Словарь терминов, применяемых в дезинфектологии
Акарицидное средство – средство (химическое, физическое,
биологическое), предназначенное и используемое для умерщвления клещей.
Аламинол – дезинфицирующее средство, в качестве действующих веществ в
состав средства входят алкилдиметилбензиламмоний хлорида (ЧАС) и
глиоксаль, а также поверхностно-активное вещество, краситель и вода. Далее…
Антисептики – противомикробные препараты, наносимые
на живую ткань или кожный покров для профилактики инфекции. Они отличаются от
антибиотиков, которые разрушают бактерии внутри организма, и от дезинфицирующих
препаратов, которые применяются к неживым объектам. Некоторые антисептики
являются истинными бактерицидными препаратами, способными разрушать микробы,
тогда как другие антисептики – это бактериостатические препараты, только предотвращающие
или замедляющие их рост.
Асесайд
– дезинфицирующее средство, которое содержит в себе Реагент 1, являющийся активным компонентом и Реагент 2 – это буферная жидкость (растворы, которые имеют устойчивую концентрацию ионов водорода). Данный препарат предназначен для ДВУ и стерилизации различных медизделий, медицинского оборудования (приборы, расходные материалы, приспособления и т.д.) и инструментов (режущие, зажимные инструменты, медицинские шприцы и инъекционные игла, прочее). Далее…
Бактерицидное средство – дезинфицирующее средство
(химическое, физическое, биологическое), обладающее бактерицидной активностью.
Бэбидез Ультра
– дезсредство, обладает вирулицидным, бактерицидным и спороцидным свойствами, имеет высокачественный моющий характер, не оставляя при этом органических загрязнений как на инструментах, так и на самих поверхностях, которые обрабатываются. Данному веществу свойственна однородная прозрачная жидкость, которая колеблется от бесцветного вовсе до светло-желтого тона с небольшим отличительным запахом, характерным для данного вещества. Бэбидез Ультра имеет много сфер применения, а именно: мытьё и обеззараживание поверхностей различного типа, дезинфекция санитарного транспорта, медицинского оборудования, предварительная очитка эндоскопов и инструментов к ним, обработка поверхностей с целью борьбы с плесневелыми грибами в помещениях и другое. Далее…
Бэбидез Ультра имеет много сфер применения, а именно: мытьё и обеззараживание поверхностей различного типа, дезинфекция санитарного транспорта, медицинского оборудования, предварительная очитка эндоскопов и инструментов к ним, обработка поверхностей с целью борьбы с плесневелыми грибами в помещениях и другое. Далее…
Вирулицидное средство – дезинфицирующее средство
(химическое, физическое, биологическое), обладающее вирулицидной активностью.
Гипостабил
– дезинфицирующее средство, раствор, способный выделять атомарный хлор, который является очень сильным окислителем; вещество имеет антисептические, противомикробные и детоксицирующие свойства. Стоит отметить, что Гипостабил уничтожает молекулы всяких органических субстрат и является активным в отношении вирусов, патогенных грибов, грамположительных и грамотрицательных микроорганизмов. Раствор абсолютно не подходит для обеззараживания хирургического инструментария, так как может вызвать неблагоприятное появление, а именно — коррозию при взаимодействии с металлом. Далее…
Далее…
Дезинсекция (от лат. des — приставка, означающая устранение, и лат. insectum — насекомое) – комплекс профилактических и истребительных мероприятий,
направленных на уничтожение членистоногих (уничтожение насекомых и клещей),
являющихся переносчиками возбудителей инфекционных заболеваний, а также
наносящих вред пищевым и сельскохозяйственным продуктам и жилищу человека. Далее…
Дезинсекционные мероприятия – мероприятия, обеспечивающие регуляцию
численности членистоногих и включающие в себя комплекс инженерно-технических,
санитарно-гигиенических, собственно истребительных или защитных мероприятий, а
также мероприятий по учету численности членистоногих и контролю эффективности
дезинсекции.
Дезинфекция – это комплекс мероприятий, направленных на уничтожение бактерий,
вирусов, грибов, простейших
и разрушение токсинов на объектах внешней среды. Является одним из видов
Является одним из видов
обеззараживания. Различают профилактическую и очаговую дезинфекцию>
Дезинфекция высокого уровня (ДВУ) –
уничтожение всех вегетативных бактерий (включая микобактерии туберкулёза),
вирусов, грибов и большинства спор. Про проведении ДВУ допускается сохранение
спор некоторых бактерий.
Дезинфекционная деятельность – работы и услуги, включающие
разработку, испытание, производство, хранение, транспортировку, реализацию,
применение и утилизацию средств, оборудования, материалов для проведения работ
по дезинфекции, дезинсекции, дератизации, а также контроль за эффективностью и
безопасностью этих работ и услуг.
Дезинфекционные (дератизационные, дезинсекционные) работы — проведение комплекса
дезинфекционных мероприятий (работ) по профилактической дезинфекции
(дезинфекция, дезинсекция, дератизация), очаговой дезинфекции (текущая и
заключительная дезинфекция, дезинсекция, дератизация).
Дезинфицирующий агент
– действующее начало, обеспечивающее дезинфекцию
(дератизацию, дезинсекцию).
Дезинфицирующие средства
– физическое или химическое средство, включающее
дезинфицирующий (стерилизующий) агент – действующее вещество (ДВ). Далее…
Дератизация (фр. deratisasion,
от лат. de – приставка, означающая устранение, и фр. rat — крыса) — комплекс
профилактических и истребительных мероприятий, направленных на снижение
численности и уничтожение грызунов, опасных в эпидемиологическом отношении
(являющихся источниками и переносчиками таких инфекционных заболеваний, как
чума, туляремия, лейшманиозы и др.) и наносящих экономический ущерб.
Дератизацию традиционно проводят против массовых видов грызунов,
преимущественно из семейства мышевидных и хомякообразных, — это мыши, крысы,
землеройки, песчанки, полевки, кроты и др. грызуны
грызуны
Дератизационные мероприятия
– мероприятия, обеспечивающие регуляцию
численности грызунов и включающие в себя комплекс инженерно-технических,
санитарно-гигиенических, собственно истребительных и защитных мероприятий, а также
мероприятия по учету численности грызунов и контролю эффективности дератизации.
Журнал учета дезсредств – документ, отражающий расчет получения и расхода определенного количества дезинфицирующих средств; форма, которая предусматривает учет поступления дезсредств на объект. Далее…
Заключительная дезинфекция — проводится после изоляции, госпитализации, выздоровления или смерти больного
с целью освобождения эпидемического очага от возбудителей, рассеянных больным. Далее…
Инсектицид– группа средств (препаратов),
обеспечивающих гибель насекомых.
Медицинские отходы — такие виды отходов, которые вырабатываются в результате работы конкретного медицинского учреждения или лечебно-профилактических процедур; Далее. ..
..
Мытье рук – мытье рук с мылом и водой с последующим
вытиранием насухо одноразовыми полотенцами.
Неодишер – это вещество, которое применяется для удаления остатков соков, алкогольных напитков, молочных изделий, мороженого, различных напитков, следов губной помады и при этом, не оставляя размывания. К примеру, стаканы после мытья в машине остаются без всяких неприятных или посторонних запахов. Далее…
Обработка медицинского инструментария — тщательный процесс, включающий в себя дезинфекцию, предстерилизационную очистку и стерилизацию, предусмотренные стандартом. Далее…
Октенисепт
– раствор с незначительным своеродным запахом, обладающий антисептическими свойствами, применяется наружно для того, чтобы произвести дезинфекцию кожи и слизистой. Механизм действия вещества таков, что благодаря своим активным компонентам, оно способно разрушать клеточные мембраны высокочувствительных микроогранизмов. Спектр применения Октенисепта – достаточно обширен. Применяется в сфере обработки кожи инъекционного и операционного полей, ожегов, для дезинфекции ран, послеоперационных швов, лечения и предотвращения инфекций слизистых оболочек. Далее…
Спектр применения Октенисепта – достаточно обширен. Применяется в сфере обработки кожи инъекционного и операционного полей, ожегов, для дезинфекции ран, послеоперационных швов, лечения и предотвращения инфекций слизистых оболочек. Далее…
Опахайд
— дезсредство, основанное на ортофталевом альдегиде, обеспечивает быстрый результат высокого уровня дезинфекции. Это дезсредство со 100% гарантией демонстрирует отличный антимикробный эффект. Опахайд применяют при обеззараживании изделий медназначения, включая различные стоматологические инструментарии, металлические инструменты, гибкие и жесткие эндоскопы и инструменты к ним Далее…
Очаговая дезинфекция — проводится в очагах инфекции. Очаговая дезинфекция
проводится в форме текущей дезинфекции и заключительной дезинфекции.
Противоэпидемические мероприятия – комплекс
санитарно-гигиенических, лечебно-профилактических, иммунологических,
дезинфекционных и административных мероприятий, направленных на предупреждение
возникновения, локализацию и ликвидацию возникших очагов инфекционных и
паразитарных болезней.
Профилактическая дезинфекция — проводится постоянно, независимо от эпидемической
обстановки: мытье рук, окружающих предметов с использованием моющих и чистящих
средств, содержащих бактерицидные добавки. Профилактическую дезинфекцию
проводят с целью предупредить распространение инфекционных заболеваний
преимущественно в местах скопления людей (в детских коллективах, учреждениях
общественного питания, медицинских учреждениях). Профилактическая дезинфекция
проводится в виде ежедневной обработки и периодических генеральных уборок.
Родентицид – группа средств (препаратов),
обеспечивающих гибель грызунов.
Реестр дезсредств – Единственным официальным источником информации о зарегистрированных средствах дезинфекции является интернет-портал «Реестры Роспотребнадзора и сан.-эпид. службы России» (fp.crc.ru), где содержатся данные о каждом из препаратов – наименование, производитель, номер свидетельства о государственной регистрации, номер и дата утверждения действующей инструкции по применению и другие формальные сведения. Подробнее…
Подробнее…
Репелленты – природные и синтетические вещества,
приборы и устройства, отпугивающие насекомых, клещей, грызунов и птиц.
Сайдекс
– дезинфицирующее средство, которое предназначен для обеззараживания и стерилизации изделий, задействованных в целях медицинского характера. Данное средство активно ликвидирует вирусы, бактерии, различные грибки и даже возбудителей таких вирусов как ВИЧ-инфекция. В качестве мер предосторожности все работы стоит проводить в резиновых перчатках и необходимо избегать попадания Сайдекса на кожный покров или глаза. Сайдекс считается высокоэффективным дезинфицирующим средством, так как именно ему свойственно оказывать спороцидное действие, что влечет за собой воздействие средства на вегетативные бактерии и на их споры в том числе. Далее…
Сайдезим
– ферментосодержащие средство, которое предназначено конкретно для предстерилизационной очистки различных мединструментов, изделий и оборудования. На вид вещество фиолетового цвета и ему характерен мятный запах. Сайдезим рассчитан на предстерилизационную очистку вручную для изделий медназначения из разной материи, сюда так же относятся инструменты стоматологического типа, гибкие и жесткие эндоскопы, прочее. Сама предстерелизационная очистка проводится способом погружения, а рабочие растворы специально делают в эмалированных, стеклянных и пластмассовых резервуарах, добавляя надлежащую пропорцию концентрата данного вещества по отношению к питьевой воде. Далее…
На вид вещество фиолетового цвета и ему характерен мятный запах. Сайдезим рассчитан на предстерилизационную очистку вручную для изделий медназначения из разной материи, сюда так же относятся инструменты стоматологического типа, гибкие и жесткие эндоскопы, прочее. Сама предстерелизационная очистка проводится способом погружения, а рабочие растворы специально делают в эмалированных, стеклянных и пластмассовых резервуарах, добавляя надлежащую пропорцию концентрата данного вещества по отношению к питьевой воде. Далее…
Спиртосодержащие антисептики – спиртосодержащие
жидкости, гели или пены, предназначенные для гигиены рук для предотвращения
распространения микроорганизмов. Препараты могут содержать один или более видов
спирта с наполнителем (относительно инертная субстанция используется в качестве
носителя активных ингредиентов препарата), или иные активные ингредиенты и
увлажняющие компоненты.
Стандартные меры предосторожности – комплекс мер,
предназначенный для предотвращения распространения инфекций среди медперсонала
и пациентов вследствие контакта с инфицированными материалами в установленных и
неустановленных источниках инфекций. Далее…
Далее…
Стерилизация (от латинского «sterilis» –
бесплодный) – уничтожение всех микроорганизмов во всех их формах (включая
споровые).
Текущая дезинфекция – осуществляется в очаге инфекции у
постели больного, в изоляторах медицинских пунктов, лечебных учреждениях с
целью предупреждения распространения инфекционных заболеваний за пределы очага. Далее…
Спороцидная активность – Способность химического
средства или химического агента вызывать гибель спор микроорганизмов.
Спороцидное средство – Химическое вещество или смесь
химических веществ, обеспечивающее умерщвление спор микроорганизмов.
Утилизация — целенаправленное захоронение, удаление,
уничтожение, вывоз, размещение или выброс любых отходов в воздухе, на земле и в
воде. Далее…
Утилизация медицинских отходов — процесс, состоящий из нескольких этапов. Он предусматривает сбор отходов в учреждениях, которые осуществляют медицинскую деятельность, перемещение отходов из подразделений учреждений в специально отведенное для этого помещение на территории медицинской организации, обеззараживание… Далее…
Он предусматривает сбор отходов в учреждениях, которые осуществляют медицинскую деятельность, перемещение отходов из подразделений учреждений в специально отведенное для этого помещение на территории медицинской организации, обеззараживание… Далее…
Фунгицидные средства – Химические вещества, вызывающие
гибель грибов.
Эверлюкс
– характеризуется отличными моющими свойствами, а так же сохраняет все свои химические качества после замерзания и дальнейшего оттаивания. Эверлюкс предназначен для предстерилизационной очистки различных изделий медназначения. Далее…
Дальневосточный федеральный университет
Контактный центр
RU
EN
Версия для слабовидящих
Все новости
Анонсы
Лекции
Объявления
Вопросы о мобилизации
Видео
Зеленое пополнение: в кампусе ДВФУ высадили 250 сосен
Хирурги Медцентра ДВФУ спасли жизнь пациентке с критическим поражением митрального клапана
Студентов ДВФУ научат грантрайтингу и разработке креативных проектов
Видео
Первые занятия в Доме научной коллаборации ДВФУ
Музей
Экспертный центр
Пушкинский театр
Научная библиотека
Медицинский центр
28 октября, пятница
20 октября, четверг
14 октября, пятница
10 октября, понедельник
07 октября, пятница
Технопарк
Центр НТИ
ИНТЦ «Русский»
Проектный центр
Центр русского языка
Декодирование слов и фонетика | Чтение ракет
Декодирование — это способность применять свои знания о связях между буквами и звуками, включая знание буквенных моделей, для правильного произношения написанных слов. Понимание этих взаимосвязей дает детям возможность быстро распознавать знакомые слова и понимать слова, которые они раньше не видели. Хотя иногда дети могут самостоятельно разобраться в некоторых из этих взаимосвязей, большинству детей полезны подробные инструкции в этой области. Фонетика — это один из подходов к обучению чтению, который учит учащихся принципам соотношения букв и звуков, тому, как произносить слова, и исключениям из этих принципов.
Понимание этих взаимосвязей дает детям возможность быстро распознавать знакомые слова и понимать слова, которые они раньше не видели. Хотя иногда дети могут самостоятельно разобраться в некоторых из этих взаимосвязей, большинству детей полезны подробные инструкции в этой области. Фонетика — это один из подходов к обучению чтению, который учит учащихся принципам соотношения букв и звуков, тому, как произносить слова, и исключениям из этих принципов.
Как выглядит проблема
Точка зрения ребенка: что я думаю об этом
Дети обычно выражают свое разочарование и трудности в общих чертах, например: «Я ненавижу читать!» или «Это глупо!». Но если бы они могли, то вот как дети могли бы описать, как трудности с расшифровкой слов и фонетикой влияют на их чтение:
- Я просто застреваю, когда пытаюсь прочитать много слов в этой главе.
- Выяснение слов отнимает у меня столько сил, что я даже не могу думать о том, что они означают.
- Я не знаю, как произнести эти слова.

- Я знаю буквы и звуки, но просто не могу прочитать слова на странице.

Взгляд родителя: Что я вижу дома
Вот несколько подсказок для родителей о том, что у ребенка могут быть проблемы с декодированием слов и произношением:
- При чтении он часто застревает на словах. Я заканчиваю тем, что говорю ей много слов.
- Он читает очень медленно, потому что тратит много времени на разгадывание слов.
- Она не может понять многое из прочитанного, потому что слишком занята, пытаясь произнести слова вслух.
- Как будто он не знает, как собрать информацию, чтобы прочитать слова.
- Если сказать ей «озвучь это», кажется, она еще больше расстроится.
- Он угадывает слова по первой или двум буквам; как будто он не обращает пристального внимания на печать.
Взгляд учителя: что я вижу в классе
Вот несколько подсказок для учителей о том, что у учащегося могут быть проблемы с декодированием слов и произношением:
- У него трудности с сопоставлением звуков и букв, что может повлиять на чтение и правописание.
- Очень трудоемко расшифровывает.
- У него проблемы с чтением и произношением фонетически.
- У нее большие трудности с фоническими моделями и действиями.
- Он угадывает слова по первой или двум буквам.
- Несмотря на то, что я научил его нескольким кратким гласным звукам (или другим буквенным звукам или образцам), соответствующие буквы не появляются в его примерах письма.
- Несмотря на то, что я научил ее некоторым буквенным схемам, она не может распознать их при чтении слов.

Как помочь
С помощью родителей и учителей дети могут научиться стратегиям преодоления проблем с декодированием слов и фонетики, которые мешают им читать. Ниже приведены некоторые советы и конкретные действия.
Что дети могут сделать, чтобы помочь себе
- Играйте с магнитными буквами. Посмотрите, как быстро вы сможете расположить их в алфавитном порядке, напевая алфавитную песенку.
- Посмотрите на письменные материалы вокруг вашего дома и на дорожные знаки, чтобы увидеть, можете ли вы найти знакомые слова и буквы.
- Пишите заметки, электронные письма и письма своим друзьям и семье. Представьте каждый звук, который вы слышите, когда пишете.
- Когда вы пытаетесь произнести слово, внимательно следите за печатью. Попробуйте посмотреть на все буквы в слове, а не только на первые или две.

Что родители могут сделать, чтобы помочь дома
- Для младшего читателя, помогите своему ребенку выучить буквы и звуки алфавита. Иногда указывайте на буквы и просите ребенка назвать их.
- Помогите ребенку установить связь между тем, что он или она может увидеть на вывеске или в газете, и буквой и звуковой работой, которую он или она выполняет в школе.
- Поощряйте вашего ребенка писать и писать заметки, электронные письма и буквы, используя то, что он знает о звуках и буквах.
- Поговорите с ребенком о «неправильных» словах, которые он часто встречает в прочитанном. Это слова, которые не подчиняются обычным буквенно-звуковым правилам. Эти слова включают сказал , — это , а — это . Студенты должны научиться распознавать их «с первого взгляда».
- Рассмотрите возможность использования компьютерного программного обеспечения, направленного на развитие фонетики и навыков грамотности. Некоторые программы предназначены для поддержки детей в их писательских усилиях. Например, некоторые программы побуждают детей составлять предложения, а затем персонажи мультфильмов разыгрывают завершенное предложение. Другие программы позволяют практиковаться с длинными и короткими гласными звуками и создавать сложные слова.
 Студенты должны научиться распознавать их «с первого взгляда».
Студенты должны научиться распознавать их «с первого взгляда».Что учителя могут сделать, чтобы помочь в школе
- Предложите учащимся рассортировать картинки и предметы по звуку, который вы преподаете. На каждом этапе попросите детей повторять звук буквы снова и снова.
- Обучайте фонетике систематически и подробно. Если материалы вашей учебной программы не систематизированы и не содержат подробностей, поговорите со своим директором или специалистом по чтению.
- Обязательно начните систематическое и подробное обучение фонетике заранее; первый класс будет лучше.
- Помогите учащимся понять назначение фонетики, привлекая их к чтению и письму, требующему от них применения фонетической информации, которой вы их научили.
- Используйте манипуляторы, чтобы научить соотношению букв и звуков. Это могут быть счетчики, звуковые ящики и магнитные буквы.
- Предоставьте дополнительные инструкции учащимся, которых вы разделили на группы по потребностям.

Дополнительная информация
Узнайте больше о декодировании слов и фонетике, посетив раздел Фоника и декодирование на нашем сайте и просмотрев следующие ресурсы:
< предыдущий | следующий >
Лучшие статьи
Специально для родителей
Аналитические записки
Изучение дифференциальных эффектов двух методов декодирования на передачу на уровне элементов у детей со значительными трудностями чтения слов: новый подход к тестированию элементов вмешательства
Сохранить цитату в файл
Формат:
Резюме (текст)PubMedPMIDAbstract (текст)CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Невозможно загрузить вашу коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл. адрес:
адрес:
(изменить)
Который день?
Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый рабочий день
Который день?
воскресеньепонедельниквторниксредачетвергпятницасуббота
Формат отчета:
SummarySummary (text)AbstractAbstract (text)PubMed
Отправить максимум:
1 штука5 штук10 штук20 штук50 штук100 штук200 штук
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Бесплатная статья ЧВК
Полнотекстовые ссылки
. 2016;20(4):283-295.
2016;20(4):283-295.
дои: 10.1080/10888438.2016.1178267.
Эпаб 2016 21 мая.
Лаура М Стейси
1
, Эми М Эллеман
2
, Морин В Ловетт
3
, Дональд Л. Комптон
1
Принадлежности
- 1 Флоридский центр исследований чтения, Университет штата Флорида.
- 2 Государственный университет Среднего Теннесси.
- 3 Больница для больных детей Университета Торонто.
PMID:
28596701
PMCID:
PMC5460658
DOI:
10.
1080/10888438.2016.1178267
 1080/10888438.2016.1178267
1080/10888438.2016.1178267Бесплатная статья ЧВК
Лаура М. Стейси и др.
Научное исследование.
2016.
Бесплатная статья ЧВК
. 2016;20(4):283-295.
дои: 10.1080/10888438.2016.1178267.
Эпаб 2016 21 мая.
Авторы
Лаура М Стейси
1
, Эми М Эллеман
2
, Морин В Ловетт
3
, Дональд Л. Комптон
1
Принадлежности
- 1 Флоридский центр исследований чтения, Университет штата Флорида.
- 2 Государственный университет Среднего Теннесси.
- 3 Больница для больных детей Университета Торонто.

PMID:
28596701
PMCID:
PMC5460658
DOI:
10.1080/10888438.2016.1178267
Абстрактный
В английском языке успехи в навыках декодирования не связаны напрямую с улучшением чтения слов. Однако, помимо гипотезы самообучения (Share, 1995), мало что известно о переносе навыков декодирования на чтение слов. В этом исследовании мы предлагаем новый подход к тестированию конкретных элементов декодирования при переходе к чтению слов. Чтобы проиллюстрировать это, мы смоделировали успехи в чтении слов среди детей с нарушениями чтения (RD), зачисленных в фонологический и стратегический тренинг (PHAST) или Phonics for Reading (PFR). Условия различались при сублексическом обучении: PHAST подчеркивал многоуровневые связи, а PFR подчеркивал простые графемо-фонемные соответствия. 37 детей с РЗ, 3 rd — 6 th класс, были случайным образом назначены 60 уроков PHAST или PFR. Модели перекрестных случайных эффектов позволили нам определить конкретные элементы вмешательства, которые по-разному влияли на эффективность чтения слов в посттесте, при этом дети в PHAST лучше могли читать слова с вариантным произношением гласных. Результаты показывают, что подлексическое ударение влияет на усиление переноса при чтении слов.
Чтобы проиллюстрировать это, мы смоделировали успехи в чтении слов среди детей с нарушениями чтения (RD), зачисленных в фонологический и стратегический тренинг (PHAST) или Phonics for Reading (PFR). Условия различались при сублексическом обучении: PHAST подчеркивал многоуровневые связи, а PFR подчеркивал простые графемо-фонемные соответствия. 37 детей с РЗ, 3 rd — 6 th класс, были случайным образом назначены 60 уроков PHAST или PFR. Модели перекрестных случайных эффектов позволили нам определить конкретные элементы вмешательства, которые по-разному влияли на эффективность чтения слов в посттесте, при этом дети в PHAST лучше могли читать слова с вариантным произношением гласных. Результаты показывают, что подлексическое ударение влияет на усиление переноса при чтении слов.
Цифры
Оптимальная кривая роста (верхняя) и мера реагирования…
Оптимальная кривая роста (вверху) и показатель реакции (внизу) для PHAST и PRF
Оптимальная кривая роста (вверху) и показатель реакции (внизу) для PHAST и PRF
Рисунок 1
Расчетная вероятность (условная по пункту…
Рисунок 1
Расчетная вероятность (с учетом предикторов предмета и лица) правильного ответа для…
фигура 1
Расчетная вероятность (с учетом предикторов предмета и лица) правильного ответа для групп вмешательства и переменной гласной.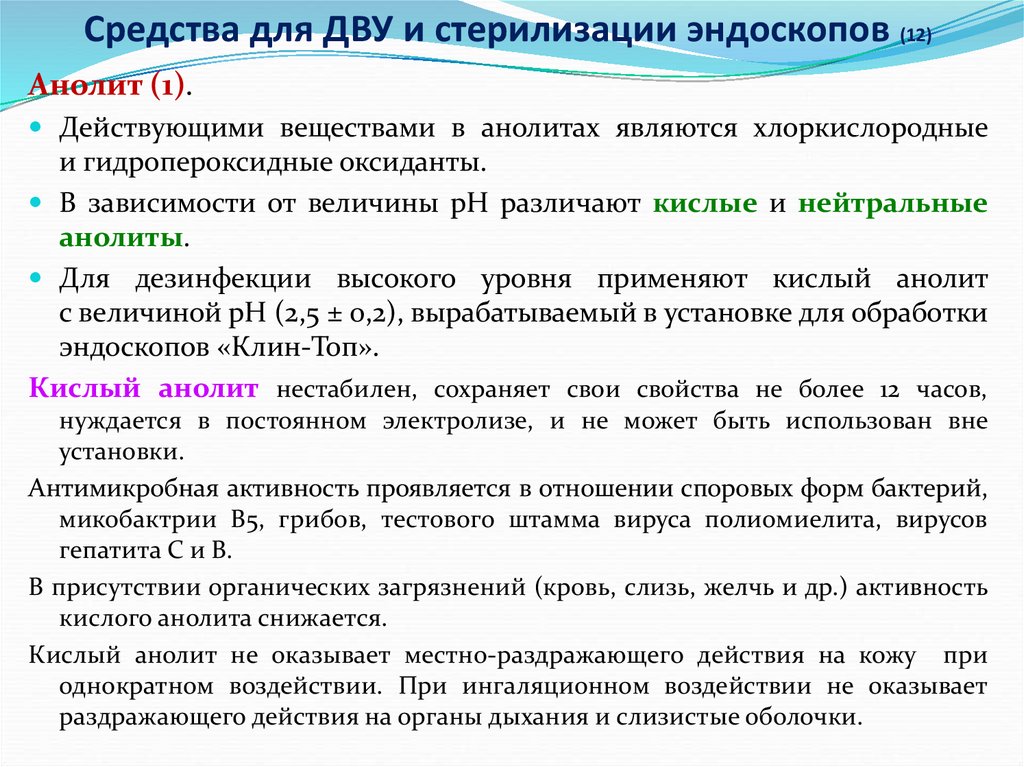 Примечание . PHAST = Фонологическое и стратегическое обучение; PFR = фонетика для чтения.
Примечание . PHAST = Фонологическое и стратегическое обучение; PFR = фонетика для чтения.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Обучение фонетике для англоговорящих бедных читателей.
МакАртур Г., Шиэн И., Бэдкок Н.А., Фрэнсис Д.А., Ван Х.К., Конен С., Баналес Э., Анандакумар Т., Маринус Э., Каслы А.
МакАртур Г. и др.
Cochrane Database Syst Rev. 2018 Nov 14;11(11):CD009115. doi: 10.1002/14651858.CD009115.pub3.
Кокрановская система баз данных, ред. 2018 г.PMID: 30480759
Бесплатная статья ЧВК.Обучение фонетике для англоговорящих бедных читателей.
МакАртур Г., Ева П.М., Джонс К., Баналес Э., Конен С., Анандакумар Т., Ларсен Л.
, Маринус Э., Ван Х.К., Каслы А.
МакАртур Г. и др.
Cochrane Database Syst Rev. 2012 Dec 12;12:CD009115. doi: 10.1002/14651858.CD009115.pub2.
Кокрановская система баз данных, ред. 2012 г.PMID: 23235670
Обновлено.
Обзор.Моделирование развития чтения посредством фонологического декодирования и самообучения: значение для дислексии.
Ziegler JC, Perry C, Zorzi M.
Ziegler JC и соавт.
Philos Trans R Soc Lond B Biol Sci. 2013 9 декабря; 369 (1634): 20120397. doi: 10.1098/rstb.2012.0397. Печать 2014.
Philos Trans R Soc Lond B Biol Sci. 2013.PMID: 24324240
Бесплатная статья ЧВК.Реакция на вмешательство у детей с дислексией.
Тиланус Э.А., Сегерс Э., Верховен Л.
Тиланус Э.А. и соавт.
Дислексия. 2016 авг; 22(3):214-32. doi: 10.1002/dys.1533.
Дислексия. 2016.PMID: 27465208
Направляем испытывающих затруднения читателей на путь PHAST: программа, объединяющая фонологические и основанные на стратегии коррекционные инструкции по чтению и обеспечивающая максимальные результаты.
Ловетт М.В., Ласеренца Л., Борден С.Л.
Ловетт М.В. и соавт.
J Узнай об инвалидности. 2000 сен-октябрь; 33(5):458-76. дои: 10.1177/002221940003300507.
J Узнай об инвалидности. 2000.PMID: 15495548
Обзор.
 , Маринус Э., Ван Х.К., Каслы А.
, Маринус Э., Ван Х.К., Каслы А. 2016 авг; 22(3):214-32. doi: 10.1002/dys.1533.
2016 авг; 22(3):214-32. doi: 10.1002/dys.1533.Посмотреть все похожие статьи
Цитируется
Использование обещаний анализа на уровне элементов для информирования о новом понимании развития чтения слов.
Стейси Л.
М.
Стейси ЛМ.
Энн Дислексия. 2020 июль; 70 (2): 153-159. doi: 10.1007/s11881-020-00203-z. Epub 2020 14 июля.
Энн Дислексия. 2020.PMID: 32666387
Бесплатная статья ЧВК.Обзор.
Развитие кросс-лингвистического распознавания слов среди китайских детей: многоуровневый линейный подход к моделированию смешанных эффектов.
Guan CQ, Fraundorf SH.
Guan CQ и др.
Фронт Псих. 2020 16 апр; 11:544. doi: 10.3389/fpsyg.2020.00544. Электронная коллекция 2020.
Фронт Псих. 2020.PMID: 32373000
Бесплатная статья ЧВК.Развитие и прогнозирование контекстно-зависимого произношения гласных у элементарных читателей.
Steacy LM, Compton DL, Petscher Y, Elliott JD, Smith K, Rueckl JG, Sawi O, Frost SJ, Pugh KR.
 М.
М.

 youtube.com/embed/0qJJyCp1xHk»/>
youtube.com/embed/0qJJyCp1xHk»/>
 Посадочные места насадок унифицированы, поэтому проблем с выбором требуемого инструмента и его заменой не возникает.
Посадочные места насадок унифицированы, поэтому проблем с выбором требуемого инструмента и его заменой не возникает. Модели, предлагаемые на современном рынке, могут обеспечивать скорость вращения инструмента, находящуюся в интервале 10–35 тыс. об/мин. Низкооборотистые модели можно приобретать в том случае, если использоваться они будут преимущественно для финишной шлифовки и полировки. При выполнении таких операций на инструмент приходится небольшая нагрузка, поэтому сам гравер не перегревается, а значит, не выходит из строя.
Модели, предлагаемые на современном рынке, могут обеспечивать скорость вращения инструмента, находящуюся в интервале 10–35 тыс. об/мин. Низкооборотистые модели можно приобретать в том случае, если использоваться они будут преимущественно для финишной шлифовки и полировки. При выполнении таких операций на инструмент приходится небольшая нагрузка, поэтому сам гравер не перегревается, а значит, не выходит из строя. Вес гравера с гибким приводным валом может находиться в интервале 0,5–8,5 кг. Выбирая такое устройство, в первую очередь учитывают требуемую мощность и функциональность, а только затем обращают внимание на вес и габариты.
Вес гравера с гибким приводным валом может находиться в интервале 0,5–8,5 кг. Выбирая такое устройство, в первую очередь учитывают требуемую мощность и функциональность, а только затем обращают внимание на вес и габариты. Как правило, сильнее шумят граверы средней мощности, а в более оборотистом оборудовании такая проблема предусмотрена производителями и устраняется за счет включения в конструкцию специальных элементов. Оценить то, насколько сильно греется гравер, оснащенный гибким приводным валом, можно только в ходе работы.
Как правило, сильнее шумят граверы средней мощности, а в более оборотистом оборудовании такая проблема предусмотрена производителями и устраняется за счет включения в конструкцию специальных элементов. Оценить то, насколько сильно греется гравер, оснащенный гибким приводным валом, можно только в ходе работы. На основной сердечник проволочного гибкого вала для придания ему более высокой жесткости наматываются дополнительные слои свитой проволоки. Чтобы обеспечить безопасность использования гибкого приводного вала, а также защитить его поверхность от повреждений и удержать на ней смазку, данное устройство помещают в гибкую защитную оболочку, которая является неподвижной по отношению к вращающемуся сердечнику.
На основной сердечник проволочного гибкого вала для придания ему более высокой жесткости наматываются дополнительные слои свитой проволоки. Чтобы обеспечить безопасность использования гибкого приводного вала, а также защитить его поверхность от повреждений и удержать на ней смазку, данное устройство помещают в гибкую защитную оболочку, которая является неподвижной по отношению к вращающемуся сердечнику.

 Поступая таким образом, вы убережете свой гравер от преждевременного выхода из строя.
Поступая таким образом, вы убережете свой гравер от преждевременного выхода из строя.
 На защитной оболочке вала, которая изготавливается из полимерных материалов, не должно быть серьезных механических повреждений, которые могут привести к преждевременному выходу вала из строя. После каждого использования гравера его приводной гибкий вал желательно очищать от пыли и других загрязнений, протирать и при необходимости смазывать наконечники, при помощи которых он подсоединяется к электродвигателю и рабочей насадке.
На защитной оболочке вала, которая изготавливается из полимерных материалов, не должно быть серьезных механических повреждений, которые могут привести к преждевременному выходу вала из строя. После каждого использования гравера его приводной гибкий вал желательно очищать от пыли и других загрязнений, протирать и при необходимости смазывать наконечники, при помощи которых он подсоединяется к электродвигателю и рабочей насадке. youtube.com/embed/9Zgef-fYuUM»/>
youtube.com/embed/9Zgef-fYuUM»/>
 Гибкий привод состоит из двух элементов: трос с бронированным основанием и мягкий корпус. На одной части такой насадки имеется специальный наконечник, при помощи которого вал крепится в патроне шуруповерта или дрели.
Гибкий привод состоит из двух элементов: трос с бронированным основанием и мягкий корпус. На одной части такой насадки имеется специальный наконечник, при помощи которого вал крепится в патроне шуруповерта или дрели. Рассматриваемая насадка позволяет осуществлять различные виды работ:
Рассматриваемая насадка позволяет осуществлять различные виды работ: Основой любого рассматриваемого устройства является стальной трос внутри бронированного основания. Именно при помощи такого троса происходит передача крутящего момента от патрона дрели или шуруповерта к фиксатору насадки на конце. Углубимся в конструкцию устройства.
Основой любого рассматриваемого устройства является стальной трос внутри бронированного основания. Именно при помощи такого троса происходит передача крутящего момента от патрона дрели или шуруповерта к фиксатору насадки на конце. Углубимся в конструкцию устройства. Цена рассматриваемого устройства невысокая, что делает прибор доступным. Если собираетесь просто купить гибкий вал для дрели, чтобы его не делать самостоятельно, то реализовать это можно в любом строительном центре или интернет-магазине.
Цена рассматриваемого устройства невысокая, что делает прибор доступным. Если собираетесь просто купить гибкий вал для дрели, чтобы его не делать самостоятельно, то реализовать это можно в любом строительном центре или интернет-магазине. За спиралевидную проволоку при работе устройство удерживается рукой.
За спиралевидную проволоку при работе устройство удерживается рукой.
 ОТЛИЧНО подходит для дизайна ювелирных изделий, гранильных работ, хобби, рукоделия, моделирования, ремонта, сверления и обработки драгоценных камней, ракушек, морского стекла
ОТЛИЧНО подходит для дизайна ювелирных изделий, гранильных работ, хобби, рукоделия, моделирования, ремонта, сверления и обработки драгоценных камней, ракушек, морского стекла И потяните внутренний сердечник примерно на 2 дюйма. Если вам нужны плоскогубцы, чтобы держать его, это нормально.
И потяните внутренний сердечник примерно на 2 дюйма. Если вам нужны плоскогубцы, чтобы держать его, это нормально. Для этого этапа вы будете использовать серебристо-хромированную L-образную деталь. На черной стороне гибкого вала есть отверстие. И еще одно отверстие под черной стороной. Когда вы совместите эти два отверстия, повернув серебряный наконечник на черном конце, вставьте L-образный металл. Этот шаг может показаться запутанным, но он прост. Внутренняя металлическая часть на черном конце стержня захочет повернуться, когда вы попытаетесь прикрепить инструмент. Г-образный металл поможет вам удерживать его, пока вы пытаетесь повернуть наконечник.
Для этого этапа вы будете использовать серебристо-хромированную L-образную деталь. На черной стороне гибкого вала есть отверстие. И еще одно отверстие под черной стороной. Когда вы совместите эти два отверстия, повернув серебряный наконечник на черном конце, вставьте L-образный металл. Этот шаг может показаться запутанным, но он прост. Внутренняя металлическая часть на черном конце стержня захочет повернуться, когда вы попытаетесь прикрепить инструмент. Г-образный металл поможет вам удерживать его, пока вы пытаетесь повернуть наконечник. Я на 100% рекомендую этот товар и этого продавца в том числе!!!”
Я на 100% рекомендую этот товар и этого продавца в том числе!!!”
 От крошечных шурупов, вставленных между двумя стенами, до шурупов, расположенных между областями, куда физически не может дотянуться рука, — гибкие сверла — желанный инструмент в арсенале любого домашнего мастера.
От крошечных шурупов, вставленных между двумя стенами, до шурупов, расположенных между областями, куда физически не может дотянуться рука, — гибкие сверла — желанный инструмент в арсенале любого домашнего мастера. Неудивительно, что эти биты заняли первое место. Учитывая сочетание дизайна и цены, не говоря уже о восторженных отзывах, купить эти биты просто не составляет труда.
Неудивительно, что эти биты заняли первое место. Учитывая сочетание дизайна и цены, не говоря уже о восторженных отзывах, купить эти биты просто не составляет труда.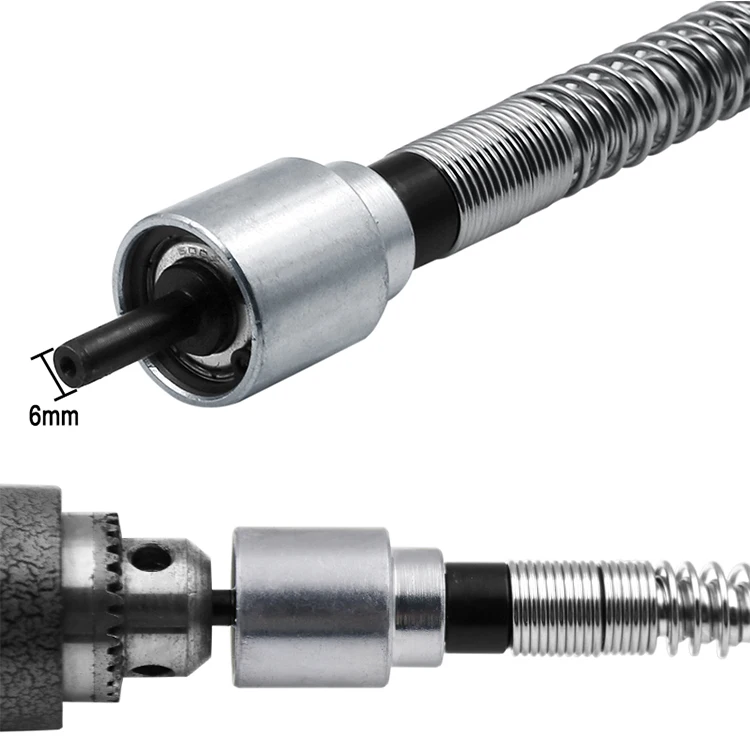
 Этот метод удаления оксида используется, когда температура пайки может быть выше 350°C, активизируя водород и восстанавливая оксиды. При использовании этого метода не требуется удалять остатки реагента.
Этот метод удаления оксида используется, когда температура пайки может быть выше 350°C, активизируя водород и восстанавливая оксиды. При использовании этого метода не требуется удалять остатки реагента. Масло и жир удаляют с помощью растворителей, а проволочную щетку или абразивную обработку наждачной тканью применяют для устранения сложных типов загрязнения.
Масло и жир удаляют с помощью растворителей, а проволочную щетку или абразивную обработку наждачной тканью применяют для устранения сложных типов загрязнения.



 Сложность в том, что найти более специализированный припой намного тяжелее, да и стоить будет он в разы больше. Еще одна сложность заключается в самом процессе пайки, без специализированных и дорогостоящих инструментов, произвести его, с большинством металлов, в качестве пайки, практически не возможно. Это вызвано тем, что как правило, данные задачи выполняются на производствах и узкопрофильных заводах. Но не стоит отчаиваться, Вас легко выручит олово, тем более что место пайки оловом получается, ни хуже от подобных дорогостоящих припоев. Сам процесс довольно прост, следует только внимательно выполнять все действия и неуклонно придерживаться техники безопасности, чтобы избежать ожогов.
Сложность в том, что найти более специализированный припой намного тяжелее, да и стоить будет он в разы больше. Еще одна сложность заключается в самом процессе пайки, без специализированных и дорогостоящих инструментов, произвести его, с большинством металлов, в качестве пайки, практически не возможно. Это вызвано тем, что как правило, данные задачи выполняются на производствах и узкопрофильных заводах. Но не стоит отчаиваться, Вас легко выручит олово, тем более что место пайки оловом получается, ни хуже от подобных дорогостоящих припоев. Сам процесс довольно прост, следует только внимательно выполнять все действия и неуклонно придерживаться техники безопасности, чтобы избежать ожогов.
 youtube.com/embed/bTAAQJ0-lFM» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/bTAAQJ0-lFM» frameborder=»0″ allowfullscreen=»»/>
 Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно.
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см. Температура плавления составляет градусов.
Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см. Температура плавления составляет градусов.
 Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом. В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами. Она сделает пайку более гладкой и чистой за счёт удаления окислов с припоя. По окончанию пайки изделие нужно отмыть от остатков флюса. Кислота легко смывается водой с добавлением моющих средств, а остатки канифоли лучше удалять в холодной воде она становится хрупкой используя скребки для мытья посуды.
Она сделает пайку более гладкой и чистой за счёт удаления окислов с припоя. По окончанию пайки изделие нужно отмыть от остатков флюса. Кислота легко смывается водой с добавлением моющих средств, а остатки канифоли лучше удалять в холодной воде она становится хрупкой используя скребки для мытья посуды. Качественно выполненную пайку от нержавейки не отдерёшь Припой царапается, но от нержавейки не отстаёт. Основные инструменты при пайке — электрический паяльник и газовая горелка. Ну, и, конечно, самогонный аппарат не спаяешь без припоев и флюсов. Любое соединение двух металлических деталей априори не простая процедура.
Качественно выполненную пайку от нержавейки не отдерёшь Припой царапается, но от нержавейки не отстаёт. Основные инструменты при пайке — электрический паяльник и газовая горелка. Ну, и, конечно, самогонный аппарат не спаяешь без припоев и флюсов. Любое соединение двух металлических деталей априори не простая процедура.
 Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы. Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя тиноля наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы. Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя тиноля наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки. Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. И если у вас появилась течь, выбрасывать его, или торопиться бежать за новым чайником не стоит. Правда сразу следует отметить что, нержавейка очень-очень плохо паяется, прихватить даже маленькую дырочку, порою довольно трудно в зависимости от качества нержавейки , но всё возможно.
И если у вас появилась течь, выбрасывать его, или торопиться бежать за новым чайником не стоит. Правда сразу следует отметить что, нержавейка очень-очень плохо паяется, прихватить даже маленькую дырочку, порою довольно трудно в зависимости от качества нержавейки , но всё возможно.
 Еще надо учесть нагрузку, что придется на спаянные детали при использовании изделия. Рассмотрим несколько способов пайки…. Иногда возникает потребность спаять медное изделие. Но как спаять и чем?
Еще надо учесть нагрузку, что придется на спаянные детали при использовании изделия. Рассмотрим несколько способов пайки…. Иногда возникает потребность спаять медное изделие. Но как спаять и чем? Использование оловянных припоев отлично подходит для пайки небольших элементов, а также ремонта в домашних условиях.
Использование оловянных припоев отлично подходит для пайки небольших элементов, а также ремонта в домашних условиях. Когда мы говорим «правильный флюс», мы имеем в виду активный флюс, такой как наш флюс № 71 для пайки нержавеющей стали. Типы флюсов, которые вы используете для сантехники, например, обычно недостаточно сильны для пайки нержавеющей стали (хотя они подойдут для пайки меди). Однако такой флюс, как № 71, содержит сильные ингредиенты, необходимые для пайки нержавеющей стали.
Когда мы говорим «правильный флюс», мы имеем в виду активный флюс, такой как наш флюс № 71 для пайки нержавеющей стали. Типы флюсов, которые вы используете для сантехники, например, обычно недостаточно сильны для пайки нержавеющей стали (хотя они подойдут для пайки меди). Однако такой флюс, как № 71, содержит сильные ингредиенты, необходимые для пайки нержавеющей стали. Припои, содержащие серебро, лучше справляются с пайкой нержавеющей стали. Это может быть бессвинцовый припой, например Sn9.6/Ag4 (96% олова и 4% серебра). Или там, где вы можете использовать свинецсодержащий припой, это может быть Sn45/Pb54/Ag1 (45% олова, 54% свинца и 1% серебра). Да, добавление серебра увеличивает стоимость припоя, но это имеет значение, когда речь идет о пайке нержавеющей стали.
Припои, содержащие серебро, лучше справляются с пайкой нержавеющей стали. Это может быть бессвинцовый припой, например Sn9.6/Ag4 (96% олова и 4% серебра). Или там, где вы можете использовать свинецсодержащий припой, это может быть Sn45/Pb54/Ag1 (45% олова, 54% свинца и 1% серебра). Да, добавление серебра увеличивает стоимость припоя, но это имеет значение, когда речь идет о пайке нержавеющей стали. При пайке нержавеющей стали не скупитесь на тепло.
При пайке нержавеющей стали не скупитесь на тепло. Хорошо смойте остатки флюса, иначе они могут аукнуться вам в виде коррозии.
Хорошо смойте остатки флюса, иначе они могут аукнуться вам в виде коррозии. При пайке, как и при пайке, используются припои с более низкой температурой плавления, чем при соединении основного металла (например, нержавеющей стали). Температура обычно ниже 450 или C для пайки нержавеющих сталей. Прочность соединения обычно ниже, чем у паяных или сварных соединений.
При пайке, как и при пайке, используются припои с более низкой температурой плавления, чем при соединении основного металла (например, нержавеющей стали). Температура обычно ниже 450 или C для пайки нержавеющих сталей. Прочность соединения обычно ниже, чем у паяных или сварных соединений. Если это невозможно, детали могут быть «залужены» (предварительно покрыты) припоем для их защиты.
Если это невозможно, детали могут быть «залужены» (предварительно покрыты) припоем для их защиты.

 При этом на магнитные свойства нержавейки оказывают влияние как сами фазовые составляющие, так и то, в каком соотношении они находятся во внутренней структуре.
При этом на магнитные свойства нержавейки оказывают влияние как сами фазовые составляющие, так и то, в каком соотношении они находятся во внутренней структуре. Как и обычные углеродистые стали, такие сплавы реагируют на магнит. По данному признаку их и можно отличить от немагнитных.
Как и обычные углеродистые стали, такие сплавы реагируют на магнит. По данному признаку их и можно отличить от немагнитных. К наиболее распространенным маркам таких магнитных сталей, изделия из которых производятся с термообработкой и могут подвергаться финишной шлифовке и полировке, относятся 20Х13, 30Х13, 40Х13.
К наиболее распространенным маркам таких магнитных сталей, изделия из которых производятся с термообработкой и могут подвергаться финишной шлифовке и полировке, относятся 20Х13, 30Х13, 40Х13. Из такой нержавейки изготавливают изделия и оборудование, предназначенные для мойки, сортировки, измельчения, сортировки, а также транспортировки пищевого сырья.
Из такой нержавейки изготавливают изделия и оборудование, предназначенные для мойки, сортировки, измельчения, сортировки, а также транспортировки пищевого сырья.


 Например при покупке китайских инструментов потребитель сомневается: сверла и ключи сделаны из коррозионно-стойкого сплава или из чего-то другого?
Например при покупке китайских инструментов потребитель сомневается: сверла и ключи сделаны из коррозионно-стойкого сплава или из чего-то другого? Внешние электроны атомов у этих элементов ориентируются определенным образом и при накоплении магнитных моментов деталь сама может стать магнитом.
Внешние электроны атомов у этих элементов ориентируются определенным образом и при накоплении магнитных моментов деталь сама может стать магнитом.  Даже если отдельные элементы обладают магнитными свойствами, в таких связках это происходит не всегда. В области магнетизма до сих пор совершаются открытия. Например, под давлением железо становится немагнитным, но добавки никеля возвращают притяжение.
Даже если отдельные элементы обладают магнитными свойствами, в таких связках это происходит не всегда. В области магнетизма до сих пор совершаются открытия. Например, под давлением железо становится немагнитным, но добавки никеля возвращают притяжение.
 Но сомнения в качестве товара будут необоснованны.
Но сомнения в качестве товара будут необоснованны.
 Медь осядет на поверхности в виде красноватого налета.
Медь осядет на поверхности в виде красноватого налета. Для производства дымоходов используют жаростойкие сплавы, так как на них одновременно воздействует температура и продукты горения, имеющие кислотную природу.
Для производства дымоходов используют жаростойкие сплавы, так как на них одновременно воздействует температура и продукты горения, имеющие кислотную природу.

 Мартенситные нержавеющие стали (имеющие ферритную микроструктуру) обладают магнитными свойствами. Аустенитные нержавеющие стали содержат никель и немагнитны.
Мартенситные нержавеющие стали (имеющие ферритную микроструктуру) обладают магнитными свойствами. Аустенитные нержавеющие стали содержат никель и немагнитны. Нержавеющая сталь 304, будучи немагнитной в свежем состоянии, обычно становится магнитной после холодной обработки. Если магнетизм материала является важным качеством для вашего будущего проекта, свяжитесь с одним из наших представителей, который поможет вам определить лучший материал для вашего приложения.
Нержавеющая сталь 304, будучи немагнитной в свежем состоянии, обычно становится магнитной после холодной обработки. Если магнетизм материала является важным качеством для вашего будущего проекта, свяжитесь с одним из наших представителей, который поможет вам определить лучший материал для вашего приложения. Он должен состоять из не менее 10 ,5% хрома и не более 1,2% углерода признается нержавеющей сталью.
Он должен состоять из не менее 10 ,5% хрома и не более 1,2% углерода признается нержавеющей сталью. обычно более высокая коррозионная стойкость, чем у аустенитных нержавеющих сталей 304 и 316.
обычно более высокая коррозионная стойкость, чем у аустенитных нержавеющих сталей 304 и 316.

 Магниты могут усложнять процессы изготовления и сварки (магнитное поле может мешать сварочной искре, создавая менее аккуратную поверхность сварки). Электрические токи также могут вести себя по-разному, когда используются магниты.
Магниты могут усложнять процессы изготовления и сварки (магнитное поле может мешать сварочной искре, создавая менее аккуратную поверхность сварки). Электрические токи также могут вести себя по-разному, когда используются магниты. Кроме того, он широко используется в самых разных отраслях промышленности, поскольку не требует послесварочного отжига (процесса повторного нагрева и охлаждения, который снимает с металлов тепловые напряжения). Нержавеющая сталь 304 состоит из 16-24% хрома, а также сплавов, таких как никель, углерод и марганец. Сталь 304 обладает отличной коррозионной стойкостью, поэтому подходит для большинства пищевых применений. Однако присутствие хлоридов на пассивированных поверхностях может вызвать точечную коррозию.
Кроме того, он широко используется в самых разных отраслях промышленности, поскольку не требует послесварочного отжига (процесса повторного нагрева и охлаждения, который снимает с металлов тепловые напряжения). Нержавеющая сталь 304 состоит из 16-24% хрома, а также сплавов, таких как никель, углерод и марганец. Сталь 304 обладает отличной коррозионной стойкостью, поэтому подходит для большинства пищевых применений. Однако присутствие хлоридов на пассивированных поверхностях может вызвать точечную коррозию.
 Ожидать от них этого нереально. Содержание хрома в марке 409составляет 11%, чего вполне достаточно для использования в автомобильных выхлопных системах.
Ожидать от них этого нереально. Содержание хрома в марке 409составляет 11%, чего вполне достаточно для использования в автомобильных выхлопных системах. Нержавеющие стали серии 400 содержат больше никеля, чем стали серии 300, поэтому они более подвержены коррозии в суровых условиях. Таким образом, модель 430 немного более уязвима к коррозии в кислой среде, но только при длительном воздействии. После того, как 430 подвергся воздействию влаги, обычно необходимо как можно скорее высушить его, чтобы предотвратить коррозию.
Нержавеющие стали серии 400 содержат больше никеля, чем стали серии 300, поэтому они более подвержены коррозии в суровых условиях. Таким образом, модель 430 немного более уязвима к коррозии в кислой среде, но только при длительном воздействии. После того, как 430 подвергся воздействию влаги, обычно необходимо как можно скорее высушить его, чтобы предотвратить коррозию. Кухонное оборудование часто изготавливается из пищевой нержавеющей стали, установка которой может быть дорогостоящей. Поскольку многие марки нержавеющей стали обладают высокой коррозионной стойкостью, нет необходимости заменять оборудование так часто.
Кухонное оборудование часто изготавливается из пищевой нержавеющей стали, установка которой может быть дорогостоящей. Поскольку многие марки нержавеющей стали обладают высокой коррозионной стойкостью, нет необходимости заменять оборудование так часто.

 Но также существует вероятность того, что металлоискатель может пропустить крошечный фрагмент (менее 3 мм), поэтому необходимо установить высокоинтенсивное магнитное сепарационное оборудование выше по течению. Наши 9В магнитных сепараторах из нержавеющей стали 0053 используются очень мощные неодимовые (редкоземельные) постоянные магниты , поэтому они станут отличным решением для пищевой промышленности.
Но также существует вероятность того, что металлоискатель может пропустить крошечный фрагмент (менее 3 мм), поэтому необходимо установить высокоинтенсивное магнитное сепарационное оборудование выше по течению. Наши 9В магнитных сепараторах из нержавеющей стали 0053 используются очень мощные неодимовые (редкоземельные) постоянные магниты , поэтому они станут отличным решением для пищевой промышленности.

 X1694616
X1694616 4
4 давление, атм
давление, атм Их можно использовать в любом климате, а используемое ими топливо — солнечный свет — бесплатно.
Их можно использовать в любом климате, а используемое ими топливо — солнечный свет — бесплатно.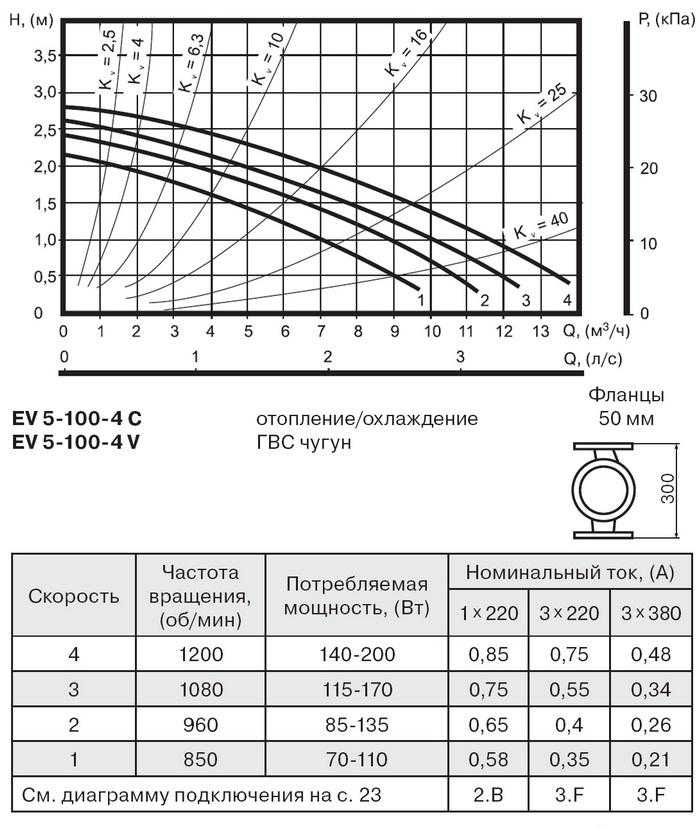


 Обычные накопительные водонагреватели обычно обеспечивают резерв и могут уже быть частью комплекта солнечной системы. Резервная система также может быть частью солнечного коллектора, например, резервуары на крыше с термосифонными системами. Поскольку система хранения со встроенным коллектором уже хранит горячую воду в дополнение к сбору солнечного тепла, она может быть укомплектована безрезервуарным водонагревателем или водонагревателем по потребности для резервного копирования.
Обычные накопительные водонагреватели обычно обеспечивают резерв и могут уже быть частью комплекта солнечной системы. Резервная система также может быть частью солнечного коллектора, например, резервуары на крыше с термосифонными системами. Поскольку система хранения со встроенным коллектором уже хранит горячую воду в дополнение к сбору солнечного тепла, она может быть укомплектована безрезервуарным водонагревателем или водонагревателем по потребности для резервного копирования. Эти факторы включают солнечные ресурсы, климат, требования местных строительных норм и правил и вопросы безопасности; поэтому лучше всего, чтобы вашу систему устанавливал квалифицированный подрядчик по солнечным тепловым системам.
Эти факторы включают солнечные ресурсы, климат, требования местных строительных норм и правил и вопросы безопасности; поэтому лучше всего, чтобы вашу систему устанавливал квалифицированный подрядчик по солнечным тепловым системам.

 В таком цикле вода циркулирует в установке за счет разности плотностей, вызванной разницей температур между подачей (выходом нагретой воды из котла) и обраткой (поступлением холодной воды из радиаторов обратно в котел). . К недостаткам такой системы можно отнести значительную инерционность, неравномерное распределение тепла и трубопроводы большого диаметра. Наличие насоса в системе центрального отопления позволяет…
В таком цикле вода циркулирует в установке за счет разности плотностей, вызванной разницей температур между подачей (выходом нагретой воды из котла) и обраткой (поступлением холодной воды из радиаторов обратно в котел). . К недостаткам такой системы можно отнести значительную инерционность, неравномерное распределение тепла и трубопроводы большого диаметра. Наличие насоса в системе центрального отопления позволяет… ..
.. В любом случае, для любых технических подробностей вам необходимо требовать актуальную техническую карту продукта. Компетентный суд. В случае любого спора компетентным судом будет один из Реджо-Эмилии, даже если оплата производится переводным векселем.
В любом случае, для любых технических подробностей вам необходимо требовать актуальную техническую карту продукта. Компетентный суд. В случае любого спора компетентным судом будет один из Реджо-Эмилии, даже если оплата производится переводным векселем. Насос также может быть частью солнечного отопления. Изделия изготавливаются из чугуна и хромоникелевой стали высочайшего качества, что гарантирует высокое качество продукции. Изделие имеет керамическое кольцо подшипника и диск ротора из технического полимера….
Насос также может быть частью солнечного отопления. Изделия изготавливаются из чугуна и хромоникелевой стали высочайшего качества, что гарантирует высокое качество продукции. Изделие имеет керамическое кольцо подшипника и диск ротора из технического полимера…. класс «А». Использование насоса Speroni вместо обычного циркуляционного насоса позволяет снизить потребление энергии до 80 % при сохранении гидравлической мощности на сопоставимом уровне. Опция «Одно касание» позволяет выбрать одну из семи различных характеристик. Технические характеристики мощность с электронной регулировкой: рабочее напряжение: двигатель…
класс «А». Использование насоса Speroni вместо обычного циркуляционного насоса позволяет снизить потребление энергии до 80 % при сохранении гидравлической мощности на сопоставимом уровне. Опция «Одно касание» позволяет выбрать одну из семи различных характеристик. Технические характеристики мощность с электронной регулировкой: рабочее напряжение: двигатель… Тогда как перепад давления регулируется насосом в зависимости от тока потока. Линии (характеристики) пропорционального давления обозначены символами от PD1 до PD4 на соответствующем регуляторе постоянной скорости вращения Линии (характеристики) вращения с постоянной скоростью обозначены символами от I до III на графике Q/H. Этот тип управления позволяет насосу поддерживать постоянное вращение…
Тогда как перепад давления регулируется насосом в зависимости от тока потока. Линии (характеристики) пропорционального давления обозначены символами от PD1 до PD4 на соответствующем регуляторе постоянной скорости вращения Линии (характеристики) вращения с постоянной скоростью обозначены символами от I до III на графике Q/H. Этот тип управления позволяет насосу поддерживать постоянное вращение…

 Вот лишь неполный список нашего доступного оборудования для домашнего садоводства: как выращивать книги, лампы для выращивания, питательные вещества, тестеры, насосы, контейнеры, лотки, таймеры, вентиляторы и многое другое. Конечно, вам нужно будет добавить любовь и внимание к своим помидорам и тому подобному.
Вот лишь неполный список нашего доступного оборудования для домашнего садоводства: как выращивать книги, лампы для выращивания, питательные вещества, тестеры, насосы, контейнеры, лотки, таймеры, вентиляторы и многое другое. Конечно, вам нужно будет добавить любовь и внимание к своим помидорам и тому подобному. От фетиш-снаряжения и Камасутры до вибраторов и кукол для вечеринок, от лосьонов и кремов до добавок и колец для всего, GAS PIPE предлагает товары, которые помогут любому взрослому вести более счастливую и здоровую личную жизнь. Какими бы ни были ваши личные или групповые предпочтения, товары GAS PIPE помогут вам максимально насладиться занятиями любовью. Вспомни спальню!
От фетиш-снаряжения и Камасутры до вибраторов и кукол для вечеринок, от лосьонов и кремов до добавок и колец для всего, GAS PIPE предлагает товары, которые помогут любому взрослому вести более счастливую и здоровую личную жизнь. Какими бы ни были ваши личные или групповые предпочтения, товары GAS PIPE помогут вам максимально насладиться занятиями любовью. Вспомни спальню! 
 от банок и контейнеров местного производства до замечательных произведений искусства из выдувного стекла. Знать ГАЗОВУЮ ТРУБУ — значит любить ГАЗОВУЮ ТРУБУ, а единственный способ узнать ГАЗОВУЮ ТРУБУ — это сделать ГАЗОВУЮ ТРУБУ для себя!
от банок и контейнеров местного производства до замечательных произведений искусства из выдувного стекла. Знать ГАЗОВУЮ ТРУБУ — значит любить ГАЗОВУЮ ТРУБУ, а единственный способ узнать ГАЗОВУЮ ТРУБУ — это сделать ГАЗОВУЮ ТРУБУ для себя!


 Газовые фитинги Con-Stab проще всего установить, но они стоят значительно дороже, чем компрессионные аналоги, не подлежат повторному использованию и требуют снятия фаски.
Газовые фитинги Con-Stab проще всего установить, но они стоят значительно дороже, чем компрессионные аналоги, не подлежат повторному использованию и требуют снятия фаски.

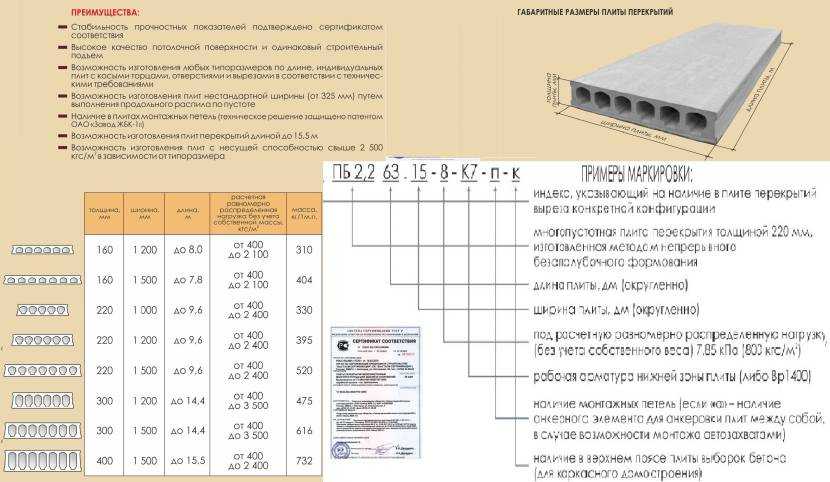
 Их располагают как вдоль здания, так и поперек, в зависимости от особенностей проекта. Материалом для плит, в этом случае, может быть легкий либо обычный тяжелый бетон марки 200 и более. Очень часто, с целью уменьшения веса плит, а также экономии бетона, их делают с продольными пустотами круглой формы. Ширина плит может колебаться в пределах 600-2400 мм, при длине 2400-6600 мм. При необходимости, для больших пролетов без дополнительной установки опор, могут быть выпущены перекрытия с длиной конструкции до 12000 мм.
Их располагают как вдоль здания, так и поперек, в зависимости от особенностей проекта. Материалом для плит, в этом случае, может быть легкий либо обычный тяжелый бетон марки 200 и более. Очень часто, с целью уменьшения веса плит, а также экономии бетона, их делают с продольными пустотами круглой формы. Ширина плит может колебаться в пределах 600-2400 мм, при длине 2400-6600 мм. При необходимости, для больших пролетов без дополнительной установки опор, могут быть выпущены перекрытия с длиной конструкции до 12000 мм. Допустимой величиной является 1/200 пролета для перекрытий чердаков и 1/250 пролета для перекрытий между этажами;
Допустимой величиной является 1/200 пролета для перекрытий чердаков и 1/250 пролета для перекрытий между этажами;
 Ширина перекрытия (ПК) равна 1 м, 1,2 м либо 1,8 м, а высота обычно от 0,22 до 0,31 м. Особую прочность на изгиб, плите придает наличие в ней армированных ребер и пустот, при сравнительно легком весе. Многопустотные плиты лучше всего подходят для прокладки коммуникаций и электропроводки.
Ширина перекрытия (ПК) равна 1 м, 1,2 м либо 1,8 м, а высота обычно от 0,22 до 0,31 м. Особую прочность на изгиб, плите придает наличие в ней армированных ребер и пустот, при сравнительно легком весе. Многопустотные плиты лучше всего подходят для прокладки коммуникаций и электропроводки. Назначение – опора по двум торцевым сторонам;
Назначение – опора по двум торцевым сторонам; Реальная величина ширины меньше на 10 мм. К примеру, цифра 12 обозначает, что ширина плиты составляет 1190 мм. Все плиты выпускают стандартной шириной, равной от 1,0 до 1,8 м.
Реальная величина ширины меньше на 10 мм. К примеру, цифра 12 обозначает, что ширина плиты составляет 1190 мм. Все плиты выпускают стандартной шириной, равной от 1,0 до 1,8 м.



 Изделие предназначается для опирания по 2, 3 или 4 сторонам.
Изделие предназначается для опирания по 2, 3 или 4 сторонам.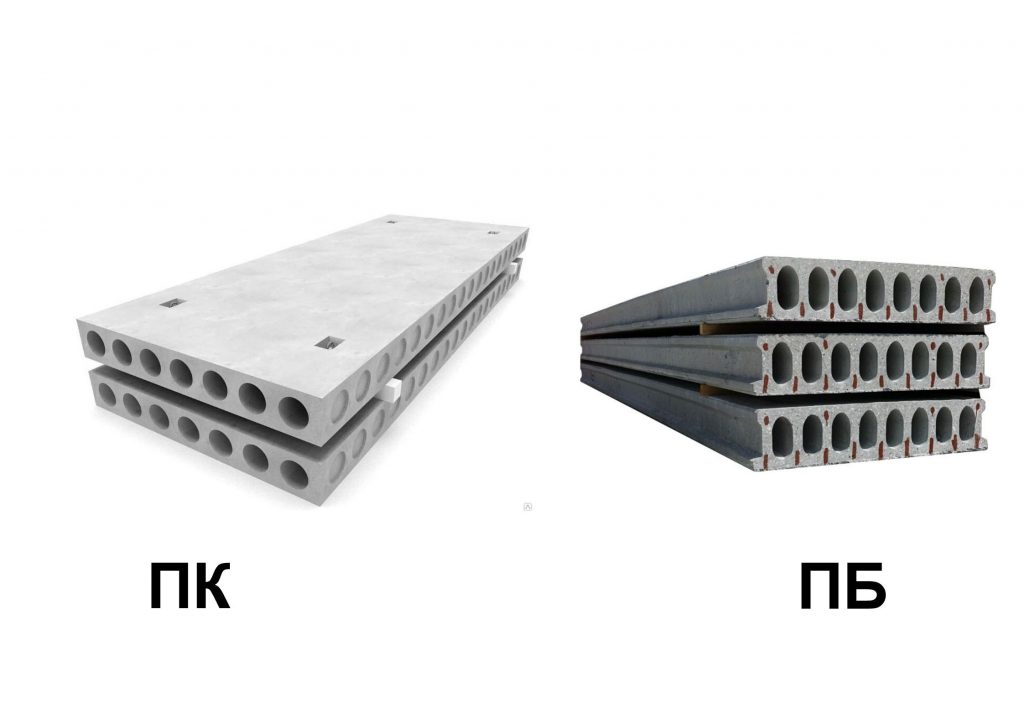

 В плите есть сквозные продольные пустоты, благодаря которым она обладает повышенными шумо- и теплоизоляционными характеристиками и меньшим весом по сравнению со сплошными изделиями аналогичных габаритов. Возможна резка бетонной плиты поперёк и под углом.
В плите есть сквозные продольные пустоты, благодаря которым она обладает повышенными шумо- и теплоизоляционными характеристиками и меньшим весом по сравнению со сплошными изделиями аналогичных габаритов. Возможна резка бетонной плиты поперёк и под углом.
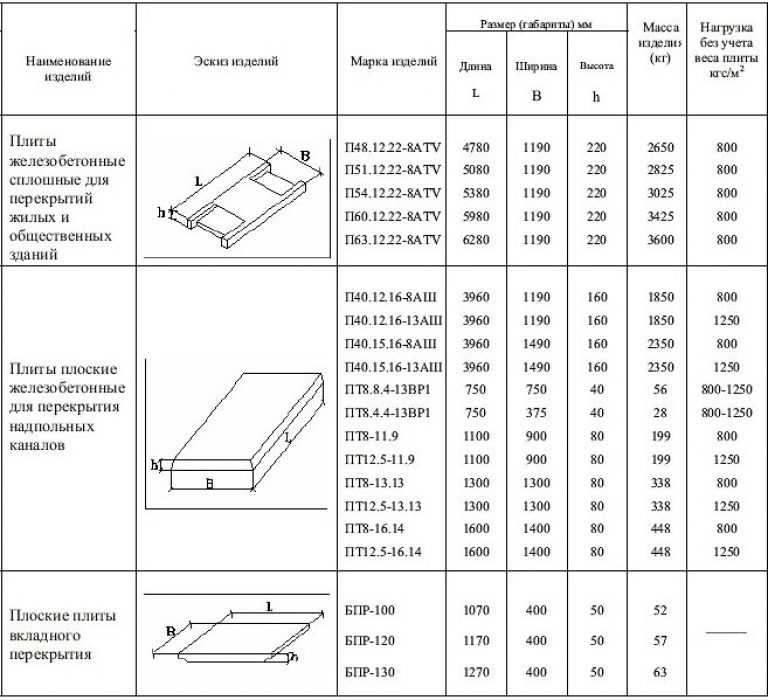
 Они изготавливаются из тяжёлого бетона марки М400, класс по прочности на сжатие — В30, водонепроницаемость — W8, морозостойкость — F200-F300.
Они изготавливаются из тяжёлого бетона марки М400, класс по прочности на сжатие — В30, водонепроницаемость — W8, морозостойкость — F200-F300. Для образования зелёного склона укладывают решетчатые изделия ПР-3и: после монтажа ячейки засыпают грунтом и засевают травой.
Для образования зелёного склона укладывают решетчатые изделия ПР-3и: после монтажа ячейки засыпают грунтом и засевают травой.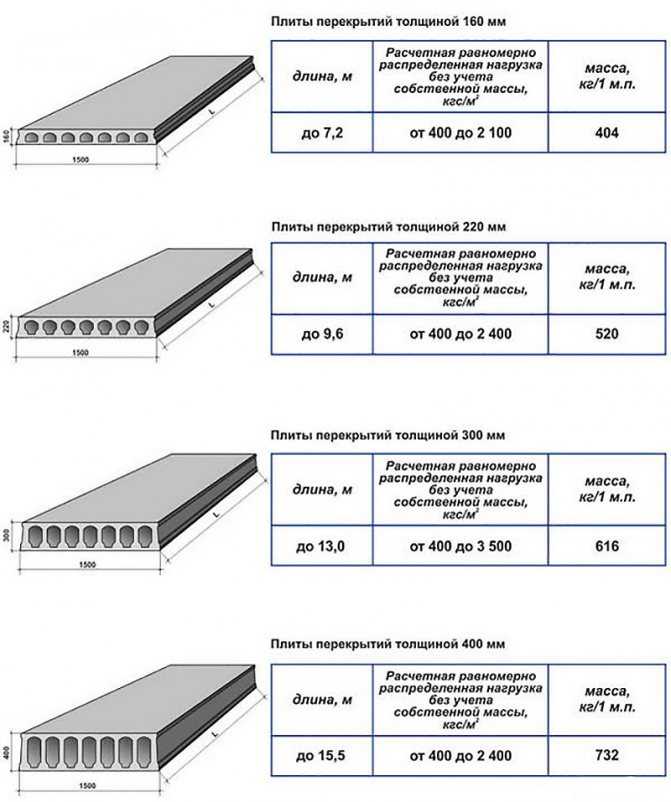
 Их также можно использовать для больших пролетов с относительно более высокой стоимостью и большим прогибом плиты. Однако необходима дополнительная опалубка для балок.
Их также можно использовать для больших пролетов с относительно более высокой стоимостью и большим прогибом плиты. Однако необходима дополнительная опалубка для балок.
 Плоские плиты
Плоские плиты  Необходима дополнительная опалубка для балок.
Необходима дополнительная опалубка для балок. Толщина прочной плиты обычно больше, чем у обычной плиты, и составляет около 270 мм.
Толщина прочной плиты обычно больше, чем у обычной плиты, и составляет около 270 мм. Следовательно, это не только снижает общую стоимость строительства, но и является экологически безопасным, поскольку уменьшает количество бетона.
Следовательно, это не только снижает общую стоимость строительства, но и является экологически безопасным, поскольку уменьшает количество бетона.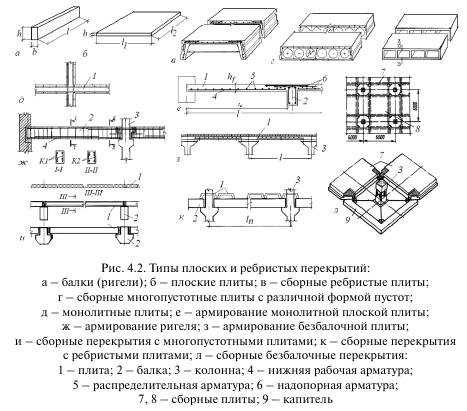



 ПЛОСКАЯ ПЛИТА
ПЛОСКАЯ ПЛИТА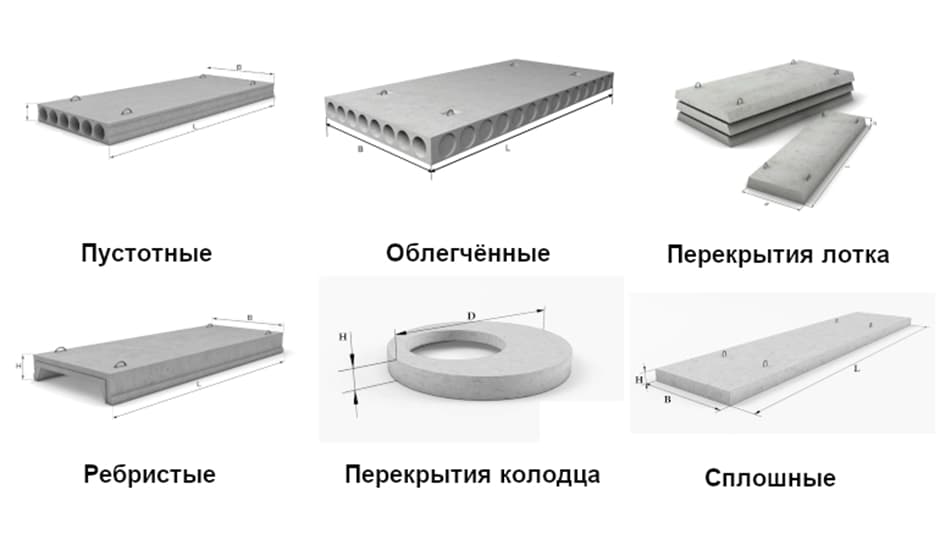
 Эти кирпичи используются для заполнения толстых участков плиты, что экономит
Эти кирпичи используются для заполнения толстых участков плиты, что экономит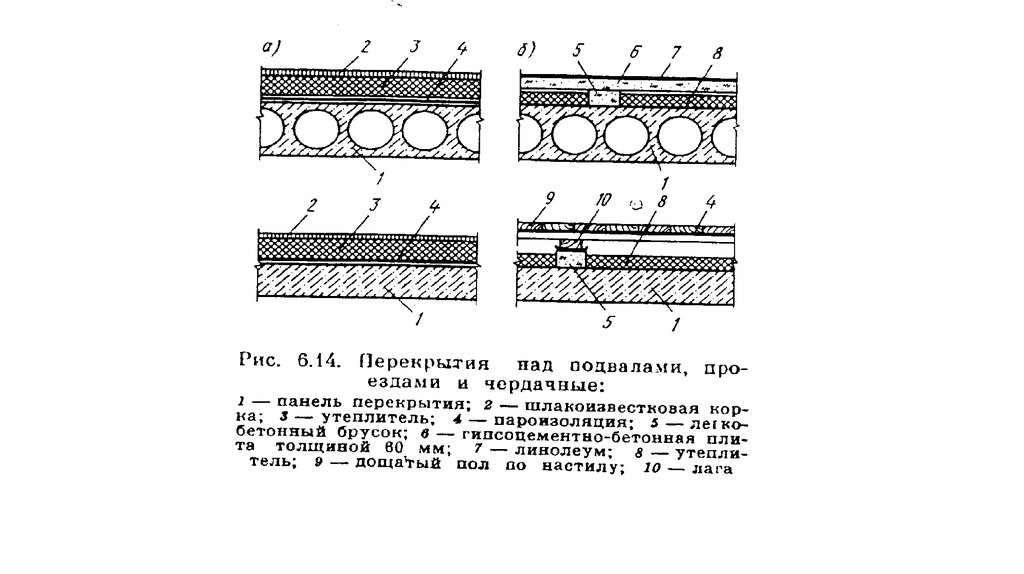 Листы ПВХ (кусочки) сначала укладываются на
Листы ПВХ (кусочки) сначала укладываются на После отправки канализационных труб в плиту, плита заполняется
После отправки канализационных труб в плиту, плита заполняется
 В течение
В течение (В основном используется на лестницах из железобетона).
(В основном используется на лестницах из железобетона).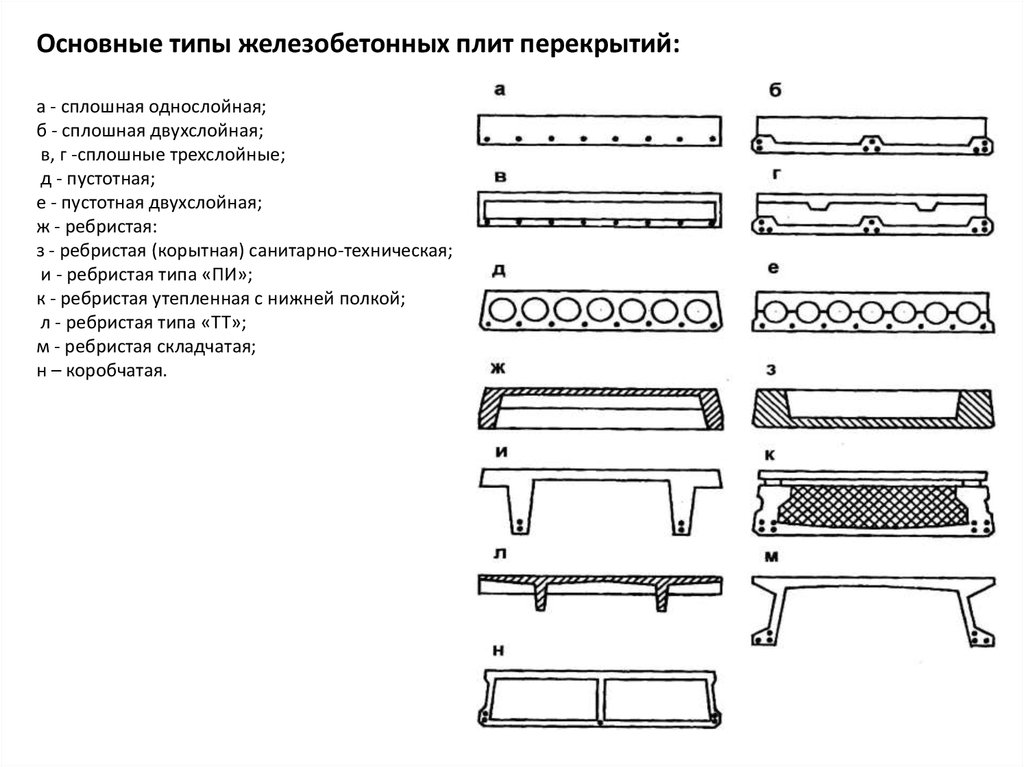
 Поэтому жилье получается со свободной планировкой. Все перегородки в квартире можно сносить, переносить или достраивать. На месте придется оставить разве что санузел и кухню.
Поэтому жилье получается со свободной планировкой. Все перегородки в квартире можно сносить, переносить или достраивать. На месте придется оставить разве что санузел и кухню. Дом строится быстрее и обходится дешевле, чем просто кирпичный, но дороже панельного.
Дом строится быстрее и обходится дешевле, чем просто кирпичный, но дороже панельного. В строительстве одновременно задействовано несколько этажей.
В строительстве одновременно задействовано несколько этажей.
 Даже незначительные отклонения от технологии строительства влекут ухудшение эксплуатационных качеств дома.
Даже незначительные отклонения от технологии строительства влекут ухудшение эксплуатационных качеств дома. Его возводят из армированного бетона, делая заливку прямо на месте. Он состоит из простых частей:
Его возводят из армированного бетона, делая заливку прямо на месте. Он состоит из простых частей:


 Во время ремонта будут хорошо слышны шум и вибрации.
Во время ремонта будут хорошо слышны шум и вибрации.
 Скорость затвердевания зависит от температуры воздуха, иногда процесс затягивается.
Скорость затвердевания зависит от температуры воздуха, иногда процесс затягивается. м. Это может стать решающим фактором при ограниченности средств.
м. Это может стать решающим фактором при ограниченности средств. Идея реализована благодаря монолитному каркасу – он может быть любой формы. Благодаря монолитной железобетонной конструкции, в доме обустроены широкие оконные проемы, просторные комнаты и комнаты – это выбор тех, кто гонится за простором.
Идея реализована благодаря монолитному каркасу – он может быть любой формы. Благодаря монолитной железобетонной конструкции, в доме обустроены широкие оконные проемы, просторные комнаты и комнаты – это выбор тех, кто гонится за простором.
 Защитив эти участки ограждающих конструкций от воздействия внешних факторов, можно максимально повысить тепловую эффективность здания.
Защитив эти участки ограждающих конструкций от воздействия внешних факторов, можно максимально повысить тепловую эффективность здания.

 «Я был напуган до смерти». Но, к счастью, это сработало.
«Я был напуган до смерти». Но, к счастью, это сработало. Я также зазубрил углы зоны кровати/ванны, чтобы сделать центральную часть более открытой, и установил 25 кирпичных арок».
Я также зазубрил углы зоны кровати/ванны, чтобы сделать центральную часть более открытой, и установил 25 кирпичных арок».





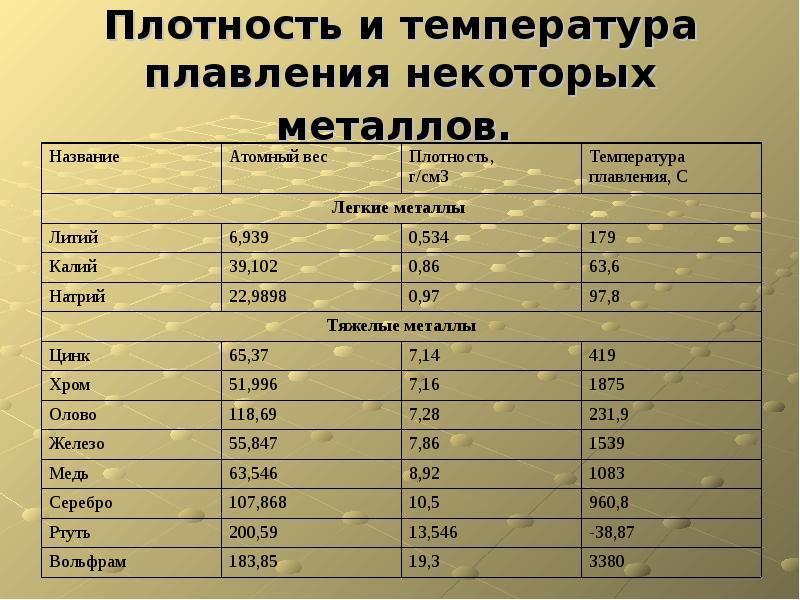
 Следует отметить, что осмий имеет плотность большую, чем плотность урана и даже плутония при комнатной температуре.
Следует отметить, что осмий имеет плотность большую, чем плотность урана и даже плутония при комнатной температуре. И., Жарский И. М. Большой химический справочник. — М: Советская школа, 2005. — 608 с.
И., Жарский И. М. Большой химический справочник. — М: Советская школа, 2005. — 608 с.
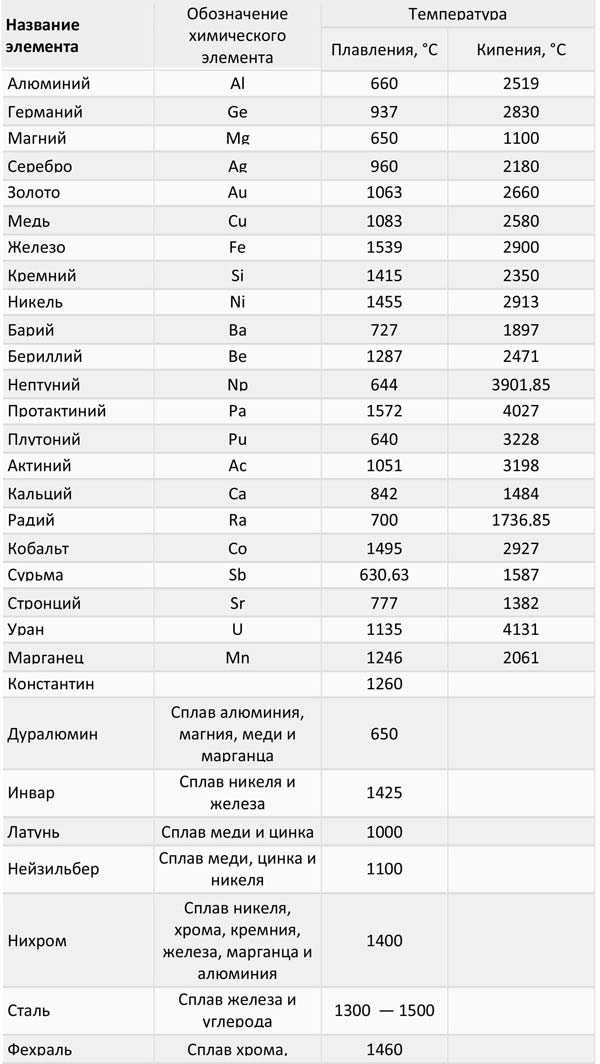
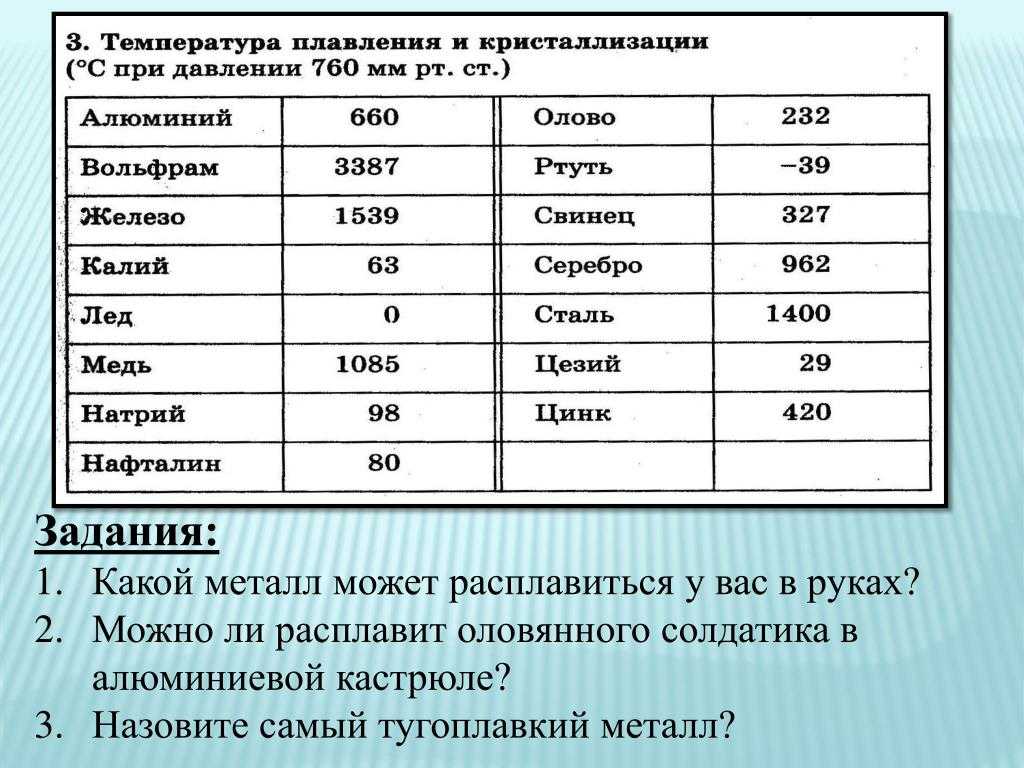
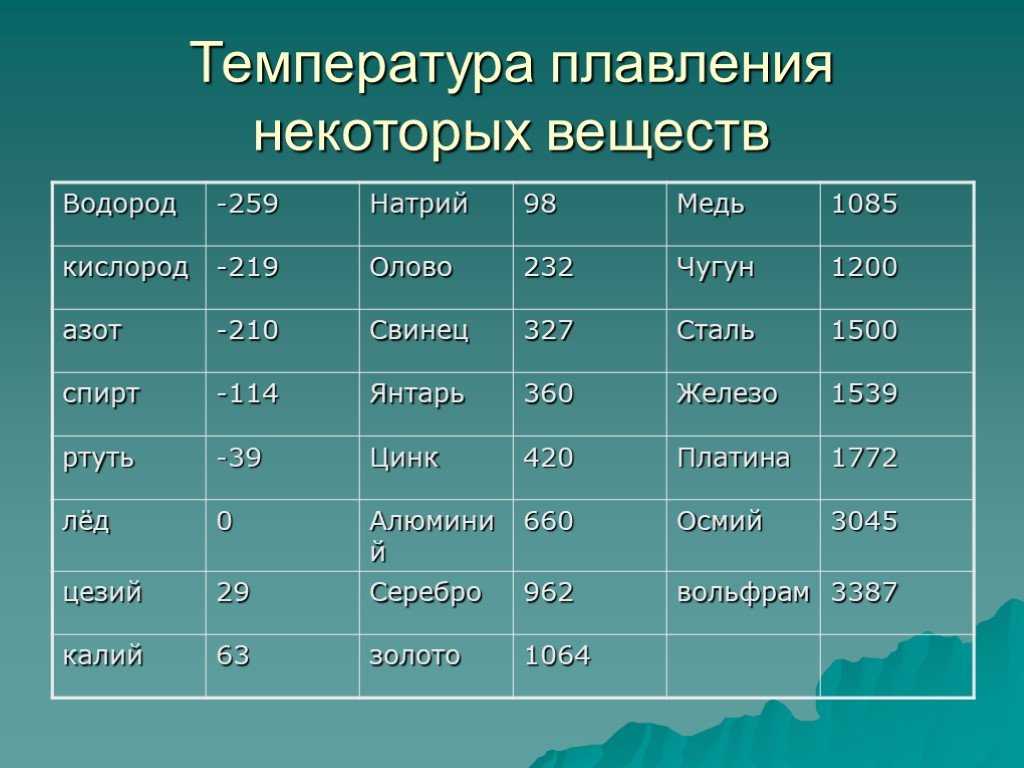
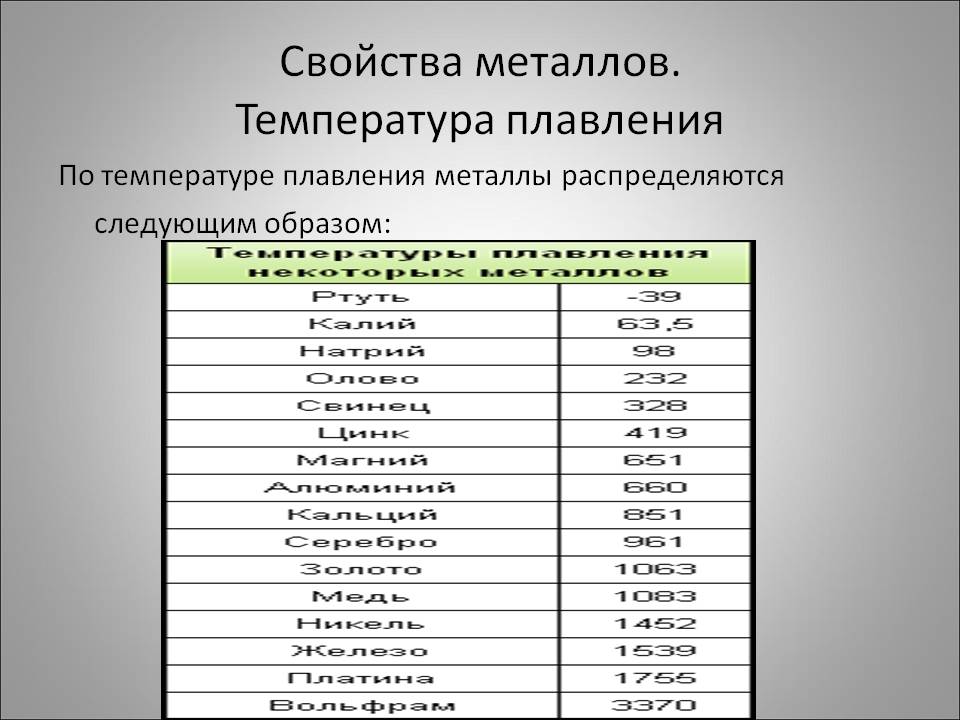
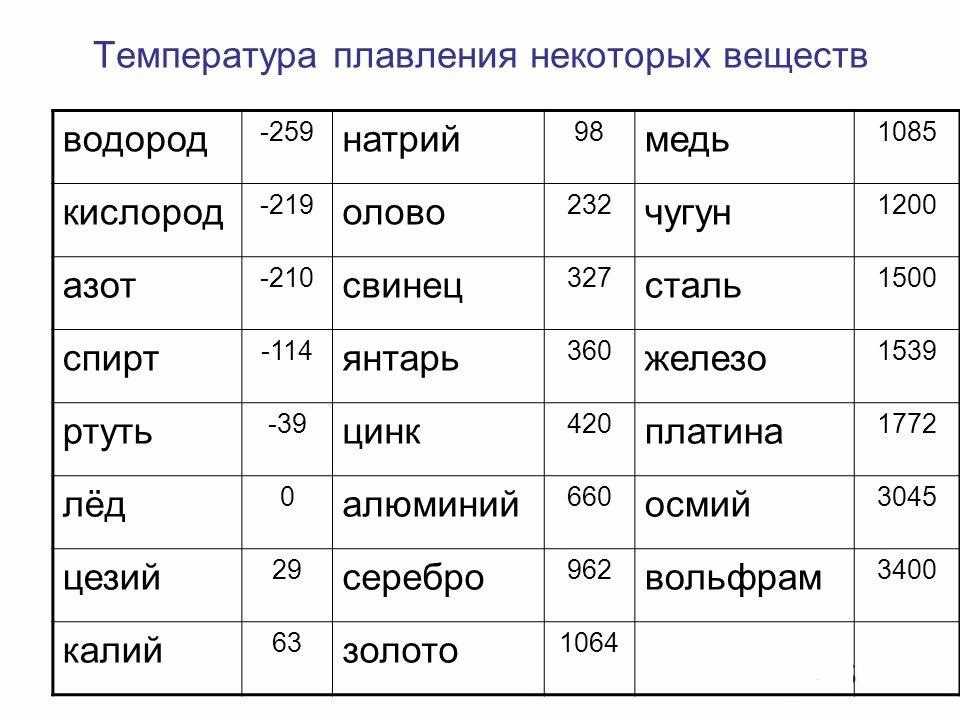
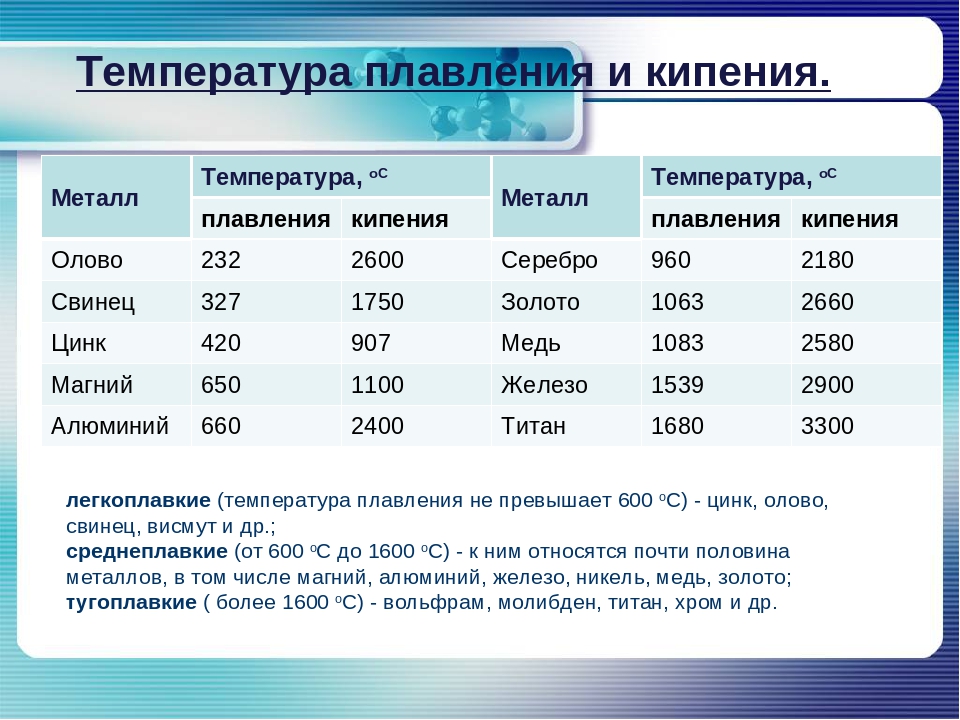
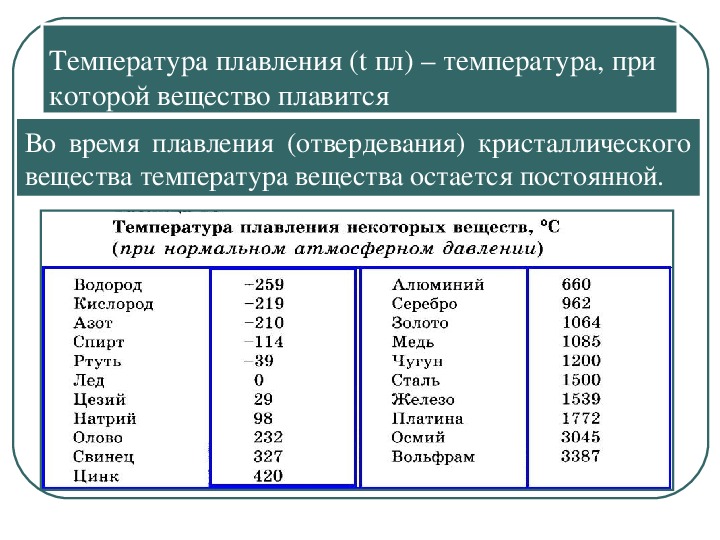
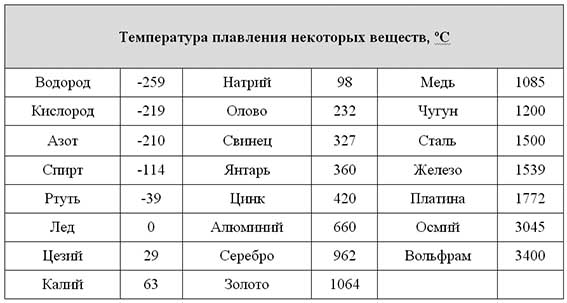 К числу легкоплавких металлов относятся свинец, олово и цинк.
К числу легкоплавких металлов относятся свинец, олово и цинк.

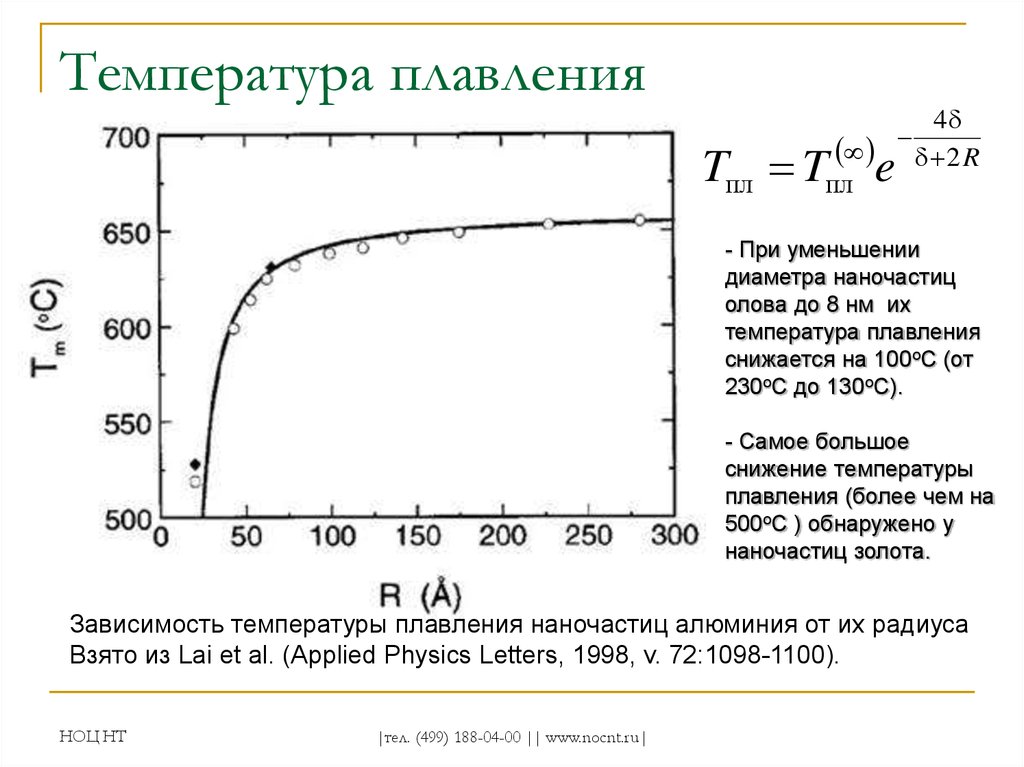
 При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
 Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление.
Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление. Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия:
Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия:
 В изломе есть серый цвет, чем он темнее, тем материал мягче. Свойства серого чугуна зависят от температуры среды, в которой он находится, и количества разных примесей.
В изломе есть серый цвет, чем он темнее, тем материал мягче. Свойства серого чугуна зависят от температуры среды, в которой он находится, и количества разных примесей.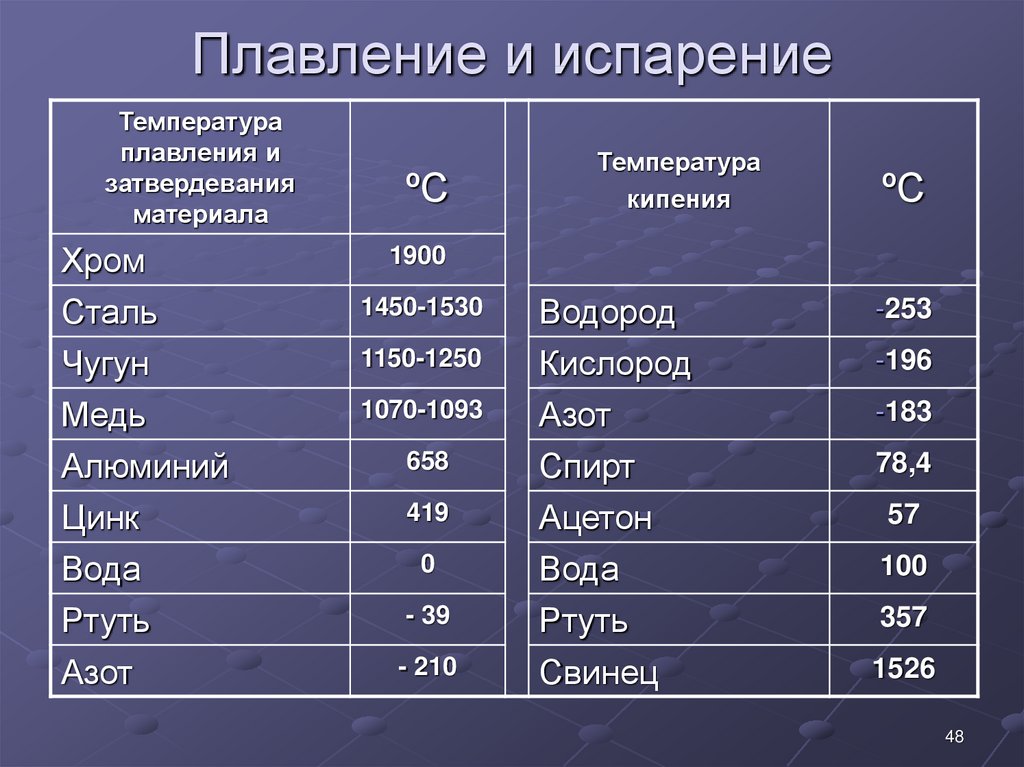
 Детали, которые из неё изготавливаются применяют в сферах фармацевтики, ракетной отрасли, текстильной промышленности.
Детали, которые из неё изготавливаются применяют в сферах фармацевтики, ракетной отрасли, текстильной промышленности.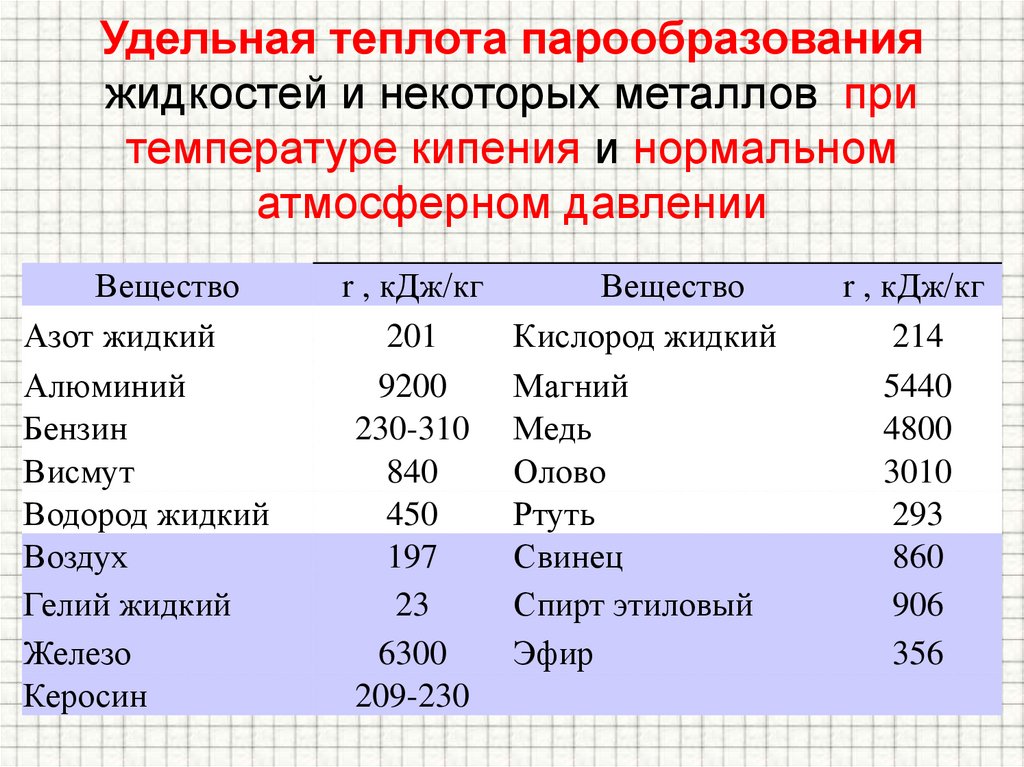 Метод плавки позволяет создавать из материала изделия разной формы. Чтобы изготавливать стальные конструкции, необходимо знать температуру плавления стали.
Метод плавки позволяет создавать из материала изделия разной формы. Чтобы изготавливать стальные конструкции, необходимо знать температуру плавления стали.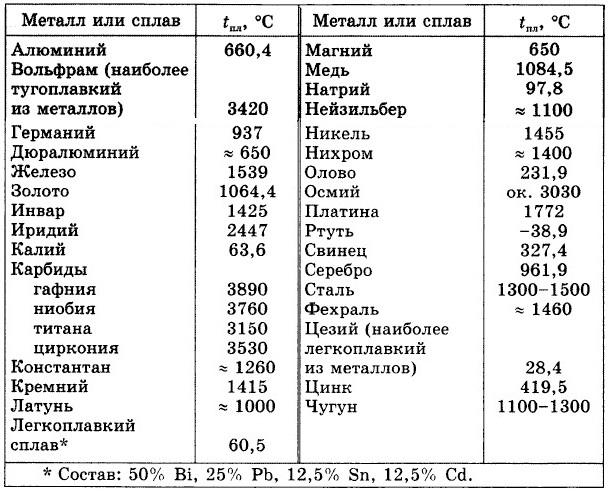 Однако из-за низкой точности конечных расчетов, она не получила большой популярности среди литейщиков. В 1999 году, И.В. Гаврилин предложил новую систему расчета температуры кипения и плавления:
Однако из-за низкой точности конечных расчетов, она не получила большой популярности среди литейщиков. В 1999 году, И.В. Гаврилин предложил новую систему расчета температуры кипения и плавления: При этом интенсивно окисляется углерод. Если он не будет окислять, технологических процесс остановится. Чтобы сделать процесс более интенсивным, в ванну вдувают чистый кислород.
При этом интенсивно окисляется углерод. Если он не будет окислять, технологических процесс остановится. Чтобы сделать процесс более интенсивным, в ванну вдувают чистый кислород.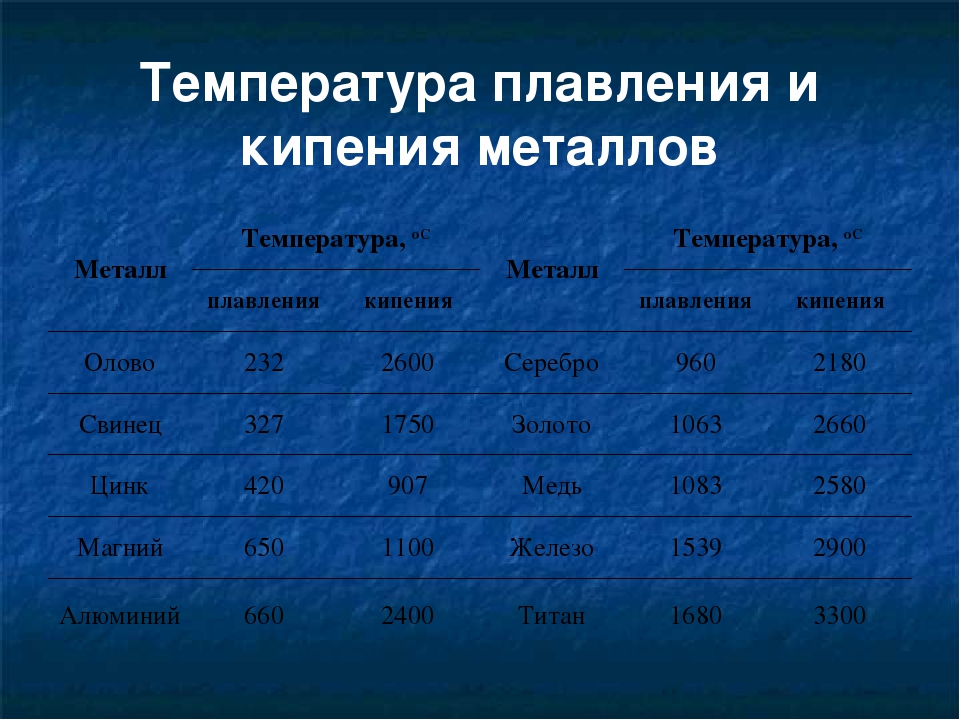 3
3 7
7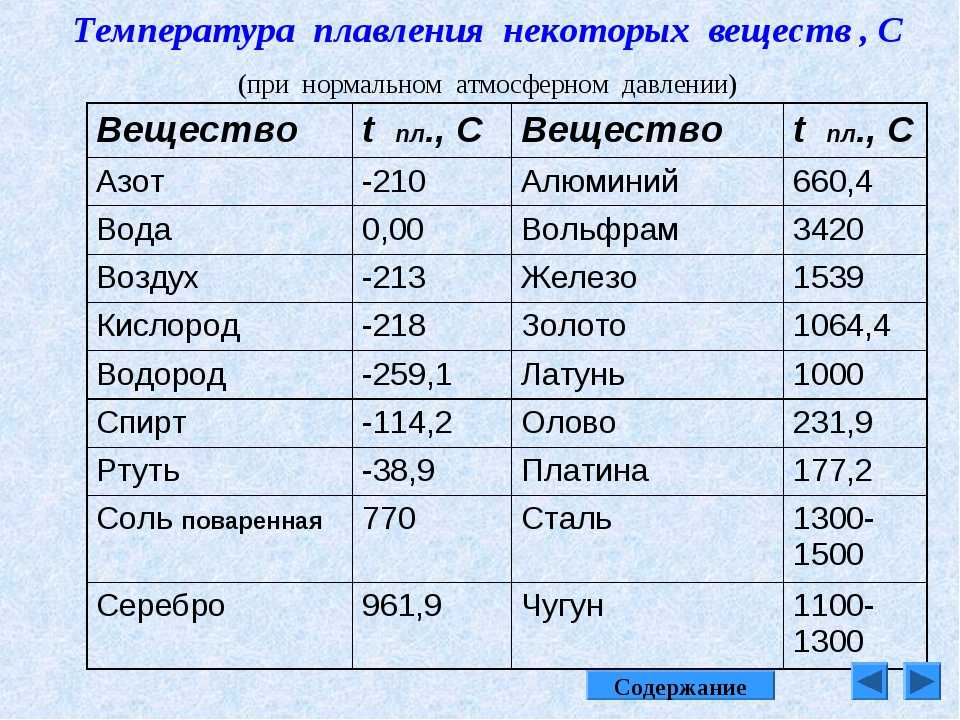 д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!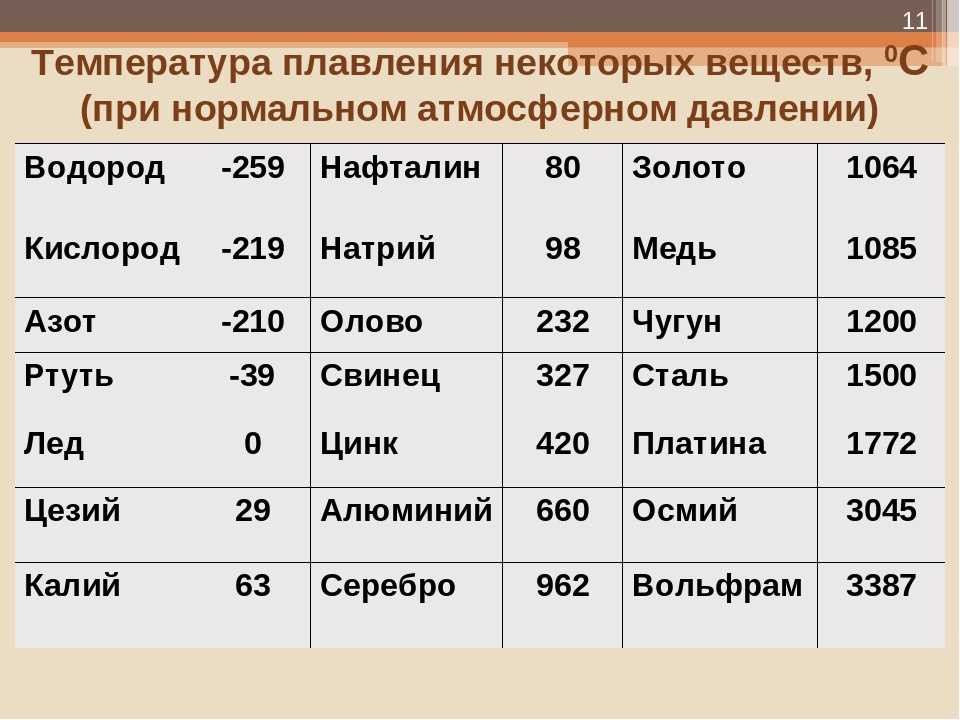
 GOV
GOV Дата поступления: 31 декабря 1965 г.
Дата поступления: 31 декабря 1965 г. T. ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ ТЕМПЕРАТУРЕ 760 ДО 980 C В ВЫСОКОМ ВАКУУМЕ . США: Н. П., 1964.
T. ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ ТЕМПЕРАТУРЕ 760 ДО 980 C В ВЫСОКОМ ВАКУУМЕ . США: Н. П., 1964.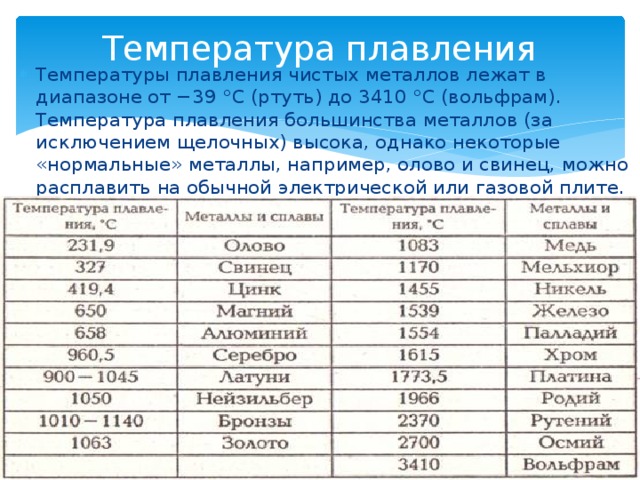


 Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.
Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.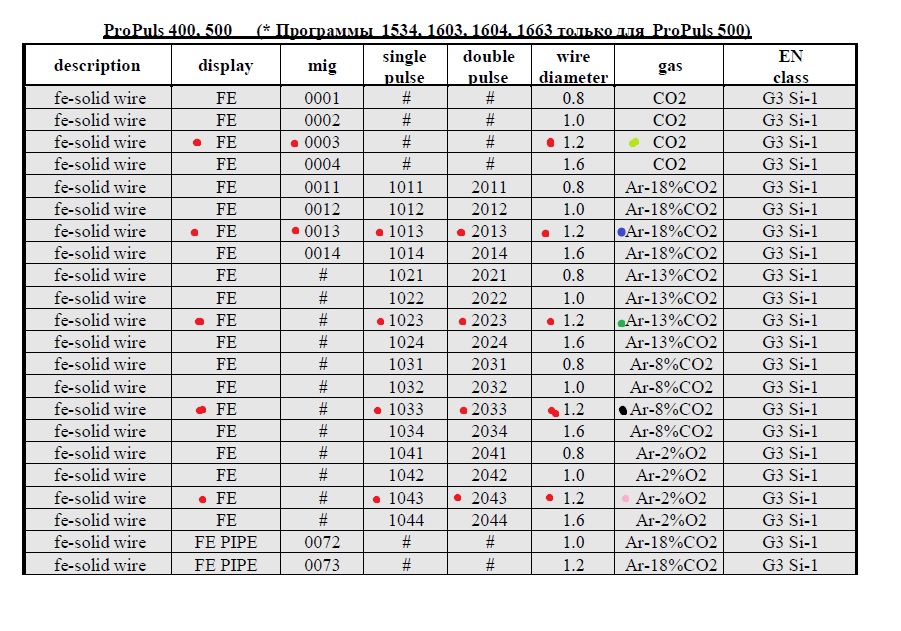 Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
 Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.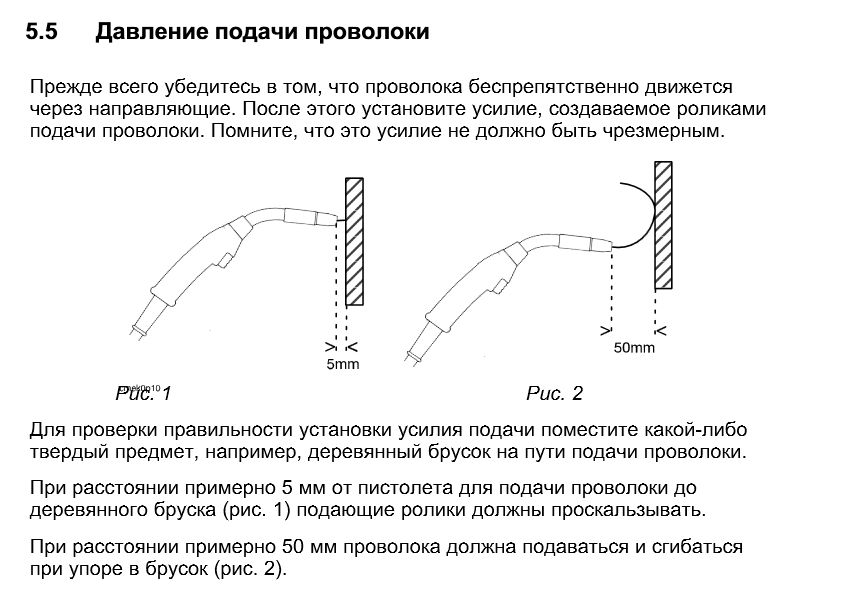


 info!
info!
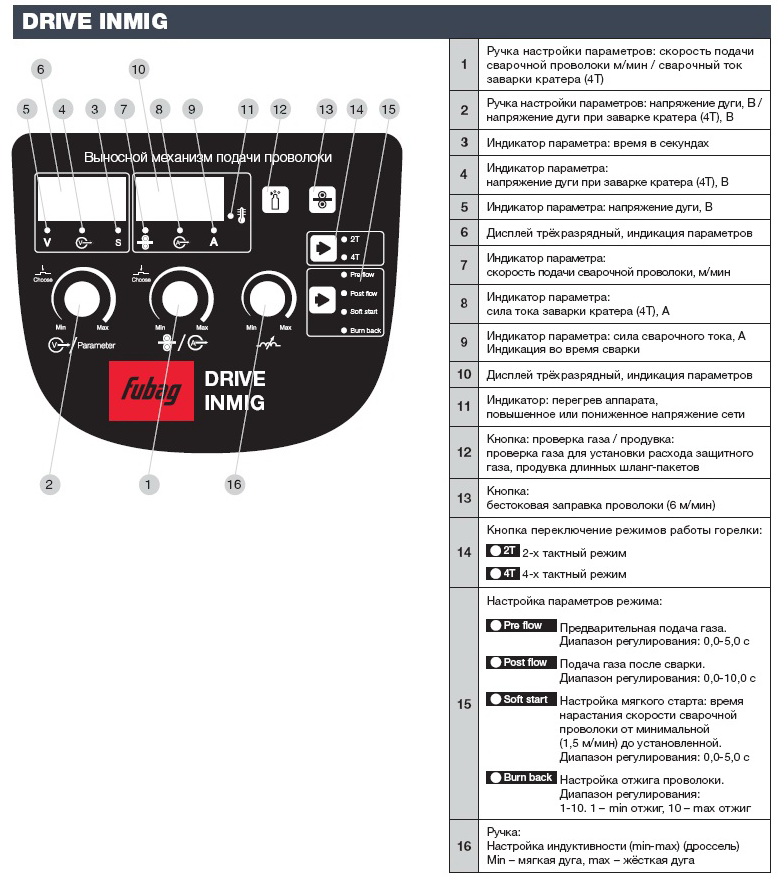 Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное.
Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Более точно количество газа в баллоне можно определить по весу.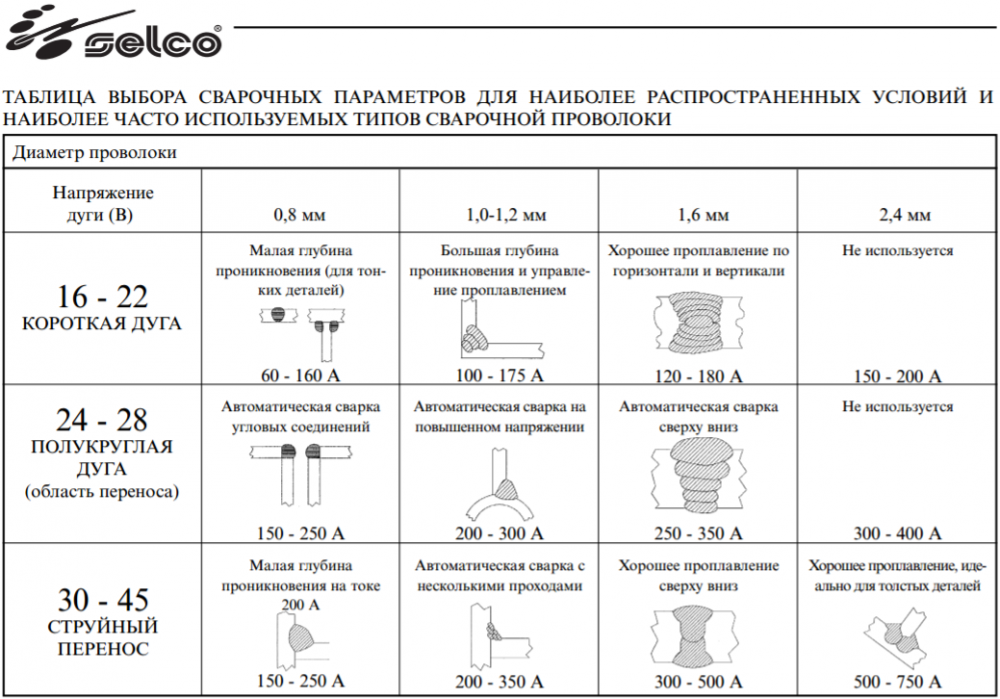 Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.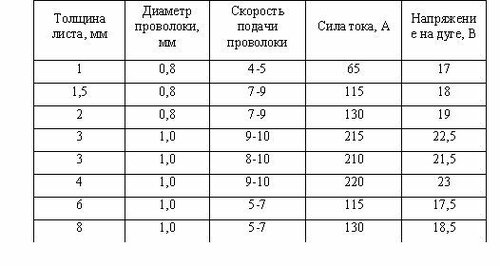
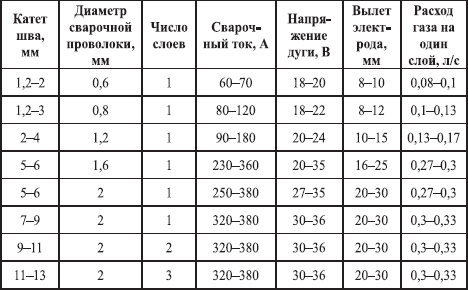 Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.

 Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.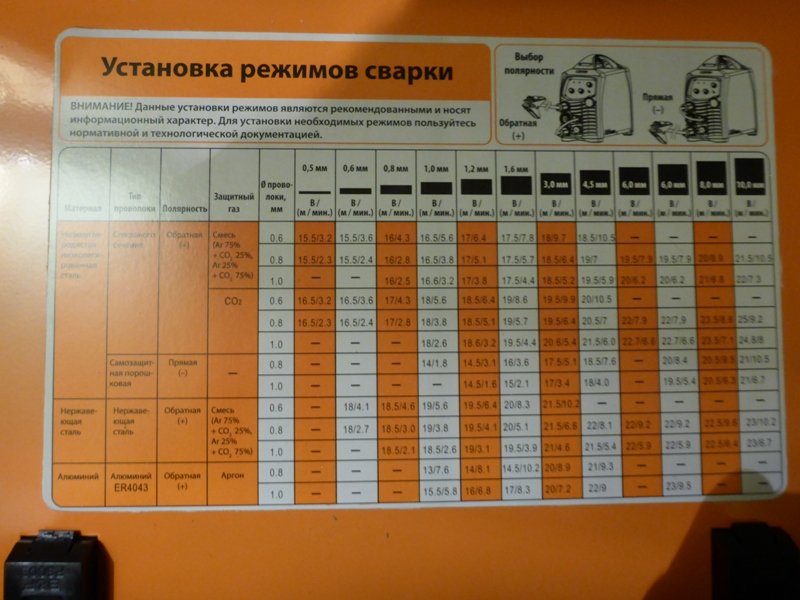 Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше). Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
 Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания. Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
 Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки. Включая яркие вспышки. Сварочная вспышка — это серьезное состояние, которое может временно лишить сварщика зрения и вызвать сильный дискомфорт в глазах.
Включая яркие вспышки. Сварочная вспышка — это серьезное состояние, которое может временно лишить сварщика зрения и вызвать сильный дискомфорт в глазах.

 Чем сильнее источник света, тем темнее будет линза.
Чем сильнее источник света, тем темнее будет линза.  Последнее, что вам нужно, это чтобы мусор или грязь попадали под ваш визор, загромождали обзор и, возможно, даже попадали вам в глаза.
Последнее, что вам нужно, это чтобы мусор или грязь попадали под ваш визор, загромождали обзор и, возможно, даже попадали вам в глаза. Если дуга находится на низком уровне мощности, чувствительность вашей сварочной маски должна быть низкой. И наоборот, более мощные дуги требуют более высоких уровней тонировки.
Если дуга находится на низком уровне мощности, чувствительность вашей сварочной маски должна быть низкой. И наоборот, более мощные дуги требуют более высоких уровней тонировки.


 Как только вы закончите, затемняющая линза вернется в светлое состояние.
Как только вы закончите, затемняющая линза вернется в светлое состояние.
 Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP ) Вот некоторые 9Советы 0006 о том, как правильно настроить маску сварщика с автоматическим затемнением , чтобы обеспечить максимально возможный уровень защиты.
Вот некоторые 9Советы 0006 о том, как правильно настроить маску сварщика с автоматическим затемнением , чтобы обеспечить максимально возможный уровень защиты.

