Рейтинг лучших сварочных инверторов 2018 года для дома и профессионального применения
Аппарат для ручной электродуговой сварки является превосходным инструментом для прочного соединения между собой металлических деталей. Он широко востребован на производстве, связанном с изготовлением разнообразных металлоконструкций. Трудно обойтись без него и на даче или в домашней мастерской. Наиболее удобными в применении считаются современные агрегаты инверторного типа. Их ассортимент на отечественном рынке электроинструмента отличается большим разнообразием марок. Рейтинг сварочных инверторов 2018 года, лучших по надежности и характеристикам, призван облегчить выбор модели, подходящей для ваших условий.
Содержание
- 1 10. Интерскол ИСА-250/10,6
- 2 9. Fubarg IR 220
- 3 8. Ресанта САИ-220
- 4 7. Сварог REAL MIG 200
- 5 6. Aurora OVERMAN 180
- 6 5. Кедр ММА-200
- 7 4. Форсаж 200
- 8 3. FUBARG INMIG 200 PLUS
- 9 2. EWM Pico 162
- 10 1.
 BLWELD MEGAMIG 300S
BLWELD MEGAMIG 300S - 11 Заключение
 BLWELD MEGAMIG 300S
BLWELD MEGAMIG 300S10. Интерскол ИСА-250/10,6
Открывает рейтинг 2018 года один из лучших инверторных сварочных аппаратов бюджетной ценовой категории. У него компактные размеры и вес 7,2 кг. Он прост и неприхотлив в эксплуатации. Агрегат питается от сети переменного тока 220 вольт, но способен работать и при понижении напряжения до 140 В. Диапазон сварочного тока 31-225 А при диаметре используемых электродов от 1,6 до 5 мм позволяет решать с его помощью бытовые и профессиональные задачи.
Аппарат легко зажигает дугу по краске и ржавчине. Функции горячего старта, форсажа дуги и защиты от залипания сварочных электродов заметно упрощают работу сварщика. Учитывая ПВ на максимальном токе 100%, можно смело отнести этот инвертор к разряду полупрофессиональных. Изделие продается в комплекте с маской МС350 с автозатемнением.
- достаточно высокая мощность 10,6 кВА;
- производителем использованы качественные транзисторы американского и немецкого производства;
- удобная работа и простое управление;
- хорошие функциональные возможности;
- устойчивость к колебаниям напряжения сети;
- эффективное охлаждение, способствующее интенсивной эксплуатации;
- удобство переноски и подключения.

- недостаточно удобен держатель электрода;
- малая длина штатных кабелей.
Цены на Интерскол ИСА-250/10,6:
9. Fubarg IR 220
Компактная дешевая модель весом всего 4,64 кг, питающаяся от стандартной энергетической сети напряжением 220 вольт, пригодится не только для дома и дачи, но и в профессиональной работе. Она развивает мощность 8,26 кВт, давая на выходе максимальный ток 220 А. Диаметр используемых электродов 1,6-5,0 мм.
Инвертор устойчив к посадкам входного напряжения до 150 В. Он оснащен эргономичной пластиковой ручкой и широким ремнем для переноски. Аппарат характеризуется хорошим качеством сборки, удобными кабельными разъемами, плавной настройкой и наглядным цифровым дисплеем. Несмотря на встроенную систему принудительного воздушного охлаждения, ПВ на максимальном токе не превышает 40%. Автоматика включает в себя стандартный набор опций: горячий старт, форсаж дуги, антизалипание и блокировку от перегрева. Система управления проста и интуитивно понятна.
Система управления проста и интуитивно понятна.
- широкий диапазон использования;
- надежная автоматика;
- малый вес;
- простота подключения кабелей;
- качественная сборка;
- низкая стоимость для оборудования с такими функциональными возможностями.
- необходимость длительных перерывов при работе на высоких нагрузках;
- пользователи часто меняют сварочные кабели на более длинные.
Цены на Fubarg IR 220:
8. Ресанта САИ-220
Интересная модель латвийской разработки, работающая с электродами диаметром до 5 мм. У нее достаточно высокая для небольших инверторов мощность 6,6 кВт и широкий диапазон регулирования исходящего тока 10-220 А. Номинальное напряжение питания 220 В, но агрегат уверенно себя чувствует и при гораздо меньших значениях. Вес аппарата 4,9 кг. Он имеет алюминиевый корпус, ремень для переноски и простую систему управления.
Автоматика инвертора включает в себя опции: горячий старт, антиприлипание, защита от перегрева.
 У данной модели эффективное охлаждение, позволяющее достигать показателя ПВ 70%.
У данной модели эффективное охлаждение, позволяющее достигать показателя ПВ 70%.- широкий диапазон применения;
- хорошее охлаждение и защита от перегрева;
- устойчивость к перепадам напряжения;
- компактные габариты и малый вес;
- доступная стоимость.
- недолговечный вентилятор;
- отсутствует индикация фактического тока;
- нет функции форсажа дуги;
- ручка регулятора тока легко смещается при случайном касании.
Цены на Ресанта САИ-220:
7. Сварог REAL MIG 200
Продолжает обзор инверторных сварочных аппаратов популярная среди сварщиков профессиональная модель российского производства. Она предназначена для создания неразъемных соединений из различных марок стали или алюминия. Агрегат способен работать в естественной среде с покрытыми электродами и в потоке защитных газов MIG/MAG. Диаметр используемых электродов 1,5-4,0 мм, проволоки – 0,6-1,0 мм. С его помощью можно получать сварочный шов самого высокого качества.
Аппарат весит 13 килограммов и развивает мощность до 5,4 кВт. Его максимальный ток 200 А. Напряжение холостого хода 52 В. Скорость подачи проволоки регулируется в пределах от 1,5 до 14,0 м/сек. В комплект поставки входит горелка UC 1500-30 ER и набор запасных частей. Инвертор оснащен хорошей системой воздушного охлаждения, позволяющей непрерывно работать при различных режимах сварки.
- ручной и полуавтоматический режимы работы;
- возможность смены полярности;
- простое управление;
- высокий КПД;
- устойчивая работа в условиях нестабильного напряжения;
- длительный ресурс работы;
- большой вес;
- отсутствие в комплекте держателя сварочных электродов.
Цены на Сварог REAL MIG 200:
6. Aurora OVERMAN 180
Неприхотливый сварочный полуавтомат китайской сборки, работающий от сети переменного тока 220 вольт с раскачкой напряжения +15%. При потребляемой мощности до 4,7 кВт он способен в режиме MIG/MAG давать максимальный ток 175 А, что позволяет использовать проволоку диаметром от 0,6 до 1,0 мм. Скорость ее подачи устанавливается в диапазоне 2-15 м/мин. Агрегат дает стабильную дугу без образования брызг. При этом получается исключительно прочный и однородный шов.
Скорость ее подачи устанавливается в диапазоне 2-15 м/мин. Агрегат дает стабильную дугу без образования брызг. При этом получается исключительно прочный и однородный шов.
Модель оснащена удобной ручкой, но при весе в 15 кг ее лучше перевозить на тележке. В отличие от большинства полуавтоматических аппаратов здесь имеется ручная настройка вольт-ампперной характеристики в зависимости от свойств свариваемых деталей. Сильно облегчает работу устройство ускоренной заправки проволоки.
- прогрессивная система управления на базе транзисторов TOSHIBA;
- высокая надежность аппарата;
- отличное качество шва;
- удобная настройка дуги;
- система пост-газ хорошо защищает металл от окисления;
- эффективное охлаждение.
- скорость подачи проволоки устанавливается только в автоматическом режиме;
- большой вес аппарата.
Цены на Aurora OVERMAN 180:
5. Кедр ММА-200
Этот маленький сварочный инвертор лучше других подойдет для дома или гаража. Он весит всего 5 килограммов и может переноситься на плече. Его подключают к бытовой электрической сети. Мощности 5,2 кВт вполне хватает для работы с электродами диаметром до 4 мм при интервале значений исходящего тока от 20 до 200 А.
Он весит всего 5 килограммов и может переноситься на плече. Его подключают к бытовой электрической сети. Мощности 5,2 кВт вполне хватает для работы с электродами диаметром до 4 мм при интервале значений исходящего тока от 20 до 200 А.
Аппарат отличается экономичностью, компактными размерами, простым управлением, легкостью подключения кабелей. Здесь реализованы функции быстрого старта, антизалипания и защиты от перегрева. Модель недорого стоит и легко поддается ремонту. Все настройки просты и интуитивно понятны. Она не боится колебаний напряжения в сети питания.
- высокая надежность;
- легкость обслуживания;
- малый вес и компактные габариты;
- дешевый ремонт;
- широкий диапазон сварочного тока;
- низкий уровень шума.
- нет опции форсажа дуги;
- аппарат не предназначен для интенсивной эксплуатации.
Цены на Кедр ММА-200:
4. Форсаж 200
Самый лучший сварочный инвертор отечественного производства обладает оптимальным набором характеристик для профессиональной работы. Он подключается к сети 220 В и не боится колебаний напряжения на входе. Диапазон плавной настройки тока сварки составляет 15-200 ампер, что позволяет варить в различном режиме детали любой конфигурации. Диаметр используемых электродов 1,6-5,0 мм. У этой модели присутствуют автоматические функции горячего старта, антиприлипания и форсажа дуги.
Он подключается к сети 220 В и не боится колебаний напряжения на входе. Диапазон плавной настройки тока сварки составляет 15-200 ампер, что позволяет варить в различном режиме детали любой конфигурации. Диаметр используемых электродов 1,6-5,0 мм. У этой модели присутствуют автоматические функции горячего старта, антиприлипания и форсажа дуги.
Важно! При наличии аргонной горелки аппарат можно использовать для TIG-сварки.
Агрегат весит 5,8 кг и потребляет 6,3 кВт мощности. Его отличают качественные комплектующие компоненты и надежная сборка. Автоматически включающийся в работу вентилятор воздушного охлаждения эффективно защищает внутреннее устройство от перегрева и экономно расходует энергию. Инвертор может использоваться при температуре окружающей среды от -20 до +40 градусов Цельсия. Работа со сварочным током до 140 А не требует остановок для охлаждения.
- эффективная работа в режимах электродуговой и аргонодуговой сварки;
- электронная стабилизация тока дуги способствует высокому качеству швов;
- малый вес при хорошей производительности;
- экономичность;
- надежная защита от перегрузок;
- полноценная функциональная автоматика;
- длительный срок службы.

- высокая стоимость, сопоставимая с зарубежными аналогами.
Цены на Форсаж 200:
3. FUBARG INMIG 200 PLUS
Сварочные аппараты инверторного типа данной марки характеризуются максимальной универсальностью: они применяются при профессиональной работе в режимах ручной дуговой, полуавтоматической и аргонной дуговой сварки. Такой агрегат весит 13,6 кг и потребляет 7,9 кВт мощности. Он развивает ток сварки до 200 ампер. Диапазон регулирования зависит от выбранного режима.
Инвертор отличается плавностью и высокой точностью настроек, параметры которых отражаются на цифровых экранах. Модель обеспечивает высокую скорость сварки и превосходное качество шва. Солидный внешний вид агрегата полностью соответствует его широким функциональным возможностям и надежности внутреннего устройства.
- универсальность;
- высокая производительность;
- эффективность автоматики;
- длительный ресурс интенсивной работы;
- исключительное качество швов.

- большая масса;
- высокая стоимость;
- нет функции запоминания выбранных настроек.
Цены на FUBARG INMIG 200 PLUS:
2. EWM Pico 162
Эта немецкая модель уверенно занимает свое место в рейтинге самых надежных и удобных сварочных аппаратов профессионального класса. Она применяется для сварки самых разнообразных марок стали методами MMA или TIG. Этот универсальный аппарат спокойно переносит колебания напряжения в сети питания 220 вольт, потребляет 5,5 кВт мощности и с высокой точностью подает на электрод ток в интервале от 10 до 160 ампер. Передняя панель имеет удобную ручку настройки и четкую индикацию состояния.
Агрегат весит менее 5 кг и легко переносится с помощью заплечного ремня. Толщина применяемых электродов не более 4 мм. Инвертор создает устойчивую дугу и может варить даже по краске и ржавчине. Устройство не перегревается благодаря эффективному обдуву вентилятором, имеющим электронное управление. Сварщики ценят аппараты этой марки за надежность и стабильность работы.
Устройство не перегревается благодаря эффективному обдуву вентилятором, имеющим электронное управление. Сварщики ценят аппараты этой марки за надежность и стабильность работы.
- универсальность;
- неприхотливость;
- надежная сборка и безотказная автоматика;
- простота настройки;
- высокое качество швов.
- аппарат реализуется без комплектующих изделий.
Цены на EWM Pico 162:
1. BLWELD MEGAMIG 300S
Этот итальянский полуавтомат попал в топ-10 за исключительно высокую мощность и производительность. Он весит 96 кг и перемещается на штатных роликах с помощью специальной рукояти. У него есть выносное устройство для подачи проволоки.
Важно! Инвертор подключается к трехфазной сети 380 вольт и развивает мощность до 11,5 кВт, что является избыточным для бытовых условий. Устройство может быть востребовано только на крупном производстве.

Ток на выходе с аппарата может достигать 300 А, позволяя качественно и быстро сваривать толстые стальные детали, но в таком режиме его ПВ не превышает 25%. Зато при меньших значениях силы тока агрегат демонстрирует высокую скорость работы и стабильность.
- широкий диапазон регулирования силы тока;
- высокая производительность;
- удобство настроек;
- большой радиус действия;
- хорошее охлаждение.
- низкая мобильность;
- необходимость подключения к трехфазной сети;
- высокая стоимость.
Цены на BLWELD MEGAMIG 300S:
Заключение
Представленные в этом списке лучшие сварочные инверторы для дома и производства имеют надежное исполнение и удобны в эксплуатации. При выборе конкретной модели обязательно должна учитываться область применения и требуемые для нее режимы сварки. На бытовом уровне лучше остановиться на легких и недорогих изделиях, которые при правильном использовании демонстрируют длительную и качественную работу.
Лучшие сварочные инверторные аппараты 2018 года для дома и дачи
Сварочные аппараты инверторного типа стали прорывом в части использования сварки для бытовых, коммерческих и неответственных производственных нужд. Придя на смену трансформаторным сварочным выпрямителям, инверторы постепенно вытеснили их с рынка за счёт значительного снижения массы и уменьшения габаритных размеров.
Как только инверторные аппараты стали доступны по цене и ассортименту, их популярность среди сварщиков-любителей и профессионалов стала расти в геометрической прогрессии. Интерес профессионалов можно обосновать малыми габаритами, которые позволяют вести сварку в труднодоступных местах, на большой высоте и в ограниченных пространствах.
Популярность среди любителей, помимо перечисленных, обусловлена причинами иного рода.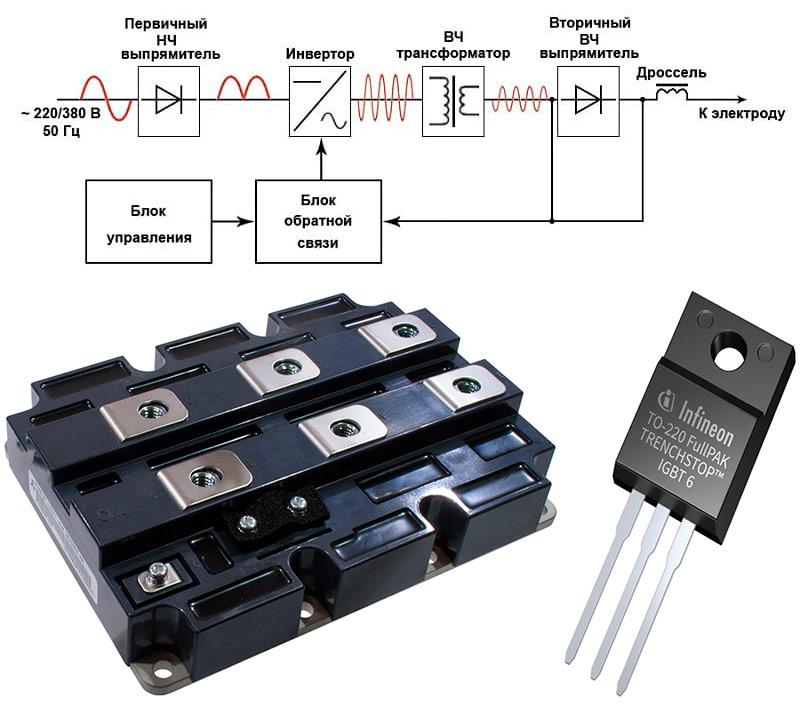 Компактные, мобильные и удобные в работе и хранении инверторы показали себя с наилучшей стороны в условиях подключения к нестабильной электрической сети. Устройства стабилизируют колебания входного напряжения и на выходе выдают устойчивый сварочный ток, который обеспечивает качественное формирование металла шва при незначительных потерях на разбрызгивание.
Компактные, мобильные и удобные в работе и хранении инверторы показали себя с наилучшей стороны в условиях подключения к нестабильной электрической сети. Устройства стабилизируют колебания входного напряжения и на выходе выдают устойчивый сварочный ток, который обеспечивает качественное формирование металла шва при незначительных потерях на разбрызгивание.
Рейтинг сварочных инверторов
Портал toptopus.ru представляет свою подборку лидеров среди моделей различных ценовых категорий.
| Сварочный аппарат | Сварочный ток, max | Диаметры электродов | Входное напряжение, min | Вес | Габариты (ДхШхВ) | |
|---|---|---|---|---|---|---|
| Wester Compact 120 | 120 А | 1,6-3,2 мм | 160 В | 2,8 кг | 330x200x190 мм | Цена |
| Ресанта САИ 160К | 160 А | 1,6-4,0 мм | 140 В | 3,4 кг | 210х110х165 | Цена |
| Elitech ИС 180МК | 160 А | 1,6-4,0 мм | 160 В | 2,7 кг | 390x150x305 мм | Цена |
| Wester MMA160H | 160 А | 1,6-4,0 мм | 140 В | 6,0 кг | 470х230х320 мм | Цена |
| Aurora Maximma 2000 | 200 А | 1,0-5,0 мм | 187 В | 5,0 кг | 500x210x510 мм | Цена |
| Patriot 200 PFC | 200 А | 2,0-5,0 мм | 90 В | 7,6 кг | 390x220x280 мм | Цена |
| Fubag IR220 VRD | 200 А | 1,6-5,0 мм | 150 В | 4,6 кг | 340х120х240 мм | Цена |
| Kemppi Minarc EVO 180 VRD | 180 А | 1,5-4,0 мм | 200 В | 5,9 кг | 361х139х267 мм | Цена |
8
Wester Compact 120 — лёгкость и мощь в пределах бюджета
- Макс. сварочный ток — 120 А
- Диаметр электрода — 1,6-3,2 мм
- Мин. входное напряжение — 160 В
- Вес — 2,8 кг
 сварочный ток — 120 А
сварочный ток — 120 АОбласти применения — РДС соединений из чёрной и нержавеющей стали, сварка медных деталей.
Аппарат обладает интуитивно понятным интерфейсом, прост и удобен в обращении, что позволяет использовать его даже начинающим сварщикам. Разработчики позаботились о непрофессиональных пользователях, включив в состав изделия функции защиты от перегрева, облегчённого зажигания дуги и предотвращения залипания электрода. Для удобства настройки режимов прибор оснащён регулятором сварочного тока в интервале 10-120А. В комплект устройства входит ремень для переноски в процессе работы.
Плюсы:
- мобильность и компактность за счёт небольших габаритов и лёгкого веса
- встроенная система принудительного охлаждения
- специальные функции Hot Start (автоматическое увеличение силы тока в момент прикосновения электрода к основному металлу) и Anti Stick (автоматическое регулирование силы тока для снижения вероятности залипания электродного стержня)
Минусы:
- короткий провод массы
Купить!
7
Ресанта САИ 160К — проверенная модель в улучшенной модификации
- Макс. сварочный ток — 160 А
- Диаметр электрода — 1,6-4 мм
- Мин. входное напряжение — 140 В
- Вес — 3,4 кг
 сварочный ток — 160 А
сварочный ток — 160 АОбласти применения — РДС покрытыми электродами и резка металлических изделий.
Модифицированная версия проверенной на практике модели САИ 160 включает в себя все функции, которые необходимы для беспроблемной эксплуатации устройства в бытовых и промышленных условиях. Добавленные возможности значительно расширили области, в которых модель может применяться, и существенно облегчили работу для новичков. В комплекте имеется наплечный ремень, который упрощает переноску устройства во время работы.
Плюсы:
- лёгкий вес и малые габариты изделия
- защита от коротких замыканий и перегрева
- стабильная работа несмотря на перепады напряжения в сети
- возможность регулирования сварочного тока
Минусы:
- отсутствие защитного кейса для хранения
- перебои в работе при повышенной влажности
Купить!
6
Elitech ИС 180МК — готовый комплект для сварки в бытовых целях
- Макс. сварочный ток — 160 А
- Диаметр электрода — 1,6-4 мм
- Мин. входное напряжение — 160 В
- Вес — 2,7 кг
 сварочный ток — 160 А
сварочный ток — 160 АОбласти применения — РДС углеродистых, низколегированных и нержавеющих сталей, с установкой дополнительного оборудования возможна аргонодуговая сварка неплавящимися электродами.
Легковесный и малогабаритный аппарат, характеризуется устойчивостью к перепадам сетевого напряжения и стабильностью при подключении к сетям с пониженным напряжением. За счёт этого приобрёл популярность среди владельцев загородных домов, дач и гаражей. Оснащён специальным наплечным ремнём для переноски и высотных работ.
Плюсы:
- укомплектован защитным кейсом для хранения
- индикаторы питания и перегрева позволяют следить за состоянием работающего устройства
- щедрая комплектация — краги, кейс, щётка и щиток
Минусы:
- очень короткий сварочный кабель и провод заземления
Купить!
5
Wester MMA160H — немецкое качество по доступной цене
- Макс. сварочный ток — 160 А
- Диаметр электрода — 1,6-4 мм
- Мин. входное напряжение — 140 В
- Вес — 6 кг
 сварочный ток — 160 А
сварочный ток — 160 АОбласти применения — РДС чёрных и нержавеющих сталей плавящимися электродами.
Второй представитель немецкого бренда в нашем рейтинге. Инверторный аппарат с простой и понятной системой управления. Подходит для начинающих пользователей и опытных сварщиков-профессионалов. Оснащён системой плавной регулировки тока в диапазоне от 10 до 160 А. Приспособлен для стабилизации скачущего напряжения, обеспечивает высокое качество наплавленного металла сварного соединения в условиях нестабильного и низкого уровня напряжения в сети. Укомплектован силовым и заземляющим кабелями длиной 2 и 1,5 метра соответственно, чем заслужил положительные отзывы на практике. Это обусловлено тем, что более дешёвые модели зачастую комплектуются производителями короткими проводами, которые пользователи вынуждены менять для обеспечения комфортных условий работы.
Плюсы:
- функция антизалипания электрода
- автоматизированная система форсирования дуги
- защита от перегревания
- упрощённая система розжига дуги
Минусы:
- чувствителен к резким перепадам сетевого напряжения
4
Aurora Maximma 2000 — максимум возможностей для бытовой сварки
- Макс. сварочный ток — 200 А
- Диаметр электрода — 1-5 мм
- Мин. входное напряжение — 187 В
- Вес — 5 кг
 сварочный ток — 200 А
сварочный ток — 200 АОбласти применения — РДС (ММА) всех видов металлов.
Российско-китайский бренд Aurora вывел на новый уровень сварочные аппараты инверторного типа, которые предназначены для частного бытового использования. За счёт усовершенствованных технических характеристик, относительно недорогая модель Maximma 2000 вполне способна справиться и с небольшими объёмами производственной деятельности в области строительства, сборки и сварки металлоконструкций, монтажных и ремонтных работ. Но в основном эта модель ориентирована на бытовых сварщиков-любителей и учеников. Для их удобства устройство оснащено рядом функций, которые значительно упрощают управление и защищают пользователя от опасностей, связанных со сваркой.
Плюсы:
- Force Arc — функция, которая предотвращает прилипание электрода к основному металлу и стабилизирует горение дуги
- Hot Start — обеспечивает максимально возможную нагрузку в момент розжига дуги
- функция VRD снижает напряжение во время работы вхолостую, предотвращая поражение сварщика электрическим током
- система охлаждения начинает работать только в случае перегрева элементов управления, что продлевает срок эксплуатации вентилятора
- в комплект включены кабели для массы и держака, длиной 2,2 и 2,5 метра соответственно, защитный кейс для хранения и транспортировки, щиток сварщика, щётка для отбивания и счищения шлака
Минусы:
- щиток в комплекте скорее для вида, чем для практического применения
Купить!
3
Patriot 200 PFC — минимум потребляемой энергии
- Макс. сварочный ток — 200 А
- Диаметр электрода — 2-5 мм
- Мин. входное напряжение — 90 В
- Вес — 7,6 кг
 сварочный ток — 200 А
сварочный ток — 200 АОбласти применения — РДС соединений деталей из стали и чугуна.
Американские идеи, воплощённые в реальность на китайском производстве. Такая формула изготовления промышленных товаров встречается всё чаще. В данном случае китайское производство не означает дешёвую реплику американской техники. Оборудование производится на китайских заводах по официальной лицензии.
Разработчики дополнили устройство рядом специфических функций, которые призваны ускорить и упростить процесс сварки, а также облегчить обучение новичков. Модель PATRIOT 200 PFC относится к классу полупрофессиональных и ценится гораздо выше обычных инверторов для дачи. Этот аппарат способен решать не только бытовые, но и производственные задачи из области сварки.
Среди применённых технологий выделяется коррекция реактивной мощности, которая позволяет существенно сократить количество потребляемой аппаратом энергии без потерь в производительности. Дополнительным преимуществом коррекции является снижение нагрузки на сеть, к которой подключено устройство и возможность работы при пониженных напряжениях.
Дополнительным преимуществом коррекции является снижение нагрузки на сеть, к которой подключено устройство и возможность работы при пониженных напряжениях.
Плюсы:
- компенсация потерь мощности во время работы
- Arc Force — автоматическая регулировка силы тока в зависимости от фактической длины дуги
- Anti Stick — противодействие залипанию электрода
- Hot Start — принудительная подача краткосрочного импульса в момент зажигания дуги
- цифровой дисплей
- удобная и прочная ручка для переноски
Минусы:
- отсутствие защитного кейса
Купить!
2
Fubag IR220 VRD — гарантированный уровень качества и защищённости
- Макс. сварочный ток — 200 А
- Диаметр электрода — 1,6-5 мм
- Мин. входное напряжение — 150 В
- Вес — 4,64 кг
Области применения — сварка и наплавка металлических деталей покрытыми электродами.
Полупрофессиональный инверторный аппарат для РДС (ММА). Спроектирован инженерами немецкого концерна Fubag, изготовлен по лицензии разработчика китайскими промышленными предприятиями. Модель Fubag 200VRD специализируется на работе в условиях высокой вероятности поражения сварщика электрическим током — местах повышенной влажности и открытого скопления воды. Функция VRD подразумевает автоматическое снижение напряжения при переходе устройства в режим холостого хода, что повышает безопасность работы и снижает потребление электроэнергии.
Спроектирован инженерами немецкого концерна Fubag, изготовлен по лицензии разработчика китайскими промышленными предприятиями. Модель Fubag 200VRD специализируется на работе в условиях высокой вероятности поражения сварщика электрическим током — местах повышенной влажности и открытого скопления воды. Функция VRD подразумевает автоматическое снижение напряжения при переходе устройства в режим холостого хода, что повышает безопасность работы и снижает потребление электроэнергии.
Конструкция модели предусматривает эффективную систему охлаждения, которая обеспечивает стабильную работу оборудования в непрерывном режиме при токе до 100 А.
Плюсы:
- качество изготовления деталей и сборки конструкции
- надёжность соединений кабелей с корпусом аппарата
- цифровой дисплей
- встроенная отключаемая функция VRD
- регулируемый наплечный ремень для удобной переноски
- защита корпуса от проникновения пыли, влаги и загрязнений
- длительный срок эксплуатации
- компактность габаритов и лёгкий вес
Минусы:
- отсутствие защитного кейса для хранения и транспортировки.

Купить!
1
Kemppi Minarc EVO 180 VRD — совершенство на грани возможностей
- Макс. сварочный ток — 180 А
- Диаметр электрода — 1,5-4 мм
- Мин. входное напряжение — 200 В
- Вес — 5,85 кг
Области применения — РДС плавящимися электродами и сварка в среде аргона неплавящимися электродами металлических деталей различной толщины и во всех пространственных положениях.
Новейшая разработка финской компании Kemppi — одного из признанных лидеров мировой индустрии сварочного оборудования. Конструкция модели включает все последние достижения отрасли. Каждый элемент призван обеспечить максимально возможное качество сварки при сохранении мобильности и компактности устройства. Аппарат не имеет аналогов по соотношению габаритов корпуса к техническим возможностям.
При всех технологиях, которые включены в состав модификации, аппарат сохраняет предельную простоту в управлении и обращении, не создавая проблем даже начинающим пользователям. Результаты плавной регулировки силы тока отображаются на большом дисплее, а приобретение дополнительного пульта управления позволяет управлять режимами дистанционно.
Результаты плавной регулировки силы тока отображаются на большом дисплее, а приобретение дополнительного пульта управления позволяет управлять режимами дистанционно.
Плюсы:
- RD — защита сварщика от поражения током в местах повышенной влажности
- качественное формирование металла шва
- универсальность в отношении расходных материалов и присоединительных кабелей
- технология PFC, которая обеспечивает минимальные потери энергии
- стабильные показатели сварочного тока
- прочность и надёжность корпуса и соединений
- защита от проникновения пыли и влаги
- технология точечного розжига дуги при аргонодуговой сварке
- гарантия производителя свыше двух лет
Минусы:
- Высокая стоимость
Критерии выбора
Ввиду нарастающей популярности, количество сварочных инверторов для бытового применения на рынке зашкаливает.
Далеко не каждой новинке можно доверять, поэтому одним из первостепенных критериев отбора стали отзывы опытных сварщиков о практическом применении аппаратов.
Во вторую очередь попала репутация производителей, поскольку высокий уровень ответственности подразумевает постоянство в качестве.
На третьем, но не менее важном месте оказались технические возможности устройств, мы отобрали модели с теми функциями, которые действительно важны для использования в бытовых и мелкопроизводственных целях.
Приведённый рейтинг инверторных аппаратов носит ознакомительный и рекомендательный характер, не преследуя рекламных целей. Мы постарались максимально полно охватить рынок предложений и оценить справедливость критических и похвальных отзывов об оборудовании, невзирая на авторитеты, но претендуя на объективность. Каждый пользователь имеет право или возможность согласиться с нашим мнением, проголосовать за лучший или же опровергнуть его в комментариях при желании.
Убедительно просим вас покупать инверторы только у производителей или официальных дистрибьюторов, цена представленного оборудования слишком высока, чтобы рисковать деньгами и собственным здоровьем ради сиюминутной дешевизны.
14 лучших марок сварочных аппаратов в мире
Высокоразвитая индустрия сварки охватывает сотни брендов, предлагающих все виды оборудования. Однако в сфере сварки доминируют менее двадцати брендов.
Эта статья познакомит вас с лучшими марками сварочных аппаратов, и мы не будем уклоняться от плюсов и минусов. Не каждый бренд ориентируется на профессионалов.
Например, любители и художники по металлу стали значительной частью рынка, когда инверторные сварочные аппараты стали доступными.
В результате ситуация на рынке сварочных аппаратов сильно изменилась. Уже не только Hobart предлагает одну или две модели сварочных аппаратов для самостоятельной сборки, появилось множество брендов, специализирующихся на этом и любом другом сегменте рынка.
1. Miller Electric
Веб-сайт : https://www.millerwelds.com
Miller Electric является одним из крупнейших производителей сварочных аппаратов, синонимом отрасли. Поэтому, когда вы говорите о «синем», каждый сварщик знает, что вы имеете в виду имя Миллера.
Поэтому, когда вы говорите о «синем», каждый сварщик знает, что вы имеете в виду имя Миллера.
История
Компания Miller Electric, основанная одним человеком в сельской местности Висконсина в 1929 году, превратилась в одного из крупнейших в мире производителей высококачественного сварочного оборудования.
Нильс Миллер, основатель Miller Electric, сделал в своем подвале свой первый сварочный аппарат из стального лома и катушек. В конце концов, Miller завоевал сердца американских сварщиков и стал настолько популярным, что все в отрасли либо использовали их машины, либо знали об их машинах.
Illinois Tool Workers («ITW») купили компанию в 1993 и добавил его в свой портфель ведущих отраслевых брендов.
Целевой рынок
Компания Miller в основном ориентируется на профессиональные сварочные мастерские, производственные и учебные заведения.
Цена
Сварочные аппараты Миллера стоят дорого. Но, учитывая их высокое качество сборки и дуги, профессионалы готовы платить более высокую цену. Тем не менее, чаще всего оборудование Миллера не предлагает лучшее соотношение цены и качества.
Тем не менее, чаще всего оборудование Миллера не предлагает лучшее соотношение цены и качества.
Специализация
Miller Electric продает сварочные аппараты MIG, TIG и MMA, начиная от небольших инверторных сварочных аппаратов и заканчивая большими промышленными установками. Кроме того, они предлагают плазменные резаки, оборудование для обеспечения безопасности, вытяжные устройства, роботизированные системы и устройства индукционного нагрева.
Pros
- Исключительное качество
- США Бренд с длинной историей
- Они специализируются на всех сварке оборудования
- Отличная поддержка клиентов и гарантия
- . не предлагать оборудование для любителей. Все их сварочные аппараты «слишком» хорошо сложены, что делает их дорогими для любителей или домашних мастеров
2. Lincoln Electric
Веб-сайт : https://www.lincolnelectric.com
Lincoln Electric, как и Miller, является известным промышленным гигантом. Все их знают. Если вы говорите, что являетесь фанатом «красной» команды, вы предпочитаете оборудование Линкольна, а не Миллера.
Все их знают. Если вы говорите, что являетесь фанатом «красной» команды, вы предпочитаете оборудование Линкольна, а не Миллера.
История
Компания Lincoln Electric была основана в Кливленде, штат Огайо, в 1895 году Джоном С. Линкольном всего за 200 долларов. Его первым продуктом был уникальный двигатель постоянного тока. Позже Джон и его брат Джеймс изобрели и запустили свой первый сварочный аппарат для дуговой сварки с переменным напряжением в 1911.
Шли годы, Lincoln Electric стала одним из самых важных институтов сварки. Помимо того, что Lincoln является лидером в производстве сварочного оборудования, в его состав входит некоммерческий учебный институт по сварке, а школа сварки Lincoln Electric была основана в 1917 году. .
Цена
Как и у Миллера, большая часть оборудования Линкольна дорогая. Однако Lincoln предлагает больше сварочного оборудования, предназначенного для любителей, чем Miller.
Специализация
Lincoln Electric специализируется практически на каждом сварочном оборудовании. Тем не менее, Линкольн также уделяет особое внимание обучению сварщиков. Поэтому многие из их продуктов предназначены для эффективного обучения сварщиков в их школах или других учебных заведениях, использующих программу Lincoln.
Тем не менее, Линкольн также уделяет особое внимание обучению сварщиков. Поэтому многие из их продуктов предназначены для эффективного обучения сварщиков в их школах или других учебных заведениях, использующих программу Lincoln.
Pros
- Лучшее в отрасли качество
- Превосходное обслуживание клиентов и расширенная гарантия
- Lincoln производит почти все сварочное оборудование
- Многочисленные программы для школ сварщиков
- Марка США
- Покупка оборудования Lincoln означает вложение средств в учебные заведения Lincoln
Минусы
- Дорогое оборудование
- Сварщиков-любителей мало, и они слишком дорогие4 1591 900.900 90 ЭСАБ
Веб-сайт : https://esab.com
Как и Миллер и Линкольн, ЭСАБ предлагает первоклассное сварочное оборудование для США и остального мира.
История
Инженер Оскар Кьельберг изобрел первый сварочный электрод с флюсовым покрытием в 1904 году и основал Elektriska Svetsnings-Aktiebolaget (ESAB) в Швеции.
За этим последовал ряд инноваций, сыгравших существенную роль в развитии сварки, какой мы ее знаем.Целевой рынок
ESAB в первую очередь ориентируется на профессиональные производственные линии, предприятия тяжелой промышленности и высококлассные сварочные мастерские.
Цена
Сварочные аппараты и оборудование ESAB стоят дорого. Но некоторые из их продуктов дешевле, чем у Миллера и Линкольна, но предлагают такое же или лучшее качество.
Специализация
Компания ESAB наиболее известна своим оборудованием для дуговой сварки. Но они также предлагают системы резки с ЧПУ, плазменные резаки, сварочные роботы и средства индивидуальной защиты.
Pros
- Лучшее в отрасли качество
- Отличная поддержка клиентов
- Широкий выбор продуктов
- Многие продукты обладают уникальными характеристиками0042
Минусы
- Несмотря на то, что продукция ЭСАБ дешевле, чем Miller и Lincoln, она недоступна большинству любителей и домашних мастеров.
Hobart известен качественными сварочными аппаратами, порошковой и сплошной проволокой MIG, а также электродами для стержневой сварки.
История
Hobart была основана в 1917 году Чарльзом Кларенсом (C.C.) Хобартом и его семьей. Сначала они производили генераторы, металлическую мебель и воздушные компрессоры. Но, в 19В 25 году компания Hobart выпустила свой первый сварочный аппарат и начала свое путешествие в мир сварки.
Вскоре после этого в 1930 году они основали Хобартовский институт сварочных технологий. Сегодня эта школа по-прежнему является одним из лучших сварочных институтов в мире.
ITW приобрела бренд Hobart в 1996 году. Многие думают, что Hobart принадлежит Миллеру, но обе компании являются субсидиями ITW.
Целевой рынок
Компания Hobart продает свои сварочные аппараты профессионалам, любителям и любителям самостоятельной работы на выходных. Это наиболее значимый бренд, который активно конкурирует на рынке для любителей.
Цена
В то время как их линейка сварочных аппаратов в основном представляет собой разбавленные версии машин Миллера, чтобы сделать их более доступными, машины Хобарта по-прежнему дороги. Однако исключительное качество сборки и расширенная гарантия компенсируют высокую стоимость. Тем не менее, никто не назвал бы их выгодной сделкой.
Специализация
Hobart специализируется на производстве присадочной проволоки для сварки MIG. Но они также производят сварочные аппараты среднего уровня. Их сварщики не могут конкурировать с профессиональными сварщиками Miller, Lincoln или ESAB. Но они хорошо подходят для небольшого магазина и хобби.
Плюсы
- Превосходное качество
- Торговая марка США с долгой историей
- Дешевле, чем другие крупные торговые марки
- Промышленная гарантия
- В большинстве оборудования используются детали Miller
 За этим последовал ряд инноваций, сыгравших существенную роль в развитии сварки, какой мы ее знаем.
За этим последовал ряд инноваций, сыгравших существенную роль в развитии сварки, какой мы ее знаем.

5.
 Иствуд
Иствуд
Веб-сайт : https://www.eastwood.com
Eastwood — американский бренд, который производит превосходное и доступное сварочное оборудование. Но они также продают широкий спектр инструментов от разных брендов.
История
Курт Строхакер был автолюбителем-самоучкой и ремонтником. Он увидел нехватку инструментов, доступных на рынке автолюбителей, и в 1978 году запустил бренд Eastwood. По мере роста его бренда Иствуд начал предлагать все больше и больше продуктов, включая сварочное оборудование.
Затем Иствуд разработал пистолет для точечной сварки, чтобы воспроизвести промышленную точечную сварку на автомобилях. Предложения по сварке росли, в конечном итоге был разработан каталог сварочного оборудования MIG, TIG и MMA.
Целевой рынок
Сварщики Eastwood в первую очередь ориентируются на любителей и магазины, которые выполняют легкую сварку.
Цена
Компания Eastwood предлагает лучшее соотношение цены и качества среди всех сварочных марок для воина выходного дня своими руками. Их сварочные аппараты дешевле, чем у Hobart, имеют больше функций и имеют расширенную гарантию.
Их сварочные аппараты дешевле, чем у Hobart, имеют больше функций и имеют расширенную гарантию.
Специализация
Компания Eastwood специализируется на инструментах для автолюбителей. Таким образом, их сварщики также ориентированы на работу с листовым металлом.
Pros
- Отличное качество сборки
- 3 года гарантии
- Торговая марка США с многолетней историей
- Все создано с учетом потребностей любителей
- Большая часть их оборудования может выдержать тяжелую работу в магазине
4 Минусы Хотя компания Eastwood предлагает лучшие сварочные аппараты по выгодной цене, их машинам не хватает некоторых функций.
6. YesWelder
Веб-сайт : https://yeswelder.com
YesWelder — относительно новый бренд, штурмом завоевавший рынок любителей. Они предлагают самые низкие цены и заработали солидную репутацию среди любителей активного отдыха.
История
Компания YesWelder была основана в 2006 году пятью соучредителями с целью производства доступного и качественного сварочного оборудования. В 2018 году YesWelder продавала товары напрямую потребителям и исключала «посредников», делая свою продукцию самой доступной на рынке.
В 2018 году YesWelder продавала товары напрямую потребителям и исключала «посредников», делая свою продукцию самой доступной на рынке.
YesWelder зарекомендовал себя как революционер отрасли. Они предлагают многофункциональные сварочные аппараты с множеством функций по доступной цене, и у них было две громких новаторских кампании на Kickstarter, в ходе которых они привлекали средства для разработки инновационных решений.
Целевой рынок
YesWelder в первую очередь предназначен для новичков, любителей «сделай сам» и производителей светотехники.
Цена
Учитывая включенные функции и низкие цены, YesWelder предлагает лучшие бюджетные машины на рынке. Однако, в то время как устройства Иствуда имеют меньше функций, продукты Иствуда имеют расширенную гарантию и лучшее качество сборки. Неудивительно, что эти два бренда активно конкурируют друг с другом. Оба хотят рынок для любителей, а YesWelder дешевле. Но у Иствуда гарантия лучше.
Специализация
YesWelder специализируется на оборудовании для дуговой сварки, уделяя особое внимание многофункциональным машинам.
Pros
- Доступное оборудование, адаптированное для любителей. низкое качество сборки
- Импортный бренд
7. Forney
Веб-сайт : https://www.forneyind.com
Forney продает широкий ассортимент инструментов для мастерских, но специализируется на сварочном оборудовании. Их зеленый цвет легко узнаваем и уникален для их бренда.
История
В 1932 году они начали свой путь в сварочной отрасли, когда Джеймс Донован Форни создал «Паяльник мгновенного нагрева Forney». Это был первый продукт Forney. В 1936 году Форни сконструировал свой первый сварочный аппарат. Вскоре после этого они начали расширять продуктовую линейку и со временем стали одним из крупнейших дистрибьюторов сварочного оборудования в США.
Целевой рынок
Forney продает снаряжение для профессионалов и любителей. Они предлагают широкий ассортимент продукции, от высококачественного оборудования до сварочных аппаратов начального уровня.
Цена
Сварочные аппараты Forney стоят от 350 до 3000 долларов. Поскольку их продуктовая линейка разнообразна, некоторые машины являются выгодной сделкой, в то время как другие могут быть завышены по сравнению с другими брендами.
Специализация
Forney продает оборудование для дуговой и газокислородной сварки, абразивы и различные инструменты для мастерских.
Pros
- USA Бренд с длинной историей
- Выдающее качество сборки
- Многочисленные доступные сварщики для любителей
- Высококлассные оборудование для профессионалов
- . сварочные аппараты начального уровня
- Сварочные аппараты для хобби имеют ограниченные возможности
8. Титан
Веб-сайт : https://www.harborfreight.com/welding.html
Titanium — торговая марка сварочных аппаратов, продаваемых Harbour Freight Tools. Как и Forney, они характеризуются зеленым корпусом. Но титановые машины имеют чуть более светлый зеленый оттенок.
История
Компания Harbour Freight была основана в 1977 году Эриком Смидтом и его отцом. Бренд быстро вырос до более чем 1300 магазинов в США и расширился, чтобы охватить инструменты практически для всех профессий.
Titanium — это новый суббренд Harbour Freight, включающий только сварочные аппараты. Они запустили эту линейку где-то в 2017-2018 годах, так что эти сварочные аппараты еще относительно новые.
Целевой рынок
Титановые машины предназначены для легкой сварки и сварки в домашних условиях.
Цена
В линейке Titanium есть разные станки. Но большинство из них немного завышены по сравнению с другими сварочными брендами начального уровня. Кроме того, их 90-дневная гарантия намного ниже отраслевых стандартов. Более доступные сварочные аппараты от YesWelder имеют лучшую 1-летнюю гарантию, а машины Eastwood по сопоставимой цене предлагают 3-летнюю гарантию.
Специализация
Титановые машины специализируются на процессах дуговой сварки. Но их лучшие модели — это многопроцессорные сварочные аппараты.
Но их лучшие модели — это многопроцессорные сварочные аппараты.
Pros
- Good build quality
- Numerous features
- USA brand
- Multi and single-process machines
Cons
- Expensive entry-level gear
- Poor warranty
9. Fronius
Веб-сайт : https://www.fronius.com
Имея почти 1000 патентов и глобальное присутствие, Fronius является одним из самых успешных брендов сварочного оборудования для профессионалов.
История
Гюнтер Фрониус был инженером, основавшим компанию Fronius в Петтенбахе, Австрия. Он хорошо знал аккумуляторные системы и использовал свой опыт для повышения эффективности сварочных преобразователей, разработав регулируемый сварочный выпрямитель на основе мощного зарядного устройства для аккумуляторов.
Компания Fronius была основана в 1945 году и превратилась в глобальный бренд с присутствием в 86 странах. Они изобрели холодную сварку с переносом металла («CMT») и улучшили области «LaserHybrid» и контактной точечной сварки.
Они изобрели холодную сварку с переносом металла («CMT») и улучшили области «LaserHybrid» и контактной точечной сварки.
Целевой рынок
Компания Fronius нацелена на высококлассные сварочные предприятия, профессиональные мастерские, производственные линии, требующие автоматизированных сварочных систем, и промышленные процессы, требующие уникальных сварочных решений.
Цена
Сварочное оборудование Fronius стоит дорого. Большинство их сварочных аппаратов представляют собой высокотехнологичные решения, предназначенные для промышленного применения. Их самые доступные машины стоят от 2000 до 3000 долларов. Итак, Fronius не для любителей.
Специализация
Fronius специализируется на промышленной сварке, особенно в автомобилестроении.
Профессионалы
- Лучшее качество сборки и дуги
- Автоматизированные решения
- Единственный бренд, предлагающий процесс сварки CMT
- Партнерская программа Fronius для крупных предприятий
- Возможность удовлетворить особые требования пользователей
- Предлагаем портативные сварочные аппараты с питанием от аккумуляторов
Минусы
- Дорого
- Ни один из их сварочных аппаратов не рассчитан на энтузиастов-любителей или владельцев небольших магазинов
- Только несколько поставщиков продают сварочные аппараты Fronius в США
10.
 Everlast
Everlast
Веб-сайт : https://www.everlastgenerators.com
Everlast — это относительно новый бренд инверторных IGBT-машин для сварки и плазменной резки. Их «промышленный» дизайн и темно-зеленый цвет легко узнать, но они наиболее известны благодаря множеству встроенных функций и расширенной гарантии.
История
Компания Everlast была основана в 2004 году в Сан-Франциско, Калифорния. Но они производят свои сварочные аппараты в Китае, как и большинство сварочных брендов США. Они не пользовались популярностью до 2008 года, когда компания Everlast внедрила инверторную технологию IGBT. Сегодня Everlast имеет много поклонников из-за его низкой цены и хорошего качества сварщика.
Целевой рынок
Everlast предназначен для профессионалов, которые управляют малыми и средними магазинами, а также любителей сварки своими руками.
Цена
Everlast предлагает множество сварочных аппаратов и станков для плазменной резки, многие из которых имеют отличное соотношение цены и качества. Некоторые машины Everlast настолько многофункциональны, что трудно найти альтернативу по той же цене. Особенно это касается их более дорогого оборудования, предназначенного для использования в магазине.
Некоторые машины Everlast настолько многофункциональны, что трудно найти альтернативу по той же цене. Особенно это касается их более дорогого оборудования, предназначенного для использования в магазине.
Специализация
Everlast специализируется на инверторном оборудовании IGBT для дуговой сварки и плазменной резки.
Pros
- Выше среднего качества сборки в их ценовом диапазоне
- 5-летняя гарантия
- Богатые объекты
- часто предлагают уникальную смесь
- . сварочные аппараты имеют ограниченные возможности
11. Vulcan
Веб-сайт : https://www.harborfreight.com/vulcan
Vulcan — еще одна марка сварочного оборудования от Harbour Freight, как и Titanium. Но линейка оборудования Vulcan также включает аксессуары, такие как сварочные маски и расходные материалы.
История
Harbour Freight запустила серию сварочных аппаратов Vulkan в 2018 году, чтобы конкурировать с дорогими брендами, такими как Lincoln Electric. Сварочные аппараты Vulkan все еще относительно новы, но большинство пользователей имеют хороший опыт работы с их аппаратами.
Сварочные аппараты Vulkan все еще относительно новы, но большинство пользователей имеют хороший опыт работы с их аппаратами.
Целевой рынок
Сварочные аппараты Vulcan предназначены для небольших и средних работ в мастерских, а также для требовательных домашних мастеров или любителей сварки.
Цена
Несмотря на то, что сварочные аппараты Vulcan дешевле, чем аналоги таких крупных брендов, как Lincoln, ESAB и Miller, они дороже, чем Everlast. К сожалению, как и у титановых сварщиков, оборудование Vulkan имеет мизерную 90-дневная гарантия. Таким образом, многие люди по-прежнему скептически относятся к их реальной стоимости, даже если эти машины предлагают отличные функции и качество сборки.
Специализация
Торговая марка Vulkan специализируется на производстве оборудования для дуговой сварки.
PROS
- Высокое качество сборки для низкой стоимости
- Богатые объекты
- Практически все предлагают входной вход с двумя напряжением
- USA Brand
Cons
- Pope Warranty
- Плохой варан.0011
Веб-сайт : https://primeweld.com
Primeweld — относительно новый бренд, стремящийся доминировать на рынке инверторной сварки и машин для плазменной резки.
История
К сожалению, большая часть истории Primeweld закрыта для общественности. Торговая марка Primeweld и домен веб-сайта были созданы в 2001 году. Однако вначале эта компания, похоже, продавала оборудование для сварки пластмасс. Кроме того, в течение короткого периода в 2006 году на их веб-сайте показывалось оборудование Eastwood, и казалось, что Иствуд купил бренд.
Однако трудно определить, имеет ли компания какое-либо отношение к истории оригинального веб-сайта. Тот PrimeWeld, который мы знаем сегодня, был запущен где-то в 2018-2019 годах. Таким образом, эта компания либо совершенно новая, либо провела ребрендинг по сравнению с предыдущими бизнес-начинаниями.
Целевой рынок
Primeweld предназначен для любителей и профессионалов, которым требуются расширенные функции сварки.
Цена
Машины для сварки и плазменной резки Primeweld доступны по цене. Их 3-летняя гарантия такая же, как у Иствуда, но они все еще относительно новые на рынке.
Специализация
Primeweld специализируется на машинах для дуговой сварки и резки.
Pros
- Affordable
- Feature-rich
- Well made
- Their machines include many accessories
- Long warranty
Cons
- Relatively new brand
13. AHP
Website : https ://ahpwelds.com
AHP похож на Primeweld, Everlast и YesWelder. Они базируются в США, но все их машины сделаны в Китае. Тем не менее, они заработали хорошую репутацию благодаря долговечности и качеству дуги. Тем не менее, их веб-сайт, маркетинг и линейка продуктов недостаточно развиты, и многих машин часто нет в наличии.
История
Компания AHP была основана в 2014 году для преодоления разрыва между оффшорным производством и высокими стандартами, ожидаемыми в США.
Этот бренд еще свеж и ему еще предстоит догнать Everlast и YesWelder, но их машины уже достаточно популярны.Целевой рынок
AHP ориентирована на энтузиастов-любителей, а также на малые и средние сварочные мастерские.
Цена
Поскольку их сварочные аппараты дороже, чем YesWelder, Everlast и Primeweld, их цена несколько завышена. Но AHP предлагает стандартную 3-летнюю гарантию.
Специализация
AHP специализируется на оборудовании для дуговой сварки и резки, но их лучшими машинами являются аппараты для сварки TIG.
Pros
- Хорошо сделанный
- Хороший качество дуги
- Богатые объекты
- 3-летняя гарантия
- Качественные аксессуары включали
Cons
- Малые продукты Catalog
- 8 CONS
- Маленькие продукты. Стоки. Относительно дорого
14. Лотос
Веб-сайт : https://www.uwelding.com
Lotos также является брендом дуговой сварки в США с производством в Китае.
Они популярны на Amazon, но им не хватает маркетинговых возможностей некоторых других брендов. Например, их веб-сайт не внушает доверия дизайном, который выглядит так, как будто он из начала 2000-х.История
Lotos была основана в 1989 году в Северной Калифорнии. Но их популярность возросла с 2000-х годов, когда они представили инверторную технологию, которая сделала их машины легкими и портативными.
Целевой рынок
Дуговые сварочные аппараты и плазменные резаки Lotos в основном используются любителями «сделай сам» и небольшими сварочными мастерскими.
Цена
Несмотря на то, что оборудование Lotos недорогое, оно уступает по дуге и качеству сборки по сравнению с аналогичными импортными брендами, такими как YesWelder, Primeweld и Everlast. Тем не менее, Lotos предлагает 3-летнюю гарантию, что является редкостью при таких низких ценах.
Специализация
Lotos специализируется на плазменной резке.
Плюсы
- Недорогой
- Длительная гарантия
- Многофункциональный
- Известный бренд
Минусы
- Низкое качество сборки и дуги
- Многие из их машин используют старую технологию MOSFET вместо новых сервисных инверторов 9042 IGBT 04 9042 продукты
- Использование расходных материалов других производителей приводит к аннулированию гарантии
Примечательные упоминания
Перечисленные ниже бренды либо не имеют значительного присутствия на рынке США, либо не производят сварочные аппараты.
Но они определенно заслуживают упоминания.- Kemppi — финский бренд, производящий ручные и автоматические сварочные аппараты профессионального уровня. Они были основаны в 1949 году и сегодня предлагают широкий ассортимент продукции.
- EWM Group — немецкий бренд с мировым присутствием, предлагающий высококачественное сварочное оборудование и инвестирующий значительные средства в инновационные решения. Они также продают небольшие сварочные аппараты для любителей.
- Lorch — немецкий бренд, предлагающий решения для автоматической и ручной сварки. Большая часть их оборудования предназначена для сварки в тяжелых условиях.
- Abicor Binzel — специализируется на сварке MIG, TIG и плазменных горелках. Хотя они были основаны в 1945 году в Германии, их первое производственное предприятие в США открылось в 1976 году. К сожалению, Abicor не продает сварочные аппараты, а только аксессуары.
Упаковка
Рынок сварочного оборудования постоянно развивается. Некоторые из названных нами брендов являются относительно новыми, и мы уверены, что в будущем появятся новые имена. При выборе оборудования учитывайте, какую работу вы будете выполнять. Если вы управляете небольшим магазином или занимаетесь сваркой в качестве хобби, вам не нужно тратить тысячи долларов на торговую марку.
Все сварочные аппараты, продаваемые в США, частично или полностью изготавливаются на шельфе. В лучшем случае агрегат собирают в США. Однако некоторые бренды, такие как Miller, Hobart, Lincoln или ESAB, имеют выдающийся контроль качества и жесткий контроль производства деталей за рубежом. В результате их машины имеют лучшую долговечность и качество сборки.
Однако сварщикам-любителям промышленная надежность не нужна. Таким образом, альтернативные бренды, такие как Eastwood, YesWelder, Everlast и PrimeWeld, являются отличным выбором. На наш взгляд, Eastwood предлагает лучшее качество сборки для любителей, а оборудование YesWelder — лучший бюджетный вариант.
Рейтинг лучших сварочных инверторов 2018 года для домашнего и профессионального использования
Аппарат для ручной дуговой сварки – отличный инструмент для прочного соединения металлических деталей между собой. Он широко востребован в производстве, связанном с изготовлением различных металлоконструкций. Без него сложно обойтись и на даче или в домашней мастерской. Наиболее удобными в использовании являются современные агрегаты инверторного типа. Их ассортимент на отечественном рынке электроинструмента представлен великим разнообразием марок. Рейтинг сварочных инверторов 2018 года, лучших по надежности и производительности, призван облегчить выбор модели, подходящей для ваших условий.
Содержание
- 1 10. Interskol ISA-250 / 10.6
- 2 9. Fubarg IR 220
- 3 8. Resanta Sai-220
- 4 7. Svarog Real Mig 200
- 5 6. Aurora Overman 180
- 6 5. Cedar MMA-200
- 7 4. Fast and Furious 200
- 8 3. FUBARG INMIG 200 PLUS
- 9 2. EWM Pico 162
- 10 1. BLWELD MEGAMIG 300S
- 11 Conclusion
10 Интерскол ИСА-250/10.6
Открывает рейтинг 2018 года один из лучших инверторных сварочных аппаратов бюджетная ценовая категория . Имеет компактные размеры и вес 7,2 кг. Он прост и неприхотлив в эксплуатации. Питается аппарат от сети переменного тока 220 вольт, но может работать и при снижении напряжения до 140 В. Диапазон сварочного тока 31-225 А при диаметре используемых электродов от 1,6 до 5. mm позволяет решать с его помощью бытовые и профессиональные задачи.
Устройство легко воспламеняет дугу краску и ржавчину . Функции горячего старта, форсажной дуги и антиприлипания сварочных электродов значительно упрощают работу сварщика. Учитывая ПВ на максимальном токе 100%, этот инвертор смело можно отнести к категории полупрофессиональных. Продукт продается с маской с автоматическим затемнением MC350.
- достаточно высокой мощности 10,6 кВА;
- производитель использовал качественные транзисторы американского и немецкого производства;
- удобная работа и простое управление;
- хороший функционал;
- устойчивость к колебаниям сетевого напряжения;
- эффективное охлаждение для более интенсивного использования;
- Простота переноски и подключения.
- электрододержатель недостаточно удобен;
- короткая длина стандартных кабелей.
Цены Интерскол ИСА-250/10.6:
9. Fubarg IR 220
Компактная дешевая модель весом всего 4,64 кг, питается от стандартной электросети 220 вольт, пригодится не только для дома и дачи, но и в профессиональной работе. Развивает мощность 8,26 кВт, выдавая на выходе максимальный ток 220 А. Диаметр используемых электродов 1,6–5,0 мм.
Инвертор устойчив к посадочному напряжению до 150 В. Оснащен эргономичной пластиковой ручкой и широким ремнем для переноски. Устройство отличается хорошим качеством сборки, удобными разъемами для кабелей, плавной настройкой и четким цифровым дисплеем. Несмотря на встроенную систему принудительного воздушного охлаждения, максимальное ограничение по току не превышает 40%. Автоматика включает в себя стандартный набор опций: горячий старт, форсаж дуги, антизалипание и блокировку от перегрева.
Система управления проста и интуитивно понятна.- широкий спектр применения;
- надежная автоматика;
- малый вес;
- простая проводка;
- качественная сборка;
- низкая стоимость для оборудования с таким функционалом.
- необходимость длительных перерывов при работе с большими нагрузками;
- Пользователи часто меняют сварочные кабели на более длинные.
Цены Fubarg IR 220:
8. Ресанта САИ-220
Интересная модель латвийской разработки, работающая с электродами диаметром 5 мм. Обладает достаточно высокой мощностью для небольших инверторов 6,6 кВт и широкий диапазон регулирования исходящего тока 10-220 А. Номинальное напряжение питания 220 В, но блок уверенно себя чувствует и при гораздо меньших значениях. Вес устройства 4,9 г.кг. Имеет алюминиевый корпус, ремень для переноски и простую систему управления.
Автоматический инвертор включает опции: горячий старт, антизалипание, защита от перегрева.
В этой модели эффективное охлаждение, позволяющее добиться ПВ 70%.- широкий спектр применения;
- хорошая защита от охлаждения и перегрева;
- устойчивость к перепадам напряжения;
- компактные размеры и небольшой вес;
- доступная стоимость.
- недолговечный вентилятор;
- нет индикации фактического тока;
- нет функции усиления дуги;
- Ручка регулятора тока легко смещается при случайном касании.
Цены Ресанта САИ-220:
7. Сварог РЕАЛ МИГ 200
Продолжаем обзор популярных среди сварщиков инверторных сварочных аппаратов профессиональная модель Российского производства. Он предназначен для создания неразъемных соединений из различных марок стали или алюминия. Установка способна работать в естественной среде с покрытыми электродами и в потоке защитных газов MIG/MAG. Диаметр используемых электродов 1,5-4,0 мм, проволоки — 0,6-1,0 мм.
С ее помощью можно получить сварочный шов высочайшего качества.Устройство весит 13 килограмм и развивает мощность до 5,4 кВт. Его максимальный ток 200 А. Напряжение холостого хода 52 В. Скорость подачи проволоки регулируется от 1,5 до 14,0 м/с. В комплект входит горелка UC 1500-30 ER и комплект запасных частей . Инвертор оснащен хорошей системой воздушного охлаждения, что позволяет работать непрерывно при различных режимах сварки.
- ручной и полуавтоматический режимы работы;
- возможность смены полярности;
- простая операция;
- высокая эффективность;
- устойчивая работа в условиях нестабильного напряжения;
- долгий срок службы;
- большой вес;
- отсутствие комплекта сварочных электродов.
Цены Сварог РЕАЛ МИГ 200:
6. Аврора ОВЕРМАН 180
Простенький сварочный полуавтомат китайской сборки, работающий от сети переменного тока 220 вольт с раскачкой напряжения + 15%.
При потребляемой мощности до 4,7 кВт он способен выдавать максимальный ток 175 А в режиме MIG/MAG, что позволяет использовать проволоку диаметром от 0,6 до 1,0 мм. Скорость его подачи устанавливается в пределах 2-15 м/мин. Устройство дает стабильную дугу без распыления. В результате получается исключительно прочный и равномерный шов.Модель оснащена удобной ручкой, но при весе 15 кг лучше возить на тележке. В отличие от большинства полуавтоматов здесь имеется ручная установка ВАХ в зависимости от свойств свариваемых деталей. . Сильно облегчает работу устройство ускоренной проволочной заливки.
- прогрессивная система управления на транзисторах TOSHIBA;
- высокая надежность устройства;
- отличное качество шва;
- удобная настройка дуги;
- система догазовки хорошо защищает металл от окисления;
- эффективное охлаждение.
- скорость подачи проволоки устанавливается только в автоматическом режиме;
- большой вес устройства.
Цены Aurora OVERMAN 180:
5. Cedar MMA-200
Этот маленький сварочный инвертор лучше других. для дома или гаража . Он весит всего 5 кг и его можно носить на плече. Подключается к бытовой электросети. Мощности 5,2 кВт достаточно для работы с электродами диаметром до 4 мм при диапазоне значений отходящего тока от 20 до 200 А.
Прибор экономичный, компактный, простое управление, удобство подключения кабелей. Здесь реализованы функции быстрого старта. защита от прилипания и перегрева . Модель недорогая и простая в ремонте. Все настройки просты и интуитивно понятны. Ей не страшны перепады напряжения в электросети.
- высокая надежность;
- простота обслуживания;
- малый вес и компактные размеры;
- дешевый ремонт;
- широкий диапазон сварочного тока;
- низкий уровень шума.
- Опция форсирования дуги отсутствует;
- устройство не предназначено для интенсивного использования.
Цены Кедр ММА-200:
4. Форсаж 200
Лучший сварочный инвертор отечественного производства имеет оптимальный набор характеристик для профессиональной работы . Подключается к сети 220 В и не боится перепадов напряжения на вводе. Диапазон плавной регулировки сварочного тока составляет 15-200 ампер, что позволяет варить в разных режимах детали любой конфигурации. Диаметр используемых электродов 1,6–5,0 мм. Данная модель имеет автоматические функции горячего старта, антизалипания и дожигания дуги.
Важно! С аргоновой горелкой аппарат можно использовать для сварки TIG.
Устройство весит 5,8 кг и потребляет 6,3 кВт мощности. Его отличают качественные комплектующие и надежная сборка. Автоматически активируемый вентилятор воздушного охлаждения эффективно защищает внутреннее устройство от перегрева и экономит электроэнергию. Инвертор можно использовать при температуре окружающей среды от -20 до +40 градусов Цельсия.
Работа со сварочным током до 140 А не требует остановок для охлаждения. - эффективная работа в режимах дуговой и аргонно-дуговой сварки;
- способствует высокому качеству швов;
- малый вес с хорошей производительностью;
- рентабельность;
- надежная защита от перегрузок;
- полнофункциональная автоматика;
- долгий срок службы.
электронная стабилизация тока дуги
- высокая стоимость, сопоставимая с зарубежными аналогами.
Цены Форсаж 200:
3. FUBARG INMIG 200 PLUS
Сварочные аппараты инверторного типа этой марки отличаются максимальной универсальностью: они используются для профессиональной работы в режимах ручной дуги, полу -автоматическая и аргонно-дуговая сварка. Этот блок весит 13,6 кг и потребляет 7,9 кВт мощности. Он развивает сварочный ток до 200 ампер. Диапазон регулировки зависит от выбранного режима.
Инвертор отличается плавностью и высокой точностью настроек, параметры которых отражены на цифровых экранах .
Модель обеспечивает высокую скорость сварки и отличное качество шва. Солидный внешний вид агрегата полностью соответствует его широкому функционалу и надежности внутренней конструкции.- универсальность;
- высокая производительность;
- эффективность автоматизации;
- длительный ресурс интенсивной работы;
- исключительное качество шва.
- большая масса;
- высокая цена;
- Нет функции запоминания выбранных настроек.
Цены FUBARG INMIG 200 PLUS:
2. EWM Pico 162
Эта немецкая модель уверенно занимает свое место в рейтинге самых надежных и удобных сварочных аппаратов профессионального класса. Применяется для сварки различных марок сталей. Методы MMA или TIG . Этот универсальный прибор спокойно переносит колебания напряжения в питающей сети 220 вольт, потребляет 5,5 кВт мощности и с высокой точностью подает на электрод ток в диапазоне от 10 до 160 ампер.
На передней панели есть удобная ручка регулировки и наглядная индикация состояния.Прибор весит менее 5 кг и легко переносится с помощью плечевого ремня. Толщина используемых электродов не более 4 мм. Инвертор создает устойчивую дугу и может кипятить даже краску и ржаветь . Устройство не перегревается благодаря эффективному обдуву вентилятором с электронным управлением. Сварщики ценят аппараты этой марки за надежность и стабильность работы.
- универсальность;
- неприхотливость;
- надежная сборка и безотказная автоматика;
- простота настройки;
- шов высокого качества.
- Устройство продается без компонентов.
Цены EWM Pico 162:
1. BLWELD MEGAMIG 300S
Этот итальянский полуавтомат попал в десятку лучших за чрезвычайно высокую мощность и производительность.
Он весит 96 кг и передвигается на штатных роликах с помощью специальной ручки. У него есть переносной механизм подачи проволоки.Важно! Инвертор подключается к трехфазной сети 380 вольт и развивает мощность до 11,5 кВт, что избыточно для бытовых условий. Устройство может быть востребовано только в крупносерийном производстве.
Выходной ток аппарата может достигать 300 А, что позволяет быстро и качественно сваривать детали из качественной стали, но в этом режиме его ПВ не превышает 25%. А вот при меньших значениях силы тока блок показывает высокую скорость и стабильность.
- широкий диапазон регулирования тока;
- высокая производительность;
- удобство настроек;
- большой радиус действия;
- хорошее охлаждение.
- маломобильность;
- необходимость подключения к трехфазной сети;
- высокая цена.
Цены BLWELD MEGAMIG 300S:
Заключение
Представленные в этом списке лучшие сварочные инверторы для дома и производства имеют надежную работу и просты в эксплуатации.
12.
 12. 12.
12. 12.

 Этот бренд еще свеж и ему еще предстоит догнать Everlast и YesWelder, но их машины уже достаточно популярны.
Этот бренд еще свеж и ему еще предстоит догнать Everlast и YesWelder, но их машины уже достаточно популярны. Они популярны на Amazon, но им не хватает маркетинговых возможностей некоторых других брендов. Например, их веб-сайт не внушает доверия дизайном, который выглядит так, как будто он из начала 2000-х.
Они популярны на Amazon, но им не хватает маркетинговых возможностей некоторых других брендов. Например, их веб-сайт не внушает доверия дизайном, который выглядит так, как будто он из начала 2000-х. Но они определенно заслуживают упоминания.
Но они определенно заслуживают упоминания.

 EWM Pico 162
EWM Pico 162
 Система управления проста и интуитивно понятна.
Система управления проста и интуитивно понятна. В этой модели эффективное охлаждение, позволяющее добиться ПВ 70%.
В этой модели эффективное охлаждение, позволяющее добиться ПВ 70%. С ее помощью можно получить сварочный шов высочайшего качества.
С ее помощью можно получить сварочный шов высочайшего качества. При потребляемой мощности до 4,7 кВт он способен выдавать максимальный ток 175 А в режиме MIG/MAG, что позволяет использовать проволоку диаметром от 0,6 до 1,0 мм. Скорость его подачи устанавливается в пределах 2-15 м/мин. Устройство дает стабильную дугу без распыления. В результате получается исключительно прочный и равномерный шов.
При потребляемой мощности до 4,7 кВт он способен выдавать максимальный ток 175 А в режиме MIG/MAG, что позволяет использовать проволоку диаметром от 0,6 до 1,0 мм. Скорость его подачи устанавливается в пределах 2-15 м/мин. Устройство дает стабильную дугу без распыления. В результате получается исключительно прочный и равномерный шов.

 Работа со сварочным током до 140 А не требует остановок для охлаждения.
Работа со сварочным током до 140 А не требует остановок для охлаждения.  Модель обеспечивает высокую скорость сварки и отличное качество шва. Солидный внешний вид агрегата полностью соответствует его широкому функционалу и надежности внутренней конструкции.
Модель обеспечивает высокую скорость сварки и отличное качество шва. Солидный внешний вид агрегата полностью соответствует его широкому функционалу и надежности внутренней конструкции. На передней панели есть удобная ручка регулировки и наглядная индикация состояния.
На передней панели есть удобная ручка регулировки и наглядная индикация состояния. Он весит 96 кг и передвигается на штатных роликах с помощью специальной ручки. У него есть переносной механизм подачи проволоки.
Он весит 96 кг и передвигается на штатных роликах с помощью специальной ручки. У него есть переносной механизм подачи проволоки.
 4
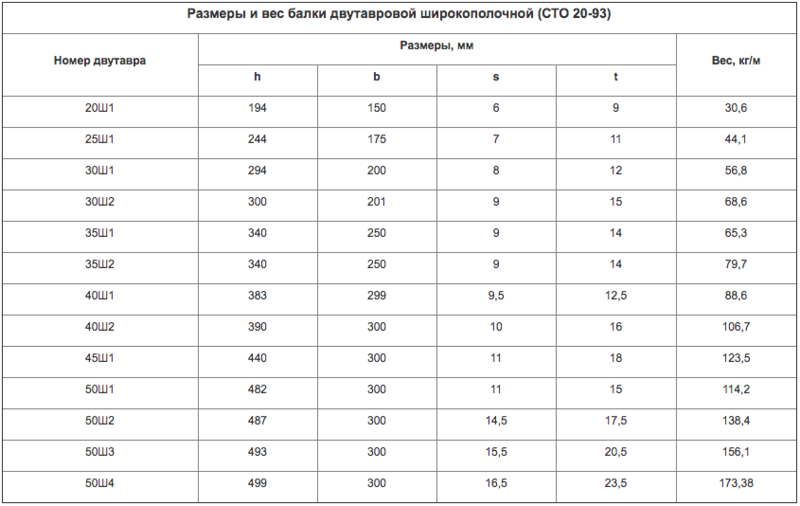
4 серии (ГОСТ 26020-83)(ДБ1,ДБ2,ДБШ1)
серии (ГОСТ 26020-83)(ДБ1,ДБ2,ДБШ1)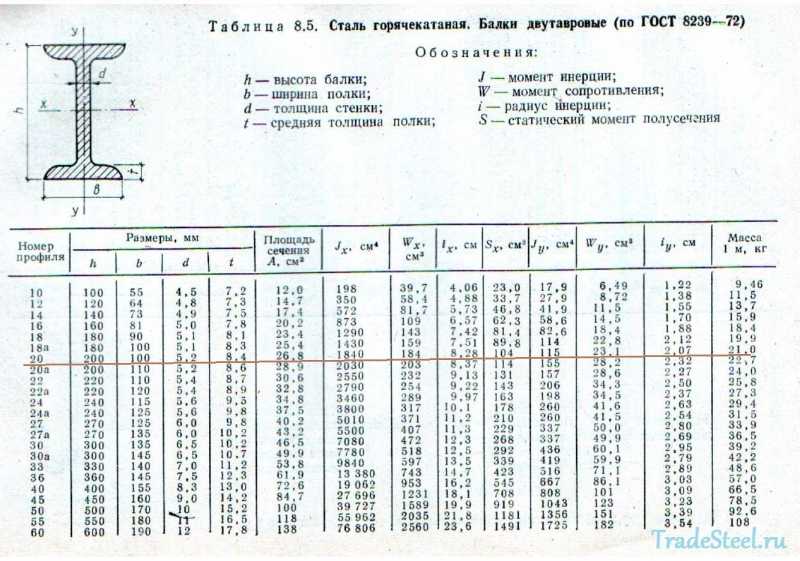 Алгоритм программы основан на табличных значениях ГОСТ 8239-89 «Двутавры стальные горячекатаные», ГОСТ 26020-83 «Двутавры стальные горячекатаные с параллельными гранями полок».
Алгоритм программы основан на табличных значениях ГОСТ 8239-89 «Двутавры стальные горячекатаные», ГОСТ 26020-83 «Двутавры стальные горячекатаные с параллельными гранями полок». Изготавливается из черного металлопроката или древесины. Сечение напоминает букву «Н». Отличительная особенность балки двутаврового профиля заключается в том, что она имеет в 30 раз более жесткую конструкцию и в 7 раз прочнее балки с квадратным профилем, имеющим аналогичное сечение.
Изготавливается из черного металлопроката или древесины. Сечение напоминает букву «Н». Отличительная особенность балки двутаврового профиля заключается в том, что она имеет в 30 раз более жесткую конструкцию и в 7 раз прочнее балки с квадратным профилем, имеющим аналогичное сечение. 5
5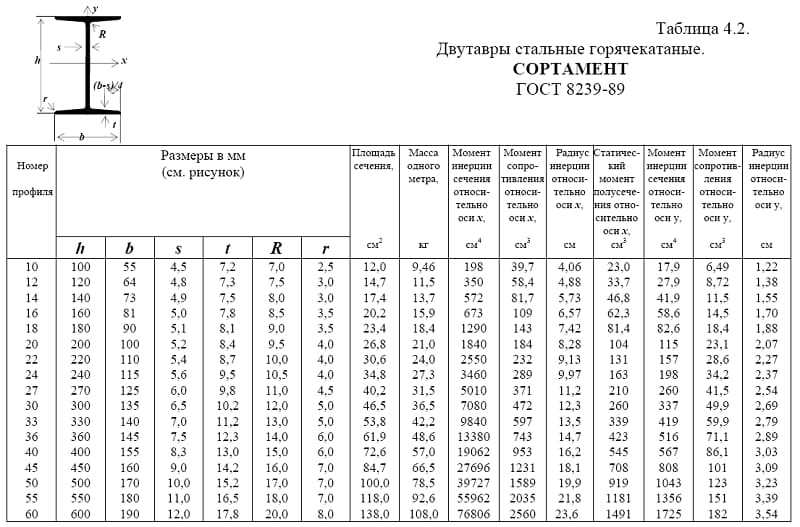 2
2 7
7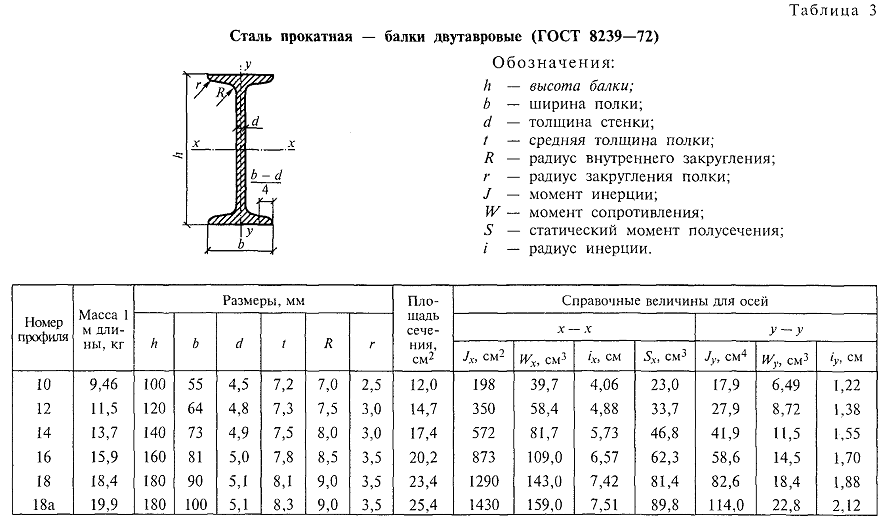 8
8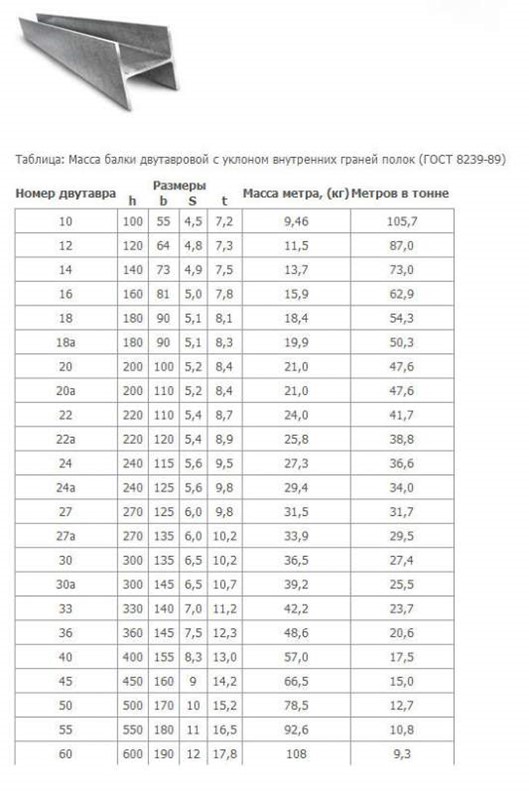 8
8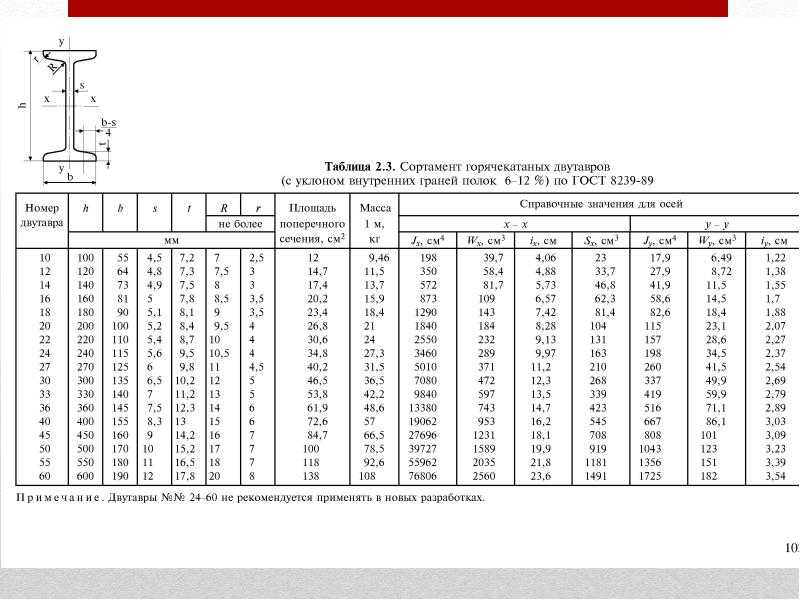 5
5 7
7 4
4 6
6 2
2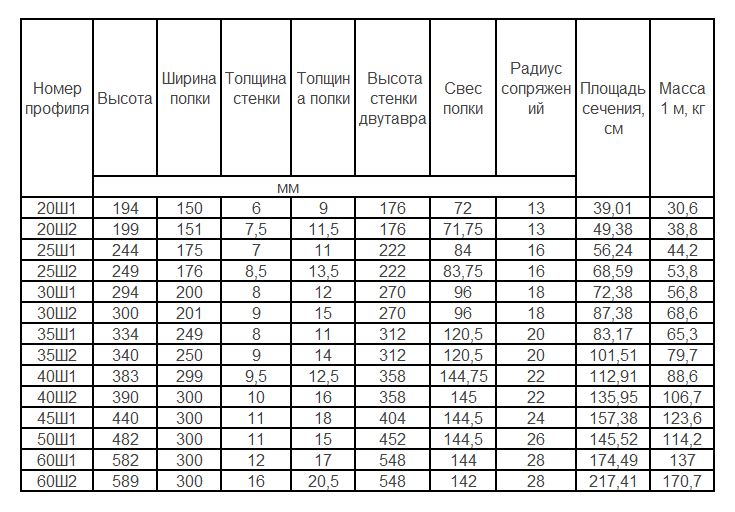 6
6 2
2 9
9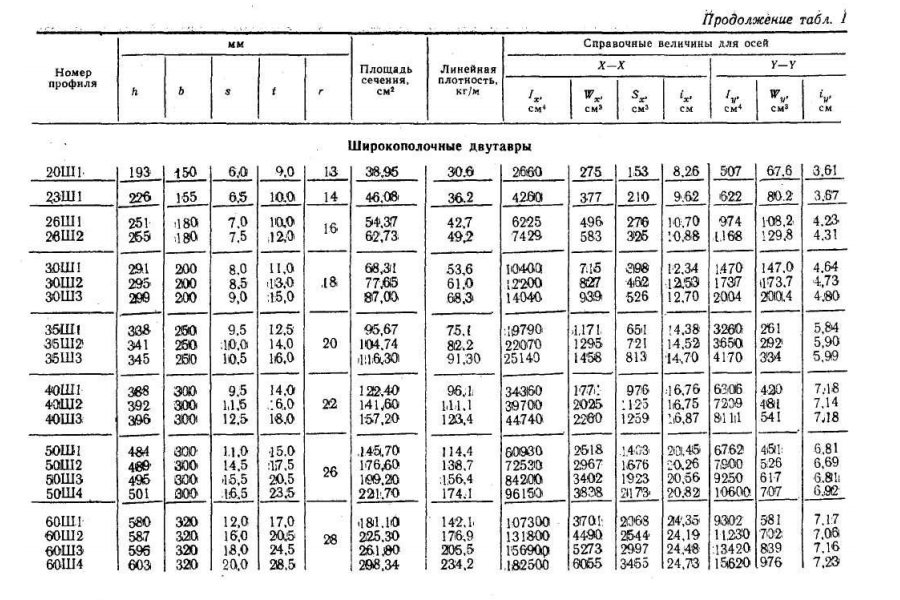 5
5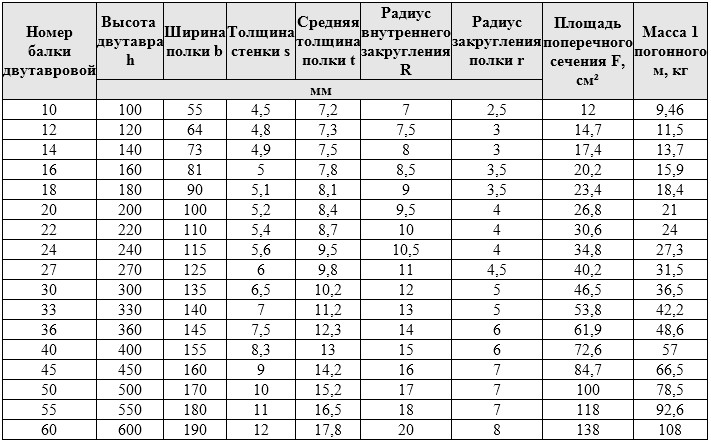 03
03 1
1 4
4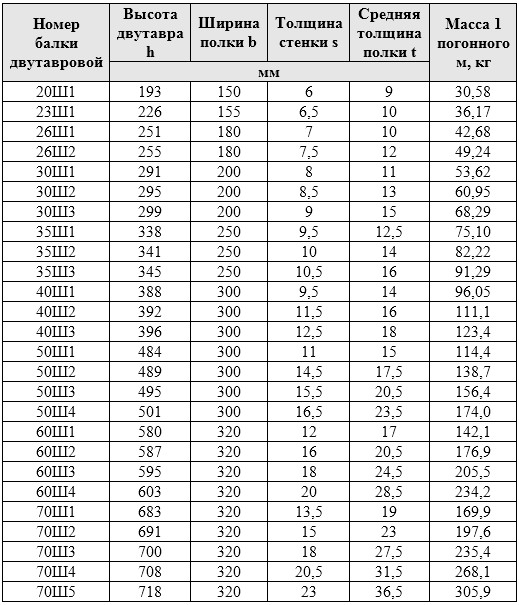 1
1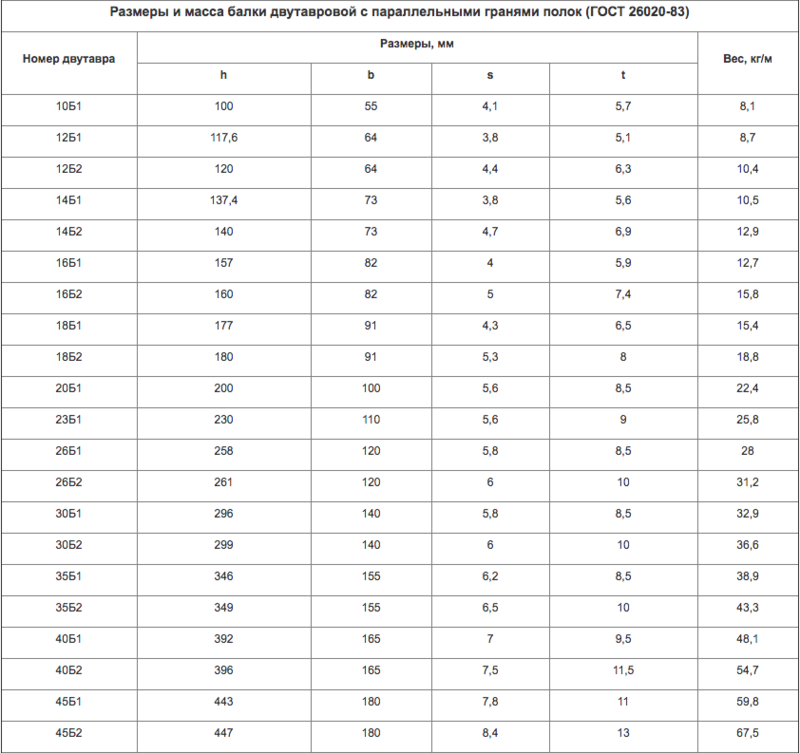 1
1 01
01 1
1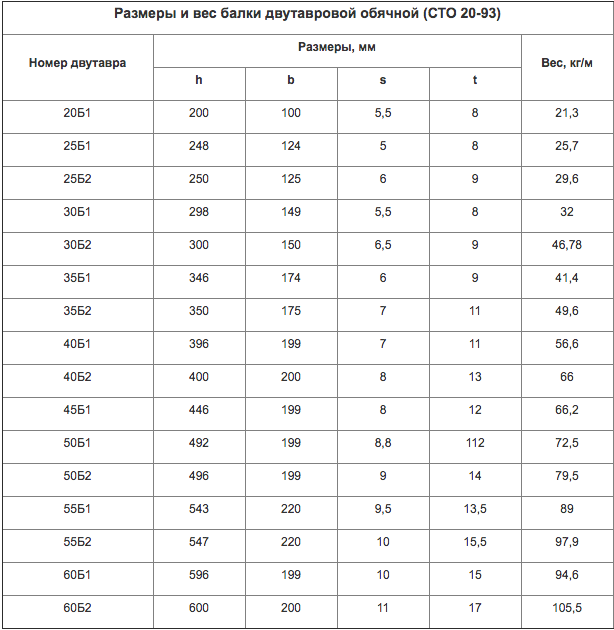 06
06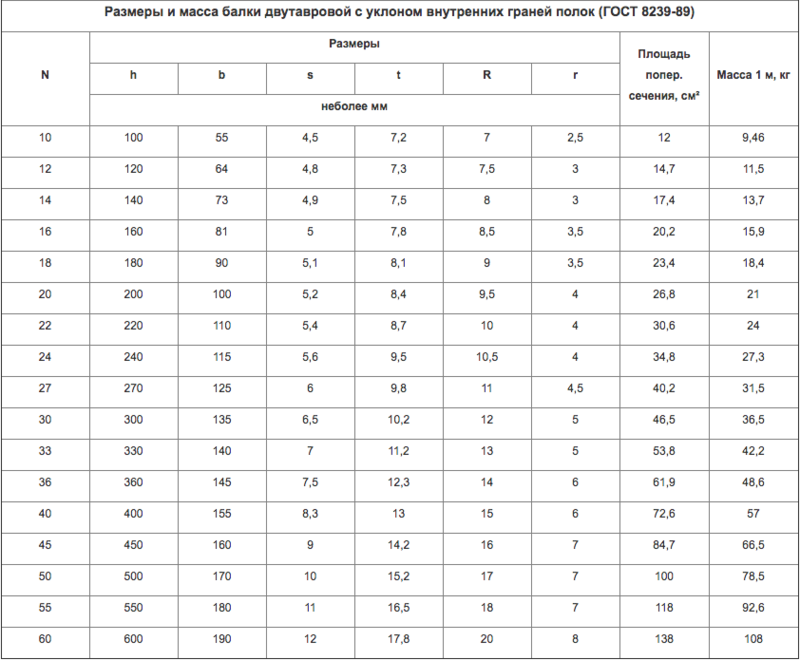
 1
1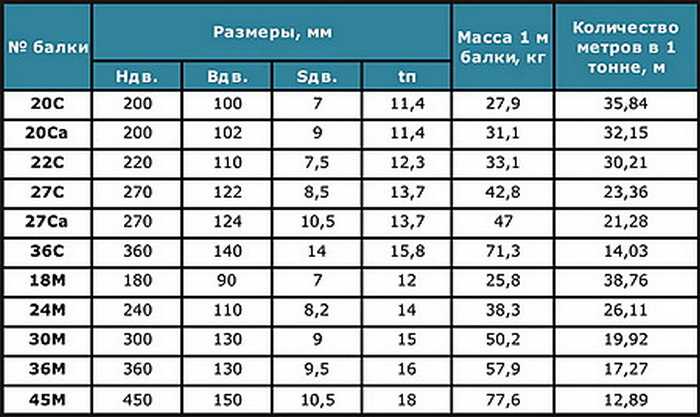 1
1 1
1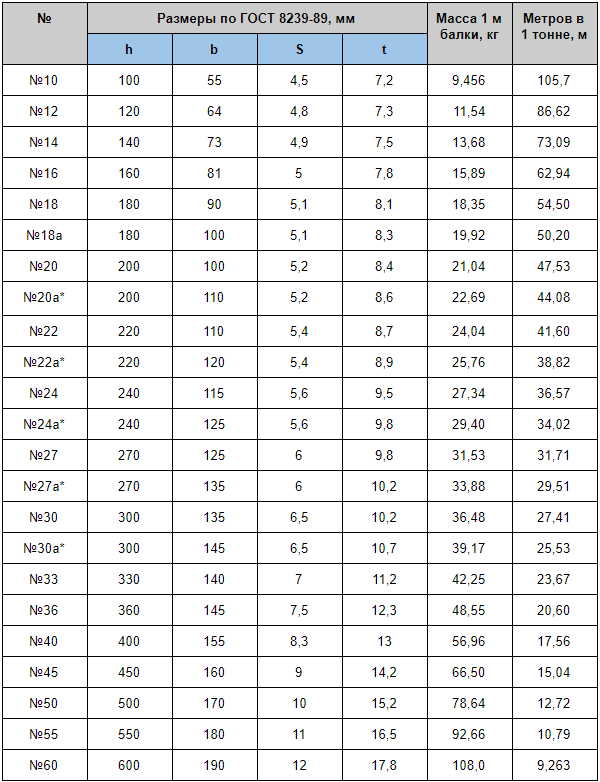 1
1 1
1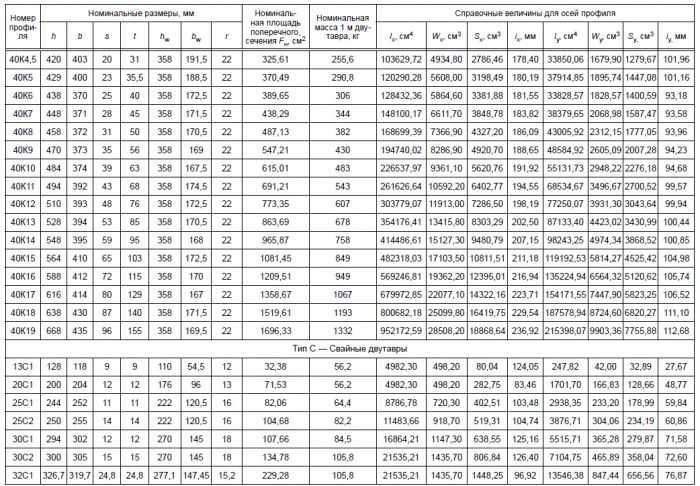


 После этого регулируется внутренний зазор.
После этого регулируется внутренний зазор. Разогрев подшипника ведётся в масляной ванне или с помощью индукционного нагревателя.
Разогрев подшипника ведётся в масляной ванне или с помощью индукционного нагревателя.
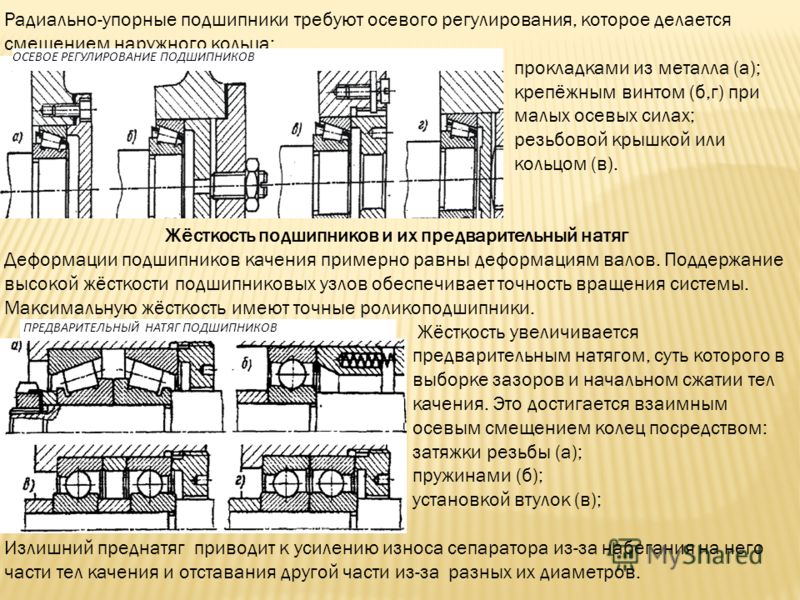

 В том случае, если эти условия соблюдены, а схема установки выбрана правильно, узлу обеспечена беспроблемная эксплуатация на протяжении установленного нормативами срока.
В том случае, если эти условия соблюдены, а схема установки выбрана правильно, узлу обеспечена беспроблемная эксплуатация на протяжении установленного нормативами срока. Посадочные места замеряются для того, чтобы определить допуски и зазор. При этом наружный диаметр вала проверяют микрометром, а внутренний, в корпусе, нутромером. Особенно важна эта часть подготовительной работы в случае, когда предстоит установка роликового упорного подшипника, монтируемого внатяжку с большой точностью. Дополнительно проверяют и очищают смазочные каналы от загрязнений, а также производят расконсервацию подшипника. Как сферический, так и радиальный подшипник внимательно осматривают и проверяют, чтобы зазоры соответствовали нормам, а качение происходило без шума и помех.
Посадочные места замеряются для того, чтобы определить допуски и зазор. При этом наружный диаметр вала проверяют микрометром, а внутренний, в корпусе, нутромером. Особенно важна эта часть подготовительной работы в случае, когда предстоит установка роликового упорного подшипника, монтируемого внатяжку с большой точностью. Дополнительно проверяют и очищают смазочные каналы от загрязнений, а также производят расконсервацию подшипника. Как сферический, так и радиальный подшипник внимательно осматривают и проверяют, чтобы зазоры соответствовали нормам, а качение происходило без шума и помех. Если эта особенность не играет роли при сборке узла, об этом оповещает клеймо на внешней части кольца.
Если эта особенность не играет роли при сборке узла, об этом оповещает клеймо на внешней части кольца.
 Чаще всего для того, чтобы добиться нужной величины, выполняют замену прокладки между корпусом и крышкой, которая воздействует на внешнее кольцо. Если деталь оснащена установочным винтом, то при помощи этого приспособления смещают наружный элемент подшипника, добиваясь нужного зазора.
Чаще всего для того, чтобы добиться нужной величины, выполняют замену прокладки между корпусом и крышкой, которая воздействует на внешнее кольцо. Если деталь оснащена установочным винтом, то при помощи этого приспособления смещают наружный элемент подшипника, добиваясь нужного зазора. Проводить ее нужно под наблюдением, чтобы убедиться в том, что отсутствует стук и скрежет, сигнализирующий о неправильной сборке узла или его повреждения при установке.
Проводить ее нужно под наблюдением, чтобы убедиться в том, что отсутствует стук и скрежет, сигнализирующий о неправильной сборке узла или его повреждения при установке. Стоимость подшипника и человеко-часов, необходимых для его правильного выполнения, ничтожно малы по сравнению с общей стоимостью простоя, первоначальной ценой машины, потенциальными дополнительными повреждениями и, конечно же, ущербом, который может быть нанесен установщику или оператору машины. . «Сделай все правильно с первого раза» — это не просто клише; это должно быть обязательным и частью культуры обслуживания на вашем предприятии. Во время этих процессов следует носить все необходимые средства индивидуальной защиты (СИЗ).
Стоимость подшипника и человеко-часов, необходимых для его правильного выполнения, ничтожно малы по сравнению с общей стоимостью простоя, первоначальной ценой машины, потенциальными дополнительными повреждениями и, конечно же, ущербом, который может быть нанесен установщику или оператору машины. . «Сделай все правильно с первого раза» — это не просто клише; это должно быть обязательным и частью культуры обслуживания на вашем предприятии. Во время этих процессов следует носить все необходимые средства индивидуальной защиты (СИЗ). рис. 1).
рис. 1). Единственный раз, когда подшипник может быть использован повторно, это если он был отправлен обратно производителю для очистки, осмотра, измерения, переточки и повторной сборки. Это нерентабельно с меньшими подшипниками.
Единственный раз, когда подшипник может быть использован повторно, это если он был отправлен обратно производителю для очистки, осмотра, измерения, переточки и повторной сборки. Это нерентабельно с меньшими подшипниками.
 В большинстве случаев любое вращающееся кольцо будет иметь запрессовку. Например, вал электродвигателя вращается вместе с ротором. Следовательно, внутреннее кольцо подшипника потребует посадки с натягом, а наружное кольцо будет посажено вплотную или с зазором.
В большинстве случаев любое вращающееся кольцо будет иметь запрессовку. Например, вал электродвигателя вращается вместе с ротором. Следовательно, внутреннее кольцо подшипника потребует посадки с натягом, а наружное кольцо будет посажено вплотную или с зазором. Никогда не прикрепляйте трубу к рукоятке. Медленно оказывайте давление. Пластина с прорезями, обычно называемая наковальней, используется для поддержки детали машины и обеспечения сквозного доступа к валу. В идеале используйте только аксессуары, предназначенные для прессы. Надлежащая блокировка колец подшипника имеет важное значение, так же как и выравнивание и выравнивание заготовки по квадрату для эффективной равномерной силы. При использовании пресса следите за тем, чтобы кольца подшипников были правильно заблокированы, чтобы монтажные усилия не передавались через тела качения. Эти силы вызывают вмятины на дорожках качения, известные как истинное бринеллирование.
Никогда не прикрепляйте трубу к рукоятке. Медленно оказывайте давление. Пластина с прорезями, обычно называемая наковальней, используется для поддержки детали машины и обеспечения сквозного доступа к валу. В идеале используйте только аксессуары, предназначенные для прессы. Надлежащая блокировка колец подшипника имеет важное значение, так же как и выравнивание и выравнивание заготовки по квадрату для эффективной равномерной силы. При использовании пресса следите за тем, чтобы кольца подшипников были правильно заблокированы, чтобы монтажные усилия не передавались через тела качения. Эти силы вызывают вмятины на дорожках качения, известные как истинное бринеллирование. Эти прессы обычно оцениваются в тоннах давления. Держите руки чистыми, найдите кнопку пуска/остановки и наденьте средства индивидуальной защиты. Те же соображения, которые относятся к использованию ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, правильная блокировка подшипника и вала и медленное равномерное давление. Медленно опускайте домкрат и наблюдайте, куда прикладывается усилие. Один и тот же человек должен вставлять/настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса.
Эти прессы обычно оцениваются в тоннах давления. Держите руки чистыми, найдите кнопку пуска/остановки и наденьте средства индивидуальной защиты. Те же соображения, которые относятся к использованию ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, правильная блокировка подшипника и вала и медленное равномерное давление. Медленно опускайте домкрат и наблюдайте, куда прикладывается усилие. Один и тот же человек должен вставлять/настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса. Если вал или корпус не соответствуют рекомендованным допускам, их следует заменить. Хотя использование связующих веществ может временно выиграть время, монтажные составы для подшипников не заменяют требование хорошей подгонки размеров.
Если вал или корпус не соответствуют рекомендованным допускам, их следует заменить. Хотя использование связующих веществ может временно выиграть время, монтажные составы для подшипников не заменяют требование хорошей подгонки размеров.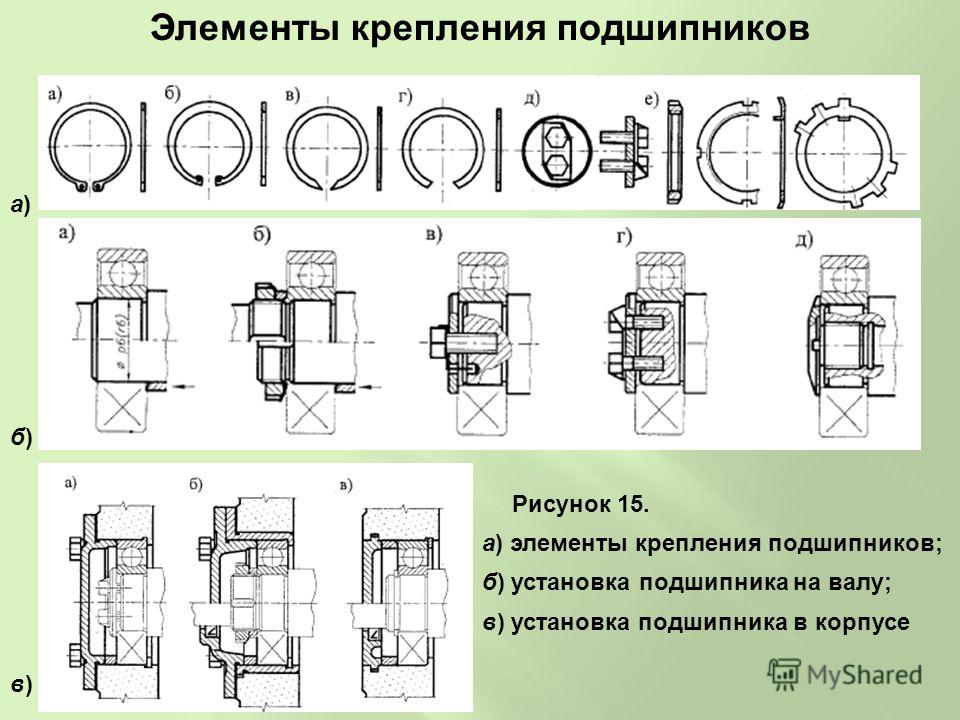 рис. 3). Они безопасны, быстры, эффективны и чисты. Индукционные нагреватели доступны в различных размерах, большинство из которых переносятся вручную или помещаются на тележку. Их также можно использовать для нагрева других компонентов, таких как ступицы муфт и втулки.
рис. 3). Они безопасны, быстры, эффективны и чисты. Индукционные нагреватели доступны в различных размерах, большинство из которых переносятся вручную или помещаются на тележку. Их также можно использовать для нагрева других компонентов, таких как ступицы муфт и втулки. Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить запрессовку на валу. Рекомендуемая установка температуры составляет 110°C или 230°F. Оператор имеет полный контроль над настройками.
Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить запрессовку на валу. Рекомендуемая установка температуры составляет 110°C или 230°F. Оператор имеет полный контроль над настройками.
 Наличие мусора на установочных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника.
Наличие мусора на установочных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника.
 В качестве охладителя также можно использовать смесь воды и скипидара.
В качестве охладителя также можно использовать смесь воды и скипидара.
 Они позволят выполнить большое количество отверстий высокого качества. Также сверлить можно с помощью закаленных и победитовых сверл (5). Работа при этом будет более трудоемкой. Применять такой инструмент нужно с особой осторожностью.
Они позволят выполнить большое количество отверстий высокого качества. Также сверлить можно с помощью закаленных и победитовых сверл (5). Работа при этом будет более трудоемкой. Применять такой инструмент нужно с особой осторожностью. От края стекла желательно отступить не менее шести его толщин. Иначе велика вероятность образования трещины.
От края стекла желательно отступить не менее шести его толщин. Иначе велика вероятность образования трещины. Закаленное стекло широко применяется в автомобилестроении, мебельной промышленности, жилищном строительстве. Отличают его по маркировке в виде буквы “З” или надписи “Tempered”. Если обозначений нет, следует обратить внимание на другие характерные признаки. Это могут быть радужные пятна, которые видны на поверхности под определенным углом, а также через поляризационные очки и фильтры.
Закаленное стекло широко применяется в автомобилестроении, мебельной промышленности, жилищном строительстве. Отличают его по маркировке в виде буквы “З” или надписи “Tempered”. Если обозначений нет, следует обратить внимание на другие характерные признаки. Это могут быть радужные пятна, которые видны на поверхности под определенным углом, а также через поляризационные очки и фильтры. Имейте в виду, что смешивание электричества и воды может быть очень опасным.
Имейте в виду, что смешивание электричества и воды может быть очень опасным. 
 Этот небольшой набор содержит многоцелевой патрон Dremel, упомянутый выше в списке того, что вам понадобится, а также 4 различных алмазных сверла — 2 малых алмазных сверла со сплошным концом и 2 маленьких алмазных корончатых сверла, все разных размеров. размеры.
Этот небольшой набор содержит многоцелевой патрон Dremel, упомянутый выше в списке того, что вам понадобится, а также 4 различных алмазных сверла — 2 малых алмазных сверла со сплошным концом и 2 маленьких алмазных корончатых сверла, все разных размеров. размеры.
 Если это ваш предпочтительный метод, вам нужно будет измерить стекло, чтобы узнать, где будут входное и выходное отверстия, чтобы они совпадали.
Если это ваш предпочтительный метод, вам нужно будет измерить стекло, чтобы узнать, где будут входное и выходное отверстия, чтобы они совпадали. 
 Держите морское стекло в воде и держите его пальцами (будьте осторожны) или зажимом. или какой-либо недостаток, начните дрель на самой низкой скорости.
Держите морское стекло в воде и держите его пальцами (будьте осторожны) или зажимом. или какой-либо недостаток, начните дрель на самой низкой скорости.
 Тем не менее, у меня часто есть кусок, который я просто хотел бы отрезать сверху или немного удалить. Это может быть полезно, например, если вы хотите, чтобы он вписывался в настройку. Это можно сделать с помощью ручных пил с алмазным канатом. Прочтите эту учебную статью, чтобы узнать больше о том, как легко резать и придавать форму морскому стеклу и камням с помощью полотен для ручной пилы с алмазной проволокой
Тем не менее, у меня часто есть кусок, который я просто хотел бы отрезать сверху или немного удалить. Это может быть полезно, например, если вы хотите, чтобы он вписывался в настройку. Это можно сделать с помощью ручных пил с алмазным канатом. Прочтите эту учебную статью, чтобы узнать больше о том, как легко резать и придавать форму морскому стеклу и камням с помощью полотен для ручной пилы с алмазной проволокой отверстие шире.
отверстие шире.
 Скорее, он будет плавно спускаться вниз по мере вращения сверла, не ломая поверхность.
Скорее, он будет плавно спускаться вниз по мере вращения сверла, не ломая поверхность.

 Это поможет вам определить, какое усилие вам потребуется приложить в процессе.
Это поможет вам определить, какое усилие вам потребуется приложить в процессе. Убедитесь, что стекло не находится под давлением. Если это произойдет, остановитесь и поищите биту с более тонким кончиком.
Убедитесь, что стекло не находится под давлением. Если это произойдет, остановитесь и поищите биту с более тонким кончиком. При необходимости уменьшите скорость.
При необходимости уменьшите скорость.

 Чтобы закупать эти материалы, необходимо много заниматься добычей полезных ископаемых.
Чтобы закупать эти материалы, необходимо много заниматься добычей полезных ископаемых. Он смешан с большим количеством примесей, которые необходимо отфильтровать. Этот процесс фильтрации и очистки происходит на нефтеперерабатывающих заводах. Проще говоря, добытая сырая нефть поступает на нефтеперерабатывающий завод, где она разлагается на различные нефтепродукты. Из этого процесса рафинирования мы можем получить мономеры, которые помогают нам в производстве пластмасс.
Он смешан с большим количеством примесей, которые необходимо отфильтровать. Этот процесс фильтрации и очистки происходит на нефтеперерабатывающих заводах. Проще говоря, добытая сырая нефть поступает на нефтеперерабатывающий завод, где она разлагается на различные нефтепродукты. Из этого процесса рафинирования мы можем получить мономеры, которые помогают нам в производстве пластмасс. Д. Превращаются в полимеры с более высокой молекулярной массой. Это также означает, что первоначально мономеры превращались в полимеры. Вот почему этот шаг называется полимеризация. При производстве пластмасс происходит два типа полимеризации:
Д. Превращаются в полимеры с более высокой молекулярной массой. Это также означает, что первоначально мономеры превращались в полимеры. Вот почему этот шаг называется полимеризация. При производстве пластмасс происходит два типа полимеризации:

 Полученная жидкость затем разделяется на различные фракции в зависимости от их температуры кипения при атмосферном давлении: легкие или газообразные фракции, средние дистилляты и тяжелые дистилляты. Затем эти фракции хранятся до тех пор, пока они не потребуются для дальнейшей переработки для производства пластика или в целях транспортировки.
Полученная жидкость затем разделяется на различные фракции в зависимости от их температуры кипения при атмосферном давлении: легкие или газообразные фракции, средние дистилляты и тяжелые дистилляты. Затем эти фракции хранятся до тех пор, пока они не потребуются для дальнейшей переработки для производства пластика или в целях транспортировки.

 Конечным продуктом этого этапа является нафта, смесь углеводородов, которую можно использовать для производства пластмасс.
Конечным продуктом этого этапа является нафта, смесь углеводородов, которую можно использовать для производства пластмасс.
 До изобретения пластика люди использовали дерево, металл, стекло, керамику и кожу. Также использовалась смола с деревьев. Резина также обычно использовалась вместо пластмассы.
До изобретения пластика люди использовали дерево, металл, стекло, керамику и кожу. Также использовалась смола с деревьев. Резина также обычно использовалась вместо пластмассы. Но в отличие от биоразлагаемого пластика синтетические пластики не разлагаются в земле или воде. Вместо этого они распадаются на более мелкие частицы, называемые микропластиком, который загрязняет наши земли, океаны и озера. И это становится основной причиной пластикового загрязнения.
Но в отличие от биоразлагаемого пластика синтетические пластики не разлагаются в земле или воде. Вместо этого они распадаются на более мелкие частицы, называемые микропластиком, который загрязняет наши земли, океаны и озера. И это становится основной причиной пластикового загрязнения.
 Так что этот пластиковый мусор может навредить каждому живому существу на земле. Чтобы избежать последствий, связанных с пластиком и выбросами токсичных химических веществ, важно искать органические альтернативы.
Так что этот пластиковый мусор может навредить каждому живому существу на земле. Чтобы избежать последствий, связанных с пластиком и выбросами токсичных химических веществ, важно искать органические альтернативы.
 Это растущий коллектив целеустремленных и трудолюбивых людей со всего мира. Сборщики пластика работают над созданием мира без пластика, мотивируя людей перерабатывать пластик и выплачивая при этом вознаграждение. Открыть знать, как вы можете присоединиться к делу.
Это растущий коллектив целеустремленных и трудолюбивых людей со всего мира. Сборщики пластика работают над созданием мира без пластика, мотивируя людей перерабатывать пластик и выплачивая при этом вознаграждение. Открыть знать, как вы можете присоединиться к делу. Также в процессе производства участвует природный или попутный нефтяной газ, уголь. Компоненты тщательно перемешиваются, проходя обработку высокими температурами, давлением.
Также в процессе производства участвует природный или попутный нефтяной газ, уголь. Компоненты тщательно перемешиваются, проходя обработку высокими температурами, давлением. Например, это фенол, ацетилен, этилен и др.
Например, это фенол, ацетилен, этилен и др.
 Синтетические пластмассы получают из сырой нефти, природного газа или угля. В то время как пластмассы на биологической основе получают из возобновляемых продуктов, таких как углеводы, крахмал, растительные жиры и масла, бактерии и другие биологические вещества.
Синтетические пластмассы получают из сырой нефти, природного газа или угля. В то время как пластмассы на биологической основе получают из возобновляемых продуктов, таких как углеводы, крахмал, растительные жиры и масла, бактерии и другие биологические вещества.
 Существует два различных механизма полимеризации:
Существует два различных механизма полимеризации: Компаундирование/обработка
Компаундирование/обработка 
 Пластмассы состоят из полимерной смолы, часто смешанной с другими веществами, называемыми добавками.
Пластмассы состоят из полимерной смолы, часто смешанной с другими веществами, называемыми добавками.
 3 (или C 2 H 6 ), известный как этан, и ряд продолжается следующим образом.
3 (или C 2 H 6 ), известный как этан, и ряд продолжается следующим образом.
 Планктоны были погребены глубже под тяжелыми слоями отложений в мантии Земли из-за сжатия из-за огромного количества тепла и давления. Мертвые организмы разлагались без доступа кислорода, что превращало их в крошечные очаги нефти и газа. Затем сырая нефть и газ проникают в породы, которые в конечном итоге накапливаются в резервуарах. Нефтяные и газовые скважины находятся на дне наших океанов и под ними. Уголь в основном происходит из мертвых растений (ссылка).
Планктоны были погребены глубже под тяжелыми слоями отложений в мантии Земли из-за сжатия из-за огромного количества тепла и давления. Мертвые организмы разлагались без доступа кислорода, что превращало их в крошечные очаги нефти и газа. Затем сырая нефть и газ проникают в породы, которые в конечном итоге накапливаются в резервуарах. Нефтяные и газовые скважины находятся на дне наших океанов и под ними. Уголь в основном происходит из мертвых растений (ссылка). Это означает, что углеводороды могут образовываться в верхней мантии, то есть в слое Земли между корой и ядром. Они демонстрируют это, подвергая метан лазерной термообработке в верхнем слое Земли, который затем превращается в молекулу водорода, этан, пропан, петролейный эфир и графит. Затем ученые подвергли этан тем же условиям, в которых обратимость произвела метан. Приведенные выше результаты показывают, что эти углеводороды могут быть созданы естественным путем без остатков растений и животных (ссылка).
Это означает, что углеводороды могут образовываться в верхней мантии, то есть в слое Земли между корой и ядром. Они демонстрируют это, подвергая метан лазерной термообработке в верхнем слое Земли, который затем превращается в молекулу водорода, этан, пропан, петролейный эфир и графит. Затем ученые подвергли этан тем же условиям, в которых обратимость произвела метан. Приведенные выше результаты показывают, что эти углеводороды могут быть созданы естественным путем без остатков растений и животных (ссылка). Насосы разных размеров могут производить от 5 до 40 литров масла за ход (рис. 1).
Насосы разных размеров могут производить от 5 до 40 литров масла за ход (рис. 1). Сырая нефть сначала нагревается в печи, затем полученная смесь в виде пара подается в колонну фракционной перегонки. Колонна фракционной перегонки разделяет смесь на разные отсеки, называемые фракциями. В дистилляционной колонне существует температурный градиент, когда верх холоднее основания. Смесь жидкой и паровой фракций разделяется в колонне в зависимости от их веса и температуры кипения (температура кипения – это температура, при которой жидкая фаза переходит в газообразную). Когда пары испаряются и встречаются с жидкой фракцией, температура которой ниже точки кипения пара, она частично конденсируется. Эти пары испаряющейся сырой нефти конденсируются при различной температуре в колонне. Пары (газы) наиболее легких фракций (бензин и нефтяной газ) стекают в верх колонны, жидкие фракции средней массы (керосиновые и дизельные дистилляты) задерживаются в середине, более тяжелые жидкости (называемые газойлями) отделяются ниже вниз , а самые тяжелые фракции (твердые вещества) с наиболее высокими температурами кипения остаются в основании колонны.
Сырая нефть сначала нагревается в печи, затем полученная смесь в виде пара подается в колонну фракционной перегонки. Колонна фракционной перегонки разделяет смесь на разные отсеки, называемые фракциями. В дистилляционной колонне существует температурный градиент, когда верх холоднее основания. Смесь жидкой и паровой фракций разделяется в колонне в зависимости от их веса и температуры кипения (температура кипения – это температура, при которой жидкая фаза переходит в газообразную). Когда пары испаряются и встречаются с жидкой фракцией, температура которой ниже точки кипения пара, она частично конденсируется. Эти пары испаряющейся сырой нефти конденсируются при различной температуре в колонне. Пары (газы) наиболее легких фракций (бензин и нефтяной газ) стекают в верх колонны, жидкие фракции средней массы (керосиновые и дизельные дистилляты) задерживаются в середине, более тяжелые жидкости (называемые газойлями) отделяются ниже вниз , а самые тяжелые фракции (твердые вещества) с наиболее высокими температурами кипения остаются в основании колонны. Каждая фракция в колонке содержит углеводороды с одинаковым числом атомов углерода, молекулы меньшего размера находятся вверху, а молекулы большей длины ближе к низу колонки (ссылка). Таким образом, нефть разлагается на нефтяной газ, бензин, парафин (керосин), нафту, светлую нефть, тяжелую нефть и т. д.
Каждая фракция в колонке содержит углеводороды с одинаковым числом атомов углерода, молекулы меньшего размера находятся вверху, а молекулы большей длины ближе к низу колонки (ссылка). Таким образом, нефть разлагается на нефтяной газ, бензин, парафин (керосин), нафту, светлую нефть, тяжелую нефть и т. д.

 Жидкость остывает, затвердевает и превращается в твердый пластик, из которого получается готовый продукт. Переработка полимера также включает в себя добавление пластификаторов, красителей и антипиренов.
Жидкость остывает, затвердевает и превращается в твердый пластик, из которого получается готовый продукт. Переработка полимера также включает в себя добавление пластификаторов, красителей и антипиренов. Затем димеры могут соединяться, образуя тетрамеры (четыре единицы) и так далее. Эти побочные продукты необходимо удалить для успеха реакции. Наиболее распространенным побочным продуктом является вода, которая легко обрабатывается и утилизируется. Побочные продукты также могут быть ценным сырьем, которое возвращается обратно в поток сырья.
Затем димеры могут соединяться, образуя тетрамеры (четыре единицы) и так далее. Эти побочные продукты необходимо удалить для успеха реакции. Наиболее распространенным побочным продуктом является вода, которая легко обрабатывается и утилизируется. Побочные продукты также могут быть ценным сырьем, которое возвращается обратно в поток сырья. Это олефины и ароматические соединения. Среди олефинов С 2 (этилен), С 3 (пропилен), С 4 (бутан и бутадиен). Ароматические соединения состоят из бензола, толуола и ксилола. Эти маленькие молекулы связаны друг с другом в длинные молекулярные цепи, называемые полимерами. Когда полимер выходит из химической фабрики, он все еще не в виде пластика — он в виде гранул или порошков (или жидкостей). Прежде чем они смогут стать пластиком для повседневного использования, они должны пройти ряд преобразований. Их месят, нагревают, плавят и охлаждают в объекты различной формы, размера, цвета с точными свойствами в соответствии с обрабатывающими трубками.
Это олефины и ароматические соединения. Среди олефинов С 2 (этилен), С 3 (пропилен), С 4 (бутан и бутадиен). Ароматические соединения состоят из бензола, толуола и ксилола. Эти маленькие молекулы связаны друг с другом в длинные молекулярные цепи, называемые полимерами. Когда полимер выходит из химической фабрики, он все еще не в виде пластика — он в виде гранул или порошков (или жидкостей). Прежде чем они смогут стать пластиком для повседневного использования, они должны пройти ряд преобразований. Их месят, нагревают, плавят и охлаждают в объекты различной формы, размера, цвета с точными свойствами в соответствии с обрабатывающими трубками. Затем фабрики переплавляют их в конечные продукты.
Затем фабрики переплавляют их в конечные продукты. Основные типы полимеров, мономеры и их химические структуры
Основные типы полимеров, мономеры и их химические структуры



 Эти вещества, помимо того, что служат основой для пластика, являются основным компонентом многих других материалов, таких как стекло, бумага и резина. Кроме того, полимеры являются основой таких минералов, как алмаз, кварц и полевой шпат, а также материалов живых организмов, таких как белки, целлюлоза и нуклеиновые кислоты. В зависимости от назначения полимеры могут обладать многочисленными свойствами, такими как отражательная способность, ударопрочность, хрупкость, прозрачность, пластичность и эластичность.
Эти вещества, помимо того, что служат основой для пластика, являются основным компонентом многих других материалов, таких как стекло, бумага и резина. Кроме того, полимеры являются основой таких минералов, как алмаз, кварц и полевой шпат, а также материалов живых организмов, таких как белки, целлюлоза и нуклеиновые кислоты. В зависимости от назначения полимеры могут обладать многочисленными свойствами, такими как отражательная способность, ударопрочность, хрупкость, прозрачность, пластичность и эластичность. Более того, молекулярная масса термопластов колеблется от 20 000 до 500 000 AMU (атомная единица массы), тогда как считается, что термореактивные материалы имеют бесконечную молекулярную массу.
Более того, молекулярная масса термопластов колеблется от 20 000 до 500 000 AMU (атомная единица массы), тогда как считается, что термореактивные материалы имеют бесконечную молекулярную массу. В зависимости от того, где он находится под землей, природный газ классифицируется как традиционный или нетрадиционный. Обычный тип можно найти в проницаемых коренных породах или смешать с нефтяными резервуарами, и его можно извлечь с помощью обычных методов бурения. С другой стороны, нетрадиционная добыча природного газа требует специальных методов, таких как фрекинг, поскольку обычная технология бурения может быть слишком дорогостоящей и сложной.
В зависимости от того, где он находится под землей, природный газ классифицируется как традиционный или нетрадиционный. Обычный тип можно найти в проницаемых коренных породах или смешать с нефтяными резервуарами, и его можно извлечь с помощью обычных методов бурения. С другой стороны, нетрадиционная добыча природного газа требует специальных методов, таких как фрекинг, поскольку обычная технология бурения может быть слишком дорогостоящей и сложной. Этот пластик, известный как возобновляемый пластик или биопластик, создается из возобновляемой биомассы, такой как терпены, лигнин, целлюлоза, растительный жир, бактерии, древесные волокна, углеводы, переработанные пищевые отходы и т. д. Биоразлагаемый пластик не содержит потенциально опасного химического вещества BPA. и, скорее всего, рассосется через пару месяцев. Кроме того, в течение своего срока службы биопластик выделяет гораздо меньше парниковых газов по сравнению с обычным пластиком.
Этот пластик, известный как возобновляемый пластик или биопластик, создается из возобновляемой биомассы, такой как терпены, лигнин, целлюлоза, растительный жир, бактерии, древесные волокна, углеводы, переработанные пищевые отходы и т. д. Биоразлагаемый пластик не содержит потенциально опасного химического вещества BPA. и, скорее всего, рассосется через пару месяцев. Кроме того, в течение своего срока службы биопластик выделяет гораздо меньше парниковых газов по сравнению с обычным пластиком. Здесь также создаются строительные блоки из пластика, этана и пропана. Как это работает?
Здесь также создаются строительные блоки из пластика, этана и пропана. Как это работает?
 В конце концов, крекинг-сырье быстро охлаждают с использованием ряда методов, таких как сжатие, абсорбция, сушка, охлаждение, фракционирование и селективное гидрирование.
В конце концов, крекинг-сырье быстро охлаждают с использованием ряда методов, таких как сжатие, абсорбция, сушка, охлаждение, фракционирование и селективное гидрирование. Это может быть достигнуто либо добавлением, в результате которого все атомы мономера присутствуют в полимере, либо конденсацией, что приводит к образованию побочного продукта крошечной молекулы. Рассмотрим подробнее оба метода полимеризации:
Это может быть достигнуто либо добавлением, в результате которого все атомы мономера присутствуют в полимере, либо конденсацией, что приводит к образованию побочного продукта крошечной молекулы. Рассмотрим подробнее оба метода полимеризации:
 Для облегчения транспортировки пластиковые смолы чаще всего перерабатываются в гранулы. Затем эти гранулы превращаются в различные пластиковые изделия. Существуют различные методы изготовления пластика; некоторые из наиболее часто используемых:
Для облегчения транспортировки пластиковые смолы чаще всего перерабатываются в гранулы. Затем эти гранулы превращаются в различные пластиковые изделия. Существуют различные методы изготовления пластика; некоторые из наиболее часто используемых: Если вы хотите приобрести формовочное оборудование, но у вас все еще есть вопросы, возможно, вам стоит прочитать это руководство по закупкам Томаса о типах формовочного оборудования и его поставщиках.
Если вы хотите приобрести формовочное оборудование, но у вас все еще есть вопросы, возможно, вам стоит прочитать это руководство по закупкам Томаса о типах формовочного оборудования и его поставщиках. Теперь вы должны лучше знать, что такое пластик, его основные ингредиенты и то, как ископаемое топливо превращается в один из наиболее часто производимых материалов на Земле. Если вы хотите узнать больше о других темах, связанных с пластмассами, не стесняйтесь обращаться к нашей библиотеке технических руководств, чтобы узнать больше.
Теперь вы должны лучше знать, что такое пластик, его основные ингредиенты и то, как ископаемое топливо превращается в один из наиболее часто производимых материалов на Земле. Если вы хотите узнать больше о других темах, связанных с пластмассами, не стесняйтесь обращаться к нашей библиотеке технических руководств, чтобы узнать больше.



 Заделка в таком случае может быть выполнена монтажной пеной с последующей затиркой цементной смесью, а ввод следует выполнять в кожухе с уложенным греющим кабелем и утеплителем.
Заделка в таком случае может быть выполнена монтажной пеной с последующей затиркой цементной смесью, а ввод следует выполнять в кожухе с уложенным греющим кабелем и утеплителем.
 Тем более, что во многих владениях он уже присутствует, что существенно уменьшает затраты на организацию автоматического водоснабжения в сравнении с аналоговым вариантом бурения скважины. Именно поэтому возникает потребность детального и профессионального рассмотрения способов организации подачи воды из колодца непосредственно в дом.
Тем более, что во многих владениях он уже присутствует, что существенно уменьшает затраты на организацию автоматического водоснабжения в сравнении с аналоговым вариантом бурения скважины. Именно поэтому возникает потребность детального и профессионального рассмотрения способов организации подачи воды из колодца непосредственно в дом. Прежде всего, необходимо рассчитать расстояние от земли до уровня воды в колодце. В случае если данный показатель составляет не больше 7−8 метров, целесообразней использование поверхностного насоса или насосной станции, в противном случае возможно применение лишь погружного насоса;
Прежде всего, необходимо рассчитать расстояние от земли до уровня воды в колодце. В случае если данный показатель составляет не больше 7−8 метров, целесообразней использование поверхностного насоса или насосной станции, в противном случае возможно применение лишь погружного насоса; При этом считается, что 4 м горизонтальной поверхности приравнивается к 1 м вертикальной. Полученное расстояние суммируется со значением показателя описанного в первом пункте с неким запасом. Таким образом, рассчитывается общий метраж, влияющий на технические параметры насосного оборудования.
При этом считается, что 4 м горизонтальной поверхности приравнивается к 1 м вертикальной. Полученное расстояние суммируется со значением показателя описанного в первом пункте с неким запасом. Таким образом, рассчитывается общий метраж, влияющий на технические параметры насосного оборудования.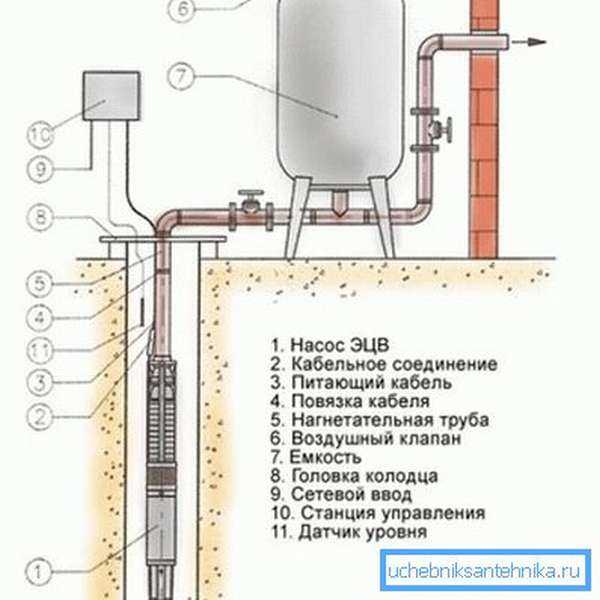 Кроме этого потребуется сеть труб со всеми сопутствующими мелкими деталями, дополнительные фильтры очистки воды, обратный клапан для воды, вентили и прочие необходимые комплектующие.
Кроме этого потребуется сеть труб со всеми сопутствующими мелкими деталями, дополнительные фильтры очистки воды, обратный клапан для воды, вентили и прочие необходимые комплектующие.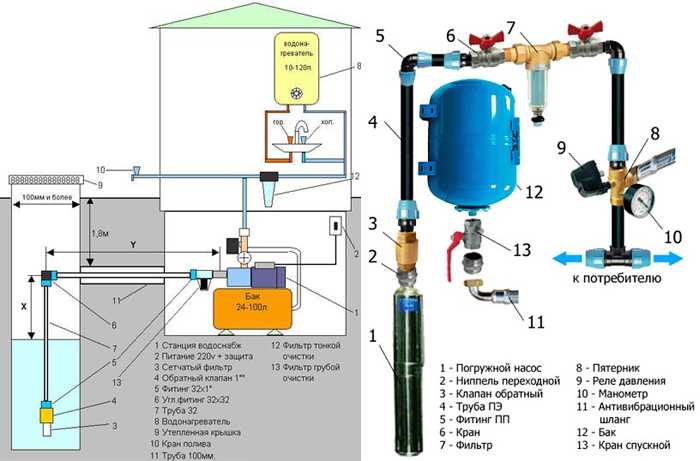
 Именно поэтому применение уже готовой насосной станции приемлемо для семьи из 1−2 человек. В другом случае потребуется гидроаккумулятор большего объёма (примерно от 100 до 500 л), что возможно лишь при индивидуальной сборке, особенности которой описаны ранее. На сегодняшний день можно подобрать модель поверхностного насоса с подачей воды от 4 до 8 м3/час и с максимальным уровнем напора до 55 м.
Именно поэтому применение уже готовой насосной станции приемлемо для семьи из 1−2 человек. В другом случае потребуется гидроаккумулятор большего объёма (примерно от 100 до 500 л), что возможно лишь при индивидуальной сборке, особенности которой описаны ранее. На сегодняшний день можно подобрать модель поверхностного насоса с подачей воды от 4 до 8 м3/час и с максимальным уровнем напора до 55 м.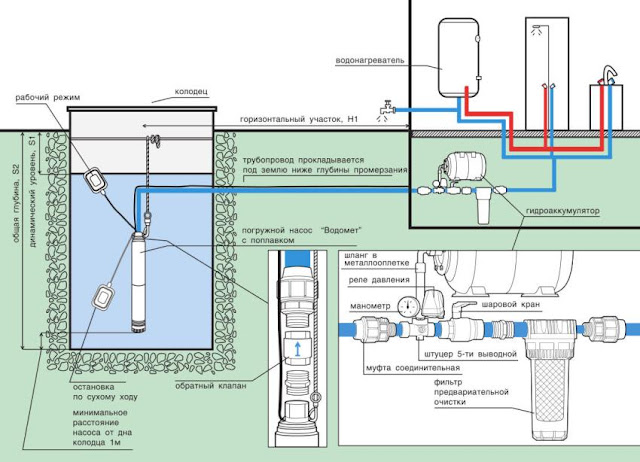
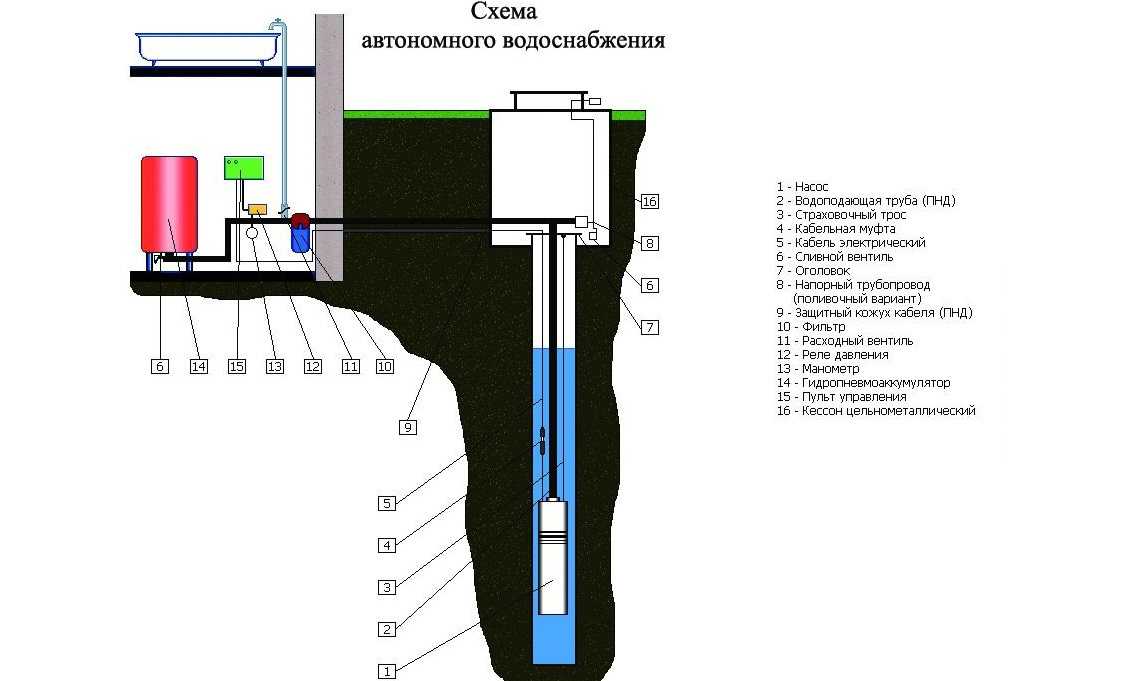 При такой организации пользование одновременно несколькими из них становится проблематичным из-за низкого давления в сети;
При такой организации пользование одновременно несколькими из них становится проблематичным из-за низкого давления в сети; Во-вторых, наружная часть колодца также подлежит утеплению путём изготовления плотной тепло-изолируемой крышки применяемой при минусовой температуре.
Во-вторых, наружная часть колодца также подлежит утеплению путём изготовления плотной тепло-изолируемой крышки применяемой при минусовой температуре. Именно поэтому доверить все расчёты, составления схемы и непосредственное исполнение поставленных задач следует настоящим профессионалам, подбор которых также является важным и довольно сложным мероприятием.
Именно поэтому доверить все расчёты, составления схемы и непосредственное исполнение поставленных задач следует настоящим профессионалам, подбор которых также является важным и довольно сложным мероприятием.
 Как правило, подземные воды следуют по проницаемым путям в пределах отдельных водоносных горизонтов от точки подпитки до точки разгрузки.
Как правило, подземные воды следуют по проницаемым путям в пределах отдельных водоносных горизонтов от точки подпитки до точки разгрузки.
 Затем отверстие было выложено камнями, кирпичом или плиткой, чтобы предотвратить обрушение колодца.
Затем отверстие было выложено камнями, кирпичом или плиткой, чтобы предотвратить обрушение колодца. Это то, что перекачивает воду вверх и в домашнюю или назначенную систему водоснабжения. Двумя наиболее популярными типами насосов, используемых сегодня, являются струйные насосы и погружные насосы. Оба насоса полагаются на центробежную силу, чтобы нагнетать воду вверх. Вращающиеся роторы, известные как импеллеры, создают вакуум, который заставляет воду подниматься вверх через обсадную трубу и в распределительную систему. Тип насоса, необходимого для скважинной системы, будет зависеть от глубины скважины и количества воды, необходимой для домашнего хозяйства.
Это то, что перекачивает воду вверх и в домашнюю или назначенную систему водоснабжения. Двумя наиболее популярными типами насосов, используемых сегодня, являются струйные насосы и погружные насосы. Оба насоса полагаются на центробежную силу, чтобы нагнетать воду вверх. Вращающиеся роторы, известные как импеллеры, создают вакуум, который заставляет воду подниматься вверх через обсадную трубу и в распределительную систему. Тип насоса, необходимого для скважинной системы, будет зависеть от глубины скважины и количества воды, необходимой для домашнего хозяйства. Для более глубоких скважин потребуется погружной насос (McDonald).
Для более глубоких скважин потребуется погружной насос (McDonald).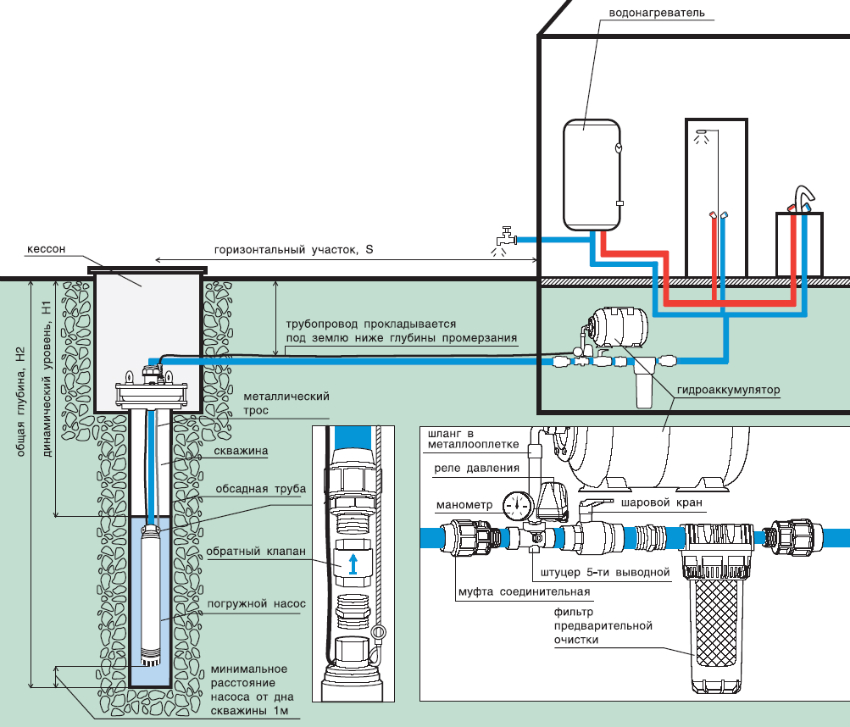 Размеры варьируются от 40 галлонов для бытового использования до 21 000 галлонов или более для промышленного использования. В обычных напорных резервуарах давление создается за счет закачки воды в резервуар до тех пор, пока воздух в резервуаре не сжимается до обычно 40, 50 или 60 фунтов на квадратный дюйм (фунтов на квадратный дюйм). Воздушный компрессор обеспечивает поддержание давления воздуха. Когда клапан открывается через кран, давление воздуха в баке вытесняет воду из бака в трубы для распределения.
Размеры варьируются от 40 галлонов для бытового использования до 21 000 галлонов или более для промышленного использования. В обычных напорных резервуарах давление создается за счет закачки воды в резервуар до тех пор, пока воздух в резервуаре не сжимается до обычно 40, 50 или 60 фунтов на квадратный дюйм (фунтов на квадратный дюйм). Воздушный компрессор обеспечивает поддержание давления воздуха. Когда клапан открывается через кран, давление воздуха в баке вытесняет воду из бака в трубы для распределения.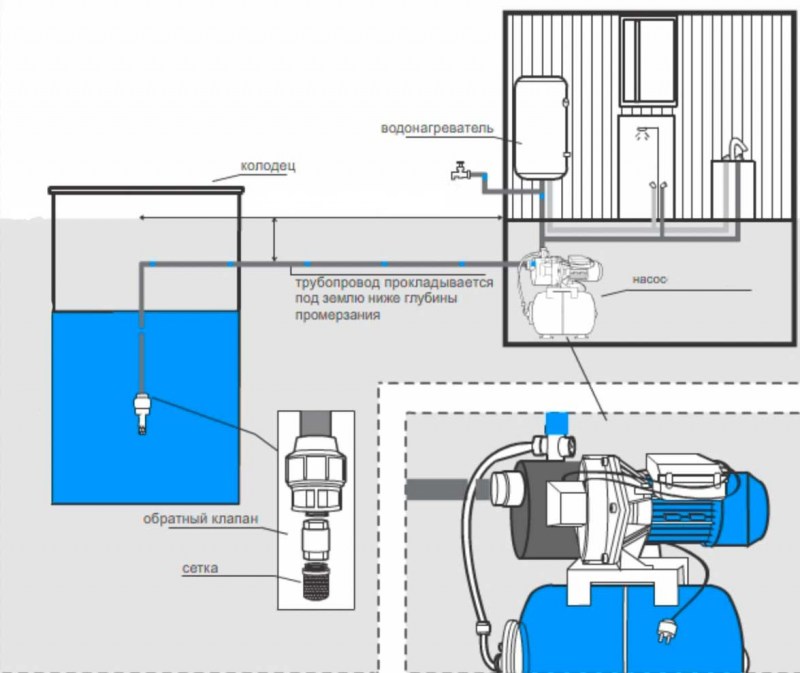
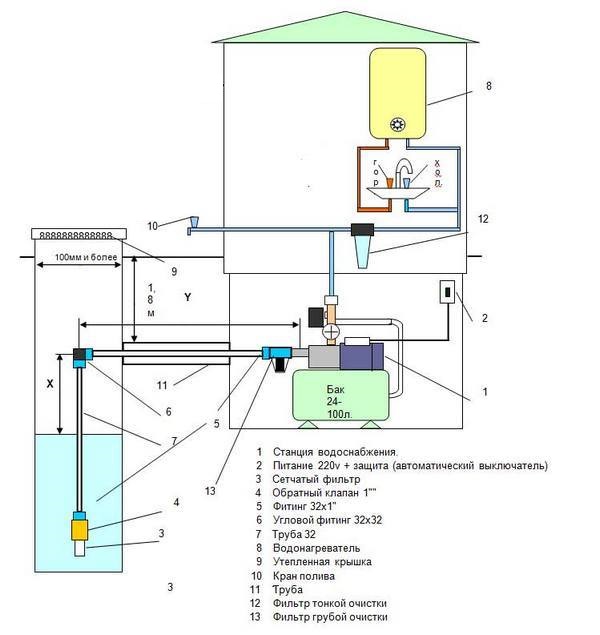
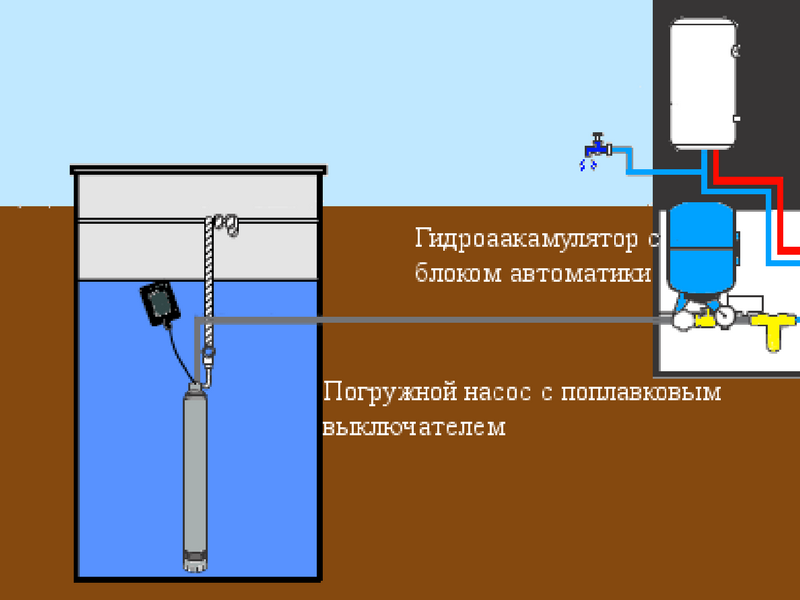


 Хорошо, что насос.0061
Хорошо, что насос.0061 В большинстве случаев подрядчики не начнут строительство без всех необходимых разрешений.
В большинстве случаев подрядчики не начнут строительство без всех необходимых разрешений. Септики всегда могут протечь, поэтому лучше, чтобы загрязняющие вещества удалялись от скважины, а не приближались к ней
Септики всегда могут протечь, поэтому лучше, чтобы загрязняющие вещества удалялись от скважины, а не приближались к ней Тем не менее, математика
Тем не менее, математика
 На истребителях, в
На истребителях, в .
.  Выбор наилучшей форсунки требует тщательного учета всех перечисленных ниже факторов:
Выбор наилучшей форсунки требует тщательного учета всех перечисленных ниже факторов: Например, форсунка, предназначенная для разбрызгивания, не годится для распыления пестицидов в узкой полосе. К счастью, в каталогах большинства производителей форсунок есть таблицы, показывающие, какая форсунка или лучше всего подходит для конкретной работы. Посетите веб-сайты производителей форсунок, чтобы найти их каталоги. Для получения дополнительной информации обратитесь в офис расширения вашего округа.
Например, форсунка, предназначенная для разбрызгивания, не годится для распыления пестицидов в узкой полосе. К счастью, в каталогах большинства производителей форсунок есть таблицы, показывающие, какая форсунка или лучше всего подходит для конкретной работы. Посетите веб-сайты производителей форсунок, чтобы найти их каталоги. Для получения дополнительной информации обратитесь в офис расширения вашего округа. Могут быть ситуации, когда диаграммы не содержат информации, связанной с настройкой вашего опрыскивателя (расстояние между форсунками) и условиями эксплуатации (скорость движения и давление опрыскивания). Приложения, разработанные большинством основных производителей форсунок, могут предоставить вам точную скорость потока через форсунку, необходимую для любого заданного набора параметров применения, и определить конкретный набор рекомендаций по форсункам для заданных параметров применения. Чтобы найти эти приложения, просто зайдите в App Store на своем смартфоне или планшете и выполните поиск в разделе «Калькулятор распылительных форсунок» или по другим ключевым словам, связанным с выбором размера форсунки. Вы также можете выполнить поиск по названию компании-производителя форсунок, у которой вы заинтересованы в покупке форсунок. Однако некоторые приложения не являются удобными для пользователя, и иногда они не учитывают требования к размеру капель при рекомендации насадок. Хотя приложения и таблицы в каталогах могут ускорить процесс выбора размера форсунки, лучше всего понимать процедуру и математические расчеты, которые производители форсунок используют для получения значений, перечисленных в таблицах, и рекомендации форсунок в своих приложениях.
Могут быть ситуации, когда диаграммы не содержат информации, связанной с настройкой вашего опрыскивателя (расстояние между форсунками) и условиями эксплуатации (скорость движения и давление опрыскивания). Приложения, разработанные большинством основных производителей форсунок, могут предоставить вам точную скорость потока через форсунку, необходимую для любого заданного набора параметров применения, и определить конкретный набор рекомендаций по форсункам для заданных параметров применения. Чтобы найти эти приложения, просто зайдите в App Store на своем смартфоне или планшете и выполните поиск в разделе «Калькулятор распылительных форсунок» или по другим ключевым словам, связанным с выбором размера форсунки. Вы также можете выполнить поиск по названию компании-производителя форсунок, у которой вы заинтересованы в покупке форсунок. Однако некоторые приложения не являются удобными для пользователя, и иногда они не учитывают требования к размеру капель при рекомендации насадок. Хотя приложения и таблицы в каталогах могут ускорить процесс выбора размера форсунки, лучше всего понимать процедуру и математические расчеты, которые производители форсунок используют для получения значений, перечисленных в таблицах, и рекомендации форсунок в своих приложениях. Процедура, используемая производителями форсунок для создания чисел в таблицах и в их приложениях, объясняется ниже. Следуя описанным ниже шагам, вы сможете определить точную скорость потока через форсунку (галлонов в минуту), необходимую для ваших параметров опрыскивания. Как только будет определена точная скорость потока через форсунку, вы можете просмотреть каталог, чтобы выбрать форсунку, которая обеспечит вам скорость потока при практической настройке давления.
Процедура, используемая производителями форсунок для создания чисел в таблицах и в их приложениях, объясняется ниже. Следуя описанным ниже шагам, вы сможете определить точную скорость потока через форсунку (галлонов в минуту), необходимую для ваших параметров опрыскивания. Как только будет определена точная скорость потока через форсунку, вы можете просмотреть каталог, чтобы выбрать форсунку, которая обеспечит вам скорость потока при практической настройке давления.

 В столбце 2 указан диапазон давления, при котором должно работать сопло. В столбце 3 указано качество распыления, мера размера капель распыления (мелкие, средние, крупные и т. д.), образующихся при различных настройках давления. В столбцах 4 и 5 указан расход форсунок в галлонах в минуту и унциях в минуту соответственно при различных настройках давления. В столбце 6 указана норма внесения в галлонах на акр при различных настройках скорости движения.
В столбце 2 указан диапазон давления, при котором должно работать сопло. В столбце 3 указано качество распыления, мера размера капель распыления (мелкие, средние, крупные и т. д.), образующихся при различных настройках давления. В столбцах 4 и 5 указан расход форсунок в галлонах в минуту и унциях в минуту соответственно при различных настройках давления. В столбце 6 указана норма внесения в галлонах на акр при различных настройках скорости движения. Теперь мы смотрим на столбец 4 (галлонов в минуту на сопло), чтобы определить сопло, которое дает нам 0,4 галлона в минуту. Используя диаграмму, мы видим, что форсунки XRC8004 или XRC11004 (показаны красным) обеспечивают расход 0,4 галлона в минуту при рабочем давлении 40 фунтов на квадратный дюйм. Эта форсунка также обеспечивает среднее (обозначенное буквой «M») качество опрыскивания, как рекомендовано на этикетке гербицида. В этих условиях эксплуатации этот опрыскиватель должен подавать давление 15 гПа при скорости 8 миль в час, как мы и ожидали. Подтверждение этого также видно на графике. Если вы посмотрите на столбец 6, выберите скорость движения 8 миль в час, выбранная нами форсунка будет распылять примерно 15 галлонов на акр (14,9гПа, как показано на графике) при скорости движения 8 миль/ч и давлении распыления 40 фунтов на кв. дюйм.
Теперь мы смотрим на столбец 4 (галлонов в минуту на сопло), чтобы определить сопло, которое дает нам 0,4 галлона в минуту. Используя диаграмму, мы видим, что форсунки XRC8004 или XRC11004 (показаны красным) обеспечивают расход 0,4 галлона в минуту при рабочем давлении 40 фунтов на квадратный дюйм. Эта форсунка также обеспечивает среднее (обозначенное буквой «M») качество опрыскивания, как рекомендовано на этикетке гербицида. В этих условиях эксплуатации этот опрыскиватель должен подавать давление 15 гПа при скорости 8 миль в час, как мы и ожидали. Подтверждение этого также видно на графике. Если вы посмотрите на столбец 6, выберите скорость движения 8 миль в час, выбранная нами форсунка будет распылять примерно 15 галлонов на акр (14,9гПа, как показано на графике) при скорости движения 8 миль/ч и давлении распыления 40 фунтов на кв. дюйм. Может потребоваться регулировка давления и/или скорости перемещения в зависимости от выбора насадки. Например, сопло Brown XRC8005 способно производить 0,4 галлона в минуту и достигать 15 галлонов в год при скорости 8 миль в час, если давление распыления снижается примерно до 25 фунтов на квадратный дюйм. Аналогичные расчеты можно выполнить, используя приведенное ниже уравнение, чтобы найти другие комбинации GPM (расход) и PSI (давление), чтобы удовлетворить требуемую норму внесения 15 гПа:
Может потребоваться регулировка давления и/или скорости перемещения в зависимости от выбора насадки. Например, сопло Brown XRC8005 способно производить 0,4 галлона в минуту и достигать 15 галлонов в год при скорости 8 миль в час, если давление распыления снижается примерно до 25 фунтов на квадратный дюйм. Аналогичные расчеты можно выполнить, используя приведенное ниже уравнение, чтобы найти другие комбинации GPM (расход) и PSI (давление), чтобы удовлетворить требуемую норму внесения 15 гПа: дюйм даст 15 гПа, как описано ниже:
дюйм даст 15 гПа, как описано ниже: Из-за разницы в угле распыла каждая из этих форсунок требует разной высоты штанги, чтобы обеспечить надлежащее перекрытие между двумя соседними форсунками.
Из-за разницы в угле распыла каждая из этих форсунок требует разной высоты штанги, чтобы обеспечить надлежащее перекрытие между двумя соседними форсунками. По причинам, упомянутым выше, опрыскиватели следует часто калибровать, особенно при изменении полевых условий, чтобы определить фактическую норму внесения. Калибровка проста, и есть много способов сделать это. Независимо от выбранного метода будут выполнены три измерения: фактическая скорость движения, расстояние между форсунками и скорость потока через форсунки за заданный период времени. Один простой метод объясняется в публикации расширения OSU (FABE-520), указанной в ссылках в конце этой публикации.
По причинам, упомянутым выше, опрыскиватели следует часто калибровать, особенно при изменении полевых условий, чтобы определить фактическую норму внесения. Калибровка проста, и есть много способов сделать это. Независимо от выбранного метода будут выполнены три измерения: фактическая скорость движения, расстояние между форсунками и скорость потока через форсунки за заданный период времени. Один простой метод объясняется в публикации расширения OSU (FABE-520), указанной в ссылках в конце этой публикации.
 Если возникает или становится проблемой дрейф, может быть лучше перейти с обычного плоскоструйного сопла на плоскоструйное сопло с «малым дрейфом» с той же скоростью потока. Поэтому лучше иметь на штанге несколько плоскоструйных форсунок.
Если возникает или становится проблемой дрейф, может быть лучше перейти с обычного плоскоструйного сопла на плоскоструйное сопло с «малым дрейфом» с той же скоростью потока. Поэтому лучше иметь на штанге несколько плоскоструйных форсунок. Мы надеемся, что эта процедура, описанная в этой публикации, поможет вам определить точный расход форсунки (галлонов в минуту), требуемый для ваших параметров распыления, а также выделит некоторые другие важные параметры, такие как давление распыления, размер капель, площадь распыления на цель и дрейф, все из которых следует серьезно учитывать при выборе наилучшей форсунки для работы по распылению.
Мы надеемся, что эта процедура, описанная в этой публикации, поможет вам определить точный расход форсунки (галлонов в минуту), требуемый для ваших параметров распыления, а также выделит некоторые другие важные параметры, такие как давление распыления, размер капель, площадь распыления на цель и дрейф, все из которых следует серьезно учитывать при выборе наилучшей форсунки для работы по распылению.
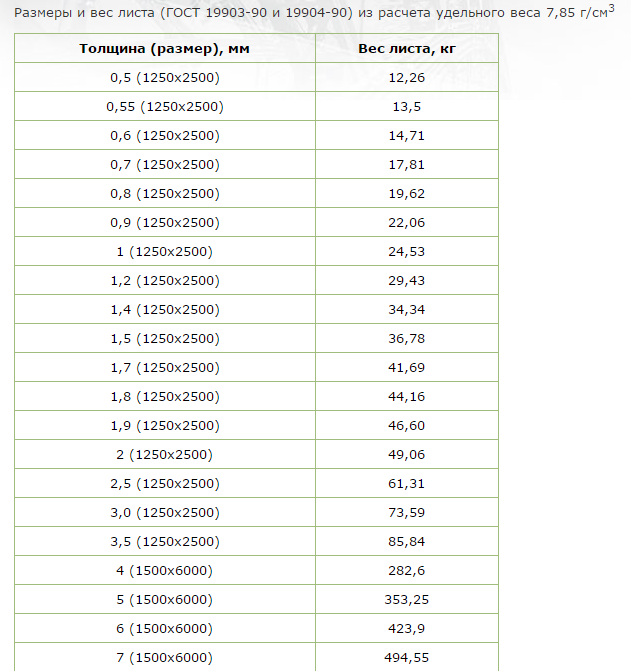
 Кроме того, металлический лист подразделяется на следующие виды:
Кроме того, металлический лист подразделяется на следующие виды: Основное назначение листовых металлоизделий:
Основное назначение листовых металлоизделий:


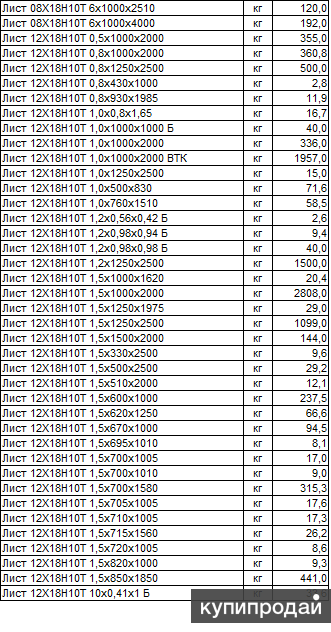 Характеристики исходного проката, применяемого для стальных рифленых листов, соответствуют ГОСТу 19903-2015. При высоких требованиях к декоративным характеристикам и коррозионной стойкости используют более дорогие нержавеющие марки.
Характеристики исходного проката, применяемого для стальных рифленых листов, соответствуют ГОСТу 19903-2015. При высоких требованиях к декоративным характеристикам и коррозионной стойкости используют более дорогие нержавеющие марки.
 Прибавляется масса оцинкованного покрытия — толщина оцинкованного слоя при 2 классе покрытия (из таблицы ) умножается на площадь и на плотность цинка (7,13 т/м3). Далее прибавляется масса полимерного покрытия, которая расчитывается как толщина (0,035мм), умноженная на площадь, умноженная на плотность (1,5 т/м3).
Прибавляется масса оцинкованного покрытия — толщина оцинкованного слоя при 2 классе покрытия (из таблицы ) умножается на площадь и на плотность цинка (7,13 т/м3). Далее прибавляется масса полимерного покрытия, которая расчитывается как толщина (0,035мм), умноженная на площадь, умноженная на плотность (1,5 т/м3). В зависимости от материала, различают стальной, алюминиевый и нержавеющий рифленый лист.
В зависимости от материала, различают стальной, алюминиевый и нержавеющий рифленый лист. Длина листов может быть мерной (вся продукция одинаковой длины), не мерной (листы различны по длине) и кратной мерной (минимальная длина листа).
Длина листов может быть мерной (вся продукция одинаковой длины), не мерной (листы различны по длине) и кратной мерной (минимальная длина листа). кв., кг: 48,5 Метров квадратных в тонне: 20,6 ГОСТ: ГОСТ 8568-77
кв., кг: 48,5 Метров квадратных в тонне: 20,6 ГОСТ: ГОСТ 8568-77
 кв., кг
кв., кг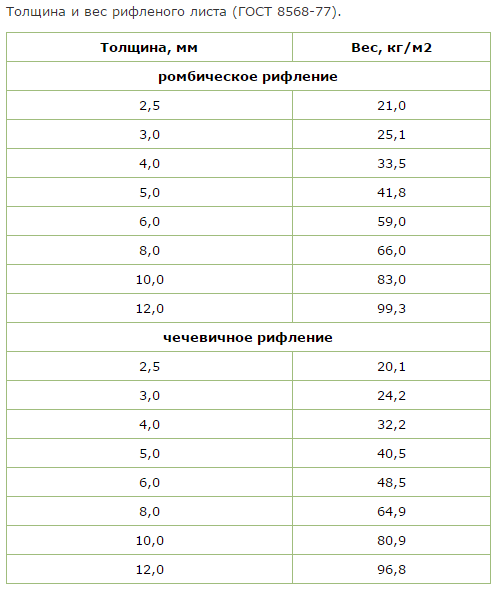 При этом обязательно условие: высота рифления должна составлять от 0,1 до 0,3 от общей толщины основания (не менее 0,5 мм). В некоторых случаях удобно использование материала, у которого этот параметр достигает 1 мм.
При этом обязательно условие: высота рифления должна составлять от 0,1 до 0,3 от общей толщины основания (не менее 0,5 мм). В некоторых случаях удобно использование материала, у которого этот параметр достигает 1 мм. 5
5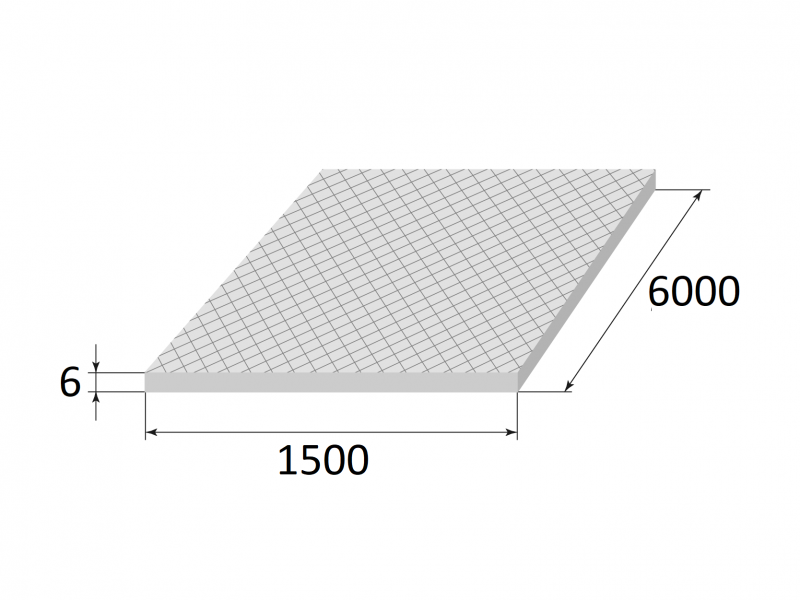 Гальваническое цинкование соответствует стандарту ASTM A591
Гальваническое цинкование соответствует стандарту ASTM A591 Одним из наиболее важных из них является ограничение веса вашей крыши. Данная структура может выдерживать только определенный вес, и этот предел может сильно варьироваться от здания к зданию. Итак, для тех из вас, кто хочет убедиться, что ваша крыша не рухнет, давайте рассмотрим лучший способ расчета веса металлической кровли.
Одним из наиболее важных из них является ограничение веса вашей крыши. Данная структура может выдерживать только определенный вес, и этот предел может сильно варьироваться от здания к зданию. Итак, для тех из вас, кто хочет убедиться, что ваша крыша не рухнет, давайте рассмотрим лучший способ расчета веса металлической кровли.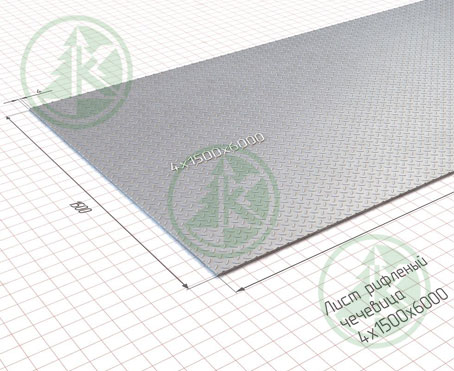 Эта толщина также описывается как «29-gauge», если вы предпочитаете этот масштаб. Если вы хотите что-то немного толще, многие компании также производят кровельные панели 26-го калибра, что соответствует 0,48 миллиметра или 0,018 дюйма.
Эта толщина также описывается как «29-gauge», если вы предпочитаете этот масштаб. Если вы хотите что-то немного толще, многие компании также производят кровельные панели 26-го калибра, что соответствует 0,48 миллиметра или 0,018 дюйма. Вопреки распространенному мнению, кровельные панели никогда не изготавливались из чистого олова. Материал, который большинство людей называют «кровельным оловом», на самом деле представляет собой оцинкованную сталь (имеется в виду сталь, покрытая цинком). В старину металлическую кровлю изготавливали из листового железа, покрытого жестью, похожей на оцинкованную сталь. Однако такой вид кровли больше не производится.
Вопреки распространенному мнению, кровельные панели никогда не изготавливались из чистого олова. Материал, который большинство людей называют «кровельным оловом», на самом деле представляет собой оцинкованную сталь (имеется в виду сталь, покрытая цинком). В старину металлическую кровлю изготавливали из листового железа, покрытого жестью, похожей на оцинкованную сталь. Однако такой вид кровли больше не производится.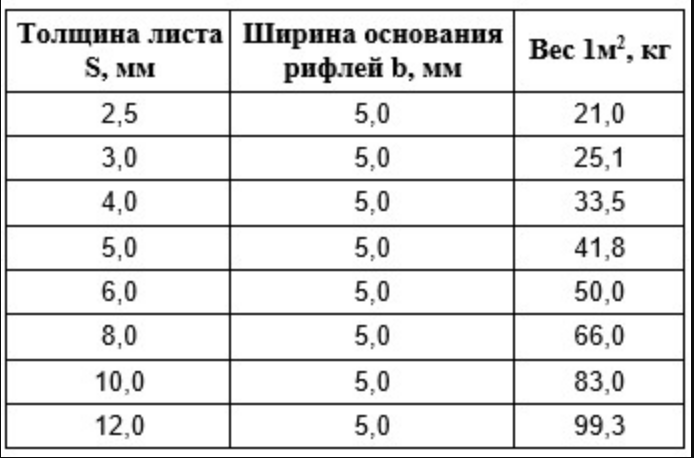 Это среднее число, так что примите его как таковое. Если вы не знаете, как рассчитать площадь своей крыши, вот еще один удобный онлайн-калькулятор, который вам поможет. Как только вы получите это число, просто умножьте его на вес вашего материала на фут, и вы получите довольно точное измерение.
Это среднее число, так что примите его как таковое. Если вы не знаете, как рассчитать площадь своей крыши, вот еще один удобный онлайн-калькулятор, который вам поможет. Как только вы получите это число, просто умножьте его на вес вашего материала на фут, и вы получите довольно точное измерение.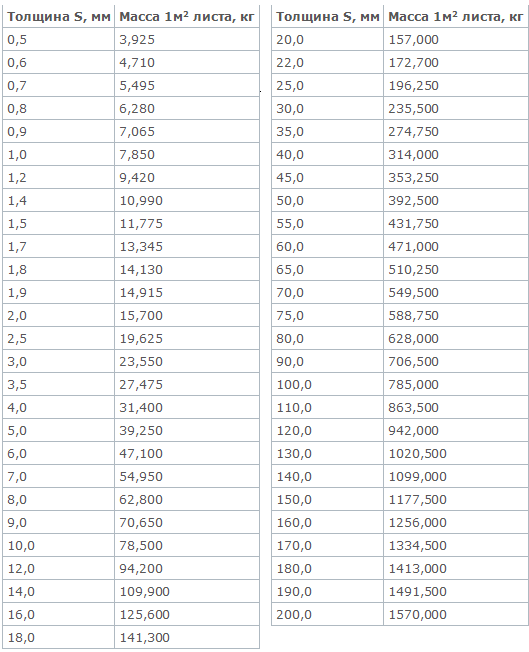 Таким образом, более легкие кровельные материалы не дадут вам сократить срок службы вашего дома.
Таким образом, более легкие кровельные материалы не дадут вам сократить срок службы вашего дома.
 Этот металл во время нагревания образует оксидную плёнку, которую сложно убрать с поверхности шва. Дополнительно к этому внутри соединения образуются поры, которые негативно влияют на прочность готовой детали.
Этот металл во время нагревания образует оксидную плёнку, которую сложно убрать с поверхности шва. Дополнительно к этому внутри соединения образуются поры, которые негативно влияют на прочность готовой детали.

 Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения. Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.
Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.

 [/stextbox]
[/stextbox]
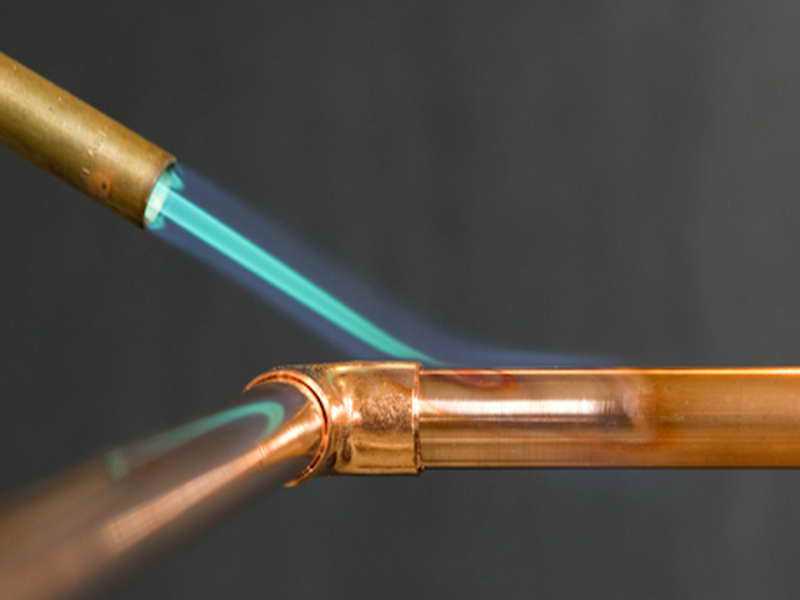
 Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы 2008 года и взяты Астрид Бэрндал. Это руководство сосредоточено на пайке небольших конструкций, а не на более распространенной электрической пайке, с которой связана почти вся информация, которую вы найдете по этому вопросу. Как вы увидите, «конструктивная» пайка предполагает некоторые различия в методах; материалы разные и довольно часто требуются более прочные инструменты. На данный момент я ограничил это руководство простой пайкой «на плоскости», а более продвинутые методы сборки 3D-конструкций последуют позже.
Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы 2008 года и взяты Астрид Бэрндал. Это руководство сосредоточено на пайке небольших конструкций, а не на более распространенной электрической пайке, с которой связана почти вся информация, которую вы найдете по этому вопросу. Как вы увидите, «конструктивная» пайка предполагает некоторые различия в методах; материалы разные и довольно часто требуются более прочные инструменты. На данный момент я ограничил это руководство простой пайкой «на плоскости», а более продвинутые методы сборки 3D-конструкций последуют позже.
 Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, стержня или тонкого листа. Но я обнаружил, что с «золотыми» скрепками так же просто, и я всегда предполагал, что это связано с латунным покрытием … теперь я не уверен, что причина в этом. Например, недавно я попробовал серебряные скрепки с теми же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен. Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо паяется … хотя я знаю, что пробовал ее несколько лет назад, но без особого успеха! Эта общая сетка равна оцинкованная сталь т.е. сталь, покрытая цинком. Судя по всему скрепки тоже из оцинкованной стали как правило, так что тут может быть связь.
Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, стержня или тонкого листа. Но я обнаружил, что с «золотыми» скрепками так же просто, и я всегда предполагал, что это связано с латунным покрытием … теперь я не уверен, что причина в этом. Например, недавно я попробовал серебряные скрепки с теми же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен. Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо паяется … хотя я знаю, что пробовал ее несколько лет назад, но без особого успеха! Эта общая сетка равна оцинкованная сталь т.е. сталь, покрытая цинком. Судя по всему скрепки тоже из оцинкованной стали как правило, так что тут может быть связь. Но если вы действительно хотите узнать, что еще возможно, просто попробуйте… и дайте мне знать, что вы узнали!
Но если вы действительно хотите узнать, что еще возможно, просто попробуйте… и дайте мне знать, что вы узнали! .. то есть не только покрыть верхнюю часть, но и стекать на другую сторону.
.. то есть не только покрыть верхнюю часть, но и стекать на другую сторону. Как показывают некоторые из старых фотографий здесь, стандартная «карандашная» насадка будет работать, если утюг имеет достаточную мощность для выделения достаточного количества тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком слабы для работы с металлом любой толщины, превышающей небольшую долю миллиметра, потому что большинство из них предназначены для пайки соединений с тонкой схемой. Они не должны быть сильными. Обычно они составляют около 18-25 Вт. Более высокая мощность, такая как 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур, просто у него будет больше силы, чтобы поддерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Как показывают некоторые из старых фотографий здесь, стандартная «карандашная» насадка будет работать, если утюг имеет достаточную мощность для выделения достаточного количества тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком слабы для работы с металлом любой толщины, превышающей небольшую долю миллиметра, потому что большинство из них предназначены для пайки соединений с тонкой схемой. Они не должны быть сильными. Обычно они составляют около 18-25 Вт. Более высокая мощность, такая как 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур, просто у него будет больше силы, чтобы поддерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло. Посмотрите на три утюга в сравнении ниже:
Посмотрите на три утюга в сравнении ниже: Он поставляется с «карандашной» насадкой, которую лучше не иметь … но теплоотдача хорошая, стержень тонкий, а прилагаемую насадку можно удлинить (стопорный винт не виден на этой фотографии) для более контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Он поставляется с «карандашной» насадкой, которую лучше не иметь … но теплоотдача хорошая, стержень тонкий, а прилагаемую насадку можно удлинить (стопорный винт не виден на этой фотографии) для более контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
 Этот ниже от Antex и стоит около 6 фунтов стерлингов. Подробнее о ценах позже. Эти подставки утяжелены, и обычно к ним прикреплена губка, которую необходимо смачивать, если она используется для протирания утюга во время работы.
Этот ниже от Antex и стоит около 6 фунтов стерлингов. Подробнее о ценах позже. Эти подставки утяжелены, и обычно к ним прикреплена губка, которую необходимо смачивать, если она используется для протирания утюга во время работы. Легче протирать стержни тонкой стальной ватой, но также подойдет наждачная бумага или «мокрая/сухая» бумага.
Легче протирать стержни тонкой стальной ватой, но также подойдет наждачная бумага или «мокрая/сухая» бумага. . слишком легко плавится! Если пайка выполнена правильно, бумажное покрытие на пенокартоне Kapa-line обожжется, но опасность возгорания или возгорания пенопласта незначительна. Тем не менее, всегда необходимо соблюдать надлежащий уход! За почти 10 лет проведения мастер-классов мы испытали не что иное, как рутинное пригорание бумаги.. но это отчасти потому, что мы, и люди, принимающие участие, всегда были бдительны! Паяльники нельзя оставлять включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
. слишком легко плавится! Если пайка выполнена правильно, бумажное покрытие на пенокартоне Kapa-line обожжется, но опасность возгорания или возгорания пенопласта незначительна. Тем не менее, всегда необходимо соблюдать надлежащий уход! За почти 10 лет проведения мастер-классов мы испытали не что иное, как рутинное пригорание бумаги.. но это отчасти потому, что мы, и люди, принимающие участие, всегда были бдительны! Паяльники нельзя оставлять включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов. Понятно, что «клейкая лента» не вариант, потому что она расплавится!
Понятно, что «клейкая лента» не вариант, потому что она расплавится! Скопируйте это и нанесите на пенокартон или плоский картон. Это будет шаблон для пайки. Я разработал тот, что ниже, так что я могу использовать изогнутые части скрепок.
Скопируйте это и нанесите на пенокартон или плоский картон. Это будет шаблон для пайки. Я разработал тот, что ниже, так что я могу использовать изогнутые части скрепок. Небольшой металлический напильник, такой как показанный ниже, будет полезен для тонкой регулировки длины, если это необходимо.
Небольшой металлический напильник, такой как показанный ниже, будет полезен для тонкой регулировки длины, если это необходимо. org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 03-2009
03-2009 org/Offer»>
org/Offer»> 03-2009
03-2009 org/Offer»>
org/Offer»> org/BreadcrumbList»>
org/BreadcrumbList»> webdesigner-profi.de
webdesigner-profi.de 712Bilder
712Bilder — квадратная труба — графика, -клипарт, -мультфильмы и -символ
— квадратная труба — графика, -клипарт, -мультфильмы и -символ Символ Labyrinth aus Stahlrohren
Символ Labyrinth aus Stahlrohren Verstopfung Sanitärrohre 3D-Rohre…
Verstopfung Sanitärrohre 3D-Rohre… ..
.. verwandere.
verwandere. ..
.. Создан в 48 x 48 Pixel Quadrat с 2px увеличенной полосой. Идеальный пиксель.
Создан в 48 x 48 Pixel Quadrat с 2px увеличенной полосой. Идеальный пиксель. ..
.. Энергетический кризис в Европе. Flache…
Энергетический кризис в Европе. Flache… ..
.. Сэммлунг фон Фишен. — Квадратная труба — графика, -клипарт, -мультфильмы и -символ
Сэммлунг фон Фишен. — Квадратная труба — графика, -клипарт, -мультфильмы и -символ Подрядчики свяжутся с вами.
Подрядчики свяжутся с вами.