Главная»Справочник»Таблица размеров DIN, SMS, ISO, ГОСТ
Размеры DIN, SMS, ISO и ГОСТ
Таблица размерного ряда стандарта DIN, SMS, ISO, ГОСТ
Благодаря международной производственной кооперации на российский рынок трубопроката без каких-либо серьезных проблем попадает соответствующая продукция, произведенная в странах Европейского союза, в США, Китае, и т. д.
Из-за различий в производственных стандартах в процессе укладки и монтажа трубопроводов у исполнителей часто возникают многочисленные технические проблемы, связанные с несоответствием принципиально важных физических параметров у труб, сертифицированных по разным качественным стандартам. Это DIN, SMS, ISO и действующий на территории России и ТС ГОСТ.
Наиболее уязвимым с технологической точки зрения моментом считается несовпадение размеров наружных диаметров труб и арматуры. В таком случае на этапе монтажа трубопроводной магистрали при стыковке возникают сложности, замедляющие выполнение производственного графика укладки трубопровода и повышающие стоимость сметы любого аналогичного проекта.
Полезное справочное пособие для сотрудников, отвечающих за закупки труб, арматуры и прочего оборудования
Приведенная ниже таблица соответствия ГОСТ служит справочным пособием для специалистов отделов материально-технического снабжения компаний, занимающихся проектированием, укладкой и монтажом трубопроводов. Лишь взглянув на таблицу, специалисту становится ясно, что наряду с отечественным производственным ГОСТом для труб из нержавеющей стали такой же универсальностью обладает и стандарт iso (International Standart Organization).
В данной таблице соответствия размеров труб из нержавейки, произведенных согласно различным производственным стандартам качества, в каждой из ее ячеек вертикально в порядке возрастания (сверху вниз) расположены размеры условного и наружного диаметра в дюймах и миллиметрах, соответствующие 4 основным стандартам:
Таблица соответствия din имеет целый ряд пустых ячеек, указывающих на то, что стандарт din на территории России и стран ТС используется крайне редко для труб с условным диаметром в мм, в размерной дельте от 300 до 800 мм. Точно такой же уникальностью характеризуется и стандарт sms, разработанный в Швеции более полувека назад.
Стандартный размер трубы и таблица размеров
Таблица размеров труб 1/8–3/4 дюйма
Размер
Расписание
Стена
ID
1/8″ 0,405″ НД
10С
.49
.307
40СТ, 40С
.68
.269
80SX, 80S
.095
.215
1/4″ 0,540″ Н.Д.
10С
.065
.410
40СТ, 40С
.088
.364
80SX, 80S
.119
.302
3/8 дюйма 0,675 дюйма
10С
.065
. 545
40СТ, 40С
.091
.493
80SX, 80S
.126
.423
1/2″ 0,840″
5С
.065
.710
10S
.0835
.674
40СТ, 40С
.109
.622
80SX, 80S
.147
.546
160
.188
.464
ХХ
.294
.252
3/4″
1,050 Н.Д.»
5С
0,065″
920″
10S
0,083″
.884″
40СТ, 40С
.113″
.824″
80SX, 80S
.154″
.742″
160
. 219″
.612″
ХХ
.308″
.434″
Таблица размеров труб 1–1 1/2 дюйма
Размер
Расписание
Стена
ID
1″
1,315 НД»
5С
0,065″
1,185″
10S
.109″
1,097 дюймов
40СТ, 40С
.133″
1,049″
80SX, 80S
.179″
.957″
160
.250″
.815″
ХХ
.358″
.599″
1 1/4″
1,660″ НД
5С
0,065″
1,530″
10S
.109″
1,442 дюйма
40СТ, 40С
. 140″
1,380″
80SX, 80S
.191″
1,278″
160
.250″
1,160″
ХХ
.382″
.896″
1 1/2″
1,900″ Н.Д.
5С
0,065″
1,770″
10S
.109″
1,682″
40СТ, 40С
.145″
1,610″
80SX, 80S
.200″
1.500″
160
.281″
1,338 дюйма
ХХ
.400″
1,100″
Таблица труб 2–3 дюйма
Размер
Расписание
Стена
ID
2 дюйма
2,375 дюйма НД
5С
0,065″
2,245 дюйма
10S
. 109″
2,157″
40СТ, 40С
.154″
2,067″
80SX, 80S
.218″
1,939″
160
.344″
1,687″
ХХ
.436″
1,503″
2,5 дюйма
2,875 дюйма НД
5С
0,083″
2,709″
10S
.120″
2,635 дюйма
40СТ, 40С
.203″
2,469 дюйма
80SX, 80S
.276″
2,323″
160
.375″
2,125 дюйма
ХХ
.552″
1,771″
3 дюйма
3,5 дюйма НД
5С
0,083″
3,334 дюйма
10S
. 120″
3,260″
40СТ, 40С
.216″
3,068″
80SX, 80S
.300″
2,900″
160
.438″
2,624 дюйма
ХХ
.600″
2.300″
Таблица размеров труб 3 1/2–5 дюймов
Размер
Расписание
Стена
ID
3 1/2″
4,000″ НД
5С
0,065″
2,245 дюйма
10S
.109″
2,157″
40СТ, 40С
.154″
2,067″
80SX, 80S
.218″
1,939″
4 дюйма
4,500 дюйма НД
5С
0,083″
4,334 дюйма
10S
. 120″
4,260″
40СТ, 40С
.237″
4,026″
80SX, 80S
.337″
3,826 дюйма
120
.438″
3,624 дюйма
160
.531″
3,438 дюйма
ХХ
.674″
3,152 дюйма
5 дюймов
5,563 дюйма НД
5С
.109″
5,345″
10S
.134″
5,295 дюйма
40СТ, 40С
.258″
5,047″
80SX, 80S
.375″
4,813″
120
.500″
4,563 дюйма
160
.625″
4,313″
ХХ
. 750″
4,063″
Таблица размеров труб 6–10 дюймов
Размер
Расписание
Стена
ID
6″ 6,625″ НД
5С
.109
6.407
10S
.134
6,37
40СТ, 40С
.280
6.065
80SX, 80S
.432
5,761
120
.562
5.501
160
.719
5.187
ХХ
.864
4,897
8 дюймов 8,625 дюймов
5С
.109
8.407
10S
.148
8.328
20
.250
8. 125
30
.277
8.071
40СТ, 40С
.322
7,981
60
.406
7,813
80SX, 80S
.500
7,625
100
.594
7,437
120
.719
7,187
140
.812
7.001
ХХ
.875
6,875
160
.906
6.813
10 дюймов
10,750 дюймов
5С
.134″
10,482″
10S
.165″
10,420″
20
.250″
10,250 дюйма
30
.307″
10,136 дюйма
40СТ, 40С
. 365″
10,020″
60XS, 80S
.500″
9,750″
80
.594″
9,562 дюйма
100
.719″
9,312″
120
.844″
9,062″
140, ХХ
1,00″
8,75 дюйма
160
1,125
8,50 дюйма
Трубы 12–16 дюймов Таблица
Размер
Расписание
Стена
ID
12 дюймов 12,75 дюймов
5С
.156
12.438
10S
.180
12.390
20
.250
12.250
30
.330″
12,090″
СТ, 40С
. 375″
12 000 дюймов
40
.406″
11,938 дюйма
XS, 80S
.500″
11,75 дюйма
60
.562
11.626
80
.688″
11,374″
100
.844″
11,062″
120, ХХ
1.000
10,750 дюйма
140
1,125″
10 500 дюймов
160
1,312″
10,126 дюйма
14 дюймов 14 000 дюймов
5С
.156
13.688
10S
.188
13.624
10
.250
13.500
20
.312″
13,376 дюйма
30, СТС
. 375″
13,250″
40
.438″
13,124 дюйма
XS
.500″
13 000 дюймов
60
.594″
12,812″
80
.750″
12 500 дюймов
100
.938″
12,124 дюйма
120, ХХ
1,094″
11,812″
140
1,250 дюйма
11 500 дюймов
160
1,406″
11,188″
16 дюймов 16 000 дюймов
5С
.165″
15,670″
10S
.188″
15,624″
10
.250″
15 500 дюймов
20
.312″
15,376 дюйма
30, СТС
. 375″
15,250 дюйма
40, XS
.500″
15 000″
60
.656″
14,688″
80
844″
14,312 дюйма
100
1,031″
13,938 дюйма
120, ХХ
1,219″
13,562 дюйма
140
1,438 дюйма
13,124 дюйма
160
1,594″
12,812″
Трубы 18–30 дюймов Таблица
Размер
Расписание
Стена
ID
18 дюймов 18 000 дюймов
5С
.165″
17,670″
10S
.188″
17,624″
10
. 250″
17 500 дюймов
20
.312″
17,367″
СТ
.375″
17,250″
30
.4380″
17,124 дюйма
XS
.500″
17 000″
40
.562″
16,876 дюйма
60
.750″
16 500 дюймов
80
.938″
16,124 дюйма
100
1,156″
15,688″
120
1,375″
15,250 дюйма
140
1,562 дюйма
14,876 дюйма
160
1,781″
14,438 дюйма
20 дюймов 20 000 дюймов
5С
. 188″
19,624″
10S
.218″
19,564 дюйма
10
.250″
19 500 дюймов
20,СТ
.375″
19,250″
30, XS
.500″
19.000″
40
.594″
18,812″
60
.812″
18,376 дюйма
80
1,031″
17,938″
100
1,281″
17,438″
120
1.500″
17 000″
140
1,75 дюйма
16 500 дюймов
160
1,969″
16,062″
24 дюйма 24 000 дюймов
5С
.218″
23,564″
10, 10S
. 250″
23 500″
20, СТ
.375″
23,250 дюйма
XS
.500″
23 000″
30
.562″
22,876 дюйма
40
.688″
22,624″
60
.969″
22,062 дюйма
80
1,218″
21,562 дюйма
100
1,531 дюйма
20,938 дюйма
120
1,812″
20,376 дюйма
140
2,062 дюйма
19,876 дюйма
160
2,344″
19,312″
30 дюймов 30 000 дюймов
5С
.250″
29 500 дюймов
10, 10S
. 312″
29,376 дюйма
СТ
.375″
29,250″
20, XS
.500″
29.000″
30
.625″
28,750 дюйма
сч 40 размеры трубы, вес и толщина стенки стандартные спецификации
сч 40 список труб 40 таблица, сч 40 размеры, сч 40 вес и толщина стенки трубы
сч 40 труба, сч 40 размеры трубы, сч Толщина стенки трубы 40, наружный диаметр трубы сч 40, вес трубы сч 40, труба сч 10 сч 40, труба сч 12 сч 40, труба сч 8 сч 40, труба сч 6 40, труба сч 16 сч 40, труба сч 40, размеры трубы сч 40 , размеры трубы 12 sch 40, размеры трубы 10 sch 40, размеры трубы 16 sch 40, толщина трубы 10 sch 40, вес трубы 12 sch 40, вес трубы 10 sch 40. Сталь Neelcon является поставщиком труб из нержавеющей стали 304, труб из нержавеющей стали 316, получить последний прайс-лист на трубы из углеродистой стали A53, бесплатные образцы труб ASTM A671. Мы предлагаем Трубу ERW A106 и Бесшовную Трубу Сорта 6 A333 по лучшей цене в Индии. Также изучите различные разновидности C45 Пластина , посмотреть прайс-лист и график поставки.
Мы успешно входим в число ведущих производителей, экспортеров и поставщиков высококачественных труб
Таблица труб сортамента 40, размеры, вес и толщина стенки трубы, а также калькулятор веса металла
Таблица размеров труб сортамента 40 содержит размеры стальных труб сортамента 40. Таблица включает размеры в дюймах и миллиметрах.
Номинальный размер [дюймы]
Внешний диаметр [дюймы]
Внешний диаметр [мм]
Толщина стенки [дюймы]
Толщина стенки [мм]
Вес [фунт/фут]
Вес [кг/м]
1/8
0,405
10,3
0,068
1,73
0,24
0,37
1/4
0,540
13,7
0,088
2,24
0,42
0,84
1/2
0,840
21,3
0,109
2,77
0,85
1,27
3/4
1050
26,7
0,113
2,87
1,13
1,69
1
1 315
33,4
0,133
3,38
1,68
2,50
1 1/4
1 660
42,2
0,140
3,56
2,27
3,39
1 1/2
1 900
48,3
0,145
3,68
2,72
4,05
2
2 375
60,3
0,154
3,91
3,65
5,44
2 1/2
2 875
73,0
0,203
5,16
5,79
8,63
3
3 500
88,9
0,216
5,49
7,58
11,29
3 1/2
4000
101,6
0,226
5,74
9,11
13,57
4
4 500
114,3
0,237
6,02
10,79
16,07
5
5 563
141,3
0,258
6,55
14,62
21,77
6
6 625
168,3
0,280
7,11
18,97
28,26
8
8 625
219,1
0,322
8,18
28,55
42,55
10
10 750
273,0
0,365
9,27
40,48
60,31
12
12 750
323,8
0,406
10,31
53,52
79,73
14
14
355,6
0,375
11,13
54,57
94,55
16
16
406,4
0,500
12,70
82,77
123,30
18
18
457,0
0,562
14,27
104,67
155,80
20
20
508,0
0,594
15,09
123,11
183,42
24
24
610,0
0,688
17,48
171,29
255,41
32
32
813,0
0,688
17,48
230,08
342,91
Что означает труба Schedule 40?
В зависимости от размера трубы и сортамента трубы внешний диаметр (НД) трубы и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже, которые основаны на стандартах ASME B36. 10M и B36.19M. Например, NPS 14 Sch 40 имеет внешний диаметр 14 дюймов ( 360 мм ) и толщину стенки 0,437 дюйма ( 11,1 мм ).
Внешний диаметр NPS График # Идентификатор толщины стенки. 1,000” 1,315” SCH 40 0,133” 1,049” (прибл.) 1,000” 1,315” SCH 80 0,179” 0,957” (прибл.) Все трубы указаны с использованием номеров NPS и графика . Это число графика , которое определяет приблизительный внутренний диаметр.
ЧТО ОЗНАЧАЮТ ТАБЛИЦЫ ТРУБ?
Что такое спецификации труб?
Номер спецификации на трубной продукции относится к толщине стенки трубы: чем больше число, тем толще становится толщина стенки. Кроме того, несмотря на то, что номер спецификации может быть одинаковым для труб разного диаметра, фактическая толщина стенки будет разной. Вот несколько примеров:
Размер трубы 2,000” Спецификация 80 – Фактическая толщина стенки составляет 0,218”
Здесь мы видим, что номер спецификации увеличивает размер стенки и что толщина стенки изменяется в зависимости от номинального размера трубы (NPS).
Лучший способ увидеть взаимосвязь между размером трубы, сортаментом и толщиной стенки — просто обратиться к таблице преобразования (ниже):
На трубах используется несколько номеров расписаний, например: 5, 5S, 10, 20, 30, 40, 60, 80, 100, 120, 140, 160, STD, XS и XXS. Чаще всего используются графики 40 и 80.
Что означает номинальный размер трубы или NPS?
Размер NPS представляет собой приблизительный внутренний диаметр (не внешний) трубы; если номер спецификации для заданного размера изменен, это влияет на внутренний диаметр (ID), но не на внешний диаметр (OD). В 1927 Американская ассоциация стандартов заменила ранее использовавшийся размер железной трубы (IPS) на номинальный размер трубы (NPS). Этот североамериканский стандарт используется для труб с высоким или низким давлением и температурой. Пример:
NPS Prade #Толщина стенки ID
1.000 ”1,315” SCH 40 0,133 ”1,049” (прибл.)
1.000 ”1,315” SCH 80 0,179” 0,957 дюйма (прибл. )
Все трубы указаны с использованием номинальных размеров трубы и каталожных номеров. Именно номер графика определяет приблизительный внутренний диаметр.
На основе ASTM A53 — Стандартные технические условия для труб, стальных, черных и горячеоцинкованных, оцинкованных, сварных и бесшовных.
Размер трубы (дюйм)
Диаметр (дюйм)
Номинальная толщина (в)
Поперечные площади (дюйм2)
Длина трубы (фут за кв.
Внутренний
Сталь
Внешняя поверхность (футы)
Internal Surface (ft)
(lb/ft)
(kg/m)
1/8
0.405
0.27
0. 07
0.13
0.06
0.07
9.43
14.20
0.0004
0.24
0.36
27
¼
0.540
0.36
0.09
0.23
0.10
0.13
7.07
10.49
0.0007
0.42
0.63
18
3/8
0.675
0.49
0.09
0.36
0.19
0.17
5.66
7.75
0.0013
0.57
0.84
18
½
0.840
0.62
0.11
0.55
0.30
0.25
4.55
6.14
0.0021
0.85
1.26
14
¾
1.050
0.82
0.11
0.87
0. 53
0.33
3,64
4,64
0,0037
1,13
1,68
14
1
1,315
1.05
1,315
1.05
1,315
1.05
0005 0.13
1.36
0.86
0.49
2.90
3.64
0.0060
1.68
2.50
11 ½
1 ¼
1.660
1.38
0.14
2.16
1,50
0,67
2,30
2,77
0,0104
2,27
3,38
11 ½
1 ½
1,900
1 ½
1,900
1 ½
1,900
1 ½
1,900
0005 1.61
0.15
2.84
2.04
0.80
2.01
2.37
0.0141
2. 72
4.04
11 ½
2
2.375
2.07
0.15
4.43
3,36
1,08
1,61
1,85
0,0233
3,65
5,43
11 ½
2 ½
11 ½
2 ½
2 ½
11 ½
2 ½
11 ½
2 ½
0005 2.875
2.47
0.20
6.49
4.79
1.70
1.33
1.55
0.0333
5.79
8.62
8
3
3.500
3.07
0.22
9,62
7,39
2,23
1,09
1,25
0,0513
7,58
11,27
8
9004
0005 3 ½
4.000
3.55
0.23
12. 56
9.89
2.68
0.95
1.08
0.0687
9.11
13.56
8
4
4.500
4.03
0.24
15.90
12.73
3.17
0.85
0.95
0.0884
10.79
16.06
8
5
5.563
5.05
0.26
24.30
20.00
4.30
0.69
0.76
0.1389
14.61
21.74
8
6
6.625
6.07
0,28
34,47
28,89
5,58
0,58
0,63
0,2006
18,97
28,23 9006
18,97
28,23 9006
18,97
28,23 9006
18,97
28,23 9006
18,97
28,23 9006
18,97
28,29
024
8
8
8. 625
7.98
0.32
58.42
50.02
8.40
0.44
0.48
0.3552
28.55
42.49
8
10
10.750
10.02
0.37
90.76
78.85
11.90
0.36
0.38
0.5476
40.48
60.24
8
12
12.750
11.94
0.41
127.64
111.90
15.74
0.30
0.32
0.7763
53.60
79.77
8
14
14.000
13.13
0,44
153,94
135,30
18,64
0,27
0,28
0,27
0,28
0,28
0.9354
63. 00
93.75
8
16
16.000
15.00
0.50
201.05
176.70
24.35
0.24
0.25
1.2230
78.00
116.08
8
18
18.000
16,88
0,56
254,85
224,00
30,85
0,21
224,00
30,85
0,21
0024
0.23
1.5550
105.00
156.26
8
20
20.000
18.81
0.59
314.15
278.00
36.15
0.19
0.20
1.9260
123.00
183.05
8
24
24.000
22,63
0,69
452,40
402.10 9009
452,40
402.10 900
50. 30
0.16
0.17
2.7930
171.00
254.48
8
ASTM A53 pipe — also referred to as ASME Труба SA53 — предназначена для механического и напорного применения. Может использоваться в паровых, водяных, газовых и воздушных линиях. Подходит для сварки и формовки, таких как намотка, гибка и отбортовка.
Двутавры стальные горячекатаные 20 производится на сортопрокатных станах в нескольких вариантах исполнения — с паралельными гранями полок или с уклоном внутренних граней полок, из углеродистых и низколегированных марок стали.
Двутавры стальные горячекатаные
Размер
Стандарт
Марка
Вес метра, кг
Вес балки 12м, тн
Балка двутавровая 20
ГОСТ 8239-89
Ст3
21,0
0,252
Балка двутавровая 20Б1
СТО АСЧМ 20-93
Ст3 / 09Г2С
21,3
0,256
Балка двутавровая 20К1
СТО АСЧМ 20-93
Ст3 / 09Г2С
41,4
0,497
Балка двутавровая 20К2
СТО АСЧМ 20-93
Ст3 / 09Г2С
49,9
0,599
Балка двутавровая 20Ш1
СТО АСЧМ 20-93
Ст3 / 09Г2С
30,6
0,368
В таблице значения веса одного метра и веса балки приведены справочно, а расчеты произведены при номинальных размерах ширины, толщины и длины профиля. В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
Балка №20 применяется при производстве металлоконструкций, в малоэтажном строительстве жилых и промышленных зданий, сооружении складских и торговых комплексов.
Купить балку 20 в нашей компании можно в любых количествах от 1-ой балки до вагонных норм, самовывозом или с доставкой на Ваш склад или объект. Доставка осуществляется автомобильным транспортом по Москве, Московской области и в другие регионы России.
Цены
Цена на стальную балку в нашей компании определяется индивидуально, в зависимости от объема заказа и других условий поставки. В последние годы цена на балку, как и на другой металлопрокат, меняется очень динамично, что затрудняет публикацию актуальной цены, соответствующей настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Вместе с Балкой №20 покупают:
Швеллер
Уголок
Труба профильная
Лист
Вес балки двутавровой таблица
Балка двутавровая 10
10
9.46 кг/метр
Балка двутавровая 12
12
11.5 кг/метр
Балка двутавровая 14
14
13. 7 кг/метр
Балка двутавровая 16
16
15.9 кг/метр
Балка двутавровая 18
18
18.4 кг/метр
Балка двутавровая 20
20
21 кг/метр
Балка двутавровая 22
22
24 кг/метр
Балка двутавровая 24
24
27.3 кг/метр
Балка двутавровая 27
27
31.5 кг/метр
Балка двутавровая 30
30
36.5 кг/метр
Балка двутавровая 33
33
42.2 кг/метр
Балка двутавровая 36
36
48.6 кг/метр
Балка двутавровая 40
40
57 кг/метр
Балка двутавровая 45
45
66.5 кг/метр
Балка двутавровая 50
50
78.5 кг/метр
Балка двутавровая 55
55
92.6 кг/метр
Балка двутавровая 60
60
108 кг/метр
Балка двутавровая 10Б1
10
8. 1 кг/метр
Балка двутавровая 12Б1
12
8.7 кг/метр
Балка двутавровая 12Б2
12
10.4 кг/метр
Балка двутавровая 14Б1
14
10.5 кг/метр
Балка двутавровая 14Б2
14
12.9 кг/метр
Балка двутавровая 16Б1
16
12.7 кг/метр
Балка двутавровая 16Б2
16
15.8 кг/метр
Балка двутавровая 18Б1
18
15.4 кг/метр
Балка двутавровая 18Б2
18
18.8 кг/метр
Балка двутавровая 20Б1
20
22.4 кг/метр
Балка двутавровая 23Б1
23
25.8 кг/метр
Балка двутавровая 26Б1
26
28 кг/метр
Балка двутавровая 26Б2
26
31.2 кг/метр
Балка двутавровая 30Б1
30
32.9 кг/метр
Балка двутавровая 30Б2
30
36. 6 кг/метр
Балка двутавровая 35Б1
35
38.9 кг/метр
Балка двутавровая 35Б2
35
43.3 кг/метр
Балка двутавровая 40Б1
40
48.1 кг/метр
Балка двутавровая 40Б2
40
55 кг/метр
Балка двутавровая 45Б1
45
60 кг/метр
Балка двутавровая 45Б2
45
55 кг/метр
Балка двутавровая 50Б1
50
73 кг/метр
Балка двутавровая 50Б2
50
81 кг/метр
Балка двутавровая 55Б1
55
89 кг/метр
Балка двутавровая 55Б2
55
98 кг/метр
Балка двутавровая 60Б1
60
106 кг/метр
Балка двутавровая 60Б2
60
116 кг/метр
Балка двутавровая 70Б1
70
129 кг/метр
Балка двутавровая 70Б2
70
144 кг/метр
Балка двутавровая 20К1
20
41. 5 кг/метр
Балка двутавровая 20К2
20
46.9 кг/метр
Балка двутавровая 23К1
23
52 кг/метр
Балка двутавровая 23К2
23
60 кг/метр
Балка двутавровая 26К1
26
65 кг/метр
Балка двутавровая 26К2
26
73 кг/метр
Балка двутавровая 26К3
26
83 кг/метр
Балка двутавровая 30К1
30
85 кг/метр
Балка двутавровая 30К2
30
96 кг/метр
Балка двутавровая 30К3
30
109 кг/метр
Балка двутавровая 35К1
35
110 кг/метр
Балка двутавровая 35К2
35
126 кг/метр
Балка двутавровая 35К3
35
145 кг/метр
Балка двутавровая 40К1
40
138 кг/метр
Балка двутавровая 40К2
40
166 кг/метр
Балка двутавровая 40К3
40
202 кг/метр
Балка двутавровая 40К4
40
242 кг/метр
Балка двутавровая 40К5
40
291 кг/метр
Балка двутавровая 20Ш1
20
30. 6 кг/метр
Балка двутавровая 23Ш1
23
36.2 кг/метр
Балка двутавровая 26Ш1
26
42.7 кг/метр
Балка двутавровая 26Ш2
26
49.2 кг/метр
Балка двутавровая 30Ш1
30
54 кг/метр
Балка двутавровая 30Ш2
30
61 кг/метр
Балка двутавровая 30Ш3
30
68 кг/метр
Балка двутавровая 35Ш2
35
82 кг/метр
Балка двутавровая 35Ш3
35
91 кг/метр
Балка двутавровая 40Ш1
40
96 кг/метр
Балка двутавровая 40Ш2
40
111 кг/метр
Балка двутавровая 40Ш3
40
123 кг/метр
Балка двутавровая 50Ш1
50
114 кг/метр
Балка двутавровая 50Ш2
50
139 кг/метр
Балка двутавровая 50Ш3
50
156 кг/метр
Балка двутавровая 50Ш4
50
174 кг/метр
Балка двутавровая 60Ш1
60
142 кг/метр
Балка двутавровая 60Ш2
60
177 кг/метр
Балка двутавровая 60Ш3
60
206 кг/метр
Балка двутавровая 70Ш1
70
170 кг/метр
Балка двутавровая 70Ш2
70
198 кг/метр
Балка двутавровая 70Ш3
70
235 кг/метр
Балка двутавровая 70Ш4
70
261 кг/метр
Балка двутавровая 70Ш5
70
306 кг/метр
Балка двутавровая 24М
24
38. 3 кг/метр
Балка двутавровая 30М
30
50.2 кг/метр
Балка двутавровая 36М
36
57.9 кг/метр
Балка двутавровая 45М
45
77.6 кг/метр
Аналоговый мультитестер, измеритель сопротивления удару, серия SP | AS ONE
Clear All
Part Number
61-3378-48
61-3516-62
61-3516-63
61-3516- 64
61-3516-65
Номер детали
Минимальное количество для заказа.
Скидка за объем
Дней до отгрузки
Размеры/масса
Резистор
DCA
ACV
DCV
Встроенный предохранитель
Проверка батареи
Тестовый провод
Проводимость
Емкость конденсатора
Принадлежности
4 223,00 ฿
1 шт.
14 дней)
159,5 × Ш 129 × Г 41,5 мм / прибл. 320 г
2 к / 20 к / 2 м / 200 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/120/60/60 В
⌀5.2 × 20 mm (250 V/0.5 A)
1.5V
Directly connected to the main body
—
1000µF (approximate value)
—
3 617,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 200 к / 2 МОм
50 мк / 2,5 м / 25 м / 0,25 А
10/50/250/500 В
0,25/10/0,5 /500В
⌀6,3 × 30 мм (250 В/0,5 а)
1,5 В (приблизительное значение)
—
—
500 мкф (приблизительное значение)
Стандартный тестовый лидер
9006
13
.
4 828,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 200 к / 2 МОм
50 мк / 2,5 м / 25 м / 0,25 А
10/50/250/500 В
0,25/10/0,5 /500V
⌀6,3 × 30 мм (250 В/0,5 A)
1,5 В (приблизительное значение)
—
—
500 мкф (приблизительное значение)
Стандартный тестовый лидер, проводящий чехл
9
9
9
9 9001
Стандартный тест.
4 828,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 2 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/12/30/129/0104 0,3/3/12/30/129/01040013 ⌀5 × 20 мм (250 В/0,5 А)
1,5 В
—
Звук зуммера прибл. 100 Ом или менее, напряжение холостого хода 3 В
500 мкФ (приблизительное значение)
Измерительный провод
6 038,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 2 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/12⌀30/129/0104 0,3/3/12⌀30/129/0104 × 20 мм (250 В/0,5 А)
1,5 В
—
Звук зуммера прибл. 100 Ом или менее, напряжение в открытом состоянии 3 В
500 мкФ (приблизительное значение)
Измерительный провод, чехол для переноски
Загрузка…
Основная информация
0248
Блок питания
R6P (сухая батарея AA) × 2 шт.
Тип сведений о продукте
Измеритель сопротивления удару
Аналоговый мультитестер, измеритель сопротивления удару, серия SP | AS ONE
Очистить все
Номер детали
61-3378-48
61-25910014
61-3516-63
61-3516-64
61-3516-65
№
7
.
Скидка за объем
Количество дней до отгрузки
Размеры/вес
Резистор
DCA
ACV
DCV
Встроенный предохранитель
Проверка батареи
Тестовый провод
Проводимость
Емкость конденсатора
Принадлежности
1
4 223,00 ฿
1 шт.
14 дней)
159,5 × Ш 129 × Г 41,5 мм / прибл. 320 г
2 к / 20 к / 2 м / 200 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/120/60 9 В0014
⌀5,2 × 20 мм (250 В/0,5 а)
1,5 В
, непосредственно подключенные к основному телу
—
1000 мкф (приблизительное значение)
—
113
—
113
—
113
—
113
—
13
—
9000 мкл
—
9009 9000 мкл)
3 617,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 200 к / 2 МОм
50 мк / 2,5 м / 25 м / 0,25 А
10/50/250/500 В
0,25/10/0,5 /500V
⌀6,3 × 30 мм (250 В/0,5 A)
1,5 В (приблизительное значение)
—
—
500 мкф (приблизительное значение)
Стандартный тест.
4 828,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 200 к / 2 МОм
50 мк / 2,5 м / 25 м / 0,25 А
10/50/250/500 В
0,25/10/0,5 /500В
⌀6. 3 × 30 mm (250 V/0.5 A)
1.5 V (approximate value)
—
—
500µF (approximate value)
Standard test lead, carrying case
4 828,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 2 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/12⌀30/129/0104 0,3/3/12⌀30/129/0104 × 20 мм (250 В/0,5 А)
1,5 В
—
Звук зуммера прибл. 100 Ом или менее, напряжение холостого хода 3 В
Сортировка: По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Цена (по возрастанию)Цена (по убыванию)Рейтинг (по убыванию)Рейтинг (по возрастанию)Модель (А -> Я)Модель (Я -> А)
Быстрый просмотр
Лепестковые клапана для гидроциклов Yamaha WaveRunner III (non GP) /WaveRunner LX /Super Jet /WaveRunner VXR /Raider Deluxe 1990-1996 OEM 6R7-W0004-00
5 396 Р
Быстрый просмотр
Лепестковые клапана для гидроциклов Kawasaki 1100 STX DI /Ultra 130 2000 2001 2002 2003 2004 OEM 12022-3711
Геркон в двухтактном двигателе — что это такое и как он работает?
ИНФОРМАЦИЯ : Чтобы ознакомиться с нашим предложением готовых к использованию лепестковых клапанов из углеродного волокна, ознакомьтесь с нашим списком на eBay (нажмите здесь). Если лепестков для вашего автомобиля еще нет в списке, свяжитесь с нами — они могут быть в наличии. Если нет, мы будем рады сделать их для вас в течение нескольких дней. Доставка по всему миру!
В двухтактном двигателе, когда поршень движется вверх в такте всасывания-сжатия, в камере под поршнем (картере) происходит резкое падение давления. В этот момент из карбюратора в картер всасывается свежая топливовоздушная смесь. Затем, когда поршень движется вниз в рабочем такте выпуска, эта свежая смесь выталкивается вверх, чтобы перезагрузить камеру сгорания. В более старых, менее мощных поколениях двухтактных двигателей часть свежей смеси, выталкиваемой из картера, возвращалась в карбюратор. В настоящее время между картером и карбюратором используется односторонний клапан. Этот клапан называется язычковым клапаном и показан на рис. 9.0003 Рис. 1 . Геркон позволяет смеси двигаться только в одном направлении – из карбюратора в картер. Он предотвращает движение смеси обратно в карбюратор. В результате геркон улучшает перезагрузку камеры сгорания свежей топливно-воздушной смесью. Это улучшает выходную мощность современных двухтактных двигателей.
Рис. 1. Слева: такт всасывания-сжатия – язычковый клапан (зеленый) открыт. Вправо: такт рабочий-выпускной – язычковый клапан закрыт. (Источник всех рисунков выше: статья в Википедии)
Конструкция геркона проста (см. рис. 2 ): клапан состоит из корпуса/опоры, к которому крепятся язычковые лепестки (также называемые «язычками»). В большинстве, но не во всех приложениях также используется ограничитель движения язычковых лепестков. Из-за разрежения, создаваемого в картере во время такта всасывания-сжатия, язычки отрываются, пропуская свежую топливовоздушную смесь. Далее, в рабочем такте выпуска, язычки закрываются за счет собственной упругости и избыточного давления, возникающего в картере. В результате, поскольку смесь не может вернуться в карбюратор, большая ее часть загружается в камеру сгорания.
Рис. 2. Газ Газ 125 (слева) и Kawasaki KX250 (справа) лепестковые клапаны для мотоциклов с угольными язычками производства CompoTec
Цикл, описанный выше, повторяется пропорционально частоте вращения двигателя, которая обычно указывается в оборотах в минуту или об/мин. Это означает, что язычки могут открываться и закрываться тысячи раз в минуту. Каждый цикл, общее количество которых должно исчисляться миллионами, использует немного «жизни» язычковых лепестков, поскольку почти каждый материал имеет ограниченную усталостную способность.
Типичным признаком повреждения и/или износа лепестков лепесткового клапана является затрудненный запуск двигателя и неравномерная/негладкая работа. Следует время от времени проверять язычки на надлежащее уплотнение и отсутствие сколов или трещин. Один из способов проверить герметичность — направить конус язычкового клапана (язычками наружу) к сильному источнику света. Если внутри узла язычка не видно света, это означает, что уплотнение очень хорошее. Однако при использовании прямых неизогнутых бердов небольшие зазоры до ок. 0,2 мм (0,008 дюйма) обычно не проблема. Причина этого в том, что колебания давления в картере от пониженного до избыточного давления заставляют язычки как открываться, так и закрываться. Лепестки язычка всегда следует заменять, если материал имеет сколы, обычно по краям, или видны трещины.
Ранние лепестки тростника изготавливались из листов нержавеющей стали. Трости из нержавеющей стали недороги, очень прочны и обладают хорошей упругостью. Их главный недостаток в том, что отрыв лепестков обычно приводит к повреждению двигателя. Другим недостатком, возможно, менее важным для обычного пользователя, является масса лепестка язычка. Чем светлее лепесток язычка и чем ниже интериум, тем лучше он может «следить» за оборотами двигателя и повышать выходную мощность. Вот почему в автоспорте были введены композитные тростниковые лепестки. Первоначально они были на основе стекловолокна. Позже было использовано углеродное волокно, так как оно предлагает еще лучшие параметры — меньшую массу и большую жесткость при той же толщине. Композитные, на основе стекла на основе углеродного волокна, язычки не так прочны, как металлические. Однако их существенным преимуществом является то, что в случае поломки язычкового лепестка высвободившийся кусок обычно не наносит вреда двигателю. Композит на основе эпоксидной смолы более мягкий по сравнению с металлическими деталями двигателя и обычно «вытачивается».
Оптимальная толщина и жесткость лепестка лепесткового клапана обычно подбирается опытным путем и/или методом проб и ошибок. Оба эти параметра, которые соответствуют друг другу, влияют на работу двухтактного двигателя. Тонкие и более гибкие трости улучшают ускорение и производительность при более низких оборотах. Более толстые и жесткие язычки улучшают выходную мощность на высоких оборотах. Типичная толщина язычковых лепестков, доступных на рынке, колеблется от 0,25 мм (0,010 дюйма) до примерно 0,5 мм (0,020). Наиболее популярными и часто предлагаемыми являются трости из углеродного волокна, но также доступны трости на основе стекловолокна, а иногда и арамидного (Kevlar®) волокна.
Предложение лепестков лепестковых клапанов на основе углеродного волокна и эпоксидной смолы от CompoTec
В результате интенсивных исследований и развития технологий CompoTec владеет уникальным и запатентованным ноу-хау для производства двойного гладкого (глянцевого или матового) углеродного волокна, стекловолокна. и композитные листы, армированные арамидным волокном, толщиной от 0,25 мм (0,010 дюйма). Композитные листы на основе углеродного волокна толщиной 0,25–0,5 мм (0,010–0,020 дюйма), которые мы производим, предназначены для резки высококачественных лепестков тростника. Предлагаемые листы имеют высокую прочность, оптимальное соотношение волокна и армирования и узкий диапазон допуска по толщине. Используемая нами высокотемпературная система на основе эпоксидной смолы имеет указанную в каталоге температуру до 180 градусов по Цельсию (356 градусов по Фаренгейту). Мы используем полный цикл термообработки для обеспечения наилучших параметров.
Все наши карбоновые трости проходят интенсивные испытания, в том числе испытания польскими участниками соревнований по триалу и мотокроссу. Они также успешно используются ежедневно сотнями клиентов. Основываясь на этом совокупном опыте и полученных отзывах, мы уверены в качестве и эффективности нашего продукта!
Рис. 3. Углеродные листы CompoTec 100×100 мм (3,93×3,93 дюйма) PRO 1K, предназначенные для самостоятельной резки лепестков лепестковых клапанов: 0,35 мм (0,0137 дюйма) — средний и 0,45 мм (0,0177 дюйма) — твердый.
Будем рады сотрудничеству с дистрибьюторами, магазинами, мастерскими по обслуживанию двухтактных двигателей, а также с частными клиентами. Мы предлагаем высококачественный материал на основе углеродного волокна и эпоксидной смолы, предназначенный для самостоятельной резки лепестков любых лепестковых клапанов. Мы также можем разработать материал, адаптированный к конкретным потребностям или требованиям.
Рекомендации по выбору, обрезке и уходу за листами/лепестками лепестковых клапанов:
Толщина язычков пропорциональна размеру двигателя и выходной мощности. Чем больше двигатель, тем более толстые трости следует использовать.
Слишком тонкие трости подвержены преждевременному повреждению. Для двигателей объемом более 200 куб. см мы предлагаем использовать листы толщиной 0,45 мм (0,0177 дюйма) из нашего ассортимента.
Наши клиенты имеют хороший опыт использования этой толщины листа для язычковых лепестков, которые будут использоваться в лепестковых клапанах серий VFORCE2, VFORCE3 и VFORCE4*.
Лепестки тростника
можно вырезать вручную, например, с помощью ножниц и/или инструмента Dremel, но наилучшие эффекты и долговечность будут достигнуты при их резке на фрезерном станке с ЧПУ. После резки плавно зашлифуйте все края, например, наждачной бумагой, чтобы избежать износа / сколов.
Все лепестки лепестковых клапанов изнашиваются и имеют ограниченный срок службы. Рекомендуется проверять состояние ваших тростей через каждые 15-20 часов работы двигателя и всегда при наличии проблем с запуском двигателя и/или его плавностью.
Карбоновые пластины CompoTec PRO Спецификация:
Многослойный плоский лист, изготовленный из 100% однокомпонентного тканого углеродного волокна (увеличивает жесткость и долговечность трости).
Высокотемпературная система на основе эпоксидной смолы – допустимая температура по каталогу до 180°C.
Минимальный размер листа 100×100 мм (3,93×3,93 дюйма).
Доступная номинальная толщина: 0,35 мм и 0,45 мм (0,0137 дюйма и 0,0177 дюйма).
Диапазон допусков по толщине +/-0,05 мм (0,002 дюйма).
* Пластинчатые клапаны серии VFORCE® являются торговой маркой компании Moto Tassinari. Все другие бренды и/или названия принадлежат их соответствующим владельцам и используются только для демонстрации совместимости.
ДЕСЯТЬ ВЕЩЕЙ, КОТОРЫЕ ВЫ ДОЛЖНЫ ЗНАТЬ О ПЛАНКОВЫХ КЛАПАНАХ
(1) Двухтактные двигатели всасывают топливно-воздушную смесь через впускной тракт в двигатель, когда поршень поднимается. Это действие создает вакуум в картере. При опускании поршень нагнетает смесь через передаточные отверстия в камеру сгорания. В более ранних двигателях с поршневым портом (без лепестковых клапанов) часть этой смеси промывалась обратной промывкой во впуске, а не полностью попадала в перепускные каналы. Пластинчатые клапаны действуют как односторонние обратные клапаны, предотвращающие обратную промывку.
(2) Пластинчатый клапан состоит из гибких язычковых лепестков, которые располагаются над отверстием в клиновидном блоке. Блок помещается между карбюратором и двигателем. В зоне более низкого давления со стороны двигателя лепестки лепестков отгибаются, чтобы пропускать топливо/воздух, когда более низкое давление переключается на сторону впускного тракта, лепестки лепестков прижимаются к язычковому блоку, чтобы изолировать впускной тракт. .
(3) Лепестки язычка пульсируют во время работы двигателя примерно в пропорции один к одному. При оборотах двигателя 8000 оборотов в минуту трость открывается на 7980 раз в минуту. Излишне говорить, что когда двигатель работает близко к пиковым оборотам, камыши действительно гудят. С каждым циклом лепестки тростника ударяются о блок тростника, сокращая срок их службы. (4) Первые трости, как и трости GEM, были изготовлены из нержавеющей стали. Эти трости были очень прочными и могли эксплуатироваться долгое время, но когда они ломались, металл втягивался в двигатель, разрушая его.
Со временем были разработаны язычки из стекловолокна (стекловолокна) на основе эпоксидной смолы. Трости из волокна не прослужили так долго, как нержавеющая сталь, но когда они начали изнашиваться, они не нанесли катастрофических повреждений. Трости из углеродного волокна похожи на трости из стекловолокна, но они немного легче и жестче при той же толщине.
Для достижения компромисса между более легким углеродом и менее дорогим, но более прочным стекловолокном был разработан гибрид. Производители экспериментировали и с другими материалами, включая кевлар и титан.
(5) Долговечность — не единственное преимущество различных материалов берда. Более прочный и жесткий материал позволяет трости быть тоньше и легче. Более легкая возвратно-поступательная масса трости повышает производительность. Однако, если трость слишком тонкая, она может начать трепетать на высоких оборотах. Это значит, что тростник не поспевает за частотой импульсов двигателя и мешает воздушному потоку.
В течение жизни лепесток тростника сгибается миллионы раз, и его отдельные волокна начинают терять упругость. Модуль упругости трости уменьшается, так что при равных условиях работы двигателя трость будет деформироваться и раскрываться дальше. Это называется «зависание-открыто» и влияет на производительность. Это может даже заставить мотоцикл работать немного богаче на дне.
(6) В дополнение к толщине, производительность трости может быть изменена ее конструкцией. Укладка — это ориентация слоев материала трости. Многие лепестки имеют три слоя, и, укладывая слои перпендикулярно области изгиба, жесткость увеличивается. Форма кончика трости также может быть изменена для повышения производительности. Наконечник в форме крыла может помочь потоку воздуха пройти мимо него. Длина трости влияет на ее жесткость и расстояние, которое она должна преодолеть. (7) Конкретные размеры и конструкция каждой детали лепесткового клапана изменяют характеристики. Размер и форма общего воздуховода клетки, а также углы, которые он может иметь, чтобы избежать помех от удара, важны для воздушного потока. Дизайнеры компании Reed стараются поддерживать постоянную скорость воздуха. Объем тростниковой клетки должен быть примерно равен объему карбюратора и картера, чтобы не возникало узких мест. В клетку можно вставить нейлоновый «наполнитель», чтобы поддерживать правильный поток.
(8) Конструкция язычкового блока может повлиять на долговечность и производительность. Поскольку тростник ударяется о него более ста раз в секунду, можно использовать резину или пластик для амортизации места контакта лепестка тростника с блоком.
Автор статьи: Кадышкин Б.А. октябрь 2013 г.Санкт-Петербург
Бериллиевая бронза БрБ2 дисперсионно-твердеющий сплав, в закаленном состоянии мягкий и высокопластичный.
После искусственного старения бронза приобретает высокую твердость, высокий предел упругости, усталостной прочности и высокой износостойкости.
Химический состав бронзы БрБ2 (ГОСТ 493-54):
Be
Ni
Al
Cu
Примеси, не более
Si
Pb
Fe
%
1,9-2,2
0,2-0,5
0,15
ост.
0,15
0,005
0,15
Твердость бронзы, поставляемой в виде полосы различной толщины, в различном состоянии имеет следующие значения (ГОСТ 1189-70):
после закалки – HV ≤ 130
после закалки и наклепа – HV ≥ 170
после закалки и старения — HV ≥ 320
после закалки, наклепа и старения — HV ≥ 360
Закалка изделий из БрБ2 производится с температуры 110-190 °С в воду.
Нагрев под закалку тонкостенных изделий толщиной ≤ 0,5 проводится в заневоленном состоянии (специальная технологическая оснастка).
Перегрев при закалке изделий из бронзы БрБ2 приводит к снижению их упругости и прочностных свойств, повышению хрупкости материала из-за увеличения размера зерна, и оплавление границ зерен. Недогрев при закалки изделий из бронзы приводит к недостаточной концентрации бериллия в α-растворе, что после старения снижает предел упругости и твердости.
Упрочнение бронзы при старении происходит за счет выделения в ее структуре мелкодисперсионной фазы (Cu, Be) из неравновесного твердого раствора α-фазы.
Старение изделий из бронзы БрБ2 при температуре более высокой (˃ 340-360 °С) приводит к коагуляции частиц -фазы, что приводит к снижению механических свойств материалов.
Контроль качества т/обр (старение) изделий из бериллиевой бронзы БрБ2 производится измерением твердости (HV) этих изделий.
Контроль твердости изделий толщиной ≥ 2 мм производится либо на стационарных твердомерах измерения HV при нагрузке 5 кг, либо на портативных ультразвуковых твердомерах. Следует отметить, что этот контроль можно производить по измерению электропроводности изделий.
При контроле твердости изделий толщиной ≤ 0,2 мм необходимо исключить затраты энергии вдавливаемого индентора на линейную деформацию контролируемого участка, которая функционально не связана с твердостью контролируемого материала и определяется только его размерами (толщиной, профилем, массой) и величиной прилагаемой нагрузки.
Для исключения дополнительных потерь механической энергии индентора на линейную деформацию контролируемого участка (стационарным твердомером, ультразвуковым твердомером) необходимо использовать под контролируемым участком изделия подложку с высокой твердостью (HRC ≥ 55 или HV ≥ 750).
При измерении электропроводности контролируемого изделия необходимо выполнить следующие требования: температура контролируемого изделия должна соответствовать температуре контролируемых образцов по электропроводности (прилагаются к прибору), тонкостенные изделия (контрольные образцы) при измерении их электропроводности укладываются на изоляционную подложку, для контролируемого участка малых размеров для исключения краевого эффекта необходимо обеспечить строгое позиционирование датчика прибора относительно контролируемого участка (разработка и изготовление технологических насадок на датчик прибора, изготавливается из непроводящего материала – текстолит, эбонит и т. п.)
Для примера на рис.1 приведены зависимости электропроводности и сигнала датчика УЗ твердомера образцов бериллиевой бронзы (∅ 25, h = 3 мм) от времени их старения при оптимальной температуре.
Видно, что изменение электропроводности бронзы БрБ2 более надежно и объективно отслеживает время старения образцов БрБ2.
На рис.2 приведена зависимость сигнала датчика ультразвукового твердомера ТКМ-459 от твердости образцов из бронзы БрБ2 толщиной 0,15-0,2 мм. Наблюдается высокозначимая зависимость (R2 …), при этом для толщин 0,15-0,2 мм можно практически пренебречь разницей в толщине этих образцов.
На рис.3 приведены зависимости электропроводности МСим∙м (в отн. ед.) от твердости образцов бронзы толщиной 0,15-0,2 мм.
Наблюдается существенная разница этих зависимостей от толщин контролируемого образца, что связано с большой глубиной проникновения вихревых токов датчика прибора ВЭ27НЦ (δ ≈ 1,2-1,5 мм).
Однако, даже в этом случае четко различаются образцы с твердостью (HV) HV ≤ 250 от образцов с твердостью HB ≥ 200.
Выводы:
Отработана методика контроля твердости (HV) изделий из БрБ2 толщиной 0,15-0,2 мм с помощью ультразвуковых портативных твердомеров.
Установлена принципиальная возможность использования вихретокового метода измерения электропроводности для контроля качества т/об (старения) с оценкой твердости (HV) изделий из бериллиевой бронзы БрБ2.
По вопросам и предложениям обращайтесь по телефону +7 (812) 640-40-13
← предыдущая статьяк списку статей
Бериллиевые бронзы: состав, свойства, обработка
Бериллиевые бронзы — это сплавы меди с бериллием. Они применяются в промышленности для изготовления упругих элементов ответственного назначения (плоских и витых пружин, упругих элементов в виде гофрированных мембран, токопроводящих упругих деталей электрооборудования, пружинящих деталей электронных приборов и устройств и т.д.). Их отличают высокие: прочностные свойства, предел упругости и релаксационная стойкость, электро- и теплопроводность, сопротивление коррозии и коррозионной усталости. Они не магнитны, не дают искры при ударе, технологичны, т.е. хорошо штампуются, свариваются. Из бериллиевой бронзы изготавливают инструменты стойкие к образованию искры для работы на пожароопасных производствах. Бериллиевые бронзы мало склонны к хладоломкости и могут работать в интервале температур от -200°С до +250°С. К недостаткам этих сплавов относятся высокая стоимость и дефицитность бериллия, а также его токсичность.
Оптимальными свойствами обладают сплавы, содержащие около 2—2,5 % Be. При дальнейшем увеличении содержания бериллия прочностные свойства повышаются незначительно, а пластичность становиться чрезмерно малой.
Согласно диаграмме состояния Cu-Be, в равновесии с α-твердым раствором бериллия в меди в твердом состоянии могут находиться фазы β и γ. Равновесная γ(CuBe)-фаза — твердый раствор на основе соединения CuBe — имеет упорядоченную ОЦК решетку. Такую же решетку, но неупорядоченную имеет β-фаза. Фаза β устойчива только до температуры 578°С, при которой она претерпевает эвтектоидный распад β → α+γ (CuBe).
Химический состав (%) и назначение безоловянных деформируемых бронз(ГОСТ 18175–78)
Марка бронзы
Be
Ni
Ti
Mg
Примеси
Примерное назначение
БрБ 2
1,8–2,1
0,2-0,5
–
–
0,15Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
БрБНТ 1,7
1,60–1,85
0,2–0,4
0,1–0,25
–
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
БрБНТ 1,9
1,85–2,10
0,2–0,4
0,10–0,25
–
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
БрБНТ 1,9Мг
1,85–2,10
0,2–0,4
0,10–0,25
0,07–0,13
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
БрБНТ
0,4–0,7
1,4–1,6
0,05–0,15
–
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
Листы, полосы, прутки. Детали машин стыковой сварки, электроды для сварки коррозионностойких сталей и жаропрочных сплавов
Бериллиевые бронзы широко применяются за рубежом в промышленно развитых странах. Из них изготовляют плиты, листы, ленты, горячепрессованные прутки, сварные и бесшовные трубы, прессованные профили и другие полуфабрикаты. Для улучшения свойств бериллиевые бронзы дополнительно легируют небольшими добавками металлов VIIIA группы — кобальтом, никелем и железом. В марочном составе обычно оценивают суммарное содержание этих металлов.
Химический состав (%) стандартных бериллиевых бронз, применяемых в США, Германии, Японии, Франции и Англии
Предельная растворимость бериллия в меди в двойной системе Cu-Be при 870°С составляет 2,7% (по массе), и она резко уменьшается с понижением температуры. Это указывает на возможность применения упрочняющей термообработки к меднобериллиевым сплавам. Бериллиевые бронзы являются дисперсионно-твердеющими сплавами, причем эффект упрочнения при термической обработке у них максимальный среди всех сплавов на медной основе. Они подвергаются закалке и последующему старению.
Технологические свойства и режимы обработки бериллиевых бронз
Марка
Температура, °С
Обрабатываемость резанием, % (ЛС63-3 — 100%)
Линейная усадка, %
Коэффициент трения
литья
горячей обработки
отжига
закалки
старения
со смазкой
без смазки
1) Низкотемпературный отжиг для повышения упругих характеристик, рекристаллизационный отжиг проводят при температурах 600–700°С.
БрБ2
1030‑1060
700‑800
760‑780
320
20
1,8
0,016
0,35
БрБ 2,51)
1030‑1060
700‑800
—
770‑790
300
—
—
—
—
БрБНТ 1,7
1030‑1060
700‑800
—
755‑775
300
—
—
—
—
БрБНТ1,9
1030‑1060
700‑800
—
760‑780
320
—
—
—
—
При термической обработке бериллиевых бронз существенным является выбор температуры нагрева под закалку (Tзак). Ее значение определяет полноту перевода легирующих элементов в твердый раствор и возможность его гомогонизации. С точки зрения указанных факторов, предпочтительно повышение температуры закалки.
Нагрев под закалку выше оптимальной температуры способствует дополнительному пересыщению твердого раствора бериллием (особенно для сплава БрБ2,5) и вакансиями. Оба эти фактора ускоряют распад твердого раствора при последующем старении, но повышение температуры закалки приводит к росту зерен α-твердого раствора, что приводит к понижению пластичности и упругих свойств и ухудшает штампуемость. Для получения мелкого зерна при нагреве до температуры закалки в структуре бронзы должно сохраняться некоторое количество равномерно распределенных включений избыточной β-фазы, которые препятствуют собирательной рекристаллизации α-твердого раствора. Получению мелкозернистой сгруктуры способствует также никель: дисперсные частицы фазы NiBe не растворяются полностью при нагреве под закалку и сдерживают рост зерен α-раствора.
Диапазон температур нагрева под закалку бериллиевых бронз составляет 760—800°С. Выше указанных температур бронзы нагревать не следует из-за опасности роста зерен и ухудшения служебных характеристик сплава. Нагрев под закалку ниже оптимальной температуры уменьшает пересыщение α-твердого раствора бериллием в закаленном сплаве и интенсифицирует прерывистый распад при старении с образованием грубой двухфазной структуры с некогерентным выделением γ-частиц в приграничных участках. Закалка с низких температур стимулирует прерывистый распад особенно сильно при высокотемпературном старении (выше 350°С). Локализованный в приграничных участках прерывистый распад твердого раствора приводит к охрупчиванию сплава.
Скорость охлаждения
Важным параметром закалки бериллиевых бронз является скорость охлаждения, которое должно быть достаточно резким, чтобы исключить распад пересыщенного твердого раствора. При выборе закалочных сред руководствуются критическими скоростями (vKp), оцениваемыми с помощью термокинетических диаграмм или диаграмм изотермического превращения переохлажденного α-твердого раствора. Эти диаграммы строят по микроструктурным исследованиям или по изменению свойств в процессе распада α-раствора по сравнению со свойствами после старения на максиматьную прочность.
Данные показывают, что при закалке бронзы наибольшие скорости охлаждения должны быть в интервале температур 550— 250°С. Замедленное охлаждение в этом интервале может вызвать преждевременное выделение из α-твердого раствора фазы-упрочнителя и, следовательно, привести к уменьшению способности к последующему старению. Критическая скорость закалочного охлаждения, позволяющая получить необходимое сочетание физико-механических свойств составляет 60°С/с для бронзы с 2,46% Ве и 0,27% Со.
Критическая скорость охлаждения у бериллиевых бронз достаточно высока и составляет 30— 60°С/с, поэтому их обычно закаливают в воде. Для уменьшения критической скорости в бериллиевые бронзы вводят никель или кобальт. Добавки этих металлов приводят к повышению устойчивости переохлажденного α-твердого раствора в области температуры его наименьшей стабильности (~ 500°С). Примерно так же на устойчивость твердого раствора влияют небольшие добавки магния. Важным достоинством бериллиевых бронз является их высокая пластичность при умеренной прочности в закаленном состоянии: σв = 400—500 МПа. δ = 30—45%. В этом состоянии они легко переносят операции гибки, вытяжки и другие виды деформации.
Температурный режим старения и фазовые переходы при старении
Температурный режим старения зависит от необходимого сочетания свойств изделия и находится в интервале температур 300—350°С. При старении бериллиевых бронз распад α-раствора характеризуется сложностью форм фазовых переходов. Превращение проходит через ряд метастабильных состояний, последовательность которых зависит от температуры изотермической выдержки. При температурах ниже 430°С распад начинается с образования зон Гинье-Престона (ЗГП), представляющих собой дискообразные монослои атомов бериллия, расположенные паралельно плоскостям {100} матрицы. Их диаметр оценивается пределами 2— 10 нм, а толщина — 0,2—1,0 нм. Монослои окружены полями искажений решетки матрицы.
После образования ЗГП при температурах ниже 300—350°С появляются частицы метастабильной γ»-фазы, имеющей моноклинную решетку: а = b = 0,254 нм, с = 0,324 нм, Р — 85°25′.
Метастабильная γ’-фаза образуется из γ»-фазы при температурах ниже 350°С, либо непосредственно из ЗГП при более высоких температурах. Она имеет объемноцентрированную тетрагональную решетку с периодом а = 0,279 нм и с — 0,254 нм и плоскостью габитуса {112}α. По мере развития процесса старения размеры выделений γ’-фазы увеличиваются а тетрогональность ее решетки уменьшается.
После длительного старения и особенно выше температуры 400 °С γ’-фаза теряет когерентность с матрицей, степень тетрагональности ее решетки приближается к единице, и она превращается в стабильную γ(CuBe)-фазу. Возможно образование γ-фазы из метастабильной γ’-фазы и непосредственно из α-твердого раствора. Таким образом, в бериллиевых бронзах при различных температурах старения наблюдается следующая последовательность превращений:
После дисперсионного твердения при старении готовые детали приобретают высокиеупругие свойства: предел упругости достигает 750—770 МПа, предел выносливости 250—290 МПа (на базе 1⋅108 циклов), твердость 350—400 HV. Температуроустойчивость упругих элементов из бериллиевых бронз значительно выше по сравнению с другими сплавами на медной основе, электропроводность составляет 25—30 % от электропроводности меди. Бериллиевые бронзы хорошо свариваются и паяются. Обработка резанием даже после дисперсионного твердения затруднений не вызывает.
Типичные свойства бериллиевых бронз
Марка
Состояние материала
σB, МПа
σ0,2 МПа
δ %
HV (НВ)
σ0,005 МПа
E ГПа
KCU, МДж/м2
σ-1 на базе 1⋅108 циклов, МПа
БрБ2
Закаленное
500
250
40
90
130
117
0,7
—
Состаренное
1250
1000
3
370
770
131
0,125
245
Состаренное после закалки и деформации на 40%
1350
1200
2
400
960
135
294
БрБ 2,5
Закаленное
550
300
30
115
160
120,5
—
—
Состаренное
1300
1100
2
380
790
133
—
—
Состаренное после закалки и деформации на 40%
1400
1300
1,5
410
970
138
294
БрБНТ 1,7
Закаленное
420
220
50
85
120
107
—
—
Состаренное
1150
930
7
320
700
128
—
245
Состаренное после закалки и деформации на 40%
1250
1150
3
360
890
131,5
275
БрБНТ 1,9
Закаленное
480
250
50
90
130
110
—
—
Состаренное
1250
1000
6
360
77
130
—
245
Состаренное после закалки и деформации на 40%
1350
1180
2
400
960
134
294
Механические свойства бериллиевых бронз
Марка
Закалка
Старение по оптимальному режиму
σB, МПа
δ,%
σB, МПа
σ0,02, МПа
δ,%
БРБНТ 1,9
400 — 500
38 — 45
1150 — 1250
700
4 — 6
БрБ2
400 — 500
38 — 45
1150 — 1250
600
4. .6
БрБ 2,5
400 — 500
30 — 38
1250 — 1350
650
3 — 5
БрБНТ 1,7
300 — 400
45 — 50
1000 — 1100
400
5 — 7
Легирование бериллиевых бронз
Легирование бериллиевых бронз направлено на улучшение их свойств. В качестве легирующих элементов используют Ni, Co и Ti. Эти элементы подавляют прерывистый распад и замедляют непрерывный. Такое влияние никеля и кобальта связывают с тем, что эти элементы, имеющие меньший атомный радиус, чем медь, уменьшают период решетки α-раствора, что приводит к сохранению когерентности матрицы и выделений, т.е. к отностильной стабилизации γ’-фазы. Кроме того, Ni и Ti могут образовывать соединения типа NiВе, Cu3Тi, которые обеспечивают дополнительное упрочнение.
Бериллиевые бронзы отличаются высоким сопротивлением малым пластическим деформациям из-за сильного торможения дислокаций дисперсными частицами, выделившимися из твердого раствора при старении, а следовательно, они имеют высокий предел упругости. С увеличением этого сопротивления уменьшаются микропластические деформации при заданном напряжении и. следовательно, уменьшается релаксация напряжений. Все это приводит к повышению релаксационной стойкости сплавов — основной характеристики, определяющей свойства упругих элементов.
Бериллиевые бронзы часто подвергают низкотемпературной термомеханической обработке (НТМО), заключающейся в применении пластической деформации между операциями закалки и старения. В этом случае деформация закаленного сплава обеспечивает равномерный распад по всему объему твердого раствора при старении и получение высоких упругих характеристик.
Как вы подвергаете термической обработке медно-бериллиевые детали?
О меню
Автор: Эндрю Ли, Менеджер по технической поддержке клиентов
Термическая обработка медного бериллия может быть сложным процессом, но прежде чем мы поговорим о том, как проводить термическую обработку, давайте поговорим о причине использования этого процесса. Термическая обработка является ключом к универсальности медно-бериллиевых сплавов. В отличие от других сплавов на основе меди, которые получают свою прочность только за счет холодной обработки, ковкий медный бериллий приобретает свою высокую прочность, проводимость и твердость за счет комбинации холодной обработки и термического процесса, называемого старением. Упрочнение старением также известно как дисперсионное твердение или термообработка — процесс, который обеспечивает преимущества формовки и механических свойств, которых нет у других сплавов.
Термическая обработка медно-бериллиевых сплавов представляет собой двухэтапный процесс, состоящий из отжига на твердый раствор и старения. В этой статье я расскажу об этом процессе и доступных медно-бериллиевых сплавах, конкретных процедурах термообработки кованых и литых изделий, информации об окислении поверхности и общих методах отжига на твердый раствор.
МЕДНО-БЕРИЛЛИЕВЫЙ СПЛАВ
Медно-бериллиевые сплавы доступны в двух основных классах (см. Таблицу 1): Высокопрочная медь Бериллий предлагает высокую прочность с проводимостью от умеренной до хорошей; и Высокая проводимость Медный бериллий имеет максимальную проводимость и немного более низкий уровень прочности.
Таблица 1. Медно-бериллиевые сплавы, обозначения материалов и номера UNS
*Эти сплавы поставляются только в закаленном состоянии и не требуют дополнительной термической обработки.
Обе модели High Strength и High Conductivity Медный бериллий доступен в виде полосы в термообрабатываемом и закаленном состоянии. Закаленные сплавы поставляются в термически обработанном состоянии и не требуют дополнительной термической обработки.
Медный бериллий производится в состояниях от отжига на твердый раствор (A) до состояния после прокатки (H). Термическая обработка максимизирует прочность и проводимость этих сплавов. Обозначения стандартных отпусков медно-бериллиевого сплава со старением показаны в таблице 2.
Таблица 2. Обозначения сплавов 25 Лента и проволока
МЕДНЫЕ БЕРИЛЛИЕВЫЕ СПЛАВЫ ДЛЯ СТАРЕНИЯ СТАРЕНИЯ
В процессе старения в металлической матрице образуются микроскопические частицы, богатые бериллием. Это реакция, контролируемая диффузией, и сила зависит от времени старения и температуры.
Для каждого медно-бериллиевого сплава существуют рекомендуемые или стандартные комбинации времени старения и температуры, которые позволяют деталям достигать максимальной прочности за два-три часа без риска снижения прочности из-за длительного температурного воздействия. Например, кривые отклика сплава 25 на рис. 1 показывают, как низкие, стандартные и высокие температуры старения влияют как на пиковые свойства, так и на время, необходимое сплаву для достижения пиковой прочности.
Рис. 1. Сплав 25 – Реакция на термообработку старением при трех температурах
Медный бериллий может подвергаться старению до различной степени прочности. Термин пиковое старение относится к медному бериллию, состаренному до максимальной прочности. Сплавы, не состаренные до максимальной прочности, считаются недостаревшими, а сплавы, состаренные сверх максимальной прочности, — перестаренными. Недозревший медный бериллий повышает пластичность, ударную вязкость и равномерное удлинение. Перестаривание увеличивает электро- и теплопроводность сплава, его размерную и термическую стабильность, а также пластичность и ударную вязкость. Медный бериллий никогда не стареет при комнатной температуре, даже если материал хранится в течение длительного времени.
Допустимые отклонения времени отверждения при старении зависят от температуры печи и требований к окончательным свойствам. Для максимального старения при стандартной температуре время печи обычно регулируется до ± 30 минут. Однако при высокотемпературном старении требуется более точный контроль времени, чтобы избежать перестаривания. Например, время старения сплава 25 при температуре 700 °F (370 °C) должно быть доведено до ±3 минут, чтобы сохранить пиковые свойства. Точно так же недостаточное старение требует жесткого контроля переменных процесса из-за резкого начального увеличения кривой отклика на старение. В стандартном цикле старения скорости нагрева и охлаждения не имеют решающего значения, пока материал остается в печи в течение надлежащего времени выдержки при температуре
Однако, чтобы гарантировать, что время старения не начнется, пока детали не достигнут температуры, на детали можно поместить термопару, чтобы определить, когда была достигнута желаемая температура.
Стандартные времена старения и температуры для высокопрочных медно-бериллиевых сплавов и медно-бериллиевых сплавов с высокой проводимостью подробно описаны в следующих разделах.
ВЫСОКОПРОЧНАЯ КОВАЯ МЕДЬ БЕРИЛЛИЕВАЯ (СПЛАВЫ 25, M25 И 165)
Температуры возрастного упрочнения для высокопрочной кованой меди с бериллием варьируются от 500°F (260°C) до 700°F (370°C). Время, необходимое для достижения пиковых свойств при более низкой температуре, больше, чем при более высокой температуре. Стандартное старение при температуре 600 ° F (315 ° C) в течение двух-трех часов; два часа для холоднодеформированных сплавов и три часа для отожженных сплавов. На рис. 2 показано влияние времени и температуры на механические свойства сплава 25 1/2H с отпуском.
Стандартный цикл старения для высокопрочных литейных сплавов, как отожженных, так и литейных, составляет три часа при 625–650°F (320–340°C). Однако для достижения максимальной прочности литых изделий дисперсионному твердению должен предшествовать отдельный отжиг на раствор.
ДЕФОРМИРОВАННЫЕ СПЛАВЫ С ВЫСОКОЙ ПРОВОДИМОСТЬЮ (СПЛАВЫ 3 И 10) И ЛИТОЙ СПЛАВ С ВЫСОКОЙ ПРОВОДИМОСТЬЮ 3C
Стандартный цикл старения как для деформируемых, так и для литых сплавов с высокой проводимостью составляет 9 циклов.00°F (480°C) в течение двух-трех часов; два часа для холоднокатаных сплавов и три часа для литых и отожженных деформируемых сплавов. Сплавы с высокой проводимостью известны своей превосходной электропроводностью и теплопроводностью. Они получают свою умеренную прочность за счет старения, но при более высокой температуре, чем высокопрочные сплавы.
Поскольку их механические свойства изменяются со временем лишь незначительно, в некоторых случаях применения с высокой электропроводностью можно получить преимущества как от недостаривания, так и от перестаривания. Например, кривые термообработки сплава 3 демонстрируют влияние старения на механические свойства (см. рис. 3).
ПОВЕРХНОСТНЫЙ ОКСИД
Во время старения медно-бериллиевых сплавов образуется поверхностный оксид бериллия и, в зависимости от сплава и атмосферы в печи, оксиды меди, которые различаются по толщине и составу и часто прозрачны.
Поверхностное окисление бериллия при старении невозможно подавить даже в атмосфере чистого водорода или жесткого вакуума. Некоторые атмосферы могут свести к минимуму окисление меди, например, атмосфера с низкой точкой росы (-40°F/-40°C) с примерно 5-процентным содержанием водорода в азоте, что также способствует экономичному переносу тепла. Воздушная атмосфера вносит наибольший вклад в образование поверхностных оксидов, а восстанавливающая атмосфера — в наименьшую. Несмотря на то, что оксидные пленки не наносят вреда основному сплаву, их следует удалять, если детали подлежат гальванопокрытию, пайке или пайке. Чтобы предотвратить чрезмерное окисление или потускнение при извлечении термообработанных деталей из печи, детали перед извлечением должны остыть до температуры ниже 65°C (150°F).
ОТЖИГ НА РАСТВОР
Чтобы добиться эффективного старения, медный бериллий должен быть отожжен на твердый раствор и закален перед старением. Помимо подготовки сплава к старению, отжиг размягчает сплав для дальнейшей холодной обработки и регулирует размер зерна. Materion выполняет необходимый отжиг всех кованых изделий на заводе. Поэтому клиентам обычно не нужно отжигать перед старением. Кроме того, отжиг на твердый раствор вызовет расширение и деформацию обрабатываемых деталей и может привести к образованию опасных оксидов на поверхности.
Если требуется отжиг на твердый раствор, это высокотемпературная выдержка: 1450°F (790°C) для высокопрочных сплавов и 1650°F (900°C) для сплавов с высокой проводимостью. Отжиг необходимо тщательно контролировать, так как избыточное время или температура могут вызвать рост зерна. За отжигом на раствор следует немедленно следовать закалка в воде. В качестве меры предосторожности не следует отжигать большие количества металла без предварительного проведения испытания с имитацией печи. Тонкие секции, такие как тонкая проволока, требуют времени отжига около 3-5 минут. Для тонкостенных труб и небольших отливок требуется от пятнадцати минут до одного часа. Тяжелые секции (более одного дюйма) обычно требуют 1-3 часов. Ко времени выдержки необходимо добавить время нагрева, равное одному часу на дюйм толщины.
Поскольку большинство солей разрушают бериллий меди при температурах в диапазоне отжига на раствор, отжиг на раствор не следует проводить в соляной ванне.
При пиковом старении медно-бериллиевых отливок и сварных изделий заказчик всегда должен проводить отжиг на твердый раствор перед старением. Однако, если пиковые свойства не требуются, отливки можно упрочнить старением из литого состояния без отжига на твердый раствор.
ЗАКАЛЕННЫЕ ПОЛОСНЫЕ СПЛАВЫ
В приложениях, не требующих жесткой формовки, производители могут исключить термическую обработку и очистку термообрабатываемых сплавов, указав бериллий из закаленной в прокате меди.
Высокопрочные полосовые сплавы, подвергнутые прокатной закалке: Высокопрочные медно-бериллиевые сплавы, подвергнутые прокатной закалке, представляют собой сплавы 190 и 290. Оба сплава подпадают под обозначение C17200 и доступны в нескольких состояниях. Сплав 290 обеспечивает улучшенную формуемость при заданном уровне прочности.
Ленточные сплавы с высокой проводимостью, закаленные в прокате: Медно-бериллиевые сплавы с высокой проводимостью, закаленные в прокате, представляют собой сплавы 3, 10, 174, Brush 60®, 390® и 390E. Механические свойства сплавов 3 и 10, подвергнутых прокатной закалке, эквивалентны максимальным свойствам старения сплавов АТ или НТ, упрочняемых старением. Высокопроводящие сплавы 174, щетка 60, 390 и 390E доступны только в прокатном состоянии.
Чтобы узнать о безопасном обращении с медным бериллием, посетите сайт www.materion.com/
.
Свяжитесь со мной в LinkedIn, чтобы узнавать о других текущих новостях отрасли.
Если вы хотите получать уведомления по электронной почте о появлении новых статей, зарегистрируйтесь здесь.
Прочие товары
В нашей стихии: что делает пружинный материал хорошим?
Добро пожаловать в In Our Element, новую серию технических статей
Надежность и контактное усилие в конце срока службы в соединителях
Кривые намагничивания и магнитные свойства
Что такое 5G? Какие преимущества это принесет?
Здоровье и безопасность
Обработка бериллийсодержащих сплавов представляет опасность для здоровья, если не соблюдаются меры безопасности. Вдыхание переносимого по воздуху бериллия может вызвать серьезные заболевания легких у некоторых людей. Органы регулирования безопасности и гигиены труда во всем мире установили обязательные ограничения на воздействие на органы дыхания на рабочем месте. Прочтите и следуйте указаниям в Паспорте безопасности (SDS) перед работой с этим материалом. Паспорт безопасности и дополнительную важную информацию и рекомендации по охране труда и технике безопасности при использовании бериллия можно найти на веб-сайтах berylliumsafety.com, berylliumsafety.eu и Materion.com. По вопросам безопасного обращения с бериллийсодержащими сплавами обращайтесь в группу управления продукцией Materion по телефону +1 800 862 4118 или по электронной почте [email protected].
Термическая обработка бериллиевой меди C17200
Термическая обработка сплава Cu-Be в основном представляет собой отжиг твердого раствора и старение. В отличие от других медных сплавов, прочность которых достигается только холодной механической обработкой, деформируемый медный бериллий получают холодной механической обработкой и процессами горячего старения до 1250-1500 МПа. Упрочнение старением часто называют дисперсионным твердением или термической обработкой. Способность бериллиево-медного сплава выдерживать эту термическую обработку превосходит другие сплавы с точки зрения формообразования и механических свойств. Например, сложные формы могут быть получены при самых высоких уровнях прочности и твердости любого другого сплава на основе меди, то есть в состоянии прокатки и последующего старения материала. В следующем тексте подробно описывается процесс упрочнения старением высокопрочного сплава Cu-Be 9.0006 сплава C17200 , а также специфической термической обработки ковочных и литейных сплавов, рекомендуемого оборудования для термической обработки, поверхностного окисления и общих методов отжига на раствор.
Во время упрочнения старением в металлической матрице образуются микроскопические частицы, богатые бериллием, в результате реакции, контролируемой диффузией, сила которой зависит от времени старения и температуры. Рекомендуемое стандартное время и температура позволяют деталям достичь максимальной прочности в течение двух-трех часов без ущерба для прочности из-за длительного воздействия температуры. Например, кривая отклика сплава C17200 на рисунке показывает, как низкая температура, стандартная температура и высокая температура старения влияют на максимальную производительность сплава и время, необходимое для достижения максимальной прочности.
Как видно из рисунка, при низких температурах 550°F (290°C) прочность C17200 увеличивается медленно и не достигает пика примерно через 30 часов. При стандартной температуре 600°F (315°C) в течение 3 часов прочность С17200 мало изменилась. При 700°F (370°C) интенсивность достигает пика в течение 30 минут и почти сразу падает. Короче говоря, по мере повышения температуры старения уменьшается как время, необходимое для достижения пиковой интенсивности, так и максимально доступная интенсивность.
C17200 Медь Бериллий можно подвергать старению с разной степенью прочности. Пик старения относится к старению до максимальной интенсивности. Сплавы, не состарившиеся до максимальной прочности, считаются несостаренными, а сплавы, превысившие максимальную прочность, — перестаренными. Недостаточное старение Cu-бериллий увеличивает ударную вязкость, равномерное удлинение и усталостную прочность, а чрезмерное старение увеличивает проводимость, теплопроводность и стабильность размеров. Медный бериллий не стареет при комнатной температуре даже при длительном хранении.
Допустимое отклонение времени закалки при старении зависит от температуры печи и конечных требований к производительности. Для достижения оптимального возраста при стандартной температуре время печи обычно регулируется в пределах ±30 минут. Однако для высокотемпературного старения требуется более точное время, чтобы избежать усреднения. Например, время старения C17200 при 700°F (370°C) должно контролироваться в пределах ±3 минут для поддержания максимальной производительности. Точно так же из-за резкого увеличения кривой отклика на старение на начальном этапе недостаточное старение также требует строгого контроля переменных процесса. В стандартном цикле закалки при старении скорости нагрева и охлаждения не важны. Однако, чтобы гарантировать, что детали не начнут стареть до того, как они достигнут температуры, можно установить термопары, чтобы определить, когда была достигнута желаемая температура.
Оборудование для старения и закалки
Печь с рециркуляцией воздуха. Температура печи с рециркуляцией воздуха поддерживается на уровне ±15°F (±10°C). Рекомендуется для стандартного старения медно-бериллиевых деталей. Эти печи предназначены для размещения больших и малых объемов деталей и идеально подходят для барабанной штамповки деталей на носителе старения. Однако из-за его чисто термических качеств необходимо избегать недостаточного старения или слишком короткого цикла старения массовых деталей.
Цепная печь старения. Печь для старения стальных ручьев с защитной атмосферой в качестве теплоносителя подходит для обработки больших количеств рулонов бериллиевой меди, как правило, в длинной печи, так что материал можно расширять или скручивать. Это позволяет лучше контролировать время и температуру, избегая частичной однородности, и дает возможность контролировать особые периоды недостаточного или высокотемпературного/кратковременного старения и селективного отверждения.
Соляная ванна. Мы также рекомендуем использовать солевые ванны для старения бериллиево-медных сплавов. Солевые ванны обеспечивают быстрый и равномерный нагрев и рекомендуются при любом диапазоне температур закалки, особенно при кратковременной высокотемпературной выдержке.
Вакуумная печь. Вакуумное старение медно-бериллиевых деталей может быть успешно выполнено, но необходимо соблюдать осторожность. Поскольку нагрев в вакуумной печи зависит только от излучения, трудно равномерно нагревать детали с большими нагрузками. Части снаружи груза подвергаются большему прямому излучению, чем части внутри, поэтому температурный градиент после термической обработки изменит характеристики. Для обеспечения равномерного нагрева следует ограничить нагрузку и изолировать детали от нагревательного змеевика. Вакуумные печи также можно использовать для обратной засыпки инертными газами, такими как аргон или азот. Точно так же, если печь не оборудована рециркуляционным вентилятором, детали должны быть защищены.
Ищете положительные и негативные отзывы о EUROLUX IWM-190?
Из 11 источников мы собрали 22 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки EUROLUX IWM-190 выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о EUROLUX IWM-190, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по EUROLUX IWM-190
Отзывы про EUROLUX IWM-190
Информация об отзывах обновлена на 02.11.2022
Написать отзыв
Бордюг Вячеслав, 16. 04.2019
Достоинства: маленький, лёгкий, тройкой варит на ура на 100А хоть в паспорте написано что тройка это максимальный электрод. думаю 4 тоже будет легко. Электроды поджигаются на раз, короче отличный аппарат для гаража.
Недостатки: Не нашёл.
Владимир Карасев, 11.01.2019
Достоинства: Компактный, легкий, не дорогой.
Недостатки: 1. Очень короткие сварочные кабели. 2. Наклейка-пломба расположена крайне не удачно ( оказалась поврежденной при первом-же извлечении аппарата из коробки ). 3. Быстро перегрелся ( ток-120 А, израсходована половина электрода D=3.2 мм ). Так как пломба «сломалась» и гарантия «накрылась» вскрытие аппарата показало: Силовые диоды — один последовательно, два параллельно сварочный цепи ( хотя на плате есть свободные места для установки еще двух диодов — жадность ! ) . Все на максимальный ток 50 А. И это при заявленном рабочем токе 190 А ??? (Очевидно это и явилось причиной быстрого перегрева). Тоже можно сказать и о силовых ключах — стоят два хотя можно запаять четыре ( экономия ! ).
Комментарий: В целом аппарат не плохой. После доустановки дополнительных силовых диодов перегреваться перестал.
Комментарий: за эти деньги хорошо!после дедушкиного сварочника,который 2 еле несут и ток 140 а не тянет 3-ку, как на инверторе этом 80 а)) божий дар
vladislav zametalov, 22.10.2018
Достоинства: прост в работе
Недостатки: коротковатые кабеля
Комментарий: рекомендую ,за такие деньги хороший товар
Дорохов Алексей, 23.07.2018
Достоинства: -Легкий, компактный — Удобная клавиша включения. — Не греется. — Тройкой варит без проблем. Четверку тоже нормально тянет.
Недостатки: Длина сварочных кабелей.
Комментарий: Мой первый инвертор. Выглядит как игрушечный, но работает отлично, нареканий нет. Длинна кабелей ( не больше метра каждый) ,конечно, огорчает. Но если повесить инвертор через лямку, то вроде как и хватает.
narad sibur, 03.05.2018
Достоинства: По сравнению с трансформаторным очень компактный, легкий.
Электрод не залипает. Варить очень легко, опять же по сравнению с трансформаторным сварочным аппаратом.
Цена
Недостатки: нет ручки для переноски, а ремень, как по мне, неудобен.
Комментарий: Варить пробовал электродами от 2 до 5 мм. 5ку только ради эксперимента попробовал, варить ей не буду, чтобы ток на максимум не выставлять, так аппарат целее будет. Пользуюсь несколько дней, пока доволен. Дальше видно будет, сколько проработает
as haos, 17. 12.2017
Достоинства: 1. 3-кой варит отлично по крутилке от 90 до 160 А. На 190 А по крутилке ток для 3-ки слишком большой — разбрызгивает. 4-кой не пробовал, думаю потянет но на грани. 2. низкий вес — 3 кг. — очень лёгкий. 3. размеры сверх компактные. 4. металлический корпус без пластика — ничего не отвалится. 5. большая клавиша выключателя — удобно включать в крагах, а не как на ресанте, где нужно снимать рукавицы. 6. вентилятор работает очень тихо (по сравнению с другими), включенный аппарат не напрягает и не вызывает желания отключить его. 7. цена до 5 т.р. 8. самое главное достоинство- потребляемая мощность, любая электропроводка выдержит этот аппарат при работе 3-кой без проблем — 10 А автоматы при работе даже на полной мощности не отключаются, аппарат и провода не греются. (отключились пробки только при резке металла электродом — там ток больше 10 А).
Недостатки: мощность явно завышена производителем, фактически не более 160 А. внешний вид как у игрушки, и размеры такие-же — не недостаток а просто первое впечатление — не верилось что это чудо может варить металл. комплектные провода редкое г.. — короткие и аллюминиевые (как на ресанте, говорят это та же ресанта…), но на первое время пойдёт.
Комментарий: отличный аппарат, универсальный и очень мобильный, для дома лучший вариант, стоит свою цену.
Андрей Николаевич, 09.09.2017
Достоинства: Нет.
Недостатки: Пользовался аппаратом лет 6 (работаю сварщиком). Заказал с сайта «Ресанта» по параметрам, прислали какую-то туфту, с этим же названием. Вот пападос!
Комментарий: Жёстко работает.
Малимонов Дмитрий, 01.08.2017
Достоинства: вполне хороший товар варит уверенно 3кой 4,5 не пробовал
Недостатки: провода короткие и не качественные
Комментарий: для таких денег на 4,5 хорошо с +
Гость, 26. 07.2017
Достоинства: Цена
Недостатки: Нету
Комментарий: Очень удобный и аккуратный!!!!!!
Максимчук Вадим, 16.07.2017
Достоинства: Это 21-век. Супер! Вытягивает даже при напряжении в сети 140 вольт — это на даче самое то! Лёгкий, варит 3-й на ура!!! Шов ровный и прочный!!!
Недостатки: Да в общем нет, разве что «минусовой провод подлиннее бы..
Комментарий: Прикупил на Power.ru, долго не мог испытать — были дожди… И вот солнце, Ура! Началась эксплуатация! Этот малыш даст фору профессиональным сварочным аппаратам — лёгкий, на плече не чувствуется, варит замечательно!!! Шов ровный, к напряжению неприхотлив. Единственное — имейте в виду — электроды по качеству разные, и напряжение в сети тоже разное, поэтому перед тем, как варить «на чистовую», попробуйте разные режимы силы тока.
arra, 28.06.2017
Достоинства: Компактный, лёгкий, мощный. 3-йку тащит с хорошим запасом, 4-ку без проблем. 5 не пробовал, любителю такая палица незачем, а тому профи которому надо — незачем такой аппарат.
Недостатки: Короткие провода, дешманский держак. Пришлось удлинить, и купить есабовский хороший держак.
Комментарий: Бюджетные аппараты топают в сторону идеала. Пора прикручивать HF поджиг. ps Не советую удлинять провода слишком сильно. Хватит пары-тройки метров. Лучше дополнительно сделать удлинители папа-мама метров на 5 и пользовать в редких случаях когда длинные кабели удобнее.
Гость, 17.06.2017
Достоинства: Цена (5600).Варит мягко. 3-кой на 5+.
Недостатки: шумный вентилятор. низко расположена решетка кулера, затягивает мусор.
Комментарий: Тянет от 200в через удлинитель 25м, кабель на держак 6м, масса 4м.
Каленкин Андрей, 12.06.2017
Достоинства: После трансформатора у которого была кнопка слабый и мошный одни плюсы!!!
Недостатки: Продул цену в соседнем посёлке он был на 1200 р. дешевле!!!
Комментарий: Резал диск от американца толщена 1 см. сжог 30 шт электродов 3 мм диаметром даже не отключился на перегрев.
Пал Юрич, 08.06.2017
Достоинства: Согласен со всем что перечислено ранее.
Недостатки: Не надежный.
Комментарий: Аппарат у меня примерно 5 лет, в сумме работа примерно 10 часов, в основном стоял без дела, иногда на даче чего ни будь приляпать по мелочи. Тут халтура появилась, время ограничено, аппарат показал мне фак ю и сдох. Не рекомендуется для приобретения.
mn224, 17.05.2017
Достоинства: Компактный и удобный. За свои деньги, а они были реально низкие на тот момент ,супер. Варит в хозяйстве практически все
Недостатки: Короткие провода.
Гость, 06.05.2017
Достоинства: Достойная цена, лёгкий розжиг эл.дуги, ремнтнопригодность (со слов мастера в сервисном центре)
Недостатки: Недостатков нет. Скоростной вентилятор, поэтому шумноват, хотя во время свари это не мешает.
Комментарий: Начинка этого аппарата — аналог «ресанты», но по цене дешевле. Использую несколько месяцев претензий нет. Розжиг дуги мягкий. По сравнению со старым аппаратом (техно вэлд) который сгорел после 7 лет работы, этим работать намного проще. Для домашнего использования достаточно, так что всем рекомендую.
Игорь, 04.09.2016
Достоинства: небольшой компактный для домашних работ самое то тройкой варит свободно четверкой трудновато вообщем рекомендую
Недостатки: пока не выявил все норм
Комментарий: удобен в переносе на ремень повесил и вари на любой высоте пока не плохо мне много варить приходиться потому для меня он подходит как дальше покажет посмотрим
Van, 11.08.2016
Достоинства: Маленький и легкий. Скоро инверторы будут со спичечный коробок) Понабравшись опыта, варит хорошо. Все что есть в тех параметрах работает как положено.
Недостатки: Штатный комплект. Минусовая клемма — пол метра. до верстака с земли не дотянуться. Плюсовая — метр. Провод мягкий штатный, но больно короткий.
Комментарий: После замены штатных проводов на КГТп 25мм2 по 2 и 3.5 метра основной минус исчез. теперь все удобно. Сварил двое ворот, калитку, и забор. Перегревов не ловил, но, думаю, профессионалу не пойдет. Читал, есть возможность доработать внутренности. Но может потом.
Гладков Юрий, 06.04.2016
Достоинства: компактность, лёгкий вес, цена….!!!
Недостатки: минус — только один, короткие провода (но это, решаемо)
Комментарий: Брал эту сварку в магазине, стачало удивило её компактность, после — получив объяснение, я провел тест — и поехал к другу на работу, проверить этот Сварочный инвертор Eurolux IWM-190, он реально варит и прожигает (то-есть по необходимости режет метал) 5мм электродом — хотя размером аппарат, с игрушку. .. Спасибо, за такое разнесение с этой сваркой — она, даже удивила настоящего профессионального сварщика своими размерами и такой работой… Электроды не залипают, варит хорошо — сам не поверил, что такое может быть. Это реально классный аппарат…..
Комментарий: Заказывал модель Eurolux IWM-190. Поменял заказ и решил взять модель по-мощнее Eurolux IWM-220. По субъективным ощущениям варит хорошо, дугу держит стабильно. На ржавом металле тяжело поднять дугу. Это скорее придирки. Тем не менее, к примеру, Ресантой 190й это сделать проще. Хотел брать именно ее, но решил попробовать другую марку. Судя по шкале настройки варил электродом 3 мм на токе 170 ампер. Из чего, думаю, можно сделать вывод, что характеристики несколько завышены. Да и габаритные размеры косвенно говорят об этом. Для больших объемов не рекомендую. А для дачи, гаража вполне пригодный аппарат.
Ванька Встанька, 16.06.2015
Достоинства: Цена, маленький размер.
Недостатки: Я не сварщик, недостатков не вижу, да и цена низкая, чтоб их искать.
Комментарий: Выбирал, ориентируясь на отзывы, не прогадал. Сварил забор, пока работает.
Подробные характеристики
Основные характеристики
Тип устройства
сварочный инвертор
Типы сварки
ручная дуговая сварка (MMA)
Сварочный ток (MMA)
10-190 А
Напряжение на входе
140-260 В
Количество фаз питания
1
Тип выходного тока
постоянный
Продолжительность включения при максимальном токе
70 %
Диаметр электрода
1.60-5 мм
Дополнительные характеристики
Степень защиты
IP21
Масса
4. 75 кг
Перед покупкой уточняйте технические характеристики и комплектацию у продавца
EUROLUX IWM190. Честные отзывы. Лучшие цены.
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о сварочном инверторе EUROLUX IWM190. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Напряжение, В
220
Min ток, А
10
Max ток, А
190
ПВ на максимальном токе, %
70
Степень защиты
IP21
Дисплей
нет
Антизалипание
да
Горячий старт
да
Форсаж дуги
да
Длина проводов, м
2+1.5
Вес, кг
4,75
Особенности модели
Инверторный сварочный аппарат Eurolux IWM190 используется в частных домах и хозяйствах при проведении ремонтных работ, а также в строительстве и при монтаже металлоконструкций. Инвертор позволяет получить качественное неразъемное соединения металлических деталей методом ручной дуговой сварки разовыми покрытыми электродами. Прочный корпус надежно защищает все внутренние узлы агрегата от попадания пыли и влаги, а также от механических повреждений.
Визуальный контроль Аппарат оснащен светодиодной индикацией сети (зеленый) и перегрева (желтый). Последний также сигнализирует о прекращении подачи сварочного тока при недопустимой величине сетевого напряжении или при залипании электрода. Быстрое подключение Контактная группа удобно выведена на переднюю панель, что позволяет быстро подключить сварочные кабеля.
Регулировка тока в широком диапазоне значений: 10 — 190 А;
На базе транзистора IGBT;
Высокая скорость сварки;
Вентиляционные отверстия в корпусе для эффективного охлаждения;
Работает на пониженном напряжении (160 — 245 В).
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства.
Медь является одним из самых долговечных металлов из применяемых в строительстве инженерных систем.
Медные трубы очень долговечны
Ее пластичность и стойкость к коррозии позволяет использовать данный металл для изготовления труб различного назначения.
Cодержание статьи
1 Положительные свойства
1.1 Технология производства медных неотожженных труб
1.2 Технология производства медных отожженных труб
2 Сферы применения
2.1 Фитинги для соединения
2.2 Способы монтажа медных труб (видео)
2.3 Соединение пайкой
2.4 Похожие статьи
Положительные свойства
Вся продукция из этого метала, изготовляются по всем правилам ГОСТа и соответствует всем международным и государственным стандартам. Она имеют множество достоинств, таких как:
механическая прочность;
термостойкость;
устойчивость к коррозии и химическим воздействиям;
стойкость к резким изменениям температуры и перепадам давления;
высокая теплопроводность;
гибкость.
Благодаря этим качествам продукция из меди так популярна на рынке, и пользуются спросом у потребителей, не смотря на ее значительную стоимость. Сделать все коммуникации, используя только изделия из меди, считается надежным монтажем, а их положительные качества определили достаточно большую сферу применения.
Смонтированная система из медных труб
Сейчас на рынке можно найти два вида медных изделий:
неотожженные;
отожженные.
Технология производства медных неотожженных труб
На первом этапе производства обрабатывается руда, после всех ступеней обработки получается так называемая сырая медь. Далее через нее под большим давлением продувают кислород, который полностью выжигает все примеси. После такой процедуры получают слитки метала, чистота которых, как заявляет производитель, превышает 99%. Именно из такого сырья и производится труба медная неотожженная.
В процессе изготовления изделия теряется эластичность, зато приобретается большой запас прочности. Предел прочности неотожженной медной трубы равный 340-450 МПа, даже при такой прочности допускается растяжение изделия на 6%.
Технология производства медных отожженных труб
Чтобы увеличить прочность, медную неотожженную трубу подвергают термической обработке. Ее нагревают до температуры 600-700˚С, такой процесс называется отжигом, а потом медленно охлаждают, этот процесс называют отпуском.
В результате после таких процедур, получают отожженные изделия менее прочные, всего 220 МПа, но более гибкие, их можно удлинить в полтора раза. Хотя разница в прочности значительна, медные отожженные изделия более подходят для прокладывания инженерных систем, чем медная неотожженная труба.
Сферы применения
Такие медные изделия можно использовать в:
Системах горячего и холодного водоснабжения.
Системах отопления.
Газораспределительных системах.
В системах кондиционирования.
При выборе материала для прокладки инженерных систем, специалисты руководствуются двумя основными факторами это длительность в эксплуатации и безаварийность. Кроме всего прочего, такие изделия при отрицательных температурах не лопаются. И даже когда в системе замерзнет вода, линия только деформируются.
Их монтаж осуществляется легче и быстрее, учитывая то, что медную трубу можно согнуть быстрее, чем стальную, используя при этом необходимое оборудование.
Нужно помнить, что при использовании таких изделий в системах отопления или горячего водоснабжения, высокая теплопроводность меди приводит к нагреву поверхности до высоких температур. Это существенно повышает возможность получения ожогов при контакте. Во избежание ожогов целесообразнее будет использовать эти изделия в термоизоляции.
Система отопления из медных труб
Современные производители в заводских условиях делают наружное покрытие из полиэтилена или ПВХ.
Для монтажа инженерных систем, специалисты рекомендуют использовать отожженную трубу, к которой подойдут следующие фитинги:
обвод;
колено;
муфта;
заглушка.
Фитинги для соединения
Производство фитингов из меди более экономичное, потому что для их изготовления требуется меньше сырья, чем для аналогичного изделия из чугуна или стали. Так как чугун может подвергаться коррозии, изделия из него делают с более толстыми стенками, а вот продукции из меди коррозия не страшна.
Соединительные фитинги, можно разделить по способу соединения:
С резьбовым соединением.
Капиллярные.
Компрессионные.
Пресс-фитнги.
Самофиксирующиеся.
Капиллярные фитинги лучше всего использовать для соединения медных или стальных изделий.
Инструменты для вальцовки медных труб
Принцип этого метода заключается в том, что внутри фитинга под нарезанной резьбой находится медная, оловянная или серебряная тонкая проволока.
Компрессионные и самофиксирующиеся фитинги, их еще называют обжимными, применяются в тех случаях, когда нельзя использовать открытый огонь для соединения различных по диаметру и материалу деталей. Строение этой соединительной детали состоит из обжимного кольца, уплотняющих колец или прокладок.
Обжимное соединение — это когда кольцо при помощи гаечного ключа затягивается на трубе, создавая тем самым герметичное соединение. Для медных труб компрессионные фитинги изготавливаются из такого же сырья. Такие соединительные детали можно использовать не только для медных труб, но и для пластиковых и всех других видов.
Резьбовые фитинги, производимые из чугуна, не рекомендуется применять для соединения медных и металлопластиковых деталей, во избежание смятия метала при затягивании.
Способы монтажа медных труб (видео)
Соединение пайкой
Утверждение о том, что пайка медных деталей это не хлопотное дело можно считать верным лишь в том случае, когда речь идет о самой меди или ее сплавах с металлами имеющие окислы, которые относительно легко удаляются флюсом.
К таким металлам относятся цинк, олово, свинец, фосфор, железо, никель, марганец. А вот сплав меди с легированным хромом, алюминием, кремнием, титаном, которые имеют на своей поверхности труднорастворимые оксиды не очень хорошо паяются .
Обычно при пайке использует нахлестный тип соединения, который позволяет обеспечить достаточную прочность конструкции даже в том случае, если используются мягкие припои малой прочности. Для удовлетворительной прочности паяного соединения, нахлест должен быть не менее 5 мм. На практике обычно применяют гораздо более высокие значения, которые обеспечивают большой запас прочности.
Пайка медных труб
Сам процесс пайки начинается с выполнения следующих операций: резки, снятии фасок, зачистки соединяемых частей от окислов, промазки их флюсом, сборки соединения, его нагреве и нанесении припоя.
Спаять трубы в комнате с уже законченным ремонтом достаточно проблематично, а порой даже невозможно. Это связано с применением открытого пламени горелок, которые используются при пайке. В таком случае целесообразней всего будет использовать фитинги.
Медные отожженные трубы следует паять с применением специальных припоев, температура плавления которых должна соответствовать рабочей температуре системы. При этом тщательно соблюдайте меры пожарной безопасности при выполнении работ с открытыми источниками пламени.
сравнение и разница медной трубы
Опубликовано 2022-08-03
Разница между отожженной и неотожженной трубами
Производство отожженных труб
Сферы применения
Медь – популярный материал при прокладке трубопроводов, а также систем кондиционирования, отопления и водоснабжения. Материал устойчив к коррозии, крайне пластичный.
На рынке есть несколько типов медных продуктов. Так что сегодня поговорим о том, чем отличается неотожженная труба от отожженной, рассмотрим преимущества и недостатки материала, сферу применения.
Разница между отожженной и неотожженной трубами
Главное отличие отожженной и неотожженной трубы из меди – это параметр прочности и пластичности. У первого типа это 220 Мпа, а у второго – 340-450 Мпа.
За счет повышенной эластичности, отожженную продукцию можно соединять при помощи фитингов. При этом герметичность не хуже, чем при сварке.
Также отличие в том, что отжиг меняет внутреннее строение материала, а неотожженные материалы структурно остаются неизменными из-за отсутствия воздействия высоких температур.
Количество и тип примесей в составе регулирует ГОСТ Р 52318-2005, и примесей не может быть больше 0.1%.
ГОСТ 617-90 указывает на сортамент изделий проката из медной руды.
Отожженный прокат поставляется в бухтах по 15, 25 или 50 м, а неотожженный производится отрезками унифицировавнной длины 3 или 5 м. Чтобы подобрать нужный диаметр, в расчет берется номинальное давление, а также производительность системы.
Производство отожженных труб
Руда проходит несколько этапов обработки, чтобы получилась «сырая медь». Сырье на этом этапе с массой примесей, которые удаляют при помощи продувки кислородом под высоким давлением. Так получается медь с частотой 99%.
Такой продукт используется для создания неотожженных продуктов методами штамповки и прокатки. Эластичность при этом снижается, но повышается прочность. Этот параметр составляет 340-450 Мпа. Из-за этого предельное растягивание всего на 6%.
Чтобы сохранить высокую прочность не в ущерб пластичности и растяжению, используют отжиг. Отожженный материал нагревают до +600-700 градусов, а после медленно охлаждают (процесс называется отпуском).
Результат технологического процесса – это отожженный продукт с приобретенными свойствами, новыми параметрами, и повышенной эластичностью.
За счет отжига изделие можно удлинить растяжением и до 50% при сохранении прочности на уровне 220 Мпа.
Преимущества отожженных медных труб:
Устойчивость к большому давлению.
Защищенность от резких температурных перепадов, а также повышенной влажности и коррозии. Рабочий диапазон изделия — 100-250 градусов по Цельсию.
Повышенная устойчивость к щелочам, кислотам и другим агрессивным средам за счет использования при термической обработке инертного состава.
Повышенная гибкость.
Простота монтажа.
Длительный срок службы порядка 50 лет.
Устойчивость к коррозии.
Антибактериальные свойства – опасные бактерии не образуются и не размножаются на изделиях.
Хорошая проходимость среды за счет гладкой поверхности внутри.
Устойчивость к деформации под влиянием повышенных температур.
Низкие теплопотери и отсутствие конденсата при перепадах окружающей среды.
Свойства материала сохраняются при замерзании воды внутри.
Главный недостаток изделий – это высокая стоимость в сравнении со сталью и полимерами. Однако это окупается за счет длительного срока службы, простого и непродолжительного технического обслуживания.
Сферы применения
Параметр прочности изделий из меди на порядок ниже, чем у стали. Однако они более гибкие, поэтому их стали использовать в бытовых системах. Причем коммуникации бывают внешними и внутренними за счет устойчивости к УФ-лучам.
Диапазон использования:
В системах воздухообмена, так как сырье не реагирует на жидкости для охлаждения.
Отопительные коммуникации и системы подачи питьевой воды, причем и горячей.
В разного рода гидравлических устройствах.
Отожженные трубы применяют также в промышленности благодаря их долговечности, легкости монтажа и безаварийности.
Оцените нашу статью
[Всего голосов: 1 Рейтинг статьи: 5]
Жесткотянутая и отожженная медная проволока
: в чем разница? №
Один из первых вопросов, с которыми вы сталкиваетесь при заказе медной проволоки, заключается в том, хотите ли вы, чтобы она была волоченной или отожженной.
Хотя в обоих методах производства в качестве основного материала используется одна и та же медь, выбор того или иного метода, скорее всего, будет зависеть от того, как вы планируете использовать его на стройплощадке. В зависимости от области применения отожженная медная проволока может быть более эффективной, чем твердотянутая, и наоборот.
Что такое натянутая медная проволока?
Твердотянутая медь — это голая медная проволока, к которой не применялось тепло после того, как она завершила процесс волочения через матрицы. Чем больше раз проволоку протягивают через матрицу, тем более «закаленной» она становится. Через определенный момент проволока становится хрупкой и может сломаться из-за нагрузки.
Благодаря отсутствию термической обработки твердотянутая медь имеет гораздо более высокую прочность на растяжение, чем отожженная медь. Он также имеет более высокое удельное сопротивление из-за своей «твердости». Это связано с тем, что когда проволока протягивается через матрицы, кристаллическая структура самой меди разрушается. В результате электронам труднее проходить через эту медь, потому что они слишком заняты тем, что их толкают кристаллы неправильной формы.
С твердотянутой медью труднее работать, потому что она не гибкая, что затрудняет ее использование в некоторых приложениях. Однако это дешевле, потому что время на его изготовление короче.
Где можно использовать прочный медный провод, который трудно согнуть? Это отличный выбор для ситуаций, когда гибкость не так уж важна, особенно при установке воздушных проводов и прямолинейных кабельных шинах. Он также подходит для промышленных, железнодорожных и наружных проектов.
Что такое отожженная медная проволока?
Отожженная медь проходит тот же процесс волочения, что и твердотянутая медь, но вскоре после этого подвергается термообработке в рамках производственного процесса. Благодаря высокой температуре с отожженной медью легче работать, сгибать и придавать форму, что делает провод более «мягким» и менее хрупким.
Этот вариант медной проволоки обладает большей проводимостью, чем натянутая, благодаря процессу нагрева, через который проходит проволока после волочения. Тепло выполняет своего рода сброс кристаллической структуры меди, возвращая ее в первоначальную форму. Результатом является путь, который позволяет электронам течь более легко.
Отожженная медная проволока широко используется во многих областях благодаря своей гибкости. Это полезно, когда проводу нужно огибать углы, проходить через кабелепроводы или прокладываться в ограниченном пространстве.
Краткий урок о процессе отжига
Отжиг широко используется в производстве металлов, включая холоднокатаную сталь и стальную проволоку, чугун, алюминий, латунь и медь.
Когда металлы подвергаются отжигу, они подвергаются воздействию очень высоких температур. Высокая температура изменяет химические и механические свойства металла, но не меняет его форму. После того, как металл нагревался достаточно долго, его необходимо охладить. Производители могут либо охлаждать его водой, чтобы быстро охладить, либо охлаждать естественным путем на неподвижном воздухе, хотя этот процесс происходит медленнее.
Когда металл окончательно остынет, он отожжен и готов к использованию.
Всегда используйте правильную проволоку
Хотя отожженная медная проволока имеет множество применений, она не является универсальным продуктом.
Если ожидается, что проволока будет подвергаться высокому растягивающему давлению, используйте твердотянутую медь, поскольку она может выдерживать физические, механические и другие нагрузки, связанные с этим давлением. Жесткая прочность жесткотянутой проволоки также делает ее подходящей для прямой установки шин и других применений, где гибкость не требуется.
Отожженная медная проволока становится лучшим выбором, когда необходимы гибкость, ковкость и проводимость, например, в большинстве коммерческих, торговых и жилых помещений. Это потому, что есть много поворотов и узких мест, где жесткая, твердая медь будет намного сложнее маневрировать и использовать.
Остались вопросы о том, какой тип провода лучше всего подходит для вас и вашего приложения? Эксперты Kris-Tech могут подсказать вам провод, который лучше всего подходит для вашей работы, поэтому обратитесь сегодня и получите то, что вам нужно, когда вам это нужно.
Будьте в курсе последних новостей о меди! Нажмите здесь, чтобы подписаться на блог Kris-Tech сегодня.
Понимание разницы между отжигом и…
Когда речь идет об отжиге и отпуске, часто существуют разные объяснения того и другого, но важно понимать разницу, когда речь идет о производстве металла и о том, что каждый из них означает для свойств металла. Часто люди называют материал закаленным, когда он имеет повышенную твердость и еще не подвергался отжигу для улучшения своих свойств. Материал также может быть отпущен посредством холодной прокатки, а не термической обработки. В этой статье мы в первую очередь будем обсуждать эффекты нержавеющей стали, но большинство концепций применимы к широкому спектру металлов.
Закалка металла — это процесс повышения твердости металла с целью повышения ударной вязкости. Это можно сделать как с помощью термической обработки, так и с помощью холодной прокатки. Ульбрих делает это с помощью холодной прокатки, а также выполняет операции промежуточного и окончательного отжига, поэтому в этой статье мы сосредоточимся на этом. Очевидно, что свойства разных металлов и сплавов различаются, когда речь идет об отжиге и отпуске, но предпосылки и выводы, которые мы можем сделать, останутся прежними. Нержавеющая сталь и углеродистая сталь являются популярными металлами для обоих процессов, но мы сосредоточимся в первую очередь на отжиге и/или отпуске полосы и проволоки из нержавеющей стали. Чтобы получить общее представление о процессах, ознакомьтесь с этой статьей о прокатке, отжиге и продольной резке в Ульбрихе.
Термическая обработка нержавеющей стали
Процесс производства нержавеющей стали начинается с расплавления материала и его горячей прокатки до нужной толщины перед отправкой на прецизионный перекатчик, такой как Ulbrich. Отсюда материал прокатывается очень тонкими калибрами (толщиной) с жесткими допусками. Чтобы понять, как отжиг влияет на эти процессы, давайте рассмотрим пример. Ульбрих получил основную катушку из сплава нержавеющей стали 301 толщиной 1/8 дюйма с плавильного завода. Компании в этом районе нужен материал толщиной 0,0045 дюйма. это будет 9Изменение обжатия на 6,4%, и металл не может резко изменить толщину с 0,125 дюйма (1/8) до 0,0045 дюйма за один раз, его необходимо уменьшать поэтапно. Таким образом, материал подвергается деформационному упрочнению до уменьшенной толщины, при которой он больше не может подвергаться дальнейшему обжатию без разрушения. Отсюда нержавеющая сталь отжигается. Это сбрасывает свойства, позволяя прокатывать толщину материала до еще более тонкой толщины, и процесс повторяется до тех пор, пока не будет достигнуто уменьшение исходной толщины на 96,4%. Сброс свойств в нашей терминологии просто означает, что материал был изменен с закаленного на отожженный в процессе отжига.
При отжиге наилучший процесс
Отжиг позволяет восстановить свойства нержавеющей стали, такие как предел прочности при растяжении, предел текучести, твердость, эластичность или относительное удлинение, и подготовить их к другой операции прокатки. Часто отжиг является последним этапом производства, если производитель деталей, такой как компания, производящая материалы для глубокой вытяжки, заказывает материал в отожженной форме. Отожженный материал, как правило, мягче и с ним легче работать при работе с инструментами, которые могут легко сломаться или деформироваться. Когда материал заказывается на DQ (качество глубокой вытяжки), это просто более мягкая отожженная форма, в которой прочность на растяжение и твердость более снижены, чем у стандартной отожженной формы. Как можно предположить, нержавеющая сталь DQ лучше подходит для операций глубокой вытяжки на следующем уровне производства. Как и в случае между операциями прокатки, отжиг также снижает свойства производственных операций между различными уровнями производителей, таких как перекатчики и производители деталей.
Что такое отпуск металла
В то время как отжиг — это восстановление свойств материала, такого как нержавеющая сталь, отпуск — это процесс придания этой стали определенной твердости или других свойств. В некоторых случаях отпуск может быть выполнен посредством термической обработки, но в большинстве сплавов, выбранных Ульбрихом, он выполняется путем прокатки до определенной толщины с учетом процентного уменьшения. Типичные состояния, достигаемые в процессах прокатки Ульбриха, включают четвертьтвердый (QH), полутвердый (HH), три четверти твердый (3H) и полный твердый (FH). Существует также дополнительная полная твердость и другие приращения, на которые также можно ориентироваться, но все они считаются закаленными, поскольку они не были сняты с напряжения в процессе отжига. Разные сплавы подходят для разных областей применения, и металлургический персонал Ulbrich всегда рад выслушать и помочь дать рекомендации по этому вопросу.
Процесс термообработки, как упоминалось ранее, представляет собой еще один способ закалки материала. Термическая обработка включает в себя прохождение материала через специальную температуру отпуска, чтобы получить эту твердость и предел прочности на разрыв до определенного диапазона или точки. Это отличается от процесса отжига тем, что температура отжига выбирается с учетом размягчения материала, а не его упрочнения. При всех этих операциях крайне важно учитывать критическую температуру и скорость охлаждения, специфичные для сплава, с которым вы работаете.
Когда закалять сталь вместо отжига
Конкретный рынок и область применения материала имеют решающее значение при выборе требуемого отпуска сырья, но важно учитывать инструменты, которые будут обрабатывать материал. Различные типы отпуска по-разному реагируют на разные инструменты, и в некоторых случаях предпочтительнее иметь более мягкий отпуск или мягкий отожженный материал, обработка которого может занять немного больше времени, но не вызовет проблем со станком, которые приведут к простою. Конкретные приложения, конечно, тоже важны. Если автомобильная деталь подвергается штамповке и требуется ряд желаемых механических свойств, может потребоваться закалка материала. Как обсуждалось ранее, это иногда делается с помощью термической обработки материала, но в случае Ульбриха закалка обычно выполняется с помощью процесса холодной прокатки. С другой стороны, если у вас есть медицинская деталь, требующая глубокой вытяжки, мы захотим провести ее через процесс отжига перед отправкой. Снятие напряжения, которое происходит в результате отжига (иногда называемого мягким отжигом), облегчает обработку материала после прохождения процесса закалки холодной прокаткой.
Выбор отожженного или закаленного материала
Выбор между отожженным и закаленным материалом полностью зависит от ваших производственных процессов и области применения изготавливаемых деталей. У Ульбриха есть целая команда инженеров, менеджеров по продукции и металлургов, готовых работать с вами над выбором соответствующего сплава для вашего проекта и обеспечением более легкого преодоления препятствий и проблем на всем пути. Благодаря нашему партнерству мы можем обеспечить выбор правильного сплава и отпуска, испытав материал, а затем зафиксировав специальную технологическую схему на будущее. Как всегда, не стесняйтесь обращаться к нам, если есть какие-либо дополнительные вопросы.
Главная » Статьи » Технология выполнения сварочных работ
Сварочные работы для начинающих
Технология выполнения сварочных работ не представляет большой сложности для освоения. Чтобы научиться пользоваться сваркой в быту, достаточно нескольких уроков и обязательно практические занятия. Что необходимо для работы сварочным аппаратом:
аппарат для сварки;
сварочные электроды;
защитная маска;
спецодежда;
плотные рукавицы;
обувь.
Электроды для выполнения сварочных работ
Теория электросварки
Чтобы быстрее научиться выполнять сварочные работы, необходимо иметь представление о теории электрической сварки. Сваривание металлов происходит за счет теплового действия электрической дуги между свариваемым металлом и электродом. Мощность дуги зависит от тока через нее, который в свою очередь зависит от напряжения и расстояния между электродом и деталью.
Важнейшей характеристикой сварочного аппарата является его вольтамперная характеристика. Иначе ее еще называют внешней характеристикой. Она показывает зависимость тока дуги от напряжения.
На рисунке ниже показаны несколько типов характеристик.
График внешних характеристик сварочного аппарата
Для ручной электросварки используются аппараты, характеристики которых соответствуют линиям 1 и 2. Это крутопадающая и пологопадающая характеристики. Как видно из графиков, сварочный ток у крутопадающей характеристики мало зависит от напряжения, а значит, и от расстояния между электродом и поверхностью. Сварочный аппарат с пологой и возрастающей характеристиками (линии 3 и 4) пригоден только для использования в автоматической сварке, где расстояние выдерживается очень точно. Для начинающих лучше использовать аппарат с крутопадающей характеристикой.
Сварочный аппарат имеет еще такую характеристику – напряжение холостого хода. От величины этого напряжения зависит легкость первоначального поджига дуги. Чем больше напряжение холостого хода, тем легче зажечь дугу. С другой стороны, в процессе сварки напряжение дуги намного меньше холостого хода.
Для облегчения поджига сварочный аппарат может дополняться специальным устройством – осциллятором, которое в момент поджига формирует на выходе напряжение в несколько тысяч вольт, но с малым током, подобно катушке зажигания автомобиля. При зажженной дуге осциллятор отключается.
Какой выбрать сварочный аппарат
Наиболее прост для начинающих инверторный сварочный аппарат (рис. ниже). Его достоинства:
простота ограничения максимального тока;
стабильность заданных параметров;
легкость зажигания дуги;
защита от перегрузки;
низкий вес.
Инверторный сварочный аппарат
Сложнее работать с аппаратами переменного тока. Как правило, это обычный понижающий трансформатор большой мощности (рис. ниже), какой нетрудно сделать самостоятельно. Но у них есть такое достоинство, как высокая надежность. Нужно быть очень неумелым сварщиком и очень постараться, чтобы сжечь сварочный трансформатор весом пару-тройку десятков килограммов. Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно.
Сварочный аппарат – трансформатор
Чтобы правильно выбрать сварочный аппарат, необходимо учесть максимальный диаметр применяемых электродов и качество электропроводки.
При диаметре электродов 4 мм потребляемая от сети мощность составит порядка 4 кВт для инверторного аппарата и около пяти для сварочного трансформатора.
Сварочные электроды
Сварка производится сварочными электродами. Они изготавливаются из металлического провода, покрытого специальной обмазкой. От состава металла проволоки и материала обмазки зависит назначение электрода.
Существуют сварочные электроды для сварки низко,- и высокоуглеродистых сталей, чугуна, нержавеющей стали. Роль обмазки заключается в создании на поверхности расплавленного металла защитного слоя. Требования к материалу обмазки:
температура плавления должна быть ниже, чем температура плавления металла;
расплав обмазки должен иметь хорошую смачиваемость для равномерного покрытия;
расплав должен поглощать кислород и не пропускать его к металлу;
расплав должен растворять окиси.
Электроды различаются по типу тока. Одни предназначены для сварки переменным током, другие только постоянным.
Электроды для сварки постоянным током прекрасно работают на переменном. Электроды для работы на переменке, для сварки постоянным током не пригодны.
Техника сварки
Качество сварки зависит от соотношений толщины деталей и электрода, а также от величины сварочного тока. Обычно толщина электрода принимается равной толщине свариваемых деталей. Для более толстых электродов потребуется большее значение тока, что может привести к прожогам металла. Тонкий электрод при малом токе не прогреет металл, и качество сварного шва будет низким.
Оптимальная величина сварочного тока зависит как от диаметра электрода, так и вида производимых работ. Максимальный ток используется при выполнении горизонтальных швов, минимальный при работе с вертикальными и потолочными швами.
Особую трудность для начинающих составляет процесс поджигания дуги. Для этого сварочный электрод подносят к свариваемой поверхности и касаются ее легкими скользящими движениями. После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки.
Угол наклона электрода позволяет регулировать толщину сварочного шва. При вертикальном расположении весь расплавленный металл электрода концентрируется в области дуги. Однако при таком расположении трудно контролировать процесс сварки. Наклон в сторону, противоположную движению электрода дает возможность получить выпуклые швы, поскольку дуга отталкивает расплавленный металл, создавая наплывы на поверхности шва. Значительный наклон нежелателен, поскольку теряется контроль за дугой, она начинает сдувать капли металла. Оптимальным считается угол наклона электрода от 45 до 90 градусов.
Очень важна для качества сварки скорость перемещения электрода. При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет.
Выбрать правильный угол и скорость перемещения можно только путем приобретения практического навыка.
Сварка постоянным током возможна при различных полярностях. Прямая полярность, когда электрод подключен к выводу отрицательной полярности, применяется для сварки с глубоким прогревом свариваемых деталей. Для работы с тонколистовым металлом необходима обратная полярность (электрод подключается к положительному выводу). При таком способе сварки большая часть тепла выделяется на электроде, вызывая его ускоренное плавление.
ТБ при сварочных работах
Сварочные работы считаются опасными, поскольку сочетают в себе сразу несколько факторов:
высокое напряжение;
высокая температура;
мощное ультрафиолетовое излучение;
высокое содержание вредных веществ в испарениях.
Сварочный аппарат характеризуется высоким напряжением холостого хода – до 80 В. Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В).
Температура расплавленного металла достигает нескольких тысяч градусов. При этом его текучесть очень высока. При некачественных электродах, неправильно выбранном режиме сварки или при сильном ветре брызги металла могут отлетать на несколько метров.
Электрическая дуга является мощным источником видимого и ультрафиолетового излучения. Кратковременное воздействие такого света не опасно, Просто требуется некоторое время для адаптации зрения к обычному освещению. А вот длительное наблюдение за дугой незащищенными глазами вызывает трудноизлечимые последствия, вплоть до помутнения хрусталика и отслоения сетчатки. Для защиты глаз применяются защитные сварочные маски (рис. ниже). Кроме защиты глаз, они защищают голову от брызг металла и шлака.
Сварочная маска для защиты глаз и головы во время сварки
Стекло маски не пропускает ультрафиолетовое излучение и в несколько раз ослабляет видимый свет, поскольку дуга – это близкорасположенный мощный прожектор. Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд.
Для защиты от капель металла и шлака требуется одежда, материал которой не плавится от высокой температуры. Лучшими защитными свойствами обладает брезент, но в брезентовой одежде крайне неудобно работать. Достаточно использовать обычную спецодежду из хлопчатобумажной ткани. А вот рукавицы желательно выбрать поплотнее, поскольку руки находятся в непосредственной близости от места сварки.
Обувь для сварки должна иметь узкие голенища. Брюки должны быть поверх голенищ, чтобы предотвратить попадание туда брызг металла.
Дуговая сварка. Видео
Обучающее видео по дуговой сварке доступно ниже.
При горении электродов в воздух попадают пары металла и материала обвязки. В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя.
elquanta.ru
Виды сварочных работ и их особенности.
Сварка — это комплекс работ с применением специального сварочного оборудования, главной целью которого является создание прочного и неразрывного соединения между различными металлами посредством создания межатомных связей между ними. В основе сварки лежит термомеханическое воздействие.
Далеко не каждый знает о том, что существует свыше 40 видов сварочных работ, выполнение каждого из которых требует знания определенных нюансов и технологии, а также мер безопасности. Естественно, среди всех существующих видов сварочных работ можно выделить несколько наиболее популярных, которые пользуются широким спросом. Именно их мы с вами и рассмотрим:
1. Плазменная сварка. Этот вид сварки осуществляется посредством воздействия высокотемпературной плазменной струи на объект сварки. Основывается сварка на предварительном нагреве рабочего газа, его последующей ионизации и выпуске горячей струи на поверхность обрабатываемого материала. Многие по праву считают плазменную сварку самым прогрессивным, качественным и современным способом соединения двух металлов между собой. В каких областях промышленности применяется плазменная сварка? Да буквально во всех отраслях, в которых имеют дело с металлами: автомобилестроение, авиастроение, станкостроение, приборостроение и машиностроение.Что позволяет плазменная сварка? Начнем с того, что именно этот вид сварки существенно экономит энергетические ресурсы, повышает эффективность производства и качество производимой продукции, является первым этапом на пути к автоматизации производственных процессов предприятий различных отраслей. Безусловно, для достижения этих целей недостаточно лишь использовать плазменную сварку — необходимы также квалифицированные сварщики, которые смогут реализовать на практике все преимущества плазменной сварки.
Какими преимуществами обладает плазменная сварка? Во-первых, это высокий уровень мощности работы. Во-вторых — низкая чувствительность к дуговым колебаниям. В-третьих — возможность использовать плазменную сварку ко всем металлам и в любом из положений. И последними по счету, но не по значимости преимуществами являются высокая скорость плазменной сварки и значительный диапазон толщины резки. Посредством плазменной сварки металлы можно не только сварить, но и разрезать. В отличие от электродуговой сварки, плазменная сварка отличается возможностью ее контроля и наличием высококонцентрированной энергии сразу в эпицентре разогрева металлов.
2. Дуговая сварка. Это ручная сварка, которая производится с использованием металлических электродов. Этот вид сварочных работ пользуется широкой популярностью довольно давно, и на то есть свои причины. Во-первых, это легкость процесса сварки. Ничего сложного в нем нет — с ней справится даже начинающий сварщик без наличия значительного опыта работы. Второе преимущество дуговой сварки — мобильность. Вы не привязаны к сложному технологическому оборудованию, потому можете производить дуговую сварку даже в труднодоступных местах. Третье — возможность проведения сварочных работ в любых пространственных положениях. Четвертое — возможность быстрого перехода с одного сварочного материала к другому. Пятое — простота сварочного оборудования и легкость его перемещения. Шестое — возможность сварки разнообразных типов стали.
А есть у дуговой сварки какие-либо недостатки. Безусловно, есть. В противном случае иные способы сварки просто бы не применялись.
1. Зависимость качества сварки от квалификации сварщика. Несмотря на то, что процесс сварки не очень сложен, он также имеет свои нюансы, которые должен знать и уметь делать сварщик. Самой большой трудностью ручной дуговой сварки является необходимость по мере оплавления подавать электрод в дугу, перемещать электрод вдоль шва, совершая при этом колебательные движения этим электродом, только уже поперек шва.
2. Наличие шлака в момент односторонней сварки с обратной стороны шва.
3. Невозможность сварщика регулировать скорость сварки и глубину плавки. Именно по этой причине очень часто не удается получить качественный шов во время сварки тонкого металла.
Слишком высокая зависимость качества сварки от индивидуальных особенностей и квалификации сварщика, а также невысокая производительность — вот какие главные недостатки дуговой сварки. Но что поделать — недостатками обладают даже самые, на первый взгляд, совершенные способы сварки.
3. Электрошлаковая сварка. Данный тип сварки используется при создании мощных турбин, барабанов, массивных станин и толстостенных котлов. Главным преимуществом электрошлаковой сварки является возможность сварки деталей любой, даже самой большой толщины за один проход. При этом чем больше толщина свариваемого материала, тем выше экономичность сварки, так как сама сварка производится без разделки кромок. Чаще используют данный вид сварки в случаях, когда требуется провести сварку материала начиная с толщины 100 и заканчивая 500 мм, но целесообразно ее использовать уже для металла толщиной от 50 мм.
Преимуществом электрошлаковой сварки является возможность ее применения для практически любого металла. Чаще всего она используется для сварки чугуна, алюминия, титана и меди повышенной толщины. Еще одно преимущество заключается в том, что для применения этого вида сварки не требуется производит настройку сварочной установки перед тем, как приступить к сварке следующего прохода, а также отсутствие обязательного удаления шлака. Кроме того, используя этот вид сварки, можно достичь высокой экономичности процесса и большей производительности, так как в процессе сварки задействуется один либо несколько проволочных электродов, а также электрод увеличенного сечения.
Теперь рассмотрим главные недостатки электрошлаковой сварки. Первое — этот вид сварки невозможно применить для металлов, толщина которых меньше 16 мм. При этом мы говорим вовсе не об экономической целесообразности, а о невозможности провести сварку именно технически. Второе — для сварки металла от 16 до 40 мм электрошлаковая сварка экономически не оправдана и не окупает себя. Третье — электрошлаковой сваркой возможно производить исключительно вертикальные швы. И последний недостаток — необходимость проведения последующей термообработки при сварке металлов неблагоприятных структур. Термообработка является обязательной для создания необходимых свойств сварного соединения.
4. Газовая сварка. Первый аппарат для газовой сварки был изобретен в далеком 1903 году во Франции. Металл расплавляли при помощи ацетилена и кислорода. Несмотря на то, что первые газовые сварочные аппараты были далеки от совершенства, технология сварки и конструкция сварочных аппаратов практически не претерпели изменений и используются по сей день.
Преимущества газовой сварки:
1. Нагрев и остывание свариваемых поверхностей происходит медленно.
2. Именно при помощи газовой сварки удается достичь наилучшего сваривания таких металлов, как свинец, медь, чугун и латунь.
3. Возможно сваривать металлы с различной мощностью пламени и температурой плавления.
4. Газовая сварка не требует наличия дополнительного источника электроэнергии либо сложного и дорогого оборудования. Это позволяет проводить сварку даже в чистом поле.
5. Сварщик без особого труда может варьировать температурой пламени.
6. Газовая сварка дает возможность не только сваривать металлы, но и закалять, а также резать их.
7. Более высокая прочность швов, получаемых при газовой сварке.
Имеет газовая сварка и свои недостатки, а именно:
1. В отличие от электродуговой сварки, газовая сварка практически не поддается механизации.
2. Большая зона нагрева. Это может привести к повреждению термически неустойчивых элементов, которые находятся недалеко от места сварки.
3. Использование опасных веществ в процессе газовой сварки. В соединении с кислородом эти вещества превращаются во взрывные смеси, которые представляют опасность для здоровья и даже жизни сварщика.
4. Нецелесообразность сварки металлов, толщина которых превышает 5 мм. Это происходит ввиду того, что с ростом толщины металла снижается производительность сварки.
5. Легировать наплавляемый металл при газовой сварке никоим образом не получится.
6. Посредством газовой сварки невозможно сваривать высокоуглеродистые стали.
5. Лазерная сварка. Один из распространенных видов сварки, в процессе которой лазерный луч воздействует на металл очень точечно, приводя к его расплавлению.
Среди преимуществ лазерной сварки выделяются:
1. Минимальный уровень деформации и нагрев деталей.
2. Невысокая трудоемкость (до 20 раз меньше, чем при прочих видах сварки).
3. Возможность использовать лазерную сварку для сваривания разнообразных марок материалов, сплавов и сталей. Титан, медь, высокоуглеродистые марки сталей, стекло, керамика, алмазы и пластмасса – все это очень просто сваривается посредством лазерной сварки.
4. Высокая производительность лазерной сварки.
5. Возможность производить сварку в различных пространственных положениях и труднодоступных местах.
6. Высокое качество сварных соединений.
7. Лазерная сварка позволяет экономить материалы и электроэнергию.
8. Превосходная гибкость процесса сварки. Сварщику не составит большого труда при необходимости осуществить перенастройку на другие режимы сварки.
Если говорить о недостатках лазерной сварки, к ним можно отнести повышенные требования к качеству сборки соединения и необходимость закупки недешевого оборудования, которое по карману не каждому предприятию. Во всем остальном лазерная сварка является одним из лучших способов сварки.
Какой способ выберете вы – решать только вам.
supermontazh.ru
Аргонодуговая сварка: технология производства соединений
Выполнение сварочных работ сегодня попросту необходимо, так как и в быту, и в промышленности, на строительной площадке и во многих других областях необходимость сварочных работ неоспорима. Именно поэтому сварочно-монтажные работы заслуживают внимания. Технологическая сторона соединительных работ – то, что важно знать каждому профессиональному специалисту.
Принципы и технологические моменты соединительного процесса
Технология качественных сварочных работ с газом аргоном основывается на принципе образования электрической дуги между неплавящимся электродом, а также поверхностью обрабатываемого металла. Технические обучение данным работам указывает на то, что электрод помещается в токопроводящем приспособлении горелки, после чего окружают керамическим соплом. Стоит отметить, что расплавление кромок обрабатываемых элементов достигается за счет воздействия дуги, и это основы, о которых нужно обязательно знать.
После этого образовывается единая расплавленная ванна. Если работы ведутся с аргоном, то стоит знать, что данный газ нагнетается в токоведущем приспособлении, и с помощью полученного давления достигается вытеснение кислорода. Технологическая сторона предусматривает, что ванна защищается от азотирования, а также окисления. Дуга сконцентрирована, сжата на малой поверхности, посредством чего достигается высокая температура плавления.
В дугу производится подача присадочного материала, представляющего собой присадочную проволоку, свариваемой с материалом. Несмотря на то, что присадочный материал в общей цепи электрического питания не задействован, получаемый в итоге шов работы аргоном выходит единым, герметичным, а также прочным. Долгое обучение не потребуется.
Технология надежных сварочных работ подразумевает соединительные работы с аргоном, являющимся инертным газом. Следовательно, обучение работам с применением газов должно производиться соответствующим образом.Сварочные процессы могут достигаться при помощи неплавящегося, а также плавящегося электрода. С ролью неплавящегося катода отлично справляется зачастую вольфрамовый электрод.
Соединение аргоном основано на свойстве рассматриваемого газа — не взаимодействовать с химическими свойствами металлов, находящихся уже в расплавленном состоянии, другими газами, выделяющимися в среде горения электрической дуги. Основы знаний, выполнение качественных швов и соединений, а также многое другое получается сделать благодаря такому понятию, как практическое обучение.
Сварочные работы с инертным газом аргоном предусматривают вытеснение более легких элементов из области работ, а поэтому становится возможным качественный результат, изолирование ванны от влияния атмосферы.
к меню ↑
Как выполняется?
Обработка деталей аргоном может выполняться в ручном режиме. В таком случае газовая горелка и пруток присадочного материала располагаются в непосредственной близости от рук мастера. Помимо ручного режима,сварочные работы с защитным газом аргоном могут выполняться в автоматическом режиме, предусматривающим перемещение присадочного материала с горелкой около обрабатываемой основы без участия человека.
Упоминая об автоматической обработке аргоном материалов необходимо обращать внимание на то, что выполнение сварочных работ касанием электрода о поверхность изделия практически невозможно. Так, газ рассматриваемого типа имеет достаточно высокий уровень ионизации, а, следовательно, добиться ионизации промежутка дуги довольно сложно. Также технологическая сложность обработки деталей аргоном заключается в том, что от касания электрода с вольфрамовым покрытием дуга загрязняется, после чего интенсивно оплавляется.
В связи с этим технология соединения элементов детали аргоном подразумевает применение специализированного приспособления, которое подключается параллельно к другому источнику питания. Устройство именуется в науке осциллятором. Данное приспособление функционирует по принципу подачи высокочастотных импульсов высокого напряжения на электрод. Импульсы впоследствии приводят к разжиганию электрической дуги посредством ионизации промежутка дуги.
В том случае, если сварочные работы производятся в условиях переменного тока, то осциллятор после ионизации промежутка дуги функционирует в качестве стабилизатора, подающего на дугу импульсы на протяжении смены полярности. За счет этого полезного качества осциллятора достигается технологическая стабильность дуги.
Стоит отметить, что заказы на аргонодуговые сварочные работы весьма требовательны к соблюдению всех тонкостей, сопутствующих сварке аргоном. Также процедура соединения должна предусматривать такое понятие, как технологическая карта, относительно которой также стоит поговорить.
к меню ↑
О технологической карте
Многие люди, проходившие обучение в технических учебных заведениях, помнят о том, что такое технологическая карта? Для тех людей, которые запамятовали данное понятие, либо не проходили обучение, стоит напомнить, что технологическая карта представляет собой стандартизированный документ, в котором имеются все требуемые процедурой сведения, инструкции для персонала.
Рассматриваемая карта нужна для получения ответов на вопросы, касающиеся операций, необходимых для выполнения, последовательности выполнения операций, периодичности выполнения операций, результата проведенных работ, временных затрат, нужного инструментария, материалов и др.
Стоит обратить внимание на то, что технологическая карта должна в обязательном порядке сопутствовать качественному и правильному выполнению по соединению металлических элементов. Данная карта содержит все необходимые пункты, регламентирующие правильность производства работ. Карта содержит информацию, которую требует технологическая сторона.
Выполнение всех правил, норм, пройдя качественное обучение работам, становится возможным получение качественного и полезного опыта, который сможет пригодиться в будущем. Технология производства соединений и швов, карта также не должны оставаться в стороне.
Похожие статьи
goodsvarka.ru
Смотрите также
Руководство по эксплуатации сварочного полуавтомата
Сварка выпускного коллектора из чугуна
Респиратор для сварочных работ
Сварка полуавтоматом рукав
Инвертор сварочный аппарат
Сварки принцип работы
Аргоновая сварка это
Билеты по сварке с ответами
Сварка кузова автомобиля своими руками
Точечная сварка своими руками из микроволновки схема
Технология лазерной сварки металлов
Техника ручной дуговой сварки для начинающих
Содержание статьи:
Техника ручной дуговой сварки для начинающих
Даже в домашнем хозяйстве порой очень трудно обойтись без сварки, не говоря уже о промышленности, да и любой другой отрасли. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Сегодня, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может каждый желающий. При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
Как варить электросваркой
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.
Конечно же, в данной статье сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для более подробного изучения ручной дуговой сварки, написаны десятки книг по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, здесь, всегда, пожалуйста.
Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.
При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому интересному моменту, когда нужно самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что здесь важно учитывать? Во-первых, необходимая последовательность подключения инвертора. Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Если будет осуществляться сварка тонкого металла (2 мм толщины), то необходимо подключить инвертор в обратной последовательности. Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Чтобы подключить инвертор в обратной последовательности нужно подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому металлу. Соответственно, при сварке инвертором толстого металла (6 мм и более), подключать сварочный аппарат нужно будет наоборот.
Какую силу тока выставить на сварочном инверторе
После подключения сварочного инвертора на нем нужно выставить требуемое значение тока, его можно будет поменять в процессе сварки. Значение тока зависит от диаметра используемых электродов и толщины металла, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного диаметра.
Соответствие силы тока электроду для сварки инвертором:
1,60 мм — 25-50 А;
2,00 мм — 40-80 А;
2,50 мм — 60-110 А;
3,20 мм — 80-120 А;
4,00 мм — 120-160 А.
В свою очередь диаметр электрода подбирается в зависимости от толщины свариваемой заготовки:
Для сварки металла от 1,5-2 мм — служат электроды 1,5 мм;
Для сварки металла от 1,5-3 мм — служат электроды 2,0 мм;
Для сварки металла от 1,5-5 мм — служат электроды 2,5 мм;
Для сварки металла от 2-12 мм — служат электроды 3,2 мм;
Для сварки металла от 4,0-20 мм — служат электроды 4 мм;
После того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими способами, легким постукиванием электрода о металл или чирканьем, когда электрод касается свариваемой заготовки, и тут же проводится по ней. Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Следует заметить, что существует множество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую именно выбрать из них, во многом зависит от положения заготовки во время сварки, её толщины, а также других, не менее значимых моментов. Для освоения азов электросварки инвертором, предпочтительно использовать технику движения электродом «ёлочка» или «зигзагом».
При этом угол наклона электрода при сварке должен составлять примерно 70 градусов по отношению к поверхности заготовки, а скорость его движения должна быть средней, если металл не совсем уж тонкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого нужно остановиться в конце шва, а после медленно и не спеша разорвать дугу.
Поделиться в соцсетях
Сварка для начинающих: Полное руководство
Сварщики несут ответственность за ремонт конструкций в любых сложных условиях, будь то под водой или в открытом космосе.
Независимо от того, являетесь ли вы сварщиком-самоучкой или заинтересованы в карьере сварщика, вы можете начать работу с этого исчерпывающего руководства по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух кусков металла с расплавленным материалом. Как бы просто это ни звучало, это влечет за собой использование различных методов сварки.
Наиболее распространенным классом сварки является дуговая сварка. Дуговая сварка является самой простой формой сварки, и с нее должны начинать все новички.
Поскольку дуговая сварка является отдельной категорией, она охватывает ряд методов сварки, таких как сварка электродом, сварка металлом в среде инертного газа и сварка вольфрамовым электродом в среде инертного газа. Эти способы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Сварка электродом
Сварка электродом также называется дуговой сваркой защищенным металлом или SMAW. Это один из старейших и широко используемых методов сварки из-за его простоты. В отличие от сварки TIG и MIG, при которой используются газовые баллоны, на нее не влияет ветер. Это делает его популярным выбором для сварки на открытом воздухе.
Основы сварки электродом
Сварщики выполняют электродуговую сварку, создавая электрическую дугу между заготовкой и металлическим электродом. Электрический ток, проходящий через электрод, расплавляет его, так что на заготовке образуется сварочная ванна. Электрод имеет плавящееся флюсовое покрытие, защищающее сварочную ванну от коррозии и загрязнения из окружающей среды. Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака поверх сварного шва. Этот защитный слой следует снять после остывания сварного шва.
Преимущества сварки электродом
Ниже перечислены основные преимущества сварки электродом.
Этот метод сварки является портативным. Сварку стержнем можно выполнять на относительно толстых металлических участках. Оборудование не особенно тяжелое; следовательно, его можно легко транспортировать в разные места. Нет необходимости в механизме подачи проволоки или любом другом дополнительном оборудовании, таком как газовый баллон.
Сварка электродом является одним из наиболее подходящих вариантов для сварки на открытом воздухе. Сварка газом невозможна на открытом воздухе, особенно при сильном ветре.
Несмотря на то, что научиться этому легче, чем сварке TIG, освоение сварки электродами требует определенного уровня практики.
Сварку электродом можно выполнять, даже если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, имеющих ржавчину или прокатную окалину.
Недостатки
Сварка электродом
требует более высокого уровня навыков по сравнению со сваркой MIG
, поскольку электрод должен находиться на определенном расстоянии от заготовки во время ее плавления.
При сварке электродом образуется много шлака и брызг, что может затруднить процесс.
Возможно снижение эффективности из-за необходимости очистки от шлака.
Сварной шов не такой надежный и качественный, как сварка TIG.
Оборудование для обеспечения безопасности
Перед сваркой помните, что самое главное — это ваша личная безопасность. Этому следует отдать более высокий приоритет, чем чему-либо другому.
Для любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя перед его использованием. Полностью соблюдайте инструкции по технике безопасности, предоставленные производителем оборудования.
Вы должны иметь под рукой подходящее защитное оборудование для защиты от ультрафиолетовых лучей, тепла и искр, образующихся при дуговом разряде. Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Наденьте защитные очки и шлем для защиты глаз и головы.
При сварке электродами флюс выделяет тяжелые пары. Следовательно, в любом месте, где вы выполняете сварочные работы, должна быть обеспечена достаточная вентиляция. Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях надлежащая вентиляция является важной мерой безопасности. Вы должны развернуть вытяжку, чтобы она вытягивала пары из окружающей среды.
Сварочное оборудование
Если вы новичок, вы можете использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как дуговая сварка, TIG и MIG. Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Заземляющий зажим также доступен со сварочным аппаратом. Вы должны подключить зажим заземления к сварочному аппарату и зажать его на свариваемом металлическом участке.
Удаление шлака
Сварка электродами покроет заготовку шлаком, который необходимо удалить, когда свариваемая часть достаточно остынет. Вы можете отколоть затвердевший шлак с помощью шлаковой крошки и молотка.
Для получения более качественной поверхности можно очистить сварную часть, где был снят шлак, проволочной щеткой.
Выбор подходящего электрода
На рынке представлено множество электродов для стержневой сварки. Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Если вы свариваете мягкую сталь, вы можете использовать любой стержневой электрод E70 или E60. Модель 6013 — прекрасный вариант для начинающих, хотя модель 7018 чрезвычайно популярна из-за прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают наименьшую прочность на растяжение. Например, электрод, который начинается с цифры 60, означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 rd указывает позиции, для которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении. Цифра 2 означает, что электрод следует использовать только в горизонтальном положении.
Цифра 4 th указывает ток, который можно использовать для электрода, а также покрытие электрода. Вот расшифровка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
Настройка сварочного аппарата представляет собой довольно простую задачу, так как само оборудование довольно простое по сравнению с другими типами сварочных аппаратов. Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC.
Для практики вы можете начать с 6013 электродов, используя дцен на стальной пластине толщиной около 3/16 дюйма.
Нанесение первого сварного шва
После того, как вы настроили сварочный аппарат в соответствии с руководством пользователя, пора начинать сварку. Дважды проверьте, чтобы убедиться, что все настройки верны. Как только это будет сделано, вы можете разместить несколько кусков металлолома толщиной 3/16 дюйма, чтобы создать стыковой сварной шов.
Поскольку сварка стержнем требует определенных навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке электродом.
Поджигание электрода для создания дуги часто является самой сложной частью процесса. Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост.
Сварка МИГ
Сварка МИГ также известна как дуговая сварка металлическим газом или GMAW. Сам МиГ расшифровывается как металлический инертный газ.
Сварка MIG очень популярна, потому что это самая простая процедура сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга создается между проволочным электродом и металлической заготовкой. Это постепенно расплавляет проволочный электрод, который используется для создания сварного соединения.
Вы можете легко и точно подавать проволочный электрод с помощью электродного пистолета, который соединен со сварочным аппаратом MIG. Кроме того, горелка MIG подает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки MIG
Производительность
Одним из самых больших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку. Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом.
Низкая стоимость
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хорошим выбором является сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Благодаря упомянутой выше повышенной производительности затраты на сварку будут дополнительно снижены. Это идеально подходит для малого бизнеса.
Простота в освоении и установке
Любой человек может сразу научиться сварке с помощью этой техники. В результате сварка MIG является лучшим выбором для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
High Quality
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Проволока для сварки MIG
Проволока для сварки MIG должна правильно вставляться в сварочный аппарат, чтобы аппарат мог подавать ее через сварочный пистолет в соединение.
Размеры проволоки
Ваш сварочный аппарат может иметь рулон порошковой проволоки. Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для наилучшего качества сварки следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
Проволока диаметром 0,23 дюйма подходит только для небольших сварочных аппаратов MIG и сварки тонких металлических листов калибром от 16 до 24 калибра.
Проволока 0,3 дюйма – сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
Проволока 0,35 дюйма — этот провод подходит для начинающих. Он подходит для сварки металлических профилей толщиной до ¼ дюйма.
0,45-дюймовая проволока — это часто лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических профилей толщиной более ¼ дюйма.
Сварочный газ
Для MIG требуется защитный газ для защиты расплавленного сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их выбирать для своих проектов.
Пористость
Пористость просто относится к отверстиям, которые образуются в сварном шве. Вы хотели бы избежать этого дефекта, так как отверстия ослабляют сварной шов, делая его ненадежным.
Довольно часто именно газы в атмосфере приводят к пористости. Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, так как сердцевина выделяет защитные газы, защищающие сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа не является хорошей идеей, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ обеспечить это — держать руку на расстоянии 3 дюймов от наконечника сопла. Увеличьте подачу газа. Идеальный поток газа – это когда вы только начинаете ощущать поток газа на руке.
Типы защитных газов
Ниже приведены наиболее часто используемые смеси защитных газов.
Чистый аргон
Не используйте чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например, алюминия. Аргон характеризуется низким значением теплопроводности. Это приведет к более узкой бусине. Хотя вы обнаружите хорошее проплавление в середине сварного шва, его может быть недостаточно в других областях сварного шва. Следовательно, он не эффективен для стали.
Углекислый газ
Углекислый газ является прекрасным выбором, поскольку он намного дешевле аргона. Таким образом, сварщики MIG предпочитают его.
Однако у двуокиси углерода есть одна серьезная проблема. Образующаяся дуга может быть довольно широкой и менее стабильной. Это приведет к большому количеству брызг.
Смесь аргона
Подходящая смесь двуокиси углерода и аргона позволяет получить сварной шов высочайшего качества. Свойства дуги находятся где-то между чистым углекислым газом и чистым аргоном. Дуга имеет правильную ширину, хорошее проплавление и минимальное разбрызгивание.
Методы сварки MIG
Ниже приведены наиболее распространенные движения, используемые для сварки MIG.
Переднее/проталкивание
Проталкивание сварного шва в переднем положении является наиболее распространенным методом сварки MIG. Чтобы достичь оптимального положения для сварки MIG, вы должны расположить сварочную горелку под углом 10 градусов. Электрод должен быть обращен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
После того, как сварочная горелка окажется в правильном положении, нажмите на спусковой крючок и медленно перемещайте горелку MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь/Вытягивание
В этом положении вы перемещаете сварочный пистолет к себе, используя положение наотмашь. Используйте тот же угол, который описан выше. Этот метод обеспечивает более высокое проникновение, чем когда вы проталкиваете электрод.
Сварка ВИГ
ВИГ сварка вольфрамовым электродом в среде инертного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка ВИГ требует, чтобы оператор держал горелку ВИГ в одной руке, а присадочный материал подавал другой рукой, это наиболее сложный для освоения процесс сварки, поскольку требуется высокая ловкость рук и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые являются неплавящимися и очень стабильными. Может потребоваться наполнительный материал, который подается вручную. Защитный газ защищает как сварочную ванну, так и электрод от коррозии. Сварка TIG обеспечивает точные сварные швы и может использоваться для самого широкого спектра металлов.
TIG — очень универсальный метод сварки, поскольку он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Так как он не зависит от флюсового материала, отсутствует опасность коррозии из-за захвата флюса. Шлак не образуется. Это исключает послесварочную очистку. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой сварке MIG и дуговой сварке.
Поскольку при сварке ВИГ получаются чистые и высококачественные сварные швы, она больше всего подходит для применений, где важен внешний вид. Разбрызгивания не происходит, так как требуется относительно небольшое количество наполнителя.
Благодаря желаемым термическим свойствам вольфрама можно поддерживать дугу, температура которой может достигать 11 000 градусов по Фаренгейту. Отличная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокую прочность на растяжение по сравнению со сталью.
Техника сварки ВИГ
Сварка ВИГ осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость перемещения. Затем они наблюдают за ходом операции и вмешиваются только в случае необходимости.
Сварка TIG может выполняться как с источниками переменного, так и постоянного тока с током в диапазоне от 15 до 350 ампер.
Как выполнять сварку ВИГ
Для выполнения сварки ВИГ оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать на педаль, чтобы между вольфрамовым электродом и заготовкой возникла дуга. Это расплавляет присадочный материал, который затем создает сварочную ванну на заготовке. Сварное соединение образуется, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все преимущества и высокое качество сварных швов, сварка ВИГ является гораздо более медленным процессом, чем сварка электродом и сварка МИГ. Поэтому он используется там, где высокое качество сварных швов имеет первостепенное значение, несмотря на низкую скорость этого процесса.
Оборудование для сварки TIG
Оборудование для сварки TIG часто дороже, чем сварка электродом и сварка MIG. Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Резак
Доступны горелки различных размеров с разной мощностью тока. В корпусе горелки находятся электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к повышению температуры. Система водяного охлаждения предотвращает перегрев горелки. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности является причиной для беспокойства при сварке TIG магниевых и алюминиевых сплавов. При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG. Он также обладает большой электропроводностью и теплопроводностью. Для увеличения срока службы электрода и повышения стабильности дуги от 1 до 2 процентов циркония и тория смешивают с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые сопла
Эти сопла изготовлены из термостойкого керамического материала, устойчивого к высоким температурам сварки. Доступны различные формы сопла для всех видов сварочных работ.
Газовая линза
Эта функция минимизирует турбулентность газового потока. Турбулентный поток газа может не дать наилучших результатов. Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
Запуск с нуля по сравнению с запуском с высокой частоты
Функция «запуск с высокой частоты» доступна на более продвинутых аппаратах для сварки TIG. Благодаря этой функции нет необходимости ударять по электроду заготовкой, чтобы создать дугу. Высокочастотный пуск позволяет создать сварочную дугу, даже когда электрод находится на расстоянии одного дюйма от заготовки. Это значительно упрощает сварку, потому что удар электродом для создания дуги довольно сложен.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Эта автоматическая регулировка напряжения и тока предотвращает перегорание вольфрамового электрода.
Советы по сварке вольфрамовым электродом в среде инертного газа
Начинающие сварщики должны начать с практики на металлоломе, так как сварка вольфрамовым электродом в инертном газе выполняет множество функций, таких как подача присадочного металла, правильное удерживание горелки и управление педалью.
Фонарик следует держать под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту увлекательную и полезную работу? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования. Кроме того, перспективы радужны, поскольку спрос на сварщиков в будущем будет расти.
Сварка 101 | Изучите основы сварки
Вы когда-нибудь смотрели на свой телефон и думали: «Как, черт возьми, я дожил до этого удивительного изобретения?» Серьезно, я, вероятно, знаю номера телефонов двух или трех человек и получаю пошаговые инструкции как минимум в 50% мест, куда я хожу. Отложите в сторону постоянный социальный контакт через звонки и текстовые сообщения и просто подумайте о полезности вашего телефона, просто поразительно, что люди работали до появления смартфонов.
До появления смартфонов с GPS и голосовыми командами люди находили решения своих повседневных задач. Будь то написание писем или использование старой доброй печатной карты, люди поняли, как это сделать. Подобно этому старому способу решения проблем, люди также соединяли металлы перед сваркой. Будь то с помощью крепежа (болты, шпильки, заклепки), пайки или пайки, вы можете соединить два куска металла. Но сварка дает возможность взять два куска металла и эффективно сделать из них одно целое.
Текст и фотографии Сами Шараф // Иллюстрации Пола Лагетт // Сварка Лен Хига в магазине Sleepers Speed
DSPORT Выпуск #167
Сварка – это процесс соединения одинаковых металлов путем сплавления двух частей вместе. Существуют различные методы сварки; некоторые полагаются на электричество для создания дуги, в то время как другие зажигают газ для выработки тепла. То, что на самом деле происходит в процессе сварки, просто сводится к нагреву металлов до их температуры плавления, пока они не расплавятся (а затем не остынут) как единое целое.
Компоненты, составляющие процесс сварки, начинаются с использования сварочного аппарата. Сварщик создает тепло, которое образует лужу расплавленного металла. Глубина плавления называется проникновением. Очень важно иметь надлежащее проникновение для функционального соединения металлов. Сварной шов без проплавления просто не выдержит и в конце концов разрушится. Наконец, наплавленный шов называется валиком, который часто нарастает поверх заготовки.
Если вы посещали автомастерскую или слесарную мастерскую в средней школе, то вы, вероятно, помните кислородно-ацетиленовую сварку. Кислородно-ацетиленовая сварка, вероятно, является первым процессом, который освоят начинающие сварщики и производители. Кислород-ацетилен сжигает газообразный ацетилен, образуя факел, который может нагревать металл до точки плавления. Добавление газообразного кислорода к сгоранию газообразного ацетилена приводит к температуре пламени свыше 5500 градусов, что позволяет нагревать многие типы металлов. Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников.
Все три других основных типа сварки используют электричество для создания дуги, которая в конечном итоге нагревает металлы выше их температуры плавления для получения сварного шва. Дуговая сварка стержнем или защитным металлом (SMAW) — это процесс сварки, при котором возникает дуга между металлическим электродом с покрытием и заготовкой. Металлический электрод (откуда и происходит термин «стержень») покрыт флюсом, который плавится во время сварки с выделением углекислого газа.
Углекислый газ действует как защитный газ для защиты расплавленного металла от загрязнения, прежде всего от кислорода и паров воды, которые могут ослабить сварной шов. Хотя этот процесс требует более высокого уровня координации для правильной обработки борта, это мощный процесс при работе с грязным материалом или материалом, содержащим ржавчину.
MIG или сварка в среде инертного газа теперь также известна как дуговая сварка в среде защитного газа (GMAW). Этот процесс нагревает металлы до точки плавления с помощью электрической дуги. Дуга возникает между непрерывной расходуемой электродной проволокой и заготовкой. Газовая часть этого метода присутствует в качестве защитного газа. Таким образом, он вытекает из самого сварочного пистолета, чтобы защитить дугу от загрязнений. Используется благородный газ, обычно аргон, поскольку он не вступает в реакцию во время горения, удерживая кислород и водяной пар вдали от сварного шва. В дополнение к аргону часто используется газообразный гелий из-за его аналогичных нереактивных свойств, но более низкой стоимости.
Многие считают, что MIG-сварка является самой простой формой сварки для изучения, и это часто процесс сварки, поскольку он, как правило, обеспечивает более быстрый рабочий процесс. Еще одним преимуществом сварки MIG является то, что металл не должен быть таким же чистым, как при сварке TIG. При этом известно, что этот прощающий процесс является грязным, поскольку он производит больше искр, дыма и дыма, чем сварка TIG.
TIG (вольфрамовый инертный газ) или дуговая сварка вольфрамовым электродом в газе (GTAW) использует неплавящийся вольфрамовый электрод для создания электрической дуги с заготовкой. Инертный газ, используемый для защиты, также обычно представляет собой аргон. Защитный газ защищает зону термического влияния, расплавленный металл и вольфрамовый электрод. Этот универсальный сварочный процесс лучше всего подходит для сложных сварочных работ с такими металлами, как углеродистая и низколегированная сталь (например, хромомолибденовая трубка 4130), нержавеющая сталь различных марок, инконель, алюминий, магний и титан. Основным недостатком сварки TIG является то, что это относительно медленный процесс. Кроме того, обычно необходимо обеспечить чистоту свариваемого материала, чтобы TIG была эффективной, поскольку примеси могут снизить прочность сварного шва. В зависимости от свариваемого материала и его толщины процесс сварки TIG можно варьировать полярностью электрода. Текущие настройки могут изменить полярность на отрицательную, положительную или переменную. Сварка TIG с отрицательным током на постоянном токе выделяет больше тепла на заготовку, что обеспечивает более глубокое проплавление. Для более тонких металлов, которые не требуют такого глубокого проникновения, положительный постоянный ток подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для цветных металлов, чтобы помочь очистить сварной шов от загрязнений.
После того, как вы выбрали сварщика и очистили чистую и безопасную рабочую зону, вам понадобится пара единиц защитного оборудования, чтобы начать сварку.
Сварочный капюшон (маска или шлем)
Сварочный капюшон используется для защиты головы, лица, шеи и глаз сварщика от ожогов, УФ-излучения, искр, ИК-излучения и тепла.
НИКОГДА не смотрите на сварочную дугу невооруженным глазом — сетчатка глаза легко повреждается. Взгляд на сварочную дугу может вызвать что угодно: от легкого дискомфорта до постоянной потери зрения.
Перчатки
Высококачественные перчатки, устойчивые к теплу и огню, сохраняющие ловкость рук, необходимы любому сварщику.
Куртка, рубашка и/или фартук
Многие сварщики предпочитают использовать специальную одежду для сварщиков, которая не распространяет горение, защищает от брызг и снижает поглощение тепла, сохраняя при этом комфорт. Этого можно добиться, надев сварочные рубашки с длинными рукавами, куртки и/или фартуки.
Еще одним привлекательным вариантом для начинающих сварщиков является процесс сварки порошковой проволокой. Этот процесс похож на конфигурацию «клеевого пистолета» сварки MIG, за исключением того, что он не требует внешнего защитного газа для защиты сварного шва от загрязнений. Сварочные аппараты с флюсовой проволокой оснащены электродом из полой проволоки с непрерывной подачей, который содержит флюс. В процессе сварки флюс вступает в реакцию с дугой, выделяя углекислый газ и действуя как защитный газ. Благодаря встроенным защитным свойствам сварка с флюсовой сердцевиной идеально подходит для наружных работ (для вентиляции дыма) и для использования на металлах, которые не обязательно должны быть чистыми.
Преимущество этого процесса заключается в том, что многие производители сварочного оборудования разработали машины, которые могут работать как традиционные сварочные аппараты MIG, так и сварочные аппараты с флюсовой проволокой. Недостатком этого процесса является то, что сварные швы не выглядят такими чистыми, как сварные швы MIG. Это может быть связано (в некоторой степени) со слоем шлака, который накапливается поверх сварного шва, который необходимо будет либо сколоть, либо сошлифовать после того, как сварной шов остынет.
Сварка может быть опасной, если не будут приняты надлежащие меры предосторожности. Чтобы защитить себя и окружающих, помните о следующих десяти мерах предосторожности до, во время и после сварки.
Выберите сварочный аппарат в соответствии с типом металла
Сварка — сложный, многогранный предмет, на освоение которого может уйти целая жизнь. Знание основ — хорошая отправная точка. Отсюда вы можете воспользоваться любыми доступными вам ресурсами, будь то ваш сосед, который чинит сельскохозяйственное оборудование, или производитель в вашей местной мастерской по настройке, есть множество знаний, которые приходят из опыта. Из этой статьи вы должны лучше ознакомиться с основными процессами сварки и теоретическим пониманием соединения металлов. С этого момента вы захотите провести как можно больше времени, практикуясь в укладке сварных швов. Один из замечательных практических методов состоит в том, чтобы изучить пять основных соединений (встык, угол, внахлест, край и тройник) и научиться эффективно сваривать эти соединения.
ИБ2415.01 Машина листогибочная четырехвалковая ИБ 2415.01
Машина листогибочная четырехвалковая модели ИБ2415.01 изготовлена по ТУ3827-004-23881227-2014.
Четырехвалковые листогибочные машины (вальцы) предназначены для получения, методом гибки, цилиндрических обечаек из листового металла. Основным отличием четырехвалковых листогибочных машин от трехвалковых является наличие нижнего подвижного валка. Данный тип листогибочных машин позволяет более точно работать с подгибкой кромок обечаек что значительно сокращает количество листового металла, попадающего в отход. Также наличие четвертого валка позволяет практически исключить проскальзывание листового металла в процессе гибки.
Машина листогибочная четырехвалковая ИБ2415.01 предназначена для гибки цилиндрических заготовок из листового материала с пределом текучести Qт=250 МПа( 25 кгс/мм.кв.) в холодном состоянии,шириной 2500мм и толщиной 5мм.
Машина листогибочная конструктивно имеет в своей конструкции 4 валка ,верхний валок приводной,нижний и два боковых валка приводятся в движение от редукторов.
На машинах допускается гибка конических заготовок из листового материала при их комплектовании соответствующим приспособлением. Размеры получаемых конических заготовок регламентируются технической документацией на машину. С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров.Машина листогибочная трехвалковая модели ИБ2415.01 может быть изготовлена в комплектации с УЦИ или ЧПУ.
Перечень основных частей машины листогибочной четырехвалковой ИБ 2415.01
1
Рама
ИБ2415.01-11-001
2
Стойки
ИБ2415.01-12-001
3
Опора откидная
ИБ2415.01-14-001
4
Главный электродвигатель
ИБ2415.01-15-001
5
Главный редуктор
ИБ2415. 0121-001
6
Мотор-редуктора боковых валков
ИБ2415.01-22-001
7
Редуктора боковых валков
ИБ2415.01-23-001
8
Мотор-редуктор нижнего валка
ИБ2415.01-31-001
9
Редуктор нижнего валка
ИБ2415.01-32-001
10
Редуктор откидной опоры
ИБ2415.01-64-001
11
Верхний валок
ИБ2415.01-33-001
12
Боковые валки
ИБ2415.01-71-001
13
Нижний валок
ИБ2415.01-81-001
14
Опора верхнего валка
ИБ2415.01-92-001
15
Ограждение
ИБ2415. 01-93-001
Система смазки четырехвалкового листогиба ИБ 2415.01
Смазка ИБ 2415.01 обеспечивается следующим способами:
ручной набивкой подшипников
ручной набивкой ходовых винтов
заливкой в корпус редукторов.
Перед первоначальным пуском машины необходимо заправить редукторы смазочным материалом согласно табл. Ввиду простоты конструкции смазочной системы перечень возможных нарушений ее работы не приводится. Подшипники качения смазывать не реже один раз в месяц.
Объем масла, заливаемого в редукторы, должны контролироваться по рискам маслоуказателей (масломерных игл) или по контрольным пробкам.
№
Объект смазки
Смазочный материал
Периодич-ность смазки
1
Главный редуктор
ТСП-15
6 мес.
2
Редуктора боковых валков
»
3
Редуктор нижнего валка
»
4
Редуктор откидного устройства
»
5
Мотор-редуктор боковых валков
»
6
Мотор-редуктор нижнего валка
»
7
Цепная передача
Циатим 201
3 мес.
8
Винтовая пара откидной опоры
1 мес.
9
Винтовая пара боковых валков,нижнего валка
»
10
Подшипники боковых валков,нижнего валка
»
3 мес.
11
Подшипник опоры верхнего валка
»
12
Подшипник откидной опоры
»
Устройство, и принцип работы четырёхвалкового листогиба ИБ 2415.01
Принцип работы машины листогибочной четырёхвалковой ИБ2415.01 заключается в свободной гибке листа, помещенным между верхним, боковым валками и нижним валком. Конец листа заводиться между верхним и боковыми валками и нижним валком ориентируя кромки листа параллельно образующей валка. Затем, перемещая боковые валки вверх, прогибают лист, вследствие чего участок листа под верхним валком получает пластическую деформацию изгиба. При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков.
При проходе через зону деформации участки листа получают последовательную, равномерную по длине, остаточную кривизну. Различная установка боковых валков по отношению к верхнему валку обеспечивает изменение радиуса гибки.
Гибка листа на малые радиусы ограничивается силой сцепления приводимых валков с изгибаемым листом, и производиться на несколько последовательных пропусков (проходов).
Правая опора верхнего валка размещена на правой стойке, а левая поддерживается откидной опорой, при откидывании которой можно снять готовое изделие с верхнего валка. Механизм регулировки боковых валков и механизм наклона откидной опоры имеют индивидуальные приводы. Управление машиной кнопочное, осуществляется с общего пульта управления.
Схема кинематическая листогиба ИБ2415.01
Главный электродвигатель
Редуктор
Звездочка
Звездочка
Верхний вал
Мотор-редуктор
Муфта
Редуктор
Винтовая пара
Боковой валок
Мотор-редуктор
Соединительная муфта
Редуктор
Винтовая пара
Нижний валок
Откидная опора
Электродвигатель откидной опоры
Редуктор откидной опоры
Винтовая пара откидной опоры
Фиксатор
Электродвигатель 1 главного привода через редуктор 2, цепную передачу 3-4 передается движение верхнему валку 5. Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
Работа основных составных частей листогиба четырёхвалкового ИБ2415.01
Стойки
Стойки сварные, выполнены из листовой стали. В правой стойке выполнено базовое отверстие под верхний валок. Между собой стойки соединены стяжками. В виду простоты конструкции рисунки не приводятся.
Механизм наклона откидной опоры ИБ 2415.01
Привод опоры осуществляется от электродвигателя 1 через редуктор 2 и передачу винт — гайка 3. Крайнее положение откидной опоры 5 контролируется конечными выключателями , и фиксатором 4.
Валок верхний
Верхний валок вращается в сферических подшипниках . Верхний валок приводной и имеет закалку HRC45-50.В виду простоты конструкции рисунок не приводиться.
Валки боковые
Валки боковые устанавливаются в корпуса со сферическими подшипниками, корпуса установлены в направляющих правой и левой стоек.Подъем и опускание валков осуществляется от редукторов расположенных в нишах стоек. Контроль положения валков производиться за счет концевых выключателей.
Валок нижний аналогичен боковым валкам.
Виду просты конструкции остальных составных частей листогиба ИБ2415.01, описание их не прилагается.
Установка и транспортировка четырёхвалкового листогиба ИБ2415.01
транспортировка
Транспортировать машину листогибочную ИБ2415.01 необходимо тросами — зачаливанием за такелажные отверстия расположенные на стойках листогиба. Тросы по длине должны быть равные (с целью размещения центра тяжести на одной оси с крюком), что обеспечивает устойчивое положение листогиба в горизонтальной плоскости (∆L=0,5). Упакованные листогибочнеы машины ИБ2415.01 зачаливают за нижний брус в местах указанных на упаковке.
Перед установлением машины листогибочной ИБ2415.01 на фундамент необходимо тщательно очистить листогиб от антикоррозийных покрытий, и покрыть валки тонким слоем масла «Индустриальное И-50А» ГОСТ 20799-88 во избежание коррозии. Очистку производить сначала деревянной лопаточкой, а остатки смазки с наружных поверхностей удалить чистыми салфетками, смоченными бензином.
установка
Точность работы листогиба ИБ2415.01 зависит от правильности ее установки. Машину листогибочную ИБ2415.01 необходимо установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать 0,5/1000 мм. После установки листогиба четырёхвалкового ИБ2415.01 на фундамент проверить нормы точности.
Подготовка листогиба ИБ2415.01 к первоначальному пуску
Подсоединить листогиб ИБ2415. 01 к общей системе заземления.
Подключить личтогибочную машину к электросети, проверив соответствие напряжения сети и электрооборудование.
Присоединение электрооборудования к сети и электрошкафу производить согласно схеме соединения
Перед включением машины необходимо ознакомиться с назначением органов управления на пульте
Выполнить указания, изложенные в разделах смазка и электрооборудование.
После включения листогиба, необходимо опробовать на холостом ходу работу всех механизмов.
Порядок работы на листогибе четырёхвалковом ИБ2415.01
Окалину с листовых заготовок следует перед гибкой УДАЛИТЬ. Очищение от окалины листа обеспечивают необходимое скольжение между валками и не повреждают рабочую поверхность валков.
Работа на листогибочной машине ИБ2415.01 производиться в следующем порядке:
Лист заводится между верхним и боковыми валками. При этом кромка листа должна быть выставлена параллельно образующей переднего бокового валка. При начале работы необходимо убедиться, что валки находятся в параллельном положении, нижний валок несколько опущен. Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
Радиус гибки зависит от положения боковых валков относительно верхнего.
Открывается левая опора верхнего валка и обечайка снимается
При работе требуется большое внимании и правильность регулировки и установки заготовок в валках, а также наблюдение за перемещением заготовки в процессе гибки. После каждого перехода следует проверять параллельность кромки листа образующей валка.
Неплоская заготовка должна быть предварительно выправлена, т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.
Смещение кромок исправляются путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
Во избежание поломки откидной опоры необходимо периодически проверять положение верхнего валка относительно боковых.
После гибки, регулирование останова боковых валков в крайних нижних положениях производить перемещением кронштейнов с конечными выключателями.
Регулирование угла откидной опоры в крайнем верхнем и крайнем нижнем положениях производить перемещением кронштейнов по пазам с закрепленными на них конечными выключателями и с регулированием момента срабатывания выключателя упором.
Возможные неисправности листогибочной четырёхвалковой машины ИБ2415.01 и методы их устранения
Наименование неисправности, внешнее проявление и дополнительные признаки
Вероятная причина
Метод устранения
1. Не закрывается откидная опора
Неправильно выставлен верхний валок
Выставить верхний валок
2. При гибке цилиндрических заготовок получается конус
Нарушена параллельность валков
Отрегулировать параллельность
3. Наблюдаются люфты в местах соединения
Ослабление затяжки винтов, болтов
Подтянуть детали крепления
4. Нагрев подшипников и трущихся поверхностей
Недостаточность смазки или загрязнение смазочного материала
Проверить наличие смазочного материала.
Особености разборки и сборки листогиба четырёхвалкового ИБ2415.01 при ремонте
Приступая к ремонту ИБ2415.01, необходимо выполнить следующее:
отключить листогиб от электроэнергии;
снять ограждение с машины.
Допуск в мм. (переднего бокового
к заднему боковому валку)
Допуск в мм. (переднего бокового
и заднего бокового валка верхнему)
0,6 на длине 2000 мм
0,4 на длине 2000 мм
Категория ремонтной сложности ИБ2415.01
Механической — РМ
10,93
Электрической — РЭ
14,1
При ремонте четырёхвалковой листогибочной машины ИБ2415.01 необходимо полностью сменить смазочный материал в составных частях машины!
ИБ2420 Машина листогибочная четырехвалковая ИБ 2420
Машина листогибочная четырехвалковая модели ИБ2420 изготовлена по ТУ3827-004-23881227-2014.
Четырехвалковые листогибочные машины (вальцы) предназначены для получения, методом гибки, цилиндрических обечаек из листового металла. Основным отличием четырехвалковых листогибочных машин от трехвалковых является наличие нижнего подвижного валка. Данный тип листогибочных машин позволяет более точно работать с подгибкой кромок обечаек что значительно сокращает количество листового металла, попадающего в отход. Также наличие четвертого валка позволяет практически исключить проскальзывание листового металла в процессе гибки.
Машина листогибочная четырехвалковая ИБ2420 предназначена для гибки цилиндрических заготовок из листового материала с пределом текучести Qт=250 МПа( 25 кгс/мм.кв.) в холодном состоянии,шириной 2000мм и толщиной 10мм.
Машина листогибочная конструктивно имеет в своей конструкции 4 валка ,верхний валок приводной,нижний и два боковых валка приводятся в движение от редукторов.
На машинах допускается гибка конических заготовок из листового материала при их комплектовании соответствующим приспособлением. Размеры получаемых конических заготовок регламентируются технической документацией на машину. С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров.Машина листогибочная трехвалковая модели ИБ2420 может быть изготовлена в комплектации с УЦИ или ЧПУ.
Перечень основных частей машины листогибочной четырехвалковой ИБ 2420
1
Рама
ИБ2420-11-001
2
Стойки
ИБ2420-12-001
3
Опора откидная
ИБ2420-14-001
4
Главный электродвигатель
ИБ2420-15-001
5
Главный редуктор
ИБ242021-001
6
Мотор-редуктора боковых валков
ИБ2420-22-001
7
Редуктора боковых валков
ИБ2420-23-001
8
Мотор-редуктор нижнего валка
ИБ2420-31-001
9
Редуктор нижнего валка
ИБ2420-32-001
10
Редуктор откидной опоры
ИБ2420-64-001
11
Верхний валок
ИБ2420-33-001
12
Боковые валки
ИБ2420-71-001
13
Нижний валок
ИБ2420-81-001
14
Опора верхнего валка
ИБ2420-92-001
15
Ограждение
ИБ2420-93-001
Система смазки четырехвалкового листогиба ИБ 2420
Смазка ИБ 2420 обеспечивается следующим способами:
ручной набивкой подшипников
ручной набивкой ходовых винтов
заливкой в корпус редукторов.
Перед первоначальным пуском машины необходимо заправить редукторы смазочным материалом согласно табл. Ввиду простоты конструкции смазочной системы перечень возможных нарушений ее работы не приводится. Подшипники качения смазывать не реже один раз в месяц.
Объем масла, заливаемого в редукторы, должны контролироваться по рискам маслоуказателей (масломерных игл) или по контрольным пробкам.
№
Объект смазки
Смазочный материал
Периодич-ность смазки
1
Главный редуктор
ТСП-15
6 мес.
2
Редуктора боковых валков
»
3
Редуктор нижнего валка
»
4
Редуктор откидного устройства
»
5
Мотор-редуктор боковых валков
»
6
Мотор-редуктор нижнего валка
»
7
Цепная передача
Циатим 201
3 мес.
8
Винтовая пара откидной опоры
1 мес.
9
Винтовая пара боковых валков,нижнего валка
»
10
Подшипники боковых валков,нижнего валка
»
3 мес.
11
Подшипник опоры верхнего валка
»
12
Подшипник откидной опоры
»
Устройство, и принцип работы четырёхвалкового листогиба ИБ 2420
Принцип работы машины листогибочной четырёхвалковой ИБ2420 заключается в свободной гибке листа, помещенным между верхним, боковым валками и нижним валком. Конец листа заводиться между верхним и боковыми валками и нижним валком ориентируя кромки листа параллельно образующей валка. Затем, перемещая боковые валки вверх, прогибают лист, вследствие чего участок листа под верхним валком получает пластическую деформацию изгиба. При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков.
При проходе через зону деформации участки листа получают последовательную, равномерную по длине, остаточную кривизну. Различная установка боковых валков по отношению к верхнему валку обеспечивает изменение радиуса гибки.
Гибка листа на малые радиусы ограничивается силой сцепления приводимых валков с изгибаемым листом, и производиться на несколько последовательных пропусков (проходов).
Правая опора верхнего валка размещена на правой стойке, а левая поддерживается откидной опорой, при откидывании которой можно снять готовое изделие с верхнего валка. Механизм регулировки боковых валков и механизм наклона откидной опоры имеют индивидуальные приводы. Управление машиной кнопочное, осуществляется с общего пульта управления.
Схема кинематическая листогиба ИБ2420
Главный электродвигатель
Редуктор
Звездочка
Звездочка
Верхний вал
Мотор-редуктор
Муфта
Редуктор
Винтовая пара
Боковой валок
Мотор-редуктор
Соединительная муфта
Редуктор
Винтовая пара
Нижний валок
Откидная опора
Электродвигатель откидной опоры
Редуктор откидной опоры
Винтовая пара откидной опоры
Фиксатор
Электродвигатель 1 главного привода через редуктор 2, цепную передачу 3-4 передается движение верхнему валку 5. Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
Работа основных составных частей листогиба четырёхвалкового ИБ2420
Стойки
Стойки сварные, выполнены из листовой стали. В правой стойке выполнено базовое отверстие под верхний валок. Между собой стойки соединены стяжками. В виду простоты конструкции рисунки не приводятся.
Механизм наклона откидной опоры ИБ 2420
Привод опоры осуществляется от электродвигателя 1 через редуктор 2 и передачу винт — гайка 3. Крайнее положение откидной опоры 5 контролируется конечными выключателями , и фиксатором 4.
Валок верхний
Верхний валок вращается в сферических подшипниках . Верхний валок приводной и имеет закалку HRC45-50.В виду простоты конструкции рисунок не приводиться.
Валки боковые
Валки боковые устанавливаются в корпуса со сферическими подшипниками, корпуса установлены в направляющих правой и левой стоек.Подъем и опускание валков осуществляется от редукторов расположенных в нишах стоек. Контроль положения валков производиться за счет концевых выключателей.
Валок нижний аналогичен боковым валкам.
Виду просты конструкции остальных составных частей листогиба ИБ2420, описание их не прилагается.
Установка и транспортировка четырёхвалкового листогиба ИБ2420
транспортировка
Транспортировать машину листогибочную ИБ2420 необходимо тросами — зачаливанием за такелажные отверстия расположенные на стойках листогиба. Тросы по длине должны быть равные (с целью размещения центра тяжести на одной оси с крюком), что обеспечивает устойчивое положение листогиба в горизонтальной плоскости (∆L=0,5). Упакованные листогибочнеы машины ИБ2420 зачаливают за нижний брус в местах указанных на упаковке.
Перед установлением машины листогибочной ИБ2420 на фундамент необходимо тщательно очистить листогиб от антикоррозийных покрытий, и покрыть валки тонким слоем масла «Индустриальное И-50А» ГОСТ 20799-88 во избежание коррозии. Очистку производить сначала деревянной лопаточкой, а остатки смазки с наружных поверхностей удалить чистыми салфетками, смоченными бензином.
установка
Точность работы листогиба ИБ2420 зависит от правильности ее установки. Машину листогибочную ИБ2420 необходимо установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать 0,5/1000 мм. После установки листогиба четырёхвалкового ИБ2420 на фундамент проверить нормы точности.
Подготовка листогиба ИБ2420 к первоначальному пуску
Подсоединить листогиб ИБ2420 к общей системе заземления.
Подключить личтогибочную машину к электросети, проверив соответствие напряжения сети и электрооборудование.
Присоединение электрооборудования к сети и электрошкафу производить согласно схеме соединения
Перед включением машины необходимо ознакомиться с назначением органов управления на пульте
Выполнить указания, изложенные в разделах смазка и электрооборудование.
После включения листогиба, необходимо опробовать на холостом ходу работу всех механизмов.
Порядок работы на листогибе четырёхвалковом ИБ2420
Окалину с листовых заготовок следует перед гибкой УДАЛИТЬ. Очищение от окалины листа обеспечивают необходимое скольжение между валками и не повреждают рабочую поверхность валков.
Работа на листогибочной машине ИБ2420 производиться в следующем порядке:
Лист заводится между верхним и боковыми валками. При этом кромка листа должна быть выставлена параллельно образующей переднего бокового валка. При начале работы необходимо убедиться, что валки находятся в параллельном положении, нижний валок несколько опущен. Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
Радиус гибки зависит от положения боковых валков относительно верхнего.
Открывается левая опора верхнего валка и обечайка снимается
При работе требуется большое внимании и правильность регулировки и установки заготовок в валках, а также наблюдение за перемещением заготовки в процессе гибки. После каждого перехода следует проверять параллельность кромки листа образующей валка.
Неплоская заготовка должна быть предварительно выправлена, т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.
Смещение кромок исправляются путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
Во избежание поломки откидной опоры необходимо периодически проверять положение верхнего валка относительно боковых.
После гибки, регулирование останова боковых валков в крайних нижних положениях производить перемещением кронштейнов с конечными выключателями.
Регулирование угла откидной опоры в крайнем верхнем и крайнем нижнем положениях производить перемещением кронштейнов по пазам с закрепленными на них конечными выключателями и с регулированием момента срабатывания выключателя упором.
Возможные неисправности листогибочной четырёхвалковой машины ИБ2420 и методы их устранения
Наименование неисправности, внешнее проявление и дополнительные признаки
Вероятная причина
Метод устранения
1. Не закрывается откидная опора
Неправильно выставлен верхний валок
Выставить верхний валок
2. При гибке цилиндрических заготовок получается конус
Нарушена параллельность валков
Отрегулировать параллельность
3. Наблюдаются люфты в местах соединения
Ослабление затяжки винтов, болтов
Подтянуть детали крепления
4. Нагрев подшипников и трущихся поверхностей
Недостаточность смазки или загрязнение смазочного материала
Проверить наличие смазочного материала.
Особености разборки и сборки листогиба четырёхвалкового ИБ2420 при ремонте
Приступая к ремонту ИБ2420, необходимо выполнить следующее:
отключить листогиб от электроэнергии;
снять ограждение с машины.
Допуск в мм. (переднего бокового
к заднему боковому валку)
Допуск в мм. (переднего бокового
и заднего бокового валка верхнему)
0,6 на длине 2000 мм
0,4 на длине 2000 мм
Категория ремонтной сложности ИБ2420
Механической — РМ
10,93
Электрической — РЭ
14,1
При ремонте четырёхвалковой листогибочной машины ИБ2420 необходимо полностью сменить смазочный материал в составных частях машины!
Четырехвалковые вальцы более точны, производительны, универсальны, быстрее, безопаснее и проще в эксплуатации, чем трехвалковые машины. Они меньше зависят от компетентности оператора. Они идеально подходят для гибки листов толщиной до 6 дюймов.
• Самые быстрые и точные гибки выполняются на четырехвалковых машинах. Пластина надежно удерживается на месте между верхним и нижним валками, в то время как боковые валки перемещаются вертикально, создавая изгиб.
• Нижний валок перемещается вверх, чтобы надежно удерживать лист против верхнего валка, в то время как боковой валок поднимается, образуя точный предварительный изгиб, сводя к минимуму плоскую зону на краю листа. Предварительная гибка на трехвалковой машине требует, чтобы листы наклонялись вниз во время их подачи. Напротив, пластины загружаются горизонтально на уровне подачи для предварительной гибки на четырехвалковом станке, что позволяет использовать горизонтальные роликовые столы с электроприводом для облегчения подачи пластин.
• Подача тарелок может осуществляться с любой стороны четырехвалковой машины. При подаче только с одной стороны их можно разместить даже близко к стене, чтобы сэкономить место на полу.
• Боковые валки расположены справа и слева от нижнего вала и на своих осях. Независимая ось каждого ролика помогает сделать идеальный изгиб. «Задний» боковой валик (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора.
• Лист остается прямолинейным без проскальзывания как во время предварительной гибки, так и во время прокатки благодаря постоянному надежному зажиму верхнего и нижнего валков.
• Четырехвалковые машины не требуют, чтобы оператор снимал, переворачивал, а затем пытался выпрямить и переставить пластину во второй раз после предварительного изгиба, как в случае с трехвалковыми IP-машинами. Хранение материала в машине делает четыре вальца на 50% более эффективными, чем трехвалковые машины IP, и позволяет прокатывать цилиндр до требуемого диаметра сразу после предварительного изгиба.
Анкерний болт ГОСТ 24379.1-80 М30 складається з прута на одному кінці, нанесена різь. Такий болт передбачає наявність шайби або анкерної плити.Залежно від зовнішнього вигляду анкерних болтів їх поділяють на: вигнуті, з анкерною плитою, складені, знімні, прямі та болти з конічним кінцем.
Цей кріплення найчастіше виготовляють зі сталі СТ3ПС2, а також із конструкційної вуглецевої сталі 20. У разі застосування болта в регіонах із низькими температурами використовують сталь 09Г2С. За потреби можна виготовити анкерні болти та з іншого матеріалу, залежно від того, де та як застосовуватиметься кріплення. Для більшої міцності виробу надаються загартовані.
Технічні характеристики фундаментальних болтів
Характеристики
Тип 1 виготовлення 1
Тип 1 виготовлення 2
Тип 2
Тип 5
Шпилька
Крок різі
3. 5
Діаметр стрижня
30
Довжина різі
120
Довжина згину
90
250
—
Довжина гака
—
120
—
Гайка
Розмір під ключ
46
Діаметр описаного кола
50.9
Висота
25.6
Шайба
Внутрішній діаметр
32
Зовнішній діаметр
80
Товщина
10
Плита анкерна
Внутрішній діаметр
—
38
—
Ширина
—
120
—
Товщина
—
20
—
Приклад встановлення фундаментального болта та теоретична вага фундаментального болта тип1
Довжина болта, мм
Теоретична маса, кг
600
4. 55
710
5.16
800
5.66
900
6.22
1000
6.77
1120
7.43
1250
8.15
1320
8.53
1400
8.99
1500
9.54
1600
10.1
1700
10.65
1800
11.21
1900
11.76
2000
12.32
Приклад встановлення фундаментального болта та теоретична вага фундаментального болта тип 2
Довжина болта, мм
Теоретична маса, кг
250
4. 7
300
4.98
350
5.25
400
5.53
450
5.81
500
6.08
600
6.64
700
7.25
800
7.75
900
8.3
1000
8.86
1120
9.53
1250
10.25
1320
10.64
1400
11.07
1500
11.63
1600
12.18
1700
12.74
1800
13.29
1900
13. 85
Приклад встановлення фундаментального болта та теоретична вага фундаментального болта тип5
Довжина болта, мм
Теоретична маса, кг
250
2.17
300
2.44
Ви можете придбати анкерні болти, а також інші метизи в нас на сайті, за дуже вигідною ціною. Компанія «КрепСила» вже понад 10 років постачає якісні болти та іншу продукцію на ринок України. Співпрацюючи з нами, ви отримуєте гарантію від виробника на 36 місяців, що доводить якість і надійність кріплення. З кожним виробом йде унікальний сертифікат якості. Ми доставимо продукцію в будь-яку точку України.
Характеристики
Інформація для замовлення
Фундаментный анкер М30х600 ГОСТ 24379.
1-2012 1.1. Изогнутный фундаментный анкерный болт тип 1 исполнение 1 30*600.
Артикул: 108031553
Характеристики
Общие данные
Тип и конструкция
изогнутый
Точный стандарт
ГОСТ 24379.1-2012
Тип
1
Исполнение
1
Основные размеры
Размер резьбы
М30
Шаг резьбы
3.5 мм
Диаметр
30 мм
Длина
600 мм
Длина загиба (L5)
90 мм
Максимальный диаметр (d1)
30 мм
Размер используемого ключа
46
Материал и покрытие
Тип (марка) стали
Ст3сп
Покрытие
без покрытия
Класс прочности
4. 8
Другие размеры:
М12х290, Ст3сп
М12х300, Ст3сп
М12х400, Ст3сп
М12х500, Ст3сп
М12х800, Ст3сп
М16х180, Ст3сп
М16х300, Ст3сп
М16х400, Ст3сп
М16х500, Ст3сп
М16х600, Ст3сп
М16х660, Ст3сп
М16х800, Ст3сп
М16х1000, Ст3сп
М16х1280, Ст3сп
М20х400, Ст3сп
М20х450, Ст3сп
М20х500, Ст3сп
М20х550, Ст3сп
М20х600, Ст3сп
М20х700, Ст3сп
М20х710, Ст3сп
М20х720, Ст3сп
М20х730, Ст3сп
М20х800, Ст3сп
М20х1000, Ст3сп
М20х1120, Ст3сп
М20х1250, Ст3сп
М24х500, Ст3сп
М24х600, Ст3сп
М24х700, Ст3сп
М24х710, Ст3сп
М24х720, Ст3сп
М24х750, Ст3сп
М24х780, Ст3сп
М24х800, Ст3сп
М24х850, Ст3сп
М24х900, Ст3сп
М24х930, Ст3сп
М24х950, Ст3сп
М24х1000, Ст3сп
М24х1090, Ст3сп
М24х1100, Ст3сп
М24х1120, Ст3сп
М24х1250, Ст3сп
М24х1500, Ст3сп
М30х450, Ст3сп
М30х700, Ст3сп
М30х800, Ст3сп
М30х900, Ст3сп
М30х910, Ст3сп
М30х1000, Ст3сп
М30х1120, Ст3сп
М30х1200, Ст3сп
М30х1250, Ст3сп
М30х1320, Ст3сп
М30х1450, Ст3сп
М30х2800, Ст3сп
М36х700, Ст3сп
М36х710, Ст3сп
М36х800, Ст3сп
М36х1000, Ст3сп
М36х1120, Ст3сп
М36х1250, Ст3сп
М36х1320, Ст3сп
М36х1400, Ст3сп
М36х1450, Ст3сп
М36х1600, Ст3сп
М42х900, Ст3сп
М42х1250, Ст3сп
М42х1320, Ст3сп
М42х2240, Ст3сп
М42х2300, Ст3сп
М48х1500, Ст3сп
М48х1630, Ст3сп
М48х1700, Ст3сп
М48х2500, Ст3сп
М48х2800, Ст3сп
Нет в продаже
Kwik Bolt TZ Клиновой анкер — Клиновые анкеры
Перейти к основному содержанию
Бескомпромиссность с Nuron Испытайте новейшие беспроводные инновации. Откройте для себя Нурон
Функции и области применения
Функции и области применения
Характеристики
Особенно подходит для сейсмических применений и бетона с трещинами (зона растяжения)
Сейсмическая квалификация проверена в соответствии с ACI 355.2 и ICC-ES AC 193.
Небольшое минимальное расстояние до края и расстояние между ними для максимальной гибкости дизайна
Одобрено для использования в тонких плитах, LWOMD и заполненных цементным раствором CMU.
Гайки и шайбы в сборе
Приложения
Крепление металлоконструкций, фасадов, механического оборудования, поручней и стоек
Технические данные
Документы и видео
Консультации и поддержка
Рейтинги и обзоры
Зарегистрируйтесь здесь
Выполняйте работу быстрее онлайн. Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Возникли проблемы со входом в систему или вы забыли свой пароль?
Пожалуйста, введите свой адрес электронной почты ниже. Вы получите инструкции по созданию нового пароля.
Нужна помощь? Свяжитесь с нами
Войдите, чтобы продолжить
Показать пароль
Забыли свой пароль
оставить меня залогиненным
Нужна помощь? Свяжитесь с нами
Зарегистрируйтесь здесь
Выполняйте работу онлайн быстрее. Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Выберите следующий шаг, чтобы продолжить
Ошибка входа в систему
К сожалению, мы не можем войти в систему. Используемый вами адрес электронной почты не зарегистрирован для {0}, но зарегистрирован для другого веб-сайта Hilti.
Выберите один из следующих вариантов: Зарегистрироваться Войти с другим адресом электронной почты Отменить и закрыть
В корзину
В корзину
Перейти в корзину
Обновление количества
Обратите внимание, объем заказа обновлен. Это связано с упаковкой и минимальным объемом заказа.
Обратите внимание, объем заказа был обновлен до . Это связано с упаковкой и минимальным объемом заказа.
Kwik Bolt 1 Клиновой анкер — Клиновые анкеры
Перейти к основному содержанию
Бескомпромиссность с Nuron Испытайте новейшие беспроводные инновации. Откройте для себя Нурон
Функции и области применения
Функции и области применения
Характеристики
Особенно подходит для сейсмостойких применений, а также для бетона с трещинами (зона растяжения)
Сейсмические испытания в соответствии с ACI 355.2 и ICC-ES AC 193
В соответствии с IAPMO, совместимо с модулем Hilti Adaptive Torque (AT) для механической защиты
Идентификационные маркировки продукта и длины облегчают контроль качества и проверку
Приложения
Крепление металлоконструкций, фасадов, электрического и механического оборудования, поручней и стоек
Технические данные
Документы и видео
Консультации и поддержка
Рейтинги и обзоры
Зарегистрируйтесь здесь
Выполняйте работу онлайн быстрее. Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Возникли проблемы со входом в систему или вы забыли свой пароль?
Пожалуйста, введите свой адрес электронной почты ниже. Вы получите инструкции по созданию нового пароля.
Нужна помощь? Свяжитесь с нами
Войдите, чтобы продолжить
Показать пароль
Забыли свой пароль
оставить меня залогиненным
Нужна помощь? Свяжитесь с нами
Зарегистрируйтесь здесь
Выполняйте работу онлайн быстрее. Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Выберите следующий шаг, чтобы продолжить
Ошибка входа в систему
К сожалению, мы не можем войти в систему. Используемый вами адрес электронной почты не зарегистрирован для {0}, но зарегистрирован для другого веб-сайта Hilti.
Выберите один из следующих вариантов: Зарегистрироваться Войти с другим адресом электронной почты Отменить и закрыть
В корзину
В корзину
Перейти в корзину
Обновление количества
Обратите внимание, объем заказа обновлен. Это связано с упаковкой и минимальным объемом заказа.
Обратите внимание, объем заказа был обновлен до . Это связано с упаковкой и минимальным объемом заказа.
В этой статье хотелось бы подробнее осветить тему флюсов для пайки, то, как они классифицируются и какое применение можно для них найти. Для начала определимся, что такое флюс, и насколько он необходим при пайке.
Флюс – это вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления окислителей при пайке, снижения поверхностного натяжения, улучшения растекания жидкого припоя и защиты от действия окружающей среды. Другими словами, флюс нужен для упрощения расплавления припоя, или для залуживания поверхности металла, в электронике используется сплав меди.
Флюсы делятся на пять классификаций: по допустимому температурному интервалу, по растворению, по активатору определяющего действия, по механизму действия и по агрегатному состоянию.
По температурному интервалу делятся на те, что подходят для температур до 450 °С, и высокотемпературные – свыше 450 °С. Низкотемпературные — к ним относится канифольные, кислотные и галогенидные, гидразивные и фторборатные, анилиновые и стеариновые. Высокотемпературные – это галогенидные и боридно-углексилые соединения.
По растворению различаются по двум категориям — водные и неводные.
По активатору определяющего действия флюсы отличаются разнообразием.
По механизму действия флюсы подразделяются на защитные, химического действия, электрохимического действия и реактивные.
По агрегатному состоянию различаются на три типа: твёрдые, жидкие и пастообразные.
Флюсы, которые используются в электронике, соответствуют следующим требованиям: низкие ток утечки и подверженность коррозии.
Простейшие по составу флюсы делают из канифоли, или ее раствора в спирте, к примеру, в этаноле либо в других спиртах или бензиновой смеси. Не менее часто используют кислотные флюсы – разнообразные кислоты или их соли, но такие флюсы требуют промывки после пайки, чтобы не образовывалась коррозия.
Отмывку печатных плат также требует и глицерин, чтобы избежать скорого окисления. Единственное, что можно не смывать, это канифоль или ее растворы, так как та после застывания образует дополнительный защитный слой.
Активные флюсы
Создаются на основе соляной кислоты. При их помощи спаивают железные изделия. Паяльная кислота взаимодействует с веществом за счет реакций цинка при обработке поверхностей материалов. Активный флюс отличается повышенной химической активностью, снимает оксидные пленки с поверхности деталей, реагирует на сам металл. Благодаря использованию активных составов происходит надежное соединение металлов. Повышенная электропроводность дает возможность соединять крупные провода или изделия. Данный флюс не применяется в радиотехнике, т.к. остатки химического состава трудно удаляются с плат, они быстро разъедают соединения.
Бескислотные флюсы
Эти флюсы изготавливаются на основе глицерина, этилового спирта, а также скипидара, и также называются неактивными. Канифоль применяется при температурах до 150°C, растворяет тонкие слои поверхности меди, свинца или олова, производя качественную очистку. В основном применяются для пайки поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электросхемами или платами радиодеталей.
Активированные флюсы
Производятся на основе солянокислого анилина или салициловой кислоты. Применяются при пайке всех видов соединений, которые не требуют предварительной зачистки и при соединении материалов, которые подвержены механическим воздействиям.
Антикоррозийные флюсы
Цель антикоррозийных флюсов заключается в очистке места пайки от коррозийных отложений, защите от окислов для дальнейшей эксплуатации детали. Основной компонент – ортофосфорная кислота, которая используется при изготовлении антикоррозийных пропиток. Главное отличие от кислотных составов в том, что флюс не разрушает сам металл, но зачищает его для предотвращения коррозии, при помощи химической реакции при температурных воздействиях.
Защитные флюсы
Предназначение состоит в защите материалов от дальнейшего окисления, за счёт обработки предварительно очищенных деталей. Их отличие — отсутствие химического воздействия, потому что активность вещества невысока. Для изготовления этого типа флюсов применяются вазелин, воск, оливковое масло, другие маслянистые вещества. В основном применяется для пайки микросхем и bga деталей.
Альтернативные виды припоев используются для различных целей при спайке. Бура, смешанная с канифолью, используется для пайки медных трубок, не нуждается в предварительной зачистке изделия, температура плавления начинается от 70 градусов, а в процессе не выделяются вредные вещества.
Жидкие припои на основе золота, вазелина, салициловой кислоты используются при спайке радиаторов и одножильных проводов, в результате получается чистый и аккуратный шов.
Что такое канифоль и для чего она нужна
#S[2033]#
Канифоль можно найти в шкафу у каждого радиолюбителя или домашнего мастера. Используется это вещество в процессе низкотемпературной пайки различных металлов. Его название слышал каждый, но происхождение, свойства и особенности применения для многих остаются загадкой.
Основной компонент канифоли
Канифоль представляет собой очищенную смолу хвойных деревьев. На территории СНГ чаще всего встречается именно сосновая канифоль, но технология производства не ограничивается этим деревом. Иногда на рынке попадаются кедровые, еловые и пихтовые марки.
Получение методом выпаривания
В необработанном виде сок хвойных деревьев перенасыщен влагой, скипидаром и различными примесями. Смола нагревается до температуры воды и постепенно превращается в те самые хрупкие кристаллы. В отдельных ситуациях такой полуфабрикат подвергается дополнительной химической очистке.
Получение методом экстракции
Иногда вытягивать смолы из древесины нерационально. В этом случае канифоль получают напрямую из древесины. Для этого измельченный материал подвергают воздействию химических растворителей с различными свойствами.
Получение путем перегонки талого масла
В процессе изготовления целлюлозно-бумажной продукции остается множество лишних отходов, в том числе и талое масло. С целью максимальной рационализации производства его дополнительно используют для извлечения смол в процессе обработки хвойных пород.
#P[34358,35382,35383]#
Растворимость канифоли
Готовая канифоль отлично растворяется в большинстве химически активных растворителей. В этот список входят бензин, эфир, ацетон, спирты. При этом на воду твердая канифоль никак не реагирует.
Температура плавления
Канифоль отлично подходит для пайки за счет низкой температуры плавления. Точное значение конкретной марки зависит от источника и способа ее получения, но усредненные цифры указывают на диапазон 50-70 градусов. Показатель может быть и больше, но он не превышает температуру плавления любого припоя.
Основная цель применения
Большинство проводников подвержены окислению, а на их поверхности быстро откладываются жировые частицы. Это сильно затрудняет процесс пайки и ухудшает качество соединения. Являясь химически активным кислотным веществом, канифоль при нагревании очищает поверхность от оксидной пленки и инородных веществ.
Процесс пайки
Процедура начинается с прогрева паяльника до рабочей температуры. На жало берем небольшое количество используемого припоя и опускаем его в канифоль. Дожидаемся пока канифоль немного покроет жало, но не допускаем его пережигания. В заключение как можно быстрее производим процедуру пайки, прижимая паяльник к нужному элементу, так как канифоль быстро испаряется.
Использование в других сферах
Канифоль отлично справляется с ролью флюса, но также используется и для решения других задач. Она придает нужные свойства лакокрасочным покрытиям и часто встречается в некоторых сплавах пластмассы. Также вещество отлично подходит для обработки струн музыкальных инструментов, смычков и балетной обуви.
Способы хранения и поставки компонента
Наиболее широкое распространение в качестве флюса получили твердые гранулы канифоли. Помимо них существуют спиртовые растворы и гели. Первые очень удобно наносить на открытые поверхности кисточкой, а вторые хорошо задерживаются в закрытых труднодоступных местах.
Недостаток канифоли
Из-за своей слабой химической активности флюс на основе смол больше подходит для работы с простыми металлами: медь, сталь, свинец. При пайке нержавейки и алюминия из-за моментального образования стойкой оксидной пленкой приходится использовать более кислотные и активные флюсы.
Канифоль
против волнового флюса без канифоли?
Исследования
Специально разработанные медно-оловянные сплавы для селективной пайки
Реактивность неочищенного флюса, захваченного под компонентами с нижними выводами
Проблемы выбора подходящего материала TIM2 для ЦП
Возможность сборки паяльной пасты с низким содержанием серебра
Инструменты для контроля паяльной пасты для поддержки промышленности 4.0 и масштабирования корпусов
Жидкие термоматериалы для крупносерийного производства
Новый метод балансировки линии
Сокращение NSOP для пакетов QFN RFIC
ДОПОЛНИТЕЛЬНЫЕ ИССЛЕДОВАНИЯ
Последние новости отрасли
4 школы стремятся помочь Intel, SkyWater Staff New Fabs
Производство в Китае сокращается
Источники сообщают, что поставки iPhone Foxconn в ноябре могут упасть на 30%
Мнение: Android-ификация автомобилей
Этот утренний ритуал сделает вас успешным
ДОПОЛНИТЕЛЬНЫЕ НОВОСТИ ОТРАСЛИ
Эта статья посвящена различиям в сопротивлении поверхностной изоляции (SIR) между флюсами, содержащими и не содержащими канифоль флюсами. Технология материалов
СКАЧАТЬ
Авторы:
Адам Мерлинг и Рон Ласки, доктор философии. Indium Corporation Клинтон, Нью-Йорк, США
Резюме
Есть ли преимущества в использовании флюсов для пайки волной припоя, содержащих канифоль, по сравнению с флюсами, не содержащими канифоли? Флюсы на основе канифоли являются одними из первых типов флюсов, использовавшихся в первые годы электронной промышленности. В их основе материал, полученный из сосны и других растений, прежде всего хвойных. Флюсы на основе канифоли не вызывают коррозии при комнатной температуре, гигроскопичны и обычно отверждаются при комнатной температуре, захватывая потенциально вызывающие коррозию активаторы.
Для сравнения, флюсы без канифоли, особенно водопромывные, содержат агрессивные кислоты, которые необходимо удалять после процесса пайки волной припоя. Если узлы не очистить, остатки могут вызвать коррозию и рост дендритов. Производитель может выбрать флюс, содержащий или не содержащий канифоль, в зависимости от используемого растворителя, соотношения флюса и растворителя, текущего процесса очистки и т.д. Выбор делается в результате множества факторов, которые играют роль при пайке волной припоя, таких как термический профиль, тип флюса, его применение, тип припоя, время предварительного нагрева, температура и время контакта волны.
В этой серии экспериментов независимой переменной был тип потока. Вышеупомянутые переменные варьировались в разработанном формате эксперимента. Для оценки качества полученных сборок был использован текущий тест IPC на сопротивление поверхностной изоляции (SIR). Были собраны данные для определения надежности трех содержащих канифоль и трех не содержащих канифоль волновых потоков. Кроме того, были сделаны микрофотографии типичных полученных паяных соединений, чтобы наблюдать качество изготовления и эстетические свойства паяных соединений.
Выводы
Как органические флюсы, так и не требующие очистки флюсы на основе канифоли прошли тест SIR, что затруднило определение тенденции. Вот почему данные были дополнительно разбиты и представлены на Рисунке 16. Такое представление данных позволяет легче увидеть явное несоответствие между флюсами, содержащими канифоль, и их органическими аналогами. Log10 общего среднего значения для флюсов на основе канифоли составил 11,76 Ом, в то время как органические флюсы были стабильны при 90,33 Ом. Флюсы на основе канифоли более чем на 2 порядка превышают SIR по сравнению с органическими флюсами. Наличие более высокого удельного сопротивления означает, что материал будет более устойчивым к росту дендритов и другим дефектам. Однако важно помнить, что органические потоки превышали минимум log10 R = 8 Ом и соответствовали стандарту J-STD-004B.
Пять из 6 средних значений шаблона вниз были ниже, чем средние значения шаблона вверх, чего и следовало ожидать. Интригует тот факт, что SIR Flux A оказался лучше, чем у других 5, что требует будущих исследований и экспериментов, чтобы прийти к выводу.
Первоначально опубликовано в материалах ССПМ
Комментарии
На сегодняшний день комментариев не поступало.
Обсуждение на доске
Большие апертуры трафарета и паста типа 4
Что такое определение IPC для необычно жесткого?
Влажность компонентов Вопрос?
Причины газовых пузырей
Как проверить чистоту после доработки и перед повторным покрытием?
Сборка плат с BGA на обеих сторонах
Упадок металлизированного отверстия?
Печи с 5 и 8 зонами
ЕЩЕ РАЗГОВОР НА СОВЕТЕ
Спросите экспертов
Электростатический разряд и увлажнение
Пузырьки конформного покрытия
Проверка чистоты
Пробоины и поврежденные соединения
Открытый дефект меди
Плотина и наполнитель в сравнении с защитным покрытием
Вопрос о частоте дефектов PPM для перевернутых пакетов
Что вызывает вращение компонента во время оплавления?
БОЛЬШЕ СПРОСИТЕ У ЭКСПЕРТОВ
Понимание пайки Часть 7: Канифольный флюс
Многие популярные продукты питания и сети ресторанов повышают интерес к своей продукции, рекламируя «секретный» ингредиент. Однако они не единственные, кто полагается на секрет; пайка электронных компонентов на печатной плате также зависит от скрытого ингредиента. Совместная работа с припоем — это вещество, о котором многие не знают, которое называется флюсом, но без него мы не смогли бы надежно спаять ни одну деталь.
Припой представляет собой комбинацию металлических сплавов, которые после плавления сплавляют штырек компонента с металлической площадкой или отверстием на печатной плате для создания электропроводящего соединения. Флюс облегчает этот процесс пайки, очищая металлические поверхности перед их расплавлением. Различные типы флюса различаются по основным материалам, используемым для его создания, при этом канифоль является одним из наиболее распространенных вариантов, используемых при сборке печатных плат. Об этом секретном ингредиенте есть что рассказать; давайте рассмотрим использование канифольного флюса при сборке печатных плат.
Что такое Канифольный флюс?
Когда металл подвергается воздействию воздуха, на незащищенных поверхностях могут образовываться оксиды. В случае с электроникой эти оксиды могут препятствовать образованию хорошего паяного соединения во время сборки печатной платы. Чтобы облегчить процесс пайки, флюс используется для химической очистки металлических поверхностей путем удаления оксидов, а также любых других примесей. Флюс также способствует смачиванию припоя, что определяет, насколько хорошо расплавленный припой будет течь на соединяемые поверхности.
Флюсы для пайки электроники делятся на три категории: канифоль, водорастворимые (или органические кислоты) и не требующие очистки. Водорастворимые флюсы, изготовленные из органических материалов, отличных от канифоли, чрезвычайно активны при пайке. Это очень эффективно для подготовки поверхностей к пайке, но вскоре после этого требуется тщательная очистка и осмотр, чтобы предотвратить загрязнение флюсом или повреждение платы, если их не удалить своевременно. Флюс Noclean не требует очистки из-за своей низкой активности, но в результате он также не так эффективен при подготовке поверхностей к пайке.
Основной материал канифольного флюса состоит в основном из канифоли, извлеченной из сока сосновых деревьев. Он также содержит различные виды кислот в качестве активаторов, которые способствуют смачиванию расплавленного припоя за счет удаления оксидов из металла. По уровню активности эти кислоты подразделяются на три категории канифольного флюса:
R (канифоль): Это самая мягкая форма канифольного флюса, которая содержит наименьшее количество активаторов и предназначена только для чистого металла. поверхности. Благодаря низкому уровню активности этот канифольный флюс не оставляет вредных остатков во время пайки.
RMA (мягко активированная канифоль): Эта категория содержит более высокий уровень активаторов, достаточный для очистки контактных площадок и отверстий печатных плат, а также контактов компонентов во время пайки. Этот флюс оставит некоторый осадок, который обычно не является проблемой.
RA (активированная канифоль): Этот канифольный флюс содержит самые высокие уровни активаторов для очистки, а также оставляет наибольшее количество остатков после пайки.
Помимо канифоли и активаторов, флюс также будет содержать другие растворители и добавки, облегчающие пайку и защищающие металл от коррозии. Теперь рассмотрим, как используется канифольный флюс в процессе пайки.
Использование флюса во время пайки
Канифольный флюс можно использовать для автоматизированной сборки печатных плат в зависимости от требований к печатной плате. При пайке волной припоя флюс обычно распыляется на печатную плату до того, как он пройдет над расплавленной волной припоя. В печатных платах, которые обрабатываются в печи для оплавления припоя, используется паяльная паста, состоящая из крошечных частиц припоя и липкого флюса, которые удерживают компоненты на месте до оплавления.
Канифольный флюс часто используется при ручной пайке, его можно найти в сердечнике намотанной паяльной проволоки. Припой с сердечником из канифоли помогает пользователю, гарантируя, что флюс распределяется в одинаковых количествах для применения припоя. Однако, если требуется больше флюса для больших площадей, жидкость или пасту можно нанести с помощью кисти, ватного тампона или специального аппликатора флюса. Канифольный флюс также можно найти в имеющихся в продаже ручках-дозаторах для дополнительного удобства.
После завершения пайки вы можете обнаружить остатки канифольного флюса на печатной плате, особенно если вы использовали флюс с более высоким содержанием активаторов. Небольшие остатки канифольного флюса часто остаются на плате после пайки, если только их удаление не требуется по эстетическим соображениям. Остаток, оставленный более активной канифолью или органическими водорастворимыми флюсами, может быть более агрессивным и должен быть удален. Обычно для этого используется деионизированная вода (ДИ). Помните, что нельзя злоупотреблять флюсом во время пайки, иначе у вас будет больше остатков, которые нужно очистить, чем ожидалось. Далее мы рассмотрим несколько передовых методов пайки, чтобы обеспечить желаемые результаты.
DFM для печатных плат HDI
Загрузить сейчас
Советы по достижению наилучших результатов при пайке
Вышеприведенное обсуждение канифольного флюса предназначено для того, чтобы помочь вам создать наилучшие возможные паяные соединения при пайке проводов или компонентов вашей схемы. доска. Вот некоторые дополнительные основные советы по пайке, которые следует помнить:
Прежде чем приступить к пайке, убедитесь, что поверхности, подлежащие пайке, максимально чистые, чтобы флюс не переполнялся.
Установите паяльник достаточно высоко, чтобы полностью нагреть используемый тип припоя.
Добавьте дополнительный флюс на провода, которые необходимо залужить, или на другие большие участки платы, подлежащие пайке.
Наконечником паяльника одновременно доведите до температуры две соединяемые поверхности, обычно контакт компонента и контактную площадку или отверстие печатной платы.
 2
2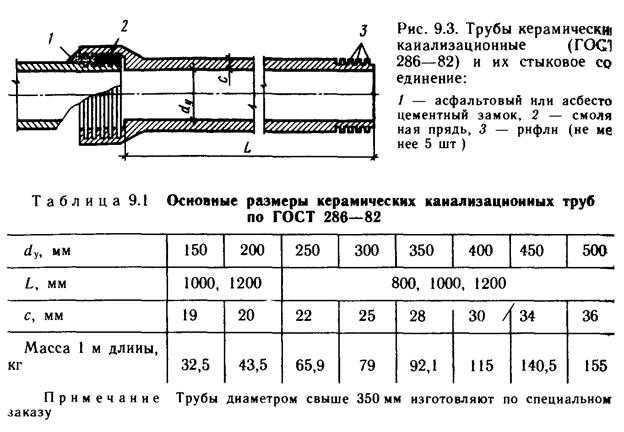 6
6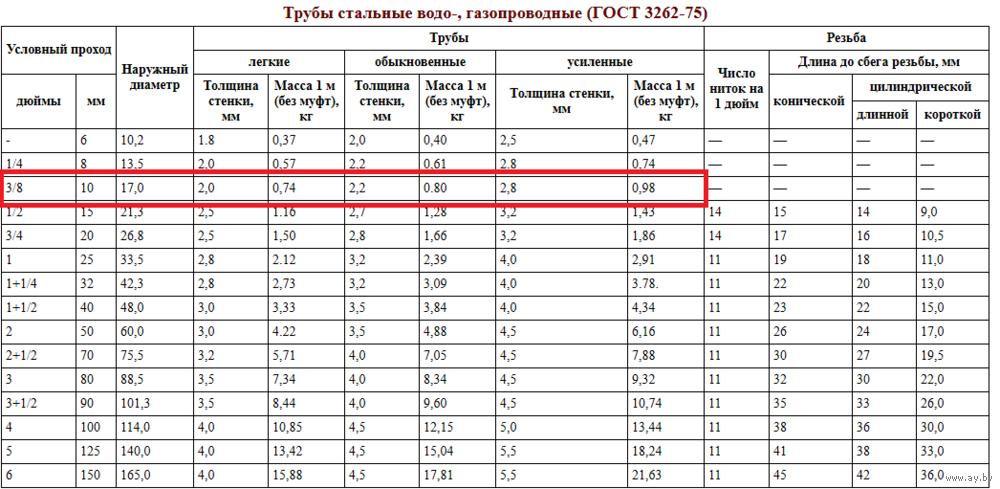 2
2 д.
д. Лишь взглянув на таблицу, специалисту становится ясно, что наряду с отечественным производственным ГОСТом для труб из нержавеющей стали такой же универсальностью обладает и стандарт iso (International Standart Organization).
Лишь взглянув на таблицу, специалисту становится ясно, что наряду с отечественным производственным ГОСТом для труб из нержавеющей стали такой же универсальностью обладает и стандарт iso (International Standart Organization). Точно такой же уникальностью характеризуется и стандарт sms, разработанный в Швеции более полувека назад.
Точно такой же уникальностью характеризуется и стандарт sms, разработанный в Швеции более полувека назад. 545
545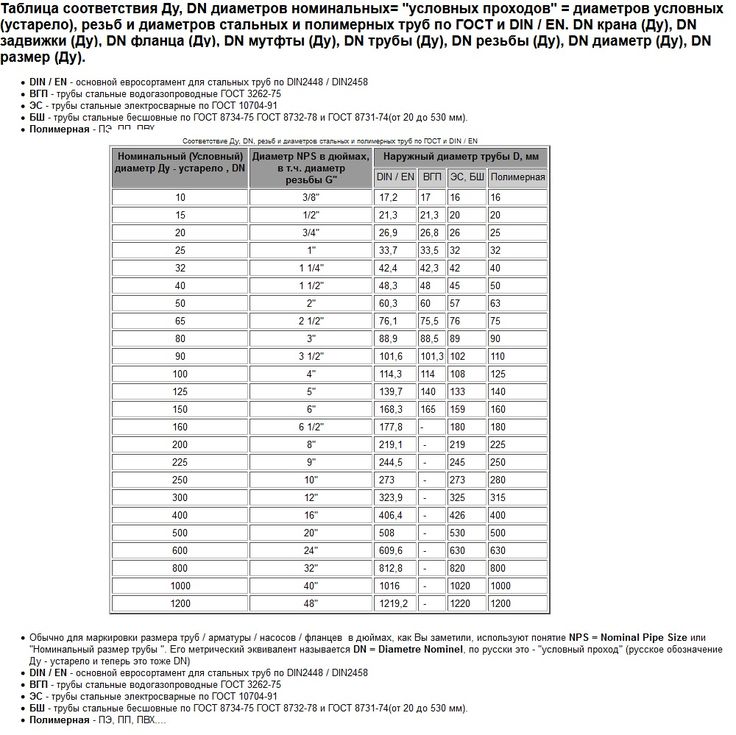 219″
219″ 140″
140″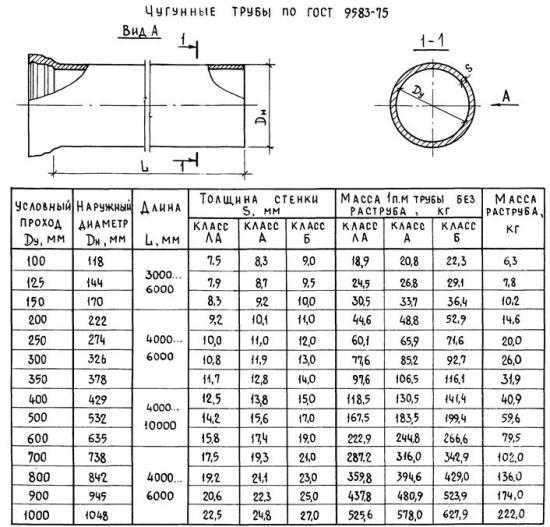 109″
109″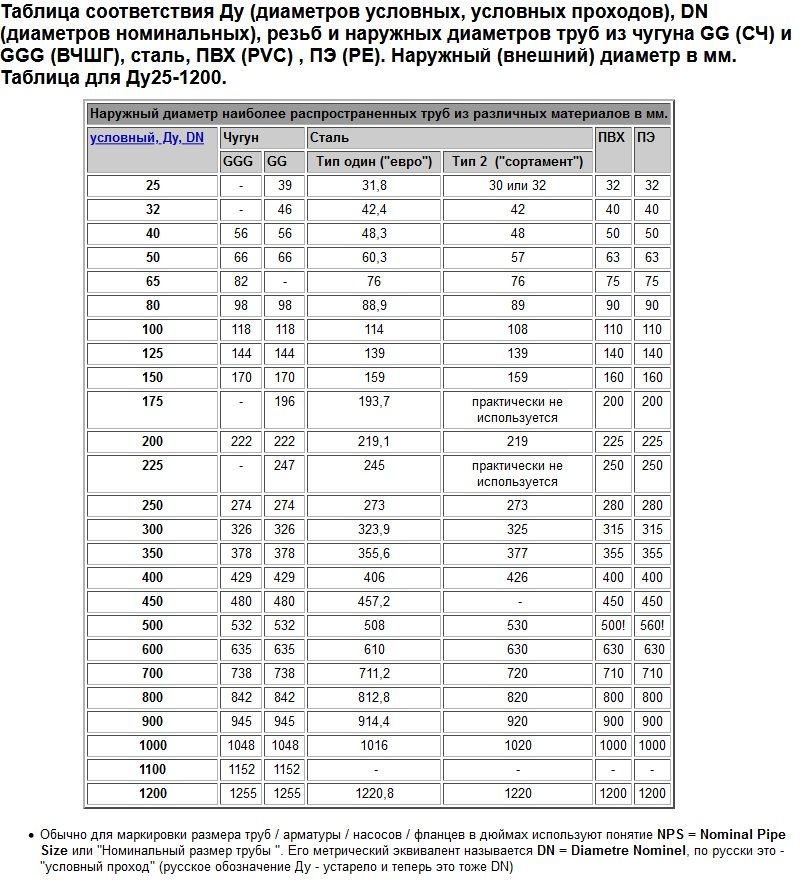 120″
120″ 120″
120″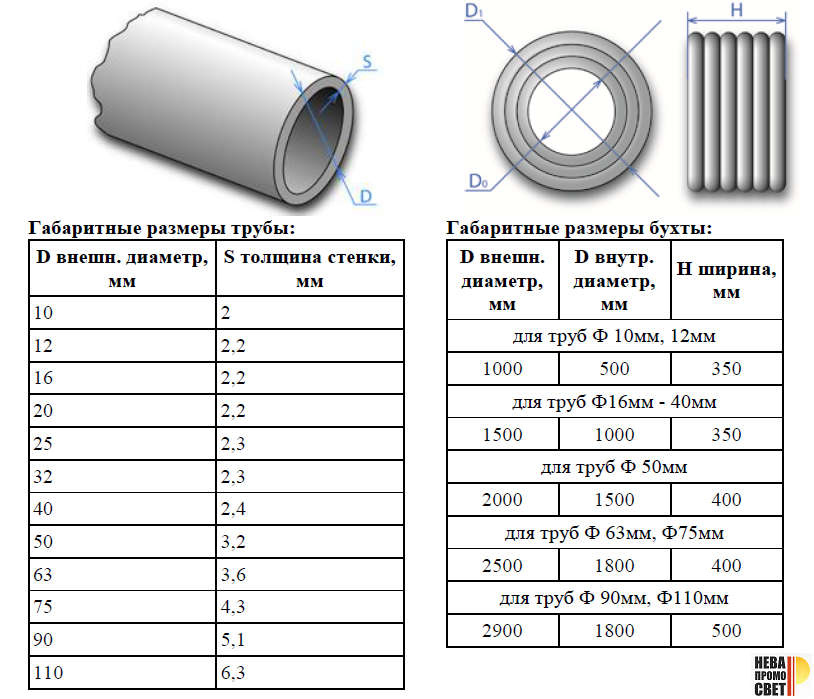 750″
750″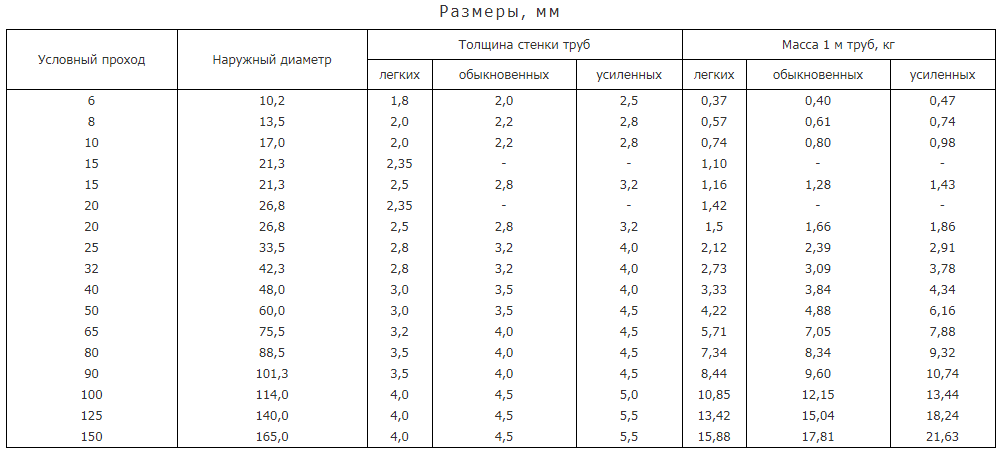 125
125 365″
365″ 375″
375″ 375″
375″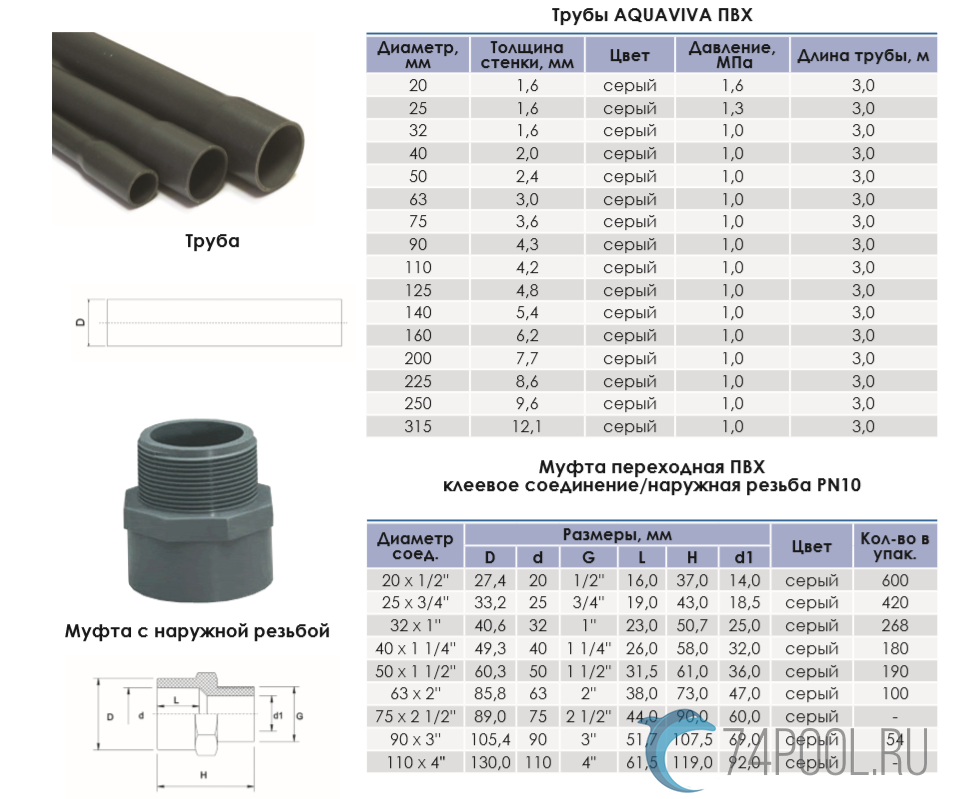 375″
375″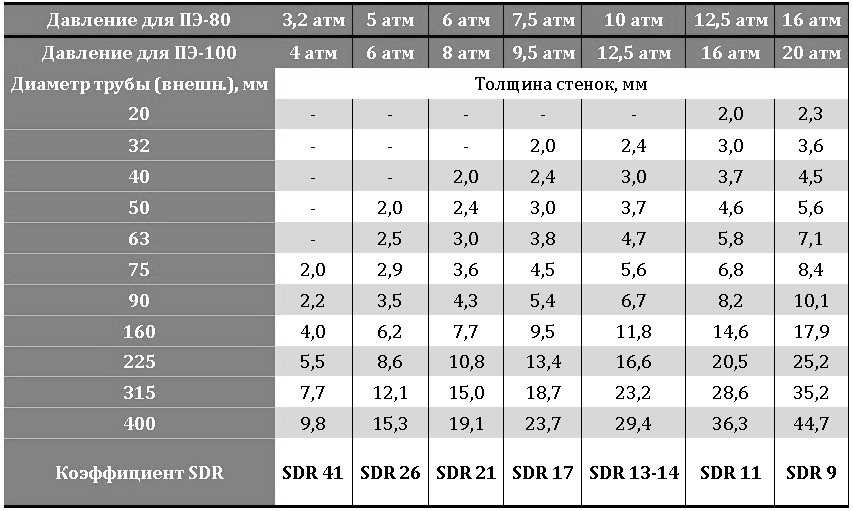 250″
250″ 188″
188″ 250″
250″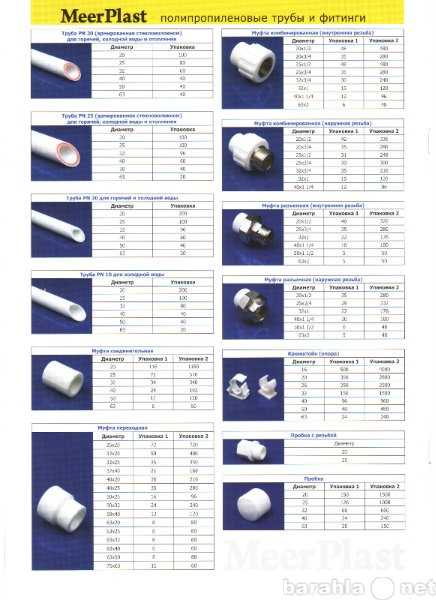 312″
312″ Мы предлагаем Трубу ERW A106 и Бесшовную Трубу Сорта 6 A333 по лучшей цене в Индии. Также изучите различные разновидности C45 Пластина , посмотреть прайс-лист и график поставки.
Мы предлагаем Трубу ERW A106 и Бесшовную Трубу Сорта 6 A333 по лучшей цене в Индии. Также изучите различные разновидности C45 Пластина , посмотреть прайс-лист и график поставки.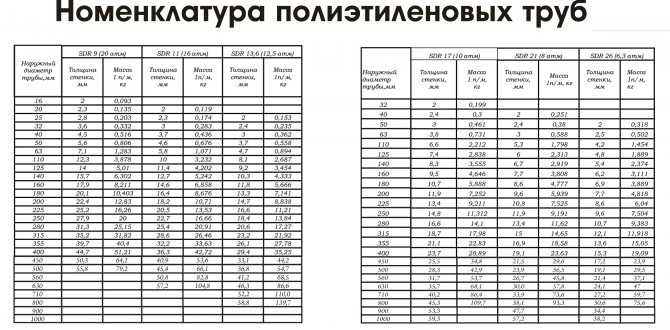 10M и B36.19M. Например, NPS 14 Sch 40 имеет внешний диаметр 14 дюймов ( 360 мм ) и толщину стенки 0,437 дюйма ( 11,1 мм ).
10M и B36.19M. Например, NPS 14 Sch 40 имеет внешний диаметр 14 дюймов ( 360 мм ) и толщину стенки 0,437 дюйма ( 11,1 мм ).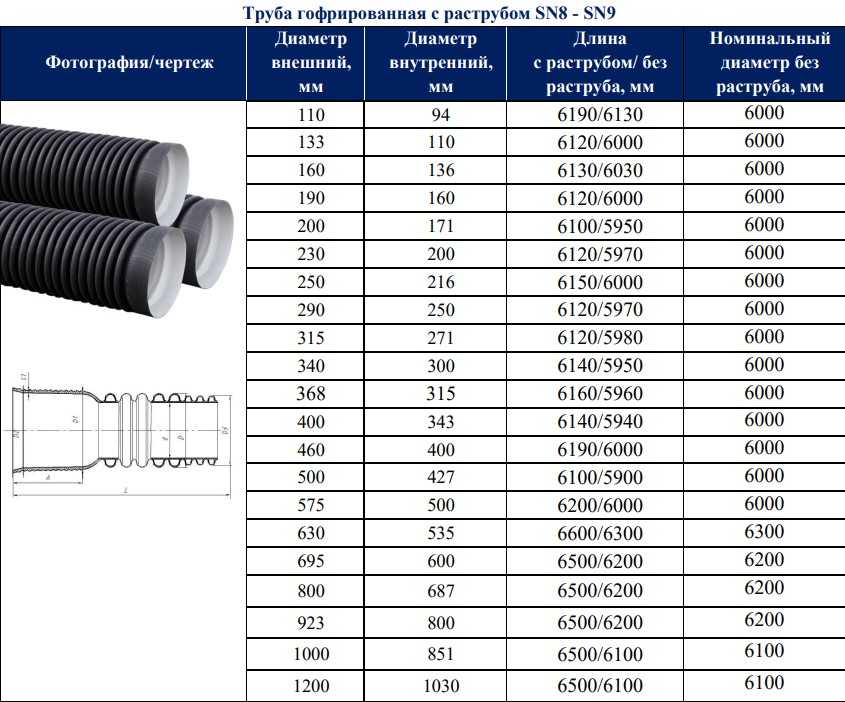
 )
)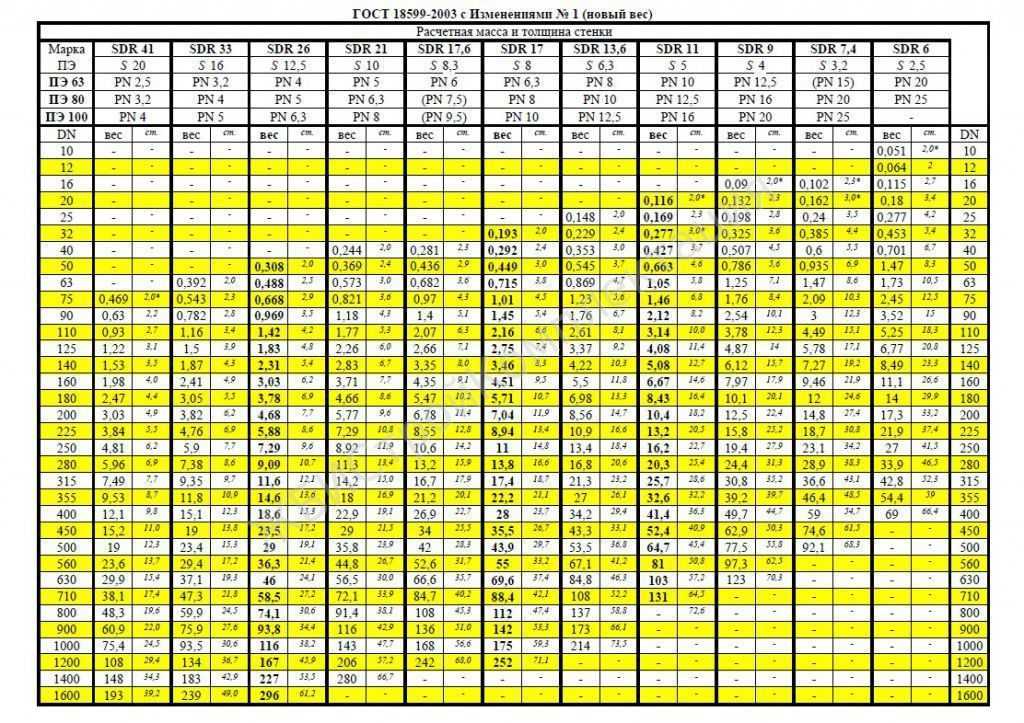 07
07 53
53 72
72 56
56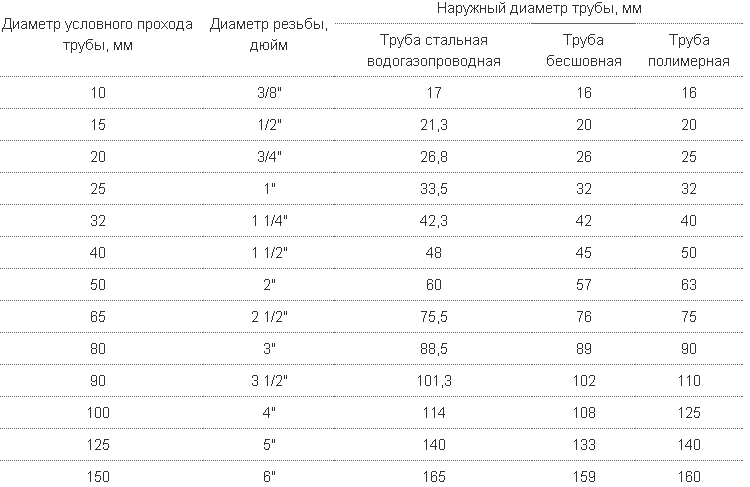 625
625 00
00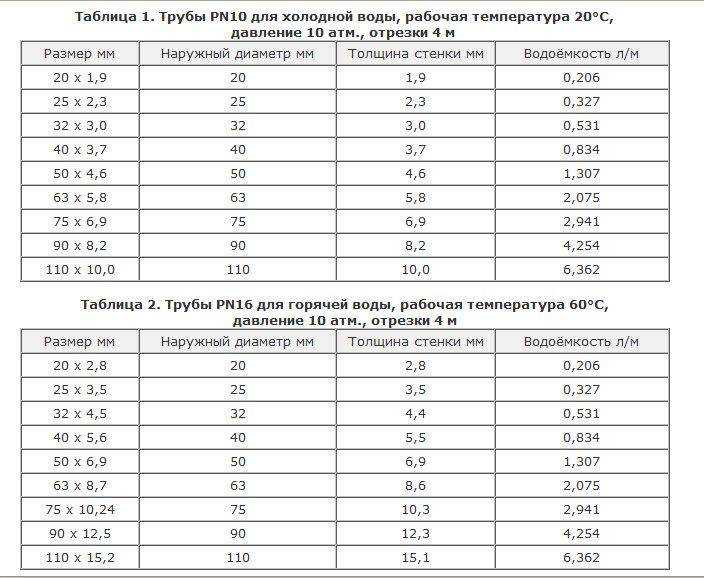 30
30 40
40 090 lbs/ft
090 lbs/ft 41 lbs/ft
41 lbs/ft 500 id
500 id
 76 id
76 id 922 lbs/ft
922 lbs/ft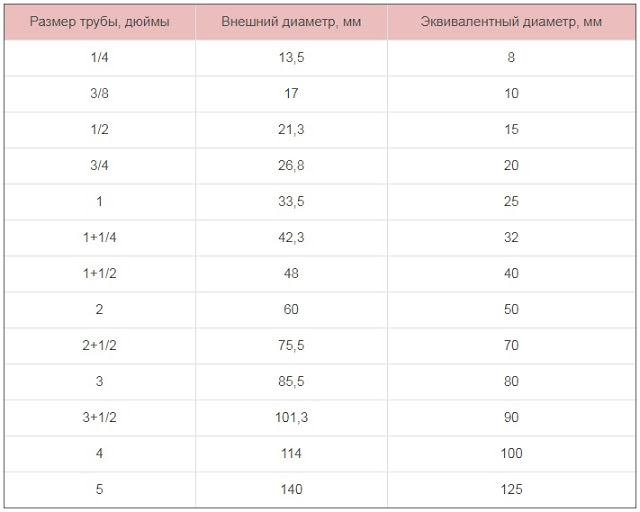 0005 Aluminum
0005 Aluminum


 7 кг/метр
7 кг/метр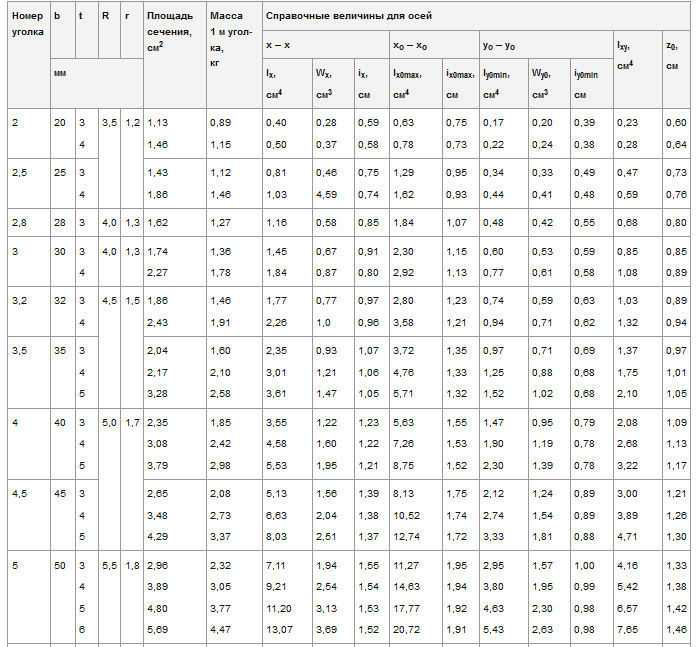 1 кг/метр
1 кг/метр 6 кг/метр
6 кг/метр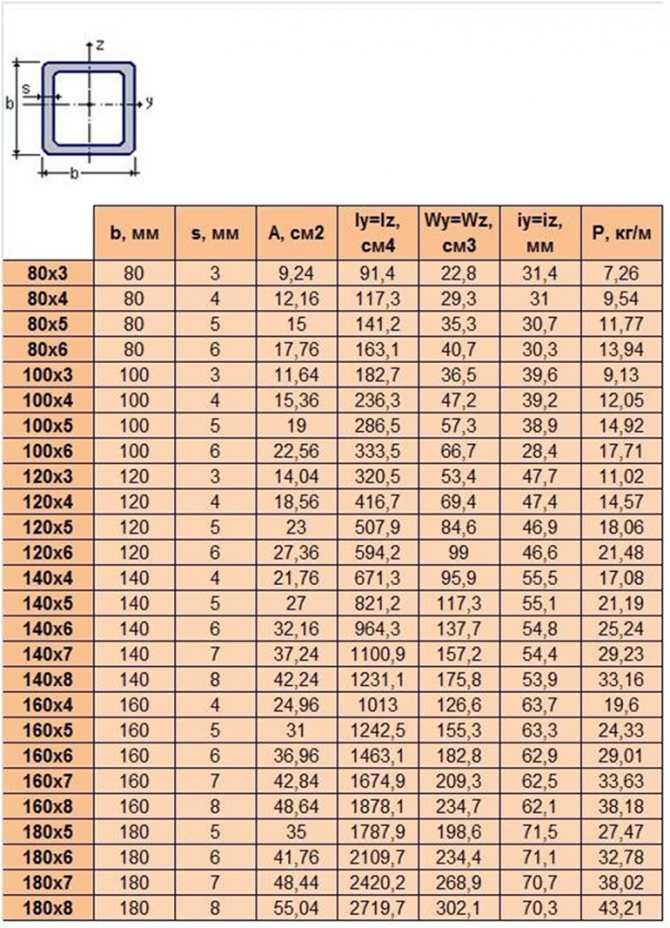 5 кг/метр
5 кг/метр 6 кг/метр
6 кг/метр 3 кг/метр
3 кг/метр

 270 г
270 г 100 Ом или менее, напряжение в открытом состоянии 3 В
100 Ом или менее, напряжение в открытом состоянии 3 В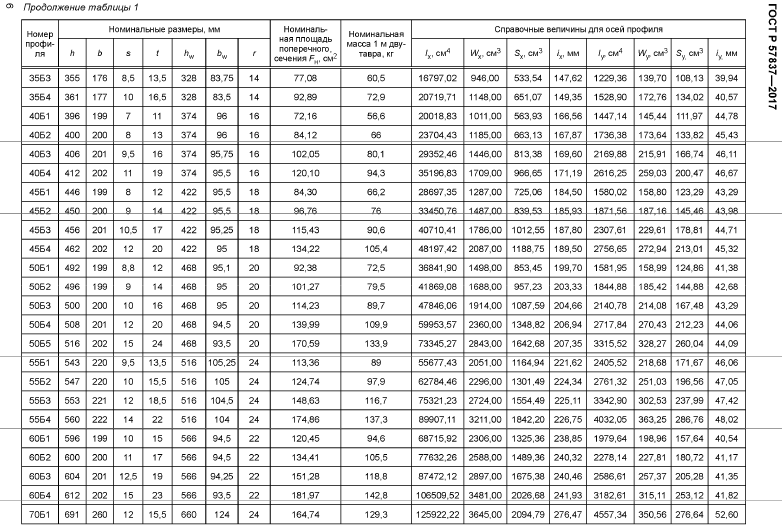
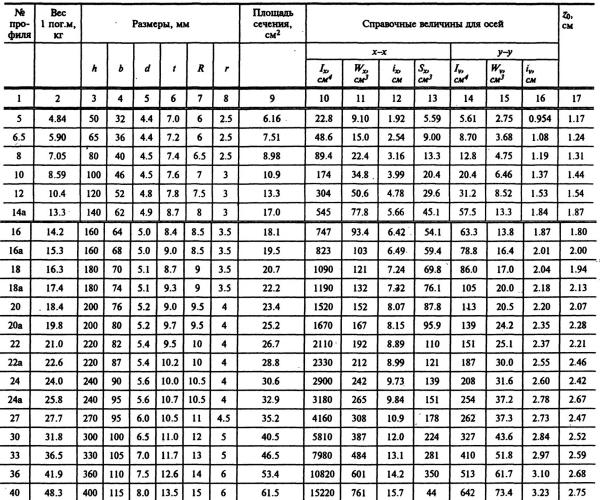
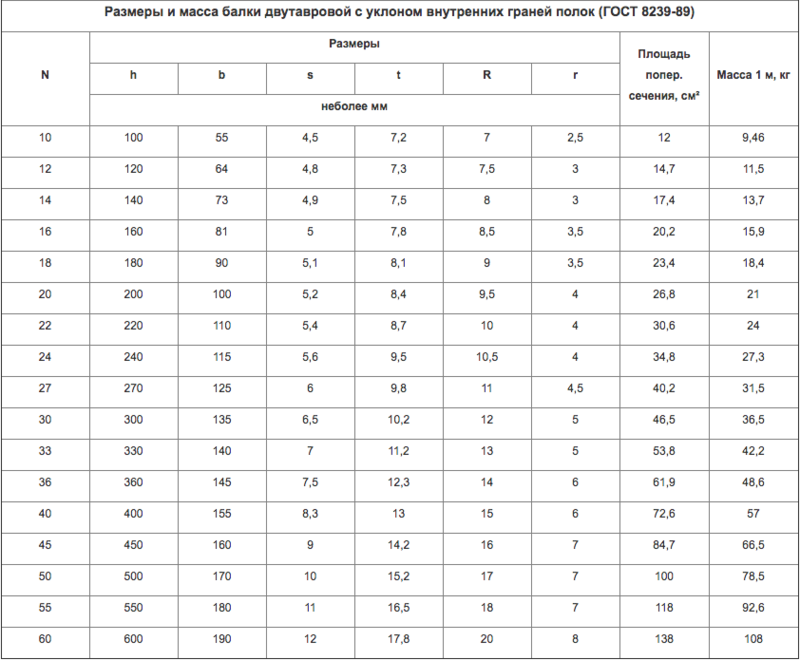 3 × 30 mm (250 V/0.5 A)
3 × 30 mm (250 V/0.5 A)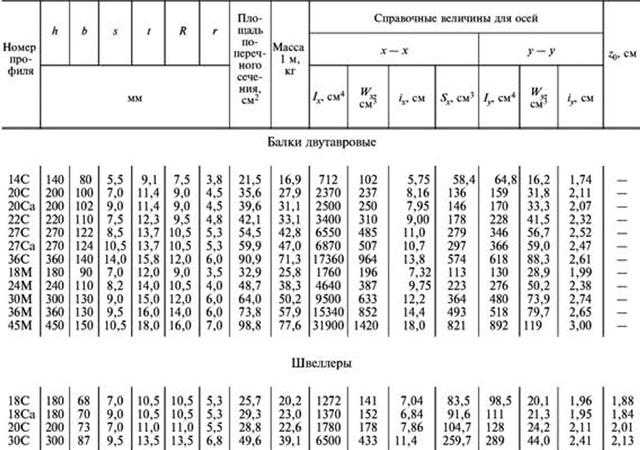
 Если лепестков для вашего автомобиля еще нет в списке, свяжитесь с нами — они могут быть в наличии. Если нет, мы будем рады сделать их для вас в течение нескольких дней. Доставка по всему миру!
Если лепестков для вашего автомобиля еще нет в списке, свяжитесь с нами — они могут быть в наличии. Если нет, мы будем рады сделать их для вас в течение нескольких дней. Доставка по всему миру!  В результате геркон улучшает перезагрузку камеры сгорания свежей топливно-воздушной смесью. Это улучшает выходную мощность современных двухтактных двигателей.
В результате геркон улучшает перезагрузку камеры сгорания свежей топливно-воздушной смесью. Это улучшает выходную мощность современных двухтактных двигателей.
 Однако при использовании прямых неизогнутых бердов небольшие зазоры до ок. 0,2 мм (0,008 дюйма) обычно не проблема. Причина этого в том, что колебания давления в картере от пониженного до избыточного давления заставляют язычки как открываться, так и закрываться. Лепестки язычка всегда следует заменять, если материал имеет сколы, обычно по краям, или видны трещины.
Однако при использовании прямых неизогнутых бердов небольшие зазоры до ок. 0,2 мм (0,008 дюйма) обычно не проблема. Причина этого в том, что колебания давления в картере от пониженного до избыточного давления заставляют язычки как открываться, так и закрываться. Лепестки язычка всегда следует заменять, если материал имеет сколы, обычно по краям, или видны трещины. Композитные, на основе стекла на основе углеродного волокна, язычки не так прочны, как металлические. Однако их существенным преимуществом является то, что в случае поломки язычкового лепестка высвободившийся кусок обычно не наносит вреда двигателю. Композит на основе эпоксидной смолы более мягкий по сравнению с металлическими деталями двигателя и обычно «вытачивается».
Композитные, на основе стекла на основе углеродного волокна, язычки не так прочны, как металлические. Однако их существенным преимуществом является то, что в случае поломки язычкового лепестка высвободившийся кусок обычно не наносит вреда двигателю. Композит на основе эпоксидной смолы более мягкий по сравнению с металлическими деталями двигателя и обычно «вытачивается».
 Они также успешно используются ежедневно сотнями клиентов. Основываясь на этом совокупном опыте и полученных отзывах, мы уверены в качестве и эффективности нашего продукта!
Они также успешно используются ежедневно сотнями клиентов. Основываясь на этом совокупном опыте и полученных отзывах, мы уверены в качестве и эффективности нашего продукта! Чем больше двигатель, тем более толстые трости следует использовать.
Чем больше двигатель, тем более толстые трости следует использовать.
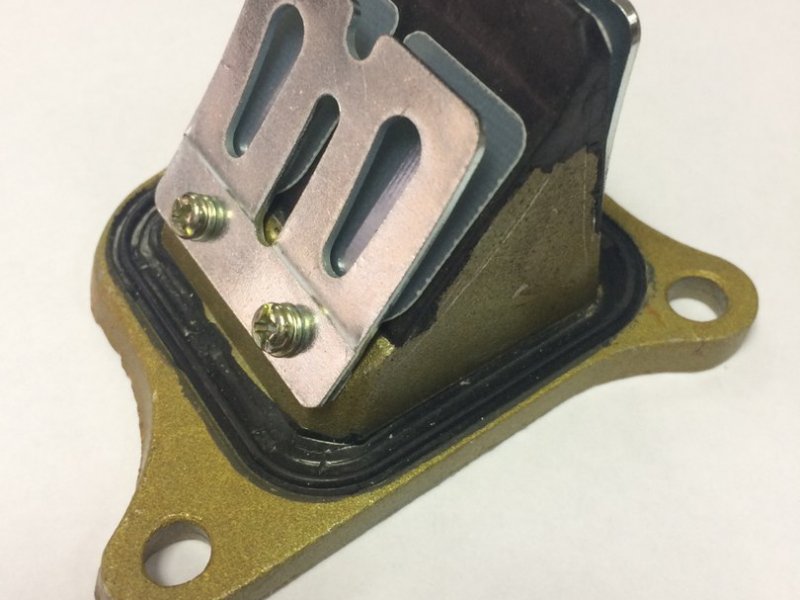 Это действие создает вакуум в картере. При опускании поршень нагнетает смесь через передаточные отверстия в камеру сгорания. В более ранних двигателях с поршневым портом (без лепестковых клапанов) часть этой смеси промывалась обратной промывкой во впуске, а не полностью попадала в перепускные каналы. Пластинчатые клапаны действуют как односторонние обратные клапаны, предотвращающие обратную промывку.
Это действие создает вакуум в картере. При опускании поршень нагнетает смесь через передаточные отверстия в камеру сгорания. В более ранних двигателях с поршневым портом (без лепестковых клапанов) часть этой смеси промывалась обратной промывкой во впуске, а не полностью попадала в перепускные каналы. Пластинчатые клапаны действуют как односторонние обратные клапаны, предотвращающие обратную промывку. Излишне говорить, что когда двигатель работает близко к пиковым оборотам, камыши действительно гудят. С каждым циклом лепестки тростника ударяются о блок тростника, сокращая срок их службы. (4) Первые трости, как и трости GEM, были изготовлены из нержавеющей стали. Эти трости были очень прочными и могли эксплуатироваться долгое время, но когда они ломались, металл втягивался в двигатель, разрушая его.
Излишне говорить, что когда двигатель работает близко к пиковым оборотам, камыши действительно гудят. С каждым циклом лепестки тростника ударяются о блок тростника, сокращая срок их службы. (4) Первые трости, как и трости GEM, были изготовлены из нержавеющей стали. Эти трости были очень прочными и могли эксплуатироваться долгое время, но когда они ломались, металл втягивался в двигатель, разрушая его.
 Многие лепестки имеют три слоя, и, укладывая слои перпендикулярно области изгиба, жесткость увеличивается. Форма кончика трости также может быть изменена для повышения производительности. Наконечник в форме крыла может помочь потоку воздуха пройти мимо него. Длина трости влияет на ее жесткость и расстояние, которое она должна преодолеть. (7) Конкретные размеры и конструкция каждой детали лепесткового клапана изменяют характеристики. Размер и форма общего воздуховода клетки, а также углы, которые он может иметь, чтобы избежать помех от удара, важны для воздушного потока. Дизайнеры компании Reed стараются поддерживать постоянную скорость воздуха. Объем тростниковой клетки должен быть примерно равен объему карбюратора и картера, чтобы не возникало узких мест. В клетку можно вставить нейлоновый «наполнитель», чтобы поддерживать правильный поток.
Многие лепестки имеют три слоя, и, укладывая слои перпендикулярно области изгиба, жесткость увеличивается. Форма кончика трости также может быть изменена для повышения производительности. Наконечник в форме крыла может помочь потоку воздуха пройти мимо него. Длина трости влияет на ее жесткость и расстояние, которое она должна преодолеть. (7) Конкретные размеры и конструкция каждой детали лепесткового клапана изменяют характеристики. Размер и форма общего воздуховода клетки, а также углы, которые он может иметь, чтобы избежать помех от удара, важны для воздушного потока. Дизайнеры компании Reed стараются поддерживать постоянную скорость воздуха. Объем тростниковой клетки должен быть примерно равен объему карбюратора и картера, чтобы не возникало узких мест. В клетку можно вставить нейлоновый «наполнитель», чтобы поддерживать правильный поток.
 Следует отметить, что этот контроль можно производить по измерению электропроводности изделий.
Следует отметить, что этот контроль можно производить по измерению электропроводности изделий. п.)
п.)
 Они не магнитны, не дают искры при ударе, технологичны, т.е. хорошо штампуются, свариваются. Из бериллиевой бронзы изготавливают инструменты стойкие к образованию искры для работы на пожароопасных производствах. Бериллиевые бронзы мало склонны к хладоломкости и могут работать в интервале температур от -200°С до +250°С. К недостаткам этих сплавов относятся высокая стоимость и дефицитность бериллия, а также его токсичность.
Они не магнитны, не дают искры при ударе, технологичны, т.е. хорошо штампуются, свариваются. Из бериллиевой бронзы изготавливают инструменты стойкие к образованию искры для работы на пожароопасных производствах. Бериллиевые бронзы мало склонны к хладоломкости и могут работать в интервале температур от -200°С до +250°С. К недостаткам этих сплавов относятся высокая стоимость и дефицитность бериллия, а также его токсичность.
 Детали машин стыковой сварки, электроды для сварки коррозионностойких сталей и жаропрочных сплавов
Детали машин стыковой сварки, электроды для сварки коррозионностойких сталей и жаропрочных сплавов 1245)
1245) Это указывает на возможность применения упрочняющей термообработки к меднобериллиевым сплавам. Бериллиевые бронзы являются дисперсионно-твердеющими сплавами, причем эффект упрочнения при термической обработке у них максимальный среди всех сплавов на медной основе. Они подвергаются закалке и последующему старению.
Это указывает на возможность применения упрочняющей термообработки к меднобериллиевым сплавам. Бериллиевые бронзы являются дисперсионно-твердеющими сплавами, причем эффект упрочнения при термической обработке у них максимальный среди всех сплавов на медной основе. Они подвергаются закалке и последующему старению.
 Ее значение определяет полноту перевода легирующих элементов в твердый раствор и возможность его гомогонизации. С точки зрения указанных факторов, предпочтительно повышение температуры закалки.
Ее значение определяет полноту перевода легирующих элементов в твердый раствор и возможность его гомогонизации. С точки зрения указанных факторов, предпочтительно повышение температуры закалки.
 Эти диаграммы строят по микроструктурным исследованиям или по изменению свойств в процессе распада α-раствора по сравнению со свойствами после старения на максиматьную прочность.
Эти диаграммы строят по микроструктурным исследованиям или по изменению свойств в процессе распада α-раствора по сравнению со свойствами после старения на максиматьную прочность. Примерно так же на устойчивость твердого раствора влияют небольшие добавки магния. Важным достоинством бериллиевых бронз является их высокая пластичность при умеренной прочности в закаленном состоянии: σв = 400—500 МПа. δ = 30—45%. В этом состоянии они легко переносят операции гибки, вытяжки и другие виды деформации.
Примерно так же на устойчивость твердого раствора влияют небольшие добавки магния. Важным достоинством бериллиевых бронз является их высокая пластичность при умеренной прочности в закаленном состоянии: σв = 400—500 МПа. δ = 30—45%. В этом состоянии они легко переносят операции гибки, вытяжки и другие виды деформации. Монослои окружены полями искажений решетки матрицы.
Монослои окружены полями искажений решетки матрицы.
 .6
.6 С увеличением этого сопротивления уменьшаются микропластические деформации при заданном напряжении и. следовательно, уменьшается релаксация напряжений. Все это приводит к повышению релаксационной стойкости сплавов — основной характеристики, определяющей свойства упругих элементов.
С увеличением этого сопротивления уменьшаются микропластические деформации при заданном напряжении и. следовательно, уменьшается релаксация напряжений. Все это приводит к повышению релаксационной стойкости сплавов — основной характеристики, определяющей свойства упругих элементов. Термическая обработка является ключом к универсальности медно-бериллиевых сплавов. В отличие от других сплавов на основе меди, которые получают свою прочность только за счет холодной обработки, ковкий медный бериллий приобретает свою высокую прочность, проводимость и твердость за счет комбинации холодной обработки и термического процесса, называемого старением. Упрочнение старением также известно как дисперсионное твердение или термообработка — процесс, который обеспечивает преимущества формовки и механических свойств, которых нет у других сплавов.
Термическая обработка является ключом к универсальности медно-бериллиевых сплавов. В отличие от других сплавов на основе меди, которые получают свою прочность только за счет холодной обработки, ковкий медный бериллий приобретает свою высокую прочность, проводимость и твердость за счет комбинации холодной обработки и термического процесса, называемого старением. Упрочнение старением также известно как дисперсионное твердение или термообработка — процесс, который обеспечивает преимущества формовки и механических свойств, которых нет у других сплавов. Таблицу 1): Высокопрочная медь Бериллий предлагает высокую прочность с проводимостью от умеренной до хорошей; и Высокая проводимость Медный бериллий имеет максимальную проводимость и немного более низкий уровень прочности.
Таблицу 1): Высокопрочная медь Бериллий предлагает высокую прочность с проводимостью от умеренной до хорошей; и Высокая проводимость Медный бериллий имеет максимальную проводимость и немного более низкий уровень прочности. 
 Термин пиковое старение относится к медному бериллию, состаренному до максимальной прочности. Сплавы, не состаренные до максимальной прочности, считаются недостаревшими, а сплавы, состаренные сверх максимальной прочности, — перестаренными. Недозревший медный бериллий повышает пластичность, ударную вязкость и равномерное удлинение. Перестаривание увеличивает электро- и теплопроводность сплава, его размерную и термическую стабильность, а также пластичность и ударную вязкость. Медный бериллий никогда не стареет при комнатной температуре, даже если материал хранится в течение длительного времени.
Термин пиковое старение относится к медному бериллию, состаренному до максимальной прочности. Сплавы, не состаренные до максимальной прочности, считаются недостаревшими, а сплавы, состаренные сверх максимальной прочности, — перестаренными. Недозревший медный бериллий повышает пластичность, ударную вязкость и равномерное удлинение. Перестаривание увеличивает электро- и теплопроводность сплава, его размерную и термическую стабильность, а также пластичность и ударную вязкость. Медный бериллий никогда не стареет при комнатной температуре, даже если материал хранится в течение длительного времени. Точно так же недостаточное старение требует жесткого контроля переменных процесса из-за резкого начального увеличения кривой отклика на старение. В стандартном цикле старения скорости нагрева и охлаждения не имеют решающего значения, пока материал остается в печи в течение надлежащего времени выдержки при температуре
Точно так же недостаточное старение требует жесткого контроля переменных процесса из-за резкого начального увеличения кривой отклика на старение. В стандартном цикле старения скорости нагрева и охлаждения не имеют решающего значения, пока материал остается в печи в течение надлежащего времени выдержки при температуре Стандартное старение при температуре 600 ° F (315 ° C) в течение двух-трех часов; два часа для холоднодеформированных сплавов и три часа для отожженных сплавов. На рис. 2 показано влияние времени и температуры на механические свойства сплава 25 1/2H с отпуском.
Стандартное старение при температуре 600 ° F (315 ° C) в течение двух-трех часов; два часа для холоднодеформированных сплавов и три часа для отожженных сплавов. На рис. 2 показано влияние времени и температуры на механические свойства сплава 25 1/2H с отпуском. Сплавы с высокой проводимостью известны своей превосходной электропроводностью и теплопроводностью. Они получают свою умеренную прочность за счет старения, но при более высокой температуре, чем высокопрочные сплавы.
Сплавы с высокой проводимостью известны своей превосходной электропроводностью и теплопроводностью. Они получают свою умеренную прочность за счет старения, но при более высокой температуре, чем высокопрочные сплавы. Воздушная атмосфера вносит наибольший вклад в образование поверхностных оксидов, а восстанавливающая атмосфера — в наименьшую. Несмотря на то, что оксидные пленки не наносят вреда основному сплаву, их следует удалять, если детали подлежат гальванопокрытию, пайке или пайке. Чтобы предотвратить чрезмерное окисление или потускнение при извлечении термообработанных деталей из печи, детали перед извлечением должны остыть до температуры ниже 65°C (150°F).
Воздушная атмосфера вносит наибольший вклад в образование поверхностных оксидов, а восстанавливающая атмосфера — в наименьшую. Несмотря на то, что оксидные пленки не наносят вреда основному сплаву, их следует удалять, если детали подлежат гальванопокрытию, пайке или пайке. Чтобы предотвратить чрезмерное окисление или потускнение при извлечении термообработанных деталей из печи, детали перед извлечением должны остыть до температуры ниже 65°C (150°F).
 Однако, если пиковые свойства не требуются, отливки можно упрочнить старением из литого состояния без отжига на твердый раствор.
Однако, если пиковые свойства не требуются, отливки можно упрочнить старением из литого состояния без отжига на твердый раствор. Высокопроводящие сплавы 174, щетка 60, 390 и 390E доступны только в прокатном состоянии.
Высокопроводящие сплавы 174, щетка 60, 390 и 390E доступны только в прокатном состоянии. Органы регулирования безопасности и гигиены труда во всем мире установили обязательные ограничения на воздействие на органы дыхания на рабочем месте. Прочтите и следуйте указаниям в Паспорте безопасности (SDS) перед работой с этим материалом. Паспорт безопасности и дополнительную важную информацию и рекомендации по охране труда и технике безопасности при использовании бериллия можно найти на веб-сайтах berylliumsafety.com, berylliumsafety.eu и Materion.com. По вопросам безопасного обращения с бериллийсодержащими сплавами обращайтесь в группу управления продукцией Materion по телефону +1 800 862 4118 или по электронной почте
Органы регулирования безопасности и гигиены труда во всем мире установили обязательные ограничения на воздействие на органы дыхания на рабочем месте. Прочтите и следуйте указаниям в Паспорте безопасности (SDS) перед работой с этим материалом. Паспорт безопасности и дополнительную важную информацию и рекомендации по охране труда и технике безопасности при использовании бериллия можно найти на веб-сайтах berylliumsafety.com, berylliumsafety.eu и Materion.com. По вопросам безопасного обращения с бериллийсодержащими сплавами обращайтесь в группу управления продукцией Materion по телефону +1 800 862 4118 или по электронной почте  Упрочнение старением часто называют дисперсионным твердением или термической обработкой. Способность бериллиево-медного сплава выдерживать эту термическую обработку превосходит другие сплавы с точки зрения формообразования и механических свойств. Например, сложные формы могут быть получены при самых высоких уровнях прочности и твердости любого другого сплава на основе меди, то есть в состоянии прокатки и последующего старения материала. В следующем тексте подробно описывается процесс упрочнения старением высокопрочного сплава Cu-Be 9.0006 сплава C17200 , а также специфической термической обработки ковочных и литейных сплавов, рекомендуемого оборудования для термической обработки, поверхностного окисления и общих методов отжига на раствор.
Упрочнение старением часто называют дисперсионным твердением или термической обработкой. Способность бериллиево-медного сплава выдерживать эту термическую обработку превосходит другие сплавы с точки зрения формообразования и механических свойств. Например, сложные формы могут быть получены при самых высоких уровнях прочности и твердости любого другого сплава на основе меди, то есть в состоянии прокатки и последующего старения материала. В следующем тексте подробно описывается процесс упрочнения старением высокопрочного сплава Cu-Be 9.0006 сплава C17200 , а также специфической термической обработки ковочных и литейных сплавов, рекомендуемого оборудования для термической обработки, поверхностного окисления и общих методов отжига на раствор. Например, кривая отклика сплава C17200 на рисунке показывает, как низкая температура, стандартная температура и высокая температура старения влияют на максимальную производительность сплава и время, необходимое для достижения максимальной прочности.
Например, кривая отклика сплава C17200 на рисунке показывает, как низкая температура, стандартная температура и высокая температура старения влияют на максимальную производительность сплава и время, необходимое для достижения максимальной прочности.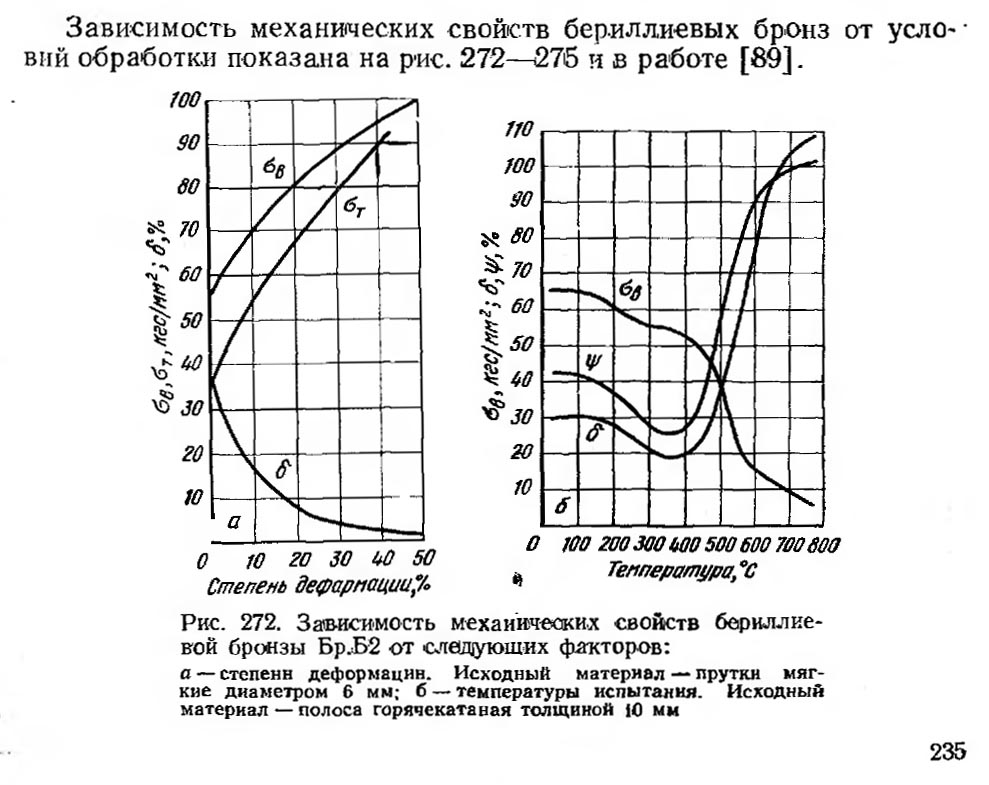 Недостаточное старение Cu-бериллий увеличивает ударную вязкость, равномерное удлинение и усталостную прочность, а чрезмерное старение увеличивает проводимость, теплопроводность и стабильность размеров. Медный бериллий не стареет при комнатной температуре даже при длительном хранении.
Недостаточное старение Cu-бериллий увеличивает ударную вязкость, равномерное удлинение и усталостную прочность, а чрезмерное старение увеличивает проводимость, теплопроводность и стабильность размеров. Медный бериллий не стареет при комнатной температуре даже при длительном хранении. Однако, чтобы гарантировать, что детали не начнут стареть до того, как они достигнут температуры, можно установить термопары, чтобы определить, когда была достигнута желаемая температура.
Однако, чтобы гарантировать, что детали не начнут стареть до того, как они достигнут температуры, можно установить термопары, чтобы определить, когда была достигнута желаемая температура.

 Тоже можно сказать и о силовых ключах — стоят два хотя можно запаять четыре ( экономия ! ).
Тоже можно сказать и о силовых ключах — стоят два хотя можно запаять четыре ( экономия ! ).
 12.2017
12.2017

 07.2017
07.2017
 3-йку тащит с хорошим запасом, 4-ку без проблем. 5 не пробовал, любителю такая палица незачем, а тому профи которому надо — незачем такой аппарат.
3-йку тащит с хорошим запасом, 4-ку без проблем. 5 не пробовал, любителю такая палица незачем, а тому профи которому надо — незачем такой аппарат. дешевле!!!
дешевле!!! Скоростной вентилятор, поэтому шумноват, хотя во время свари это не мешает.
Скоростной вентилятор, поэтому шумноват, хотя во время свари это не мешает.
 ..
.. Для больших объемов не рекомендую. А для дачи, гаража вполне пригодный аппарат.
Для больших объемов не рекомендую. А для дачи, гаража вполне пригодный аппарат. 75 кг
75 кг Инвертор позволяет получить качественное неразъемное соединения металлических деталей методом ручной дуговой сварки разовыми покрытыми электродами. Прочный корпус надежно защищает все внутренние узлы агрегата от попадания пыли и влаги, а также от механических повреждений.
Инвертор позволяет получить качественное неразъемное соединения металлических деталей методом ручной дуговой сварки разовыми покрытыми электродами. Прочный корпус надежно защищает все внутренние узлы агрегата от попадания пыли и влаги, а также от механических повреждений.
 Предел прочности неотожженной медной трубы равный 340-450 МПа, даже при такой прочности допускается растяжение изделия на 6%.
Предел прочности неотожженной медной трубы равный 340-450 МПа, даже при такой прочности допускается растяжение изделия на 6%. Кроме всего прочего, такие изделия при отрицательных температурах не лопаются. И даже когда в системе замерзнет вода, линия только деформируются.
Кроме всего прочего, такие изделия при отрицательных температурах не лопаются. И даже когда в системе замерзнет вода, линия только деформируются.
 Строение этой соединительной детали состоит из обжимного кольца, уплотняющих колец или прокладок.
Строение этой соединительной детали состоит из обжимного кольца, уплотняющих колец или прокладок.
 В таком случае целесообразней всего будет использовать фитинги.
В таком случае целесообразней всего будет использовать фитинги.
 Сырье на этом этапе с массой примесей, которые удаляют при помощи продувки кислородом под высоким давлением. Так получается медь с частотой 99%.
Сырье на этом этапе с массой примесей, которые удаляют при помощи продувки кислородом под высоким давлением. Так получается медь с частотой 99%. Рабочий диапазон изделия — 100-250 градусов по Цельсию.
Рабочий диапазон изделия — 100-250 градусов по Цельсию. Однако они более гибкие, поэтому их стали использовать в бытовых системах. Причем коммуникации бывают внешними и внутренними за счет устойчивости к УФ-лучам.
Однако они более гибкие, поэтому их стали использовать в бытовых системах. Причем коммуникации бывают внешними и внутренними за счет устойчивости к УФ-лучам. В зависимости от области применения отожженная медная проволока может быть более эффективной, чем твердотянутая, и наоборот.
В зависимости от области применения отожженная медная проволока может быть более эффективной, чем твердотянутая, и наоборот. Однако это дешевле, потому что время на его изготовление короче.
Однако это дешевле, потому что время на его изготовление короче. Результатом является путь, который позволяет электронам течь более легко.
Результатом является путь, который позволяет электронам течь более легко.

 Очевидно, что свойства разных металлов и сплавов различаются, когда речь идет об отжиге и отпуске, но предпосылки и выводы, которые мы можем сделать, останутся прежними. Нержавеющая сталь и углеродистая сталь являются популярными металлами для обоих процессов, но мы сосредоточимся в первую очередь на отжиге и/или отпуске полосы и проволоки из нержавеющей стали. Чтобы получить общее представление о процессах, ознакомьтесь с этой статьей о прокатке, отжиге и продольной резке в Ульбрихе.
Очевидно, что свойства разных металлов и сплавов различаются, когда речь идет об отжиге и отпуске, но предпосылки и выводы, которые мы можем сделать, останутся прежними. Нержавеющая сталь и углеродистая сталь являются популярными металлами для обоих процессов, но мы сосредоточимся в первую очередь на отжиге и/или отпуске полосы и проволоки из нержавеющей стали. Чтобы получить общее представление о процессах, ознакомьтесь с этой статьей о прокатке, отжиге и продольной резке в Ульбрихе. Компании в этом районе нужен материал толщиной 0,0045 дюйма. это будет 9Изменение обжатия на 6,4%, и металл не может резко изменить толщину с 0,125 дюйма (1/8) до 0,0045 дюйма за один раз, его необходимо уменьшать поэтапно. Таким образом, материал подвергается деформационному упрочнению до уменьшенной толщины, при которой он больше не может подвергаться дальнейшему обжатию без разрушения. Отсюда нержавеющая сталь отжигается. Это сбрасывает свойства, позволяя прокатывать толщину материала до еще более тонкой толщины, и процесс повторяется до тех пор, пока не будет достигнуто уменьшение исходной толщины на 96,4%. Сброс свойств в нашей терминологии просто означает, что материал был изменен с закаленного на отожженный в процессе отжига.
Компании в этом районе нужен материал толщиной 0,0045 дюйма. это будет 9Изменение обжатия на 6,4%, и металл не может резко изменить толщину с 0,125 дюйма (1/8) до 0,0045 дюйма за один раз, его необходимо уменьшать поэтапно. Таким образом, материал подвергается деформационному упрочнению до уменьшенной толщины, при которой он больше не может подвергаться дальнейшему обжатию без разрушения. Отсюда нержавеющая сталь отжигается. Это сбрасывает свойства, позволяя прокатывать толщину материала до еще более тонкой толщины, и процесс повторяется до тех пор, пока не будет достигнуто уменьшение исходной толщины на 96,4%. Сброс свойств в нашей терминологии просто означает, что материал был изменен с закаленного на отожженный в процессе отжига. Часто отжиг является последним этапом производства, если производитель деталей, такой как компания, производящая материалы для глубокой вытяжки, заказывает материал в отожженной форме. Отожженный материал, как правило, мягче и с ним легче работать при работе с инструментами, которые могут легко сломаться или деформироваться. Когда материал заказывается на DQ (качество глубокой вытяжки), это просто более мягкая отожженная форма, в которой прочность на растяжение и твердость более снижены, чем у стандартной отожженной формы. Как можно предположить, нержавеющая сталь DQ лучше подходит для операций глубокой вытяжки на следующем уровне производства. Как и в случае между операциями прокатки, отжиг также снижает свойства производственных операций между различными уровнями производителей, таких как перекатчики и производители деталей.
Часто отжиг является последним этапом производства, если производитель деталей, такой как компания, производящая материалы для глубокой вытяжки, заказывает материал в отожженной форме. Отожженный материал, как правило, мягче и с ним легче работать при работе с инструментами, которые могут легко сломаться или деформироваться. Когда материал заказывается на DQ (качество глубокой вытяжки), это просто более мягкая отожженная форма, в которой прочность на растяжение и твердость более снижены, чем у стандартной отожженной формы. Как можно предположить, нержавеющая сталь DQ лучше подходит для операций глубокой вытяжки на следующем уровне производства. Как и в случае между операциями прокатки, отжиг также снижает свойства производственных операций между различными уровнями производителей, таких как перекатчики и производители деталей. В некоторых случаях отпуск может быть выполнен посредством термической обработки, но в большинстве сплавов, выбранных Ульбрихом, он выполняется путем прокатки до определенной толщины с учетом процентного уменьшения. Типичные состояния, достигаемые в процессах прокатки Ульбриха, включают четвертьтвердый (QH), полутвердый (HH), три четверти твердый (3H) и полный твердый (FH). Существует также дополнительная полная твердость и другие приращения, на которые также можно ориентироваться, но все они считаются закаленными, поскольку они не были сняты с напряжения в процессе отжига. Разные сплавы подходят для разных областей применения, и металлургический персонал Ulbrich всегда рад выслушать и помочь дать рекомендации по этому вопросу.
В некоторых случаях отпуск может быть выполнен посредством термической обработки, но в большинстве сплавов, выбранных Ульбрихом, он выполняется путем прокатки до определенной толщины с учетом процентного уменьшения. Типичные состояния, достигаемые в процессах прокатки Ульбриха, включают четвертьтвердый (QH), полутвердый (HH), три четверти твердый (3H) и полный твердый (FH). Существует также дополнительная полная твердость и другие приращения, на которые также можно ориентироваться, но все они считаются закаленными, поскольку они не были сняты с напряжения в процессе отжига. Разные сплавы подходят для разных областей применения, и металлургический персонал Ulbrich всегда рад выслушать и помочь дать рекомендации по этому вопросу. Это отличается от процесса отжига тем, что температура отжига выбирается с учетом размягчения материала, а не его упрочнения. При всех этих операциях крайне важно учитывать критическую температуру и скорость охлаждения, специфичные для сплава, с которым вы работаете.
Это отличается от процесса отжига тем, что температура отжига выбирается с учетом размягчения материала, а не его упрочнения. При всех этих операциях крайне важно учитывать критическую температуру и скорость охлаждения, специфичные для сплава, с которым вы работаете. С другой стороны, если у вас есть медицинская деталь, требующая глубокой вытяжки, мы захотим провести ее через процесс отжига перед отправкой. Снятие напряжения, которое происходит в результате отжига (иногда называемого мягким отжигом), облегчает обработку материала после прохождения процесса закалки холодной прокаткой.
С другой стороны, если у вас есть медицинская деталь, требующая глубокой вытяжки, мы захотим провести ее через процесс отжига перед отправкой. Снятие напряжения, которое происходит в результате отжига (иногда называемого мягким отжигом), облегчает обработку материала после прохождения процесса закалки холодной прокаткой.
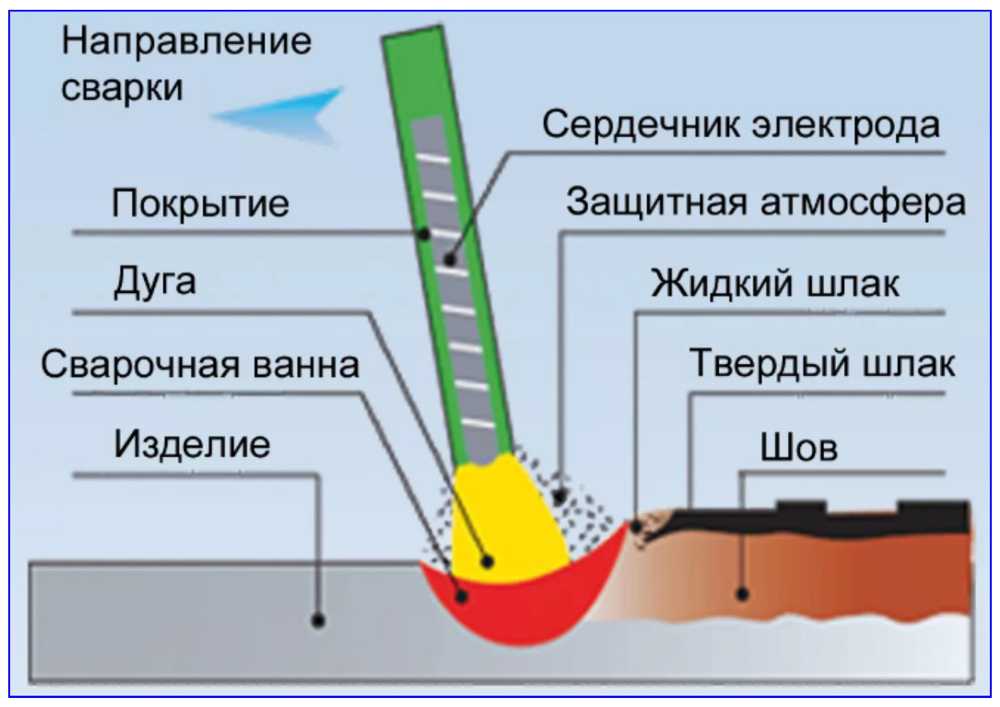
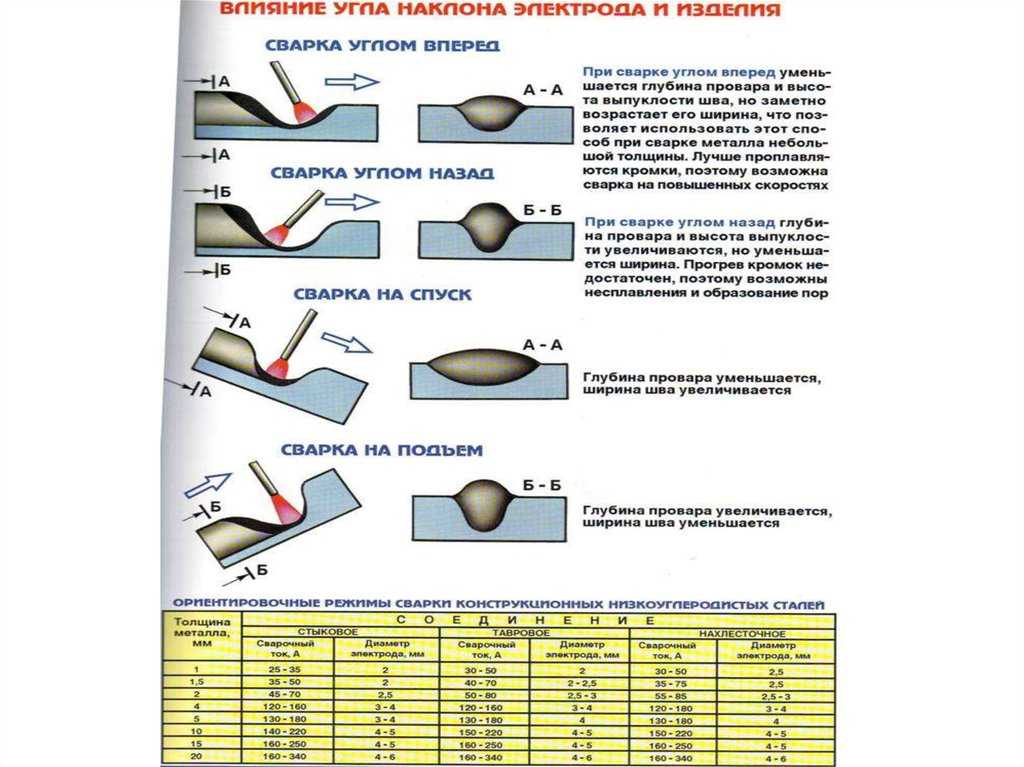 Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно.
Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно.
 После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки.
После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки. При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет.
При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет. Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В).
Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В). Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд.
Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд. В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя.
В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя. Именно их мы с вами и рассмотрим:
Именно их мы с вами и рассмотрим:
 Второе преимущество дуговой сварки — мобильность. Вы не привязаны к сложному технологическому оборудованию, потому можете производить дуговую сварку даже в труднодоступных местах. Третье — возможность проведения сварочных работ в любых пространственных положениях. Четвертое — возможность быстрого перехода с одного сварочного материала к другому. Пятое — простота сварочного оборудования и легкость его перемещения. Шестое — возможность сварки разнообразных типов стали.
Второе преимущество дуговой сварки — мобильность. Вы не привязаны к сложному технологическому оборудованию, потому можете производить дуговую сварку даже в труднодоступных местах. Третье — возможность проведения сварочных работ в любых пространственных положениях. Четвертое — возможность быстрого перехода с одного сварочного материала к другому. Пятое — простота сварочного оборудования и легкость его перемещения. Шестое — возможность сварки разнообразных типов стали.

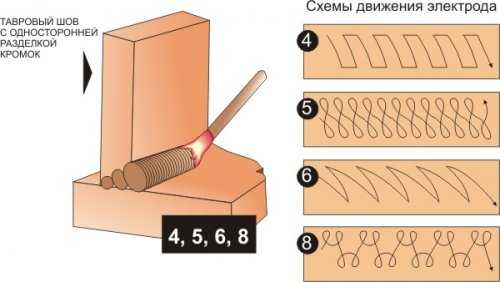 Третье — электрошлаковой сваркой возможно производить исключительно вертикальные швы. И последний недостаток — необходимость проведения последующей термообработки при сварке металлов неблагоприятных структур. Термообработка является обязательной для создания необходимых свойств сварного соединения.
Третье — электрошлаковой сваркой возможно производить исключительно вертикальные швы. И последний недостаток — необходимость проведения последующей термообработки при сварке металлов неблагоприятных структур. Термообработка является обязательной для создания необходимых свойств сварного соединения. Это позволяет проводить сварку даже в чистом поле.
Это позволяет проводить сварку даже в чистом поле.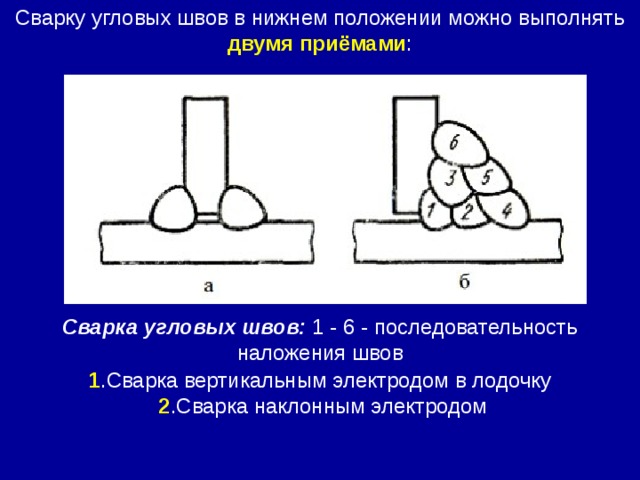
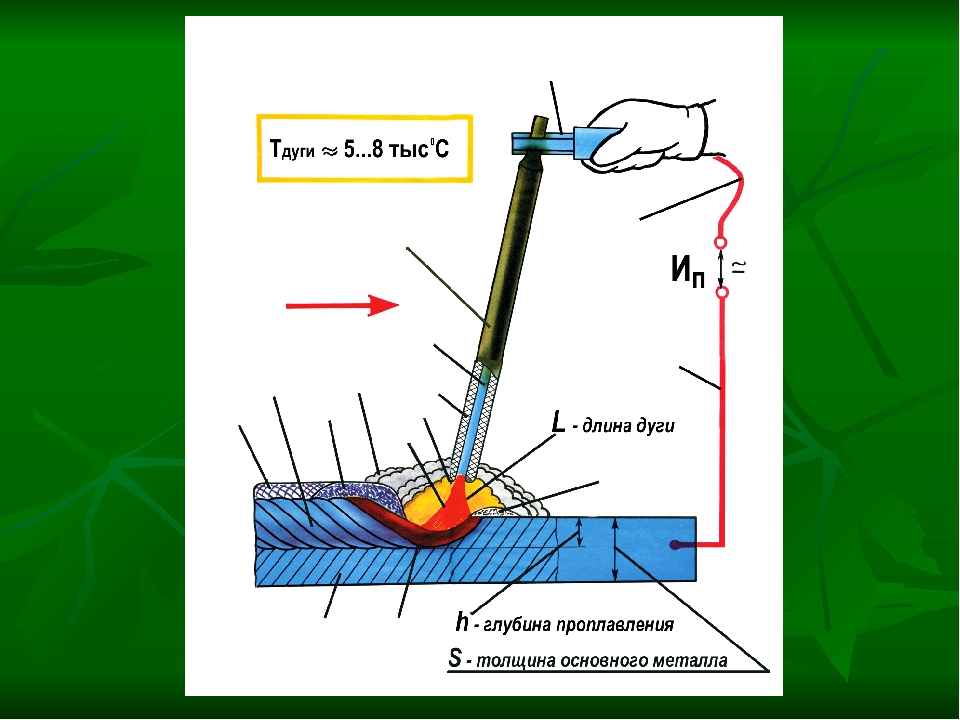 Сварщику не составит большого труда при необходимости осуществить перенастройку на другие режимы сварки.
Сварщику не составит большого труда при необходимости осуществить перенастройку на другие режимы сварки.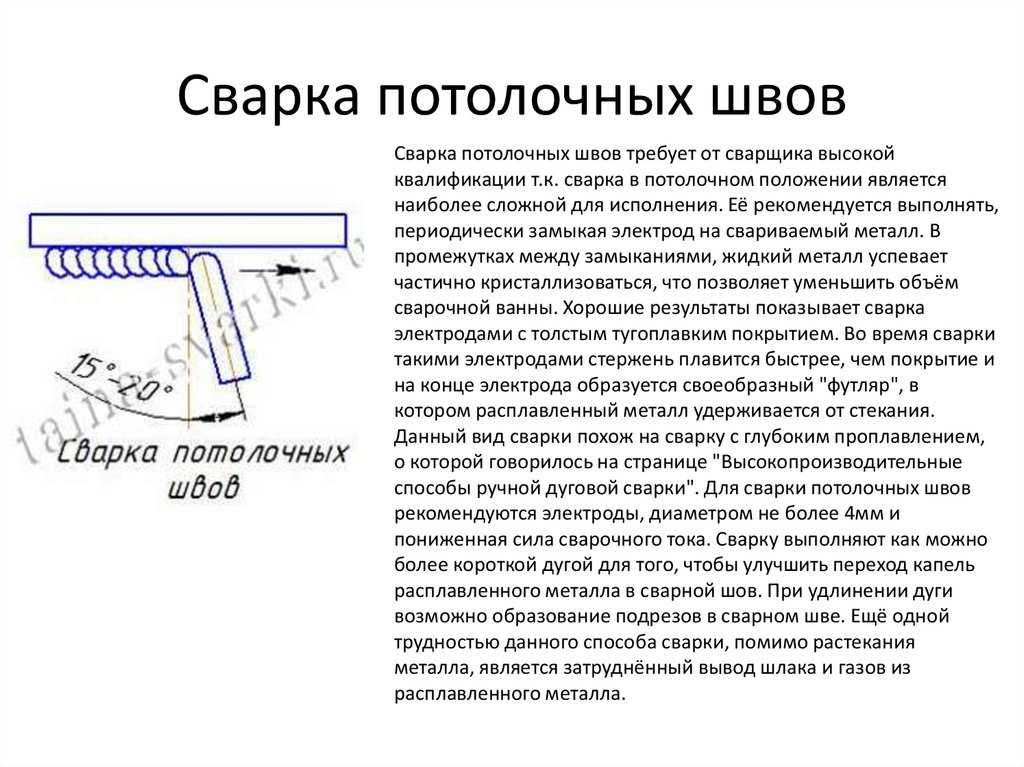 Технические обучение данным работам указывает на то, что электрод помещается в токопроводящем приспособлении горелки, после чего окружают керамическим соплом. Стоит отметить, что расплавление кромок обрабатываемых элементов достигается за счет воздействия дуги, и это основы, о которых нужно обязательно знать.
Технические обучение данным работам указывает на то, что электрод помещается в токопроводящем приспособлении горелки, после чего окружают керамическим соплом. Стоит отметить, что расплавление кромок обрабатываемых элементов достигается за счет воздействия дуги, и это основы, о которых нужно обязательно знать. Долгое обучение не потребуется.
Долгое обучение не потребуется.
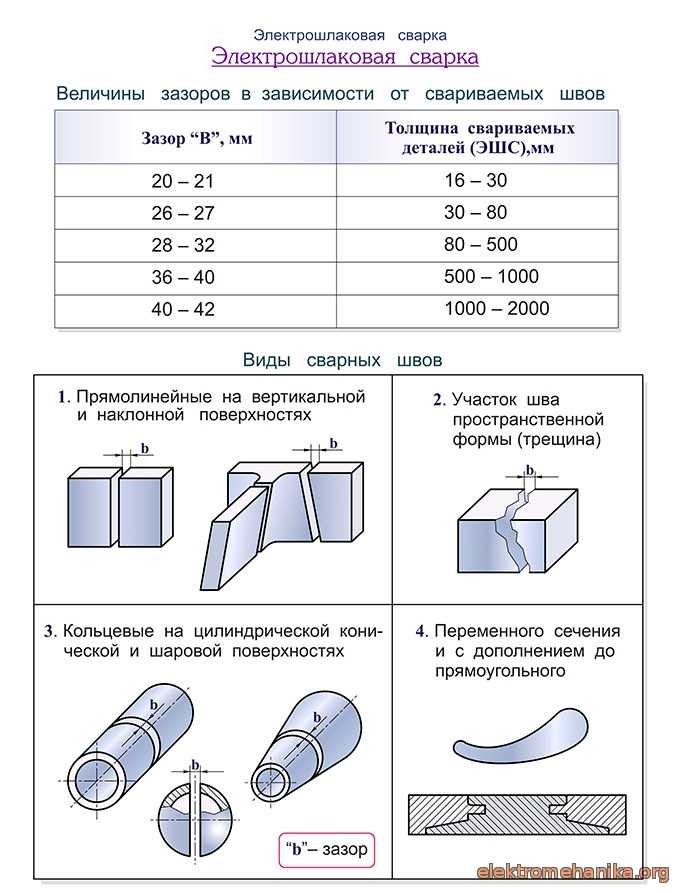
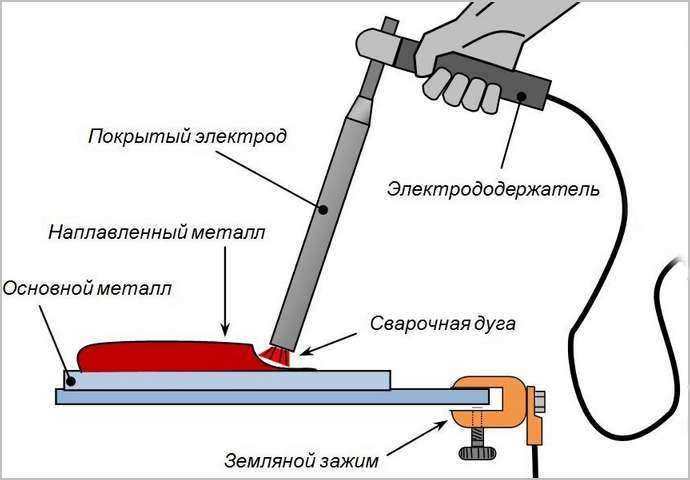
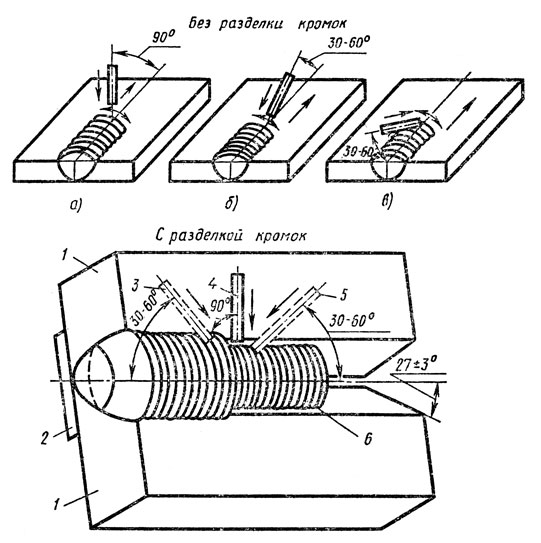 Карта содержит информацию, которую требует технологическая сторона.
Карта содержит информацию, которую требует технологическая сторона. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
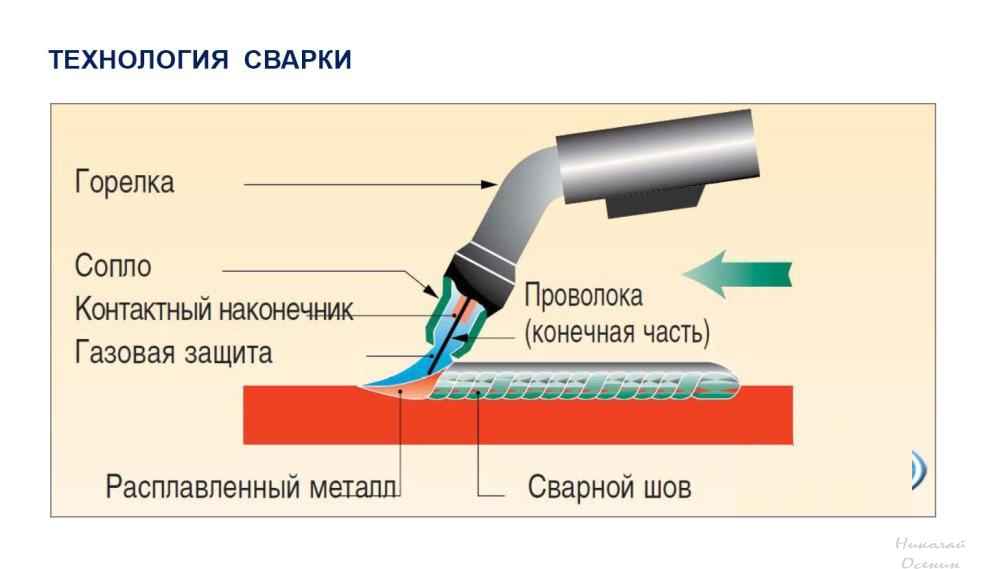 Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
 Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
 Эти способы сварки удобны и широко используются в промышленности.
Эти способы сварки удобны и широко используются в промышленности.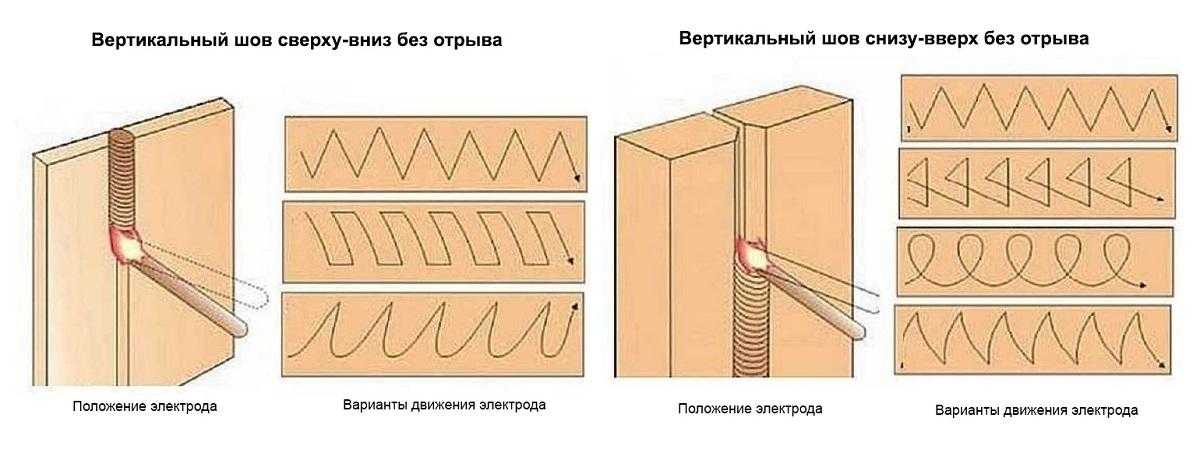 Этот защитный слой следует снять после остывания сварного шва.
Этот защитный слой следует снять после остывания сварного шва.
 Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Наденьте защитные очки и шлем для защиты глаз и головы.
Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Наденьте защитные очки и шлем для защиты глаз и головы.
 Например, электрод, который начинается с цифры 60, означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Например, электрод, который начинается с цифры 60, означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.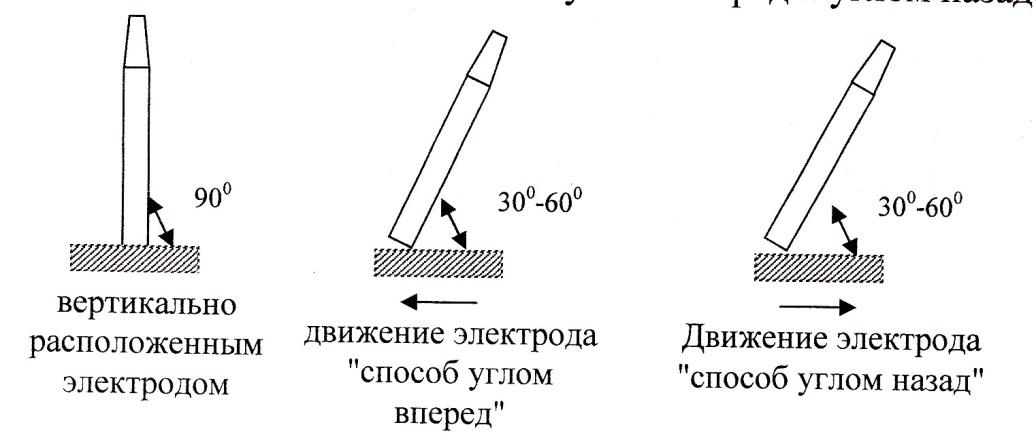 Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC.
Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC. Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост.
Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост. Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом.
Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом. Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
 Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.
Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.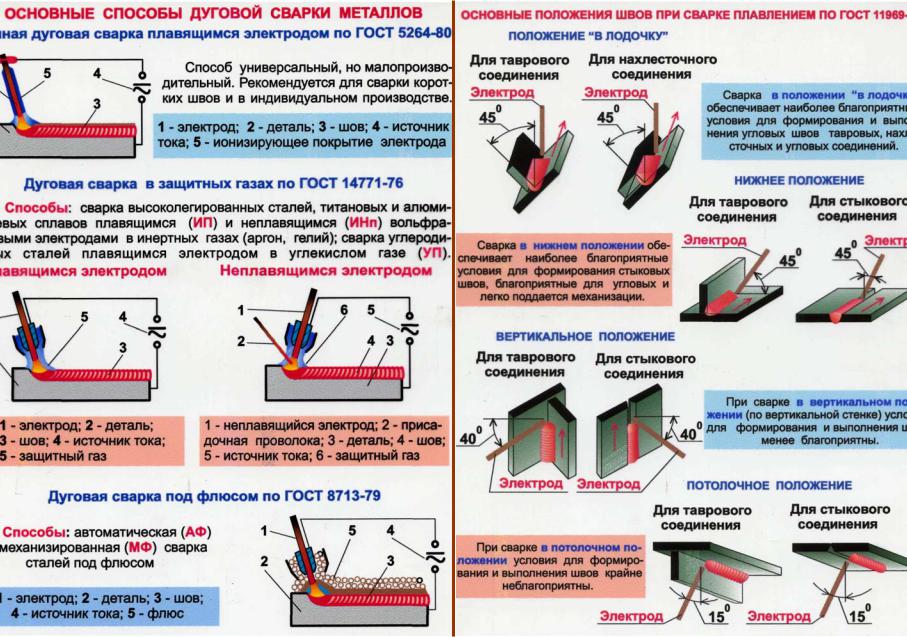

 В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
 В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
 При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование. Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
 Будь то написание писем или использование старой доброй печатной карты, люди поняли, как это сделать. Подобно этому старому способу решения проблем, люди также соединяли металлы перед сваркой. Будь то с помощью крепежа (болты, шпильки, заклепки), пайки или пайки, вы можете соединить два куска металла. Но сварка дает возможность взять два куска металла и эффективно сделать из них одно целое.
Будь то написание писем или использование старой доброй печатной карты, люди поняли, как это сделать. Подобно этому старому способу решения проблем, люди также соединяли металлы перед сваркой. Будь то с помощью крепежа (болты, шпильки, заклепки), пайки или пайки, вы можете соединить два куска металла. Но сварка дает возможность взять два куска металла и эффективно сделать из них одно целое.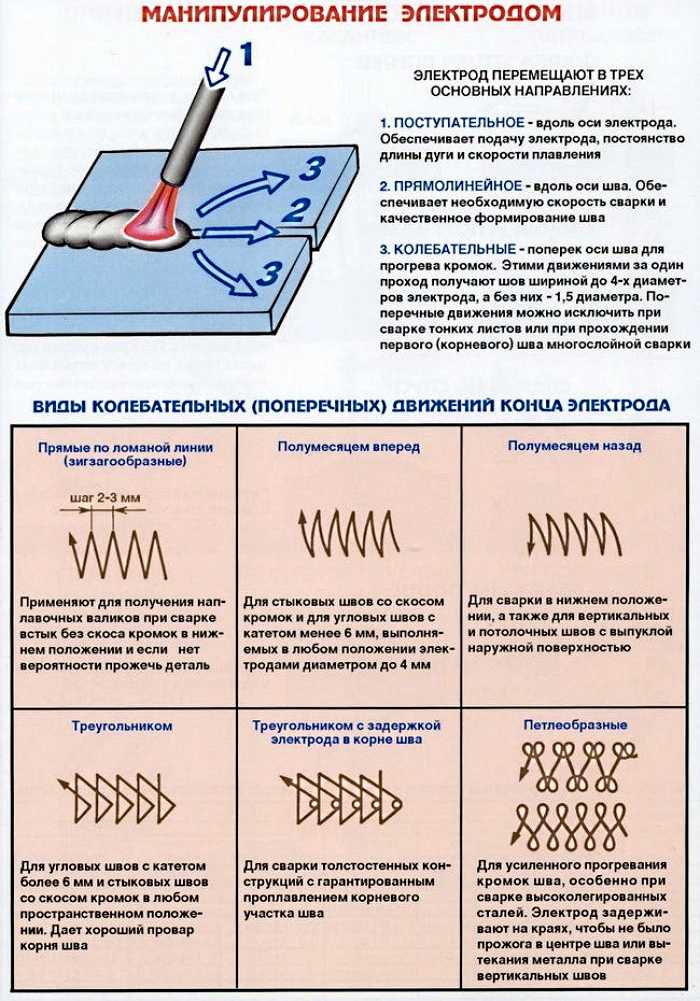
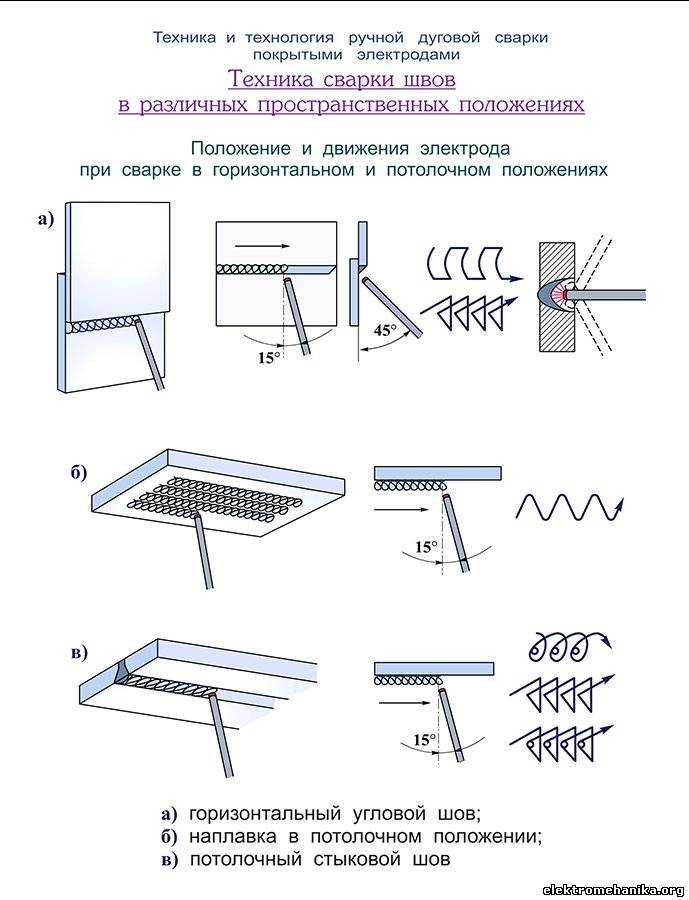 Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников.
Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников.
 При этом известно, что этот прощающий процесс является грязным, поскольку он производит больше искр, дыма и дыма, чем сварка TIG.
При этом известно, что этот прощающий процесс является грязным, поскольку он производит больше искр, дыма и дыма, чем сварка TIG.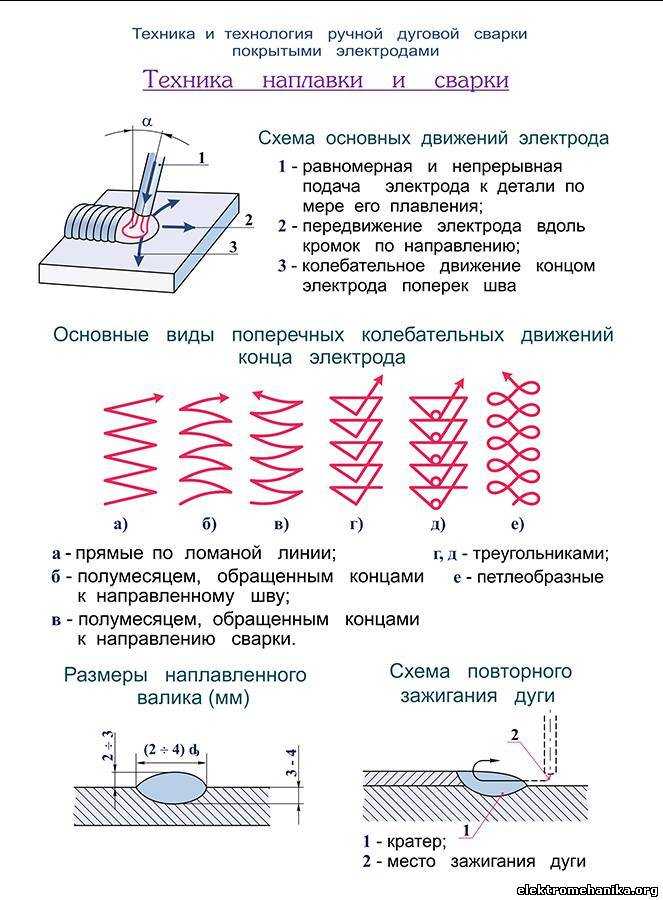 В зависимости от свариваемого материала и его толщины процесс сварки TIG можно варьировать полярностью электрода. Текущие настройки могут изменить полярность на отрицательную, положительную или переменную. Сварка TIG с отрицательным током на постоянном токе выделяет больше тепла на заготовку, что обеспечивает более глубокое проплавление. Для более тонких металлов, которые не требуют такого глубокого проникновения, положительный постоянный ток подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для цветных металлов, чтобы помочь очистить сварной шов от загрязнений.
В зависимости от свариваемого материала и его толщины процесс сварки TIG можно варьировать полярностью электрода. Текущие настройки могут изменить полярность на отрицательную, положительную или переменную. Сварка TIG с отрицательным током на постоянном токе выделяет больше тепла на заготовку, что обеспечивает более глубокое проплавление. Для более тонких металлов, которые не требуют такого глубокого проникновения, положительный постоянный ток подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для цветных металлов, чтобы помочь очистить сварной шов от загрязнений.
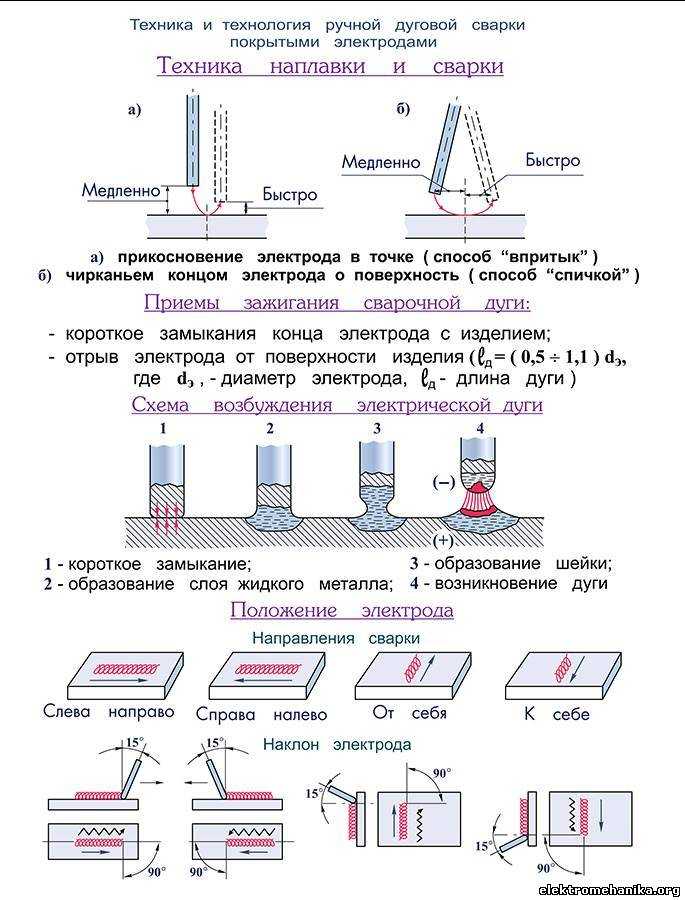 Сварочные аппараты с флюсовой проволокой оснащены электродом из полой проволоки с непрерывной подачей, который содержит флюс. В процессе сварки флюс вступает в реакцию с дугой, выделяя углекислый газ и действуя как защитный газ. Благодаря встроенным защитным свойствам сварка с флюсовой сердцевиной идеально подходит для наружных работ (для вентиляции дыма) и для использования на металлах, которые не обязательно должны быть чистыми.
Сварочные аппараты с флюсовой проволокой оснащены электродом из полой проволоки с непрерывной подачей, который содержит флюс. В процессе сварки флюс вступает в реакцию с дугой, выделяя углекислый газ и действуя как защитный газ. Благодаря встроенным защитным свойствам сварка с флюсовой сердцевиной идеально подходит для наружных работ (для вентиляции дыма) и для использования на металлах, которые не обязательно должны быть чистыми.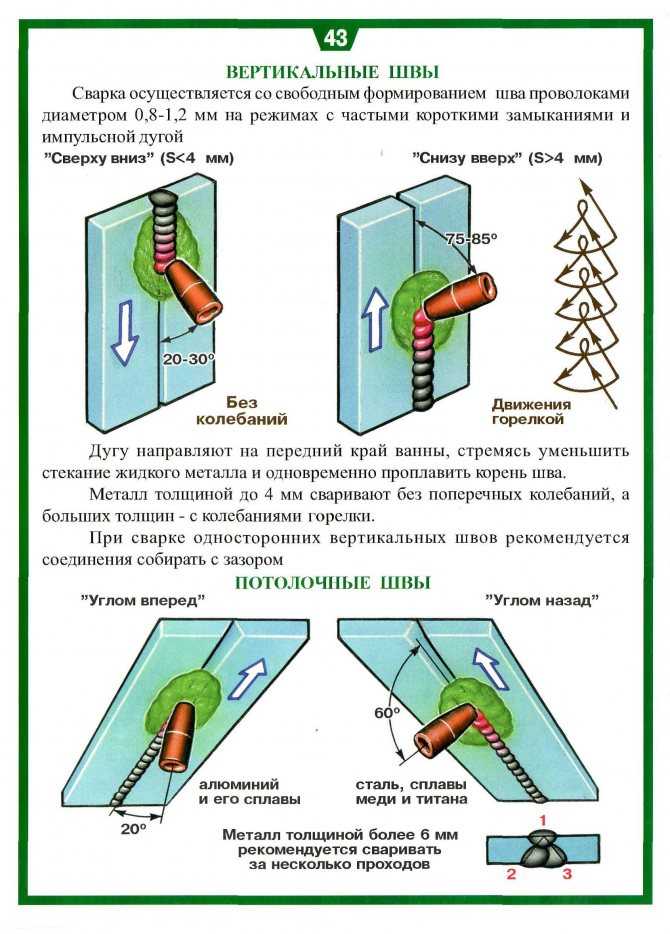

 0121-001
0121-001 01-93-001
01-93-001
 При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков.
При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков. Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
 Упакованные листогибочнеы машины ИБ2415.01 зачаливают за нижний брус в местах указанных на упаковке.
Упакованные листогибочнеы машины ИБ2415.01 зачаливают за нижний брус в местах указанных на упаковке. 01 к общей системе заземления.
01 к общей системе заземления. При начале работы необходимо убедиться, что валки находятся в параллельном положении, нижний валок несколько опущен. Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
При начале работы необходимо убедиться, что валки находятся в параллельном положении, нижний валок несколько опущен. Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра. Правка возможна, если обечайка согнута не полностью.
Правка возможна, если обечайка согнута не полностью. Не закрывается откидная опора
Не закрывается откидная опора (переднего бокового
(переднего бокового Основным отличием четырехвалковых листогибочных машин от трехвалковых является наличие нижнего подвижного валка. Данный тип листогибочных машин позволяет более точно работать с подгибкой кромок обечаек что значительно сокращает количество листового металла, попадающего в отход. Также наличие четвертого валка позволяет практически исключить проскальзывание листового металла в процессе гибки.
Основным отличием четырехвалковых листогибочных машин от трехвалковых является наличие нижнего подвижного валка. Данный тип листогибочных машин позволяет более точно работать с подгибкой кромок обечаек что значительно сокращает количество листового металла, попадающего в отход. Также наличие четвертого валка позволяет практически исключить проскальзывание листового металла в процессе гибки. С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров.Машина листогибочная трехвалковая модели ИБ2420 может быть изготовлена в комплектации с УЦИ или ЧПУ.
С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров.Машина листогибочная трехвалковая модели ИБ2420 может быть изготовлена в комплектации с УЦИ или ЧПУ.

 При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков.
При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков..png) Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
 Упакованные листогибочнеы машины ИБ2420 зачаливают за нижний брус в местах указанных на упаковке.
Упакованные листогибочнеы машины ИБ2420 зачаливают за нижний брус в местах указанных на упаковке.
 Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
 При гибке цилиндрических заготовок получается конус
При гибке цилиндрических заготовок получается конус
 с., 480 В, 3-фазный двигатель
с., 480 В, 3-фазный двигатель с., 480 В, 3-фазный двигатель
с., 480 В, 3-фазный двигатель


 55
55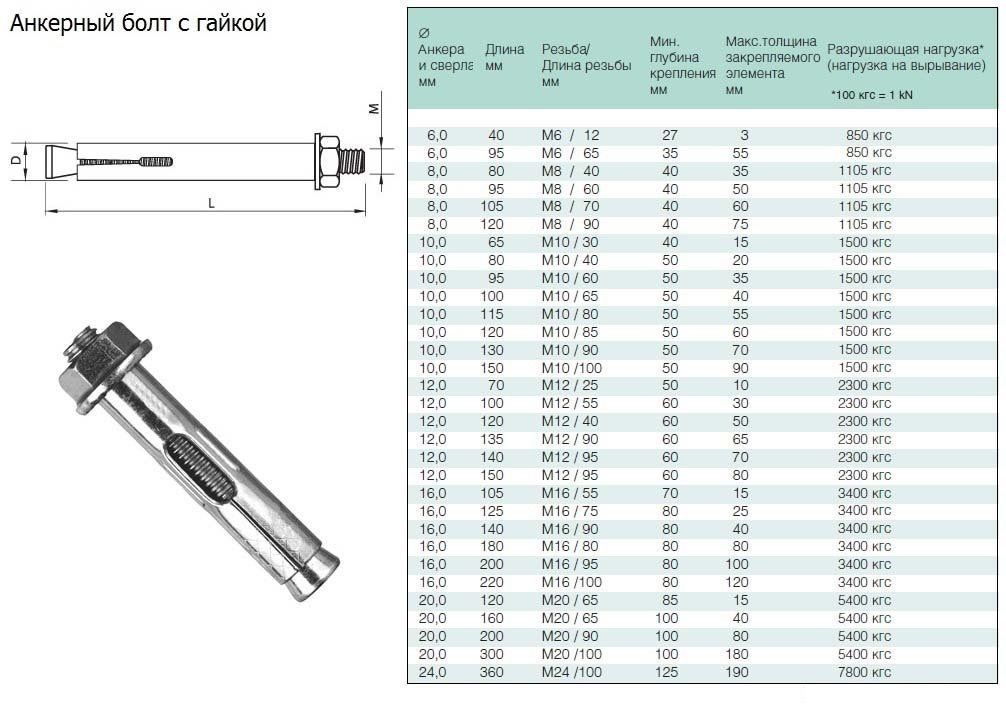 7
7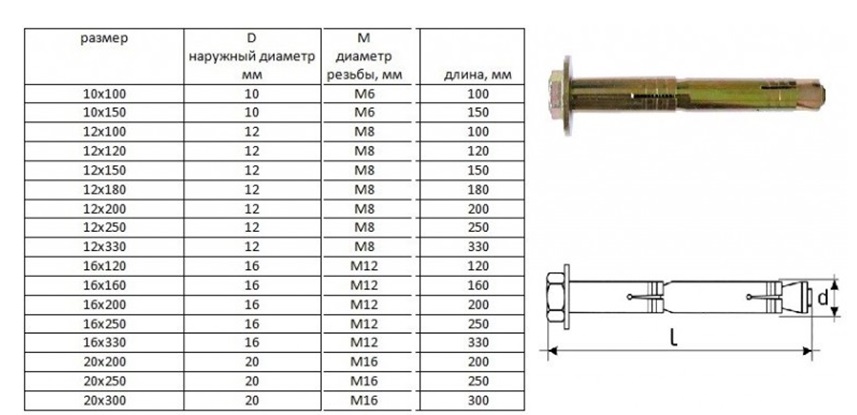 85
85 1-2012 1.1. Изогнутный фундаментный анкерный болт тип 1 исполнение 1 30*600.
1-2012 1.1. Изогнутный фундаментный анкерный болт тип 1 исполнение 1 30*600. 8
8 Откройте для себя Нурон
Откройте для себя Нурон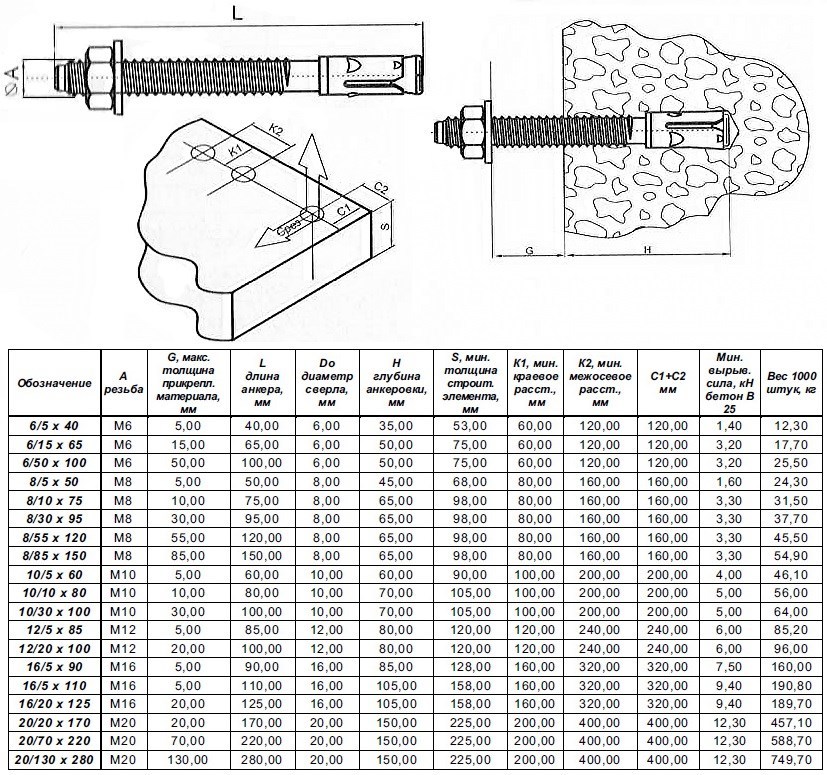
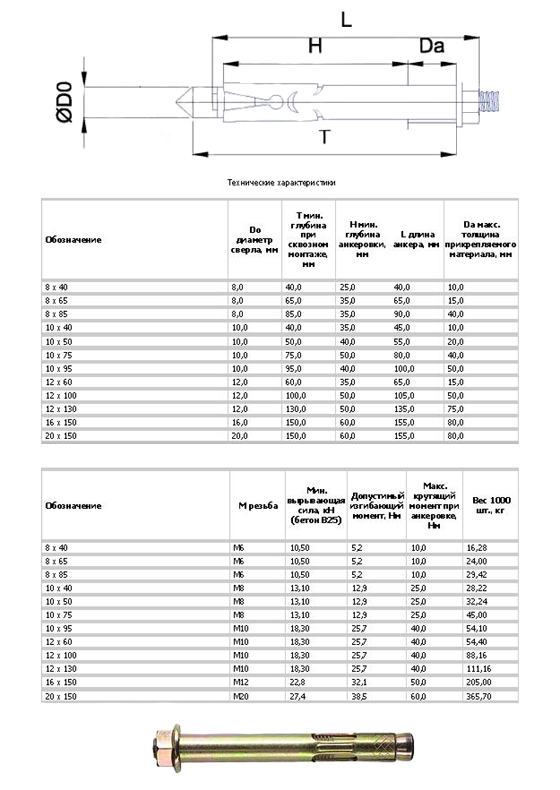

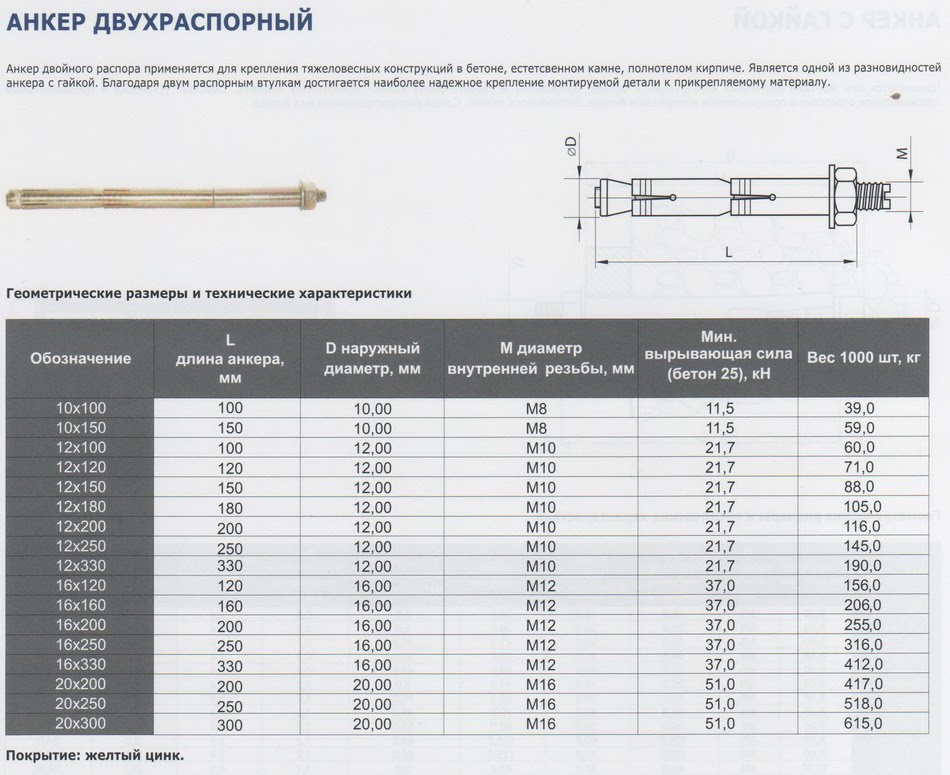
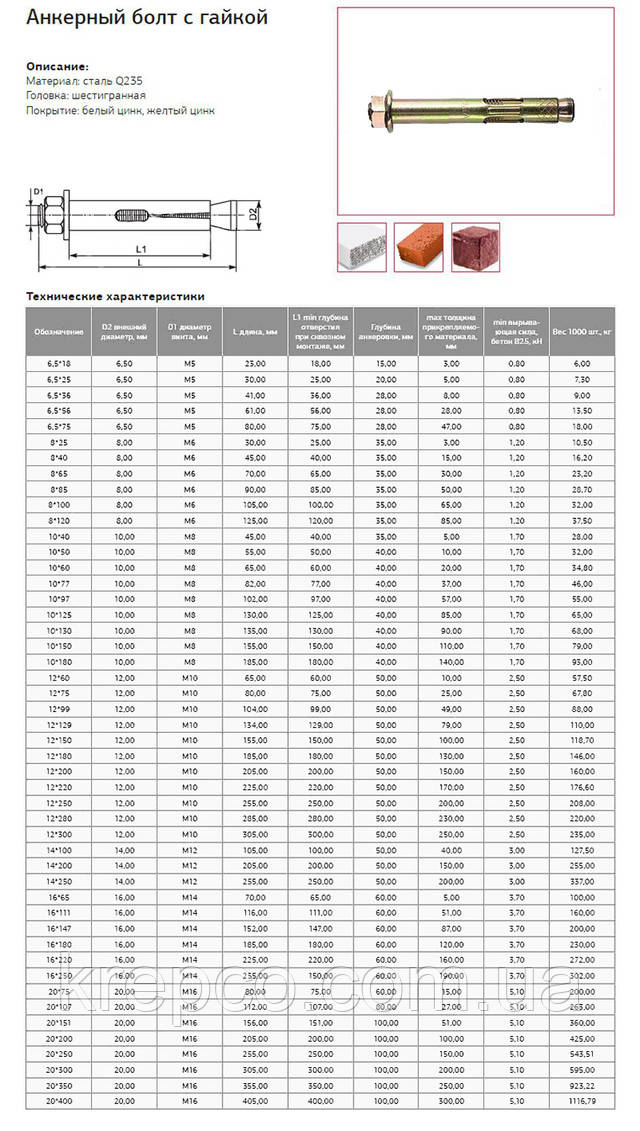

 Единственное, что можно не смывать, это канифоль или ее растворы, так как та после застывания образует дополнительный защитный слой.
Единственное, что можно не смывать, это канифоль или ее растворы, так как та после застывания образует дополнительный защитный слой. В основном применяются для пайки поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электросхемами или платами радиодеталей.
В основном применяются для пайки поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электросхемами или платами радиодеталей. Их отличие — отсутствие химического воздействия, потому что активность вещества невысока. Для изготовления этого типа флюсов применяются вазелин, воск, оливковое масло, другие маслянистые вещества. В основном применяется для пайки микросхем и bga деталей.
Их отличие — отсутствие химического воздействия, потому что активность вещества невысока. Для изготовления этого типа флюсов применяются вазелин, воск, оливковое масло, другие маслянистые вещества. В основном применяется для пайки микросхем и bga деталей.
 С целью максимальной рационализации производства его дополнительно используют для извлечения смол в процессе обработки хвойных пород.
С целью максимальной рационализации производства его дополнительно используют для извлечения смол в процессе обработки хвойных пород. 



 Вот почему данные были дополнительно разбиты и представлены на Рисунке 16. Такое представление данных позволяет легче увидеть явное несоответствие между флюсами, содержащими канифоль, и их органическими аналогами. Log10 общего среднего значения для флюсов на основе канифоли составил 11,76 Ом, в то время как органические флюсы были стабильны при 90,33 Ом. Флюсы на основе канифоли более чем на 2 порядка превышают SIR по сравнению с органическими флюсами. Наличие более высокого удельного сопротивления означает, что материал будет более устойчивым к росту дендритов и другим дефектам. Однако важно помнить, что органические потоки превышали минимум log10 R = 8 Ом и соответствовали стандарту J-STD-004B.
Вот почему данные были дополнительно разбиты и представлены на Рисунке 16. Такое представление данных позволяет легче увидеть явное несоответствие между флюсами, содержащими канифоль, и их органическими аналогами. Log10 общего среднего значения для флюсов на основе канифоли составил 11,76 Ом, в то время как органические флюсы были стабильны при 90,33 Ом. Флюсы на основе канифоли более чем на 2 порядка превышают SIR по сравнению с органическими флюсами. Наличие более высокого удельного сопротивления означает, что материал будет более устойчивым к росту дендритов и другим дефектам. Однако важно помнить, что органические потоки превышали минимум log10 R = 8 Ом и соответствовали стандарту J-STD-004B.
 Однако они не единственные, кто полагается на секрет; пайка электронных компонентов на печатной плате также зависит от скрытого ингредиента. Совместная работа с припоем — это вещество, о котором многие не знают, которое называется флюсом, но без него мы не смогли бы надежно спаять ни одну деталь.
Однако они не единственные, кто полагается на секрет; пайка электронных компонентов на печатной плате также зависит от скрытого ингредиента. Совместная работа с припоем — это вещество, о котором многие не знают, которое называется флюсом, но без него мы не смогли бы надежно спаять ни одну деталь. В случае с электроникой эти оксиды могут препятствовать образованию хорошего паяного соединения во время сборки печатной платы. Чтобы облегчить процесс пайки, флюс используется для химической очистки металлических поверхностей путем удаления оксидов, а также любых других примесей. Флюс также способствует смачиванию припоя, что определяет, насколько хорошо расплавленный припой будет течь на соединяемые поверхности.
В случае с электроникой эти оксиды могут препятствовать образованию хорошего паяного соединения во время сборки печатной платы. Чтобы облегчить процесс пайки, флюс используется для химической очистки металлических поверхностей путем удаления оксидов, а также любых других примесей. Флюс также способствует смачиванию припоя, что определяет, насколько хорошо расплавленный припой будет течь на соединяемые поверхности.

 Однако, если требуется больше флюса для больших площадей, жидкость или пасту можно нанести с помощью кисти, ватного тампона или специального аппликатора флюса. Канифольный флюс также можно найти в имеющихся в продаже ручках-дозаторах для дополнительного удобства.
Однако, если требуется больше флюса для больших площадей, жидкость или пасту можно нанести с помощью кисти, ватного тампона или специального аппликатора флюса. Канифольный флюс также можно найти в имеющихся в продаже ручках-дозаторах для дополнительного удобства.
