При установке стальных тросов зачастую требуется добиться их плотного натяжения, что сложно сделать только силой рук человека без специальных устройств — талрепов.
Талреп — это такелажное приспособление, предназначенное для регулировки силы натяжения канатов, тросов, цепей и т. д.
Конструкция талрепа внешне проста и понятна. В основе — корпус цилиндрической формы с разнонаправленной резьбой на противоположных концах, в которую вкручиваются винты, оборудованные устройствами для крепления каната. При этом сила натяжения троса талрепом регулируется степенью закручивания винтов.
Сферы применения талрепов
Благодаря простоте конструкции и широким возможностям для использования, в настоящее время талрепы активно применяются в следующих сферах:
Строительство зданий и мостов.
Грузоподъемное оборудование.
Прокладка кабельных сетей между домами.
Кораблестроение, судоходство и яхтинг.
Крепление спортивного инвентаря.
Установка антенн и флагштоков.
Временная установка шатров и палаток.
Дополнительная поддержка объектов, находящихся на реконструкции или в аварийном состоянии.
При этом фиксация троса может быть как временной (например, талреп грузовой), так и постоянной (например, строительство мостов, крепеж антенн).
Разновидности талрепов
Не смотря на кажущуюся простоту конструкции, талрепы для троса бывают разных видов и различаются, как по размеру, так и по типу корпуса, виду исполнения, материалу.
Размер и вес талрепов разнится от нескольких грамм (например, для натяжения шторных струн), до нескольких тонн.
По типу корпуса выделяют следующие виды:
Талреп ОС — с открытой муфтой, сварной
Талреп ЗС — с закрытой муфтой, сварной
Талреп ОШ — с открытой муфтой, штампованный (din 1480)
Талреп ЗШ — с закрытой муфтой, штампованный
Талреп цепной (рэтчет, цепной натяжитель)
Талрепы с закрытой муфтой предназначены для длительного использования при проведении наружных работ, так как их конструкция предотвращает попадание влаги и мусора внутрь корпуса. Цепные рэтчеты используются для натяжения грузов при обвязке и фиксации их на транспортной платформе.
По виду исполнения:
Талреп ВУ — вилка-ушко
Талреп ВВ — вилка-вилка
Талреп УУ — ушко-ушко
Талреп ВГ — вилка гак;
Талреп ГГ — гак-гак;
Талреп ГУ — гак-ушко.
Так как талрепы часто используются в сложных климатических условиях, при их изготовлении используется высокоуглеродистая сталь, либо метод оцинковки для защиты от внешних факторов. Наибольшее распространение получил оцинкованный талреп.
Правила подбора талрепа
Как и любой другой такелажный элемент, талрепы следует выбирать, исходя из условий конкретных проводимых работ: размеров пространства, необходимости антикоррозийной защиты, веса груза, эксплуатационного усилия на узел.
Вид оголовка подбирается по типу ответной части (крюк фиксируется к кольцу и т. д.). Размер оголовка натяжителя должен соответствовать размеру встречного крепежа. Подбор талрепа под трос производится в случае, если оголовок крепится к канату напрямую, без дополнительных приспособлений. Диаметр резьбы и запас прочности талрепа должны соответствовать предполагаемой силе давления со стороны канатов.
Все необходимые характеристики указываются производителем в специальных таблицах для каждого вида талрепа. Правильный подбор талрепа, исходя из будущих нагрузок на него, позволит продлить срок службы и избежать деформации такелажного элемента.
Условия эксплуатации талрепов и правила работы с ними
После того как нужный натяжитель выбран и приобретен, можно приступать к его установке, а именно:
Обработать все элементы конструкции бензином.
Произвести полировку войлочным кругом.
Смазать подвижные детали.
Вставить винт в резьбу и прокрутить туда-обратно.
Собрать конструкцию с тросом и отрегулировать силу натяжения вращением винта.
Периодически проводить осмотр конструкции и, в случае недостаточного натягивающего усилия, проводить корректировку.
Все указанные виды талрепов по заказу производит ГПО-Снаб. Цена талрепов зависит от их исполнения и грузоподъёмности. Прайс предоставляется индивидуально, по заказу.
Организуем доставку талрепов по всей России: в Москву, Санкт-Петербург, Челябинск, Красноярск, Новороссийск, Читу и другие города.
Вернуться
Талрепы DIN 1480, тип крюк-кольцо . Конструкция и применение
Талреп – это устройство для регулирования силы натяжения тросов и цепей. Название «талреп» происходит от нидерландского слова tаlrеер. Другое название этого крепежного элемента — стяжка.
Конструктивно талреп крюк-кольцо DIN 1480 состоит из трех деталей: муфты, крюка и кольца. Муфта на своих противоположных концах имеет по одному отверстию с левой и правой резьбой, которые позволяют максимально совместить оси резьбовых частей крюка и кольца. В местах расположения отверстий конструкция муфты усилена.
Резьбовые части стержней крюка и кольца изготовлены с левой и правой резьбой. Для наглядности их можно сравнить с болтами
, имеющими удлиненные стержни, в которых вместо головок обычной шестигранной формынаходятся кольца или крюки. При вращении муфты в направлениях, перпендикулярных ее собственной оси, происходит натяжение или ослабление троса. Концы резьбовых частей кольца и крюка в этом случае сближаются внутри муфты или удаляются по отношению друг к другу, в зависимости от направления вращения муфты.
Кольцо талрепа обычно крепится к прочно закрепленному опорному основанию. На крюк талрепа надевается петля стального троса (каната) или одно из звеньев натягиваемой цепи, противоположные концы которых закреплены на такелажном изделии.
Для усиления прочности петли стального троса для талрепа обычно используют специально предназначенные для этих целей зажимы для стальных канатов DIN 741. Зажимы DIN 741 имеют простую конструкцию. Их использование позволяет значительно сократить время и сэкономить материальные расходы.
Материалом для изготовления талрепов является сталь с нанесенным защитным цинковым покрытием. Согласно требованиям стандарта DIN1480 это сталь типа S235JR, соответствующая DIN EN 10025. Основными размерами талрепов крюк-кольцо DIN1480 являются: размеры внутренней метрической резьбы талрепа и длина талрепа (расстояние между наружными концами отверстий муфты). Размеры резьбы талрепа – стандартные, от М6 до М56. Длина талрепа – от 110 мм до 355 мм. На поверхности крепежа в месте расположения правой резьбы нанесена маркировка размера резьбы талрепа (М10, М12 и т.д.). На конце с левой резьбой маркировка имеет знак левой резьбы (L). Таким образом, если имеет место такая запись:
Талреп крюк-кольцо, DIN 1480,оцинкованный М12х125
то это означает, что данный крепеж выполнен из стали с оцинкованным покрытием, с номинальным размером внутренней резьбы, равным 12 мм, и длина его равна 125 мм (без учета длин крюка и кольца).
Талрепы крюк-кольцо DIN 1480 должны использоваться по своему прямому назначению. Применять их для подъема и перемещения грузов недопустимо. Это может привести к разрушению крепежного изделия.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
Используйте ремешок Loop-it для переноски вещей или как обычный ремешок. Его универсальность и регулируемость делают его идеальным стропом без помощи рук! Ремешок Loop-it также можно использовать для закрепления вещей на месте.
Не носите его в руках… L опа-это!
Проиграть видео
Универсальный и регулируемый
Ремешок Loop-it можно использовать для переноски различных предметов разными способами. Он также регулируется с помощью раздвижных замков с кнопками, что делает его идеальным для взрослых и детей.
Качество и возможность индивидуальной настройки
Качество имеет значение, поэтому наши и индивидуальные конструкции не царапаются и не отклеиваются от ремешка Loop-It™. Цвета также не будут растекаться, если ремешок Loop-It™ намокнет. Нажмите здесь, чтобы узнать больше о настройках.
Покупателям нравится ремешок Loop-it
Отзывы покупателей (рейтинг 4,89)
Выберите свой цвет и количество
24 доллара США за упаковку из 4 штук или 6,9 доллара США9 на ремешок Loop-it
Ремешок Loop-It™
Пришло время закрепить и отпустить!
Вы когда-нибудь хотели, чтобы у вас была третья рука, чтобы носить вещи? Что ж, вы нашли его в запатентованном ремешке Loop-It! Он позволяет вам… Учить больше
Обычная цена
$6,99
Неоново-зеленыйКрасныйТемно-синийЧерный
Количество
Ремешок Loop-It™ — неоново-зеленый
$6,99
Ремешок Loop-It™ — красный
$6,99
Ремешок Loop-It™ — темно-синий
$6,99
Ремешок Loop-It™ — черный
$6,99
Ремешок Loop-It™ — набор из 4 ценных вещей
Пришло время закрепить и отпустить!
Вы когда-нибудь хотели, чтобы у вас была третья рука, чтобы носить вещи? Что ж, вы нашли его в запатентованном ремешке Loop-It! Он позволяет вам. .. Учить больше
Обычная цена
$24.00
Цена продажи
27,96 $
Разнообразие (по 1 каждого цвета) Неоново-зеленыйКрасныйТемно-синийЧерный
Количество
Выберите свое значение 4 пакета
В продаже
Ремешок Loop-It™ — 4 шт.
в упаковке неоново-зеленого цвета
$24.00 $27,96
В продаже
Ремешок Loop-It™ — 4 шт. в упаковке красного цвета
$24.00 $27,96
Распродажа
Ремешок Loop-It™ — 4 шт. в упаковке темно-синего цвета
$24.00 $27,96
В продаже
Ремешок Loop-It™ — 4 шт. в упаковке черного цвета
$24.00 $27,96
Разрывное крепление Loop-it
Разрывное крепление Loop-it превращает ваш ремешок Loop-it в ремешок, который отрывается при натяжении.
Этот продукт предназначен для использования при настройке ремешка Loop-it для ношения в качестве. .. Учить больше
Обычная цена
1,99 доллара США
Название по умолчанию — Нет в наличии
Количество
30-дневная гарантия качества
Мы хотим, чтобы вы любили свой ремешок Loop-It! Вы можете вернуть его для полного возмещения в течение 30 дней, если вы не удовлетворены. Мы даже оплатим обратную доставку.
Пришло время зациклиться и отпустить!
Вам понравится! Попробуйте!
Заказать сегодня
Ремешок Loop-It™ Видеоролики
Воспроизвести видео
Воспроизвести видео
Воспроизвести видео
Воспроизвести видео
Воспроизвести видео
Воспроизвести видео
Расскажите нам, как вы используете ремешок Loop-It на Facebook
Присоединяйтесь к нам в Instagram
слоновая кость, белый + шнурок из дерева — звездный ребенок
Перейти к содержимому
это звездный ребенок предлагает оптом! По вопросам оптовых продаж, пожалуйста, свяжитесь с нами или напишите по электронной почте info@itsastarbaby. com с темой: оптовая. Благодарю вас!
По состоянию на август 2022 года оптовая цена для звездного ребенка = 30 % от розничной цены. Запросите по электронной почте дополнительную информацию о том, как разместить заказ.
{% конец%}
{% для продукта в продуктах %} {% присвоить first_available_variant = false %} {% для варианта в product.variants %} {% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %} {% конец для %} {% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %} {% если product.images[0] %} {% assign feature_image = product.images[0] | img_url: ‘350x’ %} {% еще %} {% присвоить Featured_image = no_image_url | img_url: ‘350x’ %} {% конец%}
{%, если box. template.elements содержит ‘saleLabel’ и first_available_variant.compare_at_price > first_available_variant.price %} {{перевод.продажа}} {% конец%} {% если только продукт.доступен %} {{translation.sold_out}} {% бесконечный %}
{{продукт.название}} {% присвоить варианты_размера = продукт.варианты | размер %}
{% для варианта в product.variants %} {{variant.title}}{%, если только вариант.доступен %} — {{translation.sold_out}}{% endunless %} {% конец для %}
Диаметры отверстий под резьбу, сверла под резьбу, размеры отверстий под метрическую и дюймовую резьбу
Метрическаярезьба (M)
Метрическая мелкая резьба (MF)
Дюймовая резьба Витворта (BSW)
Трубная резьба Витворта (BSP)
Размер резьбы
Диаметр сверла в мм
Размер резьбы
Диаметр сверла в мм
Размер резьбы («)
Диаметр сверла в мм
Размер резьбы («)
Диаметр сверла в мм
M 1
0,75
M 3 x 0,35
2,65
1/16
1,15
G 1/16
6,80
M 1,2
0,95
M 4 x 0,5
3,50
3/32
1,80
G 1/8
8,80
M 1,4
1,10
M 5 x 0,5
4,50
1/8
2,55
G 1/4
11,80
M 1,6
1,25
M 6x 0,75
5,20
5/32
3,10
G 3/8
15,25
M 1,8
1,45
M 7 x 0,75
6,20
3/16
3,60
G 1/2
19,00
M 2
1,60
M 8 x 0,75
7,20
7/32
4,40
G 5/8
21,00
M 2,2
1,75
M 8 x 1
7,00
1/4
5,10
G 3/4
24,50
M 2,5
2,05
M 9 x 1
8,00
5/16
6,50
G 7/8
28,25
M 3
2,50
M 10 x 0,75
9,20
3/8
7,90
G 1
30,75
M 3,5
2,90
M 10 x 1
9,00
7/16
9,20
G 1 1/8
35,50
M 4
3,30
M 10 x 1,25
8,80
1/2
10,50
G 1 1/4
39,50
M 5
4,20
M 12 x 1
11,00
9/16
12,00
G 1 3/8
42,00
M 6
5,00
M 12 x 1,25
10,80
5/8
13,50
G 1 1/2
45,25
M 7
6,00
M 12 x 1,5
10,50
3/4
16,25
G 1 5/8
49,50
M 8
6,80
M 14 x 1,5
14,00
7/8
19,25
G 1 3/4
51,00
M 9
7,80
M 15 x 1,5
13,50
1
21,75
G 2
57,00
M 10
8,50
M 16 x 1
15,00
1 1/8
24,75
G 2 1/4
63,00
M 11
9,50
M 16 x 1,5
14,50
1 1/4
27,75
G 2 3/8
68,00
M 12
10,20
M 18 x 2
16,00
1 3/8
30,50
G 2 1/2
73,00
M 14
12,00
M 20 x 1,5
18,50
1 1/2
33,50
G 2 3/4
79,00
M 16
14,00
M 20 x 2
18,00
1 5/8
35,50
G 3
85,00
M 18
15,50
M 22 x 1,5
20,50
1 3/4
39,00
G 3 1/4
91,50
M 20
17,50
M 22 x 2
20,00
1 7/8
41,50
G 3 1/2
98,00
M 22
19,50
M 24 x 1
23,00
2
44,50
G 3 3/4
104,00
M 24
21,00
M 24 x 1,5
22,50
2 1/4
50,00
G 4
110,50
M 27
24,00
M 24 x 2
22,00
2 1/2
56,50
M 30
26,50
M 26 x 1,5
24,50
2 3/4
62,00
M 33
29,50
M 27 x 1,5
25,50
3
68,00
M 36
32,00
M 27 x 2
25,00
M 39
35,00
M 28 x 1,5
26,50
M 42
37,50
M 30 x 2
28,00
M 45
40,50
M 33 x 2
31,00
M 48
43,00
M 36 x 1,5
34,50
M 52
47,00
M 36 x 2
34,00
M 56
50,50
M 36 x 2
34,00
M 60
54,50
M 39 x 3
36,00
M 64
58,00
M 42 x 1,5
40,50
M 68
62,00
M 45 x 1,5
43,50
Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию: Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Инъекционные формование. Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Загрузить
Ресурсы
Советы по дизайну Руководства и отчеты о тенденциях Истории успеха Вспомогательные средства дизайна Вебинары и выставки
Блог Видео Часто задаваемые вопросы Преподаватели и студенты Глоссарий
Отрасли Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Исследования и разработки Награда за крутую идею Партнерские отношения Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Закупка
Свяжитесь с нами Proto Labs, Inc. 5540 Pioneer Creek Dr. Maple Plain, MN 55359 Соединенные Штаты
P: 877.479.3680 F: 763.479.2679 . 3680. Лучшее в своем классе онлайн-предложение
После загрузки проекта детали вы получите онлайн-предложение, включающее производственный анализ, который поможет улучшить технологичность детали. В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
Узнать больше
Получить предложениеВойти
UNC
УНФ
ММ
Резьба UNC
Минимальный моделируемый диаметр (дюймы)
Максимальный моделируемый диаметр (дюймы)
Диаметр отверстия 75 % (дюймы)
Максимальная глубина резьбы (дюймы)*
#2-56
0,067
0,074
0,070
0,200
#3-48
0,076
0,084
0,082
0,200
#4-40
0,085
0,094
0,089
0,300
#5-40
0,098
0,104
0,102
0,300
#6-32
0,105
0,114
0,109
0,400
#8-32
0,130
0,139
0,134
0,400
#10-24
0,145
0,156
0,150
0,600
#12-24
0,171
0,181
0,176
0,600
1/4-20
0,196
0,207
0,201
0,650
16-18 5/18
0,252
0,265
0,259
0,650
3/8-16
0,307
0,321
0,314
1. 000
16-14 июля
0,360
0,376
0,372
1.000
1/2-13
0,417
0,434
0,426
1.200
*Препятствия из-за других особенностей вашей детали, вводных обработок или требований к креплению могут уменьшить максимальную глубину резьбы.
Резьба UNF
Минимальный моделируемый диаметр (дюймы)
Максимальный диаметр модели (дюймы)
Диаметр отверстия 75 % (дюймы)
Максимальная глубина резьбы (дюймы)*
#2-64
0,069
0,075
0,072
0,200
#3-56
0,080
0,084
0,083
0,200
#4-48
0,087
0,098
0,093
0,300
#5-44
0,100
0,104
0,104
0,300
#6-40
0,111
0,119
0,115
0,400
#8-36
0,134
0,142
0,138
0,400
#10-32
0,156
0,164
0,160
0,600
#12-28
0,177
0,186
0,182
0,600
1/4-28
0,211
0,220
0,215
0,650
16/5-24
0,267
0,277
0,272
0,650
3/8-24
0,330
0,340
0,335
1. 000
16-20 июля
0,383
0,395
0,389
1.000
1/2-20
0,446
0,457
0,451
1.200
*Препятствия из-за других особенностей вашей детали, вводных обработок или требований к креплению могут уменьшить максимальную глубину резьбы.
*Препятствия из-за других элементов вашей детали, обработка ввода или требования к креплению могут уменьшить максимальную глубину резьбы.
Размеры резьбонарезных сверл и отверстий с зазором для метрической резьбы
Перейти к содержимому
Рекомендуемые размеры сверла для нарезания резьбы и отверстия с зазоромOptimas2022-10-14T12:20:44+01:00
Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
ОБРАЩАЙТЕСЬ К ЭКСПЕРТУ
Используйте эти таблицы для расчета соответствующего размера сверла и отверстия с зазором для метрической крупной и мелкой резьбы ISO.
Теоретический вес нержавеющего листа — УТК-Сталь Екатеринбург
Главная
Блог
Теоретический вес нержавеющего листа
ТЕОРЕТИЧЕСКИЙ ВЕС НЕРЖАВЕЮЩЕГО ЛИСТА, КГ
Выберите интересующую вас продукцию в сортаменте листа нержавеющего.
Толщина, мм
Раскрой, мм
1000х2000
1250х2500
1500х3000
1500х6000
2000х8000
0,50
8,00
12,50
18,00
36,00
64,00
0,60
9,60
15,00
21,60
43,20
76,80
0,70
11,20
17,50
25,20
50,40
89,60
0,80
12,80
20,00
28,80
57,60
102,40
0,90
14,40
22,50
32,40
64,80
115,20
1,00
16,00
25,00
36,00
72,00
128,00
1,20
19,20
30,00
43,20
86,40
153,60
1,25
20,00
31,25
45,00
90,00
160,00
1,50
24,00
37,50
54,00
108,00
192,00
2,00
32,00
50. 00
72,00
144,00
256,00
2,50
40,00
62,50
90,00
180,00
320,00
3,00
48,00
75,00
108,00
216,00
384,00
3,50
56,00
87,50
126,00
252,00
448,00
4,00
64,00
100,00
144,00
288,00
512,00
5,00
80,00
125,00
180,00
360,00
640,00
6,00
96,00
150,00
216,00
432,00
768,00
8,00
128,00
200,00
288,00
576,00
1 024,00
10,00
160,00
250,00
360,00
720,00
1 280,00
12,00
192,00
300,00
432,00
864,00
1 536,00
14,00
224,00
350,00
504,00
1 008,00
1 792,00
16,00
20,00
37,00
0,00
1 080,00
1 920,00
16,00
256,00
400,00
576,00
1 152,00
2 048,00
18,00
288,00
450,00
648,00
1 296,00
2 304,00
20,00
320,00
500,00
720,00
1 440,00
2 560,00
22,00
352,00
550,00
792,00
1 584,00
2 816,00
24,00
384,00
600,00
864,00
1 728,00
3 072,00
25,00
400,00
625,00
900,00
1 800,00
3 200,00
28,00
448,00
700,00
1 008,00
2 016,00
3 584,00
30,00
480,00
750,00
1 080,00
2 160,00
3 840,00
32,00
512,00
800,00
1 152. 00
2 304,00
4 096,00
35,00
560,00
875,00
1 260,00
2 520,00
4 480,00
36,00
576,00
900,00
1 296,00
2 592.00
4 608,00
40,00
640,00
1 000,00
1 440,00
2 880,00
5 120,00
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ПО ТОЛЩИНЕ СТАЛИ (ПРИ НОРМАЛЬНОЙ ТОЧНОСТИ ПРОКАТКИ)
При ширине от 1000 мм до 1500 мм
При ширине от 1000 мм до 1200 мм
При ширине от 1200 мм до 1500 мм
Толщина стали, мм
Отклонения, мм
Толщина стали, мм
Отклонения, мм
Толщина стали, мм
Отклонения, мм
Св. 1,1 до 1,2
±0,15
Св. 12,0 до 25,0
+0,2
Св. 12,0 до 25,0
+0,2 -0,8
Св. 1,2 до 1,3
±0,15
-0,8
Св. 25,0 до 30,0
+0,2 -0,9
Св. 1,3 до 1,4
±0,18
Св. 25,0 до 30,0
+0,2
Св. 30,0 до 34,0
+0,3 — 1,0
Св. 1,4 до 1,6
±0,18
-0,9
Св. 34,0 до 40,0
+0,4 — 1,1
Св. 1,6 до 1,8
±0,18
Св. 30,0 до 34,0
+0,2
Св. 40,0 до 50,0
+0,5 — 1,2
Св. 1,8 до 2,0
±0,18
-1
Св. 50,0 до 60,0
+0,5 -1,3
Св. 2,0 до 2,2
±0,19
Св. 34,0 до 40,0
+0,3
Св. 60,0 до 70,0
+0,7 -1,6
Св. 2,2 до 2,5
±0,20
-1,1
Св. 70,0 до 80,0
+0,7 -2,2
Св. 2,5 до 3,0
±0,21
Св. 40,0 до 50,0
+0,4
Св. 80,0 до 90,0
+0,8 — 2,5
Св. 3,0 до 3,5
±0,22
-1,2
Св. 90,0 до 100,0
+0,9 -2,7
Св. 3,5 до 3,9
±0,24
Св. 50,0 до 60,0
+0,6
Св. 100,0 до 115,0
+1,4 -3,5
Св. 3,9 до 5,5
+0,3 -0,4
-1,3
Св. 115,0 до 125,0
+1,4 -3,5
Св. 5,5 до 7,5
+0,25 -0,6
Св. 125,0 до 140,0
+1,6 -3,8
Св. 7,5 до 10,0
+0,3 -0,8
Св. 140,0 до 160,0
-2,3
Св. 10,0 до 12,0
+0,3 -0,8
Поделиться
Назад к списку
Справочник: размеры и вес нержавейки
Листы нержавеющие:
Размеры на листов из нержавейки, их вес одного листа размерами:
1 на 2 метра;
1,25 на 2,5 метра;
1,5 на 3 метра
Толщина листа в мм
Вес одного листа 1х2м в кг
Вес одного листа 1,25х2,5м в кг
Вес одного листа 1,5х3м в кг
0,4мм
6,4
—
—
0,5мм
8
12,5
—
0,6мм
9,6
15
—
0,8мм
12,8
20
28,8
1 мм
16
25
36
1,2мм
19,2
30
43,2
1,5мм
24
38
54
2мм
32
50
72
2,5мм
40
62,5
—
3мм
48
75
108
4мм
64
100
144
5мм
80
125
180
6мм
96
150
216
8мм
—
—
288
10мм
—
—
360
12мм
—
—
432
16мм
—
—
576
20мм
—
—
720
25мм
—
—
900
30мм
—
—
1080
40мм
—
—
1440
50мм
—
—
1800
Круги нержавеющие:
Размеры на круги из нержавейки, их вес одного погонного метра в киллограммах:
Круг н/ж 2,0
вес одного пог м.
кг
0,0280
Круг н/ж 3,0
вес одного пог м.
кг
0,0600
Круг н/ж 4,0
вес одного пог м.
кг
0,1090
Круг н/ж 5,0
вес одного пог м.
кг
0,1610
Круг н/ж 6,0
вес одного пог м.
кг
0,2300
Круг н/ж 8,0
вес одного пог м.
кг
0,4050
Круг н/ж 10,0
вес одного пог м.
кг
0,6340
Круг н/ж 12,0
вес одного пог м.
кг
0,9210
Круг н/ж 14,0
вес одного пог м.
кг
1,2560
Круг н/ж 16,0
вес одного пог м.
кг
1,7000
Круг н/ж 18,0
вес одного пог м.
кг
2,0470
Круг н/ж 20,0
вес одного пог м.
кг
2,5670
Круг н/ж 22,0
вес одного пог м.
кг
3,0700
Круг н/ж 22,0
вес одного пог м.
кг
0,0280
Круг н/ж 25,0
вес одного пог м.
кг
3,9500
Круг н/ж 28,0
вес одного пог м.
кг
5,2100
Круг н/ж 30,0
вес одного пог м.
кг
5,7700
Круг н/ж 32,0
вес одного пог м.
кг
6,5120
Круг н/ж 35,0
вес одного пог м.
кг
7,8660
Круг н/ж 40,0
вес одного пог м.
кг
15,270
Круг н/ж 45,0
вес одного пог м.
кг
12,8350
Круг н/ж 50,0
вес одного пог м.
кг
16,0000
Круг н/ж 55,0
вес одного пог м.
кг
19,3000
Круг н/ж 60,0
вес одного пог м.
кг
23,9610
Круг н/ж 70,0
вес одного пог м.
кг
31,2200
Круг н/ж 75,0
вес одного пог м.
кг
35,7200
Круг н/ж 80,0
вес одного пог м.
кг
41,3200
Круг н/ж 85,0
вес одного пог м.
кг
45,2000
Круг н/ж 90,0
вес одного пог м.
кг
51,2200
Круг н/ж100,0
вес одного пог м.
кг
64,9000
Круг н/ж110,0
вес одного пог м.
кг
80,2100
Круг н/ж120,0
вес одного пог м.
кг
95,5200
Круг н/ж130,0
вес одного пог м.
кг
110,8400
Круг н/ж150,0
вес одного пог м.
кг
152,0000
Круг н/ж160,0
вес одного пог м.
кг
164,6800
Круг н/ж180,0
вес одного пог м.
кг
211,2100
В этих таблицах указаны размеры листа нержавеющего и нержавеющего круга. Благодаря чему, Вы с легкостью сможете просчитать размеры и выбрать себе подходящую нержавейку. Данная информация предоставлена компанией ПП АРТСЕЛ для удобства расчета стоимости и проверки соотношений размеров к весу изделия.
15 лучших вертикальных фрезеров — рейтинг 2022 года (Топ 15)
Makita RP2301FCX
Преимущества
Хорошая мощность
Удобный параллельный упор с микро регулировкой
Длинный хороший провод
Плавный пуск
Приятно работать
Подсветка
Электронный тормоз
Цитата из отзывов
Берите смело. Это старая модель макиты, даже была снята с производства и потом возвращена по просьбам клиентов, один из лучших фрезеров выпускаемых в принципе.
Краткие характеристики
Глубина фрезерования: 70 мм
Скорость вращения: 9000 — 21997 об/мин
Размеры цанг в комплекте: 12 мм
Функции: регулировка скорости вращения, поддержание постоянной скорости под нагрузкой, плавный пуск, быстрая остановка шпинделя
Очень крепкая конструкция, приятные ручки. Довольно тихий в работе в сравнении со старым моим фрезером. Хорошо ходит по направляющим. Мощности хватает за глаза. Я доволен.
Краткие характеристики
Глубина фрезерования: 60 мм
Скорость вращения: 9000 — 23000 об/мин
Размеры цанг в комплекте: «12 мм»
Функции: регулировка скорости вращения, поддержание постоянной скорости под нагрузкой, плавный пуск
Брал для электромонтажа в деревянном доме. Сам фрезер удобный в эксплуатации, всё понятно! Очень мощный, по дереву идёт как по маслу, но забивается кнопка включения мелкой пылью, как будто её специально засасывает от самого двигателя! Рекомендую.
Краткие характеристики
Глубина фрезерования: 70 мм
Скорость вращения: 9000 — 22000 об/мин
Размеры цанг в комплекте: 12 мм
Функции: регулировка скорости вращения, поддержание постоянной скорости под нагрузкой, плавный пуск
Отличный инструмент. Не стоит забывать, что это бюджетная версия которая стоит значительно ниже своего предшественника. Поэтому недостатки не в счёт — их нет, все ушло в максимально низкую себестоимость, оставив при этом качество, что в свое время довольно большая редкость!
В использовании несколько лет, отличный фрезер. Удобная флажковая фиксация глубины погружения, очень полезная подсветка рабочей зоны, отлично расположенный ползунок регулировки оборотов, прочная подошва, возможность установки в стол, в зафиксированном положении нет люфта, работа плавная и минимальная вибрация.
Качественная сборка, подогнанные соединения. Прочный корпус, качественный пластик без химозного запаха, с теплоотведением все ок,. Хорошая эргономика – удобные мягкие рукоятки, вибрация чувствуется слабо, работа на фрезере комфортная. Ход ровный. Для периодического домашнего пользования — отличный вариант
Ребята, за такие деньги такой фрезер — подарок! До него был Фиолент, прожил несколько месяцев и сдох, есть с чем сравнить, этот уже больше года фурычит и намного удобнее. Мощный и для всех работ мне его достаточно, хотя на вид маленький, но мощности хватает
Для дома отличный фрезер, хорошая комплектация. Посмотрел видео обзоры и сравнения с более дорогими фрезерами. Понял что мне этого, да еще за такую цену хватит с головой.
Брал для домашних работ, сам давно работаю с деревом и делаю мебель, которую сам хочу. Мне понравился: удобный, лёгкий, работает очень мягко. Механизм легко настраивается.
Взяли для багетной мастерской, делаем рамки, реставрируем мебель и т. д. В общем, работёнка не в больших объемах , но разнообразная. Фрезер фиксируется на столе, настройки по глубине фрезерования и фиксация шпинделя надёжная, нет люфта и сбоя размера. Набор цанг под разные типо-размеры и профили.
Работа с деревом – невероятно интересное и приятное занятие, особенно, когда под рукой есть качественный и надежный инструмент. Ручные фрезеры позволяют обрабатывать кромки деревянных изделий, делать продольные и поперечные пазы, снимать верхний слой материала.
Инструмент будет очень кстати в столярном деле, он позволяет ускорить выполнение требуемого объема работ. Функционал фрезера гораздо шире чем, например, у электрического рубанка.
Фрезер отличается высокой точностью работы и достаточно прост в эксплуатации. Однако, в каждой ситуации необходим ручной фрезер с определенными характеристиками и набором полезных функций.
Сейчас мы постараемся разобраться, какой ручной фрезеровальный станок подойдет именно Вам, поехали!
Лучший фрезер для новичка
Отсутствие опыта работы с деревом – не повод отказываться от покупки полноценного древообрабатывающего прибора. Нужно выбирать фрезер, который имеет интуитивно понятное управление, не напичкан сложными функциями и удобен в работе, все, что нужно начинающему мастеру. Такая модель должна обладать средним набором функций и характеристик, и, главное, быть надежной. Мы рекомендуем Вам остановить свой выбор на сбалансированной модели BOSCH GKF 550 – лучший фрезер для начинающего.
Этот миниатюрный фрезер удобно лежит в руке и имеет достаточную мощность в 550 Вт для выполнения комплекса операций по фрезерованию. Главный плюс модели – это простое управление и отсутствие сложных регулировок, разберется каждый. Устройство не имеет функции регулировки оборотов и подсветки, однако, частота вращения шпинделя в 33 000 об/мин позволяет обрабатывать даже самую твердую древесину. Также нет плавного пуска и встроенного патрубка для пылеудаления, для знакомства со столярным делом эти функции излишние. Модель весит всего 1.4 кг и имеет компактные габариты. В комплекте поставки – параллельный упор, устройство, которое значительно повышает точность выполняемых работ.
А мы движемся дальше!
Лучший фрезер для домашней мастерской
Данный тип инструментов относится к категории полупрофессиональных моделей и может похвастаться небольшим набором полезных функций. Такой ручной фрезер подойдет мастерам, которые знают свое дело и регулярно занимаются обработкой деревянных изделий. Потенциал полупрофессиональных фрезеров целиком и полностью раскрывается в умелых руках. Предлагаем обратить внимание на хорошо спроектированный фрезер Patriot ER 120.
Фрезер действительно получился удачным и завоевал доверие потребителей, а привлекательная цена делает его еще более востребованным на рынке электрофрезеров. Фрезер выполнен в фирменном дизайне бренда, черно-оранжевые тона и эргономичная форма. Такой помощник в столярном деле справится с обработкой не только дерева, ему по силам различные виды пластмасс и даже некоторые типы металлов. Все это благодаря уверенной мощности фрезера 1200 Вт.
Рассмотрим преимущества фрезера Patriot ER 120:
● Мощный двигатель с частотой вращения до 30 000 об/мин;
● Прочный питающий кабель;
● Повышенное внимание безопасности – установлен защитный прозрачный экран;
● Установка глубины фрезерования;
● Электронная регулировка оборотов;
● Резиновые накладки на рукоятках прибора для надежной фиксации в процессе работы;
● Два вида цанг для использования различных насадок;
● Возможность подключения пылесоса для удаления пыли из рабочей зоны.
● Отличный вариант для тех, кто любит работать много, качественно и безопасно!
Перейдем к следующей номинации.
Лучший фрезер для промышленного применения
Мы подобрались к разряду самых производительных и мощных приборов – профессиональные фрезеры. Такие модели способны выполнять любые задачи в течение продолжительных рабочих смен, главное – надежность, производительность и качество работ. Устройство подойдет для мастеров, которые имеют многолетний стаж работы с деревом за плечами, для домашней мастерской такой инструмент просто избыточен. На основе нашего опыта мы рекомендуем Вам модель известного производителя электроинструментов – фрезер Makita RP2301FCX.
Ручной фрезер Makita RP2301FCX может похвастаться выдающимися характеристиками:
● Мощность 2100 Вт – великолепный показатель;
● Вертикальный ход фрезы 70 мм;
● Цанга 12 мм;
● Длина кабеля в 2,5 метра;
● Частота вращения до 22 000 об/мин.
Следует отметить, что фрезер имеет высокое качество сборки и продуманный дизайн, инструментом приятно пользоваться – управление понятное. Фрезер Makita RP2301FCX способен обрабатывать самые сложные материалы, делать отверстия и пазы в твердых сортах древесины. Устройство невероятно надежное и устойчивое к перегрузкам.
Основные преимущества фрезера:
● Наличие светодиодной подсветки;
● Эргономические ручки;
● Фиксация клавиши включения в нажатом положении;
● Параллельный упор;
● Электронный контроль скорости;
● Плавный пуск;
● Возможность подключения пылеотсоса.
Мы не могли не включить в наш обзор самую популярную категорию инструментов.
Лучшие бюджетные фрезеры
Да, все верно, нет ничего лучше хорошего качества по разумной цене. Модели данного сегмента не имеют практически никаких полезных функций и регулировок, но тем не менее справляются практически со всеми стандартными задачами — фрезерование пазов и кромок, сверление отверстий, обработка поверхностей. Герой данной категории – фрезер Kolner KER 1200V.
Фрезер Kolner KER 1200V – инструмент бюджетного ценового сегмента, выпускающийся под российской торговой маркой. Однако, не следует думать, что цена – это его единственное преимущество. Инструмент может похвастаться мощностью в 1200 Вт и приличной глубиной обработки – 50 мм, для выполнения широкого круга задач в рамках домашней мастерской – более чем достаточно. Отметим наличие двух цанг, копировальной втулки и параллельного упора. Если бюджет ограничен, а желание работать с деревом велико – это однозначно Ваш выбор.
Закончим наш обзор на категории, которая сочетает в себе все преимущества перечисленных моделей:
● Мощный и производительный;
● Имеет понятное управление;
● Высокое качество и привлекательная цена.
Лучший универсальный фрезер
Фрезер Энкор ФМЭ-710/8Э – наш выбор для универсального применения. Модель подойдет как новичкам, так и профессионалам. Компактный корпус и удобные рукоятки делают работу с фрезером очень приятной. Ручной фрезер Энкор ФМЭ-710/8Э отличается качеством сборки и высоким сроком службы, а цена приятно удивит покупателя. Мощность ручного фрезера составляет 710 Вт, а наличие трех баз в комплекте позволяет значительно расширить функционал прибора. Не забыли и о безопасности, защитный экран на своем законном месте. Регулятор оборотов позволяет настроить фрезер на нужный режим обработки изделий.
Выделим главные преимущества фрезера Энкор ФМЭ-710/8Э:
● Мощный и надежный профессиональный фрезер для широкого спектра точных работ;
● Блокировка шпинделя для быстрой смены рабочего элемента;
● Базовое съёмное основание с прецизионными направляющими, регулировкой глубины фрезерования и системой пылеудаления;
● Дополнительная база для фигурного фрезерования и обработки кромок в комплекте;
● Дополнительная база для фрезерования под заданным углом в комплекте;
● Возможно использование фрезера в качестве прямой шлифмашины;
● Цанги 8 и 6 мм в комплекте для работы с разной оснасткой;
● Разборный регулируемый параллельный упор в комплекте.
Электрическая фрезеровальная машина фрезера Энкор ФМЭ-710/8Э удовлетворит потребности каждого, отметим частоту вращения шпинделя 30 000 об/мин, показатель как у моделей именитых брендов. Инструмент работает с фрезами с максимальным диаметром до 30 мм. При работе устройство не издает громких шумов и вибраций, усталость после использования не чувствуется. Поставляется ручной фрезер в качественной картонной коробке, в которой собраны все комплектующие.
Наш обзор подходит к концу. Надеемся, он был полезным и помог Вам с выбором инструмента мечты. Пользуйтесь только качественными и надежными ручными фрезерами!
5 лучших фрезеров по дереву за деньги (обзор 2022 г.)
Вы спешите и просто хотите узнать, какой фрезер по дереву лучше? Краткий ответ: Bosch 1617EVSPK — лучшая комбинация стационарного и погружного фрезера за свои деньги. Читайте дальше, чтобы узнать, почему.
Одним из самых универсальных электроинструментов, которые вы можете иметь в своем магазине, является фрезер по дереву. Вы можете формировать свою древесину несколькими способами, чтобы создавать фантастически выглядящие проекты, независимо от вашего уровня навыков.
Давайте подробнее рассмотрим эти инструменты, а также рассмотрим некоторые из лучших фрезеров по дереву, которые вы можете купить в 2022 году.
Сравнение лучших деревообрабатывающих станков:
Миниатюра
Top Pick
Title
Bosch 1617EVSPK
DEWALT DWP611PK
Makita RT0701CX7
Metabo KM12VC
PORTER-CABLE 892
Fixed/Plunge Combo
RPM range
8,000-25,000
16,000-27,000
10,000 -30,000
8,000-24,000
10,000-23,000
Рейтинг клиента
Подробнее
Проверить сегодняшнюю цену
Проверить сегодняшнюю цену
Проверить сегодняшнюю цену
Проверить сегодняшнюю цену
Проверить сегодняшнюю цену
Лучший выбор
Миниатюр
Название
Bosch 1617EVSPK
Фиксированная/Plunge Combo
ОБРНА Фиксированная/погружная комбо
RPM range
16,000-27,000
Client Rating
Learn More
Check Today’s Price
Thumbnail
Title
Makita RT0701CX7
Fixed/Plunge Combo
RPM range
10,000-30,000
Client Рейтинг
Узнать больше
Проверить сегодняшнюю цену
Миниатюра
Название
Metabo KM12VC
Фиксированный/погружной комбо
Диапазон оборотов
8 000-24 000
Клиентский рейтинг
Учите больше
Проверка сегодняшняя цена
Миниатюр
Титул
Porter-Caw Узнать больше
Проверить сегодняшнюю цену
Зачем вам фрезер для деревообработки?
Как следует из названия, фрезер может выдалбливать (фрезеровать) область вашего проекта деревообработки. Вы можете формировать края досок, добавлять углубления или бусины на их поверхности, делать отверстия, столярные изделия, а также вырезать. Ваше воображение — это предел при определении того, что ваш маршрутизатор может сделать для вас!
Один этот электроинструмент может выполнять работу нескольких традиционных ручных инструментов. Независимо от того, новичок вы или продвинутый, фрезерный станок по дереву станет отличным дополнением к вашему магазину.
На что обращать внимание при выборе хорошего фрезерного станка
Комфорт во время использования
Усталость от веса и вибраций, возникающих при использовании фрезерного станка по дереву, можно уменьшить благодаря эргономичным конструктивным особенностям. Рукоятки являются традиционными для ручек, которые со временем могут создавать нагрузку на пальцы. Пистолетная рукоятка позволяет более естественно держать фрезер.
Независимо от того, какой тип захвата у фрезера, ищите поверхности рукояток с нескользящей текстурой и, возможно, с амортизирующей вибрацией на лучших моделях деревянных фрезеров. Эти дополнения помогут уменьшить износ пальцев, кистей и предплечий.
Размеры и вес маршрутизатора
На современном рынке существует бесконечное разнообразие маршрутизаторов. С учетом сказанного, я считаю, что категории маршрутизаторов Rockler помогают разбить различные модели на простые категории: обрезные, средние, комбинированные и полноразмерные маршрутизаторы.
Простая обработка кромок, неглубокое профилирование и небольшие столярные работы могут выполняться с помощью фрезерного станка для обрезки одной рукой. Эти продукты являются самыми легкими конструкциями маршрутизаторов.
Если вы хотите работать с профилями различных размеров и глубин, возможно, вы захотите рассмотреть устройство среднего размера. Эти электроинструменты также справятся с большими столярными изделиями, чем может справиться фрезерный станок. Они будут тяжелее, чем обрезной фрезер, особенно если у них есть погружное основание.
Комбинированный фрезерный станок может использовать как фиксированное, так и погружное основание фрезерного станка. Они также имеют тенденцию быть немного тяжелее, чем блоки среднего размера, когда прикреплено погружное основание. Если вы планируете использовать фрезы с большим профилем или глубоко врезаться в древесину, полноразмерный фрезер справится с этой задачей. Это также самые тяжелые модели из-за их более крупных рам и электродвигателей.
Погружной фрезерный станок по сравнению с маршрутизаторами с фиксированным основанием
Стандартным основанием маршрутизатора считается конструкция с фиксированным основанием. Эти основания идеально подходят для установки на пластину-вкладыш на фрезерном столе, а также для фиксации их на подъемнике фрезерного станка. Они отлично подходят для применения с направляющими втулками и фрезерования кромок.
Лучшие погружные фрезы могут выполнять те же функции, что и фрезы с фиксированным основанием, а также операции вдали от края вашего проекта, когда сверло необходимо погрузить в древесину. Эти дополнительные возможности делают основание погружного фрезера более универсальным, чем фиксированная конструкция.
Сбор пыли
Те, кто плохо знаком с фрезерными станками по дереву, могут быть удивлены огромным количеством стружки и пыли, которые они производят. Вам понадобится конструкция фрезера по дереву, которая помогает собирать этот мусор во время работы, чтобы четко видеть сверло, а также поддерживать чистоту воздуха.
Независимо от того, какой фрезер по дереву вы выберете, убедитесь, что отверстие для сбора пыли позволяет подключать шланги, не мешая вам во время работы.
Диапазон оборотов и регулировка скорости
Фрезерные станки для обрезки часто поставляются с двигателями с фиксированной скоростью, в то время как более крупные фрезерные станки по дереву обычно используют переменные скорости. Это дает вам больший контроль над скоростью вращения бита, что важно, поскольку более крупные биты должны работать с более низкими оборотами по сравнению с меньшими битами.
Сила тока двигателя
Сила тока электродвигателя фрезерного станка по дереву должна основываться на типе работы, которую вы планируете выполнять регулярно. Если ваши потребности могут быть удовлетворены с помощью хорошего фрезера, вы сможете обойтись продуктами с номиналом всего в три ампера. Для более крупных проектов потребуются маршрутизаторы по дереву, которые могут генерировать до 15 ампер и более.
Номинальная сила тока лучших фрезеров по дереву часто находится в диапазоне от 6 до 16 ампер.
Регулировка глубины фрезерования
Чем проще настроить разрядность фрезера, тем быстрее и эффективнее будет ваш рабочий процесс.
Ручка макронастройки позволит вам быстро регулировать глубину при переходе от одной задачи к другой. Еще одной регулировкой будет ручка микрорегулировки. Это позволит вам вносить небольшие коррективы в фрезер по дереву при работе с деликатными проектами.
Пять лучших фрезеров: обзор
Лучший комплект фрезеров по дереву: Bosch 1617EVSPK
ОБЗОР
Долговечность важна для электроинструментов, и этот комбинированный комплект фрезеров по дереву от Bosch чувствует себя частью. Он использует алюминиевую конструкцию для обеспечения прочного корпуса, который также помогает снизить вес. Эта функция позволит вам работать с этим деревянным фрезером в течение более длительного времени без усталости.
Двигатель мощностью 2,25 л.с. Это значительное увеличение, которое будет заметно при более глубоких резах и обработке кромок.
Эргономичные ручки на погружном основании. Мягкость и текстура помогут обеспечить комфорт и контроль во время использования.
Плавный переход положения при использовании погружной базы. Это связано с конструкцией пружины и натяжением от Bosch.
Цена этого ручного фрезера выше, чем у других моделей из этого списка. Это может быть фактором для тех, кто просто хочет заняться маршрутизацией.
Деревянные ручки, которые поставляются с фиксированной частью основания, кажутся неуместными и немного бесполезными. Было бы лучше, если бы компания изготовила их из того же материала, из которого изготовлена погружная основа.
Узнать цену на Amazon
Комплект фиксированного/погружного основания фрезерного станка DEWALT (DWP611PK)
ОБЗОР
Этот комбинированный комплект от DeWalt позволит вам использовать преимущества конструкции как с фиксированным, так и с погружным основанием. Вы можете достичь глубины 1,5 дюйма в режиме фиксированного основания и глубины до 2,0 дюймов с погружным основанием.
Встроенные средства управления двигателем обеспечивают плавный пуск, что позволяет более медленно увеличивать число оборотов в минуту. Элементы управления двигателем также снабжены датчиками, которые поддерживают одинаковую скорость двигателя на протяжении всего реза.
Позволяет пользователям лучше видеть биту. Это достигается с помощью двойных светодиодов, а также прозрачной базовой пластины.
Производитель предоставляет на маршрутизатор трехлетнюю ограниченную гарантию. Это одна из самых длительных гарантий на рынке, которая должна обеспечить доверие потребителей.
Ручки изготовлены из твердого пластика. Хотя это обеспечивает долговечность рукояток, это не самая удобная конструкция при фрезеровании в течение длительного периода времени.
Электродвигатель ts мощностью 1,25 л.с. немного маловат для более крупных применений. При работе с более крупными битами или погружении в глубокую или твердую древесину двигатель может немного перегреваться.
Этот компактный фрезер по дереву предлагает вам комплект меньшего размера. Для некоторых операторов меньший размер более эргономичен и им легче управлять, чем более широкий корпус. Это похоже на подрезной фрезер, когда он используется с фиксированной базой больше, чем когда используется погружная база.
Этот агрегат оснащен регулятором скорости. Число оборотов в минуту, генерируемых на верхнем уровне, достигает 30 000. Это отлично подходит для мелких битов.
Шкалы глубины, используемые Makita, легко читаются. Это бонус, когда вы вносите небольшие коррективы на скамейке запасных.
Регулировка глубины плавная благодаря реечной системе. Это облегчает точную настройку легкими движениями.
Оснащен электродвигателем меньшего размера. Это делает агрегат мощностью 1,25 л.с. менее чем идеальным для использования с более крупными фрезами.
Кажется, что корпус передает сильную вибрацию на руки пользователя. Неясно, является ли это проблемой дизайна или материалов, но вы можете заметить это во время работы.
Узнать цену на Amazon
Комплект маршрутизатора Metabo HPT
ОБЗОР
Линия продуктов Metabo на самом деле является частью производственной компании Hitachi. Этот конкретный фрезер по дереву Metabo представляет собой более мощный комбинированный фрезер в линейке электроинструментов. Дополнительную мощность можно использовать для работы над проектами, для которых потребуются более крупные фрезы.
Оснащен двигателем на 11 ампер. Это даст вам пиковый рейтинг HP 2,25. Это поможет с более крупными битами вынимать больше материала.
Двухступенчатый фиксатор двигателя позволяет быстро и эффективно менять базы. Это также помогает в получении точных результатов измерения глубины.
Этот продукт работает немного тише, чем другие рассмотренные здесь модели. Децибел рейтинг указан в 79,5 дБ. Это может быть заметно, хотя я рекомендую вам по-прежнему использовать средства защиты слуха.
Весит более 22 фунтов. Это может быть большой вес для работы в течение длительных периодов времени.
Переход с электроинструментов Hitachi на Metabo HPT может затруднить получение обслуживания и поддержки клиентов. Это может быть еще сложнее для потребителей из Северной Америки, поскольку компания базируется в Японии.
Узнать цену на Amazon
Маршрутизатор PORTER-CABLE 892
ОБЗОР
Это более крупный фиксированный маршрутизатор. Porter-Cable предлагает эту обновленную версию вместо своей меньшей модели 690LR. Вы можете быть удивлены, насколько большую разницу имеет один дополнительный ампер мощности при более глубоких разрезах.
Более крупный двигатель на 12 ампер обеспечивает мощность 2,25 л.с. Этого будет достаточно для большинства хобби-проектов, не будучи слишком мощным.
Верхний диапазон в 23 000 об/мин является хорошим пределом для более крупного маршрутизатора. Это по-прежнему будет давать приличную скорость вращения для большинства бит, но не слишком быстро для более крупных.
Эта модель оснащена двухпозиционным выключателем питания. Это позволит вам отключить питание двигателя, сохраняя при этом общий контроль над самим устройством.
Porter-Cable использует более легкий материал, чтобы уменьшить общий вес. Это отрицательно повлияет на долговечность и является небольшим сюрпризом в этой ценовой категории.
Из-за материалов, используемых для корпуса, этому устройству не хватает вентиляции. Это может привести к его нагреву или перегреву, особенно если он установлен под столом.
Проверить цену на Amazon
Какой маршрутизатор лидирует?
Я обнаружил, что каждый из этих фрезеров по дереву преуспел в одной или нескольких областях. С учетом сказанного я считаю, что комбинированный набор инструментов для фрезерования древесины Bosch 1617EVSPK — лучший фрезерный станок по дереву, рассмотренный здесь.
Начнем с того, что этот продукт представляет собой комбинированный комплект. Это дает вам возможность использовать фиксированную базу или погружные приложения. Он также предлагает вам универсальный продукт, который не будет ограничен, как меньшие настройки маршрутизатора.
Этот маршрутизатор имеет алюминиевый корпус. Это делает его более долговечным, чем некоторые модели, в которых используется несколько материалов, включая пластик. Его можно будет носить в вашем магазине, а также можно взять с собой на работу.
Он обеспечивает достаточную мощность благодаря двигателю с пиковой мощностью 2,25. Это поможет использовать большие и глубокие биты в ваших проектах, даже если они из твердой древесины.
Наконец, он обеспечивает плавность и комфорт, особенно в режиме погружения.
Лучшие варианты фрез по дереву 2021 года
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: depositphotos.com
Опытные домашние мастера и любители знают, как фрезер по дереву может повлиять на качество готового продукта. От простых закруглений до причудливых угловатых кромок — лучший фрезер по дереву поднимает результаты на ступеньку выше.
Большинство фрезерных станков по дереву имеют регулируемую скорость, но убедитесь, что диапазон оборотов соответствует вашим потребностям. Фрезер с фиксированным основанием создает гладкие края, а модель с погружным основанием может вырезать канавки и пазы в заготовке. В конечном счете, качество инструмента важнее всего. Таким образом, это руководство поможет вам выбрать лучший фрезер по дереву для ваших нужд с помощью первоклассных продуктов в соответствующих категориях.
Лучший в целом: Dewalt Router, фиксированная база, 1-3/4-л.с. (DW616)
Лучший бюджет: Corter-Cable PCE6430 4,5-апон 20 В макс. Электронный погружной маршрутизатор HP
ЛУЧШИЙ ТРИММЕР ДЛЯ ЛАМИНАТА: Bosch GKF125CEPK Colt 1,25 л.с. (макс.) с переменной скоростью
Фото: amazon.com
Типы фрезерных станков по дереву
выбор различных стилей на выбор. Домашним мастерам приходится выбирать между фрезером с фиксированным основанием или погружным фрезером, а также доступны некоторые комбинированные комплекты. Познакомьтесь с каждым типом, чтобы выбрать лучший.
Фиксированная база
Маршрутизаторы со стационарным основанием — самые простые модели. Хотя предполагается, что они имеют «фиксированное» основание, они все же регулируются. Ослабив кольцо и повернув циферблат, вы можете отрегулировать глубину сверления. Их легко установить и использовать на краю доски, но их сложно безопасно запустить в поле (в середине) заготовки.
Погружные фрезы
Погружные фрезы имеют подпружиненное основание, которое позволяет пользователям опускать вращающуюся фрезу в заготовку. Его датчики глубины позволяют отрегулировать его, чтобы предотвратить слишком глубокое погружение. Погружные фрезеры отлично подходят для резки деталей в области доски. Они также будут работать для профилирования краев, но они могут быть немного более привередливыми при попытке создать идеально согласованный профиль.
Combo
В качестве альтернативы доступны пакеты маршрутизаторов, которые позволяют менять местами основания, предоставляя возможности фиксированного и погружного основания в одном комплекте. Большинство этих комбинированных комплектов довольно легко переключаются, хотя они могут быть более дорогими. Пользователям не придется хранить два отдельных маршрутизатора, но замена баз может замедлить рабочий процесс.
На что обратить внимание при выборе лучшего фрезера по дереву
Помимо различных стилей фрезеров, следует учитывать некоторые дополнительные соображения. Продолжайте читать, чтобы найти список некоторых характеристик, возможностей и функций, на которые следует обратить внимание при покупке лучшего фрезерного станка по дереву для ваших нужд. Некоторые из этих пунктов могут иметь большее значение, чем другие, поэтому взвешивайте их важность при выборе маршрутизатора.
Тип фрезера по дереву
Среди различных типов фрезеров конкретный проект и предполагаемое использование определяют, какая модель фрезера будет работать лучше всего.
Если вы ищете хороший маршрутизатор общего назначения, остановитесь на модели с фиксированным основанием. Эти модели легко настроить, и пользователи могут создавать приспособления, позволяющие использовать их в различных ситуациях. Установите их на столе маршрутизатора, чтобы обеспечить дополнительную функцию. Пользователи, которые любят делать врезные и шиповые столярные изделия или деревянные каркасы, могут захотеть рассмотреть погружной фрезер. Однако они с меньшей вероятностью будут совместимы с маршрутизаторным столом.
Еще одно замечание: фрезер для ладоней выпускается как в фиксированном, так и в погружном исполнении, но они меньше по размеру, легче и удобнее в использовании одной рукой. Они часто имеют немного меньше мощности, так что имейте это в виду.
Мощность в л.с.
Мощность инструмента в л.с. помогает определить, насколько хорошо он справляется с большими фрезами и плотными материалами. Хотя пользователи могут выполнять несколько проходов, чтобы пройти через границу с любым маршрутизатором, использование маршрутизатора, который может выполнять все сразу, помогает сэкономить время. Это особенно важно при использовании погружного фрезера: небольшое погружение в поле доски создает большее трение и сопротивление, чем простое перетаскивание по краю.
Большинство лучших деревянных фрезеров имеют номинальную мощность от 1,25 до 1,75 лошадиных сил, в то время как некоторые действительно хот-родные версии имеют мощность более 2 лошадиных сил. В большинстве случаев нижний диапазон работает достаточно хорошо, но 2-сильные маршрутизаторы быстро справляются с плотными материалами.
Переменная скорость
Одним из сложных аспектов создания идеальных профилей кромок является выбор правильной скорости для быстрого выполнения работы без сжигания древесины. Магической скорости не существует, так как доски (даже среди досок одного вида) различаются по плотности. Все сводится к опыту и правильному подходу.
Хорошей новостью является то, что большинство маршрутизаторов с переменной скоростью можно настраивать до тех пор, пока вы не найдете нужную скорость. У них часто есть маленькие циферблаты, чтобы помочь выбрать скорость. Для рабочего диапазона ищите маршрутизатор со скоростью от 9 000 до 20 000 об/мин.
Обратите внимание, что некоторые маршрутизаторы имеют датчики постоянной скорости, которые отслеживают скорость вращения фрезы и соответствующим образом регулируют ее для поддержания идеальной скорости. Например, если вы используете фрезер со скоростью 10 000 об/мин, но вы натыкаетесь на особенно плотный участок дерева, фрезер может замедлиться и привести к противоречивым результатам. С помощью этих датчиков скорости маршрутизатор увеличивает выходную мощность, чтобы компенсировать увеличение плотности, поддерживая работу бита на заданной скорости.
Удобная рукоятка
Маршрутизаторы — это мощные инструменты, и пользователи должны надежно держать их, чтобы обеспечить надлежащий контроль. Кроме того, удобный захват помогает пользователям поддерживать постоянный контакт с маршрутизатором, что обеспечивает безопасное обращение.
Фрезы с фиксированным основанием и погружные фрезеры часто имеют две ручки для лучшего контроля. Они могут быть прорезиненными или из дерева, в зависимости от производителя. Некоторые модели даже имеют переключатели на ручке, что делает их чрезвычайно простыми в использовании.
Маршрутизаторы Palm удобно помещаются в руке, поэтому корпус по сути становится ручкой. Большинство из них имеют прорезиненные молдинги и контуры, предназначенные для комфортного использования. Важно найти модель с такими характеристиками, чтобы ваша рука оставалась удобной и вы могли поддерживать хороший хват.
Порт для сбора пыли
Маршрутизаторы производят много пыли. Высокоскоростной процесс резки удаляет крошечные кусочки дерева и отправляет их в воздух, создавая беспорядок к концу долгого проекта. Чтобы избежать длительной уборки, ищите маршрутизатор с портом для сбора пыли, который подключается к магазинному пылесосу или системе сбора пыли.
Порты для сбора пыли некоторых марок маршрутизаторов работают лучше, чем другие; более дорогие модели обычно работают лучше всего. Эти бренды популярны среди профессионалов, работающих в мастерских по обработке дерева, где необходим эффективный сбор пыли.
Размер цанги
Также учитывайте размер фрезы, с которой может работать фрезер. Двумя распространенными размерами являются ¼ дюйма и ½ дюйма. Опять же, выбор фрезера с наилучшей цангой во многом зависит от его предполагаемого использования. Цанга меньшего размера (¼ дюйма) хорошо подходит для легких работ, таких как профилирование кромок и фрезерование пазов петель в дверях. Тем не менее, это может не сработать для тяжелых работ. 9№ 0005
Для более тяжелых работ, таких как изготовление деревянного каркаса или работа с плотной древесиной, больше подходит цанга ½ дюйма. Эти биты более прочные, а увеличенная площадь поверхности гарантирует, что они не скользят.
Наши лучшие решения
Прежде чем тратить деньги на неправильный маршрутизатор, ознакомьтесь со списком лучших решений. Это руководство укажет вам правильное направление при выборе лучшего фрезерного станка по дереву для ваших проектов и бюджета.
Фото: amazon.com
Проверить последнюю цену
Если вы ищете универсальный маршрутизатор, сочетающий в себе качество, цену и возможности, то вам может подойти маршрутизатор DEWALT DW616 с фиксированным основанием. Этот маршрутизатор оснащен односкоростным двигателем мощностью 1 ¾ лошадиных сил и силой тока 11 ампер, который работает со скоростью 24 500 об/мин. Благодаря эксцентриковому замку для грубой настройки глубина бита легко регулируется, а кольцо для микротонкой настройки может сделать ее с точностью до 1/64 дюйма. Верхняя часть двигателя плоская, поэтому его можно перевернуть на столе, чтобы пользователь мог регулировать глубину.
Для легкой смены насадок этот фрезер DEWALT имеет две защелки двигателя для освобождения основания. Еще одна замечательная особенность — прозрачная опорная плита из лексана, которая обеспечивает удобный обзор заготовки и сверла. Тем не менее, пользователи не могут регулировать скорость, но, поскольку он хорошо справляется со многими другими задачами, он по-прежнему остается лучшим универсальным маршрутизатором.
Характеристики продукта
Тип: Неподвижное основание
Скорость: 24 500 об/мин0212
Pros
Single-speed included
1 ¾ horsepower and 11-amp motor
Cam lock built-in
Micro-fine adjustments to 1/64 inches
Cons
Измеритель соцентричности не входит в комплект
Некоторые пользователи сообщают о хрупкости резьбы
Фото: amazon. com
Узнать последнюю цену
Этот фрезерный станок PORTER-CABLE может выполнять широкий спектр работ. Он может резать ламинат столешницы по заданной форме, а также резать профили из таких материалов, как сосна, тополь и кедр. Он оснащен двигателем на 4,5 ампера и вращается со скоростью 31 500 об / мин, хотя он не регулируется. Он оснащен быстросъемным моторным зажимом, который позволяет пользователям быстро выполнять большие регулировки, и кольцом микрорегулировки для точной настройки глубины реза. Быстроразъемный зажим также позволяет пользователю снимать двигатель и менять насадки, не используя гаечный ключ через основание.
Толстая опорная пластина из прозрачного пластика устойчива и хорошо видна, что значительно упрощает точную обрезку по сравнению с некоторыми другими фрезерами. Односкоростной двигатель ограничивает возможности этого маршрутизатора, но при такой цене пользователи по-прежнему получают большие возможности от маленького маршрутизатора.
Спецификации продукта
Тип: Фиксированная база
Скорость: 31 500 об / мин
Размер кола: ¼ дюйма
Pros 9000 4 ¼ дюйма
. 0004
4.5-атеновый двигатель
Краткий моторный зажидок
Кольцо по сгучению
Односкоростное мотор
Cons
МОГ МОЙ НЕТ УСТАНОВИТЕСЬ СТАНДА РУТЕР ROUTER ROUTER ROUTER ROUTER TABETER
11111111111111111111. depth
Фото: homedepot.com
Проверить последнюю цену
Любой, у кого когда-либо застревал шнур при фрезеровании кромки заготовки, знает, какой неравномерный профиль он может создать. Беспроводной маршрутизатор DEWALT 20V Max XR позволяет избежать этого сценария, позволяя пользователям беспрепятственно бегать по краю. Аккумулятор 20 В макс. питает двигатель от 16 000 до 25 500 об/мин. Диск в верхней части двигателя регулирует скорость. Он оснащен технологией плавного запуска, чтобы маршрутизатор не прыгал. Он также использует электронную обратную связь для контроля скорости бита во время трассировки, корректируя вывод, если бит начинает замедляться, что помогает получать стабильные результаты.
Быстросъемный фиксатор позволяет выполнять макрорегулировки, а кольцо микрорегулировки помогает точно настроить глубину пропила. Просто имейте в виду, что это покупка только для инструмента, пользователи должны приобретать аккумулятор отдельно.
Product Specs
Type: Fixed base
Speed: 16,000 to 25,500 rpms
Collet Size: ¼ inches
Pros
Soft-start technology integrated
Электронные мониторы обратной связи Скорость и выход
Функция быстрого выпуска
Cons
Зачление и батарея не включены
Фото: Amazon.com
Проверка последняя цена
The Bosch Roush Roup практически безграничные возможности. Этот набор фрезерных станков поставляется с погружным основанием, фиксированным основанием и настольным фрезерным столом, и все они совместимы с входящим в комплект фрезерным станком 1617EVSPK. Сам маршрутизатор оснащен 12-амперным двигателем мощностью 2 ¼ лошадиных силы с регулировкой скорости от 8000 до 25000 об/мин. Электронная обратная связь позволяет маршрутизатору регулировать скорость при работе с более жесткими участками древесины.
Базы легко включаются и снимаются с маршрутизатора, что позволяет пользователю быстро и легко переходить от погружения к профилированию краев. Пользователь может настроить точность для достижения наилучших результатов. При создании самых тонких кромок пользователи могут зажать двигатель в настольном фрезерном столе. Алюминиевый упор регулируется для получения стабильных результатов, а большой выключатель остается видимым для безопасности.
Характеристики продукта
Тип: Комбинированный
Скорость: от 8 000 до 25 000 об/мин
Размер коллета: 1/4- и 1/2 дюйма
Pros
Основание оформления, фиксированное основание и настольная функция
2 ¼-Horsepow AMP Motor
Регулируемый алюминиевый забор для безопасности
CONS
ДОБАВЛЕНИЕ
Некоторые пользователи сообщают о производстве дефектов
Фото: Amazon. com
. это окончательный выбор; у него мощный мотор и некоторые впечатляющие характеристики. Двигатель мощностью 1 ¼ лошадиной силы и силой тока 6,5 ампер регулирует скорость от 10 000 до 30 000 об/мин с помощью циферблата в верхней части инструмента. Благодаря быстросъемному основанию и регулировочной ручке в виде реечной шестерни можно легко отрегулировать глубину.
Этот маршрутизатор весит менее 4 фунтов, что может быть проблемой для некоторых маршрутизаторов наладонника, поскольку они склонны прыгать при запуске. Однако это не проблема для RT0701C. Он оснащен технологией медленного старта для безопасного и легко контролируемого запуска, независимо от веса фрезера и размера установленной фрезы. Основание также легко отделяется от двигателя для смены насадок — ключевая особенность фрезерных станков с небольшими основаниями, внутрь которых трудно вставить гаечный ключ.
Характеристики продукта
Тип: Фиксированная база
Скорость: 10 000 до 30 000 об / мин
Размер кольца: ¼ дюйма
70217
. ручка регулировки в виде шестерни
Легкая портативная конструкция
Технология медленного пуска
Минусы
Некоторые пользователи сообщают о низкой точности
Фото: amazon.com
Проверить последнюю цену
Погружной фрезер может увеличить как производительность, так и рабочий процесс, поскольку этот инструмент может помочь пользователям выполнять множество задач. Независимо от того, создаете ли вы индивидуальную рифленую отделку или столярные изделия для мебели, фрезерный станок Bosch 120-Volt 2.3 HP поможет пользователям достичь невероятных результатов. Этот 15-амперный маршрутизатор имеет диапазон регулировки скорости от 10 000 до 25 000 об/мин. Установите правильную скорость для более мягких материалов, таких как сосна, и для твердой древесины, такой как дуб и клен. Пользователи могут регулировать скорость с помощью циферблата в верхней части двигателя.
Спусковой крючок Bosch, устанавливаемый на ручке, помогает пользователю работать с максимально возможной точностью, используя одну руку для управления фрезером. Кроме того, этот электронный фрезерный станок с погружным основанием оснащен технологией плавного пуска, которая снижает начальный крутящий момент во время запуска. Это предотвращает прыжки маршрутизатора в руках пользователя, особенно при использовании фрезы большего размера.
Характеристики продукта
Тип: Погружной
Скорость: 10 000–25 000 об/мин
Размер коллет: ¼ дюйма
Pros
15-AMP Motor
Легкая скорость.
. дефекты
Фото: amazon.com
Проверить последнюю цену
Создавая ли столешницу из фанеры, вырезая пазы или скругляя края, GKF125CEPK Colt от Bosch выполняет свою работу. Для пальмового маршрутизатора двигатель мощностью 1 ¼ лошадиной силы и силой тока 7,0 ампера является сверхмощным. Пользователи могут регулировать скорость от 16 000 до 35 000 об/мин, поворачивая циферблат. Резиновая рукоятка удобна и позволяет пользователю управлять Кольтом одной рукой. Кроме того, в Colt реализована технология медленного пуска, что очень важно для карманного фрезера, так как они могут дергаться при включении, если в цанге находится большая или тяжелая бита.
Регулируемая подставка позволяет выполнять как быструю макрорегулировку, так и точную микрорегулировку. Поменяйте двигатель на основание погружного фрезера для максимальной гибкости. Прозрачное основание позволяет пользователю легко видеть заготовку и сверло.
Product Specs
Type: Fixed base
Speed: 16,000 to 35,000 rpms
Collet Size: ¼ inches
Pros
1 ¼ horsepower
7-amp motor
Slow-start technology integrated
Carrying case included
Cons
Some users report that the base plate and fence screw are hard to use
Our Вердикт
Одним из лучших доступных вариантов является фрезерный станок по дереву DEWALT с фиксированным основанием, 24 500 об/мин, цанги 1/4 и 1/2 дюйма и двигатель на 11 ампер. В качестве альтернативы недорогому инструменту можно использовать фрезерный станок PORTER-CABLE с фиксированным основанием, обеспечивающий скорость вращения 31 500 об/мин, с ¼-дюймовым сцеплением и двигателем на 4,5 ампера с быстросъемным зажимом.
Как мы выбирали лучшие фрезы по дереву
Мы изучили наиболее востребованные фрезы по дереву в соответствующих категориях и обнаружили, что лучшие модели определяются их типом, скоростью, мощностью, размером цанги, простотой использования и другие специальные функции, включенные в некоторые бренды.
При поиске лучших доступных моделей наиболее популярным типом среди пользователей были маршрутизаторы с фиксированным основанием из-за их простоты, настраиваемости и простоты использования. Хотя погружные и комбинированные маршрутизаторы не так популярны, они также являются жизнеспособными вариантами с точки зрения безопасности и достаточной скорости. Представленные фрезеры имеют скорость от 8000 до 35000 об/мин, и большинство из них имеют 1/4-дюймовые цанги для легких работ, а некоторые имеют 1/2-дюймовые цанги для регулировки в тяжелых условиях.
Для более тяжелых работ выберите модели мощностью от 1 ¼ до 2 ¼ лошадиных сил. Что касается функций безопасности, лучшие маршрутизаторы включают в себя технологию медленного запуска, футляры для переноски, простую регулировку скорости с помощью циферблата, триггеры на ручке, быстросъемные базы и макро- и микро-регулировку.
Часто задаваемые вопросы
Вооружившись всеми этими знаниями о лучших фрезерах по дереву и доступных моделях, вы можете быть готовы сделать покупку для себя или подарить ее своему любимому столяру. Тем не менее, у некоторых людей все еще может возникнуть несколько вопросов о том, как работают маршрутизаторы и как выбрать лучший из них. Далее следует подборка наиболее часто задаваемых вопросов о фрезерах по дереву.
В: В чем разница между погружным фрезером и фрезером по дереву?
Погружной фрезер — это фрезер по дереву, поэтому особой разницы нет. Однако есть разница между фрезером с фиксированным основанием и погружным фрезером: у погружного фрезера есть подпружиненное основание, которое позволяет безопасно опустить фрезу в центр доски. Это значительно сложнее при использовании маршрутизатора с фиксированным основанием, хотя этот тип маршрутизатора упрощает настройку и обрезку профилей кромок.
В: Какой тип фрезера по дереву мне нужен?
Маршрутизатор с фиксированным основанием подходит для большинства проектов. Однако, если вы создаете сложные столярные изделия, ищите фрезер с погружным основанием.
В: Какой размер рекомендуется для фрезера по дереву?
Зависит от проекта. Фрезерование в легких условиях с помощью цангового фрезера ¼ дюйма абсолютно нормально, в то время как для тяжелых работ требуется цанга ½ дюйма.
В: Влияют ли крутящий момент и число оборотов на маршрут?
Крутящий момент имеет гораздо меньшее значение, чем число оборотов в минуту. Вашему маршрутизатору нужна скорость (об/мин) для эффективной работы, а регулируемая (и поддерживаемая) скорость имеет большее значение, чем пусковая мощность (крутящий момент).
Вес оцинкованного листа, лист оцинкованный вес 1 листа, м2
Вес оцинкованного листа, лист оцинкованный вес 1 листа, м2
Лист оцинк. вес м2, 1 листа таблица
Лист оцинкованный ГОСТ 14918-80 сталь 08пс/кп
вес листа оцинкованного м2
вес 1 листа 1250х2500
Лист оцинкован. 0.4
3,34 кг/м2
10,43 кг/лист
Лист оцинкован. 0.45
3,73 кг/м2
11,65 кг/лист
Лист оцинкован. 0.5
4,13 кг/м2
12,9 кг/лист
Лист оцинкован. 0.55
4,52 кг/м2
14,12 кг/лист
Лист оцинкован. 0.6
4,91 кг/м2
15,34 кг/лист
Лист оцинкован. 0.7
5,70 кг/м2
17,81 кг/лист
Лист оцинкован. 0.75
6,09 кг/м2
19,03 кг/лист
Лист оцинкован. 0.8
6,48 кг/м2
20,25 кг/лист
Лист оцинкован. 0.9
7,27 кг/м2
22,71 кг/лист
Лист оцинкован. 1.0
8,05 кг/м2
25,15 кг/лист
Лист оцинкован. 1.2
9,62 кг/м2
30,06 кг/лист
Лист оцинкован. 1.5
11,97 кг/м2
37,40 кг/лист
Лист оцинкован. 2.0
15,9 кг/м2
49,68 кг/лист
Лист оцинкован. 2.5
19,82 кг/м2
61,93 кг/лист
Лист оцинкован. 3.0
23,84 кг/м2
74,5 кг/лист
Лист оцинкован. 3.5
27,47 кг/м2
85,84 кг/лист
Лист оцинкован. 4.0
31,4 кг/м2
98,12 кг/лист
Лист оцинкован. 5.0
39,25 кг/м2
122,65 кг/лист
Лист оцинкован. 6.0
47,1 кг/м2
147,18 кг/лист
Лист оцинкован. 8.0
62,8 кг/м2
196,25 кг/лист
Лист оцинкован. 10.0
78,5 кг/м2
245,312 кг/лист
Лист оцинкован. 12.0
94,2 кг/м2
294,37 кг/лист
Лист оцинкованный ГОСТ 14918-80 сталь 08пс/кп
вес м2
Лист/Рулон оцинкован. 0.25
1,963 кг/м2
Лист/Рулон оцинкован. 0.3
2,35 кг/м2
Лист/Рулон оцинкован. 0.33
2,51 кг/м2
Лист/Рулон оцинкован. 0.35
2,747 кг/м2
Лист/Рулон оцинкован. 0.37
2,904 кг/м2
Лист/Рулон оцинкован. 0.38
2,983 кг/м2
Лист/Рулон оцинкован. 0.4
3,14 кг/м2
Лист/Рулон оцинкован. 0.43
3,375 кг/м2
Лист/Рулон оцинкован. 0.45
3,532 кг/м2
Лист/Рулон оцинкован. 0.47
3,69 кг/м2
Лист/Рулон оцинкован. 0.5
3,925 кг/м2
Лист/Рулон оцинкован. 0.55
4,318 кг/м2
Лист/Рулон оцинкован. 0.6
4,71 кг/м2
Лист/Рулон оцинкован. 0.65
5,103 кг/м2
Лист/Рулон оцинкован. 0.68
5,338 кг/м2
Лист/Рулон оцинкован. 0.7
5,495 кг/м2
Лист/Рулон оцинкован. 0.75
5,887 кг/м2
Лист/Рулон оцинкован. 0.8
6,28 кг/м2
Лист/Рулон оцинкован. 0.85
6,672 кг/м2
Лист/Рулон оцинкован. 0.9
7,065 кг/м2
Лист/Рулон оцинкован. 0.95
7,458 кг/м2
Лист/Рулон оцинкован. 1.0
7,85 кг/м2
Лист/Рулон оцинкован. 1.1
8,635 кг/м2
Лист/Рулон оцинкован. 1.15
9,027 кг/м2
Лист/Рулон оцинкован. 1.2
9,42 кг/м2
Лист/Рулон оцинкован. 1.25
9,81 кг/м2
Лист/Рулон оцинкован. 1.3
10,2 кг/м2
Лист/Рулон оцинкован. 1.35
10,59 кг/м2
Лист/Рулон оцинкован. 1.4
10,99 кг/м2
Лист/Рулон оцинкован. 1.45
11,38 кг/м2
Лист/Рулон оцинкован. 1.5
11,77 кг/м2
Лист/Рулон оцинкован. 1.6
12,56 кг/м2
Лист/Рулон оцинкован. 1.7
13,34 кг/м2
Лист/Рулон оцинкован. 1.75
13,73 кг/м2
Лист/Рулон оцинкован. 1.8
14,3 кг/м2
Лист/Рулон оцинкован. 1.85
14,52 кг/м2
Лист/Рулон оцинкован. 1.9
14,91 кг/м2
Лист/Рулон оцинкован. 1.95
15,3 кг/м2
Лист/Рулон оцинкован. 2.0
15,7 кг/м2
Лист/Рулон оцинкован. 2.3
18,05 кг/м2
Лист/Рулон оцинкован. 2.5
19,62 кг/м2
Лист/Рулон оцинкован. 3.0
23,55 кг/м2
Лист/Рулон оцинкован. 3.5
27,47 кг/м2
Лист/Рулон оцинкован. 4.0
31,4 кг/м2
заполните форму: получите счет или кп
Имя
Телефон
Email
Адрес доставки
Наименование продукции
Загрузка файла
Вес оцинкованного листа по ГОСТ 0.5, 0.7, 1, 2 мм. Таблица удельного веса
Содержимое
Оцинкование
Для чего нужно знать массу листа
Сортамент по ГОСТ
Способы расчета
Пример расчета
Условное обозначение: расшифровка
Присущий же недостаток — коррозию — устраняют несколькими методами:
Нанесение коррозионностойких веществ, защищающих верхний слой. Срок эксплуатации такой защиты составляет 1-7 лет.
Внедрение элементов других металлов в верхнюю часть поверхности (цинкование). Срок защиты — более 20 лет.
Для ответственных конструкций важно учитывать технологию, которая определяет общую массу. Среди всех способов наилучшими параметрами обладает внедрение цинка в поверхность, поскольку вес оцинкованного листа меняется в большом диапазоне (в зависимости от толщины), а прочность сцепления обеспечивается связями на молекулярном уровне. В отличие от всех типов покрытий, этот обеспечивает максимально высокое сцепление 2 металлов при слое, который учитывается всего лишь в микронах.
Оцинкование
Fe-Zn образует гальваническую пару, где цинк имеет более низкий отрицательный электрохимический потенциал. При взаимодействии с электролитом (в качестве которого могут выступать обычная или соленая вода, или даже влага) цинк берет на себя коррозионную нагрузку, сохраняя железо в целостности. Защита будет работать до полного разрушения цинкового слоя. В любом случае для листа оцинкованного 0,7 мм вес со временем будет меняться в незначительных пределах. В случае локального принудительного разрушения цинкового покрытия получают гидроксид цинка, препятствующий образованию оксида железа. В промышленности используются 2 метода оцинковки:
Горячий — металлические детали погружаются в раствор цинка. Время пребывания строго регламентируется, в зависимости от толщины нужного слоя. К тому же, при нагреве происходит частичный отпуск металла, что улучшает механические параметры изделия.
Холодный — более доступный способ. Защитный слой образуется при нанесении цинкосодержащих смесей. Проникновение ионов цинка происходит за счет разности потенциалов. И несмотря на то, что слой, полученный этим методом, значительно меньше, он также эффективно защищает поверхность от коррозии.
Каждым предприятием отработана технология нанесения покрытия, определяющая, сколько весит оцинкованный лист в конечном итоге, в зависимости от метода, марки стали и других условий.
Для чего нужно знать массу листа
Расчет веса конструкции проводится еще на этапе проектирования. Это обязательная составляющая безопасного строительства и эксплуатации зданий. Поскольку сталь оцинкованная 1 мм вес 1 м² изменяет в пределах нескольких килограмм, то в зависимости от габаритов масса общей конструкции учитывается в тоннах, что уже может увеличить ее.
Вторая причина, для чего нужно знать удельный вес оцинкованной стали — определение толщины материала и его качества изготовления. Точно выдержанная технология определяется точным соотношением массы заявленной к табличному или рассчитанному по формуле значению.
Сортамент по ГОСТ
Продукция любого производителя оцинкованного проката должна соответствовать ГОСТ 14918, на основании которого разрабатываются технологические карты, действующие в пределах одного предприятия. Стандарт распространяется на тонколистовую оцинкованную сталь, изготовленную:
методом холодного волочения;
для поставки рулонами или листами;
методом горячего или холодного оцинкования;
для штамповки и профилирования.
В изготовленном по ГОСТ 14918 80 оцинкованном листе вес варьируется в пределах 3,34-19,82 кг/м².
Техническая особенность изготовления изделия имеет значение для жесткости и возможности изготовления рулонного или листового сортамента: чем меньше разница между начальной толщиной стали перед прокаткой и конечной, тем больше она пригодна к дальнейшей штамповке и деформации. Так, лист оцинкованный 0,8 мм, вес 1 м² — 6,48 кг, может поставляться в рулонах. Требования к стальным аналогам, предназначенным для изготовления оцинкованного проката, изложены в ГОСТ 19904-90. Исходя из этого, прокат подразделяется на:
Н — нормальная вытяжка;
Г — глубокая вытяжка;
ВГ — весьма глубокая вытяжка.
Равномерность толщины цинкового слоя определяет длительность эксплуатации изделия, а также важный параметр, который имеет оцинковка — вес 1 м². Требование ГОСТ определяет равномерность нанесения внедряемого слоя, которая может быть 2 типов:
НР — норма;
УР — уменьшенная толщина.
Главные свойства, ради которых изготавливается лист оцинкованный профилированный, — вес, удовлетворяющий все виды конструкций, коррозионная стойкость и долговечность изделия. Определяется это толщиной двухстороннего покрытия:
П — повышенная масса 570-855 г/м²;
«1» — 258-570 г/м²;
«2» — 142-258 г/м².
Требования, которые предъявляются к защитному покрытию, определяются ГОСТ 14918-80.
Таблицы веса оцинкованных листов (горячекатаный, рифленый, с полимерным покрытием) по ГОСТ в зависимости от толщины, размером 1 м² и 1250 х 2500 мм
Таблица веса оцинкованного листа рассчитана, исходя из марки стали 08пс3сп, с регламентированным химическим составом или механическими свойствами. Группа изделий общего назначения предназначена для прокатки с максимальной деформацией (ВГ — глубокая прокатка). 1 класс цинкового покрытия.
Толщина листа, мм
Вес
при габаритах 1250 х 2500 мм
Вес, кг
при габаритах 1000 х 2000 мм
Вес, 1 м²
Вес 1 м²
с полимерным 2-сторонним покрытием
0,4
10,43
6,65
3,34
3,44
0,45
11,65
7,46
3,73
3,84
0,5
12,9
8,25
4,13
4,24
0,55
14,12
9,1
4,52
4,63
06
15,34
9,82
4,91
5,02
0,7
17,81
11,39
5,70
5,81
0,8
20,25
13
6,48
6,59
0,9
22,71
14,54
7,27
7,29
1,0
25,15
16,1
8,05
8,16
1,2
30,06
19,25
9,62
9,74
1,5
37,4
23,94
11,97
12,08
2,0
49,68
31,8
15,9
16,01
2,5
61,93
37,64
19,82
19,93
Используя таблицу размеров, легко можно выбрать между прочностью и массой, так например, разница веса оцинковки 0,55 при габаритах листа 1000 х 2000 и 1250 х 2500 мм составляет 5,5 кг. В то же время вес 1м² стали оцинкованной с полимерным покрытием будет составлять 8,62 и 13,5 кг.
Способы расчета
Самостоятельно просчитать требуемое значение можно 2 способами, по:
табличным данным;
формулам.
В первом случае никаких вычислений производить не следует. Здесь четко прослеживается зависимость веса от толщины стали. И все что нужно — это найти требуемое значение. Здесь несложно определить и проанализировать разницу:
лист оцинкованный 0,5 мм, вес 1 м² — 4,13 кг;
вес листа оцинкованного 1 мм — 8,05 кг;
лист оцинкованный 2 мм, вес 1 м² — 15,9 кг.
Вычисление по формуле можно использовать при определении веса листа любой фигуры (обрезки, остатки). Для этого нужно точно замерить ее площадь, знать толщину слоя и плотность цинкового покрытия (7,13 т/м³), а также толщину (0,035 мм) и плотность полимерного покрытия (1,5 т/м³). Расчет состоит из 3 частей:
Общий вес листа должен соответствовать сумме веса стали и оцинкованного покрытия.
Вес стали представляет собой сумму объема листа (а*b*h) и плотности самой стали (7,85 т/м³).
Толщина стали определяется как разница между толщиной листа и толщиной цинка.
При расчетах нужно перевести значения в единые величины (толщина покрытия указана в мм, перевести в метры следует, если значение плотности указано в тн/м³).
Пример расчета
Для примера возьмем лист оцинкованный 0,7 х 1250 х 2500, вес которого по табличным данным должен соответствовать 17,81 кг:
Первым делом вычисляем вес стального листа, покрытого цинком. Приведем единицы измерения в соответствие. Показатель массы стали: 0,7 х 1,25 х 2,5 * 7,85 = 17,17 кг.
Определим массу цинка: толщина слоя в зависимости от класса составляет 0,0381 мм, 0,0216 мм (переведем в метры, поскольку данные плотности указаны в 7,13 тн/м³), умножим объем покрытия на его плотность:
1 класс: 0,000381*1,25*2,5*7,13 = 0,0085 тонны или 0,85 кг.
2 класс: 0,000216*1,25*2,5*7,13 = 0,0048 тонны или 0,48 кг.
Аналогично, если необходимо, вычислим массу покрытия, его толщина составляет 0,035 мм, и сложим результаты.
Определим лист оцинкованный 1 х 1250 х 2500, вес 1 листа 25,15 кг. После вычислений по формуле получим:
Для стального листа: 24,53 кг;
Для цинкового покрытия: 1 класс – 0,85 кг; 2 класс – 0,48 кг, что в сумме даст 25,38 и 25,01 кг.
С небольшой погрешностью значения соответствуют.
В целом, вес 1 м² оцинкованного листа 1 мм — 8,05 кг, эти данные получены методом анализа готовой продукции и имеют свои погрешности, которые стоит принимать во внимание при теоретических расчетах. Учитывая это, вес 1 м² стали листовой оцинкованной может иметь погрешность +/- 0,02%, погрешность, которую может иметь вес 1 м² оцинкованного листа 0,55, = 9 г.
Условное обозначение: расшифровка
Масса листа определяется не только толщиной и размерами, но также и способом нанесения. Стальной лист, кроме оцинкования, может подвергаться нанесению полимерного покрытия, которое не только увеличивает стойкость к коррозионным процессам, но и определяет цвет и дополнительные технические характеристики. В зависимости от толщины, покрытие подразделяется на 3 класса:
18-40 мкр;
10-18 мкр;
40-60 крн.
В свою очередь, толщина слоя, форма листа и размеры определяют назначение, которое распределяется категориями:
ОН — листы общего назначения.
ПК — под покраску.
ХШ — изготовленные методом холодной штамповки (определяются повышенной прочностью).
ХП — произведенные методом холодного профилирования.
Кроме назначения, маркировка может содержать буквенные индексы, которые относятся больше к декоративной части:
КР — листы, на поверхность которых нанесен кристаллизированный рисунок.
МТ — матовая однородная поверхность, без узора.
На вес листа оцинкованного 0,45 мм и более наносимый узор не влияет.
Калькулятор веса оцинкованного листа
| MachineMfg
Содержание
Оцинкованный лист представляет собой стальной лист со слоем цинка на поверхности.
Цинкование – часто используемый экономичный и эффективный метод защиты от коррозии.
Около половины мирового производства цинка используется в этом процессе, чтобы предотвратить коррозию поверхности стального листа и продлить срок его службы.
Типы оцинкованного листа?
В зависимости от различных методов производства и обработки, оцинкованный стальной лист можно разделить на:
горячеоцинкованный стальной лист
легированный оцинкованный стальной лист
электрооцинкованный стальной лист
односторонний оцинкованный стальной лист
70 дифференциал
стальной лист 8 двусторонний оцинкованный стальной лист из сплавов и композитов
цветной оцинкованный стальной лист
оцинкованный стальной лист с печатным покрытием
оцинкованный стальной лист, ламинированный ПВХ и т. д.
Тем не менее, наиболее часто используется горячеоцинкованная плита .
Существует три типа покрытия поверхности, а именно обычное цинкование, маленький цинковый цветок и без цинкового цветка .
В соответствии с действующим национальным стандартом непрерывного горячего цинкования стальных листов и полос (GB / t2518-2008), номинальная толщина оцинкованного листа составляет 0,3 мм ~ 5,0 мм , номинальная ширина 600 мм ~ 2050 мм и номинальная длина 1000 мм ~ 8000 мм .
Калькулятор веса оцинкованного листа
Оцинкованный лист обычно поставляется в соответствии с теоретическим весом, а полоса из оцинкованной стали обычно поставляется в соответствии с фактическим весом.
Так как оцинкованный лист оцинковывается на основе холоднокатаного или горячекатаного стального листа, то теоретическая масса оцинкованного листа также включает две части:
одна — теоретическая масса холоднокатаной или горячекатаной стали плита (подложка) для обработки оцинкованного листа;
другой — теоретический вес оцинкованного слоя.
Вы можете использовать приведенный ниже калькулятор веса оцинкованного листа, чтобы рассчитать вес оцинкованного листа.
Номинальный диапазон веса покрытия
Форма покрытия
Применимая конструкция поверхности покрытия
.
Равная толщина покрытие
N , M , F , R
50 ~ 600
60 ~ 180
Дифференциальное покрытие
N , M , F
25 ~ 150087
888788787 гг.
Примечание:
N, M и F — покрытия из чистого цинка.
N указывает на то, что структура поверхности покрытия представляет собой обычный цинковый цветок.
M обозначает маленький цинковый цветок;
F означает отсутствие цинкового цветка;
R — это обычный цинковый цветок с покрытием из цинково-железного сплава.
Nominal coating weight and corresponding coating code
Coating type
Coating form
Recommended nominal coating weight (g/m²)
Coating code
Pure zinc coating (Z)
Equal thickness coating
60
60
80
80
100
100
120
120
150
150
180
180
200
200
220
220
250
250
275
275
350
350
450
450
600
600
Zinc Alloy Coate0223 Equal thickness coating
60
60
90
90
120
120
140
140
Pure zinc coating (Z)
Differential coating
30/40
30/40
40/60
40/60
40/100
40/100
.
0011
Thickness and theoretical weight of galvanized steel sheet
Thickness (mm)
Weight (Kg/m²)
Thickness (mm)
Weight (Kg/m²)
0.1
0.785
1.5
11.775
0.12
0.942
1.6
12.56
0.15
1.1775
1.7
13.35
0,18
1,413
1,8
14,13 9003
0,2 9003
0,2
0,2
0,2
0003
1. 57
1.9
14.92
0.22
1.727
2
15.7
0.24
1.884
2,2
17,27
0,25
1,9625
2,5
9003
2,5
9003
2,5
9003
2,5
9003
2,5
9003
0087
19.625
0.28
2.198
2.8
21.98
0.3
2.355
3
23.55
0,32
2,512
3,2
25,12
0,35
0,35
0,35
0087
2. 7475
3.5
27.475
0.38
2.983
3.8
29.83
0.4
3.14
4
31,4
0,42
3,297
4,2
32,97
7
0.45
3.5325
4.5
35.325
0.48
3.768
4.8
37.68
0,5
3,925
5
39,25
0,55
4.318 9
0,55
4.318 999
4.318 9955
4.318 7 9002 0,55
4.318 9
0,55
0,55
. 0003
5.5
43.18
0.6
4.71
6
47.1
0.65
5.103
6.5
51,03
0,7
5,496
7
54,96
9008
54,96
9008
54,96
9008 9007
54,96
9008 9007
54,96
9008
0070
0.75
5.8875
8
62.8
0.8
6.28
9
70.65
0.9
7,065
10
78,5
1
7,85
7,85
11
0003
86. 35
1.1
8.635
12
94.2
1.2
9.42
13
102.1
1,3
10,21
14
109,9 9003
1.4
1.4
0088
10,99
15
117,75
Вес стальной пластины (KG) = 7,85 × толщина × × № 833333333333333333333333333.. Вес стальной пластины (KG) = 7,85 × толщина × × № 33333333333333333333333333333333333.. шириной 1 м соответственно
Скачать таблицу веса оцинкованного листа в формате PDF
См. также:
0018
Часто задаваемые вопросы о весе оцинкованного листа
Каков вес листа GI 18 калибра в кг?
Вес листа GI 18 калибра составляет 9,42 кг/м 2 .
Каков вес листа GI 20 калибра в кг?
Вес листа GI 20 калибра составляет 7,06 кг/м 2 .
Каков вес листа GI 22 калибра в кг?
Вес листа GI 22 калибра составляет 5,88 кг/м 2 .
Каков вес листа GI 24 калибра в кг?
Вес листа GI 24 калибра составляет 4,71 кг/м 2 .
Каков вес листа GI 26 калибра в кг?
Вес листа GI 26 калибра составляет 3,53 кг/м 2 .
Каков вес листа GI толщиной 1,2 мм в кг?
Вес листа GI толщиной 1,2 мм составляет 9,42 кг/м 2 .
См. также:
Таблица толщины листового металла
1 мм стальной лист м2 вес
Продается квадратный метр стального листа толщиной один миллиметр. Предоставление следующей информации поможет вам получить лучшую цену за ваш вес стального листа м2.
Низкая стоимость, легкий вес и высокая прочность стальных листов толщиной 1 мм делают их привлекательным вариантом.
Стальной лист толщиной 1 мм можно резать, гнуть, сваривать, красить и выполнять множество других вторичных операций.
Антикоррозийная, водостойкая, антивозрастная и антивозрастная защита — это лишь некоторые из его впечатляющих свойств.
Фразы «1 мм» и «вес стального листа м2» объединены в название этого продукта. Изображения размеров тяжелого металлического листа также можно увидеть в галерее. Цель этого заголовка — привлечь клиентов, которые ищут товары, которые легко понять. В результате он должен быть легким и привлекательным.
Легкий стальной лист m2 вес действительно достигнут при выдающейся толщине в один микрон. Он намного превосходит малый вес стандартных стальных листов. Благодаря использованию высокоуглеродистой стали и легкого алюминиевого сплава он легче и прочнее. Многие секторы, которые ищут легкие товары, обращаются к весу 1,0 мм стального листа м2 из-за его превосходных характеристик.
Хотите улучшить свои строительные способности или вам просто нужна рулетка? Если это так, то этот стальной лист толщиной 1 мм быстро справится с этой задачей. Вес м2 делает его идеальным для людей, которым необходимо более подробно изучить строительство.
Сталь толщиной один миллиметр представляет собой листовой металл. Плотность листа 75 кг/м2 (лист 1 мм).
Поскольку стальной лист толщиной 1 мм используется для изготовления всего, от выдвижных ящиков до панелей автомобилей и внутренних стен самолета, он является хорошим выбором для изготовления таких предметов, как плинтусы, благодаря своей универсальности и практичности.
Тонкие и компактные панели. Для крепления панелей и ограждений к бетону можно использовать распорные винты.
Чтобы противостоять ураганам и торнадо, были спроектированы и возведены современные сооружения. Помимо того факта, что недавние вспышки ураганов и торнадо увеличили силу этих штормов, проектная жесткость существующих конструкций не увеличилась. Внутренние силы и сильные ветры могут как повредить, так и разрушить здания.
Сплавы, содержащие железо и углерод, вместе называются «сталью». С содержанием углерода менее 0,1% это наиболее распространенная форма.
Листы из высокопрочной стали марки S460QL с массой около 1 мм на квадратный метр используются для обеспечения длительной прочности. Лист стальной 1 мм м2 вес Цена и условия оплаты договорные. ‘
Толщина всего в один миллиметр гарантирует, что прочность и твердость нашего стального листа не имеют себе равных в мире. Если вы находитесь на рынке стального листа A36, вот несколько терминов, о которых следует помнить: 60
Листовой металл толщиной 1 мм можно использовать для изготовления крышек, шкафов, кузовов автомобилей и т. д. Чтобы обеспечить исключительное сопротивление изгибу и скручиванию, стальные листы, используемые для изготовления нашего стального листа, подвергаются термообработке. Его также легко красить, что делает его идеальным для отделки мебели, особенно кухонных шкафов.
Листы из легированной стали состоят из железа и углерода. Они могут быть холоднокатаны, штампованы или прессованы в самые разные формы. Значительная часть общего потребления стали в мире идет на производство стальных листов.
Ваш стальной лист м2 должен весить. Независимо от того, требуется ли вам несколько миллиметров стального листа в м2 или большое количество различных миллиметров в м2 стального листа, у нашего известного предприятия по производству листового металла есть все. Стабильное качество текущих товаров можно объяснить долгой историей производства листового металла.
Толщина 1 мм или менее эквивалентна толщине 0,039 дюйма или менее, что делает листовую сталь практически тонкой и легкой, как бумага. Из-за своей пластичности этот вид листового металла часто используется художниками для изготовления или ремонта скульптур. В этом случае больше подойдет стальной лист толщиной 2 мм.
Херьян Дипстратен (Gerjan Diepstraten), Cobar Europe B. V., [email protected]
Тим Лоуренс (Tim Lawrence), Ph.D., Cobar/Balver Zinn, [email protected]
Под редакцией инженера-технолога, к. х. н. Татьяны Кузнецовой
Перевод Артема Вахитова
Отмывать «безотмывный» флюс или использовать паяльную пасту с водосмываемым флюсом? Рассуждениями на эту тему делятся специалисты компании Cobar.
После отказа в 1970-х годах от использования хлорфторуглеродных растворителей для отмывки печатных узлов в электронной промышленности на этапе сборки все шире применяется технология безотмывных флюсов. Среди ее преимуществ — снижение затрат, сокращение числа технологических операций и упрощение процесса аттестации за отсутствием необходимости задавать параметры отмывки.
Для тех, кому нужна повышенная надежность, которую обеспечивает отмывка, сохраняется возможность использовать паяльные пасты с водосмываемыми флюсами, представленными на рынке в широком ассортименте. Этот метод позволяет применять сильно активированные материалы, подходящие для компонентов с плохой паяемостью и/или высокой теплоемкостью, без риска эксплуатационных отказов.
В последние годы стирается грань между описанными двумя стратегиями: некоторые производители прибегают к отмывке остатков безотмывных флюсов, стремясь совместить удобство применения таких флюсов с надежностью, обеспечиваемой отмывкой водой.
В настоящей статье оценивается целесообразность такого подхода.
Водосмываемые и безотмывные флюсы
Помимо способности к флюсованию основным требованием к водосмываемому флюсу является возможность удаления его остатков путем отмывки в воде (желательно без применения химических добавок). Не обязательно, чтобы все компоненты флюса были водорастворимыми. Водосмываемый флюс обычно изготавливается на базе водорастворимого полимера, активированного гидрогалогенидами аминов и органическими кислотами с добавлением подходящих растворителей и реологических модификаторов.
В состав типичного безотмывного флюса входит канифоль (часто модифицированная для улучшения цвета и повышения стойкости к окислению), другие компоненты для улучшения активации (отчасти аналогичные тем, которые применяются в водосмываемых флюсах), ингибиторы коррозии, растворители и желирующие вещества. Основным элементом является канифоль. По своим физико-химическим свойствам она идеально подходит для поставленных целей.
В процессе пайки оплавлением образуется вязкая жидкость, действующая как устойчивый активатор. По окончании этого процесса жидкость затвердевает, обволакивая продукты флюсования и не вступившие в реакцию компоненты флюса. Будучи нерастворимым в воде диэлектриком, канифоль создает местное конформное покрытие, которое защищает находящиеся под ним участки электронных цепей от воздействия различных факторов, например от повышенной влажности.
В отличие от водорастворимых флюсов здесь не требуется, чтобы все остатки флюса были растворимы в том или ином растворителе. Более того, такое требование было бы чрезвычайно обременительным, учитывая широкое разнообразие используемых материалов — от водорастворимых дикарбоновых кислот и гидрогалогенидов аминов до водонерастворимых галогенированных органических соединений и канифоли, а также различных солей, оксидов и гидроксидов металлов, образующихся в процессе пайки. При разработке формул безотмывных флюсов возможность отмывки не предусматривается. Валидация продуктов (в частности, по показателям поверхностного сопротивления изоляции и электрохимической миграции) осуществляется исходя из этого предположения.
Методы отмывки
Омыление — широко распространенный и давно применяющийся метод отмывки. Омылителем называется щелочной материал, при взаимодействии которого с кислотными компонентами загрязнений образуется мыло (соль органической кислоты), растворимое или, по крайней мере, диспергируемое в воде. В этой форме загрязнения удаляются с поверхности. Помимо электроники, омылители применяются во многих бытовых и промышленных моечных системах, например, в качестве моющих средств для посудомоечных машин. В электронике основным объектом отмывки являются остатки канифольного флюса. В результате реакции омылителя с его кислотными компонентами образуется канифольное мыло. По аналогичному механизму удаляется непрореагировавшая карбоксильная кислота. Так как омылитель применяется в форме водного раствора, он действует и на остатки водорастворимых флюсов. Однако в зависимости от тщательности процесса отмывки водонерастворимые и неомыляемые загрязнения могут удаляться не полностью.
На рынке представлено множество различных гликольэфирных чистящих растворителей. Как правило, они тоже хорошо растворяют канифоль, но не столь эффективны в отношении других флюсовых загрязнений, особенно более полярных (с низкой молекулярной массой) карбоксильных кислот. Полуводная технология, при которой растворитель смешивается с водой или предусматривается дальнейшее ополаскивание в воде, позволяет удалять более широкий спектр загрязнений.
При отмывке чистой водой (без омылителя) удаляются только водорастворимые загрязнения, если только нет значительного физического воздействия или высокой температуры для создания эффекта физического «трения». Последний вариант может быть действенным, но ставит под угрозу целостность печатной платы.
Практическая возможность отмывки безотмывного флюса
Эксперимент
Есть множество причин не отмывать безотмывный флюс, но интерес к такой возможности растет. Формула безотмывного флюса такова, что он обволакивает активаторы, оставшиеся на плате после пайки. Он не рассчитан на отмывку, и поэтому его остатки труднее удалить с печатного узла.
Эти остатки содержат активаторы, желирующие вещества и смолы. Их количество зависит от состава паяльной пасты и условий технологического процесса (например, температуры оплавления), воздействию которых подвергался печатный узел.
При проведении первого эксперимента исследовалась возможность отмывки безотмывного флюса и определялось влияние различных параметров на качество отмывки. Он был спланирован как полный факторный эксперимент со следующими параметрами и уровнями.
Таблица 1. План эксперимента
Фактор
Единицы измерения
Уровень 1
Уровень 2
Уровень 3
Температура отмывки
°C
35
50
65
Время отмывки
мин
5
10
20
Концентрация омылителя
%
Только деионизированная вода
Деионизированная вода + 10% отмывочного средства
Деионизированная вода + 20% отмывочного средства
Эксперимент был выполнен на небольшом лабораторном отмывочном устройстве. Паяльная паста была нанесена печатным способом на медные образцы (трафарет размерами 107×76×0,2 мм с тремя круглыми отверстиями с диаметром апертуры 6,5 мм).
Образцы были подвергнуты пайке оплавлением в конвекционной печи по типовому профилю для оловянно-свинцовых припоев с пиковой температурой 215 °C. Затем была произведена отмывка образцов при различных значениях концентрации омылителя, температуры и времени отмывки. Остаток был взвешен на весах с четырехзначным отсчетным устройством.
Средняя масса паяльной пасты, нанесенной на образцы, равнялась 0,07 г. Остаток флюса после пайки составил 51%. Остальные 49% испарились в процессе пайки оплавлением.
Анализ данных
Все факторы эксперимента (температура, концентрация и время отмывки) существенно повлияли на результат. Отмыть безотмывный флюс чистой деонизированной водой не удалось, так как он содержит неполярные водонерастворимые остатки, удаляемые только с использованием добавок, например омылителей.
Рис. 1. Доля флюса, удаленного с печатной платы. Приведенные значения являются средними от уровней параметров
Наибольшее влияние оказали концентрация отмывочного средства и время отмывки. На рис. 2 показано соотношение между обоими факторами.
Рис. 2. Степень чистоты печатной платы как функция времени отмывки и концентрации омылителя
Дополнительные эксперименты по отмывке
На основе этих данных были выбраны два метода отмывки тестовых печатных плат, пайка которых осуществлялась тремя различными паяльными пастами с безотмывными флюсами:
струйный;
ультразвуковой.
После пайки тестовые платы отмывались, а качество их отмывки проверялось путем визуального контроля и с помощью измерителя уровня ионных загрязнений.
Максимально допустимый остаток флюса на печатном узле регулируется стандартом IPC J-STD-001E: печатные узлы класса 1 — менее 200 мг/см2; печатные узлы класса 2 — менее 100 мг/см2; печатные узлы класса 3 — менее 40 мг/см2.
Аэрозольный метод тестировался в машине для групповой отмывки с использованием отмывочного средства на водной основе при следующих параметрах.
Таблица 2. Условия групповой аэрозольной отмывки
Параметр
Значение
Концентрация омылителя
20%
Время отмывки
12 мин
Температура отмывки
60 °C
Ополаскивание
6 циклов, деионизированная вода
Время сушки
12 мин
Температура сушки
65 °C
Ультразвуковая отмывка печатных узлов является предметом дискуссий уже на протяжении 50 лет. Согласно стандарту IPC-STD001E ультразвуковая отмывка допустима в следующих случаях:
печатные платы без компонентов или печатные узлы, содержащие только зажимы или соединители, но не электронные компоненты;
печатные узлы с электронными компонентами — только если производитель может документально подтвердить, что воздействие ультразвука не ухудшает механические или электрические характеристики изделия или компонентов, подвергающихся отмывке.
Современные ультразвуковые отмывочные машины работают на переменной частоте во избежание возникновения потенциально вредных гармоник. Тестовая плата без компонентов отмывалась в ультразвуковой отмывочной установке с одной ванной.
Таблица 3. Условия ультразвуковой отмывки
Параметр
Значение
Концентрация омылителя
20%
Время отмывки
12 мин
Температура отмывки
60 °C
Частота
30 кГц
Ополаскивание
4 цикла, деионизированная вода
Время сушки
8 мин
Температура сушки
65 °C
Визуальный контроль плат после отмывки показал, что все остатки флюса были удалены и паяные соединения выглядели чистыми.
Паста с безотмывным флюсом и SnPb-припоем — до отмывки
Паста с безотмывным флюсом и SnPb-припоем — после отмывки
Паста с безотмывным флюсом и припоем SAC305 — до отмывки
Паста с безотмывным флюсом и припоем SAC305 — после отмывки
Паста с безотмывным флюсом и припоем SN100C — до отмывки
Паста с безотмывным флюсом и припоем SN100C — после отмывки
На тестовых платах был измерен уровень остаточных ионных загрязнений. Результаты для трех различных сплавов и двух методов отмывки показаны на рис. 4.
Рис. 4. Уровни остаточных ионных загрязнений: существенно ниже максимума в 40 мг/см2 во всех случаях
Зона риска: малоразмерные компоненты с малым зазором между платой и корпусом
Между соседними проводниками в присутствии электрического поля во влажной среде может происходить электрохимическая миграция. Металл анода растворяется с возникновением металлических ионов (катионов), которые мигрируют к катоду. На катоде они восстанавливаются и образуют дендриты, растущие по направлению к аноду. В итоге это может привести к короткому замыканию. Даже когда этого не происходит, в пределах электрохимической ячейки, возникающей между проводниками, снижается поверхностное сопротивление изоляции. Оба эффекта потенциально угрожают целостности электрических цепей, особенно тех, что содержат малый шаг между проводниками.
В частности, угрозу надежности изделия представляют остатки высокоактивных органических кислотных, галоидных или галогенизированных флюсов в малых зазорах под корпусами компонентов, не удаленные в процессе отмывки после пайки.
Существующие методы управления технологическими процессами и обеспечения качества не позволяют надежно выявлять остатки флюса в этих местах.
Если применяется водосмываемый флюс, печатный узел необходимо полностью отмыть от его остатков, иначе может пострадать надежность (например, из-за риска роста дендритов). Более серьезная проблема возникает в связи с распространяющейся в последнее время практикой отмывки безотмывных флюсов слабым раствором отмывочного средства в деионизированной воде. Как и в случае водосмываемого флюса, остатки флюса на печатном узле могут стать причиной отказа, поскольку попытка отмывки нарушает защитные свойства канифоли.
Одной из важных тенденций в электронике является миниатюризация. Размеры компонентов постоянно уменьшаются. В связи с этим растут требования к точности работы устройств трафаретной печати и автоматов установки компонентов, а в паяльных пастах порой приходится использовать порошок припоя типов 4 или 5 вместо типа 3. Применение более мелких порошков вынуждает пересмотреть композицию флюса. У мелкого порошка больше площадь поверхности металла, поэтому он может требовать большего количества флюса или иной системы активации. Чем больше флюса в паяльной пасте, тем большее его количество остается под небольшими компонентами после пайки.
Еще один эффект, возникающий при малом шаге между компонентами, — это гроздевидное комкование припоя из-за недостаточного слипания. Термином «гроздевидное комкование припоя» (solder graping) обозначают последствия плохого смачивания, когда паяльная паста частично расплавилась, но до конца не спаялась или не растеклась. Гроздевидному комкованию могут способствовать как дефекты порошка припоя (окисление, загрязнение металла), так и неоптимальный состав флюса (необходимость в более сильном активаторе или добавках, повышающих температурную стабильность).
Гроздевидное комкование не следует считать дефектом, если лишь внешние шарики припоя соприкасаются с расплавленной массой припоя и остаются ее частью, не нарушая требований к минимальному электрическому зазору.
Нерасплавленные шарики припоя могут застревать в остатках флюса и в худшем случае приводить к образованию мостиков припоя.
Рис. 5. Гроздевидное комкование припоя на компонентах типоразмера 0603
При отмывке этих плат остатки флюса полностью удаляются вместе с застрявшими шариками припоя, если те не соединены с расплавленной массой припоя (рис. 6 и 7).
Рис. 6. Шарики припоя, застрявшие в остатках флюса поверх галтели припоя на контактной площадке вывода микросхемы в корпусе типа SOIC
В случае цепей с малым шагом между проводниками наблюдается непропорционально высокое содержание окислов на контактных площадках и поверхности выводов компонентов при меньшем количестве флюса (меньших объемах паяльной пасты).
Рис. 7. Отмывка безотмывного флюса привела к удалению всех его остатков, в том числе застрявших шариков припоя
Миниатюризация компонентов затрудняет отмывку. Расстояния между контактными площадками резко сокращаются с 3,5 мм для компонентов типоразмера 2010 до 0,1 мм для компонентов типоразмера 01005. Растет риск образования мостиков припоя, электрохимической миграции и других неблагоприятных эффектов, а зазор между корпусами компонентов и платой сужается. В связи с этим возникает потребность в отмывочных составах с низким поверхностным натяжением и достаточной капиллярной силой для проникновения под эти малоразмерные компоненты.
Рис. 8. Типоразмеры компонентов и зазор между корпусом и платой
После демонтажа припаянных SMD-компонентов стало очевидно, что весь объем пространства под компонентами типоразмера менее 0603 был полностью заполнен остатками флюса из паяльной пасты, препятствующими проникновению отмывочного средства.
Для того чтобы проверить отмываемость малоразмерных компонентов с малым зазором между корпусом и платой, печатный узел был подвергнут отмывке в лабораторном устройстве, которое использовалось в спланированном выше эксперименте. Отмывка производилась в течение разного времени с помощью того же отмывочного средства (в концентрации 20%) при температуре 50 °C. Затем компоненты были демонтированы для визуального контроля наличия остатков флюса.
Таблица 4. «0» — остатки удалены полностью; «–» — остатки удалены частично; «X» — остатки не удалены
Время отмывки
Компоненты
20 мин
40 мин
60 мин
MELF
–
0
0
0402
X
–
0
0603
X
–
0
1206
X
X
–
Термопрофили пайки оплавлением и их влияние на количество остатка флюса
Качество пайки конкретной паяльной пастой и последующей отмывки зависит от термопрофиля пайки оплавлением. Профиль нагрева также влияет на смачивание, количество остатка флюса и твердость (отмываемость) остатков.
В целях определения условий наилучшего смачивания для паяльной пасты и количества остатка флюса на печатном узле после пайки был спланирован эксперимент по методу Тагучи.
Факторы, учтенные в эксперименте, описывают три критически важных фазы процесса пайки: скорость нагрева, время выдержки и пиковую температуру пайки. Четвертый фактор — атмосфера (воздушная или азотная).
Для оплавления паяльной пасты, нанесенной на медные образцы методом трафаретной печати, использовался термогравиметрический анализатор. На образцы по 100-мкм трафарету наносился отпечаток паяльной пасты диаметром 1,5 мм. По измеренной потере массы в ходе пайки определялось количество остатка флюса. Под микроскопом измерялся диаметр участка смачивания. По сделанному шлифу паяного соединения определялись высота галтели припоя и краевой угол смачивания (чем меньше этот угол, тем лучше смачивание).
Рис. 9. Усредненные характеристики влияния различных параметров на смачивание (чем меньше краевой угол смачивания, тем лучше)
Для оловянно-свинцовых сплавов наилучшее растекание достигалось при быстром нагреве и пиковой температуре 215 °C в атмосфере азота.
Паяльная паста с водосмываемым припоем содержит более сильные активаторы, что приводит к лучшему смачиванию. Средний краевой угол смачивания для паяльной пасты с водосмываемым флюсом был на 1° меньше, чем для паяльной пасты с безотмывным флюсом.
Рис. 10. Параметры профиля пайки в плане эксперимента по методу Тагучи
Свинцовые и бессвинцовые припои
Применение бессвинцовых припоев создает многочисленные дополнительные трудности при отмывке. В этих условиях привлекательным вариантом являются водосмываемые флюсы, так как в них можно использовать более сильные активаторы. Но из-за повышенных температур пайки у таких флюсов тверже остаток, что затрудняет отмывку.
Остаток флюсов этого типа труднее смывается из-за большей молекулярной массы, более сложной структуры ингредиентов и большего количества побочных продуктов реакции.
У бессвинцовых сплавов поверхностное натяжение приблизительно на 20% выше, чем у оловянно-свинцовых. Это сказывается на характеристиках смачивания. Результат можно увидеть, измерив краевой угол смачивания паяного соединения.
Оптимальные параметры для каждой паяльной пасты были определены по методу Тагучи. Затем в ходе проверочных экспериментов с оптимальными настройками были получены следующие данные.
Таблица 5. Краевой угол смачивания для различных паяльных паст, нанесенных на медные образцы и подвергнутых пайке оплавлением в атмосфере азота при оптимальных условиях
Краевой угол смачивания, °
Остаток флюса, %
Безотмывный флюс
Водосмываемый флюс
Безотмывный флюс
Водосмываемый флюс
SAC 305
19,2
16,9
23,2
55,7
SN100C
17,9
14,8
18,8
50,8
SnPb
9,5
9,2
21,2
59,4
С помощью термогравиметрического анализа измерялся остаток флюса после пайки. В случае бессвинцовых припоев остаток был меньше из-за более высоких температур в профиле пайки по сравнению с оловянно-свинцовыми припоями.
По своему составу водосмываемый флюс кардинально отличается от безотмывного. Его остаток на печатной плате имеет большую массу и совершенно иной состав. Он гигроскопичен и активен, но легко удаляется даже деионизированной водой.
Заключение
Отмывочные средства стали совершеннее, и отмывка после пайки превратилась в рентабельный этап производственного процесса в условиях, когда важнейшими факторами, угрожающими эксплуатационной надежности, являются коррозия и утечка тока.
Одной только деионизированной воды может оказаться недостаточно для удаления остатков флюса под малоразмерными SMD-компонентами. Она позволяет удалять только неионные остатки с поверхности печатной платы. Ввиду высокого поверхностного натяжения деионизированная вода неспособна проникать под компоненты с малым зазором между корпусом и платой.
Остаток безотмывного флюса можно отмыть, но чистая деионизированная вода не позволяет удалять твердые остатки, которые выделяют воду, а не растворяются в ней. Для полного удаления смол необходим омылитель.
Рис. 11. Риск снижения надежности для различных формул флюсов
Для полного смывания остатка предпочтительно использовать паяльную пасту с водосмываемым флюсом, потому что он легко удаляется, содержит более сильные активаторы и безопасен после отмывки. При неполном смывании есть риск снижения надежности (с миниатюризацией риск возрастает из-за малого зазора между корпусами компонентов и платой, высокой плотности монтажа, малой толщины проводников и малого расстояния между ними).
Флюс | Компания ООО «Скат»
Каждый, кто занимается пайкой или продаёт оборудование и сырьё для пайки знает!
Для получения прочного паяного соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке.
Для этого существуют Флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения.
Компания ООО Скат как производитель Флюсов для низкотемпературной пайки разделяет их по агрессивности компонентов:
Активные
Не активные
Активные — Флюсы, состоящие из кислот, и требующих промывки после пайки. Обычно, данная группа флюсов применяется для удаления агрессивных веществ с паяемых элементов.
Название
Химия
Содердание
Паяльная кислота
Кислота применяется для пайки углеродистых сталей, меди, никеля и их сплавов.
Представляет собой водный раствор хлорида цинка (15-40%). В практике радиомонтажника не применяется, так как вызывает коррозию спая и разрушение изоляции проводов.
Не требует вентиляции. Остатки флюса смывать не обезательно, при желании легко смываются спиртом. Ацетоном и т. п.
Спирт этиловый
63-74%
Канифоль
20-25%
Диэтиламин солянокислый
3-5%
Триэтаноламин
1-2%
Флюс на основе спирта этилового с добавлением цинка хлористого
—
Цинк хлористый
15%
Спирт этиловый
60%
Вода дистилитрованная
25%
Жир паяльный
Применяется в качестве флюса при пайке мягкоплавкими припоями медно-алюминевых соединений.
Вазелин
65%
Хлористый цинк
25%
Хлористый аммоний
3%
Вода
12%
Флюс ПВ209Х
Пайка меди, серебра, стали, медно-серебряных или никелевых сплавов
Бор
12,3%-13,3%
Фтор
26,7%-28,5%
Калий
33,5%-36,4%
Кислород
21,8%-27,5%
Флюс ФАП
Применяется для пайки медных труб в системе отопления
Хлорид амония
10%-30%
Вазелин
70%-90%
Не активные — Флюсы на основе органических веществ – соединения образующие защитную плёнку, покрывающую контакты.
Название
Химия
Содердание
ЛТИ-1
Флюс радиомонтажный, нейтральный.
Применяется для пайки деталей из медных сплавов без предворительной зачистки, а так же для пайки железа, меди, латуни, бронзы,нихрома, серебра. Не требует смыва после пайки.
Спирт этиловый
70%
Канифоль
30%
Х32-10и
—
Пропанол-2
90%
Адипиновая кислота
5%
Пропилен гликоль
5%
ВТС
Флюс ВТС применяется для пайки меди, латуни, бронзы, константана, серебра, платины и сплавов платиновой группы.
Этот флюс особенно удобен для пайки электромонтажных соединений, так как он обеспечивает’ чистоту и надежность пайки и не вызывает коррозии, даже если остается в местах пайки.
Вазелин
65%
Солициловая кислота
6,5%
Триэтанол амон
6,5%
Спирт этиловый
22%
Канифоль
Флюс радиомонтажный, нейтральный.
Применяется для пайки деталей из медных сплавов латуни и бронзы. Не требует смыва после пайки.
Канифоль
100%
Производство наших флюсов соответствует ГОСТ 19250-73, а техническая база позволяет произвести флюс по индивидуальному запросу заказчика в кротчайшие сроки.
Наработанный технологический процесс позволяет значительно снизить издержки по производству Нашей продукции, сохранив при этом объём производства, необходимый для обеспечения потребностей крупных предприятий.
Что использовать — Канифольный флюс или водорастворимый?
Спросите у экспертов
ИНДЕКС
СПРОСИТЕ
ПАНЕЛЬ
ПРИСОЕДИНЯЙТЕСЬ
КОММЕНТАРИЙ
ПОИСК
21 декабря 2017 г. — Обновлено 14 февраля 2010 г. — Первоначально опубликовано
Что использовать – канифольный флюс или водорастворимый?
Каковы основные различия между флюсами на основе канифоли и водорастворимыми флюсами? Предполагая, что у нас есть современное оборудование и системы очистки для обработки любого процесса, при каких обстоятельствах мы должны использовать один процесс вместо другого?
Т. Л.
Ответы экспертов
Когда начались эти дебаты, канифольные флюсы были не такими агрессивными, как более активные водорастворимые флюсы. Мысль заключалась в следующем: «флюс был вашим другом», и чем более агрессивным был флюс, тем легче было припаивать компоненты к изделиям. Было также установлено, что эти водорастворимые флюсы можно очищать только водой. Большая разница между существующими растворителями, используемыми для очистки канифольных флюсов, такими как трихлорэтилен (ТХЭ), 1,1,1-трихлорэтан, хлорэтан, D-Sol, MEK (метилэтилкетон), фреоны (CFC) и HCFC, которые, кстати, оказались канцерогенными и озоноразрушающими материалами. Флюсы на основе канифоли поддаются очистке только в растворителях, предназначенных для их удаления. Канифоль должна быть растворена, а активаторы должны быть удалены, особенно при использовании флюсов, активированных канифолью. Флюсы с умеренно активированной канифолью (RMA) не нужно удалять, но из-за их внешнего вида и сложности, которую они представляют при электрических испытаниях, у большинства производителей также есть процессы для их удаления с печатных плат. Обычно они не удаляют эти остатки RMA с кабельных сборок. Другой способ удаления канифольных флюсов состоял в том, чтобы преобразовать их в канифольное мыло с помощью щелочного омылителя и промыть деионизированной водой, тогда как водорастворимые флюсы были более агрессивными материалами и теоретически их было легче удалить с помощью традиционных систем очистки воды. С введением поверхностного монтажа в 19В 80-х годах области захвата были более распространены, поскольку пространство под компонентами было меньше, и способность этих растворителей проникать под эти компоненты стала уязвимой. Поверхностное натяжение очищающей среды было слишком высоким, чтобы проникнуть под компоненты, поэтому флюсы не смывались, оставляя после себя некоторые ионные остатки галогенидных активаторов, используемых в этих флюсах. Несмотря на то, что это краткая история флюсов, вопросы остаются прежними: какой флюс лучше всего подходит для вас, и можете ли вы очистить продукт от всего этого. Вопрос «Насколько чистота чиста?» надо еще ответить. Необходимо ответить на вопрос о рециркуляции растворителей и водного раствора. Дополнительный вариант очистки по-прежнему требует ответа. Другими словами, стоит ли все это затрат, или процесс следует изменить на флюсы с низким содержанием твердых частиц и не беспокоиться о каких-либо процессах очистки. Я знаю, что существует больше проблем, чем заявлено, например, совместимость остатков флюса с защитным покрытием, поведение остаточного флюса при конечном использовании продукта, необходимость обучения клиентов тому, как видеть остатки и пленки на их продуктах, типы испытания, которые необходимо провести для проверки качества продукции. Также необходимо учитывать стоимость оборудования, не только капитальные затраты, но и стоимость материалов, площади, вентиляции, сброса сточных вод и т. д., которые необходимо добавить к уравнениям для определения стоимости очистки печатных плат. Я бы сказал, что лучший флюс для использования — это тот, который лучше всего подходит для вас и ваших клиентов, т. е. продукты хорошего качества, которые будут менее дорогостоящими для вас и вашего клиента и окажут наименьшее воздействие на окружающую среду. Если у вас есть дополнительные вопросы, пожалуйста, не стесняйтесь обращаться ко мне в автономном режиме, и мы можем обсудить это подробнее, так как эту тему очень сложно охватить в паре абзацев.
Лео Ламберт Вице-президент, технический директор Корпорация EPTAC
В корпорации EPTAC г-н Ламберт курирует содержание предлагаемых курсов, программ сертификации IPC и предоставляет клиентам экспертные консультации в области производства электроники, включая RoHS/WEEE и бессвинцовые проблемы. Лео также является генеральным председателем IPC комитета Ассамблеи/процесса присоединения.
Эти вопросы вызывают еще больше вопросов! Одним словом, выбор зависит от того, насколько сильным должен быть флюс и какую очистку (удаление остатков флюса) можно допустить. Это, в свою очередь, является функцией конечного продукта. Это игрушки, которые через несколько месяцев выкинут, или высоконадежная сборка (Pacemaker, Aerospace), которая в принципе должна служить вечно? По всей вероятности, это различные продукты между этими крайностями. Что насчет печатных плат и компонентов? Имеют ли они наилучшую паяемость или вы должны уметь паять все, что предусмотрено? Канифольные флюсы основаны на растворах канифоли — натурального продукта, полученного из деревьев, — в органическом носителе, обычно изопропиловом спирте. Канифоль содержит небольшое количество абионовой кислоты, которая при нагревании создает восстанавливающую среду, которая может оказывать очищающее действие на потускнение, такое как оксид меди. Этот эффект очень ограничен, и для более сильного потускнения добавляются различные количества более сильных, так называемых активаторов, чтобы улучшить очищающие свойства флюса. Эти флюсы классифицируются как R (канифоль), RMA (мягкоактивированная канифоль) и RA (активированная канифоль). Для удаления остатков канифольного флюса после пайки требуется органический растворитель, такой как хлорированный или фторированный углеводород, для растворения канифоли и полярный ингредиент, такой как спирт, для растворения ионной части остатка (активатора). Канифоль не растворяется в воде, но некоторые канифольные флюсы разработаны так, чтобы быть растворимыми в воде плюс омылитель, который превращает канифоль в растворимый материал, подобный мылу. Водорастворимые флюсы представляют собой растворы активных химических веществ, обычно патентованных формул, в растворителях, обычно неводных. Как правило, эти флюсы относительно прочные и легче справляются с потускнением, чем флюсы на основе канифоли. Остатки, как правило, растворимы в воде — возможно, это лучшее средство для очистки от ионных остатков — но, конечно, все компоненты сборки должны быть достаточно герметичны, чтобы выдерживать погружение в воду. Как бы ни выполнялась очистка, на сборке не должно быть ионных остатков, которые могут быть очень опасными.
Гарольд Хайман Консультант VJ Electronix
Гарольд Хайман занимается металлургическими аспектами электронной промышленности с 1950-х годов, а также разработкой и проектированием полупроводников для STL, Ediswan и RCA. Позже он присоединился к HTC, пионеру в области пайки паровой фазой, и продолжил работу в отрасли Dynapert, GenRad, Teradyne, SRT и VJ Electronics.
Поскольку необходимо удалить остатки флюса для водной промывки, обычно используются гораздо более агрессивные активаторы (как кислоты, так и, где используются, галогениды), и уровень этих материалов также обычно намного выше, чем для обычного флюса на основе канифоли. Активаторы выбраны из-за их растворимости в воде и часто гигроскопичны (поглощают воду из воздуха) по своей природе, в результате чего плиты необходимо мыть в течение конечного времени после обработки, чтобы предотвратить воздействие остатков флюса на швы. . Для сравнения, системы на основе канифоли не гигроскопичны по своей природе, а остатки имеют гораздо менее агрессивные и более низкие уровни активаторов, поэтому остатки представляют меньший риск поражения суставов и имеют гораздо более длительное окно очистки, если на самом деле они вообще требуют очистки. Дополнительные уровни активатора, присутствующие в системах промывки водой, как правило, делают их более подходящими для ситуаций, когда на спаиваемых поверхностях присутствуют чрезмерные уровни окисления или загрязнения. С другой стороны, сборки с открытыми витками или улавливающими карманами могут лучше обслуживаться системой на основе канифоли из-за более низкого уровня коррозионной активности остатков, которые могут задерживаться в таких областях.
Нейл Пул Старший химик-прикладник Henkel Electronics
Доктор Пул является старшим химиком-прикладником в Henkel Technologies, группе разработчиков материалов для сборки электроники. Он отвечает за всю сборочную продукцию Henkel, включая продукты для пайки, заполнители, материалы для защиты печатных плат и теплопроводящие клеи.
Флюсы на основе канифоли широко используются в военной и космической электронике. Причины могут быть перечислены как:
Они не вызывают коррозии при комнатной температуре.
Флюс канифольного типа гигроскопичен и может действовать как изоляция.
Обычно они отверждаются при комнатной температуре, захватывая потенциально вызывающие коррозию активаторы. Щелочные чистящие средства настоятельно рекомендуются для удаления RMA. Важным отличием водорастворимых и канифольных флюсов является их флюсовая активность. Частичное удаление остатков водорастворимого флюса может привести к коррозии. По сравнению с флюсами на основе канифоли водорастворимые флюсы агрессивны даже при нормальных температурах при сборке. Поэтому очень важно обеспечить полное удаление остатков водорастворимого флюса.
Умут Тосун Менеджер по прикладным технологиям Zestron America
Г-н Тосун опубликовал множество технических статей. Как активный член организаций SMTA и IPC, г-н Тосун представил множество документов и исследований по таким темам, как «Бессвинцовая очистка» и «Климатическая надежность».
Флюсы на основе канифоли используют природную канифоль в качестве активатора для очистки металлов, чтобы жидкий сплав мог слипаться и смачиваться на площадке припоя. ROL0 (низкая активация канифоли) обычно не используется в чистых приложениях. Водорастворимый флюс. В основном есть два типа: 1. Смываемый водой и 2. Водорастворимый. Смываемый водой флюс может содержать канифоль и дополнительно поверхностно-активное вещество для удаления остатков флюса после оплавления. Водорастворимые обычно используют активаторы органических кислот в качестве флюса, и каждый компонент в системе флюса должен растворяться в воде и, следовательно, очищаться только водой. Эти типы паст обычно представляют собой флюсы с высокой активацией. Зачем использовать тот или иной? Это зависит от того, что вы делаете. Если вам нужна высокая надежность в течение длительного времени, рекомендуется использовать водорастворимую пасту, так как она имеет высокий поток активации, и после очистки на плате не останется следов или загрязнений. Если вы наносите конформное покрытие на плату, вы должны либо использовать процесс очистки после пайки, химикатов или воды, либо проверить совместимость любого нечистого флюса, используемого с конформным покрытием. В HumiSeal мы можем предоставить услугу по тестированию на совместимость для отсутствия остатков чистого флюса.
Крис Пэйлин Менеджер по Европе HumiSeal
Крис Пэйлин в настоящее время занимается продажами и поддержкой конформных покрытий HumiSeal в Европе. Его опыт заключается в тестировании и надежности, технологии пайки, силовом креплении кристалла и конформном покрытии.
* Флюсы на основе канифоли содержат канифоль и в большинстве случаев не требуют очистки. Остатки флюса No-Clean безвредны, инертны, негигроскопичны и не нуждаются в очистке после оплавления.
* Водопромывные флюсы содержат агрессивные кислоты и должны быть очищены после оплавления — несоблюдение очистки вызовет коррозию и рост дендритов.
В целом наблюдается тенденция к переходу на процесс без очистки — это экономит $$$ и устраняет необходимость в дополнительной очистке.
Помимо некоторых известных преимуществ процесса без очистки по сравнению с процессом промывки водой (более длительный срок службы трафарета, повышенная устойчивость к оседанию…), канифоль в пасте без очистки действует как нормальный барьер против окисления и помогает смягчить некоторые из самых больших проблем:
(а) Голова в подушке; (b) предотвращает комковатые/зернистые паяные соединения и обеспечивает полное слияние для длинных профилей и мелкого шрифта.
Кроме того, в современных платах используются компоненты с малым зазором, такие как QFN и LGA. Если используется паста для промывки водой, очистка под зазорами менее 2 мил представляет собой настоящую проблему.
Картик Виджай Технический менеджер – Европа Indium Corp.
В настоящее время работает в Indium Corporation и отвечает за технологические программы и техническую поддержку клиентов в Европе. Более 15 лет опыта работы в SMT, силовых, тепловых и полупроводниковых приложениях. Степень магистра в области промышленной техники, Государственный университет Нью-Йорка в Бингемтоне.
Обычно водорастворимые флюсы обладают более высокой активностью, чем флюсы на основе канифоли, поэтому, если вы ищете не только смачивающие, но и более чистые плиты, то водорастворимые флюсы могут быть подходящим вариантом. В настоящее время мы не видим большого количества активированных канифолью (RA) или среднеактивированных (RMA) флюсов, так как большая часть этого бизнеса переключилась на флюсы с низким содержанием твердых частиц No Clean. Если вы хотите использовать флюс, который не обязательно нужно очищать, тогда вам может подойти флюс Rosin/No Clean.
Майк Шимека Президент FCT Assembly
Майк Шимека создал FCT Assembly после покупки Fine Line Stencil, Inc. и состоит из двух основных операций: изготовление трафаретов и производство электронных сборочных изделий, таких как паяльная паста, флюс и припой.
Комментарий читателя
Я думаю, что есть ошибка в том, что написано в пункте 2. в комментариях г-на Тосуна. Канифольные флюсы негигроскопичны, как писал г-н Виджай.
Пьерпаоло Галли, Meta System S.p.A., Италия
Отправить комментарий
Комментарии проверяются перед публикацией. Вы должны указать свое полное имя, чтобы ваши комментарии были опубликованы. Мы не будем публиковать ваш адрес электронной почты.
Бесплатная подписка на рассылку новостей
Circuitnet создан для профессионалов, которые несут ответственность за то, чтобы смотреть вперед, представлять себе будущее и готовиться к нему.
Вставьте свой адрес электронной почты
Промывка водой по сравнению с промывкой без очистки
Обработка флюса без очистки более эффективна — требуется меньше операций, меньше оборудования и меньше времени цикла. Вам следует выбрать обработку без очистки, если только у вас нет сложных для пайки компонентов, требующих более активных флюсов.
Рик Комплиен Главный инженер по продукту Benchmark Electronics, Inc.
Более 30 лет опыта работы с электронным и электромеханическим производством и проектированием (медицинское, автомобильное, военное, компьютерное и промышленное управление). Ветеран войны — служил боевым инженером в Корпусе морской пехоты США.
Всегда безопаснее/надежнее смывать остатки флюса вместе с другими загрязнениями платы. Это подвергает печатную плату и компоненты множеству циклов промывки водой, а компоненты должны быть совместимы с процессом промывки водой. Потоки являются просто источником «загрязнения», которое мы добавляем в сборку схемы.
Существует множество других загрязнений, исходящих от оголенной печатной платы, компонентов и операторов, которые могут вызвать сбои в печатной сборке. Если вы планируете смывать остатки флюса и другие загрязнения, всегда лучше использовать смываемые водой флюсы в паяльной пасте, припое для проволоки и жидкие флюсы.
Смываемые водой флюсы предназначены для удаления. Никакие чистые флюсы не предназначены для того, чтобы оставаться на печатной плате, и по своей природе их труднее смыть.
Если вы выбрали процесс без очистки, то я рекомендую не промывать флюсы без очистки. Они наиболее безопасны, если их не трогать на печатной плате. Никакие остатки чистого флюса не могут вызвать электрические «шумы» или другие проблемы с сигналами в чувствительных устройствах, поэтому сборка схемы должна быть разработана с учетом этого. При этом никакие чистые флюсы, паяльные пасты и проволочный припой не используются в больших объемах каждый день и могут создавать надежные сборки схем.
Тони Ленц Полевые приложения Сборка FCT
Тони работает в электронной промышленности с 1994 года. Он проработал 5 лет инженером-технологом на предприятии по производству печатных плат. С 1999 года Тони работал в компании FCT в качестве руководителя лаборатории, руководителя предприятия, а в последнее время — инженера по эксплуатации. Он имеет большой опыт проведения исследований и разработок, контроля качества и технического обслуживания продуктов, используемых для производства и сборки печатных плат. Он держит B.S. и М.Б.С. степени в области химии.
С точки зрения CM нет причин добавлять в процесс дополнительный этап очистки. Кроме того, существует вероятность того, что продукт выйдет с коррозионно-активными веществами на борту.
С точки зрения OEM, я надеюсь, что они хотя бы задумались над вопросом.
Стивен Шоппе Президент Process Sciences, Inc.
Стивен Шоппе является президентом Process Sciences, Inc., имеет 19многолетний опыт предоставления услуг SMT производителям электроники. Стивен консультирует нескольких клиентов из списка Fortune 500 по процессам пайки и SMT, а также часто выступает с докладами на отраслевых мероприятиях SMT.
Если в контракте не указан процесс очистки, но указана система паяльной пасты/флюса, то контракт следует изменить, чтобы указать, как поступать в данной ситуации. Если требуется водорастворимый флюс типа OA (сильнокислотный), то, безусловно, требуется процесс очистки на водной основе, который должен оплачиваться заказчиком.
Если указана система с низким содержанием твердых частиц, и она характеризуется производителем как «без очистки», то очистка не требуется.
Если заказчик указывает высоконадежный продукт с ограниченным числом отказов и очистка не требуется, то следует очищать узлы в системе омыленного водного или полуводного растворителя, но пересмотреть договор, исходя из ожидаемого уровня надежности окончательного товар.
Рик Перкинс Президент Chem Logic
Рик Перкинс — инженер-химик с более чем 33-летним опытом работы в области материалов и процессов. Он работал с Honeywell Aerospace в области высоконадежного производства, а также с несколькими нефтедобывающими компаниями. Он также хорошо разбирается в правилах охраны окружающей среды, здоровья и безопасности.
Если сборка НЕ имеет конформного покрытия и предназначена для использования в «разумных» условиях окружающей среды, процесс пайки без очистки без промывки, скорее всего, подойдет.
В случае конформного покрытия, высокого сопротивления, высокого импеданса или использования в неблагоприятных условиях я бы очистил его независимо от используемого процесса пайки.
Пол Остин Старший инженер проекта Electronic Controls Design Inc.
Пол работает в Electronic Controls Design Inc. (ECD) в Милуоки, штат Орегон, более 39 лет в качестве старшего инженера проекта. Он видел и работал с электронной промышленностью со многих точек зрения, в том числе: техник, инженер, производитель и клиент. Его внимание было сосредоточено на разработке и применении измерительных инструментов, используемых для улучшения производственных тепловых процессов, а также решений для хранения чувствительных к влаге компонентов.
Химия, которую вы решите использовать в своем производственном процессе, определяется требованиями заказчика, наиболее эффективным технологическим процессом, типом используемых компонентов и наилучшим качеством. Если покупателю не требуется определенный процесс, вы должны приспособить продукт
к процессу, который лучше всего подходит для этого конкретного продукта, обеспечивая покупателю требуемый конечный результат. Некоторые компоненты не могут проходить через систему промывки водой. Многие производители компонентов рекомендуют определенную паяльную пасту и требования к промывке.
Все это необходимо учитывать.
Брайен Буш Специалист по производственным приложениям Cirtronics Corp.
Г-н Буш имеет 20-летний опыт работы в контрактном производстве электроники. Основные области знаний включают сквозную, SMT, волновую и селективную пайку.
Я могу понять, что с обеих сторон имеются веские инженерные аргументы… с одной стороны, вы можете не знать, каковы последующие процессы и/или среда конечного использования клиента, и оставляете нечистый поток в место может быть связано с некоторыми рисками.
Примером такого риска может быть несовместимость с материалом покрытия или герметика клиента. С другой стороны, водорастворимые флюсы имеют свои риски, а именно проблему эффективного удаления из-под очень маленьких зазоров.
Если вы понимаете возможности своего процесса очистки и уверены, что сможете эффективно очищать узлы, то использование водорастворимых компонентов может представлять несколько меньший риск для последующих процессов. Тем не менее, это может представлять более высокий риск на вашей собственной фабрике, так как обычно он плохо печатает, может сильнее прогибаться во время оплавления и требует внимания, чтобы свести к минимуму задержку между оплавлением и очисткой.
Фриц Байл Инженер-технолог Астронавтика
Карьера Фрица в производстве электроники включала различные инженерные должности, включая изготовление печатных плат, толстопленочную печать и сжигание, SMT и разработку процессов волновой/селективной пайки, а также разработку электронных материалов и маркетинг. Фриц получил образование в области машиностроения с упором на материаловедение. Методы планирования экспериментов (DoE) были областью независимого изучения. Фриц опубликовал более десятка статей на различных отраслевых конференциях.
Остаток флюса без очистки всегда имеет некоторую вероятность электрохимической миграции, приводящей к росту дендритов, хотя вероятность довольно низка, если флюс достигает температуры, достаточной для дезактивации активных элементов флюса. Если сборка используется не в помещении, это может привести к попаданию влаги и еще больше увеличить риск отсутствия очистки.
Если это узел высокой надежности, было бы целесообразно очистить узлы. Высокоактивные органически активированные (ОА) водорастворимые флюсы можно очищать только деионизированной водой, но они быстро вызывают коррозию, если их не очистить должным образом. Многие флюсы RMA или не требующие очистки флюсы можно очищать водой, но для удаления всего остатка может потребоваться некоторая добавка на водной основе.
Выбор флюса и метода очистки имеет решающее значение. Вы должны всегда работать с вашим поставщиком флюса/пасты, чтобы убедиться, что у вас есть вся информация.
Кевин Мобли Представитель PCBA по инженерным вопросам General Atomics Electro Magnetic Systems Group
Кевин имеет более чем 30-летний опыт работы в области разработки технологических процессов и производства в компаниях EMS и OEM. Экспертиза включает все аспекты SMT, а также пайки волной припоя и материалов CCA, таких как печатные платы, припой и отделка компонентов. Кевин разработал процессы для тысяч сборок от трафаретной печати до защитного покрытия и испытаний.
Это очень политический вопрос внутри компании.
Первым шагом является определение уровня надежности, необходимого для функционирования оборудования.
Во-вторых, в чем сила контрактного производителя. Были ли они успешными в течение последних 20 лет без очистки или очистки.
Тогда самый важный вопрос, на который следует обратить внимание, это насколько чувствительны цепи к блуждающему напряжению и поверхностному загрязнению?
Я бы предложил создать оборудование с обоими условиями и провести испытания на тепло и влажность при силовом и функциональном тестировании, чтобы увидеть, как они сравниваются. Затем параллельно провести некоторое тестирование на чистоту и понять как первичные, так и вторичные эффекты пайки.
Г-н Мансон, президент и основатель Foresite, имеет обширный опыт в электронной промышленности, применяя аналитические методы ионной хроматографии для широкого спектра производственных приложений.
Как правило, решение о том, следует ли использовать процесс очистки после пайки или процесс без очистки, зависит от среды конечного использования и ожидаемого срока службы продукта. Среда с высокой влажностью и более длительный срок службы, как правило, требуют очистки после пайки.
В большинстве, но не во всех высоконадежных и критически важных продуктах обычно используется процесс очистки после пайки того или иного типа, но даже это несколько меняется с развитием новых химических составов флюса и паяльной пасты.
На сегодняшний день около 75-80% электронных продуктов, производимых во всем мире, производятся без очистки. Кроме того, если сборка будет иметь конформное покрытие, защита, обеспечиваемая конформным покрытием, обычно не позволяет проводить очистку после пайки.
Несмотря на то, что какой-либо конкретный процесс не предусмотрен вашим контрактом, вы должны уточнить у своего заказчика, какой уровень ионного загрязнения после пайки является приемлемым, поскольку это поможет определить, какой процесс использовать.
Карлос Бурас Генеральный директор Nordson SELECT
Карлос Бурас является генеральным директором Nordson SELECT и имеет более чем 30-летний опыт работы в сфере производства электроники. Карлос специализируется на проектировании процессов, разработке продуктов и производственных операциях. В течение последних 15 лет Карлос уделял особое внимание вопросам автоматизированной сборки и является держателем нескольких патентов США на бесконтактное и точное дозирование клеев для упаковки микропроцессорных устройств.
Отличный вопрос и весьма актуальный.
Если вы оплавляете сборку схемы с помощью канифоли или водорастворимой паяльной пасты, то очистка неизбежна. Эти типы флюса требуют очистки. Использование неочищаемой паяльной пасты не обязательно означает, что сборка не будет очищаться. На самом деле, наше исследование показывает, что более половины всех сборщиков, оплавляющих флюс без очистки, очищают сборки. Если кто-то предпочитает не очищать, то единственным вариантом является паяльная паста/флюс без очистки.
Одним из очень важных факторов, который следует учитывать, является цель процесса очистки. Исторически мы описывали процесс очистки как «процесс дефлюкса». Это не совсем точное описание. Процесс очистки предназначен для удаления из сборки всех видов загрязняющих веществ, а не только флюса.
На всех узлах цепей присутствует множество загрязняющих веществ, независимо от типа флюса. Остатки от процесса изготовления платы, процесса изготовления компонентов, процесса сборки (включая, помимо прочего, флюс), человеческие загрязнения и другие загрязнители из окружающей среды засоряют сборку проблемными остатками. Если кто-то решает не удалять поток, он решает ничего не удалять.
Раньше, когда флюсы не очищались, отказ от очистки был общепринятой нормой. Плотность компонентов, размер и высота зазора были значительно больше, чем в наше время. Допустимое количество остатков на печатной плате исторически было выше, чем сегодня.
В настоящее время все остатки сборки часто создают совокупность объемов загрязнения, которая часто создает проблемы для надежной работы сборки (электрохимическая миграция, рост дендритов, перуксусная утечка, коррозия и отслоение конформного покрытия, и это лишь некоторые из них). .
Чтобы порекомендовать настоящий процесс без очистки (без очистки), мне пришлось бы задать ряд конкретных вопросов, в том числе:
Какова плотность компонентов (чем выше плотность, тем ниже допустимый уровень остатка)?
Какова наименьшая высота зазора компонента (малая высота зазора может улавливать активаторы потока, что приводит к проблемам с ECM)?
Каковы климатические условия конечного использования, в которых будет работать сборка (более высокие уровни влажности/влажности увеличивают вероятность ECM)?
Какова цена отказа?
По мере рассмотрения этих вопросов будет очевидна подходящая стратегия «чистый/нечистый».
Майк Конрад Президент Aqueous Technologies
Г-н Конрад работает в сфере сборки электронного оборудования с 1985 года. и системы проверки чистоты.
В вашем контракте должен быть указан используемый процесс. Это согласовано между двумя сторонами. Хорошей практикой является предложить клиенту презентацию ваших возможностей, подчеркнув плюсы каждого процесса, и пусть они сами решают. Большинство клиентов склоняются к процессу без очистки. Тем не менее, вы также должны учитывать продукт. Например, в области медицины, как правило, используются водорастворимые вещества. Цель состоит в том, чтобы максимизировать эффективность вашей сборки и минимизировать затраты.
Edithel Marietti Старший инженер-технолог Northrop Grumman
Edithel — инженер-химик с 20-летним опытом работы в области производства и разработки процессов для контрактных производителей электроники в США, а также некоторых крупных OEM-производителей. Участие в SMT, Reflow, Wave и других сборочных операциях, связанных с конформным покрытием и робототехникой.
Если он не указан, вы можете выбрать свой собственный процесс.
Решение о типе процесса принимается из списка задействованных факторов:
количество плат (типы компонентов, компоненты нижней заделки и т. д.)
имеется ли покрытие, герметизация, герметизация и т. д.
применение сборки
У каждого процесса есть плюсы и минусы, поэтому команду можно разделить, так как каждому инженеру удобнее и на самом деле тот или иной процесс нравится больше, чем другой по тем или иным причинам
Грузин Симион Инженерно-технологическое управление Независимый консультант
Грузин Симион является независимым консультантом с более чем 20-летним опытом работы в области проектирования и эксплуатации производства электроники. Свяжитесь со мной по адресу [email protected].
Комментарий читателя
Я согласен со всеми комментариями. Единственное, что я хотел бы добавить как сборщик, это то, что технологические окна с точки зрения паяемости шире при использовании водорастворимых химических флюсов из-за более агрессивной природы флюсов. Если плата имеет конформное покрытие, я бы использовал процесс очистки для наиболее стабильных результатов в CC. Болезненная часть, если количество компонентов и разнообразие высоки, заключается в том, что необходимо учитывать меры предосторожности в отношении жидкостей. Эта инженерная работа может занять много времени.
Боб Веттерманн, BEST Inc
Комментарий читателя
Я работал как над чистой, так и над чистой химией. Я лично предпочитаю чистую химию, если у вас есть подходящая машина для очистки печатной платы и измерения эффективности процесса очистки с помощью тестера загрязнения. Очистка Отсутствие чистых флюсов — это всегда боль и никогда не бывает приятным процессом, поскольку разные люди из разных областей будут иметь свои собственные суждения о приемлемом уровне очистки плат.
Бетонные строительные материалы популярны и востребованы благодаря своей прочности, устойчивости и долговечности. Состав бетона достаточно простой. Основными его компонентами являются песок, цемент и вода, которые смешиваются с добавками по определенным технологиям.
Ячеистый бетон
Существует много видов, типов и марок бетона. Одним из таких типов является ноздреватый или ячеистый бетон. В своем объеме он содержит поры или пузырьки, которые суммарно достигают до 85% общего объема. Основное преимущество такого типа бетона — облегченный вес. Это добавляет удобства в транспортировке материала и его монтаже. Облегчает нагрузку на несущие конструкции зданий, позволяя сохранить заданные параметры устойчивости и прочности.
Газоблок и пеноблок — разновидности ячеистого бетона
В зависимости от способа образования пор существует несколько видов ячеистого бетона. Основные виды — пенобетон и газобетон. Их отличие кроется в технологии изготовления, которая влияет на процесс образования пор.
Пеноблоки изготавливаются путем подачи в смесь из песка, воды и цемента специального пенообразователя. При застывании материала в формах, выделяется воздух и обеспечивает равномерное распределение его пузырьков по всему объему блока. Газоблоки изготавливаются несколько иначе. К стандартной цементной смеси добавляется негашеная известь и подается газообразователь. Обычно измельченный алюминий. В процессе химической реакции его с известью освобождается газообразный водород, который образует поры-пузырьки по всему объему газоблока.
Газобетон — это ячеистый бетон автоклавного производства, который затвердевает в условиях нагрева и повышенного давления. Поэтому он более прочный, чем пенобетон. Пористый пенобетон не автоклавного производства, затвердевает естественным путем.
Различия между пенобетоном и газобетоном
У многих возникает вопрос, что лучше использовать пенобетон или газобетон? Что в данном случае лучше? Для ответа рассмотрим различия характеристик этих двух материалов.
Производство. Технология изготовления газобетона более сложная, чем пенобетона. Она требует наличия надлежащих производственных мощностей и строгого контроля технологии. Это минимизирует риск выхода некачественного продукта. Пеноблок значительно проще в производстве. Часто изготавливается в подпольных условиях без надлежащего контроля качества. Это значительно повышает риск попадания на рынок некачественного товара.
Сырье. Для производства газобетона используется только природное сырье, что гарантирует экологическую чистоту материала. При изготовлении пеноблоков могут использоваться продукты горения и горнодобывающие промышленные отходы. В роли пенообразователя применяются химические смеси, которые негативно влияют на экологию продукта.
Водопоглощение. Водостойкость в пеноблоках выше благодаря использованию химических пенообразователей в производстве. Но в этом есть и негатив. Помещение из этого материала хуже «дышат».
Теплопроводность. Эта величина ниже в газобетоне. Следовательно, газобетон обеспечит лучшую теплоизоляцию помещения. Прочность и устойчивость Прочность у газоблоков выше, чем в пеноблоков. Они более устойчивы и менее подвержены повреждениям при транспортировке и грузовых работах. Пенобетоновые строения, в материале которых больше цемента, больше подвержены усадке, чем газобетон.
Внешний вид, геометрия, цвет. Геометрия и ее правильность в блоках зависит от технологии их формирования. Это влияет на правильность стыковки граней камня при строительстве. Если стыковка нарушена, это влечет за собой дополнительные расходы на отделочные работы. Здесь однозначно выигрывает газобетон. По цвету газоблоки темнее пеноблоков.
Цена. Здесь безапелляционно выигрывают пеноблоки. Они на 25% дешевле.
Что лучше газоблоки или пеноблоки?
Проанализировав проведенное выше сравнение, можем сделать несколько выводов.
Пенобетон проще в производстве, поэтому пеноблоки дешевле. По техническим характеристикам единственное преимущество пенобетона — лучшая влагонепроницаемость. Одновременно это может дать отрицательный эффект, так как препятствует «дыханию» помещений. Недостатки пенобетона — это не только низкая прочность, высокая теплопроводность и больше осадки. Из-за простоты и доступности производства существует большой риск попадания на рынок некачественного материала. Газоблоки дороже, ведь для их производства применяются промышленные методы. Они требуют наличия специального оборудования и мощностей. Одновременно это повышает надежность и гарантирует качество продукции.
Преимущества газобетона — меньшая масса при одинаковом объеме. В то же время высокая прочность и ниже способность к оседанию, лучше теплоизоляция. Для надежности зданий, особенно их несущих конструкций, рекомендуем отдать предпочтение газоблокам.
Предыдущая статья
Следующая статья
Рекомендуемые товары
Читайте также
Пеноблоки или газоблоки: что лучше для дома и в чем разница
06. 12.2018
1 звезда2 звезды3 звезды4 звезды5 звезд
Для постройки дома можно использовать не только традиционные строительные материалы. Мы расскажем о газоблоках и пеноблоках, сравним их основные характеристики.
Instagram gazobetonyugstroy
Строительство начинается с выбора материала, из которого будет возведена постройка. Оптимально, чтобы он был прочным, долговечным, с хорошими изоляционными характеристиками. Всеми этими свойствами обладает ячеистый бетон. Разберем, чем отличается газоблок от пеноблока, самые востребованные из его разновидностей.
Особенности ячеистых бетонов
Традиционно дома строят из дерева, кирпича, камня. Каждый из них обладает достоинствами, улучшающими качество постройки. Современные технологии позволили создать состав, в котором удачно объединились все эти преимущества. Ячеистая масса используется для возведения внутренних и несущих стен, перегородок, утепления и др.
Instagram penoblok_okt
Определяющим моментом является плотность изделия и его пористость. Чем больше пор, тем ниже плотность и, соответственно, прочность. Составы с высокой пористостью относятся к категории теплоизоляции. Более плотные предназначены для возведения несущих конструкций. В любом случае ячеистую смесь отличает:
Экологическая безопасность.
Хорошая тепло и звукоизоляция.
Достаточная прочность.
Простота в обработке.
Пожаробезопасность.
Под названием ячеистый бетон скрывается целая группа материалов, схожих по строению, но различающихся свойствами. Самые востребованные из них пено и газобетон, которые производятся по разным технологиям. Специалисты рекомендуют использовать их для возведения малоэтажных домов.
Instagram profregionstroy
Что такое пеноблок
Так называется строительный модуль, изготовленный путем вспенивания бетонной смеси. Технология производства достаточно проста:
Смесь, состоящая из воды, портландцемента, песка и фиброволокна замешивается в бетономешалке с лопастями наклонного типа.
В раствор добавляется пенообразователь, после чего вымешивание продолжается.
Готовый состав разливается по формам.
Его оставляют до полного высыхания в естественных условиях. Иногда используется автоклав, в этом случае получаются изделия более высокого качества.
Простота изготовления вспененного материала позволяет делать его буквально на стройплощадке. Как выглядит подобное производство можно увидеть в сети. Однако добиться равномерной плотности в таких условиях практически невозможно.
Instagram iminovilshat
Пузырьки воздуха хаотично передвигаются внутри раствора. Поэтому пористость пенобетона разнится не только в рамках партии, но и в пределах одного блока, зато стоит он дешевле других разновидностей. Познакомимся с его характеристиками:
Небольшой вес, что снимает значительную нагрузку с фундамента и облегчает монтаж.
Низкая теплопроводность. Стена из стандартных по размеру деталей сохраняет тепло так же, как и кирпичная перегородка толщиной 0,7-0,8 м.
Достаточная прочность. Зависит от плотности модуля, но в любом случае ниже, чем у кирпича или бетона. Тем не менее ряд моделей может использоваться с дополнительным армированием при возведении построек не выше трех этажей.
Влагостойкость. Поры у пеноблока закрытые, что делает его негигроскопичным. При попадании в воду он будет плавать, не впитывая жидкость в течение семи суток.
Огнестойкость. Не поддерживает горение, выделяющиеся под воздействием пламени вещества не токсичны.
Хорошая морозоустойчивость. Материал сохраняет свои свойства при низких температурах.
К значимым недостаткам относят неоднородную плотность. Геометрия блока зачастую зависит от производителя. Кустарные изделия могут иметь значительные отклонения, что серьезно затрудняет монтаж.
Instagram_business_trade_
Все о газоблоке
Технология производства модуля в сравнении с пенобетоном имеет незначительные на первый взгляд отличия. Однако именно они определяют разницу в их характеристиках. Газобетон изготавливается так:
В смесь из портландцемента, песка, фиброволокна и воды добавляется газообразующее вещество. Чаще всего это алюминиевая паста. После перемешивания начинается химическая реакция, которая сопровождается выделением газа.
Раствор раскладывается по формам так, чтобы они были заполнены только частично.
В течение двух часов смесь увеличивается в объеме, после чего лишнюю массу убирают.
Изделия отправляются в автоклав для просушивания.
В результате получается однородный по составу газоблок, почти идеальной геометрии. Учитывая определенные сложности в технологии изготовления, он не может производиться кустарным способом.
Газобетонный блок D500 600х250х200 мм
240
Купить
Instagram gazobetonyugstroy
Строительные материалы
Полезная инструкция по правильной кладке газоблоков
Перечислим основные свойства модуля:
Малый вес, который составляет примерно треть от кирпича того же объема.
Низкая теплопроводность. Заключенный в порах воздух является хорошим изолятором. Материал аккумулирует тепло, в результате затраты на обогрев дома снижаются примерно на треть.
Экологичность. Газоблоки полностью безопасны. Использующаяся в процессе производства токсичная алюминиевая паста растворяется без остатка.
Простота обработки. Модули легко поддаются любому режущему инструменту. Их можно пилить, сверлить и т.д.
Морозостойкость. Она оценивается минимум в 25 циклов при условии соблюдения правил строительства.
Пожаробезопасность. Изделие не горит, может выдержать прямое воздействие пламени порядка 3-7 часов.
Основным недостатком газобетона считается гигроскопичность. В отличие от вспененного аналога, его поры открыты, он быстро впитывает воду. По этой причине эффективная гидроизоляция строения обязательна.
Газобетонный блок D500 600х250х150 мм
182
Купить
Инструменты
Чем резать газобетонные блоки: 5 подходящих инструментов
Газоблок и пеноблок: в чем разница
Может показаться, что эти разновидности ячеистого бетона обладают набором практически одинаковых свойств. Однако разница между ними есть и она существенна. Проведем сравнение по наиболее значимым характеристикам.
Геометрия модуля
Чем она лучше, тем проще проводить укладку. Так, ровные конструкции можно монтировать с помощью специального клея. Толщина шва составляет всего 2-3 мм, что позволяет полностью избавиться от мостиков холода. При этом скорость работы с геометрически правильными элементами намного выше. Снижаются и затраты на отделку, поскольку выравнивание не требуется. Пеноблоки по этому показателю заметно отличаются. Погрешность их сторон составляет 3 мм и выше, у газоблоков она не более 1 мм.
Изоляционные свойства
Обе разновидности наполнены пузырьками воздуха, однако их количество не одинаково. Более пористым является газобетон, следовательно, он лучше сохраняет тепло и заглушает шумы. Впрочем, различия невелики. В обоих случаях выпускаются конструкционные и изоляционные модели. Последние предназначены для утепления построек из более «холодных» материалов, например, шлакоблоков.
Instagram krepost26
Гигроскопичность
Вспененный бетон абсолютно негигроскопичен, из него можно строить без специальной защиты от влажности. Открытая структура газовых модулей делает их уязвимыми к воздействию влаги. Они достаточно быстро пропитываются водой, что ухудшает их эксплуатационные свойства. Поэтому необходима обязательная дополнительная гидроизоляция конструкции.
Прочность
Характеристики зависят от плотности модулей и способа их производства. Прочнее всего изделия из газобетона, прошедшие обработку в автоклаве. Их разрешено использовать при возведении домов до 3 этажей для монтажа внутренних, несущих и внешних стен. При заполнении каркаса изделия ставятся без ограничений. Пенобетон имеет меньшую прочность, поэтому проект строительства должен предусматривать обязательное армирование конструкций.
Instagram dnevnik_domostroitelya
Вес
Оба варианта представляют собой ячеистый бетон, исходя из чего можно предположить, что их масса примерно одинакова. Так и есть на самом деле. Однако чуть тяжелей пеноблоки. Благодаря малому весу появилась возможность изготавливать детали значительно больших, чем, например, стандартный кирпич, размеров. Это заметно ускоряет процесс укладки, поскольку на единицу площади приходится меньшее количество элементов.
Долговечность
Расчетный срок службы обоих составов составляет не менее ста лет. Проверить это опытным путем пока еще не удалось, поскольку появились они только во второй половине прошлого века. Однако нужно понимать, что это будет возможным лишь при условии грамотного возведения и дальнейшей правильной эксплуатации строения.
Instagram dnevnik_domostroitelya
Пеноблок или газоблок: что выгоднее для строительства
Сомнений в том, что здание из ячеистого бетона будет намного экономичнее кирпичного, уже не возникает. Зато продолжаются споры о том, какая из его разновидностей лучше подходит для индивидуального строительства. Здесь не все однозначно и мнения разделились. Факт, что при прочих равных условиях пенобетон обойдется дешевле. Это связано с низкой себестоимостью его изготовления. Однако общие затраты на стройку могут быть более значительными.
Геометрически правильный газовый блок можно класть на специальный клей. Толщина крепкого шва составляет всего 2-3 мм, поэтому расход дорогостоящего состава будет минимальным. Тогда как вспененный модуль чаще всего имеет значительные неровности, вследствие чего его можно укладывать только на цементный раствор. Для получения надежных швов последнего потребуется немало, что увеличит статью расходов.
Instagram dnevnik_domostroitelya
Дополнительное армирование пенобетона, которое обязательно при возведении любых зданий, даже небольшой бани, тоже выльется в некоторую сумму. Следующий затратный пункт — отделка. Газобетон с его почти идеальной геометрией в выравнивании не нуждается. Пенобетон надо как минимум штукатурить. В результате получается, что изначально более дешевый материал дает заметно большую смету расходов. Это стоит учесть при выборе.
Впрочем, нужно учесть и еще один аспект, а именно опыт работы монтажников. Профессионалы с легкостью справляются с укладкой газобетона на клей. Это сложнее, чем кладка на цемент и требует определенных навыков. Поэтому начинающим строителям лучше работать с пенобетоном. В этом случае нужно выбирать только качественный материал.
Instagram dnevnik_domostroitelya
Мы разобрали отличия пеноблока от газоблока. Их довольно много и они значительны. Но при этом обе разновидности ячеистого бетона востребованы, поскольку позволяют быстро и без лишних затрат возвести прочный и теплый дом.
Материал подготовила
Инна Ясиновская
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться», Вы даете согласие на обработку персональных данных
Рекомендуем
8 полезных и красивых идей для интерьера, которые стоят того
Жалюзийные двери: 11 классных способов использовать их в интерьере
Пробковая подложка под ламинат: виды, особенности, критерии выбора
Замена бачка унитаза: инструкция из 3 шагов и важные советы
Профессионалам и любителям: 9 лучших программ для дизайна интерьера
Кварцвиниловая плитка для пола: плюсы и минусы, сравнение с другими материалами
Раковина в туалет: как выбрать стильный и удобный вариант (35 фото в интерьере)
Одним кликом или голосом: как можно управлять освещением в квартире
Пробковый пол в интерьере: плюсы и минусы, особенности материала
Реклама на IVD. ru
Конструкционные пеноблоки: 7 примеров их использования
Конструкционные пеноблоки представляют собой легкий наполнитель, разработанный для обеспечения высочайшего уровня стабильности при транспортировке, коммерческом строительстве и ландшафтном дизайне.
Пенополистирол (EPS) Geofoam составляет 1% от веса грунта и поставляется в виде удобных в обращении блоков, которые можно штабелировать и настраивать в соответствии с различными потребностями проекта. Это снижает стоимость строительства за счет уменьшения количества необходимой рабочей силы, сокращения стоимости специального и тяжелого движущегося оборудования, а также за счет возможности установки в ненастную погоду.
Geofoam также можно разрезать, чтобы заполнить любое пространство и обойти уже существующее оборудование, такое как трубы, кабели или механизмы.
Давайте рассмотрим три типа проектов, которые выигрывают от использования конструкционных пеноблоков.
Парковочные конструкции
Geofoam значительно снижает статическую нагрузку на подземные конструкции, такие как парковки. Во многих случаях грунт, окружающий заглубленное сооружение, оказывает на него слишком большое давление, что приводит к деформациям и даже разрушению конструкции.
Но легкие пеноблоки снижают это напряжение и обеспечивают структурную целостность подземных зданий и парковочных сооружений. Блоки Geofoam также уменьшают постоянные нагрузки на конструкцию при использовании в качестве замены почвы и могут использоваться для преобразования крыш гаражей в парки и общественные центры или поля, созданные для имитации окружающего ландшафта.
Конструкционные пеноблоки помогают поглощать воздействие гравитации, землетрясений и других природных сил, поэтому конструкция остается стабильной и прочной.
Автомагистрали и дороги
Спрос на новые автомагистрали и дороги постоянно растет, но мягкий грунт часто мешает проектам и замедляет процесс расширения. Тем не менее, конструкционные пеноблоки являются идеальным решением для заполнения, чтобы уменьшить нагрузку на слабый грунт и ограничить степень сжатия.
Структурный пенопласт также обеспечивает защиту от суровых климатических условий. Он впитывает очень мало воды и не расширяется во время дождя.
Также решает проблему морозного пучения на шоссе. При размещении полистирола под проезжей частью мороз не может проникнуть и заморозить земляное полотно, а пеноблоки останутся на месте. Дорога остается ровной и неповрежденной с равномерным тепловым потоком.
Конструкционные пеноблоки идеально подходят для расширения и реконструкции дорог. Он устраняет необходимость в уплотнении и тестировании заполнения и работает, даже если сама почва недостаточно выдерживает дополнительные транспортные нагрузки. Любые ранее существовавшие газопроводы, водопроводы и кабели связи могут оставаться на месте и в эксплуатации во время и после строительства, поскольку для их размещения можно разрезать пенопласт.
Стадион Райзер
Блоки Geofoam
легко настраиваются в соответствии с потребностями любого пространства. Каждый блок может быть предварительно обрезан или обрезан на месте до требуемых точных размеров. Затем его можно удобно перенести в конечное положение. Блоки Geofoam значительно сокращают время и трудозатраты, необходимые для строительства стояков стадиона.
Пенополистирол также обладает шумоизоляционными характеристиками, которые улучшают качество звука в традиционно большом и наполненном эхом пространстве.
Посмотреть в действии: Little Caesars Arena в Детройте
Легкий наполнитель Atlas Geofoam был неотъемлемым компонентом успеха Little Caesars Arena в Детройте. Они предложили гибкое, адаптивное и легкое решение, когда традиционная заливка была неприемлема.
Значительное количество блоков Geofoam было использовано в фундаменте, чтобы уменьшить боковую нагрузку на стены фундамента и на площади, чтобы уменьшить нагрузку на подземный каток. Пешеходные зоны, цветочные горшки и зона бара на открытом воздухе также использовали Geofoam как легкое и экономичное решение для поднятия высоты, где другие альтернативы заполнения были бы менее эффективными или слишком тяжелыми.
Легкий наполнитель Atlas Geofoam
Geofoam от Atlas обладает рядом уникальных преимуществ, которые делают его идеальным конструкционным блоком для заполнения вашего следующего проекта.
Предсказуемое инженерное качество
Благодаря своим стабильным свойствам пена Atlas Geofoam разработана для стабильной работы в любой ситуации.
Существует предсказуемое сопротивление сжатию при деформации всего в 1%, что означает, что вы можете точно предсказать, сколько Geofoam вам понадобится, исходя из прочности на сжатие.
Настраиваемый
Geofoam поставляется в стандартных размерах блоков 32 дюйма, 36 дюймов или 40 дюймов x 48 дюймов x 96 дюймов, но Atlas также предлагает блоки нестандартных размеров до 50 дюймов x 72 дюйма x 288 дюймов.
Блоки Geofoam можно легко разрезать на месте. Итак, если вам нужен блок для индивидуального соответствия пространству, вырезания припусков для уже существующих элементов, таких как трубы или кабели, или создания уникального дизайна, Atlas Geofoam — это полностью настраиваемое решение.
Экономичный
Geofoam не только разработан в соответствии с высочайшим качеством и может быть адаптирован к уникальным потребностям вашего проекта, но и является одним из самых экономичных решений на рынке.
Блоки легкие, их вес составляет 1/100 веса почвы. Их легко перемещать, и для их установки требуется лишь небольшая бригада, что избавляет ваш проект от значительных трудозатрат.
Также их можно устанавливать в любых климатических условиях, даже в дождь. Таким образом, нет необходимости останавливать строительство каждый раз, когда возникает угроза ненастной погоды, чтобы ваш проект соблюдался в соответствии с графиком и бюджетом.
Экологичность
Усилия по обеспечению устойчивого развития становятся все более необходимыми в строительной отрасли. Мы в Atlas с гордостью можем сказать, что наши продукты Geofoam являются одним из самых экологически безопасных доступных вариантов заполнения.
Блоки Geofoam не содержат каких-либо гидрофторуглеродов (ГФУ) и подлежат 100% вторичной переработке в конце срока службы. Пенополистирол на 98% состоит из воздуха, обеспечивая экологически чистое решение с низким потенциалом глобального потепления (GWP) и нулевым потенциалом разрушения озонового слоя (ODP).
Выберите Atlas для вашего следующего проекта
Atlas Geofoam — идеальный выбор для всех ваших потребностей в структурном заполнении. Это будет поддерживать ваш проект в соответствии с графиком, бюджетом и бесперебойной работой.
Узнайте больше об облегченном наполнителе Atlas Geofoam или нажмите здесь, чтобы поговорить с экспертом о том, как он может помочь вашему следующему проекту.
видов изоляции | Министерство энергетики
Энергосбережение
Изображение
При утеплении дома вы можете выбрать один из многих типов изоляции. Чтобы выбрать наилучший тип изоляции, вы должны сначала определить следующее:
Где вы хотите или должны установить/добавить изоляцию
Рекомендуемые значения R для областей, которые вы хотите изолировать.
Установка изоляции
Максимальные тепловые характеристики или R-значение изоляции очень зависят от правильной установки. Домовладельцы могут установить некоторые типы изоляции, в частности, одеяла, доски и материалы, которые можно залить на место. (Жидкие пеноизоляционные материалы можно заливать, но они требуют профессионального монтажа). Другие типы требуют профессиональной установки.
При найме профессионального сертифицированного установщика:
Получите письменные сметы от нескольких подрядчиков для требуемого значения R, и не удивляйтесь, если указанные цены на установку с заданным значением R различаются более чем в 2 раза. два.
Спросите подрядчиков об их опыте установки продукта, который вы рассматриваете. Применение может существенно повлиять на характеристики изоляции.
Спросите подрядчиков об их услугах по герметизации и стоимости, потому что перед установкой изоляции рекомендуется устранить утечки воздуха.
Для оценки установки одеяла можно измерить толщину войлока и проверить наличие зазоров между войлоками, а также между войлоками и каркасом. Кроме того, проверьте изоляцию на предмет плотного прилегания к компонентам здания, проникающим через изоляцию, таким как электрические коробки. Чтобы оценить напыляемые или вдуваемые типы изоляции, измерьте глубину изоляции и проверьте наличие пробелов в покрытии.
Если вы решите установить изоляцию самостоятельно, внимательно следуйте инструкциям производителя и мерам предосторожности, а также ознакомьтесь с местными строительными и противопожарными нормами. Инструкции по изготовлению своими руками можно получить в торговой группе по стекловолокну и минеральной вате. Группа по торговле целлюлозой рекомендует нанять профессионала, но если в вашем районе нет квалифицированного установщика или вы чувствуете себя комфортно, выполняя эту работу, вы можете получить рекомендации от производителей.
В таблице ниже представлен обзор наиболее доступных изоляционных материалов, способы их установки, места, где они обычно устанавливаются, и их преимущества.
Типы изоляции
Тип
Материал
Где применимо
Методы установки
Преимущества
Одеяла: войлок и рулоны
Стекловолокно
Вата минеральная (каменная или шлаковая)
Пластиковые волокна
Натуральные волокна
Незавершенные стены, включая фундаментные стены
Полы и потолки
Устанавливается между стойками, балками и балками.
Сделай сам.
Подходит для стандартных расстояний между стойками и балками, относительно свободных от препятствий. Относительно недорогой.
Изоляция бетонных блоков
и изоляционные бетонные блоки
Пенопласт для укладки снаружи стены (обычно новое строительство) или внутри стены (существующие дома):
Некоторые производители добавляют в бетонную смесь шарики пенопласта или воздух для повышения R-значения
Незавершенные стены, включая фундаментные стены
Новое строительство или капитальный ремонт
Стены (изоляционные бетонные блоки)
Требуются специальные навыки
Изоляционные бетонные блоки иногда укладываются без раствора (сухая укладка) и приклеиваются к поверхности.
Изолирующие жилы увеличивают R-значение стены.
Изоляция снаружи стены из бетонных блоков помещает массу в кондиционируемое пространство, что может снизить температуру в помещении.
Кирпичные блоки из автоклавного ячеистого бетона и газобетона в 10 раз превышают теплоизоляционные свойства обычного бетона.
Пенопласт или жесткий пенопласт
Полистирол
Полиизоцианурат
Полиуретан
Фенольный
Незавершенные стены, включая фундаментные стены
Полы и потолки
Невентилируемые пологие крыши
Внутренние применения: должны быть покрыты 1/2-дюймовым гипсокартоном или другим материалом, одобренным строительными нормами для пожарной безопасности.
Наружные применения: должны быть покрыты атмосферостойкой облицовкой.
Высокая теплоизоляционная способность при относительно небольшой толщине.
Может блокировать тепловые короткие замыкания при непрерывной установке на рамы или балки.
Изоляционные бетонные формы (ICF)
Пенопластовые плиты или пеноблоки
Незавершенные стены, включая стены фундамента для нового строительства
Устанавливается как часть конструкции здания. Ядра в блоках обычно заполняются бетоном для создания структурного компонента стены.
Изоляция
буквально встроена в стены дома, создавая высокое тепловое сопротивление.
Насыпной и задувной
Целлюлоза
Стекловолокно
Вата минеральная (каменная или шлаковая)
Закрыть существующую стену или открыть новые полости в стене
Незавершенные мансардные этажи
Прочие труднодоступные места
Вдувается на место с помощью специального оборудования и, хотя это не рекомендуется, иногда заливается.
Хорошо подходит для дополнительной изоляции существующих готовых участков, участков неправильной формы и вокруг препятствий.
Светоотражающая система
Крафт-бумага с фольгированным покрытием, пластиковая пленка, полиэтиленовые пузыри или картон
Незавершенные стены, потолки и полы
Пленка, пленка или бумага, прокладываемая между стойками деревянного каркаса, лагами, стропилами и балками.
Сделай сам.
Подходит для обрамления на стандартном расстоянии.
Пузырьковая форма подходит, если обрамление неправильное или имеются препятствия.
Наиболее эффективен для предотвращения нисходящего теплового потока, эффективность зависит от расстояния и количества фольги.
Жесткая волокнистая или волокнистая изоляция
Стекловолокно
Минеральная (каменная или шлаковая) вата
Воздуховоды в некондиционируемых помещениях
Другие места, требующие изоляции, способной выдерживать высокие температуры
Подрядчики
HVAC изготавливают изоляцию для воздуховодов либо в своих цехах, либо на стройплощадках.
Может выдерживать высокие температуры.
Напыляемая пена и вспениваемая на месте
Цементный
Фенольный
Полиизоцианурат
Полиуретан
Закрытая существующая стена
Открытие новых стенных полостей
Неотделанные мансардные этажи
Наносится с использованием небольших распылительных емкостей или в больших количествах в виде распыляемого под давлением продукта (вспенивается на месте).
Хорошо подходит для дополнительной изоляции существующих готовых участков, участков неправильной формы и вокруг препятствий.
Структурные изолированные панели (SIP)
Пенопласт или жидкий пенопласт
Изоляция соломенной жилы
Незавершенные стены, потолки, полы и крыши для нового строительства
Строители собирают SIP вместе, чтобы сформировать стены и крышу дома.
Дома
, построенные из SIP, обеспечивают превосходную и однородную изоляцию по сравнению с более традиционными методами строительства; они также занимают меньше времени, чтобы построить.
Одеяло: Изоляция Batt and Roll
Одеяльная изоляция — наиболее распространенный и широко доступный тип изоляции — поставляется в виде войлоков или рулонов. Он состоит из гибких волокон, чаще всего из стекловолокна. Вы также можете найти войлок и рулоны из минеральной (каменной и шлаковой) ваты, пластиковых волокон и натуральных волокон, таких как хлопок и овечья шерсть. Узнайте больше об этих изоляционных материалах.
Вагонки и рулоны доступны с шириной, соответствующей стандартному расстоянию между стенными стойками, чердачными фермами или стропилами, а также балками перекрытия: стены размером 2 дюйма x 4 дюйма могут удерживать ваты R-13 или R-15; Для стен размером 2 дюйма x 6 дюймов можно использовать продукты R-19 или R-21. Непрерывные рулоны можно разрезать вручную и обрезать по размеру. Они доступны с облицовкой или без нее. Производители часто прикрепляют облицовку (например, крафт-бумагу, крафт-бумагу из фольги или винил), которая действует как пароизоляционный и/или воздушный барьер. Войлок со специальной огнеупорной облицовкой доступен в различной ширине для стен подвала и других мест, где изоляция остается открытой. Облицовка также помогает облегчить обращение и крепление во время установки.
Проконсультируйтесь с вашим производителем и/или местным поставщиком строительных материалов, чтобы определить фактическую толщину, коэффициент теплопередачи и стоимость полотен и войлоков из стекловолокна.
Изоляция бетонных блоков
Бетонные блоки используются для возведения фундаментов и стен домов, и существует несколько способов их утепления. Если ядра не заполнены сталью и бетоном по конструктивным причинам, они могут быть заполнены изоляцией, что повышает среднее значение R стены. Однако полевые исследования и компьютерное моделирование показали, что заполнение активной зоны любого типа дает небольшую экономию топлива, поскольку тепло легко проходит через твердые части стен.
Более эффективно укладывать изоляцию по поверхности блоков снаружи или внутри стен фундамента. Размещение изоляции снаружи имеет дополнительное преимущество, заключающееся в сдерживании тепловой массы блоков в кондиционируемом пространстве, что может снизить температуру в помещении.
Некоторые производители включают шарики полистирола в бетонные блоки, в то время как другие производят бетонные блоки со вставками из жесткого пенопласта.
В Соединенных Штатах в настоящее время доступны две разновидности монолитных сборных блоков из автоклавного бетона: газобетон автоклавной обработки (AAC) и ячеистый бетон автоклавной обработки (ACC). Этот материал содержит около 80% воздуха по объему и широко используется в Европе с конца 19 века.40с. Автоклавный бетон может иметь до десяти раз большую теплоизоляционную способность, чем обычный бетон. Блоки большие, легкие, их легко пилить, прибивать гвоздями и придавать им форму с помощью обычных инструментов. Материал легко впитывает воду, поэтому требует защиты от влаги. Сборный ACC использует летучую золу вместо песка с высоким содержанием кремнезема, что отличает его от AAC. Летучая зола — это зола, образующаяся при сжигании угля на электростанциях.
Также доступны пустотелые блоки, изготовленные из смеси бетона и древесной стружки. Они устанавливаются путем укладки блоков друг на друга без использования раствора (сухая укладка) и заполнения стержней бетоном и конструкционной сталью. Одна потенциальная проблема с этим типом устройства заключается в том, что древесина подвержена воздействию влаги и насекомых.
Стены из бетонных блоков обычно изолируются или строятся из изолирующих бетонных блоков во время строительства нового дома или капитального ремонта. Блочные стены в существующих домах можно утеплить изнутри. Перейдите к изоляционным материалам для получения дополнительной информации о продуктах, обычно используемых для изоляции бетонных блоков.
Пенопласт или жесткая пена
Пенопластовые плиты — жесткие изоляционные панели — могут использоваться для изоляции практически любой части вашего дома, от крыши до фундамента. Они очень эффективны при обшивке наружных стен, внутренней обшивке стен подвала и в особых случаях, таких как чердачные люки. Они обеспечивают хорошее тепловое сопротивление (до 2 раз выше, чем у большинства других изоляционных материалов той же толщины) и снижают теплопроводность через элементы конструкции, такие как деревянные и стальные стойки. Наиболее распространенные типы материалов, используемых при изготовлении пенопласта, включают полистирол, полиизоцианурат (полиизо) и полиуретан.
Изоляционные бетонные формы
Изоляционные бетонные формы (ICF) в основном представляют собой формы для монолитных бетонных стен, которые остаются частью стенового узла. Эта система создает стены с высоким термическим сопротивлением, обычно около R-20. Несмотря на то, что дома ICF построены из бетона, они выглядят как традиционные дома из палочек.
Системы ICF состоят из соединенных между собой пенопластовых плит или взаимосвязанных пустотелых изоляционных блоков из пенопласта. Плиты пенопласта скрепляются между собой пластиковыми стяжками. Наряду с пенопластовыми плитами можно добавить стальные стержни (арматуру) для армирования перед заливкой бетона. При использовании пеноблоков внутри пустотелых блоков часто используют стальные стержни для укрепления стен.
Пенная паутина вокруг заполненных бетоном сердцевин блоков может обеспечить легкий доступ для насекомых и грунтовых вод. Чтобы предотвратить эти проблемы, некоторые производители производят пеноблоки, обработанные инсектицидами, и продвигают методы их гидроизоляции. Для установки системы ICF требуется опытный подрядчик, доступный через Ассоциацию изоляционных бетонных форм.
Насыпная и вдуваемая изоляция
Насыпной утеплитель состоит из мелких частиц волокна, пены или других материалов. Эти мелкие частицы образуют изоляционный материал, который может соответствовать любому пространству, не нарушая структуры или отделки. Эта способность приспосабливаться делает насыпную изоляцию хорошо подходящей для модернизации и мест, где было бы трудно установить другие типы изоляции.
Наиболее распространенные типы материалов, используемых для насыпной изоляции, включают целлюлозу, стекловолокно и минеральную (каменную или шлаковую) вату. Все эти материалы производятся с использованием переработанных отходов. Целлюлоза в основном производится из переработанной газетной бумаги. Большинство продуктов из стекловолокна содержат от 40% до 60% переработанного стекла. Минеральная вата обычно производится на 75% из переработанного сырья.
Некоторые менее распространенные насыпные изоляционные материалы включают гранулы полистирола и перлит. Насыпная изоляция может быть установлена как в закрытых полостях, таких как стены, так и в незакрытых пространствах, таких как чердаки. Целлюлозу, стекловолокно и минеральную вату обычно вдувают опытные монтажники, умеющие добиваться правильной плотности и R-значений. Обычно насыпают гранулы полистирола, вермикулит и перлит. Федеральная торговая комиссия издала «Правила регулирования торговли, касающиеся маркировки и рекламы домашней изоляции» (16 CFR, часть 460). Комиссия издала Правило R-значения, чтобы запретить в масштабах всей отрасли определенные недобросовестные или вводящие в заблуждение действия или методы. Правило требует, чтобы производители и другие лица, продающие домашнюю изоляцию, определяли и раскрывали R-значение каждого продукта и соответствующую информацию (например, толщину, площадь покрытия на упаковку) на этикетках упаковки и в информационных бюллетенях производителей. Рейтинги R-значения различаются для разных типов и форм домашней изоляции, а также для продуктов одного типа и формы.
Для насыпной изоляции каждый производитель должен определить значение R своего продукта при установленной плотности и создать диаграммы покрытия, показывающие минимальную толщину, минимальный вес на квадратный фут и площадь покрытия на мешок для различных общих значений R.
Это связано с тем, что с увеличением установленной толщины насыпного утеплителя увеличивается его оседлая плотность за счет сжатия утеплителя под собственным весом. Таким образом, значение R насыпной изоляции не изменяется пропорционально толщине. В таблицах покрытия производителей указано количество мешков с изоляцией, необходимых на квадратный фут площади покрытия; максимальная площадь покрытия для одного мешка утеплителя; минимальный вес установленного утеплителя на квадратный метр; и начальная и установленная толщина установленной изоляции, необходимая для достижения определенного значения R.
Лучистые барьеры и отражающие системы изоляции
В отличие от большинства распространенных изоляционных систем, которые противостоят кондуктивному и конвективному тепловому потоку, лучистые барьеры и отражающая изоляция работают за счет отражения лучистого тепла. Радиационные барьеры устанавливаются в домах, обычно на чердаках, в первую очередь для уменьшения притока тепла летом, что помогает снизить затраты на охлаждение. Отражающая изоляция включает отражающие поверхности — обычно алюминиевую фольгу — в системы изоляции, которые могут включать в себя различные подложки, такие как крафт-бумага, пластиковая пленка, полиэтиленовые пузыри или картон, а также теплоизоляционные материалы.
Лучистое тепло распространяется по прямой линии от любой поверхности и нагревает все твердое тело, поглощающее его энергию. Когда солнце нагревает крышу, главным образом лучистая энергия солнца нагревает крышу. Большая часть этого тепла проходит через теплопроводность через кровельные материалы к чердачной стороне крыши. Затем горячий материал крыши излучает полученную тепловую энергию на более холодные поверхности чердака, включая воздуховоды и чердачное перекрытие. Лучистый барьер уменьшает лучистую передачу тепла от нижней стороны крыши к другим поверхностям на чердаке. Чтобы быть эффективным, он должен быть обращен к большому воздушному пространству.
Излучающие барьеры более эффективны в жарком климате, особенно когда каналы охлаждающего воздуха расположены на чердаке. Некоторые исследования показывают, что излучающие барьеры могут снизить затраты на охлаждение на 5-10% при использовании в теплом солнечном климате. Уменьшение притока тепла может даже позволить использовать меньшую систему кондиционирования воздуха. Однако в прохладном климате обычно более рентабельно устанавливать дополнительную теплоизоляцию.
Изоляция из жесткого волокна
Изоляция из жесткого волокна или волокнистых плит состоит из стекловолокна или минеральной ваты и в основном используется для изоляции воздуховодов в домах. Он также используется, когда требуется изоляция, способная выдерживать высокие температуры. Эти изделия имеют толщину от 1 до 2,5 дюймов.
Установка в воздуховодах обычно выполняется подрядчиками по ОВиК, которые изготавливают изоляцию в своих мастерских или на стройплощадках. На наружных поверхностях воздуховодов они могут установить изоляцию, насадив ее на приварные шпильки и закрепив зажимами или шайбами. Они также могут использовать специальные приварные штифты с цельными шайбами. Затем необлицованные доски можно покрыть армированным изоляционным цементом, холстом или атмосферостойкой мастикой. Ламинированные доски можно монтировать таким же образом, а стыки между досками заделывать самоклеящейся лентой или стеклотканью и мастикой.
Напыляемая пена и вспененная изоляция на месте
Жидкие пенопластовые изоляционные материалы можно наносить распылением, вспениванием на месте, впрыскиванием или заливкой. Пенопластовую изоляцию можно вдувать в стены, на чердачные поверхности или под полы для изоляции и уменьшения утечки воздуха. Некоторые установки могут давать более высокое значение R, чем традиционная изоляция из войлока при той же толщине, и могут заполнять даже самые маленькие полости, создавая эффективный воздушный барьер. Вы можете использовать небольшие герметизированные банки с пенопластовой изоляцией, чтобы уменьшить утечку воздуха через отверстия и трещины, такие как оконные и дверные рамы, а также электрические и сантехнические проходы.
Пластиковая изоляция Icynene взорвана в стены дома недалеко от Денвера. Icynene заполняет трещины и щели и прилипает к каркасу.
Пол Нортон, NREL
Виды пеноизоляции
Сегодня в большинстве вспененных материалов используются пенообразователи, в которых не используются хлорфторуглероды (ХФУ) или гидрохлорфторуглероды (ГХФУ), вредные для озонового слоя Земли.
Существует два типа изоляции из вспененного материала: с закрытыми порами и с открытыми порами. Оба обычно изготавливаются из полиуретана. В пене с закрытыми порами ячейки с высокой плотностью закрыты и заполнены газом, который помогает пене расширяться, чтобы заполнить пространство вокруг нее. Ячейки пенопласта с открытыми порами не такие плотные и заполнены воздухом, что придает утеплителю губчатую текстуру.
Тип изоляции, которую вы должны выбрать, зависит от того, как вы будете ее использовать, и от вашего бюджета. В то время как пена с закрытыми порами имеет большее значение R и обеспечивает большую устойчивость к влаге и утечке воздуха, материал также намного плотнее и дороже. Пена с открытыми порами легче и дешевле, но ее не следует использовать ниже уровня земли, где она может поглощать воду. Проконсультируйтесь с профессиональным установщиком изоляции, чтобы решить, какой тип изоляции лучше всего подходит для вас.
Другие доступные пенопластовые изоляционные материалы включают:
Вяжущие
Фенольный
Полиизоцианурат (полиизо)
Некоторые менее распространенные типы включают пену Icynene и пену Tripolymer. Пену Icynene можно распылять или впрыскивать, что делает ее наиболее универсальной. Он также имеет хорошую устойчивость к проникновению воздуха и воды. Триполимерная пена — водорастворимая пена — впрыскивается в полости стен. Обладает отличной стойкостью к огню и проникновению воздуха.
Монтаж
Жидкая пеноизоляция в сочетании с пенообразователем может наноситься с помощью небольших распылительных емкостей или в больших количествах в виде продукта, распыляемого под давлением (вспениваемого на месте). Оба типа расширяются и затвердевают по мере отверждения смеси. Они также принимают форму полости, полностью заполняя и герметизируя ее.
Также доступны медленно затвердевающие жидкие пены. Эти пены предназначены для перетекания через препятствия перед расширением и отверждением, и их часто используют для заполнения пустот в стенах существующих зданий. Существуют также жидкие пеноматериалы, которые можно заливать из емкости.
Установка большинства видов жидкой пеноизоляции требует специального оборудования и сертификации и должна выполняться только опытными монтажниками. После установки утвержденный тепловой барьер, равный по огнестойкости полудюймовому гипсокартону, должен покрывать все вспененные материалы. Кроме того, некоторые строительные нормы и правила не признают изоляцию из напыляемой пены пароизоляцией, поэтому при установке может потребоваться дополнительный замедлитель парообразования.
Расходы
Изделия из пенопласта и их установка обычно стоят дороже, чем традиционная изоляция из войлока. Тем не менее, изоляция из пенопласта имеет более высокие значения R и образует воздушный барьер, что может устранить некоторые другие затраты и задачи, связанные с защитой дома от атмосферных воздействий, такие как герметизация, нанесение герметика и пароизоляции, а также герметизация швов. При строительстве нового дома этот тип изоляции также может помочь сократить время строительства и количество специализированных подрядчиков, что экономит деньги.
Структурные изолированные панели
Структурные изолированные панели (SIP) представляют собой сборные изолированные конструктивные элементы для использования в стенах, потолках, полах и крышах зданий. Они обеспечивают превосходную и однородную изоляцию по сравнению с более традиционными методами строительства (шпильки или «стержневой каркас»), обеспечивая экономию энергии от 12% до 14%. При правильной установке SIP также делают дом более герметичным, что делает дом энергоэффективным, тише и комфортнее.
SIP имеют не только высокие R-значения, но и высокое отношение прочности к весу. SIP обычно состоит из пенопластовой изоляции толщиной от 4 до 8 дюймов, зажатой между двумя листами ориентированно-стружечной плиты (OSB) или других конструкционных облицовочных материалов. Производители обычно могут настраивать материалы внешней и внутренней обшивки в соответствии с требованиями заказчика. Облицовка приклеивается к пенопластовой сердцевине, а затем панель либо прессуется, либо помещается в вакуум, чтобы соединить оболочку и сердцевину вместе.
SIP могут быть изготовлены различных размеров и размеров. Некоторые производители изготавливают панели размером до 8 на 24 фута, для монтажа которых требуется кран.
Качество производства SIP очень важно для долгого срока службы и производительности продукта. Панели должны быть склеены, спрессованы и отверждены должным образом, чтобы они не расслаивались. Панели также должны иметь гладкие поверхности и квадратные края, чтобы предотвратить появление зазоров при их соединении на рабочей площадке. Перед покупкой SIP узнайте у производителей об их процедурах контроля качества и тестирования, а также внимательно прочитайте и сравните гарантии. SIP доступны с различными изоляционными материалами, обычно пенополистиролом или полиизоциануратной пеной.
Монтаж
SIP производятся на заводе и отправляются на рабочие места. Затем строители соединяют их вместе, чтобы построить дом. Для опытного строителя дом из SIP возводится намного быстрее, чем другие дома, что экономит время и деньги без ущерба для качества. Эта экономия может помочь компенсировать обычно более высокую стоимость SIP.
Многие производители SIP также предлагают «комплекты панельных корпусов». Строителю нужно только собрать предварительно вырезанные детали, а дополнительные проемы для дверей и окон можно вырезать стандартными инструментами на строительной площадке.
При установке в соответствии с рекомендациями производителей SIP соответствуют всем строительным нормам и стандартам безопасности Американского общества по испытаниям и материалам (ASTM).
Области беспокойства
Пожаробезопасность является проблемой, но когда внутренняя часть SIP покрыта огнестойким материалом, таким как гипсокартон, он защищает облицовку и пенопласт достаточно долго, чтобы дать людям, находящимся в здании, возможность спастись.
Как и в любом доме, насекомые и грызуны могут стать проблемой. В некоторых случаях насекомые и грызуны туннелировали через SIP, и некоторые производители выпустили рекомендации по предотвращению этих проблем, в том числе:
Нанесение инсектицидов на панели
Обработка земли инсектицидами до и после первоначального строительства и обратной засыпки
Поддержание уровня влажности в помещении ниже 50%
Размещение наружных насаждений на расстоянии не менее двух футов (0,6 метра) от стен
Обрезка нависающих ветвей деревьев.
Также доступны изоляционные панели, обработанные борной кислотой. Эти панели отпугивают насекомых, но относительно безвредны для людей и домашних животных.
Поскольку конструкция из SIP может быть очень воздухонепроницаемой, может потребоваться контролируемая вентиляция свежим воздухом для безопасности, здоровья и производительности, а также для соответствия многим строительным нормам. Хорошо спроектированная, установленная и правильно эксплуатируемая механическая система вентиляции также может помочь предотвратить проблемы с влажностью в помещении, что важно для достижения энергосберегающих преимуществ конструкции SIP.
Учить больше
Ссылки
Связано с энергосбережением
Изоляция
Изоляция экономит деньги домовладельцев и повышает комфорт.
Узнать больше
Изоляционные материалы
Узнайте о различных изоляционных материалах и изоляционных покрытиях.
Какие бывают розетки, их устройство, типы и классификация
РУБРИКИ
Автоматическое открывание, проветривание и полив теплиц
Акриловые краски
Балкон
Блоки арболитовые
Бурение скважин на воду
Вода из скважины
Водосток кровельный
Воздух в квартире
Выращивание дома
Гидроизоляция
Гидрофобизация материалов
Дорожки садовые
Камин своими руками
Каркасный дом
Кладка печи своими руками
Крыша из металлочерепицы
МДФ
Монтаж кровли
Монтаж ламината
Монтаж линолеума
Монтаж подложки под ламинат
Натяжные потолки
Опилкобетон
ОСБ плита
Отделка откосов
Оштукатуривание
Полипропиленовые трубы
Расход материалов
Тротуарная плитка
Устройство отмостки
Утепление
Утепляем баню самостоятельно
Фасад
Фундамент из свай
Шлакоблок
Эмаль для ванны
Любой материал для строительства предусматривает свое крепление. Например, для пенобетона используют анкер. Пенобетонные поверхности могут насчитывать несколько разнообразных крепежей, которые легко входят в материал и создают для каждой конструкции надежное крепление. Основная цель крепления – это выдержка любой нагрузки. Изготовить анкер можно как из пластика, так и из металла. Эта крепежная деталь представляет собой универсальное устройство для фиксации, способное не только закрепляться в деталях, но и удерживать целые конструкции.
Пенобетон наделен большими преимуществами, но рядом с положительными качествами есть и отрицательные моменты, которые могут в строительных работах принести усложнения. Пористость материала не приемлет в работе гвозди или крепежные дюбеля. Поэтому необходимо иметь такие приспособления для крепежа, которые бы не нанесли вред и не разрушили пенобетонный монолит. Фиксаторов для этого материала достаточное количество, главное определить правильный материал, подходящий для выполнения работ.
Виды крепежных анкеров для пенобетона
Закрепить изделие в стене можно, используя любой анкер. Стоит лишь подчеркнуть, что стандартного образца анкера имеют некоторые отличия от анкера, используемого ля пенобетонного материала. Наличие в анкере пластмассового дюбеля, дает возможность создать трение между самой основой и крепежным элементом. В крепежных работах с пенобетонным материалом используют металлические и фундаментные анкера, их еще называют химические, так как они выполняются на химической основе.
На сегодняшний день одним из продвинутых вариантов является химический анкер. Именно он способен обеспечить фундаментальность в соединении с пеноблоком, а также с другими поверхностями. Фиксация может происходить при помощи таких анкеров:
пластиковым;
болтом для фундаментов;
металлическим;
клеевым.
Характеристика анкеров, используемых для пенобетона:
Металлические
Основным материалом, который используется для изготовления металлического крепежа, является оцинкованное железо. Используя в работе такой крепежный анкер можно на стене закрепить такие бытовые принадлежности:
карнизы;
зеркала;
картины;
офисную мебель;
осветительные приборы;
кухонный комплект;
Дюбеля, изготовленные из высокопрочного металла, обеспечат пенобетону прочное крепление. В их состав входят:
полукольца или кольца;
винты, со специальными потайными и сферическими головками;
винты из оцинкованного железа;
цанги полые с нераспорной частью.
Металлические анкеры, предназначенные для пенобетона, должны иметь высокую плотность. Они имеют круглую головку со шлицем, и предназначаются для крепежа предметов в природном камне, кирпиче или бетоне.
Пластик для пенобетона
Анкер из пластика используют для фиксации древесных или тонколистовых плит. Широкое применение пластикового фиксатора происходит во время крепления гипсокартона, кирпичной кладки и пенобетона. Для производства таких крепежных анкеров подбирают материал, который не боится влажности и прочих климатических условий.
Пенобетонные крепежи из пластика используют для крепления сантехнических приборов и соединительных материалов к ним. На дюбеля, изготовленные из пластика, наносят внешнюю резьбу для врезания в поверхность из пенобетона и создания в ней внутренней упоры. Монтаж крепежей происходит быстро и несложно, не нанося повреждений штукатурке.
Клеевой анкер
Используют клеевое укоренение для колонн, шумовых экранов, кранбалок и др. Сам анкер складывается из стеклянной капсулы и нанесенной резьбы, которая во время закручивания шпильки застывает в отвердителе, находящегося в капсулах, чем и обеспечивает прочное крепление. Состав химического фиксатора герметически закупоривает люфты и хорошо взаимодействует с влажным бетоном. Для установки химического анкера надо иметь перфоратор и установку для выполнения необходимых работ. Установка анкера требует специального оборудования и опыта. Для качественной и полноценной работы необходимо иметь пистолет, насос, сверло для отверстий и щетка для уборки стружки. Такой вид крепления имеет такие преимущества:
универсальность;
экологичность;
прочность при нагрузках;
морозостойкость;
безопасность;
доступная цена.
К отрицательной стороне относится покупка дополнительных аксессуаров и обучение персонала для выполнения строительных работ.
Анкерный болт для фундаментов
Тяжелые конструкции фиксируются к пенобетону с помощью фундаментного болта. Он изготовлен в виде прута, с нанесенной резьбой и крепежной шляпкой. Его размеры бывают разные, все зависит от тех конструкции, которые будут устанавливаться, а уже от этого определяется стоимость фундаментного болта.
Работа с крепежами
Работать с крепежными деталями для пенобетона одно удовольствие. Технология работы состоит из завинчивания деталей и в их раскрытии, в дальнейшем, в отверстии материала. Никаких сложных операций в данной работе не имеется. Нужно всего лишь, с помощью дрели, просверлить отверстие и снять отходы, образовавшиеся во время работы. Вставить в это отверстие выбранный элемент для крепления и закрутить его до определенной глубины.
Заключение
Выбирая крепежный элемент, не следует забывать о нагрузочной способности, которую он сможет выдержать и только тогда определять закрепительное устройство для выполняемых видов работ.
Химический анкер для газобетона, Установка химического анкера в газобетоне
Химический анкер для газобетона обеспечивает более надежное крепление благодаря адгезионным и когезионным силам, а проще говоря – благодаря молекулярному сцеплению клеевого состава химического анкера и газобетонным блоком. Химические анкера применяют не только для газобетона, пенобетона и других видов ячеистых бетонов, но и для всех видов щелевого и пустотного кирпича, дерева, натуральных и искусственных каменных материалов, бетона на легких заполнителях. Прочность соединений, получаемых посредством химических анкеров, значительно превосходит аналогичные характеристики для обычных распорных анкерных болтов. Испытания на усилия вырыва из пено- и газобетона показывают превышение нагрузки в 2-2,5 раза, причем увеличивается не только разрывная прочность анкера, но и устойчивость к динамическим и вибрационным нагрузкам.
По видам и конструкциям химические анкера для газобетона являются крепежными элементами, содержащими:
Специальные клеевые составы;
Металлические резьбовые втулки;
Шпильки с наружной нарезкой или обычные арматурные стержни периодического профиля.
Стальные детали химических анкеров изготавливают в зависимости от исполнения по нагрузке, из нержавеющей стали или оцинкованной. Анкерные крепления могут отличаться в зависимости от назначения. Особенности применения химических анкеров для газобетона те же, что и для других материалов: тяжелого бетона, кирпичной кладки и так далее: в засверленное отверстие нагнетают клеевой состав, затем происходит твердение и полимеризация, и в итоге получается исключительно прочное и надежное соединение без местных растягивающих усилий. В пористых строительных материалах, таких как газобетон и пенобетон, жидкие клеевые массы проникают и заполняют все поры и полости структуры, связываясь с материалом основы и химически, и физически. После полимеризации формируется надежное крепление металлических элементов – болтов, шпилек, арматурных стержней и других деталей, с основой. Анкерам химического типа сегодня не названа альтернатива, особенно если требуется надежно закрепить тяжелые и габаритные предметы на стене или перегородке из пористого или пустотелого материала, поэтому и растет популярность химических анкеров для частного строительства и ремонта.
Клеевые составы внутри отверстий не расширяются при твердении и полимеризации, и не приводят к появлению расклинивающего и распирающего местного усилия, поэтому применимы химические крепления на любых блоках и конструкциях из газобетона и пенобетона, даже при минимальных поперечных сечениях, скрепляемых или основных элементов. Соединения отличает высокая надежность, что подтверждается фактами использования химических крепежей для устройства козырьков в пористых бетонах. В тяжелых бетонах химические анкеры применяют при монтаже мостовых сооружений, а в строительстве домов – для балконных конструкций и других ответственных элементов.
Принцип работы химического анкера в газо- и пенобетоне – адгезия компонентов клеящего состава к пористым поверхностям. На каждые 10 см глубины отверстия предельная нагрузка повышается на 150-200 кг, причем вне зависимости от диаметров резьбовых элементов анкера – шпилек и болтов. Чтобы еще более усилить несущую способность анкерного крепежа, для газобетона и пенобетона применяют конический тип отверстий – это дает возможность нагружать локальную точку крепления значительно – от 0,50 до 0,65 тн. Сверлят конические отверстия специализированными бурами, имеющими хвостовики. Если не нужно нагружать анкер так экстремально, то вполне обходятся и работой обычным сверлом, с простыми цилиндрическими отверстиями. Но зачистка от пыли обязательна в любом случае, причем требует применения оборудование – специального продувочного насоса или другого источника сжатого воздуха. Применяют и компрессоры для продувки, но должен быть установлен маслоотделитель.
После продувки и очистки отверстия в газобетоне полость заполняется клеевым составом посредством ампулы или туба-картриджа, затем устанавливается шпилька, которая должна быть строго перпендикулярна к поверхности блока. После проверки положения шпильки (болта, арматуры) иногда фиксируют анкерный элемент с помощью стальных клиньев. Применив в качестве анкерного элемента нержавеющие шпильки, получают крепеж, долговечность которого сравнима со сроками эксплуатации основного сооружения.
Кратко о правилах монтажа химического анкера в газобетон:
Засверленный шпур должен превышать в диаметре анкерный болт или шпильку, как минимум на 2 мм в поперечном сечении; сверление в пористых материалах невысокой прочности проводят безударными способами (дрелью без перфоратора). Обычно для сверления применяют дополнительный кондуктор, обеспечивающий точную перпендикулярность шпура относительно поверхностей перегородок или стен; для устройства внутреннего конуса шпура применяют сверло с хвостовиком или качающиеся кондукторы, при этом важно, что входное отверстие сохраняет нужный диаметр. Специальные сверла с качающимся кондуктором позволяют делать шпуры формы усеченных конусов с углами вершины до 20 град. Такой шпур переносит часть усилия с анкерного заполнения на основу – стену или блок, в результате крепеж становится надежнее. Это особенно важно для анкеровки в материалах стен невысокой прочности, таких как пористые бетоны. Еще один вид буров для газобетона – полый бур – способствует облегченной зачистке шпура от частиц бетонной пыли;
Продувка от строительной пыли обязательна, еще лучше очистка ершом с водой и последующей просушкой, после чего шпур еще раз продувают. Промывка требуется для материалов с закрыто-ячеистой структурой, к которым относится и автоклавный газобетон. Применяют специальные водные растворы с поверхностно-активными веществами (ПАВ), а образующуюся при промывке пену убирают из шпура продувкой сжатым воздухом. Чем чище пористая структура, и нет забитости пылью, тем сильнее будет проникновение клеевой массы и сцепление, и в итоге прочность крепежа;
После подготовки отверстия почти все виды химических анкеров следует монтировать незамедлительно;
Далее вставляют в шпур капсулу с клеевым составом и отвердителем, или эти компоненты дозированно выдавливают из туба-картриджа, возможно применение строительного шприца-дозатора. По расходу клея: его объем должен слегка превысить аналогичный объем шпура;
В шпур вставляют крепежную деталь, и оставляют для твердения. Если все сделано по инструкции производителя, то после полной полимеризации вырвать металлический анкер из пористого бетона можно только с куском данного материала или конструкции.
Некоторые нюансы применения химических анкеров для газобетона
В домашнем применении удобны картриджи, состоящие из двух отсеков – с клеевой массой и отвердителем. Соединение происходит в направляющем конусе при инжекции смеси в отверстие. Можно использовать и обычные строительные шприцы-пистолеты. Рынок предлагает универсальный вид картриджей, так и специальные – для вклеек металлических элементов в бетонное основание. такие анкеры получили название инъекционных. Особенно популярны универсальные виды анкеров и тубы-картриджи, поскольку не нужно считать потребность в ампулах для заполнений конусовидных отверстий, имеющих расширение вглубь пористого газобетона. Такие отверстия предусматривают для выполнения крепления под значительные нагрузки, часто под тяжелую навесную мебель в газобетонную стену.
Химический состав анкеров для бетонных оснований включает ингибитор коррозии и раскислитель, что необходимо при креплении стальной арматуры в бетоне. Кроме того, консистенция составов для бетонов обычно более густая.
Применение картриджей для устройства анкера в газобетоне выгодно экономически и удобно, но имеет серьезный минус – контролировать заполнение шпуров-отверстий сложно. В пористых и пустотных (кирпич, керамоблок) основаниях происходит стекание густой массы под собственным весом. Этот недостаток минимизируют применением сетчатых втулок – одновременно сокращая расход клеевой массы и добиваясь равномерности распределения клея в просверленном отверстии. Сетчатых втулок имеется в продаже в ассортименте, и возможно нарезать втулки по месту из стальных сеток-втулок. Размеры втулок подбирают в зависимости от габаритов отверстий. Сетчатая втулка устанавливается в отверстие до заполнения клеевой массой, и улучшает равномерность распределения состава в пористом материале.
гипсокартон — Какие анкеры использовать на стенах с жесткой изоляцией из пенопласта за стеновой панелью?
Спросил
Изменено 4 года, 4 месяца назад
Просмотрено 5k раз
Мой строитель установил изоляционную плиту поверх существующих сплошных кирпичных стен на нашей новой кухне. Мне нужно установить анкеры для струнных опор полки, но я не нашел нужных.
Я просверлил стену до кирпичной кладки. Глубина от внутренней поверхности стены до кирпича примерно 110 мм. К кирпичной кладке прикреплены стойки, а затем к ним прикреплена фанера толщиной 12 или 18 мм. Затем утеплитель и гипсокартон сверху. Моя проблема в том, что между кирпичом и фанерой есть зазор всего около 45 мм, поэтому анкеры, которые я пытался установить (ссылка ниже), не могут поворачиваться вверх, чтобы захватить фанеру, поскольку им нужно немного больше места, чем у меня. Я попытался срезать часть кирпича с помощью длинного бита sds, но у меня нет места, чтобы маневрировать им, и я не хочу повреждать внешнюю стену своими вознями.
Это изображение того, как строитель объяснил, как оно расположено, и оно, кажется, соответствует моему сверлению:
Вот анкеры, которые я пробовал. Какие-либо предложения?
гипсокартон
шурупы
полка
2
Фанера достаточно прочная, чтобы я мог повесить на нее ваши полки с помощью шурупов. Если они очень тяжелые, ударьте по фанере и шпилькам. Тем не менее, вы можете немного погнуть крепеж из-за расстояния до поверхности стеновой панели, поэтому используйте довольно тяжелые винты (№ 10 или лучше).
Не вижу смысла втыкать якорь в кладку. К тому времени, когда ваши шурупы выкрутятся из фанеры, вы все равно серьезно повредите гипсокартон. Это маловероятно, если только вы не сойдете с ума от декоративных тарелок и не загрузите полки до абсурда.
3
У меня была аналогичная ситуация с 3-дюймовым пенопластом на внешней стене. Я использовал 5-дюймовые винты Tapcon и 12-дюймовую биту, чтобы просверлить отверстия.
Удачи!
3
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
какие дюбель-гвозди и анкер можно использовать для пенобетона
Пеноблок — современный строительный материал с пористой структурой. Правильный выбор крепежа для него не только обеспечит рациональное использование средств, но и даст возможность качественно выполнить работу в короткие сроки.
Особенности и назначение
Для производства пеноблоков используют песок, воду, цемент и пенообразователь. На выбор крепежа для этого строительного материала влияют не только индивидуальные особенности ячеистых блоков, но и вид планируемых отделочных работ на рабочей поверхности пеноблоков. Особое внимание следует уделить нагрузке, которая будет исходить от навесной мебели или различных видов техники.
При выборе пенобетона в качестве основного строительного материала необходимо учитывать его свойства, технические характеристики и особенности. Этот тип продукта имеет пористую структуру с низкой плотностью, малым весом, высоким уровнем гигроскопичности. Выбранный крепеж должен соответствовать типу рабочей поверхности и типу планируемых работ.
Расходные материалы не только фиксируют висящие предметы интерьера, но и укрепляют рабочую конструкцию и увеличивают процент возможной нагрузки.
Замковые детали для данного вида строительного материала состоят из винта, кольца, полукольца, обода и пустой втулки с распорным элементом. Зубья на поверхности детали являются надежным препятствием для проворачивания детали при установке.
Длина деталей от 3 до 5 см, диаметр от 4 до 10 см.
На прилавках хозяйственных магазинов можно купить крепеж, расфасованный в специальную упаковку, или приобрести поштучно. Количество единиц деталей в одной упаковке от 50 до 1 тыс. штук.
Крепеж для пеноблоков бывает нескольких видов и подразделяется в зависимости от их назначения и следующих факторов:
область применения — для выполнения внутренних и наружных отделочных работ;
материал изготовления — металл и пластмасса;
способ монтажа — ввинчивание, забивание и монтаж химическим методом.
Виды
На прилавках хозяйственных магазинов Вы можете приобрести несколько видов крепежа:
дюбель;
дюбель-гвоздь;
анкер простой;
химический анкер;
винт М4;
саморезы;
анкерный болт.
Дюбель — самый популярный вид монтажного материала. Главной особенностью является создание внутренней опоры при расширении внутри рабочей поверхности.
Такой крепеж не повреждает ячеистую структуру блоков.
Консультанты строительных отделов могут предложить дюбели из пластика или металла. Перед покупкой необходимо учитывать вид отделочных работ. Установка расходников осуществляется с помощью отвертки, регулятор которой необходимо установить на малую скорость.
Дюбель-гвоздь — крепёжный материал, используемый при работе с плотными блоками для стен. Особенность — быстрая и надежная фиксация конструкций из дерева, металла и алюминия к газобетонной рабочей поверхности. Дюбель-гвозди имеют уникальную ребристую поверхность, что позволяет повысить уровень фиксации и распределить нагрузку внутри блока. Эта особенность деталей позволяет выполнять фасадные работы и делать подвесные потолки.
Простой анкер представляет собой крепежный элемент, состоящий из распорки или пластикового дюбеля. Обычные анкеры нельзя использовать для пенобетона из-за пористой структуры строительного материала.
Химический анкер — инновационный вид крепления, имеющий универсальное применение.
Клеевой состав химического анкера состоит из нескольких компонентов:
цементный раствор;
органическая смола.
Преимущества монтажного материала:
высокий уровень прочности и надежности;
устойчивость к низким температурам и атмосферным колебаниям;
длительный срок эксплуатации;
Безопасность окружающей среды;
простота установки;
универсальное применение.
К недостаткам можно отнести высокий ценовой диапазон.
Винт М4 — железный крепеж с запорным элементом из металла. Это крепление можно использовать не только для блоков из пенобетона, но и для рабочей поверхности из плотного газобетона.
Шурупы для дерева — это простые и недорогие крепежные детали, которые позволяют крепить предметы с малым весом.
Для более надежной фиксации в просверленное отверстие можно вбить деревянный дюбель.
Анкерный болт — железный стержень со специальной резьбой и стопорным устройством. Применяется для выполнения работ повышенной сложности.
Особое внимание следует уделить качественной немецкой продукции торговой марки Fisher. Крепления этого производителя изготавливаются на инновационном оборудовании из современного металла и пластика. Компания «Фишер» является первым производителем расходных материалов для данного вида работ. Немецкий крепеж – универсальные детали с широкой областью применения, в том числе и для пеноблока 10х60 см, и пенобетона 6х52 см.
Критерии выбора
Правильный выбор и умение грамотно применить крепежные элементы не только помогут быстро и надежно выполнить запланированные работы, но и дадут возможность рационально использовать средства, отведенные на ремонт.
Особенности выбора крепежа:
дюбели пластиковые — крепежные детали, используемые для крепления предметов интерьера с малым весом;
дюбель-гвозди — расходный материал, предназначенный для сквозного крепления строительных материалов как внутри помещений, так и снаружи;
Винт метрический — крепеж для установки окон, дверей и технических устройств;
Анкер металлический
— крепеж для подвешивания мебели и оборудования, имеющих большой вес; Фундаментный болт
– крепеж, применяемый для работ с высоким уровнем нагрузки и сложности; Химический анкер
— универсальный расходный материал с широким спектром применения.
При выборе навесного оборудования необходимо учитывать планируемую нагрузку. Чем длиннее дюбель, тем большую нагрузку он может выдержать.
Самые популярные металлические детали производства Польши, Швейцарии, Финляндии и Франции. Пластиковые и металлические крепежи российских производителей пользуются повышенным спросом, имеют доступную цену и высокое качество.
Приобретая данный вид товара, необходимо знать параметры, из которых складывается цена. К ним относятся:
материал;
размер;
производитель;
Наличие специальной упаковки.
Как исправить?
Для крепления гидроизоляционных плит к рабочей поверхности, выполненной из пеноблоков, используют длинные торцевые дюбель-гвозди с широкой шляпкой. Пластиковые дюбели — распорное основание, имеющее упорное плечо. Бортики не только прочно фиксируют застежки, но и предотвращают их выпадение.
Установка такого крепежа состоит из нескольких этапов:
разметка стен;
Сверление отверстия, соответствующего длине и ширине дюбеля, без учета размеров резьбы;
очистка полости от мусора;
дюбель монтажный;
ввинчивание винта на нужную длину.
Установка пластиковых креплений занимает короткое время и не требует специального оборудования.
Навинчивающиеся расходные материалы — распространенный тип монтажного материала. На поверхности металлических или пластиковых дюбелей имеется специальная резьба, с помощью которой дюбель фиксируется. Монтаж данного изделия не требует специальных навыков и профессионального оборудования и производится путем ввинчивания крепежного элемента в подготовленное отверстие. Материал и диаметр дюбеля зависят от его функциональной нагрузки.
Дюбели каплевидные имеют крупные зубья, расширяющиеся в просверленной полости рабочего основания. Забивку креплений следует производить только резиновым молотком.
Химический анкер является наиболее надежным креплением, способным выдерживать высокие нагрузки.
Установка такого приспособления состоит из нескольких этапов:
сверление отверстий в виде цилиндра с конусным вырезом;
очистка отверстий от пыли и строительной крошки;
установка цилиндрической втулки;
заполнение полости специальным раствором;
монтажные шпильки с резьбой.
Запрещается продолжать следующие монтажные работы до полного отверждения строительного клея.
Выходное напряжение сварочного аппарата — Вместе мастерим
Вопрос:
Ответ:
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Эта характеристика показывает нам, с каким напряжением ток выходит на электрод после того, как пройдет все стадии преобразования после электросети. Напомним, что из электросети по питающему кабелю ток поступает на первый преобразователь, оттуда он выходит уже постоянным и идет на фильтр, а затем на второй преобразователь. В итоге мы снова получаем переменный ток с частотой не 50 Гц, а 20-50 кГц. Затем следует понижение входного напряжения с одновременным повышением силы тока. В итоге мы получаем выходное напряжение 55-90 Вольт и силу, которую можно регулировать в заданном для каждой конкретной модели диапазоне.
Вот это выходное напряжение и является напряжением холостого хода. От него зависит два момента: • Безопасность инструмента для владельца; • Легкость поджигания сварочной дуги.
Чем выше будет напряжение холостого хода, тем легче будет зажечь сварочную дугу инвертора. Казалось бы, стоит тогда покупать инверторные аппараты с высоким показателем напряжения холостого хода. Но высокое напряжение достаточно опасно для человека в случае соприкосновения, поэтому его далеко не всегда делают высоким. Если же вы все-таки хотите, чтобы зажигать дугу было легко, то стоит выбрать сварочный инвертор с высоким напряжением, но с дополнительно установленной функцией защиты, которая автоматически снижает напряжение до безопасного для человека уровня в том случае, если существует риск для пользователя, а затем возвращает уровень назад.
Если Вы ещё не выбрали сварочный инвертор, то среди бытовых моделей обратите внимание на сварочные аппараты Аврора и инверторы Blueweld, из полупрофессиональных моделей можно порекомендовать сварочные аппараты Foxweld и ММА-оборудование Сварог, «профессионалы» хороши из сварочных аппаратов Kemppi и ММА-инверторов EWM. Это оборудование есть у нас на сайте в каталоге и его можно приобрести с доставкой в любой уголок России.
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
входящее напряжение первичной обмотки (В) U1;
номинальное напряжение вторичной обмотки (В) U2;
номинальная сила тока вторичной обмотки (А) I;
площадь сердечника (см2) Sс;
площадь окна (см2)So;
плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
U – напряжение (В).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Работа при пониженном напряжении в питающей сети
Данная особенность аппарата, в условиях отечественных электросетей – безусловно важна. Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, – будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров – просадок всё равно не избежать.
Обман, как и в случае с дополнительными функциями, вызван страхом производителей проиграть в конкурентной борьбе. Если все продавцы техники обещают, что их инверторы работают при 160 В в розетке, почему бы не заявить, что наш «Дуб» не может работать и при 120 В, не теряя при этом в качестве шва.
Простейший способ проверки работоспособности инвертора при пониженном напряжении – использовать устройство под названием ЛАТР. Лабораторный АвтоТрансформатор позволяет настроить нужные параметры напряжения и посмотреть, как сварочный аппарат, подключенный через прибор, будет справляться со сваркой. Как вы понимаете, данное оборудование найдётся далеко не в каждом гараже. В лаборатории Aurora данное устройство имеется, и тесты на работу при низком напряжении в сети мы обязательно будем проводить. Так что следите за обновлениями видео на канале Aurora Online Channel.
Другая крайность – обещание продавцов сварочной техники, что при 100-110В в питающей сети аппарат будет выдавать такой же результат сварки, что и при номинальном напряжении. Это, безусловно, не правда. Сварочный ток аппарата снижается пропорционально напряжению в сети. Вопрос только при каком напряжении в розетке качество шва при работе с данным диаметром электрода станет неприемлемым. Для некоторых аппаратов это 180 В, для других 160 В.
Ещё раз повторим, работа с питающим напряжением в 220 В является гарантией идеального сплавления кромок свариваемого металла, снижение напряжения – является нештатной ситуацией и ожидать высокого качества сварочного шва в таких условиях нельзя.
Судя по рекламе – сварка при сверхнизком напряжении в питающей сети является чуть ли не главным требованием к аппарату. Между тем, хотим обратить внимание покупателей, что сварка процесс многосоставной. Кроме собственно сплавления кромок металла, нужно провести значительный объём подготовительных работ. Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
Пределы регулирования сварочного тока
Эта характеристика позволяет понять, как сварочный аппарат справится с работой с разными диаметрами электродов. Чем тоньше свариваемый металл, тем меньше должен быть сварочный ток, и соответственно, диаметр выбранного электрода. Учитывая, что минимальный диаметр электродов в свободной продаже составляет 1.6 мм, ток для них должен быть в районе 40-50А. Для работы с большими толщинами заготовок, ток, напротив, должен быть высоким, для электрода 4мм, – 140-200А.
Стоит напомнить, что ток сварки подбирается в зависимости от диаметра электрода. Для приближённых расчётов используется формула:
Значения коэффициента k – можно узнать из таблицы:
Для простейших бытовых ММА аппаратов данное соотношение должно быть не менее 2, для профессиональной техники и производственного оборудования – от 3 до 8.
Обман в данном случае может сводиться к преувеличению диапазона регулировок. Если аппарат выдаёт ток от 80 до 120А – работать с электродами тоньше 2.5 и толще 4 мм – будет сложно.
Устойчивость и стабильность процесса сварки
Любитель, который сталкивается со сваркой впервые, думает, что раз электрод «искрит» – значит аппарат работает. Это неверно. Если аппарат зажигает дугу, это совсем не значит, что процесс сплавления кромок свариваемого металла идёт так, как нужно.
Бывает, что аппарат даже выдаёт заявленные токовые характеристики, а сварка всё равно не идёт. И тут стоит обратить внимание на ещё один принципиальный момент – устойчивость системы: «Источник питания-Дуга». Для того чтобы процесс сварки был стабильным должны выполняться следующие условия:
U (напряжение) дуги = U источника I (ток) дуги = I источника.
Графически эти равенства определяются точкой пересечения статической Вольт-амперной характеристики дуги (СВАХ дуги) и статической внешней характеристики источника питания (Внешняя характеристика ИП).
Все эти ВАХ и СВАХ для обывателя – тёмный лес. А значит жулики будут этим беззастенчиво пользоваться. К примеру, есть два аппарата с одинаковыми токовыми характеристиками: EWM PICO 162 и наш, уже знаменитый «Дуб». Допустим оба аппарата выдают заявленный номинальный ток в 150А, при этом сварка PICO – просто песня. Аппарат не варит а шепчет. В то время как у владельца «ДУБа» – проблема… очень много брызг, дуга не стабильна и то обрывается, то прожигает дыры в заготовках. В чём может быть дело? Да как раз, в форме внешней характеристики источника. Так что соберитесь, и постарайтесь вникнуть в детали, о которых пойдёт речь далее:
СВАХ дуги представляет собой зависимость напряжения дуги от её тока, т.е. U дуги= ʄ (I дуги) (Напряжение дуги – есть функция от тока дуги).
Т.к. дуга является нелинейным элементом электрической цепи, то и СВАХ дуги будет иметь криволинейный характер и состоять из 3-х характерных участков: падающего, жёсткого и возрастающего.
При разных способах сварки СВАХ дуги реализуется только на некоторых участках. Для ММА сварки это падающий и жёсткий:
Положение СВАХ дуги зависит от длинны дуги
Удаляя электрод от детали сварщик удлиняет дугу напряжение при этом растёт (L1), приближая электрод к поверхности дуга уменьшается, а вместе с ней падает и напряжение (L3).
Внешняя характеристика источника питания
Внешняя характеристика источника питания представляет собой зависимость напряжения на внешних зажимах от тока, т.е. U источника = ʄ (I дуги). (Напряжение на внешних зажимах источника есть функция от тока дуги)
Внешняя характеристика может быть падающей (1), Жёсткой (2), или возрастающей (3).
Для каждого способа сварки, для того, чтобы добиться устойчивости процесса – необходим источник питания с определённой внешней характеристикой. Для ММА сварки источник питания в общем виде должен иметь падающую или круто падающую внешнюю характеристику:
Сварщик не может удержать дуговой промежуток неизменным. Длинна дуги во время сварки то увеличивается, то уменьшается, соответственно меняется и сила тока. При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания – тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
Давайте остановимся на падающей внешней характеристике подробнее, почему важна именно такая форма графика, и чем чреват обман? Предположим, что мы решили использовать для сварки аппарат с полого падающей внешней характеристикой, которой, кстати, часто грешат производители бюджетного сварочного оборудования. Некоторые производители в погоне за высокими токами, вместо номинального сварочного тока указывают ток короткого замыкания. При разработке дешёвого аппарата инженеры не мудрят, а создают источник с такой вот внешней характеристикой:
Ток короткого замыкания здесь, допустим, 200А, которые, недобросовестные продавцы обозначают как номинальный сварочный ток. Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Чем ещё плоха данная внешняя характеристика для аппаратов ММА?
При изменении длинны дуги – будет серьёзно меняться и выдаваемый ток аппарата. Как видите диапазон изменения тока при полого падающей характеристике – очень велик, а значит о стабильности сварочного процесса говорить не приходится: аппарат с пологой ВАХ будет то прожигать металл, то не проваривать его в зависимости от положения электрода относительно сварочной ванны. Так же можно сказать, что для сварки покрытым электродом не подходят аппараты с жёсткой или возрастающей внешней характеристикой. Добиться стабильного процесса сварки при таких условиях будет невозможно.
В случае с крутопадающей внешней характеристикой Источника питания диапазон изменения тока будет незначителен, а значит процесс сплавления металла – гораздо стабильнее:
Именно поэтому, для ММА сварки так принципиальна крутизна падения графика. Чем круче – тем стабильнее процесс.
У современных источников питания для ММА сварки внешняя характеристика может быть комбинированной и состоять из 4-х участков:
Такая характеристика обеспечивает соответствие инвертора специфическим требованиям к каждой стадии сварочного процесса.
1 участок – Высоковольтной подпитки
Формируется специальной цепью с напряжением холостого хода 80-100В и Током короткого замыкания 10-50А, для обеспечения стабильности сварочного процесса при работе на малых токах.
2 участок – пологопадающий или жёсткий
Формируется основной силовой цепью с напряжением холостого хода 40-60В, с наклоном 0-0. 05 В/А.
Эти параметры выбирают на основе компромисса:
Требования экономичности (чем ниже напряжение холостого хода, тем дешевле источник питания)
Получение удовлетворительных сварочных свойств: чем выше напряжение холостого хода, тем выше надёжность зажигания и эластичность дуги.
3 участок – крутопадающий (рабочий режим)
Обеспечивает поддержание устойчивого дугового разряда при установленном значении сварочного тока. Наклон участка можно изменять при проектировании источника – чем он круче, тем выше стабильность тока при изменении длинны дуги. Именно падающая форма данного участка, как уже было сказано, – гарантирует постоянство глубины проплавления и эластичность дуги.
4 участок – Форсирование дуги
О данном отрезке мы говорили выше, когда разбирались с функцией Arc Force. Некоторые источники имеют регулировку форсажа, что позволяет изменять жёсткость дуги. Уменьшение форсирования снижает разбрызгивание, увеличение – позволяет добиться увеличения глубины проплавления и снижение возможности залипания электрода.
Вы можете посмотреть данную статью в видео-ролике:
Основные характеристики сварочного инвертора | Блог компании Кувалда.ру
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»
.
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Автор текста: Ю.Шкляревский.
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Дата: 13-12-2018
Weldclass Academy
Как работает инверторная технология (в сварочных аппаратах)?
Говоря простым языком, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое полезное выходное напряжение, например, из источника переменного тока 240 В в выходное напряжение 20 В постоянного тока.
Устройства на основе инвертора используют ряд электронных компонентов для преобразования энергии — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает за счет увеличения частоты основного источника питания с 50 Гц до 20 000 – 100 000 Гц. Это достигается за счет использования электронных переключателей, которые включают и выключают питание очень быстро (до 1 миллионной доли секунды). Управляя таким образом источником питания до того, как он попадет в трансформатор, можно очень значительно уменьшить размеры трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Изделия на основе инвертора обладают многими преимуществами по сравнению с обычными устройствами на базе трансформатора:
Вес и размер : Это наиболее важное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными аппаратами. Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.
Эффективность : Качественные инверторные аппараты, такие как инверторные сварочные аппараты Weldforce, будут иметь КПД около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) за счет рассеивания тепла.
Использование мощности генератора : Быть очень эффективным означает, что использование мощности генератора гораздо более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших переносных генераторных установках, что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием мощности генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора со сварочными инверторами.
Рабочий цикл : Как правило, гораздо более высокие рабочие циклы достижимы для машин на основе инвертора, опять же из-за разницы в размерах трансформатора. Хотя мелкие компоненты инверторной машины быстро нагреваются, их можно охладить гораздо проще и быстрее. Однако в обычных «трансформаторных» сварочных аппаратах компоненты намного больше и, следовательно, имеют тенденцию накапливать тепло и дольше охлаждаться.
Выход постоянного тока : Многие традиционные «трансформаторные» сварочные аппараты MMA (стержневые) имеют только выход переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных аппаратах ток гораздо легче преобразовывается в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
Производительность : Производительность качественных инверторных сварочных аппаратов значительно выше, чем у обычных сварочных аппаратов. Это особенно заметно при сварке ММА (стержнем), когда операторы считают, что сварка намного проще и им не нужно «бороться» с дугой. Это в основном связано со способностью инверторных машин иметь более высокое напряжение холостого хода и включать такие функции, как горячий старт, защита от прилипания и форсирование дуги. Ярким примером этого является сварка тонких материалов: при использовании обычного сварочного аппарата это, как известно, сложно, если вообще возможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесступенчатую регулировку силы тока и очень стабильную дугу, выходную мощность можно очень сильно уменьшить. низкий, так что он будет сваривать листовой металл толщиной 1,6 мм или секцию трубы с относительной легкостью и контролем.
Функции : Электроника инверторных машин гораздо легче поддается возможности включения дополнительных функций (таких как режим TIG) и делает существующие функции более управляемыми.
Что такое инверторная технология IGBT?
Аббревиатура IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором». Это быстродействующие переключающие устройства, используемые во всех инверторных сварочных аппаратах Weldclass, которые облегчают регулирование напряжения.
В некоторых инверторных машинах используется старая технология MOSFET/транзисторы. Технология IGBT предлагает значительные преимущества по сравнению с полевыми МОП-транзисторами. Возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их гораздо более надежными и менее подверженными повреждениям или отказам.
БТИЗ
Дополнительные статьи об инверторных сварочных аппаратах;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы для сварочных аппаратов
Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Теги
Сварочные аппараты
Комментарии
Написать комментарий…
Обратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Купить оптом китайский инверторный сварочный аппарат с выходным напряжением 28 В, размером 31 х 13 х 21 см и инверторный сварочный аппарат по цене 130 9 долларов США.0001
Related Products from Verified Suppliers
Product Details
Model Number
ARC-160
Brand Name
TAILEI
origin
China
Key Технические характеристики/Особенности:
Описание:
Усовершенствованная инверторная технология IGBT Маленький, легкий (от 3 до 5 кг) портативный с вентиляторным охлаждением Высокий рабочий цикл
Характеристики инверторного сварочного аппарата:
Сверхмощный легкий сварочный аппарат Arc/Stick/MMA промышленного класса на 200 ампер с одобрением CE Защита от перенапряжения и тока Этот сварочный аппарат использует усовершенствованную схему, обеспечивающую стабильную производительность и надежность изо дня в день. В этом аппарате для дуговой сварки/сварочном аппарате/сварочном аппарате MMA используется усовершенствованная инверторная технология (IGBT-инверторы), которая позволяет использовать сверхмощный сварочный аппарат при небольшом весе (4,6 кг). Ручка сверху позволяет переносить устройство для тех работ, которые требуют переноски. Этот сварочный аппарат заключается в том, что он не жертвует выходной мощностью ради меньшего веса. Схема инверторного сварочного аппарата снижает энергозатраты до 50% по сравнению с традиционными сварочными аппаратами, при этом обеспечивая высокую эффективность. Надежность сварщика делает его пригодным для использования в качестве обычного хобби на выходных вплоть до промышленного сварщика. Инверторная технология обеспечивает очень стабильный и надежный сварочный ток
Спецификация:
Входное напряжение питания: 230 В переменного тока ±10% Номинальный входной ток: 29А Вход переменного тока: 50/60 Гц Напряжение холостого хода: 80 В Выходное напряжение: 28 В Диапазон выходного тока: от 10 до 200 А Класс защиты: IP21 Эффективность: 85% Рабочий цикл: 35% при 200 А, 60% при 160 А Мощность без нагрузки: 30 Вт Коэффициент мощности cos: 0,93 Вес нетто: 4,9 кг Размер: 31 х 13 х 21 см Коробка: 38 x 33 x 31 см (2 шт.
Слово зачистка английскими буквами(транслитом) — zachistka
Буква з встречается 1 раз. Слова с 1 буквой з
Буква а встречается 2 раза. Слова с 2 буквами а
Буква ч встречается 1 раз. Слова с 1 буквой ч
Буква и встречается 1 раз. Слова с 1 буквой и
Буква с встречается 1 раз. Слова с 1 буквой с
Буква т встречается 1 раз. Слова с 1 буквой т
Буква к встречается 1 раз. Слова с 1 буквой к
Значения слова зачистка. Что такое зачистка?
Зачистка
«Зачистка» — неофициальное выражение, используемое для обозначения оперативно-войсковых операций в населённых пунктах по проверке документов, удостоверяющих личность граждан, досмотру помещений, построек и пр.
ru.wikipedia.org
Зачистка Deseaming — Зачистка. Процесс удаления поверхностных дефектов газовой резкой. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО «Профессионал», НПО «Мир и семья»; Санкт-Петербург, 2003 г.)
Металлы и сплавы. Справочник. — 2003
ЗАЧИСТКА ТАНКОВ
ЗАЧИСТКА ТАНКОВ — Удаление из грузовых и топливных танков остатков нефтепродуктов, которые невозможно откачать с помощью насосов. Обычно выполняется вручную. После 3ачистки Танков производится их мойка.
www.marineterms.ru
Зачистка в станице Бороздиновской
Зачистка в станице Бороздиновской — нападение, совершенное военнослужащими батальона МО РФ «Восток» 4 июня 2005 года на жителей станицы Бороздиновской Шелковского района Чеченской республики. ..
ru.wikipedia.org
Этническая зачистка в станице Бороздиновской
Этническая зачистка в станице Бороздиновской — военная операция, проведённая 4 июня 2005 года в станице Бороздиновской Шелковского района Чеченской республики, в ходе которой батальоном МО РФ «Восток»…
ru.wikipedia.org
Русский язык
Зачи́стка, -и, р. мн. -ток.
Орфографический словарь. — 2004
За/чи́ст/к/а.
Морфемно-орфографический словарь. — 2002
Примеры употребления слова зачистка
Происходящее выглядит как планомерная зачистка жизненного пространства тысяч людей.
«Зачистка» пройдет как по месту жительства, так и в больнице, куда обратится главбух Иванова.
Зачистка по маршруту гостеприимства На гостей Универсиады власти Татарстана хотят произвести только хорошее впечатление.
В настоящее время в многоэтажке ведутся восстановительные работы: разбираются сгоревшие элементы крыши и ведется зачистка части фасада.
Согласно подпрограмме правительства России, вокруг Центрального стадиона должна произойти тотальная зачистка территории от таких соцобъектов как медицинская академия, институт охраны материнства и младенчества, военный госпиталь, следственный изолятор.
Слова из слова «зачистка»
Слова на букву «з»
Слова, начинающиеся на «за»
Слова c буквой «а» на конце
Слова c «ка» на конце
Слова, начинающиеся на «зач»
Слова, начинающиеся на «зачи»
Слова, оканчивающиеся на «тка»
Слова, заканчивающиеся на «стка»
зачисляющий
зачистивший
зачистить
зачистка
зачистный
зачитавшийся
зачитавший
«Зачистка и нейтрализация!» Спецоперация на Украине обрастает фейками и страшилками
Россия-Украина — 2022
24 февраля 202216:10
Михаил Мустафаев
Москва заявила об ударах по мирным кораблям и бегстве пограничников, Донецк – о «живом щите» в Мариуполе, а Роскомнадзор обязал СМИ «фильтровать источники».
Начатая ранним утром спецоперация России по «демилитаризации и денацификации» Украины продолжается на фоне противоречивой информации СМИ и официального разрыва дипотношений Киева и Москвы.
Минобороны РФ отвергает опасность для мирного населения Украины, по данным ведомства, «высокоточным оружием» атакуются только военные объекты. При этом Роскомнадзор обязал российские СМИ «пользоваться информацией только из официальных источников РФ» при освещении событий.
«Денацификация». Песков назвал цель «силовой операции» России на Украине
ЗАЧИСТКА ОТ НАЦИСТОВ
«Цели были сказаны президентом — демилитаризация и денацификация Украины. И то, и другое представляет угрозу для нашего государства и нашего народа. (…) В идеале нужно освободить Украину, зачистить ее от нацистов, пронацистски настроенных людей и идеологии», — сообщил журналистам о целях операции пресс-секретарь президента РФ Дмитрий Песков.
Он не стал уточнять сроки операции, отметив, что «ее цели будут достигнуты».
Песков подтвердил, что демилитаризация «безусловно означает нейтрализацию военного потенциала, который за последнее время был изрядно увеличен, в том числе и благодаря активной деятельности зарубежных стран».
«Остальное — это вопрос выбора украинского народа», — добавил представитель Кремля, отвечая на вопрос о дальнейшем будущем Украины и ее руководства.
Между тем, старший научный сотрудник Академии военных наук Владимир Прохватилов предположил в беседе с Telegram-каналом «Радиоточка НСН», что вслед за военной операцией начнутся судебные процессы над украинскими «нацистами» и власть в этой стране сменится.
Два грузовых судна РФ в Азовском море подверглись удару ВСУ
УДАРЫ ПО КОРАБЛЯМ И «ЖИВОЙ ЩИТ» В МАРИУПОЛЕ
На фоне сообщений СМИ о взрывах в разных городах Украины, официальный представитель Минобороны РФ Игорь Конашенков заявил, что «мирному населению ничего не угрожает».
«Вооруженные силы РФ никаких ракетных, авиационных или артиллерийских ударов по городам Украины не наносят. Высокоточным оружием российских вооруженных сил выводится из строя только военная инфраструктура, объекты ПВО, военные аэродромы, авиация ВСУ», — подчеркнул он.
По словам представителя Минобороны РФ, силы ЛНР и ДНР «перешли в контрнаступление при огневой поддержке российских Вооруженных сил».
«Группировка войск Донецкой народной республики, наступая на Волноваху, продвинулась до трех километров, а группировка Луганской народной республики, наступая в направлении населенного пункта Счастье, форсировала Северский Донец и продвинулась на полтора километра», — сообщил Конашенков.
СМИ утром поспешили сообщить, что российский десант якобы высадился в Днепре, Одессе, Мариуполе. Однако в ДНР заявили, что националистический батальон «Азов» (запрещен в России) блокирует выезд из Мариуполя, прикрываясь людьми, как щитом.
«Блокируется город Мариуполь подразделениями «Азова». Не пускает гражданских лиц, чтобы они не покинули этот город. Все-таки там полмиллиона жителей. Они хотят прикрыться гражданским населением, и посмотрим, как дальше будут события развиваться», — сказал официальный представитель Народной милиции ДНР Эдуард Басурин в эфире телеканала «Россия 24».
В ФСБ России сообщили, что около 11:00 четверга два российских гражданских грузовых судна в Азовском море попали под ракетный удар Украины со стороны Мариуполя. По данным ведомства, есть пострадавшие. В частности, один из членов команды нефтегруза SGV-Flot получил тяжелое ранение.
Кроме того, по данным ФСБ, по состоянию на 13:00 украинские пограничники покинули все места дислокации на границе с Россией.
Роскомнадзор призвал СМИ опираться на официальные источники по ситуации на Украине
ИНФОРМАЦИОННАЯ ВОЙНА
Война ведется не только на земле и в воздухе, но и в медиа-пространстве.
Официальный представитель Минобороны РФ генерал-майор Игорь Конашенков предупредил, что Службой безопасности Украины готовятся провокации по лекалам «Белых касок». Он сообщил журналистам, что распространять фейки будут через соцсети и подконтрольные Киеву Telegram-каналы.
Вскоре после этого Роскомнадзор выступил с обращением к российским СМИ.
В ведомстве предупредили журналистов, что при подготовке материалов, касающихся проведения «спецоперации в связи с ситуацией в ЛНР и ДНР», они обязаны использовать информацию и данные, полученные «только из официальных российских источников».
Тем временем, Русская служба «Би-Би-Си», ссылаясь на Пограничную службу Украины, пишет, что «в Киевской области российские военные с боем прорвали украинско-белорусскую границу и вошли на территорию страны».
Российские СМИ-иноагенты также публикует «страшилки», большинство из которых плодит в Facebook советник министра внутренних дел Украины Антон Геращенко.
За последний час он опубликовал видео с якобы подбитым под Гостомлем российским вертолетом, с тремя якобы взятыми в плен российскими военными, а также с «подбитым российским танком под Харьковом и телами погибших солдат».
В Минобороны России не подтверждают всю эту информацию. Правда, и опровержений еще не последовало.
Со своей стороны, Народная милиция ЛНР сообщила, что уничтожила до роты личного состава Вооруженных сил Украины и 72 военных объекта, два танка и четыре БМП.
По официальным данным Украины, которые озвучил советник главы Офиса президента этой страны Алексей Арестович, в результате ударов российской армии «по объектам критической инфраструктуры и военным объектам» погибли более 40 военнослужащих ВСУ и 10 человек среди мирного населения.
«Хотят остаться в живых»: Как Украина отреагировала на военную операцию России
БЕЛОРУССИЯ И ЮГ РОССИИ: «ПАНИКИ НЕТ»
На фоне обострения ситуации Белоруссия приостановила на «неопределенный срок» работу всех погранпунктов на границе с Украиной. При этом президент этой страны Александр Лукашенко подчеркнул, что белорусские военные не участвуют в спецоперации на Украине.
«Вот я прочитал: «Около 5 утра госграница Украины на участке России и Беларуси подверглась атаке со стороны российских войск, которые поддерживаются Беларусью». Мерзавцы крайние! Наши войска никакого участия не принимают в этой операции», — подчеркнул Лукашенко.
Между тем, в Минтрансе РФ заявили, что готовы вывезти всех желающих с Юга России. Для этого будут использоваться железнодорожные и автомобильные маршруты.
В РЖД сообщили, что Крымская железная дорога работает в штатном режиме, паники нет, поезда и электрички отправляются по расписанию.
Подписывайтесь на НСН: Я.Новости | Я.Дзен | Google News | Flipboard | Telegram
ФОТО: РИА Новости / Илья Питалев
ТЕГИ:ДонбассВооруженные Силы РФУкраина
Получайте свежие материалы на почту
Мы будем регулярно отправлять вам актуальные эксклюзивы и новости! Отписка доступна в письме
Почему реальная «чистка» будет ужасной для экономики
«Чистка: год выборов»
Universal Pictures
Фильмы Purge – это интересные антиутопические фильмы ужасов, которые имеют удивительную интеллектуальную основу. В фильмах « Чистка » Соединенные Штаты переживают эпоху, когда Новые отцы-основатели Америки (NFFA) инициировали «Чистку», ежегодный 12-часовой период, в течение которого все преступления являются законными по всей стране (включая убийства).
Это экстремальное социальное событие оправдано во вселенной фильма заявлениями NFFA о том, что такая чистка «очистит» общество от его низменных инстинктов, снизит уровень преступности и улучшит экономическое положение страны до конца года. То, что мы видим во вселенной фильма – безудержное убийство и террор, использование Чистки богатыми и влиятельными людьми для охоты на уязвимые сообщества и множество других негативных социальных последствий – четко изображено, и их общее негативное воздействие настоятельно предполагается. .
В эти выходные 4 июля состоялся дебют Первая чистка , приквел к трилогии о раннем испытании социологической теории, лежащей в основе Чистки (в ее киновселенной). Таким образом, важно вернуться к миру : Чистка и изучить некоторые из его вероятных социально-экономических последствий в реальном мире, прежде чем : Первая чистка убьет своих кассовых конкурентов и (перефразируя визуальное вдохновение для его раннего плаката) заставит нас кинотеатры снова велики.
Плакат «Первой чистки»
Blumhouse Productions / Платиновые дюны
Чистка приведет к увеличению неравенства
Мы должны начать с того, что проясняем в серии Чистка : Чистка будет способствовать увеличению социально-экономического неравенства.
С одной стороны, оригинальный фильм Чистка освещает усилия по обеспечению безопасности богатых людей, которые не участвуют в действиях Чистка , таких как укрепленные автоматические бары и обширные системы камер. Богатые и влиятельные люди могут превратить свои дома в большие бункеры, которые не могут себе позволить большинство граждан. (Даже богатые люди, которые do Чистка, скорее всего, обезопасят свои дома, чтобы не стать уязвимыми целями для ограбления в ту ночь.)
подразумевается в первом фильме: типичными жертвами Чистки являются представители уязвимых слоев населения, такие как бездомные, бедняки или представители рабочего класса и т. д. Становится ясно, что Чистка действует таким образом, что сокращает население менее привилегированных слоев населения. общества как за счет взаимного уничтожения, так и за счет предоставления богатым чистильщикам возможности явно и жестоко охотиться на это население.
Как следствие, Чистка (если она реальна) усилит социально-экономическое неравенство во многих отношениях, поскольку более обеспеченные слои населения смогут свободно охотиться на менее обеспеченные слои населения и их сообщества. Более того, учитывая общие исторические модели расовой сегрегации в крупных городах, реальная чистка также непропорционально сильно повлияет на расовое неравенство, поскольку сегрегированные сообщества, вероятно, станут непропорционально мишенью.
Богатые совершали бы гораздо больше жестоких преступлений в течение всего года
Необходимо прояснить еще одно экономическое последствие: вместо того, чтобы «выплеснуть» негативные человеческие тенденции, как предсказывают экономисты-институционалисты, реальная чистка усилит привыкание людей (и особенно богатых и влиятельных людей, которым Чистка призвана служить) ) к агрессивному поведению в течение всего года.
Экономисты-институционалисты, такие как Торстейн Веблен и совсем недавно Джеффри Ходжсон, обсуждали важность привычек в человеческом поведении. Веблен обсуждает, как привычки мышления и действия развиваются с течением времени и управляют важными аспектами повседневной жизни, а Ходжсон объясняет в Что такое институты? как институты способствуют формированию привычного поведения:
Структурируя, ограничивая и давая возможность индивидуальному поведению, институты могут фундаментальным образом формировать способности и поведение агентов; они способны изменить устремления, а не просто способствовать им или ограничивать их. … В той мере, в какой институты приводят к регулярности поведения, среди населения закладываются согласованные привычки, ведущие к конгруэнтным целям и убеждениям.
Короче говоря, Чистка не «отпустит» более темные, хищнические побуждения, а, скорее, приучит к ним часть населения Чистки, со временем создав более темных натур, разрешая и вознаграждая их, а не отпуская. Более того, поскольку мы знаем, что Чистка часто используется экономической и политической элитой для охоты на менее влиятельные сообщества, она явно приучит многие слои элиты к такого рода хищнической деятельности. (Я имею в виду, посмотрите, сколько времени они потратили на подготовку!)
Многоуровневое страхование…
Если бы Чистка была реальной, другой серьезной проблемой было бы ее серьезное негативное влияние на страховые рынки и возможности страхования большинства граждан и малого бизнеса.
Общие полисы страхования жизни, как правило, полностью исключают смерти, связанные с чисткой или требуют более дорогого или специального покрытия в каком-либо виде. Потребителям потребуются либо более высокие премии, либо дополнительные планы для более полного покрытия. Чистка, вероятно, приведет к аналогичным последствиям для медицинского страхования после Чистки для выживших после Чистки. Короче говоря, будут очень дифференцированные уровни страхования, что усугубит проблемы нашей и без того сложной системы страхования США.
Кроме того, проблемы со страхованием имущества, возникшие в результате Чистки в реальном мире, повлияют как на дома, так и на бизнес, как мы можем видеть на примере Чистка: год выборов , который начинается с владельца местного гастронома Джо Диксона, которому звонят часами. до того, как начнется Чистка, его страховые взносы по Чистке будут повышены сверх того, что он может себе позволить.
Следует отметить, что повышение премии непосредственно перед Чисткой было бы ужасной бизнес-стратегией. Однако скорее всего произойдет, так это то, что страховое покрытие Purge будет многоуровневым, как полисы страхования жизни и здоровья, и для того, чтобы оно было надежным, потребуются дополнения. Состоятельные люди и крупный бизнес, безусловно, могли позволить себе такие надбавки 9.0007 и предусматривают значительные меры безопасности, в то время как малым предприятиям и обычным гражданам будет очень трудно получить такую страховку. Это также приведет к серьезной красной черте или географическому ограничению страхования в районах с высоким уровнем безопасности и традиционно высоким доходом, которые будут менее доступны и лучше защищены во время Чистки.
… И Монополизация
Более того, из-за преимуществ, которые будут иметь более крупные предприятия в обеспечении безопасности своей собственности и предоставлении страховки, каждая Чистка со временем усугубит как потенциальный вред для малых предприятий, так и преимущества для более крупных олигополистических фирм.
Как следствие, каждая чистка будет способствовать монополизации в США фактически любой отрасли с физическим присутствием или магазином, предоставляя дополнительные преимущества интернет-магазинам, усиливая давление в пользу большей монополизации с течением времени и наказывая экономическую деятельность. уязвимых предпринимателей и стартапов (которые уже имеют тревожно высокий уровень неудач).
Короче говоря, помимо того, что это ужасает, разрушительно и зло, мы можем ожидать, что реальная Чистка усилит экономическое и расовое неравенство; приучить значительную часть экономической и политической элиты к постоянному насильственному хищничеству; создать многоуровневые системы страхования, которые принесут дополнительные преимущества более состоятельным гражданам, предприятиям и сообществам; и дальнейшее увеличение монополизации в экономике США с течением времени.
См. Первая чистка 4 июля и обязательно отслеживайте ее последствия для макроэкономической политики. С другой стороны, болейте за людей из рабочего класса всех возрастов, полов и рас, чтобы они успешно восстали, пересмотрев всю серию, свергнув NFFA. В любом случае, я почти уверен, что это весь урок серии фильмов.
Забирайте, что хотите, и я надеюсь, вам понравится!
Очистка Определение и значение | Dictionary.com
Лучшие определения
Синонимы
Викторина
Связанное содержимое
Примеры
Британский
Показывает уровень оценки в зависимости от сложности слова.
[purj]
/ pɜrdʒ /
Сохрани это слово!
См. синонимы для: purge / purge на Thesaurus. com
Показывает уровень оценки в зависимости от сложности слова.
Определение очистки
глагол (используется с объектом), очищать, очищать.
для избавления от всего нечистого или нежелательного; очистить; очистить.
избавить, очистить или освободить (обычно за которым следует от или от): очистить политическую партию от нелояльных членов.
для очистки от вмененной вины или ритуальной нечистоты.
очистить или стереть на законных основаниях (преступление, обвинение и т. д.) путем искупления или другим подходящим действием.
для удаления путем очищения или очищения (часто с последующим удалением, выключением или удалением).
для очистки или опорожнения (желудка или кишечника) путем вызывания рвоты или эвакуации.
вызывать опорожнение кишечника (человека).
казнить или иным образом исключить (нежелательных или нежелательных членов) из политической организации, правительства, нации и т. д.
Металлургия.
для отвода (нежелательных газов) от печи или плиты.
для очистки (печи или плиты) от нежелательных газов.
глагол (используется без дополнения), очищать, очищать.
, чтобы стать очищенным.
для очистки или опорожнения желудка или кишечника путем вызывания рвоты или опорожнения кишечника: у больного булимией, который часто переедает и очищается, будут наблюдаться физические изменения, которые чрезвычайно затрудняют остановку цикла.
сущ.
действие или процесс очищения.
удаление или ликвидация членов политической организации, правительства, нации и т. д., которые считаются нелояльными или иным образом нежелательными.
что-то очищающее, например слабительное или слабительное.
ДРУГИЕ СЛОВА ДЛЯ чистки
8 вытеснить, ликвидировать, искоренить.
См. синонимы слова «очищение» на Thesaurus.com
ВИКТОРИНА
Сыграем ли мы «ДОЛЖЕН» ПРОТИВ. «ДОЛЖЕН» ВЫЗОВ?
Следует ли вам пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма обычно используется с другими глаголами для выражения намерения?
Происхождение чистки
Впервые записано в 1250–1300 гг. ; (глагол) среднеанглийское purgen, от старофранцузского purg(i)er, от латинского pūrgāre «очищать»; (существительное) Среднеанглийское, от древнефранцузского, производное от глагола
Члены заявили об идеологической чистке партии, учитывая, что большинство из них были связаны с чаепитием.
Марджори Тейлор Грин окажется в редкой компании, если ее выгонят из комитетов|Аарон Блейк|3 февраля 2021 г.|Washington Post
Facebook подтвердил в заявлении Quartz Africa, что он провел чистку, потому что пострадавшие отдельные лица и группы, использующие платформу для манипулирования избирателями в преддверии выборов.
Facebook удалил сотни политических аккаунтов в Уганде за несколько дней до напряженных выборов|Стивен Кафиро|11 января 2021 г.|Quartz
Четыре приложения Xiaomi, включая веб-браузер и платформу для видеозвонков, были обнаружены в сети чистка и, по словам Джайна, «менталитет мафии» в социальных сетях угрожал его продажам.
Как китайский производитель телефонов Xiaomi завоевал Индию и превзошел Apple|eamonbarrett|3 декабря 2020 г.|Fortune иметь далеко идущие последствия для глобальной циркуляции океана и климата в ближайшие столетия.
Крупномасштабные изменения климата Земли могут быть вызваны Тихоокеанским регионом|Глория Дики|8 октября 2020 г. |Новости науки
Имеющие право голоса избиратели были лишены избирательных прав в результате очистки списков избирателей в нескольких штатах.
Генеральный директор Levi Strauss: мы не сможем решить проблему расового неравенства, если насилие с применением огнестрельного оружия и бесправие избирателей сохранятся|jakemeth|1 сентября 2020 г.|Fortune
религиозное сообщество», — говорит она.
Смягчается ли христианская музыкальная индустрия в отношении геев?|Мэттью Пол Тернер|19 октября 2014|DAILY BEAST
После начальных глотков, вызывающих рвоту, я ждал чистки.
Духовное путешествие с колумбийскими шаманами|Крис Олбриттон|24 августа 2014 г.|DAILY BEAST
Он просто оказался в одном из тех отделов разведки Красной Армии, которые в результате той или иной чистки прекратили свое существование.
Главный шпион Ирана — современная Карла, злодейский вдохновитель Джона Ле Карре|Майкл Вайс|2 июля 2014 г. |DAILY BEAST
Когда интернет-цензоры удаляют ссылки на «6/4», пользователи заменяют «35 мая».
В 25-ю годовщину площади Тяньаньмэнь китайские диссиденты остаются неустрашимыми|Эллен Борк|2 июня 2014 г.|DAILY BEAST
Друг посоветовал мне записать все, что со мной произошло, чтобы избавиться от образов в моей голове.
Как 11 сентября сделало журналистов частью истории|Эллисон Гилберт|18 мая 2014|DAILY BEAST
И я обращу к тебе руку Мою, и очищу твою грязь, и уберу вся твоя жесть.
Библия, версия Дуэ-Реймса|Разное
Ирландцы, по словам Эверардса, употребляли большое количество нюхательного табака, «чтобы очистить мозги».
Табак; Его история, разновидности, культура, производство и торговля|E. Р. Биллингс.
Исключить звук из языка, действительно, гораздо более пагубно, чем вычистить Гамлета из Гамлета.
Архаичная Англия|Гарольд Бэйли
Улучшить и очистить наши земные части; Но, о, воспламени и зажги наши сердца!
Читатели Онтарио: Читатель средней школы, 1886|Министерство образования
Чам, однако, обнаружил, что его особая жизненная миссия состоит в том, чтобы очистить сад своего хозяина от всех птиц.


 Цепные рэтчеты используются для натяжения грузов при обвязке и фиксации их на транспортной платформе.
Цепные рэтчеты используются для натяжения грузов при обвязке и фиксации их на транспортной платформе.
 д.). Размер оголовка натяжителя должен соответствовать размеру встречного крепежа. Подбор талрепа под трос производится в случае, если оголовок крепится к канату напрямую, без дополнительных приспособлений. Диаметр резьбы и запас прочности талрепа должны соответствовать предполагаемой силе давления со стороны канатов.
д.). Размер оголовка натяжителя должен соответствовать размеру встречного крепежа. Подбор талрепа под трос производится в случае, если оголовок крепится к канату напрямую, без дополнительных приспособлений. Диаметр резьбы и запас прочности талрепа должны соответствовать предполагаемой силе давления со стороны канатов.

 В местах расположения отверстий конструкция муфты усилена.
В местах расположения отверстий конструкция муфты усилена.  Их использование позволяет значительно сократить время и сэкономить материальные расходы.
Их использование позволяет значительно сократить время и сэкономить материальные расходы.
 Его универсальность и регулируемость делают его идеальным стропом без помощи рук! Ремешок Loop-it также можно использовать для закрепления вещей на месте.
Его универсальность и регулируемость делают его идеальным стропом без помощи рук! Ремешок Loop-it также можно использовать для закрепления вещей на месте. Цвета также не будут растекаться, если ремешок Loop-It™ намокнет. Нажмите здесь, чтобы узнать больше о настройках.
Цвета также не будут растекаться, если ремешок Loop-It™ намокнет. Нажмите здесь, чтобы узнать больше о настройках. ..
.. в упаковке неоново-зеленого цвета
в упаковке неоново-зеленого цвета ..
..
 com с темой: оптовая. Благодарю вас!
com с темой: оптовая. Благодарю вас! template.elements содержит ‘saleLabel’ и first_available_variant.compare_at_price > first_available_variant.price %}
template.elements содержит ‘saleLabel’ и first_available_variant.compare_at_price > first_available_variant.price %} template.elements содержит ‘addToCartBtn’ %}
template.elements содержит ‘addToCartBtn’ %} price %}
price %} available %}{% assign first_available_variant = variant %}{% endif %}
available %}{% assign first_available_variant = variant %}{% endif %} цена | Деньги}}
цена | Деньги}} available и box.template.selected %}
available и box.template.selected %}
 » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов. 3680. Лучшее в своем классе онлайн-предложение
3680. Лучшее в своем классе онлайн-предложение 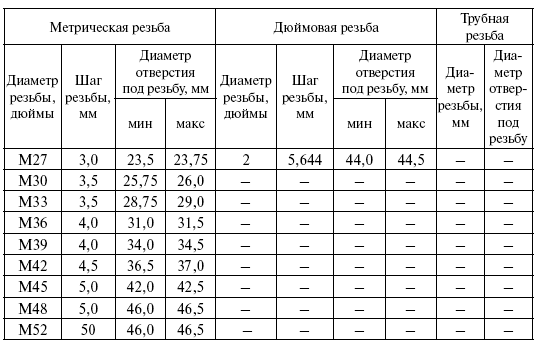 000
000 000
000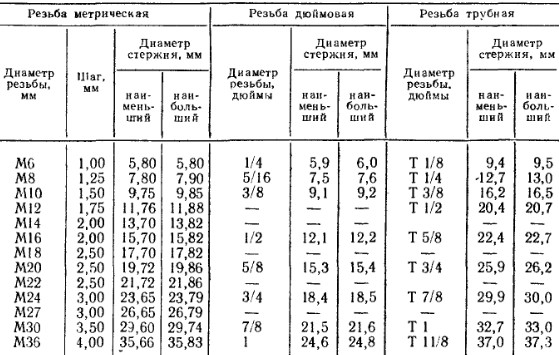 Глубина пилота (дюймы)
Глубина пилота (дюймы)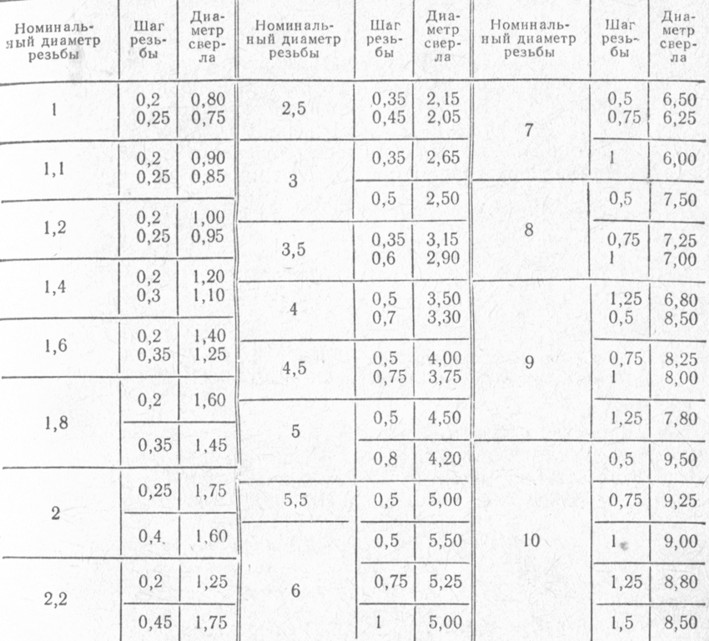 1280
1280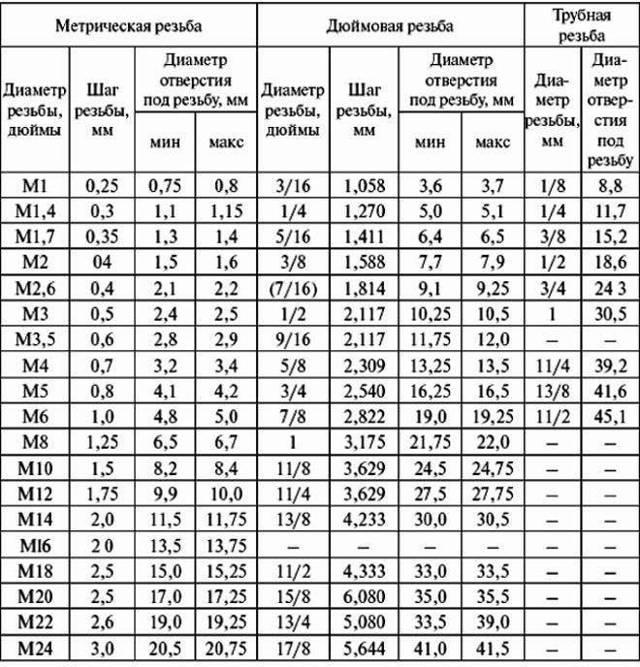
 8
8
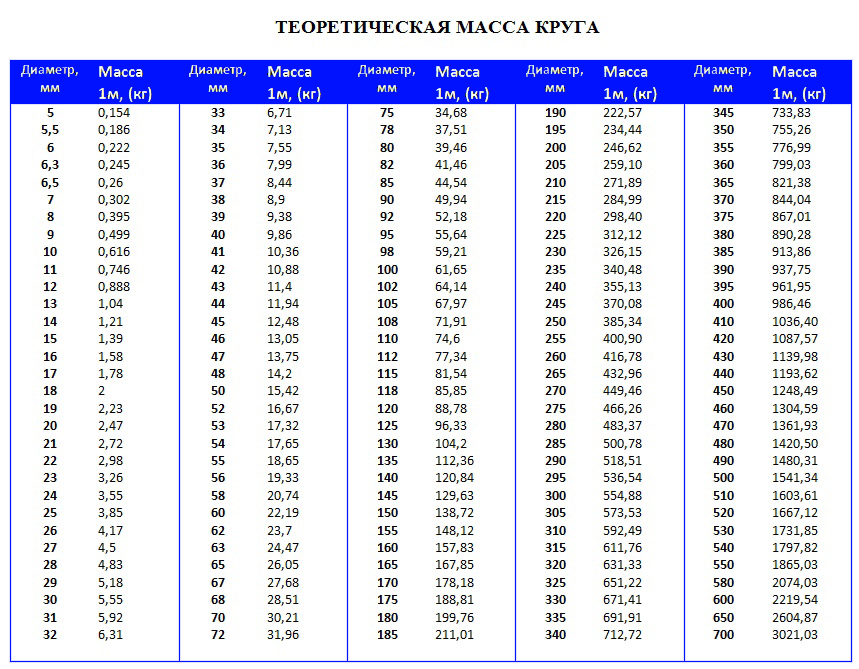 00
00
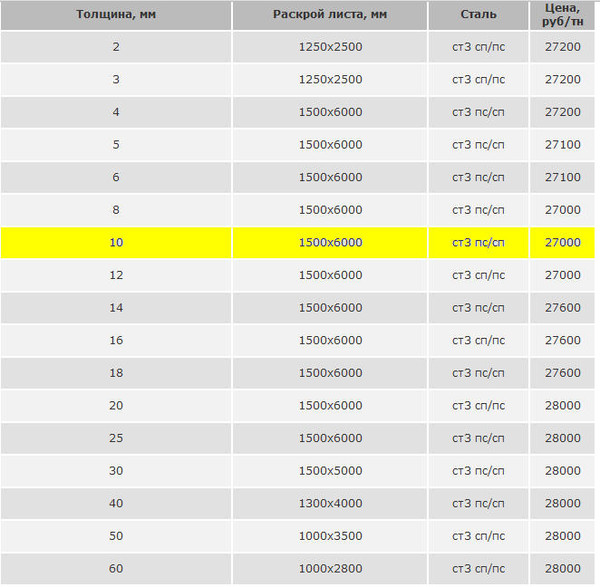 1,1 до 1,2
1,1 до 1,2
 34,0 до 40,0
34,0 до 40,0
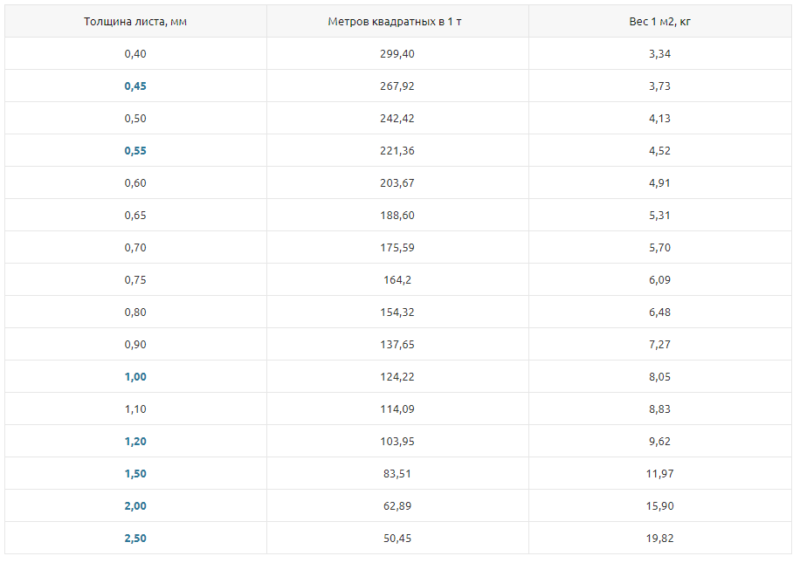 2,2 до 2,5
2,2 до 2,5
 50,0 до 60,0
50,0 до 60,0
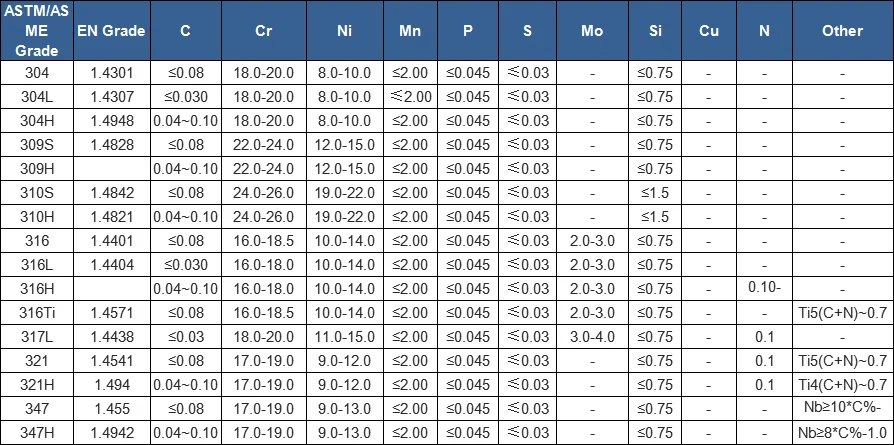 10,0 до 12,0
10,0 до 12,0

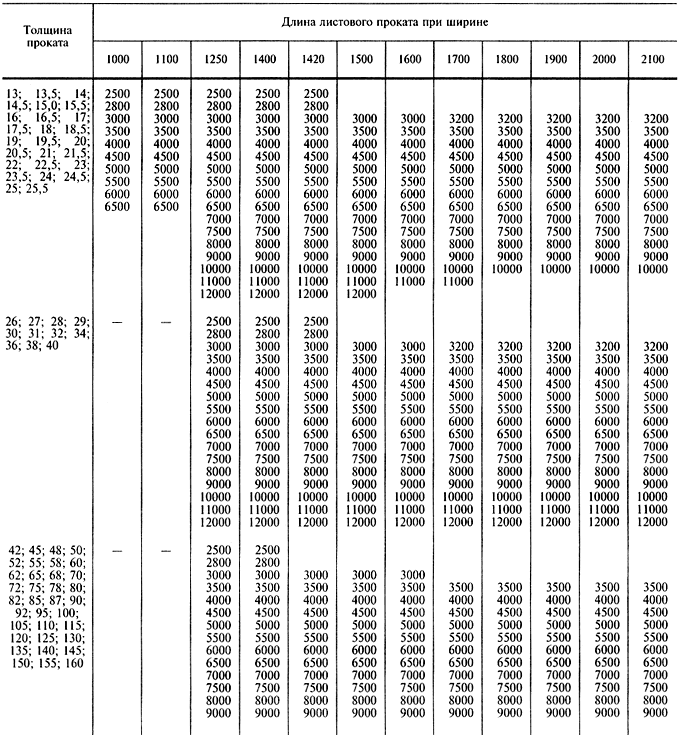

 Благодаря чему, Вы с легкостью сможете просчитать размеры и выбрать себе подходящую нержавейку. Данная информация предоставлена компанией ПП АРТСЕЛ для удобства расчета стоимости и проверки соотношений размеров к весу изделия.
Благодаря чему, Вы с легкостью сможете просчитать размеры и выбрать себе подходящую нержавейку. Данная информация предоставлена компанией ПП АРТСЕЛ для удобства расчета стоимости и проверки соотношений размеров к весу изделия.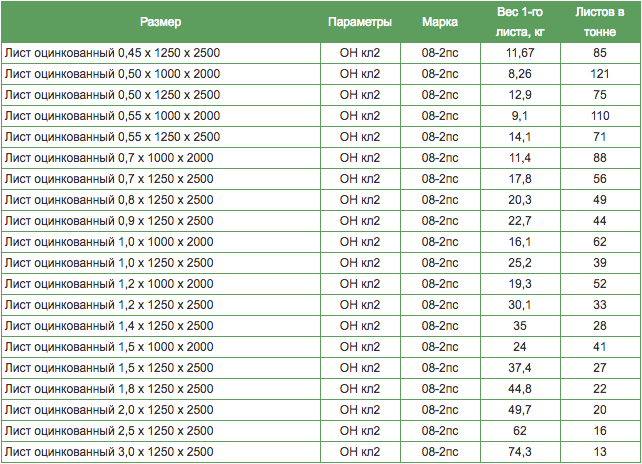 (0,120″)
(0,120″)  410
410 (0,075 дюйма)
(0,075 дюйма)  32
32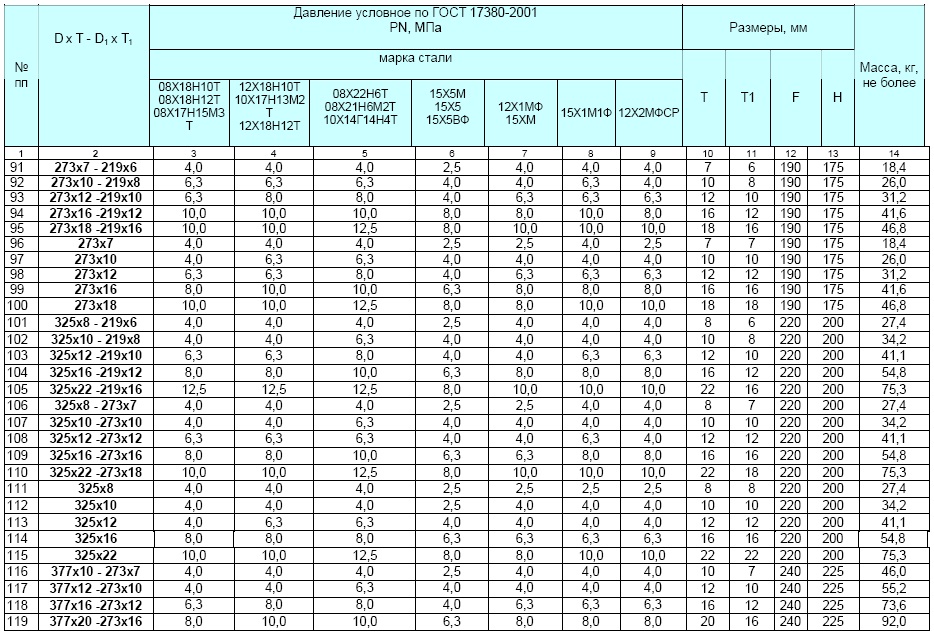 (0,042 дюйма)
(0,042 дюйма) 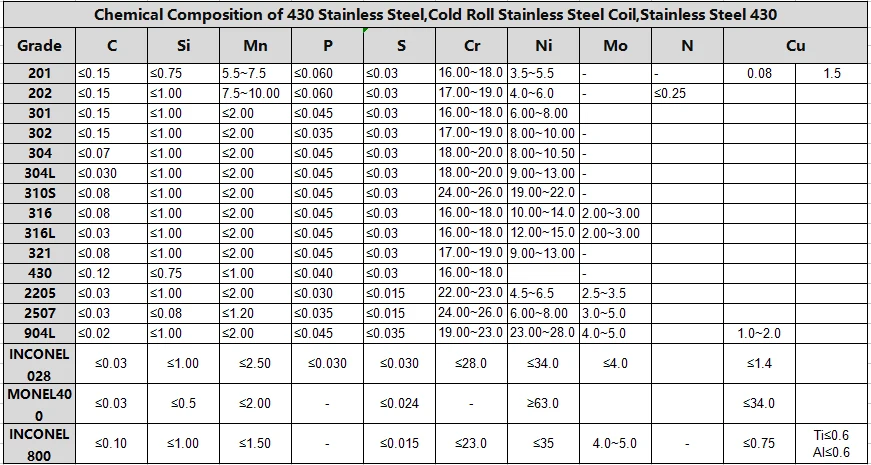 32
32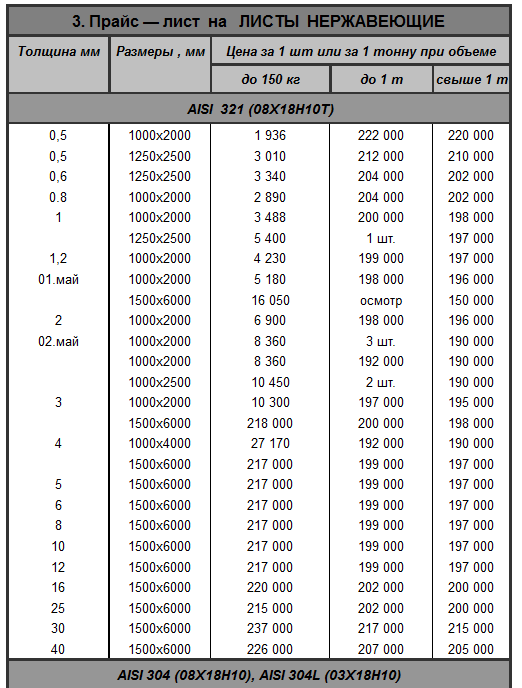 за кв. футов в фунтах
за кв. футов в фунтах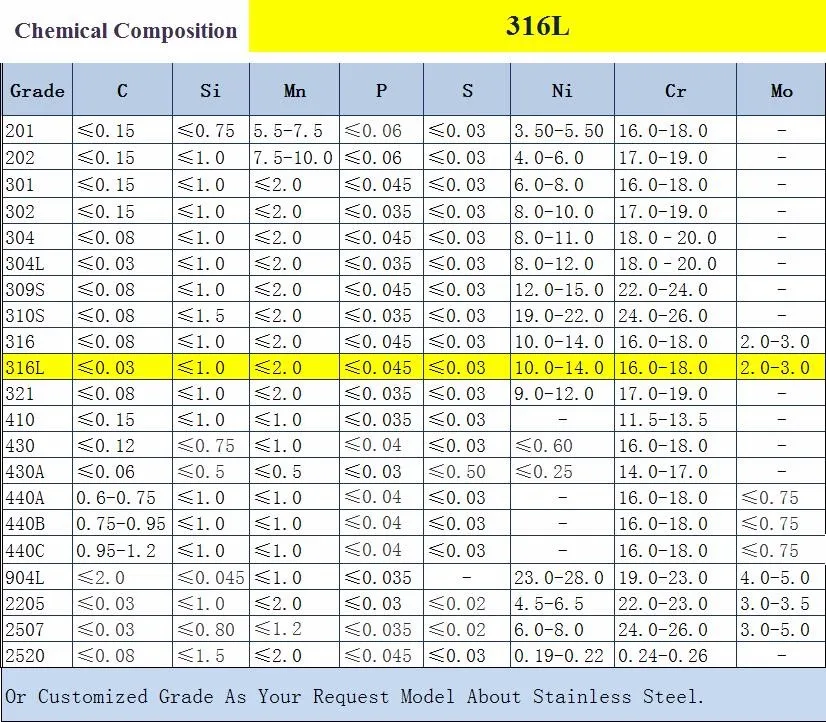
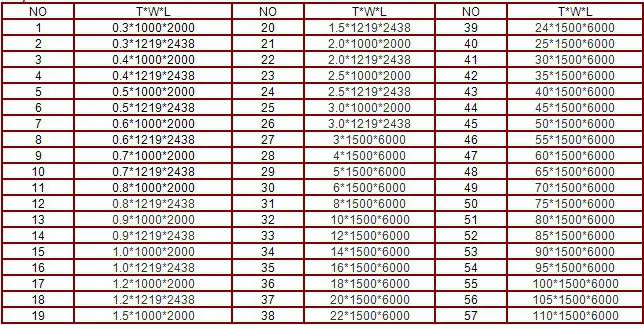 0047
0047 0062
0062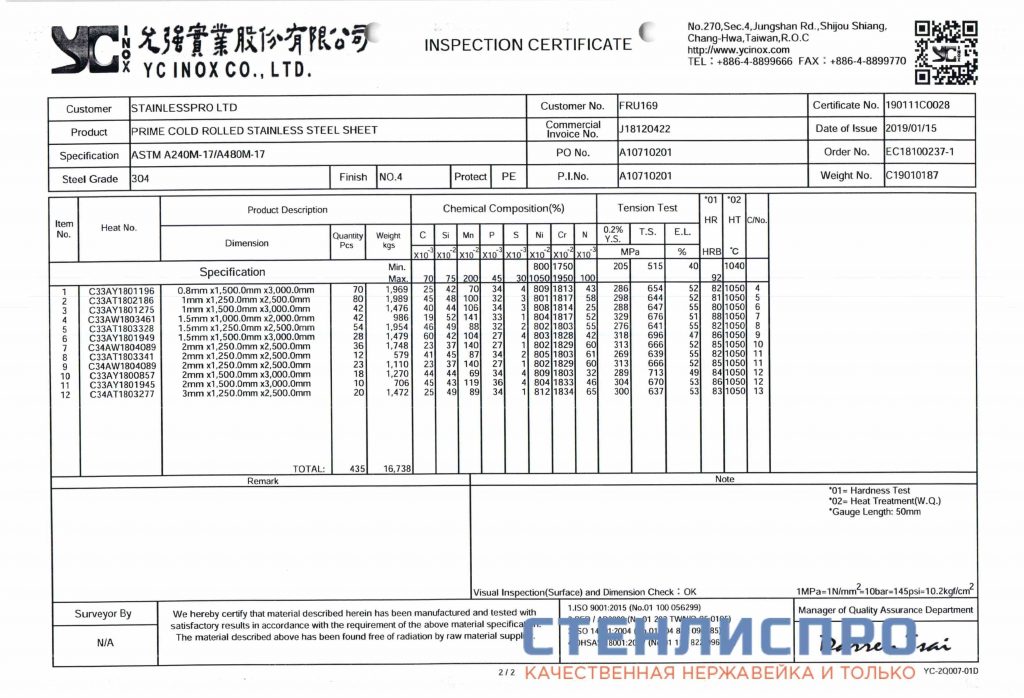 0109
0109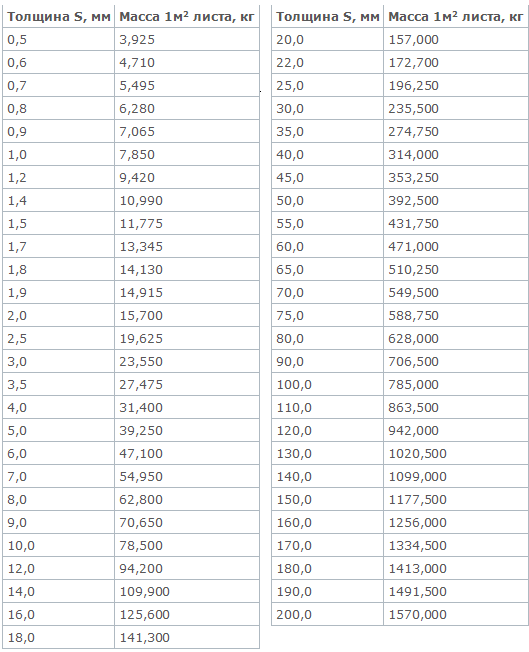 0142
0142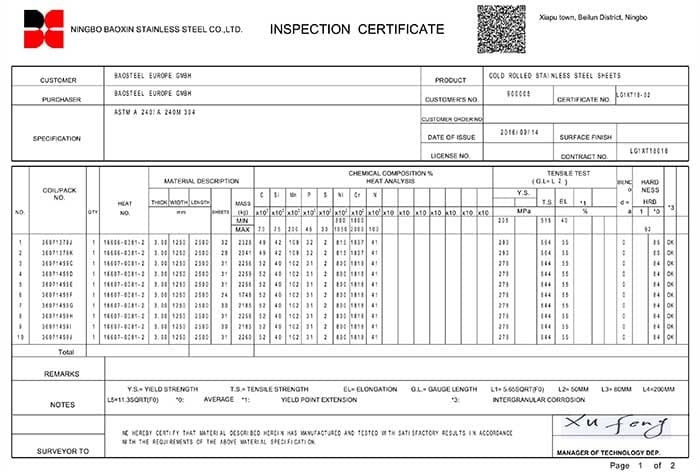 0226
0226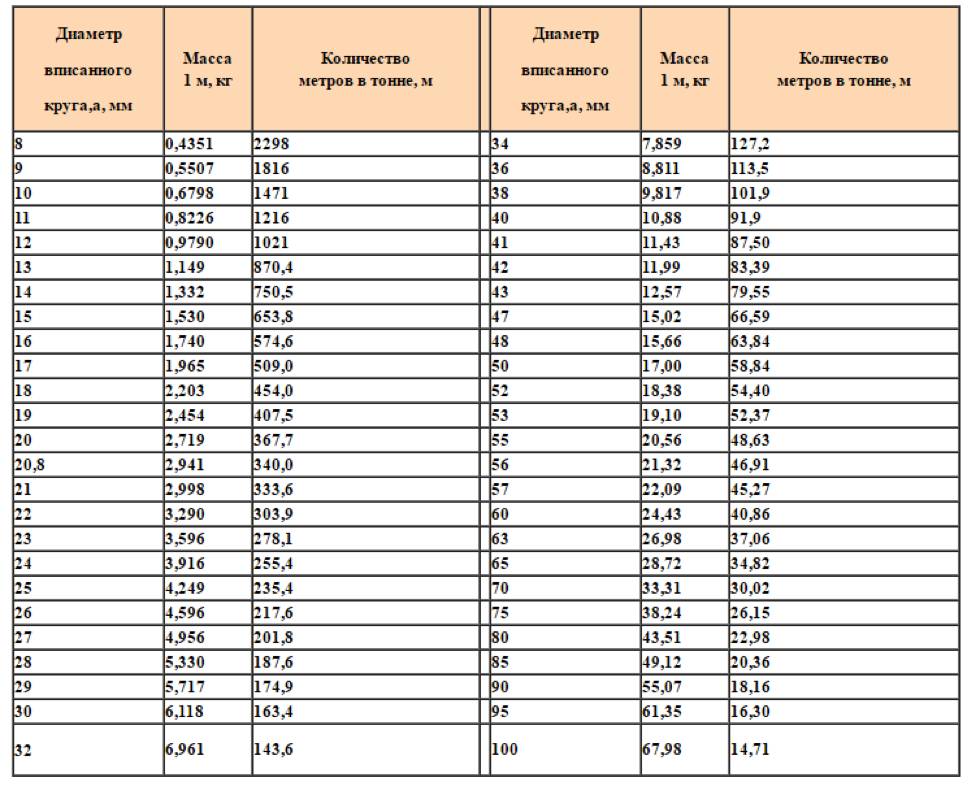 0500
0500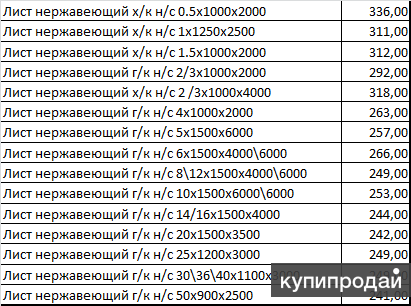 0781
0781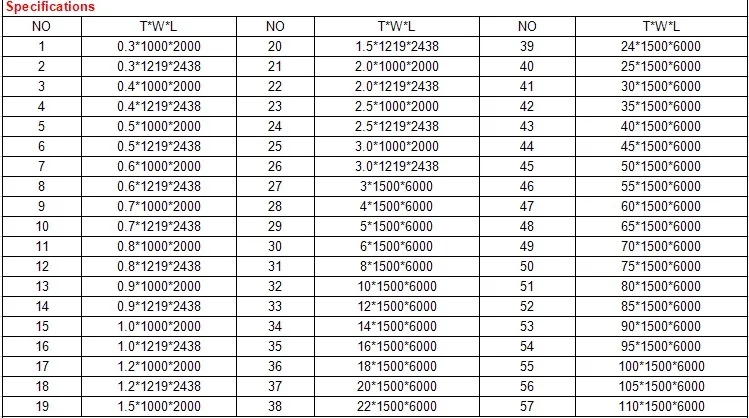 134
134 1620
1620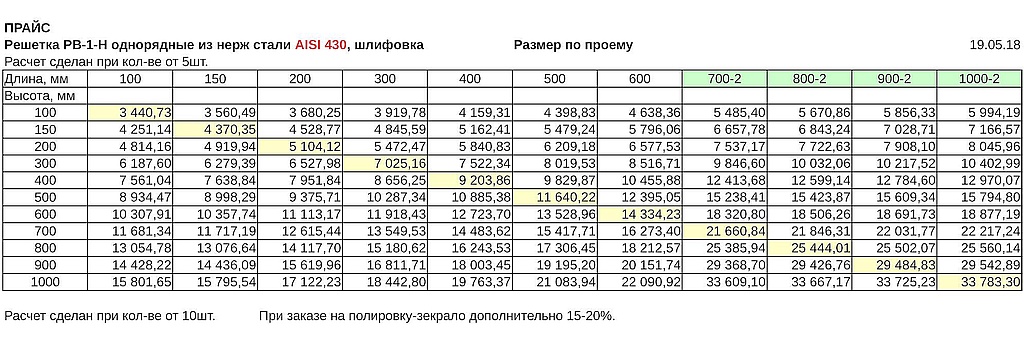
 Сам фрезер удобный в эксплуатации, всё понятно! Очень мощный, по дереву идёт как по маслу, но забивается кнопка включения мелкой пылью, как будто её специально засасывает от самого двигателя! Рекомендую.
Сам фрезер удобный в эксплуатации, всё понятно! Очень мощный, по дереву идёт как по маслу, но забивается кнопка включения мелкой пылью, как будто её специально засасывает от самого двигателя! Рекомендую.

 7 кг
7 кг Не стоит забывать, что это бюджетная версия которая стоит значительно ниже своего предшественника. Поэтому недостатки не в счёт — их нет, все ушло в максимально низкую себестоимость, оставив при этом качество, что в свое время довольно большая редкость!
Не стоит забывать, что это бюджетная версия которая стоит значительно ниже своего предшественника. Поэтому недостатки не в счёт — их нет, все ушло в максимально низкую себестоимость, оставив при этом качество, что в свое время довольно большая редкость! Шумит тише многих пылесосов. Люфтов считай что нет, работать приятно.
Шумит тише многих пылесосов. Люфтов считай что нет, работать приятно.

 2 кг
2 кг Мне понравился: удобный, лёгкий, работает очень мягко. Механизм легко настраивается.
Мне понравился: удобный, лёгкий, работает очень мягко. Механизм легко настраивается. Набор цанг под разные типо-размеры и профили.
Набор цанг под разные типо-размеры и профили.
 Главный плюс модели – это простое управление и отсутствие сложных регулировок, разберется каждый. Устройство не имеет функции регулировки оборотов и подсветки, однако, частота вращения шпинделя в 33 000 об/мин позволяет обрабатывать даже самую твердую древесину. Также нет плавного пуска и встроенного патрубка для пылеудаления, для знакомства со столярным делом эти функции излишние. Модель весит всего 1.4 кг и имеет компактные габариты. В комплекте поставки – параллельный упор, устройство, которое значительно повышает точность выполняемых работ.
Главный плюс модели – это простое управление и отсутствие сложных регулировок, разберется каждый. Устройство не имеет функции регулировки оборотов и подсветки, однако, частота вращения шпинделя в 33 000 об/мин позволяет обрабатывать даже самую твердую древесину. Также нет плавного пуска и встроенного патрубка для пылеудаления, для знакомства со столярным делом эти функции излишние. Модель весит всего 1.4 кг и имеет компактные габариты. В комплекте поставки – параллельный упор, устройство, которое значительно повышает точность выполняемых работ.
 Предлагаем обратить внимание на хорошо спроектированный фрезер Patriot ER 120.
Предлагаем обратить внимание на хорошо спроектированный фрезер Patriot ER 120.


 Герой данной категории – фрезер Kolner KER 1200V.
Герой данной категории – фрезер Kolner KER 1200V.
 Модель подойдет как новичкам, так и профессионалам. Компактный корпус и удобные рукоятки делают работу с фрезером очень приятной. Ручной фрезер Энкор ФМЭ-710/8Э отличается качеством сборки и высоким сроком службы, а цена приятно удивит покупателя. Мощность ручного фрезера составляет 710 Вт, а наличие трех баз в комплекте позволяет значительно расширить функционал прибора. Не забыли и о безопасности, защитный экран на своем законном месте. Регулятор оборотов позволяет настроить фрезер на нужный режим обработки изделий.
Модель подойдет как новичкам, так и профессионалам. Компактный корпус и удобные рукоятки делают работу с фрезером очень приятной. Ручной фрезер Энкор ФМЭ-710/8Э отличается качеством сборки и высоким сроком службы, а цена приятно удивит покупателя. Мощность ручного фрезера составляет 710 Вт, а наличие трех баз в комплекте позволяет значительно расширить функционал прибора. Не забыли и о безопасности, защитный экран на своем законном месте. Регулятор оборотов позволяет настроить фрезер на нужный режим обработки изделий.

 Вы можете формировать свою древесину несколькими способами, чтобы создавать фантастически выглядящие проекты, независимо от вашего уровня навыков.
Вы можете формировать свою древесину несколькими способами, чтобы создавать фантастически выглядящие проекты, независимо от вашего уровня навыков. Вы можете формировать края досок, добавлять углубления или бусины на их поверхности, делать отверстия, столярные изделия, а также вырезать. Ваше воображение — это предел при определении того, что ваш маршрутизатор может сделать для вас!
Вы можете формировать края досок, добавлять углубления или бусины на их поверхности, делать отверстия, столярные изделия, а также вырезать. Ваше воображение — это предел при определении того, что ваш маршрутизатор может сделать для вас! Эти дополнения помогут уменьшить износ пальцев, кистей и предплечий.
Эти дополнения помогут уменьшить износ пальцев, кистей и предплечий. Они также имеют тенденцию быть немного тяжелее, чем блоки среднего размера, когда прикреплено погружное основание. Если вы планируете использовать фрезы с большим профилем или глубоко врезаться в древесину, полноразмерный фрезер справится с этой задачей. Это также самые тяжелые модели из-за их более крупных рам и электродвигателей.
Они также имеют тенденцию быть немного тяжелее, чем блоки среднего размера, когда прикреплено погружное основание. Если вы планируете использовать фрезы с большим профилем или глубоко врезаться в древесину, полноразмерный фрезер справится с этой задачей. Это также самые тяжелые модели из-за их более крупных рам и электродвигателей.
 Если ваши потребности могут быть удовлетворены с помощью хорошего фрезера, вы сможете обойтись продуктами с номиналом всего в три ампера. Для более крупных проектов потребуются маршрутизаторы по дереву, которые могут генерировать до 15 ампер и более.
Если ваши потребности могут быть удовлетворены с помощью хорошего фрезера, вы сможете обойтись продуктами с номиналом всего в три ампера. Для более крупных проектов потребуются маршрутизаторы по дереву, которые могут генерировать до 15 ампер и более. Он использует алюминиевую конструкцию для обеспечения прочного корпуса, который также помогает снизить вес. Эта функция позволит вам работать с этим деревянным фрезером в течение более длительного времени без усталости.
Он использует алюминиевую конструкцию для обеспечения прочного корпуса, который также помогает снизить вес. Эта функция позволит вам работать с этим деревянным фрезером в течение более длительного времени без усталости.



 Porter-Cable предлагает эту обновленную версию вместо своей меньшей модели 690LR. Вы можете быть удивлены, насколько большую разницу имеет один дополнительный ампер мощности при более глубоких разрезах.
Porter-Cable предлагает эту обновленную версию вместо своей меньшей модели 690LR. Вы можете быть удивлены, насколько большую разницу имеет один дополнительный ампер мощности при более глубоких разрезах. Это поможет использовать большие и глубокие биты в ваших проектах, даже если они из твердой древесины.
Это поможет использовать большие и глубокие биты в ваших проектах, даже если они из твердой древесины.

 Продолжайте читать, чтобы найти список некоторых характеристик, возможностей и функций, на которые следует обратить внимание при покупке лучшего фрезерного станка по дереву для ваших нужд. Некоторые из этих пунктов могут иметь большее значение, чем другие, поэтому взвешивайте их важность при выборе маршрутизатора.
Продолжайте читать, чтобы найти список некоторых характеристик, возможностей и функций, на которые следует обратить внимание при покупке лучшего фрезерного станка по дереву для ваших нужд. Некоторые из этих пунктов могут иметь большее значение, чем другие, поэтому взвешивайте их важность при выборе маршрутизатора.

 С помощью этих датчиков скорости маршрутизатор увеличивает выходную мощность, чтобы компенсировать увеличение плотности, поддерживая работу бита на заданной скорости.
С помощью этих датчиков скорости маршрутизатор увеличивает выходную мощность, чтобы компенсировать увеличение плотности, поддерживая работу бита на заданной скорости.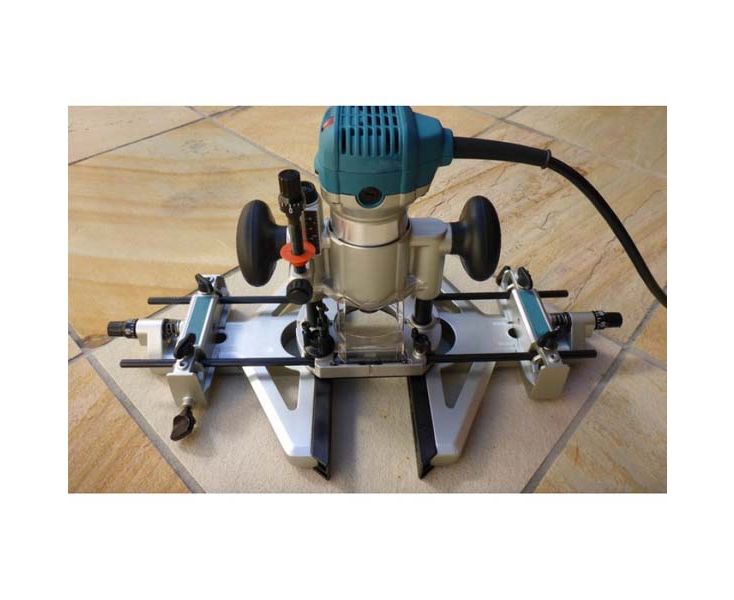
 Тем не менее, это может не сработать для тяжелых работ. 9№ 0005
Тем не менее, это может не сработать для тяжелых работ. 9№ 0005 Верхняя часть двигателя плоская, поэтому его можно перевернуть на столе, чтобы пользователь мог регулировать глубину.
Верхняя часть двигателя плоская, поэтому его можно перевернуть на столе, чтобы пользователь мог регулировать глубину. com
com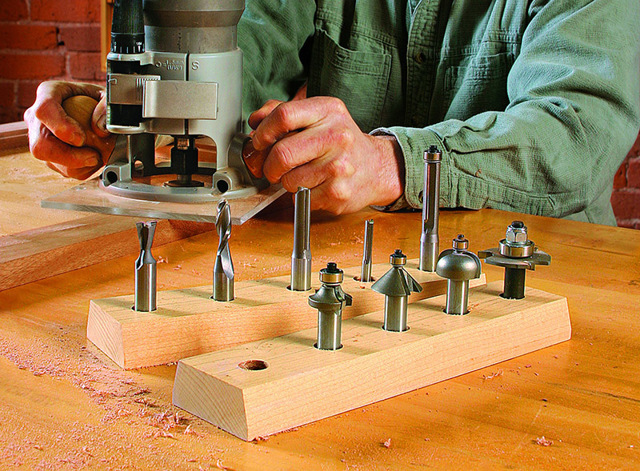 0004
0004
 Сам маршрутизатор оснащен 12-амперным двигателем мощностью 2 ¼ лошадиных силы с регулировкой скорости от 8000 до 25000 об/мин. Электронная обратная связь позволяет маршрутизатору регулировать скорость при работе с более жесткими участками древесины.
Сам маршрутизатор оснащен 12-амперным двигателем мощностью 2 ¼ лошадиных силы с регулировкой скорости от 8000 до 25000 об/мин. Электронная обратная связь позволяет маршрутизатору регулировать скорость при работе с более жесткими участками древесины. com
com ручка регулировки в виде шестерни
ручка регулировки в виде шестерни Кроме того, этот электронный фрезерный станок с погружным основанием оснащен технологией плавного пуска, которая снижает начальный крутящий момент во время запуска. Это предотвращает прыжки маршрутизатора в руках пользователя, особенно при использовании фрезы большего размера.
Кроме того, этот электронный фрезерный станок с погружным основанием оснащен технологией плавного пуска, которая снижает начальный крутящий момент во время запуска. Это предотвращает прыжки маршрутизатора в руках пользователя, особенно при использовании фрезы большего размера. Резиновая рукоятка удобна и позволяет пользователю управлять Кольтом одной рукой. Кроме того, в Colt реализована технология медленного пуска, что очень важно для карманного фрезера, так как они могут дергаться при включении, если в цанге находится большая или тяжелая бита.
Резиновая рукоятка удобна и позволяет пользователю управлять Кольтом одной рукой. Кроме того, в Colt реализована технология медленного пуска, что очень важно для карманного фрезера, так как они могут дергаться при включении, если в цанге находится большая или тяжелая бита. В качестве альтернативы недорогому инструменту можно использовать фрезерный станок PORTER-CABLE с фиксированным основанием, обеспечивающий скорость вращения 31 500 об/мин, с ¼-дюймовым сцеплением и двигателем на 4,5 ампера с быстросъемным зажимом.
В качестве альтернативы недорогому инструменту можно использовать фрезерный станок PORTER-CABLE с фиксированным основанием, обеспечивающий скорость вращения 31 500 об/мин, с ¼-дюймовым сцеплением и двигателем на 4,5 ампера с быстросъемным зажимом.
 Это значительно сложнее при использовании маршрутизатора с фиксированным основанием, хотя этот тип маршрутизатора упрощает настройку и обрезку профилей кромок.
Это значительно сложнее при использовании маршрутизатора с фиксированным основанием, хотя этот тип маршрутизатора упрощает настройку и обрезку профилей кромок.
 0.25
0.25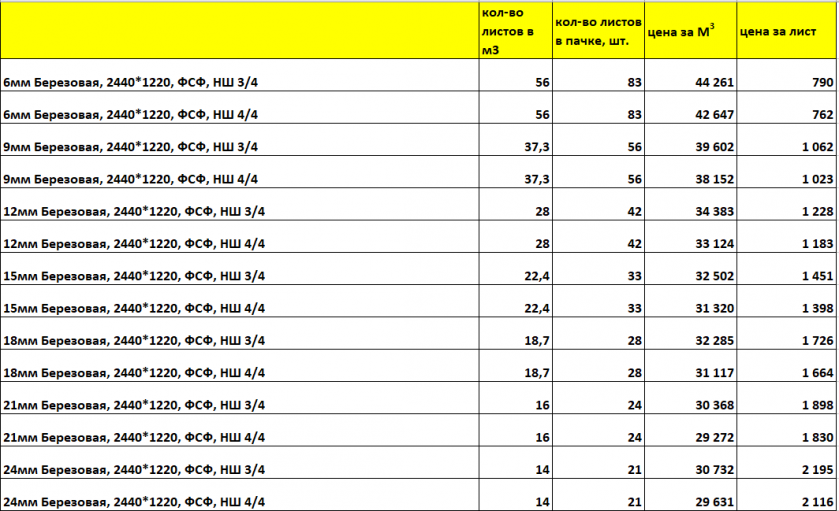 0.75
0.75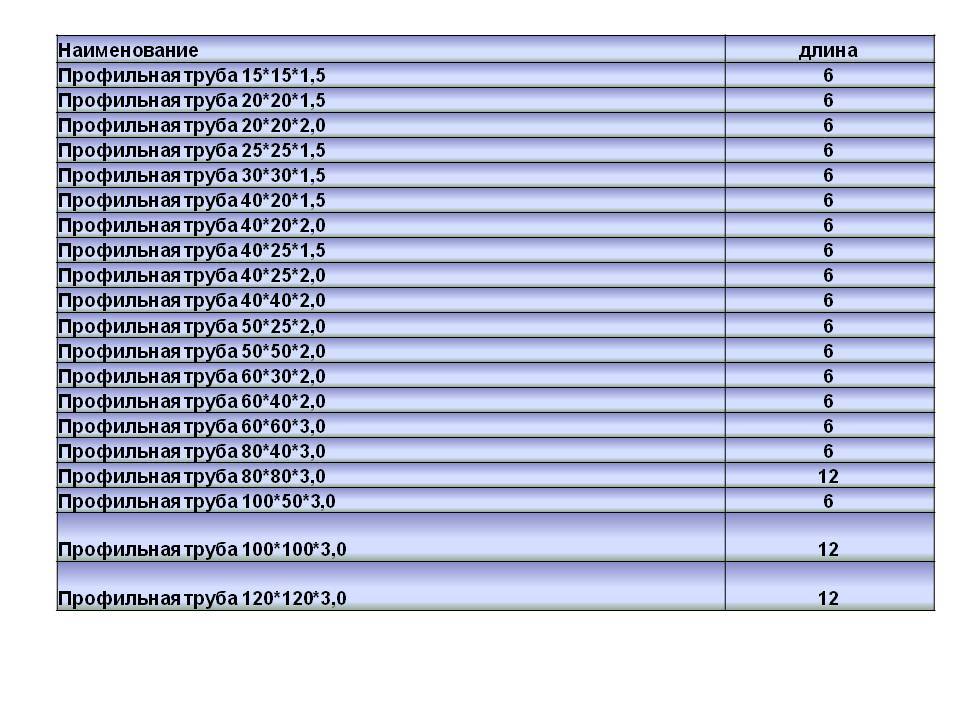 1.7
1.7 Срок эксплуатации такой защиты составляет 1-7 лет.
Срок эксплуатации такой защиты составляет 1-7 лет. В любом случае для листа оцинкованного 0,7 мм вес со временем будет меняться в незначительных пределах. В случае локального принудительного разрушения цинкового покрытия получают гидроксид цинка, препятствующий образованию оксида железа. В промышленности используются 2 метода оцинковки:
В любом случае для листа оцинкованного 0,7 мм вес со временем будет меняться в незначительных пределах. В случае локального принудительного разрушения цинкового покрытия получают гидроксид цинка, препятствующий образованию оксида железа. В промышленности используются 2 метода оцинковки:


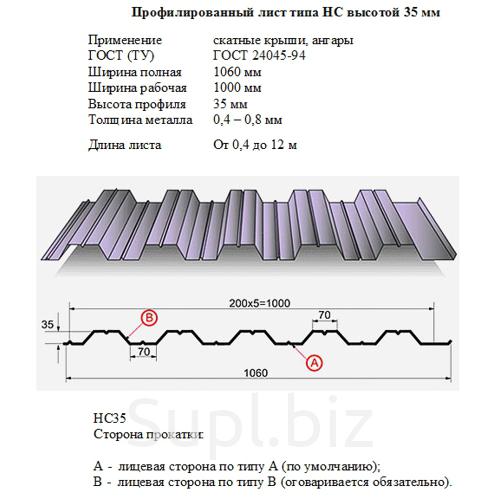 В то же время вес 1м² стали оцинкованной с полимерным покрытием будет составлять 8,62 и 13,5 кг.
В то же время вес 1м² стали оцинкованной с полимерным покрытием будет составлять 8,62 и 13,5 кг.
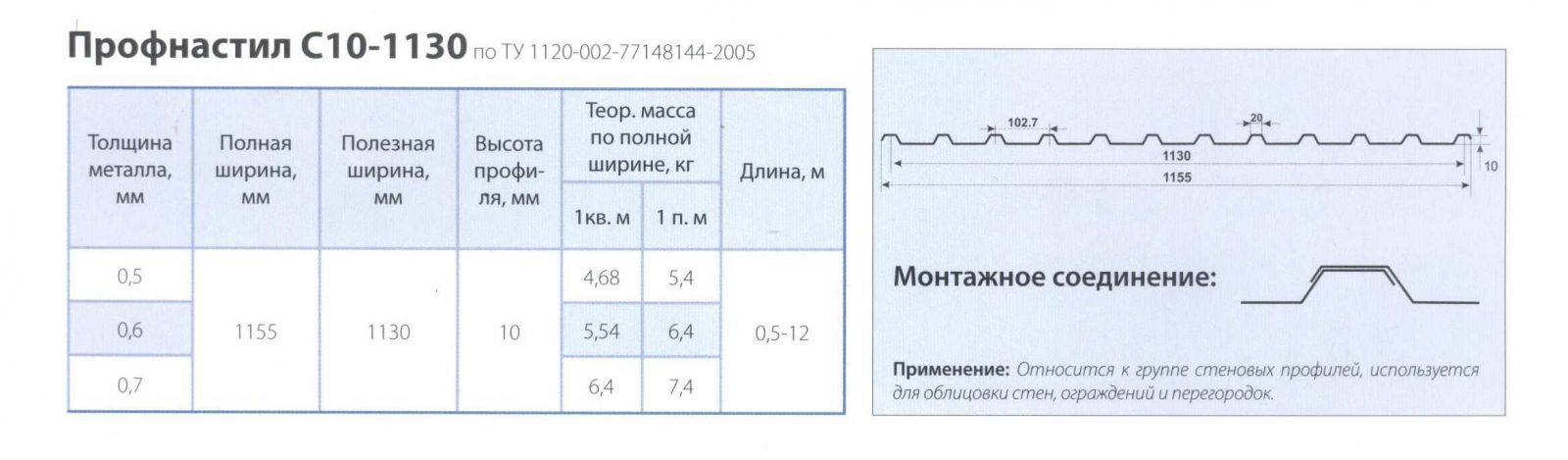 В зависимости от толщины, покрытие подразделяется на 3 класса:
В зависимости от толщины, покрытие подразделяется на 3 класса:
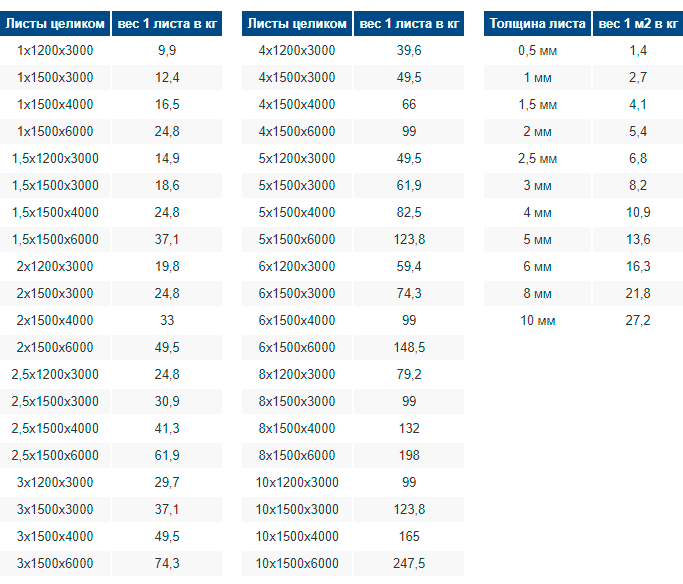
 0011
0011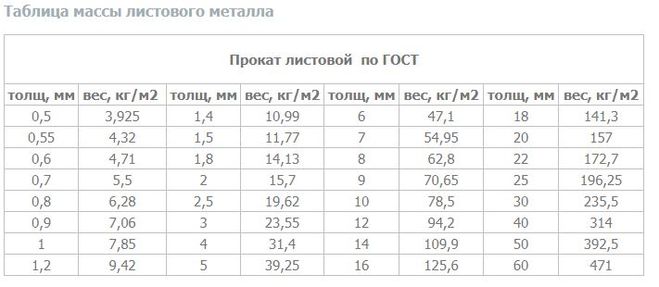 57
57 7475
7475 0003
0003
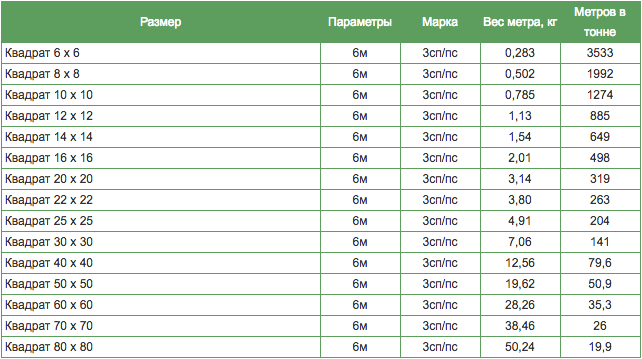 Предоставление следующей информации поможет вам получить лучшую цену за ваш вес стального листа м2.
Предоставление следующей информации поможет вам получить лучшую цену за ваш вес стального листа м2. Многие секторы, которые ищут легкие товары, обращаются к весу 1,0 мм стального листа м2 из-за его превосходных характеристик.
Многие секторы, которые ищут легкие товары, обращаются к весу 1,0 мм стального листа м2 из-за его превосходных характеристик.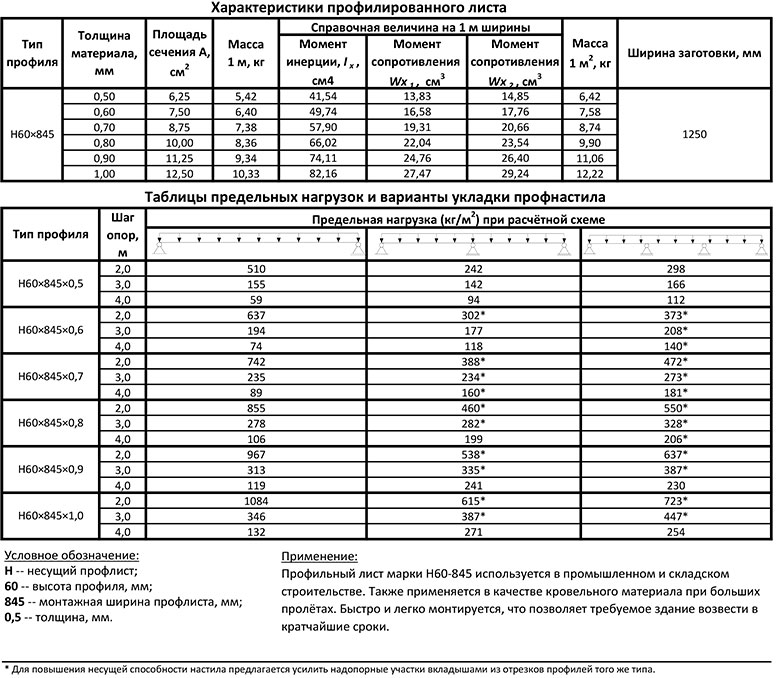 Помимо того факта, что недавние вспышки ураганов и торнадо увеличили силу этих штормов, проектная жесткость существующих конструкций не увеличилась. Внутренние силы и сильные ветры могут как повредить, так и разрушить здания.
Помимо того факта, что недавние вспышки ураганов и торнадо увеличили силу этих штормов, проектная жесткость существующих конструкций не увеличилась. Внутренние силы и сильные ветры могут как повредить, так и разрушить здания. Его также легко красить, что делает его идеальным для отделки мебели, особенно кухонных шкафов.
Его также легко красить, что делает его идеальным для отделки мебели, особенно кухонных шкафов.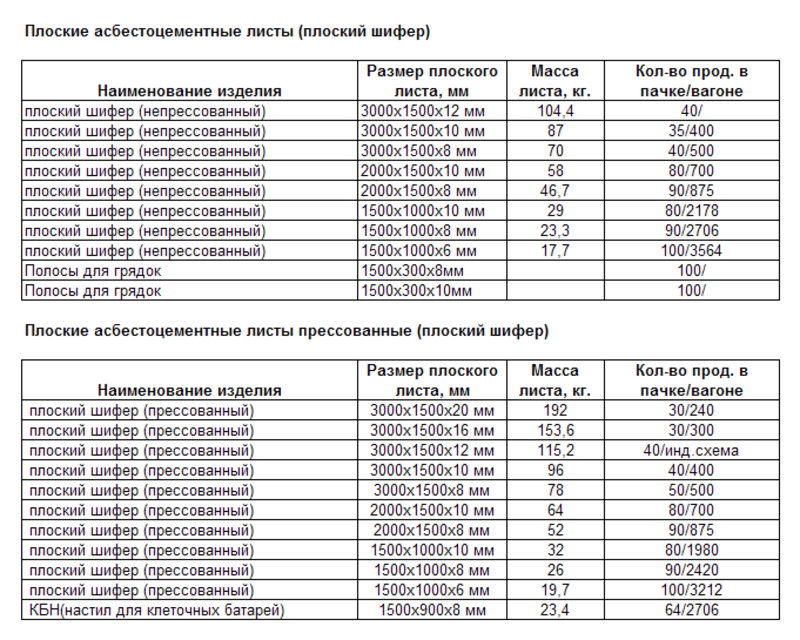
 Водосмываемый флюс обычно изготавливается на базе водорастворимого полимера, активированного гидрогалогенидами аминов и органическими кислотами с добавлением подходящих растворителей и реологических модификаторов.
Водосмываемый флюс обычно изготавливается на базе водорастворимого полимера, активированного гидрогалогенидами аминов и органическими кислотами с добавлением подходящих растворителей и реологических модификаторов.
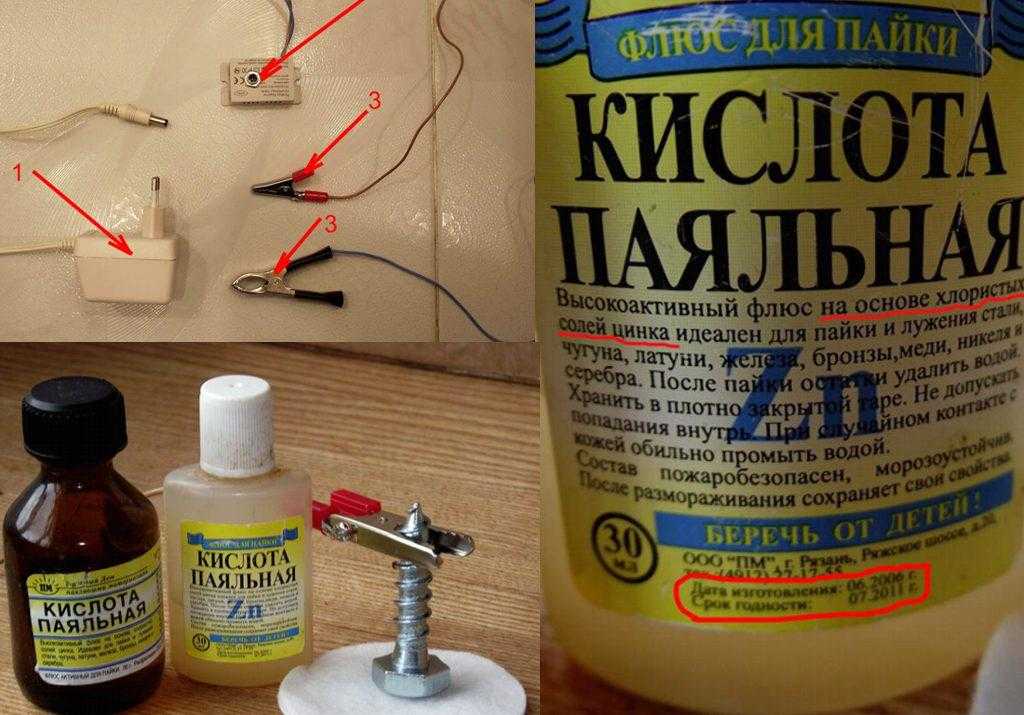 В этой форме загрязнения удаляются с поверхности. Помимо электроники, омылители применяются во многих бытовых и промышленных моечных системах, например, в качестве моющих средств для посудомоечных машин. В электронике основным объектом отмывки являются остатки канифольного флюса. В результате реакции омылителя с его кислотными компонентами образуется канифольное мыло. По аналогичному механизму удаляется непрореагировавшая карбоксильная кислота. Так как омылитель применяется в форме водного раствора, он действует и на остатки водорастворимых флюсов. Однако в зависимости от тщательности процесса отмывки водонерастворимые и неомыляемые загрязнения могут удаляться не полностью.
В этой форме загрязнения удаляются с поверхности. Помимо электроники, омылители применяются во многих бытовых и промышленных моечных системах, например, в качестве моющих средств для посудомоечных машин. В электронике основным объектом отмывки являются остатки канифольного флюса. В результате реакции омылителя с его кислотными компонентами образуется канифольное мыло. По аналогичному механизму удаляется непрореагировавшая карбоксильная кислота. Так как омылитель применяется в форме водного раствора, он действует и на остатки водорастворимых флюсов. Однако в зависимости от тщательности процесса отмывки водонерастворимые и неомыляемые загрязнения могут удаляться не полностью.
 Он был спланирован как полный факторный эксперимент со следующими параметрами и уровнями.
Он был спланирован как полный факторный эксперимент со следующими параметрами и уровнями.
 На рис. 2 показано соотношение между обоими факторами.
На рис. 2 показано соотношение между обоими факторами.

 Результаты для трех различных сплавов и двух методов отмывки показаны на рис. 4.
Результаты для трех различных сплавов и двух методов отмывки показаны на рис. 4.
 Применение более мелких порошков вынуждает пересмотреть композицию флюса. У мелкого порошка больше площадь поверхности металла, поэтому он может требовать большего количества флюса или иной системы активации. Чем больше флюса в паяльной пасте, тем большее его количество остается под небольшими компонентами после пайки.
Применение более мелких порошков вынуждает пересмотреть композицию флюса. У мелкого порошка больше площадь поверхности металла, поэтому он может требовать большего количества флюса или иной системы активации. Чем больше флюса в паяльной пасте, тем большее его количество остается под небольшими компонентами после пайки.
 Расстояния между контактными площадками резко сокращаются с 3,5 мм для компонентов типоразмера 2010 до 0,1 мм для компонентов типоразмера 01005. Растет риск образования мостиков припоя, электрохимической миграции и других неблагоприятных эффектов, а зазор между корпусами компонентов и платой сужается. В связи с этим возникает потребность в отмывочных составах с низким поверхностным натяжением и достаточной капиллярной силой для проникновения под эти малоразмерные компоненты.
Расстояния между контактными площадками резко сокращаются с 3,5 мм для компонентов типоразмера 2010 до 0,1 мм для компонентов типоразмера 01005. Растет риск образования мостиков припоя, электрохимической миграции и других неблагоприятных эффектов, а зазор между корпусами компонентов и платой сужается. В связи с этим возникает потребность в отмывочных составах с низким поверхностным натяжением и достаточной капиллярной силой для проникновения под эти малоразмерные компоненты. Отмывка производилась в течение разного времени с помощью того же отмывочного средства (в концентрации 20%) при температуре 50 °C. Затем компоненты были демонтированы для визуального контроля наличия остатков флюса.
Отмывка производилась в течение разного времени с помощью того же отмывочного средства (в концентрации 20%) при температуре 50 °C. Затем компоненты были демонтированы для визуального контроля наличия остатков флюса. Профиль нагрева также влияет на смачивание, количество остатка флюса и твердость (отмываемость) остатков.
Профиль нагрева также влияет на смачивание, количество остатка флюса и твердость (отмываемость) остатков.

 В случае бессвинцовых припоев остаток был меньше из-за более высоких температур в профиле пайки по сравнению с оловянно-свинцовыми припоями.
В случае бессвинцовых припоев остаток был меньше из-за более высоких температур в профиле пайки по сравнению с оловянно-свинцовыми припоями.


 п.
п.

 Мысль заключалась в следующем: «флюс был вашим другом», и чем более агрессивным был флюс, тем легче было припаивать компоненты к изделиям.
Мысль заключалась в следующем: «флюс был вашим другом», и чем более агрессивным был флюс, тем легче было припаивать компоненты к изделиям.
 Дополнительный вариант очистки по-прежнему требует ответа. Другими словами, стоит ли все это затрат, или процесс следует изменить на флюсы с низким содержанием твердых частиц и не беспокоиться о каких-либо процессах очистки.
Дополнительный вариант очистки по-прежнему требует ответа. Другими словами, стоит ли все это затрат, или процесс следует изменить на флюсы с низким содержанием твердых частиц и не беспокоиться о каких-либо процессах очистки.


 Позже он присоединился к HTC, пионеру в области пайки паровой фазой, и продолжил работу в отрасли Dynapert, GenRad, Teradyne, SRT и VJ Electronics.
Позже он присоединился к HTC, пионеру в области пайки паровой фазой, и продолжил работу в отрасли Dynapert, GenRad, Teradyne, SRT и VJ Electronics.




 Более 15 лет опыта работы в SMT, силовых, тепловых и полупроводниковых приложениях. Степень магистра в области промышленной техники, Государственный университет Нью-Йорка в Бингемтоне.
Более 15 лет опыта работы в SMT, силовых, тепловых и полупроводниковых приложениях. Степень магистра в области промышленной техники, Государственный университет Нью-Йорка в Бингемтоне.
 Вам следует выбрать обработку без очистки, если только у вас нет сложных для пайки компонентов, требующих более активных флюсов.
Вам следует выбрать обработку без очистки, если только у вас нет сложных для пайки компонентов, требующих более активных флюсов. Если вы планируете смывать остатки флюса и другие загрязнения, всегда лучше использовать смываемые водой флюсы в паяльной пасте, припое для проволоки и жидкие флюсы.
Если вы планируете смывать остатки флюса и другие загрязнения, всегда лучше использовать смываемые водой флюсы в паяльной пасте, припое для проволоки и жидкие флюсы. Он проработал 5 лет инженером-технологом на предприятии по производству печатных плат. С 1999 года Тони работал в компании FCT в качестве руководителя лаборатории, руководителя предприятия, а в последнее время — инженера по эксплуатации. Он имеет большой опыт проведения исследований и разработок, контроля качества и технического обслуживания продуктов, используемых для производства и сборки печатных плат. Он держит B.S. и М.Б.С. степени в области химии.
Он проработал 5 лет инженером-технологом на предприятии по производству печатных плат. С 1999 года Тони работал в компании FCT в качестве руководителя лаборатории, руководителя предприятия, а в последнее время — инженера по эксплуатации. Он имеет большой опыт проведения исследований и разработок, контроля качества и технического обслуживания продуктов, используемых для производства и сборки печатных плат. Он держит B.S. и М.Б.С. степени в области химии. Стивен консультирует нескольких клиентов из списка Fortune 500 по процессам пайки и SMT, а также часто выступает с докладами на отраслевых мероприятиях SMT.
Стивен консультирует нескольких клиентов из списка Fortune 500 по процессам пайки и SMT, а также часто выступает с докладами на отраслевых мероприятиях SMT. Он работал с Honeywell Aerospace в области высоконадежного производства, а также с несколькими нефтедобывающими компаниями. Он также хорошо разбирается в правилах охраны окружающей среды, здоровья и безопасности.
Он работал с Honeywell Aerospace в области высоконадежного производства, а также с несколькими нефтедобывающими компаниями. Он также хорошо разбирается в правилах охраны окружающей среды, здоровья и безопасности. Его внимание было сосредоточено на разработке и применении измерительных инструментов, используемых для улучшения производственных тепловых процессов, а также решений для хранения чувствительных к влаге компонентов.
Его внимание было сосредоточено на разработке и применении измерительных инструментов, используемых для улучшения производственных тепловых процессов, а также решений для хранения чувствительных к влаге компонентов.


 Кевин разработал процессы для тысяч сборок от трафаретной печати до защитного покрытия и испытаний.
Кевин разработал процессы для тысяч сборок от трафаретной печати до защитного покрытия и испытаний.

 Если кто-то предпочитает не очищать, то единственным вариантом является паяльная паста/флюс без очистки.
Если кто-то предпочитает не очищать, то единственным вариантом является паяльная паста/флюс без очистки.
 и системы проверки чистоты.
и системы проверки чистоты.
 Единственное, что я хотел бы добавить как сборщик, это то, что технологические окна с точки зрения паяемости шире при использовании водорастворимых химических флюсов из-за более агрессивной природы флюсов. Если плата имеет конформное покрытие, я бы использовал процесс очистки для наиболее стабильных результатов в CC. Болезненная часть, если количество компонентов и разнообразие высоки, заключается в том, что необходимо учитывать меры предосторожности в отношении жидкостей. Эта инженерная работа может занять много времени.
Единственное, что я хотел бы добавить как сборщик, это то, что технологические окна с точки зрения паяемости шире при использовании водорастворимых химических флюсов из-за более агрессивной природы флюсов. Если плата имеет конформное покрытие, я бы использовал процесс очистки для наиболее стабильных результатов в CC. Болезненная часть, если количество компонентов и разнообразие высоки, заключается в том, что необходимо учитывать меры предосторожности в отношении жидкостей. Эта инженерная работа может занять много времени.

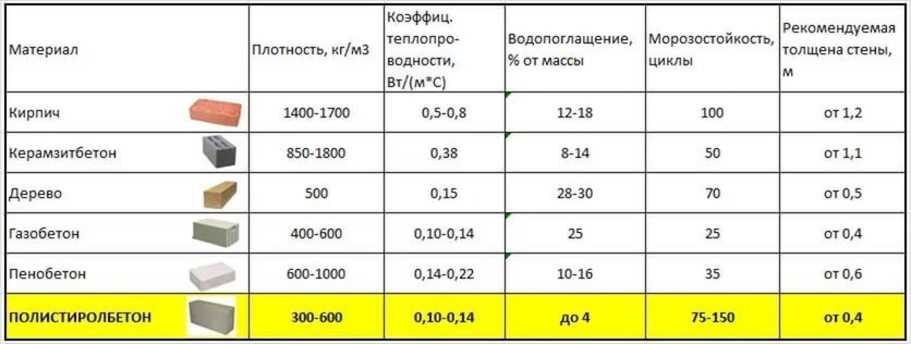 Эта величина ниже в газобетоне. Следовательно, газобетон обеспечит лучшую теплоизоляцию помещения. Прочность и устойчивость Прочность у газоблоков выше, чем в пеноблоков. Они более устойчивы и менее подвержены повреждениям при транспортировке и грузовых работах. Пенобетоновые строения, в материале которых больше цемента, больше подвержены усадке, чем газобетон.
Эта величина ниже в газобетоне. Следовательно, газобетон обеспечит лучшую теплоизоляцию помещения. Прочность и устойчивость Прочность у газоблоков выше, чем в пеноблоков. Они более устойчивы и менее подвержены повреждениям при транспортировке и грузовых работах. Пенобетоновые строения, в материале которых больше цемента, больше подвержены усадке, чем газобетон.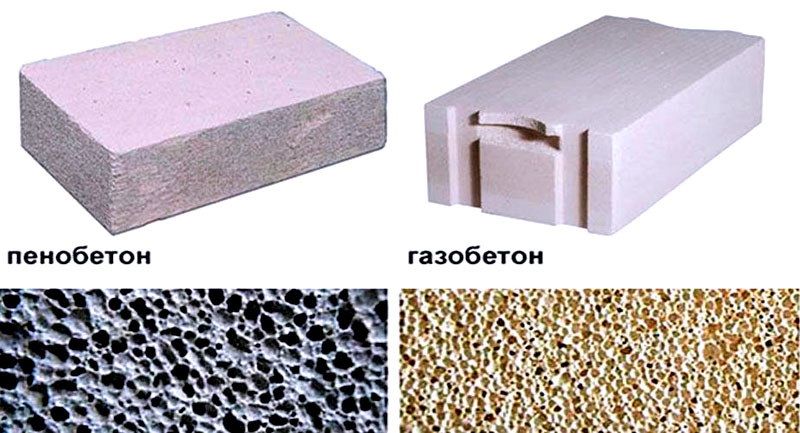 По техническим характеристикам единственное преимущество пенобетона — лучшая влагонепроницаемость. Одновременно это может дать отрицательный эффект, так как препятствует «дыханию» помещений. Недостатки пенобетона — это не только низкая прочность, высокая теплопроводность и больше осадки. Из-за простоты и доступности производства существует большой риск попадания на рынок некачественного материала. Газоблоки дороже, ведь для их производства применяются промышленные методы. Они требуют наличия специального оборудования и мощностей. Одновременно это повышает надежность и гарантирует качество продукции.
По техническим характеристикам единственное преимущество пенобетона — лучшая влагонепроницаемость. Одновременно это может дать отрицательный эффект, так как препятствует «дыханию» помещений. Недостатки пенобетона — это не только низкая прочность, высокая теплопроводность и больше осадки. Из-за простоты и доступности производства существует большой риск попадания на рынок некачественного материала. Газоблоки дороже, ведь для их производства применяются промышленные методы. Они требуют наличия специального оборудования и мощностей. Одновременно это повышает надежность и гарантирует качество продукции. 12.2018
12.2018 Каждый из них обладает достоинствами, улучшающими качество постройки. Современные технологии позволили создать состав, в котором удачно объединились все эти преимущества. Ячеистая масса используется для возведения внутренних и несущих стен, перегородок, утепления и др.
Каждый из них обладает достоинствами, улучшающими качество постройки. Современные технологии позволили создать состав, в котором удачно объединились все эти преимущества. Ячеистая масса используется для возведения внутренних и несущих стен, перегородок, утепления и др.  Самые востребованные из них пено и газобетон, которые производятся по разным технологиям. Специалисты рекомендуют использовать их для возведения малоэтажных домов.
Самые востребованные из них пено и газобетон, которые производятся по разным технологиям. Специалисты рекомендуют использовать их для возведения малоэтажных домов. 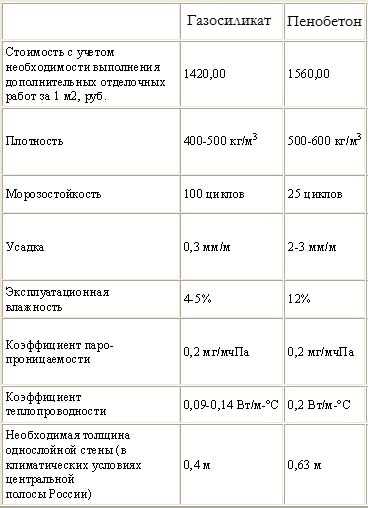 Однако добиться равномерной плотности в таких условиях практически невозможно.
Однако добиться равномерной плотности в таких условиях практически невозможно.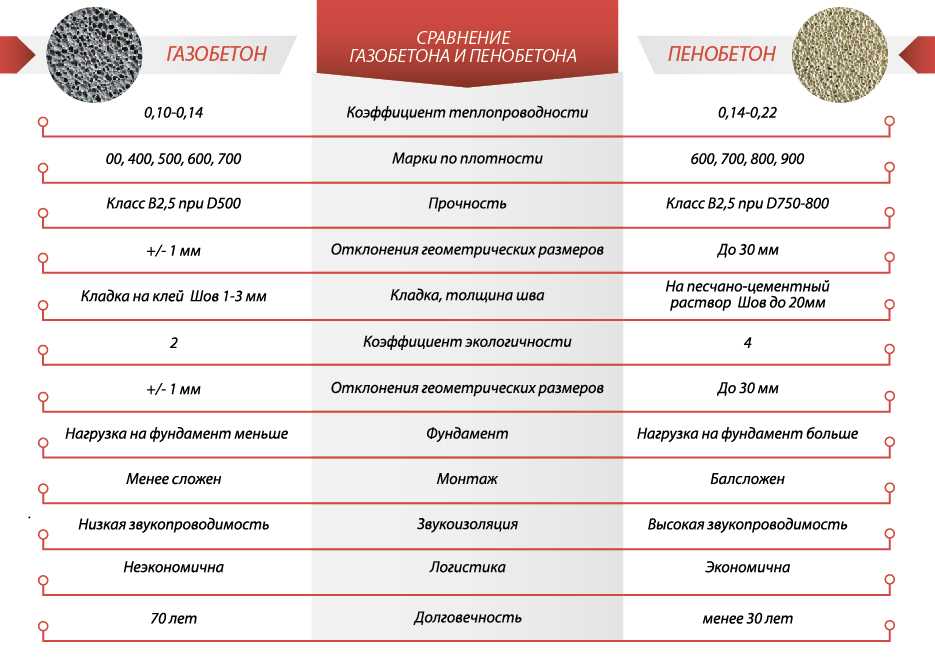 При попадании в воду он будет плавать, не впитывая жидкость в течение семи суток.
При попадании в воду он будет плавать, не впитывая жидкость в течение семи суток. 


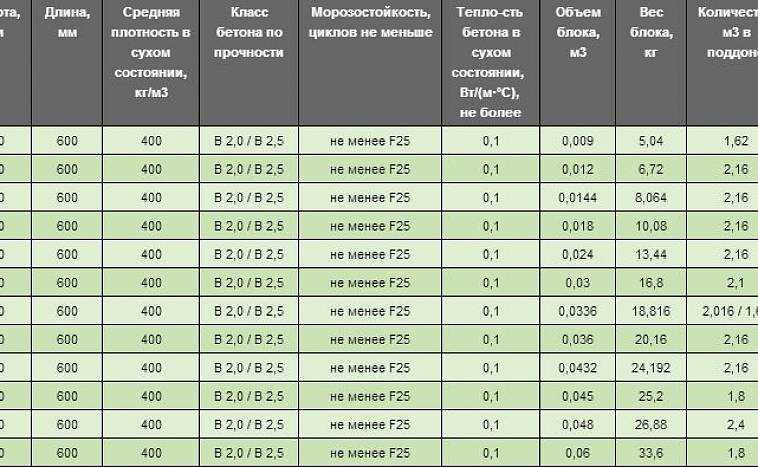 Так и есть на самом деле. Однако чуть тяжелей пеноблоки. Благодаря малому весу появилась возможность изготавливать детали значительно больших, чем, например, стандартный кирпич, размеров. Это заметно ускоряет процесс укладки, поскольку на единицу площади приходится меньшее количество элементов.
Так и есть на самом деле. Однако чуть тяжелей пеноблоки. Благодаря малому весу появилась возможность изготавливать детали значительно больших, чем, например, стандартный кирпич, размеров. Это заметно ускоряет процесс укладки, поскольку на единицу площади приходится меньшее количество элементов.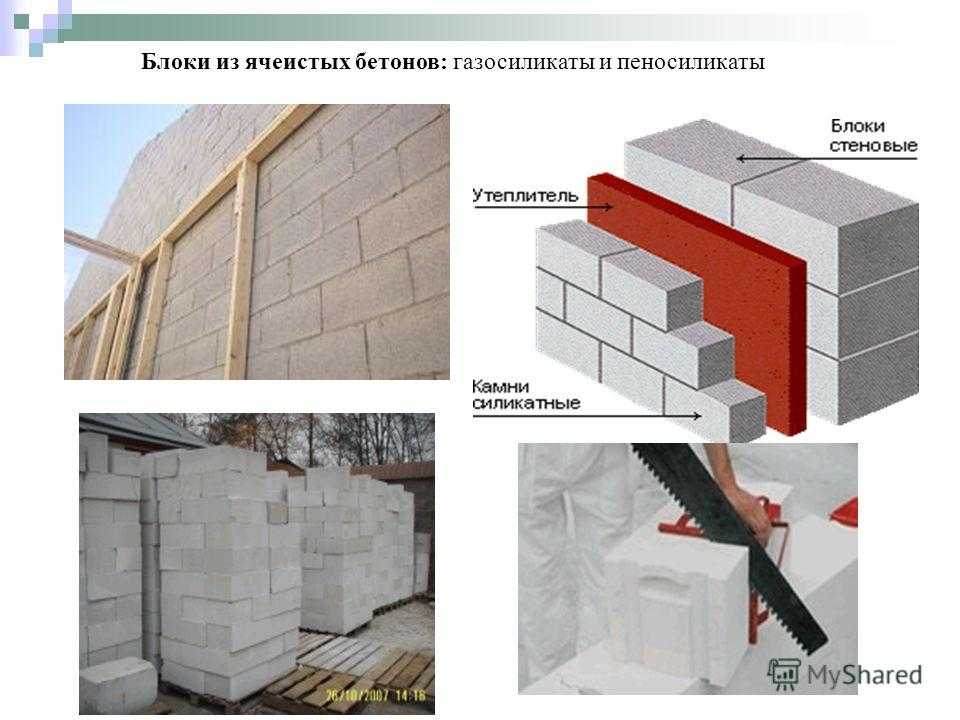 Здесь не все однозначно и мнения разделились. Факт, что при прочих равных условиях пенобетон обойдется дешевле. Это связано с низкой себестоимостью его изготовления. Однако общие затраты на стройку могут быть более значительными.
Здесь не все однозначно и мнения разделились. Факт, что при прочих равных условиях пенобетон обойдется дешевле. Это связано с низкой себестоимостью его изготовления. Однако общие затраты на стройку могут быть более значительными. Пенобетон надо как минимум штукатурить. В результате получается, что изначально более дешевый материал дает заметно большую смету расходов. Это стоит учесть при выборе.
Пенобетон надо как минимум штукатурить. В результате получается, что изначально более дешевый материал дает заметно большую смету расходов. Это стоит учесть при выборе. ru
ru
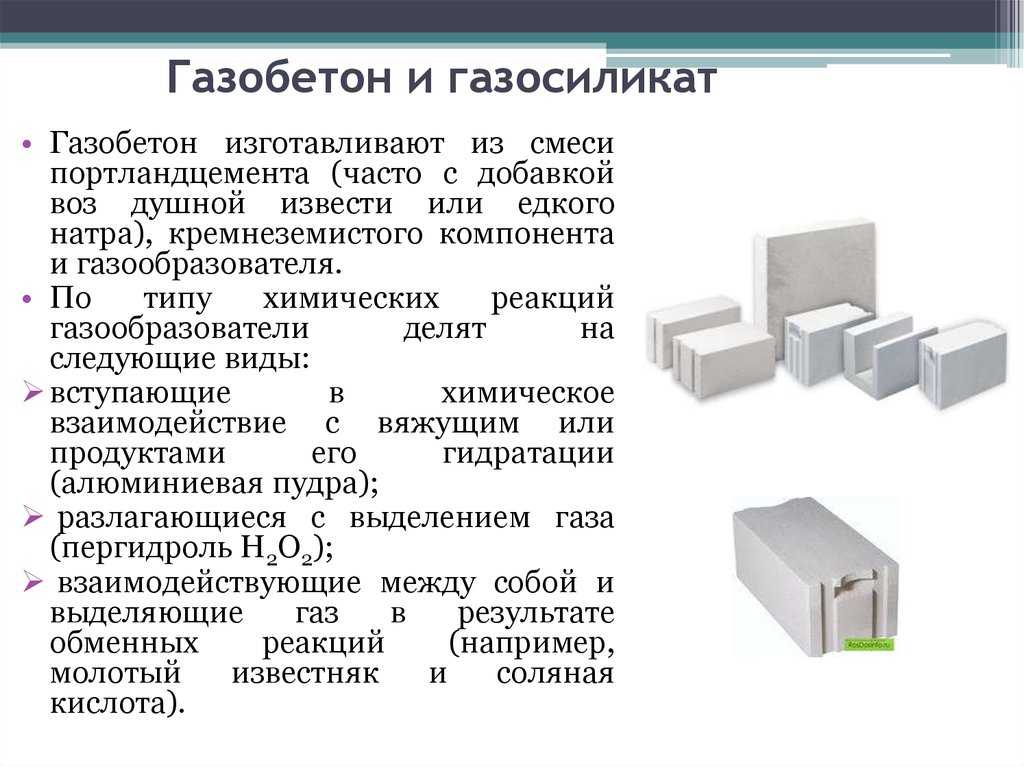

 Каждый блок может быть предварительно обрезан или обрезан на месте до требуемых точных размеров. Затем его можно удобно перенести в конечное положение. Блоки Geofoam значительно сокращают время и трудозатраты, необходимые для строительства стояков стадиона.
Каждый блок может быть предварительно обрезан или обрезан на месте до требуемых точных размеров. Затем его можно удобно перенести в конечное положение. Блоки Geofoam значительно сокращают время и трудозатраты, необходимые для строительства стояков стадиона.

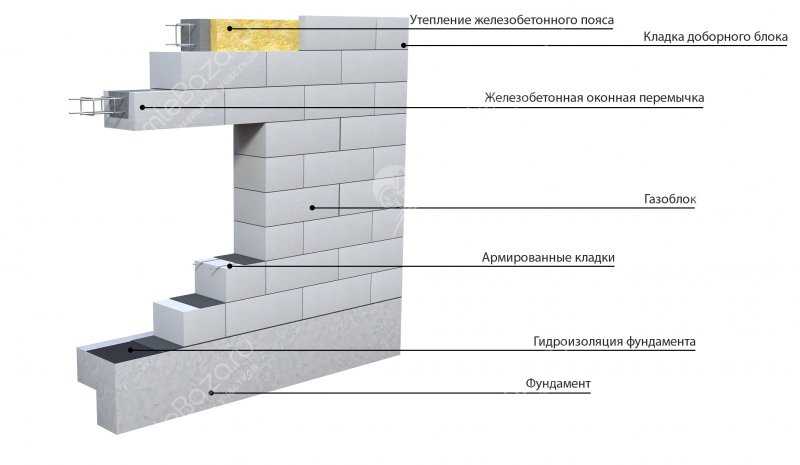
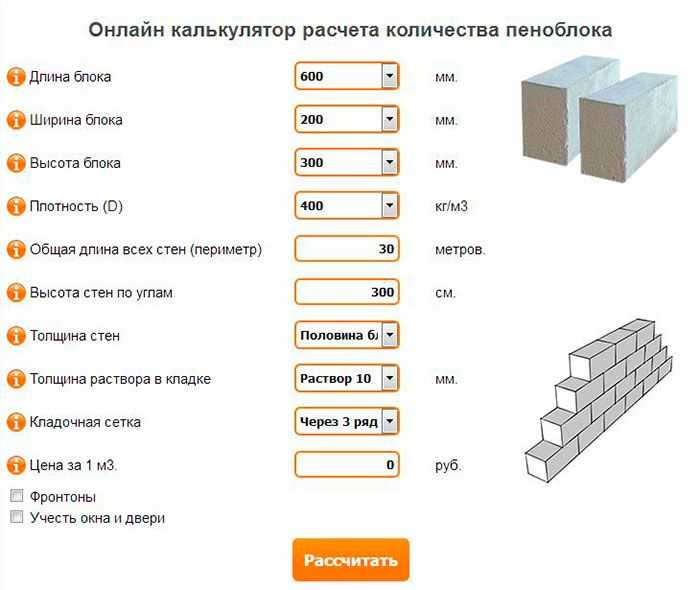
 Это будет поддерживать ваш проект в соответствии с графиком, бюджетом и бесперебойной работой.
Это будет поддерживать ваш проект в соответствии с графиком, бюджетом и бесперебойной работой. (Жидкие пеноизоляционные материалы можно заливать, но они требуют профессионального монтажа). Другие типы требуют профессиональной установки.
(Жидкие пеноизоляционные материалы можно заливать, но они требуют профессионального монтажа). Другие типы требуют профессиональной установки. Чтобы оценить напыляемые или вдуваемые типы изоляции, измерьте глубину изоляции и проверьте наличие пробелов в покрытии.
Чтобы оценить напыляемые или вдуваемые типы изоляции, измерьте глубину изоляции и проверьте наличие пробелов в покрытии.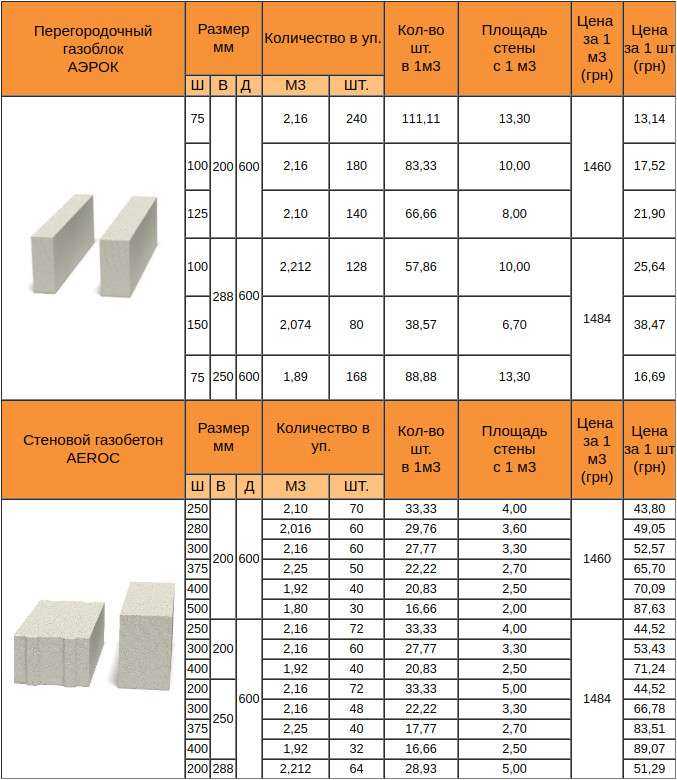
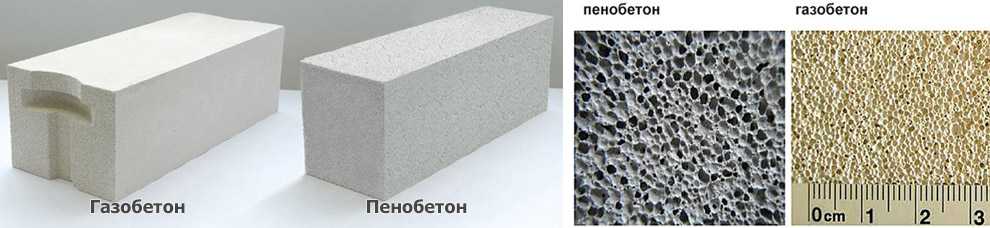
 Ядра в блоках обычно заполняются бетоном для создания структурного компонента стены.
Ядра в блоках обычно заполняются бетоном для создания структурного компонента стены.
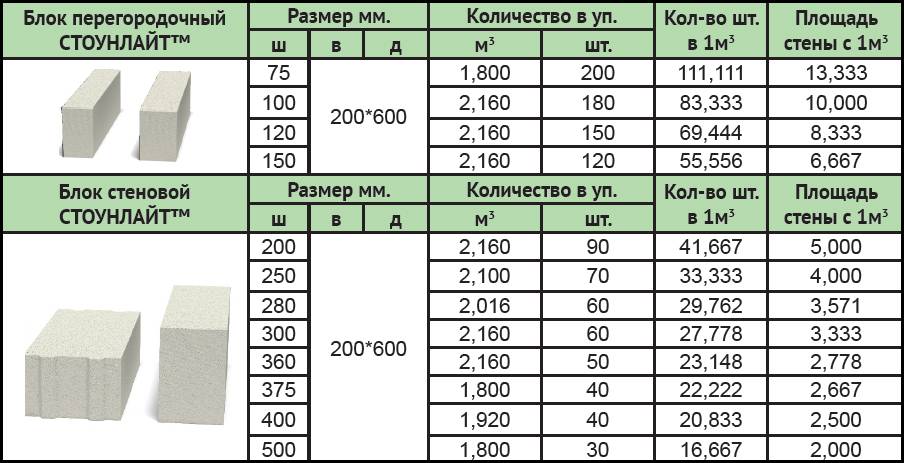
 Узнайте больше об этих изоляционных материалах.
Узнайте больше об этих изоляционных материалах.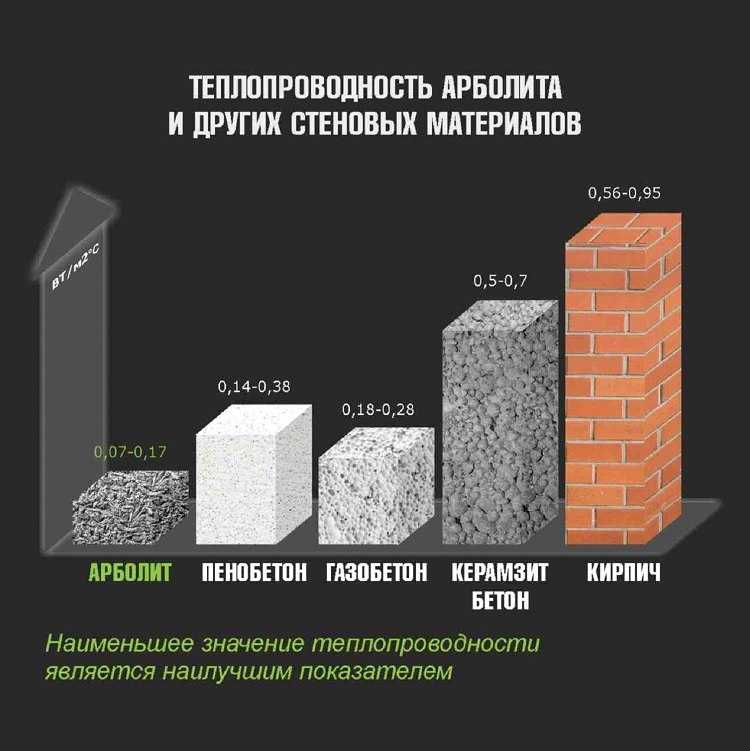
 Этот материал содержит около 80% воздуха по объему и широко используется в Европе с конца 19 века.40с. Автоклавный бетон может иметь до десяти раз большую теплоизоляционную способность, чем обычный бетон. Блоки большие, легкие, их легко пилить, прибивать гвоздями и придавать им форму с помощью обычных инструментов. Материал легко впитывает воду, поэтому требует защиты от влаги. Сборный ACC использует летучую золу вместо песка с высоким содержанием кремнезема, что отличает его от AAC. Летучая зола — это зола, образующаяся при сжигании угля на электростанциях.
Этот материал содержит около 80% воздуха по объему и широко используется в Европе с конца 19 века.40с. Автоклавный бетон может иметь до десяти раз большую теплоизоляционную способность, чем обычный бетон. Блоки большие, легкие, их легко пилить, прибивать гвоздями и придавать им форму с помощью обычных инструментов. Материал легко впитывает воду, поэтому требует защиты от влаги. Сборный ACC использует летучую золу вместо песка с высоким содержанием кремнезема, что отличает его от AAC. Летучая зола — это зола, образующаяся при сжигании угля на электростанциях. Блочные стены в существующих домах можно утеплить изнутри. Перейдите к изоляционным материалам для получения дополнительной информации о продуктах, обычно используемых для изоляции бетонных блоков.
Блочные стены в существующих домах можно утеплить изнутри. Перейдите к изоляционным материалам для получения дополнительной информации о продуктах, обычно используемых для изоляции бетонных блоков. Эта система создает стены с высоким термическим сопротивлением, обычно около R-20. Несмотря на то, что дома ICF построены из бетона, они выглядят как традиционные дома из палочек.
Эта система создает стены с высоким термическим сопротивлением, обычно около R-20. Несмотря на то, что дома ICF построены из бетона, они выглядят как традиционные дома из палочек. Эти мелкие частицы образуют изоляционный материал, который может соответствовать любому пространству, не нарушая структуры или отделки. Эта способность приспосабливаться делает насыпную изоляцию хорошо подходящей для модернизации и мест, где было бы трудно установить другие типы изоляции.
Эти мелкие частицы образуют изоляционный материал, который может соответствовать любому пространству, не нарушая структуры или отделки. Эта способность приспосабливаться делает насыпную изоляцию хорошо подходящей для модернизации и мест, где было бы трудно установить другие типы изоляции. Целлюлозу, стекловолокно и минеральную вату обычно вдувают опытные монтажники, умеющие добиваться правильной плотности и R-значений. Обычно насыпают гранулы полистирола, вермикулит и перлит.
Целлюлозу, стекловолокно и минеральную вату обычно вдувают опытные монтажники, умеющие добиваться правильной плотности и R-значений. Обычно насыпают гранулы полистирола, вермикулит и перлит. 
 Отражающая изоляция включает отражающие поверхности — обычно алюминиевую фольгу — в системы изоляции, которые могут включать в себя различные подложки, такие как крафт-бумага, пластиковая пленка, полиэтиленовые пузыри или картон, а также теплоизоляционные материалы.
Отражающая изоляция включает отражающие поверхности — обычно алюминиевую фольгу — в системы изоляции, которые могут включать в себя различные подложки, такие как крафт-бумага, пластиковая пленка, полиэтиленовые пузыри или картон, а также теплоизоляционные материалы.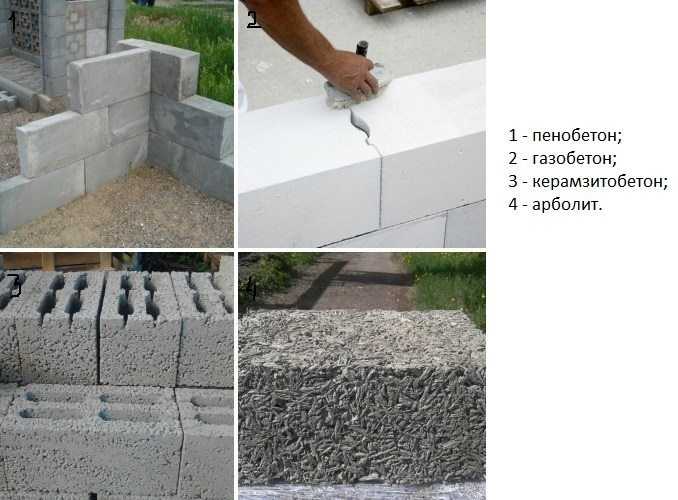 Некоторые исследования показывают, что излучающие барьеры могут снизить затраты на охлаждение на 5-10% при использовании в теплом солнечном климате. Уменьшение притока тепла может даже позволить использовать меньшую систему кондиционирования воздуха. Однако в прохладном климате обычно более рентабельно устанавливать дополнительную теплоизоляцию.
Некоторые исследования показывают, что излучающие барьеры могут снизить затраты на охлаждение на 5-10% при использовании в теплом солнечном климате. Уменьшение притока тепла может даже позволить использовать меньшую систему кондиционирования воздуха. Однако в прохладном климате обычно более рентабельно устанавливать дополнительную теплоизоляцию. Они также могут использовать специальные приварные штифты с цельными шайбами. Затем необлицованные доски можно покрыть армированным изоляционным цементом, холстом или атмосферостойкой мастикой. Ламинированные доски можно монтировать таким же образом, а стыки между досками заделывать самоклеящейся лентой или стеклотканью и мастикой.
Они также могут использовать специальные приварные штифты с цельными шайбами. Затем необлицованные доски можно покрыть армированным изоляционным цементом, холстом или атмосферостойкой мастикой. Ламинированные доски можно монтировать таким же образом, а стыки между досками заделывать самоклеящейся лентой или стеклотканью и мастикой.
 Пена с открытыми порами легче и дешевле, но ее не следует использовать ниже уровня земли, где она может поглощать воду. Проконсультируйтесь с профессиональным установщиком изоляции, чтобы решить, какой тип изоляции лучше всего подходит для вас.
Пена с открытыми порами легче и дешевле, но ее не следует использовать ниже уровня земли, где она может поглощать воду. Проконсультируйтесь с профессиональным установщиком изоляции, чтобы решить, какой тип изоляции лучше всего подходит для вас. Оба типа расширяются и затвердевают по мере отверждения смеси. Они также принимают форму полости, полностью заполняя и герметизируя ее.
Оба типа расширяются и затвердевают по мере отверждения смеси. Они также принимают форму полости, полностью заполняя и герметизируя ее. Тем не менее, изоляция из пенопласта имеет более высокие значения R и образует воздушный барьер, что может устранить некоторые другие затраты и задачи, связанные с защитой дома от атмосферных воздействий, такие как герметизация, нанесение герметика и пароизоляции, а также герметизация швов. При строительстве нового дома этот тип изоляции также может помочь сократить время строительства и количество специализированных подрядчиков, что экономит деньги.
Тем не менее, изоляция из пенопласта имеет более высокие значения R и образует воздушный барьер, что может устранить некоторые другие затраты и задачи, связанные с защитой дома от атмосферных воздействий, такие как герметизация, нанесение герметика и пароизоляции, а также герметизация швов. При строительстве нового дома этот тип изоляции также может помочь сократить время строительства и количество специализированных подрядчиков, что экономит деньги.
 Перед покупкой SIP узнайте у производителей об их процедурах контроля качества и тестирования, а также внимательно прочитайте и сравните гарантии. SIP доступны с различными изоляционными материалами, обычно пенополистиролом или полиизоциануратной пеной.
Перед покупкой SIP узнайте у производителей об их процедурах контроля качества и тестирования, а также внимательно прочитайте и сравните гарантии. SIP доступны с различными изоляционными материалами, обычно пенополистиролом или полиизоциануратной пеной. Стоит лишь подчеркнуть, что стандартного образца анкера имеют некоторые отличия от анкера, используемого ля пенобетонного материала. Наличие в анкере пластмассового дюбеля, дает возможность создать трение между самой основой и крепежным элементом. В крепежных работах с пенобетонным материалом используют металлические и фундаментные анкера, их еще называют химические, так как они выполняются на химической основе.
Стоит лишь подчеркнуть, что стандартного образца анкера имеют некоторые отличия от анкера, используемого ля пенобетонного материала. Наличие в анкере пластмассового дюбеля, дает возможность создать трение между самой основой и крепежным элементом. В крепежных работах с пенобетонным материалом используют металлические и фундаментные анкера, их еще называют химические, так как они выполняются на химической основе. Используя в работе такой крепежный анкер можно на стене закрепить такие бытовые принадлежности:
Используя в работе такой крепежный анкер можно на стене закрепить такие бытовые принадлежности: Для производства таких крепежных анкеров подбирают материал, который не боится влажности и прочих климатических условий.
Для производства таких крепежных анкеров подбирают материал, который не боится влажности и прочих климатических условий.  Для качественной и полноценной работы необходимо иметь пистолет, насос, сверло для отверстий и щетка для уборки стружки. Такой вид крепления имеет такие преимущества:
Для качественной и полноценной работы необходимо иметь пистолет, насос, сверло для отверстий и щетка для уборки стружки. Такой вид крепления имеет такие преимущества:  Никаких сложных операций в данной работе не имеется. Нужно всего лишь, с помощью дрели, просверлить отверстие и снять отходы, образовавшиеся во время работы. Вставить в это отверстие выбранный элемент для крепления и закрутить его до определенной глубины.
Никаких сложных операций в данной работе не имеется. Нужно всего лишь, с помощью дрели, просверлить отверстие и снять отходы, образовавшиеся во время работы. Вставить в это отверстие выбранный элемент для крепления и закрутить его до определенной глубины. Прочность соединений, получаемых посредством химических анкеров, значительно превосходит аналогичные характеристики для обычных распорных анкерных болтов. Испытания на усилия вырыва из пено- и газобетона показывают превышение нагрузки в 2-2,5 раза, причем увеличивается не только разрывная прочность анкера, но и устойчивость к динамическим и вибрационным нагрузкам.
Прочность соединений, получаемых посредством химических анкеров, значительно превосходит аналогичные характеристики для обычных распорных анкерных болтов. Испытания на усилия вырыва из пено- и газобетона показывают превышение нагрузки в 2-2,5 раза, причем увеличивается не только разрывная прочность анкера, но и устойчивость к динамическим и вибрационным нагрузкам. В пористых строительных материалах, таких как газобетон и пенобетон, жидкие клеевые массы проникают и заполняют все поры и полости структуры, связываясь с материалом основы и химически, и физически. После полимеризации формируется надежное крепление металлических элементов – болтов, шпилек, арматурных стержней и других деталей, с основой. Анкерам химического типа сегодня не названа альтернатива, особенно если требуется надежно закрепить тяжелые и габаритные предметы на стене или перегородке из пористого или пустотелого материала, поэтому и растет популярность химических анкеров для частного строительства и ремонта.
В пористых строительных материалах, таких как газобетон и пенобетон, жидкие клеевые массы проникают и заполняют все поры и полости структуры, связываясь с материалом основы и химически, и физически. После полимеризации формируется надежное крепление металлических элементов – болтов, шпилек, арматурных стержней и других деталей, с основой. Анкерам химического типа сегодня не названа альтернатива, особенно если требуется надежно закрепить тяжелые и габаритные предметы на стене или перегородке из пористого или пустотелого материала, поэтому и растет популярность химических анкеров для частного строительства и ремонта. В тяжелых бетонах химические анкеры применяют при монтаже мостовых сооружений, а в строительстве домов – для балконных конструкций и других ответственных элементов.
В тяжелых бетонах химические анкеры применяют при монтаже мостовых сооружений, а в строительстве домов – для балконных конструкций и других ответственных элементов. Применяют и компрессоры для продувки, но должен быть установлен маслоотделитель.
Применяют и компрессоры для продувки, но должен быть установлен маслоотделитель. Специальные сверла с качающимся кондуктором позволяют делать шпуры формы усеченных конусов с углами вершины до 20 град. Такой шпур переносит часть усилия с анкерного заполнения на основу – стену или блок, в результате крепеж становится надежнее. Это особенно важно для анкеровки в материалах стен невысокой прочности, таких как пористые бетоны. Еще один вид буров для газобетона – полый бур – способствует облегченной зачистке шпура от частиц бетонной пыли;
Специальные сверла с качающимся кондуктором позволяют делать шпуры формы усеченных конусов с углами вершины до 20 град. Такой шпур переносит часть усилия с анкерного заполнения на основу – стену или блок, в результате крепеж становится надежнее. Это особенно важно для анкеровки в материалах стен невысокой прочности, таких как пористые бетоны. Еще один вид буров для газобетона – полый бур – способствует облегченной зачистке шпура от частиц бетонной пыли; По расходу клея: его объем должен слегка превысить аналогичный объем шпура;
По расходу клея: его объем должен слегка превысить аналогичный объем шпура; Такие отверстия предусматривают для выполнения крепления под значительные нагрузки, часто под тяжелую навесную мебель в газобетонную стену.
Такие отверстия предусматривают для выполнения крепления под значительные нагрузки, часто под тяжелую навесную мебель в газобетонную стену.
 Я попытался срезать часть кирпича с помощью длинного бита sds, но у меня нет места, чтобы маневрировать им, и я не хочу повреждать внешнюю стену своими вознями.
Я попытался срезать часть кирпича с помощью длинного бита sds, но у меня нет места, чтобы маневрировать им, и я не хочу повреждать внешнюю стену своими вознями.




 Эта особенность деталей позволяет выполнять фасадные работы и делать подвесные потолки.
Эта особенность деталей позволяет выполнять фасадные работы и делать подвесные потолки.
 Компания «Фишер» является первым производителем расходных материалов для данного вида работ. Немецкий крепеж – универсальные детали с широкой областью применения, в том числе и для пеноблока 10х60 см, и пенобетона 6х52 см.
Компания «Фишер» является первым производителем расходных материалов для данного вида работ. Немецкий крепеж – универсальные детали с широкой областью применения, в том числе и для пеноблока 10х60 см, и пенобетона 6х52 см.
 Пластиковые дюбели — распорное основание, имеющее упорное плечо. Бортики не только прочно фиксируют застежки, но и предотвращают их выпадение.
Пластиковые дюбели — распорное основание, имеющее упорное плечо. Бортики не только прочно фиксируют застежки, но и предотвращают их выпадение. Материал и диаметр дюбеля зависят от его функциональной нагрузки.
Материал и диаметр дюбеля зависят от его функциональной нагрузки.
 Это оборудование есть у нас на сайте в каталоге и его можно приобрести с доставкой в любой уголок России.
Это оборудование есть у нас на сайте в каталоге и его можно приобрести с доставкой в любой уголок России.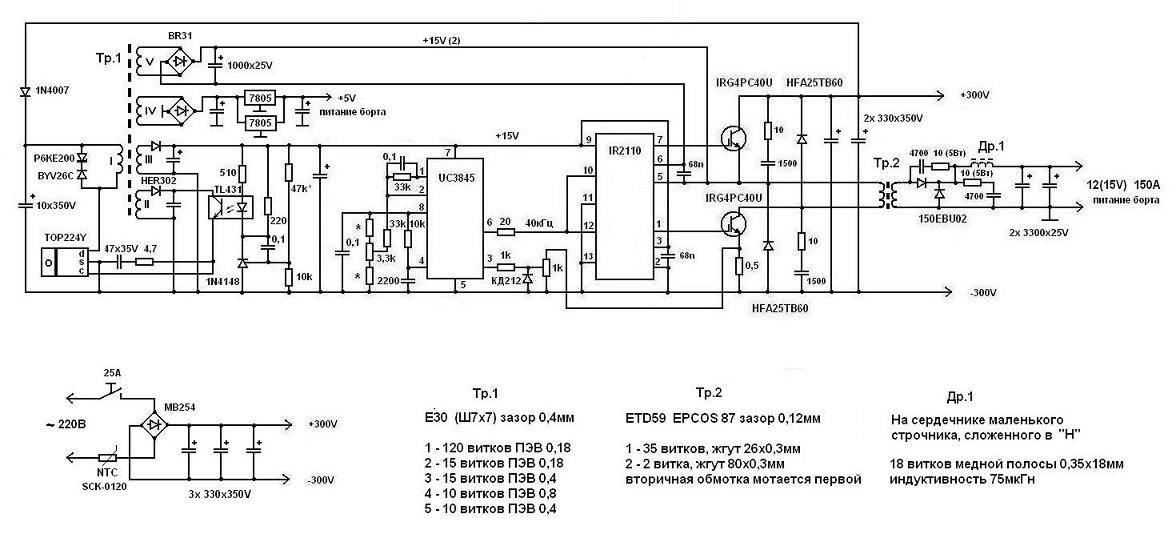 При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
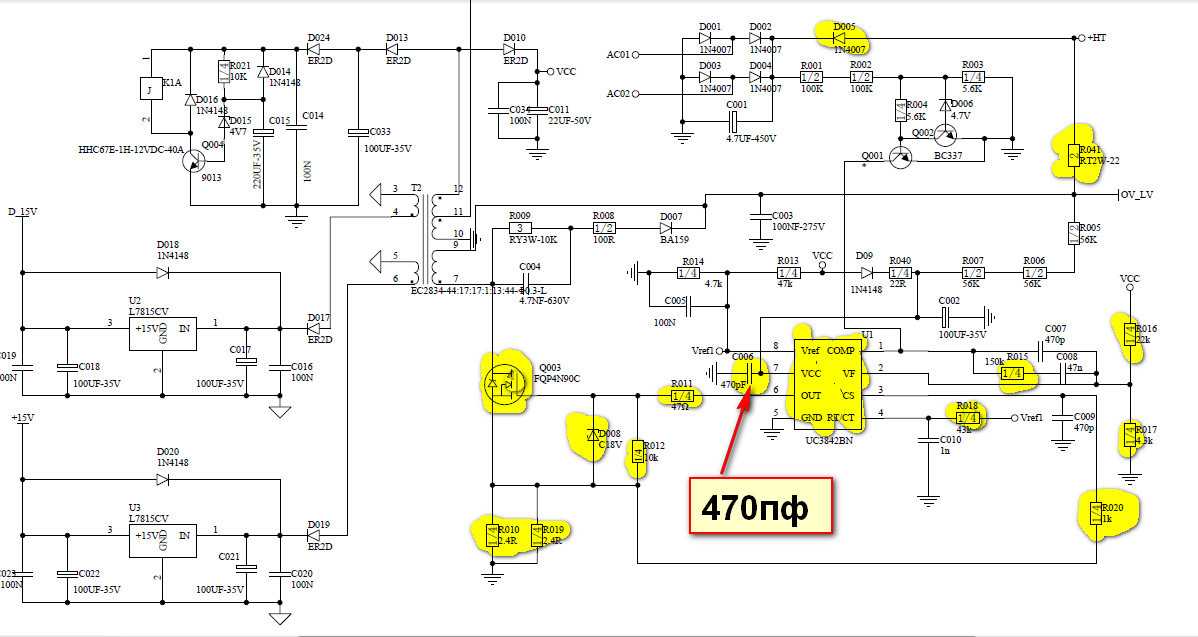 При расчетах этот показатель весьма важен.
При расчетах этот показатель весьма важен. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В. Схема такого трансформатора представлена ниже.
Схема такого трансформатора представлена ниже.

 Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора. Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, – будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров – просадок всё равно не избежать.
Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, – будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров – просадок всё равно не избежать.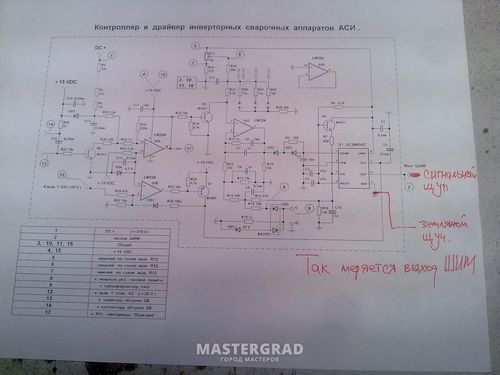 Так что следите за обновлениями видео на канале Aurora Online Channel.
Так что следите за обновлениями видео на канале Aurora Online Channel. Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
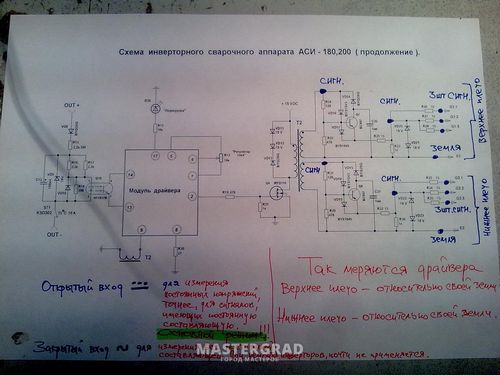
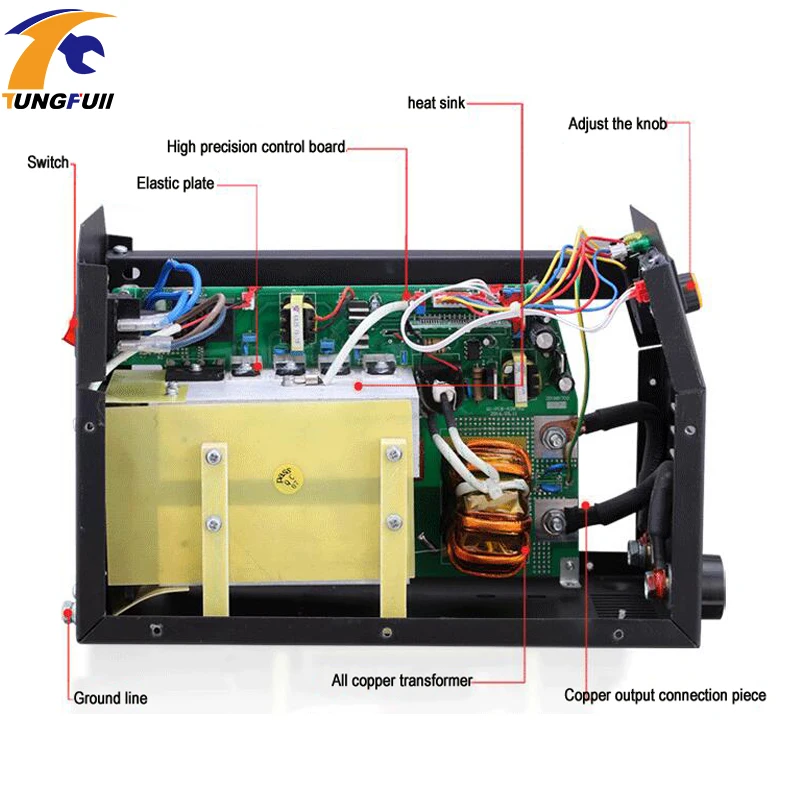 Для ММА сварки это падающий и жёсткий:
Для ММА сварки это падающий и жёсткий: При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания – тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания – тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку. Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения. Добиться стабильного процесса сварки при таких условиях будет невозможно.
Добиться стабильного процесса сварки при таких условиях будет невозможно.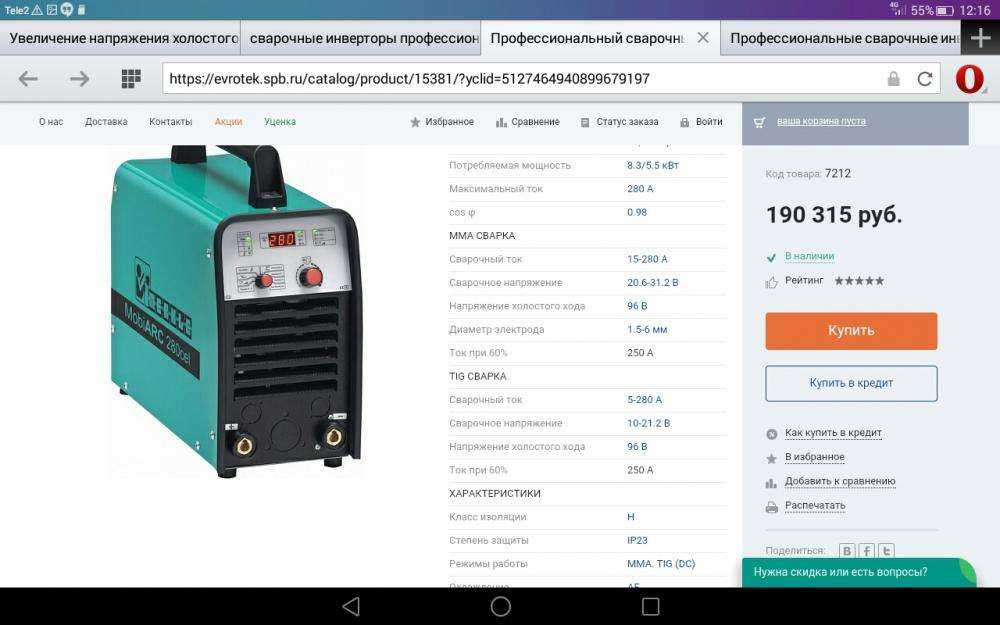 05 В/А.
05 В/А.

 Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Для абсолютного большинства широко распространенных электродов он не превышает 60В.
 По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
 В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое полезное выходное напряжение, например, из источника переменного тока 240 В в выходное напряжение 20 В постоянного тока.
В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое полезное выходное напряжение, например, из источника переменного тока 240 В в выходное напряжение 20 В постоянного тока. Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.
Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.


 Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.

 ..
..


 Высокоточным оружием российских вооруженных сил выводится из строя только военная инфраструктура, объекты ПВО, военные аэродромы, авиация ВСУ», — подчеркнул он.
Высокоточным оружием российских вооруженных сил выводится из строя только военная инфраструктура, объекты ПВО, военные аэродромы, авиация ВСУ», — подчеркнул он.


 Для этого будут использоваться железнодорожные и автомобильные маршруты.
Для этого будут использоваться железнодорожные и автомобильные маршруты.

 д. Становится ясно, что Чистка действует таким образом, что сокращает население менее привилегированных слоев населения. общества как за счет взаимного уничтожения, так и за счет предоставления богатым чистильщикам возможности явно и жестоко охотиться на это население.
д. Становится ясно, что Чистка действует таким образом, что сокращает население менее привилегированных слоев населения. общества как за счет взаимного уничтожения, так и за счет предоставления богатым чистильщикам возможности явно и жестоко охотиться на это население.
 Более того, поскольку мы знаем, что Чистка часто используется экономической и политической элитой для охоты на менее влиятельные сообщества, она явно приучит многие слои элиты к такого рода хищнической деятельности. (Я имею в виду, посмотрите, сколько времени они потратили на подготовку!)
Более того, поскольку мы знаем, что Чистка часто используется экономической и политической элитой для охоты на менее влиятельные сообщества, она явно приучит многие слои элиты к такого рода хищнической деятельности. (Я имею в виду, посмотрите, сколько времени они потратили на подготовку!)


 com
com
 ; (глагол) среднеанглийское purgen, от старофранцузского purg(i)er, от латинского pūrgāre «очищать»; (существительное) Среднеанглийское, от древнефранцузского, производное от глагола
; (глагол) среднеанглийское purgen, от старофранцузского purg(i)er, от латинского pūrgāre «очищать»; (существительное) Среднеанглийское, от древнефранцузского, производное от глагола
 |Новости науки
|Новости науки |DAILY BEAST
|DAILY BEAST