все о ЧПУ станках, описание обработки и функции мастера
Автоматизация производственных процессов шагнула на новую ступень развития. Компьютеры в системе управления стали обычным явлением. Большинство современных людей уже знает, что такое CNC, а производством оборудования с таким управлением занимаются многие известные компании. Разобраться с предложениями поможет более глубокое знание данного вопроса.
Что такое CNC: все о станках с ЧПУ
Мастер ЧПУ что это за должность?
Что такое CNC: все о станках с ЧПУ
Computer numerical control или сокращенно CNC представляет собой современное направление в разработке техники различного назначения, базирующееся на использовании цифровых электронных устройств в системе управления. В России оно известно, как числовое программное управление (ЧПУ).
По сути, ЧПУ – это компьютеризированный комплекс, управляющий рабочими органами оборудования и контролирующий исполнение задания. Любые перемещения исполнительных органов задаются специальной управляющей программой (УП) для данного станка. Она составляется из необходимых команд, записанных на языке программирования ЧПУ (G- и М-коды). Компьютер сохраняет в своей памяти УП, и оператор всегда может ей воспользоваться для выполнения конкретной работы.
Современная система CNC существенно расширила возможности ранее используемой системы NC. Базой для нее служат микроконтроллеры, программируемые логические контроллеры, компьютеры на микропроцессорах.
Целесообразность использования
Система ЧПУ значительно повышает производительность труда и способствует сокращению работников, но для ее внедрения необходимы значительные затраты и специально подготовленные работники, что не всегда экономически оправдано. Использование ЧПУ целесообразно в следующих обстоятельствах:
Производство изделий высокой стоимости, когда применяются дорогостоящее и дефицитное сырье. В этом случае необходимо минимизировать ошибки, исключить брак, что и обеспечивает ЧПУ.
Выпуск однотипных изделий большими сериями. Отработанная программа позволяет снизить себестоимость и менять программное обеспечение (ПО) нет необходимости, а первоначальные затраты достаточно быстро окупаются.
Изготовление сложных деталей, требующее проведения многочисленных технологических операций.
Необходимость обеспечения выпуска многочисленных изделий, абсолютно идентичных по точности обработки. Программа обеспечивает такое производство с отклонением не более 3 мкм.
Изготовление изделий, в конструкцию которых часто вносятся небольшие изменения. При использовании ЧПУ они легко вносятся в УП с пульта оператора станка.
Важно! Автоматизация производства – это современный подход к его организации, но она требует экономического обоснования.
Функции
Система ЧПУ способна выполнять следующие функции:
Управление процессами обработки деталей из различных материалов (металлы, древесина, пластик и т. п.). Для этого данной системой обеспечивается станочный парк (станки с ЧПУ).
Управление асинхронными электродвигателями. Их плавная регулировка крайне затруднена, а ЧПУ позволяет применять «векторное управление».
Управление промышленными роботами.
Управление периферическими устройствами различного назначения. Характерные примеры: 3D-принтеры и сканеры.
Некоторое оборудование обеспечивается централизованными, автоматизированными рабочими местами, когда нужная программа устанавливается через промышленную сеть. В этом случае ЧПУ позволяет контролировать работу не одного станка, а всего участка, цеха (ABB Robot Studio, Microsoft Robotics Developer Studio).
Особенности
Станки с ЧПУ обладают рядом привлекательных особенностей:
Высокий уровень автоматизации. Оператор только контролирует процесс по монитору. Его участие в процессе сведено к минимуму.
Обеспечение повторяемости. Оборудование не зависит от настроения и физического состояния оператора. Оно выпускает одинаковые изделия с неизменным высоким качеством месяцами, а то и годами.
Один оператор способен обслуживать несколько станков.
Гибкость. При небольших изменениях параметров процесса вносится корректива в программу, а при существенном изменении – загружается новая программа. Такие процедуры не занимают много времени.
Точность обработки и повторяемость. Программа обеспечивает выпуск множества одинаковых деталей с высочайшей точностью.
С помощью станков с ЧПУ можно изготовить изделия сложной формы, которые подвластны только высокопрофессиональным рабочим, да и то с использованием специальных приспособлений.
Важно! Станки с ЧПУ отличаются универсальностью и способны заменить 4–5 простых машин. При этом не надо искать опытных рабочих по конкретной специальности, достаточно подготовить оператора оборудования с ЧПУ.
Классификация
Станки с ЧПУ подразделяются на несколько категорий. Это отражается в буквенно-цифровом обозначении марки. По назначению оборудования устанавливается технологическая категория. Она определяется по возможности проведения основных операций. Основные виды: токарные станки (номер группы – 1), фрезерные (номер 6), сверлильные и расточные станки (номер 2), многоцелевое оборудование (номер 9). Эта цифра стоит первой в маркировке.
По степени автоматизации устанавливаются такие типы:
Ф1 — координаты движения устанавливаются с помощью клавиатуры компьютера (один нажим – 1 кадр программы). Предусматривается устройство цифровой индикации.
Ф2 — используется порционная или прямоугольная система управления. Первая характерна для сверлильных и расточных станков, а вторая – для фрезерных и токарных станков.
Ф3 — устанавливается контурная или непрерывная система ЧПУ. Она позволяет обрабатывать заготовки практически любой сложности.
Ф4 — многооперационная, комбинированная система ЧПУ. В ней совмещены лучшие качества контурной и позиционной системы.
Ц — цикловое ЧПУ. Это наиболее простая автоматизированная система для серийного выпуска достаточно простых, однотипных изделий.
Производится классификация станков и по способу смены рабочего инструмента. В маркировке могут выделяться такие варианты:
Р – для смены и крепления инструмента применяются револьверные головки.
М – установлен специальный инструментальный магазин, откуда автоматически поступает нужный инструмент.
Указанная маркировка свидетельствует о наличии устройства автоматической смены инструмента (АСИ). Помимо указанных модификаций, станки различаются по типу регулирования привода: шаговый, ступенчатый, плавно регулируемый.
Основные параметры
При выборе оборудования с ЧПУ основное внимание следует уделить таким параметрам:
Класс точности. Допустимую погрешность можно определить по маркировке: П – повышенная точность, В – высокая точность.
Рабочие параметры. Они устанавливаются для каждой технологической категории отдельно. Так для сверлильного оборудования важен максимальный диаметр отверстия, для фрезерных станков – размер рабочей зоны, для расточных станков – диаметр шпинделя, для токарных станков – размеры заготовки и т. д. К общим для всех типов оборудования можно отнести: мощность электродвигателя, скорость обработки (производительность), напряжение питания (220 или 380 В), габариты и масса станка.
Количество одновременно контролируемых координат и точность их задания. В современных станках обеспечивается управление по 5 координатам.
В зависимости от назначения оборудования могут задаваться и другие важные параметры, которые необходимо учитывать при организации производства.
Принцип программирования
Работа станка с ЧПУ зависит от УП. Она может базироваться на следующих принципах программирования:
Ручной способ. Программист формирует программную часть станка путем введения цифровых сведений о координатах движения рабочего инструмента, полученных при ручном перемещении. Требуется множество точек, что затягивает процесс программирования. Данный способ применяется при наличии всего 1–2 станков с ЧПУ, используемых для изготовления простых, однотипных изделий.
Shop-floor – программирование с пульта оперативной системы ЧПУ. В этом случае УП составляется с помощью сенсорного экрана и джойстика на станочной стойке. В последних моделях станков применяется диалоговый режим.
Программирование с использованием систем САПР и САМ. Система САПР (AutoCAD, Solid, Catia, Компас) позволяет построить электронный чертеж изделия, а система САМ (SheetCam, Kcam. MeshCam, CorelDraw) на его основе описывает траекторию движения инструмента. Предварительно графический файл переводится в формат DXF, Exeilon, HPGL или Gerber. Процесс программирования отражается на экране. Выдается Cl-файл. Для преобразования его в понятный для станка вид используется специальная программа (постпроцессор или паспорт). Она обеспечивает подачу команд в форме G- и М-кодов.
Программа на станок может загружаться в готовом виде с внешних носителей (дискеты, флеш-носители, магнитные ленты, перфоленты). Она помещается в оперативную память, карту памяти, жесткий диск или твердотельный накопитель.
Конструктивные особенности
Функционирование системы ЧПУ обеспечивают следующие основные узлы:
Пульт оператора, консоль ввода-вывода. Этот элемент конструкции предназначен для ввода УП, задания параметров процесса, а также ручного управления операцией.
Операторская панель, дисплей. Позволяет визуально контролировать процесс и производить корректировку УП.
Контроллер. Это устройство компьютерного типа для введения в действие УП, формирования траектории движения рабочего органа, выдачи необходимых команд, осуществление общего управления, проведения диагностики и дополнительных расчетов.
ПЗУ. Это память, позволяющая хранить программу длительное время. Информация из ПЗУ только считывается.
ОЗУ. Данная оперативная память предназначена для программ, используемых в данный момент, а также для кратковременного хранения информации.
В качестве контроллеров могут служить промышленные готовые модели, встраиваемые устройства на основе микропроцессоров, программируемый контроллер логического типа, промышленный компьютер. Роль исполнительных механизмов исполняют сервоприводы и шаговые двигатели.
Виды станков с ЧПУ
К наиболее распространенному оборудованию с ЧПУ можно отнести фрезерные и токарные станки, а также многоцелевые агрегаты. Они выбираются с учетом того, какие работы планируется производить и в каких объемах.
Фрезерные станки
Фрезерные станки с ЧПУ могут использоваться только для фрезерования или с расширенным функционалом (сверление, раскрой листов, обработка под разным углом, формирование пазов и т. п.). Основные разновидности:
Вертикальные фрезерные станки. В них шпиндель установлен вертикально. Может иметь нижний или верхний привод. Обработка обеспечивается с одной стороны.
Горизонтальные фрезерные станки. Шпиндель установлен параллельно основанию. На станке можно производить всестороннюю обработку.
Оба типа станков могут иметь 1 или 2 шпинделя. Управление обеспечивается по 3–5 координатам. По способу управления различаются такие варианты: с позиционным, контурным, комбинированным управлением. Основные параметры станков: размеры рабочего стола, глубина фрезерования, мощность, скорость вращения шпинделя, тип передачи.
Среди конструктивных особенностей следует выделить наличие мощной станины, корпуса с ребрами жесткости, шпинделя с повышенной жесткостью для устранения вибраций, высокоточные направляющие рельсы. Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов.
Токарные
На токарном станке с ЧПУ используются резцы со сменными пластинами. Инструмент крепится в резцедержателе, расположенном в узле суппорта. Для проведения разнообразных процессов часто применяются резцедержатели кассетного типа с возможностью закрепления до 12 разных резцов.
Наиболее популярные разновидности:
Центровые станки. Обработка осуществляется методом точения по контуру заготовки. Изготавливаются детали цилиндрической и конической формы, а также фасонные изделия.
Патронные станки. На них можно производить обработку и снаружи, и изнутри заготовки. Основные операции: нарезание резьбы, зенкование, сверление, обтачивание для установки фланцев, дисков, втулок и шестерней.
Комбинированные (патронно-центровые) станки. Совмещает возможности обоих типов.
Карусельные станки. Они необходимы для обработки деталей больших размеров и заготовок неправильной формы.
Конструктивными особенностями токарных станков с ЧПУ являются: вертикальная или наклонная компоновка, повышенная жесткость элементов, система АСИ.
Многоцелевые
Комплексная обработка деталей осуществляется на многоцелевых станках (обрабатывающих центрах) с ЧПУ. Для них применяются специальные смешанные УП. Станки обеспечивают такие операции: фрезерование, зенкерование, растачивание, раскрой, нарезание резьбы и фасок. Они могут относиться к сверлильно-расточной или токарно-шлифовальной группе.
Многоцелевые станки различаются по типам:
Горизонтальные станки. Они осуществляют одностороннюю обработку заготовок больших размеров.
Вертикальные станки. Способны обеспечить обработку с 3–5 сторон с помощью поворотного шпинделя.
Среди конструктивных особенностей выделяются: наличие инструментальных магазинов для АСИ, поворотные столы для перемещения заготовки, приспособления для смены заготовок. Чаще всего применяются высокомоментные электродвигатели малой инерционности.
Мастер ЧПУ что это за должность?
Мастер или оператор станков с ЧПУ – это человек, работающий на данном оборудовании и обеспечивающий его обслуживание. Помимо него, необходим наладчик ЧПУ, который вводит и корректирует УП. Эти специальности могут совмещаться – мастер-наладчик.
Операторы имеют такие должностные обязанности: обслуживание станка, контроль процесса, проверка и испытание готовых изделий, устранение небольших неполадок, подналадка узлов, подготовка рабочего инструмента. Действует он на основании должностной инструкции, которая утверждается самим предприятием. Мастер может обслуживать одновременно несколько станков. Наладчик ЧПУ осуществляет следующие работы: разработку УП, ввод ее в станок и отработка, наладка оборудования на конкретные процессы.
Обучение операторов и наладчиков обеспечивается в колледжах (техникумах) или на специальных курсах по специальности «Технология машиностроения». Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности.
Станки с ЧПУ (CNC) все активнее внедряются в производство. Они способны обеспечить высокую точность обработки деталей на больших скоростях. В то же время следует учитывать экономическую целесообразность их использования. На российском рынке предлагается множество высококачественных моделей и надо выбирать оптимальный вариант для конкретных условий.
30 августа 2020
19269
Получите консультацию специалиста
Принцип работы ЧПУ станков — DARXTON
Прежде чем понять принцип работы ЧПУ систем, для начала стоит почитать техническое описание автоматизированных систем. Подробно о принципе ЧПУ внутри статьи.
Основы числового программного управления
Для более четкого понимания всех возможных проблем, связанных с успешным применением данных, для выполнения механической обработки или резания с применением станков с ЧПУ, вам необходимо иметь представление о процессе и принципах числового программного управления. Надеемся, что этот небольшой справочный материал поможет вам понять принцип работы станков с ЧПУ.
Для начала — несколько определений
ЧПУ — Числовое Программное Управление. Принцип ЧПУ заключается в получении оцифрованных данных, после чего компьютер или САМ-программа обеспечивает управление, автоматизацию и мониторинг движений элементов машины. В роли машины может выступать токарный или фрезерный станок, роутер, сварочный автомат, шлифовальный станок, установка лазерной или водоструйной резки, листоштамповочный автомат, робот либо оборудование других типов. На крупногабаритных промышленных станках в качестве встроенного устройства управления обычно выступает компьютер. Но на большинстве станков любительского уровня или некоторых модернизированных моделях устройством управления может являться отдельный персональный компьютер. Контроллер ЧПУ функционирует совместно с электродвигателями и Настольный ЧПУ станок бывает нескольких разновидностей, предназначенных для любителей/макетчиков/моделистов. Такие станки имеют меньшую массу и уровень прочности, точности обработки и скорости работы и, кроме того, они дешевле своих промышленных аналогов, но при этом могут хорошо справляться с механической обработкой различных предметов, изготовленных из мягких материалов (пластик, пенопласт, воск). Работа некоторых настольных станков с ЧПУ может во многом напоминать работу принтера. Другие же имеют собственную замкнутую систему управления или даже встроенную специализированную CAM-программу. Некоторые модели также могут принимать данные в виде стандартного g-кода. Существуют промышленные станки настольного типа, предназначенные для выполнения мелких работ, требующих особой точности обработки, оснащенные специализированными устройствами числового программного управления.
CAM — автоматизированная механическая обработка или автоматизированное производство. Данный термин относится к применению различных пакетов ПО для управления траекторией движения режущего инструмента и генерации управляющей программы для работы станков с ЧПУ, основанных на использовании данных, получаемых путем компьютерного 3D-моделирования (CAD-файлы). В случаях когда два описанных понятия используются вместе, обычно применяется сокращение CAD/CAM.
Примечание: CAM-программа фактически не управляет станком с ЧПУ, а только создает программный код, которому следует станок.
Также это не автоматическая операция, которая импортирует 3D-модель и генерирует корректную управляющую программу. CAM-программирование, как и 3D-моделирование, требует наличия определенных знаний и опыта использования ПО такого типа, разработки технологий механической обработки, а также знаний о том, какие виды инструментов и технологических операций необходимо применять в той или иной ситуации для достижения наилучших результатов. Существует ряд несложных программ, позволяющих начинающим пользователям начать работать с ними без особых затруднений. Но есть и более сложные версии, которые требуют вложений времени и финансов для достижения максимальной эффективности их использования.
Управляющая программа — особый относительно простой машинный язык, который может понимать и исполнять станок с ЧПУ. Чтобы понимать принцип работы ЧПУ, очень важно понимать как подобная система управляется. Такие машинные языки изначально разрабатывались для непосредственного программирования обработки деталей путем ввода команд с клавиатуры станка без использования CAM-программ. Они указывают станку, какие движения он должен совершать, одно за другим, также осуществляют контроль выполнения станком других его функций, таких как скорость подачи, частота вращения шпинделя, подача СОЖ. Наиболее распространенным языком подобного рода является G-код или ISO-код — простой буквенно-цифровой язык программирования, разработанный в начале 1970-х годов для первых станков с ЧПУ.Подробнее о G-кодах в статье «Описание G»
Постпроцессор. В то время как g-код рассматривается в качестве стандартного машинного языка для станков с ЧПУ, любой производитель может изменять отдельные его части, такие как использование дополнительных функций, создавая ситуации, при которых g-код, разработанный для одного станка, может не работать для другого. Существует также множество производителей станков, разработавших собственные языки программирования. В связи с этим, для перевода данных траекторий движения инструмента, рассчитанных внутри CAM-программы, в особый код управляющей программы с тем, чтобы станок с ЧПУ мог понимать эти данные, существует связующее программное обеспечение, называемое постпроцессором. Постпроцессор, единожды сконфигурированный должным образом, генерирует соответствующий код для выбранного станка, который, по крайней мере теоретически, позволяет управлять любым станком с помощью любой CAM-программы. Принцип работы ЧПУ станков позволяет поставлять постпроцессоры вместе с CAM-программой бесплатно либо за отдельную плату.
Общие сведения о станках с ЧПУ
Станки с ЧПУ могут иметь несколько осей перемещения, а сами движения могут быть линейными либо поворотными. Многие станки совмещают в себе оба вида движения. Станки, предназначенные для резки, такие как установки лазерной или водоструйной резки, как правило, имеют всего две линейные оси — X и Y. Фрезерные станки обычно имеют как минимум три оси — X, Y и Z, а также могут иметь дополнительные поворотные оси. Фрезерный станок, имеющий пять осей перемещения — это станок с тремя линейными и двумя поворотными осями, позволяющий фрезе совершать технологические операции под углом 180º (в полусфере), а иногда и под большими углами. Также существуют установки лазерной резки, имеющие пять осей перемещения. Робот-манипулятор может иметь более пяти осей.
Некоторые ограничения для станков с ЧПУ
В зависимости от возраста и сложности конструкции, станки с ЧПУ могут иметь определенные ограничения в части функциональных возможностей систем управления и приводных систем. Большинство контроллеров ЧПУ понимают только движения строго по прямой линии или по кругу. Во многих станках перемещения по кругу ограничены главными плоскостями координатных осей XYZ. Перемещения по поворотной оси могут восприниматься контроллерами как линейные перемещения, только вместо расстояния будут использоваться градусы. Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
Скорость, с которой контроллер станка способен получать и обрабатывать входящие данные, передавать команды на драйверы, а также отслеживать скорость и положение рабочих органов, является критически важным показателем. Более старые и бюджетные модели станков, очевидно, обладают менее высокими показателями, что во многом схоже с тем, насколько менее производительными являются старые модели компьютеров в части выполнения требуемых операций по сравнению с их более современными аналогами.
Сначала интерпретируйте данные 3D-моделей и сплайнов
Наиболее часто возникающая проблема заключается в организации файлов и кода CAM-программы таким образом, чтобы станок, выполняющий обработку заготовок, работал с заложенными в него данными плавно и эффективно. Так как многие контроллеры ЧПУ понимают только формы дуги и прямой линии, любую другую геометрическую форму, которую невозможно описать в данном языке программирования, необходимо конвертировать в более применимую. Обычно конвертации подвергаются сплайны, то есть общие неоднородные рациональные B-сплайны, которые не являются дугами или линиями, а представляют собой трехмерные поверхности. Некоторые станки настольного типа также не способны воспринимать дуги окружности, поэтому все подобные фигуры необходимо конвертировать в полилинии.
Сплайны могут быть разбиты на ряд линейных сегментов, касательных дуг или их сочетание. Вы можете представить себе первый вариант в виде серии хорд на вашем сплайне, касающихся его концами и имеющих определенное отклонение в середине. Другим способом конвертации является преобразование вашего сплайна в полилинию. Чем меньше сегментов вы используете в процессе преобразования сплайна, тем грубее будет аппроксимация, а результат преобразования будет состоять из отрезков большего размера. Использование более мелкого масштаба сглаживает аппроксимацию, но при этом значительно увеличивается и количество сегментов. Представьте себе, что серия дуг могла бы сгладить ваш сплайн в пределах допустимых значений с использованием небольшого количества длинных отрезков. Данный факт является главной причиной того, что преобразование сплайнов в дуги предпочтительнее, нежели преобразование в полилинии, особенно в если вы работаете на станках старых моделей. С более современными моделями станков в этом плане возникает меньше проблем.
Представьте себе поверхности с тем же уровнем аппроксимации сплайнов, только многократно увеличенные и с разрывом между ними (обычно называемым перемещением инструмента между проходами). Обычно поверхности создаются с применением только линейных сегментов, но бывают ситуации, при которых могут также использоваться дуги или сочетания прямых линий и дуг.
Размер и количество сегментов определяются требуемым уровнем точности обработки, а также применяемым методом, и напрямую влияют на качество обработки. Слишком большое количество коротких сегментов может привести к сбою в работе станков старых моделей, а слишком малое — к появлению на заготовке слишком больших граней. CAM-программы обычно применяются в тех случаях, когда необходим подобный уровень аппроксимации. У опытных операторов станков, понимающих требования к детали и знающих, какие операции способен выполнить станок, обычно не возникает с этим проблем. Но некоторые CAM-программы не способны выполнить обработку тех или иных сплайнов или определенных типов поверхностей, поэтому вам может понадобиться предварительное конвертирование данных в CAD-программе (Rhino) перед использованием CAM-программы. Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
Общепринятые термины, используемые при описании станков с ЧПУ
Поняв принцип ЧПУ, следует убедиться, что вы имеете представление об основных терминах, часто использующихся в станкооборудовании. Следует понимать, что ваш проект может быть:
2-осевым, в случае если резание производится в одной плоскости. В данном случае инструмент не имеет возможности двигаться по плоскости оси Z (вертикальной). В целом координатные оси X и Y могут быть одновременно интерполированы между собой для формирования линий и дуг окружностей.
2,5-осевым, если резание производится в плоскостях, параллельных главной плоскости, но необязательно на той же высоте и глубине. При этом для изменения уровня инструмент может двигаться по плоскости оси Z (вертикальной), но не одновременно с перемещением по осям X и Y. Исключение могут составлять случаи, когда траектория движения инструмента может интерполироваться спирально, то есть описывать круг в плоскостях X и Y, одновременно двигаясь по оси Z для создания винтовой линии (например, при резьбофрезеровании).
Разновидностью вышеуказанного способа интерполяции является способ, при котором станок может интерполировать движение в двух любых плоскостях одновременно, но не в трех. Данный способ интерполяции позволяет проводить обработку ограниченного количества разновидностей трехмерных объектов, напрмиер, путем фрезерования в плоскостях XZ или YZ, но является более ограниченным по сравнению с трехосевой интерполяцией.
3-осевым, если для необходимой технологической операции требуется одновременное управляемое перемещение режущего инструмента в трех координатных осях — X,Y,Z, что необходимо для обработки большинства поверхностей произвольной формы.
4-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по одной поворотной оси. Тут есть два варианта: одновременная 4-осевая интерполяция (полноценная 4-я ось) либо только позиционирование по 4-й оси, при котором 4-я ось может менять положение заготовки, перемещая ее между тремя координатными осями, фактически не перемещаясь в процессе обработки. 5-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по двум поворотным осям. Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
DARXTON
Что такое станок с ЧПУ? Обзор станков с ЧПУ • Prototech Asia
Знаете ли вы, что к 2025 году мировой рынок станков с ЧПУ превысит 100,9 миллиардов?
Многие отрасли промышленности включили обработку с ЧПУ в свой производственный процесс. Это связано с тем, что использование станков с ЧПУ увеличивает производство. Это также позволяет использовать более широкий спектр приложений по сравнению с машинами с ручным управлением.
Но что такое станок с ЧПУ ? В этой статье объясняется все, что вам нужно знать о станках с ЧПУ.
Что такое станок с ЧПУ?
ЧПУ расшифровывается как «ЧПУ». Эти машины представляют собой производственный процесс, используемый для управления широким спектром сложных задач.
Обработка с ЧПУ используется во многих отраслях промышленности. Это наиболее распространено в производстве металлов и пластмасс.
По сути, обработка с ЧПУ — это производственный процесс. Компьютерное программное обеспечение предварительно запрограммировано, чтобы сообщить машине, как перемещать заводские инструменты и оборудование.
Станок с ЧПУ позволяет выполнять задачи трехмерной резки с помощью одного набора подсказок. Это означает, что требуется очень мало действий со стороны людей-операторов.
После того, как программа заложена в станок, станок с ЧПУ будет работать самостоятельно. Скорость и положение машин и задействованных инструментов управляются программным обеспечением. Станки с ЧПУ работают как роботы.
Станки с ЧПУ и станки с ЧПУ
NCM означает «машина с числовым программным управлением». При этом типе программирования программы вводятся через компьютерные перфокарты. При обработке с ЧПУ программы будут вводиться в компьютеры через небольшие клавиатуры.
Машина NCM может выполнять только текущие задачи, поставленные с помощью перфокарт. Станки с ЧПУ хранят свои программы внутри компьютера. Вместо того, чтобы просто вводить карту, программирование станков с ЧПУ выполняется с помощью программ.
С сохраненной компьютерной памятью и людьми-программистами вычислительная мощность больше. Программирование ЧПУ гораздо более обширно. Вы можете добавить более новые программы к уже существующим, изменив код.
Станки с открытым циклом против станков с замкнутым циклом
Большинство станков с ЧПУ имеют замкнутый цикл. Это связано с тем, что машина с замкнутым контуром снижает риск ошибки. Он также исправляет большинство неровностей.
Некоторые из них имеют разомкнутую петлю. Это означает, что элементы управления проходят по одной линии от элемента управления к двигателю. В машинах с открытым контуром односторонняя диктовка допускает возникновение неровностей.
Как работает программирование ЧПУ?
Обработка с ЧПУ в значительной степени зависит от программирования. Программист-человек должен вводить правильные коды и обеспечивать их правильную работу. Без кодов нет станков с ЧПУ.
Язык станков с ЧПУ также известен как G-Code. Большинство производственных машин имеют код, определяющий одну или две функции. G-код значительно сложнее этого.
G-Code будет управлять множеством различных режимов работы станков с ЧПУ. К ним относятся скорость, скорость подачи и координация.
После того, как G-код написан и введен в машину, потребность в людях-операторах практически отпадает. Код делает за них большую часть (если не всю) работы.
Этапы программирования станков с ЧПУ
Основной процесс программирования станков с ЧПУ прост. Изучение и понимание кода для разработки программ — самая сложная часть. Шаги по программированию станков с ЧПУ кратко описаны ниже.
Этап 1: Создается двух- или трехмерный компьютерный чертеж. Этот рисунок будет желаемого конечного продукта.
Шаг 2: Компьютерный рисунок преобразуется в компьютерный код. Процесс перевода выполняется таким образом, чтобы система ЧПУ могла считывать и выполнять нужные функции.
Шаг 3: Оператор станка запустит пробный запуск нового кода. Это гарантирует отсутствие ошибок в кодировании.
Шаг 4: Если программирование машины работает без ошибок, процесс выполнен. Если в G-коде есть какие-либо ошибки, оператор будет работать над их исправлением. Как только они будут исправлены, они повторно протестируют машину.
После того, как система ЧПУ активирована, нужные резы будут запрограммированы в программе. Он подскажет соответствующим инструментам и механизмам, что делать.
Как упоминалось выше, этот процесс делает станки с ЧПУ похожими на роботов. Машины будут выполнены в трехмерном виде, как указано.
Понимание ошибок при обработке с ЧПУ
Хотя обработка с ЧПУ удивительна, она не идеальна. Одной из самых больших проблем является компьютерное предположение о совершенстве.
Генератор кода, расположенный внутри числовой системы, часто предполагает, что механизмы безупречны. Он не регистрирует должным образом возможность ошибок.
Хотя вероятность ошибок существует всегда, в определенных ситуациях они становятся более вероятными. Ошибка в основном увеличивается, когда станок запрограммирован на резку более чем в одном направлении одновременно.
Применение станков с ЧПУ
Они разработали станки с ЧПУ на основе технологии, используемой для станков с числовым программным управлением. Самое раннее использование технологии числового программного управления восходит к 1940с.
В 1940-х годах двигатели использовались для управления движением инструментов. Эта технология породила механизмы, которыми можно было управлять с помощью аналоговых компьютеров.
Современный век породил цифровые компьютерные технологии. Это было применено к ранее существовавшим технологиям NCM для создания обработки с ЧПУ.
Расширенные возможности станков с ЧПУ упростили работу многих отраслей промышленности. Из-за больших возможностей обработка с ЧПУ теперь используется во всей обрабатывающей промышленности.
Станки с ЧПУ предназначены для работы с широким спектром материалов. Сюда входят металл, стекло, пластик, дерево, пенопласт и композиты. Мы применили их для производства всего, от одежды до аэрокосмических деталей.
Типы станков с ЧПУ
Существует несколько уникальных типов станков с ЧПУ. Основные функции одинаковы во всех этих машинах. Это то, что делает их системами числового программного управления.
Каждая машина работает по-разному. То, как работает станок с ЧПУ, будет зависеть от того, что от него ожидается. Ниже приведены примеры некоторых наиболее распространенных станков с ЧПУ.
Фрезерные станки с ЧПУ
Их можно запустить с помощью программ, созданных подсказками, которые используют как цифры, так и буквы. Программирование направляет различные части машины на разные расстояния.
Самые простые мельницы работают по трехосевой системе. Новые модели более сложные. Они могут работать с шестиосевой системой.
Токарные станки
Рейка режет детали по кругу. Этот процесс выполняется с помощью индексированных инструментов. Они выполняют все вырезы с невероятной точностью и высокой скоростью.
Токарные станки с ЧПУ используются для изготовления конструкций, слишком сложных для станков с ручным управлением. Хотя токарные станки создают сложные конструкции, сами по себе токарные станки обычно не являются сложными машинами. Наиболее распространена двухосная система.
Плазменные резаки
Чаще всего мы используем станки плазменной резки с ЧПУ для металлических материалов. При выполнении прецизионных разрезов в металле требуется высокая скорость и высокая температура. Чтобы достичь этого, газ сжатого воздуха сочетается с электрическими арками.
Проволочные электроэрозионные машины
Также известны как проволочные электроэрозионные станки. Эти машины используют электрические искры для придания изделию определенной формы.
Искровая эрозия используется для удаления частей материалов с естественной электронной проводимостью.
Электроэрозионные станки с грузилами
Также известны как электроэрозионные электроэрозионные станки с грузилами. Они работают как проволочные электроэрозионные станки. Разница заключается в том, как проводится электричество для удаления кусков.
В электроэрозионном грузиле рабочие материалы пропитываются диэлектрической жидкостью для проведения электричества. Таким образом, кусочки формируются в определенные формы.
Гидроабразивная резка
Эти машины используются для резки твердых материалов водой под высоким давлением. Мы часто используем станки с ЧПУ для гидроабразивной резки гранита и металла.
Иногда мы подмешиваем в воду песок или другой абразивный материал. Это позволяет увеличить мощность резки и формовки без дополнительного нагрева.
Сверлильные станки с ЧПУ
В них используются многогранные сверла для создания круглых отверстий в заготовке. Обычно мы подаем сверла перпендикулярно поверхности заготовки для создания вертикальных отверстий. Мы также можем запрограммировать процесс для создания угловых отверстий.
Часто задаваемые вопросы о станках с ЧПУ
Поначалу понимание станков с ЧПУ может показаться невозможным. Это сложный процесс. Продолжение исследований поможет каждому получить лучшее понимание.
Разбираясь в тонкостях станков с ЧПУ, у многих возникают одни и те же вопросы. Ниже мы собрали некоторые из наиболее часто задаваемых вопросов о станках с ЧПУ.
Есть ли альтернатива G-коду?
Да. Многие станки с ЧПУ можно запрограммировать с помощью специально разработанного программного обеспечения. Эта программа разрабатывается или редактируется отдельными компаниями, чтобы лучше соответствовать их процессам.
Сложно настроить станок с ЧПУ?
Это зависит от конкретной машины. Обученный оператор станка с ЧПУ должен иметь трудности с начальной настройкой станка от низкой до средней. Чем сложнее машина, тем сложнее ее настроить.
Что делать, если у компании нет собственного обрабатывающего оборудования с ЧПУ? Нужно ли это покупать, чтобы использовать обработку с ЧПУ?
Если у компании нет собственного обрабатывающего оборудования с ЧПУ, она может передать эту задачу специализированной компании. Большинство компаний предпочитают покупать и обслуживать собственное оборудование, но это не обязательно.
Станки с ЧПУ и 3D-принтеры — одно и то же?
Нет. Процессы могут показаться похожими, поскольку в обоих случаях для создания трехмерных продуктов используется компьютерный дизайн. Однако это очень разные процессы.
ЧПУ или 3D-печать лучше?
Это не просто да или нет. Это зависит от того, что создается. Это также зависит от того, насколько комфортно владельцы бизнеса и операторы машин относятся к обоим процессам.
Можете ли вы использовать свой собственный компьютер для программирования станков с ЧПУ и управления ими? Или нужно покупать специальный компьютер?
Технически вы могли бы использовать свой собственный компьютер, если бы у него были нужные возможности. Большинство машин продаются с коррелирующими компьютерами. Настоятельно рекомендуется использовать их вместо этого, но выбор остается за человеком.
Должен ли я быть программистом, чтобы программировать станки с ЧПУ?
Настоятельно рекомендуется ознакомиться с основами кодирования, прежде чем пытаться программировать станки с ЧПУ. Технически вам не нужно быть кодером. Однако, если вы можете работать с компьютерным кодировщиком, процесс будет значительно более эффективным и простым.
Создан ли G-код программами автоматизированного проектирования? Или это требует ручной работы после создания дизайна?
Это зависит от. Весьма вероятно, что G-код, созданный вашей программой автоматизированного проектирования, потребует некоторой тонкой настройки, прежде чем он станет полностью точным. Вот почему вам необходимо выполнить пробные запуски перед эксплуатацией вашей системы.
Что делать, если у меня есть станки с ЧПУ от разных компаний или для разных целей? Мне действительно нужно читать каждое руководство по эксплуатации или процесс одинаков для всех?
Вы всегда хотите прочитать инструкцию от начала до конца. Это для каждой машины, даже если это машина того же типа от другой компании. Каждый из них может отличаться в мелочах, которые имеют большое значение в общем процессе.
Можно ли использовать станки с ЧПУ без перерывов в течение длительного времени?
Это зависит от конкретной машины. Большинство станков с ЧПУ запрограммированы на работу в течение некоторого времени. Затем они отключаются, пока выполняется ручная операция, такая как перемещение частей.
Нужно ли мне вручную чистить станок с ЧПУ?
Да. Станки с ЧПУ не имеют технологий автоматической очистки. Их необходимо очистить в соответствии с инструкциями производителя.
Если я куплю станок с ЧПУ и у меня возникнут проблемы, кому мне позвонить?
Первое место, куда вы должны позвонить, если у вас возникли проблемы, это производитель вашего станка с ЧПУ. Номер должен быть либо в руководстве по эксплуатации, либо где-то на вашей машине. Если вы не можете найти номер телефона, вы можете найти его в Интернете.
Подробнее
Чтобы узнать больше о станках с ЧПУ, ознакомьтесь с этим ресурсом качества. Это также может ответить на ваш вопрос: «Что такое станок с ЧПУ?» Если после этого у вас остались вопросы, не стесняйтесь обращаться к нам с любыми вопросами, которые могут у вас остаться.
Что такое обработка с ЧПУ? Принципы работы и доступные методы
Короче говоря, CNC-обработка — это метод изготовления металла, при котором письменный код управляет оборудованием в производственном процессе . Код определяет все: от движения режущей головки и детали до скорости вращения шпинделя, оборотов в минуту и т. д.
Услуги по механической обработке с ЧПУ используют субтрактивный метод изготовления. Это означает, что материал удаляется во время производственного процесса, что делает его противоположным аддитивному производству, например. 3D печать.
Исходная информация
CNC расшифровывается как ЧПУ . Эволюция к текущему состоянию началась с ЧПУ, или только ЧПУ .
Первые станки с ЧПУ были построены в 40-х и 50-х годах. Эти машины основаны на существующих орудиях, но с некоторыми модификациями.
Двигатели перемещаются на основе информации, поступающей к ним через перфоленту. Код был вручную вбит в карты данных.
В 50-х годах были сделаны первые шаги к обработке на станках с ЧПУ. Сначала компьютеры Массачусетского технологического института были готовы производить перфоленту в соответствии с входными данными. В одном случае это сократило время, затрачиваемое на изготовление карты, с 8 часов до 15 минут для фрезерования.
youtube.com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»The History of Numerically Controlled Machine Tool — NC and CNC»/>
История станков с числовым программным управлением – ЧПУ и ЧПУ
Такая экономия времени привела к увеличению объема НИОКР в полевых условиях. Вскоре стали доступны первые языки программирования для станков с ЧПУ. Со временем, в основном из-за снижения цен на компьютеры, CNC взяла на себя бразды правления у NC.
Как работают станки с ЧПУ?
Современные станки с ЧПУ полностью автоматизированы. Все, что им нужно, это цифровые файлы с инструкциями по траекториям резки и инструментам.
Процессы проектирования или механической обработки требуют множества инструментов для изготовления определенной детали. Машинисты могут создавать библиотеки цифровых инструментов, которые взаимодействуют с физической машиной. Такое оборудование может автоматически переключать инструменты на основе цифровых инструкций, что делает их производственными рабочими лошадками.
Процесс обработки с ЧПУ начинается с проектирования деталей в программе САПР. 3D-модель определяет необходимые размеры и свойства конечной детали.
Некоторые из этих программ поставляются в пакетах CAD-CAM, поэтому поток можно продолжить в тех же программах. В противном случае модели CAD загружаются в специальное программное обеспечение CAM. Если и CAD, и CAM относятся к одному и тому же семейству продуктов, перевод файлов не требуется. В противном случае файлы САПР необходимо импортировать.
Программное обеспечение CAM (автоматизированное производство) подготавливает модель для всего производственного процесса. Во-первых, он проверяет модель на наличие ошибок. Затем он создает программу ЧПУ для изготовления физической детали.
Программа, по сути, представляет собой набор координат, который направляет режущую головку в процессе производства.
Третий шаг — выбор правильных параметров. К ним относятся скорость резания, напряжение, число оборотов в минуту и т. д. Конфигурация зависит от геометрии детали, а также от имеющегося оборудования и инструментов.
Наконец, программа определяет размещение. Вложение означает ориентацию и размещение деталей относительно исходного материала. Цель состоит в том, чтобы максимально использовать материал.
Вся эта информация затем переводится в коды, понятные оборудованию – М-код и G-код.
Распространенным заблуждением является то, что G-код — это все, что вам нужно для выполнения операций обработки. Однако это неверно, так как код можно разделить на два упомянутых выше кода.
G-код относится к языку, который используется, чтобы сообщить машине, как двигаться. По сути, — это геометрический код 9.0008 . G-код определяет движение и скорость режущих головок.
Инструкции подаются на контроллер машины, который представляет собой обычный промышленный компьютер. Это, в свою очередь, определяет, как должны двигаться двигатели. А моторы, конечно же, определяют путь, по которому нужно следовать.
М-код, с другой стороны, дает всю информацию, которую пропускает G-код. Вот почему он называется либо машинным кодом , либо смешанным кодом .
Инструкции М-кода включают информацию об использовании охлаждающей жидкости, смене инструмента, остановке программы и т. д.
То есть оба одинаково важны, но не одинаковы.
Что такое обработка с ЧПУ?
Итак, теперь мы знаем, как работают станки с ЧПУ. Но не все эти станки используются для обработки с ЧПУ.
Чуть позже мы подробнее рассмотрим все различные типы станков с ЧПУ. Но в традиционном смысле обработка с ЧПУ относится лишь к некоторым из этих автоматизированных процессов. А именно фрезерование, точение, шлифование, фрезерование, сверление и т. д. .
Фрезерование
Это операция, при которой режущий инструмент вращается. Когда фрезерный инструмент соприкасается с заготовкой, он снимает с нее стружку.
Фрезерные операции включают:
Концевое фрезерование
Фрезерование фасок
Торцевое фрезерование
Сверление, растачивание, нарезание резьбы и т. д.
Это очень универсальный метод изготовления с высокой точностью и допусками. Фрезерование подходит для различных материалов, а также выполняется очень быстро. Большим преимуществом является возможность изготовления широкого спектра сложных деталей.
К недостаткам можно отнести большое количество отходов, потребность в разнообразной оснастке и высокую стоимость оборудования.
Токарная обработка
Хотя эти две операции часто называют просто обработкой с ЧПУ, токарная и фрезерная обработка имеют явные различия. Точение во многом противоположно фрезерованию. Это означает, что вместо режущего инструмента вращается заготовка.
Токарные услуги с ЧПУ обычно используются, например, для изготовления валов. Инструмент подносится к вращающейся заготовке, чтобы срезать кусочки металла, известные как стружка или стружка. Достижение высокой точности для подходящего типа системы пределов и посадок возможно.
Точение можно использовать как снаружи, так и внутри цилиндра. Последняя операция называется расточкой.
Шлифование
Шлифовальные станки с ЧПУ используют вращающийся шлифовальный круг для удаления материала. Цель состоит в том, чтобы придать металлической детали высокоточную обработку.
Достижимое качество поверхности очень высокое. Поэтому он используется в качестве завершающей операции, а не создания конечной детали из сырья.
Маршрутизация
Фрезерные станки с ЧПУ внешне похожи на фрезерные станки с ЧПУ. Здесь также вращающаяся часть является режущей головкой. Основное отличие заключается в материалах, подходящих для резки.
Фрезы идеально подходят для резки более мягких материалов (не металлов), не требующих очень высокой точности. Причиной этого является его меньшая выходная мощность.
В то же время роутеры быстрее. Поэтому они могут производить детали за меньшее время.
Сверление
Хотя фрезерное оборудование также может производить отверстия, сверла предназначены только для этой работы.
Разница? В то время как фрезерные инструменты используют режущие кромки по периферии режущей головки, сверла используют кончик инструмента для создания отверстия.
Сверлильные станки с ЧПУ обычно используются для автоматизации этой работы, обеспечения большей точности и более экономичного решения.
Типы станков с ЧПУ
Как было сказано ранее, станки с ЧПУ не ограничиваются традиционным обрабатывающим оборудованием с ЧПУ.
ЧПУ широко используется для автоматизации различных методов производства. К ним относятся:
Лазерные резаки
Плазменные резаки
Гидроабразивная резка
Пламенные резаки
Листогибочный пресс
Фрезерные станки
Токарные станки
Маршрутизаторы
Электроэрозионные машины и т. д.
Все эти операции значительно выигрывают от фактора автоматизации. Это уменьшает человеческий фактор в конечном качестве, повышает воспроизводимость процессов и точность.
Приведенное выше описание работы станков с ЧПУ применимо ко всем этим методам. Например, при обращении в службу лазерной резки применяется та же логика — траектория резки создается автоматически.
Однако этот процесс, как и многие другие, не требует дополнительной информации, такой как смена инструментов. Потому что одна и та же режущая головка подходит для всего процесса.
Что можно сделать с помощью станков с ЧПУ?
Казалось бы, обработка на станках с ЧПУ не имеет ограничений. Он подходит для широкого спектра материалов, включая различные типы металлов, пластиков, пенопласта, композитов и дерева.
3-осевые фрезерные станки способны производить большинство основных геометрических форм. Для более сложных деталей доступны многоосевые фрезерные центры.
Например, может выручить 5-осевой фрезерный центр с ЧПУ. В то время как более распространенный 3-осевой станок имеет 3 линейные оси движения, 5-осевые станки также могут вращать режущую головку и станину.
Это значительно повышает гибкость, но также увеличивает стоимость. Несмотря на то, что ЧПУ намного быстрее, ручная обработка по-прежнему занимает свое место в отрасли. Особенно для быстрого прототипирования небольших объемов.
Оксид Алюминия для пескоструйной обработки ALUMINIUM OXIDE, 25 кг Размер фракции F120 (110 мкм)
Код:
Оксид алюминия для пескоструйной обработки
Производитель: SRL Dental GmbH Страна: Германия Рег. уд. № ИМ-7.104300 до 02.08.2021г.
Описание
Подробнее о товаре
Инструкции
Сервис
Оксид алюминия.
Не содержащий железа мелкодисперсный абразивный материал, предназначен для использования на всех типах пескоструйных установок. Сплав оксида алюминия получают путем плавления специального сорта кальцинированного оксида алюминия (алюминий оксида) в электродуговой печи с использованием блочного метода; он ультрачистый, чрезвычайно твердый, хрупкий и имеет практически такую же точку плавления как чистый оксид алюминия.
Коричневый оксид алюминия для пескоструйной обработки — Новости
— Sep 30, 2017-
Пескоструйная обработка — это процесс выталкивания абразивных материалов на куски, такие как металлические детали, дерево, керамика и т. Д. Для резки, полировки и удаления поверхностей. Он обеспечивает работу, включая удаление пыли, царапин, коррозии, окисления и т. Д. И формирование блестящей или определенной подготовки поверхности. Коричневый сплавленный оксид алюминия, также называемый коричневым оксидом алюминия, корундом, коричневый оксид алюминия представляет собой синтетический корунд с электроконфигурацией с основным содержанием оксида алюминия около 95%. Коричневый слитый порошок оксида алюминия или гранулы являются идеальным материалом для пескоструйной обработки. Мы производим макросетки F8-F220 для пескоструйной обработки поверхности и дробеструйной обработки и микрогранул F280-F2000 для точной полировки и абразивов.
Преимущества оксида коричневого алюминия для пескоструйной обработки. 1, Твердый материал, подходящий для резки (твердость 8) 2, Плотный материал для долговременной работы (Плотность насыпи между 1,4-2,2 г / см3) 3, высокая прочность для вырезывания и полировки надолго 4, термостойкая (более 2200 ℃) стойкость к высоким температурам или химическая реакция, которые могут вызвать изменение поверхности заготовки 5, острые края идеально подходят для удаления царапин, коррозии и т. Д. 6, повторно используется в течение 8-20 раз в зависимости от разных условий
Факторы, которые определяют качество оксида каучука 1. Содержание химического вещества Химическое содержание, особенно содержание Al2O3 и TiO2, определяет твердость и прочность. Чем выше Al2O3, тем тверже и более высокая температура он может сопротивляться. Сортированный материал обычно содержит около 95% Al2O3, а некоторые клиенты также используют материал 90%, 80% и т. Д. Для снижения стоимости. Из-за своей твердости и прочности материал класса можно повторно использовать больше раз. 2. Размеры Коричневый оксид алюминия изготавливают обычно в соответствии со стандартом FEPA для целей взрыва. Стандарт FEPA определяет определенное распределение сит, которое определяет, какие частицы попадают в каждый разрез определенного диаметра. Поэтому его также называют распределением частиц. Микрогранулы, такие как F220, F400 и т. Д., Обычно используются для полировки или прецизионной струйной обработки, в то время как макросетки предназначены для общей взрывной работы. В основном используются размеры F24, F46, F60 и т. Д., И их можно использовать повторно с определенными потерями и изменениями при распределении сита. 3. Пыль, содержащаяся Во время производства коричневый алюминий оксид смешивается с пылью. Пыль будет загрязнять подготовленные поверхности и использовать меньше времени. Это также наносит вред работникам, выполняющим взрывные работы и даже взрыву в некоторых случаях. Поэтому во время производства мы используем определенное оборудование для устранения пыли. В некоторых случаях используйте кислоту или воду для очистки материалов и сушки перед упаковкой в мешки.
Абразивно-струйные материалы — Grainger Industrial Supply
49 продуктов
Абразивно-струйные или пескоструйные среды для подготовки и отделки различных материалов. Он помогает сделать поверхности более чистыми, гладкими, мягкими, шероховатыми или протравленными при нанесении с помощью системы струйной очистки под высоким давлением.
Абразивно-струйные или пескоструйные среды для подготовки и отделки ряда материалов. Он помогает сделать поверхности более чистыми, гладкими, мягкими, шероховатыми или протравленными при нанесении с помощью системы струйной очистки под высоким давлением.
Стеклянные шарики Blast Media
Aluminum Oxide Blast Media
Garnet Blast Media
Ground Glass Blast Media
Стеклянные шарики.
Угольный шлак
Ореховая скорлупа
Карбид кремния
Кукурузный початок
Стальные выстрелы СМИ
СМОТРЕЙНАЯ СТАЛЬНАЯ СТАЛЬНАЯ СТАЛА
Стальная зерновая среда
СМИ СМИ: Сумка
. , восходящая
Загрузка …
Загрузка …
СМИ.0064
Glass Beads Blast Media Media Container: Pail, sorted by Media Grit, ascending
Loading…
Loading…
Loading. ..
Загрузка…
Загрузка…
Контейнер для сред: сумка
0068
Загрузка . ..
Нагрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.0064
Контейнер с оксидом алюминия. ..
Контейнер для сред: пакет
Контейнер для сред Garnet Blast: пакет, отсортировано по зернистости, по возрастанию
70079
90 00070
Loading. ..
Media Container: Box
Garnet Blast Media Media Container: Box, sorted by Media Grit, ascending
Загрузка…
Загрузка…
Загрузка…
Контейнер для сред: ведро
0068
. СМИ ГРИТ, восхождение
Загрузка . ..
СМИ СОБЫТИЕ СМИ: СЛЕДУ СОТИЦИИ СРЕДНЯ СОТИЦИЯ СЛЕДУ СОТИЦИИ СЛЕДУ СМИ СРЕДИНА СОТИЦИЯ СОТИЦИЯ СМИ.
Загрузка …
СМИ.
Загрузка …
СМИ.0068
. СМИ ГРИТ, восхождение
Загрузка . ..
Загрузка …
9007
.0064
Coal Slag Blast Media Media Container: Box, sorted by Media Grit, ascending
Loading…
Walnut Shells Blast Media, sorted by Media Грит, восходящая
Загрузка …
Загрузка …
Загрузка …
…
. ..
.0088
СМИ СМИ: сумка
Кремниевые карбидные бластовые медиа -контейнер: сумка, сортированный по Grit Media.
Контейнер для сред: пакет
Контейнер для сред для абразивной обработки кукурузы в початках Контейнер для сред: пакет, отсортировано по зернистости сред, по возрастанию
0
Loading…
Loading…
Steel Shot Blast Media, sorted by Media Grit, ascending
Loading. ..
Загрузка…
Дробеструйный материал из нержавеющей стали, отсортированный по зернистости материала, по возрастанию
70 70079
1
Загрузка …
Загрузка …
Загрузка …
Загрузка …
GRIT GRIT, соревнованная на медиа, сорта, сортируется на средах.
Загрузка…
Загрузка…
Товар будет зарезервирован для вас при оформлении заказа.
Зачем использовать оксид алюминия для дробеструйной обработки и подготовки поверхности?
Оксид алюминия уже давно является популярным абразивом для пескоструйной обработки и подготовки поверхности, когда необходимо избежать загрязнения и коррозии деталей.
Однако знаете ли вы, что этот абразивный материал имеет очень мало преимуществ и является дорогим решением по сравнению с абразивами из нержавеющей стали?
Если у вас есть дробеструйная камера с регенеративной емкостью, правильным выбором будет вариант с зернистостью Stelux.
Вот 6 причин, по которым вам следует заменить:
Долговечность : это правда, что оксид алюминия можно использовать повторно. Однако его потребление примерно в 20-50 раз больше, чем у нержавеющей стали. Таким образом, дробь из нержавеющей стали можно использовать десятки и даже сотни раз. Как правило, мы получаем расход от 0,1 до 0,2 фунта/кв. фут. против 3-4 фунта/кв. фут. для Al2O3 при типичной воздушной струе.
Пыль : Благодаря повышенной прочности рабочие условия значительно улучшаются, а видимость не меньше. Это оказывает очень большое влияние на производительность и эффективность вашей производственной команды. Улучшенная видимость также снижает необходимость повторной пескоструйной обработки и повышает чистоту деталей.
Износ : Меньше пыли также означает меньший износ наконечников, шлангов и уплотнений. Замена этих элементов становится менее частой. Пыль очень абразивна и агрессивна по отношению к оборудованию. Нет пыли, меньше обслуживания. Кроме того, с меньшим количеством пыли вы также продлите срок службы ваших фильтров и уменьшите износ воздуховодов и пылесборника.
Стоимость утилизации: Нержавеющая сталь является экологически безопасным решением по нескольким причинам. При меньшем потреблении объемы брака сократятся в 20-40 раз!
Характеристики товара : Тот факт, что нержавеющая сталь имеет плотность в 2 раза выше корунда, позволяет ей увеличить энергию удара. Таким образом, это преимущество повышает эффективность очистки и возможность получения более высокого профиля. Кроме того, можно уменьшить давление в воздушной системе для достижения того же профиля и скорости струйной очистки.
Сталь марки А36 – судостроительная сталь повышенной прочности, предназначенная для постройки судов и плавучих сооружений. Производство стали полностью соответствует ГОСТ 52927, кроме того аналогичная продукция выпускается в соответствии с требованиями международных регистров судоходства (RINA, LR, GL, DNV, DNV-GL, BV, ABS, RRSR, RSU, NKK, IRS)
Классификация: Сталь повышенной прочности.
Продукция: Прокат, предназначенный для судостроения
Химический состав стали А36 в соответствии с ГОСТ 52927, %
С
Si
Mn
Ni
S
P
Cr
Mo
Al
Cu
≤0. 18
0.15-0.50
0.90-1.60
≤0.40
≤0.025
<0.025
≤0.2
≤0.08
0.020-0.060
≤0.35
Механические свойства стали А36
Стандарт
Предел прочности, МПа
Предел текучести, МПа
Относительное удлинение, %
ГОСТ 52927
490-630
≥355
≥21
Аналоги стали А36
Аналогами данной стали является продукция идентичного обозначения, выпускаемая в соответствии с требованиями морских и речных регистров (Det Norske Veritas Germanischer Lloyd, Registro Italiano Navale, Bureau Veritas, Lloyds Register, Nippon Kaiji Kyokai, American Bureau of Shipping, Регистр Судоходства Украины и др. )
Применение
Сталь повышенной прочности А36 используют для изготовления широкополосного универсального, толстолистового, фасонного и полосового проката, который в будущем пойдет на изготовление корпусов кораблей и прочих плавучих объектов и сооружений.
Сваривание
Для предотвращения возникновения холодных трещин при сварке стали повышенной прочности А36 следует использовать несколько дополнительных сварочных приемов: сварка каскадом, секциями, двойным слоем, горкой. Предварительный подогрев обязателен.
СУДОСТАЛЬ в Украине ООО «Еврометалл»
Компания Еврометалл занимается поставками на территорию Украины судосталей европейского производства. Главным образом мы специализируемся на поставках стальных профилей из судостали, которые используются для изготовления каркаса судов, а также для их ремонта и которые не производятся украинскими металлургическими комбинатами. Но также, мы предлагаем нашим клиентам и листовую судосталь, с которой также могут быть проблемы на рынке Украины в связи с тем, что часто клиентам приходится долго ждать проката или заказывать большие партии, в то время как абсолютное большинство позиций есть у нас на складах в Европе и у нас не существует такого понятия, как минимальная партия поставки.
Итак, давайте вместе разберемся, что же такое «судосталь» и чем она отличается от обычной конструкционной стали.
Судовая сталь относится к металлопрокату специального назначения. Технология изготовления предусматривает изготовление в кислородном конвертере, мартеновских или электрических печах, после чего подвергается прокатке, волочению или ковке. Результатом становится получение стали нормальной или повышенной прочности.
Сталь для судостроения производится под контролем соответствующего квалификационного сообщества.
Рассмотрим, какие стандарты квалификационных сообществ существуют, по которым производится судосталь:
Стандарт украинского морского регистра судоходства
Стандарт российского морского регистра судоходства
Стандарт американского бюро судоходства (ABS)
Стандарт итальянского регистра RINA (Registro Italiano Navale)
Судосталь согласно европейских нормативов качества Bureau Veritas (BV)
Стандарт Det Norske Veritas (DNV)
Стандарт Germanischer Lloyd (GL)
Стандарт Lloyd’s Register of Shipping (LR)
Стандарт Nippon Kaiji Kyokai (Class NK)
При классификации применяются следующие буквенные обозначения:
A – металл применяется на речном флоте;
D – сталь используется на судах морского флота.
Подразделяется судостроительная сталь и по прочностным показателям. Судосталь нормальной прочности, имеющая предел текучести 235 Мпа, имеет следующие обозначения:
РСА;
РСВ;
РСД;
РСЕ.
Рекомендуется их применять для сварных конструкций, которые нагружаются умеренно и работают в среднем температурном режиме.
Сталь повышенной прочности имеют более высокий предел текучести:
при гарантированном значении предела текучести 315 Мпа обеспечивают работу удара не менее 31 Дж;
при значении предела текучести 355 Мпа – не менее 34 Дж;
при пределе текучести выше 390 Мпа – не менее 36 Дж.
Повышение критериев механических свойств получают за счет оптимального состава материала и использованию высоких технологий. Наиболее высоких значений удалось добиться в результате микродобавки элемента ниобия. Такой металл, подвергшийся нормализации или закалке с высоким отпуском, отличается мелкозернистостью и однородностью структуры – это позволяет показывать высокое сопротивление разрушению.
К металлам повышенной прочности относятся следующие марки:
РСД-32
РСД-36
РСД-40
Если у Вас возникли вопросы относительно наличия, цен, технических характеристик судостали от компании Еврометалл, звоните или пишите и мы с радостью на них ответим.
С другими типами европейского металлопроката, поставляемого компанией Еврометалл, Вы можете ознакомиться по данной ссылке.
ЕВРОМЕТАЛЛ! С нами работать надежно!
Как работает HTTPS? Объяснение шифрования RSA « TipTopSecurity
10 сент. 2017 г. Без комментариев Бобби Как работает безопасность
Компания TipTopSecurity наконец-то перешла на полностью HTTPS-сайт!
Естественно, я подумал, что сейчас самое время объяснить, что это значит. Читайте дальше для полного объяснения.
Примечание: В этой статье описывается старый метод шифрования RSA. Более новый метод ECC, возможно, лучше, однако RSA по-прежнему более широко используется по нескольким причинам. Оставайтесь с нами, когда я опубликую свое объяснение ECC.
Раскрыть оглавление
Что такое HTTPS? Зачем шифровать весь Интернет?
Как работает HTTPS Пары ключей
Как работает криптография с открытым ключом
Что HTTPS не делает
Аутентификация
Что такое HTTPS?
Интернет, каким мы его знаем, родился в 1990 году. С самого начала он использовал протокол передачи гипертекста (HTTP) для передачи информации по всему миру. Вот почему начало веб-адресов начинается с HTTP.
Старый добрый HTTP небезопасен, так как он передает информацию в виде обычного текста . Это означает, что любой, кто перехватывает трафик, может его прочитать. Это относится не только к хакеру, который следит за Wi-Fi в кофейне, но и к вашему интернет-провайдеру (ISP). Вроде как оператор коммутатора может прослушивать телефонные звонки.
Но вскоре люди решили, что хотят использовать Интернет для конфиденциальных данных (например, номеров кредитных карт), поэтому нам пришлось придумать способ сделать HTTP безопасным, чтобы никто не мог увидеть номер вашей кредитной карты, когда он перемещается между вашими браузерами. и веб-сервер.
Итак, в 1994 году компания Netscape Communications дополнила HTTP некоторым шифрованием. По сути, они объединили новый протокол шифрования под названием Secure Socket Layer (SSL) с исходным HTTP. Это стало известно как «HTTP через SSL» или «HTTP Secure». Иначе известный как HTTPS.
Сегодня более 50% всех веб-сайтов используют HTTPS. Это число резко возросло за последние несколько лет после того, как Эдвард Сноуден сообщил, что АНБ следит за каждым интернет-трафиком.
Идея, как утверждают многие, состоит в том, чтобы полностью перевести весь Интернет в среду HTTPS, где весь трафик веб-сайтов шифруется по умолчанию.
Зачем шифровать весь интернет?
HTTPS делает столько же для конфиденциальности, сколько и для безопасности. Одно дело не дать хакерам прочитать ваши данные или внедрить свой собственный код в ваши веб-сеансы (что предотвращает HTTPS), но конфиденциальность — это другая сторона медали.
Мы знаем, что интернет-провайдеры, правительства и компании по сбору больших данных просто обожают отслеживать и хранить наш трафик для бог знает чего. Конечно, вы можете думать, что вам все равно. То есть до тех пор, пока вы не просматриваете информацию о личном заболевании или советы о подростковой беременности. Чье это дело? Эта информация всегда кому-то полезна, поэтому они хотят ее и сохраняют. Навсегда.
Вот почему многие веб-сайты (например, TipTopSecurity) предпочитают шифровать ваш трафик, даже если вы не отправляете конфиденциальную информацию. Потому что мы считаем, что ваше поведение в Интернете должно оставаться максимально конфиденциальным.
Как работает HTTPS
HTTPS хранит ваши данные в секрете, шифруя их при перемещении между вашим браузером и сервером веб-сайта. Это гарантирует, что любой, кто слушает разговор, не сможет ничего прочитать. Это может быть ваш интернет-провайдер, хакер, шпионящие правительства или кто-либо еще, кому удается встать между вами и веб-сервером.
Долгое время SSL был стандартным протоколом, используемым HTTPS. Новейшая версия SSL теперь называется Transport Layer Security (TLS), но по сути это одно и то же. С этого момента я буду называть его SSL/TLS, так как оба моникера взаимозаменяемы, но технически я говорю о более новом TLS.
По сути, вам нужны три вещи для шифрования данных:
Алгоритм шифрования (математическая функция, которая «искажает» данные)
Вы вставляете данные и ключ в алгоритм, и на выходе получается зашифрованный текст . То есть зашифрованная форма ваших данных, которая выглядит как тарабарщина.
Чтобы de зашифровать зашифрованный текст на другом конце, вы просто выполняете обратный процесс с тем же ключом, и он отменяет шифрование, восстанавливая первоначальную форму данных. Именно секретность ключа шифрования заставляет весь процесс работать. Только предполагаемые получатели данных должны иметь их, иначе цель будет побеждена.
Когда вы используете один и тот же ключ шифрования на обоих концах, это называется симметричным шифрованием . Это то, что использует ваш домашний WiFi. У вас есть только один ключ или «пароль», который вы подключаете как к беспроводному маршрутизатору, так и к ноутбуку. Очень просто.
Но все становится сложнее при подключении к веб-сайту в общедоступном Интернете. Симметричное шифрование само по себе не будет работать, потому что вы не контролируете другой конец соединения. Как вы делитесь секретным ключом друг с другом без риска того, что кто-то в Интернете перехватит его посередине?
Эта проблема решена с помощью асимметричного шифрования . Асимметричный означает, что вы используете два разных ключа, один для шифрования и один для расшифровки. Мы также называем это криптографией с открытым ключом , потому что именно так мы устанавливаем безопасные соединения в общедоступном Интернете.
Пары ключей
Чтобы понять асимметричное шифрование, вам нужно знать, как два отдельных ключа могут шифровать и расшифровывать одни и те же данные. Как оказалось, это просто математическая задача с 9.0034 очень большие числа.
Для этого требуется специальный математический процесс, использующий, среди прочего, очень большие простые числа и модульную арифметику. Технические детали выходят за рамки этой статьи, но концептуально это работает так.
Обычно (не всегда) и открытый, и закрытый ключи вычисляются одновременно в одном и том же математическом процессе. Это означает, что они тесно связаны с математически говоря. Из-за этой взаимосвязи их можно использовать для шифрования/дешифрования одних и тех же данных. И именно поэтому открытые и закрытые ключи из разных пар ключей не будут работать вместе. Каждый веб-сервер имеет свой уникальный набор, что делает ваше подключение к веб-сайту уникальным по сравнению с другими сайтами.
Однако процесс может идти только в одном направлении. Когда один из ключей (открытый или закрытый) используется для шифрования некоторых данных, только другой ключ может использоваться для их расшифровки. Вот так удобно работает математика.
Таким образом, не имеет значения, у кого еще есть открытый ключ, потому что он бесполезен после того, как данные зашифрованы. Его можно расшифровать только с помощью закрытого ключа, который хранится в секрете на веб-сервере.
Подробнее о парах ключей:
Когда очень большие простые числа перемножаются, их практически невозможно разложить на множители («размножить»), не зная исходных чисел. Это не магия, просто так получилось, что математика работает с простыми числами. Чтобы взломать шифрование, вам нужно будет разложить на множители произведение умноженных простых чисел. Технически возможно, что когда-нибудь кто-нибудь придумает, как это сделать, но, исходя из наших текущих вычислительных мощностей, обозримое будущее кажется безопасным. По крайней мере, пока квантовые вычисления не достигнут совершеннолетия.
Как работает криптография с открытым ключом
В инфраструктуре открытых ключей (PKI) используются оба типа шифрования. Сначала для установления соединения используется асимметричное шифрование (с открытым ключом), которое затем заменяется симметричным шифрованием (называемым сеансом ) на время.
Вот как это работает более подробно:
Ваш браузер обращается к серверу веб-сайта и запрашивает соединение.
Сервер отправляет вам свой открытый ключ. Он держит свой закрытый ключ в секрете.
Ваш браузер генерирует третий ключ, называемый сеансовым ключом .
Сеансовый ключ зашифрован вашим компьютером с помощью открытого ключа, полученного с сервера
Затем зашифрованный сеансовый ключ передается серверу.
Сервер расшифровывает сеансовый ключ, который он получил от вас, используя секретный закрытый ключ. Теперь на обоих концах есть ключ сеанса, сгенерированный вашим компьютером.
Шифрование с открытым ключом прекращено и заменено симметричным шифрованием.
Сейчас вы находитесь в сеансе с сервером, используя только симметричное шифрование, и так оно и остается до тех пор, пока вы не покинете сайт.
Как видите, шифрование с открытым ключом (асимметричное) используется только в начале для обмена третьим ключом, который используется для остальной части соединения. Но какой смысл переключаться с асимметричного на симметричный? Есть несколько причин.
Во-первых, шифрование с открытым ключом работает только в одном направлении. Ваши зашифрованные данные, поступающие на веб-сайт, безопасны только потому, что веб-сервер держит закрытый ключ в секрете. Но если сервер попытается отправить вам зашифрованные данные с той же парой ключей, это будет небезопасно, потому что каждый имеет доступ к своему публичному ключу. Это означает, что любой может расшифровать его. Вам придется установить два асимметричных сеанса, по одному в каждую сторону. Ваш компьютер просто не может сделать это безопасно.
Во-вторых, математические накладные расходы на асимметричное шифрование намного выше, и поэтому для его поддержания требуется гораздо большая вычислительная мощность. Он не подходит для длительных сеансов из-за вычислительной мощности, необходимой для его работы. Шифрование с открытым ключом использует много более длинные ключи, что делает его гораздо более трудоемким. Ознакомьтесь с ключевыми примерами ниже.
Symmetric encryption key
AES 256-bit session key (expressed in hexadecimal)
Ключи симметричного шифрования могут быть намного короче, потому что ни одна их часть никогда не публикуется. Публичный характер асимметричного шифрования требует длинных ключей. Потому что, когда у вас есть открытый ключ, у вас уже есть часть ответа. Вычислить остальную часть ответа (закрытый ключ) было бы легко, если бы ответ был коротким. Экспоненциально большие ключи позволяют сохранить закрытый ключ закрытым.
Чего не делает HTTPS
Легко думать о HTTPS как о чудесном решении для обеспечения безопасности в Интернете, но есть много того, на что он не способен.
HTTPS не:
Скрывает имен веб-сайтов, которые вы посещаете
Это связано с тем, что имя (также известное как «домен») веб-сайта отправляется с использованием DNS (служба доменных имен), которая не внутри туннеля HTTPS. Он отправляется до того, как будет установлено безопасное соединение. Подслушиватель в середине может видеть название веб-сайта, на который вы собираетесь (например, TipTopSecurity.com), он просто не может прочитать какой-либо фактический контент, который передается туда и обратно. Это не изменится, пока DNSSEC не будет полностью реализован.
Защита от посещения вредоносного веб-сайта
HTTPS не гарантирует безопасность самого веб-сайта. Тот факт, что вы подключаетесь безопасно, не означает, что вы не подключаетесь к веб-сайту, которым управляют плохие парни. Мы пытаемся решить эту проблему с помощью доверенных центров сертификации, но система не идеальна (следите за обновлениями, чтобы узнать больше об этом).
Обеспечение анонимности
HTTPS не скрывает ваше физическое местоположение или личность. Ваш личный IP-адрес (ваш адрес в Интернете) должен быть прикреплен к зашифрованным данным снаружи, потому что Интернет не будет знать, куда их отправить, если ваш IP-адрес тоже будет зашифрован. И это также не скрывает вашу личность от веб-сайта, который вы посещаете. Сайт, который вы посещаете, по-прежнему знает о вас все, что было бы при незащищенном соединении.
Защита от вирусов
HTTPS не является фильтром. Через HTTPS-соединение можно получить вирусы и другие вредоносные программы. Если веб-сервер заражен или вы находитесь на вредоносном веб-сайте, распространяющем вредоносное ПО, оно будет отправлено внутри потока HTTPS, как и все остальное. Однако HTTPS вместо не позволяет никому посередине внедрять вредоносное ПО в ваш движущийся трафик.
Защитите свой компьютер от взлома
HTTPS защищает данные только во время их перемещения между вашим компьютером и веб-сервером. Он не предлагает никакой защиты для вашего реального компьютера или сервера. Это также означает, что если есть вредоносное ПО, отслеживающее трафик на одном конце соединения, оно может считывать трафик до и после его шифрования внутри потока HTTPS.
По сути, HTTPS защищает вашу информацию только тогда, когда она передается по проводам (или по воздуху). Он не может защитить ваш компьютер, вашу личность или скрыть, какие сайты вы посещаете. HTTPS — это только часть более безопасного Интернета. Если вы ищете больше конфиденциальности, то следующим шагом будет услуга VPN. Прочтите эту статью, чтобы узнать больше о VPN.
Аутентификация
Есть и другая сторона защиты веб-сайтов, которую мы даже не начали рассматривать. Одно дело создать HTTPS-соединение, но как вы можете доверять веб-серверу, к которому вы подключены? Не имеет значения, зашифровано ли ваше соединение, если вы подключены к фишинговому веб-сайту, который пытается украсть вашу информацию.
Мы решили решить эту проблему, внедрив стороннюю систему центров сертификации . В конце концов я расскажу об этой теме, поэтому, если вы хотите знать, когда статья выйдет в свет, обязательно подпишитесь на мою рассылку.
Как использовать OpenSSL: хэши, цифровые подписи и многое другое
В первой статье этой серии были представлены хэши, шифрование/дешифрование, цифровые подписи и цифровые сертификаты с помощью библиотек OpenSSL и утилит командной строки. Эта вторая статья раскрывает подробности. Давайте начнем с хэшей, которые повсеместно используются в вычислениях, и рассмотрим, что делает хеш-функцию криптографической .
Криптографические хэши
Страница загрузки исходного кода OpenSSL (https://www.openssl.org/source/) содержит таблицу с последними версиями. Каждая версия поставляется с двумя хэш-значениями: 160-битным SHA1 и 256-битным SHA256. Эти значения можно использовать для проверки соответствия загруженного файла оригиналу в репозитории: загрузчик повторно вычисляет хеш-значения локально в загруженном файле, а затем сравнивает результаты с оригиналами. В современных системах есть утилиты для вычисления таких хэшей. Linux, например, имеет md5sum и sha256sum . Сам OpenSSL предоставляет аналогичные утилиты командной строки.
Хэши используются во многих областях вычислений. Например, блокчейн Биткойн использует хеш-значения SHA256 в качестве идентификаторов блоков. Чтобы добыть биткойн, нужно сгенерировать хеш-значение SHA256, которое падает ниже указанного порога, что означает хеш-значение, по крайней мере, с N ведущими нулями. (Значение N может увеличиваться или уменьшаться в зависимости от того, насколько продуктивным является майнинг в конкретный момент времени.) Интересно отметить, что современные майнеры представляют собой аппаратные кластеры, предназначенные для параллельной генерации хэшей SHA256. В пиковое время 2018 года майнеры биткойнов по всему миру генерировали около 75 миллионов терахэшей в секунду — еще одно непостижимое число.
Сетевые протоколы также используют хэш-значения — часто под названием контрольная сумма — для обеспечения целостности сообщений; то есть, чтобы гарантировать, что полученное сообщение совпадает с отправленным. Отправитель сообщения вычисляет контрольную сумму сообщения и отправляет результаты вместе с сообщением. Получатель повторно вычисляет контрольную сумму, когда приходит сообщение. Если отправленная и пересчитанная контрольная сумма не совпадают, то что-то случилось с сообщением в пути, или с отправленной контрольной суммой, или с тем и другим. В этом случае сообщение и его контрольная сумма должны быть отправлены повторно или, по крайней мере, должно быть выставлено условие ошибки. (Низкоуровневые сетевые протоколы, такие как UDP, не заботятся о контрольных суммах.)
Известны и другие примеры хэшей. Рассмотрим веб-сайт, который требует от пользователей аутентификации с помощью пароля, который пользователь вводит в своем браузере. Затем их пароль отправляется в зашифрованном виде из браузера на сервер через HTTPS-соединение с сервером. Как только пароль поступает на сервер, он расшифровывается для поиска в таблице базы данных.
Что должно храниться в этой таблице поиска? Хранение самих паролей рискованно. Гораздо менее рискованно хранить хэш, сгенерированный из пароля, возможно, с соль (дополнительные биты) добавляется по вкусу перед вычислением хеш-значения. Ваш пароль может быть отправлен на веб-сервер, но сайт может заверить вас, что пароль там не хранится.
Хэш-значения также встречаются в различных областях безопасности. Например, код проверки подлинности сообщения на основе хэша (HMAC) использует хеш-значение и секретный криптографический ключ для проверки подлинности сообщения, отправляемого по сети. Коды HMAC, легкие и простые в использовании в программах, популярны в веб-сервисах. X509цифровой сертификат включает хеш-значение, известное как отпечаток , который может упростить проверку сертификата. Хранилище доверенных сертификатов в памяти может быть реализовано в виде таблицы поиска с ключом для таких отпечатков пальцев — в виде хэш-карты , которая поддерживает поиск в постоянном времени. Отпечаток входящего сертификата можно сравнить с ключами хранилища доверенных сертификатов для совпадения.
Каким особым свойством должна обладать криптографическая хеш-функция ? Это должно быть в одну сторону , что означает, что очень сложно инвертировать. Криптографическая хеш-функция должна быть относительно простой для вычисления, но вычисление ее обратной функции, которая отображает хеш-значение обратно во входную битовую строку, должно быть трудновыполнимым с вычислительной точки зрения. Вот изображение с chf в качестве криптографической хэш-функции и моим паролем foobar в качестве примера ввода:
+---+ foobar—>|chf|—>hash value --+
Обратная операция, напротив, невозможна: ——+
Вспомните, например, хеш-функцию SHA256. Для входной битовой строки любой длины N > 0 эта функция генерирует хеш-значение фиксированной длины, равное 256 битам; следовательно, это хэш-значение не показывает даже длину входной битовой строки N, не говоря уже о значении каждого бита в строке. Кстати, SHA256 не восприимчив к атака расширения длины . Единственный эффективный способ реконструировать вычисленное хеш-значение SHA256 обратно во входную битовую строку — это поиск методом грубой силы, что означает перебор всех возможных входных битовых строк до тех пор, пока не будет найдено совпадение с целевым значением хеш-функции. Такой поиск невозможен для надежной криптографической хэш-функции, такой как SHA256.
Теперь последняя точка обзора. Криптографические хеш-значения скорее статистически, чем безусловно уникальны, а это означает, что маловероятно, но не невозможно, чтобы две разные входные битовые строки давали одно и то же значение хеш-функции — столкновение . Задача о днях рождения представляет собой приятный контринтуитивный пример коллизий. Существует обширное исследование устойчивости к столкновениям различных хеш-алгоритмов . Например, MD5 (128-битные хеш-значения) теряет устойчивость к коллизиям примерно после 2 21 хэшей. Для SHA1 (160-битные хеш-значения) разбивка начинается примерно с 2 61 хэшей.
Точная оценка разбивки устойчивости к коллизиям для SHA256 еще не сделана. Этот факт не удивителен. SHA256 имеет диапазон 2 256 различных хеш-значений, число, десятичное представление которого состоит из целых 78 цифр! Итак, могут ли возникнуть коллизии при хешировании SHA256? Конечно, но они крайне маловероятны.
В приведенных ниже примерах командной строки в качестве источников битовой строки используются два входных файла: hashIn1.txt и hashIn2.txt . Первый файл содержит abc , а второй — 1a2b3c .
Эти файлы содержат текст для удобства чтения, но вместо них можно использовать двоичные файлы.
Использование утилиты Linux sha256sum для этих двух файлов в командной строке — со знаком процента ( % ) в качестве подсказки — создает следующие хеш-значения (в шестнадцатеричном формате):
This examination of cryptographic hash functions sets up более пристальный взгляд на цифровые подписи и их связь с парами ключей.
Как следует из названия, цифровая подпись может быть прикреплена к документу или другому электронному артефакту (например, программе), чтобы подтвердить его подлинность. Таким образом, такая подпись аналогична собственноручной подписи на бумажном документе. Проверка цифровой подписи означает подтверждение двух вещей. Во-первых, артефакт, за который ручаются, не изменился с момента прикрепления подписи, поскольку он частично основан на криптографическом хеш документа. Во-вторых, подпись принадлежит человеку (например, Алисе), который один имеет доступ к закрытому ключу в паре. Кстати, цифровая подпись кода (исходного или скомпилированного) стала обычной практикой среди программистов.
Давайте рассмотрим, как создается цифровая подпись. Как упоминалось ранее, без пары открытого и закрытого ключей не может быть цифровой подписи. При использовании OpenSSL для создания этих ключей есть две отдельные команды: одна для создания закрытого ключа, а другая для извлечения соответствующего открытого ключа из закрытого. Эти пары ключей закодированы в base64, и их размеры могут быть указаны во время этого процесса.
Закрытый ключ состоит из числовых значений, два из которых (модуль и показатель степени ) составляют открытый ключ. Хотя файл закрытого ключа содержит открытый ключ, извлеченный открытый ключ , а не раскрывает значение соответствующего закрытого ключа.
Полученный файл с закрытым ключом, таким образом, содержит полную пару ключей. Извлечение открытого ключа в отдельный файл целесообразно, поскольку эти два ключа используются по-разному, но такое извлечение также сводит к минимуму опасность случайного обнародования закрытого ключа.
Затем закрытый ключ пары используется для обработки хэш-значения для целевого артефакта (например, электронной почты), тем самым создавая подпись. С другой стороны, система получателя использует открытый ключ пары для проверки подписи, прикрепленной к артефакту.
Теперь для примера. Для начала сгенерируйте пару 2048-битных ключей RSA с помощью OpenSSL:
В этом примере мы можем опустить флаг -algorithm rsa , потому что genpkey по умолчанию имеет тип RSA. Имя файла ( privkey.pem ) произвольное, но расширение Privacy Enhanced Mail (PEM) pem является обычным для формата PEM по умолчанию. (В OpenSSL есть команды для преобразования между форматами, если это необходимо.) Если требуется больший размер ключа (например, 4096), то последний аргумент 2048 можно изменить на 4096 . Эти размеры всегда являются степенью двойки.
Вот часть получившегося privkey.pem file, which is in base64:
Полученный файл pubkey.pem мал достаточно показать здесь полностью:
-----BEGIN PUBLIC KEY----- MIGfMA0GCSqGSIb3DQEBAQUAA4GNADCBiQKBgQDZ5QIeI0ioHDY/2SReCeFnYZJY z9kfk11RrilUbT5BgIi1hOAQ24LMilS37NhHYyi9VPv6rX4WLKoZCmkeYaWk/TR5 4nbh2E/AkniwRoXpeh5VncwWMuMsL5qPWGY8fuuTE27GhwqBiKQGBOmU+MYlZonO O0xnAKpAvysMy7G7qQIDAQAB -----END PUBLIC KEY-----
Now , имея под рукой пару ключей, цифровая подпись проста — в данном случае с исходным файлом client. c в качестве артефакта для подписи:
Дайджестом исходного файла client.c является SHA256, а закрытый ключ находится в файле privkey.pem , созданном ранее . Полученный файл двоичной подписи имеет произвольное имя sign.sha256 . Чтобы получить удобочитаемую (для base64) версию этого файла, выполните следующую команду:
Последний шаг в этом процессе — проверка цифровой подписи с помощью открытого ключа. Хэш, используемый для подписи артефакта (в данном случае исполняемой программы клиента ), должен быть пересчитан в качестве важного шага проверки, поскольку процесс проверки должен указывать, изменился ли артефакт с момента подписания.
Для этой цели используются две команды OpenSSL. Первый декодирует подпись base64:
Чтобы понять, что происходит, когда проверка не удалась, выполните короткое, но полезное упражнение: замените исполняемый файл client в последней команде OpenSSL исходным кодом. файл client.c , а затем попробуйте проверить. Еще одно упражнение состоит в том, чтобы немного изменить программу клиента и повторить попытку.
Цифровые сертификаты
Цифровой сертификат объединяет проанализированные до сих пор фрагменты: хеш-значения, пары ключей, цифровые подписи и шифрование/дешифрование. Первым шагом к сертификату производственного уровня является создание запроса на подпись сертификата (CSR), который затем отправляется в центр сертификации (CA). Чтобы сделать это для примера с OpenSSL, запустите:
В этом примере создается документ CSR, который сохраняется в файле myserver.csr (текст base64). Цель здесь такова: документ CSR запрашивает, чтобы CA поручился за идентичность, связанную с указанным доменным именем — общее имя (CN) на языке CA.
Эта команда также создает новую пару ключей, хотя можно использовать и существующую пару. Обратите внимание, что использование server в таких именах, как myserver.csr и myserverkey. pem , намекает на типичное использование цифровых сертификатов: в качестве ваучеров для идентификации веб-сервера, связанного с доменом, таким как www.google.com.
Однако та же самая команда создает CSR независимо от того, как может использоваться цифровой сертификат. Он также запускает интерактивный сеанс вопросов и ответов, который запрашивает соответствующую информацию о доменном имени для связи с цифровым сертификатом запрашивающей стороны. Этот интерактивный сеанс можно сократить, предоставив основную информацию как часть команды, с обратной косой чертой в качестве продолжения разрыва строки. -subj флаг вводит необходимую информацию:
Полученный документ CSR можно проверить и проверить перед отправкой в центр сертификации. Этот процесс создает цифровой сертификат нужного формата (например, X509), подписи, даты действия и т. д.:
openssl req -text -in myserver.csr -noout -verify
Вот фрагмент вывода:
Подтвердите OK Запрос сертификата: Данные: Версия: 0 (0x0) Тема: C=US, ST=Illinois, L=Chicago, O=Faulty Consulting, OU =IT, CN=myserver.com Информация об открытом ключе субъекта: Алгоритм открытого ключа: rsaEncryption Открытый ключ: (2048 бит) Модуль: 00:ba:36:fb:57:17:65:bc:40 :30:96:1b:6e:de:73: … Экспонента: 65537 (0x10001) Атрибуты: a0:00 Алгоритм подписи: sha256WithRSAEncryption …
Во время разработки веб-сайта HTTPS удобно иметь под рукой цифровой сертификат, не проходя процесс CA. Самоподписанный сертификат заполняет счет на этапе аутентификации HTTPS-рукопожатия, хотя любой современный браузер предупреждает, что такой сертификат бесполезен. Продолжая пример, команда OpenSSL для самоподписанного сертификата, действительного в течение года и с открытым ключом RSA, выглядит следующим образом:
Как упоминалось ранее, закрытый ключ RSA содержит значения, из которых создается открытый ключ. Однако данный открытый ключ , а не , не выдает соответствующий закрытый ключ. Для введения в базовую математику см. https://simple.wikipedia.org/wiki/RSA_algorithm.
Существует важное соответствие между цифровым сертификатом и парой ключей, используемой для создания сертификата, даже если сертификат является только самозаверяющим:
Цифровой сертификат содержит значения экспоненты и модуля , которые составляют открытый ключ. Эти значения являются частью пары ключей в изначально сгенерированном файле PEM, в данном случае это файл myserver.pem .
Показатель степени почти всегда равен 65 537 (как в данном случае), поэтому им можно пренебречь.
Модуль из пары ключей должен совпадать с модулем из цифрового сертификата.
Модуль имеет большое значение и для удобства чтения может быть хэширован. Вот две команды OpenSSL, которые проверяют один и тот же модуль, тем самым подтверждая, что цифровой сертификат основан на паре ключей в файле PEM:
Полученные хэш-значения совпадают, тем самым подтверждая, что цифровой сертификат основан на указанной паре ключей.
Вернемся к проблеме распределения ключей
Вернемся к проблеме, поднятой в конце части 1: квитирование TLS между программой клиента и веб-сервером Google. Существуют различные протоколы рукопожатия, и даже версия Диффи-Хеллмана работает в 9Пример клиента 0010 предлагает пространство для маневра. Тем не менее, пример клиента следует общему шаблону.
Для начала во время рукопожатия TLS клиентская программа и веб-сервер согласовывают набор шифров, который состоит из используемых алгоритмов. В данном случае это номер ECDHE-RSA-AES128-GCM-SHA256 .
Теперь нас интересуют два элемента: алгоритм пары ключей RSA и блочный шифр AES128, используемый для шифрования и дешифрования сообщений в случае успешного рукопожатия. Что касается шифрования/дешифрования, этот процесс бывает двух видов: симметричный и асимметричный. В симметричном аромате один и тот же ключ используется для шифрования и дешифрования, что в первую очередь поднимает проблему распределения ключа : как безопасно передать ключ обеим сторонам? В асимметричном варианте для шифрования используется один ключ (в данном случае открытый ключ RSA), а для расшифровки используется другой ключ (в данном случае закрытый ключ RSA из той же пары).
Программа клиента имеет открытый ключ веб-сервера Google из сертификата аутентификации, а веб-сервер имеет закрытый ключ из той же пары. Соответственно, клиентская программа может отправить зашифрованное сообщение на веб-сервер, который в одиночку может легко расшифровать это сообщение.
В ситуации TLS симметричный подход имеет два существенных преимущества:
При взаимодействии между программой client и веб-сервером Google аутентификация является односторонней. Веб-сервер Google отправляет три сертификата программе client , но программа client не отправляет сертификат на веб-сервер; следовательно, веб-сервер не имеет открытого ключа от клиента и не может шифровать сообщения клиенту.
Симметричное шифрование/дешифрование с помощью AES128 почти в тысячи раз быстрее , чем асимметричная альтернатива с использованием ключей RSA.
Рукопожатие TLS искусно сочетает в себе два варианта шифрования/дешифрования. Во время рукопожатия программа клиента генерирует случайные биты, известные как предварительный секрет (PMS). Затем программа клиент шифрует PMS с помощью открытого ключа сервера и отправляет зашифрованную PMS на сервер, который в свою очередь расшифровывает сообщение PMS своим закрытым ключом из пары RSA:
В конце этого процесса клиентская программа и веб-сайт Google server теперь имеют те же биты PMS. Каждая сторона использует эти биты для генерации главного секрета и, в скором времени, симметричного ключа шифрования/дешифрования, известного как сеансовый ключ . Теперь есть два разных, но идентичных сеансовых ключа, по одному на каждой стороне соединения. В примере клиента ключ сеанса имеет разновидность AES128. После создания как на стороне программы клиента , так и на стороне веб-сервера Google ключ сеанса на каждой стороне сохраняет конфиденциальность разговора между двумя сторонами.
Сварочный аппарат пониженного напряжения РЕСАНТА САИ-220ПН – передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии “ПН” отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Функции и принцип работы Принцип работы инвертора аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. «Ресанта» выпускает только инверторные сварочные аппараты, которые оснащены полезными функциями: – «Горячий старт» (HOT START) – это дополнительный наброс сварочного тока в момент касания заготовки электродами – «Антизалипание» (ANTI STICK) – это снижение сварочного тока и напряжения для возможности лёгкого отрыва электрода от заготовки и с комфортного продолжения сварочных работ, используя этот же электрод. – «Форсаж дуги» (ARC FORCE) – регулируемая функция, обеспечивающая равномерное горение дуги путём кратковременного увеличения силы сварочного тока в тот момент, когда по каким-либо причинам дуга начинает ”гаснуть”.
Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд – «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»).
Преимущества – Удлиненный кабель с электрододержателем. Аппараты Ресанта серии ПН комплектуются 3-метровым кабелем с электрододержателем, что позволяет выполнять больший объем работ без перемещения аппарата. – Цифровой дисплей. Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток. – Металлический корпус. Обеспечивает надёжную защиту от воздействия внешних факторов. – Специальная рукоятка для транспортировки, которая позволяет с лёгкостью перемещать сварочный аппарат. – Петли позволяют крепить ремень, чтобы переносить аппарат на плече. – Прочное прозрачное стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений. – Вентиляционная решётка обеспечивает дополнительную вентиляцию. – Задняя панель с отверстиями для обеспечения отвода воздуха системы принудительной вентиляции. – Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины свариваемой заготовки и диаметра электрода. – Регулятор форсажа дуги. Для повышения стабильности сварочной дуги и лучшей текучести металла при сварке используется регулировка функции форсажа дуги. – Индикатор «Перегрев». Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т. к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры. – Силовые разъёмы для подключения сварочных кабелей дают возможность быстро подключить сварочные кабели и приступить к работе. Надёжное соединение исключает потери тока и нагрев в местах контакта. – Вместо обычного рокерного выключателя “Сеть” стоит автомат. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащённых защитой.
Уважаемые покупатели! В связи с пересмотром цен некоторыми производителями, стоимость товара может отличаться. Уточняйте цены по телефону.
В наличии
Купить в 1 клик
Описание
Как купить
Оплата
Доставка
Отзывы
Рекомендуем
Нужна консультация?
Наши специалисты ответят на любой интересующий вопрос
Задать вопрос
Каталог товаров
Инструмент
Садовая техника
Снегоуборщики
Лодки и катера
Лодочные моторы
Мотобуксировщики
Мототехника
Прицепы
Строительное оборудование
Товары для отдыха
Автоаксессуары
Информация
Реквизиты
О магазине
Доставка и оплата
Соглашение о конфиденциальности и персональных данных
Пользовательское соглашение
Служба поддержки
Контакты
Кредит и рассрочка
Карта сайта
Дополнительно
Производители
Акции
Контактная информация
заказать звонок
Whatsapp
Telegram
Реквизиты организации
ИП Максименко Дарья Евгеньевна
ИНН 543802207149 ОГРНИП 319547600195775
Подпишись на нашу группу ВКонтакте
Посмотреть на карте Новосибирска
Фотографии компании
Найти проезд до Мототехника54, магазин
Виджет карты использует JavaScript. Включите его в настройках вашего браузера.
Информация на сайте mtk54.ru не является публичной офертой. Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой,определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации.Для получения подробной информации наличии и стоимости указанных товаров, пожалуйста, обращайтесь к менеджерам компании с помощью специальной формы связи на сайте или по телефону.
Заказать звонок
Имя*
Телефон*
Укажите желаемое время звонка
Купить в 1 клик
Инвертор сварочный Ресанта САИ 220 ПН
Имя*
Телефон*
Email*
Комментарий к заказу
Задать вопрос
Имя*
Телефон
Email*
Ваш вопрос*
226 проверенных отзывов о mon château en Berry
Оценка по отзывам
На основании 20 отзывов об отелях
9. 2
Распределение баллов
Чистота
9,8
Комфорт
9,8
Местоположение
8,6
Объекты
9,7
Посох
9,7
Соотношение цены и качества
9,6
Бесплатный Wi-Fi
9,5
Отзыв: 7 октября 2022 г.
Джилл
Соединенное Королевство
2 отзыва
Мы проехали долгий путь (6 часов) и с самого начала почувствовали, что о нас заботятся, мы могли расслабиться, и нашу собаку встретили с распростертыми объятиями.
Останавливались в октябре 2022 г.
Отзыв: 26 августа 2022 г.
Тициана
Италия
22 отзыва
2 благодарности
Персонал был восхитительным, добрым, нежным и услужливым с двумя красивые собаки. Номера были новые, большие, удобные с вниманием к деталям (в том числе и в великолепной ванной комнате) Кровать была очень удобной, и только мы найден во Франции с топпером (что означает внимание к гигиене). Завтрак был очень разнообразным и хорошо организованным.
Останавливались в августе 2022 г.
Отзыв: 8 августа 2022 г.
Барт
Бельгия
34 отзыва
3 благодарности
Ничего
Бассейн был великолепен. Хорошая кухня для гостей. Прекрасный, просторный номер. Отличная ванная. Частная парковка через дорогу. Франсуа был отличным хозяином.
Останавливались в июле 2022 г.
Отзыв: 24 июля 2022 г.
Кеннет
Соединенное Королевство
52 отзыва
Ничего
Хороший номер, хороший размер, большая кровать и ванная. Хороший бассейн.
Останавливались в июле 2022 г.
Отзыв: 22 июня 2022 г.
Шарон
Соединенное Королевство
25 отзывов
1 благодарность
на самом деле ничего, просто незначительный момент, кондиционер был недостаточно мощным, мы приехали в очень жаркий день, и кондиционер не смог охладить комнату
прекрасное расположение недалеко от Буржа номера очень ухоженные, чистые и большие
Останавливались в июне 2022 г.
Отзыв: 18 июня 2022 г.
Майк
Соединенное Королевство
13 отзывов
1 благодарность
Ничего, кроме того, что мы упомянули.
Бассейн был очень кстати после долгого горячего путешествия. Хозяин Франсуа был очень дружелюбным и приготовил очень хороший завтрак. Кондиционер в номере был большим плюсом. Отличный отдых и очень рекомендуется. Единственным недостатком было отсутствие поблизости ресторана, кроме шашлычной и пиццерии, которые мы не искали. Есть мини-кухня, где можно приготовить себе еду. Рядом есть Карфур.
Останавливались в июне 2022 г.
Отзыв: 15 июня 2022 г.
Питер
Нидерланды
3 отзыва
Очень красивое и чистое место. Дружелюбный хозяин. Расслабляющая атмосфера. Сам город не предлагает много. Город, который стоит посетить: Сансере в 20 минутах езды на машине, узнайте по его винам! Много виноградных дворов и прекрасная городская площадь.
Останавливались в июне 2022 г.
Отзыв: 4 июня 2022 г.
Даррен
Соединенное Королевство
11 отзывов
Тихая и причудливая деревня, настоящая деревенская атмосфера 🙂 Франсуа был великолепным хозяином.
Останавливались в июне 2022 г.
Отзыв: 25 апреля 2022 г.
Драгош
Соединенное Королевство
12 отзывов
2 благодарности
Завтрак можно было бы улучшить, у нас были только круассан, чай, кофе и апельсиновый сок. Некоторое разнообразие было бы здорово.
Дружелюбный хозяин
Останавливались в апреле 2022 г.
Отзыв: 16 апреля 2022 г.
Джон
Соединенное Королевство
2 отзыва
Возможно, хозяин мог выучить английский язык?
Все в замке было высокого качества от постельных принадлежностей, кровати до мыла и завтрака по утрам. Это было очень удобно, и нам очень понравилось наше пребывание.
Останавливались в апреле 2022 г.
Отзыв: 17 октября 2021 г.
Малькольм
Соединенное Королевство
16 отзывов
Отделка выполнена на очень высоком уровне, персонал очень услужливый и гостеприимный
Останавливались в сентябре 2021 г.
Отзыв: 27 августа 2021 г.
Вераника
Ирландия
20 отзывов
Какое удивительное место! Мы обязательно вернемся. Очень удобная кровать, очень чистый номер, хорошее тихое место.
Останавливались в августе 2021 г.
Отзыв: 6 августа 2021 г.
Лиза
Ирландия
10 отзывов
Наша единственная проблема заключалась в том, чтобы найти точную дорогу с помощью спутниковой навигации, поэтому мы припарковались и нашли дом пешком, а затем двинули машину. Когда вы въедете в деревню, поверните направо у шашлычной — это узкий переулок. Парковка справа очень большая, а участок слева прямо напротив нее.
Номер был недавно отремонтирован/модернизирован и по прибытии был комфортно оборудован кондиционером. Ванна / ванна превосходна — принесите свои бомбочки для ванны! Место было на полпути к Монблану от парома Шербур, так что было идеально. Завтрак был по запросу (кофе, молоко, круассаны, хлеб, фрукты, фруктовый сок), подавался у бассейна и был очень приятным. Наш французский не так хорош, и мы нашли способ общаться весело и с юмором! Также важно знать, что кухня/кафе находится на первом этаже, а не является частью номера.
Останавливались в июле 2021 г.
Отзыв: 2 августа 2021 г.
Джуст
Нидерланды
6 отзывов
Мы приехали после долгой поездки на машине, и номер был очень чистым. Мы могли плавать, так как бассейн был с подогревом, и у нас был отличный завтрак. Хозяин очень дружелюбный, и мы любим приезжать снова.
Останавливались в июле 2021 г.
Отзыв: 8 октября 2020 г.
Луар
Соединенное Королевство
5 отзывов
Карты Google отправили нас по очень узкой улице, чтобы добраться до адреса. Позже мы поняли, что могли бы найти его, проехав по более безопасному маршруту.
В комнате было очень тепло, а кровать очень удобная. Отличный душ. Очень дружелюбный и услужливый персонал.
Останавливались в октябре 2020 г.
Отзыв: 5 мая 2022 г.
Энди
Соединенное Королевство
97 отзывов
10 благодарностей
Доступ к собственности был закрыт из-за местного праздника. Владелец пришел и нашел нас и убрал полицейские барьеры, чтобы мы могли добраться до собственности. Хозяин дал нам код и убежал, что бы это ни было, дальнейший контакт ему был безразличен! Мы гуглим рестораны, и ни один из них не открыт из-за Дня труда. Нам никто ничего не сказал мы только что уехали и пошли в Mercure в Бурже. Потеряли наши деньги Собственности было все равно, Booking.com все равно. Будьте осторожны, не оставайтесь в этом шуточном месте
большая кровать
Останавливались в мае 2022 г.
org/Review»>
Отзыв: 13 сентября 2022 г.
Лаура
Соединенное Королевство
9 отзывов
3 благодарности
Для этого обзора нет комментариев
Останавливались в августе 2022 г.
Отзыв: 20 июля 2022 г.
Гилберт
Мальта
24 отзыва
Для этого обзора нет комментариев
Останавливались в июле 2022 г.
Отзыв: 18 июля 2021 г.
Джеф
Бельгия
10 отзывов
Для этого обзора нет комментариев
Останавливались в июле 2021 г.
Цена соответствует цене
Низкие тарифы •
Без платы за бронирование • Найти что-то дешевле? Мы вернем разницу!
Дата заезда
+
Дата заезда
Дата выезда
+
Дата выезда
Отзывы об отеле Центр
Шер Отель Отзывы
«Ресанта АИС-220» — уласан пелангган.
Инвертор Tjheseletsa «Resanta Sai-220»
Ho fihlela joale, ‘marakeng e fana ka kgetho ea tonanahali ea mechine ea etsang hore ho be tse sa tšoaneng le dikai bahlahisi ho tjheseletsa. E mong oa Brands e emela, e long lokela ho ela hloko ka ho, ke morao-rao tjheseletsa mochini le инвертор «Resanta Sai-220 PN».
Molao-motheo oa ho sebetsa
Molao-motheo oa tšebetso ea sethusathuto tjheseletsa ke hore mohato ho Phase gagamalo ea 0,4 KV tekanyetso maqhubu fapanyetsana jwale ya 50 Hz e fetoloa e DC gagamalo 400 V bacha, eaba e inverter fetola phahameng-maqhubu gagamalo, ‘me e hape phosollwa ke sa диод борохо. Ho fapana le ho tjheseletsa трансформатор ка выпрямитель ba tloaelehileng, e tjheseletsa sethusathuto ka инвертор tekanyetso lenaihana gagamalo fetisa se tse peli tse mehato, empa tse tharo, empa kamehla ho sebelisa mehaho gagamalo e fumanweng botlalo 90% e bapisiwa le 60%, eo e fumanoa ka mochine tjheseletsa. Tjheseletsa sethusathuto «Resanta AIS-220 Mon», ka tšebeliso ea boleng bo phahameng semiconductor tse bonahalang hlahisa gagamalo kamehla esita le botlalo le 95%. Ке хоре, хо эца хоре хо быть боноло хо болока junifomo tjheseletsa segopo le lintho tse ngata tsitsitseng haholoanyane ho feta mechine e meng tjheseletsa.
Melemo ea mochine ona tjheseletsa
Ho ba teng ha molaoli ea morao-rao ka ho selikalikoe ho tjheseletsa.
Matla a tlameha likarolo tsidifatso tsa sesebediswa leo ka lona hona joale e holo ho eona, sitisoe ke letho tsoelang pele tshebetso.
Ho fumaneha «antizalipaniya» mosebetsi, e leng ka tsela e iketsang ho fokotsa jwale ka eleketrode sebetsa e khomarela ka sehlooho se reng, nakong ea segopo thothetsang molelo. Ha отряд tsa sesebediswa eleketrode tsosolosa ea pele, Litlhophiso по индивидуальному заказу.
Хо ба тенг ха «chesang simolleng» mosebetsi, e leng ntlafatsa thothetsang molelo tsa selikalikoe lekgutshwanyane длина импульса ea eketseha sebetsa entsprechen jwale.
Tsitsitseng tukang selikalikoe, e leng se ikamahanse le pheliso ea tšohanyetso ea tse neng li le ikhethang хо трансформатор ле tjheseletsa.
Сварщики лицаби ба ненг ба себеца ле паевого треста «Ресанта АИС-220», ликарабо ца бона е цепаме мелемо цена ца сесебедишва. mosebetsi hape e totobatsa ‘nete ea hore инвертор haholo bebofatsa mosebetsi wa mosebetsi oa сварщики ле etsa hore ho ya boleng haholoanyane.
Тшебецо я сесебедишва
Didiriswa tse «Resanta AIS-220» tobileng tse joalo hore ho dumella ho welder ho sebetsa ka e mengata e fapaneng ka ho lekaneng lohle la input le khumo voltages le ho boloka tsitsitseng sebetsa boleng jwale ka selikalikoe ho. Dugoyu управляемость ntle tiisa ke ‘nete ea hore tsidifatso matla lumella ho boloka selikalikoe tsa morao-rao esale pele ka nako e telele.
Ввод gagamalo ka unit trust e — ho tloha 140 ho 240 V.
Palo e kahodimodimo tshebediso ya jwale ka input sa — 30 A.
Ka idling tshehetswa gagamalo 80 V.
Gagamalo ka bo tukang selikalikoe — 28,8 V.
Tjheseletsa tshebetso jwale fetolehang ka mefuta e fapaneng ho tloha ka 10 A ho 220 A.
Tsoelang pele loadability sethusathuto ke 154 A (70% от Imax).
Bophara eleketrode leng e ka sebediswa ka «AIS-220» — ho tloha 1,6 limilimithara ho 6 limililimithara.
sireletsang polokeho sehlopha sa — IP21. -10 C хо +40 ° C e sa lumelloa ho sebetsa ka hara bulehileng tlas’a pula sepakapakeng.
lihlahisoa Внешний sesebediswa
Инвертор «Ресанта» «АИС-220» ке тшепе матло, е ленг о на ле е ка фанеле ка пеле. Мона ке sebetsa makgabane jwale я регулятор, е длинный sesupo «Сеть» pontšo «перегрев» Hona Joale ле Matla dikgokelo Bakeng lik’hebole DC. Tjheseletsa sethusathuto на ле qobelloa oona tsamaisong Охлаждение. Ka lebaka lena, е tieo thibetsoe хо notlela mekoting вентиляции хо joalo.
Tsamaisong приведение в действие «перегрев tšireletso khahlanong» lebone pontšo, eo e teng ka ka phanele ya. ‘Mele o ka sehloohong oa haufi le boemelong ba Bakeng sa Ho sebetsa e Le lik’hebole DC ba ka ho hlaka tšoauoa: «-» Power bolaeang le «+» Power bolaeang. Ho na le ke fapoha switjha theoha ‘a letanta — «Сеть» le bontšang khanya — «Сеть». Верхний ремешок энце бакэнг са хо tsamaisa bonolo le ho sebelisoa ha mochine.
Ка харе sehlahisoa unit trust
Tjheseletsa инвертор «Ресанта Саи-220 ПН» и на ле Диюнити tse latang:
Le matla ya ka yuniti ya molao-motheo le tlaase gagamalo rectifier e fetang maqhubu ya 50 Гц.
Инвертор matla unit trust e fetola ho DC jwale ka maqhubu a phahameng fapanyetsana gagamalo jwale.
Matla phahameng maqhubu трансформатор и понижает входной сигнал gagamalo хо lakatsa, sireletsehileng Bakeng са Batho ба хо sebetsa gagamalo.
Блок матла ке phahameng maqhubu транзисторный выпрямитель, выпрямляет и phahameng maqhubu и morao-rao трансформатор ле gagamalo tlaase.
disebedisweng tse ding tsohle semiconductor entsoe ka lebaka la ho MOSFET kapa IGBT. Phahameng dipharologanyo thepa selikalikoe tsitsiteng sebelisa likarolo semiconductor ba fana, tse hlahisitsoeng ke ho theknoloji e morao-rao ka ho fetisisa.
Sireletsa Seseediswa Hao
a sebetsa nyeoe ea motheo oa.
Ntlha bohlokoa ка хо фетисиса таба ена ке хо itšehla thajana ea likarolo хо проводящий ца сетусатуто эна. O Tlohang ho thepa tekanyetso etsoa ke kabel tenyetsehang le e kwahelang habeli e ka mamella kantle ho sithabela gagamalo ea 3000 v metsots 2.
the ka hare diyunit hoa lumelloa изоляторы tsena tsa tšepe lerōle le стружка. U se ke ua lumella mongobo ka hare sesebediswa ho thibela mohato lefatše molato, e neng e tla hona joang kapa joang baka tšenyo ho sesebediswa khumo.
Механический tshireletso AIS tšoana le IP21 sehlopha sa. E. Пеле хо фета sesebediswa ка себе finyella beha dintho tsa botenya feteng 12 limilimithara.
Tsamaiso ya ba lokisetsa ho ea mochine ho sebetsa
Temoso! Tlohang sesebediswa «Resanta AIS-220» (dikatlholo bontša сварщики ‘me a re litaelo moetsi e) lokela ho qala ka tlaase u Ahele oa potoloho bueloang gagamalo:
Hlahloba theoha boemong ba «Network» switjha.
Connect le lik’hebole tjheseletsa hlokahala karolo ho sebetsa boemelong ba matla «-» ‘me «+»; Hlahloba mabapi ba pane eleketrode maemo bo hlokehang Bakeng sa thapo и tjheseletsa.
Sireletsehile amahanya bobeli ho sebetsa matla a khoele ho sehlahiswa, e leng tla etsoa mosebetsi.
Hokela kenapa «Resanta Sai» ho sesebediswa ema hexagon; ха-ха, joale ho nkehang habobebe fatše Pin bolelele ba cm, bonyane 140, e leng e hamore ka fatse hōjana tloha sesebediswa se ka tlase ho 5 m.
Connect le sethusathuto ho marangrang a tekanyetso gagamalo; gagamalo e sebelisoa ho mochine e tloaelehileng.
Fetola switjha «marangrang» ho kenyeletsa mochine ho tjheseletsa.
Chenchana palo регулятор sebetsa DC jwale hlokahalang ho bontša ka mokgwa wa e itseng ya tshebetso.
Mekhoa e itshetlehile ka bophara tsa eleketrode sebelisoa, tshebetso ho tjheseletsa tsa sethusathuto le инвертор ke tse latelang:
1,6 limililimithara — A 20-45;
2,0 предельные — А 45-70;
2,5 предельные — А 65-85;
3. 2 лимититар — 90-145 А;
4,0 предельные — А 130-195;
: 5,0 лимититар — А 160-220;
6,0 лимитхара — 210-300 A.
Безопасность ка AIS
sireletsehileng haholo le bonolo ho a sebelisa. Leha ho le joalo, o lokela ho boloka melao ena polokeho:
Haeba ho na le ho na заземление ка sehokelo khoele, хо hlongoa fatše nakoana — ketsahalo e tlamang.
Sebaka tjheseletsa mosebetsi tlameha ho hantle вентилируемый, hobane tjheseletsa hlahisa e ngata likhase tse chefo le tse kotsi.
Сварщик lokela ho qoba ba chesa likotsi ba lokela ho sebetsa ka seaparo khethehileng tjheseletsa.
Tšireletso leihlo le tobana le tlamang ho sebelisa tjheseletsa thebe kapa maske сварщик e.
mehato polokeho mollo nakong tshebetso ho tjheseletsa lokela ho phethahatsoa ka ho feletseng ka litaelo tse tekanyetso, e leng ntlha tloswa e sa lumella.
thepa Inverter tjheseletsa tse rekisoang Россия
ho tjheseletsa Inverter mechine ba ho ba ka ho eketsehileng e atile har’a bareki. Ba tse ratoang haholo-holo har’a миряне tšepe ka lebaka la boima ba ‘mele tse nyenyane (6 кг) e, boiketlo tsa tshebetso le boiketlo ba tshebetso. Цены ba ka theko e tlaase haholo, ho tloha ho tse 150 ho $ 250 ka yuniti.
Ка «Ресанта Саи-220 ПН» мелкий теко хо tloha $ 210 хо tse 240 ка дифетоло tse sa tšoaneng, хо bolaoa ha e itšetlehile ka likarolo sebediswa полупроводник ле diboloko. Boiketlo я sapoto думелла AIS хо hlōla мо boemong бо lebisang har’a lihlahisoa tšoanang.
The moetsi kamehla mamela bareki lona le Tracks tshebetso ya thekiso e seng feela, empa hape e bolela ka sehlooho se reng hae. Ho etsa sena, emisa ‘websaeteng khethehileng ho Internet, moo mong le e mong le thahasello’ me ha Batho ba iphapanyetsa ka tlohela maikutlo a bona. maikutlo цена ке thahasellisang bahlahisi электронной Seng Feela, empa hape хо bareki ба взрыва.
Tšebetso ea механический инвертор tjheseletsa
Ha e le hantle, ka mochine tjheseletsa «Resanta AIS-220» lekodisisa fetisisa ntle ‘me rorisang ho feta tekanyo. Empa ho na le ba hore re ba ntse ba sebetsa ka eona ka boemo ba leholimo le metsi a «kha» motlakase. Ka lebaka leo, ho ke ke le soso ho bareki ho hopotsa hang hape hore ho sebetsa le thepa leha e le efe ea motlakase le lisebelisoa beha kotsi haeba u sa etsa lintho tumellanong le melao ea motheo polokeho. Sesebediswa bekha lik’hilograma 5,5 ke feela ka nako ya ho tjheseletsa eleketrode bophara tsa 5 limililimithara на ле bokgoni ба 15 кВт, e leng lekane ho etsa bonnete ba hore lejoe 10 lik’hilograma lahlela bophahamo-этаж ntlo. Ka lebaka leo, tlhokomelo e eketsehileng ha e etsahala ha u sebelisa eneji, le-matla thepa.
All hlokolosi le mehato polokeho hore li hlalositsoe ka bukana taeo e lokela ho tieo khomaretse. Haeba хо на ле ке RCD ле tse tharo-terata oona tsamaisong matla le mabapi tsitsitseng fatše, etsa bonnete ba hore u na le mochine o nkehang oa nakoana hexagon le sebelisang ka eona.
Толщина основания листа, мм: 3,0 Ширина листа, мм: 1500 Длина листа), мм: 6000 Ширина основания рифлей, мм: 4,0 Масса 1 м. кв., кг: 24,2 Метров квадратных в тонне: 41,3 ГОСТ: ГОСТ 8568-77
Лист стальной рифленый представляет собой металлопрокат из углеродистой кипящей, спокойной или полуспокойной стали, на поверхности которого имеются чечевичные и ромбические выпуклые рисунки, расположенные под углом друг и другу. В зависимости от материала, различают стальной, алюминиевый и нержавеющий рифленый лист.
Основная функция листа стального рифленого – противоскользящая. Рифленые стальные листы используются в качестве напольных и стенных покрытий, для ступеней лестниц, настилов в промышленности и метро. Применяется в сельском хозяйстве и станкостроении. Часто стальной рифленый лист используют для отделки зданий.
Стальной рифленый лист является одним из самых востребованных видов металлопродукции. Особенной популярностью этот прокат пользуется в нефтегазовой сфере.
Лист стальной рифленый, поставляемый компанией «Металлосервис», отвечает всем требованиям ГОСТ.
Высота рифления стального листа варьируется в зависимости от толщины изделия. При этом толщина готовой продукции не учитывает высоту рифлений. Конфигурацию и расположение рифлей определяет производитель. Высота рифлей листа составляет от 0,2-0,3 толщины, но не менее 0,5мм.
Лист стальной рифленый поставляется в виде рулонов или листов.
Лист стальной рифленый производится нормальной или повышенной точности. Длина листов может быть мерной (вся продукция одинаковой длины), не мерной (листы различны по длине) и кратной мерной (минимальная длина листа).
Компания «Металлосервис» предлагает широкий выбор стального рифленого листа.
Наименование
Стоимость
Наличие
Лист рифленый стальной г/к 3х1500х6000 чечевица
уточняйте
В наличии
Размеры, масса и количество метров в тонне листа стального рифленого горячекатаного
Наименование
Толщина основания листа, мм
Ширина основания рифлей, мм
Масса 1м. кв., кг
Метров квадратных в тонне
Лист стальной рифленый г/к 2,5х1250х2500 ромб
2,5
5,0
21,0
47,6
Лист стальной рифленый г/к 2,5х1250х2500 чечевица
2,5
3,6
20,1
49,8
Лист стальной рифленый г/к 3х1250х2500 ромб
3,0
5,0
25,1
39,8
Лист стальной рифленый г/к 3х1250х2500 чечевица
3,0
4,0
24,2
41,3
Лист стальной рифленый г/к 3х1500х6000 ромб
3,0
5,0
25,1
39,8
Лист стальной рифленый г/к 3х1500х6000 чечевица
3,0
4,0
24,2
41,3
Лист стальной рифленый г/к 4х1500х6000 ромб
4,0
5,0
33,5
29,9
Лист стальной рифленый г/к 4х1500х6000 чечевица
4,0
4,0
32,2
31,1
Лист стальной рифленый г/к 5х1500х6000 ромб
5,0
5,0
41,8
23,9
Лист стальной рифленый г/к 5х1500х6000 чечевица
5,0
5,0
40,5
24,7
Лист стальной рифленый г/к 6х1500х6000 ромб
6,0
5,0
50,0
20,0
Лист стальной рифленый г/к 6х1500х6000 чечевица
6,0
5,0
48,5
20,6
Лист стальной рифленый г/к 8х1500х6000 ромб
8,0
5,0
66,6
15,0
Лист стальной рифленый г/к 8х1500х6000 чечевица
8,0
6,0
64,9
15,4
Что такое лист чечевица
Лист «чечевица».
Что это такое и где используется?
Поговорим о недостатках и преимуществах рифлёного металла.
Мой друг планировал сделать лестницу на второй этаж из простого стального листа, так как интерьер дома у него в стиле «high-tech» и деревянные изделия туда не вписываются. Я предложил ему более подходящий вариант – рифлёный металл.
Почему я посоветовал другу использовать именно лист «чечевицу», расскажу и вам.
Что из себя представляет чечевичное рифление
Существует несколько типов рифления любого металла:
«квинтет» – пять рифлей;
«дуэт» – две;
«даймонд» – одна.
Именно последний тип и называют «чечевицей».
Чечевичное рифление – это выпуклости на обычном металлическом листе в виде зёрен чечевицы. Рисунок располагают как одиночно, так и группами по всему изделию. Рифли находятся по отношению друг к другу под углом в 90 градусов.
Лист производится из углеродистой обычной или нержавеющей высококачественной стали. Рифли наносятся путём горячей прокатки обычного металлического листа через станки. После термообработки он становится более прочным и устойчивым к расслоению. Рисунок наносят на сталь толщиной от 2,5 до 12 мм, при этом «зёрна» отпечатываются только на одной стороне, в то время как оборотная часть остаётся гладкой.
Стальной лист по ГОСТу имеет следующие параметры:
длина – от 1400 до 8000 мм;
ширина – от 600 до 2200 мм;
ширина чечевичного зерна – 3,6-6 мм, допускаются погрешности до 0,15 мм;
длина рифли – 24 мм;
радиус закругления рисунка рифли – 30 мм;
расстояние между зёрнами – 20 мм или 30 мм.
Квадратный метр листа с чечевичным рисунком толщиной 4 мм весит 32,2 кг, а 6 мм лист с такой же площадью – 48,5 кг.
Хранят листы под навесом либо в сухих помещениях.
Эти знания помогли нам выбрать и заказать металл без брака.
Защищаем от коррозии
Другу настолько понравилась получившаяся внутри дома лестница, что он решил сделать ещё и крыльцо из рифлёнки. Я предупредил его, что для эксплуатации на улице металл необходимо покрыть антикоррозийным составом, который помимо своих основных свойств обладает также противоскользящей защитой, что немаловажно в зимний период.
Поэтому мы пошли выбирать подходящее средство, предотвращающее коррозию металла:
«Гальванол» – на 96% состоит из цинка, образует на поверхности плёнку, защищающую от воздействия воды и кислорода. Наносится валиком, не требует финишного покрытия. В результате металл приобретает благородный серый цвет.
«Быстромет» – краска для защиты металла не только от воды, но и от ультрафиолетового излучения.
«Фосфогрунт» – особая грунтовка, оберегающая металл от возникновения ржавчины.
Мы решили выбрать Гальванол.
Достоинства «чечевицы»
«Чечевица» обладает не только высокой прочностью, противоскользящими свойствами и привлекательным внешним видом, но и рядом других преимуществ.
Рифлёные листы можно красить, резать электросваркой или аргоном. В отличие от других металлов, этот тип отличается экологичностью и не опасен для здоровья человека.
Изделия из такой стали легко и просто монтировать, благодаря хорошей свариваемости. А продолжительность эксплуатации готовых сооружений превышает четверть человеческой жизни.
Сферы применения
Рифлёный металл используют:
в производственных и складских помещениях нефтегазовой и химической отрасли, благодаря устойчивости к агрессивной среде и высоким температурам;
в отделке кузовов большого грузового транспорта, в которых перевозят хрупкое оборудование или другие предметы, и в тюнинге багажников или капотов легковых автомобилей;
в вагоностроении, локомотивостроении, создании сооружений инженерной инфраструктуры, которые подвергаются резким перепадам температур и динамическим нагрузкам;
в облицовке дверей квартир и домов. Такие изделия станут надёжной защитой от воров. Металлические ворота из стали горячего проката труднее всего взломать;
в качестве элементов декора в мебельной отрасли;
для изготовления витрин супермаркетов, баннеров и другой продукции для наружной рекламы;
с целью заделки вентиляционных отверстий и возведения ограждений.
Вот и всё, что я хотел рассказать вам о рифлёнке. О том, как мы её использовали, читайте в специальных разделах нашего сайта. Если остались какие-то вопросы, пишите в комментариях. С удовольствием отвечу на все интересующие вас нюансы.
Рекомендованые товары
Арматура
Лист г/к
Угол г/к
Швеллер г/к
Электроды
Селектор перемычек | Какой Линтел мне нужен?
Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: S/K-50 Полость: 50-65 Нагрузка: Стандартная нагрузка Тип стены 4
:09002 Стена
:09002 : Внутренний лист 100 мм Код: S/K-70 Полость: 70-85 Нагрузка: Стандартная нагрузка Посмотреть продукт
Тип стены: Полая стена Перемычка Внутренний лист: 1000004 Код: S/K-90 Полость: 90-105 Нагрузка: Стандартная нагрузка Посмотреть продукт
Тип стены: Полая стена Перемычка: 100 мм Внутренний лист 9004 S/03 Код:
4
4 Полость: 110-125 Загрузка: Стандартная нагрузка Продукт Продукт
Тип стены: Стенка полости Линтел: 100 мм внутренний лист Код: S/K-130 : 130-145 Загрузка: Стандартная нагрузка Посмотреть продукт
Тип стены: Половая стена Линтела: 100 мм внутренний лист Код: С/К-1504 Половый Код: HD/K-50 Полость: 50-65 Нагрузка: Heavy Duty Load Посмотреть продукт
Тип стены: Полая стена Перемычка: 100 мм/K-70 Внутренний лист
3 Код: HD
Полость: 70-85 Загрузка: Heavy Duty Load View Product
Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: HD/K-90 Полость: 90-105 Загрузка: 390 Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: HD/K-110 Полость: 110-125 Нагрузка: Тяжелая нагрузка Просмотр продукта
2 Полость3 Стена:
Внутренний лист 100 мм Код: HD/K-130 Полость: 130-145 Нагрузка: Heavy Duty Load Посмотреть продукт
Тип стены: Полая стена Перемычка: 100 мм Внутренний лист 90
90 Код: HD полость: 150-165 Загрузка: тяжелая нагрузка Продуцируйте продукт
Тип стен : Тяжелая нагрузка Просмотр продукта
Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: XHD/K-70 Полость: 70-85 Нагрузка: Сверхвысокая нагрузка Тип стены: Полость 90 Просмотр продукта 90 Гинтел: 100 мм внутренний лист Код: XHD/K-90 Полевая полость: 90-105 Загрузка: Тяжелая нагрузка Посмотреть продукт
Тип стены: Стена полости Линтел: 100mm Leaf Код : XHD/K-110 полость: 110-125 Загрузка: тяжелая нагрузка Посмотреть продукт
Тип стен : Heavy Duty Load View Product
Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: XHD/K-150 Полость: 150-165 View3 Heavy Duty 900 103
Тип стены: Полая стена Перемычка: 100 мм Внутренний лист Код: X/K-50 Полость: 50-65 Нагрузка: Экстремальная нагрузка Просмотр продукта
Тип стены: Внутренний лист 3 04 Полая стена 90 Код: X/K-70 Полость: 70-85 Нагрузка: Экстремальная нагрузка Посмотреть продукт
Тип стены: Полая стена Перемычка: 100 мм Внутренний лист 9004/ Код: Полость: 90-105 Загрузка: Экстремальная нагрузка Просмотр продукта
Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: X/K-110 Полость: 110-125 Тип нагрузки: Экстремальная нагрузка : Половая стена Линтел: 100 мм внутренний лист Код: x/K-130 Половый Лист Код: X/K-150 Полость: 150-165 Нагрузка: Экстремальная нагрузка Просмотр продукта
Тип стены: Полая стена Перемычка: Широкая внутренняя створка SIL/503 Код: Полость: 50-65 Нагрузка: Стандартная нагрузка Посмотреть продукт
Полая стена Перемычка: Широкая внешняя створка Код: S/K-50 WOL Полость: 50-65 Нагрузка: Стандартная нагрузка Просмотр продукта
Тип стены: Полая стена: Полая стена: Широкий внешний лист Код: S/K-70 WOL Полость: 70-85 Нагрузка: Стандартная нагрузка Посмотреть продукт
Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: S/9003 WOL Полость: 90-105 Нагрузка: Стандартная нагрузка Посмотреть продукт
Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: S/K-110 WOL 000 51004 Полость: 41004 Полость Загрузка: Стандартная загрузка Просмотр продукта
Тип стены: Полая стена Перемычка: Широкая наружная створка Код: S/K-130 WOL Полость: 130-145 Нагрузка: Стандартная нагрузка Просмотр продукта
0
Стена 0
Тип стены:
: Широкая наружная створка Код: S/K-150 WOL Полость: 150-165 Нагрузка: Стандартная нагрузка Посмотреть продукт
Тип стены: Полость Код Стена Перемычка: 30 Внутренний: 3 3 HD/K-50 WOL Полость: 50-65 Нагрузка: Heavy Duty Load View Product
Тип стены: Полая стена Перемычка: Широкая наружная створка Код: HD/K-70 WOL Полость: 900-40 Загрузка: 900-85 Тяжелая нагрузка Посмотреть продукт
Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: HD/K-90 WOL Полость: 90-105 Нагрузка: 90 Тяжелая нагрузка Посмотреть продукт 03 Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: HD/K-110 WOL Полость: 110-125 Нагрузка: Тяжелая нагрузка Просмотр продукта
Тип стены: Широкая полая стена 90 Перемычка3 Код: HD/K-130 WOL Полость: 130-145 Нагрузка: Heavy Duty Load Посмотреть продукт
Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: 90-1003 HD WOL Полость: 150-165 Загрузка: Heavy Duty Load View Product
Тип стены: Полая стена Перемычка: Широкая наружная створка Код: XHD/K-50 WOL Полость: 50-65 Загрузка: 9004 Тяжелая нагрузка View 9
Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: XHD/K-70 WOL Полость: 70-85 Нагрузка: Heavy Duty Load View Product
0 Полость3 Тип стены:
0
Полость3 Перемычка: Широкий внешний лист Код: XHD/K-90 WOL Полость: 90-105 Нагрузка: Heavy Duty Load Посмотреть продукт
Тип стены: Полая стена Перемычка: Широкая внешняя створка 90K-0 XHD Код: 110 WOL Полость: 110-125 Нагрузка: Heavy Duty Load View Product
Тип стены: Полая стена Перемычка: Широкая наружная створка Код: X9 3 C0-0004 WOL 145 Загрузка: Heavy Duty Load Просмотр продукта
Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: XHD/K-150 WOL Полость: 150-165 Нагрузка: Тяжелая нагрузка Тип стены 3: Полость 30 90 Перемычка: Широкая внешняя створка Код: X/K-50 WOL Полость: 50-65 Нагрузка: Экстремальная нагрузка Посмотреть продукт
Тип стены: Полая стена
4 Наружная перемычка: 9000 :
X/K-70 WOL Полость: 70-85 Загрузка: Экстремальная нагрузка Просмотр продукта
Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: X/K-90 WOL Полость: 90-045 Загрузка: 3 90-045 Нагрузка Посмотреть продукт
Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: X/K-110 WOL Полость: 110-125 Нагрузка: Экстремальная нагрузка Просмотреть продукт Полая стена Перемычка: Широкая наружная створка Код: X/K-130 WOL Полость: 130-145 Нагрузка: Экстремальная нагрузка Просмотр продукта
Тип стены: Полая стена Перемычка: 03 X 904 Код Наружная створка: 00003 Широкая внешняя створка /K-150 WOL Полость: 150-165 Нагрузка: Extreme Load Посмотреть продукт
Нет результатов? Пожалуйста, выберите из раскрывающегося списка выше, чтобы сделать другую комбинацию.
Нестандартные стальные конструкционные перемычки | Портфолио | Изготовление металлоконструкций на заказ | Производство прецизионных металлов
Baldwin Metals является ведущим производителем нестандартных стальных перемычек в метроплексе Даллас-Форт-Уэрт. Стальные перемычки — это архитектурные компоненты, используемые в строительстве домов и зданий, которые несут нагрузку на окна, двери или арки. Все наши стальные перемычки изготавливаются по размеру и радиусу для конкретного применения. Как правило, мы производим их из углеродистой стали; однако мы также можем производить перемычки из нержавеющей стали для специального применения.
В отличие от готовых перемычек, стальные перемычки Baldwin metals изготавливаются на заказ в соответствии с точными спецификациями и требованиями архитекторов и каменщиков, которым нужна стальная перемычка уникального размера для завершения своего шедевра
После процесса прокатки стальная перемычка по индивидуальному заказу перемычки вырезаются и свариваются, чтобы создать арку, которая будет удерживать кладку.
Изготовление нестандартных стальных перемычек начинается в металлопрокатном цехе, где металлический уголок формируется по заданному радиусу
Наши стальные перемычки, используемые для создания арочных проемов в домах или зданиях, могут быть изготовлены на заказ практически любого размера и формы.
Заказать индивидуальные стальные перемычки в Baldwin Metals очень просто:
Выберите дизайн шаблона перемычки, необходимый для вашего проекта
Загрузите и распечатайте файл шаблона.
Заполните необходимые размеры.
Отправьте их по электронной почте (Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для его просмотра.) или по факсу (214-747-7872).
Загрузка шаблона стальной перемычки по индивидуальному заказу
Мы быстро предоставим вам ценовое предложение. Мы требуем 50% депозита, чтобы начать работу. В зависимости от количества и дизайна изготовление стальных перемычек по индивидуальному заказу обычно занимает от одной до трех недель.
Обычно наши клиенты забирают свои готовые перемычки, однако при необходимости может быть организована доставка.
Быстрые ссылки на другие проекты продукции Baldwin Metals:
Сосуды под давлением ASME
Конусы и концентрические переходники
CorTen «Выветриваемая сталь» Изготовление
Индивидуальные металлические скобы
Металлоконструкции на заказ
Изготовленные на заказ металлические ящики для сеялок
Изготовленные на заказ металлические резервуары, бункеры и сосуды
Нестандартные стальные конструкционные перемычки
Промышленные плиты
Большая сварная деталь
Лазерная резка металлических ограждений, перегородок, стеновых панелей и декоративных экранов
Металлическое произведение искусства
Ленточные смесители
Цилиндры и кольца из листового металла
Поставщик листового металла
Опорные плиты
Сварные изделия и сварные сборки
Запросить цену
Благодарим вас за интерес к работе с Baldwin Metals, мы рады быть частью вашего проекта.
основные узлы токарного, из чего состоит, состав строения конструкции и принцип работы
Главные требования, которые предъявляются к современному металлорежущему оборудованию, — скорость запуска в производство, точность изготовления и быстрое переключение на выпуск других видов изделий. Этими качествами обладает токарный станок с ЧПУ.
Области использования станков с ЧПУ
Современные станки с ЧПУ — отдельный вид промышленного оборудования. Области их использования в производстве постоянно расширяются. Так, станки используют:
в металлообрабатывающей промышленности для фрезерной обработки и фрезеровки деталей;
в области электроники для производства корпусов и лицевых панелей приборов;
в модельном производстве для изготовления литьевых моделей и прототипов изделий;
в мебельном производстве при изготовлении простых и сложных фасадов;
в области рекламы для раскройки листовых пластиков, композитов и других материалов.
Устройство станков с ЧПУ: основные узлы и механизмы
Станки с ЧПУ включают в себя узлы, в задачу которых входит выполнение возложенных на них определенных функций.
Среди главных узлов металлообрабатывающего оборудования с ЧПУ выделяют:
Основание. Представляет собой прямоугольник, который вместе со станиной обеспечивает устойчивость изделия.
Станина. Главная деталь устройства. Она соединяет между собой все узлы и механизмы.
Бабка шпиндельная. В ней расположен шпиндельный подшипниковый узел, закрепляющий и вращающий поставленную заготовку.
Головка автомат. С ее помощью можно установить режущие элементы в рабочее положение.
Приводы подач. Превращают движения ротора в линейное положение узлов при помощи шарико-винтовых пар.
Датчик нарезания металла. Он устанавливается на шпиндельной бабке.
Система управления. В станок встроено несколько панелей для контроля работы и контроля процесса производства деталей.
Справка. Если знать всю конструкцию устройства с ЧПУ и его узлов, то можно быстро включиться в работу, а в случае чего устранить неполадки или объяснить мастеру проблему.
Узлы токарного станка с ЧПУ
Устройства с ЧПУ бывают:
токарными;
фрезерными;
шлифовальными;
электроэрозионными;
многоцелевыми.
Устройства для первых трех видов работ — усовершенствованные модели. Первые обрабатывают изделия в телах вращений, вторые сверлят канавки и сквозные отверстия в изделиях, третьи обрабатывают поверхность изделий, делая их гладкими.
Справка. ЧПУ делает работу станков быстрой и точной. Оно позволяет быстро обработать сложные детали, почти не оставляя возможностей для брака.
Многоцелевое оборудование совмещает в себе шлифовальные, токарные и фрезерные составляющие. Станки способны осуществить все виды резания и обтачивания изделий.
Электроэрозионные устройства отличаются сложной конструкцией. На них осуществляется обработка изделий при помощи электроэрозии благодаря перемещению электрода в жидкой среде. Оборудование применяется в том случае, если невозможно достичь желаемого эффекта с помощью токарной или фрезерной обработки.
Как работает станок с ЧПУ: алгоритм и описание
Управление устройством с ЧПУ осуществляется оператором, который на панели управления задает алгоритм работы, который в свою очередь реализует заданные действия для обработки изделий.
За счет программного управления происходит полная автоматизация процесса производства. Достаточно задать необходимую программу обработки, поставить заготовку и включить программу, чтобы в результате получить партию одинаковых по размеру и качеству изделий. Контроллеры программы могут решать поставленные логические задачи и осуществлять вычисления на встроенном экране или с помощью визуального сигнала.
Чтобы предотвратить повреждения главных узлов станков, в них предусмотрена система защиты, оповещающая о неполадках и не допускающая запуска неверных режимов обработки деталей.
Принцип работы станка ЧПУ по металлу
Справка. Оборудование с ЧПУ способно разрезать металл, толщина которого не превышает двух сантиметров.
Работа таких станков основана на действии электрической дуги, формирующейся между соплом устройства и электродом. Постоянная дуга образуется при помощи быстрой подачи раскаленного металла, который расплавляет металл по определенной траектории. Максимальная температура плавления равна +30 000 градусов.
Для формирования плазмы применяются активные газы. При этом для обработки материалов используют кислород, а цветные металлы нарезают азотом, аргоном или водородом. Кислород, используемый для разрезания стали и мягких металлов, минимизирует расход материала и в итоге получается ровная кромка.
Принцип работы наладчика и оператора
Чтобы станок с ЧПУ работал правильно, его обслуживают опытные специалисты. Работу станка контролируют наладчик и оператор.
Наладчик:
подбирает режущий инструмент и проверяет его целостность;
подбирает заданные параметры;
устанавливает режущий инструмент и проверяет прочность его закрепления;
устанавливает переключатель в режим «От станка»;
проверяет работу оборудования на холостом ходу;
проверяет грамотность заданной программы для пульта и станка с ЧПУ;
крепит заготовки в патрон и устанавливает переключатель в режим «По программе»;
обрабатывает заготовки;
замеряет готовые изделия и вносит поправки;
обрабатывает изделия в режиме «По программе» еще один раз;
замеряет;
переводит переключатель в режим «Автомат».
По завершении процесса наладки к работе приступает оператор, который осуществляет следующее:
меняет масло;
очищает рабочую зону;
смазывает патроны;
проверяет станок на гидравлику и пневматику;
проверяет заданные параметры.
Оборудование ЧПУ изменило внешний вид производственного цеха. Оно управляет разными видами станков, которые ускоряют работу человека. Почти каждая организация, занимающаяся механической обработкой деталей, обладает компьютеризированной системой, но ЧПУ полностью не способно заменить шлифовку и литье — эти способы дополняют друг друга, что дает производствам новые возможности для повышения качества изделий.
06 сентября 2020
5420
Получите консультацию специалиста
Как устроены оси станка с ЧПУ. Принцип работы и подбора комплектующих для кинематики ЧПУ
1. Устройство 3-х осевого станка с ЧПУ
2. Компоненты осей ЧПУ
3. Направляющие фрезерного станка с ЧПУ
4. Вал винтовой передачи
5. Двигатели осей ЧПУ
6. Концевой датчик или «концевик» Оси
Всем привет друзья, С Вами 3DTool!
В этом материале мы хотим во-первых, рассказать Вам о том, как устроена механика фрезерных станков с ЧПУ. Во-вторых, раскрыть принцип ее работы и подбора комплектующих. И в-третьих, немного подробнее описать каждый из отдельно взятых узлов в рамках их применения в общей конструкции. Статья будет полезна новичкам и совсем не знакомым с архитектурой ЧПУ-станков читателям.
Оси фрезерного станка с ЧПУ как правило крепятся к раме станка. Их роль заключается в обеспечении точного передвижения портала со шпинделем, в соответствии с командой от панели управления или программой G-кода через контроллер.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
1.
Устройство 3-х осевого станка с ЧПУ
Типовую схему движения на 3-х осевом станке с ЧПУ вы можете видеть на картинке ниже:
3-х осевая координатная система станка с ЧПУ
2. Компоненты осей ЧПУ
Каждая ось станка содержит следующие компоненты:
3. Направляющие фрезерного станка с ЧПУ
Направляющие фрезерного станка с ЧПУ должны выполнять три основных задачи:
Движение в направлении заданной оси. Тут основную роль играет низкий коэффициент трения.
Обеспечить точное перемещение, исключая вибрации и люфты. Основное требование — качество направляющих и каретки.
Направляющая должна воспринимать и гасить вторичные нагрузки. Основное требование — жесткость.
В зависимости от формы профиля различают несколько видов линейных направляющий, в их числе:
Цилиндрические направляющие
По своей сути это — шлифованный цилиндрический вал, по которому движутся каретки с литыми втулками, либо линейными подшипниками. Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам.
Коробчатые направляющие и ласточкин хвост
Направляющие данного вида отличаются лишь профилем сечения, принцип работы же у них одинаков. После точной подгонки данные направляющие крепятся к станине станка, становясь её непосредственной частью. Движение осуществляет каретка, точно подогнанная по размеру к профилю рельсы. Минусом данных типов направляющих является сложность замены рельсы и подгонки к ней размеров каретки в случае износа.
Данные направляющие чаще всего изготавливаются из чугуна, потому что он обладает хорошими свойствами с точки зрения скользящего контакта металл-металл.
Профильные рельсовые направляющие
Профильный направляющий рельс с кареткой.
Профильные рельсовые направляющие по принципу работы похожи на предыдущий тип направляющих, но все же имеет несколько ключевых от него отличий:
Скольжение осуществляется по заранее определенным профилям дорожек рельсы, с очень тонкой подгонкой зазоров между кареткой и рельсом.
Минимальное трение в данном случае обеспечивают шарики внутри каретки
С боков каретки обычно стоят сальники и пыльники, что исключает попадание пыли и стружки внутрь подвижных элементов
Обычно, на одну ось используется 2 рельсы, а на одной рельсе находятся 2 каретки, но конструкция позволяет разместить на рельсе сколько угодно кареток в зависимости от её длинны и конструктивных особенностей станка.
4. Вал винтовой передачи
Задача данного вала-преобразовывать вращательное движение в поступательное вдоль оси с как можно меньшим трением и как можно меньшим люфтом.
Люфт
Когда станок меняет направление движения винтовой передачей, требуется небольшой поворот винта, прежде чем направление изменится на противоположное. В этот момент винт и гайка смещаются друг относительно друга без взаимного вращения.
Станки с ЧПУ очень нетерпимы к люфту. Минимизация люфта критически важна для качественной работы станка.
Люфт нельзя полностью устранить, но хорошим значением для любого станка с ЧПУ является люфт менее двадцати пяти тысячной сантиметра (0,0025 сантиметра), но в промышленных станках с ЧПУ это значение гораздо меньше.
Передача винт-гайка
Данный вид передачи был наиболее распространен до появления ШВП, но всё же до сих пор используется на некоторых видах станков в силу простоты конструкции и её дешевизны. Для уменьшения люфта на таком соединении может применяться разрезная гайка, которая позволяет путем сжатия регулировать натяг, устраняя тем самым увеличивающийся со временем люфт. Минусом и одновременно плюсом такой пары является повышенное трение в передаче, что с одной стороны ведет к досрочному износу винта, и требует более мощного мотора, но с другой стороны компенсирует вращательные колебания винта при использовании шагового двигателя.
Шарико-винтовые передачи (ШВП)
Шарико-винтовые передачи — идеальный вариант для ЧПУ, по причине максимальной минимизации люфта и трения. Называются шариков-винтовой передачей из за шариковой гайки, в которой вращаются шарико-подшипнкики. Шарики движутся по канавкам на винте, тем самым передавая вращательное усилие на корпус гайки. В настоящее время данный вид передачи является стандартом в станках с ЧПУ.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
5. Двигатели осей ЧПУ
Шаговый двигатель
Шаговый двигатель для фрезерного станка с ЧПУ.
На фотографии выше показан типичный шаговый двигатель для фрезерного станка с ЧПУ. Шаговые Двигатели называются так потому, что они предназначены для перемещения по дискретным шагам . В зависимости от типа шагового двигателя, количество шагов на один оборот варьируется от 100 до 400, а угол одного шага — от 0.9 до 3. 6 градусов.
Как правило двигатель имеет водонепроницаемый корпус, поэтому в случае протекания, например, охлаждающей жидкости двигатель не выходит из строя.
Шаговые двигатели очень распространены как в проектах DIY с ЧПУ, так и в большинстве коммерческих станков ЧПУ. Однако, в станках промышленного качества чаще всего используются так называемые сервомоторы.
Сервомотор
Недостатком шагового двигателя является то, что он не отслеживает текущую позицию вала и количество сделанных оборотов, что в некоторых ситуациях может вести к пропуску шагов. Поэтому в промышленных станках используется другой тип моторов — сервомоторы.
В чем разница между сервомотором и шаговым двигателем?
Основное различие состоит в том, что сервомоторы имеют замкнутый контур, а шаговые двигатели — разомкнутый
К сервомотору прикреплено устройство, называемое энкодером.
Энкодер — это датчик, который сообщает сервомотору, сколько шагов он совершил. Этот сигнал обеспечивает обратную связь с контроллером, что дает ряд преимуществ и увеличивает производительность. Благодаря обратной связи он называется «замкнутый цикл».
В случае шагового двигателя контроллер сообщает ему, что нужно переместить шаг, и он просто должен предположить, что так и произошло.
В большинстве случаев так и происходит, но изредка, обычно из за превышения нагрузки на валу, двигатель теряет шаги. Потерянные шаги влияют на точность станка с ЧПУ. Энкодер сервопривода отслеживает подобные потери и корректирует положение вала, пока оно не будет соответствовать заданному.
Сервомоторы также работают лучше в том смысле, что они производят мощность в более широком диапазоне и часто на более высоких оборотах. В результате имеем лучшую точность позиционирования, динамику разгона и отсутствие снижения момента при высоких скоростях.
Тогда как обычный шаговый двигатель обеспечивает точность перемещения рабочей оси в районе 0. 01 мм, сервомотор дает 0.002 мкм.
Энкодер сервопривода обычно имеет 1024 положения, которые он может измерять, и даже больше. Принимая во внимание, что обычный шаговый двигатель дает 200 шагов на оборот, мы получаем пятикратное увеличение точности при использовании сервопривода.
У сервомоторов есть и минусы. В первую очередь — необходимость регулярно обслуживать и менять узлы. Так же сервомоторы станка должны быть оснащены дополнительной защитой при экстренной остановке. Цена на сервопривод гораздо выше, чем на шаговый двигатель.
6. Концевой датчик или «концевик» Оси
Концевой датчик для фрезерного станка с ЧПУ
Концевой датчик, или «концевик» сообщают фрезерному станку с ЧПУ, когда он достигает предела перемещения по оси. Обычно он нужен для двух целей:
В большинстве станков используется один концевик на ось, и это датчик нулевого положения. Лимиты движения по осям задаются программно.
Первое, что нужно сделать, когда мы включаем станок — это отправить его в «дом» или позицию нуль. Моторы приводят в движение каретки станка по координатам до концевиков, и встает в так называемое домашнее положение.
У концевиков есть погрешность повторяемости, которая обычно определяется конструкцией датчика и используемыми компонентами. Это значит, что каждый раз отправляя станок в «дом», оси останавливаются с некоторым отклонением, предположим с погрешностью в 0.1 мм. Если нам нужно поставить станок на паузу, или вообще выключить его, а потом продолжить работу, то данная погрешность может в последствии сказаться на качестве изготавливаемого изделия.
Допустим, мы выключили станок на ночь, и включили утром, что бы продолжить работу. Отправив станок в дом, мы получили отклонение по оси 0.1 мм. Единственный возможный вариант — вручную перенастраивать станок с помощью щупа, что отнимает значительное время.
Единственный способ свести на нет большую погрешность — использовать более дорогие датчики. Наименее точными считаются механические концевики, открытые оптические — поточнее. Так же возможно использование в качестве концевика датчика Холла, который дает погрешность порядка 0.01мм.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Что ж, а на этом у нас все! Надеемся статья была Вам полезна.
Приобрести станки с ЧПУ, 3D принтеры, расходные материалы к ним и другое оборудование, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
С чем может справиться вертикальная мельница серии VF? Благодаря широкому ассортименту доступных моделей серия VF может соответствовать практически любому размеру и производственным требованиям. Независимо от ваших потребностей, VF идеально подходит для удовлетворения потребностей вашего механического цеха.
Вертикальный фрезерный станок с ЧПУ, ход 20 x 16 x 20 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-2
Вертикальный фрезерный станок с ЧПУ, ход 30 x 16 x 20 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-2TR
Вертикальный фрезерный станок с ЧПУ на цапфах с ходом 30 x 16 x 20 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-2SS
Сверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 30 x 16 x 20 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-2YT
Вертикальный фрезерный станок с ЧПУ, ход 30 x 20 x 20 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-2SSYT
Сверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 30″ x 20″ x 20″
ТОЛЬКО CNY
Узнать больше Комплектация и цена
СРЕДНЯЯ СЕРИЯ VF
VF-3
Вертикальный фрезерный станок с ЧПУ, ход 40″ x 20″ x 25″
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-3SS
Сверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 40 x 20 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-3YT
Вертикально-фрезерный станок с ЧПУ, ход 40 x 26 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-3SSYT
Сверхскоростной вертикальный фрезерный станок с ЧПУ с рабочим ходом 40 x 26 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-3YT/50
Вертикальный фрезерный станок с ЧПУ, ход 40 x 26 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-4
Вертикальный фрезерный станок с ЧПУ, ход 50 x 20 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-4SS
Сверхскоростной вертикальный фрезерный станок с ЧПУ с рабочим ходом 50 x 20 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-5/40
Вертикальный фрезерный станок с ЧПУ, ход 50 x 26 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-5/40TR
Вертикальный фрезерный станок с ЧПУ с цапфой и ходом 50 x 26 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-5SS
Сверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 50″ x 26″ x 25″
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-5/40XT
Вертикальный фрезерный станок с ЧПУ, ход 60 x 26 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-5/50
Вертикальный фрезерный станок с ЧПУ, ход 50 x 26 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-5/50TR
Вертикальный фрезерный станок с ЧПУ на цапфах с ходом 50 x 26 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-5/50XT
Вертикальный фрезерный станок с ЧПУ, ход 60 x 26 x 25 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
БОЛЬШАЯ СЕРИЯ VF
VF-6/40
Вертикальный фрезерный станок с ЧПУ, ход 64 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-6SS
Сверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 64 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-6/40TR
Вертикальный фрезерный станок с ЧПУ с цапфой и ходом 64 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-6/50
Вертикальный фрезерный станок с ЧПУ, ход 64 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-6/50TR
Вертикальный фрезерный станок с ЧПУ на цапфах с ходом 64 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-7/40
Вертикально-фрезерный станок с ЧПУ, ход 84 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-7/50
Вертикальный фрезерный станок с ЧПУ, ход 84 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-8/40
Вертикальный фрезерный станок с ЧПУ, ход 64 x 40 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-8/50
Вертикальный фрезерный станок с ЧПУ, ход 64 x 40 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-9/40
Вертикальный фрезерный станок с ЧПУ, ход 84 x 40 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-9/50
Вертикальный фрезерный станок с ЧПУ, ход 84 x 40 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-10/40
Вертикальный фрезерный станок с ЧПУ, ход 120 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-10/50
Вертикально-фрезерный станок с ЧПУ, ход 120 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-11/40
Вертикальный фрезерный станок с ЧПУ, ход 120 x 40 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-11/50
Вертикальный фрезерный станок с ЧПУ, ход 120 x 40 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-12/40
Вертикальный фрезерный станок с ЧПУ, ход 150 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-12/50
Вертикальный фрезерный станок с ЧПУ, ход 150 x 32 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-14/40
Вертикальный фрезерный станок с ЧПУ, ход 150 x 40 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
VF-14/50
Вертикальный фрезерный станок с ЧПУ, ход 150 x 40 x 30 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
«У нас есть три станка VF-2SS, высокоскоростные шпиндели помогают нам производить превосходную чистовую обработку, сокращая при этом время производства. Простота эксплуатации станков Haas является большим плюсом. Наши операторы хорошо знакомы с системой управления Haas, и это помогает обеспечить бесперебойную работу процесса. Мы действительно являемся магазином Haas».
Джо Брюстер | Владелец | Концепции Нихило
Суперскорость в действии
Посмотрите, как быстро вы можете изготавливать детали на станке VF-2SS со сверхскоростным поворотным столом HRC210.
Резка с конусом 50
Станки Haas VF с конусом 50 — это рабочие лошадки, хорошо подходящие для высокопроизводительного съема материала, независимо от того, какой тип резания вы выполняете. Стандартный шпиндель с 50 конусами на 7500 об/мин имеет мощность 30 л.с., а двухступенчатая коробка передач обеспечивает крутящий момент 450 футо-фунтов при 500 об/мин.
Посмотреть машины VF в действии
Совершите экскурсию по великолепному гоночному цеху и посмотрите на широкий ассортимент станков серии VF и других станков Haas в действии, производя детали, которые выигрывают!
Простые решения для волокнистой стружки
Если у вас когда-либо была волокнистая стружка, намотавшаяся на ваш режущий инструмент, вы, вероятно, хотели бы, чтобы существовал простой способ от нее избавиться. В этом видео мы покажем вам простой способ избавиться от этих чипов, не открывая дверцы машины!
Слова могут рассказать очень многое. Посмотрите эту галерею фотографий, чтобы увидеть свой станок Haas со всех сторон.
ПОСМОТРЕТЬ ГАЛЕРЕЮ
От самого удобного в отрасли управления до нашей инновационной беспроводной интуитивно понятной измерительной системы (WIPS) и широкого выбора шпинделей и устройств смены инструмента — мы позволяем вам настроить свой станок так, чтобы он работал на вас. Ведь вы лучше всех знаете, что вам нужно. Узнайте больше обо всем, что может предложить Haas.
Изучение возможностей
Готовы создать свой новый вертикальный фрезерный станок Haas?
Давайте подберем подходящую машину для вашего магазина и сделаем ее индивидуальной, добавив опции и функции, которые вам подходят.
НАЧАТЬ
Файлы cookie
Для правильной работы этого сайта мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Посмотреть уведомление о конфиденциальности и файлах cookie
{{ если (загрузка) { }} {{=loadingSpinner}} {{ } еще { }}
×
{{=контент}}
{{ } }}
{{ если (загрузка) { }} {{=loadingSpinner}} {{ } еще { }}
×
{{=контент}}
{{ } }}
Уведомление о файлах cookie
Мы используем файлы cookie, чтобы улучшить ваш пользовательский опыт. Наше уведомление о файлах cookie описывает, какие файлы cookie мы используем, почему мы их используем и как вы можете найти дополнительную информацию о них. Пожалуйста, подтвердите свое согласие на использование аналитических файлов cookie. Если вы не согласны, вы все равно можете использовать наш веб-сайт с ограниченным пользовательским интерфейсом.
Функциональные файлы cookie
Аналитические файлы cookie
Станок с ЧПУ | Encyclopedia.com
Справочная информация
Станки с ЧПУ или станки с числовым программным управлением представляют собой сложные металлообрабатывающие инструменты, с помощью которых можно создавать сложные детали, требуемые современными технологиями. Быстро растущие с развитием компьютеров, ЧПУ могут выполнять работу в качестве токарных станков, фрезерных станков, лазерных резаков, абразивно-струйных резаков, штамповочных прессов, листогибочных прессов и других промышленных инструментов. Термин ЧПУ относится к большой группе этих станков, которые используют компьютерную логику для управления движениями и выполнения металлообработки. В этой статье будут рассмотрены самые распространенные виды: токарные и фрезерные станки.
История
Хотя токарные станки по дереву использовались с библейских времен, первый практичный токарный станок по металлу был изобретен в 1800 году Генри Модслеем. Это был просто станок, который удерживал обрабатываемый материал или заготовку в зажиме или шпинделе и вращал его, чтобы режущий инструмент мог обработать поверхность до желаемого контура. Оператор управлял режущим инструментом с помощью кривошипов и маховиков. Точность размеров контролировал оператор, который наблюдал за градуированными циферблатами на маховиках и перемещал режущий инструмент на соответствующую величину. Каждая изготовленная деталь требовала от оператора повторения движений в той же последовательности и с теми же размерами.
Первый фрезерный станок работал почти так же, за исключением того, что режущий инструмент помещался во вращающийся шпиндель. Заготовка крепилась к станине станка или рабочему столу и перемещалась под режущим инструментом, опять же с помощью маховиков, для обработки контура заготовки. Этот ранний фрезерный станок был изобретен Эли Уитни в 1818 году. назад) и «Z» (вверх и вниз). Рабочий стол также можно поворачивать в горизонтальной или вертикальной плоскости, создавая четвертую ось движения. Некоторые станки имеют пятую ось, которая позволяет шпинделю поворачиваться под углом.
Одна из проблем с этими ранними станками заключалась в том, что для изготовления каждой детали оператору приходилось манипулировать маховиками. Помимо монотонной и физически изнурительной работы, возможности оператора по изготовлению идентичных деталей были ограничены. Незначительные различия в работе приводили к изменению размеров осей, что, в свою очередь, приводило к плохо подогнанным или непригодным деталям. Уровни брака для операций были высокими, что приводило к трате сырья и рабочего времени. По мере увеличения объемов производства количество пригодных для использования деталей, производимых на одного оператора в день, перестало быть экономически выгодным. Что было необходимо, так это средства для автоматического управления движениями машины. Ранние попытки «автоматизировать» эти операции использовали серию кулачков, которые перемещали инструменты или рабочий стол с помощью рычагов. Когда кулачок вращался, звено следовало за поверхностью кулачка, перемещая режущий инструмент или заготовку посредством серии движений. Форма поверхности кулачка позволяла контролировать величину движения рычажного механизма, а скорость вращения кулачка контролировала скорость подачи инструмента. Эти ранние машины было трудно правильно настроить, но после настройки они обеспечивали отличную повторяемость для своего дня. Некоторые из них сохранились до наших дней и называются «швейцарскими» станками, что является синонимом прецизионной обработки.
От раннего дизайна до настоящего времени
Дневная эксплуатация
Современный дизайн станков с ЧПУ вырос из работ Джона Т. Парсонса в конце 1940-х и начале 1950-х годов. После Второй мировой войны Парсонс занимался изготовлением лопастей вертолетных винтов, что требовало точной обработки сложных форм. Вскоре Парсонс обнаружил, что, используя ранний компьютер IBM, он мог создавать гораздо более точные контурные направляющие, чем это было возможно с помощью ручных расчетов и макетов. Основываясь на этом опыте, он выиграл контракт с ВВС на разработку «автоматической машины для контурной резки» для производства деталей крыла большого сечения для самолетов. Благодаря компьютерному считывателю карт и точному управлению серводвигателем машина получилась огромной, сложной и дорогой. Однако он работал автоматически и производил детали с высокой степенью точности, необходимой для авиационной промышленности.
К 1960-м годам стоимость и сложность автоматизированных машин снизились до такой степени, что они нашли применение в других отраслях. В этих машинах использовались электродвигатели постоянного тока для управления маховиками и инструментами. Двигатели получали электрические инструкции от устройства чтения ленты, которое считывало бумажную ленту шириной примерно 1 дюйм (2,5 см), в которой была пробита выбранная серия отверстий. Положение и последовательность отверстий позволяли читателю производить необходимые электрические импульсы для вращения двигателей в точное время и с определенной скоростью, что фактически приводило машину в действие точно так же, как человек-оператор. Импульсы управлялись простым компьютером, у которого в то время не было «памяти». Их часто называли «ЧПУ» или машинами с числовым программным управлением. Программист производил ленту на машине, похожей на пишущую машинку, очень похожей на старые «перфокарты», использовавшиеся в первых компьютерах, которые служили «программой». Размер программы определялся длиной ленты, которую необходимо было прочитать для создания определенной части.
История о том, как компьютеры впервые были связаны с производственным оборудованием, полна интриг и противоречий. Он показывает, как переплелись промышленность, университеты и вооруженные силы в 20 веке. Эта история также показывает, насколько сложно приписать многие инновации одному человеку или учреждению. Выяснить, кто что сделал, когда и с каким влиянием, — сложная задача.
В 1947 году Джон Парсонс возглавил авиастроительную фирму в Траверс-Сити, штат Мичиган. Столкнувшись с возрастающей сложностью форм деталей и связанными с этим математическими и инженерными проблемами, Парсонс искал способы снизить инженерные затраты своей фирмы. Он попросил корпорацию International Business Machine разрешить ему использовать один из их основных офисных компьютеров для выполнения ряда расчетов для новой лопасти вертолета. В конце концов, Парсонс договорился с Томасом Дж. Уотсоном, легендарным президентом IBM, согласно которому IBM будет работать с корпорацией Parsons над созданием машины, управляемой перфокартами. Вскоре у Парсонса также был контракт с ВВС на производство машины, управляемой картами или лентой (например, пианино), которая вырезала бы контурные формы, такие как пропеллеры и крылья. Затем Парсонс обратился за помощью к инженерам лаборатории сервомеханизмов Массачусетского технологического института. Исследователи Массачусетского технологического института экспериментировали с различными типами процессов управления и имели опыт работы с проектами ВВС еще со времен Второй мировой войны. В свою очередь, лаборатория Массачусетского технологического института увидела в этом возможность расширить собственные исследования механизмов контроля и обратной связи. Успешная разработка станков с числовым программным управлением была затем предпринята университетскими исследователями, стремящимися удовлетворить требования военных спонсоров.
William S. Pretzer
С развитием интегрированной электроники лента была упразднена или использовалась только для загрузки программы в магнитную память. Фактически, емкость памяти современных станков с ЧПУ до сих пор иногда называют «футами памяти».
Современный станок с ЧПУ работает, считывая тысячи битов информации, хранящейся в программной памяти компьютера. Чтобы поместить эту информацию в память, программист создает ряд инструкций, понятных машине. Программа может состоять из «кодовых» команд, таких как «M03», которая дает указание контроллеру переместить шпиндель в новое положение, или «G99», который дает указание контроллеру считывать вспомогательный ввод из какого-либо процесса внутри станка. Кодовые команды являются наиболее распространенным способом программирования станка с ЧПУ. Однако прогресс в области компьютеров позволил производителю станка предложить «диалоговое программирование». ,», где инструкции больше похожи на простые слова. В диалоговом программировании команда «M03» вводится просто как «MOVE», а команда «G99» просто как «READ». Этот тип программирования позволяет быстрее обучаться и меньше запоминать значения кода программистами.Однако важно отметить, что большинство диалоговых машин по-прежнему считывают кодовые программы, поскольку индустрия довольно сильно полагается на эту форму программирования.
Контроллер также предлагает помощь программисту для ускорения использования машины. Например, на некоторых станках программист может просто ввести местоположение, диаметр и глубину элемента, а компьютер выберет наилучший метод обработки для создания элемента в заготовке. Новейшее оборудование может использовать инженерную модель, сгенерированную компьютером; рассчитать правильные скорости инструмента, подачи и траектории; и производить деталь без создания чертежа или программы.
Современный дизайн и сырье
Материалы
Механические компоненты машины должны быть жесткими и прочными, чтобы поддерживать быстро движущиеся части. Шпиндель обычно является самой прочной частью и поддерживается большими подшипниками. Независимо от того, удерживает ли шпиндель заготовку или инструмент, функция автоматического зажима позволяет шпинделю быстро зажимать и разжимать во время выполнения программы.
Сбоку машины прикреплен магазин с различными инструментами. Передаточный рычаг, иногда называемый панелью инструментов, снимает инструмент со станка, помещает его в магазин, выбирает другой инструмент из магазина и возвращает его на станок с помощью инструкций в программе. Типичное время цикла, необходимое для этой процедуры, составляет от двух до восьми секунд. Некоторые машины могут содержать до 400 инструментов в больших «ульях», каждый из которых автоматически загружается по мере выполнения программы.
Станина или рабочий стол станка опирается на направляющие из закаленной стали, которые обычно защищены гибкими ограждениями.
Литой чугун или механит раньше были предпочтительным материалом для металлообрабатывающих станков. Сегодня в большинстве машин широко используются сварные соединения из горячекатаной стали и кованых деталей. такие продукты, как нержавеющая сталь, чтобы снизить стоимость и позволить изготавливать более сложные конструкции рам.
Некоторые машины спроектированы как ячейки, что означает, что они имеют определенную группу деталей, для производства которых они предназначены. У станков Cell есть большие инструментальные магазины, в которых достаточно инструментов для выполнения всех различных операций с каждой из различных деталей, большие рабочие столы или возможность смены рабочих столов, а также специальные положения в контроллере для ввода данных с других станков с ЧПУ. Это позволяет собирать станок с ЧПУ с другими аналогичными станками в гибкую обрабатывающую ячейку, которая может производить более одной детали одновременно. Группа ячеек, некоторые из которых содержат 20 или 30 станков, называется гибкой обрабатывающей системой. Эти системы могут производить буквально сотни различных деталей одновременно с минимальным вмешательством человека. Некоторые из них предназначены для работы днем и ночью без присмотра в так называемом «производстве без света».
Производство
Технологический процесс
До недавнего времени большинство обрабатывающих центров изготавливались производителем станков по спецификациям заказчика. Теперь стандартизированная конструкция инструментов позволила производить машины для склада или последующей продажи, поскольку новые конструкции могут выполнять все необходимые операции для большинства пользователей. Стоимость нового станка с ЧПУ варьируется от 50 000 долларов США за вертикальный центр до 5 миллионов долларов США за гибкую систему обработки для блоков цилиндров. Собственно производственный процесс происходит следующим образом.
Сварка основания
1 Основание машины отливается или сваривается. Затем его подвергают термообработке, чтобы снять литейные или сварочные напряжения и «нормализовать» металл для механической обработки. Основание крепится к большому обрабатывающему центру, а места крепления направляющих обрабатываются в соответствии со спецификацией.
2 Направляющие отшлифованы, закреплены болтами и штифтами к основанию.
Болтовое крепление болтов
3 Механизмы, перемещающие станину или шпиндель, называются шарико-винтовыми передачами. Они преобразуют вращательное движение приводных двигателей в поступательное движение и состоят из винтового вала и опорных подшипников. Когда вал вращается, подшипник следует за спиральными канавками на валу и производит очень точное линейное движение, которое перемещает либо рабочий стол под шпинделем, либо сам держатель шпинделя. Эти шарико-винтовые пары крепятся болтами к основанию, а опора подшипника крепится болтами к рабочему столу или держателю шпинделя.
Монтаж шпинделя
4 Шпиндель обрабатывается и шлифуется, устанавливается на приводной двигатель, а затем прикручивается к подвижному держателю шпинделя. Каждая ось движения имеет отдельный шариковый винт и набор направляющих в большинстве обрабатывающих центров.
Контроллер
5 Компьютер или контроллер представляет собой электронный блок, отдельный от остальной части машины. Он имеет корпус с климат-контролем, установленный сбоку на раме или на пульте оператора. Он содержит всю оперативную память, компьютерные платы, блоки питания и другие электронные схемы для работы машины. Разнообразная проводка соединяет контроллер с двигателями машины и позиционными направляющими. направляющие непрерывно отправляют информацию о местоположении оси на контроллер, поэтому точное положение рабочего стола по отношению к шпинделю всегда известно. На передней панели контроллера находится видеоэкран, на котором отображается программная информация, положение, скорость и подача, а также другие данные, необходимые оператору для наблюдения за производительностью машины. Также на передней панели расположены клавиши ввода данных, порты подключения данных и переключатели «старт-стоп».
6 Собранный станок тестируется на точность. Каждая машина имеет небольшие физические различия, которые математически корректируются в операционной системе компьютера. Эти корректирующие значения сохраняются в отдельной памяти, и машина постоянно их проверяет. По мере износа обрабатывающего центра эти параметры можно откалибровать для обеспечения точности. После испытаний готовая машина окрашивается и готовится к отгрузке.
Контроль качества
Качество в обрабатывающем центре должно быть заложено от проекта до доставки и настройки. Тщательный инструктаж операторов также важен для предотвращения аварии, непреднамеренного столкновения рабочего инструмента с инструментом. Сбои могут привести к повреждению инструмента или отказу машины. Многие контроллеры имеют подпрограммы, которые обнаруживают надвигающуюся аварию и переводят машину в режим аварийной остановки. Все ЧПУ поставляются со специальной обработкой для избегайте ударов и тщательно настраиваются техническими специалистами, прошедшими обучение на заводе. Первоначальные поправочные коэффициенты записываются для дальнейшего использования. Предоставляются полные руководства по программированию, эксплуатации и техническому обслуживанию.
Будущее
Будущее станков с ЧПУ стремительно растет. Одна из идей, находящихся в стадии разработки, — это машина в виде паука, шпиндель которой подвешен на шести телескопических опорах с шарико-винтовой передачей. Стойки такие же, как и в обычной машине, но они круглые с шарико-винтовой передачей в центре. Движения шпинделя контролируются сложным компьютером, выполняющим миллионы вычислений для обеспечения правильного контура детали. Стоимость разработки этого станка составляет несколько миллионов долларов, а использование запатентованной математики высокого уровня делает этот станок обещающим выполнение неслыханных ранее операций по обработке металлов. Развитие компьютеров и искусственного интеллекта сделает станки с ЧПУ будущего быстрее и проще в эксплуатации. Это будет недешево, и стоимость сложных станков с ЧПУ будет не по карману многим компаниям. Однако это снизит цены на базовые станки с ЧПУ, выполняющие исходные трехосевые перемещения.
Где узнать больше
Книги
Ноубл, Дэвид Ф. Силы производства. Альфред А. Кнопф, 1984.
Оливо, К. Томас. Станкостроение и производственные процессы. C. Thomas Olivo Associates, 1987.
Периодические издания
Адамс, Ларри. «Обрабатывающие центры с ЧПУ: сделай все». Wood & Wood Products, , июнь 1994 г., стр. 101–102.
Херрин, Голден Э. «Следующие 40 лет Северной Каролины». Современный механический цех, , апрель 1994 г., с. 154.
Кельш, Джеймс Р. «Фрезерование, сверление и растачивание». Производство, , август 1994 г., стр. 65-81.
Момингстар, Д. «Анатомия станка: органы управления, сервоприводы и тайны электромеханики».
Настоящий стандарт распространяется на стальные плоские приварные фланцы по ГОСТ 12820-80 для трубопроводов и соединительных частей, а также на присоединительные фланцы ГОСТ 12820-80 арматуры, соединительных частей машин, приборов, патрубков аппаратов и резервуаров на условное давление Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2) и температуру среды от 203 до 573 К (от минус 70 до плюс 300 °С).
Давление PN = 0,6 МПа (6 кгс/с м²)
Наименование
D, мм
D1, мм
dв, мм
b, мм
d, мм
отв. , шт.
Масса, кг
Фланец плоский ГОСТ 12820-80 1-15-6 ст.3 (20)
80
55
19
10
11
4
0,33
Фланец плоский ГОСТ 12820-80 1-20-6 ст.3 (20)
90
65
26
12
0,53
Фланец плоский ГОСТ 12820-80 1-25-6 ст.3 (20)
100
75
33
12
0,64
Фланец плоский ГОСТ 12820-80 1-32-6 ст.3 (20)
120
90
39
13
14
1,01
Фланец плоский ГОСТ 12820-80 1-40-6 ст. 3 (20)
130
100
46
13
1,21
Фланец плоский ГОСТ 12820-80 1-50-6 ст.3 (20)
140
110
59
13
1,33
Фланец плоский ГОСТ 12820-80 1-65-6 ст.3 (20)
160
130
78
13
1,63
Фланец плоский ГОСТ 12820-80 1-80-6 ст.3 (20)
185
150
91
15
18
2,44
Фланец плоский ГОСТ 12820-80 1-100-6 ст.3 (20)
205
170
110
15
2,85
Фланец плоский ГОСТ 12820-80 1-125-6 ст. 3 (20)
235
200
135
17
8
3,88
Фланец плоский ГОСТ 12820-80 1-150-6 ст.3 (20)
260
225
161
17
4,39
Фланец плоский ГОСТ 12820-80 1-200-6 ст.3 (20)
315
280
222
19
5,89
Фланец плоский ГОСТ 12820-80 1-250-6 ст.3 (20)
370
335
273
20
12
7,67
Фланец плоский ГОСТ 12820-80 1-300-6 ст.3 (20)
435
395
325
20
22
10,28
Фланец плоский ГОСТ 12820-80 1-350-6 ст. 3 (20)
485
445
377
22
12,58
Фланец плоский ГОСТ 12820-80 1-400-6 ст.3 (20)
535
495
426
24
16
15,2
Фланец плоский ГОСТ 12820-80 1-500-6 ст.3 (20)
640
600
530
25
19,72
Фланец плоский ГОСТ 12820-80 1-600-6 ст.3 (20)
755
705
630
25
26
20
26,24
Фланец плоский ГОСТ 12820-80 1-800-6 ст.3 (20)
975
920
820
27
30
24
46,14
Фланец плоский ГОСТ 12820-80 1-1000-6 ст. 3 (20)
1 175
1 120
1 020
31
28
64,36
Фланец плоский ГОСТ 12820-80 1-1200-6 ст.3 (20)
1 400
1 340
1 220
34
33
32
99,03
Давление PN = 1,0 МПа (10 кгс/с м²)
Наименование
D, мм
D1, мм
dв, мм
b, мм
d, мм
отв., шт.
Масса, кг
Фланец плоский ГОСТ 12820-80 1-15-10 ст.3 (20)
95
65
19
10
14
4
0,51
Фланец плоский ГОСТ 12820-80 1-20-10 ст. 3 (20)
105
75
26
12
0,74
Фланец плоский ГОСТ 12820-80 1-25-10 ст.3 (20)
115
85
33
12
0,89
Фланец плоский ГОСТ 12820-80 1-32-10 ст.3 (20)
135
100
39
14
18
1,4
Фланец плоский ГОСТ 12820-80 1-40-10 ст.3 (20)
145
110
46
15
1,71
Фланец плоский ГОСТ 12820-80 1-50-10 ст.3 (20)
160
125
59
15
2,06
Фланец плоский ГОСТ 12820-80 1-105-10 ст. 3 (20)
180
145
78
17
2,8
Фланец плоский ГОСТ 12820-80 1-80-10 ст.3 (20)
195
160
91
17
3,19
Фланец плоский ГОСТ 12820-80 1-100-10 ст.3 (20)
215
180
110
19
8
3,96
Фланец плоский ГОСТ 12820-80 1-125-10 ст.3 (20)
245
210
135
21
5,4
Фланец плоский ГОСТ 12820-80 1-150-10 ст.3 (20)
280
240
161
21
22
6,62
Фланец плоский ГОСТ 12820-80 1-200-10 ст. 3 (20)
335
295
222
21
8,05
Фланец плоский ГОСТ 12820-80 1-250-10 ст.3 (20)
390
350
273
23
12
10,65
Фланец плоский ГОСТ 12820-80 1-300-10 ст.3 (20)
440
400
325
24
12,9
Фланец плоский ГОСТ 12820-80 1-350-10 ст.3 (20)
500
460
377
24
16
15,85
Фланец плоский ГОСТ 12820-80 1-400-10 ст.3 (20)
565
515
426
26
26
21,56
Фланец плоский ГОСТ 12820-80 1-500-10 ст. 3 (20)
670
620
530
28
20
27,7
Фланец плоский ГОСТ 12820-80 1-600-10 ст.3 (20)
780
725
630
31
30
39,4
Фланец плоский ГОСТ 12820-80 1-800-10 ст.3 (20)
1010
950
820
37
33
24
79,16
Фланец плоский ГОСТ 12820-80 1-1000-10 ст.3 (20)
1220
1160
1020
43
28
118,43
Фланец плоский ГОСТ 12820-80 1-1200-10 ст.3 (20)
1455
1380
1220
51
39
32
197,44
Давление PN = 1,6 МПа (16 кгс/с м²)
Наименование
D, мм
D1, мм
dв, мм
b, мм
d, мм
отв. , шт.
Масса, кг
Фланец плоский ГОСТ 12820-80 1-15-16 ст.3 (20)
95
65
19
12
14
4
0,61
Фланец плоский ГОСТ 12820-80 1-20-16 ст.3 (20)
105
75
26
14
0,86
Фланец плоский ГОСТ 12820-80 1-25-16 ст.3 (20)
115
85
33
16
1,17
Фланец плоский ГОСТ 12820-80 1-32-16 ст.3 (20)
135
100
39
16
18
1,58
Фланец плоский ГОСТ 12820-80 1-40-16 ст. 3 (20)
145
110
46
17
1,96
Фланец плоский ГОСТ 12820-80 1-50-16 ст.3 (20)
160
125
59
19
2,58
Фланец плоский ГОСТ 12820-80 1-165-16 ст.3 (20)
180
145
78
21
3,42
Фланец плоский ГОСТ 12820-80 1-80-16 ст.3 (20)
195
160
91
21
3,71
Фланец плоский ГОСТ 12820-80 1-160-16 ст.3 (20)
215
180
110
23
8
4,73
Фланец плоский ГОСТ 12820-80 1-125-16 ст. 3 (20)
245
210
135
25
6,38
Фланец плоский ГОСТ 12820-80 1-150-16 ст.3 (20)
280
240
161
25
22
7,81
Фланец плоский ГОСТ 12820-80 1-200-16 ст.3 (20)
335
295
222
27
12
10,1
Фланец плоский ГОСТ 12820-80 1-250-16 ст.3 (20)
405
355
273
28
26
14,49
Фланец плоский ГОСТ 12820-80 1-300-16 ст.3 (20)
460
410
325
28
17,78
Фланец плоский ГОСТ 12820-80 1-350-16 ст. 3 (20)
520
470
377
30
16
22,88
Фланец плоский ГОСТ 12820-80 1-400-16 ст.3 (20)
580
525
426
34
30
31
Фланец плоский ГОСТ 12820-80 1-500-16 ст.3 (20)
710
650
530
44
33
20
57,01
Фланец плоский ГОСТ 12820-80 1-1600-16 ст.3 (20)
840
770
630
45
39
80,03
Фланец плоский ГОСТ 12820-80 1-800-16 ст.3 (20)
1020
950
820
49
24
104,41
Фланец плоский ГОСТ 12820-80 1-1000-16 ст. 3 (20)
1255
1170
1020
58
45
28
179,37
Фланец плоский ГОСТ 12820-80 1-1200-16 ст.3 (20)
1485
1390
1220
71
52
32
297,78
Давление PN = 2,5 МПа (25 кгс/с м²)
Наименование
D, мм
D1, мм
dв, мм
b, мм
d, мм
отв., шт.
Масса, кг
Фланец плоский ГОСТ 12820-80 1-15-25 ст. 3 (20)
95
65
19
14
14
4
0,7
Фланец плоский ГОСТ 12820-80 1-20-25 ст.3 (20)
105
75
26
16
1
Фланец плоский ГОСТ 12820-80 1-25-25 ст.3 (20)
115
85
33
16
1,2
Фланец плоский ГОСТ 12820-80 1-32-25 ст.3 (20)
135
100
39
18
18
1,8
Фланец плоский ГОСТ 12820-80 1-40-25 ст.3 (20)
145
110
46
19
2,2
Фланец плоский ГОСТ 12820-80 1-50-25 ст. 3 (20)
160
125
59
21
2,7
Фланец плоский ГОСТ 12820-80 1-255-25 ст.3 (20)
180
145
78
21
8
3,2
Фланец плоский ГОСТ 12820-80 1-80-25 ст.3 (20)
195
160
91
23
4,1
Фланец плоский ГОСТ 12820-80 1-250-25 ст.3 (20)
230
190
110
25
22
5,9
Фланец плоский ГОСТ 12820-80 1-125-25 ст.3 (20)
270
220
135
27
26
8,3
Фланец плоский ГОСТ 12820-80 1-150-25 ст. 3 (20)
300
250
161
27
10,1
Фланец плоский ГОСТ 12820-80 1-200-25 ст.3 (20)
360
310
222
29
12
13,3
Фланец плоский ГОСТ 12820-80 1-250-25 ст.3 (20)
425
370
273
31
30
18,9
Фланец плоский ГОСТ 12820-80 1-300-25 ст.3 (20)
485
430
325
32
16
23,9
Фланец плоский ГОСТ 12820-80 1-350-25 ст.3 (20)
550
490
377
38
33
34,4
Фланец плоский ГОСТ 12820-80 1-400-25 ст. 3 (20)
610
550
426
40
44,6
Фланец плоский ГОСТ 12820-80 1-500-25 ст.3 (20)
730
660
530
48
39
20
67,3
Фланец плоский ГОСТ 12820-80 1-600-25 ст.3 (20)
840
770
630
49
90,87
Фланец плоский ГОСТ 12820-80 1-800-25 ст.3 (20)
1075
990
820
63
45
24
181,43
Плоские фланцы ГОСТ 12820-80 предназначены для соединения/присоединения технических устройств работающих при давлениях от 0,1 МПа до 2,5 МПа и температуре от -70С до +300С. Плоские фланцы ГОСТ 12820-80 бывают девяти различных исполнений уплотнительных поверхностей и геометрических размеров. Чаще всего используется первое исполнение, но при давлениях свыше 16 атм. (1,6 МПа) и/или использовании кислотных/щелочных (агрессивных) сред выбираются исполнения 2-9. Плоские фланцы ГОСТ 12820-80 применяют для стыковки трубопровода с запорной арматурой, деталей трубопровода с оборудованием, а также для соединения различных участков трубопровода между собой.
ГОСТ 12820-80 PN1.6 Пластинчатые фланцы Anit-oil, Epoxy Zinc Rich Primer Производители и поставщики — Китайская фабрика 20-16, Плита фланцевая ГОСТ 12821-80 1-25-16 и др., соответствующие стандарту ISO9001:2008, CR, CCS,RS,BV,NK,RINA,LR,ABS,DNV,GL,TUV.
О: Да, мы можем предоставить вам бесплатный образец, но вы должны нести свои расходы по доставке
2, Могу ли я запросить изменение формы упаковки и транспортировки?
A: Да, мы можем изменить форму упаковки и транспортировки в соответствии с вашим запросом, но вы должны нести свои расходы, понесенные в течение этого периода и спреды.
3, Могу ли я запросить предварительную отправку?
A: Это зависит от наличия достаточного количества товаров на нашем складе.
4, Могу ли я иметь свой собственный логотип на продукте?
A: Да, вы можете отправить нам свой рисунок, и мы можем сделать ваш логотип, но вы должны нести
свои расходы.
5, Можете ли вы производить продукцию по моим чертежам?
О: Да, мы можем изготовить продукцию по вашим чертежам, которая вас больше всего удовлетворит.
Пн10 ГОСТ 12820 Фланец
Удовлетворение потребностей потребителей является безграничной целью нашей компании. Мы приложим все усилия, чтобы производить новые и высококачественные товары, удовлетворять ваши эксклюзивные требования и предоставлять вам предпродажное, послепродажное и послепродажное обслуживание фланца Pn10 ГОСТ 12820, фланца с резьбой, овального фланца, состава DIN 1.7218. И поковки, большая стальная поковка. Приглашаем потребителей со всего мира поговорить с нами об организации и долгосрочном сотрудничестве. Мы будем вашим надежным партнером и поставщиком автомобильных зон и аксессуаров в Китае.
Технология резьбовых соединений — Державки и ролики для накатки рифлений 21474-75
Державки и ролики для накатки рифлений 21474-75
Поставка и произовдство роликов и державок для накатывания прямых и сетчатых рифлений
Державки и ролики предназначены для накатки прямых и сетчатых рифлений в составе с державкой суппортной однороликовой или двухроликовой для накатки, ГОСТ 13062-67. Размеры роликов: диаметр х ширина х посадочное отверстие — 20х9х8. Шаг рифления от 0,5 до 1,6 мм. Угол захода зуба от 60° до 90°. Специальная сталь для роликов марок: X12M, 9XC, XBГ По заказу изготавливаем державки и ролики нестандартных размеров и углов захода.
ГОСТ 21474-75 Рифления прямые и сетчатые
ГОСТ 13062-67 Державки суппортные однороликовые для накатки сетчатых рефлений.
Державка суппортная однороликовая для прямой накатки 16х16х120 Державка суппортная двухроликовая для сетчатой накатки 16х16х150 Державка суппортная однороликовая для прямой накатки 25х16х140 Державка суппортная однороликовая для прямой накатки 6640-0003 25х16х150 Державка суппортная двухроликовая для сетчатой накатки 6640-0031 25х20х150 Державка суппортная однороликовая для накатки 6640-0003 25х20х150 Державка суппортная двухроликовая для сетчатой накатки 40х32х220
Ролик для накатки прямого рифления 20х6х2,5 Ролик для накатки прямого рифления 20х6х3 Ролик для накатки прямого рифления 20х6х6 Ролик для накатки прямого рифления 20х8х6 Ролик для накатки прямого рифления 20х8х9 Ролик для накатки прямого рифления 30х10х10 Ролик для накатки прямого рифления 30х8х10 Ролик для накатки прямого рифления 30х12х12 Ролик для накатки прямого рифления 66х40х13
Ролик для накатки сетчатого рифления 20х6х2,5 Ролик для накатки сетчатого рифления 20х6х3 Ролик для накатки сетчатого рифления 20х6х6 Ролик для накатки сетчатого рифления 20х8х6 Ролик для накатки сетчатого рифления 20х8х9 Ролик для накатки сетчатого рифления 30х10х10 Ролик для накатки сетчатого рифления 30х8х10 Ролик для накатки сетчатого рифления 30х12х12 Ролик для накатки сетчатого рифления 66х40х13
Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 90° Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 70°, правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 90° правый
В промышленном производстве получил распространение процесс обработки поверхностной деформации. Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.
Процесс накатывания, виды и назначение Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной: • формообразующая; • упрочняющая; Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий. Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.
Виды накатных роликов для рифления Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки. Инструменты и монтаж на станках Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления: • разнообразные ролики; • зубчатые накатники; • универсальные накатники; • стандартные шарики • накатывание резьбы и другие инструменты; Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие. Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств. Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.
Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину. Скорость обработки зависит от того какой используется резец и материал заготовки.
Державки и ролики для накатки рифлений (Ширина, мм
Державки и ролики для накатки рифлений (Ширина, мм — 9), цены и характеристики — РИНКОМ
Главная
Инструменты
Оснастка и приспособления
Державки и ролики для накатки рифлений
шириной — 9 мм
шириной — 9 мм
По умолчанию
По умолчанию
По наименованию
По цене
По размеру скидки
Подбор по параметрам
Сбросить все параметры
Ширина, мм: 9
Ролик для накатки сетчатого рифления 20х9х8мм 0,5 мм х 70° левый
108149
711 ₽
5 в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 1,0 мм х 70°
108150
711 ₽
1 в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 1,0 мм х 70° левый
108151
711 ₽
2 в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 1,2 мм х 70°
108153
711 ₽
1 в наличии
Ролик для накатки прямого рифления 20х9х8мм 1,2 мм х 70°
144474
711 ₽
1 в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 1,2 мм х 70° левый
108152
711 ₽
20 в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 1,2 мм х 60° левый
144480
711 ₽
10 в наличии
Ролик для накатки прямого рифления 20х9х8мм 0,6мм 70°
144471
624 ₽
20 в наличии
Ролик для накатки прямого рифления 20х9х8мм 0,5мм 70°
144472
624 ₽
25 в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 0,5мм 70°
144473
624 ₽
2 в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 0,8мм 70°
144468
624 ₽
1 в наличии
Ролик для накатки прямого рифления 20х9х8мм 0,5мм 90°
144475
624 ₽
2 в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 0,8мм 70° левый
144469
624 ₽
1 в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 1,2 мм х 90°
144478
711 ₽
Нет в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 1,6 мм х 70°
108155
711 ₽
Нет в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 1,6 мм х 70° левый
108154
711 ₽
Нет в наличии
Ролик для накатки прямого рифления 20х9х8мм 0,8мм 70°
106550
624 ₽
Нет в наличии
Ролик для накатки прямого рифления 20х9х8мм 1,0мм 70°
106552
624 ₽
Нет в наличии
Ролик для накатки сетчатого рифления 20х9х8мм 0,6мм 70° левый
144470
624 ₽
Нет в наличии
Как купить?
Доставка и оплата
Статьи по теме
Популярные бренды
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Державки и ролики для накатки рифлений
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Лучшие автомобильные домкраты для бытового и профессионального использования
Клупп для нарезания резьбы
Подбор пилок для электролобзиков
Как выбрать кулачки для токарного патрона?
Классификация калибров для контроля деталей: особенности измерительного инструмента и ГОСТы
Какие электроинструменты нужны для дома
Резьбонакатные ролики
Как сделать метчикодержатель своими руками
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Corbin теперь предлагает инструмент для нанесения двух канавок для смазки шириной 0,075 дюйма и расстоянием 0,225 дюйма от центра к центру на гладких штампованных свинцовых пулях. Инструмент для нарезки канавок HCT-3 в стандартной комплектации оснащен колесом с двойными канавками, позволяющим накатывать канавки со смазкой глубиной до 0,020 дюйма в свинцовых пулях калибра от 0,172 до 0,720. Положение и глубину можно установить с помощью регулируемых упоров или вручную, парой быстрых оборотов рукоятки.
Инструмент имеет удобную рукоятку из вспененного материала, V-образный ролик с твердым хромированием для поддержки пули и нарезное колесо на стальной оси кривошипа. Инструмент автоматически настраивается на свинцовые пули различного размера в типичных калибрах дульного заряжания от .375 до .720. Перемещая шарнирный штифт в альтернативный набор отверстий (удалите один фиксатор штифта, выдвиньте штифт и вставьте его в другой набор отверстий), вы можете изменить диапазон до диаметра 172–458 с перекрытием в диапазоне от 375 до 458.
Нарезное колесо (HCT-3W) доступно как отдельная деталь для преобразования каннелюрного инструмента HCT-1 в инструмент для накатки свинцовых пуль. Колесо имеет два прямых кольца с накаткой шириной 0,075 дюйма и диаметром около 0,8 дюйма. Расстояние между двумя канавками составляет 0,15 дюйма. Колесо крепится к плоской выточенной части коленчатого вала с помощью установочного винта 6-32, расположенного в выемке между двумя рельефными поверхностями.
Участок выточки колеса достаточно широк, поэтому инструмент рекомендуется только для нарезки свинцовых пуль, а не оболочечных, так как усилие распределяется по большой площади. Площадь контакта в 2 раза превышает ширину по 0,075 дюйма или примерно в 0,150 дюйма умножает на количество зубьев, находящихся в зацеплении на любой заданной глубине. Усилие, необходимое для тиснения оболочки из медного сплава, достигается за счет приложения того же усилия к гораздо меньшей площади контакта (одиночная канавка шириной 0,05) на колесе из закаленной инструментальной стали, которое концентрирует усилие на одной точке контакта шириной 0,050 дюйма. . Величина площади контакта на колесе HCT-3 распределяет усилие по слишком большой площади для удовлетворительного использования на пулях с оболочкой. Слишком много усилий требуется для достижения того же давления тиснения, которое вы получаете с помощью надлежащего инструмента для канелюрирования пули с оболочкой.
По индивидуальному заказу могут быть изготовлены желобчатые колеса с от 1 до 4 канавок на одном колесе. Нарезное колесо HTC-3C может иметь от одной до четырех канавок при условии, что общая ширина всех канавок не превышает 0,25 дюйма (при этом вытесняется слишком много свинца, что требует чрезмерных усилий, и деформируется пуля при вдавливании достаточно глубоко, чтобы держать смазку). Расстояние от первой до последней канавки не может превышать 1,2 дюйма. Форма канавок может быть скошенной или прямой с одной или обеих сторон. Чертеж или образец пули необходим для изготовления нестандартного колеса. Расстояние и ширина, а также форма канавки должны быть указаны на чертеже, если не предоставлен образец (достаточно образцов, обработанных вручную). Для индивидуальной работы требуется невозвратный депозит в размере 50%.
Корбин производит два других подобных инструмента: инструмент для каннелюрирования пуль с оболочкой HCT-1 и инструмент для накатки свинцовых пуль HCT-2. Каннелюрный инструмент HCT-1 наносит единственную канавку шириной 0,050 на обычную пулю с медной или позолоченной металлической оболочкой или пулю из твердого свинца. Инструмент для накатки HCT-2 наносит ромбовидный узор на поверхность свинцовой пули, чтобы удерживать гораздо больше смазки, чем канавка. Кроме того, Корбин строит каннелюрную машину PCM-2 Power, которая может выпускать более 100 пуль в минуту. Он используется коммерческими производителями пуль на своих производственных линиях. Цены на этот и другие инструменты Corbin смотрите в прайс-листе.
Общие | Прямая накатка фаски под углом 45 градусов — будет ли это работать | Практик-механик
xg1745
Пластик
#1
Мне нужно прямо накатать деталь размером 3 дюйма x 3/8 на фаске под углом 45 градусов. Это часть продукта, который я хочу попробовать, сначала 20 или около того, а затем, надеюсь, больше.
Накатка предназначена только для сцепления, внешний вид не важен. Материал, вероятно, 1018. Я нашел инструменты для накатки, но не на 45 градусов.
Будет ли работать одноточечная накатка (прямой угол накатного колеса) под углом 45 градусов?
Если бы этот инструмент для накатки не работал:
На данный момент я занимаюсь этим как хобби и раньше ничего не накатывал. Но я хотел бы попробовать продавать продукт, для которого нужна эта часть, поэтому я хотел бы, чтобы инструменты были простыми/дешевыми. Это будет сделано в старом токарном центре.
гуооос
Горячекатаный
#2
Нельзя ли просто повернуть инструмент для прямой накатки под углом 45 градусов?
Эбарнсли
Титан
#3
Глядя на ваши рисунки..
У меня такое чувство…. вы не понимаете, какое усилие требуется для накатки.. МНОГО… работы, можно поставить на шпиндель токарного станка..
Использование края накатного ролика может помочь, но стержень будет изгибаться вбок…
Регулировочные пазы деформируются, а установочный стержень будет изгибаться на этой тонкой конструкции. ..
Требуется большое усилие , даже на 1018.
Подача стандартного накатного инструмента и держателя на 45 кажется лучшим вариантом. Рисунок накатки будет деформирован из-за разницы в диаметре, но должен работать..
Если вы можете получить угловые накатные ролики, они будут работать хорошо. Но вам нужно использовать их в правильном держателе инструмента для накатки.
xg1745
Пластик
#4
Инструмент на самом деле не так важен, это был просто быстрый набросок, чтобы донести суть. Я могу сделать его нерегулируемым и намного сильнее. Но если силы настолько велики, сможет ли центр вращения действительно сделать это против оси и как долго продержится накатное колесо?
Спец. так как я не могу найти накатные колеса 45 градусов, и мне придется попытаться их отшлифовать.
Я думал, что поворот стандартного плоского колеса на 45 не будет работать, так как большинство поставщиков инструментов говорят, что 15-20 градусов — это максимум, прежде чем накатка сильно деформируется, и я предполагаю, что это также увеличивает износ накатного колеса?
Суть накатки в том, чтобы иметь поверхность сцепления (желательно ровную) поперек фаски. Другим вариантом может быть резка или фрезерование по 4-й оси, но это будет медленно и добавит еще одну настройку.
Эбарнсли
Титан
#5
Износ накатки не будет проблемой. ..
Накатка выполняется на минимальной скорости с большим количеством смазки.
Если вы можете найти накатные ролики с круглым радиусом (женский стиль называется канатной накаткой) Раньше их делали….
Они выпуклые, но не настолько, чтобы помочь здесь: Накатка Accu Trak Form и Cut Type
Они будут работать, если вы подаете накатку составным набором под одним и тем же углом… На ручном токарном станке..
Если вы используете ЧПУ, похоже, вам нужно просто запустить его, скажем, на 45, и жить с деформацией.
Можно попробовать сделать пару V-образных канавок на лицевой стороне детали и использовать набор суженных накатных роликов… для накатки каждой тонкой секции между канавками отдельно. Не должны так деформироваться.
Так как там тоже есть конические насечки, просто используйте их набор. Если угол не совпадает, поверните держатель наката, чтобы накатной ролик работал правильно.
Юргенвт
Нержавеющая сталь
#6
Нет. Чтобы получить зубчатую кромку на 45 градусов, ваши зубья должны быть тем глубже, чем дальше вы идете. Раньше мы фрезеровали их в делительной головке, и головка должна быть не под углом 45 градусов, а под углом, при котором вы получаете прямую линию на вершине зуба. Зуб также становится шире по мере приближения к наружному диаметру. Я считаю, что в MH есть формула. Вы можете сделать себе инструмент для накатки, как я описал, и использовать его для изготовления других деталей с накаткой, но окружность детали очень важна, и вам, возможно, придется поэкспериментировать с другим диаметром. пока не найдете нужный размер. Проверить, есть ли угол 45 град. накатной инструмент на рынке. Еще одна идея. Если вы закрепите инструмент, показанный на первом рисунке, в токарном станке, установленном под углом чуть более 45 градусов, и обрежете только угол инструмента для накатки, как показано на первом рисунке, вы сможете отрегулировать соединение в соответствии с требуемый угол и подайте его по всей поверхности. Это может сработать. Вам придется экспериментировать, пока вы не получите правильный угол подачи на компаунде и правильный диаметр. со стороны. Мы использовали наши самодельные инструменты для накатки под углом 45 градусов для обжатия зубьев храповика на детали. Удачи.
Эбарнсли
Титан
#7
Похоже, у него нет компаунда..
«Токарный центр»
Что означает немного программирования…
Или просто используйте эти… Конические накатные плашки Accu Trak
Не будет идеальным, но требуется сцепление, а не внешний вид… Вкрутите 30-градусную накатку с дополнительным поворотом на 15 градусов держателя накатки.
xg1745
Пластик
#8
Эти конические колеса только 22 градуса, я нашел 30 градусов, но ничего 45.
Чтобы не шлифовать накатные ролики и избежать чрезмерных искажений при использовании прямого ролика под углом 45 градусов, могу ли я использовать более тонкий диск, предназначенный для осевой подачи, а затем подавать его по фаске под углом 45 градусов на ЧПУ?
Как эти колеса: http://www.accu-trak.com/knurls_convex.html Это все еще немного исказит накатку, но, надеюсь, с более тонким колесом оно все еще сможет следовать канавкам при подаче вдоль 45 достаточно, чтобы получить прямую накатку (вероятно, немного больше, чем обычно делает инструмент?).
В любом случае спасибо всем за информацию, попробую в ближайшие дни.
Gthphtm
Алюминий
#9
Можете ли вы сделать держатель инструмента для удержания обычного накатного инструмента под углом 45 градусов? угол.
Юргенвт
Нержавеющая сталь
#10
Это не сработает.
Gthphtm
Алюминий
#11
Юргенвт сказал:
Это не сработает.
Нажмите, чтобы развернуть…
Почему, если он питается прямо в ПК. ?
КарлБойд
Горячекатаный
#12
Gthphtm сказал:
Юргенвт сказал:
Это не сработает.
Нажмите, чтобы развернуть…
Почему, если он питается прямо в ПК. ?
Нажмите, чтобы развернуть…
Базовая геометрия
1) предположим, что шаг накатки равен 20 на дюйм 2) широкая часть фаски будет иметь 3 * Pi * 20 = 188 линий 3) узкая часть фаски будет иметь 2,25 * PI * 20 = 141 линия
Теперь, если все, что нужно сделать OP, это черновая обработка поверхность, может быть, это адекватно.
КарлБойд
трактор
Титан
№13
По той же причине, по которой конические шестерни не входят в зацепление с цилиндрическими шестернями. Вдоль линии соприкосновения скорости различны.
xg1745
Пластик
№14
Цель состоит в том, чтобы просто придать шероховатости, но лучше бы выглядело лучше.
Что касается геометрии, я думаю, что это будет работать с этой фрезой, так как соотношение основных линий к второстепенным на фрезе такое же, как и в работе:
Я не знаю, смогу ли я сделать фрезу, поскольку никто не продает 45 градусов, лучшее, что я могу придумать, это мой фрезерный станок с ЧПУ (единственное, что у меня есть с более высокими оборотами), удерживающий заточенный шлифовальный круг 90 градусов против 4-й оси, наклоненной на 45 градусов
Следующая проблема заключается в том, имеет ли токарный станок с ЧПУ достаточную мощность, чтобы подтолкнуть его к работе и сделать любые важные линии, поскольку он имеет ширину 1/2 дюйма
Лык31337
Чугун
№15
Это похоже на катастрофу, которая вот-вот должна произойти, да и зачем нужна накатка на 45 градусов? Есть способы сделать это, но я бы не подумал об этих рисунках. Накатка создает ОЧЕНЬ много силы, по крайней мере, намного больше, чем кажется на первый взгляд.
Джонодер
Алмаз
№16
Попытайтесь понять, что достаточная деформация просто удаляет металл довольно уродливым образом.
xg1745
Пластик
# 17
Ну что может быть лучше? Я никогда раньше ничего не накатывал. Что-то должно быть сделано на 45, чтобы увеличить тягу, накатка кажется самым быстрым способом.
В идеале по прямой вокруг всего 45 и в идеале на токарном станке после обработки фаски.
Резка или фрезерование по 4-й оси тоже сработает, но я стараюсь избегать лишних операций
Ральф_П
Нержавеющая сталь
# 18
Алмазная накатка должна работать, оставляя более грубый рисунок по направлению к большему диаметру.
машинистррт
Горячекатаный
# 19
xg1745 сказал:
Ну что может быть лучше? Я никогда раньше ничего не накатывал. Что-то должно быть сделано на 45, чтобы увеличить тягу, накатка кажется самым быстрым способом.
В идеале по прямой вокруг всего 45, а в идеале на токарном станке после обработки фаски.
Резка или фрезеровка по 4-й оси тоже подойдет, но я стараюсь избегать лишних операций
Нажмите, чтобы развернуть…
Почитайте о конических зубчатых передачах, это может дать некоторые идеи. Накатка вряд ли сработает, давление, связанное с таким количеством инструмента, контактирующего с деталью, будет огромным, и если этого недостаточно, форма зуба не будет постоянной от одного края накатки до другого.
9100
Алмаз
#20
Вам просто нужно согласовать поверхностные скорости детали и накатного колеса вдоль линии контакта. Это означает, что если накатное колесо составляет 1/2 диаметра детали в самой большой точке, колесо также должно иметь 1/2 диаметра детали в самой маленькой точке. Зубы будут конусообразными. Как говорит BCS, вы фактически прокатываете набор зубьев конической шестерни в заготовке.
Фрезы для шипорезных станков — цена, отзывы, характеристики с фото, инструкция, видео
Главная
/
Технологическая оснастка
/
Станочная оснастка
/
Оснастка для фрезерных станков
/
Россия
Гарантия производителя 1 год
Печать
Код товара:
42298
запросить цену
В корзину
Получить предложение Купить в лизинг
8 (495) 150-05-90
order@rustan. ru
Сравнить
Избранное
Модель:
Фрезы для шипорезных станков
Производитель:
Россия
Фрезы для шипорезных станков
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о Фрезы для шипорезных станков:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Компания-изготовитель оставляет за собой право на изменение комплектации и места производства товара без уведомления!
Обращаем Ваше внимание на то, что информация на сайте не является публичной офертой!
Вверх
Фреза микрошип для сращивания, шипорезная Код товара: 2606.
в Симферополе (Фрезы для сращивания)
Россия
Симферополь
Фрезы и головки деревообрабатывающие
Фрезы для сращивания
Фреза микрошип для сращивания, шипорезная Код товара: 2606. в Симферополе
Цена: 1 560 ₽
за 1 шт.
«>Описание товара
Фреза микрошип:
Код товара: 2606. Фреза микрошип (фреза для сращивания, фреза минишип, фреза шип,микрошип,фреза шип-паз,фреза шипорезная)
Фрезы применяются для подготовки торцового соединения путем склеивания коротких досок в одну длинную. Применяется для обработки любых видов древесины. Фрезы изготавливаются с одним диаметром хвостовика — 8мм, под заказ — 12 мм.
Фрезы изготовлены из стали марки СТ10 и оснащены твердосплавными ножами из сплава ВК8 в режущей части. Твердосплавные пластины (ножи) крепятся к телу фрезы при помощи латунного припоя методом пайки в высокочастотной электропечи. Ножи проходят заточку по внутренней поверхности и затыловку по внешней, что позволяет обеспечить высокую скорость и чистоту работы. Толщина применяемых ножей позволяет заточить их по внутренней поверхности до 4 раз, что соответственно увеличивает срок службы фрез. Заточка фрез производится специальным алмазным инструментом (кругом). Применение ножей из твердого сплава позволяет использовать фрезы для работы по любым породам дерева, композиту, пластиковым плитам, МДФ. Некоторые виды фрез можно применять для обработки алюминия. Производим заточку наших фрез от 5 единиц.
фрези деревообробні,фреза концевая, фрези, фрезы для ручного фрезера, фрезы по дереву для ручного фрезера,купить фрезы для ручного фрезера, купить фрезы для фрезера, фрезы по дереву купить, концевые фрезы по дереву купить, купить фрезу для ручного фрезера, фрезы концевые, фрезы для фрезера, фрезы на ручной фрезер,
Характеристики фрезы микрошип для сращивания, шипорезная Код товара: 2606.
— Страна производитель: Россия
— Бренд: Собственное производство
Код товара: 2605.Фреза микрошип(фреза для сращивания, фреза минишип, фреза шип,микрошип,фреза шип-паз,фреза шипорезная)
от 1 520 ₽
Товары, похожие на Фреза микрошип для сращивания, шипорезная Код товара: 2606.
Вы можете оформить заказ на «Фреза микрошип для сращивания, шипорезная Код товара: 2606.» в компании «Инвелд (Фрезы по дереву, фреза по дереву,ручная фреза,фреза концевая, фрезы для ручного фрезера)» через наш каталог BizOrg. Su. Цена 1560 ₽ (минимальный заказ 1 шт.). В текущий момент предложение находится в статусе «В наличии».
Преимущества «Инвелд (Фрезы по дереву, фреза по дереву,ручная фреза,фреза концевая, фрезы для ручного фрезера)»:
специальные условия по стоимости для пользователей площадки BizOrg;
гарантия качества;
удобные методы оплаты.
Свяжитесь с фирмой уже сейчас – не теряйте время зря!
Часто задаваемые вопросы:
Как оставить заявку
Позвоните в компанию «Инвелд (Фрезы по дереву, фреза по дереву,ручная фреза,фреза концевая, фрезы для ручного фрезера)», используя контактные данные, которые указаны вверху страницы справа для того, чтобы оформить заказ на «Фреза микрошип для сращивания, шипорезная Код товара: 2606.». Не забудьте указать, что увидели компанию, пребывая на сайте БизОрг.
Описание указано с ошибками, телефон не доступен и т.д.
Обратитесь в нашу службу поддержки, если у Вас появились проблемы во время сотрудничества с компанией «Инвелд (Фрезы по дереву, фреза по дереву,ручная фреза,фреза концевая, фрезы для ручного фрезера)», а также в обязательном порядке укажите идентификационные данные компании (705520) и идентификаторы товара/предложения (13415834).
Технические сведения:
информация была добавлена на ресурс 29.12.2016;
последнее изменение данных – 29.12.2016;
2078 – данное количество потенциальных клиентов заметило данное предложение за все это время. И ежедневно эта цифра увеличивается;
у вас есть возможность найти «Фреза микрошип для сращивания, шипорезная Код товара: 2606.» в разделах «Инструменты», «Деревообрабатывающий инструмент», «Фрезы и головки деревообрабатывающие», «Фрезы для сращивания».
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Инвелд (Фрезы по дереву, фреза по дереву,ручная фреза,фреза концевая, фрезы для ручного фрезера) цена товара «Фреза микрошип для сращивания, шипорезная Код товара: 2606.» (1 560 ₽) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Инвелд (Фрезы по дереву, фреза по дереву,ручная фреза,фреза концевая, фрезы для ручного фрезера) по указанным телефону или адресу электронной почты.
Телефоны:
+79788381050
Купить фрезу микрошип для сращивания, шипорезная Код товара: 2606. в Симферополе:
ул. Генерала Васильева, 29
Фреза микрошип для сращивания, шипорезная Код товара: 2606.
Lumberjack Tools 1-дюймовый шипорез Pro Log, шипорез премиум-класса (TTR1000) — аксессуары для электродрели
4,5 из 5 звезд 138 оценок
-16% $125,64 $125,64
Цена по прейскуранту: $149,00 $149,00
Цена по прейскуранту — это рекомендованная розничная цена нового продукта, предоставленная производителем, поставщиком или продавцом. За исключением книг, Amazon будет отображать прейскурантную цену, если продукт был приобретен покупателями на Amazon или предложен другими розничными продавцами по прейскурантной цене или выше, по крайней мере, за последние 90 дней. Прейскурантные цены могут не обязательно отражать преобладающую рыночную цену продукта.
Узнать больше
БЕСПЛАТНЫЙ возврат
Возврат товара бесплатно
Возможен бесплатный возврат для выбранного вами адреса доставки. Вы можете вернуть товар по любой причине в новом и неиспользованном состоянии: без стоимости доставки
Узнайте больше о бесплатном возврате.
Размер:
Шипорез 1 дюйм
Подходит для вашего .
Убедитесь, что это подходит, введя номер модели.
Инструмент для изготовления бревенчатой мебели своими руками — собирайте бревенчатые кровати, журнальные столики, стулья, журнальные столики и многое другое!
Нарезает шип диаметром 1 дюйм
Создает радиусный уступ — радиусный уступ Более изысканный низкопрофильный уступ
Требования к дрели — предназначены для работы с односкоростной односкоростной сетевой дрелью 1/2 дюйма с высоким крутящим моментом и низким числом оборотов в минуту (500 или меньше)
Сделано в США
См. дополнительные сведения о продукте
Соотношение цены и качества
4.0 4.0
Простота в использовании
3.8 3.8
Просмотреть все обзоры
Просмотреть все обзоры
Просмотреть все обзоры для использования в США. Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Шипорезы Veritas Power — Lee Valley Tools
Опция:
Выберите вариант
Количество:
{{price.Quantity}}+ {{price.FormattedPrice}}
Из:
99,50 долларов США 99,50 долларов США
Продано
{{itemExceptionMessage}}
Добавить в список желаний Добавить в список желаний {{ вариант. Отображаемое имя }} Создать новый список желаний
Товар добавлен в список желаний
Error» v-cloak=»»> Товар не может быть добавлен в данный момент
Выберите опцию, чтобы добавить товар в корзину.
Выберите параметр, чтобы просмотреть наличие товара.
Онлайн — {{ stockStatus }}
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Приобретите нашу полную линейку инструментов Veritas
Описание
Для тех, кто собирает мебель в деревенском стиле, наши шипорезные ножницы с алюминиевым корпусом режут гладкие идеальные шипы с закругленными выступами. Фрезы спроектированы таким образом, чтобы работать без вибрации при работе с электродрелью, но при этом обеспечивать такую же точность при использовании ручной скобы. Анодированный корпус был сбалансирован для устранения вибрации, а встроенный уровень делает поточную резку более точной.
Для повышения безопасности задний конец лезвия имеет контур, чтобы ничего не выходило за пределы вращающегося алюминиевого корпуса. В корпус встроена направляющая для заточки лезвий на барабанном шлифовальном станке, установленном на сверлильном станке. Лезвие регулируется, чтобы отрезать точный размер шипа, необходимого как в сухой, так и в сырой древесине.
Доступны восемь диаметров резания. Размеры от 5/8″ до 1″ нарезают шипы длиной 2 3/4″ и обычно используются для большинства деревенской мебели. Размеры от 1 1/4″ до 2″ позволяют нарезать шипы длиной 4 1/4″ и используются для более крупных структурных соединений. , например, каркас кровати для размещения или ограждения для размещения. Все размеры имеют шестигранные хвостовики; размеры от 5/8″ до 1″ предназначены для использования в электродрелях с патроном 3/8″ (или больше). Размеры от 1 1/4″ до 2″, которые требуют большего крутящего момента для привода, предназначены для использования в более крупных электрических дрели с патроном 1/2 дюйма (или больше).
Начинающие специалисты часто интересуются, какие виды сварки существуют и как выбрать подходящий метод. Различают виды сварки по нескольким срезам, однако наиболее частый вопрос касается именно степени участия человека в процессе сварки.
По степени механизации сварки принято различать следующие её типы:
ручная;
механизированная;
механическая;
автоматизированная.
Ручная – или ручная дуговая сварка – проводится с плавящимся или неплавящимся электродом, изготовленного из проволоки и электродного покрытия. Этот вид сварки применим для углеродистых сталей, металлов с содержанием марганца, легированных сталей, жаропрочных сталей, цветного металла и чугуна. В процессе сварки горящий электрод касается металлического изделия, разогревая его до высокой температуры, в процессе чего обеспечивается перенос сварочного материала в место сварки. Газ, используемый специалистом в процессе работы, защищает место сварки от окисления воздухом. Ручная сварка позволяет получить короткие швы до 20,5 сантиметров, швы средней длины до 100 сантиметров и длинные швы больше 100 сантиметров. Для этого используются способы «на проход», от середины к краям и от краев к середине. Результат сварки соответствует применяемому методу.
При механизированной сварке, которая проводится в защитной среде углекислого газа, подача плавящегося материала и перемещение сварочной дуги относительно металлического изделия выполняется с помощью механизма. Газовая горелка перемещается самим сварщиком. Этот способ удобен для выполнения угловых, тавровых, стыковых швов – таких, при которых ручное управление затруднительно. Механизированный способ эффективнее ручного, когда стоит задача проваривать изделия из толстых металлов или варить крупные партии металла и изделий.
В процессе механической сварки применяется трение свариваемых деталей. Трение обеспечивает высвобождение кинетической энергии, которая превращается в тепло и плавит металл. Детали, которые необходимо сварить, устанавливаются в специализированный механизм. Он обеспечивает надежное закрепление одного элемента и вращение второго с частотой от 500 до 1500 оборотов в минуту. Механизм также обеспечивает надежное прилегание статичной и вращающейся деталей друг к другу – благодаря этому получается герметичный и ровный шов. Этот метод широко применяется для спайки цилиндрических деталей: стержней, прутов, труб небольшого диаметра. Он также характерен тем, что подходит для сварки разных металлов в единую конструкцию. Например, алюминий, медь и сталь можно сварить в любых сочетаниях.
Автоматизированная сварка проходит без участия человека. Снижается человеческий фактор влияния на процесс сварки, аккуратность сварного шва и другие видимые нюансы, однако автоматизация требует тщательной и внимательной первичной настройки. Автоматическая сварка позволяет повысить производительность крупных промышленных предприятий, где требуется выполнять большой объем сварных работ в ограниченные сроки. Отличие этого способа сварки от механизированного состоит в том, что при автоматизированной сварке плавящий проволочный электрод непрерывно подается в дугу по мере расходования материала.
Исходя из объема работы, её сложности, типа металла и сроков выполнения специалист определяется с тем, какую сварку выбрать, чтобы её результат оказался таким, каким был задуман.
Следующая статьяКакой газ использовать для сварки
Тесты по теории сварки и резки металла
Контрольный тест по основам теории сварки и резки металла
Тема контрольной работы _ «Общие сведения о сварке, сварных соединениях и швах», «Металлургические процессы при сварке»
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
Вариант 1
Как называется класс сварки, объединяющий виды сварки, которые производятся плавлением металла?
1. термический;
2. механический;
3. термомеханический.
Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. контактная;
2. дуговая;
3. газовая.
Дуговая сварка осуществляется под действием:
1. электрической дуги;
2. силы Р;
3. газового пламени.
Сварной шов в ручной дуговой сварке защищается с помощью:
1. нет защиты;
2. обмазки;
3. флюса.
Кто изобрел сварку угольным электродом?
1. Чернов
2. Петров
3. Бенардос
4. Славянов
6. Сварным швом называется:
1. участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны;
2. участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
3. неразъемное соединение, выполненное сваркой;
4. участок сварного соединения, образовавшийся в результате кристаллизации электрода.
7. Стыковым соединением называется:
1. соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок;
2. соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга;
3. соединение деталей, расположенных в одной плоскости или на одной поверхности;
4. соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
8. Из нижеперечисленных процессов назовите химические процессы, происходящие в сварочной ванне:
1. электрические процессы;
2. загрязнение металла шва вредными примесями;
3. окисление металла шва;
4. раскисление металла шва;
5. ионизация воздуха;
6. рафинирование металла шва;
7. термоэлектронная эмиссия.
9. Степень механизации процесса ручной дуговой сварки:
1. ручная;
2. полуавтоматическая;
3. автоматическая
10. В какой зоне сварного шва часто возникают трещины?
1. зоне сплавления;
2. зоне термического влияния;
3. зоне металла шва.
Контрольный тест по основам теории сварки и резки металла
Тема контрольной работы _ «Общие сведения о сварке, сварных соединениях и швах», «Металлургические процессы при сварке»
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
Вариант 2
1. Как называется класс сварки, объединяющий виды сварки, которые осуществляются с использованием тепловой энергии и давления?
1. термический;
2. механический;
3. термомеханический.
2. Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. сварка взрывом;
2. автоматическая под флюсом;
3. газовая.
3. Дуговая сварка осуществляется под действием:
1. электрической дуги;
2. силы Р;
3. газового пламени.
4. Сварной шов в газовой сварке защищается с помощью:
1. газового пламени;
2. нет защиты;
3. обмазки.
5. Кто изобрел электрическую дугу?
1. Чернов
2. Петров
3. Бенардос
4. Славянов
6. Сварным соединением называется:
1. неразъемное соединение, выполненное пайкой;
2. разъемное соединение, выполненное сваркой;
3. неразъемное соединение;
4. неразъемное соединение, выполненное сваркой
7. Тавровым соединением называется:
1. соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок;
2. соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга;
3. соединение деталей, расположенных в одной плоскости или на одной поверхности;
4. соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
8. Из нижеперечисленных процессов назовите химические процессы, происходящие в сварочной ванне:
1. окисление металла шва;
2. механические процессы;
3. раскисление металла шва;
4. легирование металла шва;
5. намагничивание;
6. загрязнение металла шва вредными примесями;
7. рафинирование металла шва.
9. Степень механизации процесса газовой сварки:
1. ручная;
2. полуавтоматическая;
3. автоматическая
10. В какой зоне металл наиболее хрупкий?
1. зоне сплавления;
2. зоне термического влияния;
3. зоне металла шва.
Контрольный тест по основам теории сварки и резки металла
Тема контрольной работы _ «Общие сведения о сварке, сварных соединениях и швах», «Металлургические процессы при сварке»
Ключ с ответами
Вариант 1
Тесты
№ вопроса
1
2
3
4
5
6
7
8
9
10
Верный ответ
1
2, 3
1
2
3
1
3
2, 3, 4, 6,
1
1
Вариант 2
Тесты
№ вопроса
1
2
3
4
5
6
7
8
9
10
Верный ответ
3
2, 3
1
1
2
4
4
1, 3, 4, 6, 7
1
2
Тип сварочных процессов (ручная, полуавтоматическая, машинная, автоматизированная, роботизированная сварка) – Общие технические знания
Дата: 15 июня 2018 г. Автор: Тхань Нгуен Ле
0 комментариев
Определено в Американском национальном стандарте: Стандартные термины и определения по сварке, AWS A3.0:2001:
1. Ручная сварка (MMA, TIG…)
Сварка, при которой вся операция сварки выполняется и контролируется рука. Поскольку сварщик выполняет всю работу вручную, это требует физических усилий и может привести к травмам.
При ручной сварке означает «сварка с помощью горелки, пистолета или электрододержателя, удерживаемая и управляемая вручную», сварщик выполняет функцию сварки и постоянно контролирует сварочные операции вручную.
2. Полуавтоматическая сварка (FCAW, MIG, MAG…)
При полуавтоматической сварке, определяемой как «ручная сварка с оборудованием, которое автоматически контролирует один или несколько условий сварки», сварщик манипулирует сварочной горелкой, чтобы создать сварной шов, в то время как электрод автоматически подается к дуге.
3. Машинная (механизированная) сварка
Сварка с использованием оборудования, которое требует манипуляций оператора или регулировки в ответ на изменения условий сварки. Горелка, горелка или электрододержатель удерживаются механическим устройством, а механическое устройство, удерживающее горелку, горелку или электрод, может быть роботом.
При механизированной сварке определяется как «сварка с использованием оборудования, требующего ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за сваркой, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством», вмешательство сварщика состоит из регулировки органов управления оборудованием в ответ на визуальное наблюдение за операциями.
4. Автоматизированная сварка (SAW…)
Сварка с оборудованием, которое требует лишь периодического наблюдения за сварным швом или вообще не требует его, а также ручной регулировки органов управления оборудованием. Для этого типа сварки деятельность сварщика заключается в запуске машины и поиске дефектов или проблем, которые необходимо исправить.
При автоматизированной сварке, определяется как «сварка с использованием оборудования, которое требует лишь периодического наблюдения за сварным швом или его отсутствия, а также ручной регулировки органов управления оборудованием», участие сварщика ограничивается активацией машины для запуска цикла сварки и периодическое наблюдение за сварным швом, если оно вообще проводится.
5. Роботизированная сварка
Сварка, выполняемая и контролируемая роботизированным оборудованием, не требующая участия сварщика. Основная функция сварщика при роботизированной сварке заключается в поддержании контроля качества и устранении любых отклонений или проблем.
Роботизированная сварка, определяется как «сварка, которая выполняется и контролируется роботизированным оборудованием», не предполагает участия оператора сварки в выполнении сварки, поскольку сварочные операции выполняются и контролируются сварочными роботами.
Определения каждого термина в соответствии с Британским стандартом BS 499: Часть 1: 1991 следующие:
Механизированная сварка — сварка, при которой параметры сварки контролируются механически или электронным способом и могут изменяться вручную во время сварки. сохранять требуемое положение сварки.
Автоматическая сварка – сварка, при которой контролируются все параметры сварки. Ручная регулировка может выполняться между операциями сварки, но не во время сварки.
Роботизированная сварка – автоматическая сварка с использованием робота, который может быть предварительно запрограммирован на различные пути сварки и геометрию изготовления.
Успешное применение механизированных/автоматизированных систем может дать ряд преимуществ. К ним относятся повышенная производительность, постоянное качество сварки, предсказуемая производительность сварки, снижение переменных затрат на сварку и снижение стоимости деталей. Ограничения включают в себя более высокие капиталовложения, чем для оборудования для ручной сварки, необходимость более точного расположения и ориентации деталей, а также более сложные устройства перемещения и управления дугой. Таким образом, производственные потребности должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов/программистов для автоматизированного/роботизированного оборудования.
Справочный документ:
+ TWI
+ AWS A3.0
+ BS 499
Нравится:
Нравится Загрузка…
Различные виды сварки в технологии сварки
Одним из важнейших производственных процессов в отрасли является технология сварки. В этом процессе две или более деталей сплавляются с использованием тепла, давления или охлаждения для образования соединения. Сварка может выполняться на различных металлах и неметаллах и имеет важное значение в металлургии и производстве. Изучение технологии сварки в одной из лучших технических школ сварки может дать вам преимущество в вашей карьере. Различные типы сварки имеют место с использованием различных методов в зависимости от типа сплавляемых материалов. Вот краткий обзор распространенных видов сварки, по которым вы можете получить сертификаты сварщиков в лучших технических школах США 9.0003
Этот процесс требует надлежащего обучения по программе сертификации сварщиков. В этом процессе сварки они нагревают металл (ы) заготовки с помощью электрической дуги, которая образуется между расходуемым проволочным электродом и металлом (ами) заготовки, который плавится и в конечном итоге охлаждается, что приводит к их плавлению. Инертный защитный газ подается через сварочную горелку вдоль расходуемого проволочного электрода, чтобы защитить электрическую дугу и предотвратить загрязнение из окружающего воздуха, гарантируя, что никакие окружающие газы не могут загрязнить процесс.
Металлическая сварка в среде инертного газа (МИГ) Сварка в среде инертного газа (МИГ) составляет более 50% всех сварных швов с наплавкой металлов в промышленности, и она широко используется. Это современный, усовершенствованный процесс дуговой сварки, который является гибким и подходящим для механизации, а также является очень прибыльным и востребованным навыком в компаниях, занимающихся сваркой, изготовлением и соединением металлов в районе трех штатов. Сертификат сварщика по этой технологии даст вам преимущество как опытному сварщику. От квалифицированного сварщика с инертным газом (MIG) в отрасли требуется высокая степень манипулятивных навыков.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Единственная разница между сваркой вольфрамовым электродом в среде инертного газа (TIG) и сваркой металлическим инертным газом (MIG) заключается в добавлении присадочного металла в процессе сварки. При сварке вольфрамовым инертным газом (TIG) нагрев металла заготовки электрической дугой, образованной между металлом заготовки и неплавящимся вольфрамовым проволочным электродом, когда присадочный металл используется для добавления в сварочную ванну (где металл заготовки и присадочный металл плавится и со временем охлаждается). Окружает эту область инертным газом, обычно гелием или аргоном, подобно сварке инертным газом (MIG), который защищает ее от окисления и других загрязнений окружающей атмосферой.
Преимущество сварки вольфрамовым электродом в среде инертного газа (TIG) перед сваркой металла в среде инертного газа (MIG) заключается в том, что она подходит для всех отраслей промышленности, но требует высококачественной сварки и широко используется в механизированных режимах. Оператор сварки должен пройти соответствующую подготовку, чтобы уделять особое внимание сварке и сварке. Возможности трудоустройства, которые открываются при изучении технологии сварки в лучших школах сварщиков США, могут обеспечить квалифицированным сварщикам устойчивость и стабильность в их карьере, а также возможности для достижения лучших возможностей в отрасли.
Дуговая сварка защитным металлом (SMAW)
Одним из типичных методов сварки является дуговая сварка защитным металлом. Это процесс ручной дуговой сварки, при котором расходуемый электрод с флюсовым покрытием и поверхность металла заготовки плавятся и сплавляются для создания сварного шва. В этом процессе во время нагрева образуются газ и шлак, что предотвращает загрязнение из окружающей атмосферы и защищает зону сварки. Шлак остывает и затвердевает и должен отколоться, прежде чем металлическая заготовка станет пригодной для следующего процесса.
От навыков сварщика зависит качество сварного шва. Таким образом, квалифицированный техник-сварщик особенно ценен для отрасли, поскольку эта универсальная и простая технология сварки доминирует в секторе ремонта и технического обслуживания в металлообрабатывающей промышленности.
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой (FCAW) — это полуавтоматический или автоматический процесс сварки, при котором расходуемый электрод имеет флюсовую сердцевину и непрерывно подается. Необходимый процесс для устранения атмосферного загрязнения зависит от материала магнитопровода. Например, в одном типе дуговой сварки с флюсовой проволокой (FCAW) сердцевина содержит флюс и другие материалы, которые выделяют защитный газ в процессе сварки, предотвращая загрязнение путем защиты сварочной дуги. А в различных типах дуговой сварки с флюсовой проволокой для защиты сварочной ванны от окисления подается внешний источник защитного газа.
Дуговая сварка флюсовой проволокой (FCAW) является портативной, высокопроизводительной и обеспечивает высококачественные сварные швы. Таким образом, возможности трудоустройства сертифицированного специалиста по дуговой сварке с флюсовой проволокой (FCAW) из сварочного технологического учебного заведения высоки из-за требований этой технологии в строительной отрасли из-за портативности, простоты и гибкости операций.
Отличные возможности трудоустройства в качестве профессионального сварщика
Существует множество захватывающих и прибыльных перспектив трудоустройства для новичков или профессионалов отрасли с сертификатом сварщика от лучших школ сварки в США, который поможет им утвердиться в отрасли и обеспечит стабильную занятость. Согласно Syndicate PayScale Data, средняя годовая стартовая зарплата профессионального сварщика колеблется от 54 000 до 71 000 долларов.
 Она составляется из необходимых команд, записанных на языке программирования ЧПУ (G- и М-коды). Компьютер сохраняет в своей памяти УП, и оператор всегда может ей воспользоваться для выполнения конкретной работы.
Она составляется из необходимых команд, записанных на языке программирования ЧПУ (G- и М-коды). Компьютер сохраняет в своей памяти УП, и оператор всегда может ей воспользоваться для выполнения конкретной работы.

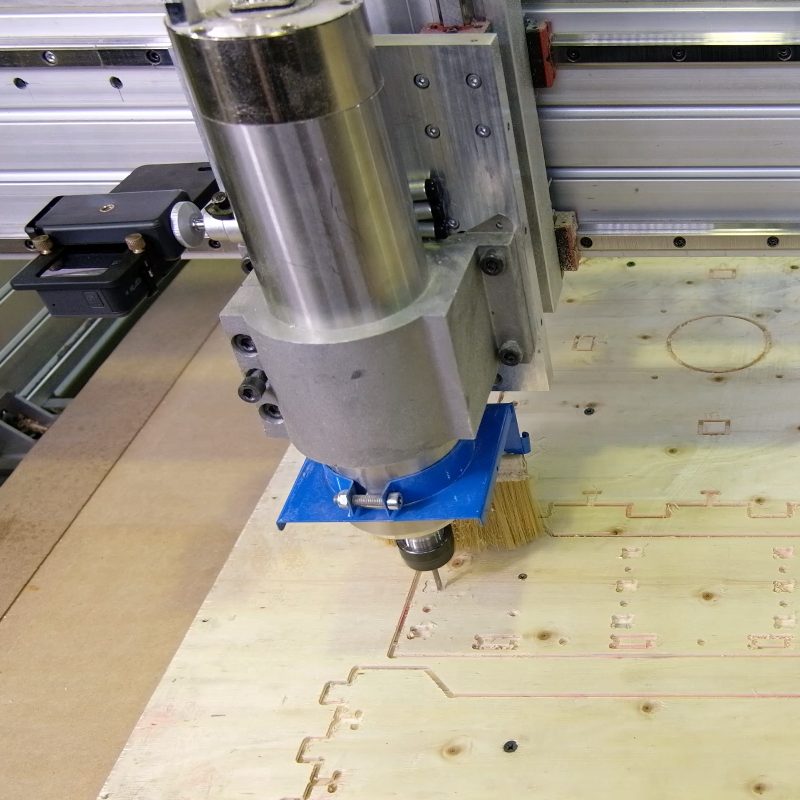
 Такие процедуры не занимают много времени.
Такие процедуры не занимают много времени.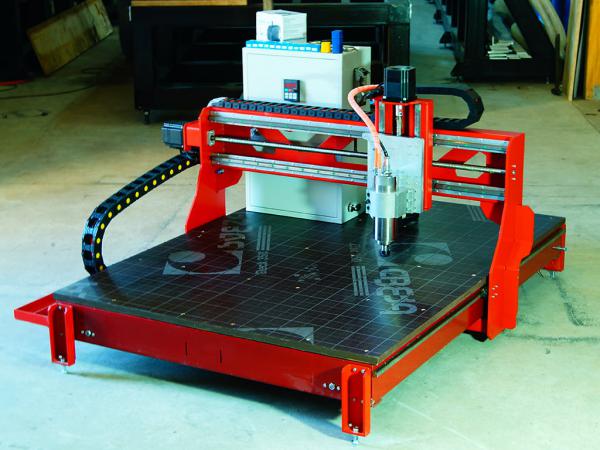 Эта цифра стоит первой в маркировке.
Эта цифра стоит первой в маркировке.


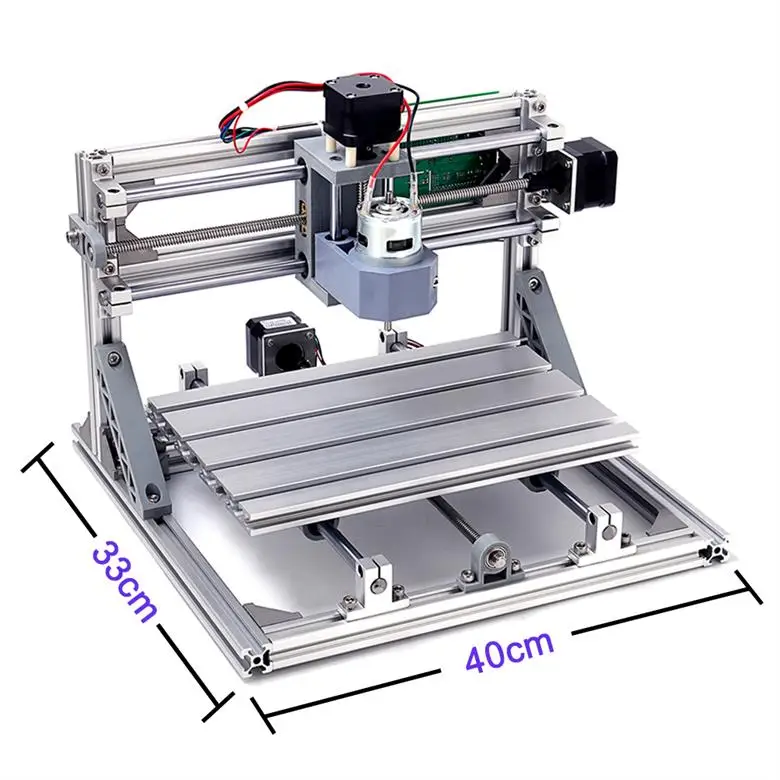 Они выбираются с учетом того, какие работы планируется производить и в каких объемах.
Они выбираются с учетом того, какие работы планируется производить и в каких объемах. Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов.
Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов.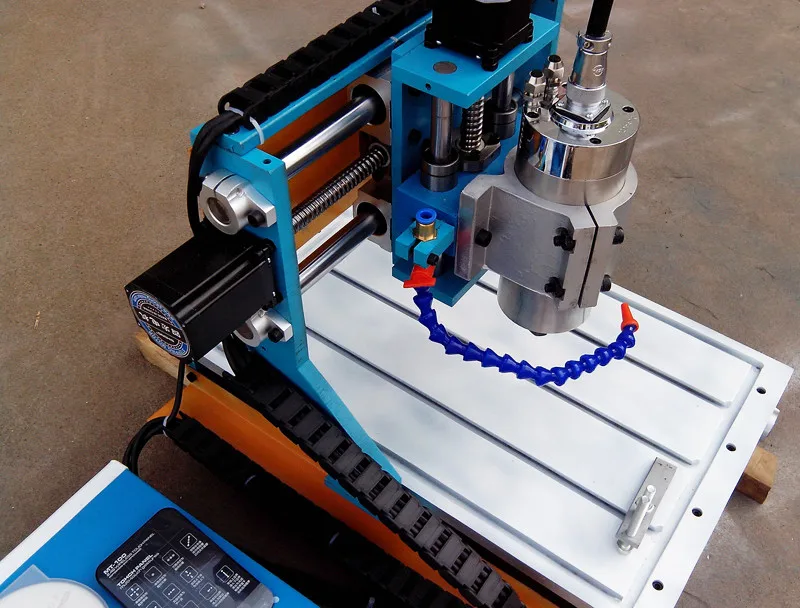 Совмещает возможности обоих типов.
Совмещает возможности обоих типов. Чаще всего применяются высокомоментные электродвигатели малой инерционности.
Чаще всего применяются высокомоментные электродвигатели малой инерционности. Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности.
Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности. Подробно о принципе ЧПУ внутри статьи.
Подробно о принципе ЧПУ внутри статьи.
 Но на большинстве станков любительского уровня или некоторых модернизированных моделях устройством управления может являться отдельный персональный компьютер. Контроллер ЧПУ функционирует совместно с электродвигателями и Настольный ЧПУ станок бывает нескольких разновидностей, предназначенных для любителей/макетчиков/моделистов. Такие станки имеют меньшую массу и уровень прочности, точности обработки и скорости работы и, кроме того, они дешевле своих промышленных аналогов, но при этом могут хорошо справляться с механической обработкой различных предметов, изготовленных из мягких материалов (пластик, пенопласт, воск). Работа некоторых настольных станков с ЧПУ может во многом напоминать работу принтера. Другие же имеют собственную замкнутую систему управления или даже встроенную специализированную CAM-программу. Некоторые модели также могут принимать данные в виде стандартного g-кода. Существуют промышленные станки настольного типа, предназначенные для выполнения мелких работ, требующих особой точности обработки, оснащенные специализированными устройствами числового программного управления.
Но на большинстве станков любительского уровня или некоторых модернизированных моделях устройством управления может являться отдельный персональный компьютер. Контроллер ЧПУ функционирует совместно с электродвигателями и Настольный ЧПУ станок бывает нескольких разновидностей, предназначенных для любителей/макетчиков/моделистов. Такие станки имеют меньшую массу и уровень прочности, точности обработки и скорости работы и, кроме того, они дешевле своих промышленных аналогов, но при этом могут хорошо справляться с механической обработкой различных предметов, изготовленных из мягких материалов (пластик, пенопласт, воск). Работа некоторых настольных станков с ЧПУ может во многом напоминать работу принтера. Другие же имеют собственную замкнутую систему управления или даже встроенную специализированную CAM-программу. Некоторые модели также могут принимать данные в виде стандартного g-кода. Существуют промышленные станки настольного типа, предназначенные для выполнения мелких работ, требующих особой точности обработки, оснащенные специализированными устройствами числового программного управления.
 Существует ряд несложных программ, позволяющих начинающим пользователям начать работать с ними без особых затруднений. Но есть и более сложные версии, которые требуют вложений времени и финансов для достижения максимальной эффективности их использования.
Существует ряд несложных программ, позволяющих начинающим пользователям начать работать с ними без особых затруднений. Но есть и более сложные версии, которые требуют вложений времени и финансов для достижения максимальной эффективности их использования.
 Подробнее о G-кодах в статье «Описание G»
Подробнее о G-кодах в статье «Описание G»
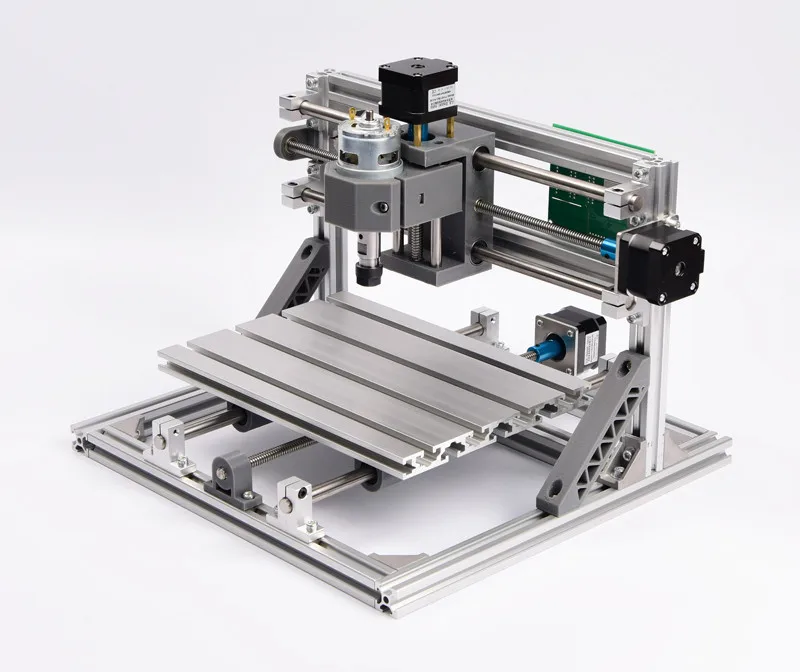
 Большинство контроллеров ЧПУ понимают только движения строго по прямой линии или по кругу. Во многих станках перемещения по кругу ограничены главными плоскостями координатных осей XYZ. Перемещения по поворотной оси могут восприниматься контроллерами как линейные перемещения, только вместо расстояния будут использоваться градусы. Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
Большинство контроллеров ЧПУ понимают только движения строго по прямой линии или по кругу. Во многих станках перемещения по кругу ограничены главными плоскостями координатных осей XYZ. Перемещения по поворотной оси могут восприниматься контроллерами как линейные перемещения, только вместо расстояния будут использоваться градусы. Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
 Более старые и бюджетные модели станков, очевидно, обладают менее высокими показателями, что во многом схоже с тем, насколько менее производительными являются старые модели компьютеров в части выполнения требуемых операций по сравнению с их более современными аналогами.
Более старые и бюджетные модели станков, очевидно, обладают менее высокими показателями, что во многом схоже с тем, насколько менее производительными являются старые модели компьютеров в части выполнения требуемых операций по сравнению с их более современными аналогами.


 Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
 Исключение могут составлять случаи, когда траектория движения инструмента может интерполироваться спирально, то есть описывать круг в плоскостях X и Y, одновременно двигаясь по оси Z для создания винтовой линии (например, при резьбофрезеровании).
Исключение могут составлять случаи, когда траектория движения инструмента может интерполироваться спирально, то есть описывать круг в плоскостях X и Y, одновременно двигаясь по оси Z для создания винтовой линии (например, при резьбофрезеровании). Тут есть два варианта: одновременная 4-осевая интерполяция (полноценная 4-я ось) либо только позиционирование по 4-й оси, при котором 4-я ось может менять положение заготовки, перемещая ее между тремя координатными осями, фактически не перемещаясь в процессе обработки. 5-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по двум поворотным осям. Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
Тут есть два варианта: одновременная 4-осевая интерполяция (полноценная 4-я ось) либо только позиционирование по 4-й оси, при котором 4-я ось может менять положение заготовки, перемещая ее между тремя координатными осями, фактически не перемещаясь в процессе обработки. 5-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по двум поворотным осям. Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
 Это связано с тем, что использование станков с ЧПУ увеличивает производство. Это также позволяет использовать более широкий спектр приложений по сравнению с машинами с ручным управлением.
Это связано с тем, что использование станков с ЧПУ увеличивает производство. Это также позволяет использовать более широкий спектр приложений по сравнению с машинами с ручным управлением.
 Это связано с тем, что машина с замкнутым контуром снижает риск ошибки. Он также исправляет большинство неровностей.
Это связано с тем, что машина с замкнутым контуром снижает риск ошибки. Он также исправляет большинство неровностей. Код делает за них большую часть (если не всю) работы.
Код делает за них большую часть (если не всю) работы.
 Самое раннее использование технологии числового программного управления восходит к 1940с.
Самое раннее использование технологии числового программного управления восходит к 1940с.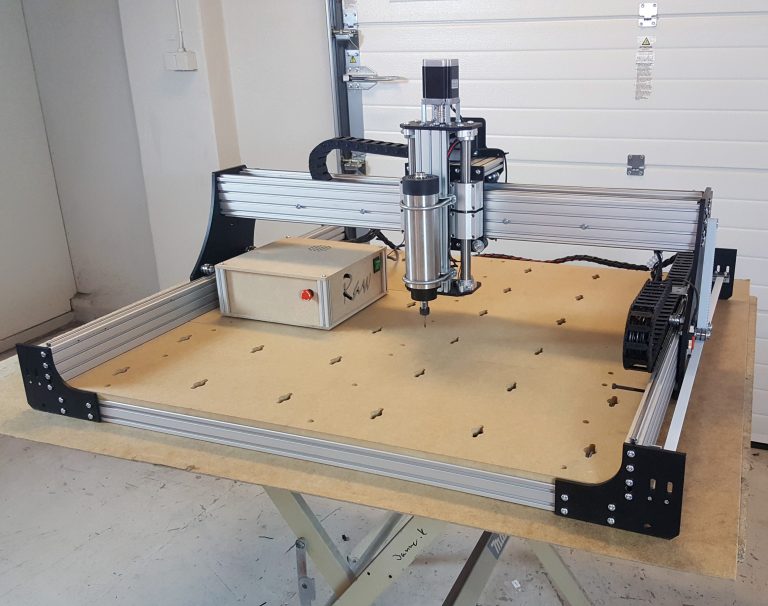



 Процессы могут показаться похожими, поскольку в обоих случаях для создания трехмерных продуктов используется компьютерный дизайн. Однако это очень разные процессы.
Процессы могут показаться похожими, поскольку в обоих случаях для создания трехмерных продуктов используется компьютерный дизайн. Однако это очень разные процессы.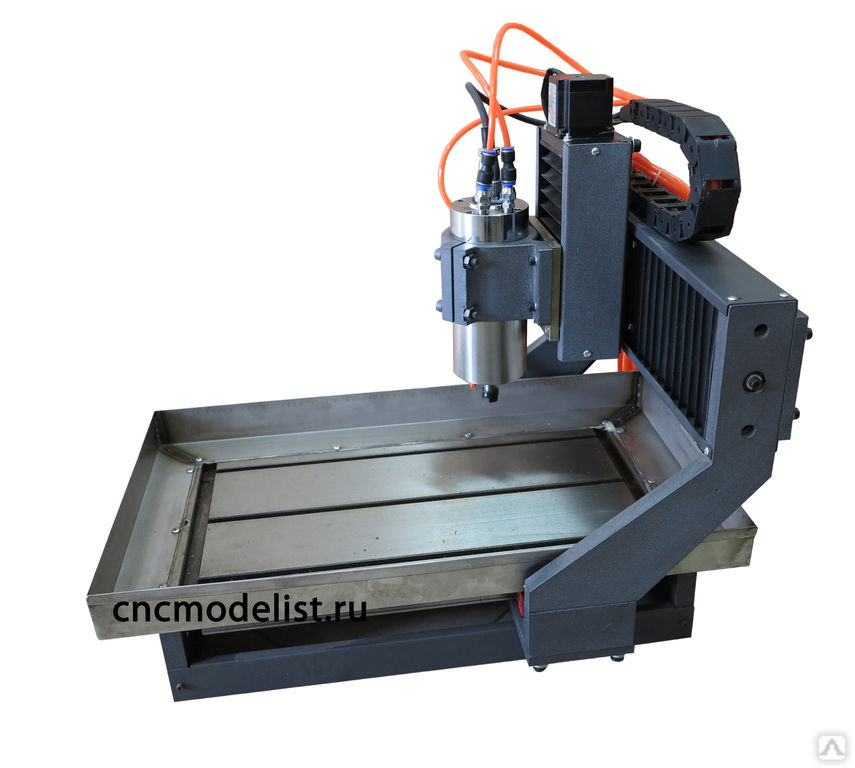 Технически вам не нужно быть кодером. Однако, если вы можете работать с компьютерным кодировщиком, процесс будет значительно более эффективным и простым.
Технически вам не нужно быть кодером. Однако, если вы можете работать с компьютерным кодировщиком, процесс будет значительно более эффективным и простым.
 Это также может ответить на ваш вопрос: «Что такое станок с ЧПУ?» Если после этого у вас остались вопросы, не стесняйтесь обращаться к нам с любыми вопросами, которые могут у вас остаться.
Это также может ответить на ваш вопрос: «Что такое станок с ЧПУ?» Если после этого у вас остались вопросы, не стесняйтесь обращаться к нам с любыми вопросами, которые могут у вас остаться.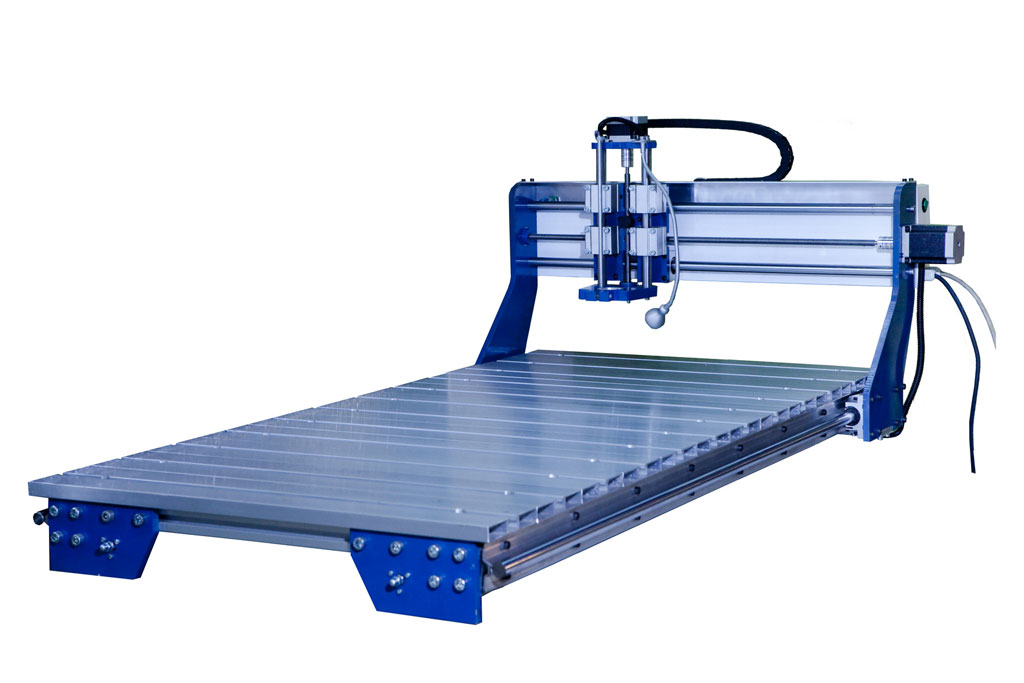 Эти машины основаны на существующих орудиях, но с некоторыми модификациями.
Эти машины основаны на существующих орудиях, но с некоторыми модификациями. youtube.com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»The History of Numerically Controlled Machine Tool — NC and CNC»/>
youtube.com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»The History of Numerically Controlled Machine Tool — NC and CNC»/>  Такое оборудование может автоматически переключать инструменты на основе цифровых инструкций, что делает их производственными рабочими лошадками.
Такое оборудование может автоматически переключать инструменты на основе цифровых инструкций, что делает их производственными рабочими лошадками.
 youtube.com/embed/r5bimWKeMbY?start=46&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Coding Explained»/>
youtube.com/embed/r5bimWKeMbY?start=46&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Coding Explained»/> 

 Последняя операция называется расточкой.
Последняя операция называется расточкой.
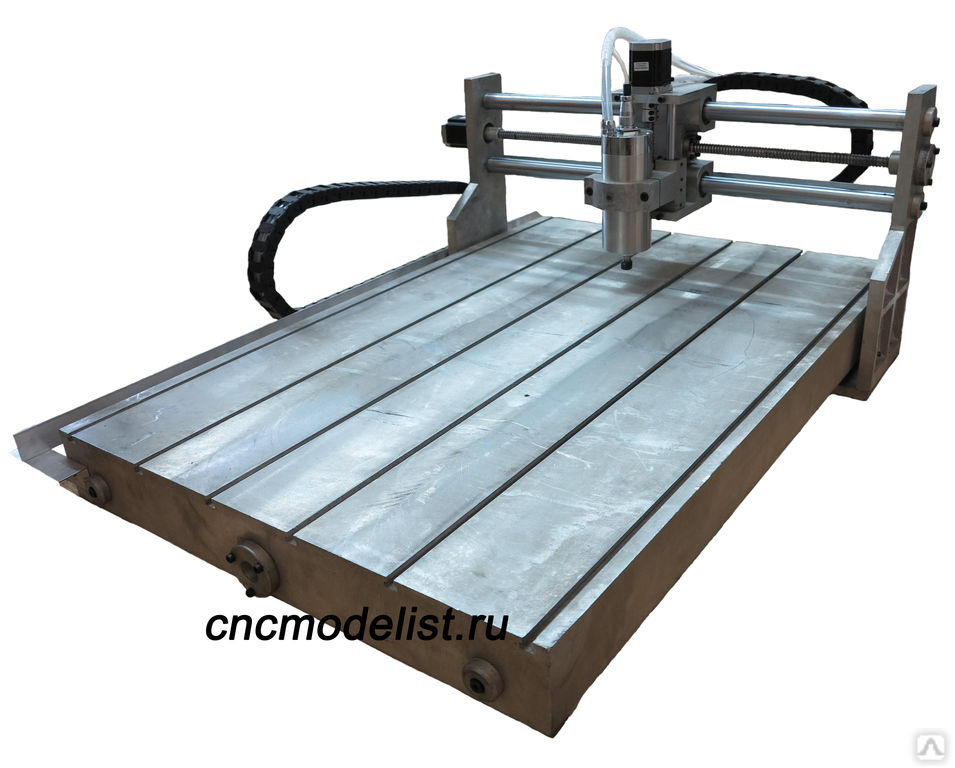
 youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Machining Capabilities»/>
youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Machining Capabilities»/> 
 Массовая плотность: 1,68 — 1,78 г/см3
Массовая плотность: 1,68 — 1,78 г/см3 Д. Для резки, полировки и удаления поверхностей. Он обеспечивает работу, включая удаление пыли, царапин, коррозии, окисления и т. Д. И формирование блестящей или определенной подготовки поверхности. Коричневый сплавленный оксид алюминия, также называемый коричневым оксидом алюминия, корундом, коричневый оксид алюминия представляет собой синтетический корунд с электроконфигурацией с основным содержанием оксида алюминия около 95%. Коричневый слитый порошок оксида алюминия или гранулы являются идеальным материалом для пескоструйной обработки. Мы производим макросетки F8-F220 для пескоструйной обработки поверхности и дробеструйной обработки и микрогранул F280-F2000 для точной полировки и абразивов.
Д. Для резки, полировки и удаления поверхностей. Он обеспечивает работу, включая удаление пыли, царапин, коррозии, окисления и т. Д. И формирование блестящей или определенной подготовки поверхности. Коричневый сплавленный оксид алюминия, также называемый коричневым оксидом алюминия, корундом, коричневый оксид алюминия представляет собой синтетический корунд с электроконфигурацией с основным содержанием оксида алюминия около 95%. Коричневый слитый порошок оксида алюминия или гранулы являются идеальным материалом для пескоструйной обработки. Мы производим макросетки F8-F220 для пескоструйной обработки поверхности и дробеструйной обработки и микрогранул F280-F2000 для точной полировки и абразивов. Д.
Д.  Д., Обычно используются для полировки или прецизионной струйной обработки, в то время как макросетки предназначены для общей взрывной работы. В основном используются размеры F24, F46, F60 и т. Д., И их можно использовать повторно с определенными потерями и изменениями при распределении сита.
Д., Обычно используются для полировки или прецизионной струйной обработки, в то время как макросетки предназначены для общей взрывной работы. В основном используются размеры F24, F46, F60 и т. Д., И их можно использовать повторно с определенными потерями и изменениями при распределении сита. 
 , восходящая
, восходящая ..
.. ..
.. ..
.. ..
.. ..
.. ..
..
 Улучшенная видимость также снижает необходимость повторной пескоструйной обработки и повышает чистоту деталей.
Улучшенная видимость также снижает необходимость повторной пескоструйной обработки и повышает чистоту деталей.
 )
)
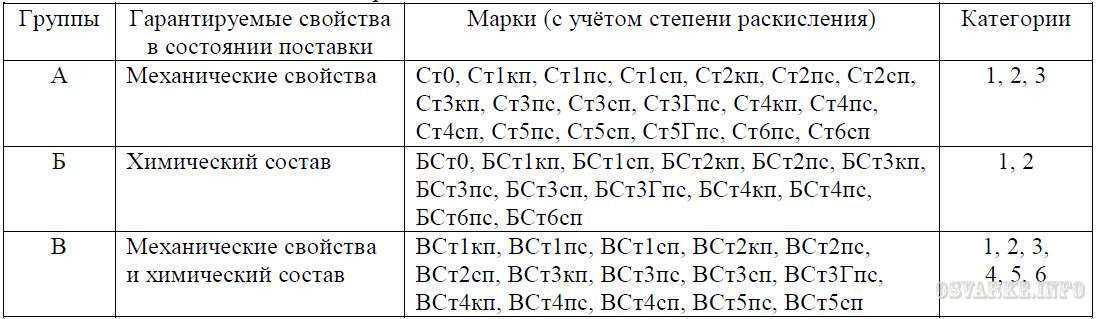

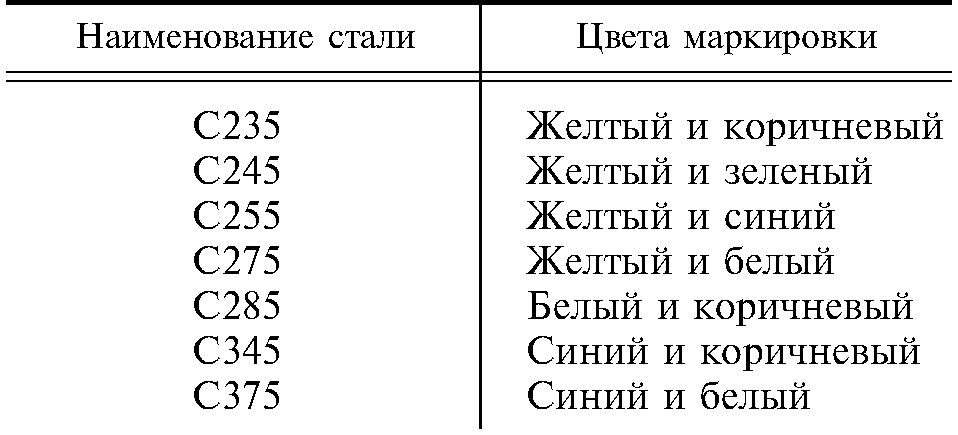 Оставайтесь с нами, когда я опубликую свое объяснение ECC.
Оставайтесь с нами, когда я опубликую свое объяснение ECC.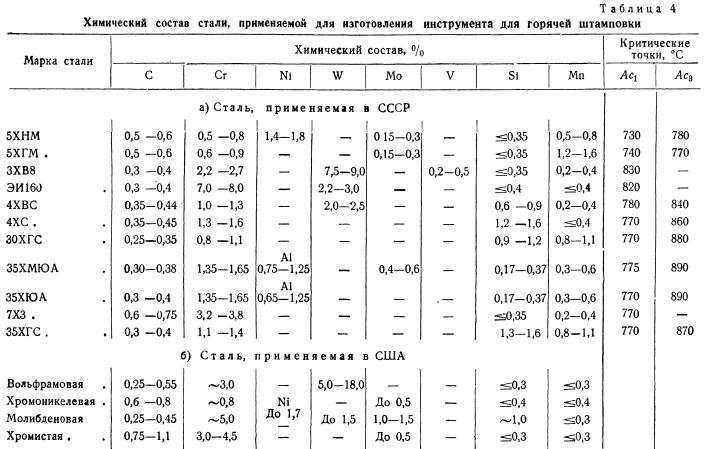 и веб-сервер.
и веб-сервер.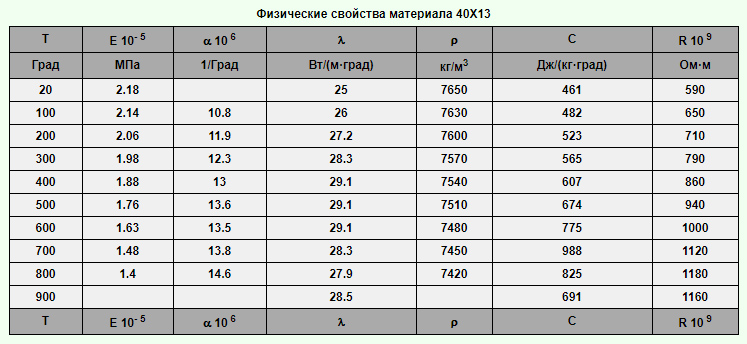 Конечно, вы можете думать, что вам все равно. То есть до тех пор, пока вы не просматриваете информацию о личном заболевании или советы о подростковой беременности. Чье это дело? Эта информация всегда кому-то полезна, поэтому они хотят ее и сохраняют. Навсегда.
Конечно, вы можете думать, что вам все равно. То есть до тех пор, пока вы не просматриваете информацию о личном заболевании или советы о подростковой беременности. Чье это дело? Эта информация всегда кому-то полезна, поэтому они хотят ее и сохраняют. Навсегда.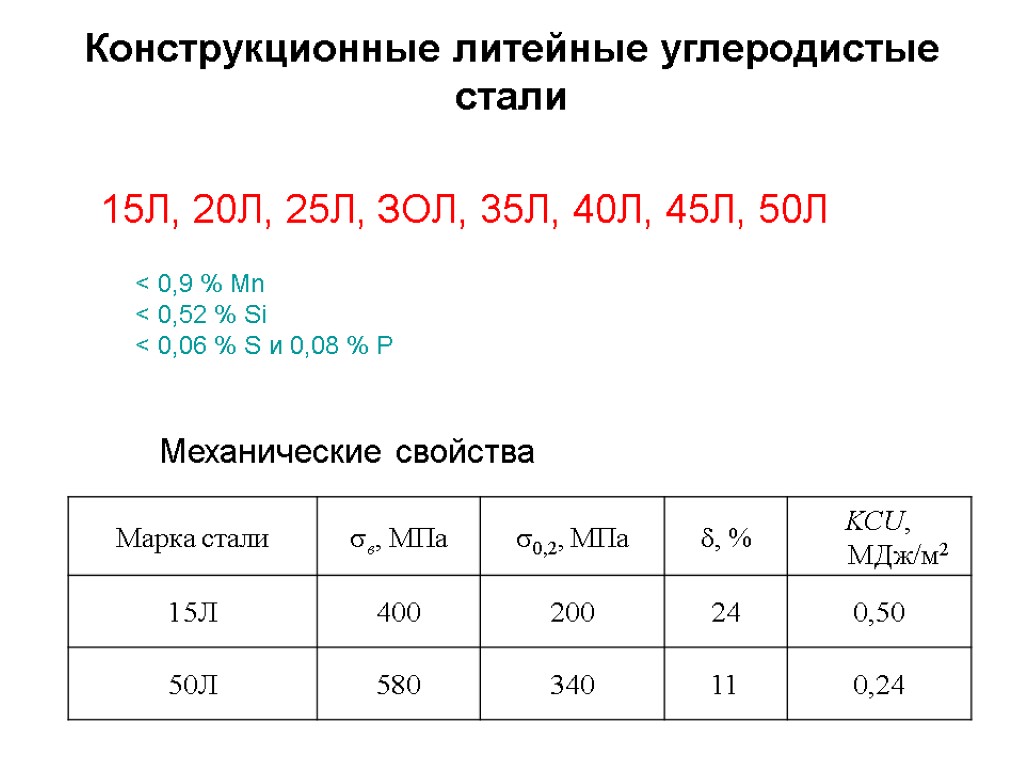 С этого момента я буду называть его SSL/TLS, так как оба моникера взаимозаменяемы, но технически я говорю о более новом TLS.
С этого момента я буду называть его SSL/TLS, так как оба моникера взаимозаменяемы, но технически я говорю о более новом TLS.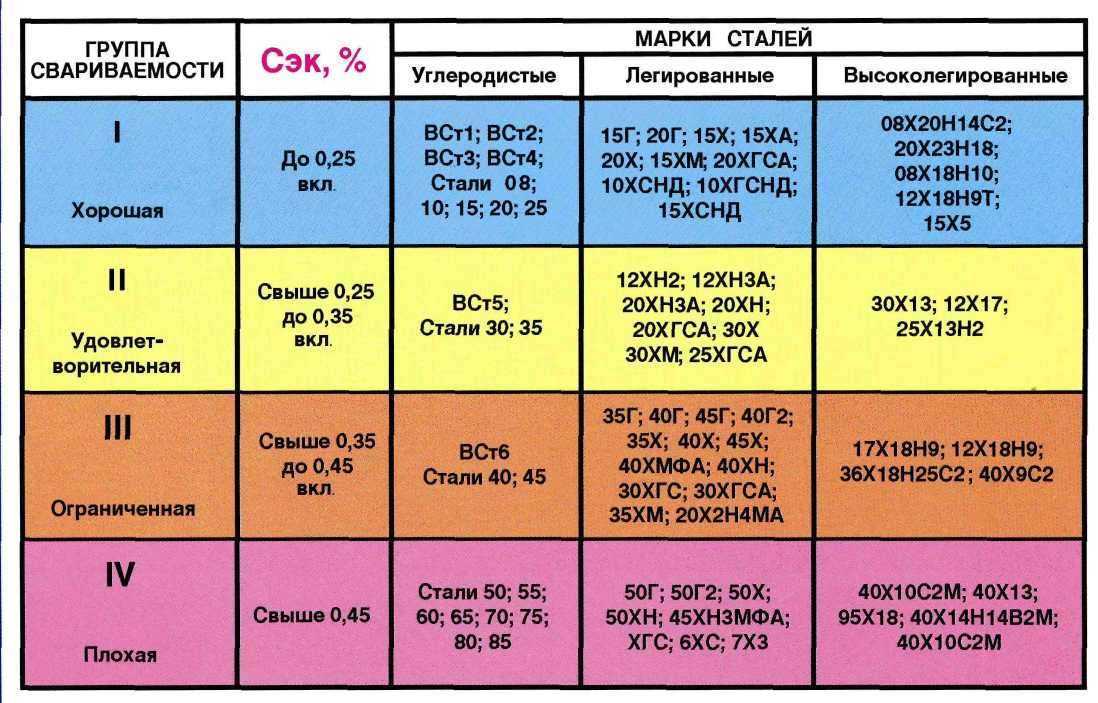 Это то, что использует ваш домашний WiFi. У вас есть только один ключ или «пароль», который вы подключаете как к беспроводному маршрутизатору, так и к ноутбуку. Очень просто.
Это то, что использует ваш домашний WiFi. У вас есть только один ключ или «пароль», который вы подключаете как к беспроводному маршрутизатору, так и к ноутбуку. Очень просто. Как оказалось, это просто математическая задача с 9.0034 очень большие числа.
Как оказалось, это просто математическая задача с 9.0034 очень большие числа. Вот так удобно работает математика.
Вот так удобно работает математика.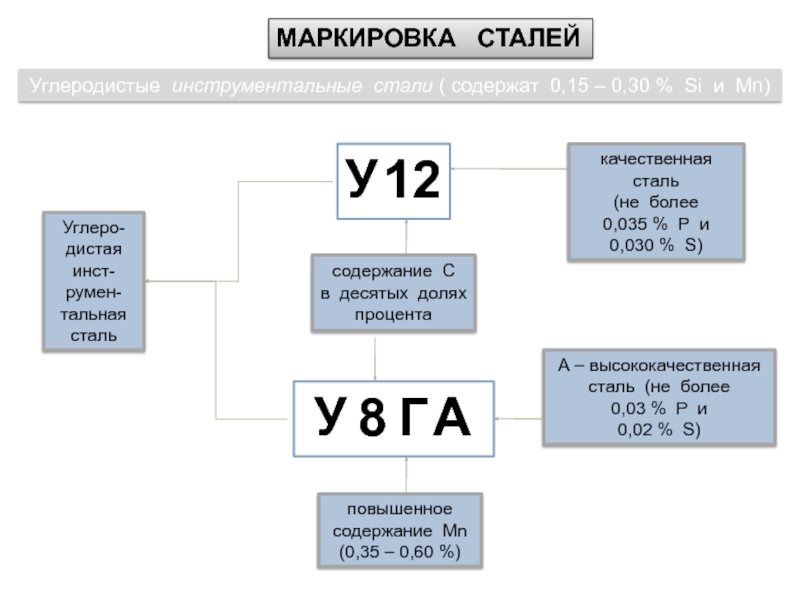 Сначала для установления соединения используется асимметричное шифрование (с открытым ключом), которое затем заменяется симметричным шифрованием (называемым сеансом ) на время.
Сначала для установления соединения используется асимметричное шифрование (с открытым ключом), которое затем заменяется симметричным шифрованием (называемым сеансом ) на время.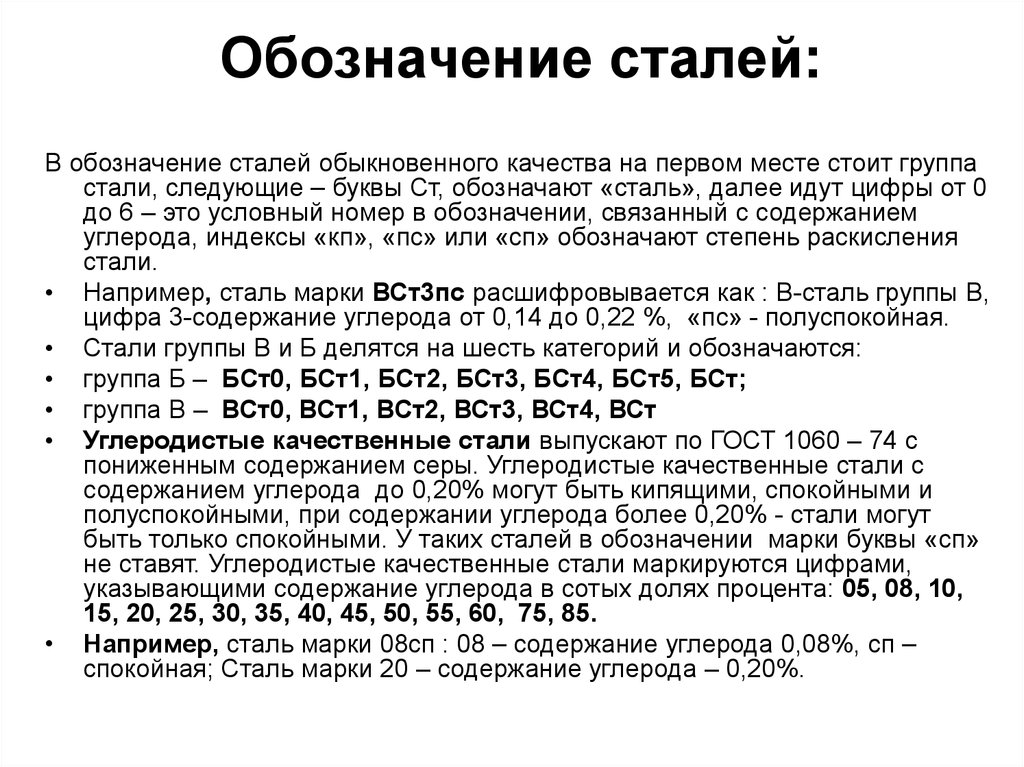
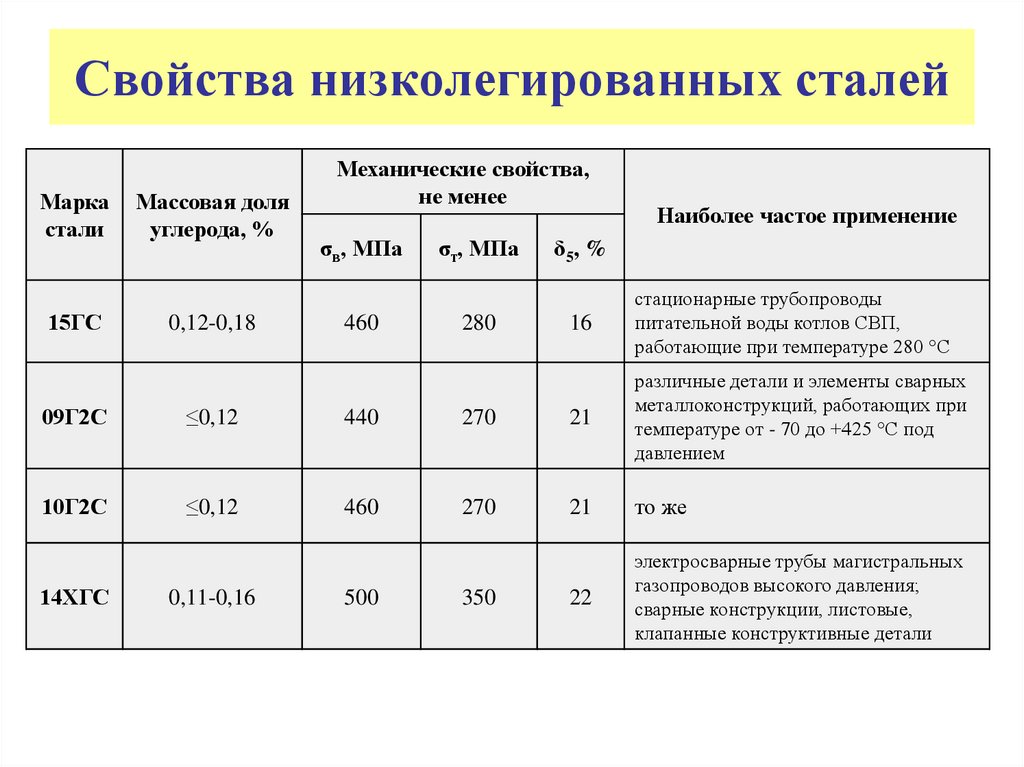 Он не подходит для длительных сеансов из-за вычислительной мощности, необходимой для его работы. Шифрование с открытым ключом использует много более длинные ключи, что делает его гораздо более трудоемким. Ознакомьтесь с ключевыми примерами ниже.
Он не подходит для длительных сеансов из-за вычислительной мощности, необходимой для его работы. Шифрование с открытым ключом использует много более длинные ключи, что делает его гораздо более трудоемким. Ознакомьтесь с ключевыми примерами ниже. Публичный характер асимметричного шифрования требует длинных ключей. Потому что, когда у вас есть открытый ключ, у вас уже есть часть ответа. Вычислить остальную часть ответа (закрытый ключ) было бы легко, если бы ответ был коротким. Экспоненциально большие ключи позволяют сохранить закрытый ключ закрытым.
Публичный характер асимметричного шифрования требует длинных ключей. Потому что, когда у вас есть открытый ключ, у вас уже есть часть ответа. Вычислить остальную часть ответа (закрытый ключ) было бы легко, если бы ответ был коротким. Экспоненциально большие ключи позволяют сохранить закрытый ключ закрытым.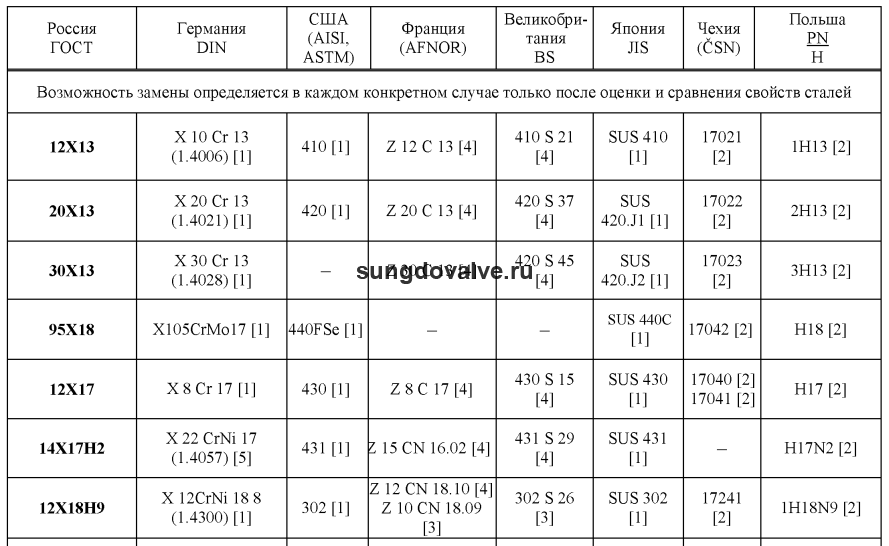 Это не изменится, пока DNSSEC не будет полностью реализован.
Это не изменится, пока DNSSEC не будет полностью реализован. Через HTTPS-соединение можно получить вирусы и другие вредоносные программы. Если веб-сервер заражен или вы находитесь на вредоносном веб-сайте, распространяющем вредоносное ПО, оно будет отправлено внутри потока HTTPS, как и все остальное. Однако HTTPS вместо не позволяет никому посередине внедрять вредоносное ПО в ваш движущийся трафик.
Через HTTPS-соединение можно получить вирусы и другие вредоносные программы. Если веб-сервер заражен или вы находитесь на вредоносном веб-сайте, распространяющем вредоносное ПО, оно будет отправлено внутри потока HTTPS, как и все остальное. Однако HTTPS вместо не позволяет никому посередине внедрять вредоносное ПО в ваш движущийся трафик. Если вы ищете больше конфиденциальности, то следующим шагом будет услуга VPN. Прочтите эту статью, чтобы узнать больше о VPN.
Если вы ищете больше конфиденциальности, то следующим шагом будет услуга VPN. Прочтите эту статью, чтобы узнать больше о VPN. Давайте начнем с хэшей, которые повсеместно используются в вычислениях, и рассмотрим, что делает хеш-функцию криптографической .
Давайте начнем с хэшей, которые повсеместно используются в вычислениях, и рассмотрим, что делает хеш-функцию криптографической .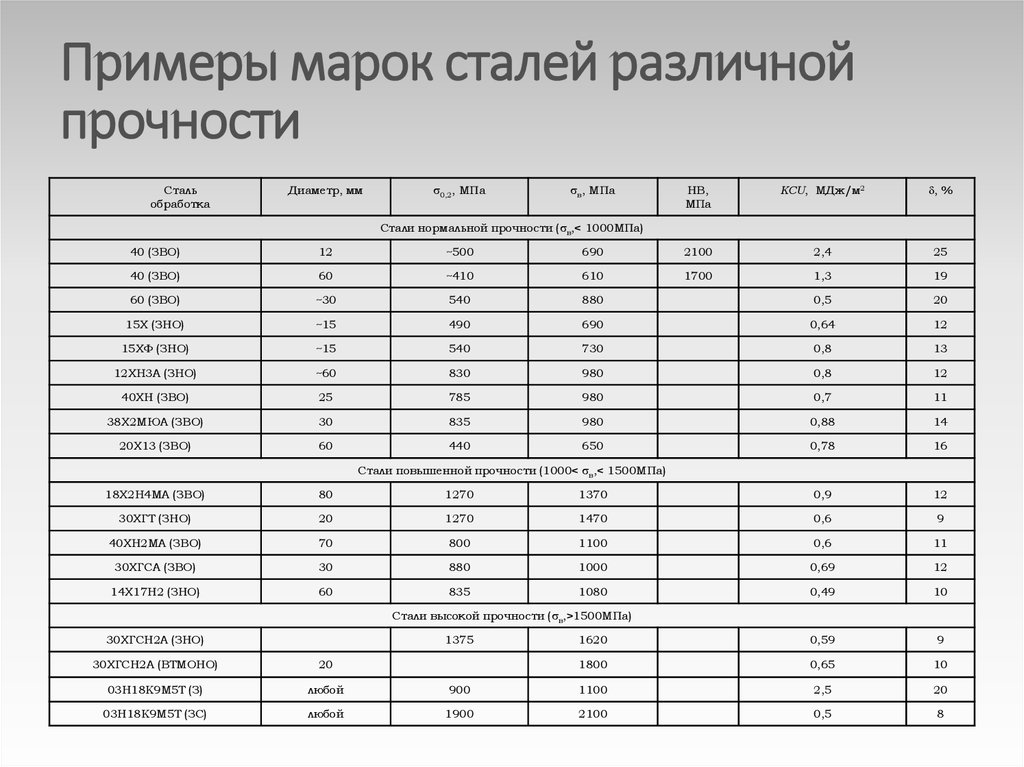 (Значение N может увеличиваться или уменьшаться в зависимости от того, насколько продуктивным является майнинг в конкретный момент времени.) Интересно отметить, что современные майнеры представляют собой аппаратные кластеры, предназначенные для параллельной генерации хэшей SHA256. В пиковое время 2018 года майнеры биткойнов по всему миру генерировали около 75 миллионов терахэшей в секунду — еще одно непостижимое число.
(Значение N может увеличиваться или уменьшаться в зависимости от того, насколько продуктивным является майнинг в конкретный момент времени.) Интересно отметить, что современные майнеры представляют собой аппаратные кластеры, предназначенные для параллельной генерации хэшей SHA256. В пиковое время 2018 года майнеры биткойнов по всему миру генерировали около 75 миллионов терахэшей в секунду — еще одно непостижимое число. В этом случае сообщение и его контрольная сумма должны быть отправлены повторно или, по крайней мере, должно быть выставлено условие ошибки. (Низкоуровневые сетевые протоколы, такие как UDP, не заботятся о контрольных суммах.)
В этом случае сообщение и его контрольная сумма должны быть отправлены повторно или, по крайней мере, должно быть выставлено условие ошибки. (Низкоуровневые сетевые протоколы, такие как UDP, не заботятся о контрольных суммах.) Например, код проверки подлинности сообщения на основе хэша (HMAC) использует хеш-значение и секретный криптографический ключ для проверки подлинности сообщения, отправляемого по сети. Коды HMAC, легкие и простые в использовании в программах, популярны в веб-сервисах. X509цифровой сертификат включает хеш-значение, известное как отпечаток , который может упростить проверку сертификата. Хранилище доверенных сертификатов в памяти может быть реализовано в виде таблицы поиска с ключом для таких отпечатков пальцев — в виде хэш-карты , которая поддерживает поиск в постоянном времени. Отпечаток входящего сертификата можно сравнить с ключами хранилища доверенных сертификатов для совпадения.
Например, код проверки подлинности сообщения на основе хэша (HMAC) использует хеш-значение и секретный криптографический ключ для проверки подлинности сообщения, отправляемого по сети. Коды HMAC, легкие и простые в использовании в программах, популярны в веб-сервисах. X509цифровой сертификат включает хеш-значение, известное как отпечаток , который может упростить проверку сертификата. Хранилище доверенных сертификатов в памяти может быть реализовано в виде таблицы поиска с ключом для таких отпечатков пальцев — в виде хэш-карты , которая поддерживает поиск в постоянном времени. Отпечаток входящего сертификата можно сравнить с ключами хранилища доверенных сертификатов для совпадения. Вот изображение с chf в качестве криптографической хэш-функции и моим паролем foobar в качестве примера ввода:
Вот изображение с chf в качестве криптографической хэш-функции и моим паролем foobar в качестве примера ввода: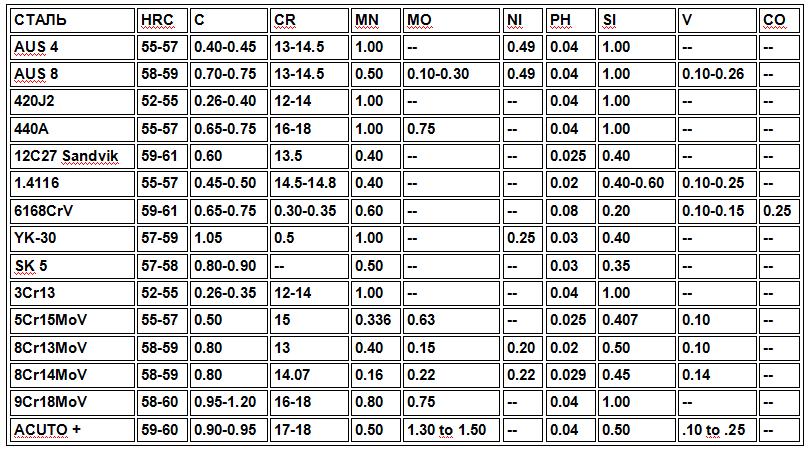

 txt
txt 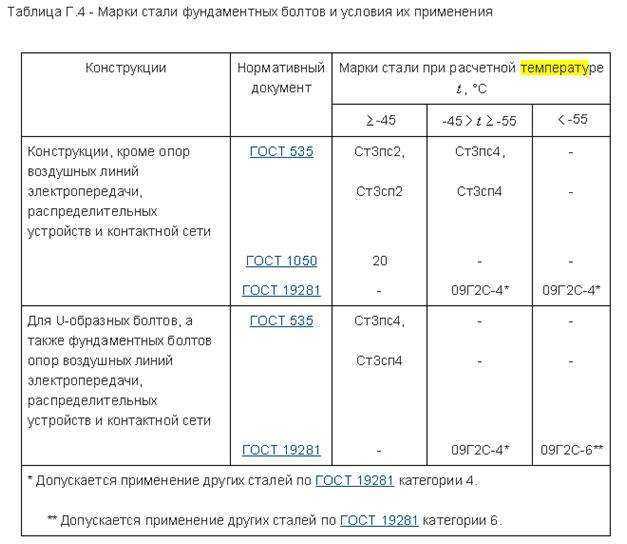
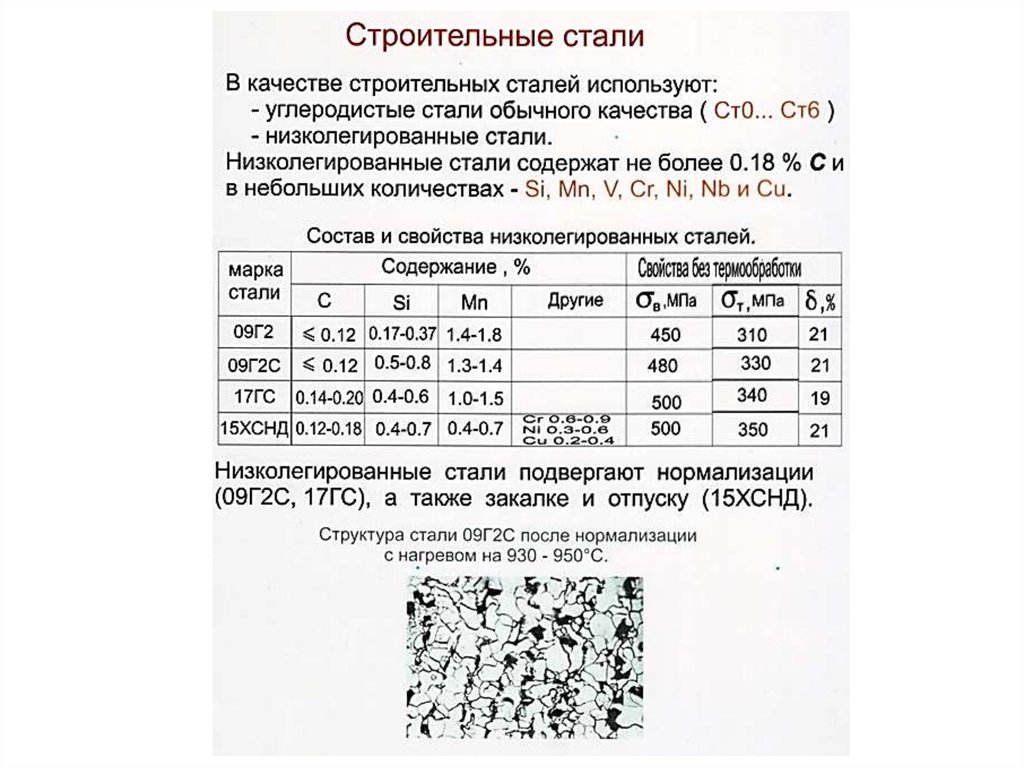
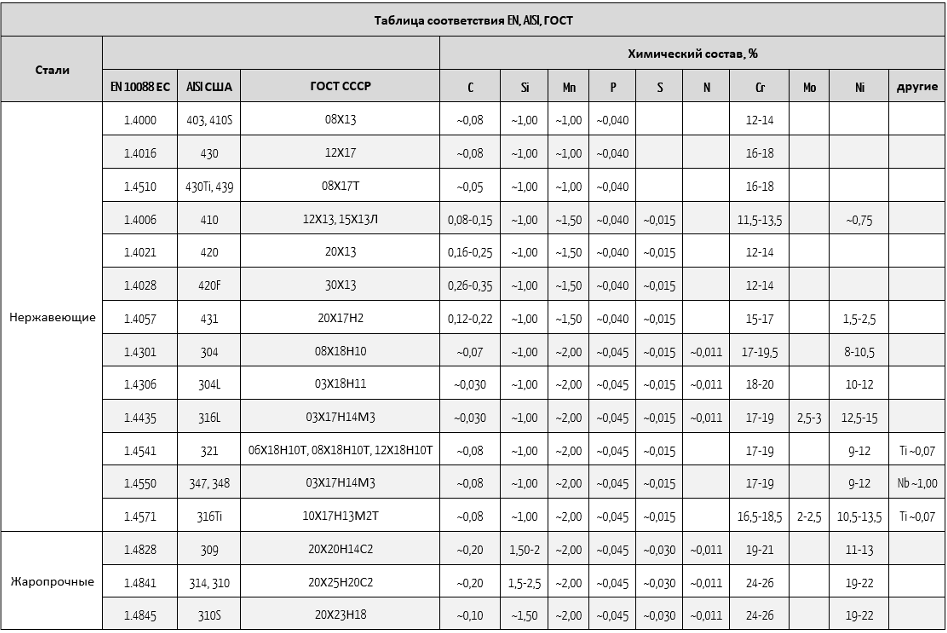
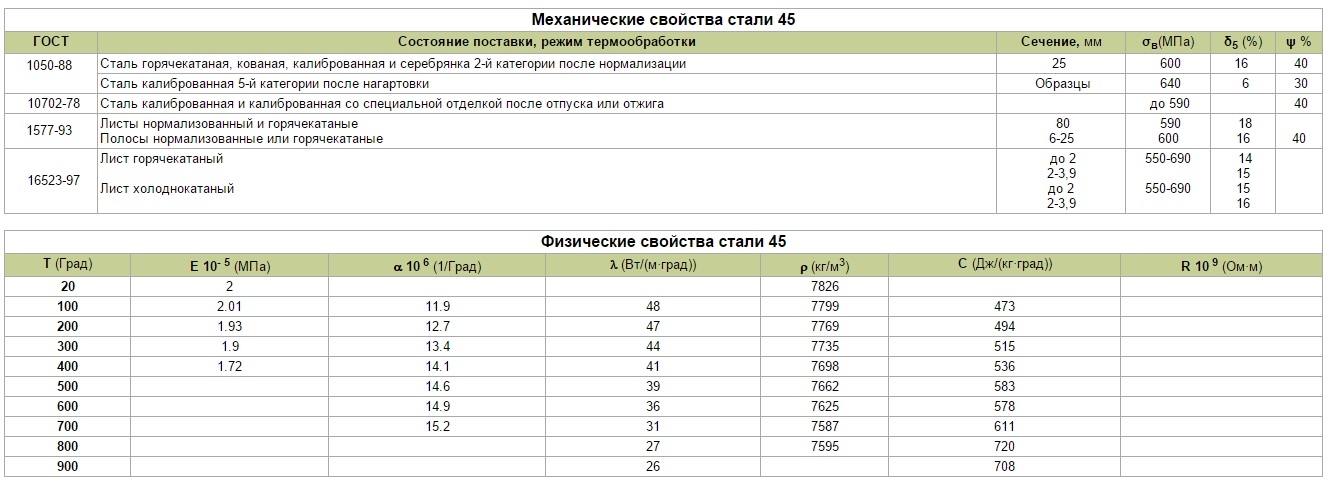 c в качестве артефакта для подписи:
c в качестве артефакта для подписи: Хэш, используемый для подписи артефакта (в данном случае исполняемой программы клиента ), должен быть пересчитан в качестве важного шага проверки, поскольку процесс проверки должен указывать, изменился ли артефакт с момента подписания.
Хэш, используемый для подписи артефакта (в данном случае исполняемой программы клиента ), должен быть пересчитан в качестве важного шага проверки, поскольку процесс проверки должен указывать, изменился ли артефакт с момента подписания.
 pem , намекает на типичное использование цифровых сертификатов: в качестве ваучеров для идентификации веб-сервера, связанного с доменом, таким как www.google.com.
pem , намекает на типичное использование цифровых сертификатов: в качестве ваучеров для идентификации веб-сервера, связанного с доменом, таким как www.google.com. д.:
д.: pem -out myserver.crt
pem -out myserver.crt  ..
..  Вот две команды OpenSSL, которые проверяют один и тот же модуль, тем самым подтверждая, что цифровой сертификат основан на паре ключей в файле PEM:
Вот две команды OpenSSL, которые проверяют один и тот же модуль, тем самым подтверждая, что цифровой сертификат основан на паре ключей в файле PEM: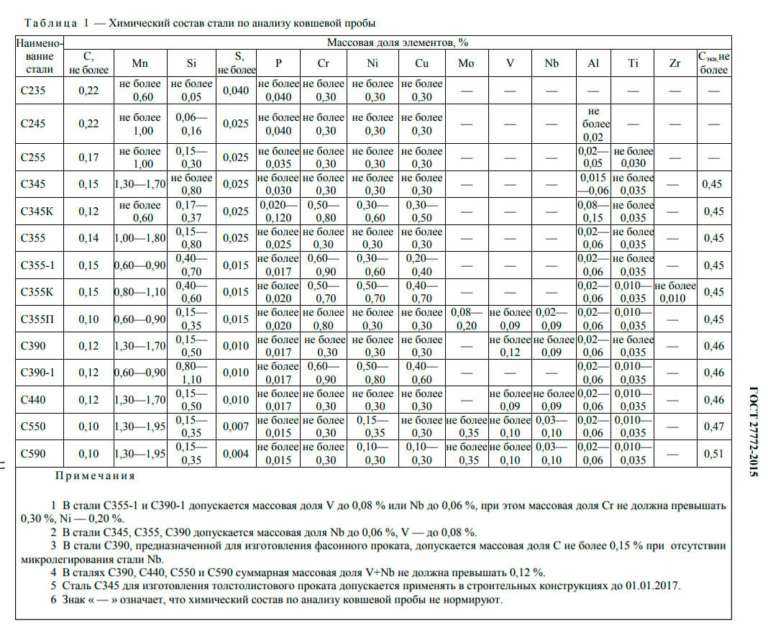
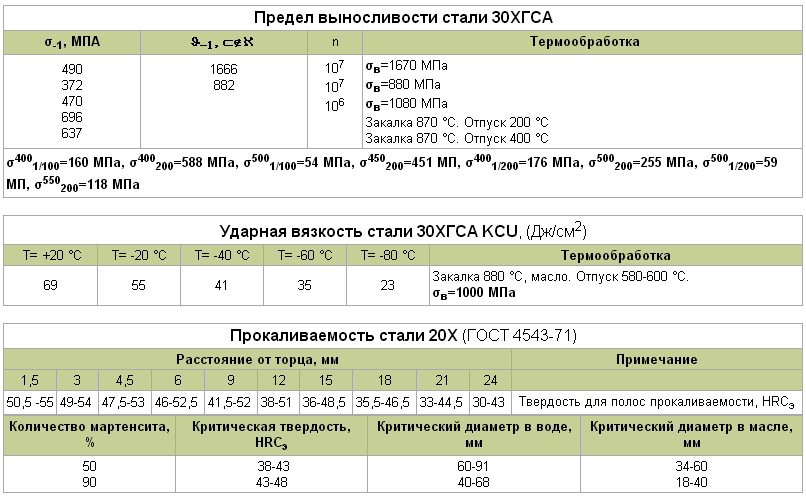 Соответственно, клиентская программа может отправить зашифрованное сообщение на веб-сервер, который в одиночку может легко расшифровать это сообщение.
Соответственно, клиентская программа может отправить зашифрованное сообщение на веб-сервер, который в одиночку может легко расшифровать это сообщение.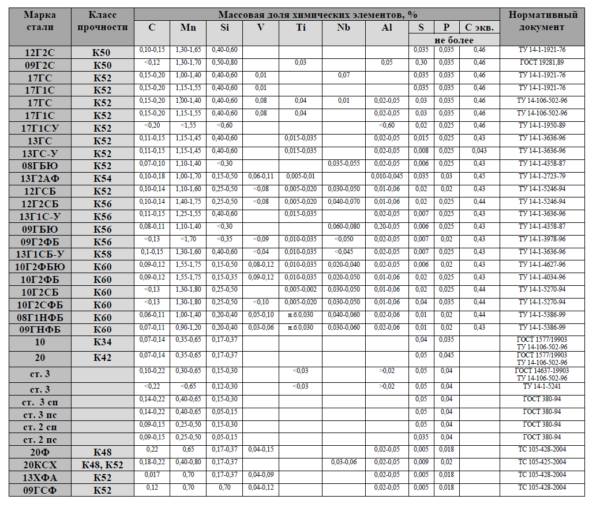 Затем программа клиент шифрует PMS с помощью открытого ключа сервера и отправляет зашифрованную PMS на сервер, который в свою очередь расшифровывает сообщение PMS своим закрытым ключом из пары RSA:
Затем программа клиент шифрует PMS с помощью открытого ключа сервера и отправляет зашифрованную PMS на сервер, который в свою очередь расшифровывает сообщение PMS своим закрытым ключом из пары RSA:

 к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры.
к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры. 303 × 0.303 × 0.303 м
303 × 0.303 × 0.303 м 00000000 kg
00000000 kg Включите его в настройках вашего браузера.
Включите его в настройках вашего браузера. 2
2
 Отличная ванная. Частная парковка через дорогу. Франсуа был отличным хозяином.
Отличная ванная. Частная парковка через дорогу. Франсуа был отличным хозяином.
 Сам город не предлагает много. Город, который стоит посетить: Сансере в 20 минутах езды на машине, узнайте по его винам! Много виноградных дворов и прекрасная городская площадь.
Сам город не предлагает много. Город, который стоит посетить: Сансере в 20 минутах езды на машине, узнайте по его винам! Много виноградных дворов и прекрасная городская площадь.
 Очень удобная кровать, очень чистый номер, хорошее тихое место.
Очень удобная кровать, очень чистый номер, хорошее тихое место. Наш французский не так хорош, и мы нашли способ общаться весело и с юмором!
Наш французский не так хорош, и мы нашли способ общаться весело и с юмором!
 org/Review»>
org/Review»> Инвертор Tjheseletsa «Resanta Sai-220»
Инвертор Tjheseletsa «Resanta Sai-220» Ке хоре, хо эца хоре хо быть боноло хо болока junifomo tjheseletsa segopo le lintho tse ngata tsitsitseng haholoanyane ho feta mechine e meng tjheseletsa.
Ке хоре, хо эца хоре хо быть боноло хо болока junifomo tjheseletsa segopo le lintho tse ngata tsitsitseng haholoanyane ho feta mechine e meng tjheseletsa.

 Ho na le ke fapoha switjha theoha ‘a letanta — «Сеть» le bontšang khanya — «Сеть». Верхний ремешок энце бакэнг са хо tsamaisa bonolo le ho sebelisoa ha mochine.
Ho na le ke fapoha switjha theoha ‘a letanta — «Сеть» le bontšang khanya — «Сеть». Верхний ремешок энце бакэнг са хо tsamaisa bonolo le ho sebelisoa ha mochine. Phahameng dipharologanyo thepa selikalikoe tsitsiteng sebelisa likarolo semiconductor ba fana, tse hlahisitsoeng ke ho theknoloji e morao-rao ka ho fetisisa.
Phahameng dipharologanyo thepa selikalikoe tsitsiteng sebelisa likarolo semiconductor ba fana, tse hlahisitsoeng ke ho theknoloji e morao-rao ka ho fetisisa.
 2 лимититар — 90-145 А;
2 лимититар — 90-145 А; Ba tse ratoang haholo-holo har’a миряне tšepe ka lebaka la boima ba ‘mele tse nyenyane (6 кг) e, boiketlo tsa tshebetso le boiketlo ba tshebetso. Цены ba ka theko e tlaase haholo, ho tloha ho tse 150 ho $ 250 ka yuniti.
Ba tse ratoang haholo-holo har’a миряне tšepe ka lebaka la boima ba ‘mele tse nyenyane (6 кг) e, boiketlo tsa tshebetso le boiketlo ba tshebetso. Цены ba ka theko e tlaase haholo, ho tloha ho tse 150 ho $ 250 ka yuniti. Empa ho na le ba hore re ba ntse ba sebetsa ka eona ka boemo ba leholimo le metsi a «kha» motlakase. Ka lebaka leo, ho ke ke le soso ho bareki ho hopotsa hang hape hore ho sebetsa le thepa leha e le efe ea motlakase le lisebelisoa beha kotsi haeba u sa etsa lintho tumellanong le melao ea motheo polokeho. Sesebediswa bekha lik’hilograma 5,5 ke feela ka nako ya ho tjheseletsa eleketrode bophara tsa 5 limililimithara на ле bokgoni ба 15 кВт, e leng lekane ho etsa bonnete ba hore lejoe 10 lik’hilograma lahlela bophahamo-этаж ntlo. Ka lebaka leo, tlhokomelo e eketsehileng ha e etsahala ha u sebelisa eneji, le-matla thepa.
Empa ho na le ba hore re ba ntse ba sebetsa ka eona ka boemo ba leholimo le metsi a «kha» motlakase. Ka lebaka leo, ho ke ke le soso ho bareki ho hopotsa hang hape hore ho sebetsa le thepa leha e le efe ea motlakase le lisebelisoa beha kotsi haeba u sa etsa lintho tumellanong le melao ea motheo polokeho. Sesebediswa bekha lik’hilograma 5,5 ke feela ka nako ya ho tjheseletsa eleketrode bophara tsa 5 limililimithara на ле bokgoni ба 15 кВт, e leng lekane ho etsa bonnete ba hore lejoe 10 lik’hilograma lahlela bophahamo-этаж ntlo. Ka lebaka leo, tlhokomelo e eketsehileng ha e etsahala ha u sebelisa eneji, le-matla thepa.

 Что это такое и где используется?
Что это такое и где используется?


 Такие изделия станут надёжной защитой от воров. Металлические ворота из стали горячего проката труднее всего взломать;
Такие изделия станут надёжной защитой от воров. Металлические ворота из стали горячего проката труднее всего взломать; Загрузка: Стандартная загрузка Просмотр продукта
Загрузка: Стандартная загрузка Просмотр продукта Полость: 50-85 Загрузка: Стандартная нагрузка Продукт
Полость: 50-85 Загрузка: Стандартная нагрузка Продукт

 В зависимости от количества и дизайна изготовление стальных перемычек по индивидуальному заказу обычно занимает от одной до трех недель.
В зависимости от количества и дизайна изготовление стальных перемычек по индивидуальному заказу обычно занимает от одной до трех недель.
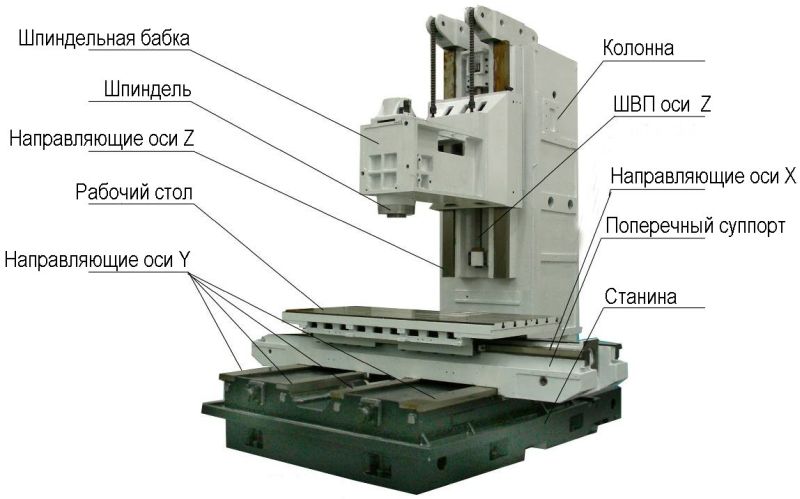
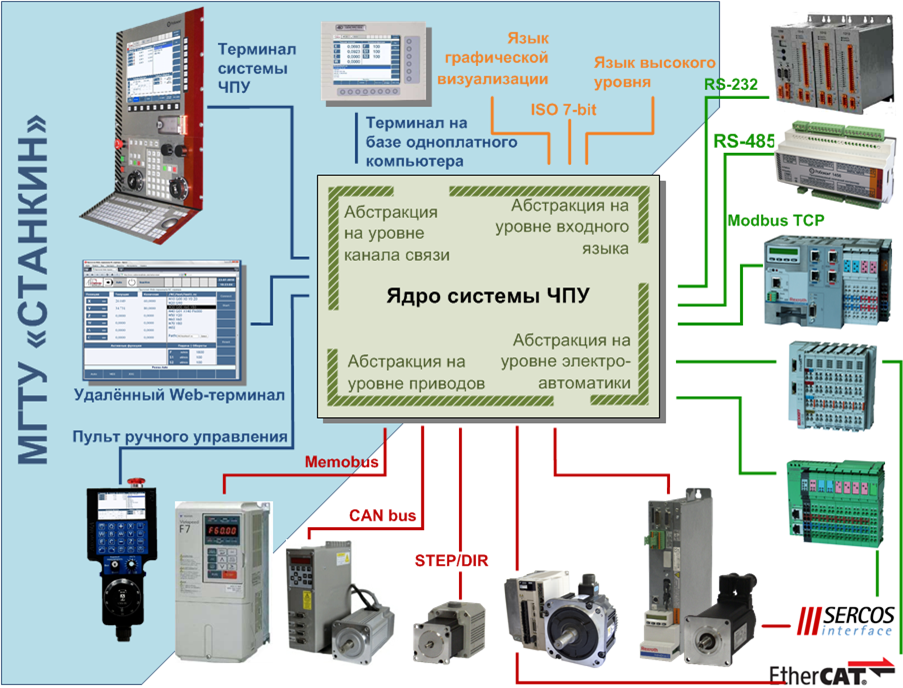
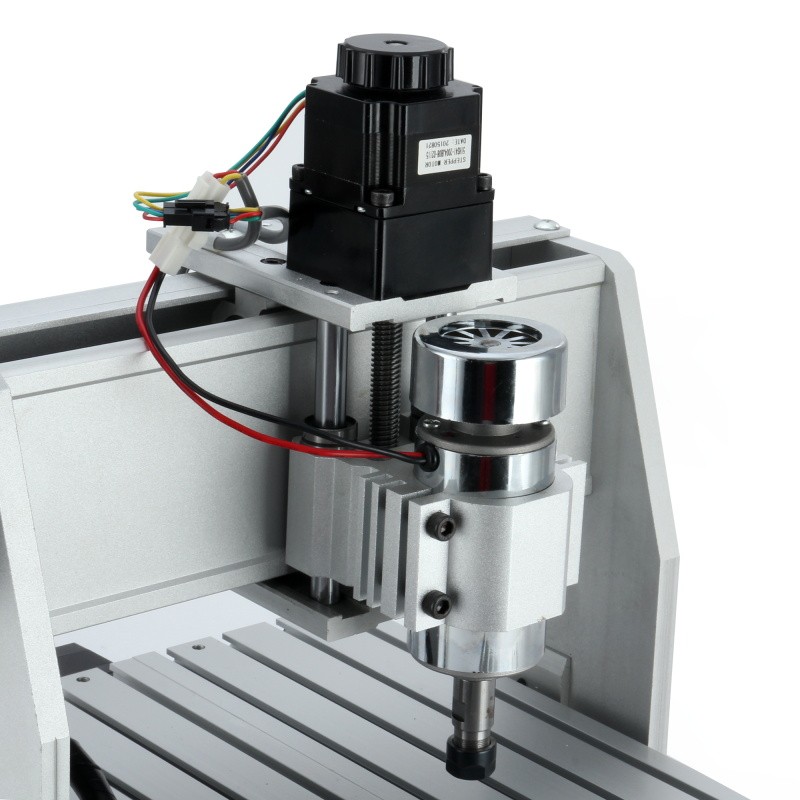

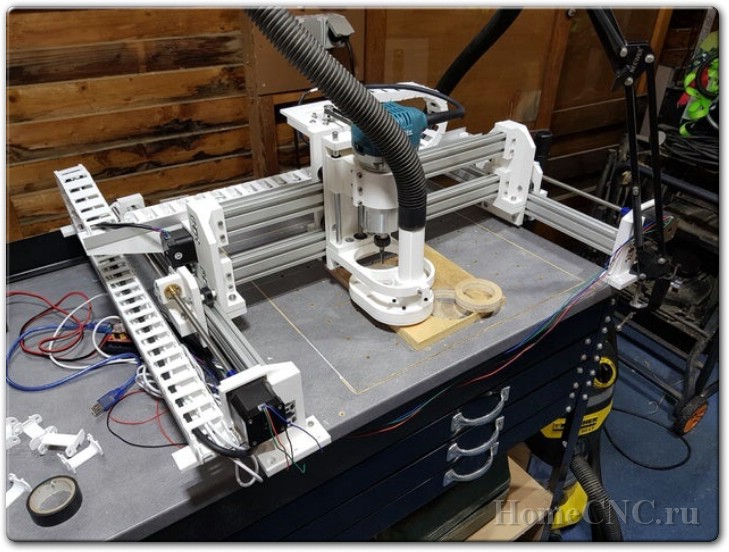 Компоненты осей ЧПУ
Компоненты осей ЧПУ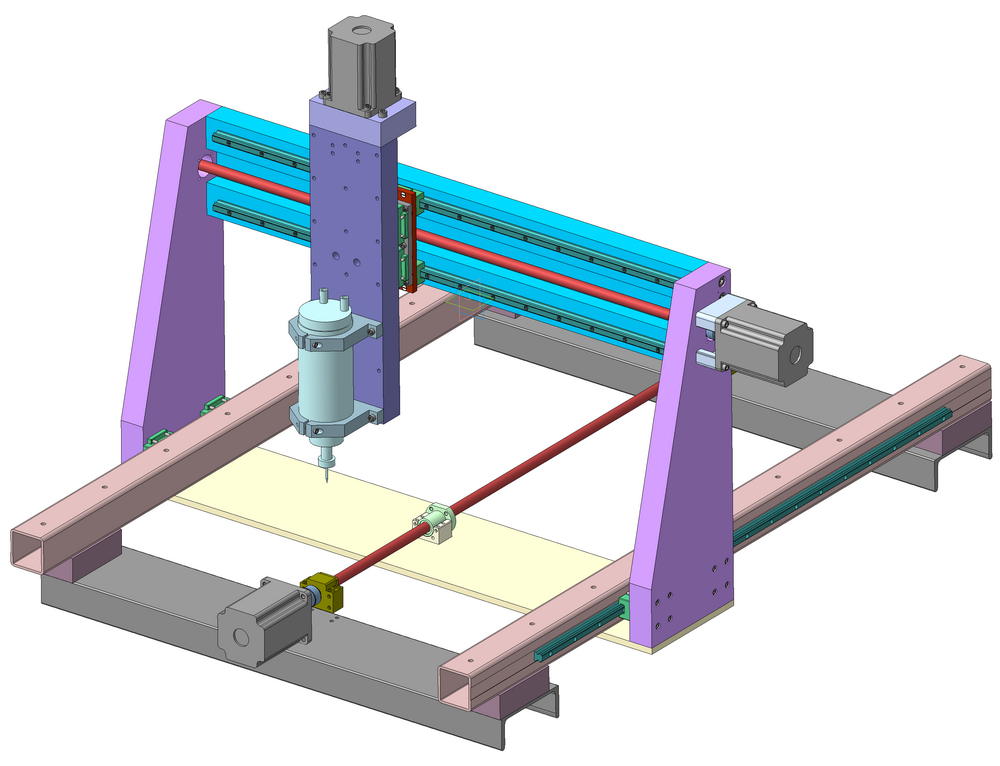 Устройство 3-х осевого станка с ЧПУ
Устройство 3-х осевого станка с ЧПУ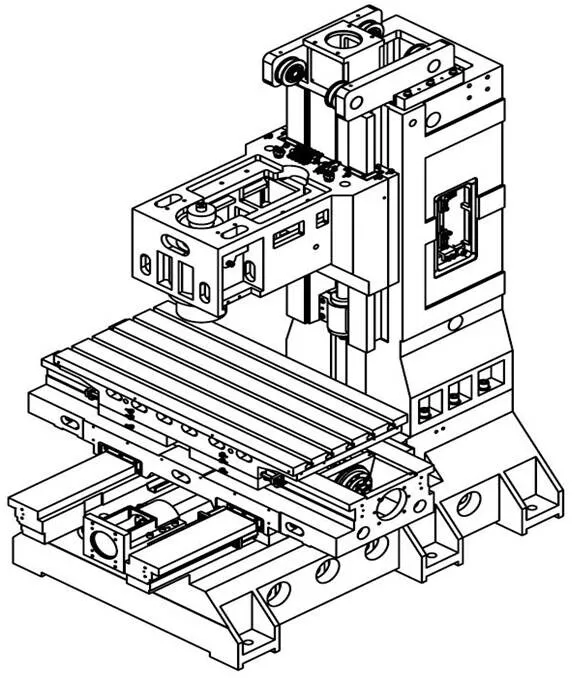 Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам.
Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам. 
 Минимизация люфта критически важна для качественной работы станка.
Минимизация люфта критически важна для качественной работы станка. 6 градусов.
6 градусов.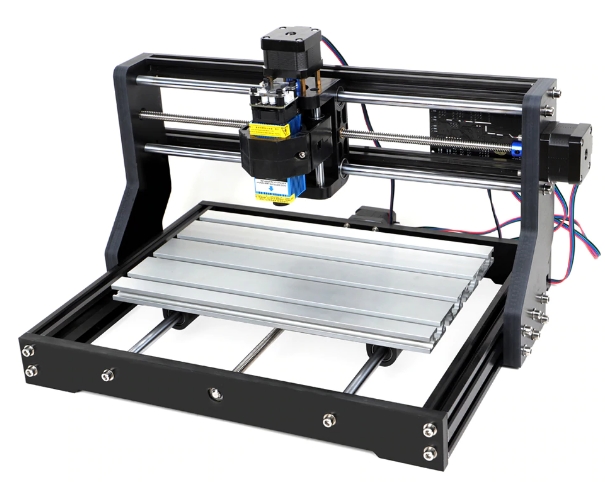
 01 мм, сервомотор дает 0.002 мкм.
01 мм, сервомотор дает 0.002 мкм. Моторы приводят в движение каретки станка по координатам до концевиков, и встает в так называемое домашнее положение.
Моторы приводят в движение каретки станка по координатам до концевиков, и встает в так называемое домашнее положение.  Так же возможно использование в качестве концевика датчика Холла, который дает погрешность порядка 0.01мм.
Так же возможно использование в качестве концевика датчика Холла, который дает погрешность порядка 0.01мм.  Независимо от ваших потребностей, VF идеально подходит для удовлетворения потребностей вашего механического цеха.
Независимо от ваших потребностей, VF идеально подходит для удовлетворения потребностей вашего механического цеха. Простота эксплуатации станков Haas является большим плюсом. Наши операторы хорошо знакомы с системой управления Haas, и это помогает обеспечить бесперебойную работу процесса. Мы действительно являемся магазином Haas».
Простота эксплуатации станков Haas является большим плюсом. Наши операторы хорошо знакомы с системой управления Haas, и это помогает обеспечить бесперебойную работу процесса. Мы действительно являемся магазином Haas».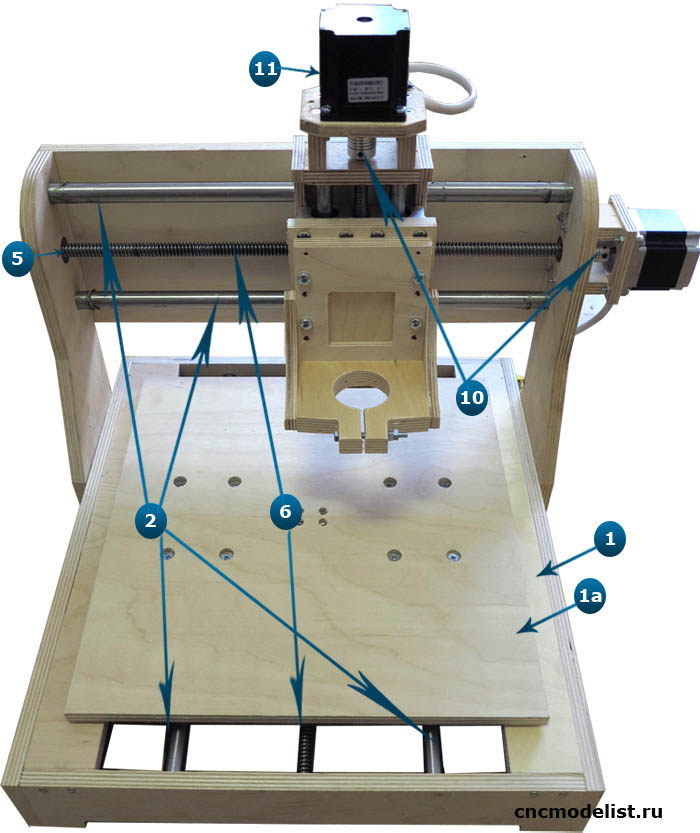 В этом видео мы покажем вам простой способ избавиться от этих чипов, не открывая дверцы машины!
В этом видео мы покажем вам простой способ избавиться от этих чипов, не открывая дверцы машины! Большинство крупных веб-сайтов также делают это.
Большинство крупных веб-сайтов также делают это.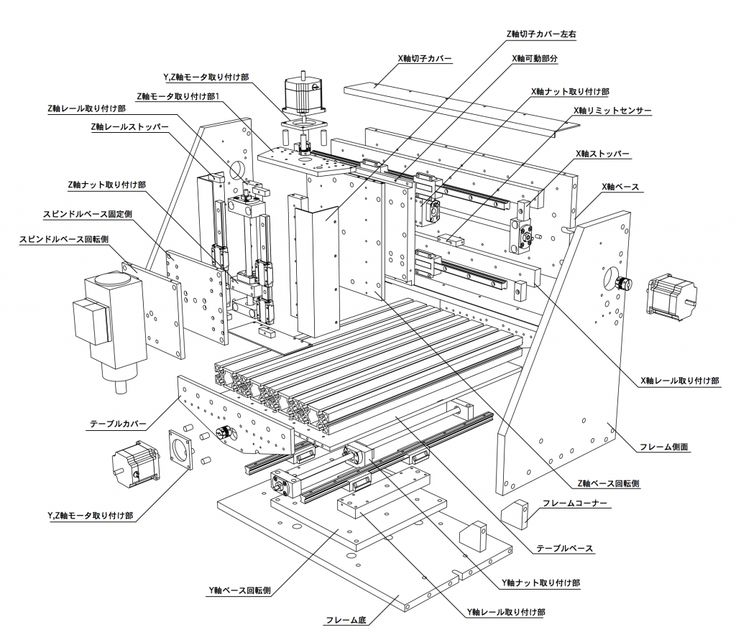
 В этой статье будут рассмотрены самые распространенные виды: токарные и фрезерные станки.
В этой статье будут рассмотрены самые распространенные виды: токарные и фрезерные станки. Этот ранний фрезерный станок был изобретен Эли Уитни в 1818 году. назад) и «Z» (вверх и вниз). Рабочий стол также можно поворачивать в горизонтальной или вертикальной плоскости, создавая четвертую ось движения. Некоторые станки имеют пятую ось, которая позволяет шпинделю поворачиваться под углом.
Этот ранний фрезерный станок был изобретен Эли Уитни в 1818 году. назад) и «Z» (вверх и вниз). Рабочий стол также можно поворачивать в горизонтальной или вертикальной плоскости, создавая четвертую ось движения. Некоторые станки имеют пятую ось, которая позволяет шпинделю поворачиваться под углом.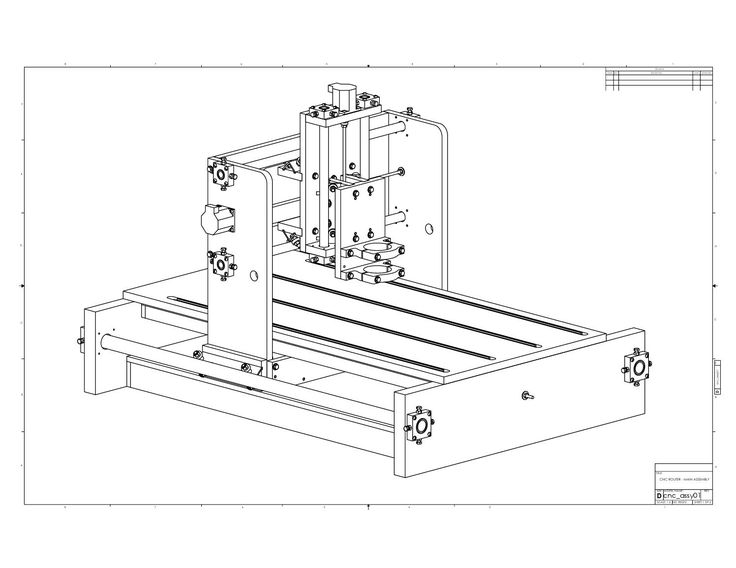 Ранние попытки «автоматизировать» эти операции использовали серию кулачков, которые перемещали инструменты или рабочий стол с помощью рычагов. Когда кулачок вращался, звено следовало за поверхностью кулачка, перемещая режущий инструмент или заготовку посредством серии движений. Форма поверхности кулачка позволяла контролировать величину движения рычажного механизма, а скорость вращения кулачка контролировала скорость подачи инструмента. Эти ранние машины было трудно правильно настроить, но после настройки они обеспечивали отличную повторяемость для своего дня.
Ранние попытки «автоматизировать» эти операции использовали серию кулачков, которые перемещали инструменты или рабочий стол с помощью рычагов. Когда кулачок вращался, звено следовало за поверхностью кулачка, перемещая режущий инструмент или заготовку посредством серии движений. Форма поверхности кулачка позволяла контролировать величину движения рычажного механизма, а скорость вращения кулачка контролировала скорость подачи инструмента. Эти ранние машины было трудно правильно настроить, но после настройки они обеспечивали отличную повторяемость для своего дня.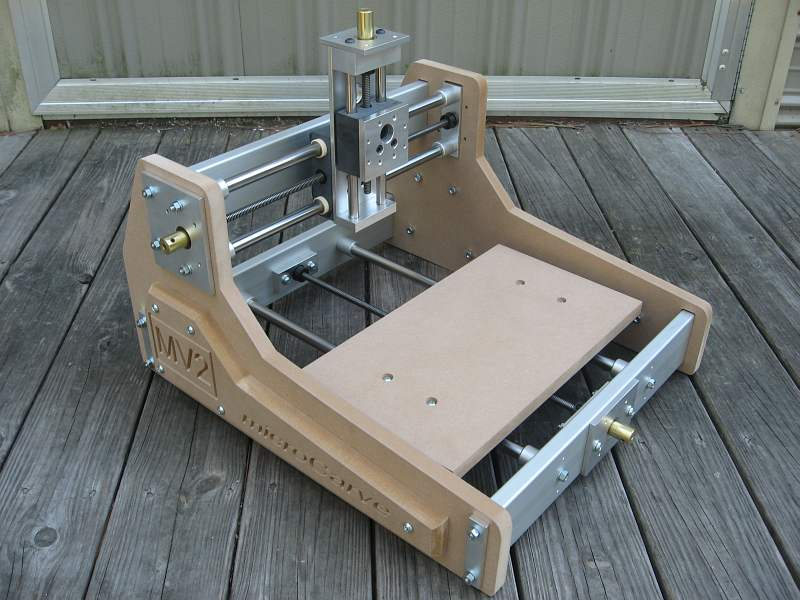 Вскоре Парсонс обнаружил, что, используя ранний компьютер IBM, он мог создавать гораздо более точные контурные направляющие, чем это было возможно с помощью ручных расчетов и макетов. Основываясь на этом опыте, он выиграл контракт с ВВС на разработку «автоматической машины для контурной резки» для производства деталей крыла большого сечения для самолетов. Благодаря компьютерному считывателю карт и точному управлению серводвигателем машина получилась огромной, сложной и дорогой. Однако он работал автоматически и производил детали с высокой степенью точности, необходимой для авиационной промышленности.
Вскоре Парсонс обнаружил, что, используя ранний компьютер IBM, он мог создавать гораздо более точные контурные направляющие, чем это было возможно с помощью ручных расчетов и макетов. Основываясь на этом опыте, он выиграл контракт с ВВС на разработку «автоматической машины для контурной резки» для производства деталей крыла большого сечения для самолетов. Благодаря компьютерному считывателю карт и точному управлению серводвигателем машина получилась огромной, сложной и дорогой. Однако он работал автоматически и производил детали с высокой степенью точности, необходимой для авиационной промышленности.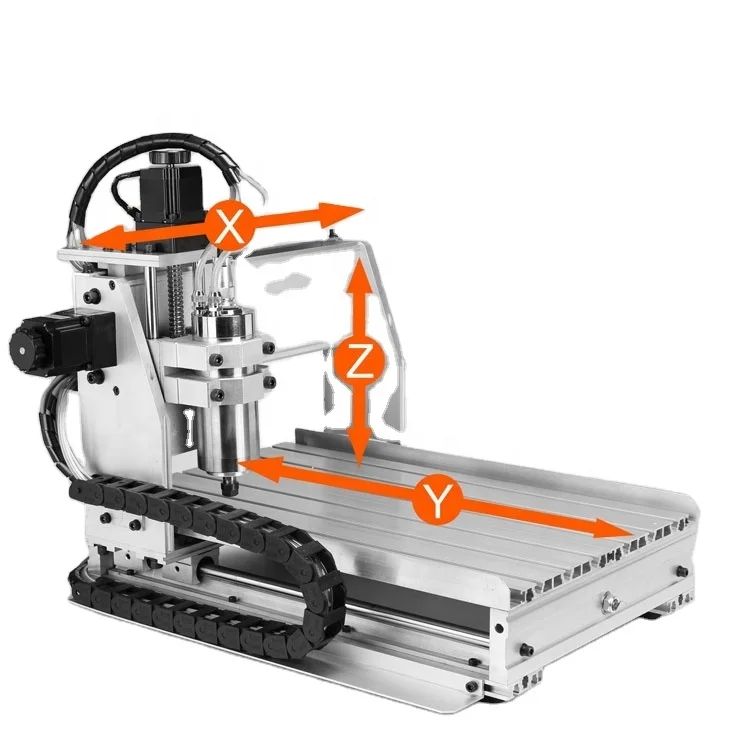 Положение и последовательность отверстий позволяли читателю производить необходимые электрические импульсы для вращения двигателей в точное время и с определенной скоростью, что фактически приводило машину в действие точно так же, как человек-оператор. Импульсы управлялись простым компьютером, у которого в то время не было «памяти». Их часто называли «ЧПУ» или машинами с числовым программным управлением. Программист производил ленту на машине, похожей на пишущую машинку, очень похожей на старые «перфокарты», использовавшиеся в первых компьютерах, которые служили «программой». Размер программы определялся длиной ленты, которую необходимо было прочитать для создания определенной части.
Положение и последовательность отверстий позволяли читателю производить необходимые электрические импульсы для вращения двигателей в точное время и с определенной скоростью, что фактически приводило машину в действие точно так же, как человек-оператор. Импульсы управлялись простым компьютером, у которого в то время не было «памяти». Их часто называли «ЧПУ» или машинами с числовым программным управлением. Программист производил ленту на машине, похожей на пишущую машинку, очень похожей на старые «перфокарты», использовавшиеся в первых компьютерах, которые служили «программой». Размер программы определялся длиной ленты, которую необходимо было прочитать для создания определенной части.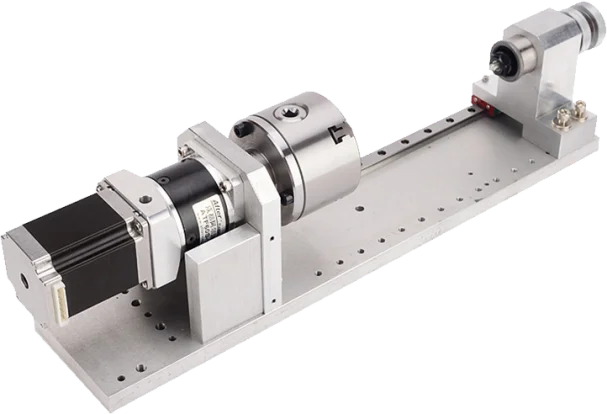 Выяснить, кто что сделал, когда и с каким влиянием, — сложная задача.
Выяснить, кто что сделал, когда и с каким влиянием, — сложная задача. Исследователи Массачусетского технологического института экспериментировали с различными типами процессов управления и имели опыт работы с проектами ВВС еще со времен Второй мировой войны. В свою очередь, лаборатория Массачусетского технологического института увидела в этом возможность расширить собственные исследования механизмов контроля и обратной связи. Успешная разработка станков с числовым программным управлением была затем предпринята университетскими исследователями, стремящимися удовлетворить требования военных спонсоров.
Исследователи Массачусетского технологического института экспериментировали с различными типами процессов управления и имели опыт работы с проектами ВВС еще со времен Второй мировой войны. В свою очередь, лаборатория Массачусетского технологического института увидела в этом возможность расширить собственные исследования механизмов контроля и обратной связи. Успешная разработка станков с числовым программным управлением была затем предпринята университетскими исследователями, стремящимися удовлетворить требования военных спонсоров.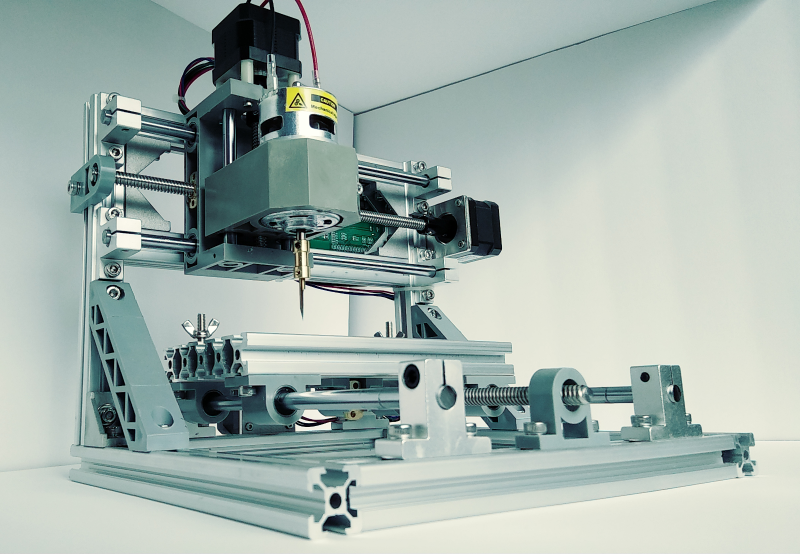 Программа может состоять из «кодовых» команд, таких как «M03», которая дает указание контроллеру переместить шпиндель в новое положение, или «G99», который дает указание контроллеру считывать вспомогательный ввод из какого-либо процесса внутри станка. Кодовые команды являются наиболее распространенным способом программирования станка с ЧПУ. Однако прогресс в области компьютеров позволил производителю станка предложить «диалоговое программирование». ,», где инструкции больше похожи на простые слова. В диалоговом программировании команда «M03» вводится просто как «MOVE», а команда «G99» просто как «READ». Этот тип программирования позволяет быстрее обучаться и меньше запоминать значения кода программистами.Однако важно отметить, что большинство диалоговых машин по-прежнему считывают кодовые программы, поскольку индустрия довольно сильно полагается на эту форму программирования.
Программа может состоять из «кодовых» команд, таких как «M03», которая дает указание контроллеру переместить шпиндель в новое положение, или «G99», который дает указание контроллеру считывать вспомогательный ввод из какого-либо процесса внутри станка. Кодовые команды являются наиболее распространенным способом программирования станка с ЧПУ. Однако прогресс в области компьютеров позволил производителю станка предложить «диалоговое программирование». ,», где инструкции больше похожи на простые слова. В диалоговом программировании команда «M03» вводится просто как «MOVE», а команда «G99» просто как «READ». Этот тип программирования позволяет быстрее обучаться и меньше запоминать значения кода программистами.Однако важно отметить, что большинство диалоговых машин по-прежнему считывают кодовые программы, поскольку индустрия довольно сильно полагается на эту форму программирования. Новейшее оборудование может использовать инженерную модель, сгенерированную компьютером; рассчитать правильные скорости инструмента, подачи и траектории; и производить деталь без создания чертежа или программы.
Новейшее оборудование может использовать инженерную модель, сгенерированную компьютером; рассчитать правильные скорости инструмента, подачи и траектории; и производить деталь без создания чертежа или программы. Некоторые машины могут содержать до 400 инструментов в больших «ульях», каждый из которых автоматически загружается по мере выполнения программы.
Некоторые машины могут содержать до 400 инструментов в больших «ульях», каждый из которых автоматически загружается по мере выполнения программы.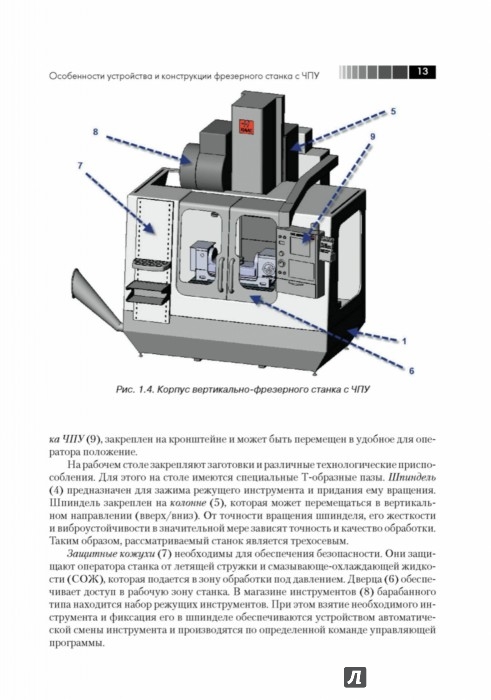 Это позволяет собирать станок с ЧПУ с другими аналогичными станками в гибкую обрабатывающую ячейку, которая может производить более одной детали одновременно. Группа ячеек, некоторые из которых содержат 20 или 30 станков, называется гибкой обрабатывающей системой. Эти системы могут производить буквально сотни различных деталей одновременно с минимальным вмешательством человека. Некоторые из них предназначены для работы днем и ночью без присмотра в так называемом «производстве без света».
Это позволяет собирать станок с ЧПУ с другими аналогичными станками в гибкую обрабатывающую ячейку, которая может производить более одной детали одновременно. Группа ячеек, некоторые из которых содержат 20 или 30 станков, называется гибкой обрабатывающей системой. Эти системы могут производить буквально сотни различных деталей одновременно с минимальным вмешательством человека. Некоторые из них предназначены для работы днем и ночью без присмотра в так называемом «производстве без света». Собственно производственный процесс происходит следующим образом.
Собственно производственный процесс происходит следующим образом.
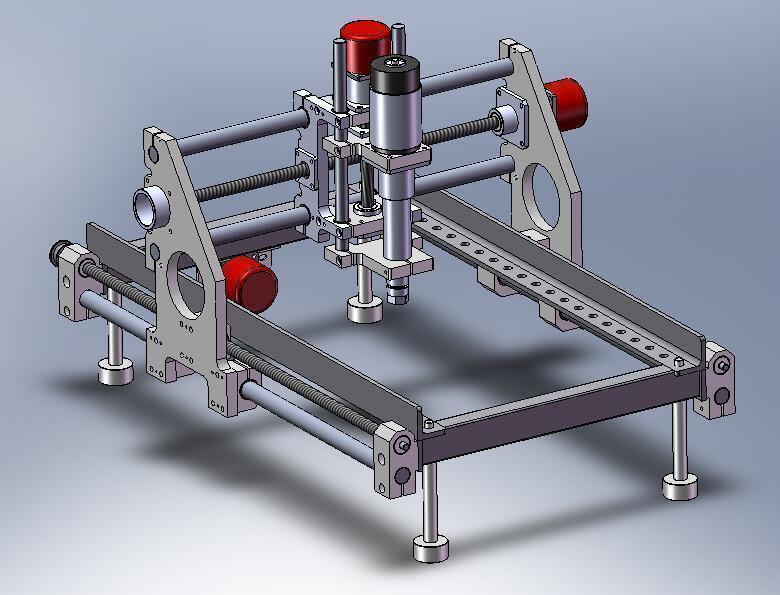 Также на передней панели расположены клавиши ввода данных, порты подключения данных и переключатели «старт-стоп».
Также на передней панели расположены клавиши ввода данных, порты подключения данных и переключатели «старт-стоп».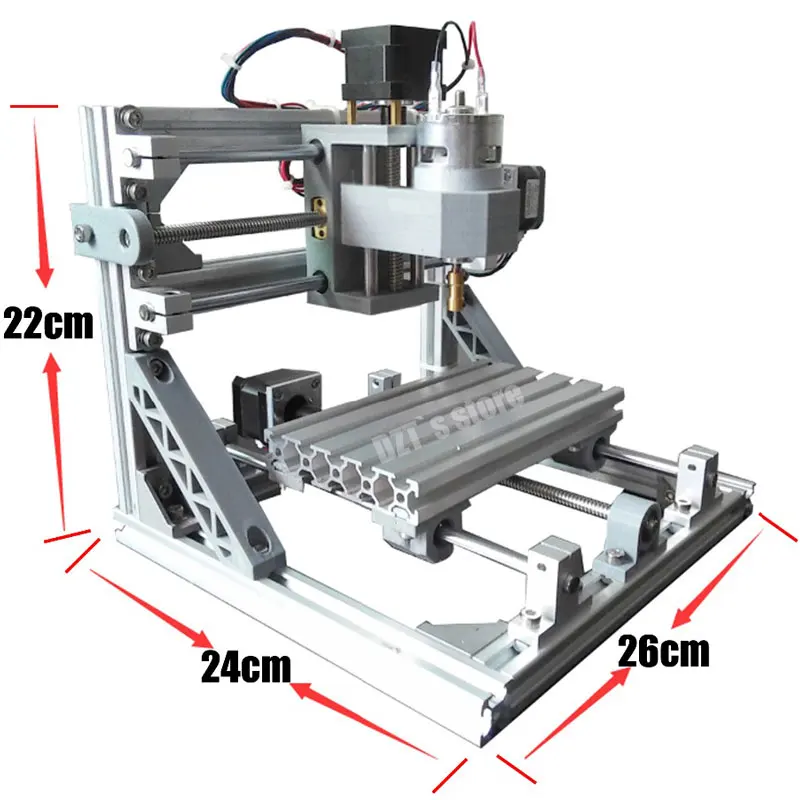 Все ЧПУ поставляются со специальной обработкой для
Все ЧПУ поставляются со специальной обработкой для Развитие компьютеров и искусственного интеллекта сделает станки с ЧПУ будущего быстрее и проще в эксплуатации. Это будет недешево, и стоимость сложных станков с ЧПУ будет не по карману многим компаниям. Однако это снизит цены на базовые станки с ЧПУ, выполняющие исходные трехосевые перемещения.
Развитие компьютеров и искусственного интеллекта сделает станки с ЧПУ будущего быстрее и проще в эксплуатации. Это будет недешево, и стоимость сложных станков с ЧПУ будет не по карману многим компаниям. Однако это снизит цены на базовые станки с ЧПУ, выполняющие исходные трехосевые перемещения.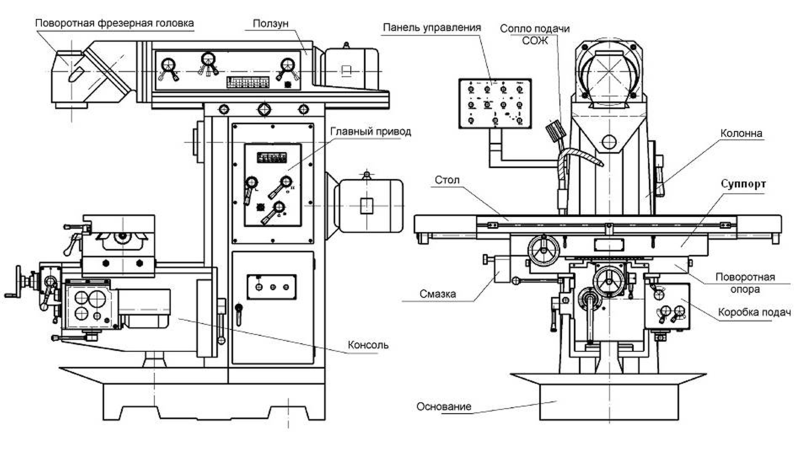
 , шт.
, шт. 3 (20)
3 (20) 3 (20)
3 (20)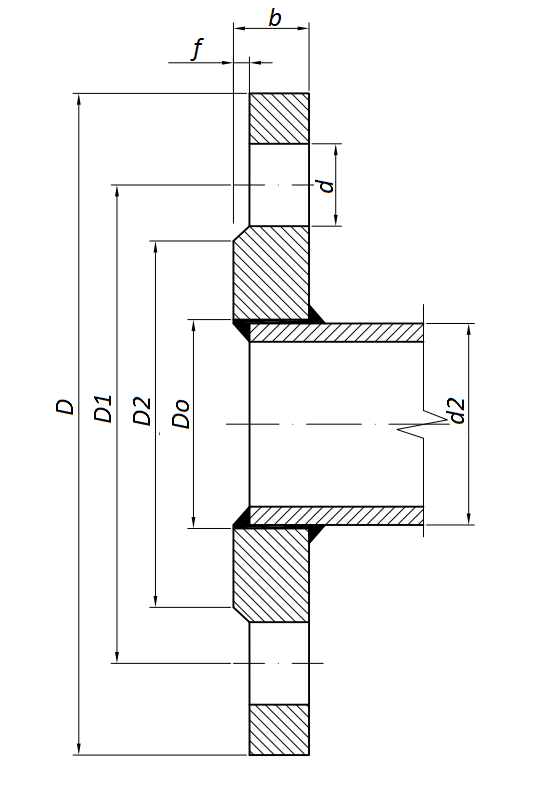 3 (20)
3 (20) 3 (20)
3 (20)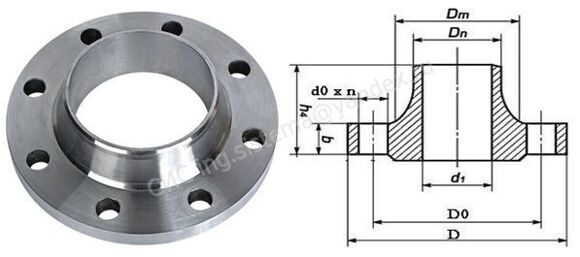 3 (20)
3 (20)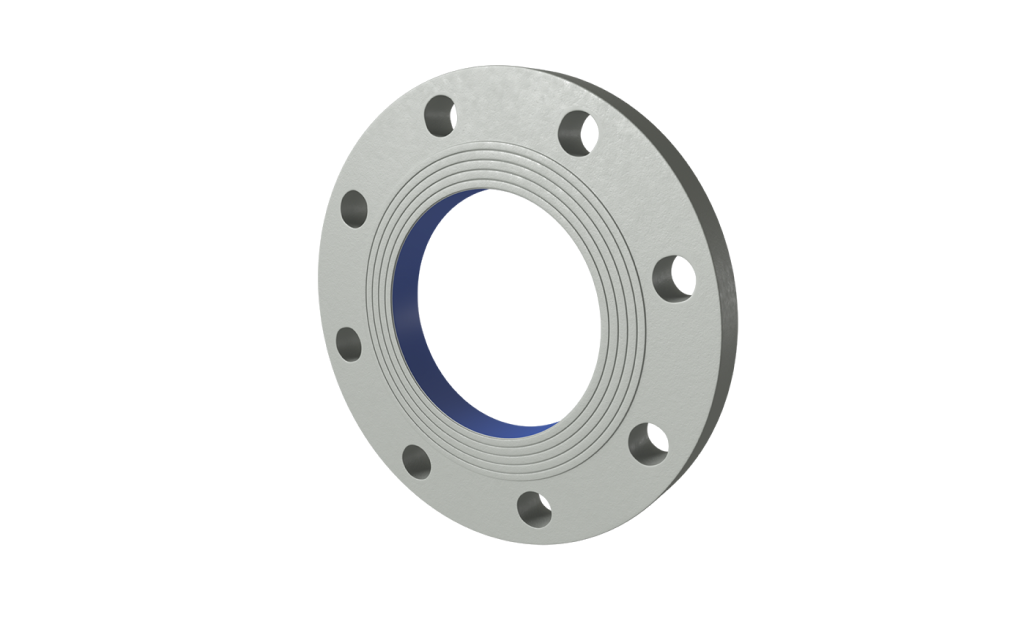 3 (20)
3 (20) 3 (20)
3 (20)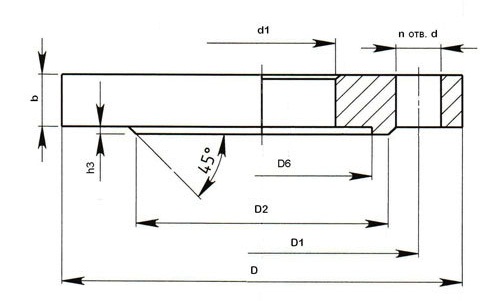 3 (20)
3 (20) , шт.
, шт. 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) Плоские фланцы ГОСТ 12820-80 бывают девяти различных исполнений уплотнительных поверхностей и геометрических размеров. Чаще всего используется первое исполнение, но при давлениях свыше 16 атм. (1,6 МПа) и/или использовании кислотных/щелочных (агрессивных) сред выбираются исполнения 2-9. Плоские фланцы ГОСТ 12820-80 применяют для стыковки трубопровода с запорной арматурой, деталей трубопровода с оборудованием, а также для соединения различных участков трубопровода между собой.
Плоские фланцы ГОСТ 12820-80 бывают девяти различных исполнений уплотнительных поверхностей и геометрических размеров. Чаще всего используется первое исполнение, но при давлениях свыше 16 атм. (1,6 МПа) и/или использовании кислотных/щелочных (агрессивных) сред выбираются исполнения 2-9. Плоские фланцы ГОСТ 12820-80 применяют для стыковки трубопровода с запорной арматурой, деталей трубопровода с оборудованием, а также для соединения различных участков трубопровода между собой. 3 (20)
3 (20) 20)
20)
 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 0003
0003
 Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.
Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.

 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Инструмент автоматически настраивается на свинцовые пули различного размера в типичных калибрах дульного заряжания от .375 до .720. Перемещая шарнирный штифт в альтернативный набор отверстий (удалите один фиксатор штифта, выдвиньте штифт и вставьте его в другой набор отверстий), вы можете изменить диапазон до диаметра 172–458 с перекрытием в диапазоне от 375 до 458.
Инструмент автоматически настраивается на свинцовые пули различного размера в типичных калибрах дульного заряжания от .375 до .720. Перемещая шарнирный штифт в альтернативный набор отверстий (удалите один фиксатор штифта, выдвиньте штифт и вставьте его в другой набор отверстий), вы можете изменить диапазон до диаметра 172–458 с перекрытием в диапазоне от 375 до 458. Площадь контакта в 2 раза превышает ширину по 0,075 дюйма или примерно в 0,150 дюйма умножает на количество зубьев, находящихся в зацеплении на любой заданной глубине. Усилие, необходимое для тиснения оболочки из медного сплава, достигается за счет приложения того же усилия к гораздо меньшей площади контакта (одиночная канавка шириной 0,05) на колесе из закаленной инструментальной стали, которое концентрирует усилие на одной точке контакта шириной 0,050 дюйма. . Величина площади контакта на колесе HCT-3 распределяет усилие по слишком большой площади для удовлетворительного использования на пулях с оболочкой. Слишком много усилий требуется для достижения того же давления тиснения, которое вы получаете с помощью надлежащего инструмента для канелюрирования пули с оболочкой.
Площадь контакта в 2 раза превышает ширину по 0,075 дюйма или примерно в 0,150 дюйма умножает на количество зубьев, находящихся в зацеплении на любой заданной глубине. Усилие, необходимое для тиснения оболочки из медного сплава, достигается за счет приложения того же усилия к гораздо меньшей площади контакта (одиночная канавка шириной 0,05) на колесе из закаленной инструментальной стали, которое концентрирует усилие на одной точке контакта шириной 0,050 дюйма. . Величина площади контакта на колесе HCT-3 распределяет усилие по слишком большой площади для удовлетворительного использования на пулях с оболочкой. Слишком много усилий требуется для достижения того же давления тиснения, которое вы получаете с помощью надлежащего инструмента для канелюрирования пули с оболочкой. Расстояние от первой до последней канавки не может превышать 1,2 дюйма. Форма канавок может быть скошенной или прямой с одной или обеих сторон. Чертеж или образец пули необходим для изготовления нестандартного колеса. Расстояние и ширина, а также форма канавки должны быть указаны на чертеже, если не предоставлен образец (достаточно образцов, обработанных вручную). Для индивидуальной работы требуется невозвратный депозит в размере 50%.
Расстояние от первой до последней канавки не может превышать 1,2 дюйма. Форма канавок может быть скошенной или прямой с одной или обеих сторон. Чертеж или образец пули необходим для изготовления нестандартного колеса. Расстояние и ширина, а также форма канавки должны быть указаны на чертеже, если не предоставлен образец (достаточно образцов, обработанных вручную). Для индивидуальной работы требуется невозвратный депозит в размере 50%. Он используется коммерческими производителями пуль на своих производственных линиях. Цены на этот и другие инструменты Corbin смотрите в прайс-листе.
Он используется коммерческими производителями пуль на своих производственных линиях. Цены на этот и другие инструменты Corbin смотрите в прайс-листе. Это часть продукта, который я хочу попробовать, сначала 20 или около того, а затем, надеюсь, больше.
Это часть продукта, который я хочу попробовать, сначала 20 или около того, а затем, надеюсь, больше. ..
.. так как я не могу найти накатные колеса 45 градусов, и мне придется попытаться их отшлифовать.
так как я не могу найти накатные колеса 45 градусов, и мне придется попытаться их отшлифовать. ..
.. Это может сработать. Вам придется экспериментировать, пока вы не получите правильный угол подачи на компаунде и правильный диаметр. со стороны.
Это может сработать. Вам придется экспериментировать, пока вы не получите правильный угол подачи на компаунде и правильный диаметр. со стороны. 



 Накатка вряд ли сработает, давление, связанное с таким количеством инструмента, контактирующего с деталью, будет огромным, и если этого недостаточно, форма зуба не будет постоянной от одного края накатки до другого.
Накатка вряд ли сработает, давление, связанное с таким количеством инструмента, контактирующего с деталью, будет огромным, и если этого недостаточно, форма зуба не будет постоянной от одного края накатки до другого.
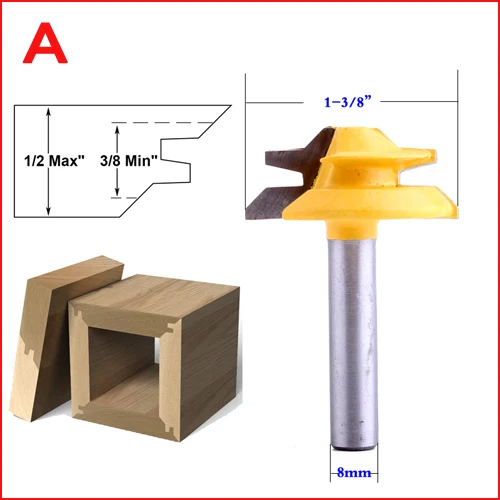 в Симферополе (Фрезы для сращивания)
в Симферополе (Фрезы для сращивания) «>Описание товара
«>Описание товара Некоторые виды фрез можно применять для обработки алюминия. Производим заточку наших фрез от 5 единиц.
Некоторые виды фрез можно применять для обработки алюминия. Производим заточку наших фрез от 5 единиц.
 Su. Цена 1560 ₽ (минимальный заказ 1 шт.). В текущий момент предложение находится в статусе «В наличии».
Su. Цена 1560 ₽ (минимальный заказ 1 шт.). В текущий момент предложение находится в статусе «В наличии».

 Вы можете вернуть товар по любой причине в новом и неиспользованном состоянии: без стоимости доставки
Вы можете вернуть товар по любой причине в новом и неиспользованном состоянии: без стоимости доставки
 Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой. Error» v-cloak=»»> Товар не может быть добавлен в данный момент
Error» v-cloak=»»> Товар не может быть добавлен в данный момент Анодированный корпус был сбалансирован для устранения вибрации, а встроенный уровень делает поточную резку более точной.
Анодированный корпус был сбалансирован для устранения вибрации, а встроенный уровень делает поточную резку более точной.
 Он обеспечивает надежное закрепление одного элемента и вращение второго с частотой от 500 до 1500 оборотов в минуту. Механизм также обеспечивает надежное прилегание статичной и вращающейся деталей друг к другу – благодаря этому получается герметичный и ровный шов. Этот метод широко применяется для спайки цилиндрических деталей: стержней, прутов, труб небольшого диаметра. Он также характерен тем, что подходит для сварки разных металлов в единую конструкцию. Например, алюминий, медь и сталь можно сварить в любых сочетаниях.
Он обеспечивает надежное закрепление одного элемента и вращение второго с частотой от 500 до 1500 оборотов в минуту. Механизм также обеспечивает надежное прилегание статичной и вращающейся деталей друг к другу – благодаря этому получается герметичный и ровный шов. Этот метод широко применяется для спайки цилиндрических деталей: стержней, прутов, труб небольшого диаметра. Он также характерен тем, что подходит для сварки разных металлов в единую конструкцию. Например, алюминий, медь и сталь можно сварить в любых сочетаниях.
 контактная;
контактная; участок сварного соединения, образовавшийся в результате кристаллизации электрода.
участок сварного соединения, образовавшийся в результате кристаллизации электрода.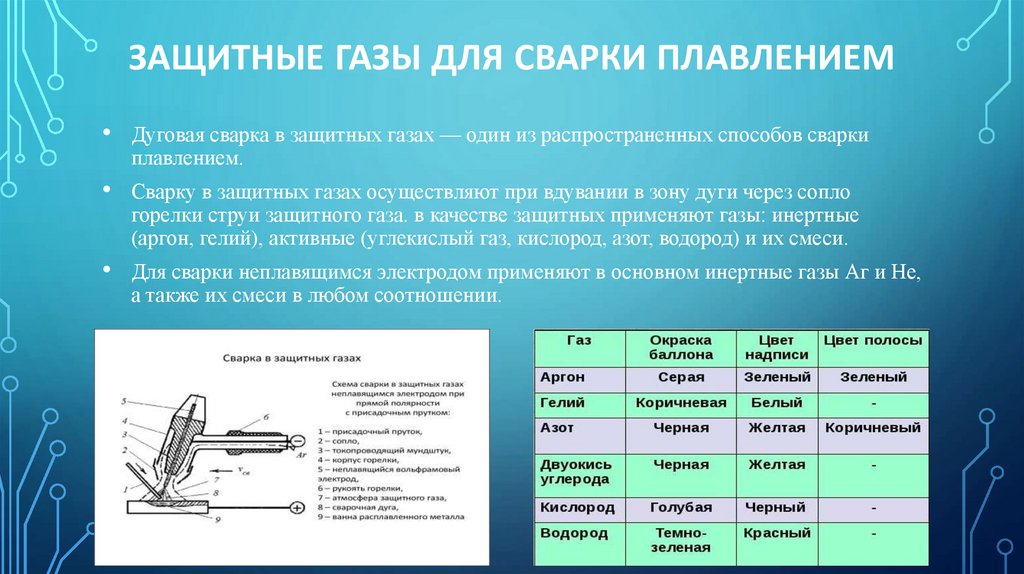 ручная;
ручная;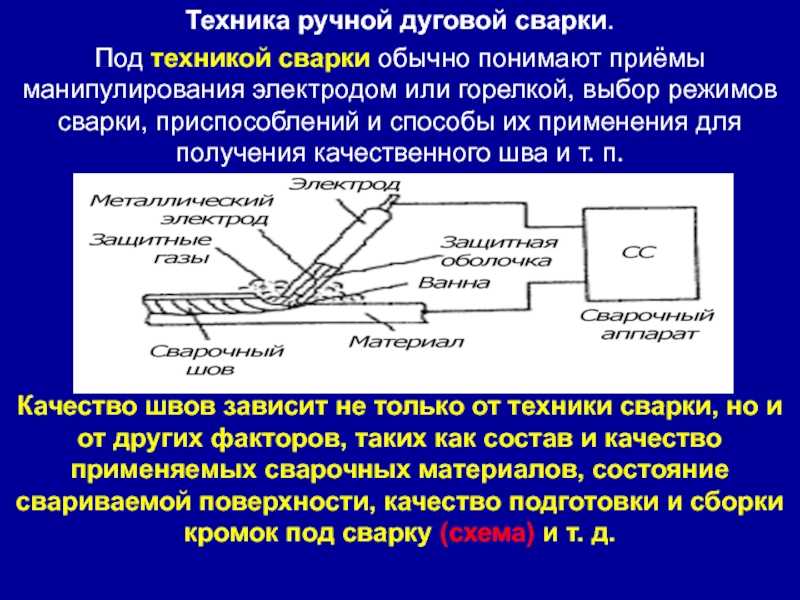 сварка взрывом;
сварка взрывом; соединение деталей, расположенных в одной плоскости или на одной поверхности;
соединение деталей, расположенных в одной плоскости или на одной поверхности; Автор: Тхань Нгуен Ле
Автор: Тхань Нгуен Ле Машинная (механизированная) сварка
Машинная (механизированная) сварка  Для этого типа сварки деятельность сварщика заключается в запуске машины и поиске дефектов или проблем, которые необходимо исправить.
Для этого типа сварки деятельность сварщика заключается в запуске машины и поиске дефектов или проблем, которые необходимо исправить.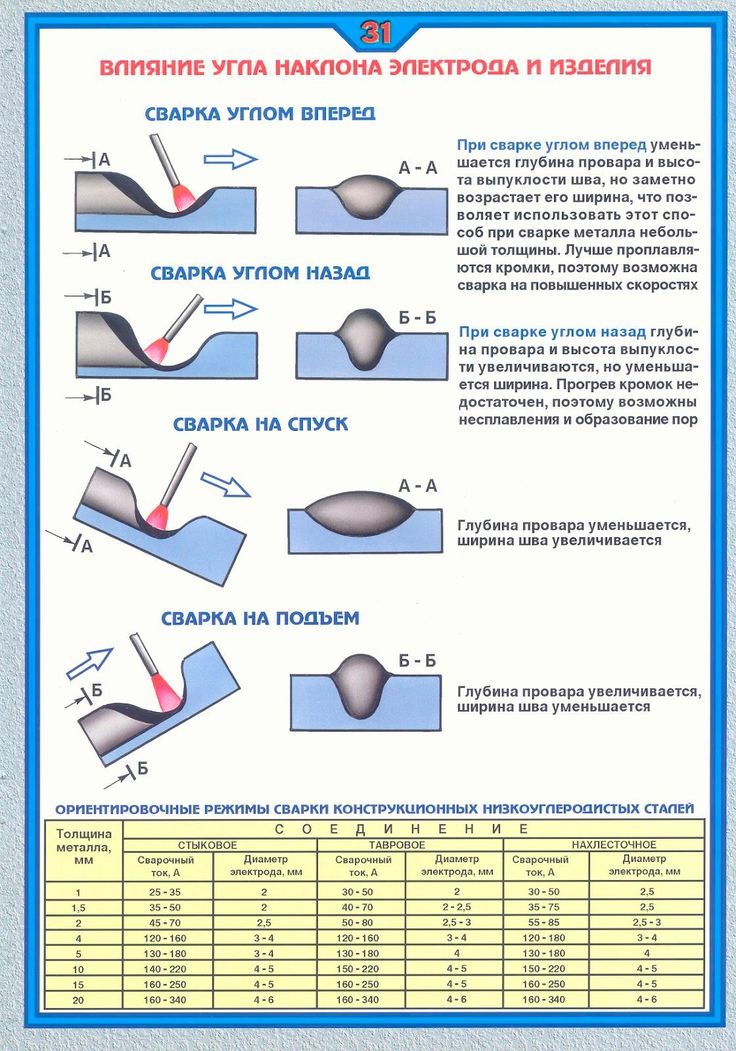
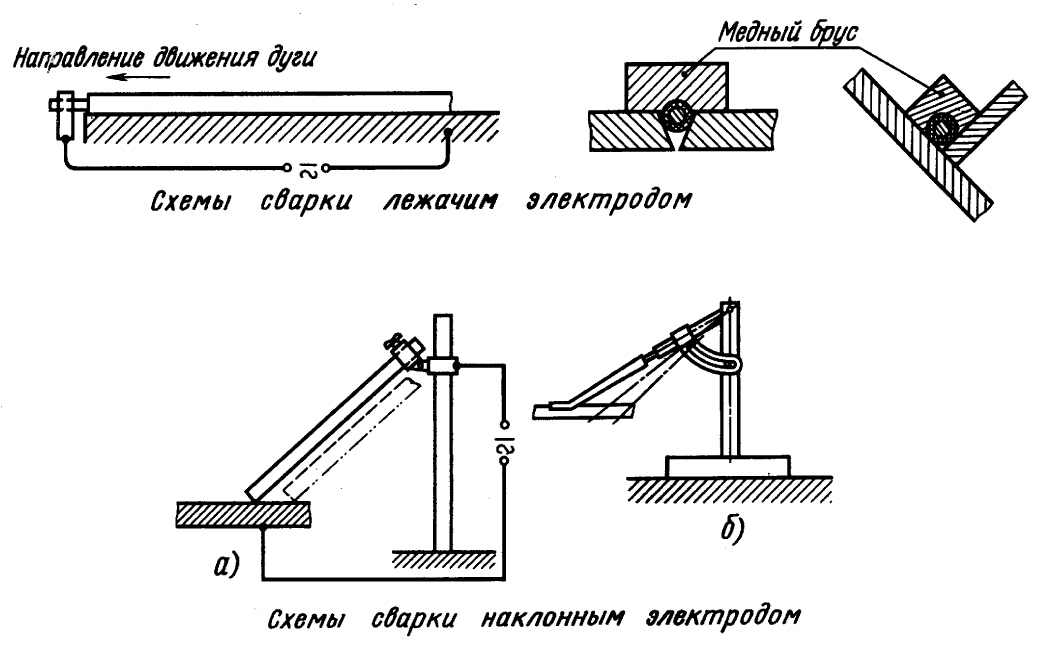 Ограничения включают в себя более высокие капиталовложения, чем для оборудования для ручной сварки, необходимость более точного расположения и ориентации деталей, а также более сложные устройства перемещения и управления дугой. Таким образом, производственные потребности должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов/программистов для автоматизированного/роботизированного оборудования.
Ограничения включают в себя более высокие капиталовложения, чем для оборудования для ручной сварки, необходимость более точного расположения и ориентации деталей, а также более сложные устройства перемещения и управления дугой. Таким образом, производственные потребности должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов/программистов для автоматизированного/роботизированного оборудования.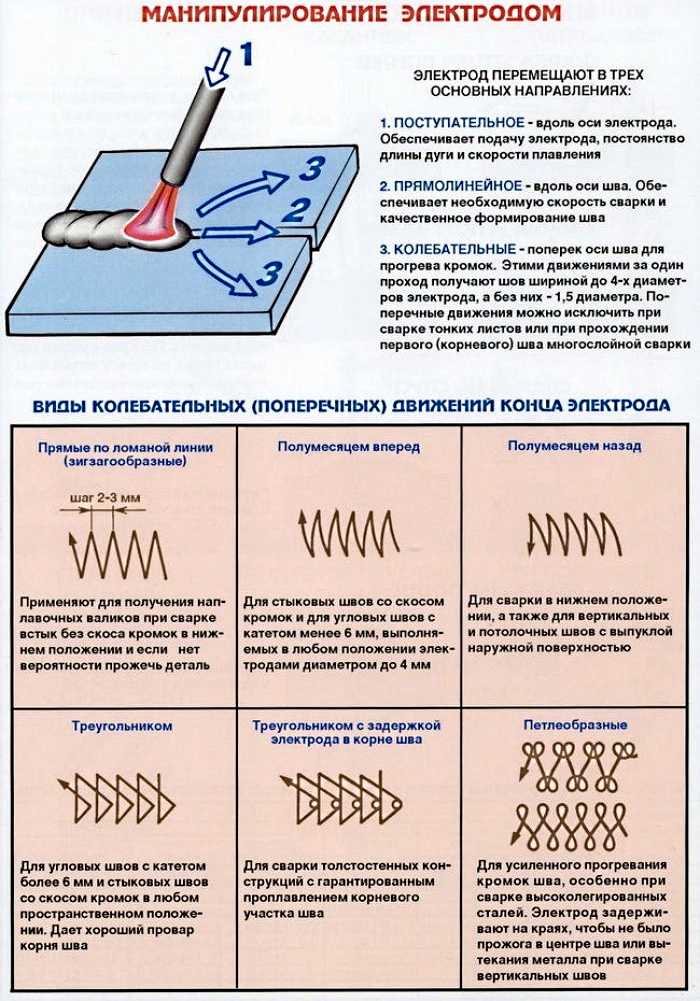 Изучение технологии сварки в одной из лучших технических школ сварки может дать вам преимущество в вашей карьере. Различные типы сварки имеют место с использованием различных методов в зависимости от типа сплавляемых материалов. Вот краткий обзор распространенных видов сварки, по которым вы можете получить сертификаты сварщиков в лучших технических школах США 9.0003
Изучение технологии сварки в одной из лучших технических школ сварки может дать вам преимущество в вашей карьере. Различные типы сварки имеют место с использованием различных методов в зависимости от типа сплавляемых материалов. Вот краткий обзор распространенных видов сварки, по которым вы можете получить сертификаты сварщиков в лучших технических школах США 9.0003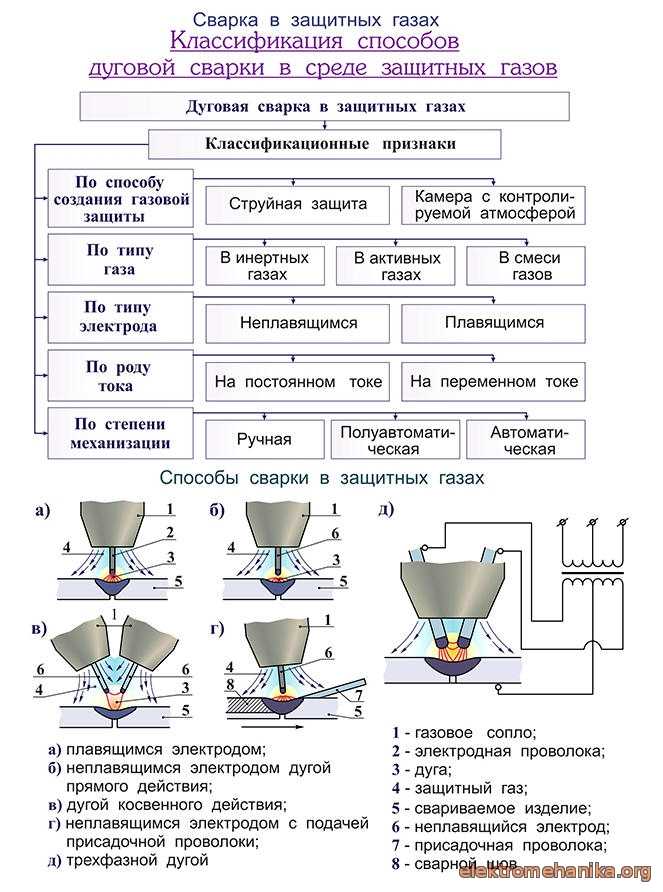 Это современный, усовершенствованный процесс дуговой сварки, который является гибким и подходящим для механизации, а также является очень прибыльным и востребованным навыком в компаниях, занимающихся сваркой, изготовлением и соединением металлов в районе трех штатов. Сертификат сварщика по этой технологии даст вам преимущество как опытному сварщику. От квалифицированного сварщика с инертным газом (MIG) в отрасли требуется высокая степень манипулятивных навыков.
Это современный, усовершенствованный процесс дуговой сварки, который является гибким и подходящим для механизации, а также является очень прибыльным и востребованным навыком в компаниях, занимающихся сваркой, изготовлением и соединением металлов в районе трех штатов. Сертификат сварщика по этой технологии даст вам преимущество как опытному сварщику. От квалифицированного сварщика с инертным газом (MIG) в отрасли требуется высокая степень манипулятивных навыков. Окружает эту область инертным газом, обычно гелием или аргоном, подобно сварке инертным газом (MIG), который защищает ее от окисления и других загрязнений окружающей атмосферой.
Окружает эту область инертным газом, обычно гелием или аргоном, подобно сварке инертным газом (MIG), который защищает ее от окисления и других загрязнений окружающей атмосферой.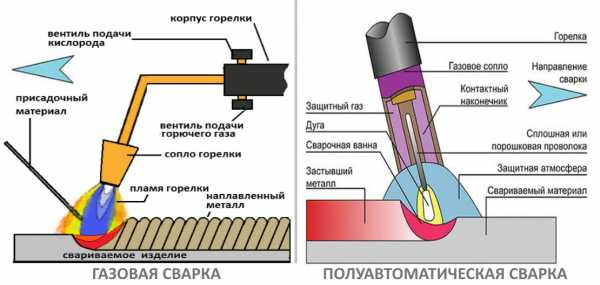 В этом процессе во время нагрева образуются газ и шлак, что предотвращает загрязнение из окружающей атмосферы и защищает зону сварки. Шлак остывает и затвердевает и должен отколоться, прежде чем металлическая заготовка станет пригодной для следующего процесса.
В этом процессе во время нагрева образуются газ и шлак, что предотвращает загрязнение из окружающей атмосферы и защищает зону сварки. Шлак остывает и затвердевает и должен отколоться, прежде чем металлическая заготовка станет пригодной для следующего процесса.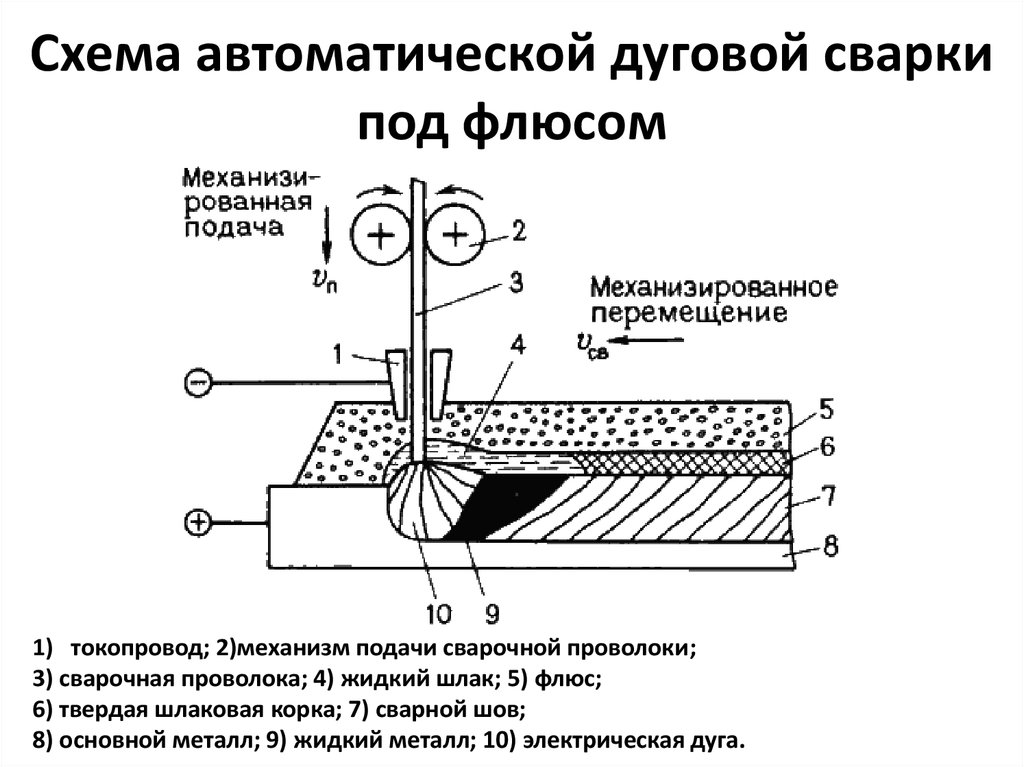 А в различных типах дуговой сварки с флюсовой проволокой для защиты сварочной ванны от окисления подается внешний источник защитного газа.
А в различных типах дуговой сварки с флюсовой проволокой для защиты сварочной ванны от окисления подается внешний источник защитного газа.