Как залить фундамент своими руками быстро и экономно
Это даже не вопрос, как залить фундамент своими руками. Вопрос в том, как это сделать быстро и экономно. Ведь часто бывает так, что будущий владелец частного дома, после того, как место под основание дома размечено, сам приступает к работам. Мало того, иногда случается так, что он приступает к начальному этапу строительства в одиночку.
Проходит несколько дней и у хозяина находятся неотложные дела, которые отрывают его от работ на участке. Проходит день или два, прежде чем фундаментные работы снова возобновляются.
В этом случае сразу можно говорить о том, что строительство принимает затяжной характер, а основание под дом так и не будет готово в этом строительном сезоне.
Так как залить фундамент своими руками быстро и при этом не выпасть из заранее спланированного бюджета?
Во-первых, нужно заранее расписать все сроки работ и понимать, когда и какой этап потребуется выполнять. Благодаря этому вы точно будете знать, сможете ли вы завершить все работы по обустройству фундамента в этом строительном сезоне или вам придется часть работ перенести на следующий год.
Во-вторых, каждый этап работ должен быть скалькулирован, то есть, посчитан. И все результаты по всем этапам должны быть сведены в единую смету. Так вы будете понимать, хватит ли у вас средств, чтобы довести фундаментные работы до конца.
В-третьих, каждый этап работ должен быть разложен на рабочие операции – что и как делается на этом этапе. На больших и малых предприятиях в ходе этого процесса на свет появляется так называемая «технологическая карта». Так вот и у вас должна быть на руках «технологическая карта», согласно которой будет производиться ваш МЗФЛ или УШП. Благодаря этому вы точно будете знать, какие сторонние силы, ресурсы или технику вам потребуется привлекать на каждом этапе работ.
Теперь же посмотрим, как залить фундамент своими руками, используя минимум привлеченных сторонних ресурсов и дополнительных денежных средств.
Подготовка к работам
Как известно, хорошая подготовка – это 50 процентов успеха в любом деле. Что включает в себя подготовка к фундаментным работам?
Вам потребуется оборудование, без которого вы не сможете залить фундамент своими руками. Видео в конце статьи покажет вам, какое оборудование используется. Вам потребуется бетономешалка с приводом от электрического или бензинового двигателя. Нелишним будет также сварочный аппарат и шуруповерт. Также вам нужны будут инструменты – лопаты, вязалки для арматуры, молотки.
Подготовить заранее все материалы – это значит сэкономить уйму времени для собственно процесса. Рубероид, пленка, доски для опалубки, арматура, шпильки винтовые, саморезы – все, что может вам пригодиться, должно быть запасено до начала работ, а не должно покупаться в спешке во время работ.
Команда надежных помощников. Хорошо, если ваши родственники согласятся вам помочь. В противном случае лучше заранее нанять 1-2 ответственных помощников, которые готовы будут помогать вам на фундаментных работах. Даже если вы привыкли производить строительные работы в одиночку, на этапе фундамента есть такие работы, где вам одному придется очень туго.
После того, как вся подготовка закончена, можно приступать к разметке участка.
Разметка участка
Начиная разметку участка, нужно сразу размечать не только пятно будущей застройки дома, но и все подъездные пути, а также дорожки на участке и места под будущие вспомогательные строения. Идеал, если у вас есть грамотно составленный план вашего участка с указанием всех строений и просчитанными расстояниями между ними. Вам остается в этом случае только точно следовать плану и производить разметку.
Разметку можно производить как вручную, при помощи арматуры, колышков и бечевы, так и используя дальномерное оборудование. Тем не менее, результатом все равно должны стать оси дома, вынесенные на участок в виде натянутых шнуров.
Земляные работы
Копать ли котлован или траншеи под фундамент самому, нанимать ли рабочих или вызывать строительную землеройную технику? Здесь все зависит от ограничений в вашем бюджете и от сроков строительства. Естественно, землеройная техника сделает все в разы быстрее, чем вы сами или бригада рабочих. Однако и денег такой подход потребует больше, чем другие варианты.
Самый лучший вариант отталкиваться от объемов земляных работ. Если вы строите небольшой дом на небольшом фундаменте, то с земляными работами справятся и несколько человек с лопатами. Если вы затеяли дом с подвалом, то выемку грунта лучше всего производить экскаватором.
Возведение опалубки
С этим этапом работ справитесь как вы сами, так и бригада наемных рабочих. Если вы нанимаете рабочих, то не поленитесь на этом этапе проверить, насколько ровно выставлена опалубка.
Арматурные работы
Вязать арматуру для заливки фундамента – дело ответственное, однако довольно простое. Самый неквалифицированный рабочий может справиться с этим процессом, стоит только ему показать. Тем не менее, основная ваша задача – следить и контролировать. Потому что ошибки, допущенные на этом этапе, позже будут скрыты бетоном, но могут проявить себя через несколько лет.
Заливка фундамента
Заливать ли фундамент покупным бетоном или мешать бетон в бетономешалке? Опять же все зависит от сроков строительства и от заложенного бюджета. Если позволяют сроки и ограничен бюджет, то вполне возможно мешать бетон для фундамента бетономешалкой и заливать опалубку послойно.
Если нет, то проще заказать несколько миксеров с бетоном и залить фундамент за 1 день. На этом этапе вам точно понадобятся помощники, которые будут принимать бетон.
Как быстро и недорого залить фундамент на бетонных опорах
Иногда возникает необходимость в постройке небольшого по размерам объекта на даче или садовом участке. Что-то типа садовой беседки или подсобного помещения. Конечно, их можно соорудить без основания просто на земле. Но тогда они будут неустойчивыми и быстро разрушатся. Согласно строительным нормам под любым стационарным сооружением должен быть фундамент. Причем, прежде чем выбрать его тип и размеры, следует проконсультироваться в местной строительной организации и узнать, какие требования предъявляются к типовому фундаменту. В первую очередь, важно узнать глубину промерзания грунта в зимнее время. Так можно установить глубину заложения фундамента, причем его основание должно находиться ниже глубины промерзания. Важны и другие свойства грунта: его тип, какова несущая способность, как глубоко залегают подземные воды и т. д. Только после того, как будут выяснены эти показатели, можно обоснованно выбрать тип и размеры фундамента. Наиболее простой в исполнении ленточный фундамент, но он потребует много бетона. Также он боится морозного пучения и зимой может местами просесть или наоборот подняться, что приведет к его растрескиванию и последующему разрушению.
Под небольшие, но постоянные строения в финансовом отношении, по трудозатратам и в противостоянии морозному пучению, предпочтителен столбчатый фундамент круглого сечения — опоры.
Делаем фундамент на бетонных опорах
В принципе, даже не зная всего, что отмечено выше, можно установить глубину заложения столбчатого фундамента. Посмотрите основания в близлежащих домах или дачах, выберите тот, что в хорошем состоянии, и узнайте у хозяев глубину его заложения. Она оказалась равной 61 см. Есть специальная опалубка круглого сечения, выполненная, скажем, из плотного прессованного картона. Ее стандартная длина – 120 см, а диметр – 15, 20, 25 и 30 см.
Отрезаем с помощью ножовки кусок длиной 61 см. Кстати, опалубку для столбчатого фундамента можно сделать из многих листовых строительных материалов, например, из рубероида.
Бурим яму с помощью механизированного или ручного бура по диаметру тубы и глубиной 70-75 см. На дно насыпаем мелкий гравий и утрамбовываем с помощью деревянного бруса сечением 5 на 10 см. Толщина уплотненной гравийной подушки – 10-15 см.
Ставим в яму на гравийную подушку, ранее отрезанную тубу, и проверяем вертикальность ее установки с помощью строительного уровня.
Это важно для надежного восприятия столбчатым фундаментом веса строения.
Утрамбовываем.
Замешиваем вручную или в бетономешалке раствор и после окончания перемешивания заполняем им форму, регулярно протыкая бетонную массу штырем из арматуры и мастерком, чтобы не допустить оставления в толще смеси воздушных пузырей, что плохо скажется на несущей способности столбчатой опоры.
Заполнив бетонной смесью форму до самого верха, разравниваем поверхность и точно по центру устанавливаем закладную.
Ее нельзя нагружать, по крайней мере, в течение 24 часов после заливки, пока не произойдет схватывния бетонной смеси.
Строительство можно начинать только через 3 недели. Столько требуется времени, чтобы бетонная смесь на основе цемента, полностью затвердела и набрала максимальную прочность.
Смотрите видео
Как залить бетонную плиту или фундамент профессионально
Как залить бетонную плиту или фундамент профессионально с фундаментом внизу
Фото: hikesterson / iStock / Getty Images
Difficulty
Expert
Не занимайтесь своими руками, если не знаете, что делаете.
Время выполнения
24 часа
Минимум один день работы плюс поддержание бетона во влажном состоянии в течение двух дней.
$3,250+
Для этого требуется тяжелое оборудование.
Нужна профессиональная помощь с вашим проектом?
Получите цитаты от профессионалов с самым высоким рейтингом.
Что вам понадобится:
Инструменты
Результат
Hammer
Строка
Уровень
Загрузчик погрузки (опционально)
Пластин
Магниевый поплавок
Steel trowel (optional)
Push broom (optional)
Garden sprayer
Safety glasses
Wood saw
Roller for waterproofing
SUPPLIES
Wooden stakes
Wooden kickers
Duplex nails
Формовочная древесина
Арматура диаметром 1/2 дюйма
Пластиковая пленка толщиной 6 мил
Бетон
Насыпной гравий
Стяжная проволока
Пенопласт
Отвердитель
Эластомер (для гидроизоляции)
Каждый хороший дом начинается с прочного фундамента, и есть несколько важных шагов для правильной заливки бетонной плиты или фундамента. Крайне важно выбрать правильный бетон, гидроизолировать фундамент и получить соответствующие разрешения. Независимо от того, строите ли вы фундамент самостоятельно или нанимаете подрядчика, разумно изучить все тонкости работы, чтобы вы могли быть уверены в стабильности своего дома.
Подготовка к заливке бетонного фундамента или плиты
Прежде чем научиться заливать бетонный фундамент или плиту, вот несколько советов, которые помогут предотвратить несчастные случаи.
Определение глубины
Прежде чем копать фундамент, у вас будет участок земли и представление о том, каким должен быть ваш дом. Но прежде чем подтягивать землю, определите, какой глубины требуется фундамент. На ровной поверхности с хорошими почвенными условиями хорошей оценкой будет 3 фута . Для почвы с высокой влажностью или домов, построенных на склонах холмов, вам понадобится больше. Проконсультируйтесь с местный подрядчик или инженер-строитель , чтобы точно определить, сколько.
Получение надлежащих разрешений
Вы или ваш подрядчик должны получить надлежащие местные разрешения на строительство, в которых будет указано, насколько близко к линиям участка вам разрешено строить. В противном случае ваш муниципалитет может сообщить вам плохие новости — спустя много времени после заливки фундамента — о том, что вам необходимо внести серьезные изменения в свой дом. Всегда получайте надлежащие документы. Стоимость ваших разрешений должна учитываться при определении общей суммы стоимость строительства фундамента (обычно от 4 до 25 долларов за квадратный фут ).
Используйте правильную смесь и количество бетона
Вы и ваш подрядчик должны выполнить некоторые домашние задания, прежде чем выбрать правильную бетонную смесь и определить необходимый объем бетона. Недостаточное или слишком большое количество воды в смеси может привести к ее слишком быстрому или недостаточно быстрому высыханию, что может привести к оседанию основы и ее растрескиванию. Имейте в виду, что местная влажность также влияет на время высыхания.
Высокопрочная бетонная смесь является наиболее популярным выбором для фундаментов, так как она обладает исключительной долговечностью. Ваша бетонная компания может порекомендовать лучшую смесь для ваших нужд.
Надлежащая защита
Влажный бетон может вызвать раздражение или даже необратимое повреждение кожи, поэтому всем, кто работает над этим проектом, следует надевать полную защиту для глаз, брюки с длинными рукавами и резиновые перчатки. Подумайте о высоких резиновых сапогах, если вам нужно пробираться по мокрому бетону. Если ваша одежда пропиталась цементом, немедленно снимите ее, тщательно промойте кожу и переоденьтесь в чистую одежду.
Наберитесь терпения
Как уже говорилось, фундамент является важнейшим компонентом конструкции вашего дома. На постройку может уйти от двух до шести недель, и, вероятно, это будет самая трудоемкая часть вашего дома, но Рим ведь не за день строился, верно? Помните, что ваша плита все еще будет мягкой в течение дня или двух после завершения отверждения, поэтому наберитесь терпения и не кладите сразу поверх нее.
Теперь давайте более подробно рассмотрим этапы заливки бетона.
Очистка и подготовка участка
Начните с очистки участка от любых деревьев, кустарников, подлеска, пней, больших камней или кусков какой-либо бывшей постройки. Расположите плиту параллельно линии участка, затем вбейте четыре кола в землю, чтобы примерно обозначить углы площадки.
«Будьте особенно осторожны, чтобы удалить все пни и большие корни. Со временем они будут разлагаться и образовывать воронки, если их аккуратно не удалить и не заполнить новым уплотненным материалом», — говорит Мэтт Дибара, член экспертного совета Angi и владелец Кирпичная кладка Дибара.
Установить и выровнять раму
Далее вы создадите формы для фундамента, которые представляют собой деревянные рамы, используемые для удержания бетона в определенной форме при заливке. Фундаментов шириной от 16 до 20 дюймов () достаточно, чтобы выдержать вес типичного дома. Вам могут понадобиться опоры и формы большего размера, если вы живете в изменчивой местности или у вас большой дом.
Нарежьте доски из пиломатериала по длине каждой стороны площадки и прибейте их к деревянным кольям. Подкрепите формы дополнительными вертикальными деревянными кольями и опорами, вкопанными под углом в землю каждые 2 фута снаружи. Тщательно измерьте, чтобы убедиться, что вы установили каждую доску под углом 90 градусов к той, к которой она прибита. Сохраните самые прямые доски для верхней формы, чтобы края были красивыми и прямыми.
Засыпка и выравнивание грунта
С помощью линейного уровня и веревки или строительного уровня измерьте глубину в нескольких точках, чтобы определить, имеет ли участок уклон. Наймите профессиональный экскаватор или используйте погрузчик с бортовым поворотом, чтобы добавить или удалить почву, построить низкие борта или выкопать высокие борта. Добавьте твердый слой гравия поверх почвы, чтобы плита могла сидеть на ней.
Плотно утрамбуйте засыпку с помощью виброплиты, укладывая ее вниз в траншею глубиной 12 дюймов и шириной 12 дюймов по периметру, чтобы края плиты были толще. Накройте наполнитель полиэтиленовой пленкой.
Уложенная арматура
В зависимости от толщины плиты вам может понадобиться арматура для армирования бетона. Установив заполнение, установите металлические колышки по периметру деревянных форм, примерно 4 дюйма в . Это сформирует второй периметр для двух полос арматуры, укрепляя плиту.
Отрежьте арматурный стержень с помощью лезвия для резки металла, согните его и соедините отрезки с помощью вязальной проволоки, пока не получите два периметра арматурных стержней, установленных друг над другом. Затем уложите сетку из арматуры, чтобы разделить плиту. Расположите арматурный стержень на расстоянии 4 футов от пластиковой пленки по всей длине и ширине участка. Соедините места пересечения вязальной проволокой.
Заливка бетона
Фото: LivingImages / E+ / Getty Images
Договоритесь о доставке бетона в день, когда ожидается мягкий прогноз. Избегайте жарких дней, сильного ветра и дождя. Проверьте еще раз, чтобы убедиться, что ваши формы квадратные, ровные и хорошо закреплены, и у вас есть несколько сильных друзей или подрядчиков, которые помогут с заливкой. Бетон будет заливаться прямо в ваши формы, что должно удерживать его.
Выравнивание и закругление плиты
Перетащите длинную прямую доску размером 2 на 4 поверх опалубки, чтобы выровнять бетон, также известный как стяжка. Лучше всего проверить свою стяжку с помощью струнной линии, чтобы убедиться, что она абсолютно прямая. Просто держите пружинную линию от конца до конца, чтобы проверить. Сделайте несколько проходов, пока бетон не станет плоским.
Попросите одного из ваших друзей или подрядчиков добавлять или удалять бетон перед выглаживающей плитой по мере необходимости, когда вы ее тянете. Затем протолкните поплавок по бетонной стяжке, чтобы выровнять его, слегка приподняв переднюю кромку.
Потяните поплавок назад, когда дойдете до дальнего края формы. Сделайте это до трех или четырех раз по всей поверхности. Вода может просочиться на поверхность, поэтому подождите, пока она исчезнет и плита немного затвердеет, прежде чем закруглять края плиты кромочным инструментом. Работайте инструментом между плитой и формами, пока все края не станут гладкими.
Отделка поверхности
Подождите, пока бетон не выдержит ваш вес, чтобы закончить поверхность. Стоя на коленях на квадратах пенопластовой изоляции, используйте магниевую терку, чтобы сгладить неровности, провалы и камешки, оставшиеся после окантовки и выравнивания. Возможно, вам придется немного надавить на поплавок, если бетон начнет затвердевать. 9№ 0011
Для получения гладкой поверхности после ручного заглаживания заглаживайте стальным шпателем. Для более грубой, нескользкой отделки пропустите затирку и проведите щеткой по поверхности.
Дайте бетону высохнуть и удалите опалубку
Ваша бетонная плита должна отвердеть от трех до 10 дней , в течение которых вы должны поддерживать ее во влажном состоянии. Это позволит ему медленно затвердевать и развивать максимальную прочность. Опрыскайте готовую плиту отвердителем с помощью обычного садового опрыскивателя, следуя инструкциям на этикетке вашего продукта. Как только процесс отверждения завершится, вы можете аккуратно снять формы.
Гидроизоляция плиты
Наконец, вы можете сделать плиту водонепроницаемой, добавив липкое резиновое вещество, называемое эластомером.
Это вещество втягивает воду, поэтому она не может просочиться в ваши стены или фундамент и нанести ущерб. Нанесите эластомер валиком или кистью.
Бетонный фундамент своими руками по сравнению с наймом профессионала
Большинству домовладельцев не следует заливать бетонный фундамент своими руками. На фундаменте держится целостность всего дома, и неправильный монтаж может привести к серьезным проблемам с каждой частью дома. Даже если у вас есть необходимые специализированные инструменты и опыт, вам все равно придется потратить тысячи на стоимость доставки бетона профессионалом.
Вы можете сэкономить на стоимости небольшой бетонной плиты для патио с проектом «сделай сам», но эта экономия не стоит того, чтобы строить фундамент дома. Рядом с вами вы найдете обученных подрядчиков по фундаменту , обладающих необходимыми знаниями и оборудованием для надлежащих земляных работ на вашем участке, оценки грунта, заливки бетона и получения привлекательной отделки.
Часто задаваемые вопросы
У вас должно быть не менее 4–6 дюймов уплотняемой основы под бетонную плиту. Ваш подрядчик может порекомендовать больше в зависимости от конструкции.
Да, бетонную плиту можно заливать на грунт, но только при соблюдении определенных требований. Деревянный каркас является обязательным, а слой почвы, используемый для основания, должен быть достаточно влажным, достаточно толстым и достаточно плотным, чтобы выдержать вес бетонной плиты. Проконсультируйтесь с бетонным подрядчиком, чтобы убедиться, что у вас есть необходимая база.
Да, в бетон можно положить слишком много арматуры. Слишком большое количество армирования может вызвать деформацию бетона, что приведет к его растрескиванию. Воздушные карманы также могут образовываться в зазорах между арматурными стержнями, когда бетон не может должным образом заполнить пространство. Размещение и установка арматуры — это особый навык, поэтому перед продолжением проконсультируйтесь с опытным профессионалом.
Нужна профессиональная помощь с вашим проектом?
Получите цитаты от профессионалов с самым высоким рейтингом.
Рекомендуемые статьи
5 шагов к ремонту стены подвального блока
Бен Киссам • 30 сентября 2021 г.
Есть трещина в фундаменте? Проконсультируйтесь с инженером-строителем по вопросам безопасности дома.0011
Укладка бетонного фундамента за одну заливку
В тех частях страны, где линия промерзания глубокая, а подвалы являются нормой, фундаменты обычно строятся специалистами, которые могут позволить себе запас необходимых опалубок, потому что они используют их каждый день. Но в местах, где линия промерзания неглубокая и грунт никогда не промерзает, нередко генподрядчики сами формируют и кладут мелкозаглубленные фундаменты.
Это случай у побережья в Северной Калифорнии. Там фундаменты обычно состоят из неглубоких бетонных оснований и стволовых стен, которые обычно достаточно высоки, чтобы создать пространство для обхода под лагами пола. Для этой статьи мы обратились к видео Дэйва Осланда, в котором он объясняет свой метод формирования фундаментов и несущих стен вместе и укладки бетона для обоих за одну заливку. Быстрая и эффективная система Осланда дает ему контроль над своим графиком и обеспечивает бесперебойную работу после начала кадрирования.
В районах с неглубокой линией промерзания и устойчивым грунтом тщательно вырытые траншеи часто служат в качестве форм фундамента [1] и позволяют выполнять «монолитные» заливки, в которых фундамент и стеновой бетон укладываются вместе. Горизонтальные 2×8, уложенные на ребро, привинчиваются к деревянным вертикальным стойкам 1×2, образуя стены [2] . Нижняя часть опалубки устанавливается над дном траншеи на отметке подошвы.
Формование и укрепление
Формирование начинается после того, как участок был соскоблен для удаления верхнего слоя почвы, растительности и других органических веществ. Бетонные траншеи для фундамента всей конструкции выкапываются машиной для размещения фундаментов размером 18×18 дюймов, предназначенных для двухэтажного строения [1] . Хотя фундаменты могут быть сформированы с использованием 2 шт., требуемая глубина фундамента обычно достаточно мала, а грунт достаточно стабилен, чтобы можно было заложить фундаменты траншей, в которых стены котлована удерживают бетон.
Настенные опалубки состоят из горизонтальных стоек 2х8, уложенных на ребро и закрепленных на деревянных вертикальных стойках 1х2 [2] . Как и большинство подрядчиков, Осланд раньше все крепил дуплексными гвоздями, но появление аккумуляторных шуруповертов все изменило. «Мы используем винты, чтобы собрать все вместе, — говорит Осланд. «Таким образом, он легко разбирается, и если вам нужно что-то отрегулировать, вы можете просто открутить плату и переустановить ее… Во всей этой системе нет ни одного гвоздя».
СВЯЗАННЫЕ: Помогите домовладельцам с ограниченным пространством: переоборудуйте подвальное помещение в подвал
Стеновые опалубки скрепляются с помощью плоских металлических стяжек с прорезями того же типа, что и многоразовые бетонные опалубки. Стяжки, которые также служат опорой для арматуры, размещаются через равные промежутки вдоль верхней части каждого ряда досок 2×8 и фиксируются с обеих сторон металлическими клиньями [3] . Осланд срезает верхушки всех вертикальных стоек, а также диагональные «кикеры», используемые для крепления опалубки стены. «Это одна из причин, по которой мне нравятся деревянные колья, а не стальные, — говорит он. «Ничего не мешает позже, когда ты отправишься снимать эту штуку».
Осланд делает несколько вещей во время формовки, которые также облегчают его работу в дальнейшем. Деревянные распорки, используемые для поддержания 8-дюймового зазора между внутренней и внешней опалубкой стен, просверливаются и размещаются для размещения множества анкерных болтов, требуемых нормами сейсмостойкости [4] . Каждый анкерный болт удерживается на месте гайкой, которая навинчивается по мере необходимости, чтобы подвешивать болт на нужной высоте. А чтобы болты не попали в бетон во время заливки, Осланд оборачивает открытые резьбы алюминиевой фольгой. По той же причине он также оборачивает вершины держателей Simpson, которые устанавливаются с помощью держателей анкерных болтов Anchormate.
Расстояние между внутренними и внешними рядами стеновых опалубок поддерживается с помощью металлических стяжек с прорезями, удерживаемых многоразовыми металлическими клиньями [3] . Расстояние для верхнего слоя сохраняется с помощью деревянных распорок 1 на 1, которые также просверливаются для установки анкерных болтов [4] . Верхние части анкерных болтов и сейсмостойких держателей обернуты алюминиевой фольгой, чтобы гайки не были залиты бетоном. Деревянные колья и распорки обрезаются заподлицо, чтобы потом было легче ударить по бетону.
Бетонирование
С помощью бетононасоса Осланд и его команда сначала укладывают фундаменты из очень жесткого бетона [5] . Эта смесь схватывается довольно быстро, обеспечивая поддержку стенового бетона [6] , который имеет большую осадку и укладывается во второй проход. «Нам нравится его немного смачивать, — говорит Осланд, — потому что тогда он хорошо наполняется без каких-либо пустот». Пустоты также сводятся к минимуму за счет вибрации бетона при его укладке.
Сначала укладываются фундаменты с использованием очень жесткой бетонной смеси [5] , которая быстро схватывается и поддерживает бетон стены. Стеновой бетон укладывается с большей осадкой и подвергается вибрации для минимизации пустот [6] .
Снятие опалубки
Первый этап снятия опалубки выполняется примерно через час после завершения заливки стены. К этому времени бетон стены становится достаточно жестким, чтобы оставаться на месте, пока бригада удаляет вертикальные стойки 1×2, которые в противном случае были бы заблокированы в бетоне основания. Остальные формы снимаются на следующий день, начиная со снятия клиньев стяжек формы. Они утилизируются для повторного использования [7] . Позже опалубочные стяжки либо отрываются, либо пригибаются к бетонной стене. Использование винтов для сборки опалубки окупается, когда нужно снять распорки и опоры [8] . Так же как и алюминиевая фольга, которая позволяет легко отвинтить гайки анкерных болтов и снять распорки.
Экипаж также использует это время для осмотра фундамента на наличие выступов вдоль стены. В этом случае верхняя часть стены была поражена очень чисто. «Но бетон все еще относительно мягкий, — говорит Осланд, — поэтому, если есть кусок чего-то [высокого], вы можете [легко] его выпрямить».
Пресс одностоечный гидравлический серии П предназначен для выполнения широкого спектра технологических процессов, а именно:
Монтажно-запрессовочных и выпрессовочных работ;
Штамповки листового металла;
Правки и калибровки;
Прошивки и других операций.
Гидравлические прессы серии П широко применяются на различных производственных и ремонтных предприятиях или мастерских, строительных площадках и заготовительных участках, в машиностроении и других отраслях промышленности. Станки универсальные оснащены прочной сварной станиной открытого типа, которая имеет С-образную форму. Рабочий стол станочного оборудования имеет Т-образные пазы, которые необходимы для закрепления и нормального функционирования оснастки и инструмента агрегата. Станок приводится в действие с помощью привода – гидроагрегата с регулируемыми насосами.
Технические характеристики прессов серии П
Параметры
П6320
П6324
П6326
П6328
П6330
П6332
П6334
Масса, кг
1208
1980
3000
3200
5290
7800
10900
Ход ползуна, мм
400
500
500
500
500
500
500
Мощность двигателя, кВт
3
7,5
13
11
22
15
18,5
Номинальное усилие, т. с.
10
25
40
63
100
160
250
Расстояние между столом и ползуном, мм
600
710
710
710
750
750
800
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ ПРЕССОВ СЕРИИ П
Гидравлический пресс П6320
Оборудование с индивидуальным приводом при дополнительном оснащении может использоваться для правки металлических деталей самого различного профиля. Гидравлический пресс можно без проблем применять на участках и заводах, которые расположены в регионах с тропическим, умеренным и холодным климатом. Станок данной модели снят с производства с 1985 года, но на сегодня можно найти его аналог – П6320Б. Габаритные размеры оборудования 575*1215*1982 мм.
Гидравлический пресс П6324
Гидравлический пресс П6324 широко применяется для мелкосерийного производства и при малых объемов обработки металлических деталей. При дополнительном обустройстве рабочей области правильным столом и инструментом, появляется возможность проведения правки деталей различного сечения. Универсальный пресс П6324 позволяет обрабатывать детали с максимальной высотой до 710 мм. Размеры оборудования 935*1670*2730 мм.
Гидравлический пресс П6326
Данная модель пресса обладает тремя режимами работы: наладочный, полуавтоматический и автоматический. Габаритные размеры оборудования 1600*1845*2348 мм. Станок П6324 может применяться как для единичного, так и массового производства. Большим преимуществом гидравлического пресса является то, что его можно встраивать в автоматические линии. Рабочий процесс отличается повышенной безопасностью, так как имеются защитные ограждения и встроенная система фотозащиты.
Гидравлический пресс П6328
Станок П6328 с индивидуальным приводом не предназначен для выполнения таких работ, как горячая штамповка, вырубка, обрезка. Пресс используется для работы только в закрытых помещениях, где можно с лёгкостью регулировать климатические условия, ведь рекомендуемая температура при которой эксплуатируется станок 15-20 градусов, уровень влажности должен быть не более 68%. Габаритные размеры станка – 1060*1800*3000 мм.
Гидравлический пресс П6330
По сравнению с предыдущими моделями станков, прессовое оборудование П6330 имеет новые операции: запрессовка и выпрессовка, прошивка, калибровка, гибка металла, различные монтажные работы и многое другое. Станок используют на заводах, цехах и предприятиях, которые обладают большими производственными объёмами. Размеры прессового универсального оборудования – 800*630*2720 мм. Благодаря малым габаритам, пресс считается эргономичным и удобным, предназначенным для работы только одного оператора.
Гидравлический пресс П6332
Благодаря своей универсальности, оборудование может применяться как при массовом производстве, так и единичном. Чаще всего, станок приобретают предприятия, которые нуждаются в постоянной правке и рихтовке металлических деталей. Иногда такую модель пресса можно увидеть в ремонтных мастерских и на больших строительных участках. Габаритные размеры пресса гидравлического – 1250*2090*3500 мм.
Гидравлический пресс П6334
Одностоечный прессовый станок П6334 считается одним из самых мощных станков в линейке гидравлического прессового оборудования серии П. Благодаря своим техническим характеристикам, станок может использоваться в тяжёлом машиностроении и на больших объектах строительства. Агрегат обладает широким спектром работ и способен выполнять: прошивку, калибровку, правку, запрессовку-выпрессовку, а также листовую штамповку без глубокой вытяжки. Размеры гидравлического пресса – 1250*2170*3150 мм.
Все модели прессов гидравлических серии П могут быть оснащены дополнительными инструментами и оборудованием, благодаря чему в разы увеличивается скорость и комфортность рабочего процесса.
Популярным современным дополнительным оснащением является:
Вентиляционная система вытяжки;
Выталкиватель;
Приставное оборудование;
Плиты охлаждения и нагрева;
Осветительные приборы для рабочей зоны и другое.
ДОСТОИНСТВА ГИДРАВЛИЧЕСКОГО ПРЕССА СЕРИИ П
По сравнению с иными типами станков, гидравлические машины для обработки металла давлением серии П имеют ряд преимуществ:
Высокая производительность, которая достигается за счёт наличия в одном оборудовании многих типов операций для отделки металлических деталей;
Простота в управлении и техническом обслуживании;
Низкий уровень вибрации и шума, что достигается благодаря литой станине;
Возможность расширения потенциала станка с помощью оснащения дополнительным оборудованием.
Универсальные гидравлические прессы серии П позволяют оптимизировать рабочий процесс и значительно снизить затраты на приобретение дополнительного оборудования. Станки требуют заземления и грамотного подключения к электросети, которые должен выполнять только специально обученный специалист.
Пресс гидравлический Metallkraft WPP 100MBK — цена, отзывы, характеристики с фото, инструкция, видео
Мощный гидравлический пресс WPP 100MBK с электрическим насосом и передвижным двухскоростным поршнем для профессионального использования. Предназначен для любых монтажных и ремонтных работ, например: рихтовки осей, несущих, валов и т.д.; выпрессовывание и запрессовка подшипников, болтов и втулок; прессовка и смятие; испытания под нагрузкой, испытания сварки и многое другое.
Качество «Сделано в Европе»
Быстрый ход для установочных перемещений и медленный рабочий ход с автоматическим переключением скорости поршня.
Очень крепкая конструкция — жесткая рама тщательно сварена из лучшей сортовой стали.
Передвижной вправо-влево поршень.
Нагнетание давления как электронасосом, так и при помощи ручного насоса гарантирует максимальную точность.
Надежная станина с отверстиями для перемещения и закрепления рабочего стола пресса.
Перемещение рабочего стола пресса по высоте при помощи поршня гидроцилиндра.
Надежная, точная гидравлика от европейских производителей.
Обратный ход поршня при помощи электрического насоса.
Значение величины давления отображается на манометре.
Хромированный термообработанный поршень со съемным корпусом.
Клапан защиты от перегрузки.
Большие возможности по очень хорошей цене.
Модификация WPP 100MBK D1500 — увеличенная до 1500 мм внутренняя полоса пропускания.
Характеристика
Значение
Усилие
100 т
Рабочая подача поршня
2,5 мм/сек
Быстрый ход поршня
7,5 мм/сек
Мощность электродвигателя
2,2 кВт
Электросеть
380 В ~50 Гц
Вес WPP 100MBK
970 кг
Размеры
A — высота
2140 мм
B — ширина без насоса
1350 мм
F — ширина с насосом
1665 мм
C — глубина
755 мм
D — внутренняя полоса пропускания
1100 мм
E — глубина станины
300 мм
G — расстояние между отверстиями станины
150 мм
H — min высота полосы пропускания
180 мм
I — перемещение рабочего стола по высоте
750 мм
J — ширина рабочего стола
465 мм
Ход поршня
380 мм
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Технические характеристики гидравлического порошкового пресса
• Digital Press, Inc
Digital Press Гидравлический порошковый пресс Размеры машины
Digital Press предлагает гидравлические прессы для уплотнения порошка следующих размеров:
15-тонный гидравлический пресс для уплотнения порошка с ЧПУ
40-тонный гидравлический пресс для уплотнения порошка с ЧПУ
80 тонн Гидравлический пресс для уплотнения порошка с ЧПУ
150-тонный гидравлический пресс для уплотнения порошка с ЧПУ
250-тонный гидравлический пресс для уплотнения порошка с ЧПУ
350-тонный гидравлический пресс для уплотнения порошка с ЧПУ
550-тонный гидравлический пресс для уплотнения порошка с ЧПУ
800-тонный гидравлический пресс для уплотнения порошка с ЧПУ
Точность 900
Каждый гидравлический порошковый пресс имеет точность в пределах 0,001 дюйма и может поддерживать близкие плотности за счет точного контроля давления прессования с точностью до 1/10 тонны (в зависимости от размера пресса).
PM-15
PM-40
PM-80
PM-150
PM-250
PM-350
PM-550
PM-800
Max Тоннаж Максимальная сила, создаваемая плечом.
15 Тонн
40 Тонн
80 Тонн
150 Тонн
250 Тонн
350 Тонн
550 Тонн
9003.0052 Максимальное усилие, создаваемое верхним ползунком при втягивании.
3 tons
8 tons
10 tons
15 tons
20 tons
25 tons
30 tons
35 tons
Upper Ram Stroke Max stroke of the upper ram hydraulic cylinder от полностью опущенного до полностью втянутого.
Для просмотра подробной информации выберите толщину листа
Лист рифленый
Лист рифленый 4 мм AISI 304 (08Х18Н10)
Размер, мм
Пов-сть
Вес листа, кг
Вес м², кг
Откл. по толщине, мм
Лист нержавеющий 1000х2000х4
64,8
32,4
±0,3
Лист нержавеющий 1250х2500х4
101,3
32,4
±0,3
Лист нержавеющий 1500х3000х4
145,8
32,4
±0,3
Значения веса одного листа и квадратного метра рассчитаны от номинальных размеров, без учета допусков, предусмотренных ГОСТ и другими стандартами по толщине, ширине и длине каждого листа. Плотность нержавеющей стали, в зависимости от марки варьируется от 7,60 до 8,00 г/см3. Для стали марки 08Х18Н10Т (AISI 304) плотность принята равной 7,9 г/см3.
Лист рифленый из нержавеющей стали
Стальной рифленый лист толщиной 4 мм поставляется нашей компанией из нержавеющей стали марки 08Х18Н10 (AISI 304) — содержанием никеля, обеспечивающей отличные антикоррозионные свойства, высокую прочность и износостойкость листа.
Наиболее востребованным по виду рифлений является чечевичный лист, который наша компания всегда предлагает из наличия в достаточных объемах. Листы с другими видами рифления поставляются нами под заказ. Срок исполнения от 3-х до 45 дней и зависит от объема заказа и удаленности производителя.
Рифленый лист поставляется в форме листов. Листы с чечевичным рифлением обычно поставляются без индивидуальной упаковки каждого листа. Листы с ромбическим рифлением так же поставляются без индивидуальной упаковки. Листы с видами рифлений Дуэт и Квинтет часто имеют шлифованную поверхность и потому упаковываются в индивидуальную упаковку – полиэтиленовую пленку, для лучшей защиты от загрязнений и случайных повреждений во время транспортировки, хранения и монтажа.
Купить стальной нержавеющий рифленый лист толщиной 4 миллиметра в нашей компании возможно в любых количествах от 1-го листа. Цена определяется для каждого заказа индивидуально с учетом объема, сборности и других параметров.
Лист рифленый. Вес. Таблица. | МеханикИнфо
« Вес оцинкованного листа. Таблица.
Вес стального квадрата. Таблица. »
Рубрики:
Плоский прокат
Лист рифленый – это разновидность листового проката с нанесенным на поверхности листа определенным рисунком высотой не менее 0.5 миллиметров, чаще всего это (0.2 ~0,3) от толщины листа. То есть толщина рифлей не должна превышать 20-30% толщины листа.
Главным отличием рифленого листа является рисунок, нанесенный на поверхность листа, чаще всего это рисунок чечевицы, ромбический рисунок или рисунок «квинтет». Такой рисунок наноситься с одной стороны и предотвращает скольжение на его поверхности, поэтому его используют в строительстве лестниц, площадок, в декоративных элементах и т. д.
Листы рифленые бывают толщиной от 2.5 до 12 мм, по ширине от 0.6 м до 2.2 м и в длину от 1.2 м до 8 м. При изготовлении листов с чечевичным рифлением расстояние между рифлями должно составлять: 20, 25, 30 мм, а при изготовлении листов с ромбическими рифлями должно составлять: (25-30) ⋅ (60-70) мм.
Читайте также:
Медь листовая. Вес медного листа.;
Вес алюминиевого листа.;
Вес листа стального. Таблица.;
Вес оцинкованного листа. Таблица.
Лист рифленый. Вес. Таблица.
При вычислении 1-го квадратного метра листа рифленого также учитываются параметры высоты рифлей, малой диагонали ромба и плотности стали. Из таблиц 1 и 2 мы можем узнать вес 1 метра квадратного листа для определенного вида рифлей.
Рис. 1. Ромбическое рифление.
Рис. 2. Чечевичное рифление.
Таблица 1.
Теоретический вес листа с ромбическим рифлением.
Таблица 2.
Теоретический вес листа с чечевичным рифлением.
Если статья оказалась вам полезна — поделитесь ею в социальных сетях.
ЧИТАЙТЕ ТАКЖЕ:
Медь листовая. Вес медного листа.
Вес алюминиевого листа.
Листовой прокат. Лист стальной ГОСТ, вес.
Вес полосы стальной. Таблица.
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
Виды обработки поверхности металла. Обработка поверхностей соприкосновения листов металла.
Правка листового металла. Назначение правки листового металла.
Чечевица (Lens culinaris) | Feedipedia
Солома из чечевицы
Солома из чечевицы более удобоварима и вкусна для жвачных животных, чем солома из злаков. При уборке чечевицы на поле остается очень мало остатков, поэтому рекомендуется позволять животным пастись, чтобы утилизировать эти остатки (Lardy et al., 2009).
Пищевая ценность
Несколько исследований пришли к выводу, что чечевичная солома имеет более низкое содержание NDF, лучшую разлагаемость в рубце и лучшую усвояемость всего тракта, чем солома зерновых (Sehu et al., 19).98; Лопес и др., 2005 г.; Сингх и др., 2011). Существует несколько исследований питательной ценности чечевичной соломы для жвачных животных. В четырех исследованиях сообщалось о значениях усвояемости ОМ in vivo для ОМ в пределах от 47 до 55% (Dutta et al., 2004; Abreu et al., 1998; Alibes et al., 1990; Sehu et al. , 1998). Однако сравнение методов in vitro (ферментативный метод, определенный Офрером, и двухэтапный метод Тилли и Терри) дало более высокие значения, составляющие от 54 до 57% (Denek et al., 2004). Такие различия можно объяснить переменным соотношением листьев и стеблей, которое зависит от метода сбора урожая. Например, используя при производстве газа vitro было обнаружено, что солома чечевицы с высоким содержанием стеблей имеет МЭ 6,7 МДж/кг DM по сравнению с . 8,3 МДж/кг сухого вещества для богатой листьями чечевичной соломы (Lopez et al., 2005).
Испытания на животных
В Иордании у ягнят авасси, получавших концентрат (0,55 кг/голову/день), вкусовые качества, усвояемость питательных веществ и прирост массы от соломы чечевицы были сравнимы с таковыми от сена из люцерны и выше, чем от горькой вика ( Vicia ervilia ) солома или пшеничная солома (Haddad et al., 2001). В Чили овцы, которых в течение большей части засушливого периода кормили чечевичной соломой с добавлением смеси патоки, мочевины и минералов, потеряли менее 10% массы тела (Tima et al. , 1991). В Индии наблюдалось синергетическое взаимодействие с положительным влиянием на молочную продуктивность буйволов и усвояемость in vivo , когда чечевичная солома сочеталась с пшеничной соломой, обработанной мочевиной (Dutta et al., 2004). Сообщалось о потреблении сухого вещества 70 г/кг чечевичной соломки овцами (Abreu et al., 19).98).
Сравнение с другими соломками из бобовых
В нескольких исследованиях чечевичная соломка сравнивалась с соломинками из других бобовых. Было обнаружено, что солома чечевицы имеет значения разлагаемости DM in sacco и усвояемости DM in vivo выше, чем у соломы нута, но ниже, чем у соломы вики обыкновенной ( Vicia sativa ) (Sehu et al., 1998). В другом исследовании было обнаружено, что разлагаемость в sacco DM аналогична разложению соломки нута ( Cicer arietinum ), конские бобы ( Vicia faba ) и вика пурпурная ( Vicia benghalensis ), но ниже, чем у соломы гороха, вики обыкновенной ( Vicia sativa ) и вики мохнатой ( Vicia villosa ) (Бруно-Соарес и др. , 2000). Исследование показало сходные значения разлагаемости белка и NDF в sacco для соломы чечевицы и соломы вики обыкновенной, но усвояемость in vivo OM чечевичной соломы была ниже, чем у виковой соломы (55% 9).0009 против 65%) (Abbeddou et al., 2011).
Чечевичные отруби (корпус, чуни)
В Индии исследование с помесными телятами, которых кормили чечевичным чуни и сеном люцерны (по 2 кг/день каждого), показало, что чечевичные чуни являются ценной белковой и энергетической добавкой (Paliwal et al. , 1987). У быков ферментация рубца улучшалась, когда животных кормили рационом, состоящим на 50% из чечевицы чуни и на 50% из пшеничных отрубей, по сравнению с одним из этих двух ингредиентов (Gendley et al., 2009).
Было обнаружено, что усвояемость in vitro DM шелухи чечевицы (51%) ниже, чем у шелухи конских бобов (57%), и выше, чем у шелухи гороха (48%) (Mekasha et al., 2002; Мекаша и др., 2003). В sacco разлагаемость DM была ниже для некачественных чечевичных отрубей, чем для чечевичных отсевов (30% против 49%) (Yalçin et al. ,1992).
Семена и отсев чечевицы
Испытания кормления в Северной Дакоте показали, что семена чечевицы очень вкусны, и телята, которых кормили чечевицей, показали себя одинаково с животными, которых кормили полевым горохом или нутом (Lardy et al., 2009). Было обнаружено, что отсев чечевицы имеет плохую перевариваемость ОВ (55%), несмотря на довольно низкое содержание NDF (29% СВ) и высокое содержание сырого протеина (23% СВ) (Stanford et al., 19).99). Усвояемость органических веществ и потребление сухого вещества были одинаковыми у мясного скота, получавшего рационы, содержащие либо чечевицу, нут или полевой горох, вместо кукурузы и рапсовой муки в качестве зернового компонента в рационе (Gilbery et al., 2007).
Медицинское средство: Овощной хлеб из чечевицы
Сытный, пикантный и ароматный, этот овощной хлеб из чечевицы — отличный выбор для праздничного стола, обеда или ужина для всей семьи в любое время года. Лучше всего то, что он сделан только из чистых ингредиентов и даже обезжирен! Наслаждайтесь этой буханкой с овощными гарнирами и салатом на ваш выбор, чтобы блюдо было еще более питательным.
Овощной хлеб из чечевицы
Ингредиенты:
1 1/2 чашки коричневой или зеленой чечевицы
4 чашки овощного бульона или воды
1 лавровый лист
1 стакан нарезанного кубиками лука
1 чашка нарезанной кубиками моркови
3 чашки нарезанных кубиками грибов (около 8 унций)
4 зубчика чеснока, измельчить
1 ч.л. копченой паприки или паприки
1 ч.л. сушеного тимьяна
1 ч.л. сушеного орегано
2 столовые ложки томатной пасты
1 чайная ложка морской соли
1 стакан овсяных хлопьев без глютена
1/4 стакана мелко нарезанной петрушки для подачи
Глазурь:
1/4 стакана томатной пасты
2 столовые ложки кленового сиропа
1 столовая ложка лимонного сока
1 ст.л. воды
1/2 ч. л. чесночного порошка
1/2 чайной ложки лукового порошка
1/4 чайной ложки морской соли
Инструкции:
Разогрейте духовку до 375F/190C и застелите форму для хлеба размером 9 x 5 пергаментной бумагой.
Поместите чечевицу в мелкое сито и промойте под холодной водой.
В небольшой кастрюле смешайте чечевицу, овощной бульон и лавровый лист. Доведите до кипения, затем уменьшите огонь и варите 15-20 минут, пока чечевица не станет мягкой, но не разварится.
Пока чечевица готовится, подготовьте овощи. В керамической сковороде с антипригарным покрытием на среднем огне добавьте лук, морковь и грибы и готовьте, периодически помешивая, в течение 5-6 минут, пока лук не станет прозрачным. При необходимости добавьте немного воды, чтобы предотвратить прилипание.
Добавьте чеснок, копченую паприку, тимьян, орегано, томатную пасту и морскую соль и готовьте еще 1-2 минуты, пока не появится аромат и все хорошо перемешается. Снимите с огня и отложите.
Когда чечевица будет готова, удалите лавровый лист и переложите чечевицу в сито, чтобы удалить лишнюю воду. Чем больше воды вы сможете удалить, тем лучше. Отложите.
Добавьте овсяные хлопья в кухонный комбайн и перемалывайте до получения мелкой крошки. Добавьте чечевицу и приготовленные овощи и слегка взбивайте, пока чечевица и овощи не начнут слегка ломаться, но некоторые из них все еще сохранят свою форму. При необходимости пару раз перемешайте лопаткой.
Когда смесь хорошо перемешается, переложите ее в форму для выпечки хлеба, плотно вдавливая ее в форму тыльной стороной лопаточки или ложки.
В небольшой миске смешайте томатную пасту, кленовый сироп, лимонный сок, воду, чесночный порошок, луковый порошок и морскую соль. Взбейте до однородности, затем нанесите глазурь на верхнюю часть буханки.
Переложите чечевичный хлеб в духовку и запекайте без крышки в течение 45-50 минут, пока края не подрумянятся.
Достаньте из духовки и дайте остыть в форме в течение 10–15 минут, прежде чем вынимать и нарезать.
Подавать сразу же, посыпав рубленой петрушкой. Или, после охлаждения, хранить в герметичном контейнере в холодильнике в течение 5 дней.
На 6 порций
Другие вкусные рецепты можно найти в книге-бестселлере New York Times Медицинская среда Очищение для исцеления: планы лечения для страдающих тревогой, депрессией, акне, экземой, болезнью Лайма, проблемами с кишечником, мозгом Туман, Проблемы с весом, Мигрень, Вздутие живота, Головокружение, Псориаз, Кисты, Усталость, СПКЯ, Фибромы, ИМП, Эндометриоз и аутоиммунные заболевания .
Категории: Без жира, Без орехов и семян, Основные блюда, Выпечка, Международный, Праздник, Рождество, Подходит для детей
Этот пункт опубликован: 16 декабря 2021 г.
Информация, представленная на этом Сайте, предназначена только для общих информационных целей, включая сообщения в блогах. и любой связанный материал. Информация не предназначена для замены профессионального здоровья или медицинский совет или лечение, а также не следует полагаться на него для диагностики, профилактики или лечения любого рассмотрение здоровья.
Как проводится пайка меди твердым и мягким припоем
Содержание
1 Какие инструменты и материалы нужны
2 Виды флюсов и припоев, особенности работы с ними
2.1 Мягкие припои
2.2 Твердые припои
3 Зачем нужна паяльная паста
4 Технология пайки
4.1 Работа с паяльником
4.2 Работа с горелкой
5 Можно ли паять медь оловом
6 Пайка серебряным припоем
7 Как спаять медь и нержавейку
8 Как припаять медь к железу
9 Основные ошибки при пайке своими руками
10 Техника безопасности
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Содержание
Какие инструменты и материалы нужны
Виды флюсов и припоев, особенности работы с ними
Мягкие припои
Твердые припои
Зачем нужна паяльная паста
Технология пайки
Работа с паяльником
Работа с горелкой
Можно ли паять медь оловом
Пайка серебряным припоем
Как спаять медь и нержавейку
Как припаять медь к железу
Основные ошибки при пайке своими руками
Техника безопасности
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
электропаяльник или газовую горелку;
труборез;
припой;
флюс;
кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
свинцово оловянный тип;
с малым содержанием олова;
специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
медь и цинк;
фосфор и медь;
чистая медь;
безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
после нанесения должны оставаться легкоудаляемые частицы;
вещество должно сохранять вязкость и клейкость;
не оказывать отрицательного воздействия на обрабатываемую поверхность;
не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Чем паять медь и латунь, чтобы получить надежное соединение
В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Читайте также: 5 способов как согнуть круглую стальную трубу
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
Читайте также: Как убрать следы от сварки на деталях из нержавейки
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.
Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Читайте также: Каким должен быть идеальный крепеж для газоблока
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.
Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.
В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Читайте также: Простой и недорогой способ, как стабилизировать древесину
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).
При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Учусь паять латунь. Как паять латунь.
Андрей Васильев
Задать вопрос
Пайка меди и латуни Металлы в ювелирной мастерской
Медь и латунь — интересные материалы для работы в ювелирной мастерской. Они прекрасны сами по себе и идеально подходят для изучения новых техник. Но при пайке этих металлов возникают уникальные проблемы с точки зрения дизайна и технического исполнения. Узнайте больше у нашего координатора студии Эрики Стайс.
Пайка меди и латуни может быть сложной задачей, но здесь, в нашей студии для сотрудников, мы используем недрагоценный металл для многих проектов. Все наши занятия для начинающих начинаются с этих двух металлов для изготовления деталей из смешанных металлов. Мы используем их для серег, подвесок и особенно манжет. Вы не найдете металл, который покрывается патиной так же хорошо, как медь, или металл, который полируется так же легко, как латунь. Неблагородные металлы недороги и менее пугающие, пока вы изучаете новые методы и инструменты.
Пайка недрагоценных металлов сильно отличается от пайки стерлинговым серебром или золотом. Поскольку медь является более сложным основным металлом, после успешной пайки с медью переход на стерлинговое серебро становится легким переходом.
Понимание ваших материалов
Пластичность = растяжение (если металл пластичен, его можно протянуть через волоку без разрушения)
Ковкий = сжатый (если металл ковкий, его можно отбить молотком или прокатать на прокатном стане)
Медь
Медное кольцо с цветком
Я люблю работать с медью! Он мягкий и податливый, легко покрывается патиной и улучшается с возрастом. Назовите меня наивным, но я думал, что, поскольку он находится в Периодической таблице, его можно будет добывать в естественном состоянии. Но знаете ли вы, что на самом деле очень мало чистой меди в такой форме? Вместо этого медь обычно встречается в рудах.
Для удаления меди из этих различных типов руд требуется множество шагов. Каждый шаг очень важен, потому что он отделяет нежелательные материалы, тем самым улучшая чистоту меди. Этапы процесса извлечения меди увлекательны, но они также производят опасные отходы, которые вредны для нашей окружающей среды. К счастью, в Соединенных Штатах мы перерабатываем более половины используемой нами меди, и этот процент растет.
Если вы ищете интересный дизайн для практики, попробуйте этот пошаговый проект медного цветочного кольца.
Латунь
Латунный металл в основном представляет собой комбинацию меди и цинка. Он пластичен и податлив, как чистая медь. Существует более 60 различных типов латунных сплавов, но два самых популярных типа для ювелиров — это желтая латунь (медь 67%, цинк 33%) и красная латунь (медь 84%, цинк 15%, железо 0,05%, свинец 0,05%). .
Планирование дизайна
Теперь, когда вы понимаете, с какими материалами вы работаете, следующим этапом будет планирование дизайна. Когда я планирую дизайн своих украшений, я помню, что использую серебряный, а не медный припой. На это есть причины. Медный припой очень хрупок, поэтому он часто ломается при текстурировании или маневрировании детали после пайки. Другая причина заключается в том, что это не точное совпадение цвета после того, как он в любом случае припаян к детали. Но основная причина, по которой я решил не использовать его, заключается в том, что для медного припоя существует только одна температура потока. Не существует мягких, средних или твердых медных припоев, что усложняет создание многоэтапных паек. Я предпочитаю работать с припоем для ювелирных изделий и просто планирую видимые соединения, которые получатся в результате.
Вы можете решить проблему соединения разных цветов в своих проектах разными способами.
Медный браслет с проволочной обмоткой
Используйте пайку в своем дизайне. Например, добавьте серебряные украшения, чтобы серебряная окраска стала частью изделия.
Скройте соединения, обмотав их проволокой.
Припаяйте детали так, чтобы припой был снизу и скрыт от глаз.
Покройте всю деталь однородным металлическим покрытием, как только она будет полностью изготовлена.
Патина детали (Серебряный припой не образует патину так же хорошо, как медь, поэтому я сначала погружаю всю деталь, а затем наношу кистью Liver of Sulphur на само соединение).
Подготовка медных и латунных изделий
Медный кулон в виде слона
Подготовка металлов перед пайкой ювелирных изделий имеет решающее значение. Пренебрежение только этим одним шагом может действительно стать разницей между успехом и неудачей при попытке пайки. Первое, что вам нужно сделать, это проверить свое соединение. Эти две части (или концы) должны идеально подходить друг к другу. Если это плохо видно, поднесите их к источнику света и посмотрите, светит ли какой-либо свет через соединение. Если это так, используйте наждачную бумагу, напильники, пильный диск или что-то еще, пока соединение не станет плотным.
Теперь, когда вы завершили первую часть подготовительной работы, вы можете перейти ко второму шагу, который заключается в очистке изделия. Неблагородные металлы — это грязные материалы, и вся эта грязь, копоть и масло должны быть удалены, чтобы они не мешали припою. Возьмите наждачную бумагу с зернистостью 600 или 800 и протрите ею стыки, где будет течь припой. Когда вы закончите, не прикасайтесь к тому месту, где вы его отшлифовали, иначе вы повторно загрязните его и вам придется отшлифовать его снова.
Теперь можно готовиться к пайке.
Пайка меди и латуни
Припой
Паять медь может быть сложно. Он плавится при 1983 градусах по Фаренгейту, что очень высоко по сравнению с другими металлами! Чтобы представить это в перспективе, 14-каратное золото плавится при 1615 градусах по Фаренгейту, стерлинговое серебро при 1640 градусах по Фаренгейту, латунь при 1650-1724 градусах по Фаренгейту, а чистое серебро при 1761 градусе по Фаренгейту. Добавьте 222 градуса по Фаренгейту к этой последней температуре, и вы, наконец, расплавитесь. твоя медь. Это очень много тепла, и некоторые факелы просто не могут его расплавить. Но что, если ваша цель — просто припаять его? Это отличный вопрос.
Совет: Пламя плавит не припой, а металл.
Это означает, что сколько бы вы ни держали пламя над припоем, оно просто не потечет. Припой не течет по холодному металлу. Вы должны всегда сосредотачиваться на нагреве металла, и когда он станет достаточно горячим, припой потечет. Итак, как видите, очень важно нагреть металл до температуры, при которой припой достигает точки текучести. Мы используем серебряный припой, когда работаем с медью и латунью, поэтому это наша справочная таблица, когда нам нужно увидеть температуру потока:
Количество цинка в металле снижает температуру плавления, поэтому латунь плавится при более низкой температуре, чем чистая медь. Как видно из приведенной выше таблицы, вы можете использовать любой серебряный припой на меди или латуни, но точки текучести припоя у разных поставщиков различаются, поэтому всегда проверяйте точки текучести припоев, которые вы решили использовать.
Наконечники и пламя горелки
Складная латунная манжета с CZ
Медь очень быстро окисляется, поэтому вам нужно добраться туда и нагреть ее как можно быстрее, прежде чем она станет слишком грязной. В этом поможет флюс, а паста Handy Flux прекрасно работает с медью и латунью. Флюс может расплавиться быстрее, чем успевает растечься припой, поэтому тщательно выбирайте наконечник горелки, потому что тепло будет вашим другом номер один при пайке металлов.
Примечание. Здесь мы используем горелку Смита, подключенную к баллонам с воздухом/ ацетиленом . У нас есть три факела для всего, что мы здесь делаем, и это идеальное число для нас. Маленький наконечник используется для пайки небольших соединений (кольца, серьги), средний наконечник используется для большинства деталей пайки (кольца, подвески), а большой наконечник используется для крупных работ (манжеты, отжиг, ). и плавление ).
Пайка латуни и меди Советы по поиску и устранению неисправностей:
Припой не течет:
Возможно, металл слишком загрязнен/окислен
Наконечник горелки слишком мал для необходимого тепла
Неподходящее топливо для работы
Неправильный флюс/или отсутствие флюса
Недостаточно тепла:
Используйте наконечник горелки большего размера
Создать закрытое пространство для пайки с помощью огнеупорных или паяльных кирпичей
Припой на угольном блоке (угольные блоки отражают тепло, что значительно нагревает деталь)
Латунь становится розовой при травлении (цинк сгорел, поэтому на поверхности остается только медь)
Используйте наждачную бумагу или диски с радиальной щетиной 3 м на вращающемся инструменте для удаления
Поместите украшения в контейнер, наполненный рассолом и небольшим количеством перекиси водорода. Удалите его, когда он станет чистым (не оставляйте его в смеси!)
Соединения под серебряную пайку выделяются из-за разницы в цвете:
Покройте его! Поместите ювелирные изделия в травильный раствор, добавьте кусок стали, дайте медной пластине соединиться с припоем, удалите ювелирные изделия и сталь из травильного раствора. Вы не сможете повторно использовать травильный раствор после того, как используете его для меднения.
Окислить украшение
Дополнительные идеи см. в разделе «Планирование дизайна» в тексте выше
Научитесь паять
Вот еще отличные статьи по пайке:
5 шагов для начала пайки серебра
3 Насадки для пайки ювелирных изделий
Типы серебряного припоя, используемые в ювелирных изделиях 10 Припой
и травление
Есть вопросы? Напишите нам по адресу studio@halsteadbead. com. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
Ссылки:
http://www.madehow.com/Volume-4/Copper.html: Как производятся продукты подробно объясняет весь процесс извлечения меди. Это отличное чтение!
Поделиться через фейсбук
Поделиться в Твиттере
Поделиться на Pinterest
Поделиться по электронной почте
Написал:
Эрика Стайс
Эрика — бывший координатор студии в Холстеде. Она проработала в компании 14 лет, работая в различных отделах, но влюбилась в кузнечное дело. Главный совет Эрики для начинающих мастеров по металлу: «Практикуйтесь! Будьте терпеливы к себе и получайте от этого удовольствие. Не бойтесь задавать вопросы. Всем нам в Halstead нравится помогать людям, будь то вопросы по продуктам или техническая помощь в студии. Мы здесь для вас».
Теги, относящиеся к этой статье:
латунь медь пайка ювелирных изделий кузнечное дело помощь в пайке
Как пропарить медную трубу (Руководство для самодельщиков)
Фото: istockphoto.com
Для домашних мастеров, стремящихся заняться сантехническими работами, одним из самых важных навыков, которым необходимо овладеть, является пропотевание медной трубы — процесс, обычно называемый пайка – для получения герметичных соединений. Работа состоит из двух основных задач: сначала подготовительные работы по очистке труб, а затем процесс нагревания припоя для герметизации деталей (двух труб или, чаще, трубы и соединения) вместе. Обязательно наденьте для работы тяжелую рубашку с длинными рукавами и наденьте изолированные перчатки для защиты от потенциальных капель расплавленного металла. Также имейте в виду, что если ваши трубы еще не обрезаны по длине, вам нужно будет сделать это до того, как вы начнете потеть. Хотя потение медной трубы поначалу может показаться пугающим, при наличии терпения и внимания к деталям вы скоро станете профессионалом.
Инструменты и материалы
120 Emery Clate
. защитная ткань
Пропановая паяльная горелка
Мы рекомендуем вам учиться на практических трубах, это стоящее вложение, пока вы не приобретете достаточно уверенности, чтобы заняться сантехникой в вашем доме.
Реклама
Фото: istockphoto.com
ШАГ 1: Проверьте трубу на наличие заусенцев и удалите все, что осталось.
Осмотрите все разрезанные медные трубы изнутри, чтобы убедиться, что заусенцы (гребень из медных осколков, оставшийся от пилы в том месте, где был сделан разрез) были удалены, чтобы обеспечить беспрепятственный поток воды после запотевания соединений. Если заусенец остался, выполните шаги по его удалению здесь.
ШАГ 2: Очистите вход каждой трубы наждачной бумагой.
Очистите как снаружи, так и внутри первого дюйма или около того трубы (отрезки и/или соединение) наждачной бумагой, которую можно найти в хозяйственных центрах и хозяйственных магазинах вместе с флюсом и припоем. Если под рукой есть щетка для проволочных фитингов, она быстро справится с очисткой внутренней части медной трубы. В противном случае оберните наждачную шкурку вокруг указательного пальца, воткните ее в горловину трубы и поверните, чтобы очистить.
Очищенная медь будет сиять, как новенькая копейка. После очистки очень важно не касаться медной трубы голыми руками, чтобы природные масла и грязь на коже не мешали процессу потоотделения.
Фото: istockphoto.com
ШАГ 3: Нанесите на трубы тонкий равномерный слой флюса.
Утепленные рабочие перчатки Don для защиты от кислоты во флюсе. Нанесите тонкий равномерный слой луженого или сантехнического флюса на только что очищенные участки наружной и внутренней поверхности медных труб кислотной или флюсовой щеткой. Удалите излишки флюса чистой тряпкой.
ШАГ 4: Проведите паяльной горелкой по участкам трубы, покрытым флюсом.
Повесьте защитную ткань на любую поверхность, способную обжечься, в пределах 8 дюймов от рабочей зоны, где вы будете использовать пропановую горелку. Наденьте пару очков для защиты глаз. Зажгите пропановую горелку и держите ее примерно в 2 дюймах от фитинга. Медленно проведите им по участкам, покрытым флюсом, в течение 10–20 секунд, пока флюс не начнет таять, становясь блестящим. Медь вскоре потемнеет, а флюс будет шипеть и/или пузыриться, даже дымиться. Это означает, что кислота начала действовать. Поверхность станет тусклой и протравленной, создавая поверхность, пригодную для склеивания.
Объявление
ШАГ 5: Соедините трубы и скрутите.
Надев изолирующие перчатки, соедините соединительные детали до полной герметизации (или до упора). Слегка скрутите медные трубы, чтобы равномерно распределить флюс внутри соединения. Удалите излишки флюса чистой тряпкой.
ШАГ 6: Нагрейте трубы в месте их соединения и создайте шов.
Направьте горелку на маломощное пламя «бутона розы». Пламя горелки на полную мощность напоминает конус с узким острием — острие нагревает область, к которой прикасается, больше, чем остальную часть медной трубы. Однако пламя бутона розы окутывает трубку, мгновенно доводя всю трубку до температуры кипения. Это обеспечивает более чистое и равномерное потоотделение. Используя пламя бутона розы, начните нагревать соединительные трубы в месте стыкового шва.
Фото: istockphoto.com
ШАГ 7: Прикоснитесь припоем к стыку трубы и дайте ему расплавиться вокруг шва.
Держите бессвинцовый припой напротив пламени бутона розы под углом 90 градусов к стыковому шву. (Поскольку свинцовый припой по-прежнему продается в магазинах, обязательно убедитесь, что поставляемый вами припой действительно не содержит свинца — критический выбор для труб, по которым проходит питьевая вода.)
Теперь коснитесь нагретой трубы припоем. Если труба достаточно горячая, припой расплавится — это называется «растекание припоя». Если труба недостаточно горячая, припой не будет плавиться или течь, поэтому поддерживайте горелку до тех пор, пока припой не расплавится при соприкосновении с соединением.
Тепловой насос — это продукт HVAC, который использует тепло наружного воздуха, воды или земли для эффективного обогрева дома зимой и охлаждения летом. В отличие от печи, тепловой насос не сжигает топливо для производства тепла. Он просто использует электричество для перемещения тепла из одного места в другое.
Наиболее распространенным типом теплового насоса является воздушный тепловой насос, который передает тепло между вашим домом и наружным воздухом. Современный тепловой насос может снизить потребление электроэнергии для отопления примерно на 50% по сравнению с электрическим нагревом, таким как печи и плинтусные обогреватели.
Какие циркуляционные насосы работают с тепловым насосом
Независимо от того, какой тип теплового насоса вы используете, циркуляционный насос играет важную роль. Он работает как сердце, обеспечивая циркуляцию воды в системе теплового насоса и повышая давление в системе.
Существует два типа циркуляционных насосов, применимых для насосной системы отопления.
Один циркуляционный насос с 3 скоростями. Это наиболее распространенный тип с преимуществами низкого уровня шума и небольших размеров.
Другой — интеллектуальный высокоэффективный циркуляционный насос. Это обновленное поколение циркуляционных насосов с преимуществами низкого энергопотребления, интеллектуального управления и компактной конструкции.
Устранение неисправностей циркуляционных насосов в системе тепловых насосов
Plastmax уже много лет обслуживает рынок тепловых насосов. Мы собрали почти все неисправности циркуляционных насосов, произошедшие в системах тепловых насосов за последние пять лет. Наиболее распространенные неисправности можно разделить на четыре типа, а именно странный шум, заедание ротора, утечка воды и перегорание двигателя.
Посторонний шум
Причина I: Примеси воды попадают в зазор вращающихся частей и вызывают трение и шум.
Решение I: Закрепите сетку фильтра в системе теплового насоса, чтобы поддерживать чистоту воды в трубопроводе.
Причина II: Если на роторе насоса образуются отложения кальция или извести, или если насос работает без воды (сухой ход), это может привести к износу вала насоса и возникновению шума.
Решение II: Используйте умягчитель воды для уменьшения отложений кальция или извести; Добавьте функцию защиты от сухого хода в системе теплового насоса.
Причина III: Слишком низкое давление воды во впускном патрубке насоса и кавитация вызывает шум.
Решение III: Поддерживайте давление воды выше минимального требования.
Причина IV: Насос резонирует с системой и вызывает шум.
Решение IV: Выберите подходящий циркуляционный насос, производительность которого соответствует требованиям системы теплового насоса; Учитывайте снижение вибрации при обработке трубопровода.
Заклинивание ротора
Причина I: Отложения кальция или извести могут скапливаться на роторе насоса и вызывать блокировку ротора, вала и подшипника.
Решение I: Используйте умягчитель воды для уменьшения отложений кальция или извести; Регулярно очищайте отложения кальция или извести на поверхности вращающихся частей.
Причина II: Примеси воды или посторонние предметы вызывают заклинивание ротора.
Решение II: Закрепите сетку фильтра в системе теплового насоса, чтобы поддерживать чистоту воды в трубопроводе.
Утечка воды
Причина I: Защитная крышка насоса изношена и повреждена из-за сухого хода насоса или работы с примесью воды.
Решение I: Обеспечьте чистоту воды и добавьте функцию защиты от сухого хода в системе теплового насоса.
Причина II: Неправильное положение прокладки насоса
Решение II: При повторной сборке корпуса насоса убедитесь, что прокладка установлена в правильном положении, и проверьте ее.
Сгорел двигатель
Причина I: При включении питания двигатель насоса будет перегреваться, если ротор насоса заклинит. Это опасно и может привести к возгоранию двигателя насоса.
Решение I: закрепите сетку фильтра в системе теплового насоса, чтобы поддерживать чистоту воды в трубопроводе; Используйте умягчитель воды, чтобы уменьшить отложения кальция или извести; Регулярно очищайте отложения кальция или извести на поверхности вращающихся частей.
Причина II: Межвитковое короткое замыкание обмотки двигателя
Решение II: Поддерживайте стабильное напряжение питания без перегрузки. Частые перегрузки могут привести к перегреву двигателя и ускоренному износу изоляционного слоя.
Причина III: утечка воды извне в блок управления
Решение III: Хорошо защитите блок управления от воды извне
Причина IV: утечка конденсата в обмотку двигателя.
Решение IV: Выберите лучший циркуляционный насос с водостойкой конструкцией; Убедитесь, что насос зафиксирован в правильном направлении.
ГЭК бытовой
ГЭК бытовой
Высокоэффективные циркуляционные насосы, предназначенные для систем отопления. Применяется в качестве универсального апгрейда и сменного насоса. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения.
Поток MAX Голова MAX Температура жидкости МАКС
3,7 М 3 /H
2 .. 110 ° C 10 -й бар
View
111221 HET
111122 2 10 0003
11122 2 10 0003
111122 2 10 0003
111122 2 10 0003
111122 10
111133. Бытовые
Высокоэффективные циркуляционные насосы. Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
Flow max Head max Liquid temperature Pressure max
3.7 m 3 /h 7m 2.. 110°C 10 bar
VIEW
HEC Commercial
HEC Коммерческий
Высокоэффективный циркуляционный насос для коммерческих зданий. Интуитивно понятный пользовательский интерфейс, особенно подходящий для замены старых циркуляционных насосов. Режим ECO автоматически регулирует насос в соответствии с потребностью в нагреве.
Поток MAX MAX Температура жидкости MAX
10,8 M 3 /H 10M 2 .. 110 ° C 10 0003
View
10 0003
View
2
.
HE Domestic PWM
Высокоэффективные циркуляционные насосы компактной конструкции, подходящие для всех применений HVAC, от котлов и тепловых насосов до систем тепловых интерфейсов (HIU). Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления.
Поток MAX MAX Температура жидкости MAX
4,0 M 3 /H 8M 2 .. 110 ° C 10 0003
View
111133
View
1111133
.
Насос газового котла
Циркуляционные насосы OEM подходят для настенных газовых котлов мировых брендов, таких как Vaillant, Viessmann, Bosch, Italtherm. Благодаря отличной совместимости, это лучший выбор для замены старого циркуляционного насоса в газовых котлах. Также доступен высокоэффективный тип.
Flow max Head max Liquid temperature Pressure max
2.3 m 3 /h 7m 2.. 95°C 3 bar
VIEW
LE Domestic
LE Бытовые
Предназначены для систем отопления, горячего водоснабжения, охлаждения и кондиционирования воздуха. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания. Нет шума.
Макс. расход Макс. напор Температура жидкости Макс. давление
9,6 м 3 /ч 15 м 2.. 110°C 10 бар
ВИД пластпамп2021-07-07T06:29:20+00:00
Перейти к началу
Малоизвестная мощность циркуляционных насосов
Экспертный блог ›
Пьер Дельфорж
30 ноября 2021 г.
Пьер Дельфорж
Создан в сотрудничестве с Эшли Леунг.
Что потребляет больше электроэнергии: мытье рук или питание холодильника? Во многих местах это может быть первое — как ни удивительно, одними из крупнейших потребителей энергии в наших зданиях являются насосы, которые циркулируют горячую воду. На самом деле, согласно исследованию Energy Solutions, многие из них увеличивают количество энергии, используемой для нагрева воды, на целых 50 процентов и потребляют столько же электроэнергии, сколько два обычных холодильника.
iStock/патанасак
Циркуляционные насосы
для горячей воды эффективно экономят воду, экономя до 1000 галлонов на человека в год. Без этих насосов кому-то, как правило, приходилось бы оставлять кран открытым на некоторое время и ждать, пока горячая вода из нагревателя пройдет по трубам — это означает, что много холодной воды, пригодной для использования, уходит прямо в канализацию. Циркуляционные насосы перемещают горячую воду по трубам вокруг здания, чтобы она была готова к использованию быстрее, ограничивая необходимость открывать кран и, следовательно, экономя много воды, времени и денег.
Не все насосы одинаковы
Наиболее распространенные циркуляционные насосы работают весь день, каждый день, независимо от того, активно вы используете горячую воду или нет. Это заставляет много тепла рассеиваться в трубах 24/7 и требует, чтобы водонагреватель работал больше, чтобы поддерживать воду горячей. Согласно недавнему отчету Energy Solutions, непрерывная работа насоса также потребляет много электроэнергии, фактически больше, чем два обычных холодильника в год. Комбинированное использование энергии для нагрева воды и работы насоса делает эти циркуляционные насосы одними из самых больших энергопотребителей в домах и зданиях, которые их используют.
В некоторых циркуляционных насосах используется таймер, который можно запрограммировать на запуск насоса только в определенное время суток, но они по-прежнему работают от 12 до 16 часов в день, так что это лишь незначительное улучшение. К счастью, у нас есть другие, гораздо более эффективные модели, которые экономят столько же воды, потребляя лишь небольшую часть энергии. Эти варианты могут, например, включать насос по запросу, когда требуется горячая вода, или использовать другие передовые решения для управления в больших многоквартирных домах.
Эти интеллектуальные циркуляционные насосы сэкономят вам больше денег на счетах за электроэнергию, а также сэкономят на счетах за воду. На самом деле, по данным Energy Solutions, эта экономия энергии и воды окупает затраты на насосы в течение 2–6 лет — это много, учитывая, что циркуляционные насосы могут служить десятилетиями.
Кроме того, непрерывные и управляемые по таймеру насосы являются препятствием для отказа от ископаемого топлива для нагрева воды для бытовых нужд, поскольку они заставляют водонагреватели с тепловым насосом, чистую альтернативу газовым водонагревателям, гораздо чаще работать в неэффективном режиме электрического сопротивления. чем обычно. В рамках своих усилий по электрификации коммунальные предприятия и штаты по всей стране стремятся установить в зданиях больше водонагревателей с тепловым насосом с помощью стимулов и строительных норм. Непрерывные и управляемые по таймеру насосы мешают этим усилиям, поскольку их необходимо заменять при установке водонагревателя с тепловым насосом, что увеличивает стоимость преобразования.
Политика в отношении циркуляционных насосов
Министерство энергетики (DOE) с 2016 года работает над разработкой стандарта энергоэффективности для циркуляционных насосов горячей воды. Эти усилия должны быть направлены не только на повышение эффективности двигателя насоса, поскольку это экономит лишь ограниченную часть потребляемой ими энергии.
Большая возможность для экономии энергии и выбросов углерода заключается в переходе от насосов непрерывного действия и управления по таймеру к управлению по требованию и другим передовым стратегиям управления. Это может сэкономить почти 90% электроэнергии, одна треть энергии нагрева воды и устранить барьер на пути к рентабельной электрификации нагрева воды, согласно Energy Solutions. И это тот тип преобразующей возможности, которую нам нужно использовать, если мы хотим серьезно сократить потери энергии, сократить выбросы и предотвратить климатический кризис.
Одной из многообещающих стратегий перехода от расточительных традиционных циркуляционных насосов к умным и эффективным альтернативам являются гибкие стандарты устройств по требованию, которые Калифорния инициировала законопроектом Сената (SB) 49.в 2019 году. Эти стандарты относятся к циркуляционным насосам, потому что эти насосы особенно хорошо подходят для использования средств управления, позволяющих отвлечь спрос от периодов пикового спроса на электроэнергию, а также сократить загрязнение окружающей среды в результате уменьшенного сжигания газа.
Одна из крупнейших возможностей стандарта
Внедрение стандарта согласно SB 49 для управления по требованию или других передовых решений для циркуляционных насосов горячей воды для бытового потребления позволит сэкономить много электроэнергии для работы насоса и газа для нагрева воды. Исследователи обнаружили, что до 2030 года это может сэкономить калифорнийцам 5 миллионов метрических тонн CO2 и 7 тераватт-часов электроэнергии (что эквивалентно снятию с дорог 1 миллиона автомобилей в течение одного года). Это также сократит выбросы метана на 500-800 миллионов терм (еще 500000-800000 автомобилей будут выведены из эксплуатации в течение одного года). Этот стандарт станет одной из крупнейших и наиболее рентабельных возможностей стандартизации бытовой техники, которая поможет достичь цели AB 3232 по сокращению выбросов, связанных с использованием энергии в зданиях, на 40 процентов к 2030 году9.0003
Умные и эффективные циркуляционные насосы для всех
Регуляторы по требованию хорошо работают в домах на одну семью. Для больших многоквартирных домов с центральными системами горячего водоснабжения, где преобладают циркуляционные насосы из-за большей длины труб и времени ожидания горячей воды, необходимы более совершенные решения по управлению, такие как термически сбалансированные насосы с регулируемой скоростью. Эти приложения особенно важны с точки зрения справедливости, поскольку непропорционально большая доля домохозяйств с низким доходом проживает в квартирах, где неэффективные циркуляционные насосы вносят значительный вклад в их энергетическую нагрузку.
В дополнение к более высоким относительным затратам на растрату энергии домохозяйства с низкими доходами часто имеют меньше возможностей для доступа к преимуществам новых, более эффективных продуктов, которые экономят деньги для тех, кто может позволить себе первоначальные затраты. Часто они являются арендаторами, не контролирующими выбор оборудования, такого как циркуляционные насосы. Стандарты являются одним из лучших способов гарантировать, что домохозяйства с низким доходом не останутся без внимания и получат равный доступ к преимуществам энергоэффективности и декарбонизации.
Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные упорные. ГОСТ 18879-73 → Резцы токарные проходные упорные. Тип 2 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
ГОСТ 18879-73
Тип
2
Обозначение резца
2103-0058
Направление резца
левый
Угол врезки пластины
0º
Пластина
твёрдый сплав Т15К6
Габаритные размеры, мм
25х16х140
Описание:
Резец токарный проходной упорный предназначен для протачивания заготовок вдоль оси её вращения, при этом его применяют для чистовой обработки, а также подрезки деталей с уступами. Благодаря наличию режущей кромки, которая направлена перпендикулярно к оси детали, резец токарный проходной упорный позволяет обтачивать ступенчатые валы с подрезкой уступа под углом 90° к оси. В резце токарном проходном упорном с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной упорный левый, Т15К6, 25х16х140 мм, ГОСТ 18879-73 может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной упорный правый, Т5К10, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0057, правый, угол врезки пластины 0º, пластина из сплава Т5К10, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный левый, ВК8, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0008, левый, угол врезки пластины 10º, пластина из сплава ВК8, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный левый, Т5К10, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0058, левый, угол врезки пластины 0º, пластина из сплава Т5К10, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный правый, ВК8, 25х20х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0023, правый, угол врезки пластины 10º, пластина из сплава ВК8, размер 25х20х140 мм
Отправить запрос
Резец токарный проходной упорный правый, Т15К6, 25х20х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0073, правый, угол врезки пластины 0º, пластина из сплава Т15К6, размер 25х20х140 мм
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
металлорежущий, абразивный инструмент и оснастка в Минске
на главную
о компании
контакты
отправить запрос
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
Гарантия на всю продукцию
Возможна отсрочка платежа
Доставка по всей Беларуси
Опыт 20 лет и более 300 довольных клиентов
Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57 от
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х1,5 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 1,5 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,75 Левая резьба L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,75 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х2,0 Левая резьба L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 2,0 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Идеально подходит для заслонок среднего и большого размера
Обеспечивает ровное чистое срезание
Режущий диск шириной 1,5 дюйма (38,1 мм), готовый к нагреванию, с тефлоновым® покрытием
Доступны дополнительные лезвия «нагревательные пакеты»
Включает регулирующий клапан для регулировки скорости вращения лезвия
Монтажные отверстия на трех боковых поверхностях
Доступна левосторонняя версия (TC-40L)
Предлагается в моделях большего размера (TC-63L, TC63R)
Лезвие и наковальня двусторонние
Диаметр поршня: Ø40 мм
Ход полотна: 9 мм
Вес: 1315 г (2,9 фунта)
JDV Product Правый упорный (гильотинный) кусачки для воздуха TC-40R идеально подходит для разрезания лепестков среднего и большого размера шириной до 1,5 дюйма (38,1 мм). Этот упорный воздушный кусачок предназначен для резки по длине ворот, а не по ширине. Нижнее режущее лезвие перемещается вверх по направлению к неподвижной наковальне, чтобы прорезать широкий затвор, оставляя гладкий чистый срез. Режущее лезвие готово для установки нагревательного картриджа длиной 1/4 дюйма x 1,5 дюйма и/или термопары из дополнительных нагревательных комплектов JDV серии HC-20. Доступны левосторонняя версия TC-40L и модели большего размера TC-63R или TC-63L.
Технические характеристики
Направление
Вес (г)
Сила резания
Правша
1315
156 фунтов силы (693,9 Н) при 80 фунтов на кв. дюйм (0,55 МПа)
Корпус Соединительная резьба: R1/4 Размеры и вес не включают аксессуары Дополнительный комплект обогрева продается отдельно
Емкость в приведенной выше таблице указана только для справки при установке лезвия стандартного типа. Производительность зависит от формы лезвия и материала объекта, который необходимо разрезать. Емкость (ᴓ) приведена только для справки, поскольку она зависит от продукта. Внутренний диаметр воздушного шланга составляет 5 мм, общая длина и вес не включают аксессуары.
Дополнительные комплекты нагревательных лезвий
Дополнительные «нагревательные комплекты» лезвий доступны для резки жестких материалов, таких как пластик с наполнителем из стекла/нейлона, акрил и другие твердые пластмассы при комнатной температуре. Использование нагретого лезвия помогает предотвратить сколы, трещины от напряжения или обесцвечивание деталей и оставляет ровный чистый срез. См. таблицу для выбора правильного комплекта нагрева для агрегата TC-40R.
Особенности:
Регулятор автонастройки с цифровым дисплеем
Диапазон температур: от комнатной до 400°F
Патронный нагреватель 50 Вт
Входное напряжение 115 В переменного тока
Монтаж на машине
Провода в тефлоновой оболочке
Модели HC-20 могут управлять двумя кусачками TC
Модели HC-30 могут управлять до 6 кусачками TC
Преимущества использования лезвия с подогревом
Холодная резка детали с помощью COLD BLADE
Неравномерный рез с трещинами под напряжением и выкрашиванием
Холодная резка деталей с помощью HOT BLADE
Чистый рез без трещин и сколов под напряжением
Тепловые пакеты
Модель №
# TC-40 Кусачки с подогревом
Вход Напряжение
Макс. Нагрев Темп.
Шнур питания Длина
Масса
Комплект обогрева включает:
Кол-во
Модель №
Описание
HC-20
1 шт.
115 В
400 °F ± 5 °F (204,4 °C ± 15 °C)
5,5 футов (1,68 м)
1 фунт. (0,45 кг)
1
А-17034
Картридж нагревателя с термопарой
HC-20-2
2 шт.
115 В
400°F ± 5°F (204,4°C ± 15°C)
5,5 футов (1,68 м)
1,1 фунта. (0,50 кг)
1
А-17034 А-13026
Картридж нагревателя с термопарой Только картридж нагревателя
Все нагревательные картриджи имеют тип J 120 В, 50 Вт, провода 60 дюймов и OAL 1/4 x 1,5 дюйма. Температура может варьироваться в зависимости от типа нагреваемого инструмента, температуры окружающей среды и Факторы окружающей среды Эти терморегуляторы могут измерять только температуру (1) нагревательного элемента Температура картриджа нагревателя без термопары предполагается на основе показаний температуры на светодиодном дисплее
Как они работают
Линейная направляющая
LS-45 Особенности:
Правая ручка
Идеально подходит для полностью автоматизированных операций
Линейный подшипник «V» блочной конструкции
Затвор двойного действия
Монтажная пластина для модели TC-40 nip
Фреза для фрезерования фасок с упорным штифтом HW (HM)
Чтобы иметь возможность использовать sautershop.com в полном объеме, мы рекомендуем активировать Javascript в вашем браузере.
НОВЫЙ. ИННОВАЦИОННЫЙ. ПРОФЕССИОНАЛЬНО.
ГОРЯЧАЯ ЛИНИЯ ДЛЯ ПРОФЕССИОНАЛЬНОЙ КОНСУЛЬТАЦИИ +49 (0) 8143 99129-0
MO. — Фр. 08:30 — 12:30 / 14:00 — 17:30 HRS
Закрыть меню
title=»Фреза для фрезерования фасок с упорным штифтом HW (HM) TI-CHCP45-8 2″ itemprop= «изображение» />
title=»Фрезы для фрезерования фасок с упорным штифтом HW (HM) TI-CHCP45-8 3″ itemprop=»image» />
Насосы для воды в квартиру — как выбрать и установить
Содержание
Необходимость установки
На что стоит обратить внимание?
Важные характеристики
Установка в квартире
УСТАНОВКА В КВАРТИРЕ НАСОСА, ПОВЫШАЮЩЕГО ДАВЛЕНИЕ ВОДЫ GPD 15-9A (ВИДЕО)
Модели известных производителей
При централизованной поставке воды в квартиры многоэтажных домов, жители верхних этажей могут испытывать неудобства из-за слабого напора воды. Для нормального функционирования стиральной или посудомоечной машины, подогревающей воду газовой колонки, требуется давление в водопроводной системе от двух до четырех атмосфер. При более низком давлении такая техника работать не будет. А слабенькая струя из крана, или полное отсутствие воды, совсем не радуют при необходимости вымыть посуду или принять душ. Для того чтобы нормализовать ситуацию с водоснабжением, жителям высоток следует использовать насосы для повышения давления воды в квартире.
Установка насоса в квартиру потребуется только в том случае, когда причиной недостаточного напора является не забитые водопроводные трубы, а другие неполадки, решение которых требуют глобальной модернизации водоснабжения всего дома.
1 Необходимость установки
Собственные насосы для воды в квартире устанавливаются для создания и поддержки приемлемого рабочего давления с учетом всех точек водопотребления. При одновременном использовании водного ресурса в нескольких местах происходит естественное снижение напора в общей системе.
Нормальным давлением для квартиры с бытовым использованием воды, считается показатель в четыре атмосферы. Этого достаточно чтобы не происходило сбоев в работе стиральной машины, душевой кабины, джакузи, газовой колонки, которые имеют автоматику на отключение устройства при недостаточном напоре.
Возможно возникновение повышенного давления. Показатель в семь и более атмосфер, приводит к повреждению бытовой техники и отдельных элементов водопровода.
При технически грамотно рассчитанном и нормально смонтированном водопроводе многоквартирного дома возникают ситуации с перепадами давления из-за пикового потребления. К примеру, в вечерние часы, когда большинство жильцов приходят с работы и начинают заниматься домашними делами, резко возрастает потребление воды. Это приводит к обидной ситуации, когда на нижних этажах все в порядке, а наверху проблематично даже руки вымыть.
Комплект циркуляционного насоса для повышения давления воды
Насос для повышения давления воды, смонтированный непосредственно на подающей магистрали, способен обеспечить полный и стабильный комфорт пользования водой на любом уровне многоэтажного дома. к меню ↑
2 На что стоит обратить внимание?
Насос для воды, установленный в квартире, может иметь два типа управления:
ручное — требующее постоянного контроля при работе насоса;
автоматическое — работа устройства регулируется при помощи специальных датчиков (напора, давления, протока).
Установка устройства поставляющего воду с ручным управлением целесообразна при нерегулярном его использовании. А контроль со стороны человека необходим для исключения работы насоса на сухую. Если в центральном водопроводе будет отсутствовать вода, произойдет перегрев электрического двигателя, и он сгорит.
Насосы, имеющие автоматическое управление, не требуют никакого внимания. Они могут быть включенными постоянно, так как их работа регулируется автоматикой, в зависимости от возникающих ситуаций.
Температура воды в центральном водопроводе также имеет значение, так как отдельные модели, повышающие давление, могут работать следующим образом:
только с холодной водой;
только с горячей водой;
и с холодной, и с горячей (универсальное устройство).
Немаловажным фактором в работе поддерживающего давление воды в квартире агрегата является способ его охлаждения:
Воздушное охлаждение вызывает повышенный сторонний шум, но производительность такого устройства выше, чем у его собрата с водяным охлаждением, который работает практически бесшумно. Используется в в трубопроводах как для холодной воды, так и для горячей. к меню ↑
2.1 Важные характеристики
Так как водяной насос будет устанавливаться непосредственно в квартире, следует учитывать некоторые его характеристики:
мощность — чем она выше, тем большее количество точек потребления будет обеспечено достаточным напором;
шумовой уровень — важный фактор, который следует учитывать для соблюдения комфортной шумовой обстановке в квартире. Слишком шумные агрегаты не подходят, особенно при работе ночью;
диаметр труб заведенных в квартиру — повышение давления возможно только в случае полного соответствия сечения трубопровода и патрубков насоса;
высота подъема — каждый качающий агрегат рассчитан на определенную высоту доставки жидкости;
габаритные размеры — для квартиры, которая имеет ограниченные пространственные возможности для установки подобного рода оборудования, следует подбирать компактные агрегаты.
к меню ↑
3 Установка в квартире
Установка насоса повышения давления в домашнем трубопроводе позволит на длительный срок обеспечить все бытовые потребности в воде.
Для того чтобы оборудование работало бесперебойно, следует воспользоваться следующими рекомендациями:
поступление жидкости в насос должно происходить через фильтр грубой очистки. Таким образом, исключается попадание через воду внутрь агрегата твердых частиц, которые могут нанести механические повреждения;
расположение только в сухом и отапливаемом помещении, для предотвращения коррозийного влияния влаги и отрицательного действия низких температур;
обязательное наличие запорного вентиля (крана), установленного перед насосом, что позволит проводить профилактические и ремонтные работы при отключении от центральной системы;
надежное крепление — обеспечит отсутствие протечек вызванных постоянной вибрацией работающего агрегата.
Самовсасывающая насосная станция повышения давления
Монтаж оборудования, способного повысить давление воды в квартире, происходит таким образом:
перекрывается поставка воды в квартиру;
маркером на несущей трубе, выбранной для установки насоса, делаются отметки, с учетом габаритных размеров по длине и наличия переходников;
по отмеченным местам разрезается труба;
на внешней стороне свободных концов трубы нарезается винтовая резьба нужного шага;
на концы труб навинчиваются переходники с внутренней резьбой;
переходники комплектуются фитингами;
устанавливается насос с соблюдением правильного направления движения жидкости указанного стрелкой на корпусе прибора;
проводится проводка трехжильного кабеля от бытового источника электропитания;
По окончанию монтажных работ необходимо провести тестовый запуск устройства для проверки на наличие протечек в соединениях. Для абсолютной герметизации рекомендуется использовать ФУМ ленту, намотав ее на резьбовое соединение. к меню ↑
3.1 УСТАНОВКА В КВАРТИРЕ НАСОСА, ПОВЫШАЮЩЕГО ДАВЛЕНИЕ ВОДЫ GPD 15-9A (ВИДЕО)
к меню ↑
4 Модели известных производителей
Выбирая водный насос для квартиры, следует обратить внимание на продукцию производителей, которые специализируется на изготовлении только такого оборудования. Наиболее известными являются компании Wilo, Grundfos и Jemix. Краткое описание и технические характеристики по одной модели от каждого из них:
Wilo PB-088 EA — малогабаритная модель, которая устанавливается непосредственно на трубе. Подходит для использования на трубопроводах, как с холодной, так и с горячей водой. Охлаждение происходит за счет потока проходящей жидкости. Комплектуется датчиком протока, который включает насос при начале потребления (открытии крана в точке пользования).
Предусмотрено два режима работы: с автоматическим и ручным управлением. Имеет защиту от сухого хода и перегрева. Корпус покрыт антикоррозийным составом. При работе производит мало шума.
Место повышающего насоса в системе водоснабжения
Технические характеристики:
максимальный напор: 9,5 м;
допустимая температура жидкости: от 0 до 60О С;
мощность двигателя: 0,09 кВт;
производительность: 2,1 куб. м в час;
диаметр соединительных патрубков: 15 мм (½ дюйма).
Grundfos UPA 15-90 — обеспечивает поднятие давления воды при монтаже на трубопроводе внутри квартиры. При небольших габаритных размерах и малом весе работает с жидкостями различной температуры. Охлаждается проточной водой и имеет защиту от сухого хода и перегрева. Корпус защищен антикоррозийным покрытием. При работе практически не шумит. Ручное управление и автоматический режим работы.
Технические характеристики:
максимальный напор: 8 м;
допустимая температура жидкости: от 2 до 60О С;
мощность двигателя: 0,12 кВт;
производительность: 1,5 куб. м в час;
диаметр соединительных патрубков: 20 мм (¾ дюйма).
Правила монтажа циркуляционного повышающего насоса
Jemix W15GR-15 A — аппарат предназначен для создания и поддержки давления в водопроводных системах на оптимальном уровне. Два режима управления работой — ручной и автоматический. Охлаждается воздушным вентилятором, поэтому шумно работает.
Технические характеристики:
максимальный напор: 15 м;
допустимая температура жидкости: от 0 до 110О С;
мощность двигателя: 0,12 кВт;
производительность: 1,5 куб. м в час;
диаметр соединительных патрубков: 15 мм (½ дюйма).
Главная страница » Насосы
Виды насосов для повышения давления воды на даче.
Видео и схемы
Водопроводная система дома – это довольно сложная конструкция, призванная обеспечивать качественную подачу воды. Показатель качества эксплуатации всей системы водоснабжения характеризуется единым показателем – давлением воды. Насосы для повышения давления воды в частном доме помогут задать показатели давления, которые необходимы для удобного использования бытовых приборов.
Зачем нужны насосы для повышения давления
По данным нормативной документации давление в водопроводных коммуникациях должно соответствовать параметрам 3-6 атм. Как показывает практика при напоре меньше 2 атм., эксплуатация техники (посудомойки, стиральной машины и водонагревателей) прекращается.
Также стоит отметить, что уровень давления воды не должен превышать 7 атм., так как в противном случае наступает большая вероятность разрывов сантехнических соединений и поломки бытовых приборов. Поэтому очень важно, чтобы уровень напора воды в трубах соответствовал и поддерживался в определенных рамках.
Качественная эксплуатация различных бытовых приборов, а также пожарных гидрантов возможна лишь при наличии уровня напора воды не менее 2 атм. В случаях, когда данный показатель не соответствуют норме, на помощь придут специальные приборы, призванные обеспечивать необходимое давление в трубах.
К таким техническим приборам можно отнести: 1. Насос для повышения давления. 2. Станция насосная.
Рассмотрим более детально принцип работы насоса для повышения напора воды. Данное устройство применяется в том случае, когда в водопроводной системе есть вода, но уровень давления при этом настолько мал, что качественная работа водопровода просто невозможна. На практике такая проблема довольно распространена в многоэтажных домах, где жители последних этажей из-за того что в водопроводной системе очень низкое давлении часто сидят без воды. Хорошим выходом из такой неприятной ситуации может стать установка насоса для повышения уровня давления.
Перед тем как установить данный прибор, следует тщательно изучить проблему и выявить причины слабого давления. К таковым относятся коррозийные повреждения внутренней поверхности труб или пробки из органических отложений, которые появляются вследствие неправильного ухода за водопроводной системой и низкого качества подаваемой воды. При таких проблемах использование насоса не вполне оправдано так как, устранив проблемы, давление очень быстро приходит в норму.
Полезное видео: Установка Насоса для повышения давления
Варианты режимов эксплуатации насоса помогают разделить приборы на следующие виды: — Насос ручного режима. Прибор работает постоянно. Регулировка работы происходит только вручную. Очень важно, используя данный прибор избегать его перегревания; — Насос автоматический. В основе управления данным устройством положен датчик потока. Насос начинает работать, как только открывается кран и начинает поступать вода. При его закрытии прибор прекращает работу.
В чем заключаются преимущества использования насоса высокого давления
1. Относительно компактные размеры. 2. Небольшой вес. 3. Бесшумная работа мотора. 4. Монтаж прибора осуществляется непосредственно на трубах водопроводной системы. 5. Невысокая стоимость.
К сожалению, недостатком работы такого устройства является невозможность повышения показателя напора более чем на 1 атм.
На что нужно обращать внимание, выбирая насос высокого давления
Купить качественный прибор можно в магазинах, торговых точках на строительных рынках или в интернете. Всю подробную информацию о насосе можно легко узнать у продавца, если вы хотите своими руками его установить.
Насосная станция
Однако, совершая покупку, все же следует обращать внимание на следующие технические показатели:
работоспособность прибора;
мощность и давление;
уровень шума в работе;
разбег рабочих температур.
Также почитайте о насосах для канализации в загородном доме.
Конечно, чем выше буду данные показатели, тем о большей эффективности прибора можно говорить. Не стоит забывать и о ценовой политике. Как правило, стоимость во многом зависит от марки производителя, материалов изготовления, технических параметрах прибора. Выбирайте насос для повышения давления с учетом особенностей водопроводных коммуникаций в вашей местности.
Установка повысительного водяного насоса (руководство из 10 шагов)
Хотите узнать, как установить повысительный водяной насос?
Для установки бустерного насоса высокого давления необходимо врезаться в магистральный водопровод сразу после запорного вентиля магистральной воды.
В этом руководстве я расскажу…
Мои 10 шагов по установке бустерных насосов
Почему слив воды из трубопровода на самом деле состоит из двух шагов (до и после резки)
Дополнительные функции безопасности, такие как предохранительные клапаны и выключатели низкого давления
Давайте начнем с этого руководства!
Как установить насос повышения давления воды?
Представьте себе: вы пришли домой после долгого рабочего дня и хотите долго принять горячий душ. К сожалению, один из ваших детей решает принять душ в то же время, и ваш приличный напор воды падает до струйки. Итак, если вы приняли решение установить повысительный насос для повышения давления воды.
Установка насоса повышения давления воды не для слабонервных или домовладельцев с нулевыми навыками сантехники. Лучшее место для установки повысительного водяного насоса обычно находится рядом с главным запорным краном .
А после слива из водопроводной системы воздуха и воды, вам потребуется врезаться в вашу магистральную водопроводную линию, припаять или приклеить новые колена, штуцеры и секции труб для насоса. Также рекомендуется установить обратный клапан, предохранительный клапан и выключатель низкого давления, которые добавляют дополнительные уровни безопасности для вашего дома.
Читайте также: Какие насосы для повышения давления воды лучше?
Бустерный насос давления воды Simer
#1. Место установки
Первым шагом является решение о том, где вы хотите установить насос повышения давления воды.
Бустерные насосы обычно устанавливаются сразу после главного запорного клапана воды. (Главные водозапорные устройства обычно располагаются в подвале.)
Вы также хотите установить насос в легкодоступном месте. Если есть чрезвычайная ситуация, и вам нужен доступ к насосу, вы не хотите, чтобы это было проблемой.
Кроме того, вы хотите установить насос так, чтобы свести к минимуму количество трубопроводов и колен. Чем больше витков и трубопроводов вы добавите в свой дом, это отрицательно повлияет на давление воды из-за трения.
Читайте также: Как установить рециркуляционные насосы для горячей воды?
#2. Измерения
После определения места установки необходимо выполнить правильные измерения, чтобы знать, где отрезать главный водопровод. Вам нужно будет принять во внимание трубную резьбу, размеры колен и другие факторы. По сути, вы не хотите испортить эту часть — дважды отмерьте и один раз отрежьте.
Именно в этот момент вы также хотите измерить байпасный трубопровод, если хотите его установить. Байпасный трубопровод позволяет удерживать воду в вашем доме, если вам нужно снять бустерный насос высокого давления для замены или обслуживания.
#3. Монтаж насоса
Насос необходимо установить на прочное основание. Если у вас бетонный пол, вы можете установить его на землю, но предпочтительнее установить насос на какой-либо прочной платформе. Вы также можете установить бустерный насос на стену фундамента.
Бустерные насосы обладают большой мощностью, а с этой мощностью приходят и вибрации. Вы не хотите, чтобы насос вибрировал в трубопроводе, что приводило к утечкам и последующему повреждению водой, поэтому требуется твердое основание.
Читайте также: Какие рециркуляционные насосы для горячей воды лучше всего подходят для установки под раковину?
#4. Отключение и слив воды
Прежде чем врезаться в главный водопровод, вы хотите перекрыть воду, закрыв главный запорный клапан воды.
После того, как вы отключили воду, пришло время слить воду из всех ваших трубопроводов. Просто откройте самый нижний кран в доме, пока он не высохнет.
#5. Обрезка трубы
С помощью инструмента для резки труб отрежьте участок трубопровода, необходимый для установки бустерного насоса.
Не удивляйтесь, если после разреза из трубы вытечет небольшое количество воды.
После резки вам нужно будет удалить заусенцы и стружку, чтобы вы могли сделать прочные соединения труб.
Читайте также: Каковы плюсы и минусы циркуляционных насосов для горячей воды?
Резак для медных труб (Ridgid)
#6. Remove Remaining Water
Несмотря на то, что до того, как вы сделали разрез трубы, вы слили воду, в секции трубопровода между самым нижним краном и местом, где вы сделали разрез, все еще может оставаться немного воды.
Чтобы удалить оставшуюся воду, все, что вам нужно сделать, это открыть кран на самом высоком уровне в доме, что позволит воздуху попасть в систему (нарушение вакуума), чтобы оставшаяся вода могла слиться.
Убедитесь, что у вас есть ведро под обрезанной трубой для сбора воды.
#7. Установка насоса
Установите колена на главный водопровод и убедитесь, что они направлены в сторону насоса.
Установите все соединения трубопроводов, необходимые для вашей установки.
И не забудьте установить обратный клапан. Обратный клапан — это односторонний клапан, который предотвращает попадание воды под более высоким давлением обратно на улицу — вода может двигаться только вперед в ваш дом. Стрелка на обратном клапане должна указывать направление потока воды.
Читайте также: Что такое дефект полибутиленового водопровода?
1-дюймовый медный обратный клапан (SharkBite)
Вы также можете установить две функции безопасности: предохранительный клапан и выключатель низкого давления.
Клапан сброса давления сбрасывает любое экстремальное давление в системе и выпускает воду из своего клапана. По сути, это тот же тип клапана, что и на баке водонагревателя. Эти клапаны предотвращают катастрофический отказ, если давление в вашем трубопроводе превысит заранее установленный предел.
В дополнение к предохранительному клапану вы также можете установить выключатель низкого давления. Это означает, что если к насосу не будет подаваться вода или будет мало воды, он автоматически отключит свою работу. Некоторые насосы повышения давления воды рискуют буквально взорваться, если они работают без воды.
#8. Включите воду
Теперь пришло время медленно включить воду при главном отключении.
Тщательно проверьте наличие любых признаков утечки из новых соединений трубопроводов и самого насоса. Если есть какие-либо утечки, снова перекройте воду и устраните проблему.
Повторяйте, пока не убедитесь, что утечек больше нет.
Читайте также: Какие унитазы с двойным смывом лучше?
#9. Запустить воду до заполнения
Перед тем, как подключить и включить насос, вы должны открыть кран, чтобы удалить весь воздух из трубопровода, а также заполнить насос и заполнить его водой.
Как только из крана пойдет нормальный и устойчивый поток воды, его можно перекрыть.
#10. Сменный насос
Теперь пришло время подключить насос к розетке GFCI и дать ему поработать несколько секций.
Он должен автоматически отключиться через несколько секунд после достижения целевого давления воды.
На этом этапе стоит еще раз внимательно осмотреть все трубопроводы и насос на наличие утечек. Если есть утечка, отключите насос, перекройте главный водопровод, слейте воздух и воду из системы и устраните утечку.
Читайте также: Как принять мгновенный душ с горячей водой?
Заключительные мысли
Вот оно, мое примерное руководство по установке сменного насоса повышения давления воды.
Если для вашего подпорного насоса требуется отдельная цепь, настоятельно рекомендуется нанять квалифицированного электрика. И, конечно же, для большинства домовладельцев для установки также потребуется лицензированный сантехник.
Не забудьте проверить в местном муниципалитете наличие необходимых разрешений. В вашем районе также могут потребоваться дополнительные средства безопасности, такие как предохранительный клапан или выключатель низкого давления.
Если вы испортите установку насоса высокого давления, вы можете буквально затопить дом или повредить водопроводную систему. Как бы вы хотели, чтобы не было воды в течение недели? Если вы не полностью готовы к установке насоса повышения давления воды, найдите лицензированного сантехника для этого проекта. В зависимости от вашего города или округа вам также может потребоваться получить разрешение на установку.
Также рекомендуется ознакомиться с моделью установки для вашего конкретного насоса повышения давления воды. Все насосы имеют свои особенности установки, и все они имеют различные особенности, о которых вам необходимо знать.
Даже если вы наймете лицензированного сантехника для установки (рекомендуется для большинства), я все равно прочитаю руководство по установке, чтобы убедиться, что он ничего не упустит.
Как повысить напор воды в душе в квартире
Для большинства людей душ под высоким давлением — это приятный и бодрящий душ. Представьте себе, что вы принимаете душ в конце долгого дня, ожидая освежающих ощущений прямо перед тем, как расслабиться на весь день, или бодрящего душа «разбуди меня» утром.
Когда вы включаете душ, низкий напор воды быстро превращает ваш душ в раздражающее и раздражающее занятие. Существуют различные причины (как простые, так и серьезные) низкого напора воды. К счастью, это решаемая проблема. Давайте рассмотрим, как увеличить напор воды в душе в квартире.
1. Очистите насадку для душа
Вода содержит различные минеральные отложения, которые, естественно, со временем накапливаются в насадке для душа. Форсунки будут разбрызгивать воду в разных направлениях или полностью блокироваться, уменьшая поток воды в вашем душе. Вы можете легко чистить насадку для душа независимо от того, прикручена она к душевой трубе или снята.
Чтобы очистить насадку для душа, отвинтите ее от душевой трубы и замочите в белом уксусе на несколько часов. Убедитесь, что он полностью погружен в воду. Если отложения чрезмерные, замочите их в уксусе не менее чем на 8 часов, затем удалите его и сотрите остатки отложений зубной щеткой. Если насадка для душа все еще прикручена, наполните полиэтиленовый пакет уксусом и завяжите его вокруг насадки для душа, убедившись, что он погружен в воду.
2. Снимите ограничитель потока
Осмотрите насадку для душа, чтобы проверить наличие ограничителя потока. Обычно они устанавливаются для экономии воды и энергии. Ограничители расхода уменьшают расход воды до 2,5 галлонов в минуту в соответствии со стандартами энергосбережения. К сожалению, это экономящее деньги устройство также может стать кошмаром, поскольку снижает давление воды в вашем душе.
Имейте в виду, что снятие ограничителя потока увеличит потребление воды и, следовательно, ваши счета. Если вы не против доплатить, то вперед. Вам потребуется:
Разводной ключ
Полотенце/ткань
Сантехническая лента
Канцелярские скрепки
Плоскогубцы
Указания
2 Отвинтить душевую головку
2.
Снимите сетчатый экран (если он есть на душевой лейке) с помощью плоскогубцев.
Разогните скрепку и используйте ее, чтобы снять прокладку (уплотнительное кольцо), не повредив ее.
Снимите ограничитель с помощью разогнутой скрепки или острогубцев. Ограничитель представляет собой круглое пластиковое плоское кольцо со звездообразным металлическим центром.
Замените уплотнительное кольцо и сетчатый экран, чтобы снова установить насадку для душа.
3. Проверка и очистка фильтра для воды в здании
В большинстве многоквартирных домов водопроводная система оснащена водяными фильтрами для удаления отложений и мусора до того, как вода попадет в водопроводные трубы здания. Со временем фильтры накапливают мусор и засоряются, что приводит к низкому давлению воды, особенно если администрация не проводит регулярного обслуживания.
Руководители должны регулярно проверять эти фильтры и очищать их во избежание засорения. Любой признак грязного фильтра означает, что пришло время обслуживания. Регулярная очистка также может предотвратить повреждение фильтров.
4. Прочистите водопроводные трубы
Водопроводные трубы в многоквартирных домах часто забиваются разного рода мусором. Для их устранения требуются профессиональные сантехники. Они достаточно опытны, чтобы найти забитые трубы и отсоединить их от остальных. Они используют профессиональное чистящее оборудование, чтобы удалить мусор изнутри, затем заменяют трубу и проверяют поток воды.
Замена трубы — еще одно распространенное решение при чрезмерном засорении трубы. Это также работает для труб, изготовленных из корродированного материала. Профессиональные сантехники выслеживают эти трубы и удаляют их. Их заменяют новыми большего диаметра, изготовленными из таких материалов, как медь, ХПВХ, PEX, устойчивых к коррозии.
5.
Установите усиливающую насадку для душа
Низкое давление воды в душе может быть связано с типом насадки для душа. Некоторые насадки для душа в многоквартирных домах ограничивают подачу воды и требуют замены на ту, которая обеспечивает душ под высоким давлением. Душевые лейки с усилением решают эту проблему.
Обеспечивают мощный душ без увеличения фактического давления в системе. Вы не будете тратить воду впустую, но вам будет казаться, что вы используете больше. Вариантов на рынке множество, поэтому вам нужно изучить, какой из них лучше всего подходит для вас, в зависимости от размера и конфигурации вашего душа. Некоторые насадки для душа с усилением имеют регулируемые параметры струи и давления.
6. Предотвращение замерзания труб
Администрация здания должна информировать жильцов о необходимости поддерживать заданную температуру отопления в своих квартирах на уровне не ниже 10°C. Это обеспечивает достаточное количество тепла, чтобы предотвратить замерзание воды в трубах, тем самым исключая вероятность затопления. Если вы уезжаете из дома на праздники, убедитесь, что у вас отключена вода.
Изоляция труб также эффективна для предотвращения замерзания труб зимой. Хотя это может быть простой проект для водопроводной системы дома, это многоквартирный дом, поэтому вам понадобится профессиональный сантехник, чтобы покрыть трубы специальным изоляционным материалом, чтобы предотвратить замерзание.
7. Позвоните специалистам по телефону
Иногда вы не можете точно определить причину низкого давления воды. Может быть, вы все проверили, но не можете понять. Здесь на помощь приходит профессиональный сантехник. Проблема может быть сложнее, чем вы думаете.
Возможно, ваш многоквартирный дом полностью заселен. Вы заметите снижение давления по утрам или вечерам, когда большинство людей принимают душ, особенно если здание наполняется за короткий период времени. Если это относится к вашей квартире, вызовите профессиональных сантехников, чтобы найти надежное решение.
В чем причина низкого давления воды в квартире?
Квартиры и другие высотные здания печально известны проблемами с низким напором воды. К сожалению, это доставляет неудобства жильцам или владельцам квартир, которые наслаждаются горячим сильным душем. К причинам низкого давления воды в квартире можно отнести:
1. Низкое водоснабжение
Недостаточное водоснабжение от коммунальных служб является частой причиной низкого давления воды в квартирных душевых. Это затрудняет попадание воды на верхние этажи здания, несмотря на то, что в здании есть совершенно новая водопроводная система.
В некоторых случаях в здании требуется бустерный насос для подачи воды на верхние этажи здания, поскольку они слишком высоки для доступа коммунальной воды. Резервуары для воды наверху не могут адекватно подавать воду в водопроводную систему, если они ее не получают.
2. Высокий спрос
Некоторые огромные здания с несколькими квартирами. Если водопроводная система в этих зданиях не была должным образом спланирована, она может оказаться не в состоянии адекватно поддерживать количество квартир. Это повлечет за собой высокие требования к водоснабжению.
На многоквартирные дома, в которых проживает несколько семей, спрос еще выше из-за количества проживающих в них людей. В часы пик подача воды будет перегружена, что приведет к низкому давлению воды в душе.
3. Температура замерзания
Зимой салфетки замерзают, и вода не может попасть в насадку для душа. Если да, то давление низкое. Что еще хуже, замерзшие трубы расширяются и создают давление, которое может их разорвать. Когда трубы лопаются, они выпускают несколько галлонов воды, которые могут повредить водопроводную систему и здание.
Даже если трубы не лопнут, они все равно будут повреждены, так как очень низкие температуры могут повлиять на водопроводную систему. При отрицательных температурах вода в трубах замерзает, а затем расширяется. Это приводит к утечкам воды, забиванию льдом и проблемам с давлением воды.
4. Неисправные вентили
Клапаны являются важным элементом водопроводной системы многоквартирного дома. Они контролируют систему водоснабжения и водоотведения в каждой квартире. Они нуждаются в регулярном осмотре и обслуживании, чтобы обеспечить их оптимальное состояние и эффективную работу.
Низкое давление возникает из-за неисправных клапанов и частично закрытых клапанов. Старые клапаны могут быть повреждены и должны быть заменены. Если в вашей системе недавно проводилось обновление сантехники, у одного из клапанов могут быть проблемы с его конструкцией.
Как устранить низкое давление воды в душе на верхнем этаже?
Как правило, давление воды на верхнем этаже дома ниже, чем на первом этаже. В большинстве домов водонагреватель находится в подвале. Здесь же начинается основная водопроводная линия. На каждый фут трубы, по которой проходит вода, она теряет давление, и тем более из-за вертикального трубопровода.
Это приводит к плохому выходу воды из душевой лейки. К счастью, вы можете покончить с разочарованием и устранить низкое давление в душе наверху. Во-первых, проверьте давление воды, когда она входит в ваш дом. Если он уже низкий, то пострадает ваш душ наверху.
1. Проверьте, что сливается из душа
Если подача воды из магистрали достаточна, проверьте давление, предварительно убедившись, что ваши водопроводные приборы и источники отключены. Например, стиральные машины, посудомоечные машины, другие смесители и наружные шланги.
Когда все они открыты, давление воды в душе наверху уменьшается, так как вода течет во всех остальных местах. Если вы заметили высокое давление наверху, когда воду никто не сливает, используйте душ таким образом.
2. Отрегулируйте регулятор
Проверьте и отрегулируйте регулятор давления воды в соответствии с требуемым давлением. Вы можете увеличить давление на весь дом. Не регулируйте его слишком быстро, так как он может быть поврежден, когда внезапный поток воды разрушит слабые места. Делайте это медленно и осторожно, пока вы контролируете это.
Итак, как настроить регулятор? Начните с ослабления гайки с помощью гаечного ключа, возьмите отвертку и поверните регулировочный винт по часовой стрелке. В особых случаях потребуется насос, если давление воды не может подняться выше определенного уровня.
Что такое хороший напор воды для душа?
У каждого свой уровень давления воды, который делает его счастливым. В то время как струйка может быть хороша для одного, другому может понравиться мощный душ типа пожарного шланга. Тем не менее, идеальное давление воды в вашем доме должно быть в состоянии удовлетворить потребности членов семьи и домохозяйства.
Самый простой способ определить, хороший ли у вас напор воды, — измерить его с помощью секундомера и литрового мерного кувшина. Поставив кувшин под открытый душ, измерьте, сколько времени требуется воде, чтобы наполнить кувшин. Все, что больше 6 секунд, показывает, что ваш душ работает при низком давлении.
Измерение давления воды даст вам точную картину силы воды. Измеряется в фунтах на квадратный дюйм или PSI. Нормальное давление воды обычно находится в диапазоне от 40 до 60 фунтов на квадратный дюйм. Многие жители предпочитают давление воды около 50 фунтов на квадратный дюйм.
Является ли 70 фунтов на квадратный дюйм слишком высоким для давления воды?
Низкое давление раздражает жильцов, но высокое давление в вашем душе опасно для водопроводной системы, стен, баков и многого другого. Хотя в большинстве домов давление поддерживается в пределах от 40 до 60 фунтов на квадратный дюйм, 70 фунтов на квадратный дюйм не является слишком высоким для давления воды. Помните, что давление воды не должно превышать 75 фунтов на квадратный дюйм.
Есть ли насадка для душа, повышающая давление воды?
Как упоминалось ранее, вы можете увеличить напор воды, заменив насадку для душа. Некоторые насадки для душа не предназначены для обеспечения достаточного выпуска воды. Замените их одной из этих насадок для душа высокого давления, чтобы принять душ с удовольствием.
Ручная насадка для душа высокого давления HO2ME
Этот легкий многофункциональный ручной душ одновременно бодрит и расслабляет благодаря мощной струе воды. Вам не придется беспокоиться о накоплении минералов благодаря форсункам из мягкой резины.
нахождение в природе, физические и химические свойства. Медь и её сульфид, гидроксид и оксид
Этот химический элемент известен человеку давно и сегодня используется буквально повсеместно. Электрические провода, посуда, монеты, строительные материалы – в наши дни медь и сплавы на её основе применяются в самых разных отраслях промышленности. Начало применения Cu относят к «Бронзовому веку» (3 тыс. лет до н.э.). Уже тогда люди умели добывать этот розово-золотистый металл и даже получать медно-оловяные сплавы. Вместе с тем, нахождение в природе меди совсем невелико: если изучить состав земной коры нашей планеты, то элемента Cu в неё окажется всего около 0,01% (23 место).
Медь: нахождение в природе
В природе медь встречается как в чистом виде (самородки могут достигать общего веса в несколько сотен тонн), так и в составе различных соединений. Обычно приходится иметь дело с сульфидами, сформировавшимися в осадочных горных породах, либо с субстратами. Получить медь из этих соединений легко благодаря низкой температуре плавления, чем и пользовались наши предки при изготовлении самых разных медных изделий. Что касается названия элемента – Cuprum, то историки соотносят его с наименованием некогда древнегреческого острова Кипр (Cyprus), когда-то являвшегося наиболее крупным в Европе центром выработки материала. Вполне возможно впервые выплавлять медь научились именно на Кипре.
Физические свойства меди
Прежде всего, медь очень пластична, а потому крайне удобна в использовании, в частности, в плавке. Отличает этот металл и такая характеристика, как ярко выраженная окраска, которая делает материал декоративным (+ отжиг меди). Если для большинства известных металлов характерен серебристо-серый цвет, то Cu, наравне с золотом и осмием входит в число трёх с уникальной цветовой окраской.
Еще одно достоинство меди – высокая электропроводность, которая предопределяет использование данного металла в составе самой разной электропроводниковой продукции. Здесь же стоит сказать и о таком свойстве Cu, как отсутствие искры при ударе. Эта уникальная особенность меди делает её отличным материалом для изготовления деталей, работающих в условиях повышенной пожароопасности.
Химические свойства соединений меди
Особого внимания заслуживает взаимодействие Cu с кислотами. Так, этот элемент никак не реагирует на воду, растворы щелочей, соляную или разбавленную серную кислоты. При этом сильные окислители, такие как концентрированная серная или азотная кислота, очень быстро медь растворяют. Cu также называют коррозийностойким металлом, однако влажная атмосфера и углекислые газы, взаимодействуя с медью, способствуют образованию на её поверхности зеленоватого налета (карбонат меди).
Сегодня широкое применение находят оксид (СuО), гидроксид (Си(ОН)2) и сульфид меди (CuS). Уникальное свойство сульфида меди – высокая электропроводность, позволяющая получать сверхпроводники. Химические свойства гидроксида меди позволяют легко получать оксиды (путем разложения гидроксида меди 2 при нагревании).
Химические свойства элементов:медь, нахождение меди в природе, получение меди, свойства меди
Ключевые слова: медь, нахождение меди в природе, получение меди, физические свойства меди, сплавы. меди, химические свойства меди.
Медь (Cuprum), Си — химический элемент побочной подгруппы первой группы периодической системы элементов Д.И. Менделеева. Латинское название происходит от острова Кипр, где древние греки добывали медную руду. Порядковый номер 29, атомная масса меди 63,54. Природная медь состоит из смеси 2-х стабильных изотопов 63Cu (69,1%) и 65Cu (30,9%). Путем бомбардировки никеля протонами или ядрами дейтерия искусственно получают радиоактивные изотопы меди 6lCu и 64Си с периодами полураспада 3,3 и 12,8 часов соответственно. Эти изотопы обладают высокой удельной активностью и используются в качестве меченых атомов. В химическом отношении медь занимает промежуточное положение между элементами главной подгруппы VIII группы и щелочными элементами I группы периодической системы.
НАХОЖДЕНИЕ МЕДИ В ПРИРОДЕ
Содержание меди в земной коре составляет около 0,01%. Она встречается в свободном состоянии в виде самородков, достигающих значительных размеров (до нескольких тонн). Однако руды самородной меди сравнительно мало распространены, и в настоящее время из них добывается не более 5% меди от общей ее мировой добычи. Медь является халькофильным элементом. До 80% ее присутствует в земной коре в виде соединений с серой. Около 15% меди находится в виде карбонатов, силикатов, оксидов, являющихся продуктами выветривания первичных сульфидных медных руд.Медь образует до 240 минералов, однако лишь около 40 имеют промышленное значение .Различают сульфидные и окисленные руды меди. Промышленное значение имеют сульфидные руды, из которых наиболее широко используется медный колчедан (халькопирит) CuFeS2. В природе он встречается главным образом в смеси с железным колчеданом FeS2 и пустой породой, состоящей из оксидов кремния, алюминия, кальция . Часто сульфидные руды содержат примеси благородных металлов (золота, серебра), цветных и редких металлов ( цинка, свинца, никеля, кобальта, молибдена ) и рассеянных элементов (германий).Содержание меди в руде обычно составляет 1—5%, но благодаря технологии флотации, ее можно обогащать, получая концентрат, содержащий 20% меди и более . Наиболее крупные запасы медных руд в России сосредоточены главным образом на Урале, в Казахстане и Средней Азии, за рубежом — в Африке (Катанта, Замбия), Америке (Чили, США, Канада).
ПОЛУЧЕНИЕ МЕДИ
Руды и получаемые из них путем механического обогащения концентраты перерабатывают на медь пирометаллургическим и гидрометаллургическим методами . Первый из них применяется преимущественно для переработки сернистых руд. Вторым методом, получившим небольшое распространение, перерабатывают окисленные и смешанные бедные руды, содержащие около 1% меди.Пирометаллургический метод заключается в обжиге концентратов, плавке полученного огарка на штейн (сплав сульфидов меди и железа), продувке штейна в конвертере с получением черновой меди (содержащей около 5% примесей), рафинировании последних огневым процессом или электролизом для получения чистой меди. Гидрометаллургический метод получения меди заключается в извлечении ее из руд различными растворителями с последующим выделением металла из растворов электролизом или посредством вытеснения его железом в виде цементной меди. Иногда медь выделяют в виде оксида.
ФИЗИЧЕСКИЕ СВОЙСТВА МЕДИ
Техническая медь — металл красного, в изломе розового цвета, при просвечивании в тонких слоях — зеленовато-голубой. Имеет гранецентрированную кубическую решетку, плотность 8,96 кг/м3 (20°С). Медь — вязкий, мягкий и ковкий металл, уступающий только серебру высокими теплопроводностью и электропроводностью. Эти качества, а также пластичность и сопротивление коррозии обусловили широкое применение меди в промышленности.
СПЛАВЫ МЕДИ
Небольшие примеси висмута (0,001%*) и свинца (0,01%) делают медь ломкой, а примесь серы вызывает хрупкость на холоду .С металлами медь образует различные сплавы. В двухкомпонентных медных сплавах с Zn, Sn, Al, Ni, Fe, Mn, Si, Be, Cr, Pb, P и др. легирующий элемент входит в твердый раствор замещения на основе Си, а также может образовывать электронные соединения, характеризующиеся определенной электронной концентрацией. В многокомпонентных сплавах часто присутствуют сложные металлические соединения точно неустановленного состава. Легирующие элементы вводят в медь для повышения прочности и твердости, улучшения антифрикционных свойств и стойкости против коррозии и для получения сплавов с заданными физическими свойствами. Медные сплавы делят на латуни, бронзы и медно-никелевые сплавы .
Латунями называют сплавы меди и цинка. Медь может растворять цинк в любом количестве. При добавлении к меди до 45—47% Zn увеличивается предел прочности сплава при растяжении; дальнейшее увеличение содержания цинка вызывает снижение предела прочности. Вязкость (пластичность) сплава возрастает при добавлении к меди до 30—32% Zn, а затем уменьшается, достигая очень малой величины при содержании 47—50% Zn.
Ковкая латунь (мунц-металл) содержит 60% Си и 40% Zn, томпак — 90—80% Си и 10—20% Zn. Состав специальных латуней: алюминиевая (66—68% Си, ~3% А1, ~30% Zn), марганцовисто-свинцовая (57—60% Си, 1,5—2,5% РЬ; 1,5—2,5% Мп, -38% Zn).
Бронзами называют сплавы меди с оловом. В присутствии олова улучшаются механические свойства меди, бронзы обладают хорошими литейными свойствами. Обычно содержание олова не превышает 10%. Алюминиевая бронза содержит 82—90% Си, 4—10% Al, 1—6% Fe + Si; кремнеоловянная бронза — 99,94% Си, по 0,03% Sn и Si.
Сплавы меди с никелем. Никель сильно повышает твердость меди. Сплав 50% Си и 50% Ni обладает наибольшей твердостью. Кроме высокой твердости, эти сплавы обладают пониженной электропроводностью, вследствие чего употребляются в электротехнике .
Хорошие механические свойства, высокая стойкость против коррозии во многих средах, ценные физические свойства в сочетании с простотой плавки, литья и обработки давлением обусловили широкое применение медных сплавов в многочисленных отраслях техники: в авиа-, авто-, судостроении, химической промышленности, станкостроении, электротехнике, приборостроении, в производстве паровой и водяной арматуры, посуды, художественных и других изделий.
ХИМИЧЕСКИЕ СВОЙСТВА МЕДИ
Медь — электроположительный металл. Медь вытесняется из своих солей более электроотрицательными элементами и не растворяется в кислотах, не являющихся окислителями. Медь растворяется в азотной кислоте с образованием (Си(NOз)2 и оксидов азота, в горячей конц. H2SO4 — с образованием CuSO4 и SO2. В нагретой разбавленной H2SO4 медь растворяется только при продувании через раствор воздуха .Химическая активность меди невелика, при температурах ниже 185°С с сухим воздухом и кислородом не реагирует. В присутствии влаги и СО2 на поверхности меди образуется зеленая пленка основного карбоната. При нагревании меди на воздухе идет поверхностное окисление; ниже 375°С образуется СиО, а в интервале 375—1100°С при неполном окислении меди — двухслойная окалина (СиО + СuО). Влажный хлор взаимодействует с медью уже при комнатной температуре, образуя хлорид меди(II), хорошо растворимый в воде. Медь реагирует и с другими галогенами. Особое сродство проявляет медь к сере: в парах серы она горит. С водородом, азотом, углеродом медь не реагирует даже при высоких температурах. Растворимость водорода в твердой меди незначительна и при 400°С составляет 0,06 г в 100 г меди. Присутствие водорода в меди резко ухудшает ее механические свойства (так называемая «водородная болезнь»). При пропускании аммиака над раскаленной медью образуется Cu2N. Уже при температуре каления медь подвергается воздействию оксидов азота: N2O и NO взаимодействуют с образованием СuО, a NO2 — с образованием СиО. Карбиды Cu2C2 и СuС2 могут быть получены действием ацетилена на аммиачные растворы солей меди. Оксид меди(I) Си2O красного цвета, незначительно растворяется в воде. При взаимодействии сильных щелочей с солями меди(I) выпадает желтый осадок, переходящий при нагревании в осадок красного цвета, по-видимому Сu2О. Гидроксид меди(I) обладает слабыми основными свойствами, он немного растворим в концентрированных растворах щелочей.
Сплавы меди
Реакции с медью(взаимодействие меди)
Оксиды меди
Сульфат меди
Хлорид меди
Нитрат меди
Гидроксид меди
Медь: факты о красноватом металле, который использовался людьми на протяжении 8000 лет
Медь — блестящий металл красновато-коричневого цвета. (Изображение предоставлено: VvoeVale через Getty Images)
Блестящая, красноватая медь была первым металлом, которым манипулировали люди, и сегодня он остается важным металлом в промышленности.
Самый старый металлический предмет, найденный на Ближнем Востоке, состоит из меди; это было крошечное шило, датируемое 5100 г. до н.э. А американских пенни изначально были сделаны из чистой меди (хотя в наши дни это 9000 пенсов).7,5% цинк с тонкой медной пленкой).
Медь занимает третье место среди наиболее потребляемых промышленных металлов в мире после железа и алюминия , по данным Геологической службы США (USGS). Около трех четвертей этой меди идет на производство электрических проводов, телекоммуникационных кабелей и электроники.
Помимо золота, медь является единственным металлом в таблице Менделеева, цвет которого не серебристый или серый.
Химическое описание меди
Электронная конфигурация и элементарные свойства меди. (Изображение предоставлено: Грег Робсон/Creative Commons, Андрей Маринкас (открывается в новой вкладке) Shutterstock (открывается в новой вкладке))
Атомный номер (количество протонов в ядре): 29
Атомный символ (в периодической таблице элементов): Cu
Атомный вес (средняя масса атомов ): 63,55
Плотность: 8,92 грамма на кубический сантиметр
Фаза при комнатной температуре: твердое тело
Температура плавления: 1 984,32 градуса по Фаренгейту (1 084,62 градуса Цельсия)
Температура кипения: 5 301 F (2 927 C)
Количество изотопов (атомы одного и того же элемента с разным числом нейтронов): 35; 2 стабильный
Наиболее распространенные изотопы: Cu-63 (69,15 % естественного содержания) и Cu-65 (30,85 % естественного содержания)
История меди
Большая часть меди находится в рудах и должна быть выплавлена или извлечена из руда для чистоты, прежде чем ее можно будет использовать. Но естественные химические реакции могут иногда высвобождать самородную медь, согласно сайту химической базы данных 9.0005 Chemicool (открывается в новой вкладке).
Люди изготавливали изделия из меди по крайней мере 8000 лет и научились плавить металл примерно к 4500 г. до н.э. Следующим технологическим скачком стало создание медных сплавов путем добавления в медь олова, что создавало более твердый металл, чем отдельные его части: бронзу. Технологическое развитие положило начало бронзовому веку, периоду, охватывающему приблизительно 3300–1200 лет до н. э. и отличающемуся использованием бронзовых инструментов и оружия, согласно 9.0005 Канал истории (открывается в новой вкладке).
Медные артефакты разбросаны по историческим записям. Крошечное шило или заостренный инструмент, датируемый 5100 г. до н.э. был похоронен с женщиной средних лет в древней деревне в Израиле. Шило представляет собой старейший металлический предмет , когда-либо найденный на Ближнем Востоке. Согласно статье 2014 года, опубликованной в PLOS ONE (откроется в новой вкладке). В древнем Египте люди использовали медные сплавы для изготовления украшений, в том числе колец на пальцах ног. Исследователи также обнаружили массивные медные рудники 10 века до н.э. в Израиле. Медь, возможно, даже была первым загрязнителем , который люди выпустили в окружающую среду около 7000 лет назад.
На протяжении всей истории многие инструменты делались из меди, например, это медное шило с посеребренной ручкой, которое, как полагают, относится к раннему бронзовому веку. Он был найден на археологических раскопках Ла-Альмолойя в Плиего, Мурсия на юго-востоке Испании. (Изображение предоставлено J.A. Soldevilla, любезно предоставлено Исследовательской группой Arqueoecologia Social Mediterrània, Автономный университет Барселоны; Antiquity Publications Ltd)
По данным Геологической службы США, около двух третей меди на Земле находится в изверженных (вулканических) породах, а около четверти — в осадочных породах. Этот металл пластичен и податлив, хорошо проводит тепло и электричество — вот почему медь широко используется в электронике и проводке.
Медь становится зеленой из-за реакции окисления; то есть он теряет электроны, когда подвергается воздействию воды и воздуха. Эта реакция окисления является причиной того, что покрытая медью Статуя Свободы имеет зеленый цвет, а не оранжево-красный. Согласно Ассоциация развития меди , выветрившийся слой оксида меди толщиной всего 0,005 дюйма (0,127 миллиметра) покрывает Lady Liberty, а покрытие весит около 80 тонн (73 метрических тонны). Переход от медного цвета к зеленому происходил постепенно и был завершен к 1920 году, через 34 года после того, как статуя была освящена и открыта, согласно Нью-Йоркского исторического общества .
Краткие факты о меди
Вот несколько интересных фактов о меди:
Согласно Питеру ван дер Крогу t , голландскому историку, слово «медь» имеет несколько корней, многие из которых происходят от латинского слова cuprum , которое образовано от словосочетания . Cyprium aes , что означает «металл с Кипра», так как большая часть используемой в то время меди добывалась на Кипре.
Если бы вся медная проводка в среднем автомобиле была проложена, она растянулась бы на 0,9 мили (1,5 км), согласно USGS .
Электрическая проводимость (насколько легко ток может течь через металл) меди уступает только серебру, согласно Лаборатории Джефферсона .
Копейки были из чистой меди только с 1783 по 1837 год. С 1837—1857 копейки изготавливались из бронзы (95% меди, остальные 5% составляли олово и цинк). В 1857 году количество меди в пенни упало до 88% (оставшиеся 12% составлял никель). В 1864 году рецепт вернулся к своему прежнему рецепту. В 1962, содержание пенни изменилось до 95% меди и 5% цинка. С 1982 года по сегодняшний день пенни состоят на 97,5% из цинка и на 2,5% из меди.
Люди нуждаются в меди в своем рационе. Этот металл является важным микроэлементом, который имеет решающее значение для формирования красных кровяных телец, согласно Национальной медицинской библиотеки США . К счастью, медь можно найти в различных продуктах, в том числе в зерне, бобах, картофеле и листовой зелени.
Слишком много меди (открывается в новой вкладке), однако, это плохо. Проглатывание большого количества металла может вызвать боль в животе, рвоту и желтуху (желтоватый оттенок кожи и белков глаз, что может указывать на то, что печень работает неправильно) в краткосрочной перспективе. Длительное воздействие может привести к таким симптомам, как анемия, судороги и диарея, которая часто бывает кровавой и может быть синего цвета.
Иногда в водопроводе обнаруживается повышенное содержание меди из-за старых медных труб. Например, в августе 2018 года система государственных школ в Детройте (открывается в новой вкладке) отключила всю питьевую воду в государственных школах в качестве меры предосторожности из-за высокого уровня меди и железа, обнаруженного в воде, по данным Сиэтла. Раз (откроется в новой вкладке).
Медь обладает антимикробными свойствами, а убивает бактерии, вирусы и дрожжи при контакте, согласно статье 2011 года в журнале Applied and Environmental Microbiology. В результате медь можно даже вплетать в ткани для изготовления антимикробной одежды, например 9.0005 носки против грибка стопы .
Медь также входит в состав некоторых типов внутриматочных спиралей (ВМС), используемых для контроля над рождаемостью, согласно Mayo Clinic . Медная проводка вызывает воспалительную реакцию, токсичную как для сперматозоидов, так и для яйцеклеток, чтобы предотвратить беременность. При любой медицинской процедуре существует риск побочных эффектов. (Согласно статье 2017 года, опубликованной в Medical Science Monitor 9, токсичность меди, по-видимому, не является таковой.0006 (откроется в новой вкладке) ) .
Врач держит Т-образную внутриматочную спираль (ВМС), изготовленную из пластика и меди. Его помещают внутрь матки, чтобы предотвратить беременность. (Изображение предоставлено New Africa через Shutterstock)
Текущие исследования
Антимикробные свойства меди сделали ее популярным металлом в области медицины. Несколько больниц экспериментировали с покрытием поверхностей, к которым часто прикасаются, таких как поручни кроватей и кнопки вызова, медью или медными сплавами в попытке замедлить распространение внутрибольничных инфекций. Медь убивает микробы, препятствуя электрическому заряду клеточных мембран организмов, говорит Кассандра Сальгадо, профессор инфекционных заболеваний и больничный эпидемиолог Медицинского университета Южной Каролины.
В 2013 году группа исследователей под руководством Сальгадо протестировала поверхности в отделениях интенсивной терапии (ОИТ) в трех больницах, сравнив комнаты, модифицированные медными поверхностями, прикрепленными к шести обычным предметам, которые подвергаются большому количеству рук, с комнатами, не модифицированными медью. Ученые обнаружили, что в традиционных больничных палатах (без медных поверхностей) у 12,3% пациентов развились устойчивые к антибиотикам инфекции, такие как устойчивый к метициллину Staphylococcus aureus (MRSA) и устойчивый к ванкомицину 9. 0088 Энтерококк (ВРЭ). Для сравнения, в палатах, модифицированных медью, только 7,1% пациентов заразились одной из этих потенциально разрушительных инфекций.
«Мы знаем, что если вы поместите медь в палату пациента, вы уменьшите микробную нагрузку», — сказал Сальгадо Live Science. «Я думаю, что это было доказано снова и снова. Наше исследование было первым, кто продемонстрировал, что это может иметь клиническую пользу».
Исследователи ничего не изменили в условиях отделения интенсивной терапии, кроме меди; врачи и медсестры по-прежнему мыли руки, и уборка шла своим чередом. Исследователи опубликовали свои выводы в 2013 году в журнале 9.0005 Инфекционный контроль и госпитальная эпидемиология (открывается в новой вкладке). Сальгадо и ее команда также протестировали медные покрытия стетоскопов, согласно статье 2017 года, опубликованной в Американском журнале инфекционного контроля , где исследователи обнаружили, что на стетоскопах с медным покрытием было значительно меньше бактерий. Фактически, 66% стетоскопов были полностью свободны от бактерий. Дальнейшие исследования продолжаются для проверки идеи меднения в других медицинских отделениях, особенно в тех местах, где пациенты более мобильны, чем в отделении интенсивной терапии. По словам Салдаго, также необходимо провести анализ затрат и результатов, чтобы сопоставить расходы на установку меди и экономию, полученную за счет предотвращения дорогостоящих инфекций.
В 2020 году двойное слепое рандомизированное контролируемое исследование показало, что перевязка ран после кесарева сечения бинтами с высоким содержанием меди может снизить риск инфекции в брюшной полости на 80% по сравнению с традиционными перевязками. Результаты были опубликованы в Европейском журнале акушерства, гинекологии и репродуктивной биологии (открывается в новой вкладке).
Зачищенные медные силовые кабели. (Изображение предоставлено Хосе А. Бернатом Басете через Getty Images)
Медь также играет огромную роль в электронике, и из-за ее изобилия и низкой цены исследователи работают над интеграцией металла во все большее число передовых устройств.
Фактически, медь может помочь в производстве футуристической электронной бумаги, носимых биосенсоров и другой «мягкой» электроники, сказал Венлонг Ченг, профессор химического машиностроения в Университете Монаш в Австралии. Ченг и его коллеги использовали медные нанопроволоки для создания «аэрогелевого монолита», материала с высокой пористостью, очень легкого и достаточно прочного, чтобы стоять самостоятельно, подобно сухой кухонной губке. В прошлом эти монолиты из аэрогеля изготавливались из золота или серебра, но медь является более экономичным вариантом.
Путем смешивания медных нанопроволок с небольшим количеством поливинилового спирта исследователи создали монолиты аэрогеля, которые могут превращаться в своего рода нарезаемую формуемую резину, проводящую электричество. Исследователи сообщили о своих выводах в 2014 году в журнале ACS Nano (откроется в новой вкладке). Конечным результатом может быть робот с мягким телом или медицинский датчик, который идеально сочетается с изогнутой кожей, сказал Ченг в интервью Live Science. В настоящее время он и его команда работают над созданием датчиков артериального давления и температуры тела из монолитов медного аэрогеля — еще один способ, с помощью которого медь может помочь контролировать здоровье человека.
Физики также проводили эксперименты с медью. В эксперименте 2014 года кусок меди стал самым холодным кубическим метром (35,3 кубических фута) на Земле, когда исследователи охладили его до 6 милликельвинов, или шеститысячных градуса выше абсолютного нуля (0 кельвинов). Это самое близкое к абсолютному нулю вещество такой массы и объема.
Исследователи из Итальянского национального института ядерной физики установили 880-фунтовую ракету. (400 кг) медный куб внутри контейнера, называемого криостатом, который специально разработан для того, чтобы предметы оставались очень холодными. Это первый криостат, или устройство для хранения вещей при низких температурах, способное хранить вещества так близко к абсолютному нулю. Эксперимент с ледяной медью был частью исследовательского проекта по изучению субатомных частиц, называемых нейтрино, и тому, почему материи намного больше, чем антивещества во Вселенной.
Истории по теме
Медь также представляет интерес для ученых-аграриев. Исследователи из Корнельского университета изучают последствия дефицита меди в сельскохозяйственных культурах, особенно в пшенице. Пшеница является одним из важнейших продуктов питания в мире, и дефицит меди может привести как к снижению урожайности, так и к снижению плодородия сельскохозяйственных культур.
Исследователи изучали, как растения поглощают и перерабатывают медь. Они обнаружили в пшенице два белка, AtCITF1 и AtSPL7, которые жизненно важны для поглощения и доставки меди в репродуктивные органы пшеницы.0005 Министерство сельского хозяйства США (открывается в новой вкладке).
Ранние испытания показали, что когда медь и другие питательные вещества обогащаются в почве, а затем поглощаются пшеницей, урожайность увеличивается в семь раз. Хотя известно, что знания о меди и других полезных ископаемых полезны для здоровья и плодородия сельскохозяйственных культур, как и почему это происходит, не совсем понятно. Знания о том, почему медь полезна и как она действует в процессе роста и размножения растений, можно в дальнейшем использовать для выращивания таких культур, как рис, ячмень и овес, а также для внесения в эти культуры богатых минералами удобрений, содержащих медь, в почву, которая когда-то был непригоден для земледелия.
Эта статья была обновлена 9 марта 2022 г. участником Live Science Стефани Паппас. Дополнительный отчет автора Live Science Рэйчел Росс.
Дальнейшее чтение
Американское онкологическое общество (открывается в новой вкладке) изучает исследования о меди и утверждает, что она может играть роль в профилактике или лечении рака.
Агентство по охране окружающей среды предоставляет информацию о воздействии высоких концентраций меди и последствиях коррозии меди в бытовых трубах.
Национальный ускоритель Томаса Джефферсона ( Лаборатория Джефферсона ) исследует историю и использование меди.
Библиография
» Медь: информация об элементе, свойства и использование. (открывается в новой вкладке)» Королевское химическое общество. По состоянию на 9 марта 2022 г.
« Польза для здоровья и риски, связанные с медью. (открывается в новой вкладке)» MedicalNewsToday. Обновлено в октябре 2017 г.
» Медь (откроется в новой вкладке)». Национальная медицинская библиотека. По состоянию на 9 марта, 2022.
Стефани Паппас — автор статей для журнала Live Science, освещающего самые разные темы — от геонаук до археологии, человеческого мозга и поведения. Ранее она была старшим автором журнала Live Science, но теперь работает внештатным сотрудником в Денвере, штат Колорадо, и регулярно публикует статьи в журналах Scientific American и The Monitor, ежемесячном журнале Американской психологической ассоциации. Стефани получила степень бакалавра психологии в Университете Южной Каролины и диплом о высшем образовании в области научной коммуникации в Калифорнийском университете в Санта-Круз.
Медь: факты о красноватом металле, который использовался людьми на протяжении 8000 лет
Медь — блестящий металл красновато-коричневого цвета. (Изображение предоставлено: VvoeVale через Getty Images)
Блестящая, красноватая медь была первым металлом, которым манипулировали люди, и сегодня он остается важным металлом в промышленности.
Самый старый металлический предмет, найденный на Ближнем Востоке, состоит из меди; это было крошечное шило, датируемое 5100 г. до н.э. А американских пенни изначально были сделаны из чистой меди (хотя в наши дни это 9000 пенсов).7,5% цинк с тонкой медной пленкой).
Медь занимает третье место среди наиболее потребляемых промышленных металлов в мире после железа и алюминия , по данным Геологической службы США (USGS). Около трех четвертей этой меди идет на производство электрических проводов, телекоммуникационных кабелей и электроники.
Помимо золота, медь является единственным металлом в таблице Менделеева, цвет которого не серебристый или серый.
Химическое описание меди
Электронная конфигурация и элементарные свойства меди. (Изображение предоставлено: Грег Робсон/Creative Commons, Андрей Маринкас (открывается в новой вкладке) Shutterstock (открывается в новой вкладке))
Атомный номер (количество протонов в ядре): 29
Атомный символ (в периодической таблице элементов): Cu
Атомный вес (средняя масса атомов ): 63,55
Плотность: 8,92 грамма на кубический сантиметр
Фаза при комнатной температуре: твердое тело
Температура плавления: 1 984,32 градуса по Фаренгейту (1 084,62 градуса Цельсия)
Температура кипения: 5 301 F (2 927 C)
Количество изотопов (атомы одного и того же элемента с разным числом нейтронов): 35; 2 стабильный
Наиболее распространенные изотопы: Cu-63 (69,15 % естественного содержания) и Cu-65 (30,85 % естественного содержания)
История меди
Большая часть меди находится в рудах и должна быть выплавлена или извлечена из руда для чистоты, прежде чем ее можно будет использовать. Но естественные химические реакции могут иногда высвобождать самородную медь, согласно сайту химической базы данных 9.0005 Chemicool (открывается в новой вкладке).
Люди изготавливали изделия из меди по крайней мере 8000 лет и научились плавить металл примерно к 4500 г. до н.э. Следующим технологическим скачком стало создание медных сплавов путем добавления в медь олова, что создавало более твердый металл, чем отдельные его части: бронзу. Технологическое развитие положило начало бронзовому веку, периоду, охватывающему приблизительно 3300–1200 лет до н. э. и отличающемуся использованием бронзовых инструментов и оружия, согласно 9.0005 Канал истории (открывается в новой вкладке).
Медные артефакты разбросаны по историческим записям. Крошечное шило или заостренный инструмент, датируемый 5100 г. до н.э. был похоронен с женщиной средних лет в древней деревне в Израиле. Шило представляет собой старейший металлический предмет , когда-либо найденный на Ближнем Востоке. Согласно статье 2014 года, опубликованной в PLOS ONE (откроется в новой вкладке). В древнем Египте люди использовали медные сплавы для изготовления украшений, в том числе колец на пальцах ног. Исследователи также обнаружили массивные медные рудники 10 века до н.э. в Израиле. Медь, возможно, даже была первым загрязнителем , который люди выпустили в окружающую среду около 7000 лет назад.
На протяжении всей истории многие инструменты делались из меди, например, это медное шило с посеребренной ручкой, которое, как полагают, относится к раннему бронзовому веку. Он был найден на археологических раскопках Ла-Альмолойя в Плиего, Мурсия на юго-востоке Испании. (Изображение предоставлено J.A. Soldevilla, любезно предоставлено Исследовательской группой Arqueoecologia Social Mediterrània, Автономный университет Барселоны; Antiquity Publications Ltd)
По данным Геологической службы США, около двух третей меди на Земле находится в изверженных (вулканических) породах, а около четверти — в осадочных породах. Этот металл пластичен и податлив, хорошо проводит тепло и электричество — вот почему медь широко используется в электронике и проводке.
Медь становится зеленой из-за реакции окисления; то есть он теряет электроны, когда подвергается воздействию воды и воздуха. Эта реакция окисления является причиной того, что покрытая медью Статуя Свободы имеет зеленый цвет, а не оранжево-красный. Согласно Ассоциация развития меди , выветрившийся слой оксида меди толщиной всего 0,005 дюйма (0,127 миллиметра) покрывает Lady Liberty, а покрытие весит около 80 тонн (73 метрических тонны). Переход от медного цвета к зеленому происходил постепенно и был завершен к 1920 году, через 34 года после того, как статуя была освящена и открыта, согласно Нью-Йоркского исторического общества .
Краткие факты о меди
Вот несколько интересных фактов о меди:
Согласно Питеру ван дер Крогу t , голландскому историку, слово «медь» имеет несколько корней, многие из которых происходят от латинского слова cuprum , которое образовано от словосочетания . Cyprium aes , что означает «металл с Кипра», так как большая часть используемой в то время меди добывалась на Кипре.
Если бы вся медная проводка в среднем автомобиле была проложена, она растянулась бы на 0,9 мили (1,5 км), согласно USGS .
Электрическая проводимость (насколько легко ток может течь через металл) меди уступает только серебру, согласно Лаборатории Джефферсона .
Копейки были из чистой меди только с 1783 по 1837 год. С 1837—1857 копейки изготавливались из бронзы (95% меди, остальные 5% составляли олово и цинк). В 1857 году количество меди в пенни упало до 88% (оставшиеся 12% составлял никель). В 1864 году рецепт вернулся к своему прежнему рецепту. В 1962, содержание пенни изменилось до 95% меди и 5% цинка. С 1982 года по сегодняшний день пенни состоят на 97,5% из цинка и на 2,5% из меди.
Люди нуждаются в меди в своем рационе. Этот металл является важным микроэлементом, который имеет решающее значение для формирования красных кровяных телец, согласно Национальной медицинской библиотеки США . К счастью, медь можно найти в различных продуктах, в том числе в зерне, бобах, картофеле и листовой зелени.
Слишком много меди (открывается в новой вкладке), однако, это плохо. Проглатывание большого количества металла может вызвать боль в животе, рвоту и желтуху (желтоватый оттенок кожи и белков глаз, что может указывать на то, что печень работает неправильно) в краткосрочной перспективе. Длительное воздействие может привести к таким симптомам, как анемия, судороги и диарея, которая часто бывает кровавой и может быть синего цвета.
Иногда в водопроводе обнаруживается повышенное содержание меди из-за старых медных труб. Например, в августе 2018 года система государственных школ в Детройте (открывается в новой вкладке) отключила всю питьевую воду в государственных школах в качестве меры предосторожности из-за высокого уровня меди и железа, обнаруженного в воде, по данным Сиэтла. Раз (откроется в новой вкладке).
Медь обладает антимикробными свойствами, а убивает бактерии, вирусы и дрожжи при контакте, согласно статье 2011 года в журнале Applied and Environmental Microbiology. В результате медь можно даже вплетать в ткани для изготовления антимикробной одежды, например 9.0005 носки против грибка стопы .
Медь также входит в состав некоторых типов внутриматочных спиралей (ВМС), используемых для контроля над рождаемостью, согласно Mayo Clinic . Медная проводка вызывает воспалительную реакцию, токсичную как для сперматозоидов, так и для яйцеклеток, чтобы предотвратить беременность. При любой медицинской процедуре существует риск побочных эффектов. (Согласно статье 2017 года, опубликованной в Medical Science Monitor 9, токсичность меди, по-видимому, не является таковой.0006 (откроется в новой вкладке) ) .
Врач держит Т-образную внутриматочную спираль (ВМС), изготовленную из пластика и меди. Его помещают внутрь матки, чтобы предотвратить беременность. (Изображение предоставлено New Africa через Shutterstock)
Текущие исследования
Антимикробные свойства меди сделали ее популярным металлом в области медицины. Несколько больниц экспериментировали с покрытием поверхностей, к которым часто прикасаются, таких как поручни кроватей и кнопки вызова, медью или медными сплавами в попытке замедлить распространение внутрибольничных инфекций. Медь убивает микробы, препятствуя электрическому заряду клеточных мембран организмов, говорит Кассандра Сальгадо, профессор инфекционных заболеваний и больничный эпидемиолог Медицинского университета Южной Каролины.
В 2013 году группа исследователей под руководством Сальгадо протестировала поверхности в отделениях интенсивной терапии (ОИТ) в трех больницах, сравнив комнаты, модифицированные медными поверхностями, прикрепленными к шести обычным предметам, которые подвергаются большому количеству рук, с комнатами, не модифицированными медью. Ученые обнаружили, что в традиционных больничных палатах (без медных поверхностей) у 12,3% пациентов развились устойчивые к антибиотикам инфекции, такие как устойчивый к метициллину Staphylococcus aureus (MRSA) и устойчивый к ванкомицину 9. 0088 Энтерококк (ВРЭ). Для сравнения, в палатах, модифицированных медью, только 7,1% пациентов заразились одной из этих потенциально разрушительных инфекций.
«Мы знаем, что если вы поместите медь в палату пациента, вы уменьшите микробную нагрузку», — сказал Сальгадо Live Science. «Я думаю, что это было доказано снова и снова. Наше исследование было первым, кто продемонстрировал, что это может иметь клиническую пользу».
Исследователи ничего не изменили в условиях отделения интенсивной терапии, кроме меди; врачи и медсестры по-прежнему мыли руки, и уборка шла своим чередом. Исследователи опубликовали свои выводы в 2013 году в журнале 9.0005 Инфекционный контроль и госпитальная эпидемиология (открывается в новой вкладке). Сальгадо и ее команда также протестировали медные покрытия стетоскопов, согласно статье 2017 года, опубликованной в Американском журнале инфекционного контроля , где исследователи обнаружили, что на стетоскопах с медным покрытием было значительно меньше бактерий. Фактически, 66% стетоскопов были полностью свободны от бактерий. Дальнейшие исследования продолжаются для проверки идеи меднения в других медицинских отделениях, особенно в тех местах, где пациенты более мобильны, чем в отделении интенсивной терапии. По словам Салдаго, также необходимо провести анализ затрат и результатов, чтобы сопоставить расходы на установку меди и экономию, полученную за счет предотвращения дорогостоящих инфекций.
В 2020 году двойное слепое рандомизированное контролируемое исследование показало, что перевязка ран после кесарева сечения бинтами с высоким содержанием меди может снизить риск инфекции в брюшной полости на 80% по сравнению с традиционными перевязками. Результаты были опубликованы в Европейском журнале акушерства, гинекологии и репродуктивной биологии (открывается в новой вкладке).
Зачищенные медные силовые кабели. (Изображение предоставлено Хосе А. Бернатом Басете через Getty Images)
Медь также играет огромную роль в электронике, и из-за ее изобилия и низкой цены исследователи работают над интеграцией металла во все большее число передовых устройств.
Фактически, медь может помочь в производстве футуристической электронной бумаги, носимых биосенсоров и другой «мягкой» электроники, сказал Венлонг Ченг, профессор химического машиностроения в Университете Монаш в Австралии. Ченг и его коллеги использовали медные нанопроволоки для создания «аэрогелевого монолита», материала с высокой пористостью, очень легкого и достаточно прочного, чтобы стоять самостоятельно, подобно сухой кухонной губке. В прошлом эти монолиты из аэрогеля изготавливались из золота или серебра, но медь является более экономичным вариантом.
Путем смешивания медных нанопроволок с небольшим количеством поливинилового спирта исследователи создали монолиты аэрогеля, которые могут превращаться в своего рода нарезаемую формуемую резину, проводящую электричество. Исследователи сообщили о своих выводах в 2014 году в журнале ACS Nano (откроется в новой вкладке). Конечным результатом может быть робот с мягким телом или медицинский датчик, который идеально сочетается с изогнутой кожей, сказал Ченг в интервью Live Science. В настоящее время он и его команда работают над созданием датчиков артериального давления и температуры тела из монолитов медного аэрогеля — еще один способ, с помощью которого медь может помочь контролировать здоровье человека.
Физики также проводили эксперименты с медью. В эксперименте 2014 года кусок меди стал самым холодным кубическим метром (35,3 кубических фута) на Земле, когда исследователи охладили его до 6 милликельвинов, или шеститысячных градуса выше абсолютного нуля (0 кельвинов). Это самое близкое к абсолютному нулю вещество такой массы и объема.
Исследователи из Итальянского национального института ядерной физики установили 880-фунтовую ракету. (400 кг) медный куб внутри контейнера, называемого криостатом, который специально разработан для того, чтобы предметы оставались очень холодными. Это первый криостат, или устройство для хранения вещей при низких температурах, способное хранить вещества так близко к абсолютному нулю. Эксперимент с ледяной медью был частью исследовательского проекта по изучению субатомных частиц, называемых нейтрино, и тому, почему материи намного больше, чем антивещества во Вселенной.
Истории по теме
Медь также представляет интерес для ученых-аграриев. Исследователи из Корнельского университета изучают последствия дефицита меди в сельскохозяйственных культурах, особенно в пшенице. Пшеница является одним из важнейших продуктов питания в мире, и дефицит меди может привести как к снижению урожайности, так и к снижению плодородия сельскохозяйственных культур.
Исследователи изучали, как растения поглощают и перерабатывают медь. Они обнаружили в пшенице два белка, AtCITF1 и AtSPL7, которые жизненно важны для поглощения и доставки меди в репродуктивные органы пшеницы.0005 Министерство сельского хозяйства США (открывается в новой вкладке).
Ранние испытания показали, что когда медь и другие питательные вещества обогащаются в почве, а затем поглощаются пшеницей, урожайность увеличивается в семь раз. Хотя известно, что знания о меди и других полезных ископаемых полезны для здоровья и плодородия сельскохозяйственных культур, как и почему это происходит, не совсем понятно. Знания о том, почему медь полезна и как она действует в процессе роста и размножения растений, можно в дальнейшем использовать для выращивания таких культур, как рис, ячмень и овес, а также для внесения в эти культуры богатых минералами удобрений, содержащих медь, в почву, которая когда-то был непригоден для земледелия.
Эта статья была обновлена 9 марта 2022 г. участником Live Science Стефани Паппас. Дополнительный отчет автора Live Science Рэйчел Росс.
Дальнейшее чтение
Американское онкологическое общество (открывается в новой вкладке) изучает исследования о меди и утверждает, что она может играть роль в профилактике или лечении рака.
Агентство по охране окружающей среды предоставляет информацию о воздействии высоких концентраций меди и последствиях коррозии меди в бытовых трубах.
Национальный ускоритель Томаса Джефферсона ( Лаборатория Джефферсона ) исследует историю и использование меди.
Библиография
» Медь: информация об элементе, свойства и использование. (открывается в новой вкладке)» Королевское химическое общество. По состоянию на 9 марта 2022 г.
« Польза для здоровья и риски, связанные с медью. (открывается в новой вкладке)» MedicalNewsToday. Обновлено в октябре 2017 г.
» Медь (откроется в новой вкладке)». Национальная медицинская библиотека. По состоянию на 9 марта, 2022.
Стефани Паппас — автор статей для журнала Live Science, освещающего самые разные темы — от геонаук до археологии, человеческого мозга и поведения. Ранее она была старшим автором журнала Live Science, но теперь работает внештатным сотрудником в Денвере, штат Колорадо, и регулярно публикует статьи в журналах Scientific American и The Monitor, ежемесячном журнале Американской психологической ассоциации. Стефани получила степень бакалавра психологии в Университете Южной Каролины и диплом о высшем образовании в области научной коммуникации в Калифорнийском университете в Санта-Круз.
размеры, вес, сортамент, площадь, применение и другие характеристики
Двутавр 20 – разновидность фасонного стального проката. Имеет поперечное сечение в виде буквы Н, высоту стенки – 200 мм (или примерно 200 мм). Производится способами горячей прокатки или сварки заготовок из листового проката. В масштабном гражданском и промышленном строительстве чаще всего используется горячекатаная продукция. Двутавр 20 выпускается в нескольких вариантах конструктивного исполнения, его сортамент регламентируется ГОСТом 8239-89, ГОСТом 26020-83, СТО АСЧМ 20-93.
Используемые марки стали
При производстве двутавровой балки рядового назначения, предназначенной для эксплуатации в условиях умеренного климата, используются стали обыкновенного качества, соответствующие ГОСТу 380-2005. Чаще всего – Ст3сп/Ст3пс. Как вариант – другие марки с содержанием углерода ниже 0,6% C. Для таких сталей характерна свариваемость без ограничений. Коррозионную стойкость металлопроката повышают путем цинкования.
Для изготовления конструкций для эксплуатации при пониженных температурах применяют двутавровую балку из низколегированной стали 09Г2С. Коррозионная стойкость этой продукции выше аналогичного показателя продукции из углеродистой стали обыкновенного качества.
Для использования в горячих цехах используют балку, изготовленную из легированных сталей: 15Х5, 15Х6СМ.
Двутавр 20 с уклоном внутренних граней полок: характеристики, области применения
Эта металлопродукция производится в соответствии с ГОСТом 8239-89. В маркировке указывается только высота полки в сантиметрах. Допустимый уклон полки – 6-12%. По ГОСТу 19425-74 выпускают продукцию узкоспециализированного назначения: «М» (монорельсовые) – с уклоном 12%, «С» (специальные) – с уклоном 16%.
Благодаря утолщению во внутренних углах сопряжения стенки с полками, такая продукция имеет высокие прочностные характеристики. Металлопрокат с уклоном внутренних граней полок используется в строительстве для устройства перекрытий, изготовления ферм и других несущих металлоконструкций, армирования фундаментов. Изделия с индексом «С» применяют для крепления шахтных стволов, при прокладке инженерных коммуникаций, для фиксации водоотливов.
Двутавр 20 с параллельными внутренними гранями полок: размеры, характеристики, области применения
Продукция выпускается в соответствии с ГОСТом 26020-83 и СТО АСЧМ 20-93. По размерам выделяют следующие типы двутавров:
Нормальный двутавр № 20. В маркировке указывается размер и буква «Б». После нее ставят номер исполнения. Этот вид двутавра имеет только одно исполнение. Области применения – устройство перекрытий, ферм, несущих металлоконструкций различного назначения.
Широкополочная двутавровая балка № 20. Отличают от нормальных большими шириной и толщиной полки, толщиной стенки. В обозначении отображаются буква «Ш» и номер исполнения – 1, других номеров в этой категории двутавровых балок нет. Широкополочные балки востребованы для устройства перекрытий, изготовления путем резки таврового профиля. Благодаря высокой жесткости по оси Y, металлоизделия могут укладываться без дополнительных закреплений.
Колонный двутавр № 20. Эти двутавры имеют полки, ширина которых соизмерима с высотой, наибольшую площадь сечения и массу в категории двутавровых балок с параллельными внутренними гранями полок. Исполнения два – К1 и К2, последнее является более массивным. Металлоизделия, отличающиеся высокой прочностью и жесткостью, применяются для возведения колонн и вертикально расположенных опор. Возможность сварки металлоизделий встык с использованием усиливающих накладок значительно ускоряет процесс сборки металлоконструкций.
Таблица размеров и весов двутавра 20, 20С, 20Са, 20Б1, 20Ш1, 20К1, 20К2
Номер профиля
Высота стенки, мм
Ширина полки, мм
Толщина полки, мм
Толщина стенки, мм
Площадь сечения, см2
Линейная плотность, кг/м
ГОСТ 8239-89
20
200
100
5,2
8,4
26,8
21,00
ГОСТ 19425-74
20С
200
100
7,0
11,4
35,6
27,9
20Са
200
102
9,0
11,4
39,6
31,1
ГОСТ 26020-83
20Б1
200
100
5,6
8,5
28,49
22,4
20Ш1
193
150
6,0
9,0
38,95
30,6
20К1
195
200
6,5
10,0
52,82
41,5
20К2
198
200
7,0
11,5
59,7
46,9
СТО АСЧМ 20-93
20Б1
200
100
5,5
8,0
27,16
21,3
20Ш1
194
150
6,0
9,0
39,1
30,6
20К1
196
199
6,5
10,0
52,69
41,4
20К2
200
200
8,0
12,0
63,53
49,9
Швеллер п20 размеры | ТРАСТ МЕТАЛЛ
Швеллер 20П(У) Вес метра, кг 18. 40. Швеллер 20П (У) из низколегированной стали 09Г2С и других сталей поставляется под заказ. На заказ объемом менее тонны возможно применение розничных цен. Области применения: машиностроение, станкостроение, вагоностроение, производство и монтаж металлоконструкций, мосты, фермы, перекрытия, колонны, каркасы, мачты, вышки, крепления, соединения, распорки. Продукция серий Э , Л , С поставляется под заказ. Стальной горячекатаный швеллер 20П (У) — произведен в соответствие с ГОСТ 8240-97 (методом горячей прокатки) из рядовой углеродистой стали 3. На оптовые заказы со склада и транзитные поставки напрямую от производителя действует система скидок от цены прайс-листа.
Получите у менеджера предложение по Вашему заказу на товар: Швеллер 20П(У). *-цена стального швеллера 20П (У) указана за тонну с НДС при заказе от 20 и более тонн. Также вы можете узнать стоимость швеллера за метр. Вместе со швеллером № 20П (У) из стали 3 вы можете приобрести следующие услуги: Доставка швеллера Резка швеллера Оцинкование швеллера Изготовление гнутого швеллера Изготовление металлоконструкций. «ТрастМеталл» – ГАРАНТИЯ КАЧЕСТВА МЕТАЛЛОПРОДУКЦИИ И УСЛУГ. Минимальный объем отгрузки горячекатаного швеллера — один хлыст. ЛУЧШАЯ ЦЕНА НА ШВЕЛЛЕРА – «ТрастМеталл». Купить швеллер № 20П (У) вы можете любыми партиями: оптом и в розницу.
Швеллер п20 размеры
Продукция упакована в пачки весом от 3 до 7 тонн. Теги: металлопрокат, металлический швеллер, оцинкованный швеллер, п-образный профиль, металл. Чтобы купить металлопрокат и трубы других видов воспользуйтесь нашим каталогом. Посмотреть полный сортамент швеллеров, предлагаемый к продаже компанией «ТрастМеталл», вы можете, перейдя в соответствующий раздел по ссылке стальной швеллер. Окончательную цену на швеллер 20П (У), пожалуйста, уточняйте у менеджера.
В складской сортамент МЕТАЛЛ-ЭНЕРГИИ входят швеллера серий П (с параллельными гранями полок) и У (с уклоном внутренних граней полок). Потребители: строительные компании, машиностроительные, вагоностроительные предприятия, производители металлоконструкций, домохозяйства ( только небольшие размеры). Марка стали 3сп(пс) Калькулятор веса и стоимости металлопроката.
Швеллер п20
Смотрите также
Швеллер двутавр размеры
«ТрастМеталл»: с уклоном внутренних граней и с параллельными гранями. Сколько весит 1 м двутавра с высотой стенки 30 см, зависит от его типа. Назначение…
Швеллер двутавровый размеры
Например: П – параллельное расположение внешних граней. ГОСТ 8240-97. h — высота швеллера, b — ширина полки, S — толщина стенки, R — радиус внутреннего…
Размеры швеллера и двутавра
Отличаются более высокими требованиями по отношению к содержанию вредных примесей. Среди многообразия видов металлопроката двутавр обладает наиболее…
Швеллер 10 размеры
При производстве добавляются только легкие металлы, к примеру, алюминий. «Э» эконом вариант. За счет большой жесткости изделие выдерживает огромные…
Швеллер 60
Минимальный объем отгрузки швеллера — один хлыст. Окончательную цену на стальной равнополочный гнутый швеллер 60х32х3 , пожалуйста, уточняйте у…
Doka timber formwork beams are the basis for many Doka formwork systems and have a wide range of uses. Сотни тысяч этих тщательно изготовленных балок каждый день безукоризненно служат на бесчисленных строительных площадках. Балки h30 top и h30 eco хорошо известны во всем мире и являются правильным выбором для любого применения.
Композитная опалубочная балка I tec 20
Высокопроизводительная балка, позволяющая экономить на количестве
Высокая грузоподъемность
благодаря инновационной композитной технологии
допустимый изгибающий момент M = 9,0 кНм
допустимое усилие сдвига Q = 20,0 кН
жесткость E x I = 640 кНм²
вес = 5,6 кг/пог.м
Экономьте на оборудовании
благодаря оптимизированной грузоподъемности
до одной трети меньше стоек перекрытий в опалубке перекрытий из деревянных балок Dokaflex 30 tec
до 30 процентов меньше точек анкерных связей в области стен Опалубка из деревянных балок FF100 tec и Top 100 tec
надстройки полностью загруженной несущей башни Staxo 40
Больше повторных использований
благодаря всесторонней защите
сверхдлительный срок службы благодаря надежному армированию конца балки «наверху»
снижение затрат на ликвидацию благодаря листу I tec, защищающему полки по всей длине
(A) Концевая арматура верхней балки (B) Лист I tec (C) Балки с маркировкой 50- шаг сетки см (D) Системные отверстия (E) Выемка для меловой линии
Технические характеристики:
Момент (М): 9 кНм Сила сдвига (Q): 20 кН Жесткость (E x I): 640 кНм² Вес: 5,6 кг/ф/фм0047 Сертификат: Z-9. 1-773
Деревянная опалубка балка h30 верхняя
Увеличение срока службы в три раза благодаря встроенному амортизатору на конце балки
Снижение повреждений на конце балки
Эффективная защита от влаги и УФ-излучения , так как концы уплотнены вокруг полотна.
Быстрая и безопасная установка опалубки с маркировкой на поясах балок
(A) Конечная арматура верхней балки (B) Перемычка в версиях N или P (C) Балки размечены с шагом 50 см (D) 2 системных отверстия на каждом конце балки (E) Выемка для меловой линии (F) Маркировочная лента по ширине сбоку ; Дополнительно: возможна настройка
Технические характеристики:
Момент (М): 5 кНм Сила сдвига (Q): 11 кН Жесткость (E x J): 450 кНм² Вес: 4,7 кг (Нм) |/lfm 5,3 кг/фунт/мин (P) Сертификат: EN 13377
Деревянная опалубочная балка h30 eco
Надежная опалубочная балка со сплошной стенкой
Высококачественные лучевые аккорды Благодаря механическому ограждению напряжений
Меньше повреждения балок из-за того, что он снял с флантыми и вырубками. малый вес
(A) Концевое усиление со скошенными концами балки и дополнительной пластиковой заклепкой (B) Перемычка в версиях N или P (C) Балки с маркировкой в сетке с шагом 50 см (D) 2 системных отверстия на каждом конце балки (E) Маркировочная лента по ширине сбоку; Дополнительно: возможна настройка
Технические характеристики:
Момент (М): 5 кНм Сила сдвига (Q): 11 кН Жесткость (E x J): 450 кНм² Вес: 4,7 кг (Нм) |/lfm 5,3 кг/фунт/мин (P) Сертификат: EN 13377
Часто ищут:
Документы для этой системы также доступны через приложение Doka Manuals.
Загрузить приложение Doka Manuals
Документы и загрузки
Ничего не найдено.
Показать другие документы этой группы продуктов
Пожалуйста, заполните форму ниже, чтобы получить больше информации по этой теме и получить к ней удобный доступ позже из вашей электронной почты.
Г-н.
Миссис.
Пожалуйста, свяжитесь со мной напрямую. Мы будем рады связаться с вами.
Не заполнены некоторые обязательные поля. Пожалуйста, заполните поля, отмеченные красным.
Все перечисленные поля обязательны для заполнения. При использовании нашего сайта на вашем устройстве устанавливаются необходимые файлы cookie для выполнения услуги. Узнайте больше в нашей политике конфиденциальности данных https://www.doka.com/data-privacy.
На указанный адрес электронной почты отправлена ссылка с дополнительной информацией.
Теперь вы можете вернуться к считывателю QR-кода, чтобы запросить информацию по другим темам. У вас есть возможность сохранить свои контактные данные, чтобы они автоматически использовались для вашего следующего запроса.
Обязательно
Эти файлы cookie обеспечивают основные функции нашего веб-сайта. Это позволяет снова сделать предпочтительные настройки доступными для вас при повторном посещении веб-сайта. К ним относятся настройки страны и языка. Они также помогают обеспечить безопасное использование нашего веб-сайта.
Функциональность и статистика
С помощью этих файлов cookie мы можем анализировать использование нашего веб-сайта. Они помогают нам постоянно улучшать функциональность нашего веб-сайта. Кроме того, они также позволяют интегрировать сторонние сервисы, обеспечивая расширенную функциональность нашего веб-сайта.
Маркетинг
Использование файлов cookie и приложений социальных сетей позволяет отображать подходящую для вас рекламу на соответствующих платформах.
20P/V-2534 — 20P/V-2834 (с пазами) — 20P/V-2534, 20P/V-2834 (с пазами) — 7 отверстий, плоский фитинг из стекловолокна
Дом
Продукты
Стекловолокно (Айкинструт)
Фитинги из стекловолокна
Ф2534
20P/V-2534 — 20P/V-2834 (с пазами) — 20P/V-2534, 20P/V-2834 (с пазами) — Фитинг из стекловолокна с 7 отверстиями, плоская пластина
Добавить в проект
Скачать Ресурсы
Скачать форматный лист
Деталь №
Отделка
Вес изделия/шт. (фунты)
20P-2534
Р
0,77
20P-2834
Р
0,77
20В-2534
В
0,77
20В-2834
В
0,77
Общие характеристики — стекловолокно
Полиэстер и винилэфир Материалы:
Каналы из полиэстера и винилэфира изготавливаются методом пултрузии и имеют серый и бежевый цвета соответственно. Компоненты изготавливаются путем армирования полимерной смолы (полиэфирной или винилэфирной) несколькими нитями стекловолокна, чередующимися слоями стекломата и УФ-защитой. устойчивые поверхностные вуали. Стекло протягивается через жидкую смолу, которая покрывает и пропитывает волокна. Комбинация смолы, стекла и вуали затем непрерывно направляется и вытягивается (пултрудируется) через нагретую матрицу, которая определяет форму компонента.
В штампе смола отверждается, образуя усиленную деталь, которую можно отрезать по длине. Пултрузия из закаленного стекловолокна усилена внутренним расположением постоянно связанных непрерывных стеклянных волокон для повышения ее прочности.
Установка:
Для изготовления требуется всего три простых операции: резка, сверление и герметизация, как описано ниже.
Резка – Ручные пилы, такие как ножовки (от 24 до 32 зубьев на дюйм), подходят, когда требуется несколько резов. Для частой резки наилучшие результаты дает циркулярная электропила с твердосплавным лезвием по камню. При работе с электропилой следует надевать противопылевые маски, перчатки и одежду с длинными рукавами.
Сверление – Подойдет любое стандартное спиральное сверло, даже при использовании с дрелью на аккумуляторе. Рекомендуются сверла с твердосплавными наконечниками.
Герметизация – Для защиты от проникновения коррозионно-активных элементов в срезы в будущем все разрезы и отверстия должны быть надлежащим образом герметизированы прозрачным уретановым герметиком.
Рабочая среда:
Температурные диапазоны – Детали из стекловолокна поставляются из пяти различных материалов, охватывающих различные температурные диапазоны. Указанные диапазоны температур предназначены для использования только в качестве общего руководства. Постоянное воздействие повышенных температур снижает прочностные свойства пластмасс и стеклопластиков. Фактические данные испытаний смолы подтверждают, что при экстремально высоких температурах происходит снижение прочности на 50%.
Химическая стойкость – См. таблицу химической совместимости для коррозионной стойкости. Результаты основаны на погружении в течение 24 часов. Как правило, это «наихудший случай» воздействия коррозии. Менее серьезный контакт, такой как разливы, брызги и конденсат паров, превысит результаты производительности, указанные в таблице. [[ЗДЕСЬ ПОЙДЕТ ИЗОБРАЖЕНИЕ ИЛИ ПРАВИЛЬНО ОТФОРМАТИРОВАННАЯ ТАБЛИЦА]]
Загрузка — Загрузка канала определяется описанием каждого типа канала. Дополнительные нагрузки и конструктивные ограничения для фитингов и принадлежностей описаны в соответствующем разделе для этой детали.
Спецификация металлопроката. Создание и изменение.
Tekla Structures
2021
Tekla Structures
2020
Tekla Structures
2019i
Tekla Structures
2019
Tekla Structures
2018i
Tekla Structures
2018
Tekla Structures
2022
Tekla Structures
Спецификация
металлопрокат
среда Russia
Спецификация металлопроката
Environment
Russia
Для создания таблицы «Спецификация металлопроката» необходимо выполнить ряд действий:
1. Заполнить названия столбцов для таблицы в «Свойства проекта» — «Определенные пользователем атрибуты» — «СМ Названия»
Image
2. Для версии TS2019 и ниже, используя фильтр «Выбор сборки», зайти в свойства каждой сборки и присвоить номер столбца, к которому они относятся
Image
Для версий TS2019i и выше раздел СМ перенесён в свойства детали. Вам нужно присвоить категорию главной детали сборки.
3. Для версии Tekla Structures 2018 и ниже. Зайти в Приложения и компоненты в правой части экрана, и в разделе макрокоманд найти и запустить макрос — Спецификация_металлопроката (можно воспользоваться строкой поиска)
Image
Начиная с версии Tekla Structures 2018. Плагин отделен от среды и размещен тут
Image
4. В появившемся окне выбрать настройки для формирования таблицы, применить их и создать файл
Image
Если в графе «Открыть файл?» вы выбрали «Да», то у вас автоматически откроется Excel с созданной таблицей. Наверху у вас высветится сообщение о закрузки дополнительного содержимого, если его проигнорировать или закрыть, то в Excel файле не будет создан Штамп
Image
Если, к примеру, вы создадите второй файл спустя некоторое время с другими настройками (массу измените на тонны и включите содержимое в Excel), то получите следующий результат
Image
Вся информация по Штампу берется из «Свойства проекта»
Image
После создания Спецификации металлопроката в папке модели автоматически создатся папка — «Спецификация металлопроката»
Image
В ней будут содержаться все Excel файлы, которые вы создадите. В зависимости от даты времени создания им будут присваиваться названия
Документ в формате MsExcel (далее — Программа) предназначен для создания Технической спецификации стали, включаемой в состав проектной документации — чертежи марки КМ.
Спецификация полностью соответствует требованиям ГОСТ 21.502-2007 Правила выполнения проектной и рабочей документации металлических конструкций.
Незаменимый инструмент для проектировщика КМ — спецификация теперь создается гораздо быстрее! Легко вносить изменения, промежуточные расчеты можно делать прямо при заполнении исходных данных!
Также с её помощью можно быстро собрать по всему проекту КМ тоннаж металла, зная его длины (для проката) и площади (для листового металла).
В программе использованы макросы и весьма сложные формулы.
Аналогом данной программы может являться продукт VetCAD, но в ТСС вся работа построена с офисной таблицей Excel, а не AutoCAD.
Возможности программы
Быстрое формирование Технической спецификации стали
Возможно добавление неограниченного числа сортаментов металлопроката
Программа содержит около 40 сортаментов металлопроката
Возможно добавление собственных сортаментов
Возможно добавление любых типовых конструкций по сериям, ГОСТам, ТУ, ОСТ и т. д.
Расчёт площади окраски металла, входящего в спецификацию
Экспорт спецификации в AutoCAD в табличном виде
Экспорт спецификации в MsWord
Подробное справочное руководство
Пример спецификации
Примеры спецификаций можно посмотреть ниже в разделе «Вложения».
Гарантии
Программа написана ЧАСТНЫМ лицом НА СВОЙ СТРАХ И РИСК, поэтому автор НИКАКОЙ ответственности за возможные последствия применения своей программы НЕ НЕСЁТ.
Условия распространения
Данный продукт распространяется по принципу ShareWare. Незарегистрированная версия имеет следующие ограничения — исходные данные должны иметь не более 20 строк и спецификация формируется без итоговых и промежуточных сумм.
Частые вопросы по установке
Хоть это простой документ в формате excel, он далеко не так прост. Давайте распишем установку программы по шагам:
Скачайте архив с этой страницы, распакуйте его и запустите соответствующий исполняемый файл («tcc_x32. exe» для 32х-битной Windows или «tcc_x64.exe» — для 64х) от имени Администратора — программа установится.
Перейдите в папку с установленной программой и запустите файл tcc.chm — это файл справки. Почитайте раздел «Порядок работы», а еще лучше справку полностью
Откройте в Excel’e файл «tcc.xls». Очень важно — нужно разрешить выполнение макросов — без этого программа не работает. Как это сделать — смотрите в интернете, порядок разрешения зависит от версии установленного Офиса. Для MSOffice 2010 инструкция по включению макросов ниже во вложении.
Если все прошло без ошибок, откроется файл с активной кнопкой «Запуск ТСС», нажмите ее и должна появиться Главная форма программы.
Примечание: Битность Офиса (32 или 64) программа определяет сама и сама выбирает нужные библиотеки. Т.е. битность установщика зависит только от операционной системы.
Порядок оплаты
Порядок оплаты подробно описан в файле помощи (раздел «Регистрация»), прилагаемом к данной программе. Файл помощи доступен для скачивания ниже в разделе «Вложения».
Оплатить регистрацию можно через платёжную систему WebMoney, платёжный терминал, принимающий Webmoney, почтовым или банковским переводом, или при помощи формы ниже через систему Яндекс.Деньги, или картой Visa или MasterCard.
Camp Steel: Технические характеристики стали
Технические характеристики стали
Модифицированный 07 августа 2015 г. по учетная запись веб-мастера
Общая информация
Мягкие стали имеют низкое содержание углерода, обычно менее 0,25%, и лучше всего подходят для применений, не связанных с большими нагрузками или напряжениями. Их легкая обрабатываемость и свариваемость делают их идеальными для целого ряда готовых изделий.
Углеродистые стали, такие как En8 и En9, обычно подходят для применений, требующих повышенной прочности и превосходных свойств на растяжение по сравнению с мягкой сталью.
Там, где требуется более высокая прочность, легированные стали, такие как En19 и En24, с добавлением определенных легирующих элементов, таких как никель или хром, делают их пригодными для различных применений с высокими нагрузками.
Стандарты и спецификации стали
Хотя существуют буквально сотни спецификаций, касающихся сталей, большинство пользователей стали на практике сталкиваются с относительно небольшим числом спецификаций в своей работе. Обозначение En было заменено шестизначной системой, когда BS 970 был пересмотрен в 1970 году, например, 080A15. Этот код составлен следующим образом:
Первые три символа представляют собой числовой код, указывающий на тип стали:
000 — 199
углеродисто-марганцовистая сталь
1
Число представляет содержание марганца, умноженное на 100.
200 — 240
Легкорежущие стали. Вторая и третья цифры означают содержание серы х 100.
250
Кремний-марганцевые клапанные стали.
300 — 499
Нержавеющие и жаропрочные стали.
500 — 999
Легированные стали.
Четвертый символ — буквенный код:
А
Сталь поставляется на анализ химического состава партии, определяемый анализом пробы.
H
Сталь поставляется в соответствии со спецификацией прокаливаемости.
M
Сталь поставляется в соответствии со спецификацией механических свойств.
S
Сталь – это нержавеющая сталь.
Пятый и шестой символы представляют собой число, представляющее фактическое среднее содержание углерода, умноженное на 100.0010
Спецификация стали
Свойства стальных материалов — SteelConstruction.info
Свойства конструкционной стали определяются как ее химическим составом, так и методом производства, включая обработку во время изготовления. Стандарты на продукцию определяют пределы состава, качества и производительности, и эти ограничения используются или предполагаются проектировщиками конструкций. В этой статье рассматриваются основные свойства, представляющие интерес для дизайнера, и указываются соответствующие стандарты для конкретных продуктов. Спецификация стальных конструкций описана в отдельной статье.
Схематическая диаграмма напряжения/деформации для стали
Содержание
1 Свойства материала, необходимые для проектирования
2 Факторы, влияющие на механические свойства
3 Сила
3. 1 Предел текучести
3.1.1 Горячекатаные стали
3.1.2 Холоднодеформированные стали
3.1.3 Нержавеющая сталь
4 Прочность
5 Пластичность
6 Свариваемость
7 Прочие механические свойства стали
8 Прочность
8.1 Атмосферостойкая сталь
8.2 Нержавеющая сталь
9 Каталожные номера
10 ресурсов
11 См. также
[наверх]Свойства материалов, необходимые для проектирования
Свойства, которые должны учитываться проектировщиками при выборе стальных строительных изделий:
Прочность
Стойкость
Пластичность
Свариваемость
Прочность.
При проектировании механические свойства определяются на основе минимальных значений, указанных в соответствующем стандарте на продукцию. Свариваемость определяется химическим составом сплава, который регламентируется стандартом на продукцию. Долговечность зависит от конкретного типа сплава — обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.
[вверх]Факторы, влияющие на механические свойства
Механические свойства стали определяются сочетанием химического состава, термической обработки и производственных процессов. Хотя основным компонентом стали является железо, добавление очень небольших количеств других элементов может оказать заметное влияние на свойства стали. Прочность стали можно увеличить за счет добавления таких сплавов, как марганец, ниобий и ванадий. Однако эти добавки к сплаву могут также неблагоприятно повлиять на другие свойства, такие как пластичность, ударная вязкость и свариваемость.
Сведение к минимуму содержания серы может повысить пластичность, а ударная вязкость может быть улучшена за счет добавления никеля. Поэтому химический состав для каждой спецификации стали тщательно сбалансирован и протестирован во время ее производства, чтобы гарантировать достижение соответствующих свойств.
Легирующие элементы также по-разному реагируют, когда материал подвергается термообработке, включающей охлаждение с заданной скоростью от определенной пиковой температуры. Производственный процесс может включать комбинацию термической обработки и механической обработки, которые имеют решающее значение для характеристик стали.
Механическая обработка происходит во время прокатки или формовки стали. Чем больше стали прокатывают, тем прочнее она становится. Этот эффект очевиден в стандартах на материалы, которые, как правило, определяют снижение уровней предела текучести с увеличением толщины материала.
Эффект термической обработки лучше всего объясняется ссылкой на различные технологические процессы, которые могут использоваться в производстве стали, основными из которых являются:
Сталь после проката
Нормализованная сталь
Прокат нормализованный
Сталь термомеханически катаная (TMR)
Закаленная и отпущенная (Q&T) сталь.
Сталь охлаждается во время прокатки, при этом типичная температура конца прокатки составляет около 750°C. Сталь, которой затем дают остыть естественным путем, называют материалом в состоянии после прокатки. Нормализация происходит, когда прокатанный материал снова нагревается примерно до 900°C и выдерживается при этой температуре в течение определенного времени, прежде чем дать ему возможность остыть естественным образом. Этот процесс уменьшает размер зерна и улучшает механические свойства, особенно ударную вязкость. Нормализованно-прокатный процесс, при котором температура выше 900°C после завершения прокатки. Это оказывает такое же влияние на свойства, как и нормализация, но исключает лишний процесс повторного нагрева материала. Нормализованные и нормализованные прокаты имеют обозначение «Н».
Использование высокопрочной стали может уменьшить объем необходимой стали, но сталь должна быть прочной при рабочих температурах, а также должна обладать достаточной пластичностью, чтобы противостоять любому распространению вязкой трещины. Следовательно, более прочные стали требуют улучшенной ударной вязкости и пластичности, что может быть достигнуто только при использовании чистых сталей с низким содержанием углерода и при максимальном измельчении зерна. Внедрение процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели.
Термомеханически прокатанная сталь использует особый химический состав стали, чтобы обеспечить более низкую конечную температуру прокатки около 700°C. Для прокатки стали при этих более низких температурах требуется большее усилие, и свойства сохраняются до тех пор, пока она не будет повторно нагрета выше 650°C. Сталь, прокатанная термомеханическим способом, имеет обозначение «М».
Процесс производства закаленной и отпущенной стали начинается с нормализованного материала при температуре 900°C. Его быстро охлаждают или «закаливают» для получения стали с высокой прочностью и твердостью, но с низкой ударной вязкостью. Прочность восстанавливается повторным нагревом до 600°C, поддержанием температуры в течение определенного времени и последующим естественным охлаждением (отпуск). Закаленные и отпущенные стали имеют обозначение «Q».
Закалка включает быстрое охлаждение продукта путем погружения непосредственно в воду или масло. Он часто используется в сочетании с отпуском, который представляет собой вторую стадию термообработки до температур ниже диапазона аустенизации. Эффект отпуска заключается в размягчении ранее закаленных структур и повышении их прочности и пластичности.
Схематическая диаграмма температуры/времени процессов прокатки
[вверх] Прочность
[вверх] Предел текучести
Предел текучести является наиболее распространенным свойством, которое необходимо проектировщику, поскольку оно является основой, используемой для большинства правил, приведенных в нормах проектирования. В европейских стандартах на конструкционные углеродистые стали (включая атмосферостойкие стали) основное обозначение относится к пределу текучести, например Сталь S355 представляет собой конструкционную сталь с указанным минимальным пределом текучести 355 Н/мм².
Стандарты на продукцию также определяют допустимый диапазон значений предела прочности при растяжении (UTS). Минимальный UTS имеет отношение к некоторым аспектам дизайна.
[вверх]Горячекатаные стали
Для горячекатаных углеродистых сталей число, указанное в обозначении, представляет собой значение предела текучести для материала толщиной до 16 мм. Конструкторы должны учитывать, что предел текучести уменьшается с увеличением толщины листа или профиля (более тонкий материал обрабатывается больше, чем толстый, и обработка увеличивает прочность). Для двух наиболее распространенных марок стали, используемых в Великобритании, указанные минимальные значения предела текучести и минимального предела прочности при растяжении показаны в таблице ниже для сталей в соответствии со стандартом BS EN 10025-2 9.0258 [1] .
Минимальный предел текучести и предел прочности при растяжении для обычных марок стали
Марка
Предел текучести (Н/мм 2 ) для номинальной толщины t (мм)
Прочность на растяжение (Н/мм 2 ) для номинальной толщины t (мм)
т ≤ 16
16 < t ≤ 40
40 < t ≤ 63
63 < t ≤ 80
3 < t ≤ 100
100 < t ≤ 150
S275
275
265
255
245
410
400
S355
355
345
335
325
470
450
Национальное приложение Великобритании к BS EN 1993-1-1 [2] позволяет использовать минимальное значение текучести для определенной толщины в качестве номинального (характеристического) предела текучести f y и минимальный предел прочности при растяжении f u использовать в качестве номинального (характеристического) предела прочности.
Аналогичные значения даны для других марок в других частях BS EN 10025 и для полых профилей в BS EN 10210-1 [3] .
[top]Стали холодной штамповки
Существует широкий диапазон марок стали для полосовой стали, подходящей для холодной штамповки. Минимальные значения предела текучести и предела прочности указаны в соответствующем стандарте на продукцию BS EN 10346 9.0258 [4] .
BS EN 1993-1-3 [5] содержит значения базового предела текучести f yb и предела прочности при растяжении f u , которые следует использовать в качестве характеристических значений при проектировании.
[top]Нержавеющие стали
Марки нержавеющей стали обозначаются числовым «номером стали» (например, 1,4401 для типичной аустенитной стали), а не системой обозначения «S» для углеродистых сталей. Соотношение напряжение-деформация не имеет четкого различия в пределе текучести, и предел текучести нержавеющей стали для нержавеющей стали обычно указывается в терминах условного предела прочности, определенного для определенного смещения постоянной деформации (обычно 0,2% деформации).
Прочность обычно используемых конструкционных нержавеющих сталей находится в диапазоне от 170 до 450 Н/мм². Аустенитные стали имеют более низкий предел текучести, чем обычно используемые углеродистые стали; Дуплексные стали имеют более высокий предел текучести, чем обычные углеродистые стали. Как для аустенитных, так и для дуплексных нержавеющих сталей отношение предела прочности к пределу текучести больше, чем для углеродистых сталей.
BS EN 1993-1-4 [6] содержит номинальные (характеристические) значения предела текучести f y и предельной минимальной прочности на растяжение f u для сталей в соответствии с BS EN 10088-1 [7] для использования в конструкции.
[верх] Прочность
Образец для испытания на ударный изгиб с V-образным надрезом
Природа всех материалов состоит в том, чтобы иметь некоторые дефекты. В стали эти дефекты принимают форму очень маленьких трещин. Если сталь недостаточно прочная, «трещина» может быстро распространяться без пластической деформации и приводить к «хрупкому разрушению». Риск хрупкого разрушения увеличивается с толщиной, растягивающим напряжением, концентраторами напряжения и при более низких температурах. Прочность стали и ее способность сопротивляться хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на ударную вязкость по Шарпи с V-образным надрезом — см. изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при определенной температуре одним ударом маятника.
В различных стандартах на продукцию указаны минимальные значения энергии удара для различных марок основания каждого класса прочности. Для нелегированных конструкционных сталей основные обозначения марок: JR, J0, J2 и K2. Для мелкозернистых сталей и закаленных и отпущенных сталей (которые, как правило, более прочные, с более высокой энергией удара) используются разные обозначения. Сводная информация об обозначениях ударной вязкости приведена в таблице ниже.
Минимальная энергия удара для оснований из углеродистой стали
Стандарт
Основание
Ударная вязкость
Температура испытания
БС ЕН 10025-2 [1] БС ЕН 10210-1 [3]
ДЖР
27Дж
20 или С
ДЖ0
27Дж
0 или С
Дж2
27Дж
-20 о С
К2
40Дж
-20 или С
БС ЕН 10025-3 [8]
Н
40Дж
-20 или в
Нидерланды
27Дж
-50 или в
БС ЕН 10025-4 [9]
М
40Дж
-20 или в
МЛ
27Дж
-50 о с
БС ЕН 10025-5 [10]
Дж0
27Дж
0 или С
Дж2
27Дж
-20 или С
К2
40Дж
-20 или С
Дж4
27Дж
-40 или С
Дж5
27Дж
-50 или С
БС ЕН 10025-6 [11]
Q
30Дж
-20 или в
КЛ
30Дж
-40 или в
QL1
30Дж
-60 или в
Для тонколистовых сталей для холодной штамповки требования к энергии удара не указаны для материала толщиной менее 6 мм.
Выбор соответствующего грунтового основания для обеспечения достаточной прочности в расчетных ситуациях приведен в BS EN 19.93-1-10 [12] и связанный с ним UK NA [13] . Правила связывают температуру воздействия, уровень напряжения и т. д. с «предельной толщиной» для каждой марки стали. PD 6695-1-10 [14] содержит полезные справочные таблицы, а руководство по выбору подходящего грунтового основания дано в ED007.
SCI-P419
Эти правила проектирования были разработаны для конструкций, подверженных усталости, таких как мосты и опорные конструкции кранов, и признано, что их использование для зданий, где усталость играет незначительную роль, чрезвычайно безопасно.
Публикация SCI P419 представляет модифицированные пределы толщины стали, которые могут использоваться в зданиях, где усталость не является расчетным соображением. Эти новые пределы были получены с использованием точно такого же подхода, как и правила проектирования Еврокода, но они существенно уменьшают рост трещин из-за усталости. Употреблено слово «уменьшать», так как допущение отсутствия роста означало бы полное устранение эффекта утомления. Допускается некоторая усталость (20 000 циклов) на основе ориентировочных указаний стандарта DIN.
Термин «квазистатический» будет охватывать такие конструкции — в действительности может быть некоторое ограниченное циклическое воздействие нагрузки, но обычно это не учитывается — подход к проектированию заключается в том, чтобы рассматривать все нагрузки как статические. Ключом к новому подходу является формула для выражения роста трещины при 20 000 циклов. Эксперты из Аахенского университета (участвовавшие в разработке Еврокода) дали это чрезвычайно важное выражение.
Дополнительную информацию можно найти в технической статье в сентябрьском выпуске журнала NSC за 2017 г.
Нержавеющая сталь обычно намного прочнее углеродистой стали; минимальные значения указаны в BS EN 10088-4 [15] . В стандарте BS EN 1993-1-4 [6] указано, что аустенитные и дуплексные стали достаточно прочны и не подвержены хрупкому разрушению при рабочих температурах до -40°C.
[top]Пластичность
Пластичность — это мера степени деформации или удлинения материала между началом текучести и возможным разрушением под действием растягивающей нагрузки, как показано на рисунке ниже. Конструктор полагается на пластичность в ряде аспектов конструкции, включая перераспределение напряжения в предельном состоянии, конструкцию группы болтов, снижение риска распространения усталостных трещин, а также в производственных процессах сварки, гибки и правки. Различные стандарты для марок стали в приведенной выше таблице настаивают на минимальном значении пластичности, поэтому расчетные допущения действительны, и если они указаны правильно, проектировщик может быть уверен в их адекватных характеристиках.
Напряженно-деформационное поведение стали
[вверх]Свариваемость
Приварка ребер жесткости к большой сборной балке (Изображение предоставлено Mabey Bridge Ltd)
Все конструкционные стали в основном поддаются сварке. Однако сварка предполагает локальное расплавление стали, которая впоследствии охлаждается. Охлаждение может быть довольно быстрым, потому что окружающий материал, напр. луч предлагает большой «радиатор», а сварной шов (и подводимое тепло) обычно относительно мал. Это может привести к упрочнению «зоны термического влияния» (ЗТВ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
Склонность к охрупчиванию также зависит от легирующих элементов, главным образом, но не исключительно, от содержания углерода. Эта восприимчивость может быть выражена как «значение углеродного эквивалента» (CEV), и различные стандарты на продукцию для углеродистых сталей дают выражения для определения этого значения.
BS EN 10025 [1] устанавливает обязательные ограничения для CEV для всех охватываемых изделий из конструкционной стали, и для тех, кто контролирует сварку, несложно обеспечить, чтобы используемые спецификации процедуры сварки были квалифицированы для соответствующей марки стали и CEV.
[наверх]Другие механические свойства стали
Другие механические свойства конструкционной стали, важные для проектировщика, включают:
Модуль упругости, E = 210 000 Н/мм²
Модуль сдвига, G = E/[2(1 + ν )] Н/мм², часто принимается равным 81 000 Н/мм²
Коэффициент Пуассона, ν = 0,3
Коэффициент теплового расширения, α = 12 x 10 -6 /°C (в диапазоне температур окружающей среды).
[вверх]Долговечность
Защита от коррозии за пределами площадки (Изображение предоставлено Hempel UK Ltd.)
Еще одним важным свойством является защита от коррозии. Хотя доступны специальные коррозионно-стойкие стали, они обычно не используются в строительстве. Исключением является атмосферостойкая сталь.
Наиболее распространенным средством защиты от коррозии конструкционной стали является покраска или цинкование. Требуемый тип и степень защиты покрытия зависят от степени воздействия, местоположения, расчетного срока службы и т. д. Во многих случаях в сухих условиях внутри не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.
[top]Сталь для атмосферостойкой стали
Сталь для атмосферостойкой стали представляет собой высокопрочную низколегированную сталь, устойчивую к коррозии за счет образования прочной защитной «патины» ржавчины, препятствующей дальнейшей коррозии. Защитное покрытие не требуется. Он широко используется в Великобритании для строительства мостов и снаружи некоторых зданий. Он также используется для архитектурных элементов и скульптурных сооружений, таких как Ангел Севера.
Ангел Севера
[верх]Нержавеющая сталь
Типичные кривые напряжения-деформации для нержавеющей стали и углеродистой стали в отожженном состоянии
Нержавеющая сталь представляет собой материал с высокой коррозионной стойкостью, который можно использовать в конструкции, особенно там, где требуется высококачественная отделка поверхности. Подходящие сорта для воздействия в типичных условиях приведены ниже.
Деформационно-напряженное поведение нержавеющих сталей отличается от поведения углеродистых сталей в ряде аспектов. Наиболее важное отличие заключается в форме кривой напряжения-деформации. В то время как углеродистая сталь обычно демонстрирует линейное упругое поведение вплоть до предела текучести и плато перед деформационным упрочнением, нержавеющая сталь имеет более округлый отклик без четко определенного предела текучести. Таким образом, предел текучести нержавеющей стали, как правило, определяется для определенного смещения постоянной деформации (обычно 0,2% деформации), как показано на рисунке справа, который показывает типичные экспериментальные кривые напряжения-деформации для обычных аустенитных и дуплексных нержавеющих сталей. Показанные кривые представляют диапазон материалов, которые могут поставляться, и не должны использоваться при проектировании.
Указанные механические свойства обычных нержавеющих сталей по EN 10088-4 [15]
Описание
Марка
Минимум 0,2% предела текучести (Н/мм 2 )
Предел прочности при растяжении (Н/мм 2 )
Удлинение при разрыве (%)
Основные хромоникелевые аустенитные стали
1. 4301
210
520 – 720
45
1.4307
200
500 – 700
45
Молибден-хромоникелевые аустенитные стали
1.4401
220
520 – 670
45
1.4404
220
520 – 670
45
Дуплексные стали
1.4162
450
650 – 850
30
1.4462
460
640 – 840
25
Механические свойства относятся к горячекатаному листу. Для холоднокатаной и горячекатаной полосы указанные значения прочности на 10-17 % выше.
Рекомендации по выбору нержавеющей стали
BS EN ISO 9223 [16] Класс атмосферной коррозии
Типичная внешняя среда
Подходящая нержавеющая сталь
C1 (очень низкий)
Пустыни и арктические районы (очень низкая влажность)
1. 4301/1.4307, 1.4162
C2 (низкий)
Засушливые условия или низкий уровень загрязнения (сельская местность)
1.4301/1.4307, 1.4162
C3 (средний)
Прибрежные районы с небольшими отложениями соли Городские или промышленные районы с умеренным загрязнением
1.4401/1.4404, 1.4162 (1.4301/1.4307)
C4 (Высокий)
Загрязненная городская и промышленная атмосфера Прибрежные районы с умеренными отложениями солей Дорожная среда с противогололедными солями
1.4462, (1.4401/1.4404), другие более высоколегированные дуплексы или аустениты
C5 (Очень высокий)
Сильно загрязненная промышленная атмосфера с высокой влажностью Морская атмосфера с высокой степенью солевых отложений и брызг
1.4462, другие более высоколегированные дуплексы или аустениты
Материалы, подходящие для более высокого класса, могут использоваться для более низких классов, но могут оказаться нерентабельными. Материалы, указанные в квадратных скобках, могут быть рассмотрены, если приемлема некоторая умеренная коррозия. Накопление агрессивных загрязняющих веществ и хлоридов будет выше в защищенных местах; следовательно, может быть необходимо выбрать рекомендуемую марку из следующего более высокого класса коррозии.
[наверх]Ссылки
↑ 1,0 1,1 1,2 BS EN 10025-2:2019 Горячекатаный прокат из конструкционных сталей. Технические условия поставки нелегированных конструкционных сталей BSI.
↑ NA+A1:2014 к BS EN 1993-1-1:2005+A1:2014, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций Общие нормы и правила для зданий, BSI
↑ 3.0 3.1 BS EN 10210-1:2006 Горячедеформированные конструкционные полые профили из нелегированных и мелкозернистых сталей. Технические требования к поставке, BSI.
↑ BS EN 10346:2015 Стальной плоский прокат с непрерывным горячим покрытием для холодной штамповки. Технические условия поставки. БСИ
↑ BS EN 1993-1-3:2006 Еврокод 3: Проектирование стальных конструкций. Общие правила — Дополнительные правила для холодногнутых элементов и листов, BSI.
↑ 6.0 6.1 BS EN 1993-1-4:2006+A1:2015 Еврокод 3. Проектирование стальных конструкций. Основные правила. Дополнительные правила для нержавеющих сталей, BSI
↑ БС ЕН 10088-1:2014 Нержавеющие стали. Список нержавеющих сталей, BSI
↑ BS EN 10025-3: 2019, Горячекатаный прокат из конструкционных сталей, Часть 3. Технические условия поставки нормализованного / нормализованного проката свариваемых мелкозернистых конструкционных сталей, BSI
↑ BS EN 10025-4: 2019, Горячекатаный прокат из конструкционных сталей, Часть 4. Технические условия поставки для термомеханического проката свариваемых мелкозернистых конструкционных сталей, BSI
↑ BS EN 10025-5:2019, Горячекатаный прокат из конструкционных сталей, Часть 5. Технические условия поставки конструкционных сталей с повышенной атмосферной коррозионной стойкостью, BSI
↑ BS EN 10025-6: 2019, Горячекатаный прокат из конструкционных сталей, Часть 6. Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
↑ BS EN 1993-1-10:2005 Еврокод 3. Проектирование стальных конструкций. Прочность материала и свойства по толщине, BSI.
↑ NA к BS EN 1993-1-10: 2005, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций. Прочность материала и свойства по толщине. БСИ
↑ PD 6695-1-10:2009 Рекомендации по проектированию конструкций по BS EN 1993-1-10. БСИ
↑ 15,0 15,1 BS EN 10088-4:2009 Нержавеющие стали. Технические условия поставки листа и ленты из коррозионно-стойких сталей строительного назначения, BSI.
↑ BS EN ISO 9223:2012 Коррозия металлов и сплавов, Коррозионная активность атмосфер, Классификация, определение и оценка. БСИ
Ресурсы
SCI ED007 Выбор марки стали в соответствии с Еврокодами, 2012 г.
SCI P419 Хрупкое разрушение: выбор марки стали в соответствии с BS EN 1993-1-10, 2017

 Видео в конце статьи покажет вам, какое оборудование используется. Вам потребуется бетономешалка с приводом от электрического или бензинового двигателя. Нелишним будет также сварочный аппарат и шуруповерт. Также вам нужны будут инструменты – лопаты, вязалки для арматуры, молотки.
Видео в конце статьи покажет вам, какое оборудование используется. Вам потребуется бетономешалка с приводом от электрического или бензинового двигателя. Нелишним будет также сварочный аппарат и шуруповерт. Также вам нужны будут инструменты – лопаты, вязалки для арматуры, молотки. Видео в конце статьи покажет вам, какое оборудование используется. Вам потребуется бетономешалка с приводом от электрического или бензинового двигателя. Нелишним будет также сварочный аппарат и шуруповерт. Также вам нужны будут инструменты – лопаты, вязалки для арматуры, молотки.
Видео в конце статьи покажет вам, какое оборудование используется. Вам потребуется бетономешалка с приводом от электрического или бензинового двигателя. Нелишним будет также сварочный аппарат и шуруповерт. Также вам нужны будут инструменты – лопаты, вязалки для арматуры, молотки.

 Если позволяют сроки и ограничен бюджет, то вполне возможно мешать бетон для фундамента бетономешалкой и заливать опалубку послойно.
Если позволяют сроки и ограничен бюджет, то вполне возможно мешать бетон для фундамента бетономешалкой и заливать опалубку послойно.
 Посмотрите основания в близлежащих домах или дачах, выберите тот, что в хорошем состоянии, и узнайте у хозяев глубину его заложения.
Посмотрите основания в близлежащих домах или дачах, выберите тот, что в хорошем состоянии, и узнайте у хозяев глубину его заложения. 

 Крайне важно выбрать правильный бетон, гидроизолировать фундамент и получить соответствующие разрешения. Независимо от того, строите ли вы фундамент самостоятельно или нанимаете подрядчика, разумно изучить все тонкости работы, чтобы вы могли быть уверены в стабильности своего дома.
Крайне важно выбрать правильный бетон, гидроизолировать фундамент и получить соответствующие разрешения. Независимо от того, строите ли вы фундамент самостоятельно или нанимаете подрядчика, разумно изучить все тонкости работы, чтобы вы могли быть уверены в стабильности своего дома.
 Имейте в виду, что местная влажность также влияет на время высыхания.
Имейте в виду, что местная влажность также влияет на время высыхания.

 Накройте наполнитель полиэтиленовой пленкой.
Накройте наполнитель полиэтиленовой пленкой. Проверьте еще раз, чтобы убедиться, что ваши формы квадратные, ровные и хорошо закреплены, и у вас есть несколько сильных друзей или подрядчиков, которые помогут с заливкой. Бетон будет заливаться прямо в ваши формы, что должно удерживать его.
Проверьте еще раз, чтобы убедиться, что ваши формы квадратные, ровные и хорошо закреплены, и у вас есть несколько сильных друзей или подрядчиков, которые помогут с заливкой. Бетон будет заливаться прямо в ваши формы, что должно удерживать его. Вода может просочиться на поверхность, поэтому подождите, пока она исчезнет и плита немного затвердеет, прежде чем закруглять края плиты кромочным инструментом. Работайте инструментом между плитой и формами, пока все края не станут гладкими.
Вода может просочиться на поверхность, поэтому подождите, пока она исчезнет и плита немного затвердеет, прежде чем закруглять края плиты кромочным инструментом. Работайте инструментом между плитой и формами, пока все края не станут гладкими. Это позволит ему медленно затвердевать и развивать максимальную прочность. Опрыскайте готовую плиту отвердителем с помощью обычного садового опрыскивателя, следуя инструкциям на этикетке вашего продукта. Как только процесс отверждения завершится, вы можете аккуратно снять формы.
Это позволит ему медленно затвердевать и развивать максимальную прочность. Опрыскайте готовую плиту отвердителем с помощью обычного садового опрыскивателя, следуя инструкциям на этикетке вашего продукта. Как только процесс отверждения завершится, вы можете аккуратно снять формы.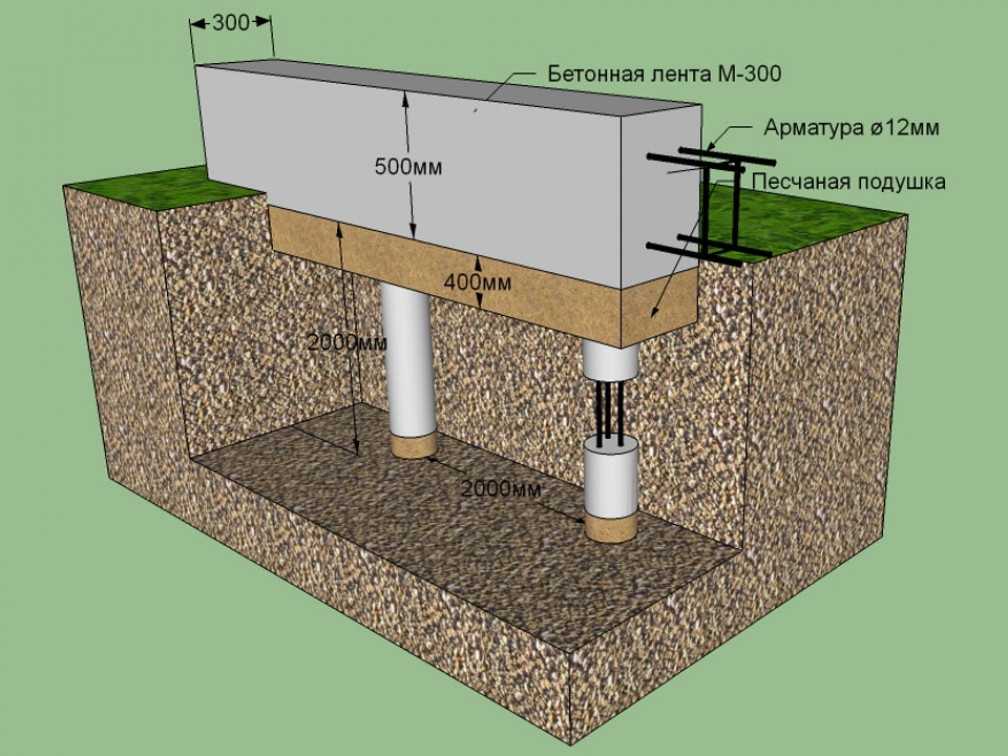
 Слишком большое количество армирования может вызвать деформацию бетона, что приведет к его растрескиванию. Воздушные карманы также могут образовываться в зазорах между арматурными стержнями, когда бетон не может должным образом заполнить пространство. Размещение и установка арматуры — это особый навык, поэтому перед продолжением проконсультируйтесь с опытным профессионалом.
Слишком большое количество армирования может вызвать деформацию бетона, что приведет к его растрескиванию. Воздушные карманы также могут образовываться в зазорах между арматурными стержнями, когда бетон не может должным образом заполнить пространство. Размещение и установка арматуры — это особый навык, поэтому перед продолжением проконсультируйтесь с опытным профессионалом. Но в местах, где линия промерзания неглубокая и грунт никогда не промерзает, нередко генподрядчики сами формируют и кладут мелкозаглубленные фундаменты.
Но в местах, где линия промерзания неглубокая и грунт никогда не промерзает, нередко генподрядчики сами формируют и кладут мелкозаглубленные фундаменты. Нижняя часть опалубки устанавливается над дном траншеи на отметке подошвы.
Нижняя часть опалубки устанавливается над дном траншеи на отметке подошвы.  «Мы используем винты, чтобы собрать все вместе, — говорит Осланд. «Таким образом, он легко разбирается, и если вам нужно что-то отрегулировать, вы можете просто открутить плату и переустановить ее… Во всей этой системе нет ни одного гвоздя».
«Мы используем винты, чтобы собрать все вместе, — говорит Осланд. «Таким образом, он легко разбирается, и если вам нужно что-то отрегулировать, вы можете просто открутить плату и переустановить ее… Во всей этой системе нет ни одного гвоздя».
 Верхние части анкерных болтов и сейсмостойких держателей обернуты алюминиевой фольгой, чтобы гайки не были залиты бетоном. Деревянные колья и распорки обрезаются заподлицо, чтобы потом было легче ударить по бетону.
Верхние части анкерных болтов и сейсмостойких держателей обернуты алюминиевой фольгой, чтобы гайки не были залиты бетоном. Деревянные колья и распорки обрезаются заподлицо, чтобы потом было легче ударить по бетону. 

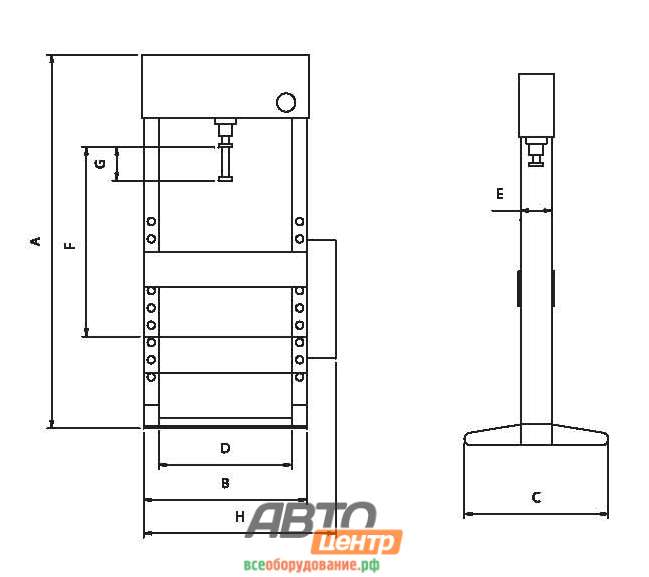 При дополнительном обустройстве рабочей области правильным столом и инструментом, появляется возможность проведения правки деталей различного сечения. Универсальный пресс П6324 позволяет обрабатывать детали с максимальной высотой до 710 мм. Размеры оборудования 935*1670*2730 мм.
При дополнительном обустройстве рабочей области правильным столом и инструментом, появляется возможность проведения правки деталей различного сечения. Универсальный пресс П6324 позволяет обрабатывать детали с максимальной высотой до 710 мм. Размеры оборудования 935*1670*2730 мм.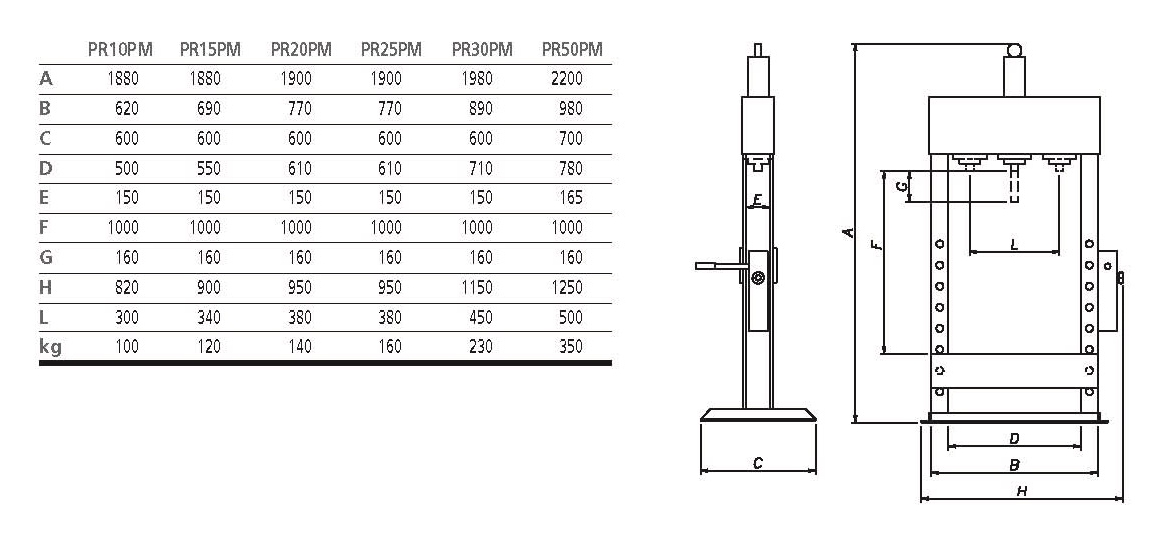 Габаритные размеры станка – 1060*1800*3000 мм.
Габаритные размеры станка – 1060*1800*3000 мм.

 Предназначен для любых монтажных и ремонтных работ, например: рихтовки осей, несущих, валов и т.д.; выпрессовывание и запрессовка подшипников, болтов и втулок; прессовка и смятие; испытания под нагрузкой, испытания сварки и многое другое.
Предназначен для любых монтажных и ремонтных работ, например: рихтовки осей, несущих, валов и т.д.; выпрессовывание и запрессовка подшипников, болтов и втулок; прессовка и смятие; испытания под нагрузкой, испытания сварки и многое другое.




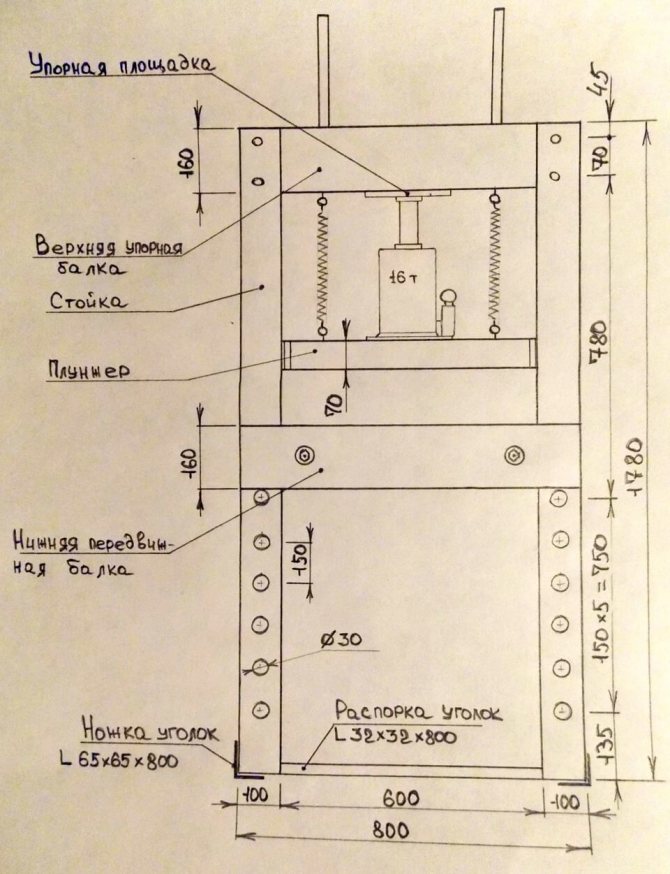 2″/sec
2″/sec 7″/sec
7″/sec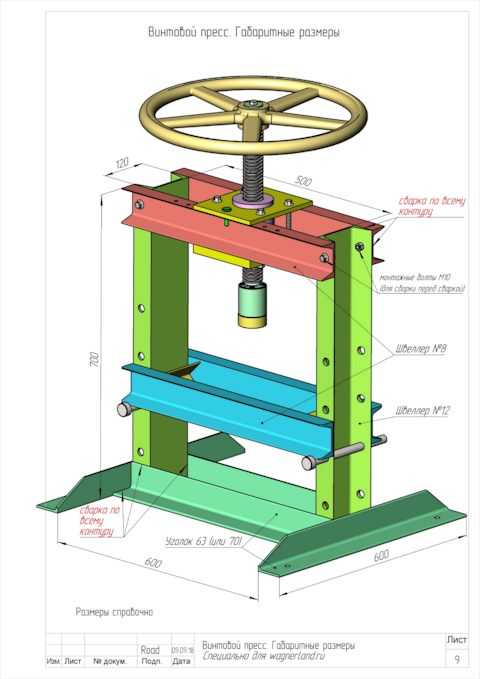
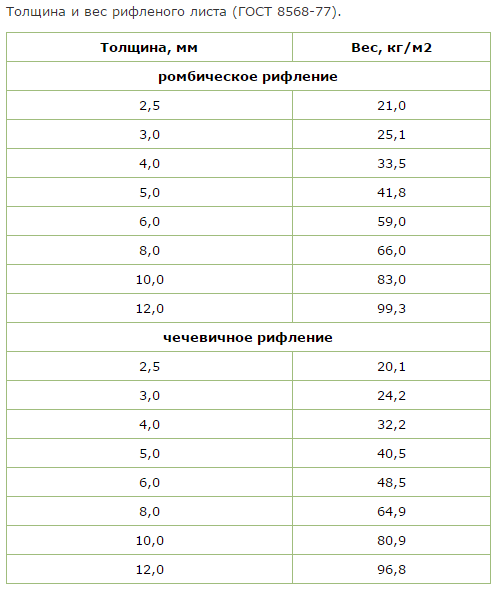 Для стали марки 08Х18Н10Т (AISI 304) плотность принята равной 7,9 г/см3.
Для стали марки 08Х18Н10Т (AISI 304) плотность принята равной 7,9 г/см3.
 д.
д.
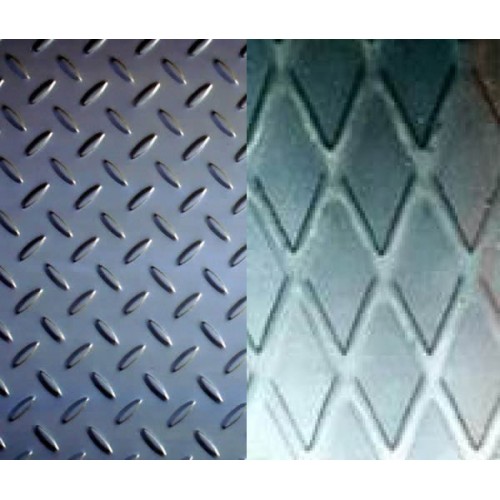
 , 1998). Однако сравнение методов in vitro (ферментативный метод, определенный Офрером, и двухэтапный метод Тилли и Терри) дало более высокие значения, составляющие от 54 до 57% (Denek et al., 2004). Такие различия можно объяснить переменным соотношением листьев и стеблей, которое зависит от метода сбора урожая. Например, используя при производстве газа vitro было обнаружено, что солома чечевицы с высоким содержанием стеблей имеет МЭ 6,7 МДж/кг DM по сравнению с . 8,3 МДж/кг сухого вещества для богатой листьями чечевичной соломы (Lopez et al., 2005).
, 1998). Однако сравнение методов in vitro (ферментативный метод, определенный Офрером, и двухэтапный метод Тилли и Терри) дало более высокие значения, составляющие от 54 до 57% (Denek et al., 2004). Такие различия можно объяснить переменным соотношением листьев и стеблей, которое зависит от метода сбора урожая. Например, используя при производстве газа vitro было обнаружено, что солома чечевицы с высоким содержанием стеблей имеет МЭ 6,7 МДж/кг DM по сравнению с . 8,3 МДж/кг сухого вещества для богатой листьями чечевичной соломы (Lopez et al., 2005). , 1991). В Индии наблюдалось синергетическое взаимодействие с положительным влиянием на молочную продуктивность буйволов и усвояемость in vivo , когда чечевичная солома сочеталась с пшеничной соломой, обработанной мочевиной (Dutta et al., 2004). Сообщалось о потреблении сухого вещества 70 г/кг чечевичной соломки овцами (Abreu et al., 19).98).
, 1991). В Индии наблюдалось синергетическое взаимодействие с положительным влиянием на молочную продуктивность буйволов и усвояемость in vivo , когда чечевичная солома сочеталась с пшеничной соломой, обработанной мочевиной (Dutta et al., 2004). Сообщалось о потреблении сухого вещества 70 г/кг чечевичной соломки овцами (Abreu et al., 19).98). , 2000). Исследование показало сходные значения разлагаемости белка и NDF в sacco для соломы чечевицы и соломы вики обыкновенной, но усвояемость in vivo OM чечевичной соломы была ниже, чем у виковой соломы (55% 9).0009 против 65%) (Abbeddou et al., 2011).
, 2000). Исследование показало сходные значения разлагаемости белка и NDF в sacco для соломы чечевицы и соломы вики обыкновенной, но усвояемость in vivo OM чечевичной соломы была ниже, чем у виковой соломы (55% 9).0009 против 65%) (Abbeddou et al., 2011). ,1992).
,1992).
 л. чесночного порошка
л. чесночного порошка Снимите с огня и отложите.
Снимите с огня и отложите.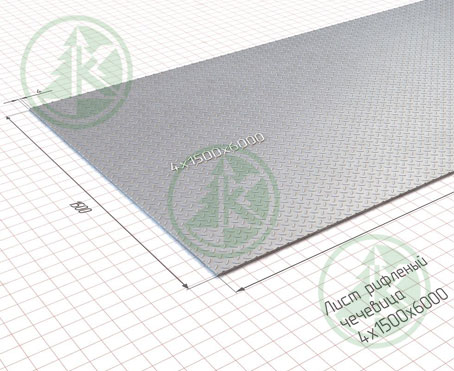
 Для этого требуется подготовить следующие инструменты и материалы:
Для этого требуется подготовить следующие инструменты и материалы: Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
 Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.

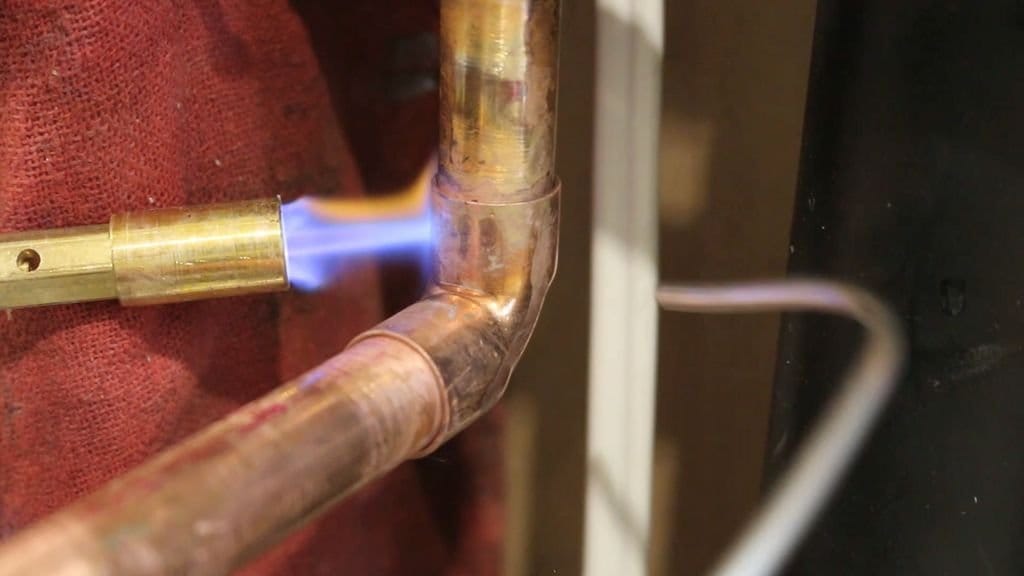 Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Но следует применять его не в одиночку, в сочетании с цинком, медью.





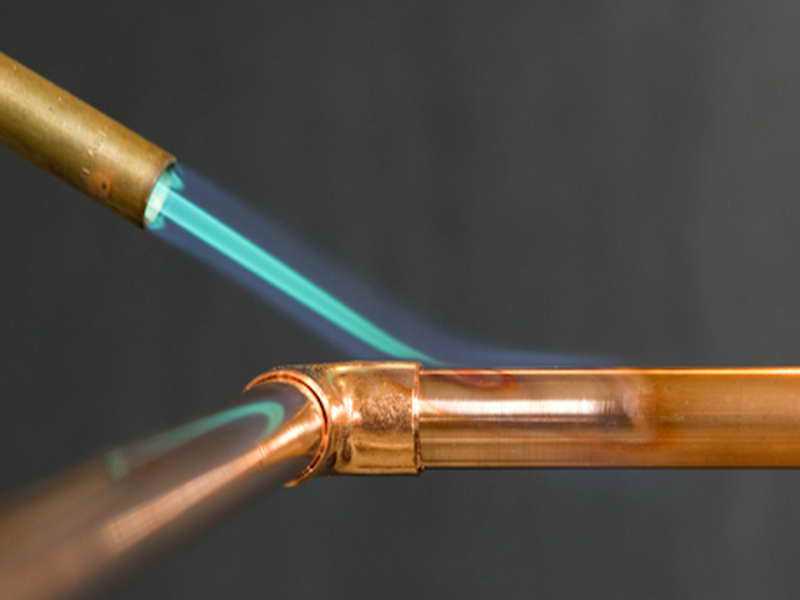 Но при пайке этих металлов возникают уникальные проблемы с точки зрения дизайна и технического исполнения. Узнайте больше у нашего координатора студии Эрики Стайс.
Но при пайке этих металлов возникают уникальные проблемы с точки зрения дизайна и технического исполнения. Узнайте больше у нашего координатора студии Эрики Стайс.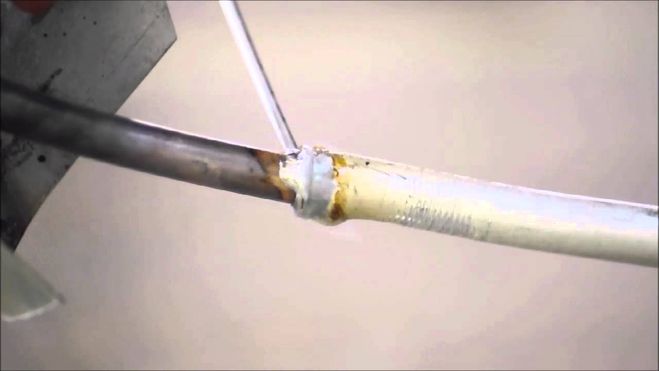 Назовите меня наивным, но я думал, что, поскольку он находится в Периодической таблице, его можно будет добывать в естественном состоянии. Но знаете ли вы, что на самом деле очень мало чистой меди в такой форме? Вместо этого медь обычно встречается в рудах.
Назовите меня наивным, но я думал, что, поскольку он находится в Периодической таблице, его можно будет добывать в естественном состоянии. Но знаете ли вы, что на самом деле очень мало чистой меди в такой форме? Вместо этого медь обычно встречается в рудах. .
.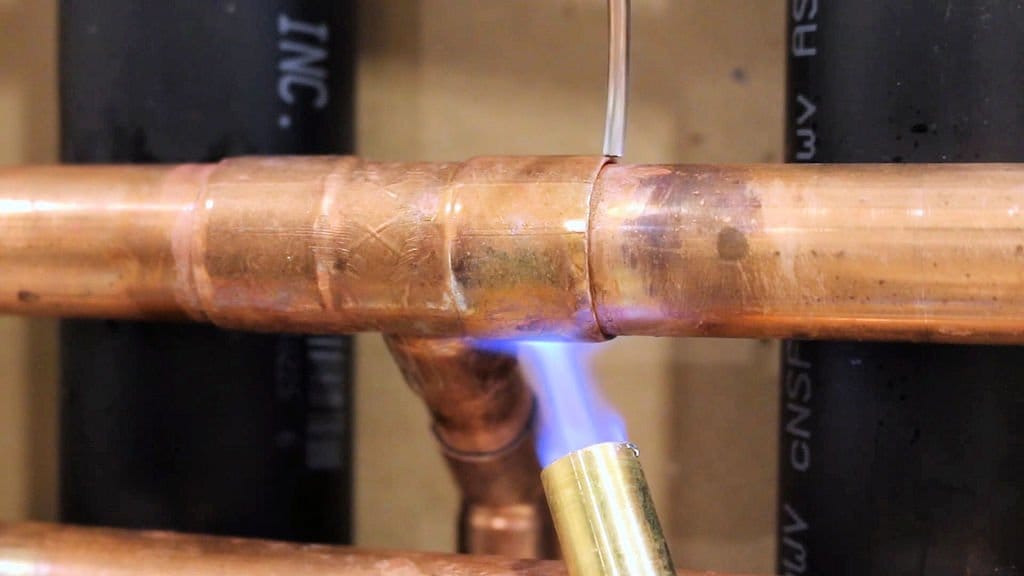 Например, добавьте серебряные украшения, чтобы серебряная окраска стала частью изделия.
Например, добавьте серебряные украшения, чтобы серебряная окраска стала частью изделия. Если это так, используйте наждачную бумагу, напильники, пильный диск или что-то еще, пока соединение не станет плотным.
Если это так, используйте наждачную бумагу, напильники, пильный диск или что-то еще, пока соединение не станет плотным. Добавьте 222 градуса по Фаренгейту к этой последней температуре, и вы, наконец, расплавитесь. твоя медь. Это очень много тепла, и некоторые факелы просто не могут его расплавить. Но что, если ваша цель — просто припаять его? Это отличный вопрос.
Добавьте 222 градуса по Фаренгейту к этой последней температуре, и вы, наконец, расплавитесь. твоя медь. Это очень много тепла, и некоторые факелы просто не могут его расплавить. Но что, если ваша цель — просто припаять его? Это отличный вопрос.
 Удалите его, когда он станет чистым (не оставляйте его в смеси!)
Удалите его, когда он станет чистым (не оставляйте его в смеси!)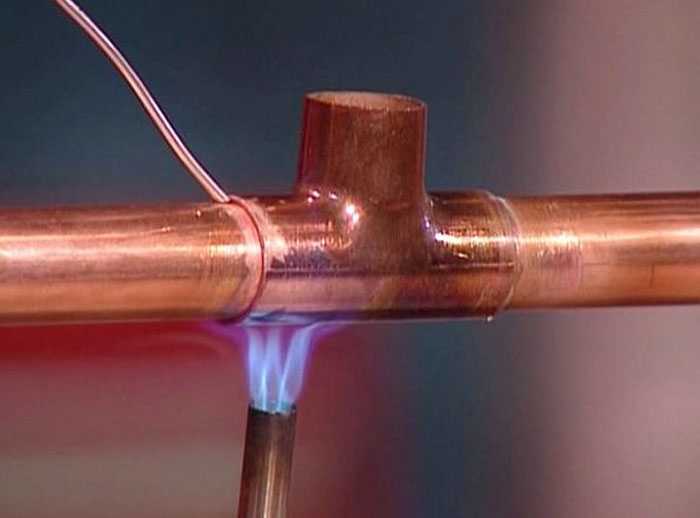 com. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
com. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста. Мы здесь для вас».
Мы здесь для вас».
 Если под рукой есть щетка для проволочных фитингов, она быстро справится с очисткой внутренней части медной трубы. В противном случае оберните наждачную шкурку вокруг указательного пальца, воткните ее в горловину трубы и поверните, чтобы очистить.
Если под рукой есть щетка для проволочных фитингов, она быстро справится с очисткой внутренней части медной трубы. В противном случае оберните наждачную шкурку вокруг указательного пальца, воткните ее в горловину трубы и поверните, чтобы очистить. Наденьте пару очков для защиты глаз. Зажгите пропановую горелку и держите ее примерно в 2 дюймах от фитинга. Медленно проведите им по участкам, покрытым флюсом, в течение 10–20 секунд, пока флюс не начнет таять, становясь блестящим. Медь вскоре потемнеет, а флюс будет шипеть и/или пузыриться, даже дымиться. Это означает, что кислота начала действовать. Поверхность станет тусклой и протравленной, создавая поверхность, пригодную для склеивания.
Наденьте пару очков для защиты глаз. Зажгите пропановую горелку и держите ее примерно в 2 дюймах от фитинга. Медленно проведите им по участкам, покрытым флюсом, в течение 10–20 секунд, пока флюс не начнет таять, становясь блестящим. Медь вскоре потемнеет, а флюс будет шипеть и/или пузыриться, даже дымиться. Это означает, что кислота начала действовать. Поверхность станет тусклой и протравленной, создавая поверхность, пригодную для склеивания. Однако пламя бутона розы окутывает трубку, мгновенно доводя всю трубку до температуры кипения. Это обеспечивает более чистое и равномерное потоотделение. Используя пламя бутона розы, начните нагревать соединительные трубы в месте стыкового шва.
Однако пламя бутона розы окутывает трубку, мгновенно доводя всю трубку до температуры кипения. Это обеспечивает более чистое и равномерное потоотделение. Используя пламя бутона розы, начните нагревать соединительные трубы в месте стыкового шва.





 Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления.
Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания. Нет шума.
Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания. Нет шума.
 Комбинированное использование энергии для нагрева воды и работы насоса делает эти циркуляционные насосы одними из самых больших энергопотребителей в домах и зданиях, которые их используют.
Комбинированное использование энергии для нагрева воды и работы насоса делает эти циркуляционные насосы одними из самых больших энергопотребителей в домах и зданиях, которые их используют.


 Для больших многоквартирных домов с центральными системами горячего водоснабжения, где преобладают циркуляционные насосы из-за большей длины труб и времени ожидания горячей воды, необходимы более совершенные решения по управлению, такие как термически сбалансированные насосы с регулируемой скоростью. Эти приложения особенно важны с точки зрения справедливости, поскольку непропорционально большая доля домохозяйств с низким доходом проживает в квартирах, где неэффективные циркуляционные насосы вносят значительный вклад в их энергетическую нагрузку.
Для больших многоквартирных домов с центральными системами горячего водоснабжения, где преобладают циркуляционные насосы из-за большей длины труб и времени ожидания горячей воды, необходимы более совершенные решения по управлению, такие как термически сбалансированные насосы с регулируемой скоростью. Эти приложения особенно важны с точки зрения справедливости, поскольку непропорционально большая доля домохозяйств с низким доходом проживает в квартирах, где неэффективные циркуляционные насосы вносят значительный вклад в их энергетическую нагрузку.


 Всегда на складе.
Всегда на складе. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных … Этот упорный воздушный кусачок предназначен для резки по длине ворот, а не по ширине. Нижнее режущее лезвие перемещается вверх по направлению к неподвижной наковальне, чтобы прорезать широкий затвор, оставляя гладкий чистый срез. Режущее лезвие готово для установки нагревательного картриджа длиной 1/4 дюйма x 1,5 дюйма и/или термопары из дополнительных нагревательных комплектов JDV серии HC-20. Доступны левосторонняя версия TC-40L и модели большего размера TC-63R или TC-63L.
Этот упорный воздушный кусачок предназначен для резки по длине ворот, а не по ширине. Нижнее режущее лезвие перемещается вверх по направлению к неподвижной наковальне, чтобы прорезать широкий затвор, оставляя гладкий чистый срез. Режущее лезвие готово для установки нагревательного картриджа длиной 1/4 дюйма x 1,5 дюйма и/или термопары из дополнительных нагревательных комплектов JDV серии HC-20. Доступны левосторонняя версия TC-40L и модели большего размера TC-63R или TC-63L. Производительность зависит от формы лезвия и материала объекта, который необходимо разрезать. Емкость (ᴓ) приведена только для справки, поскольку она зависит от продукта.
Производительность зависит от формы лезвия и материала объекта, который необходимо разрезать. Емкость (ᴓ) приведена только для справки, поскольку она зависит от продукта.  Нагрев
Нагрев 

 53 шт.54 шт.55 шт. 56 шт.57 шт.58 шт.59 шт.60 шт.61 шт.62 шт.63 шт.64 шт.65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт. 73 шт.74 шт.75 шт.76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт. 106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт. 153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт. 186 шт.187 шт.188 шт.189190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.
53 шт.54 шт.55 шт. 56 шт.57 шт.58 шт.59 шт.60 шт.61 шт.62 шт.63 шт.64 шт.65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт. 73 шт.74 шт.75 шт.76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт. 106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт. 153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт. 186 шт.187 шт.188 шт.189190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт. 204 шт.205 шт. 206 шт.207 шт.208 шт.209 шт.210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт. 223 шт.224 шт.225 шт.226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 240 шт.241 шт.242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт. 256 шт. 257 шт. 258 шт. 259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт. 326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.
204 шт.205 шт. 206 шт.207 шт.208 шт.209 шт.210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт. 223 шт.224 шт.225 шт.226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 240 шт.241 шт.242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт. 256 шт. 257 шт. 258 шт. 259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт. 326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт. 348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт.453 шт.454 шт.455 шт.456 шт.457 шт.458 шт 0,459460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 шт.470 шт.471 шт.472 шт.473 шт.474 шт.475 шт. 476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт.486 шт.487 шт.488 шт.489 шт.490 шт.491 шт.
348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт.453 шт.454 шт.455 шт.456 шт.457 шт.458 шт 0,459460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 шт.470 шт.471 шт.472 шт.473 шт.474 шт.475 шт. 476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт.486 шт.487 шт.488 шт.489 шт.490 шт.491 шт.


 Используется в в трубопроводах как для холодной воды, так и для горячей.
Используется в в трубопроводах как для холодной воды, так и для горячей.
 Для абсолютной герметизации рекомендуется использовать ФУМ ленту, намотав ее на резьбовое соединение.
Для абсолютной герметизации рекомендуется использовать ФУМ ленту, намотав ее на резьбовое соединение. Охлаждение происходит за счет потока проходящей жидкости. Комплектуется датчиком протока, который включает насос при начале потребления (открытии крана в точке пользования).
Охлаждение происходит за счет потока проходящей жидкости. Комплектуется датчиком протока, который включает насос при начале потребления (открытии крана в точке пользования). При работе практически не шумит. Ручное управление и автоматический режим работы.
При работе практически не шумит. Ручное управление и автоматический режим работы. Видео и схемы
Видео и схемы
 К таковым относятся коррозийные повреждения внутренней поверхности труб или пробки из органических отложений, которые появляются вследствие неправильного ухода за водопроводной системой и низкого качества подаваемой воды. При таких проблемах использование насоса не вполне оправдано так как, устранив проблемы, давление очень быстро приходит в норму.
К таковым относятся коррозийные повреждения внутренней поверхности труб или пробки из органических отложений, которые появляются вследствие неправильного ухода за водопроводной системой и низкого качества подаваемой воды. При таких проблемах использование насоса не вполне оправдано так как, устранив проблемы, давление очень быстро приходит в норму.

 К сожалению, один из ваших детей решает принять душ в то же время, и ваш приличный напор воды падает до струйки. Итак, если вы приняли решение установить повысительный насос для повышения давления воды.
К сожалению, один из ваших детей решает принять душ в то же время, и ваш приличный напор воды падает до струйки. Итак, если вы приняли решение установить повысительный насос для повышения давления воды.
 Байпасный трубопровод позволяет удерживать воду в вашем доме, если вам нужно снять бустерный насос высокого давления для замены или обслуживания.
Байпасный трубопровод позволяет удерживать воду в вашем доме, если вам нужно снять бустерный насос высокого давления для замены или обслуживания. Просто откройте самый нижний кран в доме, пока он не высохнет.
Просто откройте самый нижний кран в доме, пока он не высохнет.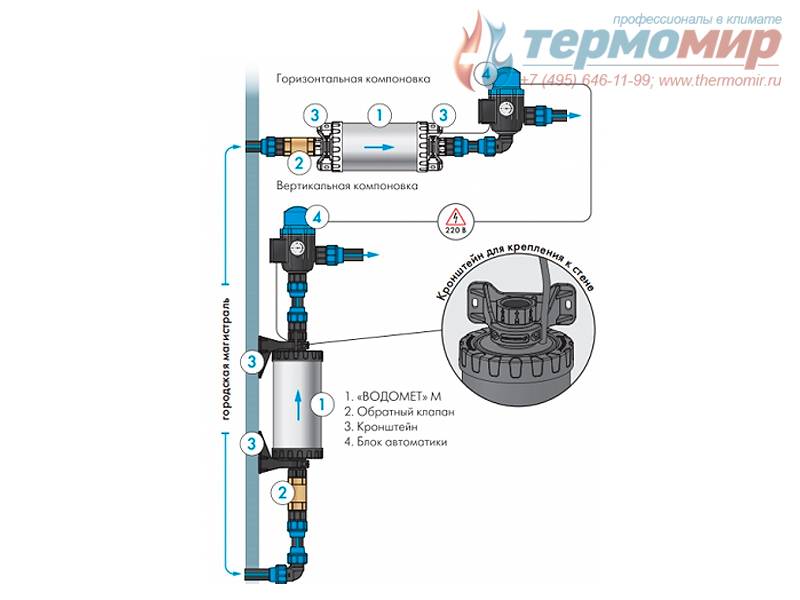
 Эти клапаны предотвращают катастрофический отказ, если давление в вашем трубопроводе превысит заранее установленный предел.
Эти клапаны предотвращают катастрофический отказ, если давление в вашем трубопроводе превысит заранее установленный предел.



 Вам потребуется:
Вам потребуется:
 Установите усиливающую насадку для душа
Установите усиливающую насадку для душа Если вы уезжаете из дома на праздники, убедитесь, что у вас отключена вода.
Если вы уезжаете из дома на праздники, убедитесь, что у вас отключена вода. К сожалению, это доставляет неудобства жильцам или владельцам квартир, которые наслаждаются горячим сильным душем. К причинам низкого давления воды в квартире можно отнести:
К сожалению, это доставляет неудобства жильцам или владельцам квартир, которые наслаждаются горячим сильным душем. К причинам низкого давления воды в квартире можно отнести:
 Они нуждаются в регулярном осмотре и обслуживании, чтобы обеспечить их оптимальное состояние и эффективную работу.
Они нуждаются в регулярном осмотре и обслуживании, чтобы обеспечить их оптимальное состояние и эффективную работу.
 В особых случаях потребуется насос, если давление воды не может подняться выше определенного уровня.
В особых случаях потребуется насос, если давление воды не может подняться выше определенного уровня.


 меди, химические свойства меди.
меди, химические свойства меди. Однако руды самородной меди сравнительно мало распространены, и в настоящее время из них добывается не более 5% меди от общей ее мировой добычи. Медь является халькофильным элементом. До 80% ее присутствует в земной коре в виде соединений с серой. Около 15% меди находится в виде карбонатов, силикатов, оксидов, являющихся продуктами выветривания первичных сульфидных медных руд.Медь образует до 240 минералов, однако лишь около 40 имеют промышленное значение .Различают сульфидные и окисленные руды меди. Промышленное значение имеют сульфидные руды, из которых наиболее широко используется медный колчедан (халькопирит) CuFeS2. В природе он встречается главным образом в смеси с железным колчеданом FeS2 и пустой породой, состоящей из оксидов кремния, алюминия, кальция . Часто сульфидные руды содержат примеси благородных металлов (золота, серебра), цветных и редких металлов ( цинка, свинца, никеля, кобальта, молибдена ) и рассеянных элементов (германий).Содержание меди в руде обычно составляет 1—5%, но благодаря технологии флотации, ее можно обогащать, получая концентрат, содержащий 20% меди и более .
Однако руды самородной меди сравнительно мало распространены, и в настоящее время из них добывается не более 5% меди от общей ее мировой добычи. Медь является халькофильным элементом. До 80% ее присутствует в земной коре в виде соединений с серой. Около 15% меди находится в виде карбонатов, силикатов, оксидов, являющихся продуктами выветривания первичных сульфидных медных руд.Медь образует до 240 минералов, однако лишь около 40 имеют промышленное значение .Различают сульфидные и окисленные руды меди. Промышленное значение имеют сульфидные руды, из которых наиболее широко используется медный колчедан (халькопирит) CuFeS2. В природе он встречается главным образом в смеси с железным колчеданом FeS2 и пустой породой, состоящей из оксидов кремния, алюминия, кальция . Часто сульфидные руды содержат примеси благородных металлов (золота, серебра), цветных и редких металлов ( цинка, свинца, никеля, кобальта, молибдена ) и рассеянных элементов (германий).Содержание меди в руде обычно составляет 1—5%, но благодаря технологии флотации, ее можно обогащать, получая концентрат, содержащий 20% меди и более . Наиболее крупные запасы медных руд в России сосредоточены главным образом на Урале, в Казахстане и Средней Азии, за рубежом — в Африке (Катанта, Замбия), Америке (Чили, США, Канада).
Наиболее крупные запасы медных руд в России сосредоточены главным образом на Урале, в Казахстане и Средней Азии, за рубежом — в Африке (Катанта, Замбия), Америке (Чили, США, Канада). Иногда медь выделяют в виде оксида.
Иногда медь выделяют в виде оксида. Легирующие элементы вводят в медь для повышения прочности и твердости, улучшения антифрикционных свойств и стойкости против коррозии и для получения сплавов с заданными физическими свойствами. Медные сплавы делят на латуни, бронзы и медно-никелевые сплавы .
Легирующие элементы вводят в медь для повышения прочности и твердости, улучшения антифрикционных свойств и стойкости против коррозии и для получения сплавов с заданными физическими свойствами. Медные сплавы делят на латуни, бронзы и медно-никелевые сплавы . В присутствии олова улучшаются механические свойства меди, бронзы обладают хорошими литейными свойствами. Обычно содержание олова не превышает 10%. Алюминиевая бронза содержит 82—90% Си, 4—10% Al, 1—6% Fe + Si; кремнеоловянная бронза — 99,94% Си, по 0,03% Sn и Si.
В присутствии олова улучшаются механические свойства меди, бронзы обладают хорошими литейными свойствами. Обычно содержание олова не превышает 10%. Алюминиевая бронза содержит 82—90% Си, 4—10% Al, 1—6% Fe + Si; кремнеоловянная бронза — 99,94% Си, по 0,03% Sn и Si. Медь вытесняется из своих солей более электроотрицательными элементами и не растворяется в кислотах, не являющихся окислителями. Медь растворяется в азотной кислоте с образованием (Си(NOз)2 и оксидов азота, в горячей конц. H2SO4 — с образованием CuSO4 и SO2. В нагретой разбавленной H2SO4 медь растворяется только при продувании через раствор воздуха .Химическая активность меди невелика, при температурах ниже 185°С с сухим воздухом и кислородом не реагирует. В присутствии влаги и СО2 на поверхности меди образуется зеленая пленка основного карбоната. При нагревании меди на воздухе идет поверхностное окисление; ниже 375°С образуется СиО, а в интервале 375—1100°С при неполном окислении меди — двухслойная окалина (СиО + СuО). Влажный хлор взаимодействует с медью уже при комнатной температуре, образуя хлорид меди(II), хорошо растворимый в воде. Медь реагирует и с другими галогенами. Особое сродство проявляет медь к сере: в парах серы она горит.
Медь вытесняется из своих солей более электроотрицательными элементами и не растворяется в кислотах, не являющихся окислителями. Медь растворяется в азотной кислоте с образованием (Си(NOз)2 и оксидов азота, в горячей конц. H2SO4 — с образованием CuSO4 и SO2. В нагретой разбавленной H2SO4 медь растворяется только при продувании через раствор воздуха .Химическая активность меди невелика, при температурах ниже 185°С с сухим воздухом и кислородом не реагирует. В присутствии влаги и СО2 на поверхности меди образуется зеленая пленка основного карбоната. При нагревании меди на воздухе идет поверхностное окисление; ниже 375°С образуется СиО, а в интервале 375—1100°С при неполном окислении меди — двухслойная окалина (СиО + СuО). Влажный хлор взаимодействует с медью уже при комнатной температуре, образуя хлорид меди(II), хорошо растворимый в воде. Медь реагирует и с другими галогенами. Особое сродство проявляет медь к сере: в парах серы она горит. С водородом, азотом, углеродом медь не реагирует даже при высоких температурах. Растворимость водорода в твердой меди незначительна и при 400°С составляет 0,06 г в 100 г меди. Присутствие водорода в меди резко ухудшает ее механические свойства (так называемая «водородная болезнь»). При пропускании аммиака над раскаленной медью образуется Cu2N. Уже при температуре каления медь подвергается воздействию оксидов азота: N2O и NO взаимодействуют с образованием СuО, a NO2 — с образованием СиО. Карбиды Cu2C2 и СuС2 могут быть получены действием ацетилена на аммиачные растворы солей меди. Оксид меди(I) Си2O красного цвета, незначительно растворяется в воде. При взаимодействии сильных щелочей с солями меди(I) выпадает желтый осадок, переходящий при нагревании в осадок красного цвета, по-видимому Сu2О. Гидроксид меди(I) обладает слабыми основными свойствами, он немного растворим в концентрированных растворах щелочей.
С водородом, азотом, углеродом медь не реагирует даже при высоких температурах. Растворимость водорода в твердой меди незначительна и при 400°С составляет 0,06 г в 100 г меди. Присутствие водорода в меди резко ухудшает ее механические свойства (так называемая «водородная болезнь»). При пропускании аммиака над раскаленной медью образуется Cu2N. Уже при температуре каления медь подвергается воздействию оксидов азота: N2O и NO взаимодействуют с образованием СuО, a NO2 — с образованием СиО. Карбиды Cu2C2 и СuС2 могут быть получены действием ацетилена на аммиачные растворы солей меди. Оксид меди(I) Си2O красного цвета, незначительно растворяется в воде. При взаимодействии сильных щелочей с солями меди(I) выпадает желтый осадок, переходящий при нагревании в осадок красного цвета, по-видимому Сu2О. Гидроксид меди(I) обладает слабыми основными свойствами, он немного растворим в концентрированных растворах щелочей.
 Около трех четвертей этой меди идет на производство электрических проводов, телекоммуникационных кабелей и электроники.
Около трех четвертей этой меди идет на производство электрических проводов, телекоммуникационных кабелей и электроники. Но естественные химические реакции могут иногда высвобождать самородную медь, согласно сайту химической базы данных 9.0005 Chemicool (открывается в новой вкладке).
Но естественные химические реакции могут иногда высвобождать самородную медь, согласно сайту химической базы данных 9.0005 Chemicool (открывается в новой вкладке). Согласно статье 2014 года, опубликованной в PLOS ONE (откроется в новой вкладке). В древнем Египте люди использовали медные сплавы для изготовления украшений, в том числе колец на пальцах ног. Исследователи также обнаружили массивные медные рудники 10 века до н.э. в Израиле. Медь, возможно, даже была первым загрязнителем , который люди выпустили в окружающую среду около 7000 лет назад.
Согласно статье 2014 года, опубликованной в PLOS ONE (откроется в новой вкладке). В древнем Египте люди использовали медные сплавы для изготовления украшений, в том числе колец на пальцах ног. Исследователи также обнаружили массивные медные рудники 10 века до н.э. в Израиле. Медь, возможно, даже была первым загрязнителем , который люди выпустили в окружающую среду около 7000 лет назад. Этот металл пластичен и податлив, хорошо проводит тепло и электричество — вот почему медь широко используется в электронике и проводке.
Этот металл пластичен и податлив, хорошо проводит тепло и электричество — вот почему медь широко используется в электронике и проводке. Cyprium aes , что означает «металл с Кипра», так как большая часть используемой в то время меди добывалась на Кипре.
Cyprium aes , что означает «металл с Кипра», так как большая часть используемой в то время меди добывалась на Кипре. К счастью, медь можно найти в различных продуктах, в том числе в зерне, бобах, картофеле и листовой зелени.
К счастью, медь можно найти в различных продуктах, в том числе в зерне, бобах, картофеле и листовой зелени. В результате медь можно даже вплетать в ткани для изготовления антимикробной одежды, например 9.0005 носки против грибка стопы .
В результате медь можно даже вплетать в ткани для изготовления антимикробной одежды, например 9.0005 носки против грибка стопы . Несколько больниц экспериментировали с покрытием поверхностей, к которым часто прикасаются, таких как поручни кроватей и кнопки вызова, медью или медными сплавами в попытке замедлить распространение внутрибольничных инфекций. Медь убивает микробы, препятствуя электрическому заряду клеточных мембран организмов, говорит Кассандра Сальгадо, профессор инфекционных заболеваний и больничный эпидемиолог Медицинского университета Южной Каролины.
Несколько больниц экспериментировали с покрытием поверхностей, к которым часто прикасаются, таких как поручни кроватей и кнопки вызова, медью или медными сплавами в попытке замедлить распространение внутрибольничных инфекций. Медь убивает микробы, препятствуя электрическому заряду клеточных мембран организмов, говорит Кассандра Сальгадо, профессор инфекционных заболеваний и больничный эпидемиолог Медицинского университета Южной Каролины. 0088 Энтерококк (ВРЭ). Для сравнения, в палатах, модифицированных медью, только 7,1% пациентов заразились одной из этих потенциально разрушительных инфекций.
0088 Энтерококк (ВРЭ). Для сравнения, в палатах, модифицированных медью, только 7,1% пациентов заразились одной из этих потенциально разрушительных инфекций. Фактически, 66% стетоскопов были полностью свободны от бактерий. Дальнейшие исследования продолжаются для проверки идеи меднения в других медицинских отделениях, особенно в тех местах, где пациенты более мобильны, чем в отделении интенсивной терапии. По словам Салдаго, также необходимо провести анализ затрат и результатов, чтобы сопоставить расходы на установку меди и экономию, полученную за счет предотвращения дорогостоящих инфекций.
Фактически, 66% стетоскопов были полностью свободны от бактерий. Дальнейшие исследования продолжаются для проверки идеи меднения в других медицинских отделениях, особенно в тех местах, где пациенты более мобильны, чем в отделении интенсивной терапии. По словам Салдаго, также необходимо провести анализ затрат и результатов, чтобы сопоставить расходы на установку меди и экономию, полученную за счет предотвращения дорогостоящих инфекций.
 В настоящее время он и его команда работают над созданием датчиков артериального давления и температуры тела из монолитов медного аэрогеля — еще один способ, с помощью которого медь может помочь контролировать здоровье человека.
В настоящее время он и его команда работают над созданием датчиков артериального давления и температуры тела из монолитов медного аэрогеля — еще один способ, с помощью которого медь может помочь контролировать здоровье человека.
 Знания о том, почему медь полезна и как она действует в процессе роста и размножения растений, можно в дальнейшем использовать для выращивания таких культур, как рис, ячмень и овес, а также для внесения в эти культуры богатых минералами удобрений, содержащих медь, в почву, которая когда-то был непригоден для земледелия.
Знания о том, почему медь полезна и как она действует в процессе роста и размножения растений, можно в дальнейшем использовать для выращивания таких культур, как рис, ячмень и овес, а также для внесения в эти культуры богатых минералами удобрений, содержащих медь, в почву, которая когда-то был непригоден для земледелия.

 Но естественные химические реакции могут иногда высвобождать самородную медь, согласно сайту химической базы данных 9.0005 Chemicool (открывается в новой вкладке).
Но естественные химические реакции могут иногда высвобождать самородную медь, согласно сайту химической базы данных 9.0005 Chemicool (открывается в новой вкладке). Согласно статье 2014 года, опубликованной в PLOS ONE (откроется в новой вкладке). В древнем Египте люди использовали медные сплавы для изготовления украшений, в том числе колец на пальцах ног. Исследователи также обнаружили массивные медные рудники 10 века до н.э. в Израиле. Медь, возможно, даже была первым загрязнителем , который люди выпустили в окружающую среду около 7000 лет назад.
Согласно статье 2014 года, опубликованной в PLOS ONE (откроется в новой вкладке). В древнем Египте люди использовали медные сплавы для изготовления украшений, в том числе колец на пальцах ног. Исследователи также обнаружили массивные медные рудники 10 века до н.э. в Израиле. Медь, возможно, даже была первым загрязнителем , который люди выпустили в окружающую среду около 7000 лет назад. Этот металл пластичен и податлив, хорошо проводит тепло и электричество — вот почему медь широко используется в электронике и проводке.
Этот металл пластичен и податлив, хорошо проводит тепло и электричество — вот почему медь широко используется в электронике и проводке. Cyprium aes , что означает «металл с Кипра», так как большая часть используемой в то время меди добывалась на Кипре.
Cyprium aes , что означает «металл с Кипра», так как большая часть используемой в то время меди добывалась на Кипре. К счастью, медь можно найти в различных продуктах, в том числе в зерне, бобах, картофеле и листовой зелени.
К счастью, медь можно найти в различных продуктах, в том числе в зерне, бобах, картофеле и листовой зелени. В результате медь можно даже вплетать в ткани для изготовления антимикробной одежды, например 9.0005 носки против грибка стопы .
В результате медь можно даже вплетать в ткани для изготовления антимикробной одежды, например 9.0005 носки против грибка стопы . Несколько больниц экспериментировали с покрытием поверхностей, к которым часто прикасаются, таких как поручни кроватей и кнопки вызова, медью или медными сплавами в попытке замедлить распространение внутрибольничных инфекций. Медь убивает микробы, препятствуя электрическому заряду клеточных мембран организмов, говорит Кассандра Сальгадо, профессор инфекционных заболеваний и больничный эпидемиолог Медицинского университета Южной Каролины.
Несколько больниц экспериментировали с покрытием поверхностей, к которым часто прикасаются, таких как поручни кроватей и кнопки вызова, медью или медными сплавами в попытке замедлить распространение внутрибольничных инфекций. Медь убивает микробы, препятствуя электрическому заряду клеточных мембран организмов, говорит Кассандра Сальгадо, профессор инфекционных заболеваний и больничный эпидемиолог Медицинского университета Южной Каролины. 0088 Энтерококк (ВРЭ). Для сравнения, в палатах, модифицированных медью, только 7,1% пациентов заразились одной из этих потенциально разрушительных инфекций.
0088 Энтерококк (ВРЭ). Для сравнения, в палатах, модифицированных медью, только 7,1% пациентов заразились одной из этих потенциально разрушительных инфекций. Фактически, 66% стетоскопов были полностью свободны от бактерий. Дальнейшие исследования продолжаются для проверки идеи меднения в других медицинских отделениях, особенно в тех местах, где пациенты более мобильны, чем в отделении интенсивной терапии. По словам Салдаго, также необходимо провести анализ затрат и результатов, чтобы сопоставить расходы на установку меди и экономию, полученную за счет предотвращения дорогостоящих инфекций.
Фактически, 66% стетоскопов были полностью свободны от бактерий. Дальнейшие исследования продолжаются для проверки идеи меднения в других медицинских отделениях, особенно в тех местах, где пациенты более мобильны, чем в отделении интенсивной терапии. По словам Салдаго, также необходимо провести анализ затрат и результатов, чтобы сопоставить расходы на установку меди и экономию, полученную за счет предотвращения дорогостоящих инфекций.
 В настоящее время он и его команда работают над созданием датчиков артериального давления и температуры тела из монолитов медного аэрогеля — еще один способ, с помощью которого медь может помочь контролировать здоровье человека.
В настоящее время он и его команда работают над созданием датчиков артериального давления и температуры тела из монолитов медного аэрогеля — еще один способ, с помощью которого медь может помочь контролировать здоровье человека.
 Знания о том, почему медь полезна и как она действует в процессе роста и размножения растений, можно в дальнейшем использовать для выращивания таких культур, как рис, ячмень и овес, а также для внесения в эти культуры богатых минералами удобрений, содержащих медь, в почву, которая когда-то был непригоден для земледелия.
Знания о том, почему медь полезна и как она действует в процессе роста и размножения растений, можно в дальнейшем использовать для выращивания таких культур, как рис, ячмень и овес, а также для внесения в эти культуры богатых минералами удобрений, содержащих медь, в почву, которая когда-то был непригоден для земледелия.

 Изделия с индексом «С» применяют для крепления шахтных стволов, при прокладке инженерных коммуникаций, для фиксации водоотливов.
Изделия с индексом «С» применяют для крепления шахтных стволов, при прокладке инженерных коммуникаций, для фиксации водоотливов.
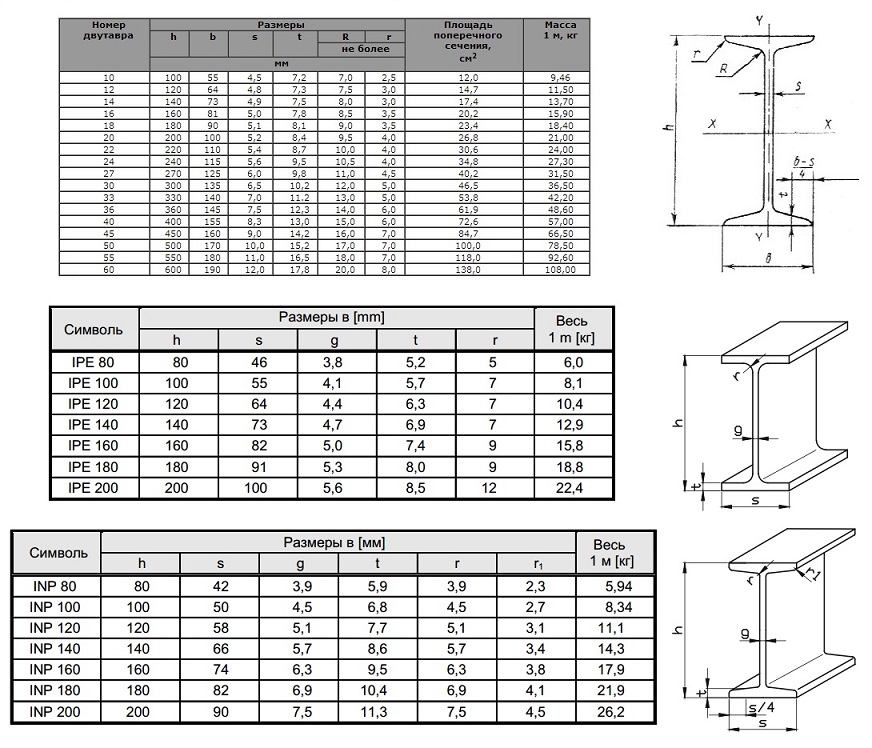 40. Швеллер 20П (У) из низколегированной стали 09Г2С и других сталей поставляется под заказ. На заказ объемом менее тонны возможно применение розничных цен. Области применения: машиностроение, станкостроение, вагоностроение, производство и монтаж металлоконструкций, мосты, фермы, перекрытия, колонны, каркасы, мачты, вышки, крепления, соединения, распорки. Продукция серий Э , Л , С поставляется под заказ. Стальной горячекатаный швеллер 20П (У) — произведен в соответствие с ГОСТ 8240-97 (методом горячей прокатки) из рядовой углеродистой стали 3. На оптовые заказы со склада и транзитные поставки напрямую от производителя действует система скидок от цены прайс-листа.
40. Швеллер 20П (У) из низколегированной стали 09Г2С и других сталей поставляется под заказ. На заказ объемом менее тонны возможно применение розничных цен. Области применения: машиностроение, станкостроение, вагоностроение, производство и монтаж металлоконструкций, мосты, фермы, перекрытия, колонны, каркасы, мачты, вышки, крепления, соединения, распорки. Продукция серий Э , Л , С поставляется под заказ. Стальной горячекатаный швеллер 20П (У) — произведен в соответствие с ГОСТ 8240-97 (методом горячей прокатки) из рядовой углеродистой стали 3. На оптовые заказы со склада и транзитные поставки напрямую от производителя действует система скидок от цены прайс-листа. «ТрастМеталл» – ГАРАНТИЯ КАЧЕСТВА МЕТАЛЛОПРОДУКЦИИ И УСЛУГ. Минимальный объем отгрузки горячекатаного швеллера — один хлыст. ЛУЧШАЯ ЦЕНА НА ШВЕЛЛЕРА – «ТрастМеталл». Купить швеллер № 20П (У) вы можете любыми партиями: оптом и в розницу.
«ТрастМеталл» – ГАРАНТИЯ КАЧЕСТВА МЕТАЛЛОПРОДУКЦИИ И УСЛУГ. Минимальный объем отгрузки горячекатаного швеллера — один хлыст. ЛУЧШАЯ ЦЕНА НА ШВЕЛЛЕРА – «ТрастМеталл». Купить швеллер № 20П (У) вы можете любыми партиями: оптом и в розницу.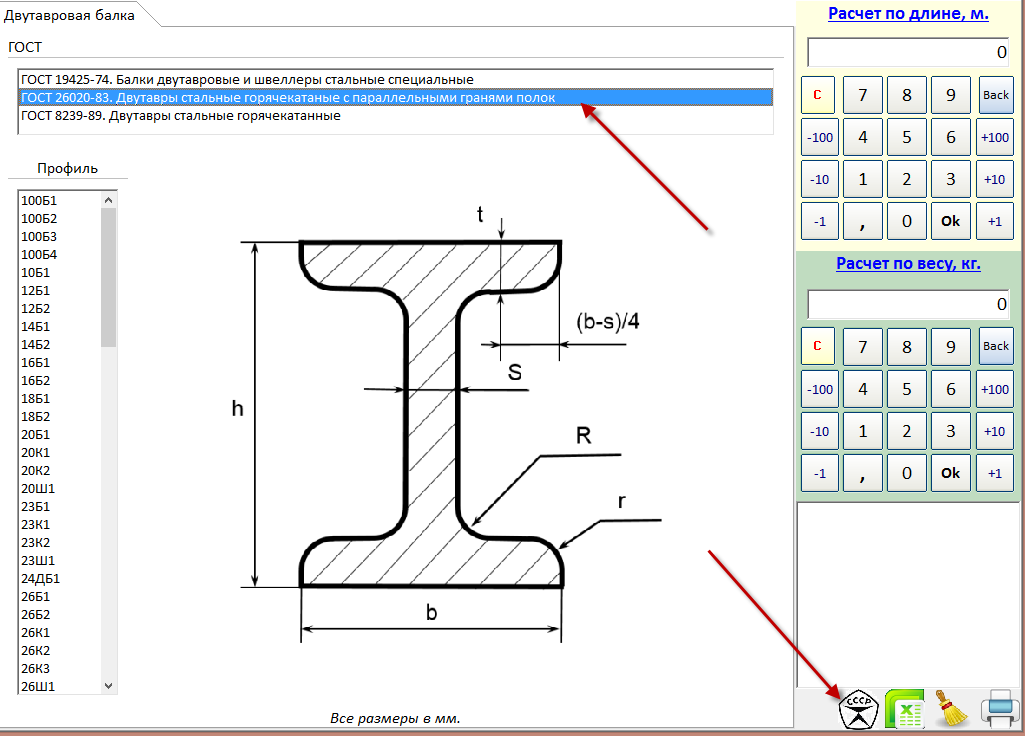 Марка стали 3сп(пс) Калькулятор веса и стоимости металлопроката.
Марка стали 3сп(пс) Калькулятор веса и стоимости металлопроката.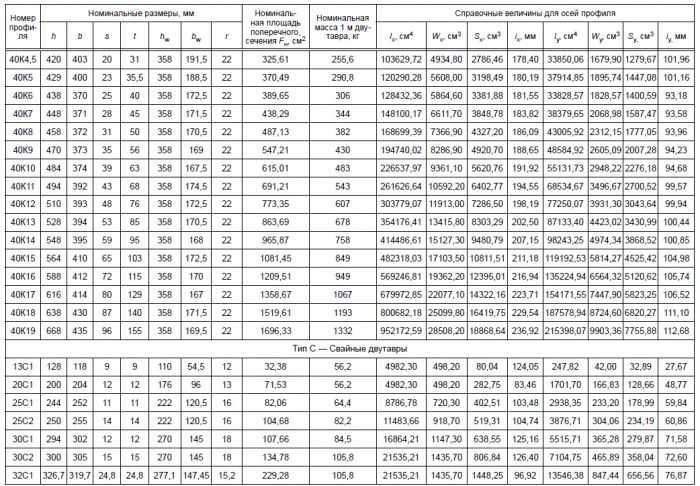 Сотни тысяч этих тщательно изготовленных балок каждый день безукоризненно служат на бесчисленных строительных площадках. Балки h30 top и h30 eco хорошо известны во всем мире и являются правильным выбором для любого применения.
Сотни тысяч этих тщательно изготовленных балок каждый день безукоризненно служат на бесчисленных строительных площадках. Балки h30 top и h30 eco хорошо известны во всем мире и являются правильным выбором для любого применения. 1-773
1-773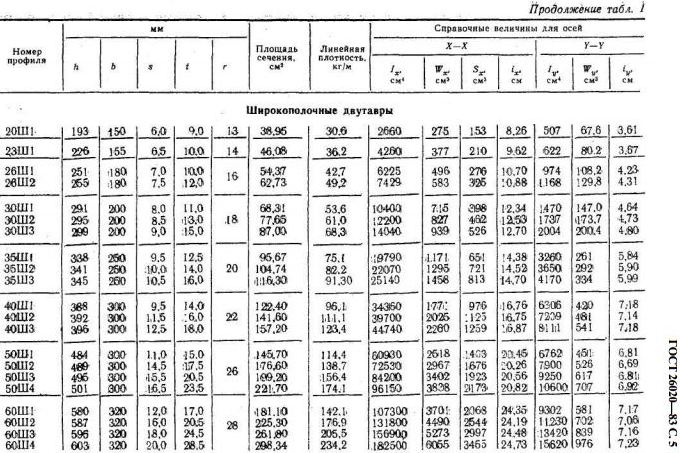 малый вес
малый вес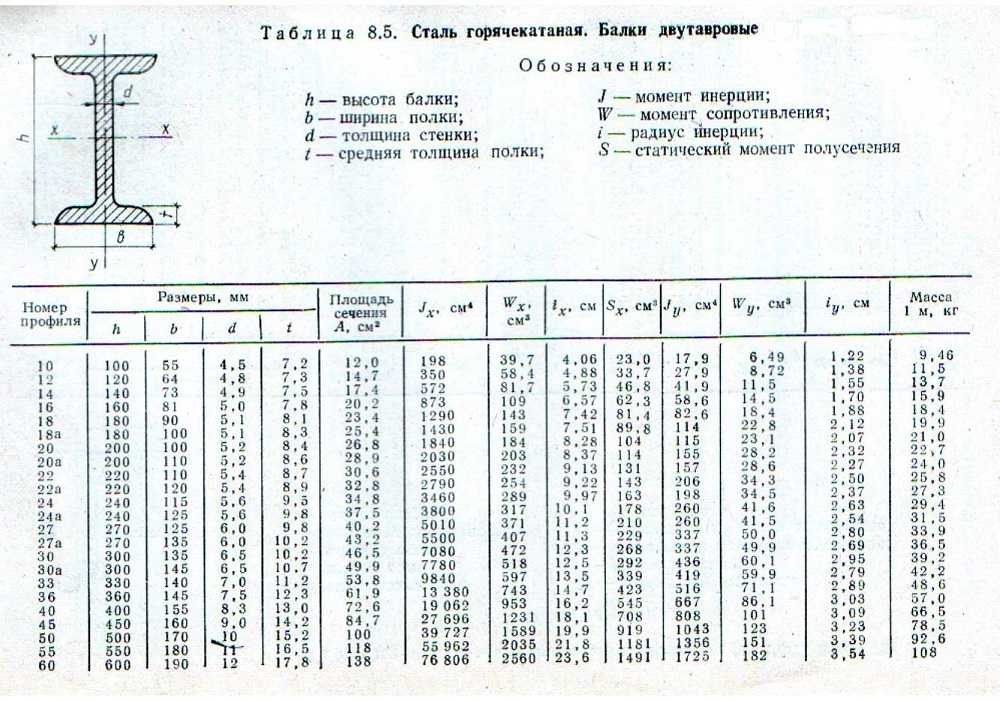
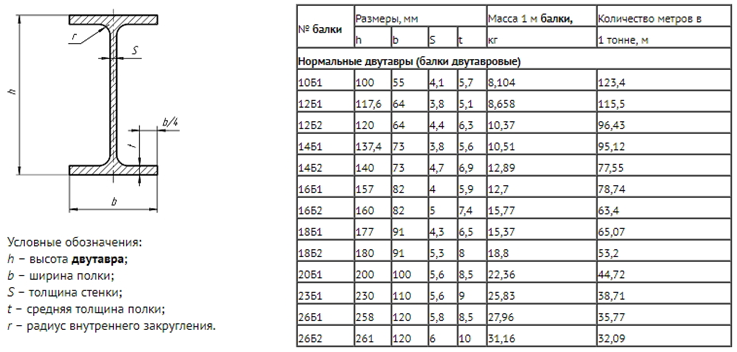 Это позволяет снова сделать предпочтительные настройки доступными для вас при повторном посещении веб-сайта. К ним относятся настройки страны и языка. Они также помогают обеспечить безопасное использование нашего веб-сайта.
Это позволяет снова сделать предпочтительные настройки доступными для вас при повторном посещении веб-сайта. К ним относятся настройки страны и языка. Они также помогают обеспечить безопасное использование нашего веб-сайта.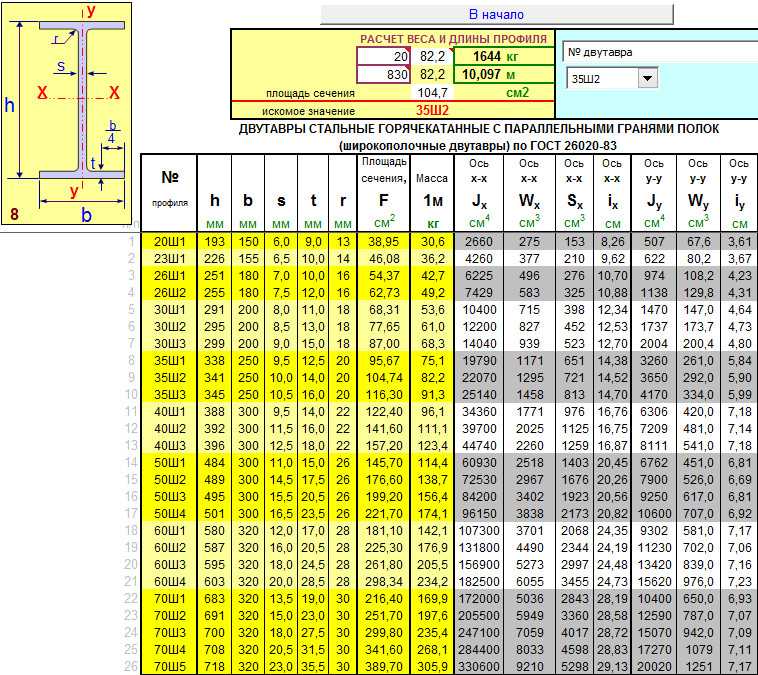 (фунты)
(фунты) Комбинация смолы, стекла и вуали затем непрерывно направляется и вытягивается (пултрудируется) через нагретую матрицу, которая определяет форму компонента.
Комбинация смолы, стекла и вуали затем непрерывно направляется и вытягивается (пултрудируется) через нагретую матрицу, которая определяет форму компонента. Рекомендуются сверла с твердосплавными наконечниками.
Рекомендуются сверла с твердосплавными наконечниками. Как правило, это «наихудший случай» воздействия коррозии. Менее серьезный контакт, такой как разливы, брызги и конденсат паров, превысит результаты производительности, указанные в таблице.
Как правило, это «наихудший случай» воздействия коррозии. Менее серьезный контакт, такой как разливы, брызги и конденсат паров, превысит результаты производительности, указанные в таблице. 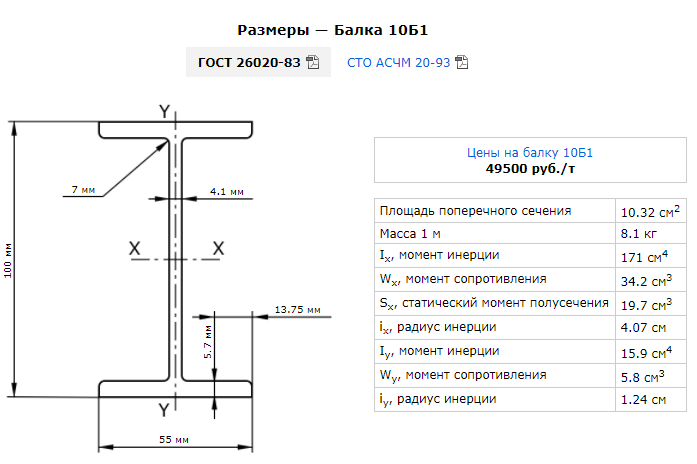
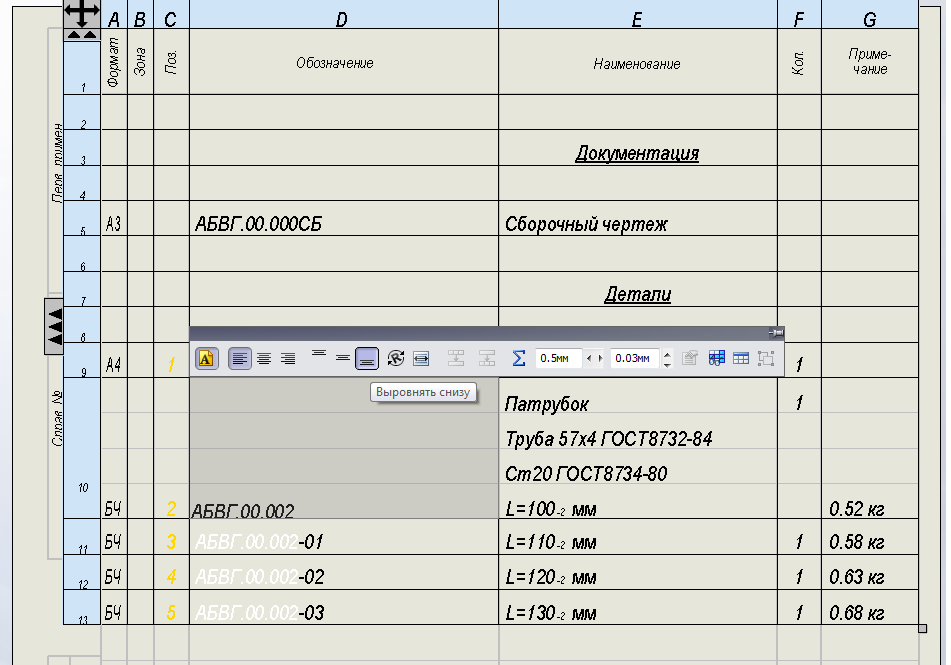
 ru
ru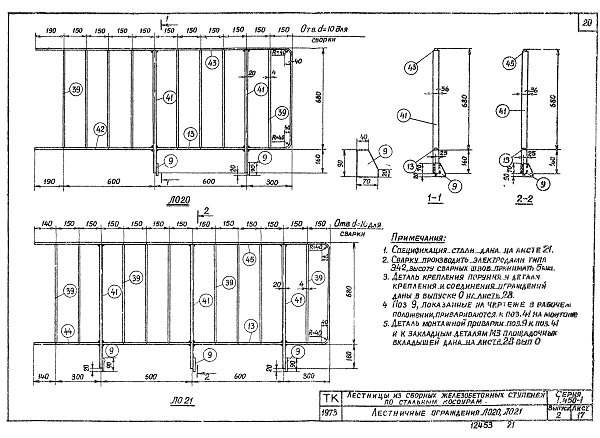 д.
д.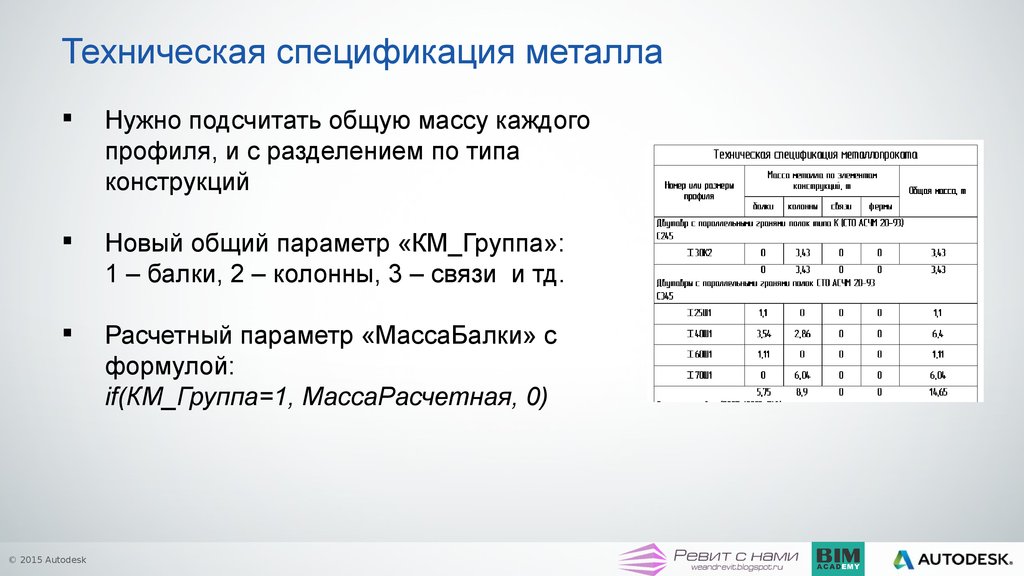 exe» для 32х-битной Windows или «tcc_x64.exe» — для 64х) от имени Администратора — программа установится.
exe» для 32х-битной Windows или «tcc_x64.exe» — для 64х) от имени Администратора — программа установится. Файл помощи доступен для скачивания ниже в разделе «Вложения».
Файл помощи доступен для скачивания ниже в разделе «Вложения».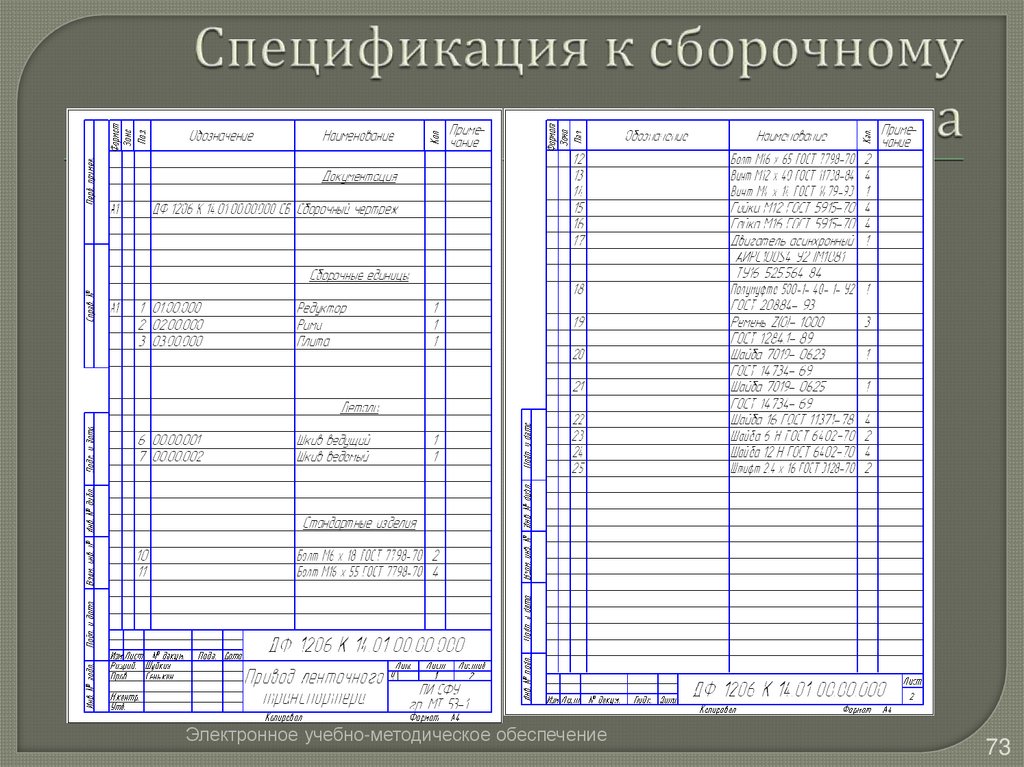
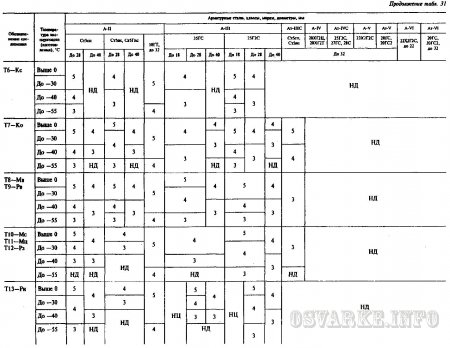
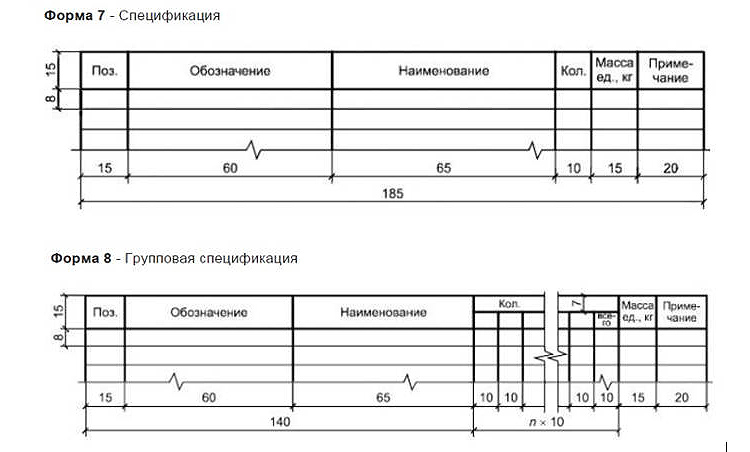
 1 Предел текучести
1 Предел текучести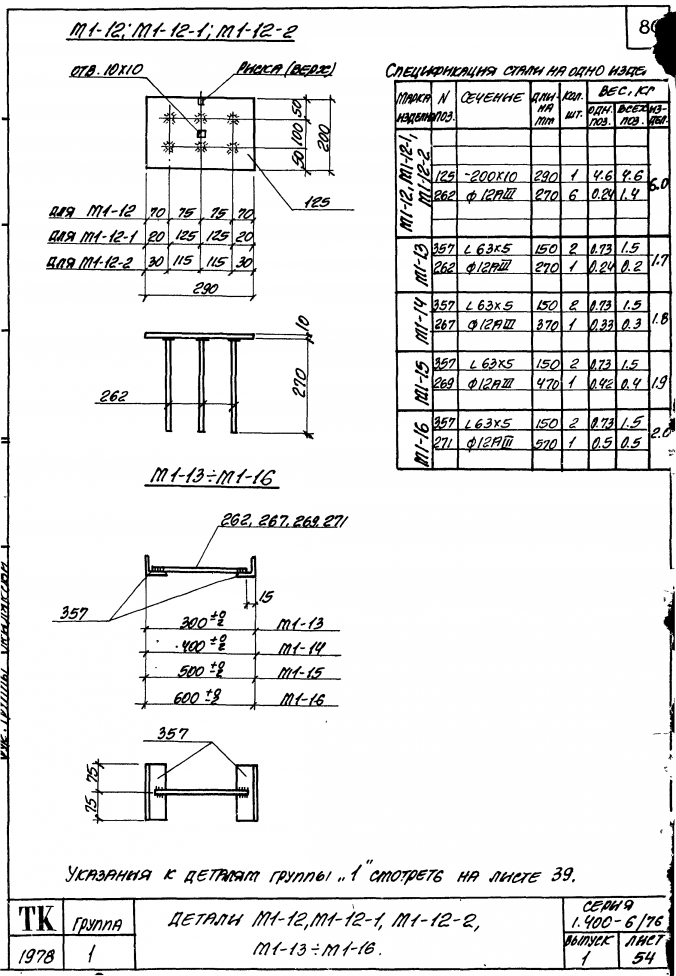 Долговечность зависит от конкретного типа сплава — обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.
Долговечность зависит от конкретного типа сплава — обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.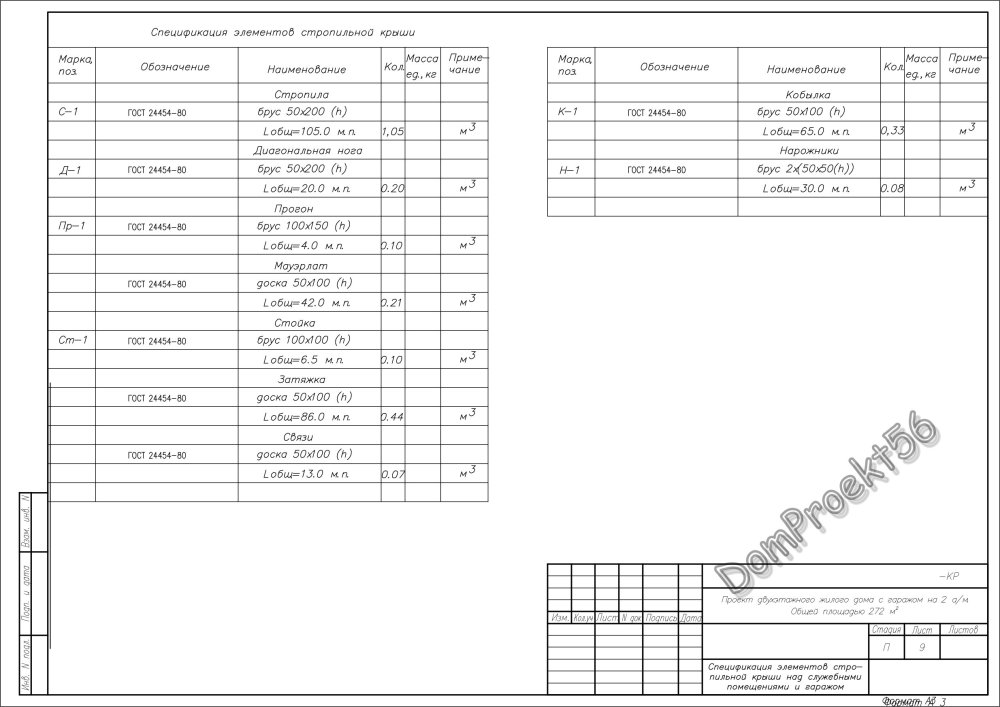
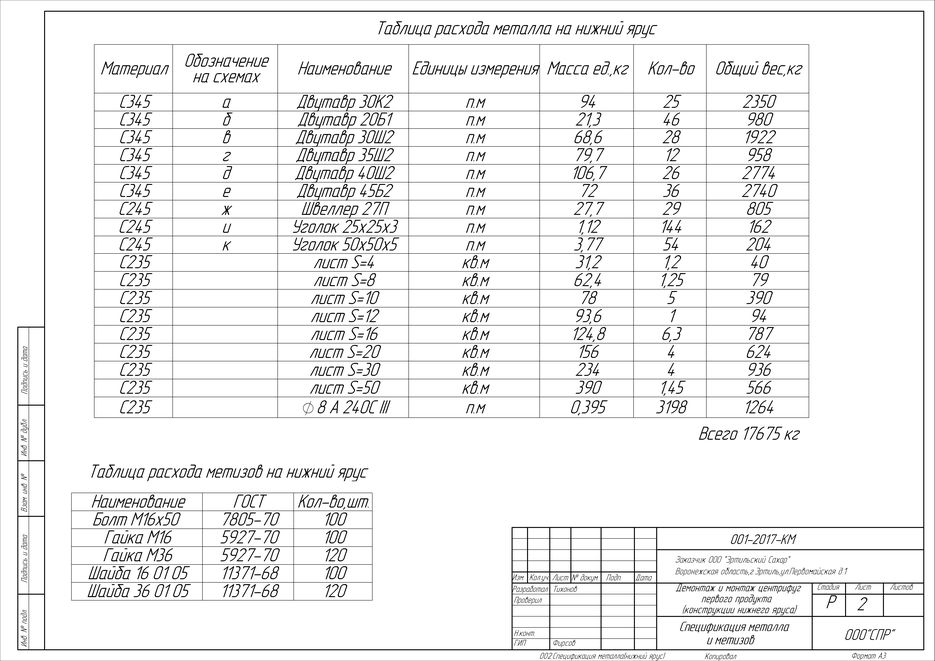
 Следовательно, более прочные стали требуют улучшенной ударной вязкости и пластичности, что может быть достигнуто только при использовании чистых сталей с низким содержанием углерода и при максимальном измельчении зерна. Внедрение процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели.
Следовательно, более прочные стали требуют улучшенной ударной вязкости и пластичности, что может быть достигнуто только при использовании чистых сталей с низким содержанием углерода и при максимальном измельчении зерна. Внедрение процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели. Закаленные и отпущенные стали имеют обозначение «Q».
Закаленные и отпущенные стали имеют обозначение «Q».
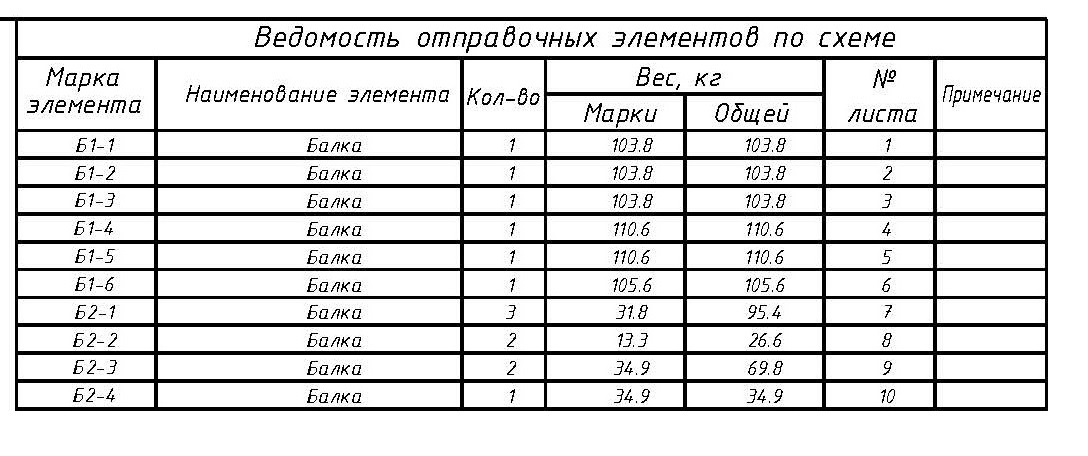
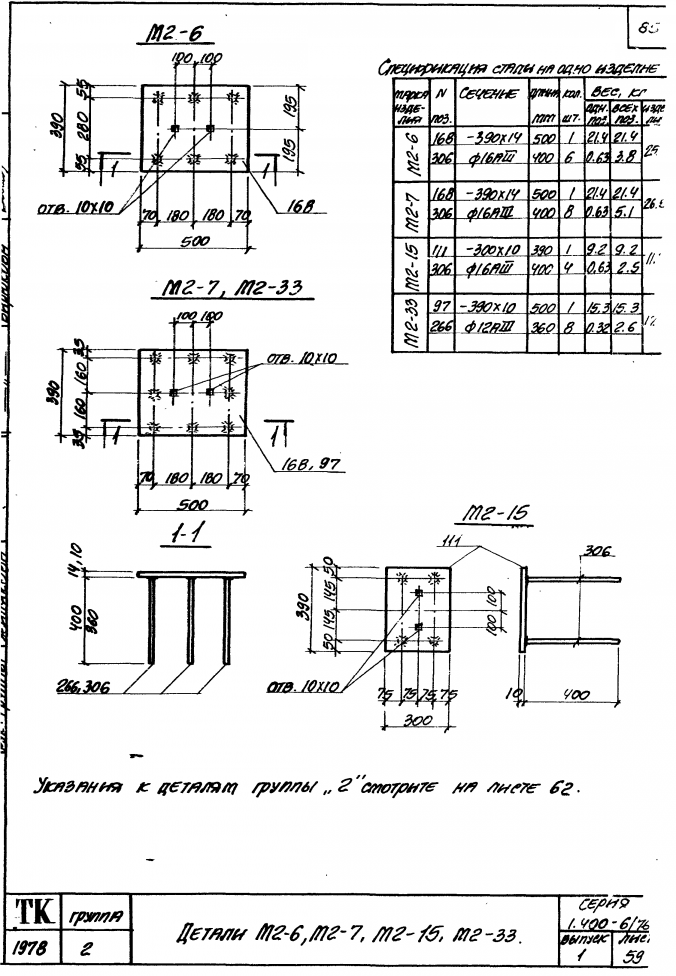 Риск хрупкого разрушения увеличивается с толщиной, растягивающим напряжением, концентраторами напряжения и при более низких температурах. Прочность стали и ее способность сопротивляться хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на ударную вязкость по Шарпи с V-образным надрезом — см. изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при определенной температуре одним ударом маятника.
Риск хрупкого разрушения увеличивается с толщиной, растягивающим напряжением, концентраторами напряжения и при более низких температурах. Прочность стали и ее способность сопротивляться хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на ударную вязкость по Шарпи с V-образным надрезом — см. изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при определенной температуре одним ударом маятника.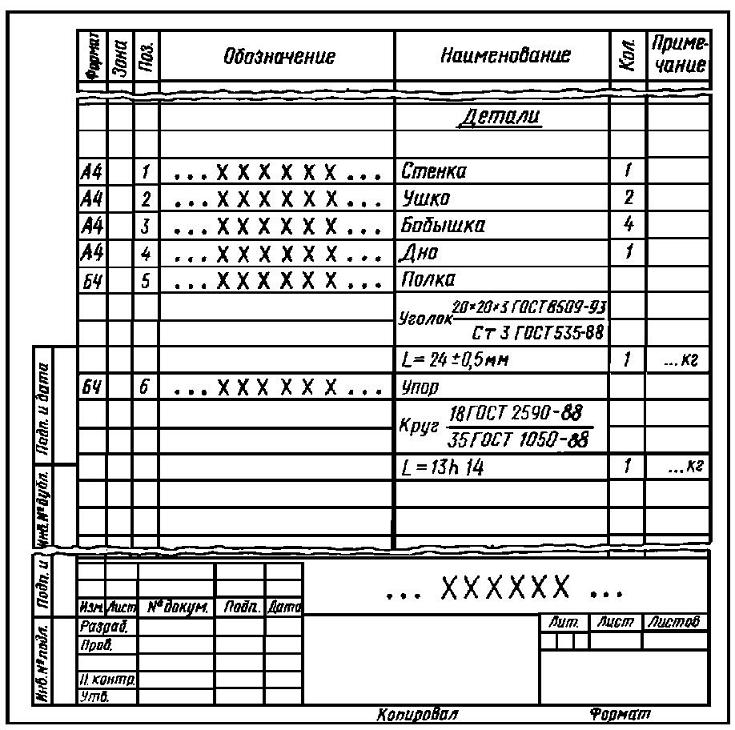
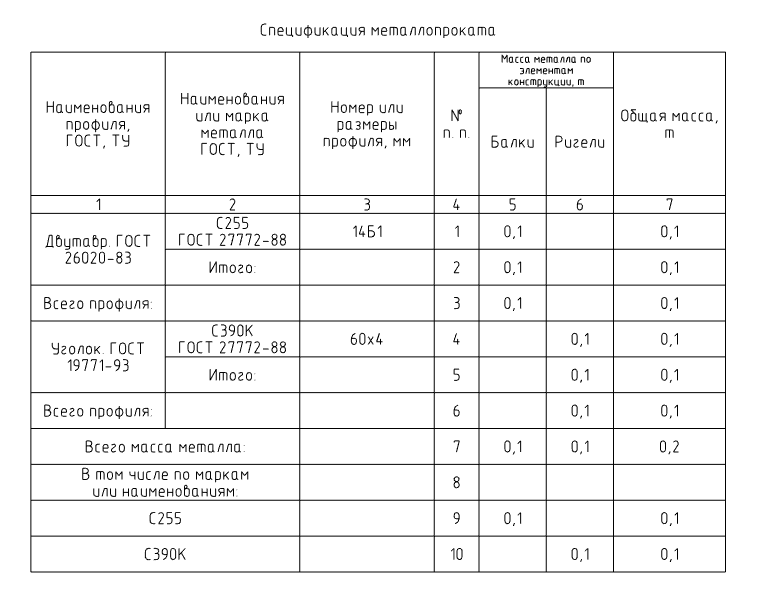
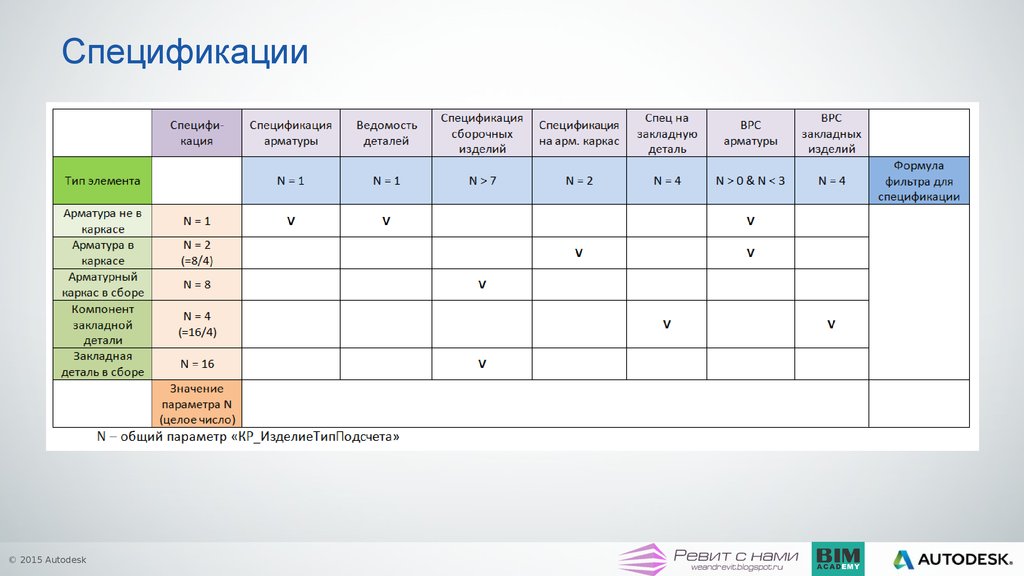 Употреблено слово «уменьшать», так как допущение отсутствия роста означало бы полное устранение эффекта утомления. Допускается некоторая усталость (20 000 циклов) на основе ориентировочных указаний стандарта DIN.
Употреблено слово «уменьшать», так как допущение отсутствия роста означало бы полное устранение эффекта утомления. Допускается некоторая усталость (20 000 циклов) на основе ориентировочных указаний стандарта DIN.
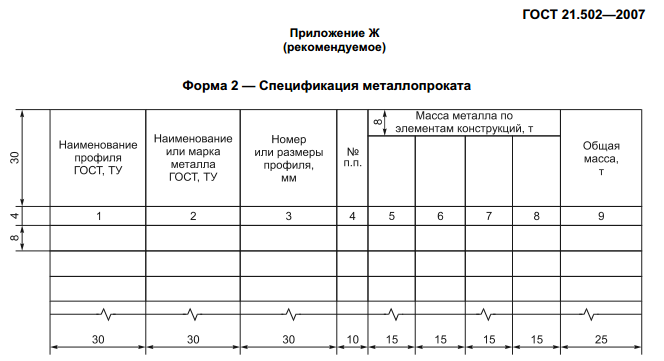 Однако сварка предполагает локальное расплавление стали, которая впоследствии охлаждается. Охлаждение может быть довольно быстрым, потому что окружающий материал, напр. луч предлагает большой «радиатор», а сварной шов (и подводимое тепло) обычно относительно мал. Это может привести к упрочнению «зоны термического влияния» (ЗТВ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
Однако сварка предполагает локальное расплавление стали, которая впоследствии охлаждается. Охлаждение может быть довольно быстрым, потому что окружающий материал, напр. луч предлагает большой «радиатор», а сварной шов (и подводимое тепло) обычно относительно мал. Это может привести к упрочнению «зоны термического влияния» (ЗТВ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
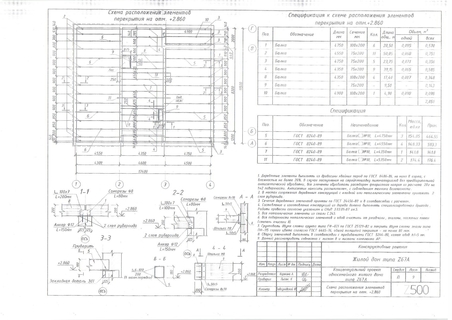 д. Во многих случаях в сухих условиях внутри не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.
д. Во многих случаях в сухих условиях внутри не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.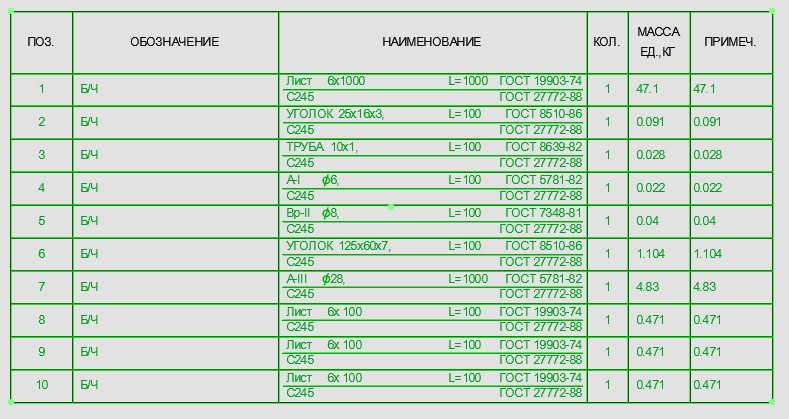 Подходящие сорта для воздействия в типичных условиях приведены ниже.
Подходящие сорта для воздействия в типичных условиях приведены ниже.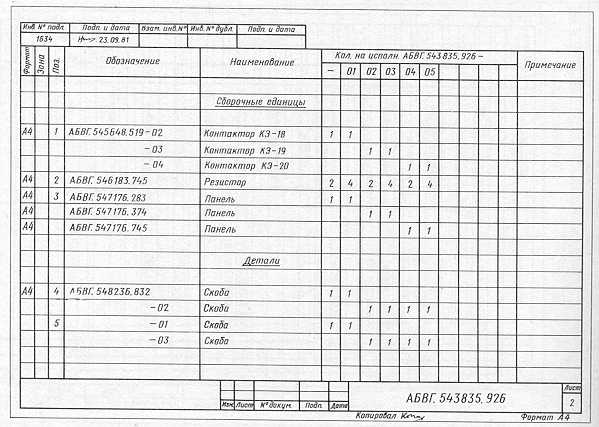 4301
4301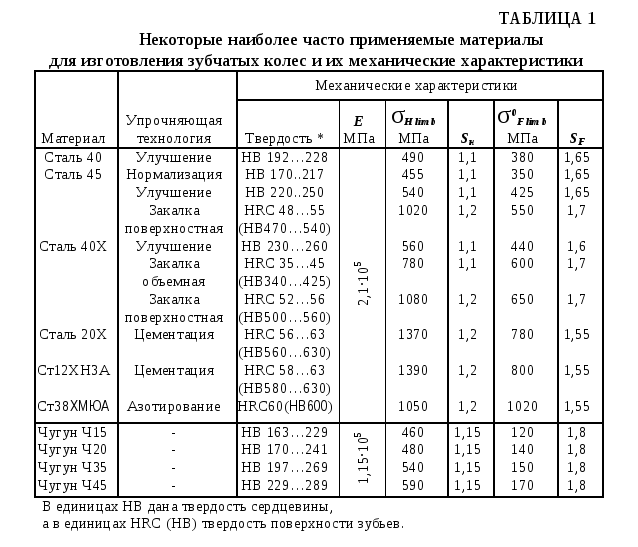 4301/1.4307, 1.4162
4301/1.4307, 1.4162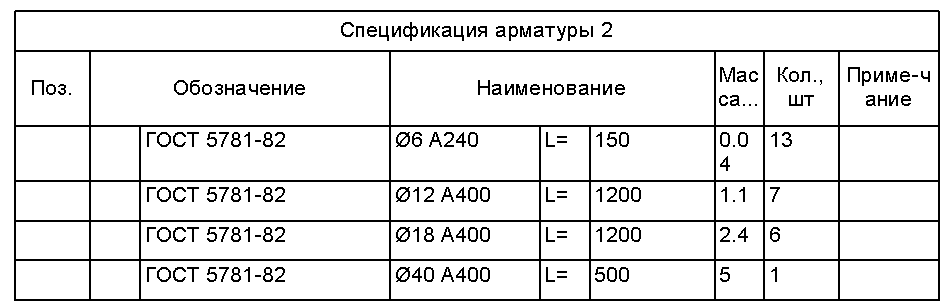 Материалы, указанные в квадратных скобках, могут быть рассмотрены, если приемлема некоторая умеренная коррозия. Накопление агрессивных загрязняющих веществ и хлоридов будет выше в защищенных местах; следовательно, может быть необходимо выбрать рекомендуемую марку из следующего более высокого класса коррозии.
Материалы, указанные в квадратных скобках, могут быть рассмотрены, если приемлема некоторая умеренная коррозия. Накопление агрессивных загрязняющих веществ и хлоридов будет выше в защищенных местах; следовательно, может быть необходимо выбрать рекомендуемую марку из следующего более высокого класса коррозии.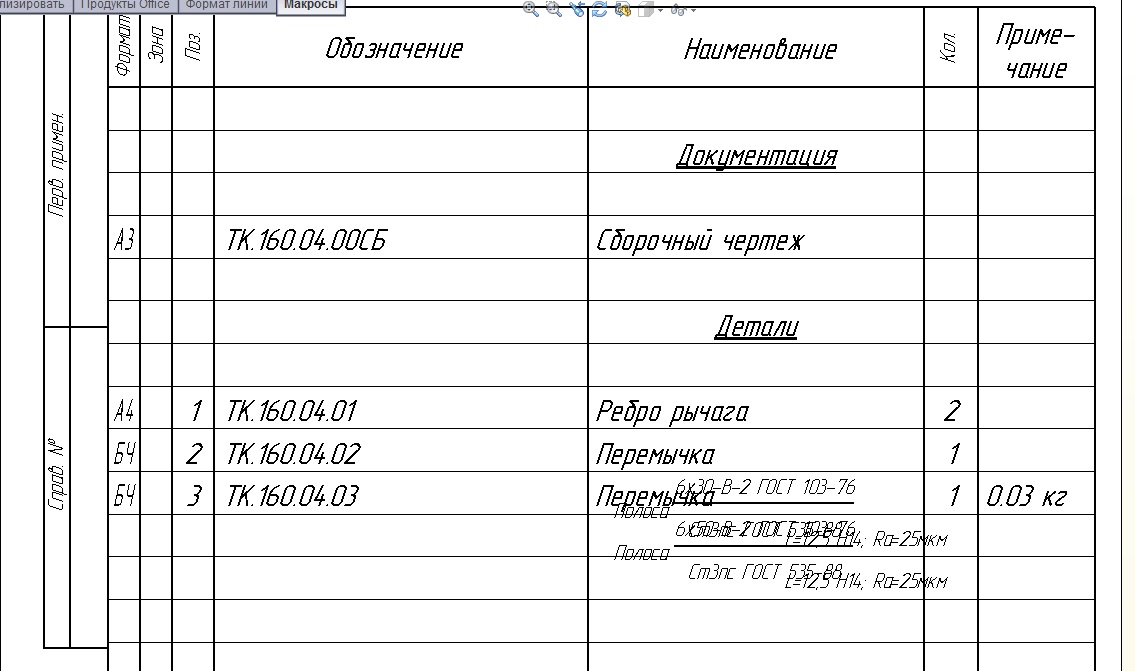 Технические условия поставки. БСИ
Технические условия поставки. БСИ Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI