Трубы стальные водогазопроводные ГОСТ 3262 75
- Главная
- Стальные трубы
- Труба ГОСТ 3262-75
Труба стальная ВГП 10 x 2,8 ГОСТ 3262-75 10-20
66800 ₽
🔍
Труба стальная ВГП 15 х 2,8;3,2 ГОСТ 3262-75 10-20
49200 ₽
🔍
Труба стальная ВГП 15 х 2,8 ГОСТ 3262-75 Оцинк
63000 ₽
🔍
Труба стальная ВГП 20 x 2,8;3,2 ГОСТ 3262-75 Оцинк
63000 ₽
🔍
Труба стальная ВГП 20 x 2,8;3,0;3,2 ГОСТ 3262-75 10-20
49200 ₽
🔍
Труба стальная ВГП 25 х2,8;3,0;3,2 ГОСТ 3262-75 10-20
47200 ₽
🔍
Труба стальная ВГП 25 х2,8;3.0;3,2 ГОСТ 3262-75 Оцинк
62000 ₽
🔍
Труба стальная ВГП 32 х2,8; 3,2 ГОСТ 3262-75 Оцинк
62000 ₽
🔍
Труба стальная ВГП 32 х 2,8;3,0;3,2 ГОСТ 3262-75 10-20
47200 ₽
🔍
Труба стальная ВГП 40 х 3,0;3,5 ГОСТ 3262-75 10-20
46400 ₽
🔍
Труба стальная ВГП 40 х 3,0;3,5 ГОСТ 3262-75 Оцинк
62000 ₽
🔍
Труба стальная ВГП 50 х 3,0;3,5;4,0 ГОСТ 3262-75 Оцинк
62000 ₽
🔍
Труба стальная ВГП 50 х 3,0;3,2;3,5;4,0 ГОСТ 3262-75 10-20
46900 ₽
🔍
Труба стальная ВГП 65 х 3,0;3,5;4,0 ГОСТ 3262-75 10-20
46700 ₽
🔍
Труба стальная ВГП 80 x 3,0;4,0 ГОСТ 3262-75 10-20
46700 ₽
🔍
Труба стальная ВГП 80 x 3,0;4,0 ГОСТ 3262-75 Оцинк
64000 ₽
🔍
Труба стальная ВГП 100 x 4,5 ГОСТ 3262-75 Оцинк
64000 ₽
🔍
Труба стальная ВГП 100 x 4,5 ГОСТ 3262-75 10-20
46000 ₽
🔍
Оставить заявку
Стальные трубы ГОСТ 3262-75: применение и особенности продукции
Труба ГОСТ 3262-75 изготавливается из стали ГОСТ 380-94 и ГОСТ 1050-88 (спокойная, полуспокойная, кипящая). Это сварные трубы, имеющие общее назначение. Они используются в оборудовании трубопроводов и систем с давлением до 25 МПа для транспортировки горячей и холодной воды, газа. Трубопроводная продукция используется в производстве оборудования и комплектующих для систем водо/газоснабжения.
Это сварные трубы, имеющие общее назначение. Они используются в оборудовании трубопроводов и систем с давлением до 25 МПа для транспортировки горячей и холодной воды, газа. Трубопроводная продукция используется в производстве оборудования и комплектующих для систем водо/газоснабжения.
Стандарт предусматривает использование оцинкованных и неоцинкованных труб, и нарезку или накатку на них резьбы. При использовании накатанной резьбы ГОСТ предусматривает уменьшение внутреннего диаметра трубы стальной по всей длине резьбы в пределах 10%.
Характеристики
Стандартная длина труб 4-12 м, но для немерных изделий допускается формат менее 4 м. потребитель может приобрести трубы в зависимости от длины:
- —мерные
- —немерной длины
- —кратные мерной длины.
Изделия, имеющие условный проход 20, 15, 10, 8 и 6 мм, могут поставляться потребителю в бухтах.
Существующие требования предусматривают изготовление двух типов труб по максимальному гидравлическому давлению в процессе эксплуатации:
- —легких и обыкновенных изделий – до 2,4 МПа
- —усиленных изделий – до 3,1МПа.


В маркировке труб предусмотрено буквенное обозначение:
- —Н – изделия с возможностью накатки резьбы
- —Д – продукция с большой длиной резьбы
- —П – повышенная точность изделий.
Труба стальная ГОСТ 3262-75 может иметь предельное отклонение толщины стенки в большую сторону: оно имеет ограничение предельным отклонением по массе трубы.
Где купить
Стоимость продукции зависит от объема заказа, условий поставок и расчетов. Мы поддерживаем умеренную ценовую политику на рынке, не предлагаем демпинговое или запредельно высокое ценообразование. Компания не предлагает заказчикам условий, которые не может выполнить сама: мы предпочитаем долгосрочное сотрудничество сиюминутной выгоде.
Мы готовы предоставить заказчику любой вид сварных труб ГОСТ 3262-75: объемы заказа и условия сотрудничества обсуждаются с менеджерами компании. Компания готова предложить комплектацию заявок любой сборности и доставку ее в сроки, указанные в договоре.
Трубы изготовляют по размерам и массе, приведенным в таблице:
|
Условный проход
|
Наружный диаметр
|
Толщина стенки труб
|
Масса 1 м труб, кг
| ||||
|
легких
|
обыкновенных
|
усиленных
|
легких
|
обыкновенных
|
усиленных
| ||
|
6
|
10,2
|
1,8
|
2,0
|
2,5
|
0,37
|
0,40
|
0,47
|
|
8
|
13,5
|
2,0
|
2,2
|
2,8
|
0,57
|
0,61
|
0,74
|
|
10
|
17,0
|
2,0
|
2,2
|
2,8
|
0,74
|
0,80
|
0,98
|
|
15
|
21,3
|
2,35
|
-
|
-
|
1,10
|
-
|
-
|
|
15
|
21,3
|
2,5
|
2,8
|
3,2
|
1,16
|
1,28
|
1,43
|
|
20
|
26,8
|
2,35
|
-
|
-
|
1,42
|
-
|
-
|
|
20
|
26,8
|
2,5
|
2,8
|
3,2
|
1,5
|
1,66
|
1,86
|
|
25
|
33,5
|
2,8
|
3,2
|
4,0
|
2,12
|
2,39
|
2,91
|
|
32
|
42,3
|
2,8
|
3,2
|
4,0
|
2,73
|
3,09
|
3,78
|
|
40
|
48,0
|
3,0
|
3,5
|
4,0
|
3,33
|
3,84
|
4,34
|
|
50
|
60,0
|
3,0
|
3,5
|
4,5
|
4,22
|
4,88
|
6,16
|
|
65
|
75,5
|
3,2
|
4,0
|
4,5
|
5,71
|
7,05
|
7,88
|
|
80
|
88,5
|
3,5
|
4,0
|
4,5
|
7,34
|
8,34
|
9,32
|
|
90
|
101,3
|
3,5
|
4,0
|
4,5
|
8,44
|
9,60
|
10,74
|
|
100
|
114,0
|
4,0
|
4,5
|
5,0
|
10,85
|
12,15
|
13,44
|
|
125
|
140,0
|
4,0
|
4,5
|
5,5
|
13,42
|
15,04
|
18,24
|
|
150
|
165,0
|
4,0
|
4,5
|
5,5
|
15,88
|
17,81
|
21,63
|
Распродажа полосы оцинкованной 40х6,0 и 25х4,0 дл.
| Главная
Труба водогазопроводная (труба вгп): одна из разновидностей электросварных труб, оснащенная усиленным швом. Такая труба отличается более высокой прочностью, а благодаря редуцированию становится устойчивой к коррозии. Изготавливают водогазопроводные трубы из черной стали в соответствии с ГОСТ 3262-75. Такие трубы могут иметь накатанную или нарезанную цилиндрическую резьбу, также для увеличения антикоррозионной стойкости могут быть оцинкованные (масса таких труб будет больше, чем у обычных, на 3 %). Одной из основных характеристик водогазопроводных труб является условный проход — соотношение диаметра внутреннего сечения с внешним и с толщиной стенки.
Трубы водогазопроводные, применяемые для водопроводов и газопроводов, а также для системы отопления и деталей конструкций по длине трубы изготавливают от 4 до 12 м. ГОСТ 3262-75 трубы стальные водогазопроводные
Труба водогазопроводная широко используется при монтаже систем водопровода, подачи газа и отопления в жилых домах. По сути, этот вид труб стал основой работы не только всей газовой службы, но и всего коммунального хозяйства. Без них на сегодняшний день невозможно ввести в эксплуатацию ни жилые, ни промышленные объекты. Все трубы имеют установленный срок использования, по истечению которого их меняют на новые в плановом порядке. Связано это с особенностью и огромным значением для жизнеобеспечения жилых районов транспортируемых по ним сред. Любое повреждение целостности трубы может привести к утечке природного газа, горячей или холодной воды. Разумеется, по уровню опасности эти аварии отличаются друг от друга, но способ их предотвращения один и тот же: своевременная замена труб водогазопроводных на новые. Трубы водогазопроводные различаются по размерам. В строительстве и коммунальном хозяйстве одновременно используется, чуть ли не весь сортамент выпускаемой продукции этого наименования. Цены на трубы указывают в расчете на их вес, а точнее за одну тонну.При необходимости, для более удобного расчета, цены на трубы вгп указываются за метр погонный. Размеры труб водогазопроводных определяются по условному проходу, выраженному в миллиметрах или дюймах. При этом внешний размер трубы остается неизменным, а меняется только размер условного прохода и толщина стенки изделия. |
 6м !
6м ! Трубы вгп разделяют на легкие, обычные и усиленные, в зависимости от толщины стенки.
Трубы вгп разделяют на легкие, обычные и усиленные, в зависимости от толщины стенки.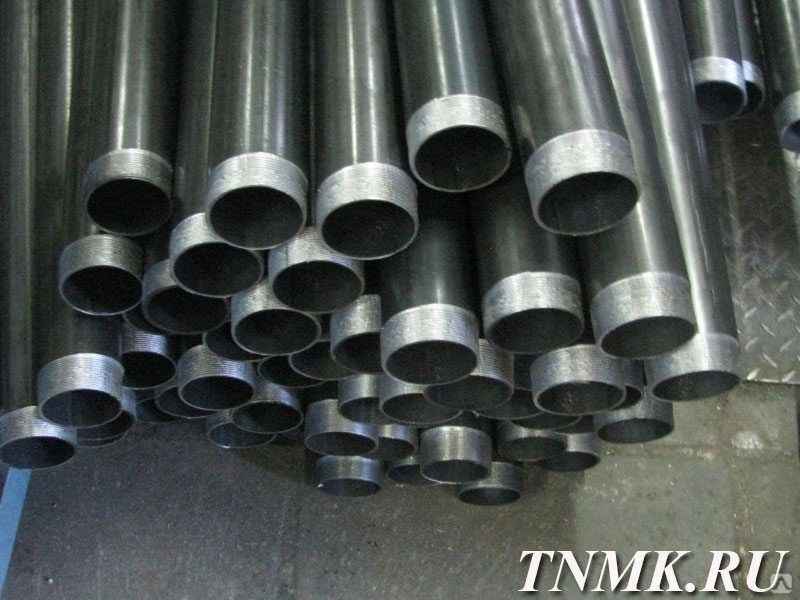 Труба водогазопроводная оцинкованная нашла применение при прокладке в агрессивных и влажных средах, а также для изготовления различных конструкций, машин и механизмов.
Труба водогазопроводная оцинкованная нашла применение при прокладке в агрессивных и влажных средах, а также для изготовления различных конструкций, машин и механизмов. Например, в сельском хозяйстве для строительства систем орошения, или при изготовлении различных ландшафтных конструкций, беседок, скамеек и ограждений.
Например, в сельском хозяйстве для строительства систем орошения, или при изготовлении различных ландшафтных конструкций, беседок, скамеек и ограждений. При отсутствии под рукой необходимых справочных данных вы можете связаться с менеджерами нашей компании для получения более точных расчетов.
При отсутствии под рукой необходимых справочных данных вы можете связаться с менеджерами нашей компании для получения более точных расчетов.
Трубы стальные бесшовные, пригодные для сварки или нарезания резьбы ГОСТ 3262 10
Основные параметры
| Продукт | Применение продукта | Трубы стальные бесшовные | подходит для сварки или нарезания резьбы |
|---|---|
| Стандарт | ГОСТ |
| Размерный стандарт |
|
| ТДК |
|
| Марка стали |
|
| Поверхностное покрытие | Без покрытия |
| Размеры | 9,8 x 2,0 — 113,1 x 5,40 мм [1/8 — 4 NPS] [6 — 100 DN] |
| Таблица размеров |

| Key: | ||||||||||||||||||||||||||||
cold drawn | ||||||||||||||||||||||||||||
hot rolled | ||||||||||||||||||||||||||||
Размер | Nominal | Light serie — Type L2 | Light serie — Type L1 | Light serie — Type L | Средняя серия (м)) | Тяжелая серия (H) | ||||||||||||||||||||||
за пределами | за пределами | |||||||||||||||||||||||||||
. | Толщина стенки | | наружный | Толщина стенки | 0 Вес | внешний | Толщина стенки | 0 Вес | снаружи | Толщина стенки | | outside | Wall thickness | Height | ||||||||||||||
[mm] | [ мм] | [mm] | [mm] | [mm] | ||||||||||||||||||||||||
Nominal | DN | [мм] | макс. | мин. | [мм] | [кг/м] | макс. | мин. Макс. | мин. Макс. | мин. | [мм] | [кг/м] | макс. | мин. | [мм] | [кг/м] | ||||||||||||
3/4 | 20 | 26,9 | 26,9 | 26,4 | 2,3 | 1,38 | 27,1 | 26,4 | 2,3 | 1,39 | 27,1 | 26,4 | 2,3 | 1,39 | 27,3 | 26,5 | 2,6 | 1,58 | 27,3 | 26,5 | 3,2 | 1,90 | ||||||
1 | 25 | 33,7 | 33,8 | 33,2 | 2,6 | 1,98 | 34,0 | 33,2 | 2,9 | 00533 34,0 | 33,2 | 2,90 | 2,20 | 34,2 | 33,3 | 3,25 | 2,44 | 34,2 | 33,3 | 4,05 | 2,97 | |||||||
1 1/4 | 32 | 42,4 | 42,5 | 41,9 | 2,6 | 2,54 | 42,7 | 41,9 | 2,9 | 2,82 | 42,7 | 41,9 | 2,90 | 2,82 | 42,9 | 42,0 | 3,250083 | 3,14 | 42,9 | 42,0 | 4,05 | 3,84 | ||||||
1 1/2 | 40 | 48,3 | 48,4 | 47,8 | 2,9 | 3,23 | 48,6 | 47,8 | 2,9 | 3,24 | 48,6 | 47,8 | 2,90 | 3,25 | 48,8 | 47,9 | 3,25 | 3,61 | 48,8 | 47, | 47, | 47, | 47, | 47, | 47, | 47, | 47, | . |
2 | 50 | 60,3 | 60,2 | 59,6 | 2,9 | 4,08 | 60,7 | 59,6 | 3,2 | 4,49 | 60,7 | 59,6 | 3,2 | 4,51 | 60,8 | 59,7 | 3,65 | 5,1 | 60,8 | 59,7 | 4,50 | 6 17 | ||||||
2 1/2 | 65 | 76,1 | 76,0 | 75,2 | 3,2 | 5,71 | 76,3 | 75,2 | 3,2 | 76,0 | 75,2 | 3,2 | 5,71 | 76,6 | 75,3 | 3,65 | 6,51 | 6 51 | 6 51 | 6,51 | 6,51 | 6,51 | 6,51 | . 4,50 | 7,90 | |||
3 | 80 | 88,9 | 88,7 | 87,9 | 3,2 | 6,72 | 89,4 | 87,9 | 3,6 | 88,7 | 87,9 | 3,2 | 6,72 | 89,5 | 88,0 | 4,05 | 8,47 | 89,5 | 88,0 | 5,0 | 10,31 | |||||||
3 1/2 | 90 | 101,6 | 101,2 | 100,3 | 3,6 | 9,22 | ||||||||||||||||||||||
4 | 100 | 100 | 100 | 100 |
|
| . | 113,9 | 113,0 | 3,6 | 9,75 | 114,9 | 113,0 | 4,0 1008 | 1000 | 113,9 | 113,0 | 4,0 | 9,83 | 115,0 | 113,1 | 4,50 | 12,10 | 115,0 | 113,1 | 5,40 | 14,40 | |
 0072 диаметр
0072 диаметр 



Химический состав
Запросить цену
| С | Си | Мн | Р | С | Кр | Ni | |
|---|---|---|---|---|---|---|---|
| мин | 0,07 | 0,17 | 0,35 | 0 | |||
макс. | 0,14 | 0,37 | 0,65 | 0,15 |
| Пн | Медь | Ал | В | Ти | № | Сн | |
|---|---|---|---|---|---|---|---|
| мин | |||||||
| макс. |
Механические свойства
| Re (МПа) | Re (фунтов на квадратный дюйм) | об/мин (МПа) | Рм (фунтов на квадратный дюйм) | А (%) | |
|---|---|---|---|---|---|
| мин | 205 | 330 | 0 | 31 | |
макс. | — | — | 0 | — | — |
ГОСТ 10704 Трубы бесшовные изготовитель, 10704-91 Поставщики стальных труб
Труба стальная прямошовная ГОСТ 10704-91
ГОСТ 10704 Трубы ВПВ
Электросварные ГОСТ 10704-91 Труба
Tubos India является одним из крупных производителей высококачественных бесшовных труб Стальные трубы ГОСТ 10704-91 . Наружный диаметр (т.е. наружный диаметр) прямошовных сварных труб может быть от 10 мм до 1420 мм, а толщина стенки от 1 мм до 32 мм. Размеры изделий этих групп регламентируются ГОСТ. Трубы стальные прямошовные сварные могут иметь длину 2 метра и более. Ассортимент 9Трубы стальные сварные прямошовные 1479 регламентируются в том числе ГОСТ 10705.
Наименование товара | Стандарт ГОСТ | Технические характеристики |
Труба сварная | ||
Стальная труба газопровода | ГОСТ 3262-75 | Ø 15-180 мм |
ВПВ труба | ГОСТ 10704-91, 10705-80 | Ø 57-810 мм |
Трубопровод стальная труба | ГОСТ 20295-85 | Ø 140–810 мм |
ГОСТ 20295-85, 10706-76 | Ø 530-1420 мм | |
Оцинкованная стальная труба | ГОСТ 3262-75, ГОСТ 10704-91, 10705-80 | Ø 15–325 мм |
Фасонная стальная труба | ГОСТ 8645-68, 8639-82, | 20х20х1,5-160х120х4,0 |
ТУ 14-105-566-93 | ||
ГОСТ 30245-94 (ст. | 100х100х4,0-200х200х8 | |
Бесшовная стальная труба | ||
Горячекатаная бесшовная стальная труба | ГОСТ 8731-74, 8732-78 (ст.10, 20, 09Г2С) | Ø 32–680 мм |
Холоднотянутая бесшовная стальная труба | ГОСТ 8733-74, 8734-75 (ст.20, 09Г2С) | Ø 10-203 мм |
Лист | ||
Горячекатаный лист | ГОСТ 16523-89, 14637-89 (ст. 3 СП/ПС-5), ГОСТ 17066-94, 19281-89 | 1,5-160 мм |
(ст. | ||
Холоднокатаный лист | ГОСТ 16523-89 | 0,5-3,0 мм |
Оцинкованный лист | ГОСТ 14918-80 | 0,5-1,0 мм |
Стальная полоса, полоса | ГОСТ 103-76 | 4х16-10х100 |
Профиль | ||
стальной стержень AI, AIII | ГОСТ 5781-82 (35ГС, 25Г2С), | Ø 6,0-40 мм |
(А-500С) | СТО АСЧМ 7-93, ТУ 14-1-5254-94 | |
стальная проволока БП-1 | ГОСТ 6727-80 | Ø 3-5 мм |
катанка | ТУ 14-1-5282-94 | Ø 5,5-8,0 мм |
Круглый стержень | ГОСТ 2590-88, 535-88 | Ø 10-250 мм |
ГОСТ 2590-88, 1050-88 | ||
ГОСТ 2590-88, 4543-71 | ||
ГОСТ 2590-88, 19281-89 | ||
Шестигранная сталь | ГОСТ 2879-88, 1050-88 | Ø 17-75 мм |
Квадратная сталь | ГОСТ 2591-88, 535-88 | 10-50 мм |
Уголок сталь | ГОСТ 8509-93 | 25-200 мм |
(ст. | ||
Швеллер стальной | ГОСТ 8510-86 | 63x40x5-160x100x10 |
Двутавровые балки, сталь двутаврового сечения | ГОСТ 8240-89 | |
(ст. 3 СП/ПС-5, 09Г2С-12) | ||
 3 СП 5, 09 Г2С)
3 СП 5, 09 Г2С) 09Г2С-12), ГОСТ 1577-81 (Ст.20, Ст.45)
09Г2С-12), ГОСТ 1577-81 (Ст.20, Ст.45) 3СП/ПС-5, 09Г2С-12)
3СП/ПС-5, 09Г2С-12)ГОСТ 10704-91 Химический состав стальных труб
Марка стали | C | Si | Mn | Cr | Ni | Mo | S | P | Cu | N | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
08 | 0,05-0,12 | 0,17-0,37 | 0,35-0,65 | 0,15 | 0,30 | — | 0,04 | 0,035 | 0,3 | — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
08ps | 0,05-0,11 | 0,05- 0,17 | 0,35-0,65 | 0,10 | — | 0,04 | 0,035 | — | — | 0,006 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
08kp | 0,05-0,12 | 0,03 | 0,25-0,50 | 0,10 | — | 0,04 | 0,035 | — | — | 0,006 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10 | 0,07-0,14 | 0,17- 0,37 | 0,35-0,65 | 0,15 | 0,3 | — | — | — | — | — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10ps | 0,07-0,14 | 0,05-0,17 | 0,35-0,65 | 0,15 | 0, 3 | — | 0,04 | 0,035 | 0,3 | — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10kp | 0,07-0,14 | 0,07 | 0,35- 0,65 | 0,15 | 0,3 | — | 0,04 | 0,035 | 0,3 | — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
15 | 0,12-0,19 | 0,17-0,37 | 0,35-0,65 | 0,25 | — | — | 0,04 | 0,035 | — | — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
15ps | 0,12-0,19 | 0,05-0, 17 | 0,35-0,65 | 0,25 | — | — | 0,04 | 0,035 | — | 0,006 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
15kp | 0,12 -0,19 | 0,07 | 0,25-0,50 | 0,25 | — | — | 0,04 | 0,035 | — | 0,006 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
20 | 0,17-0,24 | 0,17-0,37 | 0,35-0,65 | 0,25 | 0,25 | — | 0,03 | 0,025 | 0,3 | — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
20kp | 0,17-0,24 | 0,07 | 0,25-0,50 | 0,25 | — | — | 0,04 | 0,035 | — | — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
20ps | 0,17-0,24 | 0,05-0,17 | 0, 35-0,65 | 0,25 | — | — | 0,04 | 0,035 | — | — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
St3sp | 0,14-0,22 | 0,15-0,30 | 0,40-0,65 | 0,30 | — | — | 0,05 | 0, 04 | — | 0,01 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ST3PS | 0,14-0,22 | 0,05-0,15 | 0,40-0,05-0,15 | 080080 0,05-0,15 | 080080 0,05-0,15 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 В начале шифровки установлена номинальная подача воды, далее идет обеспечиваемый уровень силы напора.
В начале шифровки установлена номинальная подача воды, далее идет обеспечиваемый уровень силы напора. За годы работы наша компания приобрела огромную клиентскую базу. Несмотря на то, что уже сейчас есть отличные результаты, мы продолжаем расширять собственный ассортимент и улучшать производственные технологии. Наше оборудование отличается рядом преимуществ:
За годы работы наша компания приобрела огромную клиентскую базу. Несмотря на то, что уже сейчас есть отличные результаты, мы продолжаем расширять собственный ассортимент и улучшать производственные технологии. Наше оборудование отличается рядом преимуществ:|
|
Фекально-грязевые насосы ФГП, ФГПУ, ФГС предназначены для откачивания жидкостей со строительным шламом с максимальным размером фракций до 15 мм, при осушении траншей и котлованов на стройплощадках, фекальных жидкостей, жидкого торфа, ила, сапропеля, для использования в блоках кормораздачи животноводческих комплексов, в нефтяной промышленности, бумажной промышленности, очистных сооружениях с максимальной плотностью до 2500 кг/м3, с кинематической вязкостью от 3,5х10 до 8х10 м/с, рН от 4 до 14, температурой от +1oС до +60oС, с глубиной погружения до 3,2 м и производительностью до 120 м3/час.
Грязевые насосы предназначены для эксплуатации в закрытых помещениях, без искусственно регулируемых климатических условий или на открытых площадках при относительной влажности окружающей среды не более 70% при температуре воздуха равной до +25oС.
Область применения грязевых насосов определяется стойкостью материала из которого выполнена проточная часть (чугун марки СЧ20 ГОСТ 1412-86, чугун марки ВЧ45 ГОСТ 7298-85):
По желанию заказчика агрегаты поставляются с электродвигателем общепромышленного либо взрывозащищенного исполнения, а также с глубиной погружения отличной от указанных в таблице (уменьшенной или увеличенной). Пример условного обозначения ФГПУ 50/12 А (В):
Сводная таблица технических характеристик грязевых насосов типа ФГП, ФГГ
Габаритный чертеж насоса ФГП, ФГГ
Сводная таблица технических характеристик грязевых насосов типа ФГПУ
Габаритный чертеж насоса ФГПУ
Сводная таблица технических характеристик насосов типа ФГС
Габаритный чертеж насоса ФГС
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 трубы, мм
трубы, мм 
 трубы, мм
трубы, мм 
 трубы, мм
трубы, ммПогружные шламовые насосы | Насосы большой мощности и объема
Погружные шламовые насосы DAE Pumps предназначены для широкого спектра применений. Благодаря прочной конструкции погружные шламовые насосы с легкостью перекачивают шлам, песок и другие материалы. Погружные шламовые насосы для тяжелых условий эксплуатации от DAE Pumps способны перекачивать твердые частицы до 2112 галлонов в минуту с мощностью до 102 л.с. Погружные шламовые насосы DAE Pumps доступны в широком диапазоне моделей размером 3, 4, 6 и 8 дюймов.
Погружные шламовые насосы DAE Pumps доступны в широком диапазоне моделей размером 3, 4, 6 и 8 дюймов.
Наши незасоряющиеся погружные шламовые насосы являются самыми надежными в отрасли и имеют самые большие отверстия, облегчающие перекачку шлама с самыми сложными твердыми частицами. Высокоэффективная мешалка с высоким содержанием хрома поднимает осевшие твердые частицы размером до 2,5 дюймов. В прочной конструкции используются подшипники для тяжелых условий эксплуатации, способные выдерживать удары и перегрузки, и двойное механическое уплотнение из карбида кремния для применения в тяжелых условиях.
DAE Pumps Надежные погружные шламовые насосы созданы для работы. Уникальная система уплотнений и модульная конструкция делают их самыми универсальными насосами на рынке. Простые в использовании и обслуживании, эти насосы обеспечивают оптимальное техническое обслуживание и могут быть легко установлены на рабочей площадке. Эти сверхмощные погружные шламовые насосы оснащены системой защиты двигателя со встроенным пусковым устройством и дополнительным автоматическим контролем уровня. Закаленные рабочие колеса с высоким содержанием хрома и регулируемый диффузор из износостойкой резины обеспечивают долговечность в самых сложных условиях.
Закаленные рабочие колеса с высоким содержанием хрома и регулируемый диффузор из износостойкой резины обеспечивают долговечность в самых сложных условиях.
Компания DAE Pumps предлагает полный ассортимент высококачественных погружных шламовых насосов, предназначенных для обезвоживания и дноуглубительных работ в наиболее абразивных средах, таких как песок, с высоким содержанием твердых частиц в карьерах и горнодобывающих предприятиях. Удобная конструкция и простота использования погружных насосов для песка и шлама делают их предпочтительным выбором среди погружных насосов.
Особенности
- Плотность воды до 14,18 фунтов/галлон
- Исполнение с нижним боковым и верхним выбросом
- Твердая ручка 2,5 дюйма
- Значения pH от 2 до 10
- Эффективный электродвигатель с классом изоляции H, PTC и тепловой защитой Clicson
- Высококачественное уплотнение кабеля для защиты от протечек воды
- Подшипники для тяжелых условий эксплуатации, устойчивые к ударам и перегрузкам
- Усиленное двойное механическое уплотнение из карбида кремния для тяжелых условий эксплуатации
- Уникальный алюминиевый сплав предлагает идеальное сочетание прочности, легкости и коррозионной стойкости
- Крыльчатки с высоким содержанием хрома обеспечивают повышенную износостойкость
- Широкое основание обеспечивает устойчивость и позволяет пропускать крупные твердые частицы
Технические характеристики:
Выбор погружного насоса для шлама и песка
Погружные шламовые насосы и погружные насосы для песка отличаются высочайшим качеством и прочностью. Они способны легко и без засорения перемещать большое количество песка и навозной жижи. Погружные песочные и шламовые насосы DAE Pumps постоянно выдерживают абразивный материал, проходящий через них, и обеспечивают мощность для перемещения материала. Следующее поможет понять технические характеристики насоса для выбора правильного погружного шламового насоса или насоса для песка. Также доступен представитель DAE Pumps.
Они способны легко и без засорения перемещать большое количество песка и навозной жижи. Погружные песочные и шламовые насосы DAE Pumps постоянно выдерживают абразивный материал, проходящий через них, и обеспечивают мощность для перемещения материала. Следующее поможет понять технические характеристики насоса для выбора правильного погружного шламового насоса или насоса для песка. Также доступен представитель DAE Pumps.
Размер
Размер погружного насоса важен при подсоединении нагнетательного патрубка. Шланг или труба, которая соединяется с насосом, должны соответствовать выпускному отверстию или насосу. При установке регулировки на конце погружного шламового насоса фитинг может работать только тогда, когда он идет вниз по размеру, а не вверх. Как правило, размер насоса ограничивает количество галлонов в минуту, которое может перекачивать погружной шламовый насос. Чем больше размер насоса, тем больше допустимый объем и размеры твердых частиц.
Мощность
Мощность электрического погружного шламового насоса определяется мощностью двигателя в лошадиных силах. Чем больше лошадиных сил, тем больше материала он может переместить (объем) и тем выше напор, который он может перекачать. При перемещении песка и навозной жижи важно учитывать мощность. Поскольку песок и шлам могут быть тяжелыми, это вызывает трение, которое замедляет движение материала. Если трение слишком велико, а погружной насос для песка недостаточно мощный, чтобы протолкнуть песок или шлам, материал начнет оседать в шланге или трубопроводе и не будет доставлен в конечный пункт назначения.
Чем больше лошадиных сил, тем больше материала он может переместить (объем) и тем выше напор, который он может перекачать. При перемещении песка и навозной жижи важно учитывать мощность. Поскольку песок и шлам могут быть тяжелыми, это вызывает трение, которое замедляет движение материала. Если трение слишком велико, а погружной насос для песка недостаточно мощный, чтобы протолкнуть песок или шлам, материал начнет оседать в шланге или трубопроводе и не будет доставлен в конечный пункт назначения.
Объем
При выборе погружного насоса для шлама или песка обязательно уясните объем материала, который вы собираетесь перекачивать. Технические характеристики погружного насоса обычно основаны на перекачивании воды. При перекачивании песка, шлама и других твердых частиц промышленные шламовые насосы DAE Pumps перекачивают от 15% до 30% твердых частиц. Следовательно, оставшиеся 70-85% составляют вода. В то время как насос для песка на 100 галлонов в минуту может переработать около 15% материала, то есть 15 галлонов в минуту песка, шламовый насос на 100 галлонов в минуту может переработать около 30% материала, таким образом, 30 галлонов в минуту шлама. Все это зависит от того, насколько агрессивно оператор обращается с насосом. Обеспечение правильной мощности насоса для песка необходимо для доставки песка на необходимое расстояние, потому что песок тяжелый и оседает. Недостаточная мощность оставит песок в шланге и резервной копии. Знание вязкости жидкости важно для правильной перекачки. Обратитесь в компанию DAE Pumps за помощью в тесте на вязкость, чтобы обеспечить точный выбор насоса.
Все это зависит от того, насколько агрессивно оператор обращается с насосом. Обеспечение правильной мощности насоса для песка необходимо для доставки песка на необходимое расстояние, потому что песок тяжелый и оседает. Недостаточная мощность оставит песок в шланге и резервной копии. Знание вязкости жидкости важно для правильной перекачки. Обратитесь в компанию DAE Pumps за помощью в тесте на вязкость, чтобы обеспечить точный выбор насоса.
В дополнение к количеству перекачиваемого материала необходимо обеспечить постоянный приток воды или жидкости, заменяющей откачиваемую жидкость и материал для правильной работы. Недостаток жидкости никогда не бывает хорошим для погружных насосов.
Вот пара уравнений и примеров, которые помогут определить, сколько материала может перекачать погружной шламовый насос и сколько примерно времени потребуется для перемещения вашего материала.
Материал в кубические ярды
Уравнение:
Длина (футы) x ширина (футы) x глубина (футы) / 27 = кубические ярды
Пример:
50 x 50 x 2 / 27 = 185 кубических ярдов Уравнение:
1 кубический двор = 201,974 галлонов)
Количество кубических ярдов x 201,974 = галлоны материала
Пример:
185 x 201,974 = 37 365 галлонов материала
Способность насосов с перемещающимися твердыми твердыми ставками в минуту
:
11111111111. GPM насоса x 0,15 = количество твердых частиц насоса в минуту
GPM насоса x 0,15 = количество твердых частиц насоса в минуту
Пример:
2112 x .15 = 316,8
Всего минут насоса для насоса
Уравнение:
Галлоны материала / Количество насоса твердых веществ в минуту = Всего минут
Пример:
37,365 / 316 = 118,25
. Часы для перекачки материала
Уравнение:
Всего минут / 60 = Общее количество часов
Пример:
118,25 / 60 = 2 часа
Напор
Напор — это высота, на которую насос может поднять воду. Вес галлона воды при комнатной температуре составляет 8,33 фунта. Если все, что перекачивается, это вода комнатной температуры, высота, на которую погружной шламовый насос может перекачать эту воду, равна максимальному напору, указанному в технических характеристиках насоса. Однако погружные шламовые насосы и погружные насосы для песка перекачивают не только воду комнатной температуры. Они перекачивают песок, ил, камни, грязь, мусор и другие виды шлама. Эти суспензии имеют разный вес, который больше веса воды. Таким образом, напор насоса, перекачивающего шлам и песок, будет меньше заявленного напора насоса.
Эти суспензии имеют разный вес, который больше веса воды. Таким образом, напор насоса, перекачивающего шлам и песок, будет меньше заявленного напора насоса.
Размер твердых частиц
Размер твердых частиц, которые могут пройти через погружной шламовый насос, обычно определяется допустимой площадью между рабочим колесом насоса и улиткой. Погружные насосы спроектированы с большей или меньшей степенью разделения в зависимости от типа материала, с которым они предназначены. Погружные шламовые насосы представляют собой погружные шламовые насосы, поскольку они могут перерабатывать более крупные материалы. Погружной насос с меньшим разделением представляет собой дренажный насос, который не перемещает много твердых частиц.
Свяжитесь с нами
Применения для обезвоживания
Ваши потребности в обезвоживании являются нашим главным приоритетом. Наши электрические погружные насосы удовлетворят все ваши потребности в дренаже, шламе и осадке. Посетите наш раздел приложений для обезвоживания, чтобы узнать больше о различных типах потребностей в обезвоживании.
Посетите наш раздел приложений для обезвоживания, чтобы узнать больше о различных типах потребностей в обезвоживании.
Для этих областей применения требуются насосы, специально предназначенные для работы с коррозионно-активными и абразивными материалами, а также их твердыми включениями.
Незасоряющиеся погружные шламовые насосы Miramar являются самыми прочными и имеют самые большие отверстия, облегчающие перекачку шлама с самыми сложными твердыми частицами. Высокоэффективная мешалка с высоким содержанием хрома поднимает осевшие твердые частицы до 2,5 дюймов. В прочной конструкции используются подшипники для тяжелых условий эксплуатации, способные выдерживать удары и перегрузки, и двойное механическое уплотнение из карбида кремния для применения в тяжелых условиях. Шламовые насосы Miramar предлагаются в 3-дюймовых, 4-дюймовых и 6-дюймовых моделях с возможностью увеличения производительности до 2112 галлонов в минуту.
Applications: abrasive media with high solids content, quarries, dredging, and settling ponds
Models:
Miramar L430 Submersible Slurry Pumps – 3″ / 247 GPM / 5 HP
Погружные шламовые насосы DAE Pumps Miramar L430 предназначены для перемещения абразивных материалов с твердыми частицами размером до 0,8 дюйма. Эти шламовые насосы с 3-дюймовым нагнетанием перерабатывают материал со скоростью 247 галлонов в минуту на глубину до 47 футов с помощью двигателя мощностью 5 л.с. Этот насос с частотой 60 Гц доступен в 460 В.
Эти шламовые насосы с 3-дюймовым нагнетанием перерабатывают материал со скоростью 247 галлонов в минуту на глубину до 47 футов с помощью двигателя мощностью 5 л.с. Этот насос с частотой 60 Гц доступен в 460 В.
Miramar L430 изготовлен из алюминиевого сплава для обеспечения высокой коррозионной стойкости, а рабочие колеса с высоким содержанием хрома (55HRC) обеспечивают высокую износостойкость. Широкое основание предназначено для устойчивости при стоянии в толстом материале.
DataShing Teet
TAMPA 337 Погруженные насосы Slurry -3 ″ / 343 GPM / 5 HP
. дюйм через 3-дюймовый разряд. Эргономичные погружные шламовые насосы Tampa 337 перекачивают твердые и жидкие вещества с расходом до 343 галлонов в минуту и мощностью 5 л.с. Подробнее…
Dataasher
TAMPA 355 Погруженные насосы Slurry -3 ″ / 449 галлеп / 7,5 л. с. -дюймовый разряд. Эргономичные погружные шламовые насосы Tampa 355 перекачивают твердые и жидкие вещества с расходом до 449 галлонов в минуту и мощностью 5 л.с. Подробнее…
с. -дюймовый разряд. Эргономичные погружные шламовые насосы Tampa 355 перекачивают твердые и жидкие вещества с расходом до 449 галлонов в минуту и мощностью 5 л.с. Подробнее…
Техническое описание
Погружные шламовые насосы Tampa 437 – 4″ / 476 галлонов в минуту / 5 л.с.
Надежный и эффективный насос DAE Pumps Tampa 437 обеспечивает улучшенное всасывание и перемещение твердых частиц размером до 1 дюйма через 4-дюймовое нагнетание. Эргономичные погружные шламовые насосы Tampa 437 перекачивают твердые и жидкие вещества с расходом до 476 галлонов в минуту и мощностью 5 л.с. Подробнее…
Спецификация
Погружные шламовые насосы Tampa 437 – 4″ / 476 галлонов в минуту / 5 л.с.0039
Надежный и эффективный насос DAE Pumps Tampa 437 обеспечивает улучшенное всасывание и перемещение твердых частиц размером до 1 дюйма через выпускное отверстие диаметром 4 дюйма. Эргономичные погружные шламовые насосы Tampa 437 перекачивают твердые и жидкие вещества с расходом до 476 галлонов в минуту и мощностью 5 л.с. Подробнее…
Эргономичные погружные шламовые насосы Tampa 437 перекачивают твердые и жидкие вещества с расходом до 476 галлонов в минуту и мощностью 5 л.с. Подробнее…
Dataheet
LANSING 40 Погружаемый насос для суспензии — 3 ″ / 435 GPM / 5,5 л.с.
. другой материал. Мощные погружные шламовые насосы DAE Pumps могут перекачивать до 2112 галлонов в минуту твердых частиц. Они также имеют максимальную выходную мощность 102 лошадиных силы. Погружные дренажные насосы DAE Pumps доступны во многих размерах, включая 3-дюймовые, 4-дюймовые, 6-дюймовые и 8-дюймовые.
Погружной шламовый насос Lansing 40 мощностью 4 кВт или 5,5 л.с. не засоряется и может перекачивать самые сложные твердые частицы. Высокоэффективная мешалка с высоким содержанием хрома способна поднимать твердые частицы размером 2,5 дюйма. Прочная конструкция включает подшипники для тяжелых условий эксплуатации, способные выдерживать удары и перегрузки.
DataShing Teet
Miramar L540 Погруженные насосы Slurry -4 ″ / 308 GPM / 7,5 л.с. . Эти прочные шламовые насосы с 4-дюймовым выпускным отверстием перемещают материал со скоростью 308 галлонов в минуту на расстояние до 57 футов с помощью двигателя мощностью 7 л.с. Этот насос с частотой 60 Гц доступен в 460 В.
Miramar L540 изготовлен из алюминиевого сплава для обеспечения высокой коррозионной стойкости, а рабочие колеса из хрома (55HRC) обеспечивают высокую износостойкость. Широкое основание предназначено для устойчивости при стоянии в толстом материале.
DataShing Teet
TAMPA 455 Погруженные насосы Slurry -4 ″ / 594 GPM / 7,5 л.с. разряд 4 дюйма. Эргономичные погружные шламовые насосы Tampa 455 перекачивают твердые и жидкие вещества с расходом до 594 гал/мин и мощностью 7,5 л. с. Подробнее…
с. Подробнее…
Dataheet
LANSING 60 Погружаемый насос для суспензии — 4 ″ / 635 GPM / 8HP
. другой материал. Мощные погружные шламовые насосы DAE Pumps могут перекачивать до 2112 галлонов в минуту твердых частиц. Они также имеют максимальную выходную мощность 102 лошадиных силы. Погружные дренажные насосы DAE Pumps доступны во многих размерах, включая 3-дюймовые, 4-дюймовые, 6-дюймовые и 8-дюймовые.
Погружной шламовый насос Lansing 60 мощностью 6 кВт или 8 л.с. не засоряется и может перекачивать самые сложные твердые частицы. Высокоэффективная мешалка с высоким содержанием хрома способна поднимать твердые частицы размером 2,5 дюйма. Прочная конструкция включает подшипники для тяжелых условий эксплуатации, способные выдерживать удары и перегрузки.
DataShing Teet
Tampa 475 Погружаемые насосы Slurry — 4 ″ / 655 GP / 10 HP
9 9 ″ / 655 GP / 10 HP
9. 0003
0003
Надежный насос DAE Pumps Tampa 475 обеспечивает повышенное всасывание и перемещение твердых частиц размером до 1 дюйма через выпускной патрубок диаметром 4 дюйма. Эргономичные погружные шламовые насосы Tampa 475 перекачивают твердые и жидкие вещества с расходом до 655 галлонов в минуту и мощностью 10 л.с. Read More…
Datasheet
Miramar L640 Submersible Slurry Pumps – 4″ / 440 GPM / 12 HP
Offering the same high-quality, the DAE Pumps Miramar L640 Submersible Slurry Pumps move абразивные материалы с твердыми включениями до 1 дюйма. Эти сверхмощные шламовые насосы с 4-дюймовым напором перерабатывают материал со скоростью 440 галлонов в минуту на глубину до 75 футов с помощью двигателя мощностью 12 л.с. Этот насос с частотой 60 Гц доступен в 460 В.
Miramar L640 изготовлен из алюминиевого сплава, обладающего высокой коррозионной стойкостью, а рабочие колеса с высоким содержанием хрома (55HRC) обеспечивают высокую износостойкость. Широкое основание предназначено для устойчивости при стоянии в толстом материале.
Широкое основание предназначено для устойчивости при стоянии в толстом материале.
Dataashing Teet
Miramar L740 Погруженные насосы Slurry -4 ″ / 616 GPM / 15-сильный соблюдение SLAPS SLAIMBRES SLAIMBRES SLAIMERSIBLE SLOMERS. -дюйм. Шламовые насосы Miramar L740 с 4-дюймовым нагнетанием перемещают материал со скоростью 616 галлонов в минуту на расстояние до 85 футов с помощью двигателя мощностью 15 л.с. Этот насос с частотой 60 Гц доступен в 460 В.
Miramar L740 изготовлен из алюминиевого сплава для обеспечения высокой коррозионной стойкости, а рабочие колеса с высоким содержанием хрома (55HRC) обеспечивают высокую износостойкость. Широкое основание предназначено для устойчивости при стоянии в толстом материале.
DataShing Teet
TAMPA 4110 Погруженные насосы Slurry -4 ″ / 819 галлон / 15 HP
. разряд 4 дюйма. Эргономичные погружные шламовые насосы Tampa 4110 перекачивают твердые и жидкие вещества с расходом до 819GPM и мощностью 15 л.с. Читать подробнее…
разряд 4 дюйма. Эргономичные погружные шламовые насосы Tampa 4110 перекачивают твердые и жидкие вещества с расходом до 819GPM и мощностью 15 л.с. Читать подробнее…
DataShieT
Miramar L840 Погруженные насосы Slurry — 4 ″ / 660 галм / мин / 20 л.с. дюйм. Эти надежные шламовые насосы с 4-дюймовым нагнетанием перерабатывают материал со скоростью 660 галлонов в минуту на расстояние до 98 футов с помощью двигателя мощностью 20 л.с. Этот насос с частотой 60 Гц доступен в 460 В.
Miramar L840 изготовлен из алюминиевого сплава для обеспечения высокой коррозионной стойкости, а рабочие колеса из хрома (55HRC) обеспечивают высокую износостойкость. Широкое основание предназначено для устойчивости при стоянии в толстом материале.
Datasheet
Galveston 3304 Submersible Sludge & Slurry Pumps – 4″ / 792 GPM / 30 HP
DAE Pumps Galveston 3304 pumps with a combined strainer with a partially open stand and agitator allows для идеального всасывания и перемещения твердых частиц размером до 1,5 дюймов с выпускным отверстием 4 дюйма. Погружные шламовые насосы Galveston 3304 перекачивают твердые и жидкие вещества с расходом до 792 галлонов в минуту и мощностью 30 л.с. Подробнее…
Погружные шламовые насосы Galveston 3304 перекачивают твердые и жидкие вещества с расходом до 792 галлонов в минуту и мощностью 30 л.с. Подробнее…
Dataashing Teet
Miramar L940 Погруженные насосы Slurry -4 ″ / 1233 GPM / 50 л.с. до 1,5 дюймов. Эти 4-дюймовые нагнетательные погружные шламовые насосы перемещают жидкости и твердые частицы со скоростью 880 галлонов в минуту на расстояние до 171 фута с помощью двигателя мощностью 50 л.с. Этот насос с частотой 60 Гц доступен в 460 В.
Miramar L940 изготовлен из алюминиевого сплава для обеспечения высокой коррозионной стойкости, а рабочие колеса с высоким содержанием хрома (55HRC) обеспечивают высокую износостойкость. Широкое основание предназначено для устойчивости при стоянии в толстом материале.
DataShing Teet
TAMPA 6110 Погруженные насосы Slurry -6 ″ / 977 галстур / 15 л. с.
с.
. разряд 6 дюймов. Эргономичные погружные шламовые насосы Tampa 6110 перекачивают твердые и жидкие вещества с расходом до 977 галлонов в минуту и мощностью 15 л.с. Подробнее…
Лист данных
Lansing 90 Погружной шламовый насос — 6 дюймов / 845 галлонов в минуту / 12 л.с. Мощные погружные шламовые насосы DAE Pumps могут перекачивать до 2112 галлонов в минуту твердых частиц. Они также имеют максимальную выходную мощность 102 лошадиных силы. Погружные дренажные насосы DAE Pumps доступны во многих размерах, включая 3-дюймовые, 4-дюймовые, 6-дюймовые и 8-дюймовые.
Погружной шламовый насос Lansing 90 мощностью 9 кВт или 12 л.с. не засоряется и может перекачивать самые сложные твердые частицы. Высокоэффективная мешалка с высоким содержанием хрома способна поднимать твердые частицы размером 2,5 дюйма. Прочная конструкция включает подшипники для тяжелых условий эксплуатации, способные выдерживать удары и перегрузки.
Dataasher
TAMPA 6150 Погруженные насосы Slurry -6 ″ / 1136 GPM / 20 HP
DAE Puffs TAMPS 6150. -дюймовый разряд. Эргономичные погружные шламовые насосы Tampa 6150 перекачивают твердые и жидкие вещества с расходом до 1136 галлонов в минуту и мощностью 20 л.с. Подробнее…
Техническое описание
Tampa 6150-L Погружные шламовые насосы – 6″ / 1453 галлонов в минуту / 20 л.с. увольнять. Эргономичные погружные шламовые насосы Tampa 6150-L перекачивают твердые и жидкие вещества с расходом до 1453 галлонов в минуту и мощностью 20 л.с. Подробнее…
Техническое описание
Погружные шламовые насосы Tampa 6220 – 6 дюймов / 1268 галлонов в минуту / 30 л. с.
с.
Насосы DAE Tampa 6220 обеспечивает идеальное всасывание и перемещение твердых частиц размером до 1,2 дюйма через 6-дюймовое нагнетание. Эргономичные погружные шламовые насосы Tampa 6220 перекачивают твердые и жидкие вещества с расходом до 1268 галлонов в минуту и мощностью 30 л.с. Подробнее…
Техническое описание
Galveston 3306 Погружные шламовые и шламовые насосы – 6″ / 1848 GPM / 39 HP
0002 Насосы DAE Насосы Galveston 3306 с комбинированным сетчатым фильтром с частично открытой стойкой и мешалкой обеспечивают идеальное всасывание и перемещение твердых частиц размером до 2,5 дюймов при нагнетании 6 дюймов. Погружные шламовые насосы Galveston 3306 перекачивают твердые и жидкие вещества с расходом до 1848 галлонов в минуту и мощностью 30 л.с. Подробнее…
Техническое описание
Galveston 3506 Погружные шламовые и шламовые насосы – 6″ / 2112 галлонов в минуту / 50 л. с. 0143
с. 0143
Насосы DAE Насосы Galveston 3506 с комбинированным сетчатым фильтром с частично открытой стойкой и мешалкой обеспечивают идеальное всасывание и перемещение твердых частиц размером до 1,5 дюймов при нагнетании 6 дюймов. Погружные шламовые насосы Galveston 3506 перекачивают твердые и жидкие вещества с расходом до 2112 галлонов в минуту и мощностью 50 л.с. Подробнее…
Спецификация
Погружные шламовые и шламовые насосы Galveston 3506-H – 6″ / 1848 галлонов в минуту / 50 л.с.
Насосы DAE Насосы Galveston 3506-H с комбинированным сетчатым фильтром с частично открытой стойкой и мешалкой обеспечивают идеальное всасывание и перемещение твердых частиц размером до 1,5 дюймов при нагнетании 6 дюймов. Погружные шламовые насосы Galveston 3506-H перекачивают твердые и жидкие вещества с расходом до 1848 галлонов в минуту и мощностью 50 л. с. Подробнее…
с. Подробнее…
Техническое описание
Miramar L1060 Погружные шламовые насосы – 6″ / 1320 галлонов в минуту / 60 л.с.
DAE Pumps Погружные шламовые насосы Miramar L1060 предназначены для перемещения абразивных материалов с твердыми частицами размером до 2,5 дюймов. Эти шламовые насосы с 6-дюймовым нагнетанием перерабатывают материал со скоростью 1320 галлонов в минуту на глубину до 108 футов с помощью двигателя мощностью 60 л.с. Этот насос с частотой 60 Гц доступен в 460 В.
Miramar L1060 изготовлен из алюминиевого сплава для обеспечения высокой коррозионной стойкости, а рабочие колеса с высоким содержанием хрома (55HRC) обеспечивают высокую износостойкость. Широкое основание предназначено для устойчивости при стоянии в толстом материале.
Datasheet
Galveston 3756 Submersible Sludge & Slurry Pumps – 6″ / 2112 GPM / 75 HP
DAE Pumps Galveston 3756 pumps with a combined strainer with a partially open stand and agitator allows для идеального всасывания и перемещения твердых частиц размером до 1,5 дюймов с выпускным отверстием 6 дюймов. Погружные шламовые насосы Galveston 3756 перекачивают твердые и жидкие вещества с расходом до 2112 галлонов в минуту и мощностью 75 л.с. Подробнее…
Погружные шламовые насосы Galveston 3756 перекачивают твердые и жидкие вещества с расходом до 2112 галлонов в минуту и мощностью 75 л.с. Подробнее…
Dataasher
MIRAMAR L1160 Погруженные насосы Slurry — 6 ″ / 2112 галлета / 101 л.с.
DAE Supmar Sumpermible Slamry Sulfs Sumpermible. Этот первоклассный насос легко перекачивает самые абразивные материалы с твердыми включениями размером до 2,5 дюймов. Этот сверхмощный шламовый насос с 6-дюймовым выпускным отверстием перекачивает материал со скоростью 2112 галлонов в минуту на расстояние до 174 футов с помощью двигателя мощностью 101 л.с. Этот насос с частотой 60 Гц доступен в 460 В.
Miramar L1160 изготовлен из алюминиевого сплава, обладающего высокой коррозионной стойкостью, а рабочие колеса с высоким содержанием хрома (55HRC) обеспечивают высокую износостойкость. Широкое основание предназначено для устойчивости при стоянии в толстом материале.
ДАЗАТЕР
Лансинг 150 Погружаемый насос для суспензии — 8 ″ / 1640 галлон в минуту / 20 л.с.
. Мощные погружные шламовые насосы DAE Pumps могут перекачивать до 2112 галлонов в минуту твердых частиц. Они также имеют максимальную выходную мощность 102 лошадиных силы. Погружные дренажные насосы DAE Pumps доступны во многих размерах, включая 3-дюймовые, 4-дюймовые, 6-дюймовые и 8-дюймовые.
Погружной шламовый насос Lansing 150 мощностью 15 кВт или 20 л.с. не засоряется и может перекачивать самые сложные твердые частицы. Высокоэффективная мешалка с высоким содержанием хрома способна поднимать твердые частицы размером 2,5 дюйма. Прочная конструкция включает подшипники для тяжелых условий эксплуатации, способные выдерживать удары и перегрузки.
DataShing Teet
TAMPA 8220 Погруженные насосы Slurry -8 ″ / 1664 GPM / 30 HP
. через 8-дюймовый разряд. Эргономичные погружные шламовые насосы Tampa 8220 перекачивают твердые и жидкие вещества с расходом до 1664 галлонов в минуту и мощностью 30 л.с. Подробнее…
через 8-дюймовый разряд. Эргономичные погружные шламовые насосы Tampa 8220 перекачивают твердые и жидкие вещества с расходом до 1664 галлонов в минуту и мощностью 30 л.с. Подробнее…
Datasheet
Galveston 3508 Submersible Sludge & Slurry Pumps – 8″ / 2112 GPM / 50 HP
DAE Pumps Galveston 3508 pumps with a combined strainer with a partially open stand and agitator allows для идеального всасывания и перемещения твердых частиц размером до 2,5 дюймов с выпускным отверстием 8 дюймов. Погружные шламовые насосы Galveston 3508 перекачивают твердые и жидкие вещества с расходом до 2112 галлонов в минуту и мощностью 50 л.с. Подробнее…
Dataashing Teet
Galveston 3758 Погружаемый осадок и насосы Slurry — 8 ″ / 2112 GPM / 75 HP
DAE на насосах с насосами и 75 HP
DAE с насосами DALEAILINDINGED с насосами DAE с AGILINDINGED с насосами DAE с AGILINDINGED с насосами DAE 37 для идеального всасывания и перемещения твердых частиц размером до 2,5 дюймов с выпускным отверстием 8 дюймов. Погружные шламовые насосы Galveston 3758 перекачивают твердые и жидкие вещества с расходом до 2112 галлонов в минуту и мощностью 75 л.с. Подробнее…
Погружные шламовые насосы Galveston 3758 перекачивают твердые и жидкие вещества с расходом до 2112 галлонов в минуту и мощностью 75 л.с. Подробнее…
ДАНАШИЙ ДАТЕР
Лансинг 220 Погружаемый насос для суспензии — 8 ″ / 1585 галлон / 30 л.с.
. Или не насос в любом месте, или в любом случае. Мощные погружные шламовые насосы DAE Pumps могут перекачивать до 2112 галлонов в минуту твердых частиц. Они также имеют максимальную выходную мощность 102 лошадиных силы. Погружные дренажные насосы DAE Pumps доступны во многих размерах, включая 3-дюймовые, 4-дюймовые, 6-дюймовые и 8-дюймовые.
Погружной шламовый насос Lansing 220 мощностью 22 кВт или 30 л.с. не засоряется и может перекачивать самые сложные твердые частицы. Высокоэффективная мешалка с высоким содержанием хрома способна поднимать твердые частицы размером 2,5 дюйма. Прочная конструкция включает подшипники для тяжелых условий эксплуатации, способные выдерживать удары и перегрузки.
Технический паспорт
DAE Pumps Погружные шламовые насосы Miramar являются экономичными насосами, эквивалентными обезвоживающим шламовым насосам Atlas Copco. Насосы Miramar изготовлены из тех же высококачественных материалов и имеют те же характеристики, что и насосы Atlas Copco серии WEDA. Свяжитесь с нами сегодня, чтобы узнать больше о том, как DAE Pumps может помочь вам со всеми вашими потребностями в обезвоживании и перемещении материалов.
Свяжитесь с нами
Принадлежности:
Получите готовые решения, включающие шланги для земснарядов, расходомеры шлама, блоки питания и многое другое. Выберите один из нескольких размеров шламовых шлангов для транспортировки материалов, беспроводных расходомеров для измерения расхода жидкости в галлонах в минуту и блоков питания для работы. Запчасти всегда есть на складе и доступны для немедленной отправки в любую точку США и мира.
Погружные шламовые насосы — Townley Engineering 9№ 0001
Погружные шламовые насосы Townley предназначены для осушения наиболее абразивных отстойников и водоемов на горнодобывающих и угольных электростанциях. В линейке погружных насосов для тяжелых условий эксплуатации MSP используется подход модульной платформы, при котором стандартные двигатели и проточные части могут быть объединены в пары в соответствии с требованиями заказчика к напряжению, расходу и напору. Эти погружные шламовые насосы, разработанные с использованием североамериканских двигателей и литых хромированных мокрых частей, зарекомендовали себя как очень надежные и являются отличной альтернативой вертикальным консольным насосам, требующим частого обслуживания, которые используются во многих промышленных приложениях.
Эта конструкция для тяжелых условий эксплуатации используется во всем мире для эффективного перекачивания грязной воды, разбавленного ила и абразивных шламов. Благодаря встроенному механическому и дополнительному струйно-кольцевому смесителям твердые частицы остаются во взвешенном состоянии, обеспечивая наиболее эффективное удаление крупных твердых частиц и снижая вероятность «песка в отстойнике».
Этот шламовый водоотливной насос быстро становится надежным стандартом в отрасли, предоставляя критически важный инструмент для ремонтных бригад и операторов установок.
- Простая модульная конструкция
- Мокрый участок с высоким содержанием хрома 28 и дополнительный CD4
- Корпус двигателя из чугуна с эпоксидным покрытием
- Высокоэффективный двигатель насоса для Северной Америки мощностью от 5 до 200 л.с.
- Выбор до 200 футов напора и 6000 галлонов в минуту
- Сертифицированная служба восстановления Townley
- Механические уплотнения с двойной изоляцией снижают распространенность отказов, встречающихся в других насосах
- Большинство размеров на складе
- Доступны дополнительные механические смесители, струйные кольцевые смесители, гибкие шланги, обратные клапаны и блоки управления
- Доступны двигатели классов F, H и Townley Super H (высокотемпературные) в жидкостях до 90°C/194°F в зависимости от области применения
- Перекачивает шлам с содержанием твердых частиц до 50%.

Гофрированная труба нерж сталь: Нержавеющая гофрированная труба 3/4″ (отожженная)
Гофрированная труба из нержавеющей стали Оптом
Гофрированные трубы из нержавеющей стали под фитинги и гайки оптом
Уважаемые партнеры и покупатели!
Просим Вас обратить внимание, что в связи с нестабильным курсом валют, возможны изменения цен прайс-листа. Актуальные цены просим уточнять по телефону или электронной почте.
ГОФРОТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ОПТОМ ПОД ФИТИНГИ
- Производитель — Южная Корея
- Марка нержавеющей стали — SUS 304
- Толщина стенки — 0.3мм
- Диаметры — 15, 20, 25 и 32 мм
* минимальный заказ составляет не менее одной бухты
* Все цены указаны в рублях / 01.02.2022
| Наименование | Условное Обозн. | Условный диаметр | Длина бухты | Цена, м. опт /1м | Цена, спец. |
|---|---|---|---|---|---|
| Гофрированная труба из нержавеющей стали 15 мм | |||||
| Труба гофрированная нержавеющая сталь(Россия) | 15А(Р) | 15 мм | 50м | — | |
| Труба гофрированная нержавеющая сталь | 15А | 15 мм | 50м | 144,00 | |
| Гофрированная труба из нержавеющей стали, отожженная | 15М | 15 мм | 50,80,100м | 179,00 | |
| Гофрированная труба, нерж. сталь, с полиэтиленовым покрытием | 15П | 15 мм | 50м | 238,00 | |
| Труба гофрированная из нержавеющей стали для металлорукава (SUS 201) | 15АЭл | 15 мм | 50м | — | |
Гофрированная труба из нерж. стали для металлорукава, отожжённая (AISI 304) стали для металлорукава, отожжённая (AISI 304) | 15MЭл | 15 мм | 50м | 199,00 | |
| Гофрированная труба из нержавеющей стали 20 мм | |||||
| Труба гофрированная нержавеющая сталь | 20А | 20 мм | 30м | 243,00 | |
| Гофрированная труба из нержавеющей стали, отожженная | 20М | 20 мм | 30м | 293,00 | |
| Гофрированная труба, нерж. сталь, с полиэтил.покрытием | 20П | 20 мм | 30м | 346,00 | |
| Труба гофрированная для металлорукава из нержавеющей cтали (AISI 304) | 20АЭл | 20 мм | 30м | 178,00 | |
| Гофрированная труба нержавеющей cтали для металлорукава, отожжённая (SUS 201) | 20MЭл | 20 мм | 30м | 256,00 | |
| Гофрированная труба из нержавеющей стали 25 мм | |||||
| Труба гофрированная, нержавеющая сталь | 25А | 25 мм | 30м | 296,00 | |
| Гофрированная труба, нержавеющая сталь, отожжённая | 25М | 25 мм | 30м | 369,00 | |
Гофрированная труба, нерж. сталь, с полиэтиленовым покрытием сталь, с полиэтиленовым покрытием | 25П | 25 мм | 30м | — | |
| Труба гофрированная для металлорукава из нержавеющей стали (SUS 201) | 25АЭл | 25 мм | 30м | 171,00 | 120,00 |
| Гофрированная труба нержавеющей cтали для металлорукава, отожжённая (SUS 201) | 25MЭл | 25 мм | 30м | 222,00 | 160,00 |
| Гофрированная труба из нержавеющей стали 32 мм | |||||
| Труба гофрированная, нержавеющая сталь | 32А | 32 мм | 20м | 695,00 | |
| Гофрированная труба, нержавеющая сталь, отожжённая | 32М | 32 мм | 20м | 769,00 | |
Производитель — Южная Корея
Технический паспорт
Скачать прайс-лист
Каталог
Гофрированная труба из нержавеющей стали (А) — гибкая труба для подключения воды или газа
Гофрированная труба из нержавеющей стали отожженная (M) — труба более мягкая в отличии от гофрированной трубы с маркировкой А, податливая к изменению формы.
Гофрированная труба из нержавеющей стали с полиэтиленовым покрытием (П) — мягкая гофротруба категории М с полиэтиленовым покрытием, для воды или газа.
Гофрированная труба из нержавеющей стали для металлорукава (АЭл) — гибкие трубы применяются в качестве кабель-канала для электропроводки или других коммуникаций.
Гофрированная труба из нержавеющей стали отожженная для металлорукава (МЭл) — гибкие трубы из мягкой стали, применяются в качестве кабель-канала для электропроводки или других коммуникаций.
ГОФРОТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ОПТОМПОД ГАЙКИ
- Производитель — Южная Корея — «В» и Россия — «ПРВ»
- Марка нержавеющей стали — SUS 304
- Толщина стенки — 0.3мм — Ю.Корея и 0.2мм — Россия
- Диаметры — 13, 18, 24, 38, 50 и 65 мм
* минимальный заказ составляет не менее одной бухты
* Все цены указаны в рублях
| Наименование | Условн. Обозн Обозн | Условный диаметр | Длина бухты | Цена, опт /1м | Цена, спец. |
|---|---|---|---|---|---|
| Гофрированная труба из нержавеющей стали отожжённая, 13мм — 65мм | |||||
| Труба гофрированная, нержавеющая сталь,
под вальцовку 1/2″ дюйма | 13B | 13 мм | 50м | 207 | |
| Труба гофрированная, нержавеющая сталь,
под вальцовку 1/2″ дюйма | 13ПРB | 13 мм | 20м | 188 | |
| Труба гофрированная, нержавеющая сталь,
под вальцовку 3/4″ дюйма | 18В | 18 мм | 50м | 330 | |
| Труба гофрированная, нержавеющая сталь,
под вальцовку 3/4″ дюйма | 18ПРВ | 18 мм | 20м | 242 | |
| Труба гофрированная, нержавеющая сталь,
под вальцовку 1″ дюйм | 24В | 24 мм | 30м | 564 | |
| Труба гофрированная, нержавеющая сталь,
под вальцовку 1.  1/4″ дюйма 1/4″ дюйма | 32В | 32 мм | 30м | 723 | |
| Труба гофрированная, нержавеющая сталь,
под вальцовку 1.1/2″ дюйма | 38В | 38 мм | 20м | 1281 | |
| Труба гофрированная, нержавеющая сталь,
под вальцовку 2″ дюйма | 50В | 50 мм | 10м | 1787 | |
| Труба гофрированная, нержавеющая сталь,
под вальцовку 2.1/2″ дюйма | 65В | 65 мм | 10м | 2422 | |
Каталог
Труба под вальцовку отличается от другой гофрированной трубы из нержавеющей стали кроме диаметров, длиной и шириной волны гофры. Это необходимо чтобы увеличить контактную площадку соприкосновения трубы(вальцовки) с прокладой и обеспечить надежное соединение.
Это необходимо чтобы увеличить контактную площадку соприкосновения трубы(вальцовки) с прокладой и обеспечить надежное соединение.
40A труба гофрированная отожженная нержавеющая сталь
TO — 40A труба гофрированная отожженная нержавеющая сталь
ОбзорОтзывы (0)Вопрос-Ответ
Гофрированная труба диаметром 40 мм из нержавеющей стали
Характеристики
Диаметр:
40 мм
Назначение :
Водоснабжение, Отопление
Материал :
Нержавейка
Страна:
Южная Корея
Модель:
Труба гофрированная отожженная нержавеющая сталь TO- 40A
Описание
Продается в бухтах по 10 м
Гофрированная труба диаметром 40 мм обладает высокой механической прочностью, устойчива к повышенному давлению и высоким температурным режимам, возникающим при эксплуатации трубопроводов. В процессе сгиба трубы не образуется микротрещин и повреждений, что обеспечивает им долгий срок службы.
Область применения гофрированной трубы из нержавеющей стали TO — 40A:
- Идеально подходит для монтажа отопительных систем и систем водоснабжения, водяного пожаротушения и кондиционирования
Преимущества:
- Обладает высокой механической прочностью
- Устойчива к повышенному давлению
- Устойчива высоким температурным режимам
- Быстрый монтаж
- Надежное соединение элементов
Толщина стенки трубы:
- 0,3 мм
Шаг гофры:
- 10,5 мм
Рабочая температура:
- Соединение труба-фитинг: от 0 до +100 °С
- Труба: от -50 до +400 °С
Максимальная температура:
- Соединение труба-фитинг: от -50 до +150 °С
- Труба: от -50 до +600 °С
Рабочее давление:
- 8 атм (7. 8 бар)
 8 бар)
8 бар)
Коэффициент линейного расширения для трубы:
- 17
Коэффициент теплопроводности:
- 17 Вт/м*К
Характеристики
Диаметр | 40 мм |
Назначение | Водоснабжение, Отопление |
Материал | Нержавейка |
Страна | Южная Корея |
Модель | Труба гофрированная отожженная нержавеющая сталь TO- 40A |
TO — 40A труба гофрированная отожженная нержавеющая сталь отзывы
Вопрос-Ответ
Имя
Не заполнено поле «Имя»
Вопрос
В тексте вопроса должно быть как минимум 3 символа
Покупатели, которые приобрели TO — 40A труба гофрированная отожженная нержавеющая сталь , также купили
Пеллетная горелка Комфорт 26 Теплодар с напольным бункером (для котлов Куппер)
88 200 ₽
Kentatsu Furst Vulkan PR 70 пеллетный котел 81 кВт
Цена по запросу
Зота Тополь 32 ВК твердотопливный котел Zota
59 990 ₽
Каракан 20 ТПЭ 3 атм твердотопливный котел с плитой
35 400 ₽
Faci Carbon 34 кВт автоматический угольный котел (Фачи)
Цена по запросу
Пеллетный котел Купер ПРО 22 2. 0 с горелкой Zota 2.0 (Теплодар Куппер)
0 с горелкой Zota 2.0 (Теплодар Куппер)
141 900 ₽
Траян ТПГ 30 шахтный котел верхнего горения
117 000 ₽
Популярные товары
Primus 14 кВт Термокрафт твердотопливный котел с плитой30 000 ₽Primus 14 кВт Термокрафт твердотопливный котел30 000 ₽Kentatsu MAX M 10 73 кВт чугунный твердотопливный котелЦена по запросу
Смотреть все
Мы используем файлы cookie, чтобы сайт был лучше для вас.
Гофрированные трубы из нержавеющей стали
| Гофрированные трубы из нержавеющей стали
Гофрированные трубы из нержавеющей стали — это трубы из нержавеющей стали со спиральной канавкой, полученные из простой трубы методом холодной штамповки. Количество Helix и Angle может быть рассчитано для оптимизации характеристик теплопередачи.
1. Высокая эффективность коэффициента теплопередачи в гофрированном трубчатом теплообменнике.
2. Аналогичен обычным лампам без мертвой зоны.
3. Нижняя зона обмена в гофрированном трубчатом теплообменнике.
4. Меньшее загрязнение гофрированного трубчатого теплообменника. Благодаря эффекту самоочистки, обеспечиваемому более высокой турбулентностью жидкости.
5. Более короткое время пребывания теплообменника, поскольку нам не нужно останавливаться для очистки гофрированного теплообменника. 6. Более длительное время работы с гофрированной трубой в теплообменнике из гофрированной трубы.
7. Повышение турбулентности жидкости при протекании, т. е. турбулентное течение может иметь место даже при малых числах Рейнольдса. В самом деле, если для трубы с гладкой поверхностью переходный режим между ламинарным и турбулентным течением составляет около 2000-2500, то в гофрированной трубе этот переход может располагаться вблизи 500 Рейнольдса [9].0010
Гофрированные трубы из нержавеющей стали Применение:
Гофрированные трубы из нержавеющей стали Может использоваться для соединения мягких и гибких труб, с хорошим защитным смещением, подавлением вибрации и шума и другими примечательными характеристиками. Высокая и низкая температура устойчивый шланг (-196°C — +420°C), высокое давление , широкий спектр трансмиссионных сред может работать при температуре подачи горячей воды под высоким давлением, высокая температура пар, сжатый горячий воздух , масло, органические растворители, коррозия Жидкий газ и другие среды, широко используемые
Высокая и низкая температура устойчивый шланг (-196°C — +420°C), высокое давление , широкий спектр трансмиссионных сред может работать при температуре подачи горячей воды под высоким давлением, высокая температура пар, сжатый горячий воздух , масло, органические растворители, коррозия Жидкий газ и другие среды, широко используемые
Гофрированные трубки из нержавеющей стали Маркировка должна включать: нержавеющую сталь Donghao или марку, номер спецификации и класс, состояние, горячая или холодная обработка, а также обозначение стенки, минимальную стенку или среднюю стенку, номер плавки и идентификацию партии термообработки.
Гофрированная труба из нержавеющей стали Чертеж
Аэрокосмическая, нефтяная, химическая промышленность, металлургия, судостроение, горнодобывающая промышленность, электроэнергетика, строительство, медицина, продукты питания, вакуумное оборудование и различные газы Теплообменник Труба и т.д. испарение пара или хладагента. Технологический отвод тепла и подогрев питательной воды. Усилия по сохранению тепловой энергии, рекуперация тепла. Охлаждение компрессора, турбины и двигателя, масла и охлаждающей жидкости. Охлаждение гидравлического и смазочного масла.
Технологический отвод тепла и подогрев питательной воды. Усилия по сохранению тепловой энергии, рекуперация тепла. Охлаждение компрессора, турбины и двигателя, масла и охлаждающей жидкости. Охлаждение гидравлического и смазочного масла.
Гофрированная труба из нержавеющей стали Упаковка:
Гофрированная труба из нержавеющей стали должна быть упакована во избежание повреждений при погрузке-разгрузке и транспортировке. Применение гофрированной трубы из нержавеющей стали:
| : 3/8 ″ × 0,035 ″ | ||
| Размер: 1/2 ″ × 0,035 ″ | ||
| Размер: 5/8 ″ × 0,035 ″ | ||
| Размер: 3/4 ″ × 0,035 ″ | . | Размер: 1″ × 0,035″ |
| : 5/16 ″ × 0,035 ″ | ||
| Размер: 1/4 ″ × 0,049 ″ | ||
| Размер: 3/8 ″ × 0,049 ″ | ||
| Размер: 1/2 ″ × 0,0499 | . | |
| Размер: 5/8 ″ × 0,049 ″ | ||
| Размер: 3/4 ″ × 0,049 ″ | ||
| Размер: 1 ″ × 0,049 ″ | ||
| Размер: 1 ″ ″ 0,0651 | ||
. | ||
| Размер: 3/8″ × 0,065″ | ||
| Размер: 1/2″ × 0,065″ | ||
Размер: 5/8″ 5 × 0,065″ 20049 | Размер: 3/4 ″ × 0,065 ″ | |
| Размер: 1 ″ × 0,065 ″ | ||
| Размер: 1 ″ × 0,120 ″ |
6. Трубы
Гофрированные трубы из нержавеющей стали Сертификат испытания материала
Экспорт ASME SA213 TP304 Гофрированные трубы из нержавеющей стали
Данные о почвенной коррозии для гофрированных стальных труб
Трубы из нержавеющей стали для теплообменника
U-образные трубы из нержавеющей стали для теплообменника
Трубы из дуплексной нержавеющей стали
Трубы для котлов, конденсаторные трубы
Бесшовные трубы из нержавеющей стали
Трубы из нержавеющей стали для светлого отжига
Трубы из жаропрочной нержавеющей стали
Сварные трубы из нержавеющей стали
Трубы из коррозионностойкой нержавеющей стали
Коррозионная стойкость труб из нержавеющей стали
Полировка нержавеющей стали Трубка
Склеивание гофрированной трубки из нержавеющей стали (CSST) Газопровод
Склеивание гофрированной трубки из нержавеющей стали (CSST) Газопровод
Заземление и соединение
Автор: JADE Learning | 04 апреля 2013 г.
Гофрированные трубы из нержавеющей стали (CSST) используются для транспортировки горючих газов внутри или снаружи здания. Он не упоминается в NEC 2011 по имени, но в Информационном примечании № 2 к 250.104 (B) цитируется NFPA 54, Национальный кодекс топливного газа, в качестве источника дополнительной информации для систем газопровода. Этот документ требует, чтобы газовая труба CSST была соединена с системой электрического заземления помещения. Склеивание «Других металлических труб» должно выполняться в соответствии с инструкциями производителя и 250.104(B).
Прямое электрическое соединение Газовая труба CSST
CSST обычно имеет желтую оболочку и продается в 75-футовых бухтах с внутренним диаметром ¾ дюйма. Трубка представляет собой удобную в использовании альтернативу черной стальной трубе, которую часто приходилось резать и нарезать резьбу в полевых условиях. Хотя он прочный, устойчивый к коррозии и, как правило, безотказный, были случаи прокола из-за ударов молнии. Молния может повредить трубу прямым ударом или наведенным током.
Молния может повредить трубу прямым ударом или наведенным током.
В любом случае, соединение трубы ЦСТ с системой заземления помещения, если оно выполнено правильно, является очень эффективным способом предотвращения повреждения газопровода. Как всегда, руководство дает NEC. Вот некоторые основные принципы соединения CSST:
Повреждение газопровода CSST
• Все системы заземляющих электродов должны быть соединены вместе в соответствии с Разделом 250.50.
• Соединительный проводник должен быть как можно короче, чтобы ограничить его импеданс и возможность физического повреждения.
• Соединительный проводник должен иметь как можно меньше изгибов. Изгиб напоминает неполный виток катушки, увеличивая индуктивное сопротивление и общее реактивное сопротивление соединительного проводника
. В Информационном примечании к Разделу 250.4(A)(1) говорится: важным соображением для ограничения наложенного напряжения является прокладка проводников заземляющего и заземляющего электродов
таким образом, чтобы их длина не превышала необходимой для завершения соединения без нарушения постоянных частей.
Сварка аппарат: Сварочные аппараты — купить сварочный аппарат, сварочное оборудование, сварка аппарат в Москве цена на сварочный аппарат
Для чего нужен сварочный аппарат?
Сварочные аппараты применяются для соединения различных изделий из металла. Электрическая дуга плавит края деталей, за счет чего их легко соединить вместе. Соединение получается надежным, а при должном навыке еще и аккуратным.
Содержание:
- Введение
- Сварка MMA
- Сварка TIG
- Сварка MIG/MAG
- Сварка SPOT
- Автоматическая сварка под флюсом
- Газовая сварка
- Плазменая резка CUT
- Машины темической резки
У сварочных аппаратов довольно широкая сфера применения. Перечислить все возможные способы их использования просто невозможно. В этой статье мы расскажем лишь о самых популярных способах использования сварочного оборудования различных типов.
СВАРКА MMA
MMA (ручная дуговая сварка) является самым распространенным типом сварки. Для работы можно использовать не только сварочный инвертор, но также сварочный трансформатор или сварочный выпрямитель. Освоить данный тип сварки проще всего. Даже начинающий сварщик может добиться неплохого результата.
Используется в основном для сварки из черных металлов. Толщина детали должна быть не менее 2 мм. Шов получается надежным, но обычно не слишком красивым. Эти особенности и определяют сферу применения MMA сварки.
Данные аппараты отлично подойдут для строительных работ. С их помощью можно сваривать арматуру, трубы, каркасы и т.п. Также с помощью ручной сварки удобно работать с толстыми проводами.
Более того, MMA сварка – это лучший выбор для гаража, дачи и дома. Вы сможете ремонтировать и даже самостоятельно изготавливать различные конструкции из металла: от мебели до каркаса теплицы.
СВАРКА TIG
TIG – это аргонодуговая сварка с помощью вольфрамового электрода. Для защиты металла используется инертный газ (обычно аргон). Работать можно с практически любыми металлами. Главной особенностью TIG сварки является высокая температура нагрева при маленькой области воздействия. Благодаря этому детали не деформируются во время работы. Но для получения хорошего результата нужен очень высокий навык.
Благодаря этому детали не деформируются во время работы. Но для получения хорошего результата нужен очень высокий навык.
Применяется аргонодуговая сварка в основном на производстве: металлургия, сварка труб, производство кондиционеров, энергетика, машиностроение, авиастроение и даже космическая промышленность.
Отдельно стоит выделить сварку алюминия. Во время работы металл очень быстро окисляется, а это приводит к появлению оксидной пленки. При этом деталь из алюминия легко испортить во время работы. TIG сварка как раз без труда разрушает оксидную пленку, не деформируя изделие.
Также аргонодуговая сварка хорошо подходит для работы с нержавейкой, медью и латунью.
СВАРКА MIG/MAG
MIG/MAG, или сварка полуавтоматом, позволяет работать с изделиями любой толщины. При этом аппарат одинаково эффективно сваривает черные и цветные металлы. Данный способ сварки позволяет получать тонкие, аккуратные и красивые швы. Однако для этого требуется хороший навык владения аппаратами этого типа. По этой причине чаще всего их используют профессионалы.
По этой причине чаще всего их используют профессионалы.
Основная сфера применения сварки MIG/MAG – кузовные работы на производстве и в автомастерских. Именно там требуется максимальное качество шва. Кроме того, детали свариваются в среде защитного газа, что обеспечивает отличную защиту от окисления металла.
Аппарат MIG/MAG – незаменимый инструмент в руках опытного слесаря. С его помощью можно создавать любые металлические конструкции, вплоть до настоящих произведений искусства.
СВАРКА SPOT
Сварочные аппараты SPOT более известны у нас как споттеры. Предназначены для точечной сварки кузовов автомобилей. Применяются на производствах и в автомастерских. Во время сварки детали прижимаются друг к другу с помощью клещей, споттер сваривает их в отдельных точках. За счет этого работа идет намного быстрее, при этом детали не деформируются. Работать можно с деталями любой толщины. Кроме того, такой способ сварки более экономичный.
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ
Во время работы сварочная дуга горит под слоем флюса. За счет этого можно использовать дугу с большой силой тока. Благодаря этому даже при работе с тугоплавкими металлами можно получить высокую скорость работы. В то же время обрабатываемые детали защищены от любых негативных воздействий.
Применяется такой метод в основном для выполнения больших объемов работ при сварке тугоплавких металлов: судостроение, изготовление резервуаров, производство трубопроводов, изготовление массивных металлоконструкций и т.д.
ГАЗОВАЯ СВАРКА
Как правило, для работы используется газовая горелка, подключенная к двум баллонам. В одном находится кислород, а во втором – горючий газ (обычно ацетилен). Горелка смешивает газы из двух баллонов и создает устойчивый поток пламени, которое позволяет сваривать или резать металл.
Работать аккуратно таким инструментом очень сложно. Поэтому чаще всего газовая сварка применяется в работах, где не требуется высокое качество шва. Обычно речь идет о создании различных каркасов в бытовых условиях или на стройке.
Поэтому чаще всего газовая сварка применяется в работах, где не требуется высокое качество шва. Обычно речь идет о создании различных каркасов в бытовых условиях или на стройке.
ПЛАЗМЕННАЯ РЕЗКА CUT
Плазморезы создают поток ионизированного газа температурой 5000-30 000 °C. За счет этого можно без труда резать любой металл. Даже при высокой скорости работы место среза будет ровным и аккуратным. Зона нагрева небольшая, потому деталь не деформируется. При необходимости можно выполнять фигурную резку.
Используются плазморезы CUT не только в промышленности, но в бытовых условиях. Чаще всего такие аппараты применяются для резки листового металла, кузовного ремонта и изготовления металлоконструкций.
МАШИНЫ ТЕРМИЧЕСКОЙ РЕЗКИ
Машины термической резки представляют станки с электронной системой управления. По сути, это автоматизированные плазморезы. Устройство выполняет почти всю работу самостоятельно. Вам нужно лишь загрузить в систему чертеж, выставить настройки и установить лист металла.
Машины термической резки подойдут для работы с любым листовым металлом. Агрегат может выполнять резку, фигурный раскрой и гравировку изделия. Наиболее востребованы они в создании металлоконструкций, изготовлении техники, производстве мебели, декора и т.п.
Категория в каталоге:
Сварочное оборудование
Поделиться:
Сварочный аппарат ALTECO MMA 220
ID: 37054
Сварочный аппарат ALTECO MMA 220 служит для получения неразъемного соединения стальных металлоконструкций. Для удобства управления на приборной панели эргономично располагаются система индикации и регулятор тока. Прекрасные технические характеристики гарантируют стабильность работы, а также высокое качество шва. Небольшие габариты и вес обеспечивают легкость хранения.
- Параметры сети220/50 В/Гц
- Мощность6.5 кВт
- Диапазон сварочного тока25-170 А
Добавить в избранное
Описание
Особенности ALTECO MMA 220
| Антизалипание электрода | |
| Биполярный транзистор с изолированным затвором |
Комплектация:
- Инструкция по эксплуатации
Характеристики
| Класс | бытовая |
| Тип сварки | MMA |
| Параметры сети, В/Гц | 220/50 |
| Мощность, кВт | 6. 5 5 |
| Диапазон сварочного тока, А | 25-170 |
| Напряжение холостого хода, В | 65 |
| Применяемый электрод, мм | 2.5 — 4 |
| Эффективность (КПД) | 0.85 |
| Коэффициент мощности | 0.99 |
| Класс защиты | IP23 |
| Класс изоляции | F |
| Вес нетто, кг | 4. 1 1 |
Гарантия
ПОДПИШИСЬ
Только самое интересное и полезное!
Все продукты — Фергюсон
ложь
правда
категория
Нет подходящего результата поиска
Ванная сантехника
(35249)
Отопление и охлаждение
(35142)
Запчасти и расходные материалы для сантехники
(27878)
Трубная арматура
(27265)
Освещение и вентиляторы
(18798)
Инструменты
(16860)
Клапаны
(12229)
Дворник
(9263)
Насосы
(9122)
Безопасность
(8990)
Показать больше
торговая марка
Нет подходящего результата поиска
КОЛЕР
(6203)
Моэн
(2962)
ПРОФЛО®
(2923)
Компания Мюллер
(2718)
Американский стандарт
(2295)
Показать больше
 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq53c&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq53c&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq53c&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq53c&sr=everywhere»>Оборудование для подписи
(11818)
 jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq53c&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq53c&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq53c&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq53c&sr=everywhere»>Коробка счетчика Ford
(3396)
 jsp?/category/jones-stephens/_/N-zbqrof&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq53c&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq53c&sr=everywhere»>
jsp?/category/jones-stephens/_/N-zbqrof&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq53c&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq53c&sr=everywhere»>Джонс Стивенс
(2941)
 jsp?/category/rheem/_/N-zbrmod&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq53c&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq53c&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq53c&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq53c&sr=everywhere»>Рим
(2756)
 jsp?/category/victaulic/_/N-zbq6nz&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq53c&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq53c&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq53c&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq53c&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq53c&sr=everywhere»>Victaulic
(2466)
 org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»>Дом
Mig Welder Сварочный аппарат 270 Amp Igbt Mig Mma Tig 3 In 1 Welder 110v/220v
MIG-270 3 In 1 Portable инверторный сварочный аппарат
Многофункциональный 3-в-1 профессиональный комбинированный сварщик MIG/TIG/MMA, способный сваривать к легированной, низкоуглеродистой стали, сварной стали, нержавеющей стали, меди и чугуну. Он может хорошо работать с функцией MMA MIG TIG для идеальной сварки стали и нержавеющей стали.
Нежное напоминание
Этот сварочный аппарат имеет все необходимые аксессуары. Некоторые аксессуары могут находиться на боковой панели сварочного аппарата. Просто откройте ее, чтобы получить эти аксессуары.
Advanced IGBT Technology
Удобный флюсовый проволочный проволоки
Легкая панель управления и 3 в 1
Безопасность и перегрева.
0003
 0003
0003Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Fast & Secure Delivery
- 30-дневные бесплатные доходности
- 24/7 Внешний сервис
IGBT Inverter
IGBT в технологии IGBT в инвертере. характеристики стабильной дуги, небольшой всплеск, защита от помех, устойчивая тяга и стабильная работа. Он прост и удобен в эксплуатации, что очень подходит для начинающих и профессионалов.
Порошковая проволока
Этот сварочный аппарат с подачей проволоки использует удобную порошковую проволоку, которая во время сварки выделяет инертный газ для предотвращения окисления сварного шва. Он может сваривать сварочную проволоку диаметром 0,024 дюйма, 0,031 дюйма и 0,039 дюйма, весит 2,2 фунта и 11 фунтов. Высококачественный встроенный механизм подачи проволоки обеспечивает плавную подачу проволоки. и проще в эксплуатации.Три режима легко переключаются: MIG, MMA, TIG.Скорость подачи проволоки, сварочный ток и напряжение (110 В или 220 В) регулируются. Вы можете настроить в соответствии с вашим приложением и различной толщиной машины.
Вы можете настроить в соответствии с вашим приложением и различной толщиной машины.
Встроенная функция защиты
Сварочный аппарат имеет функцию безопасности. Сварочный аппарат автоматически выключится, когда температура станет слишком высокой или напряжение и ток превысят диапазон. Встроенная система охлаждения с вентилятором уменьшает попадание пыли в машину и обеспечивает практичную долгосрочную сварку.
Миниатюрный размер и двойное напряжение
Весит всего 21,7 фунта, легкая и компактная конструкция с удобной ручкой позволяет без труда взять его в самое дальнее место. Двойное напряжение (110 В и 220 В) для компенсации колебаний напряжения в сети.
Широкое применение
Этот аппарат для газовой сварки MIG идеально подходит для дома, работы и домашнего использования. Это незаменимый помощник в вашей работе и жизни. Также отличный подарок для вашей семьи и друзей. Используется для сварки обычной тонкой стали и железа, лестниц, металлических каркасов, квадратных труб, листового металла и т. д. Напряжение: 110 В/220 В
д. Напряжение: 110 В/220 В
Диапазон тока: 50–220 А
Степень защиты: IP21S
Оценка входной мощности: 5,6 кВА
Скорость провода: 2,2-12 м /мин
Толщина провода: 0,024 » & 0,031 » & 0,039 ‘ /’ /’ / 0,6 мм, 0,8 мм и 1 мм
Вес проволоки: 2,2/11 фунтов
Размеры продукта: 18,1 x 8,3 x 13 дюймов / 46 x 21 x 33 см кг
Комплектация
1 x MIG-270 3 In 1 Inverter Welding Machine
1 x 3M Gas Shielded Welding Torch
1 x 5M Argon Arc Welding Torch
1 x Cables With Electrode Holder
1 x 2m Кабели с зажимом Земля
1 x 2m Трубка аргона
1 x x Сварка молотка
1 x 1KG Экэкральная газовая сталь.0002 1 x Очки и щетка для сварщика
1 x Руководство по эксплуатации
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough Equipment & Tools, ведущий бренд V0OR2, Pay Less 90 в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Fast & Secure Delivery
- 30-дневные бесплатные доходности
- 24/7 Владетельный сервис
MIG-270 3 В 1 Портабельный сварщик
Multifupion 3-й 3-й. 1 профессиональный комбинированный сварочный аппарат MIG/TIG/MMA, способный сваривать легированную, низкоуглеродистую сталь, свариваемую сталь, нержавеющую сталь, медь и чугун. Он может хорошо работать с функцией MMA MIG TIG для идеальной сварки стали и нержавеющей стали.
1 профессиональный комбинированный сварочный аппарат MIG/TIG/MMA, способный сваривать легированную, низкоуглеродистую сталь, свариваемую сталь, нержавеющую сталь, медь и чугун. Он может хорошо работать с функцией MMA MIG TIG для идеальной сварки стали и нержавеющей стали.
- Нежное напоминание
- Этот сварочный аппарат оснащен всеми необходимыми аксессуарами. Некоторые аксессуары могут находиться на боковой панели сварочного аппарата. Просто откройте ее, чтобы получить эти аксессуары.
- Усовершенствованная технология IGBT
- Удобная порошковая проволока
- Простая панель управления и 3 в 1
- Безопасность и защита от перегрева
- Компактный и портативный
IGBT инвертор
IGBT инвертор характеристики стабильной дуги, небольшой всплеск, защита от помех, устойчивая тяга и стабильная работа. Он прост и удобен в эксплуатации, что очень подходит для начинающих и профессионалов.
Порошковая проволока
Этот сварочный аппарат с подачей проволоки использует удобную порошковую проволоку, которая во время сварки выделяет инертный газ для предотвращения окисления сварного соединения. Он может сваривать сварочную проволоку диаметром 0,024 дюйма, 0,031 дюйма и 0,039 дюйма, весит 2,2 фунта и 11 фунтов. Высококачественный встроенный механизм подачи проволоки обеспечивает плавную подачу проволоки. и проще в эксплуатации.Три режима легко переключаются: MIG, MMA, TIG.Скорость подачи проволоки, сварочный ток и напряжение (110 В или 220 В) регулируются.Вы можете настроить в соответствии с вашим приложением и различной толщиной машины.
Он может сваривать сварочную проволоку диаметром 0,024 дюйма, 0,031 дюйма и 0,039 дюйма, весит 2,2 фунта и 11 фунтов. Высококачественный встроенный механизм подачи проволоки обеспечивает плавную подачу проволоки. и проще в эксплуатации.Три режима легко переключаются: MIG, MMA, TIG.Скорость подачи проволоки, сварочный ток и напряжение (110 В или 220 В) регулируются.Вы можете настроить в соответствии с вашим приложением и различной толщиной машины.
Встроенная функция защиты
Сварочный аппарат имеет функцию безопасности. Сварочный аппарат автоматически выключится, когда температура станет слишком высокой или напряжение и ток превысят диапазон. Встроенная система охлаждения с вентилятором уменьшает попадание пыли в машину и обеспечивает практичную долгосрочную сварку.
Миниатюрный размер и двойное напряжение
Весит всего 21,7 фунта, легкая и компактная конструкция с удобной ручкой позволяет без труда взять его в самое дальнее место. Двойное напряжение (110 В и 220 В) для компенсации колебаний напряжения в сети.
Технология легких сплавов: Журнал «ТЛС»
Технология легких сплавов — журнал
Индексирование:
Список ВАК (1 января 1970 г.-),
Список РИНЦ (1 января 1970 г.-)
Период активности журнала:
не указан
- Добавил в систему:
Афонин Сергей Александрович - ISSN:
0321-4664
Статьи, опубликованные в журнале
-
2016
Усталость монокристаллов жаропрочного никелевого сплава вжм-5 при высоких температурах
Голубовский Е.Р.,
Артамонов М.А.,
Волков М.Е.,
Эммаусский Н.М.,
Шибаев С.А.
в журнале Технология легких сплавов, № 3, с.
3-10
-
-
2015
Влияние мультиосевой деформации на структуру, текстуру, механические и эксплуатационные свойства магниевого сплава WE43, используемого в медицине
Мартыненко Н.С.,
Лукьянова Е.А.,
Серебряный В.Н.,
Анисимова Н.Ю.,
Киселевский М.В.,
Юрченко Н.Ю.,
Салищев Г.А.,
Добаткин С.В.,
Эстрин Ю.З.
в журнале Технология легких сплавов, № 2, с. 51-62
-
-
2012
Исследование текстуры и анизотропии механических свойств сплавов магния с рзм
Колобов Ю.
Р.,Бецофен С.Я.,
Волкова Е.Ф.,
Луценко А.Н.,
Шафоростов А.А.,
Воскресенская И.И.,
Божко С.А.
в журнале Технология легких сплавов, № 1, с. 31-38
-
-
2012
Исследование текстуры и анизотропии механических свойств сплавов магния с рзм
Колобов Ю.Р.,
Бецофен С.Я.,
Волкова Е.Ф.,
Луценко А.Н.,
Шафоростов А.
А.,Воскресенская И.И.,
Божко С.А.
в журнале Технология легких сплавов, № 1, с. 31-38
-
-
2012
ЛЕТУЧИЕ ИНГИБИТОРЫ АТМОСФЕРНОЙ КОРРОЗИИ ДЛЯ ЗАЩИТЫ ЛЕГКИХ СПЛАВОВ
Гончарова О.А.,
Александрова Т.В.,
Ивонин В.Н.,
Кузнецов Ю.И.
в журнале Технология легких сплавов, № 4, с. 110-114
-
-
2002
Сплавы-накопители водорода и технология их производства
Фридман А.
Г.,Полькин И.С.,
Асташкина Л.И.,
Вербецкий В.Н.
в журнале Технология легких сплавов, № 2, с. 20-23
-
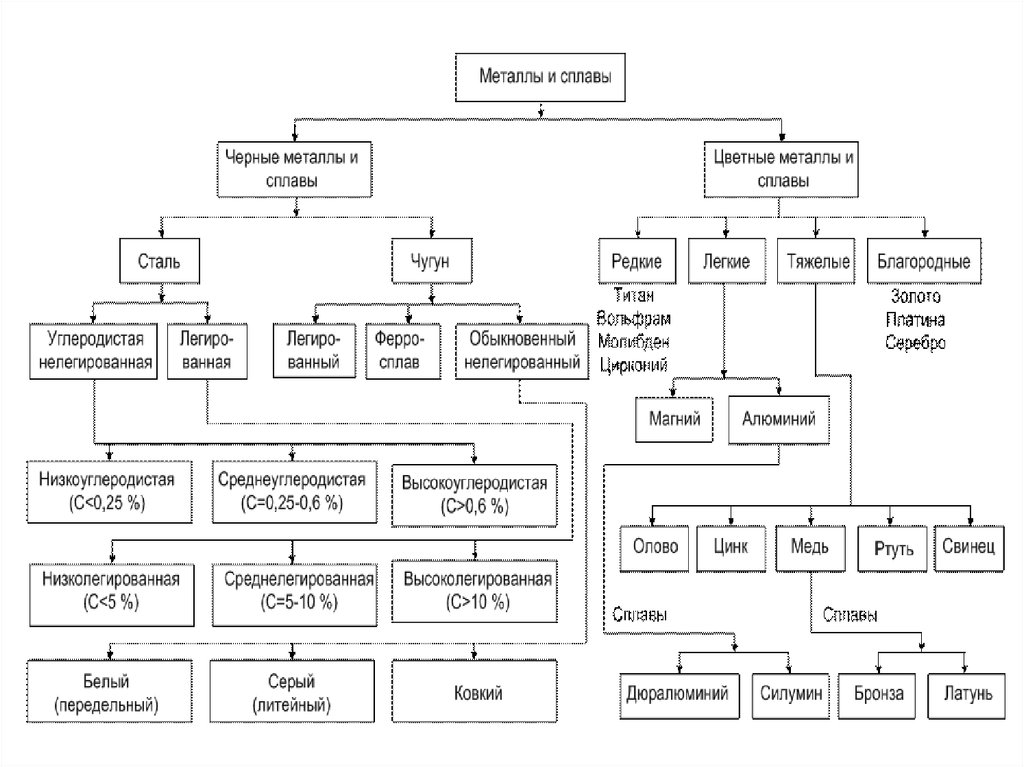 Р.,
Р.,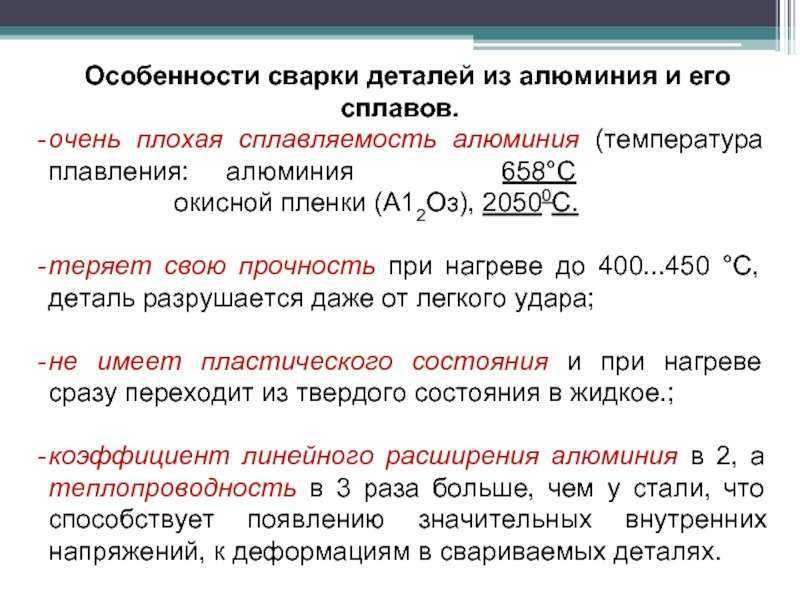 А.,
А., Г.,
Г.,Журнал ТЕХНОЛОГИЯ ЛЕГКИХ СПЛАВОВ. ВАК и РИНЦ
Научные журналы / ВАК и РИНЦ
Подробная информация о научном журнале «ТЕХНОЛОГИЯ ЛЕГКИХ СПЛАВОВ»: официальный сайт, ISSN, индексация в ВАК и РИНЦ. Данные могут быть неактуальными.
| Название | ТЕХНОЛОГИЯ ЛЕГКИХ СПЛАВОВ |
| Издательство | Всероссийский институт легких сплавов |
| Др. названия | — |
| Основание | 1963 |
| Языки | русский |
| Рецензии | да |
| Вид рецензий | одностороннее слепое рецензирование |
| Перевод | — |
| Сокращение | — |
| Страна | Россия |
| Город | Москва |
| ISSN | 0321-4664 |
| Онлайн ISSN | — |
| Сайт | http://www. oaovils.ru/science/tls oaovils.ru/science/tls |
| [email protected] | |
| Англ. ISSN | — |
| Англ. название | — |
| Web of Science | нет |
| Scopus | нет |
| РИНЦ | да |
| ВАК | да |
| Базы данных | РИНЦ |
| Реферативный | — |
| Мультидисцип. | не является мультидисциплинарным |
| Рубрики и коды 534900. Металловедение 551500. Литейное производство 550943. Композиционные материалы 530000.  Металлургия 205. Materials engineering 210. Nano-technology Металлургия 205. Materials engineering 210. Nano-technology | |
| Описание Журнал «Технология легких сплавов» — известное периодическое издание, основное содержание которого научные статьи и обзоры, научные результаты диссертаций на соискание ученой степени доктора и кандидата наук в области материаловедения, методов исследования и контроля технологических процессов, металлургии гранул, аддитивных технологий, позволяющих получать сложнейшие готовые конструкции с применением технологий 3D-принтеров и других процессов обработки алюминиевых, магниевых, титановых, никелевых сплавов, композитов и наноматериалов. Журнал издается с 1963 года. Журнал представляет интерес для широкого круга научной и инженерной общественности, сотрудников научно-исследовательских институтов и предприятий в области технологии, металлургии легких и специальных сплавов, а также студентов и аспирантов высших учебных заведений. | |
Другие журналы | ГОСУДАРСТВОВЕДЕНИЕ И ПРАВА ЧЕЛОВЕКА | ИСТОРИЧЕСКИЙ ВЕСТНИК | ГЕОФИЗИКА | ВЕСТНИК САМАРСКОГО УНИВЕРСИТЕТА. АЭРОКОСМИЧЕСКАЯ ТЕХНИКА, ТЕХНОЛОГИИ И МАШИНОСТРОЕНИЕ
АЭРОКОСМИЧЕСКАЯ ТЕХНИКА, ТЕХНОЛОГИИ И МАШИНОСТРОЕНИЕ
Читать далее >>
002540 | Jiangsu Asia-Pacific Light Alloy Technology Co. Ltd. Цены на акции и новости
За последние два года не было значительных новостей.
Основные данные об акциях
- Коэффициент P/E (TTM)
- Отношение цены к прибыли (P/E), ключевой показатель оценки, рассчитывается путем деления самой последней цены закрытия акции на сумму разводненной прибыли. на акцию от продолжающихся операций за последние 12 месяцев.
- Прибыль на акцию (TTM)
- Чистая прибыль компании за последний двенадцатимесячный период, выраженная в долларах на полностью разводненные акции в обращении.
- Рыночная капитализация
- Отражает общую рыночную стоимость компании. Рыночная капитализация рассчитывается путем умножения количества акций в обращении на цену акции. Для компаний с несколькими классами обыкновенных акций рыночная капитализация включает оба класса.
- Акции в обращении
- Количество акций, которыми в настоящее время владеют инвесторы, включая акции с ограниченным доступом, принадлежащие должностным лицам компании и инсайдерам, а также акции, принадлежащие общественности.
- Публичный оборот
- Количество акций, находящихся в руках государственных инвесторов и доступных для торговли. Чтобы рассчитать, начните с общего количества акций в обращении и вычтите количество ограниченных акций. Акции с ограниченным доступом обычно выпускаются для инсайдеров компании с ограничениями на то, когда они могут быть проданы.
- Дивидендный доход
- Дивиденд компании, выраженный в процентах от текущей цены ее акций.

Ключевые биржевые данные
Коэффициент P/E (TTM)
14.33 (10/31/22)
EPS (TTM)
¥ 0.36
Market Cap
¥ 8.45 B
Shares Outstanding
1.
25 BPublic Float
851.61 M
Yield
1.92% (10/31/22)
Latest Dividend
¥ 0.100070998 (07/08/22)
Экс-дивидендная дата
08.07.22
 25 B
25 B- Акции, проданные без покрытия
- Общее количество акций ценной бумаги, которые были проданы без покрытия и еще не выкуплены.
- Изменение по сравнению с последним
- Процентное изменение коротких процентов по сравнению с предыдущим отчетом по сравнению с самым последним отчетом. Биржи сообщают о коротких процентах два раза в месяц.
- Процент в обращении
- Общее количество коротких позиций по отношению к количеству акций, доступных для торговли.
Short Interest ()
N/A
- Коэффициент повышения/понижения денежного потока рост» цены и стоимость сделок, совершенных на «падении» цены. Соотношение вверх/вниз рассчитывается путем деления стоимости сделок вверх на стоимость сделок вниз. Чистый денежный поток — это стоимость сделок на росте минус стоимость сделок на понижении. Наши расчеты основаны на комплексных, отсроченных котировках.
 Соотношение вверх/вниз рассчитывается путем деления стоимости сделок вверх на стоимость сделок вниз. Чистый денежный поток — это стоимость сделок на росте минус стоимость сделок на понижении. Наши расчеты основаны на комплексных, отсроченных котировках.
Соотношение вверх/вниз рассчитывается путем деления стоимости сделок вверх на стоимость сделок вниз. Чистый денежный поток — это стоимость сделок на росте минус стоимость сделок на понижении. Наши расчеты основаны на комплексных, отсроченных котировках.Фондовый денежный поток
Н/Д
Фактический диапазон аналитиков Консенсус
Обзор
Акции: котировки акций США в режиме реального времени отражают сделки, зарегистрированные только через Nasda; полные котировки и объем отражают торговлю на всех рынках и задерживаются не менее чем на 15 минут. Международные котировки акций задерживаются в соответствии с требованиями биржи. Основные данные компании и оценки аналитиков предоставлены FactSet. Copyright 2019© FactSet Research Systems Inc. Все права защищены. Источник: FactSet
Индексы: Котировки индексов могут быть в режиме реального времени или с задержкой в соответствии с требованиями биржи; обратитесь к отметкам времени для получения информации о любых задержках.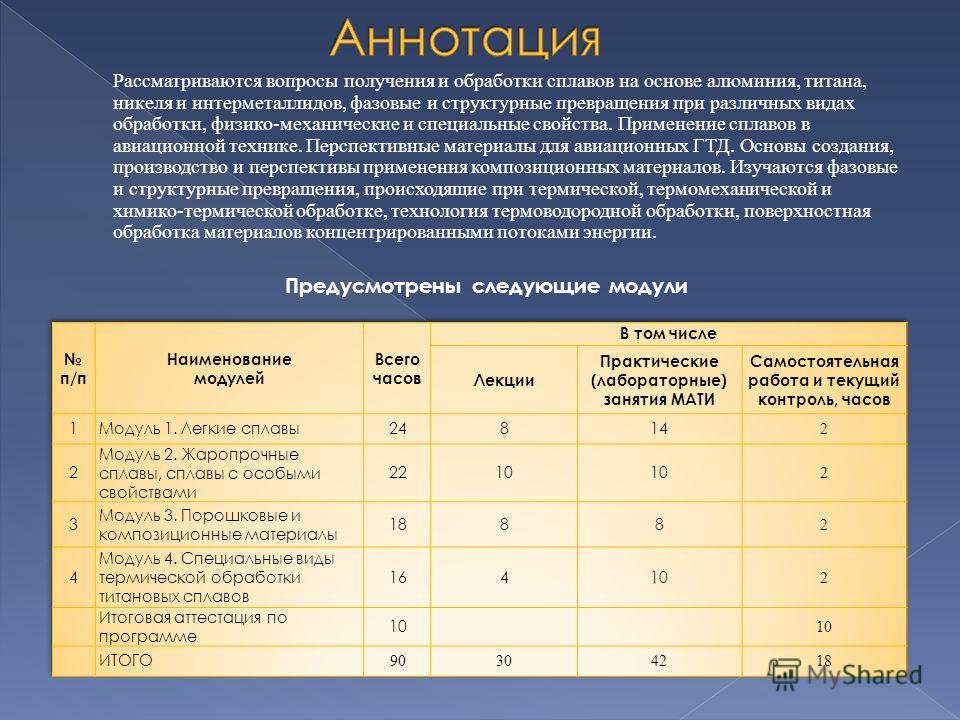 Источник: FactSet
Источник: FactSet
Рыночный дневник: данные на странице обзора США представляют торговлю на всех рынках США и обновляются до 20:00. См. таблицу «Дневники закрытия» на 16:00. закрывающие данные. Источники: FactSet, Dow Jones. Источники: FactSet, Dow Jones 9.0003
ETF Movers: Включает ETF и ETN объемом не менее 50 000. Источники: FactSet, Dow Jones
Облигации: котировки облигаций обновляются в режиме реального времени. Источники: FactSet, Tullett Prebon
Валюты: Котировки валют обновляются в режиме реального времени. Источники: FactSet, Tullett Prebon
Товары и фьючерсы: Цены на фьючерсы задерживаются не менее чем на 10 минут в соответствии с требованиями биржи. Значение изменения в период между расчетом по открытому крику и началом торгов следующего дня рассчитывается как разница между последней сделкой и расчетом предыдущего дня. Значение изменения в другие периоды рассчитывается как разница между последней сделкой и самым последним расчетом. Источник: FactSet
Данные предоставляются «как есть» только для информационных целей и не предназначены для торговых целей. FactSet (a) не дает никаких явных или подразумеваемых гарантий любого рода в отношении данных, включая, помимо прочего, какие-либо гарантии товарного состояния или пригодности для конкретной цели или использования; и (b) не несет ответственности за любые ошибки, неполноту, прерывание или задержку, действия, предпринятые на основании каких-либо данных, или за любой ущерб, возникший в результате этого. Данные могут быть намеренно задержаны в соответствии с требованиями поставщика.
FactSet (a) не дает никаких явных или подразумеваемых гарантий любого рода в отношении данных, включая, помимо прочего, какие-либо гарантии товарного состояния или пригодности для конкретной цели или использования; и (b) не несет ответственности за любые ошибки, неполноту, прерывание или задержку, действия, предпринятые на основании каких-либо данных, или за любой ущерб, возникший в результате этого. Данные могут быть намеренно задержаны в соответствии с требованиями поставщика.
Взаимные фонды и ETF: Вся информация о взаимных фондах и ETF, содержащаяся на этом дисплее, за исключением текущей цены и ценовой истории, была предоставлена компанией Lipper, A Refinitiv, при условии соблюдения следующих условий: Copyright 2019© Refinitiv. Все права защищены. Любое копирование, переиздание или перераспределение контента Lipper, в том числе путем кэширования, кадрирования или аналогичными способами, категорически запрещено без предварительного письменного согласия Lipper. Lipper не несет ответственности за какие-либо ошибки или задержки в содержании, а также за любые действия, предпринятые в связи с этим.
Криптовалюты: Котировки криптовалют обновляются в режиме реального времени. Источники: CoinDesk (Биткойн), Kraken (все остальные криптовалюты)
Календари и экономика: «Фактические» цифры добавляются в таблицу после публикации экономических отчетов. Источник: Кантар Медиа
Jiangsu Asia-Pacific Light Alloy Technology Co., Ltd. (002540.SZ)
Поиск по типу
Отчет
База данных
Новости
*
Категория
- Goods & General
- ConsumerGoods
- General
- Agriculture
- Food&Beverage
- Manufacturing
- Energy
- Metals & Minerals
- Material
- Machinery
- Chemical
- Automotive
- Life Sciences
- Биотехнология
- Pharmaceutical
- Medical
- Technology And Media
- Hardware
- IT & Software
- Telecom
- Internet
- Media
- Electronics
- Public Sector
- Training
- Other service sector
- Environment
- Финансовая служба
- Розничная торговля
- Недвижимость
- Логистика
- Туризм
Главная>002540. SZ
SZ
Jiangsu Asia-Pacific Light Alloy Technology Co., Ltd. (002540.SZ)
Профиль
Зарегистрированный капитал:
208.00 (RMB MLN)
Сотрудники :
1240
Электронная почта :
Веб -сайт :
HTTP://www.yatal.com
http://www.yatal.com
http://www.yatal.com
HTTP://www.yatal.com
.
0510-88271111
Факс:
0510-88278653
Введение из Google Finance
Компания Jiangsu Asia-Pacific Light Alloy Technology Co., Ltd. занимается производством и поставкой прецизионных алюминиевых труб и экструзионных профилей, главным образом для автомобильных теплообменных систем в Китае. Он также разрабатывает и производит алюминиевые трубы для холодильной промышленности и прецизионные экструзионные профили для приложений ABS/TCS/ESP. Компания предлагает круглые, плоские и плакированные тянутые трубы для трубопроводов переменного тока, радиаторов, испарителей, радиаторов нагревателей и конденсаторов; многопортовые экструзионные трубы для конденсаторов, промежуточных охладителей, испарителей и радиаторов; и экструзионные профили для соединителей, кронштейнов и клапанов. Его продукция используется в различных областях, включая автомобильную, транспортную, ОВКВ, промышленную, авиационную и солнечную.
Его продукция используется в различных областях, включая автомобильную, транспортную, ОВКВ, промышленную, авиационную и солнечную.
Отчеты
- Подробный отчет Jiangsu Asia-Pacific Light Alloy Technology Co., Ltd. (002540.SZ)
- Кредитный отчет Jiangsu Asia-Pacific Light Alloy Technology Co., Ltd. (002540.SZ)
- Финансовый отчет Jiangsu Asia-Pacific Light Alloy Technology Co., Ltd. (002540.SZ)
- Глобальный и китайский отчет по 3D-печати, 2015-20182015/8/19
- Китайский отчет по автомобильной промышленности легких материалов (металла) , 2014-20182015/8/4
- Глобальный и китайский отчет по алюминиевому профилю, 2013-20162013/10/10
- Глобальный и китайский отчет по индустрии алюминиевых профилей, 2012 г. 2012/9/25
Новости подробнее..
Компания Jiangsu Asia-Pacific Light Alloy Technology Co., Ltd. занимается производством и поставкой прецизионных алюминиевых труб и экструзионных профилей, главным образом, для автомобильных теплообменных систем в Китае.
Механизация и автоматизация сварочного производства: Механизация и автоматизация сварочного производства
Механизация и автоматизация сварочного производства от ООО «ДельтаСвар»
Главная / Библиотека / Новости / Механизация и автоматизация сварочного производства от ООО «ДельтаСвар»
Хорошо известно, что сегодня большинство производственных задач по сварке на промышленном предприятии можно решить с помощью механизации и автоматизации. Тем не менее, только грамотный подбор сварочной техники, средств механизации и технологии в комплексе позволит достичь максимального эффекта от внедрения оборудования.
Компания «ДельтаСвар» предложит Вам наиболее экономически выгодные решения на базе современной техники, начиная от средств малой механизации и заканчивая роботизированными комплексами.
1. Малая механизация
Наша компания предлагает экономичные решения на базе автоматических сварочных кареток для сварки протяженных прямолинейных швов, автоматических сварочных вращателей для сварки кольцевых швов и пр.
Эффективность применения малой механизации связано со многими факторами.
Во-первых, мы избавляем сварщика от монотонной тяжелой работы. Представьте, что Ваш сварщик может варить 5-6 часов в смену вместо 3-3,5 без ущерба качеству сварочных работ. Во-вторых, теперь нет зависимости от руки, которая держит сварочную горелку. Качество продукции улучшается, количество остановок и время на отдых уменьшается, а Ваши сварные соединения остаются однородными и точными.
2. Автоматические сварочные установки
В центре внимания находятся специальные сварочные установки, в основе которых высокопроизводительное оборудование для сварки в защитном газе и под слоем флюса, интегрируемое в стандартные компоненты автоматизации: сварочные колонны, порталы, машины для сварки продольных швов, сварочные тракторы.
Используя стандартные компоненты автоматизации, специалисты компании «ДельтаСвар» спроектируют для Вас установку с требуемым уровнем автоматизации и производительности, оптимальную для решения Вашей производственной задачи.
3. Роботизированные комплексы
Являясь официальным интегратором компании ABB – мирового лидера в производстве робототехники, ООО «ДельтаСвар» разработает для Вас робототехнический комплекс, подберет технологию сварки, проведет обучение Ваших специалистов.
Профессиональный опыт наших сотрудников – залог оптимального решения любой, даже самой сложной технической задачи. Для каждого клиента мы разрабатываем индивидуальную технологию, подбираем необходимое оборудование, дополнительные принадлежности, расходные материалы. Мы берем на себя поставку, монтаж техники и пуско-наладочные работы.
Убедитесь в этом сами, изучив линейку оборудования на нашем сайте, или позвонив по телефону +7 (343) 384-71-72.
Читайте также:
Выставка Weldex-2022
Приглашаем Вас посетить стенд нашей компании на выставке Weldex-2022, которая пройдет 11-14 октября 2022 года в МВЦ «Крокус Экспо»!
…
Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи.
…
Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования.
…
Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
…
Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах.
…
Поделиться ссылкой:
Механизация и автоматизация сварочного производства
Сварочные позиционеры
Купить сварочный позиционер
Основное назначение сварочных позиционеров — автоматизация процесса сварки. Шаговые двигатели на вращении и повороте стола позволяют позиционировать сварочную головку с высокой точностью относительно свариваемых деталей. В комплексе с манипулятором сварочной головки и ЧПУ устройство может работать в программируемом режиме, что значительно повышает качество сварного шва (сварка под слоем флюса или в защитной среде).
В комплексе с манипулятором сварочной головки и ЧПУ устройство может работать в программируемом режиме, что значительно повышает качество сварного шва (сварка под слоем флюса или в защитной среде).
Позиционер предназначен для вращения цилиндрических изделий со сварочной скоростью при автоматической сварке внутренних и наружных кольцевых швов, а также для установки изделий на маршевой скорости в положение, удобное для ручной и полуавтоматической сварки. С помощью вращателя достигается рациональное расположение свариваемого участка, за счёт чего вспомогательное время на сварку сокращается до минимума.
Сварочные вращатели
Купить сварочный вращатель
Предназначены для вращения цилиндрических изделий со сварочной скоростью при автоматической сварке внутренних и наружных кольцевых швов, а также для установки изделий на маршевой скорости в положение, удобное для ручной и полуавтоматической сварки. С помощью вращателя достигается рациональное расположение свариваемого участка, за счёт чего вспомогательное время на сварку сокращается до минимума. Вращатель состоит из одной приводной и одной неприводной секций. Приводная секция представляет собой раму, на которой установлены две приводные роликоопоры, каждая из которых имеет свой привод вращения. Управление приводами осуществляется от общего шкафа управления. Неприводная секция представляет собой раму, на которой установлены две неприводные роликоопоры. Настройка вращателя на заданный диаметр свариваемого изделия производится автоматически.
Вращатель состоит из одной приводной и одной неприводной секций. Приводная секция представляет собой раму, на которой установлены две приводные роликоопоры, каждая из которых имеет свой привод вращения. Управление приводами осуществляется от общего шкафа управления. Неприводная секция представляет собой раму, на которой установлены две неприводные роликоопоры. Настройка вращателя на заданный диаметр свариваемого изделия производится автоматически.
Роликовые колеса покрыты полиуретаном, для улучшения сцепления колеса с заготовкой они могут быть покрыты специальной резиной. Установив сварочные вращатели роликовые для механизации или автоматизации сварочного производства можно повысить как производительность сварочных работ, так и качество выполненных сварочных швов. Установив на участке сварочную колонну работающую совместно с вращателем, можно варить в автоматическом режиме как кольцевые, так и продольные швы цилиндрических обечаек.
Сварочная колонна
Купить сварочную колонну
Приспособление для перемещения и точного позиционирования сварочной горелки и, как следствие, проведения процесса сварки. При помощи сварочной колонны достигается почти полная автоматизация сварочного производства производящего сварку цилиндрических сосудов и резервуаров. Управляет функциями сварочной колонны программируемый блок числового программного управления, который отвечает за работу всех систем, и обеспечивает согласованную работу со сварочным и вспомогательным оборудованием. Колонны состоят из продольной платформы и вертикальной стойки со сварочной головкой. Перемещение всех систем осуществляется по сервоприводам с маршевой или сварочной скоростью. Все направляющие профильные рельсы для защиты оснащены тормозными концевыми выключателями. Применение колонны обеспечивает стабильность и высокое качество работ, позволяя исключить брак вследствие человеческого фактора.
При помощи сварочной колонны достигается почти полная автоматизация сварочного производства производящего сварку цилиндрических сосудов и резервуаров. Управляет функциями сварочной колонны программируемый блок числового программного управления, который отвечает за работу всех систем, и обеспечивает согласованную работу со сварочным и вспомогательным оборудованием. Колонны состоят из продольной платформы и вертикальной стойки со сварочной головкой. Перемещение всех систем осуществляется по сервоприводам с маршевой или сварочной скоростью. Все направляющие профильные рельсы для защиты оснащены тормозными концевыми выключателями. Применение колонны обеспечивает стабильность и высокое качество работ, позволяя исключить брак вследствие человеческого фактора.
Портальная резка
Купить портальную резку
Портальная конструкция перемещает резаки с источником питания над вытяжным столом, открывая в нём клапаны на вытяжку в секции, где в данный момент идёт резка.
Секционный вытяжной стол осуществляет вытяжку из секции над которой производится резка благодаря своей внутренней конструкции из клапанов и заслонок, которые открываются в нужном секторе механическими переключателями, активируемыми перемещением портала.
Сама конструкция модульная, то есть обслуживание, ремонт и замена одной неисправной детали будет простым и не потребует останавливать работы остальных узлов. Простая конструкция портальной части и ездовых путей, c системой автоматической компенсации люфтов, обеспечивает многолетнюю безотказную работу оборудования в условиях отечественного производства. В конструкции применяются линейные рельсовые направляющие, шарико-винтовые передачи, стальные зубчатые рейки с термически упрочненным зубом, кабелеукладочные цепи импортного производства.
Механизация и автоматизация сварки открывают большие перспективы в развитии сварочного производства: повышение производительности труда, совершенствование качества продукции, сокращение численности персонала и снижение требований к мастерству сварщика, т. к. он становится оператором, контролирующим и управляющим процессом.
к. он становится оператором, контролирующим и управляющим процессом.
В сварочном производстве механизация и автоматизация достигаются за счёт применения различных приспособлений, специальных сварочных установок, использования робототехники, создания поточных механизированных и автоматизированных линий, на которых механизированными способами осуществляются работы по заготовке, сборке, сварке и транспортировке сварных изделий, а в ряде случаев — их послесварочной обработки.
Заказать
Наша компания готова предложить проектировку и реализацию любых задач по механизации и автоматизации на Вашем предприятии.
Наверх
- Главная
- »
- Механизация и автоматизация сварочного производства
5 Тенденции в области автоматизации, влияющие на роботизированные сварочные системы и процессы
Американские производственные компании начали использовать системы автоматизации, такие как роботизированная сварка, чтобы оставаться конкурентоспособными на рынке, не отставать от спроса и работать более эффективно.
Самое лучшее в автоматизации и роботизированной сварке то, что это не означает конец американских производственных рабочих мест. Тенденции в автоматизации меняются и значительно развиваются с течением времени, облегчая выполнение задач производственными рабочими.
Эти тенденции во многом влияют на роботизированную сварку.
Что такое роботизированная сварка?
Роботизированная сварка — это автоматизированный процесс сварки, при котором два материала сплавляются вместе посредством нагрева, смешивания и охлаждения с использованием механизированных программируемых инструментов.
Роботизированная сварка лучше всего подходит для промышленных и производственных отраслей с повторяющимися сварочными процессами в больших объемах. Существует несколько типов сварочных процессов, которые можно выполнять с помощью роботизированных сварочных инструментов.
Некоторые из наиболее распространенных форм роботизированной сварки включают:
- Сварка сопротивлением
- Точечная сварка
- Дуговая сварка
- Сварка ВИГ
- Лазерная сварка
- Сварка МИГ
- Плазменная сварка
Роботизированная сварка предлагает различные преимущества, такие как повышенная эффективность, повышенная безопасность для производственных рабочих и снижение необходимости ручной регулировки процесса сварки.
Ваши производственные усилия могут значительно выиграть от использования роботизированных сварочных аппаратов, которые помогут вам идти в ногу с тенденциями автоматизации.
Вот пять современных тенденций автоматизации, которые влияют на роботизированную сварку.
1. Мониторинг производства
Стремясь увеличить скорость производства, производители обращаются к системам мониторинга производства. Эти системы обеспечивают более точные измерения, более эффективное управление процессами и повышение качества деталей.
Они также контролируют и предоставляют информацию о качестве сварки. Это позволяет производителям управлять качеством продукции роботизированных сварочных аппаратов.
Системы мониторинга производства обеспечивают огромную экономию времени для руководителей производственных линий, что позволяет ускорить производственный процесс без ущерба для качества.
2. Усовершенствования адаптивной сварки
Для адаптивной сварки были добавлены датчики, которые делают роботов более удобными для пользователя, обеспечивая большую гибкость и скорость.
Датчики дают роботам осязание и зрение при движении вдоль сварного шва. Это облегчает им передачу более подробной информации, а не только данных.
3. Upstream Practices
Upstream Practices должны правильно работать со сварочной ячейкой, чтобы гарантировать наличие деталей нужного типа и количества для сварочного применения.
Объединение предшествующих процессов и сварочных ячеек сокращает время обработки материалов, экономит площадь и ресурсы, а также обеспечивает бесперебойную работу всей операции.
4. Совместная технология
Нахождение человека-оператора и робота в непосредственной близости друг от друга обеспечивает безопасную и эффективную работу. Некоторые из новых тенденций сотрудничества между роботом и оператором включают жестовые команды для создания определенного действия или программы.
5. Простое программирование и эксплуатация роботизированных систем автоматизации
В производственной среде требуется надлежащее обучение робототехнике, особенно для программистов. Таким образом, они могут правильно программировать системы автоматизации в соответствии с тем, что производится.
Таким образом, они могут правильно программировать системы автоматизации в соответствии с тем, что производится.
Системы автоматизации робототехники изменились и стали более удобными для пользователя.
Многие системы теперь предлагают такие элементы, как автономное программирование, системы беспроводной связи и сенсорные технологии. Программистам необходимо будет хорошо разбираться во многих производственных средах, использующих роботизированную сварку в своих процессах.
Сотрудники и высококвалифицированные инженеры Marlin Steel используют системы автоматизации и роботизированной сварки для производства более прочной и высококачественной продукции, отвечающей вашим потребностям.
Свяжитесь с Marlin Steel, чтобы узнать больше об их превосходной продукции и узнать, какие индивидуальные решения лучше всего подходят для вас.
Автоматизированная сварка
Вызов
Качественный
Составные части
Стандартизированные системы
Индивидуальные системы
Отрасли
Контакт
ЗадачаКачествоКомпонентыСтандартизированные системыИндивидуальные системыОтраслиКонтакты
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ СВАРКИ И ПОВЫШЕНИЕ КОНКУРЕНТОСПОСОБНОСТИ
Во времена цифровизации и Индустрии 4. 0 оптимизация производственных процессов является главным приоритетом. Компании должны производить все больше и больше продукции безупречного качества, одновременно работая экономично и эффективно. Автоматизированные сварочные системы с цифровой технологией управления и сетевыми компонентами не только обеспечивают неизменно высокое качество шва, но и значительно сокращают время производства.
0 оптимизация производственных процессов является главным приоритетом. Компании должны производить все больше и больше продукции безупречного качества, одновременно работая экономично и эффективно. Автоматизированные сварочные системы с цифровой технологией управления и сетевыми компонентами не только обеспечивают неизменно высокое качество шва, но и значительно сокращают время производства.
Автоматизация сварочных процессов позволяет коммерческим и промышленным предприятиям стать более конкурентоспособными в таких отраслях, как мостостроение, строительство электростанций, нефтегазовая промышленность, энергоснабжение, машиностроение, дымоходостроение, автомобилестроение, авиастроение, судостроение , строительство трубопроводов, пищевая промышленность, строительство железнодорожных транспортных средств и желтые товары.
КАЧЕСТВО ОТ ПЛАНИРОВАНИЯ ДО ОБСЛУЖИВАНИЯ
ВСЕ ИЗ ОДНОГО ИСТОЧНИКА
СОСРЕДОТОЧЕНИЕ НА ОПТИМАЛЬНОМ РЕЗУЛЬТАТЕ СВАРКИ
Поставщики решений для автоматизированной и механизированной сварки требуют всестороннего понимания внутренних процессов заказчика. Это потому, что каждый ненужный рабочий шаг создает ненужные затраты. Вместо этого необходимо оптимизировать обработку компонентов и процессы сварки, чтобы свести к минимуму время и усилия, затрачиваемые на подготовку и доработку, а также сэкономить время производства и расходные материалы, всегда с конечной целью достижения идеального сварного шва.
Это потому, что каждый ненужный рабочий шаг создает ненужные затраты. Вместо этого необходимо оптимизировать обработку компонентов и процессы сварки, чтобы свести к минимуму время и усилия, затрачиваемые на подготовку и доработку, а также сэкономить время производства и расходные материалы, всегда с конечной целью достижения идеального сварного шва.
Fronius Welding Automation также полагается на тесное сотрудничество и профессиональную реализацию проектов. Это варьируется от планирования до ввода в эксплуатацию на месте в сочетании с глобальным обслуживанием в течение всего срока службы продукта.
ТЭО/ТЕСТ СВАРКИ
Компания Fronius поможет вам с интеграцией автоматических сварочных систем с самого начала. Мы проводим подробные исследования по вашему поручению, уделяя особое внимание возможности строительства и технологии сварки, а также коммерческим и техническим аспектам. Компоненты проходят контрольную сварку в рамках проводимых технико-экономических обоснований, чтобы мы могли выбрать наиболее эффективную технологию сварки.
CONCEPT
Fronius может иметь обширную базу интеллектуальных сварочных систем для любого применения. Мы используем это для разработки решения, оптимально адаптированного к вашим требованиям, с акцентом на интеллектуальные рабочие процессы и всегда оптимальные результаты сварки.
ИНЖИНИРИНГ
От механизированных сварочных тележек до полностью автоматизированных роботизированных модулей: ассортимент продукции Fronius отвечает всем требованиям. Во время разработки мы выбираем подходящий уровень автоматизации и соответствующий блок управления, датчики и технику безопасности, среди прочего. Логичные рабочие процедуры, точные процессы сварки и идеальные сварные швы – вот к чему мы стремимся.
ПРОИЗВОДСТВО
Мы производим наши сварочные системы в соответствии со строгими спецификациями и стандартами управления качеством (ISO 9001) и инженерными нормами. Это гарантирует, что вы сможете надежно выдерживать экстремальные нагрузки даже в суровых условиях повседневной работы.
ВВОД В ЭКСПЛУАТАЦИЮ
Все сварочные системы перед поставкой вводятся в эксплуатацию, тестируются и оптимизируются в компании Fronius. Мы также осуществляем предварительную приемку на нашей территории. После этого мы отгружаем систему и устанавливаем ее на место установки. Мы оказываем поддержку нашим клиентам на начальном этапе в форме обучения специалистов и оптимизации процессов.
СЕРВИС
Наша глобальная партнерская сеть гарантирует быстрое обслуживание на месте. Во многих случаях вы получаете выгоду от гибкого удаленного обслуживания через Интернет.
ТОЧНОЕ ВЗАИМОДЕЙСТВИЕ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ, ИСТОЧНИКОВ ПИТАНИЯ И КОМПОНЕНТОВ
Автоматизированные сварочные системы подобны высокотехнологичному оркестру специализированных компонентов. Только когда они работают в идеальной гармонии, вы получаете высококачественные и экономичные результаты сварки.
Если используются такие компоненты, как колонны, поворотные столы или позиционеры, это называется «жесткой автоматизацией». Здесь важна каждая деталь, от подачи компонентов до зажигания дуги. Интеллектуальное и точное взаимодействие всех модулей, участвующих в процессе сварки, обеспечивает постоянное качество сварного шва, которое можно воспроизвести в любое время.
Здесь важна каждая деталь, от подачи компонентов до зажигания дуги. Интеллектуальное и точное взаимодействие всех модулей, участвующих в процессе сварки, обеспечивает постоянное качество сварного шва, которое можно воспроизвести в любое время.
Программное обеспечение системы управления
Технология источника питания
Лазерное отслеживание шва
Система камер ArcView
Входящий и исходящий транспорт компонентов
Системы натяжения
Интеллектуальные услуги
Технология безопасности
Документация сварочных данных
СТАНДАРТНЫЕ СИСТЕМЫ ДЛЯ ВЫСШЕГО КАЧЕСТВА
Компания Fronius Welding Automation предлагает широкий выбор автоматизированных сварочных систем для продольной, круговой и орбитальной сварки.
Системы продольного шва
Системы кольцевых швов
Системы облицовки
Орбитальные системы
Системные решения от Fronius Welding Automation
ПОЭТОМУ ТЫСЯЧИ КЛИЕНТОВ ПО ВСЕМУ МИРУ ВЫБИРАЮТ АВТОМАТИЗАЦИЯ СВАРКИ FRONIUS:
- Высокие стандарты качества в соответствии с ISO 9001 для проектирования, планирования проектов и производства
- Инновационная дуговая технология и воспроизводимое качество сварки
- Современные технологии управления и датчиков
- Интуитивное простое использование источников питания, системных элементов управления и пультов дистанционного управления
- Передовое, надежное машиностроение
- Обслуживание по всему миру, обучение специалистов, калибровка, модернизация, модернизация и другие услуги
- Долгосрочная надежность и доступность
- Повышение качества, ускорение производства, снижение затрат
Индивидуальные системы
Являясь генеральным подрядчиком, компания Fronius Welding Automation уже более 40 лет разрабатывает индивидуальные комплексные решения для комплексных задач — от транспортировки компонентов в процессе сварки до транспортировки компонентов на выходе.
»
Наши клиенты видят в нас надежного, инновационного и ориентированного на качество партнера, который отвечает всем ожиданиям, от первого контакта до обслуживания системы на месте. Fronius Welding Automation обеспечивает качество из одних рук. На весь срок службы продукта.
«
Антон Лейтенмайр, Руководитель Fronius Welding Automation
Стенки вагона
Гидроцилиндры
Турбинные валы
Резервуары для хранения
АВТОМАТИЗАЦИЯ СВАРКИ ДЛЯ ВАШЕЙ ПРОМЫШЛЕННОСТИ
Во всем мире бренд Fronius символизирует инновации, опыт и экономичность. Наши автоматизированные сварочные системы используются практически во всех отраслях промышленности. Будь то сварка MIG/MAG, CMT, TIG, SpeedClad Twin, ArcTig, Plasma или LaserHybrid, мы реализуем любой процесс сварки экологично, экономично и с высочайшим качеством.
Будь то сварка MIG/MAG, CMT, TIG, SpeedClad Twin, ArcTig, Plasma или LaserHybrid, мы реализуем любой процесс сварки экологично, экономично и с высочайшим качеством.
Нефтегазовая промышленность
Энергоснабжение
Строительство электростанции
Строительство трубопровода
Автомобилестроение
Строительство моста
Машиностроение
Строительство дымохода
Самолетостроение
Судостроение
Пищевая промышленность
Рельсовое транспортное строительство
Желтые товары
Информационный бюллетень Регистрация
Благодарим вас за подписку на новостную рассылку Perfect Welding! Для завершения регистрации вы вскоре получите электронное письмо со ссылкой для подтверждения вашего адреса электронной почты.
Перепады воды в душе: причины перепадов и способы устранения
характеристики и правила выбора — SanSmail
КАТАЛОГ
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
- Подбор по брендам
Магазин Сантехники SanSmail
»
Статьи
»
Рекомендации по выбору сантехники
» Стоит ли покупать термостатический смеситель
В среднем термостатические смесители в 2-3 раза дороже стандартных моделей без автоматического поддержания заданной температуры воды.
Высокая стоимость объясняется более сложным устройством данного типа сантехники.
Но имеет ли смысл переплачивать и стоит ли покупать термостатический смеситель для квартиры или дома? Давайте разбираться.
Что такое термостатический смеситель
Термостатический смеситель имеет специальный механизм (термостат), который способен выдавать на выходе воду заданной температуры с погрешностью от 1 до 5 градусов, в зависимости от модели и производителя (у китайцев погрешность высокая, у европейцев минимальная).
Допустим, вы выставляете на смесителе температуру 39 градусов.
Теперь вода в душ или излив будет подаваться всегда близкой к данному показателю (38-40 градусов).
И даже если в водопроводе начнутся скачки давления, то в термостатическом смесителе температура не изменится.
То есть смеситель с термостатом спасает от перепадов температуры в душе.
Он также позволяет не возиться каждый раз с рычагом или вентилями, ища оптимальное сочетание холодной и горячей воды.
Достаточно один раз выставить температуру и мыться постоянно с максимальным комфортом.
Как это работает.
Если не вдаваться в технические подробности, то принцип работы следующий – в смесителе имеется материал, который реагирует на температуру, расширяясь и сужаясь.
Когда вода слишком горячая материал расширяется и тем самым уменьшает поступление горячей воды из водопровода.
Если слишком холодная, наоборот увеличивает поступление.
Реагирует материал на изменение температуры практически моментально, поэтому регулировка и получается столь точной.
Плюс термостат является механическим устройством, поэтому максимально надежен.
Подробнее об устройстве вы можете почитать здесь.
Когда важно использовать термостатический смеситель
Установка термостатического смесителя рекомендована в следующих случаях:
1. При постоянных перепадах давления в водопроводе.
Перепады могут быть, когда соседи включают воду или когда вода включается в ванной и на кухне одновременно.
В некоторых домах вода просто подается неравномерно.
2. При использовании накопительных водонагревателей.
В электрических и газовых бойлерах вода нагревается до температуры 70-85 градусов.
Поэтому при резком отключении подачи холодной воды во время принятия душа с обычным смесителем можно заработать серьезнейший ожог.
3. При использовании проточных газовых водонагревателей.
При использовании газовых колонок часто сложно добиться комфортной температуры воды, особенно при скачках давления в водопроводе.
Термостатический смеситель избавит от этой проблемы раз и навсегда.
Кроме того, современные газовые водонагреватели иногда «глючат» и включают максимальную подачу газа при среднем или слабом напоре воды.
Смеситель поможет и тут, защитив вас от ожогов.
С проточными электрическими водонагревателями все куда сложнее.
Использовать с ними в паре смеситель с термостатом не всегда возможно и каждый случай нужно рассматривать индивидуально.
4. При наличии в квартире маленьких детей.
Дети могут самостоятельно включить кран с горячей водой и обжечься.
Поэтому для подстраховки не помешает термостат на смесителях в ванной комнате и на кухне.
Делаем выводы
Если у вас нет маленьких детей и проблем с перепадом давления в водопроводе, то термостатический смеситель вам не нужен.
Однако с ним значительно удобнее, поэтому при наличии денежных средств имеет смысл попробовать.
Но учтите, что привыкаешь к автоматической регулировке температуры очень и очень быстро.
Обратно на стандартный смеситель переходить будет достаточно сложно из-за привычки не настраивать температуру вручную и из-за снижения уровня комфорта.
Между прочим:
Любителям контрастного душа термостатический смеситель будет не совсем удобен.
Для данной оздоровительной процедуры лучше все-таки использовать однорычажные смесители.
Горячо или холодно: управляем температурой воды
Тёплая ванна или душ после тяжёлого рабочего дня — разве это не мечта? Ещё какая! Правда реальность может оказаться не такой радужной. Резкие перепады температуры и напора могут сопровождать вас в течение всего купания. Защитит от них – термостатический смеситель. Он обеспечит максимум удовольствия от принятия душа и исключит возможность ошпаривания.
Для чего нужен?
Главная задача устройства – поддержание установленного уровня прогрева воды. Если параметры температуры и давления меняются, смеситель моментально реагирует на это и доводит показатели до заданных значений. Колебания температуры и напора теперь вам не страшны, даже если кто-то решит помыть посуду или воспользоваться смывом.
Достоинства
► Безопасность: контрастный душ или ошпаривание исключаются, поверхность смесителя не нагревается.
► Удобство: поддержание нужной температуры во время принятия душа/ванны, при выключении и включении устройство автоматически настроит прежнюю температуру.
► Экономичность: при установке термостатического смесителя нет необходимости сливать воду и ждать, пока она прогреется до нужной температуры.
Как работает?
Принцип работы всех термостатических смесителей схож. Элементы, находящиеся внутри корпуса изделия, реагируют на температурные колебания (термостат) или изменения в напоре поступающей из водопровода воды (специальный картридж).
Так, термостат обеспечивает комфортную температуру, корректируя пропорции смешивания потоков холодной и горячей воды. Скорость работы зависит от мощности устройства. Чем она больше, тем быстрее термостат регулирует потоки: уменьшает один за счёт увеличения другого. В том случае, если холодная вода не поступает, устройство автоматически прерывает подачу струи из крана.
Для удобства многие из моделей термостатических смесителей оснащены шкалой температуры, где выставляется нужное значение.
Перед включением смесителя необходимо установить температуру воды. После – отрегулировать напор. В результате на выходе вы получите комфортную температуру воды и нужный напор.
Кому нужен
Специалисты рекомендуют установить термостатический смеситель в том случае, если:
- Используется электрический бойлер. Обычно вода в ёмкости прогревается до 70-85° С. Резкое отключение холодной воды с обычным смесителем может привести к получению сильного ожога.
- У вас есть дети. Малыши могут случайно включить горячую воду и получить ожог. Обезопасить вашего ребёнка от травм поможет термостатический смеситель в ванной и на кухне.
Разновидности приборов
Практически любой изготовитель оборудования для ванной комнаты и кухни имеет в ассортименте модели термостатических смесителей. Это могут быть как простые и функциональные устройства, так и дизайнерские творения.
Термостатические смесители различают по предназначению. Существуют варианты для душа, ванной, раковины, универсальные и другие. Ещё термостатические смесителя делят по способу крепления: существуют модели как для открытого, так и для закрытого монтажа.
Существуют варианты для душа, ванной, раковины, универсальные и другие. Ещё термостатические смесителя делят по способу крепления: существуют модели как для открытого, так и для закрытого монтажа.
Решились на покупку термостатического смесителя? Приходите в «Бауцентр». Наши продавцы-консультанты обязательно подберут нужную модель с учётом ваших пожеланий. Вам понравится!
9 Советы по устранению протекающей лейки душа
Фото: istockphoto.com
В: В последнее время, когда я принимаю душ, из-под лицевой панели душевой лейки капает и вытекает больше воды, чем из душевых отверстий. Я также заметил, что вода течет из насадки для душа, когда она не используется. Что дает? Мне вызвать сантехника?
A: Если постоянное капание, капание, капание не дает вам уснуть ночью, или если вас пугают брызги воды из протекающей насадки для душа каждый раз, когда вы запрыгиваете в душ и включаете его, пришло время для небольшого обслуживания душа. Если оставить их без присмотра, эти капли могут серьезно увеличить ваши счета за воду и электроэнергию и даже испачкать внутреннюю часть душа, особенно если в вашей воде много железа.
Если оставить их без присмотра, эти капли могут серьезно увеличить ваши счета за воду и электроэнергию и даже испачкать внутреннюю часть душа, особенно если в вашей воде много железа.
К счастью, устранение протечки из-под лицевой панели насадки для душа, скорее всего, будет быстрым проектом, для которого не потребуются специальные инструменты или навыки. Ремонт протекающей насадки для душа, которая капает при выключении, более сложен, но, в зависимости от причины, также может быть решен без сантехника.
Быстро очистите насадку для душа и ручку насадки для душа.
Перед устранением протечек рекомендуется очистить насадку и ручку душа. Кроме того, удаление любых скопившихся остатков и минералов может помочь устранить некоторые причины, вызывающие проблемы с душем. На данном этапе нет необходимости снимать насадку для душа. (Вообще, рекомендуется регулярно чистить насадку для душа, поэтому старайтесь делать это всякий раз, когда чистите остальную часть ванной. )
)
Выбирайте универсальное чистящее средство для ванной комнаты, не содержащее сильнодействующих химикатов, так как они могут повредить форсунки и обесцветить отделку некоторых душевых головок. Во-первых, используйте чистящее средство, чтобы вытереть любые остатки с насадки для душа и ручки мягкой тканью. Затем распылите чистящее средство на насадку для душа и почистите углы и трещины насадки небольшой щеткой с нейлоновой щетиной или зубной щеткой. Проверьте насадку для душа, чтобы убедиться, что эта простая чистка устранила проблему. Если нет, перейдите к следующему шагу.
Объявление
Перекройте подачу воды в душ.
Хотя вам не нужно отключать подачу воды во всем доме, чтобы починить большую часть сантехники, в душевых обычно нет собственных доступных запорных клапанов. (Однако, если в панели доступа есть запорный вентиль, используйте его.)
Для тех, у кого нет легкодоступного затвора для душа, идите к главному запорному крану. Обычно он находится на самом нижнем этаже, обычно в подвале на стене, где расположен водомер. Ручка обычно представляет собой круглую втулку или шаровой кран с рычажной рукояткой. Поверните круглую ручку по часовой стрелке до упора, или поверните рычаг по часовой стрелке 90 градусов. Затем подойдите к раковине на самом нижнем уровне дома и откройте краны (как горячие, так и холодные), чтобы вода из труб наверху могла стекать.
Обычно он находится на самом нижнем этаже, обычно в подвале на стене, где расположен водомер. Ручка обычно представляет собой круглую втулку или шаровой кран с рычажной рукояткой. Поверните круглую ручку по часовой стрелке до упора, или поверните рычаг по часовой стрелке 90 градусов. Затем подойдите к раковине на самом нижнем уровне дома и откройте краны (как горячие, так и холодные), чтобы вода из труб наверху могла стекать.
Снимите насадку для душа.
Фото: istockphoto.com
Убедившись, что вода в душе отключена, закройте сливное отверстие в душе, чтобы никакие детали, которые вы будете удалять, не упали в отверстие. Затем снимите насадку для душа, ослабив гайку, которая крепит ее к держателю душа.
Для старых душей этот шаг может оказаться намного сложнее, чем кажется. Если насадка для душа застряла, накройте насадку мягкой тканью, а затем используйте плоскогубцы, чтобы освободить ее. Без ткани сила плоскогубцев может повредить отделку насадки для душа.
Замочите насадку для душа в уксусе.
Теперь, когда насадка для душа снята, может быть легче понять, почему струя не так хороша, как раньше. Со временем отложения жесткой воды могут накапливаться в отверстиях насадки для душа, ограничивая разбрызгивание воды и выталкивая скопившуюся воду вокруг лицевой панели или из места соединения насадки для душа и держателя.
Advertisement
Чтобы удалить отложения жесткой воды, замочите насадку для душа на ночь в белом уксусе, чтобы смягчить минеральные отложения, а затем соскребите остатки старой зубной щеткой или щеткой с мягкой щетиной.
Проверьте уплотнение на предмет износа и установите новое уплотнительное кольцо.
Если вы заметили, что из ручки душа течет вода, проблема может заключаться в уплотнении между держателем душа и лейкой душа. Шайбы и уплотнительные кольца образуют водонепроницаемые уплотнения между соединениями на насадке для душа, но со временем они могут затвердеть или расколоться, что приведет к утечке воды. Этот тип утечки особенно распространен в душевых головках с шарнирными соединениями, которые имеют уплотнение за шарнирным узлом. Если вы подозреваете, что уплотнение изношено, снимите и разберите насадку для душа, чтобы заменить шайбу или уплотнительное кольцо.
Этот тип утечки особенно распространен в душевых головках с шарнирными соединениями, которые имеют уплотнение за шарнирным узлом. Если вы подозреваете, что уплотнение изношено, снимите и разберите насадку для душа, чтобы заменить шайбу или уплотнительное кольцо.
Совет: При покупке нового сантехнического уплотнения возьмите старое с собой в хозяйственный магазин, чтобы убедиться, что вы привезете домой точно такое же уплотнение.
Если у вас компрессионный кран, а протечка сохраняется, замените шайбу крана.
Фото: istockphoto.com
Если вы заметили, что ваш смеситель для душа протекает, проблема может заключаться в изношенной шайбе внутри смесителя. Компрессионные смесители имеют две ручки: одну горячую и одну холодную. В смесителе компрессионного типа шайба со временем может изнашиваться, что приводит к протечкам, если ее не заменить.
Сначала определите, какая ручка, горячая или холодная, вызывает утечку, пощупав температуру капающей воды. Затем снимите неисправную ручку крана, которая удерживается на месте с помощью винта, расположенного под ручкой или скрытого под съемным колпачком. Снимите накладку крышки, чтобы получить доступ к штоку смесителя, который закреплен шестигранной гайкой. Используйте торцевой ключ, чтобы снять гайку, и вы должны найти резиновую шайбу. Замените ее новой резиновой шайбой и соберите кран.
Затем снимите неисправную ручку крана, которая удерживается на месте с помощью винта, расположенного под ручкой или скрытого под съемным колпачком. Снимите накладку крышки, чтобы получить доступ к штоку смесителя, который закреплен шестигранной гайкой. Используйте торцевой ключ, чтобы снять гайку, и вы должны найти резиновую шайбу. Замените ее новой резиновой шайбой и соберите кран.
В редких случаях небольшая изогнутая область за стиральной машиной (называемая «сиденьем») может стать настолько коррозийной или поврежденной, что даже новая стиральная машина не будет герметизировать достаточно плотно, чтобы предотвратить утечку воды из насадки душа. Если это произойдет, вам, вероятно, придется вызвать сантехника, чтобы заменить весь узел.
Реклама
Рассмотрите возможность замены душевого картриджа в корпусе клапана, если ничего не помогает.
Фото: istockphoto.com
Что делает картридж для душа? Во многих новых душах одна ручка управляет потоком как горячей, так и холодной воды. В стене за ручкой находится корпус клапана с цилиндрическим картриджем из твердого пластика, который регулирует подачу горячей и холодной воды к лейке душа. Если картридж изношен или треснул, через него может просочиться вода, даже если ручка находится в положении «выключено». Это может привести к тому, что вода будет капать или капать из насадки душа.
В стене за ручкой находится корпус клапана с цилиндрическим картриджем из твердого пластика, который регулирует подачу горячей и холодной воды к лейке душа. Если картридж изношен или треснул, через него может просочиться вода, даже если ручка находится в положении «выключено». Это может привести к тому, что вода будет капать или капать из насадки душа.
Здесь тоже для замены изношенного картриджа необходимо перекрыть подачу воды в душ. Чтобы получить доступ к картриджу, снимите ручку душа (которая удерживается на месте с помощью небольшого винта) и снимите накладку клапана душа и колпачок, который закрывает шток корпуса клапана (повернув или удалив винт, в зависимости от модели). Сдвиньте крышку штока, которая должна легко поддаться, чтобы открыть конец пластикового картриджа.
Большинство картриджей крепятся навинчивающейся гайкой или зажимом. Снимите гайку или зажим, затем плоскогубцами возьмитесь за стержень картриджа и вытащите картридж. Отнесите изношенный картридж в хозяйственный магазин, чтобы получить точное соответствие, установите новый картридж и соберите кран. Если замена картриджа не устраняет протекающую насадку для душа, вероятно, поврежден корпус клапана. К сожалению, замена гидроблока — это работа сантехника.
Если замена картриджа не устраняет протекающую насадку для душа, вероятно, поврежден корпус клапана. К сожалению, замена гидроблока — это работа сантехника.
Вся душевая сантехника работает одинаково, но смесители, душевые лейки и клапаны в сборе различаются по способу соединения. Если вы сомневаетесь, обратитесь к руководствам производителей (часто можно найти на их веб-сайтах) или оставьте это профессионалам.
Оберните держатель душа лентой для герметизации резьбы.
Фото: istockphoto.com
Тефлоновая сантехническая лента вокруг держателя душа со временем может изнашиваться, создавая возможности для протечек. Даже если вы не заметили протечки на лейке душа, рекомендуется заменить ленту, пока душевая лейка разобрана.
Реклама
Начните с удаления существующей тефлоновой ленты со штока трубы. Обычно легче медленно отклеить его, так как на поверхности все еще остается липкий остаток. Если остались какие-либо остатки, используйте старую зубную щетку, чтобы удалить их. Затем оберните новую сантехнику лентой вокруг резьбового наконечника стержня трубы.
Затем оберните новую сантехнику лентой вокруг резьбового наконечника стержня трубы.
Заменить насадку для душа.
Если насадку для душа не удается починить ни одним из способов, описанных выше, или если вы просто хотите заменить старую насадку для душа на элегантную новую, замена насадки для душа — это проект «сделай сам», который может сделать большинство домовладельцев. успешно выполнить. Если насадка для душа соответствует текущей трубе, работа становится еще проще.
Если есть проблема с держателем душа или если он не соответствует отделке новой насадки для душа, вам может понадобиться сначала заменить держатель душа. Начните с отвинчивания старого кронштейна душа, затем несколько раз обмотайте резьбу нового кронштейна сантехнической лентой. Вкрутите новый кронштейн для душа в настенное крепление, заделайте отверстие сантехнической замазкой и наденьте соответствующий душевой фланец на кронштейн и в замазку, чтобы загерметизировать его.
Затем обмотайте сантехнической лентой резьбу основания держателя душа и прикрепите новую насадку душа к держателю душа. Поворачивайте до упора, но не затягивайте слишком сильно.
Поворачивайте до упора, но не затягивайте слишком сильно.
Некоторые виды работ лучше доверить профессионалам
Получите бесплатные предварительные оценки от лицензированных сантехников рядом с вами.
Найти профессионалов сейчас
+
Как починить протекающую насадку для душа или смеситель для душа
Что мы можем вам помочь найти?
Искать
Искать
Протекающая, капающая насадка для душа не только раздражает, но и тратит воду. Прежде чем вызывать профессионала, эту довольно распространенную бытовую проблему можно относительно просто решить самостоятельно (в зависимости от причины проблемы).
Как починить насадку для душа
Шаг 1. Отключите воду
Отключите водопровод во всем доме. Держите под рукой полотенце — ваш водопровод может быть перекрыт, но в трубе все еще может оставаться вода, которая выйдет наружу.
Шаг 2. Снимите и осмотрите
Снимите насадку для душа, отвинтив ее руками от трубы. Если головка застряла туго (как это часто бывает, если ее не снимали какое-то время), используйте плоскогубцы или разводной ключ, чтобы отвинтить ее. Посмотрите на резьбу внутри насадки для душа на наличие небольшой пластиковой шайбы или резинового уплотнительного кольца. Часто именно возрастной износ этого компонента может привести к протечке насадки для душа и началу капать. Со временем он высыхает и становится хрупким, что снижает его способность удерживать воду. Если он выглядит изношенным или поврежденным, замените его.
Если головка застряла туго (как это часто бывает, если ее не снимали какое-то время), используйте плоскогубцы или разводной ключ, чтобы отвинтить ее. Посмотрите на резьбу внутри насадки для душа на наличие небольшой пластиковой шайбы или резинового уплотнительного кольца. Часто именно возрастной износ этого компонента может привести к протечке насадки для душа и началу капать. Со временем он высыхает и становится хрупким, что снижает его способность удерживать воду. Если он выглядит изношенным или поврежденным, замените его.
Положите полотенце или большую тряпку на пол душа, чтобы защитить его от возможного повреждения, если вы случайно уроните инструмент. Также накройте слив, чтобы никакие мелкие детали из насадки для душа случайно не попали в него.
Помните, ничего нельзя форсировать. Снимаете ли вы насадку для душа или надеваете ее обратно, не затягивайте ее так сильно, чтобы не повредить или не сломать что-то, а затем вам придется заняться более крупным проектом.
Шаг 3: Очистите насадку для душа
Поскольку насадка для душа у вас отключена, сейчас самое время прочистить насадку для душа, особенно если вы заметили, что поток воды уменьшился. Часто на внутренней поверхности насадки для душа или на штоке трубы (где труба соединяется с насадкой для душа) могут оставаться минеральные отложения или осадок, оставленный жесткой водой. Это может значительно повлиять на давление и поток воды и может привести к протечке насадки для душа.
В небольшой кастрюле или кастрюле смешайте воду и три стакана уксуса и доведите до кипения. Как только оно начало кипеть, выключите огонь. Поместите насадку для душа (без резиновых деталей, которые можно снять) в раствор и оставьте примерно на 20–30 минут. Затем снимите, промойте и почистите внутреннюю и внешнюю форсунки старой зубной щеткой; делайте это до тех пор, пока не останется отложений.
Шаг 4. Обмотайте лентой
Если шайба или уплотнительное кольцо выглядят нормально или вы их заменили, следующим шагом будет обмотка резьбы на штоке трубы тефлоновой лентой. Однако не переусердствуйте с лентой. Оберните тонкую полоску вокруг резьбы на самом кончике стержня трубы.
Шаг 5.
 Прикрепите насадку для душа
Прикрепите насадку для душа
Прикрутите насадку для душа, затянув ее вручную до упора. Затем используйте плоскогубцы, чтобы придать ему последний оборот. Не поворачивайтесь слишком сильно, иначе вы можете сломать насадку для душа или трубу.
Шаг 6. Включите воду
Включите воду и включите душ на несколько секунд. Выключи это. Подождите несколько минут, а затем проверьте, есть ли по-прежнему капание или утечка.
Как починить смеситель для душа
Если вы починили насадку для душа, но протечка не устранена, возможно, у вас протечка в смесителе для душа. Обычно это из-за изношенной шайбы на душевой штанге, которую можно легко заменить. Вам не нужно вызывать сантехника. Выполните следующие действия, чтобы сделать это самостоятельно.
Шаг 1: Перекрыть воду
Как и в случае с насадкой для душа, вам нужно перекрыть подачу воды в душ на водопроводной магистрали. Затем откройте кран и дайте воде стечь. Держите под рукой полотенце, чтобы впитать воду, которая может вытечь из труб, когда вы снимите кран.
Поскольку при выполнении этого проекта вы будете стоять в ванне или душе, убедитесь, что поверхность пола сухая. Любая влага может привести к тому, что вы поскользнетесь и упадете.
Шаг 2. Разберите смеситель
Способ разборки зависит от того, какой у вас кран: с одной или двумя ручками. Если у вас система с двумя ручками, вам необходимо заменить оба клапана. Используйте отвертку и гаечный ключ, чтобы отвинтить клапаны и снять ручки или ручки смесителя для душа. Снимите защиту и отложите ее в сторону. Вы должны увидеть две гайки. Отвинтите больший из двух; только один из них нужно открутить, чтобы добраться до душевой штанги. Снимите стержень душа, открутив его против часовой стрелки.
Шаг 3: Замена шайб
Душевая штанга работает с несколькими шайбами. Вы должны заменить их все, пока разбираете кран, чтобы убедиться, что вы покрыли все свои базы, независимо от их состояния. Найдите резиновую шайбу на конце штока. Это называется омыватель сидений. Остальные из них — сальниковые шайбы — находятся в центре штока.
Остальные из них — сальниковые шайбы — находятся в центре штока.
Шаг 4: Соберите кран обратно
Прочистите трубы с помощью старой зубной щетки и чашки уксуса и водного раствора. Сотрите любые минеральные отложения, которые вы можете увидеть на трубах. Снова прикрепите душевую штангу. Вкрутите вентили и снова прикрепите ручки. После того, как вы снова прикрепили лицевую панель или накладки смесителя, загерметизируйте места, где они соприкасаются со стенкой душа, нанеся герметик вокруг всей пластины.
Как заменить смеситель для душа
Если ни установка насадки для душа, ни установка смесителя не привели к высыханию капель, возможно, пришло время заменить старый смеситель на новый. Хотя этот проект может быть более сложным, иногда это единственный способ вылечить больной душ. Часто это работа для лицензированного сантехника, но это возможно и для непрофессионала. Хотя разные смесители требуют разных методов замены, ниже приведено общее руководство для наиболее распространенных смесителей.
Шаг 1. Найдите замену
Смесители для душа бывают разных стилей и размеров. Не все взаимозаменяемы, поэтому нужно найти правильную замену. Обратите внимание, что существуют общие рекомендации (изложенные в этом проекте), но важно следовать инструкциям производителя, чтобы убедиться, что все подключено правильно. Получите точные размеры отверстий для смесителя и возьмите с собой старый, чтобы найти подходящую замену.
Шаг 2. Снимите старый кран
Во многих домах на стене напротив душевого крана есть панель доступа, чтобы можно было войти и починить внутреннюю часть ванны. Если у вас нет, вам придется врезаться в противоположную стену, чтобы получить доступ и удалить старый кран и установить новый. Используйте пилу для замочной скважины, чтобы вырезать квадратное или прямоугольное отверстие размером примерно 12 дюймов в стене прямо напротив крана.
Снимите основание смесителя с помощью трубного ключа, чтобы открутить гайки, крепящие его к душевой арматуре. Убедитесь, что кран полностью снят с водопроводных труб. Не скручивайте и не переворачивайте трубы при извлечении старого крана, чтобы избежать возможных осложнений.
Убедитесь, что кран полностью снят с водопроводных труб. Не скручивайте и не переворачивайте трубы при извлечении старого крана, чтобы избежать возможных осложнений.
Если трубы в вашем доме старые, могут быть осложнения из-за коррозии труб, которые могут легко перемещаться, когда вы пытаетесь снять кран. Если это так, будьте осторожны, чтобы не сломать трубы, что приведет к утечке воды за стены и, таким образом, к более дорогому и трудоемкому проекту.
Шаг 3: Установка нового смесителя
При установке нового узла смесителя вы должны выровнять его с душевой трубой и закрепить на трубе с помощью трубного ключа. Рекомендуется строго следовать инструкциям производителя о том, как правильно подключить новый смеситель.
Шаг 4. Включите подачу воды
Снова включите воду в водопроводе и проверьте, нет ли утечек. Если вы заметили что-либо, попробуйте затянуть гайки и винты, чтобы убедиться, что все затянуто и надежно. Инструкции производителя могут помочь вам.
Можно ли строить двухэтажный дом из пеноблоков: Дома двухэтажные из пеноблоков – красивые и экономичные
Дома двухэтажные из пеноблоков – красивые и экономичные
Цены на строительные работы >>
Дома двухэтажные из пеноблоков становятся в последнее время все более востребованными и популярными, в основном, в загородном строительстве – там их построено уже довольно много. Ежедневно реализуются сотни готовых проектов и разрабатываются новые, по которым строятся оригинальные и красивые дома. Большинство владельцев, которые почувствовали всю прелесть проживания в собственном двухэтажном доме из пеноблоков, уже не хотят иной жизни в городских многоэтажных домах, что, в сущности, не удивительно.
Конечно, строительство дома пеноблоков, да еще и двухэтажного, дело непростое. Но выход есть – на помощь всегда готовы прийти специалисты строительных компаний, которые легко справляются с такой задачей. Обратившись в такую компанию, можно ознакомиться с каталогом готовых проектов двухэтажных домов из пеноблоков, рассмотреть архитектурные варианты домов с мансардными этажами и сделать выбор. А спустя короткое время можно вселяться в собственный дом. Кроме того, чтобы лишний раз не напрягаться и не мучиться с дизайном и оформлением, можно посмотреть уже готовые решения отделки внутренних помещений, фасадов и стен. Также можно сразу же заказать строительство бассейна, гаража, беседок, облагораживание приусадебной территории.
В любом случае, если Вы решили построить собственный двухэтажный дом из пеноблоков, трудностей бояться не следует, поскольку все они легко решаемы. Зато иметь свой дом с участком – это просто здорово, ведь там можно гулять по зеленой траве, установить выносные столики и пить чай, устраивать возле костра вечерние посиделки, поставить мангал и пожарить шашлык.
Дома двухэтажные из пеноблоков привлекательные, надежные, теплые и долговечные, поскольку пеноблок – это универсальный материал, применять который можно для возведения жилых и промышленных зданий различного назначения, этажности и конфигурации. Физические и технические параметры у него просто отменные, да и размеры внушительные, так что построить даже двухэтажный дом можно очень быстро, да и не сильно дорого (почти в два раза дешевле кирпичного и даже деревянного). Снижение себестоимости строительства объясняется несколькими причинами, и в данном случае невысокая стоимость самих пеноблоков не является основной.
Снижение себестоимости строительства объясняется несколькими причинами, и в данном случае невысокая стоимость самих пеноблоков не является основной.
Если Вы решили строить двухэтажный дом и в качестве материала выбрали пеноблок, то наверняка заранее поинтересовались и обнаружили на рынке довольно много строительных компаний, которые предлагают воспользоваться их услугами и заказать постройку дома «под ключ» — начиная от разработки проекта и заканчивая финишной отделкой. Кстати, они готовы предоставить проект двухэтажного дома, который у них уже имеется. И нужно сказать, что в последнее время именно двухэтажные дома пользуются наибольшей популярностью, так как можно получить больше жилой площади за меньшую цену. Кроме того, у многих людей именно двухэтажный дом ассоциируется с достатком и благополучием семьи.
Но имеются и другие объяснения, почему дома двухэтажные из пеноблоков такие популярные. Первое – это более рациональный подход к использованию земельного участка. Ведь согласитесь, что дом в два этажа места занимает в два раза меньше, нежели одноэтажный аналогичной площади. А это уже позволяет на освободившемся месте возвести что-нибудь более полезное, например, садовую беседку, бассейн, а то и настоящую русскую баню. Во-вторых, использование пеноблоков позволяет значительно сэкономить за счет большого размера материала – он намного больше кирпича. Еще одна статья экономии — фундамент, можно обойтись облегченным.
Ведь согласитесь, что дом в два этажа места занимает в два раза меньше, нежели одноэтажный аналогичной площади. А это уже позволяет на освободившемся месте возвести что-нибудь более полезное, например, садовую беседку, бассейн, а то и настоящую русскую баню. Во-вторых, использование пеноблоков позволяет значительно сэкономить за счет большого размера материала – он намного больше кирпича. Еще одна статья экономии — фундамент, можно обойтись облегченным.
Проекты домов из пеноблоков: двухэтажные, бесплатные чертежи, сколько стоит построить фундамент для небольшой бани, как возвести здание 9х9 своими руками: инструкция, фото и видео-уроки
Двухэтажный дом из пеноблоков – из пеноблоков сейчас возводится достаточно много строений, особенно в загородном строительстве. Проект такого здания позволит возвести дом большой площади даже на небольшом участке и выгодно расположить комнаты.
Как правило, на первом этаже располагают комнаты общего пользования: кухню, гостиную, столовую, а на втором размещают спальни и детские комнаты. Небольшие двухэтажные дома из пеноблоков обходятся сравнительно недорого, а строятся значительно быстрее кирпичных.
Небольшие двухэтажные дома из пеноблоков обходятся сравнительно недорого, а строятся значительно быстрее кирпичных.
Фото двухэтажного дома из пеноблоков облицованного кирпичом
Содержание
- 1 Преимущества использования пенобетонных блоков для строительства
- 2 Как разработать проект для постройки дома из пеноблоков?
- 3 Этапы работы над проектом
- 3.1 Основная часть проектирования
- 3.2 Планирование отделочных материалов
- 3.3 Планирование коммуникаций
- 3.4 Ландшафтная проектировка
- 4 Заключение
Преимущества использования пенобетонных блоков для строительства
Благодаря своему уникальному составу пеноблок получает все большее распространение в строительстве:
Строительство из пеноблоков
- Пеноблоки изготавливаются из вспененного ячеистого бетона, который обладает достаточно большой прочностью и удобен в строительстве;
- Блоки имеют правильную форму, и их легко резать. По размеру они крупнее, чем кирпич, что позволяет ускорить возведение стен;
- Их можно без труда комбинировать, что позволяет возводить разнообразные здания по индивидуальным проектам. Найти такие проекты двухэтажных домов из пеноблоков бесплатно сейчас нетрудно, так как пенобетон становится все более популярным;
- Материал производится из натурального сырья, поэтому он является экологически безопасным;
- В доме будет приятная атмосфера, так как пенобетон обладает способностью «дышать». Теплопроводность пеноблока достаточно низкая.
- Фундамент для двухэтажного дома из пеноблоков может быть не особенно мощным, так как сами по себе они имеют небольшой вес.
 Найти такие проекты двухэтажных домов из пеноблоков бесплатно сейчас нетрудно, так как пенобетон становится все более популярным;
Найти такие проекты двухэтажных домов из пеноблоков бесплатно сейчас нетрудно, так как пенобетон становится все более популярным;Положительные качества пенобетона
Как разработать проект для постройки дома из пеноблоков?
Рассмотрим более детально, как построить двухэтажный дом из пеноблоков своими руками, чтобы обеспечить минимальные расходы, а в итоге получить просторный и теплый дом, соответствующий всем требованиям безопасности.
Работы начинаются с проектировки. Можно выбрать уже разработанный проект, которых достаточно много на просторах интернета, а можно составить свой собственный план, который позволит построить уникальный и неповторимый дом.
Проект двухэтажного дома из пеноблоков начинается с планирования его размещения на участке. Необходимо определить солнечную и теневую стороны, помня о том, что большие окна с солнечной стороны обеспечивают не только хорошую освещенность, но и уменьшают затраты на отопление.
Продумайте размеры будущего дома в соответствии с финансовыми возможностями. Проект дома 9х9 из пеноблоков двухэтажный является типичным удобным решением, так как такие габариты позволяют удобно распланировать комнаты на первом и втором этажах.
Проект дома 9х9
Индивидуальный проект позволяет включить в план дома мансарду, пристроенный гараж, используемое подвальное помещение, в котором можно разместить все, что угодно, от мастерской до личного спортзала.
Мансардное помещение позволит оборудовать те помещения, для которых в обычном доме нет места: бильярдную, библиотеку, студию для творчества. Установка в ней специальных окон обеспечит оптимальное естественное освещение.
Вариант подробного плана первого этажа
Этапы работы над проектом
Составление проекта дома лучше проводить, консультируясь с профессиональным архитектором. Это достаточно сложная и ответственная работа, так как от нее и будет в итоге зависеть удобство, долговечность и практичность будущего дома. Составление проекта проходит в несколько этапов, при которых необходимо соблюдать главные правила и строительные нормы.
Это достаточно сложная и ответственная работа, так как от нее и будет в итоге зависеть удобство, долговечность и практичность будущего дома. Составление проекта проходит в несколько этапов, при которых необходимо соблюдать главные правила и строительные нормы.
Статьи по теме:
- Проекты домов из пеноблоков
- Планировка дома 7 на 7 метров
- Проекты простых домов
Основная часть проектирования
При работе над проектом важно учитывать несколько закономерностей. Примерная инструкция по проектировке:
- При проектировке фундамента обязательно учитывается состав почвы и глубина залегания грунтовых вод. Будет не лишним посоветоваться со специалистами и заранее провести геологическую экспертизу;
Совет! Стоит подумать и об утеплении фундамента, особенно если дом планируется строить на пучинистых грунтах. При промерзании грунт расширяется, и будет оказывать давление на фундамент, что может в итоге стать причиной трещин.

- Важнейший этап – расчет толщины стен. Согласно строительным нормам, 10-миллиметровая кладка выдерживает вес около 10 тонн, и необходимо рассчитать вес перекрытий и кровельных материалов. Теплоизоляционные свойства пенобетона высоки, и при отсутствии дополнительного утепления для вполне комфортного дома будет достаточно стен толщиной 300 мм. По своим свойствам он не уступит кирпичному зданию, в нем даже будет теплее;
- Совместно со всеми членами семьи представьте, сколько комнат вы планируете видеть в своем доме, и как они должна располагаться. Стоит учитывать все потребности и пожелания, например, комнаты для пожилых членов семьи лучше располагать на первом этаже. Если вы владеете современными компьютерными программами моделирования, вы сможет устроить виртуальную «прогулку» по будущему дому, чтобы убедиться, что он действительно будет удобным.
- Продумайте расположение дверных и оконных проемов и отметьте их на плане. Представьте, насколько освещенными окажутся комнаты, будет ли удобно проходить из одной комнаты в другую. Еще один важный момент – расположение лестницы на второй этаж. Она может быть прямой или изогнутой, и важно, чтобы ступени не оказались слишком крутыми.
 Еще один важный момент – расположение лестницы на второй этаж. Она может быть прямой или изогнутой, и важно, чтобы ступени не оказались слишком крутыми.
Еще один важный момент – расположение лестницы на второй этаж. Она может быть прямой или изогнутой, и важно, чтобы ступени не оказались слишком крутыми.Виртуальный проект дома
Определившись с расположением комнат, выберите подходящий кровельный материал. Не забудьте о том, что большая часть тепла уходит именно через крышу здания, поэтому стоит позаботиться о многослойном утеплении.
Пол в здании также должен быть утепленным, для чего можно использовать либо традиционные материалы, либо запланировать создание «теплого пола» с помощью воды или электричества.
Планирование отделочных материалов
Можно приступать к планированию отделки. Вариантов здесь может быть множество, и конечный выбор будет зависеть исключительно от личных предпочтений и финансовых возможностей.
Узнать, сколько стоит построить двухэтажный дом из пеноблоков, можно, сложив стоимость строительных материалов, необходимых для возведения здания и затраты на оплату наемных рабочих и техники.
При составлении сметы стоит советоваться с профессиональными строителями и обязательно закладывать в расчеты хотя бы незначительный процент на перерасход материалов.
Проект дома с мансардой
Статьи по теме:
- Проект дома 10 на 10 с гаражом
- Проект дома 9 на 9 с мансардой
Двухэтажные дома из пеноблоков проекты которых можно найти на просторах интернета, предполагают использование для наружной отделки облицовочного кирпича, плитки, сайдинга или иных вариантов, обладающих очень разной стоимостью.
Один из популярных вариантов – фасадная штукатурка, которая дополнительно повышает звуко- и теплоизоляционные свойства дома. Во внутренней отделке разновидностей материалов еще больше, и здесь при выборе нужно одновременно ориентироваться на их эксплуатационные и дизайнерские свойства.
Планирование коммуникаций
Еще одна важная часть проектирования – расположение инженерных коммуникаций в доме и на участке. Современные дома снабжают водопроводом и системой водоотведения, и схема расположения труб должна быть учтена при будущих строительных работах.
Проект инженерных коммуникаций
Необходимо продумать, как выгоднее и экономнее проложить трубы на участке, с какой стороны удобнее подвести электрические провода, планируется ли газификация.
Важно! Обязательно проектирование вентиляционных ходов, так как от них будет зависеть атмосфера в помещении и его безопасность.
Когда работы по составлению плана будут закончены, стоит еще раз перепроверить все ключевые элементы и убедиться, что ни один из них не остался без внимания. После этого можно закупать материалы, размечать участок и начинать строительство.
Статьи по теме:
- Бесплатные проекты домов из пеноблоков
- Проект дома 6 на 9 (двухэтажный)
- Проекты домов 10 на 12 метров
Видео в этой статье расскажет об особенностях проектировки дома из пенобетона:
Ландшафтная проектировка
Заключительный этап проектирования – продумывание будущего ландшафтного дизайна и размещения хозяйственных сооружений. Можно составить проект двухэтажной бани из пеноблоков, так как этот материал обеспечит хорошую теплоизоляцию, а цена его невелика.
Можно составить проект двухэтажной бани из пеноблоков, так как этот материал обеспечит хорошую теплоизоляцию, а цена его невелика.
Все сооружения на участке должны быть размещены с соблюдением санитарных и противопожарных норм. Продумайте расположение дорожек и возможное зонирование территории.
Пример ландшафтного проекта
Заключение
Самостоятельное составление проекта дома – очень сложная задача, но при некоторой подготовке она будет вполне по силам начинающему строителю. Продумайте все варианты и по возможности посоветуйтесь со специалистами на каждом этапе. Тогда дом действительно окажется и прочным, и уютным.
Пеноблоки EPS Строят Тихие Дома. Дом должен быть очень прочным, так как я живу в поясе торнадо. Насколько эффективны и прочны новые строительные системы из бетона/пеноблоков?
ОТВЕТ: Строительство из бетонных/пеноблоков фактически включает в себя несколько типов домостроения. Все методы позволяют создавать чрезвычайно прочные, тихие дома с низкими счетами за коммунальные услуги круглый год. Они могут выдержать ветер со скоростью 150 миль в час. Когда я буду строить свой новый дом, этот метод строительства будет первым в моем списке.
Все методы позволяют создавать чрезвычайно прочные, тихие дома с низкими счетами за коммунальные услуги круглый год. Они могут выдержать ветер со скоростью 150 миль в час. Когда я буду строить свой новый дом, этот метод строительства будет первым в моем списке.
Используя простые методы строительства, вы можете сделать часть работы самостоятельно. Снаружи можно отделать сайдингом, штукатуркой, кирпичом или любым обычным материалом. Готовые дома из бетонных / пеноблоков (называемые несъемными формами) выглядят идентично любому обычно построенному дому как внутри, так и снаружи.
В этом строительном методе используются полые блоки из жесткого пенополистирола (EPS или Styrofoam). Каждый блок обычно имеет длину 4 фута, ширину и высоту 1 фут и весит всего 5 фунтов. Большинство из них изготовлено из переработанного пластика.
Взаимосвязанные пенопластовые блоки соединяются вместе, как огромный набор Lego. После того, как стены собраны вместе и в отверстия вставлена арматура, в верхние отверстия блоков заливается бетон. Для опирания перекрытий в двухэтажном доме перед заливкой запрессовывается обрешетка с анкерными болтами.
Для опирания перекрытий в двухэтажном доме перед заливкой запрессовывается обрешетка с анкерными болтами.
Бетон затекает по полостям пеноблоков. При отверждении создается монолитная, устойчивая к термитам, прочная бетонная стоечно-балочная конструкция в сплошной оболочке из жесткой изоляционной пены — до R-30.
Они эффективны по нескольким причинам. Жесткий пенополистирол является очень хорошим изолятором; он используется в большинстве кулеров. В доме нет пустот и небольшая утечка воздуха, что снижает шум, пыль и аллергию.
Тяжелая бетонная конструкция внутри стен действует как тепловая масса, смягчая изменения температуры в помещении. Это значительное преимущество при кондиционировании воздуха и для летнего комфорта. С высокой изоляцией требуются меньшие по размеру и менее дорогие печь и кондиционер.
Существует несколько вариантов конструкции бетонных/пеноблоков. Polysteel использует двухкомпонентные пеноблоки, соединенные между собой стальной сеткой с поверхностными полосами. Это добавляет прочности, когда бетон течет через сетку. Полосы обеспечивают безопасные места крепления для сайдинга и гипсокартона.
Это добавляет прочности, когда бетон течет через сетку. Полосы обеспечивают безопасные места крепления для сайдинга и гипсокартона.
Conform предлагает стену переменной ширины с использованием замковых поперечин с цветовой маркировкой между половинками пеноблоков. Rastra использует легкую смесь цемента и пенопласта для изготовления блоков длиной 10 футов. В пустоты заливают бетон. Этот материал также является пожаробезопасным без применения гипсокартона.
Напишите для Бюллетеня обновлений № 879, в котором перечислены 16 производителей бетонных / пеноблоков, размеры, цены, R-значения и детали конструкции. Пожалуйста, приложите 3 доллара США и конверт бизнес-размера с обратным адресом и отправьте по почте Джеймсу Далли, Los Angeles Times, 6906 Royalgreen Drive, Cincinnati, OH 45244. мой камин готов к осени. Не всегда хорошо рисует и в комнате становится дымно. Я слышал, что поможет прибить 5-дюймовую доску в верхней части проема?
A: Соотношение ширины проема и высоты важно для того, чтобы камин хорошо вытягивался. Многие камины предназначены для эстетики с высоким отверстием, но они курят, как ваш.
Многие камины предназначены для эстетики с высоким отверстием, но они курят, как ваш.
Часто помогает уменьшение высоты на 5 дюймов. Не используйте деревянную доску. Используйте сталь или алюминий. Деревянная доска может стать пожароопасной, и весь ваш дом может превратиться в один большой камин.
*
Письма и вопросы Далли, инженерному консультанту из Цинциннати, можно направлять по адресу James Dulley, Los Angeles Times, 69.06 Роялгрин Драйв, Цинциннати, Огайо, 45244; или сразу загрузить: www.dulley.com
СБОРНЫЕ БЛОКИ СТРОЙТЕ ЭФФЕКТИВНЫЕ ДОМА
В. Я рассматриваю возможность строительства дома из изоляционных пеноблоков площадью 3000 кв. футов. Он должен быть экономичным по цене и сверхпрочным, чтобы противостоять торнадо. Эффективен ли этот метод построения? — Л.К.
A. Существует несколько новых методов строительства, в том числе сборные блоки, в которых используется комбинация жесткой пеноизоляции и бетона. Все эти методы позволяют построить сверхэффективный дом с коммунальными платежами на 50 процентов меньше, чем у большинства домов аналогичного размера. Все они также чрезвычайно прочны. Некоторые даже пережили прямое попадание урагана Эндрю в разрушенные районы. Изнутри и снаружи они выглядят идентично любому обычно построенному дому.
Все они также чрезвычайно прочны. Некоторые даже пережили прямое попадание урагана Эндрю в разрушенные районы. Изнутри и снаружи они выглядят идентично любому обычно построенному дому.
Простота сборки из пеноблоков идеально подходит для строителей/помощников. Соединяющиеся полые блоки из жесткого пенопласта буквально соединяются вместе, как огромный дом из конструктора Lego. Теплоизоляционная способность пеноблоков достигает R-32.
Люди также читают…
Полые изоляционные блоки из пенопласта соединяются вместе, образуя фундамент и стены. В пенопласте легко вырезаются проемы для окон и дверей. Затем вся сборка армируется стальными стержнями в полых полостях.
С помощью автонасоса заливают бетон в полости в верхней части стен. Бетон растекается по всем полостям и образует сплошную прочную монолитную утепленную бетонную стену. С пенопластом на внутренних и наружных поверхностях стены можно отделывать любым общепринятым способом.
Каждый пеноблок (часто сделанный из вспененного полистирола) имеет размер примерно один квадратный фут на 40 дюймов в длину и стоит от 4 до 5 долларов. Блок весит менее четырех фунтов, а блоки для всего дома весят всего несколько сотен фунтов.
Блок весит менее четырех фунтов, а блоки для всего дома весят всего несколько сотен фунтов.
В дополнение к низкому потреблению энергии, прочности и устойчивости к термитам, эти дома тихие. Сочетание тяжелой бетонной массы в центре, пены с обеих сторон и отсутствия утечки воздуха подавляет большую часть внешнего шума.
В аналогичном типе конструкции используются более крупные полые пенопластовые панели, которые состоят из смеси 14 процентов бетона и 86 процентов пенопласта. Эта смесь бетона и пены все еще легкая, около 180 фунтов на 10-футовую секцию стены.
В другом методе используется обшивка пенопластовыми стеновыми панелями. Бетон заливают на пенопластовые панели на вашей строительной площадке. После отверждения полные панели наклоняются на фундаменте. Еще в одном методе используется стальная сетка на внешней стороне пенопластовых панелей. Бетон задувается на панели на вашем участке.
Вы можете написать мне для обновления счетов за коммунальные услуги № 818, в котором перечислены 17 производителей блоков и панелей из пенобетонных домов, подробности о методах строительства, уровнях изоляции, размерах блоков, материалах и ценах.
Гриндер простой своими руками: ПРОСТОЙ ГРИНДЕР СВОИМИ РУКАМИ не выбрасывайте патрон от дрели / Grinder Diy — YouTube
Самый простой гриндер без сварки и токарки из двигателя стиралки
Этот инструмент можно сделать самостоятельно даже если нет токарного станка и сварочного оборудования. В результате он получится простым по конструкции и в изготовлении, а также без больших затрат.
Понадобится
Основные детали и узлы берем из старой бытовой техники, а кое-что заимствуем у знакомых или покупаем недорого в магазине. Вот их реестр:
- двигатель от стиральной машины;
- два подшипника от пылесоса;
- фрагмент листа ДСП;
- регулятор напряжения;
- переключатель;
- шпилька длиной 150 мм;
- монтажный стальной уголок;
- две фрагмента полипропиленовых труб диаметром 20 и 32 мм;
- винты, гайки, шайбы и провода.
Процесс изготовления частей и сборки гриндера
Корпус изготавливаем из пяти частей, вырезанных из ДСП, и скрепляем мебельными винтами. Его габариты определяются конкретным двигателем, и мы их приводить не будем.
Агрегат создаем на основе коллекторного двигателя от стиралки-автомата с 14 тысячами об. / мин. Подключаем его к сети через регулятор напряжения для управления вращением.
Крепим его двумя винтами на колодках. Он имеет вход на 220 В и два выхода на двигатель, на котором имеются клеммы для подключения множества проводов: к статору, щеткам якоря, датчику Холла, тахогенератору и т. д.
Для правильного подключения находим по два провода от статора и щеток ротора. Соединяем вместе по одному проводу от статора и щеток якоря. Другую пару проводов подсоединяем к регулятору напряжения. До регулятора устанавливаем переключатель. На этом электрическое подключение завершается.
Упор для наждачной ленты выполняем из монтажного уголка, края которого закругляем для исключения зацепа замка ленты.
Прямоугольную поверхность подручника вырезаем из листового металла и приклеиваем к ДСП. Диаметр крепежных отверстий выполняем несколько больше, чем нужно для болтов. Это нужно для регулировки угла между упором и подручником.
Диаметр крепежных отверстий выполняем несколько больше, чем нужно для болтов. Это нужно для регулировки угла между упором и подручником.
Ведущий ролик делаем из двух пропиленовых труб диаметром 20 и 32 мм.
Большую трубу выбираем с внутренним диаметром также равным 20 мм. Соединить трубы можно двумя способами: склеиванием или сплавлением.
Используем второй способ. Для этого достаточно при вращении ролика прижать к его торцу деревянный брусок.
В результате выделяемого тепла трубы сплавляются намертво.
Дополнительно во внутреннее отверстие двойной трубы вставляем трубочку, выгнутую из жести.
Всю эту конструкцию набиваем на шлицевой вал двигателя. Соединение получилось надежным при минимальном биении.
Для ведомого ролика подбираем два подшипника и в зависимости от наружного диаметра – полипропиленовую трубу с точно таким же внутренним размером.
Если он окажется меньше, то его можно рассверлить дрелью с перьевым сверлом нужного диаметра.
Подшипники распираем стальной трубкой для снятия боковой нагрузки. На внутренний конец ролика насаживаем кольцо, вырезанное из муфты того же размера, которая будет служить упором.
Собираем на шпильке получившийся узел и прикручиваем, используя шайбы и гайки, к основе.
Диаметры отверстий в корпусе выполняем больше, чем это нужно для шпильки. Такое решение позволит регулировать и натягивать наждачную ленту.
Наладка и проверка гриндера в деле
После завершения сборки всей конструкции, приступаем к натягиванию ленты. При вращении она может смещаться по роликам влево или вправо. Чтобы исключить это явление, прокручиваем вокруг своей оси за обе гайки ведомый ролик, пока лента не перестанет смещаться к одному или другому краю. Таким образом, мы найдем положение, когда все взаимодействующие элементы окажутся на своих местах.
Таким образом, мы найдем положение, когда все взаимодействующие элементы окажутся на своих местах.
Теперь смело включаем наше самодельное изделие и обрабатываем металлический предмет. Убеждаемся, что обработка протекает нормально, без рывков и ударов, а результат нас вполне устраивает.
Смотрите видео
Гриндер своими руками (25 фото изготовления)
Простой самодельный гриндер своими руками в домашних условиях: подробное описание изготовления с пошаговыми фото.
Материалы для изготовления:
- Электродвигатель о стиральной машины;
- фанера 20 мм;
- труба 40-50 мм;
- подшипники – 2 шт.;
- пружина;
- болты, гайки;
- фанера;
- уголок 20х20 мм;
- листовая сталь 3 мм;
- стальная полоса 30-40 мм.
Процесс изготовления гриндера
Первым делом необходимо нарастить вал мотора стиральной машины. Как вариант, можно приварить к нему отрезок резьбы.
Далее необходимо изготовить ведущий ролик станка. Для этого вырезается из фанеры несколько дисков, чтобы сложить их вместе, и получить ролик требуемой ширины для выбранной ленты. Заготовки склеиваются вместе. Затем после высыхания клея ролик можно надеть на удлиненный вал двигателя, и обточить на нем.
Для этого вырезается из фанеры несколько дисков, чтобы сложить их вместе, и получить ролик требуемой ширины для выбранной ленты. Заготовки склеиваются вместе. Затем после высыхания клея ролик можно надеть на удлиненный вал двигателя, и обточить на нем.
Ведомый ролик делается немного сложнее. Нужно подготовить отрезок трубы диаметром 40-50 мм, равный по ширине ведущему ролику. В нее вклеивается деревянная втулка. Предварительно она просверливается. Важно, чтобы длина втулки была меньшей, чем трубки. Это позволит запрессовать с боков по подшипнику.
Из металлических полос изготовим вертикальную стойку для крепления роликов и двигателя.
Теперь предстоит сделать крепление для ведомого ролика с механизмом натяжения. Для этого необходимо вырезать 2 заготовки из полосы. Одна делается длиной примерно 50 мм, а вторая 10 мм. Они складываются вместе под прямым углом через проставку из тонкой шайбы. Затем к ним приваривается трубка, но только по ее краям.
Разрезав трубку после сварки пополам, можно получить подобие дверной петли. В короткой ее части просверливается отверстие, и в него вваривается шпилька, которая послужит осью вращения для ведомого ролика.
Элементы петли соединяются между собой болтом. Затем нужно просверлить 2 отверстия в длинной части механизма. Одно делается почти с краю, второе напротив малой створки. В последнем нарезается резьба. Также нужно будет просверлить вертикальную станину вверху, чтобы присоединить к ней механизм регулировки.
Теперь механизм устанавливается на станину. С краю на него натягивается пружина, чтобы подтянуть ведомый ролик, затем можно натягивать ленту. Ввернув болт в отверстие напротив малой створки механизма, можно регулировать наклон ролика, тем самым настраивая ленту.
Из полосы и листовой стали сваривается опорная площадка под шлифовальную ленту. В ее ножках нужно проделать пазы, чтобы прикручивать площадку к станине, и по ним регулировать прижатие к натянутой ленте.
Затем потребуется просверлить саму станину под крепление опорной площадки. В полученных отверстиях нарезается резьба. Для крепления станка, к станине привариваются уголки. Это позволит прикручивать его к фанерной подошве или столешнице.
В завершение нужно выпилить из фанеры подошву станка, чтобы крепить к ней станину. Также из фанеры делается квадратная стойка для Г-образного шлифовального столика, который вырезается из листовой стали. Затем детали окрашиваются и собираются.
Рекомендую прочитать — как подключить двигатель стиральной машины к 220в
Одеваем шлифовальную ленту.
Приступаем к работе.
Смотрим видео:
17 Схемы простой домашней кофемолки
Изображение: Lucky Belly
Для истинных поклонников кофе покупка предварительно намолотого кофе является большим запретом — вам нужно использовать свежеобжаренные зерна, которые вы перемалываете сами непосредственно перед тем, как начать заваривать кофе. Но, к сожалению, топовые кофемолки могут быть дорогими.
Но, к сожалению, топовые кофемолки могут быть дорогими.
Тем не менее, можно сделать кофемолку самостоятельно, и даже если вы не сделаете такую, которая по характеристикам не уступает дорогой модели, это может быть интересным проектом. А для тех, кто хочет попробовать, вот 17 чертежей кофемолок своими руками, которые вы можете сделать дома.
Содержание
1. Жерновая кофемолка домашнего приготовления
Жерновая кофемолка — золотой стандарт в мире кофе, и ее использование — единственный способ гарантировать идеально равномерный помол, необходимый для приготовления самого лучшего кофе. К сожалению, они также намного дороже, чем другие типы, что делает их особенно привлекательным вариантом. В этом плане вы узнаете, как это сделать, используя миксер Kitchenaid и несколько других предметов. Хотите увидеть, как? Тогда проверьте это!
Подробности в руководстве
2. Как сделать кофемолку дома
 youtube.com/embed/qSb8Pm5gcxM» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/qSb8Pm5gcxM» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
В этом видео мы наблюдаем, как этот супер-опытный ютубер собирает высокопрофессиональную электрическую кофемолку с нуля. Кроме того, это видео очень хорошо сделано, поэтому его приятно смотреть — он приложил большие усилия, чтобы сделать его как можно более интересным. Наша единственная претензия будет заключаться в том, что нет списка необходимых материалов, но любой, у кого есть достаточный уровень знаний в области DIY, должен иметь возможность скопировать его, превратив его в видео, которое стоит посмотреть.
3. Как смолоть кофейные зерна без кофемолки: 6 простых способов
Даже если у вас дома нет кофемолки, можно смолоть зерна без нее. На самом деле существует несколько способов измельчения кофейных зерен своими руками без кофемолки, и в этом блоге вы узнаете о шести из них. Как поясняет автор, вы не сможете сварить качественный кофе из зерен такого помола, но, по крайней мере, это лучше, чем вообще никакого кофе, верно?
Подробности руководства
4.
 Кофемолка своими руками
Кофемолка своими руками
Если вы ищете простой проект по сборке дерева, это руководство по сборке кофемолки должно вас заинтересовать. Обладая лишь базовыми навыками самостоятельного изготовления, любой сможет скопировать этот план, чтобы построить дома ручную кофемолку в старинном стиле. Идея проста, а результат функционален, но привлекателен, поэтому, если вам нравится несложный дизайн, этот план для вас.
5. Я сделал кофемолку из мусора
Не все проекты «Сделай сам» нужно начинать с нуля, и если у вас есть какие-то старые детали, есть смысл перепрофилировать их и превратить во что-то даже лучше, чем оригинал. Это то, о чем это видео, потому что в нем этот ютубер берет сломанную старую кофемолку с ручным приводом и переделывает ее в супер крутую автоматическую. Это наш любимый вид проекта «сделай сам», и если вы хотите сделать что-то подобное, этот урок расскажет вам, как это сделать.
Это наш любимый вид проекта «сделай сам», и если вы хотите сделать что-то подобное, этот урок расскажет вам, как это сделать.
6. Превратите кофемолку за 10 долларов в кофемолку за 50 долларов. Вместо этого этот ютубер показывает нам, как он прокачал дешевую кофемолку за 10 долларов и превратил ее во что-то, что могло бы легко конкурировать с чем-то, что стоило 50 долларов или больше. Это простой и недорогой трюк, который позволяет вам производить гораздо более равномерный молотый кофе, что делает его достойным просмотра видео.
7. Как перемолоть зерна без кофемолки
Вступление к этой записи в блоге забавно, поскольку описывает ситуацию, с которой сталкивались многие любители кофе. Возможно, вы не являетесь знатоком кофе, но наслаждаетесь ежедневным приготовлением кофе так же, как и все остальные, поэтому, когда вы открываете пакет и обнаруживаете, что купили зерна вместо молотого кофе, если у вас нет кофемолки, это не что иное, как катастрофа! За исключением того, что это не так плохо, как вы думаете, потому что есть способы измельчения кофейных зерен без кофемолки — и этот блог научит вас эффективному способу сделать это своими руками.
Подробности в руководстве
8. Как смолоть кофе без кофемолки или каких-либо инструментов
молоть кофе, на этот раз без каких-либо инструментов. Этот ютубер утверждает, что его метод прост, быстр и не создает беспорядка — так что это должна быть техника, которую стоит изучить, верно?
9. 4 способа измельчения зерен без кофемолки
Изготовление кофемолки своими руками может быть интересным и полезным проектом, но вам потребуется потратить определенное количество времени и усилий, чтобы завершить его, поэтому, если вы просто Вам нужно быстро перемолоть кофейные зерна, а у вас нет кофемолки под рукой, какие у вас есть варианты? В этом блоге вы узнаете еще о четырех методах помола своими руками, для которых не требуется кофемолка, что, по крайней мере, позволит вам варить пиво до тех пор, пока вам не удастся найти кофемолку в следующий раз.
Подробности в руководстве
10. Изготовление кофемолки в старинном стиле
В этом видео ютубер демонстрирует, как он построил старинную кофемолку из набора. В коробке он получил саму болгарку плюс подробные планы по изготовлению деревянного корпуса. Это отличная идея для тех, кто любит создавать вещи самостоятельно, и нам нравится кофемолка в старинном стиле, которую он производит. Отличный вариант для тех, кто хочет сделать кофемолку самостоятельно, но нуждается в помощи.
11. Как смолоть кофейные зерна без кофемолки
Если вам когда-нибудь понадобится узнать, как делать практически что угодно, WikiHow — это всегда отличное место. На сайте вы можете найти хорошо написанные практические инструкции по огромному количеству предметов, и неудивительно, что там также рассказывается, как перемалывать кофейные зерна без кофемолки. Этот WikiHow научит вас трем различным техникам, поэтому, если вы неожиданно обнаружите, что у вас есть бобы и нет кофемолки, помощь всегда рядом!
Этот WikiHow научит вас трем различным техникам, поэтому, если вы неожиданно обнаружите, что у вас есть бобы и нет кофемолки, помощь всегда рядом!
Подробности в руководстве
12. Использование предметов долларового дерева для создания винтажной кофемолки
Сделай своими руками кофемолку в винтажном стиле, используя только расходные материалы Dollar Tree. Есть только один недостаток — эта кофемолка на самом деле не работает! Тем не менее, старомодные кофемолки являются отличными декоративными элементами, даже если вы их не используете, и если вы хотите что-то подобное, чтобы украсить вашу полку, не тратя много денег, этот план предоставит вам всю необходимую информацию.
13. Как молоть кофе без кофемолки
Вот еще один информативный блог, в котором подробно описаны пять способов помола кофе без кофемолки. Ваши варианты включают в себя использование пестика и ступки, блендера, скалки, молотка или ножа, так что даже без специального оборудования вы все равно сможете найти какой-нибудь способ измельчить бобы до основания и приготовить напиток. .
Ваши варианты включают в себя использование пестика и ступки, блендера, скалки, молотка или ножа, так что даже без специального оборудования вы все равно сможете найти какой-нибудь способ измельчить бобы до основания и приготовить напиток. .
Подробности в учебнике
14. Восстановление ржавой старой кофемолки
Еще один вариант для тех, кто не хочет делать кофемолку своими руками, — это восстановить старую кофемолку, которой просто нужно немного ТО, чтобы вернуть ей былую славу. Кофемолки можно легко купить на барахолках или гаражных распродажах, и как только вы найдете подходящего кандидата, этот видеоурок расскажет вам все, что вам нужно знать, чтобы превратить кусок старого хлама во что-то полезное и привлекательное.
15. Как смолоть кофейные зерна без кофемолки: введение
Как мы уже видели на некоторых чертежах, есть простые способы сделать простые кофемолки, а есть более сложные способы сделать больше расширенные версии. Тем не менее, самое простое решение для помола кофе своими руками — это делать это вообще без кофемолки — и вот еще одно руководство, которое научит вас методам, которые вам нужно знать, чтобы сделать это.
Тем не менее, самое простое решение для помола кофе своими руками — это делать это вообще без кофемолки — и вот еще одно руководство, которое научит вас методам, которые вам нужно знать, чтобы сделать это.
Подробности в учебнике
16. Как смолоть кофейные зерна без кофемолки Видеоурок
Это интересное видео. Мы уже упоминали несколько способов помола кофейных зерен своими руками без кофемолки, но большинство методов довольно грубы, в результате чего вы получаете неравномерно смолотый кофе, из которого в лучшем случае получится посредственная чашка. Тем не менее, это видео представлено профессиональным кофейным консультантом, так что он явно не из тех людей, которые довольствуются низкокачественным напитком. Это значит, что если кто и может раскрыть секреты помола без кофемолки, так это он. Проверьте это, чтобы увидеть, что он должен сказать!
17.
 Изготовление кофемолки
Изготовление кофемолки
Как объясняет этот блоггер, изготовление кофемолки — это небольшой сложный проект, который требует использования целого ряда инструментов и методов. часть готовая. Однако, если вы готовы, это может быть интересно попробовать, и если вы хотите попробовать, этот план дает вам руководство, необходимое для создания своего собственного.
Подробности в учебнике
Много идей для экспериментов
Как видите, идей для экспериментов множество, от готовых самодельных вариантов до качественных самодельных моделей.
Нам очень понравилось находить для вас эти чертежи, поэтому мы надеемся, что вам тоже понравилось их читать и смотреть — и, прежде всего, мы надеемся, что вы нашли вдохновение, необходимое для создания собственной кофемолки своими руками.
Как измельчить сорняки без измельчителя: 11 советов своими руками
Мы все были там: вдали от дома без нашего самого любимого приспособления для курения марихуаны, задаваясь вопросом, как измельчить травку без кофемолки.
Для многих это похоже на гребаный ручей без весла. Но на самом деле все не так плохо. На самом деле, это отличная возможность проявить свой внутренний МакГайвер и открыть для себя новые и творческие способы измельчения марихуаны.
В этой статье эксперты по каннабису из Honest Marijuana раскрывают 11 новых инструментов для приготовления марихуаны без кофемолки.
Почему вам следует разбирать шишки в первую очередь
Есть много веских причин, по которым вам следует разламывать шишки перед употреблением.
Не в последнюю очередь это то, как, черт возьми, вы собираетесь выкурить цветок каннабиса размером с пятидесятицентовую монету (для тех из вас, кто испытывает нумизматические трудности, приложите большой и указательный пальцы кончиками к кончикам для приблизительный размер, о котором мы говорим)?
Вот еще две веские причины, по которым вы всегда должны разбирать свой бутон. Будете ли вы использовать инструмент, созданный для работы, или выясните, как измельчить траву без измельчителя, решать вам.
Эффективность
Размельчение каннабиса на более мелкие кусочки делает его более мощным. Это магия? Нет, это наука.
Разрезание, измельчение, натирание на терке, бритье, измельчение или любое другое уменьшение размера вашей марихуаны без прикосновения к ней руками предотвращает поглощение вашей кожей трихом , которые делают марихуану рекреационным и лекарственным средством, которым она является.
Kief
Kief — это термин, который каннассеры используют для обозначения терпенов и каннабиноидов , которые отделяются от трихом, когда вы разрезаете шишки на более мелкие кусочки.
Что во всем этом такого замечательного? Киф — одна из самых чистых и мощных частей растения марихуаны.
Он имеет тенденцию собираться, как пыль, на поверхности вашего режущего инструмента (вместе со смолой), но вы можете собрать это чудо размером с пинту и добавить его во все, от бонгов до тупых, от испарителей до электронных ручек и от кальяна до медовое масло
Хотите узнать больше об этом странном и экзотическом веществе? Потратьте несколько минут, чтобы прочитать нашу статью Что такое Kief и как его использовать | Честная марихуана .
Вам обязательно нужна кофемолка?
Нет, вам не нужна молотилка, чтобы извлечь пользу из шишки. Но это делает вещи намного проще.
Это все равно, что пытаться забить гвоздь в доску без подходящего инструмента. Конечно, вы можете забить гвоздь отверткой, гаечным ключом или даже камнем, но они не справятся с этой задачей так же хорошо, как надежный молоток.
Однако иногда вы оказываетесь без нужного инструмента и размышляете о том, как измельчить траву без кофемолки.
Вот где пригодятся следующие инструменты для самостоятельной сборки.
Как измельчить сорняки без измельчителя: инструменты для самостоятельной работы
1) Ваши руки
Ваши руки — это оригинальный инструмент для самостоятельной работы. Бесчисленные поколения энтузиастов канны готовили свою травку только своими пальцами.
Вам нужно будет высушить и вылечить коноплю — вы всегда должны делать это в первую очередь, независимо от того, как вы решите ее измельчить, — и вам понадобится что-то, во что ее можно измельчить (хорошо подойдет миска или противень), но это почти все, что нужно, чтобы сделать хорошую марихуану еще лучше.
2) Терка для сыра
Это ни в коем случае не наш первый выбор для приготовления травки, но в крайнем случае сойдет.
Найдите терку для сыра с маленькими отверстиями — чем меньше, тем лучше — и потрите наг (звучит грязно, не так ли?) по поверхности.
Следите за своими пальцами, когда цветок опускается. Эти маленькие дырочки могут разодрать кожу так же легко, как бутоны и сыр.
3) Ножницы
Нет шлифовальной машины? Без проблем! Просто найдите ножницы и небольшой стакан — рюмка как раз подходящего размера — и начните резать ножницами (вырезать? резать?).
Размер не имеет значения (да, мы говорили об этом!) при выборе ножниц и стакана. Мы получили отличное «шлифовальное» действие (да, мы сказали это!) с бокалом вина и парой ножниц Swiss Army Knife.
4) Ключи
Как и терка для сыра, ключи — один из последних инструментов, к которым мы обращаемся, когда пытаемся понять, как измельчить траву без кофемолки.
Почти все работает лучше, чем клавиши — даже ваши руки — но если вы не хотите пачкать пальцы и не можете найти ничего из этого списка, то да, попробуйте.
Если вам трудно представить себе, как это работает, подумайте о зазубренном крае как о крошечном лезвии пилы. Действуйте соответственно.
О, и обязательно почистите ключи до (они очень грязные) и после (они будут покрыты смолой и кифом).
5) Монета и бутылка
Для работы этой опции вам потребуется некоторое оборудование, но это хорошая альтернатива шлифовальному станку. Рассматриваемое оборудование:
- Маленькая бутылка
- Монета (опять же очищенная)
В прошлом мы использовали и старую канистру из-под пленки (есть ли они вообще?), и бутылочку с рецептурными таблетками (конечно, тщательно вымытую). Если у него есть крышка и он не является чем-то гигантским (например, пятигаллонным ведром), любая бутылка, которую вы сможете найти, должна работать.
Поместите монету в бутылку, накройте крышкой и начните встряхивать.
Бонус: вы можете считать это своей тренировкой на день. Двух зайцев одним выстрелом и все такое.
6) Кредитная карта
Однажды мы оказались голыми и одинокими (но не напуганными) в дикой местности, у нас не было ничего, кроме унции печенья Thin Mint Girl Scout и карты Diners Club (не спрашивайте, где мы ее хранили).
Что мы сделали? Мы использовали кредитную карту, чтобы нарезать наши почки и, конечно же, испечься.
Этот вариант работает не так хорошо, как следующий в списке, но тогда у нас не было ножа, не так ли?
7) Нож
Действительно, любая острая режущая кромка подойдет, если вы окажетесь без подходящей шлифовальной машины. Нож для стейка, нож для чистки овощей, мясной нож, перочинный нож, лезвие бритвы — не имеет значения.
Просто убедитесь, что инструмент чистый (обратите внимание на повторяющуюся тему?) и что у вас есть твердая поверхность, такая как разделочная доска, на которой можно работать.
8) Нож для пиццы
Мы сами никогда не пользовались этим, но не понимаем, почему он не работает.
Поместите цветок конопли на разделочную доску или противень и перемещайте нож для пиццы вперед и назад. Повторяйте, пока ваша ганджа не станет размером с орегано.
9) Ступка и пестик
Ступка что? Пестик да? Да, мы знаем. Мы добавили картинку, чтобы развеять все ваши вопросы.
Вряд ли вы найдете эти предметы на кухне, но они использовались для измельчения, измельчения и измельчения растений, трав и других твердых предметов на протяжении сотен лет.
Метод ступки и пестика работает лучше всего, если шишка достаточно сухая. Если вы уже декарбоксилировали цветы в духовке, все должно быть хорошо.
10) Кофемолка
Если вы не увлекаетесь ручным трудом, следующие два варианта должны вам подойти. Сначала: кофемолка.
Кофемолка позволит вам быстро и легко измельчить вашу Мэри Джейн в конфетти одним нажатием кнопки.
Вам действительно нужно очищать кофемолку до и после, иначе кофемолка и чашки кофе, которые подаются после нее, будут на вкус, запах и на ощупь сильно отличаться от обычных (что может быть хорошо).
11) Блендер
Этот вариант имеет тенденцию превращать марихуану в порошок, но если вам нужно измельчить большое количество, сделайте это.
Когда вы закончите измельчение и удалите как можно больше каннабиса, добавьте немного шпината, фруктов и йогурта и приготовьте вкусный коктейль из ганджи. Ням!
Качество на входе, качество на выходе
Вооружившись этими самодельными инструментами для измельчения сорняков без измельчителя, вы никогда не останетесь без воды и не сможете подготовить свои шишки к употреблению.
Но есть одна важная переменная, о которой следует помнить независимо от того, используете ли вы кофемолку или нет: качество на выходе равно качеству на выходе.
Если вы хотите получить наилучшие впечатления — будь то чашка кофе с каннабисом, ложка масла каннабиса или несколько капель настойки марихуаны — вам нужно начать с высококачественных, экологически чистых, органически выращенных горшечных растений, таких как те из Честная Марихуана.
Сплав ак6: Алюминий АК6 — химический состав
Ковочные алюминиевые сплавы АК6 и АК8
Химический состав и различия сплавов
Сплавы типа АК6 и АК8 относятся к сплавам системы Al-Cu-Mg-Si. Сплав АК6 разработан в СССР С. М. Вороновым при попытках увеличить эффект упрочнения сплавов системы Al-Mg-Si и уменьшения негативного влияния перерыва между закалкой и искусственным старением. Дополнительное упрочнение было достигнуто легированием медью и марганцем.
Микроструктура сплава АК6 после термической обработки состоит из зерен твердого раствора на алюминиевой основе и включений металлических соединений CuAl2 и Mg2Si .
| Сплав | Основные компоненты | Примеси (не более) | ||||||||
| Си | Mg | Мп | Si | Fe | Ni | Zn | Ti | Прочие | ||
| Каждая | Сумма | |||||||||
| АК6 | 1,8—2,6 | 0,4—0,8 | 0,4 — 0,8 | 0,7—1,2 | 0,7 | 0,1 | 0,3 | 0,1 | 0,05 | 0,1 |
| АК8 | 3,9—4,8 | 0,4 — 0,8 | 0,4 — 1,0 | 0,6-1,2 | 0,7 | 0,1 | 0,3 | 0,1 | 0,05 | 0,1 |
Сплав АК6–1 (Ti0,1%+Cr0,2%) более пластичен, чем сплав АК6; он используется для изготовления кованых и штампованных деталей особенно сложной формы — колес компрессоров, заборников, крыльчаток к других.
Сплав АК8 отличается по химическому составу от АК6 тем, что содержит в два раза больше меди. Увеличение содержания меди при постоянном среднем содержании магния и кремния повысило прочность, но хуже обрабатывается давлением в горячем состоянии и поэтому может применяться для штамповки высоконагруженных самолетных деталей менее сложной формы (рамы, фитинги и т. п.).
Для уменьшения количества избыточных фаз и повышения характеристик вязкости разрушения в сплаве АК6ч ограничено максимально допустимое содержание примеси железа до 0,4 % по сравнению с 0,7 % в сплаве АК6. Небольшие добавки титана (0,002—0,1 %) и хрома (0,01–0,2 %) позволяют устранить столбчатую структуру в слитках сплава АК6–1 и повысить пластичность в горячем состоянии. После термообработки сплав с этими добавками имеет сильно измельченную структуру и повышенные механические свойства
Недостатком этого сплава, ограничивающим его применение для тонкостенных деталей, является склонность в искусственно состаренном состоянии к межкристаллитной коррозии.
| Сплав | Полуфабрикат | Температура нагрева под закалку, °С | Режимы старения | |
| Температура, °С | Время, ч | |||
| АК6 | Всех видов | 505–525 | 150–165 | 6–15 |
| АК8 | Поковки, штамповки | 495–505 | 150–165 | 4–15 |
| Листы, профили | 165–175 | 10–12 | ||
Технологические свойства
Сплавы АК6, АК6ч, АК6‑1 и АК8 имеют высокие технологические свойства при непрерывном литье, горячей обработке давлением (свободной ковке, штамповке, прессовании). Сплавы хорошо деформируются в горячем и холодном состояниях. Температурный интервал горячей деформации составляет 420—470°С.
Сплавы хорошо деформируются в горячем и холодном состояниях. Температурный интервал горячей деформации составляет 420—470°С.
Сплав АК6 может успешно деформироваться и в более высоком температурном интервале. Деформация сплава при 505–525°С с непосредственной закалкой в воде и последующим старением показала, что эта так называемая высокотемпературная механотермическая обработка приводит к некоторому повышению прочности и ударной вязкости сплава. В микроструктуре наблюдается фрагментация внутри зерен, а также уменьшается глубина ободка с рекристаллизованной структурой. Такая обработка является перспективным технологическим процессом.
С увеличением степени легирования ковочных сплавов повышаются их механические свойства и ухудшается обрабатываемость давлением в горячем состоянии. Особенно резко сказывается влияние меди, заметное при сравнении сплавов АК6 и АК8.
Все сплавы удовлетворительно свариваются точечной и роликовой сваркой, а сплав АК8 — аргонодуговой с присадочной проволокой из сплава АК5. Прочность сварных соединений составляет 0,6—0,7σв основного материала. Сплавы хорошо обрабатываются резанием.
Прочность сварных соединений составляет 0,6—0,7σв основного материала. Сплавы хорошо обрабатываются резанием.
Применение
Сплавы АК6 и АК6ч используются для ответственных силовых деталей авиационной техники длительного ресурса, в частности в крыльях пассажирских самолетов.
Сплавы типа АК6 благодаря высокой пластичности в горячем состоянии применяются для изготовления весьма сложных штамповок: крыльчатки компрессора, крыльчатки вентилятора для компрессоров реактивных двигателей, корпусных деталей агрегатов.
Сплав АК8 применяется для высоконагруженных деталей самолета, изготовленных ковкой и штамповкой (рамы, фитинги и др.). Сплав не охрупчивается при температурах
глубокого холода, и его можно успешно использовать в качестве свариваемого сплава для деталей, работающих в условиях криогенных температур
Алюминиевые сплавы АК6 и АК8 широко применяют в промышленности, строительстве, транспортном машиностроении, авиации для изготовления штампованных и кованых деталей сложной формы, для нагруженных деталей типа рам, фитингов и др.
Сплавы АК6 и АК8 склонны к коррозии под напряжением и чувствительны к межкристаллитнои коррозии. Детали следует анодировать и защищать лакокрасочными покрытиями.
Для уменьшения коробления и поводок закалку тонкостенных деталей сложной формы производят в воде при температуре 80—90° С. Сплавы хорошо деформируются в горячем состоянии.
Механические характеристики
Сплав АК8 применяют для изготовления листов. Типичные характеристики механических свойств листов (поперек прокатки): σв=46 кгс/мм2 , σ0,2= 38 кгс/мм2 , δ= 14%.
| Сплав | Полуфабрикат | Состояние материала | Масса, кг | Вдоль волокна | Поперек волокна | ||||||||
| σв | σ0,2 | δ, % | по ширине | по толщине | |||||||||
| σв | σ0,2 | δ, % | σв | δ, % | HB | ||||||||
| кгс/мм2 | кгс/мм2 | кгс/мм2 | |||||||||||
| Не менее | |||||||||||||
| АК6 | Штамповки | Закаленные и искусственно состаренные | ≤350 | 39 | 28 | 10 | 37 | 25 | 7 | 35 | 5 | 100 | |
| ≤1500 | 37 | — | 8 | 35 | — | 6 | 34 | 4 | 95 | ||||
| Поковки | Закаленные и естественно состаренные | До 200 | 33 | 16 | 16 | — | — | — | — | — | — | ||
| АК8 | Штамповки | Закаленные и естественно состаренные | ≤200 | 39 | 25 | 11 | 37 | 24 | 8 | 35 | 6 | 110 | |
| Поковки | ≤750 | 39 | 25 | 10 | 37 | — | 8 | 33 | 4 | 110 | |||
| 750—2000 | 38 | 24 | 8 | 36 | — | 7 | 33 | 4 | 110 | ||||
| Штамповки | Закаленные и искусственно состаренные | ≤30 | 44 | 32 | 10 | 40 | — | 6 | 36 | 4 | 120 | ||
| 30 — 200 | 42 | 30 | 8 | 40 | — | 6 | 66 | 3 | 110 | ||||
| Поковки | ≤30 | 42 | ~ | 8 | 36 | — | 4 | 34 | 3 | 120 | |||
| 30—2000 | 39 | — | 6 | 36 | — | 4 | 34 | 2 | 110 | ||||
| Сплав | Диаметр прутка, мм | σв | δ, % |
| АК6 | ≤100 | 38 | 10 |
| ≤300 | 36 | 12 | |
| АК8 | ≤150 | 46 | 10 |
| ≤300 | 44 | 8 |
Сплав АК6 / Aloro
 org/BreadcrumbList»>
org/BreadcrumbList»>- Химический состав
| Al | Алюминий | Остальное |
| Fe | Железо | <0.7 |
| Si | Кремний | 0.7 — 1.2 |
| Mg | Магний | 0.4 — 0.8 |
| Mn | Марганец | 0.4 — 0.8 |
| Cu | Медь | 1.8 — 2.6 |
| Ni | Никель | <0.1 |
| Ti | Титан | <0. 1 1 |
| Zn | Цинк | <0.3 |
| OE | Прочие элементы | <0.05 |
| ET | Всего прочих элементов | <0.1 |
Отечественные аналоги
Д6 ГОСТ 2171–90
АКД6 ГОСТ 4784–97
1360 ГОСТ 4784–97
АКД6Ш ГОСТ 4784–97
1360Ш ГОСТ 4784–97
АК6−1 ОСТ 1 90048−90
АК6ч ОСТ 1 90048−90
Аналоги в США
2014A AA
4028 AMS
4029 AMS
4121 AMS
4133 AMS
4134 AMS
4153 AMS
4314 AMS
AMS-A-22771 AMS
AMS-QQ-A-200/2 AMS
AMS-QQ-A-200/4 AMS
AMS-QQ-A-225/4 AMS
SB 209 (2014) ASME SB209
SB 211 ASME SB211
SB 221 (2014) ASME SB221
SB 241 (2014) ASME SB241
B 209 (2014) ASTM B209
B 210 (2014) ASTM B210
B 211 (2014) ASTM B211
B 221 (2014) ASTM B221
B 241 (2014) ASTM B241
B 247 (2014) ASTM B247
B 275 (A 92014) ASTM B275
B 744 (2014) ASTM B744
B 745 (2014) ASTM B745
A92014 UNS
2014 Включен в 7 стандартов
Для изготовления сложных штамповок.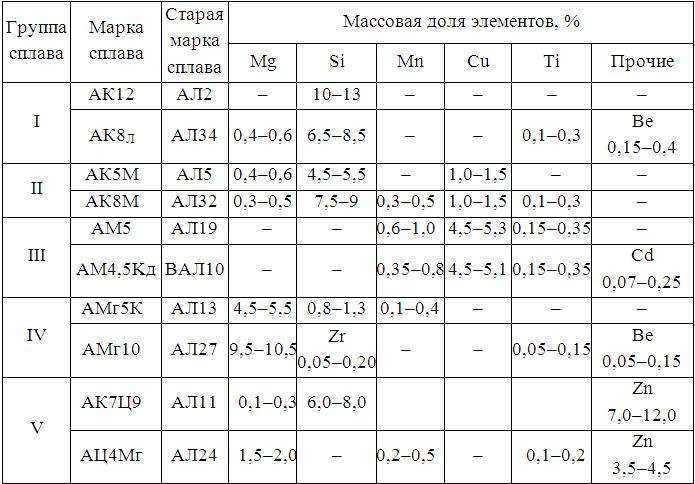 Технические требования — по: Стандарт Наименование ГОСТ 18482–18 Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия ГОСТ 23697–79 Трубы сварные прямошовные из алюминиевых сплавов. Технические условия ГОСТ 4784–97 Алюминий и сплавы алюминиевые деформируемые. Марки ГОСТ Р 51834−01 Прутки прессованные из алюминиевых сплавов высокой прочности и повышенной пластичности. Технические условия.
Технические требования — по: Стандарт Наименование ГОСТ 18482–18 Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия ГОСТ 23697–79 Трубы сварные прямошовные из алюминиевых сплавов. Технические условия ГОСТ 4784–97 Алюминий и сплавы алюминиевые деформируемые. Марки ГОСТ Р 51834−01 Прутки прессованные из алюминиевых сплавов высокой прочности и повышенной пластичности. Технические условия.
Классификация
| Страна | Раздел | Категория |
|---|---|---|
| СНГ, Россия, Украина | Алюминий, сплавы алюминия | Деформируемые алюминиевые сплавы |
Химический состав
| Стандарт | Fe, % | Si, % | Mg, % | Mn, % | Ti, % | Cu, % | Zn, % | Ni, % | Al, % |
|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 4784-97 | < 0.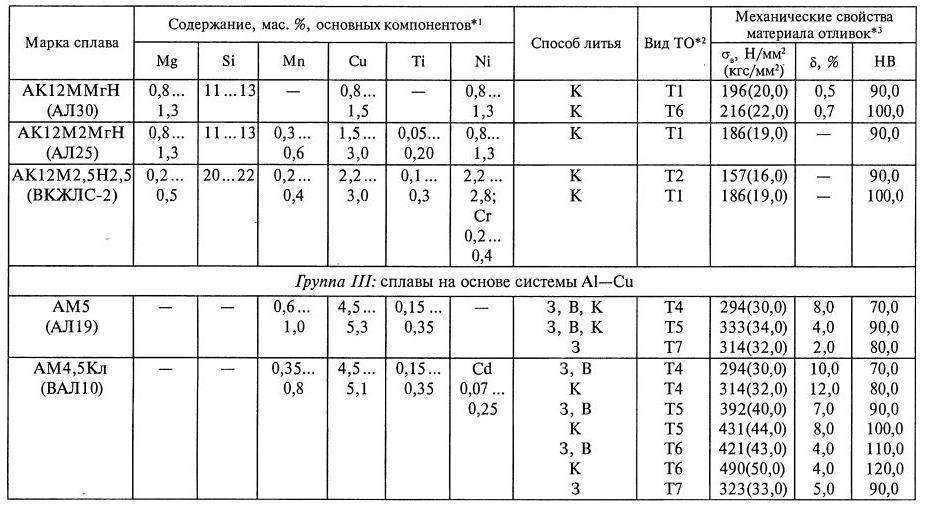 {9}$$, $$\textit{Ом}\cdot \textit{м}$$ {9}$$, $$\textit{Ом}\cdot \textit{м}$$ | ||||||||
| 20 | 72 | 2750 | 0.041 | ||||||
| 100 | 21.4 | 180 | 0.838 |
Механические свойства при температуре 20 °C
| Прокат | Стандарт | Размер, мм | Напряжение | Классификаторы | $$\sigma _{B}$$, $$\textit{МПа}$$ | $$\sigma_{\textit{ПЦ}}$$, $$\textit{МПа}$$ | $$\epsilon_L$$, % | Обработка |
|---|---|---|---|---|---|---|---|---|
| Труба | ГОСТ 18482-79 | 285–355 | 8–10 | |||||
| Круг | ГОСТ 21488-97 | 355 | 12 | Закалка и искуственное старение | ||||
| Круг | ГОСТ 51834-2001 | высокой прочности | 390–430 | 275–325 | 10 | Закалка и искуственное старение | ||
| Круг | ГОСТ 51834-2001 | повышенной пластичности | 375 | 265 | 12 | Закалка и искуственное старение | ||
| Профиль | ГОСТ 8617-81 | 353 | 12 |
Твёрдость по Бринеллю
| Прокат | Стандарт | Классификаторы | Значение, HBW |
|---|---|---|---|
| Сплав | 95–100 |
Аналоги
| США |
|---|
| 2117 |
Стандарты
| Стандарт | Описание |
|---|---|
| ГОСТ 4784-97 |
Описание химических элементов
| Элемент | Единицы измерений | Описание |
|---|---|---|
| Fe | % | Железо |
| Si | % | Кремний |
| Mg | % | Магний |
| Mn | % | Марганец |
| Ti | % | Титан |
| Cu | % | Медь |
| Zn | % | Цинк |
| Ni | % | Никель |
| Al | % | Алюминий |
Описание физических характеристик
| Параметр | Единицы измерений | Описание |
|---|---|---|
| $$E\cdot 10^{-5}$$ | $$\textit{МПа}$$ | Модуль упругости первого рода (модуль Юнга) |
| $$\alpha\cdot 10^{6}$$ | $$\textit{К}^{-1}$$ | Коэффициент температурного (линейного) расширения (диапазон 20°C–T) |
| $$λ$$ | $$\frac{\textit{Вт}}{\textit{м}\cdot \textit{К}}$$ | Коэффициент теплопроводности (теплоемкость материала) |
| $$\rho$$ | $$\frac{\textit{кг}}{\textit{м}^3}$$ | Плотность материала |
| $$c\cdot 10^{-3}$$ | $$\frac{\textit{Дж}}{\textit{кг}\cdot \textit{К}}$$ | Удельная теплоемкость материала (диапазон 20°C–T) |
| $$R\cdot 10^{9}$$ | $$\textit{Ом}\cdot \textit{м}$$ | Удельное электросопротивление |
Описание механических свойств
| Параметр | Единицы измерений | Описание |
|---|---|---|
| $$\sigma _{B}$$ | $$\textit{МПа}$$ | Предел кратковременной прочности |
| $$\sigma_{\textit{ПЦ}}$$ | $$\textit{МПа}$$ | Предел пропорциональности (предел текучести для остаточной деформации) |
| $$\epsilon_L$$ | % | Относительное удлинение при растяжении (продольн. ) ) |
сплав АК6 / Алоро
- Главный
- Бренд
- СНГ, Россия, Украина
- Алюминий, алюминиевые сплавы
- Кованые алюминиевые сплавы
- Химический состав
| Al | Алюминий | Остальное |
| Fe | Железо | <0,7 |
| Си | Кремний | 0,7 — 1,2 |
| мг | Магний | 0,4 — 0,8 |
| Мн | Марганец | 0,4 — 0,8 |
| Медь | Медь | 1,8 — 2,6 |
| Ni | Никель | <0,1 |
| Ти | Титан | <0,1 |
| Цинк | Цинк | <0,3 |
| ОЕ | Другие предметы | <0,05 |
| ЭТ | Всего прочих предметов | <0. 1 1 |
Domestic analogues
D6 GOST 2171−90
AKD6 GOST 4784−97
1360 GOST 4784−97
AKD6Sh GOST 4784−97
1360Sh GOST 4784−97
AK6−1 OST 1
−90
AK6ch OST 1
−90
Analogs in the USA
2014A AA
4028 AMS
4029 AMS
4121 AMS
4133 AMS
4134 AMS
4153 AMS
4314 AMS
AMS-A-22771 AMS
AMS-QQ-A-200/2 AMS
AMS-QQ-A-200/4 AMS
AMS-QQ- A-225/4 AMS
SB 209 (2014) ASME SB209
SB 211 ASME SB211
SB 221 (2014) ASME SB221
SB 241 (2014) ASME SB241
1111111111111111111111111111111111111111111111111111111111111111111Р1н
111111111111111111111111111111111111111111111111111111Р1н. B 210 (2014) ASTM B210
B 211 (2014) ASTM B211
B 221 (2014) ASTM B221
B 241 (2014) ASTM B241
B 247 (2014) ASTM B247
B 275 (A 92014) ASTM B275
B 744 (2014) ASTM B744
B 745 (2014) ASTM B745
A92014 UNS
2014 Included in 7 standards
Для изготовления сложных штамповок. Технические требования — по: Наименование стандарта ГОСТ 18482-18 Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия ГОСТ 23697-79 Трубы прямошовные сварные из алюминиевых сплавов. Технические условия ГОСТ 4784-97 Алюминий и деформируемые алюминиевые сплавы. ГОСТ Р 51834-01 марки. Стержни из экструдированного алюминиевого сплава высокой прочности и повышенной пластичности. Технические условия
Технические требования — по: Наименование стандарта ГОСТ 18482-18 Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия ГОСТ 23697-79 Трубы прямошовные сварные из алюминиевых сплавов. Технические условия ГОСТ 4784-97 Алюминий и деформируемые алюминиевые сплавы. ГОСТ Р 51834-01 марки. Стержни из экструдированного алюминиевого сплава высокой прочности и повышенной пластичности. Технические условия
Классификация
| Страна | Раздел | Категория |
|---|---|---|
| СНГ, Россия, Украина | Алюминий, алюминиевые сплавы | Кованые алюминиевые сплавы |
Химический состав
| Стандарт | Fe, % | Si, % | Мг, % | Мн, % | Ti, % | Cu, % | Zn, % | Ni, % | Al, % |
|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 4784-97 | < 0,7 | 0,7–1,2 | 0,4–0,8 | 0,4–0,8 | < 0,1 | 1,8–2,6 | < 0,3 | < 0,1 | 93,3–96,7 |
Информация о поставщиках
Хотите разместить здесь рекламу?
Физические характеристики 9{-6}$$, $$\Omega\cdot m$$
Механические свойства при 20 °C
| Прокатка | Стандартный | Размер, мм | Напряжение | Классификаторы | $$\sigma _{U}$$, $$МПа$$ | $$\sigma_{P}$$, $$МПа$$ | $$\epsilon_L$$, % | Лечение |
|---|---|---|---|---|---|---|---|---|
| Труба | ГОСТ 18482-79 | 285–355 | 8–10 | |||||
| Круглый | ГОСТ 21488-97 | 355 | 12 | Закалка и искусственное старение | ||||
| Круглый | ГОСТ 51834-2001 | высокая прочность | 390–430 | 275–325 | 10 | Закалка и искусственное старение | ||
| Круглый | ГОСТ 51834-2001 | повышенная пластичность | 375 | 265 | 12 | Закалка и искусственное старение | ||
| Профиль | ГОСТ 8617-81 | 353 | 12 |
Число твердости по Бринеллю
| Прокатка | Стандартный | Классификаторы | Значение, HBW |
|---|---|---|---|
| Сплав | 95–100 |
Analogues
| USA |
|---|
| 2117 |
Standards
| Стандарт | Описание |
|---|---|
| ГОСТ 4784-97 |
Описание химических элементов
| Элемент | Единицы измерения | Описание | ||
|---|---|---|---|---|
| Fe | % | Железо | ||
| Си | % | Кремний | ||
| мг | % | Магний | ||
| Мн | % | Марганец | ||
| Ти | % | Титан | ||
| Медь | % | Медь | ||
| Цинк | % | Цинк | ||
| Никель | % | Никель | ||
| Ал | % | Алюминий 9{-6}$$ | $$\Omega\cdot m$$ | Удельное электрическое сопротивление |
Описание механических свойств
| Параметр | Единицы измерения | Описание |
|---|---|---|
| $$\сигма _{U}$$ | $$МПа$$ | Предел прочности при растяжении |
| $$\sigma_{P}$$ | $$МПа$$ | Предел пропорциональности |
| $$\эпсилон_L$$ | % | Удлинение при разрыве (продольное) |
Alloy AK6 (1360) / Evek
Alloy 01311С
Alloy 1105
Alloy 1151
Alloy 1161
Alloy 1163
Alloy 1201
Alloy 1205
Alloy 1213
Alloy 1215
Сплав 1320
Сплав 1370
Сплав 1420 (01420)
Сплав 1424
Alloy 1430
Alloy 1440
Alloy 1441
Alloy 1450
Alloy 1531
Alloy 1541
Alloy 1541пч
Alloy 1543
Alloy 1577
Alloy 1905
Alloy 1911
Alloy 1915
Alloy 1925
Alloy 1931
Alloy 1933
Alloy 1935
Alloy 1953
Alloy 1955
Alloy 1973
Alloy 1980 (В48-4)
Alloy 1985ч
Alloy 8011
Alloy 8011A
Alloy 8111
Alloy А1Мг1М1
Alloy АБТ101 (1901)
Alloy АБТ102 (1903)
Alloy AV (1340)
Alloy AVD1
Alloy AVD1-1
Alloy Ave
сплав AD1PL
Сплав AD31 (1310)
AD31E (1310)
AD33 (1330)
AD35 (1350)
Alloy уже
112 Ally Alloy Alloy Ally All All -All All All All All Alllooy
2 Allyoyoy Allyoyoy All Allyayoy All All -All All -All All -All -All Allyoyoyoy Alloyoyoy Alloy.
Alloy AZh2
Alloy АК10 (Svak10)
Alloy АК12Д
Alloy AK4 (1140)
Alloy AK4-1 (1141)
Alloy AK4-2 (1143)
Alloy АК5
Alloy AK6 (1360 )
Alloy AK6-1
Alloy AK8 (1380)
Alloy AKM
Alloy AKCM
Alloy AM4
Alloy Amg0,5 (1505)
Alloy Amg0,5пч
Alloy Amg0,7
Alloy АМг1 (1510)
Сплав АМг1,5
Alloy Amg2 (1520)
Alloy Amg2,5
Alloy Amg3 (1530)
Alloy Amg3,5
Alloy АМг3С
Alloy Amg4 (1540)
Alloy Amg4,5
Alloy AMg5 (1550)
Alloy Amg5p (1557)
Alloy AMg6 (1560)
Alloy АМг61 (1561)
Alloy АМг61Н (1561Н)
Alloy АМг63 (Svamg63)
Alloy АМг65
Alloy АМСН1
Alloy АМСН2
Alloy AMC (1400)
АМС из сплава (1401)
Alloy АМШ1 (AMS-1)
Alloy APBA-1 (1551)
Alloy Acpl
Alloy V-1341
Alloy V-1461
Alloy V-1469
Alloy V-1963
Alloy В48П
Alloy V65 (1165)
Alloy В91 (1913)
Alloy В92 (1920)
Alloy В93 (V93pch; 1930)
Alloy В94 (1940)
Alloy V95 (1950)
Alloy V95-1
Сплав В95-2
Сплав В95оч
Сплав В95P (1957)
Alloy V95pch
Alloy В96Ц (1960)
Alloy В96Ц1
Alloy В96Ц3 (1965-1)
Alloy VD1
Alloy ВД17 (1170)
Alloy D1 (1110)
Alloy D12 (1521)
Alloy D16 (1160)
Alloy D16P (1167)
Alloy D18 (1180)
Alloy D19 (1190)
Alloy D19P (1197)
Alloy D19ch
Alloy D1P (1117)
Сплав Д20 (1200)
Сплав Д21 (1210)
сплав D23 (вадо23; 1230)
сплав D24 (вадона
Alloy MM (1403)
Alloy САВ1
Alloy САВ2
Alloy САВ6
Alloy САВ9
Alloy FORCE 1S
Alloy FORCE 2S
Designation
| Name | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | АК6 |
| Обозначение ГОСТ Латинская | АК6 |
| Транслитерация | АК6 |
| По химическим элементам | — |
| Имя | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | 1360 |
| Обозначение ГОСТ Латинская | 1360 |
| Транслитерация | 1360 |
| По химическим элементам | 1360 |
Описание
Сплав АК6 используется : для изготовления прессованных стержней Extra Virgin; штампованные и кованые детали сложной формы и средней прочности авиационной промышленности; экструдированные большие трубы.
Стандарты
| Наименование | Код | Стандарты | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Трубы из цветных металлов и сплавов | В64 | ГОСТ 18482-79, ГОСТ 23697-79, ОСТ 1 92048-90, ОСТ 1 92048-76, ТУ 1-4-139-73, ТУ 1-9-459-73 | |||||||
| Стержни | В55 | ГОСТ 21488-97, ГОСТ Р 51834-2001, ОСТ 1 | -91, ТУ 1-2-307-79 | ||||||
| Цветные металлы, включая редкие, и их сплавы | В51 | ГОСТ 4784-97, ОСТ 1 | |||||||
| Прутки и профили | В52 | ГОСТ 8617-81, ГОСТ 13616-97, ГОСТ 13617-97, ГОСТ 13618-97, ГОСТ 13619-97, ГОСТ 13620-90, ГОСТ 13621-90, ГОСТ 13622-91, ГОСТ 13623-90, ГОСТ 13624-90 , ГОСТ 13737-90, ГОСТ 13738-91, ГОСТ 17575-90, ГОСТ 17576-97, ГОСТ 29296-92, ГОСТ 29303-92, ГОСТ Р 50066-92, ГОСТ Р 50067-92, ГОСТ Р 50077-92, ОСТ 1 92093-83, ТУ 1-2-303-79 | |||||||
| Обработка металлов давлением. Поковки | В03 | ОСТ 1 | -85 |
Химический состав
| Стандарт | Мн | Си | Ni | Фе | Медь | Ал | Ти | Цинк | мг |
|---|---|---|---|---|---|---|---|---|---|
| ОСТ 1 | 0,4-0,8 | 0,7-1,2 | ≤0,1 | ≤0,4 | 1,8-2,6 | Остальное | ≤0,1 | ≤0,3 | 0,4-0,8 |
| ГОСТ 4784-97 | 0,4-0,8 | 0,7-1,2 | ≤0,1 | ≤0,7 | 1,8-2,6 | Остальное | ≤0,1 | ≤0,3 | 0,4-0,8 |
Ал — основа.
По ГОСТ 4784-97 массовая доля каждой примеси (не регламентируется) ≤ 0,05 %, суммарная массовая доля прочих примесей ≤ 0,10 %.
По ОСТ 1
-90 химический состав приведен для сплава АК6х. Массовая доля каждой другой примеси (не регламентируется) ≤ 0,05%, суммарная массовая доля остальных примесей ≤ 0,10%.
Механические свойства
| Сечение, мм | с Т |с 0,2 , МПа | σ U , МПа | д 5 , % | KCU, кДж/м 2 | НВ, МПа | |
|---|---|---|---|---|---|---|
| Поковки до 300 мм штамповки до 200 мм по ОСТ 1 | -85. Режим Т1: Закалка + искусственное старение (указано направлением образцов) | |||||
| — | ≥345 | ≥6 | — | ≥95 | ||
| — | ≥365 | ≥8 | — | ≥95 | ||
| ≥245 | ≥365 | ≥7 | — | ≥100 | ||
| ≥275 | ≥380 | ≥10 | — | ≥100 | ||
| Профили и прутки прессованные нормальной прочности по ГОСТ 8617-81, ГОСТ 21488-97 в состоянии поставки (продольные образцы) | ||||||
| — | ≥353 | ≥12 | — | — | ||
| Прутки прессованные повышенной прочности в состоянии поставки по ГОСТ 21488-97 (продольные образцы) | ||||||
| 8-300 | ≥265 | ≥375 | ≥10 | — | — | |
| Трубы прессованные в состоянии поставки по ГОСТ 18482-79 (образцы, в сечении указана толщина стенки) | ||||||
| ≤5 | — | ≥285 | ≥8 | — | — | |
| 5 | — | ≥315 | ≥10 | — | — | |
| 5-40 | — | ≥355 | ≥10 | — | — | |
| Трубы прессованные крупногабаритные по ОСТ 1 92048-76 при поставке | ||||||
| — | ≥353 | ≥10 | — | — | ||
| Трубы сварные прямошовные поставляемые по ГОСТ 23697-79 (образцы, в сечении труб заданного диаметра) | ||||||
| — | ≥156,8 | ≥6 | — | — | ||
| Формовка в состоянии поставки | ||||||
| ≥378 | ≥447 | ≥12,5 | ≥190 | 95-100 | ||
Описание механических меток
| Наименование | Описание |
|---|---|
| с Т | с 0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2 % |
| σ U | Предел кратковременной прочности |
| д 5 | Удлинение после разрыва |
| ККУ | Прочность |
| НВ | Число твердости по Бринеллю |
Физические характеристики
| Температура | Å, гПа | р, кг/м 3 | Р, г · м |
|---|---|---|---|
| 20 | 72 | 2750 | 41 |
Описание физических символов
| Наименование | Описание |
|---|---|
| Е | Нормальный модуль упругости |
| р | Плотность |
| л | Коэффициент теплопроводности |
| Р | УД. |