как нарезать левую резьбу резцом на 1К62 — Спрашивалка
как нарезать левую резьбу резцом на 1К62 — Спрашивалка
АТ
Андрей Тиранин
Здравствуйте, коллеги! Вопрос не в том, как настроить стенок и заточить правильно резец. Проблема в том, что правые резьбы получаются без проблем- как метрические, так и дюймовые. А левые станок режет с удвоенным шагом. Помогите дельным советом, а то стыдно отказывать заказчикам.
- резьба
КК
Кирилл Королев
Как нарезать резьбу резцом на станке 1к62?
ДЧ
Джим Челидзе
вот и установите шаг в два раза меньше. если станок удваивает.
ДК
Дарья Костюхина
Гитарой элементарно шаг в два раза меньше сделать.
Посмотрите стр. 143 Слепинина.
http://mirknig.com/knigi/technika/1174313919-rukovodstvo_dlja_obuchenija_tokarejj_po_metallu. html
html
Митяй Струнец
Я не токарь, но отлично помню, как матерились токари меняя шестеренки именно в 1к62 и один из валов под суппортом чтоб нарезать мне левую резьбу (работал на штучном экспериментальном производстве) Токари эти шестеренки хранили как зеницу ока. А инструкция у них была наклеена внутри кожуха ременной передачи слева.
Андрей Дмитриевцев
Перехитри станок. Если нарезает шаг в два раза больше нужного. . .просто в барабане поставь шаг в два раза меньше. Например надо шаг 2 .. а нарезает шаг 4 — то ставь на барабане шаг 1
Но подозреваю что ты не переключаешь рукоятку увеличеный шаг — нормальный шаг. При левой резьбе надо эту рукоятку обязательно поворачивать.
НН
Нигина Нозирова
не понимаю, в чем проблема? там же одной рукояткой переключаются левые/правые.. .
Как вариант, режь правыми оборотами резец кверх ногами ставь (если не ошибаюсь, я вообще-то ЧПУ-шник, у нас таких проблем нету. .)
.)
ЕН
Елена Нестерова
Режте плашкой
ТН
Татьяна Нефедова
Съездей в тулу, посмотри как там стволы делают)
Похожие вопросы
сколько стоит нарезать левую резьбу на 32 сгоне.
как нарезать левую резьбу на токарном станке, только резцом и в какую сторону должен вращаться шпиндель при левой резьбе
Можно ли нарезать внутреннюю резьбу метчиком в ручную?
Можно ли нарезать резьбу на электросварных прямошовных трубах?
??? Для чего на танковой пушке нарезается именно такая резьба? фото внутри
Как нарезать резьбу на природе, если нет ни метчика, ни плашки, на дереве?
каким инструментом нарезается резьба на гайке?
ПОДСКАЖИТЕ ПОЖАЛУСТА Определить подачу при нарезании резьбы М30х 1,5 резцом.
Можно ли нарезать резьбу на гвозде?
повторяю вопрос! как! и ЧЕМ нарезать левую резьбу!!!
Как правильно нарезать резьбу метчиком и плашкой
Резьба сегодня стала самым практичным разъемным соединением, из-за чего информация о нарезании резьбы может пригодиться в каждом хозяйстве. Вообще существует два вида резьбы — метрическая и дюймовая, из-за чего иногда бывает, так что подобранный винт оказывается непригодным для применения. А все, потому что обычно шаг резьбы не подходит или диаметр.
Вообще существует два вида резьбы — метрическая и дюймовая, из-за чего иногда бывает, так что подобранный винт оказывается непригодным для применения. А все, потому что обычно шаг резьбы не подходит или диаметр.
Также помимо вышесказанных несоответствий, если обратить свое внимание то можно заметить что даже профили дюймовой и метрической резьбы не совпадают, так как угол в дюймовой резьбе — 55 градусов, а в резьбе метрической – 60 градусов.
Основные характеристики резьбы
Резьбовое соединение имеет две детали, где одна деталь содержит внутреннюю резьбу в своем отверстии, а вторая – наружную, на поверхности цилиндра. Как правило, в основном, используют правую резьбу, где вращение осуществляется по часовой стрелке, но изредка встречается и левая резьба, где — против часовой стрелки.
Размер резьбы определяется шагом, то есть, расстоянием между ее витками, а также, внешний диаметр. Эти величины измерения являются стандартными. Как внутренние, так и внешние резьбы зависят от размера диаметра стержня. Так, например, если резьба М10, это значит, что резьба метрическая, с диаметром винта 10 мм, шагом резьбы 1,5 мм, правая.
Так, например, если резьба М10, это значит, что резьба метрическая, с диаметром винта 10 мм, шагом резьбы 1,5 мм, правая.
Бывают и нестандартизированные резьбы, так например, есть объективы фотокамер, которые крепятся на резьбы с диаметром 42 мм. Стандартный шаг для этой резьбы должен составлять 4,5 мм. Для оптического устройства не подходит такой большой параметр, для него используют шаг 1 мм. Основные размеры резьбы отражены в стандартах и справочниках.
Чем нарезают резьбу?
Все резьбы делают с помощью определенных станков и инструментов, а в домашних условиях нарезают внутреннюю, внешнюю резьбы обычным инструментом, представляющим собой набор плашек для изготовления наружной резьбы, или метчиков — для внутренней резьбы. Плашки являются инструментом из твердого сплава в виде гайки с режущими канавками.
Метчики изготовляют из твердого сплава. Этот инструмент напоминает винт с режущими канавками. Как правило, берут несколько метчиков для того чтобы сделать вначале черновой проход, а затем и чистовой, а также, с разной глубиной, чтобы прорезания резьбовых канавок было правильно выполнено.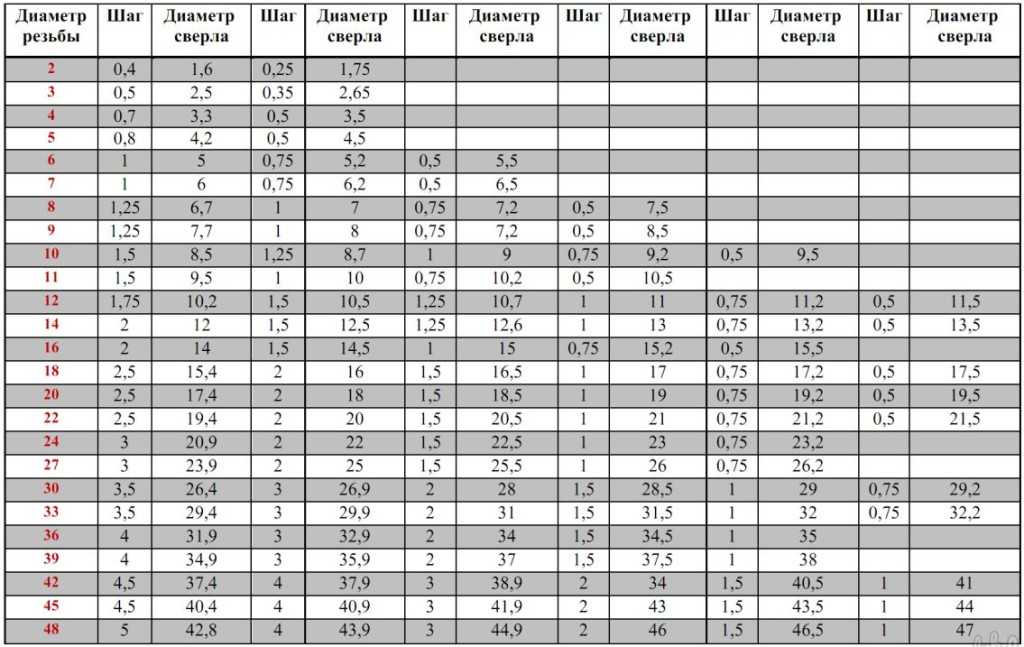
Когда нарезают резьбу, метчики и плашки закрепляют в особые приспособления – воротки, которые по размеру должны подходить к используемому инструменту.
К инструментам для резьбы предъявляется ряд требований. Эти инструменты должны быть острыми и качественными, так как, тупым метчиком невозможно будет сделать хорошую резьбу, так же, он может сломаться еще в первом отверстии. Метчики низкого качества используются разве что для работы с пластмассой. Плашки тоже должны быть острыми, так как тупой инструмент нарезает неровную резьбу.
Как нарезать наружную резьбу?
Для изготовления наружной резьбы в условиях дома используют вышеописанную плашку. Так как правильно нарезать резьбу плашкой в домашних условиях? Вот подробное описание этого процесса.
На тисках в положении вертикально хорошо зажимают круглый металлический стержень, его диаметр должен соответствовать диаметру задуманной резьбы. На конце заготовки специальным напильником убирают фаску, чтобы инструмент мог зайти, и сильно смазывают заготовку машинным маслом, что облегчит нарезание резьбы.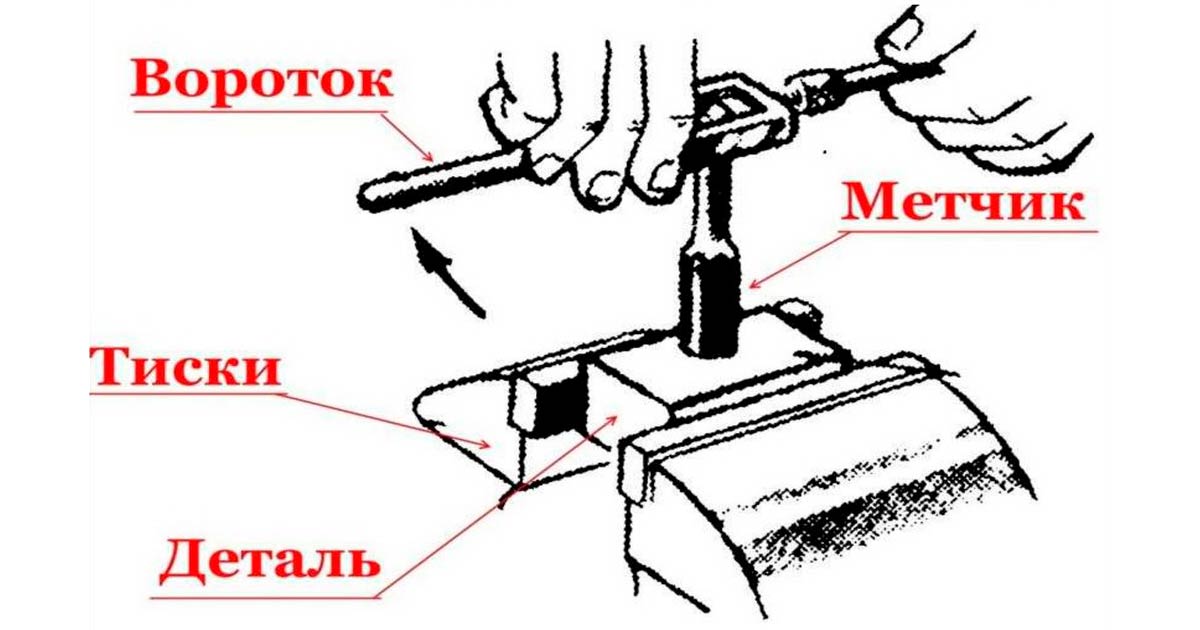
Самую подходящую плашку устанавливают в специальном воротке, и постепенно делают надевание на конец заготовки. Идет наворачивание на заготовку, осторожно без перекосов. Делая правую резьбу обычно через один либо полтора оборота по направлению часовой стрелки, плашку надо будет проворачивать в обратную сторону на пол оборота. И таким образом, делают резьбу по всей длине.
Как нарезать внутреннюю резьбу?
Для изготовления внутренней резьбы в домашних условиях используют метчик. Так как правильно нарезать резьбу метчиком? Этот процесс состоит в следующем.
В заготовке высверливают определенного диаметра отверстие, удаляют фаску, чтобы инструмент мог зайти. По справочным данным определяется диаметр сверла. Отверстия в заготовке бывают сквозными, то есть по всей толщине детали, либо глухими. Для получения отверстия небольшой длины с внутренней резьбой делают сверлом отверстие большей длины в сравнении с резьбой, так как учитывают существующую конусность метчика в нижней части.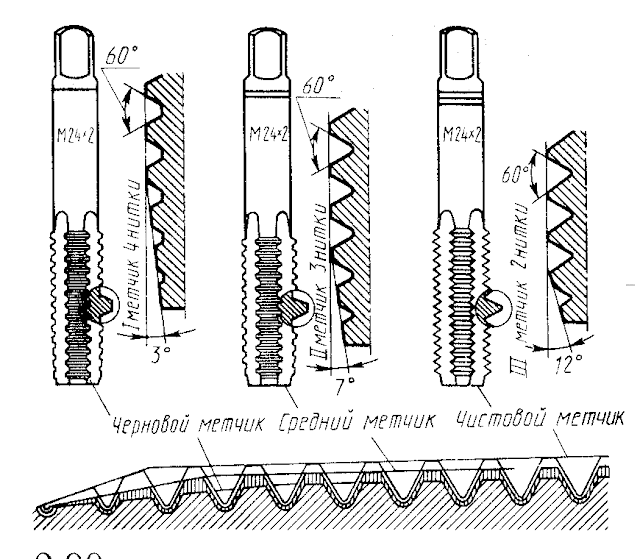 Необходимо учитывать и припуски на глубину сверления.
Необходимо учитывать и припуски на глубину сверления.
Для увеличения чистоты профиля внутренние резьбы делают тремя метчиками. Первый метчик формирует проход предварительный, и обозначается риской в верхней части инструмента. Второй метчик заканчивает формирование резьбы, он имеет обозначение две риски. Третий метчик формирует профиль резьбы окончательно, он имеет обозначение три риски.
Вывод, резьба делается постепенно, в результате чего появляется четкий профиль. Два метчика используется для отверстий, имеющих диаметр до трех миллиметров. Процесс нарезания резьбы напоминает работу с плашками. Идет повторение оборотных движений, таких как, вперед-назад для того, чтобы стружка скалывалась с инструмента.
При процессе нарезания резьбы в глухих отверстиях, необходимо периодически выворачивать метчик, для того чтобы полностью убрать с его поверхности металлические опилки. Обычно их устраняют при помощи ненужной зубной щетки либо тряпочки, после чего снова смазывают инструмент, продолжая нарезание резьбы.
Советы облегчающие вашу работу
- При случайном помятии резьбы, восстанавливают ее, зажав в тисках деталь, прогнав резьбу второй раз с помощью метчика либо плашки.
- Для дополнительного удлинения поверхности винта с изготавливаемой резьбой, необходимо, чтобы плашка легко проходила по виткам резьбы и не портила ее профиль.
- Во избежание появления коррозии, резьбу смазывают техническим вазелином.
- При перекосе резьбы отрезают кусочек стержня, начиная процесс заново.
- При поломке метчика в отверстии, нужно извлечь поломанный инструмент возможными способами. Так, если часть метчика торчит наружу, его конец обтачивается в форме лопатки и вытягивается плоскогубцами. Если часть метчика находится внутри, то берут азотную кислоту, наносят деревянной палочкой каплю кислоты на сломанный метчик. Когда кислота уберет его режущие кромки, обломок убирают пинцетом.
Как нарезать левостороннюю наружную резьбу на токарном станке ProtoTRAK SLX (2 способа)
«TRAKing Pat» описывает два способа нарезания левосторонней наружной резьбы на токарном станке ProtoTRAK SLX. Если у вас есть только стандартный инструмент для нарезания правой резьбы, вы все равно можете нарезать левую наружную резьбу с помощью этих двух простых методов.
Если у вас есть только стандартный инструмент для нарезания правой резьбы, вы все равно можете нарезать левую наружную резьбу с помощью этих двух простых методов.
Привет всем, я TRAKing Пэт, и в сегодняшнем видео я расскажу, как нарезать левую резьбу на токарном станке ProtoTRAK SX.
Если вы посмотрите на деталь, которую я сейчас держу в руке, это стандартный инструмент для нарезания правой резьбы, и вы заметите, что смещение находится на этой стороне для того, как он работает. И если вы похожи на большинство магазинов, у вас нет инструмента для нарезания левой резьбы в нашем типе продукта, а если бы у вас был, конец резьбы был бы здесь, а не здесь. Итак, я научу вас, как перемещать инструмент по-разному, запускать машину в обратном направлении и уметь нарезать левостороннюю резьбу.
Первое, о чем мы собираемся поговорить, это то, как это обычно происходит при стандартной операции, верно? Итак, вот мой обычный держатель инструмента, и мой инструмент для нарезания резьбы будет здесь, вот так, и я буду резать с передней стороны, двигаясь к передней бабке. Что нам нужно сделать в одной из операций, так это взять инструмент и перевернуть его на противоположную сторону, вот так, и когда я зафиксирую его, мы будем резать с обратной стороны и запускать машина задним ходом. Но прежде чем я это сделаю, я покажу вам еще один метод, хорошо?
Что нам нужно сделать в одной из операций, так это взять инструмент и перевернуть его на противоположную сторону, вот так, и когда я зафиксирую его, мы будем резать с обратной стороны и запускать машина задним ходом. Но прежде чем я это сделаю, я покажу вам еще один метод, хорошо?
Итак, поскольку есть несколько способов содрать шкуру с кошки, в данном случае я возьму свой стандартный инструмент и переверну его вверх дном. Чтобы получить его на нужной высоте для центра, я сделал подкладку снизу, а затем отрегулировал до самого верха, чтобы я оказался в центре детали, вот так. В остальном это будет так же, как если бы я нарезал правую резьбу, только я буду запускать машину в обратном направлении.
Итак, первое, что я должен сделать, это написать свою программу, верно? И программа для работы с потоками довольно проста. Большинство из вас, вероятно, уже знают, как делать стандартные резьбы. Так что я в моем PROG режим прямо здесь, и я собираюсь ПЕРЕЙТИ К НАЧАЛУ и я собираюсь выбрать THREAD , верно? Так что, если что-то из этого для вас новое, ребята, вы узнаете об этом сейчас, и если это не потерпит меня ни на секунду. Итак, я нарезаю нить диаметром 1 дюйм, поэтому я поставлю 1 в начале. Я начну с нуля Z. Это стандартная резьба, поэтому на другом конце будет 1 дюйм. Длина моей нити будет -1,7 дюйма, и теперь я выхожу на поле. Обычно это то, что привлекает людей, потому что они думают, что шаг — это количество нитей на дюйм. На самом деле, это десятичный эквивалент этому.
Итак, я нарезаю нить диаметром 1 дюйм, поэтому я поставлю 1 в начале. Я начну с нуля Z. Это стандартная резьба, поэтому на другом конце будет 1 дюйм. Длина моей нити будет -1,7 дюйма, и теперь я выхожу на поле. Обычно это то, что привлекает людей, потому что они думают, что шаг — это количество нитей на дюйм. На самом деле, это десятичный эквивалент этому.
Итак, лучший способ сделать это — вычислить, взяв 1 и разделив ее на количество нитей на дюйм. Что я собираюсь сделать, так это использовать клавишу HELP в этом случае и перейти к G, который является калькулятором на элементе управления, и я просто собираюсь ввести 1, деленное на 12, и вы увидите там десятичный ответ, 0,083333 . Я нажму НАЗАД , чтобы выйти из калькулятора, и я просто вставлю этот ответ здесь 0,08333. Нажмите кнопку ABS SET . Он спрашивает меня, сколько пропусков я хочу использовать. Я собираюсь использовать 8 черновых проходов. Я собираюсь использовать 1 Spring Pass в финале. Я собираюсь использовать стандартную скорость погружения 29.-½°, так что просто нажмите ABS SET . Здесь меня спрашивают, хочу ли я делать внутренние или внешние потоки. Это внешний поток, поэтому 2 для внешнего. Сколько стартов я хочу иметь? Это один ведущий поток, поэтому 1. Он запрашивает у меня число оборотов в минуту. Я просто запущу его на 300 и воспользуюсь Инструментом № 1. Хорошо? Если я посмотрю на него, нажав кнопку LOOK , все, что вы увидите, это центральная линия и нить, хорошо? Все идет нормально. Теперь я нажму клавишу MODE и сделаю НАСТРОЙКА ИНСТРУМЕНТА , понятно?
Я собираюсь использовать стандартную скорость погружения 29.-½°, так что просто нажмите ABS SET . Здесь меня спрашивают, хочу ли я делать внутренние или внешние потоки. Это внешний поток, поэтому 2 для внешнего. Сколько стартов я хочу иметь? Это один ведущий поток, поэтому 1. Он запрашивает у меня число оборотов в минуту. Я просто запущу его на 300 и воспользуюсь Инструментом № 1. Хорошо? Если я посмотрю на него, нажав кнопку LOOK , все, что вы увидите, это центральная линия и нить, хорошо? Все идет нормально. Теперь я нажму клавишу MODE и сделаю НАСТРОЙКА ИНСТРУМЕНТА , понятно?
На самом деле я уже сделал это, но я хочу, чтобы вы увидели, как это выглядит, поэтому я собираюсь перейти к НАСТРОЙКА ИНСТРУМЕНТА , я собираюсь выбрать инструмент № 1, и я просто собираюсь идти на РЕДАКТИРОВАТЬ здесь. Итак, что я сделал, когда настроил это, так это то, что я коснулся своего инструмента до диаметра 1 дюйм и пробил там 1 дюйм, коснулся им конца детали, сказал ему, что я был на нуле Z. Это все, что мне нужно сделать, чтобы настроить инструмент. Ладно, я уйду оттуда ( RETURN ) и следующее, что я собираюсь сделать, это прийти и протестировать деталь, хорошо? Итак, я снова нажимаю клавишу MODE и перехожу в режим RUN, а в режиме RUN он говорит мне: «Эй, ты хочешь начать с самого начала? начать с чего-то другого?» Что ж, в нашем случае у нас есть только одно событие для работы, поэтому я просто нажму START , а затем нажму GO , и он перейдет в исходное положение. Это напомнит мне установить инструмент № 1, запустить шпиндель и GO , верно?
Это все, что мне нужно сделать, чтобы настроить инструмент. Ладно, я уйду оттуда ( RETURN ) и следующее, что я собираюсь сделать, это прийти и протестировать деталь, хорошо? Итак, я снова нажимаю клавишу MODE и перехожу в режим RUN, а в режиме RUN он говорит мне: «Эй, ты хочешь начать с самого начала? начать с чего-то другого?» Что ж, в нашем случае у нас есть только одно событие для работы, поэтому я просто нажму START , а затем нажму GO , и он перейдет в исходное положение. Это напомнит мне установить инструмент № 1, запустить шпиндель и GO , верно?
Итак, здесь я использую перевернутый инструмент и собираюсь резать его с лицевой стороны. Итак, я вставлю свой первый инструмент и зафиксирую его, хорошо? Я собираюсь нажать реверс ( REV ), чтобы он мог резать левой рукой, потому что инструмент перевернут, а затем, как всегда, я предпочитаю использовать TRAKing ® , чтобы убедиться, что я делаю это в нужном месте.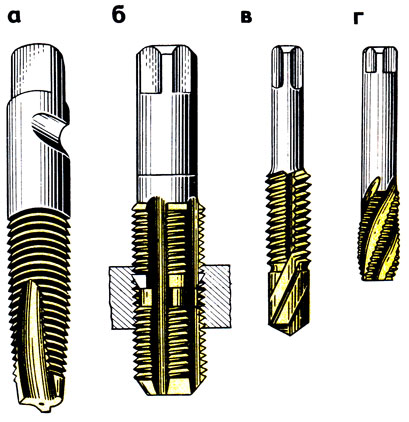 , хорошо? Итак, я приду сюда и просто ПРОСМОТРЮ его своим Z-маховиком, чтобы убедиться, что я иду в правильном месте. И если вы этого не знаете, когда вы выполняете нить и TRAK, она будет TRAK до самого начала, а затем возьмет на себя обрезание этой нити, выдвинется в конце, а затем это позволит вам вернуться к TRAKing. Так что я собираюсь принести его сюда поближе и дать ему сделать первую часть. Прямо здесь вы видите, что это берет верх. И так как первая версия выглядит хорошо, я знаю, что остальные тоже будут хороши, так что я нажму 9.0014 STOP , перейдите к CNC RUN , нажмите GO и продолжайте нарезать резьбу.
, хорошо? Итак, я приду сюда и просто ПРОСМОТРЮ его своим Z-маховиком, чтобы убедиться, что я иду в правильном месте. И если вы этого не знаете, когда вы выполняете нить и TRAK, она будет TRAK до самого начала, а затем возьмет на себя обрезание этой нити, выдвинется в конце, а затем это позволит вам вернуться к TRAKing. Так что я собираюсь принести его сюда поближе и дать ему сделать первую часть. Прямо здесь вы видите, что это берет верх. И так как первая версия выглядит хорошо, я знаю, что остальные тоже будут хороши, так что я нажму 9.0014 STOP , перейдите к CNC RUN , нажмите GO и продолжайте нарезать резьбу.
Итак, теперь я покажу вам, как обрезать левую резьбу с обратной стороны детали. Итак, вы увидите, что теперь у меня в руке инструмент в держателе правильной стороной вверх, но обращен ко мне, хорошо? И я собираюсь использовать это на этот раз, чтобы сделать это. Процесс в основном такой же, хорошо? Итак, первое, что я собираюсь сделать, это пойти в PROG IN/OUT режим и я собираюсь OPEN другой инструмент или другую часть, хорошо? Итак, я перейду сюда, ОТКРЫТЬ ФАЙЛ , и вы заметите, если захотите взглянуть на него, что нить теперь находится на противоположной стороне линии, верно? Вы также заметите, что здесь у меня есть перемещение позиции. Это просто для того, чтобы убедиться, что, когда я иду из дома к части, я не ударяю часть по пути внутрь или на выходе. Что я изменил в программе, я покажу вам прямо здесь с самого начала. Итак, у меня есть перемещение положения, которое перемещается на отрицательные дюйм-полтора, а затем я собираюсь оставаться в дюйме от детали и говорю ей продолжать движение к резьбе.
Это просто для того, чтобы убедиться, что, когда я иду из дома к части, я не ударяю часть по пути внутрь или на выходе. Что я изменил в программе, я покажу вам прямо здесь с самого начала. Итак, у меня есть перемещение положения, которое перемещается на отрицательные дюйм-полтора, а затем я собираюсь оставаться в дюйме от детали и говорю ей продолжать движение к резьбе.
На следующей странице показана резьба, и единственное отличие этой резьбы от первой, которую я сделал, заключается в том, что я использую отрицательное значение диаметра как в начале, так и в конце резьбы, чтобы он знал, что нужно нарезать. с той стороны, хорошо? Последнее, что я делаю, это говорю ему вернуться к этой точке, чтобы он очистил часть, когда вернется домой, хорошо? То же самое можно сказать и о том, как я настроил инструмент. Итак, я собираюсь перейти в режим SET-UP , вернуться к НАСТРОЙКА ИНСТРУМЕНТА . Я вытащу Инструмент № 2 и нажму EDIT , как я сделал с первым инструментом, и вы заметите, что здесь у меня тоже есть отрицательное значение. Так что хотя на картинке на экране видно, что инструмент здесь, на самом деле я знаю, что он здесь, хорошо?
Так что хотя на картинке на экране видно, что инструмент здесь, на самом деле я знаю, что он здесь, хорошо?
Итак, я прикоснулся к нему сзади, дал диаметр 1 дюйм на отрицательной стороне, в остальном установка инструмента точно такая же, хорошо? Итак, теперь мы собираемся запустить это. Так что я собираюсь нажать MODE 9Нажмите здесь клавишу 0015, и вы вернетесь к RUN , вернетесь к START , нажмите GO , чтобы вернуться домой, хорошо? Теперь он будет двигаться к задней стороне, верно? Это напоминает мне начать вращение и убедиться, что это Инструмент № 2. Итак, я собираюсь снова поставить машину в REV и использовать TRAKing, чтобы убедиться, что я все сделал правильно. Мне всегда нравится использовать TRAKing, это заставляет меня чувствовать себя намного лучше. В этот момент, как и раньше, он берет верх, но вы видите, что он режет сзади. Я знаю, что это выглядит хорошо, поэтому я собираюсь нажать СТОП , ПУСК ЧПУ и ПУСК .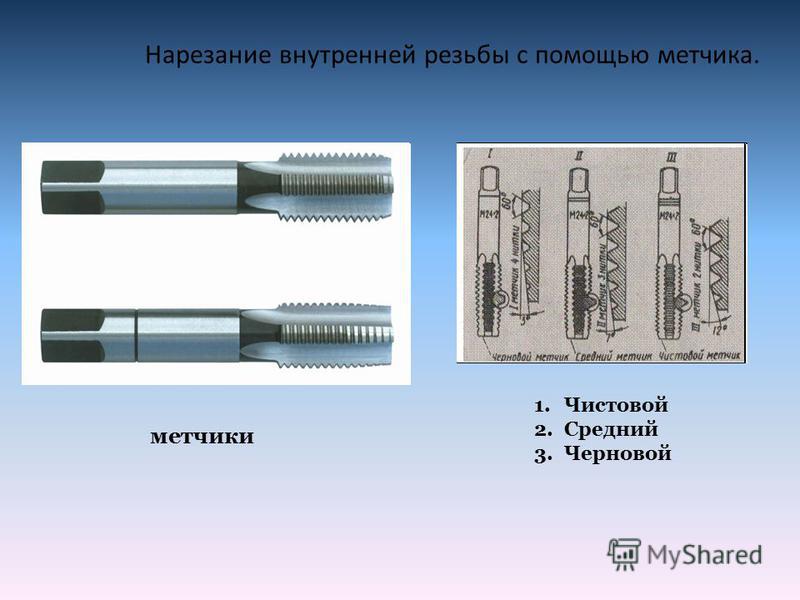 И пусть дальше обрезает всю нить с изнаночной стороны. и пока вы смотрите это видео, вы действительно можете видеть, что он отодвинулся от резьбы, прежде чем пришел в исходное положение, чтобы инструмент отделился от задней стороны.
И пусть дальше обрезает всю нить с изнаночной стороны. и пока вы смотрите это видео, вы действительно можете видеть, что он отодвинулся от резьбы, прежде чем пришел в исходное положение, чтобы инструмент отделился от задней стороны.
Хорошо, теперь, когда я смотрю на свою нить, она выглядит неплохо, но на самом деле вы можете видеть, что она недостаточно глубокая. Это очень часто случается, когда вы нарезаете резьбу остроконечным инструментом. Причина в том, что ProtoTRAK имеет простой язык, и если я не использую пользовательскую резьбу, которая позволяет мне указать, каким должен быть мой меньший диаметр, он автоматически вычисляет его на основе шага резьбы и основного диаметра. Так что в этом случае он пытается добраться до вершины радиуса, который должен быть в нижней части резьбы, и поэтому он выходит слишком мелким. Так что я собираюсь сделать здесь, я собираюсь ударить MODE и вернитесь в режим SET-UP , я выберу ТАБЛИЦУ ИНСТРУМЕНТОВ и перейду на один ( DATA DOWN ) к инструменту № 2 и далее вправо ( DATA RIGHT ) и я собираюсь добавить сюда модификатор, чтобы сделать вырез глубже. Теперь помните, я сейчас на обратной стороне инструмента, верно? Это означает, что вместо того, чтобы двигаться в негативном направлении, чтобы сделать его более глубоким, я на самом деле должен двигаться в позитивном направлении, хорошо? Так что я поставлю здесь 15 тысячных, хорошо? Это позволит мне вырезать его немного глубже. я нажму на MODE ключ, я вернусь в режим RUN , хорошо? Вы вернетесь к START , нажмете GO , и когда он скажет мне снова запустить шпиндель, я должен помнить, что поставил шпиндель в REV , хорошо?
Теперь помните, я сейчас на обратной стороне инструмента, верно? Это означает, что вместо того, чтобы двигаться в негативном направлении, чтобы сделать его более глубоким, я на самом деле должен двигаться в позитивном направлении, хорошо? Так что я поставлю здесь 15 тысячных, хорошо? Это позволит мне вырезать его немного глубже. я нажму на MODE ключ, я вернусь в режим RUN , хорошо? Вы вернетесь к START , нажмете GO , и когда он скажет мне снова запустить шпиндель, я должен помнить, что поставил шпиндель в REV , хорошо?
И я знаю, что на этот раз все будет правильно, поэтому я просто нажму GO. Здесь вы увидите, что он на самом деле разрезает материал с каждым проходом, потому что 8 проходов, которые я заложил в программу нарезания резьбы, из-за угла 29-½°, он фактически удаляет этот 0,015 за каждый отдельный проход резьбы. Вот и все. Нить выглядит намного лучше, она завершена. Я надеюсь, что это полезная информация для вас и что она действительно поможет вам, когда в следующий раз вам придется это сделать. Если у вас нет подходящего инструмента для левой руки, переверните его вверх дном, отрежьте спереди, положите сзади, используйте правой стороной вверх, выполните работу и переходите к следующему заданию.
Если у вас нет подходящего инструмента для левой руки, переверните его вверх дном, отрежьте спереди, положите сзади, используйте правой стороной вверх, выполните работу и переходите к следующему заданию.
Последнее, что я хочу напомнить вам, это то, что всякий раз, когда вы используете ProtoTRAK, это должно быть весело. Так что наслаждайтесь тем, что вы делаете, делайте аккуратные детали, зарабатывайте много денег и помните… Всегда продолжайте ТРЕЙКИНГ! Я Пэт из TRAK Machine Tools. Спасибо за просмотр!
Левосторонние метчики и плашки NC, NF, серия с левой резьбой UNC, UNF
- Главная
- Метчики и плашки
- Левосторонние метчики и плашки: размеры в дюймах
NC, NF
Левосторонние метчики и плашки
Эти труднодоступные левосторонние метчики и плашки могут быть незаменимы при изготовлении или ремонте деталей с обратной резьбой, таких как тяги или компоненты подвески.
Левосторонние метчики и плашки представляют собой зеркальное отображение правосторонних метчиков и плашек .
Левая резьба при необходимости закручивается против часовой стрелки.
Винты часто затягиваются по часовой стрелке, поэтому большинство резьб имеют правую резьбу. Левосторонняя резьба используется, если винт может ослабнуть из-за нагрузки.
Левосторонняя резьба используется для крепления вращающихся деталей, которые вращаются против часовой стрелки и при движении закручиваются.
NC (национальная грубая) Левая резьба
Заказать левосторонние NC-метчики онлайн
Заказать левосторонние NC-плашки онлайн
| 6 | ниток на дюйм | Основной наружный диаметр |
|---|---|---|
| № 1 | 64 | 0,073″ |
| № 2 | 56 | 0,086″ |
| № 3 | 48 | . 099″ 099″ |
| № 4 | 40 | .112″ |
| № 5 | 40 | .125″ |
| № 6 | 32 | .138″ |
| № 8 | 32 | .164″ |
| № 10 | 24 | .190″ |
| № 12 | 24 | .216″ |
| 1/4 дюйма | 20 | .250″ |
| 5/16″ | 18 | .3125″ |
| 3/8 дюйма | 16 | . 375″ |
| 7/16″ | 14 | .4375″ |
| 1/2″ | 13 | .500″ |
| 9/16″ | 12 | .5625″ |
| 5/8 дюйма | 11 | .625″ |
| 3/4 дюйма | 10 | .750″ |
| 7/8″ | 9 | .875″ |
| 1″ | 8 | 1.000″ |
| 1-1/8 дюйма | 7 | 1,125 дюйма |
| 1-1/4 дюйма | 7 | 1,250 дюйма |
| 1-3/8 дюйма | 6 | 1,375″ |
| 1-1/2 дюйма | 6 | 1 500 дюймов |
| 1-3/4 дюйма | 5 | 1,750″ |
| 2 дюйма | 4-1/2 | 2. 000″ 000″ |
| 2-1/4 дюйма | 4-1/2 | 2,250 дюйма |
| 2-1/2 дюйма | 4 | 2,500″ |
при заказе метчиков укажите диаметр и шаг и
тип метчика
пример
TAP1/4-20LH.1 для 1/4-28 левосторонний конический метчик
TAP1/4-20LH.2 для 1/4-28 левосторонний пробковый метчик
TAP1 /4-20LH.3 для 1/4-28 Метчик левый донный
NF (национальный штраф) Левая резьба
Заказать левосторонние метчики NF на линии
Заказать левосторонние плашки NF на линии
| Размер | нитей на дюйм | Основной наружный диаметр |
|---|---|---|
| №0 | 80 | 0,060″ |
| № 1 | 72 | 0,073″ |
| № 2 | 64 | 0,086″ |
| № 3 | 56 | . 099″ 099″ |
| № 4 | 48 | .112″ |
| № 5 | 44 | .125″ |
| № 6 | 40 | .138″ |
| № 8 | 36 | .164″ |
| № 10 | 32 | .190″ |
| № 12 | 28 | .216″ |
| 1/4 дюйма | 28 | .250″ |
| 5/16″ | 24 | .3125″ |
| 3/8 дюйма | 24 | . 375″ 375″ |
| 7/16″ | 20 | .4375″ |
| 1/2″ | 20 | .500″ |
| 9/16″ | 18 | .5625″ |
| 5/8 дюйма | 18 | .625″ |
| 3/4 дюйма | 16 | .750″ |
| 7/8″ | 14 | .875″ |
| 1″ | 12 | 1.000″ |
| 1-1/8 дюйма | 12 | 1,125 дюйма |
| 1-1/4 дюйма | 12 | 1,250 дюйма |
| 1-3/8 дюйма | 12 | 1,375″ |
| 1-1/2 дюйма | 12 | 1 500 дюймов |
| 1-3/4 дюйма | 12 | 1,750″ |
при заказе метчиков укажите диаметр и шаг и
вид крана
пример
TAP1/4-28LH. 1 для 1/4-28 левостороннего конусного метчика
1 для 1/4-28 левостороннего конусного метчика
TAP1/4-28LH.2 для 1/4-28 левостороннего пробкового метчика
TAP1/4-28LH.3 для левостороннего метчика 1/4-28
Вернуться к началу страницы
У нас есть огромный ассортимент стандартных и специальных размеров, включая дюймовые и метрические размеры.
Знаете ли вы, что метчики нестандартных размеров можно заказать за 24 часа?
ссылка на главную страницу
март 2022 г., июнь 2021 г.
Описания, иллюстрации,
технические характеристики, размеры и номера деталей могут быть изменены без предварительного уведомления.
, обслуживающий канадские провинции и территории Ньюфаундленд, НФ, НЛ, Нова
Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON,
Манитоба, МБ, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT,
обслуживание канадских городов,
Торонто, Миссиссога, Скарборо, Лаваль, Монреаль, Монреаль, Ванкувер, Оттава, Гатино, Калгари, Эдмонтон, Квебек, Виннипег, Гамильтон, Китченер, Кембридж, Ватерлоо, Лондон, Сент-Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор , Саскатун, Регина, Шербрук, Сент-Джонс,
Барри, Келоуна, Абботсфорд, Миссия, Садбери Кингстон, Сагеней, Труа-Ривьер, Труа-Ривьер, Труа-Ривьер, Гвельф, Монктон, Брантфорд, Сент-Джон, Тандер-Бей, Питерборо,
Аякс, Аврора, Брэмптон, Брок, Берлингтон, Каледон, Кларингтон, регион Дарем, Ошава, Пикеринг, Уитби, Халтон-Хиллз, Милтон, Оквилл, Миссиссауга, Новый рынок, Ричмонд-Хилл, Вон, Оранжвилль,
обслуживание городов США,
Нью-Йорк, Лос-Анджелес, Чикаго, Хьюстон, Филадельфия, Феникс, Сан-Антонио, Сан-Диего, Даллас, Сан-Хосе, Остин, Джексонвилл, Сан-Франциско, Индианаполис,
Колумбус, Форт-Уэрт, Шарлотта, Сиэтл, Денвер, Эль-Пасо, Детройт, Вашингтон, Бостон, Мемфис, Нэшвилл, Портленд, Оклахома-Сити, Лас-Вегас,
Балтимор, Луисвилл, Милуоки, Альбукерке, Тусон, Фресно, Сакраменто, Канзас-Сити, Лонг-Бич, Меса, Роли, Омаха, Майами, Окленд,
Миннеаполис, Талса, Уичито, Новый Орлеан, Арлингтон, Кливленд, Бейкерсфилд, Тампа,
Аврора, Гонолулу, Анахайм, Санта-Ана, Корпус-Кристи, Риверсайд, Сент-Луис, Лексингтон, Стоктон, Питтсбург, Сент-Пол, Анкоридж, Цинциннати,
Хендерсон, Гринсборо, Плано, Ньюарк, Толедо, Линкольн, Орландо, Чула-Виста, Джерси-Сити, Чендлер, Форт-Уэйн, Буффало, Дарем, Санкт-Петербург, Ирвин,
Ларедо, Лаббок, Мэдисон, Гилберт, Норфолк, Рино, Уинстон Салем, Глендейл, Хайалиа, Гарленд, Скоттсдейл, Чесапик, Северный Лас-Вегас, Фремонт,
Батон-Руж, Ричмонд, Бойсе, Сан-Бернардино, Спокан, Бирмингем, Модесто, Де-Мойн, Рочестер, Такома, Фонтана, Окснард, Морено-Вэлли, Фейетвилл,
Хантингтон-Бич, Йонкерс, Глендейл, Аврора, Монтгомери, Колумбус, Амарилло, Литл-Рок, Акрон, Шривпорт, Огаста, Гранд-Рапидс,
Мобильный, Солт-Лейк-Сити, Хантсвилл, Таллахасси, Гранд-Прери, Оверленд-Парк, Ноксвилл, Вустер, Браунсвилл, Ньюпорт-Ньюс, Санта-Кларита,
Порт-Сент-Люси, Провиденс, Форт-Лодердейл, Чаттануга, Темпе, Оушенсайд, Гарден-Гроув, Ранчо Кукамонга, Кейп-Корал, Санта-Роза, Ванкувер,
Су-Фолс, Пеория, Онтарио, Джексон, Элк-Гроув, Спрингфилд, Пемброк-Пайнс, Салем, Корона, Юджин, МакКинни, Форт-Коллинз, Ланкастер,
Кэри, Палмдейл, Хейворд, Салинас, Фриско, Спрингфилд, Пасадена, Мейкон, Александрия, Помона, Лейквуд, Саннивейл, Эскондидо, Канзас-Сити, Голливуд,
Кларксвилл, Торранс, Рокфорд, Джолиет, Патерсон, Бриджпорт, Нейпервилл, Саванна, Мескит, Сиракузы, Пасадена, Оранж, Фуллертон, Киллин,
Дейтон, Макаллен, Белвью, Мирамар, Хэмптон, Уэст-Вэлли-Сити, Уоррен, Олате, Колумбия, Торнтон, Кэрроллтон, Мидленд, Чарльстон, Уэйко
и государства
Алабама, Алабама, Аляска, Аляска, Аризона, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут,
Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана,
Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс,
Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина,
Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север
Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания,
Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас,
Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг
Мы можем отправить в Афганистан, Аландские острова, Албанию,
Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа
и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия
, Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос
, Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия
, Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова
, Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун
, Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная
Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова,
Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр
, Чехия , Демократическая Республика Конго , Дания , Джибути
, Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор
, Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия ,
Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская
Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар
, Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала
, Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия
, Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия
, Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония
, Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт
, Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия
, Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom)
, Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали ,
Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий
, Майотта , Мексика , Микронезия , Молдова , Монако , Монголия
, Черногория , Монтсеррат , Марокко , Мозамбик , Северная Мариана
острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова
, Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия ,
Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан,
Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины
, Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон ,
Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино
, Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра
Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг
Африка, Южная Корея, Испания, Шри-Ланка, Сен-Бартельми, Св.
Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа , Яп , Йемен , Замбия , Зимбабве
стараемся доставлять в крупнейшие города мира
Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели, Индия, Осака/Кобе, Япония, Шанхай, Китай, Манила, Филиппины , Лос-Анджелес, США, Калькутта, Индия, Москва, Российская Федерация, Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима, Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин , Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан, Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, Санкт-Петербург, Российская Федерация , Киншаса, ДРК , Багдад, Ирак , Цзинань, Китай , Хьюстон, США , Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир Филадельфия, США, Цинда о, Китай, Милан, Италия, Пусан, Южная Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунгин, Китай, Медельин, Колумбия, Детройт, США, Ханьдань, Китай, Франкфурт, Германия, Порту-Алегри, Бразилия, Ханой, Вьетнам, Сидней, Австралия, Санто-Доминго, Дом.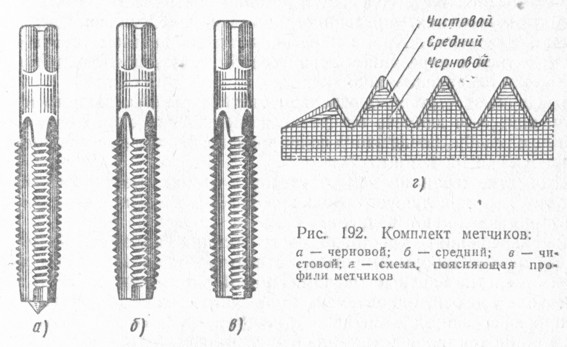
 Допускается ввинчивание до двух оборотов с каждой стороны.
Допускается ввинчивание до двух оборотов с каждой стороны.
 Изготовлен из алюминия.
Изготовлен из алюминия. д. Все приманки нити не одинаковы. Нить Ghost Cocoon Bait имеет полупрозрачное волокно, которое почти исчезает, когда приманку погружают в воду. Ghost Cocoon практически незаметен при нанесении на приманку. Ghost Cocoon состоит из множества ультратонких волокон, которые окутывают приманку, как паутина, делая ее практически невидимой в воде. Традиционные нити и резинки для наживки обычно имеют гораздо более толстые волокна, что делает их более заметными для осторожной рыбы. Ghost Cocoon проще в использовании, чем традиционные нити и эластики.
д. Все приманки нити не одинаковы. Нить Ghost Cocoon Bait имеет полупрозрачное волокно, которое почти исчезает, когда приманку погружают в воду. Ghost Cocoon практически незаметен при нанесении на приманку. Ghost Cocoon состоит из множества ультратонких волокон, которые окутывают приманку, как паутина, делая ее практически невидимой в воде. Традиционные нити и резинки для наживки обычно имеют гораздо более толстые волокна, что делает их более заметными для осторожной рыбы. Ghost Cocoon проще в использовании, чем традиционные нити и эластики. желаемый размер и форма. Завершите работу двумя полуузловыми узлами; хотя в этом может и не быть необходимости, так как нити Ghost Cocoon часто самозавязываются.
желаемый размер и форма. Завершите работу двумя полуузловыми узлами; хотя в этом может и не быть необходимости, так как нити Ghost Cocoon часто самозавязываются. За эти крупногабаритные/тяжеловесные товары может взиматься дополнительная плата. Все крупногабаритные/тяжеловесные посылки будут отправлены за счет клиента и выставлен счет по фактической стоимости доставки. Штаб-квартира рыболова оставляет за собой право отказать в бесплатной доставке любого заказа в любое время.
За эти крупногабаритные/тяжеловесные товары может взиматься дополнительная плата. Все крупногабаритные/тяжеловесные посылки будут отправлены за счет клиента и выставлен счет по фактической стоимости доставки. Штаб-квартира рыболова оставляет за собой право отказать в бесплатной доставке любого заказа в любое время. Эти предметы не считаются «высокоценными» (если только они не превышают 500 долларов США). Товары, которые требуют дополнительных затрат на доставку, оцениваются соответственно.
Эти предметы не считаются «высокоценными» (если только они не превышают 500 долларов США). Товары, которые требуют дополнительных затрат на доставку, оцениваются соответственно. Штаб-квартира Fisherman’s не знает и не несет ответственности за любые таможенные пошлины или связанные с ними сборы.
Штаб-квартира Fisherman’s не знает и не несет ответственности за любые таможенные пошлины или связанные с ними сборы. Вы платите то, что мы платим. Ускоренная доставка доступна только для заказов в пределах 48 континентальных штатов США.
Вы платите то, что мы платим. Ускоренная доставка доступна только для заказов в пределах 48 континентальных штатов США.



 Кажется, теперь половина группы обязательно вернется за кулоном для своей авторской коллекции.
Кажется, теперь половина группы обязательно вернется за кулоном для своей авторской коллекции. Так давайте найдем место, где помогут самим изготовить ювелирное украшение?
Так давайте найдем место, где помогут самим изготовить ювелирное украшение?
 Мы же, посовещавшись с Людмилой, остановились на подвеске. Нам хотелось чтобы наше первое украшение было обязательно с камнем, а подвеска с камнем считается менее трудоемким изделием чем кольцо с камнем.
Мы же, посовещавшись с Людмилой, остановились на подвеске. Нам хотелось чтобы наше первое украшение было обязательно с камнем, а подвеска с камнем считается менее трудоемким изделием чем кольцо с камнем. Именно здесь нужно соблюдать максимальную аккуратность и точно следовать инструкциям по безопасности. Просто напомним, что серебро плавится при температуре примерно 960 градусов..
Именно здесь нужно соблюдать максимальную аккуратность и точно следовать инструкциям по безопасности. Просто напомним, что серебро плавится при температуре примерно 960 градусов..
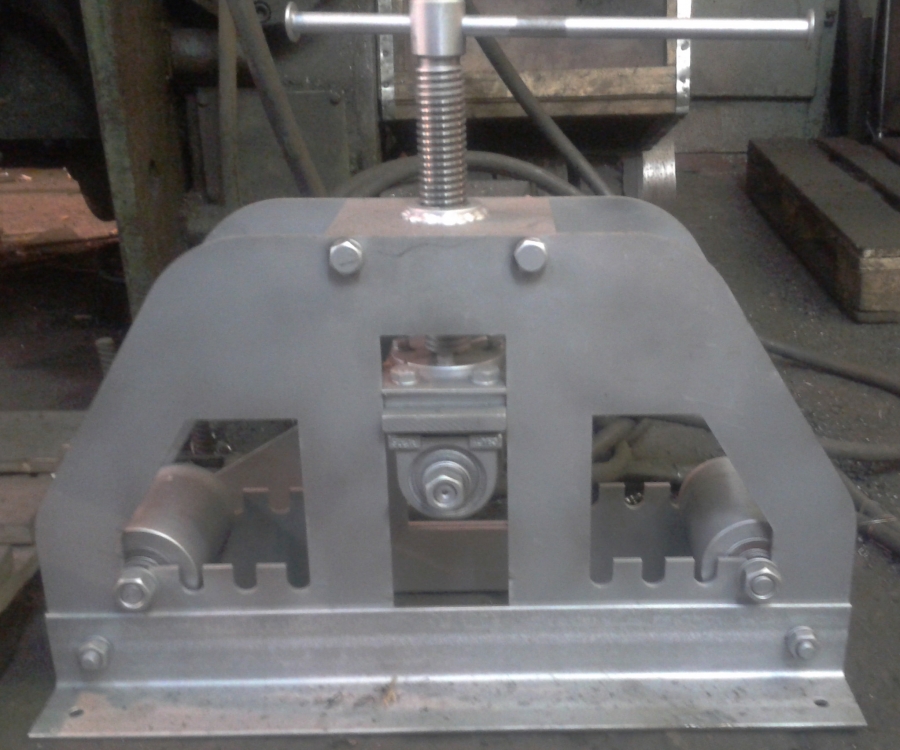
 Далее его задачей было переворачивать заготовку на 90 градусов (туда-сюда), и заново отправлять в ручей в одном и том же направлении. Винты сверху после каждого прохода подкручивались. Затем деталь переставлялась в более «мелкий» ручей, и процесс повторялся. И так — пока не будут получены грани нужной величины.
Далее его задачей было переворачивать заготовку на 90 градусов (туда-сюда), и заново отправлять в ручей в одном и том же направлении. Винты сверху после каждого прохода подкручивались. Затем деталь переставлялась в более «мелкий» ручей, и процесс повторялся. И так — пока не будут получены грани нужной величины.

 Первая часть работы готова:
Первая часть работы готова:


 Действующие лица —
Действующие лица —  А Сергей смотрелся уже очень органично:
А Сергей смотрелся уже очень органично:

 de
de
 При имеющемся слабом напоре, насос повышающий давление, в зависимости от модели, сможет увеличить его на 1-3 атмосферы.
При имеющемся слабом напоре, насос повышающий давление, в зависимости от модели, сможет увеличить его на 1-3 атмосферы.

 Это значение колеблется в переделах от 0,12 л/мин и 0,3 л/мин. Желательно выбирать комбинированные модели, они более универсальны и менее зависимы от величины потребления конкретной точки разбора воды. При необходимости его легко перевести в ручной режим и включить, в том случае если автоматика не удовлетворяет потребностям.
Это значение колеблется в переделах от 0,12 л/мин и 0,3 л/мин. Желательно выбирать комбинированные модели, они более универсальны и менее зависимы от величины потребления конкретной точки разбора воды. При необходимости его легко перевести в ручной режим и включить, в том случае если автоматика не удовлетворяет потребностям.
 Харьков
Харьков 70 грн
70 грн Киев
Киев com.ua
com.ua 44 грн
44 грн Эти насосы специально разработаны для повышения давления воды в муниципальных и колодезных системах водоснабжения, системах сбора дождевой воды, а также в садовых и ирригационных системах.
Эти насосы специально разработаны для повышения давления воды в муниципальных и колодезных системах водоснабжения, системах сбора дождевой воды, а также в садовых и ирригационных системах. с.
с. с.
с. с., 115 В, макс. 22,5 галлона в минуту, макс. 58 фунтов/кв. дюйм, насосы для повышения давления с управлением Torrium
с., 115 В, макс. 22,5 галлона в минуту, макс. 58 фунтов/кв. дюйм, насосы для повышения давления с управлением Torrium с., 230 В, макс. 30 галлонов в минуту, макс. 30 фунтов/кв. дюйм, насосы повышения давления с управлением торриумом
с., 230 В, макс. 30 галлонов в минуту, макс. 30 фунтов/кв. дюйм, насосы повышения давления с управлением торриумом
 Они также полезны в тех случаях, когда один насос не может обеспечить желаемое рабочее давление и гарантировать, что другие насосы в системе не будут кавитировать. Давайте узнаем, как работают бустерные насосы и когда использовать эти насосные устройства.
Они также полезны в тех случаях, когда один насос не может обеспечить желаемое рабочее давление и гарантировать, что другие насосы в системе не будут кавитировать. Давайте узнаем, как работают бустерные насосы и когда использовать эти насосные устройства.




 Стоит помнить, что выбор зависит от желаемого результата. Для идеально гладкой поверхности стоит выбрать шлифкруг для полировки.
Стоит помнить, что выбор зависит от желаемого результата. Для идеально гладкой поверхности стоит выбрать шлифкруг для полировки. Несмотря на то, что такие болгарки весят чуть больше обычных сетевых, управлять ими становится комфортнее: провод не мешает.
Несмотря на то, что такие болгарки весят чуть больше обычных сетевых, управлять ими становится комфортнее: провод не мешает. youtube.com/embed/f8HdO_6gUHY»>
youtube.com/embed/f8HdO_6gUHY»>  Не покупать же из-за одной манипуляции ленточную шлиф машину, которая неизвестно когда пригодится, если вообще пригодится.
Не покупать же из-за одной манипуляции ленточную шлиф машину, которая неизвестно когда пригодится, если вообще пригодится.


 Для этой цели для болгарок предусмотрены специальные круги — шлифовально-полировальные.
Для этой цели для болгарок предусмотрены специальные круги — шлифовально-полировальные. Не пытайтесь использовать круги для резки металла для шлифовки дерева. Несмотря на то, что сам круг является абразивом, существует высокая вероятность его неконтролируемого разрушения с отлетом фрагментов и травмирования работающего.
Не пытайтесь использовать круги для резки металла для шлифовки дерева. Несмотря на то, что сам круг является абразивом, существует высокая вероятность его неконтролируемого разрушения с отлетом фрагментов и травмирования работающего. Тем более что по красоте с ним ничто не сравнится. Видео в этой статье готово предоставить вам дополнительные визуальные эффекты применения болгарок для шлифовки.
Тем более что по красоте с ним ничто не сравнится. Видео в этой статье готово предоставить вам дополнительные визуальные эффекты применения болгарок для шлифовки. Мы предлагаем широкий ассортимент шлифовальных станков по бетону для подготовки поверхности, покрытия, удаления смолы и эпоксидной смолы. А также полировка бетона, терраццо и накладок.
Мы предлагаем широкий ассортимент шлифовальных станков по бетону для подготовки поверхности, покрытия, удаления смолы и эпоксидной смолы. А также полировка бетона, терраццо и накладок.


 Это универсальный агрегат, который используется для сварки металлических конструкций вольфрамовым электродом (TIG), а также сварки электродами с рутиловым покрытием (MMA). Есть регулировка времени убывания тока и силы дуги в режиме ММА.
Это универсальный агрегат, который используется для сварки металлических конструкций вольфрамовым электродом (TIG), а также сварки электродами с рутиловым покрытием (MMA). Есть регулировка времени убывания тока и силы дуги в режиме ММА.

 X131102296
X131102296
 мощность, кВт
мощность, кВт температура эксплуатации, °С
температура эксплуатации, °С



 В процессе нагревания материал может трескаться, выпучивать или сминаться. Чтобы предотвратить такие дефекты с трубой при обработке на самодельном профилегибочном станке ее нужно будет набивать речным кварцевым песком.
В процессе нагревания материал может трескаться, выпучивать или сминаться. Чтобы предотвратить такие дефекты с трубой при обработке на самодельном профилегибочном станке ее нужно будет набивать речным кварцевым песком. Образование искр на материалы – признак его перегревания.
Образование искр на материалы – признак его перегревания.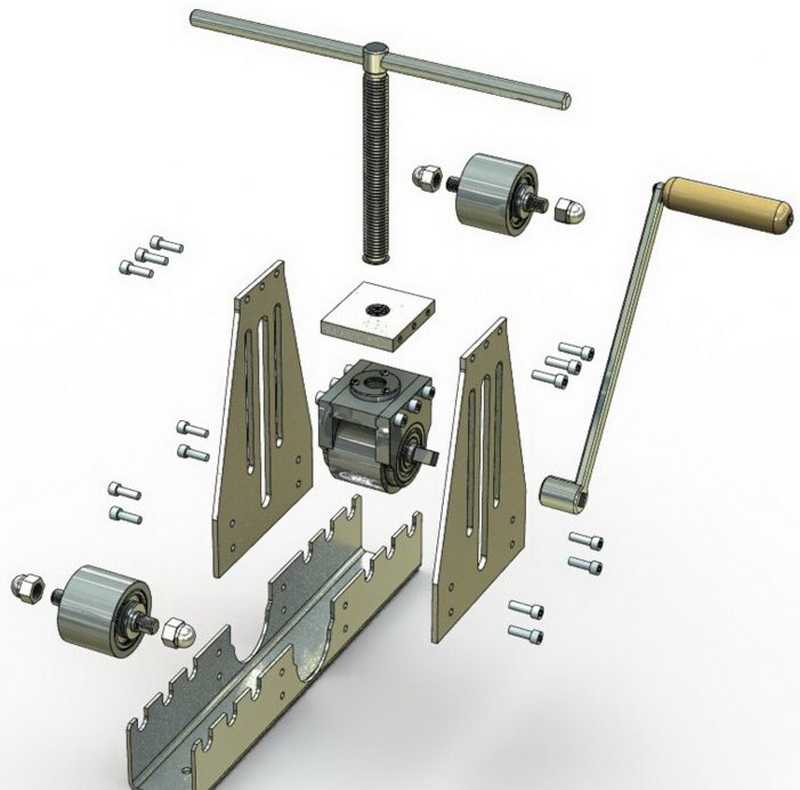 Его использование избавит от проблем со сгибанием профиля и труб, а также от необходимости значительных материальных затрат на приобретение специального дорогостоящего оборудования для такой их обработки.
Его использование избавит от проблем со сгибанием профиля и труб, а также от необходимости значительных материальных затрат на приобретение специального дорогостоящего оборудования для такой их обработки. Они нужны, чтобы придавать металлическим профилям с разным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.
Они нужны, чтобы придавать металлическим профилям с разным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.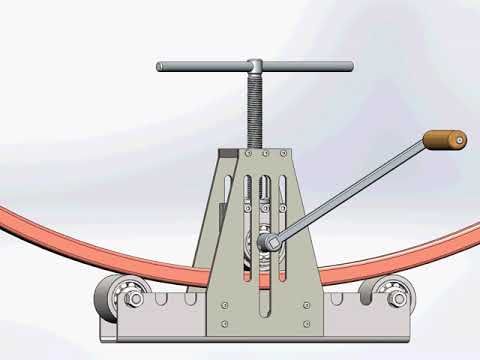
 Устройство дает минимальную погрешность;
Устройство дает минимальную погрешность;
 По типу привода изделие может быть: гидравлическим; ручным; электрическим.
По типу привода изделие может быть: гидравлическим; ручным; электрическим.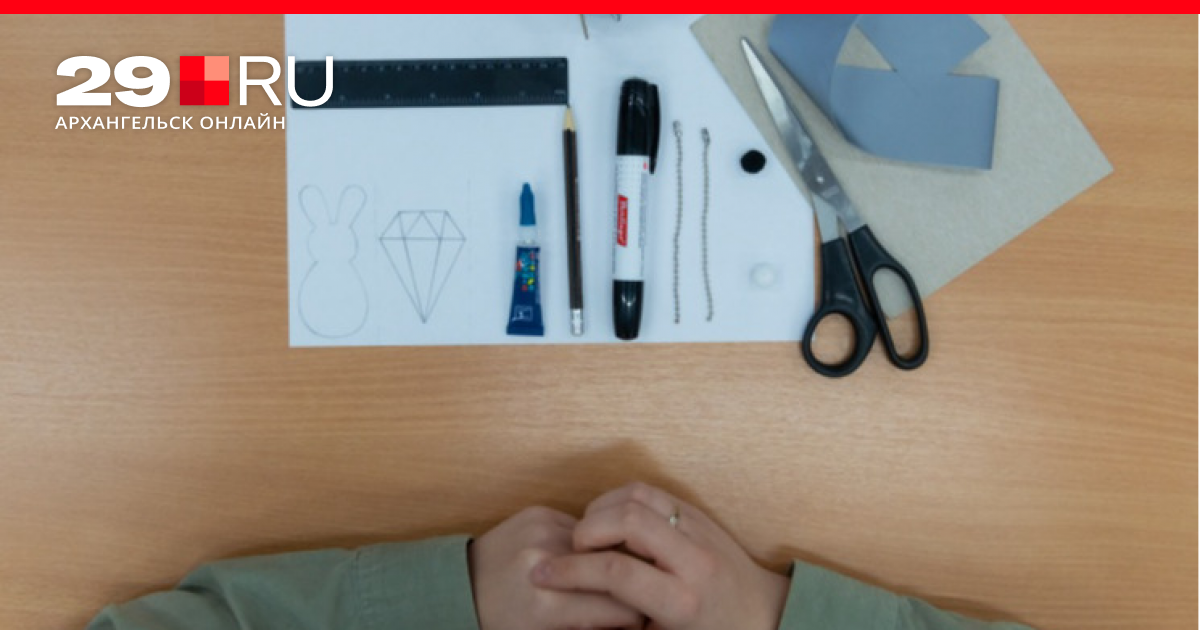 Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
 Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
 Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока. Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
 песок.
песок. Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой). Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы. Большинство деталей можно взять от любого старого оборудования
Большинство деталей можно взять от любого старого оборудования Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке. Валы электродвигателя и редуктора через шкивы объединены ремнем.
Валы электродвигателя и редуктора через шкивы объединены ремнем.
 Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем е. чтобы он не вылетал из стойки
е. чтобы он не вылетал из стойки Сварка деталей
Сварка деталей
 Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
 Он есть у каждого подрядчика по сайдингу и у большинства кровельщиков. Но тормоз может пригодиться для самых разных проектов. Это кажется внушительным инструментом, но на самом деле это просто большой зажим с подвижным шарниром. Качественный тормоз стоит от 1300 до 2500 долларов, но вы можете арендовать его примерно за 50 долларов в день или 200 долларов в неделю. Мы покажем вам, как работает тормоз, объясним, как создавать основные профили, и покажем несколько полезных советов, чтобы вы могли безопасно завершить свой проект, не тратя впустую много дорогого материала.
Он есть у каждого подрядчика по сайдингу и у большинства кровельщиков. Но тормоз может пригодиться для самых разных проектов. Это кажется внушительным инструментом, но на самом деле это просто большой зажим с подвижным шарниром. Качественный тормоз стоит от 1300 до 2500 долларов, но вы можете арендовать его примерно за 50 долларов в день или 200 долларов в неделю. Мы покажем вам, как работает тормоз, объясним, как создавать основные профили, и покажем несколько полезных советов, чтобы вы могли безопасно завершить свой проект, не тратя впустую много дорогого материала. рулоны. Но не стоит просто вытаскивать катушку из коробки и резать ленту. Если вы это сделаете, катушка начнет разворачиваться и ее будет трудно контролировать. Дозирование катушки из коробки — лучший способ сохранить ее в чистоте и предотвратить появление вмятин и царапин.
рулоны. Но не стоит просто вытаскивать катушку из коробки и резать ленту. Если вы это сделаете, катушка начнет разворачиваться и ее будет трудно контролировать. Дозирование катушки из коробки — лучший способ сохранить ее в чистоте и предотвратить появление вмятин и царапин. Кожаные перчатки и перчатки с покрытием обеспечивают большую защиту, чем тканевые. Установите тормоз в гараже или на стороне дома, защищенной от ветра. Вы же не хотите испортить дорогую катушку, и всегда лучше не допускать, чтобы острые как бритва металлы летали по ветру.
Кожаные перчатки и перчатки с покрытием обеспечивают большую защиту, чем тканевые. Установите тормоз в гараже или на стороне дома, защищенной от ветра. Вы же не хотите испортить дорогую катушку, и всегда лучше не допускать, чтобы острые как бритва металлы летали по ветру. Установите катушку близко к тому месту, где, по вашему мнению, она должна быть, и потяните рукоятку подшивания вперед, но не до упора в положение блокировки. Просто потяните его достаточно далеко, чтобы стопорная наковальня плотно удержала катушку, но не зажала ее.
Установите катушку близко к тому месту, где, по вашему мнению, она должна быть, и потяните рукоятку подшивания вперед, но не до упора в положение блокировки. Просто потяните его достаточно далеко, чтобы стопорная наковальня плотно удержала катушку, но не зажала ее.
 Например, когда вы закрываете кирпичный молдинг и дверные косяки вместе, трудно закрепить накладку рядом с дверью, не оставив крепежных элементов видимыми. Вот где на помощь приходит отделка подоконника.
Например, когда вы закрываете кирпичный молдинг и дверные косяки вместе, трудно закрепить накладку рядом с дверью, не оставив крепежных элементов видимыми. Вот где на помощь приходит отделка подоконника.

 90 р. / шт
90 р. / шт 60 р. / шт
60 р. / шт 0
0
 При заказе большего количества стоимость доставки может измениться. Доставка курьером имеет ограничения по весу и объему заказа.
При заказе большего количества стоимость доставки может измениться. Доставка курьером имеет ограничения по весу и объему заказа.

 PriceOne}}
PriceOne}}
 Одним из распространенных мест, где это происходит, являются линии подачи в ванную комнату, прачечную или кухонную раковину, поскольку они имеют компрессионные фитинги как на запорном клапане, так и на входе крана.
Одним из распространенных мест, где это происходит, являются линии подачи в ванную комнату, прачечную или кухонную раковину, поскольку они имеют компрессионные фитинги как на запорном клапане, так и на входе крана.





 Медные трубы очень популярны из-за их долговечности.
Медные трубы очень популярны из-за их долговечности.

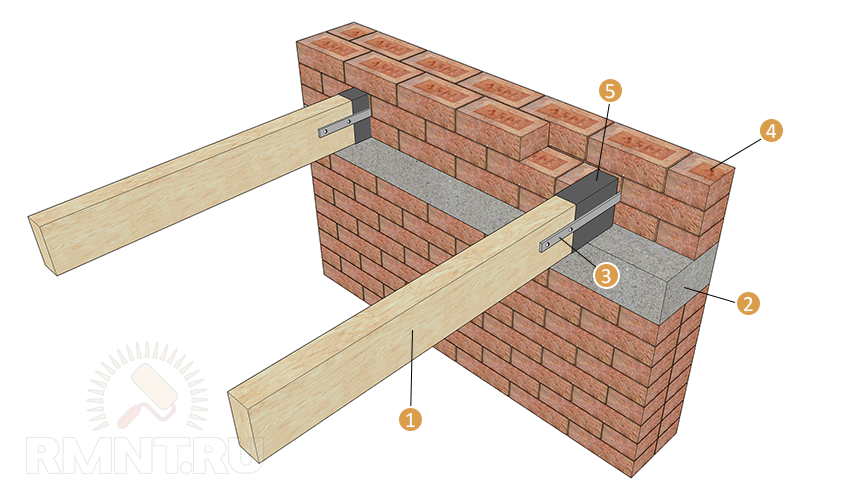
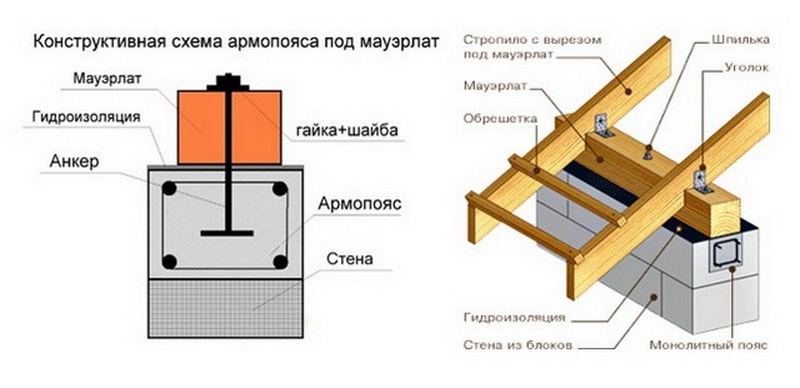
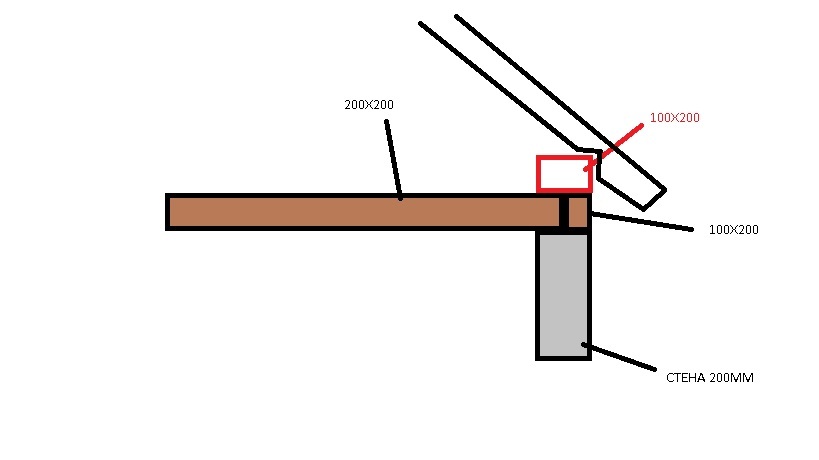
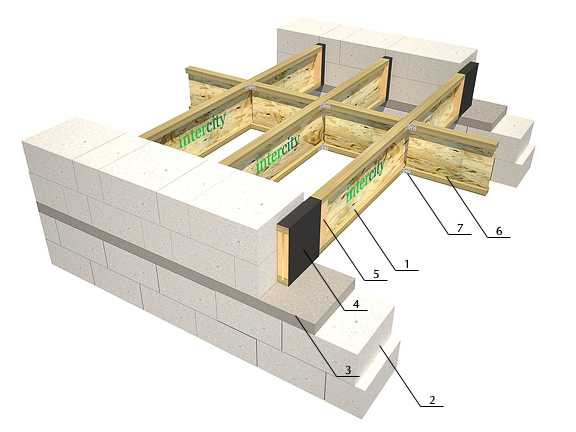
 Поэтому с краев U-образных или простеночных газобетонных блоков (в зависимости от того, каким способом изготавливался армопояс) следует снять 5 мм фаски, для предотвращения их разрушения.
Поэтому с краев U-образных или простеночных газобетонных блоков (в зависимости от того, каким способом изготавливался армопояс) следует снять 5 мм фаски, для предотвращения их разрушения. Для предотвращения накапливания конденсата и увлажнения теплоизоляции, над ее поверхностью следует укладывать пароизоляцию. Такое расположение пароизоляции обусловлено тем, что диффузия водяных паров направлена из обогреваемого помещения первого этажа в холодный подвал.
Для предотвращения накапливания конденсата и увлажнения теплоизоляции, над ее поверхностью следует укладывать пароизоляцию. Такое расположение пароизоляции обусловлено тем, что диффузия водяных паров направлена из обогреваемого помещения первого этажа в холодный подвал.
 Также для некоторых типов балок, например, деревянных, используют специальную технику врубки и врезки. Встречаются также смешанные способы крепления изделий.
Также для некоторых типов балок, например, деревянных, используют специальную технику врубки и врезки. Встречаются также смешанные способы крепления изделий.













 Бьюсь об заклад, когда горожане услышат этот звон, они будут реагировать так же, как мы, когда слышим сирену полицейской машины!
Бьюсь об заклад, когда горожане услышат этот звон, они будут реагировать так же, как мы, когда слышим сирену полицейской машины!
 Он надел праведности как наперсник и шлем спасения на голову свою; он облачился в одежды мщения за одежду и усердно закутался, как плащ.
Он надел праведности как наперсник и шлем спасения на голову свою; он облачился в одежды мщения за одежду и усердно закутался, как плащ.  Библия — наше единственное наступательное оружие, когда мы сражаемся в духовной сфере. Божье Слово есть истина (Иоанна 17:17). Мы можем побеждать в духовных битвах, используя истину из Божьего Слова. Мы можем легко распознать ложь сатаны, когда знаем Божье Слово. Сатана — отец лжи, но Иисус — истина, и Он обеспечил нас всем необходимым для победы.
Библия — наше единственное наступательное оружие, когда мы сражаемся в духовной сфере. Божье Слово есть истина (Иоанна 17:17). Мы можем побеждать в духовных битвах, используя истину из Божьего Слова. Мы можем легко распознать ложь сатаны, когда знаем Божье Слово. Сатана — отец лжи, но Иисус — истина, и Он обеспечил нас всем необходимым для победы.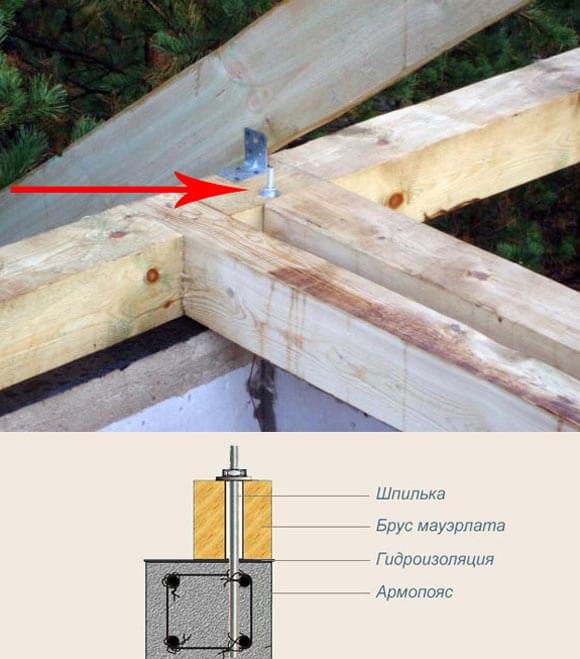 В других переводах говорится: «препоясав чресла твои истиной» (NASB). Что это хотя бы значит? Джеральд Петерман объясняет в The Moody Bible Commentary : «В древнем мире подпоясывались для подготовки к напряженной деятельности. Таким образом, в заблудшем мире важно быть препоясанным Божьей истиной — тем Словом, которое Он провозгласил». Это значит заправить тунику за пояс и приготовиться к действию.
В других переводах говорится: «препоясав чресла твои истиной» (NASB). Что это хотя бы значит? Джеральд Петерман объясняет в The Moody Bible Commentary : «В древнем мире подпоясывались для подготовки к напряженной деятельности. Таким образом, в заблудшем мире важно быть препоясанным Божьей истиной — тем Словом, которое Он провозгласил». Это значит заправить тунику за пояс и приготовиться к действию. Вот почему Он послал Иисуса в мир как человека. Иисус прожил безгрешную жизнь, прежде чем Он умер на кресте с грузом наших грехов на Нем. Он умер вместо нас, но Он не остался мертвым! Через три дня Иисус восстал из могилы. Он взял на Себя наказание за наш грех, а затем раз и навсегда победил грех и смерть, чтобы мы могли вернуться к Богу. Это невероятный подарок, и это абсолютно бесплатно. Все, что нам нужно сделать, это принять это.
Вот почему Он послал Иисуса в мир как человека. Иисус прожил безгрешную жизнь, прежде чем Он умер на кресте с грузом наших грехов на Нем. Он умер вместо нас, но Он не остался мертвым! Через три дня Иисус восстал из могилы. Он взял на Себя наказание за наш грех, а затем раз и навсегда победил грех и смерть, чтобы мы могли вернуться к Богу. Это невероятный подарок, и это абсолютно бесплатно. Все, что нам нужно сделать, это принять это. Спасибо, что простил меня. Я поражен тем, что Ты хочешь иметь отношения со мной, но я тоже хочу отношений с Тобой. Я верю, что Иисус есть Господь и что Ты воскресил Его из мертвых. Боже, я отдаю Тебе свою жизнь и выбираю следовать за Тобой все свои дни. Я хочу, чтобы Ты изменил мою жизнь, чтобы я стал больше похож на Иисуса. Помоги мне услышать Твой голос и понять Твое Слово, Библию. Я люблю тебя, Бог!
Спасибо, что простил меня. Я поражен тем, что Ты хочешь иметь отношения со мной, но я тоже хочу отношений с Тобой. Я верю, что Иисус есть Господь и что Ты воскресил Его из мертвых. Боже, я отдаю Тебе свою жизнь и выбираю следовать за Тобой все свои дни. Я хочу, чтобы Ты изменил мою жизнь, чтобы я стал больше похож на Иисуса. Помоги мне услышать Твой голос и понять Твое Слово, Библию. Я люблю тебя, Бог!  Джози — автор отмеченной наградами книги с картинками 9.0014 Howie’s Broken Hee-Haw , опубликовано End Game Press. Она также борется с хроническими заболеваниями и считает, что каждый день — это подарок, который нужно праздновать. Когда она не пишет и не фотографирует, Джози ищет приключений, свернувшись калачиком с хорошей книгой или прижимая к себе своего плюшевого мишку Руби Мэй (также известную как Неряшливая принцесса). Свяжитесь с Джози на JosieSiler.com.
Джози — автор отмеченной наградами книги с картинками 9.0014 Howie’s Broken Hee-Haw , опубликовано End Game Press. Она также борется с хроническими заболеваниями и считает, что каждый день — это подарок, который нужно праздновать. Когда она не пишет и не фотографирует, Джози ищет приключений, свернувшись калачиком с хорошей книгой или прижимая к себе своего плюшевого мишку Руби Мэй (также известную как Неряшливая принцесса). Свяжитесь с Джози на JosieSiler.com. Облекитесь во всеоружие Божие, чтобы вы могли противостоять замыслам дьявола. Ибо наша брань не против плоти и крови, но против правителей, против властей, против сил этого темного мира и против духовных сил зла в небесных сферах. Итак облекитесь во всеоружие Божие, чтобы, когда придет день бедствия, вы могли устоять на своем и, когда все совершили, устоять. Стой твердо тогда, с пояс истины застегнут на вашей талии, с нагрудником праведности на месте, и ваши ноги готовы к евангелия мира. Вдобавок ко всему этому возьми в руки щит веры, которым можно угасить все раскаленные стрелы лукавого. Возьми шлем спасения и меч духовный, который есть слово Божие. И молитесь в Духе во всяком случае всякими молитвами и просьбами. Имея это в виду, будьте бдительны и всегда продолжайте молиться за всех людей Господа. – Ефесянам 6:10-18
Облекитесь во всеоружие Божие, чтобы вы могли противостоять замыслам дьявола. Ибо наша брань не против плоти и крови, но против правителей, против властей, против сил этого темного мира и против духовных сил зла в небесных сферах. Итак облекитесь во всеоружие Божие, чтобы, когда придет день бедствия, вы могли устоять на своем и, когда все совершили, устоять. Стой твердо тогда, с пояс истины застегнут на вашей талии, с нагрудником праведности на месте, и ваши ноги готовы к евангелия мира. Вдобавок ко всему этому возьми в руки щит веры, которым можно угасить все раскаленные стрелы лукавого. Возьми шлем спасения и меч духовный, который есть слово Божие. И молитесь в Духе во всяком случае всякими молитвами и просьбами. Имея это в виду, будьте бдительны и всегда продолжайте молиться за всех людей Господа. – Ефесянам 6:10-18 Но опять же, мы можем думать о ремнях как о современном ремне, приспособлении, используемом для удержания штанов. Пояс, о котором говорит Павел в отрывке о доспехах Божьих (Ефесянам 6:10-18), выглядит совсем иначе, чем его современный аналог.
Но опять же, мы можем думать о ремнях как о современном ремне, приспособлении, используемом для удержания штанов. Пояс, о котором говорит Павел в отрывке о доспехах Божьих (Ефесянам 6:10-18), выглядит совсем иначе, чем его современный аналог.

 Мы можем закрепить другие части наших доспехов
Мы можем закрепить другие части наших доспехов 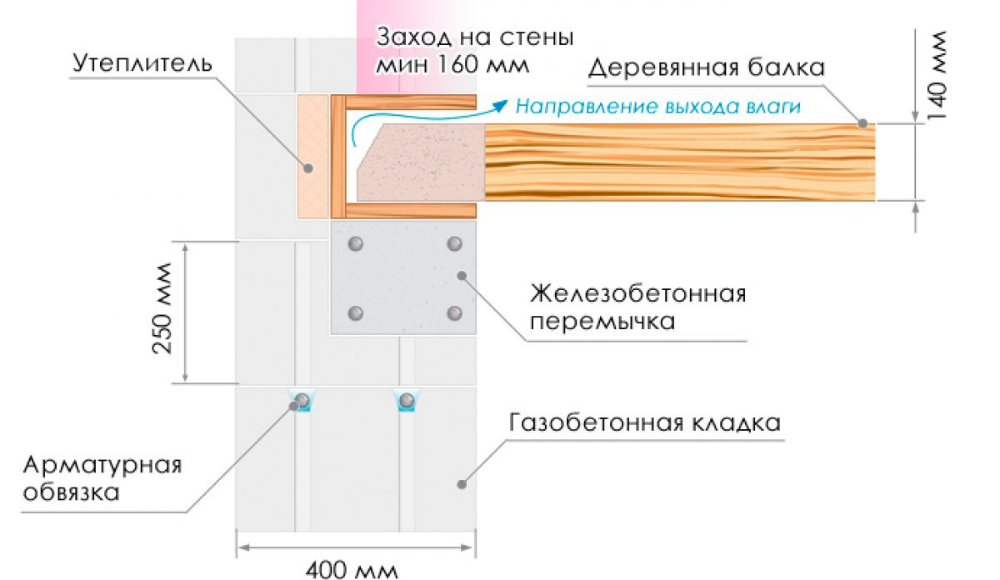 Точно так же мы должны ожидать, что другие христиане поправят нас, если наши ремни тоже порвутся.
Точно так же мы должны ожидать, что другие христиане поправят нас, если наши ремни тоже порвутся. В зависимости от версии истина встречается в Писании более 200 раз.
В зависимости от версии истина встречается в Писании более 200 раз.


 Однако перед внесением рекомендуется предварительно просеять через специальное сито. Оно позволяет не только отделить частицы мусора, но и отсортировать более крупные фракции.
Однако перед внесением рекомендуется предварительно просеять через специальное сито. Оно позволяет не только отделить частицы мусора, но и отсортировать более крупные фракции. com/embed/HL3BWFW8uUY» frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/HL3BWFW8uUY» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Сам раствор представляет собой вязкую смесь, которая застывает достаточно быстро после ее изготовления.
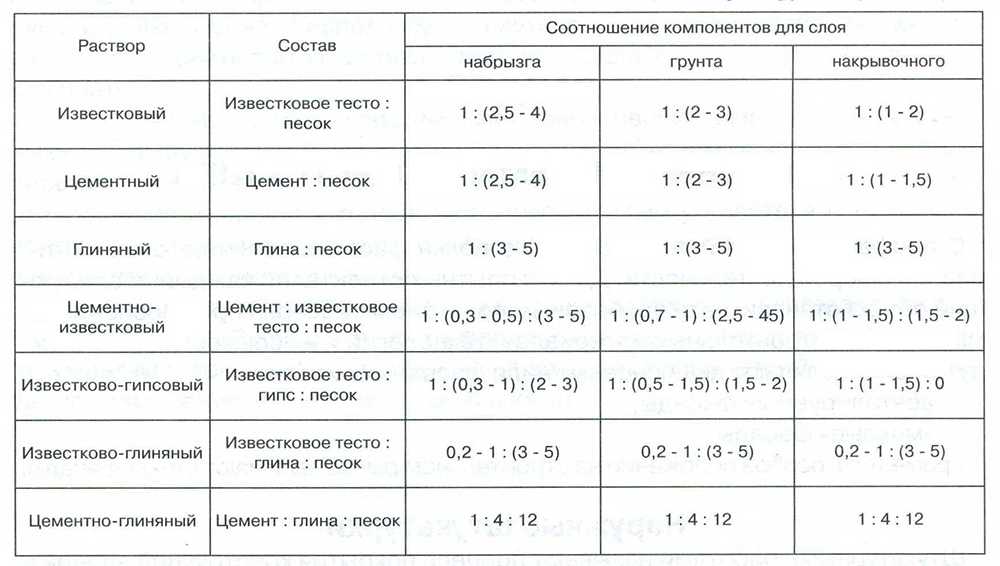
Сам раствор представляет собой вязкую смесь, которая застывает достаточно быстро после ее изготовления. В сложном растворе может быть использовано сочетание перечисленных ингредиентов.
В сложном растворе может быть использовано сочетание перечисленных ингредиентов. Естественным условием хорошего раствора является качество используемых компонентов.
Естественным условием хорошего раствора является качество используемых компонентов.
 д.
д.


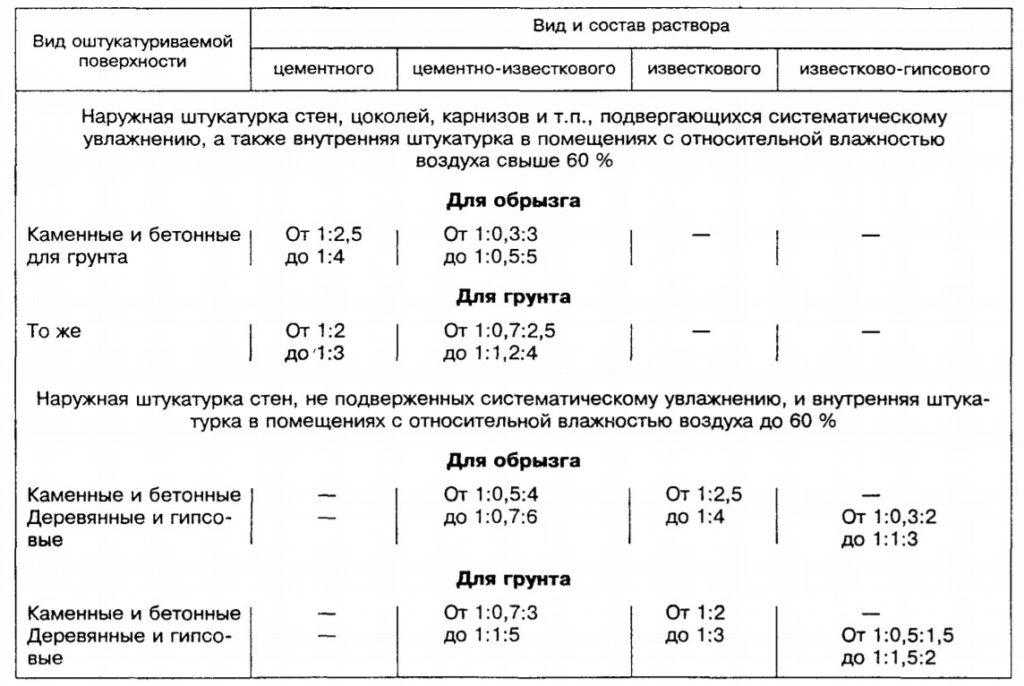
 Для густого раствора используйте меньше воды, для влажного раствора используйте больше воды. Если вы не добавите достаточное количество воды, строительный раствор станет настолько вязким, что его нельзя будет использовать, и его будет очень трудно использовать, если вы добавите слишком много воды, строительный раствор превратится в «суп», и вы не сможете его использовать.
Для густого раствора используйте меньше воды, для влажного раствора используйте больше воды. Если вы не добавите достаточное количество воды, строительный раствор станет настолько вязким, что его нельзя будет использовать, и его будет очень трудно использовать, если вы добавите слишком много воды, строительный раствор превратится в «суп», и вы не сможете его использовать.
 Требуется несколько минут, чтобы вся вода впиталась в сухой песок, поэтому необходимо длительное время перемешивания. Если вы не позволите раствору схватиться и «раскиснуть», он будет ощущаться как песок на кельме, и с ним будет трудно работать.
Требуется несколько минут, чтобы вся вода впиталась в сухой песок, поэтому необходимо длительное время перемешивания. Если вы не позволите раствору схватиться и «раскиснуть», он будет ощущаться как песок на кельме, и с ним будет трудно работать.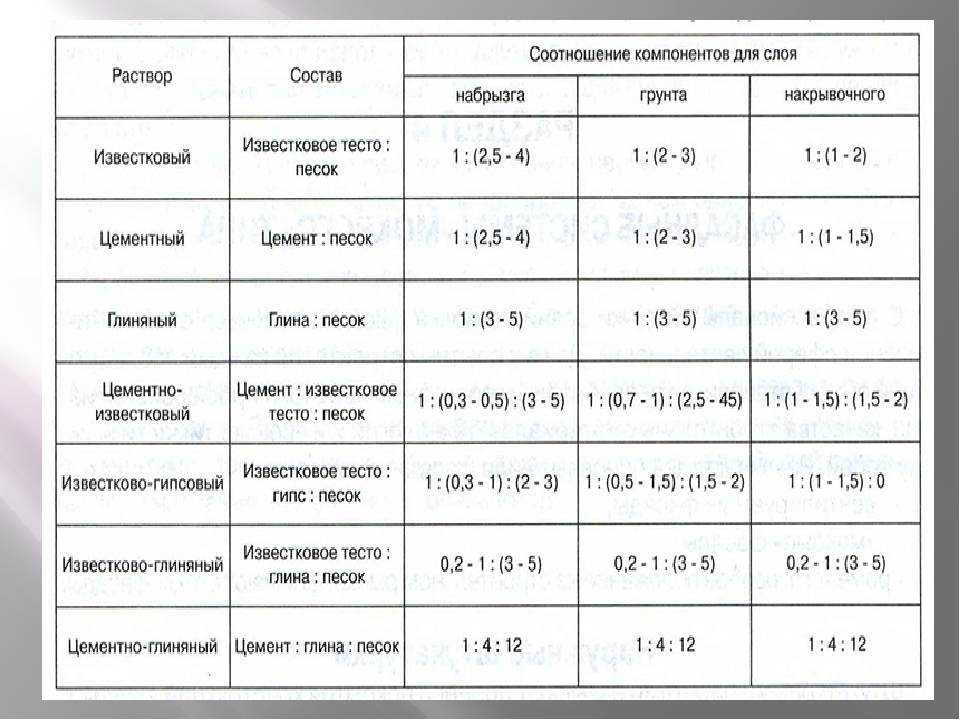
 01). 3
01). 3 
 1824 m 3
1824 m 3