Что мне делать: мой сварочный инвертор не включается? | Часто задаваемые вопросы
Читайте также
Как обеспечить правильную сварку полуавтоматом без использования газа?
Как правильно выполнять сварочные швы методом ММА сварки? Какие они бывают?
Промышленный сварочный аппарат – как выбрать?
2
Что мне делать: мой сварочный инвертор не включается?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях. Как и любое другое, это оборудование
Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и
инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами,
обеспечивающими двойное преобразование тока питания, поэтому
определить причину их поломки проще.
Основные проявления неполадок:
-
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания. В этом случае проверяют наличие напряжения
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата. -
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается. Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы. -
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.
-
Почему сварочный аппарат — трансформатор или инвертор — сам
отключается? Самопроизвольное выключение может быть вызвано
замыканием проводов на корпус или
 В этом случае проверяют наличие напряжения
В этом случае проверяют наличие напряжения
 Причиной
Причиной

Определить, почему не работает сварочный трансформатор, инвертор,
полуавтомат, помогут специалисты сервисного центра, имеющие в
распоряжении современное диагностическое оборудование и инструмент.
Только мастера с большим опытом смогут полностью восстановить
работоспособность аппаратов и значительно продлить их рабочий
период.

Сварочный инвертор, ММА
Преимущества
Описание
Мощный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА). Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Применение
Для ручной электродуговой сварки с применением плавких электродов (ММА).
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
| Артикул | |
|---|---|
| Тип | инвертор |
| Тип сварки | ММА |
| Тип транзистора | IGBT |
| Мощность, кВт | 9. 3 3 |
| Макс. потребляемый ток, А | 38.8 |
| Род сварочного тока | постоянный |
| Сварочный ток, А | 20-250 |
| Диаметр электродов, мм | 1. 6-6 6-6 |
| Напряжение холостого хода, В | 70 |
| Рабочее напряжение, В | 28.8 |
| Диапазон напряжений сети, В | 160-230 |
| Пв, % | 70 |
| Кпд, % | 85 |
| Форсаж дуги | есть |
| Горячий старт | есть |
| Защита от прилипания электрода | есть |
| Защита от перегрева и перегрузки | есть |
| Дисплей | нет |
| Класс электробезопасности | I |
| Степень защиты | IP21 |
| Номинальное напряжение, В/Гц | 230 /50 |
| Габариты, см | 29х11. 5х18 5х18 |
| Масса изделия, кг | 5.4 |
| Масса в упаковке, кг | 6.3 |
| Комплектация | |
| Аппарат сварочный | 1 |
| Кабель с электрододержателем | 1 |
| Кабель с зажимом массы | 1 |
| Ремень | 1 |
| Руководство по эксплуатации | 1 |
Документация
Инструкция
(скачать pdf, 7. 59 МБ)
59 МБ)
Рекламная брошюра
(скачать pdf, 2.92 МБ)
Инструкция для печати
(скачать pdf, 7.64 МБ)
СА-250_Приложение к инструкции
(скачать pdf, 181.33 КБ)
СА-250_Приложение к инструкции
(скачать pdf, 181.33 КБ)
Сопутствующие товары
Электроды с основным покрытием
Электроды с рутил-целлюлозным покрытием
Щетки крацовки
Электроды с рутиловым покрытием
Одежда защитная
Верстаки, тиски, струбцины
745 Инверторный сварочный аппарат Стоковые фото, картинки и изображения
Сварщик в каске со сварочными клеммами в руке на черном фоне. ПРЕМИУМ
ПРЕМИУМ
Сварочный аппарат вектор бесшовный рисунок тонкая линия иллюстрацияПРЕМИУМ
Сварка ММА. сварка электродом крупным планом. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. высокое качество photoPREMIUM
Сварка ММА. сварка электродом крупным планом. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваПРЕМИУМ
Запорожье, Украина — 16 декабря 2020 года: инверторный сварочный аппаратPREMIUM
Иконки коллекции инструментов для сварочных аппаратов устанавливают вектор. ПРЕМИУМ
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото высокого качестваPREMIUM
Инверторный сварочный аппарат и клеммы на темном фоне в ожидании начала работы своего сварщикаPREMIUM
Капли расплавленного металла разлетаются при прикосновении к металлу электродом для дуговой сварки. избирательный фокус. сварщики работают руками с электросваркой. ПРЕМИУМ
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото высокого качестваPREMIUM
мма сварка. фото высокого качестваPREMIUM
Двигатель механизма подачи проволоки сварочного аппарата mig mag, комплект узла подачи проволоки. селективный фокусPREMIUM
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото высокого качестваПРЕМИУМ
Сварочный аппарат с электрододержателем, рабочим кабелем и зажимом, 3D-рендеринг на белом фоне. PREMIUM
Темный фон. имеет узел для сварки металлических изделий. красный цвет. крупный планPREMIUM
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото высокого качестваPREMIUM
Сварщик в каске со сварочными клеммами в руке на черном фоне.PREMIUM
Инверторный сварочный аппарат. оборудование для сварки металлов на деревянном столе.ПРЕМИУМ
Сварщик в каске со сварочными клеммами на черном фоне.PREMIUM
Сварщик в каске со сварочными клеммами и железными трубами в руке на черном фоне.PREMIUM
Мма сварка. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. высокое качество photoPREMIUM
высокое качество photoPREMIUM
Сварка ММА. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM
Сварщик в неоновом свете в сварочном шлеме.PREMIUM
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото высокого качестваPREMIUM
Сварщик в каске со сварочными клеммами в руке на черном фоне.PREMIUM
Инверторный сварочный аппарат. оборудование для сварки металлов на деревянный рабочий стол.ПРЕМИУМ
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото в высоком качествеPREMIUM
Инверторный сварочный аппарат. оборудование для сварки как черных, так и цветных металлов. мма сварка. фото высокого качестваПРЕМИУМ
Сварка ММА. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваPREMIUM
Сварочный аппарат mig mag мотор подачи проволоки, комплект узла подачи проволоки.селективный фокусPREMIUM
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото высокого качестваPREMIUM
мма сварка. фото высокого качестваPREMIUM
Значок оборудования мастерской изометрический вектор. круглый точильный камень, значок сварочного аппарата. промышленное оборудование, сварка, ремонтные работыPREMIUM
Комплект сварочного оборудования, 3d визуализация на белом фонеPREMIUM
Сварочные провода на деревянном фоне. студийное фото в жестком свете.PREMIUM
Инверторный сварочный аппарат.PREMIUM
Сварка ММА. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваPREMIUM
Контроллер инверторных сварочных аппаратов, промышленные электрические инверторы в цехеPREMIUM
Сварочный аппарат цветной значок вектор. знак сварочного аппарата. изолированная иллюстрация символа. ПРЕМИУМ
Сварочное оборудование и инструменты с баллоном с углекислым газом для металлообработки в промышленности. ПРЕМИУМ
Сварка ММА. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваPREMIUM
Стилизованные векторные иллюстрации изометрических чертежей сварочных аппаратов на сварочной тележкеPREMIUM
Запорожье, украина — 16 декабря 2020: инверторный сварочный аппаратPREMIUM
Инверторный сварочный аппарат для сварки методом мма. оранжевый цвет на белом фонеPREMIUM
оранжевый цвет на белом фонеPREMIUM
Промышленный инструмент — сварочный аппарат с флагом США на фоне деревянной и мускулистой стеныPREMIUM
Темный фон. человеческая рука в белых перчатках держит горелку, подающую проволоку для сварки деталей. close-upPREMIUM
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото высокого качестваPREMIUM
Темный фон. устройство оснащено узлом для сварки металлических изделий. красный цвет. крупный план. механизм для протяжки, подачи проволоки.PREMIUM
Значок линии сварочного аппарата векторная иллюстрацияPREMIUM
Сварка Mma. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваПРЕМИУМ
Инверторный сварочный аппарат и клеммы на темном фоне в ожидании начала работы сварщика. ПРЕМИУМ
Сварка ММА. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото в высоком качествеPREMIUM
мма сварка. фото в высоком качествеPREMIUM
Сварочный аппарат глиф значок вектор. знак сварочного аппарата. изолированный контур символ черная иллюстрацияPREMIUM
Искры и вспышки при прикосновении к металлу электродом для электродуговой сварки. избирательный фокус. сварщики руками сваривают металлические трубы.ПРЕМИУМ
Сварщик и электроды на белом фоне. PREMIUM
Темный фон. устройство оснащено узлом для сварки металлических изделий. красный цвет. крупный план. механизм для протяжки, подачи проволоки. ПРЕМИУМ
Промышленный инструмент — сварочный аппарат фрагмента крупным планом, вид сверху на деревянном фоне. значок изометрический вектор. инверторный сварочный аппарат и газовая труба. промышленное оборудование, ремонтно-строительные работыPREMIUM
Современный сварочный аппарат в синем и защитном шлемеPREMIUM
Темный фон. устройство оснащено узлом для сварки металлических изделий. красный цвет. крупный план. механизм для протяжки, подачи проволоки. ПРЕМИУМ
ПРЕМИУМ
Сварочные инверторы различных типов стоят на полке строительного магазина. и сварочный аппарат маски флага северной ирландии на фоне деревянной и мускулистой стеныPREMIUM
Полуавтоматическая сварочная машина с газовым баллоном на заводе. ПРЕМИУМ
Вектор значка линии дуговой сварки под флюсом. знак сварки под флюсом. изолированный контурный символ черная иллюстрацияPREMIUM
Сварка Mma. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM
Инверторный сварочный аппарат. оборудование для сварки как черных, так и цветных металлов. мма сварка. фото в высоком качествеPREMIUM
Инверторный сварочный аппарат. оборудование для сварки металлов на деревянном столе.ПРЕМИУМ
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. высокое качество photoPREMIUM
Сварка ММА. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. фото высокого качестваPREMIUM
мма сварка. фото высокого качестваPREMIUM
Промышленный инструмент — сварочный аппарат флага сша изолированный белый фонPREMIUM
Сварка металла, рабочий в защитной маске от яркого света и искр, робот на улице. 2020ПРЕМИУМ
Иконка линии дуговой сварки под флюсом векторная иллюстрацияPREMIUM
Москва, Россия — 5 января 2020 года: выставка металлообработки. ряд инверторных сварочных аппаратов на столе на выставке, выставке — крупным планом. промышленность, оборудование, технология conceptPREMIUM
Инверторный сварочный аппарат и терминалы на темном фоне ждут, когда их сварщик начнет работатьPREMIUM
Сварщик в неоновом свете в сварочном шлеме. PREMIUM
Темный фон. человеческая рука в белых перчатках держит горелку, подающую проволоку для сварки деталей. крупный планПРЕМИУМ
Значок сварки труб. изометрическая иллюстрация векторной иконки для сварки труб для веб-сайтовPREMIUM
3d-рендеринг старого сварочного аппарата mig на белом фонеPREMIUM
Сварка Mma. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM
сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM
Сварщик сваривает металлоконструкции ручной электродуговой сваркой. мма сварка. высокое качество photoPREMIUM
Сварка ММА. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваПРЕМИУМ
Сварочный аппарат. профессиональное сварочное оборудование. паяльная станция. концепция — работа сварщиком. продажа оборудования для обработки металла. паяльник в комплекте. промышленная паяльная станция. ПРЕМИУМ
Вектор значка плазменной сварки. знак плазменной сварки. изолированный контур символ черная иллюстрацияPREMIUM
Инверторный сварочный аппарат. оборудование для сварки металлов на деревянном столе.PREMIUM
Mma сварка. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваПРЕМИУМ
Промышленный инструмент — сварочный аппарат, электрод, маска и рабочие перчатки на деревянном фоне. ПРЕМИУМ
ПРЕМИУМ
Инверторный сварочный аппарат. оборудование для сварки как черных, так и цветных металлов. мма сварка. фото высокого качестваPREMIUM
Фото крупным планом сварочных инверторов различного типа, стоящих на полке строительного магазина.PREMIUM
Инверторный сварочный аппаратPREMIUM
Сварка металла, рабочий в защитной маске от яркого света и искр, робот на улице. 2020ПРЕМИУМ
Промышленный инструмент — соединенное королевство великобритании и северной ирландии флаг маска сварочный аппарат изолированный белый фонPREMIUM
Рабочий, сварщик сидит сварочные работыPREMIUM
Mma сварка. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваPREMIUM
Промышленный инструмент — сварочный аппарат вид сверху на деревянном фонеPREMIUM
Инверторный сварочный аппарат. оборудование для сварки как черных, так и цветных металлов. мма сварка. фото высокого качестваПРЕМИУМ
Сварочное оборудование для сварки металлов, изолированная плоская векторная иллюстрация. ПРЕМИУМ
ПРЕМИУМ
5 вещей, на которые стоит обратить внимание
Сварка позволила строить небоскребы, производить автомобили, самолеты и многое другое. Невероятно, но современные технологии позволяют выполнять сварку в вашем гараже, в магазине или даже на заднем дворе. Итак, если вам нужно сварить детали нестандартной рамы мотоцикла или просто сломанную петлю, портативный сварочный аппарат дает вам всю мощь сварки.
Итак, на что следует обратить внимание при покупке переносного сварочного аппарата? В этом важном руководстве покупателя представлены основные характеристики, которые имеют значение при выборе портативного сварочного аппарата, наиболее подходящего для ваших нужд, в том числе: он может сваривать
Имея так много вариантов на выбор, и производители бросают вам все спецификации в книге, легко заблудиться в лабиринте информационного беспорядка и принять неправильное решение . Вот почему первый шаг при покупке портативного сварочного аппарата — убедиться, что вы действительно понимаете, что такое сварка, как она работает и, возможно, самое главное, что отличает различные методы сварки.
Содержание
5 На что обращать внимание при покупке портативного сварочного аппарата
Опытный сварщик может точно знать, на что обращать внимание при выборе портативного сварочного аппарата, возможно, вплоть до конкретной марки и номера модели. Однако для остальных из нас, , покупка переносного сварочного аппарата может оказаться непростой задачей без необходимой информации. Обдуманное решение — это мудрое решение, особенно когда речь идет о сварочном оборудовании.
Связанные материалы: Сколько существует типов сварочных аппаратов и как они используются?
Сварка — это больше, чем просто соединение двух металлических частей. При сварке металлов они подвергаются таким высоким температурам, что плавятся и достигают расплавленного (жидкого) состояния. Обычно к этой расплавленной смеси добавляется присадочный металл (называемый сварочной ванной или ванной), и когда ванна охлаждается и затвердевает, новый сварной шов имеет те же свойства, что и основной металл.
Вот почему сварка играет столь важную роль в таких отраслях, как производство, сборка и производство. Когда выполняется сварка, на линии есть гораздо больше, чем просто формирование соединения между двумя кусками металла, поэтому сварочное оборудование имеет большое значение.
Связанное чтение: В чем разница между сваркой и изготовлением?
Портативный сварочный аппарат Советы по покупке
При принятии решения о покупке необходимо учитывать несколько атрибутов и характеристик портативного сварочного аппарата. Как вы скоро увидите, одни качества аппарата напрямую связаны с производительностью сварки и удобством использования, в то время как другие способствуют общему удобству использования аппарата. Взвешивая и сопоставляя эти различные факторы с вашими потребностями и требованиями, вы можете выбрать из суженного списка жизнеспособных вариантов и сделать правильный выбор.
Поскольку большинство сварочных аппаратов относится к типу дуговой сварки, в этой статье будут рассмотрены портативные аппараты, которые выполняют следующие типы сварки: дуговая сварка металлическим сердечником (FCAW) Связанные материалы: 5 основных преимуществ дуговой сварки по сравнению с газовой сваркой Практически каждый крупный производитель оборудования для дуговой сварки предлагает специализированные машины для выполнения определенного типа сварки. Что делать, если есть вероятность, что вам потребуется выполнять различные виды сварки? Вместо двух или трех сварочных аппаратов, стоящих бок о бок в вашей мастерской, было бы здорово, если бы был один аппарат, одинаково подходящий для выполнения нескольких типов сварки? Многопроцессорные сварочные аппараты способны переходить от одного вида дуговой сварки к другому с минимальной настройкой . С точки зрения эксплуатации режимы сварки можно переключать без замены внешнего источника питания. Как минимум, современные многофункциональные машины способны выполнять два типа дуговой сварки, но большинство из них могут выполнять все четыре основных метода дуговой сварки: ) и TIG (GTAW) СОВЕТ ПОКУПАТЕЛЯМ № 1: сварочные процессы
 Другими словами, есть машины только для MIG, только для TIG и так далее. Хотя это может быть приемлемым, если вы со всей уверенностью будете выполнять только один тип дуговой сварки, выбрав этот путь, вы ограничите себя только теми видами сварки, которые совместимы с вашей машиной.
Другими словами, есть машины только для MIG, только для TIG и так далее. Хотя это может быть приемлемым, если вы со всей уверенностью будете выполнять только один тип дуговой сварки, выбрав этот путь, вы ограничите себя только теми видами сварки, которые совместимы с вашей машиной. Многопроцессорные сварочные аппараты
 Несмотря на свои компактные размеры, портативные многофункциональные сварочные аппараты содержат все клеммы, входы и разъемы, необходимые для подключения различных принадлежностей, необходимых для каждого типа сварки.
Несмотря на свои компактные размеры, портативные многофункциональные сварочные аппараты содержат все клеммы, входы и разъемы, необходимые для подключения различных принадлежностей, необходимых для каждого типа сварки.
Многие из современных многофункциональных машин включают сложное программирование, которое автоматически определяет, когда к машине подключены определенные принадлежности ; например, обнаружение подключения горелки MIG и автоматическое регулирование скорости подачи электродной проволоки. Они также оснащены передовой технологией, которая помогает оператору при переходе от одной толщины к другой для оптимизации качества сварки.
Связанное чтение: 9 Различные типы сварочных процессов и их преимущества
СОВЕТ ПОКУПАТЕЛЯМ № 2. Потребляемая мощность
Подавляющее большинство портативных сварочных аппаратов работают от электричества, поэтому входная мощность или доступный источник питания являются важным фактором. Как правило, чем большую мощность сварки может генерировать ваш портативный сварочный аппарат, тем выше его потребность в электроэнергии. Например, многофункциональная машина начального уровня, работающая от стандартного 120-вольтового напряжения, может выполнять легкие промышленные работы, такие как:
Как правило, чем большую мощность сварки может генерировать ваш портативный сварочный аппарат, тем выше его потребность в электроэнергии. Например, многофункциональная машина начального уровня, работающая от стандартного 120-вольтового напряжения, может выполнять легкие промышленные работы, такие как:
- Легкие строительные работы
- Легкая сборка
- Техническое обслуживание и ремонт
- Работы механического подрядчика
Повышение входной мощности до 220 вольт увеличивает сварочные возможности машины за счет добавления кузовных работ и работ на ферме, в то время как увеличивается до трех фазное напряжение 460 вольт переводит переносные сварочные аппараты в категорию тяжелых промышленных, включая:
- Судостроение
- Тяжелое строительство
- Железнодорожные работы
- Производство грузовиков и прицепов
- Электростанции
Ключевым моментом в отношении входной мощности является тщательная оценка типов сварочных проектов, которые вы будете выполнять, а затем согласование их с требованиями к мощности портативных сварочных аппаратов, которые вы рассматриваете. Если ваши потребности в сварке относятся к категории легкой промышленности, вам не нужно искать машины, работающие от напряжения 460 вольт или выше. С другой стороны, если ваша работа требует сварки средних и тяжелых промышленных объектов, 120-вольтовый аппарат просто не подойдет.
Если ваши потребности в сварке относятся к категории легкой промышленности, вам не нужно искать машины, работающие от напряжения 460 вольт или выше. С другой стороны, если ваша работа требует сварки средних и тяжелых промышленных объектов, 120-вольтовый аппарат просто не подойдет.
Многовольтные сварочные аппараты
Возможно, в вашей мастерской есть легкодоступная розетка на 220 вольт и 30 ампер, но что, если на вашем втором рабочем месте или на рабочем месте ее нет? К счастью, существует несколько портативных сварочных аппаратов, способных работать на двух или нескольких напряжениях. Стандартная конфигурация — 120/240, что означает, что машина может работать как от стандартного напряжения 120, так и от 240 вольт, если оно доступно. Однако важно иметь в виду, что возможности машины будут расширены при более высоком напряжении.
Помимо 120/240, существуют портативные сварочные аппараты, которые работают от 240/460-575 (трехфазных) вольт, означает, что минимальное напряжение для их работы составляет 240 вольт, с возможностью работы при 460 вольт и даже 575 вольт с соответствующим увеличением производительности сварки.
Связанное чтение: Сколько ампер мне действительно нужно для сварки MIG?
СОВЕТ ПОКУПАТЕЛЯМ №3: Выходная мощность
Когда речь идет о мощности сварки, для определения возможностей портативного сварочного аппарата используются несколько измеримых величин. Одна цифра, которая кажется наиболее часто используемой, — это сила тока аппарата, поскольку это число, которое относится к количеству электрического тока, который циклически проходит через сварочный аппарат и заготовку.
Как правило, чем выше сила тока, при которой работает сварочный аппарат, тем глубже дуга проникает в заготовку, расплавляя основной металл и создавая сварной шов. Таким образом, сварочный аппарат с более низким диапазоном силы тока будет производить более мелкие сварные швы, чем аппарат с более высоким номинальным током.
Для иллюстрации приведем несколько диапазонов силы тока и соответствующих толщин, которые можно сваривать:
| AMPERAGE | STAINLESS STEEL THICKNESS | ALUMINUM THICKNESS |
|---|---|---|
| 30-140 amps | 3/16 inch maximum | 14 gauge (5/64 inch) maximum |
| 30-230 amps | 3 /8 дюймов максимум | 3/8 дюймов максимум |
СОВЕТ ПОКУПАТЕЛЯ #4: Типы и толщина металлов
иметь хорошее представление о типе сварочных работ, которые вы будете выполнять. В частности, чем больше вы знаете о типах металлов, которые будете сваривать, а также об их характеристиках, тем лучше вы сможете определить, какие портативные сварочные аппараты лучше всего соответствуют вашим потребностям.
В частности, чем больше вы знаете о типах металлов, которые будете сваривать, а также об их характеристиках, тем лучше вы сможете определить, какие портативные сварочные аппараты лучше всего соответствуют вашим потребностям.
Многие производители сварочных аппаратов указывают типы металлов и их соответствующую толщину, которые можно сваривать на их машинах. Эти данные размещены на видном месте в верхней части первой страницы, чтобы с первого взгляда вы знали, что эта конкретная модель может сваривать TIG сталь толщиной от 0,020 дюйма до 3/16 дюйма, а также сваривать сталь электродами толщиной от 16 мм. датчик до 3/8 дюйма в толщину.
Как вы видели ранее, знание ваших заготовок также может помочь определить необходимый диапазон силы тока, что является еще одним полезным способом выбора правильного сварочного аппарата.
СОВЕТ ПОКУПАТЕЛЯМ № 5. Размер и вес
Портативность — понятие относительное, и его значение может варьироваться от человека к человеку, особенно для сварочных аппаратов. Для любителя или художника, который может при случае оказывать сварочные услуги за пределами объекта, 110-вольтовый сварочный аппарат весом 29 фунтов поместится в багажник практически любого автомобиля и может быть легко загружен и разгружен.
Для любителя или художника, который может при случае оказывать сварочные услуги за пределами объекта, 110-вольтовый сварочный аппарат весом 29 фунтов поместится в багажник практически любого автомобиля и может быть легко загружен и разгружен.
С другой стороны, 122-фунтовый сварочный аппарат расширит пределы погрузки и разгрузки одним человеком и, несомненно, потребует использования тележки или тележки. В случае методов сварки MIG и TIG портативным должен быть не только сварочный аппарат, но и баллонный газ.
Хотя размер и вес сварочного аппарата могут иметь второстепенное значение по сравнению с его рабочими характеристиками, если аппарат действительно будет регулярно перевозиться туда и обратно, то размер и вес являются факторами, которые необходимо учитывать.
lincoln-Vantage-300 (Вес прибл. 1035 фунтов)
Связанные показания: Сколько весит средний сварочный аппарат Lincoln?
Как выбрать и купить портативный сварочный аппарат
Для тех, кто хочет купить свой первый портативный сварочный аппарат, есть хорошие и не очень хорошие новости. Хорошей новостью является то, что существует невероятное количество машин , от тех, которые выполняют определенный тип сварки, до многоцелевых машин, способных выполнять несколько типов сварки.
Хорошей новостью является то, что существует невероятное количество машин , от тех, которые выполняют определенный тип сварки, до многоцелевых машин, способных выполнять несколько типов сварки.
Плохая новость заключается в том, что существует так много различных вариантов, что бывает сложно отличить машину одного производителя от машины другого. Все спецификации и конфигурации могут превратиться в беспорядочную смесь цифр, букв и кодов, которая запутает даже самых опытных сварщиков. К счастью, есть несколько советов, которые помогут вам в процессе принятия решения.
Хотя невозможно освоить все, что нужно знать о портативных сварочных аппаратах, вы можете помочь себе отфильтровать неподходящие аппараты и сузить поле до нескольких вариантов. В конечном счете, решение о том, какой портативный сварочный аппарат купить, должно основываться на ваших непосредственных и будущих потребностях проекта. Вот несколько рекомендаций, которые следует учитывать:
- Какие типы металлов вы будете сваривать ? Какой толщины заготовки?
- В какой среде вы будете проводить сварку (например, в магазине, гараже, на открытой строительной площадке)?
- Какие типы сварочных позиций вы предполагаете использовать (например, плоские, горизонтальные, вертикальные, над головой)?
- Будут ли видны сварные швы , и важна ли эстетика сварных швов?
- Важна ли скорость сварки?
Читать по теме: Как начать и развивать сварочный бизнес за 11 шагов
Какие типы металлов вы планируете сваривать?
Основной металл или заготовка для сварщика, как холст для художника. Если это металл, проводящий электричество, то его можно сваривать. Но не все металлы можно сваривать всеми четырьмя методами дуговой сварки. Реальность такова, что каждый метод особенно подходит для определенных типов металлов.
Если это металл, проводящий электричество, то его можно сваривать. Но не все металлы можно сваривать всеми четырьмя методами дуговой сварки. Реальность такова, что каждый метод особенно подходит для определенных типов металлов.
Читать также: Можно ли сваривать магниты? Или это погубит их?
Ситуация усложняется тем, что методы сварки и совместимые с ними металлы во многом совпадают. Кроме того, некоторые металлы можно сваривать только несколькими методами дуговой сварки. Опять же, знание своих заготовок поможет вам определить, какой сварочный аппарат лучше всего подходит для вас.
Вот таблица, которая разбивает некоторые из них:
| Metal Type | MIG Welding | Stick Welding | TIG Welding |
|---|---|---|---|
| Steel | X | X | X |
| Stainless Steel | X | X | X |
| Aluminum Alloys | X | X | |
| Cast Iron | X | ||
| Copper | X | ||
| Brass | X | ||
| Exotic Metals | X |
Metal Thickness
Aside from the type of metal that is being welded , толщина заготовки также является важным фактором при выборе правильного метода сварки . Некоторые методы дуговой сварки лучше подходят для более толстых материалов, в то время как другие лучше подходят для сварки более тонких деталей. Есть также методы, которые при правильной настройке позволяют сваривать практически любую толщину.
Некоторые методы дуговой сварки лучше подходят для более толстых материалов, в то время как другие лучше подходят для сварки более тонких деталей. Есть также методы, которые при правильной настройке позволяют сваривать практически любую толщину.
Сварка электродом и порошковой проволокой хорошо подходит для более толстых заготовок, а сварка MIG идеальна для более тонких металлических деталей. Для справки, вот толщина обычно свариваемых материалов и изделий:
- Детали кузова автомобиля – 3/16 дюйма или менее
- Велосипеды и газонокосилки – 1/16 дюйма
- От общего до капитального ремонта – от 3/16 до 1/4 дюйма
- Работа на фермах и ранчо – от 5/16 до 3/8 дюйма
1 Лодки , автомобили и мотоциклы – от 1/16 до 1/8 дюйма
В каких типах сред вы планируете сваривать?
Рабочая среда — еще один важный фактор, который следует учитывать при выборе портативного сварочного аппарата. Не все сварочные работы можно выполнять в контролируемых условиях мастерской или гаража. Из-за размера или расположения обрабатываемой детали работа в помещении вообще может оказаться невозможной.
Не все сварочные работы можно выполнять в контролируемых условиях мастерской или гаража. Из-за размера или расположения обрабатываемой детали работа в помещении вообще может оказаться невозможной.
Например, на ферме или в сельскохозяйственных условиях ежедневно используется большое количество типов крупного тяжелого оборудования, и время от времени необходимо выполнять точечный ремонт. Многие из этих работ по техническому обслуживанию требуют сварки. Сварка MIG и TIG не очень хорошо подходит для сварки на открытом воздухе, потому что даже малейший ветерок может разрушить защитную оболочку, образованную защитным газом, что может привести к дефектам сварных швов.
Даже если ваше основное рабочее место находится в помещении, при планировании сварочных работ следует учитывать важные моменты:
- Имеется ли у вас надлежащая вентиляция , особенно для флюсовых сердечников?
- Есть ли у вас достаточно места для газовых баллонов (MIG и TIG) с возможностью хранения нескольких баллонов с различными газами и смесями?
- Имеется ли на вашем предприятии достаточное пространство вокруг рабочей зоны, чтобы свести к минимуму риск пожара и травм?
Связанное чтение: Можно ли выполнять дуговую сварку снаружи? | Что такое сварка на открытом воздухе
Какие положения сварки вы предполагаете?
Хотя большинство операций дуговой сварки будет выполняться на верстаке, когда заготовка будет лежать ровно и горизонтально, могут быть случаи, когда эта идеальная ориентация просто невозможна . Некоторые сварочные работы, которые иногда называют «сваркой вне положения», должны выполняться на месте и в условиях, далеких от идеальных.
Некоторые сварочные работы, которые иногда называют «сваркой вне положения», должны выполняться на месте и в условиях, далеких от идеальных.
Например, могут быть случаи, когда необходимо выполнить потолочную или вертикальную сварку. Сварка с флюсовой проволокой является идеальным методом для этого типа сварки, поскольку в ней используется непрерывная подача проволоки с флюсом (и защитным газом), включенным в электрод.
Другие методы дуговой сварки, безусловно, могут быть адаптированы для выполнения сварки в нерабочем положении, но все они имеют свои ограничения и проблемы, связанные с настройкой оборудования. Для сварки MIG и TIG баллоны с защитным газом должны быть расположены где-то поблизости от рабочего места для подключения к сварочному аппарату, что может помешать сварке в нерабочем положении.
Важна ли эстетика сварных швов?
Хотя все без исключения сварные швы должны быть прочными и бескомпромиссными, бывают случаи, когда швы также должны иметь высокую эстетическую привлекательность. Другими словами, они должны быть конструктивно прочными и при этом хорошо выглядеть. Одним из методов, отвечающих этим требованиям, является сварка ВИГ , которая также широко считается самой сложной для освоения техникой из-за того, что она требует выполнения операций двумя руками.
Другими словами, они должны быть конструктивно прочными и при этом хорошо выглядеть. Одним из методов, отвечающих этим требованиям, является сварка ВИГ , которая также широко считается самой сложной для освоения техникой из-за того, что она требует выполнения операций двумя руками.
В руках высококвалифицированного и опытного сварщика любое сварочное устройство может быть изготовлено для получения равномерных сварных швов. Но некоторые ограничения просто не зависят от оператора, поэтому сварка TIG на голову выше остальных с точки зрения визуальной привлекательности.
Читать по теме : Проблема с разбрызгиванием при сварке – и как ее решить
Имеет ли значение скорость сварки?
По тем же причинам, по которым при сварке ВИГ получаются самые красивые сварные швы, это самый медленный процесс дуговой сварки. Если скорость является важным атрибутом ваших сварочных работ, то сварка ВИГ не подходит. Скорее всего, MIG или сварка с флюсовой проволокой может быть лучшим местом для начала при выборе подходящего портативного сварочного аппарата для ваших сварочных нужд.
Скорее всего, MIG или сварка с флюсовой проволокой может быть лучшим местом для начала при выборе подходящего портативного сварочного аппарата для ваших сварочных нужд.
Опытный сварщик электродом также может выполнить сварку быстро, но частота смены электрода (стержня) может увеличить время выполнения всей работы.
Портативный сварочный аппарат Рекомендации
При таком большом количестве вариантов принятие хорошо обоснованного решения о покупке может показаться сложной задачей. Мы надеемся, что следующие рекомендации по портативным сварочным аппаратам направят вас в правильном направлении и дадут представление о популярных моделях и их характеристиках. Чтобы упростить задачу, эти параметры разбиты на несколько категорий.
Лучший портативный сварочный аппарат – стандартный 110-вольтовый
Для любителей, художников или самодельщиков портативный сварочный аппарат, работающий от стандартного 120-вольтового напряжения, может использоваться практически в любом месте, где есть стена. выход. Несмотря на то, что они работают от обычного бытового напряжения, многие из этих аппаратов по-прежнему обладают мощным сварочным усилием и более чем способны производить качественный сварной шов.
выход. Несмотря на то, что они работают от обычного бытового напряжения, многие из этих аппаратов по-прежнему обладают мощным сварочным усилием и более чем способны производить качественный сварной шов.
- Etosha MIG 140 – Этот 110-вольтовый сварочный аппарат позволяет выполнять сварку MIG и порошковой проволокой. При весе всего 15 фунтов он настолько портативный, насколько может быть сварочный аппарат, но при этом обеспечивает высокую производительность. С максимальной мощностью 140 ампер Etosha MIG 140 способен сваривать мягкую сталь толщиной до 3/16 дюйма. В качестве бонуса в комплекте сварочная маска и перчатки.
Лучший портативный сварочный аппарат начального уровня
С таким количеством ресурсов, доступных в Интернете, включая статьи и обучающие видеоролики, вы можете научиться основам сварки, не выходя из своего гаража, мастерской или студии. Производители сварочных аппаратов продолжают внедрять передовые функции, которые упрощают и упрощают сварку даже для новичков. Имея немного ноу-хау и желание практиковаться, вы можете начать развивать базовые навыки сварки в свободное время.
Имея немного ноу-хау и желание практиковаться, вы можете начать развивать базовые навыки сварки в свободное время.
- Forney Easy Weld 261 — это качественный сварочный аппарат MIG, который идеально подходит для начинающих сварщиков. Сварка МИГ считается самым простым для изучения методом дуговой сварки, главным образом потому, что сварочная горелка МИГ активируется курком: нажмите курок, чтобы сварить, и отпустите курок, чтобы остановить. Электродная проволока автоматически подается с катушки. Этот легкий портативный сварочный аппарат весит 19фунтов и может сваривать заготовки толщиной до 1/4 дюйма. Также выполняется сварка порошковой проволокой.
Лучший многофункциональный портативный сварочный аппарат
Как следует из названия, многофункциональный сварочный аппарат предлагает несколько методов дуговой сварки на одном аппарате с использованием одного и того же источника питания . Основным преимуществом владения одной из этих машин является возможность сваривать самый широкий диапазон типов металлов без необходимости смены машины. Переключение с одного метода сварки на другой осуществляется за считанные минуты.
Переключение с одного метода сварки на другой осуществляется за считанные минуты.
- Инверторный сварочный аппарат Weldpro 200 Amp Multi-Process — этот компактный многофункциональный сварочный аппарат предлагает четыре метода дуговой сварки — MIG, порошковая проволока, TIG и электродуговая сварка — в одном аппарате. Его возможность работы с двумя напряжениями (220 В/110 В) позволяет выполнять высококачественную сварку на ходу, независимо от доступного источника питания.
Он очень портативный, весит 30 фунтов и способен сваривать заготовки различной толщины благодаря номинальному току 200 А:
- Сварка электродом: калибр 14 до 5/16 дюйма
- Сварка МИГ: калибр 19 до 3/16 дюйма
- Сварка ВИГ: калибр 25 до 1/4 дюйма
Лучший полупрофессиональный портативный сварочный аппарат
Из
9 четыре основных метода дуговой сварки, TIG считается наиболее сложным для изучения и освоения . Его можно применять к самому широкому диапазону типов заготовок, и он высоко ценится за уникальную способность создавать соединения, обладающие такими же прочностными и антикоррозионными характеристиками, как и исходные металлы. Это также метод, который позволяет производить бусины высочайшего качества с наибольшей эстетической ценностью, поэтому он популярен среди художников и сварщиков-ремесленников.
Это также метод, который позволяет производить бусины высочайшего качества с наибольшей эстетической ценностью, поэтому он популярен среди художников и сварщиков-ремесленников.
- Everlast PowerTIG 200DV Welder — это многофункциональный портативный сварочный аппарат TIG, который предлагает потрясающую гибкость и производительность в компактном, удобном для пользователя дизайне. Этот сварочный аппарат TIG с номинальным током 200 ампер обеспечивает сварку переменным и постоянным током с инверторной технологией, с пусковым током 5 ампер при постоянном токе и пусковым током 20 ампер при переменном токе. Этот сварочный аппарат работает от сети 120 или 240 вольт.
Помимо точной сварки, которая является отличительной чертой сварки TIG, Everlast PowerTIG 200DV также предлагает невероятную мощность сварки для широкого спектра металлов:
- Сталь: максимальная толщина 5/16 дюйма за один проход (240 В)
- Сталь: максимальная толщина 1/2 дюйма за несколько проходов (240 В)
- Алюминий: максимальная толщина 1/4 дюйма за один проход за один проход (240 В)
- Алюминий: максимальная толщина 3/8 дюйма за несколько проходов (240 В)
В заключение
Во многих отношениях сварка произвела революцию в способах производства и сборки, и портативные сварочные аппараты дают вам ту же мощность.
 2-1.4 метра, меньше можно а больше шаг делать нельзя.
2-1.4 метра, меньше можно а больше шаг делать нельзя. Но маленький нюанс, фанера должна быть касчественная, так как при использование дешойвой и не качественной фанеры будет происходить деформация.
Но маленький нюанс, фанера должна быть касчественная, так как при использование дешойвой и не качественной фанеры будет происходить деформация.
 Большую часть работ по монтажу опалубки перекрытия вполне по силам сделать самостоятельно, с минимальными затратами, без привлечения или аренды подъемной техники или специализированного оборудования.
Большую часть работ по монтажу опалубки перекрытия вполне по силам сделать самостоятельно, с минимальными затратами, без привлечения или аренды подъемной техники или специализированного оборудования.

 В теории в этом случае образуется ровная и гладкая бетонная поверхность потолка. Но на практике такой эффект можно получить укладкой на набитые доски обычного армированного толстослойного полиэтилена. «Голой» цементной поверхности потолочного перекрытия в жилом посещении не бывает, а полученного качества вполне достаточно для чистовой отделки, после небольшой доводки шлифовкой. Трудовых затрат получается больше, но исключаются необоснованные затраты на покупку ламината.
В теории в этом случае образуется ровная и гладкая бетонная поверхность потолка. Но на практике такой эффект можно получить укладкой на набитые доски обычного армированного толстослойного полиэтилена. «Голой» цементной поверхности потолочного перекрытия в жилом посещении не бывает, а полученного качества вполне достаточно для чистовой отделки, после небольшой доводки шлифовкой. Трудовых затрат получается больше, но исключаются необоснованные затраты на покупку ламината. Чтобы обеспечить ровную плоскость верхней арматурной сетки, к ее пруткам привариваются Г-образные опоры одной высоты. После укладки прутка в опалубку, каждая нитка арматура перевязывается в каркасе на горизонтальных и вертикальных пересечениях.
Чтобы обеспечить ровную плоскость верхней арматурной сетки, к ее пруткам привариваются Г-образные опоры одной высоты. После укладки прутка в опалубку, каждая нитка арматура перевязывается в каркасе на горизонтальных и вертикальных пересечениях. Надежнее, хотя и не проще сделать заливку опалубки небольшими порциями, по 50-100 л раствора. После первичного схватывания раствора бетонную поверхность выглаживают смоченной в воде деревянной планкой и регулярно обрызгивают водой в жаркое время года.
Надежнее, хотя и не проще сделать заливку опалубки небольшими порциями, по 50-100 л раствора. После первичного схватывания раствора бетонную поверхность выглаживают смоченной в воде деревянной планкой и регулярно обрызгивают водой в жаркое время года. Строительство опалубки для бетона не сложная работа, но работать нужно терпеливо и с большой осторожностью, иначе профессионально залить бетон не получится. Существует сильное заблуждение, что все, что нельзя увидеть, неважно. Ничто не может быть более фальшивым, и в этом пошаговом руководстве мы покажем вам, насколько важно построить правильную опалубку для бетонного фундамента. Следовательно, вы должны следовать нашим рекомендациям и использовать только лучшие материалы и инструменты, особенно если у вас нет опыта. Кроме того, мы рекомендуем вам нанять квалифицированного специалиста, потому что это одна из вещей, с которыми мы не можем играть.
Строительство опалубки для бетона не сложная работа, но работать нужно терпеливо и с большой осторожностью, иначе профессионально залить бетон не получится. Существует сильное заблуждение, что все, что нельзя увидеть, неважно. Ничто не может быть более фальшивым, и в этом пошаговом руководстве мы покажем вам, насколько важно построить правильную опалубку для бетонного фундамента. Следовательно, вы должны следовать нашим рекомендациям и использовать только лучшие материалы и инструменты, особенно если у вас нет опыта. Кроме того, мы рекомендуем вам нанять квалифицированного специалиста, потому что это одна из вещей, с которыми мы не можем играть. Тем не менее, первый этап строительства бетонного фундамента — это научиться копать фундамент.
Тем не менее, первый этап строительства бетонного фундамента — это научиться копать фундамент.  Работайте с большой осторожностью и следуйте планам дома, если хотите получить профессиональный результат.
Работайте с большой осторожностью и следуйте планам дома, если хотите получить профессиональный результат. Тем не менее, бывают случаи, когда такую сложную арматурную конструкцию можно не монтировать (в случае легких конструкций, больших пролетов из бетона).
Тем не менее, бывают случаи, когда такую сложную арматурную конструкцию можно не монтировать (в случае легких конструкций, больших пролетов из бетона). Вы должны заметить, что соединение жесткое и надежно закреплено проволокой. Убедитесь, что арматурные балки выровнены правильно, так как стены будут построены точно по ним. Если армирующие балки не будут выполнены должным образом, стены вашего дома не будут поддерживаться должным образом.
Вы должны заметить, что соединение жесткое и надежно закреплено проволокой. Убедитесь, что арматурные балки выровнены правильно, так как стены будут построены точно по ним. Если армирующие балки не будут выполнены должным образом, стены вашего дома не будут поддерживаться должным образом. Следовательно, вы должны прочитать планы фундамента, чтобы увидеть высоту возвышения фундамента от земли. Далее вам нужно построить панели опалубки, как вы можете видеть на изображении.
Следовательно, вы должны прочитать планы фундамента, чтобы увидеть высоту возвышения фундамента от земли. Далее вам нужно построить панели опалубки, как вы можете видеть на изображении.

 В большинстве случаев компания, занимающаяся доставкой бетона, также предоставит вам вибратор для бетона, но бывают ситуации, когда инструмент приходится арендовать.
В большинстве случаев компания, занимающаяся доставкой бетона, также предоставит вам вибратор для бетона, но бывают ситуации, когда инструмент приходится арендовать. Кроме того, подрядчик оценивает экономию трудозатрат в размере 26 800 долл. США.
Кроме того, подрядчик оценивает экономию трудозатрат в размере 26 800 долл. США. На самом деле правильный выбор может сильно повлиять на график, требования к рабочей силе, качество и общую стоимость проекта, говорит Майкл Шеффер, старший менеджер по продукции Doka USA в США.
На самом деле правильный выбор может сильно повлиять на график, требования к рабочей силе, качество и общую стоимость проекта, говорит Майкл Шеффер, старший менеджер по продукции Doka USA в США.
 Он устраняет трудозатраты и расходы, связанные с покупкой, размещением, измерением, резкой, сборкой и очисткой после снятия деревянных опор. По его оценкам, традиционный процесс занимает примерно в три раза больше времени, чем брекет-система.
Он устраняет трудозатраты и расходы, связанные с покупкой, размещением, измерением, резкой, сборкой и очисткой после снятия деревянных опор. По его оценкам, традиционный процесс занимает примерно в три раза больше времени, чем брекет-система.
 Шмитца, зарегистрированного профессионального инженера, с более чем 35-летним опытом работы в области архитектуры и проектирования конструкций. К этим преимуществам относятся:
Шмитца, зарегистрированного профессионального инженера, с более чем 35-летним опытом работы в области архитектуры и проектирования конструкций. К этим преимуществам относятся:
 , разработал несколько продуктов для формирования ткани, в том числе Fastfoot для сплошных и раскладных фундаментов, Fastbag для распорных фундаментов и Fast- Труба для опор и колонн.
, разработал несколько продуктов для формирования ткани, в том числе Fastfoot для сплошных и раскладных фундаментов, Fastbag для распорных фундаментов и Fast- Труба для опор и колонн.
 (ППС). Но использование в более крупных коммерческих зданиях, по-видимому, является растущим рынком по нескольким причинам. Главным из них является возможность снижения энергии для обогрева и охлаждения здания. Здесь показаны изолированные бетонные опалубки Nudura, отвечающие требованиям современных зданий, предлагающие энергоэффективный и экологически безопасный вариант строительства. Nudura
(ППС). Но использование в более крупных коммерческих зданиях, по-видимому, является растущим рынком по нескольким причинам. Главным из них является возможность снижения энергии для обогрева и охлаждения здания. Здесь показаны изолированные бетонные опалубки Nudura, отвечающие требованиям современных зданий, предлагающие энергоэффективный и экологически безопасный вариант строительства. Nudura


 Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
 Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.

 движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет — берегите глаза.
движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет — берегите глаза.

 Электроды были новые и просушенные.
Электроды были новые и просушенные. 3мм. когда добавишь ток чуть поболее, горят и не раскаляются при залипе, а вот с 2мм. проблемка. А есаб ОК 61.30 1.6 мм. я варил, не залипают они и шов как оловом растекается. Классные электроды. Для нужд прикуплю ОК 61.30, вопросов не будет раскалился не раскалился. Спасибо всем.
3мм. когда добавишь ток чуть поболее, горят и не раскаляются при залипе, а вот с 2мм. проблемка. А есаб ОК 61.30 1.6 мм. я варил, не залипают они и шов как оловом растекается. Классные электроды. Для нужд прикуплю ОК 61.30, вопросов не будет раскалился не раскалился. Спасибо всем. Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно. На новом горят и ложатся на ура при 35-40А.
На новом горят и ложатся на ура при 35-40А. Обязательно при сварке в аргоне использование формовочного газа для защиты корня шва. Электроды Boehler немецкие. Варим инверторами Kemppi, отличные источники с четкой регулировкой. Технадзор будет бдить за соблюдение технологии))
Обязательно при сварке в аргоне использование формовочного газа для защиты корня шва. Электроды Boehler немецкие. Варим инверторами Kemppi, отличные источники с четкой регулировкой. Технадзор будет бдить за соблюдение технологии)) Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт  Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть.)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть.)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).

 При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
 Основные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. д.), мартенситный (например, 410 и 416) и ферритный (например, 409 и 430). Также доступны аустенитные марки с пониженным содержанием углерода (обозначаются буквой «L», например, 304L или 316L).
Основные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. д.), мартенситный (например, 410 и 416) и ферритный (например, 409 и 430). Также доступны аустенитные марки с пониженным содержанием углерода (обозначаются буквой «L», например, 304L или 316L).
 Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения.
Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения. Сварочное оборудование для этого процесса в настоящее время является самым недорогим из описанных здесь методов. Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить.
Сварочное оборудование для этого процесса в настоящее время является самым недорогим из описанных здесь методов. Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить. Он обеспечивает экранирование, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и паров. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги.
Он обеспечивает экранирование, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и паров. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги. Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.
Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.

 Параметры сварки TIG зависят от толщины листа и положения сварки.
Параметры сварки TIG зависят от толщины листа и положения сварки. Скорость потока 20cfh.
Скорость потока 20cfh.
 Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.
Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.

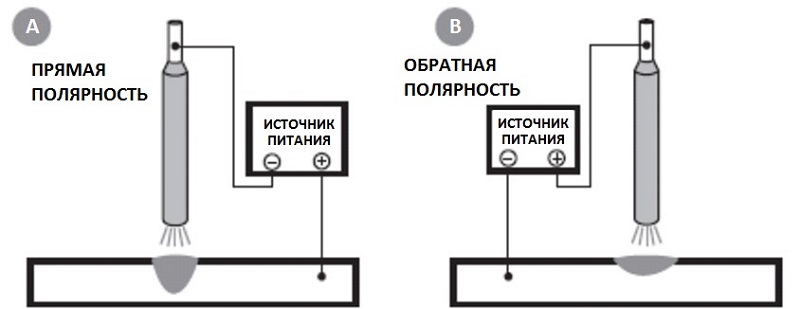
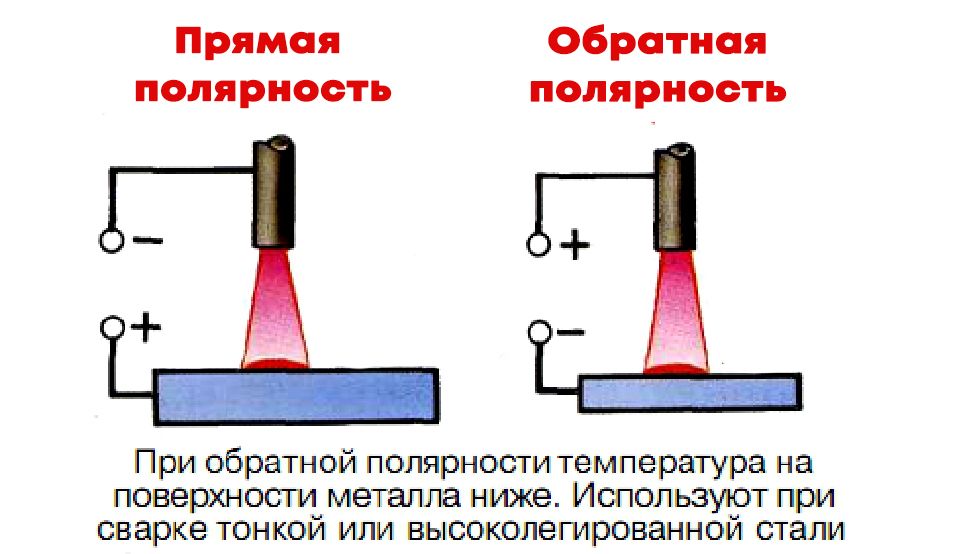
 Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод). По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током. Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем. Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
 По сути, вся специфика технологии «монолит» сводится к возведению арматурного металлического каркаса и поэтажному «поднятию» спроектированной и особым образом подготовленной опалубки, в которую впоследствии очень равномерно заливается бетонный состав. При этом каждый из последующих элементов, вне зависимости от его формы, создается таким способом, чтобы предшествующий был продолжен естественным путем без швов на стыках. В результате получаются цельнолитые, идеально выровненные элементы.
По сути, вся специфика технологии «монолит» сводится к возведению арматурного металлического каркаса и поэтажному «поднятию» спроектированной и особым образом подготовленной опалубки, в которую впоследствии очень равномерно заливается бетонный состав. При этом каждый из последующих элементов, вне зависимости от его формы, создается таким способом, чтобы предшествующий был продолжен естественным путем без швов на стыках. В результате получаются цельнолитые, идеально выровненные элементы.


 Дом может иметь индивидуальный дизайн, включать произвольное количество этажей и даже подземный паркинг. Все ограничивается только смелостью архитектурного замысла и базовыми строительными нормативами.
Дом может иметь индивидуальный дизайн, включать произвольное количество этажей и даже подземный паркинг. Все ограничивается только смелостью архитектурного замысла и базовыми строительными нормативами.


 Это крайне важно для достижения всех преимуществ, указанных выше.
Это крайне важно для достижения всех преимуществ, указанных выше.
 Все чаще используются конструкции с несъемной опалубкой из современного материала – пенополистирола, что удешевляет строительство, а бетонирование при ее использовании получается не менее качественным. Кроме того, этот важный элемент, роль которого была изначально исключительно технологической, в итоге становится конструктивной частью, обеспечивающей эффективную тепло- и звукоизоляцию. Разумеется, такая опалубка требует качественной отделки – как внешней, так и внутренней. Что касается такой задачи, как обеспечение циркуляции воздуха, в современных монолитах она достаточно легко решается при помощи системы вентилируемого фасада.
Все чаще используются конструкции с несъемной опалубкой из современного материала – пенополистирола, что удешевляет строительство, а бетонирование при ее использовании получается не менее качественным. Кроме того, этот важный элемент, роль которого была изначально исключительно технологической, в итоге становится конструктивной частью, обеспечивающей эффективную тепло- и звукоизоляцию. Разумеется, такая опалубка требует качественной отделки – как внешней, так и внутренней. Что касается такой задачи, как обеспечение циркуляции воздуха, в современных монолитах она достаточно легко решается при помощи системы вентилируемого фасада.

 У них есть общие черты и существенные различия.
У них есть общие черты и существенные различия.  д.).
д.).
 На плитном фундаменте строят дома башенного типа. Дополнительный плюс такого основания в том, что его используют как черновой пол
На плитном фундаменте строят дома башенного типа. Дополнительный плюс такого основания в том, что его используют как черновой пол Её изготавливают из вспененного полистирола, ламинированной влагостойкой фанеры, досок, металла. Опалубка бывает щитовой и тоннельной. Первая состоит из отдельных пластин, скреплённых между собой с помощью замкового механизма. Вторая представляет собой готовую конструкцию заданной формы.
Её изготавливают из вспененного полистирола, ламинированной влагостойкой фанеры, досок, металла. Опалубка бывает щитовой и тоннельной. Первая состоит из отдельных пластин, скреплённых между собой с помощью замкового механизма. Вторая представляет собой готовую конструкцию заданной формы. Бетон заливают в подготовленную опалубку с помощью бетононасоса. Чтобы удалить пузырьки воздуха, смесь уплотняют вибрационной машиной.
Бетон заливают в подготовленную опалубку с помощью бетононасоса. Чтобы удалить пузырьки воздуха, смесь уплотняют вибрационной машиной. Дальше действуют по стандартной технологии: монтируют опалубку и заливают в неё бетон.
Дальше действуют по стандартной технологии: монтируют опалубку и заливают в неё бетон. Процент усадки небольшой, сразу после возведения здания можно начинать отделку
Процент усадки небольшой, сразу после возведения здания можно начинать отделку Особенно она актуальна для многоквартирных зданий. Звуковые волны легко распространяются по монолитной стене. Если где-то штробят и сверлят, от шума страдают жильцы верхних, нижних и боковых квартир.
Особенно она актуальна для многоквартирных зданий. Звуковые волны легко распространяются по монолитной стене. Если где-то штробят и сверлят, от шума страдают жильцы верхних, нижних и боковых квартир. Иногда в монолитном доме на этапе сдачи отсутствуют межкомнатные перегородки в квартирах. Вариант идеален для тех, кого не устраивают стандартные планировки
Иногда в монолитном доме на этапе сдачи отсутствуют межкомнатные перегородки в квартирах. Вариант идеален для тех, кого не устраивают стандартные планировки Монолитно-купольный дом успешно справляется с каждой из этих задач.
Монолитно-купольный дом успешно справляется с каждой из этих задач.
 Это в два раза больше давления, которое оказывает загруженный полуприцеп и прицеп, сидящие на земле. Такое сильное давление может толкнуть здание вбок и даже опрокинуть его!
Это в два раза больше давления, которое оказывает загруженный полуприцеп и прицеп, сидящие на земле. Такое сильное давление может толкнуть здание вбок и даже опрокинуть его! Таким образом, если купол может выдерживать постоянную силу в 2000 фунтов на квадратный фут, он легко выдерживает и 400 фунтов на квадратный фут.
Таким образом, если купол может выдерживать постоянную силу в 2000 фунтов на квадратный фут, он легко выдерживает и 400 фунтов на квадратный фут.
 Затем мы строим купол поверх этого наголовника/фундамента, добавляя сотни тонн веса, чтобы удерживать наголовник/фундамент. Таким образом, вес купола, установленного на оголовок сваи/фундамента, и оголовок сваи, прикрепленный к зубьям, удерживают всю конструкцию от смещения. Таким образом, настоящий ключ — это вес Монолитного купола, а также его прочность и способность оставаться целым во время сильного ветра и штормового нагона.
Затем мы строим купол поверх этого наголовника/фундамента, добавляя сотни тонн веса, чтобы удерживать наголовник/фундамент. Таким образом, вес купола, установленного на оголовок сваи/фундамента, и оголовок сваи, прикрепленный к зубьям, удерживают всю конструкцию от смещения. Таким образом, настоящий ключ — это вес Монолитного купола, а также его прочность и способность оставаться целым во время сильного ветра и штормового нагона.
 Правильно размещенная арматура (армирующая сталь) защищена бетоном от коррозии. Правильно замешанный бетон очень устойчив к коррозии, а надлежащее покрытие открытого бетона также может добавить защиты.
Правильно размещенная арматура (армирующая сталь) защищена бетоном от коррозии. Правильно замешанный бетон очень устойчив к коррозии, а надлежащее покрытие открытого бетона также может добавить защиты.
 Соседи вызвали управляющую компанию для выяснения обстоятельств. Менеджер вызвал пожарных и встретил их там. Они открыли дверь. Повалил дым.
Соседи вызвали управляющую компанию для выяснения обстоятельств. Менеджер вызвал пожарных и встретил их там. Они открыли дверь. Повалил дым.
 Хотя я никогда не просил об этом, он прислал мне отчет, в котором говорилось, что во время Второй мировой войны здания из тонкостенного бетона в Германии выглядели намного лучше, чем другие конструкции.
Хотя я никогда не просил об этом, он прислал мне отчет, в котором говорилось, что во время Второй мировой войны здания из тонкостенного бетона в Германии выглядели намного лучше, чем другие конструкции. com из Шони, штат Оклахома, обсуждается, как государственные школы Оклахомы вынуждены устанавливать безопасные комнаты. Государственные школы Дейла и другие рекламируются как уже сделавшие это со своими монолитными куполами.
com из Шони, штат Оклахома, обсуждается, как государственные школы Оклахомы вынуждены устанавливать безопасные комнаты. Государственные школы Дейла и другие рекламируются как уже сделавшие это со своими монолитными куполами. В видео профессор Кобб объясняет, почему монолитный купол является безопасным решением для районов, подверженных торнадо.
В видео профессор Кобб объясняет, почему монолитный купол является безопасным решением для районов, подверженных торнадо.

 Вот почему он недавно написал колонку о монолитных куполах, которая была опубликована в Palm Beach Daily News и других газетах в Соединенных Штатах.
Вот почему он недавно написал колонку о монолитных куполах, которая была опубликована в Palm Beach Daily News и других газетах в Соединенных Штатах.
 Как правило, в течение двадцати лет экономия затрат на электроэнергию будет равна полной стоимости объекта «Монолитный купол». Так что, по сути, он становится бесплатным.
Как правило, в течение двадцати лет экономия затрат на электроэнергию будет равна полной стоимости объекта «Монолитный купол». Так что, по сути, он становится бесплатным. Я знал, что пять неразумных прибыли без достаточного количества масла, а у пяти мудрых было много. Я также знал, что, когда появлялся жених, умникам, пришедшим подготовленным, разрешалось войти с ним; других не было. В то время я этого не понимал; все это казалось мне немного жестоким. Повзрослев, я понял, что готовность определенно вознаграждается.
Я знал, что пять неразумных прибыли без достаточного количества масла, а у пяти мудрых было много. Я также знал, что, когда появлялся жених, умникам, пришедшим подготовленным, разрешалось войти с ним; других не было. В то время я этого не понимал; все это казалось мне немного жестоким. Повзрослев, я понял, что готовность определенно вознаграждается.



 Он и Джуди, его жена, отправились в Джоплин и были опечалены увиденным и услышанным.
Он и Джуди, его жена, отправились в Джоплин и были опечалены увиденным и услышанным. торнадо F3 со скоростью ветра 158–206 миль в час обрушился на небольшой городок Дюран, штат Миссисипи, включая дом и гараж мистера и миссис Ли Эйвери под монолитным куполом.
торнадо F3 со скоростью ветра 158–206 миль в час обрушился на небольшой городок Дюран, штат Миссисипи, включая дом и гараж мистера и миссис Ли Эйвери под монолитным куполом. Сезон ураганов начался 1 июня, и метеорологи прогнозируют, что он может быть гораздо активнее, чем в прошлом году.
Сезон ураганов начался 1 июня, и метеорологи прогнозируют, что он может быть гораздо активнее, чем в прошлом году. В среднем сильный шторм обрушивается на этот район примерно каждые четыре года. Последним был ураган Дин, который пронесся в 2007 году со скоростью ветра 100 миль в час и сорвал много крыш даже в элегантном районе Виги, Кастри, где жилые дома должны быть хорошо построены. Уязвимость этого района к ураганам является одной из причин, по которой застройщик Джон Крэйсиун хочет построить монолитные купола в Сент-Люсии и на Карибах в целом.
В среднем сильный шторм обрушивается на этот район примерно каждые четыре года. Последним был ураган Дин, который пронесся в 2007 году со скоростью ветра 100 миль в час и сорвал много крыш даже в элегантном районе Виги, Кастри, где жилые дома должны быть хорошо построены. Уязвимость этого района к ураганам является одной из причин, по которой застройщик Джон Крэйсиун хочет построить монолитные купола в Сент-Люсии и на Карибах в целом.


 В промышленности, такая сталь используется, в основном для металлоконструкций.
В промышленности, такая сталь используется, в основном для металлоконструкций.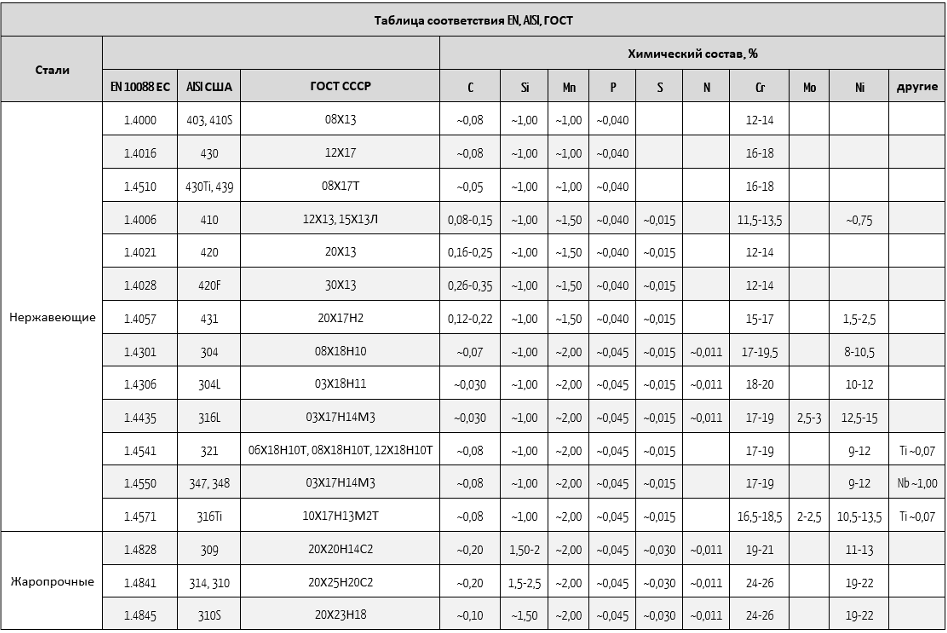 Разница в цене очевидна, более чем в 3 раза — 22500 грн/тонна (09Г2С) и 75000 грн/тонна (15Х1М1Ф).
Разница в цене очевидна, более чем в 3 раза — 22500 грн/тонна (09Г2С) и 75000 грн/тонна (15Х1М1Ф).  А чем стенка котла толще, тем хуже будет теплопередача и тем меньше тепла будет попадать в систему отопления.
А чем стенка котла толще, тем хуже будет теплопередача и тем меньше тепла будет попадать в систему отопления.

 2.
2.
 30
30 60
60 9.
9. Котельные плиты должны выдерживать высокое давление и температуру. Современные производственные процессы ANSON и передовые процедуры контроля и испытаний гарантируют, что наши плиты для котлов выдерживают суровые условия. Опытный поставщик для всей энергетической отрасли, ANSON является надежным поставщиком котельной плиты любого класса. У нас есть возможности и возможности для производства размера, спецификации, качества и количества, которые вам нужны.
Котельные плиты должны выдерживать высокое давление и температуру. Современные производственные процессы ANSON и передовые процедуры контроля и испытаний гарантируют, что наши плиты для котлов выдерживают суровые условия. Опытный поставщик для всей энергетической отрасли, ANSON является надежным поставщиком котельной плиты любого класса. У нас есть возможности и возможности для производства размера, спецификации, качества и количества, которые вам нужны.
 27
27
 В основном предлагается для использования в сварных сосудах под давлением, где важна стойкость к продавливанию. Мы можем поставить нарезанный по размеру стальной лист для котлов как узкой, так и широкой ширины. Эти горячекатаные стальные листы для котлов доступны в различных сортах и толщинах и разработаны для обеспечения превосходного качества, предназначенного для удержания внутреннего давления в котлах и клапанах.
В основном предлагается для использования в сварных сосудах под давлением, где важна стойкость к продавливанию. Мы можем поставить нарезанный по размеру стальной лист для котлов как узкой, так и широкой ширины. Эти горячекатаные стальные листы для котлов доступны в различных сортах и толщинах и разработаны для обеспечения превосходного качества, предназначенного для удержания внутреннего давления в котлах и клапанах. д. Свяжитесь с нами сегодня чтобы запросить бесплатное предложение!
д. Свяжитесь с нами сегодня чтобы запросить бесплатное предложение!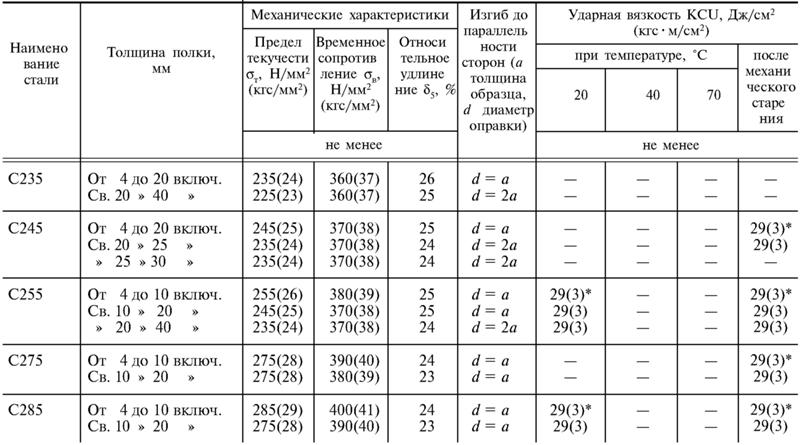 фунтов/кв.дюйм)
фунтов/кв.дюйм)
 2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
 Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может.
Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может. Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол».
Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол». ru
ru Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним.
Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним. Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов.
Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов. Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам.
Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам. А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла.
А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла. Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.
Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.


 Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо.
Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо.  Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения.
Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения.  Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами.
Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами.  9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
 и 8½ дюйма. интервалы
и 8½ дюйма. интервалы Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении.
Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении. показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.
показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.













 Так как полости не соединены напрямую, устройства имеют идеальную адаптацию для работы в системах гидравлики с высоким давлением. Жидкость на выходе передает энергию поршню, перемещая его, или циркулирует в замкнутом контуре.
Так как полости не соединены напрямую, устройства имеют идеальную адаптацию для работы в системах гидравлики с высоким давлением. Жидкость на выходе передает энергию поршню, перемещая его, или циркулирует в замкнутом контуре.
 Штоковая полость отделена от выходного порта изделия выпускным клапаном.
Штоковая полость отделена от выходного порта изделия выпускным клапаном. В результате обеспечивается более производительная работа насоса с непрерывной и равномерной подачей рабочей жидкости.
В результате обеспечивается более производительная работа насоса с непрерывной и равномерной подачей рабочей жидкости. youtube.com/embed/qexMzf-R0HM» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/qexMzf-R0HM» frameborder=»0″ allowfullscreen=»allowfullscreen»>  В это время камера цилиндра увеличивает объем и всасывает масло через проточку распределительной оси. Совершая следующие пол-оборота, поршень возвращается в тело ротора и вытесняет масло уже в напорную полость распределителя. Изменяя величину эксцентриситета, регулируют производительность механизма. Меняя эксцентриситет по знаку, то есть, перемещая ротор к противоположной стенке корпуса, добиваются изменения потока жидкости – реверса.
В это время камера цилиндра увеличивает объем и всасывает масло через проточку распределительной оси. Совершая следующие пол-оборота, поршень возвращается в тело ротора и вытесняет масло уже в напорную полость распределителя. Изменяя величину эксцентриситета, регулируют производительность механизма. Меняя эксцентриситет по знаку, то есть, перемещая ротор к противоположной стенке корпуса, добиваются изменения потока жидкости – реверса.
 Работа группы цилиндров сходна с радиально-поршневым устройством.
Работа группы цилиндров сходна с радиально-поршневым устройством.
 Пульсация давления и уровень шума в таких агрегатах снижаются.
Пульсация давления и уровень шума в таких агрегатах снижаются.

 0003
0003
 дюйм при 50 галлонах в минуту
дюйм при 50 галлонах в минуту Все права защищены.
Все права защищены.
 Эти насосы обеспечивают большую точность выходного потока, чем делители потока для синхронного движения.
Эти насосы обеспечивают большую точность выходного потока, чем делители потока для синхронного движения.
 Узорчатый рисунок, вырезанный на дереве, кости. Красивая резьба. Художественная резьба. Честолюбивой позолотой не ослепляя …
Узорчатый рисунок, вырезанный на дереве, кости. Красивая резьба. Художественная резьба. Честолюбивой позолотой не ослепляя …

 .. на камне» (пословица)
.. на камне» (пословица) es
es rsc.org/schema/rscart38″> В настоящее время наномагнетизм расширяется в трех измерениях, что вызвано открытием новых магнитных явлений и их потенциальным использованием в приложениях. Этот переход к трехмерным структурам должен сопровождаться стратегиями и методологиями для отображения связанных трехмерных спиновых текстур. Мы представляем здесь комбинацию дихроичной рентгеновской просвечивающей микроскопии под разными углами и микромагнитного моделирования, позволяющую определить магнитную конфигурацию цилиндрических нанопроволок. Мы применили его к нанопроволокам из пермаллоя с химическими барьерами, расположенными на равном расстоянии друг от друга, которые могут действовать как места закрепления доменных стенок. Намагниченность сердечника продольная и создает на поверхности проволоки винтовую намагниченность. В местах пиннинга обнаруживаются разные типы доменных стенок, которые по-разному реагируют на приложенные поля в зависимости от относительной хиральности соседних доменов.
rsc.org/schema/rscart38″> В настоящее время наномагнетизм расширяется в трех измерениях, что вызвано открытием новых магнитных явлений и их потенциальным использованием в приложениях. Этот переход к трехмерным структурам должен сопровождаться стратегиями и методологиями для отображения связанных трехмерных спиновых текстур. Мы представляем здесь комбинацию дихроичной рентгеновской просвечивающей микроскопии под разными углами и микромагнитного моделирования, позволяющую определить магнитную конфигурацию цилиндрических нанопроволок. Мы применили его к нанопроволокам из пермаллоя с химическими барьерами, расположенными на равном расстоянии друг от друга, которые могут действовать как места закрепления доменных стенок. Намагниченность сердечника продольная и создает на поверхности проволоки винтовую намагниченность. В местах пиннинга обнаруживаются разные типы доменных стенок, которые по-разному реагируют на приложенные поля в зависимости от относительной хиральности соседних доменов. Г. Происхождение биологической гомохиральности. Гавань Колд Спринг. Перспектива. Биол . 2 , а002147 (2010 г.).
Г. Происхождение биологической гомохиральности. Гавань Колд Спринг. Перспектива. Биол . 2 , а002147 (2010 г.). и др. Дискриминация порядка связи с помощью атомно-силовой микроскопии. Наука 337 , 1326–1329 (2012).
и др. Дискриминация порядка связи с помощью атомно-силовой микроскопии. Наука 337 , 1326–1329 (2012). , Zeng, Q. & Wang, C. Химия синтеза одиночных молекул на поверхности: многообещающий восходящий подход к функциональным поверхностям. Nanoscale 5 , 8269–8287 (2013).
, Zeng, Q. & Wang, C. Химия синтеза одиночных молекул на поверхности: многообещающий восходящий подход к функциональным поверхностям. Nanoscale 5 , 8269–8287 (2013). Дж. Ам. хим. Соц . 135 , 9999–10002 (2013 г.).
Дж. Ам. хим. Соц . 135 , 9999–10002 (2013 г.).
 и др. Buckybowls на металлических поверхностях: несоответствие симметрии и энантиоморфизм кораннулена на Cu(110). Анжю. хим. Междунар. Эд . 46 , 8258–8261 (2007).
и др. Buckybowls на металлических поверхностях: несоответствие симметрии и энантиоморфизм кораннулена на Cu(110). Анжю. хим. Междунар. Эд . 46 , 8258–8261 (2007). Ам. хим. Соц . 126 , 15398–15399 (2004 г.).
Ам. хим. Соц . 126 , 15398–15399 (2004 г.). и др. Быстрый доступ к дибензогелиценам и их функционализированным производным. Анжю. хим. Междунар. Эд . 52 , 9970–9975 (2013).
и др. Быстрый доступ к дибензогелиценам и их функционализированным производным. Анжю. хим. Междунар. Эд . 52 , 9970–9975 (2013). , Паршау, М. и Эрнст, К.-Х. Двумерная кристаллизация энантиочистого и рацемического гептагелицена на Ag(111) и Au(111). J. Phys. хим. C 118 , 29135–29141 (2014).
, Паршау, М. и Эрнст, К.-Х. Двумерная кристаллизация энантиочистого и рацемического гептагелицена на Ag(111) и Au(111). J. Phys. хим. C 118 , 29135–29141 (2014). Ж. Орг. хим. 36 , 2797–2809 (1971).
Ж. Орг. хим. 36 , 2797–2809 (1971).
 Шаг – это натуральное число (например, 11 или 14).
Шаг – это натуральное число (например, 11 или 14). Ход равен произведению шага на число заходов.
Ход равен произведению шага на число заходов.
 Продумываем компоновку чертежа
Продумываем компоновку чертежа Определяем шероховатость поверхностей
Определяем шероховатость поверхностей Наносим линии на чертеж
Наносим линии на чертеж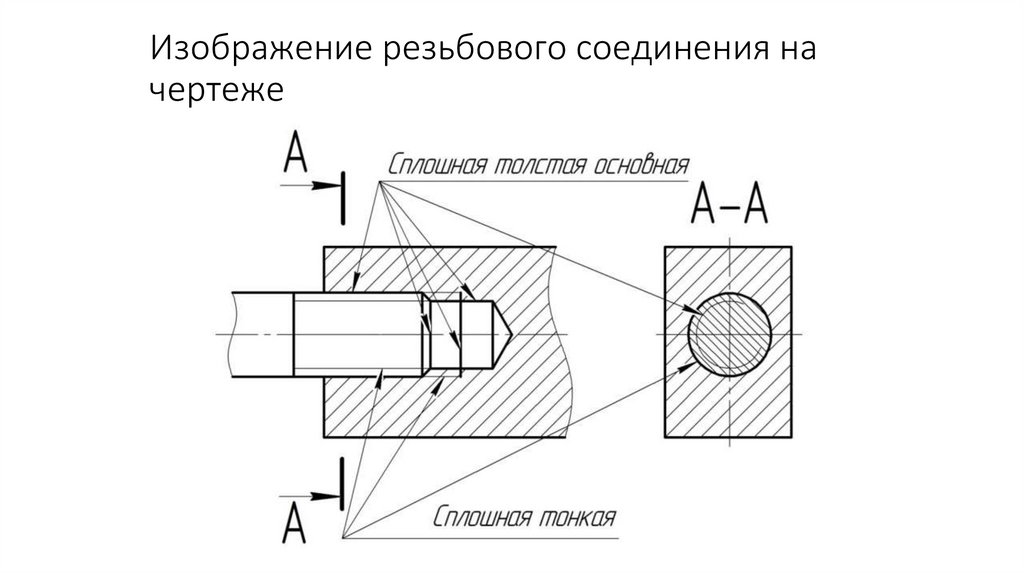 Выполняем конструктивные детали чертежа (пазы, разрезы, отверстия)
Выполняем конструктивные детали чертежа (пазы, разрезы, отверстия) Выполняем проверку чертежа
Выполняем проверку чертежа Готовим спецификацию к чертежу
Готовим спецификацию к чертежу Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
 4.
4. Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).
Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).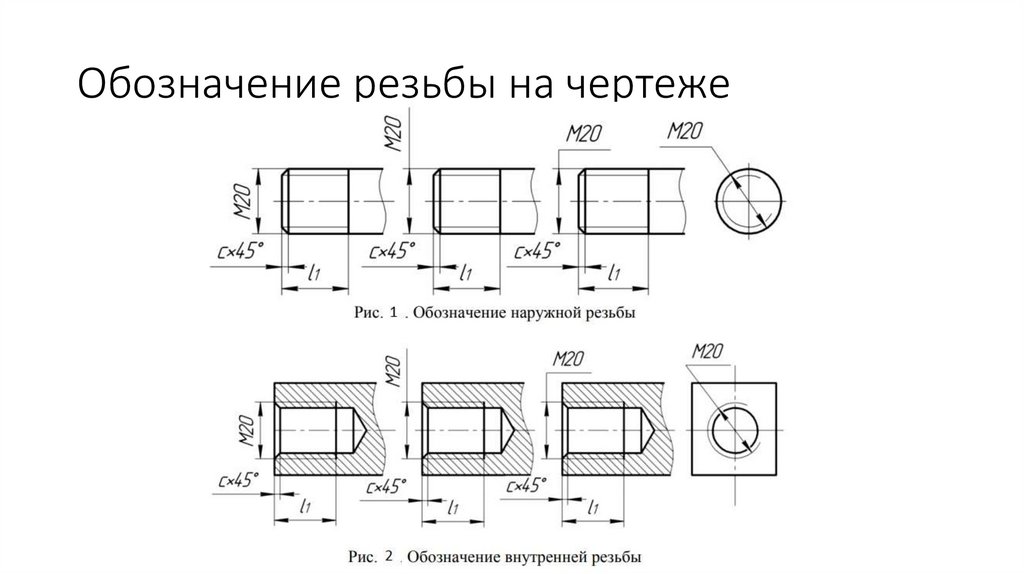 На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5). Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.

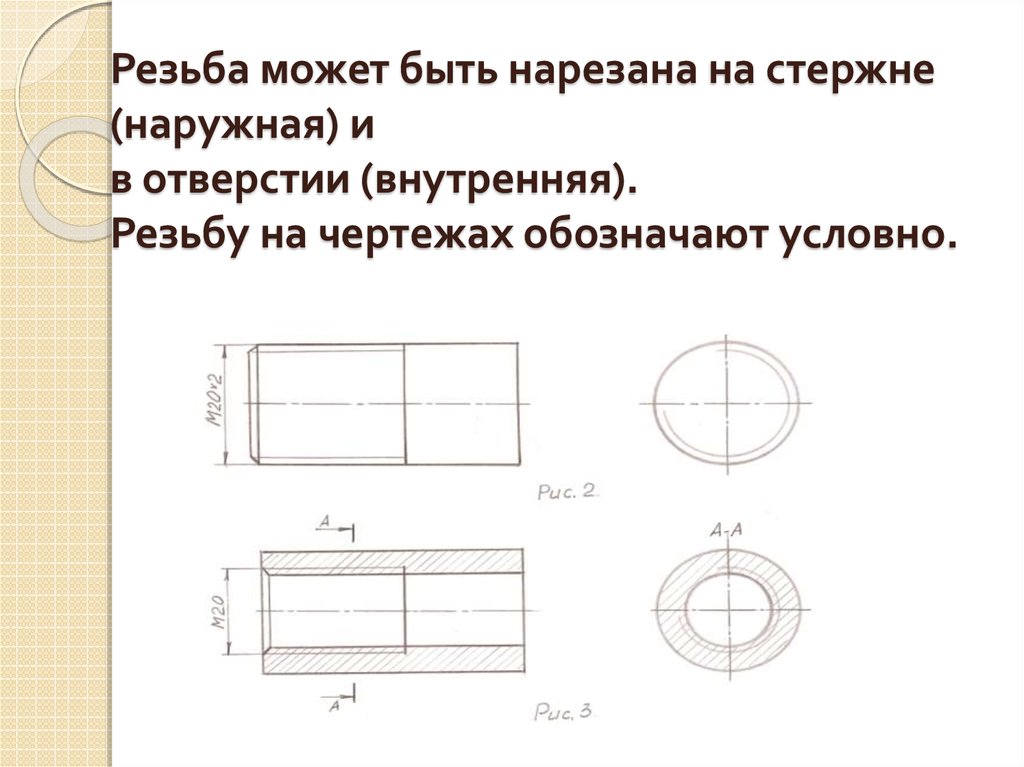 0″
0″
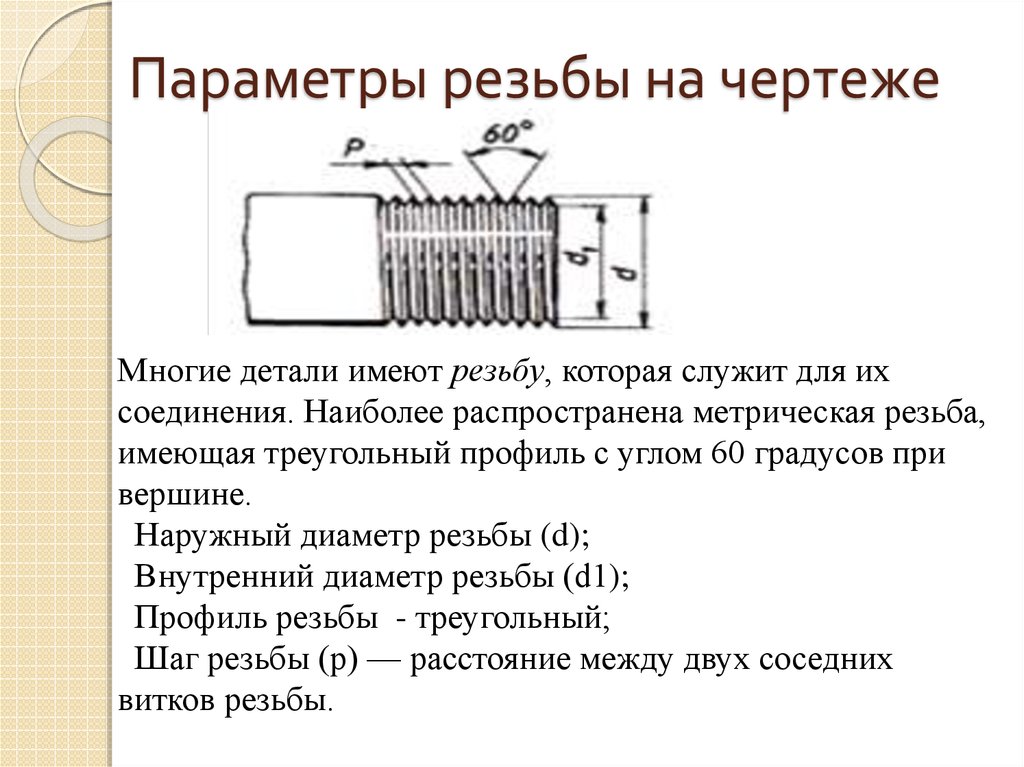 А 9Резьбовая застежка 0005 представляет собой механическую застежку, используемую для соединения двух или более деталей.
А 9Резьбовая застежка 0005 представляет собой механическую застежку, используемую для соединения двух или более деталей.




 Должны быть указаны тип резьбы и ее размеры.
Должны быть указаны тип резьбы и ее размеры.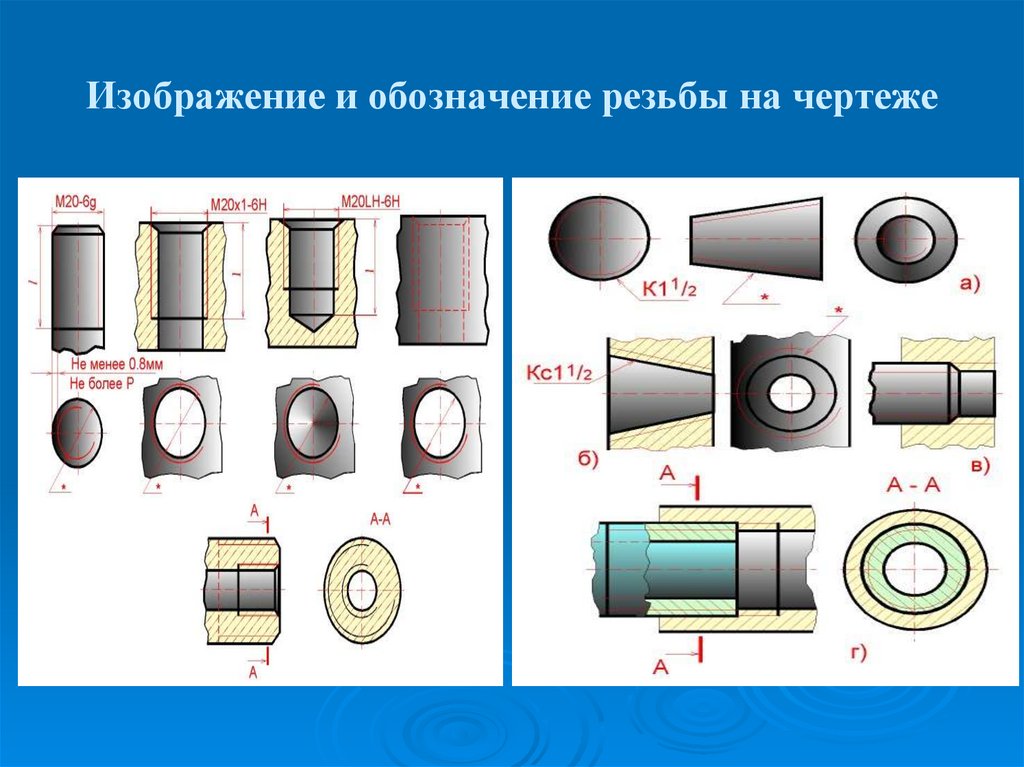
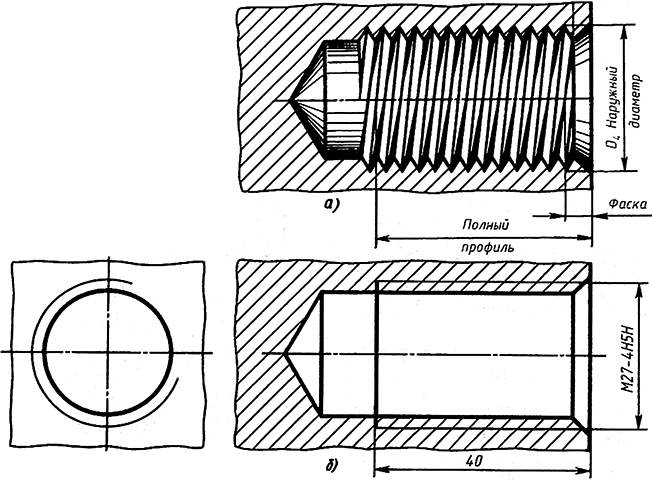 1:
1: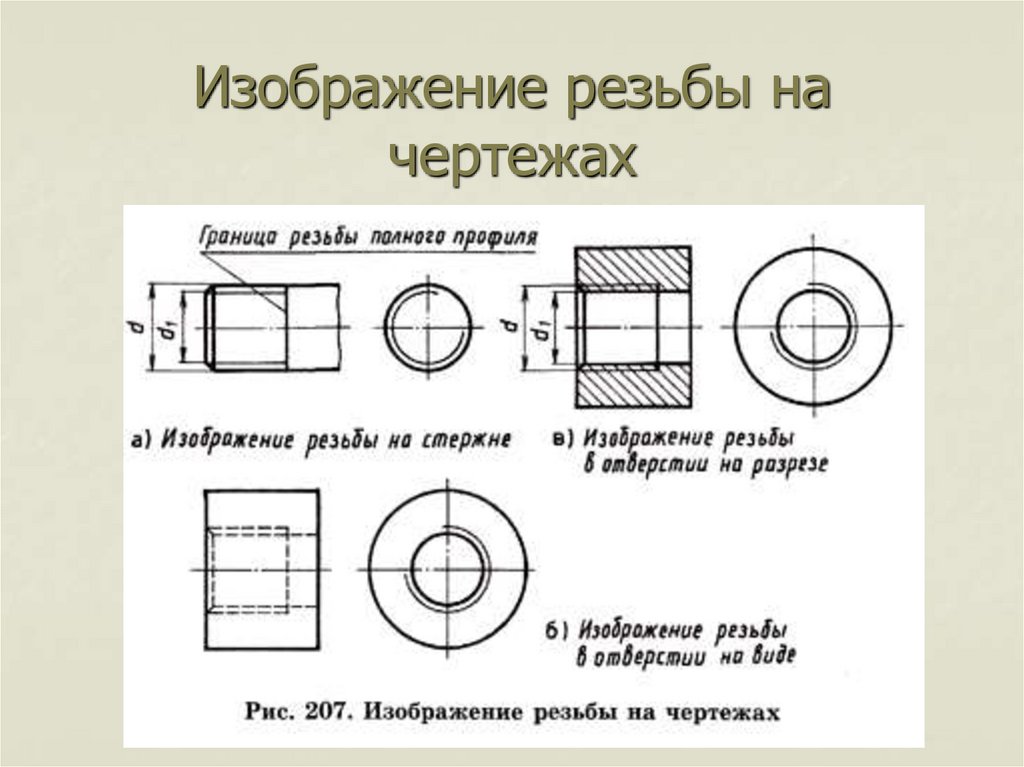 65
65 65
65 750
750 000
000 060
060 826
826
 Как покупать? В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов.
Как покупать? В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов.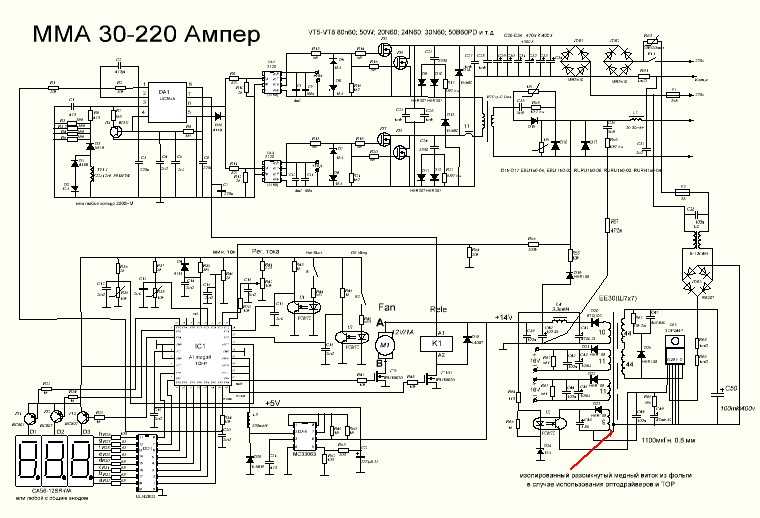 Схема этого ИИСТ приведена на рисунке 1. Силовая часть сварочного инвертора из работы [2] Рабочая частота 40 кГц.
Схема этого ИИСТ приведена на рисунке 1. Силовая часть сварочного инвертора из работы [2] Рабочая частота 40 кГц.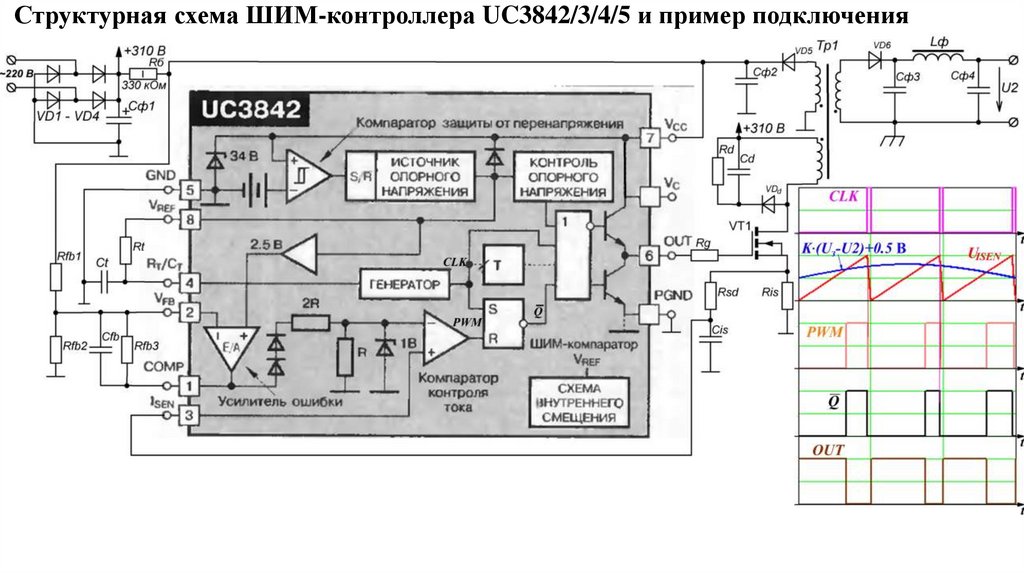 На интервале времени t Напряжение на демпферном конденсаторе изменяется по закону: где — собственная резонансная частота контура, образованного элементами демпфера Ls и Cs.
На интервале времени t Напряжение на демпферном конденсаторе изменяется по закону: где — собственная резонансная частота контура, образованного элементами демпфера Ls и Cs.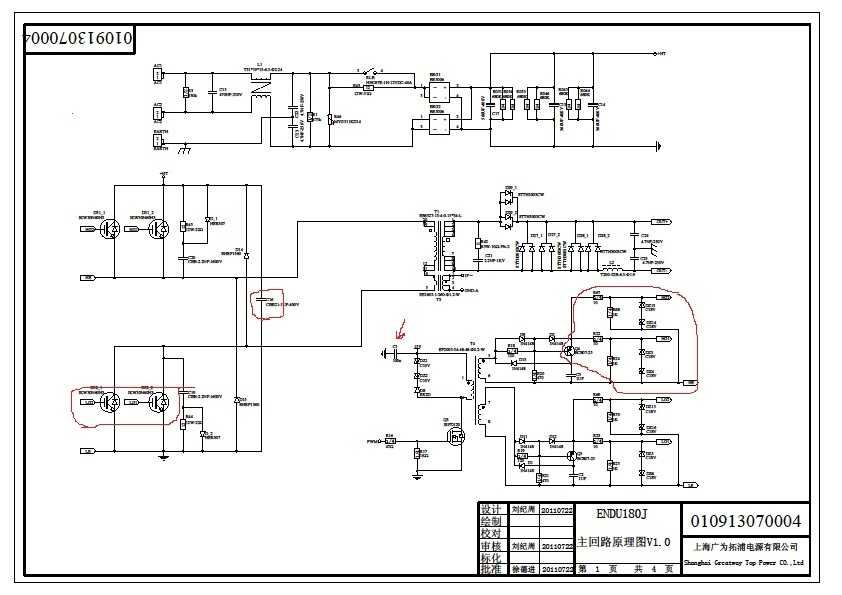
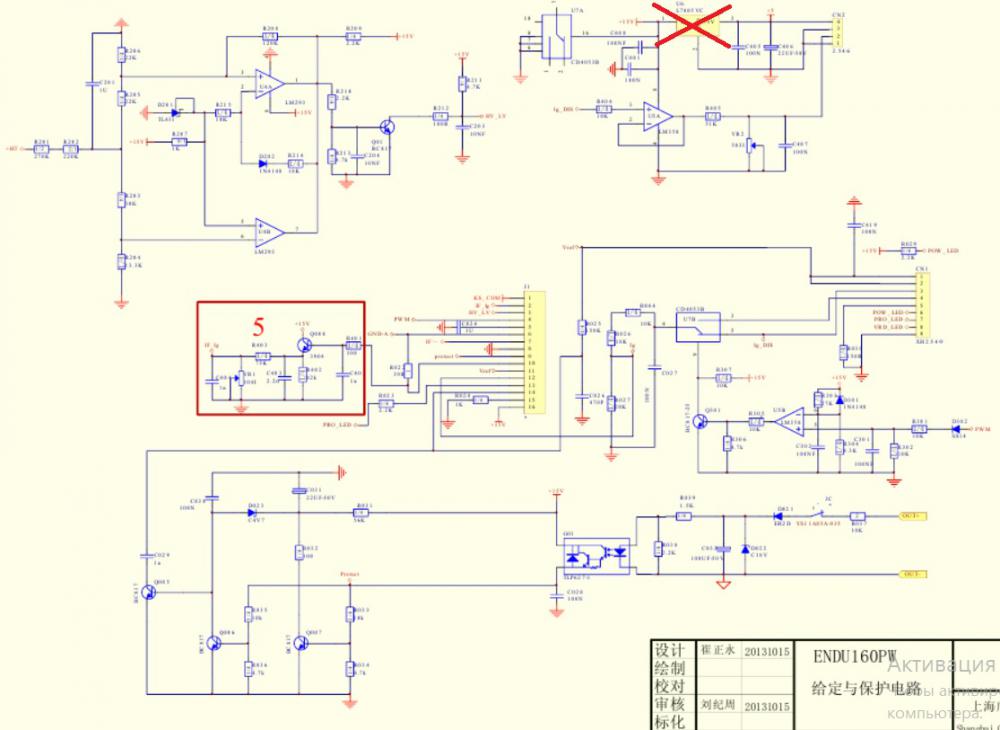 Схема, показанная на рисунке 3, отличается от ранее известных схем ограничения напряжения на силовом транзисторе в ООПП наличием дополнительного диода VD2.
Схема, показанная на рисунке 3, отличается от ранее известных схем ограничения напряжения на силовом транзисторе в ООПП наличием дополнительного диода VD2. Особенность заключается в реализации алгоритма управления силовыми транзисторами таким образом, чтобы одно плечо моста коммутировалось при нулевом напряжении на транзисторах, а второе — при нулевом токе через транзисторы.
Особенность заключается в реализации алгоритма управления силовыми транзисторами таким образом, чтобы одно плечо моста коммутировалось при нулевом напряжении на транзисторах, а второе — при нулевом токе через транзисторы.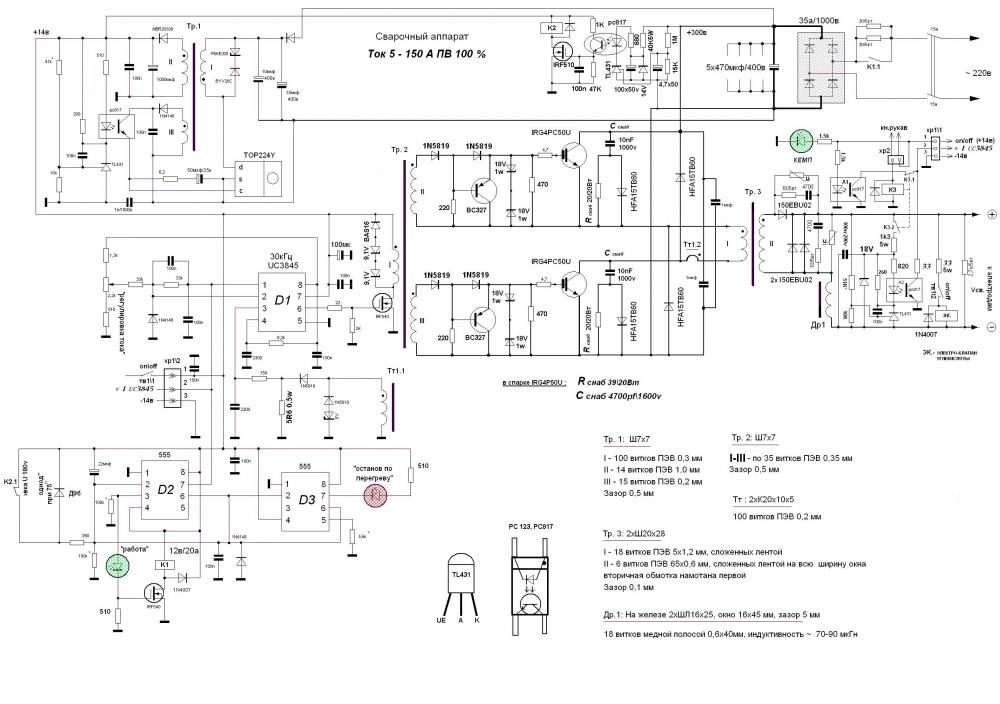 Ток дросселя L o начинает течь через все диоды выходного выпрямителя, и вторичная обмотка шунтируется.
Ток дросселя L o начинает течь через все диоды выходного выпрямителя, и вторичная обмотка шунтируется.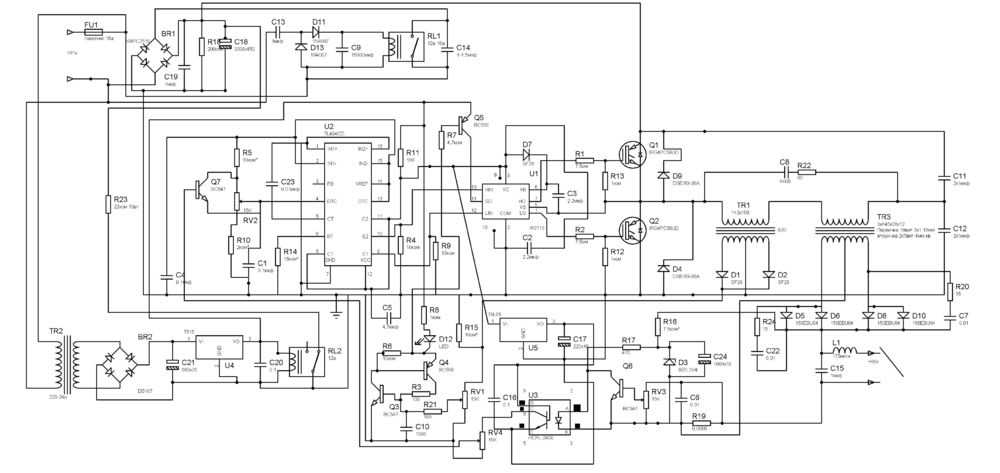
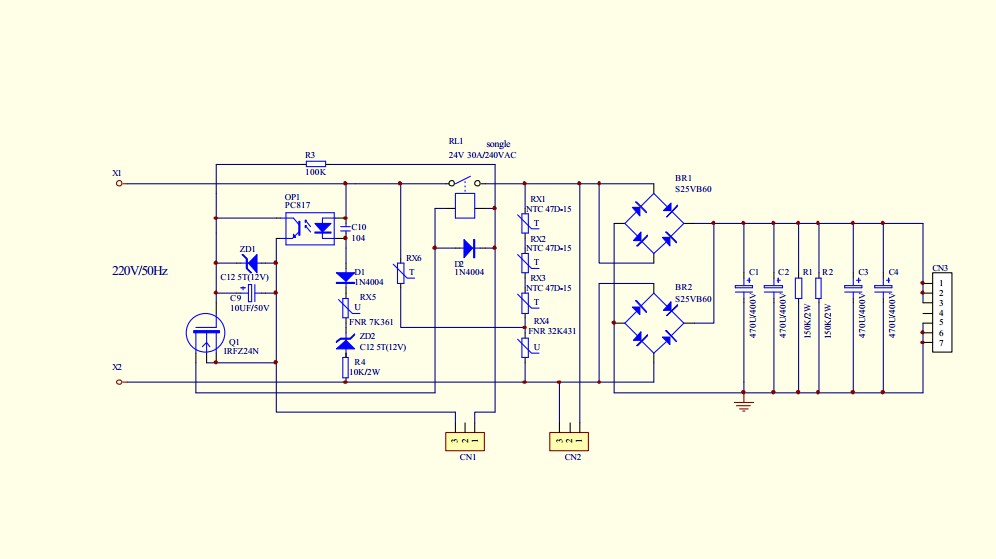 Транзисторы VT1 и VT2 могут быть включены только после полного разряда конденсаторов Cs1 и Cs2, который производится током нагрузки, приведённым к первичной обмотке трансформатора Т1.
Транзисторы VT1 и VT2 могут быть включены только после полного разряда конденсаторов Cs1 и Cs2, который производится током нагрузки, приведённым к первичной обмотке трансформатора Т1.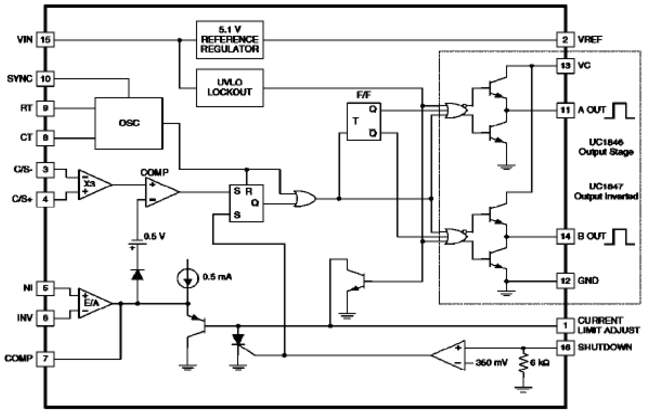 Для оценки эффективности преобразователя авторами был изготовлен экспериментальный образец инвертора с питанием от однофазной сети и максимальной выходной мощностью 3,5 кВт.
Для оценки эффективности преобразователя авторами был изготовлен экспериментальный образец инвертора с питанием от однофазной сети и максимальной выходной мощностью 3,5 кВт.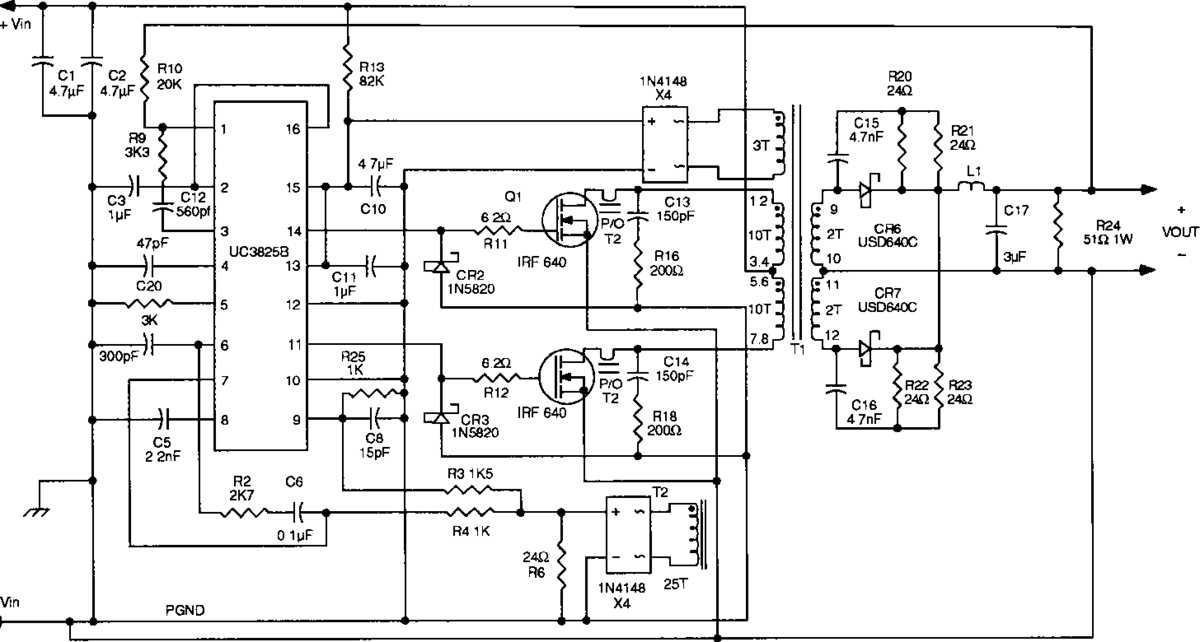 Процессы, протекающие в схеме, поясняются диаграммами на рисунке 8. Все активные коммутирующие элементы схемы включаются при нулевом токе режим ZCS и выключаются при нулевом напряжении режим ZVS.
Процессы, протекающие в схеме, поясняются диаграммами на рисунке 8. Все активные коммутирующие элементы схемы включаются при нулевом токе режим ZCS и выключаются при нулевом напряжении режим ZVS. Страница 5 из 11 Первая Последняя К странице: Показано с 41 по 50 из Тема: Ремонт сварочного инвертора ММА Опции темы Версия для печати Отправить по электронной почте… Подписаться на эту тему…. Вентелятор крутится, на передней панели светится зеленый светодиод. На клемах ноль Выходные транзисторы и диоды исправны.
Страница 5 из 11 Первая Последняя К странице: Показано с 41 по 50 из Тема: Ремонт сварочного инвертора ММА Опции темы Версия для печати Отправить по электронной почте… Подписаться на эту тему…. Вентелятор крутится, на передней панели светится зеленый светодиод. На клемах ноль Выходные транзисторы и диоды исправны.
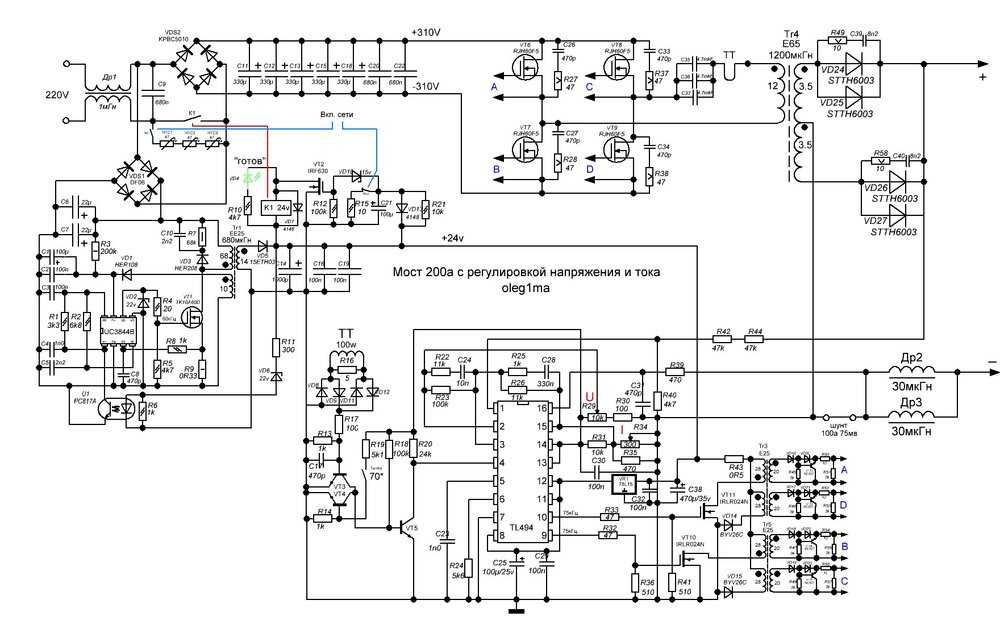 Резистор купил в микронике, транзюки в количестве 4-х штук заказал в Китае, ибо у нас они были только в чипидипе и по неадекватной цене. Почти полгода все это пылилось, как то было не до него, ну а щас решил починить. Первым делом был впаян новый резистор, и заменены все 4-е мосфета несмотря на то что два были живыми. И о чудо все заработало.
Резистор купил в микронике, транзюки в количестве 4-х штук заказал в Китае, ибо у нас они были только в чипидипе и по неадекватной цене. Почти полгода все это пылилось, как то было не до него, ну а щас решил починить. Первым делом был впаян новый резистор, и заменены все 4-е мосфета несмотря на то что два были живыми. И о чудо все заработало. Ecли у редакции не будет возможности отправлять вам печатную версию, то сможете ли вы читать электронную? Читать Купить Не получили журнал?
Ecли у редакции не будет возможности отправлять вам печатную версию, то сможете ли вы читать электронную? Читать Купить Не получили журнал?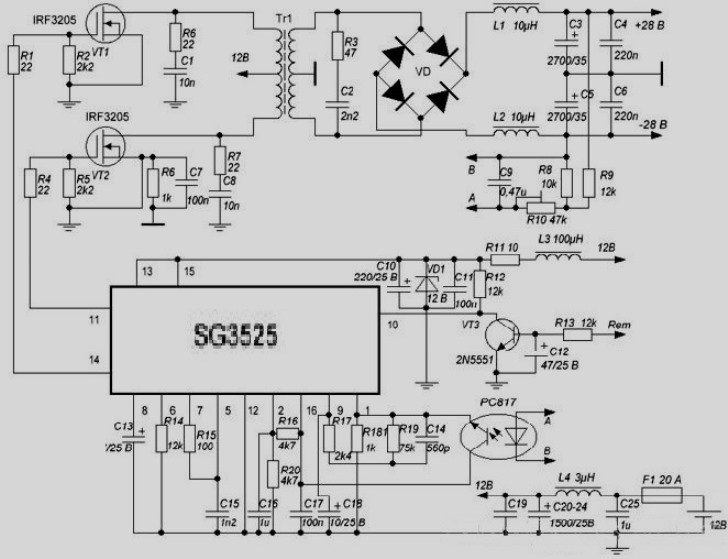
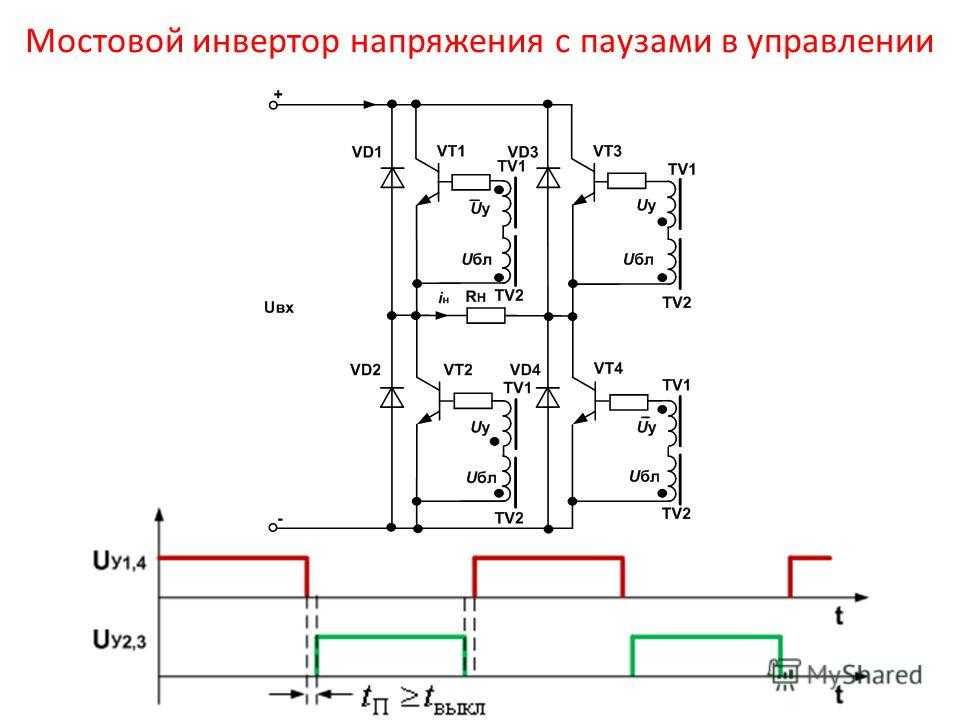
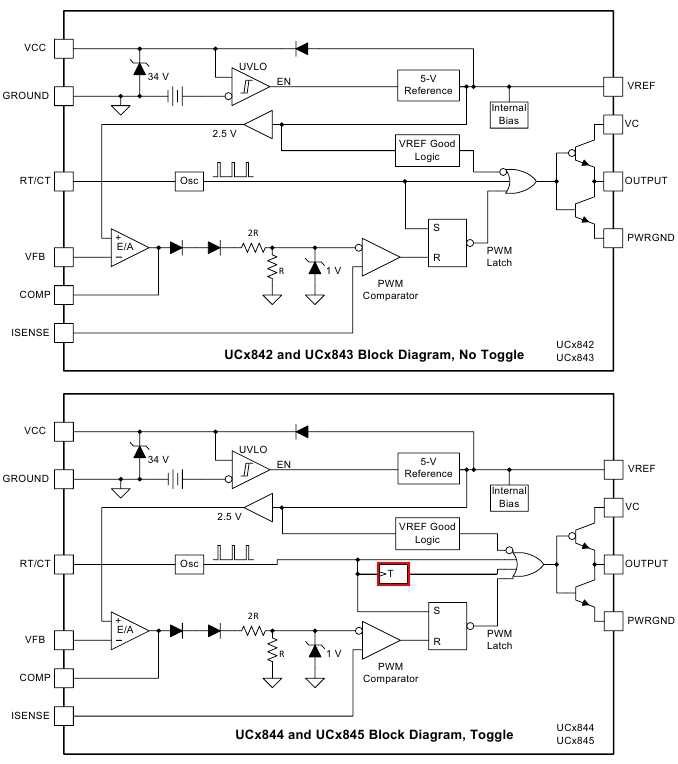
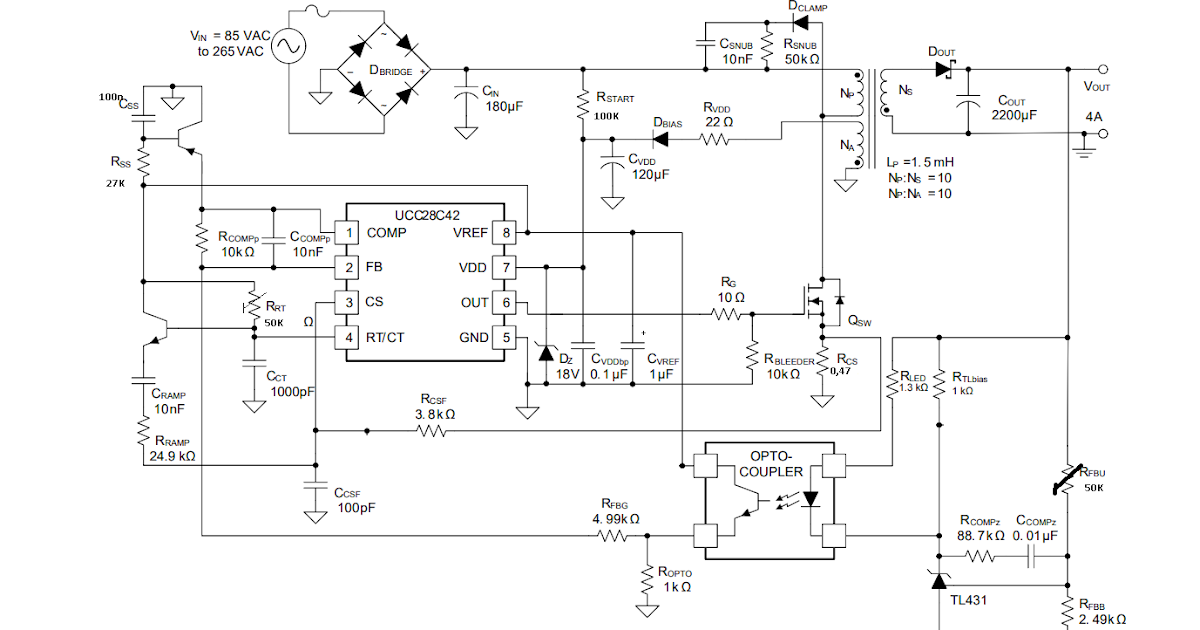
 Затем слой изоляции и намотка вторичных обмоток, так же с межслойной изоляцией. Размеется, что все обмотки мотались в одну сторону. Единственно, что не было сделано — момечено где начало на вторичках, но это проблемой не будет. Дело в том, что на плате управления выхода с управляющего трансформатора одинаковы и нагружены только на резистор. Выяснить какой вывод должен идти на затвор силового транзистора можно при помощи осциллографа.
Затем слой изоляции и намотка вторичных обмоток, так же с межслойной изоляцией. Размеется, что все обмотки мотались в одну сторону. Единственно, что не было сделано — момечено где начало на вторичках, но это проблемой не будет. Дело в том, что на плате управления выхода с управляющего трансформатора одинаковы и нагружены только на резистор. Выяснить какой вывод должен идти на затвор силового транзистора можно при помощи осциллографа.
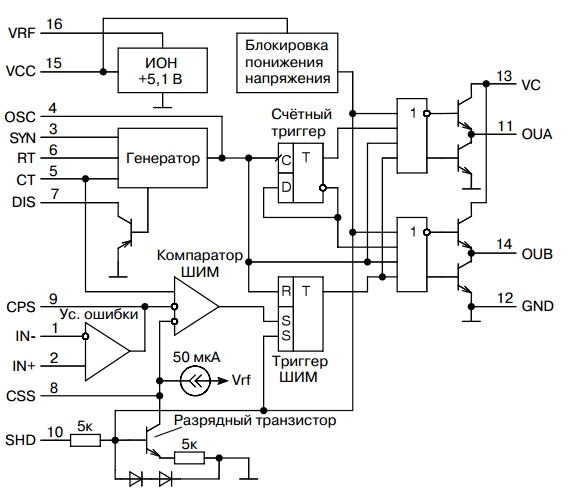 Действительно обмотка с неправильной фазировкой и на конденсатор подавалось порядка 50-ти вольт. Было бы глупо ему не стрельнуть. Для наглядности ниже приведены фото осциллограмм при правильной фазировке и не правильной. Измерения относительно минусового вывода:
Действительно обмотка с неправильной фазировкой и на конденсатор подавалось порядка 50-ти вольт. Было бы глупо ему не стрельнуть. Для наглядности ниже приведены фото осциллограмм при правильной фазировке и не правильной. Измерения относительно минусового вывода:
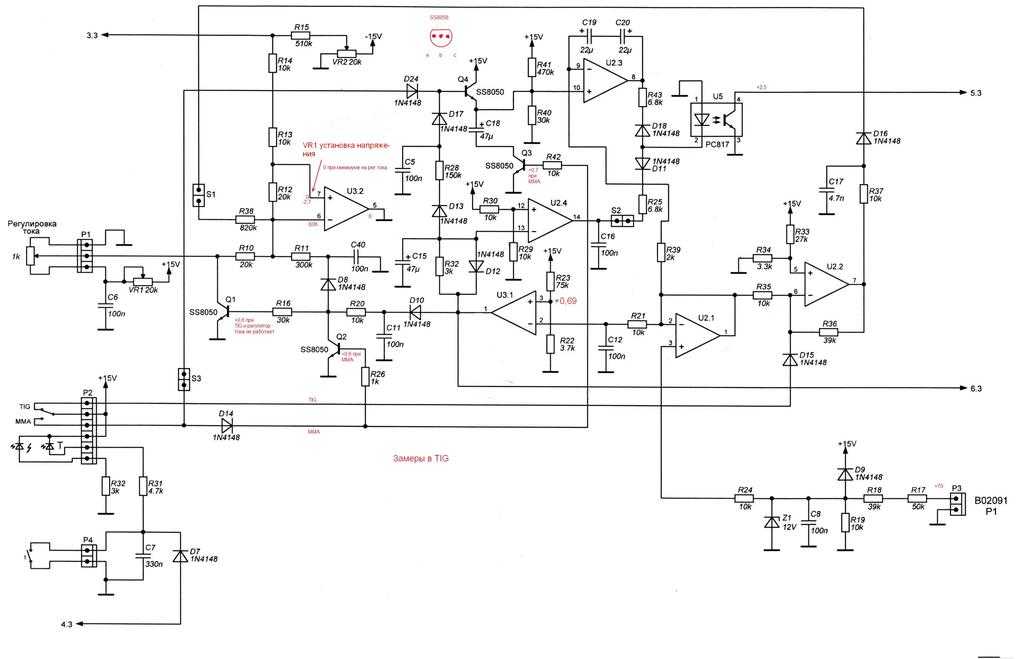 Ну вот собственно и сама схема этого «загадочного» блока питания:
Ну вот собственно и сама схема этого «загадочного» блока питания: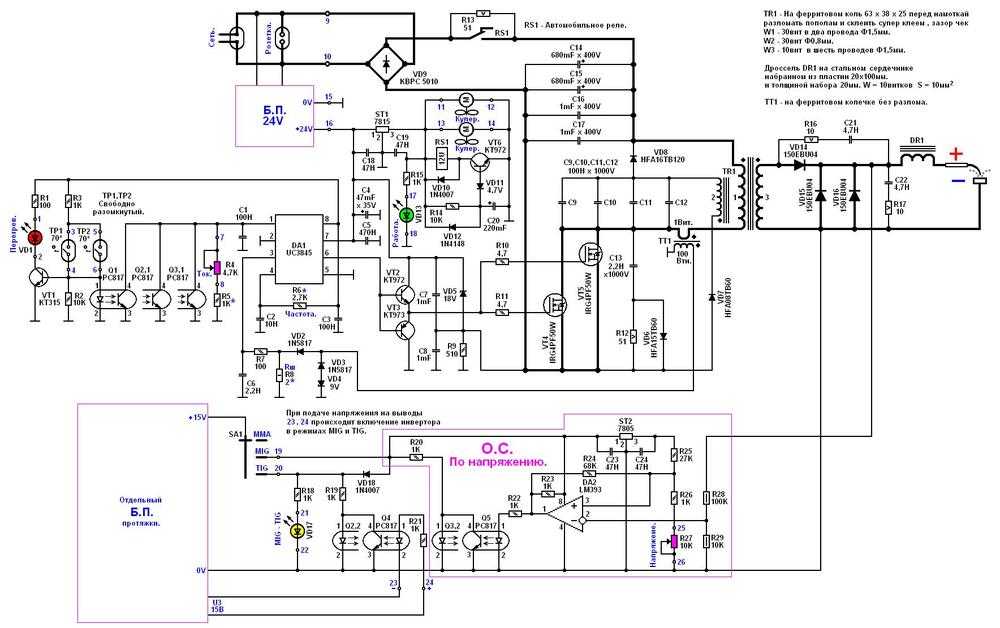 Назад потому, что описанная проверка стабилизации ШИМом была уже после того, как была проверена работоспособность управляющего трансформатора.
Назад потому, что описанная проверка стабилизации ШИМом была уже после того, как была проверена работоспособность управляющего трансформатора.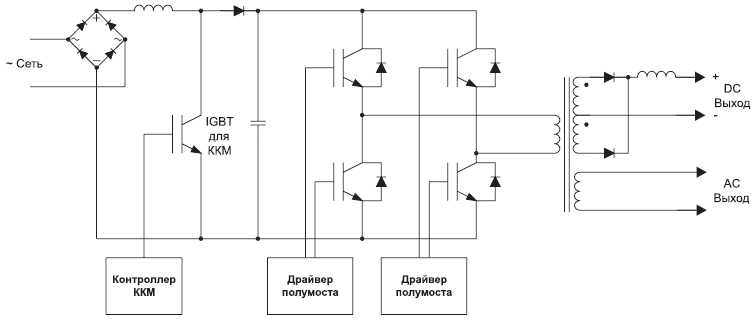 Если трансформатор нагрузить, то высота этой ниспадающей кривой уменьшится, а по времени она начнется раньше, ведь нагруженный трансформатор гораздо раньше избавится от накопленной энергии:
Если трансформатор нагрузить, то высота этой ниспадающей кривой уменьшится, а по времени она начнется раньше, ведь нагруженный трансформатор гораздо раньше избавится от накопленной энергии: Данную имитацию можно организовать подавая «землю» на первый вывод микросхемы.
Данную имитацию можно организовать подавая «землю» на первый вывод микросхемы.
 аппарата дуговой сварки.
аппарата дуговой сварки.