Сварка алюминия электродом в домашних условиях инверторной сваркой
Сварка алюминия электродом в домашних условиях может проходить вполне на высоком уровне, как по качеству, так и по скорости. При этом, стоимость таких работ не будет слишком уж высокой, а соответственно сварить алюминиевые детали – это вполне реализуемая задача для всех у кого есть инверторный сварочный аппарат и хотя бы небольшой опыт работы с ним. Итак, о самой технологии работы.
Логично, что электроды по алюминию для инверторной сварки будут специального назначения. И их важно правильно подобрать. Выбирая сварочные электроды для алюминия, нужно помнить одно простое правильно.
Толщина свариваемых деталей ограничена диаметром электрода.
Соответственно, померяв толщину металла на заготовках – вы получаете необходимый диаметр электродов, который нужно купить. Обычно популярные электроды в диапазоне диаметров 3 – 5 мм. Еще одну вещь важно помнить при покупке электродов.
Электроды по алюминию для дуговой сварки сгорают в 2-3 раза быстрее стальных, поэтому малыми диаметрами очень и очень сложно работать.
Но если уж ими придется воспользоваться – нужно купить их в 2 – 3 раза больше, чем на такую же длину швов вы покупали бы стальных электродов.
Существуют самые разнообразные марки электродов для сварки алюминия. Но мы не будем сейчас вдаваться в подробности относительно химических составов и т.д., так как статья ориентирована на практиков, поэтому сразу хотим отметить, что высокой популярностью пользуются электроды для сварки алюминия инвертором с наименованием Unitor ALUMIN-351N.
После того, как определились с выбором электродов, переходим непосредственно к работе.
Сварка алюминия электродом в домашних условиях, основные моменты
Для успешной сварки алюминия в домашних условиях важно убедиться что толщина металла не менее 2 миллиметров. Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно.
Сварка алюминия электродом в домашних условиях начинается с подготовки кромок свариваемых деталей. В тех местах, где планируется выполнить соединение, важно тщательно зачистить поверхности, полностью удалив всю грязь и жир. Не лишним будет протереть поверхности растворителем или обезжиривающим средством (не критично но есть легенда что это помогает).
Если свариваемые детали имеют толщину больше 3мм – необходимо сделать V-образную канавку под углом 60 градусов в местах будущих швов. При этом воздушный зазор должен быть в пределах 1 – 3 мм. Сварка алюминия электродом деталей разной толщины требует того, чтоб более тонкий металл был плотно зафиксирован на детали с толстым металлом.
Определившись сварка алюминия каким электродом выполняется, подготовив детали, важно установить положительную полярность на вашем сварочном аппарате и переключится на постоянный ток. Это уж очень важный момент.
Сварка алюминия выполняется постоянным током положительной полярности
Положительная полярность (она же обратная) – это когда «+» на электрод, а «-» кидаем на «массу».
Непосредственно перед сваркой литых или крупных деталей, обязательно прогревайте заготовки до 300 градусов. В процессе сварки алюминия электродами инверторной сваркой, держите электрод под небольшим углом наклона или вертикально относительно заготовки. Конец электрода перемещайте по направлению шва.
Предпочтительное положение сварки – нижнее. Важно – сварочную дугу держите в коротких промежутках, не допуская перегрева и расплавления деталей. Сваркаалюминия электродом выполняется максимально быстро. После обрыва дуги необходимо очистить поверхность металла от корки шлака и продолжать сварку. Каждым следующим валиком нужно перекрывать предыдущий приблизительно на 8 – 10 мм. По завершению сварки шов нужно очистить от шлаков и промыть водой.
В процессе сварки следите за прогревом заготовок, так как алюминий очень легко перегреть и испортить материал или детали.
Упомянутые электроды для сварки алюминия инвертором Unitor ALUMIN-351N важно хранить в защищенном от влаги месте. Они быстро поглощают влагу из воздуха, поэтому выполняя работы в помещении с высокой влажностью или на улице в сырую погоду – старайтесь брать минимальное количество электродов с собой, чтоб не испортить всю пачку (это уже соображения по экономии денег).
В целом, как вы наверняка заметили – сварка алюминия электродом в домашних условиях вполне решаемая задача.
Как обычным инвертором варить алюминий
Сварка алюминия в домашних условиях
Сварка алюминия инвертором
Сварка алюминия электродом
Когда Вы собираетесь производить сваривание изделий из алюминия, то могут возникать мысли о том, что нужно иметь специальный сварочный аппарат и электроды специального назначения. Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять.
Алюминий и его сплавы Вы можете сваривать с помощью обычного инвертора и не иметь дополнительных специальных приспособлений и особенных навыков. Для начала подберите специальные электроды, которые будут прекрасно подходить для сваривания Вашего изделия в соответствии с толщиной металла. Для сваривания можете выбрать одни из таких электродов, как ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2, ОЗА и ОЗА-1. После правильного подбора электродов, Вы закладываете успешное основание для качественного сваривания.
Далее Вам следует подобрать подходящий сварочный ток, который имеет свои отличия и подходит для каждой определенной толщины металла. Сведения насчет того, какая толщина электродов требуется для определенной толщины металлов, можно найти на упаковке электродов.
После подбора электродов и электрического тока, Вам следует прокалить или подогреть электроды в специальной печи для прокалки. Данная печь востребована не только при сваривании алюминия, но и при работе с другими металлами и разными видами электродов.
Теперь плавно переходим к свариванию инверторами. Стоит отметить, что для сваривания подходит практически любой инвертор, потому что главным является приобретение качественных и недорогих сварочных электродов, а также приобретение начальных навыков сваривания. Правильно подобрать электроды, сварочный ток и обрести некоторые умения – это все, что требуется для работы с алюминием и его сплавами.
В сварке специальными электродами нет разительных отличий от сваривания обычного металла, поэтому Вам не требуется обретать специальные умения для работы. Единственным, на то стоит обратить внимание, является то, что он не настолько тугоплавок, как сталь или вольфрам.
Если Вы проявляете осторожность и внимательность при сваривании, то можете быть уверенными в том, что сделаете свою работу качественно, а изделие будет долговечным и прочным. Помимо осторожности, внимательности и целеустремленности, Вам следует приобрести качественное сварочное оборудование. Сделать такую покупку Вы можете в специализированном магазине или на официальном сайте одного из заводов-изготовителей. У официального дилера Вы можете приобрести желаемое значительно дешевле и более высокого качества, чем у продавцов на рынке или у других людей, желающих заработать на тех, кто, желая сэкономить, бросаются на самый дешевый товар.
Что такое оксидная пленка при сварке алюминия
Что можно варить электросваркой
Сварка силумина
Сварка дюралюминия
Видео по сварке алюминия электродом
Можно ли сваривать алюминий дуговой сваркой? Все, что вам нужно знать
Алюминий — сложный металл для сварки, особенно с помощью электродуговой сварки. Алюминий требует, чтобы вы использовали специальное оборудование и методы для достижения высококачественного сварного шва.
Можно ли сваривать алюминий дуговой сваркой? Да, вы должны очистить и предварительно нагреть алюминий, прежде чем сваривать его с помощью дуговой сварки. Поскольку использование дуговой сварки с высокой силой тока может деформировать или прожечь алюминий, вы должны установить силу тока на более низкое значение.
Дуговая сварка более распространена, чем любой другой процесс сварки, используемый в мире, но сварку электродом трудно использовать для более мягких и тонких металлов. Независимо от того, какой процесс вы используете, алюминий создает проблемы для всех сварщиков. Алюминий с низкой температурой плавления и высокой теплопроводностью требует большой практики и терпения для сварки.
В отличие от углеродистой стали, алюминий не меняет цвет до достижения точки плавления. Это уникальное свойство затрудняет отслеживание сварочной ванны. Если вы хотите эффективно сваривать алюминий с помощью дуговой сварки, вы должны очистить и нагреть алюминий, а также использовать более высокую скорость перемещения.
Содержание
Как сваривать алюминий с помощью дуговой сварки?
Сварка алюминия с помощью дуговой сварки – не простой процесс. Сварщики-любители могут разочароваться в алюминии, когда впервые попытаются сварить его.
Прежде чем вы продолжите читать, вот статья, которую мы написали о 8 причинах, по которым ваши алюминиевые сварные швы черные – как их избежать использования сварочного аппарата на алюминии. В следующем списке показаны шаги, необходимые для сварки алюминия с помощью дуговой сварки.
Шаг – №.
Requirements
1
Prepare your workspace
2
Wear protective gear
3
Prep the aluminum
4
Preheat the aluminum
5
Сварка алюминия
6
Очистка сварного шва
1.
Подготовка рабочего места
Идеальное место для сварки алюминия — на открытом воздухе. В отличие от аппаратов для сварки TIG или MIG, аппарат для дуговой сварки эффективен при скорости ветра до 35 миль в час. Поскольку сварщики электродом используют электрод с флюсовым покрытием, а не защитный газ, слабый ветер не влияет на сварочную ванну дуги.
Если сварка на открытом воздухе невозможна, попробуйте провести сварку в помещении с хорошей вентиляцией. Использование вентиляторов для выдувания дыма из открытого окна будет работать, но вы можете установить вытяжку рядом с рабочим местом для более эффективной вентиляции.
Перед началом сварки убедитесь, что все легковоспламеняющиеся и горючие материалы удалены с места сварки. Поскольку сварочный аппарат работает при высоких температурах, соседняя промасленная тряпка или аэрозольный баллончик могут легко воспламениться.
2. Ношение защитного снаряжения
Дуговая сварка может быть опасной, если не принять меры предосторожности перед началом сварки. Температура дуги может варьироваться от 5000°F до более 20000°F.
Хотя сварщики-любители редко сталкиваются с высокотемпературными дугами, низкотемпературные дуги достаточно горячие, чтобы расколоть бетон и вызвать ожоги третьей степени. непокрытая кожа.
Огнезащитные перчатки и фартуки необходимы, если вы хотите избежать опасности от брызг расплавленного металла и возможных воспламенений. Сварочные перчатки и фартуки недороги и должны заменяться после частого использования. Это хорошая идея, чтобы купить несколько пар перчаток, если вы много свариваете электродом.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Поскольку вам приходится держать электрод рукой, ваши перчатки изнашиваются быстрее при использовании дуговой сварки.
Маловероятно, что многие сварщики используют дуговую сварку без шлема, но если они это сделают, то могут навсегда повредить глаза. Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза.
Громоздкий респиратор может показаться громоздким под шлемом, но он обеспечивает еще один уровень защиты от ядовитых паров. Хотя это может показаться ненужным для каждого проекта, как только вы привыкнете носить его, ваши легкие скажут вам спасибо.
3. Подготовка алюминия
В отличие от нержавеющей стали, алюминий сильно реагирует на кислород. Металл моментально вступает в реакцию с кислородом и образует на своей поверхности слой оксида алюминия. Оксид алюминия загрязнит сварочную ванну и затормозит процесс нагрева, если его не удалить.
Соскребите оксидированную пленку металлической щеткой или мелкой наждачной бумагой, чтобы удалить покрытие. Эксперты рекомендуют избегать использования механизированных шлифовальных или шлифовальных машин для алюминия.
Если вы используете механические инструменты для удаления оксида алюминия, вы рискуете превратить часть оксида в металл . Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла.
4. Предварительный нагрев металла
Поскольку алюминий рассеивает тепло в четыре раза быстрее, чем углеродистая сталь, перед зажиганием дуги необходимо предварительно нагреть металл до 400°F. Палочка термометра поможет вам поддерживать температуру ниже 400°F, но вы также можете использовать трюк, предложенный невероятным сварщиком в этом видео.
Хитрость заключается в затемнении алюминия кислородно-ацетиленовой горелкой. Чтобы затемнить алюминий углеродом, настройте горелку на науглероживающее пламя.
После того, как ваша заготовка покроется сажей, отрегулируйте пламя, уменьшив содержание кислорода. Установите горелку на средний уровень и перемещайте ее вокруг алюминия, чтобы нагреть его.
Когда сажа начинает исчезать, ваш алюминий имеет правильную температуру для сварки.
5. Сварка алюминия
Прежде чем зажечь первую дугу на алюминии, помните, что вы работаете не со сталью. По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.
Флюс от алюминиевого электрода после остывания образует беспорядок. В отличие от шлака от других электродов, алюминиевый шлак представляет собой плотную темно-серую массу, требующую тщательной очистки после сварки.
Настройте машину на 85 ампер и используйте обратную полярность постоянного тока. Это означает, что ваш алюминиевый стержень использует положительный ток (положительный электрод постоянного тока).
Если вы свариваете две детали, образующие угол 90°, вам придется наклонить электрод под углом 45°. Угол стержня всегда будет соответствовать углу, образованному в центре сустава. В этом случае угол сустава составляет половину от 90°.
Поскольку алюминиевый флюс может мешать воспламенению дуги, попробуйте удалить небольшое количество флюса с кончика электрода. Флюс имеет консистенцию, аналогичную соли, и бурно реагирует во время начального зажигания дуги.
Выполните две прихватки на каждом конце деталей. Это предотвращает деформацию концов основных металлов при расширении алюминия от тепла.
Зажгите дугу и используйте высокую скорость перемещения для завершения сварки. В отличие от стали, дугу трудно отследить после первого удара. Алюминий не меняет цвет до того, как достигнет точки плавления, но если вы будете поддерживать постоянную низкую дугу в ванне, ваш сварной шов выдержит.
6. Послесварочная очистка
Прежде чем приступить к удалению шлака, закалите металл, погрузив его в воду. Алюминиевый шлак почти невозможно отколоть, когда он теплый.
С помощью отбойного молотка удалите большую часть шлака и закончите с помощью проволочной щетки. В начале сварного шва может потребоваться большее количество сколов, чем в остальной части сварного шва. Первоначальная бурная реакция флюса с расплавленным алюминием иногда приводит к тому, что вначале сварной шов становится более широким.
Используйте сухую ткань для удаления оставшихся хлопьев шлака.
Сварка алюминия палкой >> Посмотрите видео ниже
Есть ли более простой способ сварки алюминия?
Если у вас есть сварочный аппарат MIG, вы можете добиться большего успеха и сократить время простоя при сварке алюминия. Сварочные аппараты MIG работают при более низких температурах, чем аппараты для сварки электродом, и больше подходят для небольших, более детальных проектов.
Изображение предоставлено: lincolnelectric.com
Отсутствие флюса
Поскольку сварщики MIG используют защитный газ, а не электроды с покрытием, они производят более чистые сварные швы на алюминии. Идеальными защитными газами для MIG-сварки алюминия являются гелий (75%) и аргон (25%).
Без предварительного нагрева
В отличие от дуговой сварки алюминия, вам не нужно предварительно нагревать алюминий перед сваркой MIG. Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия.
Связанное чтение: Как сварить алюминий в домашних условиях >> Руководство для начинающих
Меньше очистки
Раздражающий шлак, который необходимо удалить при сварке алюминия методом приклеивания, не является проблемой при использовании сварочного аппарата MIG. Вам придется использовать высокую скорость перемещения, как при сварке электродом, но полученный валик будет чище и менее трудоемким в очистке.
Заключительные замечания
Большинство сварщиков согласятся, что сварка алюминия электродом – это скорее рутина, чем удовольствие. С помощью дуговой сварки можно получить прочный и долговечный шов на алюминии, но для этого требуется изрядная практика. Если вы можете справиться со сложной сварочной ванной и обширным процессом очистки, дуговая сварка алюминия может быть для вас.
Рекомендуемая литература
Нужен ли вам шпулемет для сварки алюминия?
Можно ли сваривать алюминий без газа? Является ли это возможным?
Как сваривать алюминий с помощью дуговой сварки
••• bugphai/iStock/GettyImages
Обновлено 04 июня 2018 г. . Сегодня это важнейший компонент изготовления как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в некоторых ситуациях требуется алюминий, с которым значительно сложнее работать, чем со сталью. Тем не менее, при правильном подходе и планировании вы можете легко выполнять дуговую сварку алюминия, независимо от того, выполняется ли задача на рабочем месте или в мастерской любителя.
TL;DR (слишком длинный; не читал)
Свойства алюминия делают его более трудным для сварки металлом, чем сталь: он больше расширяется под действием тепла, а более низкая температура плавления значительно облегчает плавление всего металла. кусок металла в процессе сварки. Однако, если вы выполняете сварку с вниманием и с правильной скоростью и температурой, алюминий можно сваривать дуговой сваркой с помощью методов гелиаруговой или дуговой сварки. Будьте невероятно осторожны при дуговой сварке и никогда не смотреть на дугу без защиты глаз.
Основы дуговой сварки
Хотя развитие технологий за последнее столетие позволило создать автоматические сварочные аппараты и более эффективные сварочные аппараты, основной процесс дуговой сварки остался прежним. Дуговая сварка представляет собой процесс сплавления двух кусков металла вместе с помощью электрической дуги, которая создает сильное тепло, способное расплавить металлические части. При плавлении электродом со специальным покрытием расплавленный металл смешивается с наполнителем, связывающим две части в единое целое. Существуют различные методы дуговой сварки, основанные на методах и материалах, используемых в процессе.
Проблемы с алюминием
Сталь часто считается металлом, используемым по умолчанию при сварке, и по сравнению с ним алюминий, как известно, труден для сварки дуговой сваркой. Так как это активный металл со склонностью к образованию оксидов, сложнее создать связующий наполнитель, пригодный для сварки алюминия. В сочетании с высокой теплопроводностью металла и низкой температурой плавления начинающему сварщику очень легко полностью расплавить алюминиевые детали, участвующие в процессе. В результате первым шагом к дуговой сварке алюминия является очистка основного металла от любых оксидов или масел-растворителей. Второй шаг – помнить о своем подходе.
Сварка электродом
Дуговая сварка защитным металлом (SMAW), неофициально известная как сварка электродом, является одной из старых форм дуговой сварки. Недорогой и простой в применении в самых разных условиях, этот метод сварки часто предназначен для небольших производственных цехов и сварщиков-любителей, но может использоваться для гладкой сварки алюминия. Ключевым моментом является использование более мощного сварочного аппарата постоянного тока и электрода с алюминиевым покрытием. При быстрой сварке, не давая металлу слишком большого контакта с дугой, алюминий может быть связан быстро.
Heliarc Welding
Дуговая сварка металлическим газом (GMAW), неофициально называемая Heliarc сваркой, представляет собой процесс сварки, при котором добавляется инертный газ, такой как аргон или гелий, для предотвращения окисления в процессе плавления. Чтобы сварить алюминий этим методом, лучше всего предварительно нагреть металл до температуры не более 230 градусов по Фаренгейту перед началом сварки. При использовании аргона и отталкивании, а не оттягивании сварочной горелки от сварочной ванны, алюминий можно соединить без особых проблем. 9
ESAB: краткая история сварки алюминия .com: Сварка стержнем алюминия
Советы и рекомендации по сварке стержнем: Сварка стержнем алюминия и странные хитрости
Изготовитель: Алюминиевая мастерская — Дуговая сварка алюминия с другими процессами
Lincoln Electric: Основы дуговой сварки
Об авторе
Блейк Флурной — писатель, репортер и исследователь из Балтимора, штат Мэриленд. Работая независимо и вместе с профессорами в Goucher College, они подготовили и провели ряд образовательных программ и семинаров для старшеклассников и студентов колледжей в районе Балтимора, находя новые способы познакомить учащихся с биологией, психологией и статистикой.
Сталь для судостроения А — характеристики, свойства, аналоги
Мы работаем по будням с 9:00 до 18:00
Прием заявок по телефону — круглосуточно
+ 7 (812) 640-28-30
+ 7 (812) 441-23-33
+ 7 (812) 640-28-30
+ 7 (812) 441-23-33
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки А.
Марка: А Классификация материала: Сталь для судостроения Применение: Для производства проката, предназначенного для изготовления корпусов или других сварных конструкций судов и плавучих сооружений
Химический состав материала А в процентном соотношении
C
Si
Mn
Ni
S
P
Cr
N
Cu
As
до 0. 21
0.15 — 0.35
0.4 — 1
до 0.4
до 0.04
до 0.04
до 0.3
до 0.008
до 0.35
до 0.08
Механические свойства А при температуре 20
oС
Сортамент
Размер
Напр.
sв
sT
d5
y
KCU
Термообр.
—
мм
—
МПа
МПа
%
%
кДж / м2
—
Прокат, ГОСТ 5521-93
400-490
235
22
Прокат, ГОСТ 52927-2008
400-520
232
22
Расшифровка обозначений, сокращений, параметров
Механические свойства :
sв
— Предел кратковременной прочности , [МПа]
sT
— Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5
— Относительное удлинение при разрыве , [ % ]
y
— Относительное сужение , [ % ]
KCU
— Ударная вязкость , [ кДж / м2]
HB
— Твердость по Бринеллю , [МПа]
Другие марки из этой категории:
Марка A27S
Марка A27SW
Марка A27SZ25
Марка A27SZ35
Марка A32
Марка A32W
Марка A32Z25
Марка A32Z35
Марка A36
Марка A36W
Марка A36Z25
Марка A36Z35
Марка A40
Марка A40S
Марка A40SW
Марка A40W
Марка A40Z25
Марка A40Z35
Марка BW
Марка BZ25
Марка BZ35
Марка D
Марка D27S
Марка D27SW
Марка D27SZ25
Марка D27SZ35
Марка D32
Марка D32W
Марка D32Z25
Марка D32Z35
Марка D36
Марка D36W
Марка D36Z25
Марка D36Z35
Марка D40
Марка D40S
Марка D40SW
Марка D40W
Марка D40Z25
Марка D40Z35
Марка D460W
Марка D500W
Марка DW
Марка DZ25
Марка DZ35
Марка E27S
Марка E27SW
Марка E27SZ25
Марка E27SZ35
Марка E32
Марка E32W
Марка E32Z25
Марка E32Z35
Марка E36
Марка E36W
Марка E36Z25
Марка E36Z35
Марка E40
Марка E40S
Марка E40SW
Марка E40W
Марка E40Z25
Марка E40Z35
Марка E460W
Марка E500W
Марка EW
Марка EZ25
Марка EZ35
Марка F32W
Марка F36SW
Марка F36W
Марка F40SW
Марка F40W
Марка F460W
Марка F500W
Марка FW
Марка А
Марка В
Марка Е
Обращаем ваше внимание на то, что данная информация о марке А, приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки А могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке А можно уточнить на информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
ООО СТАЛЬ-А, Хабаровск (ИНН 2723075763), реквизиты, выписка из ЕГРЮЛ, адрес, почта, сайт, телефон, финансовые показатели
Компания ООО СТАЛЬ-А, адрес: Хабаровский кр. , г. Хабаровск, ул. Казачья Гора, д. 5 офис 1 зарегистрирована 10.02.2006. Организации присвоены ИНН 2723075763, ОГРН 1062723004376, КПП 272201001. Основным видом деятельности является деятельность агентов по оптовой торговле лесоматериалами и строительными материалами, всего зарегистрировано 18 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют. Количество совладельцев (по данным ЕГРЮЛ): 1, директор — Скопенко Евгений Валерьевич. Размер уставного капитала 10 000₽. Компания ООО СТАЛЬ-А принимала участие в 1 тендере. В отношении компании было возбуждено 2 исполнительных производства. ООО СТАЛЬ-А участвовало в 10 арбитражных делах: в 5 в качестве истца, и в 2 в качестве ответчика. Реквизиты ООО СТАЛЬ-А, юридический адрес, официальный сайт и выписка ЕГРЮЛ доступны в системе СПАРК (демо-доступ бесплатно).
Полная проверка контрагентов в СПАРКе
Неоплаченные долги
Арбитражные дела
Связи
Реорганизации и банкротства
Прочие факторы риска
Полная информация о компании ООО СТАЛЬ-А
299₽
Регистрационные данные компании
Руководитель и основные владельцы
Контактная информация
Факторы риска
Признаки хозяйственной деятельности
Ключевые финансовые показатели в динамике
Проверка по реестрам ФНС
Купить
Пример
999₽
Включен мониторинг изменений на год
Регистрационные данные компании
История изменения руководителей, наименования, адреса
Заявки с указанием корпоративных email рассматриваются быстрее.
Вход в систему будет возможен только с IP-адреса, с которого подали заявку.
Компания
Телефон
Вышлем код подтверждения
Эл. почта
Вышлем ссылку для входа
Нажимая кнопку, вы соглашаетесь с правилами использования и обработкой персональных данных
Глоссарий по металлу — нержавеющая сталь (A)
Крупнейший в Великобритании независимый акционер, владеющий несколькими металлами
Алюминий
Медь
Нержавеющая сталь
A
B
C
D
E
F
G
H
I
J
K
L
M
J
K
L
5 M
0006
N
O
P
Q
R
S
T
U
V
W
x
Y
Z
9006 9007 AINTAIN AINTICLIGING 2
9 Z
AINTICLINGILD AINTICLIGING2
Z
9007 AINTAIN удаление путем погружения в раствор, содержащий азотную и плавиковую кислоты, окалины, оставшейся после горячей обработки или отжига. Оставляет матово-серое покрытие.
Связанные термины: Пассивация
Сплав
Комбинация двух или более металлов или металлов и других элементов. Сплав образуется путем добавления «легирующих элементов» к «исходному» металлу в расплавленном состоянии. Основной металл обычно составляет более 50% полученной смеси. Нержавеющая сталь представляет собой сплав железа и хрома (минимум 10,5%) с небольшим количеством углерода и различных других элементов (таких как никель, молибден, титан, марганец) в зависимости от марки.
Отжиг, Отжиг
Цикл термической обработки, используемый для размягчения и восстановления пластичности после холодной обработки давлением, а также для снятия внутренних напряжений в заготовке.
Связанные термины: Обработка раствором, снятие напряжения
Анод
Электрод в электрохимической или коррозионной ячейке, от которого в ячейку течет ток. В коррозионных процессах материал растворяется на аноде.
Анодная защита
Электрохимическая защита от коррозии, достигаемая за счет увеличения электродного потенциала стали.
После сварки
Трубчатые изделия, изготовленные путем непрерывной сварки формованных полос, которые не подвергались термической обработке, такой как отжиг после сварки.
Аустенит
Гранецентрированная кубическая (ГЦК) фаза, присутствующая во всех сталях. В большинстве углеродистых и низколегированных сталей он присутствует только при температуре выше 760°С. В аустенитных нержавеющих сталях их химический состав стабилизирует аустенит до комнатной температуры и даже при криогенных температурах. Аустенит немагнитен.
Аустенитная нержавеющая сталь
Нержавеющая сталь, содержащая не менее 18 % хрома и достаточное количество никеля или комбинацию никеля, марганца и азота для стабилизации гранецентрированной кубической (ГЦК) фазы аустенита до криогенных температур. обычно присутствует только при температуре выше 760°C в большинстве сталей, Эти стали, за исключением особых обстоятельств, немагнитны и обладают хорошей пластичностью, но относительно высокими скоростями деформационного упрочнения. Они обладают отличной коррозионной стойкостью в большинстве сред, хотя подвержены коррозионному растрескиванию под напряжением (SCC) при температуре выше 60°C. Питтинговая и щелевая коррозия может возникать в хлоридной среде, за исключением сплава типа/класса 316, в котором содержание молибдена подавляет, но не всегда может полностью предотвратить эти проблемы. Они не могут быть закалены термической обработкой — Механические свойства могут быть улучшены только холодной обработкой.
На производство стали приходится около семи процентов выбросов парниковых газов человечеством. У этого поразительного факта есть две причины. Во-первых, сталь производится с использованием металлургических методов, знакомых нашим предкам железного века; во-вторых, он является частью практически всего, включая здания, мосты, холодильники, самолеты, поезда и автомобили. По некоторым оценкам, мировой спрос на сталь почти удвоится к 2050 году. Поэтому «зеленая» сталь крайне необходима, если мы хотим противостоять изменению климата.
Чтобы понять сталь, нужно мыслить на уровне школьной химии — хватит даже той химии, которую вы выучили в первый день. По сути, сталь — это железо с добавлением небольшого количества углерода для повышения прочности: крошечные атомы углерода располагаются между более крупными атомами железа, делая сталь более плотной и пластичной. В некотором смысле железо найти не так уж и сложно — оно составляет пять процентов земной коры по весу, — но металлы в горных породах смешаны с другими элементами. Вы должны получить их в чистом виде, прежде чем сможете построить этот меч или Эйфелеву башню. В этом отношении железо представляет особую проблему: атомы железа прочно связаны с атомами кислорода, как дополнительные части головоломки. Два железа и три кислорода образуют оксид железа, или Fe 9.0131 2 O 3 — цельная картина, которую трудно разобрать. Оксид железа образуется легко — настолько легко, что в присутствии воды голое железо будет прилипать к кислороду воздуха, вызывая ржавчину.
Таким образом, на протяжении большей части истории человечества проблема извлечения железа была неразрешимой. Пять тысяч лет назад древние египтяне делали бусы из железа, но металл они получали из метеоритов, в которых он уже был отделен от кислорода каким-то неизвестным внеземным процессом. Пройдет еще тысяча лет, прежде чем станет возможным производство пригодного для использования железа посредством процесса, называемого восстановлением. Где-то около 2000 г. до н. э. было обнаружено, возможно, случайно, что тяжелая железная порода или руда становилась ковкой, когда ее нагревали на углях. Сегодня мы можем объяснить, почему это происходит: при достаточно высоких температурах атомы железа ослабляют свою хватку на атомах кислорода. Кислород связывается с углеродом в древесном угле, образуя CO 2 , который улетает в воздух. Остается очищенное или «восстановленное» железо. Процесс сокращения позволил начаться железному веку.
Трудно точно сказать, когда впервые была изготовлена сталь. Время от времени он возникал, когда углерод диффундировал из древесного угля в железо, укрепляя его. Но производство стали было трудно контролировать до тех пор, пока несколько сотен лет назад не была изобретена доменная печь. С помощью мехов сталелитейщики увеличили температуру угольных топок почти до трех тысяч градусов — достаточно, чтобы расплавить железо в больших количествах. Сегодня доменные печи по-прежнему являются основным методом восстановления стали. Нынешние модели имеют высоту около ста футов и могут производить десять тысяч тонн железа в день. Вместо древесного угля они используют кокс, переработанную форму угля. Кокс и руда идут в верхнюю часть печи, а снизу выходит расплавленное железо, пропитанное углеродом; это железо можно легко переработать в сталь. Сталелитейная промышленность производит около двух миллиардов тонн его каждый год на рынке в 2,5 триллиона долларов, при этом выбрасывая более трех миллиардов тонн CO 2 ежегодно, большая часть из доменных печей.
К счастью, с тех пор мы узнали, что существует несколько способов очистки железа. Вместо того чтобы использовать углерод для удаления кислорода из руды, создавая CO 2 , мы можем использовать водород, создавая H 2 O, то есть воду. Многие компании работают над этим подходом; этим летом шведское предприятие использовало его для производства стали на экспериментальном заводе. Если бы этот метод широко применялся, он мог бы сократить выбросы сталелитейной промышленности на девяносто процентов, а наши глобальные выбросы — почти на шесть процентов. Это большой шаг к спасению мира.
В рамках шведского проекта под названием HYBRIT — Прорывная технология производства водородного чугуна — был построен экспериментальный завод в Лулео, в северной части Швеции. « HYBRIT » написано гладким шрифтом без засечек по бокам объекта; высокая сборка серых коробок напоминает ангар космического корабля или музей современного искусства — чистое будущее, а не суровое прошлое. Проект является результатом сотрудничества между Vattenfall, шведской государственной электроэнергетической компанией; L.K.A.B., государственная компания по добыче железной руды; и S.S.A.B., частная сталелитейная корпорация. Когда завод открылся в августе прошлого года, премьер-министр Швеции выступил с речью, назвав это «исторической возможностью». я спросил HYBRIT на видеотур, а его представители отказались, сославшись на необходимость защиты фирменной технологии. Но, хотя то, что происходит внутри, является чем-то вроде секрета, то, что вышло этим летом, было очевидно: «зеленое» железо, которое впервые было превращено в сталь и доставлено заказчику.
Как правило, сталь получается в результате нескольких стадий производства. Чаще всего железную руду измельчают и окатывают. Тем временем уголь перерабатывается в кокс. Руда, кокс и известняк отправляются в доменную печь, создавая раскаленное жидкое железо вместе с побочным продуктом, называемым шлаком, и огромным количеством CO 9 .0131 2 . Очищенное железо затем нагревают второй раз, без кокса, в так называемой «основной кислородной» печи. На этом этапе поверхность расплавленного железа обдувают кислородом, чтобы стимулировать образование CO и CO 2 . Это снижает содержание углерода в железе примерно с четырех процентов до менее одного процента. В этот момент он становится стальным. «Это немного похоже на большой кулинарный рецепт», — сказал мне Валентин Фогль, аспирант, который пишет диссертацию по обезуглероживанию сталелитейной промышленности в Лундском университете в Швеции. «Есть люди, работающие на сталелитейных заводах, чья жизнь связана с наблюдением за доменной печью, и они понимают доменную печь на интуитивном уровне». Готовый продукт отливается в пластины и прессуется в листы, затем прокатывается и отгружается.
HYBRIT использует другую, более экологичную стратегию, которой придерживаются и некоторые другие предприятия. В его системе железорудные окатыши попадают в верхнюю часть так называемой шахтной печи, размер которой примерно равен размеру доменной печи. Вместо кокса внизу идет газообразный водород. Внутри происходит процесс, известный как «прямое восстановление». Температура в печи достигает полутора сотен градусов, чего недостаточно, чтобы расплавить железо; в результате получаемое «прямовосстановленное железо» остается твердым. Он почти не содержит углерода, поэтому его отправляют в электродуговую печь — сосуд, в котором разряды электричества проходят между внутренними электродами. Там он плавится вместе с небольшим количеством угля, производя сталь (и небольшое количество CO 2 ). Метод старой школы выделяет уйму углерода на каждом этапе; новый процесс излучает как можно меньше. Пилотная установка HYBRIT в настоящее время производит около тонны стали в час. Следующим шагом является строительство промышленного демонстрационного завода в Елливаре, также на севере, который к 2026 году будет производить 1,3 миллиона тонн стали в год. годы. Мартин Пей, главный технический директор сталелитейной компании S.S.A.B., сказал мне, что для масштабирования процесса не существует серьезных научных препятствий. Вместо этого в основном речь шла об оптимизации условий эксплуатации: например, инженерам нужно было экспериментировать с оборудованием, которое нагревает водород перед его закачкой. Настоящим препятствием, по словам Пей, является подача водорода. Чистый водород получают в основном из природного газа, обычно из метана, но для получения водорода из метана требуется энергия, а также образуется угарный газ, который производит CO 2 при сгорании. Существует зеленый источник водорода: вода. Воду можно разделить на водород и кислород, пропуская через нее ток, в процессе, называемом электролизом. Но электролиз, в свою очередь, экологически чистый только в том случае, если задействованные электроны также поступают из возобновляемых источников энергии.
Пилотная установка HYBRIT небольшая, и у них нет проблем с получением зеленого водорода. Но, по словам его инженеров, для создания посредством электролиза достаточного количества зеленого водорода для производства тонны стали требуется около двадцати шестисот киловатт-часов электроэнергии — этого достаточно для питания среднего американского дома в течение трех месяцев. HYBRIT также планирует использовать экологически чистое электричество для подготовки руды, электродуговой печи и стальных валков, что в сумме составит тридцать пятьсот киловатт-часов на тонну стали. Умножьте это на почти два миллиарда тонн стали, которые мы сейчас производим в год, и вы получите почти семь тысяч тераватт-часов электроэнергии. Чтобы удовлетворить этот спрос, не производя CO 2 , нам потребуется почти вдвое увеличить мировой годовой объем производства электроэнергии из ядерных и возобновляемых источников. Это означало бы строительство примерно сотни копий крупнейшего существующего ядерного объекта человечества, атомной электростанции Касивадзаки-Карива, в Японии. Так что проблема с питанием. Нам также пришлось бы заменить наши существующие металлургические и сталелитейные заводы и построить массивные электролизные заводы. Даже в этом случае, поскольку добыча полезных ископаемых и транспорт, вероятно, по-прежнему будут выделять CO 2 , производство не будет полностью экологичным.
Тем не менее капитальный ремонт должен где-то начинаться — в данном случае в Швеции. Страна планирует стать первой страной, достигшей нулевых чистых выбросов к 2045 году. Она надеется, что другие страны последуют этому примеру; Китай, который поставляет большую часть стали в мире, также стремится сократить свои выбросы. Пей сказал мне, что, по его мнению, сырая сталь будет стоить на двадцать-тридцать процентов дороже, чем традиционная сталь, по крайней мере, поначалу. Но по мере того, как процессы электролиза и экологически чистые источники энергии становятся более эффективными, стоимость может снизиться. Между тем, субсидии, налоги, тарифы и другие меры государственного вмешательства могут сделать сырую сталь конкурентоспособной. Если подешевеет, то возьмет верх.
Сырое железо HYBRIT после превращения в сталь было прокатано компанией S.S.A.B. Первая партия зеленой стали этой компании была отправлена Volvo, и в этом месяце S.S.A.B. также объявила о партнерстве с Mercedes-Benz. Гёкче Мете, возглавляющий группу перехода отрасли в Стокгольмском институте окружающей среды, сказал мне, что автомобили, изготовленные из экологически чистой стали, будут стоить примерно на триста евро дороже. (Стиральные машины, еще один потенциальный продукт, будут стоить примерно на двадцать евро больше.) Она считает, что многие покупатели с радостью заплатят наценку. «Зеленая сталь очень популярна в Швеции, — сказал Мете. «Можно услышать, как молодые люди, даже хипстеры, говорят об этом в кафе со своими покебоулами. Зеленая сталь становится действительно горячей темой в повседневной жизни». Она приписывает энтузиазм сочетанию освещения в СМИ, широкой страсти к климату и индустриальной экономике Швеции: по оценкам, каждый десятый швед работает в сфере передового производства.
Сванте Аксельссон, национальный координатор правительственной инициативы «Свободная от ископаемых в Швеции», призван помочь правительству и промышленности договориться о том, как преобразовать экономику. «С нами все партии, все профсоюзы, а также люди на улицах, потому что они работают в этих компаниях», — сказал он мне. «В каком-то смысле мы перешли от проблемы климата к вопросу о том, как мы можем создавать рабочие места в будущем?» Аксельссон сказал, что «новая роль государства» заключалась в «снижении рисков, если мы хотим действовать в условиях открытой экономики». Среди прочего, это включает в себя попытки сделать так, чтобы государственные закупки, банковские инвестиции, выдача разрешений, обучение работников и регулирование работали гармонично, вокруг общих целей. «Я изменил свой язык с «танго до двух» на «кадриль», — сказал он. «Потому что нам нужно так много участников, чтобы делать правильные шаги в правильном направлении».
Нержавеющая сталь может быть не крутой в Америке, но аналогичная и потенциально более значимая программа существует в США. Хотя прямое восстановление железа чистым водородом является новым, прямое восстановление с помощью природного газа — нет. Midrex, сталелитейная компания, базирующаяся в Северной Каролине, впервые применила последний метод и построила свой первый экспериментальный завод в 1967 году. Сегодня компания имеет десятки заводов, работающих по этому принципу, по всему миру, производя больше железа прямого восстановления, чем ее конкуренты вместе взятые. . Midrex превращает природный газ в монооксид углерода и водород, которые вместе восстанавливают железо в шахтной печи; по сравнению с доменной печью, использующей кокс, это дает от трети до половины меньше углекислого газа.
Midrex, как и HYBRIT , стремится полностью перейти на водород. В Гамбурге, Германия, к 2025 году планируется построить демонстрационный промышленный завод для ArcelorMittal, второго по величине производителя стали в мире; завод сможет использовать либо водород и монооксид углерода, либо чистый водород, и правительство Германии покроет половину его стоимости в сто десять миллионов евро. Переключение между двумя методами сопряжено с некоторыми инженерными проблемами. «Не так уж очевидно, что вы просто меняете шланг и впрыскиваете водород», — сказал Лутц Бандуш, исполнительный директор ArcelorMittal, управляющий заводом в Гамбурге и шестью другими в Европе. Когда вы используете природный газ для восстановления железа, на поверхности железных окатышей образуется полезная оболочка из углерода; это защищает гранулы от ржавчины и возгорания. Без такого слоя компании придется изменить способ плавки, хранения и обращения с железом. Фабрис Патиссон, инженер Школы горного дела Нанси во Франции, изучал железо прямого восстановления на основе водорода в лаборатории и построил компьютерное моделирование полномасштабных печей Midrex; он не видит препятствий, а только вопросы — об оптимальной форме печи или лучшем месте для добавления водорода, — на которые нужно найти ответ.
Паттисон подозревает, что сталелитейщиков будет труднее спроектировать. «Главная трудность, по крайней мере, в Европе, заключается в том, что они уже столетие полагаются на доменную печь, и им совсем не нравится идея отказаться от нее», — сказал он мне.
Центр вращающийся токарный|Торцевые захваты, поводковые патроны
OSNASTIK
Южная Корея / Индия
Центра вращающиеся и упорные
Вращающиеся задние центры
Вращающиеся центры для труб
Вращающиеся задние центры со сменными наконечниками
Упорные центры, упорные центры для труб
WIDIN
Южная Корея
Токарные центры WIDIN
Вращающиеся центры для токарных станков. Тип LC-NC
Вращающиеся центры для токарных станков. Тип LC-NCP
Вращающиеся центры для тяжелой обработки. LC-NK NKD
Вращающиеся центры для шлифовальной обработки. Тип LC-SMP
Вращающиеся центры для высокоскоростной обработки. Тип LC-D50
Вращающиеся центры с уплотнениями. Тип LC-HD
Вращающиеся конуса. Тип LC-PT
Упорные центры. Тип LM и LM-H
Центр вращающийся токарный
Токарные центра вращающиеся (упорные центра) используются в токарных станках. Вращающиеся центра служат для уменьшения радиального биения путём закрепления заготовок. Для закрепления вращающийся центр подводится к незакреплённой стороне заготовки и прижимает её. Таким образом, заготовка оказывается закреплена с обеих сторон: с одной стороны зажимным патроном, с другой стороны — токарным центром. Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака.
Представленные в данном разделе вращающиеся центра для токарного станка отличаются различными возможностями и преимуществами:
По конструкции наконечника:
Вращающийся наконечник — используется при не вращающейся задней бабке станка для снижения трения между заготовкой и наконечником центра.
Не вращающийся наконечник — обладает более низкой стоимостью и увеличенной износостойкостью, так как является цельнометаллическим.
По креплению наконечника:
Съёмный наконечник — позволяет сменять наконечники вращающегося центра вручную или автоматически (на станках с ЧПУ), что увеличивает универсальность применения центра, а также увеличивает срок службы.
Несъёмный наконечник — обладает более низкой стоимостью.
По виду заготовки:
Цельнометаллическая заготовка — центра со стандартными наконечниками.
Полые заготовки, трубы и пр. — т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
Какие существуют способы зажима заготовки в патроне токарного станка с ЧПУ в процессе токарной обработки?
Зажим заготовки означает позиционирование и зажим заготовки на токарном станке с ЧПУ или приспособлении. В процессе токарной обработки заготовка должна вращаться вместе со шпинделем токарного станка с ЧПУ. Поэтому, когда требуется зажим на токарном станке с ЧПУ, ось обрабатываемой детали и токарный станок с ЧПУ. Ось основного вала должна быть соосной, и заготовка должна быть зажата, чтобы избежать ослабления или падения заготовки под действие режущей силы, приводящее к аварии.
В зависимости от формы, размера и количества заготовок можно использовать различные методы зажима заготовки на токарном станке с ЧПУ. Принадлежности, используемые в токарных станках с ЧПУ, такие же, как самоцентрирующиеся патроны / патроны одностороннего действия, вершины, оправки, центральные рамы, держатели инструментов, планшайбы и уголки.
1. Токарный станок с ЧПУ самоцентрирующийся зажимной патрон
Самоцентрирующийся патрон токарного станка с ЧПУ крепится на шпинделе через фланец для зажима заготовки. Ключ с квадратной головкой вставляется в квадратное отверстие самоцентрирующегося патрона для вращения, малая коническая шестерня вращается, а большая коническая шестерня, которая приводит в движение сетку, вращается, а большая коническая шестерня приводит в движение три захвата, которые с резьбой зацепляются с плоскости диска с тыльной стороны двигаться синхронно в радиальном направлении.
Самоцентрирующийся патрон токарного станка с ЧПУ характеризуется трехкулачковым автоматическим центрированием, простым зажимом и коррекцией заготовки, но усилие зажима невелико, и невозможно зажимать большие заготовки и заготовки неправильной формы.
Способ загрузки самоцентрирующегося патрона и обработки деталей токарного станка с числовым программным управлением имеет приемы захвата и антизажима заготовки. При использовании антизажимного зажима тройная защелка снимается, и установка перемычки может зажать заготовку большего диаметра в обратном направлении.
Губки цанги называются жесткими захватами, которые закалены и тверды. Кулачки из незакаленной стали или медно-алюминиевого сплава называются мягкими кулачками. Их обычно приваривают к жестким когтям. Они удачно расположены, и защемить заготовку не так-то просто. Перед использованием его необходимо обработать, и можно использовать машину или мельницу.
2. Подвижный патрон с ЧПУ, зажимающий заготовку.
Четыре захвата подвижного патрона станины с ЧПУ могут перемещаться независимо, поскольку задняя часть каждого захвата имеет полулепестковую внутреннюю резьбу для зацепления с винтом, винт В конце есть дырка. Когда определенное отверстие поворачивается с помощью патронного ключа, соответствующий винт вращается, чтобы зажать или ослабить захват. Таким образом, подвижный патрон станины с ЧПУ может удерживать квадратную/прямоугольную/эллиптическую форму и заготовку неправильной формы, а также может поворачивать эксцентриковый вал и отверстие. Таким образом, усилие зажима подвижного патрона станины с ЧПУ больше, чем у специального нового патрона, который используется для зажима обычной круглой заготовки большего диаметра. Токарные станки с ЧПУ используют патрон простого действия для зажима заготовки. Поскольку четыре челюсти не синхронизированы, они не могут быть самоцентрированными. Его нужно тщательно выровнять, чтобы ось заготовки совпадала с осью вращения шпинделя. Трафарет используется для совмещения поверхности заготовки с внешней поверхностью заготовки или предварительно размеченной линией обработки. Точность позиционирования 0,2-0,0. 5 мм; Точность позиционирования. Когда припуск на обработку каждой части заготовки неравномерен, необходимо ориентироваться на поиск детали с небольшим запасом, иначе заготовку легко браковать. Передвижной патрон для листового проката с ЧПУ можно использовать для захвата или обратного зажима заготовки. Также можно использовать с одним или двумя противозахватами, а остальные все равно использовать прижимное устройство.
Deshengrui Machinery предоставляет профессиональные услуги токарной обработки с ЧПУ. У нас есть высококачественный токарный станок с ЧПУ. По мере роста компании мы можем производить различные виды токарных и фрезерных деталей с ЧПУ.
ПРЕДЫДУЩИЙ:Что такое расточка при механической обработке? И как подать заявку? | Дешенгруй Машинери ДАЛЕЕ:Что могут обрабатывать различные станки с ЧПУ? | Deshengrui Machinery
Горизонтальные токарные и зажимные станки | Цифровая платформа IMTS
Записи о токарных станках или прядильных машинах восходят к Египту и Месопотамии. Древние мастера использовали токарный механизм для изготовления хозяйственных инструментов, оружия, украшений и других важных предметов быта.
О горизонтальных токарных станках
Среди множества различных конструкций токарных конструкций очень распространена одна, то есть горизонтальное расположение вращающихся шпинделей, которые зажимают заготовку и обрабатываются режущими инструментами.
Почему горизонтальное расположение так распространено?
Токарные станки также называются токарными станками, и обычно это станки с ЧПУ, которые вращают заготовку вокруг оси вращения для выполнения различных процессов, таких как резка, накатка, шлифовка, сверление, деформация, обработка торцевой поверхности и токарная обработка.
Эти задачи обработки с ЧПУ выполняются с помощью инструмента, применяемого к заготовке для создания объекта с контуром, симметричным оси, который приводится в движение шпинделем станков с ЧПУ.
Токарные станки с ЧПУ делятся на два основных типа в зависимости от способа зажима заготовок, а именно: вертикальные токарные станки с ЧПУ и горизонтальные токарные станки с ЧПУ. В горизонтальном токарном станке с ЧПУ заготовка закрепляется на шпинделе, который приводится в действие выходной мощностью ремня, прямого двигателя или встроенного двигателя.
В то же время гидравлическое усилие зажима активируется цилиндром, установленным в зажимном устройстве, для обеспечения надежного зажима заготовки. При работе на высокой скорости заготовка не упадет. Однако, когда длина заготовки больше, задняя бабка будет использоваться для зажима заготовки, чтобы обеспечить плавный и точный процесс обработки с ЧПУ.
С другой стороны, в вертикальном токарном станке с ЧПУ заготовка зажимается вертикально, а режущий инструмент устанавливается в том же направлении, так что обработка выполняется вертикально. По сравнению с горизонтальными токарными станками с ЧПУ этот способ зажима прочнее из-за действия силы тяжести.
Производители вертикальных токарных станков с ЧПУ обычно расширяют свои вертикальные токарные станки с ЧПУ до первоклассного производственного оборудования, чтобы удовлетворить потребности различных промышленных пользователей, стремящихся к высокой точности. В вертикальном зажимном механизме шпиндель вертикального токарного станка с ЧПУ расположен за патроном. Эти шпиндели могут иметь ременный привод или другие типы приводных механизмов.
Как и другие фрезерные станки с ЧПУ и обрабатывающие центры, токарные станки также могут быть оснащены электроинструментами и инструментальными магазинами для повышения их функциональности и универсальности, что предоставляет пользователям более широкие возможности обработки, такие как некоторые функции фрезерных станков с ЧПУ или обрабатывающих центров.
Револьверная головка CNC Power является современным стандартным аксессуаром многих токарных станков с ЧПУ и одним из наиболее важных аксессуаров для пользователей токарных станков с ЧПУ. Тайваньские поставщики нацелились на этот бизнес и разработали множество револьверных головок и электроинструментов для поддержки пользователей токарных станков на мировом рынке.
Многие силовые турели приводятся в движение одним двигателем с функцией сервопривода, что может обеспечить наилучшую производительность обработки и снизить потребление энергии. В то же время они также обеспечивают высокую жесткость заготовки и идеальные характеристики резки и фрезерования.
:: Подробнее : Объяснение двух основных категорий токарных станков. Горизонтальное и вертикальное
Другие важные вспомогательные принадлежности
В дополнение к револьверной головке, инструментальный магазин и устройство автоматической смены инструмента (ATC) также являются самыми продаваемыми продуктами тайваньских поставщиков принадлежностей для станков. Тайваньский инструментальный магазин и система ATC могут предоставить наилучшее решение в соответствии с запланированным временем производственного цикла клиента, чтобы помочь клиентам удовлетворить потребности заказа.
По сравнению с глобальными конкурентами тайваньские поставщики знают больше о том, как предоставлять клиентам комплексные услуги с учетом их местных условий, а также модернизировать существующие станки или принадлежности до более современных версий, чтобы адаптироваться к новым требованиям обработки, таким как интеграция токарно-фрезерных станков с револьверными головками.
Шпиндели, патроны и гидравлические цилиндры хорошо развиты в промышленной сфере Тайваня. В сочетании с токарными станками с ЧПУ ряд токарных станков и аксессуаров широко используются в различных отраслях промышленности по всему миру, что делает аксессуары для станков одним из основных экспортных направлений Тайваня.
Разработка принадлежностей для токарных станков
Среди всех принадлежностей разработка приводных револьверных головок, приводных инструментов, автоматических устройств смены паллет и 4-й оси является текущей тенденцией, поскольку они могут привнести в токарный станок универсальность фрезерования в качестве токарных центров. .
Чтобы лучше использовать эти принадлежности, токарный станок имеет функцию фрезерования, поэтому токарные станки можно заменить на токарные центры или токарно-фрезерные центры. Это во многом отличается от обычных токарных станков. Текущая тенденция заключается в том, что клиенты, выбравшие токарные станки, могут получить больше функций, чем раньше, что делает их производственные линии более гибкими.
Промышленные датчики также являются одним из продуктов новой технологической революции. Их можно не только использовать при токарной обработке, выполняемой токарными центрами, но и помочь различным станкам достичь цели интеллектуального производства. Несмотря на успех этой современной технологии, разработка в этой области все еще находится на стадии исследований.
Выставка MTS
MTS собрала мировых производителей горизонтальных токарных станков с ЧПУ на этой онлайн-платформе. Просмотрите и найдите вашего следующего поставщика вместе с нами.
Отзывы довольных покупателей это подтверждают! Пользователи сервиса Яндекс.Маркет в среднем оценивают насосы Wilo на 5 из 5 баллов.
Комфорт в эксплуатации
Вместе с приобретенным у нас товаром Вы получаете в комплекте следующие документы: гарантийный талон, инструкцию по монтажу и эксплуатации, кассовый чек товарную накладную. В случае выхода из строя оборудования, гарантийный талон дает право на бесплатный гарантийный ремонт в специализированных сервисных службах.
Гарантия
Двойная защита от ржавчины! Оборудование имеет катафорезное и дополнительное лаковое покрытие корпуса.
Устойчивость к коррозии
Поскольку насосы предназначены для перекачивания жидкостей, одной из основных характеристик любого агрегата является напор, проявляемый повышением давления в системе.
Как рассчитывается напор?
Напор насоса (H, м) отображает удельную механическую работу, которую агрегат передает транспортируемой среде. Напор рассчитывается по формуле:
H = E/G, где
E — механическая энергия (Н⋅м)
G — вес транспортируемой жидкости (Н)
Что такое характеристика насоса?
Производители насосной техники под характеристикой насоса подразумевают графическую кривую, отображающую взаимосвязь между создаваемым напором и подачей рабочей среды.
Как связаны напор и подача насоса?
Между создаваемым напором и подачей (расходом перекачиваемой рабочей среды) существует взаимосвязь, отображаемая на графике характеристики насоса.
Горизонтальная ось используется в качестве шкалы подачи (Q, м3/ч или л/с), вертикальная служит для отображения напора (H). Традиционно величину напора выражают в метрах водного столба (м в.ст.), однако допустимы и другие единицы измерения, связанные между собой следующими соотношениями:
10 м в.ст. = 100000 Па = 100 кПа = 1 бар
Детальный анализ кривой позволяет утверждать, что насос преобразует энергию электромотора (с учетом общего КПД) в две формы гидравлической энергии — скорость и давление.
Какие особенности имеет график характеристики насоса?
Работа насоса с закрытым клапаном позволяет создавать в системе максимальное давление — напор при нулевой подаче (H0). При медленном открытии клапана начинается движение перекачиваемой жидкости с преобразованием части энергии привода в кинетическую. В таком случае поддерживать первоначальный напор уже невозможно, поэтому график характеристики имеет форму падающей кривой, которая теоретически в какой-то точке должна пересечься с осью подачи. В нулевой точке напора у рабочей среды есть только кинетическая энергия, но давление отсутствует.
Кривая характеристики насоса:
Однако, в реальных условиях из-за наличия внутреннего сопротивления в трубопроводной системе кривая характеристики насоса обрывается до достижения оси подачи.
Какие существуют варианты формы характеристик насоса?
На форму характеристики насосного агрегата влияет множество параметров. Предложенный график наглядно отображает различную крутизну характеристик насоса в зависимости от частоты вращения его привода:
Различают пологую и крутуюформу характеристики насоса.
От крутизны характеристик насосного агрегата и смещения его рабочей точки зависят подача и напор:
Вариант с пологой кривой: при большом изменении подачи напор изменяется незначительно;
Вариант с крутой кривой: при большом изменении подачи существенно изменяется напор
Закономерность изменений подачи и напора в зависимости от варианта кривой:
Для правильной эксплуатации циркуляционных насосов и их подбора при создании различных перекачивающих установок необходимо знать как изменяются основные параметры насосов в различных условиях их работы.
Важно иметь сведения об изменении напора H, расхода мощности N и коэффициента полезного действия (КПД) насоса при изменении его подачи Q. В технике принято характеристики насоса представлять в виде графиков, которые характеризуют взаимное изменение основных параметров насоса в различных условиях работы.
Содержание статьи
Как получить технические характеристики насоса
Гидравлическая характеристика насоса
Рабочая характеристика насоса
Регулирование работы насоса
Видео по теме
Основной считается зависимость подачи насоса от его напора, так называемую Q-H характеристику. Расход мощности и КПД являются уже следствием работы насоса по созданию подачи Q и напора H, которые и являются целью приобретения насоса.
Характеристика каждого насоса определяется только путем его испытания. Аналитические способы построения характеристик очень сложны и не дают достаточно надежных результатов.
Технические характеристики насосов получают при проведении испытаний.
При испытании насоса жидкость совершает замкнутый цикл. Забираемая насосом из резервуара, жидкость подается в напорную сеть, состоящую из участка трубопровода с расходомером и дроссельной задвижкой, а потом снова возвращается в резервуар.
При этом вся энергия, получаемая жидкостью в насосе, поглощается преимущественно в дроссельной задвижке. Закрывая и открывая задвижку, можно изменять подачу насоса с нуля от нуля до некоторого максимального значения. Число оборотов насоса в течение одного опыта сохраняется постоянным.
При разных открытиях дроссельной задвижки производят замеры: подачи, напора, рабочее давление нагнетания насоса, давления всасывания, температуры жидкости и мощности, потребляемой насосом.
Гидравлическая характеристика насоса
Гидравлической характеристикой насоса – в зависимости от источника она может быть названа напорной характеристикой насоса – называют зависимость подачи от напора. Перед тем как перейти к описанию и её построению необходимо определиться с основными понятиями.
Основные параметры насоса
Подача q насоса (производительность насоса) – это количество жидкости, которое перекачивает насос в единицу времени. Обозначается буквой Q. Измеряется в кубических метрах в час(м3/ч), или литрах в час(л/ч).
Напор насоса – это удельная механическая работа, передаваемая насосом перекачиваемой жидкости. Другими словами напор это высота столба воды на которую насос способен поднять жидкость. Напор насоса обозначается буквой H. Измеряется в метрах водного столба (м).
Мощность – это полное приращение энергии, получаемое всем потоком в насосе в единицу времени. Обозначается буквой N. Измеряется в киловаттах(кВт)
КПД (коэффициент полезного действия) насоса – это отношение полезной мощность к потребляемой насосом. КПД является безразмерной величиной.
Замер подачи большей частью осуществляется мерной дроссельной шайбой или соплом по величине перепада давления до и после прибора; перепад давления измеряется дифференциальным манометром.
По данным замеров подачи, напора и мощности, определяют КПД насоса. В результате получают таблицу значений напора, мощности и КПД для последовательного ряда значений подачи насоса от нуля до некоторого максимального значения.
Опытные значения напора, расхода, мощности и КПД могут быть представлены в виде системы точек. Соединяя точки плавными кривыми, получаем непрерывную зависимость рассматриваемых параметров от подачи насоса при постоянном числе оборотов. Эти кривые являются основными характеристиками насоса при постоянном числе оборотов.
Напор насоса обычно имеет большие значения при меньшей подаче и уменьшается с её возрастанием.
Отдельные типы насосов имеют отличные характеристики, например техническая характеристика центробежного насоса представляет собой плавную кривую, а у оборудования объемного типа график выглядит ступенчато.
Холостой ход насоса
Холостой ход насоса — это работа насоса при нулевой подаче
Мощность насоса при нулевой подаче имеет некоторое значение N, которое называется мощностью холостого хода. Величина мощности холостого хода зависит от типа насоса, его коэффициента быстроходности. При холостом ходе его полезная мощность равна нулю, и следовательно, КПД также равен нулю.
С возрастанием подачи КПД растет, достигая оптимального значения при режиме, близком к расчетному, а затем начинает падать. Такие характеристики дают достаточно полное представление о свойствах насоса в эксплуатации, если насос снабжен двигателем с постоянным числом оборотов.
Иногда возникает потребность в более сжатом выражении характеристики насоса. Тогда строят одну характеристику Q-H, помечая на ней точки с определенными значениями КПД. Зная для каждой точки характеристики подачу, напор и КПД, легко вычислить мощность.
При изменении частоты вращения, например 60% от номинала или 80% от номинала, характеристика Q-H насоса смещается ниже или выше номинальной.
При испытании и построении характеристики насоса, измеряют не только подачу и напор, но и расход мощности и КПД, которые также наносятся на график.
По составленному графику устанавливается оптимальный режим работы насоса, соответствующий максимальному значению коэффициента полезного действия (КПД) насоса. Затем определяются значения подачи, напора и мощности, соответствующие наиболее выгодным условиям работы насоса. Такой режим работы называется “Рабочей точкой” насоса.
Рабочая характеристика насоса
Рабочая характеристика – это кривая, на которой отражена зависимость между подачей и напором насоса. На рабочей характеристике указывается рабочая точка.
Рабочая точка насоса – это точка на пересечении гидравлической характеристики сети и напорно-расходной (напорной характеристики) характеристики насоса.
Выбирают рабочую точку циркуляционного насоса уже на нисходящей ветки кривой Q-H. Это область устойчивой работы насоса. Восходящая часть кривой Q-H является областью неустойчивой работы, частых срывов подачи.
Мощность насоса при нулевой подаче имеет некоторое значение, которое называется мощность холостого хода. При работе на холостом ходу полезная подача (производительность) насоса равна нулю, а следовательно его КПД так же равен нулю – жидкость не перемещается. С возрастанием подачи КПД растет до своего оптимального значения, а затем начинает падать.
Техническая характеристика центробежного насоса дает достаточно полное представление о свойствах насоса в эксплуатации, его сильных и слабых сторонах, и его работе в трубопроводной сети.
Регулирование работы насоса
Изменение технической характеристики насоса или характеристики системы для обеспечения требуемой подачи называется регулированием насосной установки и осуществляется несколькими способами.
Регулирование воздействием на систему является наиболее распространенным и простым способом. В этом случае регулирование осуществляется задвижкой или вентилем, устанавливаемым обычно в непосредственной близости от насоса на напорном трубопроводе. Такой способ регулирования называется дросселированием.
Дросселирование на всасывающем трубопроводе не рекомендуется из-за опасности возникновения кавитации. Каждому положению задвижки соответствует своя характеристика системы и рабочая точка перемещается от исходного значения подачи к требуемому.
Другим способом регулирования работы насоса является регулирование изменением частоты вращения насоса. Этот способ позволяет свести к минимуму потери, не требует изменения характеристики систему, но предполагает использование привода с регулируемой частотой вращения, либо специальных устройств.
Остальные способы изменения технической характеристики насоса требуют вмешательства в его конструкцию, например возможно: уменьшить напор применив входной направляющий аппарат регулировать подачу насоса путем изменения угла установки лопастей рабочего колеса для многоступенчатого насоса можно воспользоваться изменением числа работающих ступеней.
Видео по теме. Частные характеристики насоса
На практике техническая характеристика насоса может изменяться и комбинированным способом регулирования, например изменением частоты вращения и дросселированием.
Перед выпуском оборудования в эксплуатацию снимают частные характеристики насоса. Одной из таких кривых является кавитационная зависимость. Такой график показывает как изменяется напор насоса с изменением давления на всасе. Частные кавитационные характеристики насоса необходимы для определения минимального подпора на всасе и исключения появления кавитации.
Вместе со статьей «Характеристика насоса: напор, подача, рабочая точка. Регулирование насоса.» читают:
Характеристики центробежных насосов | Насосы и системы
Насосы обычно подразделяются на две широкие категории — объемные насосы и динамические (центробежные) насосы. Насосы объемного типа используют механические средства для изменения размера (или перемещения) камеры для жидкости, чтобы заставить жидкость течь. С другой стороны, центробежные насосы сообщают жидкости движущую силу за счет вращения рабочих колес, погруженных в жидкость. Импульс вызывает увеличение давления или расхода на выходе из насоса.
Поршневые насосы имеют характеристику постоянного крутящего момента, тогда как центробежные насосы демонстрируют переменную характеристику крутящего момента. В этой статье речь пойдет только о центробежных насосах.
Центробежный насос преобразует энергию привода в кинетическую энергию жидкости путем ускорения жидкости к внешнему ободу рабочего колеса. Количество энергии, переданной жидкости, соответствует скорости на краю или конце лопасти рабочего колеса. Чем быстрее вращается крыльчатка или чем больше крыльчатка, тем выше скорость жидкости на конце лопасти и тем больше энергия передается жидкости.
Рис. 1. Центробежный насос
Характеристики
Создание сопротивления потоку контролирует кинетическую энергию жидкости, выходящей из рабочего колеса. Первое сопротивление создается улиткой насоса (корпусом), которая улавливает жидкость и замедляет ее. Когда жидкость замедляется в корпусе насоса, часть кинетической энергии преобразуется в энергию давления. Это сопротивление потоку насоса, которое считывается с манометра, прикрепленного к напорной линии. Насос не создает давление, он только создает поток. Давление является мерой сопротивления потоку.
Рисунок 2. Представление статического разряда головки, статического подъема всасывания и общей статической головки
Голова-устойчивость к теку , таких как вода или бензин), термин напор является измерением кинетической энергии, которую создает центробежный насос. Представьте себе трубу, стреляющую струей воды прямо в воздух. Высота, которой достигает вода, – это голова. Напор измеряет высоту столба жидкости, который насос может создать за счет кинетической энергии, которую центробежный насос передает жидкости. Основная причина использования напора вместо давления для измерения энергии центробежного насоса заключается в том, что давление насоса изменится, если изменится удельный вес (вес) жидкости, но напор не изменится. Конечные пользователи всегда могут описать производительность насоса на любой ньютоновской жидкости, будь то тяжелая (серная кислота) или легкая (бензин), с помощью напора. Напор связан со скоростью, которую жидкость набирает при прохождении через насос.
Все формы энергии, задействованные в системе потока жидкости, могут быть выражены в футах жидкости. Сумма этих напоров определяет общий напор системы или работу, которую насос должен выполнять в системе. В этом разделе определяются различные типы напора — трения, скорости и давления.
Напор трения (h f )
Напор трения – это напор, необходимый для преодоления сопротивления потоку в трубе и фитингах. Это зависит от размера, состояния и типа трубы; количество и тип трубной арматуры; расход; и характер жидкости.
Скоростной напор (h v )
Скоростной напор – это энергия жидкости в результате ее движения с некоторой скоростью (V). Это эквивалентный напор в футах, через который вода должна была бы упасть, чтобы приобрести ту же скорость, или, другими словами, напор, необходимый для ускорения воды. Скорость напора можно рассчитать по следующей формуле:
Где: г = 32,2 фута/сек. 2 V = скорость жидкости в футах/сек.
Скоростной напор обычно незначителен, и им можно пренебречь в большинстве систем с высоким напором. Однако это может быть важным фактором, и его необходимо учитывать в системах с низким напором.
Напор Напор необходимо учитывать, когда насосная система либо начинается, либо опорожняется в резервуар, находящийся под давлением, отличным от атмосферного. Давление в таком резервуаре необходимо сначала преобразовать в футы жидкости. Вакуум во всасывающем резервуаре или избыточное давление в нагнетательном резервуаре должны быть добавлены к напору системы, тогда как избыточное давление во всасывающем резервуаре или вакуум в напорном резервуаре будут вычтены. Ниже приведена формула для преобразования дюймов ртутного вакуума в футы жидкости:
Комбинация различных типов напора составляет общий напор системы при любом конкретном расходе. Описания в этом разделе относятся к этим комбинированным или динамическим головкам, поскольку они относятся к центробежному насосу.
Суммарная динамическая высота всасывания (h s ) Суммарная динамическая высота всасывания представляет собой статическую высоту всасывания минус скоростной напор на всасывающем фланце насоса плюс общий напор трения во всасывающей линии. Общая динамическая высота всасывания, определенная при испытании насоса, представляет собой показание манометра на всасывающем фланце, преобразованное в футы жидкости и скорректированное по осевой линии насоса, за вычетом скоростного напора в точке крепления манометра.
Полный динамический напор нагнетания (h d ) Общий динамический напор на нагнетании представляет собой статический напор плюс скоростной напор на напорном фланце насоса плюс общий напор трения в напорной линии. Общий динамический напор, определенный при испытании насоса, представляет собой показание манометра на напорном фланце, преобразованное в футы жидкости и скорректированное по осевой линии насоса, плюс скоростной напор в точке крепления манометра.
Термины для насоса
Высота всасывания существует, когда источник подачи находится ниже осевой линии насоса. Таким образом, статическая высота всасывания представляет собой расстояние по вертикали в футах от осевой линии насоса до свободного уровня перекачиваемой жидкости.
Высота всасывания существует, когда источник подачи находится выше осевой линии насоса. Таким образом, статическая всасывающая головка — вертикальное расстояние в футах от осевой линии насоса до свободного уровня перекачиваемой жидкости.
Статический напор нагнетания — расстояние по вертикали в футах между осевой линией насоса и точкой свободного нагнетания или поверхностью жидкости в нагнетательном баке.
Общий статический напор — вертикальное расстояние в футах между свободным уровнем источника подачи и точкой свободного сброса или свободной поверхностью нагнетаемой жидкости.
Полный напор или полный динамический напор Полный напор (H) или общий динамический напор (TDH) представляет собой общий динамический напор на нагнетании минус общий динамический напор на всасывании:
TDH = h d + h s (с высотой всасывания) TDH = h d – h s (с высотой всасывания)
Мощность
Работа, выполняемая центробежным насосом, является функцией полного напора и веса жидкости прокачивается за определенный период времени. Производительность насоса в галлонах в минуту и удельный вес жидкости обычно используются в формулах, а не фактический вес жидкости.
Входная мощность насоса или тормозная мощность (л.с.) — это фактическая мощность, подаваемая на вал насоса. Производительность насоса или мощность водяного насоса (WHP) — это мощность жидкости, подаваемая насосом. Эти два термина определяются следующими формулами:
Чтение кривой производительности насоса
Характеристики насоса, такие как расход, давление, КПД и тормозная мощность, отображаются графически на кривой насоса. Первое, на что следует обратить внимание, это размер помпы. Размер насоса 2×3-8 показан в верхней части графика. Цифры 2х3-8 означают:
Некоторые компании могут отображать номер как 3×2-8. Большее из первых двух чисел — вход. Скорость насоса (об/мин) также показана в верхней части графика и указывает производительность при скорости 3560 об/мин. Вся информация является репрезентативной для этой рабочей скорости.
Производительность или расход показаны внизу кривой. Уровни расхода показаны для рабочей скорости 3560 об/мин, но показывают влияние напора при дросселировании выпускного отверстия.
В левой части кривой производительности показан напор (футы), генерируемый при различных скоростях потока. На графике представлено несколько кривых зависимости расхода от напора (см. рис. 3). Каждый из них представляет другой (урезанный) размер крыльчатки. Для этого насоса диапазон рабочих колес составляет от 5,5 до 8,375 дюймов.
Рис. 3. Пример кривой производительности насоса
Кривые эффективности наложены на график (вертикальные линии) и показывают КПД этого насоса от 64 до 45%. По мере увеличения напора расход и эффективность снижаются.
Тормозная мощность показана пунктирными линиями, проведенными по диагонали из верхнего левого угла в нижний правый. Кривые забойного давления показаны для мощности от 7,5 до 30 л.с. Используя 8-дюймовую крыльчатку с расходом 250 галлонов в минуту, BHP составляет примерно 25 лошадиных сил.
Законы подобия, применяемые к центробежным насосам
Кривые насоса и системы Кривая насоса является исключительно функцией физических характеристик насоса. Кривая системы полностью зависит от размера трубы, длины трубы, количества и расположения колен и других факторов. Место пересечения этих двух кривых является естественной рабочей точкой (см. рис. 4). Здесь давление насоса соответствует потерям в системе, и все уравновешено.
Рисунок 4. Примеры кривых насосной системы
Если система является частью процесса, который часто или постоянно изменяется, то необходим какой-либо метод изменения характеристик насоса или параметров системы. Два метода могут достичь непрерывно меняющегося потока. Одним из методов является дросселирование, при котором кривая системы изменяется с помощью регулирующего или дросселирующего клапана. Другой метод заключается в изменении скорости насоса, что изменяет характеристику насоса.
Система дросселирования При использовании метода дросселирования препятствие потоку увеличивает напор. Система с двумя различными настройками клапана показана на рис. 6.
Рис. 5. Система дросселирования
Рис. определите требования к мощности для дроссельной системы, затем для системы переменной скорости. Используется насос (с 8-дюймовым рабочим колесом), работающий с базовой скоростью 3560 об/мин. Этот насос предназначен для работы в системе, требующей напора в 250 футов при расходе 250 галлонов в минуту (см. рис. 6).
Из показанной информации требования к лошадиным силам на скоростях потока дроссельной системы показаны в таблице 1.
Таблица 1. Требования к мощности дроссельной системы
Система переменной скорости 9003 9003 Система переменной скорости 9003 9003 . Для сравнения, в методе переменной скорости используется изменение характеристик насоса, происходящее при изменении скорости вращения рабочего колеса (см. рис. 7). Более низкая скорость насоса изменяет характеристику насоса в зависимости от напора, создаваемого скоростью перекачиваемой жидкости. Помните, что голова равна V 2 /2г.
Рис. 7. Пример системы с регулируемой скоростью законы подобия.
Где: N = скорость насоса Q = расход (гал/мин) P = давление (футы) л.с. = мощность в л.с.0063 скоростей (см. Таблицу 2).
Таблица 2. Различные требования к питанию системы
Примечание. Используйте 25 HP для HP1, 1750 для N1 и 250 для Q1, чтобы заполнить Таблицу 2.
Используйте законы подобия для расчета значений для остальных рабочих точек. Очевидно, что изменение скорости требует гораздо меньше энергии. Чтобы определить фактическую требуемую мощность, следует учитывать КПД привода. Экономия энергии будет зависеть от количества времени, в течение которого насос работает в каждой точке пониженной скорости.
Чтобы рассчитать фактическую экономию, мощность тормоза необходимо преобразовать в ватты, а затем умножить на часы работы. Затем результат умножается на стоимость киловатт-часа, чтобы показать стоимость эксплуатации насоса в каждой точке подачи. Вычтите значение переменной скорости из значения регулирования, чтобы показать разницу в стоимости энергии.
Используя цифры в таблице 2, расход 200 галлонов в минуту при дросселировании требует 22,5 лошадиных сил. С переменной скоростью требуется всего 12,8 лошадиных сил. Если расход требуется на 2000 часов в год по цене 7 центов за киловатт-час, сравнение стоимости будет:
Система дросселя: 22,5 л.с. x 0,746 = 16,785 кВт 16,785 x 2000 = 33 570 кВт -ч 33 570 x 0,07 = 2,350 долл. США
. 19 097 x 0,07 = 1 337 долл. США 90 003 90 002 90 011 Экономия: 90 063 2 350 долл. США – 1 337 долл. США = 1 013 долл. США
В этом примере не было связанной статической головки. Система со статическим напором изменяет кривую системы и требования к мощности. Чем больше статический напор в системе, тем ниже возможная экономия энергии. Это связано с тем, что кривая системы более пологая, поэтому большая часть энергии используется для преодоления изменения высоты, связанного с системами с высоким статическим напором.
Заключение
В этой статье показано, как характерный принцип работы центробежных насосов делает их лучшими кандидатами для экономии энергии. Большинство насосных систем спроектированы и рассчитаны на наихудшие условия нагрузки. Следуя принципу законов подобия, просто снизив расход крупногабаритного центробежного насоса на 20 процентов, можно снизить энергопотребление примерно на 50 процентов, что приведет к существенной экономии энергии.
характеристики | Оценка насосных систем
ХАРАКТЕРИСТИКИ ЦЕНТРОБЕЖНЫХ НАСОСОВ
Основные темы:
Характеристики напора потока или кривой Q-H. форма кривой Q-H
Допустимый рабочий диапазон.
Кривая мощности (BHP, P2) форма кривой мощности. Форма кривой мощности.
Характеристики эффективности. Линии равной производительности.
Характеристики насосов в каталогах. Особые моменты, на которые стоит обратить внимание.
NPSH характеристика.
Характеристики напора (Q-H)
Характеристика Q-H показывает, как зависит напор насоса от расхода насоса или как изменится напор при изменении расхода насоса.
Часто вызывает удивление тот факт, что подача насоса и напор насоса могут быть связаны. Тем не менее, каждый насос имеет свою характеристику, и соотношение для разных насосов различно.
Давайте рассмотрим простой способ описания этого: Если шланг поднят высоко над насосом [положение HI], то из его конца будет капать очень небольшой поток [Q1]. Положение h0 имеет специальный термин: оно называется «запорная головка» или «закрытая головка клапана». Если теперь шланг немного опустить до положения H I , из трубы [Q2] выйдет больший поток. Затем этот процесс можно повторить на нескольких головках [Hx] и измерить связанные с ними потоки [Qx]. […]
Полученная таким образом характеристика называется напорной характеристикой центробежного насоса.
Насос может работать в любых лежащих на нем точках. Разные значения напора соответствуют разным потокам. Как правило, при увеличении напора уменьшается расход и наоборот, при увеличении расхода снижается давление.
Важно.
Насос может работать в любой точке своей характеристики Q-H.
Но некоторые пользователи насосов считают, что насос может обеспечить параметры, указанные на заводской табличке, не больше и не меньше.
Данные на заводской табличке насоса относятся только к одной рабочей точке.
От чего зависит напор насоса?
Чем больше диаметр рабочего колеса, тем выше скорость жидкости, тем выше напор насоса.
От чего зависит производительность насоса?
Чем шире канал рабочего колеса, тем больше жидкости проходит через рабочее колесо, тем больше подача насоса.
Насос может работать в любой точке кривой от нулевого расхода до максимального.
Но производители насосов ограничивают минимальный и максимальный расход. Почему?
Рабочий диапазон насоса
1 — допустимый рабочий диапазон подачи 2 — предпочтительный рабочий диапазон 3 — максимальный уровень вибрации для допустимого рабочего диапазона 4 — максимальный уровень вибрации в предпочтительном рабочем диапазоне 5 — Q bep Соответствующий расходу до точки максимального КПД 6 — кривая зависимости средней вибрации от расхода, показывающая максимально допустимую вибрацию 7 — Характеристика Q-H насоса 8 — точка максимальной эффективности, напор и подача
Допустимый рабочий диапазон насосов должен составлять от 70% до 120% подачи, что соответствует максимальной эффективности насоса. Предпочтительный рабочий диапазон составляет от 80% до 110% расхода, что соответствует максимальной эффективности насоса. API 610 «Центробежные насосы для нефтяной, нефтехимической и газовой промышленности.
Для насосов для обычной промышленности во время нормальной эксплуатации хорошим эмпирическим правилом является то, что центробежный насос всегда должен работать на уровне от 50% до 120% BEP. Причина такого диапазона основана на физике конструкции. Эксплуатация в этой зоне обеспечивает наивысший КПД и наиболее надежную работу с наименьшими нагрузками на подшипники, турбулентностью и вибрацией .
Почему уровень вибрации повышается, когда рабочая точка выходит за пределы допустимого рабочего диапазона?
Вибрация в насосе вызвана тем, что режим потока нестабилен, образуются завихрения и распределение давления. В точке максимального КПД жидкость в насосе течет без турбулентности и пульсаций давления. При выходе за пределы рабочего диапазона неравномерность потока жидкости тем более нарушается, что приводит к падению КПД и вибрации.
В корпусе насоса могут быть установлены рабочие колеса разного диаметра.
В зависимости от диаметра напор насоса также меняется и мы получаем разные Q-H характеристики.
В каталоге производителя в начале вы можете увидеть поле характеристик всего стандартного гидравлического ряда или семейства, которое состоит из гидравлических диапазонов или моделей насосов.
Каждое поле ограничено левой и правой границами допустимого рабочего диапазона и максимальным и минимальным диаметрами рабочего колеса.
Характеристика мощности вала
Характеристика мощности (Q-мощность) показывает, как мощность, потребляемая насосом, изменяется в зависимости от расхода. Как и в случае с напорной характеристикой, силовая характеристика строится для фиксированной скорости.
Мощность на валу — это, как следует из названия, мощность, которая передается от двигателя через муфту на вал насоса. Как и кривая напора, эта кривая обычно строится для фиксированной рабочей скорости. Обратите внимание, что мощность на валу — это не входная мощность двигателя, которую обычно можно измерить в полевых условиях, а выходная мощность двигателя, которую обычно невозможно измерить. Однако можно получить точную оценку мощности на валу, если известен КПД двигателя при различных условиях нагрузки.
Что необходимо помнить:
— это мощность на валу насоса, а не электроэнергия.
— электрическая мощность, потребляемая электродвигателем, зависит от мощности насоса. Мощности на валу насоса и электродвигателя равны.
Некоторые пользователи считают, что электродвигатель потребляет номинальную мощность, указанную на паспортной табличке.
В большинстве случаев мощность насоса увеличивается по мере увеличения расхода. Для перекачивания большего количества жидкости требуется больше мощности. Но это не всегда справедливо. Бывают случаи, когда силовая характеристика может при достижении определенного значения при дальнейшем увеличении подачи снижаться. Обратите внимание, что минимальная мощность насоса указана при нулевом расходе. Поэтому центробежный насос запускается либо при полностью закрытой, либо приоткрытой задвижке.
Форма силовой характеристики также может иметь пологую форму. Такой вид характеристики характерен для насосов с большим расходом и малым напором. Осевые или полуосевые насосы.
Форма кривой мощности
Нарастающая характеристика. В этом случае выбор мощности электродвигателя должен быть более тщательным. Существует опасность перегрузки двигателя. БЭП — Q=320 м3/ч H=80 м n=1450 об/мин. nq=11,5
Ненарастающая характеристика Опасность перегрузки двигателя отсутствует
BEP: Q=1250 м3/ч H=25 м n=1450 об/мин. nq=54
Крутизна кривых играет важную роль при выборе насосов, методов управления насосами, влияния на параметры насоса после износа. Крутизна характеристик Q-H и Power связаны.
Посмотрите на картинку ниже.
1. Q-H имеет меньшую крутизну (плоскую) Power имеет восходящую форму.
2.Q-H имеет большую крутизну Мощность не имеет восходящей формы.
Характеристика КПД насоса
КПД насоса, как и любого другого механизма, представляет собой отношение полезной мощности к потребляемой мощности.
P2
Phydr
Производители насосов посредством эксплуатационных испытаний определяют эффективность каждой модели насоса. Эта точка называется точкой наилучшей эффективности (BEP). BEP должен быть указан на всех кривых центробежного насоса. При BEP наименьшее количество жидкости перепускается обратно на сторону низкого давления (или всасывания).
BEP (точка наилучшего КПД. Может быть только одна на кривой.
Форма характеристики КПД насоса
Форма кривой КПД также может значительно различаться от насоса к насосу. Как показано на рисунке, она может иметь ярко выраженный пик в точке максимального КПД и затем резко снижаться при увеличении или уменьшении подачи.И наоборот, характеристика может иметь растянутую область высокого КПД без ярко выраженного пика.Учитывая тот факт, что насос практически никогда не работает на одной То есть точно подобрать насос под требования системы очень сложно, тогда с точки зрения эксплуатации более предпочтительным выглядит вариант с характеристикой, имеющей широкий диапазон высокого КПД. 0003
КПД насоса в каталогах
В каталогах характеристики КПД могут быть представлены либо в виде отдельной кривой, либо в виде линий равного КПД, нанесенных на характеристику Q-H. Точка максимальной эффективности всего одна, так что концентрироваться на ней особого смысла нет. В этот момент насос почти не работает. Это представление удобно с точки зрения ударного анализа диаметра рабочего колеса. С уменьшением диаметра КПД насоса несколько снижается. Это снижение в большей степени компенсируется тем, что при уменьшенном диаметре рабочего колеса характеристики насоса соответствуют требованиям системы и насос работает в режиме, наиболее близком к оптимальному.
Особые точки на кривой.
Давайте подробнее рассмотрим характеристики, которые приведены в каталогах производителей. На что обратить внимание при выборе насосов. На рисунке представлена типовая характеристика напора насоса из каталога одного из производителей. Характеристики насоса даны для определенной частоты вращения. Фактическая скорость насоса на объекте будет на отличаться от указанной в каталоге. Поэтому при проведении оценки на объекте необходимо привести характеристики к реальной скорости, которая была измерена на объекте или на испытательном стенде. Например, данная характеристика дана при частоте 1450 об/мин. Характеристики в каталогах даны для воды при нормальных условиях. Если насос перекачивает жидкости с другими физическими свойствами, вязкостью, плотностью, то необходимо настроить характеристики. Рассмотрим более подробно влияние свойств жидкости на характеристики насоса отдельно. Например, высокая вязкость жидкости увеличивает потребляемую мощность, что необходимо учитывать при выборе мощности электродвигателя.
Существует несколько моментов и областей характеристик, которые необходимо учитывать при выборе насоса. 1. Точка максимальной эффективности. И соответствующий расход насоса. 2. Правая и левая границы рабочего диапазона. Это область, в которой насос может работать. Необходимо обратить внимание на другие характеристики насоса в крайних точках рабочего диапазона. Например, какой будет мощность на правом пределе, как правило, это максимальная мощность на валу насоса, которая необходима для подбора мощности электродвигателя. Мощность при нулевом расходе насоса требуется для выбора электродвигателя.
3. Точка максимального напора. Чаще всего это напор на закрытом клапане при нулевом расходе (отсечной напор). Это значение необходимо для определения максимального давления в гидросистеме и, соответственно, исходя из этого давления выбираются трубопроводы и арматура, но необходимо помнить, что при определении максимального давления в системе необходимо учитывать давление на входе в насос. Максимальное давление определяется как сумма давления на входе в насос и давления соответствующего максимального напора насоса.
Пример характеристик насоса, представленных в каталоге производителей насосов.
Давление насоса или напор насоса — это разница между давлением или напором на входе и выходе насоса.
Как выбрать электроды для сварки – инструкция от производителя
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
опыт и навыки сварщика влияют на возможность использования некоторых марок.
качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования
ОЗШ-6, ОЗШ-8
Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С
ОЗИ-3
Легированные теплоустойчивые стали
ТМЛ-1У, ТМЛ-3У, ЦЛ-39
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
Диаметр электрода
2 мм
2,5 мм
3 мм
4 мм
5 мм
6 мм
Сила тока
40-64 А
65-80 А
70-130 А
130-160 А
180-210 А
200-350 А
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
Указанный на упаковке срок годности не должен быть просрочен.
Упаковка должна быть целой, без следов вскрытия и деформации.
Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Если у Вас остались какие-то вопросы, наши менеджеры всегда готовы проконсультировать и помочь с выбором. Пишите нам на [email protected] или звоните по телефонам 8-800-1000-546, +7(35253) 3-00-63.
Понравилась статья? Поделитесь в социальных сетях!
сварочные электроды ESAB, сварочная проволока ESAB, сварочное оборудование ESAB
TIG-сварка алюминия переменным током!
Новый Rebel EMP 205ic AC/DC представляет лучшую в своем классе полноценную ВСЕ-процессную функциональность:
Полуавтоматическую сварку MIG/MAG;
Аргонодуговую сварку постоянным током TIG DC
Аргонодуговую сварку переменным током TIG AC
Ручную сварку покрытым электродом MMA
Узнать больше о Rebel EMP 205ic AC/DC
Продукция ESAB
Электроды ESAB
В 1904 году основатель ESAB Оскар Чельберг разработал первый покрытый сварочный электрод. В настоящее время ESAB производит сотни марок электродов для самых разных задач. Название большинства марок начинается с OK — сокращения от имени изобретателя электрода Oscar Kjellberg.
Аксессуары ESAB
Средства индивидуальной защиты ESAB обеспечат безопасность при сварке и резке. Аксессуары и инструменты сделают процесс удобным и безопасным. Маски ESAB — осознанный выбор многих профессионалов и любителей в России и мире.
Проволока ESAB
Сплошные и порошковые проволоки ESAB соответствуют высочайшим стандартам качества компании. Многие марки производятся в России на заводах в Тюмени и Санкт-Петербурге в рамках программы импортозамещения, в том числе широко известные СВ-08Г2С и PZ6113.
Оборудование ESAB
Компания ESAB уделяет огромное внимание разработке оборудования для сварки и резки. От компактных ручников до мощных многофункциональных аппаратов. Новейшие образцы оборудования ESAB можно посмотреть и протестировать в нашем демозале в Санкт-Петербурге.
Прутки ESAB
Прутки ESAB для аргоно-дуговой сварки длинной 1000 мм поставляются в картонных коробках по 5 и 2,5 кг, нержавеющие прутки в удобных тубах по 5 кг. Широкий выбор сварочных прутков ESAB представлен на нашем складе в Санкт-Петербурге.
Автоматика ESAB
Автоматика ESAB увеличивает производительность и улучшает качество сварки. Инвестиции в автоматику в дальнейшем обычно значительно снижают производственные расходы. В разделе представлены портальные системы резки ESAB.
Популярные разделы ESAB
Электроды ESAB по нержавейке
Компания ESAB производит десятки марок электродов для сварки нержавеющих, жаропрочных, высоколегированных, а также трудносвариваемых сталей и сталей с неизвестным составом. Добро пожаловать в нержавеющий мир!
Электроды ESAB по чугуну
Электроды ESAB для сварки различных видов чугунов между собой, а также чугуна со сталью. Марки электродов, их описание и подробные рекомедации по сварке чугуна, составленные технологами ESAB.
Сварочные маски ESAB
Современные маски ESAB — настоящий шедевр технической мысли. Широкий выбор — от топовых масок до бюджетных. С автоматически светофильтром и классические. С блоками подачи воздуха и без. Маски ESAB — отличная защита от вредных факторов сварочной дуги!
Проволока ESAB по нержавейке
Высочайшее качество нержавеющих материалов ESAB подтверждено временем. Специальное матирование поверхности значительно улучшает сварочно-технологические свойства высоколегированных проволок ESAB.
Перчатки ESAB
Сварочные перчатки предлагают новый подход ESAB к форме, комфорту и функциональности. Эргономичный дизайн и износостойкость. В разделе представлены сварочные перчатки самого разного назначения и в различных ценовых категориях.
Полуавтоматы ESAB
Полуавтоматы ESAB способны решать любые, самые сложные, задачи. Импульсная сварка, мобильность, защищенность и, конечно, надежность. Доступна демонстрация оборудования на вашем предприятии или в нашем демозале в Санкт-Петербурге. Обращайтесь! Все покажем и расскажем.
Популярные товары ESAB
ESAB Sentinel A50
Cварщики всего мира знают, какая сварочная маска им нужна: абсолютный комфорт, большой обзор, небольшой вес и передовые технологии. Каждая работа требует специального оборудования и если это сварка, то SENTINEL – лучший выбор! Теперь и для работы с блоком подачи воздуха.
ESAB Rogue ES 200i Pro
Компактные инверторы ESAB Rogue 200i Pro это аппраты с исключительными техническими характеристиками, совершенно новым промышленным дизайном и трехлетней гарантией по доступной цене. Надежные, эффективные и недорогие.
ESAB УОНИИ-13/55
Широко распространенный электрод с основным покрытием для сварки ответственных конструкций из углеродистых и низколегированных сталей, работающих при отрицательных температурах и знакопеременных нагрузках. Производится на заводе ESAB в Санкт-Петербурге.
ESAB OK 46.00
Лучший рутиловый электрод ESAB. Не чувствителен к загрязнениям поверхности и качеству источника. Легко поджигается и держит дугу. Разбрызгивание минимально. Работает в любых положениях и в широком диапазоне сварочных токов. Шлак легко- или самоотделяется.
ESAB OK 61.30
Электрод ESAB общего назначения для сварки изделий из нержавеющих сталей типа 08Х18Н10, 12Х18Н10T, AISI 304, 321 и т.п., работающих при температурах до +400°C. Легко зажигается, в том числе и повторно, дает хорошее формирование шва, при сварке шлак самоотделяется.
ESAB OK Weartrode 60T
Электрод ESAB для наплавки деталей, подверженных абразивному износу и воздействию коррозионной среды, например зубьев ковшей экскаваторов, деталей почвообрабатывающих машин, миксеров, подающих шнеков, пылеуловителей, дробилок и насосов для перекачки песка
FILARC PZ6113
Всепозиционная порошковая проволока ESAB для сварки ответственных конструкций из углеродистых сталей. Применяется в судостроении, краностроении, для сварки строительных и мостовых конструкций, трубопроводов и емкостей.
ESAB СВ-08Г2С
Омедненная проволока ESAB Российского производства для сварки низкоуглеродистых и низколегированных сталей. Изготавливается на заводе ЭСАБ-Тюмень по программе импортозамещения в соответствии с ГОСТ и высочайшими стандартами качества ESAB.
ESAB OK Autrod 5183
Алюминиевая проволока ESAB для сварки АlMg сплавов, содержащих до 5% Mg; AlMn сплавов; не упрочняемых алюминиевых сплавов, применяемых в молочной и пивоваренной промышленности. Также используется в судостроении и при сварке конструкций, контактирующих с морской водой.
ESAB OK Autrod 308LSi
Сплошная коррозионностойкая хромоникелевая проволока ESAB для сварки нержавеющих сталей c содержанием хрома ~18% и никеля ~8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, AISI 304 и т.п. в среде защитных газов.
Руководство по покупке электродов для ручной сварки (SMAW)
Одним из наиболее распространенных способов ремонта с помощью сварки в полевых условиях является дуговая сварка в защитном металле (SMAW) или электродуговая сварка. Стержневые электроды самозащитны и сокращают количество необходимого оборудования — нет необходимости тащить газовый баллон, шланг и регулятор. Он также обеспечивает достаточную защиту сварного валика при наружных работах, когда ветер мешает защитным газам. Важно отметить, что сварка флюсовой проволокой (FCAW) также является отличным вариантом для ремонта в полевых условиях, но в этой статье мы сосредоточимся на сварке флюсом, которая более доступна для многих подрядчиков.
Каждое применение различается по механическим свойствам, таким как требуемая прочность, пластичность, износостойкость, ударная вязкость и прочность на растяжение. Точное соответствие материала обеспечивает качество сварки и долговечность, а также позволяет избежать преждевременного выхода из строя и нежелательных простоев.
Для электродуговой сварки обычно используются электроды 6010, 6011, 6013, 7018 и 7024 с наиболее распространенными диаметрами от 1/8 до 5/32 дюйма. Каждый из этих электродов обеспечивает возможность сварки во всех положениях (кроме 7024). Первые две цифры стержневого электрода представляют собой минимальную прочность на растяжение «после сварки»: например, 6010 обеспечивает прочность на растяжение 60 000 фунтов на квадратный дюйм. Третья цифра обозначает допустимые положения сварки для каждого электрода (1 = все положения, 2 = плоское или только горизонтальное, 3 = плоское, горизонтальное, вертикальное вниз и над головой). Четвертая цифра указывает на тип покрытия и тип сварочного тока (переменный ток (AC)/постоянный ток (DC)), который можно использовать с электродом. Вот краткое описание каждого электрода, обычно используемого в этом приложении (любезно предоставлено Hobart Brothers):
6010: Всепозиционный электрод, подходящий только для источников питания постоянного тока. Он обеспечивает глубокое проникновение и способен проникать сквозь ржавчину, масло, краску и грязь. Этот электрод имеет чрезвычайно тугую дугу, что может затруднить работу неопытных сварщиков. Отлично подходит для проникновения в соединения с плотной посадкой. Всепозиционный электрод для использования с источниками переменного и постоянного тока. Он создает глубокую проникающую дугу, которая прорезает корродированные и загрязненные металлы, что идеально подходит для технического обслуживания и ремонта. Отлично подходит для проникновения в соединения с плотной посадкой.
6011: Всепозиционный электрод с мягкой дугой и минимальным разбрызгиванием, средним проплавлением и легко удаляемым шлаком. Этот электрод, подходящий для источников питания переменного или постоянного тока, лучше подходит для новых и чистых материалов, более тонких материалов и широких корневых отверстий.
7018: Всепозиционный электрод с густым флюсом и высоким содержанием порошка железа, что делает его одним из самых простых в использовании электродов. Эти электроды обеспечивают ровную, тихую дугу с минимальным разбрызгиванием и средним проплавлением дуги. Обеспечивает прочные сварные швы с высокими ударными характеристиками (даже в холодную погоду) и может использоваться для сварки основных металлов из углеродистой, высокоуглеродистой, низколегированной и высокопрочной стали. Подходит для источников переменного и постоянного тока.
7024: Для плоской или горизонтальной сварки с источником питания переменного или постоянного тока этот электрод содержит большое количество железного порошка, что способствует увеличению скорости наплавки. Хорошо работает на стальном листе толщиной не менее ¼ дюйма. толстый и может использоваться на металлах размером более ½ дюйма.
Bobcat™ 250CST™ 280 компании Miller обеспечит достаточную мощность. Многопроцессорные сварочные аппараты, такие как серия Miller XMT®, также предоставляют подрядчикам дополнительные преимущества возможностей MIG, TIG, импульсной сварки MIG, сварки порошковой проволокой и строжки угольной дугой в одном устройстве, хотя сварочные генераторы с приводом от двигателя также предлагают эти процессы, за исключением импульсной сварки. Подрядчики ожидают от сварочных генераторов с приводом от двигателя двойных возможностей сварки и выработки электроэнергии. Эти машины экономят место на грузовиках для технического обслуживания, устраняя необходимость в автономном генераторе, и могут работать с шлифовальными машинами, дрелями, отрезными пилами, осветительными приборами и воздушными компрессорами. Производители также начинают добавлять в приводы двигателей зарядные устройства/пускатели от внешнего источника, чтобы предоставить полевым механикам еще один инструмент для борьбы с простаивающим оборудованием.
Для выполнения тяжелых ремонтных работ и экономии места на ремонтных грузовиках руководителям автопарков следует рассмотреть возможность использования комбинированного сварочного аппарата/генератора/воздушного компрессора. Эти машины не только оснащены сварочными аппаратами и генераторами, но также включают в себя автономные винтовые воздушные компрессоры для работы пневматических инструментов и плазменных резаков. Например, Trailblazer 302 Air Pak предлагает 26 кубических футов в минуту воздуха (до 160 фунтов на квадратный дюйм) при 100-процентном рабочем цикле.
Еще одним фактором, который необходимо учитывать при выборе двигателя, является топливо. Большинство сварочных генераторов доступны с бензиновыми или дизельными двигателями. Газовые двигатели предлагают более низкую стоимость продукта, меньший вес и меньшие размеры. Новые сварочные генераторы с электронным впрыском топлива и газовыми двигателями сокращают потребление топлива на целых 27 процентов и выбросы вредных веществ до 33 процентов по сравнению с карбюраторными моделями, предлагая подрядчикам еще один способ стать экологичнее. Дизельные двигатели обычно потребляют на 20–35% меньше топлива, чем карбюраторные газовые двигатели, имеют более длительный срок службы и требуются на определенных объектах.
Статья любезно предоставлена Miller Electric и Hobart Brothers.
Что такое сварочные электроды? Полное руководство
Что такое сварочные электроды?
Сварочные электроды — это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги. Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки.
Электрод представляет собой металлическую проволоку с покрытием. Он изготовлен из материалов, аналогичных свариваемому металлу. Для начала существуют плавящиеся и неплавящиеся электроды. При дуговой сварке защитным металлом (SMAW), также известной как электродуговая сварка, электроды являются расходуемыми, что означает, что электрод расходуется во время его использования и плавится вместе со сварным швом.
При сварке вольфрамовым электродом в среде инертного газа (TIG) электроды неплавятся, поэтому они не плавятся и не становятся частью сварного шва. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) или сварке MIG в электроды непрерывно подается проволока. Дуговая сварка с флюсовой проволокой требует непрерывной подачи расходуемого трубчатого электрода, содержащего флюс.
ПОДРОБНЕЕ: Что такое сварка?
Как выбрать сварочные электроды?
Стержневые электроды доступны в широком диапазоне типов, каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока. При выборе сварочной проволоки необходимо учитывать несколько факторов:
Свойства основного металла
Прочность на растяжение
Сварочный ток
Толщина основного металла, форма и подгонка шва
Положение сварки
Спецификация и условия эксплуатации
Условия окружающей среды
Перед включением вашей машины
7 и возьмите свой электрододержатель, узнайте больше о каждом из этих факторов.
Свойства основного металла
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
Как выглядит металл? Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
Является ли металл магнитным? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Какие искры испускает металл при касании болгаркой? Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, такой как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хром-молибден или чугун.
Прочность на растяжение
Во избежание растрескивания или других дефектов сварного шва минимальный предел прочности электрода на растяжение должен соответствовать пределу прочности основного металла. Вы можете определить прочность стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода.
Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как результат, будет хорошо работать со сталью с аналогичной прочностью на растяжение.
Сварочный ток
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока (см. 9).0004
Тип используемого тока также влияет на профиль проплавления полученного сварного шва. Например, электрод, совместимый с DCEP, такой как E6010, обеспечивает глубокое проплавление и создает чрезвычайно тугую дугу.
Он также может «продираться» через ржавчину, масло, краску и грязь. Электроды, совместимые с DCEN, такие как E6012, обеспечивают мягкое проплавление и хорошо работают при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Электрод, совместимый с переменным током, такой как E6013, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка шва
Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости), чтобы выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например, 6013. Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов.
Вы также захотите оценить конструкцию и подгонку шарнира. Если вы работаете с соединением с плотной посадкой или без фаски, используйте электрод, который обеспечивает копающую дугу для обеспечения достаточного проникновения, например, E6010 или E6011. Для материалов с широким корневым отверстием выберите электрод, например, E6012, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
Позиция сварки
Чтобы определить, для какой позиции подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Вот как расшифровывается квалифицированное электроосаждение:
1 = плоское, горизонтальное, вертикальное и потолочное
2 = только плоское и горизонтальное
Например, электрод 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном позиции.
Спецификация и условия эксплуатации
Обязательно оцените условия, с которыми свариваемая деталь будет сталкиваться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур, подвергающихся повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания сварного шва.
Кроме того, обязательно ознакомьтесь со спецификациями сварки, если вы работаете с критическими приложениями, такими как изготовление сосудов под давлением или котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.
Условия окружающей среды
Для достижения наилучших результатов необходимо всегда удалять избыточную прокатную окалину, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость перемещения.
Если очистка основного металла невозможна, электроды E6010 или E6011 создают глубоко проникающую дугу, способную прорезать загрязнения.
Как прочитать код на стержневых электродах?
Американское общество сварщиков (AWS) имеет систему нумерации, которая предлагает информацию о конкретном электроде, например, для какой области применения его лучше всего использовать и как его следует использовать для достижения максимальной эффективности.
Digit
Тип покрытия
Сварка
0
0
0
0
High.0152
1
High cellulose potassium
AC, DC+ or DC-
2
High titania sodium
AC, DC-
3
High titania potassium
AC, DC+
4
Iron powder, titania
AC, DC+ or DC-
5
Low hydrogen sodium
DC+
6
Low hydrogen potassium
AC, DC+
7
Высокий оксид железа, порошок калия
AC, DC+ OR DC-
8
Low Gydrogen Hydrogen.
Буква «E» указывает на электрод для дуговой сварки. Первые две цифры 4-значного числа и первые три цифры 5-значного числа обозначают предел прочности при растяжении. Например, E6010 означает предел прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), а E10018 означает предел прочности 100 000 фунтов на квадратный дюйм.
Предпоследняя цифра указывает позицию. Так, «1» означает всепозиционный электрод, «2» — плоский и горизонтальный электрод, а «4» — плоский, горизонтальный, вертикальный вниз и верхний электрод. Последние две цифры указывают тип покрытия и сварочный ток.
E
60
1
10
Electrode
Tensile Strength
Position
Тип покрытия и ток
Что такое покрытие сварочного электрода?
Покрытия электродов должны обеспечивать газовую защиту дуги, легкое зажигание и стабильность дуги, защитный шлак, хорошую форму сварного шва и, что наиболее важно, газовую защиту, потребляющую окружающий кислород и защищающую расплавленный металл сварного шва.
Доступны различные типы электродов, тип часто определяется характером покрытия.
Покрытие электрода покрыто относительно качественным покрытием, нанесенным слоем толщиной от 1 до 3 мм. Масса такого покрытия составляет от 15 до 30 % от массы электрода. Большая часть сварки выполняется покрытыми электродами. Это ограничивает процесс медленной ручной операцией. Если флюсовое покрытие помещается внутрь длинной трубки, то электрод может быть в виде оголенной проволоки в виде катушки.
Затем процесс экранированной дуги можно сделать непрерывным и автоматическим. Основная цель легкого покрытия — повысить стабильность дуги; покрытие также называют ионизирующим покрытием. Поскольку покрытие электрода хрупкое, можно использовать только прямые стержневые электроды.
Назначение покрытий электродов
Повышение стабильности дуги за счет использования определенных химических веществ, обладающих такой способностью путем ионизации пути дуги
Создание защитной газовой атмосферы для предотвращения захвата кислорода, водорода и азота дугой расплавленный металл.
Защитный шлак на горячем металле
Обеспечить флюс, помогающий удалить оксиды и другие примеси из расплавленных металлов
Уменьшить разбрызгивание металла шва – когда покрытие выгорает медленнее, чем сердцевина.
Действует как раскислитель
Замедляет скорость охлаждения сварного шва (из-за защитного слоя шлака) для предотвращения затвердевания.
Покрытия обычно являются изоляторами электричества и поэтому предотвращают использование электродов в узких канавках и т. д.,
Типы покрытий:
Несмотря на то, что каждый тип электродного покрытия обладает универсальными характеристиками, уникальный химический состав каждого отдельного покрытия обеспечивает различные свойства. Обязательно изучите лучшие области применения каждого покрытия, чтобы убедиться, что вы выбрали то, которое хорошо подходит для вашего проекта.
Целлюлоза:
Эти покрытия примерно на одну треть состоят из целлюлозы и на две трети из других органических материалов. Под воздействием сварочной дуги материалы разлагаются с образованием трех отдельных газов — водорода, монооксида углерода и диоксида углерода, которые усиливают дугу. Эта дополнительная прочность позволяет току глубже проникать в металл, что приводит к более прочным сварным швам.
Целлюлозные покрытия также выделяют слой газа для защиты сварочной ванны от загрязнений. Слой газа создает барьер между металлом и другими элементами, такими как кислород, азот и водород, которые могут создавать пористость в сварном шве. Пористость — это яд для сварного шва, поэтому использование электродов с целлюлозным покрытием позволяет обеспечить более высокое качество сварных соединений.
Целлюлозные покрытия производятся из различных химических смесей, каждая из которых имеет свои уникальные свойства и наилучшее применение. В то время как целлюлозный компонент рецепта является общим практическим правилом, дополнительные органические материалы сильно различаются.
Минеральные:
Минеральные покрытия оставляют слой шлака на сварном шве. Хотя шлак может показаться раздражающим побочным эффектом, на самом деле он служит очень полезной цели. Шлак электрода с минеральным покрытием остывает гораздо медленнее, чем электрод с целлюлозным покрытием и свариваемый материал под ним.
Это дает время фильтровать примеси на поверхность металла, не давая им нарушить структуру сварного шва.
Смесь:
Покрытия электродов с комбинацией целлюлозы и минералов являются популярным выбором среди производителей, поскольку они сочетают в себе лучшее из обоих миров. Поскольку эти покрытия могут содержать от нескольких компонентов до более 10 различных ингредиентов, химическое разнообразие этих покрытий обеспечивает ряд значительных преимуществ.
Наличие защитного газа и защиты от шлака на сварном шве может быть невероятно полезным при работе с особенно темпераментными основными металлами.
Наиболее распространенные покрытия электродов:
Несмотря на то, что существуют определенные области применения, требующие особых покрытий электродов и характеристик, это пять наиболее распространенных покрытий сварочных электродов, которые вы, вероятно, увидите.
Целлюлозные электроды:
Целлюлозные электроды, хорошо подходящие для вертикального позиционирования, оставляют после себя очень тонкий, легко удаляемый слой шлака. Целлюлозные покрытия при нагревании распадаются на водород и углекислый газ. Это обеспечивает эффективный слой защитного газа над сварочной ванной.
Однако это также может подвергнуть сварной шов риску водородного охрупчивания. В чистом виде целлюлозные покрытия лучше всего работают с DC. Однако добавление в покрытие различных элементов также может позволить использовать его с AC. Целлюлозные электроды обеспечивают такую же легкость, как и рутиловое покрытие, но с более глубоким проникновением и менее проблемным образованием шлака.
Электроды с рутилом:
Почти идентичны целлюлозе, основное отличие состоит в том, что рутил содержит более высокий процент диоксида титана. Это создает газовую защиту из кислорода, азота, углерода и водорода, что делает рутиловые электроды хорошо подходящими для сварки низкоуглеродистой стали.
Однако шлак электродов с рутиловым покрытием может оставлять следы титана в наплавленном металле. Добавление целлюлозы в покрытия электродов с рутиловым покрытием обеспечивает дополнительную защиту сварочной ванны. Эти электроды выделяют более низкий уровень выбросов как брызг, так и дыма и отлично подходят для использования во всех положениях.
Электроды из оксида железа:
Хорошо подходят для использования как с переменным, так и с постоянным током, электроды из оксида железа образуют шлак, который очень легко удалить из сварного шва. Химический состав этого покрытия с высоким содержанием кислорода может привести к образованию сварочных отложений, которые имеют меньшую общую прочность.
Однако риск водородного охрупчивания значительно ниже, чем при использовании целлюлозных электродов. Электроды из оксида железа обеспечивают отличный контроль дуги и обеспечивают аккуратное и точное размещение валика.
Основные электроды:
Также называемые водородосодержащими электродами, эти электроды требуют более тщательного ухода перед сваркой. Электроды необходимо хранить в сухом месте и прокаливать перед использованием. Несоблюдение этого требования может привести к нестабильному химическому составу покрытия, что приведет к нарушению структуры сварного шва.
Основные электроды выделяют низкий, контролируемый уровень содержания водорода, который сводит к минимуму риск пористости и растрескивания сварного шва. При правильном хранении и обслуживании эти электроды являются отличным вариантом для работы со сталью.
Электроды из порошка железа:
Эти электроды представляют собой разновидности других электродных покрытий, получаемых в результате добавления в смесь порошка железа. Металлические порошки становятся все более популярным дополнением к смесям для покрытия электродов, поскольку они могут помочь повысить эффективность и общее качество сварки. Силовые электроды из железа представляют собой распространенную разновидность целлюлозных электродов, которые позволяют использовать электрод с переменным током.
При работе с типом сварки, для которого требуются отдельные электроды с покрытием, уделите время изучению различных доступных вариантов, которые могут решить успех или разрушить проект. При выборе электрода не забудьте учитывать дополнительные факторы, такие как положение, прочность на растяжение и металлы сердцевины.
типы сварочных электродов
Стержни, используемые для MIG и сварки электродами, являются примерами расходуемых электродов. У них есть присадочный материал, который плавится, образуя сварные швы.
Сварка ВИГ, с другой стороны, использует неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за его высокой температуры плавления. Он просто подает электрическую дугу для сварки. Присадочный материал подается с помощью проволоки, подаваемой вручную.
Следовательно, основное различие между ними заключается в том, что плавящиеся электроды плавятся, а неплавящиеся — нет.
Эти две категории также имеют несколько типов электродов.
Плавящиеся электроды
Плавящиеся электроды являются ключом к дуговой сварке электродом, MIG и порошковой проволокой. Плавящиеся электроды, используемые для электродуговой сварки, называются штучными электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием.
1. Электроды со светлым покрытием
Как следует из названия, электроды со светлым покрытием имеют на своей поверхности тонкое покрытие, которое наносится распылением и кистью.
Эти электроды и их покрытия изготовлены из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл.
Легкое покрытие служит еще одной жизненно важной цели. Это покрытие снижает содержание примесей, таких как сера и оксид, что обеспечивает более высокое качество сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов.
Поскольку покрытие тонкое, образующийся шлак не слишком толстый. Экранированные дуговые электроды имеют некоторое сходство с электродами со светлым покрытием. Главное отличие в том, что они имеют более толстое покрытие. Эти сверхпрочные электроды подходят для сварки в более сложных условиях, например, для сварки чугуна.
2. Неизолированные электроды
Использование неизолированных электродов может быть затруднительным, поскольку дуга несколько нестабильна и ее трудно контролировать. Легкое покрытие повышает стабильность электрической дуги, тем самым облегчая вам управление. Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали.
3. Экранированные дуговые электроды
Экранированные дуговые электроды имеют три различных типа покрытий, которые служат разным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты зоны сварки. Второй тип покрытия имеет минералы, образующие шлак. Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Защитные дуговые электроды создают слой защитного газа, который образует эффективный барьер, защищающий горячую зону сварки от загрязнения и коррозии со стороны окружающего воздуха. Это приводит к более прочным и надежным сварным швам. Нагретая зона сварки должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом, что приводит к образованию хрупких, пористых и непрочных сварных швов.
Электроды с экранированной дугой сводят к минимуму содержание серы, оксидов и других типов примесей в основном металле, обеспечивая ровные, гладкие и чистые сварные швы. Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание.
Защитные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак кажется трудным для удаления, но он служит полезной цели. Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными.
Неплавящиеся электроды
Неплавящиеся электроды проще для понимания не только потому, что они не плавятся, но и потому, что их всего два типа.
1. Угольные электроды
Первый тип – это угольные электроды, которые используются как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия.
Американское общество сварщиков не выпустило спецификаций для этого типа электродов. Однако для угольных электродов существуют военные спецификации.
2. Вольфрамовые электроды и их различные виды
Вторым видом неплавящихся электродов являются вольфрамовые электроды, которые используются для сварки TIG. Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5 % циркония (с коричневой маркировкой), вольфрама с 2 % тория (с красной маркировкой) и вольфрама, содержащего 1 % тория (с коричневой маркировкой). желтые отметки).
Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. Этому есть две причины. Во-первых, чистый вольфрам не обладает долговечностью и прочностью вольфрамовых сплавов. Во-вторых, чистый вольфрам может иметь проблемы с большими токами.
Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5% дают отличные результаты при работе с переменным током. Они являются улучшением по сравнению с чистым вольфрамом, но не так хороши, как вольфрамовые электроды с содержанием тория.
Вольфрамовые электроды с содержанием 1-2% тория являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов.
Бетон считают одним из самых твердых и прочных материалов. Раньше закрепить в него конструкцию было проблематично. Чопики из дерева и дюбели из пластика не были способны справиться с такой огромной нагрузкой, да и пользоваться ими было непросто. Сегодня для взаимодействия с материалом разработан крепеж – анкерный болт по бетону. Но как закрепить анкерный болт в бетоне?
Виды и способы крепления
Отвечая на вопрос, как установить анкерный болт в бетон, следует сказать, что существует несколько видов крепежных соединений. Их разделяют на два больших раздела. Механические и химические. К первым типам крепления относятся:
распорные;
забивные;
рамные;
саморезные;
клиновые.
И ряд других. От вида конструкции будет зависеть, как крепить анкерные болты в бетон.
Химические анкеры также поставляются в нескольких видах. Однако из-за своей дороговизны они не получили широкого распространения.
В зависимости от того, какие именно крепежи будут в бетоне, изменяется способ их установки. Некоторые нужно закручивать, другие вбивать.
Распорные
Данный вид крепления поставляется в виде твердого стержня, на который нанесена резьба и короткую распорную гильзу.
На одном конце стержня присутствует утолщение, которое выглядит как конус с расширяющимся основанием, на противоположном конце присутствует резьба на которую можно закручивать гайки или иные крепежи;
Ограничительное кольцо регулирует движение шпильки в сторону резьбы;
Выступы на гильзе не дают ей проворачиваться в момент закручивания.
Как только крепление будет установлено в отверстие, на резьбу закручивают гайку, а шпилька начинает расклинивать гильзу. После этого лепестки скользят и раскрываются. Так будет работать этот вид анкера. Распорные анкеры можно устанавливать только в твердые марки бетона.
Но как закрутить анкерный болт в бетон? Болты данного типа нужно крепить следующим образом:
В бетоне просверливается отверстие, аналогичное по диаметру стержню анкера.
Из отверстия при помощи различных инструментов удаляются засорения. Для этих целей можно использовать обычный пылесос. Если мусор не будет удален, закручивать анкер нельзя.
В обработанную скважину устанавливается анкер. Его подталкивают ударами молотка. Чтобы не повредить конструкцию это рекомендуется делать через деревянную накладку.
На оставшийся конец устанавливают сначала шайбу, а затем и гайку, которая вкручивается до упора.
Забивные
Это самые простые в установке анкера. Они поставляются во все строительные магазины. Важно лишь знать, как их правильно крепить. Конструкция позволяет установить болт любого типа.
Закреплять забивные болты нужно по следующей схеме. Как только гильза будет правильно установлена в просверленное отверстие, ее необходимо до упора вбить во внутрь.
В дюбель, правильно закрепленный в материале, через монтируемый элемент, вкручивается резьбовой метиз. Конструкция из-за сил трения, распространяющихся на небольшой площади, может быть использована только в очень твердых материалах. В противном случае этот вид анкера просто не будет хорошо работать.
Рамные
Как хорошо закреплять рамные болты? Они поставляются в основном для одной цели. Их предназначение – крепление в проемы из кирпича и бетона коробок под двери и окна. От своих аналогов анкер отличается наличием втулки по всей длине, в верхней части которой находятся выступы. Благодаря им болт не проворачивается при монтаже, если он выполнен правильно.
Роль гайки здесь играет плоская головка с шлицом под отвертку, расположенная на лицевой стороне конструкции. Т.е. закручивать конструкцию гаечным ключом здесь не получится.
Существует только один способ как крепить анкерный болт:
Для закрепления анкера в стене потребуется сначала сделать небольшое отверстие.
Такие же отверстия должны быть и на конструкции, которую планируется установить.
Суммарная глубина обоих отверстий должна немного превышать длину самого анкера.
Коробка устанавливается так, чтобы просверленные отверстия совпали друг с другом и закрепляется.
Болт вставляется в подготовленное место. Забивается до упора.
Затем он вкручивается отверткой или шуруповертом.
Крепеж предназначен для установки в материал с разной степенью плотности. Это возможно лишь при условии, что монтаж произведен правильно.
Саморезы по бетону
Они поставляются из закаленной стали или обычной нержавейки. Их можно применять, если человеку нужно закрепить в бетон анкер другого типа, но под рукой не оказалось дрели.
Проще говоря – саморезы закручиваются в материал. По всей длине резьбы здесь присутствуют небольшие засечки. Вкручивать саморез можно с помощью шуруповерта или вручную.
Разжимные
Поставляются в основном для закрепления легких конструкций на плиты перекрытия.
Когда болт правильно закручивается, цанга начинает сжиматься. Упирающиеся в стенки внутренних плоскостей основания крылышки. Когда метиз установлен, зубцы вдавливаются в бетон и тем самым препятствуют проворачиванию крепежного элемента.
Химические
При использовании данного типа крепления в установочное отверстие заливается состав. Он способен затвердеть меньше чем за минуту. Его производят на основе специального клея. Благодаря этому обеспечивается образование однородного соединения болта с основным материалом, анкеры не нужно закручивать.
Такие анкеры поставляются в двухкапсульном виде. Ампула правильно, согласно инструкции устанавливается в отверстие. Затем в нее вкручивается крепеж. Он повреждает капсулы и освобождает находящийся в них клеевой состав и отвердитель. Они сразу же начинают взаимодействовать с металлом и бетоном и обеспечивают тем самым прочность конструкции. На нее можно крепить различные вещи.
Клиновые
Это несъемные конструкции, однако, закреплять их несложно. В них, в отличие от большинства других анкеров, нет резьбы. Закручивать их не нужно. Поэтому такие крепежи устанавливаются в бетон только при помощи молотка.
При правильном монтаже анкерный болт размещают в отверстие, далее вгоняют его туда до упора, ударяя молотком по выступающей части клина. После окончания процесса на поверхности останется только небольшая головка анкера, на которую можно крепить все что угодно.
Четырехсегментные
Это один из самых прочных видов крепления из всех что поставляются в строительные магазины. Его устанавливают для того чтобы крепить тяжелые и габаритные конструкции. В гильзе здесь присутствуют 4 сегмента.
При правильном монтаже в отверстие вставляется гильза. Она оснащена сдерживающими пружинами. Также в отверстие помещают распор. Все это аккуратно забивается в материал.
После того, как в отверстие вкручиваетсяболт, конструкция расклинивается, что обеспечивает надежное крепление. Закручивать анкер можно плоскогубцами или гаечным ключом.
С гайкой
Конструкция представляет собой резьбовую шпильку. На один ее конец крепится гайка, другой выполнен в форме конуса. На шпильку вкручивается распорная втулка, на нижнем конце которой есть продольные прорези. Они образуют своеобразные лепестки, удерживающие болт в бетоне.
Правильный монтаж анкера заключается в следующем:
В материале подготавливают место, на которое будет установлена конструкция. Диаметр отверстия в этом случае должен быть идентичен параметрам самой втулки.
Отверстие очищается от мусора.
Анкерный болт с гайкой ставится в него при помощи молотка.
Человек вкручивает гайку с максимально возможной силой. Этим обеспечивается надежность крепления анкера.
С шестигранной головкой
По сути – это классический болт, который поставляется во все магазины. Когда его вкручивают в распорную муфту, он разжимает ее своей конической оконечностью, тем самым обеспечивая надежность крепления конструкции.
Для закрепления самого анкера его вставляют в подготовленное отверстие и аккуратно ставятся до упора. Затем в анкер вставляется болт, после чего его закручивают с помощью гаечного ключа.
На некоторых вариациях такой конструкции вместо шестигранной головки анкерного болта можно увидеть кольцо или крюк, на который можно крепить различные вещи.
Ударные
Поставляются в большинство магазинов. Стержень имеет полую внутреннюю часть. На него нанесена резьба. Присутствует также ударный элемент, дополненный гайкой, а также шайбой. На выступающую часть анкера до упора вкручивается гайка.
Ударные анкерные болты категорически не рекомендуется применять в материалах, которые имеют пористую структуру.
Винтовые
Винтовые анкерные болты отличаются простотой использования. Посередине распорной втулки здесь присутствуют небольшие прорези. Они будут давить на стенки отверстия не так сильно, как это происходит у остальных типов анкеров. Внизу здесь есть небольшая гайка. В нее вкручивается болт анкера. Происходит сжатие конструкции по длине. Соответственно – лепестки разжимаются.
Благодаря этой особенности крепеж можно устанавливать в бетоне, имеющем пористую структуру, а также кирпиче. Можно также крепить на нее различные вещи.
Выводы
Чтобы обеспечить крепление конструкций к стенам и перекрытиям, рекомендуют использовать анкерные болты по бетону. Ими легко пользоваться. Их монтаж не отличается особенной сложностью и зависит в основном от типа крепежа. На них можно крепить многие вещи. Приобрести анкерные болты можно в нашем интернет-магазине uniform-met.ru.
Как крепить анкерный болт: видео, фото, нюансы, советы
Крепления при помощи различных видов анкеров характеризуются специалистами, как соединения, способные обеспечить надежное удерживание тяжелых грузов. После заглубления в предварительно подготовленное отверстие, рабочий в зависимости от поставленных задач выбирает способ того, как лучше крепить анкерный болт. После проведения оценки, когда выбранные участки поверхности являются пригодными для организации точки, обеспечивающей крепление анкерных устройств, производится обустройство точки с последующим креплением оснащения.
Применение анкерных опор необходимо при использовании системы канатного перемещения при проведении монтажных и строительных работ на высоте, фиксации стропов для позиционирования и удерживания рабочего без соскальзывания и рывков. Прочность соединения позволяет использовать анкерные точки и линии для обеспечения установки средств коллективной и индивидуальной защиты, дающих возможность безопасно выполнять монтажные работы изделий и обслуживание устройств, расположенных на высоте.
Содержание
Анкерное крепление виды и особенности анкеров применение методика закручивания
При помощи комплекта для крепежа к анкерным опорам обеспечивается установка муфты на опорах ЛЭП, проведение намотки на каркас свободной длины оптического кабеля. Такой вид соединения используется для обеспечения безопасности проведения работ, выполняемых на высоте по наряду допуску. Для проведения таких мероприятий необходим допуск, выдаваемый специалистом по охране труда и визируемый должностными лицами из числа руководителей, а сами работы проводятся группой рабочих под руководством бригадиров, звеньевых.
Наибольшее распространение получили анкерные болты, имеющие распорный принцип действия, основанный на расширении заднего отдела гильзы при вкручивании в нее втулки конусовидного типа. Среди известных видов анкеров, специалисты называют забивные, разжимные, химические, распорные и клиновые конструкции. Каждая из них обеспечивает надежное удерживание крепящейся детали за счет использования силы трения между поверхностями контакта болта и зоны установки, силы упора, обеспечивающего компенсацию действующего напряжения сопротивлением металла изделия. Увеличение диаметра распорной втулки при ввинчивании в него болта обеспечивает надежное соединение за счет совместного действия сил упора и трения.
Специалисты подчеркивают важность правильного выбора типа анкера, основанную на изучении документов завода-изготовителя, определяющих специфику каждой разновидности изделий. поскольку надежность системы в существенной степени зависит и от строительного материала, используемого в месте крепления болта. Правильное выполнение крепления необходимо для исключения разрушения при работе деталей составляющих соединение, обеспечения комфортной работы в подпоре. Такое соединение обеспечит безопасность при проведении работ на высоте, креплении тяжелых статичных (турники) и динамичных (установки для алмазного бурения) конструкций.
Типы крепления анкеров
Как отмечалось выше, правильный выбор места, на котором выполняется анкерная точка крепления, играет важную роль в процессе обеспечения безопасности работника. Оценить, когда выбранные участки являются пригодными для устройства точки крепления анкерных устройств можно по выдерживаемой ими нагрузке, каждая из них должна выдерживать вес не менее 22кН. Для обеспечения надежности соединения анкерная точка, используемая для крепления оснащения, может соединяться с несущими элементами здания, предварительно смонтированными металлоконструкциями. После сверления отверстия и установки анкера используется комплекты, обеспечивающие крепеж страховочных конструкций к анкерным опорам. Комплект, используемый для анкерного типа крепления, в стандартном исполнении предусматривает наличие:
3 анкеров;
резьбовой шпильки;
кернера для выполнения углубления;
гайки, предусматривающей использование рожкового ключа.
Дополнительно в комплект, используемый для крепежа к анкерным опорам, может входить шайба, пробойник для обеспечения расклинивания при использовании анкера соответствующей конструкции. Помимо этого, комплект, для проведения анкерного крепления может предусматривать наличие большего количества болтов, однако в этом случае возрастает стоимость одного набора. Комплект, обеспечивающий крепеж систем безопасности к анкерным опорам предусматривает наличие анкерного зажима, стального троса небольшого размера, клиньев и кронштейна, предусматривающего возможность монтажа до 3 зажимов.
Конструктивно анкерный болт с гайкой представляет собой шпильку с резьбой на одной стороне, которой навинчивается гайка, а второй конец выполнен в виде распорного конуса. При выполнении закручивания гайки, втулка распорного типа, на боковых поверхностях которой выполнены прорези, расширяется, образуя «лепестки», обеспечивающие надежное соединение с поверхностью опоры.
Обратите внимание! Перед тем, как крепить анкерные болты выполняется сверление бетонной поверхности, при этом сверло, за исключением случаев использования болтов ударного типа соответствует диаметру используемого анкера.
Анкеры, используемые для крепления частей георешеток, монтируются по периметру каждого из монтируемых модулей. Анкер для крепления георешетки устанавливается согласно предварительно утвержденной схемы, таким образом, чтобы обеспечиваемые линии растяжения напоминали прямоугольник.
Производители предъявляют высокие требования к качеству изделий, выполняя проверку элементов на прочность, необходимых для обеспечения безопасности, исключающих их повреждение, обрыв или выход из строя. При использовании систем канатного доступа при подъеме или спуске по плоскостям, а также выполнении монтажных работ запрещается использовать только один канат. Для обеспечения безопасной эксплуатации гибких анкерных линий, правильный ответ при вопросе инструктора об особенностях использования состоит в необходимости использования ограничителей на конце для исключения возможности спуске миновать конец каната. Допустимые воздействия определяются действующей нагрузкой в эксплуатирующих конструкциях. В свою очередь работники получают наряд допуск, давая правильные ответы после предварительного похождения соответствующего инструктажа.
Ударный способ
Использование этого метода предусматривает использование анкеров забивного типа и отличается простотой монтажа и надежностью получаемого соединения. Однако способ имеет ограничения, касающиеся возможностью использования исключительно при работе с материалами, обладающими высокими показателями прочности, например для бетона, полнотелого кирпича или камня.
Перед тем, как выполнять крепление забивного анкерного болта необходимо просверлить отверстие, диаметр которого соответствует параметрам используемого болта.
После этого необходимо выполнить очистку подготовленного отверстия от мусора и пыли.
На следующем этапе выполняется монтаж болта забивного типа в отверстие.
Используя молоток и другие инструменты, например бородок или специальную конструкцию для расклинивания производится внедрение бойка в коническое отверстие. При этом раздвижная часть болта раскрывается, обеспечивая упор в стенки подготовленного отверстия.
На последней стадии выполняется крепление деталей с использованием шпильки или болта.
Не рекомендуется использовать анкерные конструкции забивного типа, располагать их возле углов на стене или в месте швов кирпичной кладки. Это связано с неоднородностью материала в этих местах.
Разжимная конструкция
Конструкция болта разжимного типа имеет вид стержня цилиндрической формы, в котором расположены 3-4 независимых друг от друга сегмента. В верхней части сегменты удерживаются при помощи кольца, снизу располагается пружина, имеющая высокую упругость. Элементы этого типа используются для крепления массивных конструкций в материал из кирпича, горных пород, бетона. При использовании крепления для удерживания конструкций, вес которых ниже средних значений, допустимо выполнение соединения в кирпичную (силикатного типа) стену, известняк и бетон ячеистой разновидности.
Перед тем, как крепить анкерные болты крепления, необходимо предварительно до установки фиксирующего элемента выполнить разметку и сверление отверстия. После этого в стену монтируется гильза изделия, при закручивании в которую шпильки или болта происходит передвижение распорного элемента в задний отдел приспособлений, благодаря чему обеспечивается высокая прочность соединения на вырыв.
Анкерный болт с кольцом представляет собой шпильку, на конце которой располагается кольцо и резьбовая нарезка. При повороте шпильки во время закручивания происходит перемещение распорного элемента, обеспечивающего расхождение сегментов в противоположных направлениях. Изделие такого типа используется при необходимости стационарного крепления конструкций, имеющих большой или средний вес, например для выполнения растяжки тросов.
Клиновая конструкция
Анкер клиновидного типа представляет собой шпильку, на одном из концов которой находится расклинивающая муфта, обеспечивающая прочную установку изделия в камне, полнотелом кирпиче, железобетоне. На другой стороне находится резьба, при перемещении по которой гайки при затягивании конструкции происходит расклинивание муфты. Приспособление применяется при монтаже оборудования навесного типа, трубных и кабельных коммуникаций, несущих консолей и используется при необходимости обеспечения высокой прочности крепления.
Как установить анкерный болт
Перед тем, как крепить анкерный болт с гайкой, необходимо просверлить отверстие, диаметр которого должен быть равен параметру резьбы. После очистки отверстия от пыли производится установка анкера в него, при этом коническая часть направлена внутрь отверстия, длина которого несколько превышает минимальную глубину для проведения анкеровки. При помощи молотка производится внедрений анкера до достижения необходимой глубины установки, после чего производится затягивание гайки.
После обеспечения необходимого момента затяжки, который лучше контролировать, используя для этого динамометрический ключ, выполняется откручивание гайки, производится установка на шпильку навешиваемой конструкции (например, станины для выполнения алмазного бурения) и выполняется закручивание гайки.
Химический анкер, крепление клеем
Крепления, основанные на заполнении внутренней части внедренного в стену стержня из металла, используются для обеспечения прочных соединений в камне, кирпиче, песчанике, ракушечнике, известняке, бетоне ячеистого типа. Такие соединения предусматривают использование химических анкеров, например популярного всесезонного типа момент крепеж cf900. Вставка из металла, представляющая собой стержень из арматуры, шпильку с резьбой или втулка, имеющая нарезку на внутренней поверхности, углубляется в подготовленное отверстие, диаметр которого превышает параметр анкера на 2 мм. После этого в гильзу вставляется капсула с клеем на основе полиэфирных, полиуретановых или акриловых смолистых веществ, отвердителя и наполнителя в виде песка. Затем выполняют разрушение стеклянного цилиндра и выполняют введение в него металлического стержня и ожидают схватывания связующего вещества.
Расчет анкеров
Выполнение проверки соединения на вырыв часто выполняется на месте проведения монтажа. Допустимая нагрузка будет зависеть от материала основания, например:
При монтаже массивных конструкций на высоте, необходимый показатель прочности на вырыв должен составлять около 700 кг, в связи, с чем для таких креплений специалисты рекомендуют применять химические разновидности анкеров.
При использовании в качестве основы бетона или кирпича, средние показатели нагрузки составляют около 350 кг, этого значения достаточно для крепления конструкций средней и большой тяжести.
При использовании бетона вспененного типа, выдерживаемая им нагрузка будет составлять около 250 кг.
Помимо расчета несущей способности используемых элементов, следует обеспечить правильный момент затягивания резьбовых соединений. При недостаточном затягивании в соединении может отсутствовать сила трения, при превышении рекомендуемых значений появится вероятность разрушения материала из-за избыточного давления на основание.
Да!
45.19%
Нет. Требуются дополнительные ответы. Сейчас спрошу в комментариях.
40.18%
Частично. Еще остались вопросы. Сейчас отпишусь в комментариях.
14.64%
Проголосовало: 1257
Оцените полезность статьи, нам будет приятно 🙂
Дж. К. Гупта и сыновья
Технический
Что такое зацепление резьбы? Зацепление резьбы имеет два фактора: длина зацепления резьбы и процент зацепления резьбы. Длина зацепления резьбы измеряется длиной взаимодействия между застежкой и сопрягаемым материалом. Процент зацепления резьбы зависит от размера сопрягаемого отверстия по сравнению с крепежной деталью и от того, насколько… Подробнее «Зацепление с резьбой» »
Технический
Мы закрыты по субботам из-за комендантского часа, введенного правительством штата Карнатака в выходные дни. Мы возобновили почти нормальную работу с понедельника, 12 июля. Время с 9Только с 30:00 до 17:00. Вы можете ожидать задержки в обработке заказа и логистике. Также ожидайте время ожидания для встречных продаж. Предпочтительны запросы по электронной почте. Пожалуйста, напишите нам по адресу [email protected]… Подробнее «COVID-19 UPDATE» »
Технический
По мере того, как человечество стремится к звездам, дизайнерам стало важно учитывать пригодность продуктов для экстремальных условий. Поэтому необходимо знать, какие типы или материалы крепления подходят для экстремальных условий. На Земле уже существуют криогенные температуры до -70 ° C, при этом самая низкая зарегистрированная температура … Подробнее «Крепеж для криогенных применений» »
информация, Технический
Принято считать, что простой тест для нержавеющей стали – это проверка с помощью магнита. Если это привлекает, продукт не из нержавеющей стали. Однако это предположение неверно. «Крепеж из нержавеющей стали, который я получил, прилипает к магниту». Это одна из самых частых жалоб пользователей. Крепеж из нержавеющей стали… Подробнее «Являются ли крепежные детали из нержавеющей стали магнитными?» »
Технический
Каким должен быть минимальный размер резьбы, выступающей за пределы гайки в крепежных узлах? Возможно, этому аспекту уделяется мало внимания. Однако уместно отметить, что планирование правильной длины болта/винта обеспечивает соединение, которое обеспечивает безопасность и экономит место, вес и стоимость. Типичный крепежный узел с болтовым креплением будет иметь… Подробнее «Выступ резьбы узла с болтовым креплением» »
Информация о
Общеизвестно, что крепежные детали играют ключевую роль практически в каждой отрасли, будь то металлургия, металлургия и т. д. Более того, как и любая другая технология, за последние несколько лет технология крепления претерпела значительные изменения. Многие из недавних инноваций в технологии крепления во многом обязаны рынку… Читать далее «ТЕНДЕНЦИИ И ИННОВАЦИИ В КРЕПЛЕНИИ» »
Информация о
ТЕХНИКА СОЕДИНЕНИЯ ПЛАСТИКОВ Многие из недавних инноваций в технологии крепления во многом обязаны рыночным директивам для более компактных и легких упаковок, производимых быстро и с минимальными затратами. Эти требования диктуют, чтобы крепежные детали работали усерднее, «умнее» и в большем количестве способов продвигали дизайн и разработку продукта. В результате и в заметном отходе от прошлого… Читать далее «ТЕХНИКИ СОЕДИНЕНИЯ ПЛАСТИКОВ» »
information
Неудивительно, что COVID-19 сказался на крепежной промышленности. Некоторые из зарегистрированных эффектов приведены ниже. Сезонно скорректированный индекс дистрибьюторов крепежных изделий (FDI) за март составил 44,4, быстро ухудшившись из-за пандемии COVID-19 и последовавших за ней остановок. Тенденции продаж с учетом сезонных колебаний были намного слабее. Шестимесячный прогноз был пересмотрен… Подробнее «Влияние COVID-19» »
Технический
Необходимость защиты от кражи и вандализма в настоящее время становится неотъемлемой частью проектных спецификаций. В этом конкурентном мире государственная и частная собственность становится все более уязвимой для взлома, вандализма и кражи. Это создает ряд нежелательных последствий. Последствия кражи и взлома. Хищение товаров Вандализм — уничтожение… Подробнее «Защитные крепления — Рекомендации по проектированию» »
Направляющая, техническая
Анкерные болты широко используются в бетоне, кирпичной и блочной кладке и полостях для крепления и соединения конструкций. На сегодняшний день имеется ограниченный объем информации, которая может помочь проектировщикам и пользователям в выборе и конструкции анкерных болтов для различных типов оснований. В новой каменной кладке анкерные болты обычно использовались … Подробнее «Как выбрать подходящее анкерное крепление» »
Технический
Стальной канат с высокими эксплуатационными характеристиками всегда поставляется вместе с функционально необходимым и подходящим концевым наконечником каната. Зажим для веревки, иногда называемый зажимом с U-образным болтом или зажимом с U-образным болтом, используется для зажима свободного конца отрезка проволочного каната после того, как он был закручен назад, образуя проушину. Эти фитинги состоят из … Подробнее «Безопасное заделывание концов тросов» »
Технический
Заедание резьбы является распространенной, но редко понимаемой проблемой резьбовых крепежных изделий. Истирание, часто называемое процессом холодной сварки, может произойти, когда поверхности наружной и внутренней резьбы подвергаются сильному давлению. Разочаровывающим аспектом истирания крепежа является то, что заедающие гайки и болты могут пройти все необходимые проверки (резьба, материал, механическая и т. д.).
информация
НЕ используйте саморезы для крепления к дереву. Это распространенная ошибка, из-за которой многие люди используют саморезы для крепления к дереву. Саморезы предназначены для использования в металле. Для этого нити расположены ближе и имеют небольшую глубину. Это хорошо работает с такими металлами, как сталь и алюминий. Однако по дереву… Читать далее «Саморезы по дереву — не лучшая идея» »
Информация о
Пополнением нашего постоянно растущего ассортимента являются ЧЕРНЫЕ винты из нержавеющей стали. Это покрытие очень полезно для уменьшения отражения света от деталей, обеспечивает интегрированную отделку изделий и деталей черного цвета, а также в декоративных целях. Это конверсионное покрытие, которое обеспечивает равномерную, привлекательную и неотражающую черную поверхность нержавеющей стали. Обеспечивает… Подробнее «ЧЕРНОЕ покрытие на крепежных деталях из нержавеющей стали» »
информация
Деревянные настилы обычно состоят из тонких досок; находясь на открытом воздухе, они должны выдерживать суровые условия окружающей среды. Самые важные строительные материалы часто самые маленькие. Хотя вам нужны все ваши тяжелые элементы, такие как электроинструменты, цемент, дерево и другие строительные материалы, часто сводится к самому маленькому элементу, чтобы собрать все это вместе. … Читать далее «Винт для деревянного настила» »
Guide
Пластик оказался универсальным материалом будущего, несмотря на шумиху вокруг него. Он открывает мир инноваций, где рынок меньше, легче и дешевле. Но это связано со своими технологическими проблемами, такими как подходящие решения для крепления. Обычные шурупы полностью … Подробнее «Правильный шуруп для пластика» »
Справочник, информация
Понимание «Большой коробки» – важно не зацикливаться на стоимости какого-либо отдельного компонента, а скорее на стоимости скрепляемого соединения в целом. Другими словами, пользователь слишком часто сосредотачивается на одном компоненте и игнорирует все, что происходит со всем скрепленным соединением. Примите за… Читать далее «Калькуляция стоимости крепежа» »
Технический
СРАВНИТЕЛЬНЫЙ АНАЛИЗ КРЕПЕЖНЫХ СОЕДИНЕНИЙ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И НЕРЖАВЕЮЩЕЙ СТАЛИ И С ПОКРЫТИЕМ Коррозия нержавеющей и углеродистой стали очень различна, и в этом руководстве содержится информация об общем воздействии или поверхностной коррозии, так как это часто является основным фактором при выборе материала крепежа. Углеродистая и нержавеющая сталь являются наиболее распространенными материалами, из которых изготавливаются крепежные детали и… Подробнее «Анализ коррозии крепежных изделий из нержавеющей стали и с покрытием» »
Technical
ПРУЖИННЫЕ ШТИФТЫ ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ДИНАМИЧЕСКОЙ НАГРУЗКИ Пружинные штифты из аустенитной никелевой нержавеющей стали обычно изготавливаются из марки SAE 301 (1.4310). Аустенитная нержавеющая сталь чаще всего выбирается из-за присущей ей коррозионной стойкости. Хотя этот материал обладает пружинящими характеристиками, необходимыми для надлежащего функционирования пружинного штифта, он упрочняется при воздействии… Подробнее «ДИНАМИЧЕСКАЯ НАГРУЗКА НА ПРУЖИННЫЕ ШТИФТЫ» »
Guide
Очень многие из нас изо всех сил пытались выкрутить винт, когда головка отломилась. Это случается чаще, чем мы думаем. После того, как винт сломан, главной задачей становится удаление оставшегося винта. Один из менее известных методов — использовать обычную ручную дрель в обратном направлении. Это работает… Подробнее «Как выкрутить сломанный винт» »
Технический
Поскольку в изделиях все чаще используются сборки из нескольких материалов, стало важно понимать различные варианты и процессы, доступные для их соединения. Распространенным и полезным методом является использование вытяжных заклепок, которые обеспечивают быструю и удобную сборку. Однако при соединении мягких материалов или материалов с низкой плотностью, таких как пластмасса, дерево, ткань и т. д., головка заклепки … Подробнее «Клепка мягких материалов» »
Информация о
Обновите сборку продукта, переключившись на винты с шестигранной головкой или винты Torx. В винтовом приводе с шестигранным углублением, известном как Torx или звездообразный привод, используется звездообразная выемка в застежке с шестью закругленными концами. Он разработан для обеспечения передачи повышенного крутящего момента от привода к долоту по сравнению с другими системами привода. Радиальные силы… Подробнее «Шестилопастной или 6-лопастной привод» »
информация
Когда компоненты стандартизированы, с ними легче работать, потому что они взаимозаменяемы. Чтобы это стало возможным, основные характеристики стандартных деталей должны быть определены центральным органом и использоваться производителями и розничными торговцами. Разработчики продукции должны использовать преимущества стандартов, доступных для различных типов крепежных изделий. Почти каждый … Подробнее «Проектирование соединений с использованием стандартов» »
MARINE Grade
Распространенной ошибкой является предположение, что саморезы из нержавеющей стали будут сверлить сталь. Однако это не так. Для обеспечения коррозионной стойкости саморезы из нержавеющей стали изготавливают из марок AISI-304 или AISI-316. Они не могут быть закалены, поэтому сверло может сверлить только более мягкие материалы, такие как алюминий. … Подробнее «Саморезы из нержавеющей стали» »
Руководство, информация
Необходимость защиты от кражи и вандализма в настоящее время становится неотъемлемой частью проектных спецификаций. Последствия кражи и взлома. Преступление Воровство Вандализм Упущенная выгода Претензии к ответственности Нарушения репутации Высокое техническое обслуживание Негативное влияние на общественную безопасность Решение заключается в использовании крепежных элементов, устойчивых к безопасности и взлому. Это винты, гайки и болты с… Подробнее «Защитите свои продукты — не рискуйте» »
информация
Наш постоянно растущий ассортимент пополняется винтами из нержавеющей стали с ЧЕРНЫМ покрытием. Эта отделка очень полезна для уменьшения отражения света от деталей, обеспечивает интегрированную отделку изделий и деталей черного цвета, а также в декоративных целях. Это конверсионное покрытие, которое обеспечивает равномерную, привлекательную и неотражающую черную поверхность нержавеющей стали. … Подробнее «ЧЕРНЫЕ винты из нержавеющей стали» »
information, Technical
Если вы думали, что коррозия — это просто неприглядные пятна красного оксида — ржавчины, — которые поражают стальные и железные изделия в прибрежных районах и на шельфе, подумайте еще раз. Коррозия присутствует повсюду и может возникнуть даже в самых засушливых странах, не имеющих выхода к морю. Это также тот случай, когда профилактика лучше, чем лечение, поскольку коррозия … Подробнее «Коррозионное разрушение крепежных изделий» »
Направляющая, Техническая
Выбор правильного крепежа очень важен. Начните с оценки нагрузки, которая будет на него возложена. Любая металлическая застежка хорошо выдержит боковую (сдвигающую) силу. Но при растягивающей силе, вытягивающей застежку прямо наружу, сила удержания становится все более зависимой от резьбы (или формованной головки в случае … Подробнее «Выберите правильный крепеж» »
информация, Технический
Никогда не рискуйте конструкциями из-за нестандартных креплений. Что такое критически важное для безопасности приложение? Европейские технические руководства определяют это как «применения, в которых отказ анкера может привести к обрушению или частичному обрушению конструкции, вызвать риск для жизни человека или привести к значительным экономическим потерям». Учитывая важность надежности и стабильности … Подробнее «Конструкционная безопасность при анкеровке» »
Как починить ослабленный бетонный анкер
Компания Handyman’s World является участником партнерской программы Amazon Services LLC, программы партнерской рекламы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на amazon.com.
Если вы строите что-то поверх бетонной плиты, вам, как правило, придется использовать бетонные анкеры, чтобы все было надежно. С хорошими бетонными анкерами конструкции становятся более прочными, ветроустойчивыми и устойчивыми.
При этом, чтобы ваша конструкция была надежной, сам бетонный анкер должен быть надежным. Однако со временем эти застежки могут начать ослабевать, и это, конечно, проблема. Прямо сейчас мы научим вас, как починить ослабленный бетонный анкер, желательно без его замены.
Можно ли закрепить незакрепленные бетонные анкеры без замены?
Во многих случаях незакрепленный бетонный анкер можно закрепить без замены. Теперь вам, скорее всего, придется снять анкер, если он ослаблен, чтобы вы могли предпринять соответствующие шаги, чтобы сделать его более надежным, но во многих случаях полная замена не требуется. С учетом сказанного, можно ли зафиксировать ослабленный анкер без замены, зависит от множества факторов.
Во-первых, это зависит от того, насколько свободно она закреплена, особенно по отношению к бетону, удерживающему ее на месте. Если бетон сильно поврежден, треснул или даже в нем отсутствуют части, вам потребуется отремонтировать или даже полностью заменить бетон. Очевидно, что крепить что-либо к бетону, когда сам бетон находится в плохом состоянии, не получится.
Кроме того, возможность фиксации данного анкера зависит от типа используемого анкерного болта. Есть несколько распространенных типов, которые вы можете использовать, и все они отличаются друг от друга, о чем мы расскажем ниже.
Как закрепить ослабленный бетонный анкер
Прямо сейчас мы хотим предоставить вам все лучшие методы крепления всех наиболее распространенных типов анкеров, когда они ослаблены. Существует четыре основных типа анкеров, которые вы можете использовать в доме и на строительной площадке, поэтому мы рассмотрим их здесь.
К ним относятся ввинчивающиеся анкеры или анкеры Tapcon, а также клиновые, гильзовые и распорные анкеры.
Фиксация ослабленного ввинчиваемого (Tapcon) анкера для бетона
Это тип анкера, который просто ввинчивается в бетон, также известный как Tapcon или шуруп для бетона. Если один из этих шурупов Tapcon для бетона ослаблен в отверстии, то в вашем распоряжении есть несколько вариантов его фиксации:
Закрутите его: Если шуруп Tapcon ослаблен, есть небольшая вероятность, что он только что появился немного расстегнул, так что ваш первый метод здесь, чтобы просто затянуть его. Если его невозможно затянуть, перейдите к следующему варианту.
Используйте проволоку: Если винт слишком ослаблен в отверстии, то следующий вариант в вашем распоряжении — взять медный провод и вставить его отрезок в отверстие для винта. Проволока займет немного места и позволит резьбе винта лучше держаться за резьбу отверстия.
Используйте фиксатор резьбы: Если кажется, что винт ослаблен в отверстии, но само отверстие в порядке, попробуйте использовать фиксатор резьбы. Это тип клея, предназначенный для закрепления резьбы винтов в их среде, и он отлично подходит для этой цели.
Инъекционный полиуретан: Если ничего не помогло, особенно если отверстие слишком большое или повреждено, лучшим решением будет инъекция полиуретана, который расширяется во все трещины, а затем затвердевает как камень.
Крепление свободного клинового анкера для бетона
Далее у нас есть клиновой анкер, представляющий собой резьбовой анкер с распорным клином внизу. Когда вы затягиваете болт сверху, винт затягивается в отверстие и заставляет клин расширяться, что обеспечивает отличные возможности захвата. Разберемся, как починить ослабленный клиновой анкер:
Попробуйте затянуть: Как и в случае с анкером Tapcon, вы также можете повторно затянуть гайку на клиновом анкере, чтобы сильнее раскрыть клин в нижней части отверстия.
Используйте Loctite: В большинстве случаев, если клиновой анкер ослаблен, вы, вероятно, не сможете снять его, чтобы нанести клей для фиксации резьбы, и в этом случае вам понадобится клей для кладки Loctite. . Просто вставьте столько клея для кладки Loctite, сколько поместится в открытое пространство в отверстии, и дайте ему застыть.
Попробуйте ударить по нему: Итак, хотя это определенно не первый метод выбора, вы можете ударить молотком по верхней части анкерного клина, чтобы заставить клин в нижней части отверстия открыть больше, хотя это рискованно и вполне может только усугубить ситуацию.
Крепление бетонного анкера со свободной втулкой
Далее у нас есть анкерная втулка, которая имеет металлическую втулку без резьбы снаружи, которая входит прямо в предварительно просверленное отверстие, и винт или болт с резьбой внутри . Когда болт вставляется во втулку и завинчивается, втулка расширяется в отверстии.
Вообще говоря, проблема здесь, с точки зрения ослабления, будет заключаться в том, что наружная часть втулки без резьбы может перемещаться в незакрепленном отверстии, так что это проблема, с которой мы имеем дело (хотя болт ослаблен во втулке). тоже возможно). Для этой проблемы действительно есть только одно решение — использовать эпоксидную смолу.
Здесь вы хотите смешать прочную двухкомпонентную эпоксидную смолу, затем вынуть болт из втулки, заполнить отверстие эпоксидной смолой до краев, снова вставить болт и дать эпоксидной смоле застыть. Это должно заполнить любые зазоры как внутри рукава, так и снаружи.
В качестве альтернативы вы можете просто заменить якорь на больший.
Фиксация незакрепленного анкера
Анкер — это просто анкер без резьбы, который забивается на место с помощью молотка.
Единственное, что вы действительно можете сделать, чтобы починить их, если они ослаблены, — это удалить анкер, вставить эпоксидную смолу или Loctite в отверстие, а затем снова вставить распорный анкер (хотя это часто не работает).
Запорные анкеры обычно требуют замены.
Ошибки, которых следует избегать, советы и рекомендации
Самой большой ошибкой, которую следует избегать, является попытка починить незакрепленный бетонный анкер, когда реальной надежды не видно. Если анкер слишком ослаблен и должен выдерживать большой вес, то вам, вероятно, потребуются новые анкеры и, возможно, даже потребуется ремонт самого бетона.
Заклеивание дырявой подводной лодки лейкопластырем не спасет ее от затопления, а анкерный болт с каплей эпоксидной смолы не удержит целый сарай в бурю. Хотя ремонт иногда возможен, вам необходимо принять решение, чтобы убедиться, что ремонт идеален или требуется замена.
Пескоструйное, компрессорное, строительное оборудование
Магазин «Курс» теперь есть на Ozon
Рады сообщить вам о том, что на маркетплейсе Ozon появился наш магазин, где вы можете выбрать и купить всё для…
20.10.2022
Засыпать и перемешать. Выбираем смеситель для раствора
С наступлением осени строительные работы не останавливаются. Благодаря новым материалам, технологиям, техническим приспособлениям и оборудованию даже наружные строительные, отделочные работы…
21.10.2022
Изготовлена нестандартная абразивоструйная камера по оборонзаказу
На производстве завода PST изготовлена и выведена на испытания пескоструйная камера с нестандартными размерами рабочей зоны по заказу предприятия оборонной…
13.10.2022
Из стандартной линейки, но по индивидуальному проекту
Пескоструйная камера КСО-115-Н-ФВР-М из нашей стандартной линейки была изготовлена по специальному проекту. Учитывая условия будущей эксплуатации, эту модель мы снабдили…
26.09.2022
Отгрузка нестандартной камеры на 3 поста с выдвижными роликами
Наша компания изготовила и отгрузила заказчику нестандартное решение для пескоструйной обработки цилиндрических металлоконструкций — абразивоструйную камеру на 3 поста с…
12.09.2022
«Курс» получил декларацию Таможенного союза на обитаемую камеру
Документ подтверждает, что наши КДО соответствуют требованиям к оборудованию, изложенным в технических регламентах Таможенного союза.
02.09.2022
«Курс» на Форуме «Армия-2022»
Представители компании «Курс» побывали на крупнейшем международном военно-техническом форуме «Армия-2022», который проходил в г. Кубинка Московской области с 15 по…
22.08.2022
Пескоструй для обслуживания сельхозтехники
Как раз сейчас, в разгар сезона, в автотранспортных цехах и ремонтных мастерских кипит работа. Многие предприятия применяют на своих производствах…
15.08.2022
Отгрузка пескоструйных камер и аппаратов с сопутствующим оборудованием
Неделя началась плодотворно: сегодня состоялась большая отгрузка пескоструйного оборудования. Это пескоструйные аппараты PST, дробеструйные камеры КСО PST.
08.08.2022
Отгрузка первых заказов магазина. Растворосмеситель 300 л
Первые заказы, сделанные в нашем интернет-магазине kurs-peskostrui.ru, уже отгружены и отправились к своим получателям. Вот этот цикличный растворосмеситель PST RN…
03.08.2022
Изготовили и поставили заказчику обитаемую камеру дробеструйной обработки
«Курс» спроектировал, изготовил и поставил заказчику очередную обитаемую камеру дробеструйной обработки. Проект был исполнен под ключ.
01.08.2022
На склад «Курса» поступили дизельные компрессоры и рефрижераторные осушители
Уважаемые покупатели, на наш склад поступило компрессорное оборудование: дизельные компрессоры CrossAir Borey, рефрижераторные осушители сжатого воздуха Dali серии CAAD.
29.07.2022
Лучшие инжекторы для мяса в 2022 году
Лучший комбинезон — инжектор для мяса SpitJack Magnum
По
Меган Дюбуа
Megan duBois
Меган — независимый журналист, специализирующийся на еде и напитках, домашнем образе жизни и кулинарии. Ее работы появились на TODAY.com, Popsugar, Delish, Eater, Time Out и других сайтах.
Узнайте о простых рецептах Редакционный процесс
Обновлено 12 апреля 2022 г.
Мы самостоятельно исследуем, тестируем, проверяем и рекомендуем лучшие продукты — узнайте больше о наш процесс. Если вы покупаете что-то по нашим ссылкам, мы можем получить комиссию.
Просто рецепты / Фотоиллюстрация Хлои Чжон / Розничные продавцы ниже
Добавление вкуса к мясу перед приготовлением — отличный способ сделать его вкуснее. Некоторые люди делают это со специями и соусами, но если вы не обратите внимания, они могут сгореть и быстро испортить идеальное жаркое из курицы или свинины барбекю. Один из самых простых способов улучшить вкус всего, что вы готовите, — это использовать инъектор для мяса, чтобы наполнить мясо множеством жидких соусов, соков и приправ.
Лучший способ описать инжектор для мяса — это гигантский шприц, наполненный выбранным вами маринадом, который позволяет равномерно распределить его по мясу. Инъектор для мяса можно использовать для всего: от куриных и свиных окорочков до стейков и грудинки. Наш лучший выбор — инжектор для мяса SpitJack Magnum — способен вводить маринады даже в мясо толщиной до 5,5 дюймов. Самое приятное в инъекторе для мяса то, что он действительно может помочь придать больше вкуса безвкусным блюдам, и он чрезвычайно полезен для тех, кто считает себя мастерами гриля или королями барбекю-любителями.
Здесь лучшие инъекторы для мяса, чтобы легко добавить аромат вашим блюдам.
The Rundown
Лучший в целом:
Инжектор для мяса SpitJack Magnum на Amazon
Лучший бюджет:
J&B Goods Профессиональный автоматический инжектор для мяса барбекю на Amazon
Best Mid-05 Steel Инжектор для маринада для мяса на Amazon
Лучший для любителей барбекю:
Система инжектора для мяса Chop’s Power 1/2 галлона на Amazon
Лучший для начинающих:
Инжектор для маринада King Kooker Deluxe Heavy Duty в Home Depot
Амазонка
Посмотреть на Amazon
Что нам нравится: Точные настройки подачи маринада, простая очистка, поставляется с футляром для хранения
Что мы не любим: Громоздкий, обычному домашнему повару могут не понадобиться все иглы
Есть много причин, по которым инжектор для мяса SpitJack Magnum занимает первое место. Инжектор пистолетного типа проникает на глубину до 5,5 дюймов. Кроме того, устройство может вместить 1,7 унции жидкости, а ручка инжектора позволяет контролировать, сколько жидкости на самом деле попадает в мясо за один раз.
Довольные рецензенты говорят, что инжектор работает точно и равномерно распределяет маринад по всему мясу (что означает меньше потерь жидкости). Некоторые даже говорят, что были настолько впечатлены качеством и производительностью инструмента, что купили еще один для другого любителя мяса в своей жизни.
В комплект входят четыре иглы, чистящие средства и футляр для удобной очистки и хранения.
«Не позволяйте себе впечатлиться внешним видом инъектора, вместо этого сосредоточьтесь на качестве материалов. Также следует помнить, что у них должно быть как минимум две иглы: одна с одним отверстием и одна с двумя отверстия рядом с иглой. С этого момента все является дополнением, например, футляры для переноски или чистящие щетки». — Франко Мойсо, Питмастер и владелец TheSundayGrill. com
Материал: Никелированная латунь и цинковое литье под давлением, | Вес: 1,5 фунта | Емкость: 1,7 унции жидкости | Длина иглы: До 5,5 дюймов
Амазонка
Посмотреть на Amazon
Что мы любим: Точные настройки потока
Что нам не нравится: Ручки не скользят
Этот инжектор для мяса J&B Goods вмещает до 2 унций жидкости за раз, что делает его хорошим вариантом для домашних поваров и тех, кто любит участвовать в местных соревнованиях по барбекю. Инжектор пистолетного типа имеет пять режимов потока и включает в себя четыре шприца из нержавеющей стали. Вы получаете четыре иглы, каждая из которых имеет уникальное качество, в том числе одну с 12 маленькими отверстиями для жидкости, которая перемещается по площади, и одну иглу с двумя большими отверстиями для маринадов, содержащих более крупные куски ингредиентов, таких как травы и специи.
Пистолетная рукоятка помогает лучше контролировать, куда вы наливаете жидкость, и помогает лучше регулировать поток жидкости. Сам инжектор и все аксессуары поставляются в небольшой сумке, чтобы все было вместе. Обратите внимание, что хотя ствол можно мыть в посудомоечной машине, компания настоятельно рекомендует мыть иглы вручную.
Материал: Нержавеющая сталь | Вес: 1,4 фунта | Емкость: 2 унции жидкости | Длина иглы: 3, 4 и 6 дюймов
Амазонка
Посмотреть на Amazon
Что нам нравится: Силиконовые накладки на иглы делают этот бочонок большой емкости удобным для детей.
Что нам не нравится: Инжектор может поцарапаться или погнуться в сумке для хранения
Инжектор для мяса UikieGo может вмещать до 2 унций жидкости за раз. Инжектор в виде шприца легко разбирается для очистки, а в комплект поставки входят чистящие щетки для удаления любой густой жидкости. Вместе с изделиями вы получаете три разные иглы: одну 4-дюймовую и две 6-дюймовые иглы, каждая из которых обладает уникальными свойствами.
Когда вы закончите использовать иглу, обязательно накройте ее прилагаемой силиконовой крышкой, чтобы не проткнуть себя или чтобы иглы не попали в сумку для хранения. (Бонус: крышки делают эти иглы безопасными для детей!) Инжектор и его иглы можно мыть в посудомоечной машине.
Материал: Нержавеющая сталь и цинковый сплав | Вес: 0,9 фунта | Емкость: 2 унции жидкости | Длина иглы: 4 и 6 дюймов
Связанные: Лучшие термометры для гриля
Курильщики Big Poppa
Посмотреть на Амазоне Посмотреть на Bigpoppasmokers.com
Что мы любим: Может быстро ввести большое количество жидкости в несколько кусков мяса; легко очистить
Что нам не нравится: Канистра громоздка и может быть тяжелой после заполнения жидкостью.
Система Power Meat Injector от Chop вмещает полгаллона жидкости для вливания в мясо. Система приводится в действие ручным насосом, который нагнетает жидкость в четыре иглы и в мясо. Этот инжектор для мяса лучше всего подходит для тех, кто часто стоит рядом с коптильней или грилем в ожидании приготовления барбекю.
Это также хорошо для тех, кто испытывает удачу на любительских соревнованиях по барбекю, потому что вы можете добавить много вкуса в несколько кусков мяса быстрее, чем с помощью всего лишь одного шприца.
«Если ваш маринад немного гуще, используйте иглу с одним отверстием на конце. Для жидкостей используйте тот, у которого два отверстия. … Если вы добавляете твердые ингредиенты в жидкость, например, свежий чеснок или лук, измельчите их до порошкообразной консистенции, чтобы они легко проходили через иглу». — Франко Мойсо, Питмастер и владелец TheSundayGrill.com
Материал: Пластиковый таз и стальные иглы | Вес: 2,2 фунта | Емкость: 64 унции жидкости | Длина иглы: 2 дюйма (4 дюйма приобретаются отдельно)
Предоставлено Wayfair
Вид на Home Depot Посмотреть на Дика Посмотреть на Farmandfleet. com
Что нам нравится: Простота в использовании, измерительные линии легко читаются
Что мы не любим: Пластик не может служить так долго, как нержавеющая сталь
Тем, кто никогда не использовал инжектор для мяса, но хотел бы попробовать, стоит рассмотреть инжектор King Kooker. Простой шприц может вместить до одной унции жидкости за раз и отлично подходит для небольших кусков мяса, таких как куриные бедра или небольшое жаркое. Инжектор легко разбирается, его можно мыть в горячей мыльной воде.
«Существует два распространенных типа инъекторов: у вас есть инъектор, похожий на пистолет, и инъектор шприца. Они оба делают одно и то же, хотя вкус или использование не изменятся. Форсунки, похожие на пистолеты, имеют механизм, облегчающий заправку маринада». — Франко Мойсо, Питмастер и владелец TheSundayGrill.com
В целом лучший инжектор для мяса — это пистолет для инъекций мяса SpitJack Magnum (см. на Amazon), который представляет собой надежную модель, которую можно использовать снова и снова, не опасаясь засорения игл или введения слишком большого количества жидкости за один раз. Если вы ищете более экономичный инжектор для мяса, используйте инжектор для маринада для мяса из нержавеющей стали UikieGo (см. на Amazon), который может вмещать до 2 унций жидкости за раз.
На что обратить внимание при покупке инжекторов для мяса
Качество материалов
Ищите инжекторы для мяса, которые сделаны из нержавеющей стали или, по крайней мере, имеют иглы из нержавеющей стали.
Несколько игл
Ищите инъекторы, которые поставляются как минимум с двумя иглами, одна из которых может использоваться с жидкими жидкостями, а другая с более широким отверстием для более густых жидкостей или жидкостей со специями или травами.
Простота очистки
Постарайтесь найти устройство, которое можно легко разобрать или мыть как единое целое, не оставляя после себя кусочки маринада.
Часто задаваемые вопросы
Как пользоваться инжектором для мяса?
По словам Франко Мойсо, мастера по питанию и владельца TheSundayGrill.com: «Собрав инжектор, погрузите отверстия на кончике иглы в маринад. Медленно начните оттягивать поршень, пока не заполните ствол. Вставьте иглу горизонтально в мясо, стараясь избегать костей. Как только вы нашли свои места, начните вводить маринад. Она станет грязной, начнет выделяться жидкость. Это совершенно нормально.
Если ваш маринад немного гуще, используйте иглу с одним отверстием на конце. Для жидкостей используйте тот, у которого два отверстия.
В чем разница между маринованием и инъекцией мяса?
Маринование мяса придает аромат только поверхности мяса или, самое большее, на несколько миллиметров ниже поверхности. Инъекция мяса позволит маринаду или жидкости распределиться по всему мясу, что сделает его более ароматным.
Как очистить инжектор для мяса?
По словам Мойсо, есть несколько способов сделать это. «Начните с миски с теплой водой с мылом, вставьте иглу и начните оттягивать поршень, чтобы наполнить ее, а затем выбросьте. Повторяйте до полной очистки. Вы также можете разобрать инжектор и очистить детали вручную. Я рекомендую Я использую щетку для бутылок, чтобы проникнуть внутрь цилиндра. Я использую ее чаще всего, так как чувствую, что она становится чище», — говорит он.
Зачем доверять простым рецептам?
Эта статья была написана Меган Дюбуа, экспертом по кухне и образу жизни для Simply Recipes. На протяжении своей карьеры она тестировала бесконечное количество продуктов, от известных гаджетов TikTok до наборов ножей, одобренных шеф-поваром. Чтобы выбрать лучшие продукты для этой статьи, она ознакомилась с обзорами продуктов, взяла интервью у эксперта и рассмотрела дизайн, функциональность и цену каждой яйцеварки, чтобы сделать правильный выбор для потребителя.
Читать дальше: Лучшие термометры с мгновенным считыванием
Струйный автоматический аппарат для подкожных инъекций — пистолет для вакцин
Предыдущий
Следующий
>>
Условия использования Применяются
Загрузки
Условия использования Применяются
Загрузки
Условия использования Применяются
Загрузки
Условия использования Применимы
Загрузки
Условия использования Применяются
Загрузки
Условия использования. Применяйте
Загрузки
Условия использования. Применяются условия использования
загрузок
Применяются условия использования
загрузок
Применяются условия использования
загрузок
Описание
На протяжении 19 века вакцинация становилась все более распространенной, и к середине 20 века оспа во всем мире пошла на убыль. Тем не менее, даже когда оспа пошла на убыль, она осталась в менее развитых регионах мира. Увеличение количества поездок в 1950-х годах означало, что присутствие оспы даже в отдаленных районах представляло опасность для непривитых американцев и других жителей стран, которые успешно искоренили эту болезнь.
По предварительным оценкам, количество людей, которым необходимо будет пройти вакцинацию, чтобы разорвать глобальную цепь заражения, составляло около 1,5 миллиарда человек, причем многие из этих людей живут в самых отдаленных и труднодоступных районах мира. Массовая вакцинация также потребует поиска и обучения людей вакцинации других.
В течение восьми лет планирования, предшествовавших началу кампании по ликвидации оспы, руководители ВОЗ искали простой и экономичный способ введения вакцины. К официальному началу кампании по ликвидации оспы в 1967 году ВОЗ нашла ответ: струйный инжектор. Струйный инжектор, получивший прозвище «ла пистолета де ла пас» в Никарагуа и «шанти ки хандук» в Индии, был широко провозглашен «пистолетом мира». Инъектор, похожий на пистолет, который вводил безболезненные инъекции без иглы, был детищем Роберта Хингсона, американского врача.
В устройстве Хингсона использовался поршень для быстрого введения вакцины в кожу и под кожу — вакцина перемещалась так быстро и под таким давлением, что иглы не понадобились. Медицинские работники радостно отмечали, что этот метод вакцинации настолько безболезненный, что его можно использовать на спящем ребенке. Но лучше всего то, что струйный инъектор мог вмещать 500 и более доз вакцины, а это означало, что сотни доз могли быть доставлены в течение часа.
К концу 1950-х официальные лица ВОЗ начали присматриваться к струйному инжектору, считая его идеальным механизмом для кампании массовой вакцинации. Но перед тем, как струйный инъектор можно было использовать в кампании по искоренению оспы, оставалось две проблемы. Сначала вакцины, которые вводились с помощью струйного инъектора, вводились подкожно, то есть под кожу. Однако вакцину против оспы нужно было вводить внутрикожно, то есть между слоями кожи. Во-вторых, разработка струйного инъектора, который мог бы вводить дозу внутрикожно, решит только часть проблемы — струйные инъекторы питались от электричества, что делало невозможным их использование в отдаленных районах.
Аарон Исмах решил обе эти проблемы, сначала создав специальную насадку для внутрикожной доставки вакцины, а затем разработав модель струйного инъектора с педальным приводом и гидравлическим приводом. В начале 1965 года в Бразилии был проведен экспериментальный проект вакцины. Широко признанный успешным, этот проект доказал не только то, что струйный инжектор может быть легко использован в полевых условиях, но и то, что широкое использование струйного инъектора потребует меньше рабочей силы и будет стоить значительно меньше, чем кампания с использованием обычных методов вакцинации.
«Мирное ружье» сыграло решающую роль на ранних этапах программы ликвидации оспы. К сожалению, поскольку изнашивание часто повреждает струйные инжекторы, их использование требовало от ВОЗ содержания персонала, который мог бы обслуживать эти устройства. В результате реактивные форсунки использовались только в таких местах, как Бразилия, где кампания была хорошо организована. В других областях вакцину доставляли с помощью раздвоенной иглы, которую можно было легко использовать и стерилизовать.
Пока вакцинаторы путешествовали по миру, используя как струйный инжектор, так и раздвоенную иглу, ВОЗ тщательно отслеживала вспышки и случаи оспы. В 1980 году, через два года после того, как был зарегистрирован последний случай оспы, официальные лица ВОЗ с гордостью объявили: «Оспа мертва!» Но оспа не была по-настоящему мертва. Он просто отбывал пожизненное заключение в нескольких государственных лабораториях.
Информационные материалы по спецодежде, рабочей обуви и СИЗ
Списание спецодежды: причины, нормы, порядок
При истечении срока годности спецодежды, в результате износа или по другим причинам её списывают. Списание спецодежды – процесс, требующий прямого участия руководства предприятия и бухгалтерии. Он должен подкрепляться документами, подтверждающими факт списания.
Ткань Кордура (Cordura) — состав, описание, характеристики
Ткань CORDURA® – прочное нейлоновое полотно, который применяется в производстве рабочей униформы, армейской одежды, обуви и др. Она состоит из перекрученных волокон, благодаря чему устойчива к механическим воздействиям.
Типовые нормы выдачи спецодежды в 2022 году
Ежегодно работодатели и сотрудники сталкиваются с актуализацией вопроса типовых норм выдачи спецодежды. Весна 2022 года стала поводом для обновления существующих законодательных регуляторов в области обеспечения работников производственных отраслей.
Как оформить возмещение расходов на спецодежду и СИЗ в ФСС
Приобретение, выдача, хранение, уход и контроль за правильностью применения СИЗ осуществляется за счет работодателя. Затраченные средства можно вернуть, обратившись в ФСС за возмещением расходов на спецодежду.
15 лучших регенерирующих средств
Все периодически получают ссадины и порезы, которые могут долго заживать и доставлять дискомфорт. Чтобы предотвратить заражение или чтобы процесс регенерации проходил быстрее, их необходимо обрабатывать лучшими средствами для регенерации кожи.
ТОП-12 лучших дезодорантов для ног
Кожа ног при работе претерпевает нагрузки, поэтому нуждается в тщательном и бережном уходе. Рейтинг поможет выбрать лучший дезодорант для ног, который позволит быстрее заживить мозоли, размягчить натоптыши, снять напряжение.
Рейтинг лучших латексных, нитриловых и виниловых перчаток
При работе с агрессивными веществами невозможно обойтись без защиты кожи рук. Эту функцию выполняют перчатки. Создаются они из латекса, винила или нитрила. Данный рейтинг позволит выбрать лучшие перчатки.
Рейтинг лучших костюмов для сварщика
Для сварщика обязательным условием труда является наличие специальной одежды, которая будет защищать его от металлических искр и капель. Данный рейтинг позволит выбрать лучший костюм сварщика.
Лучшие наколенники для работы — ТОП-10
Наколенники — средство индивидуальной защиты, необходимое предохранения коленных суставов от ударов, переохлаждения и других негативных воздействий. Представленный рейтинг позволит правильно подобрать наколенники для любой работы.
Лучшие куртки аляски — ТОП-14
Куртка аляска – удлиненная модель с меховым капюшоном. Предоставленный обзор различных моделей позволит быстро и правильно подобрать качественную куртку аляску.
Рейтинг лучших рабочих комбинезонов
Рабочий комбинезон предназначен для защиты человека от вредных окружающих факторов, загрязнений и механических повреждений. Предоставленный рейтинг рабочих комбинезонов позволит быстрее определиться с моделью спецодежды.
Рейтинг лучших рабочих зимних курток
Рабочие зимние куртки поддерживают оптимальные условия труда в холодную погоду. В топе собрана комфортная и функциональная спецодежда, которая отвечает всем требованиям безопасности.
Рейтинг лучших рабочих костюмов
Правильный выбор рабочего костюма позволит защитить жизнь и здоровье человека. Представленный рейтинг мужских и женских рабочих костюмов позволит быстрее определиться с моделью спецодежды.
Какой огнетушитель лучше — ТОП-20
Огнетушители – это оборудование, предназначенное для оперативного и первичного устранения небольших очагов возгорания или задымления. Предоставленный рейтинг огнетушителей позволит быстрее определиться с моделью и типом необходимого оборудования.
15 лучших рабочих брюк и штанов
Рабочие брюки позволяют трудиться в комфортных условиях и обеспечивают безопасность работнику. На современном рынке существует множество моделей рабочих штанов.
Информационные материалы по спецодежде, рабочей обуви и СИЗ
Списание спецодежды: причины, нормы, порядок
При истечении срока годности спецодежды, в результате износа или по другим причинам её списывают. Списание спецодежды – процесс, требующий прямого участия руководства предприятия и бухгалтерии. Он должен подкрепляться документами, подтверждающими факт списания.
Ткань Кордура (Cordura) — состав, описание, характеристики
Ткань CORDURA® – прочное нейлоновое полотно, который применяется в производстве рабочей униформы, армейской одежды, обуви и др. Она состоит из перекрученных волокон, благодаря чему устойчива к механическим воздействиям.
Типовые нормы выдачи спецодежды в 2022 году
Ежегодно работодатели и сотрудники сталкиваются с актуализацией вопроса типовых норм выдачи спецодежды. Весна 2022 года стала поводом для обновления существующих законодательных регуляторов в области обеспечения работников производственных отраслей.
Как оформить возмещение расходов на спецодежду и СИЗ в ФСС
Приобретение, выдача, хранение, уход и контроль за правильностью применения СИЗ осуществляется за счет работодателя. Затраченные средства можно вернуть, обратившись в ФСС за возмещением расходов на спецодежду.
15 лучших регенерирующих средств
Все периодически получают ссадины и порезы, которые могут долго заживать и доставлять дискомфорт. Чтобы предотвратить заражение или чтобы процесс регенерации проходил быстрее, их необходимо обрабатывать лучшими средствами для регенерации кожи.
ТОП-12 лучших дезодорантов для ног
Кожа ног при работе претерпевает нагрузки, поэтому нуждается в тщательном и бережном уходе. Рейтинг поможет выбрать лучший дезодорант для ног, который позволит быстрее заживить мозоли, размягчить натоптыши, снять напряжение.
Рейтинг лучших латексных, нитриловых и виниловых перчаток
При работе с агрессивными веществами невозможно обойтись без защиты кожи рук. Эту функцию выполняют перчатки. Создаются они из латекса, винила или нитрила. Данный рейтинг позволит выбрать лучшие перчатки.
Рейтинг лучших костюмов для сварщика
Для сварщика обязательным условием труда является наличие специальной одежды, которая будет защищать его от металлических искр и капель. Данный рейтинг позволит выбрать лучший костюм сварщика.
Лучшие наколенники для работы — ТОП-10
Наколенники — средство индивидуальной защиты, необходимое предохранения коленных суставов от ударов, переохлаждения и других негативных воздействий. Представленный рейтинг позволит правильно подобрать наколенники для любой работы.
Лучшие куртки аляски — ТОП-14
Куртка аляска – удлиненная модель с меховым капюшоном. Предоставленный обзор различных моделей позволит быстро и правильно подобрать качественную куртку аляску.
Рейтинг лучших рабочих комбинезонов
Рабочий комбинезон предназначен для защиты человека от вредных окружающих факторов, загрязнений и механических повреждений. Предоставленный рейтинг рабочих комбинезонов позволит быстрее определиться с моделью спецодежды.
Рейтинг лучших рабочих зимних курток
Рабочие зимние куртки поддерживают оптимальные условия труда в холодную погоду. В топе собрана комфортная и функциональная спецодежда, которая отвечает всем требованиям безопасности.
Рейтинг лучших рабочих костюмов
Правильный выбор рабочего костюма позволит защитить жизнь и здоровье человека. Представленный рейтинг мужских и женских рабочих костюмов позволит быстрее определиться с моделью спецодежды.
Какой огнетушитель лучше — ТОП-20
Огнетушители – это оборудование, предназначенное для оперативного и первичного устранения небольших очагов возгорания или задымления. Предоставленный рейтинг огнетушителей позволит быстрее определиться с моделью и типом необходимого оборудования.
15 лучших рабочих брюк и штанов
Рабочие брюки позволяют трудиться в комфортных условиях и обеспечивают безопасность работнику. На современном рынке существует множество моделей рабочих штанов.
Как выбрать сварочную маску «хамелеон»? Сварочные маски «хамелеон»: конструкция, виды, применение
Каждый сварщик не должен забывать о средствах индивидуальной защиты. В процессе сварки в лицо неизбежно летят искры и брызги расплавленного металла. Кроме того, на глаза воздействует тепловое и инфракрасное излучение. Для защиты от всех этих негативных факторов используйте защитные маски и щитки. Последние менее предпочтительны, так как их нужно держать одной рукой, что не очень удобно. Поэтому поговорим о том, как выбрать сварочную маску «хамелеон» и каковы ее ключевые особенности.
Почему хамелеон?
Многие специалисты отмечают, что сварочные маски типа «хамелеон» являются наиболее прогрессивными и хорошо защищают зрение оператора. Это действительно так, благодаря наличию автоматического фильтра. Он сам реагирует на изменение интенсивности свечения. Например, при зажигании дуги она автоматически гаснет, что свидетельствует о начале сварочных работ, при этом глаза оператора будут защищены. В большинстве случаев качественные фильтры имеют слоистую структуру. Слои ЖК-дисплея перекрываются. При запуске сварки они выстраиваются в нужном порядке и перекрывают определенную часть света, делая работу оператора комфортной и безопасной. Но стоит отметить, что перед тем, как выбрать сварочную маску «хамелеон», необходимо разобраться в ее основных параметрах. Давайте поговорим об этом.
Вкратце об особенностях стекла
Мы уже немного узнали о том, что маски «хамелеон» оснащены автоматическим светофильтром. Интересно, что сварщику ничего делать не нужно, так как сами жидкокристаллические фильтры настраиваются на яркость и силу света. Отсюда и произошло название маски «хамелеон».
Если вы не профессиональный сварщик и выполняете подобные работы достаточно редко, то вам понадобится однослойный светофильтр. Если сварка – это ваша повседневная работа, и ваши глаза постоянно находятся под нагрузкой, то вам необходим многослойный фильтр. Работать в такой маске будет не только безопасно, но и комфортно. Кроме того, затемнение не влияет на обзор оператора и видимость шва. Конечно, светофильтры разные, поэтому и цены на вроде бы одинаковые маски разные.
Об особенностях конструкции
Если разобраться в конструкции фильтра более подробно, то это многослойное изделие. Каждый слой образован жидкими кристаллами. Между слоями вставлена поляризационная пленка. Когда свет попадает на кристаллы, они выстраиваются в определенном направлении, что позволяет частично блокировать излучение и затемнять его.
Но можно сказать, что маски «Хамелеон» славятся своей защитой от ультрафиолетового и инфракрасного излучения. Некоторые модели могут не обеспечивать такой защиты, что связано с наличием или отсутствием дополнительного слоя в светофильтре. Кстати, прежде чем выбрать сварочную маску «хамелеон», уточните скорость затемнения светофильтра. Чем она выше, тем выше цена продукта. Но стоит отметить, что это очень важная характеристика. Дело в том, что существуют маски, фильтр которых срабатывает всего через несколько минут после начала сварки. За это время оператор может получить ожог роговицы. Оптимальной скоростью отклика можно считать 0,00005 секунды. Это обеспечит надежную защиту с самого начала сварочных работ.
Сварочные маски «хамелеон»: как правильно выбрать модель
Перед покупкой нужно обратить внимание на саму маску. Он не должен быть пластиковым или слишком хрупким. Поэтому часто имеет смысл отдать предпочтение тяжелым маскам. Любая модель должна быть хороша и удобна в надевании и снимании. Любой дискомфорт во время работы может сказаться на качестве сварного шва. Кроме того, наличие светофильтра делает маску сложным электронно-оптическим устройством, поэтому обращаться с ней нужно осторожно. Не желательно допускать попадания влаги, конденсата и т.п. Кроме того, механическое повреждение светофильтра делает его неэффективным, а глаза оператора становятся уязвимыми. В принципе, вы уже знаете, какими характеристиками должны обладать сварочные маски «хамелеон». Как выбрать из всего ассортимента? В этом нет ничего сложного, для этого необходимо учитывать ряд характеристик.
На что обратить внимание при покупке
В первую очередь обратите внимание на оптический класс светофильтра. Этот параметр крайне важен для защиты зрения. Профессиональными моделями можно считать маски и каски, у которых в маркировке фильтра три фильтра, например, 1/1/1/2. Это гарантирует надежную защиту глаз, а также неискаженный обзор. После класса оптики посмотрите на скорость отклика, она должна быть не менее 100 мкс.
Многие маски сварщика «хамелеон» («Инвертика» в том числе) имеют разную степень защиты и затемнения. Самый оптимальный вариант, когда стекло в обычном состоянии (не рабочем) совершенно прозрачное, а при сварке – темное. Но даже затемненный фильтр не должен иметь на своей поверхности мутности или искажения. Оптимальным показателем является степень защиты 13 DIN. Одной из полезных функций, которая обязательно должна быть в наличии, является плавное затемнение фильтра. Эта опция чрезвычайно полезна в условиях низкой освещенности.
Масса и габариты
В частности, имеет смысл рассказать о размере рабочего окна. Лучшие модели оснащены достаточно большим окном, что значительно улучшает обзор сварщика во время работы. Цена на такие модели, конечно, немаленькая, но процесс соединения металлических изделий будет полностью контролироваться оператором. Что касается веса, то он не должен быть слишком маленьким. «Картонные» маски очень быстро выходят из строя из-за своей малой прочности. Толстостенные модели весом более 1 кг свариваются шинами, что тоже не есть хорошо. Поэтому лучше выбирать золотую середину, скажем, 400-700 грамм. Кстати, прежде чем выбрать маску типа «хамелеон», обратите внимание на крепление. Она должна иметь два положения: маска в рабочем состоянии и поднята вверх. По крайней мере, так советуют профессионалы. Это позволит, не снимая маску с головы, по окончании сварочных работ осмотреть качество шва и сразу же продолжить начатую работу.
Сварочные маски «хамелеон»: конструкция, виды, применение
Конструкция масок в большинстве случаев практически не отличается. В одних моделях окно больше, в других меньше. Конечно, лучше отдать предпочтение первому варианту, так как обзор в этом случае гораздо выше. Но увеличение обзора приводит к тому, что фильтр становится более хрупким, поэтому вам понадобится что-то среднее.
Что касается типа маски, то она выбирается в зависимости от выполняемых сварочных работ. Обычно речь идет о разном сварочном стекле по отношению к номинальному току. В настоящее время в продаже имеются следующие маски: стекло 4-9DIN — ток до 40 А, стекло 5-11 на ток 175А, 6-12-300А, 7-13-500А. Для бытового использования подойдут первые две группы. Область их применения обычно ограничивается коммунальным хозяйством, строительством и некоторыми другими отраслями. В то же время маски с большим показателем затемнения, то есть 3-4 группы, применяются в авиастроении, машиностроении, металлургии и так далее.
О шлемах «хамелеон»
Не забывайте, что у вас есть возможность купить шлем, а не маску. Обычно используется в суровых условиях. Например, при высоких температурах длительный процесс сварки. Также если есть опасность получить термический ожог, то необходимо использовать не очки и не маску, а только каску. Его дизайн полностью повторяет форму мотоциклетного шлема. Но здесь он сделан из легкого и прочного пластика. Поэтому, если вы не знаете, как правильно выбрать сварочную маску «хамелеон», то обратите внимание на то, какую работу придется выполнять. Вполне возможно, что вам нужен шлем.
Очки для сварки «хамелеон»
Если планируются кратковременные сварочные работы, где нет необходимости в дополнительной защите лица, подойдут очки. Это решение относительно дешевое, если сравнивать с масками и шлемами. Очки дают сварщику отличный обзор, так как представляют собой один большой экран. Что касается параметров защиты стекол, то они не хуже масок и касок. Обычно цены начинаются от 800 рублей и выше, что зависит от производителя. Многие потребители для сварки в бытовых условиях советуют приобретать очки. Они легкие, удобные и хорошо защищают глаза.
Что говорят профессионалы
Мы уже немного разобрались, что такое маска для сварки «хамелеон». Как выбрать? Рекомендации и отзывы потребителей и профессионалов обязательно вам помогут. Так, многие советуют приобретать маски «хамелеон» отечественного производства. Они имеют доступную цену и приемлемое качество. Но, по мнению специалистов, не лучшим образом подходит аргонная сварка. Если говорить о китайской продукции, то она дешевая, но не слишком надежная. Светофильтры могут срабатывать с задержкой и самопроизвольно открываться. Для профессионалов подходят только качественные европейские товары.
Заключение
Итак, как выбрать лучшую сварочную маску «хамелеон»? Однозначный ответ дать нельзя. Дело в том, что человек должен руководствоваться собственными потребностями. Иногда не нужно что-то слишком дорогое. Вполне достаточно стекла с параметрами 5-9 DIN под сварочный ток 40 А. Это будет не очень дорогая покупка. Но для работы дома вполне достаточно и такой маски. Если вы профессиональный сварщик, то и изделие должно быть соответствующим. В принципе, это все, что можно сказать о том, как выбрать сварочную маску «хамелеон».
Как правильно выбрать маску сварщика «Хамелеон» по хорошей цене? | vseznayko.com.ua
Любая работа требует определенных условий. В первую очередь стоит подумать о безопасности. Хотя так сложилось исторически, что в нашей стране на этот важный аспект организации труда привыкли, а то и вовсе не обращали внимания, на него обычно опускали рукава, и напрасно. После совершения таких «трудовых подвигов» все пропущенные меры безопасности неумолимо в той или иной степени начинают сказываться на здоровье. Довольно часто такие профессиональные заболевания неизлечимы. Сварка – один из видов работ, который может быть крайне опасным.
Нюансы сварщика
Профессия сварщика одна из самых опасных, встречающихся в быту. Речь идет не только о любительской сварке, в исполнении мастеров-самоучек в силу крайней необходимости на даче или в гараже. Но, в первую очередь, о людях, непосредственно профессионально связанных со сваркой. Потому что они занимаются сваркой по многу часов, изо дня в день, на протяжении многих лет, ежедневно рискуя нанести серьезный ущерб своему здоровью.
Не забывайте, что рабочий во время сварки подвергается не только воздействию яркой вспышки от электрической дуги, она, как раз, относительно безопасна. Помимо видимого света, он получает немалую порцию инфракрасного и ультрафиолетового излучений, которые при длительном действии могут нанести куда больший ущерб, чем всем ненавистные «зайчики». В ссоре участвуют несколько факторов, которые могут негативно сказаться на здоровье.
Кроме того, есть и менее экзотические способы подорвать свое здоровье. Брызги горячего металла, летящая окалина и металлическая стружка горстями летят в лицо, во время зачистки сварных швов, тоже могут испортить не только настроение. Сварщик — очень опасная профессия!
Эффективные средства защиты от сварки
В связи с вышеуказанным сварочным ремеслом придумано большое количество защитных щитков и масок, что значительно снизит риск для здоровья.
Если первые сварочные маски появились пятьдесят лет назад и были из кожи с тонированным стеклом, то нынешние – это высокотехнологичные изделия, напичканные современной оптикой и электроникой, способные защитить вас от большинства вредных факторов этого процесс, как сварка. Цена таких изделий может быть разной.
Учитывая обилие разнообразия масок на рынке, неискушенный человек вряд ли сможет сделать правильный выбор. В таких случаях стоит поговорить с более «продвинутым» специалистом, а то и воспользоваться им напрямую при выборе.
Мы, в свою очередь, рассказываем об основных нюансах и параметрах масок-хамелеонов, полезных при выборе покупки, ведь сварка – это процесс, который может быть очень вредным для здоровья.
Прежде всего — почему «хамелеон»?
Это один из самых технически совершенных вариантов сварочных масок, и они уже много лет используются повсеместно. Дело в том, что он динамически затемняет стекло, что крайне полезно в процессе сварки. Попробуйте зажечь дугу, не видя свариваемой поверхности. В старые времена перед каждой такой операцией приходилось снимать маску. Хамелеон позволяет легко его увидеть и темнеет только после начала сварки, защищая глаза от ожогов.
Конструкция и тип светофильтра могут сильно различаться от модели к модели и от разных производителей. Но общий дизайн у них у всех примерно одинаковый, что уж говорить о цене.
Основа представляет собой пластиковую маску или шлем с регулируемыми подголовниками и жидкокристаллическим фильтром. Последний состоит из нескольких затемняющих слоев и нескольких фильтров, которые собраны в виде сэндвича. Светофильтр подавляет инфракрасное и ультрафиолетовое излучение. Даже если в момент зажигания электрической дуги по каким-то причинам не темнеет, фильтры должны улавливать вредное излучение невидимого человеческому глазу спектра. От зайчиков не спасет, а вот зрение спасет.
На что обратить внимание сварщику при выборе маски Хамелеон?
Для светофильтров сварочных масок существует четыре основных параметра, которые указаны на изделии производителем и стандартизированы во всем мире:
оптический класс;
светорассеяние;
однородность;
угловая зависимость степени затмения.
Согласно европейскому стандарту EN 379 они должны быть нанесены на светофильтр с указанием класса каждого параметра через косую черту и обязательной ссылкой на стандарт. Пример, 1/1/1/2 IN 379.
Теперь немного о каждом из них
оптический класс
Является первым в списке параметров и говорит о наличии или отсутствии искажения объектов при просмотре через светофильтр и зависит от качества стекла, используемого в изготовление, целостность «бутербродной» коллекции.
Многие из вас замечали искажения в многослойных окнах. Такие же спецэффекты присущи и бюджетным фильтрам. Искажение геометрии и диоптрический эффект крайне нежелательны.
Будет очень хорошо, если вам удастся раздобыть сварочную маску 1/1/1/2. Это существенно повлияет на цену, но не забывайте о своем здоровье. Маска третьего класса так быстро утомит ваши глаза, что вы не успеете как следует поработать.
Один означает отсутствие искажений, а значит, хорошее качество применяемых материалов. Второй и третий классы включают в себя более или менее дефекты. Такие дефекты приводят к быстрой утомляемости глаз и непригодны для длительной работы. В идеале не покупать такие маски — берегите глаза и нервы.
рассеяние света
Он второй в нашем списке, но не менее важный, чем предыдущий. Этот показатель указывает на способность фильтра отклонять и рассеивать свет. Это показатель оптической чистоты, который определяется чистотой большинства жидких кристаллов, нанесенных в сварочную маску, и качеством ее изготовления. Легче всего представить суть этого параметра на примере автомобиля.
Когда едешь под дождем и в темноте, видишь все перед собой. Но стоит только проявиться, пусть даже очень слабым, встречным источникам света, и перед вами непрозрачный призрак. Видимость будет тем хуже, чем больше капель появится в этот момент на лобовом стекле. Нечто подобное происходит и с фильтром.
однородность
Звучит страшно, но на самом деле это показатель неравномерного затемнения фильтра в разных его частях. Эта единица измеряется в DIN·ah. Если принято, что нормальное полное затемнение при сварке 13-16 а (в зависимости от вида сварки и материала), то показатель однородности для первого класса не должен превышать ± 0,1 а. ±0,2 и ±0,3 — для второго и третьего класса соответственно.
Угловая зависимость степени затмения
Четвертый параметр в нашем списке — скорость затемнения светофильтра в зависимости от угла обзора. Здесь все еще проще. Для этого в свойствах сварочной маски установлены следующие значения:
первый класс — 1 ОТ;
второй класс — 2 ОТ;
третий сорт — 3 ОТ.
Осмотр проводят под углами ± 15°. Исключение составляют лишь маски с увеличенными размерами светофильтра. В таких случаях угол обзора достигает ±30°.
Еще одним важным параметром является скорость диммирования светофильтра. Очень важно, чтобы сварочная маска Хамелеон быстро темнела в момент действия электрической дуги, защищая ваши глаза от поражения.
Для этого на сварочных масках предусмотрены диммеры скорости и глубины. Как мы уже говорили, даже если по каким-то причинам затмение не сработает, встроенные фильтры защитят ваши глаза от инфракрасного и ультрафиолетового излучения. Это может произойти по трем причинам:
превышение угла падения света дуги на датчик;
, если вы случайно заменили датчик;
банальное расстройство пищевого поведения.
В первом случае следует обратить внимание на количество датчиков на сварочной маске. Во втором — достаточно обычной внимательности и аккуратности. Что касается последнего, то это вопрос первостепенного выбора. Следует обратить внимание на тип и количество аккумуляторов. Это особенно важно в том случае, если вам часто приходится работать в плохо освещенных помещениях.
Удобство и условия применения сварки
Для бытового использования достаточно скорости в 1/10000 секунды. Однако для профессиональных сварщиков обычно применяются светофильтры с реакцией 1/20000 секунды. Не лишней будет возможность плавно регулировать затмение.
Большим плюсом будет подсветка фильтра задержки. Не забывайте, что даже после окончания сварки металл еще некоторое время остается горячим, а также довольно ярко блестит.
Правильная настройка чувствительности датчиков сварочной маски также очень важна. Слишком низкое может привести к тому, что он НЕ будет работать, а слишком высокое заставит светофильтр мигать, что тоже не очень хорошо. Без такого регулирования добиться комфортных условий труда будет крайне сложно.
К условиям комфорта относятся банальные наголовники. Чем больше настроек доступно, тем удобнее будет работать. Особенно если приходится много времени проводить в сварочной маске.
Батареи включают количество и форм-фактор литиевых элементов. Сложность их замены и максимальная мощность. Размер солнечной панели, который напрямую связан с долговечностью заряда съемных аккумуляторов.
Разновидности масок «Хамелеон»
Некоторые сварочные маски позволяют устанавливать диоптрийные линзы на светофильтр для слабовидящих. Они закрывают только часть обзора и позволяют смотреть вдаль поверх линз, не поднимая и не снимая маску, не отвлекаясь от сварочных работ.
Также есть бонусные функции, такие как режим заточки или сбор статистики по времени сварки. Но они также могут быть полезны, если вы дорожите своим здоровьем и хотите правильно спланировать свой рабочий день.
Так или иначе, речь идет о вашей звезде, и вам нужно выбрать маску. Не забывайте о вышеизложенных рекомендациях, особенно учитывая обилие всевозможных сварочных масок. Существует довольно много известных фирм, марок оборудования, которые вполне подходят практически для любого вида сварочных работ.
Долговечные и практичные трубы отопления из нержавеющей стали
Долговечные и практичные трубы отопления из нержавеющей стали | Глобус Сталь
Главная
Полезные статьи
Долговечные и практичные трубы отопления из нержавеющей стали
По заключению квалифицированных экспертов и специалистов трубы отопления из нержавеющей стали являются наиболее долговечными и практичными материалами, используемыми для оснащения высококачественных отопительных систем. Это тип трубных изделий характеризуется отличными техническими и эксплуатационными свойствами. Главное, приобретать продукцию у надежного и проверенного поставщика, который при ее транспортировке и хранении будет соблюдать нормативы и правила, действующие на территории Российской Федерации.
Описание
Нержавеющие трубы для отопления производятся в строгом соответствии с утвержденными государственными стандартами из стали марки AISI 304 или других модификаций. Использование при изготовлении данной трубной продукции высококачественного сырья и специального химического состава придает ей целый ряд отличительных особенностей и преимуществ использования.
Характеристики
Трубы для отопительных магистралей, произведенные из нержавеющего металлопроката обладают целым рядом достоинств и приоритетов использования:
Возможностью монтировать самые сложные и ответственные системы с минимальным количеством соединительных элементов
Повышенной стойкостью к высокому давлению и способностью выдерживать гидроудары
Надежностью и долговечностью. Трубы из нержавейки устойчивы к коррозии и различным механическим повреждениям, благодаря чему имеют практически неограниченное время эксплуатации
Универсальностью использования. Нержавеющие трубы можно заделывать в бетонную стяжку или стены
Высокой степенью теплоотдачи. Именно поэтому этот вид трубной продукции применяется при монтаже теплых полов.
Сфера применения
Трубы отопления из нержавеющей стали используется для создания теплотрасс в жилых, коммерческих и общественных объектах. Материал характеризуется простотой монтажа. Современные производители выпускают ассортимент тройников, фланцев, отводов и другой трубопроводной арматуры, с помощью которой прокладка теплотрасс происходит в самые сжатые строки. Резка нержавеющей стали осуществляется специальным оборудованием быстро и легко. Специализированная компания «Глобус-Сталь» предлагает торговым структурам, инжиниринговым предприятиям и строительным организациям нержавеющие трубы для отопления, различные фитинги для выполнения монтажных работ, а также другие виды сертифицированной металлопродукции.
Смотрите также:
Труба нержавеющая толстостенная для прокладки магистральных трубопроводов
Облегченная и надежная труба нержавеющая тонкостенная
Труба нержавеющая прямоугольная – отличные несущие и эксплуатационные особенности материала
Возврат к списку
Новости
Достоинства, недостатки нержавеющих гофрированных труб в системе отопления дома
Добавить в закладки ● Сборка-1 Нажмите «Ctrl + D» чтобы сохраните сайт в браузере
Нержавеющая сталь имеет отличные технические параметры и максимальную утилитарность, что обеспечивает трубам отопления из этого материала большую популярность среди владельцев частных домов. Выполнив теплоизоляцию своего коттеджа минватой или целлюлозной эковатой, многие из них обращаются в нашу строительную компанию с заявками на монтаж отопления нержавеющей трубой. Разговор сегодня пойдет о достоинствах нержавеющих трубопроводов и их недостатках, монтаже отопительных систем и ценах на изделия из нержавейки. Как и системы из других типов труб, водоводы из гофрированного металла монтируются только после выполнения теплоизоляции дома минватой или эковатой.
Нержавеющая гофра для отопления, это новинка рынка, разработанная в Японии, после чего трубы переместились в европейские страны, и теперь уверенно завоевывают российский рынок. Объясняется такой успех гибких нержавеющих труб для отопления очень просто — уж очень удачно совпали свойства нержавеющего металла и гибкость гофрированных конструкций, к тому же они очень легко собираются в единую отопительную систему. При этом в качестве плюса можно записать в актив нержавеющей гофры и то, что ее можно использовать как полностью для разводки системы, так и встраивать небольшие участки: на подводке к котлу, батареям, на геометрически сложных участках обходов и поворотов.
Популярность труб этого типа все увеличивается благодаря тому, что их монтаж решает большое количество проблем:
— гофрированные трубы легко гнутся под любыми углами без сужения просвета или опасности излома. Минимальный радиус изгиба равен трехкратному радиусу водовода, что позволяет сократить до минимума количество соединений. Это снижает стоимость системы и увеличивает ее надежность;
— гофрированные трубы из нержавеющей стали выпускаются в больших бухтах длиной 50 метров, а при индивидуальном заказе и длиннее;
— нержавеющая сталь устойчива к коррозионным процессам. Для предотвращения электрохимической коррозии обеспечивается надежное заземление, а при скрытой проводке — защитная оболочка;
— трубы из гофрированной нержавейки легко переносят перепады давления и температур. Не боится гофра и замерзания теплоносителя, что позволяет использовать трубы из нее в северных регионах;
— трубы выдерживают максимальное давление 50 бар, разрушающее составляет 210 бар, а рабочим является 15 бар при температуре воды +110°С;
— диапазон рабочих температур — -50°С — +110°С;
— нержавеющие гофрированные трубы для отопления легко собираются в систему, а пришедшие в негодность отрезки труб так же легко заменяются благодаря соединению латунными фитингами с уплотнительными кольцами из силикона или фторопласта;
— коэффициент шероховатости внутренних поверхностей составляет всего 0,008, что гарантирует отсутствие предпосылок к отложению минеральных солей и заиливания;
— срок эксплуатации зависит только от срока эксплуатации фитингов, поскольку нержавеющие трубы работают очень долго;
— небольшой вес;
— невысокие цены.
Мы перечислили множество достоинств нержавеющих труб, но существуют и недостатки, о которых также следует упомянуть:
— фитинговое соединение требует периодического обслуживания — проверки герметичности, замены вкладок, подтяжки резьбы;
— сложность ухода, поскольку на гофрированной поверхности скапливается пыль, которую не так просто удалить. Предотвратить скапливание пыли можно при помощи защитного короба или скрытого монтажа системы;
— необходимость обязательного устройства заземления и использования диэлектрических прокладок для защиты от блуждающих токов;
— слабая устойчивость к воздействию некоторых химических элементов;
— высокий коэффициент передачи тепла, что ведет к его потерям в процессе циркуляции теплоносителя.
Исходным сырьем является лента из нержавейки, которая подается в формовочный станок, из которого выходит заготовка в виде цилиндра. На следующем этапе она автоматически сваривается в газовой среде для предотвращения выжигания легирующих металлов. Полученная труба называется неотожженной и пригодна к эксплуатации, но после отжига получается более высококачественная продукция, которая имеет более высокие эксплуатационные параметры: более высокую прочность, пластичность, возможность восстановления формы при повреждениях. Внешний вид продукции одинаков, и разница определяется только по стоимости труб, чем нередко пользуются нечистоплотные продавцы.
Труба из жаропрочной нержавеющей стали, Труба из жаропрочной нержавеющей стали, Труба из жаростойкой стали
На аукционе продаются 6-метровые трубы из высококачественной нержавеющей стали марки 409 с толщиной стенки 1,2 мм и диаметром 38,1 мм (1 1/2 дюйма).
Этот сорт нержавеющей стали подходит для производства выхлопных газов транспортных средств или других двигателей
Эти нержавеющие стали обладают хорошими жаропрочными характеристиками, подходят для паровой среды или 550 ℃ и выше температуры
Нержавеющая сталь 310S представляет собой сочетание хорошей прочности и коррозионной стойкости при температуре до 2100oF (1149℃). Из-за относительно высокого содержания хрома и никеля в большинстве сред он превосходит нержавеющую сталь 304 или 309.
309S Высокая коррозионная стойкость, хромоникелевый сплав с содержанием углерода до 0,08 для уменьшения выделения углерода во время сварки. Максимальная рекомендуемая рабочая температура Непрерывно 1100 ℃ / Периодически 980 ℃
304H содержание углерода контролируется в диапазоне 0,04-0,08 для обеспечения повышенной жаропрочности деталей, подвергающихся воздействию температур выше 800°F (427℃)
Преимущество
321H в превосходной стойкости к межкристаллитной коррозии после воздействия температур в диапазоне от 800 до 1500°F (от 427℃ до 816°C) при осаждении карбида хрома.
347H в более высоких допустимых напряжениях при повышенных температурах для этих стабилизированных сплавов в соответствии с нормами ASME для котлов и сосудов под давлением. Сплавы 321 и 347 имеют максимальную рабочую температуру 1500°F (816°C)
Теплообменные трубы используются во всех видах перерабатывающей промышленности. Характерные требования: сварной шов, фиксированная длина и тщательное тестирование.
Чтобы удовлетворить потребность в быстрой доставке, у нас есть запас полосы как из стандартных, так и из специальных марок стали наиболее распространенных толщин.
Мы поставляем как бесшовные, так и сварные трубы, соответствующие требованиям кожухотрубных теплообменников:
ASTM A213/A213M Бесшовные трубы
Трубки нагревателя ASTM A556M-88/ASME SA556 1
ASTM A249/A249M Сварная труба
Диапазон размеров 6,35–76,2 мм НД x 0,91 мм – толщина стенки 3,25 мм
Трубки теплообменника поставляются со стандартным калибром проволоки (SWG) или бирмингемским калибром проволоки (BWG)
Популярные сорта: 1.4306 (304L), 1.4404 (316L)
Наша команда имеет высокую квалификацию и опыт в обслуживании и производстве всех видов стальных материалов.
Гидравлические и солнечные линии из нержавеющей стали
01
Простота установки – пайка любого типа не требуется. Просто отрежьте трубу по длине и используйте инструмент для развальцовки, чтобы выполнить торцевые соединения. Трубы Aurora Flex из нержавеющей стали настолько просты в работе, что буквально вдвое сокращают время монтажа.
02
Утечек нет. Высокотемпературные керамические прокладки рассчитаны на температуру 350 C (660 F) и обеспечивают постоянное герметичное соединение, способное выдерживать экстремальные температуры и холода.
03
Предварительно изолированная оболочка трубы. Линия из нержавеющей стали поставляется с изоляцией из высокотемпературной пены EPDM ¾” и влагонепроницаемым барьером, окружающим изоляцию. Это не полиуретановая пена, температура плавления которой составляет около 100°C, а EPDM-пена может выдерживать температуры, превышающие 200°C.
04
Низковольтный провод для датчиков температуры, в том числе под атмосферостойкой оболочкой. Это означает отсутствие дополнительной проводки для прокладки проводов датчика.
05
Стоимость. Комплекты трубопроводов из нержавеющей стали стоят меньше, чем медные, а если сложить стоимость изоляции EPDM и фактор времени, можно значительно снизить общую стоимость установки, независимо от того, являетесь ли вы владельцем дома или подрядчиком.
Доступны номинальные внутренние диаметры ¾” и 1”, а также больший размер доступен по запросу. Доступны как мужские, так и женские фитинги FTP. Обычно эта труба используется для замены медной или черной трубы от котла к насосу и напольному коллектору. Он не заменяет PEX для напольных петель.
Без пайки, без утечек
Трубы из нержавеющей стали 3/4 дюйма 304
Шаг первый:
Отрежьте шланг до нужной длины с помощью резака
Шаг второй:
, вставьте один конец во фланец
. Шаг третий:
Используйте молоток, чтобы сплющить конец шланга
.
Шаг четвертый:
. Сожмите стопорное кольцо из нержавеющей стали шланга солнечного коллектора. Шаг пятый:
Как развести цемент с песком – пропорции правильного состава для кладки и штукатурки
Цемент – вяжущий компонент, обеспечивающий прочные связи между мелкими и крупными заполнителями в строительных смесях и растворах. Вяжущее используется в сочетании с затворителем, функции которого в стандартном варианте выполняет чистая вода, крупным и мелким заполнителями. Для придания требуемых характеристик в смеси и растворы вводят специальные присадки и красящие пигменты. Материалы, в состав которых входят вяжущее, затворитель и мелкий заполнитель (песок) обычно называют растворами, а материалы, в которых дополнительно присутствует крупный заполнитель (щебень), – смесями.
Виды цементно-песчаных растворов
В чистом виде цемент используется только для упрочнения поверхности бетонных элементов, эта технология называется «железнением». При обычных строительных работах вяжущее без песка не применяется, поскольку раствор из цемента, разведенного водой, отличается очень сильной усадкой. Использование песка предотвращает растрескивание продукта на основе цемента при его высыхании и твердении.
Прочность цементно-песчаных растворов определяется их маркой, которая, в свою очередь, диктует необходимые пропорции компонентов. Часто инструкция по приготовлению раствора имеется на упаковке. Пропорции компонентов, необходимые для того чтобы правильно развести цемент, можно определить по таблице.
Марка раствора
Пропорции компонентов Ц:П
Цемент М400
Цемент М500
М50
1:7,4
—
М75
1:5,4
—
М100
1:4,3
1:5,3
М150
1:3,25
1:3,9
М200
1:2,5
1:3
По назначению растворы разделяют на кладочные, в том числе предназначенные для выполнения монтажных работ, штукатурные (марки М50, М100, М150), используемые для заливки стяжек полов.
Основные правила приготовления качественных растворов
Характеристики получаемых растворов и смесей зависят от качества их ингредиентов и выполнения правил изготовления. В качестве компонентов используются:
Вяжущее. Его функции в стандартных условиях выполняет портландцемент марок М400 и М500.
Мелкий заполнитель. Может использоваться только песок, характеристики которого соответствуют требованиям ГОСТа 8736-2014. Это карьерный песок, сеяный или мытый, либо речной песок, промытый от илистых включений.
Затворитель. Для затворения вяжущего в стандартных случаях используется чистая вода. Если она берется из открытых источников, ее желательно проверять на наличие вредных примесей в лаборатории. При ведении бетонирования в стандартных условиях (не зимних) рекомендуется брать прохладную воду температурой до +20 °C.
В состав продуктов на основе цемента могут входить добавки, влияющие на их свойства:
ПВА – повышает адгезию материала к основанию, оказывает пластифицирующее действие;
стиральный порошок и жидкое мыло – выполняют функции пластификаторов;
графит или сажа – используются в качестве красителей.
Для выполнения небольших объемов работ смешивание компонентов может осуществляться вручную. Для этого:
Все сухие компоненты смешивают вручную в металлической емкости или на листе до получения однородного состава сероватого цвета.
Из смеси формируют усеченный конус, в углубление которого постепенно заливают воду.
Состав тщательно перемешивают до состояния густой сметаны.
Для осуществления масштабных работ эффективно использование бетономешалок. Порядок выполнения работ:
В емкость бетономешалки заливают примерно половину требуемого объема воды, вводят добавки, перемешивают.
Загружают цемент и примерно половину мелкого заполнителя, перемешивают.
Вводят остаток песка и перемешивают, добавляя воду до получения требуемой густоты раствора.
Особенности приготовления растворов на основе цемента для кладки кирпича и блоков
Кладочные растворы предназначены для ведения кладки кирпичей, бетонных и каменных блоков, выравнивания полов. Они состоят из цемента марок М400 и М500, песка с размером зерен до 2,5 мм (для бутовой кладки подходит крупнофракционный песок до 5 мм). В качестве кладочных используются цементные или цементно-известковые растворы.
Как правильно развести цемент и известь для приготовления «теплого» раствора – пропорции: на одну массовую часть цемента берут 0,8 частей известкового теста, 7 частей песка, 0,8 частей воды.
Как разводить цемент при изготовлении штукатурных цементных растворов
Цементно-песчаные растворы широко используются для оштукатуривания как внутренних стен и перегородок, так и наружных стен. Для этой цели используются растворы следующих марок:
М50. Предназначен для финишной затирки поверхностей.
М100. Этот материал подходит для отделки внутренних помещений с нормальным уровнем влажности.
М150. Применяется для оштукатуривания фасадов, цоколей, внутренних стен в помещениях с повышенной влажностью.
Для приготовления штукатурных материалов, кроме накрывочного слоя, используется песок с размером зерна до 2,5 мм, для накрывочного слоя – мелкофракционный заполнитель с размером зерна до 1,25 мм.
Как правильно развести цемент марок М400 и М500 для заливки стяжки пола или дорожек
Для заливки тонких стяжек пола (до 30 мм) используются цементно-песчаные растворы марок М150 и М200. ЦПР марки М200 отличается высокой водонепроницаемостью, поэтому служит эффективным гидроизолятором.
Для устройства стяжек толщиной более 30 мм и пешеходных дорожек используются бетонные смеси, в которых, помимо мелкого, присутствует крупный заполнитель. Его функции выполняет гранитный, гравийный или известняковый щебень. Конкретный тип щебня выбирается в зависимости от характеристик сооружаемого объекта.
Совет! При покупке гранитного щебня, часто имеющего высокий естественный радиоактивный фон, необходимо проверить сопровождающие документы, в которых указывается класс радиоактивности. Для ведения работ внутри жилых помещений можно использовать только материал I класса радиоактивности.
Таблица пропорций компонентов бетонных смесей в зависимости от используемой марки цемента
Марка бетона
Соотношение Ц:П:Щ по массе
Соотношение Ц:П:Щ по объему
Количество бетона, которое можно приготовить из 10 л цемента, л
Цемент М400
Цемент М500
Цемент М400
Цемент М500
Цемент М400
Цемент М500
100
1:4,6:7,0
1:5,8:8,1
41:61
53:71
78
90
150
1:3,5:5,7
1:4,5:6,6
32:50
40:58
64
73
200
1:2,8:4,8
1:3,5:5,6
25:42
32:49
54
62
250
1:2,1:3,9
1:2,6:4,5
19:34
24:39
43
50
300
1:1,9:3,7
1:2,4:4,3
17:32
22:37
41
47
350
1:1,2:2,7
1:1,6:3,2
11:24
14:28
31
36
400
1:1,1:2,5
1:1,4:2,9
10:22
12:25
29
32
Для устройства стяжек пола применяют бетоны марок М200, М250, М300. Чем выше марка бетона, тем большие статические и динамические нагрузки сможет выдержать такой пол без разрушения.
Приготовление бетона осуществляется вручную или при использовании бетономешалки. Порядок загрузки бетономешалки:
В барабан заливают 2/3-3/4 нормы воды.
Засыпают половину или всю норму щебня.
Добавляют весь объем цемента.
Засыпают все требуемое количество песка и остаток щебня, если он в самом начале был загружен не полностью.
После загрузки последнего компонента перемешивание длится примерно 5 минут.
В готовом продукте все мелкие и крупные заполнители должны быть полностью покрыты затворенным вяжущим.
Как выбрать марку бетона для заливки фундамента
Чтобы правильно развести цемент для устройства фундамента, необходимо выбрать нужную марку бетона, которая зависит от конкретной области его использования:
М100 (В7,5). Заливка подготовки под фундамент, которая необходима для удерживания цементного молочка внутри фундаментной ленты или плиты.
М150 (В10). Устройство подготовки под фундамент или заливка ленточных фундаментов, предназначенных для восприятия небольших нагрузок.
М150 (В12,5). Устройство фундаментов под легкие строения хозяйственного назначения, заливка стяжек пола.
М200 (В15), М250 (В20). Популярные варианты для устройства ленточных и плитных фундаментов в частном строительстве, заливки стяжек пола, ростверков столбчатых фундаментов.
М300 (В22,5). Монолитные фундаменты всех типов, устройство стяжек, предназначенных для восприятия серьезных нагрузок.
М350 (В25), М400 (В30). Эти высокомарочные бетоны используются в строительстве объектов, испытывающих высокие нагрузки и/или эксплуатируемых в сложных условиях.
После заливки бетонных смесей в опалубку необходимо обеспечить нормативные условия на время их схватывания и твердения. В соответствии с ГОСТом нормальными условиями являются: температура – +18…+22 °C, относительная влажность воздуха – 100 %. При высыхании на открытом пространстве бетон быстро теряет влагу, и процессы, протекающие в нем и влияющие на свойства продукта, замедляются. Для предотвращения пересыхания бетонные элементы постоянно смачивают и защищают водонепроницаемыми материалами – полиэтиленовой пленкой, брезентом, постоянно смачиваемыми опилками и песком.
При строительстве крупных объектов удобный вариант – заказ готовой бетонной смеси, которую доставляют специализированным транспортом. Бетон должна сопровождать документация с указанием всех характеристик продукта.
Как разводить цемент — пропорции и расчет расхода материалов
Цемент – это специальный строительный материал, выполняющий функцию «связующего» между компонентами бетона и цементного раствора различного назначения. В чистом виде цемент практически не используется. Исключение составляет технология упрочнения верхнего слоя бетонных конструкций, так называемое «железнение».
СодержаниеСвернуть
Область применения цемента
Пропорции портландцемента популярных марок для производства тяжелого бетона
Пропорции для растворов
Как разводить цемент для штукатурки?
Как развести цемент с песком пропорции для стяжки пола?
Как разводят белый цемент?
Во всех остальных вариантах применения, цемент размешивается в тех или иных пропорциях с наполнителем и затворителем. Поэтому, отвечая на многочисленные вопросы частных застройщиков, есть смысл в рамках этой статьи рассказать, как разводить цемент с песком, водой и другими компонентами.
Область применения цемента
Для лучшего понимая вопроса как правильно разводить цемент, следует указать основные способы использования этого уникального и незаменимого строительного материала:
Производство тяжелых и других видов бетона.
Приготовление кладочных растворов.
Приготовление штукатурных растворов разных видов.
Изготовление материала для создания скульптур, вазонов, кашпо и других декоративных изделий из бетона.
Производство тротуарной плитки, бордюров и брусчатки.
Если говорить в общем, применение цемента можно разделить на два основных вида:
Связующее для бетонов различных типов и назначения.
Связующее для растворов различных типов и назначения.
Далее мы рассмотрим различные форматы и нюансы использования универсального «связующего».
Пропорции портландцемента популярных марок для производства тяжелого бетона
Самый востребованный вид бетона при возведении жилых и промышленных зданий, а также самый востребованный материал для изготовления всех видов ЖБИ – это тяжелый бетон, приготовленный на основе портландцемента марок М400 и М500, новые маркировки: ЦЕМ I 32,5Н ПЦ и ЦЕМ I 42,5Н ПЦ соответственно.
Представляем вниманию читателей две таблицы, в которых вы найдете ответы на популярные вопросы: как разводить цемент для бетона используя марки М500 и М400.
Таблица пропорций компонентов для приготовления 1 м3 тяжелого бетона популярных марок прочности
Марка Бетона
Цемент М400 ЦЕМ I 32,5
Пропорции
Цемент
Песок
Щебень
Вода
М100
1:4,4:6,5:1,1
175 кг
755 кг
1150 кг
190 л
М150
1: 3,5: 5,2: 1
215 кг
735 кг
1140 кг
М200
1: 3: 4,5: 0,7
255 кг
715 кг
1125 кг
М300
1: 2: 3,3: 0,6
335 кг
670 кг
1105 кг
М400
1: 1,5: 2,5: 0,5
420 кг
625 кг
1085 кг
М500
1: 1,2: 2: 0,4
500 кг
575 кг
1065 кг
Марка Бетона
Цемент М500 ЦЕМ I 42,5
Пропорции
Цемент
Песок
Щебень
Вода
М100
1: 5: 7,3: 1,2
160 кг
770 кг
1150 кг
190 л
М150
1: 4: 6: 1
190 кг
755 кг
1140 кг
М200
1: 3,3: 5: 0,8
225 кг
735 кг
1125 кг
М300
1: 2,5: 3,8: 0,7
290 кг
705 кг
1105 кг
М400
1: 2: 3: 0,5
355 кг
675 кг
1085 кг
М500
1: 1,5: 2,5: 0,4
425 кг
640 кг
1065 кг
В таблице есть ответы на один из самых распространенных вопросов непрофессиональных застройщиков малоэтажных зданий – как развести цемент для фундамента дома, дачи или коттеджа.
В соответствии с действующими нормативными документами – ГОСТ и СНиП, оптимальным вариантом для заливки 99% фундаментов является марка тяжелого бетона М150 или М200. Для тяжелых условий эксплуатации допускается использовать марку бетона М400. Соответственно при стоящей задаче, как развести раствор цемента для заливки фундамента, следует воспользоваться пропорциями, приведёнными в данной таблице.
Многие непрофессиональные и неопытные застройщики задают вопрос – а можно ли разводить цемент без песка, применив в качестве замены этого материала имеющийся гранитный отсев или мелкий строительный мусор.
Ответ частного строителя с достаточным опытом возведения малоэтажных зданий и сооружений будет таким. Если предстоит возведение не сильно нагруженных конструкций, таких как: отмостка вокруг дома, садовая дорожка, площадка для сушки белья или одноэтажный дом из печного шлака, подземный погреб небольших размеров (2х2х2 метра) допускается отступление от существующих ГОСТ, в части замены песка мелким строительным мусором или мелким гранитным отсевом.
Пропорции для растворов
Все цементно-песчаные растворы делятся на три основных типа: материал для кладки кирпича (шлакоблока, пеноблока, ракушечника, инкерманского камня), раствор для штукатурки поверхностей и раствор для стяжки пола. Рассмотрим приготовления указанных растворов по порядку.
Как развести цемент для кладки кирпича? В строительстве используется два вида раствора:
Цементно-известковый материал, состоящий из портландцемента ЦЕМ I 32,5Н или ЦЕМ I 42,5Н, тщательно просеянного песка, воды и известкового теста. Это так называемый «теплый» раствор. Материал этого вида обладает отличной пластичностью и считается оптимальным для всех видов кирпичной кладки. Пропорции компонентов цемент: известь: песок: вода: 1 часть цемента, 0,8 части извести, 7 частей песка, 0,8 части воды. Сначала смешиваются сухие компоненты и известь, далее добавляется вода и все тщательно перемешивается до однородной массы. При необходимости количество воды увеличивают.
Цементный раствор. Состоит из портландцемента ЦЕМ I 32,5Н ПЦ или ЦЕМ I 42,5Н ПЦ, пески и воды. Характеризуется как «холодный, жесткий и малоподвижный». Пропорции компонентов: 1 часть цемента, 5 частей песка (для ЦЕМ I 32,5Н ПЦ) или 5,5частей песка (для ЦЕМ I 42,5Н ПЦ) и 1 часть воды. Порядок приготовления рабочего материала аналогичен порядку приготовления цементно-известкового раствора.
Как видим сделать кладочный раствор можно своими руками прямо на строительной площадке, главное соблюдать пропорции и тщательно перемешивать компоненты.
Как разводить цемент для штукатурки?
В общем варианте, для обычной штукатурки стен используют три вида цементно-песчаного раствора:
Марка 50. Рекомендуется использовать для финишной затирки. Пропорции для портландцемента ЦЕМ I 32,5Н: часть связующего, 6,3 части песка, 1,3 части воды. Пропорции для портландцемента ЦЕМ I 42,5Н: часть цемента, 7 частей песка, 1,5 части воды.
Марка М100. Рекомендуется для внутренней отделки. Пропорции для портландцемента ЦЕМ I 32,5Н: часть связующего, 4 части песка, 0,8 части воды. Пропорции для портландцемента ЦЕМ I 42,5Н: часть связующего, 4,5 части песка, 0,9 части вод.
Марка М150. Рекомендуется для оштукатуривания сырых помещений, фасадов и цоколей. Пропорции для портландцемента ЦЕМ I 32,5Н: часть связующего, 3 части песка, 0,6 части воды. Пропорции для портландцемента ЦЕМ I 42,5Н: часть связующего, 3,3 части песка, 0,7 части воды.
Если говорить о том, как правильно развести цемент с песком для штукатурного раствора, то здесь очень важны два момента. Первый момент – следует очень тщательно просеять песок. Размер ячейки сита для просеивания песка под приготовление грунтовочной штукатурки должен составлять от 2 до 3 мм и 1 мм для приготовления финишной штукатурки.
Второй момент – очень тщательное перемешивание сухих компонентов, соблюдение пропорций воды и последующее тщательное перемешивание до однородной массы.
Как развести цемент с песком пропорции для стяжки пола?
Для заливки стяжки пола используют следующие марки цементно-песчаного раствора: М150 и М200. Выбор марки раствора зависит от максимальной нагрузки. Далее мы расскажем, как развести цемент с песком для приготовления раствора М150 и М200, а читатель сам выберет подходящий вариант в зависимости от конкретных условий эксплуатации.
Раствор М150. Пропорции для портландцемента ЦЕМ I 32,5Н ПЦ: 1 часть цемента, 3 части песка, 0,6 части воды. Пропорции для портландцемента ЦЕМ I 42,5Н ПЦ: 1 часть цемента, 3,3 части песка, 0,7 части воды.
Раствор М200. Пропорции для портландцемента ЦЕМ I 32,5Н ПЦ: 1 часть цемента, 2,1 части песка, 0,5 части воды. Пропорции для портландцемента ЦЕМ I 42,5Н ПЦ: 1 часть цемента, 2,5 части песка, 0,6 части воды.
Что касается порядка операций, то он стандартный. Сначала смешивают сухие компоненты, потом добавляется вода и все тщательно перемешивается.
Как разводят белый цемент?
В завершение повествования стоит ответить на еще один распространенный вопрос: Если в качестве «связующего» используется белый цемент, как разводить бетон и растворы на его основе правильно?
Белый цемент применяют для создания цветных конструкций. Поэтому очень важно чтобы наполнители и затворитель не перебивали цвет бетона или раствора. Поэтому для приготовления бетонов и растворов на основе белого цемента следует использовать белый тщательно очищенный карьерный песок, чистейшую воду и чистый инструментарий: корыто, лист железа, ведра и бетономешалку.
Как разводить цемент? Как развести смесь из песка в домашних условиях, как сделать самому, как правильно замесить
У тех, кто сталкивался со строительно-ремонтными работами, хоть раз возникал вопрос, как приготовить цемент, так как он является одной из самых распространенных основ, применяемых в строительно-ремонтных работах. Часто при замешивании раствора строители не соблюдают требуемые стандартами пропорции приготовления смеси, что сказывается на конечном результате: построенная таким образом конструкция со временем приходит в негодность. В связи с этим правильной техникой разбавления цемента считается следующая, после чего можно получить качественный раствор для будущего строительства.
Особенности
Цемент уже давно приобрел статус самого востребованного материала, который используется в строительстве. С его помощью получают бетон, используемый для фундаментов будущих сооружений. Цементная композиция является основным вяжущим для бетонной смеси.
Сам по себе цемент представляет собой вяжущий минеральный порошок, который при соединении с водой превращается в вязкую массу сероватого цвета и со временем затвердевает на открытом воздухе.
Порошок изготавливается путем измельчения клинкера с последующим добавлением минералов и гипса. Загустевший цемент может подвергаться неблагоприятному воздействию агрессивных сред и обычной воды. Для улучшения эксплуатационных характеристик в цементный состав добавляют гидроактивный материал, препятствующий проникновению солей. Коррозионная стойкость повышается за счет добавления в исходный состав сырья специальной полимерной добавки, значительно снижающей пористость и предотвращающей неблагоприятное физико-химическое воздействие на окружающую среду.
Все виды цементных составов поглощают разное количество воды. Зерно материала имеет достаточно высокую плотность, в три раза превышающую плотность воды. В результате при добавлении большого количества воды часть цемента не растворится, а окажется на поверхности приготовленного раствора. Поэтому материал осядет, а верх структуры полученного цементного раствора осядет. оказывается неустойчивой и треснутой структурой.
Стоимость материала зависит от качества его помола: чем мельче компоненты цемента, тем больше люди будут платить за него. Это напрямую связано со скоростью схватывания: состав с мелким помолом твердеет гораздо быстрее, чем цемент грубого помола.
Для определения зернового состава материал просеивают через сито с ячейками менее 80 мкм. При качественном цементном составе большая часть смеси просеивается. Но не следует забывать, что мелкий помол более качественный, но в дальнейшем потребует большего объема воды. Поэтому рекомендуется отдавать предпочтение составу, в котором есть как мелкие частицы (до 40 мкм), так и крупные частицы (до 80 мкм). В этой ситуации цементная смесь будет обладать всеми необходимыми и приемлемыми свойствами.
Возможность оттаивания и замерзания – одна из основных характеристик цементной смеси. Вода в пористых частях цементной конструкции расширяется при низкой температуре в объеме до 8%. При дублировании этого процесса бетон трескается, что способствует разрушению построенных конструкций.
В связи с этим в строительных работах цемент не используется в чистом виде. Дятел, абиетат натрия и другие минеральные добавки помогут увеличить срок эксплуатации и повысить устойчивость бетона.
Рецепты
Прежде чем делать цементную основу, нужно определить, для каких целей она нужна. Каждая смесь требует определенных соотношений. Ниже представлены наиболее распространенные варианты приготовления цементных смесей.
Для оштукатуривания стен. Для получения данного вида смеси требуется использовать соотношение цемента и песка в пропорции 1:3. Норма воды равна количеству цемента. Для получения нужной консистенции воду добавляют в сухую смесь постепенно. При необходимости выполнения строительных работ внутри помещений предпочтение отдается маркам М150 или М120, а при планировании оштукатуривания фасадов – марке М300.
Кирпичная кладка. В данном случае необходимо соотношение цемента и песка в пропорции 1:4. Марки М300 и М400 являются оптимальным вариантом для данного вида строительных работ. Часто эту смесь разбавляют гашеной известью, выступающей связующим компонентом. Количество рассчитано на одну часть цемента и две десятых гашеной извести.
Благодаря этому компоненту можно получить пластиковый материал, достаточно удобный и простой в использовании. Требуемый объем будет уточняться в процессе добавления до получения раствора необходимой консистенции. Рекомендуется получать смесь, которая не стекает со шпателя под углом 40 градусов.
Стяжка пола. Стандартная пропорция для получения такого состава – 1 часть цементной основы на 3 части песка. Для этого идеальна марка М400. Воду в этом случае берут в количестве одной секунды на уже добавленную порцию цемента.
Для лучшей стяжки не следует наливать воду полностью, так как крайне важно, чтобы смесь стала пластичной и хорошо растянулась – это гарантирует заполнение всех пустых участков на основе стяжки.
Бетонная смесь. Для производства бетона используется 1 часть цементной основы, 2 части песка и 4 части щебня. При планировке можно использовать полученную бетонную смесь в качестве фундамента будущего помещения. В этом случае рекомендуется приобретать материалы марки М500. Норма воды равна одной секундной части цементной основы. Воду следует использовать чистую и питьевую.
Смешивание производить в бетономешалке. Наносить полученную бетонную смесь следует в течение часа. Для лучшей композиции добавьте алебастр.
Как разводить?
Замес цемента в домашних условиях рекомендуется проводить в металлической или пластиковой емкости. Для этого вам понадобится лопата, шпатели и дрель с различными насадками. При большом объеме приготовления цемента (от 1 до 3 кубометров) практичнее будет использовать бетономешалку. Все необходимые инструменты, материалы, а также место для разведения готовятся задолго до начала работ.
Стоит помнить, что приготовленную смесь нужно наносить сразу после ее получения, тогда она начинает затвердевать, и ее эксплуатация невозможна.
Песок необходимо предварительно промыть и высушить. Влажные наполнители ни в коем случае не добавляются — это нарушит соотношение воды и цемента. Проверка соответствия определяется следующим образом: марка со стойкостью, определенной на заводе, делится на количество фракций песка. Замешивать цемент предпочтительнее с использованием чистой воды (допускается также использование талой, дождевой и питьевой воды). Для придания пластичности можно ввести мыльный раствор, известь, пластификатор, но не нарушая нормы: подробнее более 4% связующей части композиции.
Последовательность введения материалов в тару определяется методом смешивания. Если специализированное оборудование не используется, в емкость просеивается песок, затем цемент, а затем добавляется вода. С помощью бетономешалки сначала добавляется вода, затем песок и цемент. При любом способе цементная основа разводится в течение 5 минут. За это время основа должна стать однородной консистенции.
Качественно разведенная смесь остается на шпателе и медленно стекает с него, а если ее перевернуть, то в ней нет комочков или плохо разведенных частиц.
Советы
Просеивание песка может показаться скучным и ненужным. Но если есть необходимость получить качественную и гладкую поверхность, то следует избавиться от всевозможных примесей в песке. Для просеивания нужно использовать сито или сетку с мелкими ячейками.
Еще один бюджетный вариант — просверлить отверстия в дне ведра. с помощью тонкого сверла. Для большого количества песка можно соорудить деревянный каркас, на который натянуть металлическую сетку. После этого остается только поместить песок и потрясти края рамки. Полученный материал с мелкими зернами идеально подходит для цементной смеси.
Для получения однородной смеси песка с цементом можно замесить с помощью специальной насадки на дрель или шпатель. При необходимости можно замешать больший объем смеси – в этом случае используют бетономешалку или широкую ванну, в которой все компоненты перемешивают лопатой. Бюджетный вариант – использовать в качестве основы для замешивания раствора кусок старого линолеума.
После получения однородного раствора добавляется необходимый объем воды, примерно равный количеству цементной смеси. Его следует постоянно помешивать до получения однородной массы. Не следует добиваться излишне жидкой консистенции – раствор должен достаточно схватиться и не должен течь при вращении шпателя.
Приготовленный раствор рекомендуется применять не позднее двух часов с момента его получения. В связи с этим следует планировать время, за которое реализуется полученная смесь.
Приобретая готовый материал, вы должны быть уверены, что он был подготовлен непосредственно перед отправкой покупателю. Желательно перед совершением покупки изучить всю информацию о продукте, убедиться, из каких составляющих состоит раствор, а также как его применять.
Все цементные смеси имеют одинаковые постоянные компоненты, к которым относятся цемент, карьерный песок, щебень и вода. Их соотношения меняются из-за вязкого элемента. Другими словами, чем выше марка цемента, тем гуще будет раствор. Например, на 1 куб. Цементная смесь будет расходоваться следующим образом: марка М150 — 230 кг, марка М200 — 185 кг, марка М300 — 120 кг, марка М400 — 90 кг.
Пропорции варьируются в зависимости от марки и типа выбранного бетона. При ручной кладке смесь можно использовать, соединив компоненты таким образом: цемент марки М300 — одна часть, песок — три с половиной части, щебень — пять частей, вода — одна вторая часть. По завершению бетонная смесь будет марки М50.
Важно, чтобы вода использовалась без всевозможных примесей: масел, соединений, содержащих хлор, остатков других растворов.
Цемент с известью получается в результате различных пропорций. В этом случае немалую роль играет место использования. Например, для использования гипсовой смеси в местах наибольшего износа рекомендуется увеличить количество вяжущего.
Однако существует единая последовательность приготовления раствора:
предварительно добавьте чистую воду в контейнер для извести;
смесь песка с цементом;
Перемешайте смесь с известковой жидкостью.
Зная базовые знания о цементном растворе, вы сможете ускорить процесс его приготовления, а также правильно подобрать компоненты.
О том, как замесить цементный раствор, смотрите в следующем видео.
Очистка цемента от каменной кладки соляной кислотой
Как безопасно убрать разливы цемента
По
Джо Нортон
Джо Нортон
Джо Нортон — эксперт по ландшафтному дизайну, который проектирует и строит стены, террасы и дорожки. С 2002 года он владеет и управляет бизнесом по созданию ландшафтных дизайнов. Его опыт включает в себя профессиональную работу каменщиком и плиточником в штате Мэн и на Гавайях.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 03.07.22
Рассмотрено
Келли Бэкон
Рассмотрено Келли Бэкон
Келли Бэкон является лицензированным генеральным подрядчиком с более чем 40-летним опытом работы в строительстве, строительстве и реконструкции жилых домов, а также в коммерческом строительстве. Он является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Факт проверен
Джессика Врубель
Факт проверен Джессика Врубель
Джессика Врубель имеет богатый опыт работы писателем и редактором, работала в различных изданиях, газетах и публичных библиотеках, помогая со справками, исследованиями и специальными проектами. В дополнение к своему опыту журналистики, она более 15 лет занимается просветительской деятельностью на темы здоровья и хорошего самочувствия как в классе, так и за его пределами.
Узнайте больше о The Spruce’s Редакционный процесс
Богданхода / Getty Images
Обзор проекта
При строительстве каменной стены или других каменных сооружений почти невозможно избежать попадания раствора на камни там, где это нежелательно. Если вы попытаетесь смыть раствор, пока он еще влажный, он просто размазывается по камням. Простое решение — дать раствору высохнуть и в конце проекта смыть раствор со стены соляной кислотой. Вы можете применить эти же методы к большинству строительных проектов, связанных с цементными изделиями.
Соляная кислота также называется соляной кислотой, солевым спиртом или кислотой соляной. Вы можете купить соляную кислоту в хозяйственных магазинах и домашних центрах. Кислоту необходимо смешать с водой, чтобы уменьшить ее силу и не повредить камень или другие материалы. Но даже в разбавленном виде водно-кислотный раствор следует использовать очень осторожно, чтобы предотвратить повреждение материалов и возможные травмы. Всегда используйте соляную кислоту безопасным образом.
Оборудование/инструменты
Садовый шланг
Защитные очки
Кислотостойкие длинные резиновые перчатки
Полностью пластиковое ведро
Пластиковая щетка с жесткой щетиной
Материалы
Соляная кислота (стандартная концентрация)
Хозяйственный аммиак (по необходимости)
Намочите камни
Используйте садовый шланг, чтобы полностью пропитать камень. Обязательно достаньте любой камень, который может соприкасаться с кислотным раствором. Это важный шаг для предотвращения повреждений. Нанесение кислоты на сухие камни может окрасить их в желтовато-зеленый цвет.
Разбавьте кислоту водой
Наденьте защитные очки и длинные резиновые перчатки. Наполните чистое пластиковое ведро 1 галлоном воды. Осторожно влейте в воду 1 стакан соляной кислоты.
Предупреждение
Всегда заливайте кислоту в воду. Никогда не наливайте воду в кислоту, так как это вызывает опасную химическую реакцию, в результате которой раствор может пузыриться и выплескиваться из ведра.
Применение раствора кислоты
Нанесите разбавленный раствор кислоты на камень с помощью пластиковой щетки с жесткой щетиной. Дайте раствору постоять несколько минут. Вы знаете, что соляная кислота работает, если вы видите, как она пузырится, реагируя с цементом.
Очистить камни
Используйте щетку, чтобы очистить цемент от камня. Работайте быстро, чтобы кислота не оставалась на камне в течение длительного времени.
Промыть камень
Тщательно промойте камень чистой водой, чтобы удалить раствор кислоты. Если есть окружающие материалы, которые могут быть повреждены кислотой, промойте участок раствором из 1 стакана нашатырного спирта и 1 галлона воды, чтобы нейтрализовать кислоту.
Если при первом нанесении кислоты цемент не удаляется, повторите нанесение с более сильным раствором кислоты, например, 1 часть кислоты на 10 частей воды.
Click Play for Советы по безопасности соляной кислоты
Советы по очистке камня соляной кислотой
Лучше всего очистить камень как можно скорее после того, как раствор или другой материал на основе цемента достаточно затвердеет. Цемент со временем становится труднее удалить. Тем не менее, убедитесь, что раствор между камнями затвердел, прежде чем чистить камни. Если раствор слишком мягкий, кислота разъедает и его.

 Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно.
Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно. Это уж очень важный момент.
Это уж очень важный момент.
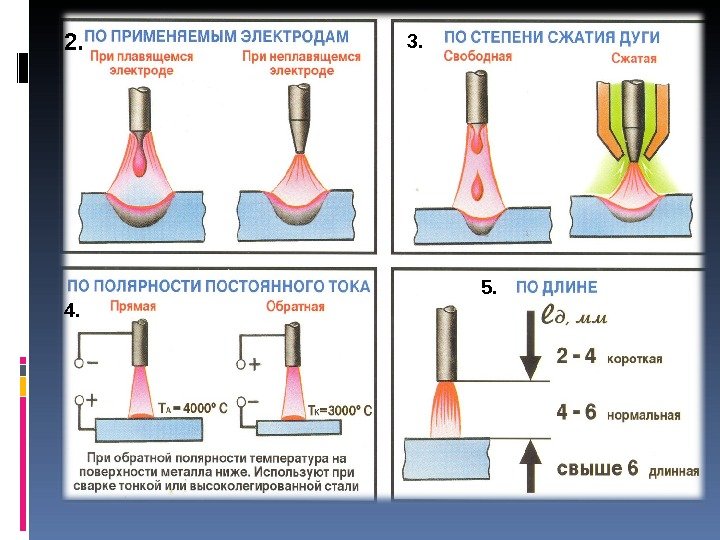 Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять.
Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять.


 Алюминий требует, чтобы вы использовали специальное оборудование и методы для достижения высококачественного сварного шва.
Алюминий требует, чтобы вы использовали специальное оборудование и методы для достижения высококачественного сварного шва. Если вы хотите эффективно сваривать алюминий с помощью дуговой сварки, вы должны очистить и нагреть алюминий, а также использовать более высокую скорость перемещения.
Если вы хотите эффективно сваривать алюминий с помощью дуговой сварки, вы должны очистить и нагреть алюминий, а также использовать более высокую скорость перемещения. Подготовка рабочего места
Подготовка рабочего места Температура дуги может варьироваться от 5000°F до более 20000°F.
Температура дуги может варьироваться от 5000°F до более 20000°F.  Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза.
Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза. Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла.
Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла. По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.
По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.

 Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия.
Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия. . Сегодня это важнейший компонент изготовления как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в некоторых ситуациях требуется алюминий, с которым значительно сложнее работать, чем со сталью. Тем не менее, при правильном подходе и планировании вы можете легко выполнять дуговую сварку алюминия, независимо от того, выполняется ли задача на рабочем месте или в мастерской любителя.
. Сегодня это важнейший компонент изготовления как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в некоторых ситуациях требуется алюминий, с которым значительно сложнее работать, чем со сталью. Тем не менее, при правильном подходе и планировании вы можете легко выполнять дуговую сварку алюминия, независимо от того, выполняется ли задача на рабочем месте или в мастерской любителя.
 В сочетании с высокой теплопроводностью металла и низкой температурой плавления начинающему сварщику очень легко полностью расплавить алюминиевые детали, участвующие в процессе. В результате первым шагом к дуговой сварке алюминия является очистка основного металла от любых оксидов или масел-растворителей. Второй шаг – помнить о своем подходе.
В сочетании с высокой теплопроводностью металла и низкой температурой плавления начинающему сварщику очень легко полностью расплавить алюминиевые детали, участвующие в процессе. В результате первым шагом к дуговой сварке алюминия является очистка основного металла от любых оксидов или масел-растворителей. Второй шаг – помнить о своем подходе. Чтобы сварить алюминий этим методом, лучше всего предварительно нагреть металл до температуры не более 230 градусов по Фаренгейту перед началом сварки. При использовании аргона и отталкивании, а не оттягивании сварочной горелки от сварочной ванны, алюминий можно соединить без особых проблем. 9
Чтобы сварить алюминий этим методом, лучше всего предварительно нагреть металл до температуры не более 230 градусов по Фаренгейту перед началом сварки. При использовании аргона и отталкивании, а не оттягивании сварочной горелки от сварочной ванны, алюминий можно соединить без особых проблем. 9
 Параметры, свойства и состав
Параметры, свойства и состав , г. Хабаровск, ул. Казачья Гора, д. 5 офис 1 зарегистрирована 10.02.2006. Организации присвоены ИНН 2723075763, ОГРН 1062723004376, КПП 272201001. Основным видом деятельности является деятельность агентов по оптовой торговле лесоматериалами и строительными материалами, всего зарегистрировано 18 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют.
, г. Хабаровск, ул. Казачья Гора, д. 5 офис 1 зарегистрирована 10.02.2006. Организации присвоены ИНН 2723075763, ОГРН 1062723004376, КПП 272201001. Основным видом деятельности является деятельность агентов по оптовой торговле лесоматериалами и строительными материалами, всего зарегистрировано 18 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют.
 Оставляет матово-серое покрытие.
Оставляет матово-серое покрытие.
 Они обладают отличной коррозионной стойкостью в большинстве сред, хотя подвержены коррозионному растрескиванию под напряжением (SCC) при температуре выше 60°C. Питтинговая и щелевая коррозия может возникать в хлоридной среде, за исключением сплава типа/класса 316, в котором содержание молибдена подавляет, но не всегда может полностью предотвратить эти проблемы.
Они обладают отличной коррозионной стойкостью в большинстве сред, хотя подвержены коррозионному растрескиванию под напряжением (SCC) при температуре выше 60°C. Питтинговая и щелевая коррозия может возникать в хлоридной среде, за исключением сплава типа/класса 316, в котором содержание молибдена подавляет, но не всегда может полностью предотвратить эти проблемы.  Во-первых, сталь производится с использованием металлургических методов, знакомых нашим предкам железного века; во-вторых, он является частью практически всего, включая здания, мосты, холодильники, самолеты, поезда и автомобили. По некоторым оценкам, мировой спрос на сталь почти удвоится к 2050 году. Поэтому «зеленая» сталь крайне необходима, если мы хотим противостоять изменению климата.
Во-первых, сталь производится с использованием металлургических методов, знакомых нашим предкам железного века; во-вторых, он является частью практически всего, включая здания, мосты, холодильники, самолеты, поезда и автомобили. По некоторым оценкам, мировой спрос на сталь почти удвоится к 2050 году. Поэтому «зеленая» сталь крайне необходима, если мы хотим противостоять изменению климата. Два железа и три кислорода образуют оксид железа, или Fe 9.0131 2 O 3 — цельная картина, которую трудно разобрать. Оксид железа образуется легко — настолько легко, что в присутствии воды голое железо будет прилипать к кислороду воздуха, вызывая ржавчину.
Два железа и три кислорода образуют оксид железа, или Fe 9.0131 2 O 3 — цельная картина, которую трудно разобрать. Оксид железа образуется легко — настолько легко, что в присутствии воды голое железо будет прилипать к кислороду воздуха, вызывая ржавчину. Кислород связывается с углеродом в древесном угле, образуя CO 2 , который улетает в воздух. Остается очищенное или «восстановленное» железо. Процесс сокращения позволил начаться железному веку.
Кислород связывается с углеродом в древесном угле, образуя CO 2 , который улетает в воздух. Остается очищенное или «восстановленное» железо. Процесс сокращения позволил начаться железному веку. Сталелитейная промышленность производит около двух миллиардов тонн его каждый год на рынке в 2,5 триллиона долларов, при этом выбрасывая более трех миллиардов тонн CO 2 ежегодно, большая часть из доменных печей.
Сталелитейная промышленность производит около двух миллиардов тонн его каждый год на рынке в 2,5 триллиона долларов, при этом выбрасывая более трех миллиардов тонн CO 2 ежегодно, большая часть из доменных печей. « HYBRIT » написано гладким шрифтом без засечек по бокам объекта; высокая сборка серых коробок напоминает ангар космического корабля или музей современного искусства — чистое будущее, а не суровое прошлое. Проект является результатом сотрудничества между Vattenfall, шведской государственной электроэнергетической компанией; L.K.A.B., государственная компания по добыче железной руды; и S.S.A.B., частная сталелитейная корпорация. Когда завод открылся в августе прошлого года, премьер-министр Швеции выступил с речью, назвав это «исторической возможностью». я спросил HYBRIT на видеотур, а его представители отказались, сославшись на необходимость защиты фирменной технологии. Но, хотя то, что происходит внутри, является чем-то вроде секрета, то, что вышло этим летом, было очевидно: «зеленое» железо, которое впервые было превращено в сталь и доставлено заказчику.
« HYBRIT » написано гладким шрифтом без засечек по бокам объекта; высокая сборка серых коробок напоминает ангар космического корабля или музей современного искусства — чистое будущее, а не суровое прошлое. Проект является результатом сотрудничества между Vattenfall, шведской государственной электроэнергетической компанией; L.K.A.B., государственная компания по добыче железной руды; и S.S.A.B., частная сталелитейная корпорация. Когда завод открылся в августе прошлого года, премьер-министр Швеции выступил с речью, назвав это «исторической возможностью». я спросил HYBRIT на видеотур, а его представители отказались, сославшись на необходимость защиты фирменной технологии. Но, хотя то, что происходит внутри, является чем-то вроде секрета, то, что вышло этим летом, было очевидно: «зеленое» железо, которое впервые было превращено в сталь и доставлено заказчику. Тем временем уголь перерабатывается в кокс. Руда, кокс и известняк отправляются в доменную печь, создавая раскаленное жидкое железо вместе с побочным продуктом, называемым шлаком, и огромным количеством CO 9 .0131 2 . Очищенное железо затем нагревают второй раз, без кокса, в так называемой «основной кислородной» печи. На этом этапе поверхность расплавленного железа обдувают кислородом, чтобы стимулировать образование CO и CO 2 . Это снижает содержание углерода в железе примерно с четырех процентов до менее одного процента. В этот момент он становится стальным. «Это немного похоже на большой кулинарный рецепт», — сказал мне Валентин Фогль, аспирант, который пишет диссертацию по обезуглероживанию сталелитейной промышленности в Лундском университете в Швеции. «Есть люди, работающие на сталелитейных заводах, чья жизнь связана с наблюдением за доменной печью, и они понимают доменную печь на интуитивном уровне». Готовый продукт отливается в пластины и прессуется в листы, затем прокатывается и отгружается.
Тем временем уголь перерабатывается в кокс. Руда, кокс и известняк отправляются в доменную печь, создавая раскаленное жидкое железо вместе с побочным продуктом, называемым шлаком, и огромным количеством CO 9 .0131 2 . Очищенное железо затем нагревают второй раз, без кокса, в так называемой «основной кислородной» печи. На этом этапе поверхность расплавленного железа обдувают кислородом, чтобы стимулировать образование CO и CO 2 . Это снижает содержание углерода в железе примерно с четырех процентов до менее одного процента. В этот момент он становится стальным. «Это немного похоже на большой кулинарный рецепт», — сказал мне Валентин Фогль, аспирант, который пишет диссертацию по обезуглероживанию сталелитейной промышленности в Лундском университете в Швеции. «Есть люди, работающие на сталелитейных заводах, чья жизнь связана с наблюдением за доменной печью, и они понимают доменную печь на интуитивном уровне». Готовый продукт отливается в пластины и прессуется в листы, затем прокатывается и отгружается.
 Следующим шагом является строительство промышленного демонстрационного завода в Елливаре, также на севере, который к 2026 году будет производить 1,3 миллиона тонн стали в год. годы. Мартин Пей, главный технический директор сталелитейной компании S.S.A.B., сказал мне, что для масштабирования процесса не существует серьезных научных препятствий. Вместо этого в основном речь шла об оптимизации условий эксплуатации: например, инженерам нужно было экспериментировать с оборудованием, которое нагревает водород перед его закачкой. Настоящим препятствием, по словам Пей, является подача водорода. Чистый водород получают в основном из природного газа, обычно из метана, но для получения водорода из метана требуется энергия, а также образуется угарный газ, который производит CO 2 при сгорании. Существует зеленый источник водорода: вода. Воду можно разделить на водород и кислород, пропуская через нее ток, в процессе, называемом электролизом. Но электролиз, в свою очередь, экологически чистый только в том случае, если задействованные электроны также поступают из возобновляемых источников энергии.
Следующим шагом является строительство промышленного демонстрационного завода в Елливаре, также на севере, который к 2026 году будет производить 1,3 миллиона тонн стали в год. годы. Мартин Пей, главный технический директор сталелитейной компании S.S.A.B., сказал мне, что для масштабирования процесса не существует серьезных научных препятствий. Вместо этого в основном речь шла об оптимизации условий эксплуатации: например, инженерам нужно было экспериментировать с оборудованием, которое нагревает водород перед его закачкой. Настоящим препятствием, по словам Пей, является подача водорода. Чистый водород получают в основном из природного газа, обычно из метана, но для получения водорода из метана требуется энергия, а также образуется угарный газ, который производит CO 2 при сгорании. Существует зеленый источник водорода: вода. Воду можно разделить на водород и кислород, пропуская через нее ток, в процессе, называемом электролизом. Но электролиз, в свою очередь, экологически чистый только в том случае, если задействованные электроны также поступают из возобновляемых источников энергии.
 Так что проблема с питанием. Нам также пришлось бы заменить наши существующие металлургические и сталелитейные заводы и построить массивные электролизные заводы. Даже в этом случае, поскольку добыча полезных ископаемых и транспорт, вероятно, по-прежнему будут выделять CO 2 , производство не будет полностью экологичным.
Так что проблема с питанием. Нам также пришлось бы заменить наши существующие металлургические и сталелитейные заводы и построить массивные электролизные заводы. Даже в этом случае, поскольку добыча полезных ископаемых и транспорт, вероятно, по-прежнему будут выделять CO 2 , производство не будет полностью экологичным. Если подешевеет, то возьмет верх.
Если подешевеет, то возьмет верх.
 Хотя прямое восстановление железа чистым водородом является новым, прямое восстановление с помощью природного газа — нет. Midrex, сталелитейная компания, базирующаяся в Северной Каролине, впервые применила последний метод и построила свой первый экспериментальный завод в 1967 году. Сегодня компания имеет десятки заводов, работающих по этому принципу, по всему миру, производя больше железа прямого восстановления, чем ее конкуренты вместе взятые. . Midrex превращает природный газ в монооксид углерода и водород, которые вместе восстанавливают железо в шахтной печи; по сравнению с доменной печью, использующей кокс, это дает от трети до половины меньше углекислого газа.
Хотя прямое восстановление железа чистым водородом является новым, прямое восстановление с помощью природного газа — нет. Midrex, сталелитейная компания, базирующаяся в Северной Каролине, впервые применила последний метод и построила свой первый экспериментальный завод в 1967 году. Сегодня компания имеет десятки заводов, работающих по этому принципу, по всему миру, производя больше железа прямого восстановления, чем ее конкуренты вместе взятые. . Midrex превращает природный газ в монооксид углерода и водород, которые вместе восстанавливают железо в шахтной печи; по сравнению с доменной печью, использующей кокс, это дает от трети до половины меньше углекислого газа. Переключение между двумя методами сопряжено с некоторыми инженерными проблемами. «Не так уж очевидно, что вы просто меняете шланг и впрыскиваете водород», — сказал Лутц Бандуш, исполнительный директор ArcelorMittal, управляющий заводом в Гамбурге и шестью другими в Европе. Когда вы используете природный газ для восстановления железа, на поверхности железных окатышей образуется полезная оболочка из углерода; это защищает гранулы от ржавчины и возгорания. Без такого слоя компании придется изменить способ плавки, хранения и обращения с железом. Фабрис Патиссон, инженер Школы горного дела Нанси во Франции, изучал железо прямого восстановления на основе водорода в лаборатории и построил компьютерное моделирование полномасштабных печей Midrex; он не видит препятствий, а только вопросы — об оптимальной форме печи или лучшем месте для добавления водорода, — на которые нужно найти ответ.
Переключение между двумя методами сопряжено с некоторыми инженерными проблемами. «Не так уж очевидно, что вы просто меняете шланг и впрыскиваете водород», — сказал Лутц Бандуш, исполнительный директор ArcelorMittal, управляющий заводом в Гамбурге и шестью другими в Европе. Когда вы используете природный газ для восстановления железа, на поверхности железных окатышей образуется полезная оболочка из углерода; это защищает гранулы от ржавчины и возгорания. Без такого слоя компании придется изменить способ плавки, хранения и обращения с железом. Фабрис Патиссон, инженер Школы горного дела Нанси во Франции, изучал железо прямого восстановления на основе водорода в лаборатории и построил компьютерное моделирование полномасштабных печей Midrex; он не видит препятствий, а только вопросы — об оптимальной форме печи или лучшем месте для добавления водорода, — на которые нужно найти ответ.
 Тип LC-HD
Тип LC-HD Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака.
Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака. — т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
— т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
 При использовании антизажимного зажима тройная защелка снимается, и установка перемычки может зажать заготовку большего диаметра в обратном направлении.
При использовании антизажимного зажима тройная защелка снимается, и установка перемычки может зажать заготовку большего диаметра в обратном направлении. Таким образом, усилие зажима подвижного патрона станины с ЧПУ больше, чем у специального нового патрона, который используется для зажима обычной круглой заготовки большего диаметра.
Таким образом, усилие зажима подвижного патрона станины с ЧПУ больше, чем у специального нового патрона, который используется для зажима обычной круглой заготовки большего диаметра. 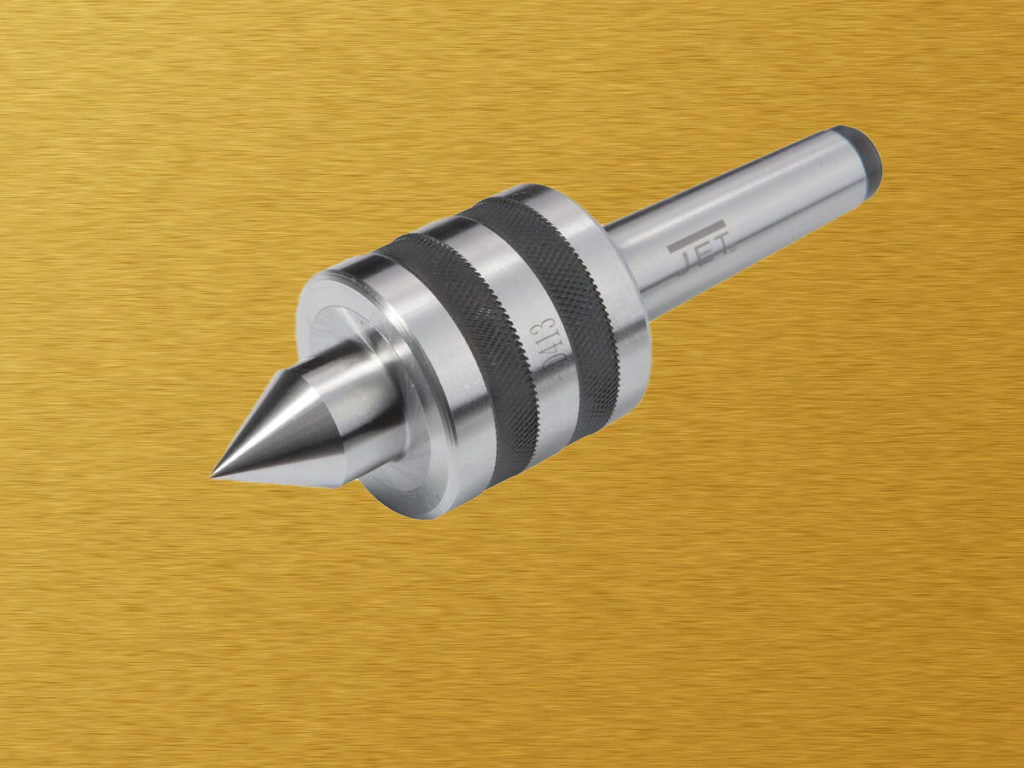

 При работе на высокой скорости заготовка не упадет. Однако, когда длина заготовки больше, задняя бабка будет использоваться для зажима заготовки, чтобы обеспечить плавный и точный процесс обработки с ЧПУ.
При работе на высокой скорости заготовка не упадет. Однако, когда длина заготовки больше, задняя бабка будет использоваться для зажима заготовки, чтобы обеспечить плавный и точный процесс обработки с ЧПУ.
 Тайваньский инструментальный магазин и система ATC могут предоставить наилучшее решение в соответствии с запланированным временем производственного цикла клиента, чтобы помочь клиентам удовлетворить потребности заказа.
Тайваньский инструментальный магазин и система ATC могут предоставить наилучшее решение в соответствии с запланированным временем производственного цикла клиента, чтобы помочь клиентам удовлетворить потребности заказа. .
.

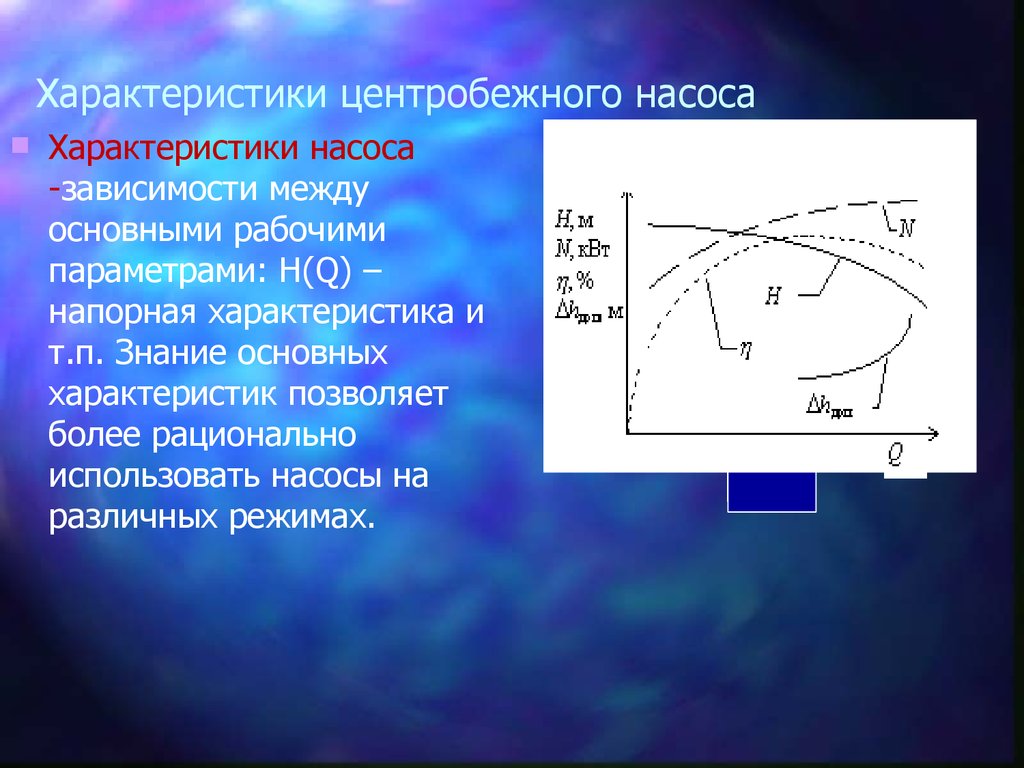 Предложенный график наглядно отображает различную крутизну характеристик насоса в зависимости от частоты вращения его привода:
Предложенный график наглядно отображает различную крутизну характеристик насоса в зависимости от частоты вращения его привода: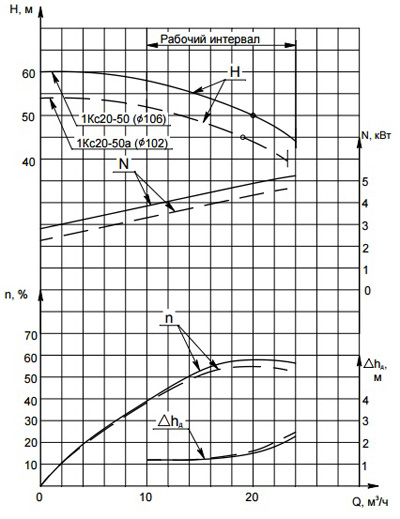 В технике принято характеристики насоса представлять в виде графиков, которые характеризуют взаимное изменение основных параметров насоса в различных условиях работы.
В технике принято характеристики насоса представлять в виде графиков, которые характеризуют взаимное изменение основных параметров насоса в различных условиях работы..jpg) Забираемая насосом из резервуара, жидкость подается в напорную сеть, состоящую из участка трубопровода с расходомером и дроссельной задвижкой, а потом снова возвращается в резервуар.
Забираемая насосом из резервуара, жидкость подается в напорную сеть, состоящую из участка трубопровода с расходомером и дроссельной задвижкой, а потом снова возвращается в резервуар.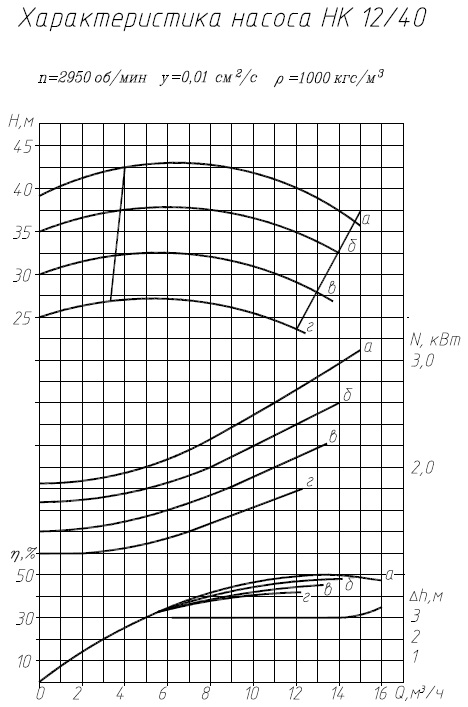 Обозначается буквой Q. Измеряется в кубических метрах в час(м3/ч), или литрах в час(л/ч).
Обозначается буквой Q. Измеряется в кубических метрах в час(м3/ч), или литрах в час(л/ч).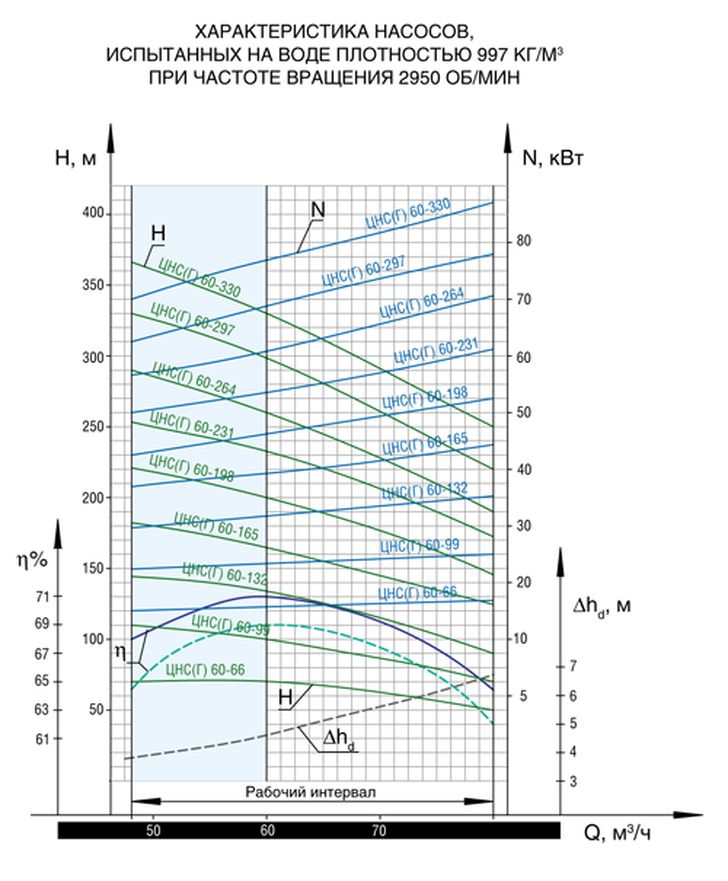

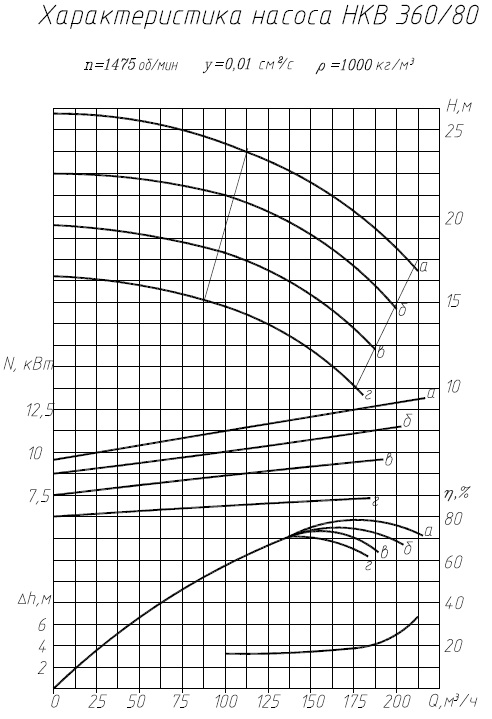 Затем определяются значения подачи, напора и мощности, соответствующие наиболее выгодным условиям работы насоса. Такой режим работы называется “Рабочей точкой” насоса.
Затем определяются значения подачи, напора и мощности, соответствующие наиболее выгодным условиям работы насоса. Такой режим работы называется “Рабочей точкой” насоса. С возрастанием подачи КПД растет до своего оптимального значения, а затем начинает падать.
С возрастанием подачи КПД растет до своего оптимального значения, а затем начинает падать.
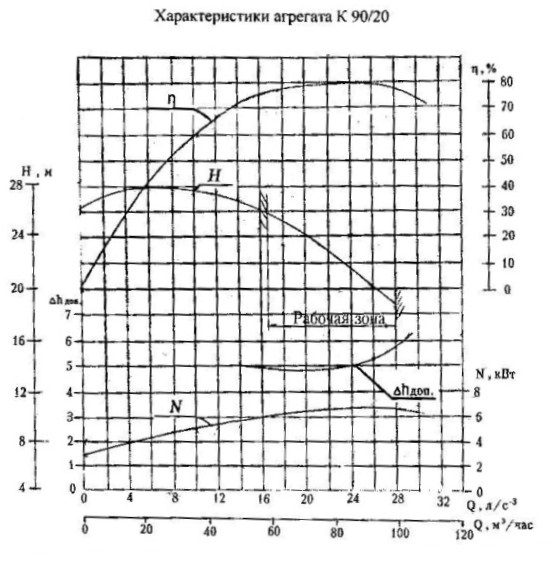 Такой график показывает как изменяется напор насоса с изменением давления на всасе. Частные кавитационные характеристики насоса необходимы для определения минимального подпора на всасе и исключения появления кавитации.
Такой график показывает как изменяется напор насоса с изменением давления на всасе. Частные кавитационные характеристики насоса необходимы для определения минимального подпора на всасе и исключения появления кавитации.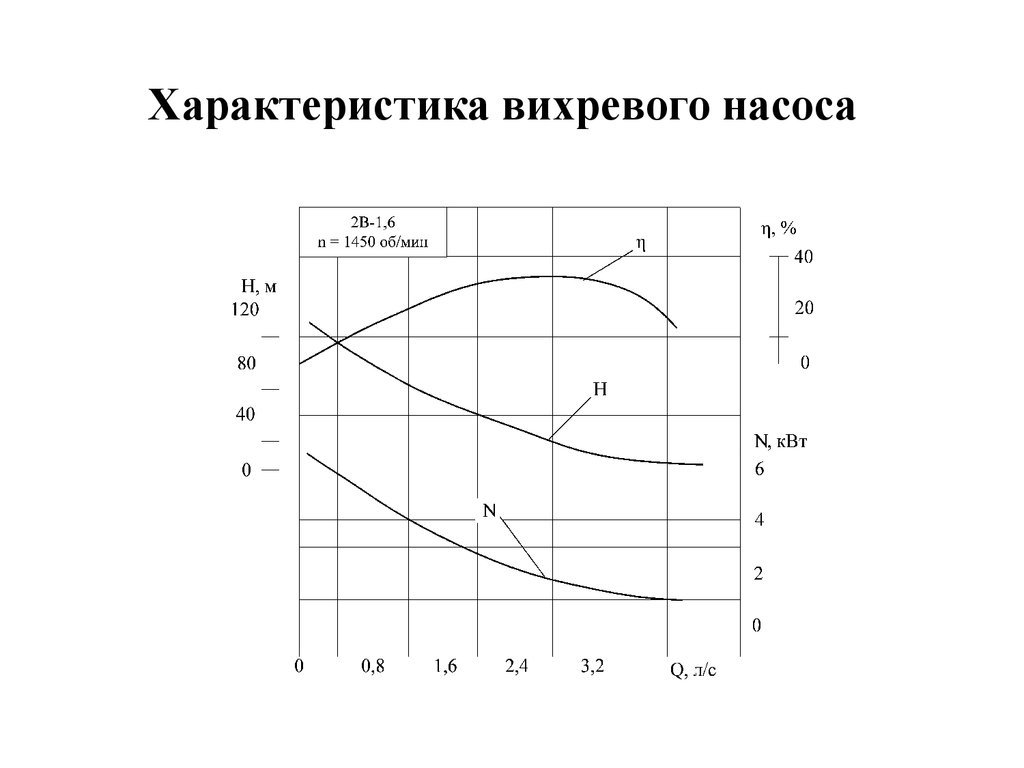 В этой статье речь пойдет только о центробежных насосах.
В этой статье речь пойдет только о центробежных насосах.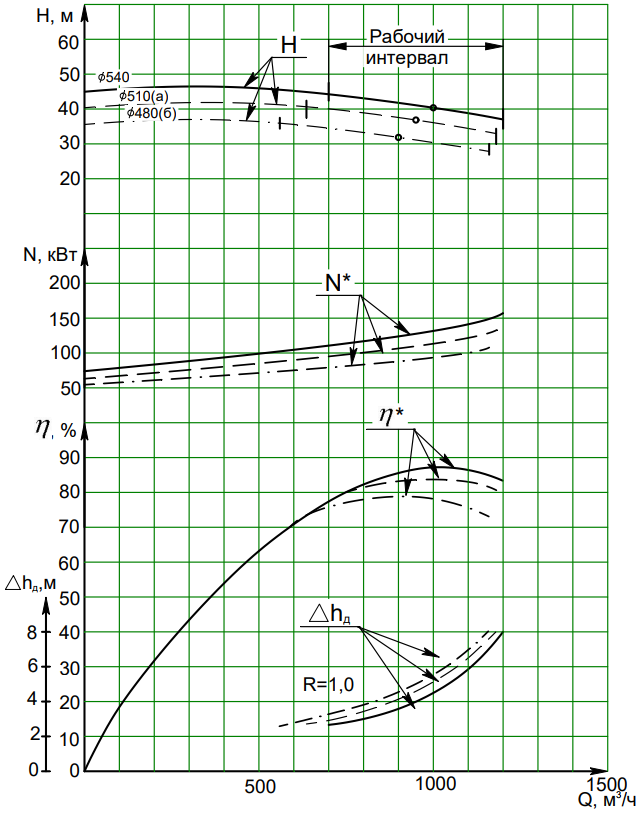 Давление является мерой сопротивления потоку.
Давление является мерой сопротивления потоку.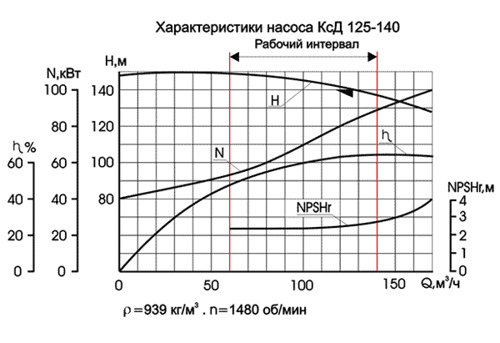 Напор связан со скоростью, которую жидкость набирает при прохождении через насос.
Напор связан со скоростью, которую жидкость набирает при прохождении через насос..jpg) Скорость напора можно рассчитать по следующей формуле:
Скорость напора можно рассчитать по следующей формуле: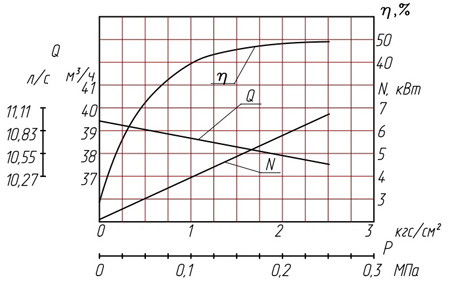 Описания в этом разделе относятся к этим комбинированным или динамическим головкам, поскольку они относятся к центробежному насосу.
Описания в этом разделе относятся к этим комбинированным или динамическим головкам, поскольку они относятся к центробежному насосу.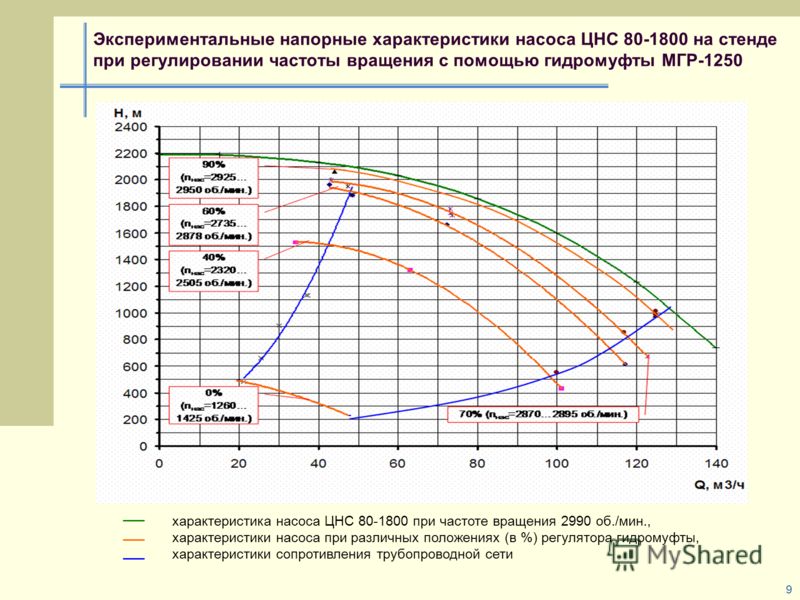
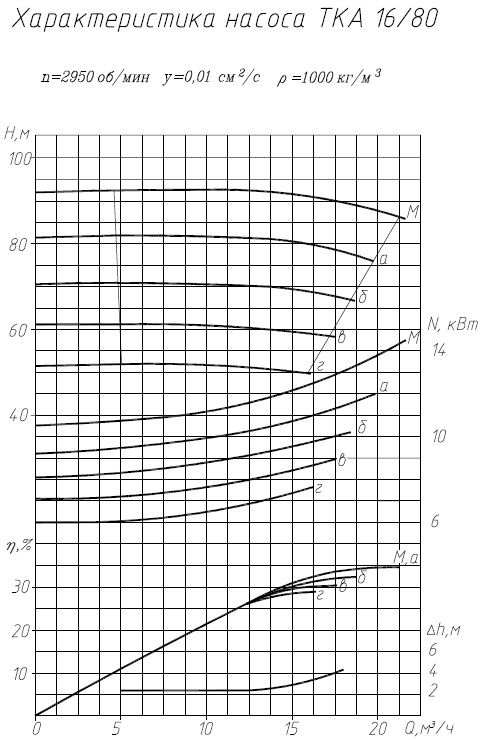
.jpg) Первое, на что следует обратить внимание, это размер помпы. Размер насоса 2×3-8 показан в верхней части графика. Цифры 2х3-8 означают:
Первое, на что следует обратить внимание, это размер помпы. Размер насоса 2×3-8 показан в верхней части графика. Цифры 2х3-8 означают:.jpg) Для этого насоса диапазон рабочих колес составляет от 5,5 до 8,375 дюймов.
Для этого насоса диапазон рабочих колес составляет от 5,5 до 8,375 дюймов. рис. 4). Здесь давление насоса соответствует потерям в системе, и все уравновешено.
рис. 4). Здесь давление насоса соответствует потерям в системе, и все уравновешено. Используется насос (с 8-дюймовым рабочим колесом), работающий с базовой скоростью 3560 об/мин. Этот насос предназначен для работы в системе, требующей напора в 250 футов при расходе 250 галлонов в минуту (см. рис. 6).
Используется насос (с 8-дюймовым рабочим колесом), работающий с базовой скоростью 3560 об/мин. Этот насос предназначен для работы в системе, требующей напора в 250 футов при расходе 250 галлонов в минуту (см. рис. 6).
 Затем результат умножается на стоимость киловатт-часа, чтобы показать стоимость эксплуатации насоса в каждой точке подачи. Вычтите значение переменной скорости из значения регулирования, чтобы показать разницу в стоимости энергии.
Затем результат умножается на стоимость киловатт-часа, чтобы показать стоимость эксплуатации насоса в каждой точке подачи. Вычтите значение переменной скорости из значения регулирования, чтобы показать разницу в стоимости энергии.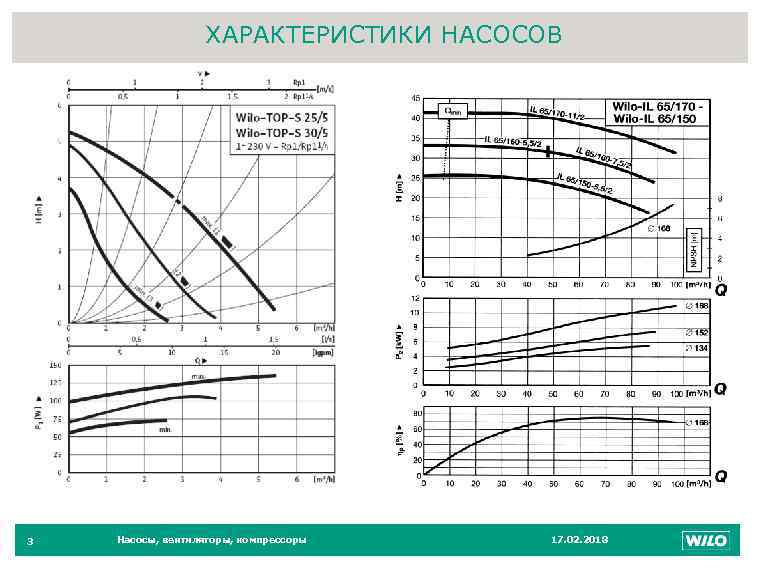 Это связано с тем, что кривая системы более пологая, поэтому большая часть энергии используется для преодоления изменения высоты, связанного с системами с высоким статическим напором.
Это связано с тем, что кривая системы более пологая, поэтому большая часть энергии используется для преодоления изменения высоты, связанного с системами с высоким статическим напором. 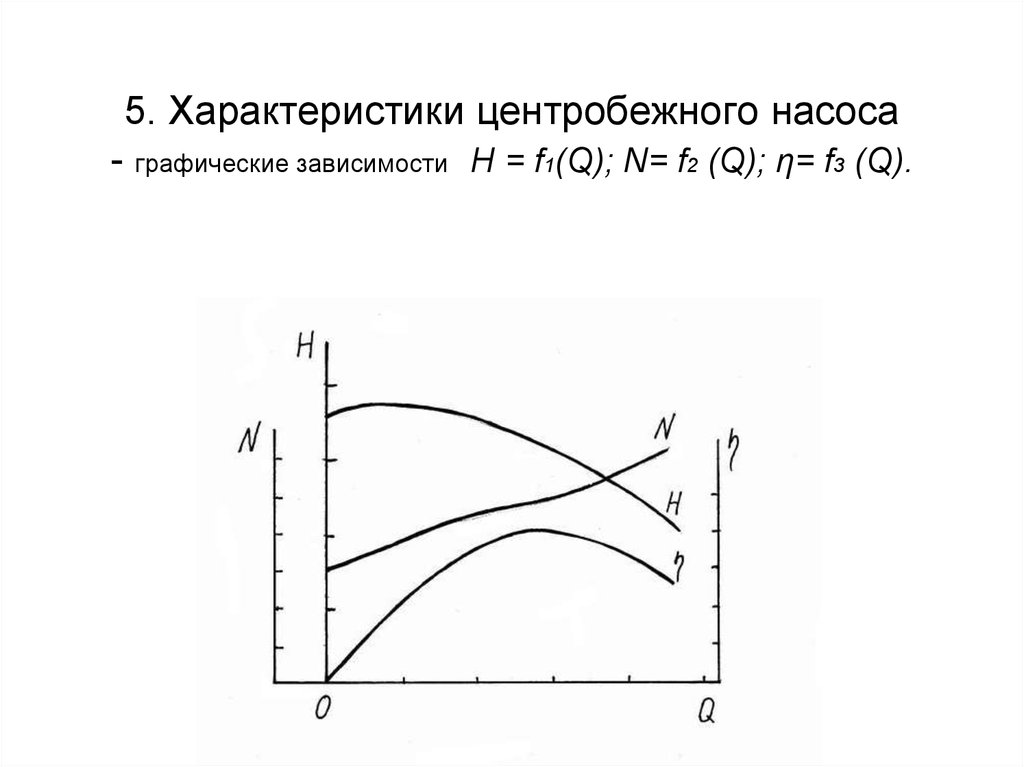
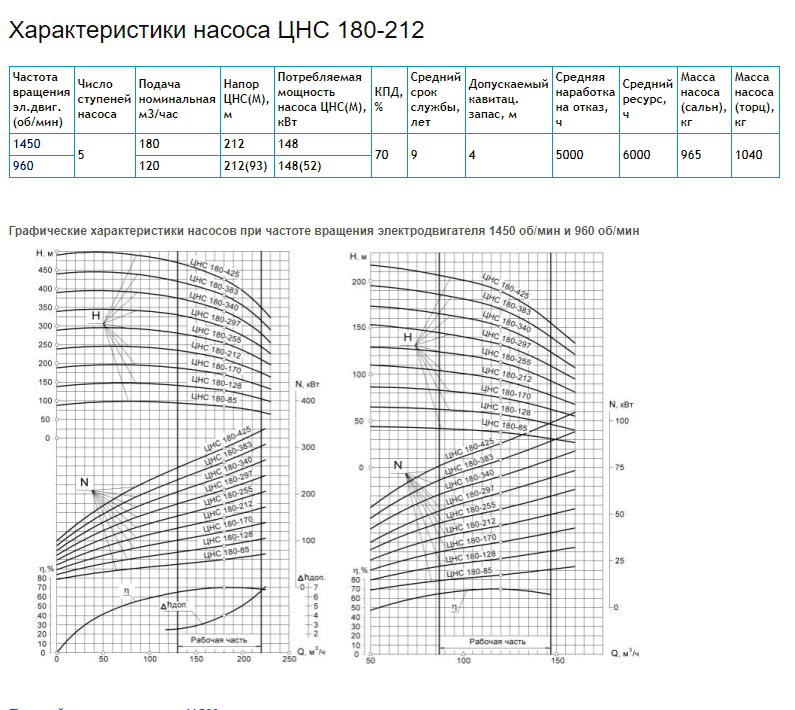 Затем этот процесс можно повторить на нескольких головках [Hx] и измерить связанные с ними потоки [Qx]. […]
Затем этот процесс можно повторить на нескольких головках [Hx] и измерить связанные с ними потоки [Qx]. […]
 API 610 «Центробежные насосы для нефтяной, нефтехимической и газовой промышленности.
API 610 «Центробежные насосы для нефтяной, нефтехимической и газовой промышленности..jpg)
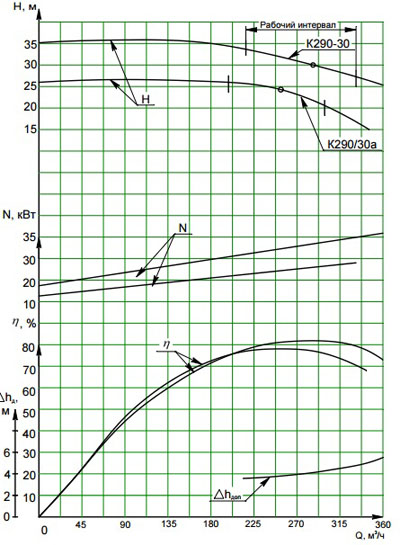
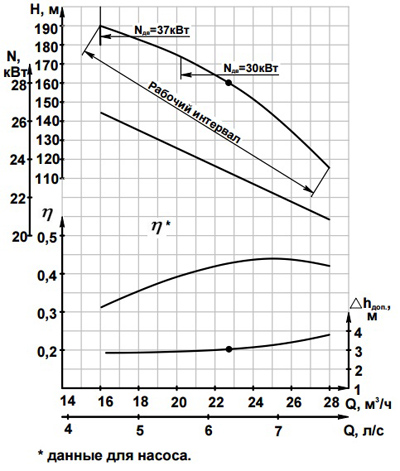 Такой вид характеристики характерен для насосов с большим расходом и малым напором. Осевые или полуосевые насосы.
Такой вид характеристики характерен для насосов с большим расходом и малым напором. Осевые или полуосевые насосы.
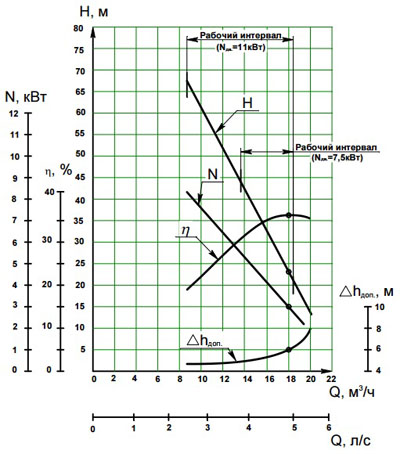 0003
0003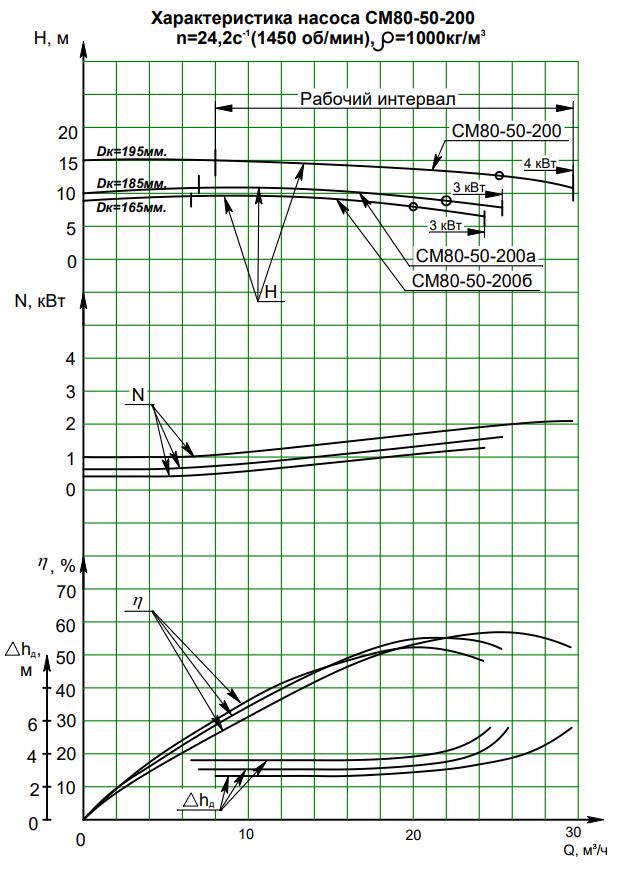 Фактическая скорость насоса на объекте будет на
Фактическая скорость насоса на объекте будет на 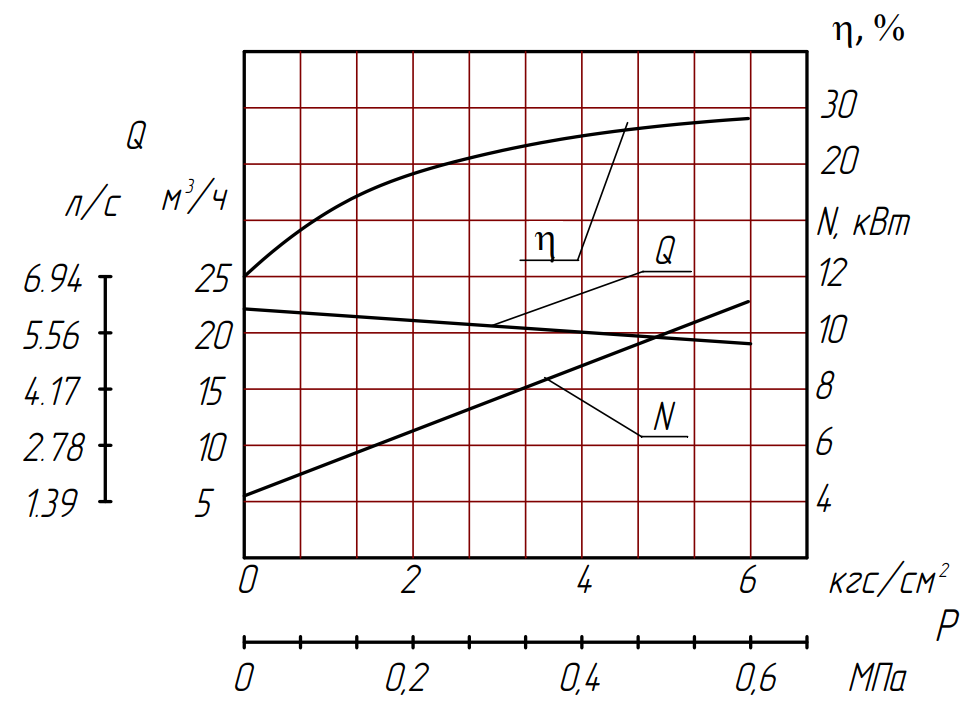 Необходимо обратить внимание на другие характеристики насоса в крайних точках рабочего диапазона. Например, какой будет мощность на правом пределе, как правило, это максимальная мощность на валу насоса, которая необходима для подбора мощности электродвигателя.
Необходимо обратить внимание на другие характеристики насоса в крайних точках рабочего диапазона. Например, какой будет мощность на правом пределе, как правило, это максимальная мощность на валу насоса, которая необходима для подбора мощности электродвигателя. 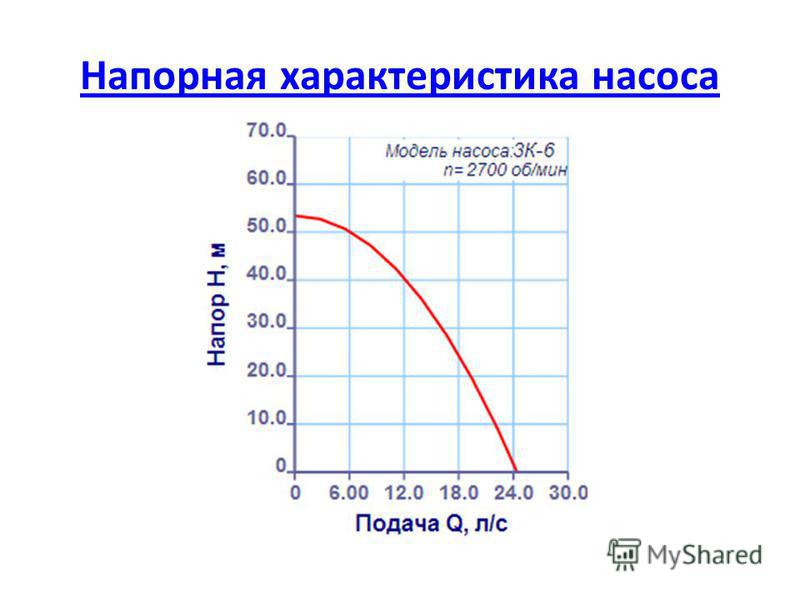
 Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.

 Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
 Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
 Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.

 Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.

 На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
 Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.

 Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
 Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.

 В настоящее время ESAB производит сотни марок электродов для самых разных задач. Название большинства марок начинается с OK — сокращения от имени изобретателя электрода Oscar Kjellberg.
В настоящее время ESAB производит сотни марок электродов для самых разных задач. Название большинства марок начинается с OK — сокращения от имени изобретателя электрода Oscar Kjellberg.
 Марки электродов, их описание и подробные рекомедации по сварке чугуна, составленные технологами ESAB.
Марки электродов, их описание и подробные рекомедации по сварке чугуна, составленные технологами ESAB. Импульсная сварка, мобильность, защищенность и, конечно, надежность. Доступна демонстрация оборудования на вашем предприятии или в нашем демозале в Санкт-Петербурге. Обращайтесь! Все покажем и расскажем.
Импульсная сварка, мобильность, защищенность и, конечно, надежность. Доступна демонстрация оборудования на вашем предприятии или в нашем демозале в Санкт-Петербурге. Обращайтесь! Все покажем и расскажем.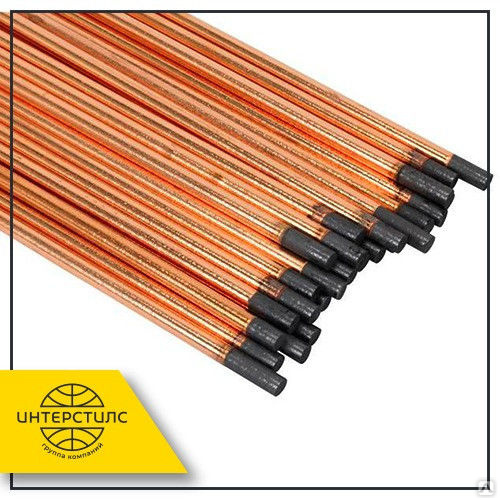 Производится на заводе ESAB в Санкт-Петербурге.
Производится на заводе ESAB в Санкт-Петербурге. Применяется в судостроении, краностроении, для сварки строительных и мостовых конструкций, трубопроводов и емкостей.
Применяется в судостроении, краностроении, для сварки строительных и мостовых конструкций, трубопроводов и емкостей.
 Точное соответствие материала обеспечивает качество сварки и долговечность, а также позволяет избежать преждевременного выхода из строя и нежелательных простоев.
Точное соответствие материала обеспечивает качество сварки и долговечность, а также позволяет избежать преждевременного выхода из строя и нежелательных простоев. Он обеспечивает глубокое проникновение и способен проникать сквозь ржавчину, масло, краску и грязь. Этот электрод имеет чрезвычайно тугую дугу, что может затруднить работу неопытных сварщиков. Отлично подходит для проникновения в соединения с плотной посадкой. Всепозиционный электрод для использования с источниками переменного и постоянного тока. Он создает глубокую проникающую дугу, которая прорезает корродированные и загрязненные металлы, что идеально подходит для технического обслуживания и ремонта. Отлично подходит для проникновения в соединения с плотной посадкой.
Он обеспечивает глубокое проникновение и способен проникать сквозь ржавчину, масло, краску и грязь. Этот электрод имеет чрезвычайно тугую дугу, что может затруднить работу неопытных сварщиков. Отлично подходит для проникновения в соединения с плотной посадкой. Всепозиционный электрод для использования с источниками переменного и постоянного тока. Он создает глубокую проникающую дугу, которая прорезает корродированные и загрязненные металлы, что идеально подходит для технического обслуживания и ремонта. Отлично подходит для проникновения в соединения с плотной посадкой. Эти электроды обеспечивают ровную, тихую дугу с минимальным разбрызгиванием и средним проплавлением дуги. Обеспечивает прочные сварные швы с высокими ударными характеристиками (даже в холодную погоду) и может использоваться для сварки основных металлов из углеродистой, высокоуглеродистой, низколегированной и высокопрочной стали. Подходит для источников переменного и постоянного тока.
Эти электроды обеспечивают ровную, тихую дугу с минимальным разбрызгиванием и средним проплавлением дуги. Обеспечивает прочные сварные швы с высокими ударными характеристиками (даже в холодную погоду) и может использоваться для сварки основных металлов из углеродистой, высокоуглеродистой, низколегированной и высокопрочной стали. Подходит для источников переменного и постоянного тока. Подрядчики ожидают от сварочных генераторов с приводом от двигателя двойных возможностей сварки и выработки электроэнергии. Эти машины экономят место на грузовиках для технического обслуживания, устраняя необходимость в автономном генераторе, и могут работать с шлифовальными машинами, дрелями, отрезными пилами, осветительными приборами и воздушными компрессорами. Производители также начинают добавлять в приводы двигателей зарядные устройства/пускатели от внешнего источника, чтобы предоставить полевым механикам еще один инструмент для борьбы с простаивающим оборудованием.
Подрядчики ожидают от сварочных генераторов с приводом от двигателя двойных возможностей сварки и выработки электроэнергии. Эти машины экономят место на грузовиках для технического обслуживания, устраняя необходимость в автономном генераторе, и могут работать с шлифовальными машинами, дрелями, отрезными пилами, осветительными приборами и воздушными компрессорами. Производители также начинают добавлять в приводы двигателей зарядные устройства/пускатели от внешнего источника, чтобы предоставить полевым механикам еще один инструмент для борьбы с простаивающим оборудованием. Например, Trailblazer 302 Air Pak предлагает 26 кубических футов в минуту воздуха (до 160 фунтов на квадратный дюйм) при 100-процентном рабочем цикле.
Например, Trailblazer 302 Air Pak предлагает 26 кубических футов в минуту воздуха (до 160 фунтов на квадратный дюйм) при 100-процентном рабочем цикле. Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки.
Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки. При выборе сварочной проволоки необходимо учитывать несколько факторов:
При выборе сварочной проволоки необходимо учитывать несколько факторов:
 Вы можете определить прочность стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода.
Вы можете определить прочность стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода.
 Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов.
Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов.




 Под воздействием сварочной дуги материалы разлагаются с образованием трех отдельных газов — водорода, монооксида углерода и диоксида углерода, которые усиливают дугу. Эта дополнительная прочность позволяет току глубже проникать в металл, что приводит к более прочным сварным швам.
Под воздействием сварочной дуги материалы разлагаются с образованием трех отдельных газов — водорода, монооксида углерода и диоксида углерода, которые усиливают дугу. Эта дополнительная прочность позволяет току глубже проникать в металл, что приводит к более прочным сварным швам. Хотя шлак может показаться раздражающим побочным эффектом, на самом деле он служит очень полезной цели. Шлак электрода с минеральным покрытием остывает гораздо медленнее, чем электрод с целлюлозным покрытием и свариваемый материал под ним.
Хотя шлак может показаться раздражающим побочным эффектом, на самом деле он служит очень полезной цели. Шлак электрода с минеральным покрытием остывает гораздо медленнее, чем электрод с целлюлозным покрытием и свариваемый материал под ним.

 Электроды необходимо хранить в сухом месте и прокаливать перед использованием. Несоблюдение этого требования может привести к нестабильному химическому составу покрытия, что приведет к нарушению структуры сварного шва.
Электроды необходимо хранить в сухом месте и прокаливать перед использованием. Несоблюдение этого требования может привести к нестабильному химическому составу покрытия, что приведет к нарушению структуры сварного шва.


 Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Третий вид покрытия представляет собой комбинацию минералов и целлюлозы. Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными.
Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными. Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5 % циркония (с коричневой маркировкой), вольфрама с 2 % тория (с красной маркировкой) и вольфрама, содержащего 1 % тория (с коричневой маркировкой). желтые отметки).
Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5 % циркония (с коричневой маркировкой), вольфрама с 2 % тория (с красной маркировкой) и вольфрама, содержащего 1 % тория (с коричневой маркировкой). желтые отметки).
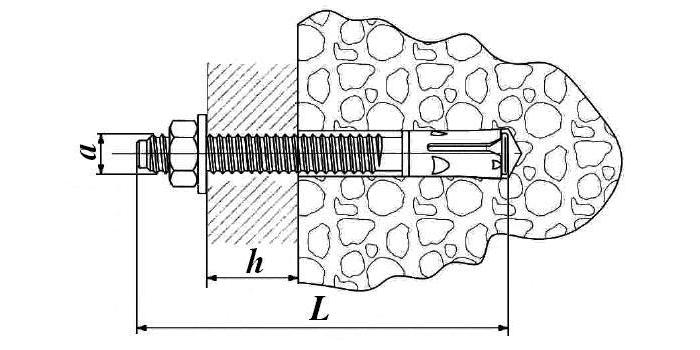


 На нее можно крепить различные вещи.
На нее можно крепить различные вещи.

 Когда его вкручивают в распорную муфту, он разжимает ее своей конической оконечностью, тем самым обеспечивая надежность крепления конструкции.
Когда его вкручивают в распорную муфту, он разжимает ее своей конической оконечностью, тем самым обеспечивая надежность крепления конструкции.
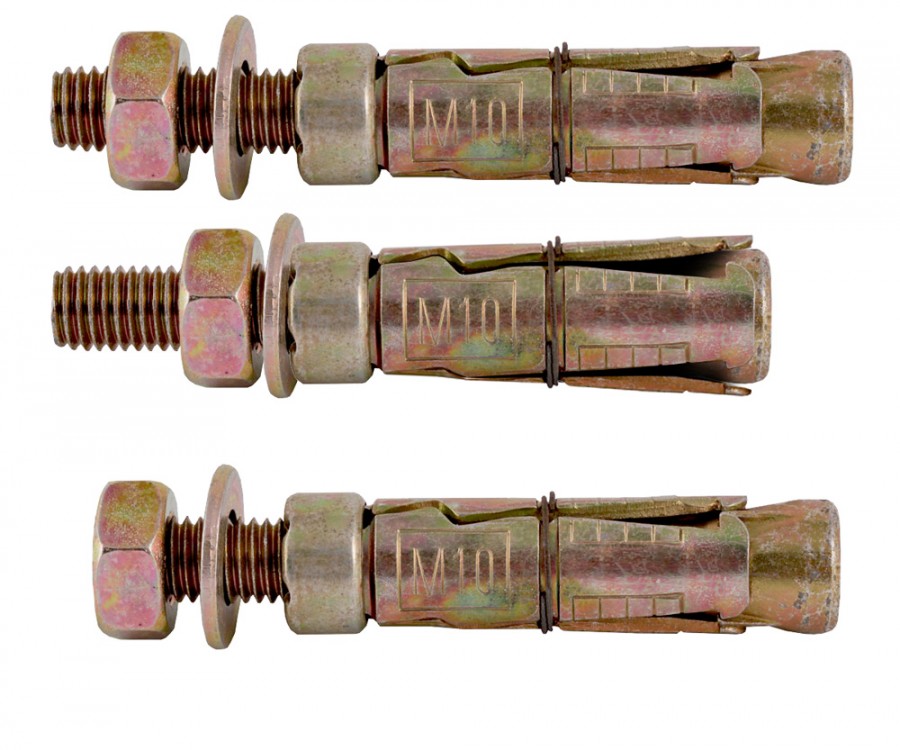 Посередине распорной втулки здесь присутствуют небольшие прорези. Они будут давить на стенки отверстия не так сильно, как это происходит у остальных типов анкеров. Внизу здесь есть небольшая гайка. В нее вкручивается болт анкера. Происходит сжатие конструкции по длине. Соответственно – лепестки разжимаются.
Посередине распорной втулки здесь присутствуют небольшие прорези. Они будут давить на стенки отверстия не так сильно, как это происходит у остальных типов анкеров. Внизу здесь есть небольшая гайка. В нее вкручивается болт анкера. Происходит сжатие конструкции по длине. Соответственно – лепестки разжимаются.
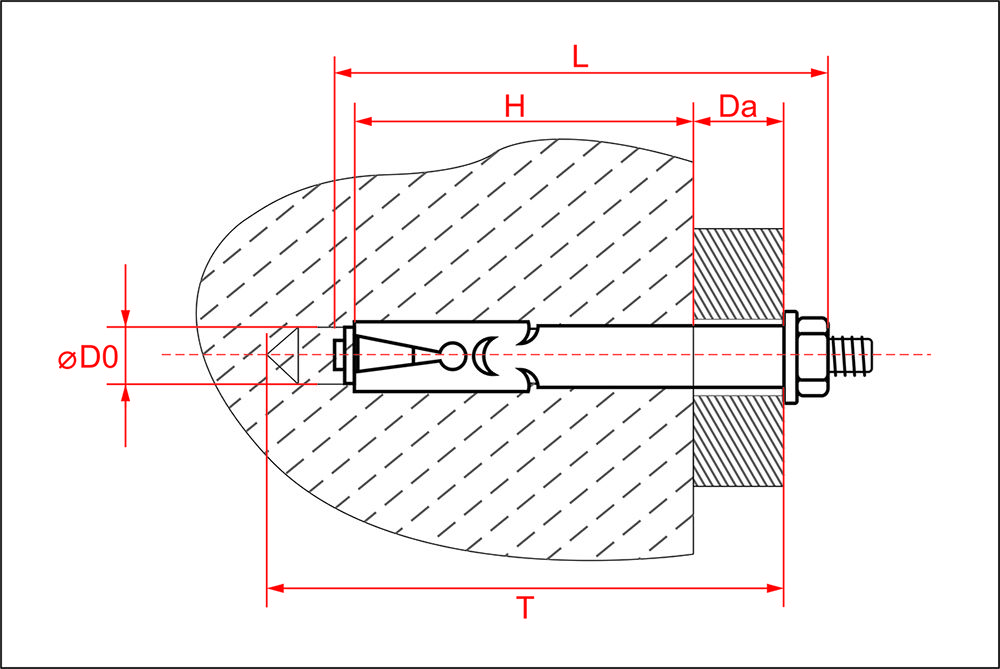 После заглубления в предварительно подготовленное отверстие, рабочий в зависимости от поставленных задач выбирает способ того, как лучше крепить анкерный болт. После проведения оценки, когда выбранные участки поверхности являются пригодными для организации точки, обеспечивающей крепление анкерных устройств, производится обустройство точки с последующим креплением оснащения.
После заглубления в предварительно подготовленное отверстие, рабочий в зависимости от поставленных задач выбирает способ того, как лучше крепить анкерный болт. После проведения оценки, когда выбранные участки поверхности являются пригодными для организации точки, обеспечивающей крепление анкерных устройств, производится обустройство точки с последующим креплением оснащения.
 Увеличение диаметра распорной втулки при ввинчивании в него болта обеспечивает надежное соединение за счет совместного действия сил упора и трения.
Увеличение диаметра распорной втулки при ввинчивании в него болта обеспечивает надежное соединение за счет совместного действия сил упора и трения.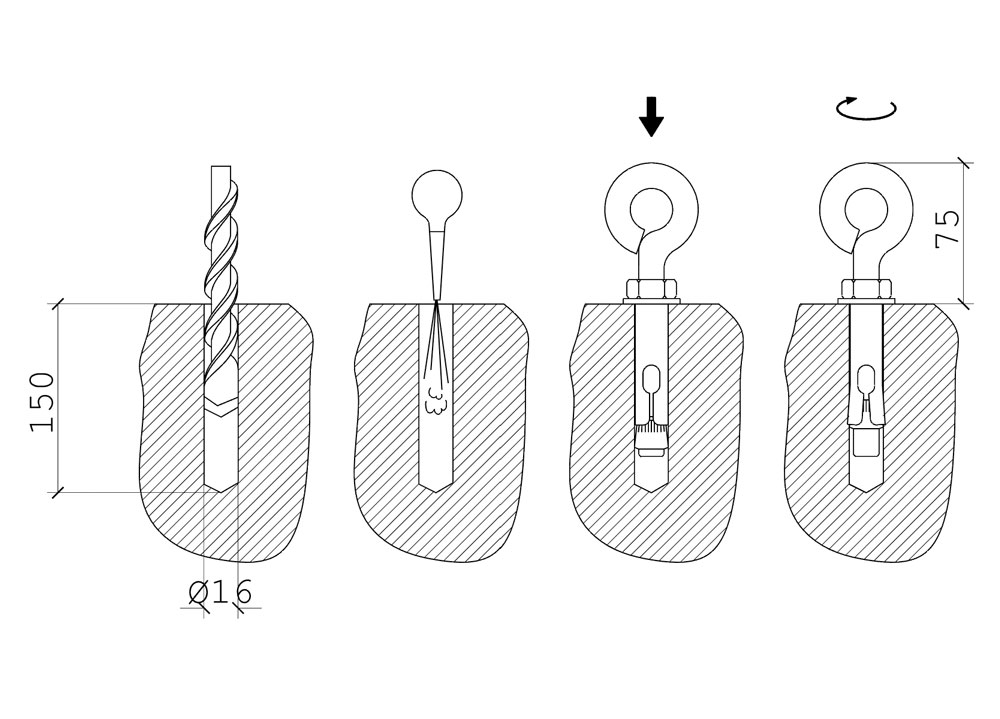 Для обеспечения надежности соединения анкерная точка, используемая для крепления оснащения, может соединяться с несущими элементами здания, предварительно смонтированными металлоконструкциями. После сверления отверстия и установки анкера используется комплекты, обеспечивающие крепеж страховочных конструкций к анкерным опорам. Комплект, используемый для анкерного типа крепления, в стандартном исполнении предусматривает наличие:
Для обеспечения надежности соединения анкерная точка, используемая для крепления оснащения, может соединяться с несущими элементами здания, предварительно смонтированными металлоконструкциями. После сверления отверстия и установки анкера используется комплекты, обеспечивающие крепеж страховочных конструкций к анкерным опорам. Комплект, используемый для анкерного типа крепления, в стандартном исполнении предусматривает наличие:
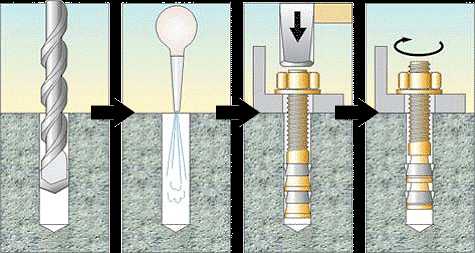 При использовании систем канатного доступа при подъеме или спуске по плоскостям, а также выполнении монтажных работ запрещается использовать только один канат. Для обеспечения безопасной эксплуатации гибких анкерных линий, правильный ответ при вопросе инструктора об особенностях использования состоит в необходимости использования ограничителей на конце для исключения возможности спуске миновать конец каната. Допустимые воздействия определяются действующей нагрузкой в эксплуатирующих конструкциях. В свою очередь работники получают наряд допуск, давая правильные ответы после предварительного похождения соответствующего инструктажа.
При использовании систем канатного доступа при подъеме или спуске по плоскостям, а также выполнении монтажных работ запрещается использовать только один канат. Для обеспечения безопасной эксплуатации гибких анкерных линий, правильный ответ при вопросе инструктора об особенностях использования состоит в необходимости использования ограничителей на конце для исключения возможности спуске миновать конец каната. Допустимые воздействия определяются действующей нагрузкой в эксплуатирующих конструкциях. В свою очередь работники получают наряд допуск, давая правильные ответы после предварительного похождения соответствующего инструктажа.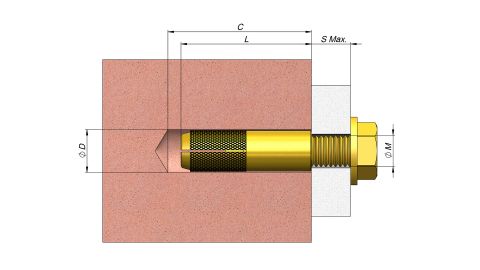
 В верхней части сегменты удерживаются при помощи кольца, снизу располагается пружина, имеющая высокую упругость. Элементы этого типа используются для крепления массивных конструкций в материал из кирпича, горных пород, бетона. При использовании крепления для удерживания конструкций, вес которых ниже средних значений, допустимо выполнение соединения в кирпичную (силикатного типа) стену, известняк и бетон ячеистой разновидности.
В верхней части сегменты удерживаются при помощи кольца, снизу располагается пружина, имеющая высокую упругость. Элементы этого типа используются для крепления массивных конструкций в материал из кирпича, горных пород, бетона. При использовании крепления для удерживания конструкций, вес которых ниже средних значений, допустимо выполнение соединения в кирпичную (силикатного типа) стену, известняк и бетон ячеистой разновидности. Изделие такого типа используется при необходимости стационарного крепления конструкций, имеющих большой или средний вес, например для выполнения растяжки тросов.
Изделие такого типа используется при необходимости стационарного крепления конструкций, имеющих большой или средний вес, например для выполнения растяжки тросов. При помощи молотка производится внедрений анкера до достижения необходимой глубины установки, после чего производится затягивание гайки.
При помощи молотка производится внедрений анкера до достижения необходимой глубины установки, после чего производится затягивание гайки. После этого в гильзу вставляется капсула с клеем на основе полиэфирных, полиуретановых или акриловых смолистых веществ, отвердителя и наполнителя в виде песка. Затем выполняют разрушение стеклянного цилиндра и выполняют введение в него металлического стержня и ожидают схватывания связующего вещества.
После этого в гильзу вставляется капсула с клеем на основе полиэфирных, полиуретановых или акриловых смолистых веществ, отвердителя и наполнителя в виде песка. Затем выполняют разрушение стеклянного цилиндра и выполняют введение в него металлического стержня и ожидают схватывания связующего вещества.
 Мы возобновили почти нормальную работу с понедельника, 12 июля. Время с 9Только с 30:00 до 17:00. Вы можете ожидать задержки в обработке заказа и логистике. Также ожидайте время ожидания для встречных продаж. Предпочтительны запросы по электронной почте. Пожалуйста, напишите нам по адресу
Мы возобновили почти нормальную работу с понедельника, 12 июля. Время с 9Только с 30:00 до 17:00. Вы можете ожидать задержки в обработке заказа и логистике. Также ожидайте время ожидания для встречных продаж. Предпочтительны запросы по электронной почте. Пожалуйста, напишите нам по адресу  Однако это предположение неверно. «Крепеж из нержавеющей стали, который я получил, прилипает к магниту». Это одна из самых частых жалоб пользователей. Крепеж из нержавеющей стали… Подробнее «Являются ли крепежные детали из нержавеющей стали магнитными?» »
Однако это предположение неверно. «Крепеж из нержавеющей стали, который я получил, прилипает к магниту». Это одна из самых частых жалоб пользователей. Крепеж из нержавеющей стали… Подробнее «Являются ли крепежные детали из нержавеющей стали магнитными?» »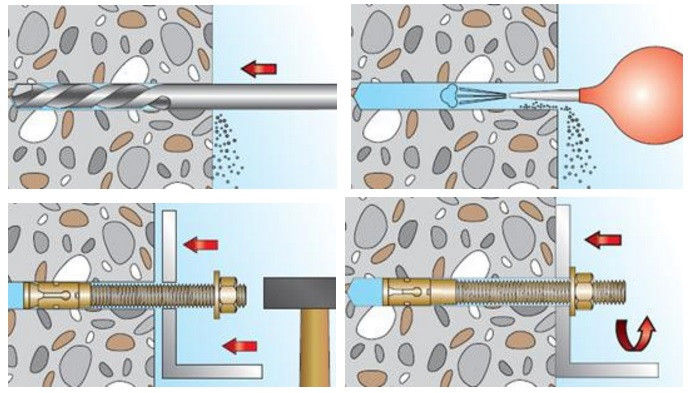 Многие из недавних инноваций в технологии крепления во многом обязаны рынку… Читать далее «ТЕНДЕНЦИИ И ИННОВАЦИИ В КРЕПЛЕНИИ» »
Многие из недавних инноваций в технологии крепления во многом обязаны рынку… Читать далее «ТЕНДЕНЦИИ И ИННОВАЦИИ В КРЕПЛЕНИИ» » Шестимесячный прогноз был пересмотрен… Подробнее «Влияние COVID-19» »
Шестимесячный прогноз был пересмотрен… Подробнее «Влияние COVID-19» » Зажим для веревки, иногда называемый зажимом с U-образным болтом или зажимом с U-образным болтом, используется для зажима свободного конца отрезка проволочного каната после того, как он был закручен назад, образуя проушину. Эти фитинги состоят из … Подробнее «Безопасное заделывание концов тросов» »
Зажим для веревки, иногда называемый зажимом с U-образным болтом или зажимом с U-образным болтом, используется для зажима свободного конца отрезка проволочного каната после того, как он был закручен назад, образуя проушину. Эти фитинги состоят из … Подробнее «Безопасное заделывание концов тросов» » Для этого нити расположены ближе и имеют небольшую глубину. Это хорошо работает с такими металлами, как сталь и алюминий. Однако по дереву… Читать далее «Саморезы по дереву — не лучшая идея» »
Для этого нити расположены ближе и имеют небольшую глубину. Это хорошо работает с такими металлами, как сталь и алюминий. Однако по дереву… Читать далее «Саморезы по дереву — не лучшая идея» »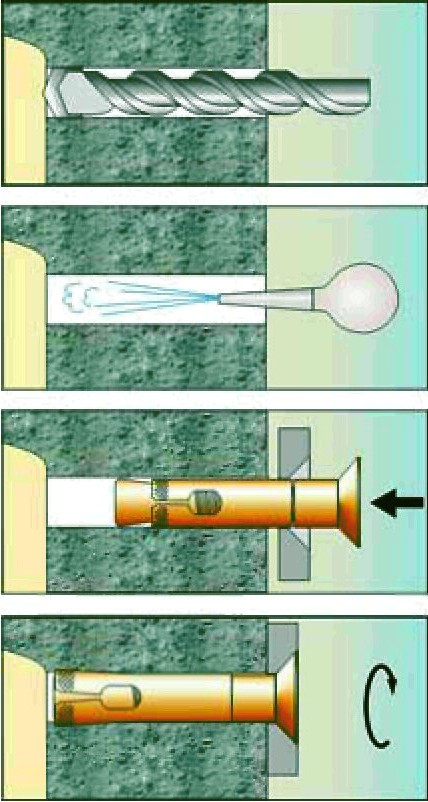 … Читать далее «Винт для деревянного настила» »
… Читать далее «Винт для деревянного настила» » Углеродистая и нержавеющая сталь являются наиболее распространенными материалами, из которых изготавливаются крепежные детали и… Подробнее «Анализ коррозии крепежных изделий из нержавеющей стали и с покрытием» »
Углеродистая и нержавеющая сталь являются наиболее распространенными материалами, из которых изготавливаются крепежные детали и… Подробнее «Анализ коррозии крепежных изделий из нержавеющей стали и с покрытием» » Один из менее известных методов — использовать обычную ручную дрель в обратном направлении. Это работает… Подробнее «Как выкрутить сломанный винт» »
Один из менее известных методов — использовать обычную ручную дрель в обратном направлении. Это работает… Подробнее «Как выкрутить сломанный винт» » Радиальные силы… Подробнее «Шестилопастной или 6-лопастной привод» »
Радиальные силы… Подробнее «Шестилопастной или 6-лопастной привод» ».jpg) … Подробнее «Саморезы из нержавеющей стали» »
… Подробнее «Саморезы из нержавеющей стали» » … Подробнее «ЧЕРНЫЕ винты из нержавеющей стали» »
… Подробнее «ЧЕРНЫЕ винты из нержавеющей стали» » Что такое критически важное для безопасности приложение? Европейские технические руководства определяют это как «применения, в которых отказ анкера может привести к обрушению или частичному обрушению конструкции, вызвать риск для жизни человека или привести к значительным экономическим потерям». Учитывая важность надежности и стабильности … Подробнее «Конструкционная безопасность при анкеровке» »
Что такое критически важное для безопасности приложение? Европейские технические руководства определяют это как «применения, в которых отказ анкера может привести к обрушению или частичному обрушению конструкции, вызвать риск для жизни человека или привести к значительным экономическим потерям». Учитывая важность надежности и стабильности … Подробнее «Конструкционная безопасность при анкеровке» »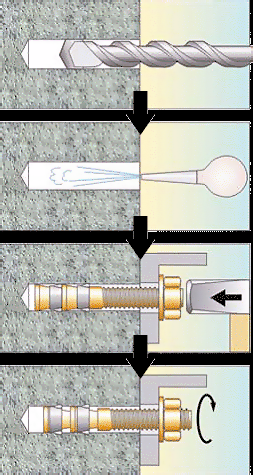 Однако со временем эти застежки могут начать ослабевать, и это, конечно, проблема. Прямо сейчас мы научим вас, как починить ослабленный бетонный анкер, желательно без его замены.
Однако со временем эти застежки могут начать ослабевать, и это, конечно, проблема. Прямо сейчас мы научим вас, как починить ослабленный бетонный анкер, желательно без его замены.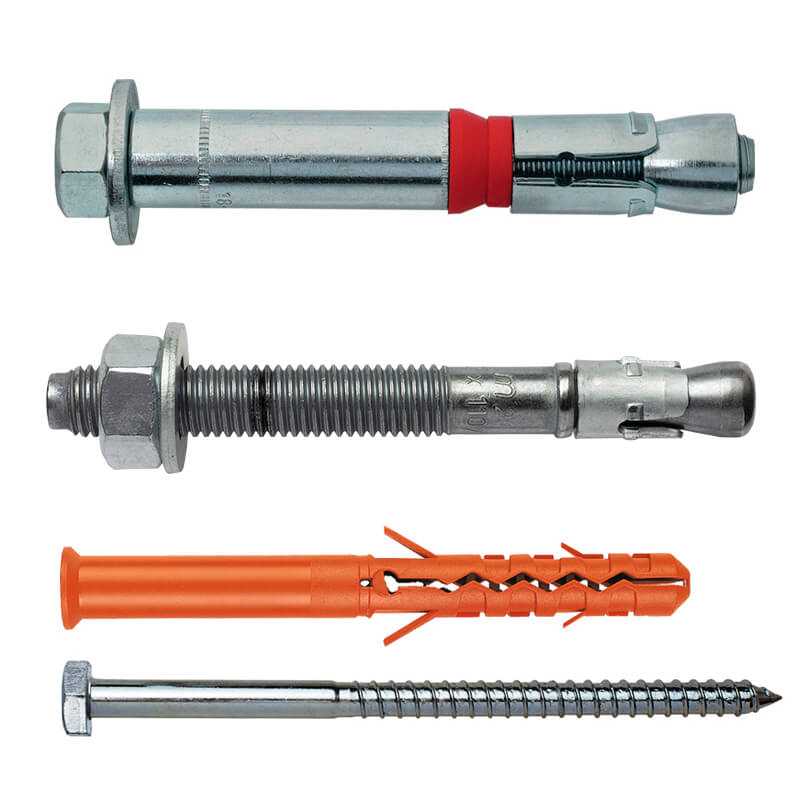
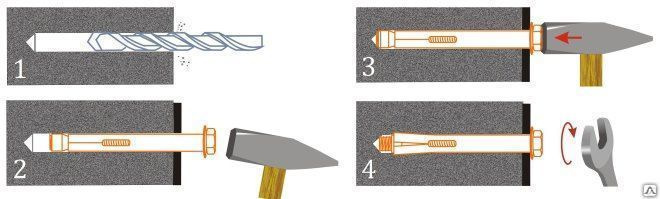 Если его невозможно затянуть, перейдите к следующему варианту.
Если его невозможно затянуть, перейдите к следующему варианту. Когда вы затягиваете болт сверху, винт затягивается в отверстие и заставляет клин расширяться, что обеспечивает отличные возможности захвата. Разберемся, как починить ослабленный клиновой анкер:
Когда вы затягиваете болт сверху, винт затягивается в отверстие и заставляет клин расширяться, что обеспечивает отличные возможности захвата. Разберемся, как починить ослабленный клиновой анкер:
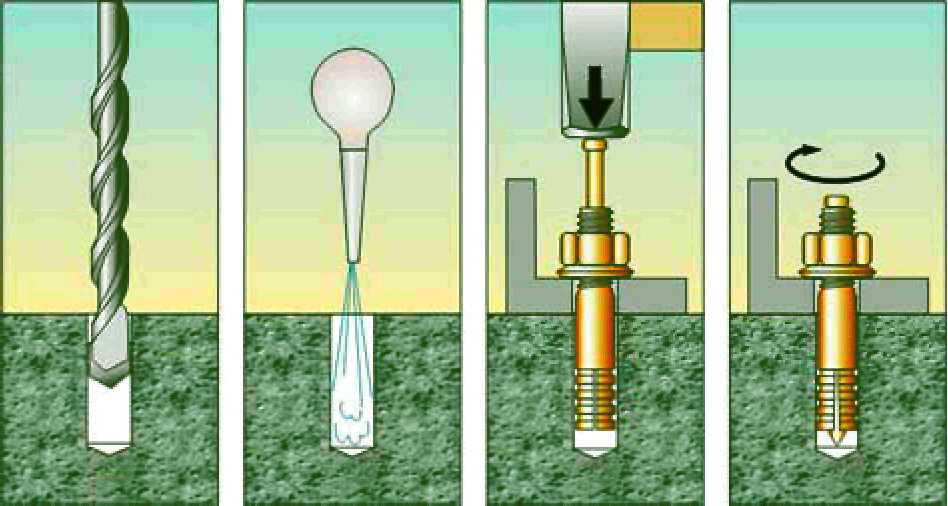

 Учитывая условия будущей эксплуатации, эту модель мы снабдили…
Учитывая условия будущей эксплуатации, эту модель мы снабдили… Многие предприятия применяют на своих производствах…
Многие предприятия применяют на своих производствах…
 Один из самых простых способов улучшить вкус всего, что вы готовите, — это использовать инъектор для мяса, чтобы наполнить мясо множеством жидких соусов, соков и приправ.
Один из самых простых способов улучшить вкус всего, что вы готовите, — это использовать инъектор для мяса, чтобы наполнить мясо множеством жидких соусов, соков и приправ. Инжектор пистолетного типа проникает на глубину до 5,5 дюймов. Кроме того, устройство может вместить 1,7 унции жидкости, а ручка инжектора позволяет контролировать, сколько жидкости на самом деле попадает в мясо за один раз.
Инжектор пистолетного типа проникает на глубину до 5,5 дюймов. Кроме того, устройство может вместить 1,7 унции жидкости, а ручка инжектора позволяет контролировать, сколько жидкости на самом деле попадает в мясо за один раз. com
com
 Вместе с изделиями вы получаете три разные иглы: одну 4-дюймовую и две 6-дюймовые иглы, каждая из которых обладает уникальными свойствами.
Вместе с изделиями вы получаете три разные иглы: одну 4-дюймовую и две 6-дюймовые иглы, каждая из которых обладает уникальными свойствами.
 com
com на Amazon), который представляет собой надежную модель, которую можно использовать снова и снова, не опасаясь засорения игл или введения слишком большого количества жидкости за один раз. Если вы ищете более экономичный инжектор для мяса, используйте инжектор для маринада для мяса из нержавеющей стали UikieGo (см. на Amazon), который может вмещать до 2 унций жидкости за раз.
на Amazon), который представляет собой надежную модель, которую можно использовать снова и снова, не опасаясь засорения игл или введения слишком большого количества жидкости за один раз. Если вы ищете более экономичный инжектор для мяса, используйте инжектор для маринада для мяса из нержавеющей стали UikieGo (см. на Amazon), который может вмещать до 2 унций жидкости за раз.
 «Начните с миски с теплой водой с мылом, вставьте иглу и начните оттягивать поршень, чтобы наполнить ее, а затем выбросьте. Повторяйте до полной очистки. Вы также можете разобрать инжектор и очистить детали вручную. Я рекомендую Я использую щетку для бутылок, чтобы проникнуть внутрь цилиндра. Я использую ее чаще всего, так как чувствую, что она становится чище», — говорит он.
«Начните с миски с теплой водой с мылом, вставьте иглу и начните оттягивать поршень, чтобы наполнить ее, а затем выбросьте. Повторяйте до полной очистки. Вы также можете разобрать инжектор и очистить детали вручную. Я рекомендую Я использую щетку для бутылок, чтобы проникнуть внутрь цилиндра. Я использую ее чаще всего, так как чувствую, что она становится чище», — говорит он. Применяйте
Применяйте Массовая вакцинация также потребует поиска и обучения людей вакцинации других.
Массовая вакцинация также потребует поиска и обучения людей вакцинации других. Медицинские работники радостно отмечали, что этот метод вакцинации настолько безболезненный, что его можно использовать на спящем ребенке. Но лучше всего то, что струйный инъектор мог вмещать 500 и более доз вакцины, а это означало, что сотни доз могли быть доставлены в течение часа.
Медицинские работники радостно отмечали, что этот метод вакцинации настолько безболезненный, что его можно использовать на спящем ребенке. Но лучше всего то, что струйный инъектор мог вмещать 500 и более доз вакцины, а это означало, что сотни доз могли быть доставлены в течение часа.
 В результате реактивные форсунки использовались только в таких местах, как Бразилия, где кампания была хорошо организована. В других областях вакцину доставляли с помощью раздвоенной иглы, которую можно было легко использовать и стерилизовать.
В результате реактивные форсунки использовались только в таких местах, как Бразилия, где кампания была хорошо организована. В других областях вакцину доставляли с помощью раздвоенной иглы, которую можно было легко использовать и стерилизовать.
 0130.01
0130.01
 Данный рейтинг позволит выбрать лучший костюм сварщика.
Данный рейтинг позволит выбрать лучший костюм сварщика.
 Он должен подкрепляться документами, подтверждающими факт списания.
Он должен подкрепляться документами, подтверждающими факт списания. Чтобы предотвратить заражение или чтобы процесс регенерации проходил быстрее, их необходимо обрабатывать лучшими средствами для регенерации кожи.
Чтобы предотвратить заражение или чтобы процесс регенерации проходил быстрее, их необходимо обрабатывать лучшими средствами для регенерации кожи. Представленный рейтинг позволит правильно подобрать наколенники для любой работы.
Представленный рейтинг позволит правильно подобрать наколенники для любой работы.
 Поэтому поговорим о том, как выбрать сварочную маску «хамелеон» и каковы ее ключевые особенности.
Поэтому поговорим о том, как выбрать сварочную маску «хамелеон» и каковы ее ключевые особенности. Интересно, что сварщику ничего делать не нужно, так как сами жидкокристаллические фильтры настраиваются на яркость и силу света. Отсюда и произошло название маски «хамелеон».
Интересно, что сварщику ничего делать не нужно, так как сами жидкокристаллические фильтры настраиваются на яркость и силу света. Отсюда и произошло название маски «хамелеон».
 Любой дискомфорт во время работы может сказаться на качестве сварного шва. Кроме того, наличие светофильтра делает маску сложным электронно-оптическим устройством, поэтому обращаться с ней нужно осторожно. Не желательно допускать попадания влаги, конденсата и т.п. Кроме того, механическое повреждение светофильтра делает его неэффективным, а глаза оператора становятся уязвимыми. В принципе, вы уже знаете, какими характеристиками должны обладать сварочные маски «хамелеон». Как выбрать из всего ассортимента? В этом нет ничего сложного, для этого необходимо учитывать ряд характеристик.
Любой дискомфорт во время работы может сказаться на качестве сварного шва. Кроме того, наличие светофильтра делает маску сложным электронно-оптическим устройством, поэтому обращаться с ней нужно осторожно. Не желательно допускать попадания влаги, конденсата и т.п. Кроме того, механическое повреждение светофильтра делает его неэффективным, а глаза оператора становятся уязвимыми. В принципе, вы уже знаете, какими характеристиками должны обладать сварочные маски «хамелеон». Как выбрать из всего ассортимента? В этом нет ничего сложного, для этого необходимо учитывать ряд характеристик.
 Толстостенные модели весом более 1 кг свариваются шинами, что тоже не есть хорошо. Поэтому лучше выбирать золотую середину, скажем, 400-700 грамм. Кстати, прежде чем выбрать маску типа «хамелеон», обратите внимание на крепление. Она должна иметь два положения: маска в рабочем состоянии и поднята вверх. По крайней мере, так советуют профессионалы. Это позволит, не снимая маску с головы, по окончании сварочных работ осмотреть качество шва и сразу же продолжить начатую работу.
Толстостенные модели весом более 1 кг свариваются шинами, что тоже не есть хорошо. Поэтому лучше выбирать золотую середину, скажем, 400-700 грамм. Кстати, прежде чем выбрать маску типа «хамелеон», обратите внимание на крепление. Она должна иметь два положения: маска в рабочем состоянии и поднята вверх. По крайней мере, так советуют профессионалы. Это позволит, не снимая маску с головы, по окончании сварочных работ осмотреть качество шва и сразу же продолжить начатую работу. В настоящее время в продаже имеются следующие маски: стекло 4-9DIN — ток до 40 А, стекло 5-11 на ток 175А, 6-12-300А, 7-13-500А. Для бытового использования подойдут первые две группы. Область их применения обычно ограничивается коммунальным хозяйством, строительством и некоторыми другими отраслями. В то же время маски с большим показателем затемнения, то есть 3-4 группы, применяются в авиастроении, машиностроении, металлургии и так далее.
В настоящее время в продаже имеются следующие маски: стекло 4-9DIN — ток до 40 А, стекло 5-11 на ток 175А, 6-12-300А, 7-13-500А. Для бытового использования подойдут первые две группы. Область их применения обычно ограничивается коммунальным хозяйством, строительством и некоторыми другими отраслями. В то же время маски с большим показателем затемнения, то есть 3-4 группы, применяются в авиастроении, машиностроении, металлургии и так далее. Вполне возможно, что вам нужен шлем.
Вполне возможно, что вам нужен шлем. Если говорить о китайской продукции, то она дешевая, но не слишком надежная. Светофильтры могут срабатывать с задержкой и самопроизвольно открываться. Для профессионалов подходят только качественные европейские товары.
Если говорить о китайской продукции, то она дешевая, но не слишком надежная. Светофильтры могут срабатывать с задержкой и самопроизвольно открываться. Для профессионалов подходят только качественные европейские товары. После совершения таких «трудовых подвигов» все пропущенные меры безопасности неумолимо в той или иной степени начинают сказываться на здоровье. Довольно часто такие профессиональные заболевания неизлечимы. Сварка – один из видов работ, который может быть крайне опасным.
После совершения таких «трудовых подвигов» все пропущенные меры безопасности неумолимо в той или иной степени начинают сказываться на здоровье. Довольно часто такие профессиональные заболевания неизлечимы. Сварка – один из видов работ, который может быть крайне опасным. В ссоре участвуют несколько факторов, которые могут негативно сказаться на здоровье.
В ссоре участвуют несколько факторов, которые могут негативно сказаться на здоровье.
 Светофильтр подавляет инфракрасное и ультрафиолетовое излучение. Даже если в момент зажигания электрической дуги по каким-то причинам не темнеет, фильтры должны улавливать вредное излучение невидимого человеческому глазу спектра. От зайчиков не спасет, а вот зрение спасет.
Светофильтр подавляет инфракрасное и ультрафиолетовое излучение. Даже если в момент зажигания электрической дуги по каким-то причинам не темнеет, фильтры должны улавливать вредное излучение невидимого человеческому глазу спектра. От зайчиков не спасет, а вот зрение спасет.
 Легче всего представить суть этого параметра на примере автомобиля.
Легче всего представить суть этого параметра на примере автомобиля.
 Следует обратить внимание на тип и количество аккумуляторов. Это особенно важно в том случае, если вам часто приходится работать в плохо освещенных помещениях.
Следует обратить внимание на тип и количество аккумуляторов. Это особенно важно в том случае, если вам часто приходится работать в плохо освещенных помещениях. Особенно если приходится много времени проводить в сварочной маске.
Особенно если приходится много времени проводить в сварочной маске.
 Современные производители выпускают ассортимент тройников, фланцев, отводов и другой трубопроводной арматуры, с помощью которой прокладка теплотрасс происходит в самые сжатые строки. Резка нержавеющей стали осуществляется специальным оборудованием быстро и легко. Специализированная компания «Глобус-Сталь» предлагает торговым структурам, инжиниринговым предприятиям и строительным организациям нержавеющие трубы для отопления, различные фитинги для выполнения монтажных работ, а также другие виды сертифицированной металлопродукции.
Современные производители выпускают ассортимент тройников, фланцев, отводов и другой трубопроводной арматуры, с помощью которой прокладка теплотрасс происходит в самые сжатые строки. Резка нержавеющей стали осуществляется специальным оборудованием быстро и легко. Специализированная компания «Глобус-Сталь» предлагает торговым структурам, инжиниринговым предприятиям и строительным организациям нержавеющие трубы для отопления, различные фитинги для выполнения монтажных работ, а также другие виды сертифицированной металлопродукции. Выполнив теплоизоляцию своего коттеджа минватой или целлюлозной эковатой, многие из них обращаются в нашу строительную компанию с заявками на монтаж отопления нержавеющей трубой. Разговор сегодня пойдет о достоинствах нержавеющих трубопроводов и их недостатках, монтаже отопительных систем и ценах на изделия из нержавейки. Как и системы из других типов труб, водоводы из гофрированного металла монтируются только после выполнения теплоизоляции дома минватой или эковатой.
Выполнив теплоизоляцию своего коттеджа минватой или целлюлозной эковатой, многие из них обращаются в нашу строительную компанию с заявками на монтаж отопления нержавеющей трубой. Разговор сегодня пойдет о достоинствах нержавеющих трубопроводов и их недостатках, монтаже отопительных систем и ценах на изделия из нержавейки. Как и системы из других типов труб, водоводы из гофрированного металла монтируются только после выполнения теплоизоляции дома минватой или эковатой.

 Полученная труба называется неотожженной и пригодна к эксплуатации, но после отжига получается более высококачественная продукция, которая имеет более высокие эксплуатационные параметры: более высокую прочность, пластичность, возможность восстановления формы при повреждениях. Внешний вид продукции одинаков, и разница определяется только по стоимости труб, чем нередко пользуются нечистоплотные продавцы.
Полученная труба называется неотожженной и пригодна к эксплуатации, но после отжига получается более высококачественная продукция, которая имеет более высокие эксплуатационные параметры: более высокую прочность, пластичность, возможность восстановления формы при повреждениях. Внешний вид продукции одинаков, и разница определяется только по стоимости труб, чем нередко пользуются нечистоплотные продавцы. Из-за относительно высокого содержания хрома и никеля в большинстве сред он превосходит нержавеющую сталь 304 или 309.
Из-за относительно высокого содержания хрома и никеля в большинстве сред он превосходит нержавеющую сталь 304 или 309. Характерные требования: сварной шов, фиксированная длина и тщательное тестирование.
Характерные требования: сварной шов, фиксированная длина и тщательное тестирование. Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763 Это означает отсутствие дополнительной проводки для прокладки проводов датчика.
Это означает отсутствие дополнительной проводки для прокладки проводов датчика. Шаг четвертый:
Шаг четвертый:
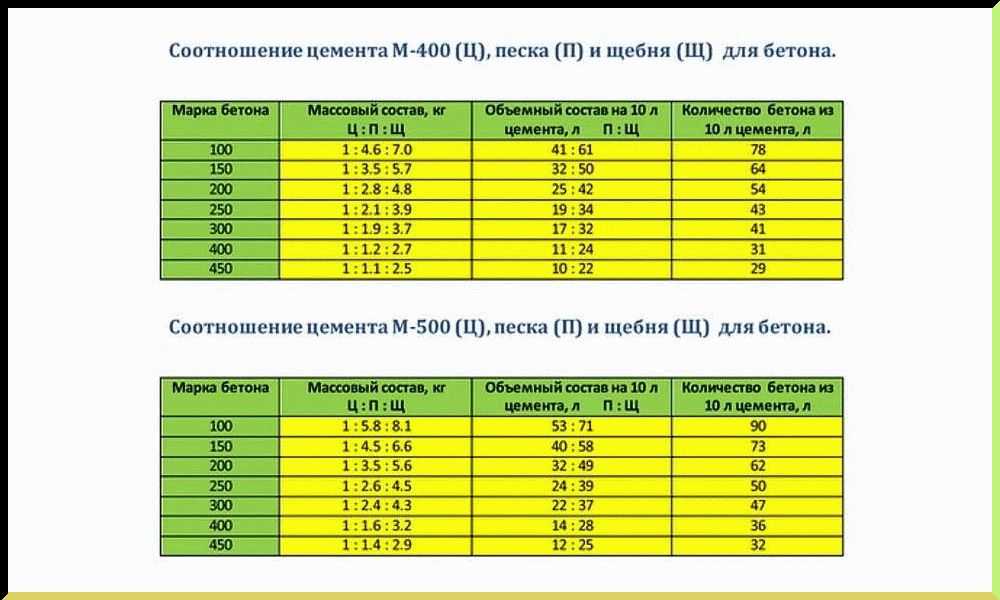
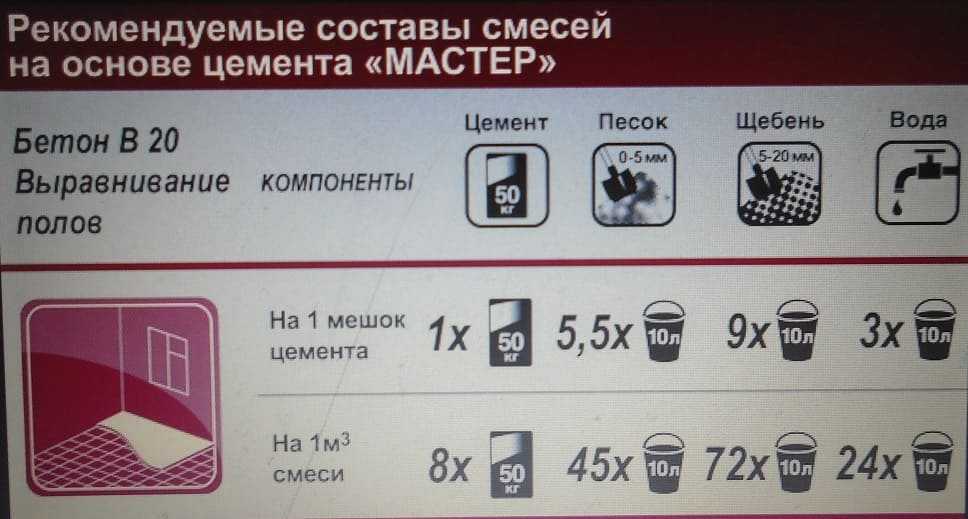
 Они состоят из цемента марок М400 и М500, песка с размером зерен до 2,5 мм (для бутовой кладки подходит крупнофракционный песок до 5 мм). В качестве кладочных используются цементные или цементно-известковые растворы.
Они состоят из цемента марок М400 и М500, песка с размером зерен до 2,5 мм (для бутовой кладки подходит крупнофракционный песок до 5 мм). В качестве кладочных используются цементные или цементно-известковые растворы.
 Чем выше марка бетона, тем большие статические и динамические нагрузки сможет выдержать такой пол без разрушения.
Чем выше марка бетона, тем большие статические и динамические нагрузки сможет выдержать такой пол без разрушения.
 При высыхании на открытом пространстве бетон быстро теряет влагу, и процессы, протекающие в нем и влияющие на свойства продукта, замедляются. Для предотвращения пересыхания бетонные элементы постоянно смачивают и защищают водонепроницаемыми материалами – полиэтиленовой пленкой, брезентом, постоянно смачиваемыми опилками и песком.
При высыхании на открытом пространстве бетон быстро теряет влагу, и процессы, протекающие в нем и влияющие на свойства продукта, замедляются. Для предотвращения пересыхания бетонные элементы постоянно смачивают и защищают водонепроницаемыми материалами – полиэтиленовой пленкой, брезентом, постоянно смачиваемыми опилками и песком. Поэтому, отвечая на многочисленные вопросы частных застройщиков, есть смысл в рамках этой статьи рассказать, как разводить цемент с песком, водой и другими компонентами.
Поэтому, отвечая на многочисленные вопросы частных застройщиков, есть смысл в рамках этой статьи рассказать, как разводить цемент с песком, водой и другими компонентами.

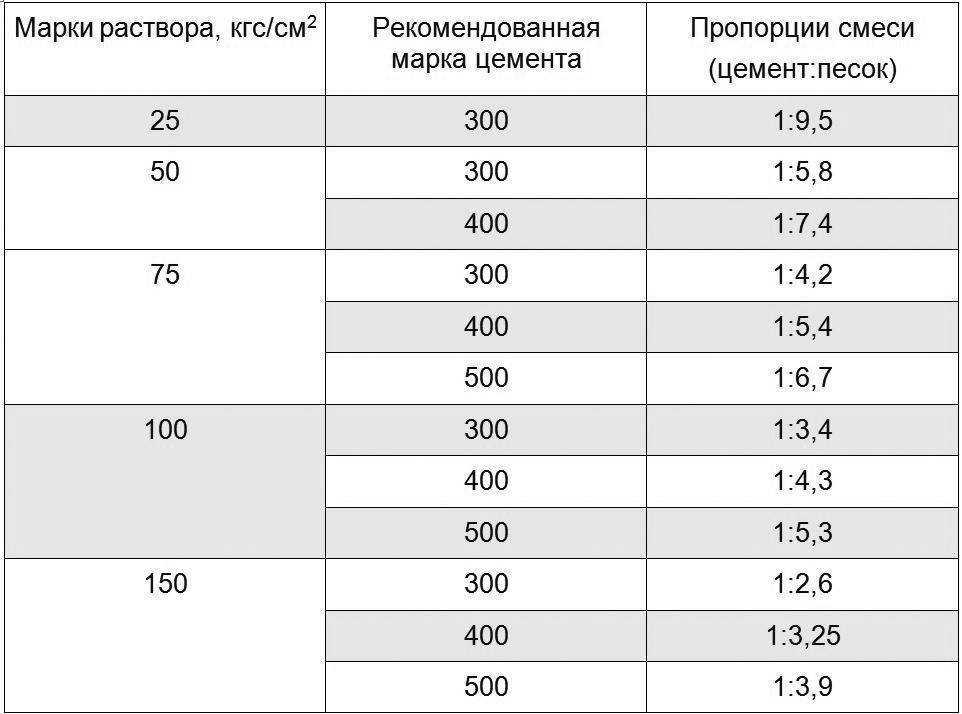
 Состоит из портландцемента ЦЕМ I 32,5Н ПЦ или ЦЕМ I 42,5Н ПЦ, пески и воды. Характеризуется как «холодный, жесткий и малоподвижный». Пропорции компонентов: 1 часть цемента, 5 частей песка (для ЦЕМ I 32,5Н ПЦ) или 5,5частей песка (для ЦЕМ I 42,5Н ПЦ) и 1 часть воды. Порядок приготовления рабочего материала аналогичен порядку приготовления цементно-известкового раствора.
Состоит из портландцемента ЦЕМ I 32,5Н ПЦ или ЦЕМ I 42,5Н ПЦ, пески и воды. Характеризуется как «холодный, жесткий и малоподвижный». Пропорции компонентов: 1 часть цемента, 5 частей песка (для ЦЕМ I 32,5Н ПЦ) или 5,5частей песка (для ЦЕМ I 42,5Н ПЦ) и 1 часть воды. Порядок приготовления рабочего материала аналогичен порядку приготовления цементно-известкового раствора.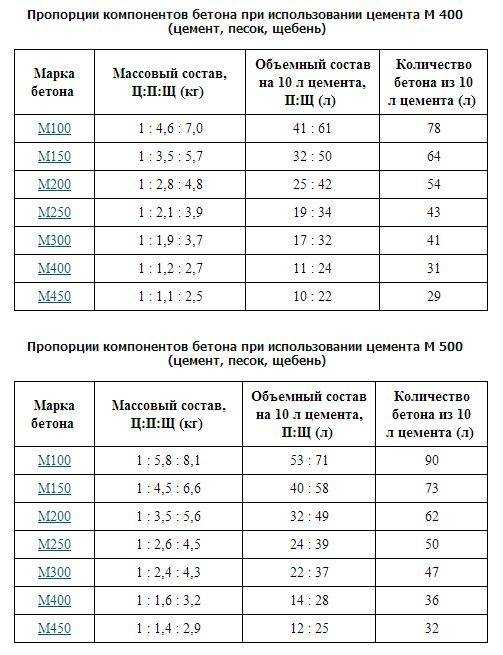 Пропорции для портландцемента ЦЕМ I 42,5Н: часть связующего, 4,5 части песка, 0,9 части вод.
Пропорции для портландцемента ЦЕМ I 42,5Н: часть связующего, 4,5 части песка, 0,9 части вод. Выбор марки раствора зависит от максимальной нагрузки. Далее мы расскажем, как развести цемент с песком для приготовления раствора М150 и М200, а читатель сам выберет подходящий вариант в зависимости от конкретных условий эксплуатации.
Выбор марки раствора зависит от максимальной нагрузки. Далее мы расскажем, как развести цемент с песком для приготовления раствора М150 и М200, а читатель сам выберет подходящий вариант в зависимости от конкретных условий эксплуатации.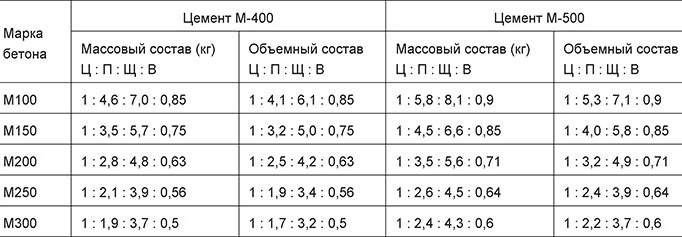 Поэтому очень важно чтобы наполнители и затворитель не перебивали цвет бетона или раствора. Поэтому для приготовления бетонов и растворов на основе белого цемента следует использовать белый тщательно очищенный карьерный песок, чистейшую воду и чистый инструментарий: корыто, лист железа, ведра и бетономешалку.
Поэтому очень важно чтобы наполнители и затворитель не перебивали цвет бетона или раствора. Поэтому для приготовления бетонов и растворов на основе белого цемента следует использовать белый тщательно очищенный карьерный песок, чистейшую воду и чистый инструментарий: корыто, лист железа, ведра и бетономешалку.
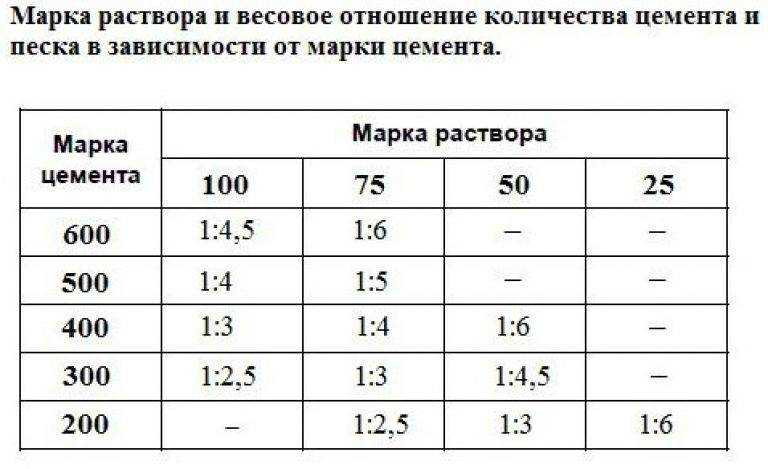 Коррозионная стойкость повышается за счет добавления в исходный состав сырья специальной полимерной добавки, значительно снижающей пористость и предотвращающей неблагоприятное физико-химическое воздействие на окружающую среду.
Коррозионная стойкость повышается за счет добавления в исходный состав сырья специальной полимерной добавки, значительно снижающей пористость и предотвращающей неблагоприятное физико-химическое воздействие на окружающую среду.