10 вариантов применения кромочного фрезера в мастерской
Покупка ручного деревообрабатывающего инструмента может дать толчок для освоения новой и очень увлекательной профессии, с каждым годом собирающей в свои ряды все больше поклонников. В интернете растиражированы многочисленные видео уроки и фото, содержащие авторские приемы работ с ручным фрезером, что еще раз доказывает популяризацию ремесла, которое русский человек облюбовал издавна. Если вы еще не владеете всеми азами ручной обработки древесины и только знакомитесь со специализированным бытовым оборудованием, вам будет полезна следующая информация.
Знакомство с фрезером
При помощи фрезерного аппарата можно работать с такими материалами, как древесина и металл. С его помощью легко создавать небольшие элементы, например, пазы, гребни, выемки. Они могут быть как стационарными станками, так и ручными, имея небольшую комплектацию. Чтобы работать фрезером дома, очень удобно использование ручного варианта.
Представляет собой фрезер небольшой корпус, оснащенный мотором. На корпусе есть специальный держатель, а в него вставлены небольшие переходники, при помощи которых, аппарат используют с разного диаметра хвостовиками.
На корпусе есть специальный держатель, а в него вставлены небольшие переходники, при помощи которых, аппарат используют с разного диаметра хвостовиками.
Также фрезер оснащен платформой, соединяющейся с корпусом штангами. На нижней ее части должна быть специальная основа скольжения, которая обуславливает плавный ход инструмента, в то время, когда он перемещается по детали. Естественно, каждый аппарат оборудован кнопкой включения, а также блокировки.
Чтобы фрезеровочный аппарат не давал сбоев при работе, необходимо периодически менять в нем смазку и содержать его в чистоте.
Особенности изготовления
Фрезеровальные станки по дереву, изготавливаемые своими руками, имеют некоторые отличия друг от друга.
По типу – ручной и механизированный. Ручные станки используют воротки и редукторы, приводимые в движение руками рабочего. Механизированные – оснащены электромотором: скорость работы, когда в дело вступает электродвигатель, может повыситься в разы. Во втором случае мастер не тратит лишние усилия на вращение воротка с редуктором, отвлекаясь на это нехитрое действие – а включит электродвигатель и работает точнее, быстрее и оперативнее, ориентируясь по направляющим. Механическое усилие здесь выдаёт мотор.
Механическое усилие здесь выдаёт мотор.
По принципу действия механизированные станки подразделяются на следующие виды.
Одно- или немногофункциональные одношпиндельные с предметным столиком, расположенным вертикально или горизонтально. Столик (подставка) перемещается по направляющим, как колёса поезда по рельсам – только прямо.
Определившись, какой станок требуется – в рамках поставленных задач и цели – мастер подготовит расходники и инструментарий для изготовления устройства.
Как работать на станке
Работа ручным фрезером по дереву начинается, прежде всего, с того, что выставляются все основные параметры. Вначале определяют необходимую скорость вращения, а она будет зависеть от материала, с которым будет производиться творение. После этого устанавливают фрезу. Как правило, на фрезах, уже определены отметены, на которые стоит опираться. Фреза вставляется на заданную глубину, затем закрепляется вал и затягивается ключом до упора.
Но не в каждом аппарате предусмотрена кнопка блокировки, поэтому, если она отсутствует, то, чтобы делать планируемую задачу было проще, потребуется еще один ключ, им будет удерживаться вал. Здесь нужно будет опираться на модель аппарата. Например, русский фрезеровочный станок, представленный в дорогой модели, будет иметь помимо блокировочного механизма, еще и трещотку.
Здесь нужно будет опираться на модель аппарата. Например, русский фрезеровочный станок, представленный в дорогой модели, будет иметь помимо блокировочного механизма, еще и трещотку.
Фрезерование дерева инструмент способен производить на определенную глубину, все будет зависеть от вылета, который на нем установлен. Для изготовления некоторых деталей максимальная глубина не нужна, тогда осуществляется его настройка. Сделать это можно при помощи револьверного упора, поэтапно:
- необходима ровная поверхность, на которой будет стоять аппарат, и на нем освобождаются зажимы,
- откручивается фиксатор револьверного упора, вследствие чего, он освобождается,
- выбирается необходимая ножка упора, в зависимости от требуемой глубины фрезерования,
- поднимается штанга до выбранной глубины, и затем опускается фиксатор упора.
На более дорогостоящих фрезерных станках, чтобы пользоваться ими было проще, существует специальное колесо для регулирования глубины фрезеровочного процесса..jpg)
Популярные модели
В данном обзоре популярных фрезерных станков было выделено топ-3 модели, наиболее обширно использующиеся в России.
«Вихрь» ФМ-1900
Эта модель наиболее доступна для среднестатистического пользователя. Российская торговая марка «Вихрь» представляет изделия для сада и различных строительных работ. Электроинструменты данного бренда выпускаются на китайском производстве. Этот недорогой, но надежный фрезер обладает высокой мощностью и достаточно универсален для того, чтобы использовать его и на профессиональном уровне, и в домашней мастерской.
Технические характеристики:
- тип – вертикальный;
- мощность – 1900 Вт;
- вращение – 8000-23000 об/мин;
- ход фрезы – 50 мм.
Главный недостаток модели – это ее шумность и крупные габариты.
Bosch POF 1200 AE
Данный бренд, лидирующий на рынке уже много лет и заслуживший доверие покупателей, производит одни из лучших фрезерных станков по всему миру. Главный минус модели в том, что она доступна далеко не для всех, но при этом ее цена вполне оправдана.
Основные параметры:
- тип – вертикальный;
- мощность – 1200 Вт;
- вращение – 11000-28000 об/мин;
- ход фрезы – 55 мм.
Благодаря высокой мощности этому станку подвластно дерево любой плотности.
Hammer FRZ 710 Premium
Эта модель признана по истине универсальной. Она крайне удобна в использовании за счет своего небольшого веса и специально выполнена таким образом, что ее комфортно держать в руках.
Характеристики:
- тип – кромочный;
- мощность – 710 Вт;
- вращение – 10000-30000 об/мин;
- ход фрезы – 30 мм.
Мотор у этой модели работает плавно, а за счет алюминиевой подошвы она обладает хорошей устойчивостью.
Виды фрезы
Ни один фрезерный аппарат не обойдется без своей основной составляющей – фрезы, которая является главной рабочей деталью. Различными они бывают по:
- размеру,
- составляющему материалу,
- форме.
Если работа будет производиться с древесиной, имеющую мягкую плотность, то для фрезы необходимы облегченные материалы. А для древесины с большой плотностью, понадобится более жесткая фреза.
А для древесины с большой плотностью, понадобится более жесткая фреза.
Какими же бывают фрезы? Их различают:
- Дисковые,
- Профильные,
- Конусообразные,
- Прямоугольные.
Это основные их разновидности. Но помимо этого, они бывают с подшипниками и без.
Фрезерный станок для дома
Деревообрабатывающий станок довольно дорогое удовольствие, если приобретать его прямо с завода, поэтому мало кто мог бы его себе купить. Но если посмотреть на другую «сторону медали», то иметь фрезерный станок дома довольно рентабельно. По этой причине зачастую многие обычные люди, работающие на данных станках и мастера, с большим стажем работы приходят к пониманию того что: «Нужно сделать фрезерный станок самому, своими руками!» и они правильно мыслят, ведь это вполне возможно и не так уж сложно.
Какими знаниями нужно владеть для того, чтобы соорудить фрезерный станок по дереву своими руками?
Люди, имеющие опыт со станками дают рекомендацию: Нужно сначала узнать, из чего сконструированы эти станки, понять схему фрезерного станка, прежде чем приниматься за сборку.
Что можно делать при помощи фрезера
Фрезерный станок работает от электричества, поэтому он способен осуществлять множество вращений за доли секунды, выполняя при этом сложную работу: создание углублений заданных размеров. С использованием такого инструмента, можно делать:
- декорировать любые деревянные изделия,
- изготавливать различные углубления и отверстия, например, для навесов,
- создавать эксклюзивные вещи, путем нанесения различных узоров на поверхность изделия.
Любые углубления, создаваемые фрезером, как правило, представляют собой отдельную часть конструкции, которая является украшением предмета.
Чтобы работа с инструментом имела как можно меньше ошибок, нужно соблюдать некоторые правила:
- На рабочей поверхности устанавливается линейка под ту деталь, которая будет изготавливаться.
- Когда работа производится с деталями переменного профиля, то линейки к поверхности крепятся перпендикулярно.

- Когда происходит непосредственный процесс работы, нужно учитывать, что аппарат необходимо вращать в противоположном направлении от вращения фрезы. Иначе это принесет неудобства и можно получить травмы.

Обучится работать по дереву при помощи ручного фрезера, особой сложности не составит. Хорошо в этом поможет просмотр курса: « работа ручным станком фрезером по дереву видео уроки». Главное соблюдать предписанную технику безопасности и изучить основную технологию работы с инструментом. Тогда, даже новички в этом деле, смогут выполнять оригинальные и интересные работы.
Типы оборудования
Существует несколько основных типов ЧПУ фрезерных станков:
- Вертикальные фрезерные станки имеют вертикальный шпиндель, похожий на сверлильный пресс, но с X-Y столом, который позволяет автоматически позиционировать обрабатываемый материал.
- Горизонтальные фрезерные станки также имеют X-Y стол для позиционирования изделия; Однако, фрезы устанавливаются на горизонтальной оправке поперек стола.
- Универсальный фрезерный автомат может использоваться для вертикального или горизонтального фрезерования. Головка шпинделя прикреплена шарнирным соединением, чтобы был возможен любой из типов фрезерования.
- Портальные фрезерные станки ЧПУ используются с большими заготовками. Они позволяют добавлять шпиндель по мере необходимости для пятиосевых и шестиосевых фрезерных станков.
- Фрезерный обрабатывающий центр с ЧПУ – это агрегат, который используются для автоматического повторения операций. Большинство обрабатывающих центров имеют числовое программное управление (ЧПУ).
- Фрезерные станки с ЧПУ запрограммированы набором команд, называемых G-кодами, и используют инструменты CAT (с V-образным фланцем), BT или HSK.

Дополнительные функции
Рассмотрим некоторые из отдельных функций, доступных в фрезерных (CNC) станках:
- Программа обработки детали может быть введена в контроллер через клавиатуру или при помощи сканирования перфорированной ленты считывающим устройством в блоке управления.
- Программа обработки детали, однажды введенная в память компьютера, может использоваться и повторяться множество раз.
- Программа обработки детали может редактироваться и оптимизироваться непосредственно на станке. Если есть какие-либо изменения в дизайне изделия, программа без труда может быть изменена в соответствии с требованиями.
- Ввод информации может быть в значительной степени упрощен за счет использования специальных подпрограмм, разработанных для повторяющихся последовательностей обработки. Для обычных операций, таких как сверление отверстий по кругу (при использовании сверлильно фрезерного станка с ЧПУ), могут быть созданы и сохранены специальные программные циклы в памяти компьютера. Эти программы или подпрограммы могут быть извлечены и использованы любое количество раз; При этом необходимо указать только определенные параметры, и компьютерное управление выполнит автоматически необходимые вычисления и последующие действия.
- У станков с ЧПУ имеется средство для проверки программы обработки детали без фактического ее запуска на станке. Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
- Блок управления с ЧПУ позволяет компенсировать любые изменения в размерах режущего инструмента. Когда написана программа обработки детали, оператор станка проставляет конкретный тип и размер режущего инструмента, например, если это гравер. Но в действительности использование программы обработки на станке может быть недоступно для конкретной фрезы. Система управления ЧПУ позволяет компенсировать разницу между запрограммированным инструментом и используемым.
- С системами управления ЧПУ можно получить информацию об использовании оборудования, которая будет очень полезна для контроля производства. Система может предоставлять такую информацию, как количество произведенных компонентов, время на компонент, время для установки задания, время, в течение которого используется конкретный инструмент, время, в течение которого машина не работает, диагностика неисправностей и многое другое.

 Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
Особенности изготовления
Арсенал инструментов домашних мастеров отличается огромным многообразием
Особенное внимание уделено фрезерному станку. Это устройство представляет собой оборудование, позволяющее выполнять множество операций по металлу, по дереву, по пластмассе и иным материалам
Размеры, мощность и набор функций фрезерных приборов могут различаться, но в основу каждого станка заложен стандартный принцип: неподвижно закреплённая заготовка, обрабатывается фрезой – специальным режущим инструментом с зубьями (режущими лезвиями).
Имея в наличии все необходимые инструменты и материалы, умельцы в своих мастерских без труда и в короткие сроки соберут компактное устройство – самодельный фрезер. Из всех существующих видов фрезеров в домашних мастерских наибольшей популярностью пользуется вертикальный фрезерный станок. Этот инструмент имеет очень простую схему, и для его сборки используются недорогие материалы. Однако вид станка определяют задачи, которые необходимо выполнять мастеру. Существуют следующие виды фрезерного оборудования:
Существуют следующие виды фрезерного оборудования:
- горизонтально расположенный инструмент;
- вертикальный прибор;
- копировальное с пантографом устройство.
Кроме того, следует продумать размеры и расположение станка – напольный или настольный вариант.
Обладатели любого фрезерного станка могут выполнять качественную обработку заготовок и изделий из металла и дерева. В промышленности фрезерные станки относятся к многофункциональным агрегатам. Самодельные конструкции наделены достаточным количеством операций, с помощью которых доступна качественная отделка, поэтому их также можно считать многофункциональными.
Критерии выбора станка для деревообработки
Сегодня в продаже можно найти различные модели станков для фрезеровки дерева с ЧПУ: начиная от простейших моделей, которые подключены к компьютеру и предназначены в том числе и для бытового домашнего использования, и заканчивая сверхдорогими универсальными и сложными в использовании агрегатами, которые применяются на суперсовременных деревообрабатывающих фабриках и мебельных производствах. Работа таких станков полностью контролируется автоматикой, а сверхточная система координат позволяет обеспечить микронную точность выполненной обработки.
Работа таких станков полностью контролируется автоматикой, а сверхточная система координат позволяет обеспечить микронную точность выполненной обработки.
Верстак
Это специальный стол для рабочего процесса. Его можно оснащать разными вспомогательными элементами. Его параметры обуславливаются количеством свободного пространства в помещении. Также учитывается и планируемый объём работ.
Сегодня самыми распространёнными видами верстаков для фрезерных столов являются:
- Статичный. Это полноценная рабочая площадка.
- Портативный. Это настольный вариант, быстро собирающийся и позволяющий проводить фрезерные операции.
- Агрегатный. Обладает такими возможностями, за счёт которых расширяется пильная площадь.
Для бытовой мастерской оптимальным является п.1. Второй вид годится для работ с небольшими деталями и имеет ограниченный функционал. Для третьего должно быть просторное помещение.
Выбор фрезерного станка по дереву
Перед покупкой оборудования следует определиться с его загрузкой и размерами деталей. Для домашней мастерской подойдет настольная модель с механическим копиром. При серьезном увлечении изготовлением уникальной мебели и для малых мебельных предприятий нужно приобрести станок 3D с ЧПУ. Большое количество совершенно одинаковых деталей за короткий промежуток времени позволит увеличить производительность предприятия, и затраты на приобретение программного блока окупятся.
Для домашней мастерской подойдет настольная модель с механическим копиром. При серьезном увлечении изготовлением уникальной мебели и для малых мебельных предприятий нужно приобрести станок 3D с ЧПУ. Большое количество совершенно одинаковых деталей за короткий промежуток времени позволит увеличить производительность предприятия, и затраты на приобретение программного блока окупятся.
Консольный фрезеровочный промышленный агрегат оправдает себя только на предприятиях массового производства крупных деталей, при раскрое листов ДВП и других элементов для мебели и строительства.
Работа ручным фрезером по дереву
✅ Дата публикации: 02.11.2016 | 📒 Советы мастеру | 🕵 Комментариев нет
Работа ручным фрезером по дереву
Содержание статьи:
- 1 Работа ручным фрезером по дереву
- 1.1 Как работать с фрезером по дереву
Ручной фрезер – это такой инструмент, который «умеет» создавать отверстия различного диаметра и форм. С его помощью можно творить самые настоящие шедевры из древесины. Но правда нужно иметь в виду, что работа ручным фрезером по дереву требует определённых знаний и опыта.
Тем не менее, советы по работе с ручным фрезером, представленные ниже, будут очень полезны тем людям, которые только начинают осваивать этот прекрасный столярный инструмент.
Итак, с помощью фрезера по дереву можно:
- Профилировать кромкой карнизы, наличники, плинтуса и другие изделия из древесины, придавая им оригинальный и неповторимый вид;
- Делать углубления под почтовый замок, навес и т. д.;
- Создавать совершенно новые и эксклюзивные деревянные изделия.
Для того чтобы начать работу ручным фрезером по дереву, необходимо сначала подобрать фрезу. Её выбор зависит от вида запланированной работы и типа древесины. Например, если для будущего изделия используются исключительно мягкие породы дерева, то и фреза должна быть «лёгкой».
Для того чтобы её установить, требуется проделать следующие действия:
- Хвостовик выбранной фрезы устанавливается в патрон, но при этом нужно следить, чтобы он не заходил туда больше, чем на 2 см.
- Ключом повернуть до щелчка патрон, а затем затянуть гайку.
- Используя ограничитель глубины, на фрезер выставляются необходимые параметры.
- Ручка точной настройки ставится между «+» и «-».
Перед тем как будет осуществлена работа ручным фрезером по дереву, лучше проверить правильность настроек на каком-нибудь образце, чтобы не испортить обрабатываемое изделие. Также большое значение имеет и количество устанавливаемых оборотов в секунду.
Впрочем, каждый фрезер по дереву, независимо от жёсткости обрабатываемой древесины, имеет инструкцию, в которой расписаны все необходимые требования и параметры для получения желаемого результата, а главное его эффективности. Также, можно сделать фрезер из болгарки своими руками, сэкономив при этом некоторое количество денег.
Как работать с фрезером по дереву
Работать с фрезером по дереву можно, держа инструмент в руках, а можно установив на стол, прикрутив его шпинделем вверх. Это гораздо удобнее для фрезеровки мелких заготовок.
В случае работы на столе, на него должны крепиться специальные линейки, которые будут повторять форму выреза.
Нужно запомнить, что по обрабатываемому изделию фрезер двигается только в противоположную сторону относительно движения фрезы. При несоблюдении этого правила, инструмент может вырваться из рук и нанести непоправимый вред здоровью.
Что касается безопасности во время работы фрезером по дереву, то следует придерживаться рекомендаций, написанных в инструкции к этому столярному инструменту, а также помнить, что:
- При не работающем инструменте, шнур должен быть вытащен из розетки;
- Держать фрезер по дереву нужно очень крепко, а обрабатываемую деталь закреплять прочно;
- Осуществлять работу нужно в спецодежде для строительства, которая не имеет болтающихся рукавов или иных частей, чтобы избежать наматывания ткани на фрезер по дереву.
Работа ручным фрезером по дереву — фрезеровка, довольно нелёгкий, но вполне осуществимый своими руками процесс, требующий в тоже время особой внимательности, скрупулёзности и точного выполнения правил по эксплуатации фрезерного станка.
Оценить статью и поделиться ссылкой:
Как пользоваться фрезером по дереву
Стивен Льюис
С помощью фрезера и кучи дерева можно сделать что угодно. Мы не зашли так далеко с нашим учебником по технике ниже, но вы можете видеть, как рабочая лошадка деревообрабатывающей мастерской, такая как фрезерный станок Bosch 1617EVS, может внести свой вклад в классический проект, такой как сундук для одеял. Он может вырезать ласточкины хвосты для ящика или даже боковых сторон корпуса. Он может вырезать канавку для дна ящика. И это может сформировать привлекательный ogee на вершине. Для максимальной точности деревообработки вы можете отфрезеровать каждую ножку кронштейна до точной формы, проведя по шаблону прямолинейной фрезой с верхним подшипником.
Нам нравятся ручки Bosch из бука. Но более впечатляющим является мощный двигатель мощностью 2 ¼ л.с., который позволяет вам контролировать его скорость поворотом красного маховичка. Бош не ревет. С острой твердосплавной насадкой этот большой двигатель просто мурлычет, когда фрезер оставляет за собой блестящую четкую кромку. Это замечательная вещь, и, как и электроинструменты, это классика, которая заставляет любого любителя выглядеть хорошо.
Бош не ревет. С острой твердосплавной насадкой этот большой двигатель просто мурлычет, когда фрезер оставляет за собой блестящую четкую кромку. Это замечательная вещь, и, как и электроинструменты, это классика, которая заставляет любого любителя выглядеть хорошо.
Еще от Popular Mechanics
Вправо
Самая большая ошибка начинающих столяров — это перемещение фрезера в неправильном направлении. Легче отработать правильную технику, чем объяснить ее, но вот что: Во-первых, всегда перемещайте фрезер против вращения фрезы. Это позволяет сверлу врезаться в работу, давая вам полный контроль над инструментом. Если вы будете продвигать фрезер в том же направлении, что и фреза, фрезер будет двигаться по краю заготовки, и вам придется бороться, чтобы сохранить контроль.
Если смотреть прямо вниз на верхнюю часть фрезера, фреза вращается по часовой стрелке. Это означает, что вы должны перемещать фрезер слева направо, но — и это важно — это верно только тогда, когда фрезер расположен посередине между вами и заготовкой.
Например, если вы фрезеруете края платы, вы должны перемещать фрезер слева направо по ближайшему к вам краю. Но при фрезеровании противоположного края, самого дальнего, вы будете продвигать маршрутизатор справа налево. Это потому, что заготовка, а не фрезер, теперь находится посередине. В этом положении фрезер движется справа налево, но правильно режет против вращения фрезы.
Станьте вторым пилотом
Один из лучших и безопасных способов начать фрезерование — использовать фрезы, оснащенные направляющими на шарикоподшипниках. Подшипник перемещается по краю заготовки, эффективно удерживая долото на курсе и под контролем. Просто установите глубину резания, и вы готовы к фрезерованию. Нет необходимости прикреплять кромочную направляющую к фрезеру или линейку для работы. Только подшипник гарантирует, что сверло будет резать до нужной ширины. Почти все фрезы для придания формы и обрезки кромок доступны с направляющими на шарикоподшипниках, включая закругление, римскую ось, фаску, фальцовку и обрезку заподлицо.
Экскурсия с гидом
После того, как вы освоите основные приемы фрезерования, создайте точный фрезерный станок, оснастив фрезер направляющей втулкой и прямолинейной фрезой. Направляющая втулка (она же направляющая шаблона) представляет собой просто стальной хомут, который крепится к основанию фрезера. Из воротника выступает короткая стальная трубка, через которую проходит долото. Трубка направляется вдоль края шаблона, что позволяет быстро резать доски практически любого размера и формы. Вот краткое описание того, как использовать направляющую втулку:
Начните с вырезания шаблона нужной формы из фанеры, МДФ или ДВП. При изготовлении шаблона учитывайте смещение между внешней кромкой втулки и режущей кромкой долота; расстояние, которое обычно составляет около 3/16 дюйма. Кроме того, не забудьте идеально отшлифовать края шаблона. В противном случае бит перенесет любые дефекты на заготовку.
Закрепите шаблон на месте, затем введите фрезер в заготовку. Убедитесь, что направляющая втулка плотно прижата к краю шаблона. Направляющие втулки полезны для фрезерования криволинейных, неправильных форм, а также для точной вырезки петель и пазов. Вы можете купить направляющие втулки поштучно, но, как правило, выгоднее покупать комплект, состоящий из нескольких частей.
Убедитесь, что направляющая втулка плотно прижата к краю шаблона. Направляющие втулки полезны для фрезерования криволинейных, неправильных форм, а также для точной вырезки петель и пазов. Вы можете купить направляющие втулки поштучно, но, как правило, выгоднее покупать комплект, состоящий из нескольких частей.
Переверните его вверх дном
Установка маршрутизатора в перевернутом положении на фрезерном столе значительно расширяет возможности инструмента, делая маршрутизацию проще и безопаснее. Надежно удерживая инструмент на месте, вы можете обеими руками безопасно вставлять ложу в сверло. А поскольку бит хорошо виден, вы можете точно видеть, что делаете. (Это не всегда возможно при ручной фрезеровке.) Фрезерные столы особенно полезны при фрезеровании небольших деталей, вырезании канавок с упором или использовании фрез большого диаметра. На самом деле есть некоторые биты, в том числе некоторые биты с выступающими панелями, которые следует использовать только в таблице маршрутизатора.
Вы можете достаточно легко сделать свой собственный фрезерный стол, и многие настольные пилы имеют удлинители, которые подходят для фрезера. Но для большинства домашних мастеров лучшим вариантом будет купленный в магазине фрезерный стол, так как он поставляется готовым к использованию со всем необходимым оборудованием, включая регулируемую направляющую, угловой упор, переключатель включения/выключения, порт для сбора пыли и защитный кожух. Однако столы для маршрутизаторов обычно не поставляются с маршрутизатором, поэтому перед покупкой проверьте характеристики, чтобы убедиться, что ваш маршрутизатор подходит для стола.
Получите приз за дверь
Изготовление традиционных каркасно-панельных дверей практически невозможно без фрезера. Стойки и поручни, образующие дверную раму, соединяются между собой с помощью герметичных накладок и клеевых соединений. Приподнятая панель двери имеет скошенные края, которые входят в неглубокие пазы, прорезанные в деталях рамы. Каркас собирается только на клей, поэтому все стыки должны быть точно отфрезерованы, чтобы детали подходили друг к другу. И фрезер — это инструмент, который можно использовать для вырезания этих стыков. Вам также понадобится фрезерный стол, чтобы безопасно делать разрезы.
Каркас собирается только на клей, поэтому все стыки должны быть точно отфрезерованы, чтобы детали подходили друг к другу. И фрезер — это инструмент, который можно использовать для вырезания этих стыков. Вам также понадобится фрезерный стол, чтобы безопасно делать разрезы.
Долота для рельсов и стоек продаются в наборах, а долота для фальшпанелей продаются поштучно. Вы также можете купить наборы для столярного дела, в которые входят все три биты.
Детали ласточкина хвоста
Немногие деревянные соединения столь же прочны и красивы, как ласточкин хвост. Клиновидные штифты плотно входят в хвосты в форме ласточкиного хвоста, эффективно скрепляя две доски вместе. Соединения типа «ласточкин хвост» обычно используются для изготовления ящиков, комодов и шкатулок для драгоценностей.
И хотя соединения типа «ласточкин хвост» можно вырезать вручную, использование фрезера и шаблона типа «ласточкин хвост» обеспечивает точность и гораздо большую скорость. Шаблон типа «ласточкин хвост» — это, по сути, тиски с регулируемыми металлическими пальцами. Вы зажимаете хвостовую доску в шаблоне, а затем используете фрезу типа «ласточкин хвост», чтобы отрезать хвосты. Затем установите доску для штифтов в шаблон и используйте прямую фрезу, чтобы вырезать штифты. Сначала немного сложно правильно выровнять все штифты и хвосты, поэтому сделайте несколько пробных надрезов в обрезках древесины перед фрезерованием заготовок.
Шаблон типа «ласточкин хвост» — это, по сути, тиски с регулируемыми металлическими пальцами. Вы зажимаете хвостовую доску в шаблоне, а затем используете фрезу типа «ласточкин хвост», чтобы отрезать хвосты. Затем установите доску для штифтов в шаблон и используйте прямую фрезу, чтобы вырезать штифты. Сначала немного сложно правильно выровнять все штифты и хвосты, поэтому сделайте несколько пробных надрезов в обрезках древесины перед фрезерованием заготовок.
Четыре способа фрезерования
Прямая канавка
Дэвид Спаршотт
Канавки появляются повсюду в деревообработке. Например, используйте один, чтобы поместить дно ящика в боковины ящика, спереди и сзади. Чтобы сделать канавку фрезером, используйте приспособление для упора. Установите упор на необходимом расстоянии от долота и задайте глубину долота. Не более того.
Соединение типа «ласточкин хвост»
David Sparshott
Для выполнения соединения «ласточкин хвост» с помощью фрезера требуются две вещи: шаблон типа «ласточкин хвост» и соответствующая фреза. Вы выполняете две операции с шаблоном. Одним вы вырезаете ласточкин хвост, а другим вырезаете штифты. Соедините две части вместе с помощью столярного клея между ними, и у вас получится почти неразрывное соединение.
Вы выполняете две операции с шаблоном. Одним вы вырезаете ласточкин хвост, а другим вырезаете штифты. Соедините две части вместе с помощью столярного клея между ними, и у вас получится почти неразрывное соединение.
Фрезерованная кромка
David Sparshott
Фрезер может вырезать любую декоративную кромку на заготовке, от простого закругленного угла до ряда кривых за один проход с помощью фрезы Roman ogee. Эти формообразующие операции могут проводиться с помощью долота с шарикоподшипником или долота без подшипника. При любом методе сделайте пробный запуск на ломе, прежде чем работать над реальным изделием.
Вырез по шаблону
David Sparshott
Самый быстрый способ сделать точные копии детали, например, четырех ножек кронштейна для комода для одеяла, — это использовать шаблон и прямую фрезу с верхним подшипником. Подшипник катится по рисунку, когда прямое сверло режет дерево.
Джозеф Труини
Джо Труини — бывший плотник и краснодеревщик, который много пишет о ремонте, обработке дерева и инструментах. Он является автором восьми книг по рукоделию и долгое время является редактором журнала Popular Mechanics .
Рой БерендсонСтарший домашний редактор
Рой Берендсон более 25 лет проработал в Popular Mechanics, где он писал о столярных работах, каменной кладке, покраске, сантехнике, электрике, деревообработке, кузнечном деле, сварке, уходе за газоном, использовании бензопилы и наружных работах. силовое оборудование. Когда он не работает над собственным домом, он работает волонтером в Sovereign Grace Church, занимаясь ремонтом домов для семей в сельской местности, пригородах и городах по всему центральному и южному Нью-Джерси.
2022 Most Popular CNC Router Machine Videos
CNC Videos
- CNC Plasma Cutter Videos
- CNC Laser Machine Videos
- CNC Router Machine Videos
- CNC Digital Knife Cutter Videos
- CNC Wood Lathe Machine Videos
10 лучших видеороликов по обработке с ЧПУ
СледующийПредыдущий
Небольшой фрезерный станок с ЧПУ с осью вращения для 3D-обработки
Фрезерный стол с ЧПУ 48×96 для 3D рельефной резьбы
5’x10′ Линейный фрезерный станок с ЧПУ ATC для рельефной резьбы
2022 Лучшая 3D-головоломка для лазерной резки CO2 Laser Cutter
Высокоточный лазерный резак для металлообработки
Фрезерный станок с ЧПУ для изготовления алюминиевых форм с 3 осями, 4 осями, 5 осями
Карусельный автомат смены инструмента Обрабатывающий центр с ЧПУ
Как настроить и использовать комбинированный фрезерный станок с ЧПУ и лазерный станок?
Как использовать программное обеспечение JDPaint с фрезерными станками с ЧПУ?
Как работает 5-осевая мостовая пила с ЧПУ?
13 сентября 2022 г.
5-осевая мостовая пила с ЧПУ — это профессиональный камнерезный станок для резки мрамора и гранита, окантовки, обработки канавок, изготовления кухонных столешниц, резки камня специальной формы и других случаев.

Прецизионный фрезерный станок с ЧПУ для трехмерной рельефной гравировки из нержавеющей стали
15 марта 2022 г.
Вы поймете, как работает фрезерный станок с ЧПУ для 3D глубокой рельефной гравировки на нержавеющей стали с высокой точностью и высокой скоростью.
Как использовать контроллер ЧПУ LNC для фрезерных станков с ЧПУ ATC?
25 декабря 2021 г.
Из этого видео вы узнаете, как настраивать, устанавливать и использовать контроллер ЧПУ LNC для фрезерных станков с ЧПУ ATC с автоматической сменой инструмента и обрабатывающих центров с ЧПУ.
недорогой фрезерный станок по металлу с ЧПУ, изготавливающий алюминиевую форму
20 октября 2022 г.
Недорогой фрезерный станок с ЧПУ по металлу используется для резьбы, фрезерования, резки и сверления алюминия, меди, латуни, стали, железа, дерева, пенопласта и пластмассы.

Как сделать корпус гитары своими руками с помощью фрезерного станка с ЧПУ по дереву?
25 февраля 2022 г.
Ищете хобби-фрезерный станок с ЧПУ для изготовления корпуса электрогитары на заказ из дерева? Нужен станок с ЧПУ для изготовления заготовки корпуса гитары своими руками? Просмотрите это видео с фрезерным станком по дереву с ЧПУ, чтобы создать собственную гитару для музыкальных инструментов.
Как использовать фрезерный станок с ЧПУ ATC с контроллером ЧПУ Syntec?
20 октября 2022 г.
Из этого видео вы узнаете, как использовать фрезерный станок с ЧПУ ATC с контроллером ЧПУ Syntec и как управлять комплектом шпинделя автоматической смены инструмента.
Фрезерный станок с ЧПУ ATC для резки алюминиево-пластиковых композитных панелей
25 февраля 2022 г.
Ищете фрезерный станок с ЧПУ ATC с автоматическим устройством смены инструмента для резки алюминиево-пластиковых композитных панелей? Ознакомьтесь с этим станком для резки с ЧПУ с линейным устройством смены инструмента, чтобы начать свой бизнес.

Раскройный станок с ЧПУ для изготовления дверей шкафов и шкафов
25 февраля 2022 г.
Ищете раскройный станок с ЧПУ для изготовления дверей шкафов на заказ и персонализированных дверей шкафов с автоматическим устройством смены инструмента, автоматической системой подачи и разгрузки? Ознакомьтесь с фрезерным станком с ЧПУ для изготовления мебели на заказ с функциями резки, сверления, резьбы и нарезания канавок.
5’x10′ Линейный фрезерный станок с ЧПУ ATC для рельефной резьбы
25 февраля 2022 г.
Это видео о линейном фрезерном станке с ЧПУ ATC 5×10 для рельефной резьбы, станок состоит из стола размером 5×10 и шпинделя автоматической смены инструмента мощностью 9 кВт с 12 держателями инструментов, он может автоматически менять инструменты.

Как создавать файлы ЧПУ с помощью JDPaint?
25 февраля 2022 г.
JDPaint — это обычное программное обеспечение системы управления фрезерным станком с ЧПУ, которое представляет собой набор программного обеспечения CAD/CAM для программирования ЧПУ. Из этого видео вы узнаете, как создавать файлы ЧПУ с помощью JDPaint.
Как настроить и использовать фрезерный станок с ЧПУ и лазерный станок?
28 июля 2022 г.
В этом видео показано, как настроить и использовать комбинированный фрезерный станок с ЧПУ и лазерный станок с CO2, который представляет собой многофункциональный станок с ЧПУ с возможностями фрезерования с ЧПУ, лазерной гравировки и лазерной резки.
2022 Лучший маленький фрезерный станок с ЧПУ для фрезерования печатных плат
16 апреля 2022 г.
В этом видео показан небольшой фрезерный станок с ЧПУ STM6090 для фрезерования печатных плат (печатных плат) с высокой точностью и высокой скоростью, который будет лучшим руководством для покупки доступные станки с ЧПУ для печатных плат.
Станок с ЧПУ ATC для металла с автоматическим устройством смены инструмента
25 февраля 2022 г.
Станок ST6060C ATC CNC собственной разработки ST6060C для металла с автоматическим устройством смены инструмента, который имеет четыре различных бита с ЧПУ, которые могут автоматически меняться в зависимости от траектории инструмента с ЧПУ. Металлофрезерный станок с ЧПУ отличается высокой эффективностью и удобством в использовании.
Фрезерный станок с ЧПУ для резки алюминиевых композитных панелей (панели ACM)
25 февраля 2022 г.
В этом видео показано, как резать алюминиевые композитные панели (ACM-панели) на фрезерном станке с ЧПУ. Станок с ЧПУ может резать алюминиевые композитные панели различных размеров и форм с высокой точностью и высокой скоростью.
Многозадачный станок с ЧПУ для 3D-резьбы по дереву
29 октября 2019 г.
В этом видео показано, что многозадачный станок с ЧПУ для проектов 3D-резьбы по дереву является хорошим ориентиром для покупки 3D-фрезерного станка с ЧПУ.

48×96 Фрезерный стол с ЧПУ для трехмерной рельефной резьбы
28 февраля 2022 г.
Ищете недорогой фрезерный станок с ЧПУ 48×96 для деревообработки? Просмотрите фрезерный стол по дереву с ЧПУ 48×96 для проектов трехмерной рельефной резьбы. Вы получите лучший станок с ЧПУ 48×96 по доступной цене от STYLECNC.
Доступные комплекты фрезерных станков с ЧПУ с линейным устройством смены инструмента
28 февраля 2022 г.
Это доступное решение ЧПУ для комплектов фрезерных станков с ЧПУ с устройством смены инструмента, которое оснащено линейным автоматическим хранилищем инструментов под порталом.
Фрезерный станок с ЧПУ 4×8 для 3D-рельефа
15 августа 2019 г.
Это видео о фрезерном станке с ЧПУ 4×8 для 3D-рельефа, который представляет собой потрясающий фрезерный станок с ЧПУ для резки, фрезерования и резьбы по пене.

Как использовать фрезерный станок с ЧПУ с поворотной 4-й осью для начинающих?
15 сентября 2021 г.
Это видео покажет вам, как использовать фрезерный станок с ЧПУ для начинающих, особенно фрезерный станок с ЧПУ с поворотной 4-й осью, который является лучшим обучающим видео для начинающих.
Фрезерный станок с ЧПУ с автоматическим устройством смены инструмента для изготовления дверей шкафа
25 марта 2021 г.
Фрезерный станок с ЧПУ с автоматическим устройством смены инструмента для деревообработки с хранилищем 12 инструментов, который может свободно менять 12 различных фрез с высокой скоростью.
2022 Лучший фрезерный станок с ЧПУ для деревообработки с двумя шпинделями
07 апреля 2022 г.
Это лучший фрезерный станок с ЧПУ для деревообработки с двойным шпинделем в 2022 году, который настроен для нашего клиента с размером стола 2500 мм * 4000 мм.
Фрезерный станок с ЧПУ для изготовления деревянных дверей с автоматическим устройством смены инструмента
11 февраля 2019 г.
STM1325CH Фрезерный станок с ЧПУ для изготовления деревянных дверей с автоматическим устройством смены инструмента может завершить весь процесс изготовления дверей, включая вырезание формы двери, резку кромки двери, сверление отверстий под замок и сверление отверстия под петлю.
2022 Лучший 5-осевой фрезерный станок с ЧПУ — Smart 3D Machining другие проекты 5-осевой обработки с ЧПУ.
Фрезерный станок с ЧПУ для резки МДФ STM1325-R3 с размером стола 4×8
29 декабря 2018 г.
Это видео тестирования фрезерного станка с ЧПУ STM1325-R3 с размером 4×8 для резки МДФ, скорость резки МДФ до 12 м/мин, 4×8 Фрезерный станок с ЧПУ также может быть оснащен серводвигателем для повышения скорости резки.
 Например, многие хвалят надежный триммер Makita RT0700C с возможностью погружения до 35 мм.
Например, многие хвалят надежный триммер Makita RT0700C с возможностью погружения до 35 мм. По сути, чем мощнее устройство, тем проще выполнять сложные работы. Однако спешим развеять некоторые заблуждения по поводу того, что более мощные устройства являются более скоростными — это не так. Мощность влияет на усилие, а не на скорость вращения шпинделя. Если приходится работать с твердой древесиной, например, дубом или ольхой и делать глубокие пропилы, тогда брать мощное устройство стоит. Для тонких же работ высокий крутящий момент крайне нежелателен.
По сути, чем мощнее устройство, тем проще выполнять сложные работы. Однако спешим развеять некоторые заблуждения по поводу того, что более мощные устройства являются более скоростными — это не так. Мощность влияет на усилие, а не на скорость вращения шпинделя. Если приходится работать с твердой древесиной, например, дубом или ольхой и делать глубокие пропилы, тогда брать мощное устройство стоит. Для тонких же работ высокий крутящий момент крайне нежелателен. Но для работы с плотной древесиной потребуется скорость в 30 000 об/мин. Одним из лучших недорогих устройств с большим диапазоном скоростей от 15 000 до 30 000 об/мин является Kolner KER 1200V.
Но для работы с плотной древесиной потребуется скорость в 30 000 об/мин. Одним из лучших недорогих устройств с большим диапазоном скоростей от 15 000 до 30 000 об/мин является Kolner KER 1200V. Если для вас важна надежность, и вы планируете зарабатывать фрезером, тогда обязательно берите модель с литой подошвой.
Если для вас важна надежность, и вы планируете зарабатывать фрезером, тогда обязательно берите модель с литой подошвой.
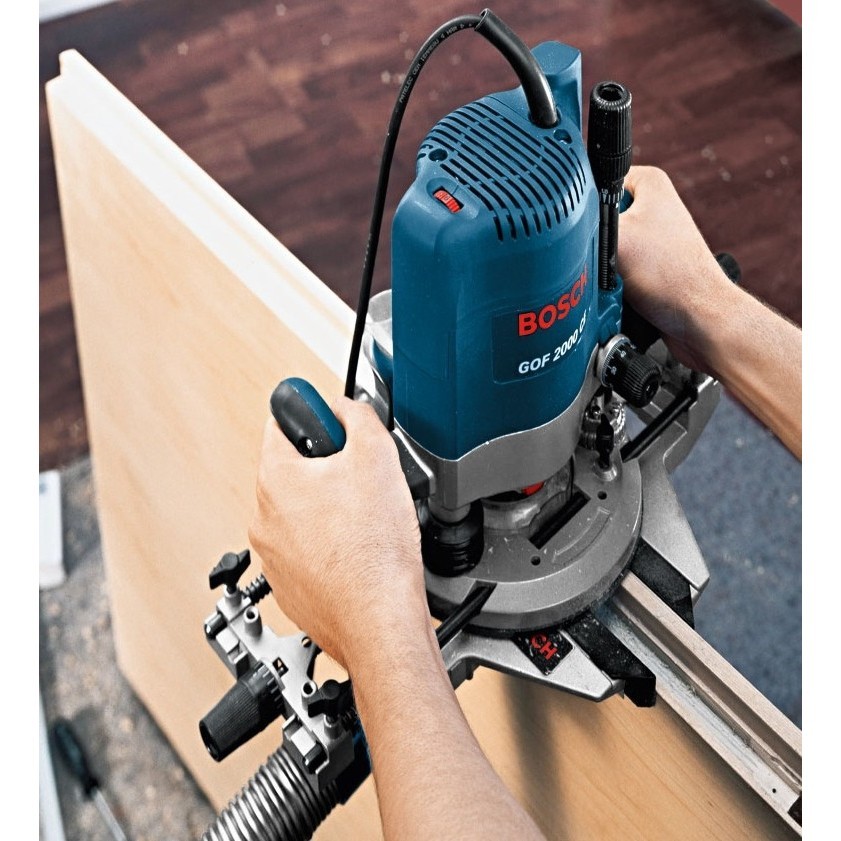
 Максимально устройство способно погружаться в древесину на 55 мм — для вырезки большинства пазов вполне достаточно. При этом можно четко выставить глубину погружения до миллиметра — это удобно, ведь не нужно, образно говоря, «пристреливаться». Максимальный диаметр фрезы, которую можно установить, — 30 мм. Обратите внимание, что агрегат работает с цангами (патронами), рассчитанными на хвостовики фрез диаметром 6 и 8 мм — крупнее установить не получится. Скорость вращения шпинделя составляет 11 000 — 30 000 об/мин. Оператор может отрегулировать скорость в зависимости от обрабатываемого материала.
Максимально устройство способно погружаться в древесину на 55 мм — для вырезки большинства пазов вполне достаточно. При этом можно четко выставить глубину погружения до миллиметра — это удобно, ведь не нужно, образно говоря, «пристреливаться». Максимальный диаметр фрезы, которую можно установить, — 30 мм. Обратите внимание, что агрегат работает с цангами (патронами), рассчитанными на хвостовики фрез диаметром 6 и 8 мм — крупнее установить не получится. Скорость вращения шпинделя составляет 11 000 — 30 000 об/мин. Оператор может отрегулировать скорость в зависимости от обрабатываемого материала. Также здесь есть переходник с цанги 6 мм на 8 мм.
Также здесь есть переходник с цанги 6 мм на 8 мм. У шпинделя есть фиксатор и тормоз. Первый позволяет менять фрезы одной рукой, а второй тормозит насадку сразу после отключения питания (у большинства моделей фреза продолжает вращаться пока не остановится через несколько секунд). Тормоз шпинделя повышает производительность труда и увеличивает безопасность при работе с агрегатом.
У шпинделя есть фиксатор и тормоз. Первый позволяет менять фрезы одной рукой, а второй тормозит насадку сразу после отключения питания (у большинства моделей фреза продолжает вращаться пока не остановится через несколько секунд). Тормоз шпинделя повышает производительность труда и увеличивает безопасность при работе с агрегатом. Электролобзик поможет ровно и аккуратно отрезать деталь по прямой линии, или по фигурной. Дрель высверлит отверстие нужного диаметра, а при наличии насадок позволит контролировать глубину отверстия, шлифовальная машинка отполирует и отшлифует практически любую поверхность. И так далее, до тех пор, пока у нас в инструментальном шкафу не закончится место.
Электролобзик поможет ровно и аккуратно отрезать деталь по прямой линии, или по фигурной. Дрель высверлит отверстие нужного диаметра, а при наличии насадок позволит контролировать глубину отверстия, шлифовальная машинка отполирует и отшлифует практически любую поверхность. И так далее, до тех пор, пока у нас в инструментальном шкафу не закончится место.
 Мощность 1 400 Вт. Регулировка оборотов, копир, патрубок для пылесоса, направляющая. Имеет регулировку оборотов, ограничитель глубины, защитный щиток от стружки. Изготовитель – Китай.
Мощность 1 400 Вт. Регулировка оборотов, копир, патрубок для пылесоса, направляющая. Имеет регулировку оборотов, ограничитель глубины, защитный щиток от стружки. Изготовитель – Китай. Не комплектуется дополнительным оборудованием.
Не комплектуется дополнительным оборудованием. С одной стороны, это позволяет выполнять большое количество операций, а с другой – усложняет выбор инструмента. Перед покупкой мы должны убедиться в том, что ручной фрезер по дереву цена, комплектация, функции, нас удовлетворят. Перед тем, как рассматривать стоимость инструмента, познакомимся с ним немного ближе.
С одной стороны, это позволяет выполнять большое количество операций, а с другой – усложняет выбор инструмента. Перед покупкой мы должны убедиться в том, что ручной фрезер по дереву цена, комплектация, функции, нас удовлетворят. Перед тем, как рассматривать стоимость инструмента, познакомимся с ним немного ближе.
 Возможность регулировать диапазон скоростей на основе
Возможность регулировать диапазон скоростей на основе
 Обычно оценивается в 3
Обычно оценивается в 3 Эта основа стиля часто включает в себя
Эта основа стиля часто включает в себя Это отличный вариант, потому что вы, по сути,
Это отличный вариант, потому что вы, по сути, Если вы новичок в использовании фрезера, может быть сложно решить, какой станок лучше всего подходит для ваших нужд в деревообработке. Мы расскажем вам, что такое маршрутизатор, какие типы вы найдете и где каждый тип лучше всего подходит. Наконец, мы рассмотрим различные продукты, обсудим их плюсы и минусы и предложим лучшее решение для ваших нужд.
Если вы новичок в использовании фрезера, может быть сложно решить, какой станок лучше всего подходит для ваших нужд в деревообработке. Мы расскажем вам, что такое маршрутизатор, какие типы вы найдете и где каждый тип лучше всего подходит. Наконец, мы рассмотрим различные продукты, обсудим их плюсы и минусы и предложим лучшее решение для ваших нужд. Следующая картинка типична для конструкции маршрутизатора.
Следующая картинка типична для конструкции маршрутизатора. Тем не менее, погружной фрезер — отличный универсал, если вы не можете решить, какой вариант выбрать.
Тем не менее, погружной фрезер — отличный универсал, если вы не можете решить, какой вариант выбрать.
 Установите его слишком быстро или медленно, и качество резки пострадает, и вы можете в конечном итоге сжечь древесину. Кроме того, если вы используете сверло с хвостовиком 1/4″, слишком быстрое его вращение для размера фрезы может вызвать вибрацию.
Установите его слишком быстро или медленно, и качество резки пострадает, и вы можете в конечном итоге сжечь древесину. Кроме того, если вы используете сверло с хвостовиком 1/4″, слишком быстрое его вращение для размера фрезы может вызвать вибрацию.
 Вы можете получить только фрезер с фиксированным основанием, дополнительный погружной базовый фитинг или, наконец, три разных основания и множество насадок. Диапазон переменной скорости составляет от 10 000 до 30 000 об/мин, и Makita использует реечную систему для регулировки высоты.
Вы можете получить только фрезер с фиксированным основанием, дополнительный погружной базовый фитинг или, наконец, три разных основания и множество насадок. Диапазон переменной скорости составляет от 10 000 до 30 000 об/мин, и Makita использует реечную систему для регулировки высоты. Диапазон скоростей составляет от 16 000 до 35 000 об/мин, что идеально подходит для тонкой работы. Тем не менее, база также предназначена для установки больших фрез размером до 1-5/16″. Двигатель предлагает функцию плавного пуска и схему постоянной скорости для поддержания скорости под нагрузкой. Хотя его можно приобрести, маршрутизатор не поставляется с погружным основанием.
Диапазон скоростей составляет от 16 000 до 35 000 об/мин, что идеально подходит для тонкой работы. Тем не менее, база также предназначена для установки больших фрез размером до 1-5/16″. Двигатель предлагает функцию плавного пуска и схему постоянной скорости для поддержания скорости под нагрузкой. Хотя его можно приобрести, маршрутизатор не поставляется с погружным основанием. Щетки двигателя доступны снаружи для быстрой замены владельцем.
Щетки двигателя доступны снаружи для быстрой замены владельцем.
 У него может быть не такая глубина погружения, как у его конкурентов, но он намного легче и не такой высокий. Компактный агрегат с тем же двигателем мощностью 3,5 л.с., обеспечивающий скорость от 8000 до 22000 об/мин.
У него может быть не такая глубина погружения, как у его конкурентов, но он намного легче и не такой высокий. Компактный агрегат с тем же двигателем мощностью 3,5 л.с., обеспечивающий скорость от 8000 до 22000 об/мин. С помощью одной настройки вы можете переключить эту конструкцию с погружного фрезерного станка на фрезерный станок с фиксированным основанием.
С помощью одной настройки вы можете переключить эту конструкцию с погружного фрезерного станка на фрезерный станок с фиксированным основанием.



 su либо поместив товар в «Вашу корзину» и оформив заказ.
su либо поместив товар в «Вашу корзину» и оформив заказ. 6-5.0мм, WESTER
6-5.0мм, WESTER
 Теория Ч.2 (2/3)
Теория Ч.2 (2/3) each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} является одним из профессиональных производителей сварочного и режущего оборудования с более чем 20-летним опытом работы в сварочной промышленности, расположенным в городе Фошань, провинция Гуандун, Китай.
является одним из профессиональных производителей сварочного и режущего оборудования с более чем 20-летним опытом работы в сварочной промышленности, расположенным в городе Фошань, провинция Гуандун, Китай.

 Который содержит мастерские и офисы внутри.
Который содержит мастерские и офисы внутри.

 Стадия характеризуется без диффузионным взаимодействием, обусловленным микропластической деформацией. Схватывание происходит в местах, где дислокации выходят на контактную поверхность, энергетическое состояние атомов позволяет формировать новые химические связи. При этом кинетика активации контактных поверхностей зависит от температуры, повышение которой обеспечивает:
Стадия характеризуется без диффузионным взаимодействием, обусловленным микропластической деформацией. Схватывание происходит в местах, где дислокации выходят на контактную поверхность, энергетическое состояние атомов позволяет формировать новые химические связи. При этом кинетика активации контактных поверхностей зависит от температуры, повышение которой обеспечивает: Давление обеспечивает отсутствие пустот и разрушает окислы на поверхности металлов, что способствует процессу формирования новых химических связей и объемной диффузии. Время ДС обычно выбирается минимальным, так как активная диффузия может привести к сильному изменению химического состава на границе соединения.
Давление обеспечивает отсутствие пустот и разрушает окислы на поверхности металлов, что способствует процессу формирования новых химических связей и объемной диффузии. Время ДС обычно выбирается минимальным, так как активная диффузия может привести к сильному изменению химического состава на границе соединения.
 В последние десятилетия для ДС стали применять газостаты (установка для горячего изостатического прессования), используемые традиционно для уплотнения металлических отливок и формирования материалов порошковой металлургии.
В последние десятилетия для ДС стали применять газостаты (установка для горячего изостатического прессования), используемые традиционно для уплотнения металлических отливок и формирования материалов порошковой металлургии.
 Однако этот фактор не всегда оказывает отрицательное влияние на протекание процесса, так как для большинства металлов нагрев в вакууме до температуры, используемой при сварке, и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов.
Однако этот фактор не всегда оказывает отрицательное влияние на протекание процесса, так как для большинства металлов нагрев в вакууме до температуры, используемой при сварке, и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов. Обычно при охлаждении деталей сжимающее усилие снимают при достижении температуры 100-400℃ (373-673К). Досрочное снятие сжимающего усилия при охлаждении деталей в некоторых случаях приводит к разрушению сварного соединения.
Обычно при охлаждении деталей сжимающее усилие снимают при достижении температуры 100-400℃ (373-673К). Досрочное снятие сжимающего усилия при охлаждении деталей в некоторых случаях приводит к разрушению сварного соединения. При соединении разнородных материалов расчет ведется по температуре плавления наиболее легкоплавкого из них. В случае появления эвтектики температуру сварки выбирают ниже температуры ее плавления.
При соединении разнородных материалов расчет ведется по температуре плавления наиболее легкоплавкого из них. В случае появления эвтектики температуру сварки выбирают ниже температуры ее плавления.
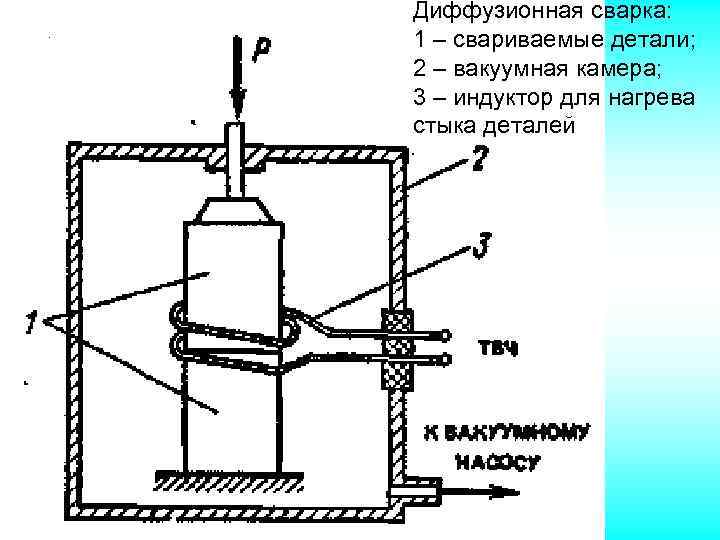
 При этом теплота генерируется непосредственно в самих деталях как результат преобразования электромагнитной энергии.
При этом теплота генерируется непосредственно в самих деталях как результат преобразования электромагнитной энергии. Процесс сварки протекает за счет диффузионного соединения в условиях индукционного нагрева до температур порядка 70% температуры плавления наименее тугоплавкого материала с приложением давления, не вызывающего макропластическую деформацию деталей, в течение заданного промежутка времени.
Процесс сварки протекает за счет диффузионного соединения в условиях индукционного нагрева до температур порядка 70% температуры плавления наименее тугоплавкого материала с приложением давления, не вызывающего макропластическую деформацию деталей, в течение заданного промежутка времени.
 Широко применяется для сварки разнородных металлов и сплавов.
Широко применяется для сварки разнородных металлов и сплавов.

 Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен — путем первичной рекристаллизации или путем собирательной рекристаллизации.
Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен — путем первичной рекристаллизации или путем собирательной рекристаллизации. Затем прикладывают сжимающее давление на заданный временной период. Иногда после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов. Это способствует формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
Затем прикладывают сжимающее давление на заданный временной период. Иногда после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов. Это способствует формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования. 1, б) применяют открытые прессы. Перед помещением в пресс свариваемые детали также собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3).
1, б) применяют открытые прессы. Перед помещением в пресс свариваемые детали также собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3).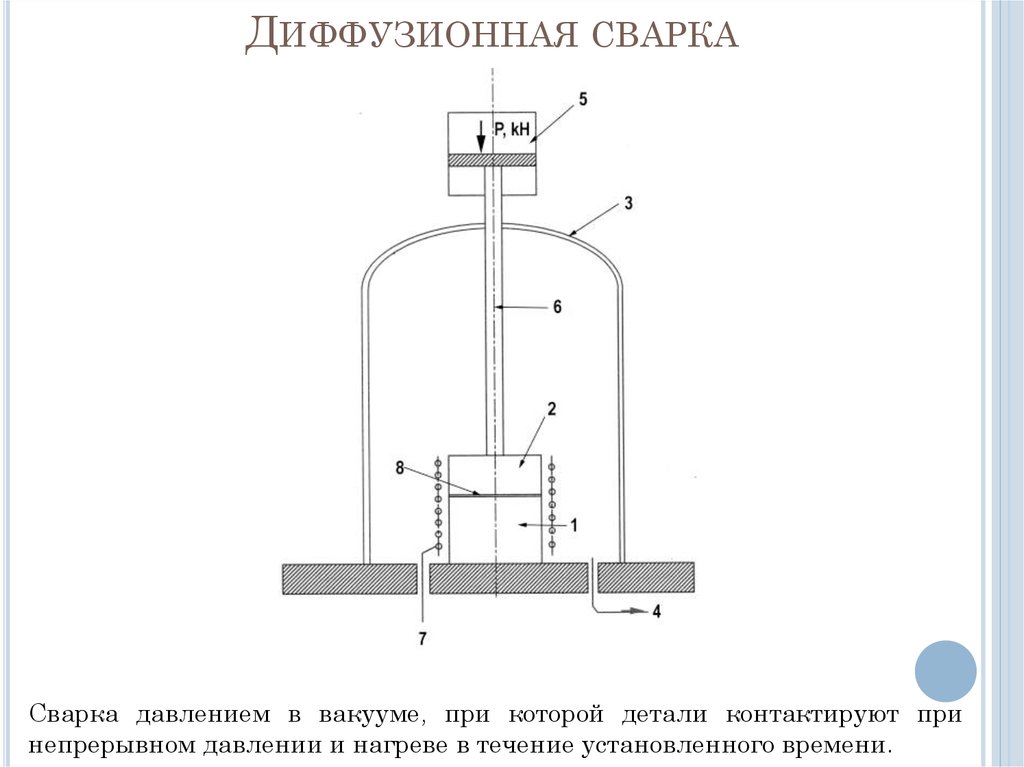 Это обеспечивает стабильное получение доброкачественного соединения.
Это обеспечивает стабильное получение доброкачественного соединения. ) с локальной жесткостью исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп.з. (Р ≤ σп.з.).
) с локальной жесткостью исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп.з. (Р ≤ σп.з.). Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).
Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).

 Кроме того, я приведу несколько примеров применения диффузионного склеивания.
Кроме того, я приведу несколько примеров применения диффузионного склеивания. Высокоточные детали сложной формы или поперечного сечения могут изготавливаться без последующей механической обработки. Это означает, что могут быть достигнуты хорошие допуски на размеры изделий. С помощью процесса диффузионного связывания можно свести к минимуму химическую неоднородность. Кроме того, обычные 9С помощью этого метода можно избежать дефектов 0003 , таких как трещины, искажения и сегрегация.
Высокоточные детали сложной формы или поперечного сечения могут изготавливаться без последующей механической обработки. Это означает, что могут быть достигнуты хорошие допуски на размеры изделий. С помощью процесса диффузионного связывания можно свести к минимуму химическую неоднородность. Кроме того, обычные 9С помощью этого метода можно избежать дефектов 0003 , таких как трещины, искажения и сегрегация.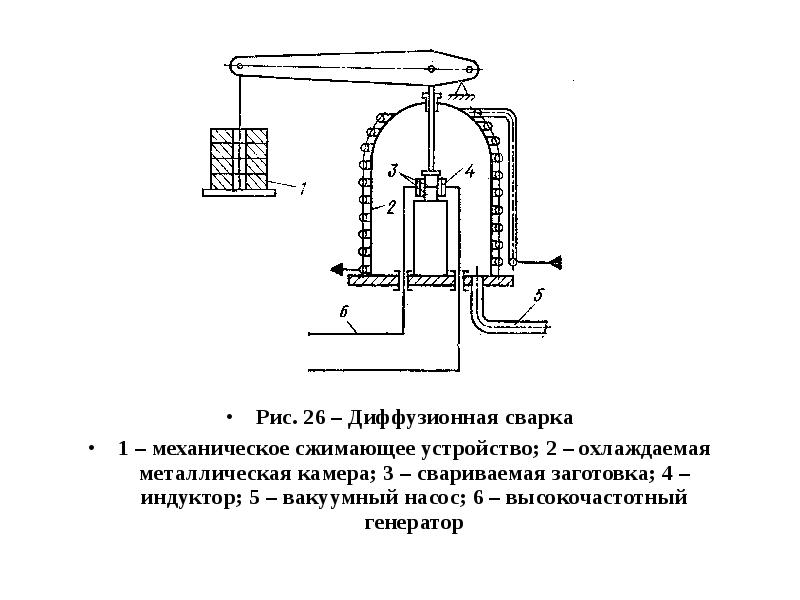 Он на 30% прочнее стали и при этом на 40% легче, и хотя он на 60% тяжелее алюминия, он в два раза прочнее. Кроме того, титан используется в сочетании с алюминием (Al), марганцем (Mn), железом (Fe), молибденом (Mo) и другими металлами для дальнейшего улучшения его значительная прочность , особенно при высоких температурах (к топливам ракетных двигателей), и его антикоррозионные свойства.
Он на 30% прочнее стали и при этом на 40% легче, и хотя он на 60% тяжелее алюминия, он в два раза прочнее. Кроме того, титан используется в сочетании с алюминием (Al), марганцем (Mn), железом (Fe), молибденом (Mo) и другими металлами для дальнейшего улучшения его значительная прочность , особенно при высоких температурах (к топливам ракетных двигателей), и его антикоррозионные свойства. В медицинском секторе титан используется для изготовления эндопротезов тазобедренного и коленного суставов, кардиостимуляторов, костных пластин и винтов, а также черепных пластин для переломов черепа. Спрос на титан растет в нефтехимической промышленности и для нефтяных платформ в море, а также для производства мотоциклов.
В медицинском секторе титан используется для изготовления эндопротезов тазобедренного и коленного суставов, кардиостимуляторов, костных пластин и винтов, а также черепных пластин для переломов черепа. Спрос на титан растет в нефтехимической промышленности и для нефтяных платформ в море, а также для производства мотоциклов. Кроме того, я приведу несколько примеров применения диффузионной сварки .
Кроме того, я приведу несколько примеров применения диффузионной сварки .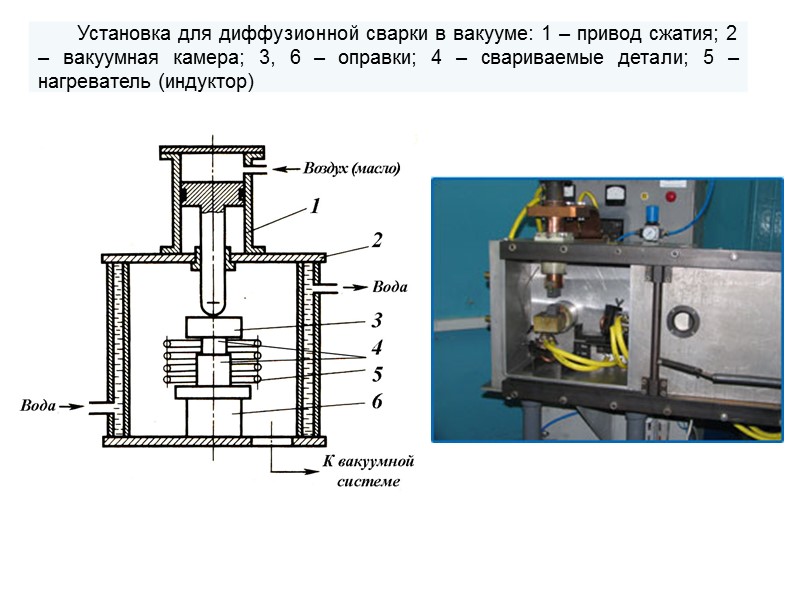 Вакуум поддерживается до достижения температура склеивания и только при достижении этой температуры давление газа достигает технологического заданного значения. Учитывая, что эти установки обычно большие, необходимо значительное количество аргона, и этот метод позволяет уменьшить количество требуемого аргона за счет использования температуры для увеличения давления.
Вакуум поддерживается до достижения температура склеивания и только при достижении этой температуры давление газа достигает технологического заданного значения. Учитывая, что эти установки обычно большие, необходимо значительное количество аргона, и этот метод позволяет уменьшить количество требуемого аргона за счет использования температуры для увеличения давления. Поскольку сосуд очень толстый, чтобы выдерживать высокое давление, он не выиграет от охлаждающей рубашки, чтобы не превысить максимальную температуру на внутренней поверхности. Существует риск взрыва сосуда!
Поскольку сосуд очень толстый, чтобы выдерживать высокое давление, он не выиграет от охлаждающей рубашки, чтобы не превысить максимальную температуру на внутренней поверхности. Существует риск взрыва сосуда!  Непокрытые поверхности внутренней формы покрыты слоем керамической пыли . После завершения сварочной обработки используется давление, чтобы выдуть стороны и поднять края промежуточного металла. Это решение альтернатива сотовой структуре . Затем детали придают изгиб, типичный для лопасти с аэродинамическим профилем, путем горячего прессования в штампе. Использование лопаток, изготовленных этим методом, повышает производительность двигателя. Мы полагаем, что это из-за большего сопротивления формы при высоких температурах.
Непокрытые поверхности внутренней формы покрыты слоем керамической пыли . После завершения сварочной обработки используется давление, чтобы выдуть стороны и поднять края промежуточного металла. Это решение альтернатива сотовой структуре . Затем детали придают изгиб, типичный для лопасти с аэродинамическим профилем, путем горячего прессования в штампе. Использование лопаток, изготовленных этим методом, повышает производительность двигателя. Мы полагаем, что это из-за большего сопротивления формы при высоких температурах. Как правило, эти продукты очень большие, и поэтому преимущества этого материала связаны не только со способностью противостоять коррозии, но и с проблемой веса , что становится важным для типа установки, в которой он будет использоваться.
Как правило, эти продукты очень большие, и поэтому преимущества этого материала связаны не только со способностью противостоять коррозии, но и с проблемой веса , что становится важным для типа установки, в которой он будет использоваться.
 По этой причине шероховатость поверхности и плоскостность соединяемых деталей являются важными технологическими параметрами. Например, более гладкие поверхности имеют меньше неровностей и эластичных соединений с меньшим количеством пустот и, следовательно, более высокой прочностью. Диффузионную сварку обычно проводят в вакууме при давлении <1x10-2 мбар и температуре до 1300°С. Для материалов с более высокой температурой плавления требуются более высокие температуры, поскольку температура диффузионной сварки обычно составляет 50–80 % от температуры плавления материала (Tm), хотя при TWI мы обычно работаем при температуре около 70–90% от Tm из-за предела максимальной нагрузки нашей печи. Некоторые материалы несовместимы с условиями высокого вакуума, и в этом случае распространена диффузионная сварка при парциальном давлении инертного газа, такого как аргон или N2.
По этой причине шероховатость поверхности и плоскостность соединяемых деталей являются важными технологическими параметрами. Например, более гладкие поверхности имеют меньше неровностей и эластичных соединений с меньшим количеством пустот и, следовательно, более высокой прочностью. Диффузионную сварку обычно проводят в вакууме при давлении <1x10-2 мбар и температуре до 1300°С. Для материалов с более высокой температурой плавления требуются более высокие температуры, поскольку температура диффузионной сварки обычно составляет 50–80 % от температуры плавления материала (Tm), хотя при TWI мы обычно работаем при температуре около 70–90% от Tm из-за предела максимальной нагрузки нашей печи. Некоторые материалы несовместимы с условиями высокого вакуума, и в этом случае распространена диффузионная сварка при парциальном давлении инертного газа, такого как аргон или N2. Распространенным применением диффузионного соединения являются компактные теплообменники. Как показано в видеоролике, ряд узорчатых прокладок укладываются друг на друга, чтобы сформировать окончательную геометрию теплообменника, что фактически представляет собой процесс аддитивного производства. Было показано, что диффузионно-клеевые соединения имеют хорошую прочность сцепления, что позволяет теплообменникам работать при высоком давлении. Кроме того, параметры процесса могут быть разработаны таким образом, чтобы свести к минимуму наличие пор на линии соединения, что позволяет сделать теплообменник с диффузионным соединением герметичным для гелия. Каналы могут быть сделаны очень маленькими по диаметру и глубине, что в сочетании с более высоким рабочим давлением позволяет использовать теплообменники с благоприятным отношением теплопередачи к массе. Наконец, для теплообменника, изготовленного из подобных материалов, из-за отсутствия наполнителя механизмы гальванической коррозии не возникают, поэтому при выборе коррозионно-стойкого сплава можно сконструировать теплообменник для высокоагрессивных жидкостей.
Распространенным применением диффузионного соединения являются компактные теплообменники. Как показано в видеоролике, ряд узорчатых прокладок укладываются друг на друга, чтобы сформировать окончательную геометрию теплообменника, что фактически представляет собой процесс аддитивного производства. Было показано, что диффузионно-клеевые соединения имеют хорошую прочность сцепления, что позволяет теплообменникам работать при высоком давлении. Кроме того, параметры процесса могут быть разработаны таким образом, чтобы свести к минимуму наличие пор на линии соединения, что позволяет сделать теплообменник с диффузионным соединением герметичным для гелия. Каналы могут быть сделаны очень маленькими по диаметру и глубине, что в сочетании с более высоким рабочим давлением позволяет использовать теплообменники с благоприятным отношением теплопередачи к массе. Наконец, для теплообменника, изготовленного из подобных материалов, из-за отсутствия наполнителя механизмы гальванической коррозии не возникают, поэтому при выборе коррозионно-стойкого сплава можно сконструировать теплообменник для высокоагрессивных жидкостей.



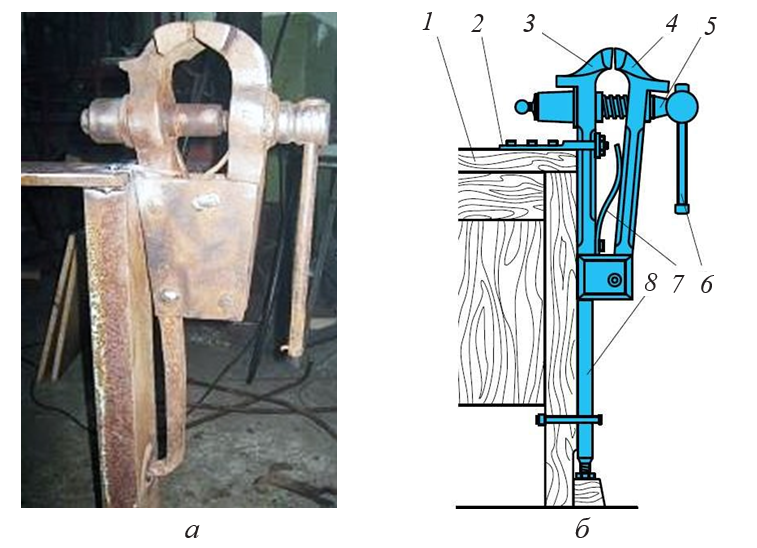
 Состояние хорошее. В пересчёте на рубли 1350. Забрал. Ни лапки ни пружины. Даже намека на присутствие пружины )) лапку то не вопрос сделать. А вот пружину пока думаю, под рукой только пружина от нивы и рессора от газели
Состояние хорошее. В пересчёте на рубли 1350. Забрал. Ни лапки ни пружины. Даже намека на присутствие пружины )) лапку то не вопрос сделать. А вот пружину пока думаю, под рукой только пружина от нивы и рессора от газели я на значительно бОльшие тиски поставил- работает прекрасно.
я на значительно бОльшие тиски поставил- работает прекрасно. нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел.
нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел. ..
.. нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел.
нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел. Ru
Ru ширина губ 120мм . общая длина 700 мм
ширина губ 120мм . общая длина 700 мм Целые полностью рабочие.
Целые полностью рабочие. Возможна отправка 🛒📦 в ваш регион ТК. ☎️ЗВОНИТЕ!
Возможна отправка 🛒📦 в ваш регион ТК. ☎️ЗВОНИТЕ! , выпуск
, выпуск Но отсутствие тисков не означает, что вам нужно отложить работу по дереву.
Но отсутствие тисков не означает, что вам нужно отложить работу по дереву. Иногда решения настолько просты, что их легко не заметить. Конечно, я использовал 5/8 дюйма. acme, гайки и ручки для моих тисков Moxon, но все оборудование для них стоит около 50 долларов.
Иногда решения настолько просты, что их легко не заметить. Конечно, я использовал 5/8 дюйма. acme, гайки и ручки для моих тисков Moxon, но все оборудование для них стоит около 50 долларов.
 Они, конечно, вариант, но ни в коем случае не стандартное оборудование, как шины.
Они, конечно, вариант, но ни в коем случае не стандартное оборудование, как шины. И собаки не будут оставаться над столешницей, которая требует трех рук, чтобы зажать доску. О, и когда им нужно строгать доски разной длины, им приходится перемещать упоры и много раз вкручивать и вывинчивать тиски. Это медленно.
И собаки не будут оставаться над столешницей, которая требует трех рук, чтобы зажать доску. О, и когда им нужно строгать доски разной длины, им приходится перемещать упоры и много раз вкручивать и вывинчивать тиски. Это медленно.
 Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Мощность пламени устанавливается расходом горючего газа и кислорода. При сварке стали и чугуна расход ацетилена Va связан с толщиной δ следующим соотношением:Va = (100–150)δ л/ч
Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Мощность пламени устанавливается расходом горючего газа и кислорода. При сварке стали и чугуна расход ацетилена Va связан с толщиной δ следующим соотношением:Va = (100–150)δ л/ч
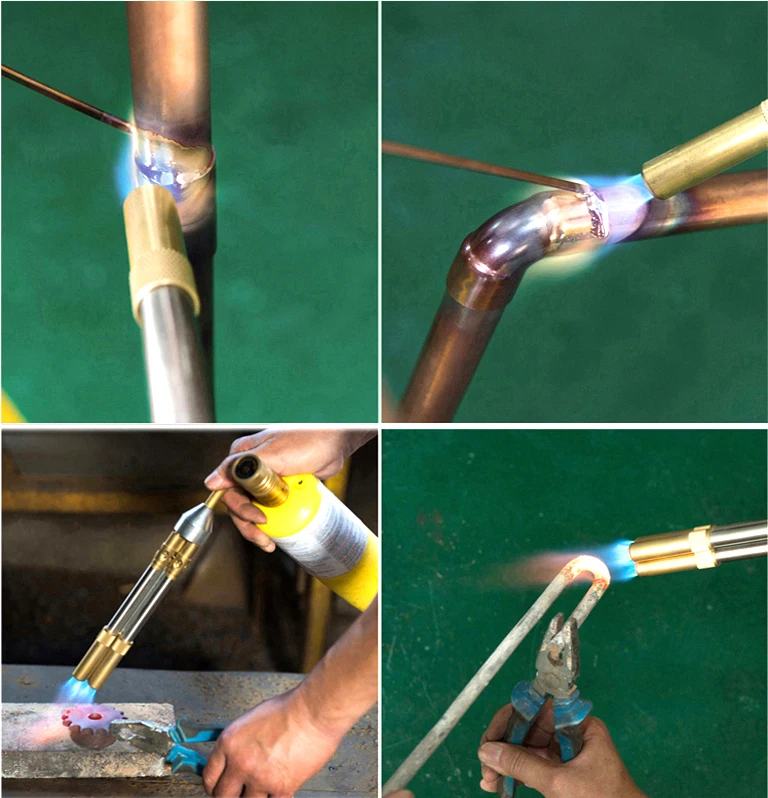
 Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
 В зависимости от применяемых технических газов принято выделять следующие разновидности газовой сварки:
В зависимости от применяемых технических газов принято выделять следующие разновидности газовой сварки:
 Сварка без присадки, встык
Сварка без присадки, встык
 Такой метод применяют при толщине листа больше 5 мм.
Такой метод применяют при толщине листа больше 5 мм. Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
 Сварка производится левым способом с присадочным материалом. В работе с данным типом соединения целесообразнее применять дуговые технологи, как менее затратные и более производительные. Особенно это скажется на больших объемах.
Сварка производится левым способом с присадочным материалом. В работе с данным типом соединения целесообразнее применять дуговые технологи, как менее затратные и более производительные. Особенно это скажется на больших объемах. Перед подачей проволоки разогревают кромки. Когда они начинают плавится, в зон сварочной ванны вводят проволоку. Конец присадки быстро плавится, образуя сварной шов. Удержание металла в сварочной ванне происходит давлением пламени. Варят правым способом в несколько приемов, каждый слой делают небольшим по толщине. Чтобы металл не стекал по прутку, его следует держать ближе к горизонтальной плоскости потолочного шва.
Перед подачей проволоки разогревают кромки. Когда они начинают плавится, в зон сварочной ванны вводят проволоку. Конец присадки быстро плавится, образуя сварной шов. Удержание металла в сварочной ванне происходит давлением пламени. Варят правым способом в несколько приемов, каждый слой делают небольшим по толщине. Чтобы металл не стекал по прутку, его следует держать ближе к горизонтальной плоскости потолочного шва.
 Так, при работе с листовой сталью толщиной в 1 мм, средняя скорость сварки составляет 10 метров в час, в то время как при толщине листа 10 мм, скорость упадет до 2 метров в час. Именно поэтому газовую сварку применяют при работе со сталью толщиной до 5 мм. В остальных случаях применяют электросварку.
Так, при работе с листовой сталью толщиной в 1 мм, средняя скорость сварки составляет 10 метров в час, в то время как при толщине листа 10 мм, скорость упадет до 2 метров в час. Именно поэтому газовую сварку применяют при работе со сталью толщиной до 5 мм. В остальных случаях применяют электросварку.
 Особенно для начинающих сварщиков. Опять же, мы настоятельно рекомендуем ознакомиться с Модельным сводом правил Safe Work Australia по сварочным процессам .
Особенно для начинающих сварщиков. Опять же, мы настоятельно рекомендуем ознакомиться с Модельным сводом правил Safe Work Australia по сварочным процессам .
 Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они достаточно плотно затянуты, чтобы предотвратить любые утечки.
Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они достаточно плотно затянуты, чтобы предотвратить любые утечки. После этого и перед розжигом дайте газу немного пройти, чтобы он мог очистить систему от воздуха. Закройте клапан и повторите то же самое для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
После этого и перед розжигом дайте газу немного пройти, чтобы он мог очистить систему от воздуха. Закройте клапан и повторите то же самое для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
 Стержень должен находиться примерно на 10 мм в пределах пламени паяльной трубки и на 2-3 мм выше лужи. Мы помещаем стержень над лужей, чтобы его можно было окунуть, когда потребуется дополнительный металл.
Стержень должен находиться примерно на 10 мм в пределах пламени паяльной трубки и на 2-3 мм выше лужи. Мы помещаем стержень над лужей, чтобы его можно было окунуть, когда потребуется дополнительный металл. К примеру, 1/2″ – одна вторая дюйма, 7/8″ – семь восьмых дюйма и т.д. Дюймовая размерность в основном применяется на крепеже деталей и узлов механизмов автомобилей американского производства.
К примеру, 1/2″ – одна вторая дюйма, 7/8″ – семь восьмых дюйма и т.д. Дюймовая размерность в основном применяется на крепеже деталей и узлов механизмов автомобилей американского производства. 9750
9750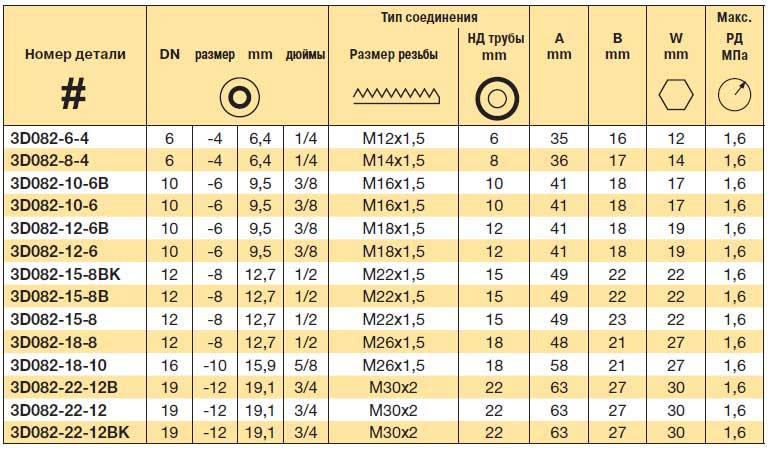 7375
7375 5000
5000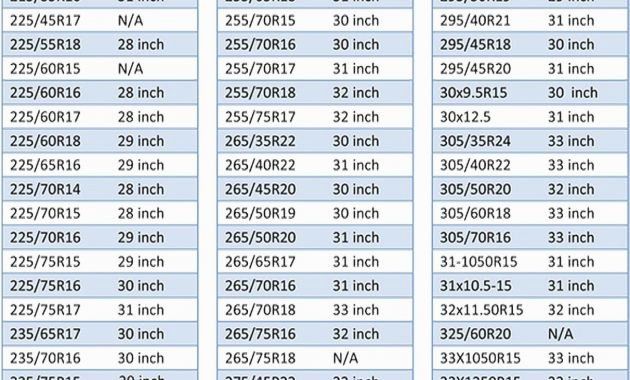 2625
2625 0250
0250 com
com
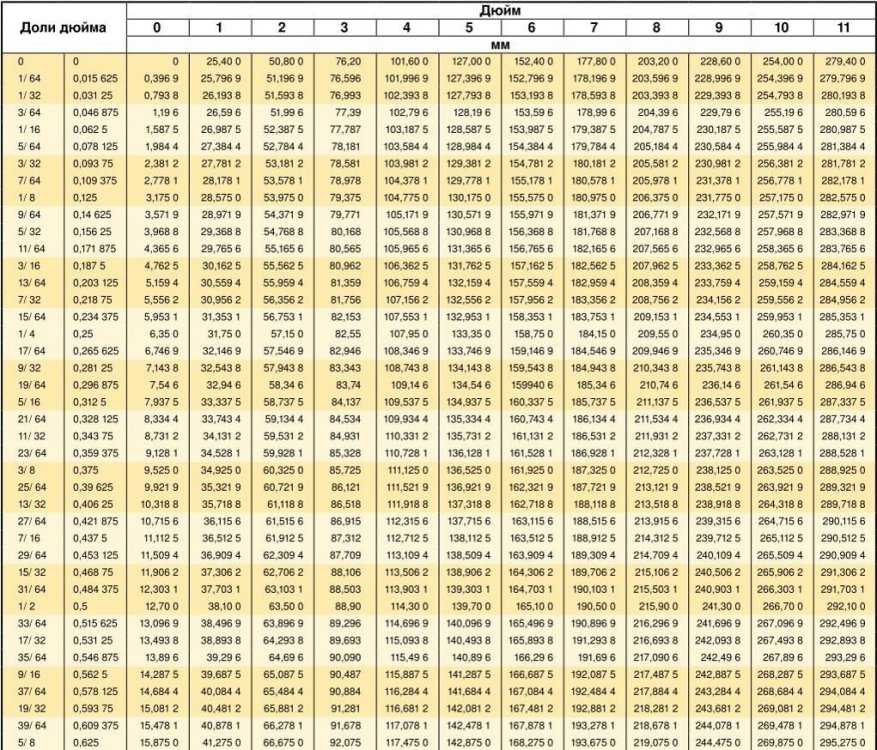
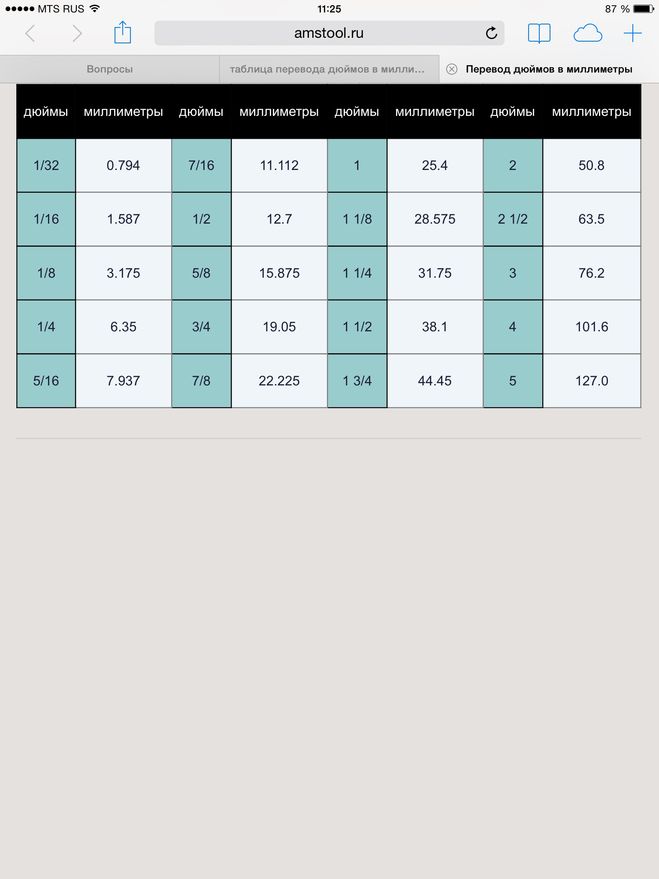 Оба обозначаются аббревиатурой мм и имеют одинаковое значение и размер.
Оба обозначаются аббревиатурой мм и имеют одинаковое значение и размер. Если вы привыкли к миллиметрам, вы можете не знать, насколько велики 9,16 дюйма. Если это мобильное устройство, ноутбук или другой продукт имеет размеры 9,16 дюйма, насколько большим будет это значение в миллиметрах?
Если вы привыкли к миллиметрам, вы можете не знать, насколько велики 9,16 дюйма. Если это мобильное устройство, ноутбук или другой продукт имеет размеры 9,16 дюйма, насколько большим будет это значение в миллиметрах? Но если вы хотите узнать о коэффициенте преобразования, читайте дальше. Даже если вы знаете, сколько 9,16 дюймов в миллиметрах, знание коэффициента пересчета поможет вам выполнить другие вычисления из дюймов в миллиметры.
Но если вы хотите узнать о коэффициенте преобразования, читайте дальше. Даже если вы знаете, сколько 9,16 дюймов в миллиметрах, знание коэффициента пересчета поможет вам выполнить другие вычисления из дюймов в миллиметры. Так как это работает для других чисел от дюймов до мм, вы должны найти это удобным. Независимо от того, делаете ли вы покупки или просто хотите убедиться, что ваши цифры точны, вам поможет конвертер.
Так как это работает для других чисел от дюймов до мм, вы должны найти это удобным. Независимо от того, делаете ли вы покупки или просто хотите убедиться, что ваши цифры точны, вам поможет конвертер.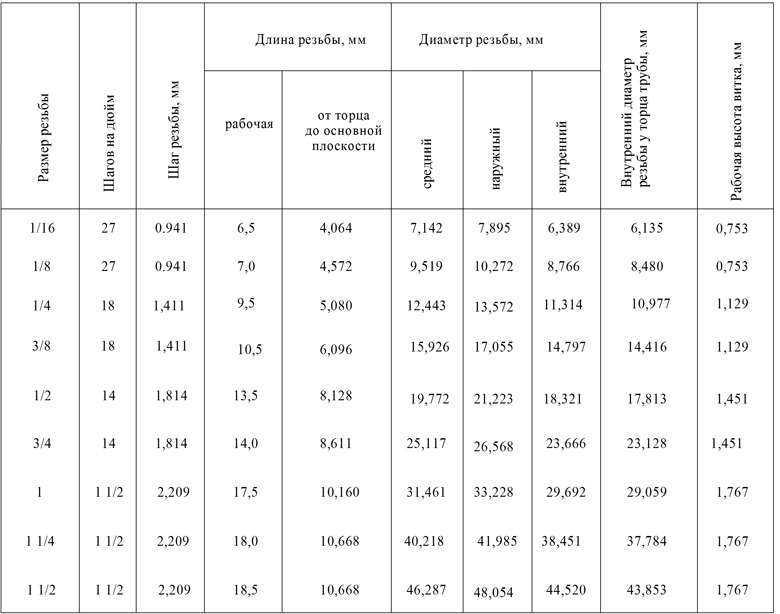 Несоответствие между размерами является причиной, по которой некоторым людям трудно выполнить преобразование. С нашей 9Руководство по преобразованию 0,16 дюймов в миллиметры здесь, вы видели, насколько прост весь процесс.
Несоответствие между размерами является причиной, по которой некоторым людям трудно выполнить преобразование. С нашей 9Руководство по преобразованию 0,16 дюймов в миллиметры здесь, вы видели, насколько прост весь процесс. Если вы привыкли к миллиметрам и знакомы только с дюймами, что вы делаете?
Если вы привыкли к миллиметрам и знакомы только с дюймами, что вы делаете? Также 7 дюймов в мм равняется 0 метрам и 177 мм.
Также 7 дюймов в мм равняется 0 метрам и 177 мм. 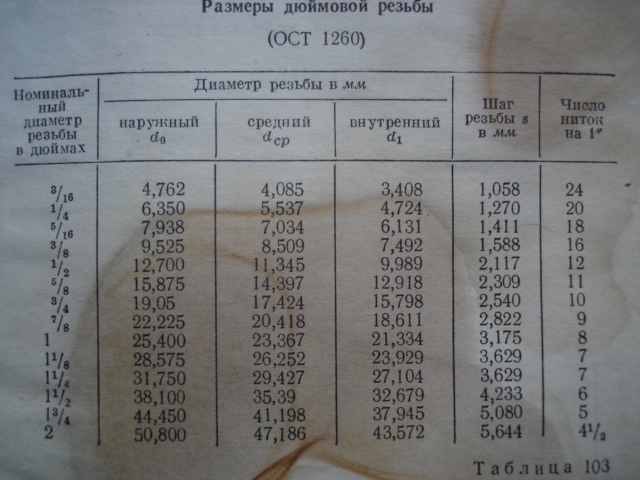


 Также 56 дюймов в мм равно 1 метру и 422 мм.
Также 56 дюймов в мм равно 1 метру и 422 мм. 

 Также 93 дюйма в мм равно 2 метрам и 362 мм.
Также 93 дюйма в мм равно 2 метрам и 362 мм. 


 Также 141 дюймов в мм равно 3 метрам и 581 мм.
Также 141 дюймов в мм равно 3 метрам и 581 мм.  Также 153 дюйма в миллиметры равно 3 метрам и 886 мм.
Также 153 дюйма в миллиметры равно 3 метрам и 886 мм. 
 Также 176 дюймов в мм равняется 4 метрам и 470 мм.
Также 176 дюймов в мм равняется 4 метрам и 470 мм. 
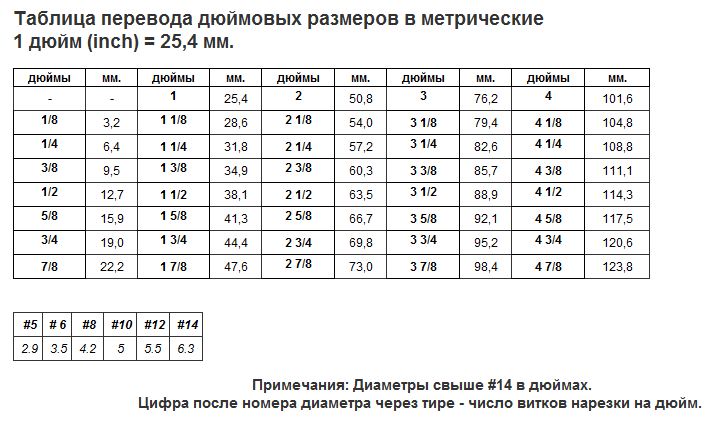
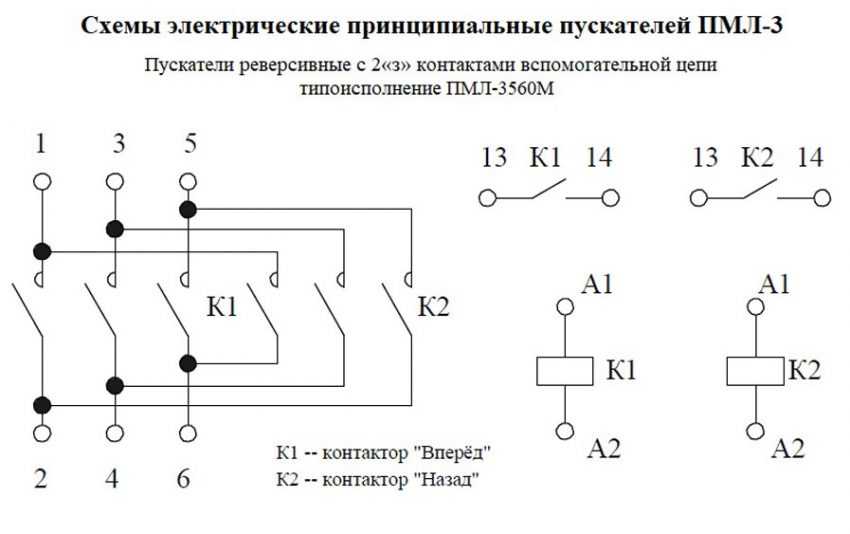 Для этого участок цепи вг должен быть заменен второй мостовой схемой, триоды которой переключаются по тому же закону, что и триоды первого моста.
Для этого участок цепи вг должен быть заменен второй мостовой схемой, триоды которой переключаются по тому же закону, что и триоды первого моста.
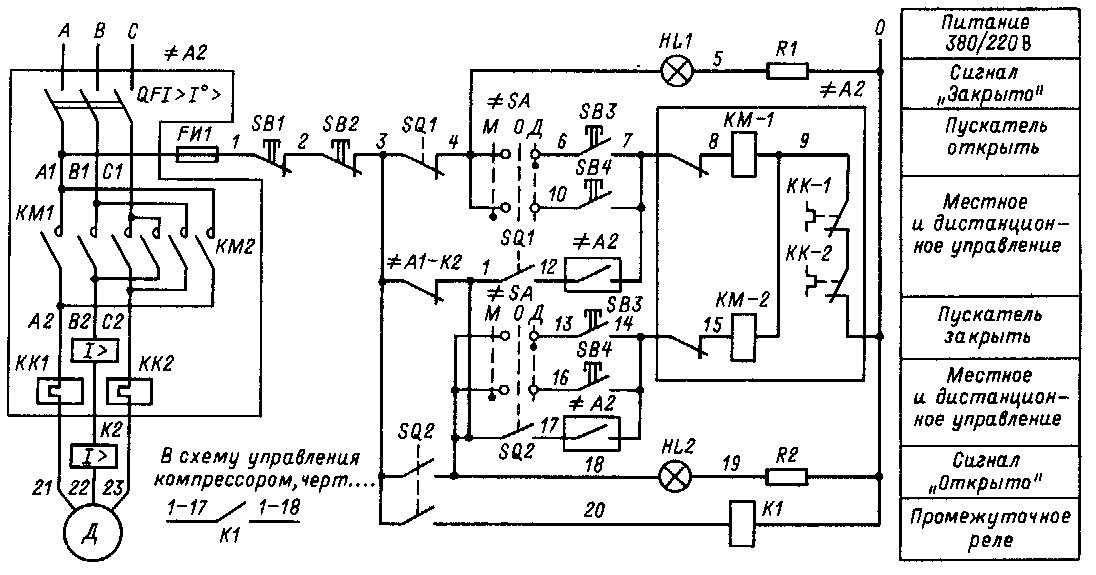
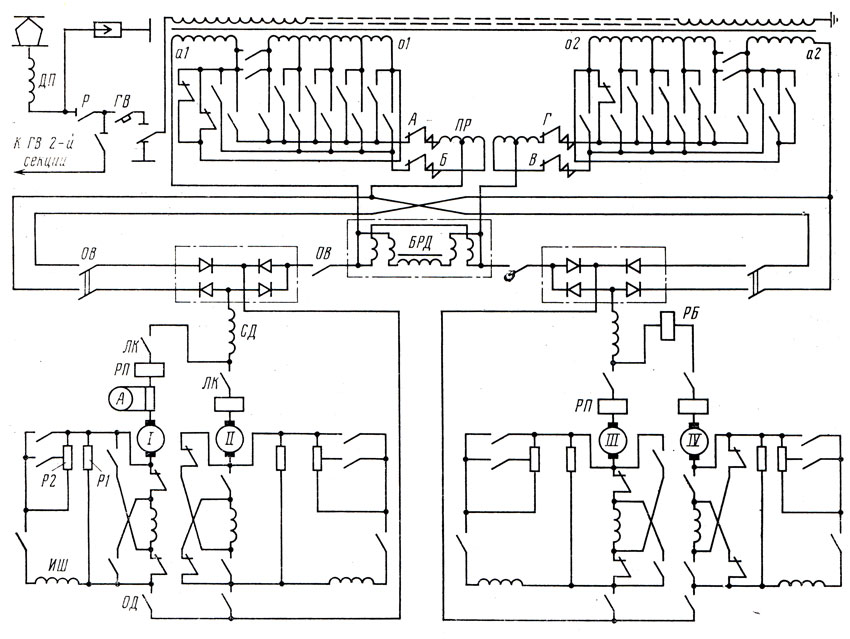 701-2008 Единая система конструкторской документации (ЕСКД). Схемы. Виды и типы. Общие требования к выполнению.
701-2008 Единая система конструкторской документации (ЕСКД). Схемы. Виды и типы. Общие требования к выполнению. п.)
п.)

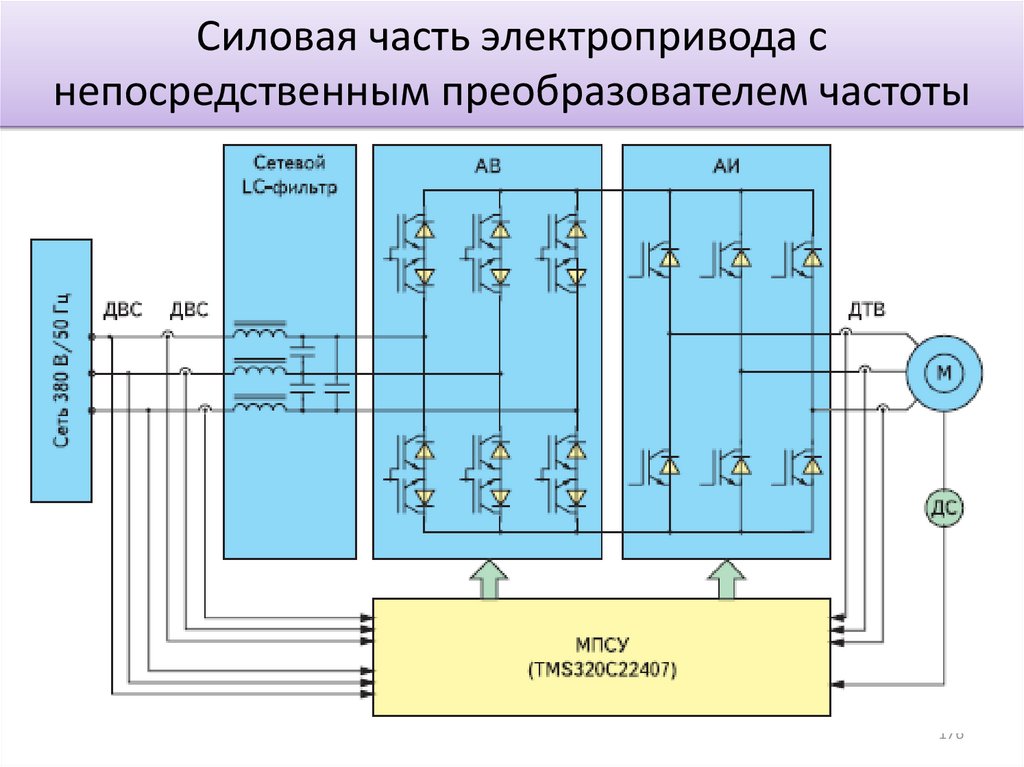 Схемы выполняют для изделий, находящихся в отключенном положении.
Схемы выполняют для изделий, находящихся в отключенном положении.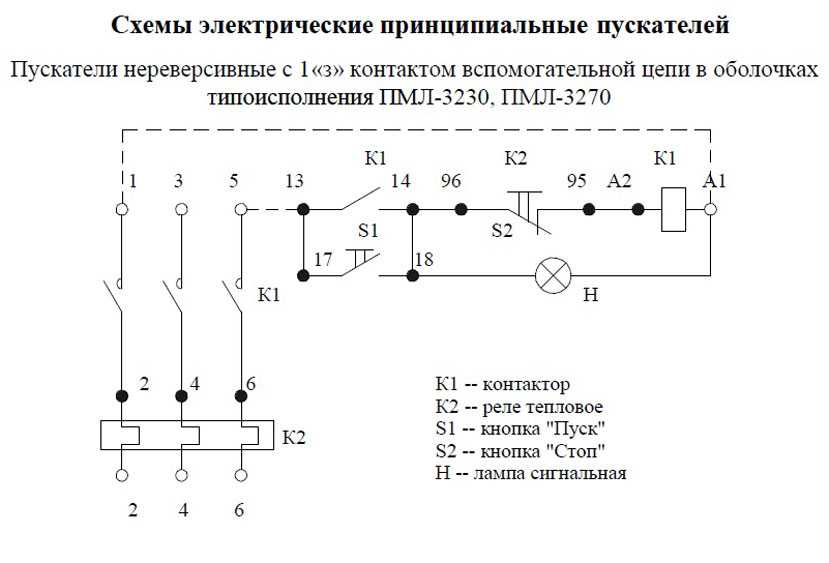 д.) и подводимые к ним концы проводов и кабелей (многожильных проводов, электрических шнуров) внешнего монтажа, около которых помещают данные о подключении изделия (характеристики внешних цепей и (или) адреса). Размещение изображений входных и выходных элементов внутри графического обозначения изделия должно примерно соответствовать их действительному размещению в изделии. На схеме следует указывать позиционные обозначения входных и выходных элементов, присвоенные им на принципиальной схеме изделия.
д.) и подводимые к ним концы проводов и кабелей (многожильных проводов, электрических шнуров) внешнего монтажа, около которых помещают данные о подключении изделия (характеристики внешних цепей и (или) адреса). Размещение изображений входных и выходных элементов внутри графического обозначения изделия должно примерно соответствовать их действительному размещению в изделии. На схеме следует указывать позиционные обозначения входных и выходных элементов, присвоенные им на принципиальной схеме изделия.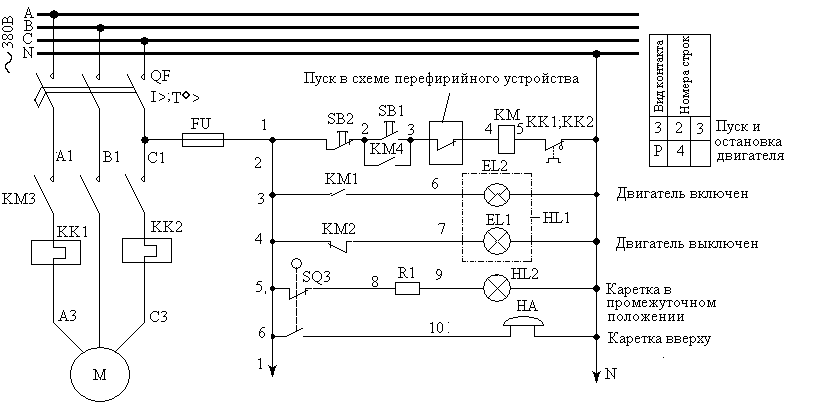
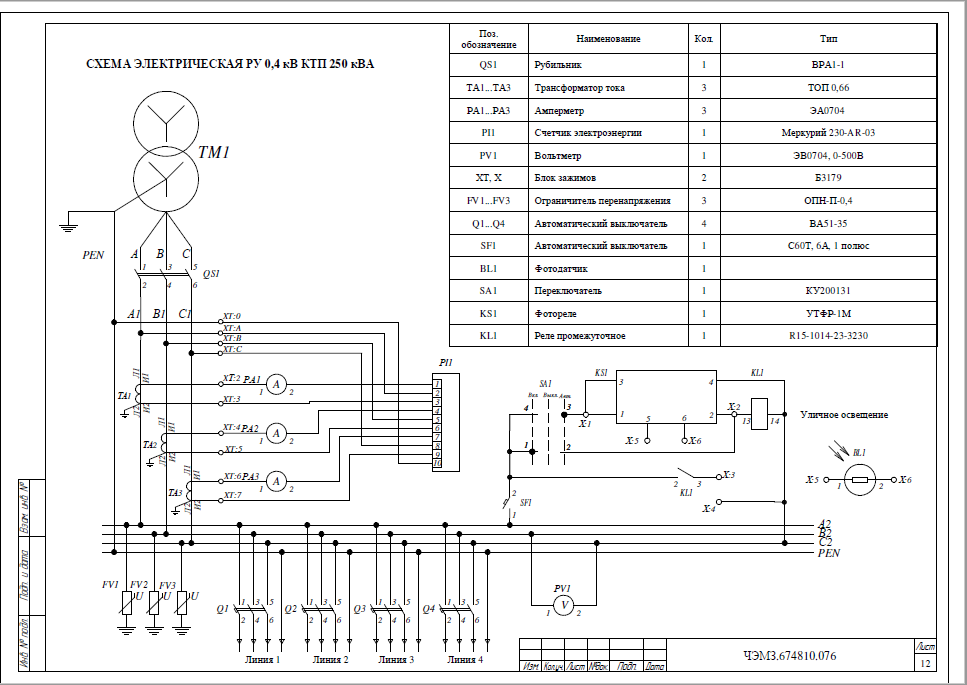 В простых электрических цепях есть проводники (обычно провода), компонент, обеспечивающий питание (например, батарея или настенная вилка), и компонент, потребляющий энергию, называемый нагрузкой. Лампочка может быть примером нагрузки, и всегда должен быть обратный путь, чтобы у электронов был способ вернуться к источнику питания от нагрузки. Каждая цепь предназначена для подачи питания на одну или несколько нагрузок. Например, в бумбоксе питание идет на динамики. Точно так же мощность в лампе идет на лампочку. Схема позволяет заряду уйти с одной стороны источника питания и вернуться на другую сторону источника питания.
В простых электрических цепях есть проводники (обычно провода), компонент, обеспечивающий питание (например, батарея или настенная вилка), и компонент, потребляющий энергию, называемый нагрузкой. Лампочка может быть примером нагрузки, и всегда должен быть обратный путь, чтобы у электронов был способ вернуться к источнику питания от нагрузки. Каждая цепь предназначена для подачи питания на одну или несколько нагрузок. Например, в бумбоксе питание идет на динамики. Точно так же мощность в лампе идет на лампочку. Схема позволяет заряду уйти с одной стороны источника питания и вернуться на другую сторону источника питания.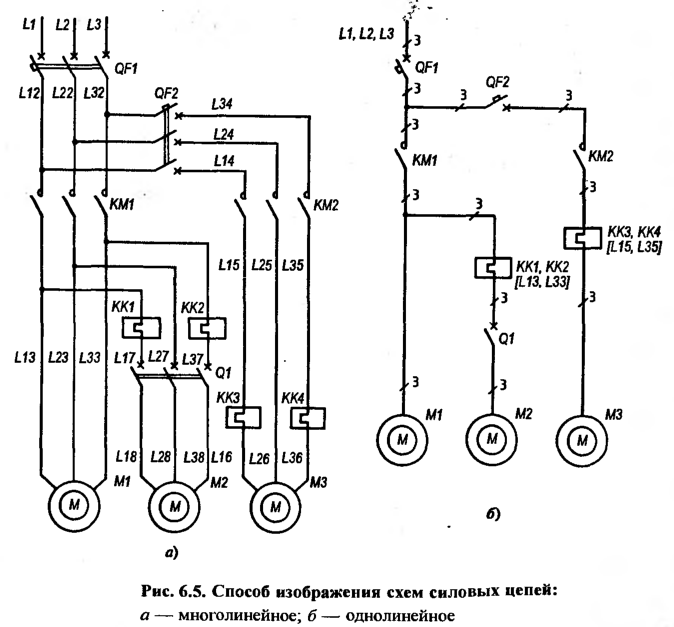 Обратите внимание, что показания вольтметра показывают 0 В, потому что падение напряжения на электрическом выключателе равно нулю. [1]
Обратите внимание, что показания вольтметра показывают 0 В, потому что падение напряжения на электрическом выключателе равно нулю. [1] 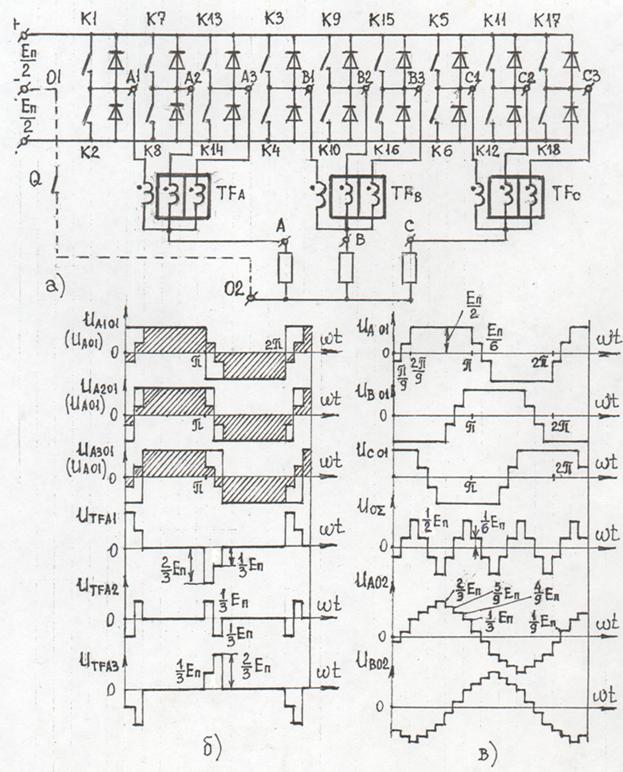 [1]
[1] 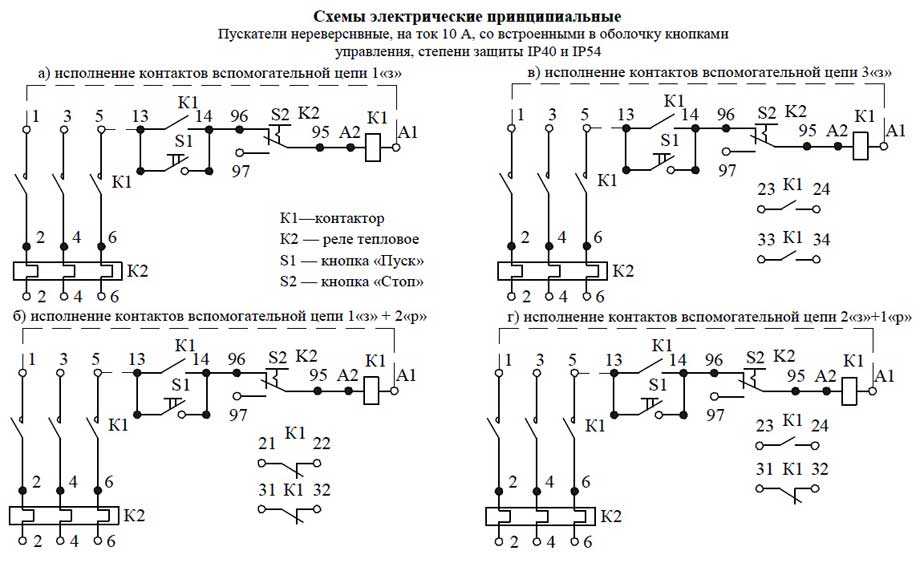
 4 60016 15015 Цвет университета). Набор для построения схемы (только DC), виртуальная лаборатория [онлайн]. Доступно по адресу http://phet.colorado.edu/en/simulation/circuit-construction-kit-dc-virtual-lab.
4 60016 15015 Цвет университета). Набор для построения схемы (только DC), виртуальная лаборатория [онлайн]. Доступно по адресу http://phet.colorado.edu/en/simulation/circuit-construction-kit-dc-virtual-lab.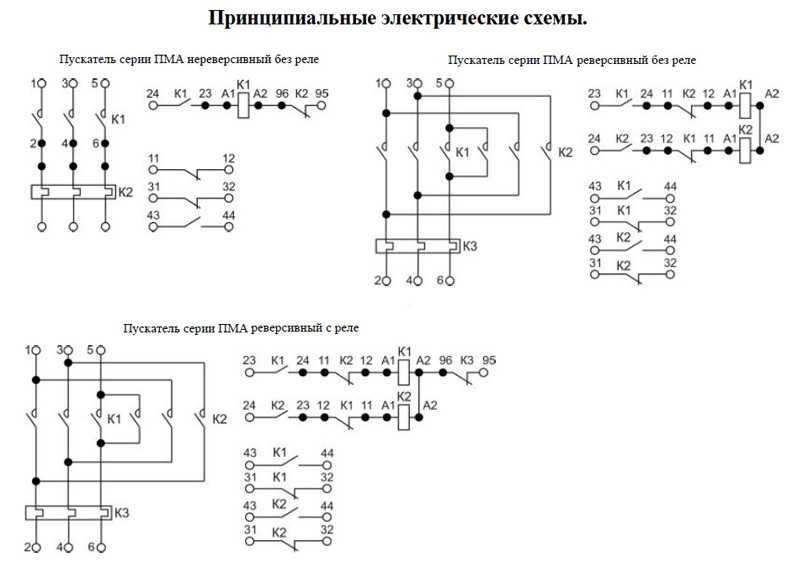 Он писал для The Spruce о проектах электропроводки и домашней установки более восьми лет.
Он писал для The Spruce о проектах электропроводки и домашней установки более восьми лет. Он также может быть расположен снаружи, но только если это атмосферостойкий панельный тип.
Он также может быть расположен снаружи, но только если это атмосферостойкий панельный тип. Обычно это двухполюсный автоматический выключатель на 100–200 ампер, обеспечивающий ток при напряжении 240 вольт и подающий его на две горячие шины на 120 вольт, идущие вертикально вниз через панель.
Обычно это двухполюсный автоматический выключатель на 100–200 ампер, обеспечивающий ток при напряжении 240 вольт и подающий его на две горячие шины на 120 вольт, идущие вертикально вниз через панель. Ответвительные цепи для 120-вольтовых цепей обычно представляют собой цепи на 15 или 20 ампер, хотя иногда они могут быть больше. Для цепей на 240 вольт сила тока чаще составляет 30, 40, 50 или 60 ампер.
Ответвительные цепи для 120-вольтовых цепей обычно представляют собой цепи на 15 или 20 ампер, хотя иногда они могут быть больше. Для цепей на 240 вольт сила тока чаще составляет 30, 40, 50 или 60 ампер. Однако всякий раз, когда цепь расширяется, очень важно, чтобы новая проводка соответствовала силе тока цепи. Распространенной ошибкой является использование проводов с неправильным сечением.
Однако всякий раз, когда цепь расширяется, очень важно, чтобы новая проводка соответствовала силе тока цепи. Распространенной ошибкой является использование проводов с неправильным сечением.
 50 грн
50 грн 75×0.71 3/16″
75×0.71 3/16″ Киев
Киев комплект) для тормозных трубок
комплект) для тормозных трубок У нас Вы всегда сможете найти необходимую информацию, описание, характеристики, сравнить аналогичные товары Наборы для резки и развальцовки трубок. Также Вы можете почитать отзывы наших клиентов о Наборы для резки и развальцовки трубок что поможет Вам определится и сделать правильный выбор покупки. Также периодически проводятся акции на широкий ассортимент Наборы для резки и развальцовки трубок, что явно поможет Вам сэкономить при покупке. Купить Наборы для резки и развальцовки трубок в Киеве, Харькове, Суммах, Николаеве, Виннице, Днепре, Полтаве, Львове, Запорожье, Херсоне, Кривом Рогу, Мариуполе, Чернигове, Тернополе, Кировограде, Житомире, Одессе, а также из другого любого города просто сделав заказ Наборы для резки и развальцовки трубок с доставкой по Украине. Мы постоянно обновляем и расширяем наш ассортимент и пристально следим, чтобы наши клиенты покупали товары по самым выгодным ценам в Украине и получали только самые качественные товары Наборы для резки и развальцовки трубок
У нас Вы всегда сможете найти необходимую информацию, описание, характеристики, сравнить аналогичные товары Наборы для резки и развальцовки трубок. Также Вы можете почитать отзывы наших клиентов о Наборы для резки и развальцовки трубок что поможет Вам определится и сделать правильный выбор покупки. Также периодически проводятся акции на широкий ассортимент Наборы для резки и развальцовки трубок, что явно поможет Вам сэкономить при покупке. Купить Наборы для резки и развальцовки трубок в Киеве, Харькове, Суммах, Николаеве, Виннице, Днепре, Полтаве, Львове, Запорожье, Херсоне, Кривом Рогу, Мариуполе, Чернигове, Тернополе, Кировограде, Житомире, Одессе, а также из другого любого города просто сделав заказ Наборы для резки и развальцовки трубок с доставкой по Украине. Мы постоянно обновляем и расширяем наш ассортимент и пристально следим, чтобы наши клиенты покупали товары по самым выгодным ценам в Украине и получали только самые качественные товары Наборы для резки и развальцовки трубок


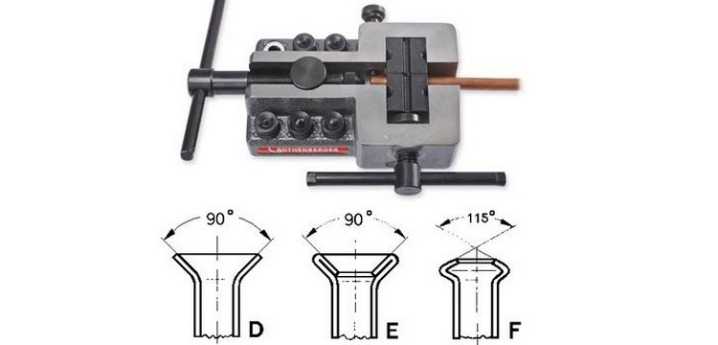 Это было 25 лет назад, теперь я могу сделать двойную вспышку во сне. Это несложно, но если вы никогда этого раньше не делали, это может показаться немного вуду. Есть несколько ключевых моментов, которые вам нужно знать, прежде чем начать, поэтому будьте готовы узнать, как сделать тормозную магистраль с двойным раструбом.
Это было 25 лет назад, теперь я могу сделать двойную вспышку во сне. Это несложно, но если вы никогда этого раньше не делали, это может показаться немного вуду. Есть несколько ключевых моментов, которые вам нужно знать, прежде чем начать, поэтому будьте готовы узнать, как сделать тормозную магистраль с двойным раструбом. 45-градусные расширители наиболее распространены в автомобилях. Фитинги AN или Army-Navy требуют одиночных раструбов под углом 37 градусов. Этот 37-градусный инструмент выглядит так же, но обратите внимание, что он не поставляется с матрицами.
45-градусные расширители наиболее распространены в автомобилях. Фитинги AN или Army-Navy требуют одиночных раструбов под углом 37 градусов. Этот 37-градусный инструмент выглядит так же, но обратите внимание, что он не поставляется с матрицами.
 Не забывайте об этом, так как вы не сможете установить фитинг после развальцовки линии.
Не забывайте об этом, так как вы не сможете установить фитинг после развальцовки линии.

 Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate. В 2003 году он начал писать технические статьи для журналов и с тех пор работает автомобильным журналистом. Его работы были представлены в Car Craft, Hot Rod, Rod & Custom, Truckin’, Mopar Muscle и многих других. Джефферсон также написал 4 книги и выпустил бесчисленное количество видеороликов. Джефферсон управляет Red Dirt Rodz, своей личной студией в гараже, где производятся все его журнальные статьи и технические видеоролики.
Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate. В 2003 году он начал писать технические статьи для журналов и с тех пор работает автомобильным журналистом. Его работы были представлены в Car Craft, Hot Rod, Rod & Custom, Truckin’, Mopar Muscle и многих других. Джефферсон также написал 4 книги и выпустил бесчисленное количество видеороликов. Джефферсон управляет Red Dirt Rodz, своей личной студией в гараже, где производятся все его журнальные статьи и технические видеоролики. Товары размером более 90 см также не будут отправлены Королевской почтой. Ограничение по весу Royal Mail 48 2 кг.
Товары размером более 90 см также не будут отправлены Королевской почтой. Ограничение по весу Royal Mail 48 2 кг. д.
д. Итак, в прошлом я купил инструмент для развальцовки тормозов, он был дешев, поэтому я купил лучший, который был лучше, затем я одолжил его кому-то, я забыл у кого, затем я одолжил один. на самом деле не все они были хороши, и ракеты, которые я считал, были плохими в той или иной степени. Затем около месяца назад я просто подумал, что они должны быть лучше. Что ж, ручной инструмент — это переоценка по сравнению со всеми остальными, развальцовку было так легко сделать, и она выглядела намного лучше, чище, острее и была явно профессиональной, до такой степени, что я выбросил все ранее сделанные концы в пользу новых. Я думаю, что продал от своего имени как минимум еще два автомобиля за CBS, так как все мои друзья-автомобилисты были впечатлены тем, насколько хороши эти вещи. Обычно вы бы не узнали, если бы не делали это с разными типами, чтобы стало легче, и вы можете сделать это в тесных местах на машине, если это необходимо. Удачи. Пол Гринхал
Итак, в прошлом я купил инструмент для развальцовки тормозов, он был дешев, поэтому я купил лучший, который был лучше, затем я одолжил его кому-то, я забыл у кого, затем я одолжил один. на самом деле не все они были хороши, и ракеты, которые я считал, были плохими в той или иной степени. Затем около месяца назад я просто подумал, что они должны быть лучше. Что ж, ручной инструмент — это переоценка по сравнению со всеми остальными, развальцовку было так легко сделать, и она выглядела намного лучше, чище, острее и была явно профессиональной, до такой степени, что я выбросил все ранее сделанные концы в пользу новых. Я думаю, что продал от своего имени как минимум еще два автомобиля за CBS, так как все мои друзья-автомобилисты были впечатлены тем, насколько хороши эти вещи. Обычно вы бы не узнали, если бы не делали это с разными типами, чтобы стало легче, и вы можете сделать это в тесных местах на машине, если это необходимо. Удачи. Пол Гринхал