Доставляем воду надежно, бесшумно и практически незаметно для счетчика электроэнергии.
Где купить
Купить в интернет магазине
Купить оптом
описание
преимущества
технические характеристики
Циркуляционный насос «making oasis everywhere» обеспечивает циркуляцию воды в системах отопления, а также системах обогрева полов. Прибор имеет небольшие габаритные размеры и вес, работает практически бесшумно и потребляет мало электроэнергии. Циркуляционные насосы «making oasis everywhere» применяют в загородных домах площадью свыше 100 м², так как естественная конвекция не сможет обеспечить равномерный прогрев всех отопительных приборов.
Максимальное рабочее давление, бар: 10
Температура теплоностителя: +10 до +110°С.
Температура окружающей среды: от -10 до +40°С. Количество скоростей: 3.
Материал корпуса: чугун.
Двигатель:
– Однофазный;
– Класс защиты – IP44
– Класс изоляции – F.
Гарантийный срок обслуживания 2 года.
Экономное энергопотребление
Гарантия — 2 года
Бесшумность работы
В насосах с мокрым ротором все движущиеся части, в том числе и ротор двигателя, омываются перекачиваемой жидкостью. За счет этого процесса жидкость охлаждает подшипники скольжения и ротор, благодаря чему увеличивается срок службы прибора.
Наличие специально разработанного мокрого ротора в насосе «making oasis everywhere» значительно снижает уровень шума при его работе.
Насос имеет широкий диапазон параметров. Удобный и простой переключатель позволяет пользователю установить необходимую частоту вращения вала двигателя в зависимости от его потребности.
Насосы не требуют дополнительного сервисного обслуживания.
Для удобства ремонта, в случае необходимости, электродвигатель можно снять, не проводя демонтаж насоса из системы.
Система керамических подшипников обеспечивает долговечность и бесшумность насоса вследствие высокой твердости и низкого коэффициента линейного расширения керамики.
Обмотки электродвигателя устойчивы к току блокировки, поэтому он не нуждается в дополнительной защите.
Количество потребляемой энергии циркуляционным насосом «making oasis everywhere» не больше, чем небольшой электрической лампочкой.
Гарантия — 2 года.
Оптовые закупки для профессионалов рынка
Индивидуальная система скидок
Наличие всего ассортимента на складе
Оперативная доставка в любой регион РФ, даже минимальной партии
Гарантия и сервис производителя
Оптимальное соотношение цены и качества
Более 500 сервисных центров обслуживания по всей стране
Система онлайн заказов продукции, позволяющая вам оперативно делать заказы в любое удобное время
узнайте больше
Модель
CR-32/2 | CV-32/2
CR-32/4 | CV-32/4
Высота подъема жидкости, м
1(I) / 1,5(II) / 2(III)
2(I) / 3(II) / 4(III)
Проток жидкости, л/мин
10(I) / 20(II) / 30(III)
20(I) / 30(II) / 40(III)
Мощность, Вт
35(I) / 45(II) / 60(III)
35(I) / 53(II) / 72(III)
Установочное расстояние (между фитингами), мм
180
180
Вес, кг
2,85 | 2,8
2,95 | 3
Модель
CR-32/6 | CV-32/6
CR-32/8
Высота подъема жидкости, м
4(I) / 5(II) / 6(III)
5(I) / 7(II) / 8(III)
Проток жидкости, л/мин
20(I) / 30(II) / 40(III)
25(I) / 95(II) / 170(III)
Мощность, Вт
40(I) / 60(II) / 90(III)
145(I) / 220(II) / 245(III)
Установочное расстояние (между фитингами), мм
180
180
Вес, кг
3,15 | 3
5,5
Скачать инструкциюСкачать сертификат
отправить заявку
Циркуляционные насосы с «мокрым» ротором муфтовые
В разделе представлены муфтовые циркуляционные насосы с «мокрым» ротором, которые можно купить у нас по доступным ценам. Осуществляем доставку по Украине.
Переход на страницу «Насосы для отопления коммунального и промышленного»
Переход на страницу «Промышленные циркуляционные насосы с мокрым ротором»
Подбор бытового насоса для отопления
Разъяснения к подбору
Расход, м³/ч
Напор, м
Точно
МУФТОВЫЕ ЦИРКУЛЯЦИОННЫЕ НАСОСЫ С «МОКРЫМ» РОТОРОМ
Циркуляционные насосы с мокрым ротором и муфтовым подсоединением, пожалуй, самая массовая разновидность циркуляционных насосов. Такие насосы применяются для обеспечения циркуляции в системах отопления частных и производственных зданий, в технологических процессах. Это компактные насосы небольшой мощности, могут ставиться на трубу диаметром условного прохода от 15мм до 32мм. Конструкция мокрого ротора обеспечивает практически бесшумную работу. Коэффициент полезного действия невысок, но так как эти насосы маломощные, на цену эксплуатации это почти не сказывается. Циркуляционные насосы с мокрым ротором бывают односкоростные, двухскоростные, трехскоростные и со встроенным частотным регулированием. Возможность оперативно изменять мощность насоса дает дополнительную гибкость при подборе режимов эксплуатации насоса Выпускает такие циркуляционные насосы много производителей. На рынке представлены циркуляционные насосы с мокрым ротором производства Германии, Дании, Италии, Словении, Китая. Широко распространены новые бренды, изготавливающие свои насосы в Китае и продающие под своими, зарегистрированными в Европе и СНГ торговыми марками. Подделывают циркуляционные насосы с мокрым ротором известных брендов тоже много производителей. Подделывают иногда так хорошо, что становиться практически невозможным отличить оригинальный циркуляционный насос от поддельного при внешнем осмотре. Подделка выявляется лишь при осмотре в разобранном состоянии. Поэтому настоятельно рекомендуется приобретать циркуляционные насосы с мокрым ротором у официальных представителей известных производителей, либо покупать не очень известные бренды, которые не сильно уступают по качеству известным (а то и вовсе не уступают), стоят дешевле и которые не подделывают. Циркуляционные насосы известных брендов часто имитируют. Насос внешне практически такой же, как и производства известного бренда, но с каким-нибудь маленьким отличием, скажем, название отличается на одну букву.
НЕКОТОРЫЕ ОСОБЕННОСТИ ПРИМЕНЕНИЯ БЫТОВЫХ ЦИРКУЛЯЦИОННЫХ НАСОСОВ
Циркуляционные насосы в частных домах применяются для:
Отопления
ГВС
Рециркуляции горячей воды
В системах на солнечной энергии.
Виды систем отопления
Системы отопления, в которых применяются бытовые циркуляционные насосы подразделяются на:
Однотрубные. Характеризуются постоянным расходом, небольшим перепадом температуры. Для достижения балансировки нужен точный расчет параметров системы.
Двухтрубные. Характеризуются переменным расходом, высоким температурным перепадом. Балансировка достигается применением специальных балансировочных клапанов.
Системы теплых полов.
В системе отопления помещений «теплый пол», водяного напольного отопления, тепло передается от поверхности сложной системы трубок (контуров), по которым циркулирует теплоноситель, к напольному покрытию. В качестве теплоносителя в системах водяного напольного отопления в основном используется вода, но могут применяться и другие жидкие теплоносители (раствор этиленгликоля, антифриза и т.п.). Вкратце водяное напольное отопление представляет собой расположенную под полом систему трубопроводов, с циркулирующим горячим теплоносителем. Может быть применено как основное отопление, так и в сочетании с традиционным радиаторным отоплением. В зависимости от типа напольного покрытия и конструкции пола температура жидкого теплоносителя лежит в пределах 30-45 °С для бетонных полов и 45-60 °С для полов на деревянных блоках, с перепадом температур не более 5-8°С. Температура же теплоносителя в системе отопления с источников тепла в виде радиаторов значительно выше, 60-95 °С и перепад температур на входе и в обратной линии достигает 20-40°С.
Чаще всего водяное напольное отопление применяется для отопления загородных домов, где оно может работать с котлом газовым или электрическим, тепловым насосом, с солнечным коллектором. В многоквартирных домах такое отопление применяется с условием установки индивидуального отопления в каждой квартире.
Чтобы поддерживать температуру теплоносителя в системе «теплый пол» в заданном диапазоне температур необходимо обеспечить подлив подогретого теплоносителя из обратного трубопровода. Система отопления «теплый пол» должна выполняться после теплового расчета здания или помещения, выполнения проектной документации, монтаж должен быть осуществлен соответствующей монтажной организацией. Площадь отапливаемого помещения делится на поля, максимальная площадь которого не должна превышать 40 м². Система управления водяного напольного отопления может быть групповой, индивидуальной (автоматика в каждой комнате) и комплексной.
Недопустимо ручное регулирование отопительной системы, может привести к разбалансировке, к поломке и снижению эффективности отопительной системы. Узел управления находится в каждой комнате, все водяные контуры сбалансированы на одинаковый перепад давления. Выбор насоса определяется потерей давления в самой большой петле контура (не более 120 метров). Небольшой перепад температур теплоносителя и большие потери давления в системе «теплый пол» вынуждают применять насосы большей мощности для циркуляции, чем в отоплении радиаторным методом той же площади. Поскольку расход теплоносителя в напольном отоплении переменный, рекомендуется применять современные циркуляционные насосы для бытовых систем с электронным регулированием скорости обращения.
Теплообменники (бойлеры).
Теплообменник представляют собой аппарат, в котором более горячий носитель тепла передает свое тепло более холодному носителю, носители могут быть жидкими или газовыми. Бойлер относят к разновидности теплообменных аппаратов, и применяют для подогрева воды для горячего водоснабжения или для систем отопления, или для других целей. Бытовые бойлеры по способу нагрева воды делят на накопительные и проточные. В теплообменном аппарате разность между первичным и вторичным контурами относительно небольшая.
На обратном трубопроводе рекомендуется устанавливать бытовой циркуляционный насос вторичного контура. При помощи регулирующего клапана регулируется и поддерживается температура теплоносителя на заданном уровне во вторичном контуре. Сам клапан устанавливается на на обратном трубопроводе в первичном контуре.
Непрерывная циркуляция воды в системе горячего водоснабжения или ГВС обеспечивает бесперебойную подачу в кран горячей воды, снижая потери воды, значительно повышая удобство пользователям.
Необходимо отметить что:
Т.к. расход вводы в контуре циркуляции не большой, можно использовать насос малой мощности.
При применении насоса значительной мощности (при большом расходе), скорость потока воды в системе трубопровода увеличивается, что ведет к увеличению шумовых показателей, что не комфортно в бытовых помещениях.
Для уменьшения образования пузырьков воздуха в трубопроводной системе, что ведет к коррозионным процессам, рекомендуется монтаж бытового циркуляционного насоса производить на горизонтальном участке трубы, или же на наклонном или вертикальном участке с направлением потока воды снизу вверх.
Выбор бытового циркуляционного насоса для отопления.
В случае необходимости замены вышедшего из строя, или по другим причинам, старого насоса новым, рекомендуется предварительно произвести оценку происшедшим с момента установки предыдущего насоса изменениям в конструкции помещения или в отопительной системе, например:
замена оконных рам стеклопакетами
дополнительная теплоизоляция помещения или здания
новые термостатические вентили
уменьшение или увеличения числа радиаторов, прочие изменения
Старые модели бытовых циркуляционных насосов в большинстве своем, имеют слишком большую производительность, и их можно заменить на бытовой циркуляционный насос с меньшей производительностью. Следует отметить, что в случае достаточного бюджета предпочтительнее устанавливать бытовой циркуляционный насос с электронным регулированием. Электронное регулирование в насосном оборудовании позволяет значительно экономить электроэнергию. Кроме того современные модели бытовых насосов работают с пониженными шумовыми характеристиками, можно устанавливать в жилых помещениях.
Системы горячего водоснабжения и отопления, использующие в качестве источника энергии солнце.
Гелиосистемы, использующие солнечную энергию, применяются для подогрева воды для горячего водоснабжения и отопления зданий. Новое эффективное, комфортное и экологически чистое решение в системах ГВС и отопления. Правда, на сегодняшний день довольно дорогостоящее решение. Солнечные коллекторы являются основным элементом такой системы, кроме них есть резервуары-теплообменники и приборы управления. Циркуляционный насос неотъемлемый элемент всех типов таких систем. Существуют специальные модели насосов для гелиоустановок, учитывающие следующие факторы:
вода с содержанием антифриза, что необходимо в условиях периодичного отопления
высокая температура теплоносителя, особенно в период летней повышенной солнечной активности
значительные перепады температур в системе
Для систем с солнечным подогревом требуются специальные бытовые циркуляционные насосы, адаптированные к особенностям эксплуатации (серия SOLAR Grundfos и т. п.).
925416-5 Чугунный мокрый ротор 1/8 л.с., необслуживаемый циркуляционный насос для горячей воды
Перейти к основному содержанию
Shop Talk
| |
Эксперты по техническому обслуживанию автопарка 1-800-558-2808
История заказов
Мои списки
Импорт файла
Автоматический повторный заказ
Каталог
Поделиться
Печать
Наведите курсор на изображение, чтобы увеличить
159,22 $ за упаковку | 159,22 долл. США за штуку
одноразовая доставка
Зарегистрируйтесь в автозаказе
Номер предмета
925416-5
Описание сканера
Циркуляционный насос горячей воды, 1/
Статус инвентаря
Прямая поставка
Масса
7,6 фунта
Бренд
АРМСТРОНГ НАСОС ИНК.
Технические характеристики
AMPS
0,81 A
Maximum GPM @ Head
18 GPM при 1 фут. ARMSTRONG PUMPS INC.
Максимальное рабочее давление
150 фунтов/кв.0003
Производитель Номер детали
110223-305
Тип привода
Direct
Минимальный GPM @ Head
0 GPM при 18 футов
Лицевая сторона размер лица
6-3/8 дюйма
Номер скоростных 3
Особенности
3 Скорость, бесплатное обслуживание, компактная, высокая производительность
Количество пакетов
1
Фланец/Союз включен
NO
Фаза
1
Циркуляционный насос.0003
Горячая вода Циркуляционная насоса
Монтаж насоса
в линии
Высота
6-3/8 дюйма
Тип насоса
Мокрое ротор, обслуживание бесплатно
. 3600
Материал корпуса
Чугун
Серия
Astro 230
Материал рабочего колеса
30% стеклонаполненный Noryl®
Материал вала 90 90 04 Керамика
3
3
(2) прокладки
Отключение
18 футов.
Внедорождение/размер розетки
1-1/4 дюйма
Стандарты
ETL
Пункт
Горячая вода.
Да
Длина
5 дюймов
Напряжение
115 В переменного тока
Конфигурация петли
Закрыто
Ширина
6 дюйма
Производители Длина
2 YR.
Описание продукта
Циркуляционный насос для горячей воды был разработан для перекачивания растворов гликоля и воды с концентрацией до 50% в бытовых и небольших коммерческих замкнутых водяных системах отопления. Фланцы в комплект не входят.
Штрих-код товара
Перекрестные ссылки
Юридический
Имя
Товар
Описание
Грейнджер Дропшип
32УН13
Циркуляция горячей воды
КОДЫ UNSPSC
40151504
КОДЫ VMRS (АТА)
053-006-009
Циркуляция горячей воды
Вся информация, содержащаяся здесь, является собственностью Imperial Supplies LLC и публикуется здесь для только ваше использование. Любое воспроизведение или распространение этой информации без предварительного письменного согласия от Imperial Supplies LLC строго запрещено.
Imperial Supplies LLC не предоставляет услуги и товары за пределами США.
Для получения дополнительной информации о продукте по электронной почте нажмите здесь
Китай Циркуляционные водяные насосы с мокрым ротором Производители и поставщики и фабрики
Категории
Свяжитесь с нами
Модель: FPS40-80F / 250 УСТАНОВКА И ИСПОЛЬЗОВАНИЕ. Это трехскоростной циркуляционный насос, который можно использовать как в открытых, так и в закрытых системах. Насос с мокрым ротором, т. е. насос и двигатель образуют единое целое без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью….
Теперь говорите Отправить запрос
Download
Product Details
Product
Wet-rotor Circulator Water Pumps
Brand
WASSERMANN
Model
FPS40-80F /250
Применение
Чистая вода
Упаковка
Картон
УСТАНОВКА И ИСПОЛЬЗОВАНИЕ
. Насос с мокрым ротором, т. е. насос и двигатель образуют единое целое без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью.
.Насосы предназначены для циркуляции жидкостей в системах отопления и кондиционирования. Примеры типичных применений:
Системы отопления с одной и двумя трубами
Котловые шунтирующие насосы
Насосы для нагревающих поверхностей
Калоридисты
под полами системы отопления
Солнечные системы отопления
Системы тепловых насосов
Геотермальные системы отопления
. Рекультирующие системы восстановления тепло насоса
Geothermal System
Двухтрубные системы кондиционирования воздуха
Насосы для холодильных установок.
.Насос должен быть установлен с горизонтальным валом двигателя.
Расчет веса бронзового круга и прутка от компании поставщика Авек Глобал
org/BreadcrumbList»>
Главная
Справочник
Медь, латунь, бронза
Бронза
Круг, пруток бронзовый
Вас интересует расчет веса бронзового круга и прутка? Поставщик Авек Глобал предлагает купить бронзовый круг, пруток отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Последовательность расчёта
Проще всего расчёт выполнять при помощи встроенных калькуляторов, которые учитывают объём изделия и плотность бронзы конкретной марки. Ниже приведена таблица значений плотности, наиболее распространённых марок отечественных бронзовых сплавов.
Бронза
безоловянная деформируемая
оловянная деформируемая
Бронзы (ОСТ 2МТ31−75)
Бериллиевая
БрАЖ
БрК
БрОФ
БрОЦ
БрОЦС
БрОС
БрОЦСН
Плотность ρ, кг/
м3
7500…7600
8400…8600
8600…8800
8800
8900…9100
9100
8800…8900
8200
Согласно стандартам, действующим в России и странах СНГ, поставка бронзового объёмного проката производится в прутках длиной от 400 до 4000 мм (нижняя граница может корректироваться, если поставка производится в рамках индивидуального заказа, объёмом не менее 500 кг).
Зная плотность конкретной марки бронзы ρ, длину прутка l и радиус r его поперечного сечения, вычислить массу М можно по зависимости:
М = 3,14xlxrxρ
Поставщик Авек Глобал предлагает купить бронзовый круг, пруток отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Расчёт по таблице
В таблицах обычно приводятся усреднённые данные по весу одного погонного метра прутка. Ими удобно пользоваться, если марка проката точно не известна. Исходя из средней плотности деформируемой бронзы в 8800 кг/м3, можно применять данные, указанные в таблице:
Диаметр прутков, мм
5
10
20
40
60
90
150
Масса погонного метра, кг
0,15…0,17
0,65…0,69
2,40…2,80
9,45…11,20
21,2…25,1
47,9…56,5
132,5…157,9
Точность расчёта несколько ниже, но на практике вполне приемлема для большинства случаев.
Купить. Поставщик, цена
Вас интересует расчет веса бронзового круга и прутка? Поставщик Авек Глобал предлагает купить бронзовый круг, пруток отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Бронзовая копия складных весов Viking 4 грамма
Allgemeine Geschäftsbedingungen
1. Geltungsbereich
Für alle Bestellungen über unseren Shop auf Etsy gelten die nachfolgenden AGB.
Verbraucher ist jede natürliche Person, die ein Rechtsgeschäft zu Zwecken abschließt, die überwiegend weder ihrer gewerblichen noch ihrer selbständigen beruflichen Tätigkeit zugerechnet werden können.
Unternehmer ist eine natürliche oder juristische Person oder eine rechtsfähige Personengesellschaft, die bei Abschluss eines Rechtsgeschäfts in Ausübung ihrer gewerblichen oder sebständigen beruflichen Tätigkeit handelt.
Gegenüber Unternehmern gilt: Verwendet der Unternehmer entgegenstehende oder ergänzende Allgemeine Geschäftsbedingungen, wird deren Geltung hiermit widesprochen; sie werden nur dann Vertragsbestandteil, wenn wir dem ausdrücklich zugestimmt haben.
Mit Einstellung der Produkte in den Интернет-магазин geben wir ein verbindliches Angebot zum Vertragsschluss über diese Artikel ab.
Sie können unsere Produkte zunächst unverbindlich in den Warenkorb legen und Ihre Eingaben vor Absenden Ihrer verbindlichen Bestellung jederzeit korrigieren, indem Sie die hierfür im Bestellablauf vorgesehenen und erläuterten Korrekturhilfen nutzen.
Der Vertrag kommt zustande, indem Sie durch Anklicken des Bestellbuttons das Angebot über die im Warenkorb enthaltenen Waren annehmen.
Unmittelbar nach dem Absenden der Bestellung erhalten Sie noch einmal eine Bestätigung по электронной почте.
3. Vertragssprache, Vertragstextspeicherung
Die für den Vertragsschluss zur Verfügung stehende Sprache ist Deutsch.
Wir speichern den Vertragstext auf unseren Systemen, die jedoch für Sie nicht zugänglich sind.
Über Ihren Etsy-Account haben Sie jedoch die Möglichkeit, Ihre letzten Bestellungen einzusehen. Der vollständige Vertragstext ist dort nicht zugänglich.
4. Bezahlung
In unserem Shop stehen Ihnen grundsätzlich die folgenden Zahlungsarten zur Verfügung:
PayPal Im Bestellprozess werden Sie auf die Webseite des Online-Anbieters PayPal weitergeleitet.
Um den Rechnungsbetrag über PayPal bezahlen zu können, müssen Sie dort registriert sein bzw. sich erst registrieren, mit Ihren Zugangsdaten legitimieren und die Zahlungsanweisung an uns bestätigen.
Nach Abgabe der Bestellung im Shop fordern wir PayPal zur Einleitung der Zahlungstransaktion auf.
Sofort by klarna Nach Abgabe der Bestellung werden Sie auf die Webseite des Online-Anbieters Sofort GmbH weitergeleitet.
Um den Rechnungsbetrag über Sofort bezahlen zu können, müssen Sie über ein für Online-Banking freigeschaltetes Bankkonto verfügen, sich entsprechend legitimieren und die Zahlungsanweisung uns bestätigen.
Weitere Hinweise erhalten Sie beim Bestellvorgang. Die Zahlungstransaktion wird unmittelbar danach von Sofort durchgeführt und Ihr Konto belastet.
Klarna PayNow Kreditkarte Mit Abgabe der Bestellung geben Sie Ihre Kreditkartendaten an.
Nach Ihrer Legitimation als rechtmäßiger Karteninhaber wird unmittelbar nach Versendung der Ware die Zahlungstransaktion Automaticisch durchgeführt und Ihre Karte belastet.
Klarna PayNow Lastschrift Nach erfolgreicher Adress- und Bonitätsprüfung im Rahmen des Bestellprozesses, erteilen Sie mit Abgabe der Bestellung dem Online-Anbieter Klarna ein SEPA-Lastschriftmandat.
Über das Datum der Kontobelastung wird Sie Klarna informieren (sog. Предварительное уведомление).
Mit Einreichung des Lastschriftmandats fordert Klarna Ihre Bank zur Einleitung der Zahlungstransaktion auf. Die Zahlungstransaktion wird Automaticisch durchgeführt und Ihr Konto belastet.
Die Kontobelastung erfolgt erfolgt nach Versand der Ware.
Für die Zahlungsabwicklung über Klarna gelten – ergänzend zu unseren AGB – die AGB und die Datenschutzerklärung von Klarna.
Weitere Informationen erhalten Sie im Bestellprozess.
Kreditkarte Mit Abgabe der Bestellung geben Sie Ihre Kreditkartendaten an.
Nach Ihrer Legitimation als rechtmäßiger Karteninhaber wird die Zahlungstransaktion Automaticisch durchgeführt und Ihre Karte belastet.
Etsy-Gutschein Wenn Sie auf Ihrem Etsy-Konto über Guthaben verfügen, wird dieses Guthaben autotisch auf zukünftige Käufe angewendet.
Der Einlösecode muss nicht erneut eingegeben werden.
Im Bestellprozess besteht jedoch auch die Möglichkeit, einen Gutschein oder eine bestehende Gutschrift einzulösen.
Falls das Guthaben nicht für die Bestellung ausreichen sollte, können Sie den restlichen Betrag mit Kreditkarte oder PayPal bezahlen.
Kauf auf Rechnung über Klarna In Zusammenarbeit mit Klarna AB (www.klarna.de), Sveavägen 46, Stockholm, Schweden, bieten wir Ihnen den Rechnungskauf als Zahlungsoption an.
Bitte beachten Sie, dass Klarna Rechnung nur für Verbraucher verfügbar sind und dass die Zahlung jeweils and Klarna zu erfolgen hat.
Beim Kauf auf Rechnung mit Klarna bekommen Sie immer zuerst die Ware und Sie haben immer eine Zahlungsfrist von 14 Tagen.
Weitere Informationen zum Klarna Rechnungskauf finden Номер: https://cdn.klarna.com/1.0/shared/content/legal/terms/EID/de_de/invoice?fee=0
Finanzierung über Klarna In Zusammenarbeit mit Klarna AB (www.klarna.de), Sveavägen 46, Stockholm, Schweden, bieten wir Ihnen den Ratenkauf als Zahlungsoption an.
Bitte beachten Sie, dass Klarna Ratenkauf nur Verbraucher verfügbar ist und dass die Zahlung an Klarna zu erfolgen hat.
Mit dem Finanzierungsservice von Klarna können Sie Ihren Einkauf flexibel in monatlichen Raten von mindestens 1/24 des Gesamtbetrages (mindestens jedoch 6,95 €) безален.
Weitere Informationen zum Klarna Ratenkauf einschließlich der Allgemeinen Geschäftsbedingungen und der Europäischen Standardinformationen für Verbraucherkredite finden Sie hier: https://cdn. klarna.com/1.0/shared/content/legal/terms/EID/de_de/account3
900 , Widerrufsrecht
Verbrauchern Steht das gesetzliche Widerrufsrecht, wie in der Widerrufsbelehrung beschrieben, zu. Unternehmern wird kein freiwilliges Widerrufsrecht eingeräumt.
6. Eigentumsvorbehalt
Die Ware bleibt bis zur vollständigen Bezahlung unser Eigentum.
Für Unternehmer gilt ergänzend: Wir behalten uns das Eigentum an der Ware bis zur vollständigen Begleichung aller Forderungen aus einer laufenden Geschäftsbeziehung vor.
Sie dürfen die Vorbehaltsware im ordentlichen Geschäftsbetrieb weiterveräußern; sämtliche aus diesem Weiterverkauf entstehenden Forderungen treten Sie – unabhängig von einer Verbindung oder Vermischung der Vorbehaltsware mit einer neuen Sache – в Höhe des Rechnungsbetrages an uns im Voraus ab, und wir nehmen diese Abtretung an.
Sie bleiben zur Einziehung der Forderungen ermächtigt, wir dürfen Forderungen jedoch auch selbst einziehen, soweit Sie Ihren Zahlungsverpflichtungen nicht nachkommen.
7. Transportschäden
Für Verbraucher gilt: Werden Waren mit offensichtlichen Transportschäden angeliefert, so reklamieren Sie solche Fehler bitte möglichst sofort beim Zusteller und nehmen Sie bitte unverzüglich Kontakt zu uns auf.
Die Versäumung einer Reklamation oder Kontaktaufnahme hat für Ihre gesetzlichen Ansprüche und deren Durchsetzung, insbesondere Ihre Gewährleistungsrechte, keinerlei Konsequenzen.
Sie helfen uns aber, unsere eigenen Ansprüche gegenüber dem Frachtführer bzw. der ransportversicherung geltend machen zu können.
8. Gewährleistung und Garantien
Es gilt das gesetzliche Mängelhaftungsrecht. Informationen zu gegebenenfalls geltenden zusätzlichen Garantien und deren genaue Bedingungen finden Sie jeweils beim Produkt und auf besonderen Informationsseiten im Online-Shop.
9. Streitbeilegung
Die Europäische Kommission stellt eine Plattform zur Online-Streitbeilegung (OS) bereit, die Sie hier finden: https://ec. europa.eu/consumers/odr
Zur Teilnahme an einem Streitbeilegungsverfahren vor einer Verbraucherschlichtungsstelle sind wir nicht verpflichtet und nicht bereit.
AGB erstellt mit dem Trusted Shops Rechtstexter in Kooperation mit FÖHLISCH Rechtsanwälte.
Widerrufsbelehrung
a) Widerrufsrecht
Sie haben das Recht, binnen dreißig Tagen ohne Angabe von Gründen diesen Vertrag zu widerufen.
Die Widerrufsfrist beträgt dreißig Tage ab dem Tag an dem Sie oder ein von Ihnen benannter Dritter, der nicht der Beförderer ist, die Ware in Besitz genommen haben bzw. шляпа.
Um Ihr Widerrufsrecht auszuüben, müssen Sie uns (Pera Peris, Reinhardtsgrimmaer Str. 3, 01744 Dippoldiswalde, Deutschland, [email protected], телефон: 03504625695) mittels einer eindeutigen Erklärung (z. der Post einandverster mit ) Бриф, телефакс или электронная почта) über Ihren Entschluss, diesen Vertrag zu widerufen, informieren.
Sie können dafür das begefügte Muster-Widerrufsformular verwenden, das jedoch nicht vorgeschrieben ist.
Zur Wahrung der Widerrufsfrist reicht es aus, dass Sie die Mitteilung über die Ausübung des Widerrufsrechts vor Ablauf der Widerrufsfrist absenden.
b) Folgen des Widerrufs
Sofern Sie diesen Vertrag widerufen, werden wir Ihnen alle Zahlungen, die wir von Ihnen erhalten haben, einschließlich der Lieferkosten (mit Ausnahme der zusätzlichen Kosten, die sich Lierefine daraus erge als die von uns angebotene, günstigste Standardlieferung gewählt haben), unverzüglich und spätestens binnen vierzehn Tagen ab dem Tag zurückzuzahlen, an dem die Mitteilung über Ihren Widerruf dieses Vertrags bei uns eingegangen ist.
Für diese Rückzahlung verwenden wir dasselbe Zahlungsmittel, das Sie bei der ursprünglichen Transaktion eingesetzt haben, es sei denn, mit Ihnen wurde ausdrücklich etwas anderes vereinbart; in keinem Fall werden Ihnen wegen dieser Rückzahlung Entgelte berechnet.
Wir konnen die Rückzahlung verweigern, bis wir die Waren wieder zurückerhalten haben oder bis Sie den Nachweis erbracht haben, dass Sie die Waren zurückgesandt haben, je nachdem, welches der frühere Zeitpunkt ist.
Sie haben die Waren unverzüglich und in jedem Fall spätestens binnen vierzehn Tagen ab dem Tag, an dem Sie uns über den Widerruf dieses Vertrags unterrichten, uns zurückzusenden oder zu übergeben.
Die Frist ist gewahrt, wenn Sie die Waren vor Ablauf der Frist von vierzehn Tagen absenden.
Sie tragen die unmittelbaren Kosten der Rücksendung der Waren.
Sie müssen für einen Wertverlust der Waren nur aufkommen, wenn dieser Wertverlust auf einen zur Prüfung der Beschaffenheit, Eigenschaften und Funktionsweise der Waren nicht notwendigen Umgang mit ihnen zurückzuführen ist.
c) Widerrufsformular
Aufgrund der europaweiten Regelung zum Onlinehandel können Sie als Verbraucher zur Ausübung Ihres Widerrufsrechts auf ein Widerrufsformular zurückgreifen.
Dessen Verwendung ist jedoch optional, Sie können Ihr Widerrufsrecht auch durch jede andere eindeutige Erklärung gegenüber unserem Unternehmen ausüben, etwa per Brief, E-Mail или Fax.
Hier können Sie sich ein Muster des Widerrufsformulars herunterladen: https://www. peraperis.com/media/Widerrufsformular.pdf
Widerrufsbelehrung [https://shop.trustedshops.com/de/rechtstexte/] erstellt mit dem Trusted Shops [https://shop.trustedshops.com/de/] Rechtstexter in Kooperation mit FÖHLISCH Rechtsanwälte [https://foehlisch .com].
Retouren erfolgen nach vorheriger Absprache an folgende Адрес:
Pera Peris Reinhardtsgrimmaer Strasse 3 D — 01744 Dippoldiswalde Germany
10 шт. большие переходные кольца античная бронза толстые круглые наружные кольца
Вы получите 10 толстых прыгающих колец из старинной бронзы.
Очень красивый и качественный.
Размер: 40 мм Толщина: 8 калибров (3 мм) Вес: 6,6 г
Почта первого класса USPS в США!
Все наши товары не содержат никель и свинец.
Пожалуйста, свяжитесь со мной для другого количества.
Посмотрите мои другие товары, так как мы добавляем новые товары каждый день.
Мы продаем за упаковку, а цена указана за всю упаковку. Пожалуйста, имейте в виду, что количество 1 всегда означает 1 упаковку. Аналогично, количество 2 = 2 упаковки, количество 3 = 3 упаковки…
Да. Скидки для покупателей из США:
Заказ от 35 до 199,99 долларов США, БЕСПЛАТНАЯ стандартная доставка.
При заказе на сумму от 200 до 399,99 долларов США, СКИДКА 15% + БЕСПЛАТНАЯ (3-6) дней экспресс-доставка. (КУПОН: VC200) : ОПТ)
—————-
Скидки для покупателей из других стран:
При заказе от 50 до 99,99 долларов США скидка 10% на общую сумму. (КУПОН:VC2015)
Закажите от 100 до 199,99 долларов США, скидка 12% на общую сумму. (КУПОН: VC100)
При заказе на сумму от 200 до 399,99 долларов США, СКИДКА 15% + БЕСПЛАТНАЯ стандартная доставка. (КУПОН: VC200)
При заказе на сумму ≥ 400 долларов США, СКИДКА 20% + БЕСПЛАТНАЯ стандартная доставка. (КУПОН: ОПТОВАЯ ПРОДАЖА)
Все цены перечисленные выше НЕ включают стоимость доставки.
Да, на данный момент мы предлагаем следующие улучшения доставки:
1.) TNT в США (доставка в течение 2-4 рабочих дней) = дополнительные 18 долларов США 2.) TNT в остальные страны мира (доставка в течение 3-5 рабочих дней) = дополнительные 18,5 долларов США
Щелкните стрелку вниз позади Стандартная доставка, чтобы выбрать эти параметры.
Вот наш официальный сайт: www.VeryCharms.com Вы можете пойти и найти готовые коммерческие украшения, которые не имеют права продаваться здесь, на Etsy. Тем не менее, мы по-прежнему рекомендуем вам покупать все ювелирные изделия в нашем магазине Etsy, так как это такое потрясающее место с таким количеством замечательных функций!
Мы принимаем основные кредитные карты через PayPal. Поэтому, пожалуйста, по-прежнему нажимайте кнопку «Оплатить с помощью PayPal», если вы хотите оплатить с помощью кредитной карты.
После перенаправления на PayPal:
1.) Вместо того, чтобы выбирать оплату с помощью учетной записи PayPal, выберите вариант оплаты с помощью дебетовой или кредитной карты.
2.) Затем вам будет предложено ввести платежную информацию и информацию о кредитной карте.
3.) Вам нужно будет ввести свой адрес электронной почты, чтобы PayPal мог отправить вам квитанцию.
4.) Нажмите «Продолжить», чтобы вернуться в Etsy Checkout, просмотреть и отправить окончательный заказ.
Да, номер отслеживания доступен для всех посылок, отправляемых по всему миру.
Закон Германии об упаковке «VerpackG» налагает требования на интернет-магазины, торгующие покупателям в Германии. Закон об упаковке поощряет переработку и повторное использование упаковочных материалов (например, картонных коробок, ленты и пузырчатой пленки).
Пресс для отжима сока Sok 10л, с кожухом (домкратный, гидравлический)
Пресс гидравлический ручной своими руками
Гидравлический пресс из домкрата доктор юью
Пресс из гидравлического домкрата
Пресс для гаража с перевернутым домкратом
Пневмопресс своими руками
Пресс из винтового домкрата
T30306 домкрат
Мини пресс из домкрата
Ручной пресс из домкрата
Пресс гидравлический hm325b
Гидравлический пресс из 20 швеллера
Пресс своими руками: пошаговые инструкции и рекомендации
Гидравлический пресс применяется для получения высокого давления. Он используется во многих автомастерских для прессования различных валов, подшипников и шестеренок. Домашние мастера применяют его для штамповки деталей из пластика, резины или металлы. Если в вашей мастерской его еще нет, то вы можете попробовать сделать пресс своими руками.
При наличии некоторых навыков и материалов можно соорудить надежный агрегат своими силами
Читайте в статье
1 Назначение и функции пресса: области применения устройства
2 Конструкция пресса: особенности существующих устройств
2.1 Вакуумный пресс
2.2 Пресс подборщик
2.3 Настольный механический пресс
2.4 Вибропресс
2.5 Пресс с электрическим приводом
3 Устройство гидравлического пресса для гаража: основные характеристики
3.1 Варианты чертежей гидравлического пресса своими руками
3.2 Пресс гидравлический своими руками: как сделать
4 Пресс из домкрата своими руками: этапы монтажных работ
Назначение и функции пресса: области применения устройства
Пресс имеет широкое применение. Иногда это необходимый предмет в мастерской или в гараже. Небольшое устройство часто применяется при ремонте автомобилей. Можно использовать пресс для сайлентблоков, а также для выпрессовки подшипников.
Заводское устройство для выбивания деталей
Такое оборудование применяется для создания брикетов из отходов, при склеивании двух поверхностей, а также для сгибания деталей из металла. При этом заводские приборы могут быть многим не по карману. Если вы решите сделать такое устройство своими руками, то его легко можно адаптировать к определенным задачам.
Принцип гидравлики позволяет сильно облегчить жизнь. Благодаря простому механизму эффективно работает разное оборудование.
Самодельная установка применяется для работы в гараже и мастерской
Итак, рассмотрим подробнее для чего необходимо подобное устройство:
выпрессовка разных подшипников, то применяется в маленьких автомастерских;
сгибание метизов разнообразной формы;
обеспечение давления для склеивания двух элементов;
монтаж заклепок.
Попробуйте изготовить пресс своими руками в гараж. Такое устройство используется для выпрессовки и запрессовки всевозможных деталей. При этом оборудование производит огромный спектр работ по ремонту, обслуживанию и профилактике.
Простой вариант для гаража
Давайте рассмотрим некоторые варианты:
даже маленькому автосервису необходим гидропресс, который можно приобрести или сделать своими силами. Чтобы сделать такой агрегат нужно определиться с установкой манометра, массой, размерами и показателями поршня. Прежде чем разрабатывать пресс нужно учитывать модели автомобилей. Простая конструкция не подойдет для крупных машин;
Механизм для автосервиса
для мастерской и дома часто необходим пресс для макулатуры. При большом скоплении бумаги, ее требуется утилизировать. Такая конструкция имеет средний показатель мощности и может работать от электрической сети. С помощью небольшого аппарата можно убирать значительное количество макулатуры;
Установка для макулатуры
полезен и пресс для картона, с помощью которого можно прессовать бутылки из пластика и жестяные банки. При самостоятельном монтаже аппарата нужно учитывать параметры поршня, станины, габариты оборудования и вес. В таком устройстве используется готовый или ручной гидравлический насос;
Прессовка картонного сырья
пресс для опилок применяется для создания брикетов. Полученные брикеты применяются для отопления частных домов. Такой прибор состоит из стола, силового каркаса, основания и привода. Для ручного механизма часто применяется домкрат, а для механической конструкции подходит электромотор;
Изделие для опилок
самодельный пресс подборщик для сена представляет собой специальный короб, который устанавливается на рамную конструкцию из бруса. Такие рамы могут делаться из металлического профиля. Конструкция делается в виде короба, но без верхней части. Понадобятся некоторые материалы для изготовления пресса для сена своими руками. Чертежи с размерами облегчат задачу. Стоит использовать уголки, рейки из металла и обработанные доски.
Подборщик в работе
Чтобы сделать аппарат для сена необходимо соединить доски с помощью металлических уголков. После этого короб оббивается рейками. Это придаст прочности изделию. Затем нужно перейти к калитке или дверце, которая фиксируется на петли.
Для сборки понадобится элемент для крепления к лобовине, база для монтажа всех узлов, ходовая деталь и транспортный подборщик. Также понадобится специальная камера с коробкой передач и с сеном. Аппарат подборщик рулонного типа применяется для осуществления одного цикла упаковки и сборки соломы или сена.
При этом делается подборка высушенного сена в поле, а также прессование подборок. Затем из полотен формируются рулоны. Такой процесс отличается тюкование без деформации растительности. Заводские подборщики имеют достаточно сложное устройство, которое редко получается сделать в домашних условиях.
Агрегаты для макулатуры применяются в пунктах, которые занимаются приемкой разного вторичного сырья. Такой агрегат отличается повышенным давлением примерно в 15-50 тонн, что помогает сделать тюки небольших размеров. Для их погрузки можно применять какие-либо манипуляторы. Большой мощностью обладают и прессы для топливных брикетов.
Подобную конструкцию можно сделать двух видов:
механический вариант представляет упрощенную конструкцию с небольшой мощностью. При этом сила может достигать одной тонны;
к более мощным относится самодельный гидравлический аппарат, мощность которого может быть до 4 тонн.
Аналогичным образом происходит и изготовление пресса для пластиковых бутылок.
Конструкция пресса: особенности существующих устройств
Для создания значительного усилия на определенной площади применяется конструкция гидравлического пресса, купить такой агрегат можно в специализированных магазинах. Такой аппарат представляет собой эффективное и простое устройство.
Устройство гидравлического пресса
Если вы решили сделать такую конструкцию по чертежам, то необходимо разбираться из чего она состоит:
нижняя часть или основание необходима для устойчивости конструкции. Она выглядит, как платформа и делается из массивного металлопроката. Для этого подойдут уголки из металла и швеллера;
стойки представляют собой вертикальные части конструкции. Высота элементов рассчитывается как сумма длины его штока, высоты домкрата и толщины неподвижного упора. Стойки выполняются из стальных уголков, приваренных к основанию;
неподвижный упор фиксируется в верхней части стоек. Чтобы его сделать применяется такой же уголок, как и у стоек;
домкрат позволяет развить необходимое усилие. Этот элемент крепится к подвижному упору. Он приводится в движение при помощи электропривода или ручного управления;
подвижной упор оказывает основное давление на механизм. Может выполняться из уголков или полосок стали;
возвратное устройство применяется для передвижения подвижного упора в обычное положение. При этом используются пружины, степень и длина растяжения, которых рассчитывается в зависимости от параметров пресса.
Как сделать несложную конструкцию можно посмотреть на видео ниже:
Watch this video on YouTube
Вакуумный пресс
При изготовлении вакуумного пресса своими руками, стоит учитывать, что устройство состоит из термомодуля, стола и вакуумной камеры.При этом последний элемент часто имеет форму прямоугольника и делается из жесткого материла.
У такой конструкции есть некоторые особенности:
аппарат имеет только ручное управление;
для работы применяются доступные материалы;
скорость работы не должна уступать заводским аналогам.
Вакуумная конструкция собирается из таких деталей:
станина делается из рельсы для термомодуля и профилированной трубы. Для работы понадобится сварочный аппарат и электродрель;
вакуумный стол делается из прижимной рамы, зажимов и ванны;
также необходим и водокольцевой насос.
По аналогии производится и термовакуумный пресс.
Термовакуумная установка
Пресс подборщик
Такой аппарат, как пресс подборщик устанавливается как прицепной механизм для мотоблоков. Его используют на маленьких фермерских полях и на крупных сельскохозяйственных угодьях. После того, как зеленая масса срезается косилкой, данное устройство занимается ее обработкой. При этом формируются валики из стеблей, а после этого с помощью агрегата получаются прессованные тюки.
Вот достоинства от использования такого агрегата:
сокращается время сушки, и уменьшаются потери сена;
Самым распространенным вариантом является рулонный механизм. Пружинные зубья позволяют собирать массу травы. После этого каждая порция скручивается в тюки. Минитрактор при помощи такого пресса может загружать до 20 тонн соломы за 20 дней. Рулонные конструкции имеют небольшие габариты.
Валковый пресстюковой разновидности делают брикеты в форме прямоугольника. Трава в валках подхватывается зубьями и отправляется в отсек для прессования. Габариты могут регулироваться техникой. Тюки прочно упаковываются и обвязываются шпагатом. После этого блок выбрасывается на поле.
Устройство валковое
Можно сделать и самодельный вариант из ходового бруса и пиломатериалов. При этом делается большой короб из досок и используется горизонтальный способ для загрузки сена. В качестве пресса применяется реечный или винтовой домкрат. При помощи такого приспособления можно вязать тюки из соломы и прессовать их.
Настольный механический пресс
Настольный пресс может работать как на автоматической, так и на ручной тяге. Такое оборудование часто выполняется из прочной стали.
С помощью ручного пресса обрабатываются:
полимеры и пластмассы;
картон и поролон;
всевозможные металлы;
резина и кожа.
Компактный настольный аппарат
С помощью механического пресса производится выпрессовка подшипников и втулок, штамповка, а также высечки небольших изделий. Такой агрегат позволяет экономить время на изготовление деталей.
Устройство гидравлического ручного аппарата производит усилие с помощью штока гидроцилиндра. В этом элементе находится жидкость, которая сжимается под напором. Агрегат используется для сжатия, деформации и соединения деталей.
Дыропробивной вариант применяется для штамповки отверстий в листах разных материалов. Ручные механические аппараты необходимы для опрессовывания трубчатых гильз и кабеля.
Вибропресс
Вибропресс позволяет уменьшить время проведения строительных работ, а также уменьшить их стоимость. Устройство аппарата предполагает наличие трех приводов: гидравлического, механического и пневматического. В основе работы агрегата лежит технология вибпрессования.
Даже при наличии инструкции и необходимых чертежей создание вибропресса своими руками может не получиться. Такое может произойти из-за неправильных расчетов, неточной наладки и низкой производительности.
Устройство вибропресса
Пресс с электрическим приводом
Гидравлический пресс с электроприводом имеет простое устройство. Чаще всего она состоит из толстого уголка и швеллера. Все элементы соединяются толстыми болтами.
Особое внимание стоит уделить каркасу станка, так как он будет подвергаться значительным механическим нагрузкам. При этом достаточной должна быть толщина металла.
Такое устройство часто применяется на производстве и в промышленности. Усилие выполняется при помощи работы электродвигателя. Применение такого механизма помогает уменьшить время проведения множества технологических процессов.
Установка с электрическим приводом
Устройство гидравлического пресса для гаража: основные характеристики
Как сделать гидравлический пресс иногда нужно знать, чтобы сделать такой агрегат для своего гаража. При этом практичные конструкции можно сделать из подручного сырья. Для гаражного агрегата потребуется ручной привод, а также гидравлический насос. Необходимо определиться с типом установки: настольная она будет или напольная. Пригодится и чертеж с размерами.
Для производства гидравлического пресса, важно определиться с вариантом модели. Вот такие они могут быть:
сложная гидравлическая конструкция требует специализированной техники и времени на работу;
ручной механизм можно сделать самостоятельно;
стандартная шиномонтажная конструкция является двухскоростной и имеет ручной насос. Поршень является мобильным;
напольная модель оборудована клапаном от перегрузок и ручным приводом насоса.
Самодельная установка для гаража
Для самостоятельного изготовления понадобится крепеж, инструмент для резки и аппарат для сварки. Достоинством гаражной сборки станет возможность контролировать каждый этап монтажных работ.
Важно определиться с типом конструкции. Горизонтальные устройства используют для гибки, правки и рубки отдельных элементов. А вертикальное оборудование требуется для распрессовки и запрессовки деталей. Гидравлическая установка применяется для утилизации отходов. При этом выполняется прессование макулатуры, пластиковых отходов и гофрокартона.
Также устройства могут быть настольными или напольными. При этом настольный механизм можно установить на верстаке. Прессы отличаются грузоподъемностью.
Напольные конструкции обладают широким диапазоном регулировки рабочего стола. Такой вариант может иметь грузоподъемность до 20 тонн. С их помощью производится разборка и сборка узлов.
Существуют и специальные правила безопасности для работы на таком оборудовании:
для работы следует работать в одежде без деталей, которые могут попасть под пресс. Важно защитить волосы от такого попадания;
для глаз применяются специальные очки;
в рабочей зоне не должно быть детей и посторонних;
детали кладутся по центру пресса;
для домкратов используются только масла высокого качества.
Важным приводом является гидронасос с ручным управлением. Он способен выполнять возвратно – поступательные движения в рабочей части. Гидроцилиндры могут быть плунжерными и поршневыми. Во многом это зависит от качества используемой жидкости.
Чтобы сделать простой агрегат для гаража понадобится бутылочный домкрат. Для мастерской небольших размеров можно выбрать механизм, который способен создавать усилие до 10 тонн. Это позволит уменьшить размеры устройства. Также потребуется сварочный агрегат, ножовка, болгарка и диски для резки металла.
Перед сборкой важно выбрать только хороший домкрат и сделать прочное основание для него. Такой пресс состоит из гидронасоса, манометра, рамы со станиной и гидроцилиндра. В некоторых конструкциях цилиндр и насос могут быть замещены домкратом.
Компактный механизм
Ручной пресс имеет такие преимущества:
простота устройства;
отсутствие предохранительных механизмов;
расположение рабочего стола не влияет на рабочее усилие конструкции;
существует возможность регулировки длины и высоты рабочего хода.
К минусам стоит отнести незначительную скорость рабочей поверхности.
Как сделать устройство для гаража можно посмотреть в ролике:
Watch this video on YouTube
Варианты чертежей гидравлического пресса своими руками
Важной деталью любого пресса является станина. Для изготовления пресса гидравлического ручного своими руками, чертежи необходимо выбирать очень ответственно. Станина состоит из рамы, внутри которой располагается домкрат с инструментом.
Чертеж установки на ножном управлении
Рама гидравлического пресса должна обладать повышенной прочностью, так как она будет испытывать нагрузки сразу в двух направлениях.
Нижняя часть станины разрабатывается с учетом обеспечения стойкости всей конструкции. Для расчета внутреннего проема рамы суммируются такие параметры, как толщина рабочего механизма и свободный ход штока.
Вариант вертикального устройства
Чтобы увеличить высоту обрабатываемой детали необходимо обеспечить регулировку свободного штока домкрата. Вот что для этого можно делать:
в верхней части контура рамы устанавливается еще одна плита, которая может передвигаться по направляющим;
делается съемный упор для передвижной платформы;
из сплошного куска металла можно сделать несколько прокладок вставок.
Если используется правильный чертеж, пресс гидравлический получится качественным и прочным.
Пресс гидравлический своими руками: как сделать
Разобраться, как сделать пресс своими руками не составит труда. Для этого понадобится сварочный агрегат, угловая шлифовальная машинка, ножовка и стальной профиль. Для изготовления гидравлического устройства потребуется домкрат. Форма такого механизма должна быть бутылочной.
Вариант самодельной установки
При изготовлении самодельного гидравлического пресса понадобится домкрат весом от 2 до 100 тонн. В зависимости от назначения пресс может быть как напольным, так и настольным. Последний вариант является более компактным.
Чтобы сделать гидропресс своими руками понадобится болгарка, сварочный аппарат и дрель по металлу, а также сверла разного диаметра. В качестве исходного материала применяются всевозможные швеллеры, уголки и трубы из металла. Любой гидропресс состоит их подвижных и неподвижных элементов. К подвижным относятся возвратные механизмы и подвижный упор, а к неподвижным стойки, упоры и основание.
Устройство для мастерской
Основание гидравлического пресса для гаража можно сделать из любых подручных материалов. Чтобы конструкция была устойчивой необходимо центр тяжести расположить как можно ниже. Для напольного устройства основание делается из толстостенных уголков и швеллеров.
При изготовлении настольного оборудования можно применить трубу с толстыми стенками и квадратным сечением. Применять железо можно, если толщина металла примерно 10 мм. Для основания понадобится качественный упор и стойки. Такие элементы делаются из подручных материалов.
Статья по теме:
Чтобы изготовить трубогиб для профильной трубы своими руками – изучите подробные инструкции, видео, фото, чертежи из данного обзора. С помощью этих материалов реализовать соответствующий проект не сложно.
Пресс из домкрата своими руками: этапы монтажных работ
Рассмотрим, как сделать устройство гидравлического пресса своими руками из домкрата. Чертежи и инструкция помогут все сделать правильно. Эта разновидность, пожалуй, легче всех в изготовлении для обычного человека. При разработке чертежей самодельного пресса из домкрата своими руками необходимо учитывать, по какой схеме он будет работать. Используются разные варианты. Например, домкрат может размещаться в нижней части устройства, в станине. При этом давление производится наверх. Если домкрат устанавливается в верхней части, то давление производится вниз.
В таблице представлены основные этапы работы.
Изображение
Этапы работы
Сначала делается платформа для установки домкрата. При этом прочность основания должна быть капитальной. Для основы применяется несколько ребер жесткости. При этом нужно взять квадратный или прямоугольный профиль из стали. Затем нарезается четыре детали. Их укладывают боковыми поверхностями друг к другу, а после этого стыковочные швы привариваются. Такой метод повысит жесткость основания. Чтобы обеспечить устойчивость домкрата необходимо приварить лист из стали подходящего размера.
Затем нужно выполнить упор и стойки. Для этого выпиливаются две детали с толстыми стенками. Упор делается из такого же материала. Его длина должна равняться ширине опорного механизма. Упор и стойки нужно закрепить при помощи сварного шва.
После этого выполняется съемный упор. Данный элемент передвигается по направляющим и передает давление от рабочего штока. Для создания такого элемента необходимо сделать два отрезка полос из стали. Их нужно соединить в нескольких местах. Для замены детали следует просверлить два сквозных отверстия. Длина должна быть на 10 см больше габаритов блока.
Настройка является необходимым этапом монтажных работ. Чтобы уменьшить ход поршня необходимо сократить расстояние между упором и балкой устройства. При этом используется еще один переходной квадратный профиль. Для соединения применяются сварные швы.Также применяются дополнительные вставки.
Сделать пресс из гидравлического домкрата своими руками можно для выполнения штампованных элементов. Подобное оборудование гидравлического пресса из домкрата необходимо для обработки деталей из стали. Вместо домкрата, можно применить нагнетающий насос или гидроцилиндр. Это позволяет обеспечить максимальный комфорт при выполнении работ.
Корпус конструкции часто делается из уголков и швеллеров. Толщина материала может быть не менее двух мм. КПД такого агрегата составляет 80 %, что позволяет обеспечить необходимую грузоподъемность.
При соблюдении инструкции и при использовании качественных материалов можно сделать прочную конструкцию своими руками. Кстати, для автомастерской не всегда лучшим решением является гидравлический пресс. Если его не правильно настроить он может легко раздавить подшипник. В таком случае старый добрый механический агрегат принесет куда больше пользы.
Особенности монтажа простого механизма можно увидеть в ролике:
Watch this video on YouTube
Как сделать полезный агрегат своими руками можно видеть на видео:
Watch this video on YouTube
Создание гидравлического поршневого насоса – Новости Матери-Земли
Поиски «вечного двигателя» так же стары, как и сама цивилизация. И хотя мы все знаем, что такого устройства, вероятно, не существует, есть часть оборудования, которая очень близка: гидравлический поршневой насос.
Водяной таран (также известный как тромпе) существовал довольно давно и был широко используемым средством перекачки воды до того, как электричество стало обычным явлением в сельской местности. Строго говоря, таранный насос не создает собственной мощности, а черпает энергию от силы движущегося столба воды, обычно подаваемой по трубе из точки, расположенной на высоте более 18 дюймов над тромпом.
Несмотря на то, что гидротаран не будет работать без жидкостного источника энергии, он будет работать бесконечно долго при наличии воды. И, за исключением регулировки каждые несколько месяцев, устройство не требует никакого обслуживания!
Сделка на 1/10 цены…
Качественные гидроцилиндры доступны в продаже по цене от 400 до 800 долларов в комплекте. Это отличные агрегаты, рассчитанные на долгие годы эксплуатации. Однако у большинства людей просто нет таких денег, поэтому исследовательская группа MOTHER EARTH NEWS разработала насос, который обеспечивает такую же надежную работу, как и его магазинные собратья, но стоит всего около 60 долларов! Более того, нашу версию можно собрать менее чем за час, используя готовые сантехнику.
Большинство компонентов нашего насоса изготовлены из трубы ПВХ, той же трубы, которая используется по всей стране в бытовых и промышленных водопроводных системах. Поливинилхлорид прочен, с ним легко работать и он легко доступен. Подвижные части тромпы состоят из стандартного обратного клапана, стального стержня, пружины и резиновой пробки для ванны.
ПРИМЕЧАНИЕ. При желании вы можете заменить черную трубу сортамента 40 (сопоставимых размеров) на гибкий полиэтилен, используемый на приводной и напорной сторонах системы.
… И построить это проще простого
Начните сборку поршневого насоса, либо купив, либо собрав все компоненты водопровода, указанные в нашем Перечне материалов (не забудьте купить банку ПВХ-клея для постоянной герметизации всех соединений в системе). Затем найдите болт размером 1/4″ X 14″, отрежьте головку и вкрутите «новый» верхний стержень на глубину около трех дюймов. Резьбовой стержень здесь не годится, так как вал должен иметь гладкое среднее сечение не менее 4″.
Затем наденьте две шестигранные гайки с нижнего конца стержня на высоту около 5 дюймов вверх по валу и прикрепите пробку ванны к кончику стержня с помощью гаек и шайб. Сделав это, соедините «отходную» часть насоса вместе (части от 1/4″ X 1 1/2″ латунного ниппеля до 2″ ПВХ-втулки на 21 трубу). Затем установите шайбу и пружину на верхнюю часть стержня 1/4″ и вставьте весь этот сливной клапан в его корпус из ПВХ и – латунный ниппель вверху. Зафиксируйте готовый клапан оставшейся 1/4-дюймовой гайкой.
Закончив эту секцию, просто соберите остальную часть сантехники. Используйте нашу схему сборки поршневого насоса в качестве руководства (помните, что соединения из ПВХ должны быть склеены вместе, если они еще не нарезаны резьбой). Затем вы можете либо оставить баран стоять отдельно, либо — для более прочного крепления — прикрепить его к деревянному блоку, используя две длины подвесного ремня, закрепленного шурупами.
Установка собственного гидронасоса
Гидравлический цилиндр так же прост в установке, как и в сборке. Конечно, сначала у вас должен быть источник воды (ручей, бассейн или что у вас есть) размером не менее 18 дюймов 9.0021 над насосом и может обеспечить поток не менее трех галлонов в минуту в trompe.
Когда вы определили, что подача воды достаточна, установите таран в точке № ниже , чем на полтора фута ниже источника (несколько футов, конечно, было бы более желательным; наша тромпа работает с « падение» 11,5 футов). Длина трубы диаметром 1 1/2 дюйма от подачи к насосу (известной как «приводная труба») должна быть в 10–15 раз больше, чем расстояние падения, и, во избежание попадания посторонних предметов в механизм, Фильтрующая сетка должна быть размещена над входным отверстием приводной трубы.
Теперь просто проложите необходимую длину гибкой полиэтиленовой трубки диаметром 3/4″ (прочной, высокого давления) к резервуару для хранения или резервуару от выпускного отверстия насоса (это «напорная труба»). Следите за тем, чтобы на шланге не образовывались перегибы или резкие изгибы, так как такие «уголки» будут препятствовать или останавливать поток воды. Вы также можете проложить 1 1/2-дюймовую линию от «сбросной» трубы тарана обратно в поток подачи или, если хотите, вы можете отвести эту воду для какой-либо другой цели.
Вы будете поражены тем, насколько хорошо работает простой насос. Во время испытаний команда MOTHER EARTH NEWS обнаружила, что в точке на высоте 65 футов над гидравлическим таранным механизмом имеется постоянный источник воды. На высоте 40 футов из выпускного трубопровода подавалось колоссальные 60 галлонов в час, чего достаточно для снабжения резервуара общим объемом 1440 галлонов за одни 24 часа!
Из-за коэффициента трения общая длина напорной трубы влияет на производительность насоса. Как правило, эта труба должна быть менее чем в 20 раз больше высоты подъема жидкости. В большинстве ситуаций с этой «формулой» легко жить.
Естественно, поскольку условия, в которых работает каждый насос, будут разными, механизм придется настраивать под индивидуальные нужды. Для этого просто вставьте торцевой ключ в отверстие сливной трубы плунжера и поверните внутренние шестигранные гайки, чтобы затянуть или ослабить натяжение пружины. Большее «Давление» увеличит скорость «действия» перепускного клапана (одновременно уменьшение количества перекачиваемой воды), в то время как ослабление натяжения пружины будет нагнетать больше жидкости через обратный клапан и из нагнетательной трубы плунжера с каждым ходом.
Возможности безграничны
Если задуматься, то удивительно, что гидравлический цилиндр не используется почти везде, даже там, где доступна недорогая электроэнергия. В конце концов, конструкция практически не требует технического обслуживания, не создает отходов и не загрязняет окружающую среду, а ее сборка и установка практически не требует затрат. Кроме того, используя более крупные или меньшие компоненты сантехники, trompe можно увеличить или уменьшить в соответствии с вашими индивидуальными потребностями.
Таким образом, если вы хотите снабжать фермерский пруд пресной водой, наполнять резервуар для хранения, доставлять питьевую воду или питать ирригационную систему, простой водяной плунжер может выполнять эту работу без требований к внешнему питанию и головных болей по обслуживанию, которые неизбежны при использовании. обычные насосы.
ПРИМЕЧАНИЕ РЕДАКТОРА: Для получения дополнительной информации о принципе гидравлического цилиндра (включая формулу для определения количества воды, которое вы можете ожидать от насоса, и советы по его настройке) см. «Насос гидравлического цилиндра: вечный двигатель для усадьбы».
Принцип работы гидроцилиндра
Вода из кормового бассейна или резервуара устремляется вниз по приводной трубе, проходя мимо сливного клапана и вытекая из сливной трубы, пока не создаст достаточное давление, чтобы прижать пробку ванны к ее седлу. (Естественно, это давление увеличивается по мере увеличения падения с источника.)
Когда сливной клапан закрывается, он пропускает воду через обратный клапан в воздушную камеру. Там жидкость сжимает воздух и заставляет его отталкиваться, как поршень. Это действие, в свою очередь, закрывает обратный клапан и откачивает воду из нагнетательной трубы и, в конечном итоге, в пруд, резервуар или ирригационную систему.
Когда обратный клапан закрывается, вода в приводной трубе временно восстанавливается, создавая частичный вакуум, который позволяет сливному клапану снова открыться. Излишняя жидкость (которая не попала в напорную трубу) затем вытекает через сливное отверстие и может быть возвращена в источник воды или использована для наполнения другого пруда.
Весь цикл повторяется примерно 40 или более раз в минуту. (Скорость можно увеличить, затянув внутренние регулировочные гайки, в то время как гроулеровый расход воды будет достигнут путем ослабления регуляторов.) Конечно, вам придется «тонко настроить» тромпу в соответствии с вашими конкретными потребностями.
Гидравлические прессы
Для ограниченного использования купите пресс с большим гидравлическим домкратом, а не со встроенным цилиндром», — говорит Генри Шакал. «Вы устраняете проблемы с обслуживанием. Если что-то пойдет не так, вы можете просто заменить домкрат и использовать его для других целей».
Выйдя на пенсию в конце 1990-х годов, Шакал до сих пор управляет мастерской по ремонту сельскохозяйственной техники в Бойде, в северо-центральной части Висконсина.
В Батлере, штат Миссури, бэби-бумер Рэймонд Вискур управляет мобильной службой по ремонту сельскохозяйственной техники, имеет собственную мастерскую дома и говорит почти то же самое.
«Если вам нужен магазинный пресс, его производят самые разные компании. Мой действительно дешевый и частично изготовленный. Я сделал поперечины, чтобы он мог расширяться до нужной мне ширины, и поставил его на колеса», — говорит Вискур.
Оба мужчины согласны с тем, что 20-тонный гидравлический пресс удовлетворит потребности большинства ферм в таких работах, как замена подшипников и запрессовка шестерен. Вы можете купить их менее чем за 500 долларов — в комплекте с домкратом для бутылок и рукояткой — у поставщиков инструментов. Это может быть все, что нужно вашему магазину на долгие годы.
Стандартный цеховой пресс на ферме используется очень редко, но когда он нужен, он важен. Ему может быть 50 лет, он грязный, жирный и работает нормально.
Вероятно, имеет стальные стойки на фиксированном расстоянии. Они соединены вверху горизонтальной рейкой, а внизу второй подвижной рейкой. К верхней направляющей крепится домкрат, поршень или гидроцилиндр. Он прикладывает усилие прямо вниз к тому, что находится на прижимной пластине на нижней направляющей.
Рабочее пространство между нижним рельсом и ползуном называется просветом или зевом. В этой классической конфигурации с Н-образной рамой размер горловины является ограничивающим фактором. Его можно регулировать вверх и вниз, обычно удерживая на месте штифтами, которые проходят через отверстия в раме.
В модифицированном прессе Вискура рельсы удлиняются за стойки с одной стороны, что придает его прессу конструкцию с открытой горловиной. Это гораздо менее ограничено, так как поршень может быть перемещен за пределы H, чтобы применить смещенное от центра нажатие на полную мощность.
Типичная требуемая площадь пола составляет около 30×40 дюймов.
Будь то Н-образная рама или открытое горло, универсальный подход с ручным управлением характерен для рынка прессов для небольших цехов, говорит Карл Джин, менеджер по обслуживанию Greenerd Press & Machine Company Inc., Нашуа, Нью-Гемпшир. . Его компания с вековой историей производит специализированные прессы для промышленных рынков.
«Если вам нужно отремонтировать много собственных вещей и вам нужно что-то с возможностью выпрессовки подшипников и валов, вам нужно что-то универсальное, чтобы делать что-то маленькое или заклеивать шину в прессе», — говорит Джин. .
Типичный пресс для сельскохозяйственных предприятий является ручным (с ручным управлением). Бутылочный домкрат или поршень крепятся к центральной точке. Некоторые позволяют домкрату двигаться или скользить по верхней направляющей. Вы качаете ручку домкрата, чтобы толкнуть домкрат вниз. Чтобы переместить поршень на 1 дюйм, может потребоваться 20 ударов, и вы можете почувствовать прилагаемое давление.
Баран должен быть возвращен в исходную точку. Для этого в большинстве ручных заводских прессов используются парные тяжелые пружины, которые медленно толкают поршень обратно вверх. Некоторые производители прессов укрепляют конструкцию и поддерживают домкрат на фиксированной нижней направляющей.
В качестве варианта бутылочного домкрата горизонтальный гидравлический цилиндр может быть установлен на стойке. Ручка находится на более удобном уровне. Шланг высокого давления передает давление масла на установленный сверху поршень одностороннего действия.
Вариации
Базовый гидравлический пресс выпускается в нескольких исполнениях старыми и новыми компаниями по всему миру. В приведенной выше таблице представлены только несколько выбранных этикеток.
Некоторые компании производят продукцию под несколькими этикетками. Некоторые другие имена и лейблы включают Grainger’s Westward, Greg Smith’s Shop Press, Central Hydraulics Harbour Freight, Black Bull Home Depot, Mac Tools, McMaster Carr, Napa Lifting Equipment или Napa Balkamp, Torin Big Red от Northern Tool, Phoenix Hydraulic и Production Tool Supply. .
Цеховой пресс может иметь мощность от 10 до 200 тонн. Большинство из них имеют вес 20, 25, 50, 75 или 100 тонн.
Компании предлагают варианты с воздушными или электрическими насосами и с цилиндрами одностороннего или двустороннего действия. Пресс может иметь регулируемую скорость поршня с управлением кончиками пальцев или поршень, который позволяет ему тянуть так же, как и нажимать. Дистанционное управление некоторыми высокопроизводительными печатными машинами позволяет просматривать все стороны работы.
Электрическая лебедка или самоблокирующаяся лебедка могут изменять рабочую высоту на некоторых моделях.
Как правило, дополнительные опции увеличивают стоимость, но они делают печать более быстрой и удобной.
Dake Machine Tool, Гранд-Хейвен, Мичиган, основанная в 1887 году, до сих пор производит высококачественные прессы для использования на фермах. 50-тонный ручной пресс, мало изменившийся за последние сто лет, до сих пор является самым продаваемым гидравлическим прессом компании.
«Пресс Force 25 Dura Press — это экономичная электрическая модель. Теперь это наша вторая самая продаваемая модель», — говорит Фрэнк Кеннеди, менеджер по маркетингу Dake.
Кеннеди говорит, что цена и вес продукта часто отражают широкий диапазон качества для ферм.
Угловая шлифмашина Bosch GWS 700 0.601.3A3.0R0 (710 вт, диаметр диска 115 мм, коробка, защита от включения)
-211 ₽
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Инверторный сварочный аппарат Ресанта САИ 160 — предназначен для дуговой сварки покрытым электродом диаметром до 4 мм. Для удобства перемещения и работы аппарат имеет небольшие габариты и оснащен ремнем. Аппарат удобен в работе, подходит для сварочных работ в бытовых условиях: дома, на даче, в гараже. Легкость в применении. Данная модель имеет широкий диапазон регулирования сварочного тока до 160А, подходящий для большинства работ по сварке.
Преимущества
Работает на полную мощность с малым потреблением электроэнергии
Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В
Плата покрыта специальным лаком, который предотвращает короткое замыкание на плате от строительной пыли и металлической стружки
Функционирует без перебоев даже при нестабильной сети питания
Простая регулировка, доступная даже для новичков
Компактные размеры позволяют использовать аппарат на всей рабочей площадке
Функция «ANTI STICK» предотвращает «залипание» электрода
Легкий поджиг электрода с функцией «HOT START» (горячий старт)
Система защиты от перегрева повышает износоустойчивость
Металлический корпус является надежной защитой от внешних воздействий (класс защиты IP21)
Высокое качество сварочных швов
Охлаждение сварки благодаря вертикальной установке платы и оптимального расположения кулеров, что является уникальным технологическим решением
Автоматическая защита от перегрева
Сварочный инвертор Ресанта САИ 160 в Екатеринбурге
Категории
Главная » Ручные инверторы » Сварочный инвертор Ресанта САИ 160
ВНИМАНИЕ!
По техническим причинам работа магазина на ул. Новостроя 1А, оф 104,
с 28.10.2022 по 07.11.2022 — ПРИОСТАНОВЛЕНА.
По вопросам сервисного обслуживания — ул. Новинская 12, тел: +7 343 384 57 25
Заказы и заявки будут обработаны 07.11.2022.
Инверторный сварочный аппарат Ресанта САИ-160 предназначен для дуговой сварки покрытым электродом диаметром до 4 мм. Для удобства перемещения и работы аппарат имеет небольшие габариты и оснащен ремнем. Аппарат удобен в работе, подходит для сварочных работ в бытовых условиях: дома, на даче, в гараже. Легкость в применении дает возможность использовать аппарат даже новичку.
Особенности: — Данная модель имеет широкий диапазон регулирования сварочного тока до 160А, подходящий для большинства работ по сварке. — Компактность при массе до 4 кг обеспечивает удобство использования.
Преимущества: — Работает на полную мощность с малым потреблением электроэнергии. — Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В. Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть. — Плата покрыта специальным лаком, который предотвращает короткое замыкание на плате от строительной пыли и металлической стружки. — Функционирует без перебоев даже при нестабильной сети питания. — Простая регулировка, доступная даже для новичков. — Компактные размеры позволяют использовать аппарат на всей рабочей площадке. — Функция «ANTI STICK» предотвращает «залипание» электрода. — Легкий поджиг электрода с функцией «HOT START» (горячий старт). — Система защиты от перегрева повышает износоустойчивость — Металлический корпус является надежной защитой от внешних воздействий (класс защиты IP21). — Высокое качество сварочных швов. — Охлаждение сварки благодаря вертикальной установке платы и оптимального расположения кулеров, что является уникальным технологическим решением
Сварочный инвертор Ресанта САИ 160 – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Сварочный инвертор Ресанта САИ 160, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Мощность, Вт
4800
Тип
Инверторный
Тип сварки
дуговая (электродом, MMA)
Диапазон сварочного тока, А
10 — 160
Максимальный диаметр электрода, мм
4
Максимальный потребляемый ток, А
22
Напряжение сети, В
220
Допустимое входное напряжение, В
140 — 260
Напряжение дуги, В
26,4 — 26,4
Напряжение холостого хода, В
85
Продолжительность нагружения, %
70% 160A
Рабочий диапазон температуры окружающей среды, °C
от -10 до +50
Класс защиты
IP21
Функции
Возможности
Горячий старт, Легкий поджиг дуги, Антизалипание электрода, работа при низком напряжении в сети, работа при отрицательных температурах, Автоматический форсаж дуги
Наличие сетевой вилки
Да
Защита
Защита от перегрева, защита от перегрузки, защита от залипания электрода. Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Охлаждение
Активное, продувка корпуса
Технология транзисторов
IGBT
Комплектация
Кейс
Нет
Комплектация
Сварочный аппарат, Кабель с электрододержателем, Кабель с клеммой заземления, Паспорт (инструкция), Упаковка
Производитель
Серия
САИ
Гарантия, мес.
24
Размеры и вес
Вес без упаковки, кг
4,1
Вес в упаковке, кг
4,73
Габариты, см
32 x 33,5 x 38
Размеры в коробке, см
32 x 33,5 x 38
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Перчатки сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
АРОК с КМУ ИМ-150 УСТ Камаз 43118 код модели: 2874
Агрегат ремонта и обслуживания станков-качалок Камаз 43118 с краном-манипулятором ИМ-150 предназначен для ремонта и профилактического обслуживания оборудования нефтяных скважин, станков-качалок, а также наземного оборудования нефтепромыслов.
Планировка и внутренняя отделка кузова-фургона
Кузов-фургон разделен на 3 отсека: отсек для перевозки ремонтной бригады, ремонтная мастерская и грузовой.
Пассажирский отсек рассчитан на перевозку бригады из 3 человек. Сиденья оборудованы ремнями безопасности. Автономный воздушный отопитель имеет отвод обеспечивающий обогрев ремонтного отсека. Вход в отсек осуществляется по откидной лестнице.
Вход в ремонтный отсек осуществляется с грузовой платформы.
Внутренняя отделка ремонтного отсека выполнена промышленным пластиком белого цвета. На 1 метр от пола стены обшиты листом оцинкованной стали, что снижает возможность механических повреждений облицовки стен перевозимым или ремонтируемым объектом.
Двери и открывающиеся окна обрамлены уплотнителем с двух сторон, что позволяет закрывать их с наибольшей герметичностью. Пол изготовлен из шпунтованной доски толщиной 30 мм, пенополистирольного утеплителя, фанеры и покрыт рифленой резиной (толщина пола составляет 60-90 мм). Вся древесина обработана огнебиозащитным составом. Окна с двойным остеклением окантованны резиновым профилем и расположены на скосах фургона.
В отсеке для перевозки ремонтной бригады смонтированы автономный воздушный отопитель и отопитель от системы охлаждения ДВС, выполняющие функцию поддержания необходимой температуры.
Наполнение загрузочного пространства
Ремонтный отсек оснащен всем необходимым оборудованием и инвентарем для проведения ремонтных и восстановительных работ. Планировка и расположение оборудования произведены с учетом максимально полезного использования пространства мастерской и удобства работы персонала.
АРОК оснащен верстаком с выдвижными ящиками, сварочным выпрямителем и агрегатом насосным, солидолонагнетателем, оборудованием для покраски и газорезательным оборудованием.
Наполнение загрузочного пространства и компановка более подробно и наглядно описано в схеме типовой планировки. Все оборудование и инструмент надежно закреплены на штатных местах.
Раскладная лестница
Еще одной особенностью фургона является раскладная лестница, по которой осуществляется вход персонала и перемещение грузов на бортовую платформу. Конструкция лестницы предусматривает широкие ступеньки, по которым легче производить спуск и подъем внутрь на бортовую платформу.
Вход в салон оборудован дополнительной откидной лестницей.
Бортовая платформа и грузоподъемное оборудование
Грузовой отсек АРОК выполнен в виде открытой бортовой площадки, предназначеной для транспортировки груза весом до 3 тонн. На площадке расположены контейнеры для транспортировки и временного хранения газосварочных баллонов.
На откидном борту закреплена раскладная лестница, обеспечивающая легкий и травмобезопасный спуск и подъем на грузовую платформу.
На грузовой платформе, рядом с задней стенкой кузова-фургона, расположен люк обеспечивающий доступ к размещенному под полом автофургона электрогенератору.
В хвосте автомобиля смонтирована краноманипуляторная установка ИМ-150, обеспечивающая погрузку и разгрузку оборудования и грузов на бортовую платформу, весом не более 6050 кг.
Организация бортовой электросети
Электросистема АРОК рассчитана на использование несколько видов источников питания: бортового (базового транспортного средства) и внешнего (при наличии в зоне обслуживания распределительного щита промышленной ЛЭП). Подключение к внешнему источнику осуществляется гибким кабелем. Для подключения кабеля предусмотрен специальный разъем.
Защита потребителей и цепей 380В и 220В от перегрузок и короткого замыкания обеспечивается соответствующими автоматическими выключателями и модулем защитного отключения установленым в шкафу управления.
Напряжение 24В постоянного тока подается из электрической схемы базового автомобиля. Автофургон комплектуются необходимым количеством светильников: обычно используются пыле- и влагозащищенные люминесцентные светильники. Возможна установка специальных светильников, исходя из требований для различных классов пожаровзрывобезопасности помещений.
Маркировка шин и расшифровка обозначения на покрышках
Установленные стандарты маркировки позволяют узнать характеристики автомобильной шины, взглянув на ее боковину. Но не все автомобилисты, особенно начинающие, могут с легкостью «прочитать» нанесенные обозначения. Сегодня мы разберем, какие бывают параметры автошин и как их указывают компании-изготовители на своей продукции.
Типоразмеры автомобильных шин
Первый и основной параметр, на который стоит обращать внимание — это цифры на боковине.
Популярный типоразмер для среднеразмерных городских автомобилей.
К примеру, «205/55R16» означает, что
ширина покрышки составляет 205 мм;
процентное соотношение высоты покрышки к ее ширине (а не сама высота, как ошибочно считаю некоторые автолюбители) — 55%;
внутренний диаметр шины (или наружный диаметр колеса, для которого она подходит) — 16 дюймов.
Оптимальный размер для вашего авто производитель обычно указывает в руководстве по эксплуатации.
Использование авторезины меньшего диаметра приведет к уменьшению дорожного просвета, а модели большего типоразмера могут попросту не влезть в колесные арки.
Диагональные и радиальные корды
Автошины отличаются способом натяжения кордовых нитей: в диагональных допускается их перекрещивание, в радиальных — нет. Второй вариант является более современным, отличается повышенной жесткостью и надежностью. Обозначается словом «Radial» или буквой «R» в типоразмере.
Радиальные шины, благодаря большей площади контакта, обеспечивают лучшее сцепление с дорогой.
Индексы нагрузки и скорости
После типоразмера идут индексы нагрузки и скорости, то есть максимально допустимые значения для этого типа резины (в нашем случае «91V»).
В представленном варианте, нагрузка на одно колесо не должна превышать 615 кг, а скорость вашей езды — 240 км/ч.
Индекс нагрузки для авто выбирайте из расчета половины максимального веса, действующего на ось. Производители рекомендуют подбирать покрышки с запасом в 15-20% от расчетного значения.
Индекс скорости также рассчитывайте с запасом примерно в 15%. Такая поправка нужна в связи с тем, что скорость движения авто может увеличиваться на затяжных спусках или при сильном попутном ветре.
Индекс нагрузки для покрышек внедорожников рассчитывайте с запасом 30%.
Сезоны и особенности дорожного покрытия
Авторезина делится на зимнюю, летнюю и всесезонную. Принадлежность к определенному типу производители указывают с помощью соответствующих надписей или изображений (капли дождя, лучи солнца, снежинка и т.п.). Наличие нескольких изображений говорит о всесезонности изделия.
M+S (Mud+Snow) — указание того, что на этой резине можно ездить по грязи или снегу. В РФ относятся к всесезонными.
M/T (Mud Terrain) — подходят для езды по грязевым ландшафтам, но быстрее обычных автошин стираются на асфальтном покрытии.
A/T (All Terrain) — компромиссное решение, подходящее для асфальтированных дорог и умеренного бездорожья.
Water, Rain, Aqua и пр. — наиболее эффективны на мокром дорожном покрытии.
Дополнительная маркировка
Extra Load или XL — производители заявляют, что подобные шины имеют повышенную грузоподъемность. Но реально допустимую нагрузку определяет только соответствующий индекс.
SUV или 4х4 — так маркируются модели, предназначенные для вездеходов и кроссоверов. Благодаря усиленному каркасу, обладают большей прочностью и жесткостью.
Буква «C» после типоразмера — ставится на моделях, подходящих для небольших грузовиков или минивэнов. Обычно имеют двойной индекс нагрузки (к примеру, 102-100/Q), где первое число говорит о грузоподъемности для односкатных авто, а второе — для двускатных.
Front Wheel и Rear Wheel — говорит о том, что шина может устанавливаться только на переднее или заднее колесо соответственно.
Rotation — указывает на направление вращения автомобильной резины. Может быть дополнен или заменен фигурной стрелки. Присутствует только на моделях с ассиметричным рисунком.
DOT — так маркируются шины, рекомендованные для использования на территории США (это означает, что они соответствуют стандартам Транспортного Департамента США).
Буква «E» в кружочке — указывает на соответствие покрышек европейским стандартам качества. На российском рынке встречается намного чаще, чем «DOT».
RunFlat (RSC, MOE, AOE, SSR, EMT, ZP, RF) — на такой резине можно продолжать движение со скоростью не более 80 км/ч после полного падения давления в шинах. Расстояние, которое можно проехать на спущенном колесе, зависит от производителя и составляет от 50 до 150 км.
TWI — маркер, показывающий износ протектора. Обозначает его минимально допустимую глубину. Надпись, которая начинает стираться, — явный признак того, что резину нужно срочно заменить.
Traction A, B или C — показатель улучшенного торможения на мокром асфальте. Высший индекс «A», низший — «C».
AD, SD, DD, OD, MD — наличие шипов алюминиевых, с твердосплавным, прямоугольным, овальным сердечником, пластиковых с твердосплавным сердечником соответственно.
Michelin, Goodyear, Pirelli, Yokohama и пр. — на шинах обязательно должен быть указан производитель. Покрышки без указания компании-изготовителя могут не соответствовать заявленным характеристикам, а их использование — быть небезопасным.
Цветные метки
Бывают красного, зеленого, желтого или белого цвета и помогают правильно установить шины на автомобиль.
Красной точкой или треугольником отмечают наиболее жесткое место на шине. При установке на легкосплавный диск ее надо совместить с меткой «L».
Белая точка или треугольник — самый гибкий участок резины, должен находится с противоположной стороны от метки «L».
Желтая отметка — самая легкая часть изделия, которая должна совпадать с золотником на диске.
Зеленый круг — так производители обычно отмечают изделия перед первичной установкой.
Цветные полосы помогают складским работникам распознавать типоразмеры и модели шин, сложенных в стопки.
Камерные и бескамерные варианты
Большинство современных шин — бескамерные. Они обозначаются «TL» или «Tubeless». Устаревшие камерные модели маркируются «TT» или «Tube Type». Отличаются способом крепления на ободе диска.
Бескамерные покрышки при незначительных проколах ремонтируют без снятия их с колеса, также на них при периодической подкачке доехать до ближайшего автосервиса.
Дата изготовления шин
При длительном хранении автопокрышки теряют свою эластичность, а их ходовые качества ухудшаются.
Но на моделях некоторых производителей можно «прочитать» год выпуска и отказаться от покупки старых изделий.
На боковой части в прямоугольной рамке с закругленными углами указан 3-х или 4-х значный код. В первом случае покрышка выпущена до 2000-го года, во втором — после. Первые две цифры номера означают неделю, последние — год. К примеру, код 308 значит, что резина выпущена в июле 98 или 88 года, 1517 — в апреле 2017.
Читайте также:
Какое давление должно быть в шинах
Как расшифровать американскую маркировку
В Соединенных Штатах выпускают шины с двумя разными маркировками. Первые отличается от европейских лишь дополнительными буквами перед типоразмером:
P (Passenger) — модели для легкового транспорта.
LT (Light Truck) — покрышки для небольших грузовиков.
Второй больше отличается от привычного нам типоразмера, к тому же указывает габариты в дюймах. К примеру, в шине «33×12.50 R15» наружный диаметр составляет 33 дюйма, ширина профиля — 12,5 дюймов, внутренний диаметр — 15 дюймов. Остальные сокращения идентичны общепринятым.
Арка — Расшифровка собственных отпечатков пальцев
Кей Паккард
Арка и палаточная арка составляют около 5% всех рисунков отпечатков пальцев, обнаруженных на кончиках пальцев человека и больших пальцах. Отпечаток арки выглядит как насыпь. Здесь нет ни трех радиусов, как у завитка, ни шеста, как у «шатровой» арки. Арка просто выглядит как кротовина, которую можно увидеть во дворе. См. пример ниже.
Отпечаток пальца Arch
Если вы читали эту серию статей, то уже знаете, что ваши отпечатки пальцев были навсегда выгравированы на ваших пальцах в утробе матери через 16 недель после зачатия. Можете ли вы представить себе этот знак природы, созданный, а затем запертый еще до того, как развился мозг?
Посмотрите на свои отпечатки пальцев и посмотрите, есть ли у вас дуги. Если вы видите дуги, посчитайте, сколько из них находится на кончиках ваших пальцев. Арки есть у очень немногих. В первой и второй частях этой серии статей определены завиток и петля, на которые приходится около 95% рисунков отпечатков пальцев.
Если у вас одна арка, из 10 цифр вам может быть в школе «Мир». Если у вас есть две или более арок, вы определенно находитесь в школе «Мира», где вы развиваете свои навыки, чтобы чувствовать себя в безопасности в своем теле среди огромного количества хаоса. Чтобы пройти Университет Жизни, вы еще до рождения согласились посетить эту сумасшедшую планету, чтобы научиться испытывать мир и гармонию. Мастера мира находят способы принести гармонию и баланс в мир.
Если у вас есть два или более отпечатков арок, вы развиваете навыки бдительности, присутствия, легкости и чистоты. Вы увеличите эти глубокие качества посредством постоянной борьбы, стресса, беспокойства и чувства позади. Есть метод безумия Вселенной, и вы здесь, чтобы чувствовать свое тело и учить других просто «Быть».
На мой взгляд, мы здесь не для того, чтобы быть идеальными. Мы здесь, чтобы жить осознанно и полноценно. На жизненном пути Мира человек находится здесь, чтобы обогатить жизнь своим глубоким, глубоким, глубоким стремлением к миру и покою. Спокойен ли тот, кто по уши погружен в проекты? Возможно. Студент должен осознавать свой уровень спокойствия и корректировать себя по мере необходимости.
Люди в школе мира становятся потрясающими пожарными, арендаторами отделений неотложной помощи, членами группы спецназа, авиадиспетчерами в разгар землетрясения, гидами по бурным стропилам пятого класса, профессиональными мотогонщиками, учителями парашютного спорта и матерями, которые иметь детей в чрезвычайных обстоятельствах. Мирные отпечатки пальцев, которые я прочитал, принадлежат людям на этих аренах. Переключение между прозаком и зависимостью от надпочечников является верным признаком успешного пути к миру. Как можно стать ПОЛНЫМ умиротворения, не испытывая крайностей?
Арки принадлежат тем, кто во всем чтит надежную силу природы. В некотором смысле они берут на себя ответственность за свою роль в «выживании», так что они испытывают покой как в своей работе, так и в игре. Они могут совмещать работу и игру и чувствовать себя защищенными, стабильными и защищенными.
Ключ к счастью на жизненном пути Мира — дышать, выполнять одну работу за раз и ощущать «существование» как корень могучего Дуба Долины. В то время как все мы на самом деле все на жизненном пути Мира, те, у кого есть две или более арок, еще до рождения выбрали возможность более глубоко погрузиться в уроки на пути ученика.
Да, в Life-U бушует море. Большие океанские лайнеры сконструированы так, чтобы выдерживать самые сильные штормы. Вы тоже можете. Позвольте себе «Быть» на Пути Мастера!
Чтобы узнать больше об анализе рук и отпечатков пальцев или запланировать частное чтение лично или по телефону, свяжитесь с Кей по адресу [email protected] или позвоните по телефону 559-561-4490 или 310-699-7671.
Тентированная арка — расшифровка собственных отпечатков пальцев
Расшифровка собственных отпечатков пальцев — тентовая арка Часть 3 из 5 By Kay Packard
Шатровая арка и арка составляют около 5% рисунков отпечатков пальцев, обнаруженных на кончиках пальцев человека и больших пальцах. Шатровая арка имеет «стойку для палатки», выступающую из насыпи у основания в середине гравюры. См. пример ниже.
Тентированная арка
Ваши отпечатки пальцев навсегда вырезаны на ваших пальцах в утробе матери через 16 недель после зачатия. Посмотрите на свои собственные отпечатки пальцев и посмотрите, есть ли у вас тентовые арки. Если вы видите шатровые арки, посчитайте, сколько из них находится на кончиках ваших пальцев. Не у всех есть тентовые арки. В первой и второй частях этой серии статей определены завиток и петля, на которые приходится около 95% отпечатков пальцев. Арка будет обсуждаться в четвертой части этой серии.
Согласно LifePrints Ричарда Унгера, если у вас есть одна шатровая арка, вы можете быть в школе «Мудрости». Если у вас есть две или более тентовые арки, вы определенно находитесь в школе «Мудрости», где вы развиваете свои навыки, чтобы рисковать и в полной мере испытывать радость жизни. Как Мастер Мудрости вы способны быстро распознать и инициировать соответствующие действия.
Вернон Махабал, директор Института Хиромантии, заявляет, что на кончиках пальцев Энтузиастов обитают две или более шатровых арки. Энтузиасты — это те, кто использует свои навыки самоинициации, сохраняет мотивацию и вдохновляет других в качестве лидеров.
Я объединяю эти два описания в «Мудрого энтузиаста» как человека, который переходит от наблюдения и оценки к действию, выполнению и приверженности. Если у вас есть две или более шатровые арки, вы развиваете навыки проницательности, принятия решений и риска мощного участия в мире. Вы научитесь быть чрезмерным догматиком, анализировать и чувствовать необходимость быть абсолютно правильным, прежде чем продолжить.
Жизненный опыт требует, чтобы те, кто стоит на пути ученика к Мудрости, испытали на своем пути неровности проволочек, сомнений и оправданий. Ученик может также колебаться между сомнением и догмой, чтобы достичь мощного участия, знания и понимания, а затем повторять цикл снова и снова. Переключение между неуверенностью и ошибочными убеждениями — это явный показатель успешного продвижения Мудрости. Как можно стать мудрым, не действуя и не учась на ошибках?
Приобретение навыков «погружения», «решительного шага» и «просто делания» ставит человека на Путь Мастера Мудрости. Священная работа состоит в том, чтобы преодолевать колебания и ложные убеждения, чтобы пересчитать навигационную систему для Мудрости с Энтузиазмом.
Если вы столкнулись с ситуацией, в которой не смогли получить ответ или нужную вам помощь от наших сотрудников, остались недовольны сервисом или не нашли решения своего вопроса, то можете напрямую обратиться со своей проблемой к руководству компании.
Просим вас наиболее полно и информативно описать возникшую ситуацию, указать филиал, фамилию и имя сотрудника / сотрудников с которыми вы работали и прочую информацию.
Также мы будем рады любым предложениям и пожеланиям по улучшению нашей работы.
Болгарка весьма распространенный домашний инструмент. Она применяется для шлифования, резки, полировки и др. Случается такое, что для некоторых работ необходим станок, который будет устойчиво прикреплен. Это нужно для удобства и облегчения нагрузки. Такое приспособление применимо для различных работ. К ним относятся:
Разрез металлического профиля на участки нужной длины.
Распил металлического листа.
Изготовление большого числа похожих элементов для работы в небольшие сроки.
Обрезка плитки.
Разрез частей под любым углом.
Достижение необходимой глубины для деталей.
Бывают еще и другие работы. Можно приобрести такой станок в магазине. Но большинство продаваемых приспособлений сделано не на том уровне, который подойдет отдельному человеку. Тем более такие универсальные продукты преимущество используются на производствах. А для дома покупка отрезного станка нецелесообразна. Поэтому многие мастерят станину для болгарки своими руками.
Принципы изготовления станины в домашних условиях
Типы конструкций под болгарку
Суть метода маятниковой пилы
Применение упоров и зажимов
Условия для изготовления станины
Техника безопасности при работе со своим приспособлением
Принципы изготовления станины в домашних условиях
Известно, что размеры болгарок в зависимости от торговой марки, различаются между собой. Поэтому стойки для крепления углошлифовальной машины будут различны. При изготовлении самодельной станины для болгарки нужно придерживаться следующих условий:
инструмент необходимо закреплять прочно;
присутствие противовеса;
устойчивые упоры и крепкие зажимы;
соблюдение правил безопасности;
наличие защитных приспособлений.
Типы конструкций под болгарку
Существует несколько типов стоек под болгарку. Они отличаются расположением и временем, потраченным на сборку. К первому типу относится станина, под которой закреплена углошлифовальная машина. Рабочая поверхность представлена отрезным диском. При этом резка профиля из металла будет подобна распилу деревянных элементов циркулярной пилой.
Такая установка не очень популярна из-за необходимости двигать заготовку. Процесс нарезания в этом случае становится небезопасным. Но есть плюсы – это быстрое нарезание тонких металлических листов.
Ко второму типу относится установка с применением каркаса. В данном типе могут быть разные исполнения крепления. Но все они должны быть надежны. Можно закрепить болгарку к станине посредством крепления болтами в месте рукоятки. Также возможно закрепить болгарку к стойке болтами на защитном кожухе, в котором предварительно сделать отверстия. Этот вариант исполнения считается наиболее простым и удобным, и не требует много деталей.
Еще углошлифовальную машину можно крепить методом маятниковой пилы. Этот метод подразумевает неподвижность обрабатываемого элемента, а вращается только круг. Маятниковая пила располагается над столешницей. Это позволяет обрезать предмет под необходимым углом. При этом способе работа с болгаркой становится безопасной и быстрой. Также можно в любое время использовать болгарку для обычных целей.
Суть метода маятниковой пилы
Маятниковая пила с применением болгарки легко собирается в домашней обстановке. Такая самоделка имеет простой механизм работы. Основные компоненты для изготовления:
Стойка.
Маятник.
Крепление.
В качестве стойки можно употребить раму из стали с платформой из листового металла. К такой поверхности прикрепить кронштейн. К нему монтировать шарнир для пилы и упор для держания заготовки. Хорошим упором считается поворотный механизм, чтобы менять угол между обрабатываемой частью и диском. Не нужно забывать, что стоит сделать отверстие для режущего круга в столешнице. Ширина отверстия соответствует двойной толщине круга, а длина – диаметру.
В качестве маятника применяется деталь т-образной формы. Такая деталь крепится к кронштейну станины, и к части, которая предназначена для крепления болгарки. Механизм маятника обеспечивается подшипниками качения, или же применением втулки.
Для безопасности и удобства нужно придумать противовес для инструмента. Конечно, его можно использовать по желанию. Но не стоит забывать, что он облегчает работу. В качестве противовеса применяется пружина. Она крепится снизу либо сверху.
Для закрепления углошлифовальной машины можно использовать консоль с одним или двумя кронштейнами. Инструмент закрепляется за корпус и в месте редуктора, где есть специальные отверстия.
Для удобной эксплуатации возможно подключение к выключателю, например, педали.
Применение упоров и зажимов
Для того чтобы работа шла быстро и качественно, нужно закрепить обрабатываемую деталь прочно. Для этого применяют разные варианты крепления. Самым надежным креплением признаны тиски. При таком способе крепления заготовка находится в неподвижном положении. Также снижается риск травмирования при разрушении круга.
Также для точной обрезки деталей можно закрепить на упорной планке линейку. Отсчет лучше всего вести от диска. Для дополнительных возможностей закрепляют еще транспортиры.
Условия для изготовления станины
Для изготовки самодельной станины для углошлифовальной машины потребуется:
материал для станины, а именно металлическая труба или металлическая пластина;
пружина для создания противовеса;
подшипники для формирования вращения;
прочный материал для крепкого основания;
углошлифовальная машина.
Лучше использовать небольшой инструмент, так как диски с большим диаметром делают самодельный станочек более надежным и универсальным. Выбирать нужно инструменты, заслужившие доверие на рынке. Выбор ненадежного устройства приведет к дополнительным расходам, если модель выйдет из строя. Самодельная стойка конструируется под определенную модель, а новая может не подойти.
Видео: станина для болгарки за час.
Техника безопасности при работе со своим приспособлением
При собирании станины следует закреплять кабель к подвижной части стойки. Можно употреблять обычные хомуты из пластика. Закрепленный кабель не будет мешать работе. При начале эксплуатации убедитесь, что диск не имеет сколов и повреждений, которые могут привести к поломке круга. При работе с углошлифовальной машиной нужно применять очки для защиты от металлического шлама.
Станина для болгарки будет полезным приспособлением для любого мастера. Если у вас есть ненужный металлический лист, а также необходимый инструмент, вы с легкостью изготовите самодельную станину для болгарки, а также не потратите много средств, да и сделанное своими руками приспособление будет отвечать вашим запросам и параметрам. В дальнейшем такое приспособление сэкономит время и позволит осуществлять точные слесарные работы.
Republished by Blog Post Promoter
Кровати и каркасы кроватей — Магазин недорогих, современных кроватей
Перейти к списку товаров
Показать все категории (+6)
Есть много кроватей, но хорошее самочувствие начинается с поиска правильной. Выберите тот, который достаточно большой, чтобы растянуться, но достаточно уютный, чтобы плотно прижаться. Наши недорогие кровати и каркасы кроватей рассчитаны на долгие годы — стиль, который вам понравится так же долго.
Сортировка и фильтрация
Сравнить
719 продуктов в результате
Показано 24 из 719
Доставка
Делайте покупки из дома с доставкой на дом.
Подробнее
Нажми и забери
Купите онлайн, заберите в магазине, и мы доставим его вам.
Подробнее
TaskRabbit Assembly
Найдите гибкие и доступные способы выполнения ваших задач.
Узнать больше
Варианты финансирования
Финансируйте дом своей мечты с помощью наших кредитных карт.
Узнать больше
Кровати для любого типа сна
Есть много разных видов кроватей — все удобные — но для разных нужд, разных людей, разных жилых помещений и разных этапов жизни. У нас есть широкий выбор всех видов кроватей — от двухъярусных кроватей для детской спальни до роскошных кроватей Super King Size с изголовьями для главной спальни. И это далеко не все, мы предлагаем все: от кроватей-домиков до диванов-кроватей, от кушеток и диванов-кроватей до детских кроваток для самых маленьких. Многие из наших кроватей поставляются с разными матрасами различной степени жесткости, поэтому вы можете полностью контролировать комфорт, который вы предпочитаете, когда ложитесь спать.
Каркасы кроватей
Большинство наших кроватей продаются с отдельными каркасами и отдельными матрасами. Это означает, что вы можете сочетать стиль и внешний вид своей кровати с выбранным вами матрасом . В нашем широком ассортименте каркасов кроватей вы без труда найдете подходящий размер и стиль. С правильным каркасом кровати вы также можете выбрать высоту своей кровати, что может облегчить вставание с кровати — по крайней мере, физически — вам все равно придется бороться с желанием оставаться в теплой, уютной постели.
Некоторые каркасы наших кроватей имеют встроенные практичные места для хранения, например, ящики или другие продуманные решения. Например, кровать-кабина может иметь полки или шкафы внизу. Отлично, если у вас ограниченное пространство или вы хотите максимально увеличить пространство, которое занимает ваша кровать.
Размеры кроватей
Кровати бывают разных форм и размеров. Несмотря на то, что они могут выглядеть по-разному, стандарты размеров кроватей для взрослых одинаковы. Матрас обычно имеет длину 78,7 дюймов, но ширина может варьироваться. Кровати для детей, как и кроватки и так далее, будут иметь другие размеры, как длины, так и ширины. Для взрослых ширина будет определять размер кровати. Ниже вы можете увидеть наши стандартные размеры кроватей для взрослых от самых узких до самых широких:
Двойная/односпальная кровать: 38 1/4 x 74 3/8 дюйма
Полноценная/двуспальная кровать: 53 1/8 x 74 3/8 дюйма
Кровать размера «queen-size»: 59 7/8 x 79 1/2 дюйма
Большая двуспальная кровать: 76 x 79 1/2 дюйма
Цвета кроватей
Дополните цветовую гамму своей спальни с помощью широкого ассортимента кроватей стильных цветов.
Белые кровати
Серые кровати
Черные кровати
Бежевые кровати
Коричневые кровати
Белые каркасы кроватей — Доступные белые кровати
Преимущества белого каркаса кровати
Если вы ищете универсальный и привлекательный центральный элемент для своей спальни, белая кровать — самый простой выбор. Это потому, что белые каркасы кроватей могут адаптироваться к разным цветам и декору спальни. Белый — универсальный и неподвластный времени цвет, дающий вам чистый холст для украшения. Вы можете сочетать его с красочными или яркими простынями и подушками, или вы можете сделать вещи простыми с серыми, бежевыми и другими нейтральными тонами, которые легко сливаются с белой кроватью.
Белые кровати просты, но элегантны
С белой кроватью вы добавите нотку простоты и элегантности в свой интерьер. Минималистичный, гладкий внешний вид белого цвета сочетается практически с любыми цветами вокруг него. А поскольку белый цвет естественным образом отражает свет, белые каркасы кроватей также могут сделать вашу комнату более просторной. Это делает их особенно полезными, если у вас небольшая спальня или вы украшаете комнату для гостей.
Белые каркасы кроватей универсальны
Вы можете быть уверены, что белый каркас кровати впишется практически в любой стиль вашей спальни. Он может дополнять другие белые аксессуары, такие как простыни или подушки, а также яркие или темные цвета на ваших стенах и окружающей мебели. Белый каркас кровати обеспечивает нейтральный вид и помогает отвлечь внимание от вашей кровати. Это позволяет добавить легкости в любую спальню.
Белые кровати вне времени
Белая рама кровати — это чистый холст, на котором вы можете создать любую индивидуальность. Это отличная отправная точка, чтобы дать волю своему воображению при украшении. И самое замечательное в белом то, что это вневременной цвет. С некоторыми другими цветами и стилями тенденции меняются, и мебель начинает выглядеть устаревшей. А вот с белой кроватью такого никогда не случится. Белый всегда был в моде и всегда будет.
Белые каркасы кроватей успокаивают
Центральным элементом любой спальни является кровать, поэтому убедитесь, что она вызывает правильные чувства. Белый известен как спокойный цвет, он создает успокаивающую, спокойную атмосферу. В отличие от более смелых или ярких кроватей, белый каркас кровати помогает создать настроение, при котором вы можете легко заснуть и мечтать всю ночь.
Найдите подходящую вам белую кровать
Здесь вы найдете все: от небольших кроватей для маленьких комнат до больших кроватей, на которых можно разложиться в главной спальне. Белый каркас кровати IKEA также может быть изготовлен из различных материалов, поэтому вы сможете найти идеальное сочетание, ищете ли вы деревянную кровать, металлическую кровать или что-то еще.
Белая кровать ИКЕА может предложить много места для хранения
Многие белые кровати ИКЕА оснащены стильными встроенными системами хранения, такими как ящики или другие продуманные решения (и даже приставные столы!). Это позволяет максимально эффективно использовать пространство спальни. С дополнительными вариантами хранения вы также можете освободить много места на полу и сделать все более просторным. И в качестве дополнительного бонуса известно, что белый цвет заставляет комнаты казаться больше, чем они есть на самом деле.
До Болт я пользовалась Убер. Но в какой-то момент приложение на телефоне тупо перестало функционировать. Мне сказали, что надо сказать специальное для России, но — ничего. Пробовала несколько раз, после чего забила.
Подруга пользовалась несколькими сразу, у нее я подсмотрела и скачала Болт себе.
Плюсы такси через приложение Болт:
1) Что сразу понравилось: в приложении чистый, очень простой и приятный интерфейс. Пользовательский сценарий очень простой — где находитесь (потом сохраняет по умолчанию адрес), куда надо ехать, выбрать тариф. Можно выбрать оплату наличными/картой. Все. Карта достаточно точная, проблем с посадкой ни разу не возникло.
2) Скидочные промо-коды и невысокие тарифы. Цены на такси очень демократичные, по уровню как у Убера, иногда даже дешевле. И еще радуют скидочные промо-коды, когда делишься с другом — скидка и тебе на поездку и другу.
3) Нормальные машины. Никаких побитых, старых, грязных мне не попадалось.
Из тех плюсов, что могу выделить я, но не могу гарантировать — это адекватные водители и быстрая подача машины. Наверно, мне везло. Подача машины дело удачи, а вот водители и правда разные бывают, знаю по отзывам знакомых. Мне всегда везло с водителями — всегда вежливые и адекватные, не грузят разговорами, не курят на рулем, по телефону не базарят всю дорогу (что бывало частенько в яндекс-такси и убере). Часто ставлю пятерки. Однажды передавала ключи (знаю, что так делать нельзя) по срочной просьбе, таксист хоть и понимал что просьба неадекватная, после уговоров все-таки выручил.
Еще один спорный плюс (который может быть и минусом) — это отсутствие в приложении тарифа с животным, как в яндексе, например. Там за тариф с животным наценка примерно в 1.5 раза, но это гарантия, что у водителя нет аллергии и он 100% повезет. Здесь же тариф один, и проезд с животным вам обойдется значительно дешевле. Но минус в том, что гарантии никто не дает: якобы о животном надо договариваться с водителем лично — звонить ему заранее и предупреждать. Если возникнут проблемы — отмену оплачиваете из своего кармана. Я два раза ездила с переноской без предупреждения, без проблем. Но если у вас крупная собака, думаю проблемы могут быть.
Минусы такси Болт:
1) Безопасность. Никаких гарантий безопасности вам никто не дает — кнопок тревожных нет, а то, что водителем окажется именно тот, кто у вас на фотографии в приложении — никто не проверяет.
2) Хоть интерфейс простой, но у меня возникла проблема с функцией добавления второй остановки — оказалось, надо было нажать на адрес на карте (что совсем не очевидно), чтобы добраться до этой функции. В первый раз при необходимости я ее просто не нашла и такси пришлось заказывать два раза, а водитель уже подсказал как это делается.
Также плохо, что нельзя вызвать сразу две машины, а это порой очень нужно.
В целом, меня данное приложение устраивает и пользуюсь только им. Надеюсь косяки исправят и переходить на другое не придется.
Скоба прямая такелажная с болтом и шплинтом
Такелажная скоба с болтом и со шплинтом прямого типа применяется для подъемных работ, перемещения грузов совместно со стальными канатами, тросами, цепями. Также может использоваться для создания страховочных такелажных конструкций.
Скоба такелажная прямая со шплинтом аналогична скобе DIN 82101 Form C. Разница со стандартизированной скобой заключается в шестигранном болте. По стандарту должен быть палец с резьбой.
Скоба изготовлена из углеродистой стали и обработана цинком. Болт и гайка оцинкованы и окрашены порошковым способом. Стопорный шплинт скобы произведен из углеродистой стали и оцинкован. Шплинт защищает болт и гайку от раскручивания.
209018263
27 мм Подробнее
прямая
с болтом (гайка и шплинт)
300
—
углеродистая сталь
гальваническое цинкование
2 шт
по запросупо запросупо запросу
209018259
16 мм Подробнее
прямая
с болтом (гайка и шплинт)
1600
—
углеродистая сталь
гальваническое цинкование
5 шт
90,00450,0090,00
209018260
20 мм Подробнее
прямая
с болтом (гайка и шплинт)
2000
—
углеродистая сталь
гальваническое цинкование
5 шт
159,60798,00159,60
209018261
22 мм Подробнее
прямая
с болтом (гайка и шплинт)
2000
—
углеродистая сталь
гальваническое цинкование
5 шт
по запросупо запросупо запросу
209018262
24 мм Подробнее
прямая
с болтом (гайка и шплинт)
2500
—
углеродистая сталь
гальваническое цинкование
2 шт
по запросупо запросупо запросу
209018264
30 мм Подробнее
прямая
с болтом (гайка и шплинт)
4000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018265
36 мм Подробнее
прямая
с болтом (гайка и шплинт)
5000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018267
45 мм Подробнее
прямая
с болтом (гайка и шплинт)
8000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209025718
48 мм Подробнее
прямая
с болтом (гайка и шплинт)
10000
—
углеродистая сталь
гальваническое цинкование
10 шт
по запросупо запросупо запросу
209018722
52 мм Подробнее
прямая
с болтом (гайка и шплинт)
12000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018266
39 мм Подробнее
прямая
с болтом (гайка и шплинт)
13500
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018723
60 мм Подробнее
прямая
с болтом (гайка и шплинт)
16000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018724
68 мм Подробнее
прямая
с болтом (гайка и шплинт)
20000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073804
72 мм Подробнее
прямая
с болтом (гайка и шплинт)
25000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073805
80 мм Подробнее
прямая
с болтом (гайка и шплинт)
32000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073803
90 мм Подробнее
прямая
с болтом (гайка и шплинт)
40000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018698
100 мм Подробнее
прямая
с болтом (гайка и шплинт)
50000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073806
110 мм Подробнее
прямая
с болтом (гайка и шплинт)
63000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073807
125 мм Подробнее
прямая
с болтом (гайка и шплинт)
80000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073808
140 мм Подробнее
прямая
с болтом (гайка и шплинт)
100000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
Что такое болт? — Крепежная техника
Пол Хени |
Гайка и болт, скрепляющие две детали вместе.
Автор Dr. Jody Muelaner
Болт — это механическое крепление с резьбовым стержнем. Болты тесно связаны с винтами, которые также являются механическими крепежными элементами с резьбовыми стержнями. Эти типы застежек обычно вставляются через две части с совмещенными отверстиями.
Согласно некоторым определениям, является ли что-либо болтом или винтом, зависит от того, как оно используется. Болт вставляется через детали, все из которых имеют отверстия без резьбы, а затем на болт навинчивается гайка, чтобы обеспечить зажимное усилие и предотвратить осевое перемещение. Винт может сначала пройти через первую деталь с отверстием с зазором, но его резьба сопрягается с резьбой в одной из скрепляемых деталей. Винт может нарезать собственную резьбу или соединяться с резьбовой частью.
На практике это определение используется редко. Термин «болт» обычно используется для обозначения крепежного изделия, только часть стержня которого имеет резьбу. Крепежные изделия с резьбой на всем стержне обычно называют винтами. Часть стержня болта без резьбы называется хвостовиком. Стержень болта предотвращает радиальное перемещение деталей, а головка болта и гайка, если они установлены, предотвращают осевое перемещение. Хвостовик без резьбы обеспечивает более точное и менее абразивное соединение с деталями. Стержень также не содержит концентраций напряжений, которые могут привести к отказу, поэтому важно, чтобы стержень выступал далеко за границы раздела между частями, если на болт будет воздействовать значительная сила сдвига.
Болт, крепящий деталь к другой детали с резьбовым отверстием, технически в этом применении действует как винт.
Болты часто зависят от осевой силы, вызывающей достаточное трение резьбы, чтобы оставаться на месте. Крутящий момент прикладывается к головке для создания этой осевой силы. Сила действует между головкой болта и тем, во что вкручивается болт, будь то гайка или одна из скрепляемых деталей. Это вызывает удлинение болта и сжатие деталей, содержащих зазоры. В качестве альтернативы можно использовать некоторую форму стопорной гайки или клея для фиксации резьбы, чтобы предотвратить ослабление болта.
Наиболее распространен болт с шестигранной головкой. Он имеет шестигранную головку, обеспечивающую плоские поверхности для инструментов для приложения крутящего момента при креплении. Для старых болтов использовалась более простая в изготовлении квадратная головка, которая до сих пор используется в тех случаях, когда необходимо приложить очень высокий крутящий момент с помощью гаечного ключа. Для конкретных применений доступны многие другие типы болтов, например:
• Болт с квадратным подголовком: головка имеет закругленную форму с квадратным сечением хвостовика непосредственно под ним, который фиксируется в части, позволяющей затягивать гайку, не удерживая болт. • Болт с буртиком: хвостовик имеет значительно больший диаметр непосредственно под головкой, а затем уменьшается до диаметра резьбы. • J-образный болт: головка заменена крюком, сформированным из стержня. • Секс-болт: Это действительно тип удлиненной гайки с удлиненным корпусом, предназначенным для установки внутрь отверстия детали и выступающим в качестве стержня болта.
Болты классифицируются по прочности с использованием двух чисел, разделенных точкой. Этот сорт часто ставится на голове. Точка не является десятичной дробью, а действует как разделитель. Первое число представляет собой предел прочности при растяжении (UTS) в МПа, деленное на 100, а второе число представляет собой отношение предела текучести к UTS. Общие классы: 5.8, 8.8 и 10.9.. Например, болт класса 8.8 имеет UTS, нагрузку, при которой он выйдет из строя, 800 МПа, и будет иметь предел текучести при 80% этого значения (640 МПа).
2023 Bolt EV: электромобиль
20222023
All-Electric 2023
Начиная с 25 600 *
, как показано 28,800 долл. США *
EPA-EST. 259 миль
Электрический запас хода при полной зарядке
Доступность
Экономичный полностью электрический
0–60 за 6,5 секунды
Удовольствие от вождения
Испытайте новую энергию
Наступила новая эра доступных полностью электрических автомобилей, и Chevy Bolt EV лидирует. Он отличается выдающейся эффективностью, передовыми технологиями и динамичным стилем. Садитесь за руль и откройте для себя всю мощь полностью электрического автомобиля.
ТЕХНОЛОГИИ
Впереди инновации
От цветного сенсорного экрана диагональю 10,2 дюйма с информационно-развлекательной системой Chevrolet Infotainment 3 System * и информативных энергетических экранов до информационного центра для водителя. Bolt EV предоставляет передовые автомобильные технологии для помочь вам оставаться на связи и максимизировать эффективность.
Подключение к телефону
Стандартная информационно-развлекательная система Chevrolet Infotainment 3 System * предлагает такие функции подключения, как беспроводная связь Apple CarPlay * , беспроводная совместимость с Android Auto™ * и доступная встроенная функция Alexa. * Система легко интегрируется с вашим смартфоном, поэтому вызовы, музыка и избранные приложения могут быть легко доступны, и вы можете оставаться на связи с современной жизнью в пути.
#
Touch-Screen Tech
Сенсорный экран оснащен четырьмя энергетическими экранами и представляет собой мощный инструмент, предоставляющий водителю информацию в режиме реального времени, позволяющий отслеживать свои привычки вождения и повышать эффективность и запас хода. Управляйте более разумно, когда вы проверяете поток энергии вашего автомобиля, видите, как используется ваша энергия, или отслеживаете, как рельеф местности влияет на потребление энергии. Вы также можете настроить начисление платы в зависимости от вашего местоположения, графика и даже тарифов на коммунальные услуги.
#
Информационный центр для водителей
Благодаря яркому графическому дисплею с диагональю 8 дюймов Информационный центр для водителей позволяет вам внимательно следить за своей статистикой вождения — от стандартных датчиков до более продвинутых показаний, таких как энергоэффективность и переменные данные в реальном времени. диапазон.
#
Ваши любимые функции всегда под рукой
Мобильное приложение myChevrolet * удаленная технология теперь входит в стандартную комплектацию некоторых автомобилей Chevy. * Доступ ко всем нашим удаленным функциям и диагностическим ресурсам * на 3 года в рамках Плана удаленного доступа. *
Дополнительные преимущества
Зарядка
Удобное подключение
Дома или в дороге существует множество удобных и доступных вариантов зарядки для вашего электромобиля Bolt. Доступный двухуровневый зарядный шнур позволяет переключаться между уровнем 1 (120 вольт) и уровнем 2 (240 вольт) * , что делает подключение Bolt таким же простым, как подключение смартфона.
Установка домашней зарядки на нас *
Стандартная установка розетки для соответствующих требованиям клиентов при покупке или аренде нового Bolt EV 2023 года
EPA-est. 259 миль *
Электрический диапазон при полной зарядке
Более 40 000 общественных мест
Зарядные станции
Установка домашней розетки для зарядки Мы *
Зарядная розетка уровня 2 для Chevrolet для соответствующих требованиям клиентов при покупке или аренде электромобиля Bolt 2023 года. Представьте себе удобство быстрой зарядки вашего электромобиля прямо из вашего дома.
Идет загрузка…
Фильтровать по
Найдите более 40 000 совместимых зарядных станций рядом с вами или используйте карту локатора, чтобы спланировать следующую поездку.
Здесь, чтобы помочь вам сделать переход
От удобных вариантов зарядки до полезных услуг консьержа — управлять полностью электрическим автомобилем легко с Chevrolet
Вождение с одной педалью, * Regen on Demand™ * и спортивный режим повышают уровень удовольствия, функциональности и возможностей Bolt EV.
200 л.с.
Мощность
0–60 за 6,5 с *
Реакция
Bolt EV быстр там, где нужно, благодаря быстрому ускорению и 266 фунт-футам. почти мгновенного электрического крутящего момента, чтобы легко удовлетворить ваши потребности в мощности.
#
Вождение с одной педалью *
Вождение с одной педалью использует энергию рекуперативного торможения для замедления автомобиля. Он управляется с помощью только педали акселератора для ускорения или замедления вместо тормозов.
#
Regen on Demand™ *
Генерируйте и восстанавливайте энергию простым нажатием и удержанием весла.
#
Спортивный режим
Нажатие кнопки спортивного режима обеспечивает более быстрое ускорение и еще больше удовольствия назначенный интерьер, наполненный пространством, комфортом и стилем.
5 пассажиров
Рулевого колеса в стиле спорта
36 дюймов задних комнат для ног
ADD_CIRCLE_OUTLINE Галерея
Стандартный Chevy Assive Assive
с уверенностью
2023 CHEVY BOLT EV. Chevy Safety Assist — набор передовых технологий безопасности и функций помощи водителю.
При скорости ниже 50 миль в час в дневное время эта функция может помочь вам избежать или снизить серьезность лобового столкновения с пешеходом, обнаруженным прямо перед вами. Он выдает предупреждения и может автоматически обеспечивать резкое экстренное торможение или усиливать резкое торможение водителя. Он имеет ограниченные характеристики в ночное время и в условиях плохой видимости.
Предупреждение о прямом столкновении может предупредить вас, когда оно обнаружит потенциальное лобовое столкновение с автомобилем, за которым вы следуете, чтобы вы могли быстро принять меры. Функция автоматического экстренного торможения использует технологию камеры для автоматического обеспечения резкого экстренного торможения или усиления резкого торможения водителя на скорости ниже 50 миль в час.
Короткий и плавный поворот рулевого колеса предупреждает вас о возможном непреднамеренном отклонении от обнаруженных полос движения, чтобы вы могли безопасно оставаться на своей полосе. При необходимости вы можете получать дополнительные предупреждения о выходе из полосы движения. Системные предупреждения не появляются, если вы используете сигнал поворота или обнаруживает, что вы, возможно, намеренно покидаете свою полосу движения.
Отображает следующий промежуток времени в секундах между вашим автомобилем и обнаруженным транспортным средством, за которым вы следуете.
Может автоматически включать и выключать дальний свет фар автомобиля в зависимости от окружающих условий движения.
Функции безопасности или помощи водителю не заменяют ответственность водителя за безопасное управление автомобилем. Водитель должен всегда быть внимательным к движению, окружающей среде и дорожным условиям. Видимость, погодные и дорожные условия могут повлиять на работу функции. Прочтите руководство по эксплуатации автомобиля, чтобы узнать о важных ограничениях функций и информации.
Сравнение add_circle_outline
Living Electric
Простой, умный способ управления
Living Electric
EV. вы хотите определить, отзывается ли ваш текущий автомобиль или автомобиль, который вы рассматриваете, посетите www.nhtsa.gov/recalls или позвоните по номеру (888) 327-4236 .
Хотите это электрическое ощущение?
Получите подарочную карту на 25 долларов 1 при тест-драйве 2 Chevy Bolt EV или EUV
При упоминании такого процесса, как пайка алюминия, многих мастеров бросает в холодный пот. Этот материал настолько коварный, что так и норовит напакостить бедному пользователю. Однако практика показывает, что большая часть проблем связана с банальным незнанием особенностей алюминия и применением присадок для других металлов. В результате обычная пайка превращается в сущий ад.
Сегодня мы расскажем про все тонкости работы с этим металлом, чтобы развеять ваши страхи.
Почему алюминий плохо паяется
Металл, а также его сплавы, категорически не переносят пайку. Любые попытки нанести припой в зону соединения заканчиваются провалом – он просто не пристанет. В сравнении с медью и другими материалами, алюминий можно смело назвать самым худшим.
Причина кроется в таком явлении, как оксидная пленка. Алюминий достаточно активно и быстро реагирует с находящимся в воздухе кислородом. Даже после зачистки места пайки, поверхность быстро покрывается новым слоем оксида.
Пленка является собственной защитой алюминия. Она выдерживает большие температуры без разложения. Оксид отличается химической стойкостью, именно этим объясняется инертность алюминия к окружающей среде. Металл попросту не чувствителен к флюсам, которые используется при классической пайке цветных материалов.
Кроме того, в состав классического припоя входят олово, кадмий и другие элементы. Алюминий крайне неохотно контактирует с этими металлами, отказываясь образовывать соединение.
Сам металл обладает относительно низкой температурой плавления – около 660 градусов. Оксидная пленка наоборот, показывает высокие показатели стойкости к нагреву. Такая разница температур вызывает дополнительные осложнения в процессе спаивания.
Используем правильные компоненты
Чтобы пайка дала качественный, прочный шов, необходимо использовать припой с добавлением цинка. Этот элемент отличается хорошей растворимостью с алюминием и позволяет паять высокопрочные соединения.
Второй важный момент – удаление оксидной пленки. Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Более эффективными являются флюсы для алюминия. Их преимущества:
быстрое действие;
полное удаление оксида в зоне работы паяльником;
способствуют более прочному соединению.
Для алюминия подходят только активные составы с достаточной реакционной способностью!
Основными компонентами таких растворов являются муравьиная, уксусная, олеиновая кислоты. Показатель их реакционной способности возрастает с нагревом. Таким образом, оксид полностью разрушается под флюсом, оставляя чистое место.
Выбор оптимального флюса
Для алюминиевых деталей подходят следующие составы:
Ф59 – предназначен для относительно небольших температур, подходит для сплавов с медью и сталью;
Ф61 – кроме алюминия подходит для других цветных металлов при температуре паяльника до 320 градусов;
Ф54 (А) – выполнен на основе триэтаноламина, подходит для домашних работ;
Ф64 – активный флюс для алюминия и сплавов (дюраль, силумин).
На практике также применяются и другие, импортные составы, однако их действие схожее с описанными.
Стоит отметить, что каждый флюс для Al имеет активные компоненты в своем составе: хлориды, кислоты и другие компоненты, небезопасные при контакте с человеком. Чтобы уберечь себя от последствий воздействия агрессивной среды, в процессе работы важно соблюдать правила безопасности.
Не стоит волноваться – при соблюдении правил пайка алюминия не вызовет трудностей.
Также рекомендуем прочитать:
Швеллер П – образный: главный инструмент в строительстве.
Область применения медного профиля
алюминиевые пороги для пола зачем они нужны?
особенности процесса, разновидности флюса и припоев, как запаять трубу
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Свойства алюминия
Пайка металлов
Удаление оксидной плёнки
Флюсы для алюминия
Механическое удаление оксида
Пайка алюминия
Специальные припои
Особенности процесса
Свойства алюминия
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
Жидкость.
Паста.
Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой.Для этих целей используют следующие приспособления:
Наждачная бумага.
Напильники и рашпили.
Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
На кирпичные крошки высыпается большое количество сухой канифоли.
Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
Фиксация деталей в нужном положении.
Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
Разогрев места пайки с помощью электрического паяльника или газовой горелки.
Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
Соединяем металлические поверхности и фиксируем их в соответствующем положении.
После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
Пайка алюминия: основы — гуру сварки
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Алюминий и алюминиевые сплавы можно паять методами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще используется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Канифольные флюсы неудовлетворительны.
Не используйте припой, если припой подвергается воздействию температур, превышающих температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Участок очищается проволочной щеткой из нержавеющей стали. Далее вставил 1/8″ алюминий. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал достаточно нагреется, паяльник плавится и затекает в соединение.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Ребра модели Rocket, припаянные к трубе
Конструкция соединения
Конструкция соединений, используемая для пайки алюминиевых сборок, аналогична конструкциям, используемым для пайки других металлов. Наиболее часто используемые конструкции представляют собой формы простых соединений внахлестку и Т-образных соединений.
Зазор в соединении зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции соединения и состава используемого флюса. Однако ориентировочно при использовании химических флюсов требуется зазор в стыке от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется при использовании флюса реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не попал в зазор.
Подготовка
Перед пайкой с поверхности алюминия необходимо удалить жир, грязь и другие посторонние вещества.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться очистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не должны использоваться для очистки алюминия или алюминиевых сплавов, так как они могут вступить в химическую реакцию.
Участок, подготовленный проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbour Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, а также отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности, чтобы довести зону соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый нагрев.
Лужение алюминиевой поверхности лучше всего выполнять, покрывая материал расплавленной лужицей припоя, а затем очищая поверхность непоглощающим тепло предметом, таким как щетка из стекловолокна, зубчатая деревянная палочка или брусок из волокна. Не рекомендуется использовать проволочную щетку или другие металлические предметы. Они склонны оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в зависимости от их температуры плавления:
Низкотемпературные припои . Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и/или кадмий и обеспечивают соединение с наименьшей коррозионной стойкостью.
Припои для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371 ºC). Припои этой группы содержат олово или кадмий в различных сочетаниях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
Высокотемпературные припои . Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка имеют самую высокую прочность по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные сборки.
Правила пайки алюминия
Перед началом любого проекта по пайке алюминия очистите металл от жира и масел
Соединение должно быть плотным, но с зазором для пайки
Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
Ознакомьтесь с инструкциями производителя по правильному количеству тепла
Используйте правильный флюс.
Справочные материалы по пайке алюминия
Процессы пайки
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
Флюс для алюминия — жидкий и пастообразный флюс
Меню
Счет
3 позиции
Посмотреть как Сетка
Список
Показывать
12 24 36
на страницу
Сортировать по
Должность наименование товара Цена Установить нисходящее направление
3 позиции
Посмотреть как Сетка
Список
Показывать
12 24 36
на страницу
Сортировать по
Должность наименование товара Цена Установить нисходящее направление
Fluxes for Soldering to Aluminum
Kapp Golden™ Flux: 350-550°F (177-288°C)
Description
Kapp Golden™ Flux был разработан специально для низкотемпературной пайки KappAloy9™ и KappAloy15™ алюминия с алюминием, медью и нержавеющей сталью. Он доступен как в ЖИДКОЙ, так и в ПАСТОВОЙ формулах.
ЖИДКОСТЬ Golden™ Flux хорошо растекается и очень хорошо проникает в узкие соединения и многожильный провод. Это не содержащий хлоридов флюс золотистого цвета на органической основе, содержащий 56-60% активных ингредиентов, состоящих из аминов и сложных неорганических фторидов.
ПАСТА Golden™ Flux остается там, где вы его наносите. Он предназначен для использования на алюминиевых и алюминиевых или алюминиевых медных листах и выступах, где действие флюса распространяется на ограниченную площадь. И наоборот, он не так хорошо проникает в узкие соединения, как состав LIQUID Golden™ Flux. Это паста золотистого цвета, не содержащая хлоридов, на органической основе, содержащая 56-60% активных ингредиентов.
*Обратите внимание: Flux оценивается D.O.T. As A Corrosive Hazard — Can Not Be Shipped By Air
Description
Kapp Lunar™ Flux is a white paste for Alumite™ high temperature soldering of Aluminum and Zinc Литые сплавы.
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке. Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
Рис. 1. Плашки
В торговых сетях можно купить плашки круглой, квадратной, шестигранной формы, раздвижные, разрезные или цельные. Чаще других используют круглые цельные плашки — ими нарезают внешние резьбы вручную. Наибольший интерес для изучения представляют ручные способы создания метрической и трубной резьбы. Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Диаметр стержней (труб) под нарезание резьбы плашками
Метрическая резьба
Трубная резьба
наружный диаметр резьбы, мм
диаметр стержня, мм
диаметр резьбы, дюймы
диаметр стержня, мм
минимальный
максимальный
минимальный
максимальный
5
4,92
4,84
G 1/2
20,7—21,3
20,4
6
5,92
5,80
G 5/8
22,7—23
22,4
8
7,90
7,80
G 3/4
26,2—26,8
25,9
10
9,90
9,80
G 7/8
30,0
29,9
12
11,88
11,76
G 1
33,5
32,7
14
13,82
13,70
G 1/4
42,3
41,4
15
15,82
15,70
G 1 1/2
48
47,1
18
17,82
17,70
G 2
60
58,3
Перед началом нарезки подготовьте:
плашку;
вороток;
железный прут или деталь, требующую нанесения резьбы;
машинное масло.
Рис. 2. Нарезание внешней резьбы плашкой
ПОДГОТОВКА. Торец заготовки нужно срезать по окружности под углом 40 ⁰. Это облегчит вхождение и фиксацию заготовки в проеме плашки.
ВАЖНО! Сечение заготовки должно точно совпадать с сечением нужной резьбы. Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Подготовленную деталь закрепляют в тисках в строго вертикальном положении.
ПЕРВЫЕ ВИТКИ. Крайне важно положение плашки на первых витках резьбы — их конфигурация задает тон всей работе. Закрепив плашку нужного диаметра в воротке, нужно смазать инструмент маслом, приложить его к головке прута (заготовки) и осторожно сделать первые несколько кругов. Для проворачивания плашки на воротке установлены рукоятки — одна против другой. Нажимая равномерно на ручки воротка, нужно с усилием надавить плашкой на заготовку, совершая при этом одновременно вращательное движение. Это требует навыка и далеко не у всех получается с первого раза.
Можно зажать прут и газовым ключом, но эксперты считают, что в таком случае соблюсти строго горизонтальное положение плашки и обойтись без перекосов будет почти невозможно.
НАРЕЗАНИЕ. Сделав несколько первых витков и убедившись в том, что процедура проходит ровно, можно продолжить работу, нарезав необходимое количество витков. Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
УДАЛЕНИЕ СТРУЖКИ. После 1–2 полных оборотов воротка следует прокручивать плашку в обратную сторону на 180 ⁰ (полкруга), чтобы избавиться от металлической стружки, появляющейся в процессе нарезания.
ЗАВЕРШЕНИЕ ПРОЦЕДУРЫ. Нарезав резьбу на нужную, плашку снимают с заготовки естественным путем — возвращая инструмент по уже готовой резьбе. Винт/болт, отрезок трубы готов к использованию/креплению.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 октября 2022
Фрезерование уступов и пазов
3 октября 2022
Клупп для нарезания резьбы
31 августа 2022
Автомобильная резьба: разновидности и способы определения
1 августа 2022
Токарная резьба
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Как нарезать резьбу плашкой без перекоса вручную
Дата публикации: 04.08.2020
Направляющие плашек GSR для нарезания наружной резьбы.
Нет ничего более раздражающего, чем нарезать резьбу и при этом сломать свой инструмент. Поэтому в нашем сегодняшнем сообщении в блоге мы хотели бы представить новые направляющие для плашек, которые используются для нарезки наружной резьбы.
Кто не знает-нарезать идеальную наружную резьбу-не простая задача. Самая сложная часть этого заключается в том, чтобы начать нарезать резьбу плашкой перпендикулярно к болту. Если этого не произойдет, то и болт и плашка могут быть повреждены косой обрезкой — резьба будет повреждена.
Применение направляющих плашек GSR:
При нарезке наружной резьбы „косая насадка“ плашки является причиной нарезания плохой резьбы или поломки инструмента.
С помощью направляющих плашек GSR легко нарезать перпендикулярно наружную резьбу.
Преимущества применения направляющих очевидны:
Резьба нарезается перпендикулярно-независимо от того, был ли болт выровнен или нет.
Резьбовые фланцы нарезаются чисто и аккуратно.
Используя направляющие плашек GSR, вы всегда обеспечиваете прямое направление резки, идущее по оси. Это больше не может повредить болты и инструмент из-за наклонной установки.
Направляющие плашек могут использоваться как для левой резьбы, так и для правой резьбы.
Как изготавливаются направляющие для резки железа?
Все направляющие изготовлены в процессе литья под давлением. Для этого алюминий наливают в форму. Затем пробиваются отверстия для стружки в направляющих, чтобы обеспечить лучший выход стружки при нарезании резьбы. Внутренний диаметр направляющей плашек имеет вполне определенный размер: он адаптирован к диаметру болта, на котором нарезается резьба. В результате направляющая сидит точно, и резьба нарезается правильно, не позволяя плашке скользить!
Направляющие для плашек GSR подходят для:
Плашек по DIN 2236 = EN 22569 с держателем режущего железа DIN 225 = EN 22568 М3-М12
Плашки в соответствии с заводским стандартом 25×9 мм М3-М12
Применение направляющих плашек GSR :
Направляющая для плашек помещается под плашкой в плашкодержателе и фиксируется с помощью фиксирующих винтов. После того, как будут нарезаны первые витки , направляющая убирается из плашкодержателя и нарезка резьбы будет закончена, как обычно.
Подготовка и необходимый инструмент :
Кроме того, необходимы следующие инструменты:
— заготовка (болт правильного диаметра),
— тиски , чтобы заготовку можно было безопасно зажать,
— плашкодержатель для зажима плашки и направляющей,
— плашка для нарезания резьбы,
— подходящая направляющая плашки GSR для перпендикулярной резки,
— паста для нарезания резьбы для оптимальной нарезки.
Пошаговые инструкции:
Шаг 1: вставьте направляющую плашки в плашкодержатель-направляющей трубкой вниз.
Шаг 2: поместите плашку поверх него и зафиксируйте его стопорными винтами держателя. Для наших плашек GSR не имеет значения, как вы вставляете плашку – они имеют двусторонний разрез, поэтому нарезание резьбы возможно с обеих сторон.
Шаг 3: смажьте прикрепленный болт пастой для нарезания резьбы.
Шаг 4: установите плашку так, чтобы болт вошел в направляющую плашки.
Шаг 5: с небольшим давлением на плашку сделайте нарезание 2-3 витков.
Шаг 6: поверните плашкодержатель с плашкой назад и снимите его.
Шаг 7: ослабьте фиксирующие винты, извлеките плашку, а затем извлеките направляющую из плашкодержателя.
Шаг 8: поместите плашку обратно в держатель и снова зафиксируйте ее в нем.
Шаг 9: нарежьте резьбу до конца.
Шаг 10: чистая резьба нарезана.
НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ С ПОМОЩЬЮ МАТРИЦЫ
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕРЕЙТИ НА СТРАНИЦУ ИНДЕКСА
НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ ПРИГОТОВЛЕНИЕМ И МАТРИЦЕЙ
Нарезание наружной резьбы достигается за счет использования плашки, удерживаемой на ложе. Матрицы изготавливаются из углеродистой или быстрорежущей стали, подвергаются закалке и отпуску. Ложа обычно изготавливается из мягкой стали. Наиболее распространенной формой штампа является «круговой разъемный штамп», показанный напротив. Канавки матрицы производят «разрез» в нарезаемом материале, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента.
СТАНДАРТНЫЙ ПРИКЛАД С ЦЕНТРАЛЬНЫМ РЕГУЛИРОВОЧНЫМ ВИНТОМ
Круглые разъемные матрицы имеют степень регулировки. Приклад, показанный ниже, имеет три регулировочных винта. Два внешних винта затягивают матрицу, создавая немного меньшую резьбу. Чтобы создать немного большую резьбу, просто ослабьте внешние винты и затяните центральный винт. Эта регулировка в основном предназначена для облегчения первого надреза при нарезании резьбы, а затем второго надреза при затягивании внешних винтов.
Стоит отметить : Если штампы должны использоваться на латуни, не используйте их на стали. Использование матрицы для нарезания резьбы на стали приводит к износу режущих кромок матрицы, что делает резьбу на латуни менее точной и менее острой.
КАК НАРЕЗАТЬ НАРУЖНУЮ РЕЗЬБУ ВРУЧНУЮ
Это может быть очевидно, но при нарезании круглой стали сначала выберите правильный диаметр. Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм. Производимая резьба будет резьбой M8 (метрическая 8).
Напилите фаску на конце стали круглого сечения. Это поможет начать нарезание резьбы при использовании матрицы и ложи. Фаска может быть создана более точно на центральном токарном станке, если таковой имеется.
Используйте режущую пасту при нарезании резьбы, нанося ее на сталь перед началом нарезки. Это гарантирует, что процесс будет более плавным и даст более «острую» резьбу.
Выберите правильную матрицу. Если необходима резьба M8, убедитесь, что она отштампована/выгравирована на поверхности штампа. Плашка должна быть помещена в ложу широкой стороной вниз, к стали, на которую нарезается резьба.
Центральный регулировочный винт следует затянуть, слегка расширив матрицу, а также крепко удерживая ее в ложе. Расширение матрицы немного облегчает начальную нарезку резьбы.
Убедитесь, что сталь круглого сечения находится в тисках вертикально (под углом 90 градусов).
Поместите плашку на сталь круглого сечения, удерживая ее параллельно тискам. Добавьте немного давления и поверните приклад по часовой стрелке. Первые два «оборота» матрицы имеют решающее значение. Если шток не параллелен тискам, получится пьяная резьба. Остановитесь, как только плашка начнет нарезать первую пару витков, и убедитесь, что заготовка все еще параллельна тискам.
Продолжайте вращать приклад по часовой стрелке. После того, как нарезана резьба, на каждый оборот по часовой стрелке поворачивайте ложу против часовой стрелки на пол-оборота. Это убирает любую стальную стружку с матрицы.
Нарезание резьбы может продолжаться до тех пор, пока не будет достигнута нужная длина.
Снимите шток и плашку с резьбы, вращая ее против часовой стрелки, эффективно отвинчивая ее от стали.
Ослабьте центральный регулировочный винт, а затем затяните два внешних регулировочных винта. Пропустите плашку по резьбе второй раз, так как это завершит резьбу аккуратно.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКС ОБОРУДОВАНИЯ И ПРОЦЕССОВ
Как нарезать резьбу, сверлить и нарезать резьбу в металле
В этом учебном пособии вы узнаете все о том, как нарезать новую резьбу в металлических предметах, а также о том, как высверливать и нарезать резьбу в металлических предметах. Вы также узнаете о различных типах резьбы, различных типах метчиков и плашек и о том, почему вы должны убедиться, что используете сверло правильного размера для резьбы, которую вы нарезаете.
Если вы заядлый мастер-сделай сам или участвуете в одной из многих строительных профессий, то в какой-то момент во время проекта или работы вы можете обнаружить, что вам нужно сделать резьбу в куске металла для болта или что вы нужно нарезать резьбу на куске стали под гайку.
Это довольно легко сделать с помощью так называемого набора метчиков и штампов, и после небольшой практики вы сможете быстро нарезать резьбу на самых разных объектах.
Чтобы узнать о различных методах нарезания резьбы и нарезания резьбы в стали и других металлах, читайте ниже.
Что такое метчик или штамп?
Чтобы нарезать резьбу в стандартном стальном листе или на нем, вам понадобится специальный набор инструментов, известный как набор метчиков и штампов. В наборе вы найдете набор метчиков и плашек разного размера для нарезания резьбы разного размера.
По сути, «метчик» используется для «нарезания» резьбы в данном куске металла после того, как вы просверлите отверстие нужного размера. Это известно как внутренняя резьба
После просверливания отверстия метчик нужного размера осторожно ввинчивается через отверстие, а сталь, используемая для изготовления метчика, закаляется (HSS или быстрорежущая сталь для метчиков и штампов для более мягких металлов и обычно кобальт для более твердых металлов) и, по сути, намного тверже, чем сталь, в которой вы нарезаете резьбу, она прорезает свой путь вниз, создавая красивую гладкую резьбу.
Метчик диаметром 8 мм, используемый для нарезания резьбы диаметром 8 мм в куске стали или другого металла
Матрица представляет собой аналогичный объект, но в котором метчик нарезает резьбу внутри данного куска металла, а плашка нарезает резьбу вокруг детали из металла снаружи, напр. для создания болта или шпильки, на которую можно навинтить гайку.
Опять же, он работает аналогичным образом в том смысле, что металл, используемый для его создания, закален, и благодаря этому режущие зубья намного прочнее, чем стандартная сталь, поэтому могут легко врезаться в предмет, над которым вы работаете, и создавать резьбу.
Матрица, используемая для нарезания резьбы на куске стали или другого металла
Еще одна очень полезная особенность как метчиков, так и плашек заключается в том, что их также можно использовать для нарезания резьбы на объекте с уже нарезанной резьбой, если первоначальная резьба стать поврежденным.
Как на метчиках, так и на плашках вы также можете заметить 3 или 4 «канавки», направленные наружу метчика, а также на внутреннюю часть плашки.
Это очень важно, так как отходы, которые удаляются из предмета, который вы режете, должны быть куда-то направлены, иначе они просто застрянут и заблокируют метчик или замрут, поэтому во время резки канавки позволяют удалять отходы, позволяя режущие нити остаются свободными и выполняют свою работу.
Канавки сбоку метчика для удаления отходов металла
И последнее, что следует упомянуть, это влияние процесса закалки на режущие инструменты, такие как метчики и матрицы. По сути, это делает их очень хрупкими и довольно хрупкими, поэтому их можно легко сломать, если уронить или подвергнуть экстремальной силе!
Типы метчиков и плашек
Помимо метчиков и плашек разных размеров, доступных для нарезания резьбы разного размера, действительно существует несколько различных типов метчиков, каждый из которых используется для определенных частей процесса нарезания, а также в случае плашек для определенных инструментов.
Типы метчиков
Существует 3 основных типа метчиков, используемых для нарезания резьбы в металле:
Выше мы упомянули глухую резьбу. кусок металла напр. не проходит до конца.
На противоположной стороне находится сквозная нить, и, как вы можете догадаться, это нить, прорезанная через кусок металла сверху донизу.
Типы плашек
Точно так же существует несколько различных типов метчиков, а также несколько различных типов плашек:
Типы резьбы
Не все нити нарезаются одинаково! Под этим мы подразумеваем, что существует множество различных типов резьбы, а также связанные с ней резьбы, нарезанные с разным шагом, TPI (количество витков на дюйм), углы и гребни (внешняя часть резьбы) и корни (внутренняя часть резьбы).
Это соответствует ошеломляющему диапазону различных типов резьбы, и хотя каждый из них должен быть обрезан, и через это средство обрезки, то, например, набор метчика и матрицы для выполнения этой работы, сегодня широко используются только несколько различных типов — мелкая и метрическая резьба (миллиметры) и мелкая и круглая унифицированная британская резьба (UNC / UNF), измеряемая в дюймах.
Большинство наборов метчиков и штампов, доступных сегодня в Великобритании, будут комплектами с метрической системой, поскольку сейчас мы используем метрическую систему, но за несколько дней до того, как метрическая система стала стандартной, использовалась только британская система на основе дюймов.
Как правило, почти все типы резьбы, с которыми вы столкнетесь, будут метрическими, но просто имейте в виду, что если элемент, над которым вы работаете, особенно старый, есть большая вероятность, что он может быть имперским.
Тема потоков и их вариаций является довольно важной темой и немного выходит за рамки этого руководства, но в этой статье можно найти большой обзор доступных тем.
Смазывать при нарезании резьбы!
Обычно смазка всегда используется при резке или сверлении на высоких скоростях, чтобы попытаться рассеять любое выделяющееся тепло. Это помогает уменьшить любые тепловые повреждения и затупление режущего инструмента, который вы используете, а также способствует формированию гладкого отверстия.
Несмотря на то, что при нарезании резьбы вручную не выделяется много тепла, обязательно всегда следует использовать какую-либо смазку. Это поможет перемещать стружку и стружку.
Смазывайте при сверлении отверстий и нарезании резьбы
Используйте сверло подходящего размера!
Чрезвычайно важно сделать отверстие подходящего размера для резьбы. Как и в большинстве работ своими руками, общий успех во многом зависит от начальной подготовки, и формирование резьбы ничем не отличается.
Если у вас слишком большое отверстие, то корень резьбы будет слишком мелким, и когда болт завинчивается, в большинстве случаев он просто сорвет резьбу.
Аналогично, если отверстие слишком маленькое, то метчик просто застрянет в отверстии, и вы будете резать, а чаще всего просто обломится.
Чтобы помочь в выборе сверла нужного размера для вырезания отверстия нужного размера, существует множество таблиц размеров отверстий, которые можно приобрести или даже бесплатно найти в Интернете. Приличную метрическую и имперскую диаграмму можно найти здесь.
Как нарезать резьбу в металле (внутренняя резьба)
Для целей этого примера мы собираемся нарезать сквозную резьбу 8 мм или M8 x 1 мм (расстояние между резьбами) в стандартном куске стали.
Отметить место обрезки резьбы
Отверстия под болты и другие резьбовые углубления часто должны быть выполнены точно, чтобы привинчиваемый или фиксируемый элемент идеально подходил друг к другу, поэтому, чтобы убедиться, что это так, сначала измерьте и отметьте точное место, где вам нужно сформировать резьбу, карандашом или маркер.
Отверстие для нарезания резьбы точно размечено
После того, как место отверстия отмечено, используйте кернер, чтобы создать небольшое углубление, чтобы кончик сверла не соскальзывал во время высверливания.
Центратор, используемый для предотвращения соскальзывания сверла
Высверливание отверстия
Следующей задачей после точной разметки является высверливание отверстия, чтобы в него можно было нарезать резьбу. Как мы упоминали выше, формирование отверстия правильного размера имеет первостепенное значение.
Поскольку мы будем нарезать резьбу M8 x 1 мм, по нашей таблице размеров отверстий мы видим, что нам нужно использовать букву «T» или сверло 7,01 мм. Поскольку мы используем стандартную мягкую сталь, мы можем использовать сверло из быстрорежущей стали диаметром 7 мм.
Сверло из быстрорежущей стали 7 мм
Вставьте сверло в дрель и полностью затяните патрон. Поместите острие сверла на углубление, которое вы создали выше, и выровняйте сверло, убедившись, что оно выровнено как по горизонтали, так и по вертикали.
Добавьте немного WD40 или раствора для резки, если они есть вокруг точки сверления, а затем медленно запустите сверло, постоянно увеличивая скорость.
Убедитесь, что дрель держится ровно во время сверления, и продолжайте сверлить, регулярно смазывая при необходимости, пока не просверлите насквозь.
Отверстие для нарезания резьбы высверлено
Нарежьте начальную резьбу
После просверливания полностью очистите и удалите все отходы и стружку, а затем выберите конусный метчик M8 x 1 и вставьте его в инструмент для удержания метчика с Т-образной рукояткой.
Расположите острие метчика в верхней части отверстия и постепенно поворачивайте его, чувствуя, как нити начинают вгрызаться, а когда они все-таки продолжаются, очень осторожно, держите метчик вертикально и горизонтально так, чтобы нити формирования являются квадратными и истинными.
Начало нарезания резьбы с помощью конусного метчика
Как только резьба начнет нарезаться, снимите руку с Т-образной рукоятки, а затем с помощью угольника проверьте все 4 стороны, убедившись, что метчик полностью перпендикулярен. При необходимости отрегулируйте.
Проверка прямоугольности метчика с помощью инженерного угольника
После того, как метчик полностью выровнен, продолжайте наматывать метчик через отверстие, не торопясь. Останавливайте каждые пол-оборота или около того и поворачивайте метчик назад, чтобы облегчить очистку и стружку, а также большие корабли, чтобы они могли легко подавать обратно канавки, а также добавить немного смазки, если это необходимо.
Повторяйте это все время вниз через отверстие, пока не дойдете до конца, а затем аккуратно выверните кран обратно.
Окончательный проход с использованием нижнего метчика
После первоначального надреза и сформированной резьбы тщательно очистите его и удалите отходы и стружку, а затем замените конусный метчик в Т-образной рукоятке на нижний метчик того же размера
Немного смажьте отверстие, чтобы облегчить резку и затем пропустите донный метчик вниз, чтобы обрезать и сформировать окончательную чистую резьбу.
Окончательная нарезка резьбы с помощью метчика
Пробная посадка болта
Теперь, когда окончательная резьба нарезана, последней задачей является пробная посадка нашего болта M8 или стальной детали с резьбой M8. Поскольку на данном этапе мы еще не разрезали его, вы можете использовать болт M8 или просто подождать, пока вы не создадите свой болт. Добавьте немного смазки на болт, а затем закрутите его в резьбу. Если все в порядке, то болт должен хорошо скользить и оставаться прямым и верным на всем пути вниз, пока он не будет затянут.
Как нарезать резьбу на стальном листе (внешняя резьба)
Нарезание резьбы с помощью штампа похоже на использование метчика, только на этот раз мы будем нарезать резьбу снаружи, а не внутри .
В этом примере мы собираемся нарезать резьбу M8 x 1 в куске круглого стержня, чтобы затем продемонстрировать, как он ввинчивается во внутреннюю резьбу, которую мы создали на предыдущих шагах.
Выберите матрицу правильного размера
Глядя на набор метчиков и матриц, выберите матрицу M8 x 1, вставьте ее в инструмент с Т-образной рукояткой и завинтите стопорный винт, чтобы зафиксировать ее на месте.
Поскольку это пример, нас не слишком беспокоит длина нашего стержня, поэтому мы собираемся обрезать его до 50 мм в длину. но если у вас должна быть определенная длина, убедитесь, что вы обрезали ее точно.
После обрезки нужной длины вставьте его в тиски и крепко зажмите.
Круглый стержень, отрезанный по длине и зажатый в тисках
С помощью напильника обработайте верхний край стержня, скосив его под углом 45°. Снятие фаски со стержня поможет матрице начать резку намного легче.
Верх круглого стержня скошен для облегчения нарезания штампа
Нарезание резьбы с помощью штампа
Нанесите немного смазки на верхнюю часть стержня, а затем поместите штамп вниз сверху. Удерживая обе рукоятки ложи, аккуратно поверните плашку на стержень, чувствуя, как режущая нить врезается в верхнюю часть стержня.
Во время нарезки держите матрицу абсолютно горизонтально, чтобы нить, в свою очередь, была прямой и ровной.
Продолжайте вращать матрицу, не торопясь и постоянно проверяя, чтобы вы были прямыми и ровными, и чтобы все было полностью смазано.
Нарезание резьбы на вершине круглого стержня с помощью плашки
Как и в случае с метчиком, через каждые несколько оборотов останавливайтесь и проворачивайте плашку назад, чтобы удалить отходы и убедиться, что канавки в порядке.
Как только вы дойдете до точки, которую нужно закончить, остановитесь, а затем постепенно поднимите и выключите матрицу.
После удаления полностью очистите все, удалив все отходы и стружку.
Пробная посадка Резьбовой стержень
После того, как резьба успешно нарезана на стержне, последней задачей является пробная посадка и проверка правильности нарезания резьбы.
Выньте стержень из тисков и произведите окончательную очистку. Поместите стержень над резьбовым отверстием, которое мы создали выше, и осторожно завинтите его, убедившись, что он остается прямым и правильным.
Успешно нарезать резьбу M8 в куске круглого стержня и испытательно установить и ввинтить в кусок стали
Как восстановить резьбу с помощью метчиков и плашек объекты, которые видят строгую ежедневную тренировку.
Когда вы также учитываете силы, давление, а также факторы окружающей среды, такие как вода и температура, это может оказать серьезное вредное воздействие на все, что сделано из металла, поэтому легко увидеть, как любой тип резьбы, внутренней или внешней, может быть поврежден и в худшем случае даже раздели.
Повреждена резьба на корешковом болте
К счастью, если резьба не слишком сильно повреждена или полностью оголена, ее можно отремонтировать и нарезать заново, просто пропустив через нее или над ней метчик или плашку нужного размера.
Поскольку новички часто сталкиваются с вопросом, как прокалить электроды в домашних условиях, мы подготовили для вас пошаговый обзор. Важно понимать, что поверхность электрода – это смазка с пористой структурой. При попадании влаги она может отслаиваться, сыреть, что приводит к негодности проводников. По этой же причине сварщики сталкиваются с проблемой прилипания, искажением шва и другими трудностями.
Чтобы электроды оставались пригодными к использованию, их хранят в герметичной упаковке. Если же производитель не придерживается правил хранения, транспортировки, а реализатор вовсе не знал о правилах хранения проводников, вы сталкиваетесь с отсыревшим расходным материалом. Именно поэтому нужно понимать, как просушить электроды в домашних условиях, чтобы использовать их для сварки. Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Сушка электродов: что собой представляет
Чтобы понять, как прокалить электроды, нужно понимать суть самой технологии. Она представляет собой обработку проводников при воздействии высоких температур – до 400 градусов. Влага не просто присутствует на поверхности, но и разрушает покрытие электрода. Следовательно, расходник тяжело поджечь, сварщик повторяет поджоги, что приводит к созданию многослойного непрочного шва. Удержать сварочную дугу становится практически невозможно. Все это отражается на качестве работы и результате сварки электродами.
Именно поэтому, если вы затеяли сварку в домашних условиях, нужно правильно подготовить расходные материалы к применению. Просушка необходима в ряде случаев:
если нарушена герметичность упаковки при хранении и транспортировке электрода;
длительное хранение расходников;
хранение в условиях повышенной влажности;
визуальное скопление влаги на поверхности электрода.
Просушивать электроды в домашних условиях можно не более трех раз. После этого они становятся непригодными, и даже после термической обработки вы столкнетесь с проблемами в процесс сварки.
Прокаливание сварочных электродов: какое оборудование справится с задачей
Даже если вы хотите просушить электроды в домашних условиях, существует специальное оборудование для этого. Давайте разберемся, какое оно бывает и в чем его особенности.
Электропечь с возможностью прокаливать электроды со встроенным терморегулятором. Это компактное оборудование, которое легко транспортировать и переносить с одного места на другое. В мобильную электропечь помещается до 50 кг электродов. Чаще всего такие модели оснащены автоматизированным управлением, что облегчает работу с ними. Стандартных 220 В будет достаточно для запуска печи и сушки проводников. Модели отличаются между собой уровнем мощности.
Электропечь с функцией сушки. Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.
Специальный пенал для сушки электродов. Он представляет собой герметичную тару с поддержанием определенной температуры. Термопенал удобен в использовании за счет компактных размеров. Отличается он спецификой нагрева электрода за счет энергии трансформатора. Также доступны сушки электродов через сеть. Минус термопенала в предельном объеме электродов – до 10 кг. Для домашних условий это оптимальный способ прокалывания.
Особенности просушки электродов в домашних условиях
Если вы решили сушить электроды, вероятнее всего, вы подозреваете попадание влаги. Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Если у вас нет специального термопенала, предназначенного для сушки электрода, воспользуйтесь нагревательным предметом, который есть у вас дома. Например, подойдет электрическая духовка. Она обязательно должна быть закрытого типа. Сушка электрода на открытом огне запрещена правилами безопасности.
Если вы игнорируете прокаливание в тех случаях, когда оно крайне необходимо, это может привести к низкому качеству работы, созданию неправильного шва, увеличенному расходу проводника, неудовлетворительному результату.
Сколько времени, при какой температуре и как сушат электроды
Оптимальная температура – в пределах 250, максимально допустимая – 400. Время сушки занимает до 2-х часов. Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается. В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.
Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Как просушить электроды в домашних условиях? Технология выполнения работы.
Екатерина
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Содержание статьи
Что представляет собой прокалка электродов перед сваркой?
Разновидности оборудования для прокалки
Технология сушки электродов
Как просушить электроды в домашних условиях
Прокалка электродов уони
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
материалы хранились длительный период времени,
электроды находились в местах, где слишком большой уровень влажности,
на изделия попала влага.
в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Похожие публикации
Ваше руководство по запеканию и хранению сварочных электродов
Мне кажется, что это одна из тех тем, которые часто упускают из виду новички в сварке. Приступая к сварке, нужно многому научиться, и среди всей другой информации люди часто упускают из виду , как правильно хранить свои электроды . Если вы не будете соблюдать меры предосторожности при хранении стержней, это может привести к некачественным сварным швам, и вы можете даже не понять, в чем причина. Давайте рассмотрим основы правильного хранения сварочных электродов.
Если вы научитесь правильно хранить электроды, это поможет сэкономить деньги. Это может значительно увеличить срок службы и качество электрода в долгосрочной перспективе. Вы всегда должны получать только то количество электродов, которое вам нужно, особенно если у вас нет электродной печи для хранения большего количества. Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.
ПОЧЕМУ НУЖНО ПРАВИЛЬНО ХРАНИТЬ ЭЛЕКТРОДЫ?
Contents
Прежде чем мы продолжим разговор о том, как правильно хранить удочки, важно знать, почему мы должны соблюдать осторожность при их хранении. Прямой ответ — обеспечить надлежащий окончательный сварной шов.
Большинство электродов должны храниться в сухом месте , и при контакте с водой или влагой они не обеспечивают такого же качества сварки, как в сухом состоянии. Они могут привести к растрескиванию сварного шва и пористости, а также повлиять на другие факторы, такие как характеристики дуги.
Стержни с низким содержанием водорода, такие как 7018, особенно восприимчивы к влаге и влажности и могут привести к довольно неприятным последствиям, таким как водородное растрескивание, поверхностное растрескивание, поверхностная пористость и шероховатость поверхности сварного шва. Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью.
Посмотрите видео ниже, чтобы увидеть, как вода влияет на 7018 стержни. Мне очень понравилось видео, и я думаю, что нам всем есть чему поучиться.
КАК СЛЕДУЕТ ХРАНИТЬ СВАРОЧНЫЕ ЭЛЕКТРОДЫ
Следует помнить, что все сварочные электроды должны храниться надлежащим образом в сухом месте и защищены от воздействия окружающей среды. Это основной фактор, который является общим для всех различных электродов. Но вы также должны знать, что потребности в хранении могут сильно различаться между разными электродами . Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
На исправность электрода влияют два основных фактора: влажность и температура. Как я уже говорил, большинство электродов необходимо беречь от влаги любого рода. Во многих случаях более низкие температуры могут привести к более высокому содержанию влаги в воздухе . Обычно стержни, которые наиболее восприимчивы к влаге, имеют самые высокие температуры хранения, чтобы агрессивно удерживать влагу от стержней.
УСЛОВИЯ ХРАНЕНИЯ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
Как я уже говорил, не все электроды имеют одинаковые условия хранения, как правило, электроды с покрытием с низким содержанием водорода гораздо более чувствительны к влаге и температуре.
ОБРАТИТЕ ВНИМАНИЕ НА ЦИФРЫ НА ЭЛЕКТРОДЕ
На всякий случай вы не знали об этом, но номера электрода несут много информации . Например, первые две цифры представляют собой предел прочности на разрыв окончательного сварного шва. аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода.
Некоторые электроды имеют букву «R» в качестве суффикса , обычно стержни с низким содержанием водорода, что означает, что они имеют покрытие, уменьшающее количество воды, поглощаемой или впитываемой электродом. Некоторые производители утверждают, что электроды с таким покрытием можно оставлять на улице до 9 часов. Но на всякий случай, даже если электроды имеют такое покрытие, после использования их следует сразу положить на хранение для защиты от влаги.
Электроды в диапазоне от E-XX10-13 можно хранить при комнатной температуре в герметичном контейнере , чтобы защитить их от загрязнения окружающей среды, такого как дым и другие загрязняющие вещества. Эти стержни легче всего хранить, и вам не требуется никакого специального оборудования при обращении с ними. это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы предотвратить его хрупкость из-за целлюлозного флюса.
Е-ХХ14, ХХ20, ХХ24, ХХ27; необходимо хранить от 150 до 200 F . в то время как электроды, такие как E-XX15, XX16 и XX18 , необходимо хранить при температуре около 250-400F с небольшими изменениями условий восстановления. Большинство этих электродов представляют собой покрытие с низким содержанием водорода, что влечет за собой гораздо более высокий порог хранения.
Например, электрод 7018 печально известен своей низкой устойчивостью к влаге и является одной из причин, по которой его не рекомендуют новичкам. Они содержат низководородные блоки и быстро теряют целостность в течение 8-9часов при воздействии влаги.
ВАРИАНТЫ ХРАНЕНИЯ (ДЛЯ ЛЮБИТЕЛЕЙ И ПРОФЕССИОНАЛОВ)
Когда дело доходит до хранения электродов, ваши потребности и желания могут отличаться. Например, , если вы профессиональный сварщик, вам нужно будет хранить свои электроды при точной температуре и влажности , и у вас может быть даже больше типов электродов, о которых нужно заботиться. С другой стороны, если вы просто любитель, у вас может быть только пара типов удилищ, что не оправдывает траты больших денег на варианты хранения.
Хорошей новостью является то, что если у вас ограниченное количество стержней или ваши потребности невелики, вам не нужно идти и тратить много денег на духовку, есть вещи на любой вкус.
ПРОФЕССИОНАЛЫ
Если вы профессионал, скорее всего, у вас уже есть нужная вам духовка, в любом случае я рассмотрю некоторые варианты для них, если вам интересно. Начнем с того, что даже если вы немного серьезно относитесь к сварке, электродная печь может стать хорошей инвестицией . Они бывают разных размеров и сложности.
На самом высоком уровне находятся сварочные печи под флюсом , которые считаются лучшими среди складских помещений. Как правило, они являются современными и могут считаться лучшими для ваших сварочных электродов. Их обычно предпочитают предприятия и профессиональные мастерские, и они предназначены для хранения большого количества электродов; может понадобиться более чем одному человеку. Хотя их цена сильно варьируется, их можно найти от 1500 до 10 000 долларов.
Для независимых профессионалов Настольные электродные печи будут лучшим выбором . Они намного меньше и дешевле, чем печи для сварки флюса, но при этом обеспечивают такой же уровень контроля температуры и влажности. Они не такие большие, а некоторые из них размером с мини-холодильник , достаточно большие, чтобы вместить средний уровень запасов. Их можно купить примерно за 1000 долларов.
ДЛЯ ЛЮБИТЕЛЕЙ
Варианты для любителей и случайных сварщиков чрезвычайно широки в зависимости от вашего бюджета, необходимого размера хранилища и сложности. Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже.
Начнем с того, что если вы уже какое-то время занимаетесь сваркой и ваши потребности в электродах возрастают, покупка портативной электродной печи может оказаться неплохой идеей. Они могут предложить профессиональный уровень требований к хранению для небольшого количества электродов, и лучше всего то, что они портативны, поэтому их можно легко носить с собой. Вы можете найти переносные духовки по цене от 100 до 2000 долларов. Вы можете легко контролировать настройки влажности и температуры на них.
Этот от Amazon должен отлично работать, просто чтобы дать вам представление.
С другой стороны, есть контейнеры для хранения, которые могут быть идеальными, если вы не используете электроды, которые требуют чрезмерного контроля при их хранении. Эти сухие коробки хорошо защищают от влаги и могут быть идеальными, если вы имеете дело с удилищами, не чувствительными к температуре, такими как E-XX10-13. Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней.
МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ХРАНЕНИИ
Первое, что вы должны помнить при обращении с электродными печами , это не оставлять дверцу открытой на длительное время . Чем дольше ваша дверь открыта, тем более восприимчивы ваши стержни к влаге и внешним загрязнениям.
Еще одна вещь, о которой следует помнить, это хранить электроды в вертикальном положении и в один ряд, чтобы избежать их столкновения друг с другом , что может привести к образованию трещин, потертостей и изгибов. Это особенно важно, если вы используете переносные духовки или сухие ящики для хранения, как показано выше.
МИФЫ О ХРАНЕНИИ ЭЛЕКТРОДОВ ДОМА
На протяжении многих лет существовало множество так называемых «домашних методов» хранения или подогрева электродов. Некоторые из них были разоблачены как совершенно неправильные , хотя некоторые люди все еще верят в них. Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.
Первое, что приходит на ум — техника холодильника и лампочки . Долгое время считалось, что если взять старый холодильник и вставить в него лампочку на 100–150 Вт, то он может стать вполне приличным контейнером для сварочных электродов. В действительности все обстоит совсем наоборот, хотя холодильник изолирован, установка в нем лампочки не будет генерировать достаточно тепла для успешного хранения электродов. Даже если будет достаточно жарко, выделяемое тепло не будет равномерно распределяться в холодильнике, что приведет к повреждению некоторых электродов влажностью.
Второй метод, который приходит на ум, это бытовая духовка , которую до сих пор пытаются использовать многие люди. Для вас может быть логично хранить электроды в духовке, она хорошо изолирована и может обеспечить равномерный нагрев. Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
Другим методом является хранение в морозильной камере. Некоторые люди считают, что если завернуть удилища в пластик и хранить их в морозильной камере, это защитит их от влаги. В итоге происходит совсем наоборот. Воздух комнатной температуры внутри пластиковой упаковки будет подвергаться конденсации при контакте с холодным воздухом морозильной камеры. Это приведет к образованию трещин и отслаиванию электродов.
Многие из этих методов используются людьми, когда они ищут экономичные способы хранения своих электродов. Один из способов решить эту проблему — попытаться использовать электроды, которые можно легко хранить , а если это невозможно, то у вас должно быть ровно столько электродов, сколько вам нужно.
МОЖЕТ ЛИ ВЫ СУШИТЬ ВЛАЖНЫЕ СВАРОЧНЫЕ ПРОВОДКИ
Если случайно ваши электроды попали в влажную среду, вам не нужно сразу их выбрасывать. Вы можете восстановить свои электроды до их былая слава благодаря повторной сушке . Как следует из названия, он включает нагревание для удаления воды и влаги из стержней до того, как произойдет какое-либо необратимое повреждение. Процесс можно в основном разделить на два этапа: первый, если стержень непосредственно соприкасался с водой или высоким уровнем влажности, и второй для номинальных уровней воздействия.
Метод повторной сушки не одинаков для всех электродов, поскольку температура хранения также варьировалась в зависимости от электрода. Подробности я расскажу в следующем разделе. Предварительную сушку обычно проводят для предотвращения растрескивания или отслаивания покрытия из-за окисления сплавов.
КАК СУШИТЬ СВАРОЧНЫЕ ПРОВОДА (ПРОФЕССИОНАЛАМ И ЛЮБИТЕЛЯМ)
Если вы имеете дело с первым случаем чрезмерного воздействия влаги, вам, возможно, придется пройти предварительную сушку , особенно в случае электродов с низким содержанием водорода. Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
СОВЕТЫ ПО ПОВТОРНОЙ СУШКЕ ЭЛЕКТРОДОВ
Всегда помните, что каждый электрод имеет определенную температуру и время, в течение которого их необходимо выдерживать в печи . Эта температура обычно выше температуры хранения, чтобы обеспечить удаление всей влаги. Всегда обращайтесь к рекомендациям производителя по правильной температуре и времени. То, что я буду предоставлять, является оценкой, но фактические значения могут отличаться.
Вот отличный PDF-файл, созданный Хобартом, который я бы посоветовал вам проверить.
Во время повторной сушки электродов выньте их из банки и равномерно разложите в печи , чтобы убедиться, что каждый стержень прогрет равномерно. Если не сделать это должным образом, это может привести к неоднородным результатам. Также ищите признаки того, что электрод поврежден и не подлежит ремонту. О некоторых из этих признаков я говорил в последующих разделах.
Придерживайтесь рекомендуемой температуры и времени и не переусердствуйте с нагревом , так как это может привести к дальнейшему повреждению электрода. Причина этого в том, что влага не просто прилипает к поверхности электрода, которую можно просто испарить, влага химически связывается с покрытием электрода. Эти химические связи нуждаются в определенной температуре и времени, чтобы разрушиться без повреждения электрода.
Некоторые рекомендуют помещать электроды в печь на не более половины конечной температуры повторной сушки , и они должны выдерживаться при этой температуре около получаса перед повышением температуры. Я не уверен в эффективности этой техники , но я наткнулся на нее на одном из интернет-форумов.
РЕКОМЕНДУЕМЫЕ НАСТРОЙКИ ДЛЯ ПОВТОРНОЙ СУШКИ
Как я уже говорил, разные электроды имеют различных рекомендуемых настроек с точки зрения температуры и времени . Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Для стержней с низким содержанием водорода, таких как E7018, E7028, E8018, E9018, E10018, температура предварительной сушки составляет 180-220F . В то время как конечная температура повторной сушки составляет от 650 до 750 F для E7018 и E7028 и от 700 до 800 F для E8018, E9018, E11018, E11018.
Когда мы переходим к электродам с низким содержанием водорода, их можно разделить на три категории : быстрая заморозка, быстрое заполнение и замораживание с заполнением, и для каждой из них требуется разная температура.
Для быстрозамораживающих электродов, включая E6010, E6011, E7010, E8010, E9010, воздействие влаги можно заметить по шумной дуге и сильному разбрызгиванию или нежелательным волдырям покрытия во время сварки. Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Электроды с быстрой заливкой , включая E7024 и E6027 , воздействие влаги можно заметить по шумной или копающей дуге, сильному разбрызгиванию, плотному шлаку или подрезам. Эти типы 9Электроды 0003 могут быть предварительно высушены , если они необычно влажные при температуре около 200-230F в течение примерно 30-45 минут. После этого их можно повторно высушить при конечной температуре 400-500F в течение такого же времени.
Замораживание последней подкатегории заполнения, состоящей из E6012, E6013, E7014, E6022 , воздействие влаги можно заметить по тем же показаниям, что и для электродов быстрого заполнения, и даже температуры и настройки предварительной сушки аналогичны. С другой стороны, окончательная температура повторной сушки составляет около 300-350 F в течение 20-30 минут.
Если вам интересно, посмотрите также мое сравнение стержней 7018 и 7014.
В пределах одних и тех же подкатегорий могут быть небольшие различия в настройках температуры, обязательно проверьте правильность настроек, указанных производителем.
Одна вещь, которую вы должны отметить, это то, что если вы только начинаете, не беспокойтесь о приобретении сварочной печи. Герметичный холодильник также может помочь, особенно если вы не имеете дело с очень чувствительными электродами . Что, если вы только начинаете, я сомневаюсь, что вы будете. Сварочные стержневые печи используются профессионалами или любителями, которые уже некоторое время занимаются сваркой, они используются людьми, которые должны поддерживать максимально возможный стандарт.
Вот еще один вариант, который вы можете попробовать.
ИМЕЕТ ЛИ СРОК ГОДНОСТИ У СВАРОЧНЫХ ПРОВОДОВ?
Вы должны убедиться, что ваше сварочное оборудование находится в наилучшем состоянии, прежде чем приступить к сварочному проекту. Это важно не только для качества сварки, но и из соображений безопасности. Сварка — опасное занятие, если не соблюдать все меры предосторожности. Чего не учитывают многие новички или любители, так это срок годности электродов и насколько он может варьироваться . Давайте рассмотрим некоторые факторы, определяющие срок годности электрода.
ИСХОДИТ ЛИ ЭЛЕКТРОДЫ?
Простой ответ — да, хотя этот срок годности может сильно различаться в зависимости от условий хранения и типа электродов, которые вы используете. В среднем электроды имеют срок годности около 2-3 лет.
Если ваш электрод продолжает прилипать, прочтите и это.
КАКОВЫ УСЛОВИЯ, ОТНОСЯЩИЕСЯ К СЛУЖБЕ ЭЛЕКТРОДА?
Существует множество факторов, которые могут значительно повлиять на срок годности электрода, вы, должно быть, уже догадались о паре из них. Начнем с того, что первый — это влажность . Почти все электроды быстро приходят в негодность, если они подвергаются воздействию влаги или влажности. Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вторым фактором, связанным с первым, является температура. Вы можете значительно продлит срок службы удилища, если хранить его при рекомендованной температуре , обычно выше. Это предотвращает накопление влаги на электроде.
Электроды, такие как 7018, которые очень чувствительны к влаге, могут прослужить более 5 лет при правильном обращении, а при контакте с влагой они могут испортиться менее чем за 6 месяцев. Электроды без низкого содержания водорода в среднем прослужат немного дольше просто потому, что их легче хранить, и даже если вы пропустите некоторые вещи, они не сильно пострадают.
Но вы также должны быть осторожны с нагреванием электродов. Слишком сильный нагрев также может повлиять на срок службы и качество ваших удилищ . Не рекомендуется повторно сушить электроды более 3 раз, так как воздействие сильного тепла также может привести к выгоранию покрытия на электроде и привести к растрескиванию, сколам или ломкости сварочного стержня.
Если вы не знаете, как проверить неисправный электрод, возможно, вы используете его прямо сейчас и не знаете об этом. Существуют разные признаки для разных уровней воздействия влаги, и вы должны знать о них. первое, что вы должны искать в сварном шве, это отверстия, следы или дефекты, такие как затрудненное удаление шлака или образование шероховатых валиков. Это явные признаки того, что ваш электрод выходит из строя.
Что касается внешнего вида самих электродов, то если на них видна ржавчина или на них есть сухой порошкообразный налет , велика вероятность, что они испортились. Еще одним признаком является размягчение флюса.
Существуют различные уровни воздействия влаги и их влияние на окончательный сварной шов. при низком воздействии это может привести к растрескиванию или пористости . Когда воздействие находится на более высокой стороне, это может привести к внутренней и видимой пористости, чрезмерной текучести шлака, растрескиванию и затруднениям при удалении шлака . Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Хорошая новость заключается в том, что если ваш электрод подвергся воздействию влаги, это не означает конец света. есть способы, с помощью которых вы можете восстановить исходное качество электрода. Это может быть достигнуто за счет повторной сушки, о которой мы говорили выше.
ТОЧКА НЕВОЗВРАТА
Хотя есть способы восстановить сварочные стержни, если они подверглись воздействию влаги, иногда повреждения слишком велики, чтобы вы могли что-то сделать . Есть некоторые признаки, которые могут указывать на то, что ваши удилища испортились и пришло время их выбросить.
Первый знак, на который нужно обратить внимание, это . Если ваш сварочный стержень треснул , это означает, что электрод не будет работать должным образом. если вы заметили, что ваш флюс крошится или отслаивается, это означает, что ваш стержень сильно поврежден и не может быть полностью восстановлен . Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Очень немногие новички обращают внимание на вопрос хранения электродов. Понятно, что при аккуратном обращении с электродами они могут прослужить довольно долго. Хотя я пытался затронуть все общие моменты в статьях, естественно, что у вас возникло много вопросов. Я постараюсь ответить на некоторые из наиболее распространенных вопросов, которые люди имеют отношение к этой теме.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ СТАРЫЕ СТЕРЖНИ?
Хотя у электродов есть срок годности, он зависит от того, как электрод хранился с течением времени. При идеальных условиях хранения некоторые электроды могут прослужить более 5 лет. Таким образом, возраст электрода — не единственное соображение при определении того, можно ли его использовать в проекте или нет. Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
НУЖНО ЛИ 7018 НАГРЕВАТЬ ПЕРЕД СВАРКОЙ?
Электрод не нужно нагревать при первом открытии и использовании. Но если вы используете электрод во второй раз после того, как он находился в окружающей среде дольше рекомендуемого, что в данном случае составляет 4 часа для 7018, рекомендуется нагреть его перед повторным использованием.
СКОЛЬКО РАЗ МОЖНО ПРОКАЛИВАТЬ СВАРОЧНУЮ ПРОВОДКУ?
Электрод не рекомендуется пропекать более 3-4 раз. Многократный нагрев электрода может ухудшить качество его флюсового покрытия и его сварочные характеристики. Слишком сильное тепловое воздействие может привести к выгоранию покрытия, что может привести к сколам, растрескиванию и ломкости сварочного стержня.
ЗАКЛЮЧЕНИЕ
Подводя итог, вы должны быть очень осторожны при хранении электродов. Вам необходимо хранить их в сухом и жарком месте, особенно если вы имеете дело с электродами с низким содержанием водорода , так как они более чувствительны к влаге. Правильное хранение удилищ может значительно увеличить срок их службы. Вам не нужно вкладывать деньги в дорогую печь с большими электродами, есть много вариантов. Даже если ваши электроды соприкасаются с водой, вы можете повторно высушить их, чтобы они вернулись в исходное состояние. Кроме того, каждый электрод имеет разные настройки температуры и времени повторной сушки. Вся эта информация может быть довольно пугающей, но если вы с самого начала примете некоторые меры предосторожности, у вас не возникнет никаких проблем.
Хранение и повторная сушка электродов
Электроды для дуговой сварки металлическим электродом в среде защитного газа (SMAW) или стержневые электроды должны храниться надлежащим образом для обеспечения качественного сварного шва. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность к качественному наплавлению сварных швов. Электроды со слишком большим количеством влаги могут привести к растрескиванию или пористости. Также могут быть затронуты эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги штучного электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики штучных электродов.
Хранение электродов с низким содержанием водорода Для правильной работы электроды с низким содержанием водорода должны быть сухими. Неоткрытые герметичные контейнеры Lincoln обеспечивают превосходную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300°F (от 120 до 150°C)
Покрытия стержневых электродов с низким содержанием водорода, впитавшие влагу, могут привести к водородному растрескиванию, особенно в сталях с пределом текучести 80 000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой стойкостью к влагопоглощению покрытия и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Специальные требования кода могут указывать предельные значения воздействия, отличные от данных указаний.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже с суффиксом «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену. Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры протыкаются или открываются, электроды с низким содержанием водорода могут впитывать влагу. В зависимости от количества влаги качество сварного шва ухудшается следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгеновского контроля или разрушающего тестирования. Если предел текучести основного металла или металла сварного шва превышает предел текучести 80 000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварке.
2. Относительно большое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может привести к чрезмерной текучести шлака, шероховатой поверхности сварного шва, затрудненному удалению шлака и растрескиванию.
3. Сильное поглощение влаги может вызвать трещины в сварных швах в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка электродов с низким содержанием водорода Повторная сушка, если она выполнена правильно, восстанавливает способность электродов наносить качественные сварные швы. Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. НЕ сушите электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны использованию указанных требований.
Электроды класса прочности E8018 и выше должны подвергаться повторной сушке не более трех раз в течение часа в диапазоне температур от 700 до 800°F (от 370 до 430°C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударной нагрузке.
Любой электрод с низким содержанием водорода следует утилизировать, если чрезмерная повторная сушка приводит к тому, что покрытие становится хрупким и отслаивается или отрывается во время сварки, или если наблюдается заметное различие в обращении или характеристиках дуги, например, недостаточное усилие дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в печи, поскольку каждый электрод должен достичь температуры сушки.
Условия повторной сушки – электроды с низким содержанием водорода
Температура окончательной повторной сушки
Состояние
Температура предварительной сушки(1)
Е7018, Е7028
Е8018, Е9018, Е10018, Е11018
Электроды, находящиеся на воздухе менее одной недели; отсутствие прямого контакта с водой.
Н/Д
от 650 до 750°F (от 340 до 400°C)
от 700 до 800°F (от 370 до 430°C)
Электроды, подвергшиеся прямому контакту с водой или воздействию высокой влажности.
от 180 до 220°F (от 80 до 105°C)
от 650 до 750°F (от 340 до 400°C)
от 700 до 800°F (от 370 до 430°C)
(1) Предварительная сушка в течение 1-2 часов. Это сведет к минимуму склонность к растрескиванию покрытия или окислению сплавов в покрытии.
Хранение и повторная сушка электродов без низкого содержания водорода Электроды в закрытых банках или картонных коробках Lincoln сохраняют надлежащее содержание влаги в течение неопределенного времени при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха штучные электроды из открытых контейнеров могут набрать достаточно влаги, чтобы повлиять на рабочие характеристики или качество сварки. Если проблема связана с влажностью, храните электроды из открытых контейнеров в обогреваемых шкафах при температуре от 100 до 120°F (от 40 до 50°C). НЕ ИСПОЛЬЗУЙТЕ более высокие температуры, особенно для электродов из группы «Быстрая заморозка».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки – электроды с стержнем без низкого содержания водорода
Быстрая заморозка — чрезмерная влажность определяется шумной дугой и сильным разбрызгиванием, ржавой проволокой на конце держателя или нежелательными вздутиями покрытия во время сварки.
Повторный обжиг этой группы стержневых электродов не рекомендуется.
Не рекомендуется
Н/Д
E7024: Jetweld 1, 3 E6027: Jetweld 2
Fast Fill — чрезмерная влажность определяется шумной или «копающей» дугой, сильным разбрызгиванием, плотным шлаком или подрезом. Предварительно высушите необычно влажные электроды в течение 30–45 минут при температуре от 200°F до 230°F (90 — 110°C) перед окончательной сушкой, чтобы свести к минимуму растрескивание покрытия.

 За счет этого процесса жидкость охлаждает подшипники скольжения и ротор, благодаря чему увеличивается срок службы прибора.
За счет этого процесса жидкость охлаждает подшипники скольжения и ротор, благодаря чему увеличивается срок службы прибора. За счет этого процесса жидкость охлаждает подшипники скольжения и ротор, благодаря чему увеличивается срок службы прибора.
За счет этого процесса жидкость охлаждает подшипники скольжения и ротор, благодаря чему увеличивается срок службы прибора.
 Осуществляем доставку по Украине.
Осуществляем доставку по Украине. Коэффициент полезного действия невысок, но так как эти насосы маломощные, на цену эксплуатации это почти не сказывается.
Коэффициент полезного действия невысок, но так как эти насосы маломощные, на цену эксплуатации это почти не сказывается.  Поэтому настоятельно рекомендуется приобретать циркуляционные насосы с мокрым ротором у официальных представителей известных производителей, либо покупать не очень известные бренды, которые не сильно уступают по качеству известным (а то и вовсе не уступают), стоят дешевле и которые не подделывают.
Поэтому настоятельно рекомендуется приобретать циркуляционные насосы с мокрым ротором у официальных представителей известных производителей, либо покупать не очень известные бренды, которые не сильно уступают по качеству известным (а то и вовсе не уступают), стоят дешевле и которые не подделывают. Для достижения балансировки нужен точный расчет параметров системы.
Для достижения балансировки нужен точный расчет параметров системы. Температура же теплоносителя в системе отопления с источников тепла в виде радиаторов значительно выше, 60-95 °С и перепад температур на входе и в обратной линии достигает 20-40°С.
Температура же теплоносителя в системе отопления с источников тепла в виде радиаторов значительно выше, 60-95 °С и перепад температур на входе и в обратной линии достигает 20-40°С.
 Бытовые бойлеры по способу нагрева воды делят на накопительные и проточные. В теплообменном аппарате разность между первичным и вторичным контурами относительно небольшая.
Бытовые бойлеры по способу нагрева воды делят на накопительные и проточные. В теплообменном аппарате разность между первичным и вторичным контурами относительно небольшая.
 Следует отметить, что в случае достаточного бюджета предпочтительнее устанавливать бытовой циркуляционный насос с электронным регулированием. Электронное регулирование в насосном оборудовании позволяет значительно экономить электроэнергию. Кроме того современные модели бытовых насосов работают с пониженными шумовыми характеристиками, можно устанавливать в жилых помещениях.
Следует отметить, что в случае достаточного бюджета предпочтительнее устанавливать бытовой циркуляционный насос с электронным регулированием. Электронное регулирование в насосном оборудовании позволяет значительно экономить электроэнергию. Кроме того современные модели бытовых насосов работают с пониженными шумовыми характеристиками, можно устанавливать в жилых помещениях. п.).
п.).

 Любое воспроизведение или распространение этой информации без предварительного письменного согласия
Любое воспроизведение или распространение этой информации без предварительного письменного согласия Насос с мокрым ротором, т. е. насос и двигатель образуют единое целое без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью.
Насос с мокрым ротором, т. е. насос и двигатель образуют единое целое без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью.
 333 кг/метр
333 кг/метр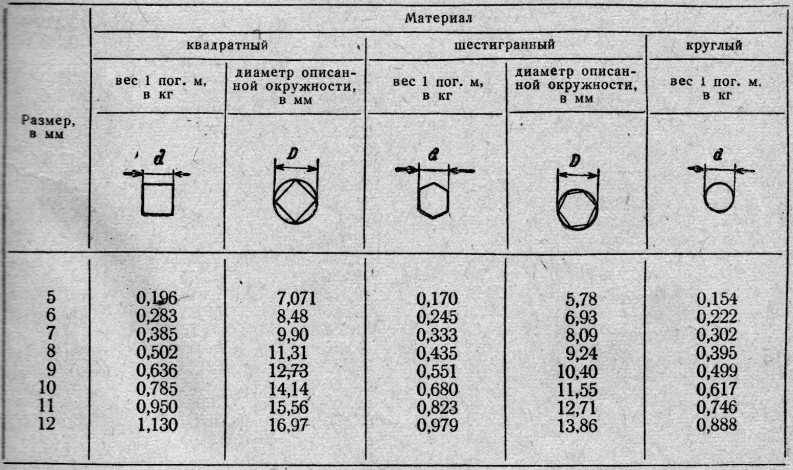 org/BreadcrumbList»>
org/BreadcrumbList»> Ниже приведена таблица значений плотности, наиболее распространённых марок отечественных бронзовых сплавов.
Ниже приведена таблица значений плотности, наиболее распространённых марок отечественных бронзовых сплавов. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.



 klarna.com/1.0/shared/content/legal/terms/EID/de_de/account3
klarna.com/1.0/shared/content/legal/terms/EID/de_de/account3
 europa.eu/consumers/odr
europa.eu/consumers/odr

 peraperis.com/media/Widerrufsformular.pdf
peraperis.com/media/Widerrufsformular.pdf
 (КУПОН: ОПТОВАЯ ПРОДАЖА)
(КУПОН: ОПТОВАЯ ПРОДАЖА) Поэтому, пожалуйста, по-прежнему нажимайте кнопку «Оплатить с помощью PayPal», если вы хотите оплатить с помощью кредитной карты.
Поэтому, пожалуйста, по-прежнему нажимайте кнопку «Оплатить с помощью PayPal», если вы хотите оплатить с помощью кредитной карты.
 Он используется во многих автомастерских для прессования различных валов, подшипников и шестеренок. Домашние мастера применяют его для штамповки деталей из пластика, резины или металлы. Если в вашей мастерской его еще нет, то вы можете попробовать сделать пресс своими руками.
Он используется во многих автомастерских для прессования различных валов, подшипников и шестеренок. Домашние мастера применяют его для штамповки деталей из пластика, резины или металлы. Если в вашей мастерской его еще нет, то вы можете попробовать сделать пресс своими руками. Иногда это необходимый предмет в мастерской или в гараже. Небольшое устройство часто применяется при ремонте автомобилей. Можно использовать пресс для сайлентблоков, а также для выпрессовки подшипников.
Иногда это необходимый предмет в мастерской или в гараже. Небольшое устройство часто применяется при ремонте автомобилей. Можно использовать пресс для сайлентблоков, а также для выпрессовки подшипников.
 При самостоятельном монтаже аппарата нужно учитывать параметры поршня, станины, габариты оборудования и вес. В таком устройстве используется готовый или ручной гидравлический насос;
При самостоятельном монтаже аппарата нужно учитывать параметры поршня, станины, габариты оборудования и вес. В таком устройстве используется готовый или ручной гидравлический насос;
 Для их погрузки можно применять какие-либо манипуляторы. Большой мощностью обладают и прессы для топливных брикетов.
Для их погрузки можно применять какие-либо манипуляторы. Большой мощностью обладают и прессы для топливных брикетов. Она выглядит, как платформа и делается из массивного металлопроката. Для этого подойдут уголки из металла и швеллера;
Она выглядит, как платформа и делается из массивного металлопроката. Для этого подойдут уголки из металла и швеллера; При этом последний элемент часто имеет форму прямоугольника и делается из жесткого материла.
При этом последний элемент часто имеет форму прямоугольника и делается из жесткого материла. При этом формируются валики из стеблей, а после этого с помощью агрегата получаются прессованные тюки.
При этом формируются валики из стеблей, а после этого с помощью агрегата получаются прессованные тюки.
 В этом элементе находится жидкость, которая сжимается под напором. Агрегат используется для сжатия, деформации и соединения деталей.
В этом элементе находится жидкость, которая сжимается под напором. Агрегат используется для сжатия, деформации и соединения деталей. Все элементы соединяются толстыми болтами.
Все элементы соединяются толстыми болтами. Вот такие они могут быть:
Вот такие они могут быть: При этом настольный механизм можно установить на верстаке. Прессы отличаются грузоподъемностью.
При этом настольный механизм можно установить на верстаке. Прессы отличаются грузоподъемностью. Для мастерской небольших размеров можно выбрать механизм, который способен создавать усилие до 10 тонн. Это позволит уменьшить размеры устройства. Также потребуется сварочный агрегат, ножовка, болгарка и диски для резки металла.
Для мастерской небольших размеров можно выбрать механизм, который способен создавать усилие до 10 тонн. Это позволит уменьшить размеры устройства. Также потребуется сварочный агрегат, ножовка, болгарка и диски для резки металла. Для изготовления пресса гидравлического ручного своими руками, чертежи необходимо выбирать очень ответственно. Станина состоит из рамы, внутри которой располагается домкрат с инструментом.
Для изготовления пресса гидравлического ручного своими руками, чертежи необходимо выбирать очень ответственно. Станина состоит из рамы, внутри которой располагается домкрат с инструментом.
 К подвижным относятся возвратные механизмы и подвижный упор, а к неподвижным стойки, упоры и основание.
К подвижным относятся возвратные механизмы и подвижный упор, а к неподвижным стойки, упоры и основание. Чертежи и инструкция помогут все сделать правильно. Эта разновидность, пожалуй, легче всех в изготовлении для обычного человека. При разработке чертежей самодельного пресса из домкрата своими руками необходимо учитывать, по какой схеме он будет работать. Используются разные варианты. Например, домкрат может размещаться в нижней части устройства, в станине. При этом давление производится наверх. Если домкрат устанавливается в верхней части, то давление производится вниз.
Чертежи и инструкция помогут все сделать правильно. Эта разновидность, пожалуй, легче всех в изготовлении для обычного человека. При разработке чертежей самодельного пресса из домкрата своими руками необходимо учитывать, по какой схеме он будет работать. Используются разные варианты. Например, домкрат может размещаться в нижней части устройства, в станине. При этом давление производится наверх. Если домкрат устанавливается в верхней части, то давление производится вниз. Для соединения применяются сварные швы.Также применяются дополнительные вставки.
Для соединения применяются сварные швы.Также применяются дополнительные вставки.
 И, за исключением регулировки каждые несколько месяцев, устройство не требует никакого обслуживания!
И, за исключением регулировки каждые несколько месяцев, устройство не требует никакого обслуживания! При желании вы можете заменить черную трубу сортамента 40 (сопоставимых размеров) на гибкий полиэтилен, используемый на приводной и напорной сторонах системы.
При желании вы можете заменить черную трубу сортамента 40 (сопоставимых размеров) на гибкий полиэтилен, используемый на приводной и напорной сторонах системы. Зафиксируйте готовый клапан оставшейся 1/4-дюймовой гайкой.
Зафиксируйте готовый клапан оставшейся 1/4-дюймовой гайкой. Длина трубы диаметром 1 1/2 дюйма от подачи к насосу (известной как «приводная труба») должна быть в 10–15 раз больше, чем расстояние падения, и, во избежание попадания посторонних предметов в механизм, Фильтрующая сетка должна быть размещена над входным отверстием приводной трубы.
Длина трубы диаметром 1 1/2 дюйма от подачи к насосу (известной как «приводная труба») должна быть в 10–15 раз больше, чем расстояние падения, и, во избежание попадания посторонних предметов в механизм, Фильтрующая сетка должна быть размещена над входным отверстием приводной трубы. На высоте 40 футов из выпускного трубопровода подавалось колоссальные 60 галлонов в час, чего достаточно для снабжения резервуара общим объемом 1440 галлонов за одни 24 часа!
На высоте 40 футов из выпускного трубопровода подавалось колоссальные 60 галлонов в час, чего достаточно для снабжения резервуара общим объемом 1440 галлонов за одни 24 часа!
 «Насос гидравлического цилиндра: вечный двигатель для усадьбы».
«Насос гидравлического цилиндра: вечный двигатель для усадьбы». 



 Ручка находится на более удобном уровне. Шланг высокого давления передает давление масла на установленный сверху поршень одностороннего действия.
Ручка находится на более удобном уровне. Шланг высокого давления передает давление масла на установленный сверху поршень одностороннего действия. Пресс может иметь регулируемую скорость поршня с управлением кончиками пальцев или поршень, который позволяет ему тянуть так же, как и нажимать. Дистанционное управление некоторыми высокопроизводительными печатными машинами позволяет просматривать все стороны работы.
Пресс может иметь регулируемую скорость поршня с управлением кончиками пальцев или поршень, который позволяет ему тянуть так же, как и нажимать. Дистанционное управление некоторыми высокопроизводительными печатными машинами позволяет просматривать все стороны работы.
 Для удобства перемещения и работы аппарат имеет небольшие габариты и оснащен ремнем. Аппарат удобен в работе, подходит для сварочных работ в бытовых условиях: дома, на даче, в гараже. Легкость в применении. Данная модель имеет широкий диапазон регулирования сварочного тока до 160А, подходящий для большинства работ по сварке.
Для удобства перемещения и работы аппарат имеет небольшие габариты и оснащен ремнем. Аппарат удобен в работе, подходит для сварочных работ в бытовых условиях: дома, на даче, в гараже. Легкость в применении. Данная модель имеет широкий диапазон регулирования сварочного тока до 160А, подходящий для большинства работ по сварке.
 Новостроя 1А, оф 104,
Новостроя 1А, оф 104,
 com/embed/9w9vLNBporc» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/9w9vLNBporc» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар. Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
 На площадке расположены контейнеры для транспортировки и временного хранения газосварочных баллонов.
На площадке расположены контейнеры для транспортировки и временного хранения газосварочных баллонов. Подключение к внешнему источнику осуществляется гибким кабелем. Для подключения кабеля предусмотрен специальный разъем.
Подключение к внешнему источнику осуществляется гибким кабелем. Для подключения кабеля предусмотрен специальный разъем.
 Второй вариант является более современным, отличается повышенной жесткостью и надежностью. Обозначается словом «Radial» или буквой «R» в типоразмере.
Второй вариант является более современным, отличается повышенной жесткостью и надежностью. Обозначается словом «Radial» или буквой «R» в типоразмере.


 Может быть дополнен или заменен фигурной стрелки. Присутствует только на моделях с ассиметричным рисунком.
Может быть дополнен или заменен фигурной стрелки. Присутствует только на моделях с ассиметричным рисунком. Высший индекс «A», низший — «C».
Высший индекс «A», низший — «C».
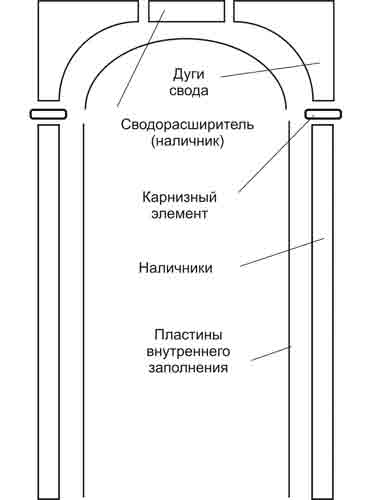 В первом случае покрышка выпущена до 2000-го года, во втором — после. Первые две цифры номера означают неделю, последние — год. К примеру, код 308 значит, что резина выпущена в июле 98 или 88 года, 1517 — в апреле 2017.
В первом случае покрышка выпущена до 2000-го года, во втором — после. Первые две цифры номера означают неделю, последние — год. К примеру, код 308 значит, что резина выпущена в июле 98 или 88 года, 1517 — в апреле 2017.
 Отпечаток арки выглядит как насыпь. Здесь нет ни трех радиусов, как у завитка, ни шеста, как у «шатровой» арки. Арка просто выглядит как кротовина, которую можно увидеть во дворе. См. пример ниже.
Отпечаток арки выглядит как насыпь. Здесь нет ни трех радиусов, как у завитка, ни шеста, как у «шатровой» арки. Арка просто выглядит как кротовина, которую можно увидеть во дворе. См. пример ниже.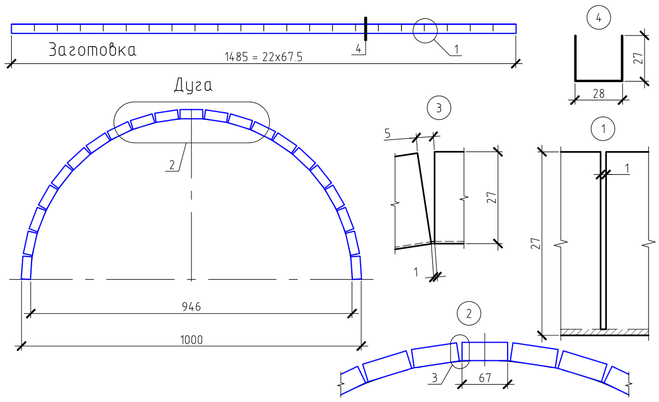 Чтобы пройти Университет Жизни, вы еще до рождения согласились посетить эту сумасшедшую планету, чтобы научиться испытывать мир и гармонию. Мастера мира находят способы принести гармонию и баланс в мир.
Чтобы пройти Университет Жизни, вы еще до рождения согласились посетить эту сумасшедшую планету, чтобы научиться испытывать мир и гармонию. Мастера мира находят способы принести гармонию и баланс в мир.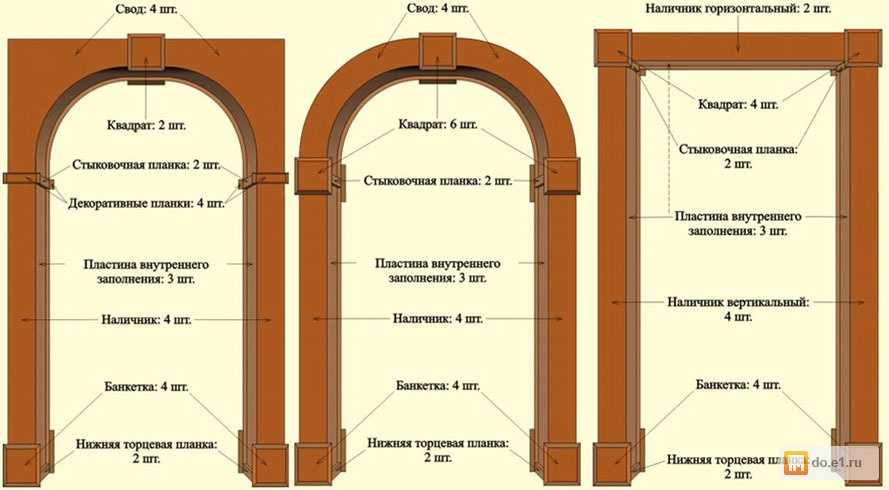 Мирные отпечатки пальцев, которые я прочитал, принадлежат людям на этих аренах. Переключение между прозаком и зависимостью от надпочечников является верным признаком успешного пути к миру. Как можно стать ПОЛНЫМ умиротворения, не испытывая крайностей?
Мирные отпечатки пальцев, которые я прочитал, принадлежат людям на этих аренах. Переключение между прозаком и зависимостью от надпочечников является верным признаком успешного пути к миру. Как можно стать ПОЛНЫМ умиротворения, не испытывая крайностей?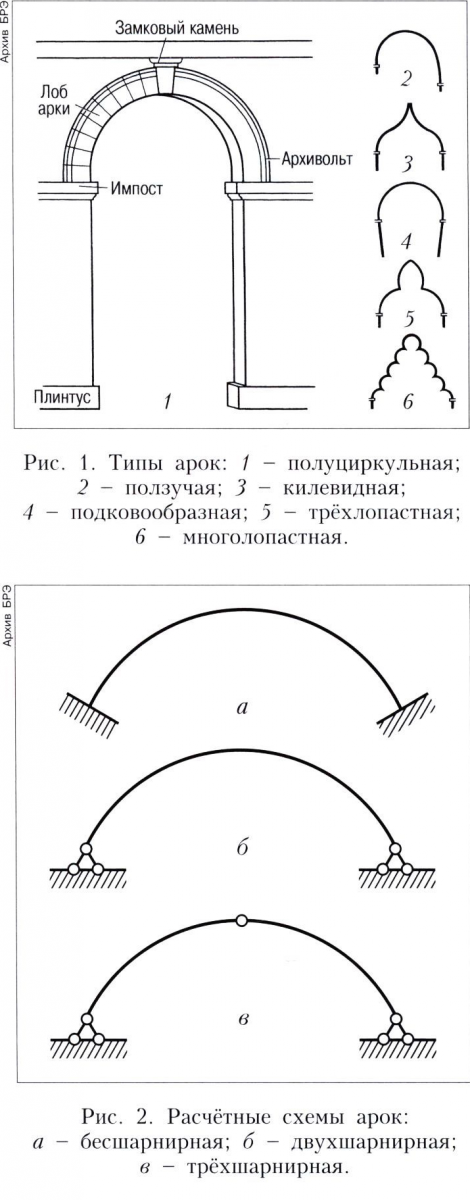 Вы тоже можете. Позвольте себе «Быть» на Пути Мастера!
Вы тоже можете. Позвольте себе «Быть» на Пути Мастера! Не у всех есть тентовые арки. В первой и второй частях этой серии статей определены завиток и петля, на которые приходится около 95% отпечатков пальцев. Арка будет обсуждаться в четвертой части этой серии.
Не у всех есть тентовые арки. В первой и второй частях этой серии статей определены завиток и петля, на которые приходится около 95% отпечатков пальцев. Арка будет обсуждаться в четвертой части этой серии.




 А для дома покупка отрезного станка нецелесообразна. Поэтому многие мастерят станину для болгарки своими руками.
А для дома покупка отрезного станка нецелесообразна. Поэтому многие мастерят станину для болгарки своими руками. Они отличаются расположением и временем, потраченным на сборку. К первому типу относится станина, под которой закреплена углошлифовальная машина. Рабочая поверхность представлена отрезным диском. При этом резка профиля из металла будет подобна распилу деревянных элементов циркулярной пилой.
Они отличаются расположением и временем, потраченным на сборку. К первому типу относится станина, под которой закреплена углошлифовальная машина. Рабочая поверхность представлена отрезным диском. При этом резка профиля из металла будет подобна распилу деревянных элементов циркулярной пилой. Этот метод подразумевает неподвижность обрабатываемого элемента, а вращается только круг. Маятниковая пила располагается над столешницей. Это позволяет обрезать предмет под необходимым углом. При этом способе работа с болгаркой становится безопасной и быстрой. Также можно в любое время использовать болгарку для обычных целей.
Этот метод подразумевает неподвижность обрабатываемого элемента, а вращается только круг. Маятниковая пила располагается над столешницей. Это позволяет обрезать предмет под необходимым углом. При этом способе работа с болгаркой становится безопасной и быстрой. Также можно в любое время использовать болгарку для обычных целей.
 Также снижается риск травмирования при разрушении круга.
Также снижается риск травмирования при разрушении круга.


 Это означает, что вы можете сочетать стиль и внешний вид своей кровати с выбранным вами матрасом . В нашем широком ассортименте каркасов кроватей вы без труда найдете подходящий размер и стиль. С правильным каркасом кровати вы также можете выбрать высоту своей кровати, что может облегчить вставание с кровати — по крайней мере, физически — вам все равно придется бороться с желанием оставаться в теплой, уютной постели.
Это означает, что вы можете сочетать стиль и внешний вид своей кровати с выбранным вами матрасом . В нашем широком ассортименте каркасов кроватей вы без труда найдете подходящий размер и стиль. С правильным каркасом кровати вы также можете выбрать высоту своей кровати, что может облегчить вставание с кровати — по крайней мере, физически — вам все равно придется бороться с желанием оставаться в теплой, уютной постели. Кровати для детей, как и кроватки и так далее, будут иметь другие размеры, как длины, так и ширины. Для взрослых ширина будет определять размер кровати. Ниже вы можете увидеть наши стандартные размеры кроватей для взрослых от самых узких до самых широких:
Кровати для детей, как и кроватки и так далее, будут иметь другие размеры, как длины, так и ширины. Для взрослых ширина будет определять размер кровати. Ниже вы можете увидеть наши стандартные размеры кроватей для взрослых от самых узких до самых широких: Это потому, что белые каркасы кроватей могут адаптироваться к разным цветам и декору спальни. Белый — универсальный и неподвластный времени цвет, дающий вам чистый холст для украшения. Вы можете сочетать его с красочными или яркими простынями и подушками, или вы можете сделать вещи простыми с серыми, бежевыми и другими нейтральными тонами, которые легко сливаются с белой кроватью.
Это потому, что белые каркасы кроватей могут адаптироваться к разным цветам и декору спальни. Белый — универсальный и неподвластный времени цвет, дающий вам чистый холст для украшения. Вы можете сочетать его с красочными или яркими простынями и подушками, или вы можете сделать вещи простыми с серыми, бежевыми и другими нейтральными тонами, которые легко сливаются с белой кроватью. Он может дополнять другие белые аксессуары, такие как простыни или подушки, а также яркие или темные цвета на ваших стенах и окружающей мебели. Белый каркас кровати обеспечивает нейтральный вид и помогает отвлечь внимание от вашей кровати. Это позволяет добавить легкости в любую спальню.
Он может дополнять другие белые аксессуары, такие как простыни или подушки, а также яркие или темные цвета на ваших стенах и окружающей мебели. Белый каркас кровати обеспечивает нейтральный вид и помогает отвлечь внимание от вашей кровати. Это позволяет добавить легкости в любую спальню. В отличие от более смелых или ярких кроватей, белый каркас кровати помогает создать настроение, при котором вы можете легко заснуть и мечтать всю ночь.
В отличие от более смелых или ярких кроватей, белый каркас кровати помогает создать настроение, при котором вы можете легко заснуть и мечтать всю ночь.
 Если возникнут проблемы — отмену оплачиваете из своего кармана. Я два раза ездила с переноской без предупреждения, без проблем. Но если у вас крупная собака, думаю проблемы могут быть.
Если возникнут проблемы — отмену оплачиваете из своего кармана. Я два раза ездила с переноской без предупреждения, без проблем. Но если у вас крупная собака, думаю проблемы могут быть. Также может использоваться для создания страховочных такелажных конструкций.
Также может использоваться для создания страховочных такелажных конструкций. Крепежные изделия с резьбой на всем стержне обычно называют винтами. Часть стержня болта без резьбы называется хвостовиком. Стержень болта предотвращает радиальное перемещение деталей, а головка болта и гайка, если они установлены, предотвращают осевое перемещение. Хвостовик без резьбы обеспечивает более точное и менее абразивное соединение с деталями. Стержень также не содержит концентраций напряжений, которые могут привести к отказу, поэтому важно, чтобы стержень выступал далеко за границы раздела между частями, если на болт будет воздействовать значительная сила сдвига.
Крепежные изделия с резьбой на всем стержне обычно называют винтами. Часть стержня болта без резьбы называется хвостовиком. Стержень болта предотвращает радиальное перемещение деталей, а головка болта и гайка, если они установлены, предотвращают осевое перемещение. Хвостовик без резьбы обеспечивает более точное и менее абразивное соединение с деталями. Стержень также не содержит концентраций напряжений, которые могут привести к отказу, поэтому важно, чтобы стержень выступал далеко за границы раздела между частями, если на болт будет воздействовать значительная сила сдвига. Это вызывает удлинение болта и сжатие деталей, содержащих зазоры. В качестве альтернативы можно использовать некоторую форму стопорной гайки или клея для фиксации резьбы, чтобы предотвратить ослабление болта.
Это вызывает удлинение болта и сжатие деталей, содержащих зазоры. В качестве альтернативы можно использовать некоторую форму стопорной гайки или клея для фиксации резьбы, чтобы предотвратить ослабление болта.
 Он отличается выдающейся эффективностью, передовыми технологиями и динамичным стилем. Садитесь за руль и откройте для себя всю мощь полностью электрического автомобиля.
Он отличается выдающейся эффективностью, передовыми технологиями и динамичным стилем. Садитесь за руль и откройте для себя всю мощь полностью электрического автомобиля.
 * Доступ ко всем нашим удаленным функциям и диагностическим ресурсам * на 3 года в рамках Плана удаленного доступа. *
* Доступ ко всем нашим удаленным функциям и диагностическим ресурсам * на 3 года в рамках Плана удаленного доступа. *  Представьте себе удобство быстрой зарядки вашего электромобиля прямо из вашего дома.
Представьте себе удобство быстрой зарядки вашего электромобиля прямо из вашего дома. Он управляется с помощью только педали акселератора для ускорения или замедления вместо тормозов.
Он управляется с помощью только педали акселератора для ускорения или замедления вместо тормозов. Он имеет ограниченные характеристики в ночное время и в условиях плохой видимости.
Он имеет ограниченные характеристики в ночное время и в условиях плохой видимости.

 Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время. 
 Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
 Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида. Для этих целей используют следующие приспособления:
Для этих целей используют следующие приспособления:
 Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
 Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
 Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется при использовании флюса реакционного типа.
Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется при использовании флюса реакционного типа.
 Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и/или кадмий и обеспечивают соединение с наименьшей коррозионной стойкостью.
Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и/или кадмий и обеспечивают соединение с наименьшей коррозионной стойкостью.
 Он доступен как в ЖИДКОЙ, так и в ПАСТОВОЙ формулах.
Он доступен как в ЖИДКОЙ, так и в ПАСТОВОЙ формулах.
 Это требует навыка и далеко не у всех получается с первого раза.
Это требует навыка и далеко не у всех получается с первого раза.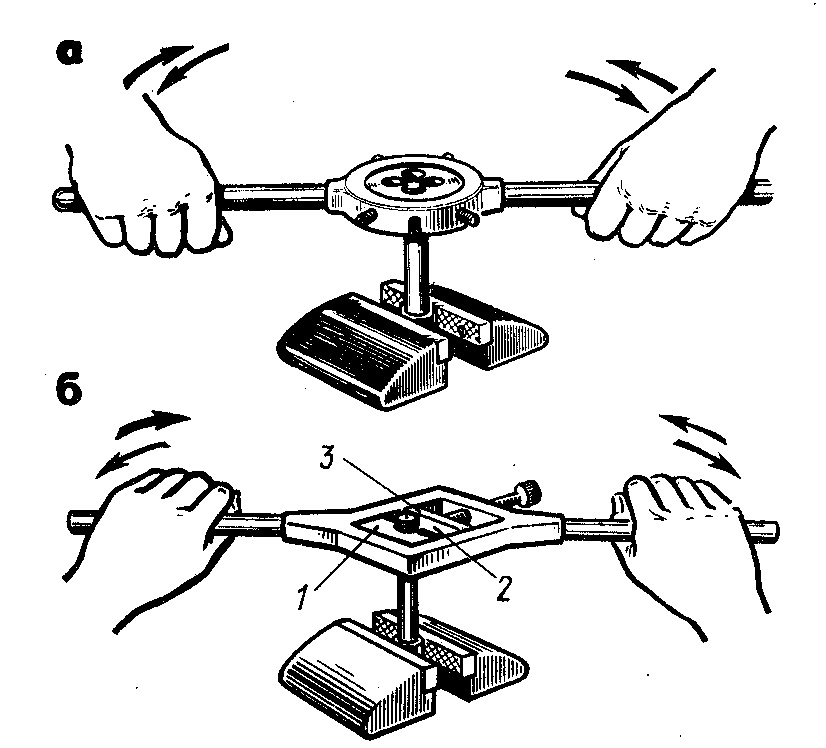
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
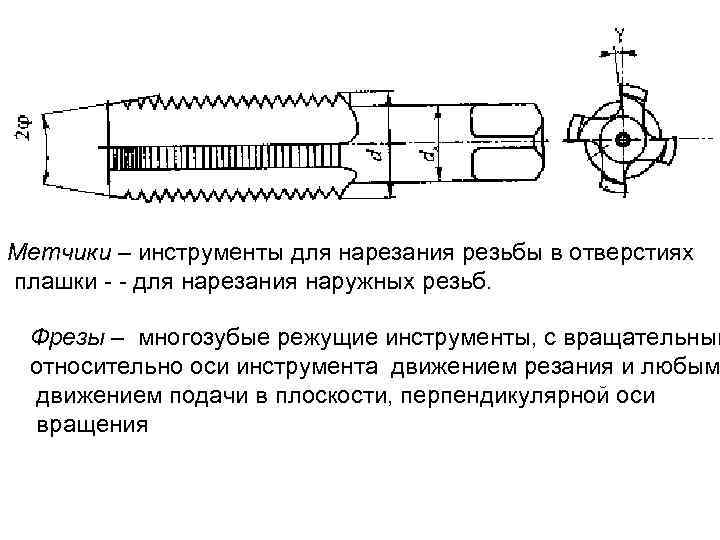 После того, как будут нарезаны первые витки , направляющая убирается из плашкодержателя и нарезка резьбы будет закончена, как обычно.
После того, как будут нарезаны первые витки , направляющая убирается из плашкодержателя и нарезка резьбы будет закончена, как обычно.
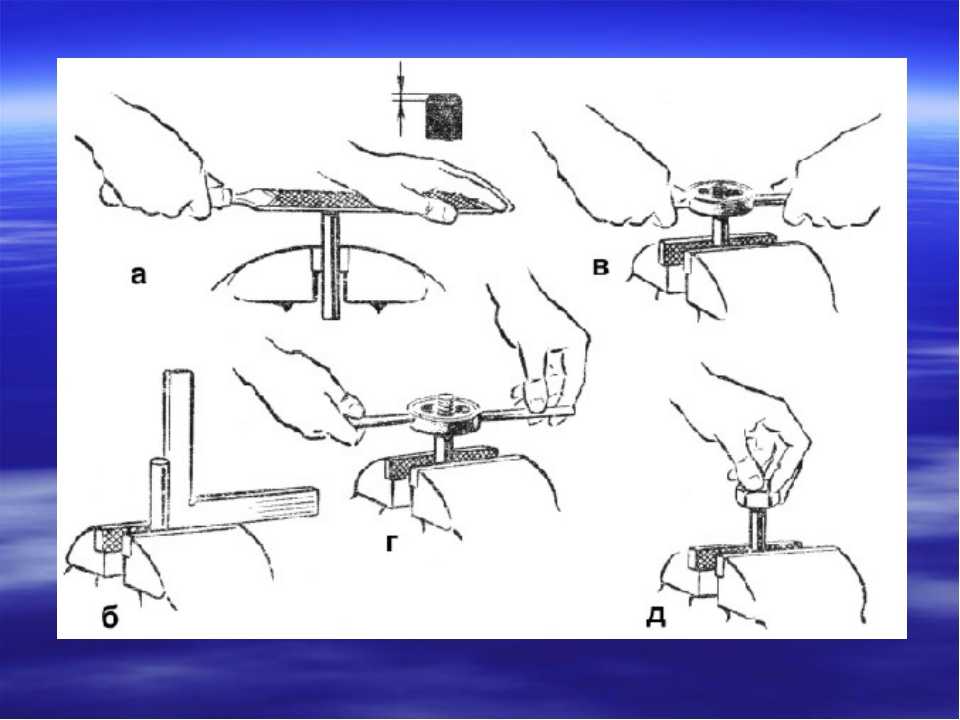 Матрицы изготавливаются из углеродистой или быстрорежущей стали, подвергаются закалке и отпуску. Ложа обычно изготавливается из мягкой стали. Наиболее распространенной формой штампа является «круговой разъемный штамп», показанный напротив. Канавки матрицы производят «разрез» в нарезаемом материале, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента.
Матрицы изготавливаются из углеродистой или быстрорежущей стали, подвергаются закалке и отпуску. Ложа обычно изготавливается из мягкой стали. Наиболее распространенной формой штампа является «круговой разъемный штамп», показанный напротив. Канавки матрицы производят «разрез» в нарезаемом материале, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента. Чтобы создать немного большую резьбу, просто ослабьте внешние винты и затяните центральный винт. Эта регулировка в основном предназначена для облегчения первого надреза при нарезании резьбы, а затем второго надреза при затягивании внешних винтов.
Чтобы создать немного большую резьбу, просто ослабьте внешние винты и затяните центральный винт. Эта регулировка в основном предназначена для облегчения первого надреза при нарезании резьбы, а затем второго надреза при затягивании внешних винтов.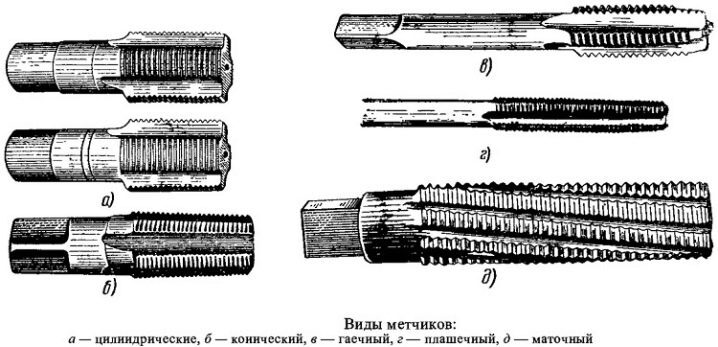 Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм. Производимая резьба будет резьбой M8 (метрическая 8).
Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм. Производимая резьба будет резьбой M8 (метрическая 8).


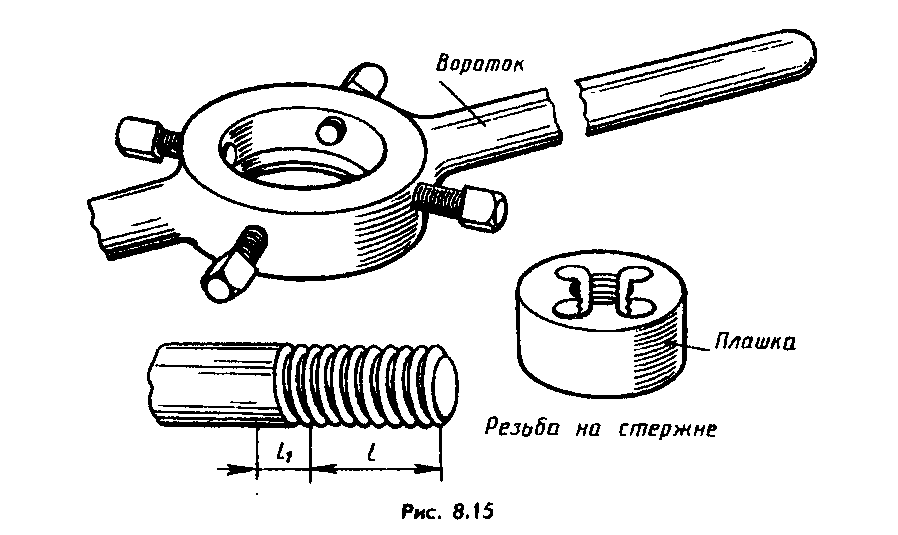 Это известно как внутренняя резьба
Это известно как внутренняя резьба


 Приличную метрическую и имперскую диаграмму можно найти здесь.
Приличную метрическую и имперскую диаграмму можно найти здесь. Как мы упоминали выше, формирование отверстия правильного размера имеет первостепенное значение.
Как мы упоминали выше, формирование отверстия правильного размера имеет первостепенное значение.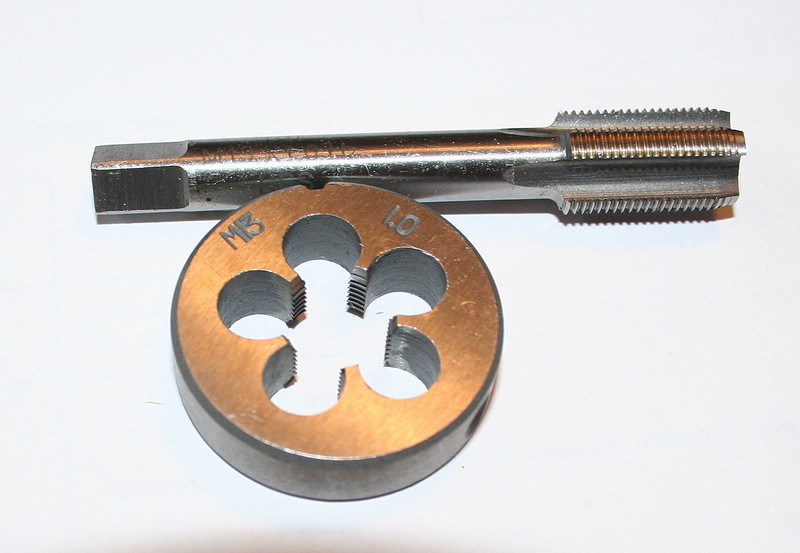






 Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.
Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно. Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
 Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
 Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.

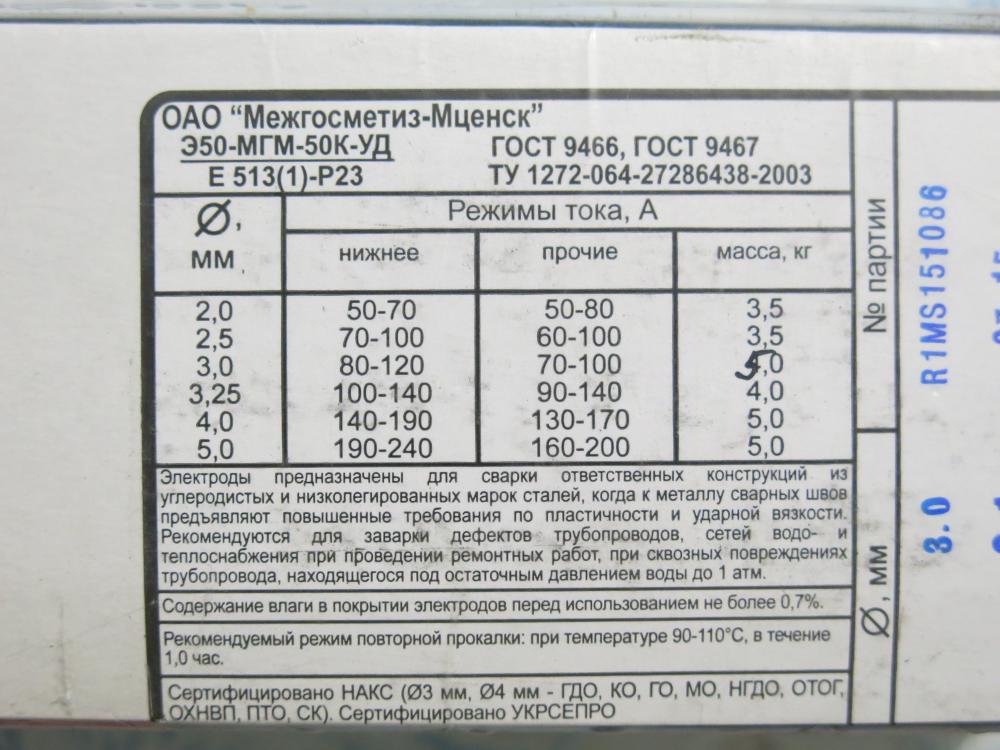
 Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы. Вы всегда должны получать только то количество электродов, которое вам нужно, особенно если у вас нет электродной печи для хранения большего количества. Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.
Вы всегда должны получать только то количество электродов, которое вам нужно, особенно если у вас нет электродной печи для хранения большего количества. Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.  Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью.
Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью. Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре. аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода.
аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода. это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы предотвратить его хрупкость из-за целлюлозного флюса.
это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы предотвратить его хрупкость из-за целлюлозного флюса.
 Они бывают разных размеров и сложности.
Они бывают разных размеров и сложности. Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже.
Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже. Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней.
Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней. Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.
Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.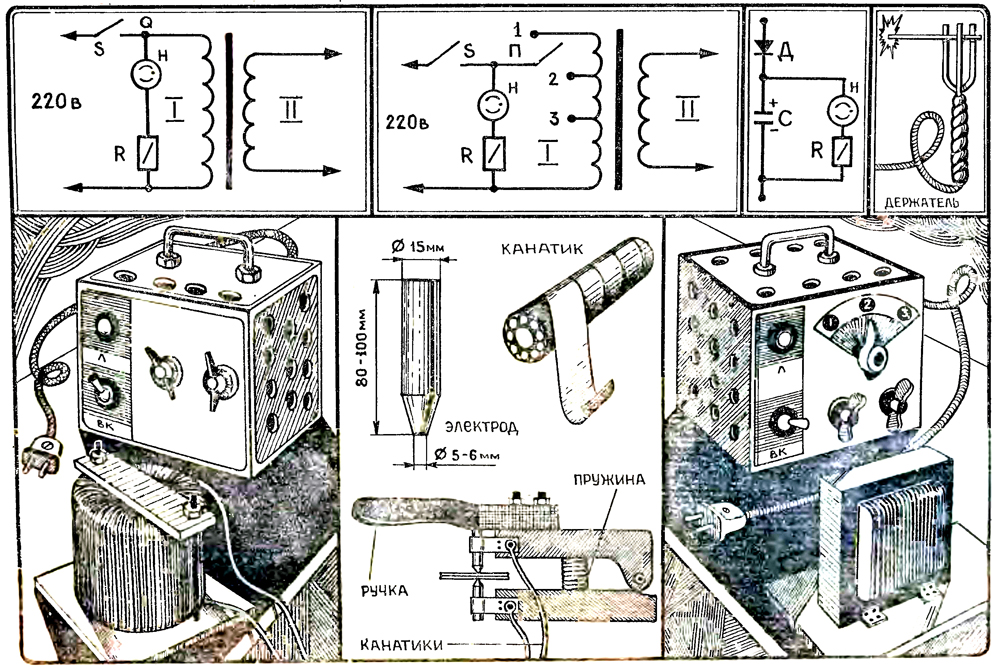 Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
 Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса. О некоторых из этих признаков я говорил в последующих разделах.
О некоторых из этих признаков я говорил в последующих разделах. Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов. Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
 Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
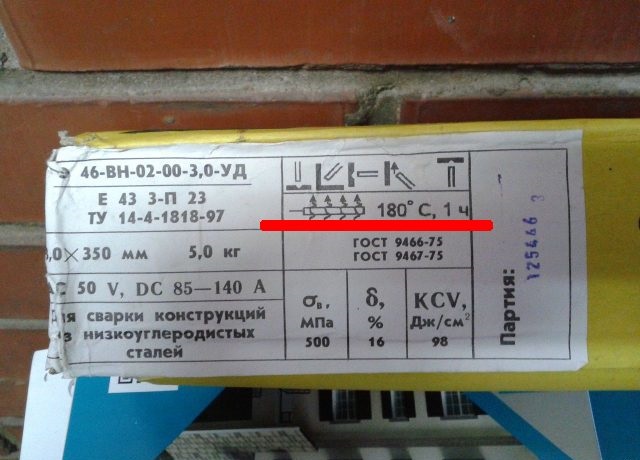 Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия. Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка.
Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка. Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
 Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность к качественному наплавлению сварных швов. Электроды со слишком большим количеством влаги могут привести к растрескиванию или пористости. Также могут быть затронуты эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги штучного электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность к качественному наплавлению сварных швов. Электроды со слишком большим количеством влаги могут привести к растрескиванию или пористости. Также могут быть затронуты эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги штучного электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки. Открытые банки следует хранить в шкафу при температуре от 250 до 300°F (от 120 до 150°C)
Открытые банки следует хранить в шкафу при температуре от 250 до 300°F (от 120 до 150°C) В зависимости от количества влаги качество сварного шва ухудшается следующим образом:
В зависимости от количества влаги качество сварного шва ухудшается следующим образом: Правильная температура повторной сушки зависит от типа электрода и его состояния.
Правильная температура повторной сушки зависит от типа электрода и его состояния.

 НЕ ИСПОЛЬЗУЙТЕ более высокие температуры, особенно для электродов из группы «Быстрая заморозка».
НЕ ИСПОЛЬЗУЙТЕ более высокие температуры, особенно для электродов из группы «Быстрая заморозка».
