Представители ряда профессий из-за условий работы постоянно подвергают глаза риску травм и ожогов, поэтому им следует быть очень внимательными. Одна из таких профессий — сварщик. При несоблюдении мер защиты велика вероятность повреждения глаз яркой вспышкой. В медицине такой ожог называется электроофтальмия. Как лечить при этом глаза?
Из-за чего возникает электроофтальмия?
Мы знаем, что при взгляде на яркий свет наши глаза испытывают существенный дискомфорт. Это легко заметить, если посмотреть на солнце, но неприятные ощущения пройдут через некоторое время. А вот некоторые световые ожоги имеют весьма негативные последствия. Риску получить такие ожоги глаз постоянно подвергаются сварщики. Плазменная или электрическая дуга, которая постоянно находится перед глазами рабочего, представляет для его глаз большую опасность. Конечно, сварщики принимают меры индивидуальной защиты глаз, надевая специальные маски, но случаи ожогов органов зрения постоянно происходят в этой области производства. Такая травма получила название электроофтальмия. Что нужно предпринять при ожоге глаз при сварочных работах, и какие последствия могут возникнуть?
Симптомы травмы
Электроофтальмия имеет несколько степеней тяжести в зависимости силы ожога. Соответственно, различаются и симптомы травмы. При этом она необязательно происходит от взгляда на искрящуюся дугу, а может возникнуть термический ожог при отсутствии маски от высокой температуры. Однако чаще всего это бывает световой ожог слизистой оболочки, который негативно влияет на роговицу и сетчатку.
Общими признаками такого повреждения органов зрения являются:
светобоязнь;
сильное слезотечение;
покраснение белков;
острая боль в глазах;
спазмы век.
После получения травмы следует как можно скорее совершить визит к врачу для установления степени ее тяжести. Ведь при существенном повреждении может начаться ухудшение зрения, возникнуть необратимые изменения в структурах глаз.
Какие бывают степени ожога?
Всего выделяют четыре степени тяжести ожогов глаз от сварки, в зависимости от этого выбирается соответствующий метод терапии.
Первая степень. Для нее характерно появление сильного зуда, жжения, роговица может помутнеть. Признаки раздражения при первой степени могут сами пройти через несколько дней, и терапия не понадобится. Вторая степень. Отмечается острая боль в глазах, светобоязнь, может образоваться пленка на конъюнктиве. Вторая степень относится к средней. Третья степень. Тяжелая форма заболевания, при которой острая боль переходит в ноющую, заметно опухают веки, зрение становится расплывчатым, в глазах возникают яркие мигающие вспышки — их называют еще «сварочные зайчики». Под веками отмечается ощущение песка или инородного тела. Четвертая степень. Очень опасная форма электроофтальмии. В результате такого ожога может начаться некроз (отмирание тканей), веки перестают полноценно открываться, а роговица становится белесой.
После получения ожога нужно принять первые профилактические меры (промывание очищенной водой, холодный компресс на глаза, прием обезболивающего средства) и дожидаться приезда врача либо посетить его самостоятельно. Опасно при этом применять капли в глаза, о фармакологическом действии которых Вы не знаете. В состав некоторых жидкостей входят консерванты, которые замедляют процессы регенерации и провоцируют еще большее воспаление. Только специалист может назначить соответствующие средства.
Как лечат ожоги глаз от сварочных работ?
При наступлении электроофтальмии используются различные медикаменты, но основным способом лечения являются обезболивающие капли для глаз после сварки. Каждое средство имеет своё направленное действие, поэтому обычно назначают комплексную терапию. Такие препараты можно разделить на несколько категорий.
1. Капли с обезболивающим эффектом. К ним относятся «Лидокаин», «Тетракаин», «Алкаин». Они обладают местным анестезирующим действием, угнетают нервную проводимость, тем самым блокируя болевые ощущения. Капли вводятся в конъюнктивальный мешок и начинают действовать спустя короткое время. Продолжительность действия достигает нескольких часов в зависимости от препарата. Применяют обезболивающие капли два раза в день. 2. Капли для устранения воспаления и отечности: «Визоптик», «Прокулин», «Визин», «Октилия». Все они оказывают сосудосуживающее и противоотечное действие, способствуют уменьшению отека конъюнктивы, зуда, раздражения, но отличаются по действующим компонентам и имеют каждый свои особенности и противопоказания.
Прежде чем решить, какие капли назначить, врач должен расспросить о текущих заболеваниях.
«Визоптик» содержит тетризолина гидрохлорид, который при местном применении устраняет жжение, болезненность слизистой оболочки, слезотечение. «Октилия» — препарат из группы альфа-адреномиметиков. Уменьшает выраженность симптомов раздражения глаз, стимулирует отток глазной жидкости, вызывает устойчивый мидриаз (расширение зрачка). Экстракты ромашки и липы в составе жидкости обеспечивают противовоспалительный эффект. «Визин» — препарат из группы симпатомиметиков, оказывает сосудосуживающий и противоотечный эффект. Обладает некоторыми побочными действиями: его нельзя использовать, когда в глазах находятся контактные линзы (они могут потерять прозрачность), при вождении автомобиля, так как возможен затуманивающий эффект. Кроме того, при длительном использовании «Визин» может вызвать сильное привыкание.
Все препараты данной группы действуют от 4 до 8 часов. Обычно их назначают три раза в день по 1 капле, а продолжительность курса не должна превышать трех дней. Продолжать ли применение противовоспалительных средств и дальше, вправе решить только офтальмолог.
3. Бактерицидные капли такие, как «Офтаквикс», «Декса-Гентамицин», «Тобрекс». В результате действия капель из этой категории уменьшается выраженность боли, ускоряется заживление роговицы и снижается риск возникновения инфекционных заболеваний. Например, в состав капель «Тобрекс» входит тобрамицин — антибиотик широкого спектра действия из группы аминогликозидов. Его антибактериальное действие распространяется на стрептококки, стафилококки, кишечную палочку, бактерии дифтерии. «Декса-Гентамицин» — антибиотик группы аминогликозидов, характеризуется широким спектром действия, активен в отношении большинства грамположительных и грамотрицательных микроорганизмов. При ожоге глаза становятся особо уязвимыми, и важно обеспечить им в этот период надежную защиту. Бактерицидные капли в глаза после сварки назначают 4-5 раз в день на протяжении 7 суток.
4. Капли для глаз с регенерирующим действием: «Эмоксипин», «Витасик», «Деринат». Эти лекарства заживляют поврежденную слизистую оболочку после ожога, восстанавливают нервные окончания, рассасывают кровоизлияния, укрепляют сосуды. Кроме того, они необходимы для профилактики последующих осложнений. Применять все перечисленные средства для глаз различного действия можно только после консультации специалиста. После исследования состояния органов зрения он назначит индивидуальную схему и выпишет препараты. Не пытайтесь решить самостоятельно, какие капли для глаз при ожоге от сварки использовать, даже по подсказкам фармацевта. У всех глазных жидкостей имеются противопоказания, и неправильный выбор может усугубить состояние здоровья. После прохождения курса лечения офтальмолог осмотрит глаза и решит, следует ли продолжать его дальше. Возможно, потребуется другая схема терапии или хирургическое вмешательство при серьезных травмах.
Итак, при ожогах глаз от сварки необходимо внимательно отнестись к покупке лекарств и обязательно предварительно консультироваться с врачом, который при необходимости скорректирует курс лечения. Такие меры помогут быстро устранить последствия и сохранить зрение. Кроме того, профессионалам рекомендовано использовать капли для глаз для сварщиков с профилактической целью. После окончания работ глаза в любом случае устают и перенапряжены. Нередко мастера жалуются на раздражение и покраснение белков, слезотечение или сухость.
Закапать глаза после сварки можно средствами «Визин чистая слеза», «Систейн ультра» и другими увлажняющими жидкостями. Они быстро снимают симптомы усталости глаз, которые неизбежно испытывает сварщик после напряженного дня работы. Таким образом, здоровье органов зрения будет сохранено в течение длительного периода.
Команда MagazinLinz.ru
Какие капли для глаз от сварки лучше всего помогают?
Содержание статьи:
Какие капли для глаз от сварки лучше всего помогают?
На сегодняшнее время медицина располагает достаточно большим количеством препаратов, которые способны снизить боль от сварки в глазах. Капли и таблетки способны быстро снять раздражение от электроофтальмии.
Электроофтальмия — это заболевание глаз, связанное с поражением роговицы глаза, вследствие воздействия вредного ультрафиолета. У сварщиков электроофтальмия появляется после несоблюдения техники безопасности при сварке, когда, например, кто-то варил без защитной маски и нахватался «зайчиков».
В данной статье сайта mmasvarka.ru будет рассказано, какие капли для глаз от сварки существуют, и какие из них, самые лучшие на этот счет.
Когда требуется медицинское вмешательство
Следует знать, что электроофтальмия имеет несколько степеней тяжести. Простыми словами говоря, при не слишком сильном ожоге глаз сваркой, можно воспользоваться каплями и другими медпрепаратами. В сильно же тяжёлых случаях, без квалифицированной помощи специалистов не обойтись.
Как правило, третья и четвёртая степень электроофтальмии требует срочного вмешательства со стороны врачей. При данной степени заболевания, боль в глазах не унимается ни на секунду, веки начинают отекать, а зрение теряет свою былую резкость. В таком случае нужно капать обезболивающие препараты в глаза и срочно бежать в больницу, поскольку электроофтальмия может причинить непоправимый вред от сварки, поэтому лучше не мешкать.
Первая и вторая степень электроофтальмии протекает менее болезненно. Как правило, при менее сильном поражении глаз сваркой, в них постоянно что-то мешает, они слезятся, ими больно смотреть на яркий свет. В данном случае можно вылечить глаза дома, используя специально предназначенные капли для этих целей.
Какие капли для глаз от сварки лучше всего
Существует достаточно большое разнообразие капель для глаз, которые помогают менее болезненно перенести электроофтальмию.
Рассмотрим самые популярные из них, которыми пользуются многие сварщики:
Октилия — капли снижают жжение в глазах от сварки, оказывают сосудосужающий эффект, вследствие которого глаза перестают слезоточить.
Визин — также оказывают сосудосужающее действие на глаза, успокаивают зрительный нерв и раздражение глазного яблока.
Новокаин — обезболивающее средство, которое рекомендуется капать в глаза для их лечения от сварки. По сравнению с Лидокаином, Новокаин менее сильный препарат.
Альбуцид — данные капли для глаз от сварки способны снять воспаление и произвести дезинфицирующее действие.
Существуют и так называемые «восстанавливающие» капли для глаз, которые помогают быстрей восстановить зрение от ожога электросваркой.
В первую очередь это:
Тауфон — регенерирующие капли для глаз, которые заметно ускоряют процесс восстановления зрения при термическом и даже химическом ожогах.
Офтаквикс — оказывают успокаивающее действие на глаза, имеют антибактериальный состав, способны за короткое время устранить раздражение и покраснение глазного яблока.
Гентамицин — так же, как и предыдущие капли для глаз от сварки, оказывают бактерицидное действие, что способствует быстрому заживлению пораженной роговицы.
В заключении можно сказать вот что. Если вовремя предпринять действия, когда нахватался «зайчиков» при сварке, закапать глаза Новокаином для обезболивания и наложить холодный компресс, можно практически безболезненно перенести электроофтальмию. В любом случае, если глаза сильно болят от сварки и не проходят несколько дней, то поход к врачу откладывать нельзя.
Кроме того, нужно понимать, что многие люди имеют «индивидуальную непереносимость» на капли для глаз и другие медпрепараты. Поэтому, лучше всего, будет воспользоваться услугами докторов, так как нет ничего дороже на свете для сварщика, чем его здоровые глаза и нормальное зрение.
Поделиться в соцсетях
Глаза — мгновенные ожоги — канал Better Health
Резюме
Прочитать полный информационный бюллетень
Быстрые ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза.
Вспышка ожога возникает при воздействии яркого УФ-излучения.
При правильном уходе роговица обычно заживает сама, не оставляя шрамов.
О мгновенных ожогах
Быстрый ожог — это болезненное воспаление роговицы, которая представляет собой прозрачную ткань, покрывающую переднюю часть глаза. Вспышка ожога возникает, когда вы подвергаетесь воздействию яркого ультрафиолетового (УФ) света. Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».
Внезапные ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза. Ваша роговица может восстановиться за один-два дня и обычно заживает, не оставляя шрамов. Однако, если внезапный ожог не лечить, может начаться инфекция. Это может быть серьезно и может привести к некоторой потере зрения.
Симптомы внезапного ожога
Симптомы внезапного ожога включают:
боль, которая может быть от легкой до очень сильной, обычно начинается через несколько часов после происшествия
покрасневшие глаза
светочувствительность
слезотечение
нечеткость зрения
ощущение, что что-то попало в глаз.
Причины внезапного ожога
Вы можете получить ожог после воздействия УФ-излучения. Источники включают:
сварочная горелка
прямой солнечный свет
отражение солнца от воды или снега
лампа для загара в солярии
некоторые типы ламп, например, галогенные или прожектор фотографа.
Диагностика внезапного ожога
Диагностика требует осмотра глаз, который может включать:
обезболивающие капли – врач может использовать глазные капли, чтобы обезболить глаза. Эти капли действуют достаточно долго, чтобы исследовать ваши глаза, и их не следует использовать регулярно, так как они замедляют заживление. Это показывает любые повреждения при использовании специального синего света. Краска безвредна и смывается слезами.
Лечение мгновенных ожогов
Лечение мгновенных ожогов может включать:
расширяющие капли – их иногда используют для расслабления глазных мышц, что, в свою очередь, облегчает боль и позволяет вашим глазам отдохнуть и восстановиться. Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней.
повязка — на глаза можно наложить мягкую повязку, чтобы дать им отдохнуть и дать им возможность зажить.
охлаждающие компрессы – их можно прикладывать к глазам, они могут облегчить симптомы
капли или мазь для искусственной слезы (желательно без консервантов) – эти глазные капли могут облегчить некоторые симптомы. Следуйте советам своего врача относительно того, как часто использовать назначенные глазные капли или мазь. Вам также могут быть назначены легкие противовоспалительные капли на основе стероидов
. Через 24–48 часов вас осмотрят, чтобы убедиться, что ваши глаза заживают. Некоторые проблемы, например инфекция, проявляются не сразу. Если есть какие-либо серьезные проблемы, вас направят к офтальмологу (офтальмологу-специалисту), который может наложить на глаз повязку на контактную линзу, пока глаз не заживет.
Глазные капли и мази от внезапных ожогов
Общие рекомендации по использованию глазных капель и мазей включают:
Мойте руки перед тем, как прикасаться к глазам.
Положите палец на щеку и оттяните нижнее веко.
Наклоните голову назад и капните жидкость за нижнее веко.
В качестве мази нанесите небольшое количество на внутреннюю поверхность нижнего века. Следите за тем, чтобы сопло не касалось глаз.
Продолжайте лечение, пока ваши глаза не заживут.
Храните все капли и мазь в холодильнике в недоступном для детей месте.
Позаботьтесь о себе дома после внезапного ожога
Рекомендации включают:
Принимать обезболивающие препараты, такие как парацетамол, ибупрофен или кодеин.
Проверьте правильность дозы на упаковке. Боль может длиться около суток.
Не носите контактные линзы, пока ваши глаза не заживут.
Носите солнцезащитные очки и/или оставайтесь в темной комнате, если ваши глаза чувствительны к свету.
Используйте искусственные слезы или лубриканты, чтобы уменьшить дискомфорт в глазах. Вы можете купить эти продукты без рецепта в большинстве аптек.
Важно вернуться на осмотр, когда ваш врач посоветует.
Обратитесь за неотложной медицинской помощью при внезапном ожоге. не из-за глазных капель или мази
усиление бликов
усиление боли.
Предотвращение мгновенного ожога
Предотвращение лучше всего. Предложения по предотвращению мгновенного ожога включают:
Защита роговицы от УФ-излучения путем ношения защитных очков с покрытием или маски сварщика при сварке.
Убедитесь, что очки изготовлены в соответствии с австралийскими стандартами и полностью закрывают глаза.
Если вы носите солнцезащитные очки для предотвращения ожогов от вспышки, они должны защищать как от УФ-А, так и от УФ-В излучения. Проверяйте этикетку при покупке солнцезащитных очков.
Где получить помощь
В чрезвычайной ситуации, позвоните в Triple Zero (000)
СОВЕТСТВЕННАЯ МЕНЕДЕРСИЯ ВАШЕГО БОЛЬШОЙ больницы
Ваш GP (Доктор)
Ophthalmology
Pharmacist
Optometrist
.
. Тел. (03) 9641 1555 или 1800 136 089 (звонок бесплатный) – для общих вопросов
Линия экстренного реагирования WorkSafe Victoria Тел. 13 23 60 – для сообщения о серьезных чрезвычайных ситуациях на рабочем месте, семь дней, 24 часа
Эта страница была подготовлена в консультации с и одобрена по:
Глаза — мгновенные ожоги — канал Better Health
Резюме
Прочитать полный информационный бюллетень
Быстрые ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза.
Вспышка ожога возникает при воздействии яркого УФ-излучения.
При правильном уходе роговица обычно заживает сама, не оставляя шрамов.
О флэш-прожиге
Вспышка ожога — это болезненное воспаление роговицы, которая представляет собой прозрачную ткань, покрывающую переднюю часть глаза. Вспышка ожога возникает, когда вы подвергаетесь воздействию яркого ультрафиолетового (УФ) света. Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».
Внезапные ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза. Ваша роговица может восстановиться за один-два дня и обычно заживает, не оставляя шрамов. Однако, если внезапный ожог не лечить, может начаться инфекция. Это может быть серьезно и может привести к некоторой потере зрения.
Симптомы внезапного ожога
Симптомы внезапного ожога включают:
боль, которая может быть от легкой до очень сильной, обычно начинается через несколько часов после инцидента зрение
ощущение, будто что-то попало в глаз.
Причины внезапного ожога
Вы можете получить ожог после воздействия УФ-излучения. Источники включают:
сварочная горелка
прямой солнечный свет
отражение солнца от воды или снега
лампа для загара в солярии
некоторые типы ламп, например, галогенные или прожектор фотографа.
Диагностика внезапного ожога
Диагностика требует осмотра глаз, который может включать:
анестезирующие капли – врач может использовать глазные капли, чтобы обезболить глаза. Эти капли действуют достаточно долго, чтобы осмотреть ваши глаза, и их не следует использовать регулярно, поскольку они замедляют заживление
осмотр – глаза проверяются на наличие повреждений
краситель – врач может закапать вам в глаза оранжевый краситель. Это показывает любые повреждения при использовании специального синего света. Краска безвредна и смывается слезами.
Лечение мгновенных ожогов
Лечение мгновенных ожогов может включать:
расширяющие капли – их иногда используют для расслабления глазных мышц, что, в свою очередь, облегчает боль и позволяет вашим глазам отдохнуть и восстановиться. Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней
повязка — на глаза можно наложить мягкую повязку, чтобы дать им отдохнуть и дать им зажить.
охлаждающие компрессы – их можно накладывать на глаза и они могут облегчить симптомы
искусственные слезоточивые капли или мазь (желательно без консервантов) – эти глазные капли могут облегчить некоторые симптомы вам могут посоветовать использовать капли или мазь с антибиотиком дома, чтобы остановить инфекцию. Следуйте советам своего врача относительно того, как часто использовать назначенные глазные капли или мазь. Вам также могут быть назначены легкие противовоспалительные капли на основе стероидов 9.Проверка 0006
— через 24–48 часов вас осмотрят, чтобы убедиться, что ваши глаза заживают. Некоторые проблемы, например инфекция, проявляются не сразу. Если есть какие-либо серьезные проблемы, вас направят к офтальмологу (офтальмологу-специалисту), который может наложить на глаз повязку на контактную линзу, пока глаз не заживет.
Глазные капли и мази от внезапных ожогов
Общие рекомендации по использованию глазных капель и мазей включают:
Мойте руки перед тем, как прикасаться к глазам.
Прижмите палец к щеке и оттяните нижнее веко.
Наклоните голову назад и капните жидкость за нижнее веко.
В качестве мази нанесите небольшое количество на внутреннюю поверхность нижнего века. Следите за тем, чтобы сопло не касалось глаз.
Продолжайте лечение, пока ваши глаза не заживут.
Храните все капли и мазь в холодильнике в недоступном для детей месте.
Позаботьтесь о себе дома после внезапного ожога
Рекомендации включают:
Принимать обезболивающие препараты, такие как парацетамол, ибупрофен или кодеин.
Проверьте правильность дозы на упаковке. Боль может длиться около суток.
Не носите контактные линзы, пока ваши глаза не заживут.
Носите солнцезащитные очки и/или оставайтесь в темной комнате, если ваши глаза чувствительны к свету.
Используйте искусственные слезы или лубриканты, чтобы уменьшить дискомфорт в глазах. Вы можете купить эти продукты без рецепта в большинстве аптек.
Важно вернуться на осмотр, когда ваш врач посоветует.
Обратитесь за неотложной медицинской помощью при внезапном ожоге. не из-за глазных капель или мази
усиление яркого света
усиление боли.
Предотвращение вспышки
Профилактика лучше всего. Предложения по предотвращению мгновенного ожога включают:
Защита роговицы от УФ-излучения путем ношения защитных очков с покрытием или маски сварщика при сварке.
Убедитесь, что очки изготовлены в соответствии с австралийскими стандартами и полностью закрывают глаза.
Если вы носите солнцезащитные очки для предотвращения ожогов от вспышки, они должны защищать как от УФ-А, так и от УФ-В излучения. Проверяйте этикетку при покупке солнцезащитных очков.
Тюковый пресс-подборщик SB 1290 iD — инновационное решение для увеличения вашей прибыльности!
КУН-Україна,
KUHN,
Кун
Тюковый пресс-подборщик SB 1290 iD — инновационное решение для увеличения вашей прибыльности!
Большой квадратный пресс-подборщик с системой обвязки двойным узлом KUHN SB 1290 iD предназначен для производства тюков с высокой плотностью при любых обстоятельствах.
Об этом сообщается на официальном сайте «Кун-Украина».
В названии этой модели две последние буквы ID — intelligent-DENSITY — с англ. языка дословно означает «умная плотность».
Модель SB 1290 iD разработана для производства тюков (120×90) с плотностью тюков на 25% больше, чем в обычных пресс-подборщиков с большими квадратными прессами. Запатентованная система двойного плунжера TWINPACT является основой этого увеличения плотности тюка, избегая при этом высоких пиковых нагрузок на машину.
Трактор мощностью 200 л.с. более чем способен производить тюки весом 500 кг и тяжелее, обеспечивая значительную экономию топлива. Результат: более выгодная сделка прессования как в обычном растениеводстве, так и в сложных условиях, где выращивают энергетические культуры и биомассу.
Основные технические характеристики трактора KUHN SB 1290 ID:
Квадратный пресс-подборщик Sonmezle собирает оставшиеся на поле после сбора урожая стебли, прессует их в виде соломы и превращает их в тюки. Работает тише и быстрее аналогов. Имеется электронный счетчик тюков. Он имеет два разных счетчика: дневной и сезонный. В качестве системы крепления используется проверенный во всем мире немецкий RASSPE. Чтобы система крепления прослужила дольше и работала без заклинивания, она должна оставаться чистой. Система вентилятора используется для обеспечения желаемой очистки. Есть система пожаротушения. Благодаря прочной системе защиты от вредителей он стал более устойчивым к попаданию камней.
Технические характеристики
9020
9120
9130
Размеры тюка
36×46 см
36×46 см
36×46 см
Длина тюка
30-135 см
30-135 см
30-135 см
Вес тюка травы
25-35 кг
25-35 кг
25-35 кг
Вес тюка соломы
20-25кг
20-25кг
20-25кг
Рабочая ширина поворотного блока
150 см
170 см
170 см
Длина (при хранении)
5,9 м
6,4 млн
6,4 млн
Длина (в рабочем положении)
5м
5,5 м
5,5 м
Ширина
2,5 м
2,7 м
2,7 м
Высота
1,85 м
1,85 м
1,85 м
Масса
1600 кг
1860 кг
2400 кг
Требуемая мощность (минимум)
40-50 л. с.
40-50 л.с.
60-70 л.с.
Система шнуровки
2 веревки
2 веревки
3 веревки
Производительность (тюков / день)
1000–2000
1000–1200
1000–1200
Купить подборщик в Гидролидере — значит убедиться в качественном и длительном функционировании с гарантийным сроком.
Мы предоставляем:
• Бесплатную консультацию ведущих менеджеров компании и помощь в выборе техники.
Продавец Гидролидер Гидравлика — Установка гидравлического оборудования, комплекты гидравлики
9 лет на Prom.ua
100+ заказов
Каталог продавца
Отзывы
32
Продавец Гидролидер Гидравлика — Установка гидравлического оборудования, комплекты гидравлики
Был online: Вчера
Под заказ
Доставка по Украине
Цену уточняйте
Доставка
Оплата и гарантии
Square Press on Nails — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность данных пользователей. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
HTP Square Press 2-тонный авиационный алюминий
Распродажа!
434,95 $ 395,00 $
Создает кубики 3″ x 3″ толщиной 3″
Изготовлено из авиационного алюминия и нержавеющей стали
Предназначен для использования в сочетании с уникальным процессом нагрева
Работает с 2-тонным гидравлическим цилиндром и давлением 4000 фунтов
HTP Квадратный пресс 2-тонный пресс для пыльцы количество
Артикул: МЕГАСК
Категории: High Tech Press, Обустройте помещение для выращивания, Триммеры, Прессы и сбор урожая Теги: 2-х тонный пресс, высокотехнологичные трубы, htp пресс, мега квадратный пресс Торговая марка: Высокотехнологичные прессы
Описание
Дополнительная информация
Отзывы (0)
Описание
2-тонный пресс для пыльцы HTP Square Press изготовлен в США, работает с 2-тонным гидравлическим цилиндром и формирует куб размером 3″ x 3″ и глубиной до 3″. Этот товар поставляется с обязательной подписью.
Технические характеристики HTP Square Press
2-тонный пресс для пыльцы HTP Square Press — это персональный пресс высочайшего качества на рынке! Эти высококачественные прессы производятся в США из авиационного алюминия и нержавеющей стали и предназначены для использования в сочетании с уникальным процессом нагрева.
High Tech Pipes производит качественные прессы, которые производятся в США с использованием американских материалов и рабочей силы. Каждый пресс собирается и проверяется индивидуально перед отправкой. Их прессы рассчитаны на нагрев до идеальной температуры, что является важным аспектом процесса прессования. Они проектируют и производят свою продукцию, чтобы выдержать испытание временем и стать постоянным элементом оборудования для конечного пользователя. Они используют авиационный алюминий, который сохраняет тепло, в отличие от других прессов на рынке, в которых используется сталь, которая либо быстро теряет тепло, либо слишком быстро нагревается, разрушая прессуемый материал. Используя лучшие материалы, произведенные в США, включая авиационный алюминий и нержавеющую сталь, вы можете быть уверены, что ваши металлы не содержат токсинов, и каждая деталь этого пресса с гордостью сделана в Соединенных Штатах.
Высокотехнологичные прессы представляют собой полностью обработанные прессы, изготовленные из авиационного алюминия. Это прецизионное оборудование, которое также предназначено для обогрева. При нагревании авиационный алюминий передает и удерживает тепло намного эффективнее и действеннее, чем сталь, из которой изготавливаются прессы других торговых марок. Использование обработанного алюминия вместо сварной стали позволяет изготавливать прессы High Tech из одного цельного куска материала, чтобы не было швов или зазоров, и все идеально подходило друг к другу на протяжении всего срока службы пресса.
Материалы (авиационный алюминий против сварной стали) и конструкция (обработанный алюминий против сварной стали) — вот что отличает прессы High Tech от других прессов на рынке.
Компания High Tech Pipes предлагает различные прессы с круглыми, прямоугольными и квадратными формами:
The Big Bastard Press 10 тонн (7″ x 9″, толщина 3″)
High Tech Press Инструкция по эксплуатации
HTP Square Press и любой другой High Tech Press использует уникальный процесс нагрева для создания идеальных растительных экстрактов. Каждый пресс поставляется с подробными пошаговыми инструкциями, а также доступно видео.
Mega Square Инструкция по эксплуатации
Другие обучающие видео по высокотехнологичным прессам можно найти здесь.
Значение слова «ЛЕСОУСТРОЙСТВО» найдено в 47 источниках
найдено в «Энциклопедическом словаре Ф.А. Брокгауза и И.А. Ефрона»
отрасль учения о лесном хозяйстве, занимающаяся выработкой плана хозяйства для отдельных лесных дач. Выполнение составленного лесоустроителем плана должно привести дачу в нормальное состояние, т. е. такое, при котором достигалось бы возможно полное пользование производительными силами занятой лесом почвы. Этой цели, не всеми, однако, одинаково понимаемой, Л. достигает с помощью различных методов, развившихся на практике или искусственно созданных. См. Методы Л.
В. Д.
найдено в «Большой Советской энциклопедии»
комплекс работ по организации лесного фонда, описанию (таксации леса (См. Таксация леса)), учёту и изучению лесов, разработке проектов ведения лесного хозяйства (См. Лесное хозяйство) на перспективный период. При Л. определяются основные положения наиболее эффективного использования и воспроизводства лесных ресурсов (См. Лесные ресурсы)устраиваемого объекта, возрасты рубок, расчётные лесосеки (См. Лесосека) (оптимальная норма ежегодной рубки леса), методы и необходимые объёмы рубок ухода, лесовосстановительных и др.работ. Особое внимание уделяется разработке научно обоснованных рекомендаций по наиболее рациональному использованию земель лесного фонда, повышению продуктивности лесов и увеличению размеров пользования ими. Расширяются и углубляются работы по прогнозированию и развитию лесного фонда. Предусматривается дальнейшее совершенствование комплексного использования лесов.
Начало учёту и изучению лесов в России положено в 1842; до 1916 леса были обследованы и учтены на площади 141 млн. га, в том числе устроены на площади 39 млн. га. За годы Советской власти обследован и учтен (с использованием наземных и аэротаксационных методов) весь лесной фонд СССР на площади свыше 1,2 млрд.га. Площадь устроенных лесов превысила 550 млн. га. Ежегодно лесоустроительными работами охватывается более 40 млн. га. При Л. используются материалы аэрофотосъёмки, измерительные и дешифровочные приборы, счётно-вычислительная и картографическая техника. В целях систематического контроля за динамикой лесных ресурсов в СССР через каждые 4—5 лет проводится единовременный учёт лесного фонда, основывающийся на материалах Л. с внесением в них происшедших изменений.
В зарубежных социалистических странах, как и в СССР, Л. проводится во всём лесном фонде. В капиталистических странах с развитой лесной промышленностью и лесным хозяйством (США, Канада, Финляндия, Швеция, Япония и др.) роль Л. всё более возрастает, что объясняется как растущим экономическим и экологическим значением лесов, так и стремлением лесопромышленников избежать истощения лесосырьевых ресурсов. В слаборазвитых странах Л. ещё не налажено. Основная задача его здесь — приведение в известность лесных пространств.
Лит.: Богословский С. А., Новые течения в лесоустройстве, М. — Л., 1931; Основы лесоустройства, М., 1961; Байтин А. А., Логвинов И. В. и Столяров Д. П., Лесоустройство в зарубежных странах, М., 1964; Лесное хозяйство в системе планируемой экономики, под ред. П. В. Васильева, Т. Моленды, Варшава, 1972.
Л. А. Цымек.
найдено в «Энциклопедическом словаре»
Лесоустройство — отрасль учения о лесном хозяйстве, занимающаяся выработкой плана хозяйства для отдельных лесных дач. Выполнение составленного лесоустроителем плана должно привести дачу в нормальное состояние, т. е. такое, при котором достигалось бы возможно полное пользование производительными силами занятой лесом почвы. Этой цели, не всеми, однако, одинаково понимаемой, Л. достигает с помощью различных методов, развившихся на практике или искусственно созданных. См. Методы Л. В. Д.
найдено в «Большом юридическом словаре»
в РФ система мероприятий, призванных обеспечить рациональное ведение лесного хозяйства и пользования лесным фондом, эффективное воспроизводство, охрану и защиту лесов, единую научно-техническую политику в лесном хозяйстве.
* * *
(англ. forest management) — в РФ система мероприятий, направленных на обеспечение рационального ведения лесного хозяйства и пользования лесным фондом, эффективного воспроизводства, охраны и защиты лесов, осуществление единой научно-технической политики в лесном хозяйстве.
В соответствии с ЛК РФ* при Л. осуществляются: определение в установленном порядке границ участков лесного фонда и внутрихозяйственная организация территорий лесного фонда, лесхозов и национальных парков федерального органа управления лесным хозяйством, гос-ных природных заповедников, лесхозов образовательных учреждений высшего профессионального образования; выполнение топографо-геодезических работ и специальное картографирование лесного фонда; инвентаризация лесного фонда с определением породного и возрастного составов лесов, их состояния, а также определение качественных и количественных характеристик лесных ресурсов; выявление реликтовой лесной растительности и особо защищенных участков лесов; выявление участков лесного фонда, нуждающихся в проведении рубок главного пользования, рубок промежуточного пользования, мероприятий по восстановлению лесов и лесоразведению, мелиорации, охране и защите лесов и др. лесохозяйственных мероприятий, а также определение порядка и способов их проведения; обоснование отнесения лесов к группам и категориям защитности лесов 1-й группы, подготовка предложений о переводе лесов из одной группы или категории защитности лесов 1-й группы соответственно в др. группу или категорию, перевод не покрытых лесом земель в покрытые лесом земли, нелесных земель в лесные; определение расчетных лесосек, размеров рубок промежуточного пользования; определение объема мероприятий по восстановлению лесов и лесоразведению, охране и защите лесов, а также объема др. лесохозяйственных мероприятий; определение размеров побочного лесопользования и заготовки второстепенных лесных ресурсов, размера пользования лесным фондом для нужд охотничьего хозяйства и культурно-оздоровительных, туристических и спортивных целей; лесобиологические и др. специальные обследования; надзор за осуществлением лесоустроительных проектов; иные лесоустроительные действия.
Л. на территории лесного фонда РФ проводится гос-ными лесоустроительными организациями федерального органа управления лесным хозяйством. Л. выполняется по единой системе в порядке, устанавливаемом этим органом. Ведение лесного хозяйства и лесопользование без проведения Л. запрещаются.
найдено в «Экологическом праве России»
-система мероприятий, включающих: а) проектирование лесничеств и лесопарков; б) проектирование эксплуатационных лесов, защитных лесов, резервных лесов, а также особо защитных участков лесов; в) проектирование лесных участков; г) закрепление на местности местоположения границ лесничеств, лесопарков, эксплуатационных лесов, защитных лесов, резервных лесов, особо защитных участков лесов и лесных участков; д) таксацию лесов; е) проектирование мероприятий по охране, защите, воспроизводству лесов; геодезические и картографические работы проводятся в соответствии с Федеральным законом *О геодезии и картографии*; местоположение на местности границ лесничеств, лесопарков, эксплуатационных лесов, защитных лесов, резервных лесов, особо защитных участков лесов и лесных участков может быть закреплено с помощью лесоустроительных, лесохозяйственных знаков и (или) указано на картах лесов; Л. проводится на землях лесного фонда, а также на землях обороны и безопасности, на которых расположены леса, на землях поселений, на которых расположены городские леса и на землях особо охраняемых природных территорий, на которых расположены леса; порядок проведения Л. определяется Правительством РФ; выполнение работ, оказание услуг по Л. осуществляются в соответствии с гражданским законодательством, если иное не установлено названным Кодексом; органы государственной власти или органы местного самоуправления размещают заказы на выполнение работ, оказание услуг по Л. в порядке, установленном Федеральным законом *О размещении заказов на поставки товаров, выполнение работ, оказание услуг для государственных и муниципальных нужд*.
в СССР — система госсударственных мероприятий по использованию, повышению продуктивности, воспроизводству, охране и защите лесов. Предусматривает определение лесных ресурсов (проводимое обычно раз в 10 лет), породного и возрастного состава лесов, уточнение площадей, предназначенных для восстановления лесов, а также определение категории лесов и разработку мер по охране природы. Правильная организация и ведение лесного хозяйства обеспечивает сохранение природных комплексов и наиболее рациональное использование лесных ресурсов при одновременной сохранности биосферы в целом.
Экологический энциклопедический словарь. — Кишинев: Главная редакция Молдавской советской энциклопедии.И.И. Дедю.1989.
найдено в «Официальной терминологии»
«…1. Лесоустройство включает в себя:
1) проектирование лесничеств и лесопарков;
2) проектирование эксплуатационных лесов, защитных лесов, резервных лесов, а также особо защитных участков лесов;
3) проектирование лесных участков;
4) закрепление на местности местоположения границ лесничеств, лесопарков, эксплуатационных лесов, защитных лесов, резервных лесов, особо защитных участков лесов и лесных участков;
5) таксацию лесов;
(в ред. Федерального закона от 29.12.2010 N 442-ФЗ)
6) проектирование мероприятий по охране, защите, воспроизводству лесов…»
Источник:
«Лесной кодекс Российской Федерации» от 04.12.2006 N 200-ФЗ (ред. от 28.07.2012)
найдено в «Морфемном разборе слова по составу»
корень — ЛЕС; соединительная гласная — О; приставка — У; корень — СТРОЙ; суффикс — СТВ; окончание — О; Основа слова: ЛЕСОУСТРОЙСТВ Вычисленный способ образования слова: Суффиксальныйи сложение основ
Слово Лесоустройство содержит следующие морфемы или части:
¬ приставка (1): У;
∩ корень слова (2): ЛЕС; СТРОЙ;
∧ суффикс (1): СТВ;
⏰ окончание (1): О;
найдено в «Праве Белоруссии — Понятиях, терминах, определениях»
система инвентаризации и учета государственного лесного фонда, проектирования мероприятий, направленных на обеспечение рационального, комплексного использования государственного лесного фонда, повышение эффективности ведения лесного хозяйства, сохранение средообразующих, водоохранных, защитных, санитарно-гигиенических, рекреационных и иных функций леса, эффективное воспроизводство, охрану и защиту леса и осуществление единой научно-технической политики в лесном хозяйстве. (Ст. 24 Лесного кодекса Республики Беларусь)
найдено в «Сельскохозяйственном словаре-справочнике»
инвентаризация лесов и разбивка их на отдельные производственные участки в целях определения для каждого -участка системы лесохозяйственных и лесоэксплуатационных мероприятий, размеров и мест отвода лесосек и пр. Из общей площ. лесов СССР в 952 млн. га к концу первой пятилетки лесов устроено и обследовано 280 млн. га.
найдено в «Словаре юридических понятий»
Лесоустройство включает систему мероприятий, направленных на обеспечение рационального ведения лесного хозяйства и пользования лесным фондом, эффективного воспроизводства, охраны и защиты лесов, осуществление единой научно-технической политики в лесном хозяйстве.
Основы лесного законодательства Российской Федерации от 06.03.93 N 4613-I, ст. 74
найдено в «Ударении и правописании»
Ударение в слове: лесоустр`ойство Ударение падает на букву: о Безударные гласные в слове: лесоустр`ойство
найдено в «Современном энциклопедическом словаре»
ЛЕСОУСТРОЙСТВО, система мероприятий по организации и ведению лесного хозяйства. Включает изучение и таксацию леса, инвентаризацию лесных насаждений, установление размеров и методов пользования лесом, способов рубок и их объемов, разработку рекомендаций для повышения продуктивности лесов.
найдено в «Формах слова»
ле́соустро́йство,
ле́соустро́йства,
ле́соустро́йства,
ле́соустро́йств,
ле́соустро́йству,
ле́соустро́йствам,
ле́соустро́йство,
ле́соустро́йства,
ле́соустро́йством,
ле́соустро́йствами,
ле́соустро́йстве,
ле́соустро́йствах
(Источник: «Полная акцентуированная парадигма по А. А. Зализняку»)
.
Рекреационная зона «Чёрная Скала» От центральной усадьбы: автомобильный маршрут — 7 км
Таганай От центральной усадьбы: 14 км
Центральная усадьба
En
Рус
Скачать Путеводитель
Ты был там?
В Национальном парке «Таганай» начались работы по лесоустройству. Средства на проведение этих мероприятий выделило Министерство природных ресурсов и экологии Российской Федерации по заявке ФГБУ «НП «Тананай». Последнее лесоустройство на территории парка было в 1996 году. В советские времена лесоустройство проводилось каждые 10 лет.
Что это такое? Лесоустройство? Комплекс работ по оценке состояния лесов и проектированию мероприятий по их использованию, воспроизводству, охране и защите. Проще говоря — процесс инвентаризации лесов и планирования хозяйственной деятельности. Лесоустройство разрабатывает обязательный к проект организации и ведения лесного хозяйства на период до следующего лесоустройства (ревизионный период). Проводится лесоустройство специализированными организациями.
По результатам открытого конкурса на выполнение в 2013 году лесоустроительных работ на территории Национального парка «Таганай» победителем признан Поволжский леспроект ФГУП «Рослесинфорг», который является преемником советских лесоустроительных предприятий.
В настоящее время ФГУП «Рослесинфорг» — всероссийское научно-производственное объединение, специализирующееся на комплексном решении лесоучётных и лесоустроительных задач в интересах государства.
В рамках лесоустройства проводится таксация лесов для выявления, учёта и оценки количественных, качественных характеристик лесных ресурсов и проектирование мероприятий по охране, защите и воспроизводству лесов.
На особоохраняемых природных территориях лесоустройство учитывает то, что национальные парки предназначены для использования в природоохранных, рекреационных, просветительских, научных, культурных целях и проектирует мероприятия, связанные с сохранением уникальных природных комплексов и объектов,созданием условий для регулируемого туризма и отдыха в природных условиях, разработкой и внедрением научных методов сохранения природных комплексов в условиях рекреационного использования, восстановлением нарушенных природных и историко-культурных комплексов и объектов, организацией экологического просвещения населения.
В конце мая состоялось первое лесоустроительное совещание с участием соседей по лесу – сопредельных с территорией парка учреждений — Златоустовского и Кусинского лесничеств.
23 мая на территории Каслинского лесничества была проведена тренировка по таксации насаждений на постоянных пробных площадях. Организатором тренировки выступило Главное управление лесами Челябинской области. В тренировках приняли участие представители лесничеств и арендаторы лесных участков Челябинской области. Получили приглашение и приняли участие в тренировке государственные инспектора «Национального парка «Таганай».
Что такое лесоустройство? · Комиссия по лесным продуктам Айдахо
Активное управление лесами обеспечивает их устойчивость
Управление лесами осуществляется для достижения конкретных целей и задач, установленных землевладельцем. Управление варьируется от опеки, когда предпринимаются незначительные действия или вообще не предпринимаются — например, в специально отведенных районах дикой природы — до интенсивного активного управления, когда древесина постоянно выращивается, заготавливается или пересаживается.
Что такое правопреемство?
Леса проходят через предсказуемый цикл и претерпевают постоянные изменения Это постоянное изменение называется последовательностью. В этой динамичной среде существует возможность для управления лесами. Естественные изменения можно ускорить или замедлить, изменив состав и плотность деревьев в лесу. Активное управление лесным хозяйством, такое как прореживание, рубка и предписанное сжигание, может помочь сформировать эти изменения. Даже бездействие — это выбор руководства, который имеет последствия. Эти методы создают помехи — например, естественный пожар, болезнь или ветер — которые запускают сукцессию и новые деревья для будущего.
Почему активное управление лесами?
Здоровые управляемые леса менее подвержены крупным лесным пожарам, которые уничтожают ценную среду обитания диких животных, зоны отдыха, дома и все чаще приводят к гибели людей. Сегодня в Айдахо идея отказа от управления или «пусть природа идет своим чередом» стала менее привлекательной для общественности, поскольку все больше людей живут в лесах и рядом с ними.
Управляющие лесами признают, что управление всей экосистемой — почвами, растениями, водосборными бассейнами и дикой природой — имеет решающее значение для улучшения здоровья лесов и среды обитания диких животных. Но универсального подхода не существует. Для разных типов леса требуются индивидуальные предписания.
Каковы преимущества лесного хозяйства и активного управления?
Лесное хозяйство возвращает леса . – До 1920-х годов леса часто вырубались и забрасывались. Сейчас по стране ежегодно высаживают в среднем 1,7 миллиарда саженцев. Это означает, что на каждое срубленное дерево высаживают шесть саженцев. Кроме того, миллиарды дополнительных саженцев регенерируются естественным путем.
Лесное хозяйство помогает улучшить качество воды. — Лесоводы тщательно управляют территориями, называемыми водоразделами (территории, где мы собираем нашу питьевую воду) и прибрежными зонами (земли, граничащие с реками, ручьями и озерами). Это места, где поддержание качества воды является главной заботой лесников. Леса на самом деле помогают очищать воду и готовить ее для питья. Деревья, почва и бактерии являются частью этого процесса. Лесной покров защищает и питает почвы, которые являются ключом к удержанию, фильтрации и качеству воды.
Лесное хозяйство компенсирует загрязнение воздуха. — Лесоводы заботятся о лесах, которые иногда называют «жабрами планеты». Одно взрослое дерево поглощает около 13 фунтов углекислого газа в год. На каждую тонну древесины растет лес, он удаляет 1,47 тонны углекислого газа и заменяет его 1,07 тоннами кислорода.
Лесное хозяйство помогает уменьшить катастрофические лесные пожары. — На рубеже веков лесные пожары ежегодно выжигали от 20 до 50 миллионов акров страны. Благодаря просвещению, профилактике и контролю количество лесных пожаров сократилось примерно до двух-пяти миллионов акров в год, т. е. на 90%. Отмечая и удаляя излишки топлива, такие как подлесок и некоторые деревья, лесники могут модифицировать леса, чтобы сделать их более устойчивыми к пожарам.
Лесное хозяйство помогает дикой природе. — Лесоводы используют различные методы управления, чтобы принести пользу дикой природе, в том числе многочисленным исчезающим видам. Например, прореживание и сбор урожая создают условия, стимулирующие рост источников пищи для диких животных. Отверстия, образовавшиеся в результате сбора урожая, служат средой обитания для оленей и различных певчих птиц. Прореживание можно использовать для ускорения роста и развития старых деревьев, которые нравятся совам и другим видам. Чтобы улучшить среду обитания лосося, лесники также проводят стратегические посадки деревьев и следят за здоровьем лесов вдоль ручьев, чтобы вода оставалась прохладной и уменьшалось количество отложений.
В лесном хозяйстве есть прекрасные места для отдыха. — Лесники управляют лесами, которые приносят рекреационные преимущества сообществам. Леса являются важными местами для таких любителей активного отдыха, как орнитологи, туристы, фотографы природы, всадники, лыжники, водители снегоходов и отдыхающие. А поскольку лесники ставят водные ресурсы на первое место в своем списке приоритетов, реки и озера в лесных районах предоставляют такие возможности для отдыха, как рыбалка, гребля на каноэ и рафтинг.
Лесное хозяйство благотворно влияет на городскую среду. – Городские лесники управляют лесами и деревьями, принося пользу местному населению разными способами. Леса в городских районах уменьшают ливневые стоки, улучшают качество воздуха и снижают потребление энергии. Например, три правильно расположенных взрослых дерева вокруг дома могут сократить расходы на кондиционирование воздуха на 10-50 процентов.
Лесное хозяйство производит возобновляемые и энергоэффективные строительные материалы. — Лесники управляют некоторыми лесами для получения древесины и производят возобновляемый ресурс, потому что деревья можно пересаживать. Другие строительные материалы, такие как сталь, железо и медь, могут быть повторно использованы и переработаны, но не заменены. Древесина является возобновляемым ресурсом, который не только подлежит вторичной переработке, но и может производиться заново для будущих поколений на устойчиво управляемых лесных угодьях. Переработка и обработка изделий из древесины также требует гораздо меньше энергии, чем обработка многих других невозобновляемых материалов.
Лесное хозяйство помогает сохранить семейные леса нетронутыми. – Лесники помогают семейным владельцам лесных угодий, которым принадлежит 54 процента всех лесов в США, понять преимущества экологически безопасного управления своими лесами. Лучшее управление частными лесами означает, что эти леса останутся здоровыми и продуктивными. Многие исчезающие виды проводят по крайней мере часть своего времени на частных землях, более 80 процентов общего количества осадков в нашей стране выпадает в первую очередь на частные земли, а 70 процентов восточных водоразделов проходят через частные земли.
Лесоводство полезно для почвы. — Лесоводы и управляющие природными ресурсами зависят от лесных почв для выращивания лесов и управления ими, и в значительной степени лесные почвы зависят от специалистов и управляющих ресурсами. Успех лесоводов в выращивании лесов и производстве лесной продукции зависит от их способности понимать свойства почвы и затем сопоставлять виды с почвами и предписывать действия, которые не только способствуют росту леса, но также повышают и защищают продуктивность почвы и предотвращают эрозию почвы. – Общество американских лесоводов
Что такое устойчивость лесов?
Устойчивое управление лесами — это философия управления лесами, основанная на обращении со всеми лесными ресурсами таким образом, чтобы не ставить под угрозу их настоящие и будущие экологические, экономические и социальные ценности. Узнайте больше об устойчивом развитии и сертификации лесов здесь.
Нажмите на рисунок, чтобы узнать о вопросе: Являются ли леса Айдахо возобновляемыми и устойчивыми, или нажмите здесь.
Нажмите на изображение, чтобы посмотреть короткое видео Forest Fast Break об устойчивости лесов, или нажмите здесь.
Управление лесным хозяйством в действии: ЛОСОСЬ
Потеря популяций лосося на северо-западе Тихого океана вызывает серьезную озабоченность. Лососям нужен чистый гравий подходящего размера и глубины для нереста. Также им необходимы бассейны и затененные участки во время колебаний водного потока. Лесоводы вкладывают средства в проекты по улучшению ручьев и восстановлению водоразделов, чтобы помочь улучшить среду обитания рыб и прибрежные районы за счет активного лесопользования.
Оставление деревьев вдоль ручьев для обеспечения тени, устойчивости берегов и будущего древесного мусора, а также активное управление прибрежными районами является наиболее эффективным способом улучшения среды обитания лосося. Управляющие лесным хозяйством работают над тем, чтобы обеспечить сочетание пород деревьев, подходящих для каждого конкретного участка, что помогает предотвратить эпидемии насекомых и болезней, а также ускоренную гибель деревьев. Обеспечение правильных условий снижает опасность катастрофических лесных пожаров и поддерживает здоровье лесов и водоразделов.
Управление природными лесами
отправить по электронной почте
Что такое устойчивое управление лесами (УУЛ)?
Лесоуправление – это процесс планирования и внедрения методов управления и использования лесов для достижения конкретных экологических, экономических, социальных и культурных целей. Он касается административных, экономических, правовых, социальных, технических и научных аспектов управления естественными и лесонасажденными лесами. Это может включать преднамеренное вмешательство человека различной степени, начиная от действий, направленных на охрану и поддержание лесных экосистем и их функций, и заканчивая действиями, благоприятствующими конкретным социально или экономически ценным видам для улучшения производства лесных товаров и услуг.
Общепринятое определение устойчивого лесопользования (УЛП) нецелесообразно за пределами самого общего уровня из-за огромного разнообразия типов лесов, условий и социально-экономических контекстов во всем мире. Однако в целом УУЛ можно рассматривать как устойчивое использование и сохранение лесов с целью сохранения и повышения многочисленных ценностей леса посредством вмешательства человека. Люди находятся в центре SFM, потому что оно направлено на постоянное удовлетворение разнообразных потребностей общества.
Применение устойчивого лесопользования
Семь тематических элементов были определены в Не имеющем обязательной юридической силы документе, принятом Форумом Организации Объединенных Наций по лесам (ФООНЛ) в качестве «справочной основы» для УУЛ. Эти элементы позволяют лесовладельцам и заинтересованным сторонам определять УЛП в конкретных странах и в местных условиях, включая цели управления и способы управления лесами для их достижения, соблюдая при этом основной принцип неизменности в поддержании и повышении ценности лесов.
Леса выполняют множество взаимозависимых функций. На лес может быть возложена основная функция управления, такая как производство, сохранение биоразнообразия, защита почвы и воды, культурная и духовная функции, или сочетание этих и других функций. SFM — это многомерное и многоцелевой концепт . Леса могут выполнять множество функций одновременно и предоставлять различные комбинации товаров и услуг в зависимости от национальных и местных условий, которые могут со временем меняться.
Часто приходится делать выбор в отношении приоритетности определенных функций леса, что может включать балансирование конкурирующих интересов заинтересованных сторон. УУЛ является инструментом для согласования таких компромиссов и интересов в различных экологических и социально-экономических условиях с помощью подходов на основе участия и эффективных систем управления, основанных на наилучших имеющихся научных и традиционных знаниях и самых современных технологиях.
В «научном» лесоводстве концепция устойчивости развивалась в основном в контексте обеспечения устойчивого производства древесины и достижения экономических целей. Однако в последние десятилетия сфера применения УУЛ расширилась и в равной степени охватывает социальные, культурные и экологические ценности лесов. Это также расширило контексты, в которых УУЛ может применяться ко всем видам естественных, модифицированных и лесонасаждений, которыми можно управлять для различных целей. В то же время сложность реализации УУЛ возросла из-за многочисленных целей и сложности оценки и получения вознаграждения за многие социальные, культурные и экологические преимущества лесов (совместно именуемые лесными экосистемными услугами).
В странах, где существует надлежащее управление лесным хозяйством, общество может определить национальные цели УУЛ в лесной политике и программах, используя демократические и основанные на участии процессы. Достижение таких национальных целей не должно ставить под угрозу экономические, социальные, культурные и экологические потребности лесопользования. Поскольку общественные ценности и национальные цели социально-экономического развития и охраны окружающей среды со временем меняются, то же самое будет происходить и с целями УУЛ.
Как и любая другая деятельность человека, связанная с природными ресурсами, управление лесами представляет собой непрерывный процесс улучшения. Новая информация учитывается при пересмотре целей и подходов УУЛ как части адаптивного управления. SFM всегда реагирует и адаптируется к изменяющимся знаниям и потребностям.
Постоянное сохранение и улучшение ценности леса не означает, что леса остаются в статическом состоянии. Леса всегда будут подвергаться естественным и/или антропогенным нарушениям, поэтому УУЛ следует воспринимать как динамический процесс. Ключом к УУЛ является поддержание способности леса противостоять возмущениям, обеспечивая при этом его способность адаптироваться к долгосрочным изменениям окружающей среды.
Географические масштабы
Важным аспектом УЛП является масштаб, в котором оно применяется – глобальный, национальный, субнациональный, ландшафтный, единица управления лесным хозяйством (ЕУ) или лесонасаждение. УУЛ следует решать на всех этих уровнях.
На глобальном и национальном уровнях цель УУЛ состоит в том, чтобы способствовать управлению, сохранению и устойчивому развитию всех типов лесов и обеспечивать их многочисленные взаимодополняющие функции. Глобальные экологические услуги, обеспечиваемые лесами, такие как смягчение последствий изменения климата и сохранение биоразнообразия, должны решаться на международном уровне, поскольку все страны заинтересованы в их сохранении.
Растущее осознание социально-экономического, экологического и культурного значения лесов привело к появлению новых подходов к УУЛ, которые сосредоточены на поддержании и улучшении различных услуг лесных экосистем на национальном, субнациональном и ландшафтном уровнях во многих странах. В этих масштабах общая точка зрения вырабатывается посредством процессов планирования с участием всех заинтересованных сторон, чтобы прояснить, что представляет собой УУЛ в конкретной субнациональной единице или ландшафте с учетом физических, экономических и других ограничений.
Стол для фрезера своими руками: с чертежами и изготовлением
Ручной фрезер – уникальный инструмент, значительно облегчающий процесс изготовления изделий из дерева. Его используют не только для создания технологических соединений, но и во время декоративной обработки. Главное достоинство ручного фрезера – мобильность, возможность работать вне зависимости от наличия мастерской.
Стол для фрезера своими руками с чертежами и изготовление
Содержание статьи
Зачем нужен стол для фрезера
Каким требованиям должен отвечать стол
Материалы изготовления
Пошаговая инструкция изготовления деревянного стола
Изготовление столешницы
Сборка каркаса стола
Изготовление комбинированного стола
Видео — Стол для фрезера своими руками: изготовление
Зачем нужен стол для фрезера
Профессиональные мастера таким вопросом не задаются, у них есть отдельные фрезерные станки. Это может быть не только деревообрабатывающее оборудование промышленных серий, но и специальные станки для бытового использования. Как правило, комплексные механизмы, имеющие на одной станине циркулярку, фуганок, фрезер и сверлильный станок в различных комбинациях.
Деревообрабатывающий станок требует соответствующего опыта
Обыкновенным любителям покупать такое оборудование не нужно, им достаточно и обыкновенного ручного фрезера. Но возникают ситуации, когда многие задумываются над изготовлением стола для фрезера. Почему?
Не получается фрезеровать вручную, инструмент не движется по прямой линии, поверхность деталей волнистая. Приходится несколько раз проходить по одному месту, а это оказывает негативное влияние на конечное качество.
Необходимость фрезеровки длинных заготовок — только на столе можно выполнить эту операцию всего за один проход.
Есть потребность работать на фрезах со сложным профилем, ручной метод не обеспечивает требуемой чистоты поверхности.
Ручным фрезером работать не всегда удобно
Надо заметить, что не все технологические операции можно сделать на столе, есть такие, которые выполняются только ручным фрезером. К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
Каким требованиям должен отвечать стол
Профессиональный мастер не жалеет денег на приобретение самого современного и надежного оборудования — такие вложения не только окупаются, но и приносят значительную прибыль. Это его постоянная работа и основной доход, а чем выше производительность труда, меньше непродуктивные потери материалов и лучше качество, тем больше прибыли у мастера. Начинающим мастерам нет смысла покупать дорогие станки и оборудование, им вполне достаточно одной ручной фрезы. Соответственно, станок надо делать такой, чтобы фреза в любой момент быстро снималась и могла использоваться в обыкновенном режиме.
Конструкция станка должна быть максимально простой и одновременно надежной
Еще одно требование – стол должен быть максимально простым в изготовлении. Его можно сделать своими руками и с помощью того простейшего набора инструментов, который есть у непрофессионалов.
Чертеж простой столешницы под фрезер
В связи с такими требованиями, мы не будем рассматривать варианты сложных столов, их сделать могут лишь мастера столярного дела. Кроме того, большинство проектов требуют переделки ручного фрезера, после реконструкции инструмент уже нельзя использовать в ручном режиме, надо покупать второй экземпляр. Экономически невыгодно терять время и финансовые средства на изготовление стола для фрезера лишь для того, чтобы пользоваться несколько часов в году, а для обыкновенных более частых работ покупать еще один ручной фрезер.
Если потребность в ручном фрезере выше, нет смысла сооружать сложный станок
Материалы изготовления
От правильного выбора материалов изготовления стола зависит срок его эксплуатации и качество фрезеровки деталей. Какие материалы рекомендуется применять в этих целях?
Таблица. Виды столов по материалу изготовления
Вид стола для фрезера
Краткое описание физических и эксплуатационных характеристик
Фанерный
Используется чаще всего. По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика.
Металлический
Металлический стол эксплуатируется многие десятки лет, но для его изготовления надо иметь практический опыт выполнения сварочных работ. Еще одна проблема – некоторые детали нужно точить, дома токарного станка почти никто не имеет, приходится обращаться в специализированные компании.
Комбинированный
Настоятельно рекомендуется к использованию. Отдельные наиболее нагруженные элементы изготавливаются из металла, остальные могут быть деревянными. Кстати, стол необязательно делать с нуля — после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях.
Можно применять и клееные мебельные щиты из натуральных ламелей, они не изменяют своих размеров при колебаниях относительной влажности, но такой стол для фрезера обойдется очень дорого. Натуральные доски категорически запрещается применять из-за постоянного коробления в ту или иную сторону, что оказывает крайне негативное влияние на качество фрезерования.
Столешница из досок для изготовления фрезерного станка не подходит
Мы дадим пошаговую инструкцию изготовления двух простейших, но очень функциональных, столов для фрезера. Размеры даются лишь общие, конкретные зависят от типа ручного фрезера, а их в реализации огромное количество. Каждая модель отличается несколькими параметрами, которые необходимо принимать во внимание во время выполнения работ.
Пошаговая инструкция изготовления деревянного стола
Вам понадобится клееная фанера толщиной 18 мм, размер листа стандартный, можете покупать плиту примерно 1,5×1,5 м. Каркас стола изготавливается из деревянных брусков 30×40 мм. Фиксация конструкции осуществляется обыкновенными саморезами по дереву. Из инструментов надо подготовить электрический лобзик или переносную дисковую пилу, ручной фрезер, дрель или шуруповерт.
Стандартное устройство фрезерного стола
Изготовление столешницы
Шаг 1. От листа фанеры отрежьте заготовку для столешницы. Размер может быть произвольным, но не менее 80×80 см. На очень маленьких работать неудобно, заготовки постоянно падают, их приходится поддерживать с противоположной стороны. Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала.
Обрезают лист по размеру столешницы
Практический совет. Настоятельно рекомендуем все работы электрическим лобзиком и переносной пилой делать только под линейку. Не стоит надеяться, что ровный срез получится без этого приспособления.
Шаг 2. Наметьте место расположения отверстия под фрезу. Это также произвольный параметр. Многое зависит от того, будете ли вы в дальнейшем приспосабливать упорную линейку для фрезера, предусматривается ли короб для сбора и удаления опилок, какие детали предполагается обрабатывать и т. д. Как показывает практика, отверстие рекомендуется располагать на удалении 1/3 ширины от продольной кромки.
Выполняют разметку отверстия под фрезу
Сделайте разметку и высверлите отверстие. Его диаметр должен всего на несколько миллиметров превышать диаметр самой большой фрезы, которая будет использоваться на этом станке. Слишком большое отверстие делать не надо по нескольким причинам:
чем больше щель между рабочими ножами фрезы и столешницей, тем выше вероятность, что в нее попадет материал. А это провоцирует возникновение опасных ситуаций: может заклинить фрезер или отлетевшие на большой скорости осколки травмируют мастера;
если придется фрезеровать тонкие детали, то в щелях концы сильно вибрируют – нет упора. Как следствие, необходимо отрезать неровные части, что увеличивает расход пиломатериалов.
Отверстие высверливается специальной коронкой соответствующего диаметра.
По разметке сверлят отверстие
Шаг 3. Поставьте фрезер в отверстие, убедитесь, что он правильно расположился. Очень аккуратно нарисуйте линию по периметру основания. Обращайте внимание, чтобы во время этого процесса инструмент не двигался, постоянно придерживайте его одной рукой.
Примеряют фрезер к отверстию и аккуратно обводят его карандашом
Шаг 4. Установите на фрезере глубину резания 5 мм и очень внимательно по нарисованному контуру вырежьте посадочное место. Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.
Посадочное место должно точно соответствовать контуру фрезера
Шаг 5. Такое же посадочное гнездо подготовьте еще на одном куске фанеры, только делать его теперь надо сквозным. Отрежьте деталь, ее размеры должны примерно на 15–20 см превышать диаметр основания фрезера.
Делают заготовку с вырезом такой же формы и размера
Шаг 6. Положите заготовку на столешницу, совместите отверстия и поставьте в них фрезер. Вам надо отметить расположение и размеры двух параллельных направляющих. На них устанавливается линейка фрезера, в нашем случае она снимается. Но направляющие трогать не надо, они увеличивают надежность фиксирования фрезера к столу, полностью исключают возможность поворачивания корпуса. Дело в том, что со временем посадочное гнездо может немного увеличиться в диаметре, корпус с двигателем начнет шататься. Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.
Заготовки совмещают и вставляют фрезер
Шаг 7. Замерьте диаметр металлических штифтов, выставьте соответствующую глубину фрезы и проделайте под них канавки.
Вырезают канавки под штифты
Шаг 8. Соедините два элемента стола, поставьте на место фрезер. Тщательно проверьте положение, вручную прокрутите ротор, он не должен ничего задевать. Все в норме – прикрутите фанеру.
После подгонки элементов прикручивают заготовки саморезами
Важно. Саморезы обязательно вкручивайте в предварительно высверленные отверстия, в противном случае могут появиться трещины. Диаметр сверла для отверстия должен быть на несколько миллиметров меньше диаметра резьбовой части метизов.
Изготовление и врезка монтажной пластины
Саморезы вкручивайте по периметру подставки на расстоянии примерно 15 см, отдельно закрепите участки между металлическими штифтами. Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.
Всю поверхность нужно тщательно зашкурить
Шаг 9. Небольшими полосками фанеры зафиксируйте фрезер в рабочем положении. Включите питание, проверьте работу инструмента. Он не должен шататься, при наличии нехарактерных шумов надо найти их причину и обязательно ее устранить.
Для фиксации фрезера используют две планки из фанеры
Все в норме – переходите к следующему этапу. Теперь надо для столешницы изготовить каркас стола.
Изготовление фиксаторов
Сборка каркаса стола
Шаг 1. К нижней части столешницы по периметру прибейте рейки 30×40 мм для придания прочности. Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.
По периметру столешницы крепят деревянные бруски
Шаг 2. Соберите нижнюю опорную раму стола, она может иметь такие же размеры, как и верхняя.
Скручивают раму из брусков по размеру столешницы
Шаг 3. Прикрепите к ней ножки, высота примерно 1 м, но конкретные значения регулируйте под свой рост, в каком положении работать удобнее более всего, такой должна быть высота стола для фрезера. Обязательно поставьте угловые распорки, в противном случае конструкция со временем расшатается.
К раме крепят ножки, после чего усиливают каркас распорками
Шаг 4. Проверьте прочность конструкции, с большим усилием пробуйте ее наклонять, сгибать и т. д. При обнаружении шатаний устанавливайте дополнительные распорки и рычаги, количество зависит от фактической потребности. На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.
Устанавливают столешницу на место
Изготовление комбинированного стола
Для станка применяется старый кухонный столик, такие раньше стояли почти в каждой кухне. Конструкция, в отличие от вышеописанной, имеет металлические детали, они устанавливаются в наиболее нагруженных узлах.
Вдоль столешницы прикручивают листовую сталь толщиной 2 мм. Это место сильно изнашивается, металл значительно увеличивает срок эксплуатации. К ней винтами прикручивается фрезер, надежность фиксации намного увеличивается.
Посередине столешницы набивают широкую стальную полосу с вырезанным отверстием под фрезу
Крепят кронштейны опорной рейки из металлической полосы. Эти детали часто затягиваются, фанера не выдерживает значительных циклических нагрузок и прогибается, крепление ослабевает и приходится менять элементы. Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.
Металлическими уголками повышают устойчивость стола, лифт для поднятия фрезы крепится к площадке из проката.
Рама усиливается стальными уголками, на них же монтируется лифт для перемещения фрезы
При желании на станок можно установить короб для сбора пыли и дополнительные линейки для регулировки зазора между фрезой в зависимости от ее диаметра.
Видео — Стол для фрезера своими руками: изготовление
Теперь вы знаете, как быстро сделать простейший стол для фрезера. Изготовлен он из фанеры – универсального материала. В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.
Фрезерный стол своими руками: виды, плюсы, минусы, пошаговые инструкции, чертежи — Школа ремонта
Фрезерный стол своими руками сделать совсем несложно. Главное – определиться с материалами и выбрать тип конструкции. Еще на этапе составления чертежа важно понимать, каким будет ваше изделие – отдельной рабочей площадкой или составным элементом общего многофункционального агрегата. Как собрать конструкцию в читайте в данном материале.
Что представляет собой фрезерный стол, каковы его особенности. Отличаются ли принципиально конструкции столов для ручного и электрофрезера
Фрезерный стол – это специальная конструкция, предназначенная для работы оборудования с древесиной. Обеспечивает предельную точность и чистоту обработки деталей. Жестко фиксирует режущий фрагмент на столешнице и перемещает рабочую заготовку.
Различают следующие типы изделий:
стационарные – отдельная мебель, не соединяется с другими станками и рабочими площадками;
агрегатные – стол монтируют к базовой разделочной поверхности;
поворотные – фиксирует детали в нескольких положениях;
портативные – на ножках или колесиках. Небольшие мобильные столики, легко меняют локацию.
Стационарный стол занимает много места в мастерской, зато он имеет много плюсов, в сравнении с компактными изделиями:
большая столешница позволяет оборудовать дополнительные детали;
обеспечивает максимальный комфорт мастера.
Обязательные составляющие:
опорные фрагменты – ножки, тумбы;
столешница – плита опоры, является рабочей поверхностью конструкции;
монтажная плита;
лифт для фрезера – клиновый, кулачковый, выбирайте, исходя из специфики оборудования;
панель подачи и отключения электропитания.
Дополнительные элементы, не являются обязательными – делаются по желанию, улучшают качество работы, упрощают ручной труд:
вертикальный упор;
профиль для его монтажа;
установочная прорезь для поперечного упора;
упор гребенчатый;
полки и ящики – в них удобно содержать рабочий инструмент порядке;
секция для сбора пыли.
Читайте еще: Стол для циркулярной пилы своими руками — чертежи распиловочного верстака для циркулярки
Как сделать стол (верстак) для фрезера (по дереву, по металлу) своими руками в домашних условиях
Надежную и практичную мебель реально изготовить за один – два дня при минимуме финансовых вложений. Самая примитивная конструкция – рабочая зона, установленная на двух тумбах.
Начинают работу с составления чертежа и схем раскроя элементов изделия.
На чертеже отражают все отдельные элементы, места и способы их фиксации, точки соединения заготовок контрацепции между собой.
Далее по схеме делают раскрой всех заготовок, продумывая каждый этап. Затем приступают к сборке.
Из фанеры
Стол из фанеры под фрезер, собранный в домашних условиях – самый бюджетный и доступный проект. Набор инструментов – минимальный. Естественно что такое изделие годится только для простых работ и подойдет тем, кто только пробует свои силы как мастер.
Оптимальная толщина материала – 1,8 см.
Дополнительно потребуются:
лист металла – толщиной 0,2 см;
болты, гайки, саморезы.
Пошаговый алгоритм действий будет рассмотрен в разделах ниже.
Из брусков, досок
Кроме доски и брусьев, потребуется:
саморезы;
наждачная бумага;
лобзик;
масло семян льна.
Конструкция состоит из столешницы и станины. Дополнения – ограничительные бруски и регулировочное устройство. Для столешницы потребуется дерево, размером 40х40 см. Для опорных элементов – натуральный брус, размером не менее 5х5 см.
Преимущества и недостатки самостоятельного изготовления фрезерного стола
Стол под фрезерное оборудование, увеличивает производительность станка, минимизирует трудоемкость процесса. Заготовку устанавливают на рабочей площадке и плавно передвигают в нужном направлении.
Плюсы самодельных столов:
возможность выбрать необходимые габариты;
простая конструкция;
оборудованием управляют механическим методом;
финансовая экономия – при этом стол не менее функционален, чем мебель, сделанная в промышленных условиях. Такой стол вполне можно использовать в кустарном бизнесе.
Минусы самостоятельной сборки:
необходимо сделать чертеж, где будет указана верная траектория перемещения заготовки. Если готовую схему найти в интернете не получится, придется чертить самому – а для этого нужны навыки;
стол можно использовать при небольших объемах работ. При массовом производстве деталей он не подходит, так как срок службы ручных механизмов в десятки раз меньше, чем заводских.
Пошаговые инструкции по изготовлению (с чертежами, размерами, схемами сборки)
Конструкция самодельного стола достаточно простая. Главное – при составлении чертежа продумать способы фиксации всех элементов мебели и максимально точно прорисовать габариты.
Так как основной материал – дерево или его производные, а пластина делается из металла, потребуются следующие инструменты:
Обратите внимание! Применение электрических инструментов упростит процесс и сэкономит время сборки.
Материалы:
ДСП – толщина доски – 36 мм для горизонтальных заготовок, 16 мм – для боковых элементов конструкции;
фанера;
фрезер – приобретите в строительном гипермаркете.
Чтобы получилась добротная и надежная мебель, кроме инструментов потребуется рабочее место и свободное пространство, где вы будете обрабатывать заготовки изделия.
Читайте еще: Хомутатель для проволоки своими руками — чертежи и пошаговая инструкция
Миниатюрный столик
Маленький стол можно сделать из подручных средств, например – старой табуретки:
на сиденье, которое служит столешницей, сделайте три прорези – в пазы будут монтироваться направляющие, чтобы вспомогательное приспособления свободно двигались;
в качестве ножек используйте уже имеющиеся. Размещайте их на небольших выступах – вам потребуется место для установки прижимов и шаблонов;
в нижней часть сделайте панель. Функциональное предназначение передней накладки – спрятать рабочее оборудование;
монтируйте на пазы боковой упор. Для стопора используйте стандартные болты и барашковые гайки подходящей величины;
упор сделайте из двух составляющих – исходя из сечения режущей части эти элементы будут раздвигаться и сдвигаться;
монтажную площадку для прибора выполните из текстолита или обрежьте оргстекло до нужных параметров.
Примерный чертеж конструкции:
Поворотный
Собрать поворотную конструкцию довольно сложно. Потребуются навыки, запас терпения и достаточно свободного пространства.
Идеальное решение – в качестве основы возьмите самоцентрирующийся патрон – он надежно зафиксирует шаблоны. Устанавливается на металлический каркас с парой червей и шестернями.
Червячная пара перенаправляет круговое движение от лимба, который располагается сбоку конструкции. Патрон фиксируют на планшайбе. Как вариант – на самодельном столике, на котором пропилены Т – пазы.
Обратите внимание! Если нужно автоматизировать поворотный процесс, добавьте к приспособлению электрический двигатель.
Чертеж поворотного фрезерного стола:
Фрезерно-распиловочный стол
Пошаговая инструкция сборки:
сделайте чертеж или найдите готовый вариант в интернете;
изготовьте столешницу – простейший способ – стационарная рабочая поверхность, располагаемая между двух тумб. Подойдет фанера, ДСП, МДФ. Распилите заготовку;
переходите к накладке – ее размещают так, чтобы после монтажа регуляторы фрезера находились на краю столешницы. Определите центр для подошвы с винтами, удаленными на одинаковом расстоянии. Для несимметрично локализованных винтов измерьте сечение накладки и длину от окружности до уреза подошвы. Рассчитайте центр подошвы. Найдите места, где будете крепить монтажные винты. Сделайте отверстия под них и фрезу. Сделайте отметку полукруглых вырезов – их располагают на передней стенке и основании упора. Лобзиком проработайте все округлые элементы детали, срезы обработайте наждачной бумагой. Зафиксируйте под столешницей соединительные рейки. Посадите все заготовки на шурупы. Под плитой разместите фрезер;
соберите надежное основание – рабочую поверхность монтируйте на миниатюрный каркас. Храните оборудование отдельно, а при необходимости фиксируйте на верстаке. Если планируете много работать, сразу делайте стол с боковыми тумбами – получите стационарное устройство. Переверните столешницу, присоедините боковые панели. Ко дну монтируйте колесные опоры. Сажайте их на кровельные саморезы;
вставьте монтажную пластину – необходимый вылет фрезы делают за счет расположения инструмента на поликарбонатной или дюралюминиевой накладке. Сделайте небольшой квадрат и разместите его на столешнице. Соедините накладку с подошвой, установите оборудование в столешницу, зафиксируйте винтами. Убедитесь, что монтажная накладка стоит вровень с рабочей площадью. Неточности, компенсируйте подкладными шайбами;
модернизируйте стойки – дополните конструкцию упорами – так сможете обрабатывать узкие детали. Поворотный упор – сбоку от циркулярки. Врежьте в столешницу т-образные направляющие. Работайте специальным диском, формирующим пазы. Зашкурьте рельефы. Подготовьте профиль. Уложите его в пазы и закрутите шурупы. Монтируйте направляющий профиль в переднем упоре. Сделайте из фанеры крышку. По центру просверлите отверстие. Подсоедините штуцер, подключайте пылесос. Чтобы фрезеровать маленькие детали, предусмотрите зажимы. Щели прорабатывать на циркулярке. Посадите зажимы на болты;
зашлифуйте все обрабатываемые поверхности, покрасьте стол.
Читайте еще: Кронштейн для телевизора своими руками — пошаговая инструкция
Основные правила установки фрезера в стол
Врезку оборудования делайте только при наличии чертежа. Работайте поэтапно:
составьте схему;
сформируйте финишный вариант – все замеры в нем должны быть максимально точными.
Главный этап – столешница. На нее монтируют крепежный узел. Она должна быть:
гладкой;
прочной.
Оборудование устанавливайте под столешницу. Выбирайте технику вертикальной фиксации. Учитывайте, что придется регулировать устройство в 3-4 плоскостях. Без определенных навыков и опыта сделать это не получится. Самое сложное – прикрепить монтажную накладку.
В качестве материала выбирайте:
металл;
пластик;
толстую фанеру;
ДСП.
Обратите внимание! Наиболее привлекательны – металл и пластик. За счет правильного прижатия они дадут необходимый рез.
Устанавливайте фрезер только тогда, когда столешница хорошо просохнет. Сначала смонтируйте платину, затем – узел фиксации. Составные элементы прижимайте винтами, но не крутите их до упора.
Столешницу располагайте поперечно, финишную фиксацию винтов делайте только, когда убедитесь в точности монтажа фрезера в стол.
В данной статье мы рассмотрели, как сделать простые модели фрезерного стола из доступных материалов. Ручной фрезер, установленный в самодельный стол, используется не только для обработки детали из дерева, металла, но и при создании декоративных элементов.
Главное преимущество такого стола – возможность выполнять работы различного уровня сложности без привязки к мастерской. Это намного удобнее, чем фрезеровать заготовки ручным методом по нескольку раз – на столе качественный результат достигают уже при одном проходе.
Автор: Виталий Варламов
Распечатать
Здравствуйте. Меня зовут Виталий. Область профессиональной деятельности: технические средства автоматизации и технологии проектирования.
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
ЧЕРТЕЖИ МАШИН
ОБЩИЕ ТЕРМИНОЛОГИИ И СИМВОЛЫ При обучении чтению чертежей машин вы должны сначала ознакомиться с общими терминами, символами и соглашениями, определенными и обсуждаемыми в следующих параграфах. Общая терминология Следующие параграфы охватывают общие термины, наиболее часто используемые во всех аспектах чертежей машин. Допуски Инженеры понимают, что абсолютная точность невозможна, поэтому они рассчитывают допустимые отклонения. Это изменение известно как толерантность. На чертеже указывается в виде плюса (+) или минуса (-) определенной суммы либо дробью, либо десятичной дробью. Пределы — это максимальные и/или минимальные значения, установленные для определенного размера, а допуск представляет собой общую сумму, на которую может варьироваться конкретный размер. Допуски могут быть показаны на чертежах несколькими различными способами; На рис. 4-1 показаны три примера. Односторонний метод (вид А) используется, когда отклонение от расчетного размера допустимо только в одном направлении. В двустороннем методе (вид B) размерная цифра показывает положительное или отрицательное отклонение, которое является приемлемым. В методе определения предельных размеров (вид C) указываются как максимальные, так и минимальные размеры.
Поверхности с допусками имеют геометрические характеристики, такие как округлость или перпендикулярность к другой поверхности. Типичные символы геометрических характеристик показаны на рис. 4-2. База — это поверхность, линия или точка, от которой должно быть определено геометрическое положение или от которой должно быть измерено расстояние. Любая буква алфавита, кроме I, O и Q, может использоваться в качестве символа, идентифицирующего датум. Символ управления функцией состоит из геометрических символов и допусков. Символ управления элементом может включать ссылки на датум (рис. 4-3).
Скругления и скругления Скругления представляют собой вогнутые металлические угловые (внутренние) поверхности. В литье скругление обычно увеличивает прочность металлического уголка, потому что закругленный угол охлаждается более равномерно, чем острый угол, что снижает вероятность разрушения. Скругления или радиусы — это кромки или внешние углы, которые были закруглены для предотвращения сколов и острых режущих кромок. Скругления и скругления показаны на рис. 4-4. Прорези и направляющие Прорези и направляющие используются для соединения двух кусков материала особой формы и надежного удержания их вместе, но при этом позволяют им двигаться или скользить. Два типа, Т-образный паз и паз типа «ласточкин хвост», показаны на Рисунке 4-5. Например, Т-образный паз используется на столе фрезерного станка, а ласточкин хвост используется на узле поперечного суппорта токарного станка с двигателем.
Шпонки, шпоночные посадочные места и шпоночные канавки Шпонка представляет собой небольшой клин или прямоугольный кусок металла, вставленный в паз или паз между валом и ступицей для предотвращения проскальзывания. На рис. 4-6 показаны три типа ключей. На рис. 4-7 показаны шпоночное гнездо и шпоночный паз. Шпоночное гнездо (вид А) представляет собой прорезь или канавку на внешней стороне детали, в которую входит ключ. Шпоночный паз (вид B) представляет собой прорезь или канавку в цилиндре, трубе или трубе. Ключ, вставленный в гнездо для ключей, будет скользить в шпоночный паз и препятствовать перемещению деталей. ВИНТОВАЯ РЕЗЬБА Для изображения резьбы на чертежах используются различные методы. Упрощенный метод (рис. 4-8) использует видимые и скрытые линии для обозначения большого и малого диаметров резьбы. Схематический метод (Рисунок 4-9)) использует ступенчатые линии для представления корней и гребней видимой резьбы. Подробный метод (рис. 4-10) обеспечивает наиболее близкое представление о внешнем виде реальной винтовой резьбы. Упрощенный, схематический и подробный метод представления резьбы, используемый для конической трубной резьбы, показан на Рисунке 4-11.
На рисунке 4-12 слева показан профиль резьбы в разрезе, а справа показан распространенный метод рисования резьбы. Для экономии времени в разрезе используются символы, а резьба не вычерчивается в масштабе. На чертеже указаны размеры резьбовой части, но другая информация может быть помещена в «примечаниях» практически в любом месте чертежа, но чаще всего в левом верхнем углу. Однако в этом примере примечание находится прямо над чертежом и показывает обозначение резьбы: 1/4-20 UNC-2. Первая цифра банкноты, 1/4, является номинальным размером, то есть внешним диаметром. Число после первого тире, 20, означает, что на дюйм приходится 20 витков резьбы. Серия нитей Unified National Coarse обозначается буквами UNC. Последняя цифра, 2, определяет класс резьбы и допуск, обычно называемый посадкой. Если это левая резьба, тире и буквы LH будут следовать за классом резьбы. Резьба без LH является правосторонней. Спецификации, необходимые для изготовления винтов, включают диаметр резьбы, количество витков на дюйм, серию резьбы и класс резьбы. Двумя наиболее широко используемыми сериями резьбы являются резьба National Coarse (NC) и National Fine (NF), которые являются частью системы Unified или National Form Threads. Резьба NF имеет больше витков на дюйм длины винта, чем резьба NC. Классы резьбы отличаются друг от друга установленным допуском и/или допуском. Класс резьбы ранее назывался классом посадки; оба термина взаимозаменяемы. Термин, класс резьбы, был установлен Национальным бюро стандартов в Стандартах на резьбу для федеральных служб, Справочник H-28.
Терминология резьбы Терминология, используемая для описания резьбы, показана на рис. 4-13. Каждый термин объясняется в следующих параграфах. Ось Ось представляет собой центральную линию, проходящую вдоль винта. Внешняя резьба Эти резьбы находятся снаружи цилиндра, например, болт или винт. Внутренняя резьба Эти резьбы находятся внутри объекта, например гайки. Гребень Гребень расположен на верхнем краю резьбы. Эта площадь соответствует большему диаметру наружной резьбы и меньшему диаметру внутренней резьбы. Корень Корень — это область в нижней части потока. Эта площадь резьбы соответствует меньшему диаметру наружной резьбы и большому диаметру внутренней резьбы. Боковая часть Боковая поверхность представляет собой плоскую поверхность резьбы между основанием и вершиной. Основной диаметр Этот диаметр является наибольшим размером внешней или внутренней резьбы. Наружный диаметр резьбы является наружным измерением гребня. Главный диаметр внутренней резьбы является наибольшим размером корня. Второстепенный диаметр Этот диаметр является наименьшим размером внешней или внутренней резьбы. Внешний внутренний диаметр резьбы является измерением корня. Внутренний внутренний диаметр резьбы является измерением гребня. Шаг Расстояние от точки на резьбе до соответствующей точки на следующей резьбе, измеренное параллельно оси.
Шаг Расстояние, на которое резьба продвигается за один оборот, измеренное параллельно оси. У однозаходного винта ход и шаг одинаковы; у двухзаходного винта шаг равен удвоенному шагу; на винте с тройной резьбой ход в три раза больше шага. Helix Кривая, образованная на любом цилиндре прямой линией в плоскости, огибающей цилиндр с продвижением вперед. Глубина Расстояние от основания резьбы до гребня, измеренное перпендикулярно оси. ШЕСТЕРНИ При создании эскиза шестерни на чертеже машины обычно рисуется ровно столько зубьев, чтобы определить необходимые размеры. Терминология зубчатых колес Терминология, используемая для описания зубчатых колес, показана на рис. 4-14. Каждый термин объясняется в следующих параграфах. Диаметр шага (PD) PD шестерни равен количеству зубьев на шестерне, деленному на диаметральный шаг (DP). Диаметральный шаг (DP) DP — это отношение количества зубьев на дюйм PD или количества зубьев на шестерне к PD. DP обычно называют шагом. Количество зубьев (N) Умножьте DP на PD (DP x PD), чтобы найти количество зубьев. Окружность делительной окружности Окружность делительной окружности — это воображаемая окружность на шестерне, которая делит зубья на верхнюю и нижнюю кромки (аддендумы и нижние кромки). Дополнение Дополнение – это высота зуба над делительной окружностью до вершины зуба.
Дедендум Дедендум — это длина части зуба от делительной окружности до основания зуба. Дополнение Круг (AC) AC представляет собой воображаемый круг над вершинами зубьев шестерни. Внешний диаметр (OD) OD — это диаметр AC, который содержит вершины зубьев. Круговой шаг (CP) Расстояние между центрами двух соседних зубьев, измеренное по делительной окружности. Шаг хорды Расстояние от центра до центра зубьев, измеренное по прямой линии или хорде делительной окружности. Диаметр корня Диаметр окружности, измеренный у корня зуба. Зазор Зазор – это расстояние между верхней частью зуба одной шестерни и нижней частью зуба сопрягаемой шестерни. Полная глубина Полная глубина – это общее расстояние от вершины зуба до низа, включая зазор. Рабочая глубина Рабочая глубина – это наибольшая глубина, на которую зуб одной шестерни заходит в зубчатую щель другой шестерни. Торец Торец зуба — это рабочая поверхность зуба над делительной линией. Толщина Толщина зуба — это ширина зуба, взятая за хорду делительной окружности. Зубья зубчатой рейки Зубчатые вырезы, выполненные в линейной или реечной передаче, которые при зацеплении с круговой шестерней или шестерней изменяют круговое движение на
0005 Существует три классификации винтовых пружин: сжатия, растяжения и кручения. Рисунки редко показывают истинное изображение спиралевидной формы; вместо этого они обычно показывают пружины прямыми линиями. На рис. 4-15 проиллюстрировано несколько методов представления пружины, включая как спиральные, так и прямолинейные чертежи. Кроме того, пружины иногда изображают однолинейными чертежами, как на рис. 4-16.
МАРКИРОВКА ОТДЕЛКИ Военные стандарты маркировки отделки изложены в Американском обществе инженеров-механиков (ASME) B46.1-2009, Текстура поверхности (шероховатость поверхности, волнистость и укладка). Многие металлические поверхности должны обрабатываться на станках по разным причинам. Приемлемая шероховатость поверхности зависит от того, как деталь будет использоваться. Иногда требуется отделка только определенных поверхностей детали, а других нет. Модифицированный символ (галочка) с числом или числами над ним используется для обозначения этих поверхностей и для указания степени отделки. Пропорции символа шероховатости поверхности показаны на Рисунке 4-17. На небольших рисунках символ пропорционально меньше. Число в углу галочки, в данном случае 02, говорит машинисту, какую степень отделки должна иметь поверхность. Это число представляет собой среднеквадратичное значение высоты шероховатости поверхности в миллионных долях дюйма. Другими словами, это измерение глубины царапин, сделанных в процессе механической обработки или истирания. Везде, где это возможно, символ шероховатости поверхности наносится, касаясь линии, представляющей поверхность, к которой он относится. Если место ограничено, символ может быть размещен на выносной линии на этой поверхности или на конце выноски со стрелкой, касающейся этой поверхности, как показано на рис. 4-18.
Когда деталь должна быть обработана до одинаковой шероховатости по всей поверхности, примечание на чертеже будет включать направление «полная обработка» вдоль метки отделки и соответствующий номер. Например, FINISH ALL OVER 32. Когда деталь должна быть обработана со всех сторон, но несколько поверхностей различаются по шероховатости, к линиям, представляющим эти поверхности, применяется число или числа символа шероховатости поверхности, а примечание на чертеже будет включать поверхность. символ шероховатости для остальных поверхностей. Например, ВСЕ, КРОМЕ ПРИМЕЧАННОГО (Рисунок 4-19).).
СТАНДАРТЫ Американская промышленность приняла стандарт Американского национального института стандартов (ANSI) Y14.5M-2009 «Размеры и допуски». Этот стандарт используется при производстве всех чертежей, независимо от того, рисуется ли отпечаток рукой человека или с помощью оборудования для автоматизированного рисования (САПР). Он стандартизирует производство отпечатков от самой простой ручной работы на месте до единичных или многосерийных изделий, производимых в механическом цехе с помощью автоматизированного производства (CAM). Для получения дополнительной информации см. ANSI Y14.5M-2009.и «Введение в определение геометрических размеров и допусков», Лоуэлл В. Фостер, Национальная ассоциация инструментальной и механической обработки, Форт Вашингтон, Мэриленд, 1986.
Стандарты, перечисленные в Табл. сокращения, используемые в заводских или рабочих чертежах: Таблица 4-1 — Общие стандарты Номер Название ANSI Y14. 5M-2009 Размеры и допуски ANSI Y14.6-2001 Представление резьбы ASME B46.1-2009Текстура поверхности (шероховатость, волнистость и укладка поверхности) ASME Y14.38-2007 Сокращения и сокращения для использования на чертежах и сопутствующих документах
Машинный чертеж
Контрольные вопросы A. Скругление B. Большой диаметр 9000 Внутренний диаметр D. Допуск 4-2. В каком методе определения размеров указаны минимальные и максимальные размеры? A. Двусторонняя B. Концевая C. Метрическая галтель D. Односторонняя 4-3. Какой из следующих терминов описывает поверхность, линию или точку, по которым должно быть определено геометрическое положение? A. Datum B. Слот C. Переключатель D. Tatum 4-4. Какая особенность в литье увеличивает прочность металлического уголка? A. Скругление B. Узел шпонки C. Направляющая D. Паз 4-5. Какой элемент описывает прорезь или канавку на внешней стороне детали, в которую входит шпонка? A. Скругления B. Прорези и направляющие C. Шпонка D. Гнездо шпонки 4-6. Какая часть номера обозначения резьбы определяет номинальный или наружный диаметр резьбы? А. Первый Б. Второй C. Четвертый D. Буквенное обозначение 4-7. Какие из следующих серий резьбы наиболее широко используются? A. Европейская грубая и европейская тонкая B. Европейская грубая и национальная стандартная C. Национальная грубая и национальная тонкая D. Национальная метрическая и национальная стандартная 4-8. Какой из следующих терминов отличает резьбу друг от друга по величине указанного допуска и/или припуска? A. Класс шага B. Класс резьбы C. Национальный стандарт D. Шаг резьбы 4-9. Какой из следующих терминов описывает поверхность резьбы, которая соответствует меньшему диаметру наружной резьбы и большему диаметру внутренней резьбы? A. Внешняя резьба B. Ось C. Гребень D. Корень 4-10. Какой из следующих терминов описывает наибольший размер наружной или внутренней резьбы? A. Гребень B. Большой диаметр C. Второстепенный диаметр D. Шаг 4-11. Какое из следующих определений описывает термин лид? A. Расстояние, на которое проходит резьба за один оборот, параллельно оси B. Расстояние, на которое нарезается резьба от вершины до ее основания C. Расстояние от шага резьбы до размера ее основания D. Расстояние между наружной резьбой 4-12. Какой из следующих терминов определяет расстояние от основания резьбы до гребня, измеренное перпендикулярно оси? A. Глубина B. Спираль C. Ход D. Шаг 12 4-13. При зарисовке шестерни на чертеже машины сколько рисуется зубьев? A. Одна четверть B. Половина C. Достаточно определить необходимые размеры D. Все 4-14. Какой из следующих терминов выражает число зубьев на шестерне, деленное на диаметральный шаг? A. Делительный диаметр B. Внешний диаметр C. Количество зубьев D. Окружность приложения 4-15. Какой из следующих терминов описывает воображаемый круг, разделяющий зубья на верхнюю и нижнюю части? A. Окружность приложения B. Шаг аккордов C. Круговой шаг D. Круг поля 4-16. Какой из следующих терминов описывает воображаемый круг над вершинами зубов? A. Окружность приложения B. Шаг хорды C. Круговой шаг D. Окружность шага 4-17. Клиренс – это маргинальное пространство между верхушкой одного зуба и каким другим компонентом? A. Соседний зуб B. Ось шестерни C. Нижняя часть зуба сопряженной шестерни D. Верх зуба сопряженной шестерни 4-18. Какой термин обозначает рабочую поверхность зуба выше делительной линии? A. Приложение B. Нижняя часть C. Лицо D. Толщина 4-19. Какой термин описывает зубья, выполненные в линейной или реечной передаче? A. Делительная окружность B. Рабочая глубина C. Поверхность зубчатой рейки D. Зубья зубчатой рейки 4-20. Какие из следующих трех классификаций винтовых пружин? A. Сжатие, растяжение и двойное B. Сжатие, растяжение и кручение C. Одинарное, двойное и тройное D. Одинарное, растяжение и кручение 4-21. Какой тип линии используется для изображения пружин на чертеже? A. Сломанный B. Изогнутый C. Спиральный D. Прямой 4-22. Какой стандарт используется для финишной маркировки? A. ANSI 32.9-2006 B. ASME 14.3M C. ASME B46.1-2009 D. IEEE 3009 4-23. Какой из следующих символов используется для обозначения степени чистоты поверхности? A. Флажок B. Круглая скобка C. Прямоугольник D. Треугольник 4-24. На символе отделки число указывает степень отделки до какой высоты поверхности в дюймах? А. Десятки B. Сотые C. Тысячные D. Миллионные 4-25. Какой стандарт приняла американская промышленность для производства чертежей? 4-20. Какие из следующих трех классификаций винтовых пружин? A. Сжатие, растяжение и двойное B. Сжатие, растяжение и кручение C. Одинарное, двойное и тройное D. Одинарное, растяжение и кручение 4-21. Какой тип линии используется для изображения пружин на чертеже? A. Сломанный B. Изогнутый C. Спиральный D. Прямой 4-22. Какой стандарт используется для финишной маркировки? A. ANSI 32.9-2006 B. ASME 14.3M C. ASME B46.1-2009 D. IEEE 3009 4-23. Какой из следующих символов используется для обозначения степени чистоты поверхности? A. Флажок B. Круглая скобка C. Прямоугольник D. Треугольник 4-24. На символе отделки число указывает степень отделки до какой высоты поверхности в дюймах? A. Десятые доли B. Сотые доли C. Тысячные доли D. Миллионные доли 4-25. Какой стандарт приняла американская промышленность для производства чертежей? A. B. C. D. IEEE 3009 ANSI 32.9-2006 ANSI Y14.5M-2009 ASME 14.3M
Integrated Publishing — ваш источник военных спецификаций и образовательных публикаций
Администрация — Навыки, процедуры, обязанности и т. д. военного персонала
Продвижение — Военный карьерный рост книги и т. д.
Аэрограф/метеорология — Метеорология основы, физика атмосферы, атмосферные явления и др. Руководства по аэрографии и метеорологии военно-морского флота
Автомобилестроение/Механика — Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т. д. Автомобильные аксессуары |
Перевозчик, персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранение |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер/Хамви) |
и т. д…
Авиация — Принципы полета, авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т. д. Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д…
Боевой — Служебная винтовка, пистолет меткая стрельба, боевые маневры, штатное вооружение поддержки и т. д. Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Боевая инженерная машина |
и т.д…
Строительство — Техническое администрирование, планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый строительство и др. Руководства по строительству военно-морского флота |
Совокупность |
Асфальт |
Битумный корпус распределителя |
Мосты |
Ведро, Раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
дробилка |
Самосвалы |
Землеройные машины |
Экскаваторы |
так далее. ..
Дайвинг — Руководства по водолазным работам и спасению различного снаряжения.
Чертежник — Основы, методы, составление проекций, эскизов и т. д.
Электроника — Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компонентам компьютеров, руководства по электронным компонентам, руководства по электрическим компонентам и т. д. Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Батареи |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т.д…
Машиностроение — Основы и приемы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и др. Военно-морское машиностроение |
Армейская программа исследований прибрежных бухт |
так далее. ..
Еда и кулинария — Руководства по рецептам и оборудованию для приготовления пищи.
Логистика — Логистические данные для миллионов различных деталей.
Математика — Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги — Анатомия, физиология, пациент уход, средства первой помощи, фармация, токсикология и т. д. Медицинские руководства военно-морского флота |
Агентство регистрации токсичных веществ и заболеваний
Военные спецификации — Государственные спецификации MIL и другие сопутствующие материалы
Музыка — Мажор и минор масштабные действия, диатонические и недиатонические мелодии, паттерны такта, и т.д.
Основы ядра — Теории ядерной энергии, химия, физика и т.
Держатель для зубных щеток и зубной пасты Lidz (CRM)-114. 08.10
Доставка по Украине
477 грн
Купить
SANTEHPROF
Аксессуары Lidz Держатель для щёток и пасты (CRM) 114-08-10???
На складе в г. Одесса
Доставка по Украине
279 грн
Купить
Магазин «САНДИВО»
DW 8317 Полировальная паста для хрома 300мл
Доставка по Украине
240 грн
Купить
Автоквартал — большой выбор автозапчастей любого типа и автохимия в Днепропетровске (Днепре)
Двойной стакан в ванную комнату с держателем для зубных щеток и пасты Potato P2908 хром
Доставка по Украине
318 грн
Купить
Интернет-магазин SANREMO-САНТЕХНИКА, ОТОПЛЕНИЕ И ВОДОСНАБЖЕНИЕ.
Диспенсер для зубной пасты и щеток ZSW-YO1 TOOTHBRUSH STERILIZER (WN-06)
Доставка по Украине
320 грн
Купить
SV Traffic
Подставка для щеток и пасты с двумя стаканами ZERIX LR101 (ZX2698)
Доставка по Украине
по 517 грн
от 10 продавцов
517 грн
Купить
Shedi-h3O
Полировальные пасты для хрома Doctor Wax в Воронеже
Каталог
Doctor Wax / Полироль кузова для удаления мелких царапин 300мл DOCTOR, Doctor Wax Полировальные пасты хрома
в магазин
DoctorWax / Полировальная паста для хрома DoctorWax CHROME POLISH & PROTECTOR, DoctorWax Doctor Wax
в магазин
DoctorWax / полировальная паста для хрома, DoctorWax хрома Doctor Wax
в магазин
Автохимия DOCTORWAX Паста DOCTOR WAX полировальная для хрома
в магазин
Doctor Wax / Полироль бампера Doctor Wax черный 300 мл, Doctor Wax Полировальные пасты для хрома
в магазин
Doctor Wax / Полироль хрома Doctor Wax 150 мл, Doctor Wax Полировальные пасты для
в магазин
Полироль для хрома DOCTOR WAX 300мл Полировальные пасты
в магазин
Полироль кузова DOCTOR WAX Металлик, 300 мл Полировальные пасты для хрома
в магазин
DoctorWax / Полировальная паста для хрома DoctorWax, DoctorWax Doctor Wax
в магазин
Doctor Wax / Полироль кузова Doctor Wax металлик 300 мл, Doctor Wax Полировальные пасты для хрома
в магазин
Паста полировальная тонкая Doctor Wax 236 мл для хрома
в магазин
DoctorWax полировальная паста для хрома DW8317, 0. 3 л Doctor Wax
в магазин
DoctorWax паста полировочная для кузова Металлик DW8312, 0.3 л Полировальные хрома Doctor Wax
в магазин
Полироль для хрома DOCTOR WAX паста, 300 мл Полировальные пасты
в магазин
Doctor Wax / Паста полировальная, Doctor Wax Полировальные для хрома
в магазин
Doctor Wax / Полироль хрома Doctor Wax 300 мл, Doctor Wax Полировальные пасты для
в магазин
Doctor Wax / Полироль кузова абразивная 300мл DOCTOR, Doctor Wax Полировальные пасты для хрома
1096
1167
в магазин
Doctor Wax / Полироль кузова Doctor Wax абразивный 300 мл, Doctor Wax Полировальные пасты для хрома
в магазин
Doctor Wax / Полироль хрома 300мл DOCTOR, Doctor Wax Полировальные пасты для
в магазин
Doсtor wax / Полировальная паста для хрома, 300 мл, Doсtor wax хрома Doctor
в магазин
Паста ГОИ 1, 2, 3, 4 по 35 гр, для полировки украшений, металла, керамики, стекла, золота, серебра В
Подробнее
White Rouge Полировочная паста для алюминия и хрома Очень большой брусок
В наличии
536
Артикул:
CMPDWHT02
Размер упаковки:
1 бар
В настоящее время:
$14,47
вместе с этим часто покупают
Описание продукта
Отзывы
сопутствующие товары
Клиенты также просмотрели
Часто покупают Вместе
Общая стоимость:
Добавить в корзину
Пожалуйста, выберите опции для всех выбранных продуктов
Товар Описание
White Diamond Rouge Полировочная паста для алюминия
Белая полировальная паста «Blizzard» Rouge является одной из наиболее распространенных полировальных паст благодаря своей универсальности. Белая румяна может быть использована для достижения чрезвычайно высокого блеска на поверхностях из твердых металлов, а также для удаления очень незначительных дефектов на мягких металлах. White Rouge, также известный как «белый бриллиантовый брусок» и «снежно-белый», представляет собой отделочный состав, предназначенный для обеспечения очень легкой режущей кромки при работе с более мягкими металлами и яркого блеска при обработке более твердых металлов. Белая румяна предназначена для использования на обычном баффе (спиральном или рыхлом), необработанном белом баффе или фланелевом баффе с белым куполом. Белая полоска Blizzard придает твердым металлам, таким как хром, блестящий блеск, а цветным металлам, таким как алюминий, возвращает естественный блеск. Пруток также можно использовать как для черных металлов, так и для цветных металлов или пластмасс. Каждый стержень имеет длину 10,75 дюйма, ширину 2,5 дюйма и высоту 2 дюйма. Бар также весит 3 фунта. Это считается большой полировальной планкой, которая предлагает как длительное использование, так и простоту в эксплуатации. СДЕЛАНО В США.
Размер упаковки: 1 батончик
Характеристики/преимущества продукта:
Сверхбольшой (около 3 фунтов): Долговечный и выгодный
Универсальность: можно использовать для черных и цветных металлов
Professional Polish: придает блеск.
Использовать с полировальным кругом:
Полировальный круг со спиральным шитьем
Свободный полировальный круг «Sewn Once»
Белый необработанный бафф для дыхательных путей
Белый фланелевый воздуховод
Использование на (материал):
Алюминий (сверхэффективный при полировке)
Хром (Экстраэффективен при полировке)
Латунь
Медь
Железо
Никель
Сталь
Нержавеющая сталь
Термореактивные пластмассы (Bakeltie, Formica и т.
Общая характеристика токарно-винторезного станка 16К20
Общая характеристика токарно-винторезного станка 16К20
Категория:
Токарное дело
Общая характеристика токарно-винторезного станка 16К20
Токарно-винторезный станок 16К20, выпускаемый московским заводом «Красный пролетарий» им. Ефремова, предназначен для выполнения различных токарных и резьбонарезных работ, скоростного резания «сырых», закаленных, а также труднообрабатываемых материалов (нержавеющих и жаропрочных сталей) в условиях единичного и серийного производства.
Техническая характеристика токарно-винто-резного станка 16К20 Наибольший диаметр обрабатываемой заготовки мм; над станиной…….400 над поперечными салазками суппорта……..220 Расстояние между центрами (РМЦ) 710,1000 1400, 2000 Число частот вращения шпинделя 24-(22 различные значения) Пределы частот вращения шпинделя, об/мин……. 12,5-1600 Пределы подач, мм / об: продольных…….0,05—2,8 поперечных…………..0,025—1,4 Шаги нарезаемых резьб: метрической, мм……0,5—112 дюймовой, число ниток на 1” 56—0,5 Мощность электродвигателя главного привода, кВт……7,5; 10 Габаритные размеры станка, мм: 2470, 2760 длина………………..3160,3760 высота………1470 ширина…..1195 Масса станка (РМЦ 1000 мм), кг…3000
Станок обеспечивает наиболее полное использование стойкостных возможностей инструментов, оснащенных твердым сплавом, минеральной керамикой, алмазом или эльбором. Общий вид станка показан на рис. 1. Жесткая (жесткость в 1,5 раза более, чем у станка 1К62) коробчатой формы станина с закаленными шлифованными направляющими установлена на монолитном основании, одновременно служащем стружкосборником и резервуаром для охлаждающей жидкости. Направляющие станины, а также ходовой винт и ходовой вал защищены от попадания мелкой стружки и пыли щитками. Фартук оснащен механизмом отключения подачи, который позволяет вести обработку по упорам при продольном и поперечном точении.
Новое конструктивное исполнение механизма индексации четырехпозиционного резцедержателя обеспечивает высокую точность фиксации и виброустойчивость.
Задняя бабка станка установлена на аэростатической опоре (воздушной подушке), что значительно снизило удельное давление при ее перемещении и износ направляющих станины. Для перемещения задней бабки при включенном аэростатическом устройстве требуется небольшое усилие.
На основе станка 16К20, как базовой модели, выпускается ряд модификаций: станок 16К20Г с выемкой в станине для обтачивания заготовок диаметром до 600 мм на длине 295 мм от торца фланца шпинделя; 16К25 — облегченного типа для обработки заготовок диаметром до 500 мм над направляющими станины; 16К20П — повышенного класса точности для инструментального производства, оснащенный механизмом автоматической подачи верхних салазок суппорта; 16К20ФЗ—с числовым программным управлением.
На модель 16К20 перенесены все лучшие качества системы управления станка 1К62: управление всеми рабочими и вспомогательными операциями централизовано, все рукоятки размещены удобно для токаря, рабочими и ускоренными перемещениями суппорта (продольными и поперечными) управляют одной рукояткой.
1. ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК 16К20
Реклама:
Читать далее:
Механизмы станка
Статьи по теме:
Основные направления модернизации токарных станков
Применение группового метода обработки деталей
Рационализация технологического процесса
Уменьшение времени на управление станком
Уменьшение времени на измерение детали
Главная → Справочник → Статьи → Блог → Форум
Токарный станок 1К62 – технические характеристики, паспорт, устройство
Преимущества модели
Технические характеристики и паспорт станка 1К62
Конструктивные особенности станка
Другие важные узлы в конструкции станка
Токарный станок 1К62, который выпускался московским заводом «Красный пролетарий» на протяжении достаточно длительного периода (1956–1971 гг. ), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.
Универсальный токарно-винторезный станок 1К62
Преимущества модели
Станок 1К62, как следует из его характеристик, входит в категорию токарного оборудования лобового типа. Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
В то же самое время токарно-винторезный станок 1К62 – это универсальное устройство, технические возможности которого обеспечивают выполнение всего спектра токарных операций. На таком устройстве можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что важно, все режимы работы такого станка настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка данной модели, обеспечиваемой использованием в его конструкции особых подшипников, на нем можно обрабатывать детали, прошедшие предварительную закалку.
Основные узлы станка 1К62
К наиболее значимым преимуществам, за которые станок 1К62 особенно ценят и профессионалы, и начинающие специалисты, следует отнести следующие.
Подача и скорость вращения могут регулироваться в широком диапазоне.
Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и конструктивные элементы отличаются высокой прочностью и жесткостью.
Используя инструмент с минералокерамической и твердосплавной режущей частью, на таком оборудовании можно эффективно выполнять разрезание заготовок.
Конструкция устройства, оснащенного мощным приводом, разработана таким образом, что может эффективно противодействовать вибрационным нагрузкам.
В стандартную комплектацию этого токарного станка входят сменные зубчатые колеса, сообщающие движение от передней бабки коробке подач.
Высокоточной обработкой деталей на токарном станке 1К62 можно заниматься даже при наличии ударных нагрузок (их влияние компенсируют специальные подшипники).
За перемещение суппорта агрегата отвечает особый электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающего быстрое движение суппорта, вращается с частотой до 1410 об/мин.
Задняя бабка оборудования может двигаться в поперечном направлении, что позволяет использовать токарно-винторезный станок 1К62 для работы с заготовками, имеющими форму пологого конуса.
В электрической схеме станка имеются плавкие вставки и тепловые реле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
В тех ситуациях, когда в задней бабке закрепляют сверло для формирования отверстий в заготовках, ее можно жестко соединить с нижней частью суппорта при помощи специального замкового устройства, в таком случае ее можно будет двигать при помощи механического привода.
Станок 1К62, конструкция которого была разработана более 60 лет назад, может одинаково эффективно применяться для выполнения как силовых, так и скоростных токарных операций (это можно сказать далеко не о каждом современном агрегате).
Органы управления станка 1К62
Нередко в процессе выполнения токарных операций возникает необходимость ограничить перемещение каретки станка в продольном направлении. Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета – подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения в ходе обработки деформации длинных заготовок. Благодаря подвижному люнету, фиксируемому на каретке станка, обрабатывают заготовки с поперечным сечением от 2 до 8 см, а неподвижный, размещаемый на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 см.
Технические характеристики и паспорт станка 1К62
Все технические характеристики токарно-винторезного станка 1К62 представлены ниже в формате таблиц:
Скачать руководство по ремонту и обслуживанию 1К62: Ремонт станка 1К62
Конструктивные особенности станка
Задняя бабка токарного станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Кинематическая схема 1К62 (нажмите, чтобы увеличить)
Коробка скоростей станка 1К62 и его задняя бабка отличаются простотой своей конструкции, основу которой составляют ряд валов (один из них является фрикционным). На одном из валов коробки скоростей размещен шкив, на который и передается крутящий момент от электродвигателя устройства. Кроме того, в коробке имеются фрикционная муфта, различные блоки (тройной, промежуточный и др.), опоры и подшипники качения. За смазку всех движущихся узлов коробки скоростей отвечает специальный масляный насос.
Механизм коробки скоростей
Задняя бабка 1К62
Продольное и поперечное перемещение суппорта станка происходит благодаря ходовому валу и ходовому винту, частоту вращения которых регулирует коробка подач 1К62. В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
Располагается коробка подач в нижней части станины оборудования, что значительно облегчает ее техническое обслуживание и ремонт. Вал данной коробки приводится во вращение при помощи сменных гитарных колес, посредством которых он также связан и со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, совершаемых суппортом агрегата. По валу коробки подач перемещается колесо, на одном торце которого располагается зубчатая шестерня, а на втором – рукоятка, которую можно установить в одном из десяти положений.
Устройство коробки подач
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
Фартук станка, в котором вращение ходового вала и ходового винта преобразовывается в продольное перемещение каретки и в поперечное – суппорта, работает по следующей схеме.
Вращение от ходового вала посредством нескольких последовательно расположенных передач передается на червячное колесо.
Движение суппорта, возможное в четырех направлениях, обеспечивается за счет муфт с торцовыми зубьями, вводимых в зацепление в требуемый момент.
Чтобы задействовать маточную гайку и ввести ее в зацепление с ходовым винтом, используется рукоятка, расположенная на лицевой части фартука станка. Одновременное задействование ходового вала и ходового винта для сообщения суппорту продольного перемещения исключается, за что отвечает специальный вал с кулачками.
Фартук станка 1К62
Суппорт – важнейшее устройство токарного станка – состоит из таких конструктивных элементов, как:
верхние салазки, которые также называют резцовыми;
поперечная каретка;
нижние салазки.
Перемещение каретки по направляющим нижних салазок обеспечивается посредством винта и безлюфтовой гайки. Вращение винту может передаваться посредством рукоятки (ручное управление) или зубчатого колеса (автоматизированное управление). На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
Суппорт станка 1К62
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную плиту и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной плиты в требуемом положении в конструкции каретки предусмотрены специальные зажимные болты. Пользоваться таким устройством, если внимательно изучить инструкцию на оборудование, может даже начинающий токарь.
Другие важные узлы в конструкции станка
Конструкция токарного станка также включает в себя электрическую систему, с которой можно ознакомиться, изучив технический паспорт устройства. Такая система состоит из трех электрических цепей с различными характеристиками:
управляющая цепь, для работы которой необходимо напряжение 110 В и ток с частотой 50 Гц;
силовая цепь, работающая от напряжения 380 В и тока с частотой от 3 до 50 Гц;
электрическая цепь, которая используется для обеспечения работы осветительного оборудования станка, – напряжение 24 или 36 В, частота тока 50 Гц.
Электрическая схема станка 1К62 (нажмите, чтобы увеличить)
Привод токарных станков 1К62 – это 10-киловаттный электродвигатель, вал которого может вращаться с частотой 1450 об/мин. Хотя в паспорте на оборудование и описано, как выполнять запуск станка и настройку всех его характеристик, осуществлять такие процедуры, не имея специальных знаний и навыков, не рекомендуется. Объясняется это тем, что и кинематическая, и электрическая схемы данного оборудования считаются достаточно сложными по своей конструкции.
Отдельные модели токарных станков, что обязательно указано в их паспорте, изначально сконструированы таким образом, что их силовая цепь может запитываться от электрической цепи с напряжением 220 В. Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы.
Общий | Токарный станок Станко 1К62 | Практик-механик
Шварцвальд
Пластик
#1
Не уверен, что это подходящее место для публикации, но вот. Купил токарный станок Станко 1К62. Я был бы очень заинтересован здесь от любого, кто использовал или имеет один из этих токарных станков российского производства.
Шнурки Тайрона
Алмаз
#2
Я не уверен, что много знаю об их токарных станках (фото бы не помешало), но русские станки строятся как танки. Сверхсложные, но довольно низкотехнологичные и, следовательно, надежные, они были хорошо спроектированы с целью сделать обслуживание неквалифицированными людьми относительно простым. Из минусов — очень старомодная электрика. С уважением Тайрон
Шварцвальд
Пластик
#3
picture
Этот токарный станок простоял несколько лет.
Тайрон Шнурки
Алмаз
#4
Я никогда не работал над таким, на фото выглядит нормально, я бы сказал, что производство конца 60-х начала 70-х. С уважением Тайрон.
Лимовый Сами
Алмаз
#5
Тайрон Шнурки сказал:
Я не уверен, что знаю много об их токарных станках (фото было бы кстати), но русские станки строятся как танки. Сверхсложные, но довольно низкотехнологичные и, следовательно, надежные, они были хорошо спроектированы с целью сделать обслуживание неквалифицированными людьми относительно простым. Из минусов — очень старомодная электрика. С уважением Тайрон
Нажмите, чтобы развернуть…
X2, …… В последний раз я использовал относительно новую мельницу в середине 70-х, построенную как кирпичный сортир, и иногда тяжеловатую для оператора, …… Я помню одну мельницу, которую сравнивал всю мастерскую к тюремному заключению с каторжными работами
IIRC Поскольку те, что я использовал, были довольно новыми, электрика не была проблемой, но, вообще говоря, русские вещи той эпохи были, скажем так, немного грубоваты по краям электрики
На С другой стороны, это были хорошие, точные, надежные токарные станки, которые действительно могли снимать металл.
Овайс
Пластик
#6
у меня есть токарный станок 1k625 из СССР, модифицированный из Швеции, его станок gr8 для работы на нем, это модель 1972 года, у меня проблема с его насосом охлаждающей жидкости, он не работает…
3т-
Алюминий
#7
Я слежу за этим постером на Youtube. Похоже, у него может быть токарный станок, как у вас. Он может быть кем-то, чтобы связаться.
FactoryDragon87 к
красный
Нержавеющая сталь
#8
Работал годами! Сложен как русская женщина — большая и волосатая. Очень сильный и был надежным. Одна особенность, которая мне очень понравилась, заключалась в том, что Compound питался ею. Не та модель, что у вас. Так что много об этом не знаю. У нас сейчас работает сверлильный станок Stanko, это отличная машина.
Бенджамин А.
Пластик
#9
Тайрон Шнурки сказал:
Я не уверен, что знаю много об их токарных станках (фото было бы кстати), но русские станки строятся как танки. Сверхсложные, но довольно низкотехнологичные и, следовательно, надежные, они были хорошо спроектированы с целью сделать обслуживание неквалифицированными людьми относительно простым. Из минусов — очень старомодная электрика. С уважением Тайрон
Нажмите, чтобы развернуть…
У меня станко 16К25. Это был лучший токарный станок, которым я когда-либо пользовался, поэтому я его купил. Очень тяжелый режим работы и компоненты очень высокого качества. В его дизайне есть некоторые приятные особенности, которых я не видел на других токарных станках. Несмотря на то, что это монстр, он по-прежнему приятно ощущается рукой, что позволяет мне аккуратно обрабатывать очень маленькие детали.
Общий | Новый участник из Македонии, Европа | Практик Машинист
ГочеКу
Пластик
#1
Привет всем, я новый участник этого форума, с этого года я проявляю больший интерес к механической обработке, я увлекаюсь автомобилями, сколько себя помню, и эта скорость и мощность привели меня в эта ветка, у меня есть токарный станок, станко 1К62, среднего размера, но очень мощный и очень мощный (11 кВт) двигатель, и я изучаю обработку самостоятельно, у меня есть вопрос, есть ли на этом форуме темы «Член сборки «если да, то где это?
Ликвиметалл
Алюминий
#2
Поздрав! Добар дан!
адх3000
Титан
#3
Было бы здорово увидеть фотографии станка. Очевидно, что у нас здесь не так много советской техники. Он на дизеле?
Маттидж
Титан
#4
адх3000 сказал:
Было бы здорово увидеть фотографии станка. Очевидно, что у нас здесь не так много советской техники. Он на дизеле?
Нажмите, чтобы развернуть…
Атомная энергия была бы более подходящей.
Советская техника идет под маркой/названием «станкоимпорт» на западе. (Национальное экспортное агентство СССР) Первоначальный производитель, вероятно, какой-то «великий социалистический пролетарский завод № 14б»
1K62 довольно распространен здесь, так как мы находимся рядом с Россией. Очень прочный и способный к тяжелым порезам.
ГочеКу
Пластик
#5
Атомная энергия Я мог бы представить по ощущению мощности, но она на электричестве, что касается фотографий, вот, пара, когда я впервые пошел посмотреть и проверить это, я принес кусок 30 мм 4140, и машинист, который продавал его, сказал, что вы собираетесь с этим делать, ковыряйте в зубах, вам нужен кусок побольше, чтобы увидеть, что может сделать настоящий токарный станок, поэтому я помогаю ему поднять этот большой кусок и забросить его, и он набирает номер. 9мм глубины резания и включить подачу, токарный станок показывает это только на 40%, затем он показал мне, насколько он точен, и я был впечатлен, вы можете видеть, что на токарном станке не было абсолютно никакой краски от тяжелой работы после почти прокатки более 3-тонного вилочного погрузчика, разгружая его, я сделал косметическую реставрацию, полное обслуживание и всю новую проводку, теперь вернулся для тяжелой работы.
ДДуг
Алмаз
#6
ГоцеКу сказал:
у меня есть вопрос, есть ли на этом форуме «Темы создания участников», если да, то где?
Нажмите, чтобы развернуть. ..
Машинист-любитель Страница не найдена — Домашний магазин Машинист
адх3000
Титан
#7
Ницца. Похож на DSG. Что это за плитка у вас на полу и такая же плитка на стене? Нет затирки? Можете объяснить конструкцию.
ГочеКу
Пластик
#8
Зоркие глаза, эта конструкция называется бесплатная плитка за одну ночь, вероятно, 15 лет назад, позволяет легко содержать ее в чистоте.
Шнурки Тайрона
Алмаз
#9
Мне понравились станки «Станко», на которых я работал. Технически они не слишком сложны, но рассчитаны на длительный срок службы и удобны в использовании.
Мои единственные оговорки касаются электрики, обычно она немного старомодна.
С уважением Тайрон.
ГоцеКу
Пластик
#10
Да, очень удобный и очень громкий, советская электрика не самая лучшая, к счастью для меня, мой токарный станок был куплен с лучшими опциями в то время в 72 году, такими как автоматические предохранители, двойные контакторы на двигатель, защита от перегрузки, датчик мощности и каждый двигатель на нем трехфазный, даже насос охлаждающей жидкости, вот изображение электрического шкафа, когда я получил свой токарный станок, до того, как я это сделал, он был беспорядок и полон металлической стружки, к сожалению, у меня нет фото после замены и ремонта.
НАСТ555
Нержавеющая сталь
#11
Этот токарный станок действительно выглядит крепким. Обычно я смотрю на ходовой/подающий винты, чтобы увидеть, какие шарики есть на токарном станке… и этот ходовой винт действительно выглядит прилично.
Один вопрос… Плиточный пол и стены? У вас есть в ванной или на кухне?
Маттидж
Титан
#12
NAST555 сказал:
Один вопрос… Плиточный пол и стены? У вас есть в ванной или на кухне?
Нажмите, чтобы развернуть. ..
И я был уверен, что его мастерская находится в бывшем советском приюте или на молочном заводе
Этот с аутентичным звуком: 1K62 Токарный станок с большим отверстием из твердой стали — YouTube
Задняя бабка с электроприводом звучит неплохо, если вы вспахиваете много 2½» отверстия
ГочеКу
Пластик
№13
Один вопрос… Плиточный пол и стены? У вас есть в ванной или на кухне? [/QUOTE]
Это часть моего гаража, я хотел что-то легкое в чистоте, потому что это часть моего гаража, пол расположен под углом для дренажа, поэтому я использую мойку высокого давления для очистки плитки, нет ничего проще, чем это .
ГоцеКу
Пластик
№14
Здесь нет приюта старой советской эпохи или молочного завода, я нахожусь в довольно хорошем районе, эта ссылка на YouTube от Dragon Factory 87, я пару раз писал ему на YouTube, очень помог, что касается большое сверло, привет, я использую 61-миллиметровое сверло, я использовал больше, вот фотография моего 80-миллиметрового сверла, когда я его затачивал.
ханермо
Титан
№15
Прекрасная работа, отличная нить, молодец 1
Маттидж
Титан
№16
адх3000 сказал:
Было бы здорово увидеть фотографии станка. Очевидно, что у нас здесь не так много советской техники. Он на дизеле?
Нажмите, чтобы развернуть…
Джойстик в 4 направлениях с быстрыми движениями выглядит довольно удобным (отметка около 1 минуты) Если я правильно помню, у них была возможность задействовать оба направления подачи одновременно для поворота конусов, и я думаю, что видел поворот конусной резьбы также для винта для разделения бревен?
ГочеКу
Пластик
# 17
Джойстик с 4 направлениями очень удобен в использовании, не запутаетесь в том, в какую сторону вы хотите подавать каретку, не пробовали соединять винт и поперечную подачу вместе, джойстик подачи работает только в одном положении за раз.
ГочеКу
Пластик
# 18
Сегодня я не забыл попробовать нарезать резьбу и поперечную подачу вместе, чтобы увидеть, возможно ли это, и редуктор отключает силовую подачу, когда резьбовой винт зацеплен, поэтому невозможно совместить нарезной винт и поперечную подачу.
Лазерная резка металла в Москве. По чертежам, станки с ЧПУ, высокая точность
Главная / Лазерная резка металла
НПО «Красный октябрь» оказывает услуги лазерной резки в Москве. Работаем с алюминием, латунью, титаном, нержавеющей, броневой и конструкционной
сталью. Максимальная толщина листового металла — от 5 до 16 мм, зависит от конкретного материала заготовок. Обеспечиваем высокую точность обработки — с погрешностью до ±0,05. Используем оптоволоконное раскроечное оборудование типа LaserCut Professional — гарантируем исключительную точность.
Особенности технологии
Резка осуществляется за счет местного разогрева поверхности сфокусированным лазерным лучом.
Под его воздействием металл нагревается до температуры плавления, в это же время на него подается кислород, способствующий горению материала, — за счет этого повышается скорость реза, проще обрабатывать лист большей толщины. При лазерной резке листового металла получается ровная, аккуратная кромка.
Поступающий кислород сдувает окислы и расплавленный металл из зоны обработки — процесс не прекращается до тех пор, пока материал не разрежут на всю глубину. За счет большой аккумуляции энергии и незначительной площади нагрева удается создать параллельные кромки без увеличения ширины реза (приблизительно 0,2 мм).
Скорость точной лазерной резки зависит от мощности генераторов излучения. Мы используем профессиональное оборудование высокого класса — LaserCut Professional M2 2кв, обеспечивающего высокую продуктивность. Один из важных элементов лазерного комплекса — рабочий стол, от величины которого зависит максимальный размер листа металла, который удастся разрезать, в нашем случае это 1500 х 3000 мм. Режущий элемент — лазерная головка, перемещение которой осуществляется с помощью высокоточных приводов, управляемых с помощью программы раскроя.
Специфика работы с разными типами материалов
Рабочую среду и настройки лазерного комплекса всегда устанавливаем с учетом металла, из которого выполнена заготовка. Материалы:
Углеродистая сталь. Для нее лучше всего подходит кислородная среда — торцевой рез получается точный и аккуратный.
Нержавеющая сталь. Предпочтительнее азотная среда — это обусловлено тем, что на обрабатываемых участках появляются шлаки и засоры.
Алюминий. Металл обладает повышенной способностью проводить тепло,
поэтому для его обработки необходимо мощное излучение лазера. Торец металла выходит пористым, на нижней кромке присутствуют едва различимый грат.
Медь. Хуже воспринимает луч лазера при этом обладает высокой теплопроводностью. Для обеспечения высокого качества реза устанавливаем низкую скорость.
Умело подбирая настройки лазерного комплекса, мы добиваемся безупречного качества контура — продукция не нуждается в дополнительной обработке.
Преимущества
При раскрое листового металла с применением технологии лазерного реза удается достичь максимально возможной экономии материала — толщина меньше 1,0 мм. Другие достоинства:
Обработка мелких деталей.
Отсутствие прямого контакта лазерных головок с обрабатываемой поверхностью — они долговечны.
Локальный нагрев металла в отличие от альтернативных методов резки металла.
Доступна обработка хрупких деталей.
Высокая скорость раскроя.
Принимаем заказы на резку металла в Москве по чертежам заказчика. Дешево выполним обработку единичных экземпляров. Доступная стоимость услуг сочетается с безупречным качеством обработки.
Прайс лист
Материал
Толщина
до 100 м.п
100 -1000 м.п
св.1000 м.п
св.3000 м.п
Металл черный
до 1
29,0р.
24,0р.
20,0р.
16,0р.
до 1,5
35,0р.
29,0р.
24,0р.
20,0р.
до 2
41,0р.
34,0р.
28,0р.
23,0р.
до 3
57,0р.
47,0р.
39,0р.
32,0р.
4
64,0р.
53,0р.
44,0р.
36,0р.
5
76,0р.
63,0р.
52,0р.
42,0р.
6
87,0р.
72,0р.
60,0р.
48,0р.
8
111,0р.
92,0р.
76,0р.
61,0р.
10
154,0р.
128,0р.
106,0р.
85,0р.
12
191,0р.
159,0р.
132,0р.
106,0р.
14
224,0р.
186,0р.
155,0р.
124,0р.
16 не сложные контуры
399,0р.
332,0р.
276,0р.
221,0р.
Нержавейка
до 1
46,0р.
38,0р.
31,0р.
25,0р.
1,5
58,0р.
48,0р.
40,0р.
32,0р.
2
82,0р.
68,0р.
56,0р.
45,0р.
3
105,0р.
87,0р.
72,0р.
58,0р.
4
166,0р.
138,0р.
115,0р.
92,0р.
5
200,0р.
166,0р.
138,0р.
111,0р.
6
316,0р.
263,0р.
218,5р.
175,0р.
8
849,0р.
707,0р.
589,0р.
472,0р.
10
1 058,0р.
881,0р.
734,0р.
588,0р.
Стали 09Г2С, 65Г, 30ХГСА,
У9, жаропрочные стали, броня
3
62,0р.
51,0р.
42,0р.
34,0р.
4
92,0р.
76,0р.
63,0р.
51,0р.
5
113,0р.
94,0р.
78,0р.
63,0р.
6
135,0р.
112,0р.
93,0р.
75,0р.
8
192,0р.
160,0р.
133,0р.
107,0р.
10
207,0р.
172,0р.
143,0р.
115,0р.
12
226,0р.
188,0р.
156,0р.
125,0р.
Медь
до 1
88
72
60
50
2
160
120
110
100
3
200
160
140
120
4
270
200
180
160
5
520
440
350
300
Алюминий и алюминиевые сплавы
до 1
44,0р.
36,0р.
30,0р.
24,0р.
2
80,0р.
66,0р.
55,0р.
44,0р.
3
101,0р.
84,0р.
70,0р.
56,0р.
4
135,0р.
112,0р.
93,0р.
75,0р.
5
266,0р.
221,0р.
184,0р.
148,0р.
6
344,0р.
286,0р.
238,0р.
191,0р.
8
393,0р.
327,0р.
272,0р.
218,0р.
10
442.0р
386,0р.
306,0р.
230,0р.
Повышающий коэффициент
1
Резка в азоте (х1,5)
2
Резка с выпариванием (х1,8)
3
Резка в режиме «Fine Cut» (х2)
Отличие лазерной резки от плазменной резки
Плазменная и лазерная резка – широко применяются на современных промышленных предприятиях. Резка материала на лазерном станке осуществляется за счет сфокусированного лазерного излучения. Плазменный станок отличается тем, что теплота, расплавляющая материал, возникает за счет генерации плазменной дуги.
В чем разница между плазменной и лазерной резкой металла, какие преимущества у той и другой технологии и какие станки стоит купить для оснащения своего предприятия? Полученная информация поможет более подробно познакомиться с технологиями обработки материала, их областью применения и подобрать подходящий вариант по цене и надежности.
Чем лазерная резка отличается от плазменной
Чтобы понять, чем отличается резка лазером от плазмы, необходимо более подробно познакомиться с каждой из технологий. Здесь необходимо обратить внимание на ряд параметров:
Производительность процесса.
Качество реза.
Себестоимость процесса резки и себестоимость эксплуатации.
Рассмотрим каждый из этих моментов более подробно.
Производительность процесса
Зависит в первую очередь от материала и его толщины. Лазерная резка может использоваться и для обработки нержавеющей и низкоуглеродистой стали, меди, латуни, алюминия, титана, акрила, пластика, стекла, дерева, кожи, текстиля. Плазморезы могут работать только с металлами, проводящими электричество.
По-разному показывает себя лазерная и плазменная резка и при работе с металлами различной толщины. При обработке тонкого листового материала (до 6 мм), особенно при высоких объемах работ и формировании сложных контуров, выигрывает лазер. Если толщина металла будет более 6 мм, то у лазерного станка скорость обработки будет сопоставима с плазмой, но качество лазерной резки будет выше. У лазерной обработки отсутствует конусность, которая присуща плазменной резке. А вот при работе с заготовками более 30 мм плазменные станки справляются лучше, но такие заготовки имеют высокую конусность и нуждаются в последующей обработке.
Качество реза
От качества реза зависит не только внешний вид готового изделия, но и сложность последующей обработки. И здесь лазерная резка металла существенно превосходит показатели плазменной резки. Заготовки, полученные с ее помощью, нуждаются в минимальной финишной обработке. Шероховатость поверхности составляет всего 1,25-2,5 мкм, а конусность кромки – 0-20. Детали, полученные на плазменном станке, необходимо будет дополнительно шлифовать (и поверхность, и кромку), снимать окалину. Соответственно шероховатость поверхности и конусность кромки в этом случае составляют 6,3-12,5 мкм и 0-100.
И здесь надо сделать выбор в пользу продуктивности процесса или качества реза, а также смотреть, с какими запчастями предстоит работать. В частности, основное требование при изготовлении приварного фланца – плоскость поверхности, а пережог кромки, шероховатость, конусность – это уже второстепенные показатели. А вот при производстве сложных деталей внимание уделяется именно качеству реза.
Основные отличия лазерной резки от плазменной приведены в таблице:
Параметр
Резка лазером
Плазменная резка
Минимально возможный диаметр отверстия
0,3-0,4 толщины материала
0,9-,1,4 толщины материала, но не менее 2-3 мм
Ширина реза
От 0,2 до 0,375 мм, остается стабильной
От 0,8 до 1,5 мм, но меняется ввиду нестабильности дуги
Точность реза
Тонкий, с отклонениями в диапазоне 0,05 мм
В пределах 0,1-0,5 мм
Вырезание внутренних углов
Возможно, с высокой точностью
Возможно, но только с радиусом
Температурное воздействие
Минимальная зона термического влияния
Большая зона термического влияния приводит к деформациям и короблениям
Себестоимость процесса резки и стоимость эксплуатации
Изначально отметим, что станки для лазерной резки обойдутся примерно в 4-6 раз дороже плазменных станков. Стоимость их эксплуатации зависит от ряда параметров:
Затрат электроэнергии и рабочих газов. При резке тонкого металла энергопотребление обоих видов станков примерно одинаковое. Чем больше толщина материала, тем больших затрат будет требовать лазер.
Сервисное обслуживание, затраты на ремонт. Лазерное оборудование редко выходит из строя, особенно при соблюдении эксплуатационных рекомендаций производителя. В плазменных станках требуется более частое обслуживание рабочей поверхности, т.к. удаляется большее количество материала, чем при лазерной резке.
Точно назвать себестоимость продукции и сроки окупаемости того или иного станка нельзя, ведь все зависит от особенностей производства, предстоящих задач.
Области применения лазерной резки и плазмы
Чтобы окончательно определиться, какой способ резки металлов лучше, лазер или плазма, следует познакомиться с преимуществами и недостатками каждой технологии.
Преимущества плазменной резки:
невысокая стоимость станка и обслуживания;
возможность разрезать металлы, толщиной до 150 мм.
У плазменной резки есть ряд недостатков: высокая конусность, необходимость дополнительной обработки краев и поверхности, невозможность получить острые углы, повышенный износ расходников, высокое термическое воздействие на заготовку, вызывающее ее деформации. Такими станками невозможно изготовить детали сложных форм, перечень материалов, возможных для работы, существенно ограничен и включает сталь, алюминий, медь (и их сплавы), чугун и несколько других металлов.
Преимущества лазерной резки:
обработка выполняется бесконтактным методом: не вызывает деформации поверхности;
возможность изготовления деталей любых форм и конфигураций, в том числе и очень сложных;
широкий функционал: может использоваться не только для резки, но и для маркировки, гравировки разных видов металлов и других материалов;
высокая скорость работ при сохранении точности, даже при работе с мелкими деталями;
экономный расход листового материала: обеспечивается очень плотной раскладкой на листе и очень тонкой линией реза;
минимальные требования к обслуживанию оборудования.
АО «ЛЛС» предлагает станки для лазерной обработки металла и других материалов в Москве, Санкт-Петербурге и с доставкой в другие регионы РФ, страны Таможенного Союза. Это оборудование, имеющее сертификаты соответствия и гарантии. Если потребуются дополнительные консультации и помощь в выборе, свяжитесь со специалистами компании.
Laser Cut Picture — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Laser Cut Wood — Bilder und Stockfotos
4. 133Bilder
Bilder
Fotos
Grafiken
Vektoren
Videos
Durchstöbern Sie 4.133
laser cut wood Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
laser schneiden — лазерная резка дерева стоковые фотографии и изображения
sperrholz-laserschneidemaschine aus nächster nähe. — лазерная резка деревянных фото и изображений
Sperrholz-Laserschneidemaschine aus nächster Nähe.
laserschneiden von holz — laser cut wood stock-fotos und bilder
Laserschneiden von Holz
industrielaser schneidet ein muster auf einem sperrholzblech — laser cut wood stock-fotos und bilder
Industrielaser schneidet ein Muster auf einem Sperrholzblech
Der industrielle Laser schneidet ein Muster auf eine Sperrholzplatte und bewegt sich langsam, aus der Nähe.
Lasergravur- und schneidmachine — лазерная резка деревянных фото и изображений
Lasergravur- und Schneidmachine
dekorative laserschnittplatten vorlage mit abstrakter textur. геометрические и цветочные лазерные гравюры или набор векторных иллюстраций. vorlage für abstrakte schneideplatten — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Dekorative Laserschnittplatten Vorlage mit abstrakter Textur….
Lasergravur auf holznahaufnahme. 3d-drucker-laserstrahl — лазерная резка деревянных фотографий и изображений
Lasergravur на Holznahaufnahme. 3D-Drucker-Laserstrahl
set dekorative kreis untersetzer für laserschneiden. Runde abstrakte geometrische untersetzer karte. лазерный дизайн. вектор-иллюстрация. — вырезанный лазером рисунок из дерева, -картинки, -мультфильмы и -символы
Набор декоративных украшений Kreis Untersetzer für Laserschneiden. Runde…
laser-gravur — лазерная резка дерева стоковые фотографии и изображения
Laser-Gravur
laserbrenner schneidet holzplatte — лазерная резка дерева стоковые фотографии и изображения
Laserbrenner schneidet Holzplatte
Laser-Maschin-Brenner schneidet eine Sperrholzplatte für florales dekoratives Element von Möbeln
teakholz stechdekoration — laser cut wood stock-fotos und bilder
Teakholz Stechdekoration
postkarte-laserschneiden — laser cut wood stock-fotos und bilder
Postkarte -Laserschneiden
Laser-schneidemaschine in Werkstatt — лазерная резка деревянных фото и изображений
Laser-Schneidemaschine в Werkstatt
Nahaufnahme des Laserstrahlschneidens komplexer Formen aus Holzteilen in der Werkswerkstatt
hausgemachte zigaretten в einer glänzenden eisenbox. — лазерная резка деревянных фотографий и изображений
Hausgemachte Zigaretten в einer glänzenden Eisenbox.
Laser Schneiden Maschine — лазерная резка деревянных фото и изображений
Laser Schneidet Stern Aus Sperrholz. лазер. шперхольц. производство. — лазерная резка деревянных фотографий и изображений
Laser schneidet Stern aus Sperrholz. Лазер. Шперхольц. Продукция.
sperrholzlaserschnitt aus nächster nähe — laser cut wood stock-fotos und bilder
Sperrholzlaserschnitt aus nächster Nähe
einen block vom holzklotzturm nehmen — laser cut wood stock-fotos und bilder
Einen Block vom Holzklotzturm nehmen
Nehmen Sie einen Block von Holzblöcken Turm, Riskieren Sie Management
laser-schneidbalken über sperrholzplatte — лазерная резка деревянных фото и изображений
Laser-Schneidbalken über Sperrholzplatte
Laserschneiden strahlt hohe Präzision auf eine Sperrholzplatte. Современная технология Holzschneidens. Lasergeschnittenes hölzernes 3D-Symbol des Valentinstags. Индустриэль Лазергравюр. ЧПУ-лазер. Майстеркурс, Мастерская
Laser Schneiden Maschine — лазерная резка деревянных фото и изображений
Laser Schneiden Maschine
männliche arbeiter schnitzen holz mit laser system b — лазерная резка деревянных стоковых фотографий и изображений — лазерная резка деревянных фотографий и изображений
In Position und betriebsbereit Laserschneidmaschine
Nahaufnahme der Laserschneidmachine, die von einem Studenten für die Aufgabe verwendet wird
векторная лазерная панель. абстрактный набор для декоративного оформления. vorlage für das design, layouts, hochzeitseinladungen, knirschte mit karten, umschläge, dekorative kunst objekte etc. symbole
Лазерная панель Vektor. Резюме для…
Векторная панель для лазерной резки. Abstrakte Mustervorlage для декоративной панели. Vorlage für Innenarchitektur, Layouts Hochzeitseinladungen, Streukarten, Umschläge, dekorative Kunstobjekte usw. Изображение для Gravur, Druck, Plotterschneiden, Laserschneiden Papier, Holz, Metall, Schablonenherstellung, Wand-Vinyl-Kunstdekor. Актиенвектор.
лазерный векторный список. schneiden von schablonen mit geometrischen linienornament — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Lasergeschnittene Vektormuster. Schneiden von Schablonen mit…
Laserschnittmuster Sammlung. Векторзац с абстрактным геометрическим орнаментом, Linien, Streifen, Gitter, Gitter. Декоративные украшения Schablone zum Laserschneiden von Holzplatten, Metall, Kunststoff, Papier. Seitenverhältnis 1:2
arbeiter schneidet holz auf einem holzhof — фото и изображения из дерева с лазерной резкой
Arbeiter schneidet Holz auf einem Holzhof
Латинско-американский Arbeiter, der auf einem Holzplatz mit einer Maschine Holz schneidet
islamische muster. halbmond mit laser geschnitzt enden hölzern auf braunem holzhintergrund. — лазерная резка дерева фото и фотографии
Исламское собрание. Halbmond mit Laser geschnitzt enden hölzern…
Lasergeschnittene musterkollektion. vektorsatz von paneelen mit geometrischem gitterornament — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Лазерная коллекция Musterkollektion. Vektorsatz von Paneelen mit…
satz von vertikalen rechteckigen paneelen, gitter, lesezeichen. — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Satz von vertikalen rechteckigen Paneelen, Gitter, Lesezeichen.
elektrische kreissäge in tischlerei — лазерная резка деревянных фотографий и изображений
Elektrische Kreissäge in Tischlerei
holzbuchstaben handgefertigt — лазерная резка деревянных стоковых фотографий и изображений
Holzbuchstaben handgefertigt
Lasergeschnittene platten с абстрактным геометрическим дизайном. cnc-schneidschablonen. wandkunst, inneneinrichtung, raumteilerbildschirme, papierkunst für kartenhintergrund. вектор-иллюстрация — лазерная резка дерева сток-графики, -клипарт, -мультфильмы и -символ
Lasergeschnittene Platten mit abstraktem geometrischem…
die schichten des mandalas sind von einem baum mit einem laser geschnitten. — лазерная резка деревянных фотографий и изображений
Die Schichten des Mandalas sind von einem Baum mit einem Laser…
hochzeitseinladung oder grußkarte с винтажным орнаментом. папьешаблоне шпитце умшлаг. hochzeit einladung umschlag mock-up für das laserschneiden. вектор-иллюстрация. — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Hochzeitseinladung oder Grußkarte mit Vintage Ornament….
lasergeschnittener kreis — лазерная резка деревянных изображений и изображений
Lasergeschnittener Kreis
Laserschnittkreis aufenhintergrund Diel.
Исламский лазерный набор. satz von dekorativen vektorplatten für laserschneiden. islamische vorlage für innere partition im arabesken stil. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
Исламский лазерный сбор. Satz von dekorativen Vektorplatten für…
Laser geschnitten holz baum орнамент на holzintergrund. — лазерная резка деревянных фото и изображений
Лазерное изображение Holz Baum Ornament auf Holzhintergrund.
Holzbaumsymbol auf Holztextur mit Kopierraum.
co2 лазер, laserschneiden, cnc-fräsmaschinen, cnc-machine, 3d druck, 3d maschinensymbol — лазерная резка дерева, графика, -клипарт, -мультфильмы и -symbole
co2 Laser, Laserschneiden, CNC-Fräsmaschinen, CNC-Maschine, 3d …
in position und betriebsbereit laserschneidmachine — лазерная резка деревянных фото и изображений
In position und betriebsbereit Laserschneidmachine
co2 laserschneiden von holzprodukten. — лазерная резка деревянных фото и изображений
CO2 Laserschneiden von Holzprodukten.
Традиционные исламские карты для декора Рамадана — лазерная резка деревянных изображений, -клипарт, -мультфильмы и -символы и -символ
Набор декоративных лазерных гравировок
Набор декоративных лазерных гравюр Paneele mit Baumformen. Вектор-иллюстрация.
elektrische kreissäge in schreinerei im freien — лазерная резка деревянных фото и изображений
Elektrische Kreissäge in Schreinerei im Freien
Lasergeschnittene rahmenvorlage mit islamischem alhambramuster. kann für papier, metall, holzschneiden verwendet werden. bilderrahmen в арабском стиле. традиционный исламский орнамент. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
Lasergeschnittene Rahmenvorlage mit islamischem Alhambramuster….
Laser geschnitten puppenhaus mit kleinen möbeln aus sperrholz Details nahaufnahme — лазерная резка древесины стоковые фотографии и изображения вырезанный из дерева рисунок, клипарт, мультфильмы и символы
Herzform mit Ausschnitt Papier wirbelt
schablone mit blättern. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
Schablone mit Blättern.
Векторный силуэт элементов. Vorlage für Laserschneiden, Holzschnitzen, Scherenschneiden und Drucken.
лазерный журнал. Элегантная векторная панель с абстрактными геометрическими растровыми изображениями — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Лазерное изображение. Элегантная векторная панель с абстрактным…
набор лазерных плиток. vorlage für hochzeitseinladung oder grußkarte. Schrank-Laubsägebildschirm. металлдизайн, хольцшницерай, вектор. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
Lasergeschnittene Zierplatten-Set. Vorlage für…
Lasergeschnittenes dekoratives panel-set. quadratische innenbildschirmgestaltung mit geometrischem muster. einladungs-cover-vorlage ausschneiden. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символы
набор лазерных панелей. векторное изображение с геометрическими фигурами, линиями, линиями — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Лазерный рисунок Panel-Set. Vektorvorlage mit geometrischen…
Lasergeschnittenes Panel-Set. Vektorvorlage mit abstraktem geometrischem Muster, Linien, Streifen, Chevron. Декоративные украшения Schablone zum Laserschneiden von Holz, Metall, Kunststoff, Dekorelement. Seitenverhältnis 3:2, 1:2, 1:1
schablone mit spitze dekorativer kreis, цветочный орнамент, геометрический сбор. восточный силуэторнамент. крейсформигес орнамент. рунды гиттер. vektorvorlage für papier — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Schablone mit Spitze dekorativer Kreis, flowers Ornamenten,… aus recyceltem Karton
quadratische platte mit lochmuster — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Quadratische Platte mit Lochmuster
Dekorplatte mit Spitzenmuster, quadratische Zierschablone zum Laserschneiden oder Holzschnitzen, ausgeschnittener Papierhintergrund für Hochzeitseinladungskarte
hochzeit einladung karte mit Lasergeschnittenen umschlag.
Добыча вольфрама: способы, переработка и применение
Светло-серый металл, обладающий очень высокой твёрдостью, тугоплавкостью и тяжестью – это вольфрам. Вдобавок к этому он имеет очень высокую химическую стойкость.
Содержание
Добыча вольфрамовых руд
В шахтах
В карьерах
Процессы получения вольфрама
Соединения вольфрама
Хранение и транспортировка
Продукция переработки
Осветительные приборы
Снаряды
Электроды
Нахождение в природе
Месторождения
В космосе
Мировые запасы
Страны, добывающие вольфрам
Добыча вольфрамовых руд
Содержание вольфрама в земной коре составляет чуть более одной десятитысячной доли процента, что делает его достаточно редким природным ископаемым. В чистом виде он не встречается, поэтому для его добычи используют такие минералы, как вольфрамиты и шеелит. Это вольфрамовые руды, имеющие в своём составе кроме основного металла целый ряд примесей.
В шахтах
Подземный способ добычи руд, содержащих вольфрам, заключается в последовательном обрушении горизонтальных слоёв шахты с дальнейшим накоплением материала в отработанных блоках (так называемое «магазинирование»). Затем собранная выработка грузится на транспорт и извлекается на поверхность.
В карьерах
В них добыча вольфрамовых руд выполняется открытым способом. Путём обваливания внешнего грунта с погружением его на транспортные системы и отправкой на переработку.
Процессы получения вольфрама
Так как ископаемые минералы содержат достаточное количество примесей, то для получения непосредственно самого вольфрама приходится применять трёхэтапную технологию:
Обогащение добытых руд с целью образования раствора или осадка нужной концентрации. В этот процесс входят гравитация, флотация, магнитная или электростатическая сепарация. Итогом становится получение 60% концентрата вольфрамового ангидрита WO3.
Химическое соединение высокой чистоты получают за счёт реакции восстановления под воздействием водорода или углерода. Для получения вольфрамового порошка этого бывает достаточно.
Но, чтобы изготовить компактные твёрдые слитки – штабики, более удобные для дальнейшей переработки, применяют прессование и спекание. Чтобы они хорошо поддавались ковке, их подвергают высокотемпературному воздействию.
Однако, и это ещё не всё. Для получения столь востребованных изделий, какими являются металлические прутки, вольфрам при температуре порядка 15000C обрабатывают на ротационно-ковочной машине.
Для выпуска проволоки из вышеупомянутых прутков их подвергают волочению, сначала нагрев до 10000 C, а затем постепенно остудив до 4000 C. После чего готовую проволоку отжигают, полируют и травят электролитическим способом.
Соединения вольфрама
Самыми распространёнными соединениями вольфрама являются его оксиды, хлориды, карбиды.
Оксид вольфрама, содержащий в своём составе два атома кислорода, является кристаллом тёмно-коричневого цвета. Трёх кислородный вольфрам представляет собой порошок лимонного цвета.
Вольфрам
Вольфрамовые карбиды – соединения вольфрама с углеродом – нашли очень широкое применение в ряде отраслей промышленности благодаря своей твёрдости. Это, прежде всего композитные материалы и твёрдые сплавы типа победита, а также смеси карбидов: вольфрама, тантала и титана.
Сплав вольфрама и рения используется в изготовлении термопар, позволяющих измерять температуру свыше 20000C. Правда, в химически неагрессивных средах.
В качестве высокотемпературной смазки употребляется сульфид вольфрама.
Некоторые соединения вольфрама используются в качестве пигментных красителей и катализаторов химических реакций. Вольфрамовая кислота применяется как адсорбент и катализатор при производстве бензина. Монокристаллы из вольфраматов управляют потоками ионизирующих излучений, столь востребованных в медицине и ядерной физике.
Хранение и транспортировка
Условия хранения и транспортировки порошкообразного вольфрама и продукции, содержащей его в своём составе (штабиков, пластин, прутков, проволоки, электродов) определятся требованиями соответствующих государственных стандартов и технических условий, находящих своё отражение в документации на изготавливаемые изделия.
Так как концентрат вольфрама не токсичен, взрывобезопасен и не представляет пожарной опасности, то его хранение и транспортировка не представляют значительной сложности. Проблему представляет лишь его возможность пылеобразования и необходимость защиты изделий от внешних механических воздействий и агрессивных сред.
Поэтому вольфрамовый порошок необходимо упаковывать в специализированные контейнеры или двойные мешки массой не более 50 кг, наружный слой которых должен быть изготовлен из синтетической ткани или полипропилена, внутренний – из бумаги или полиэтилена. Для длительного хранения мешки формируют в транспортные пакеты. Перевозку концентрата производят в открытом подвижном составе, а хранение выполняется в упакованном виде на территории закрытых складских помещений.
Вольфрамовые электроды для хранения и перевозки упаковывают в картонные коробки с пенопластовыми или плотными бумажными ложементами. Затем коробки укладывают в деревянные ящики, защищённые водонепроницаемой бумагой, с дальнейшим уплотнением ватой или бумагой. Электроды, в отличие от концентрата, необходимо перемещать в крытом транспорте.
Аналогичные меры защиты применяют и для сохранности и перемещения других изделий из этого металла.
Продукция переработки
Благодаря своим уникальным свойствам, – прежде всего твёрдости и тугоплавкости, вольфрам с самого момента своего открытия нашёл широкую сферу применения. В качестве тугоплавкого материала он широко используется в металлургии. Хотя и другие отрасли не могут обходиться без столь ценного материала.
Осветительные приборы
Благодаря малой электропроводности и низкой скорости испарения, в своё время вольфрамовые нити накаливания позволили совершить технический переворот во всей индустрии создания электрических осветительных приборов, а также начали использоваться при изготовлении электронно-вакуумных приборов.
Снаряды
Высокий уровень плотности этого материала, доходящий до 19,3 г/см3, наряду с прочностью, предоставил в распоряжение оружейников отличное средство разрушения брони. Сегодня вольфрам – один из основных химических элементов, входящих в состав тяжёлых сплавов сердечников бронебойных пуль и снарядов.
Лом вольфрама
Электроды
Неплавящиеся электроды из вольфрама используются как сварочный материал для процесса, выполняемого с использованием газов. Гелий или аргон защищают место соединения от атмосферного воздействия, а электрод в это время выдерживает значительную температуру и длительный срок эксплуатации. Это позволяет создавать оптимальные условия работы, избегая ненужных затрат.
Нахождение в природе
Месторождения
Геологическое строение земной коры таково, что наибольшие залежи вольфрамовых руд расположены в районах Альп, Гималаев, горных цепей региона Тихого океана. Это территории Казахстана (крупнейшее месторождение – Верхние Кайракты), Китая (наиболее продуктивное месторождение – Жианьши), Канады (месторождение Тангстен) и США (значительные запасы разведаны в месторождении Клаймакс).
Также имеются районы сосредоточения вольфрамитов и шеелитов на территории Боливии, Португалии, Великобритании, Турции, России, Узбекистана, Южной Кореи, Австралии.
В космосе
Прогресс не стоит на месте, а земные ресурсы распределены крайне неравномерно и достаточно ограничены. Освоение космического пространства, позволившее взять пробы с поверхностей ряда небесных тел близлежащих объектов Солнечной системы, дают все основания предполагать наличие огромного количества полезных ископаемых на астероидах, кометах и планетах.
Что открывает очень заманчивые перспективы их будущего освоения. Предполагается, что именно на астероидах содержится огромное количество минералов, причём очень высокой концентрации. В том числе и вольфрам. В связи с тем, что часть этих небесных тел вращаются в близости от Земли, перспективы их освоения становятся очень и очень заманчивыми.
Правительства целого ряда стран, международные космические сообщества и частные агентства активно формируют правовую базу, разрабатывают программы, отправляют миссии. Так Люксембург первым принял закон, разрешающий частную добычу полезных ископаемых в космосе. Активность в этом вопросе проявляют не только ведущие космические державы мира, но и Япония, Индия, Австралия, Израиль. Проводятся активные исследования поверхности Луны, Марса, Венеры.
Пока трудно ставить какую-либо оценку этим усилиям, так как на этом пути стоит множество организационных, технических и финансовых проблем. Хотя многие специалисты считают возможной добычу вольфрама в космосе в 21 веке.
Мировые запасы
Мировые подтверждённые запасы вольфрама составляют 2,6 млн. т. Выявленные ресурсы составляют 12,5 млн. т. Прогнозные ресурсы оцениваются в 9,5 млн. т. Свыше 60 стран мира обладают месторождениями данного металла:
Китай – 7,5 млн. т.
Казахстан – 3,1 млн. т.
Россия – 3 млн. т.
Канада – 1,7 млн. т.
США – 0,8 млн. т.
Австралия – 0,7 млн. т.
Боливия – 0,5 млн. т.
Надо отметить, что целый ряд стран мирового сообщества обладает месторождениями, непригодными для освоения, вследствие своей нерентабельности. В то время как пять ведущих имеют на своих территориях более 70% осваиваемых запасов.
Страны, добывающие вольфрам
Абсолютным лидером по добыче и экспорту вольфрама на мировом рынке является Китай. Доля этого государства составляет – 82,7% (70 тыс. т) по данным 2019 года. Значительно меньше производят:
Вьетнам – 4,8 тыс. т.
Монголия – 1,9 тыс. т.
Россия – 1,5 тыс. т.
Боливия – 1,2 тыс. т.
Очевидно, что европейские страны уступили этот сегмент рынка металлов своим азиатским конкурентам, так объём их добычи в 2019 году резко снизился. Австрия, Португалия и Испания совместно произвели в 2019 году 2,14 тыс. т., а Великобритания полностью прекратила добычу, удовлетворяя свои запросы импортом металла.
Автор: Юрий Флоринских Все статьи этого автора
Последние статьи автора: Крупнейшие производители молока и молочной продукции в мире Алмазы: свойства, способы добычи и применение
Как и где в Бурятии добывают вольфрам без вреда для экологии
Общество
1080
Поделиться
После развала Советского Союза промышленность всей страны подверглась критическим изменениям. Спад экономической привлекательности заводов и фабрик повлек за собой снижение уровня жизни населения, отсутствие массового производства, кризис.
фото: Санжи Шагжин
В советское время флагман производства — Джидинский вольфрамо-молибденовый комбинат — внес большой вклад в укрепление обороноспособности нашей страны. Вольфрам — стратегически значимый металл, используется при создании военной техники, благодаря его высокой прочности применяется в промышленности основой сплавов для бронетехники, бронебойных снарядов и других видов техники и вооружений.
Акционерное общество «Закаменск» с 1997 года начало деятельность по добыче золота. До 2006 года предприятие разведало и включило в отработку порядка 10 россыпных месторождений, им было добыто более 2 тонн драгоценного металла.
Новый этап развития предприятия начался с вовлечения и повторной переработки техногенных песков от Джидинского комбината и с разработки Инкурской вольфрамовой россыпи. С 2006 года предприятие полностью перепрофилировалось на добычу вольфрамового концентрата. В 2010 году после реорганизации и смены руководства инвестиции новых акционеров позволили получить первый вольфрамовый концентрат из техногенного сырья.
— На данный момент работают два объекта. Отрабатывается россыпное месторождение вольфрама — «Инкурское», а также техногенное месторождение «Барун-Нарын», — рассказал Сергей Спицын, главный геолог АО «Закаменск».
Работы на техногенном месторождении достаточно сложные. Необходимо заново переработать руду, которая уже была ранее переработана и складирована как отходы. Помимо добычи предприятие решает вопросы экологии. Так, в течение нескольких лет АО «Закаменск» вывозило огромные переработанные песчаные насыпи из центра города за его пределы. Теперь на этом месте высажено большое количество молодых деревьев и кустов.
— АО «Закаменск» — градообразующее предприятие, на котором трудятся порядка 260 человек. Компания выплачивает налоги в федеральный, региональный и местный бюджеты, поэтому для района это очень значимое предприятие, — рассказывает главный маркшейдер АО «Закаменск» Светлана Булатова.
В настоящее время АО «Закаменск» занимается добычей вольфрама на россыпном месторождении. Чтобы получить килограмм металла, необходимо переработать один кубометр породы. Добыча ведется экскаваторным способом. Всего на россыпях работают восемь самосвалов, которые доставляют погруженную в них массу на промприбор. За сутки перевозится порядка 3000 кубометров породы. Затем на специальном оборудовании — грохоте — она классифицируется. Благодаря сеткам с ячейками по 50 и 10 мм мелкая фракция вольфрамосодержащей массы уходит на обогащение. Именно на осадочных машинах масса приобретает качество вольфрамового промпродукта с содержанием трехокиси вольфрама 20 процентов.
Фото: АО «Закаменск».
В цехе доводки на концентрационных столах вольфрамовый концентрат доводят до 60 процентов — трехокиси вольфрама — и после сушки получается готовый продукт, который шихтуется в партии весом 4 тонны и продается покупателям.
— Для меня работать в АО «Закаменск» — огромный и бесценный опыт. Мне нравится эта работа. С опытом я понял, что от геологов зависит многое, что именно мы начинаем этот долгий путь — от поиска полезных ископаемых до получения продукции. И чем больше полезных ископаемых мы находим в недрах, тем больше появляется азарт, мотивация для дальнейшей плодотворной работы, — рассказывает Илья Дунянин, участковый геолог АО «Закаменск».
Закамна богата природными ресурсами. Запасов вольфрама здесь тоже более чем достаточно. На одном только карьере, работы которого временно приостановлены, его хватит еще на 100 лет.
В сложном производственном процессе участвуют сотрудники химической лаборатории.
— В пробирно-аналитической лаборатории мы проводим анализы содержания вольфрама, серы, фосфора, магнетита и других сопутствующих элементов. Используем различные методы при анализе вольфрама, а также используются экспресс-методы на новом оборудовании. Эти методы позволяют достаточно быстро провести анализ, — делится Юлия Шеховцова, начальник пробирно-аналитической лаборатории АО «Закаменск».
В настоящий момент идет подготовка документации для вовлечения в эксплуатацию месторождений вольфрама — «Холтосонское» и «Инкурское». Благодаря их разработке будет увеличено количество рабочих мест и налоговых отчислений, что окажет позитивное влияние на повышение уровня жизни местного населения и экономики региона в целом.
Подписаться
Авторы:
Юлия Туманова
21 окт
Креативные индустрии Сибири могут получить новый импульс развития благодаря культурным событиям
20 окт
Решить кадровую проблему поможет цифровизация
17 окт
Новые медиа: кто и как формирует современное инфополе
Что еще почитать
Разговор о важном: за что Бурятия отмечена тремя высшими наградами государства
248
Арнольд Тулохонов, академик РАН, почетный гражданин Бурятии и Улан-Удэ, лауреат премии Ленинского комсомола в области науки.
Улан-Удэ
Куклы из холодца: как бабушкины идеи вдохновили воспитателя детского сада
Фото
174
Елена Кокорина
Улан-Удэ
Зеленский фактически согласился разблокировать отношения с Россией
45197
Дмитрий Истров
Sky News: экипаж авианосца «Джордж Буш» заявил о готовности начать бой с Россией
31081
Артем Кошеленко
Назван возраст, с которого рядовой снимается с воинского учета
78075
Дмитрий Ерусалимский
Что почитать:Ещё материалы
В регионах
Мобилизация в Петербурге: хронология событий и рекомендации
Фото
48671
Санкт-Петербург
Лаврентий Белый
Ещё трое арестованы в Москве по делу о подрыве Крымского моста
24123
Крым
Фото пресс-службы Главы Республики Крым
«Чувствовала себя ничтожеством»: почему молодые педагоги не хотят работать в псковских школах
Фото
22427
Псков
Светлана Пикалёва
В Ярославле элитный комплекс остался без воды и отопления
9426
Ярославль
В коллекции крымской красавицы появилась еще одна корона
Фото
5441
Крым
Олеся Гончарова, фото из архива Анастасии Божковой.
Мобилизация в Ленобласти: хронология и рекомендации
3104
Ленинградская область
Регина Маринец
В регионах:Ещё материалы
Как добывают вольфрам — вольфрамовые кольца и компания
После долгих исследований и просмотров решение выбрать кольцо из карбида вольфрама для обручального кольца или для любого другого украшения было очень разумным выбором. В то время как ваши исследования для вашего кольца, возможно, привели вас к некоторым другим фактам о вольфраме. В то время как в США есть месторождения, и в других странах они тоже есть.
Это может вас удивить, но металл вольфрама, выходя из-под земли, не получился в виде красивого идеального круга, который вскоре станет вольфрамовым кольцом на вашем пальце. Как вы понимаете, большую часть вольфрама можно найти под землей. Шеелит и вольфрамит, как вы помните, названия минералов, в которых можно найти вольфрам, находятся под землей в длинных узких жилах. Чтобы добраться до этих вен, существует множество различных методов добычи, используемых для производства ювелирных изделий, которые вы можете найти в Интернете и в ювелирных магазинах по всей территории Соединенных Штатов.
Существует несколько способов добычи вольфрамовой руды открытым способом. Открытые методы добычи применяются, когда минералы вольфрама находятся на поверхности земли, не требуя выемки грунта. Районы, где ведется открытая добыча полезных ископаемых, обычно называют карьерами. Эти карьеры или большие карьеры расширяются до тех пор, пока не перестанут извлекаться полезные полезные ископаемые. Этот метод чаще используется в Австралии и Канаде для добычи минералов вольфрама. Однако большинство месторождений вольфрама находится под землей, что требует подземных методов добычи.
Используемый метод подземной добычи во многом зависит от шахты и, по сути, от того, какой путь окажется более рентабельным и безопасным. Один из методов добычи вольфрамовой руды заключается в том, что часто называют «вырубкой руды». По сути, горняки будут бурить прямо в месторождении вольфрамовой руды, чтобы вырезать большие куски руды. В то время как другие операции по добыче полезных ископаемых могут использовать то, что в горнодобывающем мире часто называют «камерно-столбовыми» методами добычи. Этот метод включает в себя вырезание помещений из вольфрамовой руды, оставляя при этом множество столбов для поддержки крыши. По мере того, как процесс продолжается в этом методе, развивается ряд комнат и столбов. По сути, из каждой области извлекается большая комната, полная минус несколько колонн.
Несмотря на большое количество руды, извлекаемой при использовании упомянутого или любого другого метода добычи, удивительно узнать, что большинство вольфрамовых минералов содержат менее 1,5% полезного вольфрама. Это найдено в триоксиде вольфрама. Чтобы извлечь полезные минералы из горной породы, дробильные машины разбивают руду на гораздо более мелкие куски. После этого эти куски отправляются на обогатительную фабрику. В конце концов, в зависимости от назначения руды, то, что получится, станет вашим новым украшением.
От земли до пальца, вольфрамовый процесс — очень сложный и трудоемкий процесс. Очень легко не думать о том, как кольцо попало к вам на палец, но как только вы это поймете, вы еще больше оцените свой выбор. Было проделано много тяжелой горной работы, чтобы найти материал, используемый для изготовления ваших и многих других прекрасных украшений из карбида вольфрама.
Украшения из вольфрама
До прихода в Tungsten Rings & Co. Зак Мейсон несколько лет работал в ювелирной отрасли. Мейсон выполнял работы по гравировке, изменению размера и ювелирной обработке нескольких типов драгоценных металлов, таких как золото, платина и даже альтернативные металлы, такие как палладий. До работы в ювелирной отрасли Мейсон работал штатным репортером в местной газете, где развивал и улучшал свои писательские навыки. В отрасли мало ювелиров с таким опытом. Подробнее
обработка вольфрама | Британника
Похожие темы:
обработка материалов вольфрам
См. все связанные материалы →
переработка вольфрама , подготовка руды для использования в различных продуктах.
Вольфрам имеет объемно-центрированную кубическую (ОЦК) кристаллическую решетку. Он имеет самую высокую температуру плавления среди всех металлов, 3410°C (6170°F), и обладает высокой электропроводностью. Благодаря этому уникальному сочетанию свойств он широко используется в качестве нити накала для ламп накаливания, электрических контактов и эмиттеров электронов для электронных устройств. Вольфрам также нашел широкое применение в качестве легирующего элемента для инструментальных сталей и износостойких сплавов. Карбиды вольфрама используются для режущих инструментов и наплавочных материалов благодаря их твердости и износостойкости. Металл хрупок при комнатной температуре, но пластичен и прочен при повышенных температурах. Его сплавы используются в соплах ракетных двигателей и других аэрокосмических устройствах.
История
Вольфрам в одной из своих минеральных форм получил свое название (означающее «тяжелый камень») шведским минералогом А. Ф. Кронштедтом в 1755 г. В 1781 г. другой швед, Карл Вильгельм Шееле, проанализировал минерал и определил известь и кислоту, которую он назвал вольфрамовой. кислота; позже минерал был назван шеелитом. В 1783 г. испанские химики Хуан Хосе и Фаусто Эльхуяр получили металлический вольфрам восстановлением его оксида углеродом; он был назван вольфрамом (отсюда его химический символ W) в честь минерала вольфрамита, из которого он был извлечен. В 1847 году Роберт Оксленд запатентовал в Великобритании свой процесс производства вольфрамата натрия, вольфрамовой кислоты и чистого металла, а в 1857 году он запатентовал свой процесс производства вольфрамовой стали. Но не раньше 1908, когда Уильям Дэвид Кулидж получил свой британский патент на производство гибкой вольфрамовой проволоки, началась индустрия нити. Вольфрамсодержащая быстрорежущая инструментальная сталь привлекла внимание общественности, когда компания Bethlehem Steel Company представила свою продукцию на Всемирной выставке 1900 года в Париже. В 1927 году лаборатория Круппа в Эссене, Германия, обнаружила, что при смешивании обычно хрупкого карбида вольфрама со сцементированным материалом может быть получен пригодный для использования продукт.
Основные минералы вольфрама по существу делятся на две категории. Первый – вольфрамит [(Fe, Mn)WO 4 ], который содержит вольфраматы железа и марганца во всех соотношениях от 20 до 80 процентов каждого. Второй — шеелит (CaWO 4 ), который флуоресцирует ярким голубоватым цветом в ультрафиолетовом свете.
Месторождения вольфрама встречаются в ассоциации с метаморфическими породами и гранитными магматическими породами. Важнейшие рудники находятся в горах Нань в провинциях Цзянси, Хунань и Гуандун Китая, на долю которых приходится около 50% мировых запасов. В России шахты расположены на Северном Кавказе и вокруг озера Байкал. Есть месторождения и в Казахстане. Около 90 процентов вольфрама Южной Кореи находится в Сангдонге. На Северо-Западных территориях Канады находится крупнейший вольфрамовый рудник в западном мире, а рудник в Чойлле, Бол., является крупнейшим производителем вольфрама в Южной Америке. Месторождения в США разбросаны вдоль Скалистых гор.
Добыча и обогащение
Месторождения гор Нан представляют собой в основном жилы с высоким содержанием вольфрамита, которые в большом количестве обнаруживаются на обнажениях во многих отдельных областях. Эти условия благоприятны для эксплуатации мелкомасштабными операциями. Открытые методы использовались в Австралии и Канаде, в то время как подземная добыча обычно необходима для других шахт в мире.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Вольфрамовые руды обогащаются путем дробления с последующим гравитационным обогащением. Флотационное разделение используется для шеелита, который был измельчен до мелкого размера для высвобождения вольфрама; это дополнительно дополняется выщелачиванием, обжигом и, при необходимости, магнитной сепарацией или сепарацией под высоким напряжением.
Добыча и очистка
Паравольфрамат аммония
Вольфрамовые руды часто встречаются вместе с сульфидами и арсенидами, которые можно удалить путем прокаливания на воздухе в течение двух-четырех часов при температуре 800°C (1450°F). Для получения паравольфрамата аммония (АПТ), промежуточного соединения в производстве чистого металла, руды могут быть разложены кислотным выщелачиванием или автоклавно-содовым процессом. В последнем процессе измельченная руда выдерживается в течение 1 1 / 2 до 4 часов в 10-18-процентном растворе карбоната натрия при температуре от 190° до 230° C (от 375° до 445° F) и давлении 14,1-24,6 кг/см2 ( 200–350 фунтов на квадратный дюйм). Перед удалением непрореагировавшей пустой породы фильтрованием доводят кислотность до pH 9–9,5, добавляют сульфаты алюминия и марганца при температуре 70–80 °C (160–175 °F) и перемешивают в течение часа. Это может устранить фосфор и мышьяк и снизить содержание кремнезема до уровня 0,03–0,06 процента. Молибден удаляют добавлением сульфида натрия при температуре 80–85 °С (175–185 °F) при рН 10, выдержке в течение часа, затем подкислении раствора до рН 2,5–3 и перемешивании в течение семи–девяти часов. для осаждения сульфида молибдена. Оставшийся раствор вольфрамата натрия можно дополнительно очистить жидкостным ионообменным процессом с использованием органического экстрагента, состоящего из 7 % аламина-336, 7 % деканола и 86 % керосина. При противотоке экстрагента через раствор ионы вольфрамата переходят из водной фазы в органическую. Затем вольфрам отделяют от экстрагента раствором аммиака, содержащим вольфрамат аммония. Полученный раствор АФТ направляют в испаритель для кристаллизации.
В процессе кислотного выщелачивания шеелитовый концентрат разлагается соляной кислотой в присутствии нитрата натрия в качестве окислителя. Эту загрузку перемешивают распылением пара и выдерживают при 70°C (160°F) в течение 12 часов. Полученную суспензию, содержащую вольфрам в виде твердой вольфрамовой кислоты, разбавляют и дают отстояться. Затем вольфрамовую кислоту растворяют в водном растворе аммиака при 60°С (140°F) в течение двух часов при перемешивании. Кальций из полученного раствора осаждается в виде оксалата кальция, а фосфор и мышьяк удаляются добавлением окиси магния, которая образует нерастворимые фосфаты и арсенаты аммония и магния. Железо, кремнезем и подобные примеси, образующие коллоидные гидроксиды, удаляют добавлением небольшого количества активированного угля и выдержкой в течение одного-двух часов. Раствор очищают через напорные фильтры и упаривают, получая кристаллы АПТ.
Вольфрамовый порошок
Когда АПТ разлагается на оксиды вольфрама, он окрашивается в разные цвета в зависимости от своего состава: триоксид желтый, диоксид коричневый, а промежуточный оксид пурпурно-синий. АПТ может разлагаться до желтого оксида при нагревании выше 250°C (480°F) в печи в потоке воздуха. Однако при промышленном производстве вольфрама АПТ обычно разлагают до промежуточного оксида во вращающейся печи в потоке водорода, который частично разлагает аммиак в кристаллах на азот и водород при сохранении восстановительной атмосферы. Вращающаяся печь разделена перегородками на три зоны, выдерживаемые соответственно на 850°, 875° и 9°.00 ° C (1550 °, 1600 ° и 1650 ° F). Печь наклоняют под небольшим углом и поворачивают, чтобы обеспечить непрерывный поток порошка через центральные отверстия перегородок.
Синий оксид затем восстанавливают водородом до порошка металлического вольфрама в стационарных печах при температуре от 550° до 850° C (от 1025° до 1550° F). В этом процессе оксид загружается в «лодочки» из инконеля, сплава на основе никеля, известного своей прочностью при высоких температурах. Они загружаются в трубы, обычно расположенные в два ряда, и трубы нагреваются в трех отдельных зонах по их длине.
APT также может быть восстановлен углеродом, хотя порошок обычно загрязнен карбидом вольфрама и некоторыми минеральными элементами, содержащимися в углероде. Когда APT и углерод смешиваются и реагируют при 650–850 ° C (1200–1550 ° F), продукт представляет собой синий оксид. При нагревании в диапазоне 900—1050°С (1650—1925°F) образуется коричневый оксид. Для полного восстановления до металла требуется температура выше 1050°С. Чистота металла составляет около 95 процентов.
Консолидация
Порошок вольфрама прессуется в бруски или заготовки с помощью механического или изостатического пресса перед спеканием. «Необожженная», или необожженная, плотность этих прессовок, полученных из частиц порошка размером от 1 до 10 микрометров, обычно составляет от 65 до 75 процентов от теоретической. После предварительного спекания при 1000–1200°С (1800–2200°F) вольфрамовые прутки малого диаметра спекают в атмосфере водорода с нагреванием методом прямого сопротивления, т. е. пропусканием электрического тока. через бар. Пружинное крепление к зажимам с водяным охлаждением, удерживающим каждый стержень, необходимо, чтобы один конец мог свободно двигаться, когда стержень сжимается во время спекания. Ток постепенно увеличивают, чтобы поднять температуру от комнатной до 2700–3100°С (4,900°–5600°F). После выдержки при конечной температуре от 30 до 60 минут плотность достигает 88,5-96 процентов от теоретической.
Процесс непрямого спекания используется для больших вольфрамовых заготовок. Нагревательные элементы печи изготовлены из молибденовых полос и поддерживаются молибденовыми или вольфрамовыми рамами и окружены молибденовыми тепловыми экранами. Медленный нагрев на ранней стадии спекания необходим для раскисления материала и выделения газов с контролируемой скоростью. При более высоких температурах — , т. е. от 800°C до конечной температуры спекания 2400°C (4350°F) — скорость нагрева также следует контролировать, так как слишком быстрое повышение температуры внутри заготовки вызовет термические напряжения и приведет к растрескивание материала. Для уплотнения требуется окончательное спекание в течение 10 часов.
Металл и его сплавы
Вольфрамовые нити, легированные примерно по 0,05% оксида алюминия, кремнезема и оксида калия, не дают провисания и используются в лампах накаливания. Добавление 1-2% тория или диоксида циркония увеличивает эмиссию электронов и жаропрочность вольфрамовой проволоки, что делает ее полезной для электронных устройств и электродов для дуговой сварки вольфрамом и инертным газом.
Вольфрам, пропитанный серебром и медью, обладает отличной стойкостью к дуге, высокой стойкостью к сварке, высокой проводимостью и допустимым током. Следовательно, он широко используется для электрических контактов, полупроводниковых опор и сопел ракет.
Вольфрам является важной добавкой к инструментальным сталям, суперсплавам и тугоплавким сплавам. Кобальт-хром-вольфрамовые сплавы, выпускаемые под торговой маркой стеллиты, применяются для наплавки износостойких клапанов, подшипников, карданных валов, режущего и высокотемпературного инструмента.
Химические соединения
Карбиды вольфрама делятся на две категории. Во-первых, это цементированные карбиды вольфрама, также называемые твердыми металлами, которые по существу представляют собой WC, получаемый путем спекания смеси углеродной сажи и восстановленного водородом порошка вольфрама при температуре 1500°C (2700°F). Они цементируются с использованием кобальтового или никелевого связующего с другими тугоплавкими карбидами или без них. В основном цементированные карбиды используются для режущих и сверлильных инструментов, формовочных и волочильных штампов и шипов шин.
Вторая группа, называемая плавленым или литым карбидом, состоит из W 2 C и эвтектической смеси WC и W 2 C. Более твердый, но более хрупкий, чем цементированный карбид, он используется в износостойких изделиях, таких как наковальни, направляющие втулки в машинах, зубья и челюсти для экскаваторов.
Другие соединения
Вольфрамовая бронза, состоящая из вольфраматов щелочных и щелочноземельных металлов, используется в качестве заменителя бронзы в декоративных красках. Вольфрамат натрия также используется для производства органических красителей и пигментов типа фосфорно-вольфрамовой кислоты, которые являются блестящими, светостойкими и нерастворимыми в воде и льняном масле. Вольфраматы кальция и магния используются в качестве люминофоров в люминесцентных и телевизионных лампах. Вольфрамат аммония и другие соединения используются в качестве катализаторов в нефтяной промышленности для гидроочистки, гидрокрекинга и полимеризации.
Производство меди | Металлургический портал MetalSpace.ru
В рудах медь находится в виде сернистых соединений (CuFeS2 – халько-пирит, Cu2S – халькозин, CuS – ковелин), оксидов (CuO, CuO) и гидрокарбонатов [CuCO3·Cu(OH)2,2CuCO3·Cu(OH)2]
Пустая порода руд состоит из пирита (FeS2), кварца (SiO2), различных соединений содержащих Al2O3, MgO, CaO, и оксидов железа.
В рудах иногда содержится значительные количества других металлов (цинк, золото, серебро и другие).
Известны два способа получения меди из руд:
гидрометаллургический;
пирометаллургический.
Гидрометаллургический не нашел своего широкого применения из-за невозможности извлекать попутно с медью драгоценные металлы.
Пирометаллургический способ пригоден для переработки всех руд и включает следующие операции:
подготовка руд к плавке;
плавка на штейн;
конвертирование штейна;
рафинирование меди.
Подготовка руд к плавке
Подготовка руд заключается в проведении обогащения и обжига. Обогащение медных руд проводят методом флотации. В результате получают медный концентрат, содержащий до 35% меди и до 50% серы. Концентраты обжигают обычно в печах кипящего слоя с целью снижения содержания серы до оптимальных значений. При обжиге происходит окисление серы при температуре 750 – 800 °С, часть серы удаляется с газами. В результате получают продукт, называемый огарком.
Плавку на штейн
Плавку на штейн ведут в отражательных или электрических печах при температуре 1250 – 1300 °С. В плавку поступают обожженные концентраты медных руд, в ходе нагревания которых протекают реакции восстановления оксида меди и высших оксидов железа
6CuO + FeS = 3Cu2O + FeO + SO2
FeS + 3Fe3O4 + 5SiO2 = 5(2FeO·SiO2) + SO2
В результате взаимодействия Cu2O с FeS образуется Cu2S по реакции:
Cu2O + FeS = Cu2S + FeO
Сульфиды меди и железа, сплавляясь между собой, образуют штейн, а расплавленные силикаты железа, растворяя другие оксиды, образуют шлак. Штейн содержит 15 – 55% Cu; 15 – 50% Fe; 20 – 30% S. Шлак состоит в основном из SiO2, FeO, CaO, Al2O3.
Штейн и шлак выпускают по мере их накопления через специальные отверстия.
Конвертирование штейна
Конвертирование штейна осуществляется в медеплавильных конвертерах (рисунок 44) путем продувки его воздухом для окисления сернистого железа, перевода железа в шлак и выделения черновой меди.
Конвертеры имеют длину 6 – 10 м и наружный диаметр 3 – 4 м. Заливку расплавленного штейна, слив продуктов плавки и удаление газов осуществляют через горловину, расположенную в средней части корпуса конвертера. Для продувки штейна подается сжатый воздух через фурмы, расположенные по образующей конвертера. В одной из торцевых стенок конвертера расположено отверстие, через которое проводится пневматическая загрузка кварцевого флюса, необходимого для удаления железа в шлак. Процесс продувки ведут в два периода. В первый период в конвертер заливают штейн и подают кварцевый флюс. В этом периоде протекают реакции окисления сульфидов
2FeS + 3O2 = 2Fe + 2SO2,
2Cu2S + 3O2 = 2Cu2O + 2SO2
Образующаяся закись железа взаимодействует с кварцевым флюсом и удаляется в шлак
2FeO + SiO2 = (FeO)2·SiO2
По мере накопления шлака его частично сливают и заливают в конвертер новую порцию исходного штейна, поддерживая определенный уровень штейна в конвертере. Во втором периоде закись меди взаимодействует с сульфидом меди, образуя металлическую медь
2Cu2O + Cu2S = 6Cu + SO2
Таким образом, в результате продувки получают черновую медь, содержащую 98,4 – 99,4% Cu. Полученную черновую медь разливают в плоские изложницы на ленточной разливочной машине.
Рафинирование меди.
Для получения меди необходимой чистоты черновую медь подвергают огневому и электролитическому рафинированию. При этом, помимо удаления примесей можно извлекать также благородные металлы.
При огневом рафинировании черновую медь загружают в пламенную печь и расплавляют в окислительной атмосфере. В этих условиях из меди удаляются в шлак те примеси, которые обладают большим сродством к кислороду, чем медь.
Для ускорения процесса рафинирования в ванну с расплавленной медью подают сжатый воздух. Большинство примесей в виде оксидов переходят в шлак (Fe2O3, Al2O3, SiO2), а некоторые примеси при рафинировании удаляются с газами. Благородные металлы при огневом рафинировании полностью остаются в меди. Кроме благородных металлов в меди в небольших количествах присутствуют примеси сурьмы, селена, теллура, мышьяка. После огневого рафинирования получают медь чистотой 99 – 99,5%. Для удаления этих примесей, а также для извлечения золота и серебра медь подвергают электролитическому рафинированию.
Электролиз ведут в специальных ваннах, футерованных внутри свинцом или другим защитным материалом. Аноды изготовляют из меди огневого рафинирования, а катоды – из тонких листов чистой меди. Электролитом служит раствор сернокислой меди. При пропускании постоянного тока анод растворяется и медь переходит в раствор. На катодах разряжаются ионы меди, осаждаясь на них прочным слоем чистой меди.
Находящиеся в меди примеси благородных металлов выпадают на дно ванны в виде остатка (шлама). После электролитического рафинирования получают медь чистотой 99,95 – 99,99%.
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
Получение и химические реакции меди
Нахождение в природе.
Медь встречается главным образом в виде сульфидных соединений. Наиболее важные минералы — медный блеск Cu2S, медный колчедан (халькопирит) CuFeS2 и борнит Cu3FeS2 входят в состав так называемых полиметаллических сульфидных руд. Реже встречаются кислородсодержащие соединения: малахит (основной карбонат меди) СuСО3 • Сu(ОН)2, азурит 2СuСО3 • Сu(ОН)2 и куприт СuO2.
Физические свойства.
Медь — металл красного цвета, плавится при температуре 1083°С, кипит при 2877°С. Чистая медь довольно мягка, легко поддается прокатке и вытягиванию. Примеси увеличивают твердость меди. Медь отличается очень высокой электро- и теплопроводностью. Примеси мышьяка и сурьмы значительно уменьшают электропроводность меди. Медь образует различные сплавы (латуни, бронзы и др.).
Химические свойства.
Медь относится к числу малоактивных металлов. На холоду она очень слабо взаимодействует с кислородом воздуха, покрываясь пленкой оксида, которая препятствует дальнейшему окислению меди. При нагревании медь окисляется полностью:
2Cu + O2 = 2СuО
Сухой хлор на холоду не взаимодействует с медью, однако в присутствии влаги реакция проходит довольно энергично:
Сu + Сl2 = СuС12.
При нагревании медь довольно энергично взаимодействует с серой:
Си + S = CuS.
Медь может растворятся только в кислотах-окислителях. В концентрированной серной кислоте она растворяется только при нагреваний, a в азотной — и на холоду:
Процесс получения меди состоит из нескольких стадий. Сначала сульфидную руду обжигают. При этом часть меди превращается в оксид:
4CuFeS2 + 13O2 = 4CuO + 2Fe203 + 8SO2.
Затем проводят плавку на штейн и получают сульфид меди (I). При этом к огарку прибавляют кокс и песок для образования шлака:
2CuO + FeS + С + SiO2 = Cu2S + FeSi03 + СО или CuO + FeO + CuS + С + SiO2 = Cu2S + FeSiO3+ CO.
Далее штейн подвергают конвертерной плавке:
9Cu2 S + 3O2 = 2Cu2 O + 2SO2 , 2CuO2 + Cu2 S = 6Cu + SO2 .
Получаемая медь называется черновой. Очищают медь рафинированием. Электролитом служит раствор сульфата меди, анодом — медные болванки ,катодом — пластинка чистой меди. При пропускании электрического тока через электролит медь анода растворяется, а на катоде выделяется чистая медь.
Оксид меди
Обладает основными свойствами. Он может взаимодействовать с кислотами и кислотными оксидами:
CuO + H2SО4 = CuSО4 + Н2О, CuO + SО3 = CuSО4.
Оксид меди не растворим в воде. При нагревании оксида меди и присутствии восстановителя довольно легко происходит его восстановление:
CuO + Н2 = Сu + Н2O, СuО + СО = Сu + СO2.
Оксид меди получают окислением меди при нагревании или прокаливанием гидроксида меди:
2Сu + O2 = 2СuО, Cu(OH)2 = CuO + Н2O.
Оксид меди встречается в природе в продуктах выветривания некоторых медных руд. Он используется в производстве стекла и эмалей как зеленый и синий красители (медно-рубиновое стекло), как окислитель в органическом анализе и в медицине.
Гидроксид меди
Гидроксид меди Сu(ОН)2. Выпадает в виде осадка при действии на растворы солей меди (II) растворов щелочей (но не аммиака):
CuSO4 + 2NaOH = Cu(OH)2↓ + Na2SO4.
При действии аммиака на соли меди (II) сначала выпадает гидроксид меди, который очень легко растворяется в избытке аммиака с образованием аммиаката меди:
Аммиакат меди окрашен в интенсивный сине-фиолетовый цвет, Поэтому он позволяет обнаружить малые количества ионов меди (П) в растворе. Эта реакция применяется в аналитической химии. Гидроксид меди обладает очень слабо выраженными амфотерными свойствами. В кислотах он растворяется легко, в концентрированных растворах щелочей — с большим трудом. В первом случае образуются соли меди, во втором — гидроксокупраты:
Сu(ОH)2 + 2NaOH = Na2[Cu(OH)4].
Гидроксид меди может восстанавливаться до гемиоксида меди при нагревании С различными не очень сильными восстановителями: альдегидами, сахарами, гидразином, гидроксиламином и др.:
2Cu(OH)2 + R—СНО → Cu2O + R—COOH + 2H2O.
Гемиоксид, или оксид меди (I)
Гемиоксид, или оксид меди (I), Си20. Обладает только основными свойствами. Часть солей меди (I) хорошо растворима, но довольно неустойчива и легко окисляется кислородом воздуха. Устойчивыми соединениями меди (I) являются, как правило, либо нерастворимые соединения (Cu2S, Cu2O, Cu2I2), либо комплексные соединения (Cu(NH3)+2 и др.). Гемиоксид меди применяется для изготовления купроксных выпрямителей переменного тока.
При растворении гемиоксида меди в кислородсодержащих кислотах, например серной, образуются соли меди (II) и медь:
Cu2O + H2SO4 = CuSO4 + Сu + Н2O,
а при растворении в галогеноводородных кислотах — соли меди (I):
Cu20 + 2НС1 = 2СuС1 + Н2O.
Многие соли меди (II) хорошо растворимы в воде, но подвержены гидролизу, поэтому в растворе всегда должен быть небольшой избыток кислоты. Нерастворимыми солями меди (II) являются сульфид CuS, карбонат (основной карбонат) СuСO3• Сu(ОН)2 • 0,5Н2О, оксалат СuС2O4 и фосфат Сu3(РO4)2.
Под действием восстановителей соли меди (II) в кислом растворе могут восстанавливаться до солей меди (I):
2CuSO4 + 4KI = 2K2SO4 + Cu2I2 + I2
Аммиачные растворы солей меди (I) могут взаимодействовать с ацетиленом, образуя ацетиленид меди;
СН≡СН + 2CuCl = Cu2C2 + 2НС1.
Литература [3]
Добыча и переработка меди: переработка медных руд
Перейти к навигации
Просмотреть PDF Загрузить PowerPoint
Оксидные и сульфидные руды подвергаются различным процессам очистки до меди с чистотой 99,99%.
Переработка меди — это сложный процесс, который начинается с добычи руды (менее 1% меди) и заканчивается получением листов меди с чистотой 99,99%, называемых катодами , которые в конечном итоге будут превращены в изделия для повседневного использования. Наиболее распространенные типы руд, оксид меди и сульфид меди подвергаются двум различным процессам, гидрометаллургии и пирометаллургии, соответственно, из-за различного химического состава руды. Оксиды меди более распространены вблизи поверхности, но считаются бедной рудой с более низкой концентрацией меди. Хотя для этого требуется добывать и перерабатывать больше руды, этот процесс дешевле, поэтому оксиды все еще можно добывать с прибылью. С другой стороны, хотя сульфидные руды меди менее распространены, они содержат больше меди. Хотя затраты на обработку выше, в конечном итоге можно извлечь больше меди. Поскольку каждый рудник уникален по своему минеральному составу, концентрации и количеству, планировщики рудника должны определить наиболее экономичную и прибыльную переработку руды. Когда это экономически целесообразно, рудник может добывать оба типа медных минералов; когда это невозможно, шахты будут перерабатывать только оксиды меди или сульфиды меди.
Первые этапы переработки меди одинаковы для обеих руд: добыча и транспортировка. Добыча меди обычно осуществляется открытым способом , при котором ряд ступенчатых уступов выкапывается все глубже и глубже в землю с течением времени. Для извлечения руды используется буровое оборудование, чтобы просверлить отверстия в твердой породе, а взрывчатые вещества вставляются в отверстия для взрыва и разрушения породы. Полученные валуны готовы к транспортировке; специализированные самосвалы, конвейеры, поезда и вагоны-челноки могут использоваться для перевозки руды с места взрывных работ на место переработки. Размеры оборудования, необходимого для перевозки тонн и тонн руды, огромны. Затем большая часть руды проходит через первичную дробилку, которая обычно располагается очень близко к карьеру, а иногда и в нем. Эта первичная дробилка уменьшает размер руды от валунов до камней размером с мяч для гольфа.
A. Переработка оксидной руды
Оксидные руды обычно перерабатываются с использованием гидрометаллургии . В этом процессе используются водные растворы (на водной основе) для извлечения и очистки меди из руд оксида меди при обычных температурах, обычно в три этапа: кучное выщелачивание, экстракция растворителем и электролиз.
Кучное выщелачивание и извлечение растворителем из оксидной руды.
Кучное выщелачивание — это процесс использования перколяционных химических растворов для выщелачивания металлов. Кучное выщелачивание очень часто используется для руды с низким содержанием золота, которую в противном случае было бы нецелесообразно направлять на процесс измельчения. После добычи, транспортировки и дробления до размера гравия или мяча для гольфа дробленая руда складывается в кучу поверх непроницаемого слоя на небольшом уклоне. Выщелачивающий реагент (разбавленная серная кислота) разбрызгивается через разбрызгиватели на вершине отвала и просачивается вниз через отвал, где он растворяет медь из руды. Полученный «богатый» выщелачивающий раствор серной кислоты и медного купороса собирается в небольшой бассейн. Соединение меди теперь можно увидеть в концентрациях от 60 до 70%.
Вторым этапом является экстракция растворителем , при которой две несмешивающиеся (несмешивающиеся) жидкости перемешиваются и разделяются, в результате чего медь переходит из одной жидкости в другую. Насыщенный выщелачивающий раствор энергично смешивают с растворителем. Медь мигрирует из выщелачивающего раствора в растворитель. Затем две жидкости разделяют по растворимости, при этом медь остается в растворе в растворителе, а примеси остаются в выщелачивающем растворе. Затем оставшийся выщелачивающий раствор рециркулируют, добавляя дополнительную кислоту и отправляя ее обратно в спринклеры в процессе кучного выщелачивания.
Электролиз — это последний этап переработки оксидной руды в медные катоды.
Последний этап называется электролизом , разновидностью электролиза. Электрический ток проходит через инертный анод (положительный электрод) и через раствор меди из предыдущего этапа, который действует как электролит . Положительно заряженные ионы меди (называемые катионами) выходят из раствора и наносятся на катод (отрицательный электрод) в виде меди чистотой 99,99%.
B. Переработка сульфидной руды
Сульфидные руды обычно перерабатываются с использованием пирометаллургии , извлечения и очистки металлов с помощью процессов, включающих применение тепла. В этом процессе используется ряд физических стадий и высоких температур для извлечения и очистки меди из медных сульфидных руд в четыре основных этапа: 1) пенная флотация, 2) сгущение, 3) плавка и 4) электролиз.
После добычи, транспортировки и дробления до размера гравия или мяча для гольфа измельченная руда далее перерабатывается на мельнице с использованием вторичных дробилок и измельчается до гальки и, наконец, до мелкого песка. После измельчения медной руды в нее добавляют жидкость, превращающую ее в суспензию. Шлам представляет собой смесь ценных минералов медной руды и «бесполезной» породы, называемой пустой породой (произносится «банда»). Суспензия помещается в резервуар, и процесс называется пенная флотация используется для отделения медных минералов от пустой породы. Химические реагенты, называемые «сборщиками», добавляются в суспензию и связываются с частицами меди, делая их гидрофобными или водонепроницаемыми. Трубы используются для подачи воздуха на дно резервуара для создания пузырьков, которые поднимаются на поверхность, увлекая за собой водостойкие частицы сульфида меди. Затем пена богатых медью пузырьков в верхней части резервуара снимается для дальнейшей обработки. Пустая порода опускается на дно резервуара и удаляется или утилизируется как хвостохранилище .
Следующей стадией после пенной флотации является стадия сгущения . Пена выливается в большие резервуары, называемые сгустителями. Пузырьки лопаются, и твердые частицы пенного раствора оседают на дне резервуара. Затем твердые вещества фильтруют для удаления избыточной воды, которую можно повторно использовать при переработке дополнительных партий сульфидной руды. Конечный продукт стадии сгущения представляет собой комбинацию 30% меди и других металлов; этот медный концентрат затем направляется на плавильный завод.
Аноды на шахте Багдад в Аризоне. (Фото предоставлено: Фотоархив ADMMR, Геологическая служба Аризоны).
На плавильном заводе используются высокие температуры для дальнейшей очистки руды в серии стадий плавки . Медный концентрат сначала направляют в плавильную печь, где он нагревается до 2300 °F и превращается в расплавленную жидкость. Нагретую жидкость заливают в шлакоотстойную печь. На этом этапе получается комбинация штейна, смеси меди, серы и железа, и шлака, плотного стекловидного материала, состоящего из железа, кремнезема и других примесей. Медный штейн, созданный плавильной печью, содержит 58-60% меди. Затем расплавленный штейн направляется в другую печь, называемую конвертером, для сжигания оставшегося железа и серы; продукт упоминается как черновая медь, которая содержит 98% меди, и доставили в анодную плавку. Черновая медь желтая; когда кислород в меди выгорает в анодной плавке, она становится сине-зеленой. Полученный продукт, расплавленную анодную медь, заливают в формы, называемые колесами для литья анодов. Охлажденные пластины анода состоят из 99% чистой меди, теперь окрашены в медный цвет, имеют две отлитые сверху ручки, имеют толщину два дюйма, ширину три фута, высоту три с половиной фута и вес 750 фунтов.
Электролиз является завершающим процессом очистки сульфидной руды в медные катоды.
Затем пластины медных анодов очищают на заключительном этапе, называемом электролизом . Анодные плиты подвешиваются в большой емкости, наполненной раствором электролита, состоящим из сульфата меди и серной кислоты. Между анодами подвешивают тонкие листы чистой меди, которые называются катодами и весят около 15 фунтов каждый. Подается электрический ток, и положительно заряженные ионы меди (называемые катионами) покидают анод (положительный электрод) и перемещаются в растворе через раствор электролита для нанесения покрытия на катод (отрицательный электрод). Другие металлы и примеси также покидают анод и падают на дно резервуара или остаются в растворе электролита. Эти примеси собираются и могут быть очищены для извлечения других металлов, таких как серебро и золото. После 14 дней электролиза аноды постепенно исчезли, а медные катоды теперь весят 375 фунтов каждый и содержат 9Медь чистотой 9,99%. Катоды вынимают из бака и промывают водой, чтобы предотвратить дальнейшую реакцию. Готовые медные катоды затем можно превратить в провода, пластины, трубки и другие медные изделия.
C. Переработка меди
Помимо переработки медных руд, новый и старый медный лом или медные сплавы могут быть переплавлены, повторно очищены и переработаны в новые компоненты. По оценкам, такая переработка обеспечивает 50% меди, используемой в медной промышленности (Scott, 2011). В 2010 г. было переработано 770 000 метрических тонн меди на сумму около шести миллиардов долларов (Papp, 2010).
Инновации: Введение в медь: добыча и добыча
Применение меди в металлургии меди и медных сплавов
Вин Калькатт
Медный век | Бронзовый век | Средние века и позднее | Горное дело
Медные минералы и руды встречаются как в изверженных, так и в осадочных породах. Добыча медных руд осуществляется одним из двух способов.
Подземная добыча полезных ископаемых осуществляется путем проходки стволов до соответствующих уровней, а затем проходки горизонтальных туннелей, называемых штольнями, для достижения руды. Однако подземная добыча относительно дорога и обычно ограничивается богатыми рудами. Эль-Теньенте в Чили — крупнейший в мире подземный медный рудник.
Добыча открытым способом применяется, когда рудные тела обширны, имеют низкое содержание и находятся относительно близко к поверхности, где их можно добывать после удаления вскрышных пород. Чили также может похвастаться крупнейшим в мире (с точки зрения добычи) открытым медным рудником Escondida. Крупнейший медный рудник в Северной Америке (и крупнейший в мире рукотворный раскоп) — это рудник Бингем-Каньон недалеко от Солт-Лейк-Сити, штат Юта. Программа модернизации стоимостью 1,5 миллиарда долларов, завершенная в 1998 году, превратила Бингем-Каньон в производителя меди с самой низкой себестоимостью в Северной Америке, образец операционной эффективности и соблюдения экологических норм.
Медь содержится в земной коре и в океанах, хотя количество в последних считается незначительным и составляет не более восьми месяцев добычи при современных темпах. Считается, что верхние 10 километров земной коры содержат в среднем около 33 частей на миллион меди. Для коммерческой эксплуатации месторождения меди обычно должны содержать более 0,5% меди, а предпочтительно более 2%. Известные запасы руды более высокого качества в мире составляют почти 1 миллиард тонн меди. При нынешнем темпе добычи, который составляет около 13,9миллионов тонн (12,5 миллионов метрических тонн) в год, известные запасы меди могут быть истощены примерно через 65 лет. Однако успешная разведка новых месторождений полезных ископаемых, технологические достижения в горнодобывающей и добывающей металлургии (которые позволяют разрабатывать более бедные руды, тем самым увеличивая совокупность известных запасов) и использование меди (что позволяет более экономно использовать медь там, где использовались большие количества в прошлом) и продолжающаяся переработка металлолома, вероятно, на неопределенный срок предотвратят истощение запасов этого ценного металла.
Например, по оценкам, на глубине первой мили земной коры континентов диффузно распределено 3x 10 18 метрических тонн меди. Относительно концентрированная часть этой меди составляет лишь небольшую часть от общего количества, составляющую примерно 10 10 метрических тонны в месторождениях с содержанием 0,25% или более. При текущей мировой добыче полезных ископаемых это представляет собой запас меди на миллион лет, теоретически доступный в извлекаемой части земной коры.
В таблице 4 показаны некоторые из наиболее распространенных минералов меди. Некоторые из них уже давно имеют ценность сами по себе, например, малахит, ценившийся за его необычный и приятный внешний вид и тысячелетиями использовавшийся в украшениях и украшениях.
Таблица 4 . Медные минералы
Минерал
Состав
Вес. % Медь
Цвет
Блеск
Самородная медь
Cu
98+
Медно-красный
Металлик
Куприт
Медь 2 0
88,8
Красный
Адамантин
Халькоцит
Медь 2 0
79,9
Темно-серый
Металлик
Халькопирит (Золото дураков)
Fe x Cu y S
10 прибл.
Золото
Металлик
Ковеллит
CuS
66,4
Синий индиго
Борнит (Павлинья руда)
Cu 5 FeS 4
63,3
Золотисто-коричневый до медно-красного
Металлик
Малахит
CuCO 3 Cu(OH) 4
57,5
ярко-зеленый
от шелковистого до землистого
Азурит
2CuCO 3 Cu(OH) 2
55,3
Синий
Стекловидное тело в адамантин
Антлерит
Cu 3 SO 4 (ОН) 4
53,7
Зеленый
Хризоколла
CuSiO 3 2H 2 O
36,2
Голубовато-зеленый, небесно-голубой, бирюзовый
Стекловидный в землистый
Халькопирит
CuFeS 2
34,6
Золотисто-желтый
от металлического до непрозрачного
Пустая порода, или пустая порода , должна быть отделена от сульфидных минералов для выплавки металлической меди из руды. Безусловно, наибольшая часть меди извлекается из сульфидов меди, железа и иногда других металлов. Такие руды образуются из серосодержащих вулканических магм, разделившихся на сульфиды металлов и кремнистые расплавы. Медь почти полностью сконцентрировалась в сульфидной фракции, и если она отделяется от кремнистого расплава, она может отлагаться в жилах или трещинах вмещающей породы в результате гидротермальной или другой геологической деятельности. Во многих рудах (и в большинстве обнаруженных на западе США) минералы меди встречаются в виде дисперсии мелких частиц. Такие руды называются порфиры . Там, где минерализованные породы обнажаются или разрушаются, сульфидные минералы подвергаются химическим изменениям под действием воздуха, грунтовых вод и тепла, что приводит к образованию другой основной разновидности медных минералов — окисленных руд.
Нет недостатка в медных ресурсах. Фактически, медь является одним из самых распространенных металлических элементов в земной коре. Средняя расчетная концентрация составляет от 55 до 70 мг/кг, что ниже хрома (200 мг/кг) и цинка (132), но выше олова и свинца. Во многих частях мира находятся промышленно эксплуатируемые месторождения медных руд, часто связанные с процессами горообразования. Отложения встречаются во многих местах в западных кордильерах Америки, в основном в Соединенных Штатах и Чили, а также в районах североамериканских равнин, таких как Мичиган, Онтарио, Квебек и Манитоба, на участках, связанных с докембрийским щитом. Медь также встречается во многих других странах мира. Перу, Польша, Мексика, Заир, Замбия и Папуа-Новая Гвинея исторически были в числе ведущих производителей, и хотя производство в Африке резко сократилось в последние годы из-за политических трудностей, остаются большие неиспользованные ресурсы. Кроме того, известно, что огромные количества меди существуют в виде «глубоководных конкреций», разбросанных по дну океана, хотя высокие затраты на добычу до сих пор препятствуют их коммерческой эксплуатации. Чили и США являются, соответственно, двумя ведущими странами-производителями меди в мире, причем Чили обогнала США в начале 19 века.90-е.
Добыча Руды сначала механически дробят и измельчают, чтобы почти все частицы медных минералов были освобождены от пустой породы. Флотацию с нагнетанием воздуха и интенсивным перемешиванием проводят с пылевидной рудой, находящейся во взвешенном состоянии в воде, к которой добавлены поверхностно-активные вещества. В процессе получают концентраты , содержащие примерно 30% меди, которые последовательно подают в плавильный цех , печь, в которой удаляется большая часть железа и серы, затем в 9конвертер 0291 или конвертер печь , где удаляется большая часть остаточного железа и других примесей. (В зависимости от типа используемой плавильной и конвертерной печи может быть извлечено до 99+% серы. Она используется для производства серной кислоты, которая продается или используется для непосредственного выщелачивания меди из подходящих руд, тем самым обходя весь цикл плавки-конверсии. ) В результате получается нечистая (98+%) форма металла, известная как черновая медь (из-за ее внешнего вида). Затем блистер подвергается дальнейшей огневой очистке, чтобы отрегулировать содержание серы и кислорода, в результате чего получается металл, достаточно чистый для многих других применений, кроме электрических. Однако, поскольку очищенный огнем металл может содержать коммерчески выгодные концентрации драгоценных металлов (в основном серебра и золота), большая его часть отливается в толстые листы, известные как аноды, которые отправляются в большие электролизеры, где происходит окончательное рафинирование. Постоянный электрический ток, проходящий через ячейки, растворяет аноды и осаждает медь на катодах. Конечным продуктом процесса рафинирования является медь электролитического вязкого пека (ETP), обычно содержащая от 99,94 и 99,96% Cu. Катоды переплавляются в контролируемых условиях и отливаются в формы, пригодные для дальнейшей обработки.
Современные методы добычи обеспечивают экономичное выщелачивание и электрохимическое извлечение меди из бедных руд, а методы добычи постоянно совершенствуются и разрабатываются для достижения наиболее эффективного удаления меди из самых разных руд из источников по всему миру. Методы извлечения меди из окисленных руд сильно отличаются от тех, которые используются для сульфидных руд. Окисленные руды, состоящие из силикатов, карбонатов и сульфатов, обрабатывают несколькими методами, все из которых включают в себя ту или иную форму выщелачивания измельченной руды серной кислотой с получением нечистых растворов сульфата меди. Сегодня более 13% всей «новой» меди производится из фильтратов, которые обычно концентрируют с помощью экстракции растворителем (SX) и удаляют из них медь с помощью обычного электролиза (EW), так называемого процесса SXEW. Сульфидные руды не подвергаются эффективному воздействию серной кислоты, но они могут быть выщелочены при предварительном окислении при длительном воздействии атмосферы и при контакте с встречающимися в природе бактериями Thiobacillus Thiooxidans и Thiobacillus Ferrooxidans.
В ноябрьском номере журнала «Инновации» за 1997 год была опубликована простая инфографика о добыче и добыче меди.
Медный век
Додинастические египтяне очень хорошо знали медь. В иероглифическом письме символ, используемый для обозначения вечной жизни, анкх, также использовался для обозначения меди. Позднее греческие философы приняли этот символ, слегка изменив его, как . Связь между вечной долговечностью и рентабельностью в течение всего срока службы меди и ее сплавов, безусловно, не случайна!
Египтяне получали большую часть своей меди из Холмов Красного моря, но медь старше Древнего Египта на несколько тысячелетий, и теперь известно, что более старая цивилизация, основанная на Евфрате, также использовала новую медь и использовала хорошо развитые методы плавки. Самыми ранними известными артефактами, сделанными из плавленого металла, была медь, а раскопки в Чатал-Хуюке недалеко от Коньи в Южной Анатолии дали шлаки, полученные в результате плавки меди, датируемые 7000 годом до нашей эры. Другие цивилизации Ближнего и Среднего Востока, Индостана и Китая также использовали жизненно важный металл.
Греческий автор Гомер называл этот металл «халкосом»; поэтому медный век называют эпохой энеолита. В греческой мифологии богиня любви Афродита, как говорят, вышла из моря недалеко от Кипра, глядя на свое отражение в медном зеркале. Некоторые историки считают, что это показывает, что металлургия является древнейшей профессией. В римских писаниях медь упоминается как «aes Cyprium», поскольку в то время большая часть металла поступала с Кипра.
‘Oetzti’, 5000-летний мумифицированный человек, недавно обнаруженный высоко в Альпах на итальянско-австрийской границе, был найден со многими орудиями, включая превосходный медный топор с мышьяком. Похоже, что он, вероятно, сам был медником, поскольку в его волосах была высокая концентрация меди и мышьяка, которые, вероятно, не могли быть получены ни из какого другого источника.
Бронзовый век
До 3000 г. до н.э. было обнаружено, что добавление олова к меди дает бронзу, сплав, более твердый и прочный, чем медь. Некоторые из самых ранних известных изделий из бронзы происходят из раскопок в Шумере и имеют значительную древность. Сначала совместное плавление медных и оловянных руд могло быть либо случайным, либо результатом ранних экспериментов, направленных на выяснение того, какие виды горных пород можно плавить.
Значительное инженерное применение меди было найдено еще в 2750 г. до н.э., когда она использовалась в Абусире в Египте для водопровода. (Некоторые древние египетские медные водопроводные трубы сохранились до наших дней, что является замечательной демонстрацией долговечности металла.) Медь и бронза использовались для изготовления зеркал большинством средиземноморских цивилизаций периода бронзового века. Уничтожение Карфагена римлянами затмило события того времени в Северной Африке. Лишь совсем недавно появились свидетельства значительных инженерных навыков карфагенян, в том числе самое раннее известное использование зубчатых колес, отлитых из бронзы. Бронза использовалась во многих артефактах повседневной жизни римлян — столовых приборах, иглах, украшениях, сосудах, украшениях, монетах, ножах, бритвах, инструментах, музыкальных инструментах и военном оружии. Этот образец использования, как правило, повторялся везде, где вводилась плавка бронзы и меди, хотя обязательно в разных временных масштабах.
Средние века и позднее
Изобретение книгопечатания увеличило спрос на медь из-за легкости, с которой медные листы можно было гравировать для использования в качестве печатных форм для точного воспроизведения иллюстраций и карт. В Германии рисунки игральных карт гравировали на меди еще в 1430 году. Медные пластины долгое время считались лучшим средством для гравировки карт. Первые известные карты, отпечатанные с медных пластин, — это два итальянских издания, датированные 1472 г. географом Птолемеем.
Затем
Медная или бронзовая проволока стала очень важным продуктом, имеющим жизненно важное значение для ткацкой промышленности. Использование меди для обшивки корпусов деревянных лодок было первоначально разработано для предотвращения нападения червей тередо на древесину в субтропических водах, но впоследствии было обнаружено, что покрытые медью корпуса также устойчивы к морскому биологическому обрастанию. Это полезное свойство предотвращало сильное сопротивление, вызванное ростом водорослей, которое ограничивало скорость кораблей. (Сообщалось, что победа лорда Нельсона при Трафальгаре отчасти стала результатом скорости его облаченных в медь кораблей, которая позволила ему перехитрить своих противников.) В результате значительно увеличился спрос на медь.
Рисунок 7 . Сравнение размеров медных и алюминиевых кабелей.
Тем не менее, наибольшее распространение в использовании меди произошло в результате открытия Майклом Фарадеем электромагнитной индукции в 1831 году и того, как этот эффект можно было использовать для производства электричества. Тот же принцип был использован для разработки электродвигателей. Электрическая лампа была изобретена сэром Джозефом Суоном в 1860 году и доведена до коммерческого дизайна Томасом Эдисоном в 1879 году. машиностроение. Медь обладает самой высокой тепло- и электропроводностью на единицу объема среди всех известных веществ, за исключением серебра, которое лишь немного превосходит ее в этом отношении. Поскольку проводимость меди зависит от ее чистоты, широко используется медь в ее нелегированной форме. Сегодня около половины производимой в мире меди приходится на электроэнергию.
Горнодобывающая промышленность
Древнейшими способами извлечения породы из подземных шахт были кувалда и клин и не менее древняя техника поджига. В последнем случае огонь, устроенный против поверхности скалы, вызовет напряжения теплового расширения — скала либо раскрошится естественным образом, либо может быть разрушена закалкой водой. Через некоторое время после того, как исламский мир в 13 веке привез из Китая в Европу взрывчатые вещества, взрывчатые вещества были впервые использованы специально для добычи полезных ископаемых. Сегодня старые методы добычи были почти полностью заменены взрывными работами с использованием безопасных современных взрывчатых веществ и использованием мощного механического оборудования для резки, когда порода достаточно мягкая, чтобы заслуживать такую обработку.
Также в этом выпуске:
Введение в медь: применение
Знакомство с медью: типы меди
Введение в медь: добыча и добыча
Введение в медь: информационные бюллетени
Phelps Dodge Morenci перевела все производство меди на добычу для выщелачивания
Как гидрометаллургия и процесс SX/EW сделали медь «зеленым» металлом
Введение в медь: горячие ссылки и дополнительная литература
Яблони являются самыми популярными фруктовыми деревьями в нашей стране. Практически на каждом дачном или приусадебном участке имеется небольшой яблоневый сад или хотя бы несколько деревьев. Садоводам отлично известно, что вырастить и собрать урожай – это только половина дела, его необходимо еще и переработать. Чаще всего из яблок отжимают сок, который используют для консервации и виноделия.
Большой урожай невозможно быстро и эффективно переработать без специального оборудования. Справиться с ним поможет пресс для отжима сока из яблок. Существуют различные конструкции прессов: механические (винтовые), гидравлические, пневматические, электрогидравлические.
Яблоки – это достаточно твердые фрукты, для выжимания сока из них требуются значительные усилия. Важно разобраться, какую соковыжималку выбрать для большого количества яблок лучше выбрать, чтобы не прогадать с покупкой. Соковыжималка для яблок большой производительности необходима, если требуется переработать несколько сотен килограмм урожая. В случае использования пресса недостаточной производительности процесс переработки займет много времени.
Наша компания предлагает вашему вниманию пресс для отжима яблок Добрыня. Он отлично подходит для отжима большого количества сырья. Мы изготавливаем соковыжималку пресс для яблок из высококачественной нержавеющей стали, которая разрешена для использования в пищевой промышленности. Отзывы покупателей на нашем сайте https://zagotovshik.ru/ помогут вам убедиться в высоком качестве нашего оборудования.
Сила давления наших прессов для выдавливания составляет 3,5 кг/кв.см. Даже из таких твердых фруктов, как яблоки, жидкость отжимается почти полностью, потери минимальные. Соковыжималка прессовая для яблок за минуты способна отжать до 1 литра готового продукта. Готовый продукт полностью натуральный, не содержит никаких примесей, в нем сохраняются все витамины из исходного сырья.
Пресс для выжима способен служить неограниченное время. Его детали надежно защищены от появления ржавчины качественным порошковым покрытием. Пресс для яблочного сока мы поставляем в полной комплектации. Вам не потребуется докупать никаких деталей и аксессуаров, достаточно собрать пресс для выжимки, и он будет полностью готов к работе. Разборная конструкция удобна в использовании. Разобранную давилку для яблок легко мыть, удобно хранить и транспортировать. Для возвращения домкрата в начальное положение достаточно нажать на кнопку. Нет необходимости прилагать большие усилия, вы сможете на зиму через пресс быстро переработать большое количество фруктов. Также пресс подходит для переработки любых других фруктов и овощей.
Почему стоит выбрать гидравлический пресс для яблок
Домкратная система отжима имеет большое количество плюсов, во многих случаях предпочтительней, чем оборудование других типов.
Основные преимущества:
Автономная работа. Пресс для отжима сока гидравлический нет необходимости подключать к сети электроснабжения или к водопроводу. Он будет работать при любых условиях. Нет дополнительных расходов на оплату электроэнергии и водоснабжения. Заниматься изготовлением домашних заготовок или вина можно в любом месте.
Высокая эффективность. Домкратная система дает возможность отжать практически всю влагу, потери минимальные. Средний выход из 10 килограмм яблок составляет 6,2 литра.
Простая эксплуатация. Требуется подготовить фрукты (измельчить их в мезгу), переложить их в мешок, который установлен в корзине пресса, и можно приступать к отжиму. Пресс домкратный легко справляется с твердыми фруктами, вам не требуется прилагать больших физических усилий, чтобы переработать большой урожай.
Сохранение полезных веществ. В электрическом оборудовании продукты нагреваются. В результате нагрева происходит разрушение части витаминов, ухудшается вкус готового продукта. В прессе сырье и готовый продукт не нагреваются, отжимание выполняется холодным способом, поэтому не происходит разрушения витаминов, они сохраняются в полном объеме.
Как пользоваться прессом для отжима яблочного сока
При использовании нашего пресса не составит труда разобраться, как выдавить сок. Перед тем, как отжать сок из яблок прессом, необходимо измельчить фрукты. Мы рекомендуем использовать для этого измельчитель «Самурай» нашего производства. Далее намочите и отожмите фильтровальный мешок, вставьте его в перфорированную корзину и загрузите предварительно измельченное сырье. Затем требуется установить поршень, вставить и зафиксировать шток. После этого можно приступать к отжиманию прессом.
Чтобы разобраться во всех тонкостях процесса, посмотрите видео о прессе для отжима сока из яблок на нашем ютуб-канале. В нем наш эксперт подробно расскажет, как давить сок, продемонстрирует все возможности пресса Добрыня.
Как купить пресс для яблок
Чтобы купить пресс для отжима сока из яблок Добрыня в нашем интернет магазине, вам потребуется всего несколько минут. Выберите пресс для выжима сока объемом 18 литров в нашем каталоге, добавьте его в корзину и оформите заказ. Наш менеджер оперативно свяжется с вами для уточнения всех деталей заказа. Вы также можете купить пресс для отжима яблок в комплекте с измельчителем на максимально выгодных условиях. Вся информация имеется на нашем сайте. Если остались вопросы, позвоните нам или закажите обратный звонок, чтобы получить подробную консультацию по оборудованию для отжима яблочного сока. Сразу после подтверждения заказа мы оперативно соберем его и организуем доставку по указанному вам адресу. Мы отправляем гидравлические прессы для яблочного сока почтой и транспортными компаниями.
Метки:гидравлический пресс пресс для яблок пресс Добрыня яблочный пресс
Гидравлический пресс для винограда в категории «Дом и сад»
Пресс для винограда и фруктов 40 л гидравлический (Италия)
Доставка по Украине
48 500 грн
Купить
kormushka.ua Магазин господаря
Ручная механическая соковыжималка пресс Empire Mini для цитрусовых, граната, винограда MND
На складе в г. Винница
Доставка по Украине
561 грн
438 грн
Купить
MANDARIN SHOP
Пресс для винограда «Лан» 15л
На складе в г. Житомир
Доставка по Украине
2 550 грн
Купить
Da4a.com.ua
Ручная механическая соковыжималка пресс Empire Mini для цитрусовых, граната, винограда PRK
Пресс ручной гидравлический YQK-400==> для опрессовки кабельных наконечников от 10 до 400 мм²
На складе в г. Харьков
Доставка по Украине
3 111 грн
2 799.90 грн
Купить
⋐ N E O M A G ⋑
Комплект для пресса. Гидравлический набор.Гидравлический насос, цилиндр и манометр 20 тонн
На складе в г. Тернополь
Доставка по Украине
6 130 грн
Купить
avant-garde
Ручной гидравлический пресс для наконечников и гильз YQK-120 (10-120 мм²) СТАНДАРТ HCRT0120
Доставка по Украине
2 400.3 — 2 857 грн
от 30 продавцов
2 667 грн
Купить
Torin (BigRed) — гаражное оборудование №1
Пресс для винограда «Лан» 25л
Доставка из г. Житомир
3 200 грн
Купить
Da4a.com.ua
Инструмент опрессовочный ручной гидравлический YQK-70 / от 4 до 70 мм²
На складе в г. Черновцы
Доставка по Украине
1 684 грн
1 599.80 грн
Купить
«НЕПРА»
Цилиндр гидравлический для пресса с манометром 20 т Profline 97320
Доставка по Украине
4 499 грн
Купить
TOPLINE — Инструмент и оборудование
Пресс для винограда Дионис 10л
Доставка из г. Винница
2 000 грн
Купить
GazVodaKyiv
Ручной пресс для сока. Объем 25 литров. Для винограда, яблок и т.д.
На складе в г. Винница
Доставка по Украине
3 390 грн
Купить
Склад-магазин » Свояк «
Гидроцилиндр для пресса на 20 тонн, комплект для преса 20т, гідравлічний набір: циліндр, манометр, насос 20т
На складе в г. Новояворовск
Доставка по Украине
6 000 грн
Купить
Інтернет-магазин «DomTehno» ЗАВЖДИ НИЗЬКІ ЦІНИ
Ручной гидравлический пресс для наконечников и гильз YQK-120 (10-120 мм²) СТАНДАРТ HCRT0120
Доставка по Украине
2 667 грн
Купить
Інтернет-магазин Limonad. dp.ua
Гидравлический пресс-клещи для обжима проводов Ø16-300 ММ YATO (YT-22862)
Доставка из г. Киев
3 135 грн
2 821.50 грн
Купить
MarketPro
5 лучших прессов для яблочного сидра на 2022 год
Те из вас, кто не может дождаться возвращения жуткого сезона, согласятся, что осень может многое предложить. Не только Хэллоуин и День Благодарения, но и развлечения на свежем воздухе для всей семьи, когда дни уже не такие жаркие! Подумайте о сборе яблок, пончиках с яблочным сидром и, возможно, об одном из самых важных преимуществ яблоневого сада — самом яблочном сидре! Конечно, яблоки не превращаются в сидр волшебным образом; вам нужен лучший пресс для яблочного сидра!
Читайте дальше, чтобы узнать о моем выборе лучших прессов для яблочного сидра.
Пресс для яблочного сидра против Apple Grinder
Прежде чем мы перейдем к нашему списку лучших прессов для яблочного сидра, давайте проясним пару вещей. Если вы погуглите «пресс для яблочного сидра», вы увидите прессы и кофемолки без разбора — так в чем же разница? Измельчители яблочного сидра и прессы для яблочного сидра вступают в процесс производства яблочного сидра в разные моменты.
Кофемолки для яблочного сидра представляют собой небольшие устройства с рукояткой, которая вращает вращающийся цилиндр с зубьями, прикрепленный к месту сбора сока. Мельницы для яблочного сидра обычно изготавливаются из стали или чугуна, и их основная цель — измельчить яблоки в мякоть, прежде чем пресс вступит во владение и превратит мякоть в сидр, который вы знаете и любите.
Обычные мельницы для яблок запускаются вручную и идеально подходят для любителей, но если вы планируете вести бизнес, вам следует вместо этого рассмотреть электрическую мельницу для яблок!
Прессы для яблочного сидра приходят после того, как мельница для яблок сделала свою работу. Наиболее распространенным типом пресса для яблочного сидра является корзиночный пресс, изготовленный из дерева или стали с перекладиной и стальным винтом, который медленно оказывает все большее и большее давление на яблочную мякоть в корзине. Корзинка пронизана мелкими отверстиями, и сок вытекает из этих отверстий и собирается в какую-то емкость. И вуаля! У тебя есть свежий яблочный сидр.
Эта последовательность очень важна. Если бы вы попытались использовать пресс для яблочного сидра на целых яблоках, это было бы больше всего неприятно, и вы бы не собрали много сока!
Зачем нужен пресс для яблочного сидра
Существуют и другие способы приготовления яблочного сидра; например, вы, вероятно, могли бы понять это с помощью небольшой соковыжималки, но традиционные прессы для яблочного сидра остаются лучшим вариантом для приготовления свежего вкусного яблочного сидра. Как правило, это простые и простые машины, которые бывают разных форм и размеров, поэтому вам легко выбрать ту, которая лучше всего соответствует вашим потребностям. Когда дело доходит до владения яблонями, есть очень много вещей, в которые можно испечь яблоки, поэтому возможность превратить их в яблочный сидр — отличный способ использовать дополнительные яблоки!
Лучшие прессы для яблочного сидра
1. Лучший в целом:
SQUEEZE Master Fruit Wine Cider Press
Этот пресс для сидра для фруктового вина Squeeze Master является лучшим в целом благодаря хорошим отзывам, высококачественным компонентам и общему «человеческому дизайну». Вы можете сказать, что он был разработан с учетом трудолюбивого человека!
Pros
Высокий выход сока
Большая поверхность прессования
Подходит для всех видов фруктов
Винты-бабочки позволяют легко открывать и запирать
Качественный, ударопрочный деревянный контейнер
Фильтр-мешок в комплекте
Треугольное основание можно привинтить к земле для большей устойчивости
Оптимизировано для простоты использования
Минусы
Pricey
Найти на Amazon
2. Лучший гидравлический пресс для яблочного сидра:
Гидравлический пресс для фруктового вина EJWOX
Мне очень нравится этот водяной пресс для яблочного сидра! Его обзоры феноменальны, он экономит энергию и работает быстрее, чем ваши традиционные прессы для яблочного сидра. Его уникальный источник питания может быть получен из любого патрубка, хотя предпочтительнее, конечно, открытый. Единственным недостатком является то, что, поскольку он гидравлический, он довольно дорогой.
Pros
Гидравлическая природа спасает электроэнергию
Быстрое время нажатия
Высокая доходность сока
крепкие
Легкие для очистки
Многофункциональный
Cons
. это на Amazon
3. Лучший пресс для яблочного сидра до двух галлонов:
EJWOX Fruit Wine Press
Этот более традиционный пресс для яблочного сидра EJWOX — отличный вариант, если вы не хотите производить большое количество яблочного сидра. С вариантами на 1,6 или 0,08 галлона он попал в наш список лучших прессов для яблочного сидра из-за его доступной цены, отличных оценок и способности работать с различными видами продуктов, включая масла, масла, настойки и мед.
Pros
Stainless steel round inner plate
Heavy-duty steel base
Wear-resistant
Not too expensive
Inner bucket has air vents
Cons
Small capacity
Not great on really hard fruit
В некоторых обзорах сообщается, что ручка сломалась
Найдите на Amazon
4.
Лучший настольный пресс для яблочного сидра:
Настольный пресс SQUEEZE
Если вы ищете портативный, простой в использовании на кухне пресс для яблочного сидра для вас и вашей семьи, этот настольный пресс SQUEEZE — правильный выбор для вас. Он поставляется с удлинительной трубкой, и его можно закрепить прямо на столе или столешнице!
Pros
Устойчивое основание – не опрокинется!
Простота в использовании
Изготовлен из пищевой нержавеющей стали
Бесшумная работа
Минусы
Некоторые отзывы жалуются на некачественный зажим
Найдите его на Amazon
:
EJWOX Мощный поперечный пресс для фруктов и вина из нержавеющей стали
Это буквально сказано в названии — этот EJWOX — сверхмощный зверь, предназначенный для серьезного производства галлонов и галлонов яблочного сидра. Имея более 4 звезд на Amazon, вы можете выбрать либо 2,38 галлона, либо 3,69 галлона. -галлонную версию и сразу за работу!
Плюсы
Нескользящая рукоятка на Т-образном хвостовике
Нержавеющий шнековый стержень
Простота в использовании
Высокая производительность сока
Стоит дороже
Не самый простой
чистый
Дороже, чем прессы меньшего размера
По сообщениям, не подходит для отжима других видов фруктов
Найдите на Amazon
Как выбрать лучший пресс для яблочного сидра
Теперь, когда я перечислил лучшие, по моему мнению, прессы для яблочного сидра, пришло время принять взвешенное решение. Вот что вы должны учитывать при выборе лучшего пресса для яблочного сидра:
Сколько яблочного сидра вы планируете производить : Это, пожалуй, самый важный момент. У вас есть бизнес или вы хотите, чтобы яблочного сидра было достаточно, чтобы удовлетворить потребности вашей семьи в яблочном сидре? Если вы больше относитесь к последнему типу потребителей яблочного сидра, то сверхмощный пресс для яблочного сидра, вероятно, является пустой тратой места, оборудования и денег. Но если вы хотите продавать свой яблочный сидр как сезонный продукт из своего яблоневого сада, возможно, вам стоит потратить время на покупку пресса для яблочного сидра, который проще в использовании и обладает большей производительностью.
Размер бака для пресса для яблочного сидра. Этот момент связан с рассмотренным выше. Спросите себя: насколько большой должна быть ванна? Сколько яблок вы предсказываете, что будете выжимать сразу? Если ответ не так уж много или только время от времени, то это руководство, которому вы должны следовать при выборе прессов для яблочного сидра.
Будете ли вы отжимать другие фрукты. Одна из замечательных особенностей прессов для яблочного сидра заключается в том, что большинство из них работают не только с яблоками, они прессуют все, что вы туда положите! Это отличная новость для тех, у кого есть, например, виноградник. Поэтому, думая о размере пресса для яблочного сидра по отношению к количеству яблок, не забудьте добавить другие фрукты, которые вы также захотите отжать.
Каков ваш бюджет? Возможно, это не проблема, но тем не менее стоит упомянуть. Прессы для яблочного сидра сильно различаются по стоимости. Очевидно, что меньшие по размеру настольные или портативные прессы для яблочного сидра будут стоить вам меньше, чем более крупные и мощные прессы для яблочного сидра из нержавеющей стали. Кроме того, поговорка вы получаете то, что платите за , к сожалению, верна, когда вы покупаете лучший пресс для яблочного сидра. Соответствуйте вашим ожиданиям сумме денег, которую вы готовы потратить.
Пресс для яблочного сидра марки . Некоторые бренды яблочного сидра зарекомендовали себя благодаря своим высококачественным прессам для яблочного сидра. Обязательно обратите внимание на обзоры продуктов, чтобы узнать, что говорят люди, которые уже приобрели устройство до вас!
У вас уже есть мясорубка для яблок? Некоторые прессы для яблочного сидра (в том числе одни из лучших прессов для яблочного сидра!) поставляются с прикрепленной кофемолкой для яблок. Если он у вас уже есть, не покупайте прессы для яблочного сидра такого типа!
Как ухаживать за прессом для яблочного сидра
Последнее, что вам нужно, это пресс для яблочного сидра с коркой, забитый сухой яблочной мякотью из предыдущего сезона яблок. Несмотря на то, что это немного грязно, уход за лучшим прессом для яблочного сидра прост. Вы должны регулярно чистить пресс для яблочного сидра!
Большинство прессов для яблочного сидра обычно изготавливаются из нержавеющей стали, которая обычно не допускает пригорания, ее можно мыть и протирать. Не забудьте также следовать любым конкретным рекомендациям, изложенным в руководстве по эксплуатации.
Подведение итогов Лучшие прессы для яблочного сидра
Я надеюсь, что эта статья вдохновила вас пойти и выбрать лучший пресс для яблочного сидра для вашего бизнеса или семьи. В целом, мой лучший выбор остается прессом для сидра SQUEEZE Master Fruit Wine Cider Press из-за того, насколько он был разработан для простоты использования!
Хотите больше яблочного контента? Посетите нашу страницу о яблонях , чтобы узнать больше о посадке, выращивании, сборе яблок, приготовлении пищи и многом другом!
Гидравлический пресс для фруктов ГП-50с – для яблок, винограда, ягод, овощей, сока, вина, сидра
Производитель: Apple Press Ltd.
699,00 € / Цена за единицу
577,69 € / Цена за единицу. Несмотря на налоги
Доступность:
в складе
ставка:
5/59 (3 Обзор) 2
:
5/59 (3 Reviews) 9
5/59 (3 Reviews)
69
5/59 (3 Reviews)
5/59 (3 Reviews)
.
Платежи:
Стоимость доставки:
Почта Латвии — Доставка в США Priority (1-2 недели) — 416.72€
UPS Express — Доставка в США (2 рабочих дня) — 49021€
Express Post — Доставка в США (6 рабочих дней) — 479,88 €
FedEx Economy — Доставка в США (7 рабочих дней) — 555,91 €
DHL Express — Доставка в США (3 рабочих дня) — 3 3 3 629 € 629 €
Дополнительные способы доставки:
Описание
Отзывы (3)
Незаменимая вещь в яблоневом саду. Теперь вы будете мерить сок ведрами.
Емкость корзины: 50 литров
Высота корзины: 500 мм
Диаметр корзины: 355 мм
Вес: 40 кг
Размеры: 45x55x84 см
Гидравлический пресс для яблок подходит для большого сада. Также необходимо приобрести электрическую дробилку для фруктов ЭСЭ-018 или электрическую мельницу для яблок ЭСЭ-055. С помощью этого комплекта можно выжимать более 200 литров яблочного сока в час, если одновременно работают несколько человек, например. все члены семьи. Первый человек собирает и моет фрукты, второй давит яблоки, а третий просто выжимает сок. Этот фруктовый пресс также удобен для отжима сока из винограда и других ягод, которые в большом количестве растут в вашем саду. Виноградный пресс подходит для приготовления сидра, вина и других сокосодержащих напитков.
Домкрат, ткань для фильтрации и деревянные бруски прилагаются.
Каждый пресс для фруктов имеет гидравлический домкрат грузоподъемностью 5 т, кусок ткани для фильтрации и деревянные блоки для домкрата в комплекте. Блоки необходимы для размещения их под домкратом, потому что хода поршня домкрата не хватает на всю высоту корзины.
Корзина из нержавеющей стали.
Корзина и поршень изготовлены из нержавеющей стали, все закреплено винтами из нержавеющей стали. За один цикл прессования (загрузка яблочной массы, прессование, выгрузка бочки) можно отжать 25-35 литров яблочного сока.
Поддон из нержавеющей стали.
Поддон для сбора сока изготовлен из нержавеющей стали.
Практичная конструкция.
Порошковое покрытие рамы обеспечивает прочное и долговечное защитное покрытие. В верхней части рамы имеется специальная опора для центрирования домкрата. Кольца на поршне позволяют легко его снять. В нижней части основания пресса для сидра есть пластиковые ножки, облегчающие переноску и защищающие крышку рамы.
90.5.50S Arsele Arsele Arselece Arsele Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arseled Arselece Arseled Arselece 900S. Я был очень доволен и тем, и другим, и эффективностью работы Apple Press Ltd. GP50S надежен, хорошо сделан, и я уверен, что он прослужит долгие годы. Например, гидравлический пресс установлен на крышке из нержавеющей стали толщиной около 1 см и весом около 7 кг. Он прост и эффективен в использовании, и за последние недели я получил более 500 кг яблочного сока, из которого делаю сидр. Я считаю, что Apple Press Ltd очень полезна и эффективна, без проблем доставляя свою продукцию на расстояние более 1500 миль в сельский адрес в Великобритании.
Великобритания
Lucia (Romania)
2019-11-11 17:11:07
HYDRAULIC FRUIT / WINE PRESS GP – 50S
Качество продукции — Отличное Эффективность и производительность — отлично Удобство использования — Отлично Упаковка и сборка — отлично Время транспортировки и доставки — Отлично Соотношение цена/качество — Отлично
Недавно я купил гидравлический пресс для яблок GP-50S. Отличный гидравлический пресс, который я уже с удовольствием использовал для виноделия! Виноградное сусло получилось чистым, прозрачным, очень хорошо отфильтрованным, а ягоды были мягкими и очень хорошо отжатыми.
Легко собирается и разбирается! Гидравлический пресс для фруктов работает отлично! Товар, который я купил, соответствует вашему описанию и полностью оправдал мои ожидания!
Поздравляем команду SIA Apple Press с серьезностью и профессионализмом!
 Такая травма получила название электроофтальмия. Что нужно предпринять при ожоге глаз при сварочных работах, и какие последствия могут возникнуть?
Такая травма получила название электроофтальмия. Что нужно предпринять при ожоге глаз при сварочных работах, и какие последствия могут возникнуть?

 Капли вводятся в конъюнктивальный мешок и начинают действовать спустя короткое время. Продолжительность действия достигает нескольких часов в зависимости от препарата. Применяют обезболивающие капли два раза в день.
Капли вводятся в конъюнктивальный мешок и начинают действовать спустя короткое время. Продолжительность действия достигает нескольких часов в зависимости от препарата. Применяют обезболивающие капли два раза в день. Экстракты ромашки и липы в составе жидкости обеспечивают противовоспалительный эффект.
Экстракты ромашки и липы в составе жидкости обеспечивают противовоспалительный эффект. Например, в состав капель «Тобрекс» входит тобрамицин — антибиотик широкого спектра действия из группы аминогликозидов. Его антибактериальное действие распространяется на стрептококки, стафилококки, кишечную палочку, бактерии дифтерии. «Декса-Гентамицин» — антибиотик группы аминогликозидов, характеризуется широким спектром действия, активен в отношении большинства грамположительных и грамотрицательных микроорганизмов. При ожоге глаза становятся особо уязвимыми, и важно обеспечить им в этот период надежную защиту. Бактерицидные капли в глаза после сварки назначают 4-5 раз в день на протяжении 7 суток.
Например, в состав капель «Тобрекс» входит тобрамицин — антибиотик широкого спектра действия из группы аминогликозидов. Его антибактериальное действие распространяется на стрептококки, стафилококки, кишечную палочку, бактерии дифтерии. «Декса-Гентамицин» — антибиотик группы аминогликозидов, характеризуется широким спектром действия, активен в отношении большинства грамположительных и грамотрицательных микроорганизмов. При ожоге глаза становятся особо уязвимыми, и важно обеспечить им в этот период надежную защиту. Бактерицидные капли в глаза после сварки назначают 4-5 раз в день на протяжении 7 суток. После исследования состояния органов зрения он назначит индивидуальную схему и выпишет препараты. Не пытайтесь решить самостоятельно, какие капли для глаз при ожоге от сварки использовать, даже по подсказкам фармацевта. У всех глазных жидкостей имеются противопоказания, и неправильный выбор может усугубить состояние здоровья. После прохождения курса лечения офтальмолог осмотрит глаза и решит, следует ли продолжать его дальше. Возможно, потребуется другая схема терапии или хирургическое вмешательство при серьезных травмах.
После исследования состояния органов зрения он назначит индивидуальную схему и выпишет препараты. Не пытайтесь решить самостоятельно, какие капли для глаз при ожоге от сварки использовать, даже по подсказкам фармацевта. У всех глазных жидкостей имеются противопоказания, и неправильный выбор может усугубить состояние здоровья. После прохождения курса лечения офтальмолог осмотрит глаза и решит, следует ли продолжать его дальше. Возможно, потребуется другая схема терапии или хирургическое вмешательство при серьезных травмах.

 Как правило, при менее сильном поражении глаз сваркой, в них постоянно что-то мешает, они слезятся, ими больно смотреть на яркий свет. В данном случае можно вылечить глаза дома, используя специально предназначенные капли для этих целей.
Как правило, при менее сильном поражении глаз сваркой, в них постоянно что-то мешает, они слезятся, ими больно смотреть на яркий свет. В данном случае можно вылечить глаза дома, используя специально предназначенные капли для этих целей.

 Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».
Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».

 Следуйте советам своего врача относительно того, как часто использовать назначенные глазные капли или мазь. Вам также могут быть назначены легкие противовоспалительные капли на основе стероидов
Следуйте советам своего врача относительно того, как часто использовать назначенные глазные капли или мазь. Вам также могут быть назначены легкие противовоспалительные капли на основе стероидов
 Предложения по предотвращению мгновенного ожога включают:
Предложения по предотвращению мгновенного ожога включают:

 Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней
Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней


 с. (с системой OMNICUT от 250 л.с.) *
с. (с системой OMNICUT от 250 л.с.) *
 с.
с.

 Этот товар поставляется с обязательной подписью.
Этот товар поставляется с обязательной подписью.  Используя лучшие материалы, произведенные в США, включая авиационный алюминий и нержавеющую сталь, вы можете быть уверены, что ваши металлы не содержат токсинов, и каждая деталь этого пресса с гордостью сделана в Соединенных Штатах.
Используя лучшие материалы, произведенные в США, включая авиационный алюминий и нержавеющую сталь, вы можете быть уверены, что ваши металлы не содержат токсинов, и каждая деталь этого пресса с гордостью сделана в Соединенных Штатах.

 га. Площадь устроенных лесов превысила 550 млн. га. Ежегодно лесоустроительными работами охватывается более 40 млн. га. При Л. используются материалы аэрофотосъёмки, измерительные и дешифровочные приборы, счётно-вычислительная и картографическая техника. В целях систематического контроля за динамикой лесных ресурсов в СССР через каждые 4—5 лет проводится единовременный учёт лесного фонда, основывающийся на материалах Л. с внесением в них происшедших изменений.
га. Площадь устроенных лесов превысила 550 млн. га. Ежегодно лесоустроительными работами охватывается более 40 млн. га. При Л. используются материалы аэрофотосъёмки, измерительные и дешифровочные приборы, счётно-вычислительная и картографическая техника. В целях систематического контроля за динамикой лесных ресурсов в СССР через каждые 4—5 лет проводится единовременный учёт лесного фонда, основывающийся на материалах Л. с внесением в них происшедших изменений.

 лесохозяйственных мероприятий, а также определение порядка и способов их проведения; обоснование отнесения лесов к группам и категориям защитности лесов 1-й группы, подготовка предложений о переводе лесов из одной группы или категории защитности лесов 1-й группы соответственно в др. группу или категорию, перевод не покрытых лесом земель в покрытые лесом земли, нелесных земель в лесные; определение расчетных лесосек, размеров рубок промежуточного пользования; определение объема мероприятий по восстановлению лесов и лесоразведению, охране и защите лесов, а также объема др. лесохозяйственных мероприятий; определение размеров побочного лесопользования и заготовки второстепенных лесных ресурсов, размера пользования лесным фондом для нужд охотничьего хозяйства и культурно-оздоровительных, туристических и спортивных целей; лесобиологические и др. специальные обследования; надзор за осуществлением лесоустроительных проектов; иные лесоустроительные действия.
лесохозяйственных мероприятий, а также определение порядка и способов их проведения; обоснование отнесения лесов к группам и категориям защитности лесов 1-й группы, подготовка предложений о переводе лесов из одной группы или категории защитности лесов 1-й группы соответственно в др. группу или категорию, перевод не покрытых лесом земель в покрытые лесом земли, нелесных земель в лесные; определение расчетных лесосек, размеров рубок промежуточного пользования; определение объема мероприятий по восстановлению лесов и лесоразведению, охране и защите лесов, а также объема др. лесохозяйственных мероприятий; определение размеров побочного лесопользования и заготовки второстепенных лесных ресурсов, размера пользования лесным фондом для нужд охотничьего хозяйства и культурно-оздоровительных, туристических и спортивных целей; лесобиологические и др. специальные обследования; надзор за осуществлением лесоустроительных проектов; иные лесоустроительные действия. Л. выполняется по единой системе в порядке, устанавливаемом этим органом. Ведение лесного хозяйства и лесопользование без проведения Л. запрещаются.
Л. выполняется по единой системе в порядке, устанавливаемом этим органом. Ведение лесного хозяйства и лесопользование без проведения Л. запрещаются. проводится на землях лесного фонда, а также на землях обороны и безопасности, на которых расположены леса, на землях поселений, на которых расположены городские леса и на землях особо охраняемых природных территорий, на которых расположены леса; порядок проведения Л. определяется Правительством РФ; выполнение работ, оказание услуг по Л. осуществляются в соответствии с гражданским законодательством, если иное не установлено названным Кодексом; органы государственной власти или органы местного самоуправления размещают заказы на выполнение работ, оказание услуг по Л. в порядке, установленном Федеральным законом *О размещении заказов на поставки товаров, выполнение работ, оказание услуг для государственных и муниципальных нужд*.
проводится на землях лесного фонда, а также на землях обороны и безопасности, на которых расположены леса, на землях поселений, на которых расположены городские леса и на землях особо охраняемых природных территорий, на которых расположены леса; порядок проведения Л. определяется Правительством РФ; выполнение работ, оказание услуг по Л. осуществляются в соответствии с гражданским законодательством, если иное не установлено названным Кодексом; органы государственной власти или органы местного самоуправления размещают заказы на выполнение работ, оказание услуг по Л. в порядке, установленном Федеральным законом *О размещении заказов на поставки товаров, выполнение работ, оказание услуг для государственных и муниципальных нужд*.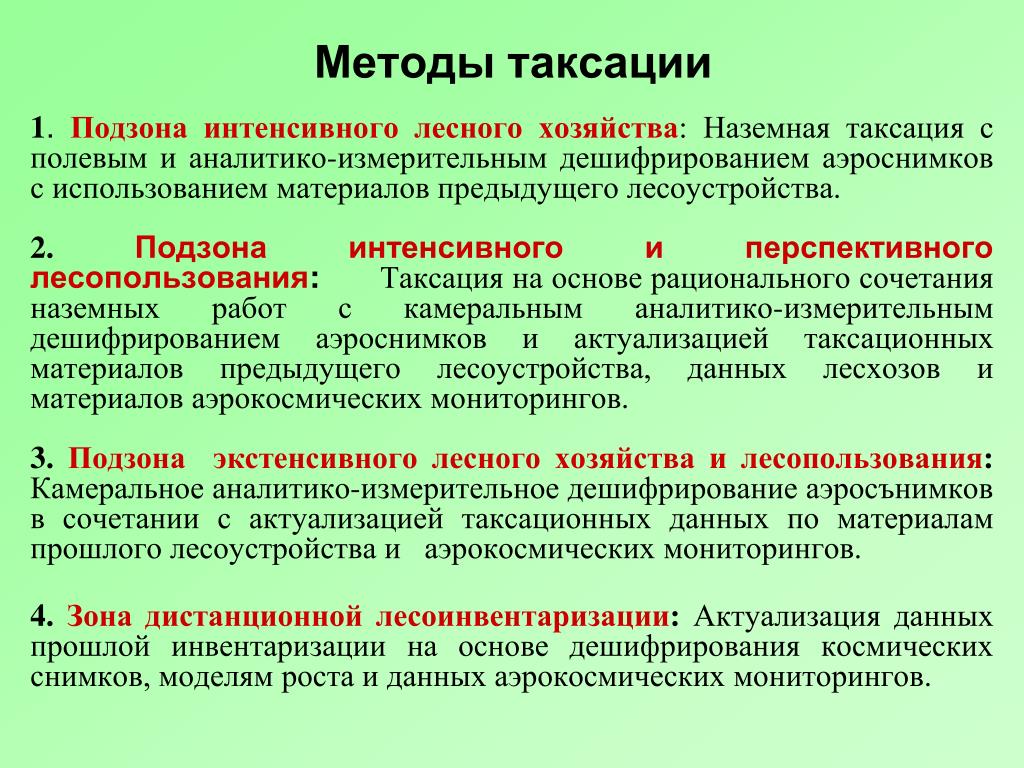 Предусматривает определение лесных ресурсов (проводимое обычно раз в 10 лет), породного и возрастного состава лесов, уточнение площадей, предназначенных для восстановления лесов, а также определение категории лесов и разработку мер по охране природы. Правильная организация и ведение лесного хозяйства обеспечивает сохранение природных комплексов и наиболее рациональное использование лесных ресурсов при одновременной сохранности биосферы в целом.
Предусматривает определение лесных ресурсов (проводимое обычно раз в 10 лет), породного и возрастного состава лесов, уточнение площадей, предназначенных для восстановления лесов, а также определение категории лесов и разработку мер по охране природы. Правильная организация и ведение лесного хозяйства обеспечивает сохранение природных комплексов и наиболее рациональное использование лесных ресурсов при одновременной сохранности биосферы в целом. Федерального закона от 29.12.2010 N 442-ФЗ)
Федерального закона от 29.12.2010 N 442-ФЗ)
 Включает изучение и таксацию леса, инвентаризацию лесных насаждений, установление размеров и методов пользования лесом, способов рубок и их объемов, разработку рекомендаций для повышения продуктивности лесов.
Включает изучение и таксацию леса, инвентаризацию лесных насаждений, установление размеров и методов пользования лесом, способов рубок и их объемов, разработку рекомендаций для повышения продуктивности лесов. Средства на проведение этих мероприятий выделило Министерство природных ресурсов и экологии Российской Федерации по заявке ФГБУ «НП «Тананай». Последнее лесоустройство на территории парка было в 1996 году. В советские времена лесоустройство проводилось каждые 10 лет.
Средства на проведение этих мероприятий выделило Министерство природных ресурсов и экологии Российской Федерации по заявке ФГБУ «НП «Тананай». Последнее лесоустройство на территории парка было в 1996 году. В советские времена лесоустройство проводилось каждые 10 лет.



 Леса на самом деле помогают очищать воду и готовить ее для питья. Деревья, почва и бактерии являются частью этого процесса. Лесной покров защищает и питает почвы, которые являются ключом к удержанию, фильтрации и качеству воды.
Леса на самом деле помогают очищать воду и готовить ее для питья. Деревья, почва и бактерии являются частью этого процесса. Лесной покров защищает и питает почвы, которые являются ключом к удержанию, фильтрации и качеству воды.
 А поскольку лесники ставят водные ресурсы на первое место в своем списке приоритетов, реки и озера в лесных районах предоставляют такие возможности для отдыха, как рыбалка, гребля на каноэ и рафтинг.
А поскольку лесники ставят водные ресурсы на первое место в своем списке приоритетов, реки и озера в лесных районах предоставляют такие возможности для отдыха, как рыбалка, гребля на каноэ и рафтинг. Переработка и обработка изделий из древесины также требует гораздо меньше энергии, чем обработка многих других невозобновляемых материалов.
Переработка и обработка изделий из древесины также требует гораздо меньше энергии, чем обработка многих других невозобновляемых материалов. Успех лесоводов в выращивании лесов и производстве лесной продукции зависит от их способности понимать свойства почвы и затем сопоставлять виды с почвами и предписывать действия, которые не только способствуют росту леса, но также повышают и защищают продуктивность почвы и предотвращают эрозию почвы. – Общество американских лесоводов
Успех лесоводов в выращивании лесов и производстве лесной продукции зависит от их способности понимать свойства почвы и затем сопоставлять виды с почвами и предписывать действия, которые не только способствуют росту леса, но также повышают и защищают продуктивность почвы и предотвращают эрозию почвы. – Общество американских лесоводов 
 Обеспечение правильных условий снижает опасность катастрофических лесных пожаров и поддерживает здоровье лесов и водоразделов.
Обеспечение правильных условий снижает опасность катастрофических лесных пожаров и поддерживает здоровье лесов и водоразделов. Однако в целом УУЛ можно рассматривать как устойчивое использование и сохранение лесов с целью сохранения и повышения многочисленных ценностей леса посредством вмешательства человека. Люди находятся в центре SFM, потому что оно направлено на постоянное удовлетворение разнообразных потребностей общества.
Однако в целом УУЛ можно рассматривать как устойчивое использование и сохранение лесов с целью сохранения и повышения многочисленных ценностей леса посредством вмешательства человека. Люди находятся в центре SFM, потому что оно направлено на постоянное удовлетворение разнообразных потребностей общества. ©FAO/Kenichi Shono
©FAO/Kenichi Shono
 Поскольку общественные ценности и национальные цели социально-экономического развития и охраны окружающей среды со временем меняются, то же самое будет происходить и с целями УУЛ.
Поскольку общественные ценности и национальные цели социально-экономического развития и охраны окружающей среды со временем меняются, то же самое будет происходить и с целями УУЛ. УУЛ следует решать на всех этих уровнях.
УУЛ следует решать на всех этих уровнях.
 К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
 По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика.
По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика. Кстати, стол необязательно делать с нуля — после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях.
Кстати, стол необязательно делать с нуля — после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях.
 Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала.
Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала.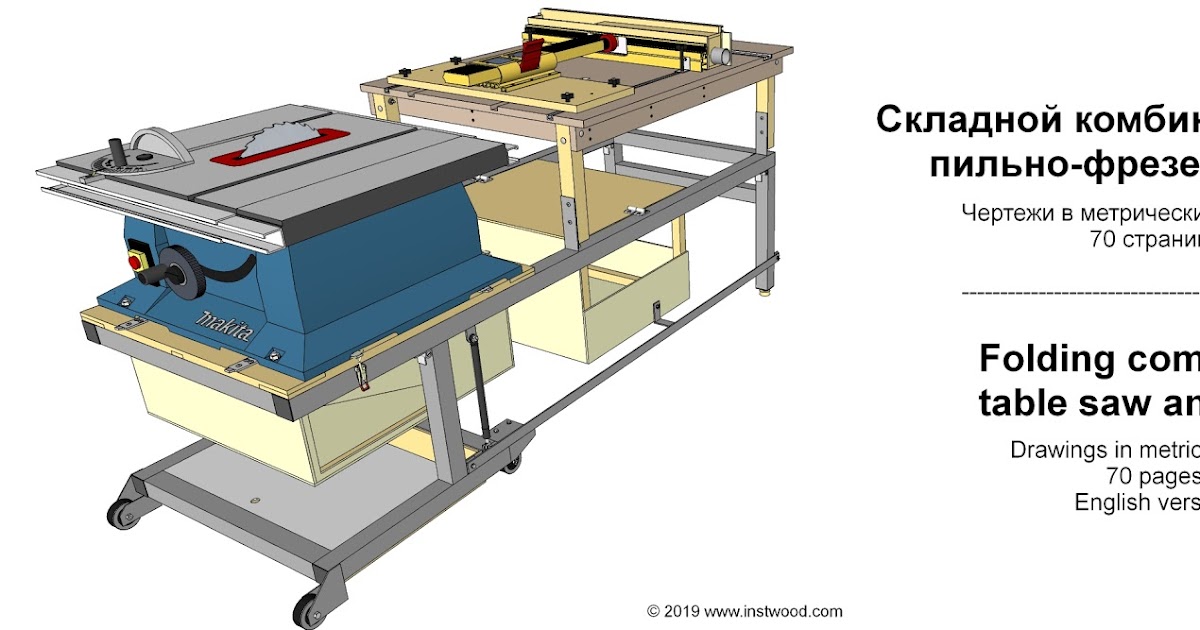 Слишком большое отверстие делать не надо по нескольким причинам:
Слишком большое отверстие делать не надо по нескольким причинам: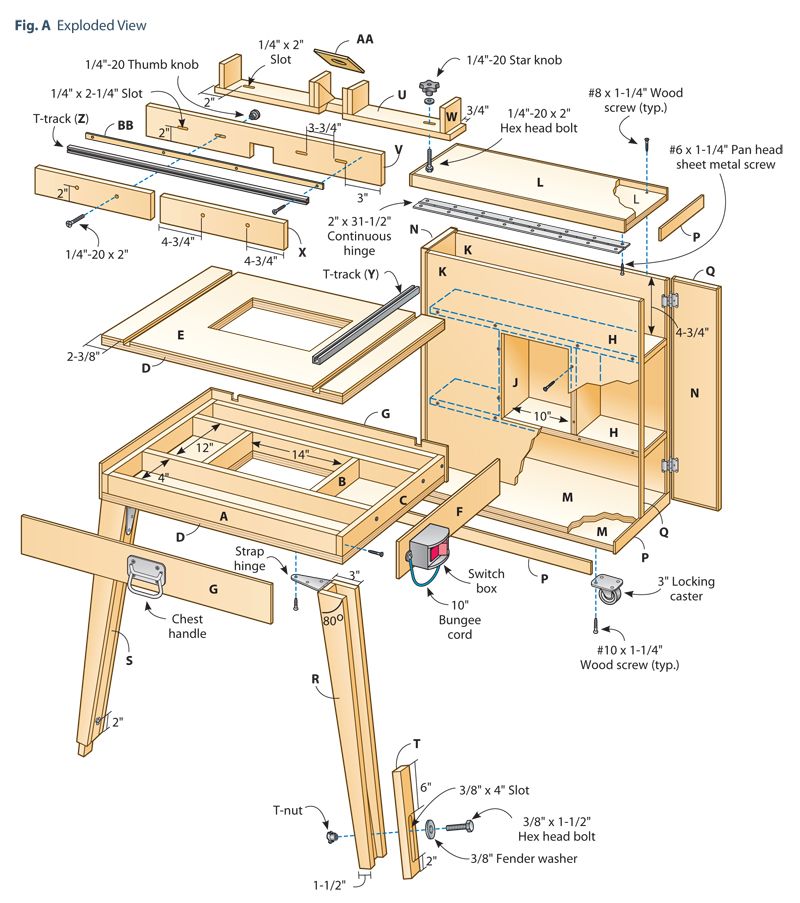 Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.
Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера. Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.
Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки. Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.
Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.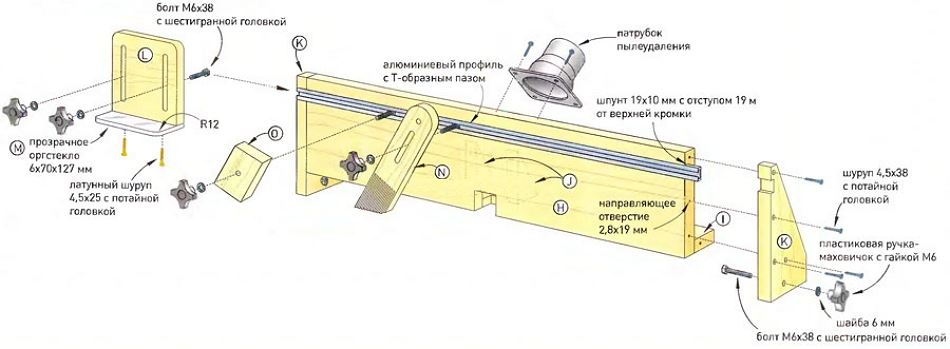 Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.
Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения. На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.
На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать. Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.
Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин. В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.
В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.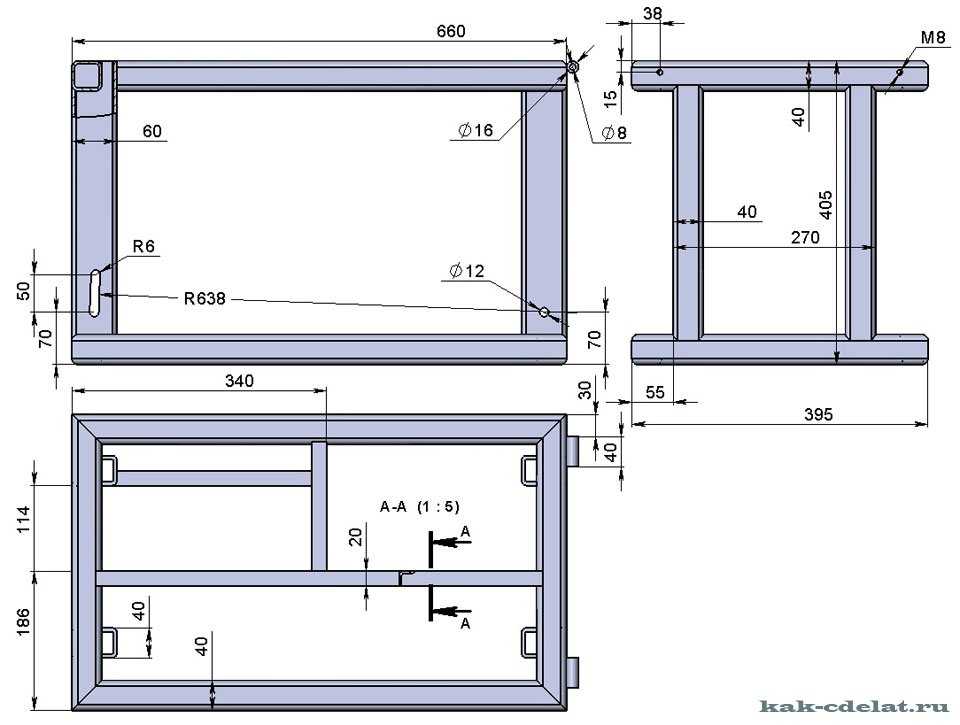 Обеспечивает предельную точность и чистоту обработки деталей. Жестко фиксирует режущий фрагмент на столешнице и перемещает рабочую заготовку.
Обеспечивает предельную точность и чистоту обработки деталей. Жестко фиксирует режущий фрагмент на столешнице и перемещает рабочую заготовку. 
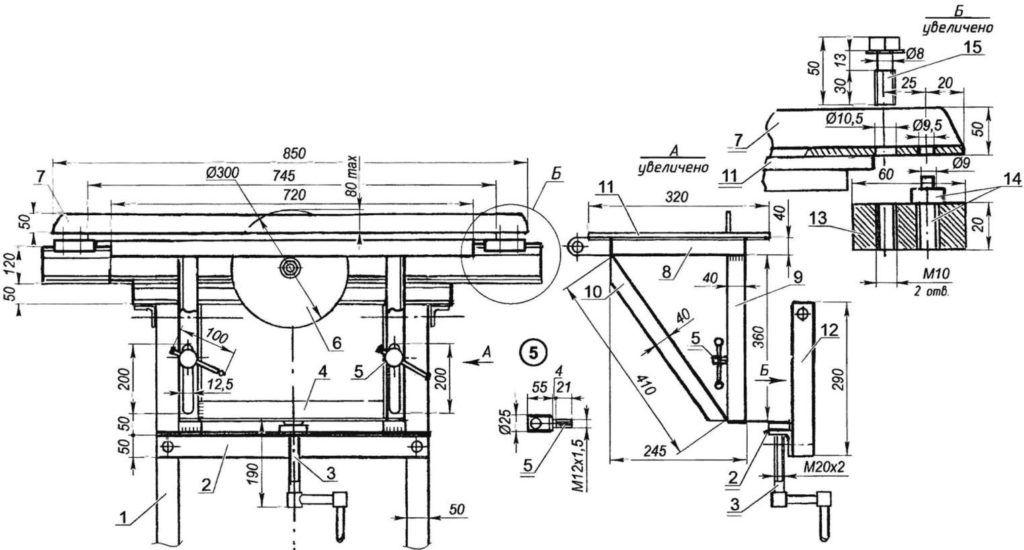
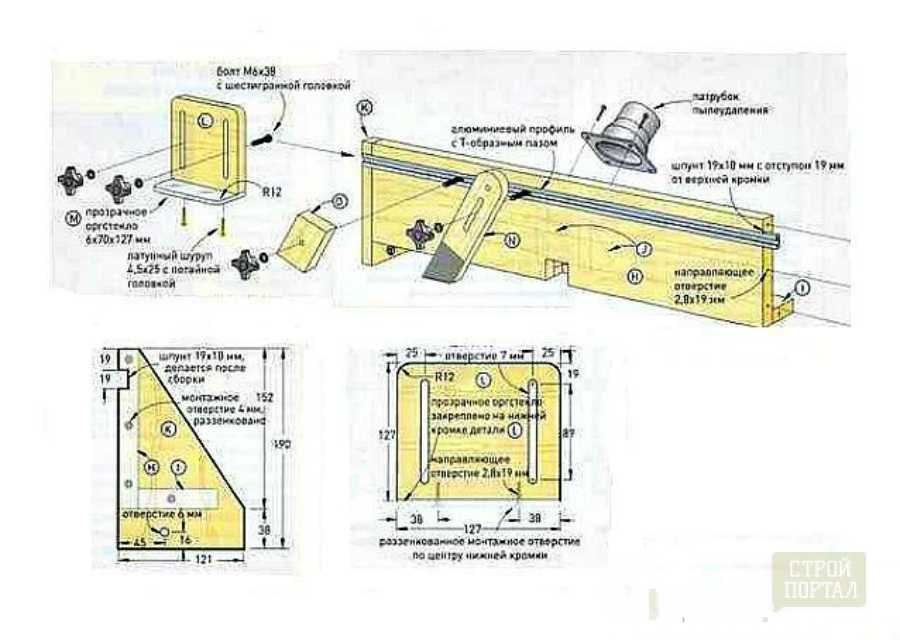



 Подойдет фанера, ДСП, МДФ. Распилите заготовку;
Подойдет фанера, ДСП, МДФ. Распилите заготовку; Переверните столешницу, присоедините боковые панели. Ко дну монтируйте колесные опоры. Сажайте их на кровельные саморезы;
Переверните столешницу, присоедините боковые панели. Ко дну монтируйте колесные опоры. Сажайте их на кровельные саморезы;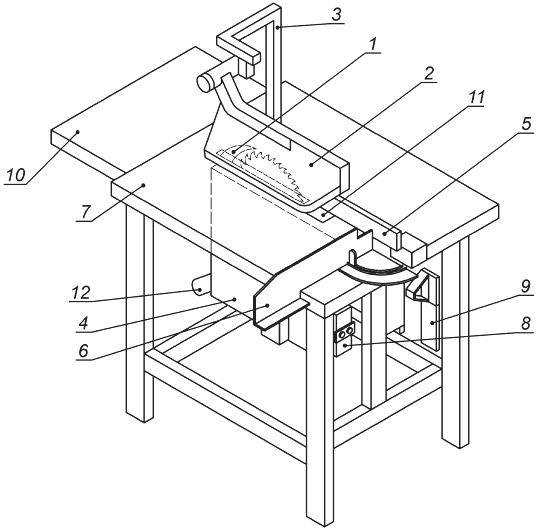 Чтобы фрезеровать маленькие детали, предусмотрите зажимы. Щели прорабатывать на циркулярке. Посадите зажимы на болты;
Чтобы фрезеровать маленькие детали, предусмотрите зажимы. Щели прорабатывать на циркулярке. Посадите зажимы на болты;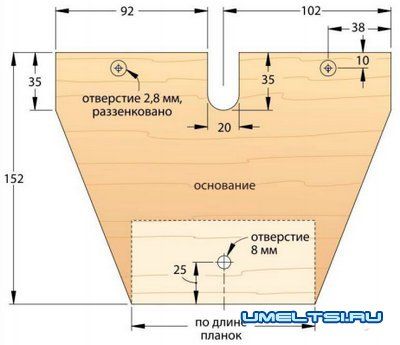
 youtube.com/embed/vVXIY1C6G60?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=3&loop=0&modestbranding=1&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/vVXIY1C6G60?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=3&loop=0&modestbranding=1&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>  youtube.com/embed/smOVB9Es-xs?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=3&loop=0&modestbranding=1&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/smOVB9Es-xs?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=3&loop=0&modestbranding=1&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»> 
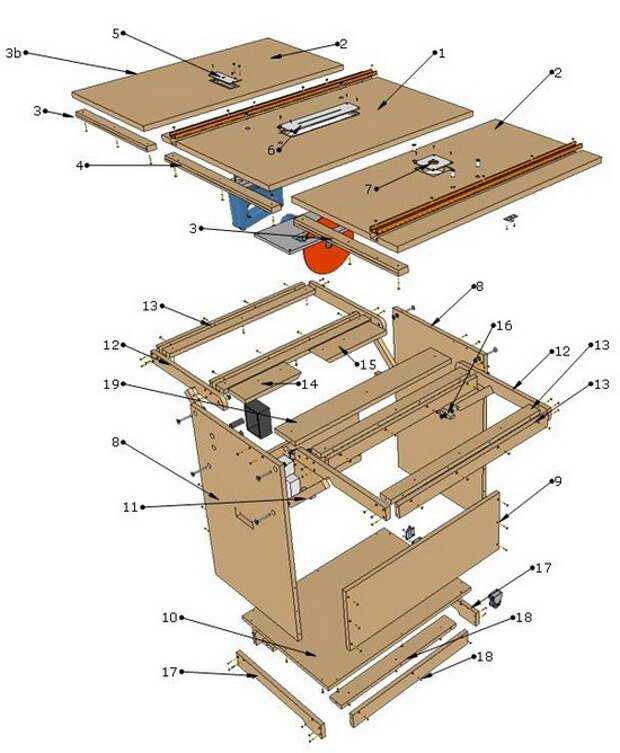 На чертеже указывается в виде плюса (+) или минуса (-) определенной суммы либо дробью, либо десятичной дробью. Пределы — это максимальные и/или минимальные значения, установленные для определенного размера, а допуск представляет собой общую сумму, на которую может варьироваться конкретный размер. Допуски могут быть показаны на чертежах несколькими различными способами; На рис. 4-1 показаны три примера. Односторонний метод (вид А) используется, когда отклонение от расчетного размера допустимо только в одном направлении. В двустороннем методе (вид B) размерная цифра показывает положительное или отрицательное отклонение, которое является приемлемым. В методе определения предельных размеров (вид C) указываются как максимальные, так и минимальные размеры.
На чертеже указывается в виде плюса (+) или минуса (-) определенной суммы либо дробью, либо десятичной дробью. Пределы — это максимальные и/или минимальные значения, установленные для определенного размера, а допуск представляет собой общую сумму, на которую может варьироваться конкретный размер. Допуски могут быть показаны на чертежах несколькими различными способами; На рис. 4-1 показаны три примера. Односторонний метод (вид А) используется, когда отклонение от расчетного размера допустимо только в одном направлении. В двустороннем методе (вид B) размерная цифра показывает положительное или отрицательное отклонение, которое является приемлемым. В методе определения предельных размеров (вид C) указываются как максимальные, так и минимальные размеры.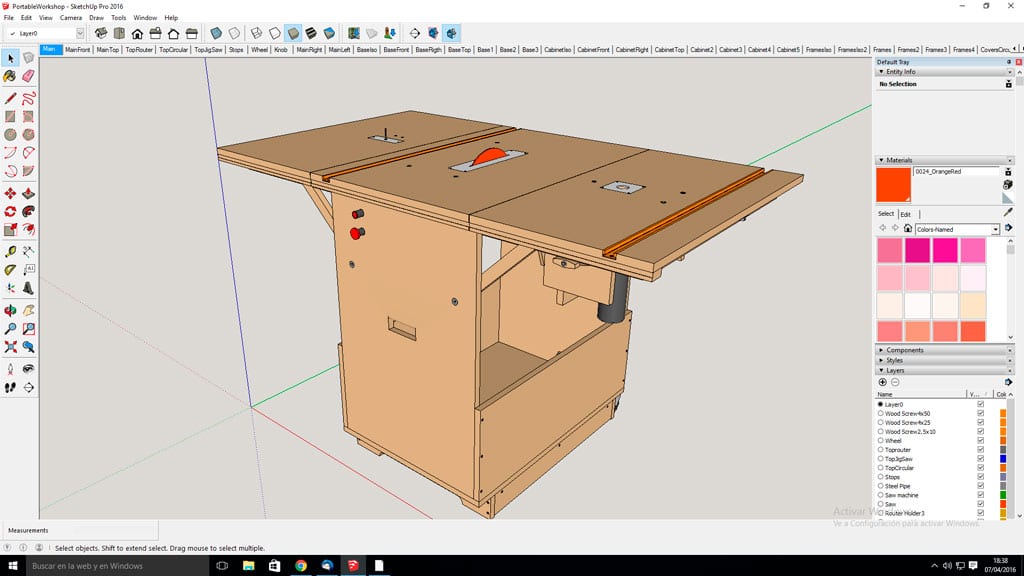 Любая буква алфавита, кроме I, O и Q, может использоваться в качестве символа, идентифицирующего датум. Символ управления функцией состоит из геометрических символов и допусков. Символ управления элементом может включать ссылки на датум (рис. 4-3).
Любая буква алфавита, кроме I, O и Q, может использоваться в качестве символа, идентифицирующего датум. Символ управления функцией состоит из геометрических символов и допусков. Символ управления элементом может включать ссылки на датум (рис. 4-3). Например, Т-образный паз используется на столе фрезерного станка, а ласточкин хвост используется на узле поперечного суппорта токарного станка с двигателем.
Например, Т-образный паз используется на столе фрезерного станка, а ласточкин хвост используется на узле поперечного суппорта токарного станка с двигателем.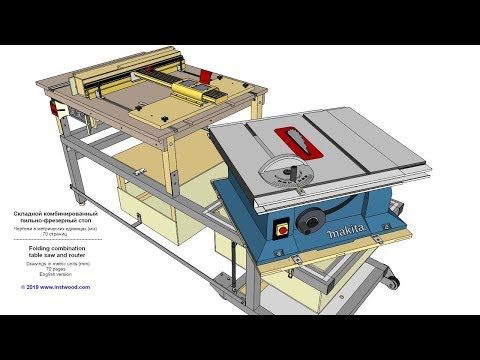 Схематический метод (Рисунок 4-9)) использует ступенчатые линии для представления корней и гребней видимой резьбы. Подробный метод (рис. 4-10) обеспечивает наиболее близкое представление о внешнем виде реальной винтовой резьбы. Упрощенный, схематический и подробный метод представления резьбы, используемый для конической трубной резьбы, показан на Рисунке 4-11.
Схематический метод (Рисунок 4-9)) использует ступенчатые линии для представления корней и гребней видимой резьбы. Подробный метод (рис. 4-10) обеспечивает наиболее близкое представление о внешнем виде реальной винтовой резьбы. Упрощенный, схематический и подробный метод представления резьбы, используемый для конической трубной резьбы, показан на Рисунке 4-11.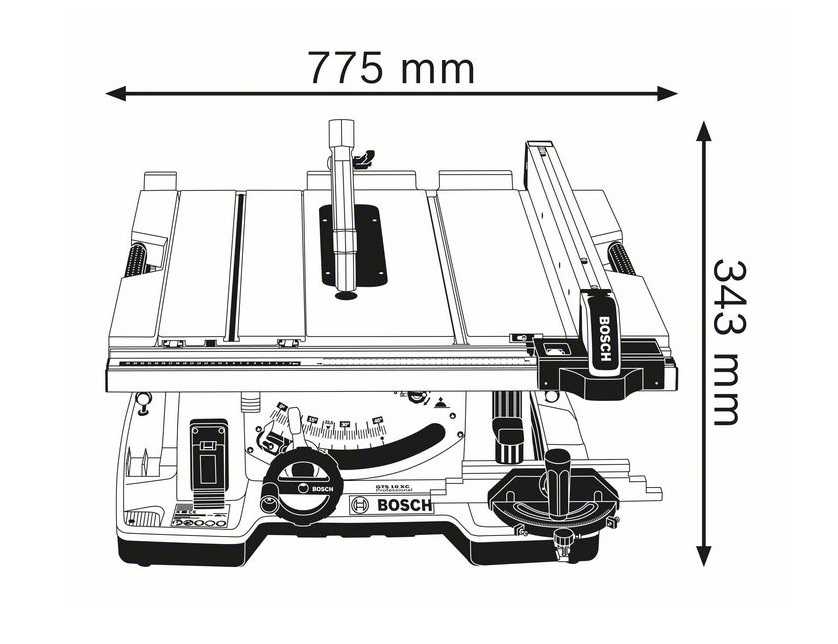 Серия нитей Unified National Coarse обозначается буквами UNC. Последняя цифра, 2, определяет класс резьбы и допуск, обычно называемый посадкой. Если это левая резьба, тире и буквы LH будут следовать за классом резьбы. Резьба без LH является правосторонней.
Серия нитей Unified National Coarse обозначается буквами UNC. Последняя цифра, 2, определяет класс резьбы и допуск, обычно называемый посадкой. Если это левая резьба, тире и буквы LH будут следовать за классом резьбы. Резьба без LH является правосторонней. 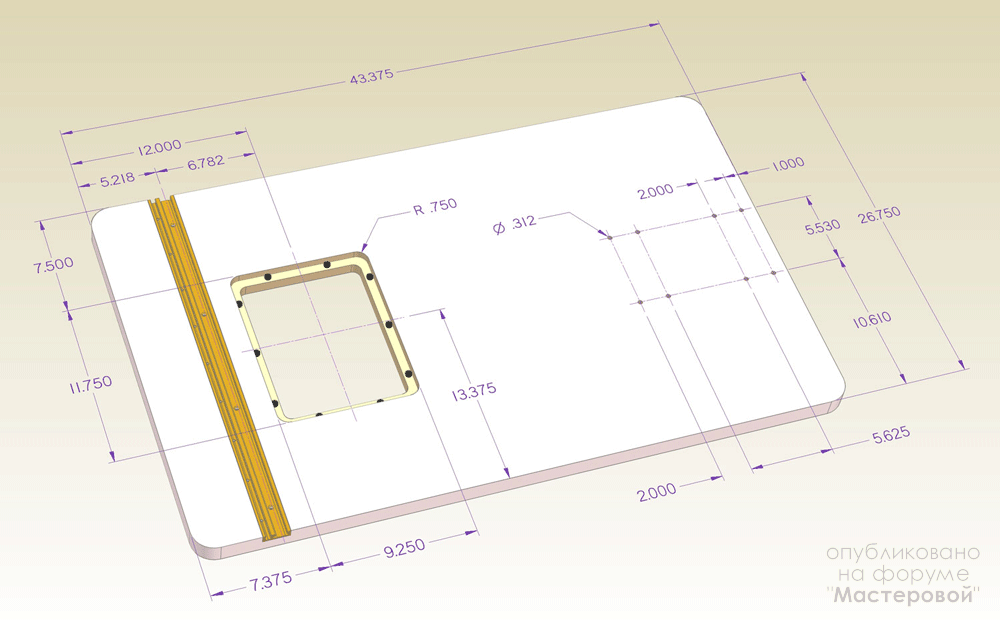 4-13. Каждый термин объясняется в следующих параграфах.
4-13. Каждый термин объясняется в следующих параграфах. 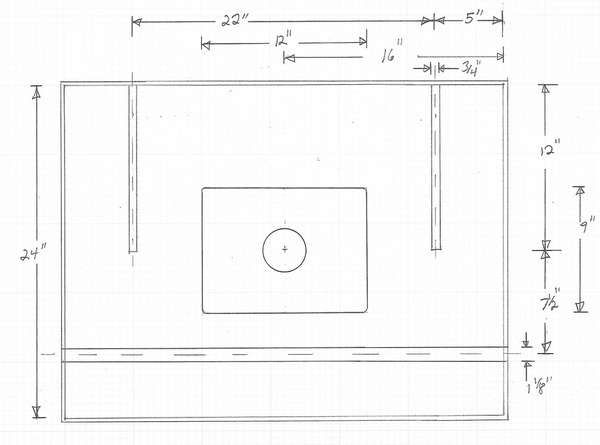 Внешний внутренний диаметр резьбы является измерением корня. Внутренний внутренний диаметр резьбы является измерением гребня.
Внешний внутренний диаметр резьбы является измерением корня. Внутренний внутренний диаметр резьбы является измерением гребня.  Каждый термин объясняется в следующих параграфах.
Каждый термин объясняется в следующих параграфах. 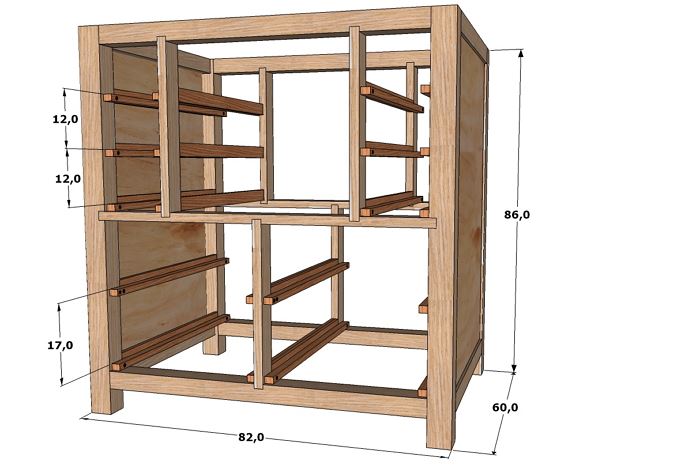
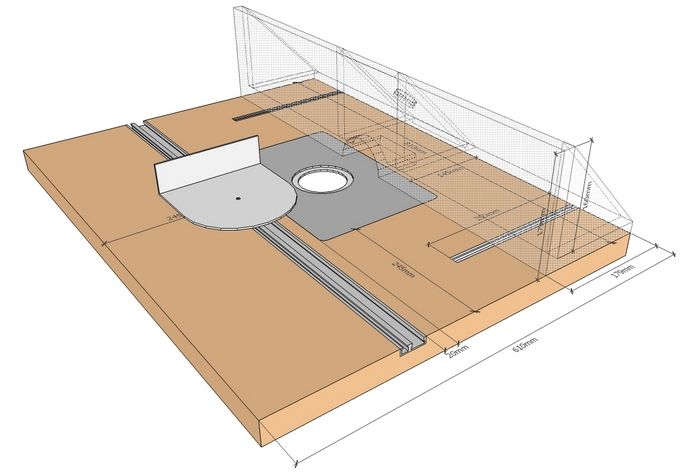 Рисунки редко показывают истинное изображение спиралевидной формы; вместо этого они обычно показывают пружины прямыми линиями. На рис. 4-15 проиллюстрировано несколько методов представления пружины, включая как спиральные, так и прямолинейные чертежи. Кроме того, пружины иногда изображают однолинейными чертежами, как на рис. 4-16.
Рисунки редко показывают истинное изображение спиралевидной формы; вместо этого они обычно показывают пружины прямыми линиями. На рис. 4-15 проиллюстрировано несколько методов представления пружины, включая как спиральные, так и прямолинейные чертежи. Кроме того, пружины иногда изображают однолинейными чертежами, как на рис. 4-16. На небольших рисунках символ пропорционально меньше.
На небольших рисунках символ пропорционально меньше. 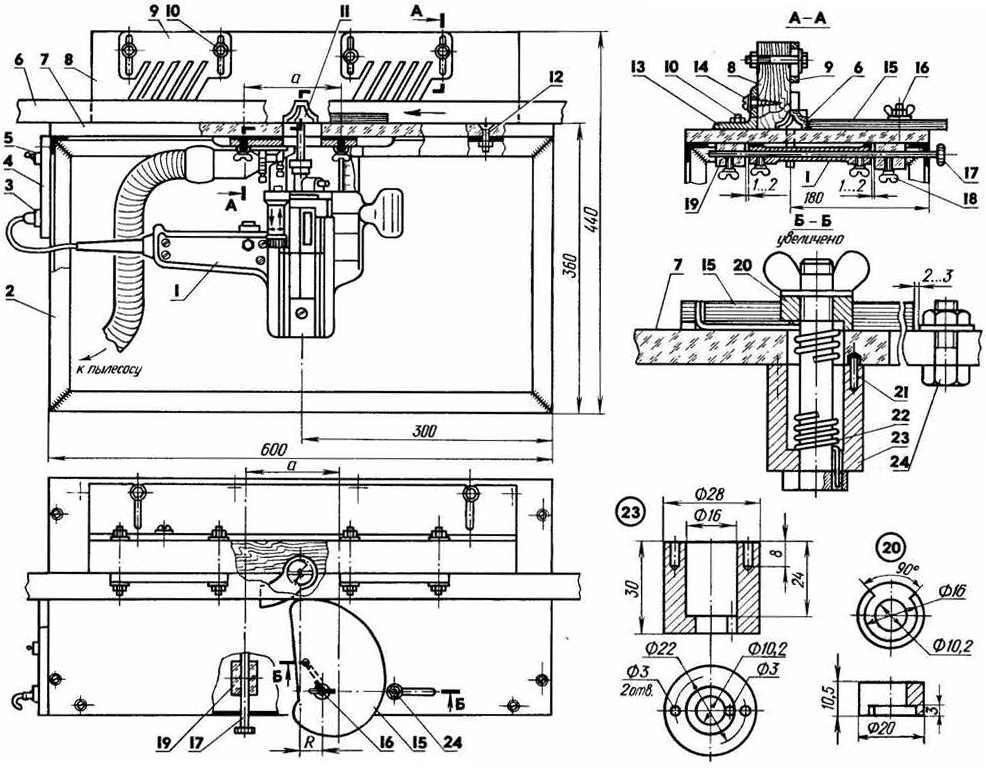 символ шероховатости для остальных поверхностей. Например, ВСЕ, КРОМЕ ПРИМЕЧАННОГО (Рисунок 4-19).).
символ шероховатости для остальных поверхностей. Например, ВСЕ, КРОМЕ ПРИМЕЧАННОГО (Рисунок 4-19).). 5M-2009 Размеры и допуски
5M-2009 Размеры и допуски  Паз
Паз 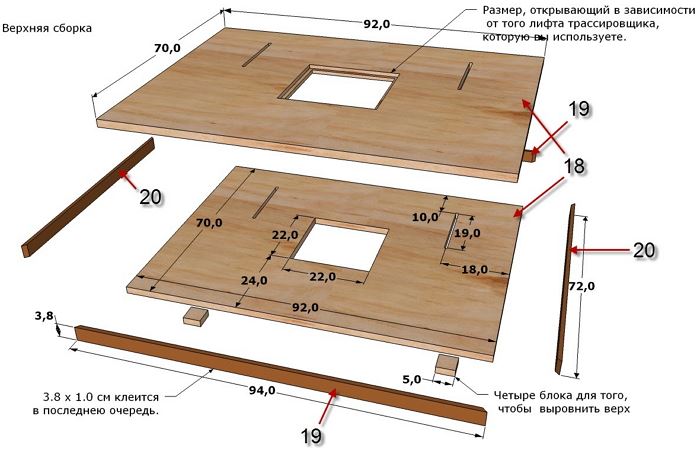 Внешняя резьба
Внешняя резьба 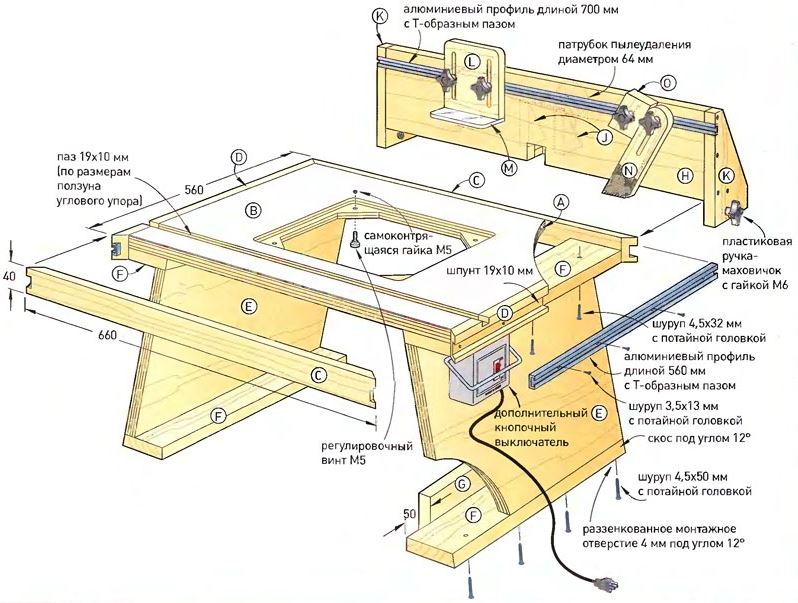 Делительный диаметр
Делительный диаметр  Рабочая глубина
Рабочая глубина 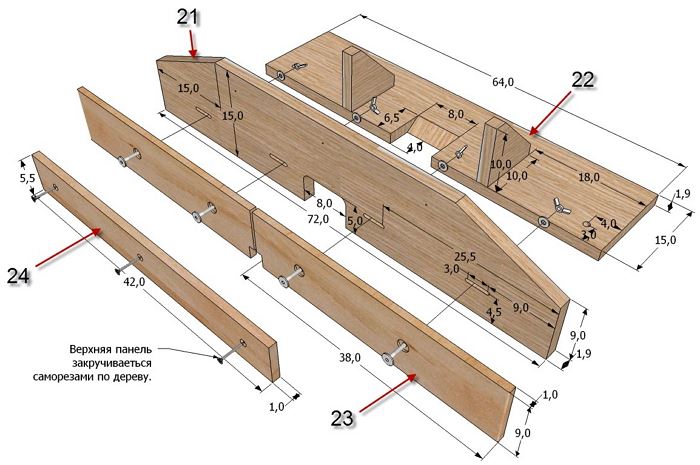 Какие из следующих трех классификаций винтовых пружин?
Какие из следующих трех классификаций винтовых пружин? 
 д…
д… ..
.. ..
..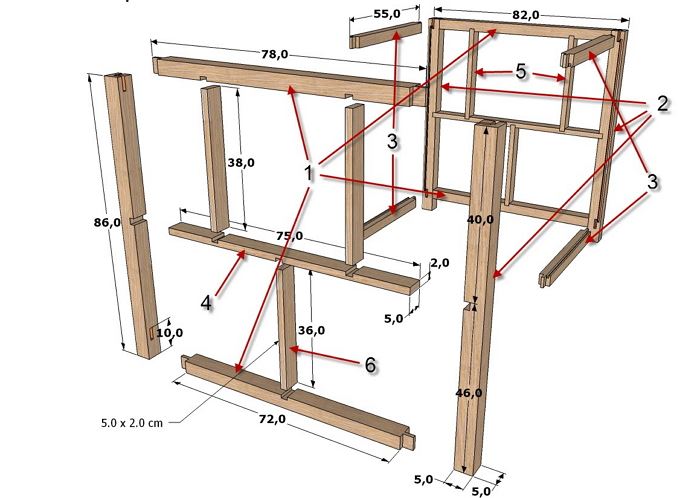
 Николаев
Николаев Паста абразированая К2 Алахром
Паста абразированая К2 Алахром 08.10
08.10 3 л Doctor Wax
3 л Doctor Wax Белая румяна может быть использована для достижения чрезвычайно высокого блеска на поверхностях из твердых металлов, а также для удаления очень незначительных дефектов на мягких металлах. White Rouge, также известный как «белый бриллиантовый брусок» и «снежно-белый», представляет собой отделочный состав, предназначенный для обеспечения очень легкой режущей кромки при работе с более мягкими металлами и яркого блеска при обработке более твердых металлов. Белая румяна предназначена для использования на обычном баффе (спиральном или рыхлом), необработанном белом баффе или фланелевом баффе с белым куполом. Белая полоска Blizzard придает твердым металлам, таким как хром, блестящий блеск, а цветным металлам, таким как алюминий, возвращает естественный блеск. Пруток также можно использовать как для черных металлов, так и для цветных металлов или пластмасс. Каждый стержень имеет длину 10,75 дюйма, ширину 2,5 дюйма и высоту 2 дюйма. Бар также весит 3 фунта. Это считается большой полировальной планкой, которая предлагает как длительное использование, так и простоту в эксплуатации.
Белая румяна может быть использована для достижения чрезвычайно высокого блеска на поверхностях из твердых металлов, а также для удаления очень незначительных дефектов на мягких металлах. White Rouge, также известный как «белый бриллиантовый брусок» и «снежно-белый», представляет собой отделочный состав, предназначенный для обеспечения очень легкой режущей кромки при работе с более мягкими металлами и яркого блеска при обработке более твердых металлов. Белая румяна предназначена для использования на обычном баффе (спиральном или рыхлом), необработанном белом баффе или фланелевом баффе с белым куполом. Белая полоска Blizzard придает твердым металлам, таким как хром, блестящий блеск, а цветным металлам, таким как алюминий, возвращает естественный блеск. Пруток также можно использовать как для черных металлов, так и для цветных металлов или пластмасс. Каждый стержень имеет длину 10,75 дюйма, ширину 2,5 дюйма и высоту 2 дюйма. Бар также весит 3 фунта. Это считается большой полировальной планкой, которая предлагает как длительное использование, так и простоту в эксплуатации. СДЕЛАНО В США.
СДЕЛАНО В США.


 ), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.
), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.



 Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др. В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники. Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
 Такая система состоит из трех электрических цепей с различными характеристиками:
Такая система состоит из трех электрических цепей с различными характеристиками: Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы.
Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы. Купил токарный станок Станко 1К62. Я был бы очень заинтересован здесь от любого, кто использовал или имеет один из этих токарных станков российского производства.
Купил токарный станок Станко 1К62. Я был бы очень заинтересован здесь от любого, кто использовал или имеет один из этих токарных станков российского производства.
 Похоже, у него может быть токарный станок, как у вас. Он может быть кем-то, чтобы связаться.
Похоже, у него может быть токарный станок, как у вас. Он может быть кем-то, чтобы связаться.

 Очевидно, что у нас здесь не так много советской техники. Он на дизеле?
Очевидно, что у нас здесь не так много советской техники. Он на дизеле? 9мм глубины резания и включить подачу, токарный станок показывает это только на 40%, затем он показал мне, насколько он точен, и я был впечатлен, вы можете видеть, что на токарном станке не было абсолютно никакой краски от тяжелой работы после почти прокатки более 3-тонного вилочного погрузчика, разгружая его, я сделал косметическую реставрацию, полное обслуживание и всю новую проводку, теперь вернулся для тяжелой работы.
9мм глубины резания и включить подачу, токарный станок показывает это только на 40%, затем он показал мне, насколько он точен, и я был впечатлен, вы можете видеть, что на токарном станке не было абсолютно никакой краски от тяжелой работы после почти прокатки более 3-тонного вилочного погрузчика, разгружая его, я сделал косметическую реставрацию, полное обслуживание и всю новую проводку, теперь вернулся для тяжелой работы. ..
..
 ..
..
 Материалы:
Материалы: Другие достоинства:
Другие достоинства:



 Резка материала на лазерном станке осуществляется за счет сфокусированного лазерного излучения. Плазменный станок отличается тем, что теплота, расплавляющая материал, возникает за счет генерации плазменной дуги.
Резка материала на лазерном станке осуществляется за счет сфокусированного лазерного излучения. Плазменный станок отличается тем, что теплота, расплавляющая материал, возникает за счет генерации плазменной дуги.



 Стоимость их эксплуатации зависит от ряда параметров:
Стоимость их эксплуатации зависит от ряда параметров:


 Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. 133Bilder
133Bilder
 — лазерная резка деревянных фотографий и изображений
— лазерная резка деревянных фотографий и изображений Современная технология Holzschneidens. Lasergeschnittenes hölzernes 3D-Symbol des Valentinstags. Индустриэль Лазергравюр. ЧПУ-лазер. Майстеркурс, Мастерская
Современная технология Holzschneidens. Lasergeschnittenes hölzernes 3D-Symbol des Valentinstags. Индустриэль Лазергравюр. ЧПУ-лазер. Майстеркурс, Мастерская Vorlage für Innenarchitektur, Layouts Hochzeitseinladungen, Streukarten, Umschläge, dekorative Kunstobjekte usw. Изображение для Gravur, Druck, Plotterschneiden, Laserschneiden Papier, Holz, Metall, Schablonenherstellung, Wand-Vinyl-Kunstdekor. Актиенвектор.
Vorlage für Innenarchitektur, Layouts Hochzeitseinladungen, Streukarten, Umschläge, dekorative Kunstobjekte usw. Изображение для Gravur, Druck, Plotterschneiden, Laserschneiden Papier, Holz, Metall, Schablonenherstellung, Wand-Vinyl-Kunstdekor. Актиенвектор. halbmond mit laser geschnitzt enden hölzern auf braunem holzhintergrund. — лазерная резка дерева фото и фотографии
halbmond mit laser geschnitzt enden hölzern auf braunem holzhintergrund. — лазерная резка дерева фото и фотографии wandkunst, inneneinrichtung, raumteilerbildschirme, papierkunst für kartenhintergrund. вектор-иллюстрация — лазерная резка дерева сток-графики, -клипарт, -мультфильмы и -символ
wandkunst, inneneinrichtung, raumteilerbildschirme, papierkunst für kartenhintergrund. вектор-иллюстрация — лазерная резка дерева сток-графики, -клипарт, -мультфильмы и -символ islamische vorlage für innere partition im arabesken stil. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
islamische vorlage für innere partition im arabesken stil. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ Вектор-иллюстрация.
Вектор-иллюстрация.
 Schablone oder Schablone zum…
Schablone oder Schablone zum… Vektorvorlage mit geometrischen…
Vektorvorlage mit geometrischen…
 Для получения вольфрамового порошка этого бывает достаточно.
Для получения вольфрамового порошка этого бывает достаточно.

 Электроды, в отличие от концентрата, необходимо перемещать в крытом транспорте.
Электроды, в отличие от концентрата, необходимо перемещать в крытом транспорте. Сегодня вольфрам – один из основных химических элементов, входящих в состав тяжёлых сплавов сердечников бронебойных пуль и снарядов.
Сегодня вольфрам – один из основных химических элементов, входящих в состав тяжёлых сплавов сердечников бронебойных пуль и снарядов.
 Проводятся активные исследования поверхности Луны, Марса, Венеры.
Проводятся активные исследования поверхности Луны, Марса, Венеры. Доля этого государства составляет – 82,7% (70 тыс. т) по данным 2019 года. Значительно меньше производят:
Доля этого государства составляет – 82,7% (70 тыс. т) по данным 2019 года. Значительно меньше производят: Спад экономической привлекательности заводов и фабрик повлек за собой снижение уровня жизни населения, отсутствие массового производства, кризис.
Спад экономической привлекательности заводов и фабрик повлек за собой снижение уровня жизни населения, отсутствие массового производства, кризис. С 2006 года предприятие полностью перепрофилировалось на добычу вольфрамового концентрата. В 2010 году после реорганизации и смены руководства инвестиции новых акционеров позволили получить первый вольфрамовый концентрат из техногенного сырья.
С 2006 года предприятие полностью перепрофилировалось на добычу вольфрамового концентрата. В 2010 году после реорганизации и смены руководства инвестиции новых акционеров позволили получить первый вольфрамовый концентрат из техногенного сырья.
 Мне нравится эта работа. С опытом я понял, что от геологов зависит многое, что именно мы начинаем этот долгий путь — от поиска полезных ископаемых до получения продукции. И чем больше полезных ископаемых мы находим в недрах, тем больше появляется азарт, мотивация для дальнейшей плодотворной работы, — рассказывает Илья Дунянин, участковый геолог АО «Закаменск».
Мне нравится эта работа. С опытом я понял, что от геологов зависит многое, что именно мы начинаем этот долгий путь — от поиска полезных ископаемых до получения продукции. И чем больше полезных ископаемых мы находим в недрах, тем больше появляется азарт, мотивация для дальнейшей плодотворной работы, — рассказывает Илья Дунянин, участковый геолог АО «Закаменск».


 Как вы понимаете, большую часть вольфрама можно найти под землей. Шеелит и вольфрамит, как вы помните, названия минералов, в которых можно найти вольфрам, находятся под землей в длинных узких жилах. Чтобы добраться до этих вен, существует множество различных методов добычи, используемых для производства ювелирных изделий, которые вы можете найти в Интернете и в ювелирных магазинах по всей территории Соединенных Штатов.
Как вы понимаете, большую часть вольфрама можно найти под землей. Шеелит и вольфрамит, как вы помните, названия минералов, в которых можно найти вольфрам, находятся под землей в длинных узких жилах. Чтобы добраться до этих вен, существует множество различных методов добычи, используемых для производства ювелирных изделий, которые вы можете найти в Интернете и в ювелирных магазинах по всей территории Соединенных Штатов.
 Это найдено в триоксиде вольфрама. Чтобы извлечь полезные минералы из горной породы, дробильные машины разбивают руду на гораздо более мелкие куски. После этого эти куски отправляются на обогатительную фабрику. В конце концов, в зависимости от назначения руды, то, что получится, станет вашим новым украшением.
Это найдено в триоксиде вольфрама. Чтобы извлечь полезные минералы из горной породы, дробильные машины разбивают руду на гораздо более мелкие куски. После этого эти куски отправляются на обогатительную фабрику. В конце концов, в зависимости от назначения руды, то, что получится, станет вашим новым украшением. До работы в ювелирной отрасли Мейсон работал штатным репортером в местной газете, где развивал и улучшал свои писательские навыки. В отрасли мало ювелиров с таким опытом. Подробнее
До работы в ювелирной отрасли Мейсон работал штатным репортером в местной газете, где развивал и улучшал свои писательские навыки. В отрасли мало ювелиров с таким опытом. Подробнее Металл хрупок при комнатной температуре, но пластичен и прочен при повышенных температурах. Его сплавы используются в соплах ракетных двигателей и других аэрокосмических устройствах.
Металл хрупок при комнатной температуре, но пластичен и прочен при повышенных температурах. Его сплавы используются в соплах ракетных двигателей и других аэрокосмических устройствах. В России шахты расположены на Северном Кавказе и вокруг озера Байкал. Есть месторождения и в Казахстане. Около 90 процентов вольфрама Южной Кореи находится в Сангдонге. На Северо-Западных территориях Канады находится крупнейший вольфрамовый рудник в западном мире, а рудник в Чойлле, Бол., является крупнейшим производителем вольфрама в Южной Америке. Месторождения в США разбросаны вдоль Скалистых гор.
В России шахты расположены на Северном Кавказе и вокруг озера Байкал. Есть месторождения и в Казахстане. Около 90 процентов вольфрама Южной Кореи находится в Сангдонге. На Северо-Западных территориях Канады находится крупнейший вольфрамовый рудник в западном мире, а рудник в Чойлле, Бол., является крупнейшим производителем вольфрама в Южной Америке. Месторождения в США разбросаны вдоль Скалистых гор. Флотационное разделение используется для шеелита, который был измельчен до мелкого размера для высвобождения вольфрама; это дополнительно дополняется выщелачиванием, обжигом и, при необходимости, магнитной сепарацией или сепарацией под высоким напряжением.
Флотационное разделение используется для шеелита, который был измельчен до мелкого размера для высвобождения вольфрама; это дополнительно дополняется выщелачиванием, обжигом и, при необходимости, магнитной сепарацией или сепарацией под высоким напряжением. Это может устранить фосфор и мышьяк и снизить содержание кремнезема до уровня 0,03–0,06 процента. Молибден удаляют добавлением сульфида натрия при температуре 80–85 °С (175–185 °F) при рН 10, выдержке в течение часа, затем подкислении раствора до рН 2,5–3 и перемешивании в течение семи–девяти часов. для осаждения сульфида молибдена. Оставшийся раствор вольфрамата натрия можно дополнительно очистить жидкостным ионообменным процессом с использованием органического экстрагента, состоящего из 7 % аламина-336, 7 % деканола и 86 % керосина. При противотоке экстрагента через раствор ионы вольфрамата переходят из водной фазы в органическую. Затем вольфрам отделяют от экстрагента раствором аммиака, содержащим вольфрамат аммония. Полученный раствор АФТ направляют в испаритель для кристаллизации.
Это может устранить фосфор и мышьяк и снизить содержание кремнезема до уровня 0,03–0,06 процента. Молибден удаляют добавлением сульфида натрия при температуре 80–85 °С (175–185 °F) при рН 10, выдержке в течение часа, затем подкислении раствора до рН 2,5–3 и перемешивании в течение семи–девяти часов. для осаждения сульфида молибдена. Оставшийся раствор вольфрамата натрия можно дополнительно очистить жидкостным ионообменным процессом с использованием органического экстрагента, состоящего из 7 % аламина-336, 7 % деканола и 86 % керосина. При противотоке экстрагента через раствор ионы вольфрамата переходят из водной фазы в органическую. Затем вольфрам отделяют от экстрагента раствором аммиака, содержащим вольфрамат аммония. Полученный раствор АФТ направляют в испаритель для кристаллизации. Полученную суспензию, содержащую вольфрам в виде твердой вольфрамовой кислоты, разбавляют и дают отстояться. Затем вольфрамовую кислоту растворяют в водном растворе аммиака при 60°С (140°F) в течение двух часов при перемешивании. Кальций из полученного раствора осаждается в виде оксалата кальция, а фосфор и мышьяк удаляются добавлением окиси магния, которая образует нерастворимые фосфаты и арсенаты аммония и магния. Железо, кремнезем и подобные примеси, образующие коллоидные гидроксиды, удаляют добавлением небольшого количества активированного угля и выдержкой в течение одного-двух часов. Раствор очищают через напорные фильтры и упаривают, получая кристаллы АПТ.
Полученную суспензию, содержащую вольфрам в виде твердой вольфрамовой кислоты, разбавляют и дают отстояться. Затем вольфрамовую кислоту растворяют в водном растворе аммиака при 60°С (140°F) в течение двух часов при перемешивании. Кальций из полученного раствора осаждается в виде оксалата кальция, а фосфор и мышьяк удаляются добавлением окиси магния, которая образует нерастворимые фосфаты и арсенаты аммония и магния. Железо, кремнезем и подобные примеси, образующие коллоидные гидроксиды, удаляют добавлением небольшого количества активированного угля и выдержкой в течение одного-двух часов. Раствор очищают через напорные фильтры и упаривают, получая кристаллы АПТ. Вращающаяся печь разделена перегородками на три зоны, выдерживаемые соответственно на 850°, 875° и 9°.00 ° C (1550 °, 1600 ° и 1650 ° F). Печь наклоняют под небольшим углом и поворачивают, чтобы обеспечить непрерывный поток порошка через центральные отверстия перегородок.
Вращающаяся печь разделена перегородками на три зоны, выдерживаемые соответственно на 850°, 875° и 9°.00 ° C (1550 °, 1600 ° и 1650 ° F). Печь наклоняют под небольшим углом и поворачивают, чтобы обеспечить непрерывный поток порошка через центральные отверстия перегородок. Для полного восстановления до металла требуется температура выше 1050°С. Чистота металла составляет около 95 процентов.
Для полного восстановления до металла требуется температура выше 1050°С. Чистота металла составляет около 95 процентов.

 В основном цементированные карбиды используются для режущих и сверлильных инструментов, формовочных и волочильных штампов и шипов шин.
В основном цементированные карбиды используются для режущих и сверлильных инструментов, формовочных и волочильных штампов и шипов шин.
 Штейн содержит 15 – 55% Cu; 15 – 50% Fe; 20 – 30% S. Шлак состоит в основном из SiO2, FeO, CaO, Al2O3.
Штейн содержит 15 – 55% Cu; 15 – 50% Fe; 20 – 30% S. Шлак состоит в основном из SiO2, FeO, CaO, Al2O3. В этом периоде протекают реакции окисления сульфидов
В этом периоде протекают реакции окисления сульфидов
 Электролитом служит раствор сернокислой меди. При пропускании постоянного тока анод растворяется и медь переходит в раствор. На катодах разряжаются ионы меди, осаждаясь на них прочным слоем чистой меди.
Электролитом служит раствор сернокислой меди. При пропускании постоянного тока анод растворяется и медь переходит в раствор. На катодах разряжаются ионы меди, осаждаясь на них прочным слоем чистой меди.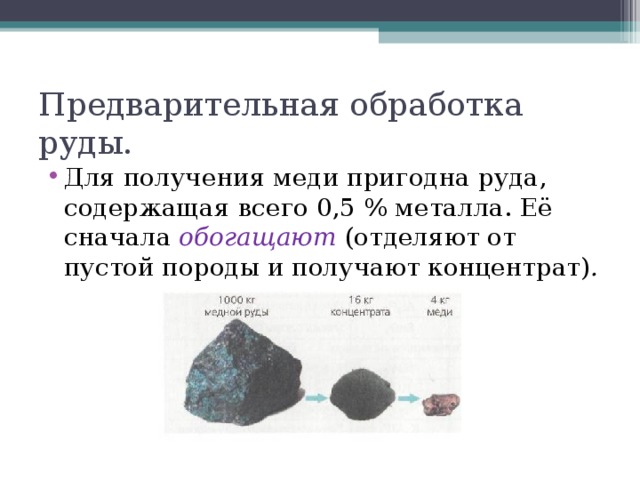
 ) = 3Cu(NO3)2 + 2NO + 4Н2O,
) = 3Cu(NO3)2 + 2NO + 4Н2O,  При пропускании электрического тока через электролит медь анода растворяется, а на катоде выделяется чистая медь.
При пропускании электрического тока через электролит медь анода растворяется, а на катоде выделяется чистая медь.



 Когда это экономически целесообразно, рудник может добывать оба типа медных минералов; когда это невозможно, шахты будут перерабатывать только оксиды меди или сульфиды меди.
Когда это экономически целесообразно, рудник может добывать оба типа медных минералов; когда это невозможно, шахты будут перерабатывать только оксиды меди или сульфиды меди. Эта первичная дробилка уменьшает размер руды от валунов до камней размером с мяч для гольфа.
Эта первичная дробилка уменьшает размер руды от валунов до камней размером с мяч для гольфа. Полученный «богатый» выщелачивающий раствор серной кислоты и медного купороса собирается в небольшой бассейн. Соединение меди теперь можно увидеть в концентрациях от 60 до 70%.
Полученный «богатый» выщелачивающий раствор серной кислоты и медного купороса собирается в небольшой бассейн. Соединение меди теперь можно увидеть в концентрациях от 60 до 70%. Электрический ток проходит через инертный анод (положительный электрод) и через раствор меди из предыдущего этапа, который действует как электролит . Положительно заряженные ионы меди (называемые катионами) выходят из раствора и наносятся на катод (отрицательный электрод) в виде меди чистотой 99,99%.
Электрический ток проходит через инертный анод (положительный электрод) и через раствор меди из предыдущего этапа, который действует как электролит . Положительно заряженные ионы меди (называемые катионами) выходят из раствора и наносятся на катод (отрицательный электрод) в виде меди чистотой 99,99%. После измельчения медной руды в нее добавляют жидкость, превращающую ее в суспензию. Шлам представляет собой смесь ценных минералов медной руды и «бесполезной» породы, называемой пустой породой (произносится «банда»). Суспензия помещается в резервуар, и процесс называется пенная флотация используется для отделения медных минералов от пустой породы. Химические реагенты, называемые «сборщиками», добавляются в суспензию и связываются с частицами меди, делая их гидрофобными или водонепроницаемыми. Трубы используются для подачи воздуха на дно резервуара для создания пузырьков, которые поднимаются на поверхность, увлекая за собой водостойкие частицы сульфида меди. Затем пена богатых медью пузырьков в верхней части резервуара снимается для дальнейшей обработки. Пустая порода опускается на дно резервуара и удаляется или утилизируется как хвостохранилище .
После измельчения медной руды в нее добавляют жидкость, превращающую ее в суспензию. Шлам представляет собой смесь ценных минералов медной руды и «бесполезной» породы, называемой пустой породой (произносится «банда»). Суспензия помещается в резервуар, и процесс называется пенная флотация используется для отделения медных минералов от пустой породы. Химические реагенты, называемые «сборщиками», добавляются в суспензию и связываются с частицами меди, делая их гидрофобными или водонепроницаемыми. Трубы используются для подачи воздуха на дно резервуара для создания пузырьков, которые поднимаются на поверхность, увлекая за собой водостойкие частицы сульфида меди. Затем пена богатых медью пузырьков в верхней части резервуара снимается для дальнейшей обработки. Пустая порода опускается на дно резервуара и удаляется или утилизируется как хвостохранилище . Пузырьки лопаются, и твердые частицы пенного раствора оседают на дне резервуара. Затем твердые вещества фильтруют для удаления избыточной воды, которую можно повторно использовать при переработке дополнительных партий сульфидной руды. Конечный продукт стадии сгущения представляет собой комбинацию 30% меди и других металлов; этот медный концентрат затем направляется на плавильный завод.
Пузырьки лопаются, и твердые частицы пенного раствора оседают на дне резервуара. Затем твердые вещества фильтруют для удаления избыточной воды, которую можно повторно использовать при переработке дополнительных партий сульфидной руды. Конечный продукт стадии сгущения представляет собой комбинацию 30% меди и других металлов; этот медный концентрат затем направляется на плавильный завод. Затем расплавленный штейн направляется в другую печь, называемую конвертером, для сжигания оставшегося железа и серы; продукт упоминается как черновая медь, которая содержит 98% меди, и доставили в анодную плавку. Черновая медь желтая; когда кислород в меди выгорает в анодной плавке, она становится сине-зеленой. Полученный продукт, расплавленную анодную медь, заливают в формы, называемые колесами для литья анодов. Охлажденные пластины анода состоят из 99% чистой меди, теперь окрашены в медный цвет, имеют две отлитые сверху ручки, имеют толщину два дюйма, ширину три фута, высоту три с половиной фута и вес 750 фунтов.
Затем расплавленный штейн направляется в другую печь, называемую конвертером, для сжигания оставшегося железа и серы; продукт упоминается как черновая медь, которая содержит 98% меди, и доставили в анодную плавку. Черновая медь желтая; когда кислород в меди выгорает в анодной плавке, она становится сине-зеленой. Полученный продукт, расплавленную анодную медь, заливают в формы, называемые колесами для литья анодов. Охлажденные пластины анода состоят из 99% чистой меди, теперь окрашены в медный цвет, имеют две отлитые сверху ручки, имеют толщину два дюйма, ширину три фута, высоту три с половиной фута и вес 750 фунтов. Подается электрический ток, и положительно заряженные ионы меди (называемые катионами) покидают анод (положительный электрод) и перемещаются в растворе через раствор электролита для нанесения покрытия на катод (отрицательный электрод). Другие металлы и примеси также покидают анод и падают на дно резервуара или остаются в растворе электролита. Эти примеси собираются и могут быть очищены для извлечения других металлов, таких как серебро и золото. После 14 дней электролиза аноды постепенно исчезли, а медные катоды теперь весят 375 фунтов каждый и содержат 9Медь чистотой 9,99%. Катоды вынимают из бака и промывают водой, чтобы предотвратить дальнейшую реакцию. Готовые медные катоды затем можно превратить в провода, пластины, трубки и другие медные изделия.
Подается электрический ток, и положительно заряженные ионы меди (называемые катионами) покидают анод (положительный электрод) и перемещаются в растворе через раствор электролита для нанесения покрытия на катод (отрицательный электрод). Другие металлы и примеси также покидают анод и падают на дно резервуара или остаются в растворе электролита. Эти примеси собираются и могут быть очищены для извлечения других металлов, таких как серебро и золото. После 14 дней электролиза аноды постепенно исчезли, а медные катоды теперь весят 375 фунтов каждый и содержат 9Медь чистотой 9,99%. Катоды вынимают из бака и промывают водой, чтобы предотвратить дальнейшую реакцию. Готовые медные катоды затем можно превратить в провода, пластины, трубки и другие медные изделия. В 2010 г. было переработано 770 000 метрических тонн меди на сумму около шести миллиардов долларов (Papp, 2010).
В 2010 г. было переработано 770 000 метрических тонн меди на сумму около шести миллиардов долларов (Papp, 2010). Чили также может похвастаться крупнейшим в мире (с точки зрения добычи) открытым медным рудником Escondida. Крупнейший медный рудник в Северной Америке (и крупнейший в мире рукотворный раскоп) — это рудник Бингем-Каньон недалеко от Солт-Лейк-Сити, штат Юта. Программа модернизации стоимостью 1,5 миллиарда долларов, завершенная в 1998 году, превратила Бингем-Каньон в производителя меди с самой низкой себестоимостью в Северной Америке, образец операционной эффективности и соблюдения экологических норм.
Чили также может похвастаться крупнейшим в мире (с точки зрения добычи) открытым медным рудником Escondida. Крупнейший медный рудник в Северной Америке (и крупнейший в мире рукотворный раскоп) — это рудник Бингем-Каньон недалеко от Солт-Лейк-Сити, штат Юта. Программа модернизации стоимостью 1,5 миллиарда долларов, завершенная в 1998 году, превратила Бингем-Каньон в производителя меди с самой низкой себестоимостью в Северной Америке, образец операционной эффективности и соблюдения экологических норм. Однако успешная разведка новых месторождений полезных ископаемых, технологические достижения в горнодобывающей и добывающей металлургии (которые позволяют разрабатывать более бедные руды, тем самым увеличивая совокупность известных запасов) и использование меди (что позволяет более экономно использовать медь там, где использовались большие количества в прошлом) и продолжающаяся переработка металлолома, вероятно, на неопределенный срок предотвратят истощение запасов этого ценного металла.
Однако успешная разведка новых месторождений полезных ископаемых, технологические достижения в горнодобывающей и добывающей металлургии (которые позволяют разрабатывать более бедные руды, тем самым увеличивая совокупность известных запасов) и использование меди (что позволяет более экономно использовать медь там, где использовались большие количества в прошлом) и продолжающаяся переработка металлолома, вероятно, на неопределенный срок предотвратят истощение запасов этого ценного металла. Некоторые из них уже давно имеют ценность сами по себе, например, малахит, ценившийся за его необычный и приятный внешний вид и тысячелетиями использовавшийся в украшениях и украшениях.
Некоторые из них уже давно имеют ценность сами по себе, например, малахит, ценившийся за его необычный и приятный внешний вид и тысячелетиями использовавшийся в украшениях и украшениях. Безусловно, наибольшая часть меди извлекается из сульфидов меди, железа и иногда других металлов. Такие руды образуются из серосодержащих вулканических магм, разделившихся на сульфиды металлов и кремнистые расплавы. Медь почти полностью сконцентрировалась в сульфидной фракции, и если она отделяется от кремнистого расплава, она может отлагаться в жилах или трещинах вмещающей породы в результате гидротермальной или другой геологической деятельности. Во многих рудах (и в большинстве обнаруженных на западе США) минералы меди встречаются в виде дисперсии мелких частиц. Такие руды называются порфиры . Там, где минерализованные породы обнажаются или разрушаются, сульфидные минералы подвергаются химическим изменениям под действием воздуха, грунтовых вод и тепла, что приводит к образованию другой основной разновидности медных минералов — окисленных руд.
Безусловно, наибольшая часть меди извлекается из сульфидов меди, железа и иногда других металлов. Такие руды образуются из серосодержащих вулканических магм, разделившихся на сульфиды металлов и кремнистые расплавы. Медь почти полностью сконцентрировалась в сульфидной фракции, и если она отделяется от кремнистого расплава, она может отлагаться в жилах или трещинах вмещающей породы в результате гидротермальной или другой геологической деятельности. Во многих рудах (и в большинстве обнаруженных на западе США) минералы меди встречаются в виде дисперсии мелких частиц. Такие руды называются порфиры . Там, где минерализованные породы обнажаются или разрушаются, сульфидные минералы подвергаются химическим изменениям под действием воздуха, грунтовых вод и тепла, что приводит к образованию другой основной разновидности медных минералов — окисленных руд. Средняя расчетная концентрация составляет от 55 до 70 мг/кг, что ниже хрома (200 мг/кг) и цинка (132), но выше олова и свинца. Во многих частях мира находятся промышленно эксплуатируемые месторождения медных руд, часто связанные с процессами горообразования. Отложения встречаются во многих местах в западных кордильерах Америки, в основном в Соединенных Штатах и Чили, а также в районах североамериканских равнин, таких как Мичиган, Онтарио, Квебек и Манитоба, на участках, связанных с докембрийским щитом. Медь также встречается во многих других странах мира. Перу, Польша, Мексика, Заир, Замбия и Папуа-Новая Гвинея исторически были в числе ведущих производителей, и хотя производство в Африке резко сократилось в последние годы из-за политических трудностей, остаются большие неиспользованные ресурсы. Кроме того, известно, что огромные количества меди существуют в виде «глубоководных конкреций», разбросанных по дну океана, хотя высокие затраты на добычу до сих пор препятствуют их коммерческой эксплуатации.
Средняя расчетная концентрация составляет от 55 до 70 мг/кг, что ниже хрома (200 мг/кг) и цинка (132), но выше олова и свинца. Во многих частях мира находятся промышленно эксплуатируемые месторождения медных руд, часто связанные с процессами горообразования. Отложения встречаются во многих местах в западных кордильерах Америки, в основном в Соединенных Штатах и Чили, а также в районах североамериканских равнин, таких как Мичиган, Онтарио, Квебек и Манитоба, на участках, связанных с докембрийским щитом. Медь также встречается во многих других странах мира. Перу, Польша, Мексика, Заир, Замбия и Папуа-Новая Гвинея исторически были в числе ведущих производителей, и хотя производство в Африке резко сократилось в последние годы из-за политических трудностей, остаются большие неиспользованные ресурсы. Кроме того, известно, что огромные количества меди существуют в виде «глубоководных конкреций», разбросанных по дну океана, хотя высокие затраты на добычу до сих пор препятствуют их коммерческой эксплуатации.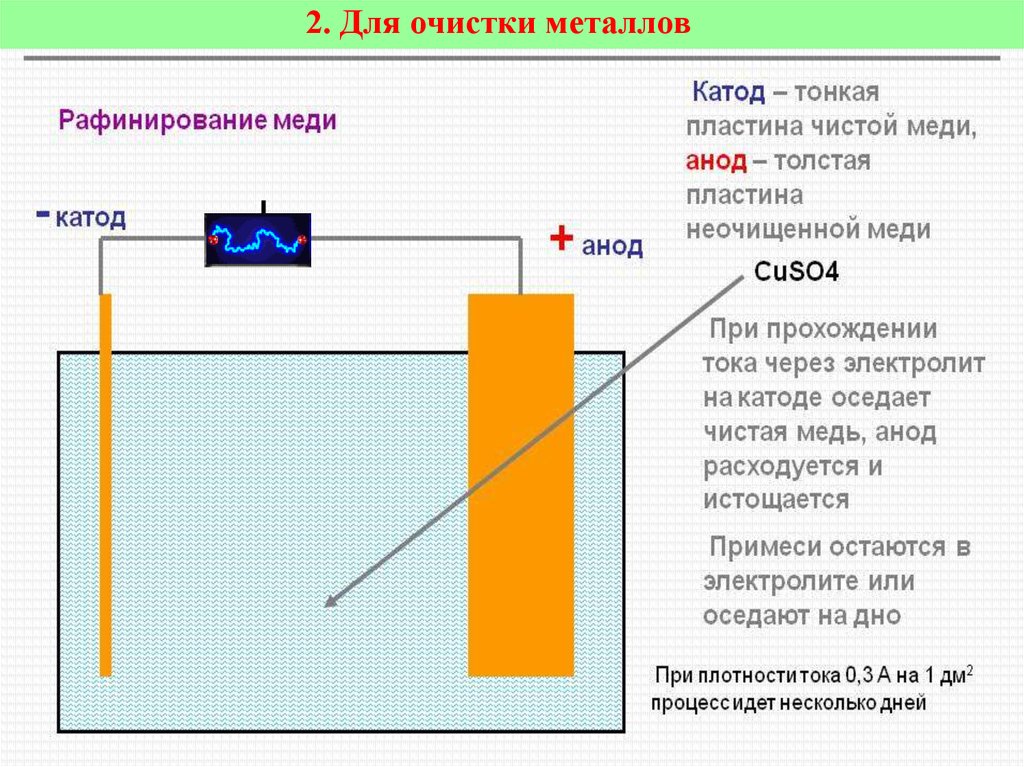 Чили и США являются, соответственно, двумя ведущими странами-производителями меди в мире, причем Чили обогнала США в начале 19 века.90-е.
Чили и США являются, соответственно, двумя ведущими странами-производителями меди в мире, причем Чили обогнала США в начале 19 века.90-е. ) В результате получается нечистая (98+%) форма металла, известная как черновая медь (из-за ее внешнего вида). Затем блистер подвергается дальнейшей огневой очистке, чтобы отрегулировать содержание серы и кислорода, в результате чего получается металл, достаточно чистый для многих других применений, кроме электрических. Однако, поскольку очищенный огнем металл может содержать коммерчески выгодные концентрации драгоценных металлов (в основном серебра и золота), большая его часть отливается в толстые листы, известные как аноды, которые отправляются в большие электролизеры, где происходит окончательное рафинирование. Постоянный электрический ток, проходящий через ячейки, растворяет аноды и осаждает медь на катодах. Конечным продуктом процесса рафинирования является медь электролитического вязкого пека (ETP), обычно содержащая от 99,94 и 99,96% Cu. Катоды переплавляются в контролируемых условиях и отливаются в формы, пригодные для дальнейшей обработки.
) В результате получается нечистая (98+%) форма металла, известная как черновая медь (из-за ее внешнего вида). Затем блистер подвергается дальнейшей огневой очистке, чтобы отрегулировать содержание серы и кислорода, в результате чего получается металл, достаточно чистый для многих других применений, кроме электрических. Однако, поскольку очищенный огнем металл может содержать коммерчески выгодные концентрации драгоценных металлов (в основном серебра и золота), большая его часть отливается в толстые листы, известные как аноды, которые отправляются в большие электролизеры, где происходит окончательное рафинирование. Постоянный электрический ток, проходящий через ячейки, растворяет аноды и осаждает медь на катодах. Конечным продуктом процесса рафинирования является медь электролитического вязкого пека (ETP), обычно содержащая от 99,94 и 99,96% Cu. Катоды переплавляются в контролируемых условиях и отливаются в формы, пригодные для дальнейшей обработки. Методы извлечения меди из окисленных руд сильно отличаются от тех, которые используются для сульфидных руд. Окисленные руды, состоящие из силикатов, карбонатов и сульфатов, обрабатывают несколькими методами, все из которых включают в себя ту или иную форму выщелачивания измельченной руды серной кислотой с получением нечистых растворов сульфата меди. Сегодня более 13% всей «новой» меди производится из фильтратов, которые обычно концентрируют с помощью экстракции растворителем (SX) и удаляют из них медь с помощью обычного электролиза (EW), так называемого процесса SXEW. Сульфидные руды не подвергаются эффективному воздействию серной кислоты, но они могут быть выщелочены при предварительном окислении при длительном воздействии атмосферы и при контакте с встречающимися в природе бактериями Thiobacillus Thiooxidans и Thiobacillus Ferrooxidans.
Методы извлечения меди из окисленных руд сильно отличаются от тех, которые используются для сульфидных руд. Окисленные руды, состоящие из силикатов, карбонатов и сульфатов, обрабатывают несколькими методами, все из которых включают в себя ту или иную форму выщелачивания измельченной руды серной кислотой с получением нечистых растворов сульфата меди. Сегодня более 13% всей «новой» меди производится из фильтратов, которые обычно концентрируют с помощью экстракции растворителем (SX) и удаляют из них медь с помощью обычного электролиза (EW), так называемого процесса SXEW. Сульфидные руды не подвергаются эффективному воздействию серной кислоты, но они могут быть выщелочены при предварительном окислении при длительном воздействии атмосферы и при контакте с встречающимися в природе бактериями Thiobacillus Thiooxidans и Thiobacillus Ferrooxidans. В иероглифическом письме символ, используемый для обозначения вечной жизни, анкх, также использовался для обозначения меди. Позднее греческие философы приняли этот символ, слегка изменив его, как . Связь между вечной долговечностью и рентабельностью в течение всего срока службы меди и ее сплавов, безусловно, не случайна!
В иероглифическом письме символ, используемый для обозначения вечной жизни, анкх, также использовался для обозначения меди. Позднее греческие философы приняли этот символ, слегка изменив его, как . Связь между вечной долговечностью и рентабельностью в течение всего срока службы меди и ее сплавов, безусловно, не случайна! В греческой мифологии богиня любви Афродита, как говорят, вышла из моря недалеко от Кипра, глядя на свое отражение в медном зеркале. Некоторые историки считают, что это показывает, что металлургия является древнейшей профессией. В римских писаниях медь упоминается как «aes Cyprium», поскольку в то время большая часть металла поступала с Кипра.
В греческой мифологии богиня любви Афродита, как говорят, вышла из моря недалеко от Кипра, глядя на свое отражение в медном зеркале. Некоторые историки считают, что это показывает, что металлургия является древнейшей профессией. В римских писаниях медь упоминается как «aes Cyprium», поскольку в то время большая часть металла поступала с Кипра. Сначала совместное плавление медных и оловянных руд могло быть либо случайным, либо результатом ранних экспериментов, направленных на выяснение того, какие виды горных пород можно плавить.
Сначала совместное плавление медных и оловянных руд могло быть либо случайным, либо результатом ранних экспериментов, направленных на выяснение того, какие виды горных пород можно плавить. Этот образец использования, как правило, повторялся везде, где вводилась плавка бронзы и меди, хотя обязательно в разных временных масштабах.
Этот образец использования, как правило, повторялся везде, где вводилась плавка бронзы и меди, хотя обязательно в разных временных масштабах. Это полезное свойство предотвращало сильное сопротивление, вызванное ростом водорослей, которое ограничивало скорость кораблей. (Сообщалось, что победа лорда Нельсона при Трафальгаре отчасти стала результатом скорости его облаченных в медь кораблей, которая позволила ему перехитрить своих противников.) В результате значительно увеличился спрос на медь.
Это полезное свойство предотвращало сильное сопротивление, вызванное ростом водорослей, которое ограничивало скорость кораблей. (Сообщалось, что победа лорда Нельсона при Трафальгаре отчасти стала результатом скорости его облаченных в медь кораблей, которая позволила ему перехитрить своих противников.) В результате значительно увеличился спрос на медь. Поскольку проводимость меди зависит от ее чистоты, широко используется медь в ее нелегированной форме. Сегодня около половины производимой в мире меди приходится на электроэнергию.
Поскольку проводимость меди зависит от ее чистоты, широко используется медь в ее нелегированной форме. Сегодня около половины производимой в мире меди приходится на электроэнергию.

 Пресс для яблочного сока мы поставляем в полной комплектации. Вам не потребуется докупать никаких деталей и аксессуаров, достаточно собрать пресс для выжимки, и он будет полностью готов к работе. Разборная конструкция удобна в использовании. Разобранную давилку для яблок легко мыть, удобно хранить и транспортировать. Для возвращения домкрата в начальное положение достаточно нажать на кнопку. Нет необходимости прилагать большие усилия, вы сможете на зиму через пресс быстро переработать большое количество фруктов. Также пресс подходит для переработки любых других фруктов и овощей.
Пресс для яблочного сока мы поставляем в полной комплектации. Вам не потребуется докупать никаких деталей и аксессуаров, достаточно собрать пресс для выжимки, и он будет полностью готов к работе. Разборная конструкция удобна в использовании. Разобранную давилку для яблок легко мыть, удобно хранить и транспортировать. Для возвращения домкрата в начальное положение достаточно нажать на кнопку. Нет необходимости прилагать большие усилия, вы сможете на зиму через пресс быстро переработать большое количество фруктов. Также пресс подходит для переработки любых других фруктов и овощей. Заниматься изготовлением домашних заготовок или вина можно в любом месте.
Заниматься изготовлением домашних заготовок или вина можно в любом месте. Перед тем, как отжать сок из яблок прессом, необходимо измельчить фрукты. Мы рекомендуем использовать для этого измельчитель «Самурай» нашего производства. Далее намочите и отожмите фильтровальный мешок, вставьте его в перфорированную корзину и загрузите предварительно измельченное сырье. Затем требуется установить поршень, вставить и зафиксировать шток. После этого можно приступать к отжиманию прессом.
Перед тем, как отжать сок из яблок прессом, необходимо измельчить фрукты. Мы рекомендуем использовать для этого измельчитель «Самурай» нашего производства. Далее намочите и отожмите фильтровальный мешок, вставьте его в перфорированную корзину и загрузите предварительно измельченное сырье. Затем требуется установить поршень, вставить и зафиксировать шток. После этого можно приступать к отжиманию прессом. Выберите пресс для выжима сока объемом 18 литров в нашем каталоге, добавьте его в корзину и оформите заказ. Наш менеджер оперативно свяжется с вами для уточнения всех деталей заказа. Вы также можете купить пресс для отжима яблок в комплекте с измельчителем на максимально выгодных условиях. Вся информация имеется на нашем сайте. Если остались вопросы, позвоните нам или закажите обратный звонок, чтобы получить подробную консультацию по оборудованию для отжима яблочного сока. Сразу после подтверждения заказа мы оперативно соберем его и организуем доставку по указанному вам адресу. Мы отправляем гидравлические прессы для яблочного сока почтой и транспортными компаниями.
Выберите пресс для выжима сока объемом 18 литров в нашем каталоге, добавьте его в корзину и оформите заказ. Наш менеджер оперативно свяжется с вами для уточнения всех деталей заказа. Вы также можете купить пресс для отжима яблок в комплекте с измельчителем на максимально выгодных условиях. Вся информация имеется на нашем сайте. Если остались вопросы, позвоните нам или закажите обратный звонок, чтобы получить подробную консультацию по оборудованию для отжима яблочного сока. Сразу после подтверждения заказа мы оперативно соберем его и организуем доставку по указанному вам адресу. Мы отправляем гидравлические прессы для яблочного сока почтой и транспортными компаниями. Винница
Винница com.ua
com.ua com.ua
com.ua Черкассы
Черкассы Черновцы
Черновцы dp.ua
dp.ua
 И вуаля! У тебя есть свежий яблочный сидр.
И вуаля! У тебя есть свежий яблочный сидр. Вы можете сказать, что он был разработан с учетом трудолюбивого человека!
Вы можете сказать, что он был разработан с учетом трудолюбивого человека!
 Лучший настольный пресс для яблочного сидра:
Лучший настольный пресс для яблочного сидра: -галлонную версию и сразу за работу!
-галлонную версию и сразу за работу! Но если вы хотите продавать свой яблочный сидр как сезонный продукт из своего яблоневого сада, возможно, вам стоит потратить время на покупку пресса для яблочного сидра, который проще в использовании и обладает большей производительностью.
Но если вы хотите продавать свой яблочный сидр как сезонный продукт из своего яблоневого сада, возможно, вам стоит потратить время на покупку пресса для яблочного сидра, который проще в использовании и обладает большей производительностью.
 Если он у вас уже есть, не покупайте прессы для яблочного сидра такого типа!
Если он у вас уже есть, не покупайте прессы для яблочного сидра такого типа!
 Теперь вы будете мерить сок ведрами.
Теперь вы будете мерить сок ведрами. Блоки необходимы для размещения их под домкратом, потому что хода поршня домкрата не хватает на всю высоту корзины.
Блоки необходимы для размещения их под домкратом, потому что хода поршня домкрата не хватает на всю высоту корзины. youtube.com/embed/EvT4a9UXI2U» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/EvT4a9UXI2U» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Я считаю, что Apple Press Ltd очень полезна и эффективна, без проблем доставляя свою продукцию на расстояние более 1500 миль в сельский адрес в Великобритании.
Я считаю, что Apple Press Ltd очень полезна и эффективна, без проблем доставляя свою продукцию на расстояние более 1500 миль в сельский адрес в Великобритании.