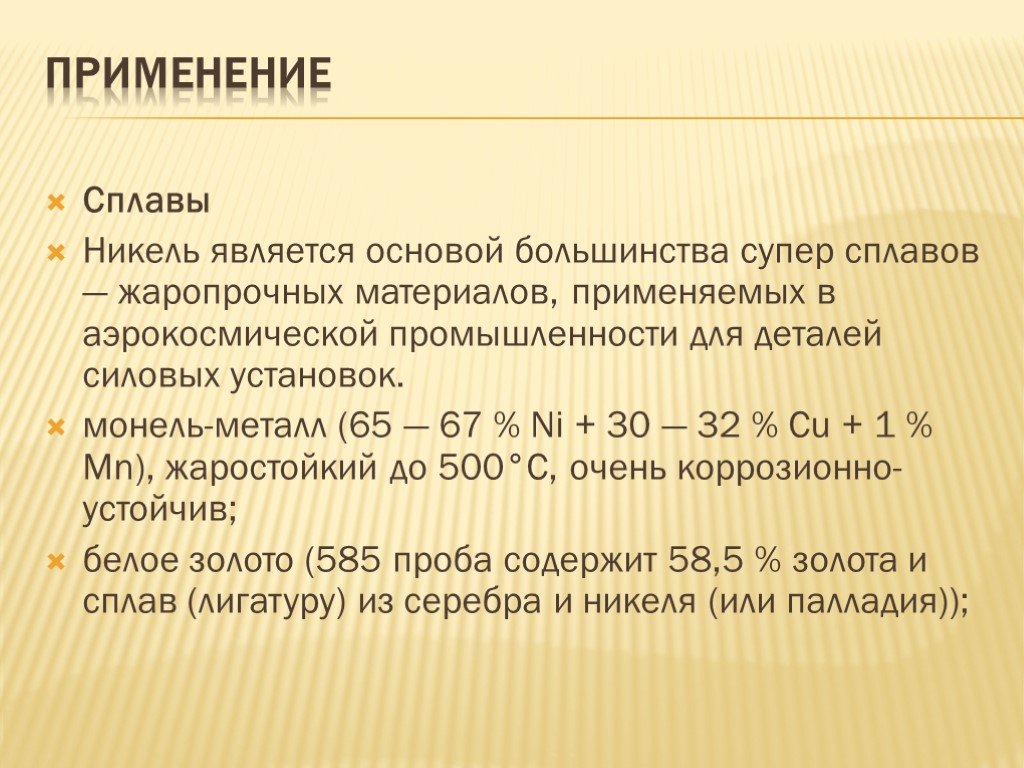
Лента стальная упаковочная ГОСТ 3560 73 для упаковки
Каталог
Стальная лента — это самый надежный способ упаковки. Подходит для прочного крепления самых тяжелых грузов независимо от климатических условий. В отличие от других упаковочных материалов, стальная упаковочная лента не подвержена разрыву об острые края упаковываемых товаров. Она производится из низкоуглеродистой стали. Согласно ГОСТ 3560-73 по своему состоянию бывает мягкой, полунагартованной, нагартованной.
Поставляется в рулонах с однорядной намоткой. Вес одного рулона 25-60 кг. Материал – холоднокатаная сталь 08пс, без покрытия. Диаметр рулона от 300 до 400 мм, наружный диаметр — 600-800 мм.
Стальная с покрытием
Стальная нагартованная
Стальная мягкая
Лента стальная упаковочная 0,25×16 мягкая
126 ₽ кг
Лента стальная упаковочная 0,25×20 мягкая
126 ₽ кг
Лента стальная упаковочная 0,3×16 мягкая
110 ₽ кг
Лента стальная упаковочная 0,3×20 мягкая
110 ₽ кг
Лента стальная упаковочная 0,4×20 мягкая
105 ₽ кг
Лента стальная упаковочная 0,45×20 мягкая
103 ₽ кг
Лента стальная упаковочная 0,5×16 мягкая
95 ₽ кг
Лента стальная упаковочная 0,5×16 нагартованная
95 ₽ кг
Лента стальная упаковочная 0,5×19 мягкая
95 ₽ кг
Лента стальная упаковочная 0,5×19 нагартованная
95 ₽ кг
Лента стальная упаковочная 0,5×20 мягкая
90 ₽ кг
Лента стальная упаковочная 0,5×20 нагартованная
95 ₽ кг
Лента стальная упаковочная 0,7×20 мягкая
89. 5 ₽ кг
Лента стальная упаковочная 0,7×20 нагартованная
94 ₽ кг
Лента стальная упаковочная 0,8×20 мягкая
90 ₽ кг
Лента стальная упаковочная 0,8×30 мягкая
90 ₽ кг
Лента стальная упаковочная 0,8×32 мягкая
90 ₽ кг
Лента стальная упаковочная 1,0×20 мягкая
90 ₽ кг
Лента стальная упаковочная 1,0×30 мягкая
90 ₽ кг
Лента стальная упаковочная 1,0×32 мягкая
90 ₽ кг
Лента стальная упаковочная 1,0×32 нагартованная
90 ₽ кг
Лента стальная упаковочная 1,5×20 мягкая
90 ₽ кг
Лента стальная упаковочная 2×20 мягкая
90 ₽ кг
Стальная лента с покрытием 0,5×16
146. 8 ₽ кг
Стальная лента с покрытием 0,8×32
146.8 ₽ кг
Стальная лента с покрытием 1,0×32
146.8 ₽ кг
Стальная лента с покрытием 0,6×19
146.8 ₽ кг
Лента упаковочная стальная | ООО «УМК»
ООО «Уральская Металлообрабатывающая Компания» (ООО «УМК») осуществляет производство следующих видов упаковочных материалов:
Лента упаковочная серии «UMC»
Наименование: Высокопрочная упаковочная лента (ВУЛ) серии марок «UMC» (UMC, UMC HE, UMC USLM) изготовленная по собственной технологии. Назначение: Для упаковки различных грузов, в том числе тяжеловесных и находящихся под особыми температурными условиями. Основные характеристики: Стальная с покрытием лаком и воском. Временное сопротивление разрыву не менее 750-1200 Н/мм2. Относительное удлинение не менее 7-10%. Размеры: Ширина: 12,7; 15,9; 19,1; 25,4 и 31,75 мм. Толщина: от 0,4 до 1,0 мм.
Подробнее
Лента упаковочная стальная ГОСТ 3560-73
Наименование: Мягкая (М), полунагартованная (ПН) и нагартованная (Н) лента стальная упаковочная по ГОСТ 3560-73. Назначение: Лента стальная для упаковки грузов не предъявляющих особых требований к прочности и пластичности. Основные характеристики: Ленты производится в оцинкованном и неоцинкованном виде. Временное сопротивление разрыву не менее 250-590 Н/мм2. Размеры: Ширина: 15; 20; 30; 40 и 50 мм. Толщина: от 0,3 до 1,8 мм.
Подробнее
Лента стальная DIN EN 13246:2001/13247:2001
Наименование: Стальная лента для обвязки, подъема и фиксации грузов. Назначение: Стальная лента для упаковки различных видов грузов, в том числе являющаяся частью комплексных систем оборудования, оболочек и лент. Основные характеристики: Ленты производится в оцинкованном, неоцинкованном виде, а также покрытая воском, воском и лаком. Временное сопротивление разрыву не менее 600-1250 Н/мм2. Размеры: Ширина: 9,5; 12,7; 16; 19; 25,4; 31,75 мм. Толщина: от 0,4 до 1,3 мм.
Подробнее
Замки стальные упаковочные
Наименование: Замки упаковочные стальные ТУ 141580-015-94835001-2015 Назначение: Замки упаковочные стальные предназначены для соединения стальных лент в процессе обвязки. Основные характеристики: Замок для упаковки стальной лентой изготавливается из тонколистового холоднокатаного проката без покрытия, из углеродистых марок стали. Временное сопротивление разрыву не менее 600-1250 Н/мм2. Размеры: Ширина: 12,7; 15,9; 19; 25,4; 31,8 мм. Толщина: от 0,38 до 1,07 мм.
Вы можете отправить заявку на продукцию или задать вопрос:
Стальная упаковочная лента | PaperSeal
Переключить навигацию
Язык
paperseal.lt/ru
paperseal.lt
paperseal. lt/ru
€0
Если стоимость доставки покажется вам незначительно завышенной, предлагаем вам связаться с нами, и мы обязательно найдем для вас подходящее решение.
Доставка
О насКонтакты
Поиск
сравнить продукты
Металл
Лента обвязочная упаковочная предназначена для упаковки изделий из дерева, бетона, стекла, металла. Лента очень прочная, поэтому вы сможете надежно зафиксировать упаковочную продукцию. Для обвязки используется инструмент БО-05.
Лента неокрашенная с антикоррозийным покрытием.
Обертка: тройная.
Внутренний диаметр ролика 406 мм.
Наружный диаметр ролика ~ 600 мм.
Вес ролика 47,6 кг.
Удлинитель ленты 3%.
Выдерживает нагрузку до 680 кг.
* Этот товар не поддерживается на складе. Доставка с момента подтверждения и оплаты 2-3 рабочих дня.
Нет в наличии
Вы можете заказать эти товары в любом случае. Мы свяжемся с вами для уточнения времени доставки.
Перейти в конец галереи изображений
Перейти в начало галереи изображений
Цена без учета Налог
Цена Искл. налог
Цена Инк Налог
Цена Inc. Налог
Название продукта
Кол-во в упаковке
Цена за количество
В корзину
1
Этого товара нет в наличии
Этого товара нет в наличии
Часто задаваемые вопросы
1.
Могу ли я приобрести товар по прибытии в магазин? Какое рабочее время?
В наших физических магазинах вы найдете тот же ассортимент продукции, что и в нашем интернет-магазине. Только мы не продаем канцтовары и товары на заказ в наших физических магазинах. Количество товаров, указанное в интернет-магазине, является представлением товаров, оставшихся на центральном складе, а не в физическом магазине. Если вы собираетесь в магазин за конкретным товаром, предварительно позвоните в магазин и уточните необходимую сумму. Контакты и режим работы можно найти здесь.
2. Сколько стоит доставка и сколько времени занимает доставка?
Стоимость доставки начинается от 2 евро (включая НДС) в Литве и зависит от общего объема и веса покупаемого товара. Заказы, сделанные и оплаченные до 15 часов, мы доставляем на следующий рабочий день по всей Литве. Подробнее об условиях доставки здесь.
3. Применяете ли вы скидки? если я юридическое лицо как покупать в вашем магазине?
Мы любим прозрачность, поэтому сразу указываем на справедливые цены и на то, сколько вы экономите, покупая больше, и не практикуем фокусов и уступок. Процедура покупки для юридических лиц такая же, как и для всех, просто укажите на шаге выставления счета реквизиты вашей компании или учреждения (если вы выступаете как физическое лицо с удостоверением личности, то вы уже юридическое лицо). Планируете купить хотя бы в полтора раза дороже последнего ценника? Планируете ли вы покупать широкий ассортимент товаров на регулярной основе? Хотите отсрочку платежа за товар? В таких случаях мы приглашаем вас стать нашими договорными клиентами, подробнее здесь.
4. Каков минимальный объем заказа?
Минимальный объем заказа на большую часть товара составляет 1 шт. или 1 упаковка. Некоторые позиции имеют минимум 5 или 10 штук, потому что при покупке 1 штуки их сложно доставить курьерской службой, из-за больших картонных листов. В физических магазинах все товары продаются по 1 единице или в упаковке. Если пункт в графе «Количество в упаковке» указан в 1 абзаце, это означает, что товар продается в шт. Если добавление 1 шт. в корзину не разрешено, это означает, что минимальное количество данного товара больше, например 10 шт.
5. Как я могу оплатить товар?
Вы можете оплатить следующими способами:
Электронный банкинг
Платежные карты (кредитные и дебетовые)
Банковский перевод
Наличными курьеру при доставке (данная услуга стоит 1,50 евро с НДС)
Наличные деньги или карты в наших магазинах (при получении товаров или просто при посещении магазина)
Отсрочка платежа/платежа по кредиту, только для договорных клиентов, подписавших договор.
Подробнее об условиях оплаты читайте здесь.
Лучший ленточный пистолет для упаковки и транспортировки – ARTnews.com
Облегчите себе жизнь с ленточным пистолетом. Незаменимый предмет для любого рабочего места или дома, ленточные пистолеты делают запечатывание коробок простой задачей. Изобретенный в 1932 году инженером компании 3М (которая до сих пор является производителем скотча), ленточные пистолеты состоят из держателя для ленты, ручки и режущего лезвия. Ленточные пистолеты помогают пользователю наносить и закреплять ленту, а затем делать аккуратный и чистый разрез. Просмотрите нашу подборку лучших продуктов ниже.
1. Сверхмощный ленточный пистолет Tach-It
Этот высококачественный диспенсер для скотча имеет прочную цельнометаллическую раму. Рифленая пластиковая ручка обеспечивает удобный захват, а лезвие из нержавеющей стали обеспечивает чистый срез. Он подходит для рулонов ленты шириной до 2 дюймов и диаметром до 5 дюймов. Плавно движущийся резиновый валик не заедает и не останавливается, а встроенный тормоз натяжения обеспечивает надежную фиксацию ленты.
Купить: Пистолет для ленты Tach-It Heavy Duty
24,50 доллара США
Купить это
2. Пистолет-дозатор для упаковочной ленты Tape King
Этот ленточный пистолет предназначен для стандартной упаковочной ленты шириной два дюйма с сердцевиной диаметром три дюйма. Что отличает его от конкурентов, так это эргономичная рукоятка с выступающими выступами для пальцев. Эта длинная ручка не только удобна для удержания, но и дает вам больший контроль над диспенсером при его перемещении, что делает его идеальным выбором для длительного использования. Другие замечательные функции включают в себя циферблат, регулирующий свободное движение рулона, гребни, предотвращающие скатывание отклеившейся части ленты, и сверхострое стальное лезвие 9.0003
Купить: Пистолет-дозатор для упаковочной ленты Tape King
$12,75
Купить это
3. Диспенсер для промышленной упаковочной ленты Scotch
Если вы ищете рабочую лошадку, рассмотрите этот ленточный пистолет. Несмотря на то, что он выглядит ретро, он изготовлен из толстого пластика и металла, которые были протестированы на устойчивость к постоянному использованию. Немного дороже, чем некоторые другие наши варианты, он достаточно легкий для простого использования одной рукой, но при этом достаточно прочный для самых требовательных условий. Нам нравится, что у него есть ручка для регулировки натяжения ленты и ребра на одной поверхности, чтобы лента не соскальзывала назад.
Купить: Диспенсер для промышленной упаковочной ленты Scotch
22,43 доллара США
Купить это
4. Пистолет для упаковочной ленты Aviditi Tape Logic
Пистолеты типа «Мышеловка» используют натяжение в форме металлического рычага для прикрепления рулона ленты к диспенсеру, что позволяет использовать ленту практически любого размера. Этот пистолет от Aviditi, который подходит для любого рулона ленты шириной 2 дюйма или меньше (они также предлагают версию шириной 3 дюйма), особенно тихий и имеет хорошее натяжение, что упрощает резку.
Купить: Пистолет для упаковочной ленты Aviditi Tape Logic
21,14 доллара США
Купить это
5. Пистолет-дозатор Elepa для упаковочной ленты, ширина 2 дюйма, для левой руки
Похожий по стилю на наш лучший выбор, этот прочный ленточный пистолет имеет металлический каркас и острое лезвие из нержавеющей стали, защищенное крышкой.
В процессе радиоконструирования и ремонта электроники очень важен элемент аккуратной и качественной пайки изделий и радиодеталей. От этого фактора сильно зависит долговечность изделия и его время наработки на отказ. Решающим моментом качественной пайки является выбор подходящего припоя и флюса, способных оптимальным способом произвести соединение металлических и металлизированных частей с тем условием, чтобы на место пайки внешние факторы оказывали наименьшее влияние, как например: деформация, большие токи, токи высокой частоты, внешние окислители, температура и т.д. В то же время пайка элементов не должна быть излишне перегружена припоем, так как в данном случае могут быть образованы кольцевые трещины, элементы «холодной пайки» (когда визуально припой на месте, но контактирующая область металлов отсутствует), а так же замыкания соседних дорожек или контактов. Чрезмерное применение припоя может не только вывести аппаратуру из строя, но и усугубить процесс настройки и наладки изделия. В этой связи особое внимание необходимо уделить довольно важному аспекту в радиоэлектронике как выбор припоя и флюса, о чем пойдет ниже речь в этой статье.
Из определения известно, что процесс пайки представляет собой соединение двух металлизированных или металлических твердых поверхностей с помощью припоя, температура плавления которого значительно ниже величины разрушения (плавления) соединяемых изделий. Основной функцией припоя является хорошая диффузия с контактируемой металлической поверхностью или, выражаясь простым языком, расплавление припоя на металле (лужение). Кроме того, припой должен иметь оптимальную температурную вязкость, позволяющую ровным слоем распределиться ему по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Флюсы также могут служить катализаторами диффузии припоя для возможности его проникновения в верхний микронный слой металлов в предполагаемом месте пайки. За счет низкой вязкости и ее уменьшения в зависимости от повышения температуры плавление флюсов происходит при гораздо меньших температурных показателях, чем припой.
Припои и их разновидности
Припой состоит большей частью из олова с добавлением различных материалов. В структуру припоя могут входить следующие компоненты:
Олово (Sn) – представляет собой мягкий металл с температурой плавления + 231,9 С градусов. Олово растворяется в соляной и серной кислоте. Большая часть органических кислот на него не действуют. При воздействии комнатных температур олово не подвергается окислению, однако при ее снижении ниже +18 С и особенно ниже -50 С происходит разрушение кристаллической решетки металла, в результате чего олово приобретает серый оттенок.
Свинец (Pb) – очень популярный металл в изготовлении припоя за счет легкоплавкости. В чистом виде металл очень мягкий, легко обрабатываемый. У свинца окисляется только верхняя часть, контактируемая с воздухом. Металл легко растворяется в щелочи и кислотах, содержащих азот и органику.
Кадмий (Cd) – применяется для изготовления легкоплавких припоев в малых дозах совместно с оловом, висмутом или свинцом. В чистом виде – токсичен, температура его плавления + 321 С. Зачастую кадмий применяется в антикоррозийных целях.
Висмут (Bi) – один из самых легкоплавких металлов при использовании его в составе припоя с температурой плавления + 271 С. Висмут хорошо растворим в азотной кислоте, а так же в подогретом растворе серной кислоты.
Сурьма (Sb) – тугоплавкий металл с температурой плавления + 630,5 С. Не подвержен воздействию воздуха. Не окисляется. В припое дает эффект глянца. Металл токсичен.
Цинк (Zn) – хрупкий металл синевато-серого цвета с температурой плавления + 419 С. Быстро окисляется на воздухе. Используется в припоях аппаратуры, работающей во влажных условиях, за счет того, что покрывает под воздействием влаги пленкой окиси, защищающей места пайки. Цинк легко растворим в кислотах. Цинк вместе с медью применяется для твердых припоев, а так же кислотных флюсов.
Медь (Cu) – металл с самой высокой температурой плавления в изготовлении припоя + 1083 С. Не поддается воздействию воздуха, однако верхним слоем окисляется при попадании влаги. Медь применяется в тугоплавких припоях.
Припои разделяют на легкоплавкие и тугоплавкие.
Легкоплавкие припои нашли широкое применение при конструировании радиоаппаратуры и пайке радиоэлектронных компонентов, а так же при лужении дорожек радиомонтажных плат. Температура плавления легкоплавких припоев не выше + 450 С. В основу таких припоев обычно входит олово, свинец, кадмий, висмут или цинк. В радиоэлектронике большое применение получили припои с температурой плавления до + 145 С градусов. В процессе лужения обезжиренных и очищенных плат применяется сплав Розе или сплав Вуда. Температура плавления этих сплавов 70 – 95 градусов, поэтому они равномерно залуживают плату, опущенную в кипящую воду. В отечественной промышленности список легкоплавких материалов большей частью составляют припои оловянно-свинцовые или ПОС. В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
ПОС-18 – состоит из олова (17 – 18%), сурьмы (2 – 2,5%) и свинца (79 – 81%). Применяется при низких требованиях прочности пайки, в основном для лужения металлов. Температура плавления +183 +270 градусов (начало плавления / растекаемость).
ПОС-30 – состоит из олова (29 – 30 %), сурьмы (1,5 – 2%), свинца (68 – 70%). Лужения и пайка меди, стали и их сплавов. Температура плавления +183 +250 градусов.
ПОС-50 – олово 49 – 50%, сурьма 0,8%, свинец 49 – 50%. Применяется для качественного спаивания различных металлов, в том числе и в радиоэлектронике. Плавление +183 +230 градуса.
ПОС-90 – олово 89 – 90%, сурьма 0,15%, свинец 10 – 11%. Высокопрочный припой с температурой плавки +18 + 222 градуса, применяемый в лужении деталей с последующим золочением и серебрением. Не применяется в установках с повышенной рабочей температурой.
Припои ПОС-40 и ПОС-60 в радиоэлектронике наиболее популярны. Для спаивания латуни или пластин для экранирования стоит применять ПОС-30. При поверхностном лужении дорожек на платах лучше всего использовать припои с содержанием кадмия или висмута ПОСК-50 или ПОСВ-33. Припои с флюсами и без их содержания для монтажа радиодеталей выпускаются в виде проволоки с толщиной 1 мм для пайки SMD элементов до 3 мм. для радиокомпонентов в обыкновенном корпусе. Для пайки металлов из стали или пайки крупных площадей, припои идут без флюса в трубках диаметром 5 мм. В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
Тугоплавкие припои большей частью используются в промышленной пайке твердых металлов. Их температура плавления от + 450 до + 800 С. В состав таких припоев входят медь, серебро, никель или магний. Отличительной особенностью этих припоев является их прочность. Из-за высокой температуры плавления тугоплавкие припои в бытовых условиях для радиомонтажных работ не используются. Большей частью они используются для спаивания латуни, стали, меди, бронзы, чугуна и других металлов с высокой температурой плавления. Припои марки ПМЦ (припой медно-цинковый) применяется для спаивания латуни с содержанием меди (ПМЦ-42), бронзы и меди (ПМЦ-52). Данный припой выпускается в виде слитков определенных форм.
ПМЦ-42 – состоит из меди (40 – 45%), цинка (52 – 57%). Также в его состав входят сурьма, свинец, олово и железо. Его температура плавления + 830 градусов.
В производстве припоев особое место занимают, пожалуй, самые дорогие тугоплавкие припои, основу которых составляет медь с добавлением серебра. Маркируются они как ПСР. Припои с серебром обладают высокой прочностью. Место пайки гибко и легко обрабатываемо. Температура таких припоев от +720 до +830 градусов. Высокотемпературные припои ПСР-10 и 12 используют для спаивания сплавов латуни и меди, ПСР-25 и 45 необходимы для работы с медью, бронзой и латунью. ПСР-70 – припой с максимальным содержанием серебра применяют в пайке высокочастотных элементов: волноводов, защитных контуров и т.д.
Существуют припои, применяемые для пайки алюминия на основе олова, цинка и кадмия. Главная проблема пайки алюминия заключается в его быстром окислении на воздухе, поэтому алюминий паяют в масле с использованием ультразвуковых паяльников.
Флюсы
От правильно выбранного флюса довольно сильно зависит качество пайки, ровность шва и его аккуратность. Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
— Химически активные флюсы, в состав которых входит, как правило, кислотосодержащие реагенты (ортофосфорная и соляная кислоты, хлористый цинк, хлористый аммоний). Данные флюсы прекрасно справляются с жирными налетами и окислами, однако, недостаточная промывка места пайки со временем приводит к «выеданию» металла и его коррозии, где остался кислотосодержащий флюс. На практике кислотосодержащие флюсы стараются в быту использовать как можно реже, особенно в радиоэлектронике, поскольку они ведут к разрушению текстолита, к тому же, при попадании на кожу человека такие флюсы вызывают ожоги, а их пары при вдыхании человеком особо токсичны. К наиболее популярным активным флюсам относится паяльная кислота, ортофосфорная кислота, хлористый цинк, бура, нашатырь, представляющий собой хлористый аммоний.
— Химически пассивные флюсы помогают удалить жировые отложения, а так же в меньшей степени удаляют окислы. Примером может быть канифоль, стеарин, воск. Сами по себе это органические вещества, не вызывающие коррозии, которые служат не только важной сост авляющей при пайке радиокомпонентов, но и выполняют защитную функцию от окисления. Новомодной тенденцией стало использование флюсов ЛТИ, для пайки легкоплавкими припоями. С их помощью можно осуществлять пайку оцинкованных контактов, свинец, очищенное железо, нержавеющую сталь и т.д. В их состав входит спирт, канифоль, малая доза кислоты, триэтаноламин. Для подобной пайки применяют ЛТИ флюс совместно с паяльной пастой. Единственный их минус заключается том, что под действием температуры в месте спайки остаются темные пятна. Пары флюса вредны для человека. Исключение только составляет флюс ЛТИ-120, который не содержит нежелательных компонентов: солянокислотного анилина и метафенилениамина.
Наименования флюсов и их применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Ортофосфорная и паяльная кислота – опасные химически активные флюсы. Применяется при паке сильно окисленных металлов, низколегированных сталей, никеля, а так же их сплавов. После пайки обязательным условием является очистка места спаивания 5% раствором соды, чтобы погасить кислотную активность и выедание металла. Паяльная кислота особо эффективна при температуре 270 – 330 градусов.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
БУРА – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Импортные флюсы
IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация импортных флюсов
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение.
«R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
«RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
«RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
«SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Флюсы и припои для пайки
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Припой — это легкоплавкий сплав металлов, предназначенный для соединения проводов, выводов, деталей и узлов пайкой. Ранее припои обозначали тремя буквами — ПОС (припой оловянно-свинцовый), за которыми идет двузначное число, показывающее содержимое олова в процентах, например ПОС-40, ПОС-60.
Лучший припой — чистое олово. Однако оно дорогое и используется в исключительных случаях. Во время радиомонтажа чаще применяют оловянно-свинцовые припои. По прочности спаивания они не уступают чистому олову. Плавятся такие припои при температуре 180 — 200 °С.
Выбор припоя для пайки
Выбор припоя производят в зависимости от таких факторов: от соединяемых металлов или сплавов, от способа пайки, от температурных ограничений, от размера деталей, от требуемой механической прочности, от коррозийной стойкости и др.
Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов.
В некоторых случаях необходимо учитывать и электропроводность припоя (напоминание: удельное сопротивление олова равно 0,115 Ом х мм2/м, а свинца — 0,21 Ом х мм2/м).
Разновидности припоев.
Припои разделяются на три группы: тугоплавкие, легкоплавкие и сверхлегкоплавкие. Тугоплавкие припои (радиолюбители их практически не используют). К тугоплавким относятся припои с температурой плавления свыше 500 °С, создающие очень высокую механическую прочность соединения (сопротивление разрыву до 50 кг/мм2). Недостатком их является именно то, что они требуют высокой температуры нагрева и, хотя прочность такой пайки получается весьма высокой, интенсивный нагрев может привести к нежелательным последствиям: можно, например, «отпустить» стальную деталь.
Недостатком твердых припоев является то, что они требуют высокой температуры нагрева, и хотя прочность такой пайки весьма высока, интенсивный нагрев может привести к весьма нежелательным последствиям: можно перегреть дорогостоящую деталь и вывести ее из строя (например, транзистор или микросхему), можно «отпустить», например, стальную деталь (пружину).
Легкоплавкие (радиолюбительские) припои. К этой категории относятся припои с температурой плавления до 400 °С, имеющие сравнительно невысокую механическую прочность (сопротивление разрыву до 7 кг/мм2). При радиотехнических монтажных работах применяются главным образом легкоплавкие припои. В их состав входят олово и свинец в различных пропорциях, например, припой ПОС-61 , который содержит 61% свинца, 38 % олова и 1% различных присадок.
Сверхлегкоплавкие (радиолюбительские) припои. Существуют также сплавы, в состав которых, кроме олова и свинца, входят висмут и кадмий. Эти сплавы наиболее легкоплавкие: у некоторых из них температура плавления менее 100 °С. Механическая прочность соединения у таких сплавов весьма невелика. Раньше их применяли для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмий-висмутовые сплавы находят применение при ремонте печатного монтажа. Используются они также для пайки транзисторов, так как по техническим условиям их рекомендуется паять припоем с температурой плавления, не превышающей 150 °С.
Для пайки транзисторов можно применять так называемый сплав Вуда с температурой плавления 75 °С, в состав которого входят: олово — 13%, свинец — 27%, висмут — 50%, кадмий — 10%. Сплав Вуда можно приготовить по указанному рецепту самому или купить в аптеке. Пайка ведется слабо нагретым паяльником. В качестве флюса используется канифоль.
Форма радиолюбительских припоев
В прошлом веке порекомендовали оловянный прут сечением 10 мм. Сейчас для пайки пользуются припойной проволокой сечением от 1 до 5 мм. Наиболее распространены 1,5—2 мм многоканальные припои. Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки.
Продается такой припой в мотках — на радиорынках, в колбах — в которых он находится свернутым в спираль, и в бобинах (в них количество припоя такое, что его хватит не на один год). Рекомендуется приобретать в виде проволочки, толщиной со спичку — удобнее паять.
При пайке монтажных проводов радиоаппаратуры удобно пользоваться оловянно-свинцовыми припоями, отлитыми в виде тонких прутков диаметром 2 — 2,5 мм. Такие прутки можно изготовить самому, выливая расплавленный припой в сосуд, в дне которого заранее проделано отверстие. Сосуд при этом следует держать над листом жести или металлической плитой. После остывания прутки следует разрезать на куски необходимой длины.
Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (колофонием), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнены следующие условия: поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов, деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае больших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
Самостоятельное приготовление припоя
Для самостоятельного приготовления припоя компоненты состава (олово и свинец) отвешивают на весах, расплавляют смесь в металлическом тигле над газовой горелкой и, перемешав расплав стержнем из стали, стальной пластинкой снимают пленку шлака с поверхности расплава. Затем осторожно разливают расплав в формы — желоба из жести, дюралюминия или гипса.
Плавку необходимо выполнять в хорошо проветриваемом помещении, надев защитные очки, перчатки и фартук из грубой ткани.
Флюсы для пайки
Для чего при пайке нужен флюс? Во время пайки температура соединяемых деталей значительно повышается. При этом скорость окисления металлических поверхностей возрастает. В итоге припой хуже смачивает соединяемые детали. Поэтому необходимо использовать вспомогательные вещества, флюсы.
Что такое флюс? Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем.
Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Требования к радиолюбительским флюсам
Выбор флюса — важный вопрос. Раньше использовалась только канифоль, другого флюса не было. Чем плоха канифоль — канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Первый недостаток — при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток — очистка платы после пайки с канифолью является большой проблемой. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым).
Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводников возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности. Каков же выход — на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
— канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
— живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
— таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно попробовать купить фирменный флюсапликатор стоимостью примерно 20—30$, но куда проще и дешевле сделать его самому. Для этого потребуется кусочек силиконового или резинового шланга с внутренним диаметром 5 — 6 мм и одноразовый медицинский шприц.
Шприц разрезается на 2 части. Обе части вставляются в резиновую трубку. Иголка слегка укорачивается, ее можно для удобства пользования слегка изогнуть. Слегка нажимая на шланг, выдавливаем из кончика капельку флюса на припаиваемые детали и производим пайку. При хранении, чтобы не засыхала иголка внутрь нее можно вставлять тонкую проволоку. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения тоже можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Ранее ЭлектроВести писали, Украина через три года будет вынуждена покрывать дефицит электроэнергии за счет ее импорта в случае дальнейшего невыполнения Национального плана сокращения выбросов от больших сжигательных установок (НПСВ) на ТЭС.
По материалам: electrik.info.
Понимание пайки. Часть 4. Как использовать флюс при пайке электроники
Загрузить сейчас
Пару недель назад я прошел раз в два года процесс продления регистрации на машине моей жены. После проверки автомобиля и оплаты пошлины мне дали две маленькие этикетки с датами регистрации для номерных знаков. Вы должны быть осторожны, потому что, если они не наклеены правильно, эти этикетки могут отсоединиться, когда вы едете по дороге. Это может привести к импровизированной встрече на дороге с полицейским, который потребует, чтобы вы заплатили дополнительные сборы. Чтобы этого не произошло, необходимо перед нанесением этикеток убедиться, что поверхность номерного знака чистая и сухая.
Тот же принцип применяется, когда электронные компоненты припаяны к печатной плате. Если металлическая поверхность платы не очищена и не подготовлена к пайке, хорошей металлургической связи между поверхностями не получится. И если оплата штрафа за отсутствие текущих номерных знаков на вашем автомобиле обходится дорого, просто подождите, пока вы не начнете получать счета за отказы компонентов на ваших печатных платах из-за плохой пайки. Ключом к получению хорошего паяного соединения является использование химического чистящего средства, известного как флюс, до и во время процесса пайки. Вот подробнее обо всем этом и о том, как использовать флюс при пайке электроники.
Определение и объяснение того, как использовать флюс при пайке электронных компонентов
Флюс — это химическое чистящее средство, используемое до и во время процесса пайки электронных компонентов на печатных платах. Флюс используется как при ручной ручной пайке, так и в различных автоматизированных процессах, используемых контрактными производителями печатных плат. Основное назначение флюса — подготовка металлических поверхностей к пайке путем очистки и удаления любых оксидов и примесей. Оксиды образуются, когда металл подвергается воздействию воздуха, и могут препятствовать образованию хороших паяных соединений. Флюс также защищает металлические поверхности от повторного окисления во время пайки и помогает процессу пайки, изменяя поверхностное натяжение расплавленного припоя.
Флюс состоит из основного материала и активатора, который представляет собой химическое вещество, способствующее лучшему смачиванию припоя за счет удаления оксидов из металла. Он также содержит другие растворители и добавки, облегчающие процесс пайки, а также препятствующие коррозии. Флюс может быть твердым, пастообразным или жидким в зависимости от того, как и где он будет использоваться. Для ручной пайки флюс можно наносить с помощью флюсовой ручки или, как правило, в сердечнике припоя, который использует большинство техников. Для автоматизированных процессов пайки, используемых CM при производстве печатных плат, существует несколько различных способов нанесения флюса.
Применение различных типов флюсов
Существует три различных категории флюсов, используемых для пайки электроники в соответствии с IPC J-STD-004B. Эти категории; Канифоль и заменители канифоли, растворимые в воде и не подлежащие очистке. В эти категории входят различные типы и химические составы флюсов в зависимости от требований компонентов и плат, подлежащих пайке. В зависимости от автоматизированного процесса пайки, используемого вашим контрактным производителем, флюс будет применяться следующими методами:
Пайка волной припоя: Флюс, используемый для пайки волной припоя, обычно состоит из большего количества растворителей, чем флюс, используемый для других целей, и его распыляют на плату до того, как она пройдет через волну припоя. Оказавшись на месте, флюс очистит компоненты, подлежащие пайке, и удалит образовавшиеся оксидные слои. Если на плате используется менее агрессивный тип флюса, то перед нанесением флюса на плату необходимо будет пройти предварительную очистку.
Оплавление припоя: Для плат, которые проходят процесс оплавления припоем, используется паста, состоящая из липкого флюса и небольших сфер металлического припоя. Эта паяльная паста удерживает детали на месте до тех пор, пока тепло печи не вызовет оплавление частиц припоя. Флюс очищает не только металлические поверхности, но пастообразная природа флюса изолирует воздух, предотвращая дальнейшее окисление. Флюс для паяльной пасты также содержит добавки для улучшения характеристик текучести припоя при его плавлении.
Селективная пайка: Флюс, используемый для процессов селективной пайки, наносится либо распылением, либо более точным методом капельной струи.
Метод применения флюса для каждого из этих процессов пайки тщательно контролируется, чтобы гарантировать, что флюс способен выполнять свою работу без ущерба для целостности процесса пайки. Например, если используется паяльная паста с более высокой концентрацией растворителей, чем пасты других типов, может возникнуть проблема, если флюс будет нагреваться слишком быстро. Нагретые растворители могут выделять газы, образуя пустоты в паяных соединениях, и разбрызгивать расплавленный припой на участки платы, которые не следует паять. По этой причине процесс оплавления припоя тщательно контролируется с помощью этапов предварительного нагрева, температурной выдержки и оплавления.
DFM для печатных плат HDI
Загрузить сейчас
Очистка флюса от электроники
Другим аспектом флюса является необходимость его очистки от печатной платы после того, как он выполнил свою работу. Некоторые флюсы вызывают коррозию, и их остатки могут продолжать действовать и повреждать печатную плату еще долгое время после ее изготовления. Каждая из трех категорий флюса, упомянутых выше, имеет свои собственные потребности в очистке:
На основе канифоли: Этот флюс необходимо очищать специальными химическими растворителями, которые обычно содержат фторуглероды.
Водорастворимый: Существует множество чистящих средств, которые можно использовать для водорастворимых флюсов, таких как деионизированная вода и моющие средства.
No-Clean: Согласно названию, эти флюсы практически не требуют очистки. Обычно любая очистка является скорее вопросом косметической привлекательности, чем фактического загрязнения. Тем не менее, остаточный флюс без очистки может снизить адгезионную эффективность конформных покрытий, поэтому все же рекомендуется какая-либо очистка.
Для тех флюсов, которые являются более агрессивными, необходима очистка. Некоторые процессы изготовления печатных плат, такие как экранированные участки печатной платы, проходящие пайку волной припоя, потенциально могут скрывать остатки флюса. Этот остаточный поток может вызвать серьезные проблемы для печатной платы с течением времени, если его не очистить. Однако в дополнение к коррозионным проблемам, связанным с более активными флюсами, даже остатки неочищенных флюсов могут мешать тестированию печатных плат, оборудованию для оптического контроля и некоторым чувствительным электронным компонентам. В общем, лучше всего удалять остатки флюса, когда это возможно.
Что вы можете ожидать от контрактного производителя
Существует множество различных категорий, типов и составов флюсов для пайки, так же как существует множество различных типов припоев и процессов пайки. Чтобы быть уверенным, что ваша печатная плата будет изготовлена правильно с использованием наилучшего сочетания материалов и процессов, вам необходимо работать с CM, который имеет полное представление обо всем этом. Ваш CM должен иметь многолетний опыт работы с этими различными материалами и иметь оборудование и ресурсы для облегчения этих процессов.
Служба изготовления заказных печатных плат Tempo
Приверженность сертификатам качества ISO-9001, IPC-600 и IPC-610.
Точная смета менее чем за 1 день.
Выполняет весь процесс «под ключ» всего за 3 дня.
Делает акцент на DFM, чтобы исключить трудоемкие возвратно-поступательные корректировки проекта.
Приобретает компоненты у самых надежных поставщиков в отрасли, чтобы сократить время закупок.
Выполняет несколько автоматических проверок во время сборки, чтобы обеспечить качество печатной платы для прототипирования.
Обеспечивает поддержку на протяжении всего процесса производства печатных плат, начиная с проектирования.
Плавный переход от прототипирования к производству.
Компания Tempo Automation обладает опытом, навыками и оборудованием, необходимыми для производства ваших печатных плат. Мы занимаемся сборкой и пайкой печатных плат в течение длительного времени, и мы позаботимся о том, чтобы ваша конструкция была построена на самом высоком уровне качества.
И чтобы помочь вам начать работу с наилучшего пути, мы предоставляем информацию для ваших проверок DFM и позволяем вам легко просматривать и загружать файлы DRC. Если вы являетесь пользователем Altium Designer или Cadence Allegro, вы можете просто добавить эти файлы в свое программное обеспечение для проектирования печатных плат. Для Mentor Pads или других дизайнерских пакетов мы предоставляем информацию DRC в других форматах CAD и Excel.
Если вы готовы изготовить свою конструкцию, попробуйте наш инструмент расчета стоимости, чтобы загрузить файлы CAD и BOM. Если вам нужна дополнительная информация о том, как использовать флюс при пайке электроники, свяжитесь с нами.
Подробнее
Последние новости о печатных платах доставлены на ваш почтовый ящик.
Понимание пайки. Часть 2: Разница между флюсом и припоем
Я очарован хорошим магическим шоу, но я читал, что в представлении помощник фокусника выполняет большую часть работы. Хотя фокусник кажется источником иллюзии, чаще он является шоуменом, привлекающим внимание публики. Это позволяет ассистенту заставить работать механику иллюзии, щелкая выключателем, складываясь в коробку или открывая люк, в то время как внимание аудитории сосредоточено на фокуснике. Помощники фокусника обычно не получают никаких счетов, но на самом деле являются высококвалифицированными актерами, танцорами и помощниками на сцене. Без них шоу не могло бы продолжаться, но они редко получают признание, которого заслуживают.
Когда дело доходит до пайки печатной платы, отношения между припоем и флюсом очень похожи на отношения фокусника и его помощника. Мы говорим о пайке наших печатных плат с использованием волновой пайки, пайки оплавлением припоя, селективной пайки и даже старой доброй ручной пайки. Но во всех этих фразах вы ни разу не услышите слова «флюс», хотя он так же важен, как и припой для крепления компонента к печатной плате. Однако, как и в случае с магическим шоу, без флюса припой не мог продолжаться. Давайте подробнее рассмотрим, что представляют собой эти два материала, а также разницу между флюсом и припоем.
Что такое флюс и в чем разница между флюсом и припоем?
В то время как припой используется для сборки компонентов на вашей печатной плате, флюс используется до сборки, чтобы подготовить и помочь вашей плате в процессе пайки. Незащищенный металл на вашей печатной плате может быть загрязнен примесями в результате манипуляций, а также оксидами, которые образуются из-за воздействия на металл воздуха. Это загрязнение может помешать процессу пайки создать прочные соединения между металлом печатной платы и выводами компонентов, которые к ней прикрепляются. Чтобы удалить это загрязнение, очень важно, чтобы плата перед пайкой была очищена флюсом. Флюс для припоя не только удаляет эти различные загрязнения, но также способствует смачиванию расплавленного припоя между металлами и защищает поверхности от повторного окисления во время пайки.
Существует три различных категории флюсов, используемых для пайки электроники в соответствии с IPC J-STD-004B: канифоль и заменители канифоли, растворимые в воде и не требующие очистки. После процесса пайки канифоль и водорастворимые флюсы необходимо химически очистить, чтобы удалить оставшиеся излишки флюса. Эти остатки, если их не удалить, продолжат свою активность и вызовут коррозию платы во время ее эксплуатации. Не требующие очистки флюсы не нуждаются в какой-либо специальной очистке для повышения производительности, а любой видимый остаток можно очистить по желанию.
Флюс доступен в жидкой, пастообразной и твердой формах, и существуют различные факторы, влияющие на решение о том, какой тип флюса следует использовать. Эти факторы включают:
Тип собираемой печатной платы.
Плотность размещения компонентов на плате.
Какой процесс пайки будет использоваться для сборки печатной платы.
Паяемость соединяемых металлов.
Теперь, когда мы познакомили вас с флюсом и его важностью для процесса, давайте посмотрим на сам припой для печатной платы.
Припой для печатных плат и как он работает вместе с флюсом
Припой — это клейкий материал, используемый, когда необходимо соединить два металла, например выводы компонентов и соответствующие им контактные площадки или отверстия на печатной плате. Припой используется в качестве металлического наполнителя между соединяемыми металлами и нагревается до расплавления. Поскольку расплавленный припой имеет более низкую температуру плавления металлов, которые он соединяет, он обеспечивает прочное соединение металл-металл, не причиняя никакого вреда плате или компонентам после охлаждения. Припой, который используется для сборки печатной платы, должен соответствовать стандартам, установленным в IPC J-STD-006, и доступен в различных формах в зависимости от того, как он будет использоваться. Сплошные стержни используются для приложений, требующих большого резервуара расплавленного припоя, в то время как порошок и паста припоя используются для оплавления под выводами для поверхностного монтажа. Специалисты по ручной пайке обычно используют для работы проволоку или ленту припоя.
Как мы уже говорили ранее, полный процесс пайки включает в себя как припой, так и флюс для создания хороших прочных паяных соединений. Задача флюса состоит в том, чтобы подготовить поверхности к пайке, а затем защитить эти поверхности во время пайки. Таким образом, флюс является неотъемлемой частью пайки, и его применение считается частью всего процесса. Вот как применяется флюс для различных процессов пайки:
Процесс пайки
Применение флюса
Пайка волной припоя
Печатная плата проходит над расплавленной волной припоя, которая впитывается в отверстия, припаивая выводы компонентов в этих отверстиях.
Наносится распылением перед пайкой.
Оплавление припоя
Паяльная паста наносится на контактные площадки печатной платы с помощью струйного нанесения или трафарета. Эта паста удерживает выводы компонентов на месте, а затем оплавляется при прохождении через инфракрасную печь, которая нагревает их, создавая прочное соединение.
Густой химический флюс в сочетании с порошком припоя образует паяльную пасту.
Селективный припой
Это автоматизированная система, которая наносит припой на отдельные отверстия или контактные площадки на плате. Система либо наносит расплавленный припой через сопло, либо использует лазер для расплавления твердого припоя, который подается в соединение.
Распыляется или наносится отдельными каплями на поверхности, предназначенные для пайки.
Ручная пайка
Техник использует паяльник для расплавления твердого припоя, подаваемого на соединение.
Какие стали называют автоматными: состав, применение, маркировка
Какая сталь называется автоматной?
Какие у автоматной стали свойства?
Какие присадки добавлены в автоматных легированных сталях?
Особенности физической обработки автоматных сталей
Преимущества и недостатки автоматных сталей
Какая к автоматной стали применяется маркировка?
Основные марки в производстве автоматных сталей
В каких областях автоматные стали нашли применение?
Автоматными сталями называют стали с повышенным содержанием легирующих добавок. Из такого металла производят метизы и мелкие детали на металлорежущих высокоскоростных автоматах, работающих в автоматическом или полуавтоматическом режиме. Механические свойства стали зависят от ее марки и диаметра прутка. Они облегчают резание и дробление прутьев для изготовления метизов промышленного и широкого назначения.
Какая сталь называется автоматной?
Автоматной называется сталь из железа и углерода, предназначенная для обработки на станках крупносерийного и массового производства. Она, как подвид конструкционных сталей, подходит для изготовления деталей, на которые не воздействуют высокие нагрузки. Ее свойства определяет тип присадок и способ последующей обработки.
Какие у автоматной стали свойства?
Автоматные конструкционные стали в отличие от конструкционных обладают меньшей прочностью, но при этом у них повышенная обрабатываемость. В металлургии стараются избавиться от серы и фосфора — присадок, ухудшающих эксплуатационные качества, тогда как в производстве автоматной группы сплавов наоборот их содержание повышают. К примеру, сера делает изделие хрупким и ломким, а фосфор ухудшает прочность и приводит к появлению трещин, но при этом ускоряется обработка металлической заготовки в изделие сложной формы.
Какие присадки добавлены в автоматных легированных сталях?
Сплав обогащают легирующими добавками, из-за которых улучшается податливость к обработке и снижаются механические характеристики готовых изделий. Основная цель в повышении содержания серы и фосфора — упростить переработку металла и сократить расходы на обслуживании станка и его расходные материалы.
В зависимости от того, какими свойствами должен обладать металл, добавляют различные добавки, которые будут легировать. Они позволяют ускорить серийное производство и удешевить готовую продукцию.
Сплав отличается содержанием различных компонентов:
Сера вводится в состав в марганцевом сульфиде, за счет чего снижается прочность сплава, улучшается срез стружки и снижается шероховатость.
Фосфор аналогично влияет на металл, как и сера.
Селен еще больше повышает надлом стружки, не влияя на прочность сплава.
Свинец позволяет снизить себестоимость деталей за счет того, что режущий инструмент станка дольше работает и не так быстро приходит в негодность, как в обработке с более прочными металлами.
Кальций облегчает работу станка тем, что стружка не липнет к металлу, а режущий инструмент может дольше прослужить.
Марганец не отражается на качестве сплава и используется для введения серы в составе марганцевого сульфида.
Особенности физической обработки автоматных сталей
Сплав, обогащенный легирующими добавками, выплавляют при температуре 1300оС. После выплавки, или диффузного отжига, все компоненты равномерно распределяются по объему сплава. Воздействие высокой температурой исключает хрупкость фрагментов готового металла из-за высокого скопления фосфора или серы в одном участке. Дополнительно характеристики улучшают:
Цементацией — диффузным поверхностным насыщением углерода, повышающим стойкость к износу.
Цианированием — насыщением азотом и углеродом под температурой 950оС.
Закалкой и отпуском — делают сплав твердым, более хрупким и менее вязким.
Преимущества и недостатки металла
Автоматная сталь характеризуется:
упрощенной и быстрой резкой;
легким отделением стружки;
высокой теплопроводностью
низкой твердостью;
минимальным износом режущего инструмента.
Повышенная обрабатываемость, легкое стружкоотделение и небольшая шероховатость позволяет в несколько раз повысить производительность производства, снизить стоимость и увеличить прибыль. К минусам относится наличие серы и фосфора, снижающих вязкость и пластичность деталей.
Какая к автоматной стали применяется маркировка?
Автоматная сталь должна соответствовать ГОСТ 1414-75. Она маркируется большой буквой А, судя по которой можно понять, для чего предназначена сталь. Дополнительные присадки, которые вошли в состав сплава, обозначаются в сплаве различными буквами. Цифрами обозначают концентрацию углерода, измеряемую в сотых долях процента.
Классификация по легированным присадкам:
А — сернистая сталь;
АС — добавлен свинец;
Е — селен;
Ц — кальций;
Г — марганец;
Х — хром;
Н — никель
Основные марки в производстве автоматных сталей
Марка металла предопределяет сферу применения. Сернистые марки применяются в производстве:
А11 — болты, гайки, цепи, вилки для сцепления в автомобилях;
А12 — оси, шурупы, болты, гайки и изделия сложной формы;
А20 — мелкие детали сложной формы;
А30 — метизы и детали, которые подлежат точной обработке.
Из марок, содержащих различные присадки, производят:
А35Е — матрицы и бандажи;
АС19ХГН — зубцовые передаточные механизмы;
АС35Г2 — валики масляного насоса;
АС40Х — кольца полуосей автомобиля.
В каких областях автоматные стали нашли применение?
Область применения всех автоматных сталей ограничивается производством крепежа и изделий, к которым нет высоких требований. К ним относятся автомобильные детали, крепеж, небольшие малонагруженные детали сложной формы.
У классической конструкционной стали высокая прочность, устойчивость к охлаждению и перегреву, отсутствие вредных примесей. Однако эти преимущества могут легко превратиться в недостатки материала в том случае, если речь идет об изготовлении метизов. Для решения этой проблемы инженерами была разработана так называемая автоматная сталь (автомат-сталь).
В состав этого сплава дополнительно вносятся сера или фосфор, а также различные дополнительные элементы — селен, свинец, теллур и некоторые другие. Это делает материал более ломким, поэтому работать с ним на станках гораздо легче.
Автоматные стали имеют специальную маркировку, которая позволяет однозначно отличить материал от других сплавов. Но какие стали называются автоматными? Какими химическими и физическими свойствами обладает автоматная сталь? Как маркируется этот материал и в каких сферах металлургии он используется чаще всего? В нашей статье мы в деталях рассмотрим все эти вопросы.
Содержание
1 Что такое конструкционная сталь?
2 Что такое автоматная сталь?
3 Физические свойства и изготовление автоматной стали
3. 1 Легирующие добавки
3.2 Физическая обработка
4 Преимущества и недостатки автоматной стали
5 Маркировка автомат-стали
5.1 Основные марки автомат-стали
6 Заключение
Что такое конструкционная сталь?
С точки зрения металлургии автомат-сталь является подвидом конструкционной стали, поэтому сперва рассмотрим этот материал, чтобы понять основные отличия сплавов. Конструкционная сталь — это стальной сплав на основе железа и углерода. Особенность этих сплавов с химической точки зрения — минимальное содержание серы и фосфора (во время выплавки используется специальные техники очистки, которые позволяют искусственным способом понизить содержание этих элементов).
Почему металлургам так важно избавиться от этих присадок? Дело все в том, что сера и фосфор снижают физические свойства стального сплава:
Сера — этот элемент делает сплав хрупким и ломким, а во время холодной обработки такой материал может серьезно растрескаться, что сделает его бесполезным в использовании.
Фосфор — этот элемент также снижает прочность стального сплава + при тепловой обработке из-за фосфора также могут появиться трещины в материале.
Согласно нормам ГОСТ содержание фосфора и серы в конструкционной стали должно составлять не более 0,05%, хотя встречаются и более качественные прочные сплавы с содержанием вредных примесей в более низкой концентрации. Такие материалы называют качественным (концентрация серы и фосфора — до 0,035 %), высококачественными (до 0,025%) и сверхвысококачественными (до 0,015%).
Что такое автоматная сталь?
Как мы уже выяснили ранее, фосфор и сера — это вредные примеси, содержание которых стараются минимизировать в итоговом сплаве, поскольку они ухудшают качество стали. Однако существует особый класс стальных конструкционных сплавов, где фосфор и сера могут содержаться в значительных количествах — это класс называют автоматной сталью.
Дело все в том, что при изготовлении сложных небольших деталей на станках-автоматах не требуется сверхпрочный материал — зато нужен пластичный материал, который легко и быстро обрабатывать.
Именно поэтому в автоматной стали допускается повышенное содержание примесей — фосфора или серы + различных дополнительных элементов (хрома, никеля, селена, свинца и других). Оптимальная температура ковки автоматной стали — от +950 до +1200 градусов по Цельсию.
Автомат-сталь используется для поточного производства метизов — болтов, гаек, шурупов, осей, валиков, фрагментов цепей и так далее. Также этот материал подходит для производства мелких автомобильных деталей сложной формы и конфигурации — зубцовых передаточных механизмов, колец полуосей машин, валиков масляного насоса и так далее. Выплавка автоматной стали контролируется государственным нормами ГОСТ 1414-75. Согласно ГОСТ автоматная сталь должна удовлетворять следующим требованиям:
Высокое качество надлома стружки (при обработке на станке очень важно быстро удалять стружку, которое образуется в больших количествах во время работы).
Низкая шероховатость поверхности (в противном случае деталь может получиться неоднородной по своей структуре, что критично при изготовлении мелких деталей сложной формы, где каждый изгиб имеет определенное конструктивное значение).
Минимальный износ режущего инструмента (в противном случае режущий станок очень быстро придет в негодность, что сделает себестоимость деталей очень высокой).
Есть возможность резать объект на высокой скорости (это позволяет снизить конечную стоимость детали, что минимизирует расходы на электричество и улучшает себестоимость такого способа обработки).
Физические свойства и изготовление автоматной стали
Физические свойства автомат-стали очень похожи на свойства обыкновенной конструкционной стали. Отличительные свойства автоматных сталей обуславливаются вхождением в состав материала различных примесей — в первую очередь это сера и фосфор, однако в состав автомат-стали могут входить и некоторые другие добавки (свинец, селен, кальций, марганец, теллур и другие). Также большое значение имеет способ выплавки и последующей обработки (диффузный отжиг, цементация, закалка и другие). Ниже мы кратко рассмотрим все основные примеси и способы правильной обработки.
Легирующие добавки
Согласно регулирующему ГОСТ 1414-75 в состав автоматной стали могут входить следующие добавки:
Сера (не более 0,2%). Улучшает надлом стружки за счет снижения прочности сплава, что делает возможным станочную обработку стального материала. Помимо этого сера оказывает вяжущий и смазывают эффект, что снижает шероховатость поверхности. В большинстве случаев сера вводится в состав сплава в виде марганцевых сульфидов, поэтому достаточно часто автоматные стали помимо серы содержат марганец.
Фосфор (до 0,15%). По своим свойствам очень похож на серу — улучшает надлом стружки, снижает шероховатость и так далее.
Селен. Позволяет дополнительно повысить надлом, но одновременно и сохранить высокую прочность сплава. К тому же селен позволяет сохранить режущий инструмент острым, что положительно сказывается на сроке годности автомат-станка.
Свинец. Повышает стойкость режущего инструмента станка, а также увеличивает срок обработки материала, что благоприятно сказывается на себестоимости деталей.
Кальций. Во время резки кальций создает на поверхности металла тонкий слой, который улучшает резку и скорость обработки. Некоторые дополнительные свойства кальция — снижает вероятность прилипания стружки к металлу, увеличивает срок годности режущего инструмента и так далее.
Марганец. Практически не влияет на свойства автоматной стали, однако содержится во многих автоматных сплавах, поскольку сера в сплав вносится в виде марганцевого сульфида, а после расплавки марганец остается в материале в виде добавочного компонента в небольших концентрациях (обычно не более 0,01%).
Физическая обработка
При выплавке помимо внесения дополнительных компонентов автоматная сталь обычно подвергается обжигу при температуре около 1300 градусов по Цельсию. Цель подобного обжига — обеспечить равномерное распределение фосфора и серы по всему объему стального сплава (в противном случае некоторые фрагменты металла будут хрупкими, а некоторые фрагменты — сверхтвердыми).
Также во время обработки материал может подвергаться цементированию и закалке — это позволяет получить более прочным пластичный материал, который будет легко резаться + он не будет портить режущую поверхность автомат-станка. Основные методы выплавки автомат-стали — мартеновский метод и конвертерная техника.
Преимущества и недостатки автоматной стали
Преимущества автоматной стали:
Простота обработки с помощью автомат-станков — можно получить как обычные детали (болты, гайки, шурупы), так и различные объекты сложной формы и конфигурации (различные шестерни, сложные валики с выемками, различные передаточные механизмы и так далее).
Высокая скорость обработки, отличное качество резки и низкая степень порчи резаков на станках. Это снижает себестоимость деталей.
Некоторые другие плюсы — простота выплавки, неплохая прочность, большой срок годности деталей, возможность внесения различных присадок для изменения физических свойств материала и так далее.
Главные минусы — наличие серы и фосфора, что снижает вязкость и пластичность конечных деталей. Особенно критично это в случае автомобильных деталей, когда поломка того или иного агрегата может представлять угрозу для жизни человека. К тому же нужно помнить, что фосфор и сера делают материал хрупким при резком перепаде температур, поэтому детали из автоматной стали использовать в помещениях со стабильными температурами.
Маркировка автомат-стали
Согласно нормирующим требования ГОСТ 1414-75 обозначается с помощью большой буквы A, которая указывает на то, что данный материал рекомендуется использоваться для обработки с помощью автоматных станков. После буквы А обычно ставится число, которое указывает на общую концентрацию углерода (единицы измерения — сотые доли процента). Если в состав материала входят какие-либо дополнительные присадки (марганец, селен, хром или свинец), то в таком случае это также указывается в названии материала согласно номенклатуре ГОСТ.
Основные марки автомат-стали
Марка
Дополнительные примеси (помимо фосфора и серы)
Основные детали, которые делают из этого сплава
А11
Отсутствуют
Болты, гайки, цепи, вилки для автомобильных механизмов сцепления
А12
Отсутствуют
Оси, валики, болты, шурупы, гайки и различные мелкие изделия сложной формы, которые нуждаются в точной обработке
А20
Отсутствуют
Мелкие детали различных машин и механизмов сложной формы, которым нужна точная обработка
А30
Отсутствуют
Детали сложной формы и размеров, различные метизы (это могут быть шурупы, болты, гайки, кольца, шестерни и так далее)
А35
Отсутствуют
Различные детали круговой или сложной формы, которые нуждаются в точной обработке на автомат-станках (шестерни, шурупы, болты, кольца, цепи и другие)
А35Е
Селен
Матрицы и бандажи
АС14ХГН
Свинец, марганец, хром, никель, кремний
Различные автомобильные детали (втулки, валы, передаточные механизмы)
АС19ХГН
Свинец, марганец, хром, никель, кремний
Зубцовые передаточные механизмы
АС35Г2
Марганец, никель, кремний; в небольших количествах — медь, хром, свинец
Валики масляного насоса
АС40Х
Хром + в небольших количествах — свинец, медь, никель
Кольца полуосей легковых машин
Заключение
Давайте подведем итоги. Автоматная сталь — это особый тип конструкционной стали, с повышенным содержанием фосфора и серы в материале. Из-за содержания примесей автомат-сталь становится более хрупкой, поэтому из подобного материала можно делать различные небольшие метизы простой или сложной формы — гайки, шурупы, матрицы, валики, оси, втулки, валы и так далее. Для производства метизов обычно используются специальные станки, которые не годятся для работы с обычной конструкционной сталью (ведь такой материал является очень прочным, что серьезно усложняет его обработку).
Состав и физические свойства автоматной стали регулируются государственными нормами ГОСТ 1414-75. Согласно этому документу в состав автомат-стали помимо серы и фосфора могут входить и некоторые другие добавки в небольших количествах — селен, свинец, марганец, кальций и другие. Автомат-сталь должна удовлетворять следующим требованиям — высокая степень надлома стружки, минимальная шероховатость, высокая степень обработки станковыми способом и так далее.
Автоматная сталь обладает как преимуществами, так и недостатками, что нужно учитывать при выборе материала для изготовления метизов. Согласно нормам ГОСТ для маркировки автомат-стали используется заглавная буква А и число, которое указывает на общее содержание углерода в материале. При наличии дополнительных примесей (свинец, селен, марганец и другие) могут указываться и некоторые другие буквы маркировки.
Общие типы стали (применение и свойства)
Сталь представляет собой ковкий сплав железа с углеродом, содержащий от 0,10 до 2% углерода, что определяет уровень, до которого она может быть закалена. Иногда его дополнительно сплавляют с марганцем, молибденом, хромом, никелем и т. Д., Чтобы улучшить легкость закалки и другие характеристики, такие как коррозионная стойкость. Сплавы железа с углеродом, содержащие углерод более 2%, называются чугунами и не поддаются ковке, за исключением особых форм, известных как ковкий и ковкий чугун. Как металл сталь характеризуется прочностью; износостойкие, ударопрочные и устойчивые к ползучести; электро- и теплопроводные; тяжелый; термостойкий; и довольно твердый по сравнению с другими материалами, такими как дерево, полимеры или керамика. Сталь производится путем удаления примесей из чугуна в печи.
В этой статье кратко обсуждаются некоторые популярные марки стали, а также параметры, в которых эти марки превосходны. К основным типам сталей относятся:
Обычная углеродистая сталь
Легированная сталь
Низколегированная сталь
Нержавеющая сталь
Обычная углеродистая сталь
Обычная углеродистая сталь не содержит заметного легирующего элемента, кроме самого углерода, и, в зависимости от содержания углерода, классифицируется как низко-, средне- или высокоуглеродистая. Низкоуглеродистая сталь (< 0,3 % С) используется для изготовления заклепок, холоднотянутых деталей типа проволоки, штамповок и т. д. в нижних диапазонах и фасонных изделиях, зубчатых колес, холоднокованых деталей и сварных труб в среднем и верхние диапазоны. Среднеуглеродистая сталь (0,3-0,5% С) используется для изготовления шестерен, валов, шатунов, бесшовных труб и т. д. и иногда называется машинной сталью. Высокоуглеродистая сталь (>0,5% С) используется для изготовления пружин, ножей и ручных инструментов, метчиков и фрез, волочильных штампов и т. д. и иногда называется инструментальной или пружинной сталью.
Простая 4-значная система нумерации AISI обозначает простую углеродистую сталь как 10xx, где последние цифры приблизительно соответствуют процентному содержанию углерода в металле. Например, простая углеродистая мягкая сталь, обозначенная как 1010, будет содержать 0,08–0,13% углерода. Сталь для свободной обработки будет обозначаться как 11xx.
Для закалки простой углеродистой стали ее необходимо быстро охладить. Это может привести к высоким остаточным напряжениям, деформации, снижению пластичности и т. д.
Вы можете использовать платформу Thomas Supplier Discovery, чтобы найти поставщиков углеродистой стали.
Легированная сталь
Хотя именно содержание углерода в стали определяет степень ее закалки, некоторые легирующие элементы, добавляемые в сталь, могут сделать термическую обработку менее травматичной, что является преимуществом, когда речь идет об уменьшении деформации при закалке в сложных тонкостенных деталях. , Например. Термин прокаливаемость относится к тому, насколько глубоко сталь может быть закалена, и легированные стали можно условно разделить на два лагеря по этому показателю: науглероживающая сталь, которая в основном затвердевает вблизи поверхности, и сталь со сквозной закалкой, которая может распространить закалку на глубину металла. основной.
В системе нумерации AISI марганцевые стали обозначаются 13хх, никелевые стали 2ххх, хромоникелевые стали 3ххх, молибденовые стали 4ххх и так далее до 9ххх для кремниймарганцевых сталей.
Закалка легированных сталей обычно может выполняться в масле для более медленной закалки, чем в воде, как это требуется для простых углеродистых сталей. Это может уменьшить деформацию и позволить закалке глубже проникнуть в сердцевину материала.
Вы можете использовать платформу Thomas Supplier Discovery, чтобы найти поставщиков легированной стали.
Низколегированная сталь
Этот металл, иногда называемый HSLA, или высокопрочной низколегированной сталью, обеспечивает повышенную прочность по сравнению с простыми углеродистыми сталями и используется в условиях, когда вес является важным фактором, например, в мобильном оборудовании. Хорошо поддается холодной штамповке и легко сваривается. Он обладает лучшей коррозионной стойкостью, чем обычная сталь, а также хорошей стойкостью к ударам, усталости и истиранию.
Другие низколегированные стали с такими обозначениями, как HY 80 и HY 90, используются для корпусов судов и внедорожного оборудования. Тем не менее, другие низколегированные стали доступны для особых условий, таких как низкотемпературная ударная вязкость или для создания защитных слоев от атмосферных воздействий на декоративной стали, используемой для фасадов зданий.
Вы можете использовать платформу Thomas Supplier Discovery, чтобы найти поставщиков низколегированной стали.
Нержавеющая сталь
Нержавеющая сталь
представляет собой сплав железа и хрома, который содержит от 10 до 30% хрома, что придает металлу высокую устойчивость к коррозии. Хотя существует много марок нержавеющей стали, регулярно используется только около дюжины. Например, нержавеющая сталь AISI типа 304 SS, имеющая хромоникелевый компонент и низкое содержание углерода, популярна благодаря своей хорошей коррозионной стойкости, очищаемости и формуемости, что делает ее популярной для многих предметов повседневного обихода, таких как кухонные мойки. Нержавеющая сталь AISI типа 316, содержащая молибден в качестве легирующего элемента, даже более устойчива к химическому воздействию, чем тип 304, что делает ее пригодной для воздействия морской воды, рассола, серных кислот и других коррозионно-активных веществ, присутствующих в промышленной среде.
Вы можете использовать платформу Thomas Supplier Discovery, чтобы найти поставщиков нержавеющей стали.
Резюме
В этой статье представлен краткий обзор распространенных типов стали. Для получения дополнительной информации о дополнительных продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие стальные изделия
Типы профилей из конструкционной стали
Ведущие производители и поставщики арматуры
Типы арматуры
Типы нержавеющей стали
Ведущие сталелитейные компании США и производители стали в мире
Все о стали 5160 (свойства, прочность, применение)
Все о стали 440 (свойства, прочность, применение)
Все о стали 430 (свойства, прочность, применение)
Все о стали 304 (свойства, прочность, применение)
Все о 52100 Сталь
Свойства, составы и применение стандартных сталей
Поверхностная закалка стали (цементация)
Все о стали 9260 (свойства, прочность, применение)
Все о стали 4130 (свойства, прочность, применение)
Сталь против титана — прочность, свойства и применение
Прочие «Типы» изделий
Типы кримперов — Руководство для покупателей ThomasNet
Типы датчиков температуры
Типы розеток
Три типа медицинских покрытий
Типы пружин — Руководство по покупке Томаса
Типы защитных перчаток
Типы ограждений — Руководство для покупателей ThomasNet
Типы уплотнительного оборудования — Руководство по покупке Томаса
Прототипы в электронике, компьютерном программном обеспечении и вычислительной технике
Типы электрощеток
Типы помех в электроснабжении
Типы грузовиков и тележек — Руководство по покупке Томаса
Типы клеев для аэрокосмической отрасли — Руководство для покупателей ThomasNet
Пластиковые прототипы печатных плат
Типы пускателей двигателей
Типы систем сбора данных — Руководство по покупке ThomasNet
Типы чистых помещений — Руководство для покупателей ThomasNet
Типы тиристоров — Руководство для покупателей ThomasNet
Типы светильников
Типы изоляции — Руководство по покупке Томаса
Больше из Металлы и изделия из металла
Справочник по стали, используемой в автоматических ножах
(1) Введение.
Этот веб-сайт www.tacknivesusa.com («Веб-сайт») позволяет таким пользователям, как вы, приобретать продукты в соответствии с условиями настоящих Условий («Соглашение»).
(2) Юридическое соглашение.
(a) Пожалуйста, внимательно прочитайте настоящее Соглашение. Настоящее Соглашение является юридически обязывающим соглашением между вами («вы» или «ваш») и TAKCOM LLC, компанией с ограниченной ответственностью во Флориде («TAKCOM LLC» или «мы» или «наш» или «нас»). tacknivesusa.com управляется TAKCOM LLC. На всем сайте термины «мы», «нас» и «наш» относятся к ООО «ТАККОМ». TAKCOM LLC предлагает этот веб-сайт, включая всю информацию, инструменты и услуги, доступные на этом сайте, вам, пользователю, при условии вашего согласия со всеми условиями, политиками и уведомлениями, изложенными здесь.
(b) Датой вступления в силу настоящего Соглашения («Дата вступления в силу») является дата вашего первого использования Веб-сайта. Используя Веб-сайт, вы соглашаетесь соблюдать настоящее Соглашение. Если вы решите принять настоящее Соглашение, вы должны сделать это так, как написано, без изменений. Если вы не согласны соблюдать условия настоящего Соглашения, пожалуйста, немедленно прекратите использование Веб-сайта. Вы соглашаетесь с тем, что использование Веб-сайта означает ваше согласие с настоящим Соглашением и согласие соблюдать условия настоящего Соглашения. Вы гарантируете и подтверждаете, что вам исполнилось 18 лет и что вы имеете законные полномочия для заключения настоящего Соглашения в качестве физического лица или от имени вашего работодателя. TAKCOM LLC и вы по отдельности являетесь «стороной», а все вместе — «сторонами».
(c) Вы соглашаетесь с тем, что любая покупка Продуктов у нас, будь то через Веб-сайт, наш розничный магазин или иным образом, регулируется настоящим Соглашением.
(3) Политика конфиденциальности.
Ваш доступ к Веб-сайту и покупка Продуктов регулируются настоящим Соглашением, а также Политикой конфиденциальности. Политика конфиденциальности также описывает, как ООО «ТАККОМ» собирает и использует информацию, которую вы публикуете на Веб-сайте или предоставляете нам. Настоящее Соглашение и Политика конфиденциальности могут совместно именоваться Соглашением и предназначены для совместного чтения. Ссылка на Политику конфиденциальности всегда доступна в нижней части веб-сайта.
(4) Условия и расторжение.
Срок действия настоящего Соглашения начинается с Даты вступления в силу и продолжается до прекращения его действия, как это прямо предусмотрено в настоящем Соглашении («Срок действия»). Настоящее Соглашение и Политика конфиденциальности действуют одновременно, и в случае прекращения действия одного из них автоматически прекращается действие другого. Вы можете расторгнуть настоящее Соглашение в любое время, отправив нам электронное письмо по адресу, указанному в разделе «Свяжитесь с нами» на Веб-сайте. TAKCOM LLC может немедленно расторгнуть настоящее Соглашение в соответствии с требованиями закона или в связи с нарушением вами любого положения настоящего Соглашения по определению TAKCOM LLC. Прекращение вступает в силу немедленно. После расторжения все права, предоставленные вам ООО «ТАККОМ» в соответствии с настоящим Соглашением, включая использование вами Веб-сайта, немедленно прекращаются, и вам не разрешается использовать Веб-сайт или приобретать Продукты. Следующие разделы настоящего Соглашения остаются в силе после расторжения или истечения срока действия настоящего Соглашения по любой причине: 4, 6 и 16-26.
(5) Обновления настоящего Соглашения.
ООО «ТАККОМ» ОСТАВЛЯЕТ ЗА СОБОЙ ПРАВО ИЗМЕНЯТЬ ВЕБ-САЙТ И УСЛОВИЯ НАСТОЯЩЕГО СОГЛАШЕНИЯ ПО СВОЕМУ УСМОТРЕНИЮ. ВЫ НЕСЕТЕ ОТВЕТСТВЕННОСТЬ ЗА КОНТРОЛЬ НА ВЕБ-САЙТЕ НА предмет ИЗМЕНЕНИЙ НАСТОЯЩЕГО СОГЛАШЕНИЯ. TAKCOM LLC может, но не обязана, предлагать обновления, обновления и улучшения для Веб-сайта, а также добавлять или прекращать использование любых Продуктов в любое время.
(6) Запрещенное использование.
(a) Вы можете использовать Веб-сайт и приобретать Продукты только в законных целях («Цель»).
(b) Вы не должны использовать Веб-сайт или Продукты: (i) для преследования, запугивания, смущения или угроз любому лицу, (ii) в любых незаконных, клеветнических, непристойных, порнографических или незаконных целях, или (iii) образом, нарушающим какие-либо законы, правила или положения.
(c) Вы не имеете права копировать, изменять, создавать творческие производные работы или реконструировать, полностью или частично, веб-сайт TAKCOM LLC, включая его компоненты или содержимое, полностью или частично, (ii) продукты, или (iii) товарные знаки, знаки обслуживания, фирменный стиль, патенты, заявки на патенты, авторские права и другую интеллектуальную собственность, включая, помимо прочего, фотографические изображения (вышеупомянутое в пунктах (a) – (c) вместе именуемые «Интеллектуальная собственность») .
(d) За исключением случаев, прямо указанных в настоящем Соглашении, ООО «ТАККОМ» не предоставляет вам никаких лицензий или прав собственности, в том числе на Интеллектуальную собственность, и все права, не предоставленные вам ООО «ТАККОМ» в явной форме по настоящему Соглашению, прямо сохраняются за ООО «ТАККОМ». .
(7) Заказы.
Вам должно быть не менее 18 лет, чтобы заказывать любые ножи, и не моложе 21 года, чтобы заказывать ограниченные товары. Продукты с ограниченным доступом отмечены на Сайте. Некоторые предметы на Веб-сайте могут быть незаконными в вашей или других областях для лиц моложе 21 года. Вы несете ответственность за проверку всех применимых федеральных, государственных и местных законов, касающихся покупки, владения, использования и владения любым Товары, проданные вам на Веб-сайте.
Закон о выкидных ножах (Pub.L. 85-623, 72 Stat. 562, принятый 12 августа 1958 г. и кодифицированный в 15 U.S.C. § 1241–1245), с возможными поправками («Закон») запрещает перевозку автоматических ножей через границы штатов, за следующими исключениями:
(a) гражданским лицам или офицерам снабжения или снабжения вооруженных сил и служащим федерального правительства, которые заказывают, закупают или закупают такие ножи в связи с деятельностью федеральное правительство;
(b) поставлять или закупать офицеров Национальной гвардии, Воздушной национальной гвардии или ополчения штата, территории или округа Колумбия, заказывая, закупая или приобретая такие ножи в связи с деятельностью такой организации. ;
(c) для снабжения или снабжения должностных лиц или служащих муниципального правительства округа Колумбия или правительства любого штата или территории, или любого округа, города или другого политического подразделения штата или территории;
(d) производителям таких ножей или их добросовестным дилерам в связи с любой поставкой, осуществляемой по заказу любого лица, указанного в пунктах (a), (b) и (c).
Установив флажок, подтверждающий согласие с Условиями и положениями TacKnives, вы подтверждаете, что принадлежите к одному из статусов, указанных в пунктах Раздела 8 (a), (b), (c) или (d) в отношении исключения из Федерального закона.
Статьи 1242 и 1243 Закона не применяются к:
(e) любому обычному перевозчику или перевозчику по контракту в отношении любого ножа с выкидным лезвием, отправляемого, транспортируемого или доставляемого для отправки в рамках торговли между штатами в ходе обычной деятельности;
(f) производство, продажа, транспортировка, распространение, владение или введение в торговлю между штатами ножей с выкидными лезвиями в соответствии с контрактом с вооруженными силами.
(g) Вооруженные силы или любой их член или сотрудник, действующий при исполнении своих обязанностей;
(h) владение и перевозка при себе любого складного ножа с лезвием длиной не более трех дюймов любым лицом, имеющим только одну руку; или
(i) нож, который содержит пружину, стопор или другой механизм, предназначенный для создания смещения в сторону закрытия лезвия, и который требует приложения усилия к лезвию запястья руки или руки для преодоления смещения в сторону закрытия чтобы помочь открыть нож.
TAKCOM LLC не будет продавать каким-либо лицам или группам за пределами штата Флорида без соблюдения вышеуказанных условий. Это не относится к автоматическим ножам, которые производятся, распространяются, покупаются или продаются в штате Флорида. Перед отправкой заказа может потребоваться надлежащая идентификация в случаях, когда приобретаются ограниченные товары .
(10) Правовая оговорка.
TAKCOM LLC не предлагает юридических консультаций относительно законов, применимых к вашей покупке Продуктов. Мы предоставили вам общую информацию о федеральных законах, которые могут повлиять на вашу покупку. Вы несете ответственность как покупатель, а не TAKCOM LLC как продавец, за установление и соблюдение всех применимых международных, федеральных, государственных и местных законов, касающихся вашей покупки и использования Продуктов.
(11) Политика изменения и отмены.
Если вы заказываете не те Продукты, вы можете изменить свой заказ до момента его отправки. После того, как заказ был отправлен, если вы хотите изменить товар, вы должны следовать инструкциям в разделе «Возврат и обмен» ниже. Если вы хотите отменить свой заказ, вы можете сделать это до момента его отправки. После отправки заказа вы должны следовать инструкциям в разделе «Возврат и обмен» ниже. Вы можете связаться с нами по поводу изменения или отмены по электронной почте или номеру телефона, указанному в разделе «Контакты» на Веб-сайте. Если вы решите отправить электронное письмо, вы должны указать «изменение заказа» или «отмена заказа» в строке темы вашего электронного письма, чтобы убедиться, что электронное письмо направлено в правильный отдел, чтобы повысить вероятность того, что изменение или отмена могут быть реализованы до заказа. корабли.
(12) Оплата. Заказы кредитной картой.
Мы принимаем карты Visa, Mastercard, Discover и American Express. Мы не принимаем Paypal. Делая заказ с помощью кредитной карты, вы соглашаетесь с тем, что вы имеете право использовать такую кредитную карту и, в случае возникновения спора о счетах, разрешать любые споры по счетам непосредственно с нами. ООО «ТАККОМ» оставляет за собой право запрашивать идентификацию для любых покупок любого рода. Ни один клиент не обязан предоставлять идентификацию, однако непредоставление запрошенной информации может привести к отмене заказа клиента. Если заказ отменен, а платежи с использованной кредитной карты будут аннулированы или возвращены.
(13) Доставка – Внутренние заказы.
(а) ООО «ТАККОМ» не дает никаких гарантий относительно времени доставки. Мы постараемся уложиться в указанные сроки, указанные на Веб-сайте; однако задержки могут быть вызваны такими событиями, как, помимо прочего, проверка клиента, отклонение кредитных карт, товары с ограниченным доступом, юридические запреты, недоступность продукта, стихийные бедствия и другие форс-мажорные обстоятельства.
(b) Обратите внимание: в Соединенных Штатах Америки есть некоторые регионы, куда мы просто не можем доставлять определенные товары с ограничениями (например, защитные аэрозоли, автоматические ножи, электрошокеры, кастеты, полицейские дубинки и т. д.). Эти области включают, но не ограничиваются: части Аляски, Калифорнии, Колорадо, Коннектикута, Делавэра, Гавайев, Иллинойса, Индианы, Канзаса, Луизианы, Мэна, Массачусетса, Мичигана, Миннесоты, Миссури, Нью-Мексико, Нью-Йорка, Теннесси, Техас, Вермонт, Вашингтон и Висконсин. Исключения делаются в соответствии с местным законодательством (во время покупки может потребоваться надлежащее удостоверение личности).
(c) Проверка адреса. Во многих случаях заказы, размещенные с доставкой по адресу, не разрешенному эмитентом кредитной карты, подлежат задержке доставки, подтверждающим электронным письмам/телефонным звонкам и/или отмене. Кроме того, заказы, отправленные на адрес, отличный от авторизованного платежного адреса, подлежат задержке и проверке доставки. В ситуациях, когда мы не можем подтвердить действительность заказа или подозреваем мошенничество, заказ будет отменен.
(14) Эксплуатация ножа и гарантия.
TAKCOM LLC гарантирует, что наши ножи имеют производственные дефекты и не изнашиваются при нормальном использовании. Чтобы гарантировать ваш нож, нам нужно, чтобы вы отправили его нам, и мы также должны будем взимать фиксированную плату в размере 20 долларов США за обработку и отправить его вам по почте. Если на этапе обработки мы обнаружим, что ваш нож сломался из-за неправильного использования, мы отправим вам его обратно с фиксированной оплатой в размере 20 долларов США.
(15) Возврат и обмен.
(a) Возврат продукции допускается, если он осуществляется в течение 30 дней с момента доставки. Вы должны получить разрешение на возврат, прежде чем отправлять товар обратно, иначе ваш возврат не будет принят. Чтобы получить разрешение на возврат, свяжитесь с нами, используя информацию, указанную в разделе «Контакты» на веб-сайте. Вы несете ответственность за доставку товара обратно к нам в совершенно новом, неиспользованном состоянии. Клиенту взимается комиссия за пополнение запасов в размере 5% или стоимость доставки, в зависимости от того, что больше для исправных товаров, чтобы компенсировать утерянные затраты на доставку, кредитную карту и оплату труда. Как только мы получим товар, мы вернем деньги. Ваш возврат будет произведен в той же форме, в которой был получен платеж, если с нами не были достигнуты другие договоренности. Мы не возмещаем стоимость доставки. Если ошибка произошла по нашей вине, мы, как правило, можем предоставить вам предоплаченную этикетку для обратной доставки, если вы свяжетесь с нами, используя информацию, указанную в разделе «Свяжитесь с нами» на Веб-сайте. Мы настоятельно рекомендуем вам застраховать любую посылку, возвращаемую нам. Вы несете ответственность за стоимость страхования вашего пакета. Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден.
(b) При возврате продукции, не связанной с ошибками TacKnives, покупателю будет вычтена стоимость доставки или комиссия за пополнение запасов в размере 5 %, в зависимости от того, что больше, вычитается из возмещения.
(c) Обмен приветствуется, если он осуществляется в течение 20 дней. Вы должны получить от нас разрешение на возврат, прежде чем отправлять товар обратно, иначе ваш обмен не будет принят. Чтобы получить от нас Разрешение на возврат, свяжитесь с нами, используя информацию, указанную в разделе «Контакты» на Веб-сайте. Плата за пополнение запасов при обмене на товары равной или большей стоимости не взимается, хотя взимается плата за доставку. Мы настоятельно рекомендуем вам застраховать любую посылку, возвращаемую нам. Вы несете ответственность за стоимость страхования нашего пакета. Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден. Если товар возвращается для возмещения, с него будет взиматься плата за пополнение запасов в размере 5%.
(16) Заявления и гарантии.
Размещая заказ, вы гарантируете и подтверждаете, что будете использовать Продукты законным образом и что вы достигли совершеннолетия, позволяющего приобретать и использовать Продукты.
(17) Правоохранительные органы.
Любое лицо, о котором известно или предполагается, что оно использует Продукты не по назначению, предоставляет ложную информацию или пытается каким-либо образом обмануть нас, будет сообщено в соответствующие органы. Вы понимаете и соглашаетесь с тем, что ООО «ТАККОМ» отслеживает использование Веб-сайта и покупку Продуктов и что, в соответствии с условиями настоящего Соглашения и Политики конфиденциальности, мы можем делиться вашим использованием Веб-сайта и приобретением Продуктов, Услуг, включая Личную информацию. (как определено в Политике конфиденциальности), с правоохранительными органами и должностными лицами в ответ на запросы или если у нас есть основания полагать, что вы используете Веб-сайт или Продукты в незаконных целях. Мы также можем делиться вашим использованием Веб-сайта и покупками Продуктов, включая Личную информацию, с третьими лицами без вашего предварительного согласия, как того требует закон, постановление суда, повестка в суд, судебный процесс, правительственный запрос, расследование мошенничества или как TAKCOM LLC определяет, что это необходимо или целесообразно для защиты своих интересов или вашей безопасности или безопасности других лиц.
(18) Возмещение убытков.
Вы должны защищать, возмещать ущерб и ограждать ООО «ТАККОМ» и его аффилированные лица, а также их сотрудников, менеджеров, членов, должностных лиц, акционеров, директоров, агентов, представителей, подрядчиков, страховщиков, поверенных, правопреемников и правопреемников от всех и против всех претензии, требования, суждения, убытки, обязательства, ущерб, затраты, гонорары, расходы, включая, помимо прочего, гонорары адвокатов, гонорары свидетелей-экспертов и судебные издержки, возникающие в результате (а) несанкционированного использования вами Веб-сайта, Продуктов, или интеллектуальной собственности, или (b) любое другое нарушение настоящего Соглашения.
(19) Отказ от гарантий.,
(a) ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ПРЯМО УКАЗАННЫХ В НАСТОЯЩЕМ ДОКУМЕНТЕ, TAKCOM LLC: (A) ПРЕДОСТАВЛЯЕТ ДОСТУП К ВЕБ-САЙТУ И ПРОДУКТАМ НА УСЛОВИЯХ «КАК ЕСТЬ», СО ВСЕМИ ОШИБКАМИ И БЕЗ ЛЮБЫЕ ГАРАНТИИ ИЛИ ГАРАНТИИ,
(B) НЕ ПРЕДОСТАВЛЯЕТ НИКАКИХ ЯВНЫХ, ПОДРАЗУМЕВАЕМЫХ, ПРЕДУСМОТРЕННЫХ ЗАКОНОМ ИЛИ ИНЫХ ГАРАНТИЙ В ОТНОШЕНИИ ВЕБ-САЙТА И ПРОДУКТОВ, И (C) ОСОБЕННО ОТКАЗЫВАЕТСЯ ОТ ЛЮБЫХ ПОДРАЗУМЕВАЕМЫХ ГАРАНТИЙ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ, ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ И КОНКРЕТНОЙ ЦЕЛИ ЛЮБЫЕ ГАРАНТИИ НЕНАРУШЕНИЯ КАКИХ-ЛИБО ПРАВ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ТРЕТЬИХ ЛИЦ В СВЯЗИ С ВАШИМ ДОСТУПОМ К ВЕБ-САЙТУ И ПРОДУКТАМ. ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ПРЯМО УКАЗАННЫХ В ЗДЕСЬ, TAKCOM LLC НЕ ГАРАНТИРУЕТ, ЧТО ВЕБ-САЙТ ИЛИ КАКИЕ-ЛИБО ПРОДУКТЫ БУДУТ СООТВЕТСТВОВАТЬ ВАШИМ ОЖИДАНИЯМ ИЛИ ТРЕБОВАНИЯМ, ИЛИ ЧТО ПРОДУКТЫ ОБЕСПЕЧАТ БЕЗОПАСНОСТЬ ИЛИ ЗАЩИТУ ОТ ВРЕДА, ТРАВМ, РАЗДЕЛЕНИЯ ИЛИ СМЕРТИ, ИЛИ ЧТО СОДЕРЖАНИЕ ВЕБ-САЙТ ИЛИ СПОСОБ ДОСТАВКИ БУДЕТ БЕЗ ОШИБОК (ВКЛЮЧАЯ ФАКТЫ, ЗАЯВЛЕНИЯ, УРОВНИ ОБСЛУЖИВАНИЯ, СКОРОСТЬ ЗАГРУЗКИ, ВРЕМЯ ПРОСТОЯ ВЕБ-САЙТА, ПЕРЕРЫВЫ, WI-FI, ТОЧКА ДОСТУПНОСТИ ИЛИ ПОДКЛЮЧЕНИЕ К ИНТЕРНЕТУ ИЛИ БЕЗОПАСНОСТЬ), ИЛИ ДЕФЕКТЫ НА НИХ БУДУТ ИСПРАВЛЕНЫ. ПОЛОЖЕНИЯ НАСТОЯЩЕГО РАЗДЕЛА ДЕЙСТВУЮТ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ.
(c) Не ограничивая общего характера вышеизложенного в этом Разделе, ошибки Веб-сайта (такие, как, помимо прочего, ошибки ценообразования, дезинформация о Продукте и расхождения в запасах) неизбежны. ООО «ТАККОМ» не обязано учитывать ошибки в ценообразовании. По нашему усмотрению мы можем отменить любой заказ, если мы определим, что произошла ошибка ценообразования. Если мы предоставили ложную информацию о Продукте для вашего заказа, вы имеете право вернуть приобретенный Продукт без штрафных санкций (в соответствии с политикой возврата, изложенной в настоящем документе). Если есть несоответствие запасов, вы имеете право сохранить свой заказ до тех пор, пока он не будет выполнен, или отменить свой заказ без штрафных санкций.
(d) Не ограничивая общего характера вышесказанного, TAKCOM LLC не несет ответственности за неправомерное использование любого Продукта, приобретенного у нас или у любого из наших дистрибьюторов и дилеров.
(20) Ограничение ответственности.
(a) TAKCOM LLC НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ПЕРЕД ВАС ИЛИ ЛЮБОЙ ДРУГОЙ СТОРОНОЙ ЗА УПУЩЕННУЮ ПРИБЫЛЬ, ПОТЕРЮ БИЗНЕСА, ОСОБЫЕ, КОСВЕННЫЕ, СЛУЧАЙНЫЕ, КОСВЕННЫЕ, ПРИМЕРНЫЕ ИЛИ ШТРАФНЫЕ УБЫТКИ, ДАЖЕ ЕСЛИ СТОРОНА БЫЛА ПРЕДВАРИТЕЛЬНО УВЕДОМЛЕНА О ВОЗМОЖНОМ УЩЕРБЕ ТАКИХ УЩЕРБОВ. ПОЛНАЯ ОТВЕТСТВЕННОСТЬ TAKCOM LLC И ВАШЕ ЕДИНСТВЕННОЕ И ИСКЛЮЧИТЕЛЬНОЕ СРЕДСТВО ПО ЛЮБОЙ ПРЕТЕНЗИИ ПО НАСТОЯЩЕМУ СОГЛАШЕНИЮ НЕ ДОЛЖНЫ ПРЕВЫШАТЬ ОБЩУЮ СУММУ, ВЫПЛАТЕННУЮ ВАМИ TAKCOM LLC ПО НАСТОЯЩЕМУ СОГЛАШЕНИЮ. ПОЛОЖЕНИЯ НАСТОЯЩЕГО РАЗДЕЛА ДЕЙСТВУЮТ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ.
(21) Соблюдение применимого законодательства.
За исключением случаев, когда это прямо разрешено в настоящем документе, все другие уведомления, предусмотренные в настоящем документе, должны быть отправлены либо признанной международной курьерской службой с предоплатой почтовых расходов, либо почтой США первого класса с предоплатой почтовых расходов по адресу, указанному в разделе « свяжитесь с нами» в разделе Веб-сайта в нашем случае и по адресу, который вы указали во время последней покупки в вашем случае. Уведомление считается полученным через два дня после подачи такого курьера и через три дня после отправки по почте.
TAKCOM LLC,
7152 SW 47th St. Unit 2B, Miami, FL 33155
(22) Независимые стороны.
Ничто в настоящем Соглашении не должно создавать отношения между работодателем и работником, партнером, совместным предприятием или агентом между TAKCOM LLC и вами.
(23) Разрешение споров.
Настоящее Соглашение и Политика конфиденциальности регулируются и толкуются в соответствии с законами штата Флорида без учета каких-либо применимых коллизий или положений о выборе права. Ни Конвенция Организации Объединенных Наций о договорах международной купли-продажи товаров («CISG»), ни Единый закон об операциях с компьютерной информацией («UCITA») не применяются. Для любого спора, возникающего из или в связи с настоящим Соглашением или Политикой конфиденциальности, стороны настоящего документа безотзывно соглашаются на обязывающий арбитраж в Майами, штат Флорида, в соответствии с Коммерческими правилами Американской арбитражной ассоциации, и стороны настоящим отказываются от любых возражений против арбитража в такой город неудобен. Вы понимаете, что настоящим соглашаетесь отказаться от любого права на рассмотрение дела судом присяжных. Настоящим вы соглашаетесь отказаться от любого права, которое у вас может быть на участие в любом групповом, коллективном, групповом или представительском действии или судебном разбирательстве, вытекающем из или в связи с настоящим Соглашением или Политикой конфиденциальности. Выигравшая сторона в любом таком арбитражном иске имеет право взыскать с не выигравшей стороны, в дополнение к любому решению, все разумные расходы, сборы и расходы, включая, помимо прочего, гонорары адвокатов и судебные издержки.
(24) Полное соглашение.
Настоящее Соглашение и Политика конфиденциальности, а также ссылки на страницы и разделы Веб-сайта содержат полное соглашение сторон и заменяют собой любые и все другие соглашения, устные или письменные, между сторонами в отношении предмета настоящего Соглашения. Без ограничения наших прав в соответствии с Разделом 5 выше, любые другие изменения настоящего Соглашения или Политики конфиденциальности вступают в силу только в том случае, если они оформлены в письменной форме и подписаны сторонами.
Вальцевание является неотъемлемым этапом производства множества промышленных изделий, таких как емкости, химические реакторы, оборудование для крекинга, элементы металлоконструкций в судовой, авиационной и космической отраслях.
Процесс вальцевания считается одним из наиболее сложных процессов пластической деформации металла, поэтому особенно важны надежность и точность работы валкового листогиба, обеспечивающего получение заданных радиусов с минимальной коррекцией со стороны оператора.
Листогибочные станки различаются по исполнению конструкции и типу приводящего механизма. Современные станки бывают симметричными/асимметричными трехвалковыми вальцами или четырехвалковыми станками с планетарным/линейным типом подвода боковых валов. За движением исполняющих механизмов станков такого типа отвечают электромеханические и гидравлические приводные системы, в зависимости от типа исполнения станка и назначения.
Гидравлические и электромеханические вальцы решают задачи широкого спектра: от изгиба 200 мм стали в малые радиусы с помощью станков типа «пресс-вальцы» до получения сложных форм на четырех валковых листогибах.
Ассортиментная линейка вальцовочного оборудования на сайте «ПроТехнологии» представлена станками от бюджетного до премиального сегмента от европейских брендов Akyapak (Турция) и Davi (Италия).
Современные гидравлические вальцовочные станки — это высокоточные инструменты для получения изделий из металла. Станки, поставляемых нашей компанией брендов, сконструированы
с учетом десятилетий опыта производства оборудования.
Жесткая конструкция станины, точность считывающих положение движущихся частей датчиков и специальная, запрограммированная форма валов, минимизируют отклонения от заданных параметров при гибке металла. Станки для вальцовки листового металла по общим признакам классифицируются на трехвалковые и четырехвалковые листогибы.
В 3-валковых гидравлических станках все валы приводятся в движение независимо, при помощи гидравлического мотора и редуктора, что позволяет делать предподгибку по обеим сторонам
станка без извлечения листа. Это гарантирует ровную подачу материала и снижает вероятность проскальзывания при изгибании обечайки.
Принцип работы четырехвалкового листогиба заключается в том, что лист во время прокатки зажимается. Предотвращается уход и скольжение материалов. Таким образом, выполняются более надежные операции прокатки и достигаются более точные результаты. В 4-валковых листопрокатных машинах AHS один из боковых валков может использоваться в качестве упора, поэтому лист можно легко и точно выровнять вдоль валка поперек направления подачи.
Современные четырехвалковые станки как правило оснащены контроллером, позволяющим отслеживать положение валов. Боковые валы имеют независимое управление по каждой оси. Это дает возможность делать нужный предварительный подгиб заготовки. Опционально станки комплектуются устройствами для конической гибки: системой перекоса боковых и нижнего валов, упорной шайбой.
Опционально четырехвалковые листогибы оснащаются системой ЧПУ, что позволяет автоматизировать технологические процессы получения деталей сложных форм (овальной и полицентрической). Программное обеспечение позволяет рассчитать пошаговое перемещение рабочих органов станка путем ввода размеров будущей детали в память ЧПУ.
Вальцы. Устройство и принцип работы
Каталог
Скачать
Каталог оборудования (18.93 Мб)
Главная > Статьи
Вальцы – устройство для переработки различного материала, применяющееся в пищевой и непищевой промышленности для перетирания муки, теста, штамповки, формирования и отрезания продукции, а так же для деформирования металлических поверхностей в металлообрабатывающей промышленности.
Само слово «вальцы» имеет немецкое происхождение и означает «каток». Вальцы и в самом деле представляют собой раскатывающее устройство с гладкой или рифленой поверхностью, оставляющей отпечаток на материале, который при запуске вальцов проходит между ними и подвергается деформации.
Вальцы вращаются в противоположных направлениях, позволяя захватывать и обрабатывать материал одновременно. Основным устройством вальцов являются валки, которые благодаря своему ассиметричному расположению позволяют обрабатывать листовой материал аккуратно и предельно точно, оставляя ровный след или гладкую поверхность. Вальцы работают с материалами различной плотности, что делает работу оператора удобной и эффективной.
Конструкция вальцов включает следующие элементы:
Основание, выполненное из стали или другого металла для поддержания устойчивости конструкции и размещения основных рабочих деталей станка;
Щечки, служащие для закрепления вальцов;
Откидная балка, воздействующая на опору для равномерного распределения нагрузки;
Прижимной вал, под действием которого материал проходит обработку давлением;
Опорные валы поддерживают материал и не дают ему выскользнуть в процессе обработки. В качестве опоры могут выступать и три вала, в случае если конструкция станка четырехвалковая.
Прижимной винт, с помощью которого происходит прижимание материала и его затягивание внутрь вальцов;
Приводная рукоятка, с помощью которой вальцы приводятся в движение. На автоматических моделях станка, управление осуществляется с помощью электропривода.
Фиксирующие гайки, надежно закрепляющие вальцы в щечках устройства;
Кожух, обеспечивающий доступ к внутренним механизмам станка.
Работают вальцы по следующему принципу:
Прижимные винты поднимаются вверх, чтобы установить прижимной вал на требуемую высоту;
Параллельно валам располагается вальцуемый лист;
Положение прижимного вала регулируется с помощью вращения прижимных винтов;
При вращении приводной рукоятки вальцы приводятся в движение, и материал прокатывается по всей плоскости вальцов;
Готовую заготовку извлекают с помощью поднятия прижимного вальца путем вращения прижимных винтов.
Если вальцы автоматические, то вращать рукоятку не надо, они приводятся в движение с помощью компьютерной системы управления, где на экран вычислительного устройства выводятся все требуемые показатели, которые легко отслеживать в процессе работы.
Вальцы успешно применяются на производствах любого масштаба. Металлургическая и машиностроительная промышленность использует вальцы листогибочного и прокатного плана. Ведь вальцы становятся незаменимы при изготовлении труб любого диаметра, как для водопроводных, так и для вентиляционных систем. Химическая и резинотехническая промышленность так же успешно применяет вальцы в качестве устройства, которое перерабатывает полимерные материалы и изготавливает большой ассортимент продукции. Здесь наиболее распространены листогибочные, дробильные и рафинирующие вальцы. Дробильные вальцы становятся незаменимым оборудованием при обработке муки и любых пищевых продуктов.
Таким образом, можно отметить, что вальцы, имея незамысловатую конструкцию и достаточно легкую систему управления, являются производительным оборудованием, которое пользуется широким спросом во всех промышленных областях.
Компания «МП Сервис» поставляет широкий ассортимент вальцовочных машин от китайского производителя, ознакомиться с которыми вы можете пройдя по ссылке: http://shear. by/production/listogiby-mnogo-valkovye.
21.06.13
Ролик
Определение и значение — Merriam-Webster
1 из 2
ролик
ˈrō-lər
1
а
: вращающийся цилиндр, над которым или на котором что-либо перемещается или который используется для прессования, придания формы, распространения или сглаживания чего-либо
б
: цилиндр или стержень, на который что-либо наматывается (например, штора)
2
а
: длинная тяжелая океанская волна
б
: датчик движения 1b
3
: тот, который катит или выполняет операцию прокатки
4
: медленно катящийся шар земли
ролик
2 из 2
ролик
ˈrō-lər
1
: любая из различных наиболее ярко окрашенных неворобьиных птиц Старого Света (семейство Coraciidae), которые совершают перекатывающиеся воздушные ныряния во время брачных игр бежать вместе
История слов
Этимология
Существительное (2)
Немецкий, от rollen to roll, reverberate, от среднефранцузского ролик — подробнее в ролике
Первое известное употребление
Существительное (1)
13 век, в значении, определенном в смысле 1a
Существительное (2)
1678, в значении, определенном в смысле 1
Путешественник во времени
3
43
4 Первое известное использование ролика было в 13 веке
Посмотреть другие слова того же века
Словарные статьи Рядом с
ролик
жаркое
ролик
роликовый защитник
Посмотреть другие записи поблизости
Процитировать эту запись «Ролик».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/roller. По состоянию на 11 ноября 2022 г.
Copy Citation
Kids Definition
ролик
ролик
ˈrō-lər
1
а
: вращающийся цилиндр, на котором что-либо перемещается или который используется для прессования, придания формы, распространения или сглаживания чего-либо
б
: стержень, на который что-либо наматывается (например, карта или тень)
с
: маленькое колесо (как у роликовых коньков)
2
: длинная сильная волна на море
3
: тот, который перекатывается или перекатывается
Medical Definition
ролик
См. Ruller
Подробнее от Merriam-Webster на
Roller
Тезаурус: все синонимы и антонимы для Roller
nglish: перевод Roller для испанских носителей
Britanca: Ecyclereed.com. ролик
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
отважный
См. Определения и примеры »
Получайте ежедневно по электронной почте Слово дня!
Сложные слова, которые вы должны знать
Часто используется для описания «хода времени», что означает неумолимый ?
Медленный Быстрый
Неумолимый Непредсказуемый
Прослушайте слово и напечатайте его. Сколько вы можете получить правильно?
ПРОЙДИТЕ ТЕСТ
Ежедневное задание для любителей кроссвордов.
ПРОЙДИТЕ ТЕСТ
Ролики — это не поджанр, маппеты!
В последние несколько месяцев в драм-н-бэйсе наблюдается странное явление. Мы не уверены, кто это начал, мы не уверены, выходит ли это за рамки онлайн-дискурса (или даже за пределы DNB Talk), но, похоже, существует значительная фракция руководителей, которые пытаются, ржут, требуют возвысить термин «ролики» в статусе поджанра.
И это нужно остановить. В настоящее время.
Аргументы не были ужасно сильными (если только вы не считаете старый стандарт «потому что я так сказал!» проницательным ответом), и в основе этого была ужасающая война мемов, но трудно полностью оценить, насколько многие люди на самом деле верят в эту глупость. Однако, поскольку это стало известно, наша позиция состоит в том, что необходимо прояснить несколько моментов.
Логика
Идея о том, что ролики должны быть или уже являются поджанром, по-видимому, исходит из ошибочной логики, которая на самом деле не связана с тем, что говорят производители тяжелых нападающих (у нас есть много между прочим, высказывания сильных нападающих), но больше коренится в отсутствии понимания теории музыки.
Давайте сначала разберем исходное определение ролика. По сути, ролик — это любой трек с плавной басовой линией или ритмической структурой. Это не связано с тактовым размером, как предполагают некоторые; это может быть буквально любой размер, если это последовательный цикл баса, ударных или того и другого (иногда даже синтезатора), который повторяется снова и снова на протяжении всего трека. Есть джамп-ролики, джунгли-ролики, нейрофанк-ролики, жидкие роллы… черт, даже у джаза и рока есть свои роллеры. Вы когда-нибудь слушали Teddy Bear Элвиса? Это катящаяся басовая линия, на которую нужно сделать ремикс. Кто-нибудь займитесь этим.
«Для меня термин «роллинг» означает аранжировку и ощущение трека», — объясняет Брендан Futurebound, человек, который не прочь сыграть ролики или выпустить их на своем лейбле Viper. «Это то, как он перемещается по последовательностям, не нужно резко меняться каждые 16 тактов, потому что основные элементы стоят денег. Ролики — это не поджанр, это вайб».
Итак, если подумать о технической структуре ролика, то на самом деле это просто стиль ударных или басовой партии, и его можно вставить буквально в любую песню. Итак, если его можно использовать в любом поджанре, как он может быть отдельным поджанром?
Одна художница, которая очень громко заявила об этом, — Айрис из Quadrant и Айрис.
«Неправильная классификация роликов сводит меня с ума, — объясняет она. «Я описываю свой звук как «технические ролики», но это потому, что это хороший способ дать представление о том, что я играю, в очень широком смысле. Это не поджанр, это барабанный паттерн».
Ирис даже привела нам пример. В ее треке Definition с Quadrant и Kid Hops барабанная партия очень четко катится по всему треку. Это также большое слияние нескольких поджанров. это техническое определение того, почему ролики не являются поджанром (простите за каламбур).
Здесь нельзя игнорировать «технический» ракурс, о котором говорила Ирис. Мы поговорили с Andy C о роликах, и он задал следующий вопрос: «Являются ли они драм-н-бейс-эквивалентом техно-мелодии, где раскатывается грув? Можно утверждать, что они…»
Тем временем мультижанровый роллер Дон Нимфо соглашается и признается, что даже дает отзывы о техно-роликах, которые ему присылают его друзья, производящие техно. Как и Айрис, Нимфо считает ролики стилем, а не поджанром.
«Думаю, будет сложно, если ролики станут поджанром», — размышляет Нимфо. «Потому что тогда были бы жидкие ролики, джамп-ап ролики, минимальные ролики и т. д. У меня есть хороший друг, который делает много техно, и я даже отзываюсь о его треках, что это «роллер». Так что я думаю, что это скорее способ энергичного использования барабанов, перкуссии и других повторяющихся элементов. А также много классических брейков поверх этого!»
История
Поскольку люди хотят классифицировать ролики как поджанр, они немного отстают от времени. Роллеры существуют буквально с момента зарождения драм-н-бэйса (и не только). Этот термин на самом деле только начал придумываться битниками и придурками прессы (такими, как ваш покорный слуга), чтобы описать звук или ощущение конкретной басовой партии или барабанного паттерна. Это похоже на такой дескриптор, как «фейерверк». Если вы считаете, что роллеры должны быть поджанром, то, возможно, и фейерверки тоже должны быть? (Спойлер: никогда. Никогда.)
Перед лицом некоторых новых поджанров, которые так сильно изменились за эти годы, крутящиеся басовые линии и ролики на самом деле являются одной из немногих вещей, которые остались довольно постоянными. Мы поговорили об этом с одним из создателей нейрофанка, Skynet.
«Катки могут стать украшением любого стиля», — объясняет он. «Я чувствую, что все дело в том, чтобы сидеть в твердом ритме. Любая другая вибрация или чувство, я понимаю людей, желающих поместить это в отдельную коробку. Так случилось со всеми нынешними поджанрами: ликвид, техстеп, даже нейрофанк. Хотя это договоренность. Это стиль и грув, который всегда был там».
Даже в современных итерациях нейрофанка, ликвида и техстепа крутящиеся басовые партии и паттерны ударных могут привнести ту живость, которая могла быть утрачена в более ранних версиях. Босс Eatbrain Джейд, создатель любимого нейрофанкового ролика 2018 года в форме своего DnB VIP Man Eating Lizard Dragon, кажется, согласен.
«Называть ролики поджанром — это то же самое, что называть поджанром тустеп бит», — говорит Джейд. «Есть всевозможные ролики — особенно мне нравятся глубокие минималки — но буквально вы можете найти ролики в каждом уголке драм-н-бейс-спектра. Для меня это ролик, когда рисунок битов не слишком ломается, а басовая линия строится на длинных одиночных нотах, а не на сложных структурах. Это еще один пример того, почему драм-н-бэйс является величайшим жанром из всех: бесконечное количество поджанров пересекается туда-сюда. Никаких строгих правил, только одно: темп, который нас связывает».
Разве у нас недостаточно кровавых поджанров?
Многие из продюсеров, с которыми мы разговаривали, чувствовали это в той или иной форме: со всеми этими маленькими классификациями, поджанрами и разногласиями, которые у нас уже есть в драм-н-бейсе, почему мы пытаемся сделать больше разделений и почему мы даже спорим об этом?
Во всяком случае, мы должны объединять стили и давать художникам больше творческой свободы. Именно так Энди Си увидел это, когда мы спросили его, считает ли он, что ролики должны быть еще одним поджанром. «Нет, я бы не хотел создавать еще один поджанр», — говорит он нам. «У нас их уже достаточно. Роллеры для меня — это те мелодии, в которых голова опущена, когда ты полностью растворяешься в ритме».
Шимон, бывший коллега Энди Си по группе RAM Trilogy, возможно, одной из самых важных групп по созданию роликов в истории D&B, соглашается. «Я думаю, что у нас уже слишком много поджанров», — объясняет он. «Я бы хотел, чтобы все это было просто Drum and Bass».
Таким образом, дело не только в том, что ролики как поджанр — ошибочная предпосылка, но и в том, что так много поджанров, возможно, принесли больше вреда, чем пользы. Когда мы разговаривали с Ant TC1, у него было интересное мнение по этому поводу:
«Фабио, придумавший слово «жидкость», изначально никогда не выдвигался (им) как предполагаемый поджанр, это была просто придуманная им фраза, которая была взята на вооружение. почти всеми, и, казалось, всем понятен этот более глубокий звук D&B. Термин «роллер» появился НАМНОГО раньше, чем «жидкость», но я никогда не замечал, чтобы он использовался как поджанр. У вас могут быть разные стили роликов, например ролики на тему джунглей. Прекрасным примером может служить «Set Speed» DJ Krust или еще более подходящее название «Remember the Roller» доктора С. Гаше.
Чему мы научились?
Ну, во-первых, все, кто читает это лучше, ушли, зная, что ролики никоим образом не определяют какой-либо поджанр. На самом деле чаще всего это их объединяет. Однако более важным, чем технические причины, является тот факт, что переопределение драм-н-бэйса сейчас опасно.
Развитие любого музыкального жанра состоит в том, что он должен пройти этапы; D&B во многом уже неузнаваем, чем был в 1996, 2001 или даже 2008. То, что продвигает эти этапы, заключается не в добавлении ограничивающих параметров, таких как категории, поджанры и даже субкультуры (я смотрю на вас, джунгли), а в том, чтобы позволить художникам свободно придумывать новые инновации и раздвигать границы.
Еще одна вещь, которая подталкивает эволюцию музыкального стиля, — это его поклонники, которые непредубеждены и готовы смотреть на то, как создается трек; прочувствовать передаваемые им эмоции и попытаться увидеть их такими, какими их задумал артист, не запихивая в коробку и не расстраиваясь из-за того, что трек «нарушает правила» или «убивает» тот или иной поджанр.
Зеленый вольфрам WP — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни. Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
НСК сварка, https://nsksvarka.ru/, купить, новосибирск, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, зеленый вольфрам, плазменная резка, https://154svarka. ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, зеленый вольфрам, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, зеленый вольфрам, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, зеленый вольфрам, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
Вольфрамовый электрод WP 2.
4 мм, 1 шт. цены, отзывы
При проведении работ по аргонодуговой сварке не последнюю роль играет подбор правильного вольфрамового электрода, ведь именно между ним и свариваемой деталью происходит горение дуги. Для того, чтобы обеспечить качественную и стабильную сварку нужно тщательно подбирать вольфрамовый электрод, в зависимости от того, какой материал и током какой полярности будет свариваться.
Каждая марка электродов отличается составом легирующих элементов и маркируется соответствующим цветом. Электроды WP — это практически чистый вольфрам (99.5%) с небольшим количеством примесей, маркируется зеленым цветом. Тепловая нагрузка на такие электроды более ограничена, чем при использовании оксидированнных электродов. Электроды из чистого вольфрама поддерживают стабильность дуги при работе на переменном токе и в достаточной мере обеспечивают чистоту шва. Если сравнить с оксидированными электродами, то стоит отметить, что по некоторым параметрам электрод из чистого вольфрама проигрывает по технологическим показателям, но выигрывает по цене.
Подойдет для сварки:
алюминия и его сплавов
магния и его сплавов
Состав: вольфрам — ≥ 99,5%, легирующие элементы — 0.5%
Перед тем как приступить к сварке не забывайте о правильной заточке вольфрамовых электродов, для электродов WP заточка должна быть только сферическая, поскольку они используются исключительно для работы на переменном токе.
Уважаемые покупатели, обратите внимание, цена указана за 1 электрод.
Диаметр электрода
2. 4
мм
Тип вольфрамовых электродов
чистый вольфрам
Электрод из чистого вольфрама
| Электроды для сварки TIG YesWelder
перейти к содержанию
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
Трубогиб гидравлический универсальный HPB-1000 Blacksmith предназначен для изгибания по заданному радиусу круглых труб из металла или другого материала. Мощный, компактный и мобильный станок….
Подробное описание и цена >>>
Реклама
Гидравлический трубогиб c закрытой рамой EPB10
Для гибки круглых труб от ?1/2” до ?2″. Максимальный угол гиба — 90°. Профессиональный гидравлический трубогиб EPB-10. Используется: при прокладке различных трубопроводов; для обслуживания…
Подробное описание и цена >>>
Трубогибочные станки с ЧПУ до 219 мм, трубогиб
Состояние: Новый Год выпуска: 2015
В наличии
ТРУБОГИБЫ от производителя. Предлагаем новые уникальные полуавтоматические трубогибочные станки с числовым программным управлением для холодной дорновой и бездорновой гибки труб и профильного…
Продаем пресса, гильотины, листогибы, вальцы, молоты, литьевые машины, трубогибы, ножницы, резьбонакатные,шлифовальные, расточные, наждаки, круглошлифовальные станки и многое другое.
Компания «Мир…
31.10.2022
Санкт-Петербург (Россия)
Трубогиб УГС-5
Состояние: Б/У Год выпуска: 2000 Производитель: Московский механический завод (Россия)
Трубогиб УГС-5 , смонтирован на тележку с колёсами.
21.04.2017
Санкт-Петербург (Россия)
трубогиб ИВ3428
Состояние: Б/У Год выпуска: 1990
трубогиб ИВ3428
23.01.2018
Санкт-Петербург (Россия)
трубогиб,трубогибочный, гибочный станок ив3428
Состояние: Б/У Год выпуска: 1999
трубогиб,трубогибочный, гибочный станок ив3428 ручнойТрубогиб с механическим приводом ИВ-3428 предназначен для гибки труб в холодном состоянии с оправкой (дорном) и без нее методом…
31.10.2022
Санкт-Петербург (Россия)
Трубогиб ручной Rut-40
Состояние: Новый Производитель: Rubel` (Россия)
В наличии
Трубогиб для профильной и круглой трубы ручной. Надежный и удобный станок.Особенность наше станка в роликах, которые имеют более надёжные литые бортики по сравнению с регулируемыми вальцами.В набор…
09.09.2021
Санкт-Петербург (Россия)
16 080
Трубогиб Soco SB-39x4A-3S-V+Punch
Состояние: Б/У Год выпуска: 2012
Продается станок Трубогиб Soco SB-39x4A-3S-V+Punch.-Программирование по осям с ЧПУ-Метод проталкивание и намотка-2 Рабочих стэка +1 запасной-Прижим с пуансоном под пробивку отверстий в…
17.04.2020
Санкт-Петербург (Россия)
4 800 000
Трубогиб Rems curvo
Состояние: Б/У Год выпуска: 2015 Производитель: Rems (Германия)
Трубогиб Rems. Состоянте хорошее.комплектацию видно на фото. В наличии 2 штуки. Цена указана за один.
07.06.2021
Санкт-Петербург (Россия)
80 000
Трубогибы (електромеханический и ручной)
Состояние: Новый Производитель: Станко-Дом (Россия)
В наличии
ООО «Станко-Дом»- Мы производитель- Гарантия 12 месяцев- Оплата с НДС и без- Доставка транспортными компаниями в любой город России и СНГПрофилегибочный станок с гидравлическим прижимом…
Куплю ручной трубогиб CM-30/3 Partner 3-коорд от компании «БМК» или его аналог. Новый или б/у. Место продажи значения не имеет.
14.09.2022
Санкт-Петербург (Россия)
трубогиб ИВ3428 б. у
Состояние: Б/У
Гибка Тр57х3,5
01.11.2019
Санкт-Петербург (Россия)
Цепной профильный трубогиб Гиббон
Состояние: Новый Производитель: Gibbon (Россия)
В наличии
Цепной профилегиб для профилей — от 10х10 до 60х40 мм и круглых труб до 1,5″. Отправим в любой город России!Характеристики:✓ цепная передача. Усиленная цепь ГОСТ;✓ валы СТ-45, закаленная сталь;✓…
Состояние: Новый Производитель: ПРОМЛИДЕР (Россия)
В наличии
ПРОФИЛЕГИБ — ПРОМЛИДЕР МБ-50Предназначен для гибки арок или колец из разных заготовок: профильные и круглые трубы, уголок, швеллер, круг, пруток и т. д.Описание и характеристикиУправление станком…
Состояние: Новый Производитель: Keepler-Stan (Россия)
В наличии
???? Листогиб серии RMA. Аналог польского листогиба, превосходящий его по характеристикам и цене!——————————КУПИ В РАССРОЧКУ 0-0-12Не замораживайте деньги, а направьте их на…
02.11.2022
Санкт-Петербург (Россия)
123 000
Популярные категории в Санкт-Петербурге
Да кстати, на портале ProСтанки выбор предложений по трубогибу БУ почти как на Авито и TIU
Видео трубогиба БУ
Ultimate Tube Bender Parts Plus, Inc.
ПРОДАЖИ | СЕРВИС | ЗАПЧАСТИ
Новое оборудование
Мы предлагаем полную линейку новых и бывших в употреблении трубогибов, формирователей концов и станков для резки. Свяжитесь с нами сегодня, и мы порекомендуем оборудование, отвечающее вашим текущим и будущим производственным потребностям.
Просмотреть оборудование
Запасные части
С тех пор, как компания Ultimate Tube восстанавливала станки для гибки сосен, мы улучшили несколько деталей, упростив их установку и снятие, изменили спецификации материалов, увеличили количество материалов для повышения прочности и увеличения срока службы деталей.
Позвоните нам, чтобы узнать о требованиях к запасным частям трубогиба Pines и запасных частях трубогиба Clarke & Lewis.
Посмотреть детали
Продажа и обслуживание
Диапазон наших услуг включает обучение, установку, профилактическое обслуживание, оценку трубогиба и настройку на месте. Мы также предоставляем поддержку по телефону и консультации на месте. Восстановление трубогиба Pines.
Свяжитесь с нами
Ultimate Tube Bender Parts Plus, Inc.
Ultimate Tube Bender Parts Plus, Inc. может предоставить качественные запасные части по ДОСТУПНОЙ ЦЕНЕ для большинства ваших потребностей в трубогибах Pines. Мы также обеспечиваем обслуживание трубогибов на месте, оценку и осмотр машин, ремонт и восстановление трубогибов, покупаем и продаем подержанное оборудование и при необходимости передаем на аутсорсинг ваши требования к гибке и изготовлению. Наш ремонт состоит из механических, электрических, гидравлических и трубогибочных средств управления.
Диапазон наших услуг включает обучение, установку, профилактическое обслуживание, оценку гибочных станков и настройку на месте. Гибочные станки также могут быть отправлены в нашу ремонтную мастерскую для доработки и обновления. Мы также предоставляем поддержку по телефону. У нас более 34 лет опыта работы с трубогибами Pines. Пожалуйста, просмотрите наш сайт для получения подробной информации о том, что Ultimate Tube Bender Parts Plus, Inc. может сделать для вашей компании.
Ремонт трубогиба. Запчасти Pines Bender, Ремонт Pines Bender, Clarke & Lewis Bender, Clarke & Lewis End Finish Machines.
Трубогибы SOCO, лазерная труборезная машина, холодная пила, станок для квадратной и зачистной резки, развальцовочная машина, станок для изготовления швов, листогибочный станок.
Свяжитесь с нами — мы здесь, чтобы помочь
Мы здесь, чтобы помочь 24/7. Позвоните, напишите или заполните контактную форму, и один из наших специалистов свяжется с вами.
Блоги
Введение В нашем бизнесе нас часто спрашивают, лучше ли купить подержанный трубогиб Pines, чем купить новый. Ответ дать нелегко, потому что существует множество факторов, […]
Блоги
Введение www.benderparts.com https://www.benderparts.com/ б/у-оборудование/ Компания Pines производит трубогибочные станки мирового класса уже более трех десятилетий. Наши машины были […]
Блоги
Введение Мы являемся ведущим поставщиком подержанных трубогибов Pines и других трубогибов. Мы поставляем бывшие в употреблении трубогибы уже много лет, поэтому хорошо знаем нашу продукцию и можем помочь вам […]
Блоги
Введение Pines Machinery является производителем высококачественных трубогибочные станки для автомобильной промышленности. Мы работаем уже более 80 лет и с гордостью предлагаем полный […]
Блоги
Теперь вы можете найти самые качественные запчасти для трубогибов Pines в США. Многие люди сталкиваются с проблемой поиска качественных запчастей Pines для трубогибов Pines. Вот […]
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Сварка под флюсом является разновидностью дуговой сварки. Особенностью такого вида дуговой сварки является ведение сварочного процесса с использованием специального порошкового сварочного флюса. Сварочная дуга в процессе сварки горит под слоем флюса.
Флюс – это специальное вещество в виде порошка или гранул с положительными характеристиками. Флюс подается прямо в зону сварки толстым слоем и используется для защиты сварочной ванны от попадания воздуха в процессе сварки. В этом смысле порошковый флюс аналогичен использованию для сварки инертного газа, защищающего ванну от кислорода.
Дуговая сварка под флюсом имеет ряд особенностей, выгодно отличающих метод от стандартной дуговой сварки:
максимальная защита сварочной зоны в процессе работы,
значительное сокращение потерь электрода и присадочной проволоки,
практически полное отсутствие брызг металла,
повышение производительности сварочного процесса,
снижение чувствительности к появлению оксидов на поверхности металла,
дополнительная защита операторов от дугового свечения,
высокое качество шва и улучшенные свойства металла шва благодаря пониженной скорости остывания материала в процессе.
Но при этом сварка с использованием защитного флюса имеет ряд недостатков, которые могут быть существенны при выборе метода:
повышение общих расходов на сварочный процесс,
повышение сложности корректировать положение дуги,
необходимость дополнительной защиты органов дыхания операторов от газов,невозможность визуально контролировать непосредственное место сварки,
невозможность сварки в любом пространственном положении,
повышение текучести металла и флюса в процессе работы,
высокая зависимость качества выполнения работы от сборки сварочных кромок в связи с угрозой вытекания расплавленного флюса или металла с последующим образованием дефектов.
Техника проведения дуговой сварки под флюсом
Дуговая сварка под флюсом выполняется полуавтоматическим или автоматическим способом. Это связано с необходимостью автоматизации процесса подачи сварочной проволоки и флюса. Электродная проволока, используемая в процессе, автоматически вытягивается в дугу специальными роликами автомата. Используемая проволока должна по составу соответствовать свариваемым материалам.
Сварочный ток подводится к проволоке и к изделию. В зависимости от задач может использоваться постоянны или переменный ток прямой или обратной полярности. Сварочные работы следует начинать с тщательной обработки и зачистки свариваемых материалов от краски, ржавчины, пыли и других загрязнений, в том числе с использованием металлической щетки или шлифовального круга при необходимости.
Флюс подается к месту сварки перед дугой. Толщина слоя флюса должна составлять не меньше 40-80мм, а ширина слоя – 40-100мм. Количество флюса зависит от условий сварки и толщины сварочной проволоки.
Из-за высокой температуры от дуги флюс и металл начинают плавиться и испаряться. В результате образуется газовое облако, защищающее дугу и сварочную ванну от попадания воздуха. Расплавленный флюс после гашения дуги остывает и образует шлаковую корку, которая после завершения работ легко отделяется от сварочного шва.
В зависимости от свариваемых материалов и других условий ведения процесса могут использоваться различные виды флюсов. Флюсы делятся на несколько классов и подгрупп:
по способу производства: плавленые или неплавленые (керамические),
по химическому составу: оксидные, солевые или смешанные (солеоксидные),
по активности (скорости окисления): пассивные, малоактивные, активные и высокоактивные,
по строению гранул: стекловидные, пемзовидные или цементированные.
Область применения сварки под флюсом
Сварка с использованием флюса в первую очередь была разработана для работы с различными видами стали. В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
Флюс используется для соединения вертикальных швов, сваривания труб различного диаметра (в том числе очень больших размеров, а также для сваривания кольцевых швов в других ситуациях. Это позволяет применять дуговую сварку под флюсом в кораблестроении, трубопрокатной промышленности, нефтегазовой отрасли и многих других промышленных сферах.
Saw сварка — дуговая сварка под флюсом
Saw сварка или что такое «дуговая сварка под флюсом» — это современный высокоэффективный метод сварки, с помощью которого можно быстро и оперативно сваривать различные стали: нержавеющую, конструкционную, легированную, жаропрочную и высокопрочную.
Скорость наплавки saw сварки варьируется от 8 до 100 кг/ч. Разберемся, что означает слово «флюс» в названии. Итак, флюс – это материал, который защищает зону сварки от попадания кислорода, а также гарантирует стабильное горение дуги. Поверхность сварного шва получается гладкой и без дефектов.
Преимущества saw сварки
К преимуществам дуговой сварки под флюсом можно отнести:
Высокая эффективность при работе со всеми разновидностями стали;
Существенная производительность – при многодуговом процессе скорость наплавки достигает до 100 кг/ч;
Saw сварка обеспечивает изделиям долговечность и надежность при различных температурах и давлении;
Saw сваркой достигается идеально гладкий и равномерный шов;
Затраты на электроэнергию минимальны;
Расход электродной проволоки умеренный;
Малые потери при разбрызгивании металла.
Путем оценки основных характеристик подбирается соответствующий режим сварки. К основным параметрам можно отнести:
Скорость;
Силу тока;
Тип тока;
Полярность тока;
Диаметр проволоки;
Напряжение дуги.
Также есть и вспомогательные характеристики, такие как технические свойства флюса, которые включают плотность, состав и габариты; вылет проволоки и местоположение электрода с конструкцией.
Область применения дуговой сварки под флюсом
Автоматизированная дуговая saw сварка – это один из методов сваривания деталей путем плавления. Если ранее с помощью подобного вида изготавливали сварные конструкции только из низкоуглеродистой стали, то теперь сварщики могут отлично справляться со сталью любого вида и класса.
Также с помощью сварки под флюсом научились варить такие материалы как титан, медь, алюминий и их сплавы. Благодаря такому способу, изделия будут безотказно служить при любой температуре и давлении, а также в различных средах.
На сайте представлены портальные системы, а также автоматизированные системы с ЧПУ, которые предназначены для сваривания под дугой. Ознакомиться с оборудованием можно в разделе «Сварка и резка».
Практические советы при saw сварке
Выполняйте нижеупомянутые рекомендации, и Вы облегчите себе работу!
Контактные губки и наконечники, подающие ролики должны соответствовать диаметру используемой проволоки.
Ролики должны ровно выпрямлять проволоку: от этого зависит износ токового наконечника или же контактных губок. Если контактная группа износилась, то дуга будет нестабильна. При износе канавок роликов, скорость подачи проволоки становится нестабильной.
Включать «+» на электрод, если сваривание деталей осуществляется на постоянном токе.
Наконечник должен располагаться на расстоянии 25-35 мм непосредственно от самого изделия.
Подрезая электродную проволоку под углом, Вы обеспечите устойчивый поджиг дуги.
Место на изделии, к которому крепится обратный сварочный провод необходимо зачищать от оксидов.
Размещайте сварочные кабеля таким образом, чтобы устройство перемещения головки не сильно тянуло провода за собой и тем самым не было сильного сопротивления.
Следите за давлением воздуха во флюсе: повышенное значение может привести к стиранию его гранул.
Необходимо своевременно заменять контактную группу.
За оборудованием для saw сварки нужно ухаживать.
Своевременно удаляйте коррозию из области сваривания – это поможет достичь превосходных результатов и повысить качество сварного шва.
На нашем сайте представлены следующие виды сварочно-режущего оборудования для дуговой сварки под флюсом:
Оборудование также может выполнять GMAW сварку и TIG сварку.
Что такое дуговая сварка под флюсом (SAW)?
Дуговая сварка под флюсом (SAW) представляет собой процесс соединения, который включает образование электрической дуги между постоянно подаваемым электродом и свариваемой деталью. Покрытие из порошкообразного флюса окружает и покрывает дугу и в расплавленном состоянии обеспечивает электрическую проводимость между соединяемым металлом и электродом. Он также создает защитный газовый экран и шлак, которые защищают зону сварки.
Структуру процесса можно увидеть, обратившись к Рисунку 1 ниже 9Рисунок 1. Процесс дуговой сварки под флюсом Эти факты делают процесс выгодным с точки зрения здоровья и безопасности, поскольку в нем нет дуги, способствующей образованию дуги, и очень мало дыма.
В процессе используются два сварочных материала: электрод и флюс. Электрод может представлять собой сплошную проволоку, порошковую проволоку или полоску. Флюс, изготовленный из различных минералов и соединений, может быть довольно сложным и производиться в различных формах.
Общее расположение источника питания и органов управления, подачи проволоки и дозирования флюса показано на рисунке 2.
Рисунок 2. Общая схема процесса под флюсом процесс и обычно автоматизирован/механизирован по своей форме. В простейшем приложении процесса используется один провод.
Выбор правильного диаметра проволоки для сварного соединения зависит от многих факторов, и размер доступного источника питания обычно ограничивает диаметр используемой проволоки. Хотя большинство источников питания для этого процесса рассчитаны на 1000 ампер, можно использовать источник меньшей мощности. Диаметр 3/32 дюйма. провод через к 5/32-в.-диам. провод будет работать в 300 до 900 ампер при постоянном токе и положительном электроде (DC+)
Этот процесс сварки обычно подходит для продольных и кольцевых стыковых швов, необходимых при изготовлении сосудов под давлением, а также для соединения обшивки и ребер жесткости на верфях. Сварка ограничена по положению и обычно выполняется в плоском или горизонтальном положении из-за очень жидкой сварочной ванны, расплавленного шлака и необходимости поддерживать флюсовое покрытие дуги.
Как и во всех сварочных процессах, выбор расходных материалов (проволоки и флюса) и других параметров, таких как сила тока, напряжение и скорость перемещения, должен обеспечить наплавку, удовлетворяющую требованиям проектировщика. В случае этого процесса сварки, поскольку дуга находится под флюсом, оператор сварки не может видеть расплавленную сварочную ванну и поэтому должен очень точно устанавливать параметры сварки и положение сварочного сопла в стыке.
Дуговая сварка под флюсом имеет много преимуществ, но есть и ограничения, некоторые из которых перечислены ниже.
Преимущества
Высокая скорость наплавки и высокая длительность дуги при полной автоматизации.
Минимальное количество сварочного дыма, отсутствие брызг и видимой дуги
Неиспользованный флюс можно восстановить
Если металлургически приемлемо, однопроходные сварные швы могут быть выполнены в относительно толстых листах.
Ограничения
Ограничено сталью, хотя некоторые расходные материалы были разработаны для других материалов, таких как сплавы на основе никеля.
Нельзя использовать в вертикальном или потолочном положении для сварки. Используется в основном для стыковых швов в плоском положении (1G) и угловых швов в плоском и горизонтальном положении (1F и 2F). Горизонтальные стыковые сварные швы могут быть выполнены, но для поддержки флюса требуются специальные устройства.
Требуются отдельные системы обработки флюса и удаления шлака между проходами.
Не применимо к тонким материалам.
Существует множество других применений этого сварочного процесса, помимо его использования с одной проволокой, и используемые флюсы могут быть довольно сложными по своей конструкции и производству. Эти пункты могут быть рассмотрены в последующих статьях.
Автор: Мик Пейтс, президент PPC and Associates
Дуговая сварка под флюсом (SAW): рабочий процесс, оборудование, детали и его применение
Дуговая сварка под флюсом (SAW) представляет собой процесс сварки, при котором трубчатый электрод подается непрерывно для соединения двух металлов путем выделения тепла между электродом и металлом.
Область дуги и расплавленной зоны защищаются от атмосферного загрязнения погружением под слой гранулированного флюса. Слой флюса покрывает площадь, полностью предотвращая брызги, искры, дым и УФ-излучение.
Более высокая скорость наплавки, чем у других процессов сварки.
Удобно для оператора – нет видимой дуги, нет брызг.
Принцип погруженной дуговой сварки
Вы ищете:
Увеличение производства
Увеличение скорости сварки
Увеличение показателей осаждения
👇 Это является решением.
Оборудование для сварки под флюсом
Формирование дуги между проволочным электродом и заготовкой происходит так же, как и при сварке MIG. Но у этого процесса есть дополнительное преимущество экранирования гранулированным флюсом, делающим Сварка под флюсом без брызг, дыма и ультрафиолетового излучения. Оборудование имеет следующее в своем инвентаре.
Дуговая сварка под флюсом может использоваться на постоянном или переменном токе.
Power source
Welding torch/gun and cable assembly
Flux hopper and its feeding
Travel mechanism for automatic welding
SAW Welding Working
1. Power Source
We need источник питания для этой дуговой сварки под флюсом при 100% рабочем цикле. Процесс сварки под флюсом является непрерывным, и длина одного сварного шва может достигать 10 минут. У обычных источников питания с рабочим циклом 60 % номинальные характеристики могут снижаться в соответствии с кривой рабочего цикла 100 %. Механизм подачи проволоки, чувствительный к напряжению, следует использовать, когда применяется постоянный ток переменного/постоянного тока. Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает на постоянном токе.
Можно использовать как технологический генератор постоянного тока, так и трансформатор переменного тока, но более популярны выпрямительные машины. 9Аппарат для дуговой сварки под флюсом 0009 доступен в диапазоне от 300 до 1500 ампер.
Оборудование постоянного тока подходит для полуавтоматического применения, а источник питания переменного тока подходит только для автоматики. Дополнительная мощность может быть достигнута путем параллельного соединения обоих. В оборудовании переменного тока возможно использование нескольких электродов в специализированных приложениях.
2. Сварочная горелка и устройство подачи кабеля
Эта часть оборудования должна нести электрод и даже флюс к месту возникновения дуги. Небольшой бункер для флюса прикреплен к концу кабельной сборки. В нижней части бункера имеется выход для электродной проволоки через токосъемную клемму дуги.
Сила тяжести вступает в действие для подачи флюса. Количество подаваемого флюса зависит от высоты установки пистолета над рабочей станцией.
3. Бункер для флюса
Пистолет-дозатор имеет плавный переключатель для начала сварки. Может использовать горячие электроды, так как при касании заготовки подача начинается автоматически. В автоматическом процессе горелка подключается к двигателям подачи проволоки и токосъемному наконечнику для процесса сварки. Этот бункер обычно крепится к горелке, которая имеет клапан с магнитным приводом, который открывается и закрывается системой управления.
4. Ходовой механизм
Процесс сварки настраивается в очень быстром темпе с помощью ходовой тележки. Это может быть доступно в конструкциях, подобных тракторам. Блок рекуперации флюса обычно собирает неиспользованный флюс и возвращает его в бункер для подачи. Общее движение трактора происходит в горизонтальном направлении.
Схема сварки под флюсом
Достоинства сварки под флюсом
Основные достоинства процесса дуговой сварки под флюсом.
Отличная скорость, лучшая скорость осаждения в более быстром темпе.
Превосходное качество сварки.
Почти никакого дыма
Гладкая, аккуратная и равномерная сварка без брызг
Безопасность для сварщика, без брызг, без вспышки дуги
Автоматизация здесь проста.
Отличное использование электродов.
Отсутствие навыков манипулирования
Минимальная деформация металла
Возможна работа станка на ветреных участках
Без подготовки кромок материала толщиной менее 12 мм
Основные области применения
Изготовление – Процесс, необходимый для изготовления труб, водоводов, котлов, конструктивных элементов, сосудов под давлением, железных дорог, вращающихся печей, землеройных машин, кранов, балок, мостов, локомотивов и подконструкций из железнодорожные вагоны.
Автомобилестроение – Авиация, судостроение и атомная энергетика.
Восстановление изношенных деталей и износостойких сплавов, катков тракторных, натяжных роликов, шкивов крановых.
Подходит для металлов , таких как низкоуглеродистая сталь, среднепрочные и высокопрочные сплавы.
Ограничения SAW
Процесс сварки не виден оператору. Он не может судить о качестве или каких-либо дефектах. Чтобы преодолеть эти недостатки, можно добавить различные приспособления, приспособления, указку, световой луч и роликовую направляющую для оценки и улучшения результата.
Предварительное нанесение флюса на свариваемое соединение не всегда возможно.
Может сваривать только в горизонтальном направлении.
Толщина металла должна быть 4,8 мм, меньшая толщина сожжет металл.
Кромки свариваемого металла должны быть чистыми и точно совпадать. Нанесение флюса на неровные края невозможно и может привести к обгоранию краев.
Качество флюса может вызывать беспокойство. Низкое качество может привести к пористости.
Чугун, алюминиевый сплав, магниевый сплав и цинковый сплав не вписываются в свариваемый материал под флюсом.
Химический состав металла сварного шва сложно контролировать, так как флюсовые сплавы полностью изменят характеристики низколегированной стали.
Процесс и принцип работы
В процессе дуговой сварки под флюсом электрод с флюсовым покрытием заменяется гранулированным флюсом и электродом без покрытия. Дуга между электродом и изделием является источником тепла и остается скрытой под слоем флюса. Этот поток защищает от атмосферного загрязнения. Процесс может быть автоматическим или полуавтоматическим.
При нажатии на спусковой крючок флюс начинает откладываться на свариваемом стыке. Холодный флюс не является проводником электричества, поэтому дуга может загореться при прикосновении электрода к основному металлу. Дугу можно зажечь, поместив стальную вату между электродом и обрабатываемым металлом и используя ток высокой частоты.
Зажигает дугу под прикрытием флюса. как только флюс нагревается и плавится, он становится высокопроводящим. Верхний слой остается неизменным и действует как защита, в то время как нижний слой остается электропроводным для поддержания дуги. Верхний слой остается неизменным и зернистым, который можно использовать повторно.
Электрод непрерывно перемещается с заданной скоростью для подачи в свариваемое соединение. Расплавленный металл с электрода переносится на заготовку и осаждается. Флюс вблизи дуги плавится и смешивается с расплавленными металлами. Этот флюс образует шлак легче наплавленного металла в качестве защитного слоя. Сварной шов остается под слоем флюса и шлака, отсюда и название дуговой сварки под флюсом.
Подача электрода осуществляется непрерывно катушкой. Дуга автоматически сохраняется за счет флюса. Путешествие может управляться вручную или машиной.
Метод применения и возможности в позициях
Популярными методами применения SAW являются Машинный метод и Автоматический метод. Машинный метод является наиболее распространенным методом, при котором оператор следит за процессом сварки. Автоматический метод представляет собой кнопочный метод, и процесс применяется полуавтоматически, но не очень популярный метод сварки под флюсом.
Процесс нельзя искать вручную так как невозможно управлять невидимой дугой. процесс дуговой сварки под флюсом представляет собой процесс сварки в ограниченном положении. Ограничение связано с тем, что большие расплавленные ванны и шлак образуются из жидкости, которую трудно удерживать на месте. Им лучше всего подходит плоское положение с горизонтальным скруглением. Мы можем сваривать в 3 часа в контролируемых условиях.
Процесс невозможно использовать в вертикальном или надземном положении, поскольку он не может удерживать расплавленный металл и флюс в заданном положении.
Свариваемые металлы и диапазон их толщин
Этот процесс лучше всего подходит для сварки сталей с низким и средним содержанием углерода, низколегированных сталей с высокой прочностью, отпущенных сталей, закаленных сталей и нержавеющих сталей. Дуговая сварка под флюсом экспериментально опробована на таких металлах, как никелевый сплав, медный сплав и уран.
Толщина 1,6-12,7 мм поддается сварке и не требует подготовки их кромок. Металл толщиной 6,4-25,4 мм требует подготовки кромок и может сваривать за один проход. Толщина при этой процедуре практически не ограничена при использовании многопроходной техники. Горизонтальное скругление может составлять до 9Сварка толщиной 0,5 мм за один проход.
Детали конструкции соединения
Мы можем использовать те же детали конструкции соединения, что и при сварке электродом. На нем показаны различные детали соединений для первостепенного использования и производительности дуговой сварки под флюсом. Мы можем использовать конструкцию с квадратными канавками толщиной до 16 мм. Для большей толщины могут потребоваться конструкции со скосом. Открытые корни конструкции шва с подкладными стержнями обязательны для удержания расплавленных металлов.
В случае более толстого металла на одном боковом шве с большой корневой поверхностью мы можем удалить подкладочный стержень. Для достижения наилучших результатов при полном проваре требуется опорный стержень. Проект с обеими поверхностями, доступными с помощью подварочного шва, может быть выполнен, который сплавится с оригиналом, чтобы обеспечить полное проплавление.
Сварочный контур и ток
В процессе дуговой сварки под флюсом используется либо постоянный, либо переменный ток, но постоянный ток используется в большинстве случаев. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод постоянного тока (DCEN).
Постоянное напряжение с питанием от постоянного тока популярно для ПАВ с проводом диаметром 3,2 мм и малым диаметром. Система постоянного тока обычно используется для сварки электродами диаметром 4 мм и более. Схема управления постоянным током является более сложной, поскольку она пытается копировать действия сварочного аппарата для поддержания определенной длины дуги.
Механизм подачи проволоки должен определять напряжение на дуге и удерживать электродную проволоку в дуге для поддержания напряжения. Подача проволоки может замедляться или ускоряться для поддержания заданного напряжения на дуге. Это усложнит систему управления. Система не реагирует мгновенно. Зажигание дуги сложно, поскольку для запуска, отвода и поддержания заданной дуги необходимо использовать систему реверса.
При сварке под флюсом всегда используется постоянный ток. Многоэлектродная проволока используется с дугами переменного и постоянного тока. Мы используем здесь систему постоянной мощности. Он применяет постоянное напряжение, когда двухэлектродная проволока подается в дугу, питаемую от одного источника сварочного тока. Сварочный ток при сварке под флюсом может варьироваться от 50 ампер до 2000 ампер. Самый обычный Сварка под флюсом выполняется в диапазоне 200-1200 ампер.
Скорость и качество наплавки при сварке
Дуговая сварка под флюсом имеет самую высокую скорость наплавки по сравнению с другими процессами дуговой сварки. Есть четыре причины большего количества отложений при сварке под флюсом.
Полярность
Длинный вылет
Флюсовые добавки
Дополнительный электрод
Скорость осаждения самая высокая для отрицательного электрода постоянного тока (DCEN). Осаждение в переменном токе находится между DCEP и DCEN. Полярность с максимальным нагревом способствует отрицательному полюсу. Скорость наплавки при любой сварке увеличивалась с увеличением «вылета». Точка, в которой ток должен подаваться на электрод и дугу, называется вылетом. Чем длиннее вылет, тем хуже проникновение.
Мы можем увеличить скорость осаждения, добавляя металлические добавки во флюс и используя дополнительные электроды.
Металл шва, наплавленный дуговой сваркой под флюсом, имеет звериное качество. Прочность и пластичность металла сварного шва превосходят мягкую сталь и низколегированный материал. Это может произойти, когда мы используем правильную комбинацию электрода, флюса и источника питания. При дуговой сварке под флюсом, используемой машиной или автоматом, устраняется присущая человеческая ошибка, и сварка будет более равномерной и без дефектов.
Сварной валик при дуговой сварке под флюсом намного больше, чем при любой другой дуговой сварке. Подвод тепла намного выше, поэтому его охлаждение занимает больше времени. Газы имеют достаточно времени, чтобы выйти. Здесь шлак имеет меньшую плотность и всплывает к верхней части валика. Автоматический процесс обеспечивает единообразие и последовательность.
Неполадки во время сварки под флюсом
Проблем много, но одна из них – искривление электродной проволоки на выходе из сопла и горелки. Кривизна проволоки не будет откладываться в том месте, где она должна быть отложена. Если вы выполняете сварку в глубокой канавке, отложение происходит в стенке, а не в корне, что приводит к неполному сплавлению корня. Он может задерживать флюс в корне сварки.
Соблюдение точного размера сварного шва и слепое заполнение разделки под сварку может оказаться непростой задачей. Мы можем переусердствовать, наложив дополнительный шов, или недоделать, сделав меньше наплавки. Обученный сварщик справится с этой проблемой.
Другой проблемой является растрескивание осевой линии. Чрезвычайно большой однопроходный шов может захватывать примеси и при затвердевании собирает их, что приводит к растрескиванию по центральной линии. Это возможно при однопроходной плоской галтели под углом 45 градусов. Многократные проходы могут избежать его или изменить угол на 10 градусов.
Чрезмерная твердость сварного шва выше 225 по Бринеллю возникает из-за твердого сварного шва в углероде, быстрого охлаждения, неадекватной обработки после сварки. Этому может способствовать избыток сплава в электроде.
Дефект может возникать в начале и в конце, что можно контролировать, используя выступ для начала и остановки, а не на изделии.
Переменные сварки
Переменные сварки аналогичны другим процессам дуговой сварки, за некоторыми исключениями. Мы выбираем тип электрода и флюс в соответствии с металлом для сварки. Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Количество проходов/размеры швов, которые необходимо учитывать при выборе соединения. Сварка одного и того же размера может быть выполнена за несколько проходов или за несколько проходов, как предполагает металлургия. Многократные проходы обеспечивают лучшее и более качественное сварное соединение. Решение о полярности должно быть принято изначально, нужно ли нам максимальное проникновение или максимальная ставка депозита.
Сварочный ток
К важным переменным, влияющим на сварочный нагрев, относятся сварочный ток, напряжение и скорость перемещения. Сварочный ток имеет первостепенное значение, так как при однопроходном шве ток должен быть достаточным для достаточного провара без прогорания основного металла.
Чем выше ток, тем глубже проникновение. Многопроходная сварка требует, чтобы сила тока соответствовала размеру сварного шва в каждом проходе. Размер электрода может быть параметром для выбора силы тока для сварки.
Напряжение дуги
Изменение напряжения дуги находится в узких пределах. Это влияет на ширину и форму валика, так как при более высоком напряжении дуги валик будет плоским и широким.
Чрезвычайно высокое напряжение дуги может вызвать растрескивание, так как чрезмерное плавление флюса с избытком раскислителей переносится в зону сварки для снижения пластичности. Больше флюса потребляется при высоком напряжении дуги. Низкое напряжение создает более жесткую дугу для улучшения проникновения в глубокую канавку. Низкое напряжение приводит к узкому валику с высокой вершиной и затрудненному удалению шлака.
Скорость перемещения
Скорость перемещения влияет на валик сварного шва и проплавление. Чем выше скорость, тем тоньше валик с меньшим проникновением. Это идеальная ситуация для листового металла, где требуется небольшой валик с минимальным проникновением. Слишком высокая скорость может привести к образованию подрезов и пористости из-за более быстрого замораживания. Слишком низкая скорость создает плохие валики, чрезмерное разбрызгивание и засветку.
Второстепенные переменные
Угол наклона электрода, рабочий угол, толщина слоя флюса и расстояние между наконечником тока и дугой (вылет). Нормальное расстояние между наконечником и дугой составляет 25-38 мм.
Увеличение вылета увеличивает скорость наплавки. Мы должны рассмотреть этот фактор подробно для лучших результатов.
Вылет проволоки должен быть примерно в 8 раз больше диаметра проволоки.
Глубина флюса
Тонкий слой флюса вызовет большее искрение и вспышку дуги, вызывающую пористость. Тяжелый флюс вызовет узкий и горбатый сварочный валик. Небольшие примеси во флюсе оставляют следы на валике.
Советы по сварке под флюсом
Ситуация кругового сварного шва, когда детали вращаются под неподвижной головкой. Потребность в сварке может быть по внутреннему или внешнему диаметру. Большая расплавленная ванна со шлаком перемещается в процессе сварки под флюсом. Наплавка по внешнему диаметру и электрод должны располагаться вверху в положении на 12 часов. Металл шва движется вниз по мере затвердевания. Меньший диаметр может быть проблемой при сварке. Неправильное расположение электрода может привести к включению шлака и плохой сварке. В процессе сварки по внутренней окружности могут потребоваться электроды, расположенные под углом 6 часов.
Сварка под наклоном и под уклоном дает разные контуры сварного шва. На спуске буртик будет иметь меньшее проникновение и будет шире. В гору производится глубокое проникновение с узким бортиком.
Односторонняя сварка с полным проплавлением корня возможна при сварке под флюсом. При соединении с узким корнем и большой гранью используют большой ток с положительным электродом. Минимальная поверхность с широким основанием требует опорного стержня, так как там нет ничего, что могло бы поддерживать расплавленный металл.
Медные опорные стержни являются полезным оборудованием при сварке тонкой стали. Стержни удерживают расплавленный материал до тех пор, пока он не затвердеет. Опорные стержни могут иметь водяное охлаждение для более быстрого охлаждения металла.
Уголок проволоки
Варианты процесса сварки под флюсом
Существует множество вариантов процесса, которые расширяют возможности дуговой сварки под флюсом. Вот несколько распространенных вариантов:
Тот же источник питания для двухпроводной системы
Отдельный источник питания для двухпроводной системы
Отдельный источник питания для трехпроводной системы
Поверхностный ленточный электрод
Добавление железа к флюсу
Длинный вылет
Холодная сварочная проволока, электрическая
Многопроволочная система – Многопроволочная система повышает скорость наплавки за счет использования большего количества электродов. При использовании одного источника питания для обоих электродов используется один и тот же приводной ролик. При использовании двух источников питания используются отдельные механизмы подачи проволоки для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разные полярности и размещать оба электрода рядом. Мы называем это поперечным положением электрода. Мы можем разместить один электрод перед другими в положении тандемного электрода.
Двухпроводная тандемная система – Это положение электрода требуется, если требуемое проникновение является экстремальным. Передний электрод здесь положительный, а задний электрод отрицательный. Первый электрод выполняет копание, а второй электрод заполняет шов. В случае, если две дуги постоянного тока расположены близко друг к другу, возникает тенденция интерференции дуг.
Система для сварки полос – Используется для сварки низкоуглеродистой и легированной стали с широким валиком с минимальным и равномерным проплавлением. Мы используем его для наплавки внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали. В нем используется механизм подачи ленточной проволоки со специальным флюсом.
Железная основа под флюсом – Мы можем увеличить отложение, добавив материал железной основы в шов под слоем флюса. Железо расплавится здесь и станет частью металлического сварного шва. Отложение металла увеличивается без ухудшения свойств основного материала.
Холодная присадочная проволока – Электрически холодная присадочная проволока может быть добавлена в виде специального сплава для улучшения осаждения металла. Улучшает свойства наплавленного материала. Здесь можно использовать порошковый электрод.
Материал, используемый при сварке под флюсом
Сварочный флюс и расходуемая электродная проволока являются материалами, используемыми при сварке под флюсом. Слой флюса защищает как дугу, так и расплавленный металл от атмосферных примесей кислорода и азота. Обладает свойствами поглотителя и раскислителя, удаляя эти примеси из сварочной ванны. Флюс придает свойства сплава, но при охлаждении образует стекловидный шлак. Шлак защищает поверхность сварки. Нерасплавленный флюс остается неизменным и собирается для повторного использования для дальнейшей работы.
Флюс при плавлении образует шлак, который можно легко отслаивать без особых усилий. Для удаления шлака в сварном шве с разделкой кромок может потребоваться отбойный молоток. Они разрабатывают потоки для некоторых конкретных применений. Эти потоки бывают разных размеров, а частицы предназначены для конкретного применения.
Заключение
Используется процесс дуговой сварки под флюсом для сварки тяжелых металлов и тяжелых конструкций. Самый быстрый и прочный процесс дуговой сварки с лучшими скоростями наплавки. Сварка под флюсом — это процесс сварки, выбранный в соответствии с потребностями проекта. Всякий раз, когда вам нужно выполнить тяжелую сварку в производстве, трубах, котлах и рельсах, аппарат для дуговой сварки под флюсом — ваш выбор.
Теперь твоя очередь задать мне вопрос. Мы готовы оказать любую помощь в выборе.
Часто задаваемые вопросы
Для чего используется процесс сварки пилой?
Отрасли, где требуется длинная сварка в толстых сталях. Процесс включает в себя выполнение соединения между стальными компонентами с использованием электрической дуги, погруженной под слой флюса.
Почему дуговая сварка под флюсом называется сваркой под флюсом?
Процесс показывает, как дуга и зона сварки покрываются слоем флюса. Он погружен под флюс. Он становится электропроводным при нагревании и помогает в создании дуги.
Какой тип электрода расходуется при сварке пилой?
В дуговой сварке под флюсом используются два материала. Сварочный флюс и расходуемая электродная проволока. Флюс защищает дугу и расплавленный металл от примесей, таких как кислород и азот.
Какие ограничения существуют при сварке пилой?
Есть несколько основных ограничений: сварку можно выполнять в одном плоском положении.
Как проверить циркуляционный насос отопления: причины нарушения работоспособности
От автора: здравствуйте, дорогие читатели! Циркуляционный насос играет очень важную роль в отопительной системе практически любого частного дома. Без этого устройства теплоноситель идет по трубопроводу с весьма небольшой скоростью, вследствие чего происходят значительные потери тепловой энергии впустую. Результатом становится неравномерно прогретый дом и опасность промерзания труб, расположенных в нежилых помещениях — на чердаке, в подвале и т. д.
Циркуляционное устройство с легкостью предотвращает упомянутые проблемы. Оно повышает скорость тока теплоносителя, тем самым давая жидкости возможность быстро пробежать по маршруту и донести необходимое количество тепла всем радиаторам и прочему подобному оборудованию. Естественно, для качественного выполнения данной функции прибор должен работать безукоризненно. Вот почему каждый домовладелец должен знать, как проверить циркуляционный насос отопления.
Как известно, вовремя выполненная диагностика позволяет обнаружить неисправность еще в зачатке развития, поэтому профилактический осмотр поможет уберечь прибор от возможных серьезных поломок. Приятным является то, что выполнение проверки не отнимет у вас много времени и сил, да и с необходимым ремонтом может справиться практически любой хозяин. Конечно, для этого необходимо владеть кое-какой информацией — и вы сможете получить из сегодняшней статьи.
Элементы конструкции насоса
Содержание статьи:
Основа любого прибора — это его конструкция. Циркуляционный насос является не слишком сложным устройством. Он состоит из нескольких элементов:
корпус. Представляет собой изделие цилиндрической формы, для изготовления которого может быть использована латунь, бронза, нержавеющая сталь или чугун. Любой из этих металлов отлично противостоит коррозийным процессам, что крайне важно, учитывая близость жидкости к прибору. Кроме того, долговечность этих материалов также на высоте. Особенное уважение, в плане длительности срока эксплуатации, вызывает чугун — он может служить более полувека. Но его проблема заключается в неустойчивости к перепадам температур. В принципе, учитывая автономность отопительной системы частного дома, можно понадеяться на их отсутствие, поскольку режим работы контролируется хозяевами жилища. Но все же случаются форс-мажоры, и они могут привести к растрескиванию чугуна. У других вышеперечисленных металлов такой проблемы нет. Конечно, их стоимость немного выше, зато можно не опасаться внезапного возникновения трещин на корпусе насоса;
электродвигатель с ротором. Он располагается внутри цилиндрического корпуса и является, по сути, сердцем прибора. Мощность двигателя у разных моделей различается. Вообще, она является главным критерием подбора циркуляционного насоса. Показатель мощности прибора должен соответствовать потребностям конкретной отопительной системы, в которую будет установлено устройство. В противном случае, оно может не справиться с возложенными на него обязанностями. Говоря о роторе, следует отметить, что он может быть «сухим» или «мокрым». Разница заключается в его расположении. «Сухой» ротор помещен в отдельный блок насоса, где он надежно защищен от прямого воздействия жидкости. «Мокрый», напротив, помещается прямо в теплоноситель. При выборе конкретного устройства важно знать, что «сухие» разновидности обладают гораздо более высокой производительностью, их КПД примерно на треть выше, чем у «мокрых». Но у них есть очень важный недостаток — высокий уровень шума. Гул, издаваемый в процессе работы такого ротора, может доставлять людям значительные неудобства даже в дневное время. Что уж говорить о ночи, когда звуки разносятся в разы лучше. В общем, такой прибор не рекомендуется размещать рядом с жилыми комнатами, поскольку дискомфорт людей будет очень уж велик. Циркуляционные насосы с «сухим» ротором могут быть установлены в отдельной котельной, которая размещается подальше от спален. Если же нет возможности обустроить такое помещение, или габариты дома не позволяют серьезно разграничить расстоянием жилую и нежилую часть здания, то лучше установить в систему насос с «мокрым» ротором. Он будет потреблять больше ресурсов в связи с меньшим КПД, зато не будет действовать на нервы постоянным сильным шумом;
рабочее колесо с лопастями. Именно за счет последних и происходит движение теплоносителя. Колесо, расположенное на роторе и изготовленное из прочных нержавеющих материалов, при включении электромотора начинает вращаться. При этом лопасти раскидывают жидкость по стенкам цилиндра, откуда она затем уходит в трубопровод под воздействием центробежной силы. При этом резко снижается уровень давления, следствием чего является поступление новой порции жидкости.
Как видите, и конструкция циркуляционного насоса, и общий принцип его действия не составляют особых сложностей для понимания. Все довольно просто. Благодаря этому многие виды работ с данным оборудованием, такие как профилактика и ремонт, можно осуществлять даже без наличия какого-то опыта.
Профилактический осмотр
Для того чтобы эксплуатация циркуляционного насоса была беспроблемной, необходимо регулярно производить проверку состояния оборудования. Профилактический осмотр поможет выявить негативные факторы, способные привести в дальнейшем к серьезным поломкам. Их своевременное устранение позволит избежать форс-мажорных ситуаций и сложных ремонтных процедур.
Стандартный осмотр включает в себя несколько простых шагов:
проверка герметичности соединений. Необходимо тщательно осматривать все фитинги, с помощью которых насос прикреплен к системе отопления. Некоторые разновидности соединительных элементов могут ослабевать со временем, поэтому их необходимо подтягивать. Кроме того, могут возникнуть проблемы с разрушением резьбы или уплотнителя — в таком случае, нужно раскрутить фитинг, нарезать дополнительные витки или намотать новый слой ФУМ-ленты, а затем собрать элемент заново;
добавление смазки. Внутри прибора находятся подшипники, которые должны быть хорошо смазаны. В противном случае они будут хуже работать, что приведет к перегреву устройства;
очистка фильтра. Сетчатый элемент постепенно забивается грязью даже в том случае, если вы используете очень качественный теплоноситель. Поэтому необходимо своевременно удалять частицы ржавчины и накипи, застревающие в фильтре.
Собственно, это и есть базовый набор действий, которые необходимо выполнять для профилактики. Кроме того, следует соблюдать некоторые правила эксплуатации циркуляционного насоса:
не допускать «сухого хода». Включение насоса должно производиться только в том случае, если в отопительной системе присутствует необходимое количество теплоносителя. Работающее «всухую» оборудование очень быстро перегорит, да еще и может утянуть за собой некоторые другие электроприборы;
не допускать длительного простаивания. Во многих регионах система отопления работает в сезонном режиме — с сентября по май. Понятно, что запускать ее в тридцатиградусную жару нет смысла. Но при таком долгом простаивании некоторые элементы циркуляционного насоса могут выйти из строя. Поэтому его необходимо включать хотя бы раз в месяц на четверть часа. Согласитесь, времени занимает немного, зато поможет избежать возможных проблем в дальнейшем;
изначально приобретать насос, характеристики которого полностью соответствуют потребностям вашей отопительной системы. Бывает так, что хозяева, в попытках сэкономить, покупают маломощный прибор и пытаются использовать его в системе с большим объемом теплоносителя. В результате, устройство постоянно работает на пределе своих возможностей и, конечно, очень быстро выходит из строя. Вот почему важно заранее произвести расчеты параметров, на которые следует ориентироваться при покупке. О том, как это сделать, вы можете найти информацию на нашем портале;
предусмотреть наличие датчиков перегрева и «сухого хода». Эти регуляторы есть не на всех моделях, но желательно найти и приобрести прибор именно с ними. Самостоятельно вы можете не сразу заметить возникшую проблему. Например, если в системе произошла утечка теплоносителя, то пока вы ее обнаружите, насос будет работать вхолостую и может просто сгореть. А датчик среагирует мгновенно, автоматически отключив оборудование, и тем самым предотвратит поломку.
Возможные причины неполадок
Если при очередном профилактическом осмотре вы обнаружили, что циркуляционный насос работает «как-то не так», то это повод произвести более глубокую проверку с применением некоторых специализированных инструментов. Самые часто встречающиеся неполадки: отсутствие вращения ротора, перегрев насоса и плохой ток теплоносителя. У каждой из них может быть несколько причин. Давайте подробно разберем каждую возможную неисправность:
отсутствие вращения ротора при включенном в сеть насосе. Как правило, это говорит о каком-то сбое в доставке электропитания к оборудованию. Первым делом вам нужно осмотреть все элементы, напрямую отвечающие за эту функцию: электрический провод, выключатель устройства и т. д. Если вы обнаружили любой дефект — например, даже мельчайшее нарушение изоляции — необходимо безотлагательно заменить поврежденную деталь на новую. Пока дефект не будет устранен, использовать устройство нельзя, так как это чревато замыканиями и прочими неприятностями. После проверки внешних элементов осмотрите пластиковый предохранитель. При частых перепадах напряжения в электросети он начинает плавиться и постоянно размыкает цепь. Если вы видите, что он уже откровенно деформировался, его нужно заменить. Следующий элемент, который необходимо проверить — это обмотка электрического мотора. Для этого вам пригодится мультиметр, с помощью которого измеряется уровень сопротивления. При нормальном состоянии обмотки показатель может варьироваться от 10 до 15 Ом или же от 35 до 40 Ом, в зависимости от конкретной модели ротора. Если мультиметр выдает бесконечность или значение, близкое к нулю, то это свидетельствует о необходимости замены обмотки;
перегрев насоса. Обычно это происходит в тех случаях, когда циркуляционное оборудование по какой-то причине вынуждено работать с повышенной нагрузкой. Обнаружить перегрев довольно просто — если насос горячее, чем труба, то это явно свидетельствует о неполадках. В случае, когда это происходит с только что установленным новым оборудованием, есть смысл проверить правильность проведенного монтажа. Неправильное размещение прибора может провоцировать его неправильную работу. Если вы обнаружили какие-то недочеты, то необходимо заново произвести установочные процедуры, внеся соответствующие корректировки. Еще одной частой причиной перегрева является забивание элементов конструкции грязью. Большую роль в этом играют ржавчина и накипь. Они образуются в каких-либо участках трубопровода, а затем по кусочкам отваливаются и идут вместе с теплоносителем, засоряя все оборудование, куда попадают. Так происходит и с циркуляционным насосом. Наличие посторонних частиц внутри конструкции сужает путь, по которому идет теплоноситель. Таким образом, для продвижения жидкости насосу приходится применять больше усилий. Поэтому и происходит перегрев. Решением проблемы в данном случае служит очистка засоренных элементов. Про третью причину перегрева уже говорилось выше — в качестве нее может послужить недостаточное количество смазки на подшипниках, расположенных внутри насоса. Четвертой причиной может быть слишком низкое — ниже 220 В — напряжение в сети. Этот показатель вам необходимо проверить с помощью вольтметра и при обнаружении проблем исправить их;
плохой ток теплоносителя. Имеются в виду ситуации, когда жидкость циркулирует с недостаточной скоростью. Причиной этому может послужить неправильное подключение, если в вашем доме используется сеть с напряжением 380 В. Проверьте правильность подсоединения электропровода к фазе — вполне возможно, что его нужно подключить к другой. Второй причиной плохого тока может послужить все то же засорение внутренних элементов конструкции, о котором говорилось выше. Это решаемо путем очистки элементов.
Разборка конструкции
В некоторых случаях недостаточно ограничиться лишь внешними работами, и приходится добираться до внутренних элементов конструкции. При этом важно знать, как правильно разобрать насос, чтобы не нанести ущерба работоспособности его деталей.
Вообще, процесс не представляет особых сложностей. Главное, запаситесь средством, которое называется «жидкий ключ». При длительной эксплуатации прибора его элементы намертво склеиваются накипью, поэтому разъединить их не так уж просто. Применять обычную грубую силу здесь нежелательно, так как можно повредить деталь без возможности последующего восстановления.
Функция «жидкого ключа» состоит в размягчении накипи, вследствие чего разборка соединений станет осуществляться гораздо легче. Применяется он просто — нанесите средство в нужное место, подождите в течение времени, которое указан на упаковке, а затем приступайте к разъединению элементов. Кроме «жидкого ключа», вам понадобится крестовая отвертка и шестигранник. Эти инструменты есть в наборе почти каждого домашнего мастера.
Рекомендуем также в процессе разборки держать рядом фотоаппарат или смартфон с камерой. Если вы будете фотографировать каждую операцию, то впоследствии вам будет значительно легче собрать циркуляционный насос в первоначальное состояние. Особенно советуем делать так тем, кто впервые сталкивается с данным процессом.
Итак, приступаем к работе.
Отсоедините прибор от сети. Это важнейшее требование техники безопасности при работе с электрическим оборудованием. Работа с устройством под напряжением несет опасность для здоровья и жизни.
Перекройте все запорные вентили, участвующие в обвязке циркуляционного насоса. Это поможет избежать потопа при отсоединении устройства. Если в системе присутствует байпас для обхода насоса, то перекройте краны и на нем.
Отсоедините циркуляционный насос от того места, где он закреплен. Для этого аккуратно раскрутите соответствующие фитинги и снимите оборудование.
Теперь оцените состояние болтов, которые фиксируют крышку цилиндрического корпуса. Если они «приросли» к своему месту, воспользуйтесь «жидким ключом». После обработки и выжидания в течение нужного времени выкрутите болты и снимите крышку. Проверьте состояние резьбы крепежей — если она окажется истертой, то эти элементы впоследствии лучше заменить на новые.
После снятия крышки вы увидите внутри корпуса электродвигатель с ротором. Он удерживается на месте с помощью либо болтов, либо специальных крепежных элементов. В любом случае, вам нужно выкрутить фиксаторы и вытащить ротор наружу. Если накипь мешает это сделать, то снова воспользуйтесь «жидким ключом».
После того как достали ротор, произведите осмотр его внешнего состояния. Также обследуйте и другие элементы, которые расположены внутри цилиндрического корпуса. при обнаружении каких-либо внешних дефектов — например, трещин — замените соответствующую деталь на новую.
После полной разборки вы можете произвести тщательную диагностику, а затем снова собрать прибор, заменив при этом вышедшие из строя элементы на новые. Впрочем, иногда бывает так, что проще и дешевле заменить насос целиком. Если его работа вас, в целом, устраивала, то можете отправиться в магазин вместе со старым прибором и приобрести новый, с такими же параметрами.
Если же устройство по каким-то критериям не соответствовало вашим требованиям, то нужно заново производить подбор. О том, какие характеристики и нюансы при этом стоит учесть, вы можете узнать из соответствующей статьи на нашем портале. Успехов!
Водяной насос для отопления – конструктивные особенности, принцип работы и правила монтажа
Содержание:
Конструктивные особенности насоса для отопления
Как правильно установить
Тепловые насосы
Отопление – система непростая. Очень важно правильно собрать схему расположения источников тепла, трубной разводки и нагревательного элемента (печи или котла). Но все становится проще, если в систему вставить водяной насос для отопления, который чаще всего называется циркуляционным. С помощью него в отопительной системе образуется небольшое давление, которое прогоняет теплоноситель по всем элементам. То есть, неважно, как будет собрана схема – правильно или неправильно – горячая вода все равно попадет в радиаторы и отдаст свое тепло в помещения.
Конструктивные особенности насоса для отопления
Устройство водяного насоса для отопления достаточно простое. Во-первых, это малогабаритный и маломощный прибор. Во-вторых, в его конструкции нет сложных деталей и узлов. На фото ниже показана деталировка агрегата, в который входит чугунный корпус (1), латунная крыльчатка (2), специальная крышка (3), с помощью которой отделяются два отсека друг от друга: где расположена крыльчатка и электродвигатель. Сам электродвигатель (4) и электрическая часть: клеммная коробка (5), к ней присоединяется питающий электрический кабель, блок управления в виде электронной платы (6) и крышка (7), закрывающая клеммную коробку.
Деталировка водяного насоса для отопления
Данная модель является более современной, потому что в ней все процессы контролируются и управляются электронной платой. Но есть модели проще, в которых плату заменяют конденсатором, а настройку скоростей производят вручную, для чего используется тумблер, расположенный на крышке блока управления.
Принцип работы водяных насосов для отопления частного дома, как и сама конструкция, достаточно прост. Все дело во вращении крыльчатки, которая создает центробежную силу, которая отбрасывает воду на периферию своего колеса, где и создается большое давление жидкости. Это давление и прогоняет теплоноситель по трубам и другим элементам системы отопления. В центре же крыльчатки, наоборот, создается разряжение, то есть, снижение давления. Поэтому горячая вода как бы сама втягивается в этот участок, то есть, происходит засасывание жидкости.
Но фото ниже показано, как работает насос для отопления, как теплоноситель из одной камеры перетекает в другу. Обратите внимание и на один элемент, через который в автоматическом режиме воздух в теплоносителе покидает трубную систему. Необходимо отметить, что такие воздухоотводчики редко используются в конструкциях водяных насосов. Чаще в них устанавливается винт, открывая который, можно стравливать скопившийся воздух. Данная конструкция проще и по использованию, и по технологическому исполнению.
Принцип работы отопительного насоса
Как правильно установить
Правильная установка водяного насоса в систему отопления – это не просто вмонтировать его в трубу и подключить в питающую электрическую сеть. Кстати, все бытовые циркуляционные агрегаты работают от обычной розетки напряжением 220 вольт. Электрики рекомендуют устанавливать отдельно на них автоматический выключатель. По всем остальным позициям это обычный бытовой прибор, как, к примеру, электрический чайник или холодильник.
Место установки
Основное требование правильного монтажа – это место установки. Все дело в том, что в водяном насосе для отопления, как и во всех насосных установках, присутствуют уплотнительные манжеты, обеспечивающие герметичность всей конструкции. Чаще их изготавливают из резины или паранита. Так вот оба материала реагируют на высокую температуру, под действием которой быстро выходят из строя.
А так как в системе отопления частного дома теплоноситель на разных участках имеет разную температуру, то насос надо устанавливать там, где температура самая низкая. А это на обратном контуре схемы трубной разводки около нагревательного элемента. Здесь температура не превышает +50С, тогда, как на выходе из котла или печи теплоноситель достаточно горячий – до +95С.
Что касается схемы водяного отопления частного дома с насосом, то она может быть собрана проще, чем безнасосная. Все дело в том, что во второй схеме придется выдерживать уклон труб, по которым самотеком вода должна будет перемещаться. В схеме с насосом это делать нет необходимости, потому что в системе всегда присутствует давление, перегоняющее теплоноситель в определенном направлении.
Внимание! Установка циркуляционного насоса должна производиться в определенном пространственном положении. Ротор устройства должен располагаться всегда горизонтально. На фото ниже показаны правильное и неправильное расположение установки.
Схема расположения насоса
В принципе, никто не запрещает устанавливать насос и вертикально. Просто при таком расположении он теряет 30% своей мощности и напора.
Особенности монтажа
На что еще обратить внимание при монтаже.
В комплекте прибора всегда идет необходимые крепежные изделия: гайки и прокладки. Покупать их дополнительно не надо.
К месту монтажа должен быть свободный доступ для обслуживания и ремонта, монтажа и демонтажа.
Обязательно с двух сторон агрегата устанавливаются отсекающие вентили или краны. С их помощью можно перекрыть участок, чтобы демонтировать сам насос.
Перед прибором обязательно устанавливается фильтр грубой очистки.
Оптимально, если насосную установку поставить на байпас. Это отводящий трубный участок, который можно отключить, не влияя на работоспособность всей отопительной системы. На фото ниже такой участок показан.
Насос на байпасе
Это удобная конструкция, особенно, если в доме отключился свет, и насос перестает качать теплоноситель. Да и в случае с неисправностью агрегата такая схема спасает дом. Просто надо закрыть два крана на байпасе с разных сторон от насоса, и, наоборот, открыть кран на основной магистрали. Такая манипуляция займет одну минуту, но в доме будет работать отопительная сеть, даже без насоса.
Тепловые насосы
Казалось бы, что слово «насос» — это определение оборудования, которое перекачивает жидкости. Но с добавлением слова «тепловой» этот агрегат становится совершенно другим видом оборудования. С его помощью можно организовать отопление и горячее водоснабжение. То есть, не надо путать два вроде бы одинаковых понятия, это разные типы оборудования.
В категории тепловых насосов есть два типа, отличающихся друг от друга сферой забора тепловой энергии. Это может быть вода или воздух, которые тепловую энергию передают воде для отопления и ГВС. Отсюда и их названия.
Тепловой насос вода-вода для отопления дома.
Система воздух-вода.
В первом случае тепловая энергия забирается из воды, которая на глубине ниже 3 м никогда не замерзает, то есть, всегда имеет положительную температуру. Поэтому в воду опускается трубная разводка, по которой перемещается хладагент. Даже при малых положительных температурах он испаряется и направляется в компрессор, где происходит его сжатие. Именно на этой стадии хладагент нагревается до высоких температур. Он подается в теплообменник, где отдает свое тепло воде, используемой в системе отопления и горячего водоснабжения.
Схема теплового насоса вода-вода
Что касается второй системы – теплового насоса воздух-вода для отопления дома, то она работает точно по такому же принципу. Только хладагент забирает температуры не из воды, а из окружающего теплообменник воздуха. Поэтому данный тип оборудования напоминает обычный кондиционер в виде сплит-системы. Инверторный блок устанавливается на улице, гидравлический модуль устанавливают в котельной. Правда, необходимо отметить, что установки воздух-вода являются низкотемпературными. То есть, они могут нагревать воду до температуры +50С. А ее можно будет использовать в системе теплых полов и для ГВС.
Необходимо отметить, что обе системы являются универсальными в плане совместимости с любой циркуляционной сетью. У них очень высокий КПД – до 350%. С экологичностью все понятно, нет выбросов вредных веществ в атмосферу. Работают такие установки только от электроэнергии, поэтому ее постоянное и бесперебойное поступление – основное требование эффективной работы тепловых насосов.
Добавим сюда и уникальность конструкций. Они могут работать и на обогрев дома, и на его охлаждение. В качестве практичности можно отметить полное отсутствие других видов энергоносителей, кроме электричества. То есть, нет необходимости запасаться дровами или углем, соляркой или баллонами с газом. Полное отсутствие складов.
Схема теплового насоса воздух-вода
Но в любом случае тепловые насосы не часто можно увидеть в частном домостроении. Это нетрадиционный способ отопления и горячего водоснабжения. Проще смонтировать трубную разводку с установкой радиаторов или теплых полов. Даже электрические нагревательные котлы отопления чаще встречаются в домах, чем тепловые насосы. К тому же они – не самый дешевый вариант, тем более, полностью зависящий от подачи электрического тока. А это большая проблема за городом. К сожалению, отечественные линии электропередач не могут гарантировать постоянную и полноценную подачу. И в этом вся проблема.
Мы отвечаем на 8 самых распространенных вопросов о тепловых насосах
Тепловой насос Mitsubishi обеспечивает прохладу летом и тепло зимой.
Тепловые насосы — это круто — все так говорят? Но они также какие-то… волшебные? Не совсем, конечно. Но технология, которая приводит в действие тепловые насосы, загадочна, если вы не являетесь экспертом в физике И нагреве и охлаждении. И большая часть литературы в Интернете либо требует, чтобы вы купили тепловой насос, либо хочет, чтобы вы НЕ покупали тепловой насос и придерживались нефти или пропана для обогрева. Поэтому мы решили демистифицировать тепловые насосы для всех и прямо ответить на вопросы, чтобы вы могли принимать осознанные решения о покупке. Готовы ли вы учиться? Вот так:
Что такое тепловой насос?
Тепловой насос — это автономный двухкомпонентный прибор, который использует технологию охлаждения и электричество для обогрева и охлаждения домов, предприятий и других целей. Тепловой насос состоит из двух компонентов: конденсаторного блока, который чаще всего находится снаружи дома и производит нагрев или охлаждение, и внутреннего блока, который обычно устанавливается на стене и пропускает горячий или холодный воздух в дом; поскольку конденсатор и система обработки воздуха разделены или «разделены» линией хладагента, тепловые насосы иногда могут называться «мини-разделителями». Тепловые насосы предлагают чрезвычайно высокие показатели эффективности, а также возможность обеспечивать отопление и охлаждение без необходимости установки воздуховодов в доме; поскольку работа с воздуховодом не требуется, вы можете услышать, что тепловые насосы называются «без воздуховодов».
Вот пример распространенного типа теплового насоса:
Настенный кассетный тепловой насос Mitsubishi (внутренний блок) вверху и конденсатор (наружный блок) и пульт дистанционного управления внизу. Обратите внимание, что эти изображения не пропорциональны, а конденсаторы обычно имеют ширину два или более футов.
Как работает тепловой насос?
Принцип работы теплового насоса – на этой схеме показан процесс охлаждения.
Проще говоря, тепловой насос использует электричество и хладагент для перемещения тепла из одного места в другое.
Для получения тепла тепловой насос работает, извлекая тепло из воздуха за пределами вашего дома и передавая его охлаждающему хладагенту – затем хладагент сжимается, что значительно повышает его температуру; затем хладагент перемещается во внутренний блок теплового насоса, который затем пропускает воздух над горячим хладагентом, повышая его температуру, чтобы удовлетворить потребность термостата в тепле внутри дома.
Тепловой насос состоит из двух основных частей: «настенной кассеты», которая устанавливается внутри вашего дома, и блока конденсатора, который остается снаружи вашего дома. Настенная кассета теплового насоса и конденсаторные блоки соединены линией хладагента.
Внутренний настенный кассетный блок с термостатическим управлением обеспечивает как обогрев, так и охлаждение. Когда есть потребность в тепле, тепловой насос включает вентилятор наружного блока, чтобы начать процесс извлечения тепла из воздуха за пределами вашего дома. Линия хладагента переносит это тепло к внутреннему блоку, который затем передает тепло воздуху внутри вашего дома через вентилятор внутри настенной кассеты. В режиме охлаждения происходит обратный процесс: тепло отводится из дома, а холодный воздух возвращается внутрь.
В чем преимущество теплового насоса?
Тепловые насосы действительно экономят ваши деньги на энергозатратах.
Поскольку тепловой насос использует электричество только для производства энергии, а не для выработки тепла, он обеспечивает исключительно высокий КПД. При использовании традиционного резистивного электрического нагревателя, например, электрического плинтуса или обогревателя помещений, количество выделяемого тепла пропорционально количеству используемой электроэнергии: одна единица тепла на единицу электроэнергии для 100% эффективности.
Эффективность теплового насоса резко возрастает, поскольку потребляемая электроэнергия используется только для питания двух вентиляторов (испарителя и конденсатора), компрессора и насоса, концентрирующего тепло снаружи и доставляющего его в ваш дом. Из-за этого тепловые насосы способны вырабатывать более 3 единиц тепла на каждую единицу электроэнергии, используемой при коэффициенте полезного действия более 300 %. При средней зимней температуре в штате Мэн 37 градусов, сезонная эффективность Mitsubishi Hyper Heat составляет около 285% 9.0003
Это означает более низкие счета за электроэнергию для комфортного дома – тепловые насосы очень недороги в эксплуатации, что увеличивает ваш счет за электроэнергию в среднем на 75 долларов в месяц за каждый тепловой насос, который постоянно работает в доме. Если вы используете тепловой насос вместе с основной системой отопления, такой как нефть, газ или электричество, вы получите дополнительную экономию, используя тепловой насос для компенсации использования основного топлива: один тепловой насос может компенсировать до 300 галлонов масла. в типичном доме, экономя деньги на дорогом ископаемом топливе. Кроме того, тепловые насосы помогут уменьшить углеродный след вашего дома.
Как тепловой насос влияет на мои счета за отопление и электроэнергию?
Тепловые насосы увеличат ваши счета за электроэнергию, но снизят расходы на другие виды топлива для отопления.
Каждый отдельный тепловой насос (часто называемый «один к одному»), который используется ежедневно, увеличит ваш счет за электроэнергию на 50–100 долларов США в месяц. Тем не менее, тепловой насос соответственно уменьшит ваши расходы на топливо для отопления — для типичного домохозяйства, которое использует 800 галлонов масла в год, тепловой насос может уменьшить количество используемого масла на 300 галлонов. Если нефть стоит 2,75 доллара за галлон, цена за миллион БТЕ (британские тепловые единицы, стандартная мера тепла в США) составит 28,06 доллара. Чтобы получить такое же количество тепла, 1 миллион БТЕ, от теплового насоса с текущим стандартным тарифом на электроэнергию 14,5 центов за киловатт-час, это будет стоить вам 14,71 доллара. Другими словами, обогрев вашего дома тепловым насосом эквивалентен отоплению вашего дома нефтью по цене 1,44 доллара за галлон, или на 48% меньше.
Каковы преимущества теплового насоса при использовании солнечной энергии?
Дом с солнечными панелями на крыше
Преимущество солнечных панелей в том, что в течение дня, когда светит солнце, панели на крыше собирают солнечную энергию и преобразуют ее для использования в вашем доме в качестве электричества. Во многих домах энергия, генерируемая массивом, которая не используется в доме, возвращается вам вашей электроэнергетической компанией и используется для компенсации вашего счета за электроэнергию в конце каждого месяца. В большинстве домов по-прежнему будет взиматься счет за электроэнергию, использованную в ночное время, во время штормов или в периоды интенсивного использования, например, в очень жаркие периоды лета.
Однако ваш тепловой насос питается от электричества, и когда вы соединяете солнечные панели для электричества с тепловыми насосами для тепла (которые используют электричество для энергии), вы обогреваете свой дом в среднем примерно на 9 центов за кВтч против 14,5 центов. центов за кВтч без использования солнечной энергии, эффективно снижая затраты на эксплуатацию теплового насоса почти на 40% в год.
Правда ли, что тепловые насосы перестают работать, когда на улице становится очень холодно?
Технический специалист True North по обслуживанию конденсаторной установки теплового насоса
Да, но для того, чтобы тепловой насос полностью перестал работать, должно стать очень-очень холодно.
Различные модели тепловых насосов имеют разные рейтинги того, насколько холодным может быть охлаждение до того, как они перестанут быть эффективными. Для этого примера мы будем использовать рейтинг теплового насоса Mitsubishi Hyper Heat™, который обеспечивает достаточную тепловую мощность до -13 градусов по Фаренгейту.
Тепловые насосы рассчитаны на «мощность». В этом примере, когда на улице 30 градусов, тепловой насос легко выдает 100% своей мощности с максимальной эффективностью. Однако по мере того, как температура начинает падать, производительность также начинает падать, а когда производительность начинает падать, тепловой насос будет «работать усерднее», чтобы поддерживать температуру в вашем доме. Подобно тому, как приходится нажимать на педаль газа, чтобы поднять машину на крутой холм, именно здесь показатели эффективности тепловых насосов начинают падать — больше энергии используется для производства меньшей мощности.
С тепловым насосом Mitsubishi Hyper Heat™ эффективность начнет падать примерно на 2 градуса по Фаренгейту. При -2 градусах вы получите около 87% мощности устройства. А при -13 градусах вы получите около 76% мощности агрегата. Неясно, при какой температуре блок полностью перестанет работать — у нас еще не было достаточно холодного дня, чтобы продемонстрировать это с тепловыми насосами Hyper Heat™, хотя в некоторых документах Mitsubishi указывается точка остановки при -18 градусах.
В старых домах с меньшей теплоизоляцией, большими потерями тепла или сквозняками тепловому насосу также придется работать больше, чтобы компенсировать быструю потерю тепла из-за этих проблем. Тем не менее, новые дома часто имеют превосходную изоляцию и построены так, чтобы предотвратить потери тепла — в этих случаях тепло, создаваемое тепловым насосом, сохраняется внутри дома и помогает тепловому насосу работать с большей эффективностью.
Могу ли я отапливать свой дом тепловыми насосами без какого-либо другого источника тепла?
В некоторых странах с более теплым климатом тепловые насосы могут быть единственным источником тепла зимой. Однако здесь, в штате Мэн, мы рекомендуем, чтобы в большинстве домов был либо основной, либо резервный источник тепла на случай очень холодных дней или длительных периодов низких температур, во время которых тепловые насосы не смогут восстановиться после потери тепла. Этими другими источниками могут быть нефть, газ, пропан, электричество или биомасса. True North предлагает тепло из биомассы, древесные гранулы или тепло на природном газе для снижения затрат на топливо для отопления и снижения выбросов углерода, которые способствуют изменению климата.
Что такое водонагреватель с тепловым насосом?
Этот гибридный электрический водонагреватель с тепловым насосом Geospring Pro был установлен в подвале штата Мэн для обеспечения максимальной эффективности. Водонагреватели с тепловым насосом очень хорошо изолированы, и вода может очень хорошо удерживать тепло — поэтому водонагреватели с тепловым насосом могут обеспечить горячей водой типичную семью из четырех человек при очень низких эксплуатационных расходах, чаще всего 15 долларов или меньше в месяц.
Есть вопросы? Хотите узнать, подходит ли для вашего дома тепловой насос или водонагреватель с тепловым насосом? Позвоните нам в любое время по телефону 207-221-5677 или напишите нам по адресу info@truenorthenergyservices.
com!
Страница 1 из 11
8 июля 2015 г. / Блог, Отопление, охлаждение и горячее водоснабжение тепловым насосом, воздействие на домовладельцев
ENERGY STAR Спросите экспертов | Продукты
Если вы хотите заменить систему кондиционирования воздуха или отопления в своем доме, вы можете подумать о тепловом насосе с воздушным источником. Эти продукты обеспечивают прохладу летом, как и стандартные кондиционеры, но также обеспечивают тепло зимой. Но как именно они делают и то, и другое?
Как работают тепловые насосы летом
В летние месяцы тепловой насос работает так же, как обычный кондиционер. В стандартных кондиционерах используется хладагент для поглощения нежелательного тепла в вашем доме и передачи его в воздух снаружи. Это происходит путем изменения давления охлаждающей жидкости. При низком давлении хладагент легко поглощает любое тепло, имеющееся в воздухе, и испаряется из жидкого состояния в газообразное. При высоком давлении газообразный хладагент имеет более высокую энергию, чем наружный воздух, поэтому он передает тепло окружающему воздуху, а хладагент снова конденсируется в жидкость при охлаждении. Контролируя давление хладагента, кондиционер может отводить тепло из вашего дома даже в очень жаркие дни.
Как работают тепловые насосы зимой
Тепловой насос использует тот же самый цикл «работы в обратном направлении» зимой, чтобы извлекать тепловую энергию извне и передавать ее в ваш дом. Даже когда на улице очень холодно, в воздухе все еще остается некоторое количество тепловой энергии. Поскольку наружный воздух обладает большей энергией, чем холодный хладагент низкого давления, хладагент поглощает это тепло и испаряется. Как и в цикле кондиционирования воздуха, газовый хладагент может находиться под давлением, что повышает температуру. Когда хладагент возвращается в ваш дом по трубопроводу, он используется для нагревания воздуха внутри, пока тепло не будет извлечено и не сконденсируется обратно в жидкость, после чего цикл продолжится.
Как тепловой насос экономит энергию?
Поскольку он перемещает тепло из одного места в другое, а не генерирует его, тепловой насос использует меньше энергии для обогрева вашего дома, чем обычная электрическая или газовая система. На самом деле, многие из них достаточно эффективны, чтобы получить маркировку ENERGY STAR. Если вы заменяете центральную систему кондиционирования воздуха, тепловые насосы могут работать с существующими воздуховодами в вашем доме или доступны в виде мини-сплит или «без воздуховодов», если в вашем доме нет воздуховодов.
как сделать, характеристики, особенности, правила применения
Время на чтение: 3 мин
2505
Сваривание элементов из легкоплавких металлов по трудоемкости можно сравнить с тугоплавкими. На первые и вторые оказывают влияние не только внутренние, но и внешние факторы.
Электроды для алюминия включает различные добавочные материалы, что упрощает работу с этим цветным металлом, создают дополнительную защиту.
Но и они не в состоянии избавить сварщика от всех предварительных аспектов, которые необходимо решить перед началом операции сварки.
Стержни по алюминию имеют широкое хождение не только на промышленных предприятиях, но и бытовых условиях — гараже, загородном доме, небольшой ремонтной мастерской.
Однако используя их дома для соединения деталей инвертором, можно столкнуться с определенными трудностями. И только правильно подобранный наплавочный материал и предварительная подготовка поможет качественно соединить конструкцию.
Толщина соединяемых деталей ограничена диаметром стержня, который, в основном, колеблется от 4 до 5 мм. Операции с более тонкими электродами сопряжены с трудностями в силу повышенной скорости плавления стержня.
Последний расплавляется в три раза быстрее стального. Исходя из этого, рекомендуется сваривать алюминиевые детали толщиной не менее 4 мм. Выпускаемая длина 3-х миллиметровых стержней — 22-30 см, 4-5 — 35-45 см.
Основными трудностями, которые возникают во время сварочного процесса алюминия, являются следующие факторы:
оксидная пленка — формируется на поверхности стыкуемых элементов, причем температура плавления первой, более чем в три раза выше расплава самого алюминия — 2 000° C;
быстрое окисление металла приводит к образованию тугоплавкой пленки, что усложняет получение цельного шва;
чтобы предупредить растекание металла, следует применять теплопроводящие подкладки;
присутствие в алюминиевых сплавах кремния способствует формированию кристаллизационных трещин;
при случайной остановке операции на конце электрода и сварочной ванны возникает слой шлака, усложняющий повторное разжигание дуги;
вследствие высокого показателя линейного расширения, происходит деформирование сварочного валика при его затвердевании.
Операции сварки с алюминием потребует повышения силы тока в 1,5 раза, по сравнению с другими металлами.
Выполнение сварки
Для качественного соединения деталей необходимо выполнить предварительную зачистку их поверхности от всевозможных загрязнений и оксидов, подготовить стыки. Дома этому будут способствовать различные растворители, на производстве — щелочные ванны.
Среди первых практикуются уайт-спирит, технический ацетон, растворители на основе ксилола и уайт-спирита — PC-1, PC-2. Щелочная ванна допускает нахождение детали в составе не больше 5 мин.
Щелочную ванну можно приготовить самостоятельно, для этого понадобится:
Для улучшения очистки, щелочную жидкость необходимо подогреть до температуры 65°. После извлечения алюминиевой заготовки из ванны, нужно очистить предназначенные для соединения торцы специально предназначенной для этого металлической щеткой, с тонкой щетиной либо напильником.
Ручной труд вполне заменит шлифовальная машина. После очистки, элементы следует еще раз очистить растворителем.
Подготовки перед сваркой потребуют и токопроводящие стержни для сварочной операции. Для получения качественного валика, электроды необходимо два часа выдержать в печи при температуре не менее 200° C.
Операция сварки предполагает использование постоянного тока обратной полярности, с величиной до 30 A на каждый миллиметр диаметра сварочного стержня. Повысит качество соединения, предварительный разогрев деталей до 300-400°.
Величина нагрева прямо пропорциональна толщине соединяемых конструкций. Однако если обработке подлежат крупногабаритные детали, нагреваются только предполагаемые для сварки торцы.
Обеспечить получение качественного валика помогут следующие операции:
шов освобождается от сформировавшейся корки шлака;
валик поливается горячей водой;
очищается металлической щеткой.
Предупредить проявление коробления и кристаллизационных дефектов при сварке поможет медленное остывание сварного валика.
Выбор электрода
Выбирая токопроводящие стержни для сварки алюминия, необходимо обратить внимание на такие аспекты:
Состав электрода должен соответствовать сплаву соединяемых элементов. Информация о первом указывается производителем на упаковке, сертификате.
Толщина расходного материала не должна превышать толщину обрабатываемой детали больше чем на 1 мм. Нарушение правила приведет к прожогу элемента.
Просушенные более раза сварочные стержни снижают прочность полученного валика. Сварка выполняется угольными, графитовыми либо вольфрамовыми электродами, что определяется способом операции.
Виды
Для сварочных операций с алюминием используется несколько видов стержней. Основными из них являются следующие группы:
щелочно-солевая — OK 96. 10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности;
OЗAHA — обеспечивают хороший показатель свариваемости и полученного валика на разных сплавах металла, можно варить не только горизонтальные, но и вертикальные швы;
OЗA — CвA1, 3, 5, 10, для чистого алюминия и сплава с кремнием;
УAHA — сплавов алюминия;
вольфрамовые — с использованием регулируемой защитной атмосферы.
Главным минусом последних считается тяжелый розжиг дуги.
Для несложных операций сварки электроды по алюминию можно изготовить собственными силами.
Это потребует следующих расходных материалов:
Алюминиевая проволока длиной ± 30 см, диаметром — 3-4 мм;
Обмазка, приготовленная из толченого мела и жидкого стекла.
Пастообразную смесь нанести равномерно на проволоку слоем 1-2 мм. После просыхания электрод готов к использованию.
необходимые материалы и процесс изготовления
Содержание:
Необходимые материалы
Процесс изготовления
Электроды для алюминия
Угольный электрод
Оцинковка
Точечная контактная сварка
Интересное видео
Нельзя пожаловаться на небольшой выбор электродов в специализированных магазинах, однако существует такая интересная возможность, как сделать электроды для сварки своими руками. Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.
Необходимые материалы
Чтобы начать изготавливать самодельные электроды для сварки, надо позаботиться о том, чтобы в наличии были все необходимые для этого материалы. К ним относятся:
Проволока, изготовленная из стали с низким содержанием углерода. Ее диаметр не должен быть слишком большим.
Жидкое стекло, играющее роль связующего звена.
Порошок из мела или известняк.
Также понадобятся малярная кисточка или валик.
Поподробнее следует рассказать о жидком стекле. Оно представляет собой силикатный клей, который является универсальным вспомогательным средством во многих областях промышленности и в быту. Основу жидкого стекла составляет раствор в водно-щелочном растворителе силиката натрия или калия.
Используется свойство силикатного клея хорошо прилипать к поверхности и образовывать там пленку, обеспечивающую надежную защиту от влаги. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
В дальнейшем, изготавливая самодельные электроды, моток проволоки придется нарезать на куски длиной порядка 25 сантиметров. Перед нарезкой проволоку необходимо выровнять. Обмазка для электродов состоит из двух составляющих — мела и жидкого стекла. Если мел имеется в виде кусков, то предстоит растолочь его до состояния порошка. Его частицы должны быть мелкими и однородными. Это можно делать вручную или с помощью блендера.
Процесс изготовления
Если нарезана проволока и измельчен мел, то можно приступать к изготовлению электродов. Разбираясь, как сделать электрод, следует понимать, что предварительно смешивать порошок мела и силикатный клей не обязательно.
Следует взять кусок проволоки, положить его на ровную горизонтальную поверхность, и обмазать набранным из банки с помощью кисти жидким стеклом. Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Вторым способом является предварительное приготовление обмазки, которую можно получить, смешав растолченный мел и жидкое стекло в виде силикатного клея. Проволоку следует окунать в эту смесь и медленно извлекать из нее, держась за сухой конец. Сушить обмазанные электроды удобно на бельевой веревке с помощью прищепок в вертикальном положении.
После того, как обмазка окончательно высохнет, полученный самодельный электрод необходимо подвергнуть прокалке. Осуществлять прокаливание следует в электрической духовке, включив режим проветривания. Время этого процесса составляет не менее получаса, а температура должна быть приблизительно 100 градусов. Это позволит обмазке загустеть и образовать прочную оболочку.
Прекрасно, если полученные электроды можно будет тут же проверить на имеющемся оборудовании, и при необходимости внести в процесс изготовления коррективы.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Однако с этими проблемами могут справиться с большим или меньшим успехом самодельные электроды по алюминию. Для получения качественного шва необходимо, чтобы состав стержня электрода по своему составу соответствовал основному материалу. Поэтому для сварки алюминиевых изделий следует использовать алюминиевую проволоку в качестве стержня для самодельного электрода.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным.
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции. Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Угольный электрод
Изготавливая угольный электрод своими руками, в качестве основного стержня следует выбирать пруток, изготовленный из угля или кокса. Могут быть включены и другие добавки. Процесс изготовления разделяется на приготовлении смеси, ее формирования и просушки.
Оцинковка
Цинковый электрод служит источником электронов при гальванизации, которые поступают во внешнюю цепь. Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Чтобы выполнить цинковый электрод своими руками, придется совершить ряд особых действий. Нанесение цинкового покрытия особо сложным не является. Цинк для этого можно взять из солевых батареек, удалив из их корпуса все ненужное. При работе цинковый электрод необходимо оборачивать тряпкой или диском из ваты.
Точечная контактная сварка
Точечная или иначе контактная сварка — это надежный метод соединения металлических деталей, совпадающих по конфигурации и составу. Их соединение осуществляется вследствие мгновенных касаний электродом, при которых происходит сильное разогревание поверхности в этом месте. Благодаря простоте процесса и небольшим затратам на расходные материалы в виде электродов, такой способ соединения приобрел большую популярность.
Точечная сварка может применяться только для соединения деталей небольшой толщины. Электроды, применяемые для контактной сварки, по внешнему виду имеют большое отличие от обычных видов расходников. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Наиболее часто бывают нужными электроды прямой формы. Однако, в некоторых случаях, например, для работы в труднодоступных местах, требуются электроды сложной формы.
Изготавливая электроды для контактной сварки своими руками, предварительно надо выполнить их модель в полную величину. Это позволит еще на стадии проектирования учесть все имеющиеся недочеты.
Интересное видео
Можете ли вы сварить алюминий? Вот как это сделать…
Да! Алюминий можно сваривать. Это сложнее, чем сварка стали палочкой, и внешний вид готового соединения может быть менее художественным. Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания.
Поскольку это более сложная и менее привлекательная процедура, некоторые говорят, что сварка алюминия электродом невозможна или не стоит затрачиваемых усилий.
Но они пораженцы и просто не правы.
Итак, давайте рассмотрим эту тему поближе, и мы должны начать с обзора того, почему сварка алюминия отличается и более требовательна.
Проблемы при сварке алюминия стержнем
Многие проблемы при сварке алюминия связаны с его высокой теплопроводностью и низкой температурой плавления.
Добавьте к этому проблемы, связанные с химическим составом, и мы получим множество уникальных проблем, связанных с алюминием, которые необходимо решить.
Мощность сварщика
Первая из этих проблем связана с мощностью вашего сварочного аппарата.
Так как алюминий так хорошо проводит тепло, тепло очень быстро уходит от соединения в окружающий алюминий. Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.
Также…
Вы должны иметь возможность изменять выходную мощность сварочного аппарата, чтобы получить нужный нагрев.
Он должен быть достаточно высоким, чтобы обеспечить необходимое тепло. Для сварки алюминия потребуется больше мощности, чем для стали той же толщины.
Вам нужна короткая дуга
Другая проблема связана с низкой температурой плавления алюминия.
Поскольку тепло отводится от места соединения очень быстро, трудно добиться нужной температуры в сварочной ванне.
Лужа схватывается быстрее, чем обычно, из-за невероятно эффективной теплопроводности алюминия. Это означает, что вы должны держать короткую дугу и двигаться быстрее, чем ожидалось.
Требуемая короткая дуга создает еще одну проблему при сварке алюминия…
Ваша палка может «замерзнуть» в луже. Требуется некоторая практика, чтобы избежать расплавления электрода-стержня в быстро остывающей ванне и добиться более быстрого движения, необходимого в самый раз.
Грубый внешний вид
Многие пользователи считают внешний вид одной из наиболее важных «проблем» или вопросов.
Когда вы свариваете алюминий, вы обычно используете положительный электрод постоянного тока («DCEP») или обратную полярность, что приводит к большему разбрызгиванию флюса, чем обычно.
Но брызги — это лишь одна из эстетических проблем. Короткая, быстро движущаяся дуга может быть неустойчивой и обычно дает бусину, противоположную сложенным десятицентовикам.
Даже при большом опыте короткая, быстро движущаяся дуга может создать менее привлекательные бусинки.
Кроме того, оксид магния обесцвечивает сустав.
В основном это происходит из-за того, что используется неправильный наполнитель. Итак, выбор электрода имеет решающее значение при сварке алюминия. (Подробнее об этом позже.)
Деформация и прожоги
Поскольку количество тепла, нагнетаемого в металл, может быть высоким, деформация более тонких деталей может стать проблемой.
Кроме того, при использовании более тонкой заготовки нередко происходит прожигание металла или даже расплавление больших участков соединения.
Правильный нагрев сварочной ванны требует некоторой практики, и даже опытные сварщики время от времени прожигают тонкий алюминий.
Растрескивание
Теплопроводность и состав сплава алюминия также могут вызывать растрескивание.
Горячее и холодное растрескивание является постоянной проблемой, и выбор хорошего наполнителя имеет жизненно важное значение.
Сварщики часто предварительно нагревают алюминий с помощью ацетиленовой горелки, чтобы «выровнять» тепловое расширение и сжатие металла во время сварки, что также помогает предотвратить коробление.
Но предварительный нагрев также помогает замедлить проблему «затекания» тепла, что позволяет образоваться и проникнуть в лужу, улучшить текучесть и обеспечить более прочный сварной шов с меньшей пористостью.
Специальные электроды
Еще одна «проблема» при сварке алюминия электродами связана с хранением специальных электродов, которые вам понадобятся.
Алюминиевые электроды покрыты специальным флюсом, очень чувствительным к влаге.
Храните эти алюминиевые электроды в сухом защищенном месте, иначе они быстро испортятся. Таким образом, получение и обслуживание «свежих» электродов может быть проблемой.
Также стоит отметить, что алюминиевые стержневые электроды дороги. Так что, если вы ищете дешевый ремонт, сварка электродом может быть не такой экономичной, как вы думаете.
Подготовка поверхности важна
Если этот список еще не был достаточно длинным, есть еще одна проблема с алюминием, о которой мы должны упомянуть…
Этот металл образует уникальный слой оксида алюминия на поверхности при воздействии воздуха.
Защищает алюминий и предотвращает его ржавление, поэтому полезно. Но это также затрудняет привязку чего-либо к нему.
По этой причине правильная очистка алюминиевого соединения перед сваркой имеет первостепенное значение.
Лучшие процессы для сварки алюминия
Для быстрого ремонта в полевых условиях электродуговая сварка может быть простым и быстрым методом выполнения работы.
Но это не лучший способ сварки алюминия.
Сварочные аппараты MIG и TIG производят более привлекательные и «чистые» сварные швы с алюминием.
Вы лучше контролируете нагрев более тонкой бумаги, что помогает предотвратить коробление, растрескивание и прожоги.
Сварка алюминия MIG
Для сварки MIG требуется алюминиевая проволока. Эту мягкую, легко сгибающуюся проволоку трудно протолкнуть через кабель горелки MIG без запутывания или образования птичьих гнезд.
По этой причине многие предпочитают использовать шпульный пистолет, который является более надежным способом подачи алюминиевой проволоки в сварной шов в качестве присадочного материала.
Еще одна вещь, о которой следует помнить при сварке MIG, вам нужен защитный газ. (На рынке нет порошковой алюминиевой проволоки.)
Это не проблема в магазине, но в полевых условиях может быть трудно таскать большой тяжелый баллон с газом на сварочном аппарате. Баллон с газом не нужен при сварке электродом.
Читать далее : Сварка алюминия методом МИГ – Руководство для начинающих
Сварка алюминия методом ВИГ
Сварочные аппараты ВИГ производят самые красивые сварные швы на алюминии. Если вам нужны эти профессиональные сложенные десятицентовики, используйте этот процесс.
Но сварщики TIG также нуждаются в защитном газе, и их использование более суетливо, чем сварочные аппараты. Вы должны использовать обе руки, а TIG медленнее палки.
Таким образом, при использовании аппаратов для сварки MIG и TIG вы получаете более красивые валики. Но поскольку они используют защитный газ, оба не являются хорошим выбором на открытом воздухе на ветру.
Хотя для алюминия я бы предпочел использовать сварку MIG или TIG, а не аппарат для сварки электродом, на аппараты для сварки электродом не так сильно влияет слабый или умеренный ветер в полевых условиях.
Кроме того, сварочный аппарат легче освоить и использовать.
Таким образом, несмотря на то, что сварочные аппараты MIG и TIG являются лучшим выбором для алюминия во многих ситуациях, сварка алюминия электродами имеет свое применение.
Как сварить алюминий с помощью сварочного аппарата
Сварка алюминия электродом выполняется в соответствии с большинством основных «правил» сварки электродом. Но есть некоторые моменты, характерные для сварки алюминия палкой, и их стоит рассмотреть.
1. Проверьте свой сварочный аппарат
Сварка алюминия электродом начинается с проверки мощности вашего сварочного аппарата.
Он должен иметь переменную выходную силу тока, чтобы вы могли регулировать температуру. Вы захотите иметь возможность изменять мощность усилителя в зависимости от толщины алюминия и диаметра используемого электрода.
Кроме того, ваш сварочный аппарат должен быть в состоянии обеспечить достаточную силу тока для верхнего конца используемого электрода (обратитесь к спецификациям производителя электрода).
2. Выберите правильный электрод
Используемый электрод имеет решающее значение.
Обычно используется электрод 4043 (подобно этим), но есть и другие варианты в зависимости от свариваемого алюминиевого сплава.
Для электрода 3/32 дюйма требуется 50–80 ампер, для электрода 1/8 дюйма требуется 80–130 ампер, а для электрода 5/32 дюйма требуется 100–160 ампер.
Убедитесь, что у вас достаточно электродов. Вам понадобится больше, чем вы думаете, и планируйте часто менять электроды во время работы. Они быстро сгорают.
3. Проверьте толщину алюминия
Сварка алюминия электродом хорошо подходит для более толстых материалов. Но с более тонким материалом это становится случайным.
Некоторые говорят, что они могут уменьшить толщину только до 1/4 дюйма, но другие считают, что можно уменьшить толщину до 1/8 дюйма.
Если вы хотите сделать тоньше, я предлагаю вам попробовать несколько тестовых сварных швов, чтобы определить, сможете ли вы сварить материал.
4. Подготовка поверхности
Необходимо удалить защитный слой оксида алюминия, чтобы обеспечить прочное соединение соединительных деталей.
Проволочные щетки из нержавеющей стали обычно используются, но шлифовальная машина не рекомендуется.
Шлифовальные машины, как правило, просто «вворачивают» оксидный слой в алюминий, что не помогает.
Таким образом, проволочная щетка из нержавеющей стали, легкая шлифовка или химические методы очистки работают лучше всего.
5. Правильная сборка
Хорошо подгоните детали, чтобы не было значительных зазоров, которые потребуют лишнего наполнителя.
Сварка алюминия электродом достаточно прочная, не создавая дополнительных проблем.
6. Настройки сварочного аппарата
Используемый ток должен соответствовать выбранному вами электроду (рекомендуемые настройки начального тока см. в разделе выбора электрода выше).
Каждый производитель электродов указывает рекомендуемый ток для своих алюминиевых электродов.
Кроме того, для большинства электродов требуется установка положительного электрода постоянного тока («DCEP»).
Обязательно перепроверьте полярность и правильность ее установки для используемого электрода.
Если вы обратитесь к «калькуляторам» электродов в Интернете, вы обнаружите, что сварка алюминиевых электродов не популярна.
Алюминий не включен ни в один из этих калькуляторов или таблиц. Таким образом, вы должны использовать диапазон, указанный для электрода, в качестве отправной точки. Затем настройте параметры усилителя, чтобы получить подходящее проникновение для свариваемой толщины.
7. Получите правильное движение дуги
Движение дуги может быть личной проблемой для некоторых.
Многие советуют плести кончик, и лучше сделать несколько пробных запусков, чтобы определить, что лучше всего подходит для вас. А вообще надо двигаться быстро , быстрее обычной сварки стали.
Некоторые считают, что это трудно сделать правильно. Но если двигаться слишком медленно, можно прожечь заготовку.
Двигайтесь слишком быстро, и вы не получите надлежащего провара, что приведет к слабому сварному шву.
Также нужно держать короткую дугу.
Сварщики, не умеющие сваривать алюминий электродом, находят это странным, так как вы должны держать наконечник достаточно близко, чтобы почувствовать, как флюс на электроде «волочится» по сварному шву.
Чтобы стать мастером, нужна практика, так что запланируйте несколько пробных сварных швов. Вам нужно пройти по тонкой линии, где вы почти вплавляете электрод в ванну, но не подходите достаточно близко к металлу, чтобы оплавить наконечник в сварочной ванне.
8. Используйте правильный угол
Угол наклона электрода может быть индивидуальным, но он не должен быть слишком крутым.
Также необходимо наклонить электрод так, чтобы угол был направлен к конечной точке.
9. Конец сварного шва
Кратеры представляют собой проблему на концах алюминиевых сварных швов. Не просто убегайте в конце сварки.
Выделите время в конце сварки, чтобы немного вернуться назад и заполнить место соединения.
Если у вас образовалась одна или две кратеры ближе к концу сварного шва, вам нужно будет подправить свою работу и вернуться, чтобы заполнить эти кратеры.
Кратеры могут быть отправными точками для образования трещин, которые затем распространяются по всей длине сварного шва.
10. Очистка
Будьте готовы к некоторым работам по очистке. Сварной алюминий получает достаточное количество брызг, которые необходимо очистить.
Чтобы не констатировать очевидное, но шлак тоже нужно почистить.
Вы обнаружите, что шлак от алюминиевых сварных швов особенно трудно удалить. Итак, будьте готовы.
Можно ли сваривать алюминий сварочным аппаратом?
Из-за того, насколько грязным и, откровенно говоря, некрасивым может быть процесс сварки алюминия с помощью электродуговой сварки, многие люди просто пришли к выводу, что это невозможно. Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Можно ли сваривать алюминий с помощью сварочного аппарата? Да, можно сваривать алюминий с помощью сварочного аппарата. Поскольку это может привести к беспорядку, лучшими методами являются:
TIG переменным током
TIG постоянного тока
Сварка MIG
Существует множество факторов, которые следует учитывать при рассмотрении возможности сварки стержнем алюминиевой заготовки. Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.
Без соответствующих мер предосторожности вы можете обречь себя на неудачу. Ниже приведены некоторые из наиболее важных деталей, которые следует учитывать при использовании метода сварки электродами.
Содержание
Лучшие методы сварки алюминия
Наилучший метод для максимального контроля над процессом сварки алюминия – это сварка TIG переменным током (вольфрам в инертном газе) с использованием смеси гелия или аргона. Это самый чистый и медленный метод, гарантирующий, что останется очень мало беспорядка (что делает его идеальным кандидатом, особенно для сварки тонкого алюминия).
Сварка ВИГ на постоянном токе также приемлема для алюминиевых деталей.
Однако, этот метод больше рекомендуется для более толстых заготовок из-за большей глубины проникновения . Используйте гелий, если вы решили использовать метод сварки TIG на постоянном токе.
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
У вас есть возможность использовать аргон и флюс при использовании этого метода на алюминии, но есть небольшой шанс, что вы получите положительный опыт с:
Видимость во время сварки.
Подготовка сварочного оборудования и заготовки.
Уборка рабочего места/заготовки.
В-третьих, сварка MIG (металл в среде инертного газа). Это значительно быстрее, чем TIG, но с некоторыми компромиссами. У вас будет ограниченная степень контроля над процессом, поскольку основной металл не будет плавиться без добавления присадочного металла.
Тем не менее, процесс не потребует ни двухтактного, ни золотникового пистолета, если правильно отрегулированы следующие элементы:
Параметры сварки. These settings include:
Speed of the wire feed
Flow rate of the gas
Type or mixture of gases
Voltage
Straightness of кабель MIG
Натяжение приводного ролика
Сварить алюминий можно, и, возможно, к удивлению многих, это можно сделать даже с помощью сварочного аппарата постоянного тока (он работает лучше, чем вы могли ожидать! ).
Что нужно знать о сварке алюминия стержнем
Алюминиевый стержень имеет обратную полярность DCEP (положительный электрод постоянного тока). Прежде чем начать, имейте в виду, что при использовании алюминиевой палочки вы заметите, что флюс имеет склонность к разбрызгиванию.
Когда он начнет остывать, он станет похож на грязь. Не пугайтесь, если вы наблюдаете подобное впервые — это вполне нормально для данного процесса.
Конечно, разные типы ремонтных сплавов будут вести себя по-разному, и у вас может не быть такого опыта с типами палочек, которые вы будете использовать.
Такая степень вариации, естественно, обусловлена прежде всего составом флюса. Тем не менее, полезно знать риски и особенности процесса заранее.
К счастью, есть шаги, которые можно предпринять, чтобы сделать процесс более плавным. >> Посмотрите видео ниже
Прежде чем приступить к сварке, вы можете убедиться, что сварка будет немного чище, непосредственно нагревая алюминий с помощью горелки с науглероживающим пламенем.
Примечание: Преднамеренное применение такого сильного нагрева приводит к образованию копоти на поверхности заготовки.
Вернитесь к нейтральному пламени.
Вернуть концентрированное тепло алюминию.
Когда сажа рассеется, заготовка достигла 400 ֯F.
Такой предварительный нагрев позволит сварке протекать более плавно. Вы также должны помнить следующее:
Алюминий рассеивает тепло в четыре раза быстрее, чем углеродистая сталь.
Алюминий имеет оксидный слой, который для достижения наилучших результатов можно удалить проволочной щеткой из нержавеющей стали.
Многие люди используют свой шлифовальный круг, предназначенный для углеродистой стали, на своих алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для складывания оксидного слоя в металл. Это также происходит при использовании высокоскоростной проволочной щетки. Лучшие способы удалить этот слой включают в себя:
Filing the metal with light sanding pressure
Chemical etching
Hand wire brushes
How Stick Welding Works
When welding aluminum, remember that the recommended positioning для работы находится под углом прямо к желаемому участку (не вверх, вниз или под другим углом).
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
Вам также необходимо выполнять сварку на относительно высокой скорости перемещения. Сварка также требует короткой дуги, так что помните об этом во время работы. Вот еще несколько ключевых деталей, которые необходимо знать о сварке электродом:
Что происходит во время сварки электродом: При сварке электродом ток течет через электрод на заготовку. Заготовку можно считать отрицательным электродом, а палочку — положительным электродом. Когда палка отрывается от заготовки, создается дуга. Чем ближе к заготовке вы держите палку, тем короче будет дуга.
Как электрод и флюс работают вместе: По мере того, как стержень расходуется в процессе сварки, металл приплавляется к металлу. Флюс защищает расплавленный металл во время сварки, защищая его от атмосферных газов.
Как работает дуга для сварки деталей: Дуга, возникающая при электрическом соединении между электродом и заготовкой, нагревает каждый компонент, в результате чего металл электрода достигает плазмоподобного состояния. По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.
Вот почему сварка стержнем подходит и для алюминиевых деталей. Хотя химия работает точно так же, по общему признанию, процесс отличается, прежде всего, своей беспорядочностью и тенденцией к получению неэстетичного сварного шва.
(Вот почему вы должны выбирать электроды, специально предназначенные для сварки алюминия, иначе вы можете получить тусклые результаты. 4043 Настоятельно рекомендуется использовать электродные стержни.)
Процесс сварки алюминия электродами в целом очень похож на сварку другие металлы, но помните об этих факторах во время работы. Прежде чем вы начнете, вам нужно немного обнажить электрод, чтобы сделать процесс более аккуратным.
Для этого вам придется поцарапать кончик палочки о твердую поверхность, чтобы выдержать часть электрода (особенно при использовании алюминиевого электрода).
Похожие материалы: Нужен ли вам шпулемет для сварки алюминия?
Что следует помнить о сварке электродом
Во время сварки держите электрод как можно ближе к заготовке, избегая замерзания стержня (чтобы электрод не застрял в охлаждающей ванне металла).
Чтобы этого не произошло, вы должны просто плавать стержень, не приближая его слишком близко к заготовке и не слишком замедляя скорость во время сварки.
(Вот почему для этого типа сварки рекомендуется высокая скорость перемещения.)
Это может занять некоторое время, так как сварка электродом, также известная как дуговая сварка металлическим электродом или SMAW, известна .
Это второе название немного больше раскрывает эту кривую обучения, так как оно дает сварщику полный контроль над электродом. Хотя алюминий можно сваривать электродуговой сваркой, это, конечно, не лучший вариант.
Помните о преимуществах и недостатках этого метода.
Плюсы
Минусы
Сварочное оборудование относительно дорогое, хотя защитный газ не требуется, так что это финансовый компромисс.
Очень грязный для алюминиевых деталей.
Этот метод по-прежнему хорошо работает на окрашенных или ржавых металлических деталях.
Никель (Ni) — металл серебристо-белого цвета, достаточно твердый и вязкий, имеющий широкое применение и важное значение в технике. Он был открыт в 1751 г. Название элемента происходит от второй части названия минерала «купферникель»— фальшивая медь.
Никель состоит из смеси пяти изотопов с массовыми числами 58, 60, 61, 62, 64. Кроме того, получено шесть искусственных радиоактивных изотопов никеля с массовыми числами 56, 57, 59, 63, 66, 66. Ряд радиоактивных изотопов никеля находит практическое применение. Кристаллическая структура никеля — гранецентрированная. Физические и механические свойства никеля характеризуются следующими данными:
Атомная масса
58,71
Плотность при 20°С, г/см3
8,9
Температура, °С
плавления
1455
кипения
3000
Скрытая теплота, кал/г:
плавления
73
испарения
1450
Коэффициент линейного расширения при 20—100°С, 1/град
0,00001с
Теплопроводность при 0—100°С, кал/(см·сек·град)
0,142
Удельное электросопротивление, ом· мм2/м
0,068
Модуль нормальной упругости, кГ/мм2
20000
Модуль сдвига, кГ/мм2
7300
Предел упругости отожженного никеля, кГ/мм2
8
Предел текучести никеля, кГ/мм2:
отожженного
12
деформированного
70
Временное сопротивление никеля, кГ/мм2:
отожженного
40—50
деформированного
70-90
Относительное удлинение никеля, %:
отожженного
35—40
деформированного . . · · .
2-4
Твердость НВ никеля, кГ/мм2:
литого
60—70
отожженного
70—90
деформированного
200
Ударная вязкость отожженного никеля. кГ/мм2 .
18
Предел усталости никеля на базе 107 циклов. кГ/мм2:
отожженного
16,6
деформированного
29
Никель обладает ценными химическими и механическими свойствами. Хорошая пластичность позволяет получать из него различные изделия методом деформации в холодном и горячем состоянии.
Никель является одним из самых активных катализаторов среди металлов.
Добавки никеля к другим металлам существенным образом изменяют их свойства и создают возможности для получения широкого ассортимента различных очень ценных материалов. Поэтому главной областью применения никеля являются различные сплавы. Известно более 3000 сплавов, в состав которых входит никель. Получение никелевых сплавов основано на различною рода взаимодействиях, в которые вступает никель с другими элементами.
Непрерывные твердые растворы с никелем дают марганец, железо, кобальт, медь, палладий, родий, иридий, платина. Ограниченные твердые растворы с никелем образуют бериллий, бор, углерод, магний, алюминий, кремний, фосфор, титан, ванадий, хром, цинк, галлий, германий, мышьяк, цирконий, ниобий, молибден, рутений, индий, олово, сурьма, лантан, тантал, вольфрам, рений, осмий, висмут и уран.
Различные соединения образуют с никелем водород, азот, кислород, сера, селен, теллур, фтор, хлор, бром и иод. Не взаимодействуют с никелем гелий, неон, аргон, криптон, ксенон, радон, литий, натрий, калий, рубидий, цезий, франций, кальций, стронций, барий и иридий.
Никель в чистом виде применяют в качестве антикоррозионных защитных покрытий, наносимых методом плакирования и гальванопластикой. Плакирование никелем применяют для предохранения от коррозии железа и нелегированных сталей путем получения двух- и трехслойного металла. Это значительно удешевляет стоимость изделий, изготовленных из такого металла взамен изделий из чистого никеля. Электролитические покрытия никелем наносят на алюминий, магний, цинк и чугун.
Из чистого никеля изготовляют также различные аппараты, приборы, котлы и тигли с высокой коррозионной стойкостью и постоянством физических свойств, а из никелевых материалов — резервуары и цистерны для хранения в них пищевых продуктов, химических реагентов, эфирных масел, для транспортирования щелочей и других химических и пищевых продуктов, для плавления едких щелочей.
Никелевые трубы применяют для изготовления конденсаторов в производстве водорода, для перекачки щелочей в химическом производстве. Никелевые химически стойкие инструменты широко используют в медицине и научно-исследовательской работе. Никель применяется для приборов радиолокации, телевидения, дистанционного управления процессами в атомной технике. Никелевые пластинки применяют в механических прерывателях нейтронного пучка для получения нейтронных импульсов с большой энергией.
Порошкообразный никель используют в каталитических процессах, в реакциях гидрогенизации непредельных углеводородов, циклических альдегидов, спиртов, ароматических углеводородов. Каталитические свойства никеля аналогичны таким же свойствам платины и палладия. Поэтому никель, как более дешевый материал, широко применяется взамен этих металлов в качестве катализатора при гидрогенизационных процессах.
На основе порошков чистого никеля изготовляют пористые фильтры для фильтрования газов, топлива и других продуктов в химической промышленности. Порошкообразный никель потребляют также в производстве никелевых сплавов и в качестве связки при изготовлении твердых и сверхтвердых материалов.
Никель применяют в качестве аккумуляторных электродов в щелочных аккумуляторах.
В сплавах никель участвует главным образом в сочетании с железом и кобальтом. Он является легирующим элементом в различных конструкционных сталях, а также в магнитных и немагнитных сплавах, сплавах с особыми физическими свойствами, нержавеющих и жаропрочных сталях. Значительно распространены сплавы на никелевой основе в сочетании с хромом, молибденом, алюминием, титаном, бериллием.
Большую группу сплавов представляют сплавы никеля на медной основе — типа монель, нейзильбер, латуни и бронзы. Широко применяетеся никель в чугунах.
Медноникелевый сплав монель, содержащий 68—70% Ni и 28—30% Сu, обладает весьма высокой коррозионной стойкостью в кислотах и щелочах, во влажной и морской атмосфере и поэтому используется в химической и электротехнической промышленности, в морском оборудовании, при производстве и хранении пищевых продуктов и в медицине. Его применяют также для (плакирования железа и стали.
Никель и сплавы на никелевой основе играют важную роль в конструкциях некоторых типов мощных атомных реакторов. Никелевые сплавы применяются з атомных реакторах в качестве защитных высокотемпературных оболочек для предохранения от коррозии урановых стержней.
Большое значение имеют сплавы типа инвар с низким коэффициентом расширения, а также сплавы типа инвар с добавкой кобальта (ковар). Никелевые литые жаропрочные сплавы находят применение в конструкциях стационарных газовых турбин и реактивных двигателей самолетов.
НИКЕЛЕВЫЕ СПЛАВЫ
Сплавы на никелевой основе применяют для электротехнических целей, а также в качестве кислотостойких, жаростойких и жаропрочных материалов.
Для электротехнических целей используют проволоку из марганцовистого никеля марок НМц2,5 и НМц5 для свечей автомобильных, авиационных и тракторных двигателей; из сплавов алюмель и хромель Т для термопар; из сплава хромель К для компенсационных проводов.
Кислотостойкие никелевые сплавы. Материалы этой группы представляют собой сплавы на никелевой основе, легированные хромом, вольфрамом, молибденом, медью и другими элементами. Никелевые сплавы, легированные хромом и вольфрамом, являются стойкими в агрессивных окислительных средах, а cплавы, не содержащие хрома (никель — медь и никель — молибден), являются стойкими в агрессивных неокислительных средах. Для повышения коррозионной стойкости никелевые сплавы легируются кремнием, алюминием и другими элементами.
Сплав монель. Этот сплав относится к кислотостойким сплавам на никелевой основе, содержащим в качестве основного легирующего элемента медь. Он обладает очень высокой коррозионной стойкостью, высоким временным сопротивлением и хорошей пластичностью в холодном и горячем состояниях. Монель-металл практически не подвергается коррозии в сухом воздухе и дистиллированной воде, стоек против действия разбавленной серной кислоты, крепких щелочей, большинства органических кислот, сухих газов яри обычной температуре и морской воды. Химический состав его по ГОСТ 49(2—52 указан в табл. 350 и 351. Монель-металл находит широкое применение для изготовления изделий, от которых требуется высокая коррозионная стойкость и механическая прочность—в химической, судостроительной, медицинской, нефтяной, текстильной и других отраслях машине- и аппаратостроения.
Из монель-металла марки НМЖМц 28-2,5-11,5 изготовляют листы, полосы, ленты, прутки, проволоку, трубы.
Монель К представляет собой обычный монель-металл, легированный алюминием и упрочненный термической обработкой. Его применяют в тех случаях, когда требуется более высокая прочность, чем у обычного Монель-металл а: для клапанов насосов,
пружин и других деталей высокой прочности и высокой коррозионной стойкости. Не рекомендуется применять этот сплав для работы при температурах выше 315°С в средах, содержащих сернистые соединения. Из сплава изготовляют поковки, прутки, ленты, трубы.
Монель S по сравнению с обычным монель-металлом содержит повышенное количество кремния (3—5%). Его применяют для отливки деталей, от которых требуется высокая прочность, гидравлическая плотность, высокая химическая стойкость и хорошая сопротивляемость истиранию: седла клапанов, трущиеся детали газовых турбин и других машин.
Инконель — никелевый сплав, содержащий в качестве основных легирующих элементов хром и железо, применяется для деталей, работающих в окислительных средах и при высоких температурах. Не рекомендуется применять этот сплав для деталей, работающих при температурах выше 815°С в средах, содержащих сернистые соединения.
Большую группу кислотостойких никелевых сплавов составляют сплавы, в состав, которых в качестве одного из основных легирующих элехментов входит молибден.
Хастелой А (ЭИ460). Основными легирующими элементами в сплаве являются молибден и железо. Его применяют для деталей оборудования, работающих в соляной кислоте при температуре до 70°С, в разбавленной (до 50%) серной кислоте вплоть до кипения. Наилучшее сочетание коррозионной стойкости и вязкости сплава достигается после закалки с 1150—1175°С в воде или на воздухе. Не рекомендуется применять сплав в окислительных средах.
Хастелой В (ЭИ461). Этот сплав обладает более высоким содержанием молибдена, чем хастелой А. Кроме того, в его состав входит ванадий. Сплав применяют для изготовления деталей, работающих в соляной кислоте всех концентраций, нагретой вплоть до температуры кипения, а также в других неокислительных кислотах и на воздухе при температурах до 760°С. Оптимальное сочетание свойств сплава достигается после закалки в воде или <на воздухе.
Хастелой С (ЭП375) — сплав на никелевой основе, в котором основными легирующими компонентами являются молибден, Хром, вольфрам и железо. Этот сплав предназначен для изготовления деталей оборудования, работающих при средних температурах в следующих окислительных средах: влажный хлор, гипохлориты, хлорное железо и хлорная медь, азотная и фосфорная кислоты, смеси соляной кислоты с серной кислотой при окислительных условиях, морская вода, уксусная и муравьиная кислоты и их соли. При работе на воздухе сплав может быть использован до 1090ЧС. Сплав не рекомендуется для работы ;в азотной кислоте при температуре выше ЖС.
Хастелой D — сплав на никелевой основе; в качестве главных легирующих элементов он содержит кремний и медь. Его применяют для получения деталей путем литья в землю или в кокиль, работающих с горячими растворами серной кислоты всех концентраций с температурой до 70°С. Не рекомендуется применять этот сплав для работы в окислительных средах. Из-за высокой твердости сплав с большим трудом обрабатывается резанием. Для улучшения обрабатываемости сплав подвергают отжигу при температурах 1050-1080 °С а затем медленно охлаждают
Ха стелой F — сплав, основными компонентами которого являются никель, железо, хром, молибден, таллий и ниобий. Из него изготовляют детали, которые работают в контакте с кислотами и щелочами в окислительно – восстановительных условиях. Он хорошо сопротивляется коррозии под напряжением в растворах хлоридов. Полуфабрикаты из этого сплава поставляют в виде листов, прутков и отливок.
Нионель — никелевый сплав, в котором основными компонентами являются никель, молибден, хром, железо, медь и титан. Сплав применяют для изготовления емкостей под хранение фосфорной и серной кислот, а также горячих растворов каустической соды.
Иллиум G — сплав никеля с хромом, легированный аллюминием, молибденом, железом, вольфрамом, медью. Сплав хорошо сопротивляется воздействию серной, фосфорной, азотной и органических кислот, смесей минеральных кислот и солей, а так- же морской воды, фтористых и сернистых соединений. Сплав используют в химическом машиностроении для высокопрочных литых деталей — для насосов и для оборудования вискозного производства. Не рекомендуется применять сплав для деталей, работающих в контакте с галогенами и их кислотами.
Жаропрочные никелевые сплавы
Сплавы никеля с хромом с присадкой других легирующих элементов — титана, алюминия, молибдена, вольфрама, ниобия, стронция и др. — широко используются в качестве жаропрочных деформируемых материалов. Эти сплавы применяются для изготовления наиболее напряженных деталей газотурбинных двигателей и других силовых установок. Свойства никелевых жаропрочных сплавов в сильной степени зависят от режима термической обработки.
Никелевые литейные жаропрочные сплавы имеют более высокие пределы длительной прочности, чем аналогичные сплавы в деформированном состоянии. Это связано с особенностями кристаллизации сплавов, сопровождающейся образованием карбидных и боридных фаз по границам зерен, затрудняющих развитие трещин по этим границам. Литейные сплавы подвергаются легированию в большей степени, чем деформируемые сплавы, так как в последних оно ограничено необходимостью применения горячей пластической деформации, которая весьма затрудняется при сильном легировании. Литейные сплавы обладают также большей технологичностью, чем деформируемые сплавы, особенно при изготовлении изделий сложной формы. Однако литейные сплавы имеют более низкую ударную вязкость, чем деформируемые сплавы. За счет улучшения качества слитка и применения прогрессивных методов горячей механической обработки разрыв между возможным температурным уровнем работоспособности жаропрочных сплавов в литом и деформированном состояниях значительно сокращен.
Сплавы марок ХН717ТЮ и ХН77ТЮР применяют для изготовления рабочих лопаток и дисков газовых турбин. В состаренном состоянии эти сплавы имеют более высокую прочность и твердость, но (пониженную пластичность и ударную вязкость. Они обладают высокими характеристиками жаропрочности до 750°С. При более высоких температурах надежная работа их сохраняется при пониженных нагрузках.
Сплавы ХН77ТЮ и ХН77ТЮР обладают высоким сопротивлением усталости и окислению и незначительным сопротивлением надрезу. При длительном нагревании перед закалкой поверхностные слои сплавов обедняю гея хромом, титаном и алюминием, поэтому при изготовлении из них лопаток газовых турбин обедненный слой необходимо удалять. Для обеспечения высоких жаропрочных и эксплуатационных свойств необходимо добиваться получения путем ковки и штамповки равномерных зерен металла диаметром 0,5—,1,0 мм.
Из сплавов марок ХН70ВМТЮ и ХН70МВТЮБ изготовляют рабочие лопатки газотурбинных двигателей, работающих при 800—850°С. После механической обработки детали подвергают термической обработке. (Нагревают детали в атмосфере аргона, а дополнительное старение проводят в обычной воздушной среде. После такой обработки детали становятся нечувствительными к надрезу.
Сплав ХН67МВТЮ предназначен для рабочих лопаток газовых турбин, работающих при температурах 770—850°С.
Жаростойкие деформируемые никелевые сплавы превосходят никель по сопротивлению окислению при высоких температурах. Они обладают высокой технологической пластичностью и хорошей свариваемостью. Жаростойкость никеля обычно повышается за счет добавок хрома. Никелевые сплавы с хромом (нихромы) содержат от 15 до 30% Сr. Кроме того, в состав никелевых жаростойких сплавов для повышения жаростойкости вводятся алюминий и другие легирующие элементы.
Никелевые деформируемые жаростойкие сплавы применяют для изготовления деталей, работающих при температурах 700—1100°C.
В качестве конструкционных жаростойких материалов применяются нихромы, которые наряду с высокой жаростойкостью обладают повышенной жаропрочностью. Жаропрочность этих сплавов повышают легированием тугоплавкими элементами, образующими стойкие карбиды или карбонитриды (ниобий, титан).
Деформируемые жаростойкие никелевые сплавы, обладающие удовлетворительной способностью к холодной деформации, пригодны для изготовления деталей из листа методом глубокой вытяжки и гибки.
ХН70Ю и ХН60Ю—карманы смесителей жаровых труб, требующих жаростойкости до 1100°C.
Никелевые сплавы
Описание и характеристики никелевых сплавов
Производство никелевых сплавов осуществляется на современных металлургических и горнодобывающих предприятиях. В роли сырьевого материала выступает особый сплав, основой которого является медь, а за основной легирующий компонентом применяется никель. В результате их эффективного взаимодействия, получаемый сплав обладает отличными качественными особенностями. Так, всему спектру создаваемых из этого сплава металлоизделий, будут свойственны такие свойства, как:
Электросопротивление;
Устойчивость к образованию коррозии;
Прочность.
Наиболее распространенными бывают сплавы, в которых дополнительным элементом служат титан, алюминий, молибден, медь и хром. Сплавы из никеля делятся на стойкие к кислотам и температуре.
Кислотостойкие
В эту группу никелевых сплавов относят сплавы с медью, хромом, вольфрамом и молибденом. Такие сплавы стойкие к агрессивным окисленным и неокисленным средам.
Никель с медью
Медноникелевый сплав (монель) имеет повышенную стойкость к коррозии, высокие параметры временного сопротивления и отличную пластичность в разных температурных состояниях. Из-за этого часто используется в сфере электрической техники, химпромышленности и при создании оборудования для морских кораблей. Также такие сплавы применяют при конструировании атомных реакторов. Одним из самых распространенных сплавов является Monel 400.
Никель с хромом и железом
Инконель сплав, где легирующими веществами участвуют хром и железо. Получившийся металл используют для создании элементов, что работают при высоких температурах. Однако, его не рекомендуют использовать в деталях, что подвергаются температуре свыше 850°C.
Никель с молибденом
Сплав делается из никеля, железа и молибдена, а применяется в литье элементов механизмов, что подвергаются соляной кислоте и температуре не выше 70°C. Металл стойкий к коррозии. К таким относят марку ХН65МВ и его аналог — Hastelloy C276.
Никель с разными металлами
Нионель сплав, главным компонентами которого являются: никель, хром, железо, молибден, медь и титан. Его могут применять при создании емкостей, в которых хранят раствор каустической соды, а также серную и фосфорную кислоту.
Жаропрочные
Для создания жаропрочных свойств в никелевый раствор добавляют титан, алюминий, молибден, вольфрам, ниобий, рений, рутений и стронций. Данному сплаву характерна длительная прочность, отличная технологичность и устойчивость к высоким температурам. Характеристики марок сплавов зависят от процента наличия определенного металла в составе.
Например, сплав марки Inconel 600 используют при создании деталей для газовых турбин. Выдерживают до 750°C, имеют высокую степень сопротивления окисления и усталости металла. А Inconel 718 подходит для создания рабочих лопаток в газовых турбинах двигателей, которые работают при температуре 800-850°C. После термической обработки сплав не чувствителен к надрезу.
Медно-никелевые сплавы классифицируются на две подгруппы:
Конструкционные – к этой разновидности можно отнести мельхиор и нейзильбер. Чаще всего, за легируемые элементы принимаются железо и марганец. Самое распространённое соотношение это ~5-30% Ni, все остальное Cu. ;
Электротехнические – одними из представителями данной категории являются копель или константан. Отличительными особенностями является высокое электросопротивление и термоэлектродвижущая сила. Чаще всего, сплав состоит на ~60% из меди, все остальное предоставляется никелем, и другими легирующими частями.
Применение
Из этого сырья создается огромное количество всевозможных деталей, метизов, полуфабрикатов и сложных изделий. Все они пользуются огромным спросом. В нашем каталоге собрано большое разнообразие продукции, изготавливаемой по всем установленным нормам и стандартам ГОСТ.
никелевых сплавов | Институт никеля
Никелевые сплавы | Институт никеля
Никель
легко сплавляется со многими другими металлами, включая хром, железо, молибден и медь. Это позволяет использовать широкий спектр сплавов, демонстрирующих исключительную стойкость к коррозии и высокотемпературному окалинообразованию, исключительную жаропрочность и другие уникальные свойства, такие как память формы и низкий коэффициент расширения.
Ниже приводится упрощенная классификация различных типов никелевых сплавов.
Кованый никель
Чистый никель UNS N02200 используется в химической промышленности из-за его коррозионной стойкости, особенно к щелочам. Он также используется для защиты от электромагнитных помех и в преобразователях.
Железоникелевые сплавы
Они используются в качестве магнитомягких материалов, в качестве уплотнений стекло-металл и в качестве материалов с определенными характеристиками теплового расширения. Invar® (UNS K93600), содержащий 36% никеля и остальное железо, уникален тем, что имеет почти нулевой коэффициент теплового расширения при комнатной температуре. Это делает его ценным там, где требуется высокая стабильность размеров, например, в точных измерительных приборах и стержнях термостатов. Он также используется при криогенных температурах из-за очень низкой скорости теплового расширения. Сплавы, содержащие 72-83% никеля, обладают лучшими магнитомягкими свойствами и используются в трансформаторах, катушках индуктивности, магнитных усилителях, магнитных экранах и запоминающих устройствах.
Никель-медные сплавы
Обладают высокой устойчивостью к коррозии щелочными растворами, неокисляющими солями и морской водой. Наиболее известным является Alloy 400.
.
Никель-молибденовые сплавы
Обладают высокой устойчивостью к восстанавливающим кислотам в отсутствие окисляющих ионов, таких как трехвалентное и медное или растворенный кислород. Наиболее известен сплав B-2.
Никель-хромовые сплавы
Характеризуются высокой коррозионной стойкостью как при нормальных, так и при высоких температурах (стойкость к образованию окалины), хорошей жаропрочностью и высоким электрическим сопротивлением. Различают три основные группы сплавов:
Ni-Cr (а также Ni-Cr-Fe) сплавы с высоким электрическим сопротивлением для нагревательных элементов, такие как 70-30 (UNS N06008) и C-Grade (UNS N06004)
Сплавы
Ni-Cr (с Fe и другими легирующими элементами) с хорошей коррозионной стойкостью. Наиболее известными являются сплав 600 (UNS N06600) и сплав 601 (UNS N06601)
.
Ni-Cr сплавы с жаропрочностью и сопротивлением ползучести, в основном упрочняемые старением, такие как Alloy X-750 (UNS N07750)
Никель-хром-железные сплавы
Существуют в основном две группы сплавов:
Ni-Cr-Fe сплавы с превосходной прочностью при высоких температурах и способностью сопротивляться окислению, науглероживанию и другим видам высокотемпературной коррозии. Наиболее известен сплав 800 (UNS N08800) и его варианты 800H (UNS N08810) и 800HT (UNS N08811). (Недавно эти сплавы были классифицированы как нержавеющие стали из-за высокого содержания в них Fe)
Сплавы
Ni – Cr – Fe (с Mo и Cu) с превосходной коррозионной стойкостью в определенных областях применения. Вероятно, самым известным является сплав 825 (UNS N08825), обладающий исключительной стойкостью к серной кислоте. Сплав G-3 (UNS N06985) обеспечивает исключительную коррозионную стойкость к коммерческим фосфорным кислотам, а также ко многим сложным растворам, содержащим сильно окисляющие кислоты.
Никель-хром-молибденовые сплавы
Обладают высокой коррозионной стойкостью, из которых наиболее известен сплав C-276 (N10276). Они обладают исключительной устойчивостью к восстановительным кислотам, таким как соляная и серная. Существует ряд вариантов, основанных на этом составе, в которых изменены уровни Cr и Mo и, в некоторых случаях, добавлены Cu или W для повышения коррозионной стойкости до более окислительных или более восстановительных условий. К ним относятся сплав C-22 (N06022), сплав 59 (N08059), сплав C-2000 (UNS N06200) и сплав 686 (N06686).
Никель-хром-кобальтовые сплавы
Добавление кобальта и молибдена придает сплаву 617 твердорастворное упрочнение и высокий уровень сопротивления ползучести (UNS N06617). Добавление кобальта в HR-160 (N12160) обеспечивает исключительную стойкость к различным формам высокотемпературной коррозии, такой как сульфидирование и воздействие хлоридов как в восстановительной, так и в окислительной атмосфере.
Никель-титановые сплавы
55% никель-титановый сплав (UNS N01555) (также известный как нитинол) обладает свойствами памяти формы. Образуясь при одной температуре, а затем деформируясь при более низкой, он восстанавливает свою первоначальную форму при повторном нагревании. Температуры перехода можно регулировать путем тщательного контроля состава. Медицинские устройства и специализированные соединители являются двумя специфическими приложениями. Тот же сплав может также подвергаться значительной упругой деформации и при этом возвращаться к своей первоначальной форме (свойство сверхэластичности). Это свойство использовалось для самых разных применений, таких как оправы для очков и амортизаторы, которые обеспечивают сейсмостойкость в исторических каменных зданиях.
Номинальный состав различных никелевых сплавов:
Название сплава
УНС
% Ni
% Кр
% Fe
% Мо
% Cu
% Со
% Другое
200
N02200
99 мин
Инвар
К93600
36
64
400
N04400
65
32
Б-2
Н10665
68
2
28
70-30
Н06008
70
30
Класс C
Н06006
60
16
бал
600
N06600
76
16
8
601
N06601
60
23
бал
Ал-1,3
Х-750
Н07750
70
15
7
Ти — 2,5
Ал — 0,7
Нб — 1,0
825
Н08825
42
21
25
3
2
Г-3
N06985
бал
22
20
7
2
800
Н08800
32
21
45
Вт — 3,5
С-276
Н10276
бал
15
5
16
С-22
N06022
бал
21
4
13
59
N06059
бал
23
1,5 макс.
16
С-2000
Н06200
бал
23
3 макс.
16
1,6
686
N06686
бал
21
2 макс.
16
Вт — 3,7
617
N06617
44,5 мин
22
3 макс.
9
12
HR-160
Н12160
бал
28
3,5 макс.
30
Si — 2,75
Нитинол
Н01555
55
Ти-45
Тип сплава
УНС
%Cr
%Ni
% Мо
%Cu
%Fe
304л
С30403
18
8
—
—
бал
Наиболее распространенная нержавеющая сталь, используемая для обработки питьевой воды и контакта с пищевыми продуктами.
316л
С31603
16
10
2,1
—
бал
Добавление Мо обеспечивает большую устойчивость к хлоридам и кислым растворам. Используется в прибрежных районах, при очистке воды и в химической промышленности.
2205
С32205
22
5,7
3.1
—
бал
Еще более высокая коррозионная стойкость, чем у 316L. Может использоваться вместо 316L, но его большая прочность может означать снижение веса. Может быть заменен на 316L, если он выйдет из строя.
2507
С32750
25
7
4
—
бал
Еще более высокая коррозионная стойкость, чем у 2205. Полезная коррозионная стойкость к морской воде.
254 СМО
S31254
20
18
6.1
—
бал
Коррозионная стойкость аналогична 2507, также обладает полезной коррозионной стойкостью к морской воде.
Сплав 20
Н08020
20
33
2,1
3,2
бал
Нержавеющая сталь подшипников
Cu с полезной коррозионной стойкостью ко всем концентрациям серной кислоты.
310С
С31008
25
20
—
—
бал
Нержавеющая сталь с высоким содержанием хрома с отличной стойкостью к высокотемпературному окислению.
800Х
N08810
20
32
—
—
бал
Нержавеющая сталь с превосходной жаропрочностью и хорошей стойкостью к высокотемпературному окислению.
625
N06625
21
бал
9
—
3
Хорошо известный никелевый сплав с превосходной жаропрочностью и выдающейся стойкостью к водной коррозии.
С-276
Н10276
15
бал
16
—
5
Один из самых известных никелевых сплавов с превосходной коррозионной стойкостью к восстановительным кислотам.
600
N06600
16
76
—
—
8
Полезная стойкость к высокотемпературной коррозии и едким растворам.
Сплав 400
N04400
—
65
—
32
—
Чаще всего используется в морской и химической промышленности.
Вернуться к началу
Спросите у экспертов
Мы ценим вашу конфиденциальность
Файлы cookie используются для того, чтобы мы могли анонимно анализировать использование нашего веб-сайта и количество посетителей с помощью службы Google Analytics. С политикой конфиденциальности Google Analytics можно ознакомиться здесь. Мы не храним и не отслеживаем какие-либо идентифицирующие пользователя данные о вашем посещении. Вы можете отозвать свое согласие на использование файлов cookie в любое время на странице нашей Политики конфиденциальности.
Я принимаю файлы cookie
я отказываюсь от куки
Медно-никелевые сплавы | Институт никеля
Медно-никелевые сплавы | Институт никеля
В этом разделе
Применение медно-никелевых сплавов
Композиции
Механические свойства медно-никелевых сплавов
Изготовление медно-никелевых сплавов
Коррозионная стойкость медно-никелевых сплавов
Прикрепление морскими организмами
Литература по медно-никелевым сплавам
Основные технические марки медно-никелевых сплавов были разработаны для морских конденсаторов и трубопроводов морской воды. Как только было признано их уникальное сочетание высокого уровня устойчивости к коррозии, хорошей теплопроводности и низкой адгезии макроорганизма в морской среде, это привело к их применению в морской добыче нефти и газа, судостроении, опреснении и производстве электроэнергии.
В промышленности чаще всего используются сплавы с содержанием никеля 10 и 30% (описываемые как 90-10 и 70-30). Они содержат небольшие, но важные добавки железа и марганца для оптимизации их коррозионной стойкости. Эти очень пластичные сплавы можно упрочнить только холодной обработкой, сплав 70-30 является более прочным из двух и способен выдерживать более высокие скорости потока. Хорошая теплопроводность также полезна для теплообменников и конденсаторов, особенно в 10% сплаве. Эти сплавы легко изготавливаются и свариваются, а также могут быть успешно сварены со сталью. Другие деформируемые сплавы включают марки с содержанием 2 % Mn и 2 % Fe (66-30-2-2), доступные только в виде трубок, которые можно использовать при более высоких скоростях потока и в присутствии абразивных частиц. Существует также более поздняя разработка для еще более высоких скоростей потока, которая содержит добавку хрома (Cu-30Ni-Cr). Доступны литые медно-никелевые сплавы , хотя часто для насосов и клапанов в медно-никелевых системах используются никель-алюминиевые бронзы. Литой сплав Cu-30Ni-Cr был разработан в качестве альтернативы никель-алюминиевой бронзе для использования Королевским военно-морским флотом Великобритании. Высокопрочные медно-никелевые сплавы делятся на две категории; те, которые упрочняются старением (сплавы Cu-Ni-Al) и те, которые могут быть спинодально упрочнены посредством термически индуцированных субмикроскопических колебаний химического состава (Cu-Ni-Sn и Cu-30Ni-Cr). В некоторых из этих сплавов можно получить твердость, близкую к твердости высокопрочной стали, хотя их антикоррозионные и искробезопасные свойства часто являются важными требованиями.
Коррозионная стойкость
Как и другие никельсодержащие сплавы, медно-никелевые сплавы 90-10 и 70-30 имеют защитную поверхностную пленку для поддержания их коррозионной стойкости. Однако они отличаются тем, что защитные пленки являются результатом реакции с самой морской водой, а не оксидной пленкой, образующейся на воздухе, и представляют собой сложную и слоистую смесь оксидов, хлоридов и гидроксихлоридов. Эти защитные поверхности первоначально формируются быстро, но продолжают развиваться в течение месяцев и лет, обеспечивая низкую скорость коррозии. Это означает, что краткосрочные результаты скорости коррозии вводят в заблуждение. Также важно убедиться, что сплавы находятся в соответствующих условиях морской воды во время первоначального воздействия, особенно во время ввода в эксплуатацию и гидроиспытаний. Это обеспечит надлежащую защиту поверхностных пленок. Медно-никелевые сплавы не подвержены вызванной хлоридами точечной, щелевой коррозии или коррозионному растрескиванию под напряжением, что освобождает их от температурных ограничений, связанных с этими типами коррозии в нержавеющих сталях. Эти сплавы аналогичны другим медным сплавам тем, что сульфиды и аммиак могут воздействовать на поверхностные пленки. Сульфидная коррозия под напряжением и водородное охрупчивание не являются проблемой для этих сплавов; однако сульфиды могут изменить характер защитной пленки, что приведет к точечной коррозии и более высокой скорости коррозии. Поэтому следует избегать длительного контакта с загрязненной морской водой, содержащей сульфиды, или, в безветренных условиях, с отложениями, содержащими сульфатредуцирующие бактерии (СРБ). В отличие от латунных сплавов медно-никелевые сплавы обладают высокой устойчивостью к растрескиванию под напряжением аммиака, что не является проблемой в морской воде, хотя присутствие аммиака может вызвать более высокую скорость коррозии.
Поверхностная пленка может потерять свою прочность при воздействии высоких скоростей и турбулентных зон, может возникнуть эрозия-коррозия. Однако этот процесс хорошо изучен и происходит при более высоких скоростях потока в медно-никелевых сплавах, чем в других медных сплавах. Важно придерживаться соответствующих рекомендаций. Надлежащие методы проектирования и эксплуатации должны избегать обстоятельств, которые увеличивают скорость, таких как частично дроссельные клапаны, изгибы под острым углом и препятствия в системах трубопроводов. Медно-никелевые сплавы занимают промежуточное положение в гальваническом ряду и, как правило, совместимы с другими медными сплавами. Они более благородны, чем сталь и алюминий, но могут предпочтительнее подвергаться коррозии при соединении с пассивными нержавеющими сталями, сплавами с высоким содержанием никеля и титаном.
Прилипание морских организмов
Прилипание морских организмов к поверхностям может вызвать различные проблемы, включая дополнительное потребление энергии, а также затраты на очистку и техническое обслуживание. Затронутые области применения включают системы забора морской воды, трубопроводы, садки для аквакультуры, корпуса лодок и морскую обшивку.
Хотя медно-никелевые сплавы могут содержать биопленки (слизь), прикрепление макроорганизмов, таких как морские травы и организмы с твердым панцирем, нарушается. Если они прикрепляются в спокойных условиях, прилипание плохое, и их можно легко удалить. Чтобы свести к минимуму прилипание, сплавы должны свободно подвергаться воздействию и не должны подвергаться воздействию катодных или других средств гальванической защиты.
Обзор свойств этих сплавов представлен в подразделах, приведенных вверху этой страницы. Для получения более подробной информации см. подраздел «Литература», который включает соответствующие публикации Института никеля, избранную литературу из других источников, а также запрос Ask US для ознакомления с данными, информацией и опытом из нашего всеобъемлющего архива. Информация также по-прежнему доступна на сайте www.coppernickel.org.
Спросите у экспертов
Мы ценим вашу конфиденциальность
Файлы cookie используются для того, чтобы мы могли анонимно анализировать использование нашего веб-сайта и количество посетителей с помощью службы Google Analytics. С политикой конфиденциальности Google Analytics можно ознакомиться здесь. Мы не храним и не отслеживаем какие-либо идентифицирующие пользователя данные о вашем посещении. Вы можете отозвать свое согласие на использование файлов cookie в любое время на странице нашей Политики конфиденциальности.
 Диаметр рулона от 300 до 400 мм, наружный диаметр — 600-800 мм.
Диаметр рулона от 300 до 400 мм, наружный диаметр — 600-800 мм.
 5 ₽ кг
5 ₽ кг 8 ₽ кг
8 ₽ кг Относительное удлинение не менее 7-10%.
Относительное удлинение не менее 7-10%.
 lt/ru
lt/ru lt/ru
lt/ru
 Могу ли я приобрести товар по прибытии в магазин? Какое рабочее время?
Могу ли я приобрести товар по прибытии в магазин? Какое рабочее время?
 Если добавление 1 шт. в корзину не разрешено, это означает, что минимальное количество данного товара больше, например 10 шт.
Если добавление 1 шт. в корзину не разрешено, это означает, что минимальное количество данного товара больше, например 10 шт. Изобретенный в 1932 году инженером компании 3М (которая до сих пор является производителем скотча), ленточные пистолеты состоят из держателя для ленты, ручки и режущего лезвия. Ленточные пистолеты помогают пользователю наносить и закреплять ленту, а затем делать аккуратный и чистый разрез. Просмотрите нашу подборку лучших продуктов ниже.
Изобретенный в 1932 году инженером компании 3М (которая до сих пор является производителем скотча), ленточные пистолеты состоят из держателя для ленты, ручки и режущего лезвия. Ленточные пистолеты помогают пользователю наносить и закреплять ленту, а затем делать аккуратный и чистый разрез. Просмотрите нашу подборку лучших продуктов ниже. Что отличает его от конкурентов, так это эргономичная рукоятка с выступающими выступами для пальцев. Эта длинная ручка не только удобна для удержания, но и дает вам больший контроль над диспенсером при его перемещении, что делает его идеальным выбором для длительного использования. Другие замечательные функции включают в себя циферблат, регулирующий свободное движение рулона, гребни, предотвращающие скатывание отклеившейся части ленты, и сверхострое стальное лезвие 9.0003
Что отличает его от конкурентов, так это эргономичная рукоятка с выступающими выступами для пальцев. Эта длинная ручка не только удобна для удержания, но и дает вам больший контроль над диспенсером при его перемещении, что делает его идеальным выбором для длительного использования. Другие замечательные функции включают в себя циферблат, регулирующий свободное движение рулона, гребни, предотвращающие скатывание отклеившейся части ленты, и сверхострое стальное лезвие 9.0003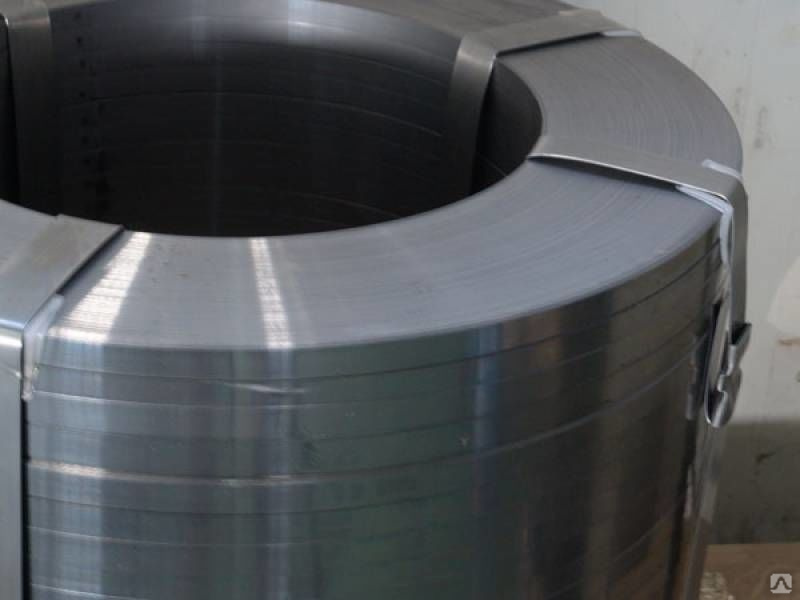 Нам нравится, что у него есть ручка для регулировки натяжения ленты и ребра на одной поверхности, чтобы лента не соскальзывала назад.
Нам нравится, что у него есть ручка для регулировки натяжения ленты и ребра на одной поверхности, чтобы лента не соскальзывала назад.
 За счет низкой вязкости и ее уменьшения в зависимости от повышения температуры плавление флюсов происходит при гораздо меньших температурных показателях, чем припой.
За счет низкой вязкости и ее уменьшения в зависимости от повышения температуры плавление флюсов происходит при гораздо меньших температурных показателях, чем припой.

 В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
 В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
 Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
 Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.

 Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке! Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.




 Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем.
Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина. Слегка нажимая на шланг, выдавливаем из кончика капельку флюса на припаиваемые детали и производим пайку. При хранении, чтобы не засыхала иголка внутрь нее можно вставлять тонкую проволоку. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения тоже можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Слегка нажимая на шланг, выдавливаем из кончика капельку флюса на припаиваемые детали и производим пайку. При хранении, чтобы не засыхала иголка внутрь нее можно вставлять тонкую проволоку. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения тоже можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще. Вы должны быть осторожны, потому что, если они не наклеены правильно, эти этикетки могут отсоединиться, когда вы едете по дороге. Это может привести к импровизированной встрече на дороге с полицейским, который потребует, чтобы вы заплатили дополнительные сборы. Чтобы этого не произошло, необходимо перед нанесением этикеток убедиться, что поверхность номерного знака чистая и сухая.
Вы должны быть осторожны, потому что, если они не наклеены правильно, эти этикетки могут отсоединиться, когда вы едете по дороге. Это может привести к импровизированной встрече на дороге с полицейским, который потребует, чтобы вы заплатили дополнительные сборы. Чтобы этого не произошло, необходимо перед нанесением этикеток убедиться, что поверхность номерного знака чистая и сухая.
 Флюс может быть твердым, пастообразным или жидким в зависимости от того, как и где он будет использоваться. Для ручной пайки флюс можно наносить с помощью флюсовой ручки или, как правило, в сердечнике припоя, который использует большинство техников. Для автоматизированных процессов пайки, используемых CM при производстве печатных плат, существует несколько различных способов нанесения флюса.
Флюс может быть твердым, пастообразным или жидким в зависимости от того, как и где он будет использоваться. Для ручной пайки флюс можно наносить с помощью флюсовой ручки или, как правило, в сердечнике припоя, который использует большинство техников. Для автоматизированных процессов пайки, используемых CM при производстве печатных плат, существует несколько различных способов нанесения флюса. Оказавшись на месте, флюс очистит компоненты, подлежащие пайке, и удалит образовавшиеся оксидные слои. Если на плате используется менее агрессивный тип флюса, то перед нанесением флюса на плату необходимо будет пройти предварительную очистку.
Оказавшись на месте, флюс очистит компоненты, подлежащие пайке, и удалит образовавшиеся оксидные слои. Если на плате используется менее агрессивный тип флюса, то перед нанесением флюса на плату необходимо будет пройти предварительную очистку.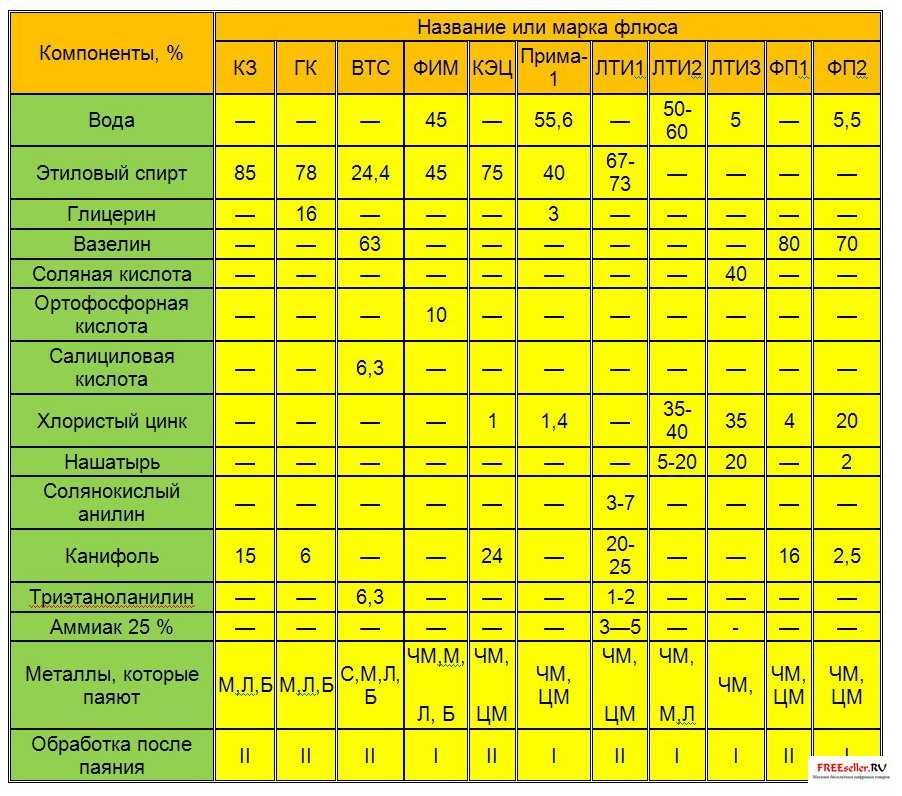 В общем, лучше всего удалять остатки флюса, когда это возможно.
В общем, лучше всего удалять остатки флюса, когда это возможно.
 Для Mentor Pads или других дизайнерских пакетов мы предоставляем информацию DRC в других форматах CAD и Excel.
Для Mentor Pads или других дизайнерских пакетов мы предоставляем информацию DRC в других форматах CAD и Excel. Без них шоу не могло бы продолжаться, но они редко получают признание, которого заслуживают.
Без них шоу не могло бы продолжаться, но они редко получают признание, которого заслуживают. Это загрязнение может помешать процессу пайки создать прочные соединения между металлом печатной платы и выводами компонентов, которые к ней прикрепляются. Чтобы удалить это загрязнение, очень важно, чтобы плата перед пайкой была очищена флюсом. Флюс для припоя не только удаляет эти различные загрязнения, но также способствует смачиванию расплавленного припоя между металлами и защищает поверхности от повторного окисления во время пайки.
Это загрязнение может помешать процессу пайки создать прочные соединения между металлом печатной платы и выводами компонентов, которые к ней прикрепляются. Чтобы удалить это загрязнение, очень важно, чтобы плата перед пайкой была очищена флюсом. Флюс для припоя не только удаляет эти различные загрязнения, но также способствует смачиванию расплавленного припоя между металлами и защищает поверхности от повторного окисления во время пайки.
.jpg) Припой, который используется для сборки печатной платы, должен соответствовать стандартам, установленным в IPC J-STD-006, и доступен в различных формах в зависимости от того, как он будет использоваться. Сплошные стержни используются для приложений, требующих большого резервуара расплавленного припоя, в то время как порошок и паста припоя используются для оплавления под выводами для поверхностного монтажа. Специалисты по ручной пайке обычно используют для работы проволоку или ленту припоя.
Припой, который используется для сборки печатной платы, должен соответствовать стандартам, установленным в IPC J-STD-006, и доступен в различных формах в зависимости от того, как он будет использоваться. Сплошные стержни используются для приложений, требующих большого резервуара расплавленного припоя, в то время как порошок и паста припоя используются для оплавления под выводами для поверхностного монтажа. Специалисты по ручной пайке обычно используют для работы проволоку или ленту припоя.




 Сернистые марки применяются в производстве:
Сернистые марки применяются в производстве: Однако эти преимущества могут легко превратиться в недостатки материала в том случае, если речь идет об изготовлении метизов. Для решения этой проблемы инженерами была разработана так называемая автоматная сталь (автомат-сталь).
Однако эти преимущества могут легко превратиться в недостатки материала в том случае, если речь идет об изготовлении метизов. Для решения этой проблемы инженерами была разработана так называемая автоматная сталь (автомат-сталь). 1 Легирующие добавки
1 Легирующие добавки







 Автоматная сталь — это особый тип конструкционной стали, с повышенным содержанием фосфора и серы в материале. Из-за содержания примесей автомат-сталь становится более хрупкой, поэтому из подобного материала можно делать различные небольшие метизы простой или сложной формы — гайки, шурупы, матрицы, валики, оси, втулки, валы и так далее. Для производства метизов обычно используются специальные станки, которые не годятся для работы с обычной конструкционной сталью (ведь такой материал является очень прочным, что серьезно усложняет его обработку).
Автоматная сталь — это особый тип конструкционной стали, с повышенным содержанием фосфора и серы в материале. Из-за содержания примесей автомат-сталь становится более хрупкой, поэтому из подобного материала можно делать различные небольшие метизы простой или сложной формы — гайки, шурупы, матрицы, валики, оси, втулки, валы и так далее. Для производства метизов обычно используются специальные станки, которые не годятся для работы с обычной конструкционной сталью (ведь такой материал является очень прочным, что серьезно усложняет его обработку).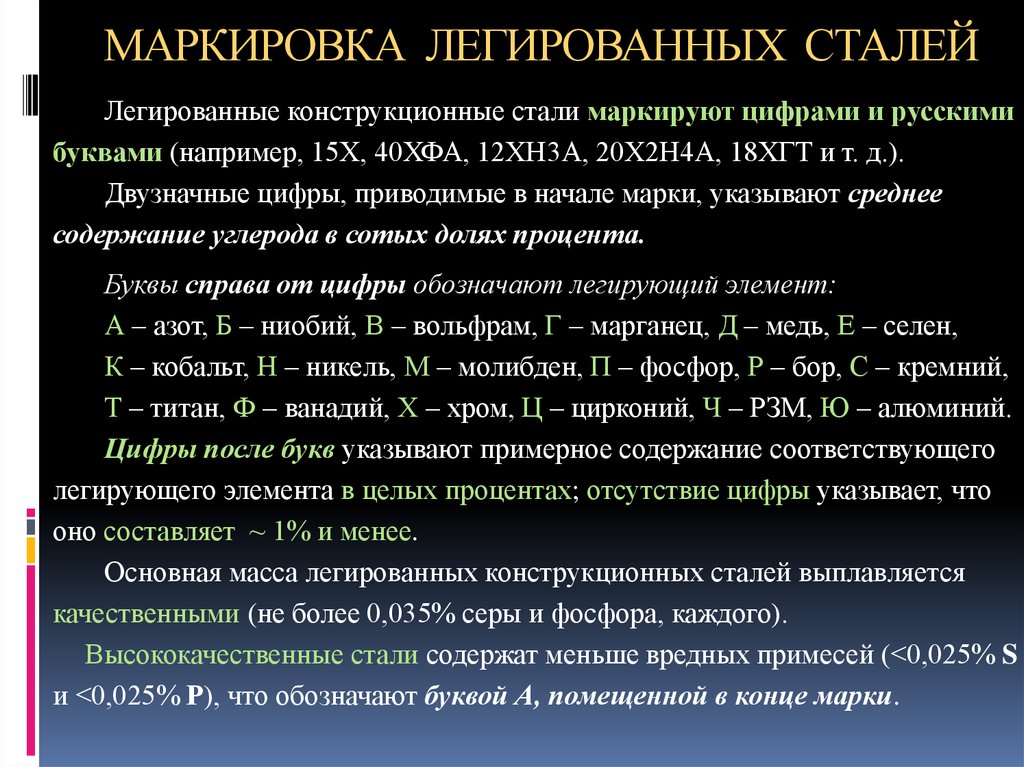
 Сталь производится путем удаления примесей из чугуна в печи.
Сталь производится путем удаления примесей из чугуна в печи. Высокоуглеродистая сталь (>0,5% С) используется для изготовления пружин, ножей и ручных инструментов, метчиков и фрез, волочильных штампов и т. д. и иногда называется инструментальной или пружинной сталью.
Высокоуглеродистая сталь (>0,5% С) используется для изготовления пружин, ножей и ручных инструментов, метчиков и фрез, волочильных штампов и т. д. и иногда называется инструментальной или пружинной сталью. , Например. Термин прокаливаемость относится к тому, насколько глубоко сталь может быть закалена, и легированные стали можно условно разделить на два лагеря по этому показателю: науглероживающая сталь, которая в основном затвердевает вблизи поверхности, и сталь со сквозной закалкой, которая может распространить закалку на глубину металла. основной.
, Например. Термин прокаливаемость относится к тому, насколько глубоко сталь может быть закалена, и легированные стали можно условно разделить на два лагеря по этому показателю: науглероживающая сталь, которая в основном затвердевает вблизи поверхности, и сталь со сквозной закалкой, которая может распространить закалку на глубину металла. основной. Хорошо поддается холодной штамповке и легко сваривается. Он обладает лучшей коррозионной стойкостью, чем обычная сталь, а также хорошей стойкостью к ударам, усталости и истиранию.
Хорошо поддается холодной штамповке и легко сваривается. Он обладает лучшей коррозионной стойкостью, чем обычная сталь, а также хорошей стойкостью к ударам, усталости и истиранию. Нержавеющая сталь AISI типа 316, содержащая молибден в качестве легирующего элемента, даже более устойчива к химическому воздействию, чем тип 304, что делает ее пригодной для воздействия морской воды, рассола, серных кислот и других коррозионно-активных веществ, присутствующих в промышленной среде.
Нержавеющая сталь AISI типа 316, содержащая молибден в качестве легирующего элемента, даже более устойчива к химическому воздействию, чем тип 304, что делает ее пригодной для воздействия морской воды, рассола, серных кислот и других коррозионно-активных веществ, присутствующих в промышленной среде. Если вы решите принять настоящее Соглашение, вы должны сделать это так, как написано, без изменений. Если вы не согласны соблюдать условия настоящего Соглашения, пожалуйста, немедленно прекратите использование Веб-сайта. Вы соглашаетесь с тем, что использование Веб-сайта означает ваше согласие с настоящим Соглашением и согласие соблюдать условия настоящего Соглашения. Вы гарантируете и подтверждаете, что вам исполнилось 18 лет и что вы имеете законные полномочия для заключения настоящего Соглашения в качестве физического лица или от имени вашего работодателя. TAKCOM LLC и вы по отдельности являетесь «стороной», а все вместе — «сторонами».
Если вы решите принять настоящее Соглашение, вы должны сделать это так, как написано, без изменений. Если вы не согласны соблюдать условия настоящего Соглашения, пожалуйста, немедленно прекратите использование Веб-сайта. Вы соглашаетесь с тем, что использование Веб-сайта означает ваше согласие с настоящим Соглашением и согласие соблюдать условия настоящего Соглашения. Вы гарантируете и подтверждаете, что вам исполнилось 18 лет и что вы имеете законные полномочия для заключения настоящего Соглашения в качестве физического лица или от имени вашего работодателя. TAKCOM LLC и вы по отдельности являетесь «стороной», а все вместе — «сторонами». Политика конфиденциальности также описывает, как ООО «ТАККОМ» собирает и использует информацию, которую вы публикуете на Веб-сайте или предоставляете нам. Настоящее Соглашение и Политика конфиденциальности могут совместно именоваться Соглашением и предназначены для совместного чтения. Ссылка на Политику конфиденциальности всегда доступна в нижней части веб-сайта.
Политика конфиденциальности также описывает, как ООО «ТАККОМ» собирает и использует информацию, которую вы публикуете на Веб-сайте или предоставляете нам. Настоящее Соглашение и Политика конфиденциальности могут совместно именоваться Соглашением и предназначены для совместного чтения. Ссылка на Политику конфиденциальности всегда доступна в нижней части веб-сайта. Прекращение вступает в силу немедленно. После расторжения все права, предоставленные вам ООО «ТАККОМ» в соответствии с настоящим Соглашением, включая использование вами Веб-сайта, немедленно прекращаются, и вам не разрешается использовать Веб-сайт или приобретать Продукты. Следующие разделы настоящего Соглашения остаются в силе после расторжения или истечения срока действия настоящего Соглашения по любой причине: 4, 6 и 16-26.
Прекращение вступает в силу немедленно. После расторжения все права, предоставленные вам ООО «ТАККОМ» в соответствии с настоящим Соглашением, включая использование вами Веб-сайта, немедленно прекращаются, и вам не разрешается использовать Веб-сайт или приобретать Продукты. Следующие разделы настоящего Соглашения остаются в силе после расторжения или истечения срока действия настоящего Соглашения по любой причине: 4, 6 и 16-26.
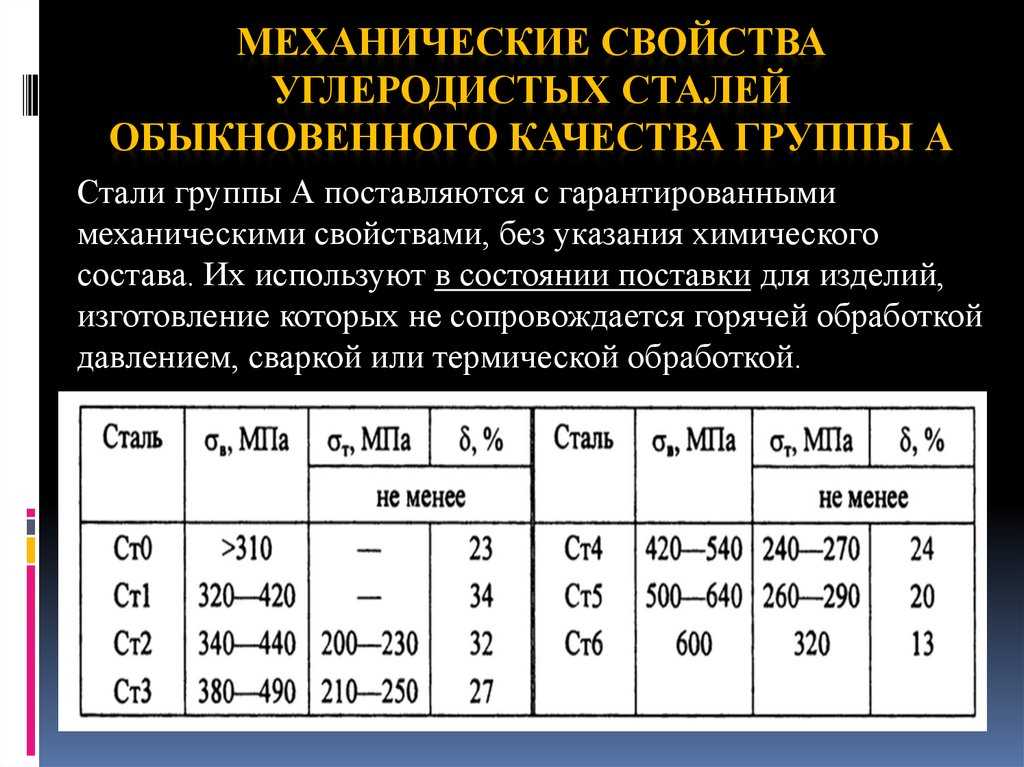 .
. ;
; 

 Если вы решите отправить электронное письмо, вы должны указать «изменение заказа» или «отмена заказа» в строке темы вашего электронного письма, чтобы убедиться, что электронное письмо направлено в правильный отдел, чтобы повысить вероятность того, что изменение или отмена могут быть реализованы до заказа. корабли.
Если вы решите отправить электронное письмо, вы должны указать «изменение заказа» или «отмена заказа» в строке темы вашего электронного письма, чтобы убедиться, что электронное письмо направлено в правильный отдел, чтобы повысить вероятность того, что изменение или отмена могут быть реализованы до заказа. корабли.
 Исключения делаются в соответствии с местным законодательством (во время покупки может потребоваться надлежащее удостоверение личности).
Исключения делаются в соответствии с местным законодательством (во время покупки может потребоваться надлежащее удостоверение личности).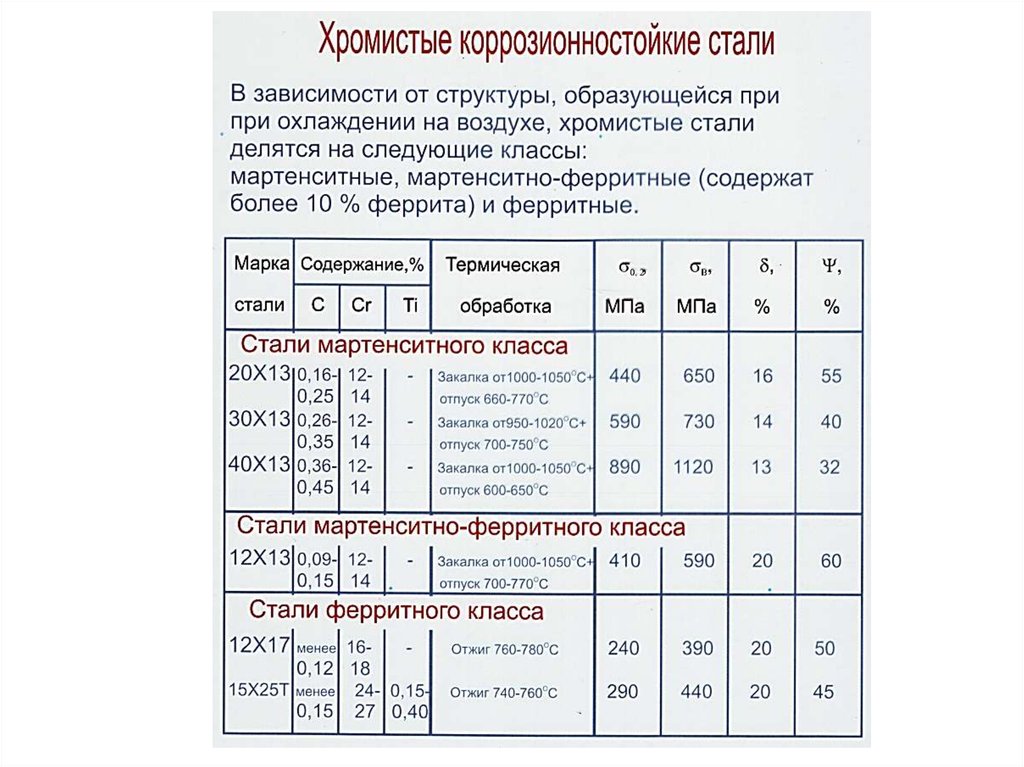
 Мы настоятельно рекомендуем вам застраховать любую посылку, возвращаемую нам. Вы несете ответственность за стоимость страхования вашего пакета. Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден.
Мы настоятельно рекомендуем вам застраховать любую посылку, возвращаемую нам. Вы несете ответственность за стоимость страхования вашего пакета. Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден. Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден. Если товар возвращается для возмещения, с него будет взиматься плата за пополнение запасов в размере 5%.
Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден. Если товар возвращается для возмещения, с него будет взиматься плата за пополнение запасов в размере 5%. (как определено в Политике конфиденциальности), с правоохранительными органами и должностными лицами в ответ на запросы или если у нас есть основания полагать, что вы используете Веб-сайт или Продукты в незаконных целях. Мы также можем делиться вашим использованием Веб-сайта и покупками Продуктов, включая Личную информацию, с третьими лицами без вашего предварительного согласия, как того требует закон, постановление суда, повестка в суд, судебный процесс, правительственный запрос, расследование мошенничества или как TAKCOM LLC определяет, что это необходимо или целесообразно для защиты своих интересов или вашей безопасности или безопасности других лиц.
(как определено в Политике конфиденциальности), с правоохранительными органами и должностными лицами в ответ на запросы или если у нас есть основания полагать, что вы используете Веб-сайт или Продукты в незаконных целях. Мы также можем делиться вашим использованием Веб-сайта и покупками Продуктов, включая Личную информацию, с третьими лицами без вашего предварительного согласия, как того требует закон, постановление суда, повестка в суд, судебный процесс, правительственный запрос, расследование мошенничества или как TAKCOM LLC определяет, что это необходимо или целесообразно для защиты своих интересов или вашей безопасности или безопасности других лиц.
 ПОЛОЖЕНИЯ НАСТОЯЩЕГО РАЗДЕЛА ДЕЙСТВУЮТ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ.
ПОЛОЖЕНИЯ НАСТОЯЩЕГО РАЗДЕЛА ДЕЙСТВУЮТ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ.
 Уведомление считается полученным через два дня после подачи такого курьера и через три дня после отправки по почте.
Уведомление считается полученным через два дня после подачи такого курьера и через три дня после отправки по почте. Вы понимаете, что настоящим соглашаетесь отказаться от любого права на рассмотрение дела судом присяжных. Настоящим вы соглашаетесь отказаться от любого права, которое у вас может быть на участие в любом групповом, коллективном, групповом или представительском действии или судебном разбирательстве, вытекающем из или в связи с настоящим Соглашением или Политикой конфиденциальности. Выигравшая сторона в любом таком арбитражном иске имеет право взыскать с не выигравшей стороны, в дополнение к любому решению, все разумные расходы, сборы и расходы, включая, помимо прочего, гонорары адвокатов и судебные издержки.
Вы понимаете, что настоящим соглашаетесь отказаться от любого права на рассмотрение дела судом присяжных. Настоящим вы соглашаетесь отказаться от любого права, которое у вас может быть на участие в любом групповом, коллективном, групповом или представительском действии или судебном разбирательстве, вытекающем из или в связи с настоящим Соглашением или Политикой конфиденциальности. Выигравшая сторона в любом таком арбитражном иске имеет право взыскать с не выигравшей стороны, в дополнение к любому решению, все разумные расходы, сборы и расходы, включая, помимо прочего, гонорары адвокатов и судебные издержки.
 Это гарантирует ровную подачу материала и снижает вероятность проскальзывания при изгибании обечайки.
Это гарантирует ровную подачу материала и снижает вероятность проскальзывания при изгибании обечайки. Программное обеспечение позволяет рассчитать пошаговое перемещение рабочих органов станка путем ввода размеров будущей детали в память ЧПУ.
Программное обеспечение позволяет рассчитать пошаговое перемещение рабочих органов станка путем ввода размеров будущей детали в память ЧПУ. Основным устройством вальцов являются валки, которые благодаря своему ассиметричному расположению позволяют обрабатывать листовой материал аккуратно и предельно точно, оставляя ровный след или гладкую поверхность. Вальцы работают с материалами различной плотности, что делает работу оператора удобной и эффективной.
Основным устройством вальцов являются валки, которые благодаря своему ассиметричному расположению позволяют обрабатывать листовой материал аккуратно и предельно точно, оставляя ровный след или гладкую поверхность. Вальцы работают с материалами различной плотности, что делает работу оператора удобной и эффективной. На автоматических моделях станка, управление осуществляется с помощью электропривода.
На автоматических моделях станка, управление осуществляется с помощью электропривода.
 by/production/listogiby-mnogo-valkovye.
by/production/listogiby-mnogo-valkovye. Ruller
Ruller Сколько вы можете получить правильно?
Сколько вы можете получить правильно?
 Кто-нибудь займитесь этим.
Кто-нибудь займитесь этим.
 Так что я думаю, что это скорее способ энергичного использования барабанов, перкуссии и других повторяющихся элементов. А также много классических брейков поверх этого!»
Так что я думаю, что это скорее способ энергичного использования барабанов, перкуссии и других повторяющихся элементов. А также много классических брейков поверх этого!»
 Это еще один пример того, почему драм-н-бэйс является величайшим жанром из всех: бесконечное количество поджанров пересекается туда-сюда. Никаких строгих правил, только одно: темп, который нас связывает».
Это еще один пример того, почему драм-н-бэйс является величайшим жанром из всех: бесконечное количество поджанров пересекается туда-сюда. Никаких строгих правил, только одно: темп, который нас связывает».
 Гаше.
Гаше.
 На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб). При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика. ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, зеленый вольфрам, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, зеленый вольфрам, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, зеленый вольфрам, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, зеленый вольфрам, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, зеленый вольфрам, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, зеленый вольфрам, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки 4 мм, 1 шт. цены, отзывы
4 мм, 1 шт. цены, отзывы
 4
4 «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть 
 Предлагаем новые уникальные полуавтоматические трубогибочные станки с числовым программным управлением для холодной дорновой и бездорновой гибки труб и профильного…
Предлагаем новые уникальные полуавтоматические трубогибочные станки с числовым программным управлением для холодной дорновой и бездорновой гибки труб и профильного…
 Надежный и удобный станок.Особенность наше станка в роликах, которые имеют более надёжные литые бортики по сравнению с регулируемыми вальцами.В набор…
Надежный и удобный станок.Особенность наше станка в роликах, которые имеют более надёжные литые бортики по сравнению с регулируемыми вальцами.В набор… В наличии 2 штуки. Цена указана за один.
В наличии 2 штуки. Цена указана за один.  у
у д.Описание и характеристикиУправление станком…
д.Описание и характеристикиУправление станком… Фрезерный 6Р81Г
Фрезерный 6Р81Г
 Восстановление трубогиба Pines.
Восстановление трубогиба Pines. может сделать для вашей компании.
может сделать для вашей компании. 

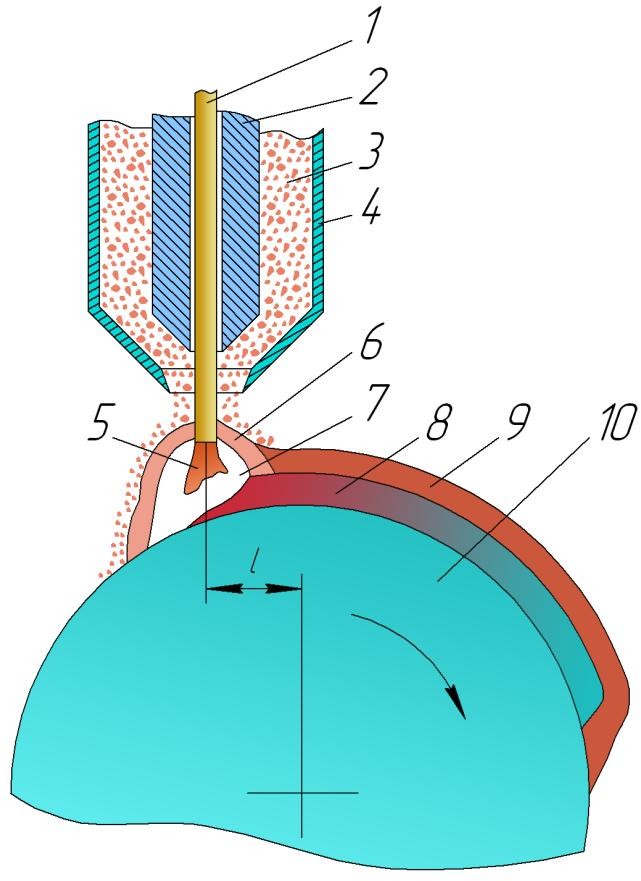
 В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
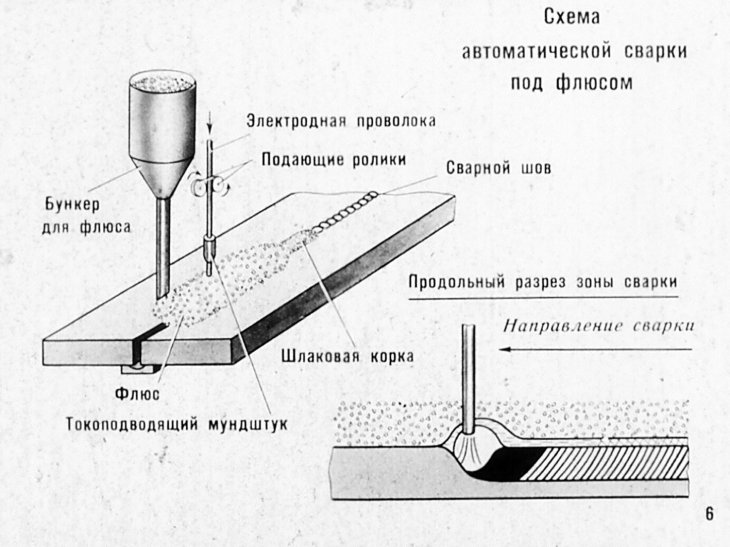 Поверхность сварного шва получается гладкой и без дефектов.
Поверхность сварного шва получается гладкой и без дефектов.


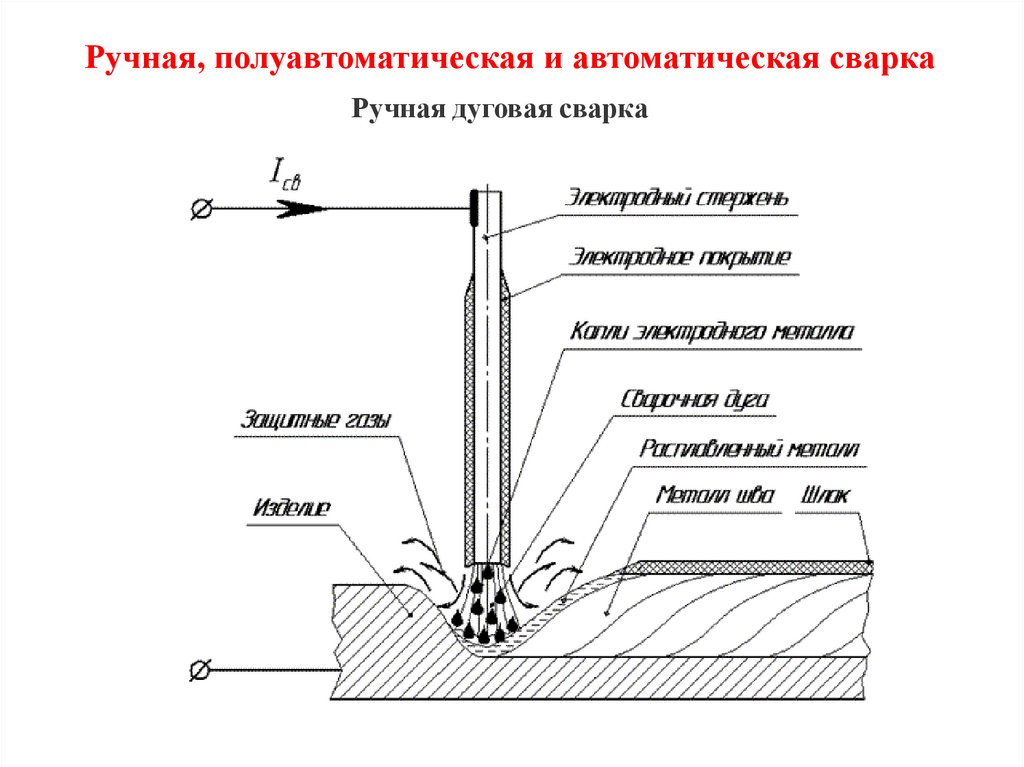
 Сварка ограничена по положению и обычно выполняется в плоском или горизонтальном положении из-за очень жидкой сварочной ванны, расплавленного шлака и необходимости поддерживать флюсовое покрытие дуги.
Сварка ограничена по положению и обычно выполняется в плоском или горизонтальном положении из-за очень жидкой сварочной ванны, расплавленного шлака и необходимости поддерживать флюсовое покрытие дуги.

 Оборудование имеет следующее в своем инвентаре.
Оборудование имеет следующее в своем инвентаре. Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает на постоянном токе.
Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает на постоянном токе.

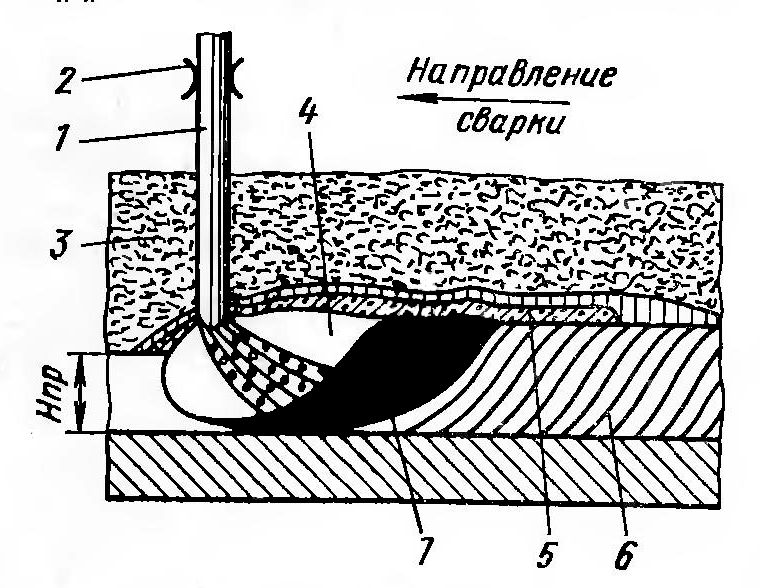
 Низкое качество может привести к пористости.
Низкое качество может привести к пористости.
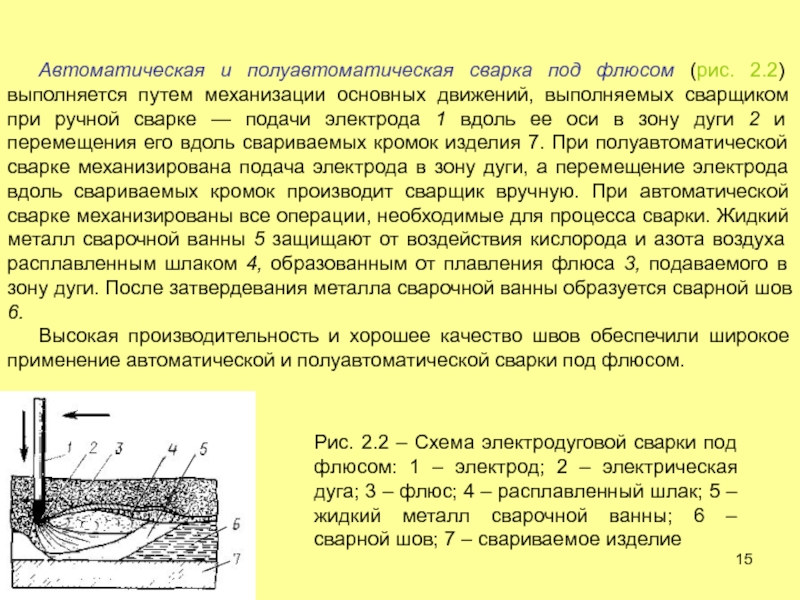 Машинный метод является наиболее распространенным методом, при котором оператор следит за процессом сварки. Автоматический метод представляет собой кнопочный метод, и процесс применяется полуавтоматически, но не очень популярный метод сварки под флюсом.
Машинный метод является наиболее распространенным методом, при котором оператор следит за процессом сварки. Автоматический метод представляет собой кнопочный метод, и процесс применяется полуавтоматически, но не очень популярный метод сварки под флюсом.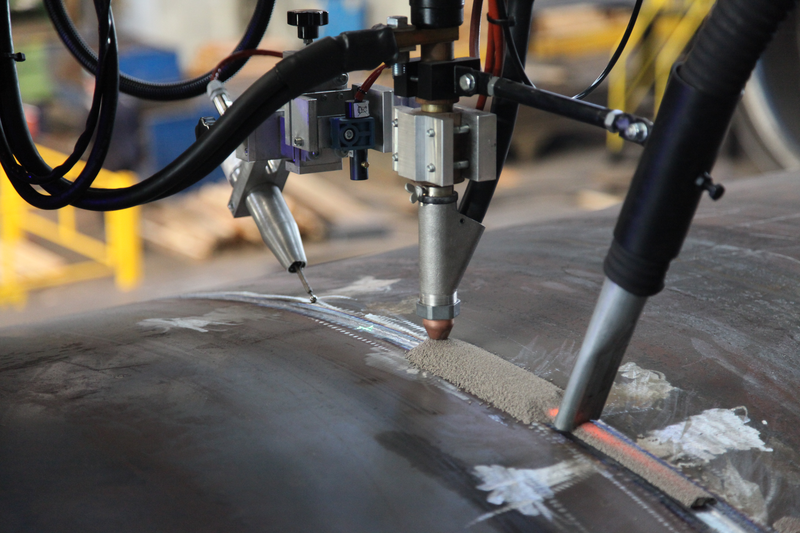 Дуговая сварка под флюсом экспериментально опробована на таких металлах, как никелевый сплав, медный сплав и уран.
Дуговая сварка под флюсом экспериментально опробована на таких металлах, как никелевый сплав, медный сплав и уран. Для достижения наилучших результатов при полном проваре требуется опорный стержень. Проект с обеими поверхностями, доступными с помощью подварочного шва, может быть выполнен, который сплавится с оригиналом, чтобы обеспечить полное проплавление.
Для достижения наилучших результатов при полном проваре требуется опорный стержень. Проект с обеими поверхностями, доступными с помощью подварочного шва, может быть выполнен, который сплавится с оригиналом, чтобы обеспечить полное проплавление. Подача проволоки может замедляться или ускоряться для поддержания заданного напряжения на дуге. Это усложнит систему управления. Система не реагирует мгновенно. Зажигание дуги сложно, поскольку для запуска, отвода и поддержания заданной дуги необходимо использовать систему реверса.
Подача проволоки может замедляться или ускоряться для поддержания заданного напряжения на дуге. Это усложнит систему управления. Система не реагирует мгновенно. Зажигание дуги сложно, поскольку для запуска, отвода и поддержания заданной дуги необходимо использовать систему реверса.
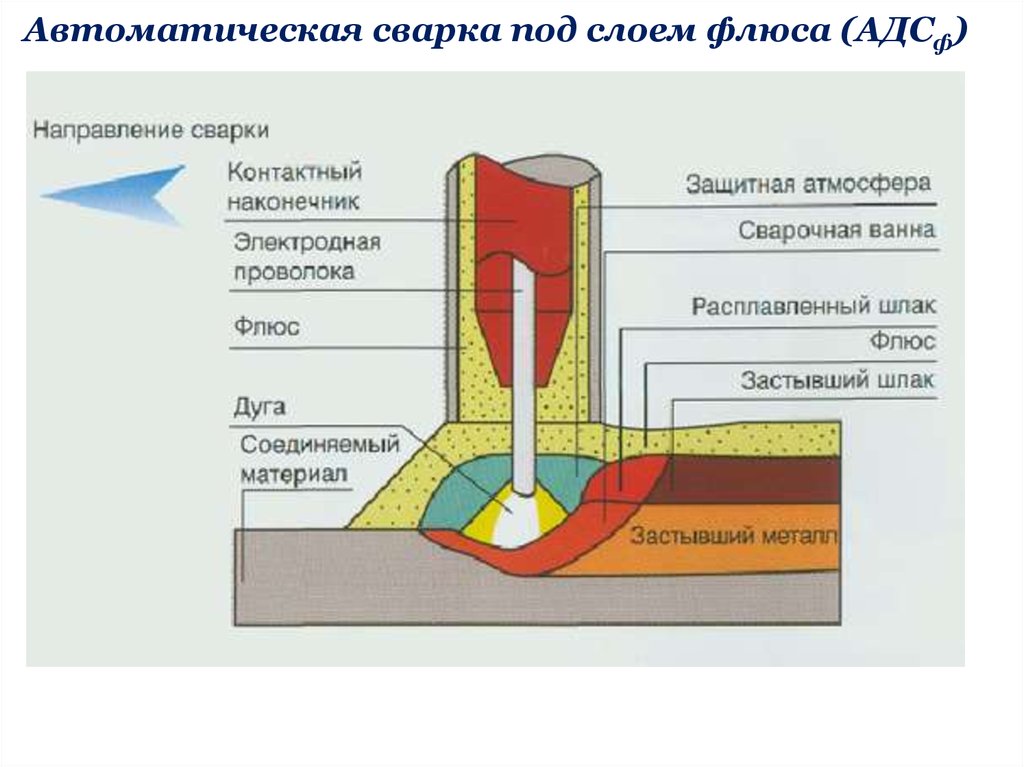
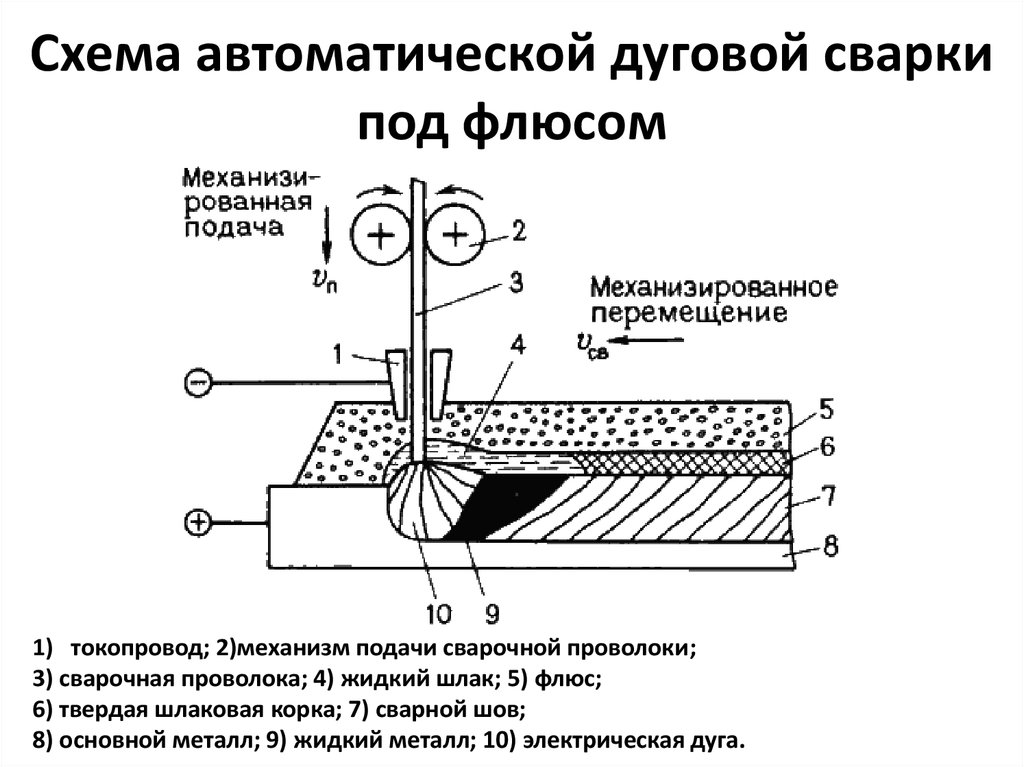 Обученный сварщик справится с этой проблемой.
Обученный сварщик справится с этой проблемой.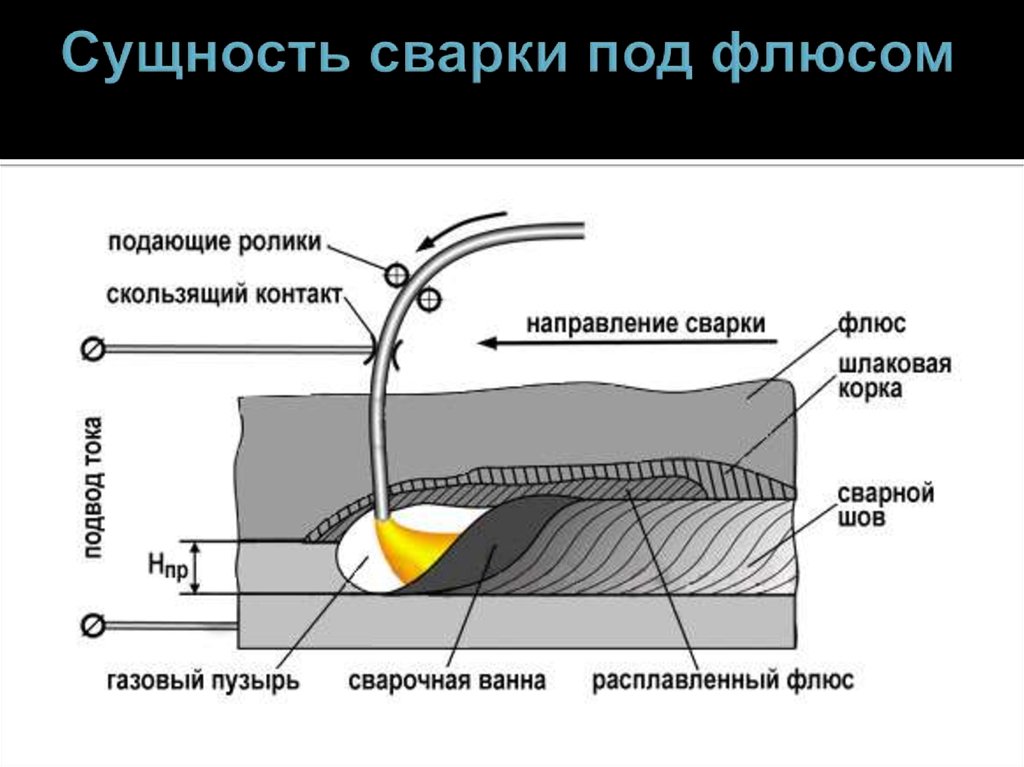 Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Количество проходов/размеры швов, которые необходимо учитывать при выборе соединения. Сварка одного и того же размера может быть выполнена за несколько проходов или за несколько проходов, как предполагает металлургия. Многократные проходы обеспечивают лучшее и более качественное сварное соединение. Решение о полярности должно быть принято изначально, нужно ли нам максимальное проникновение или максимальная ставка депозита.
Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Количество проходов/размеры швов, которые необходимо учитывать при выборе соединения. Сварка одного и того же размера может быть выполнена за несколько проходов или за несколько проходов, как предполагает металлургия. Многократные проходы обеспечивают лучшее и более качественное сварное соединение. Решение о полярности должно быть принято изначально, нужно ли нам максимальное проникновение или максимальная ставка депозита.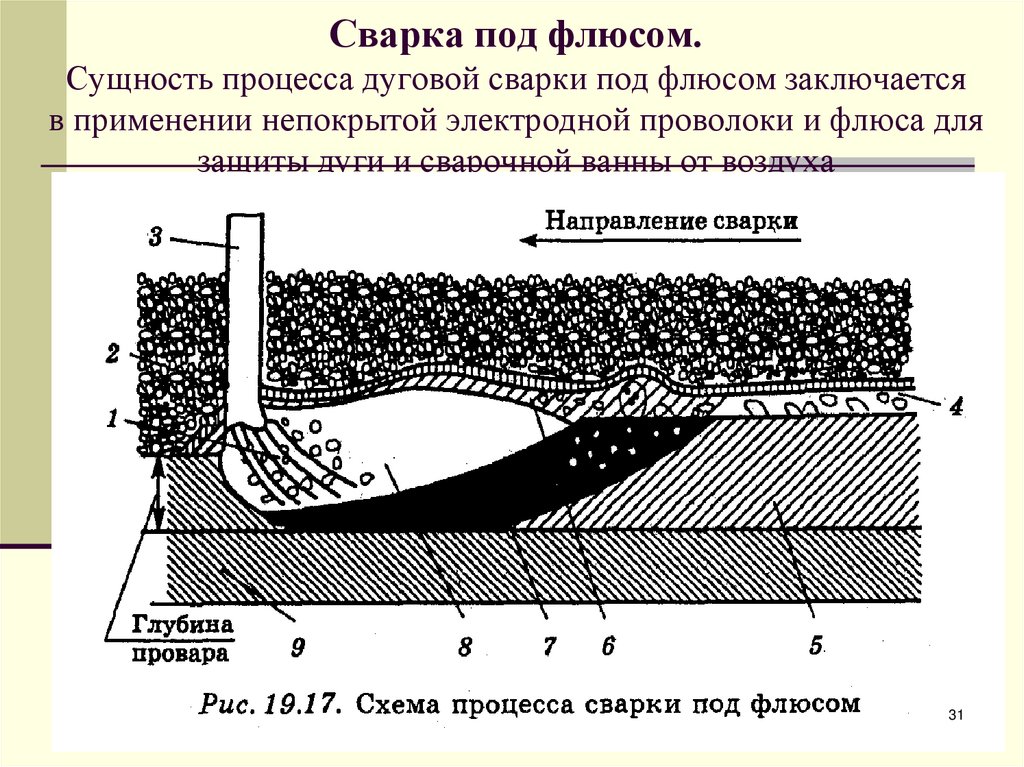
 Слишком низкая скорость создает плохие валики, чрезмерное разбрызгивание и засветку.
Слишком низкая скорость создает плохие валики, чрезмерное разбрызгивание и засветку. Наплавка по внешнему диаметру и электрод должны располагаться вверху в положении на 12 часов. Металл шва движется вниз по мере затвердевания. Меньший диаметр может быть проблемой при сварке. Неправильное расположение электрода может привести к включению шлака и плохой сварке. В процессе сварки по внутренней окружности могут потребоваться электроды, расположенные под углом 6 часов.
Наплавка по внешнему диаметру и электрод должны располагаться вверху в положении на 12 часов. Металл шва движется вниз по мере затвердевания. Меньший диаметр может быть проблемой при сварке. Неправильное расположение электрода может привести к включению шлака и плохой сварке. В процессе сварки по внутренней окружности могут потребоваться электроды, расположенные под углом 6 часов.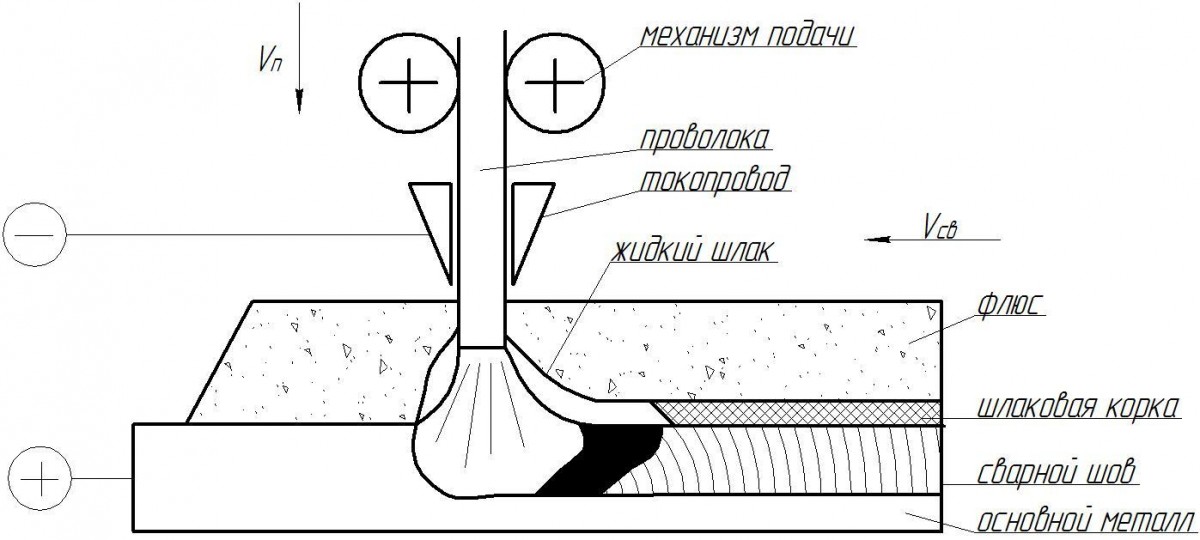 Стержни удерживают расплавленный материал до тех пор, пока он не затвердеет. Опорные стержни могут иметь водяное охлаждение для более быстрого охлаждения металла.
Стержни удерживают расплавленный материал до тех пор, пока он не затвердеет. Опорные стержни могут иметь водяное охлаждение для более быстрого охлаждения металла. При использовании двух источников питания используются отдельные механизмы подачи проволоки для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разные полярности и размещать оба электрода рядом. Мы называем это поперечным положением электрода. Мы можем разместить один электрод перед другими в положении тандемного электрода.
При использовании двух источников питания используются отдельные механизмы подачи проволоки для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разные полярности и размещать оба электрода рядом. Мы называем это поперечным положением электрода. Мы можем разместить один электрод перед другими в положении тандемного электрода.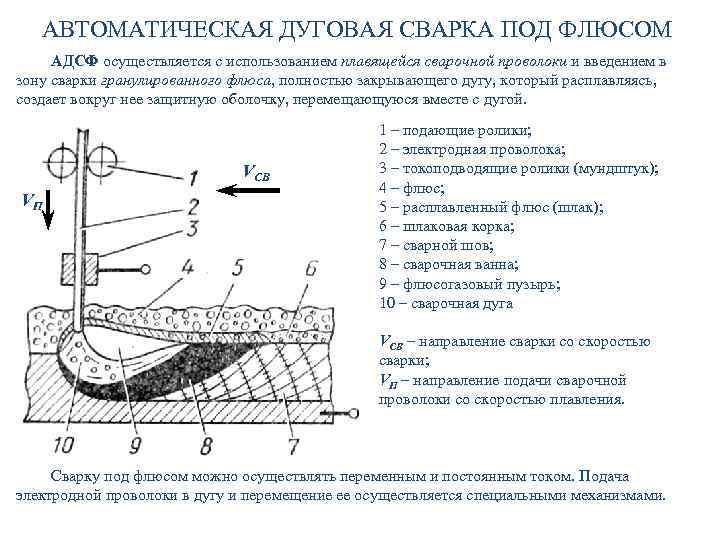 В нем используется механизм подачи ленточной проволоки со специальным флюсом.
В нем используется механизм подачи ленточной проволоки со специальным флюсом. Флюс придает свойства сплава, но при охлаждении образует стекловидный шлак. Шлак защищает поверхность сварки. Нерасплавленный флюс остается неизменным и собирается для повторного использования для дальнейшей работы.
Флюс придает свойства сплава, но при охлаждении образует стекловидный шлак. Шлак защищает поверхность сварки. Нерасплавленный флюс остается неизменным и собирается для повторного использования для дальнейшей работы.

 Кроме того, долговечность этих материалов также на высоте. Особенное уважение, в плане длительности срока эксплуатации, вызывает чугун — он может служить более полувека. Но его проблема заключается в неустойчивости к перепадам температур. В принципе, учитывая автономность отопительной системы частного дома, можно понадеяться на их отсутствие, поскольку режим работы контролируется хозяевами жилища. Но все же случаются форс-мажоры, и они могут привести к растрескиванию чугуна. У других вышеперечисленных металлов такой проблемы нет. Конечно, их стоимость немного выше, зато можно не опасаться внезапного возникновения трещин на корпусе насоса;
Кроме того, долговечность этих материалов также на высоте. Особенное уважение, в плане длительности срока эксплуатации, вызывает чугун — он может служить более полувека. Но его проблема заключается в неустойчивости к перепадам температур. В принципе, учитывая автономность отопительной системы частного дома, можно понадеяться на их отсутствие, поскольку режим работы контролируется хозяевами жилища. Но все же случаются форс-мажоры, и они могут привести к растрескиванию чугуна. У других вышеперечисленных металлов такой проблемы нет. Конечно, их стоимость немного выше, зато можно не опасаться внезапного возникновения трещин на корпусе насоса; В противном случае, оно может не справиться с возложенными на него обязанностями. Говоря о роторе, следует отметить, что он может быть «сухим» или «мокрым». Разница заключается в его расположении. «Сухой» ротор помещен в отдельный блок насоса, где он надежно защищен от прямого воздействия жидкости. «Мокрый», напротив, помещается прямо в теплоноситель. При выборе конкретного устройства важно знать, что «сухие» разновидности обладают гораздо более высокой производительностью, их КПД примерно на треть выше, чем у «мокрых». Но у них есть очень важный недостаток — высокий уровень шума. Гул, издаваемый в процессе работы такого ротора, может доставлять людям значительные неудобства даже в дневное время. Что уж говорить о ночи, когда звуки разносятся в разы лучше. В общем, такой прибор не рекомендуется размещать рядом с жилыми комнатами, поскольку дискомфорт людей будет очень уж велик. Циркуляционные насосы с «сухим» ротором могут быть установлены в отдельной котельной, которая размещается подальше от спален.
В противном случае, оно может не справиться с возложенными на него обязанностями. Говоря о роторе, следует отметить, что он может быть «сухим» или «мокрым». Разница заключается в его расположении. «Сухой» ротор помещен в отдельный блок насоса, где он надежно защищен от прямого воздействия жидкости. «Мокрый», напротив, помещается прямо в теплоноситель. При выборе конкретного устройства важно знать, что «сухие» разновидности обладают гораздо более высокой производительностью, их КПД примерно на треть выше, чем у «мокрых». Но у них есть очень важный недостаток — высокий уровень шума. Гул, издаваемый в процессе работы такого ротора, может доставлять людям значительные неудобства даже в дневное время. Что уж говорить о ночи, когда звуки разносятся в разы лучше. В общем, такой прибор не рекомендуется размещать рядом с жилыми комнатами, поскольку дискомфорт людей будет очень уж велик. Циркуляционные насосы с «сухим» ротором могут быть установлены в отдельной котельной, которая размещается подальше от спален.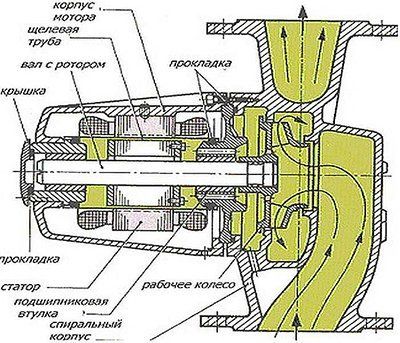 Если же нет возможности обустроить такое помещение, или габариты дома не позволяют серьезно разграничить расстоянием жилую и нежилую часть здания, то лучше установить в систему насос с «мокрым» ротором. Он будет потреблять больше ресурсов в связи с меньшим КПД, зато не будет действовать на нервы постоянным сильным шумом;
Если же нет возможности обустроить такое помещение, или габариты дома не позволяют серьезно разграничить расстоянием жилую и нежилую часть здания, то лучше установить в систему насос с «мокрым» ротором. Он будет потреблять больше ресурсов в связи с меньшим КПД, зато не будет действовать на нервы постоянным сильным шумом;
 В противном случае они будут хуже работать, что приведет к перегреву устройства;
В противном случае они будут хуже работать, что приведет к перегреву устройства; Понятно, что запускать ее в тридцатиградусную жару нет смысла. Но при таком долгом простаивании некоторые элементы циркуляционного насоса могут выйти из строя. Поэтому его необходимо включать хотя бы раз в месяц на четверть часа. Согласитесь, времени занимает немного, зато поможет избежать возможных проблем в дальнейшем;
Понятно, что запускать ее в тридцатиградусную жару нет смысла. Но при таком долгом простаивании некоторые элементы циркуляционного насоса могут выйти из строя. Поэтому его необходимо включать хотя бы раз в месяц на четверть часа. Согласитесь, времени занимает немного, зато поможет избежать возможных проблем в дальнейшем; Самостоятельно вы можете не сразу заметить возникшую проблему. Например, если в системе произошла утечка теплоносителя, то пока вы ее обнаружите, насос будет работать вхолостую и может просто сгореть. А датчик среагирует мгновенно, автоматически отключив оборудование, и тем самым предотвратит поломку.
Самостоятельно вы можете не сразу заметить возникшую проблему. Например, если в системе произошла утечка теплоносителя, то пока вы ее обнаружите, насос будет работать вхолостую и может просто сгореть. А датчик среагирует мгновенно, автоматически отключив оборудование, и тем самым предотвратит поломку. д. Если вы обнаружили любой дефект — например, даже мельчайшее нарушение изоляции — необходимо безотлагательно заменить поврежденную деталь на новую. Пока дефект не будет устранен, использовать устройство нельзя, так как это чревато замыканиями и прочими неприятностями. После проверки внешних элементов осмотрите пластиковый предохранитель. При частых перепадах напряжения в электросети он начинает плавиться и постоянно размыкает цепь. Если вы видите, что он уже откровенно деформировался, его нужно заменить. Следующий элемент, который необходимо проверить — это обмотка электрического мотора. Для этого вам пригодится мультиметр, с помощью которого измеряется уровень сопротивления. При нормальном состоянии обмотки показатель может варьироваться от 10 до 15 Ом или же от 35 до 40 Ом, в зависимости от конкретной модели ротора. Если мультиметр выдает бесконечность или значение, близкое к нулю, то это свидетельствует о необходимости замены обмотки;
д. Если вы обнаружили любой дефект — например, даже мельчайшее нарушение изоляции — необходимо безотлагательно заменить поврежденную деталь на новую. Пока дефект не будет устранен, использовать устройство нельзя, так как это чревато замыканиями и прочими неприятностями. После проверки внешних элементов осмотрите пластиковый предохранитель. При частых перепадах напряжения в электросети он начинает плавиться и постоянно размыкает цепь. Если вы видите, что он уже откровенно деформировался, его нужно заменить. Следующий элемент, который необходимо проверить — это обмотка электрического мотора. Для этого вам пригодится мультиметр, с помощью которого измеряется уровень сопротивления. При нормальном состоянии обмотки показатель может варьироваться от 10 до 15 Ом или же от 35 до 40 Ом, в зависимости от конкретной модели ротора. Если мультиметр выдает бесконечность или значение, близкое к нулю, то это свидетельствует о необходимости замены обмотки; Обнаружить перегрев довольно просто — если насос горячее, чем труба, то это явно свидетельствует о неполадках. В случае, когда это происходит с только что установленным новым оборудованием, есть смысл проверить правильность проведенного монтажа. Неправильное размещение прибора может провоцировать его неправильную работу. Если вы обнаружили какие-то недочеты, то необходимо заново произвести установочные процедуры, внеся соответствующие корректировки. Еще одной частой причиной перегрева является забивание элементов конструкции грязью. Большую роль в этом играют ржавчина и накипь. Они образуются в каких-либо участках трубопровода, а затем по кусочкам отваливаются и идут вместе с теплоносителем, засоряя все оборудование, куда попадают. Так происходит и с циркуляционным насосом. Наличие посторонних частиц внутри конструкции сужает путь, по которому идет теплоноситель. Таким образом, для продвижения жидкости насосу приходится применять больше усилий. Поэтому и происходит перегрев. Решением проблемы в данном случае служит очистка засоренных элементов.
Обнаружить перегрев довольно просто — если насос горячее, чем труба, то это явно свидетельствует о неполадках. В случае, когда это происходит с только что установленным новым оборудованием, есть смысл проверить правильность проведенного монтажа. Неправильное размещение прибора может провоцировать его неправильную работу. Если вы обнаружили какие-то недочеты, то необходимо заново произвести установочные процедуры, внеся соответствующие корректировки. Еще одной частой причиной перегрева является забивание элементов конструкции грязью. Большую роль в этом играют ржавчина и накипь. Они образуются в каких-либо участках трубопровода, а затем по кусочкам отваливаются и идут вместе с теплоносителем, засоряя все оборудование, куда попадают. Так происходит и с циркуляционным насосом. Наличие посторонних частиц внутри конструкции сужает путь, по которому идет теплоноситель. Таким образом, для продвижения жидкости насосу приходится применять больше усилий. Поэтому и происходит перегрев. Решением проблемы в данном случае служит очистка засоренных элементов. Про третью причину перегрева уже говорилось выше — в качестве нее может послужить недостаточное количество смазки на подшипниках, расположенных внутри насоса. Четвертой причиной может быть слишком низкое — ниже 220 В — напряжение в сети. Этот показатель вам необходимо проверить с помощью вольтметра и при обнаружении проблем исправить их;
Про третью причину перегрева уже говорилось выше — в качестве нее может послужить недостаточное количество смазки на подшипниках, расположенных внутри насоса. Четвертой причиной может быть слишком низкое — ниже 220 В — напряжение в сети. Этот показатель вам необходимо проверить с помощью вольтметра и при обнаружении проблем исправить их; При этом важно знать, как правильно разобрать насос, чтобы не нанести ущерба работоспособности его деталей.
При этом важно знать, как правильно разобрать насос, чтобы не нанести ущерба работоспособности его деталей. Если вы будете фотографировать каждую операцию, то впоследствии вам будет значительно легче собрать циркуляционный насос в первоначальное состояние. Особенно советуем делать так тем, кто впервые сталкивается с данным процессом.
Если вы будете фотографировать каждую операцию, то впоследствии вам будет значительно легче собрать циркуляционный насос в первоначальное состояние. Особенно советуем делать так тем, кто впервые сталкивается с данным процессом. После обработки и выжидания в течение нужного времени выкрутите болты и снимите крышку. Проверьте состояние резьбы крепежей — если она окажется истертой, то эти элементы впоследствии лучше заменить на новые.
После обработки и выжидания в течение нужного времени выкрутите болты и снимите крышку. Проверьте состояние резьбы крепежей — если она окажется истертой, то эти элементы впоследствии лучше заменить на новые.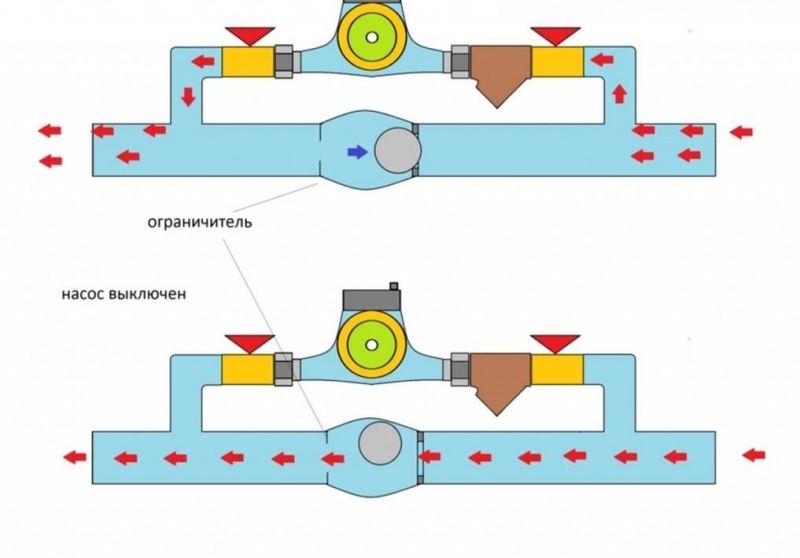 Если его работа вас, в целом, устраивала, то можете отправиться в магазин вместе со старым прибором и приобрести новый, с такими же параметрами.
Если его работа вас, в целом, устраивала, то можете отправиться в магазин вместе со старым прибором и приобрести новый, с такими же параметрами. Но все становится проще, если в систему вставить водяной насос для отопления, который чаще всего называется циркуляционным. С помощью него в отопительной системе образуется небольшое давление, которое прогоняет теплоноситель по всем элементам. То есть, неважно, как будет собрана схема – правильно или неправильно – горячая вода все равно попадет в радиаторы и отдаст свое тепло в помещения.
Но все становится проще, если в систему вставить водяной насос для отопления, который чаще всего называется циркуляционным. С помощью него в отопительной системе образуется небольшое давление, которое прогоняет теплоноситель по всем элементам. То есть, неважно, как будет собрана схема – правильно или неправильно – горячая вода все равно попадет в радиаторы и отдаст свое тепло в помещения.
 Обратите внимание и на один элемент, через который в автоматическом режиме воздух в теплоносителе покидает трубную систему. Необходимо отметить, что такие воздухоотводчики редко используются в конструкциях водяных насосов. Чаще в них устанавливается винт, открывая который, можно стравливать скопившийся воздух. Данная конструкция проще и по использованию, и по технологическому исполнению.
Обратите внимание и на один элемент, через который в автоматическом режиме воздух в теплоносителе покидает трубную систему. Необходимо отметить, что такие воздухоотводчики редко используются в конструкциях водяных насосов. Чаще в них устанавливается винт, открывая который, можно стравливать скопившийся воздух. Данная конструкция проще и по использованию, и по технологическому исполнению. Чаще их изготавливают из резины или паранита. Так вот оба материала реагируют на высокую температуру, под действием которой быстро выходят из строя.
Чаще их изготавливают из резины или паранита. Так вот оба материала реагируют на высокую температуру, под действием которой быстро выходят из строя. Ротор устройства должен располагаться всегда горизонтально. На фото ниже показаны правильное и неправильное расположение установки.
Ротор устройства должен располагаться всегда горизонтально. На фото ниже показаны правильное и неправильное расположение установки. На фото ниже такой участок показан.
На фото ниже такой участок показан.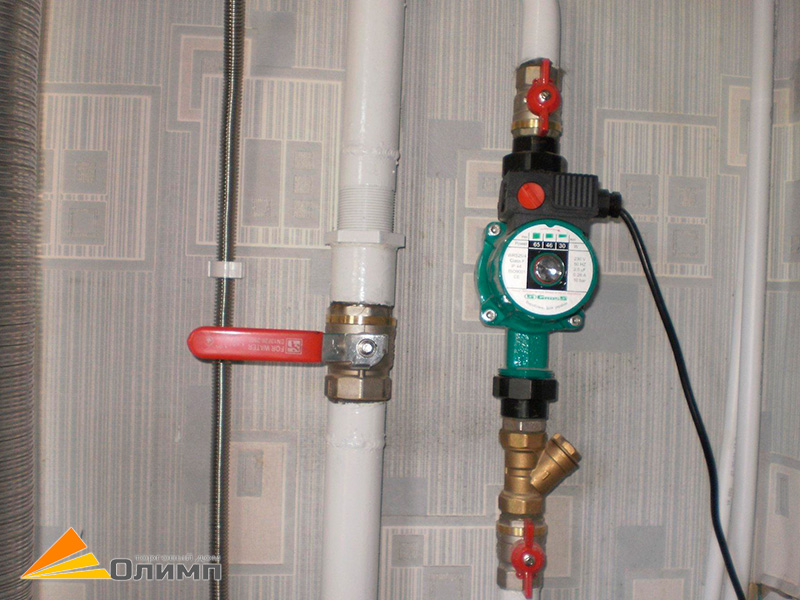 Отсюда и их названия.
Отсюда и их названия. Правда, необходимо отметить, что установки воздух-вода являются низкотемпературными. То есть, они могут нагревать воду до температуры +50С. А ее можно будет использовать в системе теплых полов и для ГВС.
Правда, необходимо отметить, что установки воздух-вода являются низкотемпературными. То есть, они могут нагревать воду до температуры +50С. А ее можно будет использовать в системе теплых полов и для ГВС. Это нетрадиционный способ отопления и горячего водоснабжения. Проще смонтировать трубную разводку с установкой радиаторов или теплых полов. Даже электрические нагревательные котлы отопления чаще встречаются в домах, чем тепловые насосы. К тому же они – не самый дешевый вариант, тем более, полностью зависящий от подачи электрического тока. А это большая проблема за городом. К сожалению, отечественные линии электропередач не могут гарантировать постоянную и полноценную подачу. И в этом вся проблема.
Это нетрадиционный способ отопления и горячего водоснабжения. Проще смонтировать трубную разводку с установкой радиаторов или теплых полов. Даже электрические нагревательные котлы отопления чаще встречаются в домах, чем тепловые насосы. К тому же они – не самый дешевый вариант, тем более, полностью зависящий от подачи электрического тока. А это большая проблема за городом. К сожалению, отечественные линии электропередач не могут гарантировать постоянную и полноценную подачу. И в этом вся проблема. И большая часть литературы в Интернете либо требует, чтобы вы купили тепловой насос, либо хочет, чтобы вы НЕ покупали тепловой насос и придерживались нефти или пропана для обогрева. Поэтому мы решили демистифицировать тепловые насосы для всех и прямо ответить на вопросы, чтобы вы могли принимать осознанные решения о покупке. Готовы ли вы учиться? Вот так:
И большая часть литературы в Интернете либо требует, чтобы вы купили тепловой насос, либо хочет, чтобы вы НЕ покупали тепловой насос и придерживались нефти или пропана для обогрева. Поэтому мы решили демистифицировать тепловые насосы для всех и прямо ответить на вопросы, чтобы вы могли принимать осознанные решения о покупке. Готовы ли вы учиться? Вот так: Тепловые насосы предлагают чрезвычайно высокие показатели эффективности, а также возможность обеспечивать отопление и охлаждение без необходимости установки воздуховодов в доме; поскольку работа с воздуховодом не требуется, вы можете услышать, что тепловые насосы называются «без воздуховодов».
Тепловые насосы предлагают чрезвычайно высокие показатели эффективности, а также возможность обеспечивать отопление и охлаждение без необходимости установки воздуховодов в доме; поскольку работа с воздуховодом не требуется, вы можете услышать, что тепловые насосы называются «без воздуховодов».
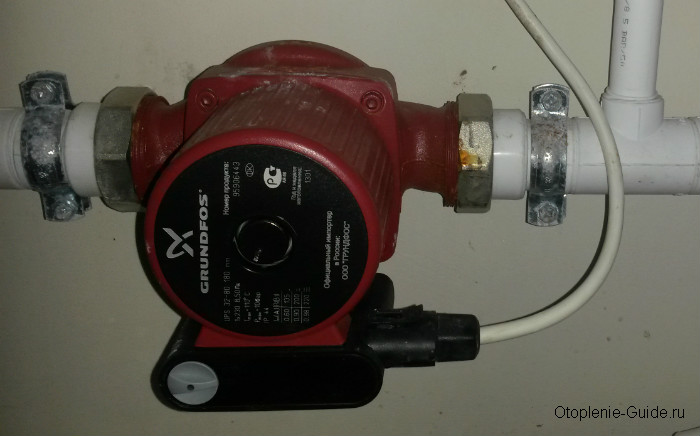 При использовании традиционного резистивного электрического нагревателя, например, электрического плинтуса или обогревателя помещений, количество выделяемого тепла пропорционально количеству используемой электроэнергии: одна единица тепла на единицу электроэнергии для 100% эффективности.
При использовании традиционного резистивного электрического нагревателя, например, электрического плинтуса или обогревателя помещений, количество выделяемого тепла пропорционально количеству используемой электроэнергии: одна единица тепла на единицу электроэнергии для 100% эффективности. Для этого примера мы будем использовать рейтинг теплового насоса Mitsubishi Hyper Heat™, который обеспечивает достаточную тепловую мощность до -13 градусов по Фаренгейту.
Для этого примера мы будем использовать рейтинг теплового насоса Mitsubishi Hyper Heat™, который обеспечивает достаточную тепловую мощность до -13 градусов по Фаренгейту. Неясно, при какой температуре блок полностью перестанет работать — у нас еще не было достаточно холодного дня, чтобы продемонстрировать это с тепловыми насосами Hyper Heat™, хотя в некоторых документах Mitsubishi указывается точка остановки при -18 градусах.
Неясно, при какой температуре блок полностью перестанет работать — у нас еще не было достаточно холодного дня, чтобы продемонстрировать это с тепловыми насосами Hyper Heat™, хотя в некоторых документах Mitsubishi указывается точка остановки при -18 градусах.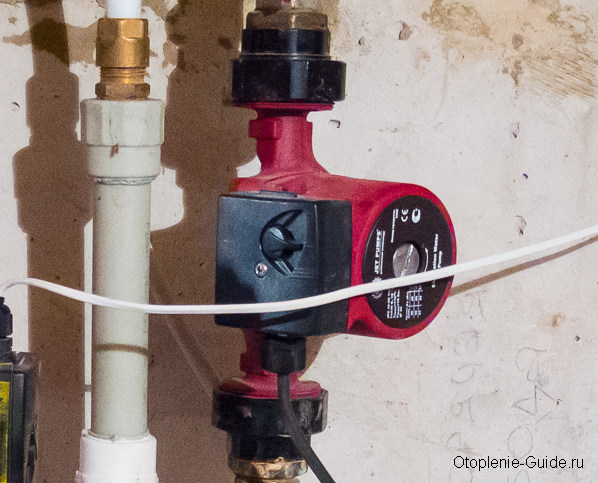 Этими другими источниками могут быть нефть, газ, пропан, электричество или биомасса. True North предлагает тепло из биомассы, древесные гранулы или тепло на природном газе для снижения затрат на топливо для отопления и снижения выбросов углерода, которые способствуют изменению климата.
Этими другими источниками могут быть нефть, газ, пропан, электричество или биомасса. True North предлагает тепло из биомассы, древесные гранулы или тепло на природном газе для снижения затрат на топливо для отопления и снижения выбросов углерода, которые способствуют изменению климата. com!
com! Это происходит путем изменения давления охлаждающей жидкости. При низком давлении хладагент легко поглощает любое тепло, имеющееся в воздухе, и испаряется из жидкого состояния в газообразное. При высоком давлении газообразный хладагент имеет более высокую энергию, чем наружный воздух, поэтому он передает тепло окружающему воздуху, а хладагент снова конденсируется в жидкость при охлаждении. Контролируя давление хладагента, кондиционер может отводить тепло из вашего дома даже в очень жаркие дни.
Это происходит путем изменения давления охлаждающей жидкости. При низком давлении хладагент легко поглощает любое тепло, имеющееся в воздухе, и испаряется из жидкого состояния в газообразное. При высоком давлении газообразный хладагент имеет более высокую энергию, чем наружный воздух, поэтому он передает тепло окружающему воздуху, а хладагент снова конденсируется в жидкость при охлаждении. Контролируя давление хладагента, кондиционер может отводить тепло из вашего дома даже в очень жаркие дни. Как и в цикле кондиционирования воздуха, газовый хладагент может находиться под давлением, что повышает температуру. Когда хладагент возвращается в ваш дом по трубопроводу, он используется для нагревания воздуха внутри, пока тепло не будет извлечено и не сконденсируется обратно в жидкость, после чего цикл продолжится.
Как и в цикле кондиционирования воздуха, газовый хладагент может находиться под давлением, что повышает температуру. Когда хладагент возвращается в ваш дом по трубопроводу, он используется для нагревания воздуха внутри, пока тепло не будет извлечено и не сконденсируется обратно в жидкость, после чего цикл продолжится.


 10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности;
10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности; Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.
Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.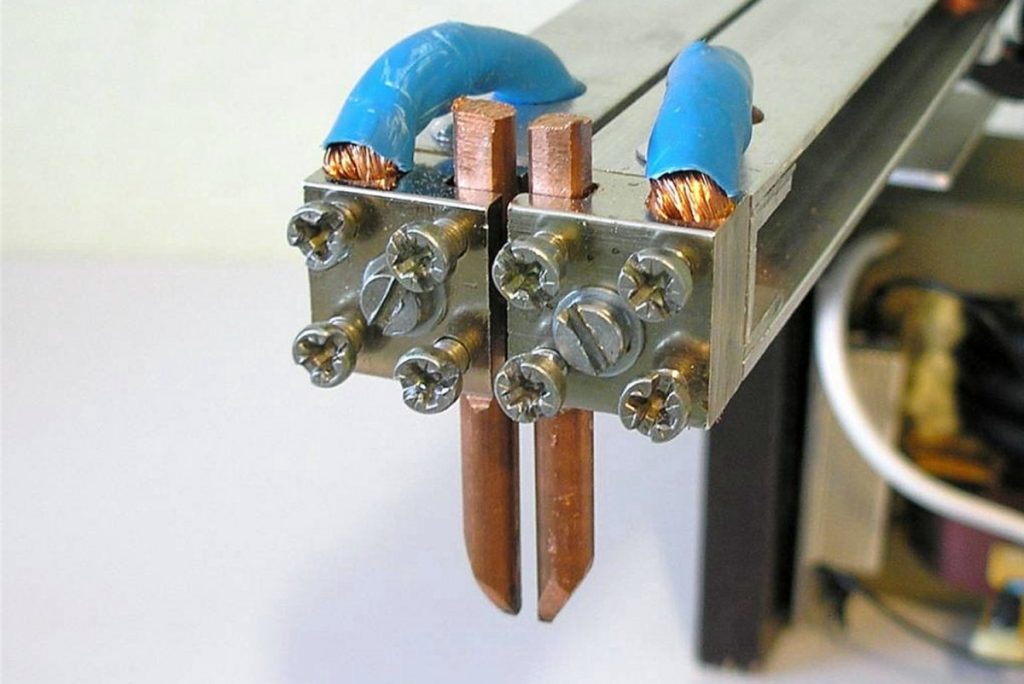 Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.

 Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить. Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата. Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания.
Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания. Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.
Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.








 Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.
Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.



 По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.
По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются..jpg)


 Не взаимодействуют с никелем гелий, неон, аргон, криптон, ксенон, радон, литий, натрий, калий, рубидий, цезий, франций, кальций, стронций, барий и иридий.
Не взаимодействуют с никелем гелий, неон, аргон, криптон, ксенон, радон, литий, натрий, калий, рубидий, цезий, франций, кальций, стронций, барий и иридий. Никелевые химически стойкие инструменты широко используют в медицине и научно-исследовательской работе. Никель применяется для приборов радиолокации, телевидения, дистанционного управления процессами в атомной технике. Никелевые пластинки применяют в механических прерывателях нейтронного пучка для получения нейтронных импульсов с большой энергией.
Никелевые химически стойкие инструменты широко используют в медицине и научно-исследовательской работе. Никель применяется для приборов радиолокации, телевидения, дистанционного управления процессами в атомной технике. Никелевые пластинки применяют в механических прерывателях нейтронного пучка для получения нейтронных импульсов с большой энергией.

 Материалы этой группы представляют собой сплавы на никелевой основе, легированные хромом, вольфрамом, молибденом, медью и другими элементами. Никелевые сплавы, легированные хромом и вольфрамом, являются стойкими в агрессивных окислительных средах, а cплавы, не содержащие хрома (никель — медь и никель — молибден), являются стойкими в агрессивных неокислительных средах. Для повышения коррозионной стойкости никелевые сплавы легируются кремнием, алюминием и другими элементами.
Материалы этой группы представляют собой сплавы на никелевой основе, легированные хромом, вольфрамом, молибденом, медью и другими элементами. Никелевые сплавы, легированные хромом и вольфрамом, являются стойкими в агрессивных окислительных средах, а cплавы, не содержащие хрома (никель — медь и никель — молибден), являются стойкими в агрессивных неокислительных средах. Для повышения коррозионной стойкости никелевые сплавы легируются кремнием, алюминием и другими элементами. Химический состав его по ГОСТ 49(2—52 указан в табл. 350 и 351. Монель-металл находит широкое применение для изготовления изделий, от которых требуется высокая коррозионная стойкость и механическая прочность—в химической, судостроительной, медицинской, нефтяной, текстильной и других отраслях машине- и аппаратостроения.
Химический состав его по ГОСТ 49(2—52 указан в табл. 350 и 351. Монель-металл находит широкое применение для изготовления изделий, от которых требуется высокая коррозионная стойкость и механическая прочность—в химической, судостроительной, медицинской, нефтяной, текстильной и других отраслях машине- и аппаратостроения.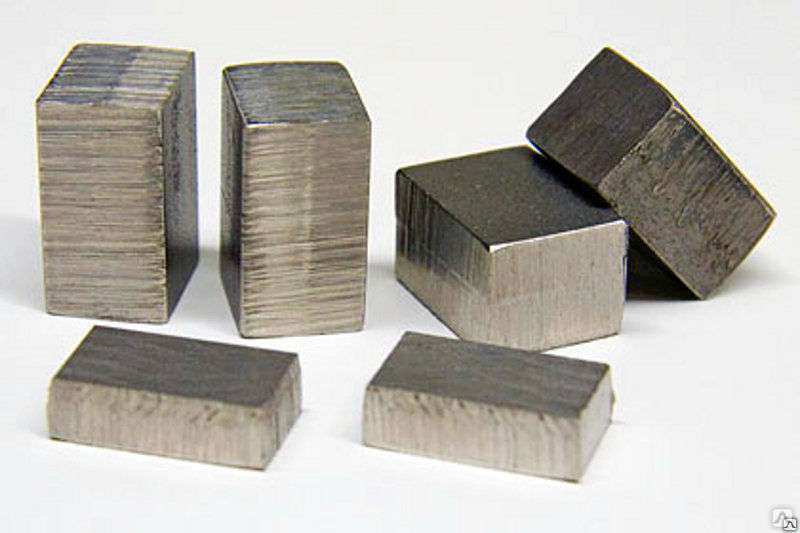 Его применяют для отливки деталей, от которых требуется высокая прочность, гидравлическая плотность, высокая химическая стойкость и хорошая сопротивляемость истиранию: седла клапанов, трущиеся детали газовых турбин и других машин.
Его применяют для отливки деталей, от которых требуется высокая прочность, гидравлическая плотность, высокая химическая стойкость и хорошая сопротивляемость истиранию: седла клапанов, трущиеся детали газовых турбин и других машин. Не рекомендуется применять сплав в окислительных средах.
Не рекомендуется применять сплав в окислительных средах. При работе на воздухе сплав может быть использован до 1090ЧС. Сплав не рекомендуется для работы ;в азотной кислоте при температуре выше ЖС.
При работе на воздухе сплав может быть использован до 1090ЧС. Сплав не рекомендуется для работы ;в азотной кислоте при температуре выше ЖС. Полуфабрикаты из этого сплава поставляют в виде листов, прутков и отливок.
Полуфабрикаты из этого сплава поставляют в виде листов, прутков и отливок. — широко используются в качестве жаропрочных деформируемых материалов. Эти сплавы применяются для изготовления наиболее напряженных деталей газотурбинных двигателей и других силовых установок. Свойства никелевых жаропрочных сплавов в сильной степени зависят от режима термической обработки.
— широко используются в качестве жаропрочных деформируемых материалов. Эти сплавы применяются для изготовления наиболее напряженных деталей газотурбинных двигателей и других силовых установок. Свойства никелевых жаропрочных сплавов в сильной степени зависят от режима термической обработки.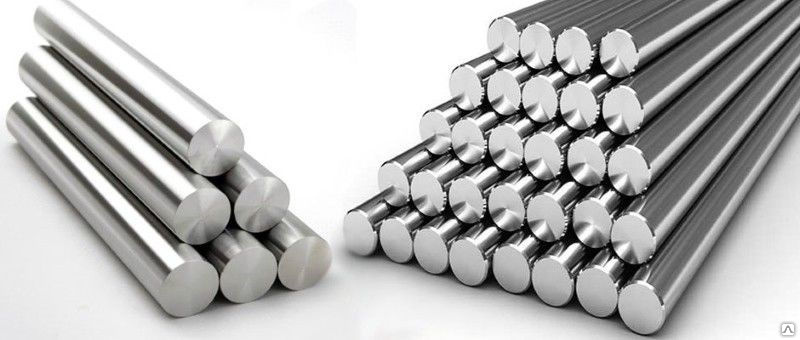 За счет улучшения качества слитка и применения прогрессивных методов горячей механической обработки разрыв между возможным температурным уровнем работоспособности жаропрочных сплавов в литом и деформированном состояниях значительно сокращен.
За счет улучшения качества слитка и применения прогрессивных методов горячей механической обработки разрыв между возможным температурным уровнем работоспособности жаропрочных сплавов в литом и деформированном состояниях значительно сокращен.

 В роли сырьевого материала выступает особый сплав, основой которого является медь, а за основной легирующий компонентом применяется никель. В результате их эффективного взаимодействия, получаемый сплав обладает отличными качественными особенностями. Так, всему спектру создаваемых из этого сплава металлоизделий, будут свойственны такие свойства, как:
В роли сырьевого материала выступает особый сплав, основой которого является медь, а за основной легирующий компонентом применяется никель. В результате их эффективного взаимодействия, получаемый сплав обладает отличными качественными особенностями. Так, всему спектру создаваемых из этого сплава металлоизделий, будут свойственны такие свойства, как: Из-за этого часто используется в сфере электрической техники, химпромышленности и при создании оборудования для морских кораблей. Также такие сплавы применяют при конструировании атомных реакторов. Одним из самых распространенных сплавов является Monel 400.
Из-за этого часто используется в сфере электрической техники, химпромышленности и при создании оборудования для морских кораблей. Также такие сплавы применяют при конструировании атомных реакторов. Одним из самых распространенных сплавов является Monel 400.
 ;
;
 Различают три основные группы сплавов:
Различают три основные группы сплавов: Вероятно, самым известным является сплав 825 (UNS N08825), обладающий исключительной стойкостью к серной кислоте. Сплав G-3 (UNS N06985) обеспечивает исключительную коррозионную стойкость к коммерческим фосфорным кислотам, а также ко многим сложным растворам, содержащим сильно окисляющие кислоты.
Вероятно, самым известным является сплав 825 (UNS N08825), обладающий исключительной стойкостью к серной кислоте. Сплав G-3 (UNS N06985) обеспечивает исключительную коррозионную стойкость к коммерческим фосфорным кислотам, а также ко многим сложным растворам, содержащим сильно окисляющие кислоты. Добавление кобальта в HR-160 (N12160) обеспечивает исключительную стойкость к различным формам высокотемпературной коррозии, такой как сульфидирование и воздействие хлоридов как в восстановительной, так и в окислительной атмосфере.
Добавление кобальта в HR-160 (N12160) обеспечивает исключительную стойкость к различным формам высокотемпературной коррозии, такой как сульфидирование и воздействие хлоридов как в восстановительной, так и в окислительной атмосфере.




 Как только было признано их уникальное сочетание высокого уровня устойчивости к коррозии, хорошей теплопроводности и низкой адгезии макроорганизма в морской среде, это привело к их применению в морской добыче нефти и газа, судостроении, опреснении и производстве электроэнергии.
Как только было признано их уникальное сочетание высокого уровня устойчивости к коррозии, хорошей теплопроводности и низкой адгезии макроорганизма в морской среде, это привело к их применению в морской добыче нефти и газа, судостроении, опреснении и производстве электроэнергии. Существует также более поздняя разработка для еще более высоких скоростей потока, которая содержит добавку хрома (Cu-30Ni-Cr). Доступны литые медно-никелевые сплавы
Существует также более поздняя разработка для еще более высоких скоростей потока, которая содержит добавку хрома (Cu-30Ni-Cr). Доступны литые медно-никелевые сплавы  Однако они отличаются тем, что защитные пленки являются результатом реакции с самой морской водой, а не оксидной пленкой, образующейся на воздухе, и представляют собой сложную и слоистую смесь оксидов, хлоридов и гидроксихлоридов. Эти защитные поверхности первоначально формируются быстро, но продолжают развиваться в течение месяцев и лет, обеспечивая низкую скорость коррозии. Это означает, что краткосрочные результаты скорости коррозии вводят в заблуждение. Также важно убедиться, что сплавы находятся в соответствующих условиях морской воды во время первоначального воздействия, особенно во время ввода в эксплуатацию и гидроиспытаний. Это обеспечит надлежащую защиту поверхностных пленок.
Однако они отличаются тем, что защитные пленки являются результатом реакции с самой морской водой, а не оксидной пленкой, образующейся на воздухе, и представляют собой сложную и слоистую смесь оксидов, хлоридов и гидроксихлоридов. Эти защитные поверхности первоначально формируются быстро, но продолжают развиваться в течение месяцев и лет, обеспечивая низкую скорость коррозии. Это означает, что краткосрочные результаты скорости коррозии вводят в заблуждение. Также важно убедиться, что сплавы находятся в соответствующих условиях морской воды во время первоначального воздействия, особенно во время ввода в эксплуатацию и гидроиспытаний. Это обеспечит надлежащую защиту поверхностных пленок.  Сульфидная коррозия под напряжением и водородное охрупчивание не являются проблемой для этих сплавов; однако сульфиды могут изменить характер защитной пленки, что приведет к точечной коррозии и более высокой скорости коррозии. Поэтому следует избегать длительного контакта с загрязненной морской водой, содержащей сульфиды, или, в безветренных условиях, с отложениями, содержащими сульфатредуцирующие бактерии (СРБ). В отличие от латунных сплавов медно-никелевые сплавы обладают высокой устойчивостью к растрескиванию под напряжением аммиака, что не является проблемой в морской воде, хотя присутствие аммиака может вызвать более высокую скорость коррозии.
Сульфидная коррозия под напряжением и водородное охрупчивание не являются проблемой для этих сплавов; однако сульфиды могут изменить характер защитной пленки, что приведет к точечной коррозии и более высокой скорости коррозии. Поэтому следует избегать длительного контакта с загрязненной морской водой, содержащей сульфиды, или, в безветренных условиях, с отложениями, содержащими сульфатредуцирующие бактерии (СРБ). В отличие от латунных сплавов медно-никелевые сплавы обладают высокой устойчивостью к растрескиванию под напряжением аммиака, что не является проблемой в морской воде, хотя присутствие аммиака может вызвать более высокую скорость коррозии.