Ручные фрезеры, благодаря доступной цене, популярны среди домашних мастеров столярного дела. Однако работать на простом верстаке по принципу: закрепленная заготовка, подвижный инструмент, неудобно и опасно.
Промышленность выпускает столы для столярных работ, на которых можно установить рубанок, дисковую пилу, или фрезер.
Приспособление надежно и удобно, однако его стоимость сравнима с электроинструментом. Поэтому многие мастера изготавливают подобные верстаки своими руками. Поскольку наличие инструмента дает возможность изготовить стол для фрезера с высоким качеством, подобные самоделки выглядят и функционируют не хуже заводских.
Содержание
1 Виды самодельных фрезерных столов
2 Как сделать стол для фрезера своими руками?
2.1 Лифт для ручного фрезера
Виды самодельных фрезерных столов
Общий принцип конструкции следующий: изготавливается гладкая столешница из твердого материала (чтобы не так быстро изнашивалась), на которой крепится опорная плита фрезера. Сам инструмент размещается вверх ногами. На рабочей поверхности закрепляется направляющая для обрабатываемой заготовки.
Настольный верстак типа «скамейка»
Самая простая конструкция, не требующая наличия свободного пространства. Может храниться дома в разобранном виде, и устанавливаться на любой стол при необходимости выполнить работу. Преимущество – компактность. Недостатки: невысокая устойчивость, и ограничения по размеру обрабатываемых деталей.
Переносная столешница
Это полноценный верстак без ножек. Размеры позволяют выполнять обработку любых заготовок с высокой точностью. При этом, стол удобно хранить в вертикальном положении. Однако для приведения в рабочее состояние требуется площадка для установки. На обычный стол приспособление установить нельзя – будет мешать подвешенный снизу фрезер. Обычно верстак временно ставят на раздвижной стол, или снимают столешницу, и устанавливают панель на рамку с ножками.
Для экономии места подойдет еще один вариант: верстак крепится одной стороной на стену, под ним организуются складные опоры.
Отдельный стол для фрезера
Конструкция может объединить в себе несколько функций: верстак, комод для хранения инструментов и материалов, и собственно фрезерный стол.
Преимущества очевидны: универсальность, устойчивость, безопасность работы. Недостаток один: требуется постоянно выделенное место. Поэтому такой вариант подходит лишь для мастерской, на лоджии верстак не разместишь.
Как сделать стол для фрезера своими руками?
Для примера рассмотрим полноценный верстак с комодом для размещения оснастки. Разумеется, перед началом работы необходимо набросать чертеж (в соответствии с размерами вашего ручного фрезера), и составить список материалов:
Доски или деревянные бруски для изготовления рамы.
Листы ДСП или панели из массива для боковых панелей и ящиков.
Лист оргалита (ДВП), или тонкая фанера для перегородок.
Два листа фанеры толщиной 18-25 мм, или готовая кухонная столешница.
Шурупы, болты, конфирмат, стальные уголки для сборки.
Измерительный инструмент: рулетка, линейка, угол.
Клей ПВА.
Инструмент для обработки дерева: дисковая пила, дрель, рубанок, ключи, отвертки.
Готовим несущую конструкцию станины. Все соединения перед затяжкой шурупов промазываем клеем.
Собираем станину на ровной поверхности. Проверяем геометрию: все должно быть параллельно и перпендикулярно.
Устанавливаем перегородки (они будут выполнять роль ребер жесткости), и собираем короб для фрезера. Короб нужен того, чтобы стружка и опилки не разбрасывались по помещению. В дальнейшем, к нему можно приспособить раструб строительного пылесоса, для отвода мусора.
Устанавливаем основной элемент – рабочую плоскость. Ее можно изготовить из двух листов фанеры, склеив их между собой. Для предотвращения вибраций, толщина стола должна быть не менее 5 см.
Можно использовать готовую поверхность для кухни (имеются в продаже в мебельных магазинах). Главное, чтобы верхний слой был прочным и гладким.
На столешницу, вровень с поверхностью устанавливается стальная пластина для крепления опорной плиты фрезера. Также, в стол желательно врезать профили для фиксации направляющих.
Все свободные ниши целесообразно заполнить ящиками, в которых будет храниться оснастка и приспособления для фиксации заготовок. Некоторые ящики заменяются подставками для фрез: в толстом днище из доски сверлятся отверстия по диаметру хвостовиков, и фрезы не будут касаться друг друга.
Для обеспечения безопасности, желательно установить в рабочей зоне предохранительный кожух, как на промышленных моделях.
Торчащая из стола фреза представляет собой нешуточную опасность. Если рука соскользнет с заготовки – можно получить травму. Еще один способ обеспечить безопасность работ – ножной включатель-педаль. Собирается несложная схема: между питающим шнуром электро-фрезера и общим сетевым кабелем устанавливается розетка, которая выключается педалью. Подойдя к верстаку, вы нажимаете на педаль – мотор включается. После окончания работ, или в аварийной ситуации – нога убирается с педали, и фрезер останавливается.
Законченный стол выглядит эстетично, и позволяет грамотно организовать рабочую зону, даже в ограниченном пространстве.
Лифт для ручного фрезера
В обычном режиме эксплуатации, оператор ручного фрезерного станка опускает вал с фрезой с помощью рукояток инструмента. Речь идет об использовании устройства без станка. Когда фрезер подвешен к столешнице вверх ногами, фреза находится в так называемом парковочном режиме. Необходим механизм, приподнимающий станок в рабочее положение.
Если несколько вариантов:
Фиксирующая винтовая тяга. С помощью резьбовой шпильки, устанавливается необходимая глубина проникновения фрезы. При необходимости ее можно менять.
Рычажный механизм. Позволяет более оперативно менять высоту инструмента, даже во время работы. Расширяет возможности станка: в некотором смысле фрезер становится трехмерным.
Винтовая трапеция. Многие мастера используют в качестве лифта обычный автомобильный домкрат. Вы поднимаете фрезу строго на необходимую высоту. Это удобно, и фиксация положения довольно точная.
Рассмотренный вариант включает в себя все нюансы изготовления стола для фрезера. Вы можете воспользоваться методикой на все 100%, или принять на вооружение только необходимые технологии.
Применение различных приспособлений для ручного фрезера значительно расширяет возможности данного агрегата, а также повышает комфортность и безопасность при работе с ним. В продаже существуют уже готовые модели устройств, предназначенных для использования в паре с фрезером, но, как правило, они стоят дорого. Поэтому многие мастера предпочитают сделать приспособления для данного агрегата своими руками.
Содержание
1 Стол для ручного фрезера
1.1 Изготовление столешницы
1.2 Крепление агрегата с помощью монтажной пластины
1. 3 Усовершенствование упора
1.4 Изготовление основания стола
2 Самодельные приспособления для фрезера
2.1 Шипорезка
2.2 Копировальная втулка
2.3 Направляющие для работы с фрезером
Стол для ручного фрезера
Если закрепить ручной фрезер особым способом под столом, то получится универсальный столярный станок, позволяющий производить точную и быструю обработку длинных и коротких заготовок из дерева. Чтобы изготовить стол для фрезера своими руками, сначала нужно подготовить необходимые детали для сборки всей конструкции. На рисунке ниже показана карта раскроя, на которой расположены все детали будущего фрезерного стола. Вырезаются они с помощью циркулярки или форматно-раскроечного станка.
Приспособление можно изготовить из фанеры, ЛДСП или МДФ. На карте раскроя указана толщина материала 19 мм, но это не обязательное условие. Стол также можно собрать из плит толщиной 16 или 18 мм. Конечно же, для изготовления столешницы лучше использовать ламинированные или покрытые пластиком листовые материалы, которые будут позволять легко скользить заготовке по поверхности.
Также следует учесть, что данный самодельный столик предназначен для установки на козлы. Если вам нужен настольный вариант, то царги (5) нужно делать намного шире, чем 150 мм. Их ширина должна быть немного большей, чем высота аппарата, чтобы он мог разместиться под столешницей.
Если детали стола будут выпилены из фанеры или МДФ, то их торцы следует отшлифовать. Торцы деталей, изготовленных из ЛДСП, потребуется покрыть меламиновой кромкой, используя обыкновенный утюг.
Изготовление столешницы
Установка фрезера в стол может производиться как с использованием монтажной планки, так и без нее. Подготовка столешницы для прямого крепления к ней агрегата происходит следующим образом.
Поскольку основная плита имеет длину 900 мм, то ее центр будет находиться в 450 мм от края. Поставьте в этом месте точку и с помощью угольника проведите линию.
Отсоедините от подошвы аппарата накладку из пластика.
Найдите середину среза на накладке и проведите линию через центр подошвы, используя угольник.
Расположите накладку на центральную линию основной плиты так, чтобы с ней совпал центр подошвы, и отметьте карандашом центр будущего отверстия в столешнице.
Далее, следует сделать разметку под монтажные винты.
Просверлите отверстия, через которые агрегат будет крепиться к столу. Обязательно раззенкуйте их, чтобы шляпки винтов были немного углублены в столешницу.
Просверлите центральное отверстие диаметром 38 мм.
На следующем этапе следует сделать параллельный упор. С помощью электролобзика или фрезера проделайте полукруглые вырезы на передней стенке упора, а также на его основании.
Прикрутите косынки к упорам. Ниже предоставлен чертеж, на котором указаны все отступы для размещения косынок.
К нижней части столешницы прикрутите соединительные планки.
Соберите фрезерный станок, используя схему, предоставленную ниже.
Крепление агрегата с помощью монтажной пластины
При установке аппарата на основную плиту ее толщина значительно уменьшает вылет фрезы. Поэтому для установки агрегата на толстые столешницы принято использовать более тонкие монтажные пластины из прочных материалов (стали, дюралюминия, поликарбоната, гетинакса или стеклотекстолита). Изготавливается пластина следующим образом.
Из листа, например, текстолита, вырежьте квадратную заготовку 300 х 300 мм.
Сверху пластины закрепите пластмассовую накладку, снятую с подошвы фрезера.
Подберите сверло, соответствующее диаметру крепежных винтов, и просверлите в пластине отверстия, используя пластиковую накладку в качестве шаблона.
Уложите пластину на столешницу и обведите ее карандашом. После этого внутри полученного контура нарисуйте квадрат со срезанными углами, как показано на следующем рисунке.
Эту фигуру со скошенными углами необходимо вырезать лобзиком, предварительно просверлив в ней отверстие для входа пилы.
После вырезания внутренней части вокруг внешнего контура следует закрепить планки, используя струбцины. Они будут служить шаблоном для обкаточной фрезы. Толщина планок должна быть достаточной для того, чтобы при установке глубины обработки упорный подшипник фрезы находился в зоне кромки направляющих.
Для фрезеровки углубления закрепите в цанге агрегата обкаточную фрезу с верхним подшипником.
Установите глубину обработки. Она должна равняться толщине пластины, предназначенной для монтажа агрегата.
Профрезеруйте данный участок столешницы по установленному шаблону в несколько проходов.
Уложите пластину в проделанное углубление. Она должна быть заподлицо с поверхностью основной плиты. Если пластина немного выступает, то прибавьте еще немного глубины погружения с помощью микрометрического винта и сделайте повторный проход фрезой.
По углам выборки разметьте и просверлите отверстия для крепежа пластины.
Уложите монтажную пластину в подготовленное посадочное место и, придерживая ее, переверните столешницу. После чего просверлите в пластине отверстия под крепеж. Чтобы спрятать шляпки болтов, прозенкуйте отверстия на лицевой стороне накладки.
Также все отверстия с обратной стороны столешницы, предназначенные для закрепления пластины, следует расширить под посадку самоконтрящихся гаек сверлом с диаметром 11 мм. Гайки нужно посадить в полученные отверстия на эпоксидный клей (для выравнивания можно вкрутить в них болты).
Усовершенствование упора
Параллельный упор можно доработать, чтобы настройка фрезерного стола происходила более удобно и быстро: для этого нужно врезать в столешницу С-образные направляющие. Профиль может быть из алюминия. Для врезки используется прямая пазовая фреза. Профиль укладывается в подготовленный паз и прикручивается шурупами.
Далее, следует подобрать болты с шестигранной шляпкой такого размера, чтобы она могла входить в С-образный профиль и не проворачиваться в нем. Просверлите 2 отверстия в основании параллельного упора, соответствующие диаметру болта.
Также следует врезать С-образный профиль и в переднюю планку упора для закрепления на ней различных прижимов и защитных кожухов.
Прикручивается упор к столешнице с помощью гаек-барашков.
На задней стороне упора можно сделать камеру для подключения пылесоса. Для этого достаточно вырезать из фанеры квадрат, просверлить в нем отверстие под патрубок пылесоса и прикрутить получившуюся крышку к косынкам.
Также к упору можно добавить предохранительный щиток, изготовленный из МДФ или ЛДСП и небольшого прямоугольника из оргстекла. Для выборки пазов можно использовать лобзик либо фрезер с установленной пазовой фрезой.
Чтобы была возможность обрабатывать мелкие детали, необходимо изготовить фиксаторы и прижимы из фанеры или МДФ.
Прижим-гребенка изготавливается на циркулярке с шагом между пропилами 2 мм.
При желании, можно изготовить фрезерный стол с ящиками для инструмента.
Изготовление основания стола
Если требуется из ручного фрезера сделать стационарный станок, то без изготовления прочного основания не обойтись. Ниже приведена карта раскроя с нанесенными на ней деталями, которые потребуются для сборки основания стола. Размеры деталей потребуется подкорректировать, если использовать листовой материал другой толщины.
Все детали стола для ручного фрезера собираются с помощью конфирматов. Для удобства передвижения стола к его днищу можно прикрепить ролики. Если немного расширить данный стол и прикрепить в свободной его части дисковую ручную пилу, то получится универсальный стол для фрезера и циркулярки.
Чтобы станок занимал меньше места, его можно сделать по принципу стола-книжки с опускающимися с обеих сторон столешницами.
Самодельные приспособления для фрезера
Для расширения функциональных возможностей данного агрегата в продаже имеются достаточно дорогостоящие приспособления. Но владельцы фрезеров в целях экономии средств стараются изготавливать различные приспособы своими руками, которые работают не хуже заводских.
Шипорезка
Простая шипорезка для фрезера изготавливается из двух кусков фанеры и пары мебельных телескопических направляющих. Фрезер устанавливается на площадке, имеющей отверстие для инструмента. Площадка крепится к верстаку под углом (для более удобного позиционирования оснастки по высоте), как показано на фото ниже.
Итак, шипорезное приспособление изготавливается в следующем порядке.
Вырежьте из фанеры 2 площадки одинаковых размеров. Размер приспособы может быть любой.
Расположите по краям первой площадки две телескопических направляющих параллельно друг другу и прикрутите их шурупами.
Для более точного позиционирования направляющих можно между ними прикрутить две одинаковые по длине планки.
Следует выдвинуть ответные планки и подложить под них вторую площадку вровень с первой. Поставьте карандашом на второй площадке точки сквозь планку, после чего проведите через них линию.
Выньте из направляющих ответные планки, нажав на пластмассовые “усики”, расположенные на их обратной стороне.
Уложите на площадку с разметкой ответные планки так, чтобы линия проходила через центр отверстий для крепежа, и прикрутите их шурупами.
Аккуратно совместите 2 направляющих и задвиньте их (вы должны услышать щелчок). Если вы вставите деталь с перекосом, то сломаете телескопы, и из них высыпятся шарики.
Между вертикальным упором с агрегатом и подвижным столиком необходимо выдержать определенное расстояние. Делается это для того, чтобы при опускании фрезы она не задевала площадку стола. Поскольку в данном случае максимальный вылет фрезы будет около 25 мм, то можно временно проложить между столиком и упором планку такой же ширины, то есть 25 мм. Планка позволит разместить конструкцию параллельно вертикальному упору .
На следующем этапе, придерживая приспособу, просверлите 2 отверстия под шканты. Они позволят быстро позиционировать шипорезку на верстаке. Когда отверстия будут готовы, вставьте в них пару шкантов. Теперь можно убрать планку, проложенную между упором и приспособлением.
Теперь, когда подвижный столик закреплен, на верхней его площадке необходимо установить вертикальный упор, как показано на следующем рисунке. Для жесткости упор подпирается двумя косынками.
Когда все элементы шипорезки будут закреплены, можно приступить к испытаниям. Положите заготовку на столик приспособления и прижмите ее к упору. Установите необходимую высоту фрезы, включите агрегат и профрезеруйте заготовку.
После первого прохода переверните заготовку на 180 градусов и повторите обработку.
Поверните заготовку на 90 градусов, поставив ее на кромку, и снова повторите операцию.
Поверните деталь на 180 градусов и проведите окончательную обработку шипа.
В результате у вас получится ровный и качественный шип.
Меняя высоту фрезы относительно площадки шипорезки, можно получать шипы различной толщины.
Копировальная втулка
Если в комплектации к вашему фрезеру не было копировальной втулки, то ее можно изготовить буквально за 30 мин из подручных средств. Для самоделки понадобится металлическая или дюралюминиевая шайба, которую можно изготовить из листового металла, и водопроводный резьбовой удлинитель.
Копировальная втулка изготавливается следующим способом.
Подберите подходящую под резьбу удлинителя гайку и разрежьте ее с помощью болгарки так, чтобы получилось тонкое кольцо. После этого выровняйте его на точильном станке.
Необходимо изготовить круглую площадку для втулки из листового металла или алюминия толщиной 2 мм. В зависимости от модели агрегата, отверстие в его подошве может иметь различную форму. В данном случае площадка должна иметь срезы по бокам, которые стачиваются на точильном станке.
Сточив шайбу с двух сторон, разместите ее на подошве агрегата.
Поставьте агрегат, не снимая шайбу, вертикально и наметьте карандашом места для крепежа сквозь отверстия в подошве аппарата.
Места, отмеченные карандашом, необходимо накернить для точного позиционирования сверла.
Сначала просверлите отверстия тонким сверлом, а затем уже сверлом, соответствующим диаметру крепежного болта.
Оденьте шайбу на резьбовой удлинитель и закрутите кольцо-гайку. Зажмите деталь в тиски и обрежьте лишнюю резьбу вровень с гайкой при помощи болгарки.
Зажмите деталь в тисках другой стороной и немного укоротите ее.
Выровняйте деталь на шлифовальном круге, вставьте в подошву аппарата и закрепите ее винтами. Гайка-кольцо должна быть чуть ниже подошвы агрегата.
Направляющие для работы с фрезером
Если требуется выбрать очень длинный паз в заготовке, то понадобится приспособление для фрезера, которое называется шиной. Готовые металлические шины можно купить в специализированных магазинах. Но их также легко изготовить своими руками из пластика, фанеры или МДФ.
Толщина материала должна быть около 10 мм, чтобы детали можно было стянуть шурупами.
Направляющая для агрегата делается очень просто.
Нарежьте на циркулярке три полосы. Одну широкую, порядка 200 мм, и 2 узкие – 140 и 40 мм каждая.
Также изготовьте небольшую планку из того же материала, длиной около 300 мм и шириной 20 мм.
Положите на широкую полосу деталь шириной 140 мм, выровняйте ее по краю и скрутите обе детали шурупами.
Положите сверху широкой полосы, напротив прикрученной детали, узкую полосу шириной 40 мм. Для точного позиционирования проложите между верхними деталями планку шириной 20 мм и прикрутите узкую полосу шурупами к нижней детали. Таким образом, получится длинная шина с пазом шириной 20 мм.
Возьмите планку шириной 20 мм и прикрутите ее к подошве аппарата, как показано на следующем фото. Для выборки паза подбирается прямая или фигурная пазовая фреза и закрепляется в цанге аппарата.
Когда все приспособления будут подготовлены, выполните следующие действия. Положите на верстак заготовку, которую необходимо обработать по всей длине, расположите на ней шину, закрепив струбцинами. Вставьте планку, прикрепленную к подошве фрезера в паз направляющей. Запустите агрегат и профрезеруйте заготовку по всей длине.
Если требуется выбрать глубокий паз, то обработка происходит в несколько заходов, чтобы оснастка погружалась в заготовку постепенно.
Как резать керамическую плитку с помощью фрезы
По
Боб Формисано
Боб Формисано
Боб Формисано — лицензированный архитектор и строитель с почти 40-летним опытом строительства новых домов и восстановления старых домов. Одной из его специальностей является ремонт старых систем, построенных еще в 1920-х годах, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 10.11.22
Рассмотрено
Джонатан Брюэр
Рассмотрено Джонатан Брюэр
Джонатан Брюэр — эксперт по благоустройству дома с более чем двадцатилетним профессиональным опытом работы в качестве лицензированного генерального подрядчика, специализирующегося на кухне и ванной. Он был показан в сериалах HGTV «Super Scapes», «Curb Appeal the Block», «Elbow Room», «Незваных гостях» DIY Network, «Этот старый дом» и в шоу OWN Network, получившем премию «Эмми», «Home Made Simple». Джонатан также является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
настоятельницы / Getty Images
В этой статье
Ограничения Snap Cutter
Вопросы безопасности
Часто задаваемые вопросы
Обзор проекта
Тщательная укладка керамической плитки может свести к минимуму количество плиток, которые необходимо разрезать, но никакое тщательное планирование не избавит от необходимости частичной резки плитки в тех местах, где поверхность плитки упирается в стены или шкафы. Поэтому знание того, как резать плитку, является неотъемлемой частью работы с плиткой. Частичные плитки с чистыми, гладкими краями придадут всей работе с плиткой профессиональный вид, в то время как грубые, рваные срезы всегда будут привлекать внимание — независимо от того, насколько хорошо вы выполняете остальную часть укладки плитки.
Профессионалы обычно используют электропилу для резки керамической, фарфоровой или каменной плитки для стен, полов и душевых кабин, но для небольших работ большинство домашних мастеров считают, что достаточно простого плиткореза с защелкой. Резак с защелкой, широко доступный во многих стилях в центрах благоустройства дома, магазинах плитки и интернет-магазинах, использует нескользящую усиленную стальную основу, на которой находится резиновая прокладка, на которую укладывается плитка. Двойные стальные направляющие направляют режущий диск, который надрезает плитку, и прижимную пластину, которая щелкает плитку.
Плитка размещается в резце над металлическим гребнем, который проходит параллельно траектории резного колеса из карбида вольфрама. Плитка оценивается путем резкого перемещения подсчетного колеса по поверхности плитки. Затем, поместив прижимную планку поперек плитки и приложив сильное усилие вниз с каждой стороны, плитка защелкнется по линии надреза.
Резаки для плитки Snap бывают разных стилей и стоят от 20 до 200 долларов. Высококачественные модели тяжелее и стабильнее, и у них может быть направляющая под углом, облегчающая резку плитки под углом, что может быть полезно для укладки плитки в виде ромба. Но даже бюджетные модели, такие как 14-дюймовый резак для резки керамической плитки HDX за 20 долларов, модель #10214X от Home Depot, используемый в этой демонстрации, могут выполнять вполне достаточную работу для небольших и средних работ.
Ограничения плиткореза с защелкой
Стандартную керамическую плитку толщиной до 3/8 дюйма обычно можно довольно легко разрезать плиткорезом с защелкой. Однако существует ограничение на использование инструмента. Керамическую напольную плитку толщиной более 3/8 дюйма трудно резать этим инструментом, равно как и керамогранит и плитку из натурального камня, которые значительно тверже стандартной керамической плитки. Если резак с защелкой нецелесообразен, в качестве альтернативы можно использовать механическую мокрую пилу, в которой используется алмазный диск, который может легко резать эти материалы. Мокрая пила также необходима, когда у вас есть очень большая плитка, требующая большого количества резки, поскольку она значительно упрощает работу. Влажные пилы можно взять напрокат в пунктах проката инструментов и в домашних центрах, но мастера, которые часто работают с плиткой, могут захотеть инвестировать в собственную доступную модель.
Вопросы безопасности
При использовании плиткореза с защелкой следует надевать защитные очки. Нередко маленькие острые фрагменты плитки разлетаются в тот момент, когда инструмент щелкает плитку.
Оборудование/инструменты
Резак для плитки с защелкой
Защита глаз
Карандаш
Шлифовальная губка
Канцелярский нож (при необходимости)
Материалы
Керамическая плитка
Настройка разреза
Отметьте лицевую сторону плитки на верхнем и нижнем краях, чтобы указать, где вы хотите разрезать. Поместите плитку глазурованной стороной вверх на станину резака под режущий диск и прижимную пластину, совместив метки резки с направляющими на станине инструмента. Плотно прижмите край плитки к концевому упору резака. Некоторые инструменты имеют направляющую для краев, чтобы удерживать боковую сторону плитки на месте. Перемещайте отрезной круг вдоль направляющих, пока он не упрется в ближний край плитки.
Как только плитка будет точно установлена, сделайте надрезы на лицевой стороне плитки, сильно нажимая на резное колесо из карбида вольфрама по лицевой поверхности плитки от ближней (ближайшей к вам) стороны к дальней. Слегка надавите вниз, толкая режущий диск. Может потребоваться второй проход отрезного круга, чтобы получить видимую линию разреза, но не пытайтесь прорезать плитку несколькими проходами. Слишком много надрезов приведет к сколу края глазури, что приведет к шероховатости края.
После того, как плитка забита, следующим шагом будет резка с защелкой. Это можно сделать, подняв ручку и позволив нажимной планке повернуться вниз примерно до центра плитки.
Надавите на рукоятку твердо и осторожно, увеличивая давление вниз. Это заставит прижимную пластину оказывать равномерное давление на обе стороны плитки поверх металлического защелкивающегося выступа. Если она была правильно оценена, плитка точно защелкнется на своей линии оценки.
Home-Cost.com 2013
Вариант: Резка листов мозаичной плитки
Этот инструмент также можно использовать для резки листов мозаичной плитки, например, керамической плитки для стен метро, часто используемой для кухонных фартуков. При разрезании листа плитки начните подрезное колесо с нижней части первой плитки, затем осторожно, медленно и преднамеренно надрезайте каждую плитку по порядку.
Хитрость заключается в том, чтобы убедиться, что у вас есть солидный счет по всей ширине каждой плитки. Это может занять некоторое время, если вы работаете с листами очень маленьких плиток. Если у вас нет четких линий разреза, плитки могут не отрываться друг от друга, особенно по краям, и вы можете получить сколы на глазури поверхности плитки.
После подсчета очков приложите силу вниз к каждой отдельной плитке, по одной за раз, чтобы сломать их. Затем разрежьте сетчатую подложку канцелярским ножом, чтобы разделить лист на две части.
Home-Cost.com 2013
Отшлифуйте острые края
Если края отрезанных плиток острые или неровные, используйте шлифовальную губку, чтобы притупить острые края разреза.
Теперь вы готовы к установке плитки.
Нажмите «Играть», чтобы узнать, как укладывать и резать керамическую плитку для стен
Лучшие ручные плиткорезы для домашних мастеров и профессионалов
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах.
Фото: amazon. com
Если вы планируете укладку плитки или ремонт, идея работы с этим прочным материалом может показаться пугающей. В конце концов, плитка жесткая и часто дорогая, так что это не для слабонервных. Оснащение вашего набора инструментов лучшим ручным плиткорезом для вашего проекта поможет упростить работу и добиться первоклассных результатов.
Лучшие ручные плиткорезы позволяют легко резать плитку — в буквальном смысле. У них есть колеса из закаленного металла, которые царапают поверхность плитки, ножка, оказывающая давление на каждую сторону насечки, и рычаг для приложения усилия, необходимого для отламывания плитки. В результате получается чистый, ровный срез.
Впереди, получите советы по навигации по доступным вариантам и выбору лучшего ручного плиткореза для нужд вашего проекта — и не пропустите наш обзор самых популярных вариантов!
Лучший в целом: QEP 35-дюймовый ручный резак
Лучший для плюсов: Vonhaus 24-дюймовый режущий плиток
Также рассмотрим: Goplus 36-дюймовый ручный плиток
: Amazon. com. Что следует учитывать при выборе лучшего ручного плиткореза
Лучшие ручные плиткорезы могут сэкономить много времени по сравнению с установкой более дорогих мокрых пил. Они просты в использовании, а конечный результат может быть безупречным. Но не все ручные плиткорезы подходят под это требование. В этом разделе будет указано, на что обращать внимание при выборе лучшего ручного плиткореза для вашего проекта.
Материал режущего диска
Термин «плиткорез» на самом деле немного вводит в заблуждение. Эти ручные инструменты не обязательно режут плитку; это скорее метод оценки и щелчка. У них есть маленькие острые колеса, которые проходят по верхней части плитки, оставляя острую царапину на поверхности, которая затем становится идеальным местом для чистого щелчка.
Материал круга инструмента может повлиять на его работу. В то время как большинство колес могут забить плитку достаточно, чтобы ее сломать, колеса с наконечниками из карбида вольфрама прослужат немного дольше, чем стальные. Даже если вы используете свой плиткорез только для одного проекта, достижение одинакового уровня точности от начала до конца с одним и тем же колесом имеет большое значение.
Станина плиткореза
Еще одна важная деталь, на которую следует обратить внимание, — это станина плиткореза. Хотя это может показаться простой, произвольной частью резака, на самом деле есть некоторые специфические функции, которые могут помочь повысить удобство использования вашего ручного плиткореза.
Плиткорезы имеют прямые выступы, идущие по центру. По обе стороны от этого выступа лучшие ручные плиткорезы имеют материал из пены или резины. Эта пена или резина создает нескользящую поверхность, которая удерживает плитку на месте, пока вы надрезаете или защелкиваете, обеспечивая большую точность и меньше отходов при укладке плитки.
Пена или резина также поддерживает плитку, обеспечивая при этом достаточную упругость, чтобы поглотить давление, которое вы прилагаете во время щелчка. Без этой возможности вам было бы трудно щелкать плитки и щелкать их чисто.
Основание плиткореза
Пока вы ищете лучшие ручные плиткорезы, вы можете не заметить особенности и нюансы в основаниях разных моделей. Такие особенности, как резиновые ножки и складные боковые панели, могут иметь большое значение, особенно при работе с большими плитками.
Когда вы подсчитываете большие плитки, может быть трудно применять постоянное давление вниз. Если в основании вашего ручного плиткореза нет резиновых ножек, он может скользить по более гладким поверхностям. Это может расстраивать и может поцарапать поверхность.
Складывающиеся боковые планки, прикрепленные к основанию, помогают поддерживать широкие плитки, а также обеспечивают устойчивость при надрезании и защелкивании. Если вы режете широкую плитку далеко в одну или другую сторону, вес плитки создает неравномерный рычаг. Боковые планки создают более широкую площадь основания, что позволяет выполнять более точный и менее громоздкий срез.
Горизонтальная линейка и угловая направляющая
Многие из лучших ручных плиткорезов оснащены встроенными измерительными инструментами, которые помогают ускорить процесс резки, повысить точность и обеспечить постоянство. Вы часто можете использовать эти функции, чтобы делать повторные разрезы, не измеряя каждый раз.
Когда дело доходит до обрезки плитки по размеру, многие из лучших плиткорезов оснащены встроенными горизонтальными линейками. Некоторые из этих линеек выдвигаются, позволяя измерять плитки, выступающие над основанием.
Встроенные угловые направляющие — это удобство и надежность. Как только вы узнаете угол, который вам нужно отрезать, вы можете расположить эти регулируемые направляющие и зафиксировать их на месте. Вы сможете зарегистрировать плитку по направляющей, обеспечивая стабильную и точную основу для подсчета очков и привязки.
Наш выбор
Теперь, когда вы знаете немного больше о том, что нужно для выбора лучшего ручного плиткореза, вы готовы сравнить некоторые из лучших продуктов на рынке.
Фото: amazon.com
Проверить последнюю цену
Если вы ищете плиткорез со всеми функциями, необходимыми практически для любого проекта по укладке плитки, обратите внимание на 35-дюймовый ручной плиткорез QEP. Большая вместимость этого инструмента позволит вам обрабатывать напольную плитку, настенную плитку, стеклянную мозаику и фартуки с помощью одного инструмента. Размещение этих материалов напротив резиновых прокладок по обеим сторонам защелкивающегося гребня гарантирует, что они останутся на месте во время надрезания и защелкивания.
Этот QEP оснащен резным роликом из карбида вольфрама с титановым покрытием, обеспечивающим четкие насечки и длительный срок службы. Он также имеет две складные боковые панели для обеспечения большей устойчивости при более широкой площади основания. Встроенная линейка выдвигается, позволяя вам делать последовательные разрезы, не разрывая рулетку. Линейка также имеет встроенную угловую направляющую, поэтому добиться идеального реза намного проще.
Фото: amazon.com
Проверить последнюю цену
Вам не нужно быть профессиональным плиточником, чтобы добиться результатов профессионального уровня. ФонХаус может помочь. Он имеет 24-дюймовую прямую режущую способность, а также 17½-дюймовую режущую способность под углом 45 градусов, поэтому он может легко справляться с большинством распространенных проектов пола или фартука.
VonHaus имеет множество фиксирующих элементов, таких как резиновые ножки на основании, которые удерживают нож на месте, и нескользящие накладки на станине и боковых панелях, обеспечивающие дополнительную устойчивость. Прорезиненная рукоятка позволит вам использовать его в течение всего дня, сводя к минимуму скольжение и усталость. Он также оснащен легко читаемой встроенной линейкой и угломером, а также резным колесом с наконечником из карбида вольфрама.
Фото: amazon.com
Узнать последнюю цену
Создание точных привязок к длинным плиткам может оказаться серьезной проблемой. 36-дюймовый ручной плиткорез Goplus помогает решить эту проблему. Он не только имеет вместимость 36 дюймов, но также имеет I-образную направляющую, которая обеспечивает прочность и точность при подсчете очков даже в середине направляющей.
Несмотря на то, что емкость и точность являются главными преимуществами, Goplus также обладает широким набором функций. Он имеет нескользящие резиновые накладки на ножках и кровати, прочное стальное основание и удобную рукоятку. Также имеется встроенная скользящая линейка с угломером. У него есть два складных боковых рычага для обеспечения устойчивости — то, что вам понадобится, когда вы отрезаете дюйм или два от конца плитки шириной 36 дюймов.
Часто задаваемые вопросы о ручных плиткорезах
Если вы не выбрали конкретный плиткорез, потому что у вас остались вопросы, этот раздел может вам помочь. Некоторые из наиболее часто задаваемых вопросов и ответов о плиткорезах находятся впереди.
В. Какие материалы можно резать ручным плиткорезом?
Плиткорезы могут резать плитку для пола, стен и фартука. Они лучше всего работают на стеклянной плитке, а также на керамике и фарфоре, хотя вы можете использовать их на некоторых каменных плитах, таких как мрамор.
В. Как предотвратить сколы плитки при резке?
Выкрашивание является проблемой для механизированных мокрых плиткорезов; это не проблема для ручных плиткорезов. Тем не менее, есть три вещи, которые вы можете сделать, чтобы обеспечить чистый щелчок при ручной резке плитки.
Убедитесь, что ваш круг острый и на нем нет сколов.
Сделайте только один проход, когда надрезаете плитку, используя равномерное давление.
Не позволяйте плитке двигаться после того, как вы забьете ее. Это поможет убедиться, что надрез находится прямо над гребнем защелкивания для чистого среза.
В. Как заменить лезвие на ручном плиткорезе?
В большинстве случаев винт и небольшое трение — это все, что удерживает режущий диск или лезвие на плиткорезе.
Для того чтобы понять внутреннее строение металла, необходимо вспомнить, что представляют собой мельчайшие частицы, образующие все вещества, — атомы.
Строение атома. Атом состоит из положительного заряженного ядра, окруженного отрицательно заряженными частичками, называемыми электронами, движущимися вокруг ядра с огромной скоростью (наименьшей скоростью обладает электрон водорода, движущийся со скоростью 2000 км/сек).
На рис. 1 приводится схема строения атома водорода.
Вокруг ядра простейшего атома — водорода, занимающего первое место в периодической таблице, вращается по орбите только один электрон.
Рис. 1. Схема строения атома водорода
Строение чистых металлов. Металл состоит из положительно.заряженных ионов и «свободных» электронов. Положительный «он представляет собой атом, потерявший один или несколько электронов. Эти электроны называют свободными электронами. Они постоянно переходят от одних ионов к другим и вращаются вокруг ядра то одного, то другого иона.
В металлах положительно заряженные ионы расположены в строго определенном порядке, образуя так называемую пространственную кристаллическую решетку.
Наряду с этим есть тела, называемые аморфными, где атомы располагаются хаотично. В связи с этим все твердые тела делятся на тела кристаллические и аморфные.
К кристаллическим телам можно отнести металлы, поваренную соль, сахар и др.
Примером аморфных тел могут служить стекло, пластмасса, смола, клей и др.
Наличие свободных электронов во всех металлах обусловливает существование общих металлических свойств. К ним следует отнести прочность, высокую электропроводность и теплопроводность.
Кристаллические решетки у металлов могут быть различных типов. Наиболее распространены изображенные на рис. 3 типы решеток: а) «объемноцентрированный куб» — атомы (ионы) металла расположены в вершинах куба, а один атом (ион) — в центре его; б) «гранецентрированный куб» — атомы (ионы) металла расположены в вершинах куба и в центре каждой из его граней; в) «гексагональная решетка» — 12 атомов расположены в вершинах шестигранной призмы, 2 — в центре оснований ее и 3 — в среднем сечении. В куске металла атомы образуют огромное число таких элементарных ячеек пространственной кристаллической решетки.
Рис. 2. Различные типы кристаллических решеток: а — объемноцентрированный куб; б — гранецентрированный куб; в — гексагональная решетка
Кристаллические тела и их особенности. Кристаллические тела обладают различными свойствами в различных направлениях.
Это явление, называемое анизотропией, объясняется тем, что в кристаллических решетках расстояние между атомами (ионами), а следовательно, и взаимодействие их между собой в различных направлениях неодинаковы; свойства металлов определяются взаимодействием атомов (ионов).
Если взять одиночный кристалл меди (или, как его называют, монокристалл) и вырезать из него образцы в различных направлениях, то свойства таких образцов будут различны. Прочность может изменяться в 2—2,5 раза, пластичность, т. е. способность деформироваться, — в 5—6 раз, в зависимости от направления, в котором был вырезан образец.
Рис. 3. Монокристалл, из которого вырезаны образцы
Однако такое различие свойств наблюдается только у монокристаллов. Монокристаллы больших размеров получают искусственным путем.
В естественных условиях металлы являются телами поликристаллическим и, т. е. они состоят из большого числа по-разному ориентированных мелких кристалликов. Обычно размер каждого мелкого кристаллика определяется долями миллиметра.
Каждый кристаллик расположен по-своему, но свойства по всем направлениям оказываются примерно равными.
Другой особенностью кристаллов является существование вполне определенных плоскостей — плоскостей скольжения (спайности), по которым происходит перемещение атомов (ионов) кристаллической решетки при механическом воздействии.
Очень хорошо плоскости спайности выявляются у кристаллов слюды, которая расщепляется по этим плоскостям.
Важным свойством чистых металлов как кристаллических тел является наличие определенной температуры плавления. Аморфные тела переходят в жидкое состояние постепенно, размягчаясь при изменяющейся температуре, а кристаллические — при постоянной температуре.
Процесс кристаллизации. Кристаллизацией называется процесс образования кристаллов. Если кристаллы образуются из жидкости, то процесс называется первичной кристаллизацией.
Для изучения процесса кристаллизации строят кривые охлаждения, т. е. кривые, показывающие изменение температуры с течением времени при охлаждении расплавленного металла. Для построения кривой охлаждения необходимо иметь прибор для измерения температуры и часы или секундомер. В качестве прибора для измерения температуры используют термометр либо термоэлектрический пирометр.
При охлаждении металла через равные промежутки времени производится измерение температуры. По результатам такого измерения строят кривые охлаждения.
Для чистого металла кривая охлаждения имеет такой вид, как указано на рис. 5. Кривая показывает, что при охлаждении металла как в жидком, так и в твердом состоянии температура понижается равномерно. Процесс кристаллизации протекает при одной и той же температуре, которая на рис. 5 обозначена буквой t.
Металл, охладившись до температуры t, не будет еще кристаллизоваться, а останется в жидком состоянии вплоть до температуры tn. Та— ким образом, металл переохладится. Чем больше скорость охлаждения, тем больше и степень переохлаждения. Кристаллизация сопровождается выделением тепла, что поднимает температуру металла до t и поддерживает затем ее постоянной до полного затвердевания.
Температуру t, при которой в металле происходит превращение из жидкого состояния в твердое, называют критической температурой, или- критической точкой плавления.
Жидкое состояние металла характеризуется большой подвижностью атомов. По мере приближения металла к температуре затвердевания атомы его в отдельных местах начинают группироваться так же, как в кристаллических решетках твердого металла. Некоторые из этих атомно-кристаллических групп могут стать зародышами будущих кристаллов, или, как говорят, центрами кристаллизации. Дальнейший рост кристаллов происходит путем постепенного наращивания на эти центры новых атомных слоев.
Таким образом, процесс кристаллизации заключается в образовании центров кристаллизации и в их последующем росте.
На рис. 6 показана схема развития процесса кристаллизации. В первые моменты кристаллы растут свободно, сохраняя свою кристаллическую форму. По мере развития процесса кристаллы встречаются друг с другом, препятствуя тем самым дальнейшему росту в этом направлении. Кристаллы будут расти только лишь в некоторых направлениях, где имеется еще жидкий металл. Благодаря этому правильная форма кристалла теряется и он приобретает округлую форму. Такие кристаллы называют зернами.
Рис. 4. Кривая охлаждения чистого металла
При быстром и неравномерном охлаждении зерна принимают вытянутую форму. Такую структуру можно наблюдать в сварном шве меди.
Рис. 5. Схема развития процесса первичной кристаллизации
Рис. 6. Зависимость размеров зерен металла от скорости охлаждения
Размер зерна при первичной кристаллизации зависит от многих причин: температуры нагрева жидкого металла и времени выдержки при ней, температуры заливки в форму, способа заливки металла, способа охлаждения и др.
Теория кристаллизации показывает, что число образующихся зерен и размер их определяются: числом центров кристаллизации, самопроизвольно возникающих в жидкости в момент начала затвердевания, и скоростью роста каждого кристалла. Обе эти величины зависят от скорости охлаждения металла в процессе кристаллизации.
На рис. 6 схематично изображена зависимость размеров зерен от скорости охлаждения.
В настоящее время в производстве черных и цветных металлов получил широкое распространение процесс искусственного изменения размеров и формы зерен путем введения в расплавленный металл нерастворимых веществ, называемый модифицированием. Эти вещества распределяются равномерно по всему объему металла и образуют дополнительные центры кристаллизации, благодаря чему зерна металла получаются более мелкими и могут изменять свою форму.
Такими веществами могут быть порошок окиси алюминия при модифицировании стали, сплавы железа с хромом и железа с кремнием, а также чистый магний при модифицировании чугуна, натрий при модифицировании силумина (алюминиевый сплав) и др.
Свойства сплавов и металлов в сильной степени зависят от размеров и формы зерен. Металлы и сплавы с мелкозернистым строением обладают более высокой прочностью, особенно ударной прочностью, твердостью, лучшей обрабатываемостью.
Изменение структуры и свойств металлов в твердом состоянии. Некоторые металлы имеют в твердом состоянии несколько видов кристаллической решетки. Достаточно такие металлы нагреть до определенной температуры, как атомы перестраиваются и образуют новую кристаллическую решетку.
Процесс перехода из одного типа кристаллического строения в другой называется аллотропическим превращением. Различные типы кристаллического строения называют аллотропической формой, или модификацией.
Аллотропические превращения, так же как и первичная кристаллизация, протекают при постоянной температуре, так как при охлаждении происходит выделение, а при нагреве — поглощение тепла. На кривой охлаждения это превращение отмечается горизонтальным участком.
Аллотропические превращения протекают путем зарождения центров кристаллизации в твердом металле и роста вокруг них кристаллов новой модификации,, подобно процессу первичной кристаллизации. В связи с этим процесс аллотропического превращения, связанный с перекристаллизацией (повторной кристаллизацией) в твердом состоянии, называют вторичной кристаллизацией.
Наиболее известными и имеющими практическое применение являются аллотропические превращения железа, олова, марганца, кобальта.
Превращения в железе. На кривой охлаждения железа, приведенной на рис. 7, показаны аллотропические превращения, претерпеваемые железом при очень медленном охлаждении.
При охлаждении железо затвердевает при температуре 1539°. При этом образуется Fes, т. е. железо с «объемноцентрирован-ной решеткой».
При последующем охлаждении при температуре 1400° Fes превращается в Fet> т. е. в железо с «гранецентрированной решеткой».
При температуре 910° Fe., превращается в F*, т. е. в железо с «объемноцентрированной решеткой».
Остановка на кривой охлаждения, имеющая место при 768°, не связана с перестройкой кристаллической решетки, а вызывается изменением магнитных свойств. Ниже этой температуры железо магнитно, выше — немагнитно (немагнитное железо иногда обозначается Fep)’.
Превращения олова. Олово существует в двух модификациях: Sn« и Snp. Олово a (Srio) называют серым оловом. Оно представляет собой порошок. Олово р (Snrp) — белое олово, прочный металл. Превращение белого олова в серое протекает при температуре + 18°, но с наибольшей скоростью этот процесс протекает при переохлаждении до минус 30°.
На изделиях из белого олова после длительного хранения на холоде возникают бугорки серого олова, которые затем рассыпаются в порошок. Это явление получило название оловянная чума. Наиболее опасна «оловянная чума» при хранении олова в зимнее время в холодном помещении.
Одновременно с изменением кристаллической решетки металла при аллотропическом превращении происходит изменение формы и величины зерна. В практике термической обработки этим часто пользуются.
Наблюдать процесс вторичной кристаллизации невооруженным глазом нельзя.
Внешний вид металла при вторичной кристаллизации не изменяется. Ее можно обнаружить либо по изменению свойств металла или сплава (температура, прочность, твердость, электросопротивление и т. д.), либо наблюдая металл под микроскопом.
Пластическая деформация и рекристаллизация. Изменить величину и форму зерен можно также и механическим воздействием, например ковкой, штамповкой, прокаткой, волочением и т. д., т. е. путем изменения формы изделия (или, как говорят, путем пластической деформации металла) с последующим нагревом, после которого можно получить зерна разных размеров.
Рис. 7. Кривая охлаждения железа
Пластическая деформация протекает путем смещения (сдвигов) тонких слоев металла (пачек) в кристалле относительно друг друга по плоскостям скольжения под влиянием механических усилий.
Металл в результате пластической деформации становится более прочным (упрочняется).
Рис. 8. Схема изменения структуры металла при деформации и рекристаллизации
Упрочнение металла в процессе пластической деформации называют наклепом. Этим явлением часто пользуются для повышения прочности детали или конструкции (обдувка дробью, обкатка роликом и т. д.).
В результате пластического деформирования зерна размельчаются, принимают вытянутую форму, напоминающую по виду волокна. Такое строение металла обладает большим различием свойств в разных направлениях и не является устойчивым.
При нагреве пластически деформированного металла строение его восстанавливается. Возникают новые зерна с недеформированной кристаллической решеткой. Этот процесс называют рекристаллизацией.
Температуру, при которой начинают возникать новые зерна с недеформированной решеткой, называют температурой рекристаллизации. Эта температура устанавливается экспериментально по изменению различных свойств металла (прочности, пластичности, плотности, электросопротивления и т. д.). На рис. 9 схематически показаны изменения в строении металла в результате пластической деформации и рекристаллизации,
Искаженность кристаллической решетки в процессе пластической деформации можно обнаружить с помощью рентгеноструктурного анализа, о котором будет сказано ниже.
Деформацию зерен и размельчение их после рекристаллизации можно наблюдать под микроскопом, а для некоторых металлов (олово) непосредственно невооруженным глазом.
Как видно из рисунка, при рекристаллизации кристаллическая структура восстанавливается и деформированные зерна еновь приобретают округлую форму.
Процесс пластической деформации может идти одновременно с процессом рекристаллизации, если деформация происходит при температуре выше температуры рекристаллизации.
В связи с этим различают два вида обработки металлов давлением.
Холодной обработкой металлов давлением называют обработку, которую ведут при температуре ниже температуры рекристаллизации. При такой обработке металл наклёпывается.
Горячей обработкой металлов давлением называют обработку, которую ведут при температуре выше температуры рекристаллизации. При такой обработке пластически деформированный металл рекристаллизуется в процессе обработки давлением.
Размер получающихся новых зерен зависит от степени пластической деформации, сообщенной металлу, и от температуры нагрева, при которой идет процесс рекристаллизации.
Чем выше температура нагрева, тем больше размер образующихся новых зерен.
Влияние степени пластической деформации схематически представлено на рис. 9. Вначале с увеличением степени деформации размер зерна при рекристаллизации сильно возрастает, затем с дальнейшим увеличением степени деформации уменьшается.
Степень деформации, дающая максимальный размер зерна при нагреве, называется критической. При ковке, прокатке и других видах обработки нужно следить за тем, чтобы металл не приобретал критической степени деформации, иначе при последующем нагреве получается крупнозернистый металл с плохими свойствами.
Рис. 9. Изменение величины зерна в зависимости от степени пластической деформации
Строение сплавов. Металлическими сплавами, как уже указывалось, называются сложные материалы, полученные путем сплавления одного металла с другими металлами или неметаллами.
При сплавлении металлы и неметаллы взаимодействуют между собой и образуют либо химические соединения, либо твердые растворы, либо, что очень редко, остаются в химически чистом виде.
Химические соединения характерны тем, что атомы элементов, образующих сплав, объединяются в определенном количестве. Состав соединения может быть выражен химической формулой.
Твердые растворы характеризуются тем, что в атомно-кристаллическую решетку основного металла — растворителя входят атомы растворенного вещества.
Рис. 10. Кристаллические решетки: а — чистого металла; б — твердого раствора замещения; в — твердого раствора внедрения
Атомы растворенного вещества могут либо замещать атомы растворителя, образуя так называемый твердый раствор замещения, либо внедряться в решетку растворителя, образуя твердый раствор внедрения. Решетки таких твердых растворов в виде схемы показаны на рис. 10.
В результате вновь образовавшийся сплав может состоять либо только из химического соединения, либо только из твердого раствора. В этих случаях сплав называют однородным.
Чаще всего сплавы состоят частично из химического соединения и частично из твердого раствора. В этих случаях сплав будет уже неоднородным. Его строение (структура) будет характеризоваться механической смесью из химического соединения и твердого раствора.
Сплав можно получить из двух элементов. В этом случае его называют двойны м. Если сплав получен из нескольких элементов, его называют соответственно тройным, четвертным и т. д.
С целью облегчения изучения сплавов их объединяют в системы сплавов.
К данной системе относят все сплавы, которые могут образовать два или несколько элементов, различающихся между собой лишь количеством элементов, образующих сплав, т. е. концентрацией этих элементов.
Так, например, все стали и чугуны являются сплавами системы железа и углерода, но различаются между собой количеством этих элементов.
Для изучения сплавов выбранной системы строят диаграмму состояния, по которой определяют структурные превращения и связанные с ними изменения свойств при нагреве и охлаждении, температуры горячей обработки металлов давлением, режимы термической обработки и др.
Построение диаграммы состояний. Если сплав получен из двух металлов, то диаграмма состояний имеет два измерения. На одной оси — вертикальной — откладывают температуры, при которых сплав изменяет свое строение. Эти температуры называются критическими температурами, или критическими точками. На второй оси — горизонтальной—откладываются концентрации сплавов, т. е. содержание элементов, составляющих сплав, выраженное чаще всего в весовых процентах.
Рис. 11. Построение диаграммы Fe—С
На координатную сетку наносятся значения всех критических точек, определенных по кривым охлаждения, построенным опытным путем.
Затем все критические точки сплавов данной системы соединяют, в результате чего образуются линии диаграммы состояний. Кривые охлаждения для сплавов строятся таким же образом, как для чистых металлов. Пример построения диаграммы железо — углерод показан на рис. 11.
Реклама:
Читать далее:
Методы изучения структуры металлов и сплавов
Статьи по теме:
Токарные станки
Принципы сборки
Слесарные работы
Отделочные работы
Основные методы обработки металлов резанием
Главная → Справочник → Статьи → Блог → Форум
Внутреннее строение и свойства металлов и сплавов
К машиностроительным материалам относятся металлы и их сплавы, древесина, пластмассы, резина, картон, бумага, стекло и др. Наибольшее применение при изготовлении машин получили металлы и их сплавы.
Металлами называются вещества, обладающие высокой теплопроводностью и электрической проводимостью; ковкостью, блеском и другими характерными свойствами, которые легко и не очень поддаются металлообработке.
В технике все металлы и сплавы принято делить на черные и цветные. К черным металлам относятся железо и сплавы на его основе. К цветным — все остальные металлы и сплавы. Для того чтобы правильно выбрать материал для изготовления деталей машин с учетом условий их эксплуатации, механических нагрузок и других факторов, влияющих на работоспособность и надежность машин, необходимо знать внутреннее строение, физико-химические, механические и технологические свойства металлов.
Металлы и их сплавы в твердом состоянии имеют кристаллическое строение. Их атомы располагаются в пространстве в строго определенном порядке и образуют пространственную кристаллическую решетку. Наименьший комплекс атомов, который при многократном повторении в пространстве воспроизводит решетку, называется элементарной кристаллической ячейкой. Форма элементарной кристаллической ячейки определяет совокупность свойств металлов: блеск, плавкость, теплопроводность, электропроводность, обрабатываемость и анизотропность (различие свойств в различных плоскостях кристаллической решетки) . Пространственные кристаллические решетки образуются при переходе металла из жидкого состояния в твердое. Этот процесс называется кристаллизацией.
Процесс кристализации. Кристаллизация состоит из двух стадий. В жидком состоянии металла его атомы находятся в непрерывном движении. При понижении температуры движение атомов замедляется, они сближаются и группируются в кристаллы. Образуются так называемые центры кристаллизации (первая стадия). Затем идет рост кристаллов вокруг этих центров (вторая стадия). Вначале кристаллы растут свободно. При дальнейшем росте кристаллы отталкиваются, рост одних кристаллов мешает росту соседних, в результате чего образуются неправильной формы группы кристаллов, которые называют зернами. Размер зерен существенно влияет на эксплуатационные и технологические, свойства металлов. Крупнозернистый металл имеет низкую сопротивляемость удару, при его обработке резанием возникает трудность в получении малой шероховатости поверхности деталей. Размеры зерен зависят от природы самого металла и условий кристаллизации.
Методы изучения структуры металла. Исследование структур металлов и сплавов производится с помощью макро- и микроанализа, а также другими способами. Методом макроанализа изучается макроструктура, т. е. строение металла, видимое невооруженным глазом или с помощью лупы. Макроструктуру определяют по изломам металла или по макрошлифам. Макрошлиф представляет собой образец металла или сплава, одна из сторон которого отшлифована и протравлена кислотой или другим реактивом. Этим методом выявляются крупные дефекты: трещины, усадочные раковины, газовые пузыри, неравномерность распределения примесей в металле и т. д. Микроанализ позволяет определить размеры и форму зерен, структурные составляющие, качество термической обработки, выявить микродефекты. Микроанализ проводится по микрошлифам с помощью микроскопа (современные металлографические микроскопы дают увеличение до 2000, а электронные — до 25 000). Микрошлиф— это образец металла, имеющий плоскую полированную поверхность, подвергнутую травлению слабым раствором кислоты или щелочи для выявления микроструктуры.
Свойства металлов. Свойства металлов обычно подразделяют на физико-химические, механические и технологические. Физико-химические и механические свойства твёрдых тел, в том числе и металлов, вам знакомы из курсов физики и химии. Остановимся на рассмотрении некоторых механических и технологических свойств, важных с точки зрения обработки металлов. Под механическими свойствами, как известно, понимают способность металла или сплава сопротивляться воздействию внешних сил.
К механическим свойствам относят прочность, вязкость, твердость и др. Прочность характеризует свойство металла или сплава в определенных условиях и пределах, не разрушаясь, воспринимать те или иные воздействия внешних сил. Важным свойством металла является ударная вязкость — сопротивление материала разрушению при ударной нагрузке. Под твердостью понимают свойство материала сопротивляться внедрению в него другого, более твердого тела.
К основным технологическим свойствам металлов и сплавов относятся следующие: ковкость — свойство металла подвергаться ковке и другим видам обработки давлением; жидкотекучесть — свойство расплавленного металла заполнять литейную форму во всех ее частях и давать плотные отливки точной конфигурации; свариваемость — свойство металла давать прочные сварные соединения; обрабатываемость резанием — свойство металлов подвергаться обработке режущими инструментами для придания деталям определенной формы, размеров и шероховатости поверхности.
Структура сплавов | Интервью
Мира. Теперь мы встречаемся с профессором Питером Ли из Манчестерского университета, который надеется использовать алмаз для получения некоторой ясности в отношении структуры металлических сплавов.
Питер – я изучаю затвердевание металлов, обработку металлов, а также других материалов. При этом происходят всевозможные кинетические реакции и формируются микроструктуры. Таким образом, прочность любого сплава заключается не только в его составе, но этот состав заставляет его образовывать маленькие кристаллы, различные фазы, и эти фазы очень часто представляют собой наноструктуры. Таким образом, упрочнение идет от масштаба 10 нанометров, где у вас есть небольшие осадители, которые закреплены, и фактически в сплавах наноармирование используется уже более 103 лет, и затем оно развивается и поднимается до масштаба микронов, а затем вверх. до структуры и масштаба миллиметров. Я использую Алмаз, чтобы исследовать состав, морфологию и взаимодействие этих различных фаз этих структур.
Мира — А какие конкретно сплавы вы изучаете, на чем делаете акцент?
Питер. Одно из основных направлений, которое я рассматриваю, это алюминиевые сплавы. Эти сплавы используются во всем, от автомобилей до компонентов авиационной техники. В большинстве этих сплавов для высокопроизводительных применений используется первичный алюминий. Причина, по которой они используют первичный алюминий вместо вторичного или переработанного алюминия, заключается в том, что, когда мы перерабатываем алюминий, мы, почти как люди, добавляем различные просроченные компоненты. Это также просто происходит, когда вы разбираете и перерабатываете автомобиль, в итоге вы получаете, очень просто, гайки и болты, которые почти всегда стальные. Затем мы переплавляем его, концентрация железа в сплаве повышается. Добавление этой концентрации железа, как только она превысит 0,5 весовых процента, начинает вызывать другую фазу, которая, когда она очень мелкая, может усиливать свойства, но когда она большая, она может на самом деле ухудшить свойства. Он образует сильно ограненную фазу с плоскими краями, так что он похож на алмаз, но фаза, которую он образует, вместо того, чтобы быть похожей на алмаз и быть приятной массивной, имеет удлиненную или игольчатую форму. Теперь представьте себе структуры, которые очень остроконечные внутри материала, они действуют как концентраторы напряжений, поэтому они могут фактически деформироваться, создавать повреждения и вызывать преждевременный отказ.
Мира. Теперь, зная эту информацию, пытаетесь ли вы понять, как сделать переработанный алюминий более востребованным?
Питер – Точно. Эти структуры происходят от нано, и когда они нано, они полезны. Когда вы начинаете повышать уровень железа, они могут на самом деле достигать 200 микрон, почти миллиметра в длину, и именно когда есть эти длинные острые осколки, они могут быть вредными. Для чего мы используем Diamond, так это для того, чтобы определить, как мы можем изменить состав, пройти и добавить очень небольшой процент различных составов сплава или добавить гетерогенные ядра, которые преобразуют их из нескольких крупных структур во множество очень тонких структур и преобразовать что-то вредное во что-то действительно полезное в сплаве. Если мы сможем это сделать, мы сможем сделать переработанные сплавы такими же полезными, как и первичные алюминиевые сплавы.
Мира — Насколько это сложно? Что вам нужно сделать, чтобы войти туда и разбить эти длинные осколки, а также увеличить силу вокруг?
Питер – Это огромный вызов. Эти сплавы имеют от 6 до 8 различных компонентов. Вес каждого из этих компонентов варьируется от нескольких частей на миллион до 1000 частей на миллион. Если теперь вы подумаете о своего рода комбинаторном эксперименте, где вы варьируете от частей на миллион до тысяч частей на миллион с 8 различными компонентами, вы очень быстро поймете, что на самом деле вы можете провести миллиарды экспериментов с различными композициями. Мы используем Diamond для непосредственного наблюдения за кинетикой, чтобы определить критические явления. Это настоящая проблема, потому что те немногие вещи, которые мы предсказывали, кажутся вероятными, нестабильны в расплавленном алюминии. Расплавленный алюминий обладает прекрасной способностью растворять в себе многие вещества. Вы также должны быть в состоянии сделать эти частицы очень маленького размера и поместить их в этот расплавленный расплав, что означает, что вам нужно иметь возможность полностью свинцовать их с алюминием. Итак, у нас есть много проблем, много великой науки, которую нужно продолжать.
Мира — Но каковы преимущества использования все большего количества переработанных алюминиевых сплавов вместо первичных источников?
Питер. Огромным преимуществом использования переработанного алюминия является то, что когда вы производите первый исходный первичный алюминий, его получают из бокситов, превращая бокситы в глинозем. Затем берем оксид алюминия, который в основном представляет собой один атом алюминия, и 2 атома кислорода, и восстанавливаем его. При этом каждый из этих атомов кислорода превращается в атом CO2. Вы также потребляете огромное количество энергии. Все это означает, что вы производите от 7 до 10 кг CO2 на килограмм первичного алюминия. Когда вы перерабатываете его, вы просто переплавляете и очищаете его. В целом, используется менее 0,5 килограмма или 1/20 часть выделяемого CO2. Это означает, что если мы сможем преобразовать всего 5% мирового производства первичного алюминия во вторичный в новых применениях с высокой добавленной стоимостью, мы сможем сэкономить 15 миллионов метрических тонн CO2 в год.
Мира. Это отличная экономия, если просто понять внутреннюю структуру и химический состав металлических сплавов. Это был профессор Питер Ли из Манчестерского университета.
сплав
— Студенты | Britannica Kids
Введение
Фердинанд Антон
Металл, состоящий из двух или более смешанных и сплавленных чистых металлов, является сплавом. Несколько сплавов сделаны из металла и одного или нескольких неметаллов. Каждый день сплавы используются миллионами способов: самолеты, автомобили, строительные металлы и кухонные кастрюли — типичные предметы, сделанные из сплавов. Мы обычно говорим о металлических предметах так, как будто они сделаны из таких чистых элементов, как железо, алюминий или медь, но на самом деле почти все они являются сплавами.
Элементы, наиболее часто используемые в сплавах
Металлы в чистом виде не имеют широкого применения. Кастрюля из чистого алюминия была бы слабой и мягкой и быстро изнашивалась бы. Один из сплава алюминия с медью или кремнием можно использовать ежедневно из года в год. Лезвие ножа из чистого железа затупится при первом использовании, потому что чистое железо относительно мягкое. Однако нож из железа, легированного углеродом и другими элементами, будет хорошо резать и сохранять остроту лезвия.
Внутренняя структура сплавов
Все сплавы по определению содержат один или несколько металлов. Именно внутреннее строение металлов в сплавах самым непосредственным образом определяет их характеристики.
Атомная структура
Чистый металл состоит из идентичных атомов, плотно упакованных вместе в упорядоченном (подобном решетке) расположении. Атомы удерживаются на месте электростатическими силами.
Когда элементы смешиваются для получения сплава, металлический элемент, присутствующий в наибольшем количестве по весу, называется исходным металлом, а остальные являются легирующими добавками. Легирующие добавки растворяются в основном металле, но химически с ним не соединяются. Вместо этого они также располагаются в регулярном порядке, заполняя промежутки между атомами исходного металла, не нарушая его основной атомной структуры.
Эта потребность в упорядоченном расположении объясняет, почему некоторые элементы не образуют сплавов. Представьте себе большую коробку, в которую нужно сложить много шаров. Если все мячи одинакового или почти одинакового размера, как баскетбольные и волейбольные мячи, задача несложная. Однако невозможно аккуратно сложить мячи, сильно различающиеся по размеру, например, баскетбольные мячи и мячи для гольфа. То же верно и для атомов. Для осуществления легирования диаметры атомов основного металла и легирующих добавок не могут отличаться более чем на 15%. Таким образом, количество возможных сплавов ограничено.
Кристаллическая структура
Сплавы состоят из кристаллов правильной формы, некоторые из которых настолько велики, что их можно увидеть невооруженным глазом. Для изучения кристаллов ученые используют микроскопы, спектроскопы и рентгеновские лучи. Они обнаружили, что кристаллы сплава представляют собой наборы крошечных зерен, между которыми существует пограничный материал.
Некоторые зерна твердые, а некоторые мягкие из-за различных элементов, смешанных в сплаве. Твердые зерна выдерживают нагрузки и противостоят износу. Мягкие зерна, будучи более гибкими, позволяют твердым зернам двигаться. Таким образом, если попытаться согнуть кусок металла, в котором есть только твердые зерна, он сломается. Но если смешать твердые и мягкие зерна, то кусок можно согнуть.
Обычно мелкозернистые металлы прочнее крупнозернистых. В крупнозернистых сплавах границы могут быть сплошными. Такая структура является слабой, потому что сцепляется меньше зерен. Это делает большинство крупнозернистых сплавов хрупкими, так как они легко разрушаются по граничным линиям.
Изменение структуры сплава
Нагрев и охлаждение могут изменить размеры и форму зерен сплава и, следовательно, его кристаллическую структуру. Сплав нагревают до определенной температуры (всегда ниже точки плавления), а затем охлаждают разными способами и с разной скоростью для достижения различных степеней твердости и прочности.
Когда высокоуглеродистая сталь нагревается выше 760°C (1400°F), а затем резко охлаждается, например, она становится твердой и хрупкой. Это происходит потому, что кристаллическая структура не успевает измениться постепенно, как это было бы при более длительном периоде охлаждения. Обычно желательно уменьшить такую чрезвычайную твердость в процессе отжига. Он заключается в повторном нагревании сплава и последующем его медленном охлаждении.
Стальные сплавы
Некоторые специальные стальные сплавы
Железо является основным компонентом наиболее часто используемых сплавов, сплавов железа, от латинского ferrum , что означает «железо». Когда углерод растворяется в железе, получается сплав стали. Самый простой такой сплав, называемый простой углеродистой сталью или кованой углеродистой сталью, имеет различные качества в зависимости от содержания в нем углерода. Ему можно придать другие качества, включив в него другие элементы. Сталь, содержащая марганец, легче деформируется на прокатных станах; поэтому большинство сталей содержат его. Стали с никелем устойчивы к ржавчине. Хромистые стали твердые и прочные. Кремниевые стали обладают магнитными свойствами, что делает их идеальными для электрических генераторов и других электрических устройств.
Нержавеющие стали, называемые так потому, что они устойчивы к ржавчине и кислотной коррозии, обычно представляют собой сплавы железа с содержанием хрома от 10 до 20 процентов и никеля от 5 до 10 процентов. Из них изготавливают столовые приборы, осветительные приборы, декоративные накладки на автомобили и многие другие изделия. Нержавеющие стали также используются в машинах и емкостях для обработки и хранения химикатов, которые разрушают обычные стали.
Автомобильные рессорные стали, содержащие хром, эластичны и хорошо поглощают дорожные толчки. Быстрорежущие инструментальные стали, названные так из-за их использования в быстрорежущих режущих инструментах, сохраняют режущую кромку, даже когда раскалены докрасна. Их можно сделать достаточно твердыми, чтобы резать практически любой материал, включая другие очень твердые стали. Быстрорежущие инструментальные стали изготавливают из железа, вольфрама, хрома и ванадия. Вольфрам является наиболее важным элементом в этих сталях из-за его высокой температуры плавления 3370°С (6,098° F).
Цветные сплавы
Некоторые цветные сплавы
Сплавы, не содержащие железа, называются цветными. Из них медные сплавы составляют самую большую группу. Большинство медных сплавов представляют собой латуни и бронзы. Латунь – это сплав меди с цинком. Большинство видов латуни легко поддаются обработке и имеют приятный внешний вид. Бронза первоначально означала медь, легированную в основном оловом. Многие различные сплавы, классифицируемые как бронзы, теперь производятся путем замены части или всего олова другими элементами (цинком, свинцом, алюминием, фосфором, кремнием). Большинство бронз обладают прочностью, ударной вязкостью и эластичностью.
Сплавы, содержащие алюминий или магний, обладают структурной прочностью и легкостью. Они используются в космических кораблях, самолетах, кухонной утвари и автомобилях. Металлический монель, очень устойчивый к коррозии сплав, состоит в среднем на 67 % из никеля, на 28 % из меди и на 5 % из других элементов. Медь часто сплавляют с драгоценными металлами для изготовления монет.
Легкоплавкие сплавы
Сплавы с низкой температурой плавления называются легкоплавкими. Они используются в припоях, электрических предохранителях, предохранительных заглушках, таких как те, которые используются в строительных спринклерных системах, и в других специальных приложениях.
Металлический баббит – один из важнейших легкоплавких сплавов. Это сплав олова, сурьмы и меди. Он используется там, где необходимо поддерживать вращающийся стальной вал в машине. В общем, между разнородными металлами возникает меньшее трение, чем между металлами, похожими друг на друга, а баббитовый металл и сталь очень непохожи. Кроме того, поскольку баббитовый металл плавится при низкой температуре, его можно заливать в форму, закрепленную вокруг стального вала, без вреда для вала. После охлаждения металл образует подшипник, в котором вал вращается с небольшим износом.
Большинство видов припоев представляют собой сплавы свинца и от одной трети до двух третей олова. В сплавах эти металлы плавятся при более низкой температуре, чем каждый из них сам по себе. Припой для пайки, образующий более прочные соединения, чем обычный припой, состоит из равных частей меди и цинка. Серебро добавляется для ювелирной работы.
Висмут, свинец, олово и кадмий объединяются, чтобы получить плавкий металл Вуда, сплав, который плавится при 71°C (160°F). Этот металл является хорошим плавким предохранителем в электрической цепи, потому что, когда он нагревается избытком тока, который может повредить электрические устройства или вызвать пожар, он плавится, останавливая ток. Пробки предохранительные из подобных сплавов используются в котлах, водонагревателях и скороварках. Когда внутреннее тепло в таких сосудах превышает опасную точку, пробка плавится, позволяя пару выйти до того, как сосуд взорвется. Спринклерные системы удерживают воду под давлением с помощью предохранительной заглушки, которая плавится и выпускает воду, когда пожар вызывает повышение температуры в помещении. В некоторых системах пожарной сигнализации используется аналогичная предохранительная заглушка.
Сплавы электрических проводов
Сплавы с высокой устойчивостью к электрическому току выделяют тепло и свет при протекании через них тока. Нагревательные элементы для тостеров и электроплит изготавливаются из таких сплавов, состоящих из никеля и хрома. Эти сплавы также способны выдерживать большие температуры. Высокопрочный сплав вольфрама и тория используется в электронных нитях очень высокого напряжения. Электровакуумные трубки, применяемые в телевизорах и рентгеновских аппаратах, содержат нити накала из сплава никеля, кобальта, железа, титана и марганца.
Некоторые другие сплавы
Десять процентов меди упрочняет серебряные монеты. Стерлинговое серебро содержит 7,5% меди. Лабораторную аппаратуру, которая должна выдерживать тепловое и химическое воздействие, обычно изготавливают из платино-иридиевого сплава.
Небольшие количества определенных элементов добавляются в некоторые сплавы для химического удаления нежелательных компонентов. Добавленный элемент не обязательно становится ценным компонентом сплава. Таким образом обычно используются алюминий, титан, кальций, цирконий и литий.
Миш-металл, сплав 50 процентов церия и нескольких редкоземельных металлов, используется при производстве для удаления нежелательной серы, газов и оксидов из других сплавов. Металл Миш также сплавляется с 35-процентным железом, чтобы делать кремни для зажигалок и шахтерских ламп. Добавляемый к углероду в угольных дуговых лампах, он дает интенсивный свет, необходимый для фотографии и кинопроекции.
Платинит — полезный промышленный сплав, содержащий 46 процентов никеля и 54 процента железа. При нагревании этот сплав расширяется точно так же, как стекло. Платинит используется для соединения контакта розетки и нити накала через стекло лампочки.
Историческое развитие
Возможно, уже в 4000 г. до н.э. мастера по металлу на Ближнем Востоке обнаружили, что некоторые медные руды можно нагревать для получения металла, который тверже меди, имеет более низкую температуру плавления и легче отливается. Руды содержали олово, а полученный сплав был бронзовым. Наступил бронзовый век.
К 3000 г. до н.э. также использовались медно-мышьяковые, медно-золотые и свинцово-оловянные сплавы. Латунь, изготовленная из медной и цинковой руды, появилась между 2000 и 1000 г. до н.э., но не имела большого значения, пока римляне не начали использовать ее для изготовления монет примерно в 200 г. до н.э. Большой прогресс в металлургии произошел во времена Римской империи. Средневековые алхимики, безуспешно пытаясь превратить другие металлы в золото, нашли много новых сплавов.
Начиная с 6-го века н.э. наиболее важные разработки в технологии легирования были связаны с железом и сталью. В работах XVI века De la pirotechnia Ваннуччо Бирингуччи и De re metallica Георгиуса Агриколы впервые были формализованы знания в области металлургии.
Сайт учителя — Расчет количества теплоты. Задания уровня «В».
Расчет количества теплоты.
Задания уровня «В».
1. Температура свинцовой детали массой 400 г равна 235°С. Какое количество теплоты она передает окружающим телам, охлаждаясь до температуры 25°С?
2. На сколько градусов остынет в питьевом баке емкостью 10 л кипяток, если он отдаст в окружающее пространство 2 МДж теплоты?
3. Рассчитайте массу железной детали, если для ее нагревания от температуры 20°С до температуры 200°С потребовалось 20,7 кДж теплоты.
4. Нагреется ли 2,5 л воды от температуры 20°С до 100°С, если ее внутренняя энергия увеличилась на 500 кДж?
5. При обработке холодом стальную деталь массой 540 г при температуре 20°С поместили в холодильник, температура которого равна 80°С. Какое количество теплоты выделилось при охлаждении детали?
6. Какое количество теплоты потребуется для нагревания на 18°С воздуха в комнате, размеры которой 4 м х 5 м х 2,5 м? Сколько воды можно нагреть этой же теплотой на такое же число градусов?
7. Определите, какое количество теплоты необходимо для нагревания 50 г растительного масла от температуры 15°С до 115°С, налитого в чугунную сковородку массой 1,25 кг.
8. Какое количество теплоты потребуется для нагревания 1,6 л воды в алюминиевом чайнике массой 750 г от температуры 20°С до 80°С?
9. Рассчитайте первоначальную температуру куска меди массой 1,2 кг, если при его охлаждении до температуры 20°С выделилось 115 кДж теплоты.
10. Определите количество теплоты, которое потребуется для нагревания 15 л воды в железном котле массой 4,5 кг от температуры 15°С до температуры 100°С.
11. На нагревание кирпича массой 4 кг на 63 °С затрачено такое же количество теплоты, как и на нагревание той же массы воды на 13,2°С. Какова удельная теплоемкость кирпича?
12. На сколько градусов нагреется медный брусок массой 2 кг, если он получит всю внутреннюю энергию, выделившуюся при остывании 200 г воды от температуры 100°С до температуры 20°С?
13. Алюминиевый бидон массой 10 кг вмещает 30 л молока. Какое количество теплоты потребуется для нагревания молока в бидоне от 0°С до температуры 70°С (пастеризация)?
14. Рассчитайте количество теплоты, которое потребуется для нагревания смеси, состоящей из 500 г воды и 100 г спирта от температуры 20°С до температуры 60°С.
15. Какое количество теплоты потребуется для нагревания 2,3 кг воды в медной кастрюле массой 1,6 кг от температуры 10°С до температуры 100°С?
16. Какое количество теплоты выделится при полном сгорании 300 г спирта? Сколько воды можно нагреть на 60°С этим теплом?
17. Определите количество теплоты, которое выделится при полном сгорании топлива, полученного при смешивании бензина массой 2 кг и керосина массой 3 кг.
18. Каким количеством природного газа можно заменить 2 г водорода, чтобы получить такое же количество теплоты, что и при сжигании водорода?
19. Какое количество теплоты выделится при полном сгорании 1 т каменного угля? Каким количеством торфа можно заменить этот уголь?
20. Сколько бензина нужно сжечь, чтобы получить столько же энергии, сколько ее выделяется при полном сгорании 4 кг каменного угля?
21. На сколько градусов нагреется 5 кг воды при сжигании 25 г каменного угля, если считать, что вся энергия, выделенная при сгорании угля, пойдет на нагрев воды?
22. Какова масса дров, которая потребуется для нагрева 20 л воды от температуры 30°С до температуры 100°С? Потерями тепла пренебречь.
23. Определите, какое количество воды можно нагреть на 40°С теплом, выделившимся при полном сгорании 10 г керосина, если не учитывать потерь тепла.
24. Какое количество каменного угля необходимо сжечь, чтобы получить такое же количество теплоты, как и при сгорании 3 л керосина?
25. Какое количество спирта потребуется для того, чтобы нагреть 3 кг воды, взятой при температуре 20°С, до 100°С? Считать, что вся энергия, полученная при сгорании спирта, пойдет на нагрев воды.
для учеников 8 класса | Образовательная социальная сеть
8 класс Задачи для К.Р. N 2 Работа и мощность
I
1 Электропаяльник мощностью 120 Вт рассчитан на напряжение 220 В. Определите силу тока в обмотке паяльника и ее сопротивление.
2 Сопротивление электрической печи равно 100 Ом, а сила тока равна 2,2 А. Определите потребляемую электроэнергию за 5 ч непрерывной работы печи.
3 Какое количество теплоты выделит за 5 мин проволочная спираль сопротивлением 30 Ом, если сила тока равна 2 А?
4 Какую работу совершит ток в электродвигателе за 60 с, если при напряжении 220 В сила тока в обмотке двигателя равна 0,1 А?
5 Какое количество теплоты выделится в резисторе сопротивлением 100 Ом, включенном в сеть напряжением 60 В, за 10 мин?
6 Определите мощность тока в электрической лампе, включенной в сеть напряжением 220 В, если известно, что сопротивление нити накала лампы равно 484 Ом. Какой ток течет по нити накала?
7 Определите расход энергии за 40 с в автомобильной электрической лампочке, рассчитанной на напряжение 12 В при силе тока 3,5 А.
8 При напряжении 400 В сила тока в электродвигателе равна 92 А. Определите мощность тока в витках обмотки электродвигателя и их сопротивление.
9 Какое количество теплоты выделится в нити накала электрической лампочки за 20 с, если при напряжении 5 В сила тока в ней равна 0,2 А?
10 Зарядка аккумуляторной батареи производилась 8 ч при напряжении 2,5 В и силе тока 4 А. Каков запас электроэнергии в аккумуляторе?
11 Определите мощность тока в электрической лампочке, если при напряжении 3 В сила тока 100 мА.
12 Какое количество теплоты выделит за 10 с проводник сопротивлением 50 Ом при напряжении в сети 50 В?
II
13 За какое время можно с помощью электрического кипятильника мощностью 300 Вт нагреть 200 г воды в стакане от 20 °С до кипения? Удельная теплоемкость воды равна 4200 Дж/(кг-°С).
14 При напряжении 120 В в электрической лампе в течение 0,5 мин израсходовано 900 Дж энергии. Определите, чему равна сила тока в лампе.
15 Определите мощность, потребляемую лампой Л2 (рис. 31), если сопротивление лампы Л1 равно 6 Ом, лампы Л2 — 12 Ом, лампы ЛЗ — 5 Ом.
16 Рассчитайте сопротивление электрической плитки, если она при силе тока 5 А за 30 мин потребляет 1080 кДж энергии.
17 Электрический кипятильник со спиралью сопротивлением 160 Ом поместили в сосуд, содержащий воду массой 500 г, и включили в сеть напряжением 220 В. Определите, на сколько градусов нагрелась вода за 5 мин. Удельная теплоемкость воды равна 4200 Дж/(кг-°С).
18 Определите мощность, потребляемую лампой ЛЗ (рис. 29), если сопротивление лампы Л1 равно 3 Ом, лампы Л2 — 6 Ом, лампы ЛЗ — 5 Ом.
19 При напряжении 220 В в лампе в течение 2 мин выделяется 7,2 кДж энергии. Определите сопротивление нити лампы.
20 Определите время, в течение которого на электроплитке нагревают до кипения воду массой 2 кг, взятую при температуре 20 °С. Напряжение в сети равно 220 В, сила тока в электроплитке равна 5 А. Удельная теплоемкость воды равна 4200 Дж/(кг°С).
21 Определите мощность, потребляемую лампой Л2 (рис. 27), если сопротивление резистора R равно 3 Ом, а сопротивления нитей ламп соответственно равны 5 Ом, 6 Ом. Рис. 27
22 За какое время электрический утюг выделит 400 Дж теплоты, если ток в спирали равен 3 А, а напряжение в сети равно 220 В?
23 Определите мощность электрического чайника, если за 8 мин в нем нагревается вода массой 1,5 кг от температуры 20 до 40 °С. Удельная теплоемкость воды равна 4200 Дж/(кг-°С).
24. Определите мощность, потребляемую лампой Л1 (рис. 25), если = 4 Ом,= 6 Ом, а сопротивление нити лампы равно 4 Ом. Показание амперметра равно
Рис. 27
III
25 Имеется нихромовая проволока площадью поперечного сечения 0,2 мм2. Сколько метров проволоки потребуется для намотки паяльника мощностью 100 Вт, рассчитанного на напряжение 120 В?
26 Сколько времени будет нагреваться вода объемом от температуры до 100 °С
в электрическом чайнике мощностью 500 Вт, если его КПД равен
27 Определите мощность, потребляемую лампой Л1 (рис. 26), если сопротивление ее нити равно 10 Ом, а R1=5 Ом, R2= 6 Ом, R3= 4 Ом.
28 Спираль изготовлена из фехралевого проводника длиной 4 м. Определите площадь поперечного сечения спирали, если она подключена к источнику тока напряжением 120 В, а потребляемая ею мощность равна 1,5 кВт.
29 На электрической плитке мощностью 600 Вт нагревают воду объемом 2 л от температуры 15 °С до 100 °С за 40 мин. Определите КПД установки.
30 Определите мощность, потребляемую лампой Л2 (рис. 28), если сопротивления ламп Л1 и Л2 соответственно равны 6 Ом, 3 Ом, а сопротивления резисторов равныR1 = 12 Ом, R2=6 Ом
31 Электрическая печь потребляет мощность 800 кВт при напряжении 220 В. Обмотка печи сделана из никелиновой проволоки длиной 72 м. Найдите площадь поперечного сечения проволоки.
32 Подошва стального утюга массой 700 г в процессе работы нагрелась от температуры 20 °С до 200 °С. Сколько времени ушло на нагревание утюга, если его мощность равна 750 Вт, а КПД равен 80%?
Удельная теплоемкость стали равна 460 Дж/(кг-°С).
33 Определите мощность, потребляемую лампой Л4 (рис. 30), если сопротивление лампы Л1 равно 10 Ом, лампы Л2 — 5 Ом, лампы ЛЗ — 2 Ом, лампы Л4 —5 Ом
34 Определите удельное сопротивление провода электрического камина. Длина провода равна 50 м, площадь поперечного сечения равна 1,2 мм2. Мощность, потребляемая камином, равна 900 Вт, а напряжение в сети 220 В.
35 Кипятильник, КПД которого равен 80%, изготовлен из нихромовой проволоки площадью поперечного сечения 0,84 мм2 и включен в сеть напряжением 220 В. За 20 мин с его помощью была нагрета вода объемом 4 л от температуры 10 °С до 90 °С. Какова длина проволоки, из которой изготовлен проводник?
36 Определите мощность, потребляемую лампой Л4 (рис. 32), если ее сопротивление равно 4 Ом, сопротивление лампы Л1 равно1 Ом, лампы Л2 — 2 Ом, лампы ЛЗ — 2 Ом.
рис. 30
Некоторые ответы
0,55 А; 400 Ом 8,7 МДж 36 кДж 0,6 с 262,5 Вт 1320 Дж 21,6 кДж 100 Вт; 0,45 А 807 Ом 288 кДж 0,3 Вт 500 Дж 224 с 840 Дж 36,8 кВт; 4,35 Ом 20 Дж 24 Ом 5.43 180 Вт 0,48 мм2 1,75 мин 45 Вт 100 Вт 7.26 м 15 мин 52 Вт 10 мин 6.6 Вт 7. 0,5 мм2 8.50% 9.3 Вт 0,25 А 12 Вт 1,3 (Ом-мм2)/м 26,4 м 1,8 Вт
4 типа термической обработки стали
В нашем последнем сообщении в блоге мы рассмотрели три этапа термической обработки, которые включают нагрев металла до заданной температуры (этап нагрева), выдерживание его при этой температуре в течение определенного периода времени. время (стадия замачивания) и охлаждение до комнатной температуры способом, который зависит от типа металла и желаемых свойств (стадия охлаждения). В этом посте мы рассмотрим четыре основных типа термической обработки стали, которым подвергаются сегодня: отжиг, нормализацию, закалку и отпуск.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить предложение
Термическая обработка Сталь: отжиг
Целью отжига является действие, противоположное закалке. Вы отжигаете металлы, чтобы снять напряжение, смягчить металл, повысить пластичность и улучшить его зернистую структуру.
Без соответствующей стадии предварительного нагрева сварка может привести к получению металла с неравномерной температурой, даже к расплавленным областям рядом с областями, имеющими комнатную температуру. В этих условиях сварка может сделать металл более слабым: по мере охлаждения сварного шва наряду с твердыми и хрупкими участками возникают внутренние напряжения. Отжиг — это один из способов решения таких распространенных проблем и снятия внутренних напряжений.
Отжиг стали
Для отжига стали и других черных металлов для достижения наивысшего уровня пластичности вы должны медленно нагревать металл до соответствующей температуры, выдерживать его, а затем дать ему медленно остыть, либо погрузив его в какую-либо изоляционного материала или просто выключив печь и дав печи и детали медленно остыть вместе.
Время, в течение которого металл замачивается, зависит как от его типа, так и от массы. Если это низкоуглеродистая сталь, то для нее потребуется максимально возможная температура отжига, а по мере увеличения содержания углерода температура ее отжига будет снижаться. Чтобы узнать больше об отжиге, вы можете просмотреть наше руководство по отжигу для более подробного объяснения.
Термическая обработка стали: нормализация
Целью нормализации является устранение любых внутренних напряжений, возникающих в результате термообработки, механической обработки, ковки, штамповки, сварки или литья. Разрушение металла может быть результатом неконтролируемого напряжения, поэтому нормализация стали перед закалкой может помочь обеспечить успех проектов.
В чем разница между отжигом и нормализацией?
Нормализация применяется только к черным металлам, таким как сталь. Но есть еще одно ключевое отличие в процессе термической обработки: при нормализации, после нагрева металла до более высокой температуры, после извлечения из печи его охлаждают на воздухе.
Нормализованная сталь прочнее отожженной. Обладая высокой прочностью и высокой пластичностью, она прочнее отожженной стали. Если металлическая деталь должна выдерживать удары или иметь максимальную ударную вязкость, чтобы противостоять внешним нагрузкам, обычно рекомендуется нормализовать ее, а не отжигать.
Поскольку нормализованные металлы охлаждаются воздухом, масса металла является ключевым фактором, определяющим скорость охлаждения и результирующий уровень твердости детали. При нормализации более тонкие детали быстрее остывают на воздухе и становятся тверже, чем более толстые. Но, при отжиге и его печном охлаждении твердость как толстой, так и тонкой детали будет сравнима.
Термическая обработка стали: закалка
Целью закалки является не только упрочнение стали, но и ее прочность. К сожалению, в закалке есть не только плюсы. Хотя закалка увеличивает прочность, она также снижает пластичность, делая металл более хрупким. После закалки вам, возможно, придется закалить металл, чтобы убрать некоторую хрупкость.
Для упрочнения большинства сталей следует использовать первые два этапа термообработки (медленный нагрев с последующей выдержкой в течение определенного времени до однородной температуры), третий этап отличается. Когда вы закаляете металлы, вы быстро охлаждаете их, погружая в воду, масло или рассол. Для закалки большинства сталей требуется быстрое охлаждение, называемое закалкой, но есть и такие, которые можно успешно охлаждать на воздухе.
По мере добавления в сталь сплавов скорость охлаждения, необходимая для ее закалки, снижается. В этом есть и положительная сторона: более низкая скорость охлаждения снижает риск растрескивания или деформации. Твердость углеродистой стали зависит от содержания в ней углерода: до 0,80% углерода способность к закалке увеличивается вместе с содержанием углерода. Выше 0,80% вы можете увеличить износостойкость за счет образования твердого цементита, но вы не можете увеличить твердость.
Когда вы добавляете в сталь сплавы для повышения ее твердости, вы также увеличиваете способность углерода к закалке и укреплению. Это означает, что содержание углерода, необходимое для достижения наивысшего уровня твердости, ниже в легированных сталях по сравнению с простыми углеродистыми сталями. В результате легированные стали обычно обладают лучшими характеристиками, чем простые углеродистые стали. .
При закалке углеродистой стали ее необходимо охладить до температуры ниже 1000°F менее чем за одну секунду. Но как только вы добавите в сталь сплавы и повысите эффективность углерода, вы увеличите этот предел времени более чем на одну секунду. Это позволяет выбрать более медленную закалочную среду для получения заданной твердости.
Обычно углеродистые стали закаливают в рассоле или воде, тогда как легированные стали закаливают в масле. К сожалению, закалка — это процесс, вызывающий высокое внутреннее напряжение, и одним из способов снятия напряжения со стали является ее отпуск. Непосредственно перед тем, как деталь станет холодной, вы вынимаете ее из закалочной ванны при температуре 200°F и даете ей остыть на воздухе. Диапазон температур от комнатной до 200 ° F называется «диапазоном растрескивания», и вы не хотите, чтобы сталь в закалочной среде проходила через него. Читайте дальше, чтобы узнать больше о закалке.
Термическая обработка Сталь: отпуск
После закалки металла, будь то в корпусе или в пламени, и введения внутренних напряжений после быстрого охлаждения, присущего процессу, сталь часто бывает тверже, чем необходимо, и слишком хрупкой. Ответ может состоять в том, чтобы закалить сталь, чтобы уменьшить эту хрупкость и удалить или ослабить внутренние напряжения.
Во время отпуска вы:
Нагрев стали до заданной температуры ниже температуры ее закалки
Выдержите сталь при этой температуре в течение определенного периода времени
Охлаждение стали, обычно в неподвижном воздухе
Если это звучит знакомо, вы правы! Отпуск состоит из тех же трех стадий, что и термическая обработка. Основное отличие заключается в температуре отпуска и ее влиянии на твердость, прочность и, конечно же, пластичность.
Когда вы закаляете стальную деталь, вы снижаете твердость, вызванную закалкой, и приобретаете определенные физические свойства. Закалка всегда следует за закалкой и, уменьшая хрупкость, одновременно смягчает сталь. К сожалению, размягчение стали при отпуске неизбежно. Но количество твердости, которое вы потеряете, можно контролировать в зависимости от температуры во время отпуска.
В то время как другие процессы термической обработки, такие как отжиг, нормализация и закалка, всегда включают температуры выше верхней критической точки металла, отпуск всегда проводится при температурах ниже ее.
При повторном нагреве закаленной стали отпуск начинается при температуре 212°F и продолжается до тех пор, пока не будет достигнута низкокритическая точка. Чтобы выбрать желаемую твердость и прочность, вы можете задать температуру отпуска. Минимум для отпуска должен составлять один час, если толщина детали составляет менее одного дюйма; если его толщина превышает один дюйм, вы можете добавить еще один час на каждый дополнительный дюйм толщины.
Скорость охлаждения после отпуска не влияет на большинство сталей. После извлечения стальной детали из закалочной печи ее обычно охлаждают на неподвижном воздухе так же, как в процессе нормализации. Но, как и во всех других процессах термообработки, есть некоторые различия, которые выходят за рамки этой статьи.
Если вы заинтересованы в отпуске, просто знайте, что отпуск снимает внутренние напряжения от закалки, снижает хрупкость и твердость и фактически может повысить предел прочности закаленной стали при отпуске до температуры 450°F; выше 450 ° F прочность на растяжение снижается.
Компания Kloeckner сотрудничает с рядом партнеров, занимающихся термообработкой стали, чтобы обеспечить наших клиентов качественными деталями, соответствующими их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката. Пожалуйста, свяжитесь с Kloeckner Louisville или позвоните по телефону (678) 259-8800, чтобы узнать о ваших потребностях в термообработке.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить цену
Холодная работа | Говоря о Precision Blog
14 марта 2013 г.
Холодная обработка определяется как пластическая деформация металла ниже температуры его рекристаллизации.
В точной механической обработке процессы холодной обработки могут включать накатывание резьбы, формование резьбы, обжимку, опрессовку, укладку, строгание и вращение металла.
Стальной стержень, который мы обрабатываем, как правило, холоднотянутый (холоднодеформированный).
Наши поставщики используют холодную обработку при холодной вытяжке прутка из горячего проката, чтобы сделать его более поддающимся обработке.
Как распознать процесс холодной обработки: В процессе придания металлу формы не добавляется тепла и не удаляется стружка.
Холодная обработка стали
изменение ее механических свойств
и улучшает качество поверхности.
Прочность на растяжение и предел текучести увеличиваются при холодной обработке, в то время как пластичность (определяемая как % относительного удлинения и % уменьшения площади) снижается.
Смотрите наш пост здесь.
Стали с низким содержанием углерода, низкими остаточными примесями, низким содержанием азота, изготовленные с помощью основного кислородного процесса , легко поддающиеся холодной обработке – например, 1008, 1010 и т. д.
Трещины могут образоваться после холодной обработки обработанных деталей.
Преднамеренное добавление азота может сделать деталь предрасположенной к растрескиванию во время холодной обработки. Если после механической обработки деталь необходимо обжать, обжать, закрепить или иным образом подвергнуть холодной обработке, необходимо убедиться, что сталь не подвергается повторному азотированию. (Азот намеренно добавляется в процессе плавления).
Также убедитесь, что холодная обработка при холодном рисовании была стандартной, а не тяжелой. Сильная вытяжка снижает оставшуюся пластичность прутка, но облегчает отделение стружки.
Мы писали об этих проблемах здесь.
Дополнительная информация об азоте в сталях, не требующих механической обработки.
Оставить комментарий » | Инжиниринг, Цех | Tagged: ., Холодное волочение, Холодная обработка, Холодная обработка изменяет механические свойства, Холодная обработка улучшает качество поверхности, Холодная обработка стали, Обжим, Влияние холодной обработки на сталь, Низкоуглеродистый, Металлопрядение, Азот, Планирование, Пластическая деформация, Ставка , Обжатие, Прочность на растяжение, Накатка резьбы, Предел текучести | Постоянная ссылка
Опубликовано Speakingofprecision
2 октября 2012 г.
Вот 8 причин, по которым вам может потребоваться снять напряжение со стали перед обработкой деталей.
Высокоуглеродистая сталь марки . Сплавы с содержанием углерода более 0,40 и углерода с содержанием углерода более 0,50 часто выигрывают от снятия напряжения.
Тяжелая вытяжка для увеличения размера. Сильная тяга может добавить деформацию при холодной обработке, которая может создать напряжения в детали.
Детали малого диаметра . Процент холодной обработки (деформации) выше при том же уменьшении осадки по мере уменьшения диаметра.
Длинные детали . Стрессы имеют тенденцию проявляться, и их последствия усиливаются в продольном направлении.
Асимметричные детали – и детали с большими различиями в сечении или массе.
Для повышения механических свойств . При более низких температурах снятия напряжения твердость, предел прочности при растяжении и упругие свойства большинства холоднотянутых сталей увеличиваются.
Для снижения механических свойств. При более высоких температурах снятия напряжения твердость, предел прочности на растяжение и предел текучести снижаются, в то время как % удлинения и уменьшение площади 5 увеличиваются.
Для уменьшения деформации машины . Обычно снятие напряжения используется в качестве последней попытки уменьшить искажение, возникающее после обработки детали с некоторыми или многими из характеристик, указанных выше.
В некоторых случаях показано снятие напряжения (из стали)
Снятие напряжения – это термическая обработка ниже критической точки материала, также известная как деформационное волочение, деформационный отпуск, деформационный отжиг, снятие деформации или предварительное старение. Выполняется для изменения величины и распределения остаточных усилий в холоднотянутом стальном стержне, а также для изменения механических свойств .
Спасибо Сету из блога Sixthman за фото.
1 комментарий | Инжиниринг, Цех | Tagged: Легированная сталь, Асимметричные детали, Холодное волочение, Холоднотянутые стальные стержни, Холодная работа, Деформация при холодной обработке, Пластичность, Тяжелая тяга, Высокоуглеродистая сталь, Длинные детали, Процентное удлинение, Процентное уменьшение площади, Уменьшение искажений во время и после обработки, SBQ, малый диаметр, более высокий процент холодной обработки, снятие напряжения, снятие напряжения, снятие напряжения для снижения механических свойств, снятие напряжения для увеличения механических свойств, прочность на растяжение, предел текучести | Постоянная ссылка
Опубликовано Speakingofprecision
13 марта 2012 г.
Обрабатываемость стальных стержней определяется тремя основными факторами. К этим факторам относятся 1) холодная работа; 2) Термическая обработка; 3) Химический состав.
Обрабатываемость является результатом холодной обработки, термической обработки и химического состава, а также способностей станка и оператора.
Холодная обработка улучшает обрабатываемость низкоуглеродистых сталей за счет снижения высокой пластичности горячекатаного проката. Холодная обработка стали путем волочения или холодной прокатки приводит к тому, что стружка становится более твердой, более ломкой и скрученной, что приводит к меньшему наросту на режущей кромке инструмента. Улучшенное соотношение предела текучести к пределу прочности означает, что ваши инструменты и машины работа, чтобы сделать, чтобы чип отделился. Лучше всего поддаются обработке стали с содержанием углерода 0,15–0,30 мас.%; выше 0,30 мас.% обрабатываемость снижается по мере увеличения содержания углерода (и твердости).
Термическая обработка улучшает обрабатываемость стали за счет снижения напряжений, контроля микроструктуры и снижения твердости и прочности. Хотя это обычно используется в сталях с более высоким содержанием углерода, иногда сфероидизирующий отжиг применяется в сталях с очень низким содержанием углерода для улучшения их формуемости. Отжиг для снятия напряжения, ламеллярный перлитный отжиг и сфероидизирующий отжиг — это обработки, применяемые для улучшения обрабатываемости прутковых сталей для механической обработки.
Химический состав является основным фактором, влияющим на обрабатываемость стали или ее отсутствие . Существует ряд химических факторов, способствующих обрабатываемости, в том числе
Низкоуглеродистые стали слишком пластичны, что приводит к образованию липкой стружки и накоплению материала заготовки на кромке инструмента (BUE). При содержании углерода от 0,15 до 0,30% масс. обрабатываемость является наилучшей; обрабатываемость снижается, когда содержание углерода превышает 0,30.
Добавки, способствующие механической обработке, включают
Сера в сочетании с марганцем образует сульфиды марганца, которые помогают стружке ломаться и улучшают качество поверхности.
Свинец добавляется в сталь для уменьшения трения во время резки за счет обеспечения внутренней смазки. Свинец не изменяет механические свойства стали.
Фосфор увеличивает прочность более мягкой ферритовой фазы в стали, что приводит к более твердой и прочной стружке (менее пластичной), что способствует поломке и улучшению качества отделки.
Азот также может способствовать образованию хрупкой стружки, что делает его особенно полезным для операций внутренней обработки, таких как сверление и нарезание резьбы, которые ограничивают движение стружки.
(Азот также может сделать сталь непригодной для последующих операций холодной обработки давлением, таких как накатка резьбы, опрессовка, обжимка или забивка. )
Добавки, которые могут отрицательно влиять на обработку , включают раскислители и измельчители зерна.
Элементы для раскисления и измельчения зерна включают
Кремний,
Алюминий,
Ванадий
Ниобий
Эти элементы снижают обрабатываемость за счет создания более мелкозернистой структуры и увеличения разрушения кромки инструмента в результате истирания.
Можно сказать, что легирующие элементы ухудшают обрабатываемость из-за их вклада в микроструктуру и свойства, но это влияние незначительно по сравнению с факторами, перечисленными выше.
Обрабатываемость углеродистых и легированных сталей — это процесс сдвига. Обработка металла (резка для создания стружки) выделяет тепло. Последующее скольжение образовавшейся стружки по поверхности режущего инструмента также обеспечивает выделение тепла.
Три способа улучшения обрабатываемости включают
Оптимизация химического состава для обеспечения минимальной прочности на сдвиг
Добавление внутренних смазочных материалов
Регулировка холодной обработки
Стали, о которых мы говорим, в значительной степени состоят из ферритной фазы. Это выгодно нам, машинистам, потому что имеет относительно низкую прочность на сдвиг.
Поскольку феррит также пластичен, он не режется аккуратно и имеет тенденцию к разрыву. марки 1008 или 1010 являются яркими примерами машин с чистым ферритом. Типичными результатами являются длинная волокнистая неразломанная стружка, порванная поверхность и большое время простоя машины для расчистки «птичьих гнезд».
Добавление углерода до определенной степени улучшает обрабатываемость за счет добавления в феррит второй более твердой фазы (перлита). Хорошей новостью является то, что до определенного момента стружкообразование значительно улучшается, а качество поверхности несколько улучшается. Плохая новость заключается в том, что прочность стали на сдвиг также увеличивается. Это требует дополнительной работы станка.
Добавление азота и фосфора может не только повысить прочность феррита на сдвиг, но и снизить его пластичность (сделать его хрупким). Это ферритовое охрупчивание способствует образованию короткой стружки, очень гладкой поверхности и способности сохранять высокую точность размеров изготавливаемой детали. Недостатком является то, что эти добавки могут сделать детали склонными к растрескиванию, если будут выполняться последующие операции холодной обработки.
На приведенном ниже графике показано, как холодная обработка (обработка холодным волочением) работает в сочетании с уменьшением вязкости стружки, что приводит к контролируемой длине стружки, улучшению чистоты поверхности и точности размеров детали. Чтобы прочитать графики, содержание азота показано в одном из двух диапазонов, а содержание фосфора варьируется, как и количество (%) холодной обработки. Вы можете видеть, как синергетический эффект этих двух химических элементов при надлежащем усилении холодной обработкой может снизить ударную вязкость материалов на целых 80–90 %.
Фосфор и азот влияют на пластичность; Холодная работа еще больше активизирует их действие.
Добавьте к этому внутреннюю смазку отдельной фазой сульфида марганца или добавкой свинца, и теперь вы можете увидеть, как эти факторы могут сделать сплавы 1215 или 12L14 обрабатываемыми на скоростях, намного, намного, более высоких, чем их углеродный эквивалент 1008-1010. С увеличенным временем безотказной работы и сроком службы инструмента.
Внутренняя смазка — сульфиды марганца
А вы думали, что холодное волочение просто сделало поверхность бруска красивее и сблизило размеры…
Три основных критерия выбора сортовой стали: 1) пригодность для конечного использования, 2) пригодность для производственного процесса, 3) экономичное выполнение требований.
Форма может быть важным фактором выбора.
Пригодность для конечного использования включает соответствующие механические свойства, физические свойства и химическую совместимость. Механические свойства могут включать твердость, предел прочности при растяжении и текучести, пластичность, измеряемую в % удлинения или % уменьшения площади, и/или ударные свойства. Механические свойства могут быть достигнуты химическим составом, холодной обработкой или термической обработкой. Примечание: свойства должны соответствовать условиям окружающей среды предполагаемого конечного использования… Физические свойства, которые часто учитываются, включают магнитные свойства для соленоидов, приводов или электронных приложений. Технологический процесс производства стали может играть важную роль в определении этих свойств.
Пригодность для производства требует хотя бы поверхностного понимания предполагаемого пути процесса. Будет ли большой съем материала при механической обработке? Сварка, пайка или другие способы соединения? Термическая обработка? Требует ли оборудование, используемое для обработки, жестких допусков по размерам или прямолинейности? Будет ли материал расстроен или подвергнут холодной обработке? Будет ли материал подвергаться холодной обработке (обжатию, обжатию, строганию или закалке) после механической обработки? Добавки висмута могут препятствовать достижению прочности соединения в паяных соединениях, если не используются специальные методы и материалы. Различные химические компоненты могут влиять на реакцию стали на холодную обработку. Их также можно определить по плавке и термомеханической истории стали до того, как она поступит в ваш цех.
Экономичное выполнение требований означает выбор материала, который позволяет создавать соответствующие детали, полностью отвечающие требованиям конечного использования и технологичности при наименьших общих затратах. Существует много способов удовлетворить любой конкретный набор требований к стали для большинства применений. Химия, холодная обработка, термообработка, а также детали дизайна могут быть критериями, используемыми для выбора одного материала над другим. Минимизация затрат, безусловно, важна, но наиболее важным является обеспечение всех «обязательных» свойств (обычно прочность, твердость, чистота поверхности), необходимых в готовом изделии.
Затраты на производство могут составлять большую часть стоимости конечной продукции. Для некоторых деталей стоимость изготовления и обработки может превышать стоимость материала. Выбор самого дешевого технологического пути, который обеспечит требуемые свойства, часто требует стальных материалов, цена которых выше самой дешевой из доступных. Это связано с тем, что бесплатные добавки для механической обработки или процессы холодной чистовой обработки могут снизить затраты на получение желаемых свойств или атрибутов продукта по сравнению с теми, которые необходимы для получения горячекатаного продукта с желаемыми уровнями производительности.
Итог: Покупатели могут захотеть получить самую низкую цену за фунт купленной стали; Сообразительные покупатели хотят покупать сталь с наименьшими затратами на готовую деталь, гарантируя, что затраты будут минимизированы по отношению к общей стоимости производства их продукта. Понимание роли процессов производства и отделки стали может помочь покупателю оптимизировать процесс выбора материала.
Фото предоставлено членом PMPA Кори Стилом.
Оставить комментарий » | Инжиниринг, Фронт-офис | Tagged: % Удлинение, % Уменьшение площади, Висмут, Пайка, Самая низкая цена за деталь по сравнению с самой низкой стоимостью готовой детали, Химическая совместимость, Химический состав, Холодная обработка, Corey Steel, Обжим, Допуск на размер, Пластичность, Экономичное выполнение требований Пригодность для Производственный процесс, твердость, термическая обработка, магнитные свойства, механические свойства, азот, физические свойства, выбор стальных стержней, разбивка, критерии выбора стальных стержней, прямолинейность, пригодность для конечного использования, пригодность для технологичности, шероховатость поверхности, опрессовка, предел прочности при растяжении, сварка , предел текучести | Постоянная ссылка
Опубликовано Speakingofprecision
22 июня 2010 г.
Вот 5 преимуществ холодной обработки стали, которые меняют ваши операции обработки.
Повышенная прочность
Улучшенная обработка поверхности
Контролируемый размерный допуск и концентричность
Повышенная прямолинейность
Улучшенная обрабатываемость .
Повышенная прочность
Широко известно, что деформации при холодной обработке изменяют свойства большинства металлов. Когда катаные стальные стержни подвергаются холодной обработке холодной вытяжкой через матрицу, достигается значительное увеличение текучести и прочности на растяжение. В то же время уменьшаются площадь и процентное удлинение.
На приведенном ниже графике показано влияние холодного волочения на свойства растяжения стальных прутков диаметром 1 дюйм.
Механические свойства % Изменение в результате % холодной обработки
Из этого графика можно извлечь два важных вывода: 1) По мере увеличения прочностных свойств показатели пластичности уменьшаются; 2) При обжатии в холодном состоянии примерно до 15% предел текучести увеличивается гораздо быстрее, чем предел прочности при растяжении. Первые 5% холодной работы приводят к наибольшему увеличению силы.
Улучшенная обработка поверхности
Горячекатаные стальные прутки обрабатываются при высоких температурах, поэтому поверхность имеет твердую абразивную окалину, состоящую из различных оксидов железа. Эта шкала является твердой и абразивной с микротвердостью от 270 до 1030 DPH (по Виккерсу) в зависимости от типа образовавшегося оксида (оксидов). Для холодного волочения стержней специалисты по холодной чистке обычно удаляют чешуйки с помощью дробеструйной обработки или травления кислотой. Это приводит к удалению твердой абразивной окалины.
При протягивании стержней через матрицу качество поверхности также улучшается: холоднотянутые стержни обычно работают с максимальным размером 50 микродюймов, а современное оборудование обычно работает с 25-30 микродюймов. Сравните это с высотой шероховатости 250 или более для горячекатаных прутков.
Контролируемые размеры
Поскольку прутки подвергаются обжатию в холодном состоянии при комнатной температуре путем протягивания через пресс-форму, смазанную маслом, гораздо легче контролировать соответствие размеров стали. Типичные допуски для холоднотянутых стержней из низкоуглеродистой стали диаметром 1 дюйм составляют +0,000″/–0,002″. это выгодно отличается от +/- 0,010 для горячекатаной стали того же химического состава и диаметра. Концентричность улучшается за счет операции холодного волочения.
Улучшенная прямолинейность
Прямолинейность горячекатаного проката обычно составляет максимальное отклонение 1/4″ на любых 5 футах длины. В холоднотянутых прутках, в зависимости от размера и марки, это отклонение может составлять всего 1/16 дюйма на 10 футов.
См. наш пост здесь для более полного обсуждения прямолинейности стержня.
Улучшенная обрабатываемость
Улучшенная обрабатываемость на самом деле является синергетическим результатом всех вышеперечисленных улучшений, достигнутых посредством холодной обработки (холодного волочения).
Более высокое отношение текучести к пределу прочности означает, что инструмент должен выполнить меньше работы, чтобы довести металл в заготовке до предела прочности, когда он отделится в виде стружки. Это приводит к меньшему усилию на инструмент и увеличению срока службы инструмента и производительности. Если не добавлять твердую абразивную окалину и оксиды в смазочно-охлаждающие жидкости или на инструмент из-за очистки прутка, это продлит время безотказной работы и уменьшит потребность в обслуживании инструментов, зажимных приспособлений и машин. Более точно контролируемые размеры и концентричность означают, что штанги могут работать на более высоких скоростях, не создавая вредных вибраций и вибрации. Ваше оборудование может выдерживать более узкие допуски, если прутки правильно подобраны по размеру, поступающему в машину. Точно так же улучшенная прямолинейность приводит к меньшему биению и позволяет увеличить скорость производства.
Вывод: горячекатаные прокаты могут быть дешевле на фунт, но их обработка обойдется вашей компании намного дороже, поскольку они лишены преимуществ холодной вытяжки:
Повышенная прочность
Улучшенная обработка поверхности
Контролируемый допуск на размер
Улучшенная прямолинейность
Улучшенная обрабатываемость
.
График и данные: Справочник по холоднокатаному стальному стержню AISI, 1968. (Распродано)
“ Почему механические свойства разных партий стали одного и того же размера и марки стали так сильно различаются? ”
Чтобы ответить на этот вопрос, давайте посмотрим на сплав 1018, несвободный сплав для механической обработки, который мы можем встретить в наших мастерских.
Потянем на две части!
Стальной стержень из холоднотянутой стали 1018 диаметром 1 дюйм обычно имеет предел прочности при растяжении (TS) 64000 фунтов на квадратный дюйм. Предел текучести (YS) 54 000 фунтов на квадратный дюйм; %Удлинение в 2″ (%EL) 15%; % уменьшение площади (%RA) на 40%. ( Согласно Информационному отчету SAE J 1397, Расчетные механические свойства и обрабатываемость стальных стержней) Обратите внимание, это приблизительные значения, а не минимальные!
Ваш пробег (свойства) может варьироваться – вот три причины.
Первоначальный процесс плавления и литья может повлиять на химический состав;
На механические свойства холоднотянутой стали влияет объем холодной обработки;
Окончательные этапы правки и полировки могут ослабить сталь.
Первоначальный процесс плавления и литья может повлиять на химический состав. 9Стали 0095 для кислородной печи (конвертерного конвертера) изготавливаются из нового металла с большим процентным содержанием, поэтому в них меньше остаточных элементов из металлолома, которые могут упрочнить материал. Кроме того, в кислородно-конвертерных сталях обычно используется более низкое содержание азота, который упрочняет феррит. Таким образом, стали, выплавляемые в кислородном конвертере, обычно имеют более низкие механические свойства, такие как предел прочности при растяжении и предел текучести, и немного более высокую пластичность (% RA и % удлинения в 2″).
Механические свойства холоднотянутой стали зависят от объема холодной обработки. Это может происходить двумя способами: первый способ по мере того, как размер заказываемого прутка становится меньше, при стандартной вытяжке увеличивается процент холодной обработки. Это увеличение процента холодной обработки увеличивает механические свойства на растяжение и предел текучести и может несколько снизить пластичность.
Второй способ может состоять в том, что разные поставщики используют разную «практику черчения», что приводит к разному объему «холодной работы» для изготовления одного и того же размера. Типичный проект может заключаться в использовании горячего валика размером на 1/16 дюйма больше окончательного размера для волочения. Другой поставщик может выбрать увеличенный размер 3/32″, а в редких случаях компания может использовать 1/8″, чтобы обеспечить превышение, а не просто соответствие минимальному пределу текучести.
Заключительные этапы правки и полировки могут расслабить сталь. Объем холодной работы, выполненной при выпрямлении стержней, может привести к ослаблению стали, поскольку сила приложена поперек исходного чертежа. Таким образом, поставщик, использующий двухвалковый правильный станок, при прочих равных условиях может производить прутки с другим конечным набором свойств, чем поставщик, использующий серию рихтовочных дисков для получения прутка в коммерческих целях.
Итак, какие значения можно ожидать от стали марки 1018, учитывая все эти эффекты?
Мы видели 3/8″ 1018 с пределом прочности на растяжение (TS) на уровне 80 000; Предел текучести (YS) при высоких значениях 70 000. % EL в 2 дюймах достигает 26; %RA достигает 65. YS около 42 000 фунтов на квадратный дюйм; %EL в 2″ от 12%; %РА 35%.
Путь процесса обычно может объяснить полученные свойства. И почему те механические свойства, которые вы получаете, иногда так далеки от того, что вы ожидаете.
Помните эти 6 ключей к использованию сталей Free Machining (12XX):
Эти стали обычно не продаются для применений, требующих высоких стандартов прочности, твердости или других соответствующих свойств . Применение, в котором вибрационные, скручивающие или знакопеременные напряжения приближаются к статическим предельным значениям, НЕ рекомендуется.
Эти стали часто подвергают поверхностной закалке или науглероживанию для достижения желаемой поверхностной твердости.
При холодном волочении эти стали могут быть чувствительны к надрезам ive. Тщательно отполированные усталостные образцы могут достигать ожидаемых значений выносливости, но плохое качество поверхности, следы инструмента или острые углы в конструкции могут привести к снижению производительности по сравнению с ожидаемыми.
Эти марки имеют относительно низкую ударную вязкость при пониженных температурах и не должны использоваться при ударных нагрузках ниже нуля.
Эти стали не рекомендуются для применений, в которых после механической обработки следует тяжелая холодная обработка. Допускается опрессовка, укладка и обжимка, особенно в случае не реазотированных марок. Но сильная опрессовка, движение холодного металла и изгиб могут быть неудовлетворительными для этих марок.
Добавление свинца или висмута не изменяет механические свойства при растяжении . 12L14 и 1215 одного и того же номинального размера и процесса будут неотличимы при испытаниях на твердость или растяжение.
Стали для свободной обработки серии 12XX — 12L14, 1215 и т. д. выбраны для сокращения времени, необходимого для изготовления больших объемов сложных деталей. Это снижает стоимость одной детали. Обычное применение — это то, где основными требованиями являются объем и форма (масса и геометрия). Факторы, благодаря которым эти стали хорошо поддаются механической обработке, также влияют на поведение изделий в процессе эксплуатации. Дизайнеры и инженеры должны помнить о шести ключевых принципах при рассмотрении материала для приложения.
6Keys: Фото предоставлено.
Оставить комментарий » | Инжиниринг, Цех | Tagged: 1215, 12L14, Стали 12XX, Переменное напряжение, Изгиб, Объем и форма, Науглероживание, Холоднотянутые свойства, Холодная штамповка, Холодная обработка, Опрессовка, Пределы выносливости, Усталостные свойства, Стали для свободной обработки, Ударные свойства, Масса и геометрия, Плохие Финишная обработка, разбивка, минусовые температуры, обжим, следы инструмента, напряжение кручения, вибрационное напряжение | Постоянная ссылка
Автор: Speakingofprecision
5 января 2010 г.
Азот укрепляет феррит.
Азот улучшает качество поверхности.
Азот повышает производительность.
Азот может способствовать растрескиванию во время холодной обработки.
Что ж, 3 из 4 — это неплохо.
«Три из четырех — это неплохо»
Азот — химический элемент, улучшающий качество поверхности, особенно на боковых рабочих инструментах. Это достигается за счет упрочнения стружки, что приводит к четкому отделению от заготовки. Объемная твердость материала также увеличивается с увеличением содержания азота.
Азот является важным фактором, особенно при обработке сталей, не требующих механической обработки. Вроде 1215 и 12L14 .
По мере увеличения содержания азота увеличивается и жесткость.
Содержание азота в сталях, выплавляемых в электропечах, выше, чем в сталях, произведенных в кислородных печах.
Вы можете очень быстро сравнить цены токарно-копировального станка по дереву и подобрать оптимальные варианты из более чем 78864 предложений
Реклама
Токарно-копировальный станок для производства колонн ТФС
Максимальный диаметр, 350 мм. Минимальный диаметр, 10 мм. Максимальная длина детали, по согласованию с заказчиком.
Подробное описание и цена >>>
Реклама
Механический токарный станок по дереву CL-1200
Станок предназначен для обработки точением изделий из древесины в центрах, в патроне или планшайбе при помощи подручника или с использованием ручной подачи суппорта.
Подробное описание и цена >>>
Реклама
Токарный станок по дереву ТД-40
Предназначен для обработки точением изделий из древесины в центрах, в патроне или планшайбе при помощи подручника или с использованием ручной подачи суппорта по копиру. Применяется в частных…
Подробное описание и цена >>>
Токарный копировальный станок по дереву ТА 150 — Azzurra
Состояние: Новый Производитель: Griggio (Италия)
В наличии
Токарно-копировальный станок TA 150 — AZZURRA — агрегат для обработки заготовок из древесины, представляющих собой цилиндры, конусы и шары путём их точения. Обточка осуществляется по внешней…
09.11.2022
Казань (Россия)
Токарно-копировальный станок по дереву C6140
Состояние: Новый Производитель: Китай
Токарно-копировальный станок C6140 предназначен для обработки токарных изделий из дерева, а также для вытачивания профильных и декоративных изделий. Основной особенностью конструкции станка…
04. 02.2022
Москва (Россия)
Токарно-копировальный станок по дереву, JET jwl 14
Состояние: Б/У Год выпуска: 2010 Производитель: JET
Токарный станок по дереву JET JWL-1442 + копировальное устройство + резцы
19.01.2021
Екатеринбург (Россия)
90 000
Профильные фасонные Ножи резцы для токарных копировальных станков по дереву
Состояние: Новый Производитель: Hempel (Россия)
Производим профильные фасонные резцы для токарных автоматических станков. Так же производим масленные люнеты и на подшипнике, зажимные винты на hempel vkr vk0 Vk10 Vkh20 Vkhm Vkhe . Так же на…
27.08.2019
Красногорск (Россия)
Токарно-копировальный станок ВТ 11
Состояние: Б/У
Токарно-копировальный станок ВТ 11, полуавтомат 1986 г. в.
Предназначен для механической обработки изделий из металловТокарно-копировальный
станок ВТ 11, полуавтомат 1986 г.в.
Предназначен для…
«Автоматический токарно-копировальный станок с горизонтальным фрезерным блоком и вертикальный фрезерным модулем с возможностью наклона. Предназначен для изготовления колонн, стоек перилл, спиралей…
15.02.2016
Санкт-Петербург (Россия)
Токарный автоматический станок по дереву TCP 90
Состояние: Б/У Год выпуска: 1993 Производитель: Италия
Продам Токарный автоматический станок по дереву TCP 90,состояние нового стоял в резерве. Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для…
30.05.2016
Острогожск (Россия)
400 000
Токарно-копировальный станок ВТ 11
Состояние: Б/У Год выпуска: 1986
полуавтомат 1986 г.в.Токарно-копировальный
станок ВТ 11, полуавтомат 1986 г.в.
Предназначен для механической обработки изделий из
металлов, древесины и пластмасс. Применяется для…
01.06.2015
Екатеринбург (Россия)
Автоматический токарно-копировальный станок с фрезерным блоком Centauro TAF 3000 (2011)
Состояние: Новый
В наличии
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИАвтоматический токарно-копировальный станок с горизонтальным фрезерным блоком и вертикальный фрезерным модулем с возможностью наклона. Предназначен для изготовления…
25.05.2017
Санкт-Петербург (Россия)
100 000
Токарно-копировальный станок Centauro FC 1600 (2009)
Состояние: Новый
В наличии
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИТокарно-копировальный станок Centauro FC 1600 (2009)Дистанция между центрами 1600 ммВысота центров 250 ммМаксимальный диаметр при ручной обработке 400 (280)…
30.05.2017
Санкт-Петербург (Россия)
100 000
Фрезерно-копировальный станок по дереву
Состояние: Б/У Год выпуска: 1980 Производитель: Украина
Продам. Фрезерно-копировальный станок по дереву ВФК-1. ВСЯ ИНФОРМАЦИЯ ПО ТЕЛЕФОНУ!!!
11.04.2018
Бахчисарай (Россия)
120 000
Фрезерно-копировальный станок по дереву
Состояние: Б/У Год выпуска: 1990 Производитель: Украина
Продам. фрезерно-копировальный станок по дереву ВФК-2. Вся информация по телефону!!!
11.04.2018
Бахчисарай (Россия)
120 000
Токарный фрезерный станок по дереву с ЧПУ
Состояние: Новый Производитель: Китай
Токарный фрезерный станок по дереву с ЧПУТокарный фрезерный станок по дереву с ЧПУ специально используется для токарной обработки дерева и гравировки деревянных цилиндров(балясины), для ножек…
14.02.2021
Москва (Россия)
950 000
Токарно-копировальный станок КТФ-7
Состояние: Б/У Год выпуска: 2014
Показать картуПродаем полуавтоматический токарно-копировальный станок КТФ-7Использовался для производства деревянных балясин.Изготавливаем индивидуальные лестницы из ценных пород, поэтому станок. ..
Токарно-копировальный станок для производства колонн ТФС
Состояние: Новый
В качестве инструмента для токарной обработки используются 2 дисковых пилы диаметром 250 мм. Z =100 и диаметром 235 мм. Z = 64. Возможность добавления третьей пилы. Укомплектован фрезером:…
09.11.2022
Казань (Россия)
Токарно-копировальный станок КЖ1833
Состояние: Б/У Год выпуска: 1986
Предприятие реализует токарно-копировальный станок КЖ1833. По всем интересующим Вас вопросам — обращайтесь по телефону!
Литая станина. Выполняют функции токарной и фрезерной обработки
Станок универсальный M1-250
Ø обработки=140мм, РМЦ=250мм, двигатель 150Вт/Ø инструмента=10 мм,
Литая станина. Выполняют функции токарной и фрезерной обработки.
Станок универсальный M6-550
Ø обработки=250мм, РМЦ=550мм, двигатель 550Вт/Ø инструмента=13 мм, двигатель 350Вт
05.07.2022
Москва (Россия)
207 180
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарно-копировальному станку по дереву почти как на Авито и TIU
Видео токарно-копировального станка по дереву
Токарно-копировальный станок по дереву PROMA DSL-1200 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-копировальный станок по дереву PROMA DSL-1200 предназначен для обработки токарных изделий из дерева, а также для вытачивания профильных и декоративных изделий.
Основной особенностью конструкции станка является то, что работа на нем может осуществляться 2-мя резцами. Один резец установлен на неподвижном люнете и служит для производства круглой заготовки, причем, съем материала за один проход может достигать 10мм. При помощи неподвижного люнета и резца, установленного на нем, можно производить круглые заготовки различного диаметра от 220 до 215 мм и длиной от 50 до 1100 мм. Регулировка резца производится специальным приспособлением. Вторым резцом, который установлен на копировальной каретке, можно вытачивать профильные детали по копиру, причем копиры могут использоваться как плоские, так и готовые изделия (например, балясина, колонна и др.). Оригинальное специальное устройство для крепления копира позволяет быстро настраивать станок на новую работу.
Для производства длинных изделий в комплект станка входит подвижный люнет, который устанавливается на направляющие штанги как дополнительная опора. подвижный люнет исключает возможность прогиба и вырывания длинной заготовки во время ее обработки. Станок может комплектоваться делительной планшайбой, позволяющей производить многогранные изделия, с использованием фрезерного приспособления, которое поставляется заводом-изготовителем как опция.
Характеристика
Значение
Напряжение питания
400 В
Потребляемая мощность
1100 Вт
Максимальная длина обрабатываемой детали
1200 мм
Высота центров над направляющими
215 мм
Максимальный обрабатываемый диаметр
— над направляющими
450 мм
— над суппортом
215 мм
— при копировании
215 мм
Копировальное устройство
— глубина копирования, макс.
60 мм
— длина копирования, макс.
1200 мм
Эталонная деталь
— диаметр, макс.
150 мм
— длина, макс.
1200 мм
Передний край шпинделя
— внешняя резьба
M33x3.5
— отверстие
Ø14.9 / MK2
Задняя бабка
— ход пиноли
140 мм
— конус пиноли
Мк2
Обороты шпинделя
500 / 1000 / 2000 / 2800 об/мин.
Мощность двигателя, кВт
1,1 кВт
Габаритные размеры (ДхШхВ)
2105х1000х1225 мм
Необходимая площадь
2500 / 1800 мм
Масса PROMA DSL-1200
395 кг
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о PROMA DSL-1200:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Дубликатор пропеллеров Gemini — изготовьте собственные пропеллеры для самолетов
Дубликатор пропеллеров Gemini — это станок, который позволяет легко и точно вырезать деревянные пропеллеры для экспериментальных самолетов.
Описание копировального аппарата Gemini Propeller Патент заявлен
После нескольких лет проектирования и испытаний компания AAI разработала уникальный и прочный механизм для резьбы и объединила его с простой и точной системой выравнивания, которая позволяет дубликатору винтов Gemini легко и точно вырезать винт. Жесткость этой машины обеспечивает гораздо более точное дублирование лезвия, чем это возможно в настоящее время с помощью доступных в настоящее время легких и гибких копировальных аппаратов.
Копировальный аппарат Gemini Propeller работает по принципу отслеживания существующей лопасти или шаблона. Он очень прост в настройке и эксплуатации и включает в себя новый тормозной механизм для стабилизации режущего движения. Средний строитель сможет быстро и точно придать форму пропеллеру. Для придания готовой формы требуется только шлифовка.
Поскольку дубликатор пропеллеров Gemini позволяет легко изготавливать пропеллеры, он позволяет строителям экспериментировать с несколькими пропеллерами различных профилей, чтобы определить оптимальную конструкцию для конкретного самолета и двигателя. Как только эта оптимальная конструкция будет достигнута, можно будет точно повторять эту форму снова и снова.
Нажмите на картинку выше, чтобы увидеть увеличенную версию. Технические характеристики дубликатора пропеллеров Gemini, стандартная серия
Вес устройства
55 фунтов
Размер устройства
63 длины x 28 ширины x 9 высоты
Конструкция
с опорами на шарикоподшипниках и роликами *
Фрезерный станок
Bosch 2,25 л.с. с регулируемой скоростью
Пропеллер максимального размера, который можно вырезать
Диаметр 84″ x ширина 8,5″ x толщина 3,75″
904017 * Таблица не включена. Стоимость единицы $7 895,00 Доллары США (резиденты штата Нью-Йорк добавляют местный налог с продаж) Пожалуйста, подождите 6-8 недель от получения депозита до доставки.
Все Дубликаторы для резьбы пропеллеров Gemini оснащены фрезером и фрезой с твердосплавным наконечником 3/4″. 1 (один) шестигранный ключ размером 3/16″ и 5/32″, 2 (два) фрезерных ключа руководство
Политика покупки для резчиков: 50% предоплата, 50% до доставки (кассовый чек, IMO, Visa/MC/AE) Требуется фрахтовая доставка. Звоните, чтобы узнать точную стоимость доставки/обработки. Дополнительные изменения в доставке/обработке для международных продаж. Жители штата Нью-Йорк — добавьте местный налог с продаж к Общая стоимость (Товар + з/ч) Доступны пользовательские резчики — будет указано по запросу.
Позвоните по телефону 315-252-2559 или запросите информацию о дубликаторе пропеллеров Gemini
Пропеллер Строительные материалы
Домашняя страница резчика пропеллеров | Магазин реквизита резчика | Статьи, вопросы и ответы и ссылки | История резчика пропеллера | Универсальный резчик Gemini Home
Allred & Associates Inc. Gemini Carving Duplicator Division 321 Route 5 West Элбридж, Нью-Йорк 13060 Тел. 315-252-2559 Факс: 315-252-0502
Какой станок для резьбы по дереву лучше всего подходит для вас или вашего бизнеса?
Люди занимаются резьбой по дереву на протяжении тысячелетий, самым древним из известных резных деревянных предметов, найденных на сегодняшний день, является Шигирский идол, тотемная скульптура высотой почти три метра. Считается, что Шигирскому идолу 11 000 лет, что вдвое старше пирамид. Традиция ручной резьбы по дереву все еще жива и процветает, но все больше резных изделий в настоящее время производится с использованием машин. В этой статье мы кратко рассмотрим различные типы станков для резьбы по дереву, доступные сегодня.
Ручные станки для резьбы по дереву
Резьба по дереву с помощью фрезерного станка (2D) обрезной роутер. Этот метод резьбы по дереву в основном подходит для создания плоских двухмерных деревянных вывесок, гравюр и табличек. Существует три метода двухмерной резьбы по дереву с использованием фрезера: от руки, с использованием шаблонов в качестве ориентира или с использованием пантографа фрезера.
Фрезерование от руки
Быстрый и простой способ фрезерования от руки состоит в том, чтобы распечатать дизайн на листе бумаги, а затем приклеить его к деревянной заготовке. Затем установите на фрезер подходящую фрезу (маленькие V-образные насадки хорошо подходят для надписей). Убедитесь, что деревянная заготовка надежно закреплена на верстаке и установлена на удобной высоте. В зависимости от сложности дизайна (и твердости древесины) выполнение резьбы может занять некоторое время.
Используйте ограничитель глубины фрезера и стопорный рычаг, чтобы отрегулировать и установить глубину резания. Выполнение неглубоких надрезов даст наилучшие результаты, так как меньше вероятность того, что фрезер зацепится или сместится. При резке необходимо крепко держать фрезер, а рабочую зону не допускать сколов. Также само собой разумеется, что защитные очки нужно носить всегда. Немного потренировавшись, фрезерование вручную может дать действительно впечатляющие результаты и стать отличным способом персонализации мебели, деревянных панелей и дверей.
Шаблоны фрезера
Для более точного (и воспроизводимого) метода двухмерной резьбы с помощью фрезера можно использовать шаблоны букв и цифр (трафареты). Шаблоны обычно изготавливаются из акрила, и их можно купить у многих хороших интернет-магазинов по деревообработке. При желании можно изготовить собственные шаблоны из МДФ или фанеры. Шаблоны букв и цифр — это недорогой способ создать красивые знаки, и этот процесс очень прост.
Сначала рисуется контрольная линия, помогающая точно расположить шаблон. (В качестве альтернативы можно использовать деревянную направляющую планку, прикрепленную к заготовке.) Затем положение букв (или цифр) отмечается карандашом, чтобы определить правильные интервалы. Затем шаблон крепится к заготовке. Затем к основанию фрезера прикрепляется направляющая втулка (которая соответствует ширине шаблона). Фреза подходящего размера устанавливается на фрезер, а глубина резания (от 2 до 3 мм) устанавливается перед началом фрезерования. Процесс использования шаблонов вы можете посмотреть в этом видео.
Пантограф маршрутизатора
Пантограф маршрутизатора (грубо говоря) представляет собой нечто среднее между маршрутизацией от руки и использованием шаблонов. Пантограф-маршрутизатор — это, по сути, приспособление, сделанное из параллелограммов, в принципе идентичное инструменту, который художник использовал бы для уменьшения или увеличения рисунка. Каждое поперечное сечение пантографа маршрутизатора имеет механическую связь. Маршрутизатор фиксируется в одной точке пантографа с помощью крепления базовой пластины, а стилус/трассер фиксируется в другой точке.
Когда пользователь проводит пером по 2D-изображению, маршрутизатор имитирует этот момент. В зависимости от того, где на пантографе расположен маршрутизатор, окончательная копия будет меньше или больше исходного изображения. Пантографы маршрутизатора можно использовать для копирования практически любого 2D-изображения на дерево, но чаще они используются для изготовления вывесок, как показано в видео ниже.
3D-станок для резьбы по дереву
До сих пор мы говорили о 2D-резке по дереву, но как насчет 3D-станка для резьбы по дереву? Какие здесь есть варианты? Что ж, в основном доступны два варианта: ручная (ручная) 3D-машина для резьбы по дереву и более продвинутая 3D-машина для резьбы по дереву с компьютерным управлением (ЧПУ). На первый взгляд кажется, что они выполняют одну и ту же работу, однако на самом деле это два разных типа машин. Давайте посмотрим поближе.
3D-дубликатор для резьбы по дереву
Заготовка слева – Мастер справа
Также называемый фрезерным или копировально-резным станком, 3D-дупликатор для резьбы по дереву является очень эффективным способом копирования существующего 3D-деревянного объекта. Его можно использовать для копирования таких предметов, как пропеллеры, корпуса гитар, приклады оружия или компоненты мебели, такие как ножки стола или сиденья стула. 3D-дупликатор для резьбы по дереву — это, по сути, приспособление для фрезерования, которое может перемещаться в трехмерном пространстве. Это работает так:
Дубликатор состоит из двух основных компонентов. Узел основного фрезера и щупа (с противовесом на одном конце) и две горизонтальные направляющие. Оператор может толкать и тянуть узел основного фрезера и щупа (который прикреплен к линейным подшипникам) вдоль несущей направляющей, при этом основной узел перемещается по ширине зоны резьбы. В стандартной конструкции с одним шарниром узел также может свободно перемещаться вверх и вниз, как на качелях (или на качелях), что снижает глубину.
Основной узел крепится к двум горизонтальным опорным направляющим, что позволяет основному узлу также перемещаться слева направо по длине зоны резьбы. К одной стороне основного узла копировального аппарата прикрепляется фрезер, а к другой стороне — стилус (или толкатель). Поскольку оба закреплены на одной оси, они могут двигаться синхронно. Когда пользователь проводит стилусом по копируемому объекту (мастеру), фрезер копирует это движение, вырезая деревянную заготовку (как показано на рисунке выше), отсюда и фраза 9.0011 копия резьбы .
Красота 3D-дупликатора для резьбы по дереву заключается в его простоте
В дубликаторе для резьбы по дереву мало движущихся частей, не требуется программирование или сложная электрическая схема. Оператор всегда находится под контролем, и в отличие от станка для резьбы по дереву с компьютерным управлением, пользователь не отстранен от процесса резьбы. Как и при использовании любого ручного деревообрабатывающего оборудования, 3D-дупликатор для резьбы по дереву по-прежнему требует определенных навыков, понимания и суждений для работы.
Дубликатор — это устройство, экономящее время, а не автоматическое решение с нажимной кнопкой, производящее точные копии по требованию.
Клон Дерево для резьбы дров дубликаторы
Клон Дубликаторы Производите два типа высококлассных 3D-резин уникальный для этого вида ручного станка для резьбы по дереву. Чтобы расширить свою универсальность, как Clone 3D и 4D могут быть оснащены вращающейся зажимной системой. Это позволяет выполнять резьбу на 360 градусов, что идеально подходит для дублирования таких объектов, как приклады оружия или ножки стола.
Короткое видео ниже демонстрирует возможности станков для резьбы по дереву Clone.
Дубликатор для резьбы по дереву своими руками
Если поискать в Интернете копировальный станок для резьбы по дереву своими руками, вы увидите довольно много разных дизайнов, некоторые хорошие, некоторые не очень! На первый взгляд, изготовление дубликатора для резьбы по дереву кажется довольно простым делом. Однако только после того, как вы на самом деле сделали его, вы понимаете, что в нем гораздо больше, чем кажется на первый взгляд. Если вы собираетесь инвестировать свое время, деньги и энергию в создание дубликатора для резьбы по дереву, вам необходимо убедиться, что конструкция хороша и даст наилучшие возможные результаты.
Одним из лучших копировальных аппаратов для резьбы по дереву своими руками является Easy Carver . Он используется столярами по всему миру с 2008 года, так что это проверенная временем конструкция. Цельнометаллическая конструкция делает Easy Carver прочным, надежным и точным. Чтобы свести затраты на сборку к минимуму, в конструкции Easy Carver используются легкодоступные готовые детали. Еще одна особенность, которая отличает Easy Carver от других копировальных аппаратов для резьбы по дереву своими руками, заключается в том, что для резьбы в нем используется стандартный погружной фрезер. Поэтому, когда вы не используете фрезер для копирования, его можно быстро снять с Easy Carver для выполнения обычных работ по фрезерованию. После этого Easy Carver можно разобрать до тех пор, пока он не понадобится в следующий раз.
С помощью чертежей Easy Carver можно построить модели пяти размеров, от Easy Carver 200 (способен вырезать до 200 мм в ширину) до Easy Carver 600 (который может вырезать до колоссальных 600 мм в ширину). Не будет преувеличением сказать, что Easy Carver, вероятно, лучший станок для резьбы по дереву, доступный сегодня.
Станок для резьбы по дереву с ЧПУ
Последний станок для резьбы по дереву, о котором мы собираемся поговорить, — это станок с ЧПУ (ЧПУ) с компьютерным управлением. Станок с ЧПУ для резьбы по дереву работает, используя сгенерированный компьютером код и преобразовывая его в электрические сигналы для управления шаговые двигатели , которые двигают машину. Эти движения очень точны и могут точно повторяться снова и снова.
Чтобы создать объект, объект сначала должен быть разработан с использованием программного обеспечения САПР (автоматизированного проектирования), такого как Autocad . Затем окончательный дизайн необходимо преобразовать в язык, который понимает станок с ЧПУ для резьбы по дереву, обычно это G-код.
Станки с ЧПУ для резьбы по дереву бывают разных размеров и вариаций: от двухосевых станков, способных выполнять двухмерную резьбу, до пятиосевых станков, предназначенных для сложной трехмерной резьбы по дереву. Цены варьируются от нескольких сотен фунтов стерлингов за небольшой 2-осевой настольный станок (подходит только для резки мягких материалов, таких как пенопласт или пластик) до сотен тысяч фунтов стерлингов за коммерческий станок, используемый в производстве. Некоторые станки с ЧПУ для резьбы по дереву используют для резьбы обычный фрезер. Скорость резки маршрутизатора, а также его включение или выключение регулируются оператором вручную. Другие станки с ЧПУ для резьбы по дереву используют двигатель шпинделя для резьбы, функции двигателей шпинделя полностью контролируются программным обеспечением.
Станки с ЧПУ для резьбы по дереву способны производить удивительные высокоточные работы, которые можно воспроизводить снова и снова полностью автономно. Однако может потребоваться крутая кривая обучения, если вы не знакомы с использованием программного обеспечения. С ЧПУ навыки меньше в деревообработке и больше в программировании. Кроме того, станки с ЧПУ для резьбы по дереву меньшего размера в мастерской, как правило, легкие и медленные, и им может быть трудно резать твердые породы дерева.
Какой станок для резьбы по дереву вам больше всего подходит?
Если вам нужна высочайшая точность и вы хотите максимально автоматизировать процесс резьбы, то станок с ЧПУ для резьбы по дереву — единственный реальный вариант. Но эта идеальная машина для резьбы имеет свою цену, и не только финансовую. Станок для резьбы по дереву с ЧПУ в значительной степени зависит от использования программного обеспечения и навыков программиста для получения результатов. Теперь это может не быть проблемой, если у вас есть (или вы можете позволить себе нанять кого-то) нужные навыки, но что насчет столяра, которому просто нужен более простой и понятный станок для резьбы по дереву?
Вот тут-то и приходит на помощь 3D-дупликатор для резьбы по дереву.
Шурупы по ГОСТ 1145 с потайной головкой. Конструкция, правила крепления
Крепежное изделие, получившее название шуруп, представляет собой стержень. По всей его длине либо на части проделана специальная резьбовая нить. Один конец этого стержня, на котором, собственно, берет начало резьба – конический. На другой его стороне имеется головка. Ее предназначение указано в ГОСТе 27017-86. Там говорится, что шляпка призвана выполнять одну либо сразу две из следующих функций: первая – передавать на стержень момент вращающего усилия; вторая – образовывать опорную поверхность для прижатия скрепляемых объектов. На ее торце имеется углубление специальной конфигурации, называемое шлицем. Казалось бы, все просто. Но на сегодняшний день разработано несколько типов шурупов. Их классификация производится как раз на основе формы шляпки с учетом конфигурации шлица. Соответственно, производство данных метизов регламентируют различные ГОСТы. Детали, выполненные по нормам Государственного стандарта №1145 от 1980 года, являются особо востребованными. О них и поговорим.
Особенности конструкции
Основное отличие шурупов, удовлетворяющих положениям ГОСТа 1145-80, – это потайная шляпка. Такая конструкция обусловливает особые сферы применения данных метизов, отличающиеся от их, так сказать, «ближайших родственников», выполненных в соответствии с положениями ГОСТа 1144-80. Разница между ними в форме шляпки – у последних шурупов она полукруглая. Все остальные характеристики, не связанные с этим элементом, идентичны.
Крепежные детали с головкой под потай используются:
там, где к сокрытию места крепления предъявляются особые требования. Причем не только эстетического характера. Речь идет об обеспечении отсутствия выступов на элементах конструкции, сопрягаемых посредством данных метизов. Это условие актуально при создании оконных и дверных проемов. Полукруглая головка выступает из зафиксированной рамы. Поэтому окна и двери не будут плотно закрываться. Использование шурупов со шляпкой под потай нивелирует эту проблему;
при необходимости осуществления крепления в необычных, даже трудных условиях. Применение рассматриваемых соединительных деталей повышает надежность создаваемой конструкции. Обусловлено это наличием у шурупов с потайной шляпкой статической стабильности высокого уровня.
Маскировка места крепления
Выполняя установку таких метизов, нужно предварительно сформировать на кромке монтажного отверстия фаску размером, обеспечивающим полное утопление головки. Только тогда поверхность фиксируемого объекта останется ровной. Ведь из нее не будет выступать шляпка.
Заглушки
Использование заглушек – один из наиболее популярных методов маскировки мест крепления шурупами со шляпкой под потай. На прилавках магазинов стройматериалов такая продукция присутствует в большом разнообразии с широкой цветовой палитрой. Встречаются накладки, имитирующие даже определенную породу дерева.
Конструкция такой детали очень простая. Это – пластиковый либо металлический небольшой по размеру диск с крестообразным выступом в нижней части, который вставляется в шлиц шляпки. Идеальный вариант – когда для фиксации заглушек не требуется прибегать к дополнительным ухищрениям. Но на практике их часто смазывают перед монтажом клеевым составом.
Шпаклевание
Шпатлевки, предназначенные для работы по дереву, выпускаются:
Шпатлевкой заполняется пространство, образовавшееся над шляпкой шурупа после его полного ввинчивания. Нужно добиться, чтобы сформированный слой был расположен заподлицо с поверхностью закрепляемого листа. Для этого рекомендуется применять шпатель с резиновой лопаткой. Нанесенной шпатлевке нужно дать время на высыхание. Убедившись, что это произошло, можно приступать к шлифовке поверхности наждачной шкуркой. После этого место крепления маскируют с помощью специальных мебельных мелков, подкрашивая ими шпатлевку.
Самоклеящаяся пленка
Использование этого материала встречается реже, хотя ассортимент его цветовой палитры достаточно широкий. Да и работать с ним несложно. Выбирая самоклеящуюся пленку, нужно:
Правила использования этого материала следующие:
сначала вырезается круг, диаметр которого превышает этот параметр шляпки шурупа миллиметра на 3-4;
затем полученный круг наклеивается поверх посадочного места крепежа с учетом имеющейся на пленке и древесине текстуры. При совпадении направления волокон и рисунка на древесине и вырезанном элементе место крепления будет трудно различимо даже с близи.
Применять данный способ маскировки мест крепления нельзя в помещениях, характеризующихся повышенной влажностью: пленка там просто будет отклеиваться.
Характеристики шурупов с потайной шляпкой
Нормы ГОСТа 1145-80 устанавливают четыре исполнения шурупов с головкой под потай.
У изделий, произведенных в соответствии с чертежами первого и второго вариантов, шлиц в шляпке прямой. А у деталей исполнений №3 и №4 данное углубление характеризуется крестообразной конфигурацией. Это – шлиц Филлипс (Phillips). Несколько иная ситуация наблюдается с длиной резьбовой нити. У шурупов первого и третьего исполнений она частичная, а у соединительных элементов вариантов№2 и №4 насечка проделана от заостренного конца, практически, до нижней кромки потайной шляпки. Такая резьба называется полной.
Размерные характеристики
Значения рабочих параметров, отображенных на чертежах исполнений, указаны (в миллиметрах) в таблице.
Резьбовой диаметр (d)
10,0
8,0
6,0
5,0
4,0
ГШKK (h), не больше
4,6
3,7
2,7
2,3
2,0
HШKK
4
3
2
Диаметр шляпки (D)
18,0
14,5
11,0
9,2
7,4
ДPB (d2), не больше
7,0
5,6
4,2
3,5
2,8
ГBKШKK
Не меньше
4,9
3,8
2,8
2,1
1,8
Не больше
5,4
4,3
3,3
2,6
2,3
ДШKK (m)
9,7
7,5
6,5
4,6
4,3
Высота шляпки (k)
5,0
4,0
3,0
2,5
2,2
Шаг резьбы (параметр Р)
4,5
3,5
2,5
2,0
1,75
Продолжение таблицы.
Резьбовой диаметр (d)
3,5
3,0
2,5
2,0
1,6
ГШKK (h), не больше
1,7
1,5
1,4
1,1
———
HШKK
2
1
0
Диаметр шляпки (D)
6,5
5,6
4,7
3,8
3,0
ДPB (d2), не больше
2,4
2,1
1,7
1,4
1,1
ГBKШKK
Не меньше
1,5
1,4
1,25
0,9
———
Не больше
2,0
1,7
1,55
1,2
ДШKK (m)
4,0
2,8
2,7
2,0
Высота шляпки (k)
1,93
1,65
1,5
1,2
0,96
Шаг резьбы (параметр Р)
1,5
1,25
1,0
0,8
Длина шурупа (обозначение L) изменяется в диапазоне 7,0 мм≤L≤100,0 мм. Предельные отклонения:
резьбового диаметра – по h14;
шага резьбы – от -0,2×Р до +0,2×Р.
Употребленные в таблице аббревиатуры расшифровываются так:
ГШKK – Глубина Шлица Крестообразной Конфигурации;
HШKK – Номер Шлица Крестообразной Конфигурации;
ДPB – Диаметр Резьбы Внутренний;
ГBKШKK – Глубина Внедрения Калибра в Шлиц Крестообразной Конфигурации;
ДШKK – Диаметр Шлица Крестообразной Конфигурации.
Весовые характеристики
В ГОСТе 1145-80 указана теоретическая масса 1000 штук (обозначение TM1000Ш) рассматриваемых метизов всех типоразмеров. Значение этого параметра необходимо принимать во внимание, когда проведение работ требует наличия большого количества шурупов с полусферической шляпкой. Тогда выгоднее приобретать этот крепеж не расфасованный в упаковки различной емкости, а на развес.
Так, если условно принять стоимость единицы метиза при покупке последним способом, равной 1 копейке, то один шуруп, продаваемый:
в небольшом пластиковом пакете обойдется в 1,5 копейки;
в коробке, содержащей 2-3 тысячи единиц, стоит 1,2 копейки.
Экономия налицо. Другое дело что торговые предприятия нередко реализуют на развес такую продукцию не меньше, чем по 3-5 килограмм. Для примера посчитаем, сколько шурупов с полусферической шляпкой ходового типоразмера 3,5×10,0 содержится в 3 кг.
По ГОСТу 1145-80 параметр TM1000Ш для таких изделий равен 0,42 кг. Таким образом в 3 килограммах содержится
3000:0,42=7142 штук.
Такого количества шурупов с головой хватит на проведение работ при обустройстве коттеджа в несколько этажей. Для квартиры в здании пусть даже современной постройки – это явный перебор. А потомкам они тоже могут не пригодиться, поскольку за время продолжительного хранения поржавеют. Так что деньги будут потрачены зря.
В соответствующем разделе ГОСТа 1145-80 указано, что для:
самых мелких шурупов с полусферической шляпкой типоразмера 1,6×7,0 TM1000Ш=0,09кг;
наиболее крупных таких крепежных деталей типоразмера 10,0×100,0 TM1000Ш=46,47 кг.
Заключение
Шурупы, удовлетворяющие нормам ГОСТа 1145-85, производятся из сталей углеродистых и нержавеющих, а также из латуни. Они могут покрываться защитным слоем гальваническим методом. Это увеличивает срок службы установленных крепежных изделий и, соответственно, созданного соединения.
Please enable JavaScript to view the comments powered by Disqus. comments powered by Disqus
Производственная компания АЛРИКА изготавливает крепёж по ГОСТ 1145-80
Настоящий стандарт распространяется на шурупы с потайной головкой с диаметром стержня от 1,6 до 10 мм. Стандарт полностью соответствует CT СЭВ 2327.
Конструкция и размеры шурупов должны соответствовать указанным на чертеже и в
табл. I и 2
Шурупы данного типа применяются в практически во всех производственных сферах, особенно часто их встречают в машиностроении, вагоностроении, судостроении, авиастроении и подобных отраслях.
Смотреть стандарт ГОСТ 1145-80
Характеристики
Диаметр d
4
Длина l
45
Чтобы узнать актуальную цену на данную продукцию, отправьте заявку на [email protected]
Дополнительно мы предлагаем услугу по Антимикробной обработке
Похожие товары
Рабочая декоративная крышка Призрачная резьба Короткий разъем для
Товар на фото в Стиль: Набор
Вариант выбран!
Этот вариант продан.
Товар на фото в Стиль: Набор B
Вариант выбран!
Этот вариант продан.
Товар на фото в Style: C Set
Вариант выбран!
Этот вариант продан.
Нажмите, чтобы увеличить
653 продажи |
5 из 5 звезд
от €14,40
Загрузка
НДС включен (где применимо)
Стиль
Выберите стиль
Набор (€14,40)
Набор Б (30,75 €)
Набор C (47,11 €)
Выберите стиль
Добавьте свою персонализацию
Пожалуйста, добавьте номер телефона для компании экспресс-доставки
256
Количество
1234567891011121314
Этого хотят другие люди. 3 человека держат это в своих корзинах прямо сейчас.
Исследуйте связанные категории и поиски
Внесен в список 18 октября 2022 г.
18 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не принадлежности для рукоделия
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
ETA и ГОСТ Р: наши сертификаты
Каждый продукт, который продает Амбровит, имеет серию сертификатов на упаковке . Раньше мы сравнивали их с удостоверением личности или паспортом, которые позволяют нашим винтам, болтам и скобяным изделиям достигать строительных площадок, строительных магазинов и домов.
Но сравнение не совсем корректное, необходимо нечто большее: эти сертификаты подтверждают качество, пригодность и «состояние здоровья» поставляемых нами винтов и болтов.
И в этом паспорте и справке о состоянии здоровья вы найдете множество кодов, каждый из которых имеет функцию и значение, которые необходимы для продажи в Европе и в мире.
С июля 2013 года в соответствии с Европейским регламентом 305/2011 (Регламент о строительных изделиях CPR 305/2011) поставщик должен предоставлять для каждого отдельного строительного продукта DoP , новый сертификат соответствия.
Если на одном товаре есть европейская норма, то он должен иметь маркировку СЕ и ДоП, то есть номер под маркой СЕ.
DoP гарантирует важные рабочие характеристики винтов, гаек, шайб, винтов с шестигранной задержкой, болтов и крепежных изделий, которые мы предоставляем, а также экологическую устойчивость и, наконец, данные о токсичности некоторых компонентов.
Сокращения, такие как EN или ETA, удалены из TAB , Организация технической оценки, которая проверяет качество этих продуктов.
Евронорм 14592 регистрирует размерные параметры и методы проверки для применения к изделиям, а с 2016 года Амбровит получил сертификат ETA для своих столярных винтов .
Еще один сертификат качества выдан лабораторией Факультета механики и строительства Университета Тренто .
Другие важные аббревиатуры, которые вы можете найти в разных цветах на упаковках Амбровита: ISO, UNI и DIN .
Насос для повышения давления с сухим ротором 15/13
Насос для повышения давления с сухим ротором 15/13
Доставляем воду надежно, безшумно и практически незаметно для счетчика электроэнергии.
Где купить
Купить в интернет магазине
Купить оптом
описание
преимущества
технические характеристики
Насосы серии CNS предназначены для повышения давления в существующей системе водоснабжения, используются в открытых системах и в сети водоснабжения частных домов для повышения напора воды в душе или в других точках водоразбора, перед водонагревателями (газовые колонки, проточные водонагреватели, двухконтурные котлы) стиральными и посудомоечными машинами.
У повысительных насосов, в отличие от циркуляционных, основная область применения – это повышение давления воды в системах центрального водоснабжения, в квартирах и частных домах. Поэтому насосы для повышения давления в среднем мощнее циркуляционных и работают при большем напоре воды.
Экономное энергопотребление
Гарантия — 2 года
Бесшумность работы
Надёжный датчик протока
Экономное потребление электроэнергии
Низкий уровень шума
Удобный выносной блок управления
Простота монтажа
Кабель с евровилкой в комплекте
Длительный срок службы
Оптовые закупки для профессионалов рынка
Индивидуальная система скидок
Наличие всего ассортимента на складе
Оперативная доставка в любой регион РФ, даже минимальной партии
Гарантия и сервис производителя
Оптимальное соотношение цены и качества
Более 500 сервисных центров обслуживания по всей стране
Система онлайн заказов продукции, позволяющая вам оперативно делать заказы в любое удобное время
узнайте больше
Модель
CNS-15/13
Макс. мощность, Вт
120
Параметры электросети, В~/Гц
220/50
Макс. производительность, л/мин
20
Максимальный напор, м
13
Обороты двигателя, об/мин
2850
Максимальное рабочее давление, бар
6
Материал рабочего колеса
Латунь
Ном. диаметр патрубков, мм
15
Степень защиты
IP42
Длина кабеля, м
1,2
Вес, кг
3,65
Скачать инструкциюСкачать сертификат
отправить заявку
Насос для повышения давления WILO PB 201EA
В связи с ежедневными изменениями курса валют ЦБ и большой нагрузкой временно принимаем заказы от 30 000 р. У Вас есть перечень необходимых материалов? — присылайте на
Одноступенчатый насос повышения давления WILO PB 201EA.
Автоматический режим работы благодаря встроенному контролю потока.
Возможно перекачивание воды с высокой температурой подачи.
Встроенный конденсатор и защитный выключатель. Поставляется без кабеля и сетевого штекера. Применяется для повышения давления, как в режиме всасывания, так и в режиме подачи воды. Устойчивость к воздействию коррозии благодаря корпусу с катафорезным покрытием.
Повысительный насос WILO PB 201EA предназначен для повышения напора (давления) в системах холодного и горячего водоснабжения частных домов.
Применяются как для холодной (ХВС), так и для горячей воды (ГВС).
Возможность повышения воды нескольких точек одновременно.
Встроенный переключатель потока автоматически запускает насос когда точка водоразбора включается, тем самым увеличивая давление воды.
Когда кран закрыт, датчик потока немедленно останавливает насос.
Работает плавно и бесшумно, что важно для систем водоснабжения в частных домах. Данный насос для систем отопления WILO PB 089EA не подходит.
Характеристики
Страна
Германия
Бренд
Wilo (Вило)
Серия
wilo pb 201ea
Модель
pb 201ea
Вес, кг
7,5
Срок службы
10 лет
Режимы работы
3, в том числе, автоматический и ручной
Повышение давления
да (основная функция)
Пропускная способность
3,9 куб. м/час
Потребляемая мощность
340 Вт
Качество воды
чистая
Допустимая температура жидкости
до 80°C
Установка насоса
горизонтальная/вертикальная
Защита
от сухого хода, от перегрева
Защита
от сухого хода
Уровень шума
47-62 дб (db)
Гарантийный срок
2 года
Допустимая температура окружающей среды
до 40°C
Тип присоединения
резьба
Количество фаз
однофазный
Номинальный ток
1,6 ампер
Частота переменного тока
50 Hz (50 Герц)
Корпус насоса
Серый чугун
Производство
Германия
Максимальный напор (Hmax) Высота
15 метров
Диаметр резьбы трубопровода
25 мм (1
Среда применения
хвс, гвс
Рабочее давление
3 бар (bar) атмосфер
Номинальное напряжение, в
220 вольт
Управление насосом
электронное регулирование частоты вращения
Максимальный расход (qmax)
3,9 куб. м/час
Тип насоса
повысительный циркуляционный насос
Применение
повышение давления в системах водоснабжения
Степень защиты
ip 44
Брошюра
Технический паспорт
Инструкция по монтажу и эксплуатации
Каталог продукции 2019
Информация для продавцов и монтажников
Насосная Азбука
Сертификат соответствия
Свидетельство о государственной регистрации
+ Добавить комментарий
Данный насос используется исключительно для систем холодного и горячего водоснабжения для повышения давления воды.
Например на входе в дом, квартиру или перед каким-либо оборудованием, нуждающемся в этом. Как правило это электрические и газовые проточные водонагреватели (газовые колонки), посудомоечные и стиральные машины, душе или в других точках водоразбора.
Купить циркуляционный насос PB 201EA с гайками можно в интернет-магазине boiler-gas.ru по самой выгодной цене с доставкой.
Данный насос не предназначен для систем отопления, используется только для систем водоснабжения для повышения давления воды на входе в дом, квартиру или перед каким-либо оборудованием, нуждающемся в этом.
Чаще всего это электрический или газовый проточный водонагреватель (газовая колонка), реже перед посудомоечными и стиральными машинами, душе или в других точках водоразбора.
Купить циркуляционный насос PB 201EA с гайками можно в интернет-магазине boiler-gas.ru по самой выгодной
Данный насос не предназначен для работы в системах отопления, используется исключительно для систем водоснабжения для повышения давления воды на входе в дом, квартиру или перед каким-либо оборудованием, нуждающемся в этом.
Например электрическими и газовыми проточными водонагревателями (газовыми колонками), посудомоечными и стиральными машинами, душе или в других точках водоразбора.
Купить циркуляционный насос PB 201EA с гайками можно в интернет-магазине boiler-gas.ru по самой выгодной цене с доставкой.
Данный насос не предназначен для систем отопления, используется только для систем водоснабжения для повышения давления воды на входе в дом, квартиру или перед каким-либо оборудованием, нуждающемся в этом.
Чаще всего это электрический или газовый проточный водонагреватель (газовая колонка), реже перед посудомоечными и стиральными машинами, душе или в других точках водоразбора.
Купить циркуляционный насос PB 201EA с гайками можно в интернет-магазине boiler-gas.ru по самой выгодной
Данный насос не предназначен для работы в системах отопления, используется исключительно для систем водоснабжения для повышения давления воды на входе в дом, квартиру или перед каким-либо оборудованием, нуждающемся в этом.
Например электрическими и газовыми проточными водонагревателями (газовыми колонками), посудомоечными и стиральными машинами, душе или в других точках водоразбора.
Купить циркуляционный насос PB 201EA с гайками можно в интернет-магазине boiler-gas.ru по самой выгодной цене с доставкой.
Данный насос не предназначен для систем отопления, используется только для систем водоснабжения для повышения давления воды на входе в дом, квартиру или перед каким-либо оборудованием, нуждающемся в этом.
Чаще всего это электрический или газовый проточный водонагреватель (газовая колонка), реже перед посудомоечными и стиральными машинами, душе или в других точках водоразбора.
Купить циркуляционный насос PB 201EA с гайками можно в интернет-магазине boiler-gas.ru по самой выгодной
Данный насос не предназначен для работы в системах отопления, используется исключительно для систем водоснабжения для повышения давления воды на входе в дом, квартиру или перед каким-либо оборудованием, нуждающемся в этом.
Например электрическими и газовыми проточными водонагревателями (газовыми колонками), посудомоечными и стиральными машинами, душе или в других точках водоразбора.
Купить циркуляционный насос PB 201EA с гайками можно в интернет-магазине boiler-gas.ru по самой выгодной цене с доставкой.
Данный насос не предназначен для систем отопления, используется только для систем водоснабжения для повышения давления воды на входе в дом, квартиру или перед каким-либо оборудованием, нуждающемся в этом.
Чаще всего это электрический или газовый проточный водонагреватель (газовая колонка), реже перед посудомоечными и стиральными машинами, душе или в других точках водоразбора.
Купить циркуляционный насос PB 201EA с гайками можно в интернет-магазине boiler-gas.ru по самой выгодной
//»ProductVideo»
Бренд:
Wilo (Вило)
Серия:
wilo pb 201ea
Модель:
pb 201ea
Страна:
Германия
Артикул:
3059254
Понимание расхода насоса в зависимости от давления и почему это важно
Если вы оператор насосного опрыскивателя и выполняете мягкую промывку двухэтажного жилого дома, чтобы удалить лишайник или плесень, как вы получаете спрей чтобы добраться до карниза дома и обеспечить равномерное освещение без необходимости подниматься по лестнице?
Должны ли вы увеличить давление или поток, чтобы получить более интенсивную форму распыления?
Существует распространенное заблуждение, что для достижения более широкой вертикальной или горизонтальной струи вам просто нужен насос, создающий большее давление. Наоборот, увеличение скорости потока часто является ключевым фактором.
Получите наш БЕСПЛАТНЫЙ путеводитель! Рекомендации GPM и PSI для различных отраслей промышленности
Разница между расходом насоса и давлением
Нередко операторы насосов жалуются на то, что в их распылителе недостаточно давления, хотя на самом деле проблема заключается в расходе. На самом деле, некоторые люди используют эти два термина взаимозаменяемо, как будто это одно и то же. Это не так, и знание различий и роли каждого из них является ключом к достижению надлежащей производительности насоса.
Работа насоса не в том, чтобы создавать давление; скорее, это обеспечение скорости потока, перекачивание определенного количества жидкости за заданный промежуток времени из резервуара или резервуара к выпускному отверстию. Скорость потока часто указывается в галлонах в минуту или в галлонах в минуту. Есть несколько насосов меньшего размера, которые расходуют галлоны в час или даже галлоны в день, выдавая чрезвычайно небольшое количество жидкости за заданное время.
Однако давление насоса является мерой сопротивления потоку. Без потока нет давления. В насосе прямого вытеснения, таком как плунжерный насос, показатель в фунтах на квадратный дюйм или PSI показывает, какое сопротивление рассчитано на то, чтобы насос выдержал.
Значение PSI насоса важно, поскольку оно указывает на то, что насос изготовлен из материалов и рассчитан на определенное давление. Но операторы помп должны в равной степени заботиться о скорости потока помпы, которая определяет, сколько вы хотите дозировать, распылять или вводить.
Приводит ли увеличение давления насоса к увеличению расхода?
Как правило, при увеличении давления в насосе расход уменьшается. Возьмем, к примеру, насос для распыления, который должен производить сверхтонкий туман для охлаждения или подавления пыли. Многие насосы для туманообразования рассчитаны на 1000 фунтов на квадратный дюйм, но их скорость потока довольно низкая — 0,25 галлона в минуту.
Очевидно, что высокое давление в данном случае очень важно для получения капель нужного размера. Однако это не указывает на большую производительность или вертикальный или горизонтальный выброс. Вместо этого более высокое давление в сочетании с правильными форсунками приводит к образованию тонкого тумана с очень небольшим потоком, который может покрыть только небольшую площадь внутреннего дворика.
С другой стороны, опрыскиватель с мягкой промывкой может иметь давление всего 100 фунтов на квадратный дюйм и галлонов в минуту 5,4, но при этом он может достигать вертикального выброса почти 40 футов и горизонтального выброса более 50 футов в сочетании с правильные насадки.
Большее давление изменяет скорость жидкости, но также уменьшает расход или выход. Причина снижения расхода связана с двумя факторами: объемным КПД насоса и снижением скорости двигателя. Объемная эффективность — это мера фактического расхода по сравнению с ожидаемым теоретическим (расчетным) расходом — объемная эффективность уменьшается по мере увеличения давления. Объемный КПД наших плунжерных насосов прямого вытеснения составляет около 90–100 % по сравнению с центробежными насосами, КПД которых находится в диапазоне 0–100 %. Это означает, что плунжерные насосы теряют только около 10% потока при перекачивании против противодавления, в то время как центробежные насосы теряют весь поток при слишком высоком давлении.
Снижение скорости двигателя происходит при большей нагрузке двигателей. Так, когда давление в насосе вызывает большую нагрузку на двигатель, он замедляется. Когда двигатель замедляется, расход падает на тот же процент. Двигатель, который работает со скоростью около 2000 об/мин при низком давлении, обычно замедляется примерно до 1750 об/мин, когда давление в насосе достигает максимального значения.
Понятно, что увеличение давления насоса не увеличивает расход. В примере с мягкой мойкой большее давление не поможет оператору добраться до карниза двухэтажного дома с таким же покрытием. Оператору нужен двигатель насоса с идеальным сочетанием давления и расхода.
Как добиться надлежащего расхода и давления
Разработка насосов для любого применения требует понимания гидродинамики, а потребности каждой отрасли различаются. Слишком часто компания выбирает готовый насос высокого давления для выполнения работы и недоумевает, почему он не работает должным образом. Вероятно, это связано с тем, что операторам не хватает полного понимания взаимосвязи между расходом и давлением.
Использование диаграмм производительности насосов для различных моделей насосов может помочь определить скорость потока в галлонах в минуту, фунтах на квадратный дюйм и то, сколько ампер будет потреблять насос.
Инженеры-эксперты Pumptec хорошо разбираются в гидродинамике и помогают OEM-производителям и дистрибьюторам насосов точно определять их потребности. Они дают рекомендации, основанные на научных принципах и многолетнем опыте работы в различных отраслях, и даже могут настроить насосы в точном соответствии с вашими потребностями.
На самом деле, мы разработали Руководство по GPM и PSI, в котором представлены некоторые из этих отраслевых рекомендаций. Ознакомьтесь с ним, а затем обратитесь к специалистам по насосам компании Pumptec. Мы будем рады обсудить ваши потребности и определить правильный насос для вашего применения.
Насосы создают давление или поток? — Практическая инженерия
Существует популярная и настойчивая поговорка, что насосы только создают поток в жидкости, а сопротивление этому потоку создает давление в трубе. Это может быть полезно для осмысления того, что происходит в насосной системе, но это еще не все. Фактически, это почти идентично другому популярному, но вводящему в заблуждение убеждению, касающемуся электробезопасности, которое гласит: «Убивает не напряжение. Это течение». Что ж, если вы что-нибудь знаете о законе Ома, вы знаете, что напряжение и ток идут рука об руку, и то же самое верно для давления и скорости потока в трубопроводных системах. Это не ракетостроение, но и не общеизвестно, хотя почти каждый раньше использовал или взаимодействовал с насосом. Сегодня мы поговорим о том, как работают насосы!
Сразу скажу, что я люблю насосы. Это одна из моих любимых тем, так что это первый из двух блогов, которые я пишу о них. Дайте мне знать, если вы хотите услышать больше, потому что есть масса тем, которые мы можем затронуть. Забавно, но большинство инженеров, работающих с насосами, не слишком озабочены физикой того, что происходит внутри насоса. В основном они заботятся о производительности. Это связано с тем, что самая важная задача инженера, проектирующего насосную систему, — это правильный выбор. Сначала это может показаться глупым. Для небольшого аквариумного насоса или погружного насоса обычно не приходится сильно задумываться о выборе — разница между ними в таких небольших масштабах не так уж значительна. Но, как и большинство вещей в нашей отрасли, эти небольшие отклонения превращаются в большие по мере масштабирования. По мере того, как насосы становятся больше и их роль становится все более важной, выбор правильного насоса для работы становится критически важной задачей. Например, выбор неправильного насоса для снабжения города пресной водой или избавления от паводковых вод может оказаться вопросом жизни или смерти. Сегодня мы рассмотрим некоторые соображения, которые инженеры используют для выбора правильного насоса, используя демонстрации в моем видео, и даже дадим вам несколько советов, если вам когда-нибудь придется выбирать насос самостоятельно.
Большинство насосов, используемых в гражданском строительстве, и большинство насосов, с которыми вы столкнетесь в повседневной жизни, являются центробежными насосами. Это означает, что они используют рабочее колесо, соединенное с двигателем, для ускорения жидкости в нагнетательной линии. Если вы будете искать насосы в Интернете для небольших приложений, вы, вероятно, увидите их в списке в соответствии с расходом. Это имеет смысл, потому что обычно это то, что вас волнует. Сколько галлонов или литров в минуту я могу прокачать? Но для центробежных насосов все не так просто. Позвольте мне показать вам, что я имею в виду в видео. У меня есть небольшой насос для фонтана, рассчитанный на 2 литра в минуту. Если я включу его и накачаю эту воду в стакан, то примерно так и будет. Чтобы заполнить один литр, требуется всего около 30 секунд. Но посмотрите, что произойдет, если я увеличу или уменьшу вертикальное расстояние стакана над насосом. На самом деле, благодаря магии композитинга видео, я могу показать вам все три одновременно.
Очень легко увидеть влияние давления нагнетания на производительность насоса. Чем выше стакан, тем больше давление. И чем больше давление, тем меньше расход. Чтобы проиллюстрировать это далее, вот график моего небольшого эксперимента с расходом по оси x и давлением по оси y. В данном случае я измеряю давление как высоту столба жидкости, также известную как напор. Вы можете видеть, что мой эксперимент создал кривую на этом графике. Фактически все центробежные насосы имеют такую кривую, называемую характеристической кривой. И, несмотря на риск того, что это просто видео о крутых графиках (хотя некоторые могут утверждать, что оно само по себе имеет ценность, просто будучи крутым графиком), в данном случае это также средство для достижения цели. Позвольте мне показать вам, почему это так важно.
К чему бы вы ни подсоединили насос — будь то одиночный шланг или сложная общегородская сеть водопроводных сетей — у него будет своя кривая, описывающая, какой расход будет возникать при различных условиях давления. Вы можете видеть, когда я изменяю давление подачи, регулируя этот клапан, соответственно изменяется скорость потока через трубу. График этой зависимости называется системной кривой, и он различен для каждой сети труб, от простой до сложной. Система с большим количеством сужений будет иметь более вертикальную кривую, где, независимо от давления, скорость потока не сильно изменится. Система с меньшим сужением будет иметь более пологую кривую, где большее давление соответствует большему расходу. Система, расположенная на гораздо большей высоте или с более высоким давлением, будет иметь кривую высоко на графике. Системные кривые могут даже меняться со временем. Городская система распределения пресной воды будет иметь более пологую кривую в течение дня, когда больше людей пользуются своими кранами, и более крутую кривую ночью, когда спрос на воду ниже.
Оставайтесь со мной, потому что вот почему это важно: если вы нанесете кривую характеристики насоса поверх кривой системы, к которой он подключен, вы увидите, что они пересекаются. Эта точка пересечения говорит вам о давлении и расходе, при которых насос будет работать. Это концептуально одновременно просто и запутанно. Насос не решает, какое давление и скорость потока он будет обеспечивать. То, с чем это связано, делает. Когда я изменяю кривую своей системы, открывая или закрывая этот клапан, давление и скорость потока, создаваемые насосом, реагируют соответствующим образом. Таким образом, чтобы выбрать правильный насос для приложения, вы должны знать, как ваша система будет реагировать на подачу различных давлений.
Расход и давление важны, но не только они учитываются при выборе насоса. Кривая насоса иногда также показывает другую важную информацию, такую как эффективность. Даже если насос может работать в экстремальных диапазонах своей кривой производительности, он обычно не может работать эффективно. Послушайте звук этого насоса, когда я закрываю клапан, и вы поймете, что он работает не лучшим образом во всем диапазоне скоростей потока. Это может не иметь значения в некоторых приложениях, но если это большой насос, который требует много энергии или насос, который будет работать 24/7/365, об этом следует подумать. Опять же, подумайте о масштабе. На вашем аквариумном насосе небольшая неэффективность не имеет большого значения. Если вы доставляете воду миллионам клиентов 24 часа в сутки, небольшая неэффективность быстро накапливается. И это особенно сложно, если кривая вашей системы со временем меняется.
Может показаться, что дешевле использовать один насос, который может работать с широким диапазоном расхода, но зачастую более выгодно использовать несколько насосов, чтобы вы всегда могли работать в наиболее эффективной части кривой характеристики каждого из них. Кривая насоса также показывает давление, при котором он не может создать никакого потока. Посмотрите, что произойдет, когда я подниму трубку аквариумного насоса до максимального давления. Жидкость достигает максимального напора и останавливается. Должен сказать, несмотря на то, что вы прочтете почти на каждом интернет-форуме о насосах, этот насос создает не поток, а давление.
Я немного шучу, говоря только о центробежных насосах, когда есть другая основная категория, которая ведет себя немного по-другому. Насосы прямого вытеснения захватывают фиксированный объем жидкости и нагнетают ее в напорную линию. В отличие от центробежных насосов, рабочее колесо которых может вращаться без фактического перемещения жидкости, объемные насосы прямого вытеснения непосредственно соединяют двигатель с фиксированным объемом, независимо от давления в нагнетательной линии. Пока двигатель имеет достаточную мощность, чтобы вытеснить эту жидкость, это будет происходить с постоянной скоростью. По существу, их характеристическая кривая представляет собой просто плоскую линию. Я думаю, что в большинстве случаев люди, которые говорят, что насосы создают только поток, а не давление, имеют в виду насосы прямого вытеснения.
Как работает простейший самодельный гибочный станок листового металла, знает каждый, кто хоть немного слесарничал. Его схема приведена на рисунке.
Схемы работы простейшего листогиба.
Изготовить его своими руками не составляет большого труда (если вы, конечно, с металлом на «ты» и имеете некоторые слесарные навыки). Строго говоря — это приспособление, а не станок. Но, многие называют его станком. Поэтому, будем применять оба термина.
Содержание
Конструкция листогиба
На рисунке показан эскиз простейшего самодельного гибочного станка листового металла. Конструкция его настолько проста, что не требует пояснений.
Эскиз самодельного листогиба.
Такое приспособление не способно обрабатывать толстый материал, оно проработает очень недолго, да и то, что на нём будет изготовлено, не будет отличаться точностью гиба. Но для изготовления небольшой партии гаражно-дачно-домашних поделок оно вполне может быть применено.
Для практической реализации такого проекта следует предусмотреть крепление приспособления к станине (основанию). Удобнее всего это можно осуществить путём крепления в слесарных тисках (естественно, установленных на слесарном верстаке) заднего (неподвижного) уголка. Для этого его следует удлинить либо стальной пластиной толщиной 5…6 мм либо прочной доской (можно использовать любой другой подходящий материал, который окажется под руками). Возможно крепление непосредственно к верстаку (смотри рисунок ниже).
Комплектация листогиба
Для изготовления самодельного гибочного станка листового металла можно использовать уголок 50 мм х 50 мм толщиной 5 мм (можно швеллер). Размер уголка указан с запасом, но в этом случае он (уголок в данном случае называется прижимной планкой) не будет деформироваться (деформация прижимной планки приводит к образованию «пузырей» на заготовках).
Ремонт приспособления предлагаемой конструкции будет заключаться лишь в замене дверных петель. Кстати, дверные петли можно использовать старые — всё равно потом выбрасывать: главное, что бы «не болтались», то есть не имели большого люфта. Но, они должны быть, по-возможности, самые «мощные» (для тяжёлых и больших дверей). Крепить их следует на винтах М6 с потайной головкой (не забудьте поставить шайбы: гладкую и гровер).
Ручки прижимной планки следует изготовить из прочного и лёгкого материала (вам их придётся перемещать своими собственными руками) Ø 12…20 мм (как вам удобнее или что будет под руками).
Наш листогиб в действии.
Заключительные операции
После сварки обязательно удалите нагар карщёткой.
Окончив сборку, снимите заусеницы (напильником или любым другим подручным инструментом) и «завалите» кромки – что бы «вещь было приятно взять в руки».
Инструментом будет приятно пользоваться, если его покрасить. Этим вы, кроме эстетических свойств, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской не забудьте произвести очистку (в том числе и обезжиривание) металлических поверхностей.
И заключительная операция – это смазка петель. Можно использовать любую консистентную смазку (жировую, литол и т. п.). Желаем вам успехов!
Ещё одна конструкция самодельного ручного листогиба.
А если после прочтения статьи вы решите, что может быть проще купить готовый листогибочный станок, то посмотрите где можно купить, на этой странице.
Оцените автора
делаем станок для гибки листового металла
Конструкция листогибочного станка
Предварительная сборка
Проверка станка на работоспособность и доводка
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.
Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
Подготавливаем петли и балки
Соблюдая соосность, подгоняем выемки
Привариваем петли с двух сторон
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.
Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Привариваем гайку болта к укосинам
Привариваем крепежную пластину
Устанавливаем пружину
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.
Изготовление прочного металлогибочного станка из 100% переработанного металла
Если видеоплеер не работает, вы можете нажать на эту альтернативную ссылку на видео.
В вашей мастерской не хватает инструментов, например, станка для гибки металла? Тогда, вместо того, чтобы покупать серийно сделанный, почему бы не сделать его из металлолома и небольшого количества локтевого смазочного материала?
Если это звучит интересно, следуйте этому простому руководству, чтобы сделать его самостоятельно.
Источник: Тем временем в гараже/YouTube
Как вы понимаете, как и в любом проекте такого рода, вам понадобятся некоторые инструменты и материалы, прежде чем вы начнете.
Необходимые материалы и снаряжение
Старые шестерни
Плиты и прутки из металлолома
Трубчатые стальные отрезки
Латунные стержни
Ацетон
Малярная лента
Металлические аэрозольные краски
Набор отверток
Основные инструменты (гаечный ключ, отвертки и т. д.)
Различные гайки и болты
Угловая шлифовальная машина
Мини токарный станок
Ленточная шлифовальная машина
Сварочное оборудование и оборудование для обеспечения безопасности
Со всеми инструментами и материалами в руках пришло время приступить к этой эпической сборке.
Шаг 1. Очистите все металлические детали
Первый шаг — собрать вместе все ржавые или старые металлические детали, такие как шестерни и т. д. Возьмите угловую шлифовальную машину, очистите всю ржавчину и отполируйте детали, чтобы обнажить голый металл. под. Кроме того, найдите время, чтобы отрезать все выступающие части, которые не нужны, например, старые болты.
Возможно, вам будет проще смонтировать детали на токарном станке, но мы оставим это на ваше усмотрение. Как обычно, убедитесь, что вы носите защитную одежду для рук и лица, чтобы защитить вашу драгоценную кожу от летящих искр горячего металла.
Источник: Тем временем в гараже/YouTube
Шаг 2: Обработайте другие необходимые детали
Сделав это, возьмите латунные стержни, закрепите их на токарном станке и сделайте из них большие фланцы. Как и следовало ожидать, сначала сделайте отверстие во фланце с помощью направляющего отверстия, а затем постепенно расширяйте его, пока не достигнете нужного размера. Кроме того, найдите время, чтобы отполировать деталь, пока она находится в токарном станке.
Промойте и повторите, чтобы сделать второй скошенный фланец, как показано на видео. Размеры фаски должны соответствовать диаметру отверстия в центральном диске шестерни.
Другой фланец будет использоваться для соединения двух латунных фланцев на редукторе.
Источник: Тем временем в гараже/YouTube
Затем возьмите фланцы и отметьте несколько одинаковых точек по окружности каждого, чтобы они совпадали с монтажными отверстиями вокруг центрального диска шестерни. В данном случае их восемь.
Просверлите отверстия в этих точках, чтобы фланцы можно было прикрутить к шестерне.
Источник: Тем временем в гараже/YouTube
После этого возьмите кусок алюминиевого или стального диска и превратите его в большой скошенный диск радиусом 3 и 15/16 дюйма (10 см). Выкопайте отверстие в самом центре диска и при необходимости расширьте его.
Эта деталь будет размещена поверх шестерни, поэтому она должна иметь отрицательный профиль поверхности шестерни под ней, чтобы они могли сидеть на одном уровне. Центральное отверстие должно быть того же размера, что и шестерня и фланцы.
Источник: Тем временем в гараже/YouTube
Обратите внимание, что эта деталь будет одного из трех разных диаметров, чтобы дать вам возможность выбора угла изгиба, который вы хотите, чтобы машина могла производить.
Затем возьмите еще один диск из алюминия или стали и обработайте его до радиуса 2 и 61/64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстие в центре, чтобы оно соответствовало размерам центрального отверстия шестерни. Скос к вершине одной стороны.
Затем возьмите еще один диск из алюминия или стали и на станке сформируйте цилиндр радиусом 1 и 31/32 дюйма (5 см) с широким ободком у основания радиусом 2 и 61 /64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстия под болты в металлических дисках, чтобы их можно было установить на главную шестерню.
Источник: Тем временем в гараже/YouTube
Эти детали будут устанавливаться и сниматься с металлогибочного станка по мере необходимости. Каждая будет прикреплена к главной шестерне с помощью латунных фланцев, которые вы ранее сделали.
Шаг 3: Установите обработанные детали на шестерни
С помощью свежеобработанных деталей установите их на большую шестерню и проверьте, как они крепятся к шестерне, используя гайки и болты подходящего размера. Убедитесь, что вы также добавили латунные фланцы под металлическими дисками.
Источник: Тем временем в гараже/YouTube
В зависимости от размеров гаек вам, возможно, потребуется усовершенствовать форму латунных фланцев или гаек, чтобы они подходили друг другу. Для достижения наилучших результатов используйте ленточный шлифовальный станок для выполнения этой задачи.
Источник: Тем временем в гараже/YouTube
После того, как болты надежно закреплены на каждой детали, приварите их на место по мере необходимости. Это само собой разумеется, но, пожалуйста, убедитесь, что вы принимаете необходимые меры предосторожности при сварке.
Источник: Тем временем в гараже/YouTube
Эти гайки будут использоваться в качестве основных точек крепления для установки и снятия больших металлических дисков.
Шаг 4. Соберите механизм гибки
После этого следующим шагом будет поиск еще одной шестерни меньшего размера с зубьями того же размера, что и у больших шестерен. Возможно, вам придется разобрать старые части оборудования (например, двигатели), чтобы найти что-то, или, в качестве альтернативы, найти и купить что-то.
Источник: Тем временем в Гараже/YouTube
Оказавшись в руках, возьмите лист металлолома. Поместите одно из основных колес и меньшую шестерню (обе включены) на пластину, чтобы их можно было установить на нее.
Сделав это, отметьте положение их центральных отверстий и просверлите отверстия соответствующего размера в пластине. Также при необходимости закруглите углы пластины с помощью угловой шлифовальной машины и ленточной шлифовальной машины.
Источник: Тем временем в гараже/YouTube
После того, как закончите, поместите основной крепежный «осевой» болт для большей шестерни на место и приварите его к пластине. Сделав это, сделайте вал и монтажный фланец для меньшей шестерни и приварите их к пластине.
Вам нужно, чтобы главная шестерня и меньшая шестерня двигались свободно, так что имейте это в виду при сварке.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите меньший отрезок металлолома, очистите и закруглите углы по мере необходимости. Затем просверлите отверстие на одном конце и вырежьте/прорежьте клин примерно наполовину по его длине.
Сделав это, забейте концы друг к другу, чтобы получился прямоугольный кусок металла. Эта часть будет располагаться над меньшей шестерней, которую мы ранее установили на большую металлическую пластину, и будет действовать как опора/кронштейн вала для шестерни.
Источник: Тем временем в гараже/YouTube
При необходимости сварите соединение. Сделав это, обработайте на токарном станке более длинный цилиндр/вал из металла, чтобы он соответствовал диаметру отверстия в прямоугольном куске металла, который вы только что сделали.
Он должен будет свободно перемещаться внутри отверстия, поэтому убедитесь, что его диаметр немного меньше. Слегка скосите выступающий конец и снимите цилиндр с исходного блока.
Источник: Тем временем в гараже/YouTube
Сделав это, закрепите вал обратно в токарный станок, поместите маленькую шестерню на свободный конец вала и зафиксируйте ее с помощью задней бабки. Включите токарный станок и сожмите/отшлифуйте детали.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите вал и шестерню, поместите их обратно на основную металлическую пластину, а затем приварите опорную часть вала к основанию.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите стальной стержень и обрежьте его до длины 15 и 3/4 дюйма (40 см) или около того. Затем отметьте центральную точку стержня с помощью палочки.
Скруглите углы стержня с помощью ленточной шлифовальной машины и при необходимости очистите от ржавчины. Сделав это, возьмите маленькую шестерню и узел вала, который вы создали ранее, и поместите его в центральную точку стержня.
Источник: Тем временем в гараже/YouTube
Приварите его на место, если необходимо. Сделав это, замените вал и шестерню на основной узел. Штанга должна иметь возможность свободно вращаться над главными шестернями.
Шаг 5: Изготовьте ограничители стержней для гибочного станка
Затем возьмите еще несколько кусков металлолома (один тоньше другого). Смоделируйте их на месте рядом с главной передачей, с меньшей длиной внизу и большей пластиной вверху.
Очистите всю ржавчину, закруглите углы и сформируйте более широкий кусок металла так, чтобы он располагался над зубьями главной шестерни. При необходимости вырежьте небольшой участок, чтобы приподнятая часть главной шестерни могла свободно вращаться.
Сделав это, приварите более тонкую часть металла к основному основанию. Это послужит креплением для большей пластины. Сделав это, расположите и приварите большую пластину на место.
Источник: Тем временем в гараже/YouTube
Это будет направляющая для основного металлического зажима детали. Сделав это, прикрепите другие куски металла, чтобы сформировать основной регулируемый зажим для изменения угла изгиба металла, когда машина будет готова.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите еще одну большую шестерню и еще один кусок металлолома. Расположите шестерню так, чтобы она соответствовала ширине куска металла.
Затем отрежьте металлическую полосу по размеру и просверлите два отверстия на одном ее конце. Металлическая полоса должна находиться в профилированной канавке шестерни и касаться металлической центральной втулки с широким основанием, которую вы обработали ранее.
Источник: Тем временем в гараже/YouTube
Сварите вместе шестеренку и металлический стержень. При необходимости сделайте еще один регулируемый зажим для стержня главной передачи.
Затем возьмите трубчатую сталь и разметьте отрезки, соответствующие ширине основной опорной плиты. Обрежьте трубку до нужного размера и зачистите порезы по мере необходимости.
Затем поместите детали на нижнюю сторону опорной плиты основной машины и приварите их на место.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите несколько зажимов и закрепите станок для гибки металла на краю столешницы.
Шаг 6: Обезжирьте и покрасьте детали машины
Затем возьмите растворитель, например, ацетон или обезжириватель, и при необходимости очистите все металлические детали.
Обязательно делайте это в хорошо проветриваемом помещении, надевайте перчатки и маску, чтобы не раздражать кожу и легкие.
Источник: Тем временем в гараже/YouTube
Сделав это, решите, хотите ли вы, и где, какие-либо части машины покрасить или оставить как голый металл. Заклейте любые области, которые вы не хотите красить, малярным скотчем, а затем распылите краску или раскрасьте вручную металлические детали по мере необходимости.
Источник: Тем временем в гараже/YouTube
Дайте краске полностью высохнуть и снимите малярный скотч. На этом основные компоненты этого гибочного станка «сделай сам» готовы.
Источник: Тем временем в гараже/YouTube
Шаг 7: Тест-драйв металлогибочного станка
Теперь, когда основные компоненты собраны, последний шаг — настроить металлогибочный станок и протестировать его.
Для этого прикрепите основную опорную плиту к боковой стороне верстака с помощью зажимов. Затем смажьте все движущиеся части машины по мере необходимости.
Сделав это, установите часть шестерни главной обмотки, а затем установите главную шестерню и закрепите ее на месте на оси, закрепленной на пластине, с помощью латунного фланца и монтажной гайки.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите одну из центральных металлических втулок и прикрепите ее к главной шестерне.
Источник: Тем временем в гараже/YouTube
В завершение были установлены направляющие и зажимы для опорной плиты и главной передачи. Затяните болты и гайки по мере необходимости.
Затем возьмите тестовый отрезок металла и загрузите его в машину. Теперь вы можете протестировать машину, постепенно поворачивая руль и наблюдая, как изгибается металлический стержень.
Источник: Тем временем в гараже/YouTube
Поздравляем, ваш самодельный станок для гибки металла готов и полностью функционален.
Если вам понравился этот проект «Сделай сам», вы можете подумать о том, чтобы добавить в свой инвентарь другие инструменты из «тяжелого металла». Как насчет, например, восстановления некоторых ветеранских инструментов?
Как сделать Roller Bender
Как сделать Roller Bender
Post Автор: Vijay Suthar
Post Published: 20202018
. :
Роликовый гибочный станок – это механическое устройство или приспособление с тремя роликами, которые используются для формирования дуги окружности из металлического стержня или стержня. Ролики свободно вращаются вокруг трех параллельных осей, расположенных с равномерным шагом по горизонтали. Два внешних ролика захватывают нижнюю часть материала, в то время как внутренний ролик, положение которого регулируется, прижимает верхнюю часть материала.
В этом механизме после того, как стержень первоначально вставлен в приспособление, средний ролик вручную опускается и прижимается к стержню или стержню с помощью винтового механизма. Это вызывает пластическую и упругую деформацию стержня или стержня.
Основной проблемой, с которой сталкиваются люди, занимающиеся различными металлическими проектами, является гибка металлических деталей. Причина, по которой эта проблема возникает во время этих проектов, заключается в том, что для изгиба металлических деталей требуется большое давление, прочность и точность. Есть много машин, которые можно использовать для достижения этой цели, но стоимость очень высока. Поэтому решил сделать для себя. Конструкция этого роликогибочного станка более удобна для всех, относительно доступна по цене, чрезвычайно полезна и наполнит чувством радости и удовлетворения людей, которые хотят продуктивно проводить свое время.
Используемые детали:
Канал L-образного сечения шириной 1,25”*1,25” (толщина 5 мм) длиной 9 дюймов для основания
Канал L-образного сечения шириной 1,25”*1,25 (толщина 5 мм) длиной 5”
L — Секционный канал шириной 1,25”*1,25” (толщина 5 мм) длиной 2”
3 болта с шестигранной головкой M12 (длина 3 дюйма) с гайками
5 болтов с шестигранной головкой M8 (длина 1 дюйм)
2 болта с внутренним шестигранником M4 (длина 1 дюйм)
Цилиндрический металлический элемент (диаметр 1,5 дюйма) с отверстием 12,5 мм Шаг, чтобы сделать роликовый гибочный станок, это резка всех металлических частей до нужного размера. Вы можете увидеть все размеры режущих деталей в разделе «используемые детали». В этом станке для гибки металла я использовал 4 подшипника в качестве ролика, а также один цилиндрический металлический элемент диаметром 1,5 дюйма. Этот цилиндрический металлический элемент представляет собой средний ролик, который вручную опускается и прижимается к стержню или стержню с помощью винтового устройства.
Этап 2: Сборка всех режущих частей
Это второй этап изготовления вальцового станка, сборка всех режущих частей. Для сборки деталей я использовал болты с шестигранной головкой, для сборки режущих частей я не делал никаких сварных швов. 4 подшипника прикреплены к основанию (швеллер L-образного сечения 1,25”*1,25” (толщина 5 мм), длина 9” для основания), металлическая деталь 5”*2” (толщина 10 мм) и 2 металлических детали 2”*7” (толщина 10 мм) с помощью шестигранных болтов M12 (длина 3 дюйма).
Реклама
Также прикрепите швеллер L-образного сечения шириной 1,25”*1,25 (толщина 5 мм) и длиной 5” с другой стороны металлических деталей размером 2”*7” с помощью 4 болтов с внутренним шестигранником M10.
Следующим шагом является сборка болта M12 (длина 5 дюймов) с 2 гайками и средним роликом (цилиндрическая металлическая деталь (диаметром 1,5 дюйма) и отверстием 12,5 мм).
Этот болт M12 обеспечивает винтовое соединение для ручного опускания и прижатия среднего ролика к стержню или стержню, а в конце прикрепите ручку для вращения среднего ролика.
Рукоятка крепится к среднему ролику с помощью 2 болтов с внутренним шестигранником М4 (длиной 1 дюйм). Я использовал болт M10 (длина 3 дюйма) с гайкой, металлическую деталь 5 дюймов * 1 дюйм (толщина 5 мм) и деревянную цилиндрическую деталь для изготовления ручки.
Реклама
Шаг 3: Готов к использованию
Теперь роликогибочный станок готов к использованию. В этом механизме после того, как стержень первоначально вставлен между тремя роликами, средний валик вручную опускается и прижимается к стержню или стержню с помощью винтового устройства. Это вызывает пластическую и упругую деформацию стержня или стержня.
Строительство дома — это трудоемкий процесс, который потребует от вас не только капиталовложений, но и определенных знаний. Наиболее часто вопросы возникают при монтаже крыши. Нужен ли мауэрлат? Как его установить? Какой кровельный материал выбрать и многое другое. Разберемся во всем по порядку.
Содержание:
Мауэрлат и его назначение
Подготовительный этап
Крепление мауэрлата к кирпичной стене
Крепление скобами
Крепление мауэрлата стальной проволокой
Крепление шпильками
Устройство армопояса
Видео
В зависимости от конструкции кровли, выбранного кровельного материала, будет зависеть нагрузка на стены и фундамент дома. Также следует учитывать ветровую нагрузку и средне годичный показатель атмосферных осадков. Так как большой снежный покров, который будет лежать на кровельной поверхности, значительно увеличит вес всей конструкции. Чтобы распределение этой нагрузки было равномерным по всей длине стены устанавливают мауэрлат.
Мауэрлат и его назначение.
Мауэрлат является «фундаментом» крыши. Это деревянный брус или бревно, которое закрепляют вдоль капитальных стен здания, и на которые опираются стропильные ноги. Для этого используют хвойные породы деревьев, чаще всего сосну. Древесина должна быть хорошо высушена. С помощью мауэрлата происходит равномерное распределение всех действующих сил на фундамент и несущие части дома. Кроме того, он позволяет привязать крышу к стенам здания. Все это делает конструкцию более жесткой и надежной. Размер бруса зависит в первую очередь от ширины стены дома, а также нагрузок, которые будут на него действовать. Чаще всего для этого используют брус сечением 100х150, 150х150, 150х200 мм
Важно: деревянный брус для мауэрлата перед установкой необходимо обработать специальными антисептическими средствами для предотвращения гниения.
Правильное крепление мауэрлата позволяет продлить срок службы используемых материалов, а также увеличить надежность всей крыши. В зависимости от материалов которые используются в строительстве дома, фиксация может быть выполнена несколькими способами. Самым распространенным материалом для строительства стен в нашей стране является кирпич. Поэтому на обустройстве мауэрлата к кирпичной стене мы остановимся более подробно.
Подготовительный этап
Устройство мауэрлата требует проведения ряда подготовительных работ кирпичной стены перед его установкой. Изначально необходимо очистить поверхность стены от мусора, выровнять ее. Если есть необходимость, то дополнительно укладывают слой цементного раствора. С внешней стороны делается кирпичный выступ, который будет защищать мауэрлат от воздействия окружающей среды.
После этого необходимо обеспечить гидроизоляцию между кирпичом и древесиной. Для этого используют рубероид, полиэтилен, гидроизол и другие материалы. Которые выстилают на очищенную поверхность стены в несколько слоев.
Крепление мауэрлата к кирпичной стене
Кирпичная поверхность выдерживают высокие вертикальные нагрузки, но может легко разрушаться под воздействием распирающих сил. Поэтому мауэрлат на кирпичной стене, будет не только распределять усилия, которые на нее приходятся, но и придаст ей большую прочность. Место укладки на кирпичной стене необходимо подготовить заранее. При этом мауэрлат укладывают ближе к внутреннему краю, защищая его с внешней стороны кирпичной кладкой.
Самыми распространенными способами крепления мауэрлата являются:
крепление скобами;
проволока;
шпильки;
армопояс.
Крепление скобами
Для этого метода фиксации необходимо подготовить предварительно деревянные пробки. Которые по размеру должны быть как кирпич. Их обрабатывают антисептиком или битумом, заворачивают в несколько слоев рубероида. Это предотвратит гниение древесины. После чего их укладывают вместе с кирпичами при строительстве стены. Их можно расположить как за несколько рядов до мауэрлата, так и непосредственно под ним. Количество таких крепежей не должно быть меньше, чем количество стропил. В данном случае установка и закрепление деревянного бруса осуществляется с помощью кованых скоб, один конец которых забивается в пробку, а второй в брус.
Крепление мауэрлата стальной проволокой
Это самый простой способ. Он не потребует от вас значительных затрат. В работе используется стальная проволока сечение 0,5 мм, которую располагают в кирпичной кладке несущей конструкции. Длина проволоки берется из расчета, что ее середина устанавливается в стене на три-четыре ряда ниже уровня расположения мауэрлата. Также дополнительно учитывается прибавка в ширину бруса и длину, которая позволит соединить и закрепить концы проволоки друг с другом. Для такого вида соединения в брусе необходимо предварительно просверлить отверстия, в которые непосредственно будет продеваться проволока. Установка мауэрлата осуществляется после окончательного застывания и высыхания цементной смеси. Между местами соединения оставляют расстояние не более 70 см, так как в противном случае возможно обрушение верхних рядов стены.
Важно: стоит уделить особое внимание просчету длины проволоки.
Крепление шпильками
В малоэтажном строительстве для фиксации используют специальные шпильки, которые вмуровывают непосредственно в кладку в кирпичной стене на глубину 450мм. Шпильки имеют Г-образную форму с резьбой на верхних концах. Такой способ установки потребует от вас значительных затрат сил и точности. Так как шпильки располагают вертикально минимум на три ряда ниже мауэрлата. Закрепляют их с помощью цементно-бетонного раствора.
Важно: резьбу шпилек необходимо замотать строительным скотчем, для предотвращения ее загрязнения во время монтажных работ.
Чтобы наметить места крепления и расположения шпилек на брус. Необходимо его уложить сверху них и постучать молотком. В местах где появились отметины, необходимо сделать отверстия с помощью дрели. Прежде чем произвести окончательную укладку мауэрлата, необходимо простелить несколько слоев рубероида. Фиксация будет осуществляется с помощью гаек с шайбой. Расположение шпилек в бетоне похоже с монтажом анкерных болтов в армопоясе.
Устройство армопояса
Армопояс является самым надежным способом крепления бруса для стропил к стене. Наиболее чаще такой метод используют в строительстве зданий большой площади. А также при обустройстве жилых мансард, так как потребуются значительные финансовые затраты. Армированный пояс не только укрепляет несущие стены здания, но и позволяет выровнять их высоту по горизонтали. Установка армопояса начинается с устройства опалубки, в которую закладывают металлическую арматуру, обвязанную между собой. В середине этой металлической конструкции располагают анкерные болты. Они должны находится на одной линии. И закреплены, для большей надежности конструкции, чтобы составлять единое целое со всей опалубкой и стеной. Это все необходимо для того, чтобы в момент заливания бетона не произошло смешения болтов. Конструкцию заливают бетоном в один заход
Важно: анкерные болты должны перпендикулярно располагаться относительно стен здания.
Количество анкерных крепежей должно совпадать с количеством стропил. Но места их крепления не должны быть на одном уровне с креплением стропильных ног. После укладки мауэрлата, на анкерах закрепляют гайку и контргайки. Это гарантирует надежность крепления во время эксплуатации.
Важно: брусья для мауэрлата необходимо подбирать максимальной длины. Для соединения брусьев между собой используют косой срез с дополнительной фиксацией с помощью болтов или гвоздей. В угловых соединениях дополнительно используют металлические скобы или уголки.
Видео
Добавить комментарий
Крепление мауэрлата к кирпичной стене: как установить и закрепить
Содержание
Особенности крепления мауэрлата к кирпичной кладке
Как установить мауэрлат на кирпичную стену
Как закрепить мауэрлат к кирпичной стене
Крепление мауэрлата к кирпичной стене анкерами
Крепление мауэрлата к кирпичу проволокой
Крепление мауэрлата к кирпичной стене скобами
Крепление мауэрлата к стене из кирпича шпильками
Советы и рекомендации
Заключение
От того, насколько грамотно выполнено крепление мауэрлата к кирпичной стене, зависит прочность и устойчивость крыши. Нельзя крепить тяжелый деревянный каркас из стропил непосредственно к верхнему ряду кирпичей, в лучшем случае на поверхности появятся трещины, а в худшем кирпичная кладка просто рассыплется под ударами стропил. Узел крепления мауэрлата к кирпичной стене должен обеспечивать надежное удержание кровельных скатов, даже если выпадет двойная норма снега, или дуют запредельно сильные ветры.
Особенности крепления мауэрлата к кирпичной кладке
В строительной механике проектированию элементов крыши уделяют наиболее пристальное внимание. Сложнее элемента, чем стропильный каркас, в доме не существует, поэтому к подготовке и обустройству всех деталей, связанных с креплением его на кирпичных стенах, необходимо подходить максимально взвешенно:
Во-первых, мауэрлат, или, по-другому, переходной брус от поверхности кирпичной стены к стропилам, необходимо крепить с максимальным запасом прочности. Неважно, какой из способов крепления мауэрлата к кирпичной стене будет выбран, каждая точка крепежа должна быть рассчитана на пятикратную перегрузку, прежде всего по давлению ветра;
Во-вторых, мауэрлатный брус на кирпичных стенах нужен для того, чтобы скомпенсировать, выровнять и распределить нагрузки по всей поверхности коробки здания. Поэтому укладка мауэрлата на кирпичную стену выполняется с небольшим зазором, компенсирующим напряжения из-за колебаний влажности и температуры.
К сведению! Для мауэрлата используют только деревянные доски или брус. Делается это потому, что каркас крыши, стропила, распорки и подкосы также изготавливаются из строительной хвойной древесины.
Точки и методы крепежа древесины на кирпичной стене позволяют ей расширяться на считанные миллиметры, этого вполне достаточно, чтобы избежать выдавливания мауэрлатной доски. Благодаря такому решению мауэрлат кирпичного дома практически не испытывает усилий в горизонтальной плоскости, основная нагрузка направлена вертикально. Поэтому мауэрлатная прокладка на бетонных, каменных и бутовых стенах может быть намного меньше, чем для газобетонных или пеноблочных зданий. Обычно это тонкий брус, доска 50 мм или пакет из нескольких досок.
Как установить мауэрлат на кирпичную стену
Способ установки мауэрлата на кирпичную стену зависит от устройства верхнего ряда коробки. Традиционно верхняя кромка кладки заканчивается по двум схемам:
Выкладывается плоская горизонтальная поверхность из кирпича, на которой достаточно просто можно закрепить мауэрлат и стропильные балки любого размера, ограничений по ширине опоры нет;
Горизонтальная поверхность может выполняться уступом, который и используется для устройства мауэрлата к кирпичной стене.
Это наиболее сложный, но и одновременно самый надежный и прочный тип крепления. Мауэрлат получает дополнительную опорную поверхность на кирпичном бортике, соответственно, количество точек крепления может быть уменьшено вдвое.
Кроме того, наличие дополнительного ряда кирпичной кладки существенно уменьшает эффект от мостиков холода и препятствует попаданию дождевой воды под гидроизоляцию стен. Решение оказалось настолько удачным, что подобные варианты армопояса из кирпича под мауэрлат часто используют на бетонных и шлакоблочных типах стен. Разумеется, перед тем как крепить мауэрлат, нужно будет уложить гидроизоляцию на кирпичную поверхность.
Как закрепить мауэрлат к кирпичной стене
Выбор конкретного способа крепления мауэрлата к кирпичному основанию определяется конструкцией крыши и способом устройства стропильной системы здания. Обычно используется следующее правило: чем длиннее стены здания, тем большей подвижностью должна обладать система крепления.
Например, для небольшого шлакоблочного сарайчика или баньки размером 3х4 м мауэрлат на стенах можно крепить достаточно жестко, парусность крыши невелика, и жесткая заделка не приведет к обрыву анкеров или шпилек, или, еще хуже, к разрушению бруса. Для полноразмерных кирпичных строений с двускатными крышами можно использовать комбинированные способы. Для невысоких односкатных вариантов кровли можно ограничиться скользящей посадкой мауэрлата на каменной основе.
Крепление мауэрлата к кирпичной стене анкерами
Проще всего закрепить деревянный брус на горизонтальной части стены с помощью анкерных болтов с металлической резьбовой втулкой распорного типа. Для монтажа потребуется лишь перфоратор с твердосплавным сверлом, гаечный ключ и клей. Анкер для крепления мауэрлата к кирпичной стене несколько отличается от традиционных втулок и болтов, применяемых для фиксации в толще бетона.
Крепление обладает большей поверхностью контакта, сам анкер длиннее и тоньше. Для нормального сцепления с кирпичной кладкой необходимо, чтобы стержень вошел в кирпич на глубину не менее 12 см.
Если размеры стены не позволяют использовать длинномерные анкера, то лучше всего в дополнение к кирпичной кладке залить армирующий бетонный пояс толщиной до 5 см. Чтобы армопояс не отслоился от кирпича, перед заливкой в кирпичную кладку забивают несколько десятков отрезков арматуры. В свободных местах устанавливают короткие резьбовые пробки будущих анкерных креплений. После застывания бетона армирующая лента оказывается «намертво» сцепленной с кирпичной кладкой.
Иногда можно встретить мнение, что анкерный способ крепления лучше всего подходит для тяжелых крыш с большой парусностью. На самом деле это не совсем точное утверждение. Анкерное крепление, выполненное по приведенной выше схеме, отлично работает для кирпичных зданий со стальным каркасом крыши.
К сведению! Иногда анкера используют для усиления на особо ответственных участках крепления мауэрлата, например, в угловых зонах или в местах стыковки наружных и внутренних стен.
Если в большом каменном здании планируется классическая крыша с деревянными стропилами, то мауэрлат лучше крепить проволокой и скобами. Использование только анкеров в этом случае приводит к деформации стропильного каркаса, изгибу и надлому горизонтальных распорок, а иногда и выпиранию обрешетки и контробрешетки. Крепление проволокой, скобами и даже шпильками обеспечивает более мягкое и пластичное соединение постоянно движущихся деревянных стропил с твердыми, как гранит, кирпичными стенами.
Крепление мауэрлата к кирпичу проволокой
Монтаж мауэрлатного бруса с помощью строительной катанки считается одним из наиболее простых и доступных. Крепление проволокой обычно доверяют подсобным рабочим.
К сведению! Проволочный крепеж – единственный, при котором не сверлится и не ослабляется отверстиями брус или доска мауэрлата, поэтому риск получить трещину вдоль волокон практически равен нулю.
Мало того, если правильно привязать – притянуть брус проволокой к кирпичной стене, то через несколько месяцев древесина деформируется и примет профиль горизонтальной поверхности.
Для крепления отдельные куски проволоки, сплетенные косичкой, длиной 1-1,5 м, закладывают в третий-четвертый ряд от верха еще на этапе выкладки кирпичной стены. Отверстия можно сверлить, но такой способ крепления обычно приводит к сильному ослаблению, как кирпичной кладки, так и самой проволоки.
После наклейки рубероида на стену укладывается брус или пакет из двух сбитых гвоздями досок, и нагружают мауэрлат кирпичным гнетом по четыре-пять штук через каждые 60-70 см. Далее, концы проволоки поднимают над брусом, перехватывают и затягивают ломом до врезания металла в дерево. «Усы» отгибают и забивают молотком в брус.
Крепление мауэрлата к кирпичной стене скобами
Для фиксации деревянного бруса используют загнутые в виде буквы П куски арматуры, толщиной 8 мм. Концы каждой скобы срезают ножовкой, но чаще болгаркой под острым углом. Чтобы согнуть арматуру, металл предварительно разогревают пропановой горелкой в местах сгиба. Подрезать металл, чтобы облегчить процесс гибки, нельзя, гнуть нужно целую арматуру. В противном случае металл быстро ржавеет на стене, особенно под слоем декоративной отделки или утепления.
Надрезать концы будущего крепления необходимо только с наружных сторон П-профиля, отклоненные вовнутрь острия при забивке скобы в древесину создают стягивающее усилие.
Для крепления мауэрлата в толщу кирпичной стены заделывают деревянные пробки. По сути, это обрезки бруса 20-25см длиной, уложенные в кладку на третьем-четвертом ряду. Пробки могли также закладываться на верхней кромке последнего ряда кирпичей.
Чтобы избежать образования трещин, в точках забивки крепления предварительно засверливают отверстия диаметром 4 мм. Скобы забивают в мауэрлат, двигаясь по периметру кирпичных стен, последовательно переходя от точки к точке.
В процессе монтажа крепления мауэрлат необходимо выравнивать и прижимать к поверхности кирпичной стены в момент забивания скобы. Это наиболее некомфортный этап, поэтому скобы забивают в брус на треть до выкладки мауэрлата на стену. И лишь выровняв древесину на опорной поверхности, забивают скобы в пробки тяжелым молотком через прокладку.
К сведению! В креплении мауэрлатного бруса на скобах существует определенный риск брака. При неправильном выборе материала пробки или точки на поверхности бруса древесина будет расколота, что приведет к непредвиденным расходам.
Кроме того, неправильное крепление скобой может стать причиной выхода из строя мауэрлатного бруса на уже собранной и перекрытой крыше. Придется заменять заложенные в стену пробки новыми, демонтировать или перекрывать мауэрлат досками.
Крепление мауэрлата к стене из кирпича шпильками
Установка деревянного мауэрлатного бруса на резьбовом крепеже выглядит наиболее надежным из всех доступных вариантов. Можно использовать удлиненные шпильки, до 60 см, с гайкой и шайбой или приваренной на торце стальной пластиной.
Если использовать для крепления стержни с приваренной стальной пяткой, то устройство нужно будет закладывать в кирпичную стену еще на этапе выкладки завершающих трех рядов кладки.
Чтобы не ошибиться с разметкой, потребуется по периметру стен здания натянуть малярный шнур, на уровне установки будущего мауэрлата можно поставить лазерный уровень. Шпильки с приваренными площадками расставляются по периметру стен и прикладываются кирпичами на кладочном растворе. В блоках, используемых для кирпичной кладки следующих рядов, приходится сверлить отверстия. После наклейки рубероида можно переходить к креплению мауэрлата.
На кирпичных стенах толщиной в полтора камня можно использовать более простой способ фиксации мауэрлатной доски. Для крепления на шпильках в точках установки высверливаются шурфы, диаметром в 40 мм и глубиной до 50 см. На резьбовой штырь надевают широкую шайбу, наворачивают гайку и устанавливают в шурф.
Далее будущее крепление выравнивают относительно горизонтальной поверхности, и отверстие заливают смесью на основе акриловой смолы и промытого песка. Такая пробка удержит мауэрлат намного лучше скобы.
Советы и рекомендации
В использовании шпилек есть определенные преимущества:
Крепление в виде длинного стального стержня с резьбовой поверхностью стягивает несколько верхних рядов кирпичной кладки;
Шпилька расположена на осевой линии мауэрлата, поэтому брус не выворачивает и не опрокидывает, как в случае использования скоб.
Кроме того, использование гайки для затяжки бруса на стене здания дает возможность точно отрегулировать усилие прижатия и тем самым обеспечить равномерное прилегание к гидроизоляции. Понятно, что отверстия в древесине должны быть на 20% больше диаметра стержня.
Заключение
Крепление мауэрлата к кирпичной стене шпильками можно считать относительно удачным способом крепления, необходимо лишь использовать качественный заливочный состав для фиксации стержня в шурфе. Это один из немногих вариантов крепежа, при котором можно снимать и ремонтировать детали основания крыши без последствий для бруса.
Виды крыш частных домов
Как правильно крыть крышу шифером
Как крыть крышу профнастилом своими руками
Устройство кровельного пирога под профнастил
сечение, угол крепления и удлинение, назначение и правила крепления
Мауэрлат для двускатной крыши помогает прочно зафиксировать ее и равномерно распределить нагрузку. Следует разобраться в его устройстве и определиться с материалами, технологией строительства, чтобы элемент служил долго.
Содержание
Необходимость и назначение
Устройство мауэрлата
Расчет сечения
Мауэрлат строительные растворы
Способы монтажа
К газобетону
К кирпичной стене
Монтаж мауэрлата
Устройство подкладочных и гидроизоляционных работ
Необходимость и назначение
Мауэрлат распределяет нагрузку конструкции кровли на стены
Мауэрлат — основа кровли. Элемент одновременно выполняет ряд различных задач:
Роль основания для установки стропил. Крепление мауэрлата помогает объединить их в единую систему.
Распределение нагрузки на стены. Мауэрлаты помогают увеличить площадь влияния каждого элемента. Это устраняет неравномерность распределения сил, создаваемых снегом и ветром.
Компенсация расширения стропил.
Соединение каркаса крыши со стеновыми конструкциями. Устройство мауэрлата создает устойчивую связь между кровлей и остальной частью здания. Благодаря этому его не сломают даже сильные порывы ветра.
Необходимо выяснить, можно ли строить крышу без мауэрлата и для каких типов зданий в нем есть необходимость. Если речь идет о каркасном или легком деревянном доме, эту конструктивную единицу можно не учитывать. Там его функции выполняют бруски или завершающий венец. Если крыша металлическая, за рассматриваемые задачи отвечает верхняя поперечная балка, изготовленная из швеллера или высокопрочной трубы.
Если здание выполнено из блочных материалов, а крыша планируется из дерева, необходима установка мауэрлата. Также рекомендуется для обустройства мансарды.
Устройство мауэрлата
Мауэрлат представляет собой конструктивный узел, расположенный с внешней стороны торцевой плоскости стены, демпфирующей конфигурации, выполненный в виде опорной рамы. Он может быть изготовлен из стального проката или деревянных блоков. Его назначение – создать замыкающий контур, совместить крышу с коробкой здания.
Брус мауэрлата должен быть достаточной прочности, не иметь щелей, трещин и других нарушений целостности, некроза и сучковатости. Также можно сделать конструкцию из толстых досок. Обычно используются пиломатериалы из хвойных деревьев, таких как сосна или лиственница. Они легкие, прочные и мало садятся при высыхании. Иногда используют кругляк, с которого тщательно счищают кору. При этом одну из сторон необходимо отрезать на циркулярном станке, чтобы создать плотный контакт с поверхностью стены.
Чтобы конструкция была надежной, из пиломатериалов необходимо удалить ненужную влагу. Для этой цели хорошо подходит сушильная камера.
Сырье должно быть обработано антисептическими и противопожарными пропитками. Хорошо, если получится получить комбинированный состав, сочетающий в себе эффекты обоих видов.
Иногда рекомендуется изготавливать конструкцию из пиломатериалов, заготовка которых производилась зимой.
Расчет сечения
Чрезмерная толщина элементов – не лучший вариант: в этом случае возникает повышенная нагрузка на здание, усложняются монтажные работы.
При расчете сечения мауэрлата часто ориентируются на диаметр наружных стен. Толщина составляющих возводимой конструкции должна быть не менее одной трети этого значения. Стандартные размеры брусков от 0,15х0,08 м до 0,2х0,2 м.
При монтаже мауэрлата иногда используется соединение досок. Это помогает сэкономить ресурсы, но такое решение подходит только тогда, когда нагрузка на конструкцию невелика.
Мауэрлат строительные растворы
Иногда при устройстве мауэрлата для двускатной крыши возникает необходимость наращивания конструкции. Если есть возможность, стоит подобрать сплошные балки, длина которых аналогична длине стены. Но это не всегда возможно сделать, поэтому часто практикуется укладка составных балок. Их элементы необходимо подобрать так, чтобы они были примерно в половину необходимой длины. Крупные и мелкие осколки – не лучший вариант. Например, если длина стены 8 м, следует выбирать два бруса длиной 4 м, а не сочетание двух и шести метров.
Для соединения фрагментов их торцевые части распиливаются на половину толщины и покрываются антисептическим составом. В качестве креплений могут выступать специальные пластины, анкеры или гвозди. Иногда все обставлено так, что соединение приходится на закладной штифт. Этот вариант обеспечивает наиболее прочную конструкцию.
Для соединения поперечных элементов по углам в отверстие, сделанное дрелью, забивается дюбель. При этом торцевые части балок скрепляются скобами, вбитыми наискосок. Это делает конструкцию более жесткой.
Способы монтажа
Балки можно устанавливать разными способами. Подходящий метод крепления зависит от того, из какого материала сделаны стены здания. Использование неуместного соединения может легко испортить элементы конструкции.
К газобетону
Газобетон – хрупкий материал, поэтому для него не следует использовать анкеры или дюбели. В этом случае в местах крепления легко могут появиться трещины. Для таких блоков лучше подходят химические анкерные элементы. В толще стенки они удерживаются быстро затвердевающим клеем. Для установки таких креплений в блоке просверливается усеченное коническое углубление. Очистив его внутреннюю часть, туда помещают резьбовой стержень. Затем заливается клей. Когда он схватится, балки крепятся к шпилькам.
К кирпичной стене
Для кирпичной кладки используются другие способы крепления. Один из самых простых — заранее заложить толстую стальную проволоку. Его кладут через 3-4 ряда от верха стены, при этом хвостики следует выводить во внутреннюю и внешнюю стороны. Желательно, чтобы количество закладок было идентично количеству стропильных ног. Чтобы закрепить пучок, над ним закручивают хвостики. В этом случае мауэрлатный элемент притягивается к стене. Этот метод также подходит для каменных и бетонных зданий. Для максимальной прочности затяните монтировкой.
Другой метод предполагает использование скоб. В этом случае блочная заглушка укладывается на несколько рядов ниже верха. Делается это концом наружу. Один из концов скобы забивается в балку, другой — в пробку. Брус должен быть толще длины укороченной стороны крепежа. Размер кронштейна подбирается идентичным расстоянию между вилкой и балкой.
Установка мауэрлата
Для представления, какую нагрузку будет создавать конструкция на стены, используются традиционные выражения для нахождения объема и массы: м = V * ρ = L * S * ρ .. Чтобы узнать вес мауэрлата, нужны данные о длине брусков, площадях их срезов и плотности пиломатериала.
Существует ряд правил, которые необходимо соблюдать при установке данной конфигурации:
Монтаж осуществляется с внутренней стороны капитальной стены.
Необходимо позаботиться о ровности верха кладки. Проверять нужно по горизонтали.
Брусья или доски лучше выбирать с поперечным сечением в форме четырехугольника, а не круга, так как в прочно изготовленной конструкции нижние области этих элементов плотно соприкасаются с армопоясом или верх кирпичной кладки.
Расстояние от края внешней стены до опорной планки должно быть не менее 50 мм.
Необходимо позаботиться о внутренней изоляции несущей конструкции. Для наружной стены используются те же теплоизоляционные материалы, что и для стен здания.
Элементы мауэрлата лучше всего крепить косым срезом. В этом случае конфигурация становится особенно жесткой при вертикально направленных усилиях.
Еще один способ соединения комплектующих – «в полдерева» с прямым или косым замком. В качестве крепежа могут выступать разные изделия. Наиболее распространено соединение с помощью болтов. Используются также массивные шурупы и обычные гвозди.
Применение подложки и гидроизоляции
При контакте стены с мауэрлатной конструкцией вступают в контакт вещества, различающиеся по своей способности проводить тепло. Из-за этого в этих местах скапливается конденсированная влага. Контакт с водой приводит к гниению древесины, поэтому крайне важно обустраивать гидроизоляцию, отсекая пиломатериалы от конструкций, отличающихся от них по эксплуатационным характеристикам.
Наиболее распространенными средствами для этой цели являются рубероид и рулонные изделия, содержащие битум. Они всегда выкладываются в пару слоев. Кровельный материал можно раскатать по плоскости стены или закрепить на деревянной конструкции. Во втором случае полоса необходимых размеров размечается и отделяется от рулона с помощью ножовки, а для фиксации используются степлер и скобы.
Поверх гидроизоляционного слоя иногда укладывают льняно-джутовый междурядный уплотнитель. Также мауэрлат можно монтировать на подушку из вспененного полиэтилена. Этот материал хорошо справляется с утеплением и гидроизоляцией. Еще один прием для защиты бруса от гниения – обработка его жидкой резиной.
Как закрепить телевизор на кирпичной стене
Можно ли закрепить телевизор на кирпичной стене? Абсолютно. Но установка телевизора на кирпич требует больше подготовки, знаний и инструментов, чем установка телевизора на гипсокартон. Это руководство покажет вам, как повесить телевизор на кирпичную стену, чтобы вы могли максимально использовать пространство на стене и поднять уровень развлечений.
По
Том Скализи
Поделитесь этой историей
Фотографии Projeto Sertoes/GAP для архитектора Анжели Леао
Одним из главных преимуществ современных тонких телевизоров является то, что их можно закрепить на стене. В отличие от старых, громоздких телевизоров, которым требовался целый угол гостиной или развлекательный центр, современные телевизоры можно висеть как произведение искусства.
Но если в вашем доме кирпичные стены, вы можете почувствовать, что корабль с настенным телевизором отплыл. К счастью, это не так. Мы рассмотрим инструменты, которые вам понадобятся, и как просверлить кирпичную стену, чтобы надежно закрепить телевизор.
Принадлежности для монтажа телевизора на кирпичной стене
Повесить телевизор на кирпичную стену вполне по силам домашнему мастеру; вам просто понадобятся определенные инструменты и расходные материалы:
Настенный кронштейн для телевизора: Настенные кронштейны бывают разных размеров в зависимости от размера телевизора, который они могут поддерживать.
Электродрель: С этой задачей может справиться любая дрель, но лучше всего подойдет аккумуляторная дрель с функцией удара. Не используйте ударную отвертку, так как они могут легко перетянуть винты.
Сверла по каменной кладке: Сверла по каменной кладке абсолютно необходимы. У них есть долотообразные наконечники и крылья, предназначенные для сверления прочных бетонных и кирпичных поверхностей. Имейте в виду, что многие комплекты крепежа поставляются с битой для каменной кладки.
Уровень: Кронштейн для телевизора обычно имеет достаточный люфт для настройки после установки, но уровень помогает максимально приблизиться во время установки.
Перманентный маркер: Не так много инструментов для маркировки, которые хорошо видны на кирпиче, но перманентный маркер работает очень хорошо.
Анкеры или шурупы по бетону: Для подвешивания телевизора к кирпичу подходят как пластиковые настенные анкеры, так и шурупы по бетону. Для более крупных и тяжелых телевизоров (более 75 фунтов) рекомендуются бетонные шурупы, но для более легких телевизоров более чем достаточно правильно установленных пластиковых настенных анкерных шурупов.
Отвертка для вашего анкера или винтов: Для пластиковых анкерных винтов обычно лучше всего подходит крестовая отвертка № 2, которую можно затянуть в дрель. Для шурупов по бетону подойдет крестообразный крест № 3 или набор торцевых головок.
Шайбы: Прорези и отверстия на монтажном оборудовании могут быть слишком большими для головки винта, и в этом случае потребуются шайбы правильного размера.
Рулетка: Рулетка необходима для точного размещения брекетов.
Молоток или резиновый молоток: 9 шт.0161 Резиновый молоток лучше всего подходит для вбивания анкеров в кирпич, но молоток тоже подойдет и может оказаться более практичным.
Small Shop Vac: При сверлении кирпича образуется много пыли. Магазинный пылесос может помочь содержать пол в чистоте и удалить пыль из просверленного отверстия.
Защитное снаряжение: Пара защитных очков и пылезащитная маска предотвратят попадание пыли в глаза и легкие.
Как повесить телевизор на кирпичную стену
Чтобы установить телевизор на кирпичную стену, выполните следующие действия.
Шаг 1. Выберите место
Прежде чем сверлить какие-либо отверстия, обязательно найдите место достаточно близко к электрической розетке и разъему для кабеля. Чем меньше видимых кабелей, тем лучше выглядит установка.
Шаг 2. Найдите высоту установки
Поместив телевизор лицевой стороной вниз, прикрепите кронштейн к телевизору в соответствии с инструкциями производителя кронштейна. Если ваш кронштейн состоит из двух частей, прикрепите обе части к задней панели телевизора, как если бы они были прикреплены к стене.
Измерьте расстояние от нижней части настенного кронштейна до нижней части телевизора. Вы добавите это измерение к желаемой высоте телевизора, чтобы найти место крепления кронштейна на стене.
Если это измерение составляет 6 дюймов, и вы хотите, чтобы нижняя часть телевизора находилась на высоте 48 дюймов от земли, измерьте высоту 54 дюйма.
Снимите кронштейн с телевизора. Для двухсекционных кронштейнов снимите только настенный кронштейн.
Шаг 3: Отметьте отверстия
Прижмите настенный кронштейн к стене так, чтобы нижняя часть кронштейна находилась на высоте, определенной в шаге 2. Используйте уровень, чтобы убедиться, что кронштейн расположен ровно. Затем используйте перманентный маркер, чтобы указать на кирпиче расположение каждого отверстия для шурупов.
Если отметки заканчиваются на линиях раствора, отрегулируйте скобу, чтобы избежать попадания раствора, и сделайте новую отметку для отверстия. Раствор намного мягче кирпича, и сцепление анкера со временем ухудшается. Всегда сверлите кирпич, но не ближе полудюйма от его краев, так как он может треснуть.
Имейте в виду, что многие кронштейны имеют несколько отверстий для винтов на выбор. Инструкции к кронштейну объяснят, сколько и какие вам нужно использовать.
Шаг 4. Просверлите отверстия
Следуя инструкциям на приобретенных вами анкерных болтах или шурупах для бетона, прикрепите сверло по каменной кладке подходящего размера к дрели.
Отметьте сверло на расстоянии чуть больше длины анкера или шурупа, обернув в этой точке сверло небольшим кусочком малярной ленты. Если у вас есть перфоратор, установите его в режим удара. В противном случае установите дрель на высокую скорость.
Поместив кончик сверла на одну из отметок, медленно нажимайте на спусковой крючок, пока сверло не начнет вонзаться в кирпич. (Легкое постукивание ладонью по задней части сверла также может установить сверло на место.)
Когда сверло вонзается в кирпич, увеличивайте скорость сверления. Время от времени слегка вытягивайте сверло, чтобы удалить кирпичную пыль из отверстия. Продолжайте сверлить, пока не достигнете желаемой глубины, отмеченной лентой.
Шаг 5: Установите пластиковые анкеры (перейдите к шагу 6, если используете шурупы для бетона)
С помощью молотка или резиновой киянки вбивайте пластиковые анкеры в только что просверленные отверстия до тех пор, пока они не станут на одном уровне со стеной.
Для них не требуется большого усилия, поэтому, если они не будут установлены до конца, вам может потребоваться вычистить больше кирпичной пыли. Все, что необходимо, — просто поместить насадку промышленного пылесоса над отверстием. Это также хорошее время, чтобы убрать пыль с земли и окружающих поверхностей.
Шаг 6. Установите кронштейн
При необходимости наденьте шайбы на винты. Удерживая настенный кронштейн на месте (убедившись, что он расположен правильной стороной вверх), вручную вкрутите винты в кронштейн и в просверленные отверстия.
После установки отвертки на дрель или установки на храповик гнезда подходящего размера затяните один винт.
Проверьте уровень кронштейна, а затем затяните другие винты, пока кронштейн не будет надежно закреплен.
Шаг 7. Установка телевизора
Для двухсекционных кронштейнов просто установите кронштейны для телевизора (уже прикрепленные к телевизору) на настенный кронштейн.
Котельное оборудование от ведущих производителей. Это набор устройств для нагрева жидкости теплоносителя. В состав котельного оборудования входят котлы, горелки, дымоходы и различные комплектующие.
Котлы промышленные
Напольные газовые котлы
Настенные газовые котлы
Напольные дизельные котлы
Электрические котлы
Газовые горелки
Дизельные горелки
Горелки на отработанном масле
Мазутные горелки
Универсальные горелки
Комплектующие для горелок
Теплообменники
Вакуумные деаэраторы
Теплоносители
Насосное оборудование
Насосное оборудование от ведущих производителей. Это устройства для напорного перемещения жидкости в результате сообщения ей внешней энергии. Основной параметр насоса — количество жидкости, перемещаемое в единицу времени, т.е. осуществляемая им объёмная подача воды. Для большинства насосов важнейшими техническими параметрами также являются: развиваемое давление или соответствующий ему напор, потребляемая мощность и КПД.
Существует множество различных типов насосов, различающихся принципами работы, применению, а также рабочими параметрами.
Циркуляционные насосы
Центробежные насосы
Погружные насосы
Скважинные насосы
Фекальные насосы
Канализационные насосные станции
Консольные насосы
Вертикальные центробежные насосы
Пневматические мембранные насосы
Перистальтические насосы
Роторно-лопастные насосы
Химические насосы
Дренажные насосы
Насосы для бассейнов
Насосы для морской воды
Песковые насосы
Шламовые (грунтовые) насосы
Бочковые насосы
Поршневые насосы
Экструзионные насосы
Насосы для дизельного топлива
Повысительные насосы
Самовсасывающие насосы
Плунжерные насосы
Шиберные насосы
Винтовые насосы
Шестеренные насосы
Вакуумные насосы
Установки повышения давления
Дозировочные насосы
Установки поддержания давления
Мотопомпы
Шкафы управления насосами
Предохранительная арматура для насосов
Баки
Баки от ведущих производителей. В инженерных системах используются различные баки и емкости. В зависимости от своего назначения они бывают металлические и пластиковые.
Буферные накопители для систем ГВС
Буферные накопители для систем холодоснабжения
Буферные накопители для систем отопления
Мембранные баки для систем водоснабжения
Мембранные баки для систем отопления
Баки для воды
Баки для топлива
Баки для канализационных стоков
Комплектующие для баков
Водонагреватели
Водонагреватели от ведущих производителей. Это приборы для автономного снабжения горячей водой.Водонагреватели бывают накопительного типа или проточные. Существует несколько способов нагрева воды внутри бойлера. Это горячие трубы, котлы, электрический нагрев или газовые горелки.
Бойлеры косвенного нагрева
Электрические накопительные водонагреватели
Электрические проточные водонагреватели
Газовые накопительные водонагреватели
Автоматика и арматура
Автоматика и арматура от ведущих производителей. В данной группе представлено оборудование,предназначенное для перекрытия,регулирования,обеспечения безопасности,контроля за функционированием систем отопления и водоснабжения.Трубопроводная арматура необходима для поддержания нормальной работы любого трубопровода, будь то напорные полиэтиленовые трубы, соединения металлопластиковых труб, трубы пластиковые канализационные или чугунные конструкции. Перечень этих товаров чрезвычайно широк, сюда входят все механизмы, которые служат для управления подачей транспортируемого вещества, его очистки, регулирования температуры и других агрегатных состояний, соединения участков трубопровода между собой и многих других задач.
автоматика
коллекторы
группы безопасности
насосные группы
сепараторы и воздухоотводчики
гидравлические разделители
клапаны предохранительные
редукционные клапаны
смесительные клапаны
регулирующие клапаны
клапаны балансировочные
электромагнитные клапаны
пневматические клапаны
тепловые пункты
компенсаторы
клапаны обратные
реле протока
расходомеры
счетчики тепла
уровнемеры
анализаторы pH и электропроводности
фильтры для дизельного топлива
мониторы нагрузки
устройства мягкого пуска
преобразователи частоты
реле контроля и защиты
стабилизаторы напряжения
реле давления
датчики давления
гибкая подводка для воды
Запорная арматура
Запорная арматура от ведущих производителей. Это набор различных механизмов для открытия и закрытия потока жидкостей и газов в трубопроводах, резервуарных и емкостных патрубках, в дренажных и вентиляционных соплах, и других сливных и распределительных устройств.
краны шаровые
затворы дисковые
задвижки клиновые
задвижки шиберные
клапаны запорные
краны пробковые
клапаны пережимные
задвижки шланговые
затворы наклонные дозирующие
клапаны поворотные (переключатели потока)
затворы шлюзовые
клапаны мембранные
клапаны перекидные
затворы сферические
клапаны двойной разгрузки
электроприводы
пневмоприводы
Пароконденсатное оборудование
Пароконденсатное оборудование от ведущих производителей. Оборудование для пара и конденсата — это набор устройств, позволяющих обеспечивать нормальное функционирование пароконденсатных систем.
паровые котлы
парогенераторы
деаэраторы атмосферные
баки питательной воды
паровые бойлеры
паровые увлажнители
паровые теплообменники
паровые модульные тепловые пункты
оборудование для чистого (стерильного) пара
конденсатоотводчики
регулирующие клапаны на пар
редукционные клапаны на пар
перепускные клапаны на пар
запорная арматура на пар
обратные клапаны на пар
предохранительные клапаны для пара
сепараторы пара
фильтры для пара
конденсатные насосы
установки сбора и возврата конденсата
редукционно — охладительные установки (РОУ)
пневматические клапаны на пар
электромагнитные клапаны на пар
приборы автоматизации и контроля для пароконденсатных систем
дренажные клапаны
клапаны продувки котлов
автоматические воздухоотводчики для конденсатопроводов
коллекторы для пара и конденсата
прерыватели вакуума
паровые инжекторы
охладители обора проб
смотровые стекла
смешивающие пароводяные клапаны
теплоизоляция для паропроводов
гибкая подводка для пара
Пищевое оборудование
Пищевое оборудование от ведущих производителей. Это набор устройств применяемых в пищевой промышленности.
насосы для пищевых производств
арматура для пищевых производств
люки и днища для пищевых емкостей
пастеризаторы для пищевых производств
электрические накопительные водонагреватели для пищевых производств
станции CIP для мойки пищевого оборудования
блендеры для пищевых производств
миксеры для пищевых производств
мешалки для пищевых производств
жироуловители для пищевых стоков
смесители сухих смесей для пищевых производств
горелки для хлебопекарных печей
механические решетки для пищевых производств
аэраторы для рыбных водоемов
сепараторы (обезвоживатели) навоза
Системы водоочистки
Системы водоочистки от ведущих производителей. Они предназначены для комплексного очищения воды. Они выполняют функции фильтров и благодаря разнообразию используемых реагентов позволяют повысить ее качество до установленного санитарно-техническими нормами. Основные направления, в которых используются подобные приборы: очищение воды от механических примесей, железа и марганца, постороннего привкуса, запаха и цвета, а также бактерий. Кроме того, определенные компоненты системы водоподготовки прекрасно устраняют жесткость воды при помощи специальных фильтров-умягчителей.
сепараторы песка (песколовки) для очистки сточных вод
аэраторы воды
механические решетки для очистки сточных вод
дробилки для систем очистки сточных вод
мешалки и образователи потока
биологические очистители стоков
установки обезвоживания осадка
установки очистки нефтесодержащих стоков
установки механической очистки сточных вод
установки приготовления реагентов для систем водоподготовки
уплотнители отходов
фильтры для бассейнов
приборы автоматизации и контроля для систем водоочистки
Холодильное оборудование
Холодильное оборудование от ведущих производителей. Это оборудование применяемое для охлаждения различных продуктов и материалов.
воздухоохладители
конденсаторы для холодильных систем
баки-аккумуляторы холода
компрессорно-конденсаторные агрегаты
регулирующие клапаны для холодильных систем
обратные клапаны для холодильных систем
компрессоры холодильные
фильтры для холодильных систем
ресиверы для холодильных систем
отделители жидкости для холодильных систем
маслооделители для холодильных систем
запорная арматура для холодильных систем
кожухотрубные испарители для холодильных систем
электромагнитные (соленоидные) клапаны для холодильных систем
обратные клапаны для холодильных систем
терморегулирующие вентили для холодильных систем
регуляторы давления для холодильных систем
реле давления для холодильных систем
приборы автоматизации и контроля для холодильных систем
электрические компоненты для холодильных систем
смотровые стекла для холодильных систем
виброизоляторы для холодильных систем
хладагенты и холодильные масла
инструмент для монтажа холодильных систем
Пневматическое оборудование
Пневматическое оборудование от ведущих производителей. Это оборудование применяемое для производства и хранения сжатого воздуха.
приборы автоматизации и контроля для пневматических систем
воздушные ресиверы
конденсатоотводчики для сжатого воздуха
перепускные клапаны на сжатый воздух
сепараторы сжатого воздуха
счетчики сжатого воздуха
маслораспылители
пневмораспределители
предохранительные клапаны для сжатого воздуха
фильтры для сжатого воздуха
регуляторы давления для сжатого воздуха
позиционеры для сжатого воздуха
Гидравлическое оборудование
Гидравлическое оборудование от ведущих производителей. Это набор устройств предназначенных для обеспечения работоспособности гидравлических систем.
гидронасосы
гидромоторы
гидроциллиндры
насосы для СОЖ и масла
клапаны для смазочно-охлаждающих жидкостей (СОЖ)
фильтры для гидравлических жидкостей и масел
пневмогидравлические преобразователи
пневмогидравлические усилители
оборудование для технологических систем смазки и обдува
предохранительные клапаны
редукционные клапаны
охладители масла
Климатическое оборудование
Климатическое оборудование от ведущих производителей. Это набор устройств предназначенные для поддержания оптимальных климатических условий в помещениях.
баки аккумуляторы для чиллеров
фанкойлы
гидромодули для чиллеров
канальные вентиляторы для круглых каналов
канальные вентиляторы для прямоугольных каналов
канальные вентиляторы в изолированном корпусе
крышные вентиляторы
канальные нагреватели и охладители
воздушные фильтры
автоматика для систем вентиляции и кондиционирования
регулирующие клапаны для систем вентиляции и кондиционирования
электроприводы для воздушных заслонок
теплогенераторы
излучатели
дизельные тепловые пушки
водяные колориферы
осушители воздуха
водяные тепловые завесы
электрические тепловые завесы
воздушные завесы без обогрева
Нефтехимическое оборудование
Нефтехимическое оборудование от ведущих производителей. Это оборудование предназначенное для работы в нефтехимической промышленности.
химические насосы
нефтянные насосы
нефтехимическая запорная арматура
химические электромагнитные клапаны
химические пневматические клапаны
вентиляторы химические
химические теплообменники
фильтры для нефтепродуктов
арматура для цистерн
элементы трубопроводов для химически агрессивных сред
Газовое оборудование
Газовое оборудование от ведущих производителей. Это набор устройств для организации газового хозяйства. В состав газового промышленного оборудования входят газовая автоматика, специальная газовая запорная, предохранительная и регулирующая промышленная арматура, газовые счетчики и т.д.
автоматика газовая
запорная арматура для газа
клапаны предохранительные газовые
клапаны электромагнитные газовые
фильтры газовые
регуляторы давления газа
стабилизаторы давления газа
газовые мультиблоки
контрольно-измерительные приборы для газа
газовые компенсаторы
Вакуумное оборудование
Вакуумное оборудование от ведущих производителей. Это набор устройств предназначенных для производства и поддержания вакуума.
вакуумные насосы
вакуумная арматура
вакуумные фильтры
Обратный клапан для турбины высокого давления
//in Новости /by Идеальное Производство
В последней статье мы представили вентиляционный клапан, продувочный клапан и клапан обратного потока для турбинной системыздесь сегодня мы продолжим разговор о выпускном обратном клапане для турбины высокого давления. Когда клапан открывается, цилиндр забирает пар, текучая среда толкает тарелку клапана, чтобы открыть клапан, чем больше поток среды, тем больше отверстие золотника ; Когда клапан закрыт, электромагнитный клапан быстро теряет мощность и выпускает воздух из цилиндра. Помимо собственного веса тарелки клапана и вспомогательной силы закрытия цилиндра, клапан быстро закрывается.
Паровой выпускной обратный клапан турбины высокого давления установлен в горизонтальном трубопроводе секции подогрева и охлаждения паровой турбины, чтобы предотвратить попадание воды и пара обратно в цилиндр высокого давления и повлиять на безопасность паровой турбины. Специально разработанные для защиты выхлопных газов паровых турбин, их быстрое и плотное закрытие гарантирует, что вода или пар могут быть быстро изолированы от паровой турбины, когда генератор отключен или главный паровой клапан закрыт. Клапан закроется автоматически, когда высокий уровень воды нагревательного оборудования в турбине отключится или на всех уровнях вытяжных паропроводов. В качестве защитного устройства обратный клапан вытяжки должен быть надежным.
Давление пара выхлопного газа в цилиндре высокого давления: давление на входе подогревателя
Температура выхлопных газов в цилиндре высокого давления: ≤420 ℃
Давление экстракции каждой секции: вакуум ~ 10 МПа
Температура экстракции каждой секции: 200 ~ 510 ℃
Диапазон давления в клапане:
ASME B16.34 1996 –150 класс
ASME B16.34 1996 — класс 300
ASME B16.34 1996 –400 класс
ASME B16.34 1996 –600 класс
Корпус клапана: литая сталь
ASTM A216-WCB
ASTM A217-WC6/WC9(1# /3#extraction)
Привод:
Для больших агрегатов обратный обратный клапан отбора пара в основном приводится в действие пневматическим, а для малых и средних — гидравлическим.
Тип вытяжного обратного клапана
По части открытия / закрытия:
Закрытие собственного веса. Закрытие (закрытие) с собственным весом: Обратный клапан закрывается под действием собственного веса или противовеса трима или в зависимости от давления среды и противовеса трима, чтобы держать его в открытом положении клапана.
Механическое закрытие. Привод обеспечивает импульсное точечное действие, чтобы золотник преодолевал начальную инерцию, вызванную длительным пребыванием в закрытом положении или по внешним причинам, и сам завершал ход покоя, чтобы закрыть клапан.
Закрытие питания. Во время процесса закрытия привод всегда обеспечивает питание для завершения всего хода катушки и закрытия клапана.
По своей структуре:
Обратный обратный клапан для извлечения пара без молотка
Внутренний балансировочный вал IBS обратный обратный клапан отбора пара без молотка. Внутренний баланс относится к внутреннему балансу собственного веса шпули. Золотник поддерживается валом и свободно вращается вокруг вала. Они не связаны напрямую, а связаны с поршнем бокового рабочего цилиндра. Фактическое открытие внутри клапана не может быть подтверждено.
Обратный клапан извлечения пара с тяжелым молотком
Клапан большого диаметра обеспечивает тяжелую регулировку, тогда в обратном клапане вытяжного пара можно использовать тяжелый молот, молот может компенсировать часть веса трима (около половины золотника). Трим клапана напрямую связан с валом, и фактическое отверстие внутри можно увидеть по изменению угла внешнего тумблера. Если внутренняя часть не полностью открыта, это можно наблюдать снаружи. Клапан является обратным клапаном свободного хода, закрытым под действием силы тяжести, когда давление на входе выше, чем у открытой обивки выпускного клапана, а клапан закрыт наоборот.
Идеальное Производство2020-06-19 10:06:072020-06-19 10:06:07Обратный клапан для турбины высокого давления
0 ответы
Оставьте комментарий
Хотите присоединиться к обсуждению? Не стесняйтесь вносить свой вклад!
Узнать о Steam | Обратные клапаны
Дом / Узнать о паре /
Обратные клапаны
Содержимое
Запорные клапаны — линейное перемещение
Запорные клапаны — поворотное движение
Обратные клапаны
фильтры
Сепараторы
Манометры Смотровые стекла Вакуумные выключатели
Назад, чтобы узнать о паре
Клапаны обратные
Клапаны обратные (обратные) устанавливаются на трубопроводах для пропуска потока только в одном направлении; помогает защитить оборудование и процессы. В этом учебном пособии объясняются работа, преимущества, области применения и выбор различных конструкций, включая подъемные, дисковые, поворотные и межфланцевые обратные клапаны.
Обратные клапаны или обратные клапаны устанавливаются в трубопроводных системах для пропуска потока только в одном направлении. Они полностью управляются реакцией на линейную жидкость и поэтому не требуют внешнего управления. В этом тексте ожидаемое или желаемое направление потока называется «прямой поток», поток в противоположном направлении — «обратный поток».
Существует ряд причин для использования обратных клапанов, в том числе:
Защита любого элемента оборудования, на которое может повлиять обратный поток, такого как расходомеры, сетчатые фильтры и регулирующие клапаны.
Для проверки скачков давления, связанных с гидравлическими силами, например, гидроударом.
Эти гидравлические силы могут вызывать волну давления, которая распространяется вверх и вниз по трубопроводу до тех пор, пока энергия не рассеется.
Предотвращение затопления.
Предотвращение обратного потока при выключении системы.
Предотвращение потока под действием силы тяжести.
Сброс вакуумных условий.
Хотя обратные клапаны могут эффективно перекрывать обратный поток, их никогда не следует использовать вместо запорного клапана для удержания острого пара на участке трубы.
Как и в случае с запорными клапанами, существует ряд различных конструкций обратных клапанов, каждая из которых подходит для определенных областей применения. В этом модуле обсуждаются различные типы обратных клапанов и их применение, а также метод выбора правильного размера.
Подъемные обратные клапаны
Подъемные обратные клапаны аналогичны по конфигурации шаровым клапанам, за исключением того, что диск или заглушка приводятся в действие автоматически. Впускное и выпускное отверстия разделены заглушкой конической формы, которая обычно опирается на металлическое седло; в некоторых клапанах плунжер может удерживаться на своем седле с помощью пружины. Когда поток в клапан направлен вперед, давление жидкости поднимает конус с седла, открывая клапан. При обратном потоке конус возвращается на свое место и удерживается на месте за счет давления обратного потока.
Если используется металлическое седло, подъемный обратный клапан подходит только для применений, где допустима небольшая утечка в условиях обратного потока. Кроме того, конструкция подъемного обратного клапана, как правило, ограничивает его использование для воды, поэтому они обычно используются для предотвращения обратного потока конденсата в конденсатоотводчиках и на выходах циклических конденсатных насосов.
Основное преимущество подъемного обратного клапана заключается в его простоте, а поскольку конус является единственной движущейся частью, клапан прочен и требует минимального обслуживания. Кроме того, использование металлического седла ограничивает износ седла. Подъемный обратный клапан имеет два основных ограничения; во-первых, он предназначен только для установки в горизонтальные трубопроводы, а во-вторых, его размер обычно ограничивается DN80, выше которого клапан становится слишком громоздким.
Подъемный обратный клапан поршневого типа является модификацией стандартного подъемного обратного клапана. В нем вместо конуса используется заглушка в форме поршня, и к этому механизму применяется демпфер. Заслонка производит демпфирующий эффект во время работы, тем самым устраняя повреждения, вызванные частым срабатыванием клапана, например, в трубопроводных системах, которые подвержены скачкам давления или частым изменениям направления потока (например, котельная). выход).
Поворотные обратные клапаны
Поворотный обратный клапан состоит из заслонки или диска того же диаметра, что и отверстие трубы, которое свисает на пути потока. При движении потока вперед давление жидкости заставляет диск поворачиваться вверх, позволяя потоку проходить через клапан. Обратный поток приведет к тому, что диск упрется в седло и остановит обратный поток жидкости по трубе. При отсутствии потока вес заслонки отвечает за закрытие клапана; однако в некоторых случаях закрытию может способствовать использование утяжеленного рычага. Как видно из рисунка 12.3.2, весь механизм заключен в корпус, что позволяет заслонке убираться из пути потока.
Поворотные обратные клапаны создают относительно высокое сопротивление потоку в открытом положении из-за веса диска. Кроме того, они создают турбулентность, так как заслонка «плавает» в потоке жидкости. Это означает, что обычно перепад давления на поворотном обратном клапане больше, чем на других типах.
При резких изменениях расхода диск может ударяться о седло клапана, что может привести к значительному износу седла и возникновению гидравлического удара по системе трубопроводов. Этого можно избежать, установив на диск демпфирующий механизм и используя металлические седла для ограничения износа седла.
Межфланцевые обратные клапаны
Как подъемные, так и поворотные обратные клапаны имеют тенденцию быть громоздкими, что ограничивает их размер и делает их дорогостоящими. Чтобы преодолеть это, были разработаны межфланцевые обратные клапаны. По определению межфланцевые обратные клапаны предназначены для установки между набором фланцев. Это широкое определение охватывает множество различных конструкций, включая дисковые обратные клапаны и межфланцевые версии поворотных или раздельных дисковых обратных клапанов.
Дисковые обратные клапаны
Дисковый обратный клапан состоит из четырех основных компонентов: корпуса, диска, пружины и фиксатора пружины. Диск движется в плоскости под прямым углом к потоку жидкости, сопротивляясь пружине, удерживаемой на месте фиксатором. Корпус выполнен в виде встроенного центрирующего кольца, облегчающего установку. Если требуется уплотнение с нулевой утечкой, можно использовать мягкое седло.
Когда сила, действующая на диск со стороны давления на входе, превышает силу, действующую на пружину, вес диска и любое давление на выходе, диск вынужден подняться со своего седла, позволяя потоку проходить через клапан. Когда перепад давления на клапане уменьшается, пружина возвращает диск на свое седло, закрывая клапан непосредственно перед тем, как возникает обратный поток. Это показано на рисунке 12.3.4. Наличие пружины позволяет устанавливать дисковый обратный клапан в любом направлении.
Перепад давления, необходимый для открытия обратного клапана, в основном определяется типом используемой пружины. В дополнение к стандартной пружине доступно несколько вариантов пружины:
Без пружины — используется при небольшом перепаде давления на клапане.
Пружина Nimonic — используется в условиях высоких температур.
Усиленная пружина — увеличивает требуемое давление открытия. При установке на линию питательной воды котла его можно использовать для предотвращения затопления паровых котлов, когда они не находятся под давлением.
Как и для всех межфланцевых обратных клапанов, размер дискового обратного клапана определяется размером соответствующего трубопровода. Это обычно обеспечивает правильный размер клапана, но бывают случаи, когда размер клапана больше или меньше.
Обратный клапан увеличенного размера часто определяется постоянным дребезжанием клапана, то есть повторным открытием и закрытием клапана, которое происходит, когда клапан открыт лишь частично. Это вызвано тем, что при открытии клапана происходит падение давления на входе; если это падение давления означает, что перепад давления на клапане падает ниже требуемого давления открытия, клапан захлопнется. Как только клапан закрывается, давление снова начинает расти, поэтому клапан открывается, и цикл повторяется.
Превышение размера обычно можно исправить, выбрав клапан меньшего размера, но следует отметить, что это увеличит перепад давления на клапане для любого потока. Если это неприемлемо, эффект вибрации можно устранить, уменьшив закрывающее усилие на диске. Это можно сделать либо используя стандартную пружину вместо усиленной, либо вообще сняв пружину. Другой альтернативой является использование мягкого сиденья; это не предотвращает болтовню, а скорее снижает шум. Однако следует соблюдать осторожность, так как это может привести к чрезмерному износу сиденья.
Недостаточный размер приводит к чрезмерному падению давления на клапане и, в крайнем случае, может даже препятствовать потоку. Решение – замена малогабаритного клапана на более крупный.
Дисковые обратные клапаны меньше и легче, чем подъемные и стандартные поворотные обратные клапаны, и, следовательно, стоят меньше. Однако размер дискового обратного клапана ограничен DN125; выше этого конструкция усложняется. Как правило, такая конструкция включает диск в форме конуса и пружину небольшого диаметра, которая удерживается и направляется вдоль центральной линии конуса, что является более сложным и дорогим в изготовлении. Даже в этом случае размеры таких конструкций ограничены DN250.
Стандартные тарельчатые обратные клапаны не следует использовать в устройствах с сильно пульсирующим потоком, например, на выходе из поршневого воздушного компрессора, так как повторные удары диска могут привести к выходу из строя фиксатора пружины и высокому уровню стресс весной. Для таких применений доступны специально разработанные фиксаторы. Эти конструкции обычно уменьшают величину хода диска, что эффективно увеличивает сопротивление потоку и, следовательно, увеличивает перепад давления на клапане.
Конструкция дисковых обратных клапанов позволяет устанавливать их в любом положении, в том числе на вертикальных трубопроводах, где поток жидкости направлен вниз.
Межфланцевые обратные клапаны поворотного типа
Они аналогичны стандартным поворотным обратным клапанам, но не имеют полнотелой конструкции, вместо этого, когда клапан открывается, заслонка вдавливается в верхнюю часть трубопровода. Следовательно, заслонка должна иметь меньший диаметр, чем у трубопровода, и из-за этого дополнительно увеличивается перепад давления на клапане, часто высокий для клапанов поворотного типа.
Обратные клапаны поворотного типа используются в основном на больших диаметрах трубопроводов, как правило, выше DN125, потому что на небольших трубопроводах перепад давления, вызванный «плаванием» диска в потоке жидкости, становится значительным. Кроме того, при использовании этих клапанов больших размеров можно добиться значительной экономии средств из-за небольшого количества материала, необходимого для изготовления клапана.
Однако при использовании клапанов большего размера возникает одна проблема; из-за своего размера диски особенно тяжелые и поэтому обладают большой кинетической энергией при закрытии. Эта энергия передается седлу и технологической жидкости, когда клапан захлопывается, что может привести к повреждению седла клапана и возникновению гидравлического удара.
Области применения межфланцевых обратных клапанов
Бесфланцевые обратные клапаны становятся предпочтительным типом обратных клапанов для большинства применений благодаря их компактной конструкции и относительно низкой стоимости. Ниже приводится список некоторых из их наиболее распространенных применений:
Питающие трубопроводы котлов. Обратный клапан используется для предотвращения возврата котловой воды по питающему трубопроводу в резервуар для хранения, когда питательный насос перестает работать. Кроме того, на питательном трубопроводе котла может быть установлен дисковый обратный клапан с усиленной пружиной и мягким седлом, чтобы предотвратить самотечный поток в котел, когда питательный насос отключен.
Конденсатоотводчики – за исключением конденсатоотводчиков со сбросом в атмосферу, после конденсатоотводчиков всегда следует устанавливать обратные клапаны для предотвращения обратного потока конденсата, заливающего паровое пространство. Обратный клапан также предотвратит повреждение конденсатоотводчика в результате любого гидравлического удара в линии конденсата. Следует отметить, что при использовании конденсатоотводчиков струйного типа обратный клапан должен быть установлен не менее чем в 1 м за конденсатоотводчиком.
Контуры горячей воды — после каждого насоса должен быть установлен обратный клапан для предотвращения обратного потока через насос, когда он отключен (см. рис. 12.3.8).
Смешивание. В каждой линии подачи должен быть установлен обратный клапан для предотвращения обратного потока по разным линиям, что может привести к загрязнению. Распространенным применением смешивания является смешивание горячей и холодной воды для получения горячей воды (см. рис. 12.3.10).
Защита трубопроводной арматуры. Обратные клапаны используются для предотвращения повреждения оборудования, такого как расходомеры и регулирующие клапаны, которые могут быть повреждены обратным потоком. Обратные клапаны также предотвращают попадание содержимого фильтров в трубопроводы, расположенные выше по течению, из-за обратного тока жидкости.
Применение с несколькими котлами. На выходе каждого котла должен быть установлен обратный клапан, чтобы предотвратить попадание пара в котлы, которые могут находиться в режиме горячего резерва (см. рис. 12.3.11).
Сосуды продувки — Когда сосуд продувки получает продувку более чем от одного котла, на каждой отдельной линии продувки должен быть установлен межфланцевый обратный клапан. Это предотвратит попадание продувки из одного котла обратно в другой котел. Во многих странах это требование законодательства.
Сосуды мгновенного испарения — межфланцевый обратный клапан установлен на выходе пара из сосуда мгновенного испарения; это гарантирует, что пар из любого клапана подпитки не попадет обратно в расширительный сосуд (см. рис. 12.3.12). После конденсатоотводчика также устанавливается обратный клапан, который опорожняет испарительную емкость.
Обратные клапаны с разъемным диском
Обратный клапан с разъемным диском или обратный клапан с двумя пластинами разработан для преодоления ограничений по размеру и перепаду давления, присущих поворотным и межфланцевым обратным клапанам. Створка поворотного обратного клапана по существу разделена и шарнирно закреплена по центру, так что две дисковые пластины будут качаться только в одном направлении. Дисковые пластины удерживаются в седле пружиной кручения, установленной на шарнире.
Для удержания шарнира в центре канала потока можно использовать внешние стопорные штифты. Эти стопорные штифты являются частым источником утечек из клапана. Усовершенствованная конструкция обеспечивает внутреннюю фиксацию шарнира, а поскольку клапанный механизм полностью герметизирован внутри корпуса, предотвращается утечка в атмосферу (см. рис. 12.3.13)
Клапан нормально закрыт, так как тарелки закрыты торсионной пружиной. Когда жидкость течет в прямом направлении, давление жидкости заставляет дисковые пластины шарнирно открываться, позволяя течь. Обратный клапан закрывается пружиной, как только поток прекращается, прежде чем может возникнуть обратный поток.
Частое открытие и закрытие обратного клапана с разъемным диском может вскоре привести к повреждению седла, если пятки дисковых пластин во время открытия будут тереться о седло. Чтобы преодолеть это, пятка дисковых пластин поднимается во время начального открытия клапана, и пластины вращаются исключительно на шарнире, а не на поверхности седла.
Обратный клапан с разъемным диском имеет несколько преимуществ по сравнению с другими типами обратных клапанов:
Конструкция с разъемным диском не имеет ограничений по размеру, и эти клапаны производятся с размерами до DN5400.
Падение давления на обратном клапане с разъемным диском значительно ниже, чем на других типах.
Могут использоваться при более низком давлении открытия.
Обратные клапаны с разъемным диском могут устанавливаться в любом положении, в том числе на вертикальных трубопроводах.
Другие типы обратных клапанов
Вышеупомянутые типы обратных клапанов наиболее часто встречаются в паровых, конденсатных и жидкостных системах. Тем не менее, несколько других типов также доступны. Три типа, перечисленные ниже, в основном подходят для работы с жидкостями, а затем могут использоваться в системах с конденсатом:
Шаровой обратный клапан. Он состоит из шара с резиновым покрытием, который обычно устанавливается на входе клапана, герметизируя вход. . Когда на шар оказывается давление, он смещается со своего места по направляющей, позволяя жидкости проходить через впускное отверстие. Когда давление жидкости падает, шар соскальзывает обратно на свое место на входном седле. Примечание. Шаровые обратные клапаны обычно используются только в жидкостных системах, так как трудно обеспечить герметичность с помощью шара.
Мембранный обратный клапан — Гибкая резиновая диафрагма помещается в сетчатый или перфорированный конус острием по направлению потока в трубопроводе (см. рис. 12.3.15). Поток в прямом направлении отклоняет диафрагму внутрь, обеспечивая свободный проход жидкости. При отсутствии потока или наличии противодавления диафрагма возвращается в исходное положение, закрывая клапан. Примечание. Материал мембраны обычно ограничивает применение обратного клапана с мембраной для жидкостей с температурой ниже 180°C и давлением 16 бар.
Обратный клапан с откидным диском — подобен обратному клапану поворотного типа, но створка поворачивается перед центром давления и имеет противовес или подпружинен для принятия нормально закрытого положения (см. рис. 12.3.16). Когда поток направлен вперед, диск поднимается и «плавает» в потоке, оказывая минимальное сопротивление потоку. Диск уравновешен так, что по мере уменьшения потока он будет поворачиваться в закрытое положение, закрываясь до того, как фактически начнется обратный поток. Работа плавная и бесшумная в большинстве условий. Примечание: из-за конструкции обратного клапана с наклонным диском его использование ограничено только жидкостями.
Диаграммы потери давления
Поскольку большинство типов обратных клапанов подходят для использования как в жидкостных, так и в газовых системах, производители обычно показывают падение давления на клапане в виде диаграммы потери давления для воды. Типичный график потери давления показан на рис. 12.3.17. Он показывает падение давления на определенном обратном клапане для данного размера клапана и расхода воды в м³/ч.
Чтобы определить падение давления на обратном клапане для других жидкостей, необходимо рассчитать эквивалентный объемный расход воды, это делается по формуле в уравнении 12. 3.1:
После определения эквивалентного объемного расхода воды падение давления на клапане можно считать по диаграмме, используя тот же метод, что и для воды, выбрав эквивалентный объемный расход воды вместо фактического объемного расхода.
Следует отметить, что объемный расход (в м³/ч) обычно указывается для жидкостей, тогда как для пара обычно используется массовый расход (в кг/ч). Чтобы преобразовать кг/ч в м³/ч, массовый расход умножается на удельный объем (в кг/м³) для конкретного рабочего давления и температуры (см. уравнение 12.3.2).
В качестве альтернативы, если указано значение te Kv клапана, падение давления на клапане можно определить с помощью метода, описанного в Модуле 12.2.
Пример 12.3.1
Определите падение давления на обратном клапане DN65, пропускающем 1200 кг/ч насыщенного пара при давлении 8 бари. Используйте характеристики падения давления, показанные на рисунке 12.3.17.
Решение:
Первым шагом является расчет объемного расхода:
Из паровых таблиц при манометрическом давлении 8 бар, vg = 0,214 9 м³/кг
Устройство для резки, в котором для подогревающего пламени используют пары керосина, называют керосинорезом. Схема резака керосинореза показана на рис. 1. Для преобразования жидкого керосина в пар имеется испаритель, представляющий собой трубку из нержавеющей стали с помещенной внутри асбестовой оплеткой.
Для нагрева испарителя служит вспомогательный мундштук, расположенный в головке резака. Мощность и состав подогревающего пламени регулируются кислородным вентилем и муховичком, изменяющим положение инжектора 4 в смесительной камере.
Жидкий керосин, поступающий из бачка, в резаке преобразуется в пары, смешивается в головке резака с кислородом и на выходе из мундштука образует пламя.
Керосин подается в резак под давлением 1,5—3 кгс/см2 из бачка (БГ-63 — емкостью 6,5 дм3 или БГ-68 — емкостью 7,5 дм3), снабженного ручным воздушным насосом 3, манометром 4 и запорным вентилем 6 (рис. 2).
Сменными мундштуками регулируют расход кислорода, керосина и скорость резки в зависимости от толщины разрезаемой стали.
Правила обращения с керосинорезом.
1. При помощи ручного насоса создают давление в бачке. Давление в бачке не должно превышать давление кислорода, так как это может привести к воспламенению кислородного шланга.
2. Вентилем в резак подается керосин, потом открывается вентиль подогревающего кислорода и зажигается смесь керосина с кислородом. Трубка испарителя нагревается пламенем вспомогательного мундштука. После достаточного прогрева испарителя может быть пущен режущий кислород вентилем (предварительный нагрев испарителя производится паяльной лампой).
3. Отрегулировать подогревающее пламя. Если ядро подогревающего пламени при пуске режущего кислорода неустойчивое, следует отрегулировать вентилем и маховичком подачу подогревающего кислорода.
4. При прекращении работы керосинореза сначала закрывают вентиль режущего кислорода, потом вентиль подачи керосина и вентиль подачи подогревающего кислорода. Потом открывают на бачке спускной кран для снижения давления до атмосферного.
5. Для нормальной работы керосинореза необходимо систематически (не реже одного раза в неделю) промывать асбестовую оплетку испарителя в горячей воде.
Для резки применяется осветительный керосин (ГОСТ 4753— 68). Керосин перед заливкой в бачок подвергается очистке отстаиванием через сукно или мелкую латунную сетку.
Керосином для резки можно пользоваться при температурах не ниже —15 °С и толщине разрезаемой стали не более 200 мм. Это объясняется тем, что при низких температурах керосин приобретает очень большую вязкость, что весьма затрудняет резку.
Кроме резаков, работающих на парах керосина, применяют резаки с распылением жидкого керосина, например РКР-э (резак керосиновый с распылителем, третьей модели), для ручной резки стали толщиной до 100 мм. Распыление керосина производится с помощью специального сопла-распылителя, размещенного непосредственно в головке резака.
Реклама:
Читать далее:
Машины для кислородной резки
Статьи по теме:
Машины для кислородной резки
Специальные резаки
Резаки для резки стали больших толщин
Вставные резаки
Универсальные инжекторные резаки
Как устроены и работают керосинорезы?
Заглавная страница
Избранные статьи
Случайная статья
Познавательные статьи
Новые добавления
Обратная связь
КАТЕГОРИИ:
Археология Биология Генетика География Информатика История Логика Маркетинг Математика Менеджмент Механика Педагогика Религия Социология Технологии Физика Философия Финансы Химия Экология
Балочные системы. Определение реакций опор и моментов защемления
⇐ ПредыдущаяСтр 16 из 42Следующая ⇒
Для кислородной резки низкоуглеродистых сталей с использованием в качестве горючего керосина применяют керосинорезы двух типов: с испарением и распылением горючего.
Керосинорез, работающий по принципу испарения горючего, имеет испарительную камеру с асбестовой набивкой. В камеру поступает керосин, для испарения которого камера подогревается дополнительным пламенем.
Керосинорезы, работающие по принципу распыления, имеют специальное распылительное устройство, проходя через которое жидкое горючее распыляется, в распыленном виде поступает в мундштук и там испаряется.
Керосинорез состоит из двух основных частей: бачка для горючего и резака. Бачок для горючего устанавливается на расстояния не менее 5 м от баллона с кислородом и не более 3 м от рабочего места резчика. Бачок для жидкого горючего предназначен для подачи под давлением керосина или бензина в специальный резак или горелку, которые работают на жидком горючем. Для питания керосинорезов применяют бачок БГ-68.
Бачок для жидкого горючего представляет собой сварной цилиндрический сосуд со сферическим днищем и сферической крышкой. Бачок БГ-68 (рис. 37) состоит из корпуса 5, воздушного насоса 1, запорного вентиля с маховичком 4, штуцера для заливки горючего 8, спускной пробки и штуцера 7 для присоединения шланга, по которому горючее из бачка попадает в горелку или резак, дужки 3 и кольца 6.
Горючее, подаваемое в горелку или резак, вытесняется из бачка воздухом под давлением до 0,3 МПа. Давление создается ручным воздушным насосом. Воздух из насоса по трубке, припаянной к корпусу клапана, поступает в пространство над горючей жидкостью. Бачок заполняют горючей жидкостью на 3/4 полезной емкости бачка через штуцер 8 для заливки горючей жидкости. Штуцер вваривается в верхнюю сферическую крышку. При отборе горючего давление в бачке будет падать, поэтому необходимо периодически подкачивать воздух ручным воздушным насосом 1. Давление в бачке контролируется манометром 2. Масса бачка 4 кг.
Рис 38. Схема работы керосинореза
Перед заливкой горючей жидкости в бачок необходимо убедиться в его чистоте, проверить исправность манометра и ручного воздушного насоса. При заливке горючее фильтруется через войлок, который укладывается в воронку; горючей жидкости наливают не больше 5,5 дм3. Воздушным насосом давление поднимают до 0,3 МПа. Для подачи горючей жидкости открывают вентиль подачи горючего из бачка и вентиль горючей жидкости на резаке или горелке. Бачок эксплуатируется только в вертикальном положении.
Схема работы резака с испарителем представлена на рис. 38. Керосин из бачка по шлангу через ниппель, трубку 8 и вентиль 7 поступает на асбестовую набивку испарителя 11. Кислород через вентиль 9, проходя инжектор 4, поступает в головку резака 3. В головке 3 кислород смешивается с парами керосина, образуя горючую смесь. Испаритель 11 нагревается пламенем вспомогательного мундштука 12. Образовавшаяся горючая смесь в смесительной камере головки выходит наружу через кольцевой зазор между мундштуком 1 и 2, образуя подогревающее пламя. Состав подогревающего пламени и его мощность регулируют вентилем 9 и маховичком 10, который изменяет положение инжектора в смесительной камере. Режущий кислород проходят через вентиль 6 и по трубке 5 направляется в центральный канал мундштука 1. В рукоятке размещены трубки для подвода керосина и кислорода.
⇐ Предыдущая11121314151617181920Следующая ⇒
Читайте также:
Организация работы процедурного кабинета
Статус республик в составе РФ
Понятие финансов, их функции и особенности
Сущность демографической политии
Последнее изменение этой страницы: 2021-04-20; просмотров: 251; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.004 с.)
Масло для резки стекла
— что это такое? Почему вы должны использовать это?
Купить масло для резки стекла на Amazon
Сегодняшняя статья посвящена маслу для резки стекла. Что это? Почему вы должны его использовать? Честно говоря, до того, как я сделал обзор резака для стеклянных бутылок, я понятия не имел, что масло для резки стекла существует.
Мастера, работающие со стеклом, используют смазочно-охлаждающую жидкость уже более ста лет. Я расскажу вам больше о том, почему в более поздней части этой статьи. Традиционно керосин был маслом, используемым для смазки резаков класса. Я на самом деле не знаю, почему это было. Однако, поскольку стекольщики использовали керосиновую горелку для нагрева своих паяльников, это было сделано потому, что керосин был под рукой.
Раньше я использовал керосин в качестве смазочно-охлаждающей жидкости (во время бурения). Правда, и испаряется чисто, и стеклорез не заклеивает. Я понимаю, что мне не очень нравится запах.
В видео выше я рассказываю об этом и даю базовый обзор смазочно-охлаждающей жидкости, продаваемой на Amazon в магазине Home Pro Shop.
Два типа коммерческого масла для резки стекла
Имеющееся в продаже масло для резки стекла выпускается в двух основных формах. Обычно это либо минеральное масло, либо водорастворимый состав.
Типичное масло для резки стекла из витражного супплера, вероятно, не что иное, как белое минеральное масло. Термин «белое минеральное масло» намеренно расплывчат и является синонимом как «легких нефтяных дистиллятов», так и «тяжелых нефтяных дистиллятов». Белое минеральное масло находится где-то между парафином и керосином. Хотя я не химик, я предполагаю, что здесь описываются «производные натуральных жирных кислот и добавки », описывающие профессиональное масло для резки стекла, которое я рассматриваю.
Многим, кто использует керосин в качестве масла для резки, он нравится, потому что некоторые минеральные масла, такие как масло 3-n-1, слишком густые, поэтому они не впитывают должным образом маслонаполненные резаки, такие как тот, который я показываю в комплекте с резаком для бутылок.
Синтетическая смазка должна быть водорастворимой и «экологически чистой». Предполагается смывать, чтобы медная фольга лучше держалась при изготовлении витражей.
Я ничего не знал о смазочно-охлаждающей жидкости, пока не получил указанный выше продукт. Могу себе представить, что я не один такой и что многие стекольщики используют стеклорезы без смазки. С тех пор, как я начал резать бутылки, я обнаружил, что часто проще всего купить набор для резки бутылок, в котором уже есть масло.
Зачем использовать масло для резки стекла
Очень важно использовать смазочно-охлаждающую жидкость, особенно при резке толстого стекла. Масло для резки создано для смазывания стеклорезов. Масло помогает ломать и продлевает срок службы вашего режущего лезвия.
Используйте либо стеклорез, наполненный маслом, либо погрузите отрезной круг в масло перед надрезом. Масло для стеклореза заполняет царапину, которую сделал ваш резак, что, поскольку стекло является полужидким материалом, в некоторой степени останавливает закрытие царапины.
Использование масла продлит срок службы резака
Это масло для резки стекла специально разработано для предотвращения разрушения лезвия резака при царапании стекла. Он делает это, вымывая частицы стекла. Это также обеспечивает равномерное и плавное вращение лезвий резака. Это означает, что это увеличит срок службы круга, его точность и производительность;
Масло для резки смазывает ваш режущий диск
Это масло для резки стекла имеет именно ту вязкость, которая вам необходима, чтобы избежать «протекания» режущей головки и обеспечить превосходную смазку инструментов для резки стекла. Смазка режущего диска обеспечивает его свободное и плавное вращение, а также освобождает от осколков стекла, которые могут застрять в узле режущей головки. Смазка защищает металлические детали от износа, трения и коррозии.
Масло для резки стекла Home Pro Shop нетоксично
Это масло для резки стекла создано с использованием неопасной формулы, утвержденной Управлением по охране труда и промышленной гигиене США (OSHA), которая приготовлена только с использованием натуральных производных жирных кислот и добавок; Снять его не проблема, так как масло легко смывается;
СОЖ для механической обработки
Целью всех обычных операций по удалению металла является повышение производительности и снижение затрат за счет обработки на максимально возможной скорости, обеспечивающей длительный срок службы инструмента, наименьшее количество брака и минимальное время простоя, а также поверхностей удовлетворительной точности и чистоты. Многие операции механической обработки могут выполняться «всухую», но правильное применение смазочно-охлаждающей жидкости, как правило, делает возможным: более высокие скорости резания, более высокие скорости подачи, большую глубину резания, увеличенный срок службы инструмента, меньшую шероховатость поверхности, повышенную точность размеров и снижение мощности. потребление. Выбор подходящей смазочно-охлаждающей жидкости для конкретной ситуации обработки требует знания функций, свойств и ограничений жидкости. Выбор смазочно-охлаждающей жидкости заслуживает такого же внимания, как и выбор станка, инструментов, скоростей и подач.
Чтобы понять действие смазочно-охлаждающей жидкости, важно понимать, что почти вся энергия, затрачиваемая на резку металла, преобразуется в тепло, главным образом за счет деформации металла в стружку и, в меньшей степени, за счет трения стружка скользит по поверхности инструмента. С учетом этих факторов становится ясно, что основными функциями любой смазочно-охлаждающей жидкости являются: охлаждение инструмента, заготовки и стружки; уменьшение трения на скользящих контактах; и уменьшение или предотвращение сварки или прилипания на контактных поверхностях, которые образуют «наросты» на инструменте. Две другие функции смазочно-охлаждающих жидкостей — вымывание стружки из зоны резания и защита заготовки и инструмента от коррозии. Относительная важность функций зависит от обрабатываемого материала, режущего инструмента и условий, а также требуемой отделки и точности детали. Например, смазочно-охлаждающие жидкости с большей смазывающей способностью обычно используются при низкоскоростной обработке и обработке большинства труднообрабатываемых материалов. Смазочно-охлаждающие жидкости с большей охлаждающей способностью обычно используются при высокоскоростной обработке легкообрабатываемых материалов.
Типы смазочно-охлаждающих жидкостей
В последние годы был разработан широкий спектр смазочно-охлаждающих жидкостей, отвечающих требованиям новых конструкционных материалов, новых инструментальных материалов и покрытий.
Существует четыре основных типа смазочно-охлаждающих жидкостей; каждый из них имеет отличительные черты, а также преимущества и ограничения. Выбор подходящей жидкости усложняется тем, что граница между типами не всегда четкая. Большинство механических мастерских стараются использовать как можно меньше различных жидкостей и предпочитают жидкости с длительным сроком службы, не требующие постоянной замены или модификации, имеющие достаточно приятный запах, не дымящие и не образующие тумана при использовании и, самое главное, не токсичные и не вызвать раздражение кожи. Другими проблемами при выборе являются стоимость и простота утилизации.
Основные подразделения и подразделения, используемые при классификации смазочно-охлаждающих жидкостей:
Смазочно-охлаждающие жидкости , включая чистые и смешанные минеральные масла с присадками.
Водосмешиваемые жидкости , включая эмульгируемые масла; химические или синтетические жидкости; и полухимические жидкости.
Газы .
Пасты и твердые смазочные материалы.
Поскольку смазочно-охлаждающие жидкости и смешиваемые с водой типы являются наиболее часто используемыми смазочно-охлаждающими жидкостями в механических мастерских, обсуждение будет ограничено в основном этими типами. Однако следует отметить, что при механической обработке иногда используют сжатый воздух и инертные газы, такие как углекислый газ, азот и фреон. Паста, воск, мыло, графит и дисульфид молибдена также могут использоваться либо непосредственно на заготовке, либо в качестве пропитки в инструменте, например, в шлифовальном круге.
Смазочно-охлаждающие жидкости
Смазочно-охлаждающие жидкости обычно представляют собой смеси минерального масла с добавлением животных, растительных или морских масел для улучшения смачивающих и смазывающих свойств. Соединения серы, хлора и фосфора, иногда называемые противозадирными (EP) присадками, обеспечивают еще большую смазывающую способность. Как правило, эти смазочно-охлаждающие жидкости охлаждают хуже, чем жидкости, смешиваемые с водой.
Смешиваемые с водой жидкости
Эмульсии или растворимые масла представляют собой суспензию капель масла в воде. Эти суспензии получают путем смешивания масла с эмульгаторами (мыло и мылоподобные материалы) и другими материалами. Эти жидкости сочетают в себе смазывающие и антикоррозийные свойства масла с отличными охлаждающими свойствами воды. На их свойства влияет концентрация эмульсии: «бедные» концентрации обеспечивают лучшее охлаждение, но хуже смазывают, а «богатые» концентрации имеют противоположный эффект. Добавки серы, хлора и фосфора, как и в случае смазочно-охлаждающих жидкостей, дают марки «экстремального давления» (EP).
Химические жидкости – это настоящие растворы, состоящие из органических и неорганических материалов, растворенных в воде. Неактивные типы обычно представляют собой прозрачные жидкости, сочетающие высокие характеристики ингибирования ржавчины, хорошее охлаждение и низкую смазывающую способность с высоким поверхностным натяжением. Поверхностно-активные типы включают смачивающие агенты и обладают умеренными свойствами ингибирования ржавчины, высокими охлаждающими и умеренными смазывающими свойствами при низком поверхностном натяжении. Они также могут содержать соединения хлора и/или серы для обеспечения противозадирных свойств.
Полухимические жидкости представляют собой комбинации химических жидкостей и эмульсий. Эти жидкости имеют более низкое содержание масла, но более высокое содержание эмульгатора и поверхностно-активного вещества, чем эмульсии, образуя капли масла гораздо меньшего диаметра. Они обладают низким поверхностным натяжением, умеренными смазывающими и охлаждающими свойствами, а также очень хорошими антикоррозионными свойствами. Иногда добавляют серу, хлор и фосфор.
Выбор СОЖ для различных материалов и операций
Выбор смазочно-охлаждающей жидкости зависит от многих сложных взаимодействий, включая обрабатываемость металла; тяжесть операции; материал режущего инструмента; металлургическая, химическая и человеческая совместимость; свойства жидкости, надежность и стабильность; и наконец стоимость. Другие факторы влияют на результаты. Некоторые магазины стандартизируют несколько смазочно-охлаждающих жидкостей, которые должны служить всем целям. В других цехах для всех операций, выполняемых на станке, должна использоваться одна смазочно-охлаждающая жидкость. Иногда очень тяжелые условия эксплуатации можно облегчить, нанеся «правильную» смазочно-охлаждающую жидкость вручную, в то время как станок подает смазочно-охлаждающую жидкость для других операций через свою систему охлаждения. Доступно несколько объемных учебников с конкретными рекомендациями по использованию конкретных смазочно-охлаждающих жидкостей почти для каждой комбинации операций обработки и материала заготовки и инструмента. Как правило, при недостатке опыта целесообразно проконсультироваться с поставщиком материала и/или любым из многочисленных поставщиков различных смазочно-охлаждающих жидкостей для получения совета и рекомендаций. Еще одним отличным источником является Центр обработки данных Machinability Data Center, один из многих информационных центров, поддерживаемых Министерством обороны США. Хотя следующие рекомендации представляют собой передовую практику, они служат только в качестве руководства и не означают, что другие смазочно-охлаждающие жидкости в некоторых конкретных случаях также не будут эффективными.
Стали : Следует соблюдать осторожность при использовании смазочно-охлаждающей жидкости на стали, которая обрабатывается с высокой скоростью резания режущими инструментами из цементированного карбида. См. «Применение смазочно-охлаждающих жидкостей к карбидам» далее. Часто эту операцию выполняют всухую. Если используется смазочно-охлаждающая жидкость, это должно быть растворимое масло, смешанное до консистенции примерно 1 часть масла на 20–30 частей воды. Для развертывания разверток с твердосплавными наконечниками рекомендуется осерненное минеральное масло, хотя также успешно используется растворимое масло для тяжелых условий эксплуатации.
Смазочно-охлаждающая жидкость, рекомендуемая для обработки стали высокоскоростными режущими инструментами, во многом зависит от тяжести операции. Для обычного точения, растачивания, сверления и фрезерования сталей средней и низкой прочности используйте растворимое масло с консистенцией 1 часть масла на 10–20 частей воды. Для инструментальных сталей и прочных легированных сталей при точении и фрезеровании рекомендуется растворимое масло для тяжелых условий эксплуатации с консистенцией 1 часть масла на 10 частей воды. Для бурения и развертывания этих материалов используется светлое осерненное минерально-жирное масло. Для тяжелых операций, таких как нарезание резьбы, нарезание резьбы и протяжка, рекомендуется использовать сульфохлорированное минерально-жирное масло для инструментальных сталей и высокопрочных сталей, а тяжелое сульфурированное минерально-жирное масло или сульфохлорированное минеральное масло можно использовать для средне- и низкопрочных сталей. -прочные стали. Чистые сульфированные минеральные масла часто рекомендуются для обработки прочных, волокнистых низкоуглеродистых сталей, чтобы уменьшить разрыв и получить гладкую поверхность.
Нержавеющая сталь : Для обычной токарной и фрезерной обработки рекомендуется растворимое масло для тяжелых условий эксплуатации, смешанное до консистенции 1 часть масла на 5 частей воды. Протяжка, нарезание резьбы, сверление и развертывание дают наилучшие результаты при использовании сульфохлорированного минерально-жирного масла.
Медные сплавы : Большинство латуней, бронзы и меди окрашиваются при воздействии смазочно-охлаждающих жидкостей, содержащих активную серу и хлор; таким образом, не следует использовать сульфурированные и сульфохлорированные масла. Для большинства операций достаточно простого растворимого масла, смешанного с 1 частью масла и 20-25 частями воды. Для особо тяжелых операций и работы винтовых автоматов используется минерально-жировое масло. Типичное минерально-жировое масло может содержать от 5 до 10 процентов лярдового жира, а остальное минеральное масло
Monel Metal : При токарной обработке этого материала эмульсия обеспечивает немного более длительный срок службы инструмента, чем сульфурированное минеральное масло, но последнее способствует разрушению стружки, что часто желательно.
Алюминиевые сплавы : Алюминий и алюминиевые сплавы часто обрабатываются всухую. Когда используется смазочно-охлаждающая жидкость, ее следует выбирать по ее способности действовать как охлаждающая жидкость. Можно использовать растворимые масла, смешанные до консистенции 1 часть масла на 20-30 частей воды. СОЖ на основе минерального масла, используемые для обработки алюминиевых сплавов, часто разбавляют для повышения их вязкости, чтобы получить хорошие охлаждающие характеристики и обеспечить их легкое течение для покрытия инструмента и обрабатываемой детали. Например, минеральное жирное масло или минеральное плюс сульфурированное жирное масло можно сократить, добавив до 50 процентов керосина.
Чугун : Обычно чугун подвергают механической обработке всухую. Некоторое увеличение срока службы инструмента может быть достигнуто или более высокая скорость резания может быть использована при использовании химической СОЖ или растворимого масла, смешанного до консистенции 1 часть масла и 20-40 частей воды. Иногда используется растворимое масло, чтобы уменьшить количество пыли вокруг машины.
Магний : Магний может обрабатываться всухую или с обдувом воздухом для охлаждения. Для сложных разрезов можно использовать легкое минеральное масло с низким содержанием кислоты. Охлаждающие жидкости, содержащие воду, не следует использовать с магнием из-за опасности выделения водорода в результате реакции стружки с водой. Доступны запатентованные водорастворимые масляные эмульсии, содержащие ингибиторы, снижающие скорость образования водорода.
Шлифование : Эмульсии растворимого масла или эмульсии, изготовленные из пастообразных соединений, широко используются в операциях точного шлифования. Для круглого шлифования используется 1 часть масла на 40-50 частей воды. Жидкости растворного типа и полупрозрачные шлифовальные эмульсии особенно подходят для многих операций чистового шлифования. Шлифовальные жидкости на основе минерального масла рекомендуются для многих применений, где требуется чистая поверхность отшлифованной поверхности. Минеральные масла используются с керамическим кругом, но не рекомендуются для кругов с резиновой или шеллаковой связкой. При определенных условиях туман паров масла, образующийся под действием шлифовального круга, может воспламениться от шлифовальных искр и взорваться. Для гашения шлифовальной искры рекомендуется вторичная линия охлаждающей жидкости для направления потока шлифовального масла под шлифовальный круг.
Протяжка : Для стали можно использовать тяжелое минеральное масло, такое как осерненное масло, с вязкостью по Сейболту от 300 до 500 при 100°F (38°C) для обеспечения адекватного смазывающего эффекта и демпфирования ударных нагрузок. Растворимые масляные эмульсии могут использоваться для более легких операций протягивания.
СОЖ для точения, фрезерования, сверления и нарезания резьбы
В следующей таблице Смазочно-охлаждающие жидкости, рекомендуемые для операций механической обработки , приведены конкретные рекомендации по смазочно-охлаждающим маслам для обычных операций механической обработки.
Растворимые масла : Типы масляных паст, образующих эмульсии при смешивании с водой. Растворимые масла широко используются при обработке как черных, так и цветных металлов, когда качество охлаждения имеет первостепенное значение, а давление стружки не является чрезмерным. Следует проявлять осторожность при выборе подходящего растворимого масла для операций точного шлифования. Шлифовальные охлаждающие жидкости не должны содержать жирных материалов, которые имеют тенденцию нагружать круг, что влияет на качество обработки обрабатываемой детали. Растворимые охлаждающие жидкости должны содержать антикоррозионные компоненты для предотвращения коррозии.
Базовые масла : Различные типы высокосернистых и хлорированных масел, содержащих неорганические, животные или жирные материалы. Этот «базовый материал» обычно «разрежается» или смешивается с более легким маслом, за исключением случаев, когда давление образования стружки является высоким, как при резке легированной стали. Базовые масла обычно имеют диапазон вязкости от 300 до 900 секунд при 100°F (38°C).
Минеральные масла : Эта группа включает все типы масел, извлеченных из нефти, таких как парафиновое масло, минеральное масло для тюленей и керосин. Минеральные масла часто смешивают с базовыми маслами, но обычно они используются в исходном виде для легких операций механической обработки как сталей, так и цветных металлов. Охлаждающие жидкости этого класса должны иметь относительно высокую температуру воспламенения. Следует позаботиться о том, чтобы они были нетоксичными, чтобы не нанести вред оператору. Более тяжелые минеральные масла (парафиновые масла) обычно имеют вязкость около 100 секунд при 100°F (38°C). Минеральное масло тюленей и керосин имеют вязкость от 35 до 60 секунд при 100°F (38°C).
СОЖ, рекомендуемые для операций механической обработки
a При обработке алюминия можно использовать несколько разновидностей охлаждающих жидкостей. Для черновой обработки, когда съем материала достаточен для выделения тепла, можно использовать водорастворимые смеси с хорошими результатами для отвода тепла. Другими маслами, которые могут быть рекомендованы, являются прямое минеральное масло для уплотнений; смесь 50-50 минерального тюленьего жира и керосина; смесь 10-процентного лярда с 90 процентов керосина; и 100-секундное минеральное масло, разбавленное минеральным маслом для тюленей или керосином.
b Упомянутое сернистое базовое масло содержит 4½ процента соединения серы. Базовые масла обычно темного цвета. Как правило, они содержат соединения серы, образующиеся в результате термического или каталитического процесса нефтепереработки. При такой обработке они больше подходят для промышленных хладагентов, чем когда в них вручную добавляются такие соединения, как цветы серы. Добавление соединений серы вручную в резервуар для охлаждающей жидкости имеет только временное значение, и неоднородность раствора может повлиять на операцию обработки.
c Растворимое масло или минеральное масло с низкой вязкостью можно использовать при обработке чугуна для предотвращения избыточной металлической пыли.
d Если для обработки магния требуется смазочно-охлаждающая жидкость, рекомендуется использовать низкокислотные или некислотные минеральные уплотнения или лярдовые масла. Охлаждающие жидкости, содержащие воду, не следует использовать из-за пожароопасности, когда стружка магния вступает в реакцию с водой с образованием газообразного водорода.
e Серосодержащие масла обычно не рекомендуются для выпуска алюминия; тем не менее, для некоторых операций по нарезанию резьбы они оказались очень удовлетворительными, хотя изделие следует промыть в растворителе сразу после обработки, чтобы предотвратить обесцвечивание.
Материал для резки
Токарная обработка
Фрезерование
Алюминий и
Минеральное масло с 10-процентным содержанием жира (или) растворимого масла
25-процентное масло на основе серыb с 75-процентным минеральным маслом
10-процентное лярдовое масло с 90-процентным минеральным маслом
Латунь
Минеральное масло с содержанием жира 10%
Растворимое масло (96% воды)
Инструментальные стали и низкоуглеродистые стали
25-процентное лярдовое масло с 75-процентным минеральным маслом
Растворимое масло
Медь
Растворимое масло
Растворимое масло
Монель-металл
Растворимое масло
Растворимое масло
Чугун c
Сухой
Сухой
Ковкий чугун
Растворимое масло
Растворимое масло
Бронза
Растворимое масло
Растворимое масло
Магний d
10-процентное лярдовое масло с 90-процентным минеральным маслом
Минеральное масло для тюленей
Алюминий и
Растворимое масло (от 75 до 90 процентов воды) (или) 10-процентное лярдовое масло с 90-процентным минеральным маслом
Лардовое масло(или) Сперматозное масло (или) Шерстяной жир (или) 25-процентное масло на основе серы b Смешанное с минеральным маслом
Легированная сталь b
Растворимое масло
30-процентное лярдовое масло с 70-процентным минеральным маслом
Латунь
Растворимое масло (от 75 до 90 процентов воды) (или) 30-процентное лярдовое масло с 70-процентным минеральным маслом
10-20-процентное лярдовое масло с минеральным маслом
Инструментальные стали и низкоуглеродистые стали
Растворимое масло
25-40-процентное лярдовое масло с минеральным маслом (или) 25-процентное масло на основе серы b с 75-процентным минеральным маслом
Медь
Растворимое масло
Растворимое масло
Монель-металл
Растворимое масло
25-40-процентное лярдовое масло, смешанное с минеральным маслом (или) маслом на основе серы b Смешанное с минеральным маслом
Чугун c
Сухой
Сухое (или) 25-процентное лярдовое масло с 75-процентным минеральным маслом
Ковкий чугун
Растворимое масло
Растворимое масло
Бронза
Растворимое масло
20-процентное лярдовое масло с 80-процентным минеральным маслом
Магний d
60-секундное минеральное масло
20-процентное лярдовое масло с 80-процентным минеральным маслом
Резюме
В этой статье представлен обзор различных типов жидкостей, используемых для операций механической обработки, включая резку, токарную обработку, фрезерование, сверление и нарезание резьбы.
 Сам инструмент размещается вверх ногами. На рабочей поверхности закрепляется направляющая для обрабатываемой заготовки.
Сам инструмент размещается вверх ногами. На рабочей поверхности закрепляется направляющая для обрабатываемой заготовки.


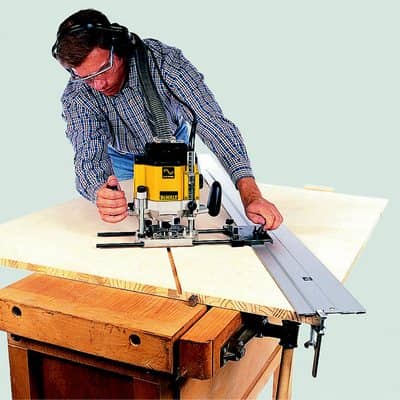
 Подойдя к верстаку, вы нажимаете на педаль – мотор включается. После окончания работ, или в аварийной ситуации – нога убирается с педали, и фрезер останавливается.
Подойдя к верстаку, вы нажимаете на педаль – мотор включается. После окончания работ, или в аварийной ситуации – нога убирается с педали, и фрезер останавливается.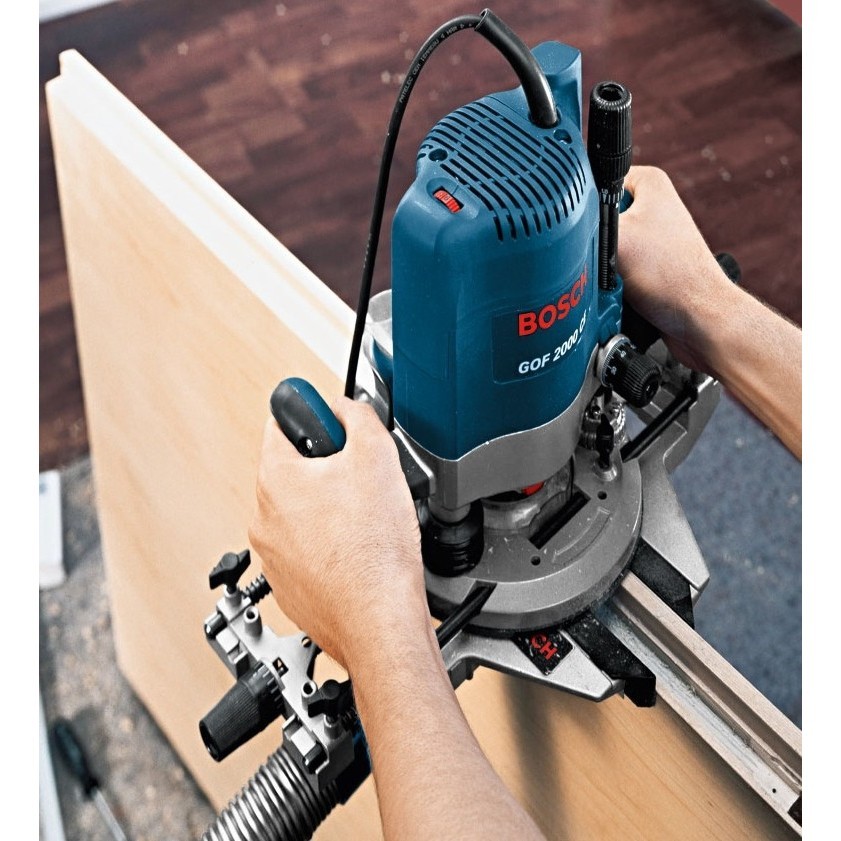
 3 Усовершенствование упора
3 Усовершенствование упора Конечно же, для изготовления столешницы лучше использовать ламинированные или покрытые пластиком листовые материалы, которые будут позволять легко скользить заготовке по поверхности.
Конечно же, для изготовления столешницы лучше использовать ламинированные или покрытые пластиком листовые материалы, которые будут позволять легко скользить заготовке по поверхности. Поставьте в этом месте точку и с помощью угольника проведите линию.
Поставьте в этом месте точку и с помощью угольника проведите линию.






 Планка позволит разместить конструкцию параллельно вертикальному упору
Планка позволит разместить конструкцию параллельно вертикальному упору

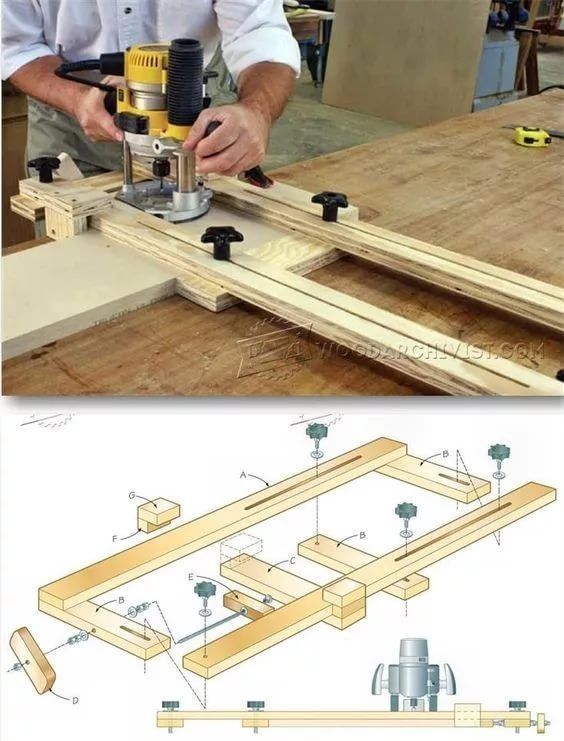 Готовые металлические шины можно купить в специализированных магазинах. Но их также легко изготовить своими руками из пластика, фанеры или МДФ.
Готовые металлические шины можно купить в специализированных магазинах. Но их также легко изготовить своими руками из пластика, фанеры или МДФ. Для выборки паза подбирается прямая или фигурная пазовая фреза и закрепляется в цанге аппарата.
Для выборки паза подбирается прямая или фигурная пазовая фреза и закрепляется в цанге аппарата. Одной из его специальностей является ремонт старых систем, построенных еще в 1920-х годах, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад.
Одной из его специальностей является ремонт старых систем, построенных еще в 1920-х годах, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад. Поэтому знание того, как резать плитку, является неотъемлемой частью работы с плиткой. Частичные плитки с чистыми, гладкими краями придадут всей работе с плиткой профессиональный вид, в то время как грубые, рваные срезы всегда будут привлекать внимание — независимо от того, насколько хорошо вы выполняете остальную часть укладки плитки.
Поэтому знание того, как резать плитку, является неотъемлемой частью работы с плиткой. Частичные плитки с чистыми, гладкими краями придадут всей работе с плиткой профессиональный вид, в то время как грубые, рваные срезы всегда будут привлекать внимание — независимо от того, насколько хорошо вы выполняете остальную часть укладки плитки. Плитка оценивается путем резкого перемещения подсчетного колеса по поверхности плитки. Затем, поместив прижимную планку поперек плитки и приложив сильное усилие вниз с каждой стороны, плитка защелкнется по линии надреза.
Плитка оценивается путем резкого перемещения подсчетного колеса по поверхности плитки. Затем, поместив прижимную планку поперек плитки и приложив сильное усилие вниз с каждой стороны, плитка защелкнется по линии надреза. Если резак с защелкой нецелесообразен, в качестве альтернативы можно использовать механическую мокрую пилу, в которой используется алмазный диск, который может легко резать эти материалы. Мокрая пила также необходима, когда у вас есть очень большая плитка, требующая большого количества резки, поскольку она значительно упрощает работу. Влажные пилы можно взять напрокат в пунктах проката инструментов и в домашних центрах, но мастера, которые часто работают с плиткой, могут захотеть инвестировать в собственную доступную модель.
Если резак с защелкой нецелесообразен, в качестве альтернативы можно использовать механическую мокрую пилу, в которой используется алмазный диск, который может легко резать эти материалы. Мокрая пила также необходима, когда у вас есть очень большая плитка, требующая большого количества резки, поскольку она значительно упрощает работу. Влажные пилы можно взять напрокат в пунктах проката инструментов и в домашних центрах, но мастера, которые часто работают с плиткой, могут захотеть инвестировать в собственную доступную модель. Поместите плитку глазурованной стороной вверх на станину резака под режущий диск и прижимную пластину, совместив метки резки с направляющими на станине инструмента. Плотно прижмите край плитки к концевому упору резака. Некоторые инструменты имеют направляющую для краев, чтобы удерживать боковую сторону плитки на месте. Перемещайте отрезной круг вдоль направляющих, пока он не упрется в ближний край плитки.
Поместите плитку глазурованной стороной вверх на станину резака под режущий диск и прижимную пластину, совместив метки резки с направляющими на станине инструмента. Плотно прижмите край плитки к концевому упору резака. Некоторые инструменты имеют направляющую для краев, чтобы удерживать боковую сторону плитки на месте. Перемещайте отрезной круг вдоль направляющих, пока он не упрется в ближний край плитки. com 2013
com 2013 Это может занять некоторое время, если вы работаете с листами очень маленьких плиток. Если у вас нет четких линий разреза, плитки могут не отрываться друг от друга, особенно по краям, и вы можете получить сколы на глазури поверхности плитки.
Это может занять некоторое время, если вы работаете с листами очень маленьких плиток. Если у вас нет четких линий разреза, плитки могут не отрываться друг от друга, особенно по краям, и вы можете получить сколы на глазури поверхности плитки. com
com com. Что следует учитывать при выборе лучшего ручного плиткореза
com. Что следует учитывать при выборе лучшего ручного плиткореза  Даже если вы используете свой плиткорез только для одного проекта, достижение одинакового уровня точности от начала до конца с одним и тем же колесом имеет большое значение.
Даже если вы используете свой плиткорез только для одного проекта, достижение одинакового уровня точности от начала до конца с одним и тем же колесом имеет большое значение.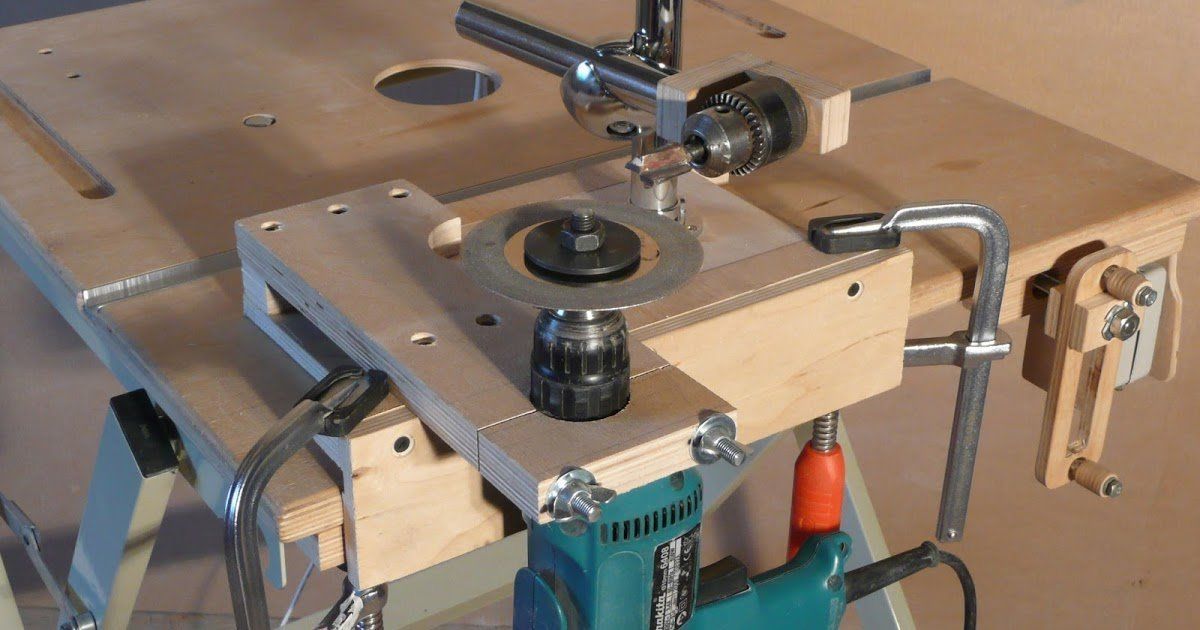 Без этой возможности вам было бы трудно щелкать плитки и щелкать их чисто.
Без этой возможности вам было бы трудно щелкать плитки и щелкать их чисто.


 36-дюймовый ручной плиткорез Goplus помогает решить эту проблему. Он не только имеет вместимость 36 дюймов, но также имеет I-образную направляющую, которая обеспечивает прочность и точность при подсчете очков даже в середине направляющей.
36-дюймовый ручной плиткорез Goplus помогает решить эту проблему. Он не только имеет вместимость 36 дюймов, но также имеет I-образную направляющую, которая обеспечивает прочность и точность при подсчете очков даже в середине направляющей. Какие материалы можно резать ручным плиткорезом?
Какие материалы можно резать ручным плиткорезом? 
 Наиболее распространены изображенные на рис. 3 типы решеток:
Наиболее распространены изображенные на рис. 3 типы решеток:

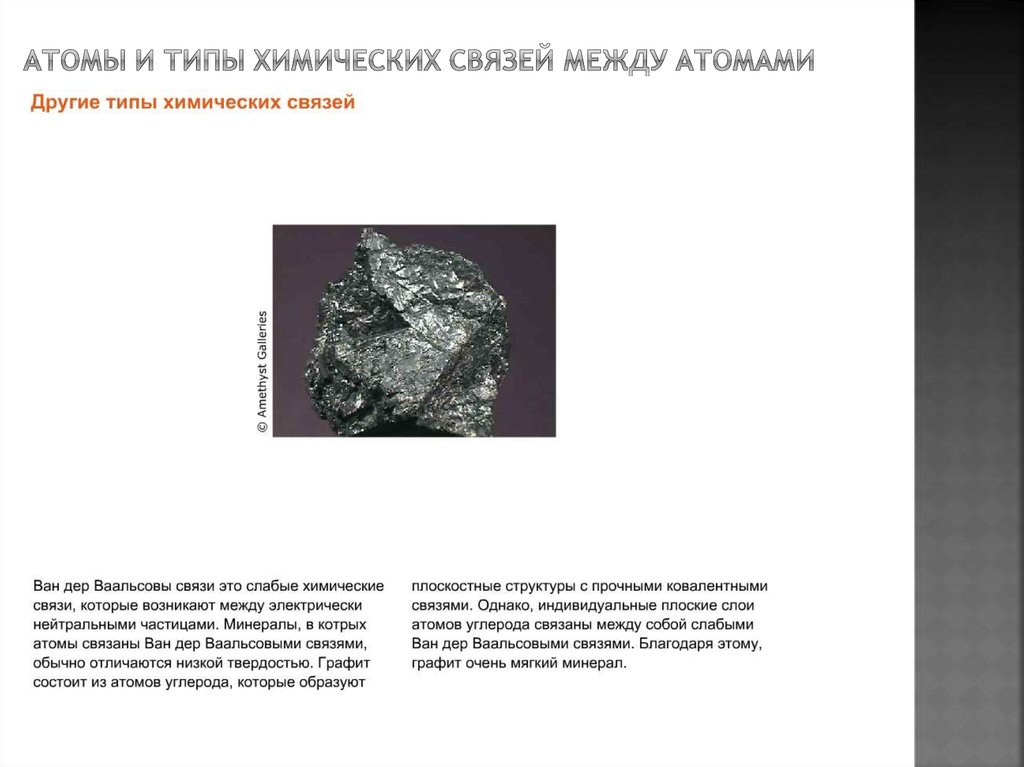 По результатам такого измерения строят кривые охлаждения.
По результатам такого измерения строят кривые охлаждения. Некоторые из этих атомно-кристаллических групп могут стать зародышами будущих кристаллов, или, как говорят, центрами кристаллизации. Дальнейший рост кристаллов происходит путем постепенного наращивания на эти центры новых атомных слоев.
Некоторые из этих атомно-кристаллических групп могут стать зародышами будущих кристаллов, или, как говорят, центрами кристаллизации. Дальнейший рост кристаллов происходит путем постепенного наращивания на эти центры новых атомных слоев.
 Эти вещества распределяются равномерно по всему объему металла и образуют дополнительные центры кристаллизации, благодаря чему зерна металла получаются более мелкими и могут изменять свою форму.
Эти вещества распределяются равномерно по всему объему металла и образуют дополнительные центры кристаллизации, благодаря чему зерна металла получаются более мелкими и могут изменять свою форму.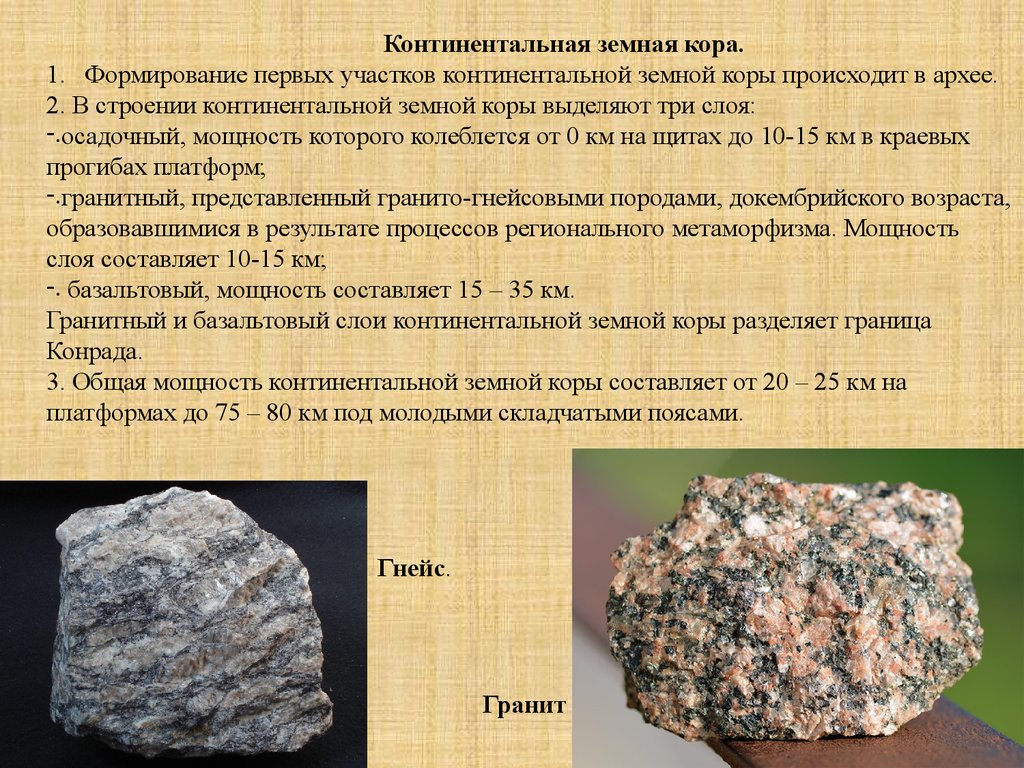 Различные типы кристаллического строения называют аллотропической формой, или модификацией.
Различные типы кристаллического строения называют аллотропической формой, или модификацией.
 Это явление получило название оловянная чума. Наиболее опасна «оловянная чума» при хранении олова в зимнее время в холодном помещении.
Это явление получило название оловянная чума. Наиболее опасна «оловянная чума» при хранении олова в зимнее время в холодном помещении.
 Этот процесс называют рекристаллизацией.
Этот процесс называют рекристаллизацией.
 При ковке, прокатке и других видах обработки нужно следить за тем, чтобы металл не приобретал критической степени деформации, иначе при последующем нагреве получается крупнозернистый металл с плохими свойствами.
При ковке, прокатке и других видах обработки нужно следить за тем, чтобы металл не приобретал критической степени деформации, иначе при последующем нагреве получается крупнозернистый металл с плохими свойствами.
 д.
д. е. содержание элементов, составляющих сплав, выраженное чаще всего в весовых процентах.
е. содержание элементов, составляющих сплав, выраженное чаще всего в весовых процентах. Наибольшее применение при изготовлении машин получили металлы и их сплавы.
Наибольшее применение при изготовлении машин получили металлы и их сплавы. Наименьший комплекс атомов, который при многократном повторении в пространстве воспроизводит решетку, называется элементарной кристаллической ячейкой. Форма элементарной кристаллической ячейки определяет совокупность свойств металлов: блеск, плавкость, теплопроводность, электропроводность, обрабатываемость и анизотропность (различие свойств в различных плоскостях кристаллической решетки) . Пространственные кристаллические решетки образуются при переходе металла из жидкого состояния в твердое. Этот процесс называется кристаллизацией.
Наименьший комплекс атомов, который при многократном повторении в пространстве воспроизводит решетку, называется элементарной кристаллической ячейкой. Форма элементарной кристаллической ячейки определяет совокупность свойств металлов: блеск, плавкость, теплопроводность, электропроводность, обрабатываемость и анизотропность (различие свойств в различных плоскостях кристаллической решетки) . Пространственные кристаллические решетки образуются при переходе металла из жидкого состояния в твердое. Этот процесс называется кристаллизацией. Размер зерен существенно влияет на эксплуатационные и технологические, свойства металлов. Крупнозернистый металл имеет низкую сопротивляемость удару, при его обработке резанием возникает трудность в получении малой шероховатости поверхности деталей. Размеры зерен зависят от природы самого металла и условий кристаллизации.
Размер зерен существенно влияет на эксплуатационные и технологические, свойства металлов. Крупнозернистый металл имеет низкую сопротивляемость удару, при его обработке резанием возникает трудность в получении малой шероховатости поверхности деталей. Размеры зерен зависят от природы самого металла и условий кристаллизации.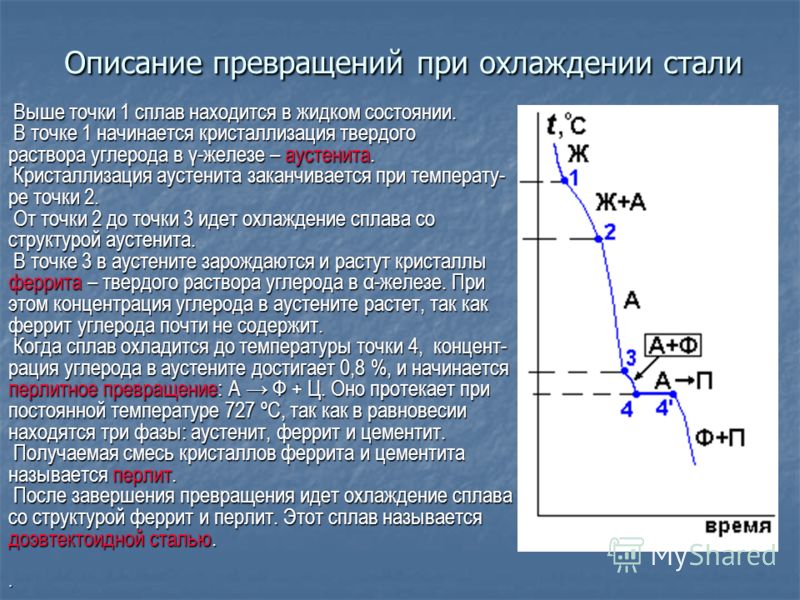 Микроанализ проводится по микрошлифам с помощью микроскопа (современные металлографические микроскопы дают увеличение до 2000, а электронные — до 25 000). Микрошлиф— это образец металла, имеющий плоскую полированную поверхность, подвергнутую травлению слабым раствором кислоты или щелочи для выявления микроструктуры.
Микроанализ проводится по микрошлифам с помощью микроскопа (современные металлографические микроскопы дают увеличение до 2000, а электронные — до 25 000). Микрошлиф— это образец металла, имеющий плоскую полированную поверхность, подвергнутую травлению слабым раствором кислоты или щелочи для выявления микроструктуры.

 В большинстве этих сплавов для высокопроизводительных применений используется первичный алюминий. Причина, по которой они используют первичный алюминий вместо вторичного или переработанного алюминия, заключается в том, что, когда мы перерабатываем алюминий, мы, почти как люди, добавляем различные просроченные компоненты. Это также просто происходит, когда вы разбираете и перерабатываете автомобиль, в итоге вы получаете, очень просто, гайки и болты, которые почти всегда стальные. Затем мы переплавляем его, концентрация железа в сплаве повышается. Добавление этой концентрации железа, как только она превысит 0,5 весовых процента, начинает вызывать другую фазу, которая, когда она очень мелкая, может усиливать свойства, но когда она большая, она может на самом деле ухудшить свойства. Он образует сильно ограненную фазу с плоскими краями, так что он похож на алмаз, но фаза, которую он образует, вместо того, чтобы быть похожей на алмаз и быть приятной массивной, имеет удлиненную или игольчатую форму.
В большинстве этих сплавов для высокопроизводительных применений используется первичный алюминий. Причина, по которой они используют первичный алюминий вместо вторичного или переработанного алюминия, заключается в том, что, когда мы перерабатываем алюминий, мы, почти как люди, добавляем различные просроченные компоненты. Это также просто происходит, когда вы разбираете и перерабатываете автомобиль, в итоге вы получаете, очень просто, гайки и болты, которые почти всегда стальные. Затем мы переплавляем его, концентрация железа в сплаве повышается. Добавление этой концентрации железа, как только она превысит 0,5 весовых процента, начинает вызывать другую фазу, которая, когда она очень мелкая, может усиливать свойства, но когда она большая, она может на самом деле ухудшить свойства. Он образует сильно ограненную фазу с плоскими краями, так что он похож на алмаз, но фаза, которую он образует, вместо того, чтобы быть похожей на алмаз и быть приятной массивной, имеет удлиненную или игольчатую форму. Теперь представьте себе структуры, которые очень остроконечные внутри материала, они действуют как концентраторы напряжений, поэтому они могут фактически деформироваться, создавать повреждения и вызывать преждевременный отказ.
Теперь представьте себе структуры, которые очень остроконечные внутри материала, они действуют как концентраторы напряжений, поэтому они могут фактически деформироваться, создавать повреждения и вызывать преждевременный отказ.
 Итак, у нас есть много проблем, много великой науки, которую нужно продолжать.
Итак, у нас есть много проблем, много великой науки, которую нужно продолжать.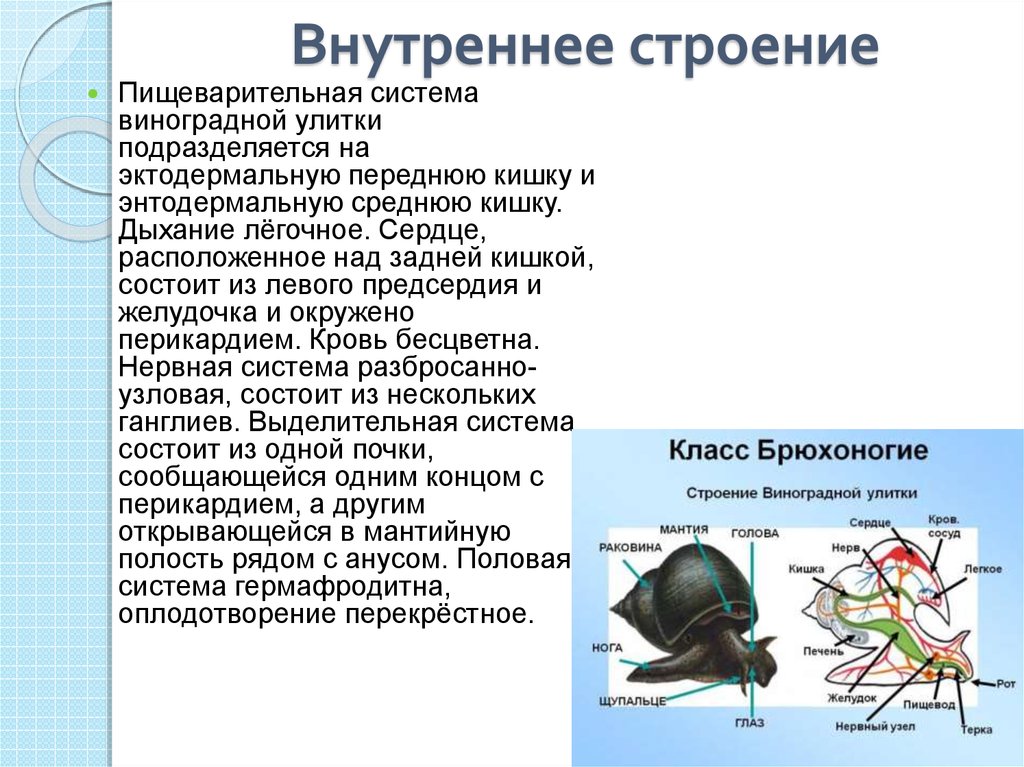
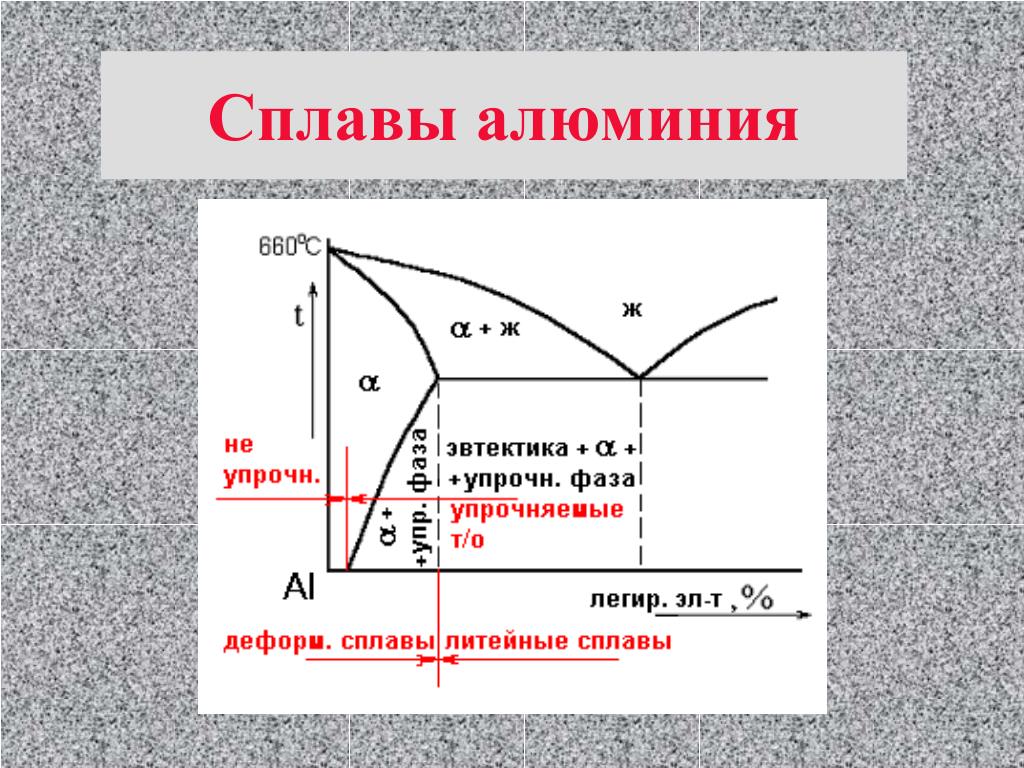 Лезвие ножа из чистого железа затупится при первом использовании, потому что чистое железо относительно мягкое. Однако нож из железа, легированного углеродом и другими элементами, будет хорошо резать и сохранять остроту лезвия.
Лезвие ножа из чистого железа затупится при первом использовании, потому что чистое железо относительно мягкое. Однако нож из железа, легированного углеродом и другими элементами, будет хорошо резать и сохранять остроту лезвия.


 Стали с никелем устойчивы к ржавчине. Хромистые стали твердые и прочные. Кремниевые стали обладают магнитными свойствами, что делает их идеальными для электрических генераторов и других электрических устройств.
Стали с никелем устойчивы к ржавчине. Хромистые стали твердые и прочные. Кремниевые стали обладают магнитными свойствами, что делает их идеальными для электрических генераторов и других электрических устройств. Быстрорежущие инструментальные стали изготавливают из железа, вольфрама, хрома и ванадия. Вольфрам является наиболее важным элементом в этих сталях из-за его высокой температуры плавления 3370°С (6,098° F).
Быстрорежущие инструментальные стали изготавливают из железа, вольфрама, хрома и ванадия. Вольфрам является наиболее важным элементом в этих сталях из-за его высокой температуры плавления 3370°С (6,098° F). Металлический монель, очень устойчивый к коррозии сплав, состоит в среднем на 67 % из никеля, на 28 % из меди и на 5 % из других элементов. Медь часто сплавляют с драгоценными металлами для изготовления монет.
Металлический монель, очень устойчивый к коррозии сплав, состоит в среднем на 67 % из никеля, на 28 % из меди и на 5 % из других элементов. Медь часто сплавляют с драгоценными металлами для изготовления монет. После охлаждения металл образует подшипник, в котором вал вращается с небольшим износом.
После охлаждения металл образует подшипник, в котором вал вращается с небольшим износом. Спринклерные системы удерживают воду под давлением с помощью предохранительной заглушки, которая плавится и выпускает воду, когда пожар вызывает повышение температуры в помещении. В некоторых системах пожарной сигнализации используется аналогичная предохранительная заглушка.
Спринклерные системы удерживают воду под давлением с помощью предохранительной заглушки, которая плавится и выпускает воду, когда пожар вызывает повышение температуры в помещении. В некоторых системах пожарной сигнализации используется аналогичная предохранительная заглушка.
 до н.э. мастера по металлу на Ближнем Востоке обнаружили, что некоторые медные руды можно нагревать для получения металла, который тверже меди, имеет более низкую температуру плавления и легче отливается. Руды содержали олово, а полученный сплав был бронзовым. Наступил бронзовый век.
до н.э. мастера по металлу на Ближнем Востоке обнаружили, что некоторые медные руды можно нагревать для получения металла, который тверже меди, имеет более низкую температуру плавления и легче отливается. Руды содержали олово, а полученный сплав был бронзовым. Наступил бронзовый век.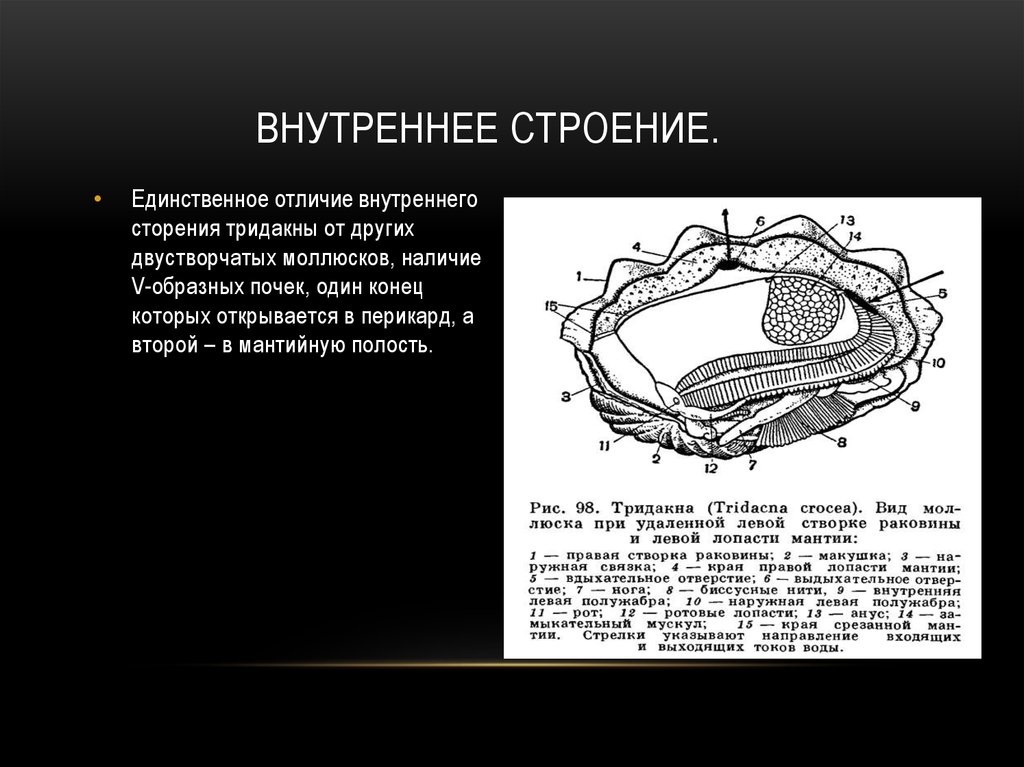
 Какова удельная теплоемкость кирпича?
Какова удельная теплоемкость кирпича? 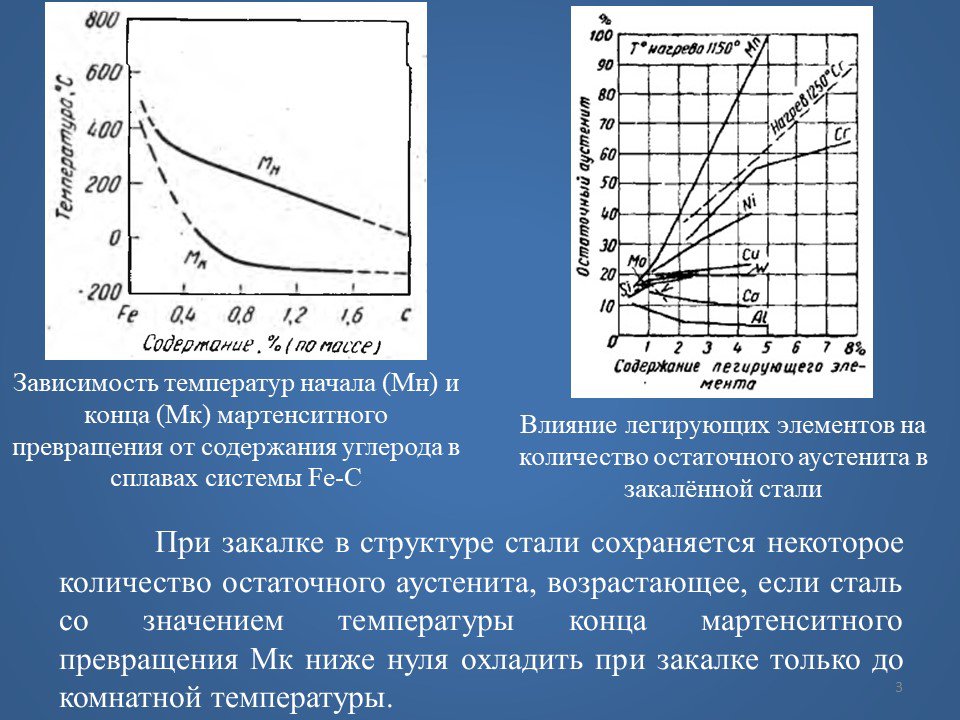
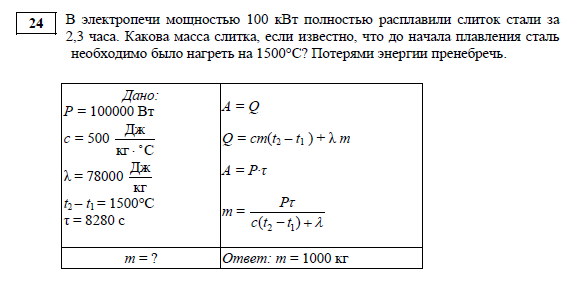 Какое количество каменного угля необходимо сжечь, чтобы получить такое же количество теплоты, как и при сгорании 3 л керосина?
Какое количество каменного угля необходимо сжечь, чтобы получить такое же количество теплоты, как и при сгорании 3 л керосина? 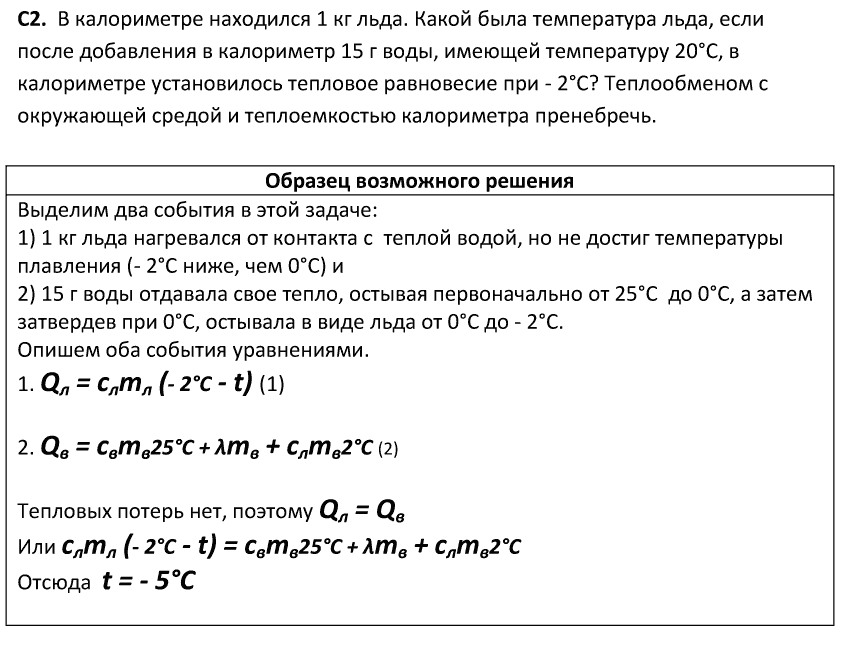 Какой ток течет по нити накала?
Какой ток течет по нити накала?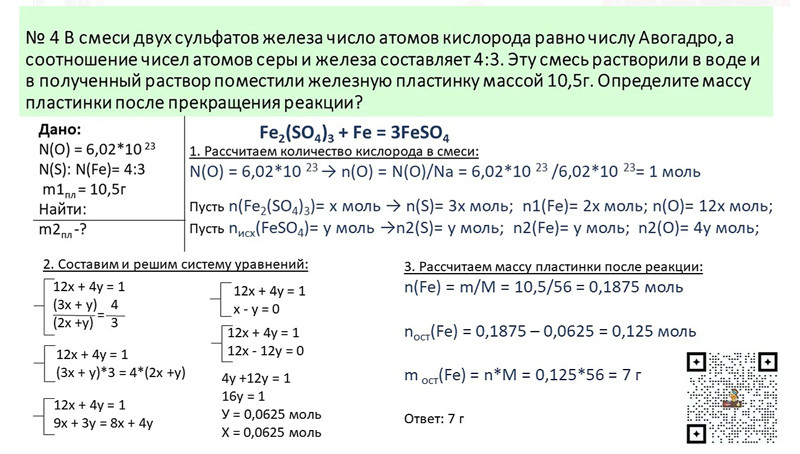
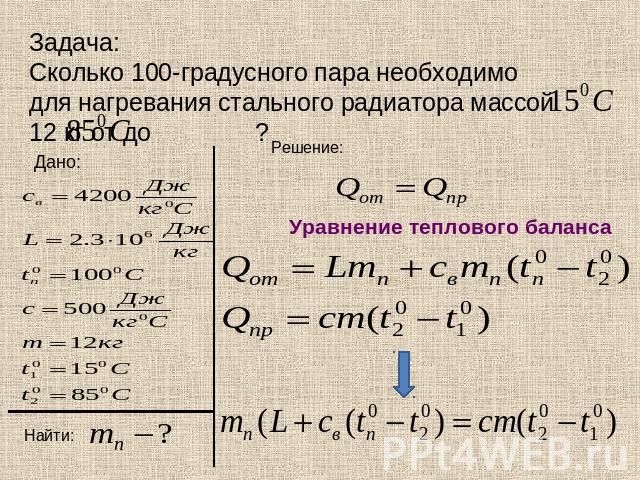 Напряжение в сети равно 220 В, сила тока в электроплитке равна 5 А. Удельная теплоемкость воды равна 4200 Дж/(кг°С).
Напряжение в сети равно 220 В, сила тока в электроплитке равна 5 А. Удельная теплоемкость воды равна 4200 Дж/(кг°С). Сколько метров проволоки потребуется для намотки паяльника мощностью 100 Вт, рассчитанного на напряжение 120 В?
Сколько метров проволоки потребуется для намотки паяльника мощностью 100 Вт, рассчитанного на напряжение 120 В? 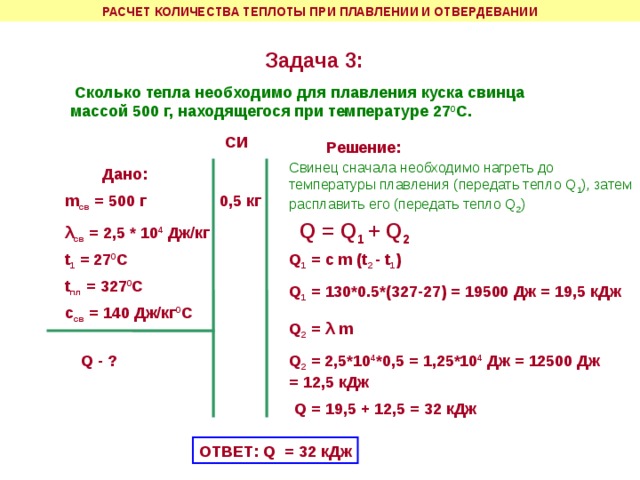 Обмотка печи сделана из никелиновой проволоки длиной 72 м. Найдите площадь поперечного сечения проволоки.
Обмотка печи сделана из никелиновой проволоки длиной 72 м. Найдите площадь поперечного сечения проволоки.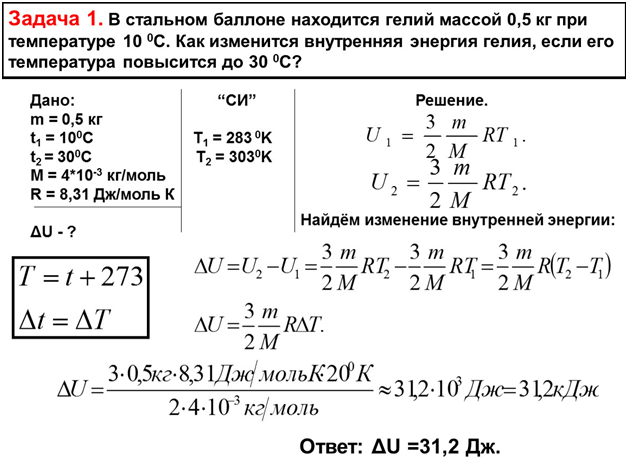 32), если ее сопротивление равно 4 Ом, сопротивление лампы Л1 равно1 Ом, лампы Л2 — 2 Ом, лампы ЛЗ — 2 Ом.
32), если ее сопротивление равно 4 Ом, сопротивление лампы Л1 равно1 Ом, лампы Л2 — 2 Ом, лампы ЛЗ — 2 Ом.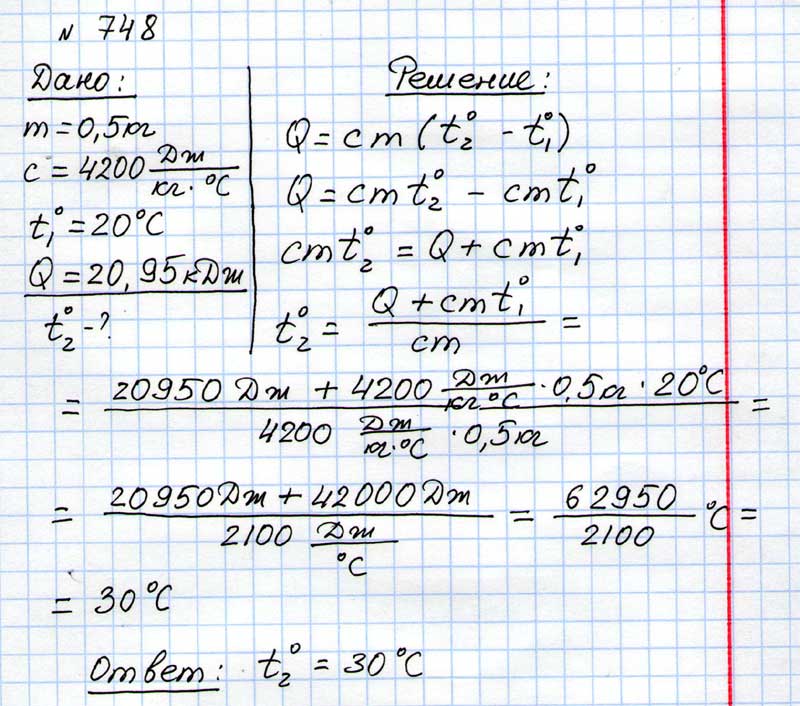 В этом посте мы рассмотрим четыре основных типа термической обработки стали, которым подвергаются сегодня: отжиг, нормализацию, закалку и отпуск.
В этом посте мы рассмотрим четыре основных типа термической обработки стали, которым подвергаются сегодня: отжиг, нормализацию, закалку и отпуск. Отжиг — это один из способов решения таких распространенных проблем и снятия внутренних напряжений.
Отжиг — это один из способов решения таких распространенных проблем и снятия внутренних напряжений.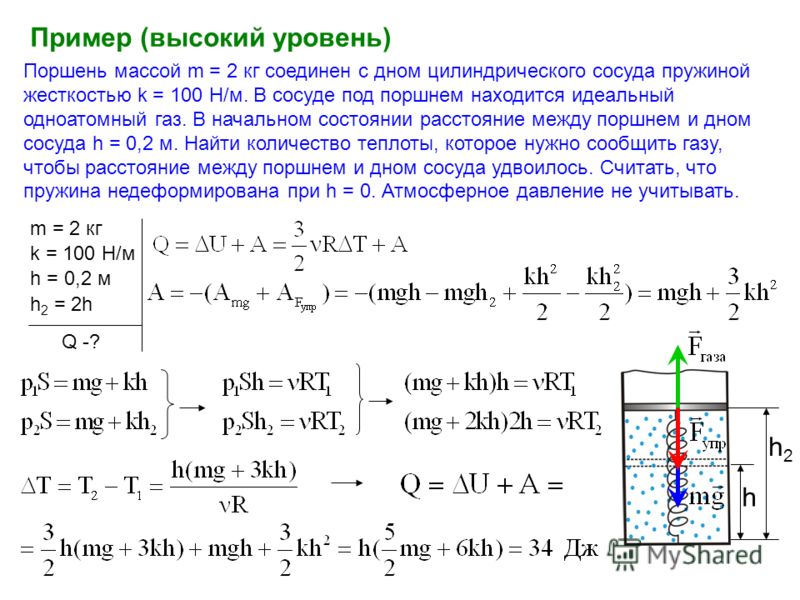 Разрушение металла может быть результатом неконтролируемого напряжения, поэтому нормализация стали перед закалкой может помочь обеспечить успех проектов.
Разрушение металла может быть результатом неконтролируемого напряжения, поэтому нормализация стали перед закалкой может помочь обеспечить успех проектов.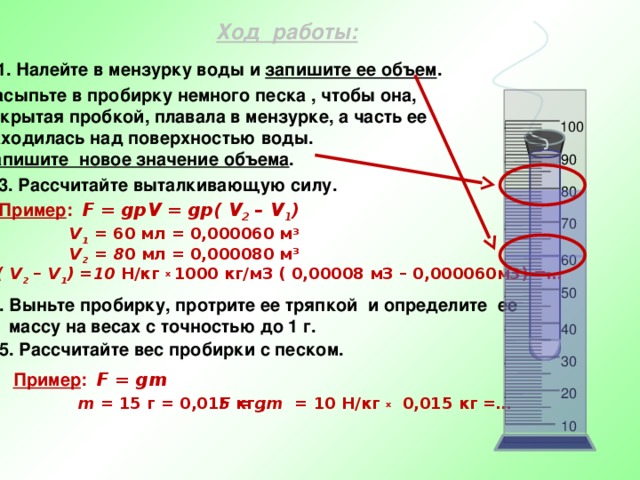 Но, при отжиге и его печном охлаждении твердость как толстой, так и тонкой детали будет сравнима.
Но, при отжиге и его печном охлаждении твердость как толстой, так и тонкой детали будет сравнима.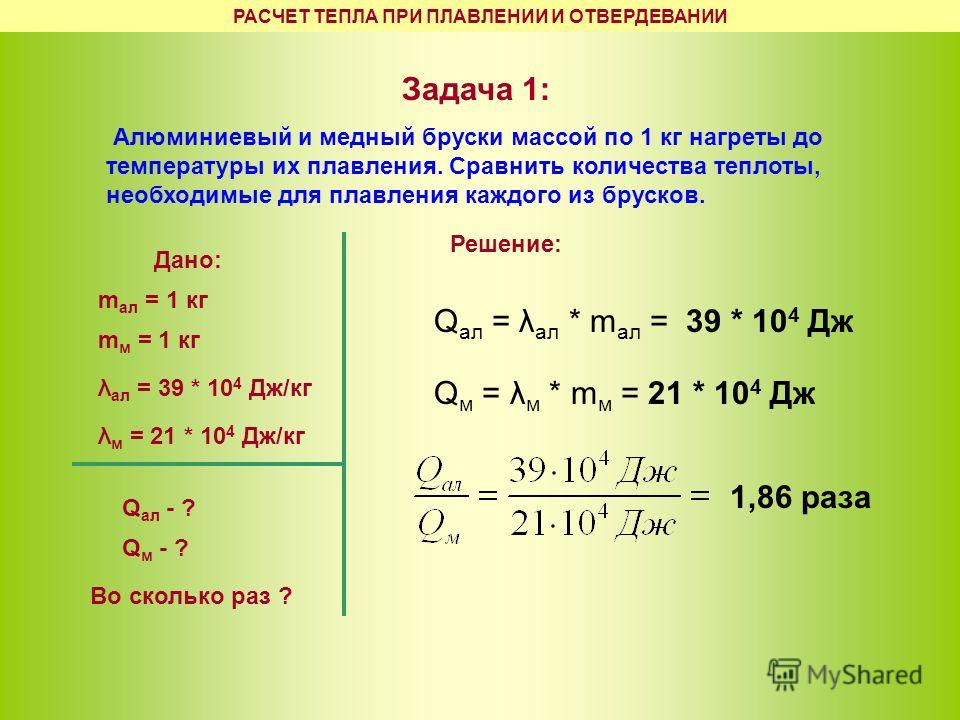 В этом есть и положительная сторона: более низкая скорость охлаждения снижает риск растрескивания или деформации. Твердость углеродистой стали зависит от содержания в ней углерода: до 0,80% углерода способность к закалке увеличивается вместе с содержанием углерода. Выше 0,80% вы можете увеличить износостойкость за счет образования твердого цементита, но вы не можете увеличить твердость.
В этом есть и положительная сторона: более низкая скорость охлаждения снижает риск растрескивания или деформации. Твердость углеродистой стали зависит от содержания в ней углерода: до 0,80% углерода способность к закалке увеличивается вместе с содержанием углерода. Выше 0,80% вы можете увеличить износостойкость за счет образования твердого цементита, но вы не можете увеличить твердость.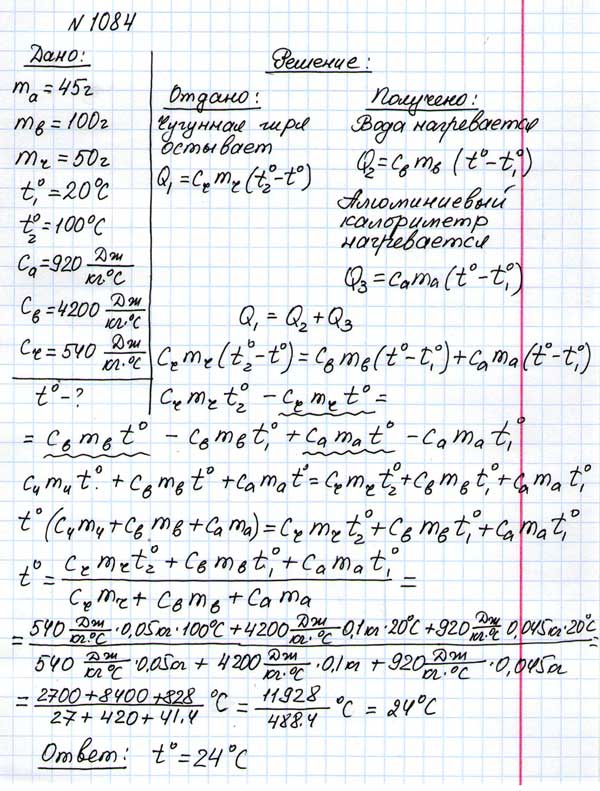 Это позволяет выбрать более медленную закалочную среду для получения заданной твердости.
Это позволяет выбрать более медленную закалочную среду для получения заданной твердости.
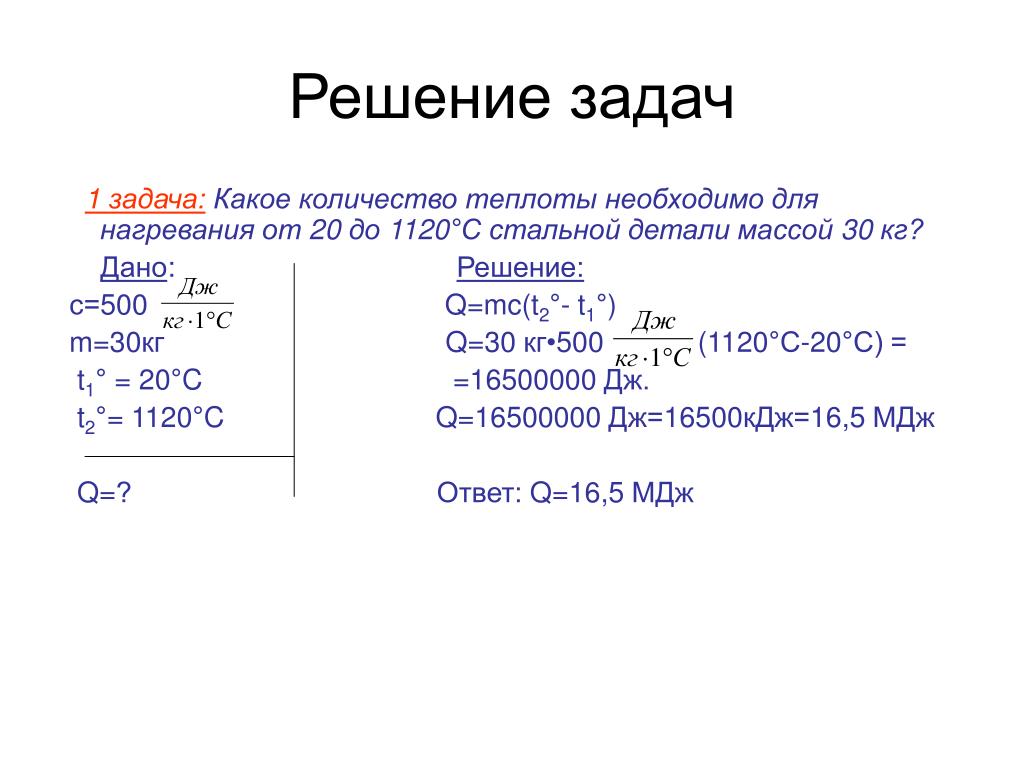
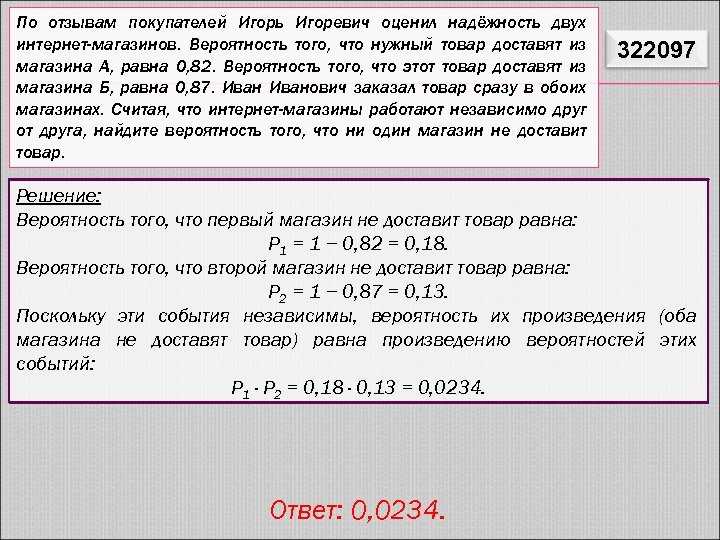
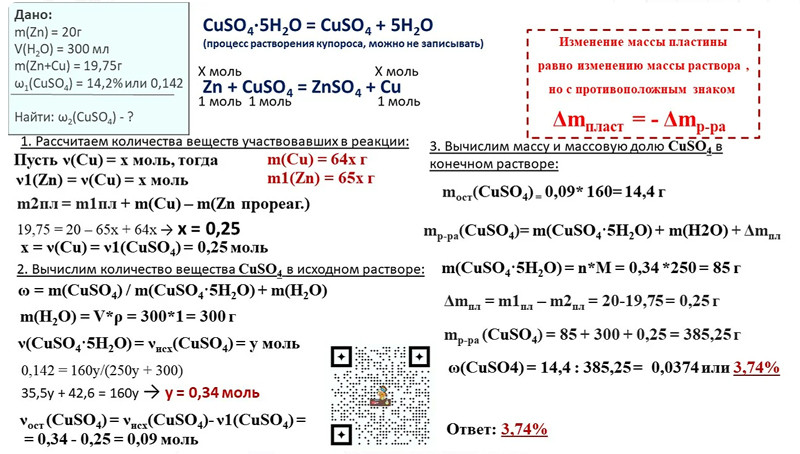
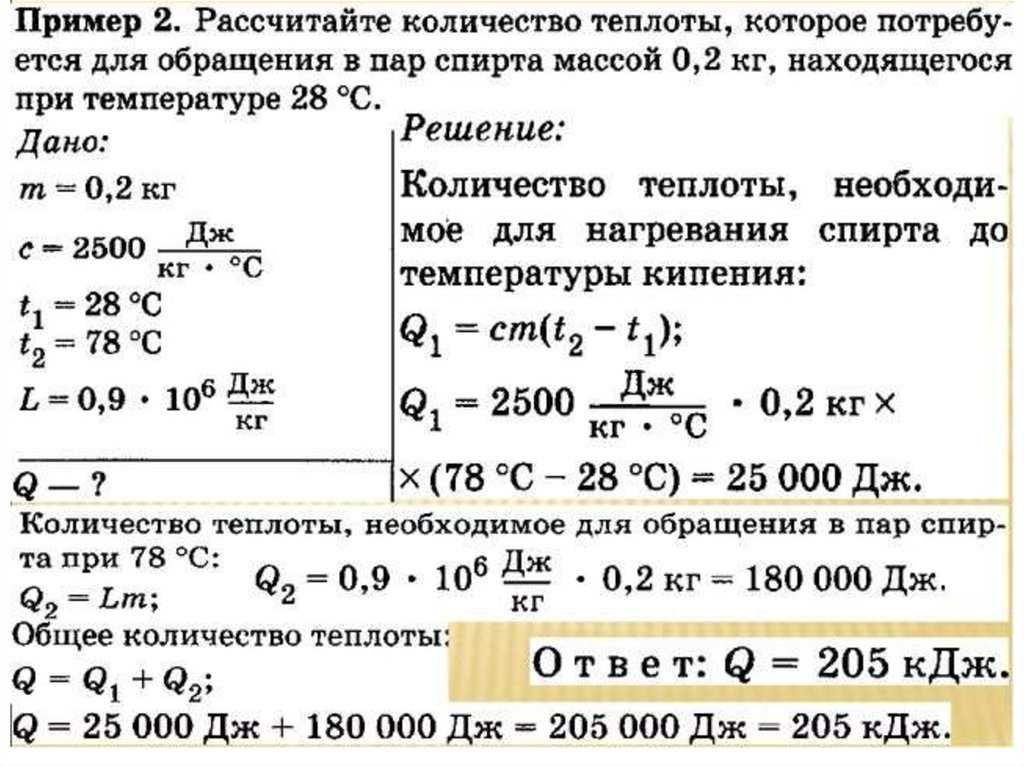
 )
) 
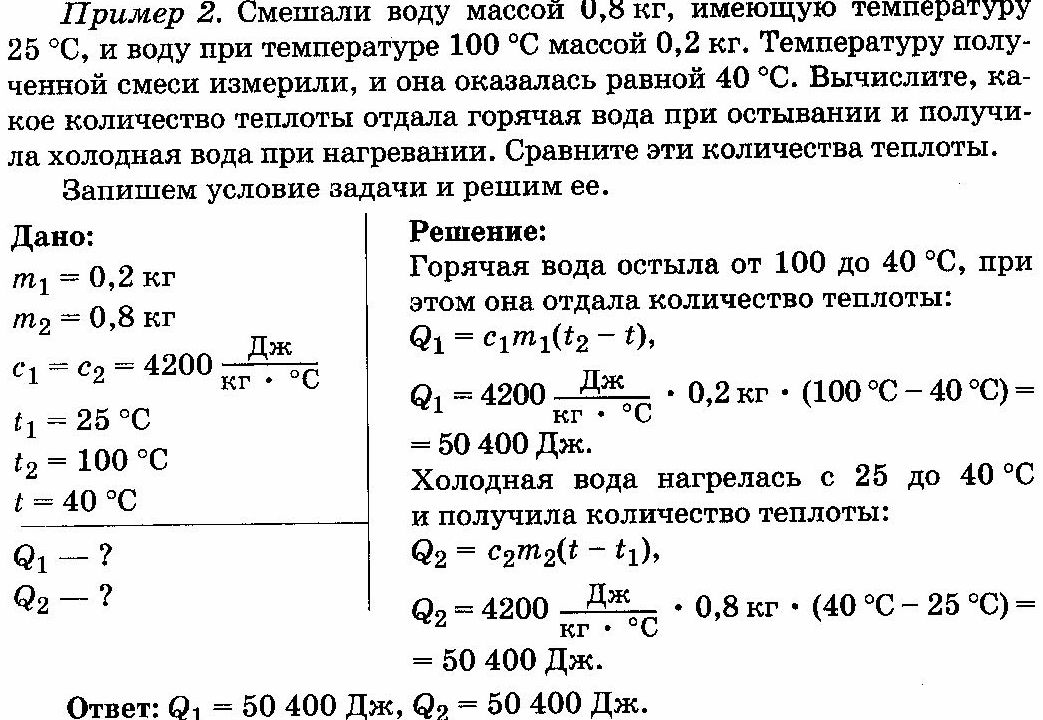
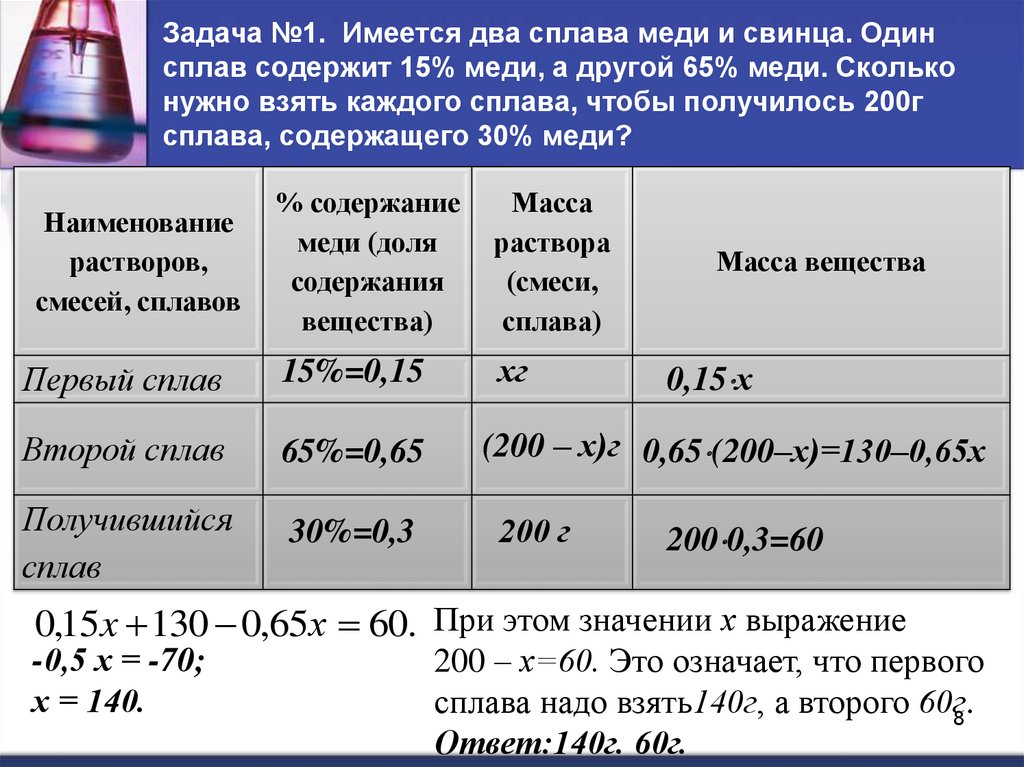 Чтобы прочитать графики, содержание азота показано в одном из двух диапазонов, а содержание фосфора варьируется, как и количество (%) холодной обработки. Вы можете видеть, как синергетический эффект этих двух химических элементов при надлежащем усилении холодной обработкой может снизить ударную вязкость материалов на целых 80–90 %.
Чтобы прочитать графики, содержание азота показано в одном из двух диапазонов, а содержание фосфора варьируется, как и количество (%) холодной обработки. Вы можете видеть, как синергетический эффект этих двух химических элементов при надлежащем усилении холодной обработкой может снизить ударную вязкость материалов на целых 80–90 %. 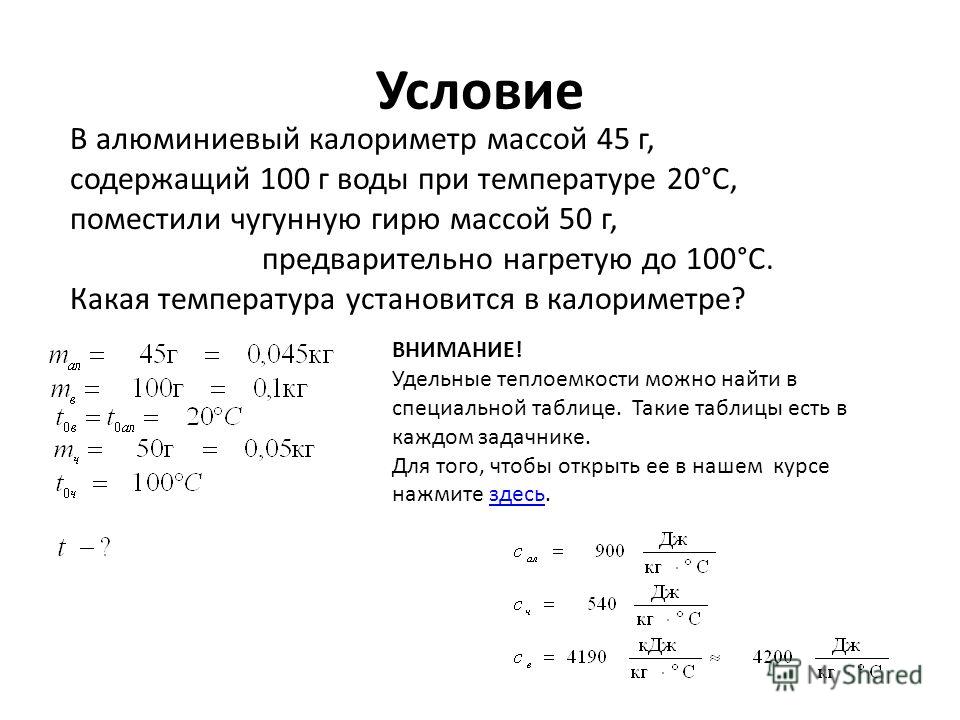
 Существует много способов удовлетворить любой конкретный набор требований к стали для большинства применений. Химия, холодная обработка, термообработка, а также детали дизайна могут быть критериями, используемыми для выбора одного материала над другим. Минимизация затрат, безусловно, важна, но наиболее важным является обеспечение всех «обязательных» свойств (обычно прочность, твердость, чистота поверхности), необходимых в готовом изделии.
Существует много способов удовлетворить любой конкретный набор требований к стали для большинства применений. Химия, холодная обработка, термообработка, а также детали дизайна могут быть критериями, используемыми для выбора одного материала над другим. Минимизация затрат, безусловно, важна, но наиболее важным является обеспечение всех «обязательных» свойств (обычно прочность, твердость, чистота поверхности), необходимых в готовом изделии.
 Первые 5% холодной работы приводят к наибольшему увеличению силы.
Первые 5% холодной работы приводят к наибольшему увеличению силы. Типичные допуски для холоднотянутых стержней из низкоуглеродистой стали диаметром 1 дюйм составляют +0,000″/–0,002″. это выгодно отличается от +/- 0,010 для горячекатаной стали того же химического состава и диаметра. Концентричность улучшается за счет операции холодного волочения.
Типичные допуски для холоднотянутых стержней из низкоуглеродистой стали диаметром 1 дюйм составляют +0,000″/–0,002″. это выгодно отличается от +/- 0,010 для горячекатаной стали того же химического состава и диаметра. Концентричность улучшается за счет операции холодного волочения. Это приводит к меньшему усилию на инструмент и увеличению срока службы инструмента и производительности. Если не добавлять твердую абразивную окалину и оксиды в смазочно-охлаждающие жидкости или на инструмент из-за очистки прутка, это продлит время безотказной работы и уменьшит потребность в обслуживании инструментов, зажимных приспособлений и машин. Более точно контролируемые размеры и концентричность означают, что штанги могут работать на более высоких скоростях, не создавая вредных вибраций и вибрации. Ваше оборудование может выдерживать более узкие допуски, если прутки правильно подобраны по размеру, поступающему в машину. Точно так же улучшенная прямолинейность приводит к меньшему биению и позволяет увеличить скорость производства.
Это приводит к меньшему усилию на инструмент и увеличению срока службы инструмента и производительности. Если не добавлять твердую абразивную окалину и оксиды в смазочно-охлаждающие жидкости или на инструмент из-за очистки прутка, это продлит время безотказной работы и уменьшит потребность в обслуживании инструментов, зажимных приспособлений и машин. Более точно контролируемые размеры и концентричность означают, что штанги могут работать на более высоких скоростях, не создавая вредных вибраций и вибрации. Ваше оборудование может выдерживать более узкие допуски, если прутки правильно подобраны по размеру, поступающему в машину. Точно так же улучшенная прямолинейность приводит к меньшему биению и позволяет увеличить скорость производства.
 Предел текучести (YS) 54 000 фунтов на квадратный дюйм; %Удлинение в 2″ (%EL) 15%; % уменьшение площади (%RA) на 40%. ( Согласно Информационному отчету SAE J 1397, Расчетные механические свойства и обрабатываемость стальных стержней) Обратите внимание, это приблизительные значения, а не минимальные!
Предел текучести (YS) 54 000 фунтов на квадратный дюйм; %Удлинение в 2″ (%EL) 15%; % уменьшение площади (%RA) на 40%. ( Согласно Информационному отчету SAE J 1397, Расчетные механические свойства и обрабатываемость стальных стержней) Обратите внимание, это приблизительные значения, а не минимальные! Кроме того, в кислородно-конвертерных сталях обычно используется более низкое содержание азота, который упрочняет феррит. Таким образом, стали, выплавляемые в кислородном конвертере, обычно имеют более низкие механические свойства, такие как предел прочности при растяжении и предел текучести, и немного более высокую пластичность (% RA и % удлинения в 2″).
Кроме того, в кислородно-конвертерных сталях обычно используется более низкое содержание азота, который упрочняет феррит. Таким образом, стали, выплавляемые в кислородном конвертере, обычно имеют более низкие механические свойства, такие как предел прочности при растяжении и предел текучести, и немного более высокую пластичность (% RA и % удлинения в 2″). Типичный проект может заключаться в использовании горячего валика размером на 1/16 дюйма больше окончательного размера для волочения. Другой поставщик может выбрать увеличенный размер 3/32″, а в редких случаях компания может использовать 1/8″, чтобы обеспечить превышение, а не просто соответствие минимальному пределу текучести.
Типичный проект может заключаться в использовании горячего валика размером на 1/16 дюйма больше окончательного размера для волочения. Другой поставщик может выбрать увеличенный размер 3/32″, а в редких случаях компания может использовать 1/8″, чтобы обеспечить превышение, а не просто соответствие минимальному пределу текучести. % EL в 2 дюймах достигает 26; %RA достигает 65. YS около 42 000 фунтов на квадратный дюйм; %EL в 2″ от 12%; %РА 35%.
% EL в 2 дюймах достигает 26; %RA достигает 65. YS около 42 000 фунтов на квадратный дюйм; %EL в 2″ от 12%; %РА 35%.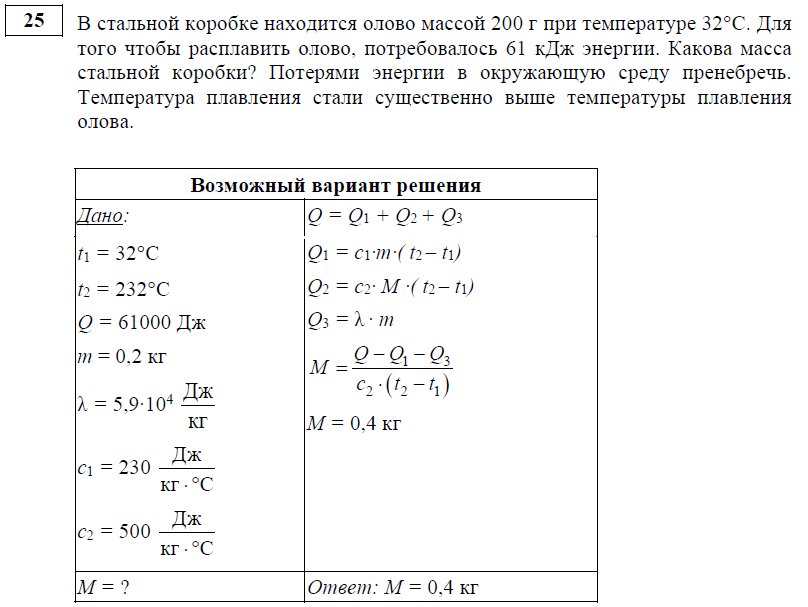 Применение, в котором вибрационные, скручивающие или знакопеременные напряжения приближаются к статическим предельным значениям, НЕ рекомендуется.
Применение, в котором вибрационные, скручивающие или знакопеременные напряжения приближаются к статическим предельным значениям, НЕ рекомендуется. Но сильная опрессовка, движение холодного металла и изгиб могут быть неудовлетворительными для этих марок.
Но сильная опрессовка, движение холодного металла и изгиб могут быть неудовлетворительными для этих марок.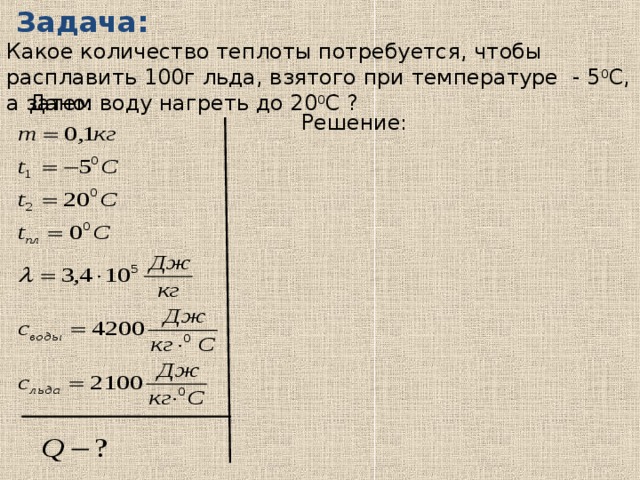
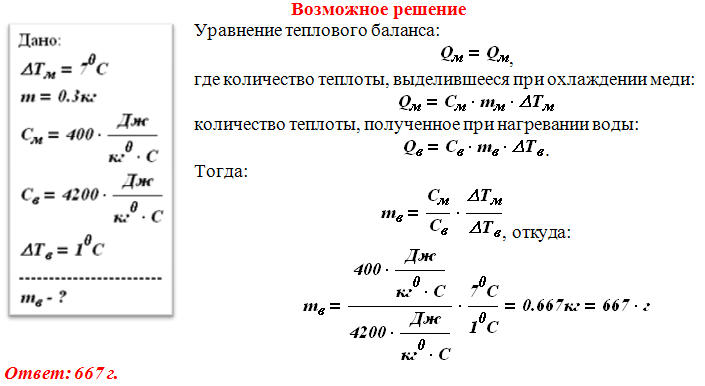
 02.2022
02.2022 в.
в.
 Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для…
Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для… Предназначен для изготовления…
Предназначен для изготовления… фрезерно-копировальный станок по дереву ВФК-2. Вся информация по телефону!!!
фрезерно-копировальный станок по дереву ВФК-2. Вся информация по телефону!!! ..
.. По всем интересующим Вас вопросам — обращайтесь по телефону!
По всем интересующим Вас вопросам — обращайтесь по телефону! 07.2022
07.2022
 Станок может комплектоваться делительной планшайбой, позволяющей производить многогранные изделия, с использованием фрезерного приспособления, которое поставляется заводом-изготовителем как опция.
Станок может комплектоваться делительной планшайбой, позволяющей производить многогранные изделия, с использованием фрезерного приспособления, которое поставляется заводом-изготовителем как опция.

 Жесткость этой машины обеспечивает гораздо более точное дублирование лезвия, чем это возможно в настоящее время с помощью доступных в настоящее время легких и гибких копировальных аппаратов.
Жесткость этой машины обеспечивает гораздо более точное дублирование лезвия, чем это возможно в настоящее время с помощью доступных в настоящее время легких и гибких копировальных аппаратов.
 1 (один) шестигранный ключ размером 3/16″ и 5/32″, 2 (два) фрезерных ключа руководство
1 (один) шестигранный ключ размером 3/16″ и 5/32″, 2 (два) фрезерных ключа руководство
 Этот метод резьбы по дереву в основном подходит для создания плоских двухмерных деревянных вывесок, гравюр и табличек. Существует три метода двухмерной резьбы по дереву с использованием фрезера: от руки, с использованием шаблонов в качестве ориентира или с использованием пантографа фрезера.
Этот метод резьбы по дереву в основном подходит для создания плоских двухмерных деревянных вывесок, гравюр и табличек. Существует три метода двухмерной резьбы по дереву с использованием фрезера: от руки, с использованием шаблонов в качестве ориентира или с использованием пантографа фрезера. При резке необходимо крепко держать фрезер, а рабочую зону не допускать сколов. Также само собой разумеется, что защитные очки нужно носить всегда. Немного потренировавшись, фрезерование вручную может дать действительно впечатляющие результаты и стать отличным способом персонализации мебели, деревянных панелей и дверей.
При резке необходимо крепко держать фрезер, а рабочую зону не допускать сколов. Также само собой разумеется, что защитные очки нужно носить всегда. Немного потренировавшись, фрезерование вручную может дать действительно впечатляющие результаты и стать отличным способом персонализации мебели, деревянных панелей и дверей. Затем шаблон крепится к заготовке. Затем к основанию фрезера прикрепляется направляющая втулка (которая соответствует ширине шаблона). Фреза подходящего размера устанавливается на фрезер, а глубина резания (от 2 до 3 мм) устанавливается перед началом фрезерования. Процесс использования шаблонов вы можете посмотреть в этом видео.
Затем шаблон крепится к заготовке. Затем к основанию фрезера прикрепляется направляющая втулка (которая соответствует ширине шаблона). Фреза подходящего размера устанавливается на фрезер, а глубина резания (от 2 до 3 мм) устанавливается перед началом фрезерования. Процесс использования шаблонов вы можете посмотреть в этом видео. В зависимости от того, где на пантографе расположен маршрутизатор, окончательная копия будет меньше или больше исходного изображения. Пантографы маршрутизатора можно использовать для копирования практически любого 2D-изображения на дерево, но чаще они используются для изготовления вывесок, как показано в видео ниже.
В зависимости от того, где на пантографе расположен маршрутизатор, окончательная копия будет меньше или больше исходного изображения. Пантографы маршрутизатора можно использовать для копирования практически любого 2D-изображения на дерево, но чаще они используются для изготовления вывесок, как показано в видео ниже. Его можно использовать для копирования таких предметов, как пропеллеры, корпуса гитар, приклады оружия или компоненты мебели, такие как ножки стола или сиденья стула. 3D-дупликатор для резьбы по дереву — это, по сути, приспособление для фрезерования, которое может перемещаться в трехмерном пространстве. Это работает так:
Его можно использовать для копирования таких предметов, как пропеллеры, корпуса гитар, приклады оружия или компоненты мебели, такие как ножки стола или сиденья стула. 3D-дупликатор для резьбы по дереву — это, по сути, приспособление для фрезерования, которое может перемещаться в трехмерном пространстве. Это работает так: Поскольку оба закреплены на одной оси, они могут двигаться синхронно. Когда пользователь проводит стилусом по копируемому объекту (мастеру), фрезер копирует это движение, вырезая деревянную заготовку (как показано на рисунке выше), отсюда и фраза 9.0011 копия резьбы .
Поскольку оба закреплены на одной оси, они могут двигаться синхронно. Когда пользователь проводит стилусом по копируемому объекту (мастеру), фрезер копирует это движение, вырезая деревянную заготовку (как показано на рисунке выше), отсюда и фраза 9.0011 копия резьбы .
 Если вы собираетесь инвестировать свое время, деньги и энергию в создание дубликатора для резьбы по дереву, вам необходимо убедиться, что конструкция хороша и даст наилучшие возможные результаты.
Если вы собираетесь инвестировать свое время, деньги и энергию в создание дубликатора для резьбы по дереву, вам необходимо убедиться, что конструкция хороша и даст наилучшие возможные результаты.
 Затем окончательный дизайн необходимо преобразовать в язык, который понимает станок с ЧПУ для резьбы по дереву, обычно это G-код.
Затем окончательный дизайн необходимо преобразовать в язык, который понимает станок с ЧПУ для резьбы по дереву, обычно это G-код. Однако может потребоваться крутая кривая обучения, если вы не знакомы с использованием программного обеспечения. С ЧПУ навыки меньше в деревообработке и больше в программировании. Кроме того, станки с ЧПУ для резьбы по дереву меньшего размера в мастерской, как правило, легкие и медленные, и им может быть трудно резать твердые породы дерева.
Однако может потребоваться крутая кривая обучения, если вы не знакомы с использованием программного обеспечения. С ЧПУ навыки меньше в деревообработке и больше в программировании. Кроме того, станки с ЧПУ для резьбы по дереву меньшего размера в мастерской, как правило, легкие и медленные, и им может быть трудно резать твердые породы дерева.
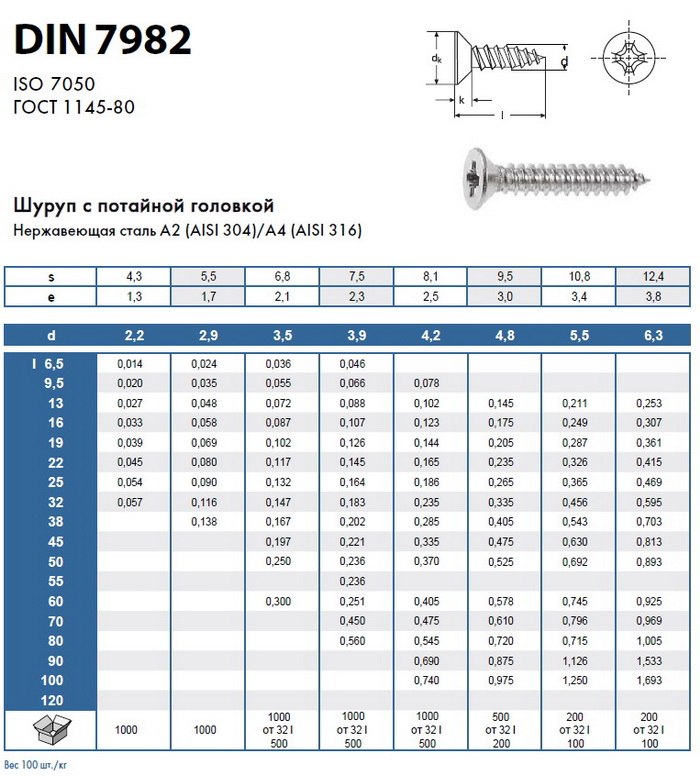 Использование шурупов со шляпкой под потай нивелирует эту проблему;
Использование шурупов со шляпкой под потай нивелирует эту проблему;
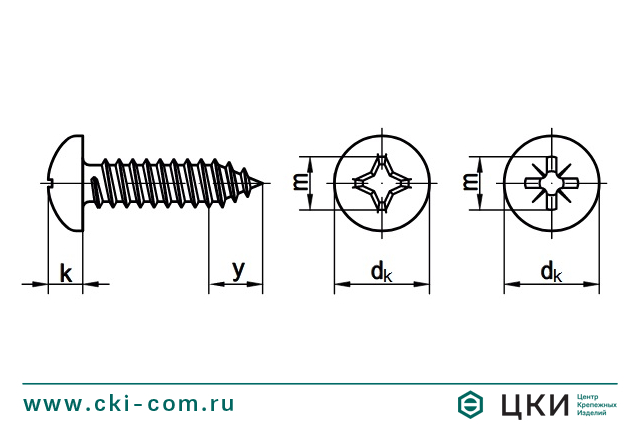 Встречаются накладки, имитирующие даже определенную породу дерева.
Встречаются накладки, имитирующие даже определенную породу дерева.
 После этого место крепления маскируют с помощью специальных мебельных мелков, подкрашивая ими шпатлевку.
После этого место крепления маскируют с помощью специальных мебельных мелков, подкрашивая ими шпатлевку.

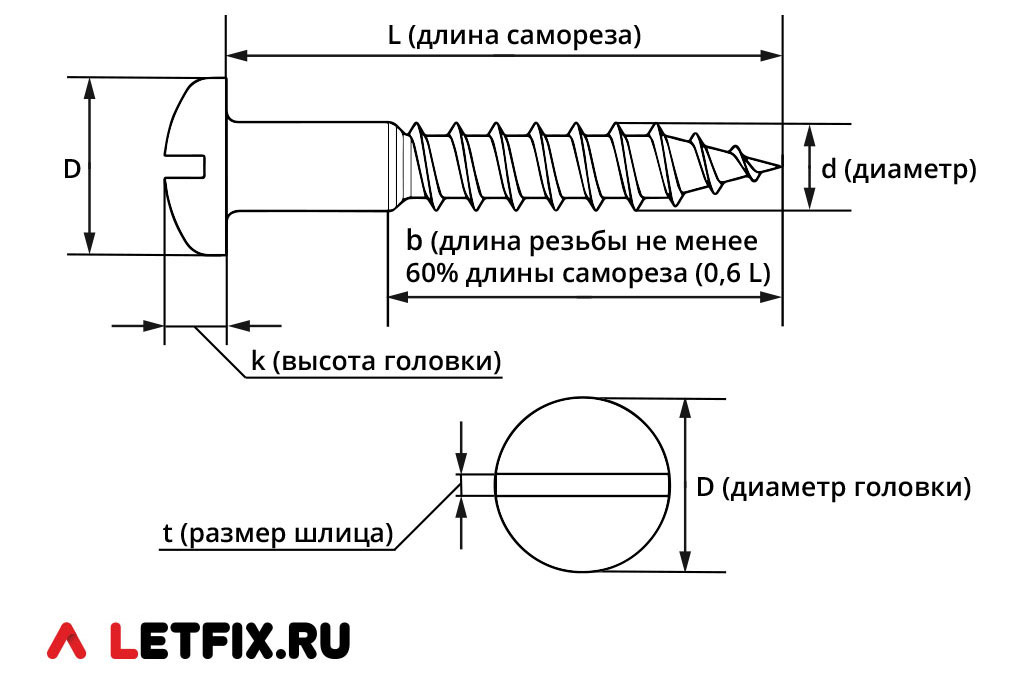 Предельные отклонения:
Предельные отклонения:
 Тогда выгоднее приобретать этот крепеж не расфасованный в упаковки различной емкости, а на развес.
Тогда выгоднее приобретать этот крепеж не расфасованный в упаковки различной емкости, а на развес.
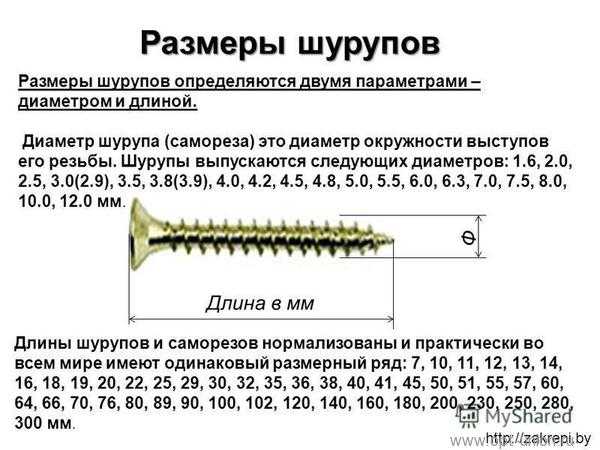 Для квартиры в здании пусть даже современной постройки – это явный перебор. А потомкам они тоже могут не пригодиться, поскольку за время продолжительного хранения поржавеют. Так что деньги будут потрачены зря.
Для квартиры в здании пусть даже современной постройки – это явный перебор. А потомкам они тоже могут не пригодиться, поскольку за время продолжительного хранения поржавеют. Так что деньги будут потрачены зря.
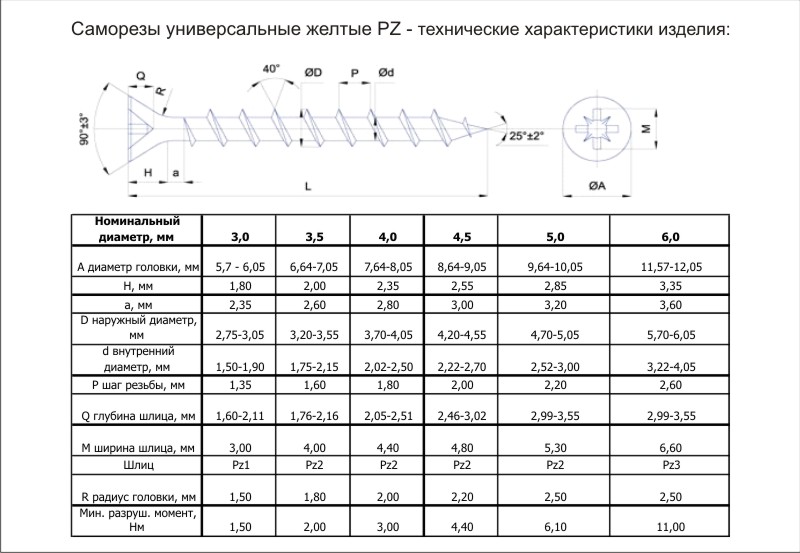 comments powered by Disqus
comments powered by Disqus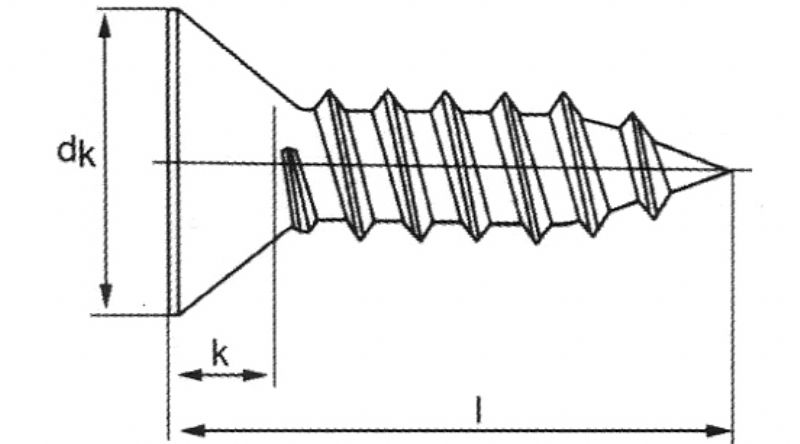

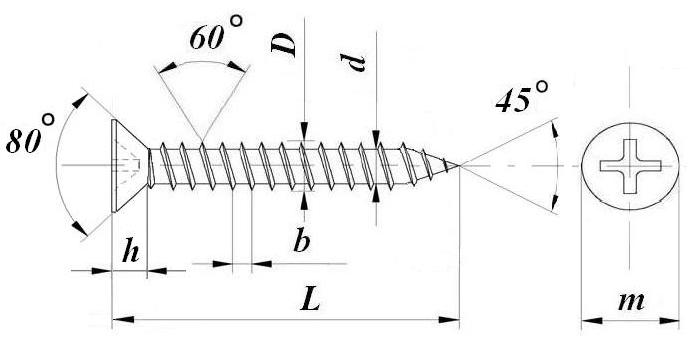
 3 человека держат это в своих корзинах прямо сейчас.
3 человека держат это в своих корзинах прямо сейчас.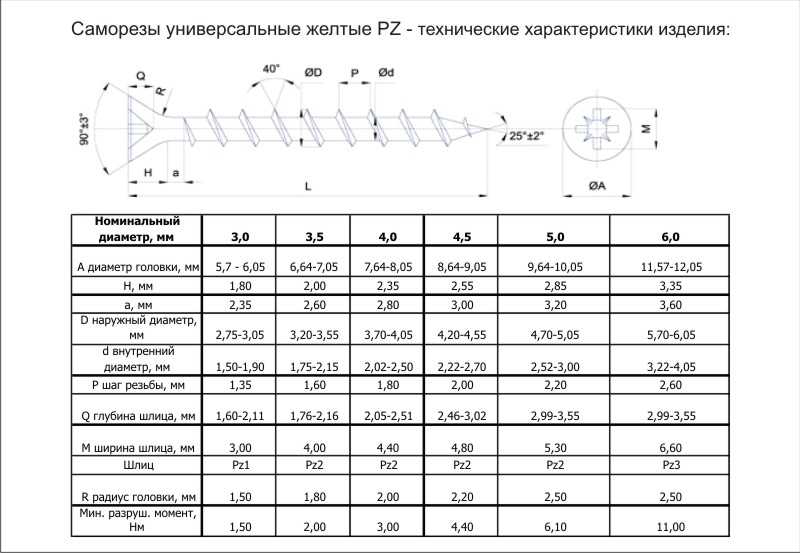 Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.
 мощность, Вт
мощность, Вт У Вас есть перечень необходимых материалов? — присылайте на
У Вас есть перечень необходимых материалов? — присылайте на
 м/час
м/час
 м/час
м/час




 Наоборот, увеличение скорости потока часто является ключевым фактором.
Наоборот, увеличение скорости потока часто является ключевым фактором.
 Однако это не указывает на большую производительность или вертикальный или горизонтальный выброс. Вместо этого более высокое давление в сочетании с правильными форсунками приводит к образованию тонкого тумана с очень небольшим потоком, который может покрыть только небольшую площадь внутреннего дворика.
Однако это не указывает на большую производительность или вертикальный или горизонтальный выброс. Вместо этого более высокое давление в сочетании с правильными форсунками приводит к образованию тонкого тумана с очень небольшим потоком, который может покрыть только небольшую площадь внутреннего дворика. Это означает, что плунжерные насосы теряют только около 10% потока при перекачивании против противодавления, в то время как центробежные насосы теряют весь поток при слишком высоком давлении.
Это означает, что плунжерные насосы теряют только около 10% потока при перекачивании против противодавления, в то время как центробежные насосы теряют весь поток при слишком высоком давлении. Слишком часто компания выбирает готовый насос высокого давления для выполнения работы и недоумевает, почему он не работает должным образом. Вероятно, это связано с тем, что операторам не хватает полного понимания взаимосвязи между расходом и давлением.
Слишком часто компания выбирает готовый насос высокого давления для выполнения работы и недоумевает, почему он не работает должным образом. Вероятно, это связано с тем, что операторам не хватает полного понимания взаимосвязи между расходом и давлением. Мы будем рады обсудить ваши потребности и определить правильный насос для вашего применения.
Мы будем рады обсудить ваши потребности и определить правильный насос для вашего применения. Дайте мне знать, если вы хотите услышать больше, потому что есть масса тем, которые мы можем затронуть. Забавно, но большинство инженеров, работающих с насосами, не слишком озабочены физикой того, что происходит внутри насоса. В основном они заботятся о производительности. Это связано с тем, что самая важная задача инженера, проектирующего насосную систему, — это правильный выбор. Сначала это может показаться глупым. Для небольшого аквариумного насоса или погружного насоса обычно не приходится сильно задумываться о выборе — разница между ними в таких небольших масштабах не так уж значительна. Но, как и большинство вещей в нашей отрасли, эти небольшие отклонения превращаются в большие по мере масштабирования. По мере того, как насосы становятся больше и их роль становится все более важной, выбор правильного насоса для работы становится критически важной задачей. Например, выбор неправильного насоса для снабжения города пресной водой или избавления от паводковых вод может оказаться вопросом жизни или смерти.
Дайте мне знать, если вы хотите услышать больше, потому что есть масса тем, которые мы можем затронуть. Забавно, но большинство инженеров, работающих с насосами, не слишком озабочены физикой того, что происходит внутри насоса. В основном они заботятся о производительности. Это связано с тем, что самая важная задача инженера, проектирующего насосную систему, — это правильный выбор. Сначала это может показаться глупым. Для небольшого аквариумного насоса или погружного насоса обычно не приходится сильно задумываться о выборе — разница между ними в таких небольших масштабах не так уж значительна. Но, как и большинство вещей в нашей отрасли, эти небольшие отклонения превращаются в большие по мере масштабирования. По мере того, как насосы становятся больше и их роль становится все более важной, выбор правильного насоса для работы становится критически важной задачей. Например, выбор неправильного насоса для снабжения города пресной водой или избавления от паводковых вод может оказаться вопросом жизни или смерти. Сегодня мы рассмотрим некоторые соображения, которые инженеры используют для выбора правильного насоса, используя демонстрации в моем видео, и даже дадим вам несколько советов, если вам когда-нибудь придется выбирать насос самостоятельно.
Сегодня мы рассмотрим некоторые соображения, которые инженеры используют для выбора правильного насоса, используя демонстрации в моем видео, и даже дадим вам несколько советов, если вам когда-нибудь придется выбирать насос самостоятельно. Чтобы заполнить один литр, требуется всего около 30 секунд. Но посмотрите, что произойдет, если я увеличу или уменьшу вертикальное расстояние стакана над насосом. На самом деле, благодаря магии композитинга видео, я могу показать вам все три одновременно.
Чтобы заполнить один литр, требуется всего около 30 секунд. Но посмотрите, что произойдет, если я увеличу или уменьшу вертикальное расстояние стакана над насосом. На самом деле, благодаря магии композитинга видео, я могу показать вам все три одновременно. Позвольте мне показать вам, почему это так важно.
Позвольте мне показать вам, почему это так важно.
 Послушайте звук этого насоса, когда я закрываю клапан, и вы поймете, что он работает не лучшим образом во всем диапазоне скоростей потока. Это может не иметь значения в некоторых приложениях, но если это большой насос, который требует много энергии или насос, который будет работать 24/7/365, об этом следует подумать. Опять же, подумайте о масштабе. На вашем аквариумном насосе небольшая неэффективность не имеет большого значения. Если вы доставляете воду миллионам клиентов 24 часа в сутки, небольшая неэффективность быстро накапливается. И это особенно сложно, если кривая вашей системы со временем меняется.
Послушайте звук этого насоса, когда я закрываю клапан, и вы поймете, что он работает не лучшим образом во всем диапазоне скоростей потока. Это может не иметь значения в некоторых приложениях, но если это большой насос, который требует много энергии или насос, который будет работать 24/7/365, об этом следует подумать. Опять же, подумайте о масштабе. На вашем аквариумном насосе небольшая неэффективность не имеет большого значения. Если вы доставляете воду миллионам клиентов 24 часа в сутки, небольшая неэффективность быстро накапливается. И это особенно сложно, если кривая вашей системы со временем меняется. Жидкость достигает максимального напора и останавливается. Должен сказать, несмотря на то, что вы прочтете почти на каждом интернет-форуме о насосах, этот насос создает не поток, а давление.
Жидкость достигает максимального напора и останавливается. Должен сказать, несмотря на то, что вы прочтете почти на каждом интернет-форуме о насосах, этот насос создает не поток, а давление.
 Кстати, дверные петли можно использовать старые — всё равно потом выбрасывать: главное, что бы «не болтались», то есть не имели большого люфта. Но, они должны быть, по-возможности, самые «мощные» (для тяжёлых и больших дверей). Крепить их следует на винтах М6 с потайной головкой (не забудьте поставить шайбы: гладкую и гровер).
Кстати, дверные петли можно использовать старые — всё равно потом выбрасывать: главное, что бы «не болтались», то есть не имели большого люфта. Но, они должны быть, по-возможности, самые «мощные» (для тяжёлых и больших дверей). Крепить их следует на винтах М6 с потайной головкой (не забудьте поставить шайбы: гладкую и гровер).
 При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.
При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.
 Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.
Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.
 Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
 д. Возьмите угловую шлифовальную машину, очистите всю ржавчину и отполируйте детали, чтобы обнажить голый металл. под. Кроме того, найдите время, чтобы отрезать все выступающие части, которые не нужны, например, старые болты.
д. Возьмите угловую шлифовальную машину, очистите всю ржавчину и отполируйте детали, чтобы обнажить голый металл. под. Кроме того, найдите время, чтобы отрезать все выступающие части, которые не нужны, например, старые болты. Размеры фаски должны соответствовать диаметру отверстия в центральном диске шестерни.
Размеры фаски должны соответствовать диаметру отверстия в центральном диске шестерни.
 Каждая будет прикреплена к главной шестерне с помощью латунных фланцев, которые вы ранее сделали.
Каждая будет прикреплена к главной шестерне с помощью латунных фланцев, которые вы ранее сделали.

 Слегка скосите выступающий конец и снимите цилиндр с исходного блока.
Слегка скосите выступающий конец и снимите цилиндр с исходного блока. Сделав это, замените вал и шестерню на основной узел. Штанга должна иметь возможность свободно вращаться над главными шестернями.
Сделав это, замените вал и шестерню на основной узел. Штанга должна иметь возможность свободно вращаться над главными шестернями.



 Это вызывает пластическую и упругую деформацию стержня или стержня.
Это вызывает пластическую и упругую деформацию стержня или стержня. Вы можете увидеть все размеры режущих деталей в разделе «используемые детали». В этом станке для гибки металла я использовал 4 подшипника в качестве ролика, а также один цилиндрический металлический элемент диаметром 1,5 дюйма. Этот цилиндрический металлический элемент представляет собой средний ролик, который вручную опускается и прижимается к стержню или стержню с помощью винтового устройства.
Вы можете увидеть все размеры режущих деталей в разделе «используемые детали». В этом станке для гибки металла я использовал 4 подшипника в качестве ролика, а также один цилиндрический металлический элемент диаметром 1,5 дюйма. Этот цилиндрический металлический элемент представляет собой средний ролик, который вручную опускается и прижимается к стержню или стержню с помощью винтового устройства.

 В зависимости от материалов которые используются в строительстве дома, фиксация может быть выполнена несколькими способами. Самым распространенным материалом для строительства стен в нашей стране является кирпич. Поэтому на обустройстве мауэрлата к кирпичной стене мы остановимся более подробно.
В зависимости от материалов которые используются в строительстве дома, фиксация может быть выполнена несколькими способами. Самым распространенным материалом для строительства стен в нашей стране является кирпич. Поэтому на обустройстве мауэрлата к кирпичной стене мы остановимся более подробно. Поэтому мауэрлат на кирпичной стене, будет не только распределять усилия, которые на нее приходятся, но и придаст ей большую прочность. Место укладки на кирпичной стене необходимо подготовить заранее. При этом мауэрлат укладывают ближе к внутреннему краю, защищая его с внешней стороны кирпичной кладкой.
Поэтому мауэрлат на кирпичной стене, будет не только распределять усилия, которые на нее приходятся, но и придаст ей большую прочность. Место укладки на кирпичной стене необходимо подготовить заранее. При этом мауэрлат укладывают ближе к внутреннему краю, защищая его с внешней стороны кирпичной кладкой. В данном случае установка и закрепление деревянного бруса осуществляется с помощью кованых скоб, один конец которых забивается в пробку, а второй в брус.
В данном случае установка и закрепление деревянного бруса осуществляется с помощью кованых скоб, один конец которых забивается в пробку, а второй в брус.
 Расположение шпилек в бетоне похоже с монтажом анкерных болтов в армопоясе.
Расположение шпилек в бетоне похоже с монтажом анкерных болтов в армопоясе.
 Нельзя крепить тяжелый деревянный каркас из стропил непосредственно к верхнему ряду кирпичей, в лучшем случае на поверхности появятся трещины, а в худшем кирпичная кладка просто рассыплется под ударами стропил. Узел крепления мауэрлата к кирпичной стене должен обеспечивать надежное удержание кровельных скатов, даже если выпадет двойная норма снега, или дуют запредельно сильные ветры.
Нельзя крепить тяжелый деревянный каркас из стропил непосредственно к верхнему ряду кирпичей, в лучшем случае на поверхности появятся трещины, а в худшем кирпичная кладка просто рассыплется под ударами стропил. Узел крепления мауэрлата к кирпичной стене должен обеспечивать надежное удержание кровельных скатов, даже если выпадет двойная норма снега, или дуют запредельно сильные ветры. Поэтому укладка мауэрлата на кирпичную стену выполняется с небольшим зазором, компенсирующим напряжения из-за колебаний влажности и температуры.
Поэтому укладка мауэрлата на кирпичную стену выполняется с небольшим зазором, компенсирующим напряжения из-за колебаний влажности и температуры. Традиционно верхняя кромка кладки заканчивается по двум схемам:
Традиционно верхняя кромка кладки заканчивается по двум схемам:
 Для монтажа потребуется лишь перфоратор с твердосплавным сверлом, гаечный ключ и клей. Анкер для крепления мауэрлата к кирпичной стене несколько отличается от традиционных втулок и болтов, применяемых для фиксации в толще бетона.
Для монтажа потребуется лишь перфоратор с твердосплавным сверлом, гаечный ключ и клей. Анкер для крепления мауэрлата к кирпичной стене несколько отличается от традиционных втулок и болтов, применяемых для фиксации в толще бетона. На самом деле это не совсем точное утверждение. Анкерное крепление, выполненное по приведенной выше схеме, отлично работает для кирпичных зданий со стальным каркасом крыши.
На самом деле это не совсем точное утверждение. Анкерное крепление, выполненное по приведенной выше схеме, отлично работает для кирпичных зданий со стальным каркасом крыши. Крепление проволокой обычно доверяют подсобным рабочим.
Крепление проволокой обычно доверяют подсобным рабочим. «Усы» отгибают и забивают молотком в брус.
«Усы» отгибают и забивают молотком в брус. Скобы забивают в мауэрлат, двигаясь по периметру кирпичных стен, последовательно переходя от точки к точке.
Скобы забивают в мауэрлат, двигаясь по периметру кирпичных стен, последовательно переходя от точки к точке. Можно использовать удлиненные шпильки, до 60 см, с гайкой и шайбой или приваренной на торце стальной пластиной.
Можно использовать удлиненные шпильки, до 60 см, с гайкой и шайбой или приваренной на торце стальной пластиной. Это один из немногих вариантов крепежа, при котором можно снимать и ремонтировать детали основания крыши без последствий для бруса.
Это один из немногих вариантов крепежа, при котором можно снимать и ремонтировать детали основания крыши без последствий для бруса. Элемент одновременно выполняет ряд различных задач:
Элемент одновременно выполняет ряд различных задач:


 При этом торцевые части балок скрепляются скобами, вбитыми наискосок. Это делает конструкцию более жесткой.
При этом торцевые части балок скрепляются скобами, вбитыми наискосок. Это делает конструкцию более жесткой.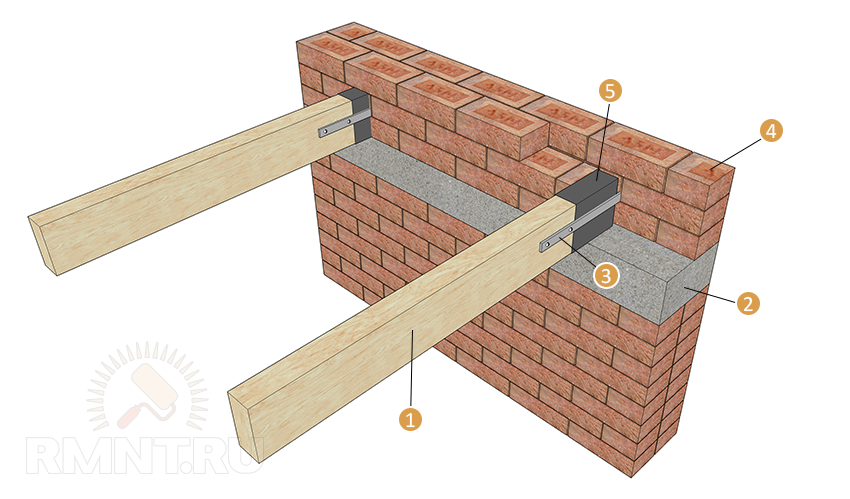 Его кладут через 3-4 ряда от верха стены, при этом хвостики следует выводить во внутреннюю и внешнюю стороны. Желательно, чтобы количество закладок было идентично количеству стропильных ног. Чтобы закрепить пучок, над ним закручивают хвостики. В этом случае мауэрлатный элемент притягивается к стене. Этот метод также подходит для каменных и бетонных зданий. Для максимальной прочности затяните монтировкой.
Его кладут через 3-4 ряда от верха стены, при этом хвостики следует выводить во внутреннюю и внешнюю стороны. Желательно, чтобы количество закладок было идентично количеству стропильных ног. Чтобы закрепить пучок, над ним закручивают хвостики. В этом случае мауэрлатный элемент притягивается к стене. Этот метод также подходит для каменных и бетонных зданий. Для максимальной прочности затяните монтировкой.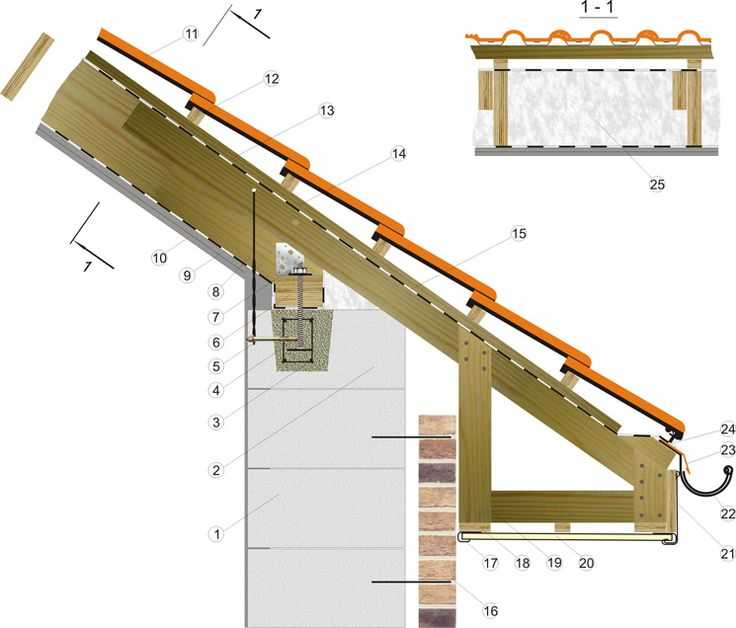
 В качестве крепежа могут выступать разные изделия. Наиболее распространено соединение с помощью болтов. Используются также массивные шурупы и обычные гвозди.
В качестве крепежа могут выступать разные изделия. Наиболее распространено соединение с помощью болтов. Используются также массивные шурупы и обычные гвозди. Также мауэрлат можно монтировать на подушку из вспененного полиэтилена. Этот материал хорошо справляется с утеплением и гидроизоляцией. Еще один прием для защиты бруса от гниения – обработка его жидкой резиной.
Также мауэрлат можно монтировать на подушку из вспененного полиэтилена. Этот материал хорошо справляется с утеплением и гидроизоляцией. Еще один прием для защиты бруса от гниения – обработка его жидкой резиной. В отличие от старых, громоздких телевизоров, которым требовался целый угол гостиной или развлекательный центр, современные телевизоры можно висеть как произведение искусства.
В отличие от старых, громоздких телевизоров, которым требовался целый угол гостиной или развлекательный центр, современные телевизоры можно висеть как произведение искусства. Не используйте ударную отвертку, так как они могут легко перетянуть винты.
Не используйте ударную отвертку, так как они могут легко перетянуть винты.

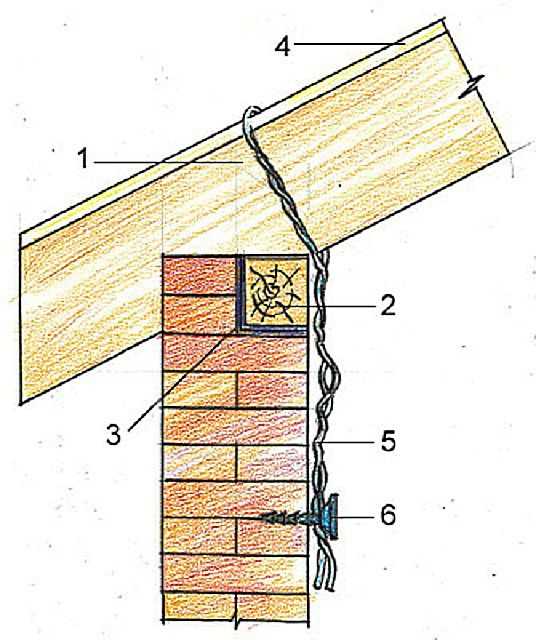



 В инженерных системах используются различные баки и емкости. В зависимости от своего назначения они бывают металлические и пластиковые.
В инженерных системах используются различные баки и емкости. В зависимости от своего назначения они бывают металлические и пластиковые. В данной группе представлено оборудование,предназначенное для перекрытия,регулирования,обеспечения безопасности,контроля за функционированием систем отопления и водоснабжения.Трубопроводная арматура необходима для поддержания нормальной работы любого трубопровода, будь то напорные полиэтиленовые трубы, соединения металлопластиковых труб, трубы пластиковые канализационные или чугунные конструкции. Перечень этих товаров чрезвычайно широк, сюда входят все механизмы, которые служат для управления подачей транспортируемого вещества, его очистки, регулирования температуры и других агрегатных состояний, соединения участков трубопровода между собой и многих других задач.
В данной группе представлено оборудование,предназначенное для перекрытия,регулирования,обеспечения безопасности,контроля за функционированием систем отопления и водоснабжения.Трубопроводная арматура необходима для поддержания нормальной работы любого трубопровода, будь то напорные полиэтиленовые трубы, соединения металлопластиковых труб, трубы пластиковые канализационные или чугунные конструкции. Перечень этих товаров чрезвычайно широк, сюда входят все механизмы, которые служат для управления подачей транспортируемого вещества, его очистки, регулирования температуры и других агрегатных состояний, соединения участков трубопровода между собой и многих других задач. Это набор различных механизмов для открытия и закрытия потока жидкостей и газов в трубопроводах, резервуарных и емкостных патрубках, в дренажных и вентиляционных соплах, и других сливных и распределительных устройств.
Это набор различных механизмов для открытия и закрытия потока жидкостей и газов в трубопроводах, резервуарных и емкостных патрубках, в дренажных и вентиляционных соплах, и других сливных и распределительных устройств.
 Это набор устройств применяемых в пищевой промышленности.
Это набор устройств применяемых в пищевой промышленности. Основные направления, в которых используются подобные приборы: очищение воды от механических примесей, железа и марганца, постороннего привкуса, запаха и цвета, а также бактерий. Кроме того, определенные компоненты системы водоподготовки прекрасно устраняют жесткость воды при помощи специальных фильтров-умягчителей.
Основные направления, в которых используются подобные приборы: очищение воды от механических примесей, железа и марганца, постороннего привкуса, запаха и цвета, а также бактерий. Кроме того, определенные компоненты системы водоподготовки прекрасно устраняют жесткость воды при помощи специальных фильтров-умягчителей. Это оборудование применяемое для охлаждения различных продуктов и материалов.
Это оборудование применяемое для охлаждения различных продуктов и материалов. Это оборудование применяемое для производства и хранения сжатого воздуха.
Это оборудование применяемое для производства и хранения сжатого воздуха.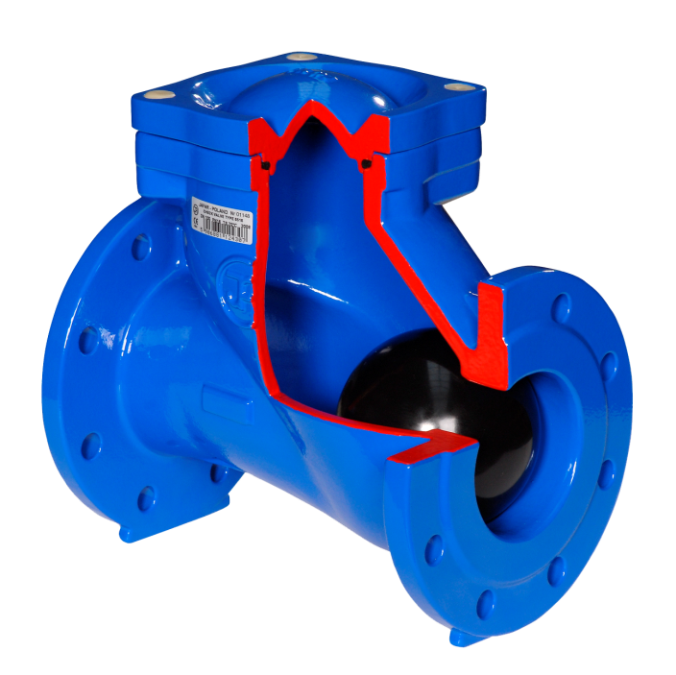 Это набор устройств предназначенные для поддержания оптимальных климатических условий в помещениях.
Это набор устройств предназначенные для поддержания оптимальных климатических условий в помещениях.
 Это оборудование предназначенное для работы в нефтехимической промышленности.
Это оборудование предназначенное для работы в нефтехимической промышленности. Это набор устройств предназначенных для производства и поддержания вакуума.
Это набор устройств предназначенных для производства и поддержания вакуума. Специально разработанные для защиты выхлопных газов паровых турбин, их быстрое и плотное закрытие гарантирует, что вода или пар могут быть быстро изолированы от паровой турбины, когда генератор отключен или главный паровой клапан закрыт. Клапан закроется автоматически, когда высокий уровень воды нагревательного оборудования в турбине отключится или на всех уровнях вытяжных паропроводов. В качестве защитного устройства обратный клапан вытяжки должен быть надежным.
Специально разработанные для защиты выхлопных газов паровых турбин, их быстрое и плотное закрытие гарантирует, что вода или пар могут быть быстро изолированы от паровой турбины, когда генератор отключен или главный паровой клапан закрыт. Клапан закроется автоматически, когда высокий уровень воды нагревательного оборудования в турбине отключится или на всех уровнях вытяжных паропроводов. В качестве защитного устройства обратный клапан вытяжки должен быть надежным.
.jpg) Золотник поддерживается валом и свободно вращается вокруг вала. Они не связаны напрямую, а связаны с поршнем бокового рабочего цилиндра. Фактическое открытие внутри клапана не может быть подтверждено.
Золотник поддерживается валом и свободно вращается вокруг вала. Они не связаны напрямую, а связаны с поршнем бокового рабочего цилиндра. Фактическое открытие внутри клапана не может быть подтверждено. com/wp-content/uploads/2019/06/logo.png
com/wp-content/uploads/2019/06/logo.png В этом учебном пособии объясняются работа, преимущества, области применения и выбор различных конструкций, включая подъемные, дисковые, поворотные и межфланцевые обратные клапаны.
В этом учебном пособии объясняются работа, преимущества, области применения и выбор различных конструкций, включая подъемные, дисковые, поворотные и межфланцевые обратные клапаны.
 Впускное и выпускное отверстия разделены заглушкой конической формы, которая обычно опирается на металлическое седло; в некоторых клапанах плунжер может удерживаться на своем седле с помощью пружины. Когда поток в клапан направлен вперед, давление жидкости поднимает конус с седла, открывая клапан. При обратном потоке конус возвращается на свое место и удерживается на месте за счет давления обратного потока.
Впускное и выпускное отверстия разделены заглушкой конической формы, которая обычно опирается на металлическое седло; в некоторых клапанах плунжер может удерживаться на своем седле с помощью пружины. Когда поток в клапан направлен вперед, давление жидкости поднимает конус с седла, открывая клапан. При обратном потоке конус возвращается на свое место и удерживается на месте за счет давления обратного потока. Кроме того, использование металлического седла ограничивает износ седла. Подъемный обратный клапан имеет два основных ограничения; во-первых, он предназначен только для установки в горизонтальные трубопроводы, а во-вторых, его размер обычно ограничивается DN80, выше которого клапан становится слишком громоздким.
Кроме того, использование металлического седла ограничивает износ седла. Подъемный обратный клапан имеет два основных ограничения; во-первых, он предназначен только для установки в горизонтальные трубопроводы, а во-вторых, его размер обычно ограничивается DN80, выше которого клапан становится слишком громоздким. Обратный поток приведет к тому, что диск упрется в седло и остановит обратный поток жидкости по трубе. При отсутствии потока вес заслонки отвечает за закрытие клапана; однако в некоторых случаях закрытию может способствовать использование утяжеленного рычага. Как видно из рисунка 12.3.2, весь механизм заключен в корпус, что позволяет заслонке убираться из пути потока.
Обратный поток приведет к тому, что диск упрется в седло и остановит обратный поток жидкости по трубе. При отсутствии потока вес заслонки отвечает за закрытие клапана; однако в некоторых случаях закрытию может способствовать использование утяжеленного рычага. Как видно из рисунка 12.3.2, весь механизм заключен в корпус, что позволяет заслонке убираться из пути потока.
 Когда перепад давления на клапане уменьшается, пружина возвращает диск на свое седло, закрывая клапан непосредственно перед тем, как возникает обратный поток. Это показано на рисунке 12.3.4. Наличие пружины позволяет устанавливать дисковый обратный клапан в любом направлении.
Когда перепад давления на клапане уменьшается, пружина возвращает диск на свое седло, закрывая клапан непосредственно перед тем, как возникает обратный поток. Это показано на рисунке 12.3.4. Наличие пружины позволяет устанавливать дисковый обратный клапан в любом направлении. Это обычно обеспечивает правильный размер клапана, но бывают случаи, когда размер клапана больше или меньше.
Это обычно обеспечивает правильный размер клапана, но бывают случаи, когда размер клапана больше или меньше. Однако следует соблюдать осторожность, так как это может привести к чрезмерному износу сиденья.
Однако следует соблюдать осторожность, так как это может привести к чрезмерному износу сиденья. Для таких применений доступны специально разработанные фиксаторы. Эти конструкции обычно уменьшают величину хода диска, что эффективно увеличивает сопротивление потоку и, следовательно, увеличивает перепад давления на клапане.
Для таких применений доступны специально разработанные фиксаторы. Эти конструкции обычно уменьшают величину хода диска, что эффективно увеличивает сопротивление потоку и, следовательно, увеличивает перепад давления на клапане. Кроме того, при использовании этих клапанов больших размеров можно добиться значительной экономии средств из-за небольшого количества материала, необходимого для изготовления клапана.
Кроме того, при использовании этих клапанов больших размеров можно добиться значительной экономии средств из-за небольшого количества материала, необходимого для изготовления клапана. В каждой линии подачи должен быть установлен обратный клапан для предотвращения обратного потока по разным линиям, что может привести к загрязнению. Распространенным применением смешивания является смешивание горячей и холодной воды для получения горячей воды (см. рис. 12.3.10).
В каждой линии подачи должен быть установлен обратный клапан для предотвращения обратного потока по разным линиям, что может привести к загрязнению. Распространенным применением смешивания является смешивание горячей и холодной воды для получения горячей воды (см. рис. 12.3.10). Это предотвратит попадание продувки из одного котла обратно в другой котел. Во многих странах это требование законодательства.
Это предотвратит попадание продувки из одного котла обратно в другой котел. Во многих странах это требование законодательства.

 . Когда на шар оказывается давление, он смещается со своего места по направляющей, позволяя жидкости проходить через впускное отверстие. Когда давление жидкости падает, шар соскальзывает обратно на свое место на входном седле. Примечание. Шаровые обратные клапаны обычно используются только в жидкостных системах, так как трудно обеспечить герметичность с помощью шара.
. Когда на шар оказывается давление, он смещается со своего места по направляющей, позволяя жидкости проходить через впускное отверстие. Когда давление жидкости падает, шар соскальзывает обратно на свое место на входном седле. Примечание. Шаровые обратные клапаны обычно используются только в жидкостных системах, так как трудно обеспечить герметичность с помощью шара. рис. 12.3.16). Когда поток направлен вперед, диск поднимается и «плавает» в потоке, оказывая минимальное сопротивление потоку. Диск уравновешен так, что по мере уменьшения потока он будет поворачиваться в закрытое положение, закрываясь до того, как фактически начнется обратный поток. Работа плавная и бесшумная в большинстве условий. Примечание: из-за конструкции обратного клапана с наклонным диском его использование ограничено только жидкостями.
рис. 12.3.16). Когда поток направлен вперед, диск поднимается и «плавает» в потоке, оказывая минимальное сопротивление потоку. Диск уравновешен так, что по мере уменьшения потока он будет поворачиваться в закрытое положение, закрываясь до того, как фактически начнется обратный поток. Работа плавная и бесшумная в большинстве условий. Примечание: из-за конструкции обратного клапана с наклонным диском его использование ограничено только жидкостями. 3.1:
3.1:



 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 Для питания керосинорезов применяют бачок БГ-68.
Для питания керосинорезов применяют бачок БГ-68. Бачок заполняют горючей жидкостью на 3/4 полезной емкости бачка через штуцер 8 для заливки горючей жидкости. Штуцер вваривается в верхнюю сферическую крышку. При отборе горючего давление в бачке будет падать, поэтому необходимо периодически подкачивать воздух ручным воздушным насосом 1. Давление в бачке контролируется манометром 2. Масса бачка 4 кг.
Бачок заполняют горючей жидкостью на 3/4 полезной емкости бачка через штуцер 8 для заливки горючей жидкости. Штуцер вваривается в верхнюю сферическую крышку. При отборе горючего давление в бачке будет падать, поэтому необходимо периодически подкачивать воздух ручным воздушным насосом 1. Давление в бачке контролируется манометром 2. Масса бачка 4 кг. Керосин из бачка по шлангу через ниппель, трубку 8 и вентиль 7 поступает на асбестовую набивку испарителя 11. Кислород через вентиль 9, проходя инжектор 4, поступает в головку резака 3. В головке 3 кислород смешивается с парами керосина, образуя горючую смесь. Испаритель 11 нагревается пламенем вспомогательного мундштука 12. Образовавшаяся горючая смесь в смесительной камере головки выходит наружу через кольцевой зазор между мундштуком 1 и 2, образуя подогревающее пламя. Состав подогревающего пламени и его мощность регулируют вентилем 9 и маховичком 10, который изменяет положение инжектора в смесительной камере. Режущий кислород проходят через вентиль 6 и по трубке 5 направляется в центральный канал мундштука 1. В рукоятке размещены трубки для подвода керосина и кислорода.
Керосин из бачка по шлангу через ниппель, трубку 8 и вентиль 7 поступает на асбестовую набивку испарителя 11. Кислород через вентиль 9, проходя инжектор 4, поступает в головку резака 3. В головке 3 кислород смешивается с парами керосина, образуя горючую смесь. Испаритель 11 нагревается пламенем вспомогательного мундштука 12. Образовавшаяся горючая смесь в смесительной камере головки выходит наружу через кольцевой зазор между мундштуком 1 и 2, образуя подогревающее пламя. Состав подогревающего пламени и его мощность регулируют вентилем 9 и маховичком 10, который изменяет положение инжектора в смесительной камере. Режущий кислород проходят через вентиль 6 и по трубке 5 направляется в центральный канал мундштука 1. В рукоятке размещены трубки для подвода керосина и кислорода. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.004 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.004 с.) Я расскажу вам больше о том, почему в более поздней части этой статьи. Традиционно керосин был маслом, используемым для смазки резаков класса. Я на самом деле не знаю, почему это было. Однако, поскольку стекольщики использовали керосиновую горелку для нагрева своих паяльников, это было сделано потому, что керосин был под рукой.
Я расскажу вам больше о том, почему в более поздней части этой статьи. Традиционно керосин был маслом, используемым для смазки резаков класса. Я на самом деле не знаю, почему это было. Однако, поскольку стекольщики использовали керосиновую горелку для нагрева своих паяльников, это было сделано потому, что керосин был под рукой. Белое минеральное масло находится где-то между парафином и керосином. Хотя я не химик, я предполагаю, что здесь описываются «производные натуральных жирных кислот и добавки », описывающие профессиональное масло для резки стекла, которое я рассматриваю.
Белое минеральное масло находится где-то между парафином и керосином. Хотя я не химик, я предполагаю, что здесь описываются «производные натуральных жирных кислот и добавки », описывающие профессиональное масло для резки стекла, которое я рассматриваю.
 Смазка режущего диска обеспечивает его свободное и плавное вращение, а также освобождает от осколков стекла, которые могут застрять в узле режущей головки. Смазка защищает металлические детали от износа, трения и коррозии.
Смазка режущего диска обеспечивает его свободное и плавное вращение, а также освобождает от осколков стекла, которые могут застрять в узле режущей головки. Смазка защищает металлические детали от износа, трения и коррозии.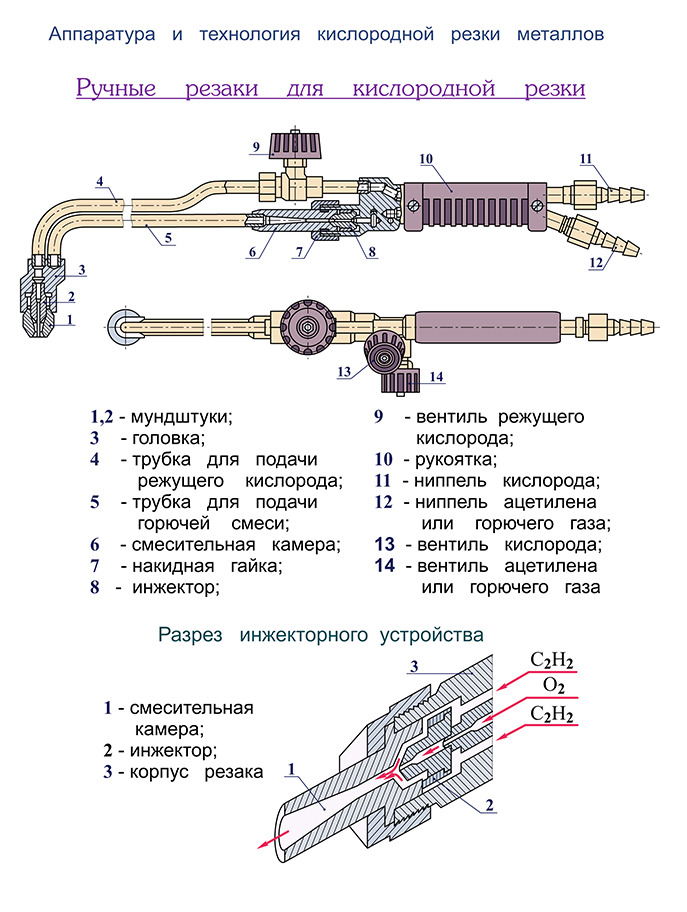 потребление. Выбор подходящей смазочно-охлаждающей жидкости для конкретной ситуации обработки требует знания функций, свойств и ограничений жидкости. Выбор смазочно-охлаждающей жидкости заслуживает такого же внимания, как и выбор станка, инструментов, скоростей и подач.
потребление. Выбор подходящей смазочно-охлаждающей жидкости для конкретной ситуации обработки требует знания функций, свойств и ограничений жидкости. Выбор смазочно-охлаждающей жидкости заслуживает такого же внимания, как и выбор станка, инструментов, скоростей и подач. Относительная важность функций зависит от обрабатываемого материала, режущего инструмента и условий, а также требуемой отделки и точности детали. Например, смазочно-охлаждающие жидкости с большей смазывающей способностью обычно используются при низкоскоростной обработке и обработке большинства труднообрабатываемых материалов. Смазочно-охлаждающие жидкости с большей охлаждающей способностью обычно используются при высокоскоростной обработке легкообрабатываемых материалов.
Относительная важность функций зависит от обрабатываемого материала, режущего инструмента и условий, а также требуемой отделки и точности детали. Например, смазочно-охлаждающие жидкости с большей смазывающей способностью обычно используются при низкоскоростной обработке и обработке большинства труднообрабатываемых материалов. Смазочно-охлаждающие жидкости с большей охлаждающей способностью обычно используются при высокоскоростной обработке легкообрабатываемых материалов. Другими проблемами при выборе являются стоимость и простота утилизации.
Другими проблемами при выборе являются стоимость и простота утилизации.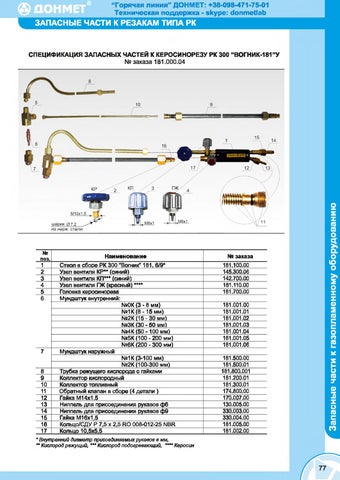
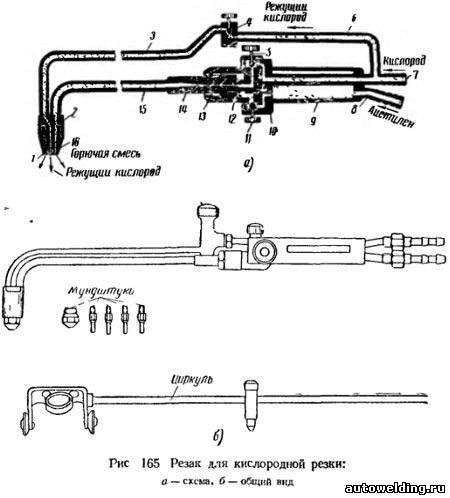 Добавки серы, хлора и фосфора, как и в случае смазочно-охлаждающих жидкостей, дают марки «экстремального давления» (EP).
Добавки серы, хлора и фосфора, как и в случае смазочно-охлаждающих жидкостей, дают марки «экстремального давления» (EP). Они обладают низким поверхностным натяжением, умеренными смазывающими и охлаждающими свойствами, а также очень хорошими антикоррозионными свойствами. Иногда добавляют серу, хлор и фосфор.
Они обладают низким поверхностным натяжением, умеренными смазывающими и охлаждающими свойствами, а также очень хорошими антикоррозионными свойствами. Иногда добавляют серу, хлор и фосфор. См. «Применение смазочно-охлаждающих жидкостей к карбидам» далее. Часто эту операцию выполняют всухую. Если используется смазочно-охлаждающая жидкость, это должно быть растворимое масло, смешанное до консистенции примерно 1 часть масла на 20–30 частей воды. Для развертывания разверток с твердосплавными наконечниками рекомендуется осерненное минеральное масло, хотя также успешно используется растворимое масло для тяжелых условий эксплуатации.
См. «Применение смазочно-охлаждающих жидкостей к карбидам» далее. Часто эту операцию выполняют всухую. Если используется смазочно-охлаждающая жидкость, это должно быть растворимое масло, смешанное до консистенции примерно 1 часть масла на 20–30 частей воды. Для развертывания разверток с твердосплавными наконечниками рекомендуется осерненное минеральное масло, хотя также успешно используется растворимое масло для тяжелых условий эксплуатации. Для тяжелых операций, таких как нарезание резьбы, нарезание резьбы и протяжка, рекомендуется использовать сульфохлорированное минерально-жирное масло для инструментальных сталей и высокопрочных сталей, а тяжелое сульфурированное минерально-жирное масло или сульфохлорированное минеральное масло можно использовать для средне- и низкопрочных сталей. -прочные стали. Чистые сульфированные минеральные масла часто рекомендуются для обработки прочных, волокнистых низкоуглеродистых сталей, чтобы уменьшить разрыв и получить гладкую поверхность.
Для тяжелых операций, таких как нарезание резьбы, нарезание резьбы и протяжка, рекомендуется использовать сульфохлорированное минерально-жирное масло для инструментальных сталей и высокопрочных сталей, а тяжелое сульфурированное минерально-жирное масло или сульфохлорированное минеральное масло можно использовать для средне- и низкопрочных сталей. -прочные стали. Чистые сульфированные минеральные масла часто рекомендуются для обработки прочных, волокнистых низкоуглеродистых сталей, чтобы уменьшить разрыв и получить гладкую поверхность. Например, минеральное жирное масло или минеральное плюс сульфурированное жирное масло можно сократить, добавив до 50 процентов керосина.
Например, минеральное жирное масло или минеральное плюс сульфурированное жирное масло можно сократить, добавив до 50 процентов керосина.
 Растворимые масляные эмульсии могут использоваться для более легких операций протягивания.
Растворимые масляные эмульсии могут использоваться для более легких операций протягивания.

