Получение Заготовок Из Расплавленных Материалов 5 Букв
Решение этого кроссворда состоит из 5 букв длиной и начинается с буквы Л
Ниже вы найдете правильный ответ на Получение заготовок из расплавленных материалов 5 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Пятница, 5 Июля 2019 Г.
ЛИТЬЕ
предыдущий
следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
Литье
Литые изделия 5 букв
Процесс получения изделий из твердых материалов 5 букв
Способ получения деталей сложной формы 5 букв
Литые металлические изделия 5 букв
Каслинское народное творчест 5 букв
Литьё
Технологический процесс изготовления заготовок 5 букв
похожие кроссворды
Получение заготовок из расплавленных материалов
Образование выступов на валах и в отверстиях заготовок
Протягивание заготовок через отверстие волоки
Деформирование в ковочных вальцах заготовок из металла, пластмасс
Сапожные клещи для затяжки заготовок
Зерно и фураж как предметы сельскохозяйственных заготовок
Рубанок для первоначальной грубой обработки заготовок
Стеклянная емкость для заготовок на зиму
Механизм для переворачивания (кантовки) заготовок, деталей, изделий
Приготовление заготовок для пошива
Отделение монетн. заготовок от листа, полученн. расковкой цана
Приготовление заготовок для пошива 6 букв
Tapa для заготовок на зиму 5 букв
Способы литья металлов.Группа Компаний «ЛИГ» литье заготовок из металла по выгодным ценам.
Главная -> Справочник -> Способы литья металлов
Литьем металлов называется технологический процесс получения из сплавов металлов различных заготовок. В ходе такого процесса специально заготовленная форма заполняется жидким металлом или пластмассой в горячем состоянии. После охлаждения металла из формы извлекают заготовку. Таким способом можно получить не только заготовки из металла для последующей их обработки, но и различные детали.
Выделяют следующие виды литья металлов:
литье металлов в землю;
литье металлов в кокиль;
литье по выплавляемым моделям;
литье в оболочковые формы;
литье центробежное;
литье электрошлаковое.
Литье металла в землю
Литье металла в землю — этот процесс предусматривает заливку расплавленного металла, в предварительно подготовленную форму из дерева или металла, погруженную формовочную смесь (песок, песчано-глиняную смесь). Форма или модель для данного вида литья разъемная и изготавливается из двух половинок. Размер формы немного больший чем у исходной отливки потому, что в ходе охлаждения металла происходит его осадка. Для изготовления детали, имеющей внутренние отверстия применяют формовочные стержни. Формовочные стержни соответствуют диаметру отверстия. Их прокладывают в места будущих отверстий. После заливки металла, его охлаждения форму достают, разбирают и достают полученную заготовку или готовое изделие. Такой способ получения изделий из металла считается наименее затратным и существует еще с давних времен.
Литье металла в кокиль
Литье металла в кокиль — является более современным процессом получения изделий из металла. При таком способе литья расплавленный металл заливается в металлическую форму состоящую из двух скрепленных между собой половинок. При этом перед началом заливки в одну из форм вставляют специальные стержни. Таким способом можно получать только изделия из металлов, обладающих хорошей жидкотекучестью.
Литье металла под давлением
Литье металла под давлением — процесс выплавки изделия из металла, такого как например сталь, в ходе которого расплавленный жидкий металл под давлением поршня подается в форму. При этом способе литья используют пресс-формы из прочной стали.
Литье по выплавляемым моделям
Литье металла по выплавляемым моделям — это процесс, в ходе которого расплавленный металл заливается в специальную форму (модель), выполненную из легкосплавного воскообразного вещества (парафин, стереарин), но покрытого огнеупорной оболочкой. В ходе такого процесса горячий металл в жидком состоянии заполняет форму, расплавляя при этом и выдавливая вещество. Такой процесс позволяет получать изделия или детали из металлов высокой точности.
Литье в оболочковые формы
Такой способ литья обладает определенными преимуществами по сравнению с литьем металлов в землю. Рассмотрим их:
снижение трудоемкости операций, касающихся приготовлении смеси, изготовления формы, очистки отливок.
повышается качество отливок, за счет уменьшения шероховатости;
Следует отметить, что для такого вида литья характерна меньшая жесткость оболочки по сравнению с литьем в кокиль.
Центробежное литье
Центробежное литье — такой способ получения заготовки из металла, при котором расплавленный металл, заливаемый в форму, подвергается действию центробежных сил. В ходе данного процесса металл равномерно распределяется по форме,вращающейся вокруг совей оси либо в горизонтальном, либо в вертикальном положении. При этом расплавленный металл постепенно застывает, образуя отливку высокого качества. Наиболее широко распространенно центробежное литье в промышленности. Центробежным литьем получают пустотелые отливки со свободной поверхностью, например трубы, кольца, втулки, вкладыши.
Преимущество центробежного литья:
в следствии отсутствия газовых раковин и шлаковых включений увеличивается прочность и долговечность изделия;
отливка получается более высококачественной по сравнению с методом литья в кокиль;
возможно изготовление единичной отливки без создания моделей и оснастки.
Исследователи нагревают расплавленные металлы для создания технологий будущего
Твердотельные материалы важны для разработки новых технологий, от применения возобновляемых источников энергии до электроники. Производство этих передовых материалов часто требует синтеза металлического флюса, сложного процесса, который в значительной степени зависит от дорогостоящего метода проб и ошибок.
Стремясь сделать процесс более эффективным, группа исследователей из Университета штата Айова использует рассеяние нейтронов в источнике нейтронов расщепления (SNS), расположенном в Национальной лаборатории Ок-Риджа (ORNL) Министерства энергетики (DOE). Они уже знают, что металлические флюсы, такие как олово и свинец, можно использовать в качестве растворителей для ускорения реакции элементов с образованием чистых кристаллических продуктов. Теперь они хотят лучше понять, как эти металлические флюсы взаимодействуют с другими элементами, когда они плавятся в единое расплавленное соединение. Если они смогут определить корреляцию между этими взаимодействиями и кристаллическими продуктами, которые появляются после охлаждения расплава, знание этой корреляции может привести к улучшению процессов производства новых классов передовых материалов.
«Сейчас синтез металлических флюсов — это экспериментальный процесс, в котором используется много предположений. Мы хотели бы использовать данные, которые мы собираем в Ок-Ридже, для оптимизации процесса», — сказал Брайан Оуэнс-Бэрд, аспирант-исследователь из Университета штата Айова и лаборатории Эймса Министерства энергетики США.
Оуэнс-Бейрд говорит, что синтез металлических флюсов особенно полезен для синтеза веществ, которые исследователи и производители не могут получить путем прямой реакции элементов. Вместо этого ученые должны растворять реагенты в расплавленных металлических флюсах, таких как олово и свинец. Затем эти флюсы действуют как растворители, превращая жидкое соединение в новые продукты, которые кристаллизуются из расплава по мере его охлаждения.
«Например, если вы нагреете и охладите раствор оловянного флюса с элементарным никелем и фосфором, в конце вы получите все еще элементарное олово, но вы образовали материал из фосфида никеля. Флюс действует как своего рода посредник, помогающий кристаллизовать желаемый продукт из расплава», — сказал Оуэнс-Бэрд.
Но точно предсказать, какие продукты появятся из остывающего расплава, сложно. Оуэнс-Бэрд объясняет, что исследователи не совсем понимают, как флюсы металлов взаимодействуют с другими элементами, пока они вместе трансформируются в расплаве. Это затрудняет эффективное использование синтеза металлических флюсов и требует, чтобы исследователи в значительной степени полагались на свою химическую интуицию.
«Расплавленное состояние подобно черному ящику. Мы просто не обязательно знаем о взаимодействиях, которые происходят внутри расплава, и коррелируют ли эти взаимодействия с продуктами, которые кристаллизуются при охлаждении», — сказал Оуэнс-Бэрд.
Чтобы взломать этот черный ящик, Оуэнс-Бейрд и его команда используют наноразмерный дифрактометр материалов, или NOMAD, в SNS, чтобы своими глазами увидеть, как металлические флюсы и другие элементы взаимодействуют друг с другом в расплавленном состоянии. Возможность нагревать образцы до температуры более 2000 ° F перед их зондированием нейтронами позволяет команде отслеживать расстояния между атомами в расплавленных соединениях, когда они взаимодействуют в расплаве, и когда они кристаллизуются, когда соединения снова охлаждаются до твердого состояния.
Оуэнс-Бэрд впервые познакомился с прибором NOMAD в 2017 году, когда посещал Национальную школу по рассеянию нейтронов и рентгеновских лучей, ежегодно организуемую ORNL и Аргоннской национальной лабораторией. Он сказал, что школа помогла ему приобрести опыт, необходимый для его эксперимента, предоставив ему знания о возможностях луча и практический опыт.
Поскольку нейтроны чувствительны к легким элементам, они позволяют Оуэнсу-Бэрду и его команде точно определять местонахождение определенных элементов в их соединениях, таких как фосфор и кремний.
«Мы рассматриваем потоки олова и свинца, которые относительно тяжелые и доминируют в сигнале в экспериментах на основе рентгеновского излучения. Нейтроны великолепны, потому что мы все еще можем ясно видеть, что делают эти более легкие элементы, а интенсивность рассеяния не зависит от атомного номера», — сказал Оуэнс-Бэрд.
Оуэнс-Бейрд надеется, что его команда сможет использовать результаты своего эксперимента, чтобы установить четкую корреляцию между взаимодействием флюса металла с другими элементами в расплаве и кристаллическими продуктами, которые появляются, когда эти металлические соединения переходят из расплава обратно в твердое состояние. Такая корреляция может в конечном итоге позволить другим исследователям и производителям лучше использовать синтез металлических флюсов для быстрого и эффективного создания новых передовых твердотельных материалов.
«Если это сработает и мы сможем найти эту корреляцию, мы заложим основу для действительно светлого будущего химии твердого тела», — сказал Оуэнс-Бэрд.
SNS — это средство для пользователей Управления науки Министерства энергетики США. UT-Battelle LLC управляет ORNL для Управления науки Министерства энергетики США. Управление науки является крупнейшим сторонником фундаментальных исследований в области физических наук в Соединенных Штатах и работает над решением некоторых из самых насущных проблем нашего времени. Для получения дополнительной информации посетите веб-сайт https://energy.gov/science.— Гейдж Тейлор
Создание новых металлов с помощью машинного обучения означает, что расплавленная соль не подвержена коррозии — Инженерный колледж
Ищи:
26 мая 2022 г.
Автор: Адам Малечек
Отделы:
Инженерная физика|Материаловедение и инженерия
Основные направления
Разработка и производство передовых материалов | Энергетика, устойчивое развитие и окружающая среда
Для экологически чистых источников энергии, таких как солнечная или ядерная энергия, расплавленная соль является своего рода чудо-материалом. Например, в концентрированных солнечных электростанциях солнечное тепло может сохраняться в жидкости в течение длительного периода времени. И наоборот, ядерные реакторы следующего поколения могут использовать расплав соли в качестве теплоносителя и в качестве растворителя для уранового топлива, что делает реакторы потенциально меньшими по размеру, более безопасными, менее сложными и более экономичными, чем нынешние атомные электростанции.
Однако хорошо известно, что расплавленная соль разъедает металл, поэтому исследователи усердно работают над созданием металлических сплавов, способных противостоять постоянному износу, особенно при воздействии высоких температур. Но прогресс идет медленно, и это, по словам Адриана Куэта, также не позволяет технологиям расплавленных солей реализовать свой потенциал в энергетической отрасли.
«Разработка этих новых материалов — чрезвычайно длительный и дорогостоящий процесс, поэтому в промышленности не хватает вариантов сплавов для разработки технологий расплавленных солей», — говорит Куэ, доцент кафедры инженерной физики в Университете Висконсин-Мэдисон.
Это скоро изменится. Куэт и его сотрудники разработали инновационный и быстрый подход, который объединяет аддитивное производство, испытания на высокотемпературную коррозию, моделирование и машинное обучение, чтобы значительно ускорить процесс разработки новых металлических сплавов.
Исследователи подробно описали свои выводы в статье, опубликованной 7 мая 2022 года в журнале Advanced Science.
Исследователи UW-Madison разработали инновационный подход, позволяющий значительно ускорить процесс разработки новых металлических сплавов. Слева направо: Пхалгун Нелатуру, Дэн Тома, Бонита Гох, Адриен Куэ, Яфей Ван и Кумар Шридхаран.
«Традиционно исследователь может исследовать несколько сплавов в течение нескольких лет, — говорит Куэт. «Теперь, благодаря этому новому подходу, мы можем изучать от 100 до 150 сплавов за период от шести месяцев до года, что значительно ускоряет процесс».
Новый подход выглядит следующим образом: во-первых, исследователи используют 3D-печать для производства небольших металлических блоков, которые примерно напоминают лего. Каждая из ручек на этих напечатанных на 3D-принтере блоках изготовлена из другого сплава.
«Это относительно новое применение 3D-печати, которое позволяет нам создавать множество различных типов металлических сплавов гораздо быстрее, чем с помощью обычных методов», — говорит Яфей Ван, ученый из исследовательской группы Куэта и первый автор статьи. .
Затем исследователи наносят маленькие капли расплавленной соли на поверхность каждого сплава и изучают, как материалы выдерживают высокие температуры. Эти тесты на коррозию производят огромное количество данных, которые исследователи анализируют с помощью методов машинного обучения. Куэт говорит, что машинное обучение позволяет команде сосредоточиться на особенно многообещающих материалах.
Кроме того, команда обнаружила новый механизм, влияющий на сплавы при коррозии расплавленной соли. «Это открытие было неожиданным, и оно показывает, как наш подход может помочь в новых открытиях», — говорит Куэ.
Помощник научного сотрудника Пхалгун Нелатуру проводит исследования металлических сплавов для применения в расплавах солей.
* Отклонения по весу допустимы в замен отклонений толщины полки.
Величины и значения в осях
Величины профиля в оси x-x
Значение
Момент инерции (Ix):
3,55 cm4
Момент сопротивления (Wx):
1,22 cm3
Радиус инерции (ix):
1,23 cm
Величины профиля в оси x0-x0
Значение
Момент инерции (Ix0):
max 5,63 cm4
Радиус инерции (ix0):
1,55 max cm3
Величины профиля в оси y0-y0
Значение
Момент инерции (Iy0):
min 1,47 cm4
Момент сопротивления (Wy0):
0,95 cm3
Радиус инерции (iy0):
min 0,79 cm
Уголок 40х40х3 — тринадцатый по списку из восьмидесяти девяти в ГОСТ 8509. Первый профиль их трёх в размерном ряде.
Таблицы с параметрами «равнополочного», «горячекатаного» уголка созданы на основе стандарта качества ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные.
Уголок 40х40х4 — вес, размеры, характеристики » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Чертёж сечений равнополочного уголка 40х40х4
Уголок 40х40х4 — второй типоразмер из трёх в номерном ряде №4.
Входит в тип стальных «равнополочных» уголков, производимых «горячекатаным» методом.
* Отклонения по весу допустимы в замен отклонений толщины полки.
Величины и значения в осях
Величины профиля в оси x-x
Значение
Момент инерции (Ix):
4,58 cm4
Момент сопротивления (Wx):
1,60 cm3
Радиус инерции (ix):
1,22 cm
Величины профиля в оси x0-x0
Значение
Момент инерции (Ix0):
max 4,26 cm4
Радиус инерции (ix0):
max 1,53 cm3
Величины профиля в оси y0-y0
Значение
Момент инерции (Iy0):
min 1,90 cm4
Момент сопротивления (Wy0):
1,19 cm3
Радиус инерции (iy0):
min 0,78 cm
Уголок 40х40х4 — четырнадцатый по списку из восьмидесяти девяти типоразмеров в ГОСТ 8509. И второй профиль в размерном ряде №4.
Второй по востребованности и применению — среди горячекатаных равнополочных профилей.
Таблицы с параметрами «равнополочного», «горячекатаного» уголка созданы на основе стандарта качества ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные.
NFL Combine 2022: Измерения, время рывка на 40 ярдов, результаты упражнений, больше для каждого DB в скаутском комбинате
Сезон NFL 2021-22 закончился, и следующее большое событие NFL, которое у нас есть, — это драфт NFL. Перед драфтом у нас есть Объединение НФЛ, куда приглашаются лучшие перспективные футболисты колледжей, чтобы продемонстрировать свои способности перед скаутами, тренерами, генеральными менеджерами и даже иногда владельцами. Здесь мы увидим демонстрацию оборонительных защитников.
Во-первых, защитники снимут мерки: рост, вес, размер руки, длина руки и размах крыльев. После этого защитники будут делать жим лежа, поднимая 225 фунтов столько раз, сколько смогут. Они будут делать рывок на 40 ярдов, вертикальный прыжок, прыжок в длину и челночный бег. Наконец, они проходят тренировку на поле, которая представляет собой серию упражнений с охватом.
Мы будем обновлять этот список соответствующими измерениями и результатами учений по мере продвижения Скаутского объединения НФЛ 2022, так что не забудьте зайти еще раз.
Данные объединения НФЛ 2022: Угловые защитники
Игрок
Позиция
Школа
Свет
Вес
Выкл. 40
Скамья
3 конуса
Верт
Широкий
Рука
Рука
Игрок
Позиция
Школа
Свет
Вес
Выкл. 40
Скамья
3 конуса
Верт
Широкий
Рука
Рука
Тайсен Андерсон
КБ
Толедо
6’2
204
4,36
ДНП
6,64
35,5
44837
10.13
33
Джалин Армор-Дэвис
КБ
Алабама
6’1
192
4,39
14
ДНП
34,5
ДНП
9,25
30,88
Калон Барнс
КБ
Бэйлор
6’0
183
4,23
ДНП
ДНП
ДНП
ДНП
9,88
31,75
Маркиз Белл
КБ
Флорида A&M
6’2
200
4,41
ДНП
ДНП
36,5
44837
9,38
32,38
Дэйн Белтон
КБ
Айова
6’1
205
4,43
ДНП
7. 01
36,5
44837
9.13
31
Бабба Болден
КБ
Майами
6’2
206
4,47
ДНП
ДНП
ДНП
44812
9
31,38
Эндрю Бут
КБ
Клемсон
6’0
200
ДНП
ДНП
ДНП
ДНП
ДНП
9,38
31,5
Джакуан Брискер
КБ
Пенн Стейт
6’1
200
4,49
22
ДНП
34,5
44838
9,88
31,75
Монтарик Браун
КБ
Арканзас
6’0
190
4,55
ДНП
ДНП
ДНП
ДНП
9,5
31,25
Коби Брайант
КБ
Цинциннати
6’1
191
4,54
17
ДНП
ДНП
ДНП
9,38
30,63
Перси Батлер
КБ
Луизиана
6’0
192
4,36
ДНП
ДНП
31,5
44837
9. 13
31,63
Тарик Кастро-Филдс
КБ
Пенн Стейт
6’1
194
4,38
ДНП
ДНП
ДНП
ДНП
8,75
30,75
Кинотеатр Льюиса
КБ
Грузия
6’2
200
4,37
ДНП
ДНП
36,5
44866
9,38
32,25
Квиннтеррио Коул
КБ
Луисвилл
6’0
207
ДНП
16
ДНП
ДНП
ДНП
10,38
31,88
Брайан Кук
КБ
Цинциннати
6’1
210
ДНП
ДНП
ДНП
ДНП
ДНП
8,5
31,88
Юсуф Коркер
КБ
Кентукки
6’0
204
ДНП
23
ДНП
ДНП
ДНП
9
31
Ник Кросс
КБ
Мэриленд
6’0
215
4,34
ДНП
ДНП
37
44844
9
31,5
Коби Дюрант
КБ
Штат Южная Каролина
5’10
174
4,38
ДНП
ДНП
ДНП
ДНП
8,75
30,75
Кайир Элам
КБ
Флорида
6’2
196
4,39
ДНП
ДНП
ДНП
ДНП
8,88
30,88
Мартин Эмерсон
КБ
Штат Миссисипи
6’2
200
4,53
ДНП
ДНП
ДНП
ДНП
10. 13
33,5
Акейлеб Эванс
КБ
Миссури
6’2
201
4,46
ДНП
ДНП
36
44843
8,75
32
Дамаркус Филдс
КБ
Техасский технологический институт
6’0
193
4,48
ДНП
ДНП
34,5
ДНП
9. 13
31,25
Кордейл Флотт
КБ
ЛСУ
6’0
—
ДНП
ДНП
ДНП
ДНП
ДНП
8
30.13
Ахмад Гарднер
КБ
Цинциннати
6’3
200
4,41
ДНП
ДНП
ДНП
ДНП
9,63
33,5
Марио Гудрич
КБ
Клемсон
6’0
186
4,52
ДНП
ДНП
ДНП
ДНП
9. 13
30,63
Кайлер Гордон
КБ
Вашингтон
6’0
200
4,52
ДНП
ДНП
ДНП
ДНП
9,25
31
Винсент Грей
КБ
Мичиган
6’2
192
4,54
ДНП
ДНП
ДНП
ДНП
9,25
32,38
Кайл Гамильтон
КБ
Нотр-Дам
6 футов 4
220
4,59
ДНП
6,9
38
44845
9. 13
33
Колби Харвелл-Пил
КБ
Штат Оклахома
6’0
—
ДНП
21
ДНП
ДНП
ДНП
9,75
31.13
Дакстон Хилл
КБ
Мичиган
6’0
192
4,38
ДНП
6,57
33,5
44835
9,5
32,25
Джошуа Джоб
КБ
Алабама
6’0
194
ДНП
ДНП
ДНП
ДНП
ДНП
9,25
32,63
Джек Джонс
КБ
Штат Аризона
5’11
174
4,51
ДНП
ДНП
ДНП
ДНП
8,88
30,75
Маркус Джонс
КБ
Хьюстон
5’8
185
ДНП
ДНП
ДНП
ДНП
ДНП
8,88
28,88
Керби Джозеф
КБ
Иллинойс
6’1
200
ДНП
18
ДНП
38,5
44837
10,25
33
Дерион Кендрик
КБ
Грузия
6’0
202
ДНП
ДНП
ДНП
ДНП
ДНП
9. 13
31
Квентин Лейк
КБ
Калифорнийский университет в Лос-Анджелесе
6’1
201
4,59
ДНП
ДНП
ДНП
ДНП
9.13
31,25
Чейз Лукас
КБ
Штат Аризона
5’11
181
4,48
ДНП
ДНП
39
44842
9,25
31,88
Дамарри Матис
КБ
Питтсбург
5’11
197
4,39
ДНП
ДНП
ДНП
ДНП
8,25
31,88
Зайон МакКоллум
КБ
Сэм Хьюстон Стэйт
6’2
202
4,33
ДНП
6,48
39,5
11-0
9
30,75
Роджер МакКрири
КБ
Оберн
5’11
189
4,5
ДНП
ДНП
ДНП
ДНП
9
28,88
Трент Макдаффи
КБ
Вашингтон
5’11
195
4,44
ДНП
ДНП
ДНП
ДНП
8,75
29,75
Вероне МакКинли III
КБ
Орегон
5’10
196
ДНП
16
ДНП
ДНП
10-0
9. 13
30,63
Дымный понедельник
КБ
Оберн
6’2
199
4,52
ДНП
7
ДНП
44838
9.13
32,5
Леон О’Нил
КБ
Техас A&M
6’0
211
ДНП
15
6,89
35
44839
10,25
31,63
Джален Питр
КБ
Бэйлор
5’11
196
ДНП
16
6,74
35
ДНП
9
30,63
Крис Стил
КБ
УСК
6’0
190
4,48
ДНП
ДНП
37,5
44840
8,75
31. 13
Дерек Стингли
КБ
ЛСУ
6’0
195
ДНП
ДНП
ДНП
ДНП
ДНП
9,63
30,63
Алонтэ Тейлор
КБ
Теннесси
6’0
196
4,36
ДНП
ДНП
34,5
44842
9.13
32,25
Кэм Тейлор-Бритт
КБ
Небраска
5’11
200
4,38
ДНП
ДНП
ДНП
ДНП
10
31,5
Исаак Тейлор-Стюарт
КБ
УСК
6’2
200
4,42
ДНП
ДНП
ДНП
44837
9
31,5
Хуанье Томас
КБ
Технологический институт Джорджии
6’1
207
4,55
17
ДНП
34
44836
9,75
32,38
Джош Томпсон
КБ
Техас
6’0
199
4,4
ДНП
ДНП
ДНП
ДНП
9,38
30,88
Деларрин Тернер-Йелл
КБ
Оклахома
5’10
200
4,47
ДНП
ДНП
ДНП
44836
10
31,75
Джермейн Уоллер
КБ
Технологический институт Вирджинии
6’0
175
4,68
ДНП
ДНП
ДНП
ДНП
9
31. 13
Джейлен Уотсон
КБ
Штат Вашингтон
6’2
211
4,51
18
ДНП
ДНП
ДНП
9,63
32,25
Сэм Уэбб
КБ
Миссури Вестерн
6’0
201
4,48
14
ДНП
ДНП
ДНП
9,25
32.13
Дамарион Уильямс
КБ
Хьюстон
5’10
180
ДНП
17
ДНП
34,5
44814
8,75
29,63
Джошуа Уильямс
КБ
Государственный университет Фейетвилля
6’3
193
4,53
ДНП
ДНП
36
44838
9,5
32,88
Джей Ти Вудс
КБ
Бэйлор
6’2
188
4,36
ДНП
ДНП
39,5
44842
8,5
32,38
Тарик Шерстяной
КБ
Техас-Сан-Антонио
6 футов 4
205
4,26
ДНП
ДНП
42
ДНП
9. 13
33,63
Микаэль Райт
КБ
Орегон
5’10
178
4,57
ДНП
ДНП
ДНП
ДНП
9
30,5
Защитная спина | Правила позиционирования в футболе
Физические параметры:
Рост: 6 футов 0 дюймов
Вес: 185 фунтов.
Статистика:
40 ярдов: 4,5
Жим: 270 фунтов.
Приседания: 405 фунтов.
Ключи тренера:
И элитный спортсмен, и крепкий футболист. Бесстрашный на поле. Отличная скорость восстановления. Естественно переворачивает бедра и входит и выходит из перерывов. Не делает ложных шагов. Отличные инстинкты. Летит вверх по переулку для поддержки в беговой игре и против экранов. Может играть человеком или зоной. Быстрые ноги. Проспекты элитной свободной безопасности демонстрируют большой диапазон, чтобы покрывать боковую линию за боковой линией. Потрясающие навыки игры с мячом. Отличные прыжки с умением поднять мяч или отобрать его у более высоких принимающих. Обычно 1-я или 2-я общегосударственная команда с признанием национальных рекрутинговых СМИ младшими классами. Как минимум, как минимум, многолетний исполнитель во всех регионах / во всех округах и во всех конференциях.
Физические параметры:
Высота: 6 футов 0 дюймов
Вес: 180 фунтов.
Статистика:
40 ярдов: 4,6
Скамья: 250 фунтов.
Приседания: 380 фунтов.
Ключи для тренера:
Может быть, и не было продемонстрировано производство элитного рекрута FBS Power 5, но тренеры этого уровня по-прежнему будут стипендиировать спортивных защитников средней школы, если они верят, что смогут натренировать их в продуктивных игроков колледжа. Перспективы покажут, что они одни из лучших спортсменов на поле. Мигает способность переворачивать бедрами и входить и выходить из перерывов. Редко делает неверные шаги. Хорошие инстинкты. Мигает способность всплывать в переулке для поддержки в беговой игре и против экранов. Хорошие ноги. Лучшим свободным защитникам нужен диапазон, чтобы играть в центре поля или, по крайней мере, в дальней половине. Хорошее владение мячом. Хорошая прыгучесть. Мигает способность направить мяч вверх или отобрать его у более высоких принимающих. Обычно для всех штатов, всех районов / округов с некоторым признанием вербовочных СМИ. Минимум все участники конференции.
При строительстве дома важное значение имеет стеновой материал. Наиболее популярными считаются керамзитный и газобетонный блоки. Они легкие, обладают высокими звуко- и теплоизоляционными характеристики, экологичны, дают минимум усадки. Что лучше – керамзитобетон или газобетон? Надеемся, эта статья поможет вам определиться.
Разница в составе
В первую очередь следует знать особенности производства каждого материала. В состав газобетонного блока входит кварцевый песок, цемент, известь, вода, немного алюминиевой пасты. Для лучших показателей прочности данная смесь обрабатывается горячим паром под высоким давлением.
В состав керамзита входит керамзит и смесь цемента. Далее раствор тщательно перемешивается и переливается в формы с последующей утрамбовкой. После того как смесь отвердеет, полученные блоки извлекаются из форм и отправляются сушиться в течение месяца.
Свойства блоков
По показателям прочности керамзитоблок превосходит газобетон. Плотность первого составляет D800-D1200, в то время как блок из газобетона по плотности равен D400-D600. Прочность у керамзитобетонных блоков 50-150 кг/см2, у газобетонных – 35-65 кг/см2.
Пустотелые керамзитобетонные блоки обладают сниженной несущей способностью. Чтобы улучшить этот показатель, следует укладывать пустоты перпендикулярно основной опорной стороне.
Качественные и тяжелые керамзитоблоки используются даже для строительства многоэтажных домов (12 этажей). А вот газобетонные применяют для строительства трехэтажных зданий, не выше.
Зато для строительства цоколя или устройства фундамента керамзитобетон не подойдет. Все дело в среде повышенной влажности, на которую они реагируют не слишком хорошо.
Теплоизоляция
Какой материал лучше держит тепло в доме? Газобетонный блок обладает достойными показателями теплостойкости за счет пористой структуры, внутри которой циркулирует воздух. Керамзит в составе блока известен как хороший изоляционный материал при утеплении чердачных перекрытий, полов и пустот между стен.
Чем выше плотность материала, тем меньшей теплоизоляцией он обладает и требует дополнительного утепления.
Исходя из вышеперечисленного, газобетон можно укладывать в один ряд без использования утеплителя. Керамзитоблок удерживает тепло внутри на 1/3, что потребует использования экструдированного пенополистирола и других теплоизоляционных материалов.
Морозостойкость
По этому показателю оба изделия примерно равны.
Размеры блоков
Для чего нужно знать размеры блоков перед покупкой? Чем больше и легче блок, тем быстрей и проще будут выполнены строительные работы. Блок из газобетона больше по размеру, но и тяжелей. Поэтому скорость строительства дома из этого материала выше. Но для работы с ним понадобится приложить больше физических усилий.
Керамзитоблок легче, но меньше. Укладывать его проще, но сам процесс длится дольше.
Пожаростойкость
Керамзито- и газобетон являются негорючими материалами. Так, при возникновении огня керамзитные блоки остаются прочными еще 3 часа, в то время как газоблок – целых 7 часов.
Паропроницаемость
По показателю влагостойкости эти материалы имеют весомые различия. Газобетон впитывает до 25% влаги, керамзитобетон – до 10%. Однако за счет большего веса на выходе состав влаги будет примерно одинаковым. А вот паропроницаемость у керамзита ниже и значительно. Правда, многие считают, что дышащие стены более экологичны и создают благоприятный микроклимат. Но в таком случае стоит быть готовым к дополнительному утеплению.
Срок усадки
Дом из блоков хорош тем, что дает минимальную усадку. При использовании газобетона этот показатель составляет 0,3 мм/м, керамзитоблока– 0,4 мм/м. А значит, влияние будет минимальным.
Но что делать, если по стенам пошли трещины? Известны и такие ситуации. Здесь все дело не в самом материале, а в технологии строительства. Например, при неправильном устройстве фундамента.
Экологичность
Иногда можно услышать, что в составе ячеистого бетона содержится вредный алюминий. А значит, такие блоки никак не могут быть безопасны. На самом деле концентрация этого вещества настолько мала, что никак не может угрожать нашему здоровью.
При покупке газобетона очень важно довериться надежной компании. Дело в том, что низкокачественные ячеистые блоки частично содержат вместо песка шлаки и золу. Избежать этого можно, если серьезно подойти к выбору продавца, а также проверить сертификаты качества.
Цена
Керамзитобетонные блоки стоят выше. Однако, если брать стоимость коробки целиком, то на выходе итоговая сумма может стать примерно одинаковой. Например, чтобы минимизировать неровную кладку, берется больше раствора и штукатурки, но в то же время нет дополнительных затрат на покупку специальных анкеров. Стоимость доставки также имеет значение. Привезти на участок газоблоки обойдется дешевле, поскольку из расчета на куб итоговый вес материала будет меньше.
Что же лучше – керамзитоблок или газобетон? Каждый вариант имеет свои плюсы и минусы. Поэтому опираться стоит на бюджет, количество этажей, требования теплоизоляции и другие факторы.
Компания «Время строить» поставляет данные материалы напрямую с завода-изготовителя. Мы рады предложить доступные цены, консультации и помощь в расчете, доставку. Звоните прямо сейчас!
Керамзитоблок или газоблок: что лучше
Содержание
Из каких материалов изготавливаются блоки
Характеристика керамзитобетонных блоков
Характеристика газобетонных блоков
Достоинства и недостатки
Отличие керамзитобетона от газобетона
Строители рекомендуют
Перед началом строительства дома определяются с выбором материала для возведения стен. Следует заранее решить какой из материалов керамзитоблок или газоблок что лучше использовать для конкретного строительства. От выбора материала зависит расчет фундамента, поскольку он должен выдерживать вес конструкции здания.
Из каких материалов изготавливаются блоки
Строить дом из газоблока или керамзитоблока? Какой из материалов лучше? Чтобы понять, какому материалу отдать предпочтения требуется разобраться в качествах этих материалов.
Газобетон пористый. 70% его объема это полости, которые облегчают вес блока. Для изготовления газоблоков используются материалы:
песок;
цемент;
известь;
алюминиевая пудра.
Именно алюминиевая пудра обеспечивает появление газообразных пузырьков.
Для производства керамзитобетонных изделий не требуется специального оборудования. Чтобы изготовить керамзитобетон требуется:
песок;
цемент;
керамзит;
вода.
Поскольку для изготовления керамзитовых блоков используются только природные компоненты, этот строительный материал не наносит вред здоровью человека и не разрушает природу.
Сведения о используемом сырье для изготовления строительных материалов помогут понять, в каких случаях керамзитобетонные блоки или газобетонные блоки, что лучше выбрать для конкретного строения.
Характеристика керамзитобетонных блоков
Самой важной технической характеристикой керамзитных изделий является плотность. Потому как плотность обеспечивает такие качества:
энергосбережение;
звукоизоляцию;
надежность несущих стен
Плотность керамзитобетонных блоков зависит от фракции наполнителя. Блоки могут быть как стандартными, так и утолщенными и полнотелыми. Срок службы 60 и более лет.
Энергосберегающие свойства и прочность блоков обеспечиваются при условии:
— если использована качественная глины для изготовления керамзита нужной плотности;
— использование цемента марки М500.
Строения из керамзитобетона отличаются прочностью. Поэтому керамзитобетон в кладке способен выдержать большие весовые нагрузки. Кроме того строения:
устойчиво к образованию трещин;
не наблюдается сыпучесть стен.
Стены из керамзитобетона отвечают классу пожаробезопасности – А1.
Характеристика газобетонных блоков
Газобетонные блоки изготавливают по технологии автоклавного твердения. Тщательно перемешанные ингредиенты подаются в камеру с высокой влажностью. Далее смесь обрабатывается паром под давлением. В таких условиях происходит химический процесс между оксидами кальция и алюминия, и кварцевым песком. В результате этой реакции происходит образование воздушных пор. То есть получается блок, наполненный газом. Затвердевание смеси естественным образом.
Технология производства позволяет получить пористый, но прочный материал. Плотность газобетонных блоков может быть разной. Теплоизоляция зависит от густоты. Она увеличивается при меньшем объеме. Звукоизоляция наоборот увеличивается при высокой густоте объема. Его сравнивают по крепости с камнем, а пористая структура сходна с деревом.
Газобетонные изделия считаются экологически чистыми. Изделия не содержат токсичных компонентов. Четкие параметры и ровные края блока создают удобства при укладке.
Что лучше для строительства? Каждый вид материала применим в строительстве, где выгодно эксплуатируются его качества. Керамзитобетонные блоки используются для возведения коробки здания. Газобетонные блоки применяют для возведения внутренних стен. И оба варианта материала используются для возведения домов.
Газобетон или керамзитобетон что выбрать для строительства? Выбор лучше сделать, оценив достоинства и недостатки каждого вида.
Керамзитобетон обладает неоспоримыми достоинствами — демократичной ценой на материал. Для застройщика привлекательны его качества:
морозоустойчивость;
звукоизоляция;
при усадке не появляются трещины.
Керамзитобетон можно использовать на возведение несущих стен. Стены способны выдержать тяжелый вес. Поверхность керамзитобетонных блоков хорошо удерживает забитый гвоздь, даже без приспособлений.
Штукатурка к стенам из керамзитобетона прилипает лучше. Но эти блоки отличаются не ровной поверхностью, кривизной изделий, поэтому на отделку используется много раствора. Что влечет увеличение расходов на отделочные работы.
Фундамент под керамзитобетон должен быть укрепленным, чтобы здание было прочным и надежным. А значить экономить на строительстве фундамента нельзя.
Только после тщательного сравнения керамзитобетонных и газобетонных блоков их свойств и качеств, можно сделать правильный выбор.
Отличие керамзитобетона от газобетона
И так газоблок или керамзитоблок что выбрать? Если судить по возможности применения, то керамзитоблоки подходят для создания монолитных конструкций. Газобетонные изделия в таких конструкциях почти не используют.
Блоки из керамзитобетона скрепляют цементно-песочным раствором. Толщина шва в кладке должна быть примерно 10 – 15 мм. Газобетонные блоки скрепляют специальным клеем для ячеистого бетона. Слой шва выкладывается всего в 2 мм.
Для сравнения стоимость газобетонных блоков меньше, чем керамзитоблоков. Однако, стены из газобетона в холодных районах, должны быть толще. Не всегда на покупке дешевого строительного материала можно сэкономить.
Строители рекомендуют
Выбирая керамзитобетон или газобетон что лучше, специалисты рекомендуют:
Учитывать все факторы.
Сделать точную калькуляцию стоимости требуемых материалов для строительства.
Газобетон и керамзитобетон, безопасные материалы для здоровья.
Не всегда экономически выгодным будет выбор наиболее дешевого материала.
Строители рекомендуют при выборе, опираясь на бюджет стойки, но главным аспектом, что лучше для дома это:
комфортность;
теплосбережение;
крепость строения.
Есть много общих качеств, которые объединяют изделия из керамзитобетона и газобетона. Разными являются не только способы производства, но и свойства готового продукта, которые являются определяющими их применения.
Стандартный размер газоблока
Газоблоки являются отличным вариантом для использования в строительстве коттеджей и частных домов. Он также подходит для создания одноэтажных и многоэтажных жилых и нежилых помещений.
В жилищном строительстве, особенно в частном, наиболее популярны поризованные материалы. Они достаточно прочные, но легкие, что делает невозможным использование механизированных средств в процессе строительства. Разгрузить поддон с газобетонными блоками вполне возможно силами нескольких рабочих, без использования автокрана или манипулятора. Специфика производства обеспечивает высокие эксплуатационные характеристики блоков из газобетонных блоков.
Характеристика газоблоков
Газобетонные блоки состоят из ЦСП — смеси цемента и песка с добавлением газообразователя. Если блокам нужно придать какие-то особые свойства, в производство добавляют известь, гипс, сажу, шлак и другие компоненты. Кроме того, газобетонные блоки проходят термическую обработку.
Газоблоки отлично сохраняют тепло, т.к. обладают низкой теплопроводностью. Из них сооружают внутренние перегородки, их используют для создания дополнительного теплоизоляционного слоя. Плотность газобетонных блоков варьируется от D200 до D500.
Кроме газоблоков есть еще пеноблоки. Этот материал похож на газобетон, но менее прочен, но более доступен по цене. Размеры пеноблока и газоблока одинаковы, выбор того или иного из них зависит от бюджета строительства и задач, которые стоят перед строителями.
Пенобетонные блоки или пеноблоки также относятся к группе ячеистых бетонов. Их получают путем поляризации пеной и другими пенообразователями на основе цемента, извести, шлака или смешанных вяжущих.
Поскольку процесс производства пенобетона вне завода сегодня вполне возможен, на рынке появляется масса изделий кустарного производства, что делает использование этого материала очень опасным. Даже вода, используемая при производстве пеноблоков, имеет большое значение. А обычная водопроводная вода, используемая кустарными производствами, негативно влияет на конечный продукт, снижая технические характеристики материала.
Область применения газоблоков
Газоблоки применяются в различных областях строительства.
Одностенные стены. Газоблоки идеально подходят для этой цели. Блоки имеют толщину 300-480 мм. Это размер газоблока стандартный.
Стены наружные двух- и трехслойные. Толщина блоков, используемых для этих целей, составляет 200-365 мм.
Заборы и перегородки. Собственно, так как вес газоблока намного меньше веса кирпича, что очень важно при возведении таких сооружений. Газобетонный блок весит 19,9-25 кг.
Блоки желоба. Позже их армируют или заливают бетоном, который часто используют при создании фундаментов. В этом случае газоблоки играют роль опалубки. Поэтому стены из таких блоков получаются более однородными, что значительно облегчает процесс оштукатуривания.
Размеры газобетонных блоков
Ключевое значение при проведении работ имеет размер строительного материала, в том числе размер газоблока. Обычно все материалы — дерево, кирпич, камень и другие — имеют разные размеры, что обусловлено сферой их применения. Газобетонные блоки не являются исключением. Помимо формы блоков, их технические характеристики могут значительно различаться.
Среди производителей газоблоков устанавливаются стандартные размеры газоблока, которых придерживаются при их изготовлении. Поэтому перед покупкой обязательно уточняйте их размеры, характеристики и форму на заводе. Размер газоблока для строительства дома выбирайте именно под план вашего будущего дома.
Характеристики различных материалов для сравнения
Индекс
Дерево
Slit brick
The porous block
Expanded clay concrete
Foam Concrete
Aerated concrete
Density (kg / m³)
450
1350-1650
350-950
800-1750
550-950
250-550
Теплопроводность (Вт/м°С)
0,15
0,6
0,19-0,29 9005
0,14-0,22
0,09-0,14
Strength (kgf / cm²)
100-250
150-200
40-80
15-30
25-55
Water absorption (% of mass)
11 -19
12-18
12-18
24
Frost resistance (cycles)
150
150
from 55
from 40
from 55
Recommended wall толщина (м) (для средней полосы)
от 0,45
от 1,25
от 0,55
от 0,9
от 0,55
из 0,35
081. и характеристики, которые в каждом случае индивидуальны, в зависимости от того, для чего он предназначен.
По форме граней блоки разделяют:
Плоский газобетон. Похоже на большой кирпич. Имеет специальные углубления для облегчения укладки. Имеет стандартный размер газового блока.
«Паз-паз», П- и НН-образные применяются для создания различных поверхностей сложной формы. Например, при создании колонн, проемов, арок, перемычек, скрытых монолитов и прочего.
Газоблоки поставляются на поддонах. Размеры поддонов зависят от производителя. Продавцы на современном российском строительном рынке разные.
Наиболее распространенный размер газомасляного поддона:
1х1,25 м — высота 1,5-1,6 объем — 1,875-2 куб.м. м;
1,5х1,25 м — высота 1,2 м объем — 2,25 м3. м;
0,75х1 м — высота 1,5 м объем — 1,41 куб. м.
По размеру газовые агрегаты делятся на:
Настенные.
Перегородки.
Для перемычек.
Размеры стеновых газобетонных блоков
Наиболее распространены полноразмерные стеновые газоблоки. Их используют для создания несущих конструкций. Поскольку их основная задача – выдерживать большие нагрузки, плотность таких блоков соответствует среднему классу – D400 и D500.
Длина стандартных газоблоков для несущих стен обычно составляет около 60 см, высота — около 25 см (иногда высота составляет 30 см). Что касается ширины блоков, то это значение в большинстве случаев сильно отличается, но стандартными параметрами являются 20, 30, 37,5 и 40 см. Стеновые газобетонные блоки часто применяют при строительстве домов, хозяйственных построек, гаражей, дачных построек и т. д. Они бывают гладкими или с выемками для рук, или парапланерными. Последние особенно удобны в работе, так как скрепляются друг с другом намного проще.
Размеры перегородочных газоблоков
Это второй вид газоблоков. Размер газоблока намного меньше стандартного. Перегородки обычно имеют длину около 62,5 см, высоту 25 см и ширину 10 см или 15 см. Точный размер зависит от фабрики производителя и модели изделия. Обычно перегородки не несут значительной нагрузки, поэтому их размеры принимаются минимальными, чтобы сохранить внутренний объем помещения. Однако в этом случае газобетонные блоки отлично сохраняют тепло и обладают высокими показателями звукоизоляции.
Размеры П-образных газобетонных блоков
При проведении строительных работ используются материалы, отвечающие особым требованиям и имеющие определенную форму. Какой размер газоблока нужен в каждом конкретном случае зависит от его назначения. Такими материалами являются газобетонные блоки П-образной формы. Их используют при создании железобетонных столбов, крестовин, колонн.
Размеры П-образных блоков обычно составляют:
длина — 60 см;
высота — 25 см;
ширина 20, 25, 30, 27,5 или 40 см.
При выборе основное внимание следует обращать не только на размер газоблока, но и на качество, технические и эксплуатационные характеристики и производителя. Главный показатель — плотность блоков. Именно от его величины будет зависеть поведение газоблока в дальнейшем, когда на него будет нагрузка, либо он будет подвергаться воздействию окружающей среды.
Плотность газобетонных блоков
Самыми легкими являются газоблоки плотностью D350 кг/м 3 . Используется в перегородках, не несущих стены. Блоки плотностью D400-D450 – средние по прочности автоклавные бетоны, применяются в малоэтажном строительстве.
Наиболее часто используемые блоки марки Д500. Они также используются в высотном строительстве.
Очень важно, чтобы бетон, созданный автоклавным методом, обладал высокой огнестойкостью. По экологическим показателям они относятся ко второму классу, то есть следуют непосредственно за древесиной.
Перспективы газоблоков
Интерес к газоблокам растет с каждым днем. Уже сегодня на рынке можно найти газобетонные блоки плотностью D600 и D700, в том числе автоклавные. Поскольку в автоклавном газобетоне все более активно используется ячеистая структура, очевидно, что плотность газобетонных блоков будет расти.
Стоимость этого строительного материала невысокая, но он полностью окупается за счет повышения прочности, морозостойкости, отличных звукоизоляционных и теплоизоляционных свойств.
Запущена третья линия крупнейшего производства легких заполнителей LECA в регионе – Leca Asia
Таким образом, теперь LECA IRAN стала крупнейшим производителем LECA в регионе, открыв третью линию и начав строительство четвертой линии керамзита. агрегат и третья линия производства легких блоков.
LECA Иран был зарегистрирован по лицензии LECA International более 40 лет назад. Завод расположен в 20 км от Савеха, Иран. Открыв первую производственную линию в 1976, что стало началом его массового производства с 1981 года под названием LECA IRAN. Вторая производственная линия начала свою деятельность в 2006 году.
В настоящее время на заводе LECA работают три линии легкого заполнителя номинальной мощностью 750 000 кубометров в год и три линии производства легких блоков номинальной мощностью 35 000 000 блоков в год.
В настоящее время LECA предпринимает большие шаги, строя четвертую линию по производству керамзитобетона и одну линию по производству легких блоков, что сделает ее крупнейшим производством керамзита не только в Азии и на Ближнем Востоке, но и на всей планете.
Керамзитовый заполнитель представляет собой пористый керамический продукт с однородной структурой пор. Производится во вращающихся печах из сырья, содержащего глинистые минералы. Сырье подготавливают, укладывают на поддоны, а затем подвергают обжигу при температуре от 1100 °C до 1200 °C, что приводит к значительному увеличению объема за счет расширения. Внутренняя ячеистая структура зерна LECA с тысячами заполненных воздухом полостей обеспечивает тепло- и звукоизоляционные свойства.
Производство искусственных легких заполнителей становится все более популярным из-за дефицита, изменчивости плотности, а также неравномерного распределения природных источников по всему миру. Среди искусственных легких заполнителей легкий керамзитовый заполнитель (LECA) изготавливается из глины как широко доступного сырья, которое позволяет производить легкие камешки с одинаковой плотностью и лучшим качеством.
Ученые почти уверены, что деятельность человека вызывает глобальное потепление. Сумма энергии, которая потребляется для производства материалов, называется воплощенной энергией. Минимизация этой энергии помогает уменьшить выброс углекислого газа (CO 2 ) и, как следствие, уменьшить потенциал глобального потепления.
Поскольку легкий заполнитель LECA имеет меньшую плотность, чем заполнитель нормального веса, бетон, изготовленный из LECA, имеет воплощенную энергию почти вдвое по сравнению с бетоном обычного веса. Выделение углекислого газа легким заполнителем составляет около 0,16 кг СО2 на килограмм заполнителя по сравнению с портландцементом, который чуть меньше одного кг СО 2 за килограмм.
Принимая во внимание воплощенные энергетические критерии и выбросы парниковых газов Легкий заполнитель LECA, как сам заполнитель, так и легкий бетон, этот материал может внести значительный вклад в повышение устойчивости.
Плотность легкого бетона LECA варьируется от 600 кг/м 3 до 1900 кг/м 3 .
Муфты, как правило, изготавливаются следующим методом: берется труба нужного диаметра, затем от нее отрезается отрезок нужной длины, и внутри этого отрезка, с помощью специального оборудования, нарезается резьба. Муфты используются для соединения водогазопроводных труб, в системах отопления, водопровода, газопровода и других системах, работающих в условиях неагрессивных сред (вода, насыщенный водяной пар, горючий газ и др.). На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят муфты:
Муфты:
Как видно из схематичного изображения, приведенного выше, муфты представляют из себя деталь в виде цилиндра с резьбой внутри. Резьба у муфт нарезается на токарном станке с помощью резца. Муфты существуют двух видов: прямые муфты и переходные муфты. Прямые муфты используются тогда, когда диаметры соединяемых друг с другом труб равны, а переходные муфты используются тогда, когда диаметры соединяемых друг с другом труб различны.Муфты используются с применением уплотнителя, при температуре среды не выше 175°С и давлении не выше 1,6 МПа. Муфты изготавливаются по следующим нормативным документам:
— Муфты по ГОСТ 8966-75 (муфты стальные прямые с цинковым покрытием и без покрытия) — Муфты по ГОСТ 8954-75 (муфты из ковкого чугуна прямые короткие) — Муфты по ГОСТ 8957-75 (муфты из ковкого чугуна переходные)
Муфты, в зависимости от того по какому нормативному документу они изготовлены (ГОСТ 8966-75, ГОСТ 8954-75 или ГОСТ 8957-75), могут иметь различные параметры и исполнение. Ниже Вы можете ознакомиться с исполнениями и параметрами муфт, изготовленных по данным документам:
Муфты по ГОСТ 8966-75:
На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят муфты по ГОСТ 8966-75:
Муфты по ГОСТ 8966-75 могут быть изготовлены из стали с оцинкованным покрытием (оцинкованные муфты) или без покрытия. Диаметр муфт по ГОСТ 8966-75 варьируется от Ду 8мм до Ду150мм. В нижеприведенной таблице вы можете посмотреть параметры стальных муфт, изготовленных по ГОСТ 8966-75:
Условный проход Dу, мм
Резьба d
L
S
Масса без покрытия, кг
мм
8
1/4″ трубы
25
3,5
0,023
10
3/8″ трубы
26
3,5
0,036
15
1/2″ трубы
34
4,0
0,067
20
3/4″ трубы
36
4,0
0,086
25
1″ трубы
43
5,0
0,163
32
1 1/4″ трубы
48
5,0
0,220
40
1 1/2″ трубы
48
5,0
0,255
50
2″ трубы
56
5,5
0,409
65
2 1/2″ трубы
65
6,0
0,663
80
3″ трубы
71
6,0
0,838
100
4″ трубы
83
8,0
1,801
125
5″ трубы
92
8,0
2,374
(150)
6″ трубы
92
10,0
3,560
Ниже приведен пример условного обозначения муфт по ГОСТ 8966-75:
Муфта прямая без покрытия с Dу=50мм: Муфта 50 ГОСТ 8966-75
Муфта прямая с цинковым покрытием с Dу=80мм: Муфта 80-Ц ГОСТ 8966-75
Муфты по ГОСТ 8954-75:
На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят муфты по ГОСТ 8954-75:
Муфты по ГОСТ 8954-75 изготавливаются из ковкого чугуна (чугунные муфты). Диаметр муфт по ГОСТ 8954-75 варьируется от Ду 8мм до Ду100мм. В нижеприведенной таблице вы можете посмотреть параметры чугунных муфт, изготовленных по ГОСТ 8954-75:
Условный проход Dy
Резьба d
L
Число ребер
Массабез покрытия, кг, не более*
Вариант по ГОСТ 8944-75
1
2
8
G ј -В
22
2
0,031
0,032
10
G 3/8 — В
24
2
0,040
0,042
15
G Ѕ — В
28
2
0,065
0,068
20
G ѕ — В
31
2
0,096
0,096
25
G 1 -В
35
4
0,155
0,153
32
G 1 ј — В
39
4
0,226
0,216
40
G 1 Ѕ — В
43
4
0,309
0,267
50
G 2 — В
47
6
0,480
0,430
(65)
G 2 Ѕ — В
53
6
0,652
0,580
(80)
G 3 — В
59
6
0,874
0,848
(100)
G 4 — В
84
6
1,930
1,750
Ниже приведен пример условного обозначения муфт по ГОСТ 8954-75:
На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят муфты по ГОСТ 8957-75:
Муфты по ГОСТ 8957-75 изготавливаются из ковкого чугуна и являются переходными с одного диаметра трубы на другой (чугунные переходные муфты). Диаметр муфт по ГОСТ 8957-75 варьируется от Ду 8мм до Ду100мм В нижеприведенной таблице вы можете посмотреть параметры переходных чугунных муфт, изготовленных по ГОСТ 8957-75:
Условныйпроход Dy*Dy1
Резьба
L
Число ребер
Масса без покрытия, кг, не более
d
d1
Вариантпо ГОСТ 8944-75
1
2
10×8
G 3/8 — B
G 1/4 — B
30
2
0,040
0,041
15×8
G 1/2 — В
G 1/4 — B
36
2
0,061
0,065
15×10
G 1/2 — B
G 3/8 — B
36
2
0,064
0,068
20×8
G 3/8 — B
G 1/4 — B
39
2
0,081
0,084
20×10
G 3/4 — B
G 3/8 — B
39
2
0,086
0,091
20×15
G 3/4 — B
G 1/2 — В
39
2
0,095
0,105
25×10
G 1 — B
G 3/8 — B
45
4
0,122
0,129
25×15
G 1 — B
G 1/2 — В
45
4
0,134
0,144
25×20
G 1 — B
G 3/4 — B
45
4
0,147
0,155
32×10
G 1 1/4 — B
G 3/8 — B
50
4
0,176
0,186
32×15
G 1 1/4 — B
G 1/2 — В
50
4
0,185
0,200
32×20
G 1 1/4 — B
G 3/4 — B
50
4
0,209
0,218
32×25
G 1 1/4 — B
G 1- В
50
4
0,218
0,234
40×15
G 1 1/2 — B
G 1/2 — В
55
4
0,243
0,262
40×20
G 1 1/2 — B
G 3/4 — B
55
4
0,258
0,276
40×25
G 1 1/2 — B
G 1 — B
55
4
0,280
0,298
40×32
G 1 1/2 — B
G 1 1/4 — B
55
4
0,325
0,324
50×15
G 2 — B
G 1/2 — В
65
6
0,402
0,422
50×20
G 2 — B
G 3/4 — B
65
6
0,411
0,428
50×25
G 2 — B
G 1 — B
65
6
0,416
0,446
50×32
G 2 — B
G 1 1/4 — B
65
6
0,447
0,476
50×40
G 2 — B
G 1 1/2 — B
65
6
0,473
0,500
(65×32)
G 2 1/2 -В
G 1 1/4 — B
74
6
0,656
0,580
(65×40)
G 2 1/2-В
G 1 1/2 — B
74
6
0,679
0,600
(65×50)
G 2 1/2 — В
G 2 — B
74
6
0,740
0,650
(80×40)
G 3 — B
G 1 1/2 — B
80
6
0,844
0,750
(80×50)
G 3 — В
G 2 — B
80
6
0,903
0,800
(80×65)
G 3 — В
G 2 1/2 — B
80
6
0,970
0,855
(100×50)
G 4 — В
G 2 — B
94
6
1,572
1,365
(100×65)
G 4 — В
G 2 1/2 — В
94
6
1,677
1,440
(100×80)
G 4 — В
G 3 — В
94
6
1,778
1,530
Ниже приведен пример условного обозначения муфт по ГОСТ 8957-75:
Муфта переходная чугунная с Dу 32мм на Dу1 25мм: Муфта 32×25 ГОСТ 8957-75
Если Вам требуются остальные характеристики муфт, изготовленных по ГОСТ 8966-75, ГОСТ 8954-75 и ГОСТ 8957-75, то вы можете посмотреть их, скачав данные нормативные документы с нашего сайта.
Пользуясь вышеприведенными таблицами на нашем сайте вы всегда сможете точно рассчитать стоимость транспортных расходов т.к. в них указан вес всех существующих муфт по ГОСТ 8966-75, ГОСТ 8954-75 и ГОСТ 8957-75.
Наша компания может поставлять муфты из стали марки 20 без покрытия (муфты стальные), из стали марки 20 с оцинкованным покрытием (муфты оцинкованные), а также из ковкого чугуна (муфты чугунные).
Если у вас остались вопросы, связанные с муфтами, то Вы можете задать их менеджерам нашей компании по электронной почте [email protected] или по телефону +7 (343)361 2377
Изготавливаемая продукция: Муфты
Муфта стальная приварная ГОСТ 8966-75
+7 (495) 641 16 85 город Москва
Главная \ Каталог товаров \ ФИТИНГИ ИЗ ЛАТУНИ, ЧУГУНА И СТАЛИ \ Муфта стальная приварная ГОСТ 8966-75
Наименование — Муфта стальная приварная с фаской ГОСТ 8966-75 Россия Применение — стальные приварные муфты используются при монтаже оросителей к распределительным трубопроводам в системах спринклерного автоматического пожаротушения, для соединения водогазопроводных ( ВГП ) труб в системах отопления, водоснабжения, газопроводах низкого давления и в других трубопроводах с неагрессивными средами Страна — производитель — Россия Регламентирующий документ — ГОСТ 8966-75 Рабочая среда — вода, пар, природный газ и неагрессивные жидкости Давление номинальное, PN = 1.6 ( 16 ) МПа ( кгс/см2 ) Максимальная температура рабочей среды = + 175°С Присоединение — приварка / внутренняя резьба Материал корпуса — сталь Сертификат / паспорт ( по запросу ) Цена / прайс ( по запросу )
Фото
Размеры
Технические характеристики и размеры
Наименование
Диаметр условный Ду (мм)
Резьба (дюймы)
Длина L (мм)
Толщина стенки S (мм)
Вес (кг)
Стоимость
Муфта стальная приварная Ду 15 ( 1/2 «) с фаской ГОСТ 8966-75 Россия
15
1/2
34
4
0.067
цена по запросу
Муфта стальная приварная Ду 20 ( 3/4 «) с фаской ГОСТ 8966-75 Россия
20
3/4
36
4
0.086
цена по запросу
Муфта стальная приварная Ду 25 ( 1 «) с фаской ГОСТ 8966-75 Россия
25
1
43
5
0.163
цена по запросу
Муфта стальная приварная Ду 32 ( 1 1/4 «) с фаской ГОСТ 8966-75 Россия
32
1 1/4
48
5
0.220
цена по запросу
Муфта стальная приварная Ду 40 ( 1 1/2 «) с фаской ГОСТ 8966-75 Россия
40
1 1/2
48
5
0.255
цена по запросу
Муфта стальная приварная Ду 50 ( 2 «) с фаской ГОСТ 8966-75 Россия
50
2
56
5.5
0.409
цена по запросу
Аналогичные товары
Муфта стальная приварная ( Китай )
Сопутствующие товары
Лён сантехнический Unipak ( Унипак )
Уплотнительная паста для льна Gebatout 2 ( Жебату 2 )
Возврат в раздел Фитинги >>
Возврат в Каталог товаров >>
Получить консультацию, узнать цены или оформить заявку, чтобы купить этот товар Вы сможете, прислав запрос по электронной почте на адрес: proton.lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
ООО «ПРОТОН», Россия, Москва, проспект Андропова, д. 38 Официальный сайт: www.proton-st.ru,тел.: +7 (495) 641 16 85
ГОСТ 8966-75 / Ауремо
ГОСТ ИСО 13680-2016 ГОСТ 34004-2016 ГОСТ Р 57385-2017 ГОСТ 19277-2016 ГОСТ Р 54864-2016 ГОСТ Р ИСО 13679-2016 ГОСТ Р 56594-2015 ГОСТ 32931-2015 ГОСТ Р 51906-2015 ГОСТ 32678-2014 ГОСТ 33228-2015 ГОСТ 32528-2013 ГОСТ Р 56349-2015 ГОСТ Р 56329-2014 ГОСТ Р 56175-2014 ГОСТ Р 56030-2014 ГОСТ Р 55942-2014 ГОСТ Р 54918-2012 ГОСТ Р ИСО 21809-2-2013 ГОСТ 31448-2012 ГОСТ Р 55436-2013 ГОСТ Р 54929-2012 ГОСТ Р 54864-2011 ГОСТ Р 54159-2010 ГОСТ Р 54157-2010 ГОСТ Р ИСО 2531-2008 ГОСТ Р 53365-2009ГОСТ Р 53384-2009 ГОСТ Р 53383-2009 ГОСТ Р ИСО 3183-1-2007 ГОСТ Р ИСО 3183-3-2007 ГОСТ Р ИСО 3183-2-2007 ГОСТ 6238-77 ГОСТ 11017-80 ГОСТ 12132-66 ГОСТ 8646-68 ГОСТ 8645-68 ГОСТ 8733-74 ГОСТ 8965-75 ГОСТ 10707-80 ГОСТ 632-80 ГОСТ 8644-68 ГОСТ 8966-75 ГОСТ 9567-75 ГОСТ 8967-75 ГОСТ 8968-75 ГОСТ 8969-75 ГОСТ 21945-76 ГОСТ 10706-76 ГОСТ 24950-81 ГОСТ 9941-81 ГОСТ 631-75 ГОСТ 550-75 ГОСТ 21729-76 ГОСТ 800-78 ГОСТ 14162-79 ГОСТ 8696-74 ГОСТ 11249-80 ГОСТ 10498-82 ГОСТ 26250-84 ГОСТ 20295-85 ГОСТ 13663-86 ГОСТ 7909-56 ГОСТ 8638-57 ГОСТ 8642-68 ГОСТ 8731-74 ГОСТ 5654-76 ГОСТ 633-80 ГОСТ 24030-80 ГОСТ 5005-82 ГОСТ 8467-83 ГОСТ 1060-83 ГОСТ 22897-86 ГОСТ Р 50278-92 ГОСТ 30564-98 ГОСТ 22786-77 ГОСТ 11068-81 ГОСТ 10705-80 ГОСТ Р 52568-2006 ГОСТ 8639-82 ГОСТ 30563-98 ГОСТ 3262-75 ГОСТ 8732-78 ГОСТ 8734-75 ГОСТ 9940-81 ГОСТ 10704-91
гост-8966-75. pdf (66,94 КиБ)
ГОСТ 8966-75
ГОСТ 8966-75
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Соединения трубные СТАЛЬНЫЕ С ЦИЛИНДРИЧЕСКОЙ РЕЗЬБОЙ ДЛЯ ТРУБОПРОВОДОВ Р=1,6 МПа. CLUTCH DIRECT Основные размеры
Соединения стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Прямые розетки. Основные размерения
ИКС 23.040.40
Дата введения 1977−01−01
Постановлением Госстандарта Совета Министров СССР от 29.12.75 N 4062 Дата введения установлена 01.01.77
Срок годности снят Постановлением Госстандарта СССР от 30.10.91 N 1677
ЗАМЕНИТЬ ГОСТ 8966-59
ПЕРЕПЕЧАТАНИЕ. Сентябрь 2010 г.
1. Настоящий стандарт распространяется на муфты стальные прямые с оцинкованной и непокрытой цилиндрической резьбой, служащие для соединения водогазопроводных труб с применением герметика в отопительных, водопроводных, газопроводных и других системах, работающих в условиях агрессивных средах (вода, насыщенный пар, горючий газ и др. ) проводят при температуре среды не выше 175 °С и давлении Р=1,6 МПа.
Стандарт соответствует рекомендации ISO R 50*. ________________ * Доступ к международным и зарубежным документам, указанным здесь и далее, можно получить, перейдя по ссылке на сайт shop.cntd.ru. — Обратите внимание на базу данных производителя.
2. Основные размеры муфт должны соответствовать указанным на чертеже и в таблице.
Пропорции цемента с песком для растворов популярных марок
Для того чтобы здание или сооружение прослужили положенный срок и дольше, очень важно строго соблюдать строительные технологии, в том числе четко выдерживать соотношение цемента и песка в кладочных, штукатурных и других цементно-песчаных растворах.
СодержаниеСвернуть
Таблица пропорций для раствора цемента с песком
Подготовка песка
для каждой марки раствора свои пропорции цемента и песка
В соответствии с нормативными документами в строительных технологиях применяются следующие марки цементно-песчаных растворов:
Растворы для оштукатуривания: М10, 25 и 50;
Растворы для кладки «каменных» материалов (кирпич, арболит, шлакоблок, пеноблок, ракушечник): М50, 75,100,150 и М200;
Растворы для стяжек, отмосток и других высоконагруженных площадок: М150, 200.
Таблица пропорций для раствора цемента с песком
Марка связующего (цемента)
Марки растворов. Пропорции связующее : песок
200
150
100
75
50
25
10
М500
1:3
1:4
1:5
1:6
М400
1:2,2
1:3
1:4
1:5
1:8
М300
1:2,5
1:3
1:4
1:6
1:9
М200
1:2,5
1:4
1:7
М150
1:4
1:9
В домашних условиях смешивание компонентов производится в металлической или пластмассовой емкости: бытовом корыте из оцинкованной стали, старой ванне, тазике или специальном строительном корыте.
Подготовка песка
Перед добавлением в цемент песок просевают через сито или через панцирную сетку старой кровати установленной под углом к горизонту;
Если приобретен песок загрязненный грунтом или глиной его промывают водой методом замачивания;
Просушивание на солнце или в теплом помещении.
Лучше всего сначала смешать сухой песок с цементом в нужной пропорции, после чего его просеять через сито. Далее в просеянную смесь постепенно добавляется чистая вода, перемешивается пока раствор не достигнет консистенции «домашней» сметаны.
Контроль готовности – порция раствора держится на поверхности матерка или шпателя и не растекается. Готовый материал следует израсходовать в течение 1,5 максимум 2-х часов.
В связи с тем, что очень часто непрофессиональных застройщиков интересует, сколько килограммов цемента необходимо добавить на 1 м3 песка приводим таблицу расхода цемента разных марок на «кубометр» песка.
Марка связующего
Марка раствора. Количество цемента (кг) на «кубометр» песка
200
150
100
75
50
25
10
М500
358
278
202
163
М400
450
350
248
202
145
М300
470
342
268
180
105
М200
402
280
150
М150
205
95
Приведенные выше табличные данные были рассчитаны и сведены в таблицы в соответствии с действующим сводом строительных норм и правил СН 290-74.
Соотношение в бетоне цемента, песка и щебня, таблица пропорций
Имея практически универсальную сферу применения, бетон нуждается в тщательном контроле за пропорциями в ходе приготовления, любые ошибки приводят к ухудшению его рабочих характеристик и отклонению от ожидаемой марки. Основа – крупнофракционный наполнитель (щебень, гравий или аналогичные сыпучие материалы), песок, вяжущее и вода, нормы расхода и требования к гранулометрическому и химическому составу регламентированы ГОСТ 7473 и СНиП 5.01.23-83.
Оглавление:
Соотношения ингредиентов
Что учесть при замешивании раствора?
Полезные рекомендации
Пропорции компонентов
Классическое соотношение портландцемента, песка и щебня составляет 1:2:3, что подразумевает, что доля крупнофракционного наполнителя должна быть большей, чем у мелкозернистого. Содержание воды в общей массе не рекомендуют увеличивать свыше 25 %, точное количество в ведрах или литрах зависит от веса цемента. Марка определяется заданным классом бетона, согласно строительным нормам она превышает его вдвое или как минимум не уступает в выдерживаемой прочности на сжатие в МПа. По этой причине большинство разновидностей замешивается на основе портландцементов не ниже М400.
Количество вводимого щебня или гравия определяется объемом приготавливаемого бетона, крупный наполнитель является его костяком и основой. На практике на 1 куб уходит столько же дробленных фракций горных пород или продуктов просеивания, песок и портландцемент заполняют оставшееся пространство. Дозировка воды оказывает влияние на показатели жесткости и удобоукладываемости, отклонение ее в меньшую сторону приводит к неравномерному размешиванию и появлению сухих мест, в большую – к снижению марочной прочности и ускоренному образованию трещин.
Именно пропорция цемента и песка определяет класс будущего состава, в тяжелых и плотных сортах доля вяжущего увеличена до максимальной, и наоборот. Нормы расхода сухих компонентов и воды при замесе 1 куба в зависимости от требуемой марки приведены в таблице:
Приведенные пропорции актуальны только при использовании качественного и свежего цемента, чистого песка без примесей пыли и щебня с заданными нормами размером фракций. При расчете компонентов для замеса в бетономешалке с определенной емкостью основным ориентиром служит масса вяжущего, именно от нее отмеряют все остальные части, включая воду. В связи с этим возникает потребность перевода составляющих в ведра или литры с учетом насыпного веса каждого. При использовании цемента в мешках в пересыпке нет необходимости, в остальных случаях емкости рекомендуется взвешивать.
Средний вес 1 ведра для ПЦ М400 – 15 кг, песка – 19, щебня – 17,5, значительные отклонения от этих значений в большую сторону свидетельствуют об избыточной влажности материала.
В частном строительстве при приготовлении бетона ориентируются на его целевое назначение, для марки М200, признанной универсальной, стандартные соотношения сухих компонентов в ведрах составляют 2:5:9. Доля воды при этом поддерживается на уровне половины объема цемента. Смесь подходит для заливки стяжек, фундаментов, крылечек и аналогичных нагружаемых конструкций. При снижении требований к прочности раствора долю портландцемента уменьшают, при необходимости получения тяжелых видов – увеличивают.
При отсутствии точных данных о заданном классе бетона при расчете количества закупаемых ингредиентов ориентируются на средние нормы расхода на 1 куб – 0,15-0,5 т цемента, 1-1,4 – гравия или щебня, 0,4-0,8 – песка и 0,09-0,2 м3 воды. Точное значение можно найти с помощью таблиц или строительных калькуляторов. Рекомендуемая минимальная величина запаса для вяжущего составляет 5 %, для сыпучих наполнителей – 10-15 %.
Помимо отслеживания выбранных пропорций цемента, песка и щебня и контроля за соотношением В/Ц при самостоятельном приготовлении бетона обращается внимание на:
1. Качество используемых компонентов и их соответствие строительным нормам.
2. Целевое назначение. Смеси для изготовления блоков и мелкоштучных изделий замешивают на основе ПГС и наполнителя с размером зерен не более 20 мм (чаще – меньше), для заливки фундамента – на исключительно высокоплотном щебне или гравии средней фракции, для формирования дорожного основания – с засыпкой частиц в пределах 20-40 и 40-70 мм.
3. Способ замеса. При необходимости получения большого количества задействование бетономешалки обязательно.
4. Требуемый объем порций и возможность их выработки в течение 0,5-2 ч. По истечении этого срока бетон расходовать нельзя, остатки также непригодны.
5. Сезон ведения работ и среднесуточную температуру воздуха. Оптимальные результаты достигаются в теплое время года (от +5 до +30 °С), холод или жара отрицательно влияют на характеристики цементосодержащих растворов. Соответственно, для снижения рисков вводят либо ускорители твердения и противоморозные присадки, либо воздухововлекающие добавки.
6. Потребность в улучшении рабочих параметров смеси, в свою очередь зависящую от ожидаемых нагрузок на конструкцию (вибраций, повышенного напора грунтовых вод, агрессивных сред). В ряде случаев засыпки самого качественного портландцемента и наполнителя недостаточно, прочность или стойкость к внешним воздействиям корректируются путем добавления металлической или полимерной фибры и модификаторов.
7. Густоту армирования бетонируемых конструкций, оказывающую прямое влияние на выбираемый размер фракций и допустимость ввода присадок, вызывающих коррозию.
Рекомендации
Наиболее сильное влияние на характеристики смеси оказывает качество компонентов. При покупке цемента помимо марочной прочности обращается внимание на его активность, насыпной вес и временной интервал схватывания, в случае инертного наполнителя – на размер и форму зерен, влажность и чистоту состава. В отношении щебня также учитывается лещадность, отражающая долю игольчатых или пластинчатых частиц.
При высоких требованиях к выдерживаемой бетоном весовой нагрузки предпочтение отдается вариантам с большим содержанием кубовидных зерен. Вода в раствор вводится без примесей, исключение делается лишь при необходимости разбавления в ней модификаторов.
Цементная смесь: соотношение, полный процесс, процедура
Цемент — это постоянное вяжущее, которое создает прочность на сжатие после смешивания с камнями и песком. Он смешивается с материалами в надлежащем соотношении, исходя из прочности на сжатие, необходимой для строительных и ремонтных целей.
Что такое цементная смесь?
Смесь цементная – это препарат бетона для строительства. Это смесь цемента, камней, песка и воды. Смесь создается с правильным соотношением веществ, которые в итоге используются в строительных целях. Цемент в этой смеси действует как связующее и обеспечивает прочность на сжатие.
Как правило, цементная смесь состоит из цемента (от 10 до 15 процентов), песка и щебня (от 60 до 70 процентов) и воды (от 10 до 15 процентов). При правильном смешивании эти ингредиенты образуют цементную смесь. Каждая цементная смесь имеет время схватывания, затвердевания и потери пластичности.
Каково идеальное соотношение цементной смеси?
По мнению специалистов, наиболее безопасным соотношением цементной смеси для всех видов бетона, используемого в различных строительных целях, является 4:2:1. Это означает, что 4 части щебня, смешанные с 2 частями песка и 1 частью цемента, создадут идеальную цементную смесь для приготовления бетона любого назначения. Цемент будет варьироваться от одной строительной цели к другой. Но, это соотношение считается эталоном.
Как смешивать цемент с другими материалами?
Вот как следует смешивать цемент с другими материалами и формировать правильную бетонную смесь:
Приготовление сухой смеси
Это первый этап подготовки. Узнайте, сколько бетона вам понадобится. Сумма поможет вам оценить количество цемента, песка и щебня, необходимых для проекта.
Принимая во внимание идеальное соотношение цементной смеси, соберите ингредиенты и соблюдайте стандартное соотношение. Убедитесь, что вы изучили инструкцию, указанную на упаковке марки цемента. Помните, что добавление большего количества песка или гравия приведет к разрушению бетона и потере его целостности. Следовательно, поддержание процентного соотношения имеет решающее значение.
Защитное оборудование
Если вы новичок в этом, убедитесь, что у вас есть защитное снаряжение. Вам понадобится пара перчаток, маска и пара защитных очков. Кроме того, вам нужно будет надеть толстые джинсы или любые рабочие штаны для защиты нижних конечностей.
Сбор ваших материалов
Поднесите все материалы ближе к месту, где вам нужно положить бетонную смесь. Это важно, так как процесс немного сложный. Помимо смешивания ингредиентов, вам также понадобится оборудование для их быстрого смешивания. Например, вам понадобится ведро, лопата и тачка.
Лопата или аналогичный инструмент используется для смешивания ингредиентов и тачка для перевозки цементной смеси. Вы также можете смешать его на тачке. Часто можно увидеть, как люди смешивают ингредиенты на земле. Это делается, когда вы хорошо смешиваете ингредиенты с водой. Если нет, то лучше использовать тачку.
Загрузка ингредиентов в тачку
В соответствии с идеальным соотношением цементной смеси засыпьте в тачку песок, щебень и цемент. Делайте небольшие партии, чтобы быстрее использовать всю бетонную смесь, иначе цемент высохнет.
Правильный процесс смешивания
Эксперты советуют сначала смешать ингредиенты, а затем добавить воду. Следовательно, используйте лопату, чтобы тщательно перемешать сухие ингредиенты, пока не образуется однородный цвет. После этого сделайте отверстие в однородной смеси лопатой. Это будет похоже на кратер вулкана. Налейте в нее расчетное количество воды. Используйте лопату, чтобы тщательно перемешать его, пока не будет создана смесь суспензии.
Держите под рукой немного сухой смеси
Держите под рукой немного сухой смеси. Это поможет вам отрегулировать плотность жидкой пасты. Можно добавить сухую смесь для достижения нужной консистенции.
Отказ от ответственности: мнения, выраженные выше, предназначены только для информационных целей и основаны на отраслевых отчетах и связанных с ними новостях. 99acres не гарантирует точность, полноту или достоверность информации и не несет ответственности за любые действия, предпринятые на основании опубликованной информации.
Каковы правильные пропорции бетонной смеси?
Бетон является самым важным материалом в современном строительстве, и пропорции бетонной смеси являются наиболее важными аспектами работы с бетоном. Без бетона рушатся жилые дома и коммерческие небоскребы, у мостов нет анкеров, опор и устоев, туннелей, тротуаров, бордюров, канализационных систем… бетон — буквально — основа развития.
В бетоне всего четыре основных компонента: цемент, заполнитель, песок и вода, но каждый служит определенной цели. Понимание назначения каждого ингредиента является ключом к определению пропорций бетонной смеси, которые лучше всего подходят в данной ситуации.
Ингредиенты
Цемент
Клей, основным компонентом цемента является оксид кальция. Оксид кальция является продуктом перегретого известняка. Цемент также содержит кремний, алюминий, железо и множество других вторичных ингредиентов. Цемент — это связующее вещество, которое скрепляет заполнитель и песок бетона после его отверждения.
Несмотря на то, что он очень твердый, затвердевший цемент не сравнится по прочности с камнем и песком. Таким образом, цемент является причиной того, что бетон имеет слабую прочность на растяжение и требует арматуры. Крутящий момент может легко разрушить бетон. Это потому, что бетон зависит от прочности цемента, чтобы противостоять крутящему моменту.
Важно помнить, что больше цемента не означает большую прочность на сжатие, это означает лучшую адгезию. Эти два понятия не являются синонимами.
Заполнитель
Промытая, дробленая порода — часто ошибочно называемая гравием — заполнитель является компонентом, который придает бетону структурную целостность при сжатии. Бетон обладает огромной прочностью на сжатие. Камни и песок поддерживают бетон, когда он сжимается.
Песок
Песок не только является наполнителем, устраняющим воздушные карманы и зазоры между отдельными щебнями, но и обладает очень высокой прочностью на сжатие.
Вода
Вода вносит химические изменения в негашеную известь цемента, благодаря чему она прилипает к камням и песку. Вода также делает бетон пригодным для обработки. Без воды смешивание, формование и отделка бетона невозможны.
Пропорции бетонной смеси
Четыре-два-один и соотношение семи частей смеси
Самый безопасный вариант для любой бетонной смеси: четыре-два-один: четыре части щебня; две части песка; и одна часть цемента. Микс четыре-два-один, очевидно, состоит из семи частей. Удобно, что при смешивании бетона соотношение можно смешивать в любом диапазоне масштабов. Это может означать четыре полные лопаты камня, две из которых песка и одна цемента; четыре 5-галлонных ведра с камнем, два с песком и одно с цементом; или четыре ковша фронтального погрузчика, наполненные камнем, два песка и один цемент.
Но смесь четыре-два-один не идеальна для любой ситуации. Для тех проектов, которые требуют даже чрезвычайной прочности на сжатие — например, пол в мастерской по ремонту дизельных двигателей — требуется большее количество породы: может быть, смесь пять-два-полтора. Для проектов, которые не требуют бетона с высокой прочностью на сжатие, но с высокой степенью обрабатываемости — например, для садового фонтана — лучше всего использовать больше песка и меньше камней: возможно, смесь два-четыре-один.
Пропорции воды
Самый большой x-фактор в бетоне, вода — непредсказуемая переменная. Требуемое количество воды зависит от температуры воздуха снаружи, влажности, количества прямых солнечных лучей и соотношения бетонной смеси.
Конструкция теплицы непременно обязана иметь не только лишь опрятный вид, да и быть многофункциональной. Теплица, которая строилась своими руками или была куплена в готовом виде, должна приносить доход вне зависимости от времени года. Если есть идея выстроить теплицу без помощи других, то может появиться вопрос о том, как согнуть профиль для теплицы своими руками без использования каких-то особых приспособлений.
#video_insert_place
Профиль может быть кованым, формовым, катаным. Он сворачивается в бухты. Дюралевый профиль есть возможность обрабатывать механически: скручивать, сверлить, вырубать. Конструкции из данного вида профиля могут быть соединены смолами на синтетической базе или крепиться заклепками, болтами.
как согнуть дуги на теплицу.
Отзывы:
Александр Выщекус пишет: а какой профиль для теплици использовали?
Karpoev пишет: ибаторий какой-то.
Sergey Poremskiy пишет: руське?
Сергей Рябенко пишет: охренееш крутить
Павел Букатов пишет: Приспособление продемонстрировали, а дальше то что?) Ладно бы продавали приспособления эти
Без познания тонкостей сгибания профильного трубопроката есть риск просто смять трубу, испортив заготовку. Но безрассудство не наш путь! Тем паче, если оно сопровождается вещественными потерями. Во славу рациональной экономии будем учесть все капризы трубопроката и свойства «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглая труба также входит в перечень профильной продукции. Однако в тепличном строительстве в большинстве случаев применяют изделия с квадратным и прямоугольным сечением, так как к их ровным плоским стенкам проще прикрепить покрытие.
Теплица из поликорбаната своими руками 1 часть Гнём дуги
Отзывы:
Мастерская AlekseyL пишет: Интересное видео. С интересом посмотрю продолжение. +
Мастерская AlekseyL пишет: Интересное видео. С интересом посмотрю продолжение. +
Представленная теплица из профильных квадратных труб имеет размер 6х4 метра и двухскатную форму крыши, вход смещен относительно центра, что подразумевает грядки разной ширины. В скате крыши оборудована форточка для проветривания и поддержания требуемого микроклимата.
Каркас тепличной постройки является основным несущим элементом и требует тщательного скрепления деталей конструкции между собой с помощью разъемных болтовых соединений или посредством сварки. Для рационального использования материала и минимизации отходов (обрезков), проектирование тепличной постройки должно предусматривать использование цельной плети металлопроката при условии соблюдения ширины и высоты сооружения.
В семействе устройств и агрегатов для гибки труб есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и при помощи чего можно согнуть профильную трубу без применения трубогиба. Затем перейдем к самодельным прокатным установкам.
Профилегиб трубогиб ТГ-60 гнет сразу 10 труб для теплиц
Теплица своими руками из профильной трубы
Теплица на приусадебном участке — это практично и с пользой, урожай радует с ранней весны до поздней осени. Считается, что каркас из профильной трубы –наиболее оптимальный вариант для изготовления подобных конструкций. Надежно, безопасно, функционально, при правильной эксплуатации и уходе прослужит долгий срок.
В статье поделимся секретами, как самому сделать теплицу из профильной трубы: спроектировать сооружение, определится с размерами. Приведем пошаговую инструкцию, как построить домик для овощей своими руками.
Invalid Displayed Gallery
Содержание
Профильная труба для постройки теплицы – все «за и против»
Целесообразность и выбор размера профтруб
Теплица из профильной трубы своими руками – чертежи и схемы типовых, эргономичных конструкций
Каркас теплицы из профильной трубы – чертежи и расчеты
Про вход
Как согнуть профильные трубы для теплицы
Способ первый – в любое время года
Способ второй – зимний
Способ третий – просто, но потребуется оборудование
Как сварить теплицу из металлических профильных труб – пошаговая инструкция
Фундамент для теплицы из профтрубы
Как сварить теплицу из профильной трубы своими руками
Профильная труба для постройки теплицы – все «за и против»
Профильная труба имеет в сечении квадрат или прямоугольник, по способу изготовления может быть:
Форма, размер, характеристики профтруб регламентируются частью 8639-82 и 8645-68 ГОСТ. Для изготовления профильных труб используют разные металлы, наиболее востребованы в частном и коммерческом строительстве теплиц изделия из стали с антикоррозийным защитным покрытием, влагонепроницаемые. Прочность материала обеспечивают 4 ребра жесткости, на которые и ложится основная нагрузка от всей конструкции теплицы.
Физико-механические характеристики профильных труб позволяют изготовить качественный, надежный каркас. Чтобы продлить срок эксплуатации, сохранить эстетику и целостность теплицы, после монтажа сварной конструкции ее необходимо:
тщательно зачистить жесткой щеткой от окалины;
обработать абразивной шкуркой, чтобы удалить даже невидимые признаки коррозии;
промыть растворителем;
загрунтовать;
покрасить.
Ржавчину можно удалить, обработав очаги поражения уксусной эссенцией. Выполнять работы следует в резиновых перчатках и респираторе.
Профильная труба по виду напоминает деревянный брус с прямой стороной. Форма удобна для крепления листового материала: поликарбоната, стекла, пленочно-рамочных элементов — это значительно облегчает изготовление теплицы из профильной трубы своими руками.
Основные виды профтруб для изготовления теплиц
Целесообразность и выбор размера профтруб
Цена на профильную трубу зависит от качества стали, размеров, толщины стенки – это не дешевое «удовольствие», поэтому важно оптимально подобрать материал. Каркас теплицы из профильной трубы своими руками рационально строить из профиля с ребрами 40*20, 40*40 мм, толщина стенки 2 мм, для горизонтальной стяжки можно воспользоваться трубами 20*20 мм, толщина стенки 1-1,5 мм.
Стандартная длина профтрубы 6,05 м, чтобы минимизировать расходы и избежать значительных отходов, до начала строительства необходимо определиться с проектом теплицы и ее размерами.
Чертеж теплицы из профильной трубы 20*20 мм, основание лучше выполнить из проката 40*20 мм
Теплица из профильной трубы своими руками – чертежи и схемы типовых, эргономичных конструкций
Стандартная самодельная теплица из профильной трубы обычно бывает трех видов:
Пристроенная к дому с односкатной или ассиметричной овальной крышей.
Отдельно стоящая арочная конструкция.
Теплица домиком из профильной трубы с двускатной кровлей.
Исходя из заданного размера профтруб, целесообразная длина постройки: 3,4,6,12 м, ширина соответственно: 2, 3, 4, 6 м. Удобный размер для организации двух параллельных грядок 3-6*3 м, для трех – 3-12*4-6 м. В частном строительстве теплица из металлических труб своими руками имеет востребованный стандарт 3*6 м.
Чертежи теплиц из профильной трубы, с размерами, на ленточном фундаменте
Каркас теплицы из профильной трубы – чертежи и расчеты
Работа в теплице чаще протекает по принципу: я разогнулся посмотреть, не разогнулась ли она, чтоб посмотреть не разогнулся ли я. Поэтому важно для облегчения и максимального комфорта труда правильно рассчитать высоту сооружения. Оптимально, если человек встанет в полный рост + 300-400 мм.
Подробный чертеж арочной постройки
Средняя эргономичная высота арочной теплицы – 1,9-2,4 метра – это по сути радиус сгиба поликарбонатного листа. Вспоминаем формулу длины окружности: L= π*D, где π – 3,14, D – диаметр = 2 радиусам.
Допустим, высота теплицы из профтрубы – 2 м, тогда L (длина окружности) = 3,14*4 = 12,56 м. Нам требуется половина этой длины — 12,56:2 = 6,28 м. Но это не рационально при использовании обшивки из поликарбоната, получается, что одного листа длина которого 6,0 м не хватит, придется дотачивать небольшую полосу, то же со стандартной длиной профтрубы. Чтобы избежать лишних затрат, необходимо уменьшить высоту теплицы, рационально если, Н=1,85-1,9 м, при ширине постройки 3,7-3,8 м.
Схема теплицы из профильной трубы, своими руками такую конструкцию можно изготовить практически без отходов материала
Для двускатной кровли расчет высоты зависит от уклона крыши, для разных регионов, в зависимости от ветровой и снеговой нагрузок, обычно укос составляет 30-45о. Удобная высота прямой стены – 1,7-2 метра до нижнего края стропила. На примере просчитаем общую высоту теплицы из профильной трубы до конька.
Допустим, уклон двускатной крыши составляет 30о, ширина теплицы 4 м. По теореме Пифагора: с2=а2+в2, где с – гипотенуза (длина одного ската), а – катет (перпендикуляр от края каркаса из профтрубы до середины), в – катет (высота от конька до прямой стены по перпендикуляру). В нашем случае: а = 4:2 = 2 метра. Из геометрии: катет, лежащий напротив угла в 30о, равен половине гипотенузы. Составляем уравнение:
в=х, следовательно,
с=2х, отсюда (2х)2 = 22+х2, 4х2 = 4+х2, 3х2 = 4, х2 = 4:3, х = √1,33(3) = 1,154 м – это длина гипотенузы, значит, катет в = 0,58 м, отсюда общая высота теплицы из профтрубы: 2+0,58=2,58 м.
Изготовление теплицы из профильной трубы, чертеж стандартной двускатной постройки
Отметим важный нюанс, скат крыши должен на 100-300 мм быть длиннее чем сама теплица, поэтому его длина = 1,154+0,1(0,3) = 1,25-1,45 м – это необходимо учесть при раскрое профильной трубы для стропильной системы теплицы.
Про вход
Вход в теплицу лучше сделать с торцевой стороны, высота двери 1,9-2,1 м, ширина 700-800 мм, для удобного вноса горшков с рассадой и инструментов. Для зимних теплиц из профтрубы рекомендуется пристроить небольшой тамбур, это поможет избежать потоков холодного воздуха при входе.
Invalid Displayed Gallery
Как согнуть профильные трубы для теплицы
Арочные теплицы из профтрубы считаются наиболее практичными, они обладают хорошими аэродинамическими характеристиками, поэтому легко переносят снеговые нагрузки и порывы ветра. Проще всего заказать услугу по сгибанию профтруб на специализированной металлобазе, можно купить трубогиб, но это не целесообразно.
Существует народная технология, как самому согнуть профильную трубу и не деформировать ее. Потребуется радиусный шаблон, следует изготовить заранее.
Способ первый – в любое время года
Речной песок просеивается, промывается, просушивается. Разводится огонь, кладется металлический лист – импровизированный противень, тонким слоем насыпается песок и прокаливается, до тех пор, пока с поверхности не будет испарений.
Профтруба нарезается в размер теплицы, один конец забивается деревянным чопиком, насыпается внутрь песчаник, трамбуется постукиваниями, когда полость наполнена до края, второй конец так же плотно закрывается заглушкой. С таким наполнителем профильная труба легко гнется своими руками по шаблону, без деформации.
Способ второй – зимний
Технология в точности повторяет первый метод, но вместо песка профтруба для теплицы заливается водой, оставляется на морозе до образования льда. После чего гнется по лекалу.
Способ третий – просто, но потребуется оборудование
Профтруба на 2/3 разрезается болгаркой, надрезы должны располагаться на одинаковом расстоянии друг от друга. Принцип прост: чем круче изгиб теплицы, тем меньше расстояние между пропилами. Далее профиль гнется по заданному радиусу и все швы герметично заделываются сваркой.
Посмотрите полезную идею, как загнуть профильную трубу для теплицы, на видео подробно рассказано, как сделать самостоятельно трубогиб и изготовить дугу нужного размера.
Как сварить теплицу из металлических профильных труб – пошаговая инструкция
Для строительства теплицы своими руками лучше всего подходит оцинкованная профильная труба с ребрами 40*20 мм, для связующих деталей 20*20 мм. Качественный материал имеет покрытие из цинка снаружи и внутри. Оцинкованная профильная труба для теплиц очень легкая, каркас можно передвинуть или перевезти на другой участок, а надежное защитное покрытие препятствует появлению коррозии. Для больших конструкций используют профтрубу оцинкованную с усилением, выдерживает нагрузки на 1 м2 до 90 кг. По ГОСТу изделие, выполненное с учетом всех технологических требований, прослужит 2-3 десятка лет. Качественная оцинковка даже при механических повреждениях: сгибы, вмятины, деформации, сохраняет целостность покрытия, без трещин и царапин до основы.
Детали каркаса для теплицы из стальной трубы без защитного покрытия рекомендуется собирать при помощи сварки. Оцинкованные элементы лучше соединять на болтовое соединение и специальные стыковочные элементы, уголки.
Теплица из оцинкованной трубы 25х25, на фото пример, как правильно крепить узлы разборной конструкции
Фундамент для теплицы из профтрубы
Конструкции теплиц из профильной трубы чаще устанавливается на ленточный фундамент, но окончательный выбор зависит от геодезических исследований участка. В эконом варианте можно использовать столбчатое основание.
Участок очищаем от мусора, сорняков, выкорчевываем корни, размечаем столбиками, натягиваем веревку по периметру, снимаем плодородный слой грунта, толщиной 300 мм. Выкапываем траншею, глубиной 700-800 мм, дно выравниваем, засыпаем песком и щебнем, трамбуем.
Собираем каркас, из рифленой арматуры сечением 8-12 мм, в зависимости от масштабности постройки. Устанавливаем опалубку, щиты сколачиваем из досок необрезных, влагостойкой фанеры, можно использовать прочные пластиковые панели. Проверяем геометрию, закрепляем укосами, стягиваем по верху брусками. Заливаем бетоном, вставляем закладные, к ним будем привязывать каркас, оставляем до полного становления на 4 недели.
Схема устройства фундамента и способ прикрепить каркас
Как сварить теплицу из профильной трубы своими руками
По чертежу делаем деталировку, нарезаем элементы в размер. На ленту прокладываем 2 слоя рубероида, по периметру делаем обвязку из труб, привариваем их к закладным. Гнем детали по выбранной методике, устанавливаем дуги строго перпендикулярно фундаменту и крепим к обвязке. Рекомендуемое расстояние между арками 900-1000 мм. С торцевой стороны оформляем профилем входной проем, с другой усиливаем конструкцию поперечными перекладинами.
На фото, как собрать каркас теплицы из профильной трубы 20х40 мм
Поперек арочной конструкции укладываем обрешетку из профиля 40*20, 20*20 мм, это послужит базой для листового укрывного материала и упрочнит каркас. На прогоны с помощью саморезов крепим стыковочный пластиковый профиль, вставляем в пазы поликарбонат, толщиной 6-12 мм, фиксируем заглушками. Края прикручиваем на термошайбы. Для проветривания следует сделать форточки. Лучше по 2-3 с каждой стороны. Фурнитуру для комфортного открывания проемов можно купить в специализированных магазинах.
В заключении видео-инструкция с подробными пояснениями, как сварить каркас теплицы своими руками, основание и стены.
Обвязка, усиление, стропильная система, покраска.
4 способа крепления пластика для теплицы к металлическому каркасу — сделайте все правильно с первого раза
Если вы собираетесь строить высокий туннель, дом с кольцом или теплицу, вам может быть интересно, как пластик теплицы крепится к металлическому каркасу.
В этом посте вы познакомитесь с различными методами крепления пластика теплицы к металлическому каркасу и сравните наиболее широко используемые методы крепления пластика теплицы, чтобы вы могли принять более обоснованное решение о том, как установить пластик теплицы в своем проекте.
СВЯЗАННЫЙ: Лучший пластик для теплиц — сравнение на собственном опыте
Ниже мы рассмотрим четыре лучших способа крепления покрытий к металлическому каркасу высоких тоннелей, теплиц и теплиц.
Стандартное пластиковое крепление для теплиц для металлического каркаса
Прикрепить пластиковую теплицу к металлическому каркасу очень просто , однако потребуется несколько дополнительных крепежных деталей для прочного соединения пластика на любой срок.
Давайте рассмотрим их в списке здесь, прежде чем углубиться в каждый тип аппаратного компонента.
Существует четыре основных способа крепления пластика теплицы к металлическому каркасу:
Существует несколько способов установки пластиковой теплицы на металлические каркасные конструкции. Ниже перечислены четыре основных способа, и каждый из них приведен более подробно:
Одинарный канал Poly Lock и пружинная проволока (ссылка на оборудование)
Двухканальный полимерный замок и пружинная проволока (ссылка на оборудование)
Пружинные зажимы (ссылка на оборудование)
Канат и давление (ссылка на оборудование)
В то время как в приведенном выше списке представлены крепежные детали, необходимые для крепления пластика теплицы к металлическому каркасу, некоторые из них имеют больше смысла в определенных сценариях, чем другие .
Кроме того, каждый из вышеперечисленных способов крепления пластиковой теплицы нужно будет устанавливать немного иначе, чем следующий.
Давайте рассмотрим каждый метод прикрепления по одному ниже и обложки:
Лучше всего использовать
Где на каркасе должен быть установлен каждый компонент, и
Как он на самом деле крепится к каркасу теплицы.
1. Канал замка из пружинной проволоки — одноканальный
Первое и самое популярное пластиковое крепление для теплиц на рынке — это Spring Wire Poly Lock Channel.
Ниже приведено изображение этого элемента оборудования вместе с соответствующим куском проволоки, который удерживает пластик на месте. Если вам нравится его внешний вид, вы можете найти страницу продукта канала здесь.
Основная информация о канале Poly Lock с пружинной проволокой
Если вы хотите закрепить пластик теплицы на постоянной или полупостоянной основе, или если вам нужно установить пластиковую теплицу на секцию металлического каркаса, которая изгибается , этот элемент оборудования для вас.
Иногда это оборудование называют «U-каналом», «C-каналом», «зигзагообразным проводом» или «замком-каналом», но независимо от торговой марки все каналы работают одинаково, удерживая пластик теплицы на месте.
Швеллер, состоящий из алюминия или иногда из оцинкованной стали, может быть прикреплен к пиломатериалу, круглой стальной трубе и квадратной стальной трубе.
После того, как канал закреплен, пластик устанавливается в канал с помощью соответствующего куска пружинной проволоки; вы будете перемещать пружинную проволоку вперед и назад по пластику теплицы в канал , и вы надежно закрепите пластик на конструкции теплицы.
Это делает почти невозможным вытащить пластик из этого канала после того, как он был закреплен. Ниже представлено видео , в котором показан процесс установки пружинной проволоки с помощью покачивающего движения, о котором я упоминал выше:
Привинчивание канала к металлу
В то время как швеллер Spring Wire Poly Lock очень прост в использовании для крепления пластика теплицы, сам швеллер должен быть сначала прикреплен к металлическому каркасу вашей конструкции в любых точках, где вы хотите закрепить пластик.
Канал Poly Lock крепится к металлическому каркасу с помощью саморезов Tek.
Это звучит устрашающе, потому что вам нужно будет вкрутить швеллер в металл, НО 9Винты 0007 Tek предназначены для сверления канала И стальной трубы под . Ими можно управлять без особых усилий.
Ниже показано, как выглядит винт Tek, удерживающий канал Poly Lock на месте:
Независимо от того, есть ли у вас теплица в готическом стиле, туннель Quonset или плоская торцевая поверхность, вы обнаружите, что швеллер Spring Wire Poly Lock надежно крепится к каркасу с помощью саморезов Tek, и принимает форму того, что находится под ним, , когда вы двигаетесь по всей его длине с помощью Tek Screws.
Изготовление сплошного уплотнения
Преимущество этого аппаратного компонента заключается в том, что он создает непрерывное уплотнение. Эти части оборудования устанавливаются один за другим. Таким образом, они соприкасаются концами друг с другом без каких-либо разрывов в их промежутке.
Посмотрите на рисунок ниже, на котором показано, как две части могут выстроиться в линию на концах.
Еще одна причина, по которой этот метод крепления так популярен, заключается в том, что вы можете установить пластик с помощью пружинной проволоки И вынуть его, не повредив пластик теплицы.
Это означает, что вы можете отрегулировать верхнюю крышку, если она изначально не была идеально ровной, или если вам нужно удалить кусок пластика торцевой стенки, чтобы трактор мог входить и выходить из вашего туннеля.
Эта особенность делает канал Poly Lock одним из самых важных для строительства высокого туннеля или кольцевого дома . Без него вам было бы очень трудно покрыть вашу структуру.
Канал Spring Wire Poly Lock обычно поставляется в виде кусков длиной 4 фута, 6 футов, 8 футов и 12 футов, однако чаще всего они продаются в виде кусков по шесть футов из-за того, что они могут поставляться относительно недорого при такой длине.
При покупке этого аппаратного компонента внимательно читайте мелкий шрифт, потому что не все поставщики будут включать необходимый провод вместе с самим каналом Poly Lock. Чтобы взглянуть на нашу страницу продукта для канала С включенным проводом , нажмите здесь.
Одинарный алюминиевый канал настолько популярен среди строителей теплиц, что существует также вариант с двойным каналом, который следует учитывать при выполнении конкретных аспектов любой установки полиэтилена. Давайте рассмотрим опцию двойного канала чуть ниже.
2. Двухканальный полимерный замок и пружинная проволока
Двойной алюминиевый канал очень похож на одинарный алюминиевый канал, за исключением того, что он обеспечивает вдвое больше каналов, и, таким образом, вдвое превышает потенциал безопасности .
Вы можете увидеть пример Double Channel Poly Lock на картинке ниже. Видно, что двойной канал более надежен по ширине и жесткости. Если вы считаете, что для вашего проекта подойдет двойной канал, вы можете взглянуть на тип, который мы предлагаем.
Чтобы узнать больше о том, где следует использовать этот канал, как его установить и т. д., продолжайте читать.
Основная информация о Double Poly Lock Channel
Этот метод крепления пластика в теплице, по сути, представляет собой две части одноканального полизамка, но вместо этого они расположены рядом (как показано выше).
Система Double Channel Poly Lock не так широко используется для защиты пластика в теплицах, поскольку ее двойная широкая форма не требуется для большинства применений. Тем не менее, реальная польза от этого канала двоякая:
Двойной канал Poly Lock является жестким и может использоваться как отдельная набедренная рейка
Два отдельных канала позволяют извлекать и заменять кусочки пластика по отдельности
Что касается его жесткости, то он становится гораздо более конструктивной особенностью, чем одноканальный полизамок.
Из-за своей жесткости двойной швеллер часто используется как способ устранения и замены пиломатериалов, которые иногда используются на вальмовой перекладине конструкции.
Поскольку деревянные вальмовые поручни имеют тенденцию портиться во влажных условиях теплицы, имеет смысл использовать двойной канал отдельно.
Два примера установки Double Channel на металлический каркас можно увидеть в двух видеороликах ниже. Один метод — это метод крепления с помощью винтов TEK, а другой — метод крепления с помощью болтов и гаек:
Двухканальное крепление с помощью винтов TEK Видео:
Болт и гайка Двухканальное крепление Видео:
Другая причина, по которой двухканальный полимерный замок и пружинная проволока так ценны в качестве строительного компонента, заключается в том, что вы можете легко заменить крышку .
Например, если вы случайно проткнули лопатой сворачивающуюся сторону и использовали двухканальный замок Poly на набедренной перекладине, вы можете просто отсоединить нижний отрезок проволоки на набедренной перекладине, разрезать пластик под верхней частью. отрезок провода, и вы можете заменить пластиковую сворачиваемую сторону, даже не касаясь пластикового крепления для верхней крышки.
По указанной выше причине потенциальная экономия времени при установке двухканальной системы Poly Lock для высокого туннеля огромна.
Double Channel Poly Lock поставляется в секциях 6 футов, 8 футов и 12 футов, хотя, если вы хотите приобрести этот материал наименее затратным способом, вы, вероятно, захотите приобрести детали, которые можно отправить наземным транспортом, и их можно найти здесь: Двойной канал длиной 6 футов.
В то время как канал(-а) Poly Lock является самым популярным пластиковым крепежным приспособлением для теплиц на рынке, существует несколько других методов, используемых для крепления пластика к металлической раме. мы рассмотрим некоторые из них ниже.
3. Пластиковая насадка с защелкой
Зажимы с защелкой отлично подходят для определенных приложений, а не для других.
Тем не менее, они бесценны для создания сворачивающихся сторон на кольцеобразных домах , высоких туннелях и теплицах, и они представляют собой очень недорогое пластиковое крепление для теплиц.
На приведенном ниже рисунке хорошо показано, как выглядит зажим с защелкой до и после того, как он был надет на пластиковую и металлическую трубки. Если это то, что вы ищете, здесь вы можете найти зажимы с защелками, которые подходят для труб трех различных диаметров: Зажимы с защелками.
Под картинкой мы немного подробнее расскажем о том, как работает этот тип навесного оборудования, каковы его лучшие приложения и многое другое.
Основная информация о защелках
Хомуты с защелками являются одними из самых простых в использовании крепежных деталей для пластиковых теплиц, однако они применимы только для конструкций с заданным внешним диаметром металлических труб.
Пружинные зажимы поставляются только стандартных размеров, которые подходят для наружных диаметров 1,315, 1,66 и 1,9 мм.0 Наружный диаметр трубки .
Если вы работаете со структурой, состоящей из трубок другого типа, которые не соответствуют указанным здесь диаметрам, вы также можете перейти к другим элементам оборудования, перечисленным в этом посте.
Эти аппаратные компоненты также доступны только для крепления тепличного пластика к круглой трубе, поскольку они были специально разработаны для надевания верхнего покрытия на круглую трубу.
Где лучше всего использовать защелкивающиеся зажимы
Зажимы отлично подходят для временного крепления пластика теплицы или в тех случаях, когда к пластику теплицы будет применяться слабое давление ветра и нагрузка.
Например, внутренние перегородки, изготовленные из тепличного пластика, легко удерживаются на месте с помощью защелок. Ниже представлено изображение фермера, который установил перегородку с помощью Snap Clamps:
.
Они также являются одним из лучших приспособлений для крепления тепличного пластика к металлическому стержню для создания сворачивающихся сторон.
Для более подробного ознакомления с тем, как зажимы с защелкой работают при креплении пластика к металлическому стержню со стороны теплицы, посмотрите видео ниже:
Если вы собираетесь устанавливать пластик для теплицы на верхнюю крышку конструкции, настоятельно рекомендуется рассмотреть один из других элементов оборудования, описанных ранее в этом сообщении в блоге.
В первую очередь это связано с тем, что защелкивающиеся зажимы не фиксируют пластик непрерывно по всей длине трубы.
Вместо этого зажим с защелкой удерживает пластик в точке зажима с защелкой, длина которой составляет всего около 4 дюймов.
Да, вы можете последовательно соединить тонны этих элементов один за другим, чтобы создать полноразмерное крепление вашей тепличной пластмассы, и да, вы можете вкрутить самонарезающий металлический винт через каждый из них и в свой металлический каркас, однако, если Если вы собираетесь столкнуться с этой проблемой, вместо этого имеет смысл установить Spring Wire Poly Lock Channel.
С учетом сказанного выше, защелкивающиеся зажимы — это фантастический способ удерживать пластиковые панели на месте (временно), в то время как вы закрепляете детали более постоянным образом. Ниже приведен пример того, как защелкивающиеся зажимы могут выступать в качестве дополнительного набора рук для этого процесса:
Зажимы с защелками — очень доступный вариант для крепления пластика в теплице, но они не являются постоянными, если только они не используются на сворачиваемых сторонах.
Давайте рассмотрим недорогой вариант крепления, который также предназначен для использования в качестве основного варианта крепления верхней крышки.
4. Пластиковая установка с канатом и давлением
Зажимы и проводка — не единственный способ удержать пластик на металлическом каркасе; тоже есть давление.
Фурнитура может быть прикреплена к нижней части каждого обруча, а затем веревка может быть сплетена взад и вперед с одной стороны конструкции поверх конструкции к оборудованию, которое было прикреплено к другой стороне конструкции.
Ниже приведен рисунок, демонстрирующий этот тип крепления.
Мы рассмотрим больше плюсов и минусов этого метода крепления под картинкой.
Где и когда использовать
Использование веревки для крепления пластика теплицы к конструкции теплицы — это недорогой способ удержания пластика в туннеле.
Следует отметить, что это также более рискованный способ удержания пластика на конструкции , если вы собираетесь держать пластик на месте постоянно.
С учетом сказанного выше, использование веревки (и давления вниз) является хорошим методом удержания верхней крышки на конструкции, если вы ищете чрезвычайно недорогой способ вентилирования без складывания сторон.
Поскольку этот метод крепления пластика для теплицы не включает в себя никаких каналов по всей его длине, не будет никакого оборудования, с которого можно было бы сбросить свернутую сторону.
По этой причине конструкции, в которых используется этот метод крепления пластика для теплицы, вентилируются путем простого выталкивания пластика вверх по стенке туннеля, чтобы воздух мог входить и выходить из конструкции.
Поскольку эта форма пластикового крепления теплицы является более примитивной и предназначена для менее постоянных конструкций, она не должна быть основной формой пластикового крепления теплицы для больших постоянных конструкций.
Тем не менее, — это отличный способ крепления пластика к небольшим конструкциям, которые часто называют тоннелями Caterpillar .
Если вы ищете недорогую простую конструкцию, я определенно рекомендую вам прочитать другие наши сообщения в блоге, связанные с туннелями Caterpillar, чтобы вы могли рассмотреть все ваши варианты:
СВЯЗАННЫЕ: Туннели Caterpillar и дома-кольца — сравнение недорогих растущих конструкций
СВЯЗАННЫЙ: Почему туннели Caterpillar стали популярными конструкциями для выращивания
Если вы ищете какую-нибудь веревку для вашей веревки и системы давления, есть веревка диаметром 3/16 дюйма и диаметром 1/4 дюйма, которые хорошо подходят для этого применения.
Теперь, когда мы рассмотрели четыре наиболее распространенных способа крепления пластика теплицы к металлическому каркасу ниже, я собрал несколько рекомендаций, основанных на моем опыте.
Рекомендации
Лучшим крепежом для крепления пластика для теплицы является канал Poly Lock и пружинная проволока.
Он доступен по цене, прослужит вечно и очень прост в использовании. Вот ссылка на управляемые 6-футовые детали, которые включают провод: Одноканальный
Лучшее оборудование для крепления тепличного пластика в качестве поручня — это двухканальный замок Poly Lock и пружинная проволока. Он может заменить пиломатериалы, легкий и удобный в работе, долговечный и простой в использовании. Вот ссылка на лучший двойной канал, который мы нашли: Double Channel Poly Lock with Wire
Лучшее оборудование для временного крепления деталей или для внутренних перегородок теплицы — это защелкивающиеся зажимы. Вот ссылка на зажимы с защелками, которые подходят для труб трех разных диаметров: Зажимы с защелками.
СВЯЗАННЫЕ СТАТЬИ
Как определить, какой размер пластика для теплицы вам нужен
3 лучших высоких туннеля на заднем дворе для домашних садоводов
Как установить пластиковую крышку теплицы
10 Важные аппаратные компоненты для теплиц
9 лучших озимых культур для высокого тоннеля
Простой способ построить собственную теплицу
Время чтения: 12 минут
Бенджамин Хоффман – Вы когда-нибудь хотели построить собственную теплицу? Мне было интересно узнать, как построить теплицу, чтобы заняться садоводством на приподнятых грядках на своей усадьбе. Еще в 1960-х годах Лесная служба США разработала план ламинированных деревянных арок для недорогого жилья с использованием недорогих методов строительства. Тридцать лет спустя, столкнувшись с потребностью в теплице и с ограниченными ресурсами для ее постройки, я успешно опробовал идею Лесной службы. В данной статье будет описана конструкция приспособления для изготовления арок (рис. 1) и этапы их сборки и возведения. Используйте эти планы, чтобы построить собственную теплицу для продления вегетационного периода там, где вы живете. Вы можете стремиться к самодостаточной жизни на ферме, научившись строить собственную теплицу.
В арках Лесной службы использовались верхние и нижние пояса 1 x 2, разделенные прокладками 2 x 6, но это не очень хорошо работало с нашей более острой кривизной. Кроме того, я был в Медном бассейне Аляски, где произрастает самая прочная, легкая и сучковатая ель, и у меня не было шансов найти подходящую 1 x 2. Итак, мы разорвали ель 2 x 4 на 1/2-дюймовые полоски (пластины) и склеили две из них. части, чтобы сформировать хорду 1″ x 2″. Мы построили несколько конструкций размером 20 x 60 футов, включая переносные версии для продажи цветов в близлежащих районах. Пять-шесть человек могли собрать раму и обтянуть ее пластиком примерно за два часа, а дюжина человек запросто могла поднять и передвинуть ее. Арки были прочными, долговечными и легко поддавались ремонту; когда машина врезалась в арку и сломала ее, мы просто наложили шину.
Вернувшись в Мэн, после прочтения книги Эллиота Коулмана о зимнем садоводстве я решил построить зимнюю теплицу размером 16 x 18 футов. Если вы хотите построить свою собственную теплицу, следуя этим планам, я приложил для вас пошаговые иллюстрации и инструкции.
Имейте в виду, сколько зимних осадков выпадает в вашем районе, когда вы хотите построить собственную теплицу. 6-футовое расстояние между арками было нормальным на Аляске, а в штате Мэн — с более тяжелым мокрым снегом. Для простоты монтажа я делаю левую и правую раскладушку (рис. 1), каждая из двух секций арки соединена сверху (конек), снизу (основание) и посередине брусом 1″ x 6″. Два моллюска составляют основную секцию шириной 16 футов, длиной шесть футов и высотой около 10 футов; два человека со стремянкой могут легко установить его. Две такие секции, расположенные на расстоянии шести футов друг от друга, образуют структуру длиной 18 футов, которую легко покрыть рулоном полиэтилена шириной 20 футов.
На Аляске мы распилили 2 x 4 на 5/8-дюймовые полосы с помощью настольной пилы (это был долгий и утомительный процесс), а затем выстрогали их до гладкости для склеивания. В штате Мэн мой сосед распилил четыре листа за один раз на своей ленточной пиле Wood-Mizer примерно за 1/8 времени, затрачиваемого на их распиловку на настольной пиле, и рез ленточной пилой был достаточно гладким, чтобы не было необходимости в планировании. Вам придется внести соответствующие коррективы, подобные этим, когда вы строите свою собственную теплицу. Перед тем, как приступить к изготовлению шаблона, распилите пластины, так как они понадобятся вам для формирования кривой арки, а также потребуются точные измерения толщины для изготовления шаблона. Для моей конструкции 16 x 18 с четырьмя арками мне понадобилось 32 пластины плюс еще дюжина на случай поломки и для других целей. Используйте пиломатериал размером 14 футов, либо 2 x 6, либо 2 x 8, и тщательно отбирайте его, выбирая куски с наименьшим количеством сучков. Я выбрал ель из-за ее высокой прочности и легкости, но желтый тополь был бы отличным выбором, если он есть в наличии.
С помощью переносной ленточной фрезы закрепите четыре двойных пластины на станине пилы и отрежьте четыре пластины за один раз. Оставшиеся 2 х 2, оставшиеся после того, как вы построите таким образом собственную теплицу, станут отличной подставкой для томатов для тех неуверенных альпинистов. Полудюймовые пластины подходят для теплиц, покрытых пластиком толщиной 6 мил, но 5/8 лучше подходят для более тяжелой кровли. Чтобы получить хороший контакт клея, используйте строганные пиломатериалы в качестве прокладок.
Рис. 2: Нижний пояс на месте на приспособлении. Вместо фиктивных прокладок я использовал 12-дюймовую прокладку и два куска ламината, чтобы удерживать нижний пояс на месте.
Постройте свою собственную теплицу: изготовление приспособления
Поскольку в одной арке используются две половинки, я построил приспособление, на котором можно построить половинку. Сначала я нарисовал на бумаге поперечное сечение арки теплицы, затем провел базовую линию, соединяющую верхний центр с основанием. Я масштабировал длину базовой линии и в трех точках — 1/4, 1/2 и 3/4 ее длины — расстояние от базовой линии до изгиба арки. Базовая линия составляла менее 12 футов, поэтому мой стол для джиговой установки взял один кусок ориентированно-стружечной плиты (OSB), разрезанный на три части и привинченный к опорам 2 x 4, опирающимся на козлы. (Рис. 2)
На диаграмме 1 (см. ниже) показана компоновка приспособления для стола. После того, как OSB была вырезана и прикреплена к распоркам, я перенес измерения верхней, нижней и трех средних точек (A-E) хорды с моего чертежа на таблицу. В каждой из этих точек я поместил шуруп для дерева, установил пластину внутри A и E, а также снаружи B, C и D и отметил внутреннюю кривую арки карандашом. Когда таблица заполнена и кривая отмечена, Диаграмма 2 (стр. 57) поможет вам найти упоры приспособления.
Одна сторона фундамента теплицы с L-образными балками на месте. Обратите внимание на сращенное дополнение к верхней части буквы L на левом конце. Сращенный участок нижней части L находится на другом конце. Так как я буду удлинять этот фундамент, моя левая крайняя стойка установлена для соединения. попробуйте первую часть арки. Первый может занять час, но практика сократит его до 40 минут. В качестве клея я использовал как водостойкий, так и обычный столярный клей желтого цвета (Elmer Titebond), оба с хорошими результатами. Арки, изготовленные из Titebond II, лежали в лесу в течение семи лет и шесть лет использовались в качестве навеса для трактора без расслоения. Я наносил клей кистью 1-1/2″.
Попытка согнуть и установить две склеенные пластины на место требует нескольких зажимов и может вызвать разочарование, если вы строите таким образом собственную теплицу. Чтобы зафиксировать концы нижнего пояса на месте, вырежьте две фиктивные распорки, равные ширине распорного блока плюс две пластины; поместите их между нижним поясом и внешними упорами в точках A и E, чтобы удерживать пояс на месте при установке распорок и приклеивании верхнего пояса. Большинство поломок этих арок произошло из-за того, что прокладки раскололись вдоль волокон, поэтому используйте по одному оцинкованному винту 3-1/2″ через верхний и нижний пояса в каждую проставку, а также один двухдюймовый винт. Если во время сборки ламинированная пластина кажется слабой — сучок, раскол, трещина — ее легко укрепить путем сращивания с коротким куском 1/2-дюймового материала, приклеенным и привинченным на место (рис. 3).
Рис. 3: Потенциальный отказ из-за сучка на внешнем крае был усилен путем сращивания третьей пластины внутри внешнего пояса. Рис. 4: Использование шурупа для стягивания двух пластин вместе позволяет сэкономить зажим.
Чтобы установить прокладки, начните с Е и двигайтесь к А, используя при необходимости зажимы, чтобы обеспечить хороший контакт клея. В случае небольших зазоров между пластинами шурупы для гипсокартона будут стягивать детали до тех пор, пока клей не высохнет (рис. 4). Для шагов с 1 по 7 работайте с внутренней частью кривой арки, но устанавливайте верхний пояс с внешней стороны кривой.
МАТЕРИАЛЫ (одна арочная секция): • (4) пластины 1/2 x 2″ на 14 футов • (2) 2 x 4 x 12 концевых прокладок • (7) 2 x 4 x 4 промежуточных прокладки • (22) 3-1/2″ оцинкованные шурупы • (18) 2″ шурупы для гипсокартона • Банка с желтым столярным клеем • (2) 2 x 4 фиктивных распорки, длина = ширина распорки + 2 толщины пластин
ПРОЦЕДУРА: 1. Выберите две пластины для хорды и поместите самые большие дефекты на внутреннюю (клеевую) поверхность, чтобы уменьшить вероятность расщепления на внешней кромке.
2. Нанесите клей на внутренние поверхности обеих пластин, сложите их вместе, концы ровные; вставьте шуруп для гипсокартона примерно в 18″ от верхнего конца, чтобы скрепить их вместе для сборки.
3. Установите две пластины за пределами упоров B, C и D и внутри упоров A и E. В упорах A и E потяните пояс на себя и вставьте заглушки между поясом и упорами. Макеты держат правильное расстояние, пока вы вставляете прокладки и приклеиваете верхний пояс.
4. В каждом из семи мест расположения проставок нанесите клей на прокладку и нижний пояс там, где он подходит, и расположите прокладку на нижнем поясе напротив упоров прокладки. Затем вставьте 2-дюймовый шуруп для гипсокартона через хорду примерно в дюйме от левого края прокладки. Затем предварительно просверлите и вставьте оцинкованный винт 3-1/2″ примерно на 1″ от правого края прокладки.
5. Повторите шаги 1 и 2, чтобы подготовить внешний пояс.
6. Нанесите клей на оба края 12-дюймовой прокладки в точке E и края первых трех прокладок.
7. Снимите фиктивную прокладку в точке E и вставьте 12-дюймовую прокладку так, чтобы ее нижний правый угол был на одном уровне с краем стола. Установите верхний пояс между распоркой и внешним упором и внутри первых двух или трех внешних упоров. Предварительно просверлите и вставьте по одному 3-1/2″ оцинкованному винту с каждой стороны 12″ распорки.
8. Работайте вокруг верхней части хорды, по одной распорке за раз. Поместив хорду внутрь упоров, нанесите немного клея на прокладку и на хорду в том месте, где она будет соприкасаться с прокладкой. Как только хорда будет на месте, вставьте 2-дюймовый винт в дюйме от левого конца прокладки, затем предварительно просверлите и установите 3-1/2-дюймовый винт в дюйме от правого.
9. На нижнем конце (A) повторите шаг 7 по мере необходимости, чтобы установить 12-дюймовую прокладку, затем добавьте 2-дюймовый и 3-1/2-дюймовый винт с каждой стороны 12-дюймовой прокладки в точках A и E.
10. Обрежьте хорды заподлицо с нижним концом в точке A. Верх будет обрезан позже.
11. Отделите арку от подступенков и оставьте ее в приспособлении на час для высыхания клея (рис. 5)
Рис. 5: Готовая секция арки перед снятием с приспособления.
Перед снятием арки с зажимного приспособления обрежьте конец конька в точке E следующим образом. На 12-дюймовой прокладке отмерьте 3/4 дюйма от ее нижнего правого конца и с помощью линейки проведите линию через эту точку и правый верхний угол проставки. Протяните эту линию через верхний и нижний пояса, чтобы отметить линию обрезки конька, и обрежьте конец пилой.
Из-за влажности в теплице я рекомендую покрасить секции арок таким продуктом, как Thompson’s Water Seal.
Построить собственную теплицу: Возведение теплицы
При строительстве собственной теплицы для ее возведения требуется как минимум два человека и стремянка. Чем больше рук, тем легче работа, особенно работа с двухметровыми раскладушками. Кроме того, имейте несколько 8-10-футовых 1 x 4, чтобы использовать их в качестве подпорок, чтобы удерживать моллюски на месте во время сборки. Я построил подобные теплицы на ровной поверхности без фундамента, кроме нескольких бревен размером 6 футов на 6 футов, но рекомендую фундамент с L-образными балками, когда вы строите свою собственную теплицу. Г-образный фундамент можно удлинить, чтобы теплицу можно было легко перемещать. С передвижной теплицей вы можете рано высаживать растения и снимать теплицу после того, как растения высажены, подвергая их воздействию летнего солнца, ветра и дождя (экономия полива). Другой урожай можно начать на новом месте, а дом можно переместить обратно, чтобы продлить осенний сезон или начать новый осенне-зимний урожай.
Рисунок 6: Сборка грейфера с двумя козлами и доской для поднятия одного конца для облегчения работы. Правая сторона — это основание арки (конец А), а левая сторона с угловым срезом — конек (Е). Гребень и основание привинчены к 12-дюймовым торцевым блокам с помощью шурупов с покрытием 2-1/2 дюйма. Середина (прогон) имеет надрезы, чтобы соответствовать арке, и закреплена винтами 1-1/2″.
После того, как арки будут готовы (и окрашены влагостойкой краской), изготовьте четыре раскладушки, как показано на рис. 6. Каждая раскладушка состоит из двух арок, соединенных гребнем (вверху), основанием (внизу) и серединой с помощью 1 фута x 6 футов. пиломатериалы. Середина (прогон) имеет надрезы, чтобы поместиться между поясами, и привинчена к центральному блоку. На рис. 1 показаны левый и правый грейферы, установленные на фундаменте. Обратите внимание, что основание и средний прогон имеют одинаковую длину (шесть футов), но коньковая доска выступает (на четыре фута) с лицевой стороны правой арки; гребень левой секции выступает на два фута. Моллюск на земле слева имеет гребень длиной 10 футов, и когда он поднят, его 10-футовый гребень упирается в конец восьмифутового гребня левого моллюска (общая длина гребня составляет 18 футов). Когда третий моллюск установлен, поддержите его левый конец длинным бруском 1 x 4, зажмите конек на месте и прикрутите коньковые доски вместе. Когда четвертый моллюск (восьмифутовый гребень) установлен, его гребень упирается в 10 футов первого моллюска. Работайте по всей длине конька, выравнивая и закрепляя его 1-1/2-дюймовыми винтами.
Требуется как минимум два человека (чем больше, тем лучше) со стремянкой (желательно восьмифутовой, а не шестифутовой, как у меня), чтобы установить раскладушки. Когда вы соорудили две шестифутовые секции однофутовой рамы, конек будет иметь длину 18 футов, но убедитесь, что общая длина основания составляет 18 футов. Используйте 2-1/2-дюймовые винты, чтобы прикрепить основания к фундаменту. После того, как каркас установлен, вы готовы надеть покрытие, когда ветер стихнет.
В моем чехле использовалась часть 100-футового рулона строительного полиэтилена толщиной 6 мил (не стабилизированного УФ-излучением, не рекомендуется). Развернул его, отрезал 28 футов и, с помощью одного помощника с каждой стороны, уложил полиэтилен поверх конструкции. Во-первых, мы надели большую часть рулона на средний прогон. Затем, работая внутри рамы с помощью доски 2 x 4 с трехфутовой длиной, я поднял пластик над коньком, а затем над средним прогоном с другой стороны. По одному человеку с каждой стороны и один на лестнице под коньком, мы развернули пластик к одному концу, затем к другому. Чтобы удержать пластик (и укрепить конструкцию), закрепите его на торцевых арках цельной пластиной, которая удержит его даже при сильном ветре.
Используя лестницу, в то время как два помощника крепко держали поли, я поместил пластину поверх поли на одной концевой секции арки, закрепив ее шурупами для гипсокартона через верхний пояс в распорках. Я работал от основания к гребню, выравнивая его по мере продвижения, и когда одна сторона была закончена, я начинал у основания другой и возвращался к гребню. Когда один конец был закреплен, мы подошли к другому, натянули пластик и повторили процедуру. Затем, чтобы уплотнить нижние стороны, мы уложили пластины поверх пластика и привинтили их к верхней плите фундамента (Г-образная балка). Раньше, чтобы надеть пластик на раму, я его сначала разворачивал, потом пытался завести за конек; сделать это гораздо проще. Завершение финала зависит от вас. Разместите двери и вентиляционные отверстия так, как считаете нужным. Для обрамления я использовал 2 х 2 куска, оставшиеся после распила пластины на Wood-Mizer, и использовал обрезки пластин, ввинченных в прокладки, чтобы удерживать пластик на месте на концах.
МАТЕРИАЛЫ (10) Основания и прогоны 1″ x 6″, длина 6 футов* (2) Коньки 1″ x 6″, длина 8 футов (2) Коньки 1″ x 6″, длина 10 футов (4) 14-дюймовые пластины (+/-50) 2-1/2″ шурупы для дерева с покрытием (+/-80) 1-1/2″ шурупы для гипсокартона, желательно с покрытием
*Примечание. Я рекомендую прогоны над нижними (12″) упорами и первыми 4″ упорами. Когда тяжелый снег соскальзывает с пластика, он уплотняется и оказывает огромное давление на нижние несколько футов пластика. Эти прогоны можно снять, чтобы уменьшить тень, если это необходимо, в течение вегетационного периода.
Построить свою собственную теплицу: диаграмма 1 Столовая джиг. ″ x 4″ x 8’ скоба (1) 2″ x 4″ x 12’ скоба (20) 1-1/2″ саморезы для листового камня (5) 2″ саморезы для листового камня (1) 1/2 Пластина ″ x 2″ x 14’
ПРОЦЕДУРА: 1. Разрежьте OSB на три части согласно схеме.
2. Поместите распорки 2″ x 4″ на две козлы, расположите секции OSB и прикрутите OSB к распоркам шурупами для листового камня 1-1/2″.
3. Отметьте точки A–E и ввинтите 2-дюймовый шуруп в поверхность приспособления, чтобы только проникнуть в OSB. В точках A и E вставьте винты с края стола.
4. Поместите одну пластину внутри точек A и E и снаружи B, C и D, чтобы найти внутренний край хорды, и отметьте его карандашом.
Постройте свою собственную теплицу: схема 2 Сборка шаблона
МАТЕРИАЛЫ: (3) 2″ x 2″ x 4″, 2 упора внутри (B) 2″ x 2″ x 4″ ″ x 4″ x 4: внешние упоры (7) 1″ x 2″ x 4″ прокладочные упоры (обеспечивают равномерное расстояние) (11) 1″ x 8″ x 1/4″ стояки (не допускайте прилипания арки к шаблону при склеивании)
ПРОЦЕДУРА: 1. От точки А отмерьте 12″ вдоль дуги и сделайте отметку темным карандашом. Продолжайте движение по кривой, делая отметки через каждые 16 дюймов для семи пробелов. От Е отмерьте влево 12 дюймов и отметьте кривую.
2. На каждой отметке с помощью квадрата возведите перпендикуляр к кривой и начертите темную линию.
3. Справа от метки E приклейте стояк 1 x 8 x 1/4 (также приклейте стояки перпендикулярно изгибу в точках A и E). На всех остальных отметках приклейте стояк к левой стороне линии.
4. На каждом из семи средних подступенков приклейте стопор размером 1 x 2 x 4 на 2″ выше изгиба арки (чтобы обеспечить равномерное расположение распорок).
5. В точках B, C и D приклейте 2 x 2 x 4 внутри упоров, как показано, перпендикулярно кривой; закрепите каждый двумя шурупами для гипсокартона с нижней стороны стола.
6. В четырех точках, показанных на схеме, приклейте внешние упоры на расстоянии (ширине прокладки плюс четыре пластины) от изгиба. Положения внешних упоров должны оставлять место для распорки плюс четыре пластины.
Электрические автоматические мембранные насосы 12 и 24 вольта применяются для перекачивания пресной воды допустимо перекачивание морской воды (некоторые типы насосов), сока, молоко, вино , а также допустмо перекачивание других жидкостей, нейтральных, по составу имеющих индентичные с водой свойства.
Насосы для воды 12 вольт, 24 вольт имеют встроенное реле давления, данное реле позволяет отключатся насосу при достижении maxim. давления на выходе из насоса (это означает, что насос автоматически выключается после закрытия крана на напорном патрубке).
Насос для воды 12V, 24V может эксплуатироваться в автомототехнике, сторительной технике, катках, на судах (катер,яхта), там где может потребоваться снабжение водой, соответственно насос для воды 24 вольта ,12 вольт использует в качестве питания источник постоянного тока аккумулятор.
Автомобильная электрическая водяная помпа для автомобиля VP80F
Автомобильная электрическая водяная помпа для автомобиля VP80F
высококачественный автомобильный электрический водяной насос, он широко используется в циркуляции воды с автоматическим охлаждением новой энергии, циклах теплого кондиционера автомобиля и т. д.
12-вольтовая автомобильная электрическая водяная помпа VP80F представляет собой высококачественную автомобильную электрическую водяную помпу. Он широко используется в циркуляции автомобильной охлаждающей воды на новых источниках энергии, в циклах теплого кондиционера автомобиля и т. Д. Люди также могут использовать его в качестве электрического насоса охлаждающей жидкости в новых транспортных средствах или мотоциклах для охлаждения аккумулятора. Автомобильный электрический водяной насос VP80F со сроком службы более 20000 часов, он может работать в жидкостях с температурой до 125 ℃.
Метод привода: Усовершенствованная технология управления двигателем BLDC без каких-либо утечек.
Срок службы: длительный срок службы более 15 000 часов.
Обязанности: Он может поддерживать непрерывную работу 24 часа.
Электропитание: Мотор рассчитан на питание от аккумулятора.
Рабочие жидкости: Может использоваться для перекачки воды, антифриза, масла, раствора кислоты и щелочи.
Выходной сигнал FG
Способ управления скоростью: функция ШИМ/ручного управления скоростью [дополнительно].
Степень защиты IP: IP67.
Защита от блокировки, Защита от блокировки ротора, Защита от работы всухую.
Насос постоянного тока 12 В Применение:
Этот автомобильный электрический водяной насос на 12 В предназначен для общего, коммерческого и промышленного применения. Идеально подходит для автомобилей, автомобилей, автобусов, транспортных средств. Он может перекачивать антифриз, пресную воду и другие жидкости, совместимые с материалами насоса.
Циклы автомобильного кондиционера
Система управления электродвигателем автобусов Pure циркуляция горячей воды
Система управления двигателем гибридных автобусов, циркуляция горячей воды
Автомобильная циркуляция охлаждающей воды New Energy
Циркуляционные системы для домов, жилых автофургонов и лодок
Циркуляция холодной воды в автомобиле
Другие применения для циркуляции воды приложение
Электрический водяной насос автомобильного использования Примечание:
1. Рабочее напряжение превышает номинальное напряжение не допускается. 2. Температура окружающей среды и температура жидкости должны быть в пределах номинальной температуры. 3. Меры по фильтрации должны быть приняты при использовании в загрязненной воде. 4. Можно использовать только питание постоянного тока. 5. Кислая или щелочная жидкость запрещена (кроме индивидуальных).
■ Specifications
1
Max Flow Rate
50L/MIN
2
Max Static Lift
10 M
3
Rated Voltage
13.5V/24V
4
Тип рабочего колеса
Closed impeller
5
Food Grade(Y/N)
N
6
Liquid Temperature
-40°-125°C
7
Pump Theory
Центробежный насос
8
Мотор тип
Безмолв. 0086
11
Waterproof Class
IP67
12
Use Place
Indoor
13
Working Voltage Range
8V-20V,12V-32V
14
Потребление энергии
81W /88W
15
Класс шума 1M
50DB /(A)
16
Идеальное время срока службы
20000 часов
Идеальное срок службы
20000 часов
.0091
17
Working Mode
Continuous
18
OD of Inlet
20 mm
19
OD of Outlet
20 mm
20
Dimension
118.3 *103*118 мм
21
Вес
0,71 кг
22
Источник питания
0085 23
ЗАМЕЧАНИЯ
Не самооценка
■ Параметр
. )
Max Flow(L/Min)
Power(W)
Noise(dB)
13.5
8~20
6
10
50
81
≤50
24
12~32
3.7
10
50
88
≤50
■ Curve & Dimension
■ Inquiry >>
[email protected] + 86-159-7314-5318
Руководство по выбору лучшего водяного насоса постоянного тока 12 В для вашего дома на колесах в 2022 году
Если вам нужна стабильная подача воды, вам необходим насос. Это верно независимо от того, поливаете ли вы свои растения или пытаетесь принять душ. Для домашнего применения на водопроводе используется большой коммерческий насос, которым управляет водопроводная компания. Для домов с колодезной системой это колодезный насос на 230 или 120 вольт. Для RV это означает 12-вольтовый водяной насос постоянного тока. 12-вольтовый насос будет работать от встроенной 12-вольтовой системы питания вашего дома на колесах, поэтому для него не потребуются адаптеры.
Тем не менее, не все 12-вольтовые насосы одинаково хорошо спроектированы. Например, некоторые из них являются самовсасывающими, а другие нет. Точно так же другие могут перекачивать воду на более высокие уровни или с более высоким давлением. В результате важно провести исследование, прежде чем пойти и купить любой старый 12-вольтовый насос.
Примечание. Мы можем получать комиссию за покупки по нашим ссылкам без дополнительных затрат. Учить больше.
Мы собираемся сделать обзор трех лучших 12-вольтовых водяных насосов постоянного тока на современном рынке. Начнем с насоса пресной воды Shurflo 2088-554-144. Это термозащищенный насос с трехкамерной мембранной конструкцией. Далее мы рассмотрим мембранный самовсасывающий насос Seaflo Water. Этот насос подходит для высоких вертикальных применений, а также подходит для использования в морских условиях. Наконец, мы рассмотрим водяной насос Lippert Components 12V Flow Max. Этот насос обеспечивает впечатляющее давление 50 фунтов на квадратный дюйм, что больше соответствует нормальному давлению воды в жилых помещениях. Какой из них лучше всего подходит для ваших нужд? Чтобы выяснить это, нам придется копнуть немного глубже и рассмотреть все их преимущества и потенциальные недостатки. Только тогда мы сможем вынести справедливый приговор. Давайте начнем!
Характеристики, на которые следует обращать внимание при выборе качественного насоса для жилых автофургонов
Помимо основных характеристик, таких как качественная конструкция, виброустойчивость и тихий двигатель, на что еще следует обращать внимание? Во-первых, убедитесь, что насос действительно работает от электроэнергии. В частности, вам следует избегать насосов, работающих на газе или солнечной энергии. Это отличное решение для автономных охотничьих домиков. Но они не подходят для RV, что мы и рассматриваем сегодня.
Стандартные насосы для автофургонов работают от напряжения 12 вольт, что соответствует напряжению общей системы энергоснабжения автодомов. По этой причине важно, чтобы электрический насос RV работал на 12 вольт. Если вы найдете насос на 110 или 120 вольт, который вам действительно нравится, не покупайте его. Это не сработает в вашем RV. Эти насосы предназначены для бытового использования и обычно обеспечивают более высокое давление. Это необходимо для жилых помещений, особенно там, где вода должна быть перекачана на второй этаж. С другой стороны, 12-вольтовый насос будет легко установить и заменить существующий насос RV.
Итак, вам нужен 12-вольтовый электрический насос. Но это общая спецификация, и вы найдете дюжину или больше в любом магазине товаров для автофургонов. Как сузить это число до более разумного? Есть много вещей, на которые стоит обратить внимание, но три фактора гораздо важнее других. Это: галлоны в минуту (GPM), давление (PSI) и сила тока (мощность двигателя).
GPM — это измерение того, сколько воды проходит через трубу. Например, если насос производит 2,5 галлона в минуту, он будет подавать 2 ½ галлона воды каждую минуту. Большинство душей и смесителей будут нормально работать со скоростью около 2 галлонов в минуту. Имейте в виду, однако, что вы можете захотеть использовать несколько нажатий одновременно. При использовании насоса низкого давления это может привести к замедлению потока.
Давление воды измеряется в фунтах на квадратный дюйм или PSI. Жилые системы водоснабжения сильно различаются, где-то от 30 до 80 фунтов на квадратный дюйм. Водяные системы для жилых автофургонов более стандартизированы и рассчитаны на давление от 40 до 60 фунтов на квадратный дюйм. Большее давление — это хорошо, но больше 60 — это очень и очень плохо, поскольку оно может повредить сантехнику вашего дома на колесах. Держитесь подальше от насосов, которые рекламируют высокое давление для вашего дома на колесах. Это не стоит незначительно более сильного потока.
Сила тока измеряет мощность самого двигателя. Большинство водяных насосов для жилых автофургонов спроектированы так, чтобы потреблять как можно меньше энергии, поскольку это ограниченный ресурс. Однако некоторые насосы большого объема могут потреблять до 15 ампер. Это не так много, как бытовой насос, но об этом вы должны знать.
Как заменить 12-вольтовую водяную помпу
Современные автофургоны поставляются с собственными водяными помпами, поэтому, если вы их покупаете, это либо ремонт, либо замена. В любом случае вам придется засучить рукава и приступить к работе. В качестве альтернативы вы можете нанять квалифицированного специалиста по ремонту автофургонов, но они берут большие деньги, а замена довольно проста. 12-вольтовые насосы постоянного тока имеют стандартную конструкцию, поэтому особых сложностей с ними не требуется.
Первый шаг — перекрыть клапан подачи воды и отключить систему питания вашего дома на колесах. Это означает отключение всех ваших выключателей, чтобы убедиться, что все провода обесточены. Теперь, когда вы высохли и течения нет, найдите водяной насос вашего дома на колесах. Удаление должно быть довольно простым. Входной и выходной шланги крепятся парой хомутов, которые необходимо ослабить. К счастью, простая отвертка или разводной ключ — в зависимости от винтов — быстро справятся с этой задачей. После того, как шланги отсоединены, открутите насос от крепления.
Последним этапом демонтажа является обрезание старых проводов. Обязательно запомните, какие провода шли к какому соединению. Лучший способ сделать это — сделать снимок, чтобы ничего не перепутать. Как только это будет сделано, вы просто вынимаете старый насос, устанавливаете новый на место и выполняете действия в обратном порядке. Рекомендуется проверить старые хомуты на наличие ржавчины и при необходимости заменить их. Они стоят всего несколько копеек, а старый, вышедший из строя хомут может действительно испортить вам день. После установки нового насоса восстановите питание, снова включите воду и проверьте его. Предполагая, что все подключено правильно, все должно быть хорошо!
Насос Shurflo 2088-554-144 для пресной воды
Насос Shurflo 2088-554-144 для пресной воды работает максимально тихо. Его выдающейся особенностью является большое основание из нержавеющей стали с толстыми резиновыми амортизирующими втулками. Когда насос закручен, эти втулки сжимаются, обеспечивая превосходное поглощение вибрации. В результате передача шума сведена к минимуму и остается в насосном отсеке, где ему и место. Габаритные размеры насоса Shurflo составляют 10,3 дюйма в длину, 6 дюймов в высоту и 4,7 дюйма в толщину. Он весит 5,1 фунта, что удивительно легко для такого размера и мощности.
Внутренний насос представляет собой объемную трехкамерную конструкцию. Мы не будем слишком углубляться в технические аспекты этого насоса, достаточно сказать, что он эффективен. Вы получаете 3,5 галлона в минуту потока при 45 фунтов на квадратный дюйм. Двигатель использует постоянный магнит для обеспечения непрерывного потока воды и имеет тепловую защиту для предотвращения повреждений. Как и другие насосы в нашем списке, Shurflo может работать от любого 12-вольтового источника питания. Тем не менее, он предназначен для подключения, а не для использования 12-вольтовой вилки. Если вы хотите запустить его от электростанции, вам понадобится адаптер.
Насос Shurflo имеет встроенный обратный клапан, предотвращающий обратный поток. Это означает, что его можно безопасно использовать с унитазом с водопроводом, так как вода из резервуара не будет возвращаться через клапан. Мало того, он доступен в упаковке с одной, двумя или четырьмя упаковками. Это бесполезно для RV, но у него есть свои приложения. Например, если вы хотите обеспечить автономный дом, вы можете запустить четыре насоса одновременно.
Мембранный самовсасывающий насос Seaflo
Мембранный самовсасывающий насос Seaflo Water имеет такую же конструкцию мембраны, что и насос Shurflo. Это означает, что он способен обеспечивать непрерывный поток, что и требуется от насоса RV. Однако общий размер устройства немного меньше. Он немного короче, 7,84 дюйма, а высота 5 дюймов меньше, хотя толщина в основном такая же. При 4,62 фунта вес очень похож, и у него стандартная конфигурация крепления. После прочного основания насоса Shurflo пластиковое основание немного разочаровало. Он не будет поглощать вибрацию так же хорошо, как Shurflo.
Тем не менее, у Seaflo есть несколько явных преимуществ. Во-первых, он самовсасывающий и может выдерживать 6-футовый вертикальный пробег. Он также может работать всухую, не повреждаясь, что является большой проблемой при грунтовке. Объем воды составляет 3 галлона в минуту, что вполне разумно, а давление составляет 45 фунтов на квадратный дюйм.
Основная привлекательность насоса Seaflo заключается в его способности поддерживать применение в морских условиях. Для этого в комплект входит пара ½-дюймовых переходников для колючего шланга, а также входной сетчатый фильтр. Просто установите эти адаптеры, и вы готовы к подключению к вашей лодке. Все это защищено четырехлетней гарантией производителя, одной из лучших в отрасли. Если в течение этого периода возникнут какие-либо сбои, вы получите возмещение или замену.
Водяной насос Lippert Components 12V Flow Max
Водяной насос Lippert Components 12V Flow Max рассчитан на максимальное давление. Он выдает впечатляющие 50 фунтов на квадратный дюйм, сохраняя при этом расход воды 3 галлона в минуту. Это означает более мощные души, которые создают ощущение, что вы находитесь в полноразмерном доме. Мало того, он способен к самовсасыванию и может работать всухую, не выгорая. Это делает его подходящим для приложений, отличных от RV, где подача воды может быть прерывистой.
Несмотря на все это, размер Flow Max не слишком велик. Он измеряет 10,5 дюймов в длину, шесть дюймов в высоту и 5,5 дюймов в толщину. При весе 4,5 фунта он достаточно легкий и простой в установке. Справедливости ради стоит отметить, что пластиковое основание не очень хорошо поглощает вибрацию. Резиновых втулок нет, но все же лучше, чем металл по металлу.
Двигатель потребляет 9,5 ампер, поэтому он достаточно мощный, но не требует чрезмерной нагрузки. Он также устойчив к коррозии, поэтому небольшая утечка — это не конец света. Наконец, сам насос рассчитан на несколько циклов замораживания-оттаивания. Очевидно, что нельзя намеренно допускать замерзания насоса с водой внутри. Но случаются несчастные случаи. Когда они это сделают, хорошо знать, что ваш дом не взломан.
Окончательный вердикт
Ясно, что любой из этих насосов будет подходящей заменой для большинства RV. Тем не менее, есть еще некоторые важные различия, которые следует учитывать. Например, мы начали с обзора насоса для пресной воды Shurflo 2088-554-144. Основным преимуществом этого насоса является высокая скорость подачи воды. При 3,5 галлонах в минуту вы можете одновременно запускать два крана без значительного падения давления. Даже при такой большой производительности насос Shurflo работает тихо. Резиновые втулки предотвращают передачу большой вибрации на остальные части автомобиля. Он также доступен в двух или четырех упаковках, если вы хотите использовать несколько насосов одновременно.
Мембранный самовсасывающий насос Seaflo Water, как следует из его названия, является надежным выбором для морских применений. Поскольку он может самовсасываться на высоте более шести футов, он отлично подходит для лодок и других подобных целей. Переходники с зазубринами легко прикрепляются, как и сетчатый фильтр на входе. Правда, Seaflo немного громче, чем Shurflo. Но если вам нужны характеристики самовсасывания и морской рейтинг, это отличный выбор. Не только это, но и четырехлетняя гарантия производителя обеспечивает отличную добавленную стоимость.
Водяной насос Lippert Components 12V Flow Max имеет две особенности, которые отличают его от других. Во-первых, он подает воду под давлением 50 фунтов на квадратный дюйм. Это придает ему ощущение жилого помещения, несмотря на среднюю скорость потока 3,0 галлона в минуту.
Лента упаковочная оцинкованная, предназначенная для стягивания, уплотнения, фиксации грузов или предметов при транспортировке и при погрузо-разгрузочных работах.
Под заказ: доставка до 14 дней 668 ₽
Под заказ: доставка до 14 дней 649 ₽
В наличии 670 ₽
В наличии 668 ₽
В наличии 649 ₽
Характеристики
Размеры
Длина:
20000 мм
Ширина:
20 мм
Высота:
20 мм
Размеры в упаковке
Длина упаковки:
150 мм
Высота упаковки:
20 мм
Ширина упаковки:
20 мм
Вес, объем
Вес брутто:
1.52 кг
Вес нетто:
1.52 кг
Другие параметры
Производитель:
КРЕПКО-НАКРЕПКО
Страна происхож. :
Россия
Торговая марка:
КРЕПКО-НАКРЕПКО
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Лента упаковочная оцинкованная 0,5×20мм 20п/м на сайте носят информационный характер и не являются публичной офертой, определенной п. 2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Лента упаковочная оцинкованная 0,5×20мм 20п/м в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Статьи по теме
Крупнейший отечественный производитель материалов ТМ «Изоспан»
Чем красят OSB-плиты
TYTAN – отличный помощник
Лента оцинкованная цена в Новосибирске
Продукция:
Ед. измерения:
Кол-во:
Цена, от:
Наличие:
Купить
Лента оцинкованная 0.7х20 мм ГОСТ 3560-73
т
67320 ₽ 6732067320 ₽
В наличии
Лента упаковочная оцинкованная 0.
7х20 мм стальная ГОСТ 3560-73
т
69960 ₽ 6996069960 ₽
В наличии
Лента оцинкованная 0.7х20 мм ГОСТ 3560-73
т
67320 ₽ 6732067320 ₽
В наличии
Лента упаковочная оцинкованная 0.
3х20 мм стальная ГОСТ 3560-73
т
69960 ₽ 6996069960 ₽
В наличии
Лента упаковочная оцинкованная 0.5х19 мм стальная ГОСТ 3560-73
т
69960 ₽ 6996069960 ₽
В наличии
Лента оцинкованная 0.
3х20 мм ГОСТ 3560-73
т
67320 ₽ 6732067320 ₽
В наличии
Лента упаковочная оцинкованная 1х32 мм стальная ГОСТ 3560-73
т
69960 ₽ 6996069960 ₽
В наличии
Лента оцинкованная 0.
3х20 мм ГОСТ 3560-73
т
67320 ₽ 6732067320 ₽
В наличии
Лента упаковочная оцинкованная 0.8х19 мм стальная ГОСТ 3560-73
т
69960 ₽ 6996069960 ₽
В наличии
Лента упаковочная оцинкованная 0.
6х19 мм стальная ГОСТ 3560-73
т
69960 ₽ 6996069960 ₽
В наличии
Лента оцинкованная 0.8х19 мм ГОСТ 3560-73
т
67320 ₽ 6732067320 ₽
В наличии
Лента упаковочная оцинкованная 0.
8х25 мм стальная ГОСТ 3560-73
т
69960 ₽ 6996069960 ₽
В наличии
Лента оцинкованная
Лента оцинкованная представляет собой изделие, изготовленное из листовой низкоуглеродистой стали. Для придания продукции дополнительной прочности и защиты от влаги производится оцинковка лент.
Лента стальная оцинкованная востребована в различных отраслях производства и промышленности благодаря таким качествам, как удобство в эксплуатации и долговечность. Уникальные качественные характеристики позволяют использовать изделие как надежный и удобный упаковочный материал, который не деформируется при воздействии значительных ударных нагрузок, хорошо переносит перепады влажности и температуры. Малый вес и компактность продукции облегчают хранение, погрузку и транспортировку.
Лента металлическая используется в качестве заготовки для производства режущих инструментов, элементов для оснащения сельскохозяйственного оборудования.Материал хорошо поддается различным методам обработки — резке, вытяжке, гибке, штамповке. Цена изделия зависит от основных параметров — ширины, толщины, марки используемой стали.
Продукция изготавливается в строгом соответствии со стандартами ГОСТа 14918-80, а также ГОСТа 3560-73 для упаковочной ленты. Для производства изделий используют листовую оцинкованную сталь марок 08КП, 08ПС, 1ПС.
Одной из разновидностей листового проката является лента монтажная оцинкованная. Особенностью изделия является наличие перфорации — отверстий определенного диаметра, которые предназначены для крепежных элементов. Перфорированная лента оцинкованная служит для монтажа воздуховодов и трубопроводов, фиксации конструкций, используемых в системах сооружения промышленных объектов и жилых зданий. Лента без перфорации используется в архитектуре и строительстве, как элемент заземления для магистральных трубопроводов.
Продукция отгружается на реализацию в виде рулонов или листовых полотен длиной до 6 м. Ширина листа варьируется от 19 мм до 250 мм при толщине изделия до 2,5 мм. Хранение материала предусматривает консервацию продукции для усиления антикоррозийных качеств — лента покрывается маслом и пассивируется. По договоренности с изготовителем возможно исключение процедуры консервации.
Компания в цифрах
75 гектаров
производственных и складских
1500 тонн
металлопроката всегда в наличии
10 лет
безупречной работы
10000
довольных клиентов
324 единицы
техники в автопарке
1000
сотрудников и высококлассных специалистов
83 города
с филиалами нашей компании
Почему стоит выбирать именно нас
Персональный менеджер закрепляется за каждым клиентом
Возможность согласовать постоплату и рассрочку
Доставка точно в срок
Высокое качество продукции, подтверждённое сертификатами
Широкий ассортимент более 200 000 позиций
Низкие цены за счёт собственного производства
Предоставляем услуги по всем видам обработки металла
Остались вопросы?
Задайте их прямо сейчас.
Наш менеджер свяжется с Вами в ближайшее время и проконсультирует Вас.
Поля, обязательные для заполнения. Отправляя заявку, вы соглашаетесь на обработку персональных данных.
Заявка на расчёт
Условия политика конфиденциальности
Ваш город Новосибирский филиал ПКФ Айсберг АС?
ПодтвердитьВыбрать другой
Заявка на поставку металлопроката
*Поля, обязательные для заполнения
Отправляя заявку, вы соглашаетесьна обработку персональных данных.
Пензенская область
Пензенский филиал ПКФ «Айсберг АС»
Напишите нам
*Поля, обязательные для заполнения
Отправляя заявку, вы соглашаетесьна обработку персональных данных.
Арматура 6 A500C ГОСТ 5781-82
Найдено в товарах
36000 36000 ₽
Арматура 6 A500C ГОСТ 5781-82
м.
37000 ₽ 3500036000 ₽
В наличии
Арматура 6 A500C ГОСТ 5781-82
Найдено в товарах
36000 36000 ₽
Китай Производитель серии оцинкованных стальных полос, Серия холоднокатаных стальных полос, Поставщик серий упаковочных стальных полос
Горячие продукты
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендация продавца
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Рекомендация столбца
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Отожженные черные стальные полосы Оцинкованная стальная полоса Отожженная полоса/рулон холоднокатаной стали Q195, Q215, Q235, St12, St13, DC01, DC02, DC03
Цена на условиях ФОБ: 650-800 долларов США / Тонна
Мин. Заказ: 1 тонна
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util.each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
Вид бизнеса:
Производитель/завод, Торговая компания
Основные продукты:
Серия оцинкованных стальных полос , Серия холоднокатаной стальной полосы , Упаковочная стальная полоса. ..
Зарегистрированный капитал:
10880000 юаней
Площадь завода:
101~500 квадратных метров
Сертификация системы менеджмента:
ИСО 9001
Среднее время выполнения:
Время выполнения заказа в сезон пиковой нагрузки: в течение 15 рабочих дней Время выполнения заказа в межсезонье: в течение 15 рабочих дней
Компания Jiangsu Qifeng Metal Products Co. , Ltd. занимается производством оцинкованной полосы, горячекатаного и холоднокатаного рулона. Основными продуктами Lts являются серии оцинкованных стальных полос, серии холоднокатаных стальных полос, серии упаковочных стальных полос, серии стальных полос для кабелей, полосовых мостов, сборных сильфонов, серий полос, обработки вспомогательных продуктов и т. Д. Являясь профессиональным производителем оцинкованной полосовой стали и рулонов полосы, компания имеет много конкурентных преимуществ в той же отрасли. …
Просмотреть все
Покрашенная стальная лента
4 шт.
Синяя стальная лента
Зеленая стальная лента
Синяя стальная лента
Черная стальная лента
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Николь Ли
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Упаковка — Упаковка — Ace Hardware
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Выберите 2 или более продуктов для сравнения характеристик.0005
Выбрать 2 или более продуктов для бок о бок по боковой функции сравнение.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
2 или более
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями comparrishson.compare
Выбрать 2 или более продуктов для боковых функций. Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
Почему свариваемость алюминия низкая
Способы сварки алюминия
Что нужно для сварки алюминия
Чем варить алюминий в домашних условиях
Сварка вольфрамовыми электродами в инертной среде
Задействуем полуавтомат
Выполняем работы инвертором
Технология сварки алюминия при помощи флюсов
Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
с использованием вольфрамовых электродов и инертного газа;
в инертной среде полуавтоматической сваркой;
без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
используется только обратно полярный постоянный ток;
величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
Важно, чтобы длина дуги не превышала 2,5 мм.
Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
Между присадочной проволокой и электродом выдерживается прямой угол.
Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 61, Средняя: 2
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
Почему свариваемость алюминия низкая
Способы сварки алюминия
Что нужно для сварки алюминия
Чем варить алюминий в домашних условиях
Сварка вольфрамовыми электродами в инертной среде
Задействуем полуавтомат
Выполняем работы инвертором
Технология сварки алюминия при помощи флюсов
Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
с использованием вольфрамовых электродов и инертного газа;
в инертной среде полуавтоматической сваркой;
без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
используется только обратно полярный постоянный ток;
величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
Важно, чтобы длина дуги не превышала 2,5 мм.
Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
Между присадочной проволокой и электродом выдерживается прямой угол.
Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 61, Средняя: 2
Сварка: Только алюминий: Сертификат Pathway
UCC объединяется с Miller Electric Manufacturing & Airgas.
Подробнее…
Бывший студент UCC, сосредоточившийся на карьере в области подводной сварки.
Подробнее…
Программа Миссия
Сертификат «Только алюминий» дает нашему сообществу доступ к современному и актуальному образованию в области сварки, которое соответствует отраслевым стандартам или превосходит их.
Описание программы
Программа сертификации «Только алюминий» предназначена для обучения в области производства алюминия, чтобы подготовить студентов к работе на начальном уровне в отрасли производства алюминия. Связанные профессии для этого сертификата программы будут включать; судостроение, аэрокосмическая и авиационная промышленность, виноградарство и пивоварение, нефтехимия и производство СПГ.
«Я не знаю, почему здесь так мало девушек — столько точности и деталей. Это как молот Тора, и мне это нравится. Инструкторы здесь помогают. Я чувствую себя комфортно, и каждый ученик помогает друг другу. Я хочу иметь свой собственный бизнес». — Мэйргред Макгоуэн
Результаты программы
Учащиеся, успешно прошедшие курс обучения сварке, получат:
Применение основ сварки алюминия, включая основы общих процессов соединения, резки и строжки, измерения, изготовления, ремонта, идентификации материала и критериев визуальной приемки
Интерпретация и применение основных элементов чертежей, таких как идентификация типа линии, символы, примечания, интерпретация 2D и 3D, определение размеров и измерение
Демонстрация «мягких навыков», таких как; осведомленность о сроках, выполнение и завершение работы, позитивное взаимодействие с одноклассниками, хорошее общение, позитивное отношение и хорошая рабочая этика
Продемонстрировать знание и понимание безопасных условий труда, а также техники безопасности при обращении с материалами, оборудованием и средствами индивидуальной защиты
Готовы начать?
Это просто и требует всего ДВА шага.
Шаг 1
Заполните нашу форму запроса информации. Это сообщит нам о том, что вы заинтересованы в программе «Сварка».
Запрос информации
Шаг 2
Если вы новичок в UCC (никогда не посещали занятия), подайте заявление в UCC. В противном случае, вы сделали на данный момент. С вами свяжутся для дальнейших действий.
Применить
Вопросы карьеры
Алюминий – металл будущего. Он составляет 1/3 веса стали, имеет отличное соотношение прочности к весу, практически устойчив к коррозии и на 100% пригоден для вторичной переработки. Эти и многие другие свойства материала делают алюминий предпочтительным металлом для будущих инженерных приложений по всему миру, а сертификат Aluminium Only Pathway готовит студентов к работе начального уровня и будущей карьере в следующих областях:
Судостроители
Производство
Аэрокосмическая промышленность и авиация
Изготовители инструментов и штампов
Контроль качества
Осмотр
Грузоперевозки и транспортное оборудование
Продажа сварочных работ
Автомобильная промышленность
Знаете ли вы?
К 2023 году США потребуется более 375 000 специалистов по сварке.
Сварка используется для создания кораблей, автомобилей, самолетов и космических аппаратов.
Карьера сварщика может обеспечить финансовую безопасность, карьерный рост и важную работу в различных областях по всему миру.
Стипендии и гранты предоставляются Американским обществом сварщиков.
Публикации программы
Просмотреть информацию каталога
Просмотреть консультативную информацию
Контакт
Ян Фишер — Контактное лицо Доцент, координатор, сварка Телефон: 541-440-7819
Какие алюминиевые сплавы лучше всего подходят для сварки?
Алюминий и его сплавы чрезвычайно популярны для широкого спектра применений. Тем не менее, существует распространенное заблуждение, что алюминий не может быть эффективно соединен с помощью обычных процессов сварки, как стальные сплавы.
Многие люди думают, что у них нет другого выбора, кроме как соединить алюминиевые детали с помощью механических застежек, таких как заклепки, но на самом деле все сложнее. Есть некоторые нюансы, когда речь идет о сварке алюминия.
В этой статье вы получите общее представление о том, насколько поддаются сварке алюминий и его сплавы. Вы также узнаете о методах сварки и о шести лучших алюминиевых сплавах для сварки. Эта информация поможет вам определить, можно ли сваривать алюминиевое изделие.
Содержание
Насколько алюминий поддается сварке?
Квадратные алюминиевые профили, вваренные в раму
Вообще говоря, способность алюминия к сварке (свариваемость) варьируется в зависимости от серии сплавов. Он может варьироваться от «очень хорошо» до «не поддается сварке обычными методами дуговой сварки». Тем не менее, большинство алюминиевых сплавов можно сваривать в правильных условиях и при соблюдении надлежащих мер предосторожности.
Из-за его физических и химических свойств методы сварки алюминия отличаются от других металлов. Таким образом, эту практику должны выполнять только профессионалы, специально обученные сварке алюминия.
В частности, сварка алюминия усложняется двумя свойствами.
Оксидный слой на его поверхности
Теплопроводность алюминия
Давайте поговорим о каждом из этих свойств.
Оксидный слой
Одной из мер предосторожности, которую должны соблюдать сварщики при работе с алюминием, является подготовка или очистка поверхности, которую они собираются сваривать. Алюминий естественным образом образует на своей поверхности слой оксида, что вызывает проблемы.
Этот оксидный слой устойчив к коррозии — желательное качество в большинстве случаев — но материал твердый. Его температура плавления почти в три раза выше, чем у алюминия. Таким образом, если оксид алюминия не будет полностью удален, он может создать загрязнения в соединении, что приведет к пористости и трещинам.
Теплопроводность
Следует также помнить, что алюминий имеет гораздо более высокую теплопроводность, чем сталь. И хотя его температура плавления ниже, чем у стали, вам нужно приложить больше тепловой энергии к сварному шву.
Одним из способов борьбы с высокой теплопроводностью в некоторых соединениях является предварительный нагрев алюминия. Опытные сварщики делают это, чтобы предотвратить прожоги на более тонких алюминиевых участках и на более толстых материалах, чтобы обеспечить достаточное проплавление сварного шва.
Методы сварки алюминия
Человек, использующий сварочный аппарат TIG для изготовления алюминиевой рамы
Наилучший метод сварки конкретного алюминиевого изделия зависит от различных факторов. Это может быть толщина материала, назначение детали и свариваемые сплавы.
Вообще говоря, двумя наиболее распространенными методами сварки алюминия являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). Для этих процедур обученный специалист должен подобрать соответствующий состав присадочного металла. Они будут принимать во внимание различные факторы, такие как:
Свариваемость основного металла
Требования к механическим свойствам
Коррозионная стойкость
Анодирующие покрытия
Существуют таблицы, помогающие выбрать соответствующие присадочные металлы для многих алюминиевых сплавов.
Сварка трением с перемешиванием (FSW) — это еще один тип сварки, который можно использовать в некоторых случаях для создания очень высокопрочных сварных швов. В отличие от методов дуговой сварки, которые мы упоминали, он включает использование высокоскоростного вращающегося цилиндрического инструмента для размягчения и смешивания алюминия.
К сожалению, СТП может не подходить для всех случаев, так как требует специальной настройки оборудования и позволяет сваривать только стыковые соединения.
Для сварки алюминия можно использовать несколько других методов сварки, например лазерную сварку (LBW). Однако в большинстве отраслей они менее распространены.
Свариваемость различных серий сплавов
Квадратные экструдированные алюминиевые трубы
Несмотря на то, что свариваемость различных алюминиевых сплавов различна, вы можете определенно увидеть закономерности в их свариваемости, которые различаются в зависимости от их основных легирующих элементов или серий марок.
Сплавы серий 2XXX и 7XXX обладают очень высокой прочностью и часто используются в аэрокосмической и авиационной промышленности. Но эти сплавы иногда называют «несвариваемыми».
Большинство сплавов этой серии чрезвычайно склонны к горячему растрескиванию из-за содержания в них меди или цинка. Однако термин «несвариваемый» вводит в заблуждение, поскольку некоторые из этих сплавов действительно можно сваривать. Но сварщик должен принять особые меры предосторожности, чтобы обеспечить хорошее качество сварки.
Сплавы, принадлежащие к серии 6XXX, обладают хорошей свариваемостью, если используются соответствующие методы для предотвращения их склонности к растрескиванию. Они не такие прочные, как сплавы 2ХХХ и 7ХХХ, но обладают другими превосходными физическими свойствами. Сплавы серии 6XXX часто используются в сварочных работах, несмотря на трудности.
Сплавы серии 4XXX обычно используются в качестве присадочного материала для сварки других алюминиевых сплавов, включая сплавы серии 6XXX. Содержание в них кремния значительно снижает их температуру плавления и позволяет им улавливать некоторые легирующие компоненты других термообрабатываемых сплавов.
Наконец, остальные сплавы серий 1XXX, 3XXX и 5XXX обычно демонстрируют свариваемость от хорошей до отличной, хотя только сплавы серии 5XXX обычно используются для применений, требующих структурной целостности.
6 Распространенные алюминиевые сплавы для сварки
В следующей таблице показаны некоторые наиболее часто свариваемые алюминиевые сплавы.
Обозначение сплава
Преимущества
Недостатки
Общие приложения
3003
Очень популярный сплав общего назначения. Отличная формуемость и свариваемость
Сильнее, чем 3003. Хорошая свариваемость и отличная коррозионная стойкость.
Не подлежит термообработке.
Сосуды под давлением, резервуары, гидравлические трубки, приборы, морское оборудование.
5083
Высокая эффективность сварки и очень высокая прочность соединения. Хорошая коррозионная стойкость.
Не подлежит термообработке.
Буровые установки, резервуары и морские компоненты, криогенные установки.
5454
Прочность от средней до высокой, отличная свариваемость.
Не рекомендуется для облицовки.
Применение в условиях высоких температур, например, для перевозки автоцистерн с горячим асфальтом и самосвальных кузовов, а также для хранения некоторых емкостей для хранения химикатов, таких как перекись водорода.
6061
Хороший универсальный сплав.
Не лучший рейтинг в какой-либо конкретной области.
Конструкционные и сварные узлы, вагоны, трубопроводы, самолеты, автозапчасти.
6063
Средняя прочность и хорошая коррозионная стойкость, свариваемость и обрабатываемость.
Плохая обрабатываемость.
Прессованные детали, такие как перила из труб, мебель, архитектурное, медицинское оборудование.
Вывод: можно ли сваривать мой алюминиевый продукт?
Роботизированный сварочный аппарат
Если процесс формирования требует сварки вашего алюминиевого изделия, есть большая вероятность, что вы сможете это сделать! За некоторыми исключениями, такими как многие представители серий 2XXX и 7XXX, алюминиевые изделия можно соединять с помощью соответствующих методов сварки.
В дополнение к ручной сварке вы также можете использовать роботизированную сварку для своего проекта.
Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
Отключение оборудование в произвольном порядке.
Появление сильного гудения.
Ощутимый нагрев сварочного оборудования.
Плохая регулировка или низкая величина сварочного тока.
Повышенное потребление тока при отсутствующей нагрузке.
Обрыв дуги по непонятной причине.
К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода. Причина этому – неправильный выбор тока и скорости сварки.
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
Прекращение работы устройства во время длительной работы. Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса. Это нужно для того, чтобы визуально осмотреть начинку.
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы. Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Читайте также
Газосварочная резка металла
Как выбрать сварочную газовую горелку
Подбор сварочных электродов для ручной дуговой сварки
Как выбрать сварочную маску
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Содержание
1 Устройство сварочного инвертора
2 Как работает инвертор
3 Причины поломок инверторов
4 Особенности ремонта
5 Основные неисправности агрегата и их диагностика
5.1 Аппарат не включается
5.2 Нестабильность сварочной дуги или разбрызгивание металла
5.3 Сварочный ток не регулируется
5.4 Большое энергопотребление
5.5 Электрод прикипает к металлу
5.6 Горит перегрев
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Ремонт сварочного аппарата | Ремонт сварочного оборудования
K+S Services предлагает широкий спектр средств контроля сварки и проводит полные динамические испытания под нагрузкой для проверки функциональности и долговечности.
Системы, используемые в процессе ремонта сварочных аппаратов, предназначены для воспроизведения реальных рабочих условий, поскольку эти элементы используются в реальных приложениях.
Наши специалисты по ремонту сварочных аппаратов, прошедшие обучение на заводе, имеют многолетний опыт ремонта и испытаний широкого спектра органов управления сварочных аппаратов, механизмов подачи проволоки, плазменных резаков, разверток/очистителей горелок, источников питания и другого связанного с ними оборудования для сварочных аппаратов. Все ремонтные работы сварочных аппаратов полностью тестируются под нагрузкой для обеспечения правильной работы.
Системы, используемые в процессе ремонта сварочных аппаратов и сварочного оборудования, предназначены для дублирования реальных условий эксплуатации, поскольку эти элементы используются в реальных приложениях.
K+S предлагает полный спектр услуг по ремонту средств управления MIG, TIG и контактной сваркой. В K+S наша лаборатория систем сварки лидирует в отрасли по возможностям ремонта и испытаний. K+S имеет опыт анализа и ремонта широкого спектра компонентов сварочных систем, а также проводит испытания системы под нагрузкой для проверки функциональности и долговечности. Системы, используемые в процессе ремонта, предназначены для имитации условий эксплуатации в заводских условиях.
K+S Services является авторизованным сервисным центром Lincoln, Miller, Hitachi и Nippon. Наше предприятие в Саутгейте также уполномочено ремонтировать все компоненты сварочных аппаратов Fronius.
Общие производители включают, но не ограничиваются:
Hitachi — Одобрено заводом: все модели.
Миячи: Контроллеры CS-1300, CY-150A, SD-815 и все связанные мониторы.
Денгенша : Декомстар 20, 30 и 70, РВК-9000-Ty-18, RWI-9100-Ty-13/14, Fuw-IRWC-GT2.
Миллер – Утвержден заводом: Саутгейт, Мичиган и Лоутон, Оклахома. Все механизмы подачи проволоки, все источники питания Miller, Arc Pac 350, Syncrowave 200, механизмы подачи проволоки серии 70, Bobcat 250, Millermatic 212, Spectrum 375 и Deltaweld 452. Arc Pac 350
Hobart: Серия 70L, все источники питания Hobart, Megacon 110.
Weltronic: Сварочные таймеры U60, подвески TB91 и TB96.
Lincoln – Разрешено заводом: Саутгейт, Мичиган и Лоутон, Оклахома. Мы ремонтируем все источники питания Lincoln, NA-3S, NA4, LN-9, Power Wave 450. Мы являемся авторизованными сервисными центрами по ремонту сварочных аппаратов для всей линейки оборудования для сварки Mig, Tig и Arc.
Ниппон : NGRALF 6×20
OTC (Daihen) : серии 350 и 500, DT-300
Сенсарк : Все модели
Thermal Arc : Ultima 150 GTS и 300 GTS, PAK SXR, PS30A, WC100B, 185TSW.
Robotron: 503 Контроллеры, связанный ввод-вывод и панели.
Nadesco: Контроллеры Ph5, PH5 и IWC4.
Nadex : все модели.
Fronius – Авторизован заводом: Саутгейт, Мичиган. Источники питания, механизмы подачи проволоки и контроллеры.
WTC / MEDAR : инверторы / таймеры 5-го поколения, Cosmos, серия Decade 5, Technitron, V-50, V-60 и T95 таймеров, U60T-90A, U60T-91A, U60T-92A, U60T-95A, U60T-96A, TB90-P02A, серии 1000 и 3000
Motoman : Серия Arc Master 501: все модели, серия Motoweld: все модели
Ремонт сварочного аппарата
В K + S Services мы предоставляем услуги по ремонту сварочных аппаратов, ремонту сварочных аппаратов и промышленному ремонту с 1982 года. Наша миссия всегда заключалась в том, чтобы предоставлять нашим клиентам качественный ремонт, эффективные решения и эффективное обслуживание посредством постоянного качества. улучшения.
Обширный перечень восстановленных компонентов
Когда дело доходит до ремонта сварочных аппаратов и сварочных аппаратов, вы будете рады узнать, что K+S Services, вероятно, может отремонтировать ваше оборудование, независимо от того, сколько ему лет. У нас есть запасы восстановленных избыточных запасов на сумму более 5 миллионов долларов США для поддержки старого и / или устаревшего оборудования. И вы можете быть уверены, что все наши восстановленные запасные части прошли полное системное тестирование в среде «замкнутого цикла», чтобы обеспечить их правильную работу и подготовить их к установке в вашем оборудовании сразу после доставки.
Сертифицированный ISO процесс ремонта
Компания K+S Services разработала наш процесс ремонта, сертифицированный по стандарту ISO 9001:2015, чтобы обеспечить надлежащее выполнение всех наших ремонтных работ. Вы можете отслеживать свою машину или сварочное оборудование через наш портал для клиентов на протяжении всего этого процесса. В частности, наш восьмиэтапный процесс ремонта сварочного оборудования состоит из следующего:
Прием
Оценка
Цитата
Сертификат
Ремонт
Проверка качества системы
Отчеты о ремонте и испытаниях
Доставка
Автоматизированная система
Большая часть процесса ремонта сварочного аппарата полностью автоматизирована. Например, когда мы получаем ваше оборудование, мы регистрируем его в нашей системе отслеживания заказов на ремонт. Затем мы штрих-кодируем ваше оборудование, чтобы мы — и вы — могли отслеживать каждый отдельный актив на протяжении всего последующего процесса ремонта.
Представитель отдела обслуживания клиентов свяжется с вами и сообщит стоимость ремонта после того, как наши специалисты по ремонту завершат первоначальную оценку вашего оборудования, чтобы определить вероятную причину (причины) его отказа и действия, которые нам необходимо предпринять для его или их устранения. Как только вы подтвердите наше предложение, наша автоматизированная система отслеживания заказов на ремонт отправит ваше оборудование и заказ на ремонт тому из наших специалистов по ремонту, который лучше всего подходит для вашего конкретного типа компонента. После того, как мы выполним весь необходимый ремонт и проведем контроль качества, K+S Services затем упакует ваше оборудование в антистатические пакеты, защищенные пенопластовой упаковкой, прежде чем отправить все обратно вам в соответствии с любыми специфическими требованиями к транспортировке, которые у вас есть. дано нам. Таким образом, ваше оборудование будет доставлено в указанное вами место без каких-либо повреждений при транспортировке.
Отчеты о ремонте и испытаниях
В рамках предлагаемых нами услуг по ремонту сварочных аппаратов K+S Services прилагает к каждому возвращенному вами компоненту отчет о ремонте и тестировании, в котором перечислено следующее:
Проблемы, которые мы выявили в процессе оценки
Все компоненты, которые мы отремонтировали или заменили
Совпали ли выявленные нами проблемы с вашим оборудованием с проблемами, о которых вы нам сообщили
Детали нашего теста и продолжительность
Вероятная основная причина отказа вашего оборудования
Наши рекомендуемые инструкции по установке
Как видите, все наши специалисты K+S Services стремятся предоставить вам наилучшие услуги по ремонту сварочного оборудования. Мы также можем поддерживать вас в глобальном масштабе благодаря постоянно растущему количеству ремонтных операций в США, Канаде, Мексике и Европе. На самом деле мы поддерживаем более 866 различных производителей и более 122 000 уникальных артикулов.
Поэтому, когда вам потребуется какой-либо ремонт сварочного аппарата, свяжитесь с K+S Services через наши удобные онлайн-формы.
Просмотр ресурсов InventoryView
Неисправности и способы ремонта инверторных сварочных аппаратов своими руками
Инверторные сварочные аппараты завоевывают все большую популярность среди сварщиков благодаря своим компактным размерам, небольшому весу и приемлемой цене. Как и любое другое оборудование, эти устройства могут выйти из строя из-за неправильной эксплуатации или из-за конструктивных недостатков. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но бывают поломки, которые устраняются только в сервисном центре.
Содержание
1 Сварное инверторное устройство
2 Как работает инвертор
3 Причины расщеплений инверторов
4 Особенности ремонта
5 Основные неисправности единицы и их диагностика
5. 11. Устройство не поворачивается на
7777777777777777777777777777777777777777777777777777777777777777777 гг. 5.2 Нестабильность сварочной дуги или брызги
5.3 Сварочный ток не регулируется
5.4 Большое энергопотребление
5.5 Электрод прилипает к металлу.
5.6 Горит перегрев
Устройство сварочного инвертора
В зависимости от моделей сварочные инверторы работают как от бытовой электросети (220 В), так и от трехфазной (380 В). Единственное, что необходимо учитывать при подключении устройства к бытовой сети, это его энергопотребление. Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
Первичный выпрямитель . Этот узел, состоящий из диодного моста, ставится на входе всей электрической цепи устройства. Это переменное напряжение, подаваемое из сети. Для уменьшения нагрева выпрямителя к нему присоединен радиатор. Последний охлаждается вентилятором (всасывающим), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Он реализован с помощью термодатчика, который при достижении диодами температуры 90°, разрывает цепь.
Фильтр конденсатора . Он подключен параллельно диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В и емкость 470 мкФ на каждый конденсатор.
Помехоподавляющий фильтр . Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.
Инвертор . Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полномостовые. Ниже представлена схема полумостового преобразователя, имеющего 2 транзисторных ключа на базе приборов серии MOSFET или IGBT, которые чаще всего можно увидеть на инверторных устройствах средней ценовой категории. Схема мостового преобразователя более сложная и уже включает 4 транзистора. Эти типы преобразователей устанавливаются на самые мощные аппараты для сварки и, соответственно, на самые дорогие.
Так же, как и диоды, транзисторы монтируются на радиаторы для лучшего отвода тепла от них. Для защиты транзисторного блока от скачков напряжения перед ним установлен RC-фильтр.
Высокочастотный трансформатор . Он устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. За счет включения в конструкцию этого модуля ферритового магнитопровода стало возможным уменьшить вес и уменьшить размеры трансформатора, а также снизить потери мощности и повысить КПД оборудования в целом. Например, вес трансформатора, имеющего железный магнитопровод и способного обеспечить ток силой 160 А, будет около 18 кг. А вот трансформатор с ферритовым магнитопроводом при тех же токовых характеристиках будет иметь массу около 0,3 кг.
Вторичный выходной выпрямитель. Состоит из моста, который состоит из специальных диодов, с большой скоростью реагирующих на ток высокой частоты (открытие, закрытие и восстановление занимает около 50 наносекунд), на что обычные диоды не способны. Мост оборудован радиаторами для предотвращения его перегрева. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.
Плата управления . Всеми операциями инвертора управляет микропроцессор, который получает информацию и управляет работой аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению подбираются идеальные параметры тока для сварки различных видов. металлов. Кроме того, электронное управление экономит энергию, обеспечивая точно рассчитанные и дозированные нагрузки.
Реле плавного пуска . Чтобы диоды выпрямителя от большого тока заряженных конденсаторов не сгорели во время пуска инвертора, используется реле плавного пуска.
Принцип работы инвертора
Ниже приведена схема, наглядно показывающая принцип работы сварочного инвертора.
Итак, принцип работы этого модуля сварочного аппарата следующий. Первичный выпрямитель инвертора получает напряжение от бытовой электросети или от генераторов, бензиновых или дизельных. Входной ток переменный, но проходящий через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления.
Причины поломок инвертора
Современные инверторы, особенно выполненные на основе модуля IGBT, достаточно требовательны к правилам эксплуатации. Это объясняется тем, что при работе агрегата его внутренние модули выделяют много тепла . Хотя для отвода тепла от блоков питания и электронных плат используются как радиаторы, так и вентилятор, иногда этих мер бывает недостаточно, особенно в недорогих блоках. Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.
Это правило обычно называется «Вовремя» (PV), которое измеряется в процентах. При несоблюдении ПВ происходит перегрев основных узлов аппарата и выход их из строя. Если такое случилось с новым блоком, то данная поломка не подлежит гарантийному ремонту.
Также при работе инверторного сварочного аппарата в запыленных помещениях пыль скапливается на его радиаторах и препятствует нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических компонентов. Если избавиться от присутствия пыли в воздухе невозможно, часто приходится вскрывать корпус инвертора и очищать все компоненты аппарата от скопившейся грязи.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Сбои возникают из-за конденсата на нагреваемой плате управления, в результате чего происходит короткое замыкание между деталями электронного модуля.
Особенности ремонта
Отличительной чертой инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. . Кроме того, могут выйти из строя диодные мосты, транзисторные блоки, трансформаторы и другие части электрической цепи устройства. Чтобы провести диагностику своими руками, необходимо иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышеизложенного становится понятно, что, не имея необходимых навыков и знаний, не рекомендуется приступать к ремонту аппарата, особенно электроники. В противном случае он может быть полностью выведен из строя, а ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Неисправности основных блоков и их диагностика
Как уже было сказано, инверторы выходят из строя из-за воздействия на «жизненно важные» блоки устройства внешних факторов. Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто эта поломка вызвана неисправностью сетевого кабеля аппарата. Поэтому нужно предварительно снять крышку с блока и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно проблема кроется в дежурном источнике питания устройства. Техника ремонта «дежурки» на примере инвертора марки «Ресант» показана в этом видео.
Нестабильность сварочной дуги или брызги
Эта неисправность может быть вызвана неправильной настройкой тока для электрода определенного диаметра.
Совет! Если на упаковке к электродам нет рекомендованных значений тока, то его можно рассчитать по следующей формуле: на каждый миллиметр оборудования должен приходиться сварочный ток в пределах 20-40 А.
Вы следует также учитывать скорость сварки . Чем он меньше, тем меньшее значение тока должно быть установлено на панели управления установки. Помимо силы тока, которая соответствует диаметру добавки, вы можете воспользоваться таблицей ниже.
Сварочный ток не регулируется
Если сварочный ток не регулируется, причиной может быть выход из строя регулятора или обрыв подсоединенных к нему проводов. Необходимо снять корпус блока и проверить надежность соединения проводников, а также при необходимости прозвонить регулятор мультиметром. Если с ним все в порядке, то эта поломка может быть вызвана коротким замыканием в дросселе или выходом из строя трансформатора вторичной обмотки, что нужно будет проверить мультиметром. При обнаружении неисправности в этих модулях их необходимо заменить или перемотать к специалисту.
Большое энергопотребление
Чрезмерное энергопотребление, даже если устройство не нагружено, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.
Электрод прилипает к металлу.
Это происходит при падении сетевого напряжения . Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется подобрать и отрегулировать режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если устройство подключено к удлинителю с малым сечением провода (менее 2,5 мм 2 ).
Часто падение напряжения, вызывающее залипание электрода, происходит при использовании удлинителя сети слишком большого размера. В этом случае проблема решается подключением инвертора к генератору.

 заготовок от листа, полученн. расковкой цана
заготовок от листа, полученн. расковкой цана заготовок от листа, полученн. расковкой цана
заготовок от листа, полученн. расковкой цана В ходе такого процесса специально заготовленная форма заполняется жидким металлом или пластмассой в горячем состоянии. После охлаждения металла из формы извлекают заготовку. Таким способом можно получить не только заготовки из металла для последующей их обработки, но и различные детали.
В ходе такого процесса специально заготовленная форма заполняется жидким металлом или пластмассой в горячем состоянии. После охлаждения металла из формы извлекают заготовку. Таким способом можно получить не только заготовки из металла для последующей их обработки, но и различные детали.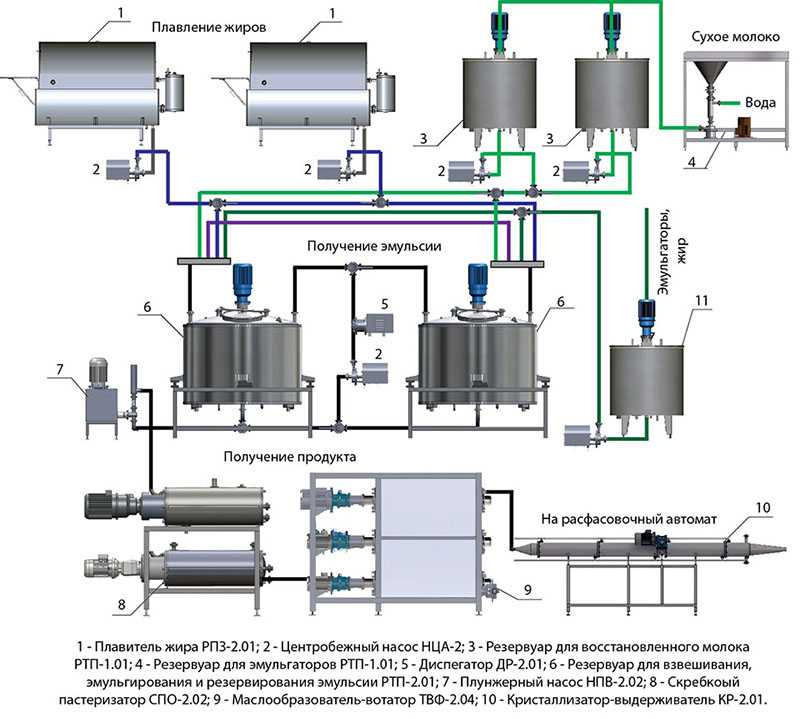 Для изготовления детали, имеющей внутренние отверстия применяют формовочные стержни. Формовочные стержни соответствуют диаметру отверстия. Их прокладывают в места будущих отверстий. После заливки металла, его охлаждения форму достают, разбирают и достают полученную заготовку или готовое изделие. Такой способ получения изделий из металла считается наименее затратным и существует еще с давних времен.
Для изготовления детали, имеющей внутренние отверстия применяют формовочные стержни. Формовочные стержни соответствуют диаметру отверстия. Их прокладывают в места будущих отверстий. После заливки металла, его охлаждения форму достают, разбирают и достают полученную заготовку или готовое изделие. Такой способ получения изделий из металла считается наименее затратным и существует еще с давних времен. При этом способе литья используют пресс-формы из прочной стали.
При этом способе литья используют пресс-формы из прочной стали.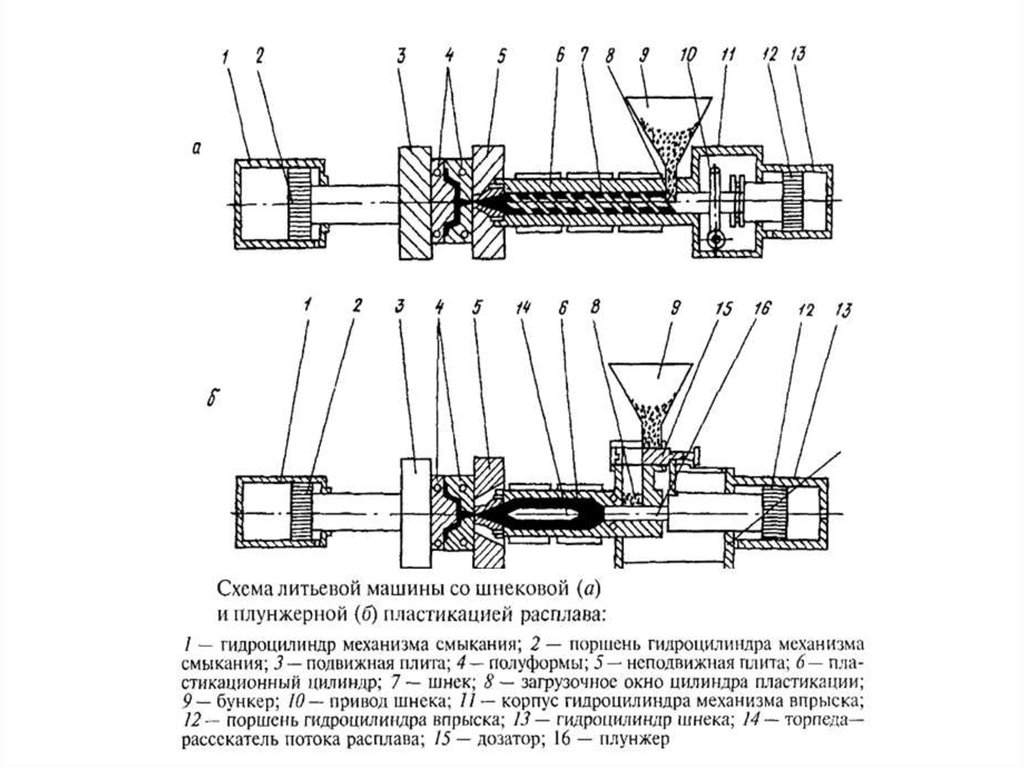

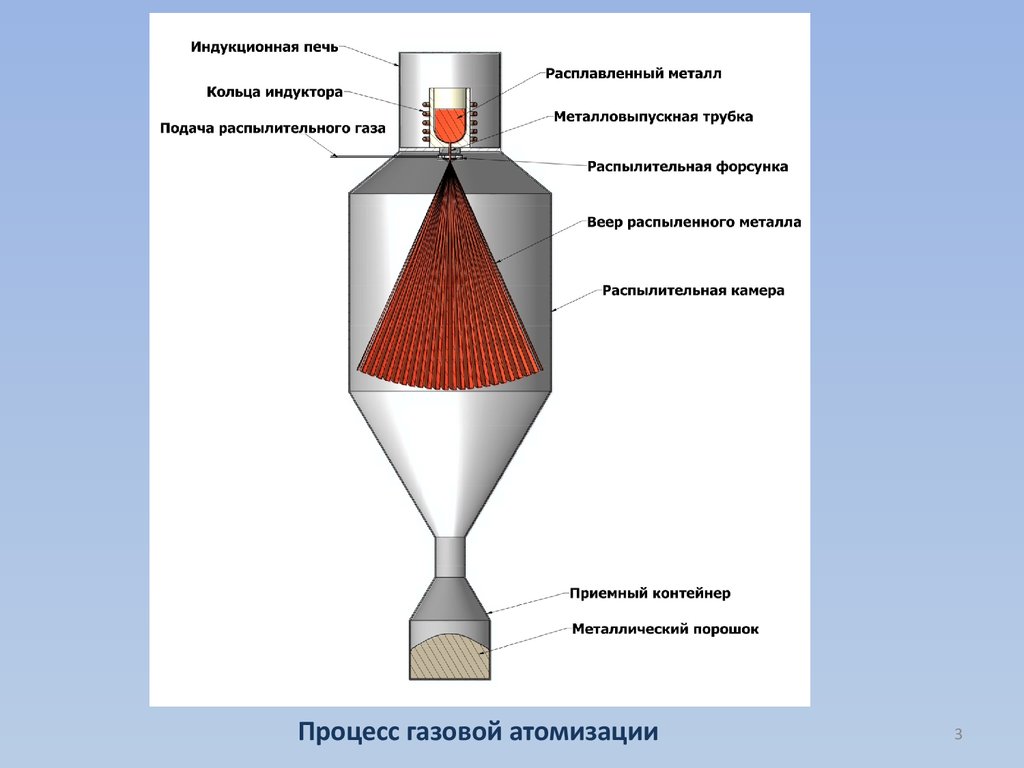 Если они смогут определить корреляцию между этими взаимодействиями и кристаллическими продуктами, которые появляются после охлаждения расплава, знание этой корреляции может привести к улучшению процессов производства новых классов передовых материалов.
Если они смогут определить корреляцию между этими взаимодействиями и кристаллическими продуктами, которые появляются после охлаждения расплава, знание этой корреляции может привести к улучшению процессов производства новых классов передовых материалов.
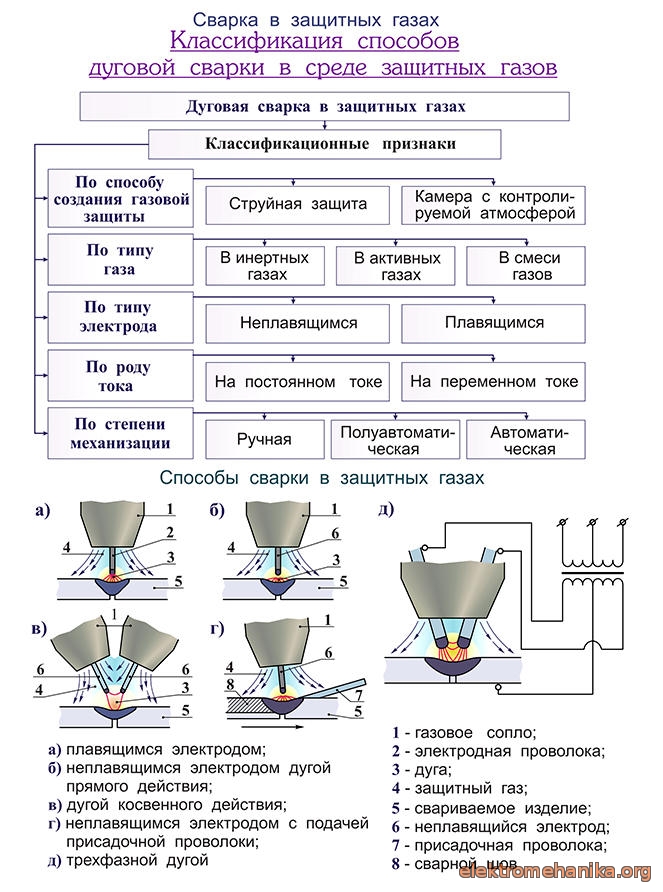 Возможность нагревать образцы до температуры более 2000 ° F перед их зондированием нейтронами позволяет команде отслеживать расстояния между атомами в расплавленных соединениях, когда они взаимодействуют в расплаве, и когда они кристаллизуются, когда соединения снова охлаждаются до твердого состояния.
Возможность нагревать образцы до температуры более 2000 ° F перед их зондированием нейтронами позволяет команде отслеживать расстояния между атомами в расплавленных соединениях, когда они взаимодействуют в расплаве, и когда они кристаллизуются, когда соединения снова охлаждаются до твердого состояния.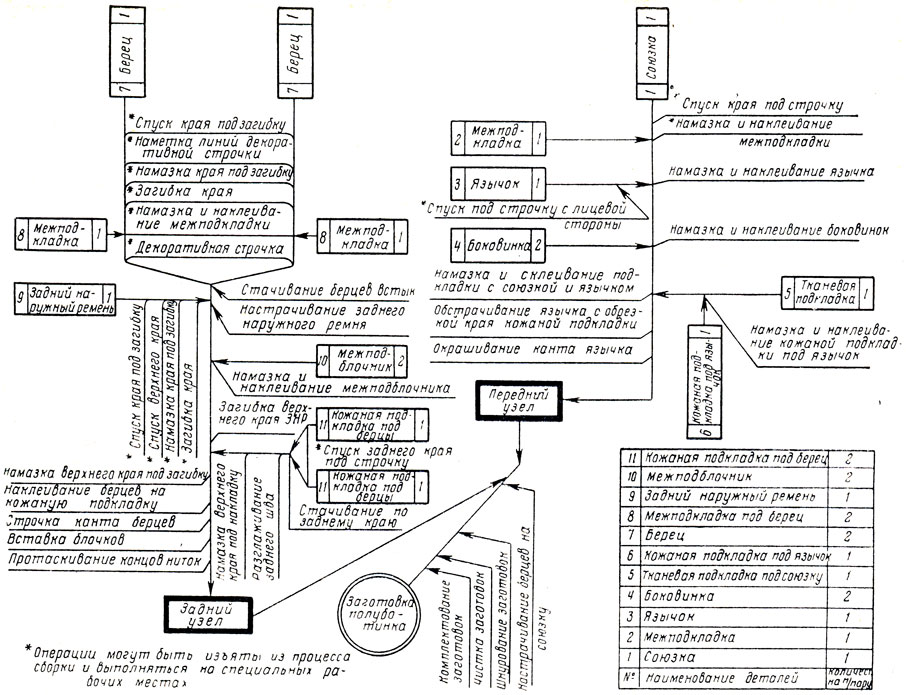 Нейтроны великолепны, потому что мы все еще можем ясно видеть, что делают эти более легкие элементы, а интенсивность рассеяния не зависит от атомного номера», — сказал Оуэнс-Бэрд.
Нейтроны великолепны, потому что мы все еще можем ясно видеть, что делают эти более легкие элементы, а интенсивность рассеяния не зависит от атомного номера», — сказал Оуэнс-Бэрд. Управление науки является крупнейшим сторонником фундаментальных исследований в области физических наук в Соединенных Штатах и работает над решением некоторых из самых насущных проблем нашего времени. Для получения дополнительной информации посетите веб-сайт https://energy.gov/science.— Гейдж Тейлор
Управление науки является крупнейшим сторонником фундаментальных исследований в области физических наук в Соединенных Штатах и работает над решением некоторых из самых насущных проблем нашего времени. Для получения дополнительной информации посетите веб-сайт https://energy.gov/science.— Гейдж Тейлор 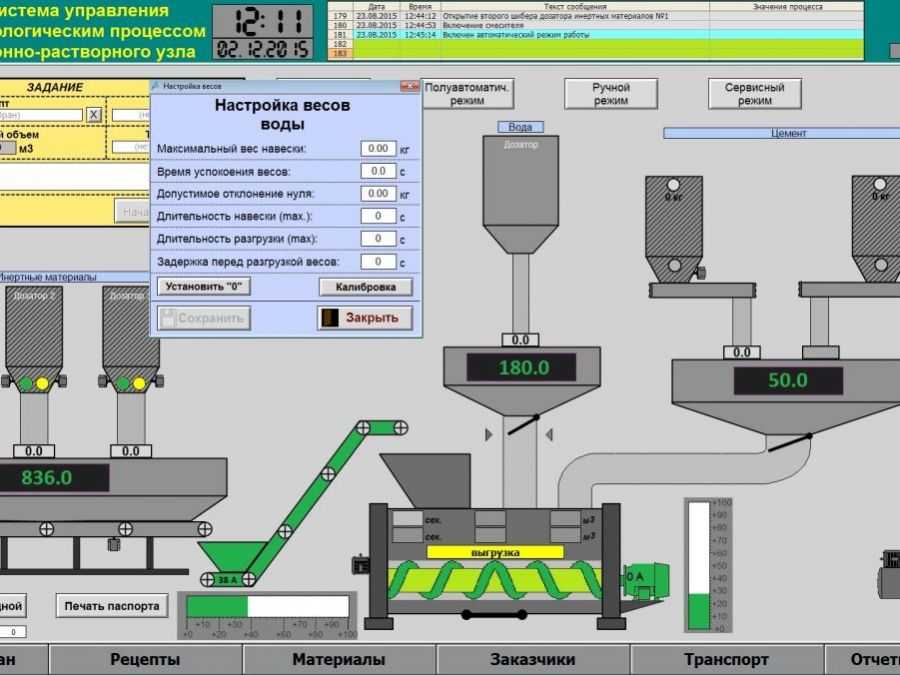 И наоборот, ядерные реакторы следующего поколения могут использовать расплав соли в качестве теплоносителя и в качестве растворителя для уранового топлива, что делает реакторы потенциально меньшими по размеру, более безопасными, менее сложными и более экономичными, чем нынешние атомные электростанции.
И наоборот, ядерные реакторы следующего поколения могут использовать расплав соли в качестве теплоносителя и в качестве растворителя для уранового топлива, что делает реакторы потенциально меньшими по размеру, более безопасными, менее сложными и более экономичными, чем нынешние атомные электростанции. Куэт и его сотрудники разработали инновационный и быстрый подход, который объединяет аддитивное производство, испытания на высокотемпературную коррозию, моделирование и машинное обучение, чтобы значительно ускорить процесс разработки новых металлических сплавов.
Куэт и его сотрудники разработали инновационный и быстрый подход, который объединяет аддитивное производство, испытания на высокотемпературную коррозию, моделирование и машинное обучение, чтобы значительно ускорить процесс разработки новых металлических сплавов. Каждая из ручек на этих напечатанных на 3D-принтере блоках изготовлена из другого сплава.
Каждая из ручек на этих напечатанных на 3D-принтере блоках изготовлена из другого сплава.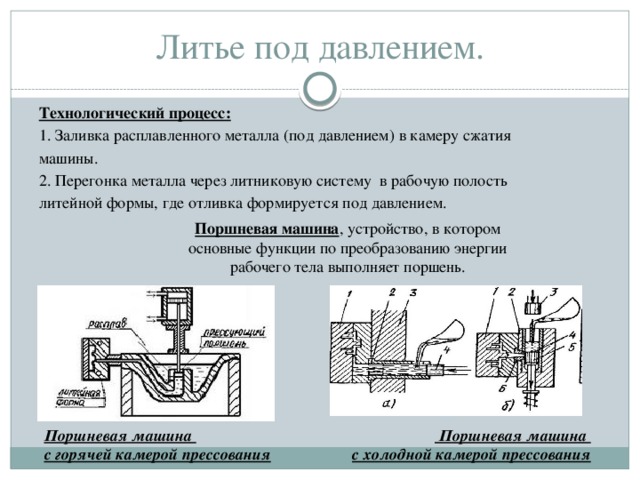
 Первый профиль их трёх в размерном ряде.
Первый профиль их трёх в размерном ряде.

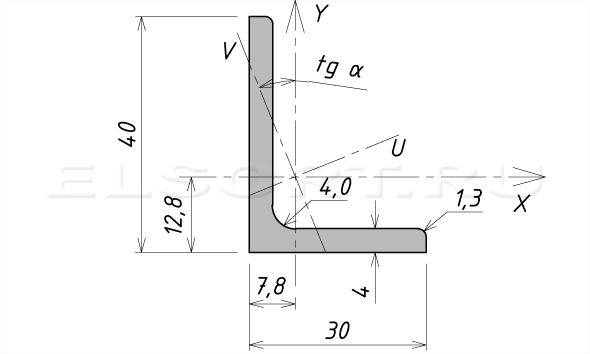
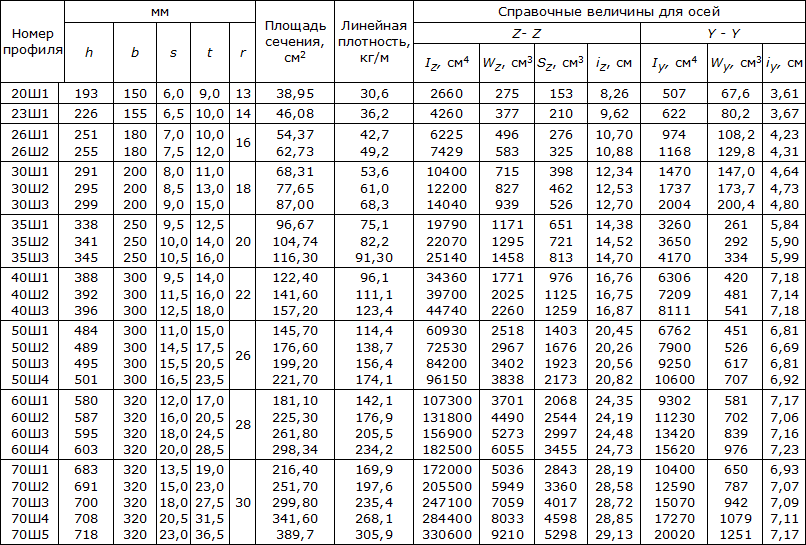 И второй профиль в размерном ряде №4.
И второй профиль в размерном ряде №4. Они будут делать рывок на 40 ярдов, вертикальный прыжок, прыжок в длину и челночный бег. Наконец, они проходят тренировку на поле, которая представляет собой серию упражнений с охватом.
Они будут делать рывок на 40 ярдов, вертикальный прыжок, прыжок в длину и челночный бег. Наконец, они проходят тренировку на поле, которая представляет собой серию упражнений с охватом. 40
40 01
01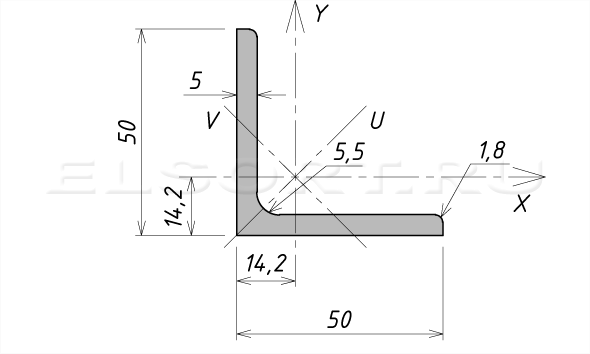 13
13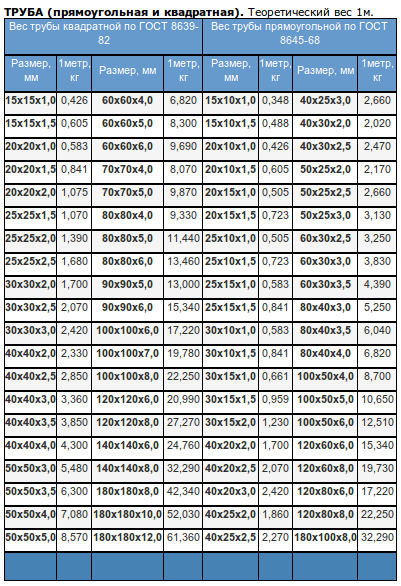 13
13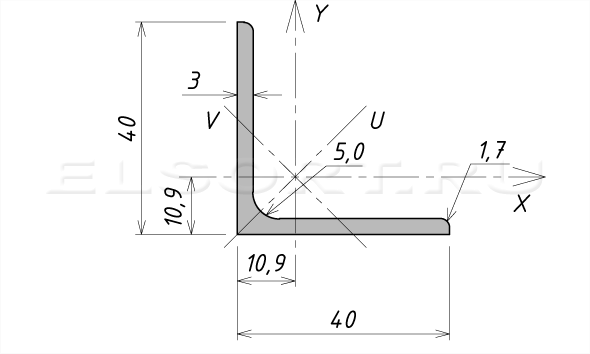 13
13 13
13 13
13 13
13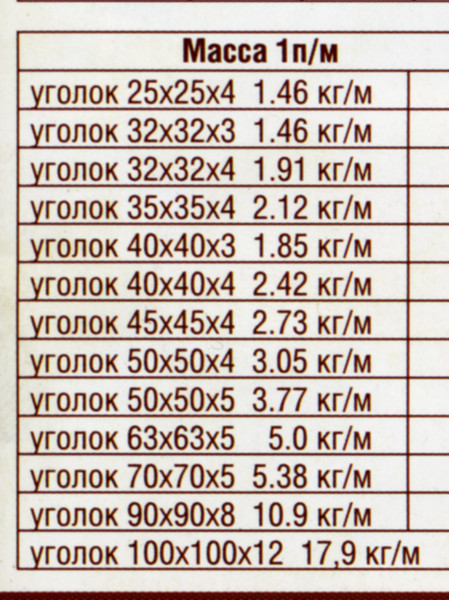 13
13 13
13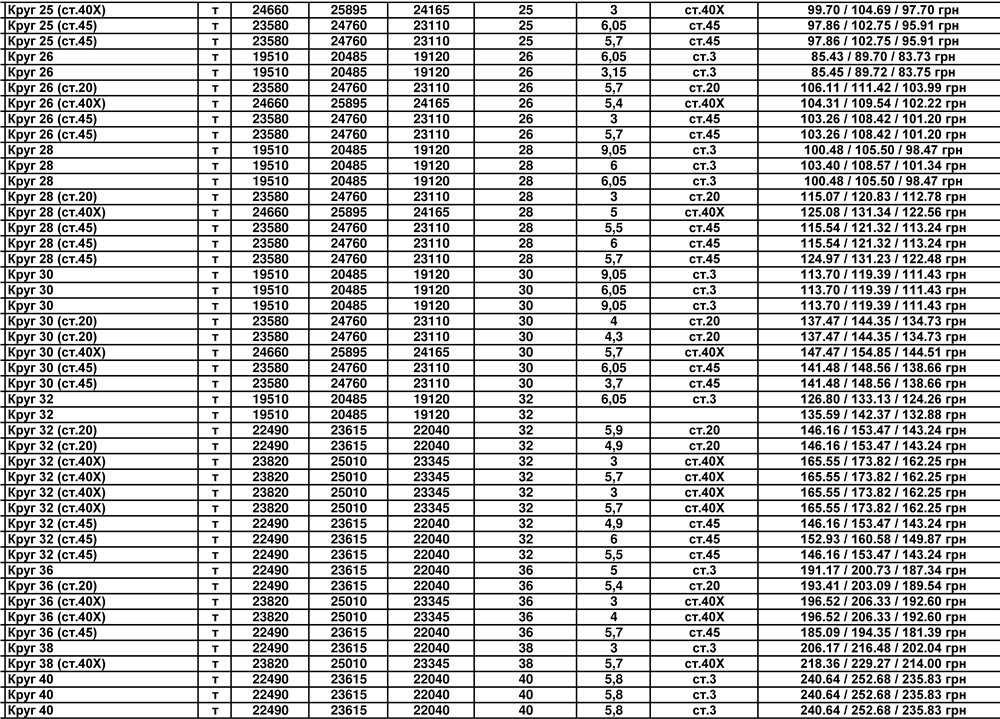 13
13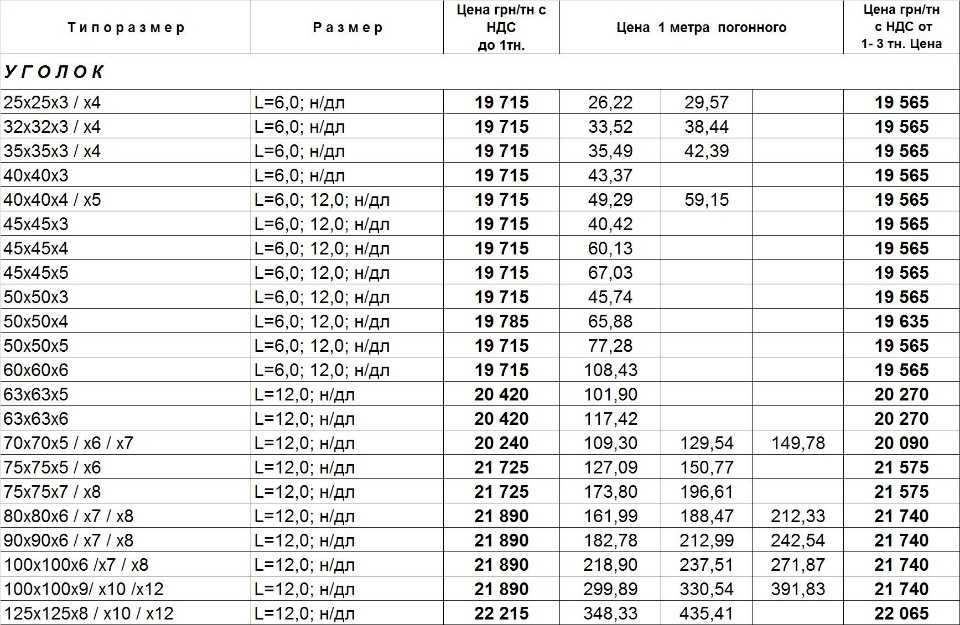 13
13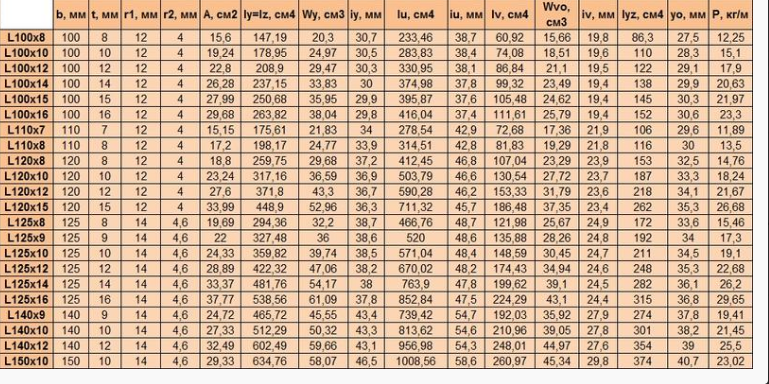 Отличная скорость восстановления. Естественно переворачивает бедра и входит и выходит из перерывов. Не делает ложных шагов. Отличные инстинкты. Летит вверх по переулку для поддержки в беговой игре и против экранов. Может играть человеком или зоной. Быстрые ноги. Проспекты элитной свободной безопасности демонстрируют большой диапазон, чтобы покрывать боковую линию за боковой линией. Потрясающие навыки игры с мячом. Отличные прыжки с умением поднять мяч или отобрать его у более высоких принимающих. Обычно 1-я или 2-я общегосударственная команда с признанием национальных рекрутинговых СМИ младшими классами. Как минимум, как минимум, многолетний исполнитель во всех регионах / во всех округах и во всех конференциях.
Отличная скорость восстановления. Естественно переворачивает бедра и входит и выходит из перерывов. Не делает ложных шагов. Отличные инстинкты. Летит вверх по переулку для поддержки в беговой игре и против экранов. Может играть человеком или зоной. Быстрые ноги. Проспекты элитной свободной безопасности демонстрируют большой диапазон, чтобы покрывать боковую линию за боковой линией. Потрясающие навыки игры с мячом. Отличные прыжки с умением поднять мяч или отобрать его у более высоких принимающих. Обычно 1-я или 2-я общегосударственная команда с признанием национальных рекрутинговых СМИ младшими классами. Как минимум, как минимум, многолетний исполнитель во всех регионах / во всех округах и во всех конференциях.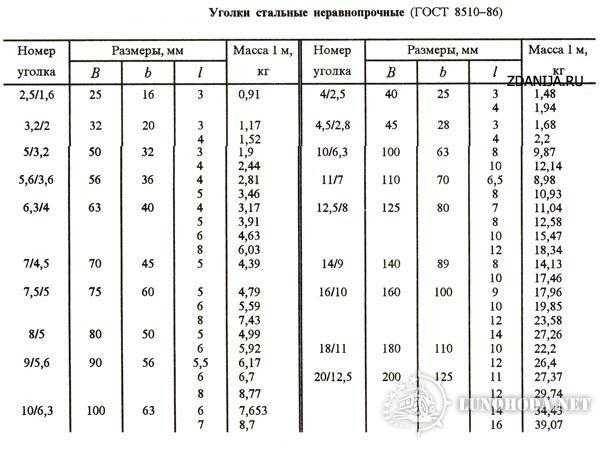 Перспективы покажут, что они одни из лучших спортсменов на поле. Мигает способность переворачивать бедрами и входить и выходить из перерывов. Редко делает неверные шаги. Хорошие инстинкты. Мигает способность всплывать в переулке для поддержки в беговой игре и против экранов. Хорошие ноги. Лучшим свободным защитникам нужен диапазон, чтобы играть в центре поля или, по крайней мере, в дальней половине. Хорошее владение мячом. Хорошая прыгучесть. Мигает способность направить мяч вверх или отобрать его у более высоких принимающих. Обычно для всех штатов, всех районов / округов с некоторым признанием вербовочных СМИ. Минимум все участники конференции.
Перспективы покажут, что они одни из лучших спортсменов на поле. Мигает способность переворачивать бедрами и входить и выходить из перерывов. Редко делает неверные шаги. Хорошие инстинкты. Мигает способность всплывать в переулке для поддержки в беговой игре и против экранов. Хорошие ноги. Лучшим свободным защитникам нужен диапазон, чтобы играть в центре поля или, по крайней мере, в дальней половине. Хорошее владение мячом. Хорошая прыгучесть. Мигает способность направить мяч вверх или отобрать его у более высоких принимающих. Обычно для всех штатов, всех районов / округов с некоторым признанием вербовочных СМИ. Минимум все участники конференции.


 На самом деле концентрация этого вещества настолько мала, что никак не может угрожать нашему здоровью.
На самом деле концентрация этого вещества настолько мала, что никак не может угрожать нашему здоровью.

 Потому как плотность обеспечивает такие качества:
Потому как плотность обеспечивает такие качества: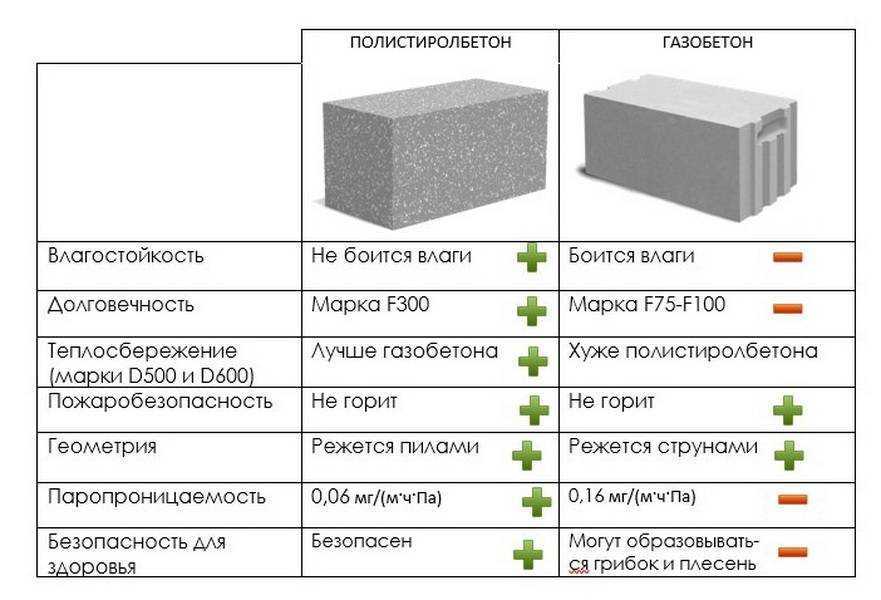 Тщательно перемешанные ингредиенты подаются в камеру с высокой влажностью. Далее смесь обрабатывается паром под давлением. В таких условиях происходит химический процесс между оксидами кальция и алюминия, и кварцевым песком. В результате этой реакции происходит образование воздушных пор. То есть получается блок, наполненный газом. Затвердевание смеси естественным образом.
Тщательно перемешанные ингредиенты подаются в камеру с высокой влажностью. Далее смесь обрабатывается паром под давлением. В таких условиях происходит химический процесс между оксидами кальция и алюминия, и кварцевым песком. В результате этой реакции происходит образование воздушных пор. То есть получается блок, наполненный газом. Затвердевание смеси естественным образом. Керамзитобетонные блоки используются для возведения коробки здания. Газобетонные блоки применяют для возведения внутренних стен. И оба варианта материала используются для возведения домов.
Керамзитобетонные блоки используются для возведения коробки здания. Газобетонные блоки применяют для возведения внутренних стен. И оба варианта материала используются для возведения домов.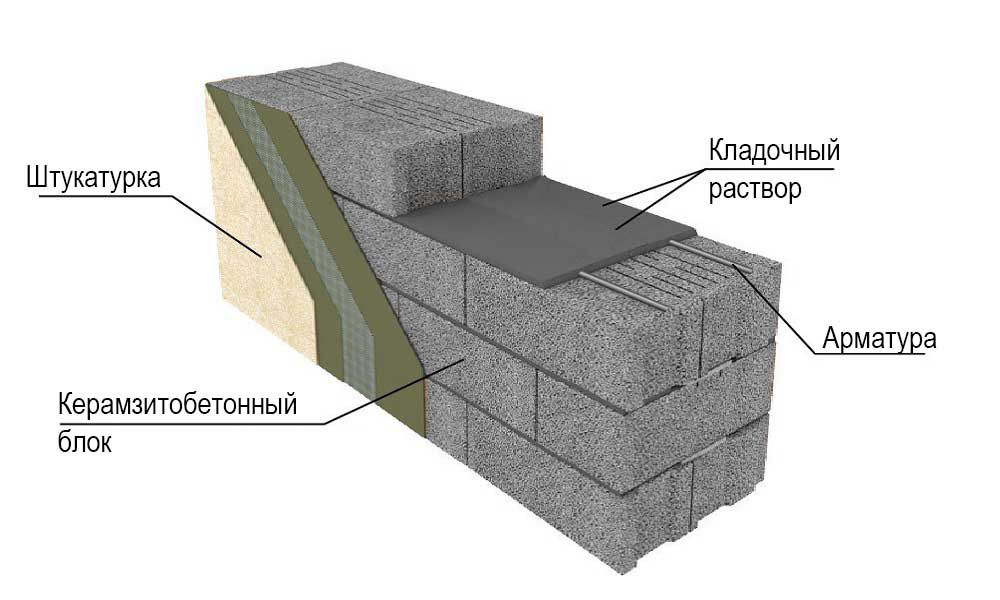 А значить экономить на строительстве фундамента нельзя.
А значить экономить на строительстве фундамента нельзя.
 Они достаточно прочные, но легкие, что делает невозможным использование механизированных средств в процессе строительства. Разгрузить поддон с газобетонными блоками вполне возможно силами нескольких рабочих, без использования автокрана или манипулятора. Специфика производства обеспечивает высокие эксплуатационные характеристики блоков из газобетонных блоков.
Они достаточно прочные, но легкие, что делает невозможным использование механизированных средств в процессе строительства. Разгрузить поддон с газобетонными блоками вполне возможно силами нескольких рабочих, без использования автокрана или манипулятора. Специфика производства обеспечивает высокие эксплуатационные характеристики блоков из газобетонных блоков. Этот материал похож на газобетон, но менее прочен, но более доступен по цене. Размеры пеноблока и газоблока одинаковы, выбор того или иного из них зависит от бюджета строительства и задач, которые стоят перед строителями.
Этот материал похож на газобетон, но менее прочен, но более доступен по цене. Размеры пеноблока и газоблока одинаковы, выбор того или иного из них зависит от бюджета строительства и задач, которые стоят перед строителями. Газоблоки идеально подходят для этой цели. Блоки имеют толщину 300-480 мм. Это размер газоблока стандартный.
Газоблоки идеально подходят для этой цели. Блоки имеют толщину 300-480 мм. Это размер газоблока стандартный.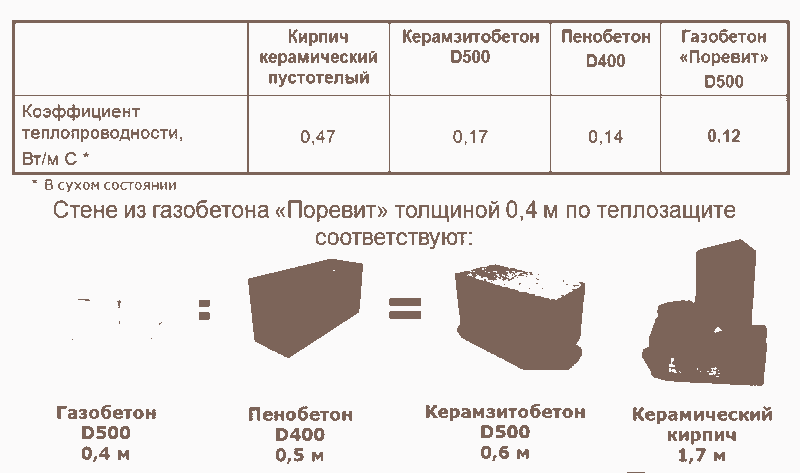 Помимо формы блоков, их технические характеристики могут значительно различаться.
Помимо формы блоков, их технические характеристики могут значительно различаться. и характеристики, которые в каждом случае индивидуальны, в зависимости от того, для чего он предназначен.
и характеристики, которые в каждом случае индивидуальны, в зависимости от того, для чего он предназначен.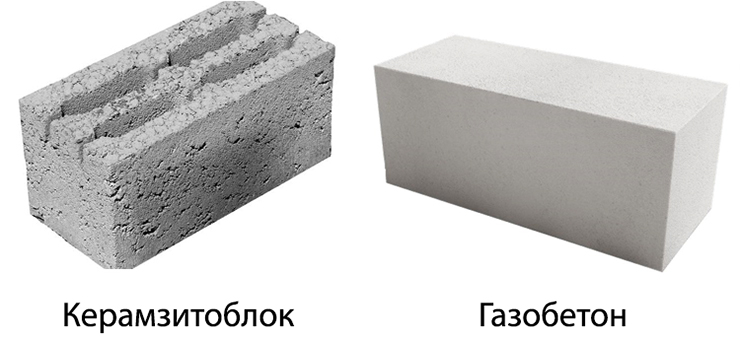
 Перегородки обычно имеют длину около 62,5 см, высоту 25 см и ширину 10 см или 15 см. Точный размер зависит от фабрики производителя и модели изделия. Обычно перегородки не несут значительной нагрузки, поэтому их размеры принимаются минимальными, чтобы сохранить внутренний объем помещения. Однако в этом случае газобетонные блоки отлично сохраняют тепло и обладают высокими показателями звукоизоляции.
Перегородки обычно имеют длину около 62,5 см, высоту 25 см и ширину 10 см или 15 см. Точный размер зависит от фабрики производителя и модели изделия. Обычно перегородки не несут значительной нагрузки, поэтому их размеры принимаются минимальными, чтобы сохранить внутренний объем помещения. Однако в этом случае газобетонные блоки отлично сохраняют тепло и обладают высокими показателями звукоизоляции. Главный показатель — плотность блоков. Именно от его величины будет зависеть поведение газоблока в дальнейшем, когда на него будет нагрузка, либо он будет подвергаться воздействию окружающей среды.
Главный показатель — плотность блоков. Именно от его величины будет зависеть поведение газоблока в дальнейшем, когда на него будет нагрузка, либо он будет подвергаться воздействию окружающей среды.



 Диаметр муфт по ГОСТ 8966-75 варьируется от Ду 8мм до Ду150мм. В нижеприведенной таблице вы можете посмотреть параметры стальных муфт, изготовленных по ГОСТ 8966-75:
Диаметр муфт по ГОСТ 8966-75 варьируется от Ду 8мм до Ду150мм. В нижеприведенной таблице вы можете посмотреть параметры стальных муфт, изготовленных по ГОСТ 8966-75: Диаметр муфт по ГОСТ 8954-75 варьируется от Ду 8мм до Ду100мм. В нижеприведенной таблице вы можете посмотреть параметры чугунных муфт, изготовленных по ГОСТ 8954-75:
Диаметр муфт по ГОСТ 8954-75 варьируется от Ду 8мм до Ду100мм. В нижеприведенной таблице вы можете посмотреть параметры чугунных муфт, изготовленных по ГОСТ 8954-75: Диаметр муфт по ГОСТ 8957-75 варьируется от Ду 8мм до Ду100мм В нижеприведенной таблице вы можете посмотреть параметры переходных чугунных муфт, изготовленных по ГОСТ 8957-75:
Диаметр муфт по ГОСТ 8957-75 варьируется от Ду 8мм до Ду100мм В нижеприведенной таблице вы можете посмотреть параметры переходных чугунных муфт, изготовленных по ГОСТ 8957-75:
 6 ( 16 ) МПа ( кгс/см2 )
6 ( 16 ) МПа ( кгс/см2 ) 067
067 220
220 lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85 pdf
pdf  ) проводят при температуре среды не выше 175 °С и давлении Р=1,6 МПа.
) проводят при температуре среды не выше 175 °С и давлении Р=1,6 МПа.

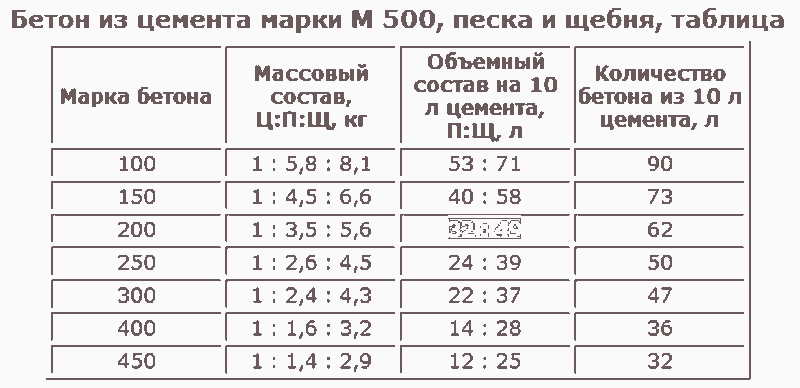
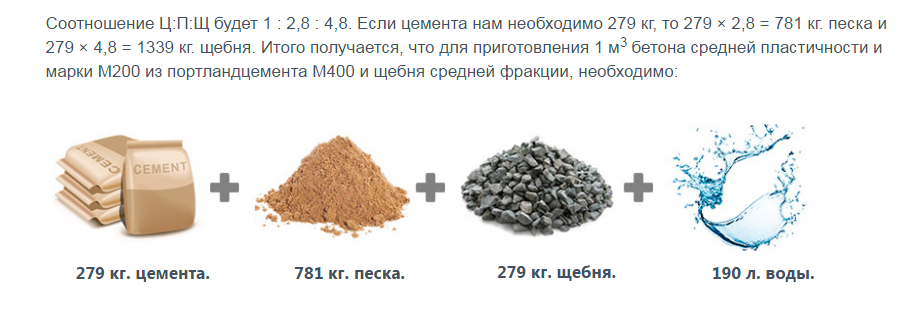 Марка определяется заданным классом бетона, согласно строительным нормам она превышает его вдвое или как минимум не уступает в выдерживаемой прочности на сжатие в МПа. По этой причине большинство разновидностей замешивается на основе портландцементов не ниже М400.
Марка определяется заданным классом бетона, согласно строительным нормам она превышает его вдвое или как минимум не уступает в выдерживаемой прочности на сжатие в МПа. По этой причине большинство разновидностей замешивается на основе портландцементов не ниже М400. При расчете компонентов для замеса в бетономешалке с определенной емкостью основным ориентиром служит масса вяжущего, именно от нее отмеряют все остальные части, включая воду. В связи с этим возникает потребность перевода составляющих в ведра или литры с учетом насыпного веса каждого. При использовании цемента в мешках в пересыпке нет необходимости, в остальных случаях емкости рекомендуется взвешивать.
При расчете компонентов для замеса в бетономешалке с определенной емкостью основным ориентиром служит масса вяжущего, именно от нее отмеряют все остальные части, включая воду. В связи с этим возникает потребность перевода составляющих в ведра или литры с учетом насыпного веса каждого. При использовании цемента в мешках в пересыпке нет необходимости, в остальных случаях емкости рекомендуется взвешивать.


 youtube.com/embed/avIdFbjr34c» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/avIdFbjr34c» frameborder=»0″ allowfullscreen=»allowfullscreen»>  При правильном смешивании эти ингредиенты образуют цементную смесь. Каждая цементная смесь имеет время схватывания, затвердевания и потери пластичности.
При правильном смешивании эти ингредиенты образуют цементную смесь. Каждая цементная смесь имеет время схватывания, затвердевания и потери пластичности.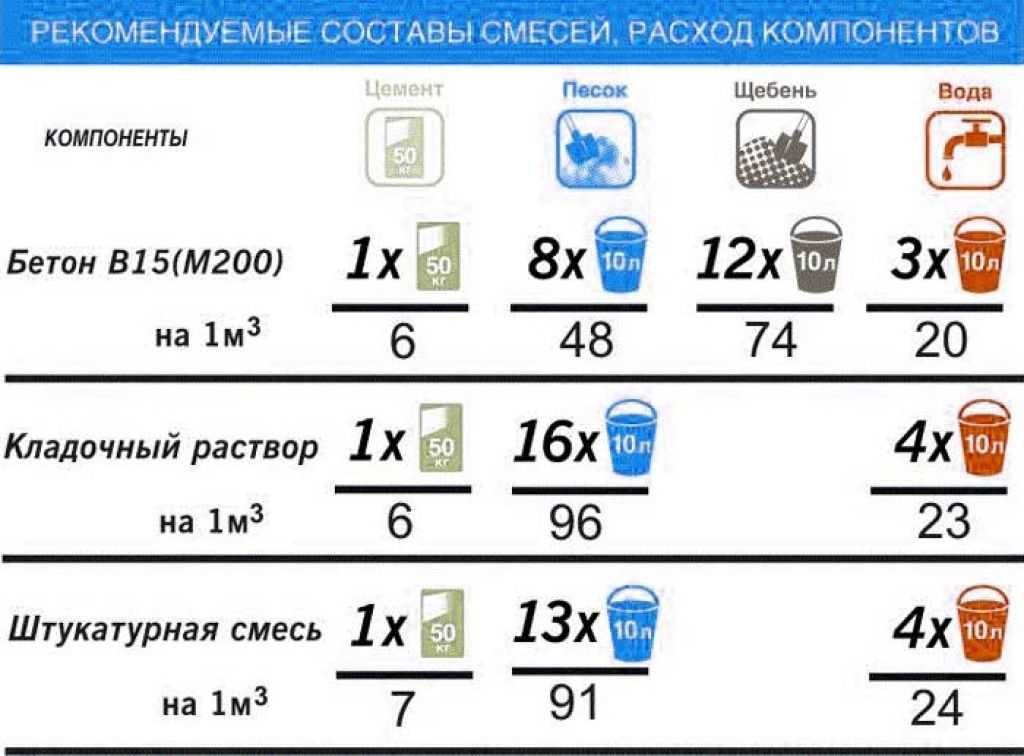
 Вы также можете смешать его на тачке. Часто можно увидеть, как люди смешивают ингредиенты на земле. Это делается, когда вы хорошо смешиваете ингредиенты с водой. Если нет, то лучше использовать тачку.
Вы также можете смешать его на тачке. Часто можно увидеть, как люди смешивают ингредиенты на земле. Это делается, когда вы хорошо смешиваете ингредиенты с водой. Если нет, то лучше использовать тачку. Это поможет вам отрегулировать плотность жидкой пасты. Можно добавить сухую смесь для достижения нужной консистенции.
Это поможет вам отрегулировать плотность жидкой пасты. Можно добавить сухую смесь для достижения нужной консистенции.
 Бетон обладает огромной прочностью на сжатие. Камни и песок поддерживают бетон, когда он сжимается.
Бетон обладает огромной прочностью на сжатие. Камни и песок поддерживают бетон, когда он сжимается. Это может означать четыре полные лопаты камня, две из которых песка и одна цемента; четыре 5-галлонных ведра с камнем, два с песком и одно с цементом; или четыре ковша фронтального погрузчика, наполненные камнем, два песка и один цемент.
Это может означать четыре полные лопаты камня, две из которых песка и одна цемента; четыре 5-галлонных ведра с камнем, два с песком и одно с цементом; или четыре ковша фронтального погрузчика, наполненные камнем, два песка и один цемент.
 Согласно регламенту ГОСТа Р за номером 54157-2010 круглая труба также входит в перечень профильной продукции. Однако в тепличном строительстве в большинстве случаев применяют изделия с квадратным и прямоугольным сечением, так как к их ровным плоским стенкам проще прикрепить покрытие.
Согласно регламенту ГОСТа Р за номером 54157-2010 круглая труба также входит в перечень профильной продукции. Однако в тепличном строительстве в большинстве случаев применяют изделия с квадратным и прямоугольным сечением, так как к их ровным плоским стенкам проще прикрепить покрытие.
 Считается, что каркас из профильной трубы –наиболее оптимальный вариант для изготовления подобных конструкций. Надежно, безопасно, функционально, при правильной эксплуатации и уходе прослужит долгий срок.
Считается, что каркас из профильной трубы –наиболее оптимальный вариант для изготовления подобных конструкций. Надежно, безопасно, функционально, при правильной эксплуатации и уходе прослужит долгий срок.


 Вспоминаем формулу длины окружности: L= π*D, где π – 3,14, D – диаметр = 2 радиусам.
Вспоминаем формулу длины окружности: L= π*D, где π – 3,14, D – диаметр = 2 радиусам.




 Проверяем геометрию, закрепляем укосами, стягиваем по верху брусками. Заливаем бетоном, вставляем закладные, к ним будем привязывать каркас, оставляем до полного становления на 4 недели.
Проверяем геометрию, закрепляем укосами, стягиваем по верху брусками. Заливаем бетоном, вставляем закладные, к ним будем привязывать каркас, оставляем до полного становления на 4 недели. Края прикручиваем на термошайбы. Для проветривания следует сделать форточки. Лучше по 2-3 с каждой стороны. Фурнитуру для комфортного открывания проемов можно купить в специализированных магазинах.
Края прикручиваем на термошайбы. Для проветривания следует сделать форточки. Лучше по 2-3 с каждой стороны. Фурнитуру для комфортного открывания проемов можно купить в специализированных магазинах.
 Ниже перечислены четыре основных способа, и каждый из них приведен более подробно:
Ниже перечислены четыре основных способа, и каждый из них приведен более подробно: 




 Если вы считаете, что для вашего проекта подойдет двойной канал, вы можете взглянуть на тип, который мы предлагаем.
Если вы считаете, что для вашего проекта подойдет двойной канал, вы можете взглянуть на тип, который мы предлагаем.

 мы рассмотрим некоторые из них ниже.
мы рассмотрим некоторые из них ниже.


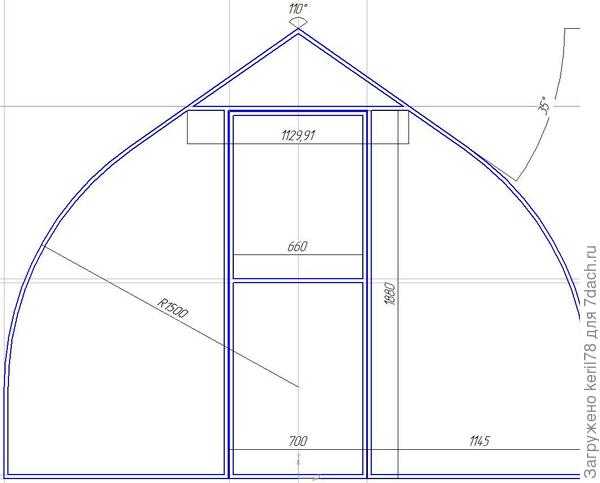



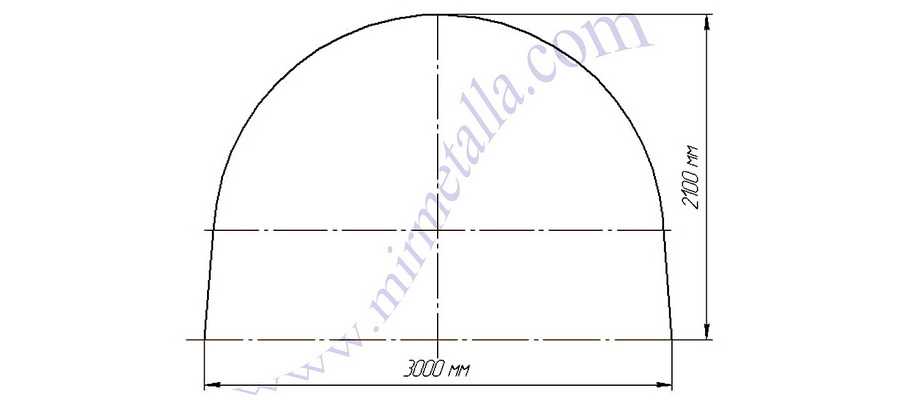 1) и этапы их сборки и возведения. Используйте эти планы, чтобы построить собственную теплицу для продления вегетационного периода там, где вы живете. Вы можете стремиться к самодостаточной жизни на ферме, научившись строить собственную теплицу.
1) и этапы их сборки и возведения. Используйте эти планы, чтобы построить собственную теплицу для продления вегетационного периода там, где вы живете. Вы можете стремиться к самодостаточной жизни на ферме, научившись строить собственную теплицу.
 В штате Мэн мой сосед распилил четыре листа за один раз на своей ленточной пиле Wood-Mizer примерно за 1/8 времени, затрачиваемого на их распиловку на настольной пиле, и рез ленточной пилой был достаточно гладким, чтобы не было необходимости в планировании. Вам придется внести соответствующие коррективы, подобные этим, когда вы строите свою собственную теплицу. Перед тем, как приступить к изготовлению шаблона, распилите пластины, так как они понадобятся вам для формирования кривой арки, а также потребуются точные измерения толщины для изготовления шаблона. Для моей конструкции 16 x 18 с четырьмя арками мне понадобилось 32 пластины плюс еще дюжина на случай поломки и для других целей. Используйте пиломатериал размером 14 футов, либо 2 x 6, либо 2 x 8, и тщательно отбирайте его, выбирая куски с наименьшим количеством сучков. Я выбрал ель из-за ее высокой прочности и легкости, но желтый тополь был бы отличным выбором, если он есть в наличии.
В штате Мэн мой сосед распилил четыре листа за один раз на своей ленточной пиле Wood-Mizer примерно за 1/8 времени, затрачиваемого на их распиловку на настольной пиле, и рез ленточной пилой был достаточно гладким, чтобы не было необходимости в планировании. Вам придется внести соответствующие коррективы, подобные этим, когда вы строите свою собственную теплицу. Перед тем, как приступить к изготовлению шаблона, распилите пластины, так как они понадобятся вам для формирования кривой арки, а также потребуются точные измерения толщины для изготовления шаблона. Для моей конструкции 16 x 18 с четырьмя арками мне понадобилось 32 пластины плюс еще дюжина на случай поломки и для других целей. Используйте пиломатериал размером 14 футов, либо 2 x 6, либо 2 x 8, и тщательно отбирайте его, выбирая куски с наименьшим количеством сучков. Я выбрал ель из-за ее высокой прочности и легкости, но желтый тополь был бы отличным выбором, если он есть в наличии.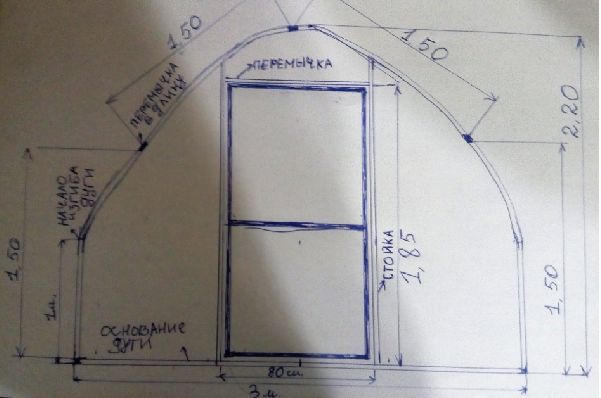 Оставшиеся 2 х 2, оставшиеся после того, как вы построите таким образом собственную теплицу, станут отличной подставкой для томатов для тех неуверенных альпинистов. Полудюймовые пластины подходят для теплиц, покрытых пластиком толщиной 6 мил, но 5/8 лучше подходят для более тяжелой кровли. Чтобы получить хороший контакт клея, используйте строганные пиломатериалы в качестве прокладок.
Оставшиеся 2 х 2, оставшиеся после того, как вы построите таким образом собственную теплицу, станут отличной подставкой для томатов для тех неуверенных альпинистов. Полудюймовые пластины подходят для теплиц, покрытых пластиком толщиной 6 мил, но 5/8 лучше подходят для более тяжелой кровли. Чтобы получить хороший контакт клея, используйте строганные пиломатериалы в качестве прокладок. Базовая линия составляла менее 12 футов, поэтому мой стол для джиговой установки взял один кусок ориентированно-стружечной плиты (OSB), разрезанный на три части и привинченный к опорам 2 x 4, опирающимся на козлы. (Рис. 2)
Базовая линия составляла менее 12 футов, поэтому мой стол для джиговой установки взял один кусок ориентированно-стружечной плиты (OSB), разрезанный на три части и привинченный к опорам 2 x 4, опирающимся на козлы. (Рис. 2) попробуйте первую часть арки. Первый может занять час, но практика сократит его до 40 минут. В качестве клея я использовал как водостойкий, так и обычный столярный клей желтого цвета (Elmer Titebond), оба с хорошими результатами. Арки, изготовленные из Titebond II, лежали в лесу в течение семи лет и шесть лет использовались в качестве навеса для трактора без расслоения. Я наносил клей кистью 1-1/2″.
попробуйте первую часть арки. Первый может занять час, но практика сократит его до 40 минут. В качестве клея я использовал как водостойкий, так и обычный столярный клей желтого цвета (Elmer Titebond), оба с хорошими результатами. Арки, изготовленные из Titebond II, лежали в лесу в течение семи лет и шесть лет использовались в качестве навеса для трактора без расслоения. Я наносил клей кистью 1-1/2″.

 6
6 2
2 9
9 8/5
8/5
 ru
ru 0-4.4 StartVOLT SEP 2662
0-4.4 StartVOLT SEP 2662 питание: от гнезда прикуривателя, напряжение: 12 В, производительность на входе: 35 л/мин
питание: от гнезда прикуривателя, напряжение: 12 В, производительность на входе: 35 л/мин д.
д.
 Рабочее напряжение превышает номинальное напряжение не допускается.
Рабочее напряжение превышает номинальное напряжение не допускается.  0086
0086 )
) Это верно независимо от того, поливаете ли вы свои растения или пытаетесь принять душ. Для домашнего применения на водопроводе используется большой коммерческий насос, которым управляет водопроводная компания. Для домов с колодезной системой это колодезный насос на 230 или 120 вольт. Для RV это означает 12-вольтовый водяной насос постоянного тока. 12-вольтовый насос будет работать от встроенной 12-вольтовой системы питания вашего дома на колесах, поэтому для него не потребуются адаптеры.
Это верно независимо от того, поливаете ли вы свои растения или пытаетесь принять душ. Для домашнего применения на водопроводе используется большой коммерческий насос, которым управляет водопроводная компания. Для домов с колодезной системой это колодезный насос на 230 или 120 вольт. Для RV это означает 12-вольтовый водяной насос постоянного тока. 12-вольтовый насос будет работать от встроенной 12-вольтовой системы питания вашего дома на колесах, поэтому для него не потребуются адаптеры. Начнем с насоса пресной воды Shurflo 2088-554-144. Это термозащищенный насос с трехкамерной мембранной конструкцией. Далее мы рассмотрим мембранный самовсасывающий насос Seaflo Water. Этот насос подходит для высоких вертикальных применений, а также подходит для использования в морских условиях. Наконец, мы рассмотрим водяной насос Lippert Components 12V Flow Max. Этот насос обеспечивает впечатляющее давление 50 фунтов на квадратный дюйм, что больше соответствует нормальному давлению воды в жилых помещениях. Какой из них лучше всего подходит для ваших нужд? Чтобы выяснить это, нам придется копнуть немного глубже и рассмотреть все их преимущества и потенциальные недостатки. Только тогда мы сможем вынести справедливый приговор. Давайте начнем!
Начнем с насоса пресной воды Shurflo 2088-554-144. Это термозащищенный насос с трехкамерной мембранной конструкцией. Далее мы рассмотрим мембранный самовсасывающий насос Seaflo Water. Этот насос подходит для высоких вертикальных применений, а также подходит для использования в морских условиях. Наконец, мы рассмотрим водяной насос Lippert Components 12V Flow Max. Этот насос обеспечивает впечатляющее давление 50 фунтов на квадратный дюйм, что больше соответствует нормальному давлению воды в жилых помещениях. Какой из них лучше всего подходит для ваших нужд? Чтобы выяснить это, нам придется копнуть немного глубже и рассмотреть все их преимущества и потенциальные недостатки. Только тогда мы сможем вынести справедливый приговор. Давайте начнем! В частности, вам следует избегать насосов, работающих на газе или солнечной энергии. Это отличное решение для автономных охотничьих домиков. Но они не подходят для RV, что мы и рассматриваем сегодня.
В частности, вам следует избегать насосов, работающих на газе или солнечной энергии. Это отличное решение для автономных охотничьих домиков. Но они не подходят для RV, что мы и рассматриваем сегодня. Это: галлоны в минуту (GPM), давление (PSI) и сила тока (мощность двигателя).
Это: галлоны в минуту (GPM), давление (PSI) и сила тока (мощность двигателя). Это не стоит незначительно более сильного потока.
Это не стоит незначительно более сильного потока. Это означает отключение всех ваших выключателей, чтобы убедиться, что все провода обесточены. Теперь, когда вы высохли и течения нет, найдите водяной насос вашего дома на колесах. Удаление должно быть довольно простым. Входной и выходной шланги крепятся парой хомутов, которые необходимо ослабить. К счастью, простая отвертка или разводной ключ — в зависимости от винтов — быстро справятся с этой задачей. После того, как шланги отсоединены, открутите насос от крепления.
Это означает отключение всех ваших выключателей, чтобы убедиться, что все провода обесточены. Теперь, когда вы высохли и течения нет, найдите водяной насос вашего дома на колесах. Удаление должно быть довольно простым. Входной и выходной шланги крепятся парой хомутов, которые необходимо ослабить. К счастью, простая отвертка или разводной ключ — в зависимости от винтов — быстро справятся с этой задачей. После того, как шланги отсоединены, открутите насос от крепления. После установки нового насоса восстановите питание, снова включите воду и проверьте его. Предполагая, что все подключено правильно, все должно быть хорошо!
После установки нового насоса восстановите питание, снова включите воду и проверьте его. Предполагая, что все подключено правильно, все должно быть хорошо! Двигатель использует постоянный магнит для обеспечения непрерывного потока воды и имеет тепловую защиту для предотвращения повреждений. Как и другие насосы в нашем списке, Shurflo может работать от любого 12-вольтового источника питания. Тем не менее, он предназначен для подключения, а не для использования 12-вольтовой вилки. Если вы хотите запустить его от электростанции, вам понадобится адаптер.
Двигатель использует постоянный магнит для обеспечения непрерывного потока воды и имеет тепловую защиту для предотвращения повреждений. Как и другие насосы в нашем списке, Shurflo может работать от любого 12-вольтового источника питания. Тем не менее, он предназначен для подключения, а не для использования 12-вольтовой вилки. Если вы хотите запустить его от электростанции, вам понадобится адаптер. Это означает, что он способен обеспечивать непрерывный поток, что и требуется от насоса RV. Однако общий размер устройства немного меньше. Он немного короче, 7,84 дюйма, а высота 5 дюймов меньше, хотя толщина в основном такая же. При 4,62 фунта вес очень похож, и у него стандартная конфигурация крепления. После прочного основания насоса Shurflo пластиковое основание немного разочаровало. Он не будет поглощать вибрацию так же хорошо, как Shurflo.
Это означает, что он способен обеспечивать непрерывный поток, что и требуется от насоса RV. Однако общий размер устройства немного меньше. Он немного короче, 7,84 дюйма, а высота 5 дюймов меньше, хотя толщина в основном такая же. При 4,62 фунта вес очень похож, и у него стандартная конфигурация крепления. После прочного основания насоса Shurflo пластиковое основание немного разочаровало. Он не будет поглощать вибрацию так же хорошо, как Shurflo. Просто установите эти адаптеры, и вы готовы к подключению к вашей лодке. Все это защищено четырехлетней гарантией производителя, одной из лучших в отрасли. Если в течение этого периода возникнут какие-либо сбои, вы получите возмещение или замену.
Просто установите эти адаптеры, и вы готовы к подключению к вашей лодке. Все это защищено четырехлетней гарантией производителя, одной из лучших в отрасли. Если в течение этого периода возникнут какие-либо сбои, вы получите возмещение или замену. Резиновых втулок нет, но все же лучше, чем металл по металлу.
Резиновых втулок нет, но все же лучше, чем металл по металлу. Резиновые втулки предотвращают передачу большой вибрации на остальные части автомобиля. Он также доступен в двух или четырех упаковках, если вы хотите использовать несколько насосов одновременно.
Резиновые втулки предотвращают передачу большой вибрации на остальные части автомобиля. Он также доступен в двух или четырех упаковках, если вы хотите использовать несколько насосов одновременно.
 Расчет стоимости доставки производится
Расчет стоимости доставки производится 2 ст. 437 Гражданского
2 ст. 437 Гражданского измерения:
измерения: 7х20 мм стальная ГОСТ 3560-73
7х20 мм стальная ГОСТ 3560-73 3х20 мм стальная ГОСТ 3560-73
3х20 мм стальная ГОСТ 3560-73 3х20 мм ГОСТ 3560-73
3х20 мм ГОСТ 3560-73 3х20 мм ГОСТ 3560-73
3х20 мм ГОСТ 3560-73 6х19 мм стальная ГОСТ 3560-73
6х19 мм стальная ГОСТ 3560-73 8х25 мм стальная ГОСТ 3560-73
8х25 мм стальная ГОСТ 3560-73


 Заказ:
Заказ: ..
.. , Ltd. занимается производством оцинкованной полосы, горячекатаного и холоднокатаного рулона. Основными продуктами Lts являются серии оцинкованных стальных полос, серии холоднокатаных стальных полос, серии упаковочных стальных полос, серии стальных полос для кабелей, полосовых мостов, сборных сильфонов, серий полос, обработки вспомогательных продуктов и т. Д. Являясь профессиональным производителем оцинкованной полосовой стали и рулонов полосы, компания имеет много конкурентных преимуществ в той же отрасли. …
, Ltd. занимается производством оцинкованной полосы, горячекатаного и холоднокатаного рулона. Основными продуктами Lts являются серии оцинкованных стальных полос, серии холоднокатаных стальных полос, серии упаковочных стальных полос, серии стальных полос для кабелей, полосовых мостов, сборных сильфонов, серий полос, обработки вспомогательных продуктов и т. Д. Являясь профессиональным производителем оцинкованной полосовой стали и рулонов полосы, компания имеет много конкурентных преимуществ в той же отрасли. …
 Сравните
Сравните Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
 Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
 Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии. В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

 Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
 Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки: Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
 Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая. В остальном все идентично процессу сваривания черных металлов.
В остальном все идентично процессу сваривания черных металлов. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.

 Есть некоторые нюансы, когда речь идет о сварке алюминия.
Есть некоторые нюансы, когда речь идет о сварке алюминия.
 И хотя его температура плавления ниже, чем у стали, вам нужно приложить больше тепловой энергии к сварному шву.
И хотя его температура плавления ниже, чем у стали, вам нужно приложить больше тепловой энергии к сварному шву. Они будут принимать во внимание различные факторы, такие как:
Они будут принимать во внимание различные факторы, такие как:
 Они не такие прочные, как сплавы 2ХХХ и 7ХХХ, но обладают другими превосходными физическими свойствами. Сплавы серии 6XXX часто используются в сварочных работах, несмотря на трудности.
Они не такие прочные, как сплавы 2ХХХ и 7ХХХ, но обладают другими превосходными физическими свойствами. Сплавы серии 6XXX часто используются в сварочных работах, несмотря на трудности. Отличная формуемость и свариваемость
Отличная формуемость и свариваемость

 Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
 Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
 В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
 Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
 Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
 Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
 На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
 Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
 В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
 Системы, используемые в процессе ремонта, предназначены для имитации условий эксплуатации в заводских условиях.
Системы, используемые в процессе ремонта, предназначены для имитации условий эксплуатации в заводских условиях.

 У нас есть запасы восстановленных избыточных запасов на сумму более 5 миллионов долларов США для поддержки старого и / или устаревшего оборудования. И вы можете быть уверены, что все наши восстановленные запасные части прошли полное системное тестирование в среде «замкнутого цикла», чтобы обеспечить их правильную работу и подготовить их к установке в вашем оборудовании сразу после доставки.
У нас есть запасы восстановленных избыточных запасов на сумму более 5 миллионов долларов США для поддержки старого и / или устаревшего оборудования. И вы можете быть уверены, что все наши восстановленные запасные части прошли полное системное тестирование в среде «замкнутого цикла», чтобы обеспечить их правильную работу и подготовить их к установке в вашем оборудовании сразу после доставки. Например, когда мы получаем ваше оборудование, мы регистрируем его в нашей системе отслеживания заказов на ремонт. Затем мы штрих-кодируем ваше оборудование, чтобы мы — и вы — могли отслеживать каждый отдельный актив на протяжении всего последующего процесса ремонта.
Например, когда мы получаем ваше оборудование, мы регистрируем его в нашей системе отслеживания заказов на ремонт. Затем мы штрих-кодируем ваше оборудование, чтобы мы — и вы — могли отслеживать каждый отдельный актив на протяжении всего последующего процесса ремонта. дано нам. Таким образом, ваше оборудование будет доставлено в указанное вами место без каких-либо повреждений при транспортировке.
дано нам. Таким образом, ваше оборудование будет доставлено в указанное вами место без каких-либо повреждений при транспортировке. На самом деле мы поддерживаем более 866 различных производителей и более 122 000 уникальных артикулов.
На самом деле мы поддерживаем более 866 различных производителей и более 122 000 уникальных артикулов. 11. Устройство не поворачивается на
11. Устройство не поворачивается на Для уменьшения нагрева выпрямителя к нему присоединен радиатор. Последний охлаждается вентилятором (всасывающим), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Он реализован с помощью термодатчика, который при достижении диодами температуры 90°, разрывает цепь.
Для уменьшения нагрева выпрямителя к нему присоединен радиатор. Последний охлаждается вентилятором (всасывающим), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Он реализован с помощью термодатчика, который при достижении диодами температуры 90°, разрывает цепь. Ниже представлена схема полумостового преобразователя, имеющего 2 транзисторных ключа на базе приборов серии MOSFET или IGBT, которые чаще всего можно увидеть на инверторных устройствах средней ценовой категории. Схема мостового преобразователя более сложная и уже включает 4 транзистора. Эти типы преобразователей устанавливаются на самые мощные аппараты для сварки и, соответственно, на самые дорогие.
Ниже представлена схема полумостового преобразователя, имеющего 2 транзисторных ключа на базе приборов серии MOSFET или IGBT, которые чаще всего можно увидеть на инверторных устройствах средней ценовой категории. Схема мостового преобразователя более сложная и уже включает 4 транзистора. Эти типы преобразователей устанавливаются на самые мощные аппараты для сварки и, соответственно, на самые дорогие. А вот трансформатор с ферритовым магнитопроводом при тех же токовых характеристиках будет иметь массу около 0,3 кг.
А вот трансформатор с ферритовым магнитопроводом при тех же токовых характеристиках будет иметь массу около 0,3 кг. Кроме того, электронное управление экономит энергию, обеспечивая точно рассчитанные и дозированные нагрузки.
Кроме того, электронное управление экономит энергию, обеспечивая точно рассчитанные и дозированные нагрузки. Все текущие преобразования управляется микропроцессорным блоком управления.
Все текущие преобразования управляется микропроцессорным блоком управления.  Если избавиться от присутствия пыли в воздухе невозможно, часто приходится вскрывать корпус инвертора и очищать все компоненты аппарата от скопившейся грязи.
Если избавиться от присутствия пыли в воздухе невозможно, часто приходится вскрывать корпус инвертора и очищать все компоненты аппарата от скопившейся грязи. В противном случае он может быть полностью выведен из строя, а ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
В противном случае он может быть полностью выведен из строя, а ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
 При обнаружении неисправности в этих модулях их необходимо заменить или перемотать к специалисту.
При обнаружении неисправности в этих модулях их необходимо заменить или перемотать к специалисту.