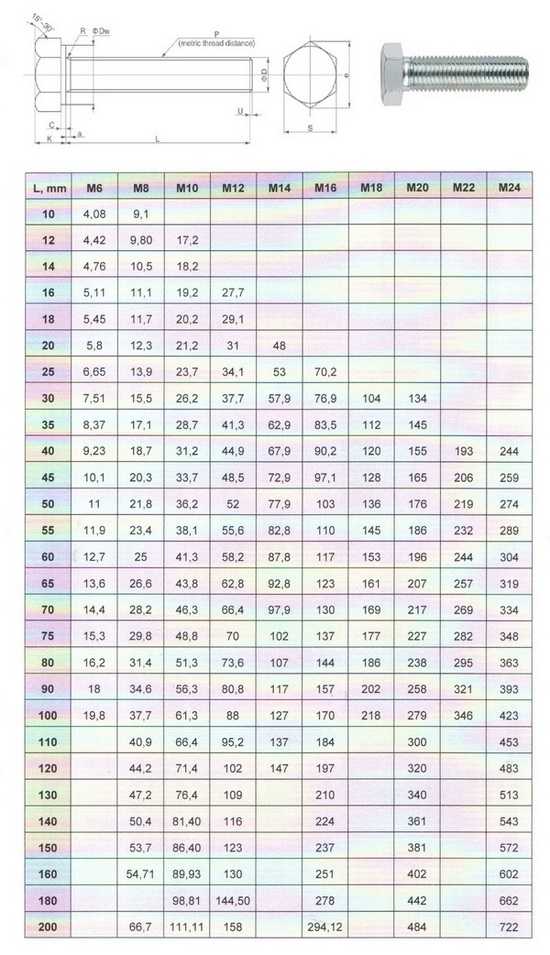 00
00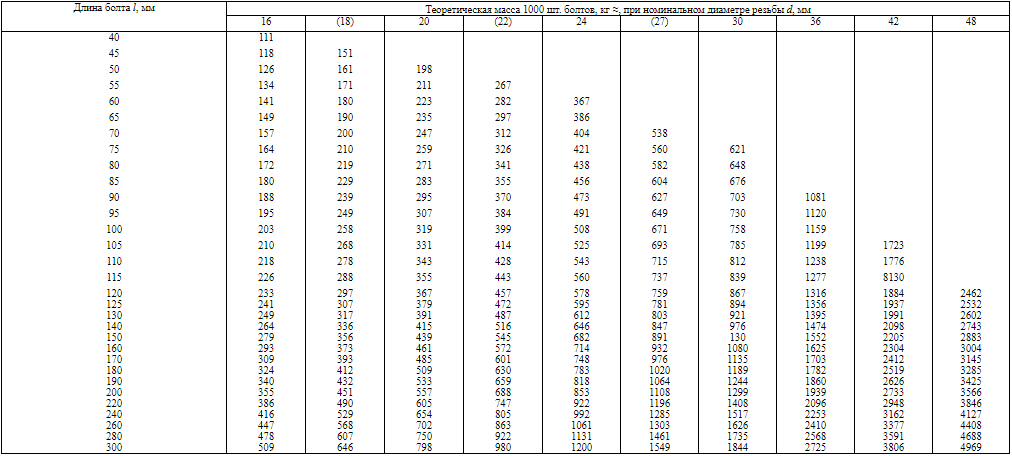 0018 ISO 898-1 «Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки с заданными классами прочности. Резьба с крупным и мелким шагом» .
0018 ISO 898-1 «Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки с заданными классами прочности. Резьба с крупным и мелким шагом» . 10
10 00
00 10
10 00
00