Печи для плавки алюминиевых сплавов » Все о металлургии
22.04.2015
В зависимости от масштаба и специфики производства плавку алюминиевых сплавов в литейных цехах ведут в тигельных и отражательных печах, работающих на электроэнергии, жидком и газообразном топливе. Особенно широко распространены электрические индукционные печи. Устройство некоторых печей показано на рис. 90 и 91, а технические характеристики их — в табл. 9 и 10. Тигли для плавки изготовляют из чугуна или графитошамота. Для предотвращения растворения рабочую поверхность чугунных тиглей окрашивают или футеруют (обмазывают) защитными материалами. В состав красок вводят мел, оксид цинка, огнеупорную глину, тальк, коллоидный графит и другие вещества. Чаще всего используют краску, состоящую из 50 ч (по массе) отмученного мела, 50 ч оксида цинка, 5 ч жидкого стекла, 100 ч воды. Краску наносят на подогретые (150-200 °С) поверхности. Такими же красками окрашивают и плавильный инструмент. Для обмазки используют смеси магнезита, асбеста и жидкого стекла. Их наносят на рабочую поверхность тиглей слоем толщиной 10—15 мм, высушивают и прокаливают при 750—800 °С. Кроме защиты от растворения, обмазки существенно (в 2—3 раза) увеличивают срок службы чугунных тиглей.
Футеровку индукционных печей промышленной частоты выполняют из высокоглиноземистых масс (канальные печи) или жаропрочного цемента (20—25 % магнезита; 15—20 % жидкого стекла, 1,5—2,0 % кремниефтористого натрия; 20—25 % шамотного песка; 30—35 % шамотного щебня), не взаимодействующих с алюминиевыми расплавами.
Для футеровки отражательных печей наиболее рациональный огнеупор — магнезит. Однако для этой цели до сих пор широко используют шамот, как наиболее доступный и дешевый материал. Для предотвращения интенсивного взаимодействия алюминиевых расплавов с шамотной футеровкой ее пропитывают флюсом, содержащим 23—25 % (по массе) Na3AlF6, 20—27 % B2O3, остальное NaCl. Этот флюс смешивают с жидкой глиной, обмазывают им футеровку печи и прокаливают ее при 900—950 °С. Можно также пропитывать футеровку расплавленной смесью NaCl—AlF3. В процессе работы печи хлористый натрий испаряется, а фтористый алюминий образуете кремнеземом оксифториды, несмачивающиеся алюминиевыми расплавами Предотвращению взаимодействия между металлом и шамотом способствует также окраска футеровки мелом или известью. В тех случаях, когда содержание примеси кремния в сплаве ограниченно, отражательные печи футеруют карбидом циркония или карбидом кремния.
Плавку деформируемых сплавов ведут в отражательных и индукционных печах большой емкости (7—30 т). Для ускорения плавления шихты, увеличения производительности, выравнивания температуры и химического состава в отражательных печах осуществляют циркуляцию расплава с помощью газодинамических насосов. В последние годы разработана конструкция шахтно-ванной печи непрерывного действия, обеспечивающая высокую производительность Принципиальные конструкции отражательных печей приведены на рис. 92, а технические характеристики их — в табл 11.
Для обеспечения максимальной производительности плавильных печей их устанавливают в паре с миксером (раздаточной печью). Это позволяет осуществлять перелив металла закрытой струей с помощью сифона, обеспечивая минимальное окисление расплава и загрязнение его взвешенными неметаллическими включениями. Сифонный перелив исключает применение ковшей и обеспечивает безопасность труда.
Состав и свойства алюминиевых сплавов
Центробежное литье
Литье под давлением
Литье в кокиль
Литье по выплавляемым моделям
Литье в оболочковые формы
Контроль качества и исправление дефектов отливок
Изготовление форм и стержней
Формовочные и стержневые материалы и смеси
Изготовление моделей
Тигель для плавки алюминия в Харькове в категории «Изделия из металла, пластика, резины»
в Харькове, в товарах / по продавцам
Оборудование и профессиональные средства для депиляции
Тигли
Промышленные печи для плавки
Печи
Промышленные печи для термообработки металлов и сплавов
Промышленные печи для обжига керамики и фарфора
Стоматологические инструменты и инвентарь
Релоадинг
Байдарки, рафты, каяки
Курсовые стабилизаторы
Воскоплав маленький
Воскоплав мини
Подогреватель для воска
Стабилизаторы для байдарки
Тигель графитовый для плавки металла Ф40*50
Доставка по Украине
300 грн
Купить
ООО «Графит-Мастер»
Тигельная печь для плавки алюминия и сплавов САТ-0,25
Под заказ
Доставка по Украине
Цену уточняйте
A-ELTERM
Баночный воскоплав для депиляции Аппарат нагреватель для плавки воска Pro Wax100 Провакс 100 Депиляция воском
Доставка по Украине
500 грн
430 грн
Купить
UNIT STORE — интернет-магазин для всей семьи
Воскоплав Pro-Wax 100 баночный. Аппарат для плавки воска при депиляции.
Доставка из г. Одесса
по 407 грн
от 2 продавцов
407 грн
Купить
Интернет-магазин «SV SHOP»
Воскоплав Pro-Wax 100 баночный. Аппарат для плавки воска при депиляции.
Доставка из г. Одесса
по 407 грн
от 2 продавцов
407 грн
Купить
Интернет-магазин «SV SHOP»
Воскоплав Pro-Wax 100 баночный. Аппарат для плавки воска при депиляции.
Доставка из г. Одесса
по 407 грн
от 2 продавцов
407 грн
Купить
Интернет-магазин «SV SHOP»
Тигель чугунный
Доставка по Украине
от 4 500 грн
Купить
ТОВ «SKS LTD»
Стабилизаторы курса для байдарки скеги киль-плавники байдарочные курсовые стабилизаторы для каяка АЛЮМИНИЙ
На складе в г. Днепр
Доставка по Украине
650 грн
Купить
😊 Два Весла 😊 dvavesla.com.ua
Тигель Lee для плавки свинца PRO 4 20LB 220V
Недоступен
5 500 грн
Смотреть
Fishing skill
Тигель для плавки свинца 6. 5 кг
Недоступен
4 000 грн
Смотреть
Форм ин
Тигли графитовые для плавки черных, цветных металлов и ювелирного производства
Недоступен
Цену уточняйте
Смотреть
Графит в Запорожье
Тигли для плавки золота, серебра, платины
Недоступен
Цену уточняйте
Смотреть
Графит в Запорожье
Тигли для плавки ферросплавов диаметром 830 мм
Недоступен
Цену уточняйте
Смотреть
Графит в Запорожье
Тигель для плавки свинца Lee PRO 4 20LB 220V
Недоступен
5 208 грн
Смотреть
Все для охоты
Камерная печь разогрева тигля для плавки стекла
Недоступен
Цену уточняйте
Смотреть
REALISTIC a.s.
Смотрите также
Воскоплав баночный
Нагреватель для воска
Воскоплавы для депиляции
Баночный воскоплав pro wax 100
Воскоплав
Воскоплав pro-wax 100
Проф оборудование для салонов красоты
Аппарат для депиляции воском
Набор для депиляции дома
Женские интимные товары
Тигель для плавки металлов форнакс
Недоступен
128 грн
Смотреть
«Стомат Плюс»
Индукционная плавильная печь для плавки алюминия
Недоступен
Цену уточняйте
Смотреть
ООО «Термолит»
Плавильная печь САТ для плавки алюминия
Недоступен
от 1 000 грн
Смотреть
ООО «ПП «ТЕРМОЛИТ ПЛЮС»
Печь плавильная сопротивления для плавки алюминия САТ-0,16
Недоступен
Цену уточняйте
Смотреть
ООО «ПП «ТЕРМОЛИТ ПЛЮС»
Продавцы
Смотрите также
Курсовые стабилизаторы
Стабилизаторы для байдарки
Подогреватель для воска
Воскоплав мини
Воскоплав маленький
Воскоплав провакс
Воскоплав провакс 100
Воскоплав баночный маленький
Воскоплав для ног
Воскоплав для пленочного воска
Воскоплав для зоны бикини
Тигель графитовый
Плавильные печи сайт
Плавильные печи производство
Тигель для плавки алюминия со скидкой
Тигель для плавки алюминия оптом
Популярные категории
Изделия из металла, пластика, резины
Металлоизделия промышленного назначения
Оборудование и товары для предоставления услуг
Все для салонов красоты
Оборудование и материалы для салонов красоты
Оборудование и профессиональные средства для депиляции
Промышленное оборудование и станки
Промышленное термическое оборудование
Промышленные печи для плавки
Строительство
Строительные материалы
Огнеупорные и кислотоупорные материалы
Материалы для ремонта
Печи и камины
Адаптация вашего тигля к вашему применению
Если вы плавите металл или держите ванну с расплавом, скорее всего, ваша операция уникальна. Ваша конкретная комбинация печей, сплавов, методов работы, металлургической обработки, устройств заливки и конечных продуктов вряд ли будет дублироваться на каком-либо другом предприятии. Поэтому выбор тигля, который обеспечит максимальную производительность для вашей операции, является индивидуальной и сложной задачей.
Эта статья предназначена для использования в качестве руководства по выбору оптимального тигля для вашей операции. Он объясняет взаимосвязь между операциями плавки/выдержки металла и специфическими характеристиками тигля. Он обеспечивает поддержку, но не заменяет необходимость тесного сотрудничества металлургических заводов и поставщиков тиглей в процессе выбора тиглей.
Современный тигель представляет собой очень гетерогенный композитный материал на основе графита, который зависит от состава материала и контроля структурного выравнивания графита для достижения требуемых характеристик. Тигли могут быть размером с чайную чашку или вмещать несколько тонн металла. Они могут быть закреплены на месте внутри конструкции печи или могут быть предназначены для извлечения из печи для заливки в конце каждой плавки. Тигли используются в печах, работающих на топливе, в электрических печах сопротивления, в индукционных печах или просто для перемещения расплавленного металла. Они бывают с носиками или без них, а также в самых разнообразных традиционных и специализированных формах.
Они также обладают множеством различных рабочих характеристик, поскольку каждое применение представляет собой сложный набор температурных, химических и физических параметров, которые определяют технические границы, в пределах которых должен работать тигель.
Так как же выбрать правильный тигель для вашей работы из широкого спектра доступных вам типов тиглей и материалов?
Лучше всего начать с подробной оценки ваших операций. Вам необходимо полностью задокументировать и, по возможности, дать количественную оценку всех аспектов процессов плавки, выдержки и обработки металлов. К ним относятся:
Мощность, размеры и тип вашей печи
Конкретный сплав или ряд сплавов, которые вы плавите
Температура плавления и/или выдержки, которую вы поддерживаете
Скорость изменения температуры тигля
Как заряжается тигель
Используемые флюсы или добавки
Процессы дегазации или очистки
Как удаляют шлак или шлак
Как опорожняют тигель.
Эти девять категорий отражают более общие факторы, которые необходимо учитывать при выборе тигля, соответствующего вашим конкретным требованиям. Вы также должны рассмотреть любые дополнительные процессы или требования, которые могут быть специфическими для вашей деятельности. Примером может быть ваша способность терпеть или ваша потребность избегать перекрестного загрязнения сплавами.
В то время как вы предоставляете подробную информацию о своих собственных операциях в процессе выбора тиглей, ваш поставщик тиглей должен предоставить высокий уровень знаний о материалах, характеристиках и производительности тиглей. Для получения наибольшего выбора ищите поставщика тиглей, который может предложить перекрывающиеся линейки тиглей, подходящих для каждого конкретного металла, но предлагающих различные рабочие характеристики. Затем, работая вместе, вы сможете точно подобрать конкретный тигель к вашим конкретным требованиям. Достижение этого соответствия является ключом к безопасности, производительности и максимальному сроку службы тигля.
Однако имейте в виду, что на практическом уровне может не существовать ни одного типа тигля, который предлагает наивысший уровень всех желаемых характеристик для вашего приложения. Характеристики производительности тигля часто предполагают компромиссы. Например, тигель с лучшей теплопроводностью может не обеспечивать наилучшую защиту от теплового удара. Поэтому вам следует расставить приоритеты в списке свойств тигля, наиболее важных для вашего применения, и обсудить эти приоритеты с вашим поставщиком тиглей.
Вместимость печи, размеры и тип
Вместимость, размеры и тип печи, которую вы используете, определяют большинство наблюдаемых деталей вашего тигля. Например, когда вы знаете, на какую емкость металла рассчитана ваша печь, вы будете знать, какую емкость должен обеспечить ваш тигель. Точно так же размеры места для тигля в вашей печи будут определять размеры и форму вашего тигля. Это также определит, должен ли ваш тигель иметь сливной носик. Но выбор тигля, соответствующего типу вашей печи, даст вам возможность учитывать множество других менее очевидных факторов.
Топливные печи
Топливные печи включают печи, работающие на газе, мазуте, пропане или коксе. Каждое из этих видов топлива непосредственно подвергает тигель воздействию источника нагрева, и каждое из них обеспечивает различный уровень тепла, обычно измеряемый в БТЕ. Любой выбранный тигель должен выдерживать максимальные БТЕ, которые печное топливо может подать на тигель. В газовых, масляных и пропановых печах тигель должен выдерживать воздействие пламени горелки на основание тигля, а тигель должен иметь конусообразную форму, чтобы пламя могло циркулировать вокруг тигля снизу вверх. Это обеспечивает равномерный нагрев тигля. Материал тигля также должен быть устойчив к окислительному повреждению пламенем и соответствовать скорости теплового изменения, которое будет испытывать тигель.
Хорошая теплопроводность и равномерный нагрев являются важными свойствами тигля при передаче тепла из внутренней части печи через тигель к металлошихте. Тигли с высоким содержанием графита в угольной связке обеспечивают высокую теплопроводность для быстрой плавки в газовых печах.
Электрические печи сопротивления
Электрические печи сопротивления обеспечивают равномерный всесторонний нагрев тигля и идеально подходят для точного контроля температуры при выдержке металлов. Но они медленнее, чем печи, работающие на топливе, при плавке. Следовательно, часто выбирают энергоэффективные тигли с высоким содержанием графита в углеродном связующем, чтобы обеспечить высокую теплопроводность для более быстрой плавки в этих печах.
Тигли, предназначенные для электрических печей сопротивления, обычно имеют чашеобразную форму и обеспечивают одинаковое расстояние между тиглем и нагревательными элементами печи.
Индукционные печи
Выбор тиглей для индукционных печей – более сложная задача. В некоторых случаях, например при рафинировании драгоценных металлов, для расплавления шихты используются тигли, предназначенные для нагрева в индукционных полях печи. В других приложениях используются тигли, которые позволяют индукционному полю проходить через них и непосредственно нагревать металлическую шихту. Поэтому важно, чтобы электрические характеристики тигля соответствовали рабочей частоте печи и применению плавки. Например, в некоторых конструкциях для низкочастотных индукционных печей требуются тигли с высоким содержанием карбида кремния, а в других случаях для высокочастотных индукционных печей требуются тигли с высоким содержанием глины. Согласование удельного электрического сопротивления тигля с сопротивлением индукционной печи является ключом к предотвращению перегрева тигля.
Большинство тиглей, предназначенных для индукционных печей, имеют цилиндрическую форму, чтобы обеспечить одинаковое расстояние между тиглем и змеевиком печи. Однако некоторые небольшие печи, предназначенные для съемных тиглей, имеют конический змеевик, соответствующий профилю трюмных тиглей.
Печи со съемными тиглями
Все вышеперечисленные типы печей могут быть сконструированы для использования съемных тиглей. Эти тигли могут загружаться снаружи или при установке в печь, но для заливки они вынимаются из печи. Подобно тиглям, используемым только для переноса металла, они имеют трюмную или А-образную форму, чтобы их можно было поднимать с помощью клещей, предназначенных для правильной поддержки тигля.
Ограничения мощности печи
Последним фактором, который необходимо учитывать при документировании требований к тиглю на основе технических характеристик вашей печи, является доступность электроэнергии. Во многих местах энергия для плавки или выдержки может быть недоступна постоянно или может быть чрезмерно дорогой в определенные раза или на определенных уровнях. Если это так на вашем предприятии, может быть особенно важно выбрать энергоэффективный тигель.
Металлы, которые можно плавить и/или хранить
Знание того, какие металлы и сплавы вы плавите или храните, многое скажет вам о том, какие характеристики вам нужны в тигле. Ваш подробный каталог металлов, которые вы собираетесь плавить, поможет установить максимальную температуру, которую тигель должен поддерживать для плавки и выдержки, определит, как металл будет взаимодействовать с материалом тигля как химически, так и физически, и это будет ключевым фактором при определении какими характеристиками должен обладать ваш оптимальный тигель. Показательный пример: при плавке сплавов на основе меди в печах, работающих на топливе, тигли из карбида кремния роликовой формовки работают лучше из-за более высокой термостойкости. В других типах печей часто выбирают тигли из-за их высокой плотности. Менее плотные и более пористые тигли могут привести к эрозии.
Тигли из графита и карбида кремния с углеродной и керамической связкой широко используются для плавки и выдержки алюминия и алюминиевых сплавов, алюминиево-бронзовых, медных и медных сплавов, медно-никелевых и никель-бронзовых сплавов, драгоценных металлов, цинк и оксид цинка. Тигли также используются для плавки чугуна. Вместе взятые, эти металлы представляют диапазон температур от 400°C/750°F до 1600°C/2912°F.
Хотя некоторые типы тиглей поддерживают температуру металла, охватывающую широкий спектр металлов, часто необходимо выбирать тигли, предназначенные для конкретных металлов или сплавов и с более ограниченным диапазоном рабочих температур. Выбор таких тиглей часто более выгоден, поскольку они обладают важными для вашего производства рабочими характеристиками. Например, использование тигля, способного плавить металлы от железа до цинка, может быть не так важно для вашей операции по плавке алюминиевого сплава, как наличие тигля, ограниченного нужным вам диапазоном температур, но способного противостоять коррозионным повреждениям от ваших флюсов для обработки металлов.
Температуры плавления и выдержки
Вообще говоря, металлы и сплавы, которые вы плавите или выдерживаете, определяют температурный диапазон, в котором должен работать ваш тигель. Тигли никогда не должны нагреваться выше их максимальной температуры. Это может привести к опасному выходу из строя тигля. Однако работа при температуре ниже нижнего предела температуры тигля также может вызвать проблемы. Например, тигли, предназначенные для высокотемпературной плавки сплавов на основе меди, будут окисляться, если их использовать при низких температурах для плавки цинка.
Методы плавки и выдержки, связанные с температурой металла, также необходимо учитывать при выборе тиглей. Если ваши операции связаны с перегревом, вам необходимо принять во внимание более высокие температуры металла.
Скорость изменения температуры
Способность тигля выдерживать скорость изменения температуры так же важна, как и его минимальные и максимальные пределы температуры. Если ваши методы эксплуатации приводят к частым циклам нагрева и охлаждения тигля или иным образом подвергают его быстрым изменениям температуры, вам необходимо выбрать тигель, устойчивый к тепловому удару. Некоторые типы тиглей гораздо лучше справляются с быстрым изменением температуры, чем другие. Например, высокое содержание углерода в графите тигля придает ему высокую теплопроводность и несмачиваемость. И когда этот графит образует направленно ориентированную матрицу, тигель также обеспечивает высокую стойкость к тепловому удару. Это очень важно для литейного производства, где температура может измениться на несколько сотен градусов за секунды. Ваш поставщик тиглей может порекомендовать, какие тигли обеспечивают наилучшую устойчивость к тепловому удару для вашего применения.
Как загружается тигель
Если ваша печь всегда загружается расплавленным металлом, возможно, ей не нужен тигель, устойчивый к физическим повреждениям. Однако, если металлические слитки или другие тяжелые материалы составляют основную часть вашей загрузки и они не загружаются в печь с помощью автоматической системы загрузки, вы можете выбрать механически прочный тигель, способный выдерживать физические удары. Тигли с высоким содержанием углерода и ориентированной графитовой структурой обеспечивают превосходную ударопрочность.
Вам также понадобится тигель с прочной защитной глазурью. Повреждение глазури из-за грубого обращения может привести к окислению тигля. Экструдированные алюминиевые слитки часто имеют острые края, которые глубоко врезаются в корпус тигля, что приводит к повреждению трещин.
Флюсы и добавки
Все тигли обладают определенным уровнем устойчивости к коррозии и химическому воздействию. Но большинство флюсов и других средств обработки металлов, используемых при плавке алюминия и других цветных металлов, обладают высокой коррозионной активностью и требуют наличия тигля с высоким уровнем устойчивости к химическому воздействию. Эта стойкость лучше всего обеспечивается как неизменно плотной структурой материала тигля, так и прочной защитной глазурью. Если ваше плавильное производство связано с коррозионной обработкой металлов, вам, безусловно, понадобится тигель, обеспечивающий соответствующий уровень защиты от этих агентов.
Дегазация и рафинирование
Дегазация алюминия и алюминиевых сплавов обычно включает барботирование инертного газа, обычно азота, через расплавленную ванну при перемешивании ванны ротором, предназначенным для разрушения и рассеивания пузырьков газа. Затем эти маленькие пузырьки вытягивают нежелательный водород и оксиды из ванны и выносят их вместе с окалиной и включениями на поверхность, где газ выходит в воздух, а твердый материал может быть удален. Этот процесс, часто используемый вместе с флюсами, физически разрушает тигель, а также разрушает его химически. Поэтому требуется плотный и механически прочный тигель, обладающий высокой устойчивостью к химическому воздействию. Тигли из карбида кремния обеспечивают превосходную стойкость к эрозии при высоких температурах и химической коррозии. Также при изостатическом прессовании тигли образуют хаотическое расположение графита в своей структуре. Это способствует созданию более плотных продуктов, которые могут более эффективно выдерживать эрозионные и коррозионные условия.
Многие процессы рафинирования и обработки металлов, используемые с другими цветными металлами, также требуют механически прочного и химически стойкого тигля.
При рафинировании и плавке драгоценных металлов особенно важно, чтобы тигель, который вы используете, обеспечивал чистоту металла благодаря несмачивающим свойствам. Это означает, что тигель должен быть хорошо герметизирован от проникновения металла. Эта характеристика обеспечивается плотной структурой материала тигля и прочной защитной глазурью.
Удаление шлака и окалины
Плотный несмачивающий тигель также поможет уменьшить накопление шлака и окалины и облегчит очистку пустого тигля.
Опорожнение печи
Тигли для плавки и удержания расплавленного металла, выгружаемого из печи, должны иметь легкий доступ к металлу и высокую термическую эффективность. Это позволяет печи поддерживать нужную температуру металла при минимальном потреблении топлива или энергии.
Тигли для печей, которые наклоняются для разливки, часто требуют встроенных разливочных патрубков, которые обеспечивают досягаемость и точность, необходимые для разливки.
Заключение
Обладая полным и подробным пониманием всех аспектов ваших операций по плавке и/или выдержке металла, вы и ваш поставщик тиглей сможете выбрать тигель, отвечающий вашим конкретным эксплуатационным требованиям и обеспечивающий постоянно более длительный срок службы. жизнь.
Общий | алюминиевый плавильный котел? | Практик Машинист
РАД1
Алюминий
#1
В какой металлической кастрюле или тигле можно плавить алюминий? Неважно, какой алюминий. Это может быть просто много алюминиевых банок.
Майкл Мур
Титан
#2
глина графит или карбид кремния
http://www.budgetcastingsupply.com/Crucibles.php
ура, Майкл
поперечная резьба
Титан
#3
Я использую нержавеющую сталь, и она отлично работает. У меня есть несколько качающихся ведер из центрифуги, вмещающих около литра. Стенки на ведрах около 0,040 дюйма. Я плавлю AL в своей кузнице все время для быстрого литья, в основном из кости каракатицы. У меня никогда не было расплавления или вообще каких-либо проблем.0003
Иван Б
Пластик
#4
Чугунные кастрюли (посуда старого образца) тоже неплохо работают, я ими пользуюсь.
Но имейте в виду, что алюминиевые банки не являются лучшим источником алюминиевого лома для литья по нескольким причинам: — Большое отношение поверхность/вес, что означает, что при плавлении многое окислится (потеряется в виде окалины) — Если банки окрашены, это источник загрязнения — Самая большая опасность, если банки из-под газировки/пива: ваш тигель полностью заполнен с банками будут почти пустыми, как только они растают (даже если их раздавить). Затем у вас возникает соблазн добавить еще банок в расплавленный алюминий, чтобы наполнить горшок. Но в банках из-под пива/газировки почти всегда остается немного жидкости. Даже если всего несколько капель, как только жидкость встречается с расплавленным алюминием, получается беспорядок.
Иван Блюменшайн
Билл D
Алмаз
#5
Я использовал кофейник из нержавеющей стали, найденный в комиссионном магазине. Просто отшлифуйте или прожгите песок с двумя отверстиями, установите скобу для подъема. Билл Д. PS это был не электрический.
Джонодер
Алмаз
#6
Железо/сталь растворяется в расплавленном алюминии. Это может не прожечь дыру в вашей стальной или железной кастрюле, но может еще больше загрязнить и без того сомнительный алюминиевый расплав.
Джон Одер
Питер из Голландии
Алмаз
#7
Джонодер сказал:
Железо/сталь растворяется в расплавленном алюминии. Это может не прожечь дыру в вашей стальной или железной кастрюле, но может еще больше загрязнить и без того сомнительный алюминиевый расплав.
Джон Одер
Нажмите, чтобы развернуть…
Я рад, что вы упомянули об этом И перегрев вашего расплава может съесть вам дыру Если стальной или железный котел — единственное, что у вас есть, по крайней мере, выложите его глиной или другим теплостойким неметаллическим материалом Смешайте немного глины (порошка) с вода для йогурта, как Налейте, вылейте и высушите Так у вас будет хоть какая-то защита
Питер
Боб Уорд
Алюминий
#8
RAD1, на backyardmetalcasting.com есть много полезной информации, но если вы начинаете процесс обучения, сварите тигель из стальной трубы или найдите подходящую кухонную посуду, желательно из нержавеющей стали. Они надежнее и дешевле глиняных или графитовых тиглей.
При этом, несмотря на то, что промышленность может успешно переплавлять алюминиевые банки из-под безалкогольных напитков и получать пригодные для использования слитки, это трудно сделать в небольших масштабах.
Матовый
Горячекатаный
#9
Просто из любопытства, может ли постоянная продувка тигля/печи чем-то вроде аргона увеличить выход при использовании шлакового сырья, такого как банки?
олдброк
Горячекатаный
#10
Плавильный котел
Графит или карбид кремния, безусловно, лучший способ, но ваш лом оставляет желать лучшего. Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
Грязь
Алмаз
#11
Только FWIW, поршни обычно имеют высокое содержание кремния, если это может быть проблемой в готовом изделии.
Гари350
Горячекатаный
#12
Я получил немного песка для литья в местной литейной компании. Они выбрасывают песок после того, как он некоторое время использовался, они дали мне все, что я хотел, бесплатно. Я сделал свои собственные деревянные фляги и плавильный котел из нержавеющей стали с ручкой для заливки. У меня есть самодельная пропановая горелка для расплавления металла. Я умею плавить цинк, латунь и алюминий. Горшок для плавления и заливки из нержавеющей стали рассчитан не на каждого. Мешок древесного угля для гриля для барбекю также отлично подходит для плавления металлов. Я делаю много вещей с цинком, это более низкая температура и проще. Алюминий трудно разлить, он недостаточно тяжелый, чтобы заполнить полость формы. Смешайте немного алюминия и цинка вместе, и это очень красиво льется вручную.
КайМайк
Алюминий
№13
Мой первый алюминиевый плавильный котел представлял собой кусок стальной трубы диаметром 4 дюйма с пластиной, приваренной к одному концу. Я прожег его 4 раза и прожег отверстие в дне из-за растворяющего действия расплавленного алюминия на сталь. Сейчас я использую чугунный котел, покрытый изнутри и снаружи печным цементом, разбавленным водой до консистенции густой краски, и обожженный насухо одним из тех конусообразных электрических нагревательных элементов, у которых винтовое основание похоже на лампочку. не менее чем на 2 плавки.Такой же смесью покрывают шлакоотделитель и любые другие инструменты, находящиеся в непосредственном контакте с жидким металлом.0003
Банки изготовлены из алюминия, который не подходит для литья, и большая часть металла при плавке превращается в шлак.
Майк
САГ 180
Титан
№14
Олдброк сказал:
Графит или карбид кремния, безусловно, лучший способ, но ваш лом оставляет желать лучшего. Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
Нажмите, чтобы развернуть…
Тигли из карбида кремния прослужат дольше всех, я думал, что высокое содержание кремния в поршнях заставило их действительно быстро стареть, и единственная причина, по которой они избегают этого в автомобилях, заключается в том, что нагрев от работающего двигателя подвергает поршни термообработке до определенной степени.
поперечная резьба
Титан
№15
Как я уже говорил в предыдущем посте, лично мне повезло с тиглем из нержавеющей стали. Через дорогу от меня есть шинная компания Goodyear, с которой я работаю уже много лет. Они дают мне старые шины для моих сельскохозяйственных прицепов и тому подобное. Я получил от них несколько алюминиевых дисков, которые треснули или погнулись. Тогда они просто лом. Я использовал это для кастинга, и для меня это работает очень хорошо. Я бросаю ложку буры и позволяю ей разорваться. Я понятия не имею, что это за сплав, но я получаю несколько дисков в год по запросу.
eng4turns
Алюминий
№16
Вы получили много хороших советов по этому поводу.
Безусловно, лучшими и долговечными будут тигли из карбида кремния, но они дорогие, хрупкие и требуют специальных инструментов для обращения с ними.
Если вы можете достать или сварить тигель из нержавеющей стали, это будет лучшим вариантом, так как он прослужит дольше, чем углеродистая сталь, и будет меньше загрязнять ваш расплав.
Лично я использую тигли из углеродистой стали, сваренные из 6- и 8-дюймовой трубы сортамента 40. Я приварил пластину толщиной 3/8 дюйма снизу, подъемные проушины сверху и петлю снизу для крюка для наклона/разливки. Затем, используя горелку, нагрел и выбил заливочную кромку по верхнему краю. Моя работа с тиглем Инструменты изготовлены из горячекатаной стали размером 1/2 квадрата.Просто нагрейте и придайте нужную форму.
Я использовал 6-дюймовый один как минимум для 20 плавок без каких-либо признаков поломки или прогорания. Я проверяю его целостность перед каждой плавкой, особенно подъемные проушины, поскольку, если они выйдут из строя, когда я поднимаю его, я у меня в ботинках 15 фунтов расплавленного алюминия
Есть несколько отличных веб-сайтов по литью для хобби, просто погуглите. Вот как я это сделал
Эд из Флориды — Уклонение от урагана Айк
eng4turns
Алюминий
# 17
О, еще одна мысль. Забудьте об алюминиевых банках. Они просто не будут работать в домашней плавильной машине, если вы не сможете спрессовать их в массу, почти такую же плотную, как твердый алюминий. Даже в этом случае краска и покрытия на них приводят к образованию окалины, которая лишает вас значительного процента исходного материала.
Большинство из нас, литейщиков, занимающихся домашним хобби, становятся алюминиевыми халявщиками, находя лишние куски и бросая их в ведро «будущих свиней», пока мы не расплавим для отливки, а затем превращаем ненужное в чушки для будущих плавок.
Оцинкованный лист производится холоднокатаной прокаткой и его толщина чаще всего лежит в пределах от 0.3 мм до 1.2 мм, но и бывают листы большей толщины в зависимости от применения. На такие листы наносят антикоррозийной покрытие с одной или двух сторон. При изготовлении важным условием является нанесение на лист равномерного покрытия цинка.
В зависимости от толщины покрытия их делят на классы. Существует три вида классов: «второй» с толщиной покрытия от 10 до 18 миллиметров; «первый» с толщиной покрытия от 18 до 40 миллиметров и «высший» с толщиной покрытия от 40 до 60 миллиметров. Различают 4 вида категории оцинкованного листа, они обозначаются русскими буквами, например: «ОН» — это листы общего назначения; «ПК» — это листы для покраски; «ХШ» — это листы для холодной штамповки; «ХП» — это листы для холодного профилирования.
Оцинкованный листы использую чаще всего в строительстве (козырьки, отливы) и при изготовлении посуды, тары и т.д. с помощью штамповки. Из-за своего антикоррозийного покрытия такие листы находят свое применение в агрессивных средах, а именно среды с повышенной влажностью и перепадами температур, где обычные листы бы не справились с этой задачей и пришли в негодность. Также бы хотелось отметить прочность и легкость таких листов, это особенно важно при изготовлении деталей для строительных работ.
Читайте также:
Медь листовая. Вес медного листа.;
Вес алюминиевого листа.;
Лист рифленый. Вес. Таблица.;
Вес листа стального. Таблица.
В зависимости от потребителя листы оцинковки могут производить с кристализированным узором, обозначается буквами «КР» и без кристализированного узора «МТ».
Вес оцинкованного листа. Таблица.
Теоретический вес листа оцинкованного можно посмотреть в таблице 1, 2.
Таблица 1.
Теоретический вес листа оцинкованного.
Лист, мм
Вес 1 м2, кг
0,40
3,34
0,45
3,73
0,50
4,13
0,55
4,52
0,60
4,91
0,65
5,31
0,70
5,70
0,75
6,09
0,80
6,48
0,90
7,27
1,00
8,05
1,10
8,83
1,20
9,62
1,50
11,97
2,00
15,90
2,50
19,82
Таблица 2.
Теоретический вес листа оцинкованного с полимерным покрытием.
Лист, мм
Вес 1 м2, кг
0,4
3,14
0,45
3,53
0,5
3,94
0,55
4,31
0,6
4,69
0,65
5,08
0,7
5,49
0,75
5,88
0,8
6,29
0,9
7,09
1
7,94
ЧИТАЙТЕ ТАКЖЕ:
Виды обработки поверхности металла. Обработка поверхностей соприкосновения листов металла.
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
Вес листа оцинкованного — правила расчета, характеристика и размеры
Стальной оцинкованный лист имеет широкую сферу применения, причем это касается как промышленных, так и бытовых строительных работ. Оцинковка может выдерживать приличную нагрузку и деформацию. Их очень легко штамповать, вальцевать, вытягивать и сгибать.
Оцинкованные стальные листы применяются при строительстве зданий самого разного предназначения, кроме того, их используют для облицовки стен, сооружения вентилируемых фасадов, производства доборных конструкционных элементов.
Характеристики материала ↓
Размеры ↓
Вес ↓
Правила расчета веса ↓
Блиц-советы ↓
Они идеально подходят для сооружения кровли, образования декоративных элементов. Зачастую ими пользуются даже при изготовлении бытовой техники.
Благодаря своему незначительному весу материал не оказывает серьезную дополнительную нагрузку на фундамент и стены. Кроме того, данный тип материала можно использовать в работах, где предъявляются наиболее серьезные требования к качеству продукции.
Характеристики материала
Оцинкованный лист производится путем прокатки стали с добавлением цинка, причем последний покрывает изделие со всех сторон. За счет этого не допускается развитие коррозионных процессов, образующихся в процессе взаимодействия железа с кислородом, содержащимся в воздухе.
В продаже можно найти материал, который покрыт цинком только с одной стороны. Это требуется для того, чтобы в дальнейшем пустить листы на дальнейшую обработку, которая может заключаться в следующем:
Вытяжка;
Гибка;
Резка;
Профилирование и так далее.
В продаже можно встретить несколько разновидностей стальных оцинкованных листов – гофрированные, гладкие, выполненные в виде профнастила.
В процессе обработки изделия все его полезные технические характеристики сохраняются:
Механическая прочность;
Гибкость;
Устойчивость к воздействию коррозионных процессов;
Способность к последующей обработке.
Для получения такого материала используют листовую сталь высокого качества, полученную в процессе холодного проката. Цинк наносят по гальванической технологии или за счет горячего оцинкования.
При гальваническом способе нанесения тратится значительно большее количество энергии по сравнению с горячим цинкованием. В результате значительно эффективнее пропускать лист стали через расплавленный цинк. Покрытие может быть однородным или узорчатым. Стоит отметить, что цинковое покрытие может иметь различные расцветки и фактуру. Срок службы материала составляет несколько десятков лет.
Цинк наносят по гальванической технологии или за счет горячего оцинкования
Размеры
Согласно действующему государственному стандарту 14918-80 ширина листов может составлять от 75 до 180 см. Другой государственный стандарт 19904-90 говорит, что оцинкованный стальной прокат может иметь размеры от 850 до 3500 мм в длину и от 750 до 5000 мм в ширину.
Однако слишком большие или самые маленькие листы использовать, как правило, не слишком удобно. Наиболее ходовыми являются 1000х2000 мм или 1250х2500 мм и толщиной до 1 мм.
Такие изделия не слишком много весят, к тому же занимают не очень много места, что делает их транспортировку весьма удобной, даже на крыше легкового автомобиля, который вполне может увезти вплоть до 30 оцинкованных листов средней толщины.
Ассортимент материала по их основным показателям довольно велик, поэтому перед выбором следует определиться, лист каких размеров будет наиболее подходящим для проведения тех или иных работ.
Особенно внимательным следует быть при создании кровельного покрытия, так как здесь необходимо учитывать большое количество факторов:
Размеры крыши;
Возможность доставки листов определенных размеров;
Технологические способы поднятия на крышу;
Методы разгрузки и многие другие нюансы.
Как правило, при строительстве частных домов либо дачных коттеджей используют стандартные листы, размеры которых составляют 1 на 2 метра при толщине 0,55 мм. Вместо них иногда берут материал 1250 мм на 2500 мм.
Вес
Ни в одном государственном стандарте строго не прописан вес одного листа оцинковки. Однако этот показатель зачастую бывает очень важен, особенно, когда требуется узнать – выдержит ли груз транспортное средство. Чтобы подсчитать массу одного листа можно воспользоваться таким показателем, как удельная масса материала, составляющая примерно 7,8 г на кубический сантиметр.
Примерные показатели массы в килограммах приведены в следующей таблице:
Размер, мм
Толщина, мм
0,5
0,55
0,6
0,7
0,8
0,9
1
1,1
1,2
1,3
1000х2000
7,8
8,58
9,36
10,9
12,5
14
15,6
17,2
18,7
20,3
1250х2500
12,2
13,4
14,6
17,1
19,5
21,9
24,4
26,8
29,3
31,7
Размер, мм
Толщина, мм
1,4
1,5
1,6
1,7
1,8
2
1000х2000
20,3
21,8
23,4
25
26,5
28,1
1250х2500
31,7
34,1
36,6
39,0
41,4
43,9
Стоит отметить, что стоимость одного листа оцинковки будет напрямую зависеть от его толщины, размеров и, соответственно, массы. Чем тяжелее будет лист, тем больше денег придется за него заплатить.
Правила расчета веса
Вычислить массу одного листа можно при помощи обыкновенного калькулятора, если знать определенные правила. В частности, расчет веса производится по площади. Такой способ подходит к металлу любой толщины.
Для того, чтобы определить данный показатель необходимо перемножить длину, толщину и ширину материала, причем все показатели необходимо перевести в метры. Полученное число в дальнейшем умножают на 7,65 кг/дм3 – это число обозначает плотность стального листа.
В результате, будет получено определенное число, которое будет обозначать массу в килограммах. Его умножают на количество листов, находящихся в пачке, после чего сравнивают полученные сведения с грузоподъемностью автомобиля.
Необходимо отметить, что масса оцинкованной стали практически не будет отличаться от черного металла, потому что толщина цинкового покрытия минимальна и находится в пределах нескольких микрометров.
Многие виртуальные ресурсы имеют в своем распоряжении такое приложение, как калькулятор металла, с помощью которого можно вычислить массу различных марок стали, в том числе и оцинкованной.
Блиц-советы
Оцинковка выпускается для общих нужд, для производства профнастила, для последующей холодной штамповки или для нанесения лакокрасочных материалов;
Такой материал разрешается применять в наиболее суровых условиях климата – в том числе и на севере. Здесь главное, чтобы он был качественным, в этом случае он сумеет выдержать даже самые серьезные нагрузки;
В последнее время поверх оцинковки на сталь наносят полимерные покрытия, что позволяет значительно увеличить срок службы таких материалов, причем толщина изделия от этого серьезно не возрастает, как и масса;
Стоит отметить, что далеко не каждое лакокрасочное изделие подойдет для нанесения на лист оцинкованной стали, на которой имеется маркировка, где сказано – что за краску разрешено наносить на поверхность. Как правило, это бывают отделочные эмали (в эту группу входит поливинилденфторидная, полиуретановая, полиэфирная и другие разновидности эмали), грунтовки; защитная эпоксидная эмаль или поливинилхлоридных пластизоль.
Статья была полезна?
0,00 (оценок: 0)
Вес, толщина и общее использование листовой стали
по калибру
Автор: Джек Грей, онлайн-редактор Roof • Последнее обновление: 8 сентября 2022 г.
См. дополнительные темы по кровле
Прокрутите вниз, чтобы увидеть диаграмму.
Содержание
Что такое калибр, когда речь идет о листовой стали?
Стандартный калибр производителя для листовой стали
Старый стандартный калибр листовой стали
Вес и толщина оцинкованного стального листа
Масса гофрированной листовой стали
Инструмент для измерения толщины листовой стали
Информация о массе листовой стали
Таблица: Вес и толщина листовой стали
Связанные страницы стальной настил крыши.
Что такое калибр, когда речь идет о листовой стали?
Применительно к металлу «калибр» представляет собой стандартизированное измерение толщины рассматриваемого продукта, как правило, листовой стали, стального листа или проволоки. Толщина листовой стали уменьшается на , так как номер датчика увеличивается на .
Существует несколько объяснений происхождения калибра как меры толщины листовой стали и того, почему толщина листовой стали уменьшается, а номер калибра увеличивается.
Оба объяснения восходят к ранним дням промышленной революции в Англии, когда новые промышленные стандарты создавались направо и налево.
Новые стандарты были необходимы, чтобы гарантировать, что все новые производители новых промышленных материалов будут производить взаимозаменяемые продукты, на которые их клиенты могут рассчитывать, что они практически идентичны независимо от производителя.
Эти отраслевые стандарты значительно повысили эффективность. Стандартизация была одной из главных движущих сил промышленной революции.
В одном из объяснений происхождения калибра как меры веса и толщины листовой стали говорится, что понятие калибра было заимствовано из проволочной промышленности.
Проволока производится путем волочения (по существу, с использованием станков для протягивания ее через отверстие, чтобы сделать ее тоньше). Калибр проволоки определялся тем, сколько раз кусок проволоки протягивали через все меньшие и меньшие отверстия. И чем больше раз его рисовали, тем тоньше и светлее он был.
Проводная промышленность стандартизировала измерение проволоки с помощью калибровочной системы для указания диаметра проволоки. Таким образом, это объяснение толщины листовой стали говорит, что производители листовой стали просто переняли систему измерения веса и толщины из проволочной промышленности.
Другое объяснение заключается в том, что производители листовой стали установили стандартный вес на квадратный фут для стального листа толщиной в один дюйм, а затем взяли этот стандарт за отправную точку. Номер калибра листовой стали относится к тому, сколько листов определенной толщины поместится в дюйм.
То есть калибр листовой стали относится к доле дюйма толщины листа. Лист стали 20-го калибра будет иметь толщину 1/20 дюйма и так далее.
Вес листовой стали для определенного номера калибра будет просто отражать стандартную плотность стали и стандартную толщину этого номера калибра.
Со временем, по той или иной причине, так много производителей листовой стали стали отклоняться от стандарта, что пришлось установить новые стандарты, отражающие реальность.
Вот почему современные датчики не измеряют точные доли дюйма, и именно так мы пришли к тому, что имеем сегодня. По крайней мере, это история.
Стандартный калибр производителя для листовой стали
В приведенной ниже таблице указан вес и толщина листовой стали как в США, так и в метрических единицах в соответствии со Стандартным калибром производителя для листовой стали (MSG), который является основной коммерческой системой измерения используется сегодня производителями листовой стали в США.
Стандартный калибр производителей для листовой стали предполагает, что средняя плотность углеродистой стали составляет 41,82 фунта. на квадратный фут на дюйм толщины. Точная толщина для каждого калибра устанавливается стандартом. Стандартный вес листовой стали для каждого номера калибра выводится из этих стандартов.
Когда вы покупаете листовую сталь, это, как правило, вес и толщина, которые вы получите, хотя фактические готовые изделия могут незначительно отличаться в зависимости от принятых в отрасли производственных допусков (небольшие отклонения от стандарта из-за практических особенностей производственного процесса) .
Эти допуски варьируются от примерно (+ -) 4,5% для стали 10 калибра до примерно 8,5% для стали 15 калибра и выше. (Если бы это были детали ракетного корабля, допуски были бы намного, намного меньше.) Полную таблицу допусков листовой стали стандарта ASTM-AISI по номеру калибра можно увидеть здесь.
Старый стандартный калибр листовой стали
Стандартный калибр США для листового и толстолистового железа и стали отличается от стандартного калибра производителей и обычно не должен использоваться при расчете веса листовой стали. Обычно он больше не используется в коммерческих целях.
Если вы хотите взглянуть на Стандартную шкалу США (которая, по сути, является частью правового кодекса США), посетите эту страницу на веб-сайте юридического факультета Корнелла.
Вес и толщина оцинкованной листовой стали
Оцинкованная сталь формируется путем нанесения очень тонкого слоя цинка на стальной лист.
Приблизительно одинаковое количество цинка наносится независимо от толщины стали, поэтому толщину и вес оцинкованной стали по толщине можно определить путем добавления константы к значениям толщин из простой стали (см. таблицу ниже).
Вес гофрированной листовой стали
Гофрированная сталь , которая используется для кровельных настилов и некоторых кровельных и стеновых панелей, будет весить на 30-70 % больше на квадратный фут в готовом изделии, чем плоская листовая сталь одинаковый калибр из-за гофры.
Точное увеличение веса зависит от глубины и расстояния между ребрами, которое варьируется от продукта к продукту. Вес на квадратный фут должен быть доступен на веб-сайте производителя.
Инструмент для измерения толщины листовой стали
Если вам необходимо определить или проверить толщину куска листовой стали (например, если вам нужно знать толщину существующего стального настила крыши), см. недорогой инструмент на Amazon.
Вы также можете ознакомиться с информацией о листовой стали в Home Depot .
Информация о весе листовой стали
Значения, указанные в таблице, являются стандартными; реальные продукты будут отличаться.
Эти значения не следует использовать, если для важных инженерных расчетов требуется исключительная точность. Когда требуется такая точность, всегда обращайтесь к техническим характеристикам конкретного продукта, который вы собираетесь использовать, или, что еще лучше, обращайтесь в технический отдел производителя продукта.
Технические паспорта производителя (с указанием веса и толщины листовой стали) почти всегда доступны на веб-сайтах известных производителей.
Таблица: Вес и толщина листовой стали
Weight of Sheet Steel
Gauge
Thickness: Manufacturers’ Standard Gauge (Decimal Inches)
. отмеченная наградами консалтинговая фирма по ограждениям зданий, основанная в 1967 году. Он также является создателем, редактором и главным автором Roof Online, информационного веб-сайта по кровле.
Он проработал в кровельной отрасли почти 25 лет, имея подготовку и практический опыт в области безопасности кровли, правил и стандартов, осмотра кровли, съемки, оценки и оценки, проектирования и спецификации кровли, монтажа кровли, обеспечения качества, обслуживания кровли и ремонт и управление кровельными активами.
В 2009 году он получил профессиональный сертификат зарегистрированного наблюдателя на крыше (RRO).
Он также служил пехотным парашютистом в 82-й -й -й воздушно-десантной дивизии и учился в Корнельском университете в Итаке, штат Нью-Йорк. Вы можете прочитать больше здесь.
Связанные страницы
Металлические кровельные и стеновые панели
Производители металлических кровельных изделий
Металлическая кровля со стоячим фальцем
Вес фанеры и OSB
14
Weights of Metals
Facebook
Twitter
LinkedIn
More
Sheet Metal Gauge Size Chart
Gauge (or gage) sizes are numbers that indicate the thickness of кусок листового металла, с более высоким номером, относящимся к более тонкому листу. Эквивалентная толщина различается для каждого калибра стандартные, которые разрабатывались исходя из веса листа для данного материала. Производители Standard Gage обеспечивает толщину для стандартной стали, оцинкованной стали и нержавеющей стали. Браун и калибр Шарпа, также известный как американский калибр проволоки (AWG), используется для большинства цветных металлов, таких как Алюминий и латунь. В Великобритании бирмингемский манометр (BG) используется для различных металлов и не должен путают с бирмингемским калибром проводов (BWG), который используется для проводов. Наконец, существует стандарт для цинка в более высокий номер калибра указывает на более толстый лист. Приведенную ниже таблицу можно использовать для определения эквивалента толщина листа в дюймах или миллиметрах для номера калибра из выбранного стандарта размера калибра. Вес на единицу площади листа также можно увидеть в фунтах на квадратный фут и килограммах на квадратный метр.
Муфта переходная 20х15 латунь Dispipe, соединение для трубы гофрированной из нержавеющей стали
Доставка из г. Харьков
351 грн
246 грн
Купить
Интернет-магазин «Тубмарин»
Муфта переходная латунная для гофрированной трубы из нержавеющей стали 25х15 Dispipe
Доставка из г. Харьков
383 грн
268 грн
Купить
Интернет-магазин «Тубмарин»
Муфта переходная латунная 25х20 Dispipe для гофрированной трубы из нержавейки
Доставка из г. Харьков
450 грн
315 грн
Купить
Интернет-магазин «Тубмарин»
Труба гофрированная из нержавеющей стали 15 Dispipe гибкая, гофротруба из нержавейки мягкая
На складе в г. Киев
Доставка по Украине
1 633 грн/бухта
1 551. 35 грн/бухта
Купить
Интернет-магазин «Тубмарин»
Труба гофрированная из нержавеющей стали 32 Dispipe неотожженная, гофротруба нержавейка для змеевика
На складе в г. Киев
Доставка по Украине
3 450 грн/бухта
3 277.50 грн/бухта
Купить
Интернет-магазин «Тубмарин»
Гофрированная труба из нержавейки 25 Dispipe гибкая, гофротруба мягкая стальная для отопления
На складе в г. Киев
Доставка по Украине
3 059 грн/бухта
2 753.10 грн/бухта
Купить
Интернет-магазин «Тубмарин»
Труба гофрированная из нержавеющей стали 20 Dispipe мягкая, гофротруба нержавейка для змеевика
На складе в г. Киев
Доставка по Украине
2 392 грн/бухта
2 272.40 грн/бухта
Купить
Интернет-магазин «Тубмарин»
Какие фитинги нельзя использовать для гофротрубы из нержавейки.
Ремонт0
Гофрированная труба из нержавеющей стали — достаточно недавно появившийся на российском рынке элемент конструкций, применяющийся для монтажа в различного рода коммуникациях. Разработан в Японии для сборки сейсмоустойчивых трубопроводов и увидел свет в 80-х годах двадцатого столетия.
Представляет собой стальной цилиндр, полый внутри. Внешне походит на гармошку, так как имеет переменное сечение. Комбинация пластичности резины с твёрдостью металла является основой уникальности этого элемента.
Основное условие, от которого зависит успешная эксплуатация систем, смонтированных из нержавеющей гофротрубы, это прочность и абсолютная герметичность соединения всех элементов конструкции.
В противном случае, даже небольшое просачивание содержимого трубопровода может стать критичным, и даже опасным. Чтобы этого не произошло, при монтаже используют определённые соединительные детали — фитинги, которые способны обеспечить максимальную надёжность соединения всех составляющих системы.
Есть и второе название — элементы соединяющей арматуры. Без них не сможет произвести установку конструкции из гофрированной нержавейки ни новичок, ни профессионал.
Все фитинги, вне зависимости от их разнообразия, можно поделить на два основных типа:
приварные;
резьбовые.
Преимущество резьбовых деталей состоит в том, что их можно, при необходимости, неоднократно демонтировать.
Важно: Но их ни в коем случае не стоит устанавливать в трубопроводах с высоким давлением пара или жидкости.
Для этого применяются приварные штуцеры из нержавеющей стали, которые смогут выдержать при данных условиях.
При выборе фитингов следует руководствоваться главным условием — устойчивость изделия к коррозии и резкому перепаду давления. При правильном выборе соединяющих компонентов гарантируется качественный монтаж конструкции любой сложности.
Важно: Недопустимо соединение нержавеющей гофротрубы с подверженным коррозии фитингом.
Не менее важным критерием является и материал, из которого изготовлена деталь. Лучше всего себя зарекомендовали изделия из стали и латуни, доказав, в процессе эксплуатации, свою практичность и надёжность.
Важно: Для более надёжного соединения желательно, чтобы и гофротруба, и фитинг были изготовлены из стали одинаковой марки.
При выборе изделий следует обращать внимание как на комплектность детали, так и на её внешний вид.
Рекомендуется с особой тщательностью осматривать фитинг на присутствие:
трещин;
сколов;
царапин;
брака.
Важно: Обратить повышенное внимание на качество и состояние уплотнительных колец.
Если приобретать дешёвые фитинги низкого качества, то можно гарантировать, что со временем случится аварийная ситуация во время эксплуатации трубопровода. Наполнитель системы, давя на некачественный элемент, рано или поздно, прорвёт его.
Важно: Не пытайтесь экономить на фитингах.
Без сомнения, цена качественной детали не маленькая, но и срок службы коммуникаций в этом случае будет большим.
Если при монтаже коммуникаций из нержавеющей гофротрубы учесть все перечисленные моменты, то система сможет функционировать достаточно долгое время, не нуждаясь в ремонте.
Комментарии0 Поделиться:
Загрузка …
Гофрированная труба из нержавеющей стали
| Трубка и шланг 3/8 CSST
Продукция
Труба из нержавеющей стали
Трубка из нержавеющей стали
SA 213 TP304
СА 213 ТП304Л
СА 213 TP316
СА 213 ТП316Л
СА 213 TP321
СА 268 ТП 410
Трубка из нержавеющей стали 310
Трубка из нержавеющей стали 316ti
Трубка из нержавеющей стали 317L
Трубка из нержавеющей стали 347
Трубка из нержавеющей стали 904L
ASTM A554 Квадратная труба из нержавеющей стали
Труба из нержавеющей стали ASTM A269
ASTM A270 Гигиенические трубки
Капиллярная трубка из нержавеющей стали
Гофрированная трубка из нержавеющей стали
Колтюбинг из нержавеющей стали
Котельная труба из нержавеющей стали
Прямоугольная трубка из нержавеющей стали
Трубы теплообменника из нержавеющей стали
Трубки конденсатора из нержавеющей стали
Инструментальная трубка из нержавеющей стали
Механическая трубка из нержавеющей стали
ASTM A511 Трубка
Тонкостенные трубки из нержавеющей стали
Холоднотянутые трубы
Сварная труба из нержавеющей стали
Труба и трубка из никелевого сплава
Дуплексная труба
Титановая труба
Медно-никелевая трубка
Труба из нержавеющей стали 6MO
Трубные фитинги
КИПиА
Фитинги для сварки встык
Фланцы
СКАЧАТЬ PDF
Калькулятор веса
Распределительная сеть
Гофрированные гибкие шланги из нержавеющей стали для систем высокого давления
Проволочная оплетка из нержавеющей стали и шланги в сборе из нержавеющей стали марок 304, 321, 316 и 316L
Запросить предложение
Поставка дренажа из нержавеющей стали — вставные трубы и фитинги из нержавеющей стали, дренажи, желоба и многое другое.
Теперь для мобильных устройств!
С трапами из нержавеющей стали
Квадратный — Круглый — Литой
Перейти к стокам в полу
Квадратные напольные трапы
Трап JOSAM серии 41330 из нержавеющей стали (304), напольный трап, квадратный верх 6 x 6 дюймов, глубина 6 дюймов, слив без втулки
Цена: $175
Посмотреть все Напольные трапы из нержавеющей стали с квадратным верхом
Ватт / Блюхер
BLUCHER предлагает самый широкий ассортимент дренажных труб и фитингов из нержавеющей стали, включая большую пропускную способность, малый вес и минимальную потребность в кронштейнах.
Отличные цены
Посмотреть все Трубы Watts / Blucher Push Fit
Труба Josam Push Fit
Система дренажных труб из нержавеющей стали с вставной посадкой включает в себя полный ассортимент труб, фитингов, подвесок и аксессуаров. Доступен из нержавеющей стали 316L.
Отличные цены
Посмотреть все Нержавеющая труба с нажимной посадкой
Вставная труба
Труба ACO Push Fit. Доступны из нержавеющей стали 304 и 316L.
Отличные цены
Посмотреть все Нержавеющая труба ACO
Трапы круглого пола
Трап JOSAM серии 42430 из нержавеющей стали (304), трап для пола, 8 дюймов, круглая вершина, глубина 6 дюймов, слив без втулки
Цена: $380
Посмотреть все Напольные трапы из нержавеющей стали с круглым верхом
Гигиенический допуск ACO
Гигиенические дренажные решения ACO из нержавеющей стали соответствуют строгим гигиеническим требованиям по предотвращению заражения вредоносными бактериями.
Модульные секции:
Посмотреть гигиенический допуск ACO
Трубка Watts / Blucher 4 дюйма
Труба BLUCHER 4″ Push Fit Pipe — самый популярный размер трубы Push Fit.
Отличные цены
Посмотреть все 4-дюймовые трубы Watts / Blucher Push Fit
Напольные трапы из литой нержавеющей стали
Josam 30000-5A-SS Серия Трап из литой нержавеющей стали типа 304, корпус из двух частей с двойным дренажным фланцем.
Цена: $1180
Посмотреть все Слив из литой нержавеющей стали
Раковины из нержавеющей стали
Раковины из нержавеющей стали в одинарной, двойной, тройной ванне и с настенным креплением.
Отличные цены
Посмотреть все Мойки из нержавеющей стали
Вставная труба
Система дренажных труб из нержавеющей стали Push Fit включает в себя полный ассортимент труб, фитингов, подвесок и аксессуаров. Доступен из нержавеющей стали 316L.
Отличные цены
Посмотреть все Нержавеющая труба с нажимной посадкой
Уоттс/Блюхер
BLUCHER предлагает самый широкий ассортимент дренажных труб и фитингов из нержавеющей стали, включая большую пропускную способность, малый вес и минимальную потребность в кронштейнах.
Отличные цены
Посмотреть все Трубы Watts / Blucher Push Fit
Вставная труба
Система дренажных труб из нержавеющей стали Push Fit включает в себя полный ассортимент труб, фитингов, подвесок и аксессуаров. Доступен из нержавеющей стали 316L.
Отличные цены
Просмотреть все Труба из нержавеющей стали
Осенняя скидка на заказы свыше 400 долларов США
Главная » Все продукты
Посмотреть все продукты во всех категориях.
Manufacturers
Push-Fit Pipe
Floor Drains
Cleanouts
Trench Drains
Shower Drains
Sinks
Для всех ваших потребностей водостока из нержавеющей стали … Наша миссия состоит в том, чтобы обеспечить лучшее качество спроектированных нержавеющих стоков по самой низкой доступной цене. Система Drain Supply из нержавеющей стали включает в себя трубы из нержавеющей стали различных размеров и широкий выбор напольных трапов из нержавеющей стали. У нас также есть очистители из нержавеющей стали, сливы для душа и раковины из нержавеющей стали.
Оголовок для винтовых свай – размеры, разновидности +Видео
Оголовок для винтовых свай – размеры, разновидности. Население нашей планеты Земля растет каждый год, причем в геометрической прогрессии. Жилищный вопрос становится все актуальнее для сотен семей, которые хотят иметь свой дом или хотя бы квартиру среднего размера, а самое главное – в нормальном месте. Самым горящим этот вопрос является для городов-милионников, так как остается все меньше и меньше удобной для заселения территории, а квартир нужно все больше и больше. Большинство застройщиков стараются использовать любые доступные им участки, и геологические особенности в этот момент их волнуют меньше всего.
Таким образом, городские власти дают разрешение на то, чтобы возводить новостройки на участках, где невысокое залегание подземных вод, а то и вовсе на болотистых землях. Для того чтобы дома были выстроены не просто быстро, но и качественно, застройщики предпочитают использовать в таких случаях сваи.
Содержание:
1 Сваи – что это такое?
1. 1 Оголовки свай
1.2 Разновидности и их особенности
1.3 Размеры
1.4 Какие лучше – железобетонные или винтовые?
1.5 Срезать или скалывать – вот в чем вопрос
1.6 Обвязка брусом
1.7 Подготовка к сборке
2 Монтажные работы
2.1 Преимущества
Сваи – что это такое?
Сваи представляет собой опоры, которые могут быть сделаны из различных материалов, а именно из бетона, металла, каркаса, железобетонной конструкции, шпунта или грунта. Их часто используют для того, чтобы построить устойчивый и не подверженный коррозии и грунтовым водам фундамент. В зависимости от особенностей структуры земли, на которой и будет выполнена заливка основы, застройщики вправе использовать различные способы установка подобных опор, и главный критерий в этом деле – общая масса конструкции здания, а также плотность грунта, на котором будет выполнено возведение.
Для этого иногда используют дизель-молот, копер, гидравлический молот, вибропогружатель и даже сваевдавливающую машину. В отдельных случаях, когда есть вероятность попадания слоев камня, используется бур.
Оголовки свай
Даже очень опытные специалисты не могут устанавливать сваи так, чтобы их верхняя часть, которая и станет опорой для всего фундамента, располагалась на одном уровне. Такие опорные части и называют оголовками для свай. Во многом форма оголовка будет зависеть именно от сваи, которая будет использована для монтажных работ. Так, свая может быть прямоугольной, квадратной и даже круглой. Помимо этого, для удобства установки основы можно использовать различные варианты крепежа.
Чтобы под фундамент залить основу на требуемом уровне, мастеру потребуется установить на колонны особый каркас, который еще называют ростверком, и который можно закрепить при помощи оголовков.
Разновидности и их особенности
Оголовки для винтовых свай могут отличаться не только форме, которая, естественно, будет соответствовать форме самой сваи, но и по размеру. При этом важно не забывать, что при использовании бетонной или винтовой сваи наконечники тоже будут отличаться между собой. Важный нюанс во время выбора оголовка, это его форма – она бывает Т-образной, или же П-образной. При установке ростверка на первый вариант головка требуется дополнительная установка опалубки, а также плита дл заливки фундамента. Во втором случае можно использовать только балки, и их диаметр обязательно должен совпадать с шириной наконечника.
Размеры
Наибольшая популярность на строительном рынке у винтовых и железобетонных свай, так как благодаря сочетанию невысокой стоимости, длительного срока эксплуатации и надежности они продолжают быть востребованными. Во время выбор материалов застройщики руководствуются не только особенностями земли, но также и тем, какая величина нагрузки будет на землю и фундамент в виде устанавливаемого помещения. При учете всех нюансов и следует выбирать конструкции для установки ростверка.
Средний размер оголовка винтовой сваи в диаметре, а точнее в ее трубной части, варьирует от 18. 8 до 32.5 см. Диаметр же самого оголовка может колебаться от 15 до 20 см. Самая небольшая труба по диаметру – это та, которая составляет 5.7 см. Такая основа способна выдерживать нагрузку, то лишь в 800 кг. Чаще всего такие сваи используют для того, чтобы построить небольшие и легкие хозяйственные постройки, а именно сарай, гараж или беседку.
Более широкие сваи имеют диаметр оголовка в 8.9 см. Столбы с подобным диаметром используют или на заболоченных, или на торфяных местах и возводят бани, дачи, заборы и гаражи. Сваи, имеющие размер оголовка в 10.8 см считаются самыми «выносливыми», так как они способы с легкостью выдержать вес в 3.5 тонны, а еще их устанавливают механическим способом и они подходят практически для всех типов земли. Бетонной оголовок свай обладает квадратной формой и имеет длину сторон от 20 см и выше. Чем больше вы планируете нагрузку, то больше должна быть длина железобетонной сваи.
Да, оголовки бывают двух типов, и способ монтажа будет зависеть от типа каркаса строения. Но в особых случаях они и вовсе не нужны, к примеру, если вы планируете строительство дома из газоблоков. В таком случаи просто требуется связать швеллеров и на них сверх уложить железобетонные плиты. Сли же здание будет каркасного типа, или вы планируете использование бруса, допускается использование съемных или приварных наголовников. Главным преимуществом приварных элементов является то, что свая будет изолирована от таких раздражителей внешнего типа, вроде воды и кислорода.
Степень коррозии сваи с таким оголовком уменьшится. Сваи, которые имеют приварной оголовок, устанавливают ямобуром, и обязательно используются 3-6 косынок, имеющих диск с 6 отверстиями. Диаметр диска может быть 15, 20 и 25 см. Установка свай для фундаментов, выполненная вручную, требует только съемных элементов, и то же самое требуется, если вы знаете, что грунт слишком тяжелый и сильно промерз. В этом случае сваю следует заглубить на максимум, а после обрезать конец трубы и установить оголовок.
Какие лучше – железобетонные или винтовые?
Вопрос о подборе материала для свай всегда будет открытым, так как многое зависит от размера постройки. Если у застройщика заказ промышленного масштаба, вроде строительства торгового или административного здания, высоток, мостов, то, конечно же, будут использовать лишь железобетонные столбы. Они очень прочные к действию коррозии, и с легкостью выдерживают температурные перепады. А вот минусом такого вида можно назвать высокую стоимость монтажных работ, так как они могут быть выполнены лишь с участием особой техники.
По способу установки не такими затратными являются винтовые сваи. Их можно устанавливать даже при использовании человеческих ресурсов. По этой причине такие сваи чаще всего используют, если планируют строить дачный домик или коттедж небольшого размера.
Срезать или скалывать – вот в чем вопрос
Следует позаботиться о том, чтобы конструкция имела ровный фундамент, и поэтому когда монтажные работы окончена, сваи обрезают на требуемом уровне.
Сруба оголовков выполняется при помощи:
Гидравлической обрубки (при строительстве торгового центра или жилого комплекса).
Отбойного молота (при небольшом объеме работ).
Чтобы выполнить все требуемые манипуляции, мастеру требуется отметить нужную высоту, на которой будет обрезанная свая, а после этого, если речь идет о бетонной конструкции, при помощи подручных средства следует проделать борозду и отколоть излишки бетона. Оставить нужно только металлический каркас, который будет срезан при помощи гидравлических ножниц и отбойного молотка. Если требуется, мастер могут выполнить подвязку оставшихся прутов и опалубки фундамента.
Но учтите, что такой способ удаления излишком занимает достаточно много времени и в целом считается трудоемким. В смена мастера могут обработать не больше 15 оголовков. Куда быстрее и дешевле будет срезать торцы. Да, такой способ экономит время и средства. Он отлично подойдет для работ с разными типами свай. Большой плюс в том, что обработка торцов получается скоростной, а это в значительной мере уменьшает время на то, чтобы обустроить каркас (ростверк).
Перед началом работ от вас требуется наметить линию среза при помощи маркера или мела, а для ровности спила требуется проделать по окружности борозду. Если свая или инструмент начинает нагреваться, их следует отключить, охладить и лишь после этого продолжить работы. Минус такого способа обработки – арматура после обработки полностью непригодна, а еще очень быстро изнашивается рабочий инструмент. Это, в свою очередь, влечет за собой дополнительные траты на покупку расходников.
Обвязка брусом
После того, как вы купите брус, его для начала следует хорошенько обработать с использованием антисептика, чтобы минимизировать появление и развитие плесени. Также брус не должен быстро и с легкостью воспламеняться, и для этого тоже проводят обработку при использовании таких составов, которые названы антипиренами. После проверки оголовков, которые обязательно должны находиться в горизонтальной плоскости на одном уровне, оголовки прокладывают рубероидом.
После этого из брусьев можно делать обвязочный элемент. Для этого один брус следует состыковать со вторым, а устройство стыковки должно быть «в лапу» или «пол дерева». Каждый брус углового типа желательно закреплять при помощи металлических уголков, которые будут прикреплены на саморезы. После укладки прикрепите брус к оголовкам свай.
Для этого в балках нужно сделать сквозное отверстие в оголовке, а после выполнить конечный монтаж брусьев при использовании болтов. Подпиливать брус запрещено, даже если есть несоответствие горизонтального положения, так как это впоследствии может привести к перекосу здания. Перед возведением стен следует проложить слой гидроизоляции рулонного типа. Устройства этого вида даст возможность избежать пагубного действия влаги.
Подготовка к сборке
Если для изготовления фундамента были подобраны сваи из металла, потребуется провести подготовительные работы, и тогда оголовки для свай будут служить вам дольше. После обрезания сваи на уровне 2-3 см от места спила требуется удалить слой покрытия, который является прямой защитой материала от воздействий факторов окружающей среды. Для этого идеально подходит щетка по металлу или же особая насадка для болгарки.
Монтажные работы
Установка оголовков тоже имеет некоторые особенности, при этом главный критерий для установки – это разновидность свай и материал, из которого она сделана. Если во время строительства использовать винтовые сваи, оголовки в таком случае обязательно должны быть металлическими и прикреплены при помощи сварки.
Это может быть оголовок Т-образной формы, выполненный в виде пластины с круглым основанием, которое следует надеть на сваю и прикрепить при помощи сварочных швов. Помимо этого, если для установки ростверка используется двутавровая балка или швеллер, их требуется приварить к торцу свай, но уже стандартным способом. Двутавру крепят на приварку в виде пластины квадратной формы, а швеллер переворачивают «крыльями» вниз и приваривают к основанию. Если по задумке архитектора здание будет возведено из деревянного бруса, то первая «линия» бревен должна быть соединена с оголовком при помощи стрежня из металла.
Для выполнения сварочных работ используют электроды, размер которых 0.3 см, а величина тока не более 100 ампер. Если для монтажа основания каркаса используют бетонный оголовок, то его установка начнется лишь после того, как будут срублены оголовки до требуемого уровня. Оголовки такого типа должны быть установлены в бетонный раствор при заливке фундамента на опалубку, установленную на сваи.
Схема сварки:
Установите оголовок в правильном положении и контролируйте горизонтальную плоскость.
Прихватите оголовок в двух или трех местах при помощи точечной сварки.
Приварите его по всему периметру, и оставьте отрезок шва в 1-2 см для вентиляции оголовка изнутри.
После требуется удалить шлак при помощи щетки молотка, а пока свая тепла покрыть краской зачищенные места. Так вы получите защитное покрытие.
Преимущества
Да, изготовление свай в строительной сфере уже не является новинкой, но есть большая вероятность того, что далеко не каждый заказчик сталкивался с их применением в свой жизни. Большинство людей смущены длительностью монтажного процесса, а также трудоемкостью установки ростверка.
Стоит отметить то, что использование фундамента этого типа поможет спасти владельцев дома от большинства негативных факторов:
Удобство выполнения монтажных работ, которое не будет зависеть от условий погоды (жары, мороза и прочего).
Строительство зданий даже на тех поверхностях, которые имеют неровности.
Распределение нагрузки веса по всему контуру фундамента.
В мире есть огромное количество проектов, для возведения которых использовали те типы фундамента, что устанавливали на бетонные и винтовые сваи. Большинство из них представляют собой экопроекты, главной функцией которых являлось сберечь первозданную красоту мест, выбранных для строительства. Так, заповедники Норвегии и Финляндии стали богаче на необыкновенные строения «на ножках». Они не только стали уютным жильем для своих владельцев, но и достопримечательностью для туристов.
Удобные, красивые, а самое главное – полностью безопасные жилые дома поражают своей оригинальностью дизайна и простотой. Какой из типов свай и оголовков станет прекрасной опорой для дома, выбирать только вам. Главное, чтобы такой фундамент прослужил нескольким поколениям вашей семьи.
Оголовок для винтовых свай в Москве оптом и в розницу
Винтовые сваи набирают все большую популярность: их используют для возведения различных сооружений – домов, коттеджей, бань, хозяйственных построек, причалов, мостов и заборов различных типов: из профнастила, сетки, забора, дерева. Особенно актуально применение винтовых свай для сельских заборов на глинистых, изменчивых и заболоченных грунтах, на торфяниках, а также на участках со значительным уклоном или перепадом высот. Компания «РОБМЕТАЛЛСТАЛЬ» предлагает купить качественные винтовые свои с оголовками по низкой цене в Москве.
Без оголовков не построить ни один свайный фундамент – это незаменимый спутник винтовых свай и обязательный элемент СВ-фундамента.
Оголовки представляют собой металлическую деталь, которая надевается на вершину сваи для последующего возведения стен и других строительных элементов. Оголовок на винтовую сваю служит для монтажа опорных балок, возведения ростверка. Она имеет большой диаметр, чем сама опора, надевается на ее верхнюю часть после закручивания, выравнивания, подрезки всех свайных столбов. Оголовки в Москве Вы можете купить от компании «РОБМЕТАЛЛСТАЛЬ». Мы предлагаем низкие цены, оптовую, розничную продажу, доставку.
Описание товара
Конструктивно они состоят из двух частей — плоской квадратной или круглой металлической пластины (или П-образной формы), приваренного к ней отрезка трубы. Дополнительно их можно усилить приваренными металлическими уголками (ребрами жесткости) — они придают изделию большую прочность.
Для продления срока службы оголовки покрыты антикоррозийным составом, либо оцинкованы методом горячего погружения. Защитное покрытие надежно защищает металл от коррозии в самых неблагоприятных погодных условиях, от разрушения при воздействии агрессивных сред.
Второй способ защиты металла – горячее цинкование, позволяющее продлить срок службы продукта до 100 лет в самых неблагоприятных условиях: повышенная влажность, перепады температур и т.д.
Оголовки бывают сварные и съемные.
Съемные используются в основном для ручной установки винтовых свай. Сварные оголовки применяются в случае установки свай буром. Металлопрокат различается по размеру, подбирается индивидуально по диаметру опор. Вы можете купить размеры 57, 76, 89, 108 по низкой цене.
Оголовок 89 для винтовой сваи 89 мм по выгодной цене оптом и в розницу
Металлопрокат 89 используется для монтажа винтовых свай в качестве основания, на котором будет закреплена обшивка швеллерной секции. Оголовка 89 изготовлена из круглой стальной трубы, стального листа. Покрыта трехкомпонентным покрытием (грунтовка, эмаль, антикор).
Характеристики 89:
Ширина — 200мм;
Высота — 200мм;
Толщина — 4мм;
Установочное сечение трубы — 89мм;
Вес, кг / шт 1.5 кг.
Винтовые сваи 89 – строительный материал широкого применения. Он используется при строительстве следующих объектов:
Одноэтажные каркасные постройки;
навесы;
беседки;
террасы;
баня из бруса;
теплицы;
хозблоков и других нетяжелых построек.
Винтовые сваи 89 с оголовкой 89 – один из самых востребованных материалов на строительном рынке. Они подходят для песчаных, супесчаных, глинистых грунтов, их легко вкручивать в землю даже вручную. Особенно это актуально для районов с плотной застройкой, куда затруднён въезд спецтехники.
Купить оголовки 89 оптом и в розницу предлагает наш интернет-магазин с доставкой по Москве, Московской области. Окончательная цена оголовка формируется исходя из поставки: количество изделий, условия оплаты, место отгрузки. На дополнительные вопросы наши специалисты ответят по телефону +7(910) 000-6565.
Принадлежности для винтовых свай / анкерных забивок
Принадлежности для винтовых свай / бурения
Мы предлагаем полную линейку принадлежностей для установки винтовых свай / винтовых свай, бурения и бурения фундамента.
Digga TPE — Телескопический удлинитель для забивки свай
Телескопический удлинитель для забивки и бурения эффективно увеличивает досягаемость для дополнительной глубины бурения и установки винтовых свай. Это крепление для бортового погрузчика, разработанное для приводных головок до 16 000 футо-фунтов, обеспечивает дорожный просвет от 12 футов до 16 футов для винтовых свай или шнеков (в зависимости от размера минипогрузчика и размера приводной головки). Уникальный дизайн дает оператору больший радиус действия и обзор. Дополнительная транспортная рама обеспечивает максимальную устойчивость и компактное хранение для транспортировки и простоты установки на машине.
Брошюра и спецификации
Torq-Pin Система контроля крутящего момента
Torq-Pin — это революционно новая система контроля крутящего момента и регистрации данных, которая подходит для приводных головок всех размеров. Там, где обычные показания перепада гидравлического давления могут различаться по точности, система контроля Torq-Pin предлагает истинные показания крутящего момента с точностью более 98 %. Torq-Pin работает, просто заменяя текущий монтажный штифт головки привода. Нет абсолютно никакой потери высоты стрелы, которая может произойти с другими системами. Инклинометр, встроенный в Torq-Pin, обеспечивает постоянный угол установки. Программное обеспечение записывает важные данные, такие как номер сваи, окончательный крутящий момент, пиковый крутящий момент и истекшее время. Эти данные можно экспортировать в Excel и передать по электронной почте или на карту памяти вашему инженеру/заказчику.
Брошюра и спецификации
Система выравнивания свай / шнеков Diggalign
Система Diggalign предназначена для установки винтовых свай, колонкового бурения и любых других применений, где требуется точность бурения. Эта система может быть легко добавлена к приводной головке любой марки. Разработанный, чтобы показать оператору, когда приводная головка находится в вертикальном положении, он помогает поддерживать точность во время установки. Его также можно использовать с траншеекопателем для контроля глубины траншеи.
Брошюра и спецификации
Digga Цифровой манометр перепада давления
Эта система контроля крутящего момента работает от двух датчиков. Первый датчик расположен на линии подачи на входе в приводную головку. Второй датчик расположен на обратной линии, где масло выходит из головки привода. Микропроцессор вычисляет «полезное давление» между двумя датчиками, давая показания, которые на 12–15 % точнее, чем традиционные показания мониторинга давления.
Брошюра и спецификации
Клапан сброса давления с комплектом манометра
Клапан сброса давления позволяет установщику контролировать максимальное гидравлическое давление на головку привода. Манометры на подающей и обратной линиях показывают перепад гидравлического давления на приводной головке, обеспечивая точное измерение давления/крутящего момента при забивке свай и бурении.
Брошюра и спецификации
Сцепка Digga Ryno
Разработана для облегчения соединения больших свай и шнеков с приводной головкой. Ryno Hitch специально разработан для работы с скручивающими нагрузками винтовых свай. Эта сцепка позволяет оператору экскаватора удерживать приводную головку под углом 90 градусов для легкого соединения со сваей или шнеком.
Брошюра и спецификации
Также доступны:
— Приводные инструменты — Комплекты шлангов — Ножные педали управления для ручной приводной головки
Быстрая беспроблемная доставка на ваш сайт-Канада и США Большинство продуктов в наличии для обеспечения быстрой доставки Позвоните 204-268-5777 9006
Что такое заглушки винтовых свай | Винтовые сваи
В Калгари мы можем использовать винтовые сваи для самых разных целей.
Все, что остается над уровнем земли при установке винтовой сваи в грунт, — это небольшая часть ствола винтовой сваи. Ствол винтовой сваи представляет собой стальную трубу и не дает возможности соединиться с конструкцией сваи, которую он должен поддерживать. Однако крышка винтовой сваи надевается на эту открытую часть ствола винтовой сваи и служит переходником или соединителем. Это соединение передает нагрузку от поддерживаемой конструкции на винтовую сваю. Существует множество различных стилей оголовков винтовых свай, и они позволяют винтовым сваям соединять и поддерживать множество различных конструкций.
Стандартные наголовники для винтовых свай в сравнении с заказом и изготовлением по индивидуальному заказу
Универсальные наголовники для винтовых свай
Существует несколько типов наголовников для винтовых свай, которые настолько часто используются, что они были приняты строительной отраслью в качестве универсальных. Эти стандартные заглушки винтовых свай часто хранятся на складе и легко доступны у многих разных поставщиков. Это связано с тем, что они используются для решения общих задач, таких как, помимо прочего, деревянные конструкции, бетонные балки, мобильные дома и бетонные плиты.
Наконечники винтовых свай, изготовленные по индивидуальному заказу
Наконечники винтовых свай могут быть изготовлены в соответствии с формой и назначением почти любого структурного применения. Для более специфических применений требуется, чтобы колпачки изготавливались по индивидуальному заказу, чтобы соответствовать этим уникальным конструктивным требованиям. Сопряжение сборного объекта, такого как световой стандарт, или соответствие инженерному проекту — это две ситуации, когда потребуется индивидуальное изготовление.
Какие существуют типы типовых наголовников для винтовых свай?
Стандартная плоская насадка
Наиболее распространенной насадкой для винтовых свай является стандартная плоская насадка. Эти заглушки входят в комплект большинства винтовых свай. Состоящая из плоской стальной пластины с прорезями для крепежа, плоская крышка может поддерживать различные типы конструкций.
Плоские заглушки идеально подходят для соединения с деревянными балками и стойками различных размеров. Часто используется на заднем дворе, в навесах и бетонных плитах. Кроме того, поскольку эти заглушки создают плоскую несущую поверхность, стальные конструкции, такие как мобильные дома, морские канистры и предварительно отформованные лестницы, также могут быть соединены со стандартными плоскими заглушками.
Из-за их очень простой конструкции и плоской поверхности использование этих наголовников для винтовых свай безгранично.
Регулируемые плоские заглушки
В некоторых случаях процесс строительства можно значительно облегчить, если предусмотреть возможность регулировки винтовой сваи по вертикали. Регулируемые плоские крышки — лучший вариант в этом сценарии. Состоит из плоской пластины, аналогичной стандартной плоской крышке, но с резьбовой частью, которая позволяет изменять высоту крышки. Используется машинная резьба ACME, поэтому колпачки не заедают при регулировке под нагрузкой. Популярный вариант для строительства террас и садовых навесов, поскольку эти заглушки могут сэкономить время во время процесса прокладки и выравнивания.
Плоские заглушки со смещением
Плоские заглушки со смещением практически идентичны стандартным плоским заглушкам, но с одним важным отличием. Колпачки со смещением обеспечивают небольшую горизонтальную регулировку, когда возникают определенные ситуации. Как видно из названия, смещенные заглушки выходят из центральной линии ствола винтовой сваи. Эта смещенная от центра втулка позволяет вращать заглушки на стволе винтовой сваи и изменять горизонтальное положение монтажной поверхности по отношению к местоположению сваи. Иногда требуется небольшая горизонтальная гибкость. Близость к инженерным коммуникациям или другим сооружениям может препятствовать установке винтовой сваи именно там, где требуется некоторая боковая свобода действий.
Заглушки для арматурных стержней
Заглушки для арматурных стержней предназначены для использования в бетонных работах. В частности, заглушки из арматуры используются для передачи нагрузок от бетонных балок на винтовые сваи. Как следует из названия, заглушки из арматуры состоят из двух кусков арматуры 15M, приваренных к пластине заглушки. Выдвигаясь на 6 дюймов вверх, эти заглушки затем привязываются к остальной части арматуры внутри балки уклона. После того, как винтовые сваи установлены под балкой на уклоне, а опора из арматуры связана вместе, затем заливается бетон, чтобы связать всю систему фундамента воедино. Это обеспечивает очень стабильный фундамент, который можно использовать для поддержки стен гаража и других крытых конструкций.
Соединение конструкции с глубоко заглубленным фундаментом
Установка одной винтовой сваи сама по себе не создает структурную систему фундамента. Именно передача нагрузок от поддерживаемой конструкции на спираль каждой винтовой сваи в земле обеспечивает несущую опорную систему. Оголовки винтовых свай — это соединение между поддерживаемой конструкцией и стволом сваи, которое затем передает нагрузку на спираль сваи. Все эти компоненты винтовых свай вместе обеспечивают долговечный и стабильный фундамент глубокого грунта с бесконечным конструкционным применением.
ᐉ Занурювальні насоси | Великий вибір занурювальних насосів
Знайдено: 1—20 серед 834 товари
Сортувати за
По кількості переглядівВід дешевих до дорогихВід дорогих до дешевихПопулярніТоп продажіРейтингНовинкиАкції
Товарів на сторінку
204060
Відгуки: 0
3 172ГРН
( $ 77 | 79 € )
Відгуки: 0
3 436ГРН
( $ 84 | 86 € )
Відгуки: 0
4 162ГРН
( $ 102 | 104 € )
Відгуки: 0
4 308ГРН
( $ 105 | 108 € )
Відгуки: 0
4 344ГРН
( $ 106 | 109 € )
Відгуки: 0
4 481ГРН
( $ 109 | 112 € )
Відгуки: 0
4 598ГРН
( $ 112 | 115 € )
Відгуки: 0
4 788ГРН
( $ 117 | 120 € )
Відгуки: 0
4 840ГРН
( $ 118 | 121 € )
Відгуки: 0
4 980ГРН
( $ 121 | 125 € )
Відгуки: 0
5 238ГРН
( $ 128 | 131 € )
Відгуки: 0
5 267ГРН
( $ 128 | 132 € )
Відгуки: 0
5 324ГРН
( $ 130 | 133 € )
Відгуки: 0
5 331ГРН
( $ 130 | 133 € )
Відгуки: 0
5 421ГРН
( $ 132 | 136 € )
Відгуки: 0
5 602ГРН
( $ 137 | 140 € )
Відгуки: 0
5 726ГРН
( $ 140 | 143 € )
Відгуки: 0
5 746ГРН
( $ 140 | 144 € )
Відгуки: 0
5 760ГРН
( $ 140 | 144 € )
Відгуки: 0
5 841ГРН
( $ 142 | 146 € )
1
2
3
. ..
42
Інженерна система водопостачання – одна з ключових мереж будь-якого побутового чи промислового об’єкта. Її безпомилкова організація докорінно впливає на якість транспортування і фізичні властивості води. Переважна кількість заміських будинків, дач, котеджів та інших споруд, що віддалені від основного центрального каналу водопостачання, покладаються на самостійний пошук джерела водних ресурсів. Найчастіше ними виступають: колодязі, свердловини, водойми та ін. Їхня глибина цілком може досягати межі понад 8 метрів. З такими глибокими джерелами води поверхневі насоси працювати не в змозі. Тому кращими умами інженерної думки був розроблений цілий ряд гідравлічних машин — занурювальні насоси, здатні виконувати свої функції в найскладніших умовах під, над поверхнею рідини, що переганяється, і при різній консистенції фізичних опадів, що наповнюють її.
Але обов’язок водопостачання далеко не все, чим обмежується функціонал. Насоси заглибні здатні вирішувати, як побутові завдання з перекачування, відкачування води, рідин з легкими і важкими домішками, так і деякі їх види, у світлі їх конструктивних особливостей, цілком підходять для робіт з небезпечними, в’язкими, хімічними та іншими промисловими речовинами та відходами. Тому, занурювальний насос для води, у його загальноприйнятому понятті, несе у собі велику кількість корисних функцій.
Інтернет магазин «ОВК Комплект» має один з найширших асортиментів подібного насосного обладнання в Україні. Це дозволяє без особливих зусиль купити занурювальний насос для води в Києві будь-якого необхідного конструктивного та функціонального типу побутового застосування для дачі, заміського будинку, котеджу. Всі представлені моделі в наявності виконані найшановнішими світовими брендами розробниками, такими як: PEDROLLO, GRUNDFOS, CALPEDA, ZENIT та багато інших, що говорить про незаперечно високу європейську якість складання, надійність та бездоганну продуктивність продукції. Кожен занурювальний насос має ряд офіційних документів, що підтверджують їх відповідність міжнародним вимогам сучасного ринку інженерного обладнання водопостачання. Наші менеджери допоможуть вибрати і занурювальні насоси купити за найбільш вигідними цінами, підбираючи моделі під ваші технологічні потреби. У нас представлені як насоси занурювальні Україна, так і марки від найкращих закордонних виробників.
Для яких цілей, якого виду і де слід занурювальний насос купити?
Дослідні користувачі явно будуть в курсі того, навіщо їм знадобиться такий вид насосних пристроїв. Але більша частина потенційних споживачів може бути не повністю обізнана про те, який насос занурювальний купити їм необхідно для вирішення поставлених завдань.
Існує досить велика класифікація даних занурювальних пристроїв з перекачування, відкачування та водопостачання, де насоси водяні заглибні відрізняються за різними технічними ознаками, але ми сконцентруємо увагу на найпоширеніших. До класу насос занурювальний для води відносяться:
Занурювальний глибинний насос для свердловин. Такий вид насосного обладнання призначений для перекачування чистої води без домішок із великих глибин свердловин (наприклад, артизіанських). Свердловинний насос відрізняється особливою циліндричною формою і виконує свої завдання безпосередньо перебуваючи у сфері застосування. Ідеально підійде для водопостачання заміського будинку, дачі, котеджу. Тому завдання занурювальний насос купити Київ буде найбільш затребуваним у цій сфері.
Занурювальний дренажний насос для води. Такий вид пристрою використовують як для перекачування або відкачування брудної води, так чистої. Застосовуються водяні насоси дренажні найчастіше в побутовій сфері для: боротьби з затопленими ділянками землі або приміщення, водопостачання через колодязь або водоймище і просто перегонки рідини з пункту А в пункт Б (наприклад, для поливу городу або саду). Такі моделі часто оснащені спеціальними поплавцями, які автоматично контролюють рівень води, що викачується і деактивізуються/активізуються, якщо ця риса переходить критичні межі.
Занурювальний фекальний насос для каналізації стічних вод. Основним призначенням, як нескладно здогадатися, є відкачування особливо забруднених рідин з важкими домішками та фекальних мас зі стоків та каналізацій. Фекальні насоси можуть відрізнятись за наявністю у складі конструктивних елементів спеціальної деталі — подрібнювача, який служить для подрібнення великих частинок сторонніх тіл.
Основні технічні характеристики занурювальних насосів, на які слід звернути увагу насамперед.
Кожна окрема модель насосного обладнання відрізняється низкою параметрів, які ключовим чином визначає їхню ефективність в експлуатації. Важливо заздалегідь визначити з якою метою потенційно зіткнеться насос водяної занурювальної, щоб виключити ймовірність того, що куплена технічна одиниця не буде відповідати очікуванням повною мірою або навпаки буде надмірно споживати ресурси, працюючи здебільшого в холосту.
Для цього, перш ніж купити заглибний насос, звертайте увагу на такі показники:
Напір занурювального насоса: Приріст механічної енергії — суми потенційної та кінетичної енергій одиниці маси рідини між виходом та входом. Іншими словами, висота стовпа рідинної маси, що перекачується.
Потужність занурювального насоса: Кількість споживаних енергетичних ресурсів за певний період часу.
Продуктивність (подача) занурювального насоса: Об’єм рідини, що перекачується, що подається за певний період часу.
Інтернет магазин насосного обладнання ОВК Комплект — вибір професіоналів №1 для покупки занурювального насоса в Україні!
Не скромничатимемо — в межах даного сайту зібрані заглибні насоси всіх можливих функціональних та конструктивних виконань. Найширший асортимент товарів для водопостачання, перекачування та відкачування в Україні дозволяє без проблем вибрати глибинний, свердловинний, дренажний або фекальний насос. Занурювальний насос ціна на які суттєво вигідніша за середню ціну сучасного ринку насосних приладів занурювального типу.
На наших торгових рядах представлені моделі найкращих виробників насосного обладнання у світі. Занурювальні насоси купити PEDROLLO, GRUNDFOS, ZENIT, CALPEDA та багато інших, вже не перший рік утримують лідируючі позиції на ринку за рівнем попиту та довіри користувачів. Крім того, кожна одиниця продукції цих гігантів індустрії суворо сертифікована відповідно до міжнародних європейських сертифікатів якості.
Інтернет-магазин ОВК Комплект надає унікальну можливість купити насоси в Україні з будь-якої точки в межах країни: Київ, Харків, Львів, Дніпропетровськ, Одеса, Житомир та в усіх інших містах. Здійснюється доставка будь-яким зручним для вас способом у найкоротший термін.
Дзвоніть та замовляйте насос занурювальний, ціна якого в межах цього торгового майданчика буде по кишені кожному!
Водяные насосы в Благовещенске, цены от 181 руб.
Благовещенск
и рядом:
Благовещенск
по товарам и услугам
по названию организации
по адресу
по контактам
Водяные насосы
Компрессоры бытовые (продажа)
Тепловые насосы
Фекальные насосы
Насосные станции и установки
Фильтры для насосов
Запчасти к насосам
Монтаж и ремонт насосов и насосных станций
Фильтры
для “Водяные насосы“
Крупная плитка
Малая плитка
Фильтр:
—
В наличии
выбранного населенного пункта, “и рядом“ (если указано). Для фильтрации по всему региону — установите “Весь регион“ в выборе городов.»>Сделано в Амурской области!
Насосное оборудование
Водяные насосы
Компрессоры бытовые (продажа)
Тепловые насосы
Фекальные насосы
Насосные станции и установки
Фильтры для насосов
Запчасти к насосам
Монтаж и ремонт насосов и насосных станций
Сантехническое оборудование. Труба
* Водозапорная и трубопроводная арматура
* Насосное оборудование
* Компрессорное оборудование
* Оборудование для бассейнов. Фонтаны
* Обслуживание, монтаж бассейнов
* Септики. Жироуловители
* Труба
* Сантехническая арматура, комплектующие
НАЗАД
261
Товары
8
Организации
Показать на карте
Сортировка
Сортировка
Фильтр
сбростить все
Категорий: 1
Совпадения в Перечнях: Водяные насосы есть карточки в виде Перечня и текстовой информации о товарах и услугах организаций
Сложно представить себе жизнь за городом без водяного насоса, который является основой водоснабжения и полива. Работа всех насосов основана на одном принципе: втягивание воды в вакуум и выброс ее через выходное отверстие. Но конструкции существенно отличаются. Например, центробежные, вихревые или вибрационные механизмы отличаются способом образования вакуума. Центробежные модели — долговечны, надежны и универсальны, применяются в быту и в промышленных целях. Напор внутри такого насоса создает центробежная сила Для запуска центробежного насоса необходимо заполнить водой его корпус. А вот от наличия воздуха в патрубке устройство может остановиться. Главное отличие вихревых насосов – большая мощность напора. В отличие от центробежных моделей, вихревые не реагируют на воздух в трубопроводе и имеют более компактные размеры. Недостатки его заключаются в том, что загрязнение воды взвешенными частицами приведет к перебоям в работе. В насосах вибрационного типа действуют электромагнитные силы. Их большой плюс – способность к перекачиванию загрязненной воды. Поверхностные и погружные виды насосов отличаются своим расположением относительно воды. Поверхностные отлично подходят для дачи, для целей полива из водоема или резервуара. Погружное оборудование устанавливается в системах водоснабжения от глубокой скважины. Водяные насосы различных видов, типов, механизмов вы найдете на портале маркетплейса ТУ МАРКЕТ.
Где купить, и кто продает в Благовещенске — лучший ответ в магазине Товаров и Услуг!
Часто ищут как «водяная помпа», «купить насос», «насосы для скважин»
Покупай Амурское! последние обновления
Продолжая использовать наш сайт, вы даете согласие на обработку файлов cookie, которые обеспечивают правильную работу сайта… Подробнее
False
У Вашего браузера отключен JavaScript, поэтому большинство функций сайта будут недоступны.
Информация «Как включить JavaScript в настройках Вашего браузера».
У Вашего браузера отключены Cookies, поэтому часть функций сайта будут недоступны или будут работать некорректно.
Магазин не будет работать корректно в случае, если куки отключены.
Вероятно, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Переключить навигацию
Меню
Счет
Поиск
сравнить продукты
Посмотреть как Сетка
Список
7 шт.
Сортировать по
Должность наименование товара Цена Установить нисходящее направление
Показывать
20 40 Все
на страницу
Нужен ли вам погружной насос для аварийной откачки, осушения резервуаров, аэрации воды в аквакультуре или для других целей, у Pentair AES есть необходимое оборудование. Мы предлагаем широкий ассортимент погружных водяных насосов, включая эрлифтные насосы, насосы с магнитным приводом, центробежные насосы и другие. Хотя все они предназначены для погружных насосов, некоторые из них можно использовать и над водой.
Выбор лучшего погружного насоса для ваших нужд зависит от вашего проекта. Если вы ищете погружной насос для пруда, который будет использоваться, например, в целях аквакультуры, то насос с магнитным приводом может быть вашим лучшим выбором.
обозначение толщины стенки, диаметра и других данных металлических труб
Содержание:
Чем можно наносить маркировку Стандартная маркировка стальных труб
— Расположение обозначений
— Размер обозначений Деление на классы Классификация по диаметру
— Трубы малого диаметра
— Трубы среднего диаметра
— Трубы большого диаметра Обозначение в соответствии с новым национальным стандартом
Грамотный специалист по цифрам, нанесенным на поверхность трубного изделия, может назвать основные параметры труб, материал изготовления, прочностные характеристики, а также производителя. Стальные трубы специального назначения имеют маркировку, которая немного отличается от стандартных обозначений.
Изделиями специального назначения называют следующее:
Трубные изделия из легированной стали.
Трубы из нержавеющей стали.
Трубы для бурения.
Трубные элементы магистральных трубопроводов.
Трубы для котельных.
Чем можно наносить маркировку
Для маркирования могут использоваться:
Несмываемая краска.
Электрографы.
Электрокаплеструйные печатающие устройства.
Клеймение.
На некоторые типы трубных изделий никакие данные не наносятся, а для тех, которые должны иметь обозначения в обязательном порядке, способ нанесения маркировки выбирается в зависимости от классности и основных параметров трубы.
Стандартная маркировка стальных труб
Все необходимые данные наносятся на трубы по определенному стандарту.
Расположение обозначений
Ручная маркировка стальной трубы печатается на определенном расстоянии от конца изделия: не менее 2 см и не далее 50 см. При механизированном нанесении обозначений это значение увеличивается и составляет 0,1 м и 1,5 м.
Размер обозначений
Буквенные и числовые обозначения трубы должны иметь определенный размер, который также регламентирован определенным нормативным документом. Знаки должны иметь высоту не меньше 0,5 см и не больше 3 см, а ширину — от 0,3 см до 1,2 см. Размер обозначений определяется в соответствии с параметрами трубы.
Деление на классы
Условно трубные изделия делятся на следующие классы:
Трубы 1 класса могут использоваться для газообразной и жидкой среды в системах полива. Кроме того из таких изделий допускается изготовление оградительных конструкций или опор.
Трубы 2 класса могут использоваться в трубопроводах, работающих при низком и высоком давлении, транспортирующих нефть и нефтепродукты, газ или воду.
Трубы 3 класса подходят для работы при высоких значениях температуры.
К 4 классу относятся бурильные толстостенные трубы, которые могут сопротивляться сильному скручиванию.
Трубы 5 класса находят применение при строительстве вагонов, автомобилей, мостовых кранов, буровых вышек и некоторых мебельных конструкций.
6 класс труб находит применение в машиностроительной отрасли в качестве заготовок, из которых производят подшипники, цилиндры, насосы и ресиверы.
Классификация по диаметру
Необходимо разобраться, какие бывают диаметры стальных труб, чтобы знать, из чего придется выбирать. В зависимости от диаметра трубы специального назначения также делятся на несколько видов:
Трубы малого диаметра имеют сечение не более 114 мм.
Изделия среднего диаметра — свыше 114 мм, но не более 480 мм.
Трубы большого диаметра отличаются сечением больше 480 мм.
Трубы малого диаметра
Изделия такого вида не имеют маркировки, они транспортируются в специальных упаковках, на которой имеется сопроводительный ярлык. Аналогичным способом наносятся данные на трубы, полученные в процессе холодной деформации, диаметром не более 450 мм.
Изделия должны сопровождаться следующей информацией:
Данные о производителе и номер заказа.
Дату изготовления и данные о смене.
Номер упаковки.
Номер партии.
Размеры, включая обозначение толщины стенки трубы.
Регламентирующий документ.
Номер плавки.
Количество единиц в одной упаковке.
Теоретическая масса (указывается при заказе в метрах).
Фактический вес.
Общий метраж.
Код получателя.
Трубы среднего диаметра
Изделия, толщина стенок которых превышает 3,5 мм, а диаметральное сечение свыше 159 мм, имеют индивидуальную маркировку. Трубы холодной деформации диаметром более 159 мм и менее 450 мм имеют обозначение на трех единицах из всей упаковки, а также сопровождаются специальным ярлыком.
Трубы большого диаметра
Изделия, диаметр которых превышает 530 мм, могут иметь маркировку внутри трубы.
Если толщина стенки составляет больше 10 мм, то наносить обозначения можно на торце изделий. В зависимости от марки стали, используемой при производстве труб, выбирается цвет маркировки. Чаще всего обозначение труб имеет яркий цвет, чтобы простить его поиск.
Трубы для котельных в соответствии с маркой стали имеют обозначения следующих цветов:
Обозначения зеленого цвета наносятся на сталь марки 20.
Маркировка голубого цвета — на сталь марки 20ПВ.
Коричневые буквы и цифры соответствуют стали 15ГС.
Желтые обозначения можно увидеть на стали марки 15ХМ.
Оранжевую маркировку наносят на сталь 12Х1МФ-ПВ.
Данные о трубе, нанесенные белым цветом, соответствуют стали 15Х1М1Ф.
Синие буквы и цифры наносятся на трубы 12Х2МФСФ.
Обозначение в соответствии с новым национальным стандартом
По новому регламентирующему документу ГОСТ Р ISO 3183-1-2007 трубные элементы имеют некоторые отличия в маркировке.
Трубы, имеющие диаметр менее 48,3 мм, транспортируются в упаковке, при этом обозначения нанесены на бандаже или прикрепленном металлическом ярлыке методом клеймения. Длина таких изделий должна быть указана в метрах и сантиметрах.
На изделия диаметром, не превышающим 406,4 мм, маркировка наносится на внешнюю поверхность каждой трубы. Длина изделия может быть указана в любом месте.
Маркировка металлических труб диаметром свыше 406,4 мм выполняется внутри трубы. Однако по желанию заказчика могут использоваться другие варианты. Маркируют изделия, используя трафарет, с отступлением от края не менее 152,4 мм.
Нельзя ставить клеймо рядом со сварным швом в следующих случаях:
Если трубы изготовлены из стали группы прочности L175 и выше без последующей закалки.
Если толщина стенок изделий не превышает 4 мм.
Это расстояние от шва до клейма должно быть более 25,4 мм.
В маркировке указывается следующее:
Изготовитель (допускается наносить полное наименование или обозначение торговой марки).
Обозначение стандарта ГОСТ Р ISO 3183-1 при условии, что изделие выполнено в полном соответствии этому документу.
При изготовлении по нескольким стандартам обозначается каждый из них.
Вес 1 погонного метра готового изделия.
Марка стали и группа прочности.
Способы формирования изделия.
Произведенная термическая обработка.
Протестированное давление.
Различные дополнительные требования.
Сталь группы прочности выше L320 может выпускаться с содержанием ниобия, который в маркировке указан буквой С, содержание ванадия в составе стали обозначается буквой V, а титана — буквой Т.
Способ формирования труб также отражается в маркировке:
Бесшовные трубы обозначаются буквой S.
Сварные изделия, имеющие непрерывный шов, обозначаются буквой F.
Остальные сварные трубы имеют обозначение W.
Термическая обработка также имеет соответствующее обозначение:
Нормализованная труба в маркировке имеет обозначение N.
Изделия со снятым докритическим напряжением обозначаются буквами HS.
Трубы отвержденные в докритическом состоянии имеют маркировку HA.
Закаленные и отпущенные изделия маркируются буквой Q.
Из дополнительных обозначений используется нанесение пятна определенного цвета диаметром 5 см. Наносится на изделия диаметром свыше 114,3 мм, выполненные из стали L320.
Каждая группа прочности маркируется своим цветом:
Трубы L320 маркируются черным пятном.
Трубы L360 — зеленым пятном.
Изделия, соответствующие группе L390, маркируются пятном синего цвета.
На трубах L415 красное пятно.
На изделиях L450 белое пятно.
Трубы L485 имеют пятно фиолетового цвета.
Трубы L555 — желтого цвета.
Очень важно учитывать следующее: после проведения дополнительной обработки уже готовых труб старую маркировку следует стереть.
Муфты также имеют маркировку, соответствующую определенному стандарту.
В ней указаны следующие данные:
Производитель.
Группа прочности.
Соответствующий стандарт.
Резьба труб также должна маркироваться. Для этой цели используется клеймо, которое наносится около резьбы.
Полностью понять все нюансы нанесения обозначений не просто, но даже поверхностные знания в этой области помогут узнать необходимую информацию о стальной трубе.
Sic-marking
Маркируй сегодня, идентифицируй завтра
org/BreadcrumbList»>
Главная
В связи с нестабильными поставками продукции и скачками курсов валют данные о наличии и стоимости товара на сайте могут быть не актуальными. Для получения актуальных сведений просим обращаться к менеджерам компании по телефонам указанным на сайте.
Маркировка бурильных труб на упорном торце муфты и ниппеля замка – высокоэффективная защита маркировки от износа и коррозии (на примере стальных бурильных труб с приваренными замками)
Маркировка стальных бурильных труб с приваренными бурильными замками, предназначенных для применения при бурении и добыче в нефтяной и газовой промышленности, выполняется в соответствии требованиями ГОСТ Р 54383-2011 (ИСО 11961-2008), ГОСТ Р 50278-92, ГОСТ 27834-95, АРI Spec 5DР, АРI Spec 7-2. Ударная маркировка труб выполняется клеймением, шрифтом высотой не менее 6 мм. Стандарты и ТУ предписывают нанесение различной информации в нескольких местах: на муфте, ниппеле и теле трубы, что требует большого времени, необходимости контроля как состава маркировки, так и её качества – на всей поверхности трубы. Также высок риск повреждения трубы и травматизма маркировщика. Такая маркировка требует складировать трубы перед отгрузкой на буровую площадку, и размещение их на площадке строго в определённом положении – для получения максимально возможного доступа к маркировке.
Фото 3. Маркировка бурильных труб по ГОСТ или ТУ – места маркировки и текст
Решение
Описан новый метод автоматизированной ударной маркировки стальных бурильных труб с приваренными бурильными замками в процессе формирования комплектов труб (компоновки бурильной колонны) перед отправкой на буровую площадку. Предлагаемое решение позволяет маркировать бурильные трубы (а также — муфтовые бурильные переводники) бурильной колонны с замками, имеющими резьбу не менее З-86. В результате получается хорошо видимая и надёжная буквенно-цифровая маркировка – с минимальными трудозатратами и в минимальное время, с соблюдением существующих правил безопасности труда.
Преимущества маркировки бурильной трубы на упорном торце муфты и ниппеля:
Исключено повреждение маркировки при складировании и транспортировке трубы — маркировка защищена протектором для защиты резьбы.
Исключено повреждение маркировки инструментом в процессе сборки/разборки бурильной колонны, спуско-подъёмных операций и т.п. — маркировка находится в недоступной для инструмента зоне.
Крайне мала вероятность повреждения маркировки при бурении в результате износа/коррозии поверхности замков, или скорость износа/коррозии значительно ниже скорости износа/коррозии поверхности и резьбы замка трубы.
Свободный доступ к маркировке любой трубы, хранящейся на участке (в цехе) комплектации элементов бурильной колонны для отправки на буровую площадку.
Доступ к маркировке на упорном торце муфты и ниппеля бурильного замка не зависит от угла поворота трубы вокруг своей оси — в отличие от маркировки на внешней поверхности замка или тела трубы, доступ к которой затруднён или невозможен.
Маркировка на упорном торце муфты
Маркировка бурильных труб на упорном торце ниппеля
Оборудование для ударно-точечной маркировки SIC Marking
Интегрируемые маркираторы Все модели отличает конструкция повышенной надёжности и защита внутренних механизмов от повреждений, пыли или влаги с помощью кожуха или металлических защитных шторок.
e10-i141, окно маркировки 150х100 мм.
e10D-i141 для глубокой маркировки, окно маркировки 150х100 мм.
Комплект для маркировки включает интегрируемый маркиратор SIC Marking e10-i141 или e10D-i141, и установленную на маркираторе технологическую оснастку (примечание: эта оснастка не входит в комплект поставки стандартного маркиратора).
Технологическая оснастка предназначена для точного позиционирования маркиратора относительно муфты замка трубы и надёжного фиксирования (прижима к трубе) маркиратора для получения чёткой маркировки и исключения травматизма персонала или поломки маркиратора.
Глубина маркировки на изделия из металлических сплавов твёрдостью до HRC40 (HB372):
маркиратор SIC Marking e10-i141 — до 0,5 мм;
маркиратор SIC Marking e10D-i141 — до 0,8 мм;
Максимальная твёрдость маркируемых изделий – до HRC 62.
ВНИМАНИЕ! Маркиратор e10D-i141 предназначен для выполнения мелкосерийной маркировки – до 100 маркировок в смену.
Все данные, представленные на сайте, носят сугубо информационный характер и не являются исчерпывающими. Для более подробной информации следует обращаться к менеджерам компании по указанным на сайте телефонам. Вся представленная на сайте информация, касающаяся комплектации, технических характеристик, цветовых сочетаний, а также стоимости продукции, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями пункта 2 статьи 437 Гражданского Кодекса Российской Федерации. Указанные цены являются рекомендованными и могут отличаться от действительных цен.
труб и труб из нержавеющей стали производитель и экспортер
ручки C&N из аустенитной нержавеющей стали, никелевой легированной стали (хастеллой, монель, инконель, инколой) бесшовные и сварные трубы и трубы уже более 25 лет, мы экспортируем более 10000 тонн стальные трубы и трубки каждый год. Наш клиент уже работает в более чем 50 странах, таких как Великобритания, США, Канада, Чили, Колумбия, Саудовская Аравия, Россия, Корея, Сингапур, Австрия, Польша, Франция, … И наши заводы уже были одобрены: ABS, DNV, GL, BV, PED 97/23/EC, AD2000-WO, ГОСТ9941-81, CCS, TS, CNNC, ISO9001-2008, ISO 14001-2004.
1. A999/A999M: Каждая труба должна быть подвергнута неразрушающему электрическому испытанию или гидростатическому испытанию. опция производителя, если иное не указано в заказе.
2. Длина трубы : Если не оговорено иное, все размеры от NPS 1/8” ДО ВКЛЮЧАЯ NPS 8 доступны длиной до 24 футов с допустимым диапазоном от 15 до 24 футов. Допускается короткая длина. а количество и минимальная длина должны быть согласованы между производителем и покупателем.
3. Готовая труба должна быть достаточно прямой и иметь качественную отделку. Разрешается удаление дефектов шлифованием при условии, что W.T не будет меньше, чем разрешено в Разделе 9.Спецификации A999/A999M
4. Конец под сварку встык : Согласно ANSI B 16.25
5. Маркировка трубы : Указана в A999/999M, включает
«Лого+Stand+ZE .+Номер партии+H.T/E.T/U.T”
6. Упаковка : Каждый конец трубы защищен пластиковым колпачком. Затем упаковывается в полосу из нержавеющей стали, снаружи пачка представляет собой пластиковый тканый мешок или полиэтиленовую пленку.
7. Маркировка упаковки : РАЗМЕР + МАРКА СТАЛИ+ КОЛ-ВО ШТУК/ВЕС/МЕТРОВ.
8. MTC : Официальная оригинальная бумага BWSS MTC будет поставляться для каждого заказа.
Контроль качества в нашей группе:
Испытание на коррозию
Проводится только по специальному запросу клиента
Химический анализ
Тест проведен в соответствии с требуемыми стандартами качества
Выполнено в полном соответствии с применимыми стандартами и нормами ASTM A-450 и A-530, что обеспечивает беспроблемное расширение, сварку и использование на стороне заказчика
Вихретоковый контроль
Сделано для обнаружения однородности в недрах с помощью цифровой системы тестирования дефектов
Гидростатические испытания
100% гидростатические испытания, проведенные в соответствии с нормами ASTM-A 450 для проверки утечек в трубах, и максимальное давление, которое мы можем выдержать 20 МПа / 7 с.
Испытание воздухом под давлением
Для проверки любых признаков утечки воздуха
Визуальный осмотр
После пассивации каждый отрезок труб подвергается тщательному визуальному осмотру обученным персоналом для выявления дефектов поверхности и других дефектов
Применение:
Оборудование для пищевой промышленности, особенно для пивоварения, переработки молока и виноделия.
Кухонные столы, раковины, корыта, оборудование и приспособления
Архитектурные панели, перила и отделка
Химические контейнеры, в том числе транспортные
Теплообменники
Плетеные или сварные экраны для добычи полезных ископаемых, разработки карьеров и фильтрации воды
Резьбовые крепления
Пружины
Другие
Классификация марок стали для производства стальных труб
Обозначение стали для производства труб
Обозначения марок стали, используемых при производстве труб, указаны в следующих стандартах EN:
• EN 10027-1 – основные символы и сокращенные обозначения;
• EN 10027-2 – цифровые обозначения; а также
• EN ECISS IC10 – дополнительные символы.
Стандарт EN 10027-1 подразделяет марки стали на две группы, которые включают более мелкие подгруппы. К первой группе относятся стали с различными механическими свойствами. В эту группу входят следующие виды стали:
• S – сталь, предназначенная для строительства сооружений общего назначения. Это, например, марки S355J2H, S235JRH и S420NLH. Числовое значение, данное в обозначениях, представляет собой значение минимального предела текучести, измеренное в Н/мм 2 . Буква «J» указывает на значение пластичности подрезки, значение по умолчанию — 27J. Буква «R» указывает на температуру окружающей среды, буква «H» — на полый профиль, буква «N» — на стандартизированную структуру, а буква «L» — на низкотемпературную серию;
• P – сталь, используемая в оборудовании, работающем под давлением, например P235TR1 или P265GH. Число также представляет значение минимального предела текучести. Буква «Т» обозначает сталь, предназначенную для труб, буква «Р» обозначает температуру окружающей среды (где «Н» — низкотемпературная, а «Н» — высокотемпературная), буква «Г» — общие характеристики, которые отражают значение второй персонаж. Строка символов TR1 указывает на сталь для труб, предназначенных для транспортировки сред, а TR2 указывает на сталь для труб, используемых в системах трубопроводов и оборудовании, работающем под давлением;
• L – сталь, используемая для создания трубопроводных установок, например L245NB или L210GA. При этом цифра также представляет собой значение минимального предела текучести, а отдельные буквы обозначают: «Н» для нормализации или отжига, «А» или «Б» для класса требований к монтажным трубам, «М» для термомеханически прокатанная сталь, «Q» для рафинированной стали, «G» для общих характеристик, которые представляют значение второго символа;
• E – сталь для деталей машин. В этой подгруппе мы различаем стали для механически обработанных труб (например, Э355+Н или Э355+АР, где «Н» означает нормализацию, а «АР» означает отсутствие необходимости термообработки), фиксированную маркировку в связи с их химическим составом (для например 20МнВ6), стали, подлежащие механической обработке без термической обработки, стали со специфическими свойствами (например, Э355К2, где «К» — значение подрезной пластичности 40Дж при ‒20°С), а также стали для химико-термической обработки и термической обработки после механической обработки (сталь 38Mn6 или стали C22E, где «C» обозначает сталь с содержанием углерода 0,22%, а «E» обозначает максимально контролируемое содержание P и S).
Ознакомьтесь с другой нашей статьей: Стальные трубы и их применение в строительной отрасли.
Вторая группа сталей, определенная в стандарте EN 10027-1, состоит из сталей, различающихся по своему химическому составу. Есть четыре подгруппы:
• нелегированные стали – не автоматные стали. Их обозначают, например, С22, где «С» означает углерод, а цифра в 100 раз превышает среднее прогнозируемое содержание этого элемента в стали;
• нелегированные стали с содержанием марганца (Mn) более 1% и легированные стали без легирующих элементов более 5%;
• легированные стали – это стали, в которых содержание хотя бы одного легирующего элемента превышает 5 процентов. Они маркируются, например, X11CrMo9-1, где цифра 11 означает 100-кратное среднее содержание углерода, цифры 9-1 — содержание легирующих элементов Cr и Mo, а «Х» — буквенное обозначение; а также
• быстрорежущие стали – например, ГС 6-5-2, где «ГС» – идентификационные буквы, а цифры дают информацию о содержании отдельных легирующих элементов.
8 7. 5 8.5 6.5 10 15 13 20 5.5 12 9 4.5 2.5 16 19 14 4.0 м до 6.0 м до 8.0 м до 10 м до 12 м до 4.0 м до 8 м 3 4 м 6 м 7 м 8 м 12 м 16 м 20 м 10 м 14,5 15 м 19 м 27 м 33 м 22 м
8 7. 5 8.5 6.5 10 15 13 20 5.5 12 9 4.5 2.5 16 19 14 4.0 м до 6.0 м до 8.0 м до 10 м до 12 м до 4.0 м до 8 м 3 4 м 6 м 7 м 8 м 12 м 16 м 20 м 10 м 14,5 15 м 19 м 27 м 33 м 22 м
Циркуляционный насос Vodotok XRS 25/4-130 В наличии2 600 Р Grundfos UPS 32/80 FВ наличии33 400 Р Grundfos UPS 32/100В наличии36 700 Р Grundfos UPS 32/80В наличии31 300 Р Grundfos UPS 32/60В наличии9 400 Р Grundfos UPS 32/40В наличии7 900 Р Grundfos UPS 25/120В наличии25 500 Р Grundfos UPS 25/100В наличии33 400 Р Grundfos UPS 25/80В наличии17 400 Р Grundfos UPS 25/70В наличии11 900 Р Grundfos UPS 25/60В наличии8 900 Р Grundfos UPS 25/40В наличии7 300 Р Циркуляционный насос Vodotok XRS 40/8-200-FВ наличии5 350 Р Циркуляционный насос Vodotok XRS 50/9-180В наличии0 Р Циркуляционный насос Vodotok XRS 32/8-180В наличии4 500 Р Циркуляционный насос Vodotok XRS 32/6-180-WВ наличии2 800 Р Циркуляционный насос Vodotok XRS 32/6-180В наличии2 300 Р Циркуляционный насос Vodotok XRS 32/4-180В наличии2 100 Р Циркуляционный насос Vodotok XRS 25/8-180-WВ наличии3 550 Р Циркуляционный насос Vodotok XRS 25/8-180В наличии4 460 Р Циркуляционный насос Vodotok XRS 25/6-180-W В наличии5 700 Р Циркуляционный насос Vodotok XRS 25/6-180 В наличии2 300 Р Циркуляционный насос «Умница» 25/4-180-Х В наличии2 000 Р Циркуляционный насос Vodotok XRS 25/4-180 В наличии2 000 Р Циркуляционный насос Vodotok XRS 25/6-130В наличии2 300 Р Leo LRP 25-60/180В наличии3 000 Р
-11%
Насос Leo LPm2200 для циркуляции в системе отопления 220ВВ наличии26 060 Р29 350 Р Leo LRP 25-50/180 В наличии2 920 Р
-13%
Насос Leo LPm1500 для циркуляции системе отопления 220 ВВ наличии23 890 Р27 320 Р Leo LRP 32-50/180В наличии2 957 Р
1
2
. ..
8
→
Циркуляционный насос, используется в системах отопления частных и многоквартирных домов. Основная задача, циркуляция теплоносителя по системе системе трубопровода.
Каждый насос подбирается для каждого конкретного здания. Насосы отличаются по напору, производительности и диаметру подключения.
Циркуляционный насос в системе отопления частного дома
Выбор и монтаж насоса в систему отопления частного дома – вопрос, который волнует многих владельцев загородных коттеджей. Нужен ли вообще насос, как выбрать циркуляционный насос и какие сложности могут возникнуть в процессе его монтажа – вот, пожалуй, три основных нюанса, которые следует знать.
Можно организовать системы отопления в загородном доме с естественной или принудительной циркуляцией. Подробнее о вариантах отопления с принудительным и самотечным движением теплоносителя мы говорили тут. Вкратце напомним о чём речь – при естественной циркуляции теплоносителя система работает благодаря законам физики – вследствие теплового расширения нагретый теплоноситель поднимается вверх, а охлажденный спускается вниз. В подобной системе котёл всегда устанавливается максимально низко, чтобы получить наибольший градиент температурной разницы. Также есть ряд условий при монтаже и проектировании, чтобы самотечная система была эффективна.
Точно нужен циркуляционный насос, когда владелец желает получить преимущества системы отопления с принудительной циркуляцией или если самотечная система не может быть установлена или будет неэффективна.
Циркуляционные насосы вне зависимости от типа модели выполняют одну функцию – перемещение теплоносителя по контуру отопления. При этом циркуляционные насосы помимо непосредственно обеспечения работы системы отопления, позволяют регулировать интенсивность отопления за счет изменения давления в контуре. Например, при начале работы, до достижения желаемой температуры в помещении насос работает более интенсивно, а после прогрева комнат – активность работы уменьшается таким образом, чтобы только поддерживать полученную температуру.
Устройство циркуляционного насоса
Все циркуляционные насосы относятся к устройства центробежного принципа действия – теплоноситель попадает в рабочую камеру, из которой выталкивается лопатками центробежного колеса в боковой выходной патрубок. Заметим, что все устройства такого типа достаточно требовательны к чистоте теплоносителя и обладают КПД не более 80%.
Состоят циркуляционные насосы непосредственно из корпуса, с размещенным внутри электродвигателем, тщательно защищенным от влаги, и рабочим колесом на валу. В насосах закрытого типа колеса состоят преимущественно из двух дисков, между которыми расположены подающие лопасти.
Виды циркуляционных насосов
Среди циркулярных насосов системы отопления выделяют: быстроходные и тихоходные, а также с сухим и мокрым ротором.
Быстроходными называют насосы, частота оборотов в минуту у которых превышает 1500, у тихоходных этот показатель, соответственно, ниже 1500. Частота оборотов оказывает непрямое влияние на давление и потребляемую энергию, в частности изменение мощности пропорционально квадрату изменения напора и кубической степени изменения частоты вращений.
Тихоходные насосы имеют более сложную конструкцию и стоят дороже, при этом позволяют экономить электроэнергию. Если же выбрать модель, которая регулирует частоту вращения вала двигателя в зависимости от температуры, то можно ещё более значительно сэкономить на расходе электроэнергии.
Для получения наибольшего КПД циркуляционные насосы рекомендуется устанавливать таким образом, чтобы рабочая точка находилась в средней трети части характеристик (то есть обращать внимание на те модели, которые в основном процессе не будут работать на максимуме или минимуме своих возможностей).
Впрочем гораздо чаще принципиальный выбор модели циркуляционного насоса проводят в зависимости от типа ротора – с сухим или с мокрым.
Насосы с сухим ротором
У таких моделей в основной поток теплоносителя погружается только рабочее колесо на валу, которое вращается на подшипниках, отдаленных от стартера и ротора торцевыми уплотнениями.
Одна из основных задач – значительная герметизация – решается путем использования плотно прилегающих подпружиненных колец, изготовленных из керамики и высокопрочного графита. Одно из таких колец вращается на валу, а второе статически закреплено в корпусе. В момент вращения между уплотнительными шайбами образуется водная пленка, выполняющая функцию смазки, а также охлаждающая конструкцию.
Сухороторные насосы имеют двигатели с воздушных охлаждением (у моделей с высокой мощностью может присутствовать специальное устройство подачи холодного воздуха на мотор).
КПД подобных циркуляционных насосов зависит от мощности устройства – модели с мощностью до 1500 Вт обладают КПД 30-65%, до 7500 Вт – 35-75%, а более мощные порядка 40-80%.
Наиболее часто подобные модели используются в системах горячего водоснабжения, а также системах отопления, где необходима подача жидкости с большим напором.
Насосы с мокрым ротором
Циркуляционные насосы с мокрым ротором могут применяться с замкнутых контурах отопления для обеспечения значительной скорости перемещения теплоносителя. Такие модели позволяют значительно снизить диаметр труб, а также уменьшить количество теплоносителя, что положительно сказывается на экономичности отопления.
Конструкция таких насосов предполагает наличие разделения стартера и ротора тонкостенным стаканом, при этом ротор вращается в жидкости на подшипниках, смазывающихся и охлаждающихся теплоносителем. Сам стакан изготавливается из немагнитной нержавейки или углеродного волокна с толщиной стенки 0,1-0,3 мм, а подшипники производятся из прессованной керамики или спеченного графитового сплава.
Насосы с мокрым ротором, как правило, бесшумные, а частота вращения в них регулируется ступенчато вручную или при помощи автоматики, отслеживающей разность давления или температуры.
Заметим, что КПД насосов с мокрым ротором ниже, чем у моделей с сухим – при мощности 100 Вт КПД достигает 5-25%, до 500 Вт – 20-40%, а более 500 Вт – 30-40%.
Технические параметры циркуляционных насосов
Среди основных параметров циркуляционных насосов для систем отопления можно выделить следующие:
Пропускная способность – указывается в метрах кубических в час или литрах в минуту. Данный параметр отображает объем жидкости, который прокачивает насос за отрезок времени. Пропускная способность зависит от скорости потока и диаметра трубопровода.
Напор – указывается в метрах водяного столба и отображает высоту, на которую насос способен вытолкнуть жидкость по вертикали. Наибольший напор бытовых насосов составляет 17 метров, можно найти и более мощные модели, однако они достаточно громоздки, дороги и их нецелесообразно использовать в загородных частных домах.
Уровень шума – немаловажный параметр для оборудования, работающего в доме. Заметим, что уровень шума всегда ниже у моделей с мокрым ротором, чем у агрегатов с сухим.
Температурный диапазон – учитывая, что в трубах движется горячий теплоноситель оборудование должно выдерживать достаточно высокие температуры. Большинство насосов легко работает с температурами до 110 градусов Цельсия, однако можно встретить модели и с более высоким показателем (до 130 градусов).
Габариты – в частности важными параметрами являются монтажная длина и диаметр входного и выходного патрубков.
Следует также учитывать возможность установки насоса в открытые и закрытые системы отопления. В частности, при открытой системе нельзя использовать насос с мокрым ротором (что связано с возможным загрязнением теплоносителя и последующим выходом насоса из строя).
Как рассчитать производительность циркуляционного насоса
Объем подачи циркуляционных насосов можно рассчитать по нескольким формулам, в частности может использоваться следующая:
Q = P/(1,163 х (Tf — Tr)) или Q = 0,86R/(TF–TR)
В которой:
Q – объем теплоносителя
P – тепловое потребление помещений (тепловая мощность)
Tf-Tr – разница температур выходной трубы и обратки
1,163 – коэффициент удельной теплоемкости воды (если в системе в качестве теплоносителя используется антифриз необходимо использовать значение его коэффициента удельной теплоемкости).
Также можно рассчитать объем подачи насоса по формуле:
Q = 3,6 х P/(С х (Tf — Tr))
Обозначения аналогичны предыдущей формуле, С – теплоемкость (справочный показатель для воды 4,2 кДж/кг*С)
Для определения тепловой мощности помещений можно воспользоваться СНиП для теплосетей, где для двух- и одноэтажных зданий при температуре воздуха на улице используется показатель теплового потребления 173-177 Вт/м2 (для многоэтажных зданий 97-101 Вт/м2).
Данные формулы являются достаточно общими, в том числе вследствие использования усредненных показателей тепловой мощности. Полученные результаты могут использоваться при начальных расчетах системы и применяться при выборе котла, если же котёл уже установлен, то в формуле необходимо использовать его показатели мощности.
Ещё один параметр, который необходимо просчитать – напор. Это вторая значительная характеристика, для определения которой необходимо выяснить гидравлическое сопротивление системы (напор всегда должен быть больше этого показателя):
H = (F х R × L)/(p × g) или (F х R × L)/10000 (м.)
В которой:
H — напор в метрах водяного столба
F — коэффициент, используемый для сантехнической арматуры (показатель для фасонных деталей – 1,3, для термостатического вентиля или клапана – 1,7, при использовании обоих видов комплектующих – 2,2, установка гравитационного тормоза или смесителя повышает коэффициент на 1,2, однако если используются все три вида оборудования коэффициент принимают равным 2,6
R — гидравлическое сопротивление труб, измеряемое в паскалях на погонный метр, в среднем составляет 50-150 Па/м
p — плотность теплоносителя (для воды данный показатель составляет 1000 кг/м3)
g — наибольшая высота подъема водяного столба, которая ограничена атмосферным давлением (при отсутствии гидравлического сопротивления данный показатель составляет 10,33 м и округляется при расчётах до 10)
Какой циркуляционный насос всё-таки выбрать
В загородных домах для систем отопления чаще используются насосы с мокрым ротором – они бесшумные и позволяют значительно уменьшать сечение труб, а значит и количество теплоносителя и затраты на обогрев дома.
В остальном же циркуляционный насос следует подбирать в зависимости от необходимых технических характеристик. Производителей насосов на рынке много, для того, чтобы определиться в марке насоса можно ознакомиться с отзывами о различных моделях или проконсультироваться со специалистами – имея большой опыт в обустройстве систем отопления каждый мастер может отдавать предпочтение конкретной фирме.
Также при выборе следует обратить внимание на количество скоростей, а также возможность их регулирования (вручную или автоматически). Наличие нескольких скоростей, а также автоматического регулирования их переключения позволяет получить достаточно удобную в использовании систему и оптимизировать расход топлива на различных этапах обогрева дома. В частности для быстрого обогрева можно использовать максимальную скорость, а для поддержания температуры в хорошо утепленном здании – минимальную.
Особенности монтажа насоса для отопления
Поставить насос на отопление частного дома одна из простейших задач в монтаже отопительной системы. Однако это не значит, что не нужно соблюдать правила монтажа. К основным требованиям при установке можно отнести следующие:
Циркуляционный насос устанавливается в магистраль таким образом, чтобы вал был расположен горизонтально, а направление теплоносителя совпадало со стрелкой на корпусе прибора.
Крепление следует производить при помощи резьбового крепежа с прокладками.
Подключение к системе энергообеспечения производят согласно индивидуальных схем, предоставляемых вместе с устройствами, при этом используют провода сечением не менее 0,75 мм2.
Перед тестовым запуском необходимо убедиться в отсутствии посторонних предметов и частиц в магистрали, а также герметичности резьбовых соединений и правильности подключения электропитания. Нельзя запускать насос при закрытых кранах запорной арматуры.
При включении следует удалить воздух из насоса путем выкручивания резьбовой пробки, а также проверить силу тока в обмотке (полученные данные должны совпадать с приведенными на корпусной маркировке). Также при тестовом запуске проверяют уровень вибрации и шума.
При установке циркуляционного насоса следует учитывать некоторые особенности:
Желательно устанавливать насос на байпас, что позволит снимать насос для ремонта или замены без удаления теплоносителя из системы. Кроме того, подобное решение позволит переключать систему с принудительной на естественную циркуляцию (если проект системы предполагает не принудительное движение теплоносителя).
Выбор циркуляционного насоса лучше доверить специалистам, даже изучив гору материалов сложно определиться, если вы не видели подобные устройства в работе (мастера же, которые занимаются обустройством и обслуживанием систем могут сказать об эффективности не только новых устройств, но и уже отработавших 5-10 лет).
Расчёт напора и производительности насоса можно провести самостоятельно, однако многие данные, которые используются в формулах следует дополнительно вычислять и без наличия специальных знаний мало кому удается не допустить ошибки. Также заметим, что вычисление параметров достаточно долгое занятие, в то время как у специалистов помимо значительного опыта есть ещё и специальные программы, что позволяет сэкономить время.
Планируете обустраивать систему отопления в загородном доме – обратитесь к нашим специалистам, мы не только подберем и просчитаем циркуляционный насос и но быстро и грамотно обустроим всю систему.
Воздушные тепловые насосы | Министерство энергетики
Энергосбережение
Изображение
Воздушный тепловой насос может обеспечить эффективное отопление и охлаждение вашего дома. При правильной установке воздушный тепловой насос может доставлять в дом в три раза больше тепловой энергии, чем потребляемой им электроэнергии. Это возможно, потому что тепловой насос передает тепло, а не преобразовывает его из топлива, как в системах отопления внутреннего сгорания.
Воздушные тепловые насосы уже много лет используются почти во всех частях Соединенных Штатов, за исключением районов, в которых длительные периоды отрицательных температур. Однако в последние годы технология теплового насоса с воздушным источником продвинулась настолько, что теперь она предлагает законную альтернативу отоплению помещений в более холодных регионах.
Например, исследование, проведенное Northeast Energy Efficiency Partnerships, показало, что когда блоки, разработанные специально для более холодных регионов, были установлены в северо-восточных и среднеатлантических регионах, ежегодная экономия составляет около 3000 кВтч (или 459 долларов США).) по сравнению с электрическими нагревателями сопротивления и 6 200 кВтч (или 948 долларов США) по сравнению с масляными системами. При замещении масла (т. е. маслосистема остается, но работает реже) среднегодовая экономия составляет около 3000 кВтч (или около 300 долларов).
Типы воздушных тепловых насосов
Ниже описаны различные типы воздушных тепловых насосов.
Бесканальные, канальные и короткоходные, канальные
Для бесканальных систем требуется минимальная конструкция, так как для соединения наружного конденсатора и внутренних головок требуется всего трехдюймовое отверстие в стене. Бесканальные системы часто устанавливаются в пристройках.
Канальные системы просто используют воздуховоды. Если в вашем доме уже есть система вентиляции или дом будет новой постройкой, вы можете рассмотреть эту систему.
Короткие воздуховоды — это традиционные большие воздуховоды, которые проходят только через небольшую часть дома. Краткосрочные воздуховоды часто дополняются другими агрегатами без воздуховодов для остальной части дома.
Сплит против упакованного
Большинство тепловых насосов представляют собой сплит-системы, т. е. у них один змеевик внутри и один снаружи. Подающий и обратный воздуховоды подключаются к внутреннему центральному вентилятору.
Комплектные системы обычно имеют как змеевики, так и вентилятор на открытом воздухе. Нагретый или охлажденный воздух подается внутрь из воздуховодов, проходящих через стену или крышу.
Многозонный против однозонного
Однозональные системы предназначены для одного помещения с одним наружным конденсатором, соответствующим одному внутреннему напору.
Многозональные установки могут иметь два или более внутренних змеевика, подключенных к одному наружному конденсатору. Многозональные внутренние теплообменники различаются по размеру и стилю, и каждый создает свою «зону» комфорта, позволяя обогревать или охлаждать отдельные комнаты, коридоры и открытые пространства. Это различие может также упоминаться как «многоголовый против одноголовочного» и «многопортовый против однопортового».
Как они работают
Изображение
Система охлаждения теплового насоса состоит из компрессора и двух медных или алюминиевых змеевиков (один внутренний и один внешний), которые имеют алюминиевые ребра для облегчения теплопередачи. В режиме обогрева жидкий хладагент во внешнем змеевике отбирает тепло у воздуха и испаряется в газообразное состояние. Внутренний змеевик выделяет тепло из хладагента, когда он снова конденсируется в жидкость. Реверсивный клапан рядом с компрессором может изменить направление потока хладагента для режима охлаждения, а также для оттаивания наружного змеевика зимой.
Эффективность и производительность современных тепловых насосов с воздушным источником являются результатом технических достижений, таких как:
Термостатические расширительные клапаны для более точного управления потоком хладагента во внутреннем змеевике
Воздуходувки с регулируемой скоростью, которые более эффективны и могут компенсировать некоторые неблагоприятные последствия суженных воздуховодов, грязных фильтров и грязных змеевиков
Улучшенная конструкция катушки
Усовершенствованный электродвигатель и двухскоростной компрессор
Медная трубка с канавками внутри для увеличения площади поверхности.
Выбор теплового насоса
Каждый бытовой тепловой насос, продаваемый в этой стране, имеет этикетку EnergyGuide, на которой указан рейтинг эффективности обогрева и охлаждения теплового насоса в сравнении с другими доступными производителями и моделями.
Тепловая эффективность электрических тепловых насосов с воздушным источником определяется коэффициентом полезного действия отопительного сезона (HSPF), который представляет собой меру за средний отопительный сезон общего количества тепла, подаваемого в кондиционируемое помещение, выраженное в БТЕ, деленное на общее электрическая энергия, потребляемая системой теплового насоса, выраженная в ватт-часах.
Эффективность охлаждения определяется сезонным коэффициентом энергоэффективности (SEER), который представляет собой меру за средний сезон охлаждения общего количества тепла, отводимого из кондиционируемого помещения, выраженного в БТЕ, деленного на общую электрическую энергию, потребляемую тепловым насосом. , выраженное в ватт-часах.
Как правило, чем выше HSPF и SEER, тем выше стоимость устройства. Тем не менее, экономия энергии может окупить более высокие первоначальные инвестиции несколько раз в течение срока службы теплового насоса. Новый центральный тепловой насос, заменяющий старый агрегат, будет потреблять гораздо меньше энергии, что существенно снизит затраты на кондиционирование воздуха и отопление.
Чтобы выбрать воздушный электрический тепловой насос, обратите внимание на этикетку ENERGY STAR®. В более теплом климате SEER важнее, чем HSPF. В более холодном климате сосредоточьтесь на получении максимально возможного HSPF.
Вот некоторые другие факторы, которые следует учитывать при выборе и установке воздушных тепловых насосов:
Выберите тепловой насос с управлением оттайкой по требованию. Это сведет к минимуму количество циклов оттаивания, тем самым уменьшив потребление дополнительной энергии и энергии теплового насоса.
Вентиляторы и компрессоры шумят. Расположите наружный блок вдали от окон и соседних зданий и выберите тепловой насос с более низким рейтингом наружного шума (децибелы). Вы также можете уменьшить этот шум, установив устройство на шумопоглощающее основание.
Расположение наружного блока может повлиять на его эффективность. Наружные блоки должны быть защищены от сильного ветра, который может вызвать проблемы с оттаиванием. Вы можете стратегически разместить куст или забор с наветренной стороны от катушек, чтобы защитить устройство от сильного ветра.
Проблемы с производительностью тепловых насосов
Тепловые насосы могут иметь проблемы с низким расходом воздуха, негерметичными воздуховодами и неправильной заправкой хладагента. Расход воздуха должен составлять от 400 до 500 кубических футов в минуту (куб. фут/мин) на каждую тонну мощности теплового насоса по кондиционированию воздуха. Эффективность и производительность ухудшаются, если расход воздуха намного меньше 350 кубических футов в минуту на тонну. Технический персонал может увеличить поток воздуха, очистив змеевик испарителя или увеличив скорость вентилятора, но часто требуется некоторая модификация воздуховода. См. сведения о минимизации потерь энергии в воздуховодах и изоляционных воздуховодах.
Системы охлаждения следует проверять на наличие утечек при установке и при каждом обращении в сервисную службу. Комплектные тепловые насосы заправляются хладагентом на заводе и редко заправляются неправильно. С другой стороны, тепловые насосы сплит-системы заряжаются на месте, что иногда может привести к слишком большому или слишком малому количеству хладагента. Тепловые насосы сплит-системы с правильной заправкой хладагента и воздушным потоком обычно работают очень близко к SEER и HSPF, указанным производителем. Однако слишком много или слишком мало хладагента снижает производительность и эффективность теплового насоса.
Учить больше
использованная литература
Воздушные тепловые насосы
Системы тепловых насосов Узнать больше
Мини-сплит-тепловые насосы без воздуховодов Узнать больше
Геотермальные тепловые насосы Узнать больше
Газоабсорбционный тепловой насос Узнать больше
Воздушные тепловые насосы, ENERGY STAR
Какой тепловой насос вы покупаете? Northeast Energy Efficiency Partnerships
Ищете зимостойкие тепловые насосы? Северо-восточное партнерство по энергоэффективности
Геотермальные тепловые насосы | Министерство энергетики
Энергосбережение
Изображение
Геотермальные тепловые насосы (GHP), иногда называемые GeoExchange, геотермальными, геотермальными или водяными тепловыми насосами, использовались с конца 19 века. 40с. В качестве обменной среды они используют относительно постоянную температуру земли вместо температуры наружного воздуха.
Хотя во многих частях страны наблюдаются сезонные экстремальные температуры — от палящего зноя летом до минусовых холодов зимой — в нескольких футах от поверхности земли температура земли остается относительно постоянной. В зависимости от широты температура земли колеблется от 45°F (7°C) до 75°F (21°C). Подобно пещере, эта температура земли теплее воздуха над ней зимой и холоднее воздуха летом. GHP использует эти более благоприятные температуры, чтобы стать высокоэффективным за счет обмена теплом с землей через наземный теплообменник.
Как и любой другой тепловой насос, геотермальные и водяные тепловые насосы могут нагревать, охлаждать и, если они оборудованы, снабжать дом горячей водой. Некоторые модели геотермальных систем доступны с двухскоростными компрессорами и регулируемыми вентиляторами для большего комфорта и экономии энергии. По сравнению с воздушными тепловыми насосами они тише, служат дольше, требуют минимального обслуживания и не зависят от температуры наружного воздуха.
Тепловой насос с двумя источниками тепла сочетает в себе воздушный тепловой насос и геотермальный тепловой насос. Эти приборы сочетают в себе лучшее из обеих систем. Тепловые насосы с двойным источником имеют более высокие рейтинги эффективности, чем агрегаты с воздушным источником, но не так эффективны, как геотермальные агрегаты. Основное преимущество систем с двумя источниками заключается в том, что их установка стоит намного дешевле, чем одиночная геотермальная установка, и работают почти так же хорошо.
Несмотря на то, что стоимость установки геотермальной системы может в несколько раз превышать стоимость установки воздушной системы с той же мощностью нагрева и охлаждения, дополнительные затраты могут окупиться за счет экономии энергии через 5–10 лет, в зависимости от стоимости энергия и доступные стимулы в вашем районе. Срок службы системы оценивается в 24 года для внутренних компонентов и более 50 лет для контура заземления. Ежегодно в США устанавливается около 50 000 геотермальных тепловых насосов. Для получения дополнительной информации посетите Международную ассоциацию геотермальных тепловых насосов.
URL видео
Посмотрите, как геотермальные тепловые насосы нагревают и охлаждают здания, концентрируя природное тепло, содержащееся в земле — чистом, надежном и возобновляемом источнике энергии.
Министерство энергетики США
Существует четыре основных типа систем заземления. Три из них — горизонтальная, вертикальная и пруд/озеро — представляют собой замкнутые системы. Четвертый тип системы — вариант с открытым контуром. Несколько факторов, таких как климат, почвенные условия, доступная земля и местные затраты на установку, определяют, какой из них лучше всего подходит для участка. Все эти подходы могут быть использованы для жилых и коммерческих зданий.
Замкнутые системы
В большинстве геотермальных тепловых насосов с замкнутым контуром раствор антифриза циркулирует по замкнутому контуру, обычно изготавливаемому из пластиковых труб высокой плотности, который закопан в землю или погружен в воду. Теплообменник передает тепло между хладагентом в тепловом насосе и раствором антифриза в замкнутом контуре.
Один тип системы с замкнутым контуром, называемый прямым обменом, не использует теплообменник, а вместо этого перекачивает хладагент по медным трубам, закопанным в землю в горизонтальной или вертикальной конфигурации. Для систем с прямым обменом требуется более крупный компрессор, и они лучше всего работают на влажных почвах (иногда требуется дополнительное орошение, чтобы почва оставалась влажной), но вам следует избегать установки в почвах, вызывающих коррозию медных трубок. Поскольку в этих системах хладагент циркулирует по земле, местные экологические нормы могут запрещать их использование в некоторых местах.
Горизонтальный
Этот тип установки, как правило, наиболее экономичен для жилых помещений, особенно для нового строительства, где имеется достаточно земли. Для этого требуются траншеи глубиной не менее четырех футов. В наиболее распространенных схемах используются либо две трубы, одна из которых закопана на глубине шести футов, а другая — четыре фута, либо две трубы, расположенные бок о бок на высоте пяти футов в земле в траншее шириной два фута. Метод скручивания трубы Slinky™ позволяет разместить больше трубы в более короткой траншеи, что снижает затраты на установку и делает возможным горизонтальную установку в местах, недоступных при обычном горизонтальном применении.
Вертикальный
В больших коммерческих зданиях и школах часто используются вертикальные системы, потому что площадь земли, необходимая для горизонтальных петель, была бы непомерно высокой. Вертикальные петли также используются там, где почва слишком мелкая для рытья траншей, и они сводят к минимуму нарушение существующего ландшафта. Для вертикальной системы скважины (примерно четыре дюйма в диаметре) бурят на расстоянии около 20 футов друг от друга и глубиной от 100 до 400 футов. Две трубы, соединенные в нижней части U-образным изгибом, образующим петлю, вставляются в отверстие и заливаются цементным раствором для повышения производительности. Вертикальные контуры соединены горизонтальной трубой (т. е. коллектором), размещенной в траншеях, и соединены с тепловым насосом в здании.
Пруд/озеро
Если на участке есть достаточный водоем, это может быть самый дешевый вариант. Труба подачи проходит под землей от здания к воде и скручивается в кольца на глубине не менее восьми футов под поверхностью, чтобы предотвратить замерзание. Змеевики следует размещать только в источнике воды, соответствующем минимальным требованиям к объему, глубине и качеству.
Разомкнутая система
В системе этого типа в качестве теплоносителя используется колодезная или поверхностная вода, которая циркулирует непосредственно в системе GHP. Пройдя через систему, вода возвращается в землю через колодец, подпиточный колодец или поверхностный сброс. Очевидно, что этот вариант практичен только там, где есть достаточный запас относительно чистой воды и соблюдаются все местные нормы и правила, касающиеся сброса подземных вод.
Гибридные системы
Гибридные системы, использующие несколько различных геотермальных ресурсов или комбинацию геотермального ресурса с наружным воздухом (например, градирни), являются еще одним технологическим вариантом. Гибридные подходы особенно эффективны, когда потребности в охлаждении значительно превышают потребности в обогреве. Если позволяет местная геология, еще одним вариантом является «колодец стоячей колонны». В этом варианте разомкнутой системы бурят одну или несколько глубоких вертикальных скважин. Вода забирается снизу стоячей колонны и возвращается наверх. В периоды пикового нагрева и охлаждения система может сбрасывать часть возвратной воды, а не закачивать всю ее обратно, что приводит к притоку воды в колонну из окружающего водоносного горизонта.
Нержавеющая сталь представляет собой сплав, состоящий из железа и добавок углерода. Эти элементы считаются основными. Помимо них в сплаве присутствуют лигирующие вещества, которые придают ему дополнительные свойства. В качестве основной добавки используется хром. Он должен присутствовать в коррозийном сплаве в количестве не меньшим 10,5 процентов. Никель также является основополагающим элементом, который регулирует технические характеристики.
Таблица марок аустенитных сталей по ГОСТу и AISI, их основные области применения
Марка по ГОСТу 5632
Марка по AISI
Области применения
12Х18Н10Т
321
Технологические линии химической индустрии и предприятий нефтепереработки
08Х18Н10
304
Технологические трубопроводные системы в химической и пищевой индустрии, ограниченный ассортимент посуды, не включающий изделия для горячей обработки пищи
08Х17Н13М2
316
Технологическое оборудование химической индустрии, использование в качестве «пищевого» материала
12Х15Г9НД
201
Емкости и трубопроводы, контактирующие с органическими кислотами и умеренно агрессивными средами
Методы классификации нержавеющей стали
В зависимости от количества разнообразных добавок проводится классификация сталей по структуре. Выделяются следующие виды:
Ферритная. Малоуглеродистая сталь с содержанием данного элемента до 0,15 процентов. Хрома в таком составе должно быть до 30 процентов. Сплав обладает высокой пластичностью и прочностью. Относится к классу ферромагнитных. Хорошо переносит холодную деформацию. В основном обрабатывается отжигом, который снимает наклеп. Данный процесс придает стали стойкость к коррозии.
Мартенситная. Содержание углерода у этой марки составляет до 0,5 процента, хрома до 17 процентов. Структура сплава получается вследствие закалки и последующего отпуска. Она обладает свойством устойчивости к коррозии, стойкостью, повышенной твердостью, упругостью. Используется для изготовления деталей, которые предназначены для работы в агрессивных средах.
Аустенитная. Это целый класс сталей, для которых характерна повышенная стойкость к коррозии и пластичность в различных состояниях. Хорошо подвергается обработке и сварке. Данный класс делится на два подкласса, к которым относятся стабилизированные и нестабилизированные стали. В стабилизированные марки добавляется титан и ниобий, которые укрепляют кристаллическую решетку и защищают ее от коррозии.
Таблица марок нержавеющих сталей ферритного класса по ГОСТу и AISI, основные сферы использования
Марка по ГОСТу 5632
Марка по AISI
Области применения
08Х13
409
Столовые приборы
12Х13
410
Емкости для жидких алкогольсодержащих продуктов
12Х17
430
Емкости для высокотемпературной обработки пищевой продукции
Наиболее популярные марки и сферы их применения нержавеющей стали
Все марки нержавеющей стали можно разделить на несколько типов: 200-я, 300-я, 400-я. К каждому из этих классов относится несколько разновидностей. К 200-й относится марка AISI 201. Она практически не отличается от классов выше, но немного уступает им по своим антикоррозийным свойствам. Однако, имеет весьма существенное отличие в цене. К 300-й серии относятся такие марки:
AISI 304. Хорошо сваривается. Нашла широкое применение в пищевой промышленности.
AISI 316. От предыдущей марки отличается тем, что в ее состав входит молибден (2%), это делает сталь более устойчивой к коррозии. Способна сохранять свои свойства под воздействием высоких температур и кислотных сред. Используется в судостроительной, химической и нефтегазовой промышленности.
AISI 316T. В данной стали присутствует титан, который дает возможность использовать изделия при высоких температурах и под воздействием хлорид-ионов. Применяется в химической, газовой и пищевой промышленности.
AISI 321. Содержит большое количество титана. По этой причине способна переносить высокие температуры до 800 градусов. Хорошо подвергается сваркой. Из нее изготавливаются бесшовные трубы.
400-я серия отличается тем, что в ней практически отсутствуют посторонние элементы. Все они заменяется содержанием большого количества хрома. Углерод в данной стали присутствует в минимальных количествах. Сплав очень пластичен и хорошо сваривается. Сталь данного класса представлена маркой AISI 430.
Правила маркировки нержавеющей стали
При маркировке создается обозначение, которое содержит цифры и буквы. Первое двузначное число указывает на наличие углерода и его количество. После этого значения идут буквы, которые показывают наличие лигирующих добавок. После указания этих элементов в виде цифры указывается их количество с округлением до целого числа. В случае, когда это число составляет 1-1,5 процента цифра будет отсутствовать.
Как расшифровать маркировку
Каждая буква, которая содержится в маркировке стали имеет свое определенное значение:
Х – содержание хрома;
Н – содержание никеля;
Т – содержание титана;
В – содержание вольфрама;
Г – содержание марганца;
Д – содержание меди;
М – присутствие молибдена.
В каких сферах применимы свойства нержавеющей стали
Нержавеющая сталь обладает высокими антикоррозийными свойствами, которые позволяют ее применять при изготовлении различного рода деталей, которые предназначены для эксплуатации в неблагоприятных условиях. Она используется практически во всех сферах производства: в химической, пищевой, авиационной промышленности, электроэнергетике, транспортном машиностроении. Некоторые марки способны сохранять свои свойства даже под воздействием высоких температур, которые доходят до 800 градусов.
Нержавеющая сталь. Свойства, применение, химический состав, марки
ПРОДУКЦИЯ
Внимание! Если Вы обнаружили ошибку на сайте, то выделите ее и нажмите Ctrl+Enter.
На странице «Нержавеющая сталь — описание» Вы можете найти интересную информацию о сталях как-то: физические, химические свойства сталей, области их применения, различные марки нержавеющих сталей и др.
Основные сведения
Нержавеющие стали, которые можно также отнести к более широкому классу коррозионностойких сталей — материалы, обладающие высокой стойкостью к коррозии во влажной атмосфере и слабоагрессивных водных растворах.
Коррозией называется разрушение металлов и сплавов вследствие их химического или электрохимического взаимодействия с внешней средой. Коррозионная стойкость — способность материала сопротивляться коррозионному воздействию среды.
Основой нержавеющих сталей является железо. Основным легирующим элементом, обеспечивающим стойкость к коррозии, является хром (Cr). Также в состав указанных материалов обычно входят углерод (C), кремний (Si), марганец (Mn), сера (S) и фосфор (P). Многие из нержавеющих сталей содержат в качестве легирующих элементов никель (Ni), который улучшает коррозионную стойкость и жаропрочность стали; молибден (Mo), ниобий (Nb), которые повышают рабочую температуру стали; кобальт (Co), повышающий износостойкость материала.
Классификация
Наиболее распространенной является классификация сталей по их структуре. Выделяют следующие типы коррозионностойких сталей:
ферритный;
мартенситный;
аустенитный;
ферритно-мартенситный;
аустенито-мартенситный;
аустенито-ферритный.
Стоит отметить, что, как правило, в особый класс выделяют коррозионностойкие сплавы на основе никеля, хрома и никеля, никеля и молибдена.
Структуры сталей отличаются благодаря различным способам их охлаждения после высокотемпературной обработки. Структура наряду с химическим составом оказывает большое влияние на стойкость материала к коррозии в тех или иных агрессивных средах, что, в свою очередь, определяет области применения изделий из конкретного сплава или стали. Свойства нержавеющих сталей определяются химическим составом стали, а также ее структурой. Указанные признаки особенно важны для определения среды, в которой стоек тот или иной материал.
Мартенситный и мартенсито-ферритные стали обладают хорошей коррозионностойкие стойкостью в атмосферный условиях, слабоагрессивных средах (например, в слабых растворах солей, кислот), а также имеют высокие механические свойства.
Основной рабочей средой ферритных сталей являются растворы азотной кислоты аммиака, аммиачная селитра, смесь фосфорной, азотной, фтористоводородной кислот, а также некоторые другие окислительные агрессивные среды. Стали данного класса становятся хрупкими при температуре 475 °С, а также имеют сравнительно невысокие показатели прочности и жаропрочности. Стоит отметить плохую свариваемость ферритных сталей и низкую коррозионную стойкость сварных швов.
Аустенитные стали обладают хорошими показателями механических и технологических свойств, а также стойки в большом количестве агрессивных сред. Стали данного класса имеют высокую пластичность и прочность, а также хорошо обрабатываются.
Аустенито-ферритные и аустенито-мартенситные стали по коррозионной стойкости схожи со сталями аустенитного класса, но превосходят их по механическим характеристикам. Так аустенито-ферритные стали имеют повышенный предел текучести, аустенито-мартенситные — повышенную прочность.
Марки нержавеющих сталей
Необходимо сказать несколько слов о маркировке легированных сталей. В ее основу положена буквенно-цифровая система (ГОСТ 4543-71). Легирующие элементы: марганец — Г, кремний — С, хром — Х, никель — Н, вольфрам — В, ванадий — Ф, титан — Т, молибден — М, кобальт — К, алюминий — Ю, медь — Д, бор — Р, ниобий — Б, цирконий — Ц, азот — А.; Количество легирующего элемента в процентах указывается цифрой, стоящей после соответствующего индекса. В начале перед буквенным обозначением пишется (регламентируется маркой) в виде цифрового значения умноженное на 10 процентное содержание углерода в стали. Отсутствие цифры после индекса элемента указывает на то, что его содержание менее 1,5 %. Высококачественные стали имеют в обозначении букву А, а особо-высококачественные — букву Ш, проставляемую в конце.
Например, сталь 12Х2Н4А содержит 0,12% С, около 2% Cr, около 4% Ni и менее 0,025% S и P.
Достоинства / недостатки
Достоинства:
обладают высокой коррозионной стойкостью в различных агрессивных средах;
имеют более низкую стоимость по сравнению с коррозионностойкими сплавами на никелевой основе.
Недостатки:
имеют невысокую жаропрочность и жаростойкость по сравнению с коррозионностойкими сплавами на никелевой основе.
Области применения нержавеющих сталей
Указанные материалы применяются при изготовлении изделий для энергетического машиностроения и печестроения. К таким изделиям можно отнести рабочие лопатки, болты, гайки, диски и роторы и другие элементы газовых турбин, а также узлы деталей печей и прочих изделий, требующих защиты от коррозии в агрессивных средах. Нержавеющие стали имеют меньшие рабочие температуры по сравнению с жаростойкими сплавами и сталями на никелевой основе, поэтому применяются в случаях, когда рабочие температуры не превышают 500-700 °С.
Продукция из нержавеющей стали
Выпускаются различные полуфабрикаты из нержавеющих сталей. Стоит отметить нержавеющие прутки и круги, проволоку и нить, нержавеющие листы и полосы, а также трубы. Перечисленные полуфабрикаты находят применение в областях промышленности, в которых предъявляются высокие требования к коррозионной стойкости изделий.
Таблица химического состава нержавеющей стали
Элементный химический состав нержавеющей стали в основном состоит из железа (Fe) и хрома (Cr), другие легирующие элементы в химическом составе также включают углерод (C), кремний (Si), марганец (Mn), фосфор (P) , сера (S), никель (Ni), молибден (Mo), титан (Ti), азот (N) и медь (Cu) и т. д. Только когда процентный состав Cr достигает определенного значения, сталь обладает коррозионной стойкостью. . Следовательно, металл из нержавеющей стали обычно имеет содержание хрома не менее 10,5%.
В следующей таблице приведен химический состав сплавов из нержавеющей стали, включая аустенитную нержавеющую сталь 304, 304L 316, 316L, 321, 303, 302, 301, 904L, 201 и т. д., мартенситную нержавеющую сталь 440А, 440В, 440С, 420 и т. д. , ферритная нержавеющая сталь 430, дуплексная нержавеющая сталь 2205, 2507, 329 и т. д.
Примечание: Максимум « ≤ », если не указан диапазон (Мин-Макс) или минимум (≥).
Таблица химического состава нержавеющей стали, процентное содержание (%)
мартенситная сталь дуплекс из нержавеющей стали дисперсионно-твердеющая морилка для нержавеющей стали аустенитная сталь ферритная сталь
Просмотреть весь соответствующий контент →
Самые популярные вопросы
Какие бывают виды нержавеющей стали?
Хотя существует более 100 марок нержавеющей стали, большинство из них подразделяются на пять основных групп в семействе нержавеющих сталей: аустенитные, ферритные, мартенситные, дуплексные и дисперсионно-твердеющие.
Почему хром используется в нержавеющей стали?
При использовании в стали хром придает замечательную устойчивость к коррозии и нагреву. Нержавеющая сталь обычно содержит от 10 до 30 процентов хрома.
Какой тип нержавеющей стали обычно имеет самую высокую коррозионную стойкость?
Аустенитные стали обычно обладают самой высокой коррозионной стойкостью. Они содержат от 16 до 26% хрома и до 35% никеля, не упрочняются термической обработкой и немагнитны. Наиболее распространенным типом является марка 18/8 или 304, которая содержит 18 процентов хрома и 8 процентов никеля.
нержавеющая сталь , любая из семейства легированных сталей, обычно содержащая от 10 до 30 процентов хрома. В сочетании с низким содержанием углерода хром придает замечательную устойчивость к коррозии и нагреву. Другие элементы, такие как никель, молибден, титан, алюминий, ниобий, медь, азот, сера, фосфор или селен, могут быть добавлены для повышения коррозионной стойкости в определенных средах, повышения стойкости к окислению и придания особых характеристик.
Большинство нержавеющих сталей сначала плавят в электродуговых или основных кислородных печах, а затем очищают в другом сталеплавильном агрегате, в основном для снижения содержания углерода. В процессе аргонно-кислородного обезуглероживания смесь кислорода и газообразного аргона впрыскивается в жидкую сталь. Изменяя соотношение кислорода и аргона, можно удалить углерод до контролируемых уровней путем окисления его до монооксида углерода без окисления и потери дорогостоящего хрома. Таким образом, в начальной плавке можно использовать более дешевое сырье, например высокоуглеродистый феррохром.
Викторина «Британника»
Викторина «Знай свою химию»
От элементов периодической таблицы до процессов, в результате которых создаются предметы повседневного обихода — это лишь некоторые из вещей, которым может научить нас химия. Можете ли вы отфильтровать свой путь через нашу викторину по химии?
Существует более 100 марок нержавеющей стали. Большинство из них подразделяются на пять основных групп в семействе нержавеющих сталей: аустенитные, ферритные, мартенситные, дуплексные и дисперсионно-твердеющие. Аустенитные стали, содержащие от 16 до 26% хрома и до 35% никеля, обычно обладают наибольшей коррозионной стойкостью. Они не упрочняются термической обработкой и немагнитны. Наиболее распространенным типом является марка 18/8 или 304, которая содержит 18 процентов хрома и 8 процентов никеля. Типичные области применения включают самолеты, молочную и пищевую промышленность. Стандартные ферритные стали содержат от 10,5 до 27 процентов хрома и не содержат никеля; из-за низкого содержания углерода (менее 0,2 процента) они не поддаются термообработке и имеют менее важные антикоррозионные свойства, такие как архитектурная отделка и отделка автомобилей. Мартенситные стали обычно содержат от 11,5 до 18 процентов хрома и до 1,2 процента углерода, иногда с добавлением никеля. Они поддаются термообработке, обладают умеренной коррозионной стойкостью и используются в столовых приборах, хирургических инструментах, гаечных ключах и турбинах. Дуплексные нержавеющие стали представляют собой комбинацию аустенитных и ферритных нержавеющих сталей в равных количествах; они содержат от 21 до 27 процентов хрома, от 1,35 до 8 процентов никеля, от 0,05 до 3 процентов меди и от 0,05 до 5 процентов молибдена.
Коронка для подрозетников по бетону. Отверстие для подрозетника
При капитальном ремонте чаще всего прокладывается новая проводка, выключатели и розетки. Как правило, стены в доме кирпичные или бетонные. Поэтому установить выключатель или розетку бывает достаточно проблематично.
Обычные сверла по дереву или металлу нельзя использовать для решения таких задач, так как они моментально станут тупыми и свои функции выполнять уже не смогут. Нужны специальные приспособления и инструменты, которые очень сильно облегчат вам работу.
Когда нужно просверлить отверстие под установку подрозетников, вам нужна специальная коронка по бетону. Проделать отверстие с помощью такой коронки можно не только в бетоне, но и в кирпичной кладке, в армированном бетоне, а также в искусственном и природном камне. Коронка для подрозетников по бетону может проникнуть на глубину 1,5 метра.
Диаметр отверстия зависит от того, какой внешний диаметр имеет сама коронка. Большие дыры чаще всего нужны, когда нужно установить розетку или проложить трубу сквозь стену.
Коронка по бетону по форме представляет собой отрезок трубы. Края этой трубы оснащены режущими сегментами, сделанными из твердосплавного материала. Эти сегменты проникают в твердые блоки.
Фланец, который располагается на другом конце рабочего цилиндра, служит для крепления коронки в головке цилиндра. Головка дрели должна иметь большой диаметр, а сама дрель должна иметь высокую мощность. Дрель может быть как пневматическая (в движение приводится потоком сжатого воздуха), так и электрическая. Зачастую применяется специальный бурильный инструмент.
Набор может включать также центрирующее сверло, фиксирующееся в крепежном узле. Это сверло нужно для того, чтобы при сверлении коронка «не гуляла». Центрирующее сверло иногда нужно менять, так как оно имеет свойство тупиться.
В некоторых коронках есть алмазные режущие кромки. Такие коронки по бетону являются долговечными. Промышленные алмазы, используемые при их изготовлении, не требуют последующей заточки. Такая коронка способна проникнуть в самые твердые поверхности.
Чтобы работа по вырезке отверстий проходила правильно и эффективно, необходимо верно подобрать тип коронки. Выбор зависит от свойств просверливаемого материала, от мощности дрели, от условий работы. Основными требованиями, предъявляемыми к процессу сверления, являются максимальная производительность, надежность инструмента и оборудования, безопасность проведения работ.
Типы коронок
Можно выделить несколько основных видов коронок для сверления бетона под розетки (или другие элементы). Приведем список наиболее распространенных из них. Коронки, имеющие твердосплавные насадки, используются чаще всего. Изделия данной группы имеют цену, как правило, ниже, чем у аналогов. Для личного использования, когда есть необходимость просверлить несколько отверстий, этот вариант стал очень популярным.
Сплав, из которого сделаны напайки, отличается долговечностью и прочностью.
Но следует помнить, что напайки чаще всего вылетают при попадании на арматуру. Поэтому для участков, где проходит арматура, данное приспособление непригодно.
Алмазная коронка под розетку в бетон
Многим приходилось резать железобетон алмазными кругами. Этот способ является самым эффективным. Тоже можно сказать и о коронках. С помощью такой коронки работу выполнить проще. Но важным фактором, является стоимость данной группы изделий. Качественный образец стоит дорого. Но эта стоимость оправдывает себя, особенно когда нужно выполнить большой объем работ.
В напылении на сегментах присутствуют технические алмазы, благодаря чему коронка способна справиться с очень твердыми стенами. Те люди, которые занимаются подобными работами профессионально, предпочитают именно этот тип коронки. Такие приспособления могут прорезать даже арматуру. Поэтому вы сможете выполнить работу даже на самом сложном участке. Но все же, лучше избегать металла, если есть такая возможность.
Карбидно-вольфрамовые коронки
Существуют приспособления с карбидно-вольфрамовым напылением. Они способны просверлить не только кирпич или бетон, но и керамическую плитку. В этом и состоит их преимущество. Ведь это очень удобно, когда вам не нужно менять коронки.
Одной и той же коронкой вы можете пройти и бетон, и кирпич, и кафель. Это позволяет сэкономить не только средства, но и время. Решить все проблемы с помощью одной коронки – вот, что позволяет приспособление данного типа.
В такой коронке есть шестигранный хвостовик, который служит для сверления дрелью. Мощность самой дрели должна быть не менее 800 Вт. Стоит отметить, что этот тип коронки выйдет из строя при использовании его на участках с металлическими фрагментами.
Размер коронки для подрозетника
Домашнему мастеру зачастую требуется сделать отверстие под розетку. Возникает вопрос, какого размера нужна коронка для подрозетников по бетону? Для начала нужно узнать диаметр подрозетника. Зная его диаметр, можно отправиться в магазин за коронкой. Чтобы подрозетник не оказался велик или мал, нужно уточнить в магазине, для какого диаметра подрозетников предназначена та или иная коронка.
Как правило диаметр у подрозетников стандартный — 68 мм. Регуляторы, выключатели и розетки изготавливаются именно под этот размер. Поэтому для сверления чаще всего используются коронки на 68 мм, реже применяются коронки на 75 мм и 70 мм.
Перед использованием коронки, необходимо правильно ее собрать. Первым делом, нужно вставить победитовое сверло (закрепить болтами). После этого следует закрепить чашу по резьбе. Сборка должна быть плотной, ничего не должно «болтаться». Иначе, можно сломать сверло или саму чашу. Не исключены и травмы.
После сборки можно начинать сверление бетона. Для этого нужен перфоратор. При его отсутствии, можно воспользоваться ударной дрелью. Нет смысла использовать для этой цели обычную дрель, ведь вам понадобится полдня, чтобы сделать отверстие в бетоне под розетку нужной глубины.
Рекомендуется сначала сделать метки для центрирующего сверла. Направьте сверло в метку и начинайте сверлить. По возможности проводите все работы в респираторе, и обязательно в очках, так как вокруг будет достаточно грязи и пыли.
После того как вы выполнили сверление, нужно убрать коронку с перфоратором и выбить центральную часть. Это можно сделать обычным сверлом для перфоратора, зубилом или молотком.
Полезный совет – не покупайте дешевые коронки по бетону (китайского производства). Уже после нескольких сверлений они «умирают» (победитовые напайки отваливаются). Дайте коронке остыть после сверления, так как напайки могут отвалиться.
Итак, 68 мм является самым ходовым размером отверстия. Если вы не знаете, какое отверстие сверлить, а розетка уже куплена, то измерьте с помощью штангенциркуля ее внешний диаметр.
Похожие материалы на сайте:
Нож с пяткой для разделки кабеля
Гильзы ГМЛ для опрессовки проводов
Коронка для подрозетников по бетону, дереву, гипсокарнону: как выбрать
Стандартным разъемом для подключения всех электроприборов является розетка. Если в доме предусмотрен наружный тип электропроводки, что встречается крайне редко, то такого же типа розетку просто фиксируют к стене. Чаще всего используется скрытый тип проводки, требующий заглубления разъемов внутрь стены. Но прежде чем их туда вставить, потребуется вмонтировать специальное гнездо – подрозетник. Вырезать под него углубление в стене поможет коронка для подрозетников по бетону – специальная насадка на электродрель или перфоратор. Именно о разновидностях коронок пойдет дальше речь.
Классификация подрозетников
Прежде чем приступить к знакомству с коронками для подрозетников, давайте узнаем классификацию самих гнезд. Существует огромное разнообразие розеток, но они не ограничены декоративной накладкой, наблюдаемой на стене. Под самой накладкой находится керамический или сделанный из специальных полимеров клеммный блок для подключения проводов. У каждой розетки эта внутренняя деталь различается своими габаритами, что влияет на выбор подрозетника, а, следовательно, и коронки.
Каждый производитель придерживается стандартов, изготовляя все подрозетники круглой формы. Но материал стены может быть самым разным, например, гипсокартон, бетон, дерево, что определяет классификацию гнезд.
Существует 3 вида подрозетников:
гнезда для бетона представлены круглыми пластиковыми стаканами без крепежных элементов. В стене их фиксируют гипсовым раствором;
гнезда для ГКЛ или ПВХ вагонки имеют такую же пластиковую конструкцию, только снабжены специальным прижимным механизмом. Он фиксирует стакан с тыльной стороны листового материала;
гнезда для деревянных стен – это тот же стакан, только по нормам пожаробезопасности он изготовлен из металла.
Вот теперь, зная разновидности подрозетников, будем определять, какими коронками для них вырезать углубления.
Общее представление о коронке
Конструкция коронки очень проста. Этот инструмент представляет собой насадку на электродрель или перфоратор. Она состоит из хвостовика и режущей круглой головки. По центру находится направляющее сверло. Коронка бывает разборной или цельной.
Чтобы вырезать круглое отверстие, достаточно в патроне электроинструмента зажать хвостовик насадки и начать сверление подрозетников. Когда режущая часть коронки полностью войдет в материал стены, сверление прекращают. Оставшуюся внутри стены прорезанную окружность выбивают с помощью молотка и зубила.
Основные характеристики коронок
Выбирать для работы коронку только по материалу стены нельзя. Существуют конструктивные особенности насадок, которые мы сейчас рассмотрим:
Насадки могут иметь несколько типов хвостовиков, предназначенных для патронов определенного инструмента. Для обычных электродрелей подходят хвостовики шестигранной формы. То есть – это обычный металлический стержень с гранями. Для перфораторов нужны специальные хвостовики с двумя пазами, именуемые SDS. Но и они различаются по диаметру стержня. Для легких бытовых перфораторов подходят хвостовики SDS-plus, диаметром 10 мм. Профессиональное мощное оборудование работает с хвостовиками толще 20 мм, именуемыми SDS-max.
Размеры режущей части в диаметре бывают от 33 до 150 мм. Практически для всех видов подрозетников стандарты определяют диаметр насадки 68 или 70 мм.
От длины режущей части насадки зависит глубина прорезанного за один раз отверстия. Чем меньше длина, тем больше раз придется сверлить стену. Обычно коронки бывают от 60 до 550 мм глубины. Стандартным подрозетникам достаточно в стене углубления 60–65 мм. Но могут встречаться нестандартные ситуации, требующие высверлить отверстия глубиной от 40 до 80 мм.
Бурение в бетонной или кирпичной стене неопытному человеку лучше выполнять коронками диаметром 75–80 мм. Особенно это актуально при монтаже нескольких подрозетников рядом, то есть, целого блока. Запас диаметра позволит правильно разместить стаканы внутри отверстий. Получившиеся зазоры легко заделаются гипсовым раствором.
Разновидности коронок, предназначенных для бурения по бетону
Стены из бетона и железобетона считаются самыми прочными. Чтобы просверлить в них отверстия, потребуются специальные коронки и мощный инструмент. Электродрелью здесь пользоваться неуместно, лучше отдать предпочтение перфоратору с минимальной мощностью 800 Вт. Под его патрон потребуется подобрать насадку с хвостовиком SDS. Любая коронка по бетону состоит из уже упомянутого хвостовика, направляющего сверла и режущей части круглой формы. В зависимости от материала напаек режущей части, насадки делятся на три вида.
Насадка с алмазным напылением
Самая надежная и универсальная считается алмазная коронка для подрозетников, изготовленная методом напыления алмазной крошки на режущую часть. Насадкой можно просверлить отверстия в любом прочном материале стены, даже железобетоне. Алмаз отлично справиться с арматурой, только во время бурения железобетона на перфораторе необходимо отключить ударную функцию. Желательно мощность самого инструмента подбирать не менее 1,5 кВт.
Прежде чем начать алмазное сверление, необходимо обратить внимание на маркировку коронки:
стоящая на изделии аббревиатура «М» говорит о напылении мягких алмазов, подходящих для сверления сверхпрочных бетонов;
средняя жесткость алмазов «С» используется для сверления железобетона;
напыление твердых алмазов «Т» подходит для сверления бетона высоких марок. Причем работают с такими насадками на малых оборотах перфоратора.
Высокая надежность и продуктивность алмазной коронки, а также опыление режущей кромки определяют ее высокую стоимость.
Насадка из твердосплавных материалов
В качестве твердых сплавов в таких конструкциях коронок используется победит. Причем не вся режущая головка сделана из него. Для изготовления самого стакана применяется сталь высокой прочности, а из победита по головке делают напайки. Работа с такой насадкой ничем не отличается от алмазного аналога, единственное предупреждение, победитовой коронкой нельзя сверлить железобетон. Если зубья зацепят арматуру, насадку можно будет выбросить.
Коронка отлично пойдет по кирпичу, бетону, шлакоблоку, в общем, по любому твердому материалу без присутствия внутри металла. Стоимость такого инструмента намного ниже алмазного аналога, и для домашних работ он считается подходящим выбором.
Насадка с карбидно-вольфрамовым напылением
По стоимости и эффективности для домашнего пользования такая коронка является лучшим выбором. Ее конструкция идентична предыдущим вариантам, только в качестве опыления на головке применяется карбидно-вольфрамовая крошка. Насадка возьмет бетон, кирпич или любой другой материал без арматуры. Очень удобно коронкой прорезать кафельную плитку, но если под ней находится железобетон, насадку придется сменить на алмазную. Коронкой можно работать, зажав ее в патроне электродрели, главное, чтобы мощность инструмента превышала 800 Вт.
Конструкция насадок по дереву
Просверлить отверстия для подрозетников в деревянных стенах коронками по бетону не удастся. Здесь потребуются специальные насадки, режущая кромка которых напоминает зубья пилы. Коронка состоит из того же хвостовика, направляющего сверла и режущей головки, которая бывает двух видов:
Цельный стакан, режущая кромка которого снабжена острыми зубьями. Такие фрезы называются корончатыми. Продается обычно комплект из одного хвостовика и набора фрез разного диаметра.
Конструкция разборной головки состоит из посадочного круглого гнезда, внутрь которого устанавливается согнутая кольцом пила определенного размера. Причем кольцо полностью не смыкается, то есть, получается разрезанный цилиндр.
Для работы с такой насадкой подойдет ручная электродрель. Диаметр коронки лучше подбирать соответствующий размеру подрозетника, так как гипсом заделывать большие щели в деревянных стенах не получится.
Конструкция насадок для гипсокартона
Внешний вид насадок по гипсокартону похож на коронки по дереву. Они также могут быть разборными или неразборными. Режущая часть головки снабжена острыми зубьями, направленными под определенным углом. Коронка цельной конструкции диаметром 68 мм считается узкопрофильной, так как используется только для монтажа подрозетников. С помощью набора кольцевых пил разборной насадки в ГКЛ можно вырезать отверстия диаметром от 33 до 150 мм.
Гипсокартон сверлится очень легко, что позволяет использовать любую маломощную дрель. Важно во время работы на инструменте не включить ударную функцию. Это приведет к разрушению гипсовой прослойки листа.
Особенности высверливания отверстий
В зависимости от материала стены и типа электроинструмента, сверление отверстий коронками выполняют двумя способами:
Бурение ударным способом осуществляют перфоратором или мощной электродрелью, если последний инструмент имеет такую функцию. Для этого используют алмазную или победитовую коронку. Но, как говорили выше, железобетон, дерево и гипсокартон ударным способом сверлить нельзя. Это касается кафеля и других хрупких материалов, способных растрескаться от удара.
Безударное сверление доступно для любого из двух электроинструментов, просто надо выключить данную функцию перед работой. Вот именно этим способом сверлят дерево, ГКЛ, железобетон и все хрупкие материалы, такие как кафель.
Во время сверления опытные мастера ощущают, как коронка въедается вглубь стены. Нельзя сильно нажимать инструмент, особенно при сверлении железобетона. От силы трения коронка сильно нагревается, и если не рассчитать, насадка просто сгорит.
Сверление отверстий для подрозетников
Чтобы вырезать отверстия для подрозетника, достаточно иметь под рукой электроинструмент и соответствующую коронку. Предварительно на стене наносят разметку всех гнезд, обязательно отметив внутри центр круга. Это можно сделать двумя пересекающимися линиями. Зажатую в патроне электроинструмента насадку направляющим сверлом устанавливают в отмеченный центр круга и начинают сверление. Далее, оставшуюся внутреннюю часть удаляют при помощи молотка с зубилом. Глубина получившегося отверстия на 10 мм должна быть больше высоты подрозетника. Если размеры не соответствуют, бурение продолжают до достижения положительного результата.
В готовые отверстия осталось установить подрозетники. Метод их крепления зависит от конструкции самого изделия, а также материала стены.
pcb — Рекомендуемый размер отверстия для этой сквозной розетки
спросил
Изменено 7 лет, 5 месяцев назад
Просмотрено 323 раза
\$\начало группы\$
Я рассматриваю возможность использования этой сквозной розетки для проекта. Поскольку я новичок в этом, мне было интересно, какой размер сквозного отверстия будет оптимальным? Это гнездо будет припаиваться, поэтому я понимаю, что могу сделать диаметр больше, чем указано в спецификации, и у меня не будет проблем. Вопрос в том, насколько больше? Я читал здесь, что чем плотнее, тем лучше.
Вот часть: https://www.mill-max.com/products/socket/834-XX-XXX-10-001000. Похоже, что отверстие должно быть не менее 0,043 дюйма в диаметре, если я правильно понимаю. Есть немного более широкая часть диаметром 0,061 дюйма, но я не могу сказать, предназначено ли это для отверстия или просто вровень с доской.
Заранее спасибо!
плата
сквозное отверстие
гнездо
\$\конечная группа\$
1
\$\начало группы\$
Область 0,043 дюйма — это часть, которая проходит через плату, а затем обод 0,061 дюйма располагается поверх платы.
Учитывая, что размеры сверла, как правило, метрические, ваше отверстие 0,043 дюйма составляет 1,0922 мм, поэтому следующие два метрических размера будут 1,1 мм или 1,2 мм. Учитывая, что это размер сверла и отверстия будут покрыты металлом, я бы пошел для большего из двух (1,2 мм), чтобы обеспечить допуск для меньших размеров сверла — хотя вы можете проверить спецификацию производителя вашей печатной платы, поскольку они обычно сообщают вам допуск отверстия.0005
В любом случае вы хотите, чтобы он был уже, чем 0,061″ (1,54 мм), а это означает, что отверстие для сверления должно быть не меньше 1,1 мм и не больше 1,5 мм. производителя вашей печатной платы, и добавьте к этому 1,1 мм, чтобы получить минимальный размер
\$\конечная группа\$
0
\$\начало группы\$
Недавно нашел этот, который напрямую от производителя. Он есть на странице товара. Есть ссылки на два PDF-файла: «Дюймы» и «Метрические». Вот метрический: https://www.mill-max.com/assets/pdfs/metric/063M.PDF
Рекомендуется отверстие диаметром 1,17 мм (1,2 мм перед покрытием).
Спасибо, Том Карпентер! Ваш ответ также был очень полезен 🙂 Я буду придерживаться вашего эмпирического правила, если не уверен, показывает ли мой CAD (Eagle) размеры до нанесения покрытия или нет.
\$\конечная группа\$
1
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
Как правильно сделать подвал в гараже своими руками, строительство гаража с подвалом
Блог
Советы
Подвал гаража — это в первую очередь дополнительное помещение, которое можно использовать для хранения хозяйственных принадлежностей. Чаще всего строительство гаража с подвалом планируют еще на этапе проектирования. При этом в проект изначально закладывают подвальное помещение, которое используют и как склад, и как смотровую яму.
Иногда строят и без подвала. В этом случае подпольное пространство можно оборудовать и после, но это будет сложнее и займет больше времени. Вы можете сделать такой склад самостоятельно или поручить эту задачу специалистам ГаражТек.
Варианты конструкций
Если вы планируете построить гараж с подвалом или оборудовать подвал в уже существующем, то заранее определитесь, какое именно сооружение вам подойдет. Все зависит от поставленной задачи, а также от уровня грунтовых вод на участке. Чтобы избежать подтопления, пол подземной части должен находиться минимум на 0,5 м выше обводненного горизонта.
Наиболее популярны такие варианты:
Приямок — небольшое углубление, дно которого находится примерно на метр ниже уровня пола в гараже. Стены приямка выкладываются шлакоблоком или кирпичом, а сверху конструкция перекрывается, для доступа внутрь служит люк.
Полузаглубленный погреб — глубиной около 1,5 м. Чаще всего такие погреба представляют собой расширенную и обустроенную смотровую яму. По бокам ямы вынимается грунт и устанавливаются стеллажи для хранения продуктов.
Заглубленная конструкция — полноценный подвал под гаражом глубиной до 2,5 – 3 м. Это наиболее трудоемкий вариант, который позволяет получить максимально просторное помещение.
Земляные работы
Если вы не собираетесь переоборудовать старый подвал или смотровую яму, то работы нужно начинать с закладки котлована.
На выбранном участке роется котлован глубиной до 3 – 3,5 м.
Стены и пол котлована тщательно выравниваются и трамбуются, чтобы исключить осыпание.
На пол укладывается несколько чередующихся слоев щебня и гравия суммарной толщиной до 50 см. Каждый слой тщательно трамбуется, чтобы в дальнейшем избежать просадки пола.
Выполняется «подбетонка»: щебнево-гравийную подсыпку заливают тонким слоем низкомарочного бетона, чтобы ограничить ее подвижность.
При необходимости котлован можно вырыть даже в ранее эксплуатируемом гараже. Но для этого придется демонтировать значительную часть напольного покрытия. Из-за высокой трудоёмкости к такому способу прибегают крайне редко — в лучшем случае ограничиваются полузаглубленным погребом.
Пол, стены, перекрытие
Комната в подвале должна быть защищена от деформаций в результате просадок грунта. Предотвратить разрушения можно с помощью закладки надежного пола и постройки капитальных стен.
Оптимальный вариант пола в гаражном подвале — железобетонная конструкция. Для ее закладки поверх подбетонки укладывается гидроизоляция (2 слоя рубероида или специальная мембрана), а затем засыпается около 15 см песчано-гравийной смеси. Сверху устанавливается каркас из арматурного прутка (8 –12 мм), который заливается раствором. Поверхность раствора тщательно выравнивается и просушивается (оптимальное время набора прочности — около 4 недель).
Стены внутри подвала выкладываются из кирпича, шлакоблока или бетонных блоков. Кладка должна опираться на надежное основание, потому работы начинают только после того, как бетонный пол наберет необходимую прочность.
Еще один вариант возведения стен — заливка бетонного монолита. Для этого поверх грунтовых стен котлована устанавливается сначала арматурная сетка, а потом опалубка из толстой фанеры или обрезной доски. Слоями по 20 – 30 см заливается бетон марки не ниже М400, который затем штыкуется или уплотняется глубинными вибраторами.
Гаражный подвал перекрывается бетонными плитами, поверх которых заливается монолитный пол (бетонный или полимерный). Для доступа в помещение оборудуется люк — примерно такой, как показан на фото.
Гидроизоляция и вентиляция подвала в гараже
Эффективно использовать мы можем только сухой подвал, потому еще на этапе проектирования необходимо позаботиться о гидроизоляции и вентиляции помещения под полом.
Основная задача гидроизоляции — защита подвального помещения от проникновения почвенной влаги. Для решения этой задачи могут использоваться разные методы:
Укладка рубероида или гидроизоляционных мембран в месте контакта стен подвала с грунтом.
Обработка стен и пола подпольной части гаража гидроизоляционными мастиками.
Нанесение на бетонные и кирпичные поверхности проникающих составов, которые просачиваются в толщу материала, полимеризуются и формируют надежный антикапиллярный барьер.
Как правило, при выполнении гидроизоляционных работ используется комбинация из нескольких методов, которые гарантирует отсутствие протечек. Также особое внимание стоит уделить проблемным участкам — стыкам стен и пола, местам прохождения коммуникаций. Именно там обычно влага проникает в подвал в первую очередь.
Какой бы эффективной ни была гидроизоляция, влага в воздухе подвала будет накапливаться. Для удаления водяного пара и углекислого газа требуется эффективно работающая вентиляция.
При монтаже естественной вентиляционной системы забор воздуха должен осуществляться на уровне 20–25 см от перекрытия. Там и устанавливают горловину вытяжной трубы. Верхняя часть вытяжки должна находиться над крышей гаража. Приточная труба тоже заводится в подвал, а ее раструб закрепляется примерно в 30 см от пола. Все вентиляционные отверстия следует закрывать решетками для защиты подвала от проникновения грызунов и для предотвращения перекрытия труб мусором.
Для большого подвала можно установить принудительную вентиляцию. Она более энергозатратна (вентиляторы подключаются к электрической сети), но при этом гарантирует более эффективный воздухообмен.
Внутренняя отделка и оснащение подвала в гараже
Подвал в частном гараже совсем не обязательно должен представлять собой мрачный погреб с бетонными или кирпичными стенами. Применение современных технологий позволяет улучшить внешний вид подвала и сделать его более удобным:
Поверх бетонного пола целесообразно уложить влагостойкое напольное покрытие. Лучше всего подойдет керамическая либо клинкерная плитка. Также хорошо служат наливные полимерные полы — такие же, как и в самом гараже.
Стены и потолки можно отделать панелями. Это позволяет скрыть неровности основания и замаскировать следы гидроизоляционных работ. При этом обшивка получается герметичной за счет того, что несущие панели оснащаются специальными замками.
Обязательно оборудуется освещение: на потолке монтируется один или несколько светильников, а проводка скрывается за обшивкой. Систему освещения рекомендуется оснастить двумя выключателями — одним снаружи и одним внутри подвала.
Для свободного перемещения под люком закрепляется лестница. При обустройстве больших подвалов имеет смысл использовать стационарные модели из металла с полимерным покрытием. Они легче и прочнее деревянных, при этом служат в разы дольше.
Внутри подвала оборудуются места для складирования продуктов, инструмента и других предметов. Оптимальной будет установка открытых систем хранения вдоль стен и нескольких закрытых шкафов.
Устройство подвала в гараже — задача трудоемкая и требующая вложений времени, сил и средств. Применение модульной системы позволяет превратить любое подпольное помещение в светлый, сухой и удобный склад. Но для этого необходимо учесть множество нюансов, и уже с их учётом строить работу над оборудованием подвала.
видео-инструкция по монтажу, особенности строительства, устройства, цена, фото
Наверное, каждый более-менее хозяйственный владелец гаража не раз задумывался о том, чтобы сделать в нем погреб для хранения овощей и консервации. Идея и в самом деле неплохая, согласитесь – однако многие так и не реализовывают ее. По разным причинам, конечно, но чаще всего просто напросто потому, что не представляют себе как это правильно сделать и какие материалы понадобятся для такого дела.
В этой статье мы попробуем детально разобраться в этих вопросах. Рассмотрим две ситуации – как построить гараж своими руками с подвалом и как сделать погреб в уже существующем помещении.
Фото подвала в гараже
Но сначала давайте разберемся с кое-какими нюансами.
Содержание
Общие требования к устройству погребов
Естественно строительство помещений такого типа – это непростой процесс. Потому что если не придерживаться технологии и не знать на что обращать внимание, то в итоге погреб будет попросту не пригоден к эксплуатации.
А предусмотреть нужно такие вещи:
Исключить подтопление погреба. Чтобы этого не допустить, нужно прежде понимать на какой глубине проходят грунтовые воды, до какого уровня они поднимаются в период дождей и таяния снега. Исходя из таких сведений, определяется глубина погреба и качество гидроизоляции. Кроме того не факт, что гидроизоляционных работ будет достаточно – возможно придется отводить воды с помощью дренажной системы. Так что обязательно сначала проведите разведку грунта и только потом приступайте к составлению сметы и строительству.
Пример подтопленного погреба
Совет: если собственных знаний для геологической разведки недостаточно, то не пожалейте средств – возьмите разовую консультацию у специалиста в этом вопросе. Денег на это много не уйдет, но зато в итоге вероятность построить действительно хороший подвал будет намного выше.
Позаботиться об устройстве правильно работающей вентиляции. Если этот момент не спланировать заранее, то на стенах погреба очень быстро начнет появляться плесень, грибок, конденсат. Вся влага зимой будет превращаться в лед, который будет постепенно «разрывать» стену, то есть нарушать ее герметичность и влагозащиту. Возможно, что сразу каких-то серьезных последствий и не будет, но постоянная сырость в подвале прочности конструкции точно не придает, согласитесь. Да и к тому же хранение овощей превратится в головную боль – они ведь в таких условиях попросту начнут гнить.
Фото сырого подвала
Такие вот нюансы.
В принципе если вы спланировали как будет сделана вентиляция и выяснили на какой глубине проходят грунтовые воды, то можно приступить к строительству.
Начнем с первого варианта.
Возведение гаража и подвала «с нуля»
Итак, строим гараж с подвалом – что важно тут понимать, так это то, что ниже рассматривается самая простая и популярная технология строительства. А в вашем же случае вполне могут быть какие-то нюансы, из-за которых придется применять совершенно иной метод работ. Либо же вносить коррективы в инструкцию, которая опубликована ниже.
Например, мы будем рассматривать работы с применением бетонной смеси, без применения кирпича для создания стен, но это совсем не четкое правило. Тут вполне допустимо использовать кирпич или готовые фундаментные блоки.
Погреб из кирпича
Выбор ведь зависит по большему счету от того, какой именно материал вам легче купить и с чем проще будет потом работать.
Обратите внимание на то, что кирпич то использовать можно, только вот далеко не весь. Для такого проекта больше подходит красный кирпич, а не белый силикатный. Потому что красный – влагостойкий, а подвал как раз та среда, где это качество требуется.
Поэтому помните, что строительство гаража с подвалом (впрочем, как и любая стройка) это дело достаточно гибкое и то, какие материалы покупать и по какой технологии строить – зависит в основном от вашего бюджета, задач и умений. Главное только не использовать материалы, которые не подходят в принципе (как силикатный кирпич, например).
И вернемся к работам – краткая пошаговая инструкция.
Рытье котлована
Даже если подвал планируется делать стандартной глубины – 2-2,5 метра, все равно будет легче и проще привлечь к этому делу экскаватор, чем копать все вручную.
Но и своими руками поработать придется – нужно будет лопатами подровнять стенки котлована.
Котлован для погреба
Предположим котлован готов, теперь нужно обшить его стенки либо пленкой, либо досками. Нужно это для того, чтобы исключить осыпание земли в бетонную смесь, которая будет применяться для заливки фундамента и стен.
Также желательно (в таких же защитных целях) установить опалубку из досок по периметру верхнего края котлована.
Если это сделано, то можно приступать к следующему этапу.
Устройство фундамента и заливка стен
Фундамент в нашем случае будет плитный или вернее слегка комбинированный – с добавлением ленты по периметру.
Схема гаража с погребом
Делается он довольно просто и в таком порядке:
По периметру котлована делается ленточное углубление шириной сантиметров 50 и высотой не менее 30-40 см.
Совет: желательно сделать и так называемые «пятки» – по углам ленты, а также через каждые метра полтора-два вдоль каждой полосы. Пятки представляют собой более широкие и глубокие чем сама лента квадратные ямы, в которые тоже заливается бетон. Цена проекта от этого сильно не изменится, а вот пользы будет масса. Ведь по сути, это подушки, за счет которых фундамент сможет выдерживать дополнительные нагрузки во время усадки здания.
Так выглядит «пятка» в фундаменте
Вся поверхность дна котлована максимально выравнивается, с нее удаляются все посторонние предметы.
Дно и пояс по периметру засыпаются песком, который нужно тщательно утрамбовать. Это будет своеобразный амортизационный слой между грунтом и будущим фундаментом.
Сверху песка по плоскости дна стелется или обычная пленка (чем толще, тем лучше) или же рубероид на пленочной основе. А вот дно и внутренние стенки пояса по периметру лучше пленкой не оборачивать – используйте только рубероид.
Рубероид на пленочной основе
Сверху гидроизоляционного слоя фундамента подвала делается горизонтальный каркас из арматуры. Выглядит он как сетка (с размером ячеек примерно 50 на 50 см.). Также нужно «выпустить» из ленты по периметру арматуру по вертикали, с высотой примерно метр. К ней потом будет крепиться металл для стен.
Арматура на дне котлована
На дно котлована и в пространство ленты заливается бетон. Толщина плиты должна быть где-то сантиметров 30.
Обратите внимание на то, что смесь при заливке нужно хорошо трамбовать. В противном случае в плите могут образоваться пустоты, через которые в подвал попадет вода.
В принципе, когда бетон схватится, можно приступать к заливке стен.
Для этого делается вертикальная опалубка из досок по периметру котлована, к той арматуре, которую выпустили вверх, крепятся прутья и опять заливается бетон.
Опалубка для стен
Когда фундамент подвала и стены готовы можно сделать гидроизоляцию внешней стороны стен – обычно это делается битумной мастикой или другими похожими смесями.
После этого все свободное пространство между грунтом и стенами засыпается глиной или землей, а затем на верхний периметр стен кладется перекрытие (не забываем предусмотреть отверстие для люка, через который можно будет попадать в подвал).
Вход в погреб
После этого делаются все наземные элементы конструкции (стены, кровлю), а затем уже можно выполнять и обустройство подвала в гараже.
Теперь давайте рассмотрим второй вариант строительства.
Устройство погреба в уже готовом гараже
В этом случае мы имеем уже готовый каркас помещения – стены и кровлю. Получается, нужно сделать все так, чтобы все эти элементы не повредились. Это вполне реально.
Построенный подвал в гараже
Технология заключается в том, что строительство подвала в гараже выполняется в такой последовательности:
Размечается периметр будущего погреба.
Обратите внимание на то, что отступ от линии стен нужно делать не менее 30 сантиметров. Если это расстояние будет меньше, то велик риск того, что при устройстве погреба произойдет усадка гаража, и соответственно потрескаются его стены.
Роется котлован нужной глубины.
По дну стелется рубероид с нахлестом на стены котлована. Можно постелить его в несколько слоев – уровень гидроизоляции будет лучше.
Делается бетонная стяжка по дну ямы.
Возводятся из кирпича или заливаются из бетона стены будущего погреба. При этом нужно оставить пространство для влагозащитного слоя внешней стороны стен. Такую изоляцию желательно делать специальными мастиками, которые обычно наносятся шпателями или валиками (Если пространство между стенами и грунтом узкое, то чтобы достать до нижнего уровня можно применять инструмент с длинными ручками). Также применяются и рулонные материалы.
Поскольку нет возможности проводить операции с готовыми плитами (из-за высоты и ширины самого гаража), то перекрытие придется делать самостоятельно. На опоры кладутся горизонтально доски (с учетом отверстия для люка), сверху них ложится пленка и вяжется каркас из арматуры – получается опалубка.
Пример опалубки для заливки перекрытия
На плоскость опалубки заливается слой бетона толщиной примерно 30-40 см. Меньше делать нежелательно, поскольку это все-таки гараж, а не дом. Нагрузка от автомобиля ведь на порядок больше, чем вес человека.
Бетон высыхает, опалубка снимается – в целом на этом устройство подвала в гараже закончено. По сути, далее идут уже отделочные работы.
Подведем итоги.
Вывод
Мы с вами рассмотрели, как построить гараж с подвалом, разобрались, как делается погреб в уже готовом гараже и узнали о нескольких важных нюансах, связанных с таким делом. Если же вам хочется получить больше информации по данной теме, то для вас есть интересное видео в этой статье – советуем просмотреть!
Подвал
под гаражом: хорошая идея?
Если вы когда-либо покупали или строили дом, вы знаете, есть несколько различных функций, которые вы ищете. Одной из популярных особенностей является подвал. В большинстве домов подвал следует за площадь надземной конструкции. Тем не менее, некоторые домовладельцы идут дальше строительства подвала и хотят включить подвал под пол гаража.
Подвал под гаражом хороший идея? Подвал под гаражом есть возможно, и это отличный способ добавить дополнительное пространство в ваш дом, но это требует тщательное планирование и предельная точность при выполнении плана. Вы должны помнить, что пол в гараже ответственность за удержание чрезмерного количества веса. Если он построен неправильно, вы жертвуете целостностью конструкции, а также своей безопасностью.
Содержание
Может ли гараж иметь подвал?
Хотя это и не часто встречается, гаражи могут обязательно есть подвалы. Много некоторые предпочитают иметь мастерскую под своим гаражом, в то время как другие предпочитает жилое или складское помещение. Независимо от того, для чего вы используете пространство, оно возможно его создать.
Не рекомендуется строить гараж под подвал самостоятельно, потому что есть много факторов, которые нужно учитывать учитывать при планировании, например :
Стоит ли хлопот?
Можно ли наращивать или вне?
Дешевле ли купить больше земли для расширения?
Стоит ли хлопот?
Стоимость устройства подвала под Гараж зависит от вашего местоположения и строительной компании, в которой вы работаете. с. Если вы живете в районе, где не хватает дополнительного места, подвал под ваш гараж может быть идеальным вариантом.
При изучении стоимости строительство, обязательно работайте с компанией, которая имеет опыт работы с данным типом строительства. Вы должны помнить безопасность будет иметь первостепенное значение. Вес, который будет выдерживать пол вашего гаража, значителен, поэтому Вы хотите, чтобы он был построен хорошо.
Возможно ли наращивание или наращивание?
В большинстве мест действуют строгие строительные нормы и правила, особенно в более городских районах. Однако прежде начиная масштабный проект, вы должны проверить строительные нормы и правила, чтобы определить, можете ли вы построить еще один этаж над гаражом или часть вашего существующий дом можно расширить.
Это крупные строительные проекты, но скорее всего, будет менее затратным, чем строительство подвала под гаражом. Таким образом, на них стоит обратить внимание, если стоимость является проблемой для вас.
Дешевле ли купить больше земли для расширения?
При планировании строительства дома с подвал под гаражом, может быть разумно определить есть ли другие земельные участки, которые позволят вам построить без подвала под гараж. У вас будет первоначальные затраты при покупке недвижимости, но в долгосрочной скорее всего сэкономите и деньги и время.
Строительство подвала под гараж
Если вы рассмотрели все возможные варианты и решили, что строительство подвала под вашим гаражом — это ваше единственное вариант, есть несколько важных моментов, о которых нужно помнить при подготовке сделать подвал под гараж.
Материалы
Стальной армированный фундамент стены со всех четырех сторон толщиной не менее двенадцати дюймов.
Сборные бетонные полы в гараж с flexicore
Кран для подъема сборных этажей.
Перечисленные выше материалы являются стандартными для проект такого масштаба. А подрядчик, сертифицированный для строительства подвала под гаражом, скорее всего, иметь конкретного производителя для закупки материалов.
При укладке пола на фундамент необходимо прикрепить флексикор к стенам, чтобы обеспечить устойчивость пола. Если вы планируете провести трубы или что-то еще в подвал, вам нужно будет это спланировать, так как этот пол очень трудно прорезать. Поэтому могут потребоваться другие модификации.
Что такое Флексикор?
Этот материал обычно встречается в проекты промышленного строительства, где предполагается многоэтажность построен. Материал увесистый из-за стальных балок внутри бетона, поэтому большегрузный кран необходимый. Идеально подходит для этого типа проекта, потому что долговечность и безопасность имеют решающее значение.
Соображения
При планировании строительства подвала под гараж, многие переменные могут повлиять на вашу способность сделать это. Даже если у вас есть финансовые возможности построить подвал, другие факторы будут играть роль в вашем решении, некоторые из которые вы не можете контролировать, например вопросы зонирования и страхования.
Несколько вопросов, которые следует задать себе во время планировка подвала включает в себя:
Имеется ли надлежащий дренаж вокруг фундамента?
Хорошо ли загерметизирован пол гаража?
Покроет ли ваша страховка такое дополнение?
Как попасть в подвал?
Для чего предназначен подвал (склад, жилое помещение)?
Для чего используются подвалы под гаражами?
Люди строят подвалы под гаражами для много причин. Некоторыми из наиболее распространенных причин являются театральный зал, мастерские и хранилище. Важно знать назначение подвала перед строительством чтобы вы знали, какие модификации могут потребоваться.
Например, если вы планируете хранить транспортные средства или оборудование для газонов в подвале, вам, вероятно, понадобится пандус для их безопасного перемещения. В этом случае вам необходимо определить, где будет располагаться пандус и будет ли точка доступа через гараж или снаружи.
Если вы используете подвал для проживания области, такой как театральный зал, вы должны убедиться, что пол в гараже правильно загерметизированы и изолированы, чтобы в подвал не попадали пары и влага область. Вы также захотите использовать это, чтобы оценить любые необходимые опоры. Если это жилая зона, вы, вероятно, не захотите иметь лишние столбы в подвал.
Какие проблемы с подвалом под гаражом?
Хотя это отличный способ использовать все доступное пространство, многие проблемы могут возникнуть со строительством этого типа. Некоторые из наиболее распространенных вопросов:
Застройка района занимает много времени. Из-за тщательного планирования и материалов, необходимых для строительства такого помещения, это не то, что можно сделать быстро. Это может увеличить время, необходимое для завершения строительства.
Вы должны нанять инженера для завершения проекта. Это непростая задача. Большинство генеральных подрядчиков не имеют лицензии или сертификата для выполнения такой работы. Если вы не наймете квалифицированного специалиста, это может стать опасным дополнением к вашему новому дому.
Дом может плохо продаваться. Если вы планируете в конечном итоге продать свой дом, это может не понравиться всем покупателям, что может затруднить продажу дома.
В чем преимущества подвала под гаражом?
Зная, что большинство планов рушатся, есть и масса положительных моментов. Несмотря на сложность строительства и планирования, подвал под Гараж может быть полезным дополнением к любому дому по этим причинам.
Добавлено место для хранения: Многие люди используют это пространство для хранения сезонного домашнего оборудования, такого как газонокосилки, снегоуборочные машины и т. д.
Комната безопасности: Из-за прочных фундаментных стен и подземного расположения, он идеально подходит в качестве убежища от шторма.
Больше жилой площади: Если вы ищете способ увеличить жилую площадь, это может быть замечательный способ. Некоторые используют это как театральный зал или даже зона отдыха для бильярдных столов и т. д.
Заключительные мысли
Как видите, при принятии решения о строительстве подвала под гаражом необходимо учитывать множество моментов. Если вы можете получить соответствующие разрешения и вам посчастливилось найти инженера, который будет работать с вами над проектом, это отличный способ увеличить пространство в вашем доме.
Можно ли построить подвал под гаражом? – Garage Storage Lab
Большинство домовладельцев хотят иметь подвал вместе с гаражом. Несомненно, это повышает ценность дома и дает домовладельцам больше места для хранения вещей. Но можно ли построить подвал под гаражом?
Да. Однако при строительстве подвала под гаражом необходимо убедиться, что он построен правильно. А для этого вам потребуется четкий план выполнения.
Поскольку пол вашего гаража имеет большой вес, если подвал не построен должным образом, это может повредить конструкцию вашего здания и подвергнуть вас риску.
Содержание
Ответ раз и навсегда: Можно ли построить подвал под гаражом?
Идеи подвала в гараже не редкость, и люди используют подвал в гараже для различных целей, таких как мастерская, дополнительное складское помещение, гостиная и даже как безопасная комната под гаражом.
Если вы правильно построили подвал гаража, он не повредит конструкции вашего дома и не подвергнет вас риску. Однако, прежде чем строить подвал под гаражом, вам придется учесть несколько факторов, таких как стоимость, материалы, конечное использование и так далее.
3 Преимущества наличия подвала под гаражом
1. Дополнительная площадь для хранения
Если вы в настоящее время боретесь с хранением вашего оборудования и мебели в своем доме, гараж в подвале может помочь вам решить эту проблему.
Если у вас есть подвал в гараже, это дает вам дополнительное пространство для хранения всего оборудования и позволяет убрать неиспользуемую мебель из основного строения. Кроме того, с подвалом в гараже вы можете более организованно управлять своим оборудованием.
Опять же, сезонное оборудование, такое как снегоуборочная машина или газонокосилка, может занимать много места и блокировать ваш дом. Но с подвалом в гараже этот вопрос с пространством можно решить легко.
2. Может использоваться как укрытие
Во время штормов или ураганов скорость ветра может достигать 200 миль в час. В такой ситуации оставаться дома довольно опасно. Здесь, если у вас есть подвал в гараже, вы можете использовать его как убежище.
В отличие от других конструкций, цокольный этаж гаража имеет прочные стены, что делает его более устойчивым и безопасным. В результате, независимо от скорости ветра, подвал гаража не пострадает, и вы сможете использовать подвал в качестве укрытия.
3. Дополнительная жилая площадь
Многие домовладельцы используют подвал гаража в качестве дополнительной жилой площади. Вы можете использовать это дополнительное пространство для создания кинотеатра или тренажерного зала. Опять же, если вы заинтересованы в занятиях спортом в помещении, таких как бильярд или настольный теннис, вы можете использовать для этой цели свой подвал в гараже.
Минусы подвала в гараже
1. Требуется много планирования и времени на строительство
Как я упоминал ранее, строительство подвала под гаражом требует тщательного планирования. Кроме того, вам нужно собрать правильные строительные материалы, чтобы построить подвал гаража. И все это может продлить время строительства цокольного этажа гаража.
Если вы допустите даже небольшую строительную ошибку при строительстве фундамента гаража, это поставит под угрозу всю конструкцию и сделает ее уязвимой. Вот почему вы никогда не должны пытаться построить свой гаражный подвал быстро. Вместо этого составьте четкий план, соберите материалы и правильно выполните план.
2. Требуются обученные инженеры или специалисты
Обычно у большинства строителей нет лицензии на строительство гаражного подвала . В результате вам придется нанять обученного профессионала или инженера, чтобы построить подвал в гараже. Без обученного персонала весь ваш проект может стать катастрофой и привести к повреждению основной конструкции.
Часто задаваемые вопросы о строительстве подвала под гаражом
1. Стоит ли хлопот затрат на строительство подвала в гараже?
Это зависит. u003cstrongu003eЕсли вы живете в районе, где пространство ограничено или дорого, оно того стоит, потому что вам не потребуется дополнительное пространство для постройки подвала, что сэкономит ваши деньги на покупке дополнительной земли. u003c/strongu003e
2. Есть ли ограничения на строительство подвала под гаражом?
u003cstrongu003eМногие городские районы имеют строгие ограничения на то, что можно строить, а что нет. Вот почему, прежде чем браться за этот проект, вам следует проконсультироваться с местными городскими властями и получить необходимые разрешения su003c/strongu003e.
3. Какие материалы необходимы для строительства подвала гаража?
u003cstrongu003eВам понадобится Flexicore, сталь, бетон, чтобы построить подвал гаражаu003c/strongu003e.
4. Для чего можно использовать гараж в подвале?
Подвал в гараже можно использовать для хранения дополнительного оборудования или для развлекательных целей, например, для постройки кинотеатра или бильярдного стола.
Заключение
Подвал в гараже может увеличить вместимость вашего дома. Однако при строительстве гаражного подвала вам необходимо убедиться, что план строительства выполнен правильно.
Полезные товары для вашего гаража
Спасибо, что прочитали эту статью. Я надеюсь, что вы нашли это полезным. Вот несколько веб-сайтов, которые я нашел, на которых есть несколько полезных продуктов, которые я лично использовал для организации, обслуживания и помощи в добавлении стиля в мой гараж на протяжении многих лет.
Это партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу комиссию. Но, честно говоря, это именно те продукты, которые я использую и рекомендую всем, даже своей семье.
 Для обмазки используют смеси магнезита, асбеста и жидкого стекла. Их наносят на рабочую поверхность тиглей слоем толщиной 10—15 мм, высушивают и прокаливают при 750—800 °С. Кроме защиты от растворения, обмазки существенно (в 2—3 раза) увеличивают срок службы чугунных тиглей.
Для обмазки используют смеси магнезита, асбеста и жидкого стекла. Их наносят на рабочую поверхность тиглей слоем толщиной 10—15 мм, высушивают и прокаливают при 750—800 °С. Кроме защиты от растворения, обмазки существенно (в 2—3 раза) увеличивают срок службы чугунных тиглей. Этот флюс смешивают с жидкой глиной, обмазывают им футеровку печи и прокаливают ее при 900—950 °С. Можно также пропитывать футеровку расплавленной смесью NaCl—AlF3. В процессе работы печи хлористый натрий испаряется, а фтористый алюминий образуете кремнеземом оксифториды, несмачивающиеся алюминиевыми расплавами Предотвращению взаимодействия между металлом и шамотом способствует также окраска футеровки мелом или известью. В тех случаях, когда содержание примеси кремния в сплаве ограниченно, отражательные печи футеруют карбидом циркония или карбидом кремния.
Этот флюс смешивают с жидкой глиной, обмазывают им футеровку печи и прокаливают ее при 900—950 °С. Можно также пропитывать футеровку расплавленной смесью NaCl—AlF3. В процессе работы печи хлористый натрий испаряется, а фтористый алюминий образуете кремнеземом оксифториды, несмачивающиеся алюминиевыми расплавами Предотвращению взаимодействия между металлом и шамотом способствует также окраска футеровки мелом или известью. В тех случаях, когда содержание примеси кремния в сплаве ограниченно, отражательные печи футеруют карбидом циркония или карбидом кремния. 92, а технические характеристики их — в табл 11.
92, а технические характеристики их — в табл 11. Аппарат для плавки воска при депиляции.
Аппарат для плавки воска при депиляции. 5 кг
5 кг Ваша конкретная комбинация печей, сплавов, методов работы, металлургической обработки, устройств заливки и конечных продуктов вряд ли будет дублироваться на каком-либо другом предприятии. Поэтому выбор тигля, который обеспечит максимальную производительность для вашей операции, является индивидуальной и сложной задачей.
Ваша конкретная комбинация печей, сплавов, методов работы, металлургической обработки, устройств заливки и конечных продуктов вряд ли будет дублироваться на каком-либо другом предприятии. Поэтому выбор тигля, который обеспечит максимальную производительность для вашей операции, является индивидуальной и сложной задачей. Они могут быть закреплены на месте внутри конструкции печи или могут быть предназначены для извлечения из печи для заливки в конце каждой плавки. Тигли используются в печах, работающих на топливе, в электрических печах сопротивления, в индукционных печах или просто для перемещения расплавленного металла. Они бывают с носиками или без них, а также в самых разнообразных традиционных и специализированных формах.
Они могут быть закреплены на месте внутри конструкции печи или могут быть предназначены для извлечения из печи для заливки в конце каждой плавки. Тигли используются в печах, работающих на топливе, в электрических печах сопротивления, в индукционных печах или просто для перемещения расплавленного металла. Они бывают с носиками или без них, а также в самых разнообразных традиционных и специализированных формах. К ним относятся:
К ним относятся: Для получения наибольшего выбора ищите поставщика тиглей, который может предложить перекрывающиеся линейки тиглей, подходящих для каждого конкретного металла, но предлагающих различные рабочие характеристики. Затем, работая вместе, вы сможете точно подобрать конкретный тигель к вашим конкретным требованиям. Достижение этого соответствия является ключом к безопасности, производительности и максимальному сроку службы тигля.
Для получения наибольшего выбора ищите поставщика тиглей, который может предложить перекрывающиеся линейки тиглей, подходящих для каждого конкретного металла, но предлагающих различные рабочие характеристики. Затем, работая вместе, вы сможете точно подобрать конкретный тигель к вашим конкретным требованиям. Достижение этого соответствия является ключом к безопасности, производительности и максимальному сроку службы тигля. Например, когда вы знаете, на какую емкость металла рассчитана ваша печь, вы будете знать, какую емкость должен обеспечить ваш тигель. Точно так же размеры места для тигля в вашей печи будут определять размеры и форму вашего тигля. Это также определит, должен ли ваш тигель иметь сливной носик. Но выбор тигля, соответствующего типу вашей печи, даст вам возможность учитывать множество других менее очевидных факторов.
Например, когда вы знаете, на какую емкость металла рассчитана ваша печь, вы будете знать, какую емкость должен обеспечить ваш тигель. Точно так же размеры места для тигля в вашей печи будут определять размеры и форму вашего тигля. Это также определит, должен ли ваш тигель иметь сливной носик. Но выбор тигля, соответствующего типу вашей печи, даст вам возможность учитывать множество других менее очевидных факторов. Это обеспечивает равномерный нагрев тигля. Материал тигля также должен быть устойчив к окислительному повреждению пламенем и соответствовать скорости теплового изменения, которое будет испытывать тигель.
Это обеспечивает равномерный нагрев тигля. Материал тигля также должен быть устойчив к окислительному повреждению пламенем и соответствовать скорости теплового изменения, которое будет испытывать тигель.
 Однако некоторые небольшие печи, предназначенные для съемных тиглей, имеют конический змеевик, соответствующий профилю трюмных тиглей.
Однако некоторые небольшие печи, предназначенные для съемных тиглей, имеют конический змеевик, соответствующий профилю трюмных тиглей.
 Тигли также используются для плавки чугуна. Вместе взятые, эти металлы представляют диапазон температур от 400°C/750°F до 1600°C/2912°F.
Тигли также используются для плавки чугуна. Вместе взятые, эти металлы представляют диапазон температур от 400°C/750°F до 1600°C/2912°F. Тигли никогда не должны нагреваться выше их максимальной температуры. Это может привести к опасному выходу из строя тигля. Однако работа при температуре ниже нижнего предела температуры тигля также может вызвать проблемы. Например, тигли, предназначенные для высокотемпературной плавки сплавов на основе меди, будут окисляться, если их использовать при низких температурах для плавки цинка.
Тигли никогда не должны нагреваться выше их максимальной температуры. Это может привести к опасному выходу из строя тигля. Однако работа при температуре ниже нижнего предела температуры тигля также может вызвать проблемы. Например, тигли, предназначенные для высокотемпературной плавки сплавов на основе меди, будут окисляться, если их использовать при низких температурах для плавки цинка. Некоторые типы тиглей гораздо лучше справляются с быстрым изменением температуры, чем другие. Например, высокое содержание углерода в графите тигля придает ему высокую теплопроводность и несмачиваемость. И когда этот графит образует направленно ориентированную матрицу, тигель также обеспечивает высокую стойкость к тепловому удару. Это очень важно для литейного производства, где температура может измениться на несколько сотен градусов за секунды. Ваш поставщик тиглей может порекомендовать, какие тигли обеспечивают наилучшую устойчивость к тепловому удару для вашего применения.
Некоторые типы тиглей гораздо лучше справляются с быстрым изменением температуры, чем другие. Например, высокое содержание углерода в графите тигля придает ему высокую теплопроводность и несмачиваемость. И когда этот графит образует направленно ориентированную матрицу, тигель также обеспечивает высокую стойкость к тепловому удару. Это очень важно для литейного производства, где температура может измениться на несколько сотен градусов за секунды. Ваш поставщик тиглей может порекомендовать, какие тигли обеспечивают наилучшую устойчивость к тепловому удару для вашего применения. Тигли с высоким содержанием углерода и ориентированной графитовой структурой обеспечивают превосходную ударопрочность.
Тигли с высоким содержанием углерода и ориентированной графитовой структурой обеспечивают превосходную ударопрочность.


 Горшок для плавления и заливки из нержавеющей стали рассчитан не на каждого. Мешок древесного угля для гриля для барбекю также отлично подходит для плавления металлов. Я делаю много вещей с цинком, это более низкая температура и проще. Алюминий трудно разлить, он недостаточно тяжелый, чтобы заполнить полость формы. Смешайте немного алюминия и цинка вместе, и это очень красиво льется вручную.
Горшок для плавления и заливки из нержавеющей стали рассчитан не на каждого. Мешок древесного угля для гриля для барбекю также отлично подходит для плавления металлов. Я делаю много вещей с цинком, это более низкая температура и проще. Алюминий трудно разлить, он недостаточно тяжелый, чтобы заполнить полость формы. Смешайте немного алюминия и цинка вместе, и это очень красиво льется вручную. Сейчас я использую чугунный котел, покрытый изнутри и снаружи печным цементом, разбавленным водой до консистенции густой краски, и обожженный насухо одним из тех конусообразных электрических нагревательных элементов, у которых винтовое основание похоже на лампочку. не менее чем на 2 плавки.Такой же смесью покрывают шлакоотделитель и любые другие инструменты, находящиеся в непосредственном контакте с жидким металлом.0003
Сейчас я использую чугунный котел, покрытый изнутри и снаружи печным цементом, разбавленным водой до консистенции густой краски, и обожженный насухо одним из тех конусообразных электрических нагревательных элементов, у которых винтовое основание похоже на лампочку. не менее чем на 2 плавки.Такой же смесью покрывают шлакоотделитель и любые другие инструменты, находящиеся в непосредственном контакте с жидким металлом.0003Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
 Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
 Вот как я это сделал
Вот как я это сделал
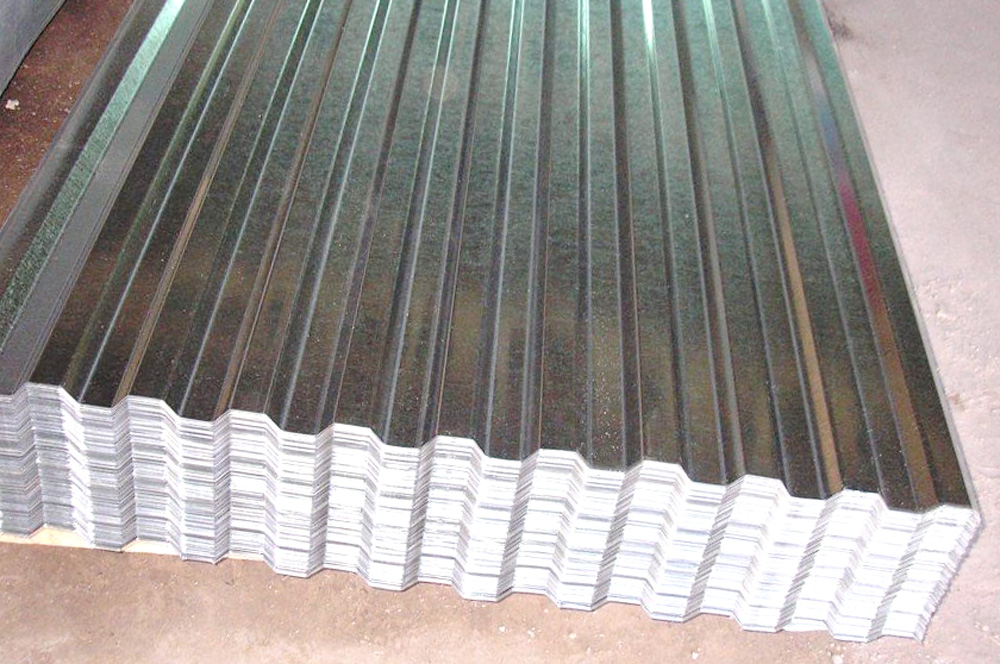
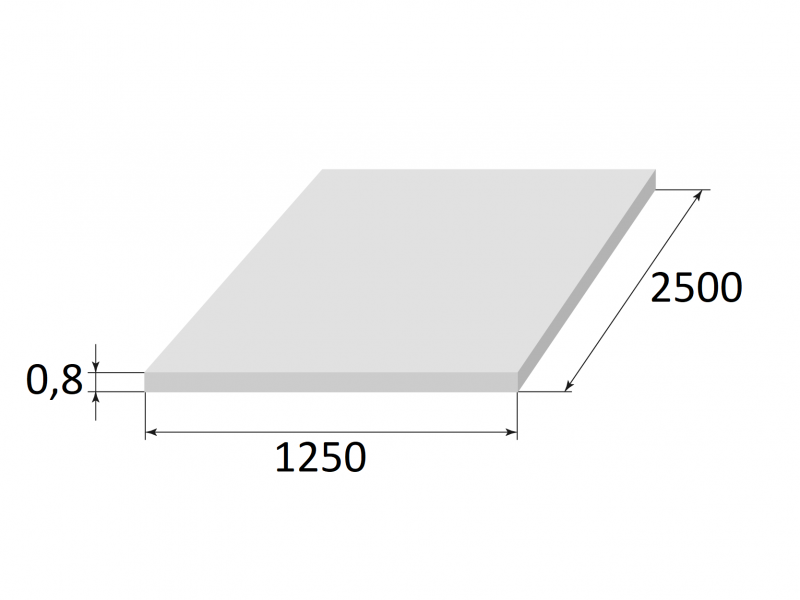 Обработка поверхностей соприкосновения листов металла.
Обработка поверхностей соприкосновения листов металла. Оцинковка может выдерживать приличную нагрузку и деформацию. Их очень легко штамповать, вальцевать, вытягивать и сгибать.
Оцинковка может выдерживать приличную нагрузку и деформацию. Их очень легко штамповать, вальцевать, вытягивать и сгибать. За счет этого не допускается развитие коррозионных процессов, образующихся в процессе взаимодействия железа с кислородом, содержащимся в воздухе.
За счет этого не допускается развитие коррозионных процессов, образующихся в процессе взаимодействия железа с кислородом, содержащимся в воздухе.

 Однако этот показатель зачастую бывает очень важен, особенно, когда требуется узнать – выдержит ли груз транспортное средство. Чтобы подсчитать массу одного листа можно воспользоваться таким показателем, как удельная масса материала, составляющая примерно 7,8 г на кубический сантиметр.
Однако этот показатель зачастую бывает очень важен, особенно, когда требуется узнать – выдержит ли груз транспортное средство. Чтобы подсчитать массу одного листа можно воспользоваться таким показателем, как удельная масса материала, составляющая примерно 7,8 г на кубический сантиметр. Чем тяжелее будет лист, тем больше денег придется за него заплатить.
Чем тяжелее будет лист, тем больше денег придется за него заплатить.
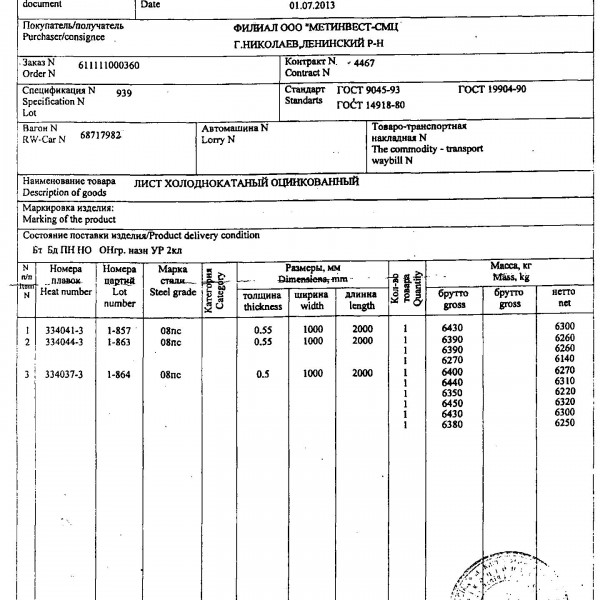 Как правило, это бывают отделочные эмали (в эту группу входит поливинилденфторидная, полиуретановая, полиэфирная и другие разновидности эмали), грунтовки; защитная эпоксидная эмаль или поливинилхлоридных пластизоль.
Как правило, это бывают отделочные эмали (в эту группу входит поливинилденфторидная, полиуретановая, полиэфирная и другие разновидности эмали), грунтовки; защитная эпоксидная эмаль или поливинилхлоридных пластизоль.
 Стандартизация была одной из главных движущих сил промышленной революции.
Стандартизация была одной из главных движущих сил промышленной революции. Номер калибра листовой стали относится к тому, сколько листов определенной толщины поместится в дюйм.
Номер калибра листовой стали относится к тому, сколько листов определенной толщины поместится в дюйм.
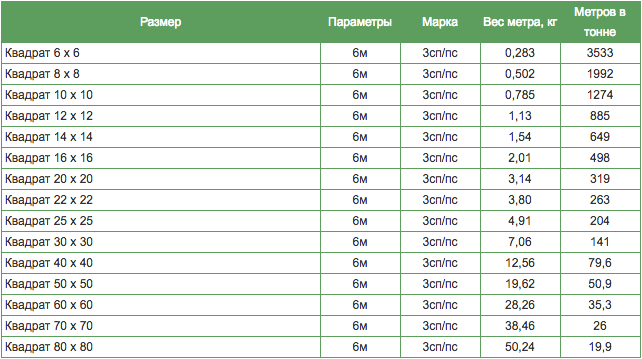 Обычно он больше не используется в коммерческих целях.
Обычно он больше не используется в коммерческих целях. Вес на квадратный фут должен быть доступен на веб-сайте производителя.
Вес на квадратный фут должен быть доступен на веб-сайте производителя.
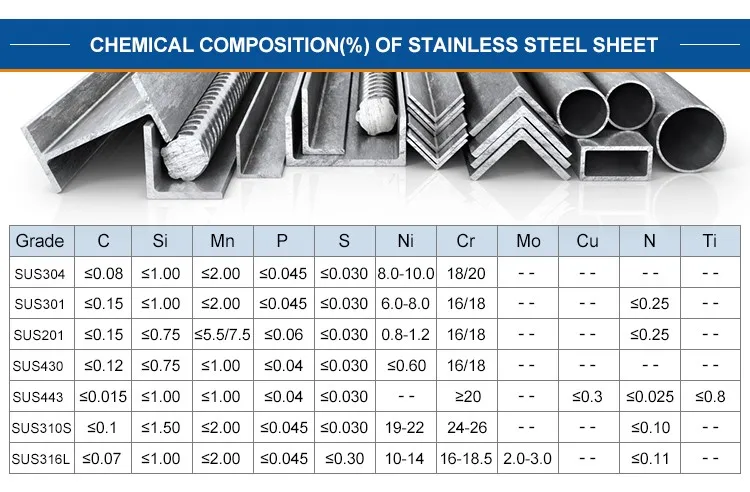 375
375 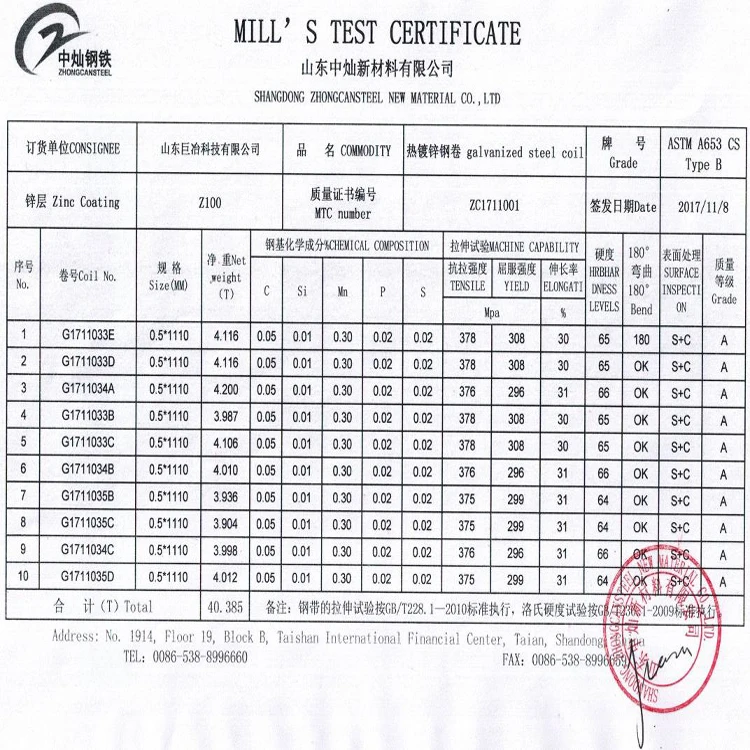 1345
1345  71
71  0329
0329 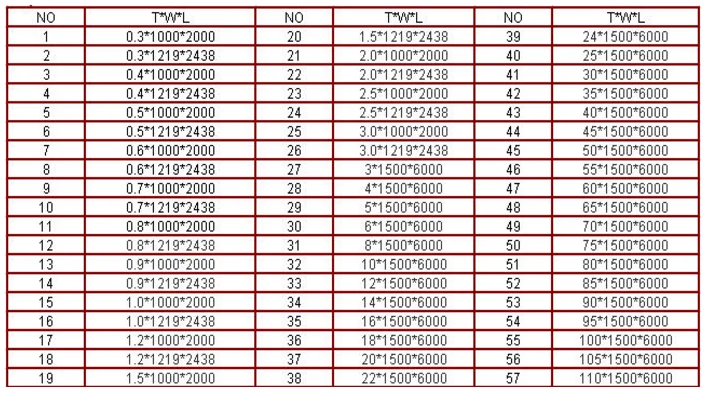 688
688  0090
0090  Он также является создателем, редактором и главным автором Roof Online, информационного веб-сайта по кровле.
Он также является создателем, редактором и главным автором Roof Online, информационного веб-сайта по кровле. Эквивалентная толщина различается для каждого калибра
Эквивалентная толщина различается для каждого калибра 2391
2391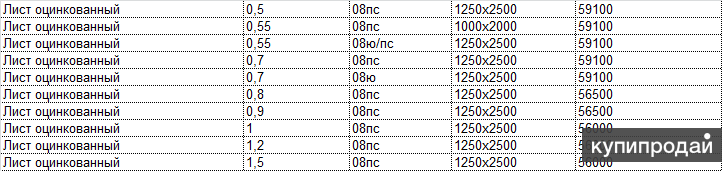 657
657 759
759 246
246 858
858 105
105 763
763 113
113 2031
2031 0625
0625 0187
0187 0070
0070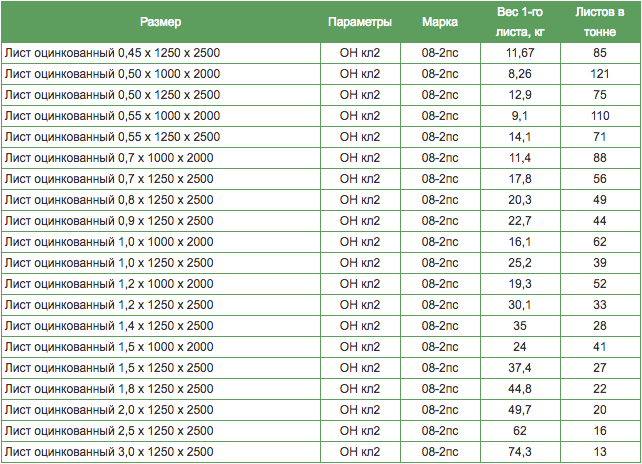 3648
3648 1144
1144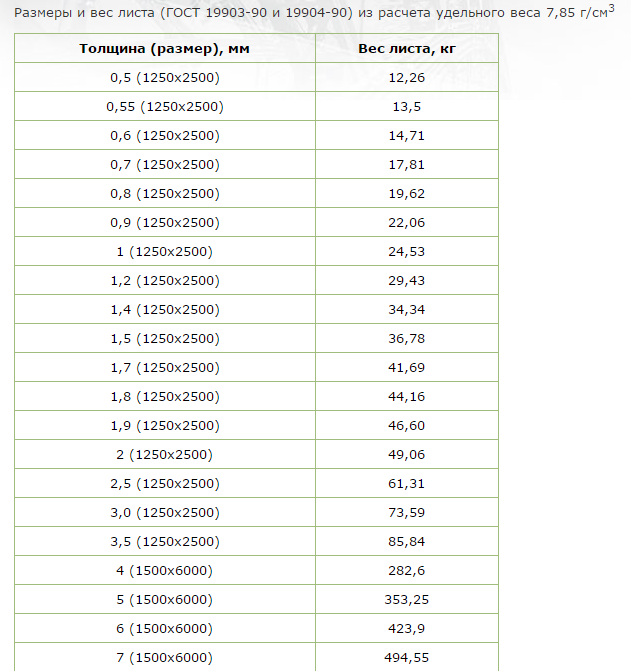 0359
0359 0113
0113 0040
0040 1250
1250 0360
0360 0080
0080 993
993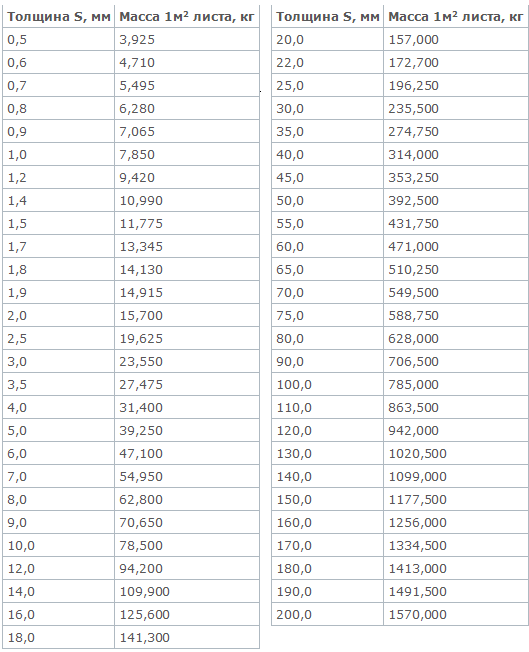 0495
0495
 Киев
Киев Киев
Киев Харьков
Харьков 35 грн/бухта
35 грн/бухта

 Наполнитель системы, давя на некачественный элемент, рано или поздно, прорвёт его.
Наполнитель системы, давя на некачественный элемент, рано или поздно, прорвёт его.
 Доступны из нержавеющей стали 304 и 316L.
Доступны из нержавеющей стали 304 и 316L.
 Доступен из нержавеющей стали 316L.
Доступен из нержавеющей стали 316L.
 В отдельных случаях, когда есть вероятность попадания слоев камня, используется бур.
В отдельных случаях, когда есть вероятность попадания слоев камня, используется бур. При этом важно не забывать, что при использовании бетонной или винтовой сваи наконечники тоже будут отличаться между собой. Важный нюанс во время выбора оголовка, это его форма – она бывает Т-образной, или же П-образной. При установке ростверка на первый вариант головка требуется дополнительная установка опалубки, а также плита дл заливки фундамента. Во втором случае можно использовать только балки, и их диаметр обязательно должен совпадать с шириной наконечника.
При этом важно не забывать, что при использовании бетонной или винтовой сваи наконечники тоже будут отличаться между собой. Важный нюанс во время выбора оголовка, это его форма – она бывает Т-образной, или же П-образной. При установке ростверка на первый вариант головка требуется дополнительная установка опалубки, а также плита дл заливки фундамента. Во втором случае можно использовать только балки, и их диаметр обязательно должен совпадать с шириной наконечника. 8 до 32.5 см. Диаметр же самого оголовка может колебаться от 15 до 20 см. Самая небольшая труба по диаметру – это та, которая составляет 5.7 см. Такая основа способна выдерживать нагрузку, то лишь в 800 кг. Чаще всего такие сваи используют для того, чтобы построить небольшие и легкие хозяйственные постройки, а именно сарай, гараж или беседку.
8 до 32.5 см. Диаметр же самого оголовка может колебаться от 15 до 20 см. Самая небольшая труба по диаметру – это та, которая составляет 5.7 см. Такая основа способна выдерживать нагрузку, то лишь в 800 кг. Чаще всего такие сваи используют для того, чтобы построить небольшие и легкие хозяйственные постройки, а именно сарай, гараж или беседку. Но в особых случаях они и вовсе не нужны, к примеру, если вы планируете строительство дома из газоблоков. В таком случаи просто требуется связать швеллеров и на них сверх уложить железобетонные плиты. Сли же здание будет каркасного типа, или вы планируете использование бруса, допускается использование съемных или приварных наголовников. Главным преимуществом приварных элементов является то, что свая будет изолирована от таких раздражителей внешнего типа, вроде воды и кислорода.
Но в особых случаях они и вовсе не нужны, к примеру, если вы планируете строительство дома из газоблоков. В таком случаи просто требуется связать швеллеров и на них сверх уложить железобетонные плиты. Сли же здание будет каркасного типа, или вы планируете использование бруса, допускается использование съемных или приварных наголовников. Главным преимуществом приварных элементов является то, что свая будет изолирована от таких раздражителей внешнего типа, вроде воды и кислорода. Если у застройщика заказ промышленного масштаба, вроде строительства торгового или административного здания, высоток, мостов, то, конечно же, будут использовать лишь железобетонные столбы. Они очень прочные к действию коррозии, и с легкостью выдерживают температурные перепады. А вот минусом такого вида можно назвать высокую стоимость монтажных работ, так как они могут быть выполнены лишь с участием особой техники.
Если у застройщика заказ промышленного масштаба, вроде строительства торгового или административного здания, высоток, мостов, то, конечно же, будут использовать лишь железобетонные столбы. Они очень прочные к действию коррозии, и с легкостью выдерживают температурные перепады. А вот минусом такого вида можно назвать высокую стоимость монтажных работ, так как они могут быть выполнены лишь с участием особой техники.
 Если свая или инструмент начинает нагреваться, их следует отключить, охладить и лишь после этого продолжить работы. Минус такого способа обработки – арматура после обработки полностью непригодна, а еще очень быстро изнашивается рабочий инструмент. Это, в свою очередь, влечет за собой дополнительные траты на покупку расходников.
Если свая или инструмент начинает нагреваться, их следует отключить, охладить и лишь после этого продолжить работы. Минус такого способа обработки – арматура после обработки полностью непригодна, а еще очень быстро изнашивается рабочий инструмент. Это, в свою очередь, влечет за собой дополнительные траты на покупку расходников.
 Для этого идеально подходит щетка по металлу или же особая насадка для болгарки.
Для этого идеально подходит щетка по металлу или же особая насадка для болгарки.
 Большинство людей смущены длительностью монтажного процесса, а также трудоемкостью установки ростверка.
Большинство людей смущены длительностью монтажного процесса, а также трудоемкостью установки ростверка. Они не только стали уютным жильем для своих владельцев, но и достопримечательностью для туристов.
Они не только стали уютным жильем для своих владельцев, но и достопримечательностью для туристов.
 Защитное покрытие надежно защищает металл от коррозии в самых неблагоприятных погодных условиях, от разрушения при воздействии агрессивных сред.
Защитное покрытие надежно защищает металл от коррозии в самых неблагоприятных погодных условиях, от разрушения при воздействии агрессивных сред.
 На дополнительные вопросы наши специалисты ответят по телефону +7(910) 000-6565.
На дополнительные вопросы наши специалисты ответят по телефону +7(910) 000-6565.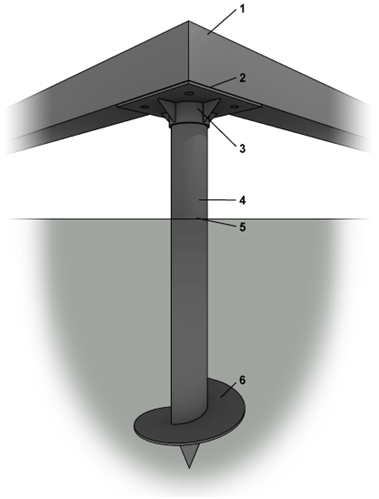 Дополнительная транспортная рама обеспечивает максимальную устойчивость и компактное хранение для транспортировки и простоты установки на машине.
Дополнительная транспортная рама обеспечивает максимальную устойчивость и компактное хранение для транспортировки и простоты установки на машине. Эти данные можно экспортировать в Excel и передать по электронной почте или на карту памяти вашему инженеру/заказчику.
Эти данные можно экспортировать в Excel и передать по электронной почте или на карту памяти вашему инженеру/заказчику. Второй датчик расположен на обратной линии, где масло выходит из головки привода. Микропроцессор вычисляет «полезное давление» между двумя датчиками, давая показания, которые на 12–15 % точнее, чем традиционные показания мониторинга давления.
Второй датчик расположен на обратной линии, где масло выходит из головки привода. Микропроцессор вычисляет «полезное давление» между двумя датчиками, давая показания, которые на 12–15 % точнее, чем традиционные показания мониторинга давления. Эта сцепка позволяет оператору экскаватора удерживать приводную головку под углом 90 градусов для легкого соединения со сваей или шнеком.
Эта сцепка позволяет оператору экскаватора удерживать приводную головку под углом 90 градусов для легкого соединения со сваей или шнеком. Ствол винтовой сваи представляет собой стальную трубу и не дает возможности соединиться с конструкцией сваи, которую он должен поддерживать. Однако крышка винтовой сваи надевается на эту открытую часть ствола винтовой сваи и служит переходником или соединителем. Это соединение передает нагрузку от поддерживаемой конструкции на винтовую сваю. Существует множество различных стилей оголовков винтовых свай, и они позволяют винтовым сваям соединять и поддерживать множество различных конструкций.
Ствол винтовой сваи представляет собой стальную трубу и не дает возможности соединиться с конструкцией сваи, которую он должен поддерживать. Однако крышка винтовой сваи надевается на эту открытую часть ствола винтовой сваи и служит переходником или соединителем. Это соединение передает нагрузку от поддерживаемой конструкции на винтовую сваю. Существует множество различных стилей оголовков винтовых свай, и они позволяют винтовым сваям соединять и поддерживать множество различных конструкций.
 Часто используется на заднем дворе, в навесах и бетонных плитах. Кроме того, поскольку эти заглушки создают плоскую несущую поверхность, стальные конструкции, такие как мобильные дома, морские канистры и предварительно отформованные лестницы, также могут быть соединены со стандартными плоскими заглушками.
Часто используется на заднем дворе, в навесах и бетонных плитах. Кроме того, поскольку эти заглушки создают плоскую несущую поверхность, стальные конструкции, такие как мобильные дома, морские канистры и предварительно отформованные лестницы, также могут быть соединены со стандартными плоскими заглушками.
 Как следует из названия, заглушки из арматуры состоят из двух кусков арматуры 15M, приваренных к пластине заглушки. Выдвигаясь на 6 дюймов вверх, эти заглушки затем привязываются к остальной части арматуры внутри балки уклона. После того, как винтовые сваи установлены под балкой на уклоне, а опора из арматуры связана вместе, затем заливается бетон, чтобы связать всю систему фундамента воедино. Это обеспечивает очень стабильный фундамент, который можно использовать для поддержки стен гаража и других крытых конструкций.
Как следует из названия, заглушки из арматуры состоят из двух кусков арматуры 15M, приваренных к пластине заглушки. Выдвигаясь на 6 дюймов вверх, эти заглушки затем привязываются к остальной части арматуры внутри балки уклона. После того, как винтовые сваи установлены под балкой на уклоне, а опора из арматуры связана вместе, затем заливается бетон, чтобы связать всю систему фундамента воедино. Это обеспечивает очень стабильный фундамент, который можно использовать для поддержки стен гаража и других крытых конструкций.
 Тому, занурювальний насос для води, у його загальноприйнятому понятті, несе у собі велику кількість корисних функцій.
Тому, занурювальний насос для води, у його загальноприйнятому понятті, несе у собі велику кількість корисних функцій. У нас представлені як насоси занурювальні Україна, так і марки від найкращих закордонних виробників.
У нас представлені як насоси занурювальні Україна, так і марки від найкращих закордонних виробників. Ідеально підійде для водопостачання заміського будинку, дачі, котеджу. Тому завдання занурювальний насос купити Київ буде найбільш затребуваним у цій сфері.
Ідеально підійде для водопостачання заміського будинку, дачі, котеджу. Тому завдання занурювальний насос купити Київ буде найбільш затребуваним у цій сфері.

 Здійснюється доставка будь-яким зручним для вас способом у найкоротший термін.
Здійснюється доставка будь-яким зручним для вас способом у найкоротший термін.
 Фонтаны
Фонтаны в «Водяные насосы»
в «Водяные насосы»


 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere»> jsp?/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere»> jsp?/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere»> jsp?/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»>



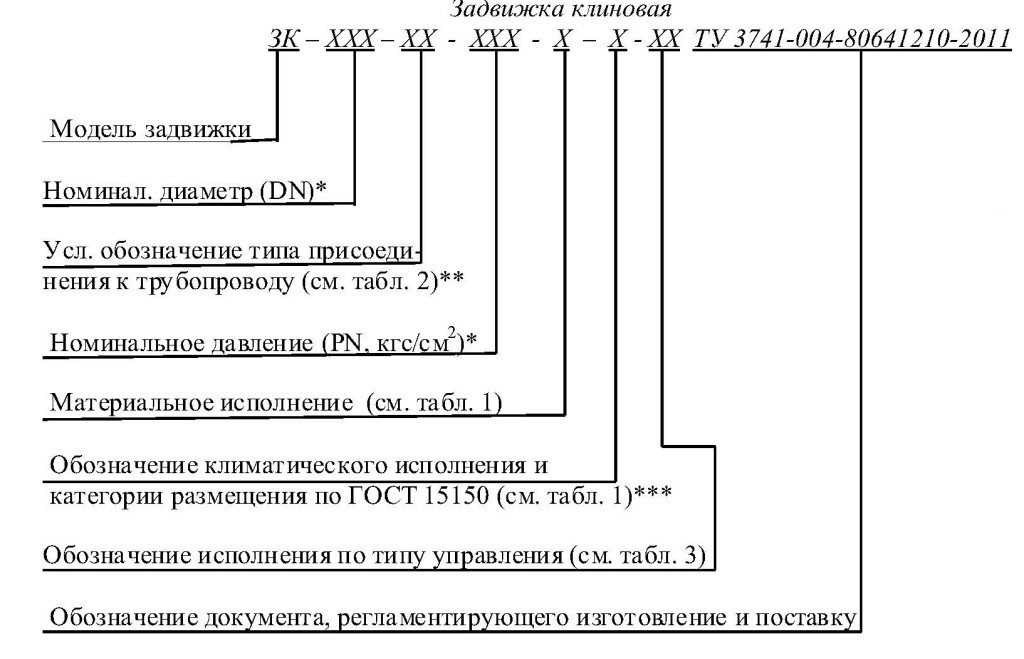

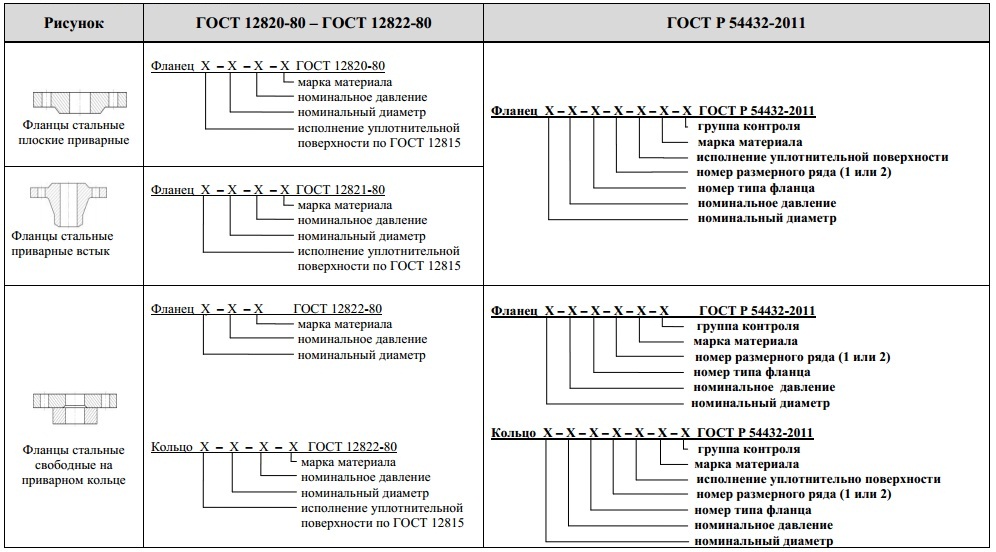



 org/BreadcrumbList»>
org/BreadcrumbList»>


.jpg)
 Указанные цены являются рекомендованными и могут отличаться от действительных цен.
Указанные цены являются рекомендованными и могут отличаться от действительных цен.
.jpg) опция производителя, если иное не указано в заказе.
опция производителя, если иное не указано в заказе.
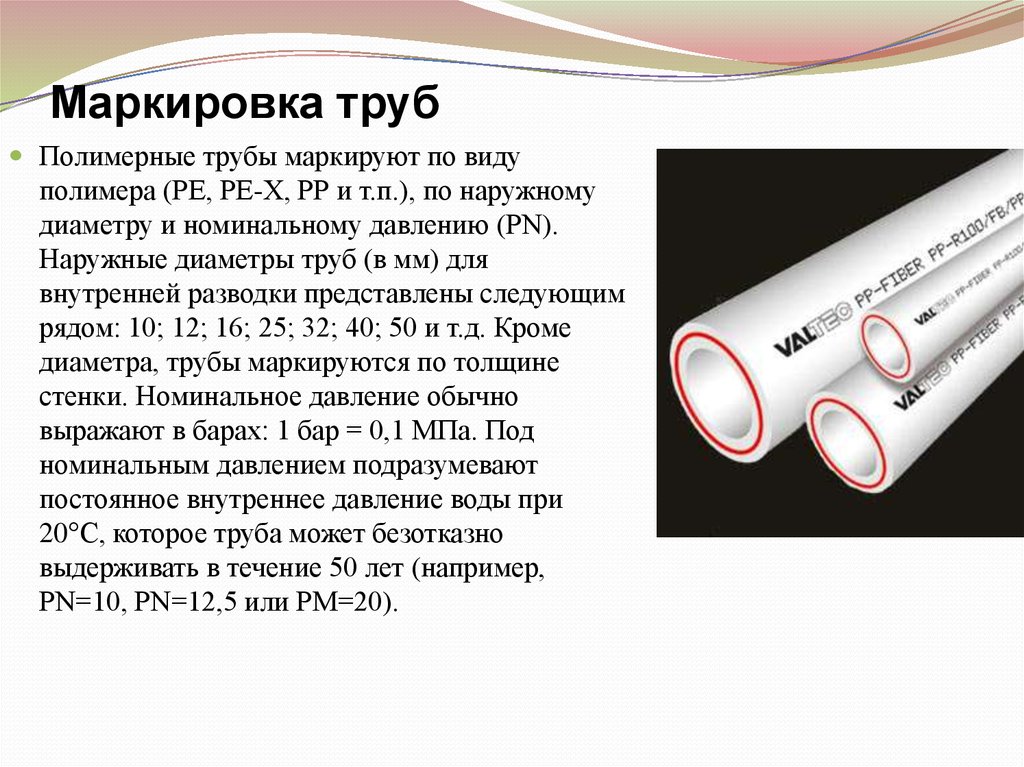

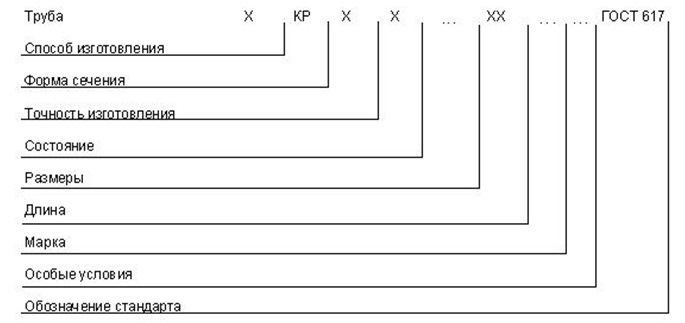 Строка символов TR1 указывает на сталь для труб, предназначенных для транспортировки сред, а TR2 указывает на сталь для труб, используемых в системах трубопроводов и оборудовании, работающем под давлением;
Строка символов TR1 указывает на сталь для труб, предназначенных для транспортировки сред, а TR2 указывает на сталь для труб, используемых в системах трубопроводов и оборудовании, работающем под давлением;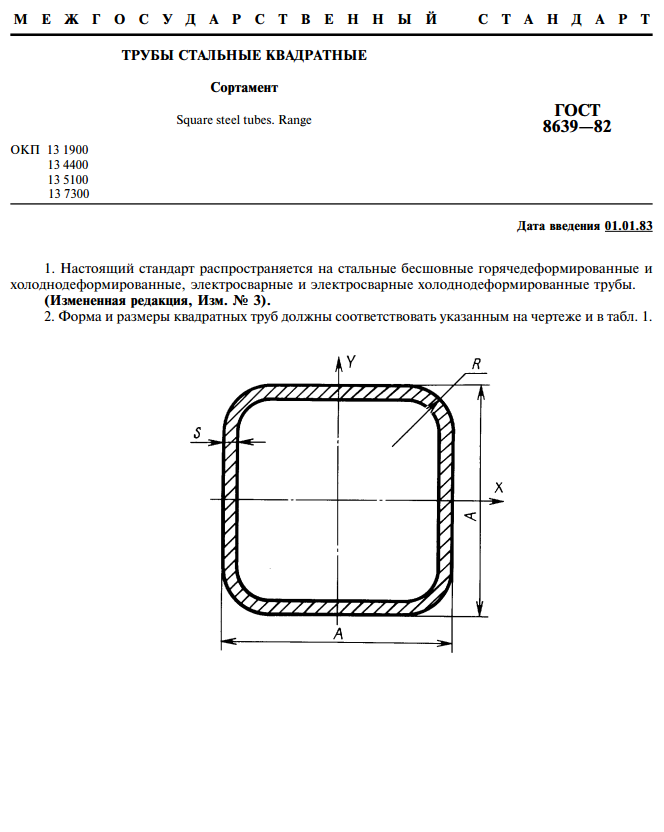

 46/67/93 Вт. 145/220/245 Вт. 150/210/270 Вт.
46/67/93 Вт. 145/220/245 Вт. 150/210/270 Вт. 8 3.3 2.5 3.2 3.8 3.4 4 7.5 7.2 9 6.5 9.5 7.4 10.3 9.2 11.1 14 14.1 17.2 17.4 20.7 21.4 23 28 32 37 49 52 68 70 76 67 65 24 12 3.9 3.0 2,4 4,8 3,6 3,0 7,8 7,2 8,7 13,8 18.0 16,8 1.55 м3/ч 2 м3/ч 3.93 м3/ч 5.47 м3/ч 12 м3/час 35 м3/час 25 м3/час 6,0 м3/час 15 м3/час 2.2 2,8 м3/час 3,0 м3/час 3,5 м3/час 8,0 м3/час 5,0 м3/час 12,5 м3/час 17 м3/час 18 м3/час 13 м3/час 20 м3/час 11.5 м3/час 5,2 м3/час 4,2 м3/час 14 м3/час 30,0 м3/час 27,5 м3/час 55,0 м3/час 16,5 м3/час 20,0 м3/час 26,5 м3/час 2,6 м3/час (42 л/мин) 2,9 м3/час (48 л/мин.) 4.0 м3/час (68 л/мин.) 4,0 м3/час (68 л/мин.) 4.3 м3/час (72 л/мин.) 12,0 м3/час (200 л/мин.) 7.5 м3/час (126 л/мин.) 21,0 м3/час (350 л/мин.) 7,8 м3/час 7,64 м3/час
8 3.3 2.5 3.2 3.8 3.4 4 7.5 7.2 9 6.5 9.5 7.4 10.3 9.2 11.1 14 14.1 17.2 17.4 20.7 21.4 23 28 32 37 49 52 68 70 76 67 65 24 12 3.9 3.0 2,4 4,8 3,6 3,0 7,8 7,2 8,7 13,8 18.0 16,8 1.55 м3/ч 2 м3/ч 3.93 м3/ч 5.47 м3/ч 12 м3/час 35 м3/час 25 м3/час 6,0 м3/час 15 м3/час 2.2 2,8 м3/час 3,0 м3/час 3,5 м3/час 8,0 м3/час 5,0 м3/час 12,5 м3/час 17 м3/час 18 м3/час 13 м3/час 20 м3/час 11.5 м3/час 5,2 м3/час 4,2 м3/час 14 м3/час 30,0 м3/час 27,5 м3/час 55,0 м3/час 16,5 м3/час 20,0 м3/час 26,5 м3/час 2,6 м3/час (42 л/мин) 2,9 м3/час (48 л/мин.) 4.0 м3/час (68 л/мин.) 4,0 м3/час (68 л/мин.) 4.3 м3/час (72 л/мин.) 12,0 м3/час (200 л/мин.) 7.5 м3/час (126 л/мин.) 21,0 м3/час (350 л/мин.) 7,8 м3/час 7,64 м3/час Изначально думали о…
Изначально думали о… 5 8.5 6.5 10 15 13 20 5.5 12 9 4.5 2.5 16 19 14 4.0 м до 6.0 м до 8.0 м до 10 м до 12 м до 4.0 м до 8 м 3 4 м 6 м 7 м 8 м 12 м 16 м 20 м 10 м 14,5 15 м 19 м 27 м 33 м 22 м
5 8.5 6.5 10 15 13 20 5.5 12 9 4.5 2.5 16 19 14 4.0 м до 6.0 м до 8.0 м до 10 м до 12 м до 4.0 м до 8 м 3 4 м 6 м 7 м 8 м 12 м 16 м 20 м 10 м 14,5 15 м 19 м 27 м 33 м 22 м 46/67/93 Вт. 145/220/245 Вт. 150/210/270 Вт.
46/67/93 Вт. 145/220/245 Вт. 150/210/270 Вт. 8 3.3 2.5 3.2 3.8 3.4 4 7.5 7.2 9 6.5 9.5 7.4 10.3 9.2 11.1 14 14.1 17.2 17.4 20.7 21.4 23 28 32 37 49 52 68 70 76 67 65 24 12 3.9 3.0 2,4 4,8 3,6 3,0 7,8 7,2 8,7 13,8 18.0 16,8 1.55 м3/ч 2 м3/ч 3.93 м3/ч 5.47 м3/ч 12 м3/час 35 м3/час 25 м3/час 6,0 м3/час 15 м3/час 2.2 2,8 м3/час 3,0 м3/час 3,5 м3/час 8,0 м3/час 5,0 м3/час 12,5 м3/час 17 м3/час 18 м3/час 13 м3/час 20 м3/час 11.5 м3/час 5,2 м3/час 4,2 м3/час 14 м3/час 30,0 м3/час 27,5 м3/час 55,0 м3/час 16,5 м3/час 20,0 м3/час 26,5 м3/час 2,6 м3/час (42 л/мин) 2,9 м3/час (48 л/мин.) 4.0 м3/час (68 л/мин.) 4,0 м3/час (68 л/мин.) 4.3 м3/час (72 л/мин.) 12,0 м3/час (200 л/мин.) 7.5 м3/час (126 л/мин.) 21,0 м3/час (350 л/мин.) 7,8 м3/час 7,64 м3/час
8 3.3 2.5 3.2 3.8 3.4 4 7.5 7.2 9 6.5 9.5 7.4 10.3 9.2 11.1 14 14.1 17.2 17.4 20.7 21.4 23 28 32 37 49 52 68 70 76 67 65 24 12 3.9 3.0 2,4 4,8 3,6 3,0 7,8 7,2 8,7 13,8 18.0 16,8 1.55 м3/ч 2 м3/ч 3.93 м3/ч 5.47 м3/ч 12 м3/час 35 м3/час 25 м3/час 6,0 м3/час 15 м3/час 2.2 2,8 м3/час 3,0 м3/час 3,5 м3/час 8,0 м3/час 5,0 м3/час 12,5 м3/час 17 м3/час 18 м3/час 13 м3/час 20 м3/час 11.5 м3/час 5,2 м3/час 4,2 м3/час 14 м3/час 30,0 м3/час 27,5 м3/час 55,0 м3/час 16,5 м3/час 20,0 м3/час 26,5 м3/час 2,6 м3/час (42 л/мин) 2,9 м3/час (48 л/мин.) 4.0 м3/час (68 л/мин.) 4,0 м3/час (68 л/мин.) 4.3 м3/час (72 л/мин.) 12,0 м3/час (200 л/мин.) 7.5 м3/час (126 л/мин.) 21,0 м3/час (350 л/мин.) 7,8 м3/час 7,64 м3/час ..
.. В подобной системе котёл всегда устанавливается максимально низко, чтобы получить наибольший градиент температурной разницы. Также есть ряд условий при монтаже и проектировании, чтобы самотечная система была эффективна.
В подобной системе котёл всегда устанавливается максимально низко, чтобы получить наибольший градиент температурной разницы. Также есть ряд условий при монтаже и проектировании, чтобы самотечная система была эффективна. Заметим, что все устройства такого типа достаточно требовательны к чистоте теплоносителя и обладают КПД не более 80%.
Заметим, что все устройства такого типа достаточно требовательны к чистоте теплоносителя и обладают КПД не более 80%. Если же выбрать модель, которая регулирует частоту вращения вала двигателя в зависимости от температуры, то можно ещё более значительно сэкономить на расходе электроэнергии.
Если же выбрать модель, которая регулирует частоту вращения вала двигателя в зависимости от температуры, то можно ещё более значительно сэкономить на расходе электроэнергии. Одно из таких колец вращается на валу, а второе статически закреплено в корпусе. В момент вращения между уплотнительными шайбами образуется водная пленка, выполняющая функцию смазки, а также охлаждающая конструкцию.
Одно из таких колец вращается на валу, а второе статически закреплено в корпусе. В момент вращения между уплотнительными шайбами образуется водная пленка, выполняющая функцию смазки, а также охлаждающая конструкцию.
 Данный параметр отображает объем жидкости, который прокачивает насос за отрезок времени. Пропускная способность зависит от скорости потока и диаметра трубопровода.
Данный параметр отображает объем жидкости, который прокачивает насос за отрезок времени. Пропускная способность зависит от скорости потока и диаметра трубопровода.


 Однако это не значит, что не нужно соблюдать правила монтажа. К основным требованиям при установке можно отнести следующие:
Однако это не значит, что не нужно соблюдать правила монтажа. К основным требованиям при установке можно отнести следующие: Также при тестовом запуске проверяют уровень вибрации и шума.
Также при тестовом запуске проверяют уровень вибрации и шума. Также заметим, что вычисление параметров достаточно долгое занятие, в то время как у специалистов помимо значительного опыта есть ещё и специальные программы, что позволяет сэкономить время.
Также заметим, что вычисление параметров достаточно долгое занятие, в то время как у специалистов помимо значительного опыта есть ещё и специальные программы, что позволяет сэкономить время. Однако в последние годы технология теплового насоса с воздушным источником продвинулась настолько, что теперь она предлагает законную альтернативу отоплению помещений в более холодных регионах.
Однако в последние годы технология теплового насоса с воздушным источником продвинулась настолько, что теперь она предлагает законную альтернативу отоплению помещений в более холодных регионах. Бесканальные системы часто устанавливаются в пристройках.
Бесканальные системы часто устанавливаются в пристройках.


 Это сведет к минимуму количество циклов оттаивания, тем самым уменьшив потребление дополнительной энергии и энергии теплового насоса.
Это сведет к минимуму количество циклов оттаивания, тем самым уменьшив потребление дополнительной энергии и энергии теплового насоса. фут/мин) на каждую тонну мощности теплового насоса по кондиционированию воздуха. Эффективность и производительность ухудшаются, если расход воздуха намного меньше 350 кубических футов в минуту на тонну. Технический персонал может увеличить поток воздуха, очистив змеевик испарителя или увеличив скорость вентилятора, но часто требуется некоторая модификация воздуховода. См. сведения о минимизации потерь энергии в воздуховодах и изоляционных воздуховодах.
фут/мин) на каждую тонну мощности теплового насоса по кондиционированию воздуха. Эффективность и производительность ухудшаются, если расход воздуха намного меньше 350 кубических футов в минуту на тонну. Технический персонал может увеличить поток воздуха, очистив змеевик испарителя или увеличив скорость вентилятора, но часто требуется некоторая модификация воздуховода. См. сведения о минимизации потерь энергии в воздуховодах и изоляционных воздуховодах.
 40с. В качестве обменной среды они используют относительно постоянную температуру земли вместо температуры наружного воздуха.
40с. В качестве обменной среды они используют относительно постоянную температуру земли вместо температуры наружного воздуха.
 Для получения дополнительной информации посетите Международную ассоциацию геотермальных тепловых насосов.
Для получения дополнительной информации посетите Международную ассоциацию геотермальных тепловых насосов.

 Для вертикальной системы скважины (примерно четыре дюйма в диаметре) бурят на расстоянии около 20 футов друг от друга и глубиной от 100 до 400 футов. Две трубы, соединенные в нижней части U-образным изгибом, образующим петлю, вставляются в отверстие и заливаются цементным раствором для повышения производительности. Вертикальные контуры соединены горизонтальной трубой (т. е. коллектором), размещенной в траншеях, и соединены с тепловым насосом в здании.
Для вертикальной системы скважины (примерно четыре дюйма в диаметре) бурят на расстоянии около 20 футов друг от друга и глубиной от 100 до 400 футов. Две трубы, соединенные в нижней части U-образным изгибом, образующим петлю, вставляются в отверстие и заливаются цементным раствором для повышения производительности. Вертикальные контуры соединены горизонтальной трубой (т. е. коллектором), размещенной в траншеях, и соединены с тепловым насосом в здании. Пройдя через систему, вода возвращается в землю через колодец, подпиточный колодец или поверхностный сброс. Очевидно, что этот вариант практичен только там, где есть достаточный запас относительно чистой воды и соблюдаются все местные нормы и правила, касающиеся сброса подземных вод.
Пройдя через систему, вода возвращается в землю через колодец, подпиточный колодец или поверхностный сброс. Очевидно, что этот вариант практичен только там, где есть достаточный запас относительно чистой воды и соблюдаются все местные нормы и правила, касающиеся сброса подземных вод.
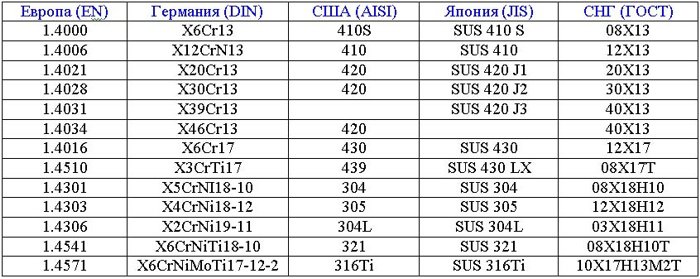 В стабилизированные марки добавляется титан и ниобий, которые укрепляют кристаллическую решетку и защищают ее от коррозии.
В стабилизированные марки добавляется титан и ниобий, которые укрепляют кристаллическую решетку и защищают ее от коррозии.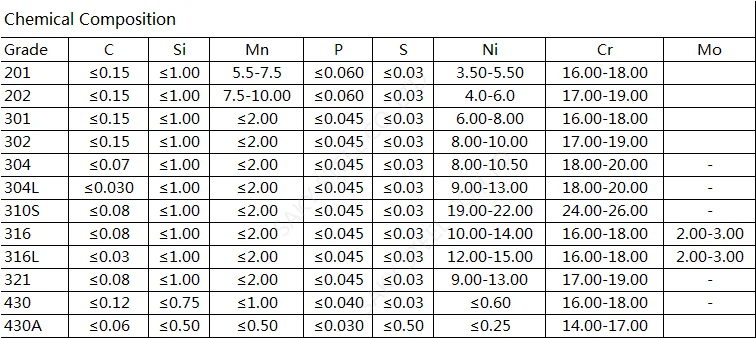 К каждому из этих классов относится несколько разновидностей. К 200-й относится марка AISI 201. Она практически не отличается от классов выше, но немного уступает им по своим антикоррозийным свойствам. Однако, имеет весьма существенное отличие в цене. К 300-й серии относятся такие марки:
К каждому из этих классов относится несколько разновидностей. К 200-й относится марка AISI 201. Она практически не отличается от классов выше, но немного уступает им по своим антикоррозийным свойствам. Однако, имеет весьма существенное отличие в цене. К 300-й серии относятся такие марки:  Хорошо подвергается сваркой. Из нее изготавливаются бесшовные трубы.
Хорошо подвергается сваркой. Из нее изготавливаются бесшовные трубы.
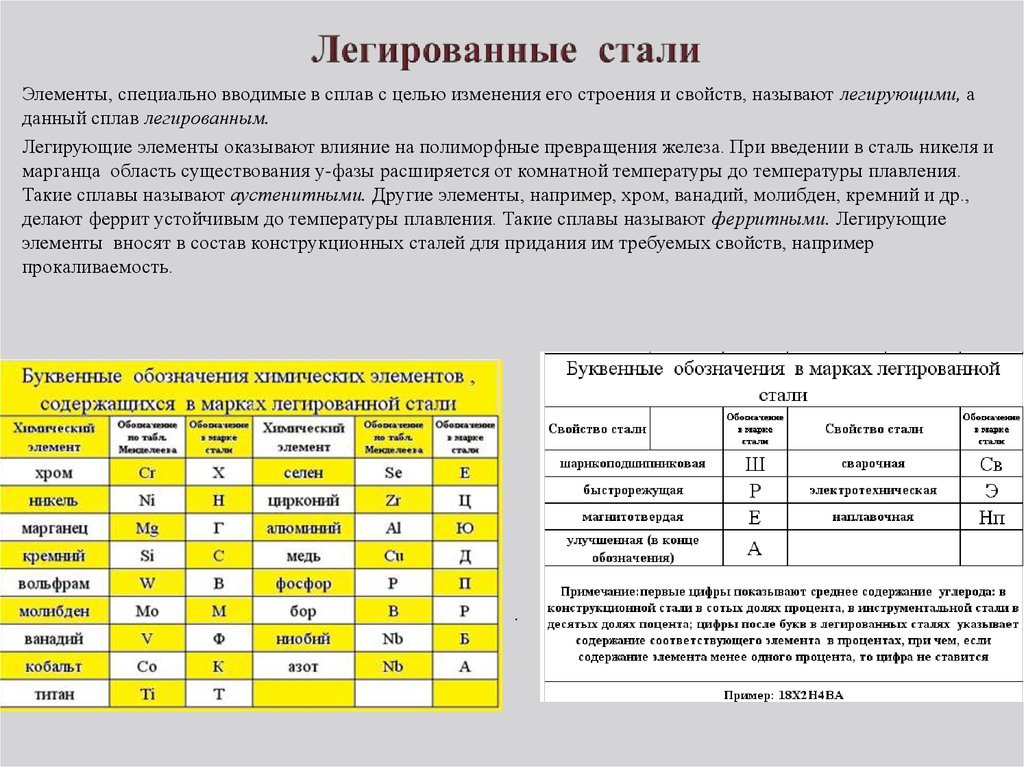
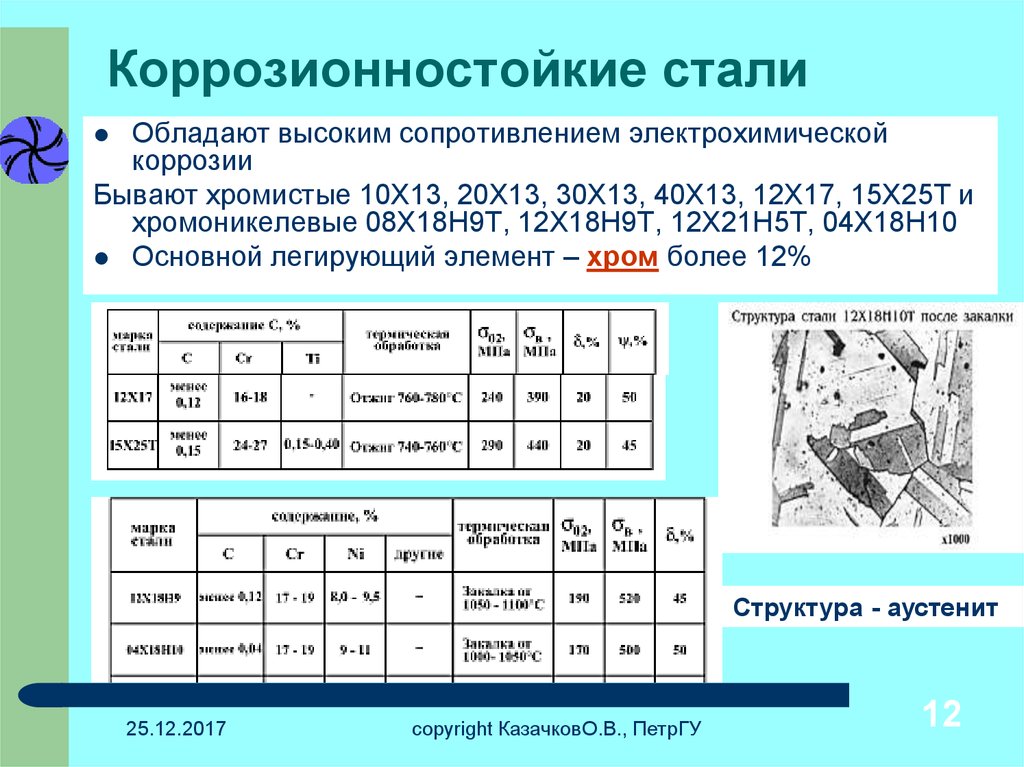

 Указанные признаки особенно важны для определения среды, в которой стоек тот или иной материал.
Указанные признаки особенно важны для определения среды, в которой стоек тот или иной материал.
 Высококачественные стали имеют в обозначении букву А, а особо-высококачественные — букву Ш, проставляемую в конце.
Высококачественные стали имеют в обозначении букву А, а особо-высококачественные — букву Ш, проставляемую в конце.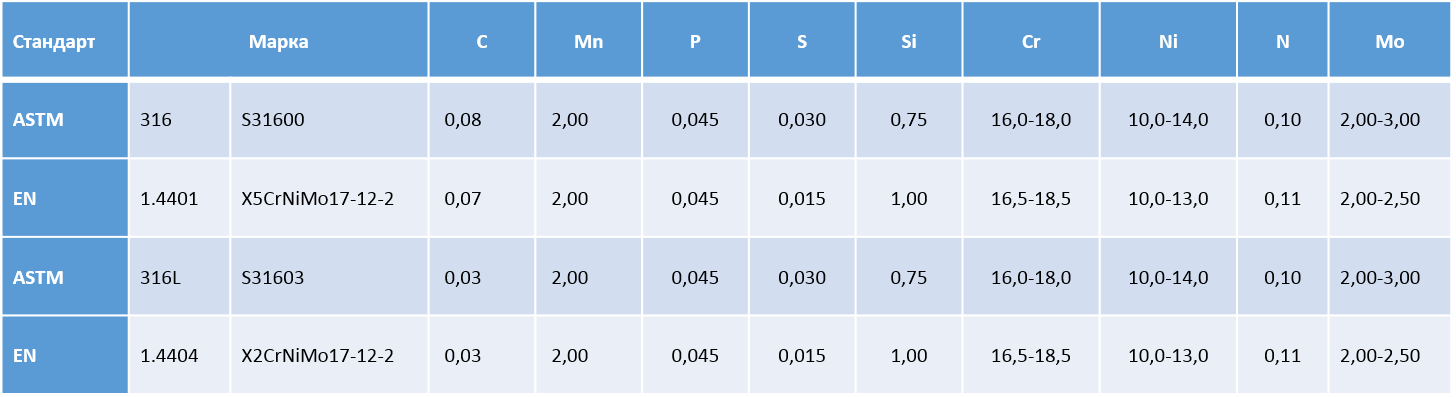 Нержавеющие стали имеют меньшие рабочие температуры по сравнению с жаростойкими сплавами и сталями на никелевой основе, поэтому применяются в случаях, когда рабочие температуры не превышают 500-700 °С.
Нержавеющие стали имеют меньшие рабочие температуры по сравнению с жаростойкими сплавами и сталями на никелевой основе, поэтому применяются в случаях, когда рабочие температуры не превышают 500-700 °С.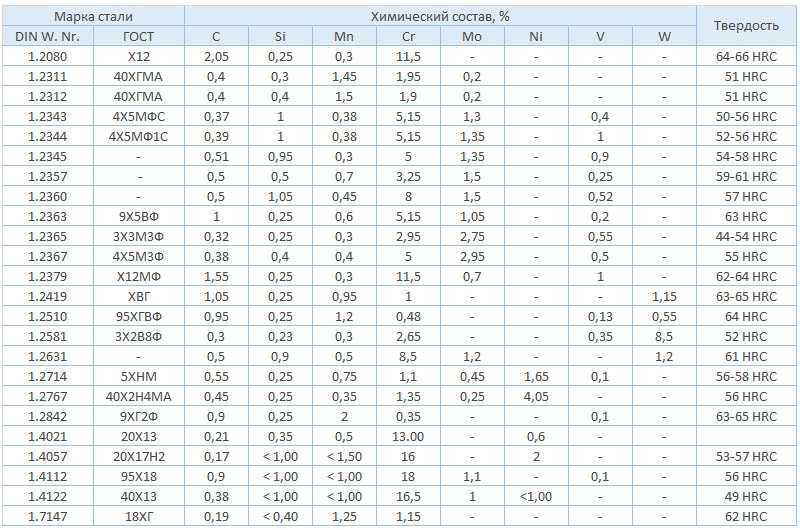 д. Только когда процентный состав Cr достигает определенного значения, сталь обладает коррозионной стойкостью. . Следовательно, металл из нержавеющей стали обычно имеет содержание хрома не менее 10,5%.
д. Только когда процентный состав Cr достигает определенного значения, сталь обладает коррозионной стойкостью. . Следовательно, металл из нержавеющей стали обычно имеет содержание хрома не менее 10,5%. 00-3.00
00-3.00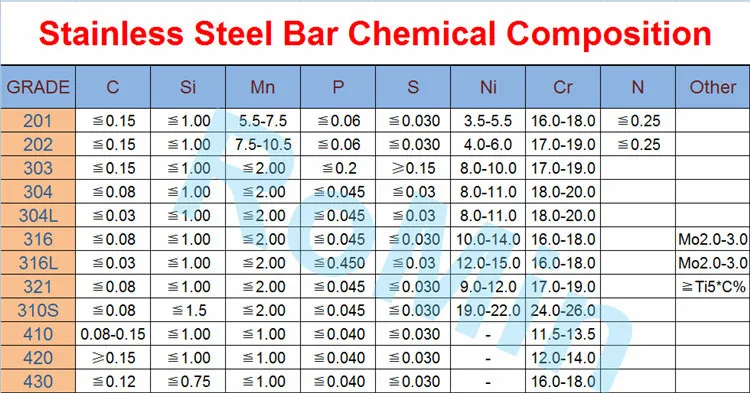 00-3.00
00-3.00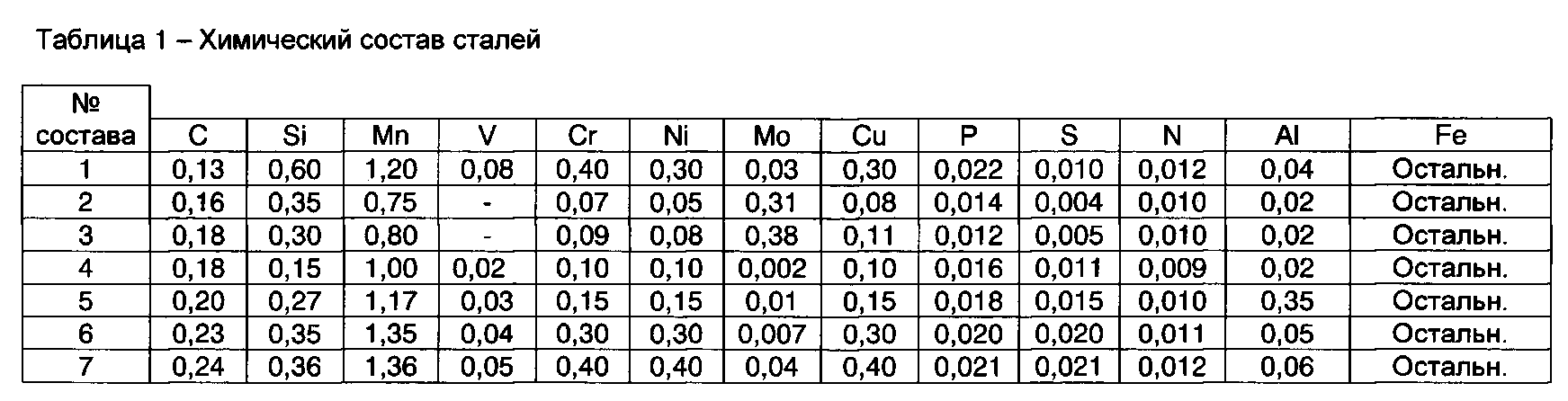 0-21.0
0-21.0 00-3.00
00-3.00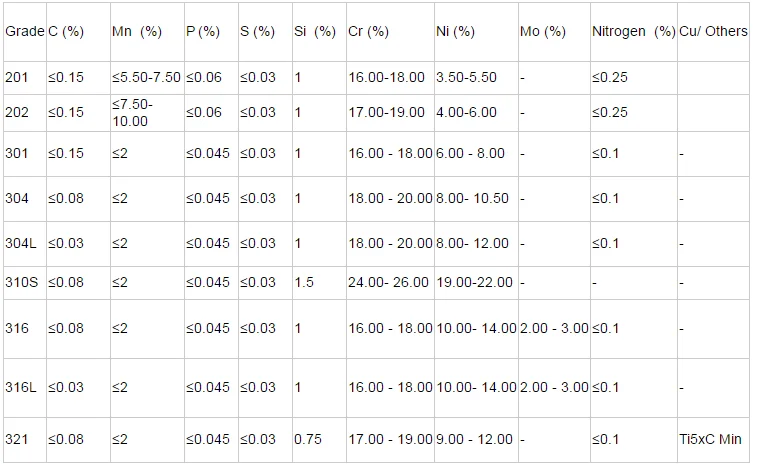 0-21.0
0-21.0 00-5.00
00-5.00 0-19.0
0-19.0 25-13.25
25-13.25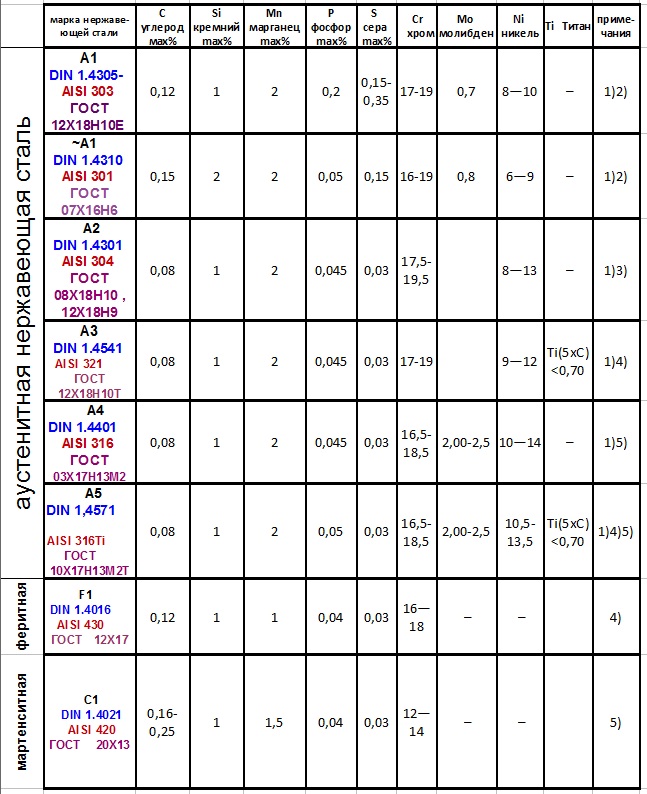

 Аустенитные стали, содержащие от 16 до 26% хрома и до 35% никеля, обычно обладают наибольшей коррозионной стойкостью. Они не упрочняются термической обработкой и немагнитны. Наиболее распространенным типом является марка 18/8 или 304, которая содержит 18 процентов хрома и 8 процентов никеля. Типичные области применения включают самолеты, молочную и пищевую промышленность. Стандартные ферритные стали содержат от 10,5 до 27 процентов хрома и не содержат никеля; из-за низкого содержания углерода (менее 0,2 процента) они не поддаются термообработке и имеют менее важные антикоррозионные свойства, такие как архитектурная отделка и отделка автомобилей. Мартенситные стали обычно содержат от 11,5 до 18 процентов хрома и до 1,2 процента углерода, иногда с добавлением никеля. Они поддаются термообработке, обладают умеренной коррозионной стойкостью и используются в столовых приборах, хирургических инструментах, гаечных ключах и турбинах. Дуплексные нержавеющие стали представляют собой комбинацию аустенитных и ферритных нержавеющих сталей в равных количествах; они содержат от 21 до 27 процентов хрома, от 1,35 до 8 процентов никеля, от 0,05 до 3 процентов меди и от 0,05 до 5 процентов молибдена.
Аустенитные стали, содержащие от 16 до 26% хрома и до 35% никеля, обычно обладают наибольшей коррозионной стойкостью. Они не упрочняются термической обработкой и немагнитны. Наиболее распространенным типом является марка 18/8 или 304, которая содержит 18 процентов хрома и 8 процентов никеля. Типичные области применения включают самолеты, молочную и пищевую промышленность. Стандартные ферритные стали содержат от 10,5 до 27 процентов хрома и не содержат никеля; из-за низкого содержания углерода (менее 0,2 процента) они не поддаются термообработке и имеют менее важные антикоррозионные свойства, такие как архитектурная отделка и отделка автомобилей. Мартенситные стали обычно содержат от 11,5 до 18 процентов хрома и до 1,2 процента углерода, иногда с добавлением никеля. Они поддаются термообработке, обладают умеренной коррозионной стойкостью и используются в столовых приборах, хирургических инструментах, гаечных ключах и турбинах. Дуплексные нержавеющие стали представляют собой комбинацию аустенитных и ферритных нержавеющих сталей в равных количествах; они содержат от 21 до 27 процентов хрома, от 1,35 до 8 процентов никеля, от 0,05 до 3 процентов меди и от 0,05 до 5 процентов молибдена.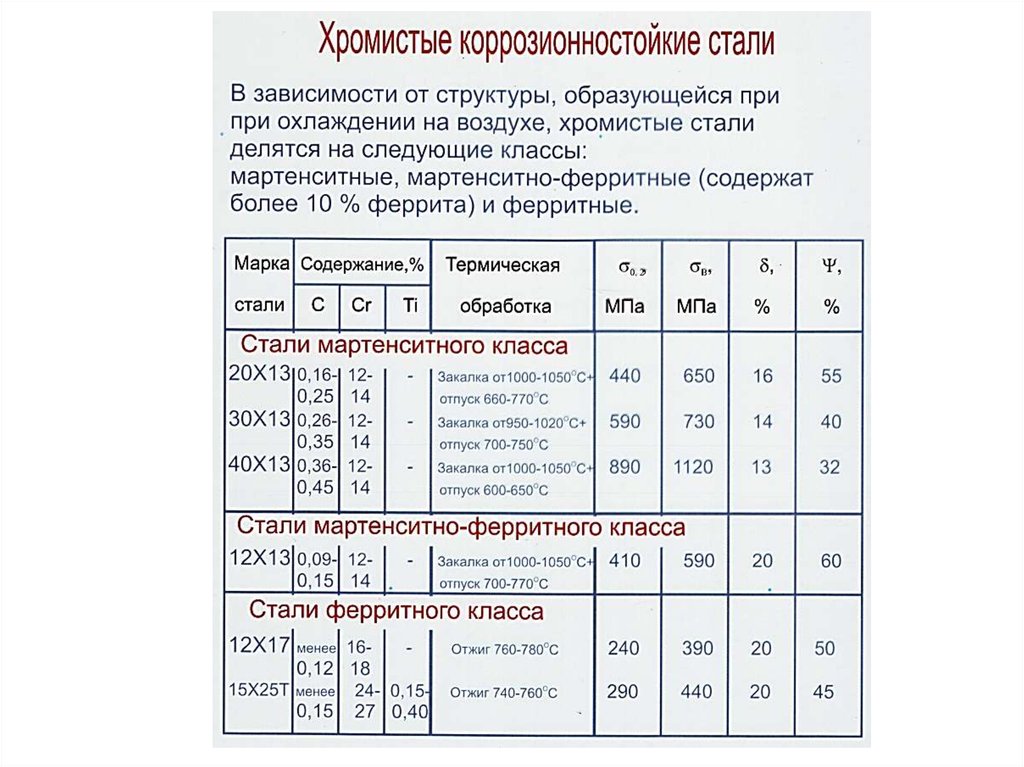
 Такая коронка способна проникнуть в самые твердые поверхности.
Такая коронка способна проникнуть в самые твердые поверхности. Поэтому для участков, где проходит арматура, данное приспособление непригодно.
Поэтому для участков, где проходит арматура, данное приспособление непригодно. Они способны просверлить не только кирпич или бетон, но и керамическую плитку. В этом и состоит их преимущество. Ведь это очень удобно, когда вам не нужно менять коронки.
Они способны просверлить не только кирпич или бетон, но и керамическую плитку. В этом и состоит их преимущество. Ведь это очень удобно, когда вам не нужно менять коронки.

 Чаще всего используется скрытый тип проводки, требующий заглубления разъемов внутрь стены. Но прежде чем их туда вставить, потребуется вмонтировать специальное гнездо – подрозетник. Вырезать под него углубление в стене поможет коронка для подрозетников по бетону – специальная насадка на электродрель или перфоратор. Именно о разновидностях коронок пойдет дальше речь.
Чаще всего используется скрытый тип проводки, требующий заглубления разъемов внутрь стены. Но прежде чем их туда вставить, потребуется вмонтировать специальное гнездо – подрозетник. Вырезать под него углубление в стене поможет коронка для подрозетников по бетону – специальная насадка на электродрель или перфоратор. Именно о разновидностях коронок пойдет дальше речь.
 Когда режущая часть коронки полностью войдет в материал стены, сверление прекращают. Оставшуюся внутри стены прорезанную окружность выбивают с помощью молотка и зубила.
Когда режущая часть коронки полностью войдет в материал стены, сверление прекращают. Оставшуюся внутри стены прорезанную окружность выбивают с помощью молотка и зубила.
 Под его патрон потребуется подобрать насадку с хвостовиком SDS. Любая коронка по бетону состоит из уже упомянутого хвостовика, направляющего сверла и режущей части круглой формы. В зависимости от материала напаек режущей части, насадки делятся на три вида.
Под его патрон потребуется подобрать насадку с хвостовиком SDS. Любая коронка по бетону состоит из уже упомянутого хвостовика, направляющего сверла и режущей части круглой формы. В зависимости от материала напаек режущей части, насадки делятся на три вида. Причем работают с такими насадками на малых оборотах перфоратора.
Причем работают с такими насадками на малых оборотах перфоратора. Ее конструкция идентична предыдущим вариантам, только в качестве опыления на головке применяется карбидно-вольфрамовая крошка. Насадка возьмет бетон, кирпич или любой другой материал без арматуры. Очень удобно коронкой прорезать кафельную плитку, но если под ней находится железобетон, насадку придется сменить на алмазную. Коронкой можно работать, зажав ее в патроне электродрели, главное, чтобы мощность инструмента превышала 800 Вт.
Ее конструкция идентична предыдущим вариантам, только в качестве опыления на головке применяется карбидно-вольфрамовая крошка. Насадка возьмет бетон, кирпич или любой другой материал без арматуры. Очень удобно коронкой прорезать кафельную плитку, но если под ней находится железобетон, насадку придется сменить на алмазную. Коронкой можно работать, зажав ее в патроне электродрели, главное, чтобы мощность инструмента превышала 800 Вт. Причем кольцо полностью не смыкается, то есть, получается разрезанный цилиндр.
Причем кольцо полностью не смыкается, то есть, получается разрезанный цилиндр. Для этого используют алмазную или победитовую коронку. Но, как говорили выше, железобетон, дерево и гипсокартон ударным способом сверлить нельзя. Это касается кафеля и других хрупких материалов, способных растрескаться от удара.
Для этого используют алмазную или победитовую коронку. Но, как говорили выше, железобетон, дерево и гипсокартон ударным способом сверлить нельзя. Это касается кафеля и других хрупких материалов, способных растрескаться от удара. Зажатую в патроне электроинструмента насадку направляющим сверлом устанавливают в отмеченный центр круга и начинают сверление. Далее, оставшуюся внутреннюю часть удаляют при помощи молотка с зубилом. Глубина получившегося отверстия на 10 мм должна быть больше высоты подрозетника. Если размеры не соответствуют, бурение продолжают до достижения положительного результата.
Зажатую в патроне электроинструмента насадку направляющим сверлом устанавливают в отмеченный центр круга и начинают сверление. Далее, оставшуюся внутреннюю часть удаляют при помощи молотка с зубилом. Глубина получившегося отверстия на 10 мм должна быть больше высоты подрозетника. Если размеры не соответствуют, бурение продолжают до достижения положительного результата. Поскольку я новичок в этом, мне было интересно, какой размер сквозного отверстия будет оптимальным? Это гнездо будет припаиваться, поэтому я понимаю, что могу сделать диаметр больше, чем указано в спецификации, и у меня не будет проблем. Вопрос в том, насколько больше? Я читал здесь, что чем плотнее, тем лучше.
Поскольку я новичок в этом, мне было интересно, какой размер сквозного отверстия будет оптимальным? Это гнездо будет припаиваться, поэтому я понимаю, что могу сделать диаметр больше, чем указано в спецификации, и у меня не будет проблем. Вопрос в том, насколько больше? Я читал здесь, что чем плотнее, тем лучше.
 Он есть на странице товара. Есть ссылки на два PDF-файла: «Дюймы» и «Метрические». Вот метрический: https://www.mill-max.com/assets/pdfs/metric/063M.PDF
Он есть на странице товара. Есть ссылки на два PDF-файла: «Дюймы» и «Метрические». Вот метрический: https://www.mill-max.com/assets/pdfs/metric/063M.PDF
 (нормальная посадка)
(нормальная посадка) 112
112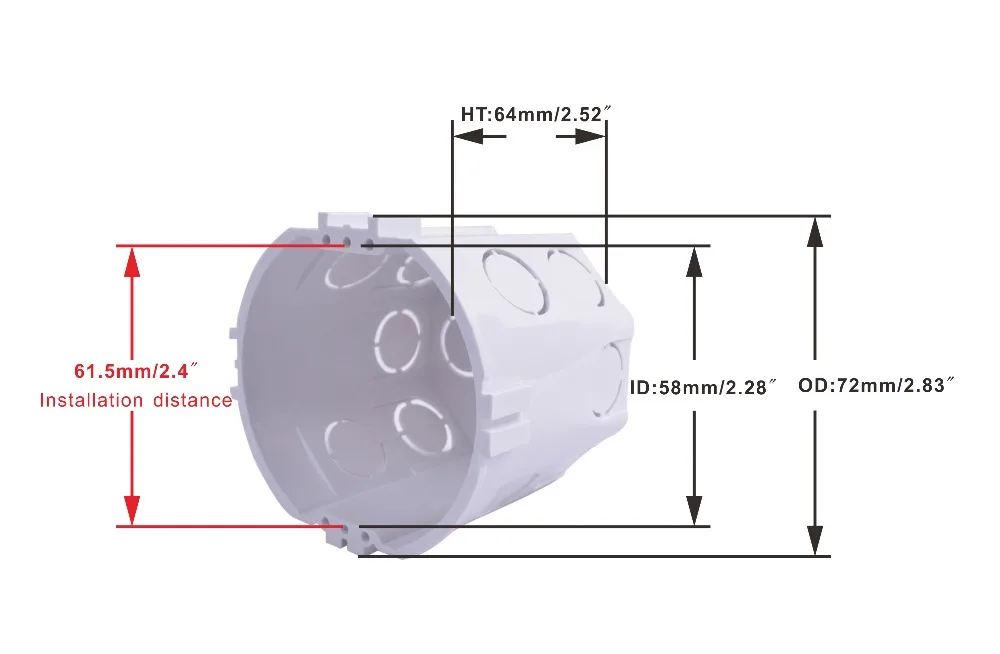 164
164 312
312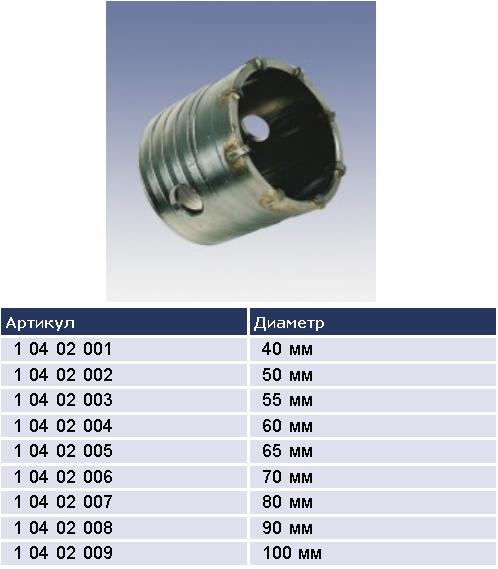 500
500 963
963



 Также особое внимание стоит уделить проблемным участкам — стыкам стен и пола, местам прохождения коммуникаций. Именно там обычно влага проникает в подвал в первую очередь.
Также особое внимание стоит уделить проблемным участкам — стыкам стен и пола, местам прохождения коммуникаций. Именно там обычно влага проникает в подвал в первую очередь.

 Идея и в самом деле неплохая, согласитесь – однако многие так и не реализовывают ее. По разным причинам, конечно, но чаще всего просто напросто потому, что не представляют себе как это правильно сделать и какие материалы понадобятся для такого дела.
Идея и в самом деле неплохая, согласитесь – однако многие так и не реализовывают ее. По разным причинам, конечно, но чаще всего просто напросто потому, что не представляют себе как это правильно сделать и какие материалы понадобятся для такого дела. Исходя из таких сведений, определяется глубина погреба и качество гидроизоляции. Кроме того не факт, что гидроизоляционных работ будет достаточно – возможно придется отводить воды с помощью дренажной системы.
Исходя из таких сведений, определяется глубина погреба и качество гидроизоляции. Кроме того не факт, что гидроизоляционных работ будет достаточно – возможно придется отводить воды с помощью дренажной системы. Возможно, что сразу каких-то серьезных последствий и не будет, но постоянная сырость в подвале прочности конструкции точно не придает, согласитесь. Да и к тому же хранение овощей превратится в головную боль – они ведь в таких условиях попросту начнут гнить.
Возможно, что сразу каких-то серьезных последствий и не будет, но постоянная сырость в подвале прочности конструкции точно не придает, согласитесь. Да и к тому же хранение овощей превратится в головную боль – они ведь в таких условиях попросту начнут гнить. Тут вполне допустимо использовать кирпич или готовые фундаментные блоки.
Тут вполне допустимо использовать кирпич или готовые фундаментные блоки.

 Выглядит он как сетка (с размером ячеек примерно 50 на 50 см.). Также нужно «выпустить» из ленты по периметру арматуру по вертикали, с высотой примерно метр. К ней потом будет крепиться металл для стен.
Выглядит он как сетка (с размером ячеек примерно 50 на 50 см.). Также нужно «выпустить» из ленты по периметру арматуру по вертикали, с высотой примерно метр. К ней потом будет крепиться металл для стен.

 Меньше делать нежелательно, поскольку это все-таки гараж, а не дом. Нагрузка от автомобиля ведь на порядок больше, чем вес человека.
Меньше делать нежелательно, поскольку это все-таки гараж, а не дом. Нагрузка от автомобиля ведь на порядок больше, чем вес человека.


 А
А

 Если вы не наймете квалифицированного специалиста, это может стать опасным дополнением к вашему новому дому.
Если вы не наймете квалифицированного специалиста, это может стать опасным дополнением к вашему новому дому. Некоторые используют это как
Некоторые используют это как
 Кроме того, с подвалом в гараже вы можете более организованно управлять своим оборудованием.
Кроме того, с подвалом в гараже вы можете более организованно управлять своим оборудованием.