Станок сверлильный на подвижном магнитном основании — MBSA 100
Технические характеристики:
| Диапазон сверления | — |
| Корончатым сверлом, мм | 12-100 |
| Спиральным сверлом, мм | 1-32 |
| Зенкером, мм | 10-100 |
| Макс. глубина сверления, мм | 110 |
| Прижимная сила магнита, Н | 25000 |
| Скорость 1 (б/нагрузки), об/мин | 110 |
| Скорость 2 (б/нагрузки), об/мин | 175 |
| Скорость 3 (б/нагрузки), об/мин | 245 |
| Скорость 4 (б/нагрузки), об/мин | 375 |
| Поворот направо в секторе | 60° |
| Смещение станка относительно магнита, мм | 17 |
| Мощность двигателя, Вт | 1700 |
| Масса, кг | 27 |
| Подача сверла, мм | 200 |
| Габариты с поднятым приводом, мм | 730 х 220 х 380 |
| Габариты с опущенным приводом, мм | 510 х 220 х 380 |
| Размеры магнита, мм | 200 х 94 x 60 |
| Шпиндель | Конус Морзе №3 |
| Стандартный держатель | Weldon 19 |
Описание:
Вариант станка MBA 100 c подвижным магнитным основанием, позволяющим регулировать положение сверлильной головки при активированном магните.
Встроенная система подачи СОЖ.
Стандартная комплектация:
- 1 станок,
- 1 ящик,
- 1 страховочный ремень,
- 1 комплект ключей,
- 1 держатель сверл MK3 – Weldon 19 мм,
- 1 бачок для подачи СОЖ,
- 1 клин для конуса Морзе.
- Станок сверлильный на электромагнитном основании — ME 7500
- Станок сверлильный на электромагнитном основании — ME 5000/2 Хtreme
- Станок сверлильный на электромагнитном основании с автоподачей сверла — ME 3000 Auto
- Станок магнитный — ME 2800 Bora
- Станок EVO 42 на магнитном основании
- Станок сверлильный на магнитном основании — МВА 38
- Станок сверлильный на электромагнитном основании с полуавтоматической подачей сверла — MBА 50 Авто
- Станок сверлильный на магнитном основании — МВА 50
- Станок сверлильный на магнитном основании — МВR 55
- Магнитные сверлильные станки — MBA 100
- Станок сверлильный на магнитном основании — MBR 100
- Станок сверлильно-резьбонарезной на поворотном магнитном основании — MBSR 100
- Станок рельсосверлильный — МРС 65
- Магнитный сверлильный станок MBA-35
Здесь Вы можете отправить свою заявку на любое интересующее Вас оборудование или задать вопрос, не отходя от Вашего компьютера. Обязательные для заполнения поля отмечены звездочкой (*).
Обязательные для заполнения поля отмечены звездочкой (*).
| *
Ваше Имя: |
Пример: Сидоров Иван Петрович
|
*Текст сообщения:
| |
|
* Ваш телефон: |
Пример: 8-351-2345678
|
| |
| Ваш Город: |
Пример: Челябинск
| ||
| Ваш E-Mail: |
Пример: [email protected]
| ||
|
| |||
|
* Введите код: |
Пример: abc3127
| ||
|
|
| ||
Для каких работ используются магнитные сверлильные станки
Сверлильный станок на магнитном основании представляет собой мощное мобильное устройство, при помощи которого можно просверливать в металле различного рода отверстия. Такие станки стали широко применяться там, где неудобно применять стационарное оборудование, и где нужна мобильность и удобство в работе — для сверления, зенкования, развертывания, нарезания резьбы. Сверлильный станок на магнитном основании легко переносится и очень удобен для сверления металлических конструкций.
Такие станки стали широко применяться там, где неудобно применять стационарное оборудование, и где нужна мобильность и удобство в работе — для сверления, зенкования, развертывания, нарезания резьбы. Сверлильный станок на магнитном основании легко переносится и очень удобен для сверления металлических конструкций.
Главное отличие такого станка является метод его крепления, его можно установить на любой плоскости, которая взаимодействует с магнитной подошвой, при этом образуя прижимную силу. Магнитные станки надёжно фиксируются на металлической поверхности, при помощи мощного электромагнита. Такая конструктивная особенность позволяет надёжно закрепить такое оборудование на любой металлической поверхности, да и еще и под различным наклоном. Также существуют специальные адаптеры, которые предназначены для крепления магнитного станка на трубу.
-
Где использование стационарных станков невозможно или нецелесообразно. Например, когда детали слишком велики, чтобы их фиксировать в стационарном станке (Промышленность, судостроение, стационарное производство металлоконструкций).
-
В полевых условиях, где использование таких станков стало просто незаменимым благодаря их мобильности (строительство, мосты, автодороги). -
Использование на больших высотах и в ограниченном пространстве, благодаря своему небольшому весу и компактным размерам (опоры ЛЭП, при строительстве высотных объектов) -
Если требуется сверление в экстремальной или нештатной ситуации (например, при ремонте опорных конструкций, морских судов, железнодорожных путей, трубопроводов). -
При ремонте крупногабаритной строительной техники. -
Там, где важна высокая точность и производительность.

Наиболее частая и важная операция при монтаже и механической обработке металла является сверление отверстий. При появлении магнитных сверлильных станков стало возможным решать абсолютно любые задачи, где необходимо сверление. При этом очень сильно выросла эффективность таких работ, теперь попросту не нужно тратить массу времени и средств, чтобы выполнять те же задачи, что и раньше.
При этом очень сильно выросла эффективность таких работ, теперь попросту не нужно тратить массу времени и средств, чтобы выполнять те же задачи, что и раньше.
Сверлильные станки на магнитном основании уже доказали свою высокую эффективность во многих сферах и при любых объемах производства. Преимущество магнитных станков заключается в том, что благодаря своим небольшим размерам и мобильности они значительно превзошли громоздкие стационарные станки. Крайне проблематично переносить крупногабаритные детали к стационарному станку, в то время как при работе со станком на магнитном основании, это не составляет никакого труда.
Рабоче режущей частью магнитных станков являются корончатые сверла (фрезы) , благодаря своей конструкции с помощью их можно делать отверстия до 200 мм в диаметре и на глубину 200 мм за короткий промежуток времени. Через систему переходников можно работать и обычными спиральными сверлами. Особенно когда нужно изготовить отверстия до 12 мм в диаметре.
Электрические портативные магнитные дрели серии MAB
Серия MAB — это портативные магнитные дрели последнего поколения, отличающиеся высокой мощностью, прочной конструкцией и повышенной безопасностью.
Особенности для повышения производительности включают:
- Встроенная прокладка кабеля внутри корпуса исключает возможность защемления, разрыва или отрыва кабеля
- Эргономично расположенные органы управления
- Прочная металлическая ручка переключения передач
- Permanently sealed lifetime oil bath gearbox lubrication
- Oil bottle integrated within frame of drill to retain compact design
Special application features include:
| Swivel Base Models | Auto-Feed Models |
|---|---|
Поворотные основания позволяют изменять положение резака влево/вправо и вперед/назад после того, как магнит приклеится к поверхности. МАБ 455 СБ | Auto-feed controls the pressure into and out резки для поддержания оптимальных оборотов и скорости подачи, что продлевает срок службы фрезы. Эта возможность идеальна для производственных приложений, где один пользователь может одновременно запускать несколько сверлений. АвтоМАБ 350 |
MAB 155 – Ultra Compact Portable Magnetic Drill
Ideal for tight spaces с ограниченным зазором
- Сверло диаметром до 1-1/2 дюйма
- Сверхкомпактное сверло, высота 7-1/8 дюйма
- Легкий вес — 24 фунта.

MAB 455 Портативная магнитная дрель
Высокая мощность с быстросменным патроном без ключа
- Вырезание отверстий диаметром до 2-1/16 дюйма.
- Спиральное сверло диаметром до 7/8 дюйма.
- Высокоскоростной двухскоростной редуктор
- Опциональное поворотное основание для поворота на 20˚ влево/вправо и 5/8″ вперед/назад
MAB 465 Переносная магнитная дрель
Реверсивный двигатель для спирального сверления
- Вырезание отверстий вверх до 2″ диам.
- Спиральное сверло диаметром до 5/8″.
- Метчик диаметром до 5/8″.
- Коробка передач двухступенчатая
AutoMAB 350
Автоматическая подача вперед и назад
- Вырезка отверстий диаметром до 1-1/2 дюйма
- Автоматическая подача автоматически контролирует давление сверления
- Механизм автоматической подачи с автоматической остановкой и автоматическим реверсом AutoMAB 450
Автоматическая подача – вперед и назад
- Резка отверстий диаметром до 2 дюймов
- Двухскоростной редуктор: 250/450 об/мин
- Спиральное сверление диаметром до 3/4 дюйма
MAB 485 Портативные магнитные дрели
Мощные, реверсивные, с быстросменным патроном без ключа
- Высверливание отверстий диаметром до 2-1/16 дюйма
- Спиральное сверло диаметром до 7/8 дюйма.
- Метчик диаметром до 15/16″.
- Высокоскоростной двухскоростной редуктор
- Опциональное поворотное основание
MAB 525 Портативные магнитные дрели
Высокая мощность, идеально подходит для производства
- 900 2-1/2″ диам.
- Спиральное сверло диаметром до 1 дюйма
- Метчик до 15/16″
- Высокоскоростной двухскоростной редуктор
- Опциональное поворотное основание

MAB 825 и MAB 845 Переносные магнитные дрели
Идеальны для резки стали, производства заводов и многого другого
отверстия диаметром до 4-1/16 дюйма.
Портативная магнитная дрель MAB 825 В и 845 В
Автоматическая подача — идеально подходит для производственных приложений
- Вырезание отверстий диаметром до 4-1/16 дюйма
- Спиральное сверло диаметром до 1-1/4 дюйма; Метчик до 1-1/8″
MAB 825 KTS Переносная магнитная фрезерная дрель
Лауреат премии REDDOT 2021
- Регулируемое позиционирование по осям X и Y
- Вырезка отверстий диаметром до 3-1/8″.
- Диаметр фрезы до 5/8 дюйма
- Метчик диаметром до 1-3/16 дюйма.
- Идеально подходит для широкого спектра операций сверления, растачивания и прорезания пазов
- Включает набор держателей цанговых патронов

MAB 1300 Портативная магнитная дрель
Отверстия диаметром до 6 дюймов*, нарезание резьбы диаметром до 1-5/8 дюйма.
- Вырезание отверстий диаметром до 6 дюймов*
- Спиральное сверло диаметром до 1-3/4 дюйма; Метчик до 1-5/8″
- Глубина резания до 10″
- Сила магнитного удержания 23 600 фунтов.
- Дополнительная автоматическая подача
MAB 1300 V Портативная магнитная дрель с автоматической подачей
Отверстия диаметром до 6 дюймов, нарезание резьбы диаметром до 1-5/8 дюйма.
- Вырезать отверстия диаметром до 6 дюймов*
- Спиральное сверло диаметром до 1-3/4 дюйма; Метчик до 1-5/8 дюйма
- Глубина резания до 10 дюймов
- Сила магнитного удержания 23 600 фунтов.
- Дополнительная автоматическая подача

- 1
- 2
- next ›
- last »
AIRBOR™ AB-4300 Portable Pneumatic Magnetic Drill
Model Comparision
| AB-4300-2R | AB-4300-2 | |||
|---|---|---|---|---|
| Ход сверла | ||||
| с фрезами 10-1/4″ | с патроном 7-1/2″ | с фрезами 4-7/8″ 30 | 3 | 3 -3/4 « |
| Высота | ||||
| Закрыто 13-1/2″ | Open 22 « | Закрыто 13-1/2″ 22 « | . 2 дюйма | |
| Вес | ||||
| 43 фунта. | 20 кг | 38 фунтов. | 18 кг | |
| Моторная мощность (пневматическая) | 1,6 л. с. с. |
|---|---|
| AIR Потребление @ 90 PSI | |
| Air Потребление @ 90 PSI | |
| . Вместимость отверстий | 2-1/16″ диам. |
| Длина хода с фрезами | 4-7/8″ |
| Длина хода со спиральным сверлом | 1-3/4″ |
| 400 об/мин | |
| Размер основания магнита | 8-3/4″ Ш x 3-1/2″ Д |
| Размеры | 13-1/2″ В x 12-1/Д x 4-3/4″ Ш |
| Высота — в закрытом состоянии | 13-1/2″ |
| Высота — в открытом положении | 17-1/2″ |
| Пластина с магнитным усилием (17-1/2″) | 1600 фунтов. |
| Отверстие оправки | Хвостовик Weldon 3/4 дюйма |
| Вес | 38 фунтов (18 кг) |
| Automatic Lubrication | Included |
| Motor Power (Pneumatic) | 1. 6HP 6HP |
|---|---|
| Air Consumption @ 90 PSI | 64 CFM (1/2″ NPT Air Connection ) |
| Диаметр отверстий | 2-1/16″ диам. |
| Длина хода с фрезами | 10-1/4″ |
| Длина хода со спиральным сверлом | 7-1/2″ |
| Скорость без нагрузки | 400 об/мин |
| Размер основания магнита | 8-3/4″ Ш x 3-1/2″ Д |
| Высота — закрыто | 13-1/2″ |
| Высота — открыто | 22″ | 4 Магнитная сила пластина) | 1600 фунтов. |
| Отверстие оправки | Хвостовик Weldon 3/4 дюйма |
| Масса | 43 фунта. (20 кг) |
| Автоматическая смазочная смазка | включена |
с иминеновым адаптером (часть № IBC 18) и Extra Rack (Model No. Как сделать пресс для яблок из домкрата: самодельный пресс из домкрата для отжима сока по чертежам. Как сделать простую винтовую конструкцию из дерева?Способы изготовления пресса для яблок своими рукамиAdmin Яблони периодически одаривают садоводов-любителей таким масштабным урожаем, что избыток фруктов некуда девать. Кроме варенья и компотов, остается еще один вариант переработки плодов – сок. Но многие не связываются с таким видом заготовок из-за высокой трудоемкости процесса. Обычные бытовые соковыжималки просто не справятся с большим объемом сырья, а покупать профессиональный аппарат на сезон не все готовы. Но есть отличный вариант – быстро и качественно отжимать сок из яблок на сделанном своими руками прессе. Contents
Какие материалы потребуютсяЧтобы самостоятельно сделать стандартный пресс не требуется специальных навыков и чертежей. Отмерять, отпилить рейку, забить гвоздь или завинтить гайку при желании сможет каждый. Необязательно владеть сварочным аппаратом, любую конструкцию можно воспроизвести в деревянном исполнении с помощью обычных садовых инструментов. Самодельный деревянный пресс для яблок Для изготовления домашнего пресса из инструментов потребуются ножовка по дереву и металлу (или болгарка), сварочный аппарат, отвертки, плоскогубцы, молоток. Что касается материалов, то в ход идут в основном следующие:
Деревянные элементы лучше выполнять из дуба, березы или бука, поскольку материалы из биологически активных пород деревьев (ель, сосна) могут изменить вкус сока.Из ДСП дренажные решетки не делать ни в коем случае: в продукт будет попадать мелкая пыль, пропитанная фенолформальдегидным клеем. Типы конструкций: схемы и чертежиГлавное в прессе – прочная основа и рабочий механизм. Принцип работы аппарата:
Хороший пресс выжимает 65-70% сока, оставляя почти сухой жмых. Сделать такой своими руками вполне реально. Конструкции самодельного пресса различаются по принципу действия основного механизма:
В основной массе конструкций давление оказывается сверху, но в комбинированном варианте сжатие идет по двум направлениям: при помощи винтового механизма сверху и гидравлического домкрата снизу. Пресс для отжима сока состоит из следующих частей:
Основной корпус может быть:
Винтовой пресс для яблок с одинарным перфорированным корпусом
Винтовой пресс для яблок с корпусом из деревянных реек Корпуса вообще может не быть – просто пирамида из деревянных рамок-решеток в подносе с устьем внизу, под которую подставляется емкость для сока. Гидравлический рамочный пресс Данная конструкция просто и быстро монтируется. Для нижней плиты можно взять кусок столешницы, например. Червячный механизм или гидравлический домкрат: что выбрать?Винтовой (червячный) механизм в прессе реализовывается в виде крупного винта (резьбовой оси) с гайкой или механического домкрата. Последний вариант гораздо проще – можно купить в магазине запчастей или достать из багажника автомобиля, не потребуется ничего искать, подгонять, вытачивать и сваривать. Конструкции на основе гидравлического домкрата значительно производительнее (усилие от 1т), чем механические, и требуют минимум трудозатрат со стороны человека. Бутылочные гидравлические домкраты дают возможность отжимать сок быстро и в больших объемах. Бутылочный гидравлический домкрат Можно сконструировать пресс со съемным механизмом, тогда не придется специально покупать домкрат, а можно воспользоваться дежурным в багажнике. Ведь урожай яблок бывает хорошим не каждый год. Изготовление пресса своими рукамиПрессу нужна устойчивая прочная опора – станина. Самое простое – это собрать ее из деревянных брусков при помощи винтов. Для изготовления металлической станины потребуется сварочный аппарат и швеллер. Размеры рамки зависят от диаметра рабочего корпуса или параметров дренажных решеток. Поэтому, если планируется корпусная конструкция, то подготовить емкость нужно заранее. Простейший рамочный пресс с червячным механизмомСваривается устойчивая конструкция. По центру верхнего швеллера вырезается отверстие под гайку винта (можно использовать старый верстачный или заказать у токарей). Гайка вваривается в рамку. Каркас рамочного пресса из швеллера Затем собирается деревянная дренажная решетка, которая представляет собой два слоя реек, набитых перпендикулярно друг другу. Деревянная дренажная решетка пресса для яблок Поднос делается из листа нержавеющей стали, в передней части выгибается носик-сток. Остается подставить кастрюлю или другую емкость. В итоге получается пресс. Самодельный винтовой рамочный пресс Корпусный гидравлический пресс для яблокСтанина для гидравлического пресса собирается по тому же принципу, как и для винтового. В качестве корпуса проще всего взять уже готовую металлическую или деревянную бочку. В самом низу вырезается отверстие и оборудуется сливным носиком. Если деревянная бочка не совсем герметичная – даже хорошо. Сок будет сливаться сразу по нескольким направлениям, в итоге все равно окажется в поддоне. На такую конструкцию сверху лучше надеть пластиковый кожух побольше диаметром, чтобы не было брызг. Деревянный корпус можно сделать самостоятельно:
Еще один важный элемент – упор для домкрата. Обычно делается из дерева: нужно сбить рейки и вырезать из получившегося полотна круг чуть меньше диаметра рабочего корпуса. Можно при помощи болгарки выпилить опору из листа нержавейки. Упор для домкрата Дренажные прокладки делаются также, как в описании для винтового пресса, но им придается круглая форма. В итоге должна получиться конструкция примерно как на фото. Корпусный гидравлический пресс для яблок Подготовка сырьяПринцип отжима яблочного сока прост – чем мельче порублено сырье, тем больше продукта получится на выходе. Лучше всего использовать специальный измельчитель (дробилку), поскольку мелко порезать несколько ведер яблок вручную теоретически возможно, но фактически трудно реализуемо. Электромясорубка для больших объемов тоже не вариант: ревет, воет, греется, в итоге может и сгореть. Подходящую дробилку тоже можно сделать самостоятельно. Самая простая конструкция самодельной дробилкиИз влагостойкой фанеры или листовой нержавеющей стали слегка на конус монтируется глубокий бункер. К нему для устойчивости снизу крепятся два бруска. В нижнюю часть емкости врезается деревянный валик (лучше из бука) с накрученными по спирали саморезами. В качестве барабана можно использовать обычную кухонную скалку. Ось вращения валика выходит наружу, в него вставляется дрель и начинается процесс. Некоторые просто дробят яблоки в ведре при помощи строительного миксера. Процесс отжима сока из яблок в домашних условияхПосле того, как сырье подготовлено, оно раскладывается по матерчатым мешочкам или заворачивается в куски ткани по принципу конверта. Далее свертки укладываются в емкость, корзину или просто на дно конструкции послойно через дренажные решетки. Помещается примерно 3-4 пакета. Сверху опускается гнет, сок стекает в поддон. Когда процесс отжимания закончен, вынимается мезга, загружается следующая партия. Оставшийся жмых после качественного давления обычно достается сухим и спрессованным в «таблетки» (фото 16). Жмых яблок после пресса Выжимки лучше утилизировать в компостную кучу. На таком материале очень хорошо размножаются черви, создавая ценное для огорода удобрение. Полученный сок можно не только пить свежим, но и сделать заготовки на зиму:
Яблоки – очень ценный для здоровья продукт. Закапывать и отдавать соседским хрюшкам излишки урожая крайне неосмотрительно и расточительно. Соорудив пару нехитрых приспособлений, можно быстро и просто переработать все фрукты. А зимой так приятно будет доставать из погреба или холодильника полезные и вкусные янтарные напитки! Запись Способы изготовления пресса для яблок своими руками впервые появилась Про ферму. Похожие статьиРазное яблоки. permalink. Пресс для яблок своими руками: самодельный для выжимания сокаПростой пресс для винограда своими рукамиВинтовой пресс для винограда состоит из: основания – рамы, корзины, нажимного устройства(вал или домкрат), прессующего поршня. Возможны и другие варианты изготовления устройства. При выборе материала не обязательно точно следовать описанию и чертежи перса можно сделать свои. Инструмент и материалы для пресса:
Как сделать пресс для отжима сока1.Рама. Основание один из самых важных элементов пресса, рама должна быть очень крепкой конструкцией, на неё ложится вся нагрузка при работе. Боковые части пресса сделаны из металлических уголков высотой 85 мм. Верхние и нижние части рамы необходимо сделать из швеллера длиной 70 см, можно дополнительно усилить конструкцию, наварив косынки между уголками и швеллером. Все части свариваются во всех местах соприкосновения. Если используется конструкция винтового пресса, то нужно к верхнему швеллеру приварить гайку для винта. Кроме металлической рамы, можно использовать деревянные доски, толщиной от 5 сантиметров. Доски скрепляются шпильками на 10-12 мм и закручиваются гайками. Деревянный пресс сделать проще, но конструкция не выдерживает сильных нагрузок, для небольшого урожая вполне пригодный вариант. Готовую раму необходимо зашкурить и окрасить специальной краской по металлу. 2.Бак для пресса. В данной конструкции используется варочный бак из нержавеющей стали объемом 50 литров. В нижней части емкости котла просверлено отверстие и установлен кран из нержавейки. Вместо бака можно использовать обычную кастрюлю подходящего размера. В емкость вставляется решетка из дубовых реек. Заготовки выпиливаются из дубовой доски (можно использовать паркетную доску), высота их равна высоте кастрюли. По краям в торцах реек просверлены отверстия на 2-3 мм через них пропущена леска или нержавеющая проволока. Соединив все дощечки получается своего рода корзина. Между рейками должен быть зазор 2-3 мм, через который будет сочиться сок фруктов. Можно обойтись вообще без кастрюли, соединив доски обручами из оцинкованной стали и установив корзину на поддон, в который будет стекать отжатая жидкость. В качестве поддона может быть использован пластиковый поддон от большого цветочного горшка или нержавеющая кухонная мойка. Существует конструкции где пресс для винограда делается рамочным, в нем отсутствует корзина, жмых укладывается в ткань между дренажными решетками в несколько слоев и давится. 3.Поршень. Поршень для пресса нужно сделать из оставшихся дубовых досок, сложив их крест на крест, с помощью циркуля начертить круг нужного размера и вырезать электрическим лобзиком. Рейки скрутить саморезами из нержавейки или связать медной, нержавеющей проволокой. Если в хозяйстве имеются бревно, то можно отпилить круг необходимого диаметра и высоты. 4.Силовой механизм. В качестве нажимного механизма в прессе для яблок используется домкрат или винт. В устройстве для отжима сока будет вполне достаточно гидравлического автомобильного домкрата грузоподъемностью 3 тонны. Для более уверенной работы можно использовать домкраты создающие усилие равное более 3 тонн. Винт для пресса найти сложнее, а домкрат имеется у каждого автолюбителя. Под домкрат нужно напилить дощечек для подкладывания во время отжима. 5.Ткань для фильтрации. Что бы отфильтровать, сок из фруктов яблок, нужна прочная ткань, способная пропускать влагу. Самый простой вариант взять капроновый мешок из под сахара. Итак, ручной пресс для фруктов готов, как отжать сок? Корзину вставить в бак, внутрь поместить материал для фильтрации. Мягкие фрукты, ягоды, цитрусовые давятся без предварительной обработки. Яблоки, морковь или другие твердые плоды необходимо измельчить на дробилке или использовать мезгу от соковыжималки, загрузить в корзину, накрыть крышкой. Прессы для отжима сока своими рукамиИзготовить пресс для сока своими руками вполне можно, главное – найти схемы работы и чертежи таких самоделок, что не составит особого труда. Многие из тех домашних мастеров, которые уже имеют опыт изготовления такого оборудования, с удовольствием делятся фото своих устройств и даже видео, показывающими процесс их изготовления и принцип работы во всех подробностях. Самодельные прессы для отжима сока Чаще всего своими руками стремятся изготовить прессы винтового типа. Чертеж пресса на основе автомобильного домкрата Основным несущим элементом пресса для отжима сока, изготовленного своими руками, является рама Ее прочности следует уделить особое внимание. Для изготовления такой рамы, в которую будет упираться домкрат и создавать требуемое давление, можно использовать квадратную металлическую трубу сечением 40х40 и толщиной стенки не менее 3 мм Рассчитывая высоту рамы своего самодельного пресса, следует учитывать суммарную толщину дренажных решеток, подкладок и мешочков с сырьем, а также высоту домкрата. Ширину рамы можно выбрать произвольно – главное, чтобы в создаваемый проем помещался накопительный поддон для сбора отжатого сока. Домкрат может просто ставится на поршень или жестко закрепляться на верхней перекладине Создавая конструкцию пресса для яблок или для винограда своими руками, следует уделить особое внимание ее устойчивости. Для эффективного решения такой задачи к нижней части рамы можно приварить три отрезка квадратной трубы, которые будут выполнять функцию ножек и обеспечивать устойчивость агрегата На верхнюю часть ножек укладывается подставка из досок или древесной плиты, на которой будет размещаться поддон. Дренажные решетки, в комплекте с которыми будет работать ваш яблочный, виноградный или любой другой пресс, следует делать только из древесины твердых пород (дуба или бука). Толщина дощечек, из которых такие решетки будут изготавливаться, должна составлять не менее 20 мм. Мешочки, в которые будет помещаться яблочная мезга или другое сырье для отжима сока, можно изготавливать из различных тканей (главное, чтобы такая ткань отличалась высокой прочностью и мешочки, которые из нее сшиты, не разорвало под воздействием высокого давления, создаваемого домкратом). В качестве каркаса, удерживающего деревянные рейки, вполне подойдет бак от старой стиральной машины Изготовить пресс для яблок своими руками или отжимное устройство для переработки другого сырья можно по еще более сложной конструктивной схеме, которая предполагает одновременное использование и домкрата, и винтового механизма. Последний в таком прессе используется для фиксации фруктовой или ягодной массы, которая укладывается в перфорированный кожух, изготовленный из нержавеющей стали. В качестве механизма, создающего требуемое давление, используется домкрат, который устанавливается в нижней части рамной конструкции пресса. Своей верхней лапкой домкрат упирается в нижнюю часть опорной площадки, которая имеет возможность перемещаться по боковым направляющим рамы пресса. Таким образом, при поднятии домкрата поднимается и опорная площадка, двигающаяся в сторону поршня, которым оснащена нижняя часть винта. Винтовой пресс с домкратом Таким образом, самостоятельно изготовить эффективный пресс для получения яблочного, виноградного и даже гранатового сока вполне возможно, причем для этого не требуется значительных денежных затрат, специальных знаний, навыков и умения обращаться со сложным оборудованием. Необходимость изготовить пресс для яблок своими руками возникает в сезон обильного урожая фруктов. С помощью этого устройства можно изготавливать натуральный сок как для употребления в домашних условиях, так и на продажу. К тому же на основе яблочного сока изготавливают некоторые алкогольные напитки. При необходимости отжать небольшое количество фруктов часто используется самодельное устройство. Читать также: Как разводить борную кислоту для опрыскивания помидор Простой пресс для винограда своими рукамиВинтовой пресс для переработки винограда включает:
Материалы и инструменты для изготовления пресса:
Рассмотрим процесс изготовления пресса для яблок своими руками. Основание является одним из важных элементов устройства, которое должно обладать прочностными свойствами и быть крепкой конструкцией, поскольку в процессе эксплуатации вся основная нагрузка ложится на раму:
Для прочности можно использовать дополнительное усиление конструкции, приварив между уголками и швеллером косынки, сварив при этом между собой все места стыка. Бак для пресса:
Конструкцию можно изготовить и без кастрюли:
Силовой механизмВ прессе для переработки яблок в качестве нажимного механизма применяется винт или домкрат. У каждого автолюбителя присутствует в хозяйстве домкрат, а вот винт для пресса найти не так то и легко. Необходимо напилить дощечки под домкрат, которые будут использоваться во время процедуры отжима сока. Фильтрующая тканьЧтобы провести фильтрование сока из фруктов яблок, необходимо воспользоваться прочной тканью, способной пропускать влагу. Важно! Для процесса фильтрации также можно воспользоваться такими прочными материалами, способными выдерживать большие нагрузки и не рваться под давлением:
Применение самодельного прессаРучной пресс для переработки фруктов своими руками готов к эксплуатации, теперь рассмотрим, как происходит процесс выдавливания сока из подготовленных фруктов: Корзину вставляем в бак, внутрь помещаем соответствующий материал для фильтрации.
Если использовать одно ведро жмыха яблок от соковыжималки, то в результате получится около 3-4 литров чистого сока, в случае применения дробленной массы, получается немного больший выход готового продукта. Из машинки активаторного типаЦентробежную соковыжималку также можно изготовить из стиральной машины активаторного типа. Активатор и вал снимаются со дна бака, устанавливается вал нужного диаметра. На резьбу вала гайками под углом 60 градусов устанавливаются три ножа. Отверстие слива закрывается. Сетка из нержавейки с ячейкой примерно 1,5 мм укладывается на стенку центрифуги с перекрытием 40-50 мм. На дно кладут комплектную резиновую крышку, заткнутую пробкой. Всё промывают питьевой содой. Реле таймера отключают или заклинивают его тумблер. Яблоки по несколько штук опускают в бак на движущиеся ножи. Плоды 20-30 минут измельчаются. За раз в центрифугу перемещают не более 3-х литров полученного пюре, чтобы оно не вылилось. Через 2-3 минуты вынимается сетка с отходами. Собранный аппарат готовит 10-12 литров сока с мякотью в час, работает с сочными плодами. Чтобы убрать осадок, сок отстаивают, а затем пропускают через марлю. Как сделать основные детали прессовМожно всё сделать самому. ПоддонЕсли для изготовления пресса используются части барабана стиральной машинки, то для поддона берётся внешний кожух барабана:
В качестве поддона также используется хоть бочка, хоть пластиковый или металлический таз. В нём также делается отверстие для слива сока. ФильтрыЭтот элемент пресса для яблок изготавливается своими руками из деревянных плашек или барабана стиральной машинки. Если берётся дерево, то выбираются плотные сорта, которые не впитывают влагу, не имеют смол и сильного собственного запаха. В случае изготовления из металла, все части, в том числе болты и гайки, нужны из нержавейки. В барабане стиральной машинки все лишние, большие отверстия глушатся с помощью резиновой прокладки, стянутой металлической пластинкой. Если потребуется, в барабане дополнительно пробиваются тонкие отверстия, диаметром 1 мм. Из деревянных реек собрать такой узел несложно. Количество материала будет зависеть от потребности в объёме:
Из инструментов потребуются:
В результате получится негерметичный бочонок без дна. Рассмотрим по шагам:
Будет лучше, если яблочную массу положить в мешки из сетчатой ткани. Либо берутся отрезы ткани, и плоды заворачиваются в них, как в конверт. Весь жмых останется в ткани, а в чистый сок стечёт в приготовленную посуду. Ткань выступает как дополнительный фильтр. Дренажная решёткаВ таком агрегате обязательны дренажные прокладки, они помогают распределить нагрузку пресса и лучше отжать сок. Обычно они изготавливаются из дерева:
Если в мешке тёртая масса, то можно класть в один слой 2-3 мешка, в зависимости от того, как мелко натёрты плоды. ИзмельчительВ случае, если пресс мощный и яблоки небольшие и не сильно жёсткие, то можно их давить целиком. Если жёсткие и крупные и пресс средний по мощности, то надо нарезать плоды или перетереть. Как вариант используется шнековый механизм для измельчения или делается сразу шнековый пресс. Разновидности прессовОзнакомьтесь также с этими статьями Пресс для отжима сока бывает разных видов. Чтобы понять, какой вариант наилучшим образом подходит в том или ином случае, необходимо с ними ознакомиться. Винтовой пресс Винтовые прессы, они же механические, предназначены для отжима сока из всевозможных плодов. Принцип работы – сдавливание сырья посредством винта, для получения сока. Такой ручной пресс бывает двух видов.
Важно! Винтовые прессы пользуются немалым спросом из-за бюджетной цены, но их качество нельзя назвать лучшим. Они быстро ломаются, винт без смазки может скрипеть, но со своей задачей они справляются превосходно. Фото Гидравлического пресса Гидравлический пресс Этот вид пресса применяется для отжима сока из яблок, моркови, смородины, винограда и других фруктов, овощей, ягод. Гидравлический пресс более практичный в использовании и также бывает двух видов. Домкратный пресс Такой аппарат привлекает внимание прямоугольной или квадратной рамой, с упором для штока домкрата. Домкрат располагается всегда по центру сверху или снизу конструкции Пользоваться домкратом очень просто, такая работа по силам и мужчине и женщине, потому что сил расходуется значительно меньше. Главная проблема в том, что штока домкрата на всю высоту корзины обычно не хватает. Интересно!
Гидравлические прессы стоят не дешево и если модели с домкратом часто приобретают для домашних нужд, то пресс с гидроцилиндром используют лишь на предприятиях по продаже свежеотжатых соков. Фото Комбинированного пресса Комбинированные прессы Подходят для отжима сока из яблок, винограда и других ягод, овощей, фруктов. Ленточный пресс для отжима сока Это автоматические модели прессов, которые используются на больших производствах. Они монтируются на линиях по изготовлению сока и действуют в автоматическом режиме. Их эффективность высока, но в быту их использовать нельзя. Гидропресс Это полуавтоматический аппарат. В данной конструкции применяется давление воды в водопроводе. Когда фрукты засыпаны в корзину для сырья, она покрывается крышкой. Посередине корзины есть каучуковая мембрана, что под давлением воды увеличивается и отжимает сок. Пресс подобного типа хорошо работает. Объемы корзин бывают от 20 до 200 литров, но, несмотря на это, такие механизмы намного дороже винтовых или гидравлических. Лишь в случае, если напиток производится для продажи, аппарат сможет окупить свою стоимость. Фото Ленточного пресса Как сделать основные детали прессовИзначально нужно подготовить металлическое основание, затем формировать верхнюю половину рамы, располагаемую горизонтальным образом. Для нее подбирают очень прочный материал с толстыми стенками, что позволит исключить деформацию составляющих при нагрузке. Исключить коррозию можно, обработав поверхность рамы краской. Затем на основание укладывают фанеру, сверху устанавливают бачок с поддоном. Фанеру покрывают лаком. ПоддонЕсли пресс изготавливается самостоятельно, важно правильно изготовить поддон. Здесь иногда используют большой горшок, где возле бортика вырезают круглое отверстие и закрепляют трубочку Посредством этой трубочки сок будет стекать из поддона в приемник. Работая с конструкцией, нужно соблюдать аккуратность. Поддон можно сделать из большой тарелки или из подставки под цветочный горшок ФильтрыФильтрами служат мешочки, в которые складывают мезгу. Лоскуты ткани, которые нужны для изготовления мешочков с плодами, должны быть прочными. Для этого подходят: бязь, хлопок или мешковина. Некоторые используют льняное полотно. Плотность ткани не должна уменьшать ее фильтрационные качества, но и не должна быть ворсистой. Для фильтрации сока стоит использовать прочную ткань с мелкой сеткой, например, лавсан или полиэстер. Дренажная решеткаРешетку для дренажной функции в виде корзины можно смастерить из дубовых, березовых или буковых дощечек. Выбирают такие, толщина которых равна 20 мм и более. Для этого берут несколько одинаковых дощечек, две стальные полосы, саморезы, имеющие специальное покрытие. Для пошива мешочков используют любую прочную ткань, которая не порвется при давлении сырья. Кроме того, ткань должна обладать фильтрующими свойствами. ИзмельчительЭта деталь является обязательной частью прессов, поскольку их модели работают в комплексе с такой составляющей любой отжимающей конструкции. Наиболее простым среди подобных измельчающих механизмов считается барабан-терка из стали, который помещают в самодельный кожух с отверстием для загрузки мезги. При повороте ручки измельчитель приводят в движение, превращают плоды в мезгу. Делают его из листа влагостойкой фанеры, листа антикоррозийной стали или деревянных дощечек. Полученный бункер монтируют на круговой вал. Ко дну бункера крепят два брусочка для устойчивости. Изготавливая модель приспособления для получения сока, следует обратить внимание на ее устойчивость. Чтобы справиться с этой проблемой внизу рамы приваривают три куска трубы с квадратным сечением Они будут вместо ножек придавать агрегату устойчивость. В верхней части импровизированных ножек укладывают подставку, сделанную из досок или деревянной плиты, где размещают поддон. Самостоятельно сделать пресс для качественного отжима для получения любого сока можно, не затрачивая на это больших денежных средств или специальных умений, навыков или знаний. Использования сложного оборудования тоже не требуется. Силовой элемент конструкцииПоршень Шнековый самодельный прессШнековый пресс напоминает мясорубку. Для домашнего изготовления это самый сложный вариант. Чтобы его собрать, потребуются чертежи и схемы, а также:
Конструкцию собирают на металлической раме. В качестве корпуса можно использовать корпус от обычной или электрической мясорубки. В него устанавливается шнековый пресс, который при помощи привода крепится к двигателю. На выходное отверстие монтируют сито с нужным диаметром ячейки. В качестве емкости для готового сока можно использовать банки, кастрюли или тазы. Производительность такой машины — до 7 литров сока за 5 минут. 18 Простая в использовании пресса для сидра своими руками Планы по изготовлению собственного яблочного сидраБыл ясный осенний день, и мне было всего около 5 лет. Наш класс отправился на экскурсию в местный яблоневый сад. Нам было так весело смотреть на все яблоки. Затем мы отправились в тур, где они делали свой собственный яблочный сидр. Так вкусно пахло. Моя мать прислала мне немного денег, поэтому я купил немного сидра, чтобы взять его домой. Когда я вернулся домой, моя прабабушка ждала, пока я выйду из автобуса. Я показал ей сидр, и я помню, как мы вместе выпили по стаканчику. По сей день каждый раз, когда я вижу яблочный сидр, я думаю о ней, потому что помню, как после этого мы много раз пили сидр вместе. Так что я собираюсь поделиться с вами некоторыми планами, как вы можете построить свой собственный пресс для яблочного сидра и сделать свои собственные драгоценные воспоминания, такие же, как у меня сейчас, чтобы помнить мою прабабушку. 1. Пресс для яблочного сидра с кофемолкойПриближается осень, и вы знаете, что вместе с ней наступает сезон яблок. Вам понадобится отличный пресс для сидра, чтобы приготовить вкусный домашний яблочный сидр. Так почему бы не построить этот пресс. Также есть измельчитель, который немного облегчит вам жизнь. Кроме того, он содержит подробные инструкции и полезные изображения. Если вам нужна простая сборка для функционального пресса для сидра, то вы можете рассмотреть возможность создания этого. Попробуйте эти чертежи для своего пресса для сидра 2. Малый самодельный пресс для сидра Любите ли вы каждую осень свежий яблочный сидр? Если да, то вам обязательно понадобится собственная пресса для сидра. Итак, если вы решили построить свой собственный пресс для сидра своими руками, вам стоит взглянуть на эти планы. Мало того, что они детализированы и имеют много отличных изображений, но они также предназначены для небольшого пресса для сидра, поэтому он не будет громоздким и не будет мешать, когда он не используется. Попробуйте эти схемы для своего пресса для сидра 3. Измельчитель яблок и пресс для сидра WhizbangЭтот пресс для сидра должен привлечь ваше внимание уже одним названием. Разве ты не любишь это слово — Whizbang? Это напоминает мне телешоу, которое смотрит мой младший ребенок. Но в любом случае, эта пресса для сидра, похоже, офигенная. Он перемалывает ваши яблоки прямо во вкусный сидр. Также выглядит прочной конструкцией. Однако эти планы платные. Вы должны на самом деле заказать их, но сайт предлагает фотографии того, как будет выглядеть пресс для сидра, если вы будете следовать инструкциям. Попробуйте эти схемы для пресса для сидра 4. Пресс для сидра Матери-ЗемлиМы здесь большие поклонники Новостей Матери-Земли. Это издание существует уже много-много лет и содержит много качественной информации. Так почему этот пресс для сидра должен быть другим? Эта публикация предлагает качественные инструкции по сборке этого пресса для сидра, и все это бесплатно. Это означает, что если вам нужен качественный пресс для сидра с ограниченным бюджетом, вам стоит ознакомиться с этими чертежами. Попробуйте эти чертежи для своего пресса для сидра 5. Промышленный пресс для сидраЭтот пресс для сидра выглядит так, как будто он пришел к делу. Когда вы увидите, как это выглядит индустриально, вы никогда не поверите, что это домашнее. Так и есть. На сайте есть список материалов и фотографии, подтверждающие это. Но на этом они не останавливаются. Они даже дадут вам подробное руководство о том, как правильно его использовать, чтобы вы могли максимально использовать урожай яблок в этом году. Попробуйте эти чертежи для своего пресса для сидра 6. Пресс для сидра с приводом от автомобиляЭтот пресс для сидра требует некоторого предвидения, прежде чем вы начнете строить. Я имею в виду, что нет учебника. Итак, вам понадобятся некоторые столярные навыки, которые позволят вам смотреть на картинку и строить оттуда. Если у вас есть такие навыки, то вам понравится этот пресс для сидра. Судя по подписи, этот пресс для сидра на самом деле приводится в действие автомобильным домкратом. Это довольно круто, если вы спросите меня. Попробуйте эти чертежи для пресса для яблок 7. Гениальный пресс для яблок своими рукамиМне нравится этот урок по его прессу для яблок. Они дают вам все, что вам нужно, маленькими шагами. Все начинается с подробного списка материалов, который, кажется, сопровождается гиперссылками, которые должны привести вас на сайт, где вы действительно можете приобрести материалы. Затем они показывают вам набросок своей конструкции пресса для сидра. Не говоря уже о том, что они дают вам качественные фотографии, которые помогут вам в сборке, а также для тех (таких, как я), которые больше учатся визуально. Попробуйте эти схемы для пресса для сидра 8. Пресс для фруктов с одной кадкойЭто не план для пресса для яблок. На самом деле это ссылка на один из самых удивительных магазинов, если вы спросите меня, так что вы можете легко купить пресс для сидра. Так почему я включил это? Ну, потому что у некоторых людей нет времени строить пресс для сидра, а некоторые люди просто предпочитают покупать вещи. Мы никак не связаны с этим магазином, поэтому обязательно изучите его. Но по моему собственному опыту, с ними было здорово иметь дело. Попробуйте эти чертежи для своего пресса для яблок 9. Соберите свой собственный пресс для фруктов Это старое учебное пособие по сборке пресса для фруктов. В любом случае, планы очень подробные, а инструкции очень подробные. Так что, если вам нужен простой в использовании учебник по сборке этого пресса для сидра, вам следует рассмотреть этот вариант. Попробуйте эти чертежи для пресса для сидра Пресс для сидра своими рукамиПервая версияТеперь, когда яблоки нарезаны на мелкие кусочки, их можно раздавить, чтобы выпустить сок. Существует несколько вариантов печати. Плоды можно раздавить с помощью резьбы, сжимающей мякоть. Однако для извлечения значительного количества сока требуется довольно большое давление, поэтому вам нужны либо руки, как у Арни, либо очень длинная ручка. Другой метод (и тот, который выбрал я) использует гидравлический автомобильный домкрат для создания давления. Мой собственный пресс для сидра был улучшен даже больше, чем мой скреттер; теперь это третья версия. Я сделал деревянную раму из фанеры нескольких толщин. На этой раме я поместил деревянный поднос с отверстием на одном конце и трубой, ведущей к ведру. (Щелкните фото, чтобы увеличить) Кусочки яблока помещаются в нейлоновую сетку (некоторые старые сетчатые занавески были такими) и складываются стопкой на подносе. Каждая из этих упаковок называется «сыр». Затем поверх сыров кладут еще одну доску, а затем используют домкрат для бутылок, чтобы оказать давление. Вторая версияКак уже упоминалось, деревянная часть наверху треснула, когда я пытался использовать пресс на втором году своего сидроделия. Нам пришлось вернуться к прессованию яблок в небольшом фруктовом прессе, подобном этому: . Как вы понимаете, работы было много! Поэтому, когда мы добрались до Франции, я начал конструировать новую, улучшенную, усиленную модель, на этот раз из стали! Я сварил раму, аналогичную по форме предыдущей модели. (не обращайте внимания на поперечину посередине, она не использовалась): У меня остался кусок кухонной столешницы после установки нашей новой кухонной раковины, поэтому я использовал его в качестве основы для поддона для сока. Используя радиальную пилу, я обрезал его до нужного размера, чтобы он поместился внутри металлической рамы, которую я сделал: Я прикрепил несколько кусков фанеры, чтобы сформировать боковые стороны, и установил пластиковый кран для подачи сока. В очередной раз для удерживания пульпы на месте во время прессования использовался сетчатый материал для штор. Я также сделал деревянную рамку, чтобы придать форму сыру: После того, как несколько сыров были сложены друг на друга, сок начал течь сам по себе: Затем поверх штабеля сыров был помещен еще один обрез кухонной столешницы и установлен автомобильный домкрат. Версия третья (точнее, версия вторая с дополнением…)Еще одна проблема стала досадно очевидной, когда усилилось давление. Хотя домкрат обеспечивал достаточное давление, сыры начали соскальзывать вбок. И верхняя часть рамы начала прогибаться вверх. В этот момент нас посетил T&M , и ему удалось убедить меня не выбрасывать все это на помойку. Вместо этого меня представили их другу. Отказ от ответственности: Все нижеследующее является полностью гипотетическим и вымышленным, поэтому фотографии явно созданы компьютером; и, следовательно, также должны быть вымышленными. Итак, этот гипотетический друг сконструировал «сырницу», гипотетически используя свой огромный металлообрабатывающий станок, чтобы гипотетически модифицировать цилиндрический объект, который ранее содержал легковоспламеняющийся газообразный материал, и который абсолютно не разрешается модифицировать! Обратите внимание, что я не рекомендую вам делать это самостоятельно и не несу никакой ответственности, если вы это сделаете. Верхняя часть оригинального предмета была срезана, обрезана и усилена путем приваривания к середине квадратных трубок. Эта модифицированная верхняя часть вышеупомянутого гипотетического сыродержателя переворачивается в процессе прессования и довольно плотно прилегает к стенкам стального цилиндра. * См. обновление ниже. Пока у меня была кисть, я также покрасил стальной каркас. Вы заметите, что я также добавил некоторую распорку к верхней перекладине. Итак, третья версия работает? О да… как шарм. Сыры (все еще находящиеся в сетке), извлеченные из пресса, были практически сухими. Теперь, когда мякоть превратилась в яблочный сок, мы можем приступить к приготовлению яблочного сидра! * Обновление, ноябрь 2015 г. Во время использования я обнаружил, что у оригинальной «крышки» был изъян. Вальцы двухвалковые: Страница не найденаДвухвалковые вальцы для резины — Оборудование для полимеров, пластмасс и резины (вальцы, прессы, экструдеры, смесители, ножи и линии)Описание Валки изготовлены из стали высокой твердости,а поверхность покрытая хромом зеркально отполирована. В сочетании с простой регулировкой зазора между валками и надежными защитными устройствами вальцов позволяет просто и равномерно смешивать полимерные материалы. Характеристики
Вальцы двухвалковые 1700ммх20мм Б/У — Биржа оборудования ProСтанки
Объявление не актуально! Вальцы двухвалковые 1700ммх20мм после капремонта в отличном состоянии. Создано 16.04.2022 Изменено 16.04.2022 Станки по металлу Металлообрабатывающие станки Вальцы станок Вальцовочный станок б у Валковая листогибочная машина Листогибочная валковая машина Похожие объявленияИнтересные статьи партнеров3D-печатные инструменты для штамповки на листогибочном прессе Sashimono — древняя японская техника изготовления деревянной мебели Как быстро сделать рабочий стол из фанеры на фрезере с ЧПУ + DXF файлы Запуск фрезерного станка с ЧПУ RJ 2030 ATC и лазерно-гравировального станка LM 9060 PRO в Казани 40 интересных фактов о металлах Тест лазерного очистителя металла от ржавчины непрерывного типа LM-2000C/1500 Raycus на складе 12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 1] Так Ёшино — мастер по изготовлению мебели дзен в Японии Вы недавно смотрелиВсе просмотренные объявления → Двухвалковый стан MW-10 | Dijatec Machinebouw BVСиликоновая лаборатория для профессионалов Dijatec Machinebouw производит две валковые мельницы для смешивания силиконов и полимеров. В тех случаях, когда машиной управляет персонал, Dijatec Machinebouw может установить ограждение перед зазором между смесительными валками, которое полностью защищает вход. Заявка на патент на эту систему. Когда это ограждение является частью машины, необходим сжатый воздух для управления ограждением. Сразу кТехнические характеристики Стандартное оборудование Высококачественное хромированное покрытие Высококачественный хромированный слой на валках облегчает работу Маленькая, но мощная Эта небольшая машина обладает достаточной мощностью, чтобы закончить вашу работу Загрузить информацию Загрузить полные спецификации продукта в формате PDF Перейти на страницу загрузки Технические характеристики Электрическое подключение: 230 В, 1 фаза и заземление Цвет Стандартная рама этой машины имеет порошковое покрытие RAL 5026 (темно-синий металлик). Стандартное оборудование Дополнительное оборудование  0003 0003Легкая ручная двухвалковая мельница Посетите страницу Двухвалковая мельница MW-20 Двухвалковая электрическая мельница модели MW-20. Используется для смешивания от 500 до 1300 г материала Посетите страницу Двухвалковая мельница MW-20 HV Эргономичный дизайн благодаря электрической регулировке высоты Посетите страницу Двухвалковая мельница HW-30 смешивание до 6,5 кг материала Посетите страницу Двухвалковая мельница – конструкция и классификация
Содержание
Что такое двухвалковая мельница? Лабораторная двухвалковая мельница DW5110 — это машина для рафинирования резины открытого типа. Основными рабочими органами являются два полых ролика или бурильные ролики, вращающиеся в противоположных направлениях. Устройство называется передним роликом со стороны оператора. Он может двигаться вперед и назад с помощью ручных или электрических движений, чтобы регулировать расстояние вращения и адаптироваться к рабочим требованиям. Задний ролик зафиксирован и не может двигаться вперед или назад. Размер двух роликов обычно одинаков, и они вращаются с разной скоростью. Зазор между двумя валками растягивается при вращении валика, а сырой клей или клеевой материал подвергается интенсивному сдвигу и достигает цели смешивания. Мельница также используется в переработке пластмасс и других отделах. На заводе пластмассовых изделий люди также называли его двухвалковой мельницей. Смеситель представляет собой разновидность оборудования для смешивания пластмасс, которое применялось ранее при производстве пластмассовых изделий. При производстве кабельных материалов функции открытия и очистки напрямую объединяют порошкообразные материалы, смешанные в соответствии с формулой, в плавящиеся материалы, а затем прессуют в чешуйчатую ленту, так что гранулятор разрезает на гранулы. На линии по производству напольной кожи можно напрямую подавать кожаную смешанную пластифицированную равномерную грунтовку. Также можно перерабатывать отходы пластиковой пленки (листа) на заводе по переработке пластика обратно. Что такое структура и классификация двухвалковой мельницы?
Двухвалковая мельница в основном состоит из ролика, подшипника, рамы, сальника, приводного устройства, устройства регулировки расстояния, системы смазки, устройства регулировки температуры и устройства аварийного торможения. Хотя размер мельницы другой, но ее основная структура аналогична. В процессе рафинирования каучука мельница в основном использует два вращающихся относительно друг друга ролика, которые сжимают и разрезают каучук. После многократного замешивания и химического воздействия, сопровождающего процесс замешивания, цепь больших молекул внутри каучука разрывается, и различные компоненты внутри каучука смешиваются равномерно, и, наконец, цель очистки каучука достигается. Из пленки, исключенной в валковый зазор, наносится на один вал из-за разницы в поверхностной скорости и температуре двух валков и возвращается на два других вала, таким образом многократно завершая рафинирование каучука. В процессе пластификации молекулярные цепи каучука меняются с длинных на короткие. Эффект выдавливания обусловлен резиновым материалом за счет постепенного уменьшения расстояния между роликами, с увеличением поперечного давления и выдавливания Увеличение давления; Сдвигающее действие обусловлено соотношением скоростей переднего и заднего ролика, чем больше сила сдвига. Технические характеристики смесительной машины с параметром «часть рабочего ролика x длина секции диаметра ролика», например, Φ 550 x 1500, единица измерения — мм. Частью китайского стандарта является диаметр ролика перед числом китайских фонетических символов, указывающих на использование машины. Технические характеристики машины должны включать: скорость валков, передаточное отношение, мощность, производительность смешивания, диапазон регулировки расстояния между валками, размер внешней установки и режим передачи и т. Основные части мельницы включают: валки, валки подшипник, устройство регулировки расстояния, рама, предохранительный тормоз и резиновая пластина. История двухвалковой мельницы и развитие Двухвалковая мельница — самая ранняя, используемая в резиновой промышленности, простая структура самого основного резинового оборудования. Уже в 1820 г. одновалковая машина для рафинирования резины с ручным приводом. Двухвалковая машина для смешивания резины использовалась для обработки резины в 1826 году. Она имеет более чем 180-летнюю историю. Китай начал проектировать и производить крупногабаритные сверлильные станки в 1955 году. За последние пятьдесят лет уровень проектирования и производства мельниц значительно улучшился. В последние годы постоянно появляются отечественные смесители нового типа. Эффективно способствовал развитию буровой машины. До сих пор отечественная мельница стала серией. И он завершил часть работы по проектированию спецификации и был экспортирован за границу. В связи с непрерывным развитием резиновой промышленности мельница для разрыхления шаг за шагом совершенствуется и обновляется. В связи с применением и развитием такого оборудования, как экструдер. Смеситель и смеситель непрерывного действия, диапазон применения смесителя был значительно сокращен в автоматической производственной линии смешивания воды. Тем не менее, он по-прежнему широко используется на средних и малых фабриках. Особенно в производстве рециклированной резины и специальных видов резины в небольших партиях и резиновых материалов. Персонаж за пределами страны думает, мельничная машина не заменяет, чтобы открыть машину. Мельничный станок просто делает клей, который близок к завершению, а для последующей обработки лучше использовать открытую машину, чтобы продолжить отделку. В зарубежной серии больших изменений не произошло, структура налажена. Тенденция его развития включает 5 частей.
Как измерить неплоскостность поверхности: Измерения плоскостности и прямолинейности | Технологии Обработки МеталловИзмерения плоскостности и прямолинейности | Технологии Обработки МеталловДля проверки плоскостности и прямолинейности применяются плиты и линейки. Поверочные плиты служат для поверки плоскостности шаброванных поверхностей по методу пятен на краску. Они применяются также в качестве вспомогательных приспособлений при различного рода контрольных работах. Стандартные плиты (ТУ по ОСТ 20149-39) изготовляются размерами от 100X200 до 1000X1500 мм, а по нормали МСС—до 3200X5000 мм. По точности изготовления Поверочные плиты разделяются на три класса: 0-й, 1-й и 2-й (выпускаются также плиты 3-го класса точности — разметочные, используемые только для разметочных работ). Измерительные поверхности поверочных плит, предназначенных для работы по методу пятен на краску, должны быть отшабрены. Степень плоскостности измерительных поверхностей плит размером до 1000X1500 мм определяется количеством пятен краски на площади квадрата со стороной 25 мм. Для плит 0-го и 1-го классов точности количество пятен должно быть не менее 25, для плит 2-го класса — не менее 20, для плит 3-го класса — не менее 12 (плиты 3-го класса точности могут изготовляться строгаными). Наряду с количеством пятен стандартом регламентированы следующие допустимые отклонения от плоскостности плит в линейной мере (для контрольных плит строганых, шлифованных, притертых): Типы и размеры поверочных линеек, а также условия их применения приведены в таблице 7. Таблица 7. Типы, виды поверочных линеек и преимущественный метод проверки ими изделий (ТУ ОСТ 20126-39) Допустимые отклонения измерительных поверхностей лекальных линеек от прямолинейности составляют от 0,5 до 7 мк. а допустимые отклонения измерительных поверхностей проверочных линеек с широкой рабочей поверхностью от плоскостности составляют от 7 до 600 мк. в зависимости от класса точности и размера. Для линеек последнего типа с шаброванными поверхностями нормировано количество пятен краски в прямоугольнике, равновеликом квадрату со стороной 25 мм (таблица 8). Таблица 8. Плоскостность поверочных линеек. Проверочные линейки применяются для проверки плоских поверхностей изделий по методу линейных отклонений. Плоскостность малых доведенных поверхностей, например рабочих поверхностей плоскопараллельных концевых мер, проверяется техническим интерференционным методом. Если между плоской стеклянной пластиной и доведенной поверхностью другого тела создать тонкий воздушный клин (рисунок 38), то в поле зрения наблюдателя появятся, как следствие интерференции света, чередующиеся светлые и темные полосы, отчетливо видимые невооруженным глазом. Рисунок 38 Ясно выраженные светлые и темные полосы наблюдаются в однородном (монохроматическом) свете; в белом свете наблюдаются цветные полосы. Расстоянию между соседними темными полосами соответствует увеличение высоты клина, равное половине длины световой волны. Если бы поверхности 1 и 2 (рисунок 38) были идеально плоскими, интерференционные полосы были бы прямолинейны и параллельны ребру клина; при наличии на поверхностях 1 и 2 впадин и выступов интерференционные полосы будут искривлены. Для определения величины погрешности плоскостности измеряют на глаз величину стрелы прогиба f полосы (рисунок 39), принимая за единицу измерения ширину b полосы, и полученный результат умножают на половину длины световой волны. Рисунок 39 Если интерференционные полосы обращены выпуклостью к ребру клина, — проверяемая поверхность вогнута, если полосы обращены выпуклостью в обратную сторону — поверхность выпукла. Технический интерференционный метод применяют для определения погрешностей плоскостности, не превышающих 2 мк. Предельная погрешность метода обычно не превышает ±0,1 мк. Прямолинейность поверхностей большой протяженности (например, станин станков) может быть проверена с помощью уровня, устанавливаемого последовательно в различных положениях по длине исследуемой поверхности. По показаниям уровня легко построить кривую проверяемой поверхности. Для проверки прямолинейности направляющих больших станков используют также коллимационный метод. Прямолинейность вертикально расположенных поверхностей проверяют с помощью натянутой струны. Расстояние от струны до проверяемой поверхности в различных точках определяют с помощью микроскопа, снабженного окулярным микрометром. Допуск плоскостностиНа плоскостях деталей в ходе обработки образуются поверхности с характерными отклонениями. Чтобы указать допустимые погрешности плоскостности, не снижающие качество последующего использования этой детали, на чертеже наносится знак в виде ромба и цифровое значение. Допуск плоскостности поверхности
Допуск плоскостности поверхности
Допуск плоскостности поверхностей относительно общей прилегающей
Допуск плоскостности
Способов контроля величины отклонения плоскостности описываемых в научно-технической литературе существует достаточно много, но направление методов измерения можно разделить на два вида, это оптическое и не оптическое измерение. Оптические способы измерения основаны на сравнении реального состояния профиля с визирной осью светового луча. Не оптические средства контроля, производят анализ поверхности элементами конструкции измерительного прибора. Для установления величины плоскостности чаще всего задействуются приборы с механическим оптическим и гидростатическим методом преобразования снимаемых данных. В механических приборах измерительный механизм построен на кинематическом принципе действия, преобразующем небольшие перемещения измеряемых значений, в увеличенные передвижения которые принимаются регистрирующими устройствами. Гидростатические приборы используют методы измерения с использованием жидкости. Принцип измерения основан на сравнении плоскости, которая образовывается поверхностью жидкости, всегда располагающейся горизонтально, с проверяемой поверхностью. Измерительные оптические приборы являются средствами измерения, в которых при выполнении измерений задействован ряд оптических элементов таких как: объективы, зеркала, призмы, окуляры и передвигающие их рычаги, кронштейны, направляющие и т.д. Анализ поверхности, производимый оптическими средствами измерения, осуществляется за счёт потока лучей, несущих информацию об измеряемой детали, проходящих через ряд элементов оптико-механической или оптико-электронной конструкции. Измерение отклонений от плоскостности производят с помощью специальных поверочных плит, принцип определения которыми заключается в том, что рабочую поверхность плиты принимают за исходную плоскость, по которой определяют отклонения реальной плоскости изделия. Процесс измерения плитами в большинстве случаев связано с нанесением специальной краски, по которой выявляют неровности. На плиту наносят тонкий слой краски, после чего кладут на плоскость проверяемой детали. В результате перемещения плиты по поверхности детали определяют количество пятен, оставляемых после выдавливания краски во впадинах неоднородной поверхности. Поверочные плиты, как правило, изготавливаются из серого чугуна, которые имеют свои достоинства и недостатки. Помимо чугуна для изготовления поверочных плит используется ряд твердых каменных пород. Основным из преимуществ, каменных поверочных плит является износостойкость, и долгий срок службы по сравнению с чугунными плитами. В каменных плитах отсутствует внутреннее напряжение. Поверочные плиты из гранита меньше подвержены деформации из-за изменения температуры внешней среды, так как коэффициент теплового расширения у них меньше, чем у чугуна. Каменные поверочные плиты менее чувствительны к вибрациям. Стандартные плиты выпускаются с размерами от
Плоскостность — поверхность и функция размера В этом видео Брэндон обсуждает разницу между измерением плоскостности поверхности и плоскостностью функции размера (FOS). Плоскостность поверхностиПлоскостность поверхности — тип плоскостности, с которым знакомо большинство людей. На чертеже обозначение плоскостности может указывать прямо на поверхность с помощью направляющей стрелки или выходить за пределы поверхности и в сторону от элемента размера. Как вы можете видеть на рисунке 1, требование плоскостности поверхности не соответствует размеру. Замечание о размещении символа плоскостности имеет решающее значение для определения того, относится ли требование плоскостности к поверхности или элементу размера (FOS). Рисунок 1: Плоскостность поверхности на чертеже Плоскостность поверхности просто определяет, насколько плоским должен быть элемент поверхности, и является условием чисто плоскостности. Рисунок 2: Зона допуска плоскостности поверхности На рисунке 2 измеряемая поверхность показана красным цветом. Он находится в допуске, если все точки на поверхности лежат в пределах поля допуска 0,05. Поперечное сечение, показанное на рисунке 2, показывает, что пока поверхность помещается между двумя параллельными плоскостями зоны допуска, требование плоскостности выполняется. Плоскостность элемента размера Плоскостность элемента размера (FOS) отображается с использованием того же символа плоскостности, который используется для плоскостности поверхности. (Существует только один символ плоскостности.) Плоскостность элемента размера обозначается на чертеже выноской плоскостности непосредственно на одной линии с элементом размера размера. Рисунок 3: Плоскостность элемента размера Плоскостность элемента размера определяется путем получения сначала производной срединной плоскости элемента, а затем проверки того, что полученная срединная плоскость находится в пределах допустимой зоны допуска. Плоскостность производной срединной плоскости (Плоскостность DMP) применяется к вещам, которые, как мы знаем, будут иметь изгиб, например большой лист металла. Его можно использовать только для плоских элементов размера, таких как пластины, выступы и прорези. Зона допуска плоскостности элемента размера также является трехмерной зоной допуска. Чтобы плоскостность элемента соответствовала допуску, его производная срединная плоскость должна находиться в пределах зоны допуска. На рисунке 4 показана зона допуска для элемента размера, показанного на рисунке 3. Две параллельные плоскости, показанные синим цветом, обозначают зону допуска, а полученная срединная плоскость показана красным цветом. Рисунок 4: Зона допуска для элемента размера плоскостности Два момента, на которые следует обратить внимание относительно плоскостности элемента размера (DMP плоскостности) по сравнению с плоскостностью поверхности:
Сравнение измерений плоскостности Плоскостность поверхности и плоскостность DMP можно измерить с помощью КИМ. Рисунок 5 иллюстрирует, как плоскостность поверхности и DMP плоскостности для наших приведенных выше примеров могут быть найдены с помощью КИМ. Рис. 5: Плоскостность, измеренная КИМ Плоскостность поверхности, измеренная КИМ, показана на левой стороне Рис. 5. Датчик КИМ измеряет и собирает точки на одной поверхности. Чтобы в нашем примере поверхность соответствовала допускам, все точки на поверхности должны лежать между двумя параллельными плоскостями, отстоящими друг от друга на 0,05. Плоскостность элемента размера (плоскостность DMP), измеренная КИМ, показана справа на рис. 5. Преобразователь измеряет обе стороны детали, чтобы установить производные срединные точки каждого поперечного сечения. Точки рассчитываются и складываются вместе для получения производной срединной плоскости на основе внутренних расчетов программного обеспечения КИМ. Затем DMP сравнивается с зоной допуска двух параллельных плоскостей, которые в нашем примере расположены на расстоянии 0,05 друг от друга. Ни одна часть ПМП не может пересекать зону допуска; в противном случае деталь выйдет за пределы допуска. Хотите узнать больше о GD&T? Изучайте GD&T в своем собственном темпе и уверенно применяйте их в реальном мире. Щелкните здесь для получения дополнительной информации Плоскостность | Основы GD&TОбозначение:Относительно базы: НетПрименимо MMC или LMC: Да — Новое в 2009 г. Это распространенный символ, указывающий, насколько плоской является поверхность, независимо от каких-либо других баз или элементов. Это полезно, если на чертеже необходимо определить элемент, который должен быть равномерно плоским, не стягивая другие размеры на чертеже. Допуск плоскостности относится к двум параллельным плоскостям (параллельным поверхности, на которой он вызывается), которые определяют зону, в которой должна лежать вся эталонная поверхность. Допуск плоскостности всегда меньше связанного с ним допуска размеров.Зона допуска: Два набора параллельных плоскостей, где должна лежать вся ссылочная поверхность. Калибровка/Измерение: Плоскостность можно измерить с помощью штангенциркуля, проходящего по поверхности детали, если только эталонный элемент удерживается параллельно. Отношение к другим символам: Плоскостность — это трехмерная версия прямолинейности поверхности — Вместо зоны допуска между двумя линиями ; зона допуска существует между двумя плоскостями . При использовании: Если вы хотите ограничить степень волнистости или вариации поверхности без ужесточения допусков размеров указанной поверхности. Пример: Если вы хотите, чтобы столешница была идеально ровной, и если бы у вас не было условного обозначения плоскостности, вам пришлось бы очень жестко ограничивать высоту стола, чтобы убедиться, что вся поверхность прямой. Благодаря плоскостности вы можете позволить столу быть плоским, не сильно ограничивая толщину столешницы. (При использовании GD&T вы бы отбраковывали столы хорошей толщины и с нормальными техническими характеристиками)
Плоскостность Пример 2 Таблица без GD&T Таблица с символом плоскостности GD&T Заключительные примечания: Плоскостность — это не то же самое, что параллелизм. Параллелизм использует базу для управления поверхностью, а плоскостность — нет. Как сделать пресс своими руками чертежи видео: Пресс из домкрата своими руками: чертежи, как сделать, видеоПортативный гидравлический съемник и пресс из домкрата + способ заставить домкрат работать в горизонтальном положенииСитуаций, когда нужно сжать детали и материалы с большой силой в быту предостаточно. Вследствие этого пресс является неотъемлемым атрибутом любого хозяйства. Конечно, можно приобрести оборудование для прессования заводского производства. Однако стоит оно недёшево, да и не всегда может устроить мастера своими параметрами и размерами. Поэтому всё больше людей задаются вопросом, как сделать пресс из домкрата. Чертеж и концепция пресса из домкратаСиловые элементы изготавливаются из стали толщиной не менее 15 мм или из стальных профилей. В качестве вертикальных подкосов можно использовать дюбель, уголок, профильную трубу или такой же швеллер. Предпочтительнее использовать стержень с резьбой, так как он позволяет быстро регулировать размер рабочей зоны. Именно эту схему мы возьмем за основу для понимания конструкции. Две резьбовые шпильки (4) внизу (5) и вверху ввинчиваются в основание (7) толщиной 20 мм, что позволяет регулировать высоту верхней площадки. Штифты (4) изготовлены из стального колеса диаметром 30 мм. Верхняя резьба нарезается исходя из высоты подъема штанги домкрата с небольшим запасом. Гидравлический домкрат (6) установлен на основании. Популярно: Самодельный трубогиб как сделать в домашних условиях Желательно там поправить. Кронштейн съемный, чтобы использовать подъемник по прямому назначению. Нижняя площадка (3) перемещается вертикально на штифтах. Если толщина металла недостаточна, отверстия можно укрепить гильзами для предотвращения опрокидывания.Верхняя подающая платформа (1) прикреплена к болтам с помощью усиленных гаек (2), которые используются для регулировки высоты рабочей зоны. В результате создается такая структура власти:
Принцип работы следующий — на площадках устанавливаются плашки (гильзы, пуансоны) или другие приспособления, между которыми заготовка будет изменять свою форму. Подъем домкрата производится традиционным способом — между платформами действует сила, равная грузоподъемности домкрата. В промышленном строительстве раздельный гидроцилиндр и гидравлический насос соединены друг с другом подводящей магистралью. Это удобно, поскольку делает конструкцию компактной, а использование системы ручной откачки под давлением более удобно. Последовательность действийРешив сделать гидравлический пресс своими руками, уделите особое внимание не только выбору домкрата, которым будет оснащено такое устройство, но и изготовлению крепкой несущей конструкции. Надо понимать, что на платформу пресса оказываются такие же усилия, как и на обрабатываемую заготовку, поэтому данный узел самодельного прессового устройства должен обладать очень высокой прочностью. Иначе он разрушится после непродолжительной эксплуатации. Чтобы сделать своими руками платформу для гидравлического пресса, которая будет отличаться высокой прочностью и жесткостью, следует использовать толстостенные П-образные профили. Для этого также подойдет профилированный прокат квадратного или прямоугольного сечения. Для создания платформы гидравлического пресса понадобятся 4 отрезка П-образного профиля или профильной трубы, длины которых должны отвечать чертежу. Подготовленные для платформы пресса отрезки профильных труб или профилей сваривают друг с другом боковыми сторонами, причем сварные швы выполняются со всех сторон создаваемого соединения, что обеспечит изготавливаемой конструкции требуемую жесткость. Перед сваркой детали размещаются на месте и фиксируются струбцинами После того как платформа пресса будет полностью готова, можно приступать к созданию нижнего упора и вертикальных стоек устройства, для чего используется профильная труба. Подбирая заготовки для вертикальных стоек пресса, надо учитывать, что их длина должна равняться сумме высоты корпуса домкрата, наибольшей величины выхода его штока и толщины будущего съемного упора. Скрепление заготовок болтами Платформу пресса, его вертикальные стойки и нижний упор сваривают в единую рамную конструкцию, при этом важно следить за тем, чтобы между соединяемыми элементами строго выдерживался прямой угол. Чтобы сделать собранную конструкцию рамы пресса более жесткой и устойчивой к нагрузкам, следует ее усилить, используя металлические пластины, которые привариваются диагонально к боковым стойкам и платформе пресса. Сборка верхней части рамы Чтобы сделать пресс из домкрата работоспособным, его необходимо оснастить съемным упором, который, двигаясь по вертикали по специальным направляющим, будет оказывать давление на подвергаемую обработке деталь. Изготавливается такой конструктивный элемент пресса из нескольких металлопластин толщиной более 10 мм, которые собираются в блок и свариваются между собой с двух сторон. Длина пластин, из которых делают съемный упор пресса, должна быть немного меньше, чем расстояние между боковыми стойками устройства. Поскольку упор самодельного пресса, оказывающий давление на обрабатываемую деталь, должен при необходимости его замены на элемент другого размера и формы быстро сниматься с устройства, в нем надо просверлить отверстия, при помощи которых он будет соединяться с основанием домкрата. Такие отверстия также нужны для того, чтобы установить направляющие пластины, которые исключат боковые перемещения съемного упора. Длина этих пластин, которые находятся по обеим сторонам от вертикальных стоек пресса, должна быть как минимум на 10 см больше, чем длина самого съемного упора. Следующее, что необходимо сделать, изготавливая самодельный пресс, – это приварить отрезок трубы высотой 10–15 мм строго по центру нижней поверхности опорной платформы. Диаметр такой трубы, которая будет выполнять функцию фиксатора для штока домкрата, должен соответствовать размеру поперечного сечения такого штока. Приваренный кусок трубы для штока домкрата Пластина со штоком закрепляется на подвижной части пресса Чтобы дать возможность домкрату самому возвращаться в исходное положение после того, как рабочий цикл с его применением будет завершен, используются две пружины, которые на равном удалении от центра опорной платформы любым способом закрепляются между ней и съемным упором. Закрепление возвратных пружин Стопорный палец После выполнения всех вышеописанных действий, чтобы сделать гидравлический пресс работоспособным, на него необходимо установить основной элемент – домкрат. Для осуществления такой процедуры надо оттянуть вниз съемный упор и в просвет между ним и опорной платформой установить домкрат так, чтобы конец его штока зафиксировался в приваренном к нижней части опорной платформы кольце из трубы. После этого остается только соединить основание домкрата со съемным упором посредством болтов, шайб и гаек, и свежеизготовленным гидравлическим прессом можно начинать пользоваться. Установка домкрата Остается зачистить ржавчину, загрунтовать и покрыть краской Внешний вид готового самодельного пресса
Версия с гидронасосомСделать пресс подобной конструкции можно самостоятельно, используя буквально металлолом. Этот материал был отправлен на свалку. Тем не менее оказалось, что каркас или кровать довольно жесткие. Его сварили самодельным сварщиком. Никакого дополнительного оборудования, кроме токарного, ему не требовалось. Верхняя и нижняя площадки выполнены в виде лестничного каркаса и могут вертикально скользить по кровати. Он сконструирован таким образом, что с его помощью можно обрабатывать элементы различных размеров. На нижней площадке установлена площадка с квадратным отверстием в центре. Ход состоит из двух половин, поэтому размер отверстия можно регулировать для снятия подшипников или сайлентблоков. Важнейший элемент конструкции — самодельный гидронасос. Он сделан из старого гидравлического домкрата. Для этого рабочий поршень распиливали через болт, разрезанный на две половины. Собрав корпус домкрата, получаем гидронасос усилием 10 тонн. Верхняя часть рабочего цилиндра вместе со штоком устанавливается на платформе вверх дном и к ней приваривается аналогичный переходник для маслопровода. Обе части гидравлической системы соединены маслопроводом высокого давления, взятым со сломанного крана. Диапазон движения стика можно дополнительно регулировать винтом, находящимся в стике. Строительство готово. Затраты практически нулевые (сварочный ток, несколько использованных шлифовальных кругов и баллончик с краской). Домкрат в комплект не входил — потому что был куплен очень давно и еще стоял в гараже. Единственный недостаток конструкции — подъемник нельзя использовать как отдельный инструмент. Если вам нужен сам подъемник для бутылок, необходимо предусмотреть возможность его легкой разборки. Конструкция выполнена по классической схеме — движение платформы сверху вниз. Как пользоваться гидравлическим домкратом: особенности конструкцииЧаще всего изготавливается самодельный пресс из гидравлического домкрата. Это объясняется конструктивными особенностями изделия и принципом его работы, который основан на законах гидравлики. Самодельный пресс чаще всего изготавливается из гидравлического домкрата бутылочного типа В цилиндре домкрата располагается поршень. Над ним или в отдельном резервуаре находится рабочая жидкость в виде минерального масла. Гидродомкрат приводится в действие при помощи маленького насоса, который нагнетает масло через перепускной клапан над поршнем. Усилие минимизируется благодаря разнице диаметров плунжера и цилиндра инструмента. Рабочая жидкость, которая находится над поршнем, выталкивает его, что способствует подниманию груза, расположенного над ним. Чтобы опустить инструмент, следует знать, как пользоваться гидравлическим домкратом. Для этого необходимо медленно стравить рабочее масло из-под поршня в резервуар или в верхнюю часть цилиндра. При работе устройства могут возникнуть определенные трудности, что происходит в результате недостаточного уровня масла в устройстве. Для устранения неполадок важно знать, как заправить домкрат гидравлический своими руками. Для этого необходимо открутить заливную пробку на корпусе инструмента и вставить в отверстие шланг для наполнения резервуара до нужного объема. По завершении процесса осуществляется прокачка домкрата. Классическая конструкцияДля производства вам понадобятся: Сам подъемник для бутылок;
Точки максимального давления следует усилить. Для этого пятки можно сварить из стального листа. Они устанавливаются на верхней платформе и на подвижном элементе. Также рекомендуется установить на подвижный элемент ограничители, чтобы домкрат не выскользнул. Подвижный элемент подвешен на пружинах. Направляющие флажки приварены к концам, предотвращая вертикальное перемещение платформы. Строительство готово. Домкрат можно снять в любой момент и использовать отдельно от пресса. Имея комплект приспособлений (втулки, плашки,своими руками сначала выберите силовой агрегат. Для этого часто используется домкрат. Его максимальная грузоподъемность определяет степень давления на заготовку. Значение этого параметра зависит от типа выполняемой работы. Для домашнего использования можно выбрать модель домкрата грузоподъемностью от 7 до 20 тонн. Пресс с гидроцилиндром и насосом Альтернативный вариант — установка гидроцилиндра и нагнетательного насоса. Это обеспечит максимальный комфорт при выполнении работы. Но стоимость такой конструкции, сделанной своими руками, намного выше, чем у машины с домкратом. Корпус станка часто изготавливают из стальных швеллеров и уголков. монтажный блок домкрата. Его подвижная штанга может размещаться как в верхней, так и в нижней части; вспомогательный стол. На него будет установлена заготовка. При изготовлении своими руками рекомендуется предусмотреть возможность изменения высоты относительно домкрата; Рамка. На нем установлен силовой агрегат и опорный стол. В нижней части для большей устойчивости расположены ножки с регулируемой высотой. Не рекомендуется предоставлять подробные строительные чертежи, так как при его производстве могут использоваться разные компоненты. Однако с заводскими аналогами рекомендуется ознакомиться заранее, исходя из полученных данных, самостоятельно. с целью разработки оптимальной модели. Фурнитура особой формы используется для различных видов работ. Они должны быть из прочной инструментальной стали, поэтому сделать их самостоятельно будет проблематично. Простой чертеж гидравлического пресса Дополнительные настройкиПри использовании самодельного гидравлического пресса у пользователей часто возникает вопрос о том, как сделать так, чтобы шток домкрата перемещался на более короткое расстояние. Это позволит тратить меньше времени на обработку деталей при помощи самодельного пресса. Решить эту задачу можно несколькими способами.
Кулинарное применение пресса из домкратаНа первом этапе делается точный чертеж, который должен включать все элементы дизайна. Учитываются их эксплуатационные и технические характеристики — габаритные размеры, толщина стали, грузоподъемность. Перед этим нужно выбрать оптимальный набор инструментов и расходных материалов. Для обработки и сварки металлоконструкций вам понадобится сварочный аппарат, мощная дрель, набор болтов и гаек. Заготовки для ручного гидравлического пресса можно формировать с помощью автогенератора или болгарки. Для того, чтобы закрепить агрегат, в его основании необходимо будет проделать отверстия. Рекомендации по сборке станка: Рамка. Рама состоит из 6 каналов. Соединение производится двумя способами: сваркой и механическим способом с помощью шурупов; вспомогательный стол. Оптимальная конструкция — установка двух каналов с зазором между ними; Устройство самодельного пресса для гаража: характеристика конструкцииПеред тем как сделать пресс гидравлический, следует определиться с типом установки. Настольная конструкция является более устойчивой, мобильной. Благодаря небольшим размерам она не занимает много свободного пространства. Такой пресс используется для обработки небольших заготовок. Напольный гидравлический пресс характеризуется большими размерами и большим весом. Для его установки понадобится сооружение специальной платформы. Такой станок справится с обработкой крупных элементов из металла, разборкой и сборкой сложных узлов. Пресс гидравлический для гаража изготовленный своими руками может иметь вертикальное или горизонтальное исполнение
Можно сделать сложную конструкцию, которая будет эксплуатироваться для выполнения широкого спектра задач. Однако изготовление такого варианта займет много времени и потребует использования специализированных инструментов и техники. В качестве гаражного гидравлического пресса лучше сделать ручную модель, оснащенную гидравлическим насосом и приводом. Такая конструкция является двухскоростной, ее поршень характеризуется мобильностью. Изготовленный своими руками пресс гидравлический для гаража может иметь горизонтальное или вертикальное исполнение. Первый тип устройства применяется для правки, рубки и гибки отдельных элементов из металла. Вертикальное оборудование предназначено для распрессовки и запрессовки деталей. Сделанный своими руками гидравлический пресс для макулатуры приобретает все большую популярность. Назначение гидравлического прессаПосле изготовления пресс рекомендуется загрунтовать и покрасить. Испытание следует начинать с деформации тонкостенных изделий, постепенно увеличивая нагрузку. Если используются цилиндр и насос, необходимо тщательно выбирать их характеристики. В частности, это относится к максимальному значению давления, которое можно использовать. Не рекомендуется устанавливать самодельные актуаторы. То же самое относится к моделям, которые были повреждены, но затем восстановлены. Поскольку использование домкрата для изготовления гидравлического пресса своими руками — лучший вариант — можно выбрать самую простую модель бутылочного типа.
Ручной работы прессование от домкрата никак не сказывается на его качестве и технической эффективности. Характеристики такие же, как и у оборудования, которое выпускается в производстве.
Прессование также может использоваться для пакетирования различных изделий из дерева, металла и пластика. Гидравлический пресс используется почти на каждом производственном предприятии, но он также используется дома. Преимущество этого типа устройства — закон гидростатики, который, в свою очередь, облегчает глажку изделий любой плотности.
Вся конструкция состоит из небольшого количества деталей, но основные части представляют собой два поршневых цилиндра, различающихся диаметром. Это позволяет повысить КПД и объект будет иметь силу в несколько тонн. Конструкция гидравлического пресса предполагает работу в двух плоскостях, однако наиболее распространенным является устройство вертикального типа, реже — горизонтальное. Какой домкрат выбратьДля изготовления пресса из домкрата оптимально подходят устройства одноштокового бутылочного типа, которые отличают простая конструктивная схема и высокая надежность. Прессы, изготовленные на основе такого домкрата, имеют более высокую мощность, если сравнивать их с оборудованием, основным рабочим органом которого являются рычажные, кривошипные, винтовые или эксцентриковые механизмы. Пресс с гидравлическим домкратом Различные модели гидравлических домкратов способны создавать усилие, значение которого варьируется в диапазоне от двух до ста тонн, что и позволяет использовать их в качестве очень эффективного силового механизма.
Приспособление для подборки сенаАгрегат имеет вид деревянного короба, посаженного на рамную конструкцию из прочного бруса или стальных профилей. У короба отсутствует крыша, но присутствует калитка. Для самостоятельного создания устройства для переработки сена потребуются следующие материалы:
Первым делом, пиломатериалы обрабатываются. Затем их нужно соединить при помощи уголков и болтов и оббить металлическими рейками для надёжности. Далее необходимо заняться калиткой. Её нужно установить на петли. Чтобы собрать подборочный пресс, потребуется:
Фото пресса своими рукамиЧитайте здесь — Ремонт МТЗ своими руками: разборка, ремонт, восстановление, регулировка и сборка минских тракторов (105 фото) Помогите сайту, сделайте репост 0 Необходимые чертежиЧто касается чертежей и размеров для изготовления пресса, то тут есть масса вариантов и возможностей. Сначала вам нужно определиться с тем, для машины какого размера будет использоваться домкрат с прессом. Тут всё предельно просто, чем больше машина, тем соответственно будет больше пресс, а значит и мудрёнее чертежи.
Вы можете использовать множеством интернет ресурсов, где есть большое количество чертежей любых размеров. Но если вкратце, то примерные цифры в чертежах будут такими:
Практически во всех случаях домкрат будет устанавливаться в самом низу у его основания. Собираем самодельный гидравлический пресс из домкрата на 10 тонн своими рукамиПресс используется не часто, но если в нем возникла нужда, то заменить его нечем. Когда мне понадобился гидравлический пресс, я изучил цены на рынке и пришел к выводу, что мне самому не сложно разработать чертежи и сделать мини пресс своими руками. Практика показала, что это довольно легко – немного сварки, сверления, резки и шлифовки, и перед вами самодельный пресс из домкрата на 10 тонн. После изучения материалов о прессах я выделил следующие моменты в дизайне и функциональности кустарных конструкций:
Я решил сделать механический пресс средних размеров, что-то среднее между напольным и настольным агрегатом, также я хотел иметь возможность демонтажа домкрата, если он понадобится мне где-то еще. Шаг 1: Меры безопасностиТак как стаканный домкрат будет привариваться, используйте одежду с длинным рукавом, сварочные перчатки и защитную маску для дуговой сварки. Также учтите, что при дуговой сварке можно получить УФ-ожоги не закрытых участков кожи. Также необходимо обуть специальную защитную обувь (как минимум кожаные ботинки). Очень хорошо, если у вас есть возможность провести сварку на улице. Не забывайте, что при сварке оцинкованного металла выделяется очень много ядовитого дыма. Защитная экипировка для шлифовальных работ и резки стали включает в себя: защиту для глаз и слуха. При работе УШМ вы скоро услышите звон в ушах, если будете работать без должной защиты, не говоря о снопе искр, который разлетится по помещению. Шаг 2: Составные части и инструментыИнструменты:
Составные части:
Шаг 3: Делаем основаниеИсходя из того, что поперечные балки длиной 560 мм, длина поперечной стяжки должна быть 460 мм (расстояние между боковыми опорами). Таким образом, я получил отлично отцентрованные отверстия, к которым подойдут только соответствующие отверстия на нижней опоре. Шаг 4: СтанинаБиметаллическая коронка легко режет 8мм-вую сталь, и остается острой после прорезания 32 отверстий. С обратной стороны остается иззубренный край, поэтому перед покраской пресса метал нужно будет зачистить. При сборке станины может оказаться так, что отрезки швеллера из-за уклона внутренних граней плохо стыкуются между собой. Это исправит шлифовка поверхностей в местах соприкосновения. Отметив места сверления отверстий на расстоянии 30 мм от края перекладин, я пришел к выводу, что расстояние между центрами 39 мм гораздо удобнее для сборки, чем 40 мм, которые я планировал (100 мм ширина минус 60 мм общий вычет толщины вставки). Файл с основными расчетами. Файлы
Шаг 5: Скобы для стаканного домкратаПоказать еще 3 изображения Я приварил отрезок трубы к верхней скобе, чтобы зафиксировать головку выдвижного винта домкрата, затем приварил два согнутых куска арматуры, для крепления возвратных пружин. Временно в качестве пружин используются эластичные тросы. Тросы маркированы предупреждением о недопустимости растяжения свыше 50% изначальной длины. Как можно чаще трос нужно проверять на повреждения, разлохмачивание оплетки. Не допускайте, чтобы лицо или части тела находились на пути растянутого троса, на случай возможного разрыва. Шаг 6: Испытание10мм-вую арматуру сгибает на отлично, до 90°. Для V-образного сгиба пришлось использовать дополнительно балансир и столбы от ограды. Единственная модификация домкрата – замена штока на более длинный, для облегчения работы. Я попробовал горячую штамповку, но имевшаяся у меня алюминиевая банка не выдержала испытания. Возможно, нужно взять или более толстый металл, или более тонкую проволоку (я пробовал с проволокой 1,23 мм). Лучшая коллекция пошаговых руководств по рисованию рукСодержание Учебное пособие по рисованию рук Пошаговое руководство по рисованию очень реалистичных рук Учебное пособие по рисованию рук простым способом Как рисовать расслабленные руки – Видеоурок Классный видеоурок о том, как рисовать руки разными способами Научитесь рисовать руки двумя способами – Видеоурок Различные способы рисования реалистичных рук Рисуем руку, держащую меч Рисовать руки с эталоном Учитесь рисовать детские руки и детские руки Коллекция рисунков рук для справки Рисовать руки может быть очень сложно, особенно если вы не очень хорошо рисуете и вам назначен проект, который предполагает их рисование. Учебное пособие по рисованию рукУзнайте, как рисовать руки, следуя этому простому учебному пособию. Нажмите, чтобы просмотреть руководство Рисуем очень реалистичные руки – пошаговое руководствоРуки очень выразительны и говорят больше, чем мы. Попробуйте выразить себя, нарисовав очень реалистичные руки с помощью этого пошагового руководства по рисованию рук. Нажмите, чтобы просмотреть учебник Учебник по рисованию рук простым способом Пытаясь найти простой способ рисования рук, попробуйте этот урок. Нажмите, чтобы просмотреть урок Как рисовать расслабленные руки — видеоурокПростой видеоурок, в котором показано, как рисовать расслабленные руки. [youtube=http://youtu.be/rB7ab61Xu3Q] Классный видеоурок о том, как рисовать руки разными способамиХорошо объясненный видеоурок о том, как рисовать руки разными способами. [youtube=http://youtu.be/CHZLop6fd3o] Научитесь рисовать руки двумя способами — видеоурокВ этом уроке объясняются два разных способа рисования рук. [youtube=http://youtu.be/lbViuspmeGc] Различные способы рисования реалистичных рукРисовать реалистичные руки — мечта каждого художника, но новичку может быть сложно добавить все эти детали, попробуйте этот реалистичный видеоурок по рисованию от руки, и вы увидите, насколько это просто. [youtube=http://youtu.be/bdryG7Ntoi0] Нарисуй руку, держащую меч Любишь рисовать фигурки, но не знаешь, как добавить оружие? Этот урок объяснит, как это сделать. [youtube=http://youtu.be/2nGXrIre1OI] Рисуем руки с референсомРеференсы играют жизненно важную роль в рисовании. Вот учебник по рисованию рук, который поможет вам рисовать руки с помощью ссылки. Нажмите, чтобы просмотреть урок Учитесь рисовать детские ручки и детские ручкиРисовать детские руки и детские руки может быть очень сложно, так как они отличаются от рук взрослых. Этот учебник по рисованию рук поможет вам научиться рисовать детские руки очень простым способом. Щелкните, чтобы просмотреть руководство Коллекция ручных рисунков для справкиЩелкните, чтобы просмотреть Знай свои права | Права протестующихЗнай свои права Вернуться на главную страницу «Знай свои права» Первая поправка защищает ваше право собираться и выражать свое мнение посредством протеста. Однако полиции и другим государственным чиновникам разрешено налагать определенные узкие ограничения на осуществление права на свободу слова. Español Поделитесь этой проблемой: Я организую акцию протестаВаши права
Нужно ли мне разрешение?
Что делать, если вы считаете, что ваши права были нарушены? Распечатать: этот раздел | все разделы Поделитесь этим сценарием: Я участвую в акции протестаВаши права
Что делать, если вы считаете, что ваши права были нарушены? Что произойдет, если полиция отдаст приказ о разгоне протеста?
Распечатать: этот раздел | все разделы Поделитесь этим сценарием: Я хочу сделать фото или видео на митингеВаши права
Что делать, если вас остановили или задержали за фотосъемку
Что делать, если вы считаете, что ваши права были нарушены?Распечатать: этот раздел | все разделы Поделитесь этим сценарием: Меня остановила полиция во время акции протестаВаши права
Обвязка проволокой арматуры: Как вязать вязальную проволоку | Как рассчитать вязальную проволоку для арматуры: выборчем вязать и как вязать?Прочная и качественная арматурная сетка нужна для сохранения пространственной формы фундамента при его заливке. Поэтому и варить ее нельзя – иначе, как объясняют специалисты, «нарушается кристалл железа». И не важно, строится ли большое здание или компактная баня, возможна только вязка арматуры для фундамента, причем качественная и правильным материалом. А вот способов, как вязать арматуру, сегодня практикуется достаточно много. Но, в общем, все выглядит чаще всего так: сеть вяжется секциями вне траншеи, а потом эти секции просто подвязываются друг к другу. Можно вязать, конечно, и на дне траншеи, но для этого арматуру нужно заранее закрепить. Ведь главное, чтобы она не опускалась на дно траншеи – а для этого опытные строители используют специальные держатели (продаются на рынке). Чем вязать? Вязальная проволока VS пластиковые хомутыЧто лучше для вязки арматуры: обычная проволока или модные пластиковые хомуты? Давайте разберемся вместе. Стальная проволока: где раздобыть и как сделать самомуВязальная проволока для фундамента делается из отожженной низкоуглеродистой стали. Она мягкая на изгиб, удобная в эксплуатации. По цвету бывает белая – оцинкованная – и черная, без какого-либо покрытия. К слову, что интересно, многие мастера считают красивую оцинкованную проволоку в использовании для фундамента самым настоящим излишеством – ведь в бетоне нет доступа кислороду, а потому никакой коррозии быть не может.
Какого диаметра брать проволоку? Опытные строители говорят, что наиболее удобный и прочный вариант – это 1,2-1,4 мм. На двойку уходит много сил, а единица слишком слаба. А вот как можно разжиться вязальной проволокой для фундамента. Берем старую покрышку от грузовика и сжигаем ее. Пластиковые хомуты: за и противБольшинство строителей посматривают на появившиеся недавно пластиковые хомуты с некоторой опаской – выдержат ли они потом в фундаменте нагрузку? Не разорвутся ли? Насколько они на самом деле надежны? А так плюсы этого материала, конечно, радуют: простота и скорость обвязки, стоимость не намного дороже, чем у вязальной проволоки. А самые популярные в этом плане на сегодняшний день – это пластиковые хомуты с сердечком из стальной проволоки.
Как вязать? 4 самых популярных способаПростой незатейливый крючок для вязки арматуры можно сделать из проволоки 3-4 мм диаметром – например, из электрода для электродуговой сварки. Вязать им быстро, конечно, не получится, но вполне сносно. Но поделимся вот такой хитростью: сделать к шуруповерту насадку из гвоздя – в форме крюка, как на вешалке для одежды, и им и обвязывать арматуру. Так все получится в два раза быстрее, и намного меньше будут уставать руки. А суть технологии, как правильно вязать фундаментную арматуру, проста. Два ряда проволоки располагаем пенрпендикулярно. Далее используем самодельный станок, где арматура зажимается досками и вяжем ее вручную или пользуемся пистолетом для вязки арматуры, который можно приобрести в строительном суперамаркете. Способ №1Вот как вязать проволоку для фундамента руками:
Сколько будет нужно делать оборотов, определится практическим путем. Если слишком мало – обвязка окажется слабой, если много – проволока станет рваться. Обычно – от трех до пяти оборотов. Способ №2Порядок работ:
Здесь проволока держится уже намного лучше и надежнее.
Способ №3Порядок работ:
Способ №4А вот, по отзывам, самый удобный способ собственноручно вязать проволоку на арматуре:
В этом способе есть достаточно весомый плюс – левая рука остается свободной и ею можно придерживать арматуру, что очень удобно. Вяжем арматуру специальными пистолетамиА они бывают самыми разными – электрическими и аккумуляторными, самого разного производителя. Первыми до такого чуда техники додумались японцы – благодаря их приспособлению проволока на одном узле закручивается в течение секунды и строго в определенной силе натяжения: не слабо, но и не так, чтобы ее рвало. Вот только одна незадача: стоят такие пистолеты очень дорого. И здесь русские мастера выходят из положения, кто как может: кто-то покупает, а потом перепродает пистолет, кто-то отдает предпочтение дешевой китайской подделке (на один фундамент хватит), а кто-то ищет возможность взять такой пистолет в аренду – и такая возможность, на самом деле, есть. Но не важно, какой вы выберете способ или инструмент – главное, чтобы арматура была связана на совесть. Тогда и фундамент под баней будет долгие годы радовать прочностью и отсутствием каких-либо трещин.
(9 голосов, среднее: 4.7 из 5)
Как вязать арматуру проволокой крючком. Как правильно вязать арматуруСодержание
Как вязать арматуру проволокой крючком. Как правильно вязать арматуруВне зависимости от используемого приспособления, важно знать и применять правильные способы вязания. На схеме ниже предложены основные способы закрутки. Вопрос о том, как вязать арматуру крючком, заключается в правильности захвата и равномерном, не чрезмерном натяжении проволоки. Обычно рекомендуют использовать отрезки проволоки длиной 250…300 мм. Вариант с петлями на концах требует большей длины, около 400 мм (примерно 100 из них уходят на создание петель). Чтобы быстро и эффективно вязать арматуру, схема применяется простая. Проволока складывается вдвое, обводится вокруг узла. Далее крючком (клещами) захватывается получившаяся петля, к ней подгибаются сдвоенные концы и выполняется скрутка. При использовании проволоки с петлями работа проще: одинарный отрезок обводят вокруг соединения стержней, подцепляют крючком или клещами петли и делают скрутку. Важно: применять клещи рекомендуется на неотожженной проволоке с диаметром более 2 мм, более тонкая и мягкая может сломаться. Еще один интересный способ соединения, при котором не требуется использовать вязальный крючок: арматура скрепляется пружинящей скобой-скрепкой. Такие монтажные скобы изготавливают из достаточно качественной стали, что и обеспечивает их пружинные свойства. Чтобы вязать стеклопластиковую арматуру, используют пластиковые (с металлическим сердечником и без) хомуты и специальные крепежные элементы из полимером. Укладка и вязка арматуры из композита допустима с применением мягкой алюминиевой проволоки. В этом случае применяются стандартные для стальной вязальной проволоки приемы. Некоторые из них показаны в гифке ниже. Способы вязки арматуры Важно: в конце закрутки края проволоки отгибаются внутрь каркаса так, чтобы даже при малом защитном слое бетона они не выглядывали из заливки и не провоцировали коррозию всей армирующей конструкции. Как вязать арматуру шуруповертом. Участник форума «Дом и Дача» amarrak рассказывает о том, какими способами можно вязать арматуру для фундаментаКрючок для вязки арматуры Как вязать арматуру под бетон. Как правильно вязать арматуру для монолитной плиты – общие сведенияСуществует принципиальная разница между плитами бетонными и железобетонными, используемыми в строительной сфере. Последние способны воспринимать значительные нагрузки за счет усиления бетонного массива с помощью арматурной решетки. Плитный фундамент – важный элемент здания, состоящий из следующих составных частей:
Надежность и долговечность фундаментной основы определяется качеством изготовления плиты, верхней части которой приходится воспринимать вес строения, а нижней – компенсировать реакцию почвы. Для монолитной плиты вязка арматуры гораздо проще, чем для ленточного фундамента Расположенная внутри бетонного массива силовая решетка из стальной арматуры выполняет ряд серьезных задач:
Цельная плита представляет собой плавающий фундамент, обеспечивающий целостность строения при подвижках грунта. Конструкция обеспечивает устойчивость зданий на проблемных почвах при условии правильной вязки элементов арматурной решетки и использовании качественного бетона.При выполнении вязальных работ следует руководствоваться требованиями государственного стандарта, а также строительных норм и правил, регламентирующих особенности вязки. Остановимся более детально на требованиях, предъявляемых к арматурной решетке и нюансах вязки:
Отвечая на вопрос об особенностях правильной вязки арматурных элементов, предназначенных для усиления монолитного фундамента, специалисты рекомендуют использовать следующие методы вязки: Вязка арматуры начинается с покупки металла, количество которого сначала необходимо вычислить с минимально возможным запасом
Выбор инструмента для вязания осуществляется индивидуально в зависимости от объема выполняемых работ:
При выполнении работ следует соблюдать ряд правил:
Технология изготовление решеток способом связывания превосходит метод сварки арматуры, при котором возникает локальный перегрев и значительно снижается прочность. Крючок арматурщика. 1 Назначение и особенности процессаДля начала определим, что делает крючок для вязки арматуры, и какая задача перед ним стоит. Как мы уже отметили выше, крючок применяется для вязания стержней между собой. Вязать арматуру, значит связывать между собой отдельные элементы специальной вязальной проволокой . Проволока делается из закаленной стали, выдерживает огромные нагрузки на растяжение и имеет диаметр 1-2 мм. Проволокой обвязывают узлы соединений, собирая каркас как в конструкторе. При вязке наша задача – сформировать из отдельных стержней рабочую конструкцию, и убедится в том, что она достаточно крепка чтобы выдержать давление, к примеру, нескольких тонн монолитного бетона. После застывания каркас интегрируется в бетон, образуя всем известный нам железобетон. Но до того момента – это две разные конструкции . Вязать арматуру – значит делать огромное количество однотипных действий, состоящих из обвязки стержней в нескольких десятках мест проволокой. Вязка арматуры К примеру, если вам нужно сделать каркас под колонну высотой 2 метра и с сечением 30×30 см, то для этого потребуется закупить порядка 10-15 стержней и собрать их вместе в каркас аналогичных размеров. Количество обвязанных проволокой узлов в таком случае стремится к нескольким сотням. Очевидно, что такой труд своими руками без инструментов делать нельзя. Мало того что вы просто быстро устанете, так ведь проволока еще и довольно острая, что чревато мелким травматизмом. Подобные задачи крючки и помогают нам осуществить. Они позволяют вязать проволоку под арматурные узлы быстро и качественно, ускоряя рабочий процесс, без преувеличения, в несколько раз. Производство и скорость вырастает, качество узлов возрастает, следовательно, повышается качество исполнения всей конструкции, что для несущих оснований крайне важно. 1.1 КонструкцияИз чего же крючок для вязки арматуры состоит? Конструкция у него, очень простая. Настолько простая, что сделать его можно даже своими руками, а производство моделей без дополнительного функционала поставлено на поток. Это впрочем, не касается продвинутых образцов. Тот же автоматический крючок-пистолет – самый настоящий профессиональный инструмент, высокотехнологичный и дорогостоящий. Рассмотрим простейший крючок, который при желании можно сделать своими руками. Состоит он из:
Ручка делается из пластика или дерева. Здесь она мало чем отличается от ручки какой-нибудь отвертки, разве что форма немного иная, так как приспособлен крючок для действий с другой вращательной амплитудой. Ручной крючок для арматуры Стержень имеет диаметр от 2 до 4 мм. Делают его из того же металла, что и отвертки. Основание стержня наклонено от центральной оси на 15-30 градусов. Его крайняя часть закручена крючком еще сильнее, ее наклон уже равняется примерно 60-70 градусам. По сути это обычный крючок с удобной ручкой. Его краешком мы зацепляем проволоку, затем поворачиваем инструмент вокруг своей оси как отвертку . Чем больше поворотов, тем больше витков образуется. Принцип действия, как видим, крайне прост. Единственная проблема – огромное количество однотипных действий. Неопытный человек поработав с крючком пару часов, обнаружит что у него начинают болеть запястья, а работы сделано не так уж и много. Проблему решает автоматический подход или применение продвинутых инструментов для вязания. Как вязать армопояс для фундамента. Устройство армопояса: этапы работы и их особенностиДля того чтобы оценить сложность работ и разобраться, как же изготавливают армированный пояс, обратимся к технологии.
Что можно и чего нельзя делать при связывании арматуры – South Coast Steel Service, Inc. На первый взгляд процесс связывания арматуры может показаться простым. Однако реальность такова, что это довольно длительный и сложный процесс. Хотя это не совсем ракетостроение, есть еще много вещей, которые необходимо учитывать при связывании арматуры. Сделав это неправильно, вы рискуете поставить под угрозу всю целостность конструкции. В этом кратком руководстве мы расскажем о том, что нужно и чего нельзя делать при вязке арматуры. Чтобы добиться оптимальных результатов и избежать каких-либо проблем, рассмотрите возможность применения этих передовых методов при вязке арматуры и строительстве арматурных стержней. The DosСделайте домашнее заданиеСделайте домашнее задание о том, какие размеры, конфигурация и размещение арматуры потребуются, а также какой тип стульев лучше всего подходит для работы. Как у бетонных, так и у пластиковых стульев есть свои плюсы и минусы, и решение о том, какой из них использовать, будет зависеть от вашей ситуации и бюджета. Кроме того, вам придется подумать о том, как вы будете связывать арматуру. Проволока из отожженной стали дешевле и более универсальна, в то время как с прядильщиками для галстуков проще работать, но они могут стоить дороже. Делитесь планами строительства с поставщиком Все, начиная от размещения арматуры и заканчивая использованием стульев для поддержки арматуры, должно быть точным. Поэтому важно подробно поделиться своими планами строительства с поставщиками арматуры и арматуры. Пометьте планировочные стержниРазмещение и удержание стержней в правильном положении имеет важное значение для достижения желаемой прочности готовой бетонной конструкции. Чтобы помочь в этом отношении, используйте панели макета в качестве ориентира. Обязательно пометьте их правильно, чтобы вы могли легко их отличить. Обязательно используйте соответствующий тип стяжкиДля обычных строительных проектов, где сила бетона, воздействующая на арматуру во время ее укладки, будет минимальной, для связывания арматуры вместе будет достаточно простой стяжки с защелкой. Однако в других случаях, когда сила укладки бетона может привести к смещению арматурного стержня, необходимы более совершенные методы связи. Двумя наиболее распространенными способами предварительной стяжки арматуры являются рисунок 8 и седлообразный способ. Для прочного соединения перпендикулярных стержней и снижения риска деформации используется рисунок 8. Подготовьте арматуруСтулья чрезвычайно важны для удержания арматуры в правильном положении во время строительства. Как только мат будет установлен, стулья будут удерживать арматуру на месте, поскольку бетон полностью покрывает ее. Что нельзя делатьНе пренебрегайте конфигурацией арматурных стержней во время укладки бетона При заливке бетоном арматурных стержней может произойти смещение, в результате чего арматурный стержень сместится. Чтобы исправить это, вы можете поддержать арматурный стержень с помощью инструмента с ручкой, такого как лопатный клин, чтобы обеспечить достаточный рычаг, чтобы позволить ему удерживать свое положение. В качестве альтернативы вы можете изменить направление потока бетона, чтобы сила прикладывалась в противоположном направлении. Не забывайте надевать колпачки на все открытые арматурные стержниЕсли вы не хотите рисковать серьезными травмами, всегда надевайте колпачки на открытые арматурные стержни. Обрезанные концы арматурных стержней чрезвычайно острые, и в прошлом некоторые строительные работы даже калечились или погибали из-за падения на выступающие дюбели арматурных стержней. В соответствии с требованиями Управления по охране труда и здоровья (OSHA) на все открытые обрезанные концы арматурных стержней следует надевать специальные колпачки для стержней, изготовленные из высокопрочного пластика. Не размещайте арматурные стержни слишком далеко друг от друга Опора из арматуры должна располагаться на правильном расстоянии между ними. Если они будут слишком далеко друг от друга, арматура будет изгибаться посередине из-за своего веса и, таким образом, вызовет у вас больше головной боли. Другая проблема поддержки арматуры , которая может возникнуть, заключается в том, что стулья из арматуры, особенно пластиковые, также могут сломаться из-за чрезмерного веса, приложенного к ним. Не используйте неправильный стулКак упоминалось ранее, различные типы стульев имеют свои преимущества и недостатки. Если арматурная конструкция не слишком тяжелая, а торцевая конструкция не будет подвергаться чрезмерному насилию со стороны элементов, пластиковые стулья станут достойным и доступным вариантом. Между тем, бетонные блоки увеличивают прочность и долговечность всей конструкции, но было бы излишним использовать их в небольшом, не слишком требовательном строительном проекте. Не пытайтесь дуговой сваркой арматуры Для достижения надлежащей адгезии в процессе сварки поверхность арматурного стержня должна нагреваться до точки плавления, что трудно сделать для большинства типов арматуры. Сварке подлежат только определенные типы арматуры, на которой выбита буква «W». Даже в этом случае вы должны быть квалифицированным сварщиком и иметь запланированную процедуру их сварки. Чтобы добиться оптимальных результатов и избежать каких-либо проблем, рассмотрите возможность применения лучших практик, когда речь идет об вязке арматуры и строительстве арматурных стержней. Если вы нашли информацию в этой статье полезной, поделитесь ею со своими коллегами и друзьями. 7 инновационных способов вязки арматуры без использования ручных инструментов — Construction JunkieШейн Хедмонд Связывание арматуры — чрезвычайно монотонная и напряженная работа, но она является неотъемлемой частью большинства бетонных дорог, мостов и зданий. Как правило, родбастеры используют ручные инструменты для этой работы на строительной площадке, но мой недавний визит в World of Concrete в Лас-Вегасе заставил меня понять, сколько инноваций появилось в этой области за последние несколько лет. Инструменты, доступные в настоящее время, варьируются от ручных инструментов с батарейным питанием до довольно массивных роботов, предназначенных для автономного выполнения работы. Устройство для соединения арматуры Wacker Neuson DF 16Устройство для соединения арматуры Wacker Neuson DF 16 доступно во всем мире уже не менее 10 лет. Он уникален в этом списке, потому что это единственный механический инструмент без привода. Он использует простую систему, позволяющую пользователям завязывать до 1000 узлов в час, требуя от пользователя только нажатия на инструмент на пересечении двух стержней. Он складывается для удобства транспортировки и выдвигается для вертикальной работы, устраняя необходимость в постоянном сгибании. MAX США Портативные инструменты для вязки арматуры с батарейным питаниемMAX был одним из первых на рынке электроинструментов для вязки арматуры. арматура. Предложения MAX в настоящее время достигают максимума при пересечении арматурных стержней № 9 x № 10 с их RB611T. Вы можете ознакомиться с их моделью RB441T со стяжками до стержня № 7 x № 7 с проводом 19ga в видео ниже для получения дополнительной информации: MAX USA Twintier RB401T-E Вертикальный инструмент для вязки арматуры Новый инструмент MAX USA TwinTier RB401T-E для вязки арматуры связывает арматуру одним нажатием кнопки точно так же, как ручной RB441T также от MAX USA, но имеет выдвижную стойку, которая не не требуют от пользователя наклоняться. Для получения дополнительной информации ознакомьтесь с нашей предыдущей записью в блоге, нажав или нажав здесь. Аккумуляторный бесщеточный инструмент для обвязки арматуры Makita XRT01TK 18 ВПодобно ручным инструментам для обвязки MAX USA, Makita XRT01TK работает от аккумуляторной системы на 18 В. Однако у компании по производству инструментов есть только одна модель, которая ограничена арматурой № 5 x № 5. Тем не менее, он может похвастаться способностью обвязывания до 5300 стяжек прутка № 3 x № 3 на одной зарядке. Для получения дополнительной информации об этом инструменте для связывания я передам вас моему приятелю Робу из Belts and Boxes в видео ниже: Toggle Роботы для гибки и связывания арматуры Компания Toggle, основанная в 2016 году Дэниелом Бланком и Яном Коэном, представляет собой «решение для робототехники и автоматизации для изготовления и сборки арматуры», как они сами описали на своем веб-сайте. Робот Toggle может не только изготавливать и предварительно сгибать арматуру, но и предварительно связывать каркас в сборе для каркасов длиной не более 25 футов. Однако робот не посещает строительную площадку, поэтому все производство и сборка происходят в контролируемой погодой среде, а компоненты доставляются на строительную площадку. Стартап в настоящее время работает в Бруклине, штат Нью-Йорк, и может доставлять клетки на расстояние до 300 миль от своего объекта. Для получения дополнительной информации ознакомьтесь с нашей предыдущей записью в блоге, нажав или нажав здесь. TyBot Автономный робот для обвязки арматуры TyBot использует серию камер и искусственный интеллект для определения пересечений арматуры, поэтому оператор или предварительное программирование не требуются. После того, как машина установлена на выглаживающих брусьях, она может производить до 1000 шпал в час. Несмотря на то, что TyBot довольно здоровенный, его максимальный вес составляет 8100 фунтов, его можно перевозить на 40-футовом прицепе с эквивалентом Ford F250. Робот питается от генератора Cummings Onan QG 5500 EFI с расходом топлива от 0,35 галлона в час до 0,95 галлона в час, в зависимости от размера нагрузки. Для получения дополнительной информации ознакомьтесь с нашей предыдущей записью в блоге, нажав или нажав здесь. Дрон для вязки арматуры SkyTy SkyMul продемонстрировала прототип своего автономного дрона для обвязки арматуры, получившего название SkyTy, на выставке World of Concrete в этом году. Хотя этот инструмент все еще находится в зачаточном состоянии, он, безусловно, кажется интересным решением для связывания арматуры. В компании мне сказали, что дроны могут решить проблему неровностей местности, которая может вызвать некоторые проблемы у наземной робототехники. Труба чугунная ребристая: применение в отоплении и экономайзерахчто это и для чего она нужна / Для отопления / Предназначение труб / Публикации / Санитарно-технические работыНесмотря на появление большого количества труб из современных материалов, чугунные изделия по-прежнему занимают высокие позиции в рейтинге элементов для отопительных систем. Помимо гладкостенных чугунных труб, выпускаются изделия и с ребристыми стенками. Такая разновидность имеет множество преимуществ относительно простых цилиндрических труб, поэтому решает вопрос отопления даже на крупных промышленных объектах. Экономайзерная труба — это специфическое изделие, применяемое в системах отопления Содержание
Особенности чугунной ребристой экономайзерной трубыОтопительная труба для промышленных экономайзеров может быть прямоугольной формы и с круглыми ребрами. Габариты изделий берутся стандартные: внутренний диаметр составляет 70 мм, а внешний – 175 мм. Экономайзерные трубы выпускаются одинаковых длин: по 2 м и по 3 м. Чугунные ребристые трубы поступают в продажу, укомплектованные двумя пробками, имеющими отверстия и двумя глухими пробками. Пробки с отверстиями бывают левосторонними и правосторонними, причем левосторонние маркируются обозначением «Л». Существуют определенные условия эксплуатации, при которых труба чугунная с ребристой поверхностью будет функционировать максимально качественно:
Все экономайзерные трубы комплектуются заглушками — глухими и с отверстиями Основными недостатками экономайзерных труб можно назвать достаточно тяжелый вес, затрудняющий транспортировку, и малую устойчивость к механическим повреждениям.
Сфера применения трубы чугунной экономайзернойНаиболее широкое применение ребристые чугунные трубы получили в создании теплообменников для паровых котлов – экономайзеров (регистров). Но регистры из экономайзерных труб являются не лучшим вариантом с точки зрения гигиены, так как между ребрами конструкции происходит скопление большого количества пыли. Цилиндрические трубы не лучшим образом подходят в качестве радиаторов, так как они имеют недостаточный внутренний объем по отношению к площади поверхности. Нагревательные стационарные котлы могут быть некипящими и кипящими. Также существуют разновидности с выводом печной трубы, используемые в жилых домах. Чугунная экономайзерная труба применяется только при устройстве некипящих стационарных котлов.
Из экономайзерных труб производят приборы для отопления помещений; эти устройства называются регистрами Помимо части котельного оборудования, ребристые трубы могут использоваться как самостоятельный элемент отопительной системы. Какие еще бывают разновидности чугунных труб?Одна из обширных сфер применения чугунных труб, помимо отопительных систем, — организация водонапорных трубопроводов. Характеристики труб из чугуна позволяют использовать их в системах подачи воды (чаще – холодной) и канализациях. Чугунные трубы могут без проблем укладываться в землю, они спокойно переносят низкие температуры и давление грунта. Но из-за подверженности к коррозии укладывать их лучше в тоннели, чем непосредственно в землю. В зависимости от требований трубопровода могут быть выбраны изделия разных типов. Безнапорные трубы ЧК. Данный вид чугунных труб обладает наименьшей прочностью и устойчивостью к давлению. Безнапорные трубы достаточно тонкие и хрупкие. В их производстве применяется простой серый чугун с примесями пластинчатого графита. Если необходимо осуществить соединение в системе безнапорной канализации с пластиковым трубопроводом, трубы ЧК подойдут лучше всего. Соединение делается при помощи резиновых манжет. Напорные трубы ВЧШГ. В большинстве современных трубопроводов принято использовать трубу чугунную напорную. Эти изделия часто встречаются в продаже под аббревиатурой ВЧШГ, которая расшифровывается как «высокопрочный чугун с шаровидным графитом». Трубы из чугуна бывают нескольких видов, от типа и размера зависит их применение и способ соединения Трубы чугунные напорные нашли своё применение в устройстве самотечных канализаций, напорных канализаций (в том числе и в тех случаях, когда появляется необходимость подъема стоков на значительную высоту), водопроводов и теплотрасс.
В промышленных отраслях трубы ВЧШГ также задействованы. При их помощи осуществляется прокладка магистральных систем транспортировки нефти и газа. Напорные раструбные трубы ЧНР. Применяют трубу чугунную раструбную в основном в крупных сетях водоснабжения. Они выпускаются с разными диаметрами, чаще – от 100 мм. Особенность материала делает трубы ЧНР несколько менее прочными, чем ВЧШГ, поэтому их монтаж требует особых навыков. В домашних канализационных системах использование труб чугунных напорных раструбных ограничено, в основном из-за сложностей строительства водопроводов. Чтобы продлить срок службы труб ЧНР, их вскрывают лаково-битумными композициями. Безраструбные трубы SML. Безраструбные чугунные трубы производятся методом литья сплава чугуна и розеточного графита. Чугунные трубы SML могут выдерживать как высокие, так и низкие температуры. Единственное «противопоказание» к их применению– это напорные канализации. Чугунные трубы и по сей день остаются широко используемым материалом для установки отопительных сетей, магистральных водопроводов и канализаций. Экономайзерные трубы – это обязательный элемент промышленных регистров, они, по сути, являются уже готовым радиатором. Так же качественно трубы из чугуна могут служить и в системах водопроводов и канализаций. Чугунная ребристая труба — Большая Энциклопедия Нефти и Газа, статья, страница 1Cтраница 1 Чугунные ребристые трубы отливают в настоящее время с круглыми ребрами.
Чугунные ребристые трубы следует размещать так, чтобы горизонтальные приливы находились в вертикальной плоскости; такая установка облегчает очистку межреберного пространства от возможных загрязнений.
Чугунные ребристые трубы — наиболее распространены в промышленности из-за дешевизны и малой подверженности коррозии.
Круглые чугунные ребристые трубы выпускают длиной от 0 5 до 2 0 м; устанавливают их горизонтально з несколько ярусов и соединяют по змеевнковой форме ( см. рис. 4.5, о) на болтах с помощью чугунных калачей — фланцевых двойных отводов и контрфланцев.
Гладкие железные и чугунные ребристые трубы применяются обычно для О. Применение чугунных ребристых труб требует обязательно чистого масла, так как ребристая поверхность создает условия для оседания шлама, а чистка внутренней поверхности затруднена. Применение чугунных ребристых труб требует обязательно чистого масла, так как ребристая поверхность труб создает благоприятные условия для оседания шлама и полимеров. Загрязнение труб осадками уменьшает коэффициент теплопередачи и создает сопротивление проходу масла через трубки.
Применение чугунных ребристых труб требует обязательно чистого масла, так как ребристая поверхность создает благоприятные условия для оседания шлама и полимеров. Загрязнение труб осадками уменьшает коэффициент теплопередачи и создает сопротивление проходу масла через трубы.
Радиаторы, чугунные ребристые трубы и регистры из гладких труб устанавливают, как правило, открыто, что улучшает их теплоотдачу. Ограждения таких приборов допустимы лишь из архитектурных соображений.
При установке чугунных ребристых труб расстояние от поверхности чистого пола до оси ребристой трубы принимается не менее 200 мм, а от поверхности штукатурки стены — 130 мм; при двухрядной установке ребристых труб расстояние между их осями принимается равным 250 мм. При установке чугунных ребристых труб расстояние от поверхности чистого пола до оси ребристой трубы принимается не менее 200 мм, а от поверхности штукатурки стены — 130 мм; при двухрядной установке ребристых труб расстояние между их осями принимается равным 250 мм. В жилых домах, общежитиях и бытовых помещениях производственных зданий радиатор может быть смещен от оси окна в сторону стояка, при этом крайняя его секция должна находиться не ближе чем на расстоянии 150 мм от боковой кромки оконного проема, у которой расположен стояк.
Для установки чугунных ребристых труб на кирпичных стенах применяют кронштейны, имеющие радиус изгиба 44 мм и общую длину 259 мм. При установке ребристых труб на перегородках применяют кронштейны, изображенные на рис. XII.8, г. Их крепят дюбель-гвоздями или шурупами.
Страницы: 1 2 3 4 5 Труба ULTRA FLO CMP от Contech Engineered SolutionsБолее дешевая альтернатива ливневой канализационной трубе RCPULTRA FLO® , труба с гладкой внутренней поверхностью, является предпочтительным материалом для ливневой канализации и более дешевой альтернативой железобетонной трубе. Гладкая внутренняя часть улучшает гидравлическую мощность (коэффициент Мэннинга «n» = 0,012, что соответствует бетонной трубе), а внешние ребра коробки обеспечивают прочность конструкции. ULTRA FLO может быть изготовлен с различными покрытиями, такими как алюминий, полимерное покрытие и алюминиевый материал, чтобы соответствовать широкому спектру требований к окружающей среде и сроку службы. Поскольку ULTRA FLO весит менее 10 % веса бетонной трубы, затраты на транспортировку и установку значительно сокращаются. Алюминиевый ULTRA FLO весит всего 1/35 веса бетонной трубы. Более низкие трудозатраты также являются результатом быстрого и простого соединения. Соединения Contech Quick Stab® или соединительные ленты не требуют специальных навыков или инструментов. Двадцать футов стандартной длины означают меньше соединений и более быструю укладку. Фитинги заводского изготовления сокращают время установки в полевых условиях, обеспечивая гидравлически эффективные соединения. Особенности и преимущества трубы ULTRA FLO
Покрытия для труб ULTRA FLO
Алюминиевый сплав Свойства труб ULTRA FLO
Формы труб ULTRA FLO
Аксессуары для труб ULTRA FLO
Применение труб ULTRA FLO
Техническая информация по этому изделию находится в центре раздела технических руководств. Посмотреть техническую информацию
Технические характеристики Стандартные детали Тематические исследования Изучите библиотеку тематических исследований Проект Ресурсные инструментыАгентство/нормативное руководствоНаша команда готова предоставить вам экспертную консультацию и помощь в отношении местных нормативных требований, что приведет к более быстрому получению разрешений. Разработка решенияНаши инженеры могут рассмотреть ваши требования, взвесить все варианты и порекомендовать оптимальное решение для интеграции с вашим проектом сайта. Техническая экспертиза Наши инженеры могут оказать помощь, предоставив инженерные расчеты для конкретного продукта, такие как гидравлика, плавучесть, реакции фундамента и размер блока. Смета затрат Мы можем быстро предоставить смету затрат Чертежи для конкретных объектовНаши инженеры могут предоставить чертежи для конкретных объектов для предложений, совещаний по проекту и представлений, помогая вам более эффективно использовать свое время. Помощь на местеПодрядчики знают, что время — деньги, поэтому мы организуем встречи перед началом строительства, координацию доставки и поддержку при установке на месте, чтобы обеспечить своевременную и бесперебойную установку. Алюминиевая труба CORLIX от Contech Engineered Solutions
Идеальная труба для щелочных почв и эрозионных сред Алюминиевая водопропускная и дренажная труба CORLIX® обеспечивает предсказуемый срок службы CORLIX весит всего 1/35 веса железобетона. Более легкий Отдельные трубы длиной до 40 футов обеспечивают более точное Легкая и быстрая резка труб на рабочем месте осуществляется с помощью стандартных инструментов. Алюминиевая труба CORLIX Особенности и преимущества
Свойства алюминиевых труб CORLIX
Алюминиевые профили для труб CORLIX
Аксессуары для алюминиевых труб CORLIX
Применение алюминиевых труб CORLIX
Техническая информация по этому изделию находится в центре раздела технических руководств. Фрезерный стол своими руками: Фрезерный стол своими руками. Автор Геннадий г. СевастопольСтол для фрезера своими руками: с чертежами и изготовлениемРучной фрезер – уникальный инструмент, значительно облегчающий процесс изготовления изделий из дерева. Его используют не только для создания технологических соединений, но и во время декоративной обработки. Главное достоинство ручного фрезера – мобильность, возможность работать вне зависимости от наличия мастерской. Стол для фрезера своими руками с чертежами и изготовление Содержание статьи
Зачем нужен стол для фрезераПрофессиональные мастера таким вопросом не задаются, у них есть отдельные фрезерные станки. Это может быть не только деревообрабатывающее оборудование промышленных серий, но и специальные станки для бытового использования. Деревообрабатывающий станок требует соответствующего опыта Обыкновенным любителям покупать такое оборудование не нужно, им достаточно и обыкновенного ручного фрезера. Но возникают ситуации, когда многие задумываются над изготовлением стола для фрезера. Почему?
Ручным фрезером работать не всегда удобно Надо заметить, что не все технологические операции можно сделать на столе, есть такие, которые выполняются только ручным фрезером. Каким требованиям должен отвечать столПрофессиональный мастер не жалеет денег на приобретение самого современного и надежного оборудования — такие вложения не только окупаются, но и приносят значительную прибыль. Это его постоянная работа и основной доход, а чем выше производительность труда, меньше непродуктивные потери материалов и лучше качество, тем больше прибыли у мастера. Начинающим мастерам нет смысла покупать дорогие станки и оборудование, им вполне достаточно одной ручной фрезы. Соответственно, станок надо делать такой, чтобы фреза в любой момент быстро снималась и могла использоваться в обыкновенном режиме. Конструкция станка должна быть максимально простой и одновременно надежной Еще одно требование – стол должен быть максимально простым в изготовлении. Его можно сделать своими руками и с помощью того простейшего набора инструментов, который есть у непрофессионалов. Чертеж простой столешницы под фрезер В связи с такими требованиями, мы не будем рассматривать варианты сложных столов, их сделать могут лишь мастера столярного дела. Кроме того, большинство проектов требуют переделки ручного фрезера, после реконструкции инструмент уже нельзя использовать в ручном режиме, надо покупать второй экземпляр. Экономически невыгодно терять время и финансовые средства на изготовление стола для фрезера лишь для того, чтобы пользоваться несколько часов в году, а для обыкновенных более частых работ покупать еще один ручной фрезер. Если потребность в ручном фрезере выше, нет смысла сооружать сложный станок Материалы изготовленияОт правильного выбора материалов изготовления стола зависит срок его эксплуатации и качество фрезеровки деталей. Какие материалы рекомендуется применять в этих целях? Таблица. Виды столов по материалу изготовления
Можно применять и клееные мебельные щиты из натуральных ламелей, они не изменяют своих размеров при колебаниях относительной влажности, но такой стол для фрезера обойдется очень дорого. Натуральные доски категорически запрещается применять из-за постоянного коробления в ту или иную сторону, что оказывает крайне негативное влияние на качество фрезерования. Столешница из досок для изготовления фрезерного станка не подходит Мы дадим пошаговую инструкцию изготовления двух простейших, но очень функциональных, столов для фрезера. Размеры даются лишь общие, конкретные зависят от типа ручного фрезера, а их в реализации огромное количество. Каждая модель отличается несколькими параметрами, которые необходимо принимать во внимание во время выполнения работ. Схема сборки стола под ручной фрезер. 1 — боковая планка для крепления струбцинами на козлах; 2 — царга; 3 — раззенкованные направляющие отверстия; 4 — передняя стенка упора; 5 — саморез с потайной головкой 4,5х42 мм; 6 — косынка; 7 — основание упора Пошаговая инструкция изготовления деревянного столаВам понадобится клееная фанера толщиной 18 мм, размер листа стандартный, можете покупать плиту примерно 1,5×1,5 м. Каркас стола изготавливается из деревянных брусков 30×40 мм. Фиксация конструкции осуществляется обыкновенными саморезами по дереву. Из инструментов надо подготовить электрический лобзик или переносную дисковую пилу, ручной фрезер, дрель или шуруповерт. Стандартное устройство фрезерного стола Изготовление столешницыШаг 1. От листа фанеры отрежьте заготовку для столешницы. Размер может быть произвольным, но не менее 80×80 см. На очень маленьких работать неудобно, заготовки постоянно падают, их приходится поддерживать с противоположной стороны. Обрезают лист по размеру столешницы
Шаг 2. Наметьте место расположения отверстия под фрезу. Это также произвольный параметр. Многое зависит от того, будете ли вы в дальнейшем приспосабливать упорную линейку для фрезера, предусматривается ли короб для сбора и удаления опилок, какие детали предполагается обрабатывать и т. д. Как показывает практика, отверстие рекомендуется располагать на удалении 1/3 ширины от продольной кромки. Выполняют разметку отверстия под фрезу Сделайте разметку и высверлите отверстие. Его диаметр должен всего на несколько миллиметров превышать диаметр самой большой фрезы, которая будет использоваться на этом станке.
Отверстие высверливается специальной коронкой соответствующего диаметра. По разметке сверлят отверстие Шаг 3. Поставьте фрезер в отверстие, убедитесь, что он правильно расположился. Очень аккуратно нарисуйте линию по периметру основания. Обращайте внимание, чтобы во время этого процесса инструмент не двигался, постоянно придерживайте его одной рукой. Примеряют фрезер к отверстию и аккуратно обводят его карандашом Шаг 4. Установите на фрезере глубину резания 5 мм и очень внимательно по нарисованному контуру вырежьте посадочное место. Посадочное место должно точно соответствовать контуру фрезера Шаг 5. Такое же посадочное гнездо подготовьте еще на одном куске фанеры, только делать его теперь надо сквозным. Отрежьте деталь, ее размеры должны примерно на 15–20 см превышать диаметр основания фрезера. Делают заготовку с вырезом такой же формы и размера Шаг 6. Положите заготовку на столешницу, совместите отверстия и поставьте в них фрезер. Вам надо отметить расположение и размеры двух параллельных направляющих. На них устанавливается линейка фрезера, в нашем случае она снимается. Но направляющие трогать не надо, они увеличивают надежность фиксирования фрезера к столу, полностью исключают возможность поворачивания корпуса. Дело в том, что со временем посадочное гнездо может немного увеличиться в диаметре, корпус с двигателем начнет шататься. Заготовки совмещают и вставляют фрезер Шаг 7. Замерьте диаметр металлических штифтов, выставьте соответствующую глубину фрезы и проделайте под них канавки. Вырезают канавки под штифты Шаг 8. Соедините два элемента стола, поставьте на место фрезер. Тщательно проверьте положение, вручную прокрутите ротор, он не должен ничего задевать. Все в норме – прикрутите фанеру. После подгонки элементов прикручивают заготовки саморезами
Изготовление и врезка монтажной пластины Саморезы вкручивайте по периметру подставки на расстоянии примерно 15 см, отдельно закрепите участки между металлическими штифтами. Всю поверхность нужно тщательно зашкурить Шаг 9. Небольшими полосками фанеры зафиксируйте фрезер в рабочем положении. Включите питание, проверьте работу инструмента. Он не должен шататься, при наличии нехарактерных шумов надо найти их причину и обязательно ее устранить. Для фиксации фрезера используют две планки из фанеры Все в норме – переходите к следующему этапу. Теперь надо для столешницы изготовить каркас стола. Изготовление фиксаторов Сборка каркаса столаШаг 1. К нижней части столешницы по периметру прибейте рейки 30×40 мм для придания прочности. По периметру столешницы крепят деревянные бруски Шаг 2. Соберите нижнюю опорную раму стола, она может иметь такие же размеры, как и верхняя. Скручивают раму из брусков по размеру столешницы Шаг 3. Прикрепите к ней ножки, высота примерно 1 м, но конкретные значения регулируйте под свой рост, в каком положении работать удобнее более всего, такой должна быть высота стола для фрезера. Обязательно поставьте угловые распорки, в противном случае конструкция со временем расшатается. К раме крепят ножки, после чего усиливают каркас распорками Шаг 4. Проверьте прочность конструкции, с большим усилием пробуйте ее наклонять, сгибать и т. д. При обнаружении шатаний устанавливайте дополнительные распорки и рычаги, количество зависит от фактической потребности. Устанавливают столешницу на место Изготовление комбинированного столаДля станка применяется старый кухонный столик, такие раньше стояли почти в каждой кухне. Конструкция, в отличие от вышеописанной, имеет металлические детали, они устанавливаются в наиболее нагруженных узлах.
При желании на станок можно установить короб для сбора пыли и дополнительные линейки для регулировки зазора между фрезой в зависимости от ее диаметра. Видео — Стол для фрезера своими руками: изготовление
Пример изготовления фрезерного стола своими руками, особенности и ньюансыСовременный ассортимент обрабатывающего электроинструмента удовлетворит потребности любого мастера. При этом всегда можно превратить ручной инструмент в стационарный станок. Самый востребованный инструмент мастера по дереву – безусловно, фрезер. Ручным фрезером можно проделать большинство работ, но когда обрабатываются заготовки большого размера – возникают технические сложности. Покупка фрезерного станка для домашнего использования слишком затратное мероприятие, поэтому мастера стараются сделать стол для фрезера своими руками. Самодельный стол позволяет манипулировать обрабатываемой заготовкой, в то время, когда сам фрезер жестко зафиксирован на столешнице. Самодельный фрезерный стол своими руками из деревянных брусков Как правильно сделать стол для ручного фрезераГлавное условие – массивная конструкция, которая будет надежной при вибрациях и выдержит вес заготовки любого размера. ВАЖНО! Поскольку работа с фрезером представляет собой повышенную опасность, падение стола может привести к травмам. Для придания устойчивости конструкции, желательно оснастить ножки стола регуляторами высоты. Тогда можно устанавливать станок на неровную поверхность. Столешница должна быть выполнена из гладкого износоустойчивого материала, например – покрытие для кухонных рабочих поверхностей. Ножки и раму стола можно выполнить из бруса толщиной не менее 40 мм, или из фанеры 10-12 мм. Пространство под столешницей должно обеспечивать легкий доступ к фрезеру для обслуживания и смены фрезы. Либо верхняя часть делается откидной, как рояльная крышка. Поскольку самодельный фрезерный стол является ответственным оборудованием – перед началом работ необходимо нарисовать подробный чертеж. Обеспечение безопасности:
Помимо засорения рабочего места, опилки могут попасть в вентиляцию фрезера (поскольку он находится под столом) или между столешницей и заготовкой. Как установить в стол пластину для фрезераСамой ответственной частью конструкции, влияющей на качество работ – является пластина (или подошва) ручного фрезера. Поскольку при установке в стол, она больше не является опорным узлом, необходимо продумать надежное крепление и управляемое перемещение фрезы по вертикали. Пластина для крепления фрезера Крепление электроинструмента к пластине вместо стола позволяет легко демонтировать его для обслуживания или смены насадок. Что необходимо предусмотреть при изготовлении пластины: ВАЖНО! Все плоскости должны быть на одном уровне, ничего не должно выступать или утапливаться.
Оптимальный вариант – сэндвичевая конструкцияИзготовить ее можно из прокатной стали или алюминия. Берем один лист толщиной 3-4 мм, и вырезаем из него обе пластины, на одной отверстие 90 мм, на другой соосно 100 мм с проушинами. Листы скрепляются между собой винтами. После окончательной сборки в пластинах сверлятся отверстия для крепления подошвы фрезера. Из той же заготовки вырезаем вкладыши. Образец вкладыша для крепления фрезера к столу Крепить можно винтами впотай или неодимовыми магнитами (вариант подходит для стальных вкладышей). В центре вкладышей сверлим отверстия (строго по центру!) для различных диаметров фрез или копировальных втулок. Копировальная втулка должна плотно входить в диаметр отверстия вкладыша ВАЖНО! Если пластина получилась слишком толстой, придется использовать фрезы с длинной шейкой. Затем в середине стола тем же ручным фрезером выбирается ниша для установки пластины. Если не удалось правильно выбрать глубину – можно использовать тонкие прокладки по всей плоскости пластины. Видео: как собрать простой самодельный фрезерный стол, за два дняСледующий этап изготовления стола – лифт для фрезераЕсли вы планируете делать лишь простое торцевание или сквозные пазы – фрезер можно закрепить жестко, и при необходимости регулировать высоту фрезы при помощи прокладок между плитой и башмаком. Для полноценной работы вам понадобится лифт. Конструкций самодельных механизмов подъема фрезера под столом придумано множество. Остановимся на самых эффективных и надежных. Винтовая конструкция (конструкция с маховиком)Эскиз винтового механизма с размерами На выверенном расстоянии от рабочей столешницы устанавливается опорная пластина (например, из толстой фанеры), в которой строго по центральной оси фрезера крепится опорная гайка. Тогда можно добиться высокой точности калибровки выхода фрезы. Для того чтобы при вибрации настройка высоты не сбивалась – надо предусмотреть стопор маховика. В качестве готового решения такого типа можно использовать заднюю бабку от списанного токарного станка, которую можно за небольшие деньги приобрести на ликвидированном заводе или в механическом цехе. Использование автомобильного домкратаДомкратом поджимаем фрезер к столу Такой подъемный механизм гораздо более универсален и надежен. Приобрести домкрат необходимого размера можно на авторынке. Опорный элемент получается компактным, изготовить его можно буквально из подручных материалов. Однако, необходимо помнить о надежности – выпавший из «гнезда» работающий фрезер может наделать немало бед. Поэтому направляющие электроинструмента обязательно оснащаются стопорными приспособлениями. Направляющие для упорных приспособленийТак же, как и при использовании ручного фрезера – для самодельного станка потребуется дополнительное оборудование. Параллельный упор, направляющая шина, аналог циркуля и пр. Приспособления для фрезера можно крепить струбцинами, или использовать специальный профиль с «Т» образным вырезом. Обычно при создании самодельных фрезерных столов своими руками применяется комплексный подход к изготовлению крепежа для дополнительного оборудования. Чертеж самодельного фрезерного стола из фанеры и досок Если вы имеете опыт работы с ручным фрезером – не составит большого труда самостоятельно разработать все необходимые приспособления, специализированные именно под ваши задачи. Универсальный стол для фрезера и циркуляркиПоскольку стол не обязательно должен быть узкопрофильным – можно использовать его для смежных работ. Например – изготовить пластину под ручную циркулярную (дисковую) пилу. Демонтируется фрезер, на его место ставится циркулярка, и вы получаете универсальный деревообрабатывающий станок. Не забываем о том, что помимо стационарных распиловочного и фрезерного станка, вы по-прежнему можете пользоваться ручными фрезером и циркуляркой, просто демонтировав их со стола. Преимущество такого решения в том, что при работе с дисковой пилой вы можете использовать основные приспособления для фрезера – направляющую и параллельный упор. Подведем итогВсе вышеперечисленное осуществимо при наличии элементарных слесарных навыков и подходящего инструмента. Финансовые затраты вы регулируете самостоятельно. ВАЖНО! При изготовлении фрезерного стола своими руками – необходимо трижды подумать о безопасном его использовании. Если вы допустите просчет – претензию предъявить будет некому. Как сделать самодельный фрезерный стол Одним из электроинструментов, который мы собираемся использовать в домашней деревообрабатывающей мастерской, является погружной фрезер. Возможно, он не такой точный, как фрезерный стол, который мы можем купить, но этот самодельный фрезерный стол дает мне довольно хорошие результаты. Но обратите внимание, что с этим самодельным деревообрабатывающим станком иногда мы не можем установить фрезу на нужную высоту, поэтому обязательно взгляните на удлинители патрона для фрезера CMT (теперь, после использования этих удлинителей в течение некоторого времени я я им не очень доволен) Кроме того, эти фрезерные станки производят много опилок, которые сделают деревообрабатывающий цех очень грязным, и, что еще хуже, пыль в воздухе может нанести вред нашему здоровью, поэтому не пренебрегайте вакуумной системой. Деревянная рама для рабочего столаЯ думаю, что важно иметь возможность построить для мастерской деревянный стол, который можно использовать как верстак или … Подъемник для фрезерного стола своими рукамиКогда мы купили наш первый фрезерный станок, протестировали его и открыли для себя возможности, которые он нам дает, мы поняли, что это станок, который может … Стол для фрезерования своими рукамиКак плотник я думаю, что он будет слишком мал, но как деревообрабатывающий любитель Давно хотел фрезерный стол, который делал бы… Самодельный фрезерный стол с домкратом в качестве системы подъема фрезерного станкаТойн из Нидерландов присылает мне несколько фотографий своего фрезерного стола. Он использовал нынешнюю типичную систему зажима фрезерного станка вверх дном … Система пылесборника для моего комбинированного станка DIY Если вы время от времени используете в мастерской самодельные станки, вы, вероятно, даже не подумаете пылесос для мастерских к всасывающему патрубку . Выбор удлинителя фрезерной цанги CMT 12 ммКак я объяснял в предыдущем посте об удлинителях цанговых патронов CMT 8 мм, если самый большой хвостовик фрезы, который может принять ваш фрезер, составляет … Многофункциональный рабочий стол MASTER CUT 2600Два спонсируемых видео в этом посте: ) Этот пост НЕ спонсируется. Wolfcraft, немецкая компания, которая производит DIY и деревообрабатывающий инструмент, прислала мне Мастера … На моем канале YouTube вы можете посмотреть, как сделать еще одну модель самодельного фрезерного стола, и я надеюсь скоро написать пост об этом самодельном деревообрабатывающем станке. . Как только я его напишу, он также появится на этой странице. А пока вставлю сюда видео. Это более простой в изготовлении деревообрабатывающий станок, с гораздо более простой системой подъема фрезера и поворотным упором, который, как мне кажется, очень прост в изготовлении, но эффективен. Кроме того, чтобы упростить задачу, я использую деревянную конструкцию круглого стола с раскладушками. Как сделать настольную пилу, чтобы удвоить высоту фрезерования Пока я занимаюсь деревообработкой, я мечтаю фрезеровать дерево дома из ствола. Но поскольку у меня только небольшая мастерская, эту мечту придется отложить на время… по крайней мере, я так думал. С помощью этой настольной пилорамы теперь можно распиливать древесину в небольших масштабах. Этот станок для настольной пилы позволяет мне фрезеровать дерево дома даже в моей небольшой мастерской. Итак, если вы тоже хотите заняться фрезерованием дерева дома, но у вас есть небольшая мастерская, как и у меня, то этот приспособление вам просто необходим. Все, что вам нужно, это настольная пила и несколько часов, чтобы построить эту деревянную настольную пилораму. В этом блоге я покажу вам, как я спроектировал и сделал свою настольную пилу, и как вы можете сделать свой собственный фрезерный стол. Делаем опилки! Содержание
Я составил несколько удобных списков.
В дополнение к нескольким средствам индивидуальной защиты, которые я использую*, я также перечисляю материалы, а также (электро) инструменты, которые вам понадобятся для сборки этой настольной пилорамы. * Ответственность за безопасность всегда лежит на вас! Безопасность превыше всего! Защити себя! Materials I used for this table saw mill (электрический)Инструменты Я использовал для этой настольной пилорамы . Прежде чем ознакомиться с пошаговой инструкцией по изготовлению настольной пилорамы, вы можете посмотреть это видео. В этом видео я покажу вам, как я сделал приспособление для фрезеровки дерева в домашних условиях. После просмотра этого видео вы можете продолжить чтение этих пошаговых инструкций со всеми подробностями, необходимыми для сборки фрезерного стола своими руками. Шаг 1 | ПодготовкаПервое, что я сделал, чтобы сделать это приспособление для настольной пилы, это изготовление зажимов и стопорного блока этой настольной пилорамы. Это детали, обеспечивающие скрепление всего приспособления. Упорный блок был первой деталью, которую я сделал. Этот стопорный блок состоит из двух деревянных планок, соединенных под прямым углом друг к другу. Чтобы сделать эту часть прочнее, я добавил сзади два маленьких треугольника. Это соединение и все другие соединения в этом приспособлении для настольной пилорамы были выполнены с помощью столярного клея и гвоздей. Штифтовые гвозди удерживают детали на месте, позволяя столярному клею высохнуть. Совет: Не используйте в своих проектах любой столярный клей! Чтобы узнать, какие типы существуют и для каких целей подходит столярный клей, загляните в мой блог «Понимание столярного клея» + 8 отличных приемов, которые вам следует знать. В передней части этого блока я применил шурупы с расстоянием 2 см. Наконечник этих винтов входит в древесину и удерживает ее на месте во время фрезерования. Винты добавлены таким образом, что только несколько миллиметров кончика проходят через стопорный блок. Я сделал это намеренно, потому что хочу, чтобы кончики винтов имели достаточное сцепление с бревном при фрезеровании дерева, но оставляли как можно меньше повреждений. Если древесина неровная, я могу настроить каждый шуруп отдельно, чтобы обеспечить максимальное сцепление с древесиной. Блок, стоящий напротив и, таким образом, вмешивающийся с другой стороны бревна, имеет такую же конструкцию, как стопорный блок. В этом блоке спинка состоит из 4-х слоев ламинированной фанеры. Чтобы сделать эту зажимную систему, я просверлил отверстие в задней части ламинированного блока. В это отверстие, просверленное сверлом Форстнера 14 мм, могла поместиться головка болта М8, а также она могла вращаться. На дно этого отверстия я положил шайбу. Для зажима болта в блоке он закрывался шайбой, которая натягивалась на блок маленькими винтами. Возможно, вы видели в видео, что я сделал 2 прорези в шайбе, чтобы зафиксировать болт на месте. Именно туда я мог поместить винты, чтобы закрепить эту шайбу на месте и быть уверенным, что болт никогда не ослабнет. Хорошо, теперь я закончил изготовление зажимных блоков, я мог приступить к изготовлению зажимной части этого приспособления для фрезерования по дереву. На той же высоте болта, который только что был помещен в прижимной блок, в этом блоке было просверлено отверстие диаметром 10 мм. Следующим шагом было вставить Т-образную гайку в это отверстие. Эта Т-образная гайка была помещена на той стороне зажимного блока, к которой можно было прикрепить болт. В нижней части этого блока я проделал два отверстия, с помощью которых этот блок впоследствии можно будет разместить на основании. Эти отверстия немного больше диаметра болтов. Теперь, когда оба блока зажимной системы готовы, их можно соединить между собой, ввернув болт в Т-образную гайку. После того, как болт прошел через блок, я надел на конец болта две гайки и затянул их друг против друга. Эти гайки позволяют управлять приспособлением для настольной пилы и натягивать бревно. Позже в этом сообщении блога вы узнаете больше об этом. Шаг 2 | Основание настольной пилорамыОснование этого приспособления состоит из 3 длинных досок, которые в свою очередь образуют два паза. Эти прорези служат для регулировки приспособления и позволяют зажимным блокам скользить по приспособлению для фрезерования дерева. Основание изготовлено путем прикрепления стопорного блока к трем доскам с помощью столярного клея и гвоздей. Чтобы иметь возможность держать достаточное расстояние от забора, чтобы головка болтов могла свободно перемещаться вверх и вниз, я прикрепил полосы МДФ толщиной 6 мм в нижней части шаблона. Шаг 3 | Изготовление ручекФрезерный шаблон можно отрегулировать в соответствии с размером бревна, которое вы хотите фрезеровать. Чтобы прочно зафиксировать скользящие зажимы на основании этого станка для фрезерной пилы, я использовал самодельные звездообразные ручки. Обязательно посмотрите это видео, в котором я покажу вам, как сделать эти кнопки-звездочки своими руками. Понравилась статья? Подпишитесь, чтобы узнать больше! Не пропустите ни одного блога с бесплатными планами или советами и рекомендациями в будущем!Подпишитесь на мою рассылку Шаг 4 | Размещение зажимов на основании Теперь, когда я сделал кнопки-звездочки, зажим можно было прикрепить к основанию этой настольной пилорамы. Перед тем, как разместить эти кнопки, я всегда добавляю шайбу. Поскольку я сделал прорези немного шире, чем толщина болта, зажим, который может скользить вверх и вниз, может двигаться немного вбок. Чтобы удерживать зажим на месте, я прикрепил небольшие блоки к нижней части зажима через прорези. Чтобы прикрепить эти маленькие блоки к зажимам, я использовал клей CA. Клей СА высыхает быстрее, чем клей для дерева, поэтому я мог сразу продолжить работу. Обязательно примените эти блоки! Они не только гарантируют, что струбцина останется в правильном положении во время установки приспособления для настольной пилы, но и будут поддерживать приспособление во время зажима. В дополнение к этим блокам я также применил деревянные болты. Шаг 5 | Последний шаг перед тем, как вы сможете начать фрезеровать деревоПоследняя часть, которую я сделал для этого приспособления для фрезерования настольной пилы, — это крюк, который подходит к моему забору. Этот фрезерный шаблон можно перевернуть, чтобы удвоить высоту фрезерования. Крюк, который я сделал для этого приспособления для настольной пилы, был сконструирован таким образом, что независимо от того, в каком положении находится приспособление для настольной пилы, он всегда будет цепляться за мой забор. Этот крючок делает работу более удобной, и вам не всегда нужно учитывать, все ли в правильном положении во время резки. Эта деталь была прикреплена к задней части приспособления с помощью столярного клея и гвоздей. В качестве шаблона для изготовления этого крючка я использовал для этого свой забор, поэтому я был уверен, что установил все на нужной высоте. Из-за толщины крючка перешел на штифтовые гвозди длиной 50 мм. Если вы хотите начать фрезеровать дерево дома с помощью этого приспособления для настольной пилы, поместите кусок дерева, который вы хотите разрезать, между двумя зажимами. Теперь сдвиньте зажимы ближе друг к другу, пока кончики винтов не коснутся дерева. Затем закрепите регулируемый зажим, затянув ручки. Теперь вы можете затянуть хомут, затянув болт так, чтобы хомут расширился, а винты можно было вдавить в древесину. Переместите забор в то место, где вы хотите сделать надрез. Потяните приспособление назад и поднимите лезвие для первого пропила. Повторите резку в несколько приемов, каждый раз устанавливая пильный диск выше. С помощью этой настольной пилорамы вы можете распиливать древесину, толщина которой в два раза превышает высоту вашего пильного диска. При фрезеровании дерева с помощью этого приспособления для настольной пилы сначала режьте одну сторону, пока не достигнете самого высокого положения пильного диска. Затем вы можете перевернуть приспособление для настольной пилы и повторить все шаги. Строительство мастерской может быть сложной задачей и требует множества проб и ошибок. Я действительно рекомендую это всем моим друзьям-любителям и творцам! ВЫ МОЖЕТЕ ПОТРАТИТЬ СВОЙ БЮДЖЕТ ТОЛЬКО ОДИН РАЗ Перестаньте тратить свой бюджет на неправильные вещи! Ограниченная цена: 39 долларов США Читайте другие блоги, связанные с этим, здесь: Я надеюсь, что эта информация о том, как сделать настольную пилораму, была полезной, и что этот блог и видео вдохновят вас. Не стесняйтесь поделиться этим блогом на Facebook, Pinterest или в других социальных сетях . С нетерпением жду встречи с вами в другом блоге или видео. Привет, Загрузите чертежи здесьБесплатно навсегда. Проверьте параметры 3D-файла. Вес 1 м сталь угловая равнополочная марка стали вст3кп2 размером 50x50x5 мм: Сталь угловая 50х50х5 мм цена за метр и тонну, купить в Спб, вес метраУголки стальные равнополочныеРазмеры и статические параметры уголков стальных равнополочных — британские единицы.Рекламные ссылки Свойства стальных уголков равнополочных в имперских единицах указаны ниже.
9004. x 1/4 — указывает угол 2 дюйма глубокий и широкий — и 1/4 дюйма толщиной . Рекламные ссылки Связанные темыСвязанные документыEngineering ToolBox — Расширение SketchUp — 3D-моделирование онлайн!Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширение SketchUp, которое можно использовать с потрясающими, интересными и бесплатными программами SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup! Перевести О Engineering ToolBox! Мы не собираем информацию от наших пользователей. Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные. Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию. AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации. Реклама в ToolBox Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords. CitationЭту страницу можно цитировать как
Изменить дату доступа. . . close Равнополочные стержни из нержавеющей стали: азиатские размерыРавнополочные стержни из нержавеющей стали: азиатские размеры | MontanstahlРавнополочные уголки из нержавеющей стали: азиатские размеры | Монтансталь Перейти к содержимому Звоните +41 (0)91 641 68 00 Равнополочные уголки представляют собой широкую линейку стержневых строительных элементов. У них есть параллельные ноги, и их допуски определены ASTM A 484, исполнение с лазерным плавлением дополнительно соответствует стандарту на продукцию, определенному ASTM A1069.. MTC (сертификат испытания материала) 3. Следующие аустенитные марки преимущественно используются для конструкций из нержавеющей стали: 304, 304L, 316, 316L, они определены ASTM A276, ASTM A479 и ASME SA479. Другие марки стали доступны по запросу, ознакомьтесь с полным перечнем марок стали. Версия Pdf
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 Стенки при этом выполняют функции дренажной решетки.
Стенки при этом выполняют функции дренажной решетки. Они удобно вписываются в любую конструкцию.
Они удобно вписываются в любую конструкцию. Толщина реек – не меньше 20 мм. Также необходимо установить подставку из брусков. На верхнюю доску крепится фиксатор для давящей части винта – любая подходящая по форме металлическая деталь (можно посадить на эпоксидный клей).
Толщина реек – не меньше 20 мм. Также необходимо установить подставку из брусков. На верхнюю доску крепится фиксатор для давящей части винта – любая подходящая по форме металлическая деталь (можно посадить на эпоксидный клей).



 м;
м;

 Так же для фильтрации подойдет капрон, лавсан, пропилен, полиэстер или использовать прочный ХБ материал, плотный лен, чтобы не порвать под давлением.
Так же для фильтрации подойдет капрон, лавсан, пропилен, полиэстер или использовать прочный ХБ материал, плотный лен, чтобы не порвать под давлением. Между тем следует иметь в виду, что сделать для такого устройства мощный винт без привлечения квалифицированного токаря не получится. Можно изготовить самодельный пресс и без сторонних специалистов, если заменить винтовой механизм обычным домкратом (механическим или гидравлическим), который есть в арсенале каждого автолюбителя.
Между тем следует иметь в виду, что сделать для такого устройства мощный винт без привлечения квалифицированного токаря не получится. Можно изготовить самодельный пресс и без сторонних специалистов, если заменить винтовой механизм обычным домкратом (механическим или гидравлическим), который есть в арсенале каждого автолюбителя.
 В качестве таких тканей, в частности, можно использовать обычную мешковину, джутовые, хлопковые и льняные ткани, ситец и синтетические материалы.
В качестве таких тканей, в частности, можно использовать обычную мешковину, джутовые, хлопковые и льняные ткани, ситец и синтетические материалы.



 Самым простым вариантом является применение капронового мешка из-под сахара.
Самым простым вариантом является применение капронового мешка из-под сахара.
 Заранее готовятся материалы и инструменты, читается этот материал, а потом делается за один раз. Так выйдет недолго по времени, а инструкция подскажет, где ждать сюрпризы.
Заранее готовятся материалы и инструменты, читается этот материал, а потом делается за один раз. Так выйдет недолго по времени, а инструкция подскажет, где ждать сюрпризы.




 И чтобы отжать весь сок, приходится во время работы подкладывать деревянные бруски.
И чтобы отжать весь сок, приходится во время работы подкладывать деревянные бруски. В таких моделях имеется и винт, и гидравлический домкрат. При первом отжиме используется винт, а при втором – домкрат. Такой аппарат намного упрощает отжим и ускоряет процесс, но и стоит не дешево.
В таких моделях имеется и винт, и гидравлический домкрат. При первом отжиме используется винт, а при втором – домкрат. Такой аппарат намного упрощает отжим и ускоряет процесс, но и стоит не дешево. Кроме цены нужно учитывать и то, что каучуковая мембрана иногда рвется и приходится ее заменять. А чтобы аппарат работал, необходим водопровод с давлением в 2-3 атмосферы.
Кроме цены нужно учитывать и то, что каучуковая мембрана иногда рвется и приходится ее заменять. А чтобы аппарат работал, необходим водопровод с давлением в 2-3 атмосферы. Поддон может поломаться, если зацепить трубку, поддон, или уронить что-либо на него нечаянно. По неаккуратности можно вырвать трубку. По этой причине поддон предпочтительнее выбирать из стали-нержавейки, а к отверстию приварить металлическую трубку.
Поддон может поломаться, если зацепить трубку, поддон, или уронить что-либо на него нечаянно. По неаккуратности можно вырвать трубку. По этой причине поддон предпочтительнее выбирать из стали-нержавейки, а к отверстию приварить металлическую трубку. Дощечки прикручивают к полосам, загибают полосы по кругу, закрепляют болтами. Корзина готова. Расстояние между планками около 10 мм. Не стоит брать пластинки из ДСП, такой материал будет выделять в сок смолы, опилки и прочие вредные вещества.
Дощечки прикручивают к полосам, загибают полосы по кругу, закрепляют болтами. Корзина готова. Расстояние между планками около 10 мм. Не стоит брать пластинки из ДСП, такой материал будет выделять в сок смолы, опилки и прочие вредные вещества. Внизу полученной емкости врезают валик из деревянного материала, на которые накручены саморезы по спирали. Ось вращения элемента выводят наружу, вставляют дрель в него. Он будет играть роль измельчительного барабана. Для этого можно воспользоваться обычной скалкой, которая есть на каждой кухне.
Внизу полученной емкости врезают валик из деревянного материала, на которые накручены саморезы по спирали. Ось вращения элемента выводят наружу, вставляют дрель в него. Он будет играть роль измельчительного барабана. Для этого можно воспользоваться обычной скалкой, которая есть на каждой кухне. Работает он от электрического двигателя, который вращает шкив при помощи ременной передачи. В подающую камеру загружается сырье, шнек его измельчает и продавливает через сито. На выходе шнековый пресс дает сок с мякотью.
Работает он от электрического двигателя, который вращает шкив при помощи ременной передачи. В подающую камеру загружается сырье, шнек его измельчает и продавливает через сито. На выходе шнековый пресс дает сок с мякотью.

 Но зачем покупать, если можно построить самому?
Но зачем покупать, если можно построить самому?

 Который затем проведет вас через весь процесс создания этого пресса.
Который затем проведет вас через весь процесс создания этого пресса. На самом деле это напоминает мне некоторые из книг моего деда по столярному делу, которые он читал все время.
На самом деле это напоминает мне некоторые из книг моего деда по столярному делу, которые он читал все время. Я проведу вас через эволюцию дизайна. Первоначальные планы были доступны в Интернете, но после изготовления пресса для сидра в соответствии с этой конструкцией он сломался при втором использовании. Возможно, мой бутылочный домкрат был слишком мощным.
Я проведу вас через эволюцию дизайна. Первоначальные планы были доступны в Интернете, но после изготовления пресса для сидра в соответствии с этой конструкцией он сломался при втором использовании. Возможно, мой бутылочный домкрат был слишком мощным.
 Использование гидравлического домкрата , так что намного проще, чем накручивание резьбы! Мне пришлось использовать кусок дерева, так как я сделал раму слишком высокой. (Это оказалось к лучшему, потому что третья версия действительно требовала этой дополнительной высоты!)
Использование гидравлического домкрата , так что намного проще, чем накручивание резьбы! Мне пришлось использовать кусок дерева, так как я сделал раму слишком высокой. (Это оказалось к лучшему, потому что третья версия действительно требовала этой дополнительной высоты!) Как я объяснил выше, все это чисто гипотетически. Я просверлил множество отверстий в основании, чтобы выпустить сок, а позже покрасил этот гипотетический предмет слоем краски:
Как я объяснил выше, все это чисто гипотетически. Я просверлил множество отверстий в основании, чтобы выпустить сок, а позже покрасил этот гипотетический предмет слоем краски:
 С этой машиной можно смешивать все HCR до 90° Shore A. Максимальная масса примерно 0,5 кг. для этой машины, в зависимости от твердости HCR. Эта машина разработана для использования на верстаке. Перед зазором между двумя смесительными валками расположена проволока, при нажатии на которую машина останавливается.
С этой машиной можно смешивать все HCR до 90° Shore A. Максимальная масса примерно 0,5 кг. для этой машины, в зависимости от твердости HCR. Эта машина разработана для использования на верстаке. Перед зазором между двумя смесительными валками расположена проволока, при нажатии на которую машина останавливается.
 Резиновая фабрика, используемая для производства пластиковой резины, смешанной резины или горячего рафинирования на машине с открытым резиновым роликом.
Резиновая фабрика, используемая для производства пластиковой резины, смешанной резины или горячего рафинирования на машине с открытым резиновым роликом. На производственной линии каландровой машины функция мельницы перед каландровой машиной и после смесительной машины заключается в смешивании и пластификации сырья, равномерно перемешанного, чтобы обеспечить более однородное плавление материалов для каландрирования пластиковых изделий каландровой машины. .
На производственной линии каландровой машины функция мельницы перед каландровой машиной и после смесительной машины заключается в смешивании и пластификации сырья, равномерно перемешанного, чтобы обеспечить более однородное плавление материалов для каландрирования пластиковых изделий каландровой машины. .
 Эластичность идет от большой к малой; В процессе смешивания поверхность каждого компонента клея постоянно обновляется и перемешивается равномерно. При периодической работе смесителя после многократной подачи резинового материала через расстояние несколько раз и, наконец, отрежьте нижние куски.
Эластичность идет от большой к малой; В процессе смешивания поверхность каждого компонента клея постоянно обновляется и перемешивается равномерно. При периодической работе смесителя после многократной подачи резинового материала через расстояние несколько раз и, наконец, отрежьте нижние куски. д.
д.

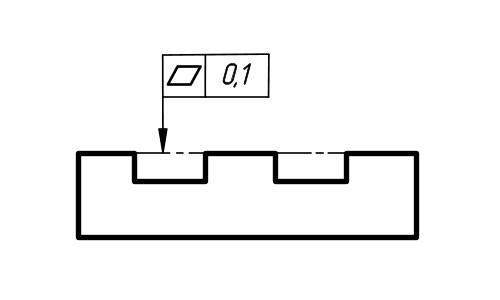 Величины отклонений определяются с помощью щупов, плиток и т. п. Угловые линейки, применяемые для одновременной проверки плоскостности и угла между двумя пересекающимися поверхностями, изготовляются только шаброванными. Допустимые погрешности углов для линеек 1-го класса точности ±5′, для линеек 2-го класса точности ±10′.
Величины отклонений определяются с помощью щупов, плиток и т. п. Угловые линейки, применяемые для одновременной проверки плоскостности и угла между двумя пересекающимися поверхностями, изготовляются только шаброванными. Допустимые погрешности углов для линеек 1-го класса точности ±5′, для линеек 2-го класса точности ±10′.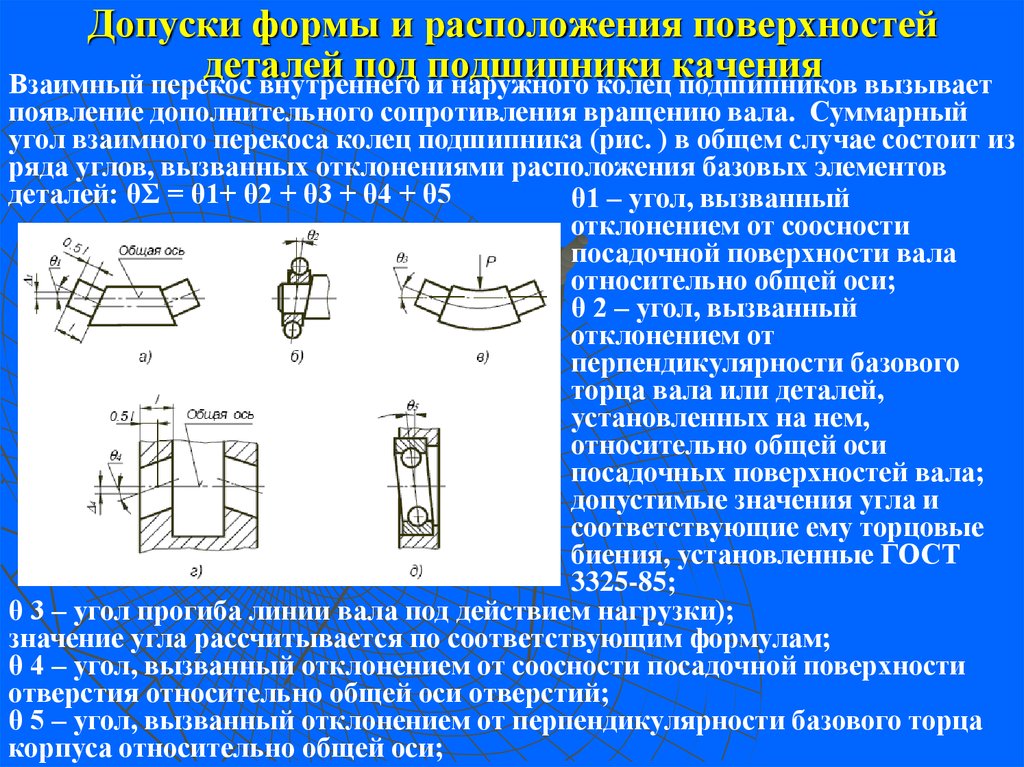

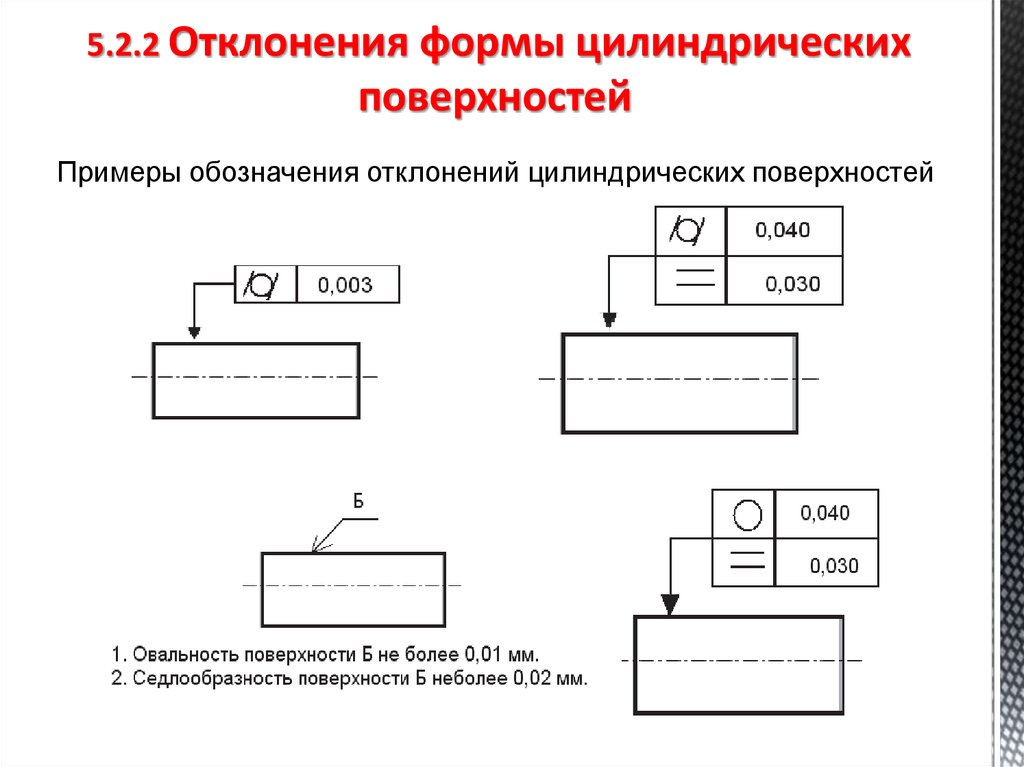 01 мм
01 мм
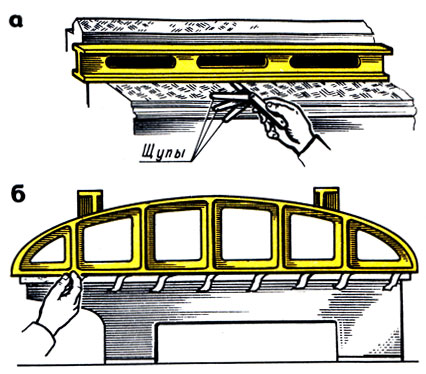
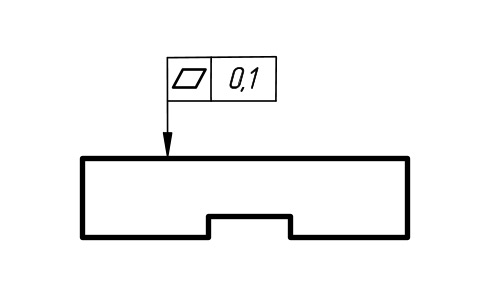
 Зона допуска плоскостности — это трехмерная зона допуска, означающая, что при проверке плоскостности поверхности вы проверяете величину отклонений вверх и вниз по оси Y по всей плоскости. На рисунке 2 показана зона допуска плоскостности поверхности, обозначенная на рисунке 1.
Зона допуска плоскостности — это трехмерная зона допуска, означающая, что при проверке плоскостности поверхности вы проверяете величину отклонений вверх и вниз по оси Y по всей плоскости. На рисунке 2 показана зона допуска плоскостности поверхности, обозначенная на рисунке 1. Как видно на рисунке 3, требование плоскостности находится непосредственно под требованием размера.
Как видно на рисунке 3, требование плоскостности находится непосредственно под требованием размера.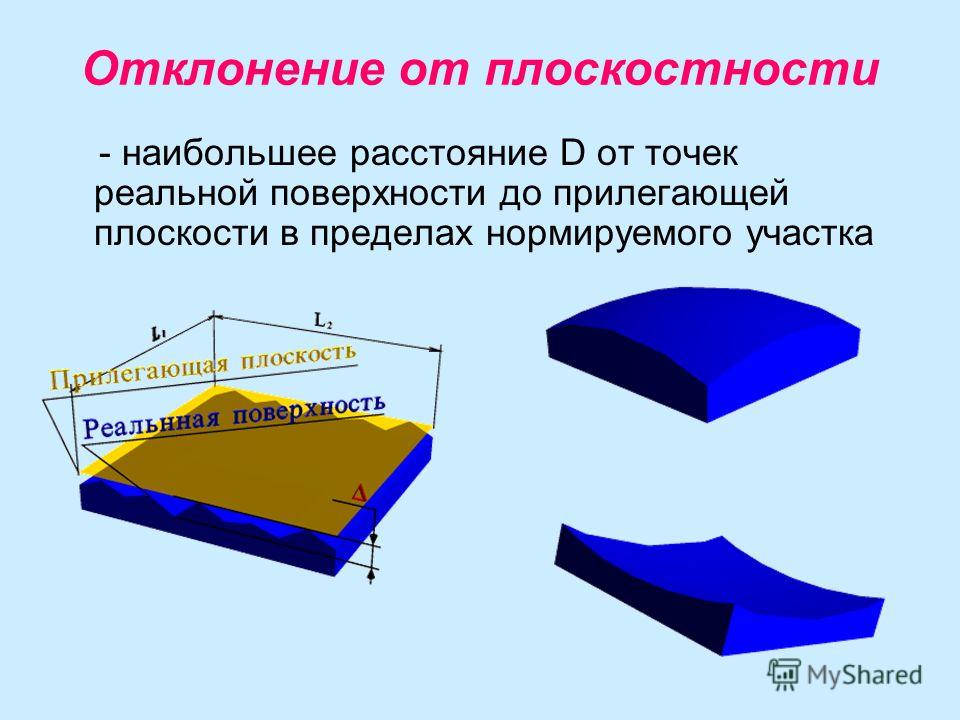

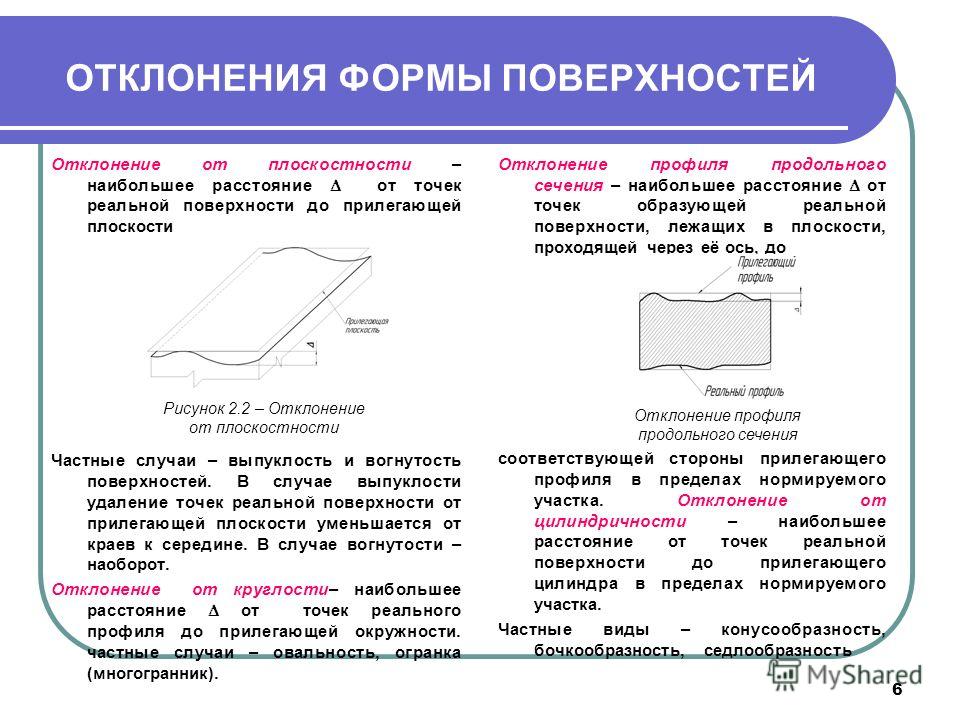
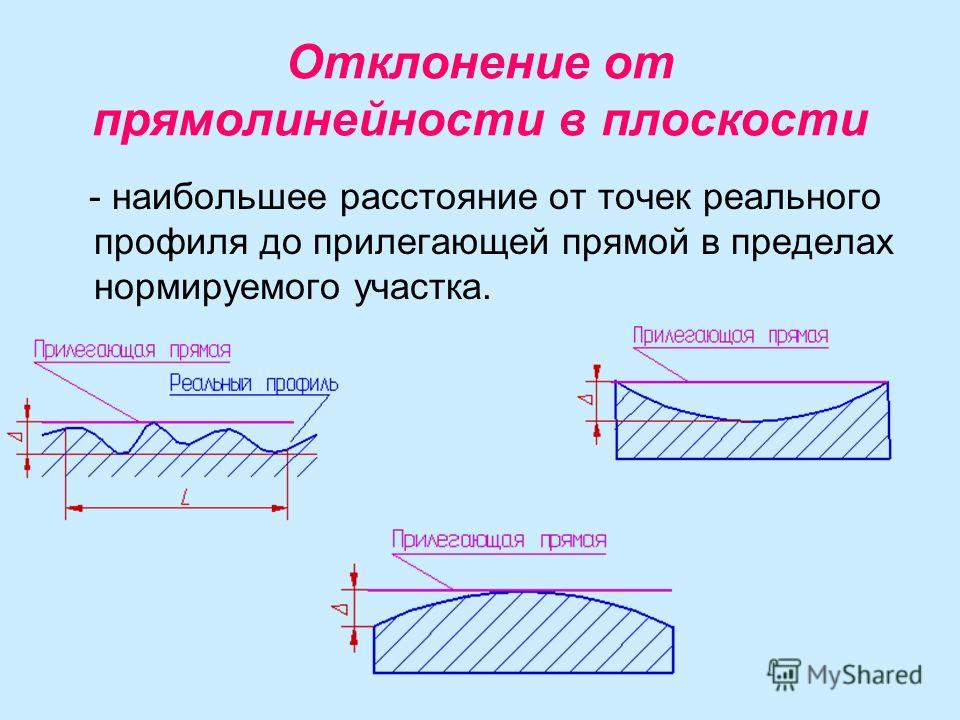 Вы пытаетесь убедиться, что ни одна точка на поверхности не выходит за пределы допустимой зоны. Современные КИМ лучше всего подходят для измерения детали, поскольку они могут создавать виртуальные плоскости, с которыми можно сравнить истинный профиль поверхности. Это трехмерное измерение, поэтому точки должны быть измерены по длине и ширине детали, чтобы убедиться, что вся поверхность находится в допуске. Плоскостность нельзя измерить, просто поместив деталь на гранитную плиту и проведя над ней штангенрейсмасом или микрометром. Вместо этого это будет измерение параллелизма, поскольку вы фиксируете нижнюю часть детали в качестве базы.
Вы пытаетесь убедиться, что ни одна точка на поверхности не выходит за пределы допустимой зоны. Современные КИМ лучше всего подходят для измерения детали, поскольку они могут создавать виртуальные плоскости, с которыми можно сравнить истинный профиль поверхности. Это трехмерное измерение, поэтому точки должны быть измерены по длине и ширине детали, чтобы убедиться, что вся поверхность находится в допуске. Плоскостность нельзя измерить, просто поместив деталь на гранитную плиту и проведя над ней штангенрейсмасом или микрометром. Вместо этого это будет измерение параллелизма, поскольку вы фиксируете нижнюю часть детали в качестве базы.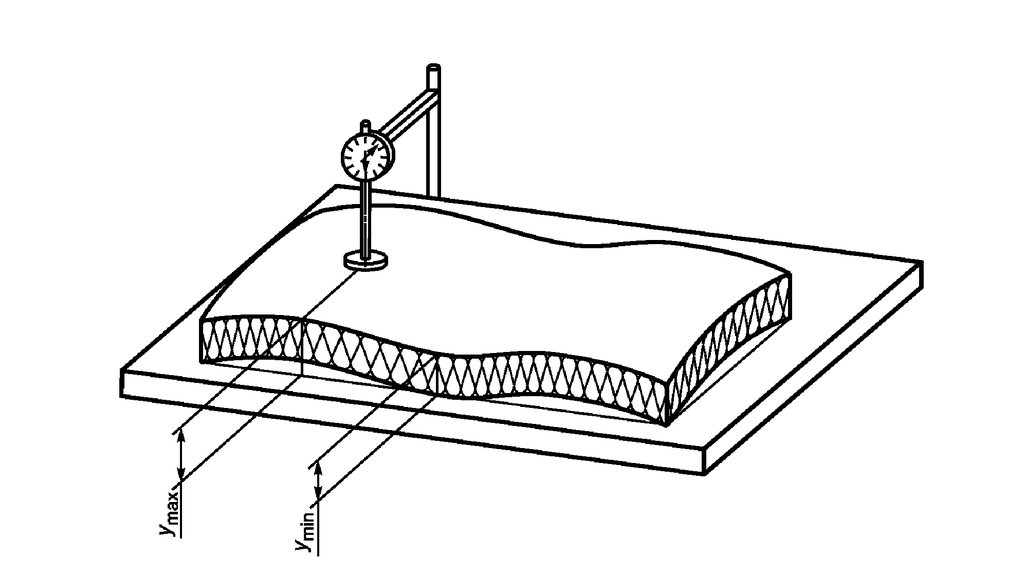 Обычно плоскостность используется для придания поверхности равномерного износа или для надлежащего уплотнения сопрягаемой детали. Обычно используется на приспособлении, которое должно состыковываться заподлицо с другой деталью без колебаний, но где ориентация не важна.
Обычно плоскостность используется для придания поверхности равномерного износа или для надлежащего уплотнения сопрягаемой детали. Обычно используется на приспособлении, которое должно состыковываться заподлицо с другой деталью без колебаний, но где ориентация не важна.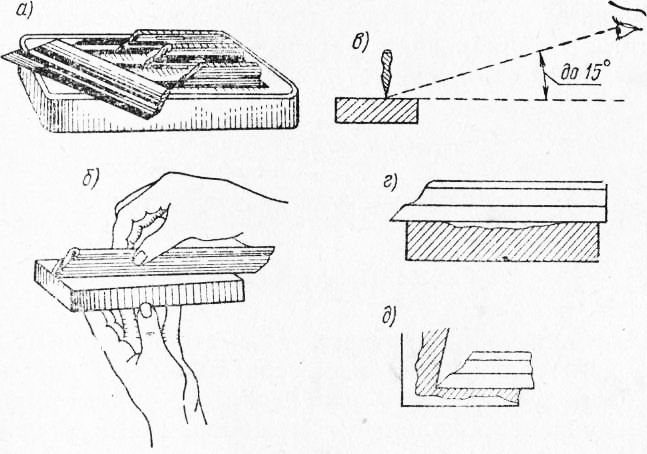


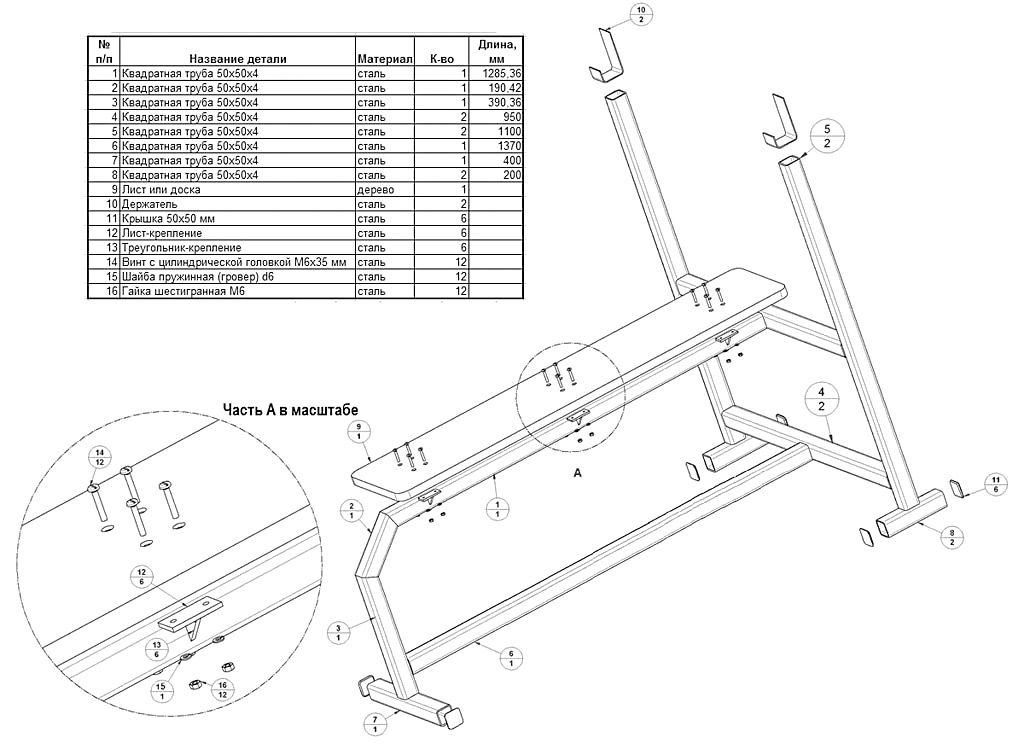 Для нижнего упора подготавливается отрезок профильной трубы, равный по длине опорной платформе.
Для нижнего упора подготавливается отрезок профильной трубы, равный по длине опорной платформе.
 Таким образом, при задействовании домкрата и опускании съемного упора пресса пружины растягиваются, а при окончании рабочего цикла и стравливании давления из рабочей камеры подъемного механизма – сжимаются, возвращая съемный упор в исходное положение.
Таким образом, при задействовании домкрата и опускании съемного упора пресса пружины растягиваются, а при окончании рабочего цикла и стравливании давления из рабочей камеры подъемного механизма – сжимаются, возвращая съемный упор в исходное положение.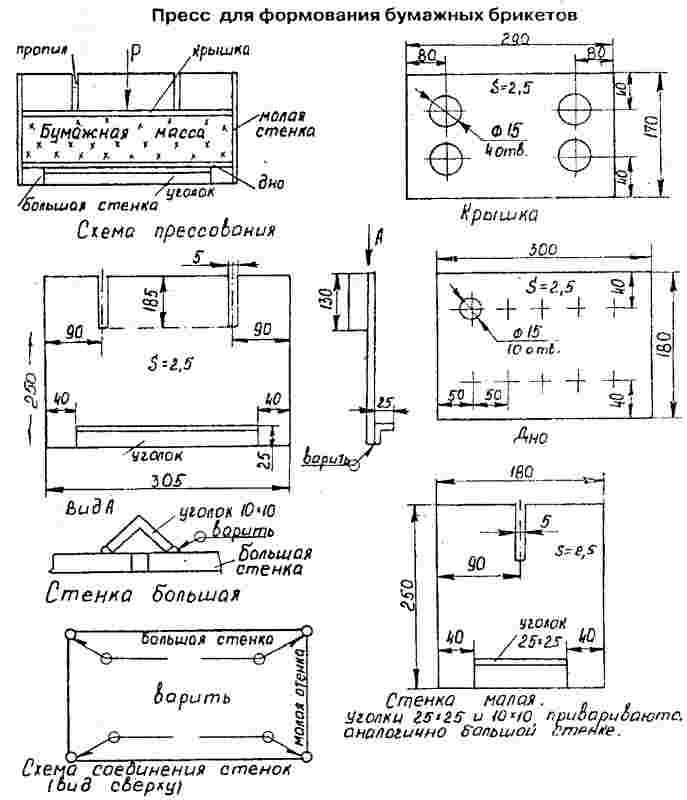 При этом не потребуется больших трудозатрат и серьезных финансовых вложений.
При этом не потребуется больших трудозатрат и серьезных финансовых вложений. Нижнюю часть оставили в корпусе домкрата и на нее приварили переходник маслопровода высокого давления.
Нижнюю часть оставили в корпусе домкрата и на нее приварили переходник маслопровода высокого давления.
 С этой целью используется перепускной клапан в виде круглой головки с плечами, который необходимо ослабить.
С этой целью используется перепускной клапан в виде круглой головки с плечами, который необходимо ослабить.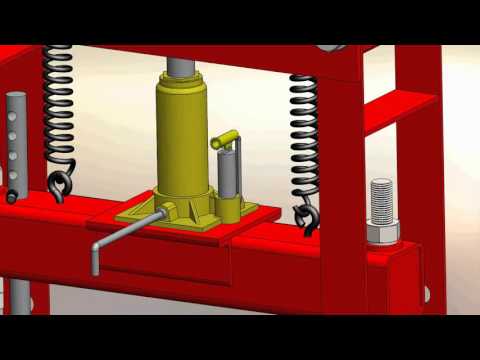
 Толщина материала должна быть не менее 2 мм. Конструкция самодельного гидравлического пресса с домкратом или цилиндром состоит из следующих компонентов:
Толщина материала должна быть не менее 2 мм. Конструкция самодельного гидравлического пресса с домкратом или цилиндром состоит из следующих компонентов: Рекомендуется заказывать у профессионального токаря.
Рекомендуется заказывать у профессионального токаря.
 В зависимости от этого оборудование может быть настольным или напольным. Первый тип инструмента располагается на верстаке, а второй размещается на специальном пьедестале. Такие прессы отличаются габаритами, грузоподъемностью. Сделанный своими руками пресс настольный гидравлический обеспечивает усилие до 12 тонн, а для напольного устройства это значение достигает 25 тонн.
В зависимости от этого оборудование может быть настольным или напольным. Первый тип инструмента располагается на верстаке, а второй размещается на специальном пьедестале. Такие прессы отличаются габаритами, грузоподъемностью. Сделанный своими руками пресс настольный гидравлический обеспечивает усилие до 12 тонн, а для напольного устройства это значение достигает 25 тонн.

 Гидравлический пресс можно использовать в домашних условиях для многих целей. К ним относятся:
Гидравлический пресс можно использовать в домашних условиях для многих целей. К ним относятся: Внутри поршней находится простая вода или масло. Жидкость позволяет действовать закону гидростатики.
Внутри поршней находится простая вода или масло. Жидкость позволяет действовать закону гидростатики.

 В чертеже пресса также будут указаны размеры станины.
В чертеже пресса также будут указаны размеры станины.
 Расстояние между боковыми скобами в 350 мм показалось мне оптимальным. Потом я решил, что прежде чем приваривать поперечную стяжку, нужно просверлить 8 мм отверстия под болты. Сначала я отметил места на уголке (поперечная стяжка), где собирался просверлить отверстия, затем засверлился 2 мм сверлом. После я положил уголок сгибом вверх, чтобы обвести контур на боковой опоре.
Расстояние между боковыми скобами в 350 мм показалось мне оптимальным. Потом я решил, что прежде чем приваривать поперечную стяжку, нужно просверлить 8 мм отверстия под болты. Сначала я отметил места на уголке (поперечная стяжка), где собирался просверлить отверстия, затем засверлился 2 мм сверлом. После я положил уголок сгибом вверх, чтобы обвести контур на боковой опоре.

 У тебя проблемы! Научиться рисовать реалистичные руки может быть непросто, потому что рисование мультяшных рук может быть легким для некоторых, но рисование рук, которые выглядят реалистично, требует большой практики, поэтому, если вы человек, который любит рисовать человеческие руки или мультяшные руки, но в затруднении К счастью, вы можете изучить их в этой коллекции уроков о том, как рисовать руки шаг за шагом. Мы надеемся, что вы найдете это очень полезным. Наслаждайтесь и продолжайте возвращаться за более интересными уроками!
У тебя проблемы! Научиться рисовать реалистичные руки может быть непросто, потому что рисование мультяшных рук может быть легким для некоторых, но рисование рук, которые выглядят реалистично, требует большой практики, поэтому, если вы человек, который любит рисовать человеческие руки или мультяшные руки, но в затруднении К счастью, вы можете изучить их в этой коллекции уроков о том, как рисовать руки шаг за шагом. Мы надеемся, что вы найдете это очень полезным. Наслаждайтесь и продолжайте возвращаться за более интересными уроками!
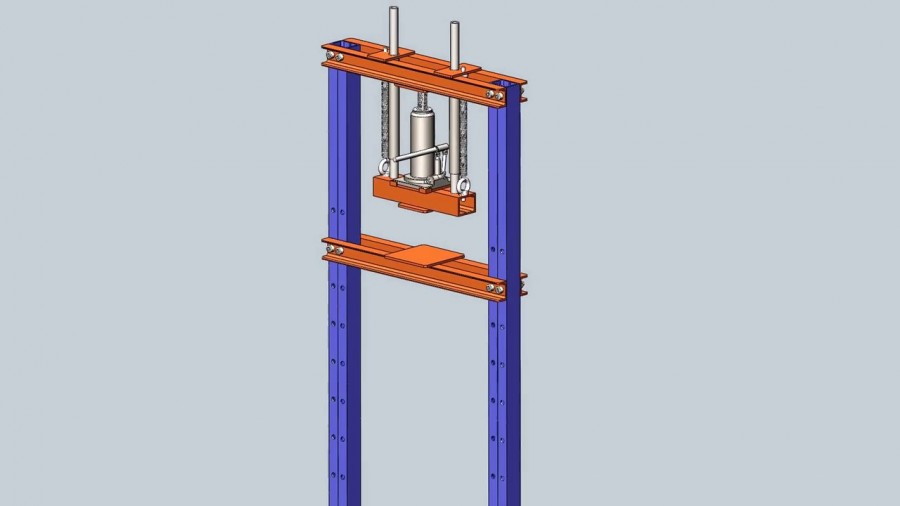
 Убедитесь, что вы готовы, освежив свои права, прежде чем отправиться на улицу.
Убедитесь, что вы готовы, освежив свои права, прежде чем отправиться на улицу.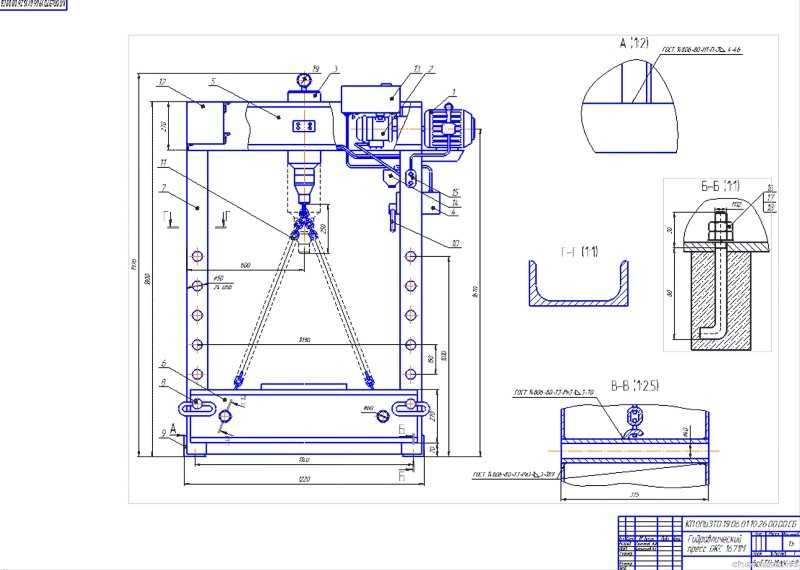 Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга.
Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга.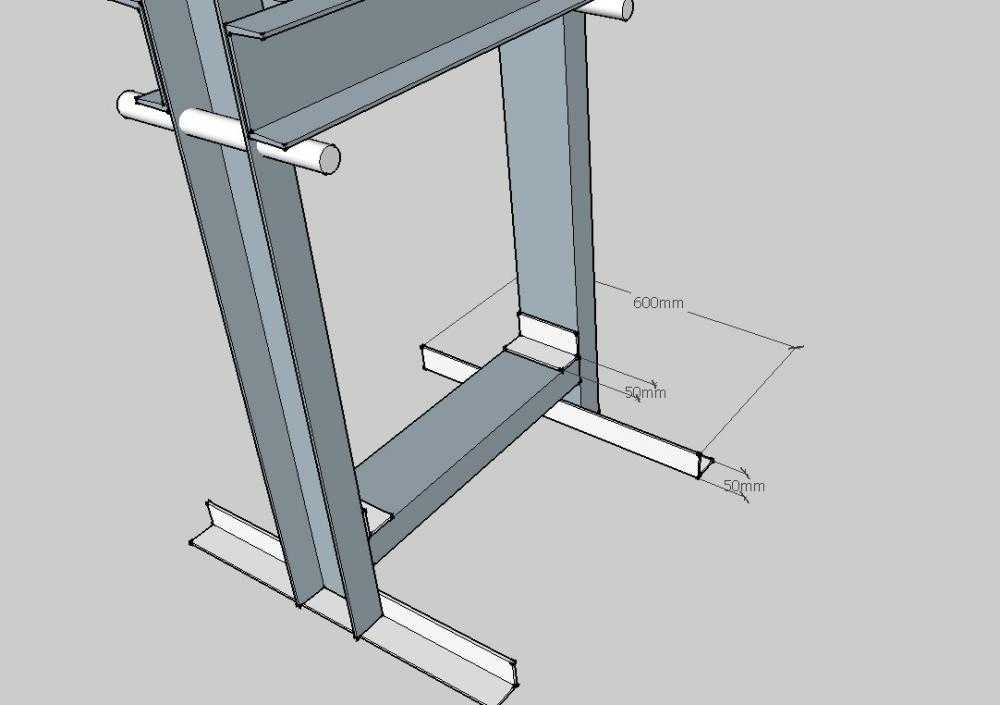
 Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга.
Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга. (В частной собственности владелец может устанавливать правила в отношении фото- и видеосъемки.)
(В частной собственности владелец может устанавливать правила в отношении фото- и видеосъемки.)
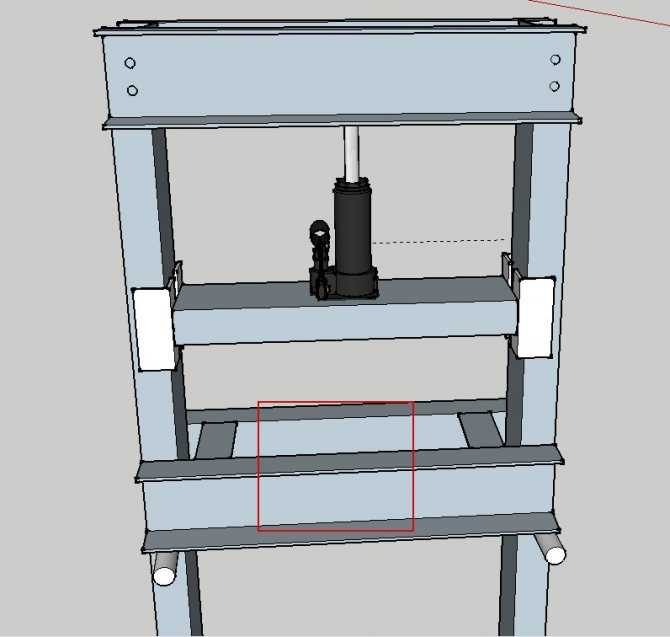 Следите за тем, чтобы ваши руки были видны. Не спорьте, не сопротивляйтесь и не препятствуйте действиям полиции, даже если вы считаете, что они нарушают ваши права. Укажите, что вы не мешаете чьей-либо деятельности и что Первая поправка защищает ваши действия.
Следите за тем, чтобы ваши руки были видны. Не спорьте, не сопротивляйтесь и не препятствуйте действиям полиции, даже если вы считаете, что они нарушают ваши права. Укажите, что вы не мешаете чьей-либо деятельности и что Первая поправка защищает ваши действия.
 В этой покрышке есть металлокорд – его-то как раз и используют в новом качестве. Единственный момент: в покрышках от импортных грузовиков вместо металла может оказаться синтетика. Проверить это легко: прорезать ножом внутреннюю сторону, ту, что прилегает к ободу. Нож уперся в металл? Значит, проволока получится. Не уперся? Тогда покрышка в огне просто сгорит, и все.
В этой покрышке есть металлокорд – его-то как раз и используют в новом качестве. Единственный момент: в покрышках от импортных грузовиков вместо металла может оказаться синтетика. Проверить это легко: прорезать ножом внутреннюю сторону, ту, что прилегает к ободу. Нож уперся в металл? Значит, проволока получится. Не уперся? Тогда покрышка в огне просто сгорит, и все. Они используются для крепления труб для кабелей на заборы, и при устройстве систем периметровой охраны. Они более дорогие, но зато особенно удобные в работе.
Они используются для крепления труб для кабелей на заборы, и при устройстве систем периметровой охраны. Они более дорогие, но зато особенно удобные в работе. Главное – чтобы стержни не опускались на дно фундамент, а для этого либо подкладываем кирпич, либо втыкаем концы сетки прямо в почву. Далее уже – отличия в том, как и куда загибать саму проволоку. Выбирайте тот способ, с которым вязка арматуры для вас окажется удобнее!
Главное – чтобы стержни не опускались на дно фундамент, а для этого либо подкладываем кирпич, либо втыкаем концы сетки прямо в почву. Далее уже – отличия в том, как и куда загибать саму проволоку. Выбирайте тот способ, с которым вязка арматуры для вас окажется удобнее! В этом варианте проволока тоже складывается пополам.
В этом варианте проволока тоже складывается пополам.

 1 Назначение и особенности процесса
1 Назначение и особенности процесса

 Проволока бывает разного цвета — черная без покрытия, оцинкованная или белая. Если проволока плохо гнётся её нужно подержать 30 мин в костре, а затем охладить на воздухе.
Проволока бывает разного цвета — черная без покрытия, оцинкованная или белая. Если проволока плохо гнётся её нужно подержать 30 мин в костре, а затем охладить на воздухе. При этом руки не отпускают проволоку до тех пор, пока крючок не захватит крепко проволоку, потом она отпускается. Количество оборотов определяется опытным путём. После закручивания проволоки крючок вынимается, а свободные концы проволоки можно обрезать.
При этом руки не отпускают проволоку до тех пор, пока крючок не захватит крепко проволоку, потом она отпускается. Количество оборотов определяется опытным путём. После закручивания проволоки крючок вынимается, а свободные концы проволоки можно обрезать. Их нарезают как колбасу на дольки, требуемой высоты. Паяльником в них можно сделать выемки для арматуры.
Их нарезают как колбасу на дольки, требуемой высоты. Паяльником в них можно сделать выемки для арматуры.


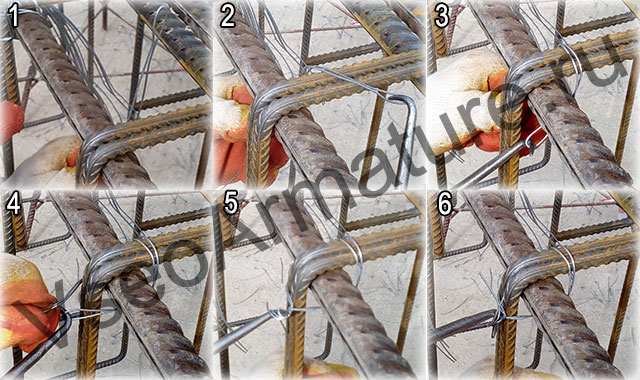
 Она состоит из нескольких этапов. И, таким образом, дана инструкция для пользователей. Читайте также: «Как крепить мауэрлат к армопоясу».
Она состоит из нескольких этапов. И, таким образом, дана инструкция для пользователей. Читайте также: «Как крепить мауэрлат к армопоясу». Напомним, что длина отрезков связана с толщиной армопояса. Чаще всего толщина монолитного пояса составляет промежуток от 200 до 250 миллиметров. На основе толщины – определяется и длина вертикальной арматуры. Помните, что она должна быть немного короче. К вертикально стоящей арматуре происходит прикручивание длинных продольных прутов. После этого их нужно будет соединить. Для этого используются короткие отрезки арматуры. Этот процесс не отличается от хода работы для нижней части каркаса.
Напомним, что длина отрезков связана с толщиной армопояса. Чаще всего толщина монолитного пояса составляет промежуток от 200 до 250 миллиметров. На основе толщины – определяется и длина вертикальной арматуры. Помните, что она должна быть немного короче. К вертикально стоящей арматуре происходит прикручивание длинных продольных прутов. После этого их нужно будет соединить. Для этого используются короткие отрезки арматуры. Этот процесс не отличается от хода работы для нижней части каркаса. Она имеет две стороны: одну – несъемную, а вторую – исчезающую (после того, как застынет бетон). При утеплении фасада пенопластом, с лицевой стороны дома можно соорудить несъемную опалубку из полистирола. Через некоторое время она превратится в элемент утепляющего слоя. С внутренней стороны бетон обычно ограничивается доской или ОСП. Многие сталкиваются с трудностями при соединении двух частей опалубки для армопояса перекрытия. Тут необходимо проявить изобретательность, ведь в процессе заливки бетона, раствор может раздвинуть части в стороны. После установки деревянных распорок внутрь опалубки, можно начинать стягивание ее частей. При этом не забывайте продеть насквозь проволоку.
Она имеет две стороны: одну – несъемную, а вторую – исчезающую (после того, как застынет бетон). При утеплении фасада пенопластом, с лицевой стороны дома можно соорудить несъемную опалубку из полистирола. Через некоторое время она превратится в элемент утепляющего слоя. С внутренней стороны бетон обычно ограничивается доской или ОСП. Многие сталкиваются с трудностями при соединении двух частей опалубки для армопояса перекрытия. Тут необходимо проявить изобретательность, ведь в процессе заливки бетона, раствор может раздвинуть части в стороны. После установки деревянных распорок внутрь опалубки, можно начинать стягивание ее частей. При этом не забывайте продеть насквозь проволоку. При самостоятельном изготовлении раствора – ведро цемента + два ведра песка + два ведра щебня. Рекомендуется использовать густой бетон – так он не сильно давит на опалубку. Не следует забывать об одной особенности раствора. Она связана с тем, что бетон нужно как следует уплотнить. При отсутствии глубинного вибратора, рекомендуется использовать виброшлифовальную машинку. Мощности и частоты ее вибрации вполне справятся с уплотнением относительно небольшого количества бетона.
При самостоятельном изготовлении раствора – ведро цемента + два ведра песка + два ведра щебня. Рекомендуется использовать густой бетон – так он не сильно давит на опалубку. Не следует забывать об одной особенности раствора. Она связана с тем, что бетон нужно как следует уплотнить. При отсутствии глубинного вибратора, рекомендуется использовать виброшлифовальную машинку. Мощности и частоты ее вибрации вполне справятся с уплотнением относительно небольшого количества бетона.
 Это позволит им предоставить вам арматуру нужного размера и опору арматуры в нужном количестве.
Это позволит им предоставить вам арматуру нужного размера и опору арматуры в нужном количестве. Между тем, для вязки арматуры к стенам или другим вертикальным конструкциям используется седельная стяжка. В реальных приложениях будет использоваться комбинация обоих методов связи с другими, в зависимости от характера и требований конструкции арматурного стержня.
Между тем, для вязки арматуры к стенам или другим вертикальным конструкциям используется седельная стяжка. В реальных приложениях будет использоваться комбинация обоих методов связи с другими, в зависимости от характера и требований конструкции арматурного стержня.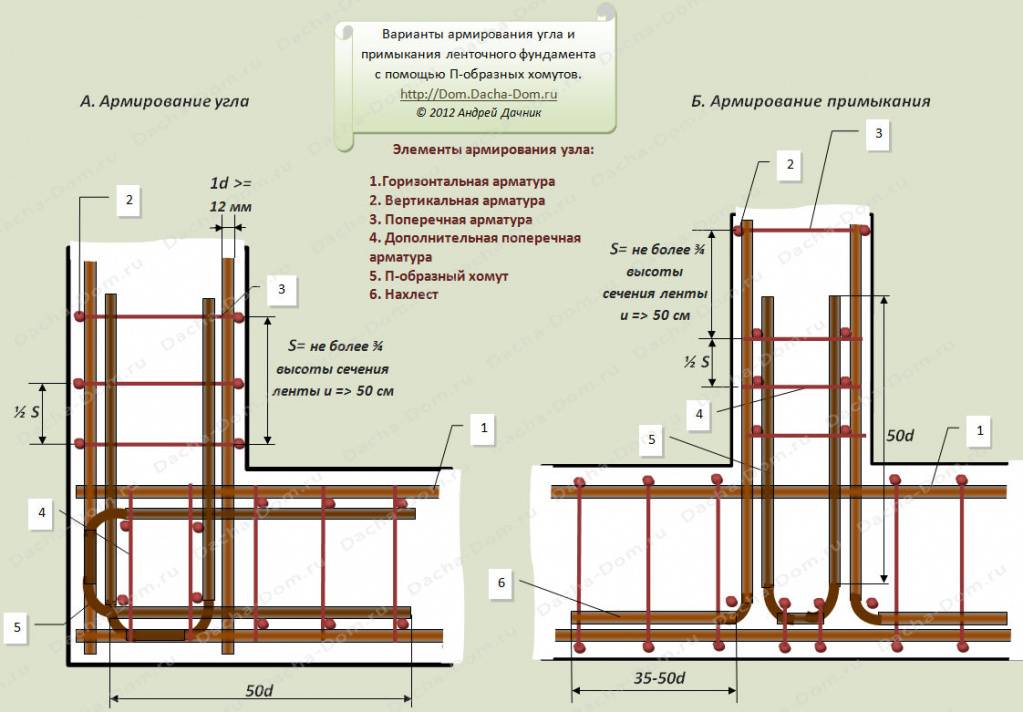

 Ниже выделено 7 различных способов вязки арматуры без использования ручных инструментов.
Ниже выделено 7 различных способов вязки арматуры без использования ручных инструментов. Используя стальную вязальную проволоку TW1061T калибра 19 и ту же аккумуляторную платформу, что и портативные устройства TwinTier, инструмент может связать арматуру менее чем за секунду. На одном заряде он может связать до 4000 галстуков на стержнях № 3 x № 3 до № 6 x № 6.
Используя стальную вязальную проволоку TW1061T калибра 19 и ту же аккумуляторную платформу, что и портативные устройства TwinTier, инструмент может связать арматуру менее чем за секунду. На одном заряде он может связать до 4000 галстуков на стержнях № 3 x № 3 до № 6 x № 6. Компания заявляет, что их решение удваивает производительность труда и увеличивает производство стальных каркасов в пять раз.
Компания заявляет, что их решение удваивает производительность труда и увеличивает производство стальных каркасов в пять раз. Типичное использование TyBot — это мостовые работы и производственные предприятия, поэтому ширина TyBot может увеличиваться до 9футов до 100 футов
Типичное использование TyBot — это мостовые работы и производственные предприятия, поэтому ширина TyBot может увеличиваться до 9футов до 100 футов
 От поверхности боковой стены расстояние до оси трубы берется в расчет от 130 мм;
От поверхности боковой стены расстояние до оси трубы берется в расчет от 130 мм; Поэтому чаще всего такие конструкции можно встретить в промышленных и складских помещениях, в которых рабочий персонал находится ограниченное количество времени. Радиаторы из чугуна в жилых домах – это прототип промышленных экономайзеров.
Поэтому чаще всего такие конструкции можно встретить в промышленных и складских помещениях, в которых рабочий персонал находится ограниченное количество времени. Радиаторы из чугуна в жилых домах – это прототип промышленных экономайзеров. Ребристая труба из чугуна хорошо сохраняет температуру теплоносителя и служат в разы дольше, чем конструкции из стали, так как мало подвержена коррозии. Экономайзерная труба соединяется с другими отрезками с помощью торцевых фланцев.
Ребристая труба из чугуна хорошо сохраняет температуру теплоносителя и служат в разы дольше, чем конструкции из стали, так как мало подвержена коррозии. Экономайзерная труба соединяется с другими отрезками с помощью торцевых фланцев. Такие чугунные трубы могут успешно эксплуатироваться только в самотечных канализациях со стабильно низкой нагрузкой. Тем не менее, у чугунных безнапорных труб есть и интересное преимущество: их можно использовать неоднократно. Естественно, это возможно только при хорошей сохранности.
Такие чугунные трубы могут успешно эксплуатироваться только в самотечных канализациях со стабильно низкой нагрузкой. Тем не менее, у чугунных безнапорных труб есть и интересное преимущество: их можно использовать неоднократно. Естественно, это возможно только при хорошей сохранности.
 Относительно новая вариация чугунных труб для водопровода и канализации, особенностью которой стало специальное покрытие их эпоксидных веществ. Канализационные системы могут долго функционировать с применением безраструбных конструкций, если их монтаж был осуществлен правильно. В отличие от раструбных, такие трубы соединяются обычными хомутами. Ключевую роль в надежности соединения играет степень плотности надетого хомута.
Относительно новая вариация чугунных труб для водопровода и канализации, особенностью которой стало специальное покрытие их эпоксидных веществ. Канализационные системы могут долго функционировать с применением безраструбных конструкций, если их монтаж был осуществлен правильно. В отличие от раструбных, такие трубы соединяются обычными хомутами. Ключевую роль в надежности соединения играет степень плотности надетого хомута.
 Наиболее целесообразной является установка отопительных приборов вдоль наружных стен под окнами, причем чем ниже устанавливаются отопительные приборы, тем сравнительно лучше их отопительный эффект и равномернее распределяются температуры внутреннего воздуха отапливаемых помещений по вертикали. В фабрично-заводских корпусах, имеющих верхний свет, во избежание холодных токов от световых фонарей вниз, следует устанавливать отопительные приборы в виде гладких железных труб непосредственно под световыми фонарями. В СССР наиболее употребительными являются двухколонные радиаторы с промежутками между секциями в 30 и 50 мм и строительной длиной секций в 80и 100 мм, привысоте секций от 435 до 1185 мм. Однако эти модели радиаторов являются слишком тяжелыми, требующими примерно 40 иг чугуна на 1 ж2 поверхности нагрева радиаторов.
Наиболее целесообразной является установка отопительных приборов вдоль наружных стен под окнами, причем чем ниже устанавливаются отопительные приборы, тем сравнительно лучше их отопительный эффект и равномернее распределяются температуры внутреннего воздуха отапливаемых помещений по вертикали. В фабрично-заводских корпусах, имеющих верхний свет, во избежание холодных токов от световых фонарей вниз, следует устанавливать отопительные приборы в виде гладких железных труб непосредственно под световыми фонарями. В СССР наиболее употребительными являются двухколонные радиаторы с промежутками между секциями в 30 и 50 мм и строительной длиной секций в 80и 100 мм, привысоте секций от 435 до 1185 мм. Однако эти модели радиаторов являются слишком тяжелыми, требующими примерно 40 иг чугуна на 1 ж2 поверхности нагрева радиаторов.

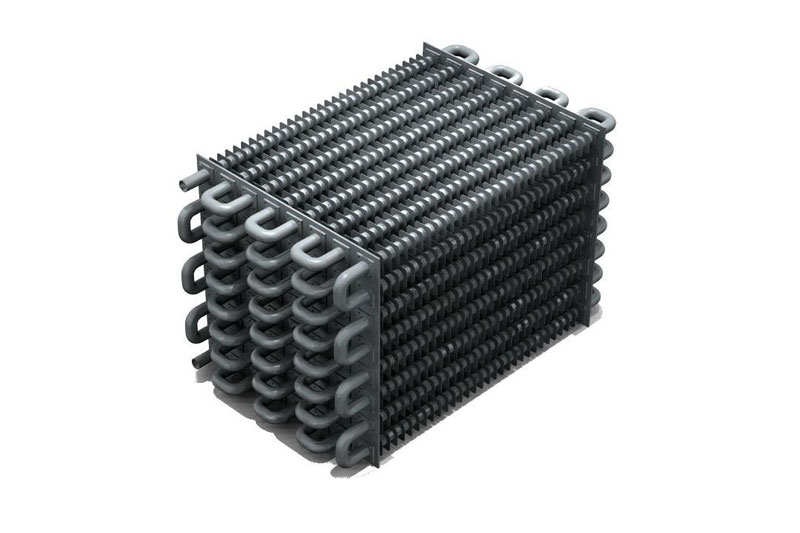 В жилых домах, общежитиях и бытовых помещениях производственных зданий радиатор может быть смещен от оси окна в сторону стояка, при этом крайняя его секция должна находиться не ближе чем на расстоянии 150 мм от боковой кромки оконного проема, у которой расположен стояк.
В жилых домах, общежитиях и бытовых помещениях производственных зданий радиатор может быть смещен от оси окна в сторону стояка, при этом крайняя его секция должна находиться не ближе чем на расстоянии 150 мм от боковой кромки оконного проема, у которой расположен стояк.

 Для проектов с ограниченным пространством над головой ULTRA FLO доступен в трубчатой арке.
Для проектов с ограниченным пространством над головой ULTRA FLO доступен в трубчатой арке.


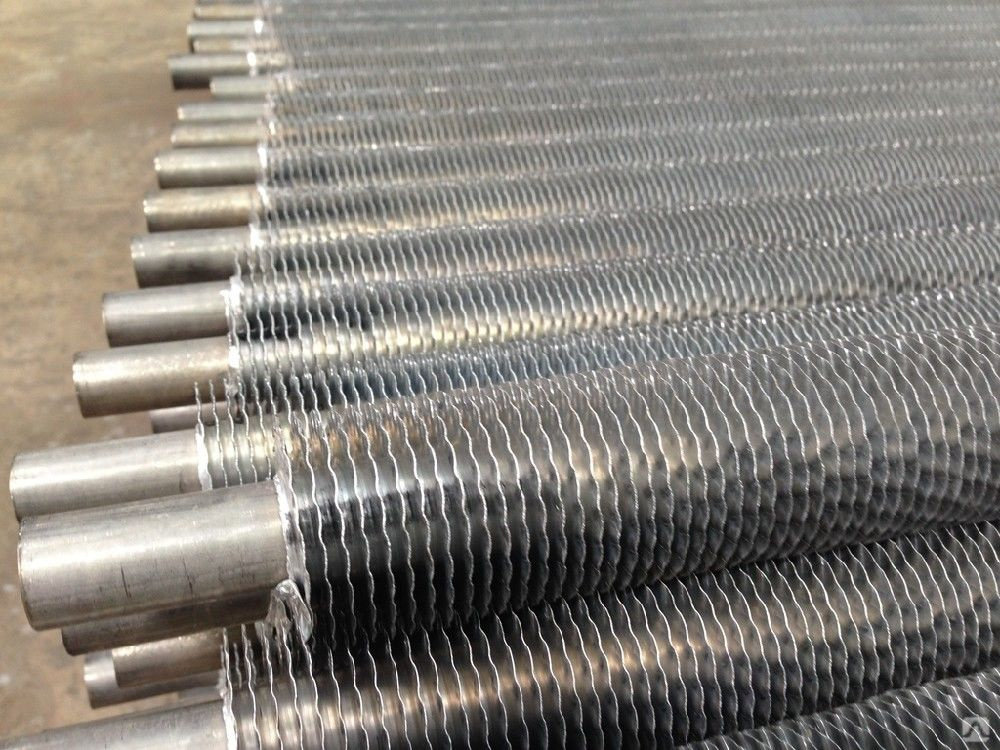
 Это идеальная труба для муниципальных водопропускных труб, ливневой канализации,
Это идеальная труба для муниципальных водопропускных труб, ливневой канализации, Порезы
Порезы

 К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
 По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика.
По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика. Кстати, стол необязательно делать с нуля — после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях.
Кстати, стол необязательно делать с нуля — после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях.
 Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала.
Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала. Слишком большое отверстие делать не надо по нескольким причинам:
Слишком большое отверстие делать не надо по нескольким причинам: Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.
Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера. Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.
Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки. Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.
Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями. Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.
Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения. На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.
На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать. Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.
Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин. В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.
В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта. Электроинструмент крепится снизу, фреза выступает над уровнем стола.
Электроинструмент крепится снизу, фреза выступает над уровнем стола.
 Это может привести к проскальзыванию обрабатываемой детали.
Это может привести к проскальзыванию обрабатываемой детали.
 Ими также можно регулировать со временем просевшую пластину.
Ими также можно регулировать со временем просевшую пластину.

 При этом вы экономите время, материалы и место в рабочей зоне.
При этом вы экономите время, материалы и место в рабочей зоне. И как только мы осознаем все, что можно сделать с его помощью, мы по-прежнему обнаруживаем преимущества наличия фрезерного стола или небольшого фрезерного станка для деревообработки. А потом думаем: «как же так, что я раньше не открыл для себя этот электроинструмент» (нечего говорить, если у вас уже есть большой опыт работы столяром). На этой странице вы увидите как я делаю самодельный фрезерный стол , или, по крайней мере, вы увидите все проекты, которые я сделал для себя, от конструкции стола до бокового ограждения, а также мою систему подъема фрезы.
И как только мы осознаем все, что можно сделать с его помощью, мы по-прежнему обнаруживаем преимущества наличия фрезерного стола или небольшого фрезерного станка для деревообработки. А потом думаем: «как же так, что я раньше не открыл для себя этот электроинструмент» (нечего говорить, если у вас уже есть большой опыт работы столяром). На этой странице вы увидите как я делаю самодельный фрезерный стол , или, по крайней мере, вы увидите все проекты, которые я сделал для себя, от конструкции стола до бокового ограждения, а также мою систему подъема фрезы.
 ..
.. Хотя у этого есть недостаток, заключающийся в том, что он имеет небольшой вес, поэтому необходимо приложить к нему некоторый вес, или я могу закрепить конструкцию стола фрезера, чтобы он не двигался при фрезеровании древесины.
Хотя у этого есть недостаток, заключающийся в том, что он имеет небольшой вес, поэтому необходимо приложить к нему некоторый вес, или я могу закрепить конструкцию стола фрезера, чтобы он не двигался при фрезеровании древесины.

 5×30 mm
5×30 mm



 Таким образом, эти блоки можно легче перемещать вверх и вниз, если приспособление для фрезерования дерева необходимо отрегулировать во время использования.
Таким образом, эти блоки можно легче перемещать вверх и вниз, если приспособление для фрезерования дерева необходимо отрегулировать во время использования.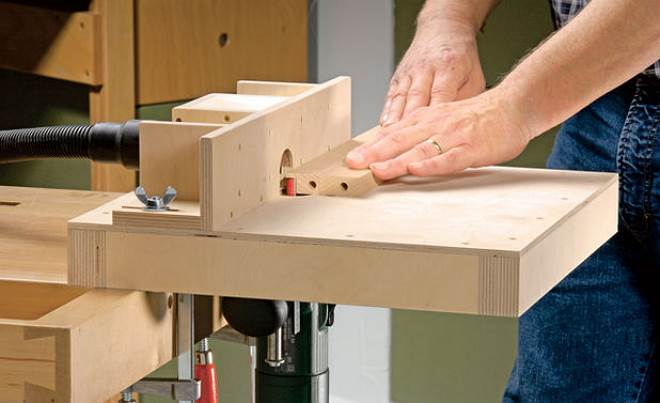

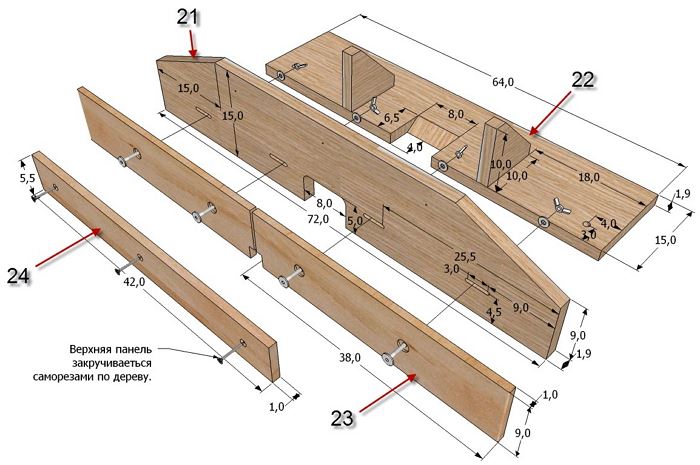


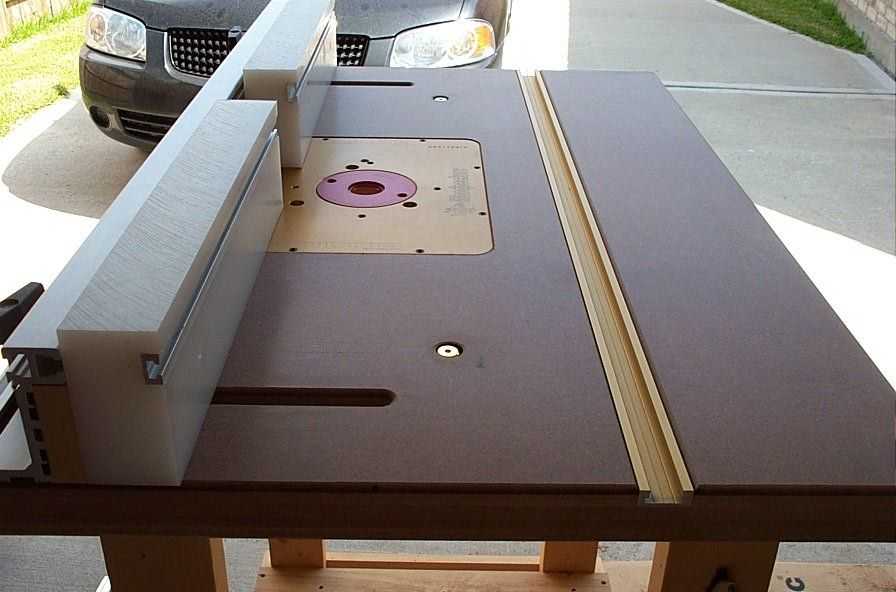

 7
7 1
1 2
2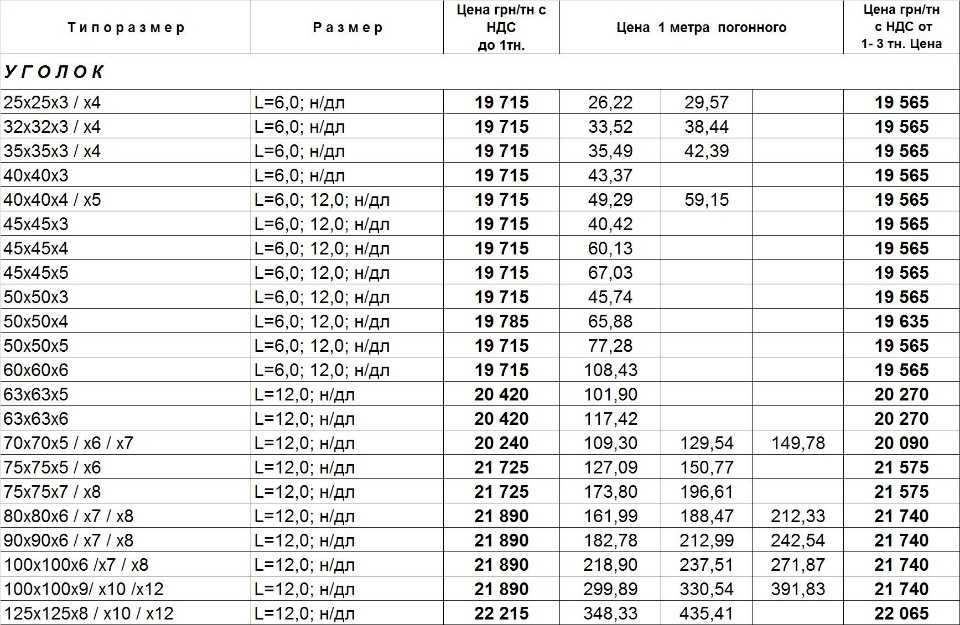 87
87 73
73 16×10 5 mm 4 = 41,6 см 4
16×10 5 mm 4 = 41,6 см 4 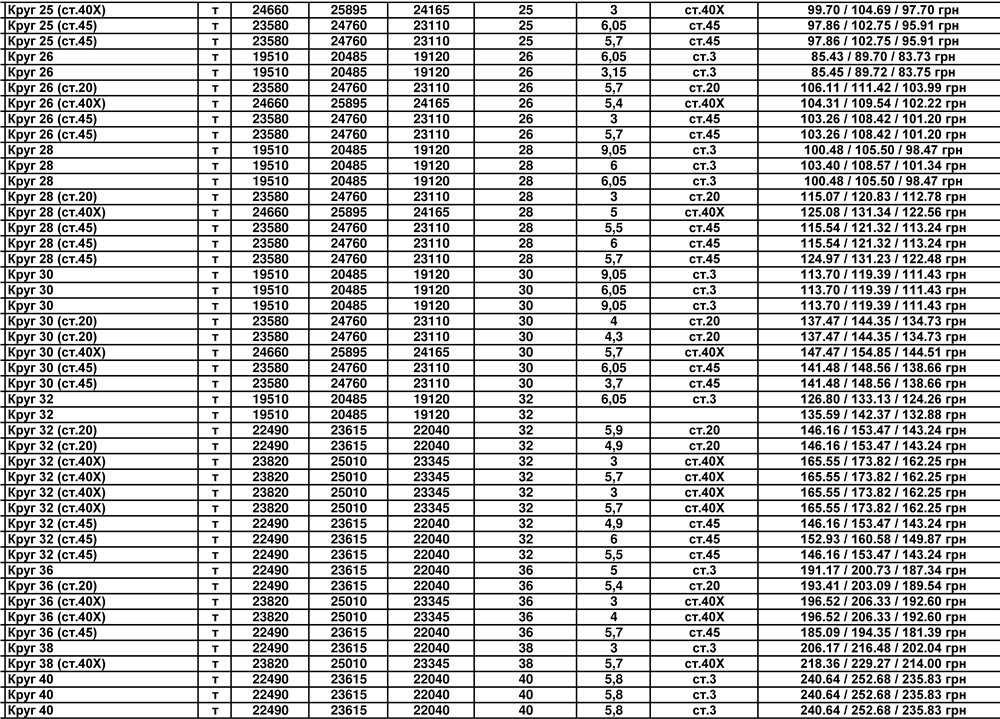 В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.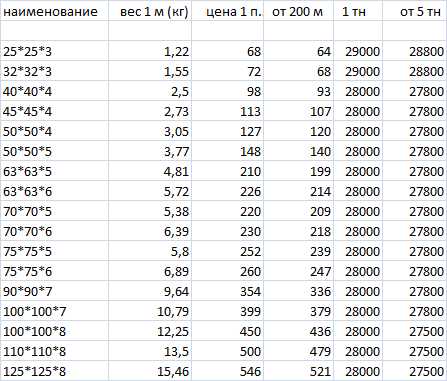
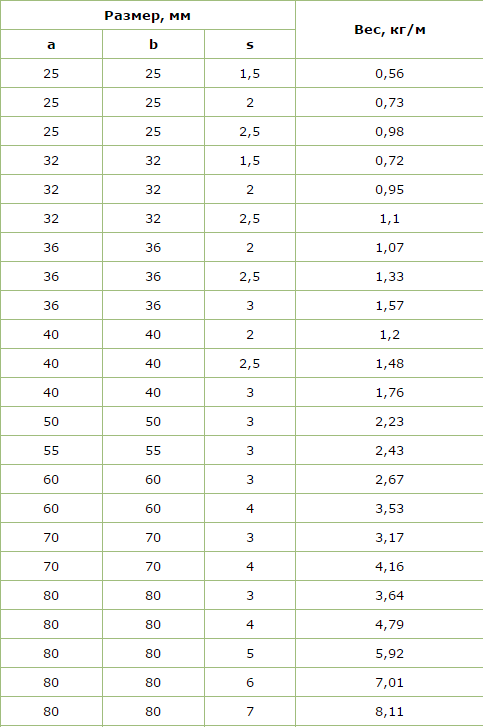 1 в соответствии с EN 10204.
1 в соответствии с EN 10204.  11
11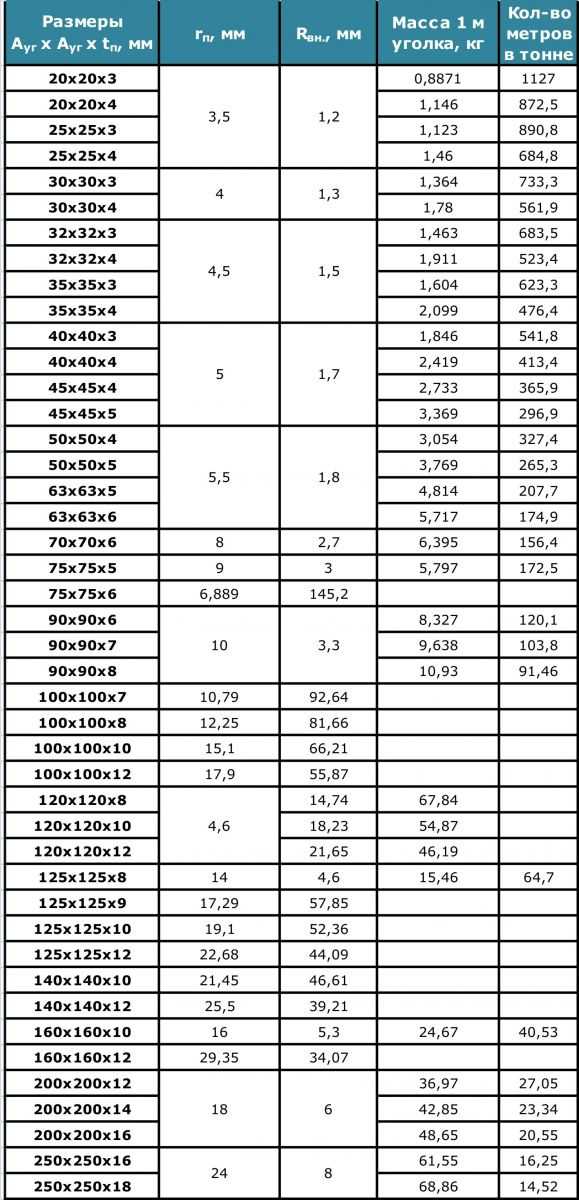
 Именно коррозия становится причиной ухудшения различных качеств, так как она разъедает металл, изменяя его структуру.
Именно коррозия становится причиной ухудшения различных качеств, так как она разъедает металл, изменяя его структуру.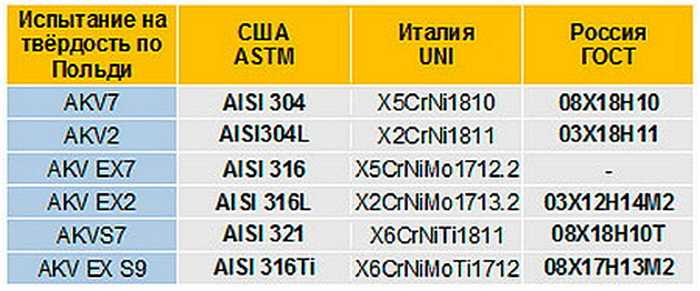 Примером можно назвать то, что буква «Х» используется для обозначения хрома, буква «Н» — никеля.
Примером можно назвать то, что буква «Х» используется для обозначения хрома, буква «Н» — никеля. Стоит учитывать, что этот способ маркировки применяется на территории стран СНГ, за рубежом они обозначаются иначе;
Стоит учитывать, что этот способ маркировки применяется на территории стран СНГ, за рубежом они обозначаются иначе;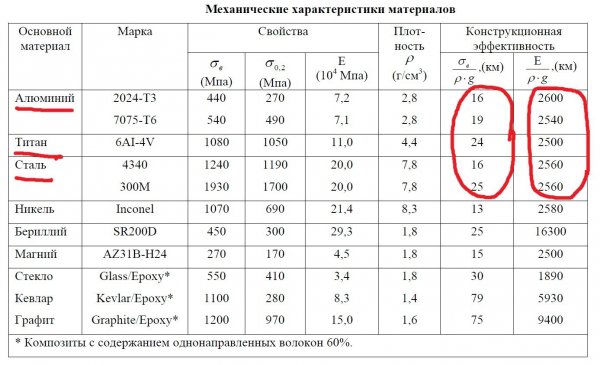
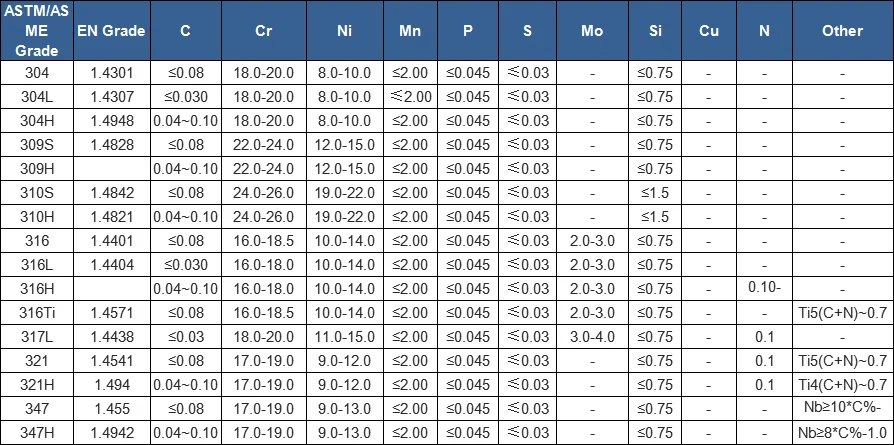
 Коррозиестойкий стальной сплав аустенитного класса изготавливается по стандарту США, в российской классификации этой стали наиболее соответствуют марки 12Х17Г9АН4 и 12Х15Г9НД.
Коррозиестойкий стальной сплав аустенитного класса изготавливается по стандарту США, в российской классификации этой стали наиболее соответствуют марки 12Х17Г9АН4 и 12Х15Г9НД. Чтобы повысить прочность сварных швов, дополнительно используются присадки с высоким содержанием никеля и хрома;
Чтобы повысить прочность сварных швов, дополнительно используются присадки с высоким содержанием никеля и хрома; Из стальной проволоки изготавливаются тканые, рифленые и сварные сетки.
Из стальной проволоки изготавливаются тканые, рифленые и сварные сетки.

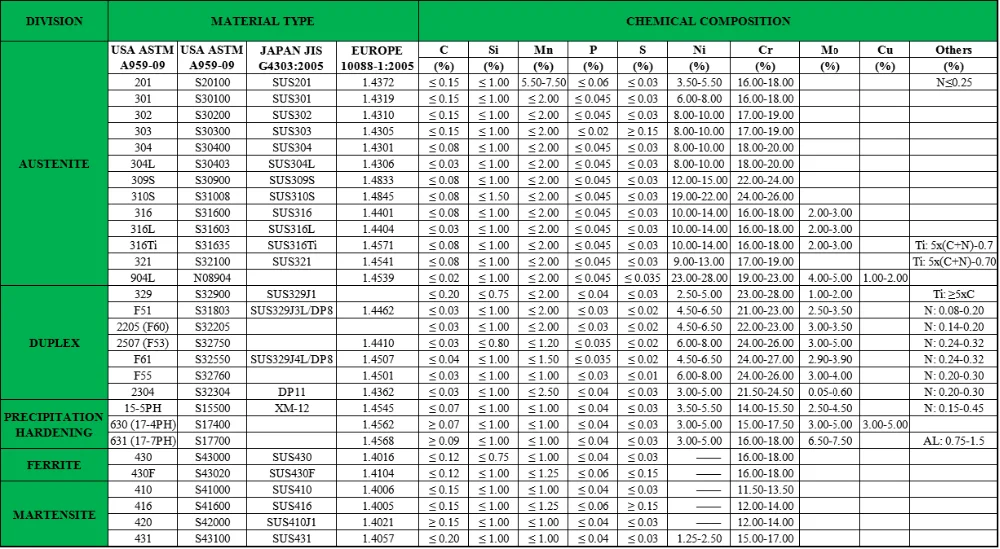 Это дополнение делает его намного более устойчивым к коррозии. Как и 304, формула 316 не требует послесварочного отжига.
Это дополнение делает его намного более устойчивым к коррозии. Как и 304, формула 316 не требует послесварочного отжига. В этом случае предпочтение отдается электрополированной нержавеющей стали 316L. Электрополировка позволяет получить гораздо более гладкую поверхность с меньшим риском захвата остатков материалов из предыдущих партий во время очистки.
В этом случае предпочтение отдается электрополированной нержавеющей стали 316L. Электрополировка позволяет получить гораздо более гладкую поверхность с меньшим риском захвата остатков материалов из предыдущих партий во время очистки.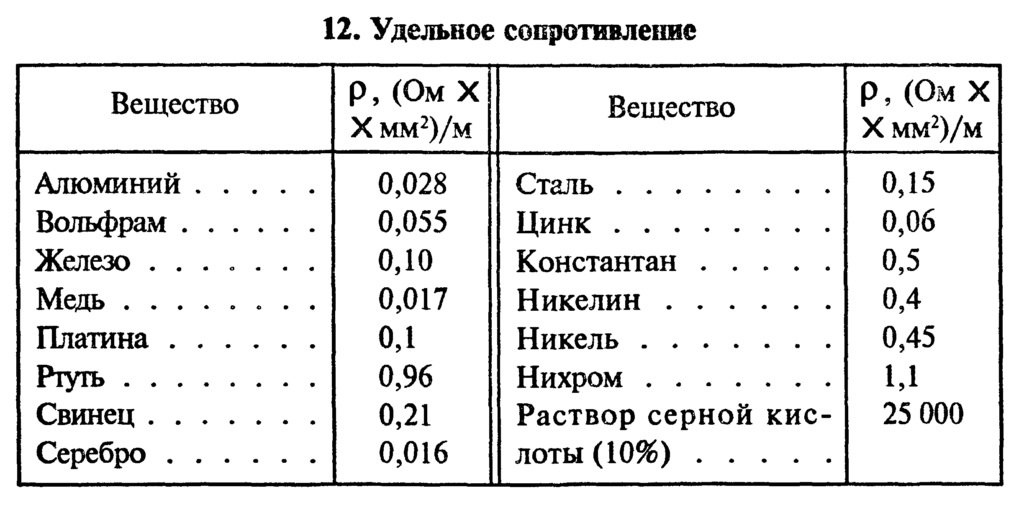
 Для более широкого обсуждения того, как выбор материала влияет на применение санитарных технологических трубопроводов, ознакомьтесь с нашим руководством по выбору материалов для санитарных труб и труб.
Для более широкого обсуждения того, как выбор материала влияет на применение санитарных технологических трубопроводов, ознакомьтесь с нашим руководством по выбору материалов для санитарных труб и труб.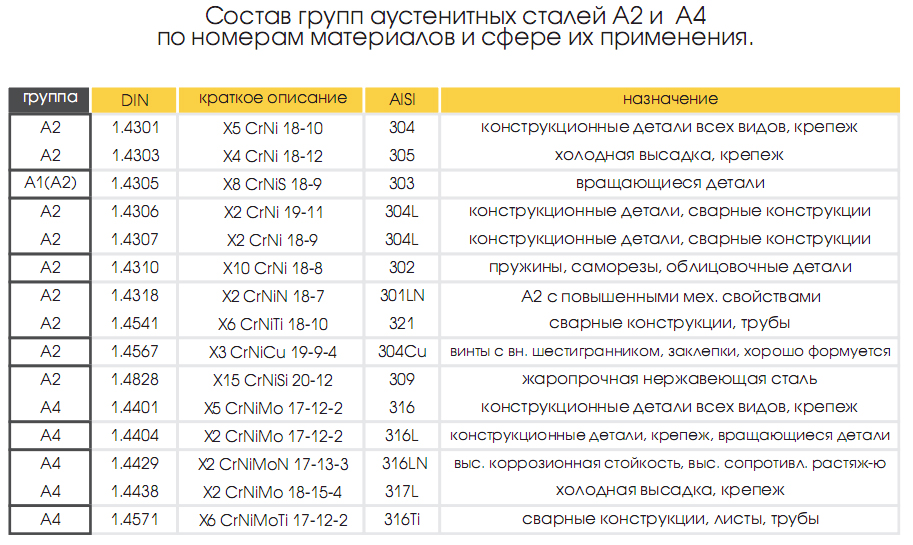 Наиболее широко используются аустенитные марки 304 и 316 и ферритные марки 409.и 430.
Наиболее широко используются аустенитные марки 304 и 316 и ферритные марки 409.и 430. 4521
4521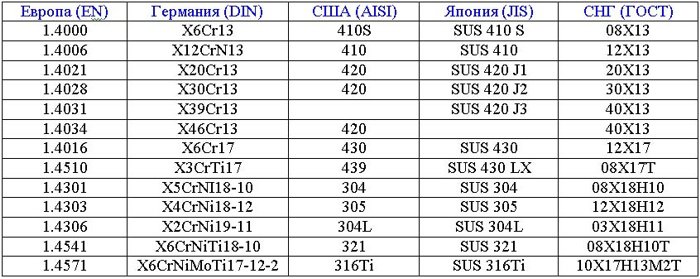 1
1