Применение полиэтиленовых баков для водопровода в качестве промежуточной емкости
Многим знакома такая ситуация… Существует летний поселковый водопровод. Временами бывает, что вода еле течет из крана. Трех литровая банка еле-еле набирается! Для полноценной системы водоснабжения это неприемлемо! Практически невозможно подключить что- либо из оборудования к такому водопроводу. Ни магистральный фильтр воды, — потому что он создает во время очистки воды небольшое сопротивление, которое вообще сведет на нет наличие воды в кране. Ни газовую колонку, потому что она просто не включится при таком низком напоре воды. Электроводонагреватель тоже теряет смысл, поскольку из душевой лейки вода еле течет, практически не распыляясь.
Что делать?
Некоторые пробуют установить насосную станцию, но в основном, все попытки подключить насосную станцию прямо к трубе, приводят к тому, что она начинает усиленно «плеваться» водой и воздухом из крана.
При этом шума много, а воды как бы и не прибавляется. После непродолжительной работы станции в таком режиме, стирается сальник уплотнения вала двигателя насоса в насосной части, и вода спокойно «льет» из-под вала и ничего уже поделать нельзя.
Как сделать правильно?
Здесь на помощь приходит полиэтиленовый бак, который устанавливается в качестве промежуточной емкости между источником (в нашем случае — водопроводом) и насосной станцией, подающей воду в кран.
Чтобы понять, зачем это нужно, сначала разберем работу насосной станции, подключенной непосредственно к водопроводной трубе. Любая, даже самая «дохлая» насосная станция обладает производительностью 3-3,5 тонны в час. Т.е. при наличии такого объема воды, она спокойно обеспечивает до 6 точек потребления открытых одновременно! В Вашей поселковой трубе, там что? Озеро? У станции такой «момент» на всасывание, что армированные шланги сплющивает или они «играют» в диаметре! Само собой на 100 метровом участке нашей поселковой трубы и тонны воды не наберется. Получается так, что мы «душим» насос в прямом смысле слова. Не даем ему «пить». Эта смесь воздуха и воды в кране мало кому понравится.
Как сделать так чтобы насосу хватило воды при этом моменте всасывания?
Выход только один — промежуточная емкость. Емкость подключаем непосредственно к поселковой водопроводной трубе через выключатель уровня (как поплавок в унитазе). При достижении необходимого уровня воды в баке, поплавок всегда перекроет доступ воды в бак. Из нижней части бака выводим всасывающую трубу для нашей насосной станции и подключаем.
При этом устанавливаем на всасывающую трубу насоса обратный клапан, чтобы при выключении насоса, давление не выдавило воду назад в бак, и станция опять не включилась. Подключаем «подачу» станции к своей системе водоснабжения. Это все.
Никаких сбоев в работе насоса больше не будет. Мало того, мы получаем полноценную систему водоснабжения, куда можно подключать всевозможные приборы, фильтры, посудомоечные и стиральные машины, электро и газовые водонагреватели, двухконтурные твердотопливные и газовые котлы и все это БУДЕТ РАБОТАТЬ!
Здесь есть несколько моментов, которые надо учесть:
1. Бак, какого объема выбрать?
Делаем так.
Водопроводный кран при нормальном напоре потребляет 500 литров в час.
Соответственно и смотрим, что получается:
Бак 200 литров — на один кран на 20-25 мин непрерывной работы насоса.
Бак 500 литров — на один кран на один час.
Бак 1000 литров — на 2 крана одновременно на 1 час и т.д.
2. Габариты бака не позволяют пропихнуть его через дверной проем!
Из предложенных здесь нами баков варианты эконом класса имеют диаметры 75 см, хотя, есть варианты посерьезней, с габаритами, облегчающими их пронос через стандартный дверной проем. Хотя были и варианты, когда устанавливали три бака ATV 200, поскольку их высота 60!!!!!! см и боком они легко проходят в любой проем.
3. Вода в баке может закончиться?
Конечно, если водопотребление превышает объем запаса воды в баке. Насос может включиться «на сухую». Это не приемлемо и его необходимо защитить. Есть два стандартных варианта по уровню воды и по давлению.
Первый вариант — поплавковый выключатель (лягушка). Он требует, конечно, подключения электрической части через себя. Т.е. электропровод питания насосной станции разделяем и запускаем через поплавок. Грузом устанавливаем уровень, регулируем ход поплавка. Готово. При падении уровня воды ниже допустимого поплавок отключит станцию от электропитания.
Во втором варианте используем гидростоп.
Устройство, отключающее насос при падении давления ниже 0,8 атм. Устройство устанавливаем обычно на всасывающую трубу станции, чтобы реагировало побыстрее. Как только станция «хлебнет» воздуха из бака, сработает защитный механизм гидростопа и насос моментально отключится.
4. Если вода в баке заканчивается чуть быстрее, чем он в состоянии сам набрать из водопровода? Перед началом эксплуатации всей системы засеките самый худший напор в Вашей трубе. И Вы будете знать, какой запас воды Вам необходимо будет набрать сначала, чтобы потом не зависеть от напора в магистрали дающей воду в бак. Иногда были такие низкие напоры, что ждали целую ночь, пока вода наберется в полусонную емкость. Надеюсь, написано понятно.
5. У меня в колодце (скважине) вода слишком быстро заканчивается. Можно ли сделать такую же систему в этом случае? Конечно! Это обязательно нужно сделать!
Поскольку серьезный и дорогостоящий насос в таком случае бесполезен (ему же нечего качать!), воду из колодца (скважины) поднимаем в бак каким-нибудь простым насосом типа «Малыш» (он как бы является поселковой трубой, рассмотренной в качестве примера).
В остальном вся система не меняется: бак, насосная станция и т.д. Вопросы по теме могут быть самые различные, но смысл промежуточной емкости, думаю, Вы уловили.
Спасибо!
Подключение насосной станции своими руками по схеме
Подключение насосной станции к источнику водоснабжения можно произвести своими руками. Но, в то же время, подключение станции к водопроводу должно производиться с соблюдением всех технических нюансов. Прежде всего, требуется правильно составить схему установки водоподающей аппаратуры, а затем правильно подключить её к водопроводной системе.
Содержание
Устройство и принцип действия
Основные схемы установки и подключения
Технология монтажа насосной установки
Выбор места расположения
Проведение подготовительных работ
Сборка водозаборного узла
Монтаж поверхностных элементов станции
Первый запуск станции
Виды применяемых насосов
Устройство и принцип работы гидроаккумулятора
Основные правила эксплуатации
Полезное видео по теме
Устройство и принцип действия
Большинство скважин, обслуживающих дачные участки и жилые загородные дома, имеют глубину подачи воды не более 20м. Данная глубина идеально подходит для использования автоматических насосных станций.
Это устройство представляет совокупность аппаратуры, предназначенной для исполнения двух основных целей:
Подача воды из источника водоснабжения во внутридомовую сеть.
Поддержание в водопроводной системе давления, нужного для бесперебойного функционирования сантехнических устройств и бытовых приборов.
При отсутствии в доме воды невозможно функционирование таких благ цивилизации, как душевые, стиральные автоматы, кухонные смесители, канализационная система. Поэтому, насосная станция для частного дома выступает в качестве основы его благоустройства.
На современном отечественном рынке можно встретить значительное количество разных автоматических устройств водоподачи, предназначенных для установки в частном доме. Но, несмотря на некоторые конструктивные различия, все эти модели имеют одинаковый принцип действия, и схожее устройство.
Главные функциональные узлы водонасосных станций:
Всасывающий насос для подъёма воды из скважины, и подачи её под определённым напором во внутреннюю трубопроводную систему. Чаще всего здесь применяется поверхностный насос. Но, если требуется качать воду с глубокой артезианской скважины, в составе станций используются глубинные погружные насосы.
Демпферный бак-накопитель или гидроаккумулятор. Это устройство предназначается для создания определённого водного запаса на всякий непредвиденный случай. Например, при поломке насоса, отключении электроэнергии, гидроаккумулятор сможет какое-то время поддерживать давление, давая возможность жильцам пользоваться основными сантехническими приборами.
Датчики давления (манометры), соединённые с реле, а те, в свою очередь, — с электродвигателем насоса. При перегреве мотора, либо аварийного исчезновения воды в подающей системе, контролирующая аппаратура должна самостоятельно остановить насос во избежание его поломки.
Блок управления насосной станцией. Здесь расположены кнопки включения/отключения, а также приборы регулировки работы станции. С их помощью можно настроить показатели наибольшего и наименьшего давления, при которых будет происходить самостоятельное включение или отключение устройства.
Обратный клапан. Устанавливается на водозаборном трубопроводе, и не даёт воде скатываться обратно в питающую скважину.
Основные схемы установки и подключения
При сборке водопроводной системы могут применяться различные схемы подключения насосных станций в частном доме.
Чаще всего встречаются следующие схемы:
Схема прямого подключения устройства в подающий трубопровод.
Схема с накопительным баком.
Прямое подключение подразумевает размещение станции между водозабором и внутридомовым трубопроводом. Вода напрямую засасывается из скважины и подаётся потребителю. При такой схеме установки аппаратура находится в обогреваемом помещении — в цоколе или подвале. Это обусловлено боязнью пониженных температур. Замерзание воды внутри устройства может становиться причиной его выхода из строя.
Впрочем, в регионах с относительно мягкими зимами, допускается помещение водонапорной станции непосредственно вверху скважины. Для этого над ней сооружают заглублённый в землю колодец, который утепляют во избежание замерзания воды внутри трубопровода. При необходимости возможно использование электрического греющего провода. Более подробно все аспекты выбора места установки разберём ниже.
Схема подключения станции с накопительным баком выглядит несколько иначе. Вода из источника подаётся не прямо во внутридомовую систему, а в специальный объёмный бак-накопитель. Сама насосная станция размещается промеж накопителя и внутреннего трубопровода. Вода к местам водоразбора перекачивается насосом станции из накопительного бака.
Таким образом, в такой схеме используется два насоса:
Глубинный насос, качающий воду в накопитель.
Насосная станция, подающая воду из бака-накопителя в водопровод.
Плюсом схемы с баком накопителем является наличие достаточно большого количества воды в нём. Объём бака может составлять несколько сот литров, и даже кубометров, а средний объём демпферного бачка станции равняется 20-50л. Также подобный вариант водоподающей системы подходит для артезианских скважин, когда так или иначе приходится задействовать глубинный насос.
Вас может заинтересовать — подключение насосной станции к скважине.
Технология монтажа насосной установки
Монтаж насосной станции производится в несколько этапов. От правильной установки устройства зависит эффективность и долговечность его работы, поэтому подходить к делу следует максимально ответственно. Прежде, чем начинать монтажные работы, следует выбрать наиболее подходящую схему подключения насосной станции к водопроводу, а также определиться с местом её установки. Лишь после этого производится обвязка водоподающего устройства трубами и стыковка с внутридомовым и внешним водопроводом.
Выбор места расположения
Точка расположения насосной станции зависит от нескольких факторов. Прежде всего, это схема подачи – прямая или через накопительный бак. Также на расположение установки влияет климатические условия. В южных районах, где не бывает сильных морозов, поместить станцию можно прямо над источником водоснабжения, либо в непосредственной близости к нему.
Для этого над скважиной оборудуют заглублённую в землю камеру – кессон. В этом утеплённом приямке и помещают водоподающую аппаратуру, подводя к ней трубы и электропитание.
Когда вода для внутридомовой системы берётся из колодца, разместить станцию можно прямо в нём. Для этого на внутренней стенке колодца устанавливают полочку, а уже на ней монтируют насосную станцию.
Возможно также установка подающего воду устройства в специальной будке рядом с источником воды. Единственное условие – станция должна находиться в помещении с плюсовой температурой, чтобы избежать перемерзания воды внутри труб и демпфера.
Если жилое строение находится в северном регионе, то обеспечить надёжную теплоизоляцию при внешнем расположении станции будет затруднительно. Наилучший выход в таком случае – разместить станцию внутри дома. Обычно для этого используют цоколь или подвал.
Для схемы установки, включающей в себя накопительный бак, размещение насосной аппаратуры внутри отапливаемого помещения является единственно возможным. Бак-накопитель, заполненный водой, в зимнее время должен находиться в тепле. Соответственно, и водонапорная станция располагается рядом с ним.
После выбора точки установки станции, начинаем подготовительные работы. Прежде всего, монтируется основание, на котором она будет стоять. Можно залить небольшую бетонную площадку, выложить пол кирпичом, либо установить прибор на специальные кронштейны. В целях шумоизоляции, между основанием и самой станцией рекомендуют закрепить резиновую прокладку. Она будет поглощать вибрации, идущие от работы насоса и крыльчатки вентилятора.
Далее прокладываем трубопроводы:
Внутренний, идущий от насосной станции к сантехническому водоразборному оборудованию.
Внешний, соединяющий станцию или бак-наполнитель с источником воды.
Внешние трубы следует прокладывать в траншеях, расположенных ниже уровня промерзания почвы. Этот показатель различен для разных регионов. Для средней полосы России он составляет порядка 0,8-1,2 м, а для Сибири может составлять 2,5-3, и более метров.
Траншея копается таким образом, чтобы трубопровод имел небольшой скат в сторону скважины. Это необходимо, чтобы в при аварийном ремонте трубопровода, вода самотёком ушла вниз.
Сборка водозаборного узла
Тип водозаборного узла зависит от вида используемого насоса. Если это стандартный поверхностный насос, то водозаборный узел состоит из трубы, опущенной в скважину. На её конце крепится обратный клапан и фильтр-сетка, задерживающая крупный мусор. У станций, оборудованных эжекторным насосом, водозаборный узел будет иметь более сложный вид.
На всасывающую трубу также надевается клапан и фильтр-сетка, но к ней присоединяется ещё одна труба, идущая от эжектора. По этой трубе от насоса направляется часть потока обратно, в основание всасывающей трубы. Так создаются дополнительные всасывающие мощности, позволяющие значительно увеличить высоту подачи воды.
Когда требуется подавать воду из очень глубокой артезианской скважины, приходится использовать погружной насос-глубинник. Глубина подачи его составляет до 200-300 метров. Фильтр грубой очистки входит в комплект такого насоса, и устанавливается внутри него.
Погружной насос подвешивается за оголовок скважины на прочном нержавеющем тросе. Водозаборный узел следует размещать, чтобы он находился посреди водяного столба, но не ближе полуметра до дна для насоса-глубинника, и 1м –для поверхностного.
Монтаж поверхностных элементов станции
Схема сборки станции зависит от конкретной модификации аппарата. Зесь следует соблюдать одно непреложное правило: каждый из агрегатов соединяется между собой через запорные краны с резьбой-американкой и клапанами. Это даёт возможность заменять вышедшие из строя узлы без демонтажа соседних и без сброса воды из водопровода.
Перед станцией устанавливается дополнительный фильтр грубой очистки, задерживающий песок, просочившийся сквозь фильтр-сетку. На выходящем от станции трубопроводе, ведущем в здание, ставятся фильтры тонкой очистки, удаляющие из воды растворённые в ней микроэлементы.
Если размер демпферного бака, входящего в состав станции, слишком мал, можно вставить в водоподающую систему гидроаккумулятор. Это позволит увеличить аварийный запас в водопроводе с прямой подачей, без накопительного бака.
Далее, пользуясь инструкцией от производителя, подсоедините входящий и выходящий трубопроводы к соответствующим отверстиям насоса. За гидроаккумулятором устанавливаются датчики давления с манометрами и блок управления.
Первый запуск станции
Мощность электродвигателя насоса составляет порядка 0,7 – 1,5 кВт, поэтому рекомендуется подвести к нему отдельную линию электропроводки с устройством автоматического отключения тока, срабатывающего при коротком замыкании. Также следует подключить аппаратуру к заземляющему контуру.
Далее следует проверить давление в половине гидроаккумуляторного бака, заполненной воздухом. Этот показатель при запуске ниже давления, нужного для включения насоса примерно на 10%.
Выставлять настройку запуска следует, ориентируясь на объём гидроаккумулятора:
Для бака ёмкостью в до 30л установленное давление должно равняться 1,5 бар.
Для 30-50л – 1,8 бар.
От 50 до 100л – чуть ниже 2 бар.
Затем следует открутить пробку из отверстия вверху насоса, и заполнить его водой. Воду следует лить, пока она не начнёт литься из отверстия.
После этого пробку закручивают обратно, и производят такую последовательность действий:
Подключают насос к электропитанию.
Слегка открывают заливной вентиль, чтобы выпустить из системы воздух.
После начала работы насоса, спустя пару минут из выпускного отверстия системы должна пойти вода.
Когда вода не пошла, устройство выключают, и добавляют ещё воды.
После начала перекачки воды, устанавливаются окончательные настройки для автоматических реле аппаратуры.
Виды применяемых насосов
Водоподающие станции комплектуются несколькими видами насосного оборудования:
Стандартные модели, устанавливаемые поверхностным способом. Позволяют подавать воду с глубины до 8-9м.
Поверхностные, с внутренним эжектором. Система внутреннего эжектора позволяет увеличить давление в системе, и глубину всасывания до 10-12м.
С внешним эжектором. Эжектор опускается к основанию всасывающей трубы, что увеличивает глубину всасывания воды до 30м. Минус эжекторных моделей – их шумность. Поэтому, при покупке таких устройств, заранее приготовьтесь к некому дискомфорту, либо позаботьтесь о шумоизоляции помещения.
Погружные насосы. Использование погружных типов насосной техники целесообразно для скважин, глубиной свыше 30м. Такие насосы опускаются непосредственно в скважину, подвешиваясь на тросах в полуметре от её дна.
Устройство и принцип работы гидроаккумулятора
Гидроаккумуляторы представляют собой металлические баки, объёмом обычно от 20 до 100л. В них имеются входное и выходное отверстие. Данные приборы предназначаются для поддержания рабочего давления в водопроводной сети при отключенном насосе.
Для этого внутри металлического бака располагается резиновая мембрана, которая растягивается при заполнении ёмкости водой. Когда же насос выключается, мембрана, за счёт силы сжатия, выталкивает содержащуюся в баке воду в сеть. Таким образом, в водопроводной системе поддерживается давление, необходимое для работы сантехнических приборов.
Основные правила эксплуатации
После запуска станции в эксплуатацию, необходимо регулярно производить её профилактические осмотры. При необходимости промывать фильтры, подтягивать резьбовые стыки. В случае забивки фильтров вода начинает подаваться в сеть пульсирующими рывками, а порой и вовсе перестаёт течь. Частота промывки фильтров зависит от качества воды в скважине.
Примерно раз в месяц следует осматривать и гидроаккумулятор. Если показания давления в его воздушной камере ниже необходимого уровня, то его следует поднять при помощи автомобильного насоса через нипель. Для правильной эксплуатации и техобслуживания устройства, нужно внимательно ознакомиться со схемой насосной станции и рекомендациями изготовителя, обычно указываемыми в технической инструкции.
Полезное видео по теме
Установить насосную станцию вполне по силам обычному домашнему мастеру. Для этого понадобится лишь умение держать в руках простейшие слесарные инструменты – гаечный ключ, отвёртку, пассатижи. Естественно, не лишним будет некоторый сантехнический опыт и смекалка. Наглядно ознакомиться с процедурой монтажа насосной станции можно в представленном ниже видео.
Рекомендуем к прочтению — подключение стиральной машины к водопроводу.
Средние резервуары для воды | Как решить загадки с насосной станцией и Утробой
Как решить загадку с резервуарами для воды и победить Утроба в Медиуме.
Если вы играете в атмосферную хоррор-игру The Medium от Bloober Team, вы знаете, что в ней много головоломок. Эти головоломки увеличиваются ближе к концу игры, с хитрым кодом двери, который нужно отработать, и более сложной головоломкой с резервуарами для воды, действие которой происходит на насосной станции.
У нас есть решение, которое позволит Марианне пройти через насосную станцию, очистить затопленные лестницы и открыть непроходимую дверь.
Чтобы увидеть этот контент, включите целевые файлы cookie.
Комната управления насосной станцией, головоломка «Средние резервуары для воды»
Комната управления насосной станцией после восстановления питания — это то, с чего мы начнем это руководство, поскольку это единственная сложная часть этой части игры. Когда вы посмотрите на панель управления, вы увидите пять изображений резервуаров для воды. Они могут быть пустыми, наполовину полными или полными. Кнопки рядом с каждой направляют поток воды влево или вправо между подключенными резервуарами.
В начале можно использовать только верхние резервуары, а два нижних необходимо открыть.
Во-первых, направьте всю воду в верхний правый и верхний средний баки. Посмотрите на изображение ниже, как это должно выглядеть.
Сделав это, идите налево из насосной, затем вниз по лестнице, которая ранее была заблокирована водой. Используйте энергетический щит, чтобы защитить мир духов Марианну от мотыльков. После этого поверните рукоятку, чтобы открыть резервуар для воды. Как только это будет сделано, обойдите, чтобы выключить электричество с помощью выключателя, который вы использовали ранее, прежде чем начать эту загадку, и пройдите в комнату управления насосной станцией.
Теперь направьте всю воду в верхний левый и верхний средний баки.
Идите направо, назад мимо электрического выключателя, который вы выключили. Спускайтесь по лестнице, когда сможете. Вы увидите точку перезарядки энергии, к которой можно получить доступ через внетелесный опыт. Пройдите дальше, и вы доберетесь до следующей локации рукоятки. Он отсутствует, но, к счастью, шкафчик впереди можно открыть, чтобы получить его. Вернитесь, чтобы установить недостающую рукоятку, поверните ее, а затем вернитесь в насосную.
Теперь вы готовы передвигать воду в последний раз. Опорожните верхний средний и верхний правый резервуары, переместив воду из среднего влево и вправо из верхнего правого. Затем идите направо и вниз, туда, где вы только что повернули рукоятку. Идите к двери за шкафчиком, где вы нашли рукоятку, и вы очистите этот раздел.
Как пройти мимо Утробы после головоломки с насосной станцией
Сразу после насосной станции Марианна снова сталкивается лицом к лицу с Утробой. Поначалу этот раздел кажется невероятно сложным: Марианна застряла в комнате с Утробой, и ей некуда идти.
Чтобы преодолеть Утробу, нужно помнить, что вы можете выйти из своего тела и управлять только Марианной из духовного мира.
Начните внетелесный опыт и немедленно бегите через дверь на противоположной стороне комнаты от того места, где вы стоите. Утроба будет следовать за духом Марианной, так что продолжайте бежать, пока не дойдете до конца коридора. На этом этапе вы должны увидеть подсказку кнопки (на Xbox это «B»). Нажмите кнопку, и вы вернете управление Марианне в реальном мире.
Играя за Марианну в обычном мире, бегите в конец комнаты и включите электричество. Это наэлектризует пол и приведет к тому, что Утроба получит через него большую дозу. Он побежден, и Марианна может продолжать.
Чтобы узнать больше о The Medium, вот наше интервью с разработчиками Bloober Team, рассказывающими об их роли в создании этого эксклюзива Microsoft следующего поколения.
Отправляйтесь в другое место, чтобы прочитать наш обзор The Medium, код двери и узнать, как решить головоломку с вазой.
Инженерные бустерные насосные станции с расширительными баками
Romtec Utilities проектирует, проектирует, производит и поставляет бустерные насосные станции для различных применений. Общим для применения повысительных насосных станций является необходимость поддержания давления в системе водоснабжения. Давление воды поддерживается по большей части насосами, линейными, погружными или другими. Еще один способ поддержания давления воды в бустерных насосных станциях — это конструктивный элемент, называемый расширительным баком. Расширительные баки помогают облегчить полную задачу поддержания давления, снимая часть требований с насосов, а также обеспечивают дополнительные преимущества производительности системы.
Сегодня насосы намного надежнее, чем когда-либо, но они по-прежнему изнашиваются, требуют обслуживания и в конце концов выходят из строя. Срок службы насоса можно значительно увеличить, просто сократив время его работы и/или его частоту. Для бустерной насосной станции это можно сделать с помощью расширительного бака. По мере работы насосов в систему водоснабжения, расположенную ниже по течению, добавляется давление. Часть этой воды под давлением перекачивается в расширительный бак. Используя сжатый воздух, расширительный бак давит на поступающую воду под давлением. Расширительные баки могут функционировать с диафрагмой или диафрагмой для отделения воды от сжатого воздуха, а в некоторых случаях барьер может даже отсутствовать.
При перекачивании воды в расширительный бачок вода под давлением «отталкивается» от сжатого воздуха до тех пор, пока давление не стабилизируется на приемлемом для системы уровне. Когда давление воды достигает желаемого давления, насос или насосы могут отключиться. Это сокращает время операции. Вода в системе выше по течению все еще находится под давлением сжатого воздуха, в отличие от центробежного давления, создаваемого насосами. Это позволяет использовать воду из системы под приемлемым давлением. Насосы снова запустятся, когда закончится вода в расширительном баке и упадет давление в системе.
Расширительный бак не только снижает нагрузку на насосы, но и повышает производительность подпорной насосной станции. Например, предположим, что есть большой расход воды, например, несколько душевых и разбрызгивателей работают в часы перед рабочим днем. Насос или насосы будут работать на полную мощность, чтобы удовлетворить требования по давлению. Если в это время закрыть вентиль или одновременно перекрыть значительное количество выпускных отверстий, давление в системе резко возрастет. На короткое время насосы будут работать против сценария низкого давления, который внезапно станет сценарием высокого давления. Это может вызвать всевозможные негативные последствия для системы, включая гидравлический удар.
Расширительный бачок подкачивающей насосной станции в этом случае играет роль гибкой точки в системе, поэтому в первую очередь поднимется давление в бачке. Это позволяет сжатому воздуху «поддаваться» скачку давления, когда насосы отключаются или замедляются. Это предотвращает широкий спектр проблем, таких как выход из строя клапанов и уплотнений. Расширительный бак также обеспечивает постоянное противодавление во время работы насоса. Вода, используемая из системы, вызывает переменное давление. Расширительный бак создает довольно постоянное давление напора, используя сжатый воздух, чтобы «реагировать» на изменяющиеся условия давления. Это позволяет насосам работать в номинальном диапазоне, улучшая постоянство давления в системе выше по течению.
Основной причиной выбора конкретного размера резервуара является расход и давление подпорной насосной станции. Расширительные баки могут быть спроектированы как один большой бак или как несколько меньших баков. Это зависит от ограничений физического пространства в здании или помещении, где он расположен.
Тиски ЗУБР «МАСТЕР» шарнирно-поворотные, для точных работ, с зажимом для дрели, 75мм по цене 1 742 руб. у официального партнера ЗУБР в России
Преимущества
Губки со съемными нескользящими резиновыми накладками, позволяющими контролировать степень зажима, избегая при этом повреждения поверхности закрепляемой детали
Канавки на подвижной губке обеспечивают удобство крепления круглых деталей
Основание, закрепленное на шарнире, позволяет поворачивать корпус тисков под различными углами и фиксировать его в необходимом положении зажимными винтами
Возможность быстрой замены корпуса тисков на зажим для дрели с помощью HEX винта
Основание корпуса тисков имеет резиновую прокладку (подошву), предохраняющую установочную поверхность от повреждений
Быстрая и надежная установка тисков на столе осуществляется с помощью струбцины
Эмалированный корпус и хромированное покрытие крепежных винтов из холоднокатанной стали обеспечивают длительный срок службы
Корпус тисков представляет собой цельнолитую алюминиевую конструкцию
Описание
Тиски шарнирно-поворотные с ручным приводом предназначены для закрепления деталей под любым углом при выполнении точных работ, требующих различных вариантов позиционирования. Позволяют удобно расположить деталь сложной формы, обеспечивая возможность качественной обработки в труднодоступных местах. Предназначен для закрепления заготовок или деталей при проведениисложныхслесарных работ.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
9 110 ₽
В наличии
Купить в 1 клик
6 480 ₽
В наличии
Купить в 1 клик
3 085 ₽
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
Распродажа
67 819 ₽
30 760 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
19 511 ₽
9 040 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
Лучшие тиски для сверлильных станков (обзор и руководство по покупке) в 2022 году
Преимущества тисков для сверлильных станков
Работайте безопасно. Если вы хотите избежать несчастных случаев при сверлении таких материалов, как дерево, металл или пластик, вам потребуются подходящие тиски для сверлильного станка, чтобы надежно удерживать предметы на месте и избегать случайных травм.
Не допускайте соскальзывания дрели. Независимо от того, какую работу вы выполняете на работе или дома, тиски для сверлильного станка позволяют лучше контролировать сверло, предотвращая его случайное смещение во время сверления отверстий.
Эффективно завершить проект. Независимо от того, строите ли вы шкафы или выполняете другие задачи по дому или на строительной площадке, тиски для сверлильного станка помогут вам выполнить работу эффективно и результативно.
Типы тисков для сверлильных станков
Почему стоит доверять нам
Наши обзоры основаны на сочетании практических испытаний, мнений экспертов, оценок реальных покупателей и нашего собственного опыта. Мы всегда стремимся предлагать подлинные и точные руководства, которые помогут вам найти лучший выбор.
Узнать больше
Угловые тиски для сверлильного станка
Наклонные или угловые тиски для сверлильного станка имеют внутреннюю губку, которая позволяет пользователям работать с материалом необычной формы. Эти тиски обеспечивают угол наклона до 45 градусов по горизонтали и 90 градусов по вертикали. Это позволяет пользователям размещать материал под прямым углом. Эти тиски — хороший вариант, если вы планируете работать с материалами круглой формы.
Быстросъемные тиски для сверлильного станка
Если вам нужны более простые в использовании тиски для сверлильного станка, рассмотрите вариант с быстросъемным тиском. Регулировку сделать проще. Обычно есть центральная кнопка или место для нажатия, которое открывает и закрывает челюсти по мере необходимости. Однако они не так универсальны, как их аналоги с наклонным сверлильным станком.
Лучшие бренды
WEN
Powertec USA
Powertec USA базируется в Вокигане, штат Иллинойс, и производит электроинструменты, ручные инструменты, товары для рукоделия и многое другое, разработанное с учетом качества, долговечности, производительности и стоимости. Одним из популярных продуктов являются тиски POWERTEC R71044 DuBois для алюминиевых сверлильных станков.
Инструмент Performance
Инструмент Performance является торговой маркой Wilmar Corporation, которая была основана в 1971 году и базируется в Рентоне, штат Вашингтон. Компания производит ручные инструменты, специальные инструменты, смазочные шприцы, аксессуары, гидравлику и многое другое. Проверьте инструмент производительности W3902 Тиски для сверлильного станка Hammer Tough 4 дюйма.
Olympia Tools
Olympia Tools в Ковине, Калифорния, работает с 1973 года.
Wilton Tools
Чешский иммигрант основал эту компанию по производству тисков на Уилтон-авеню и Райтвуд-авеню в Чикаго, штат Иллинойс, в 1941 году. усилие» в 40-х годах. Одним из лучших продуктов являются 3-дюймовые тиски Wilton для углового сверления.0023
Тиски для сверлильных станков Цена
Менее 20 долларов: Некоторые тиски для сверлильных станков очень доступны по цене. Однако они не самого высокого качества и предназначены для легких задач. Они лучше всего подходят для повседневного использования, а не для серьезных домашних мастеров или профессиональных столяров и слесарей.
$20-$60: Будьте готовы заплатить немного больше, если вы занимаетесь своими руками и планируете регулярно использовать тиски для сверлильного станка. Эти инструменты различаются по своей конструкции, поэтому убедитесь, что вы нашли тот, который хорошо проверен и разработан с учетом долговечности.
От 400 долларов и выше: Тиски для сверлильных станков Premium могут стоить несколько сотен долларов. Профессионалы отрасли нуждаются в прочном и надежном оборудовании, которое прослужит долгие годы, поэтому высококачественные тиски имеют решающее значение (и дороги).
Основные характеристики
Конструкция
В первую очередь ищите продукт высокого качества. Если вы купите недорогие тиски для сверлильного станка, они, вероятно, не прослужат долго и могут выйти из строя в течение нескольких месяцев. Или он может работать неправильно, когда вы его получите. Старайтесь избегать пластика и ищите инструменты из стали.
Совместимость
Чтобы правильно использовать сверлильный станок, тиски сверлильного станка должны быть правильно выровнены, и не все станки подходят для всех тисков. Если вы не уверены в размерах своего сверлильного станка, просто измерьте колебание (расстояние между шпинделем и краем колонны) и удвойте его. Кроме того, убедитесь, что у вас есть подходящий сверлильный станок для типа используемого вами инструмента (например, сверлильный станок с радиальной консолью или вертикальный чувствительный сверлильный станок).
Глубина горловины
Расстояние между верхней частью губок тисков и основанием известно как глубина горловины, и это важная характеристика тисков сверлильного станка. Это измерение показывает, насколько глубоко могут опускаться челюсти. Если вы работаете над длительными проектами или используете нестандартные сверла, глубина горловины имеет значение.
Губки
Губки тисков сверлильного станка могут быть протравлены или текстурированы, что обеспечивает лучший захват на определенных поверхностях, включая металл и скользкое дерево. Некоторые челюсти снабжены мягкой подкладкой и полезны, когда материал мягче или склонен к царапинам. Вы также можете приобрести колодки отдельно для определенных задач. Кроме того, рассмотрите ширину челюсти с размером материала, который вы собираетесь использовать.
Другие соображения
Тип материала. Некоторые тиски для сверлильных станков предназначены для использования с определенными материалами. Например, вы можете выбрать челюсти из термообработанной стали для тяжелых работ или выбрать бренд, предназначенный для металлообработки. Некоторые тиски более универсальны и могут использоваться как с деревом, так и с металлом. Выберите тот, который лучше всего соответствует вашим потребностям.
Вес. Тиски для сверлильных станков сильно различаются по весу: от нескольких фунтов до более чем 50 фунтов. Это связано с их размером и применением. Преимущество более тяжелых тисков заключается в том, что вам, возможно, не придется прикручивать их к столу сверлильного станка для предотвращения вибраций.
Лучшие тиски для сверлильных станков Обзоры и рекомендации 2021
Самыми универсальными тисками для сверлильных станков на рынке должны быть двухсторонние 4-дюймовые сверлильные станки Hardware Factory Store. С точки зрения конструкции нет ничего лучше прочного чугунного основания с 4-дюймовыми зубчатыми стальными губками и винтами из холоднокатаной стали. Хотя то, что выделяет эти тиски для сверлильного станка, — это две поворотные кривошипные рукоятки, которые позволяют регулировать тиски спереди назад и слева направо, не отвинчивая тиски. Он имеет 3,5-дюймовое отверстие горловины с 5-дюймовым продольным и 4,5-дюймовым поперечным ходом для адекватной мощности и регулируемости.
Несмотря на то, что эти тиски для сверлильного станка немного дороже других, их способность удерживать заготовку неподвижно или перемещать ее во время сверления для небольших проектов механической обработки делает их чрезвычайно универсальными.
Литые алюминиевые тиски POWERTEC DuBois для сверления эффективно зажимают дерево, пластик и металл. Он имеет функцию быстрого освобождения, которая позволяет мгновенно зажимать и перемещать материал, над которым вы работаете. Тиски имеют длину 9 1/8 дюйма и ширину 4,5 дюйма, поэтому их легко хранить. Он имеет максимальное раскрытие челюсти 2 3/4 дюйма, что позволяет выполнять различные деревообрабатывающие и зажимные задачи. Тиски устойчивы к коррозии и совместимы с большинством сверлильных станков. Прорези упрощают установку на столе, а встроенные пазы помогают закрепить дюбели и другие круглые предметы.
В целом, это отличные легкие тиски для небольших проектов по приемлемой цене. Тем не менее, вам необходимо предоставить монтажное оборудование.
Лучше всего подходит для небольшого склада
WEN 423DPV Чугунные 3-дюймовые тиски для сверления
Проверить последнюю цену Пресс-тиски — это то, что вы ищете. Его чугунная конструкция обеспечивает прочность и устойчивость при сверлении небольших заготовок. Он идеально подходит для многих материалов, включая дерево, металлы, пластмассы и практически любой другой материал, о котором вы только можете подумать. Четыре монтажных паза и две монтажные канавки обеспечивают прочную и универсальную установку. Он совместим не только со всеми сверлильными станками WEN, но и с большинством других сверлильных станков.
Хотя это не лучший выбор для тех, кому нужно зажать четырехдюймовый кусок заготовки для сверления, его полная 3-дюймовая зажимная способность делает его идеальным выбором для зажима материалов шириной менее 3 дюймов.
4-дюймовые тиски для сверлильных станков Delta — это надежное изделие, которое подходит для сверлильных станков многих марок. Он прочно удерживает предметы, удерживая их на месте, и особенно удобен для больших предметов, которые трудно удерживать во время работы. Он изготовлен из чугуна и имеет большие губки, которые могут удерживать заготовки шириной до четырех дюймов. Челюсти имеют высоту 2,25 дюйма от основания до вершины. Есть встроенные канавки, которые будут поддерживать дюбели диаметром до 0,5 дюйма, а все тиски сверлильного станка можно использовать с деревянными или металлическими предметами. Эти тиски будут удерживать предметы на своих местах, но важно отметить, что монтажное оборудование не входит в комплект.
Вам нужно будет предоставить свои собственные тиски, чтобы эти тиски надежно держались на сверлильном станке. В целом, эти тиски предлагают солидную стоимость и эффективный захват.
Эти тиски для плоского сверлильного станка Olympia Tools имеют губки, открывающиеся на четыре дюйма в ширину. Одна из лучших вещей в этих тисках — это их цена, а также наличие проушины для скамейки. Он чувствует себя крепким и работает плавно. Он имеет резиновые вставки на концах рукоятки и корпус из ковкой литой стали с порошковым покрытием. Усиленное основание с четырьмя отверстиями позволяет пользователям быстро регулировать стол, а рабочие поверхности губок из закаленной стали можно заменить. Он остается на месте, им очень легко манипулировать, и он хорошо работает, особенно если смазать шарнирный шар.
Недостатком является то, что губка может слегка двигаться из стороны в сторону, когда вы затягиваете тиски. Отливки также немного несовершенны, но в целом он работает без каких-либо проблем.
Почетное упоминание
3-дюймовые тиски Wilton для углового сверления с люлькой
Проверить последнюю цену
Если вам нужны тиски с угловой установкой, обратите внимание на 3-дюймовые тиски Wilton для углового сверления с колыбелью. Его можно использовать в различных приложениях, таких как сверление, нарезание резьбы и развертывание. Он имеет конструкцию колыбели с 9Вертикальная индексация 0 градусов и шаг 1 градус. Тиски для сверлильного станка имеют боковой зажимной стержень, который надежно фиксируется на месте в диапазоне от нуля до 90 градусов. Материал и конструкция на высоте. Регулировка угла плавная и надежная при блокировке. Из коробки тиски прочные, без люфта в движущихся частях. Он регулируется и занимает небольшую площадь, что предпочитают многие пользователи. Это отлично подходит для таких проектов, как небольшая ковка металла. Были некоторые жалобы на то, что он не сидит ровно на столе сверлильного станка. Кроме того, он подходит не ко всем сверлильным станкам.
Наконечники
Перед началом работы убедитесь, что тиски и сверлильный станок находятся в хорошем рабочем состоянии. Осмотрите на наличие трещин или других аномалий и сделайте безопасность приоритетом.
При сверлении глубоких отверстий регулярно вынимайте сверло, чтобы удалять стружку и смазывать сверло.
Надевайте защитные очки или другие средства защиты глаз при использовании сверлильного станка и тисков.
Будьте особенно осторожны при сверлении оргстекла и других видов пластика. Убедитесь, что вы используете правильное упражнение, прежде чем браться за этот тип задачи.
Часто задаваемые вопросы
В: Что такое тиски для поперечного сверлильного станка?
Этот тип тисков для сверлильного станка является регулируемым, и вы можете перемещать губки в несколько положений. Также есть два крепления.
В: Можно ли использовать сверлильный станок в качестве фрезерного станка?
Да, но это не очень хорошая идея. Сверлильные станки рассчитаны на нагрузку вверх/вниз, в то время как традиционный сверлильный станок может выдерживать боковые нагрузки. Очень важно получить правильную скорость передачи битов, и это может быть опасно.
Пропорции цементных растворов в лопатах и вёдрах — Секреты и Нюансы
Вот просмотрел первые страницы поиска по пропорциям бетона, и мозги потихоньку начали вскипать.
Всё дано в частях, у кого по весу, у кого по объёму, да ещё с оговорками, сносками на ТУ и ГОСТ, да ещё в цифрах с десятыми долями, и значит всё это нужно перемерить и перевзвесить, а под рукой только бытовой безмен с крючком. Точный — аж жуть.
Но и не это самое интересное. Везде в пропорциях даются отдельно песок и гравий, но вот бетон, почему-то, все в основном делают из ПГС.
И сколько в привезённом ПГС одного, и сколько другого, и соответствует ли он заявленным ТУ? Кто-то может сталкивался с проверкой качества бетона и раствора? Мне приходилось по работе. Частнику делать там нечего.
Можно конечно перемыть разделить и перемерить. А чё, нормальный вариант для мазохиста трудоголика.
Но я то нормальный человек, и читатели мои — тоже, надеюсь. Поэтому все пропорции бетона и растворов, даю в тех единицах, с которыми частник работает реально в жизни, то есть в лопатах и вёдрах.
Лопата обычная совковая, ведро цинковое 10-и литровое, и чтоб уж окончательно развеять все сомнения, вот эта лопата, и вот это ведро:
Аббревиатура
ПГС — песчано-гравийная смесь
ОПГС — песчано-гравийная смесь обогащённая крупными булыжниками
ОПС — Речной песок обогащённый мелкой галькой (до 3 мм.)
Цемент — М-400
Бетон для фундамента
1. ПГС — 40 лопат.
2. Цемент — один мешок 50 кг — 3 ведра.
3. Вода — 4 ведра. * ———————————————————————————————
1. ОПГС — 35 лопат.
2. Цемент — один мешок 50 кг — 3 ведра.
3. Вода — 4 ведра. *
Бетон должен быть относительно хорошо текучим. ПГС, при этом, должна сохранять плавучесть.
Бетон для плит перекрытия
1. ПГС — 30 лопат.
2. Цемент — 50 кг — 3 ведра.
3. Вода — 3 ведра.*
В процессе заливки бетон обязательно должен подвергаться вибрации вибратором, или перфоратором снизу по опалубке в режиме «Отбойник».
Ещё лучше с присадкой Sika ViscoCrete 5-600 N PL. С ней можно без вибрации.
Бетон для погребов и ёмкостей для воды
1. ПГС — 30 лопат.
2. Цемент — 50 кг — 3 ведра.
3. Вода — 2 ведра. *
4. Присадка Sika ViscoCrete 5-800 — 150 гр.
Про присадку будет отдельный пост, а пока воспользуйтесь данными из интернета.
Бетон для стяжки
1. ОПС (обогащённый песок) — 40 лопат.
2. Цемент — 50 кг — 3 ведра.
3. Вода — 3 ведра. * ————————————————————————————————
1. Речной песок — 30 лопат.
2. Цемент — 50 кг — 3 ведра.
3. Вода — 3 ведра. *
Бетон должен быть относительно сухим, настолько, насколько Вы сможете это сделать.
Керамзитобетон
1. Керамзит — 20 вёдер.
2. Песок — 15 лопат.
2. Цемент — 1 мешок 50 кг. — 3 ведра.
3. Мел — 1.5 ведра.
4. Вода — 3-4 ведра, в зависимости от фракции керамзита. *
Керамзит не должен плавать в растворе, но вся его поверхность должна быть хорошо этим раствором покрыта.
Раствор для кладки
1. Песок — 30 лопат.
2. Цемент — 1 мешок 50 кг — 3 ведра.
3. Мел — 1.5 ведра.
4. Вода — 4 ведра *.
Раствор должен быть довольно-таки жидким, особенно при работе с красным кирпичом. Он с трудом должен держать форму.
Раствор для штукатурки
1. Песок — 30 лопат.
2. Цемент — 1 мешок 50 кг — 3 ведра.
3. Мел — 1.5 ведра.
4. Вода — 3.5 ведра. *
Раствор должен нормально держать форму, но не быть густым.
При покупке готового известкового раствора добавляется только цемент и вода, необходимая для достижения нужной консистенции.
Глиняный раствор для печи
1. Карьерный песок — 1 ведро.
2. Сухая глина — 1 ведро.
3. Вода — 0.5-1 ведро. *
Глина должна быть размочена до состояния каши, потом в неё добавляется песок.
Глиняный раствор определяется скорее не точными пропорциями, а консистенцией и свойствами готового раствора, так как глина может быть очень различной в разных территориальных точках.
Вообще-то, желательно использовать так называемую красную глину, так как в ней практически нет песка, и можно довольно точно подобрать пропорцию.
Раствор должен быть очень пластичным, но не слишком липким, должен хорошо держать форму, не должен течь, но должен хорошо и тонко размазываться.
Если это Вам поможет, то вот фотография готового раствора:
Про воду
Вода даётся в примерном количестве. Точное количество подбирается в зависимости от таких показателей, как влажность и чистота песка или ПГС.
Например если всю ночь лил дождь, а ПГС был не накрыт, а потом весь день палило солнце, то с утра на замес нужно будет одно количество воды, а к вечеру уже другое — побольше.
Ещё на количество воды для замеса, влияет её качество. Например, дождевой потребуется меньше, чем водопроводной.
Оптимальное количество воды фиксируется по достижении раствором или бетоном нужной консистенции, и при последующих замесах надо придерживаться полученных результатов.
Желаю трудовых успехов в изготовлении цементных растворов.
Раздел Стройка >>>Подраздел Бетон и раствор >>>
Пропорции цемента и песка для фундамента: как сделать цементный раствор
На выбор используемых пропорций бетона для фундамента влияет много факторов: параметры грунта, ожидаемые нагрузки, тип основания. Основу цементного раствора составляют цемент, песок, щебень или гравий и вода, его свойства напрямую зависят от качества и однородности перемешивания компонентов. Изменение регламентированных соотношений недопустимо, малейшие ошибки приводят к снижению прочности фундамента и, как следствие, риску разрушения несущих конструкций здания.
Оглавление:
Необходимая марка
Пропорции для приготовления раствора
Какие требования предъявляются к компонентам?
Описание процесса приготовления бетона
Выбор марки бетона
К главным критериям относят геологические условия участка (рельеф, уровень и парциальное давление грунтовых вод на элементы фундамента, климат, глубина промерзания), тип основания, наличие или отсутствие подвала, высотность здания и другие весовые нагрузки. Сдерживающим фактором является бюджет работ, использовать высококачественные сорта бетона для строительства легких построек на дачных участках экономически нецелесообразно. Рекомендуемый минимум составляет:
М400 – для домов свыше 3 этажей.
М200-М250 – для каркасных и щитовых строений.
М250-М300 – для построек из деревянного бруса.
М300 – для малоэтажных зданий из керамзитовых, газосиликатных или ячеистых блоков.
М350-М300 – при строительстве из кирпича или заливке несущих стен из монолитного бетона.
Указанные градации актуальны при возведении одно- или двухэтажных домов, при добавлении еще одного этажа целесообразно выбрать более высокую марку. Это же относится к готовым покупным растворам, особенно в случае приобретения его у непроверенного производителя. В целом, минимально допустимая прочность при бетонировании фундамента жилых домов на слабопучинистых грунтах составляет М200, при строительстве на менее устойчивых почвах она повышается.
При приготовлении растворов рабочей мерой является массовая или объемная доля вяжущего, к наиболее распространенным и удобным соотношениям относят 1:3:5 (цемент, песок, гравий, соответственно). Регламентированные пропорции в зависимости от требуемой прочности бетона составляют:
Итоговая марка раствора
Массовая доля, кг
Цемент М400
Песок
Щебень или гравий
М100
1
4,6
7
М150
3,5
5,7
М200
2,8
4,8
М250
2,1
3,9
М300
1,9
3,7
М350
1,2
2,7
М400
1,1
2,5
На прочность бетона в первую очередь влияет соотношение песка и цемента, но помимо строгого контроля за долей сухих компонентов отслеживается количество вводимой воды. При использовании портландцемента пропорции В/Ц составляют:
Марка вяжущего
Марка прочности бетона
150
200
250
300
400
М300
0,65
0,55
0,50
0,40
М400
0,75
0,63
0,56
0,50
0,40
М500
0,85
0,71
0,64
0,60
0,46
М600
0,95
0,75
0,68
0,63
0,50
При строительстве фундамента на сухих грунтах допускается введение извести или глины в цементный раствор, эти компоненты повышают его пластичность. Рекомендуемые пропорции при применении портландцемента М400 составляют:
Получаемая марка раствора
Доля цемента
Доля извести
Доля песка
М100
1
0,4
4,5
М150
0,2
3
М200
0,1
2,5
В частном строительстве определять отдельно массу всех засыпаемых ингредиентов неудобно, в качестве мерного инструмента обычно используется ведро. В этом случае все наполнители предварительно взвешиваются в сухом состоянии. Соотношение В/Ц во многом зависит от влажности песка, опытные застройщики вводят при замесе не более 80% от рекомендуемой доли воды и далее при необходимости (недостаточно пластичной консистенции) заливают ее порционно. Фибру, ПАД и другие пластификаторы добавляют в бетон в самом конце вместе с жидкостью, их доля обычно не превышает 75 г на 1 м3.
Требования к компонентам
Для приготовления цементного раствора для заливки фундамента используются:
Свежий портландцемент, в идеале дата выпуска не превышает 2 месяца к началу бетонирования. Рекомендуемая марка – М400 или М500.
Речной песок с размерами частиц в пределах 1,2-3,5 мм с примесями ила или глины не более 5%. Советуется проверить его чистоту (залить водой и отследить изменение цвета и осадка), просеять, при необходимости промыть и просушить.
Чистый щебень или гравий с размерами фракций от 1 до 8 см, с лещадностью в пределах 20%. При приготовлении бетона для фундамента используются отсевы твердых пород, известняк не подходит из-за низкой прочности.
Вода: водопроводная, без примесей и посторонних частиц.
Добавки: противоморозные, пластифицирующие, упрочняющая фибра. Ввод таких примесей осуществляется со строгим соблюдением пропорций.
Важно понять принцип: крупнофракционный наполнитель вводится в раствор не только с целью замены более дорогого вяжущего, именно он придает необходимую жесткость. Минимальный предел прочности на сжатие у гравия или гранитного отсева составляет 800 кгс/см2, при его отсутствии бетон просто не выдержит весовую нагрузку. Смесь для фундамента без щебня готовится разве что при возведении его из отдельных блоков или плит, иногда – для быстрой заливки свайных опор.
Рекомендуемые пропорции цемента и песка для кладочных растворов – 1:3 или 1:2. Первое соотношение считается универсальным, второе выбирается при строительстве фундаментов на неустойчивых грунтах. На практике это означает, что на одно ведро цемента с маркой не ниже М400 (М500 при повышенных нагрузка) берется 2 или 3 просеянного кварцевого песка и не более 0,8 частей воды. Правильно приготовленная смесь по консистенции напоминает зубную пасту, для увеличения удобоукладываемости на 1 м3 вводится 75-100 г пластификаторов (жидкого мыла или других ПАД).
Как сделать цементный раствор для фундамента?
Процесс начинается с подготовки компонентов и бетономешалки, наличие последней обязательно при замесе бетонов для подземных конструкций. Количество стройматериалов рассчитывается заранее согласно объему фундамента и приобретается с небольшим запасом. Крайне важно провести заливку в один день, при самостоятельном приготовлении раствора все составляющие промываются и просушиваются заранее. Далее они засыпаются ведрами в бетономешалку в следующей последовательности: часть воды → песок и цемент → сухие присадки и фибра (при необходимости) → крупнофракционный наполнитель → оставшаяся жидкость небольшими порциями. После засыпки нового ингредиента барабан включается на 2-3 минуты, не более чем через 15 минут проводится выгрузка готового раствора.
Существует проверенный временем способ подбора правильных пропорций, выбираемых при отсутствии данных о размерах щебня. В этом случае ведро заполняется крупнофракционным наполнителем, встряхивается несколько раз и полностью покрывается водой. Полученный объем воды соответствует необходимой доле песка в растворе. После чего в ведро засыпается песок, еще раз заливается водой для определения доли цемента. Но такой подход некоторые считают сложным и устаревшим, к более правильным относят стандартный способ перерасчета массовой доли в объемную и засыпания компонентов в бетономешалку.
Сколько песка и гравия мне нужно для мешка цемента
Сколько песка и гравия мне нужно для мешка цемента | сколько тачек песка и щебня мне нужно для мешка цемента | сколько лопат песка и щебня мне нужно на мешок цемента.
Сколько песка и гравия мне нужно для мешка с цементом
Во время приготовления бетонной смеси требуется хорошая смесь цемента, песка и гравия для достижения заданной прочности на сжатие любой конструкции, такой как фундамент, основание, плита, для проезда, проезжей части и тротуара, улицы.
В связи с этим, сколько песка и гравия мне нужно для мешка цемента, это полностью зависит от желаемой прочности, соотношения смеси цемента, песка и гравия, плотности различных ингредиентов песка и гравия в зависимости от их влажных и сухих условий. , вес одного цементного мешка и размер частиц гравия и песка.
Обычно мешки с цементом доступны в различных весовых условиях по всему миру, некоторые из них: мешки 20 кг, мешки 25 кг, 40 кг мешки, 50 кг мешки и 94 фунта мешки. в соответствии с вашим местоположением.
Если вы используете тачку для измерения песка, гравия и щебня, это зависит от размера тачки, как правило, она доступна в 65 литров, 80 литров, 100 литров, 2 CF, 3 CF и 6 CF и если вы используете лопаты для измерения песка, гравия и щебня, это зависит от размера, обычно требуется 5-6 лопат на 1 кубический фут цемента, песка и гравия.
Соотношение смеси для бетона 3000 фунтов на квадратный дюйм следует использовать 4 части гравия на 2 части песка на 1 часть цемента в пропорции 4:2:1 (4 гравия:2 песка:1 цемента).
Из 20-килограммового мешка цемента получается около 0,49 кубических фута. В связи с этим, сколько песка и гравия мне нужно для 20-килограммового мешка цемента, обычно вам потребуется около 0,98 кубических фута песка и 1,96 кубических фута гравия на 20 кг. мешок цемента, используя соотношение смеси 4 части гравия на 2 части песка на 1 часть цемента (4: 2: 1) для 3000 фунтов на квадратный дюйм или 20 МПа бетона.
В связи с этим, сколько тачек песка на мешок 20 кг цемента, обычно на мешок 20 кг цемента требуется около 0,98 кубических футов песка, если взять одну тачку размером 2 CF, вам понадобится примерно 1/2 (половина) тачки песка на мешок с 20 кг цемента.
В связи с этим, сколько тачек гравия приходится на мешок 20 кг цемента, как правило, для мешка 20 кг цемента требуется около 1,96 кубических футов гравия, если взять одну тачку размером 2 CF, вам понадобится примерно 1 тачка, полная гравия, чтобы мешок цемента 20 кг.
Что касается этого, сколько лопат песка на мешок 20 кг цемента, обычно на мешок 20 кг цемента требуется около 0,98 кубических футов песка, принимая во внимание 5-6 полных лопат на один кубический фут песка, поэтому вам понадобится примерно 5-6 лопат, полных песка, на мешок с 20 кг цемента.
В связи с этим, сколько лопат гравия в мешке 20 кг цемента, как правило, мешок 20 кг цемента требует около 1,96 кубических футов гравия, принимая во внимание, что 5-6 лопат полных куч на один кубический фут гравия, так что вы на мешок цемента весом 25 кг требуется примерно 10–12 лопат, наполненных гравием.
Мешок с 25 кг цемента дает объем около 0,6125 кубических футов, относительно этого, сколько песка и гравия мне нужно для мешка с 25 кг цемента, обычно вам потребуется около 1,225 кубических футов песка и 2,45 кубических футов гравия на 25 кг. мешок цемента, используя соотношение смеси 4 части гравия на 2 части песка на 1 часть цемента (4: 2: 1) для 3000 фунтов на квадратный дюйм или 20 МПа бетона.
В связи с этим, сколько тачек песка на мешок 25 кг цемента, как правило, на мешок 25 кг цемента требуется около 1,225 кубических футов песка, если взять одну тачку размером 2 CF, вам понадобится примерно 0,60 тачки песка на мешок мешок цемента 25 кг.
В связи с этим, сколько тачек гравия приходится на мешок 25 кг цемента, как правило, на мешок 25 кг цемента требуется около 2,45 кубических футов гравия, если взять одну тачку размером 2 CF, вам понадобится примерно 1,225 тачки гравия, чтобы мешок цемента 25 кг.
Что касается этого, сколько лопат песка в мешке цемента 25 кг, как правило, для мешка цемента 25 кг требуется около 1,225 кубических футов песка, принимая во внимание, что 5-6 лопат полных кучи на один кубический фут песка, поэтому вы на мешок цемента весом 25 кг требуется примерно 6–8 лопат с песком.
В связи с этим, сколько лопат гравия в мешке цемента 25 кг, как правило, мешок цемента 25 кг требует около 2,45 кубических футов гравия, принимая во внимание, что 5-6 лопат полных кучи на один кубический фут гравия, так что вы будете нужно около 12-15 лопат, полных гравия, на мешок 25 кг цемента.
Из 40-килограммового мешка цемента получается примерно 0,98 кубических фута. В связи с этим, сколько песка и гравия мне нужно для 40-килограммового мешка цемента, обычно вам потребуется около 1,96 кубических футов песка и 3,92 кубических фута гравия на 40 кг. мешок цемента, используя соотношение смеси 4 части гравия на 2 части песка на 1 часть цемента (4: 2: 1) для 3000 фунтов на квадратный дюйм или 20 МПа бетона.
В связи с этим, сколько тачек песка на мешок 40 кг цемента, обычно на мешок 40 кг цемента потребуется около 1,96 кубических футов песка, если взять одну тачку размером 2 CF, вам понадобится примерно 1 тачка песка на мешок 40 кг цемента.
В связи с этим, сколько тачек гравия приходится на мешок 40 кг цемента, как правило, на мешок 40 кг цемента требуется около 3,92 кубических фута гравия, если взять одну тачку размером 2 CF, вам потребуется примерно 2 тачки гравия, чтобы мешок цемента 40 кг.
Что касается этого, сколько лопат песка на мешок 40 кг цемента, обычно на мешок 40 кг цемента требуется около 1,96 кубических футов песка, принимая во внимание 5-6 полных лопат на один кубический фут песка, поэтому вам понадобится примерно 10-12 лопат, полных песка, на мешок 40 кг цемента.
В связи с этим, сколько лопат гравия на мешок 40 кг цемента, как правило, мешок 40 кг цемента требует около 3,92 кубических фута гравия, принимая во внимание, что 5-6 лопат полных куч на один кубический фут гравия, поэтому вы нужно примерно 20-24 лопаты гравия на мешок 40 кг цемента.
Из 50-килограммового мешка цемента получается около 1,225 кубических футов объема. В связи с этим, сколько песка и гравия мне нужно для 50-килограммового мешка цемента, обычно вам потребуется около 2,45 кубических футов песка и 4,8 кубических футов гравия на 50 кг. мешок цемента, используя соотношение смеси 4 части гравия на 2 части песка на 1 часть цемента (4: 2: 1) для 3000 фунтов на квадратный дюйм или 20 МПа бетона.
В связи с этим, сколько тачек песка на мешок 50 кг цемента, как правило, на мешок 50 кг цемента требуется около 2,45 кубических футов песка, если взять одну тачку размером 2 CF, вам понадобится примерно 1,25 тачки песка на мешок мешок цемента 50 кг.
В связи с этим, сколько тачек гравия необходимо для 50-килограммового мешка цемента, обычно для 50-килограммового мешка цемента требуется около 4,9 куб. мешок цемента 50 кг.
В связи с этим, сколько лопат песка в 50-килограммовом мешке цемента, как правило, для 50-килограммового мешка цемента требуется около 2,45 кубических футов песка, принимая во внимание, что 5-6 лопат полных куч на один кубический фут песка, поэтому вы нужно примерно 12-15 лопат с песком на мешок 50 кг цемента.
В связи с этим, сколько лопат гравия в 50-килограммовом мешке цемента, обычно для 50-килограммового мешка цемента требуется около 4,9 кубических футов гравия, принимая во внимание, что на один кубический фут гравия приходится 5-6 полных лопат, поэтому вы нужно около 24-30 лопат, полных гравия, на мешок 50 кг цемента.
Мешок 94-фунтового портландцемента дает почти 1 кубический фут объема, относительно этого, сколько песка и гравия мне нужно для мешка 94-фунтового цемента, обычно вам потребуется около 2 кубических футов песка и 4 кубических фута гравия. на мешок цемента весом 94 фунта при соотношении смеси 4 части гравия, 2 части песка и 1 часть цемента (4:2:1) для бетона с давлением 3000 фунтов на кв. дюйм или 20 МПа.
Что касается этого, сколько тачек песка на мешок цемента 94 фунта, как правило, мешок цемента 94 фунта требует около 2 кубических футов песка, принимая размер одной тачки как 2 CF, вам понадобится примерно 1 тачка песка на мешок пакет из 94 фунта цемента.
◆Вы можете подписаться на меня в Facebook и
Подпишитесь на наш канал на Youtube
В связи с этим, сколько тачек гравия приходится на мешок 94-фунтового цемента, обычно на мешок 94-фунтового цемента требуется около 4 кубических футов гравия, если взять одну тачку размером 2 CF, вам понадобится примерно 2 тачки гравия на мешок цемента весом 94 фунта.
В связи с этим, сколько лопат песка в мешке 94-фунтового цемента, обычно в мешке 9Для цемента весом 4 фунта потребуется около 2 кубических футов песка, принимая во внимание, что на один кубический фут песка приходится 5-6 полных лопат, поэтому вам потребуется примерно 10–12 лопат, полных песка, на мешок цемента весом 94 фунта.
В связи с этим, сколько лопат гравия приходится на мешок цемента весом 94 фунта, обычно для мешка цемента весом 94 фунта требуется около 4 кубических футов гравия, принимая во внимание, что на один кубический фут гравия приходится 5-6 полных лопат, поэтому вы на мешок цемента весом 94 фунта требуется примерно 20–24 лопаты, наполненные гравием.
ВЫВОДЫ:-
В связи с этим, сколько песка и гравия мне нужно для мешка цемента, как правило, вам нужно около 0,98 куб. фута песка и 1,96 куб. фута гравия на мешок 20 кг цемента, примерно 1,225 куб. песок и 2,45 куб. фута гравия на мешок 25 кг цемента, примерно 1,96 куб. фута песка и 3,92 куб. фута гравия на мешок 40 кг цемента, примерно 2,45 куб. CF песка и 4 CF гравия на мешок 94-фунтового цемента.
Сколько песка мне нужно для 25 кг мешка цемента
Сколько песка мне нужно для 25 кг мешка цемента | сколько нужно песка на 1 кг цемента | сколько песка требуется на 25 кг цемента при приготовлении раствора | сколько песка требуется на 25 кг цемента при приготовлении бетона.
Сколько песка мне нужно для 25-килограммового мешка цемента
Во время приготовления бетонной смеси требуется хорошая смесь цемента, песчано-гравийного камня или камня и воды для достижения заданной прочности на сжатие любой конструкции, такой как фундамент, фундамент, плита. формирования, для проезда, проезжей части и тротуара, улицы. И смесь цементного песка и воды, используемая для приготовления цементного раствора, используемого для кладки кирпича / блоков и штукатурки.
Сколько песка мне нужно для 25-килограммового мешка цемента? , в зависимости от типа смеси, использовать либо для приготовления цементного раствора, либо для бетона, если цемент используется для раствора для кирпичных/блочных работ и штукатурки, как правило, 1 часть цементной смеси с 3-6 частями песка в соотношении смеси 1 :3 используется для ремонта и гидроизоляции, 1:4 используется для штукатурки потолка и бетонных стен, 1:5 и 1:6 используется для штукатурки кирпичных стен и кладочных работ.
Если цемент используется для приготовления бетона для террасы, плиты, фундамента, тротуара и т. д., то, как правило, 1 часть цемента смешивают с 2 частями песка и 3 частями заполнителя или камня для получения 30 МПа бетона. Это хорошая смесь бетона. На строительной площадке ингредиенты цементного раствора, такие как цемент, песок, гравий и вода, измеряются по объему, а не по весу, обычно его измеряют с помощью тачки, лопаты или ведра, обычно строительная тачка доступна в 6 кубических футов.
Обычно плотность портландцемента составляет около 1440 кг/м3, поэтому из одного 25-килограммового мешка цемента получается 0,0174 кубических метра, что примерно равно 0,60 кубических футов. Объемная плотность заполнителя или щебня составляет около 1520 кг/м3, поэтому 1 кубический фут камня весит около 43 кг. Насыпная плотность песка составляет около 1600 кг/м3, поэтому 1 кубический фут песка весит около 45 кг. Требуемое количество воды основано на водоцементном отношении, которое обычно составляет около 0,50 при умеренном воздействии.
Для приготовления стандартной растворной смеси обычно 1 часть смеси портландцемента с 5 частями песка, это означает один мешок 25 кг цемента объемом 0,60 кубических футов, смешанный с 3 кубическими футами песка (0,60×5 = 3), или 25 кг цементной смеси. со 135 кг (45 × 5 = 135 кг) песка и добавьте 13 литров воды (в/ц составляет около 0,50, поэтому 25 × 0,5 = 13 литров).
В связи с этим, «сколько песка мне нужно для 25-килограммового мешка цемента?» , по общему правилу, один мешок 25 кг портландцемента необходимо смешать со 135 кг (3 кубических фута) песка и 13 литрами воды для получения цементного раствора стандартной смеси, используемого для кладки кирпича/блоков и штукатурки, для этого 1: Применяется смесь 5, в которой одна часть цемента смешивается с 5 частями песка, а соотношение В/Ц составляет около 0,50.
В связи с этим, «сколько песка мне нужно на 1 кг цемента?» , согласно общепринятой практике, один кг портландцемента необходимо смешать с 5,4 кг (135÷25 = 5,4) песка и немногим более 0,5 л воды (13 ÷25 = 0,52) для получения стандартного цементного раствора, используемого для укладка кирпича/блока и штукатурка, для этого используется смесь 1:5, в которой одна часть цемента смешивается с 5 частями песка и соотношение воды и цемента составляет около 0,50.
◆Вы можете следить за мной на Facebook и
Подпишитесь на наш канал Youtube
Для приготовления стандартной бетонной смеси обычно 1 часть портландцементной смеси с 2 частями песка и 3 частями заполнителя или камня, это означает один мешок 25 кг цемента объемом 0,60 кубических футов, смешанного с 1,2 кубическими футами песка (0,60× = 1,2) и 1,8 кубическими футами заполнителя или камня, или 25 кг цементной смеси с 54 кг (45×1,2 = 54 кг) песка и 78 кг камня и добавьте 13 литров воды (в/ц составляет около 0,50, поэтому 25 × 0,5 = 13 литров).
ЧИТАЙТЕ ТАКЖЕ :-
Как рассчитать количество песка в 1 м3 бетона
Набухание песка, его причины, график & Процедура испытания
Сколько песка мне нужно для 25-килограммового мешка цемента
Сколько песка и гравия в ярде бетона
Сколько песка нужно смешать с цементом
25-килограммовый мешок портландцемента необходимо смешать с 54 кг песка, 78 кг гравия, заполнителя или камня и примерно 13 литрами воды или 1 кг цемента необходимо смешать с 2,16 кг песка, 3,12 кг гравия и чуть более 0,5 литра воды для производства стандартной бетонной смеси с давлением 3000 фунтов на квадратный дюйм или 30 МПа.
Сколько песка и цемента мне нужно
На 1 кубометр раствора в пропорции 1:3 (1 часть цемента на 3 части песка) вам понадобится 19 маленьких мешков по 25 кг цемента и 0,9975 кубометра ( 35,22 кубических футов) или 1600 кг (1,6 тонны) количества песка.
Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
СОДЕРЖАНИЕ
Общие определения сварных швов
Как варить вертикальный шов
Техника сварки снизу вверх
Техника сварки сверху вниз
Технология сварки горизонтального шва
Контроль длины электрической дуги
Управление электродом
Перемещение электрода и сила тока
Инструкция начинающего сварщика
Выводы
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Читайте также: Обозначение сварных швов на чертежах по ГОСТу
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
Законтачить электрод к металлу, чтобы разжечь дугу.
Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
Формировать шов по направлению от нижней точки к верхней.
Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
1-1,5 мм – короткий;
2-3 мм – нормальной длины;
3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
Ld – длина сварной дуги;
Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
Головной убор из плотной ткани.
Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
СОДЕРЖАНИЕ
Общие определения сварных швов
Как варить вертикальный шов
Техника сварки снизу вверх
Техника сварки сверху вниз
Технология сварки горизонтального шва
Контроль длины электрической дуги
Управление электродом
Перемещение электрода и сила тока
Инструкция начинающего сварщика
Выводы
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Читайте также: Обозначение сварных швов на чертежах по ГОСТу
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
Законтачить электрод к металлу, чтобы разжечь дугу.
Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
Формировать шов по направлению от нижней точки к верхней.
Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
1-1,5 мм – короткий;
2-3 мм – нормальной длины;
3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
Ld – длина сварной дуги;
Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
Головной убор из плотной ткани.
Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) представляет собой процесс, при котором соединение металлов производится путем нагрева дугой или дугами между незащищенным металлическим электродом или электродами и изделием.
Компоненты оборудования SAW, необходимые для дуговой сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, устройства подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочной горелки и кабеля для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы регенерации флюса, и ходовой механизм для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции дуговой сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с 60-процентным рабочим циклом, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентного режима работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с электродом, чувствительным к напряжению.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью. Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но более популярны выпрямительные машины.
Сварочные аппараты для дуговой сварки под флюсом в диапазоне от 300 до 1500 ампер.
Они могут быть подключены параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электроэнергия постоянного тока используется для полуавтоматических приложений, а электроэнергия переменного тока используется главным образом в машинном или автоматическом методе.
Многоэлектродные системы требуют специальных типов цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабель используются для подачи электрода и тока и подачи флюса на дугу.
Электродная проволока подается через дно этого флюсового бункера через токосъемный наконечник к дуге.
Пистолет с бункером может иметь пусковой переключатель для начала сварки или может использовать «горячий» электрод, так что при прикосновении электрода к изделию подача начинается автоматически.
Для автоматической сварки горелка крепится к двигателю механизма подачи проволоки и оснащена токосъемными наконечниками для передачи сварочного тока на электродную проволоку.
Бункер для флюса обычно крепится к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое иногда используемое оборудование может включать в себя тележку, которая может представлять собой простой трактор или сложное передвижное специализированное приспособление. Обычно предусмотрена установка для рекуперации флюса, которая собирает неиспользованный флюс для подводной дуги и возвращает его в питающий бункер.
Система дуговой сварки под флюсом может стать довольно сложной за счет включения дополнительных устройств, таких как повторители шва, ткацкие станки и рабочие вездеходы.
Схема сварки под флюсом
Рисунок 10-59. Блок-схема SAW (дуговая сварка под флюсом) Оборудование.
Преимущества сварки под флюсом
Основными преимуществами дуговой сварки под флюсом или дуговой сварки под флюсом являются:
высокое качество металлического шва.
чрезвычайно высокая скорость и скорость наплавки
гладкий, равномерный сварной шов без брызг.
мало или нет дыма.
отсутствие вспышки дуги, поэтому минимальная потребность в защитной одежде.
высокий коэффициент использования электродной проволоки.
простая автоматизация для высокой производительности.
нормально, без задействования манипулятивных навыков.
Процесс сварки под флюсом для строительства длинных стальных свай для поддержки океанской платформы.
Основные области применения SAW
Процесс сварки под флюсом широко используется при изготовлении толстолистовой стали. Это включает сварку:
профилей
продольный шов трубы большего диаметра
Производство деталей машин для всех видов тяжелой промышленности,
производство сосудов и резервуаров для работы под давлением и хранения
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях промышленности, где используются стали средней и большой толщины.
Также используется для наплавки и наплавки, технического обслуживания и ремонта.
При сварке под флюсом флюс и проволока разделены. Оба влияют на свойства сварного шва, требуя от инженера выбора оптимальной комбинации для каждого проекта.
Ограничения процесса
Основным ограничением SAW (дуговой сварки под флюсом) является ограничение позиций сварки. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Большое тепловложение и медленный цикл охлаждения могут стать проблемой при сварке закаленных и отпущенных сталей. При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, тогда как однопроходный сварной шов был бы приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть снижены до такой степени, что следует рассматривать дуговую сварку с флюсовой проволокой или какой-либо другой процесс.
При полуавтоматической дуговой сварке под флюсом невозможность видеть дугу и сварочную ванну может быть недостатком при достижении корня разделки и надлежащем заполнении или определении размеров.
Демонстрация процесса сварки пилой.
Принципы работы
Процесс
Процесс дуговой сварки под флюсом показан на рис. 10-60. Он использует тепло дуги между постоянно питаемым электродом и изделием.
Рисунок 10-60: Схема процесса для SAW (дуговая сварка под флюсом)
Тепло дуги расплавляет поверхность основного металла и конец электрода. Металл, расплавленный с электрода, переносится через дугу на заготовку, где он становится наплавленным металлом шва.
Экранирование получают из слоя гранулированного флюса, который укладывают непосредственно на зону сварки. Флюс вблизи дуги плавится и смешивается с расплавленным металлом сварного шва, способствуя его очистке и укреплению.
Флюс образует стекловидный шлак, который легче по весу, чем наплавленный металл, и плавает на поверхности в качестве защитного покрытия.
Сварной шов находится под слоем флюса и шлака, отсюда и название дуговой сварки под флюсом. Флюс и шлак обычно покрывают дугу так, что ее не видно.
Нерасплавленную часть флюса можно использовать повторно. Электрод подается в дугу автоматически из катушки. Дуга поддерживается автоматически.
Перемещение может быть ручным или механическим. Дуга инициируется плавким пуском или системой реверса или возврата.
Нормальный метод применения и возможности размещения
Наиболее популярным методом применения SAW является машинный метод, при котором оператор контролирует операцию сварки.
Вторым по популярности является автоматический метод, при котором сварка выполняется нажатием кнопки. Процесс может применяться полуавтоматически; однако этот способ применения не слишком популярен.
Этот процесс нельзя применить вручную, поскольку сварщик не может управлять невидимой дугой. Процесс сварки под флюсом представляет собой процесс сварки в ограниченном положении.
Количество позиций для сварки ограничено, так как большая масса расплавленного металла и шлака очень жидкие и имеют тенденцию вытекать из соединения. Сварку можно легко выполнять в плоском положении и в горизонтальном угловом положении.
В соответствии со специальными контролируемыми процедурами возможна сварка в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства для удерживания флюса, чтобы расплавленный шлак и металл сварного шва не могли утечь. Процесс нельзя использовать в вертикальном или надземном положении.
Свариваемые металлы и диапазон толщины
Дуговая сварка под флюсом используется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально он использовался для сварки некоторых сплавов меди, никеля и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. При подготовке кромок сварные швы можно выполнять за один проход на материале толщиной от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы могут выполняться до 3/8 дюйма (9,5 мм) за один проход, а в плоском положении угловые швы могут выполняться до 1 дюйма (25 мм).
Конструкция соединения
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для швов с разделкой кромок можно использовать конструкцию с квадратной разделкой толщиной до 5/8 дюйма (16 мм).
За пределами этой толщины требуются фаски. Используются открытые корни, но необходимы опорные стержни, поскольку расплавленный металл будет проходить через соединение.
При сварке более толстого металла, если используется достаточно большая поверхность притупления, подкладной стержень можно не использовать. Однако для обеспечения полного провара при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно выполнить подварочный шов, который сплавится с первоначальным сварным швом, чтобы обеспечить полное проплавление.
Сварочный контур и ток
В процессе дуговой сварки под флюсом или под флюсом в качестве источника сварочного тока используется либо постоянный, либо переменный ток. Постоянный ток используется для большинства приложений, использующих одну дугу. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Электропитание постоянного тока с постоянным напряжением более популярно для дуговой сварки под флюсом электродной проволокой диаметром 1/8 дюйма (3,2 мм) и меньше.
Система постоянного тока обычно используется для сварки электродной проволокой диаметром 5/3 2 дюйма (4 мм) и более. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги. Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или ускоряться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен при использовании системы постоянного тока, так как она требует использования реверсивной системы для зажигания дуги, втягивания и последующего поддержания заданного напряжения дуги.
Для сварки под флюсом переменного тока всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугами переменного, так и с постоянным током, используется система питания постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подаются в дугу, питаемую одним источником питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 ампер до 2000 ампер. В большинстве случаев дуговая сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любом другом процессе дуговой сварки. Скорости осаждения для одиночных электродов показаны на рисунке 10-62. Есть по крайней мере четыре взаимосвязанных фактора, которые контролируют скорость наплавки при дуговой сварке под флюсом: полярность, длинный вылет, добавки во флюс и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, удлинив «вылет». Это расстояние от точки подачи тока на электрод до дуги. При использовании «длинного вылета» величина проходки уменьшается. Скорость осаждения может быть увеличена за счет добавления металлических добавок в флюс под флюсом. Дополнительные электроды могут использоваться для увеличения общей скорости осаждения.
Качество металла шва, наплавленного в процессе дуговой сварки под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у мягкой стали или низколегированного основного материала, если используется правильное сочетание электродной проволоки и флюса под флюсом. Когда сварка под флюсом выполняется машинным или автоматическим способом, исключается человеческий фактор, присущий процессам ручной сварки. Сварка будет более однородной и без несоответствий. Как правило, размер валика сварного шва за один проход при дуговой сварке под флюсом намного больше, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения медленнее. По этой причине газам предоставляется больше времени для выхода. Кроме того, поскольку шлак под флюсом имеет меньшую плотность, чем металл сварного шва, он будет всплывать к верхней части сварного шва. Единообразие и согласованность являются преимуществами этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения могут возникнуть некоторые проблемы. Электродная проволока может искривляться на выходе из сопла сварочного пистолета. Эта кривизна может привести к тому, что дуга загорится в неожиданном для сварщика месте. При сварке достаточно глубоких канавок искривление может привести к тому, что дуга будет направлена к одной стороне сварного шва, а не к его корню. Это приведет к неполному срастанию корней. Флюс будет задерживаться в корне сварного шва. Другая проблема с полуавтоматической сваркой заключается в том, что необходимо полностью заполнить разделку под сварку или сохранить точный размер, поскольку сварной шов скрыт и его нельзя наблюдать во время его выполнения. Для этого требуется сделать дополнительный проход. В некоторых случаях наплавляется слишком много сварного шва. Изменения в раскрытии корня влияют на скорость движения. Если скорость перемещения одинаковая, сварной шов может быть недозаполненным или переполненным в разных областях. Высокая квалификация оператора решит эту проблему.
Существует еще одна проблема качества, связанная с чрезвычайно большими наплавками за один проход. Когда эти большие сварные швы затвердевают, примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке, чтобы замерзнуть, которая является центральной линией сварного шва. Если в этой точке имеется достаточное сдерживание и собирается достаточное количество примесей, может произойти растрескивание по центральной линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если пластины основного металла расположены под углом 45º к плоскости. Простое решение состоит в том, чтобы не размещать детали под истинным углом 45º. Его следует изменять примерно на 10º, чтобы корень шва не находился на одной линии с центральной линией углового шва. Другое решение состоит в том, чтобы сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла. Чрезмерно твердые наплавки способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, неадекватная послесварочная обработка или чрезмерное налипание сплава в металле шва. Чрезмерное налипание сплава происходит из-за выбора электрода, содержащего слишком много сплава, выбора флюса, который вводит слишком много сплава в сварной шов, или использования чрезмерно высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце сварного шва. Наилучшее решение — использовать выступы на выходе, чтобы пуски и остановки находились на выступах, а не на изделии.
Графики сварки
Процесс дуговой сварки под флюсом, применяемый машинным или полностью автоматическим способом, должен выполняться в соответствии с графиками процедур сварки. Все сварные швы, выполненные по этой методике, должны пройти аттестацию, испытания при условии, что выбраны правильные электрод и флюс. Если графики отличаются более чем на 10 процентов, необходимо провести квалификационные испытания для определения качества сварки.
Сварочные параметры
Сварочные параметры для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При дуговой сварке под флюсом тип электрода и тип флюса обычно зависят от механических свойств, требуемых сварным швом. Размер электрода зависит от размера сварного шва и силы тока, рекомендуемой для конкретного шва. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы для одного и того же размера соединения могут быть выполнены за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. Многократные проходы обычно наплавляют металл более высокого качества. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость осаждения.
Основные переменные, влияющие на сварку, включают подводимое тепло и включают сварочный ток, напряжение дуги и скорость перемещения. Сварочный ток является наиболее важным. Для однопроходных сварных швов ток должен быть достаточным для желаемого провара без прожогов. Чем выше ток, тем глубже проникновение. При многопроходной работе сила тока должна соответствовать размеру сварного шва, ожидаемому за каждый проход. Сварочный ток следует выбирать в зависимости от размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток. Это влияет на ширину и форму валика. Более высокое напряжение сделает валик более широким и плоским. Следует избегать чрезмерно высокого напряжения дуги, так как это может привести к растрескиванию. Это связано с тем, что расплавляется аномальное количество флюса, и избыточные раскислители могут переноситься на наплавленный металл, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого флюса. Низкое напряжение дуги создает более жесткую дугу, что улучшает проплавление, особенно на дне глубоких канавок. Если напряжение слишком низкое, получится очень узкий валик. Он будет иметь высокий венец и шлак будет трудно удалить.
Скорость перемещения влияет как на ширину валика, так и на проникновение. При более высоких скоростях перемещения получаются более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, где требуются небольшие валики и минимальный провар. Однако при слишком высоких скоростях возникает тенденция к подрезу и пористости, поскольку сварной шов быстрее замерзает. Если скорость перемещения слишком мала, электрод слишком долго остается в сварочной ванне. Это создает неправильную форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол наклона электрода к изделию, угол самого изделия, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Этот последний фактор, называемый «вылетом электрода», оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и изделием составляет от 1 до 1-1/2 дюйма (от 25 до 38 мм). Если вылет превышает эту величину, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки. По мере увеличения вылета проникновение в основной металл уменьшается. Этому фактору следует уделить серьезное внимание, поскольку в некоторых ситуациях требуется проникновение.
Необходимо также учитывать глубину слоя флюса. Если он слишком тонкий, будет слишком много дуги через флюс или вспышка дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и горбатым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти наружу. Их иногда называют отметинами на поверхности борта.
Советы по использованию процесса
Одним из основных применений дуговой сварки под флюсом является кольцевая сварка, когда детали вращаются под неподвижной головкой. Эти сварные швы могут выполняться по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая расплавленная сварочная ванна и расплавленный шлак, который имеет тенденцию течь. Это диктует, что на внешних диаметрах электрод должен быть расположен перед крайней вершиной или в положении на 12 часов, чтобы металл сварного шва начал затвердевать до того, как он начнет наклон вниз. Это становится более серьезной проблемой, поскольку диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность захвата шлака или плохого качества поверхности сварного шва. Угол наклона электрода также следует изменить и направить в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод должен быть наклонен так, чтобы он находился впереди нижнего центра или в положении на 6 часов.
Иногда свариваемая деталь имеет наклон вниз или вверх, чтобы обеспечить различные типы контуров сварного шва. Если работа расположена под уклоном, буртик будет иметь меньшее проникновение и будет шире. Если сварной шов наклонен вверх, валик будет иметь более глубокое проплавление и будет более узким. Это основано на том, что все остальные факторы остаются неизменными.
Сварной шов будет отличаться в зависимости от угла наклона электрода по отношению к заготовке, когда заготовка ровная. Это угол перемещения, который может быть углом сопротивления или толкания. Это оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проплавлением корня может быть получена с помощью дуговой сварки под флюсом. Когда сварное соединение спроектировано с узким корневым отверстием и достаточно большой поверхностью приварки, следует использовать большой ток и положительный электрод. Если шов спроектирован с отверстием в корне и минимальной поверхностью впадины, необходимо использовать подкладочный стержень, так как нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и проходит через узкие отверстия. Если это произойдет, металл шва будет следовать за ним, и сварной шов прогорит соединение. Опорные стержни необходимы всякий раз, когда есть корневое отверстие и минимальная поверхность корня.
Медные опорные стержни полезны при сварке тонкой стали. Без подкладных стержней сварной шов имел бы тенденцию проплавляться, и металл шва отходил бы от соединения. Опорный стержень удерживает наплавленный металл до его затвердевания. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и осаждения меди в металле сварного шва. Для более толстых материалов подложкой может быть флюс для дуговой сварки под флюсом или флюс другого специального типа.
Вариации процесса SAW
Существует множество вариаций процесса, которые расширяют возможности дуговой сварки под флюсом. Некоторые из наиболее популярных вариантов:
Двухпроводные системы — тот же источник питания.
Двухпроводные системы – отдельный источник питания.
Трехпроводные системы – отдельный источник питания.
Ленточный электрод для наплавки.
Добавка железного порошка к флюсу.
Сварка с длинным вылетом.
Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов. На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания и один с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки, чтобы обеспечить электрическую изоляцию между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом. Электроды можно расположить рядом. Это называется поперечным положением электрода. Они также могут быть размещены один перед другим в положении тандемного электрода.
Двухпроводная тандемная
Двухпроводная тандемная позиция электрода с отдельными источниками питания используется там, где требуется глубокое проникновение. Ведущий электрод положительный, задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов. Когда две дуги постоянного тока находятся в непосредственной близости друг от друга, существует тенденция к интерференции дуг между ними. В некоторых случаях второй электрод подключают к переменному току, чтобы избежать взаимодействия с дугой.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует питание переменного тока на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления скоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться с соответственно высокими скоростями перемещения и скоростью осаждения.
Система сварки полос
Система сварки полос используется для наплавки мягких и легированных сталей, обычно на нержавеющую сталь. Получается широкий валик с равномерным и минимальным проникновением. Этот вариант процесса показан на рис. 10-69.. Он используется для наплавки внутренней части сосудов для обеспечения коррозионной стойкости нержавеющей стали при использовании прочности и экономичности низколегированных сталей для толщины стенки. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс. Когда ширина полосы превышает 2 дюйма (51 мм), используется магнитно-дуговое колебательное устройство, обеспечивающее равномерное прожигание полосы и равномерное проплавление.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом заключается в добавлении компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла. Это увеличивает скорость наплавки без ухудшения свойств металла шва. Металлические добавки также могут использоваться для специальных наплавок. Этот вариант можно использовать с однопроводными или многопроводными установками.
Другим вариантом является использование электрически «холодной» присадочной проволоки, подаваемой в область дуги. «Холодный» присадочный стержень может быть цельным или порошковым для добавления в металл шва специальных сплавов. Регулируя добавление соответствующего материала, можно улучшить свойства наплавленного металла. Можно использовать в качестве электрода порошковую проволоку или в качестве одного из нескольких электродов ввести специальные сплавы в наплавленный металл шва. Каждый из этих вариантов требует специального проектирования, чтобы гарантировать добавление надлежащего материала для обеспечения желаемых свойств отложений.
Типичные области применения
Процесс дуговой сварки под флюсом широко используется при производстве большинства изделий из тяжелой стали. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Используется для приваривания фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При дуговой сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять примеси из расплавленного металла сварного шва. Флюс также позволяет вводить сплавы в металл сварного шва. Когда этот расплавленный флюс охлаждается до стеклообразного шлака, он образует покрытие, защищающее поверхность сварного шва. Нерасплавленная часть флюса не меняет своей формы и не влияет на его свойства, поэтому ее можно восстановить и использовать повторно. Флюс, который плавится и образует шлаковое покрытие, необходимо удалить с валика сварного шва. Это легко сделать после того, как шов остынет. Во многих случаях шлак будет отслаиваться без особых усилий для удаления. В сварных швах с разделкой кромок затвердевший шлак, возможно, придется удалять отбойным молотком сварщика.
Флюсы предназначены для конкретных применений и для определенных типов наплавленных материалов. Флюсы для подводной дуги бывают разных размеров. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Спецификации для флюсов для сварки под флюсом, используемых в Северной Америке, отсутствуют. Однако метод классификации флюсов основан на наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуги под флюсом. Это предусмотрено стандартом Американского общества сварщиков. Электроды и флюсы из углеродистой стали без покрытия для дуговой сварки под флюсом. Таким образом, флюсы могут быть назначены для использования с различными электродами для обеспечения требуемого анализа наплавленного металла сварного шва.
Справочные материалы по SAW
Процесс дуговой сварки под флюсом
10 советов, которые помогут улучшить ваши навыки сварки
Этот краткий курс практических указаний адаптирован к потребностям любой фермы в ремонте металлоконструкций.
1. Режимы «капли» или «распыление» для толстой стали
Большинство фермеров могут не осознавать, что регулировка вольт, ампер и скорости подачи проволоки на сварочных аппаратах может обеспечить режимы переноса, точно настроенные на толстый металл. Ограничивающим фактором для шаровидных режимов или режимов распыления является то, что их можно использовать только для «металла толщиной от ⅛ дюйма и выше и только при выполнении плоских и горизонтальных угловых сварных швов», — говорит Карл Хус из Lincoln Electric.
Шаровой перенос (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие комки проволоки отлетают от конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает глубокие сварные швы на толстых материалах, но при этом образуется много брызг.
Перенос струйной дуги: Вольт, ампер и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для настоящего распыления вам потребуется газ, обогащенный аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому наплавляется много металла, и вы получаете великолепный валик. Его можно использовать только на плоских или горизонтальных угловых швах; его лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от примесей
«Фермеры обычно не могут должным образом подготовить металл перед сваркой, — говорит Джон Лейснер из Miller Electric. «Это включает в себя удаление краски, ржавчины, грязи и других поверхностных загрязнений, а также удаление трещин». Лейснер с готовностью понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварных швов в разгар сезона или в разгар кормления скота.
«Я не говорю, что место ремонта должно быть абсолютно чистым», — говорит он, добавляя, что сварка алюминия является исключением (см. совет № 6 по сварке алюминия). «По крайней мере, пройдитесь по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь».
Очистка удаляет примеси, впитавшиеся в металл во время сварки; если они остаются, они ставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость передвижения. Это дает время пузырькам газа выкипеть из расплавленного шва до того, как эти примеси окажутся внутри сварного шва», — говорит он.
Водород сваривает врага #1
Водород является худшей примесью, разрушающей сварные швы. Поскольку он присутствует везде (в воде, грязи, ржавчине, краске, навозе, жире), водород представляет собой огромную проблему для сварщиков. Что можно сделать, чтобы сжечь водород? Чистить, чистить и еще раз чистить. «Водород, наряду с высоким остаточным напряжением и чувствительной к растрескиванию сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хус из Lincoln Electric. «Высокопрочные стали (обычно используемые для почвообрабатывающих орудий), толстые секции металла и защемленные детали более подвержены водородному растрескиванию».
3. Правила об угле, направлении и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться определенных успехов. Тем не менее, Хосе и Лейснер предупреждают, что есть несколько жестких правил, позволяющих произвести долговечный ремонт сваркой.
Толкни или потяни: Здесь правило простое. «Если он производит шлак, вы тормозите», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке электродом или сварочным аппаратом с флюсовой проволокой. В противном случае вы протолкнете проволоку при сварке металла в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите горелку под углом от 10° до 15° в направлении сварки. При сварке электродом соблюдайте угол опережения от 20° до 30° в направлении волочения. При угловом (тройниковом) сварном шве держите стержень или проволоку (независимо от процесса сварки) под углом 45° между двумя частями металла.
Расстояние между дугами: Отрегулируйте скорость перемещения таким образом, чтобы сварочная дуга оставалась в пределах передней трети сварочной ванны. При сварке проволокой (флюсовой проволокой или MIG) соблюдайте рабочее расстояние от ⅜ до ½ дюйма. При сварке стержнем следите за тем, чтобы расстояние между кончиком стержня и заготовкой составляло ⅛ дюйма. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Следите за сварочными лужами и гребнем (где застывает расплавленный металл). По словам Хуса, при сварке проволокой (MIG или с флюсовой сердцевиной) гребень должен находиться примерно на ⅜ дюйма позади проволочного электрода. Слишком низкая скорость перемещения приводит к образованию широкого выпуклого валика с неглубоким проникновением, что также приводит к отложению слишком большого количества металла. С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий валик с высокой выпуклостью. Большинство скоростей движения для различных суставов значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным проверенным защитным газом является 100% диоксид углерода (co²). Он экономичен и обеспечивает глубокое проплавление сварных швов.
Тем не менее, иногда приходится инвестировать в более дорогие защитные газы, в том числе:
75 % аргона и 25 % СО² для получения красивых сварных швов (100 % СО² дает много брызг) и для сварки с высокой силой тока.
85 % аргона и 15 % СО² для сварки толстолистовой стали или для сварки металлов с большим количеством прокатной окалины или ржавчины.
90 % аргона и 10 % СО² для сварки струйным переносом и для тяжелых или толстых металлических профилей.
100% аргон или смесь аргона с гелием для сварки алюминия.
90 % аргона, 7,5 % гелия и 2,5 % СО² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество продаваемых проводов и стержней затрудняет выбор электродов. Лейснер и Хоес дают этот список покупок электродов для фермы, который покроет большинство задач по ремонту.
Проволока MIG: Хороший общий диаметр проволоки MIG составляет либо 0,035 (наиболее распространенный), либо 0,045 дюйма. Но рассмотрите 0,025 дюйма при сварке тонких материалов ⅛ дюйма или меньше. Причина в том, что проволока меньшего диаметра стабильнее сваривается при меньшем токе, что обеспечивает меньшее усилие дуги и меньшую склонность к прожогу металла.
Порошковая проволока: Одной из самых популярных флюсовых проволок является E71T-1, так как «она хороша для сварки вне положения (вертикально, потолочно), обеспечивает быстрое застывание шлака и обеспечивает высокую скорость наплавки». — говорит Лейснер. «Если вы выполняете сварку вне положения (потолочный шов), вы можете использовать проволоку E71T-8», — говорит Хоуз. Если вы свариваете металл с покрытием или гальванизированный металл (например, стержень), используйте проволоку E71T-14, потому что у нее есть материалы сердечника, которые взрываются в дуге. Это действие испаряет стальные покрытия, сводя к минимуму растрескивание сварных швов и пористость. Все эти проволоки обеспечивают более высокую скорость наплавки, чем стержневые электроды, и их шлак удаляется легче.
Стержневой электрод: По словам Лейснера, стержневым электродом общего назначения является электрод 6011, так как он обеспечивает хороший проникающий сварной шов. Для более толстого материала, который «требует более глубокого проплавления сварного шва, используйте электрод 6010», — говорит он.
«Если вы свариваете более тонкую заготовку, где требуется меньшее проплавление, используйте электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хосе.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании ставит вопрос о ремонте металла. Хорошей новостью является то, что любой сварочный аппарат может работать с алюминием, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают в себя:
Купите приводные ролики с U-образными канавками, которые поддерживают проволоку, но не сдавливают ее. Держите регулировку приводного ролика на свободной стороне.
Замените вкладыш кабеля, используя тефлоновый, нейлоновый или аналогичный вкладыш.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма. Эти более крупные провода легче подавать по кабелю пистолета.
Используйте контактный наконечник примерно на 0,0115 дюйма больше, чем диаметр проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабощелочного раствора, например сильного мыла, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите место ремонта новой проволочной щеткой из нержавеющей стали (используется только для сварки алюминия), чтобы удалить окисленный алюминий, который естественным образом появляется на поверхности металла. Оксиды алюминия плавятся при 3700°F, а основной металл плавится при 1200°F. Оксиды на ремонтируемой поверхности препятствуют проникновению присадочного металла.
Предварительно нагрейте ремонт до 230 ° F. чтобы свести к минимуму растрескивание. Поместите прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы часто свариваете алюминий, подумайте о покупке шпульного пистолета.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Выполняйте горячую и быструю сварку, используя более высокие настройки силы тока и напряжения, а также скорости перемещения сварного шва, чтобы предотвратить прожоги.
Заполните кратер сварного шва в конце сварного шва. Хус предупреждает, что основной причиной растрескивания алюминиевых сварных швов являются кратеры. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, изменяя направление движения назад по сварному шву примерно на 1 дюйм.
7. Секрет починки высокопрочной стали
По словам Хуса, производители все чаще обращаются к использованию трудносвариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях, чтобы уменьшить их вес. При ремонте высокопрочной стали очень важно подготовиться, сначала удалив всю ржавчину, краску, жир и влагу, чтобы перейти к голому металлу. Затем перед сваркой прогрейте место ремонта.
«Чем выше содержание углерода в стали (обычно для высокопрочных сталей), тем больший предварительный нагрев требуется», — говорит Хоэс. «Предварительный подогрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод малого диаметра с низким содержанием водорода, такой как стержневой стержень 7018, добавляет Лейснер. Наконец, держите скорость перемещения при сварке медленной; это удерживает сварочную ванну в расплавленном состоянии, давая время для выкипания пузырьков газообразного водорода. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Хос говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
Не зашлифовывать трещины до дна перед сваркой.
Формирование мелкого бисера. Сварные швы всегда должны быть немного шире, чем их глубина.
Формирование вогнутых или полых бусин. Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
Неправильно провести ремонт. Если на месте ремонта остаются ржавчина, краска, жир, грязь или влага, в сварной шов попадает водород, который может способствовать растрескиванию.
Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
Отказ от использования электродов с низким содержанием водорода для ремонта трудносвариваемых сталей (с высоким содержанием углерода или сплавов).
Невозможность заполнить кратеры в конце сварного шва.
Неправильное усиление сварного шва.
Отсутствие первого валика на многопроходных сварных швах достаточного размера и плоской или выпуклой формы. Это устойчиво к растрескиванию до тех пор, пока для поддержки не будут добавлены более поздние шарики.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, сваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободной усадки при охлаждении сварного шва. Проколите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего положения, поэтому противодействуйте ее воздействию (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать лужу меньшего размера, — говорит Хус. По словам Лейснера, изменение полярности для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне быстрее остывать, чтобы предотвратить капание. Вот еще советы от обоих экспертов по сварке в нерабочем положении:
Горизонтальные сварные швы: Уменьшите рабочий угол до 0° или 15°, а затем сваривайте в постоянном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и тоньше сваривать движением вниз. Однако это движение может быть проблемой; сварочная ванна может опережать дугу и становиться изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более выполняйте сварку движением вверх, используя технику из стороны в сторону, перемещая дугу справа к центру, а затем влево, чтобы создать треугольник.
Потолочные сварные швы: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна была узкой. Используйте круговые движения и взмахи, чтобы сварочная ванна не вытекала из сварного шва.
10. Когда армировать
Усиление сварочного ремонта «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки с высоким напряжением, такие как петля на складном орудии».
Усиление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с ним, что и предыдущий ремонт, добавляет Хоес.
При армировании не забудьте скосить края под углом 30°, где новый металл встречается со старым металлом.
Создание виртуальной модели станка с кинематической схемой
Создание реалистичных 3D моделей инструмента
Задание конфигурации станка
Токарная обработка
Многофункциональный токарно-фрезерный центр Nakamura
Виртуальная наладка револьвера
Реализация синхронной обработки
Многокоординатная фрезерная обработка
Обрабатывающий центр Mikron VCE600
Сквозной процесс от создания виртуального станка до готовой детали
При современных компоновках станков большое количество рабочих узлов, движущихся одновременно, создают опасность соударений внутри станка.
Для того чтобы избежать этого нужны виртуальные станки в CAM-системе.
Виртуальный станок представляет собой набор трехмерных моделей всех рабочих органов реального станка и позволяет обеспечить полную идентичность процесса обработки в SprutCAM с процессом обработки на реальном оборудовании. При использовании виртуального станка в SprutCAMтраектория движения инструмента и рабочих органов формируется с учетом кинематики станка и возможных столкновений.
Виртуальный станок в SprutCAM это:
защита дорогостоящего оборудования и инструмента от столкновений
защита деталей от зарезов и повреждений
Создание виртуальной модели станка с кинематической схемой
Создание 3D модели станка в CAD-системе
3D геометрия станка может быть создана в любой CAD-системе
Импорт в SprutCAM напрямую из CAD-системы
Импорт в SprutCAM через промежуточный формат (IGES, STEP, STL и др. )
После импорта в SprutCAM, 3D геометрия сохраняется во внутреннем osd формате
Посмотрите видео, демонстрирующее подготовку 3D модели для использования в SprutCAM
Описание кинематики станка
Характер движения рабочих органов
Задание условий и ограничений
Все параметры сохраняются в специальном xml файле
Создание реалистичных 3D моделей инструмента
Загружайте 3D модели инструмента от производителя или созданные Вами
Импорт в SprutCAM напрямую из CAD-системы или в промежуточном формате (IGES, STEP, STL и др.)
Используйте и редактируйте параметрические 3D модели из встроенной библиотеки инструментов SprutCAM
Виртуальная модель станка Mikron с поворотным столом
Обрабатывающий центр Mikron VCE600
Поворотный стол LEHMANN Т1-507510
5 управляемых осей (3+2)
Система ЧПУ: Heidenhain iTNC530
Система ЧПУ стола: Fanuc 35iB
Более подробно о данном виртуальном станке смотрите в разделе: Примеры внедрения SprutCAM
Сквозной процесс от создания виртуальной модели станка до готовой детали
Пример создания виртуальной модели многофункционального токарно-фрезерного центра Nakamura
Обрабатывающий центр Nakamura Super NTJ
9 управляемых осей
Количество одновременно управляемых осей (4+4)
Два шпинделя и две револьверных головки
Система ЧПУ: Fanuc 18i-TB
Условия и ограничения
Допустимый диапазон вращения оси B1: -91º…+91º
При работе на главном шпинделе B1<=0, на противошпинделе B1>=0
Разделение операций по каналам: первый канал — операции верхнего револьвера, второй канал — нижнего револьвера
Наладка револьвера станка
Сборка виртуального станка
При наладке выбор из 6 типов блоков для верхнего револьвера и 12 типов блоков для нижнего
Разработаны операции простого перехвата и перехвата с отрезкой, в соответствии с документацией станка
Реализация синхронной обработки с использованием виртуальной модели станка
При использовании виртуального станка в
SprutCAM траектория движения инструмента и рабочих органов формируется уже с учетом избегания всех возможных коллизий. При этом осуществляется синхронизация движения рабочих органов и недопущение конфликтов в рабочей зоне, и как следствие — обеспечение оптимальной и безаварийной работы станка.
Все это обеспечивается с помощью:
— моделирования синхронизации до 4-х инструментальных узлов одновременно;
— покадровой синхронизации при многоканальной обработке;
— автоматического формирования бесконфликтной синхронной работы;
— идентичности процесса моделирования с реальным процессом обработки.
Реальная виртуальность в SprutCAM — надежная работа на производстве
Примеры выполненных виртуальных схем станков
3-х осевые фрезерные
4-х осевые фрезерные
5-и осевые фрезерные AC
5-и осевые фрезерные BC
6-и осевые
8-ми осевые
Токарные
Токарно-фрезерные
Токарные автоматы
Электроэрозионные
Шлифовальные
Роботы
Станки универсальные токарно-винторезные моделей C10TM, C10TMS, C10TH; C10THS
Станки универсальные токарно-винторезные моделей C10TM, C10TMS, C10TH; C10THS предназначены для выполнения разнообразных токарных работ с большим диаметром заготовки, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных и диаметрально питчевых. Технические характеристики и жесткость станков, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Индекс «RD» – частотное (бесступенчатое) регулирование оборотов главного двигателя, вместо стандартного «ступенчатого» с большим количеством зубчатых передач
Данная модификация станка оснащается частотным преобразователем, который за счет изменения частоты тока обеспечивает регулирование (изменение) оборотов главного двигателя.
Пульт управления станка обеспечивает:
цифровую индикацию числа оборотов шпинделя
увеличение/уменьшение оборотов шпинделя (величина установленных оборотов поддерживается в автоматическом режиме, через контур обратной связи)
переключение прямых/обратных оборотов шпинделя
подача СОЖ
освещение рабочей зоны
остановку шпинделя
Помимо удобства управления станком, повышается точность обработки и достигается лучшая шероховатость обрабатываемых поверхностей. Лучшие выходные точностные характеристики обеспечиваются поддержанием постоянной скорости резания: при изменении числа оборотов шпинделя подача (мм/об) остается неизменной за счет изменения скорости линейного перемещения суппорта.
ОСНОВНЫЕ ПАРАМЕТРЫ ОБРАБОТКИ
C10ТM
C10ТMS
C10ТH
C10ТHS
Точность станков
Н – нормальной точности по DIN8607
Высота центров
мм
380
380
430
430
Диаметр обработки над станиной
мм
760
760
860
860
Диаметр обработки над суппортом
мм
520
520
620
620
Диаметр обработки над выемкой в станине (ГАП)
мм
950
950
1050
1050
Ширина направляющих
мм
560
Расстояние между центрами
мм
1500, 2000, 3000, 4000, 5000, 6000
Диаметр 3-х кулачкового патрона
мм
400
400
400
400
Максимальное сечение резца
мм
32х32
32х32
32х32
32х32
Максимальная масса обрабатываемых деталей
кг
2400
2400
2400
2400
ШПИНДЕЛЬ
Конец шпинделя DIN 55027
No
11
11
11
11
Диаметр отверстия шпинделя
мм
132
132
132
132
Конусное отверстие шпинделя
мм
140
140
140
140
Количество скоростей шпинделя
усл. ед
17 прямых и 8 обратных
Частотное регулирование в 3-х диапазонах
17 прямых и 8 обратных
Частотное регулирование в 3-х диапазонах
Диапазон оборотов
об/мин
7.5-1015
7-42; 28-170; 165-1015
7.5-1015
7-42; 28-170; 165-1015
Мощность главного привода
кВт
15; 18,5
18,5
15; 18,5
18,5
Крутящий момент на шпинделе
Нм
2250
2250
2250
2250
ПОДАЧИ
Количество подач
усл. ед
150
150
150
150
Диапазон продольных подач
мм/об
0,039-18,0
0,039-18,0
0,039-18,0
0,039-18,0
Диапазон поперечных подач
мм/об
0,02-9,0
0,02-9,0
0,02-9,0
0,02-9,0
РЕЗЬБЫ
Количество резьб
усл. ед.
304
304
304
304
Шаг миллиметровой резьбы
мм
(74) 0.5- 180
(74) 0.5- 180
(74) 0.5- 180
(74) 0.5- 180
Шаг дюймовой резьбы
вит/1
(74) 60- 1/6
(74) 60- 1/6
(74) 60- 1/6
(74) 60- 1/6
Шаг модульной резьбы
М
(74) 0.125- 45
(74) 0.125- 45
(74) 0.125- 45
(74) 0.125- 45
Шаг диаметральной резьбы
DP
(74) 240-2/3
(74) 240-2/3
(74) 240-2/3
(74) 240-2/3
Ход поперечных салазок
мм
410
410
435
435
Ход верхних салазок
мм
150
150
150
150
ЗАДНЯЯ БАБКА
Диаметр пиноли
мм
105
105
105
105
Конус пиноли
Морзе
No. 6
No.6
No.6
No.6
Ход пиноли
мм
225
225
225
225
ГАБАРИТНЫЕ РАЗМЕРЫ И МАССА ДЛЯ РМЦ 1500
Габариты, Длина х Ширина х Высота
мм
3470 х 1650 х 1600
3470 х 1650 х 1600
3470 х 1700 х 1730
3470 х 1700 х 1730
Масса
кг
4220
4220
4420
4420
C10T
C10TM
C10TH
Главный двигатель
11
15
15
Электро-динамический тормоз
1
1**
1**
Отверстие шнинделя
103
132
132
Передний конец шпинделя DIN 55027
11
11
11
Электрооборудование
Система подачи СОЖ
Освещение
Быстрый ход
Выемка в станине (ГАП)*
Фланец для патрона
315_1
400_1
400_1
Защитный щит по длине станка
Защитный экран токарного патрона
Защитный экран резцедержателя
Комплект ремней
5
6
6
Комплект шестеренок (гитара)
Выравниваюшие болты и планки
Анкерные болты
Упорный центр шпинделя
Переходная втулка шпинделя
4-х позиционный резцедержатель
1-поз. продольный ограничитель
Редуктор пиноли задней бабки
ЗИП
Упаковка (на поддоне, укрыт полиэтиленовой пленкой)
Инструкция
Механическое передвижение задней бабки
да
да
да
** – не применяеться с опцией 18,5 кВт, 220V,50/60 Hz
Модельные станки Byrnes — шлифовальный станок для измерения толщины
Byrnes Model Machines Разработано и построено Модельерами, для моделистов.
СТОЛЫ 12″ И 18″ ТЕПЕРЬ В НАЛИЧИИ!
Новые заказы на настольные пилы и модернизация
4-дюймовая настольная пила Byrnes представляет собой высокоточный станок с точностью, измеряемой тысячными долями. дюйм [ спецификации ] … это достаточно мощный, чтобы справиться с твердой древесиной толщиной 15/16 дюймов. .. бесшумно.
НОВИНКА: 18-ДЮЙМОВЫЙ УДЛИНЕННЫЙ СТОЛ!
Стол на этой пиле имеет ширину 18 дюймов, что дает вам возможность распила чуть менее 7 дюймов. Размеры стола 18 дюймов в ширину и 10 в глубину. другие характеристики такие же, как у нашей стандартной пилы. Пила поставляется с 4-дюймовым твердосплавным диском с 24 зубьями, направляющей планкой высотой 1/8 дюйма и мерный манометр. Все аксессуары, перечисленные на веб-сайте для стандартной пилы, также подходят для этой пилы без необходимости модификации.
18-дюймовая настольная пила является специальным заказом, и в зависимости от спроса может потребоваться дополнительное время для доставки.
Если у вас в настоящее время есть 12-дюймовая настольная пила, вы можете
Модернизируйте пилу этим широким столом.
Детали, инструкции, цены
Сам по себе, готовый к использованию, это замечательный инструмент — от Обзор Фила Крола:
«. .. Джим четко понимает основы работы настольной пилы, о чем свидетельствует его дизайн. Использование высококачественных материалов и качество сборки делают эту машину приятной в использовании. опилки с. Я просто не могу найти ничего о пиле, что заслуживало бы отрицательного комментария».
Обзор пилы также опубликован в национальных изданиях:
Журнал Fly RC Журнал Ships in Scale Magazine
Высота лезвия легко регулируется, а после установки надежно фиксируется на месте. Съемный упор ездит на двух линейных подшипниках и фиксируется абсолютно параллельно. к лезвию пилы. Измеритель угла наклона имеет отверстия под штифты для точной установки углов от нуля в обоих направлениях … и стопорный штифт будет удерживать датчик на месте под заданными углами. Пила оснащена шланговым соединением с внутренним диаметром 1,5 дюйма. он готов к подключению к вашему пылесосу или другой системе сбора пыли.
Все еще нужно больше точности? Добавьте дополнительный микрометр, и регулировка положения упора на 0,001 дюйма станет ветерок. .. добавьте расширенный забор, и стопки досок останутся прямыми.
Угловые разрезы просты — добавьте дополнительный наклонный стол для точных разрезов до 45 градусов …
Поддержка есть — полная гарантия 1 год на дефекты материалов или изготовления, ручная сборка, тестирование контроля качества и приработка … но что самое приятное?
Ваша машина больше не будет ограничивать ваши возможности как моделиста!
ЧТО В КОРОБКЕ : Настольная пила поставляется со стандартным (высотой 1/8 дюйма) направляющим упором, угломером 4 дюйма. Лезвие из карбида с 24 зубьями и защитный кожух.
Доступны дополнительные лезвия различных размеров и пропилов, а также скользящий стол, наклонный стол, раскройный стол. Удлинители упора и углового калибра, конусомер, микрометр, угловой стержень и вставка с нулевым зазором. Все аксессуары и доступные запасные части — см. список продуктов справа.
Заказать настольную пилу Byrnes
Количество
Описание
Каждый
Действие
012345678910
120 В Бирнс 4 дюйма. Настольная пила с 12 дюймов. Стол (с твердосплавным диском с 24 зубьями, направляющей планкой высотой 1/8 дюйма и угломером)
475,00 $
012345678910
120 В Бирнс 4 дюйма. Настольная пила с 18 дюймов. Стол (с твердосплавным диском с 24 зубьями, направляющей планкой высотой 1/8 дюйма и угломером)
650,00 $
012345678910
230 В Бирнс 4 дюйма. Настольная пила с 12 дюймов. Стол (с твердосплавным диском с 24 зубьями, направляющей планкой высотой 1/8 дюйма и угломером)
500,00 $
012345678910
230 В Бирнс 4 дюйма. Настольная пила с 18 дюймов. Стол (с твердосплавным диском с 24 зубьями, направляющей планкой высотой 1/8 дюйма и угломером)
675,00 $
Принадлежности
012345678910
Скользящий стол [рис. ]
135,00 $
012345678910
Вспомогательный наклонный стол [рис.]
125,00 $
012345678910
Расширенный разделительный забор [рис.]
30,00 $
012345678910
Регулируемый удлинитель углового упора [рис.]
12,00 $
012345678910
Измеритель поперечной конусности [рис.]
40,00 $
012345678910
Микрометрический стопор — стандартный
55,00 $
012345678910
Микрометрический стопор — метрический [рис. ]
60,00 $
012345678910
Угловая планка [рис.]
8,00 $
012345678910
Вставка с нулевым зазором [рис.]
8,00 $
Лезвия
012345678910
4 дюйма. Твердосплавный диск с 24 зубьями — 0,055 пропила [рис.]
26,00 $
012345678910
4 дюйма. Твердосплавный диск с 36 зубьями — 0,055 пропила
29,00 $
012345678910
4 дюйма. Нож для продольной резки Martindale 110T-.04 (рекомендуется для использования с наклонным столом)
30,00 $
012345678910
Диск для продольной резки Martindale 90T-. 04, 3 дюйма
22,00 $
012345678910
3 дюйма. Нож для продольной резки Martindale 90T-.03 [рис.]
22,00 $
012345678910
3 дюйма. Нож для продольной резки Martindale 90T-.02
22,00 $
012345678910
Диск для продольной резки Martindale 90T-.023, 3 дюйма
22,00 $
012345678910
3 дюйма. Нож для продольной резки Martindale 90T-.028
22,00 $
012345678910
Адаптер лезвия, от 0,625 дюйма до 1,0 дюйма.
Укажите размер оправки (0,625–1,000 дюйма):
5,00 $
012345678910
Адаптер лезвия, от 0,625 дюйма до 1,0 дюйма.
Укажите размер оправки (0,625–1,000 дюйма):
5,00 $
012345678910
Адаптер лезвия, от 0,625 дюйма до 1,0 дюйма.
Укажите размер оправки (0,625–1,000 дюйма):
5,00 $
Запасные части
012345678910
Сменный угловой упор [рис.]
45,00 $
012345678910
Сменный ремень
8,00 $
012345678910
Набор принадлежностей (дополнительный угловой штифт и все съемные винты)
Byrnes Model Machines Разработано и построено Модельерами для моделистов.
Толщиношлифовальная машина Byrnes предназначена для того, чтобы позволить любителям просто, быстро и качественно делать пиломатериалы своими руками. точно — этот прецизионный станок обеспечивает точность, измеряемую тысячными долями дюйм. [ спецификации ] [ обзор ]
Шлифовальный станок поставляется с абразивными листами зернистостью 180 и 80, установленными на быстросменном барабане. Таблица подачи бесступенчато регулируется — каждая отметка на колесе управления составляет примерно две тысячных. дюймовой регулировки конечной толщины.
Как и 4-дюймовая настольная пила, рейсмусовая шлифовальная машина имеет соединение шланга с внутренним диаметром 1,25 дюйма — она готова к подключению к вашему магазинному пылесосу или другой системе сбора пыли. Доступны дополнительные абразивные листы.
Ремни клиновыенормальных сечений предназначены для приводастанков, промышленных установок и сельскохозяйственных машин, работающих при температуре окружающего воздуха от -30°С до +60°С для умеренного и тропического климата.
Изготавливаются классы: 0, I, II, III, IV.
№ п/п
Класс
Наработка с передачей мощности (млн.циклов)
Удлинение (%)
Профиль
Наработка без передачи мощности (млн.циклов)
Удлинение (%)
1.
0
0,7
2,5
Z(О), А, В(Б), С(В), D(Г),
2,3
2,5
Е(D)
1,2
2.
I
1,5
2,5
Z(О), А
4,6
1,8 — для станков и оборудования 2,5 — для движущих с/х машин
В(Б), С(В), D(Г)
4,7
3.
II
2,5
2,0
Все профили
5,7
1,8
4.
III
2,5
1,5
Все профили
7,0
1,5
5.
IV
3,0
1,5
Все профили
8
1,0
Размеры изготавливаемых ремней:
Ремень профиль Z(О): ширина большего основания — 10 мм, расчетная ширина — 8,5 мм, высота — 6 мм.
где: С(В) — профиль, 2500 — расчетная длина (мм), III — класс
А Ремни клиновые классического, нормального профиля 13 (Rubena)
Ремни А/13х: маркировка и размерности
Классические клиновые ремни профиля 13х или по ГОСТ 1284.1-89/DIN2215 профиль А у разных производителей могут иметь различные варианты написания обозначения профиля. Например: 13, А13, А, 13/A, HA.
Каким бы образом ремень не обозначался, размеры сечения профиля имеют значение:
Т- высота профиля равно 8 мм
W- ширина верхней грани 13 мм (по DIN2215/ISO4184)
φ-угол клина 40 градусов.
В связи с тем что по ГОСТ1284.1-89 принята несколько иная система измерений, ширина профиля А указывается по расчетной линии, обозначаемой Wp и равной 11 мм.
По американским стандартам RMA эти размеры указываются в дюймах.
Ширина ½” и высота 5/16”
В маркировке ремня сечения А указывается обозначение сечения одно из приведенных: 13х: 13, А13, А, 13/A и длина. Причем длина для ремней по ГОСТ1284.1-89 расчетная обозначаемая Lp или Lw (ГОСТ допускает указание внутренней длины Li), а для импортных ремней как правило обозначение содержит наименование профиля А и длину либо внутреннею Li, либо внешнею La или расчетную Lw, Lp иногда Le, Ld и часто указывается комбинация из двух длин. В случае указания длины в дюймах, это длина указывается по внутренней линии.
Мы предлагаем приводные клиновые ремни следующих брендов и производителей ремней профиля А: Optibelt, Rubena, Gufero, Tagex, Contitech, Darwin Plus, Stomil, Inserk NN, V-Belt, Avtofor, Bando, Fenner, Pix, Megadyne, Goodyear, SKF, HB, Roulunds, Dayko. Можем поставлять приводные ремни производства: ЯРОСЛАВРЕЗИНОТЕХНИКА, УЗЭМИК, УРАЛЬСКИЙ ЗАВОД РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИЙ, ОРЕНБУРГСКИЙ ЗАВОД РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ, БАЛАКОВОРЕЗИНОТЕХНИКА (БРТ), Белоцерковский завод РТИ и другие.
Применение классических клиновых приводных ремней А
Классические приводные ремни 13х в силу своей простоты, дешевизны и надежности нашли широкое применение в машиностроении, станках, оборудований в различных отраслях народного хозяйства. Использование клиновых ремней профиля А даёт возможность передавать значительные мощности с высоким КПД и при минимальных затратах. Клиновые ремни 13/А надежно работают в различных условиях среды, при значительных перепадах температур и влажности и условиях климата от арктического до тропического, при условии попадания большого количества, пыли, масел, нефтепродуктов и других агрессивных сред. Классические клиновые ремни профиля 13х изготавливаются с особыми требованиями для пищевой, медицинской и фармацевтической промышленности, с особыми антистатическими свойствами для легкой промышленности.
Особняком находятся профили НА. Ремни с такой маркировкой относят к сельскохозяйственным ремням рассчитанными на шоковые нагрузки и имеющие более высокую прочность.
Подбор аналога приводного ремня А13
Классические клиновые ремни профиля А в силу того что в отечественных и зарубежных стандартах приняты обозначать различными длинами ремня а также стандартные ряды длин ремня различаются, то поиск аналогов ремня по длине несколько затруднителен хотя и размеры сечения профиля полностью совпадают. Во первых ремни по ГОСТ1284.1-89 задаются по расчетной длине тогда как ремни по DIN2215 задаются по внутренней длине или часто указываются две длины расчетная и внутренняя, редко внешняя длина. Поэтому при подборе аналогов необходимо расчетом привести длину ремня к одному из длин. Во вторых в силу того, что шкала размерностей ремня по ГОСТ1284.1-89 и DIN2215 разнятся. Например шкала стандартных длин ремня профиля 13х по ГОСТ1284.1-89:
500
1060
1550
3000
530
1100
1600
3150
560
1120
1650
3350
600
1150
1700
3550
630
1180
1750
3750
650
1200
1800
4000
670
1213
1900
4250
710
1250
2000
4500
750
1280
2120
800
1320
2240
850
1350
2360
900
1400
2500
950
1450
2650
1000
1500
2800
Такая же шкала стандартных длин ремня профиля А по DIN2215:
410
1060
2950
1655
437
1071
2976
1680
462
1085
3002
1706
487
1097
3030
1730
513
1110
3078
1755
540
1122
3180
1780
565
1135
3230
1805
590
1150
3280
1830
615
1160
3332
1855
640
1173
3380
1884
665
2240
3450
1910
680
2270
3484
1930
690
2291
3535
1960
700
2316
3580
1986
716
2340
3690
2000
730
2367
1198
2010
740
2390
1210
2030
767
2420
1224
2062
780
2443
1250
2090
797
2470
1275
2113
815
2494
1300
2130
830
2530
1313
2150
843
2570
1325
2164
855
2595
1350
2190
868
2621
1376
2214
880
2680
1405
3780
895
2697
1430
3970
919
2722
1452
4030
930
2755
1480
4094
944
2773
1505
4280
955
2800
1530
4330
970
2830
1555
4780
995
2875
1580
5030
1020
2900
1605
1046
2926
1630
Как видите, диапазон длин несколько шире и совпадения по длине не так уж и часто встречается, хотя и в первом и во втором случае были взяты длины по расчетной линии.
Поэтому при подборе аналога приходится подбирать ремни с отклонениями от необходимой длины. Это отклонение подбирается в зависимости от длины ремня и от того в стационарном оборудовании или в самоходной машине применяется. Отклонение может составлять от -18 мм до +48 мм от длины требуемой. Более подробно в тексте ГОСТ1284.1-89. Также в качестве альтернативы при подборе ремня будут профили так называемые зубчатые АХ. При подборе аналога необходимо учитывать так же материал, из которого сделан ремень, это корд, в первую очередь. Корд ремня может быть кордтканевым или кордшнуровым, которые в свою очередь могут быть изготовлены из полиамидных, полиэфирных волокон или кевлара. Также применяется большое разнообразие резиновых смесей с различными свойствами. Следует также различать обернутые ремни и обрезные (т.е., без обертки)
Важно иметь ввиду что часто встречаются ремни профиля 13х с нестандартными длинами и если в каталоге вы не нашли нестандартный ремень профиля А, обратитесь к нам возможно он уже есть в нашем ассортименте.
Условия применения клиновых ремней А
Клиновые приводные ремни классических или иногда называют еще нормальных сечений 13х предназначены для приводов машин, оборудования, станков, промышленных установок и сельскохозяйственных машин. Они сохраняют устойчивую работоспособность при t° от -30°С до +60°С.
Передачи из клиновых ремней профиля А бесшумны и имею хорошую плавность хода, могут передавать крутящий момент на значительные расстояния. Обладают следующими достоинствами: дешевизна, легкость монтажа и демонтажа ремня, легкость контроля состояния привода, нет необходимости в смазке, и за счет материала применяемого при изготовлении частично гасит возникающие колебания в приводе.
Нормативные документы используемые при производстве и эксплуатации клиновых приводных ремней нормального, классического сечения 13/А
ГОСТ1284.1-89 Регламентирует основные размеры ремней и методы контроля.
ГОСТ1284.2-89 Регламентирует технические требования к производству ремней и их эксплуатации.
ГОСТ1284.3-96 Регламентирует передаваемые мощности в зависимости от профиля ремня и оборотов.
Зарубежные стандарты регламентируются DIN2215, ISO4184, ISO4183 и по американским стандартам RMA/MRTA.
Основные требования во всех этих стандартах унифицированы и совпадают.
Примечание: 1. Внешний вид товара может незначительно отличаться от представленного на изображении 2. Стоимость и наличие товара предварительно уточняйте у менеджера
Профиль поверхности | Основы GD & T
GD & T Symbol:
Относительно Datum : Дополнительный
MMC или LMC Применимо: NO
Высотец на рисунке:
Описание:
9000 . Трехмерная зона допуска вокруг поверхности, обычно представляющая собой расширенную кривую или форму. Если он вызывается на криволинейной поверхности, как галтель на сварной детали, вся поверхность, на которой находится радиус, должна попадать в зону допуска. Профиль управляет всеми точками на поверхности в пределах диапазона допуска, который непосредственно имитирует спроектированный профиль. Любая точка на поверхности не сможет измениться внутри или снаружи более чем на допуск профиля поверхности. Обычно, когда требуется профиль поверхности, допуски на размеры, описывающие поверхность, отсутствуют, и для указания допустимого диапазона используется обозначение GD&T.
Зона допуска GD&T:
Трехмерная зона допуска, состоящая из 2 параллельных кривых поверхности, которые следуют контуру профиля поверхности по всей длине поверхности. На эту зону допуска может ссылаться или не ссылаться эталон.
Калибровка/Измерение:
Профиль обычно измеряется с помощью КИМ из-за сложности некоторых поверхностей, которые вызываются. КИМ сравнивает 3D-сканирование профиля с размерами, указанными на чертеже, чтобы убедиться, что он соответствует спецификации. Если вызывается простая поверхность, например радиус на углу, для отслеживания детали можно использовать высотомер, если он может оставаться на том же расстоянии от поверхности, что и вращающийся вокруг поверхности.
Связь с другими символами GD&T:
Профиль поверхности представляет собой трехмерную версию профиля линии. Разница между ними в том, что профиль поверхности покрывает всю требуемую поверхность, следя за тем, чтобы каждая точка попадала в зону допуска, а не только в поперечном сечении.
При использовании без базовых элементов профиль линии также можно рассматривать как аналог плоскостности или цилиндричности, поскольку эти символы являются лишь более конкретными версиями профиля символа поверхности. При использовании с базами профиль может имитировать все символы ориентации (перпендикулярность, параллельность, угловатость) и даже управлять положением и размером элемента или поверхности. Все эти символы допуска указывают, насколько поверхность любой геометрической формы может отличаться от своей истинной формы. Все эти символы имеют зону допуска, состоящую из параллельных поверхностей, окружающих измеренный профиль.
При использовании:
Профиль — универсальный символ для управления поверхностью в GD&T. Если его нельзя контролировать с помощью другого символа, лучше всего подойдет профиль. При использовании с базами он может контролировать каждый аспект геометрии объекта, включая размер, местоположение, ориентацию и форму.
Профиль поверхности можно использовать для сложных криволинейных поверхностей, например, когда поверхность изгибается сразу по нескольким осям. Обычно литые детали вызывают профиль поверхности, когда поверхность изогнута, чтобы контролировать количество изменений. Другими вариантами использования могут быть крыло самолета, сложные конструкции поверхностей в автомобильной технике, каждая из которых требует размещения между двумя параллельными поверхностями одинаковой формы, чтобы обеспечить постоянную согласованность профилей. На таких поверхностях можно назвать как профиль линии, так и профиль поверхности, однако чаще встречается профиль поверхности.
Пример:
Если у вас есть криволинейная поверхность и вы хотите убедиться, что каждая точка находится в пределах определенного диапазона допуска, вы должны вызвать профиль поверхности.
Это можно рассматривать как расширенную кривую, которой можно управлять только с использованием допуска профиля. Вся поверхность должна быть измерена, обычно с помощью КИМ, а затем определено, попадает ли вся поверхность в зоны допуска. Примечание. Профиль контролирует только отклонение точек относительно друг друга вдоль поверхности, аналогично допуску плоскостности.
Заключительные замечания:
Используется с профилем поверхности
Иногда профиль линии используется в сочетании с профилем поверхности. В этих случаях допуск профиля линии будет более жестким, чем допуск поверхности. Это гарантирует, что вдоль любого конкретного поперечного сечения профиля деталь будет жестко контролироваться, а на более слабом участке также будет контролироваться весь профиль.
Будьте ведущим инженером в своей компании
Изучайте GD&T в удобном для вас темпе и уверенно применяйте их в реальном мире.
Пройти обучение GD&T
Все символы
Профиль линии | Основы GD & T
GD & T Symbol:
Относительно Datum : Дополнительный
MMC или LMC Применимо: NO
Высотец для рисования:
Описание:
9918
8
. зона допуска вокруг любой линии любого элемента, обычно изогнутой формы. Профиль линии — это двумерный диапазон допусков, который можно применить к любому линейному допуску. Если он вызывается на поверхности, как радиус на детали, профиль линии будет указывать, насколько это поперечное сечение может отличаться от истинного радиуса кривизны. Профиль линии представляет собой поперечное сечение в любой точке поверхности и задает зону допуска по обеим сторонам профиля. Профиль выноски линии также может быть установлен с помощью универсального лидера или определенного диапазона (см. пример).
Зона допуска GD&T:
Двумерная зона допуска, состоящая из двух параллельных кривых, которые повторяют контур истинного профиля поверхности. Приложение, в котором применяется зона допуска, может быть указано на чертеже. На эту зону допуска может ссылаться или не ссылаться эталон.
Калибровка/Измерение:
Профиль линии измеряется с помощью датчика, который привязан к истинному профилю в заданном конкретном поперечном сечении. Поскольку существует бесконечное количество двумерных сечений любой детали, количество или расположение точек измерения можно указать на чертеже. Профиль обычно измеряется с помощью КИМ для более сложных геометрических форм.
Связь с другими символами GD&T:
Профиль линии, конечно же, тесно связан с профилем поверхности. Разница в том, что профиль линии измеряется только в определенном поперечном сечении и не учитывает отклонение одного поперечного сечения от другого.
Профиль линии также может быть подобен прямолинейности или округлости. Все три символа допуска указывают, насколько поперечное сечение может варьироваться по прямой линии, окружности или произвольной форме профиля. Все они имеют зону допуска, состоящую из параллельных линий, окружающих измеренный профиль в двумерном поперечном сечении.
При использовании:
Профиль линии используется для сложной криволинейной поверхности, например, когда элемент изгибается по нескольким осям одновременно. Обычно линейный профиль используется, если вы сравниваете криволинейную поверхность, такую как капот автомобиля или крыло самолета. В крыле самолета каждое поперечное сечение должно иметь разную форму профиля и требовать нескольких измерений, чтобы убедиться, что в каждом месте соблюдается допуск профиля. На таких поверхностях можно вызвать как профиль линии, так и профиль поверхности.
Пример:
Если у вас есть криволинейная поверхность, она должна соответствовать спецификации по всем ее поперечным сечениям, как показано ниже.
Примечание. Все безразмерные значения считаются базовыми.
Это можно рассматривать как расширенную кривую, которой можно управлять только с использованием допуска профиля, если это необходимо. Деталь измеряется только от точки C до D для каждого поперечного сечения.
Примечание. Профиль допуска линии не определяет конкретный размер, в котором расположена каждая точка поверхности, это определяется размерами детали.
Грамотно спроектированный и построенный фундамент гарантирует долговечную эксплуатацию любого здания и сооружения. Сегодня существует несколько популярных типов оснований, но самым востребованным из всех безусловно является ленточный. Для его создания не требуется специальное оборудование, а технология монтажа проста, как два пальца – каждый в состоянии построить ленточный фундамент своими руками.
Сервис KALK.PRO предлагает вам выполнить расчет ленточного фундамента с помощью онлайн-калькулятора. Он предназначен для расчета количества и объема материалов, подбора оптимальной толщины ленты, определения допустимой нагрузки на грунт и многого другого. Для наглядности программа выводит динамические чертежи и 3D-модель, которые изменяются в зависимости от выбираемых параметров и задаваемых значений.
Калькулятор позволяет рассчитать МЗЛФ, стандартный или углубленный фундамент монолитного типа – методика вычисления во всех случаях ничем не отличается. Для удобства пользователей, в алгоритм программы заложен расчет арматуры и расчет бетона для ленточного фундамента. В скором времени планируется добавить опалубку.
Инструкция
Наш сервис позволяет рассчитать ленточночный фундамент под дом максимально точно, однако достоверность этих расчетов напрямую зависит, от того какие параметры вы заполните в поля калькулятора. Специально для исключения подобных недоразумений, было записано обучающее видео с подробным пояснением всех элементов калькулятора ленточного фундамента и используемых величин. Смотрите инструкцию и задавайте свои вопросы в комментариях, если требуется уточнение.
Для тех, у кого нет возможности просмотреть видео со звуком или есть проблемы с воспроизведением видео, мы подготовили укороченную текстовую версию примера расчета ленточного фундамента на нашем сервисе. Читайте чуть ниже.
Заполняйте поля калькулятора ВНИМАТЕЛЬНО, так как любая, даже незначительная ошибка может стоить потраченного времени и средств.
Обзор интерфейса
Интерфейс калькулятора расчета ленточного фундамента должен быть интуитивно понятен большинству пользователей, так как выполнен достаточно просто.
Основная часть программы подразделяется на несколько крупных элементов:
Вводный блок с начальными данными и упрощенной схемой.
Подробный чертеж ленточного фундамента, который отрисовывается на основании первого пункта.
Интерактивная 3D-модель, которая позволяет посмотреть все элементы конструкции в трехмерном пространстве.
Результаты расчета (материалы, величины, допустимые значения…).
Также под самим калькулятором, приведена небольшая справка, в каких форматах доступно скачивание, как сохранить результат, отправить по электронной почте или добавить в закладки.
Схема
Исходя из плана вашего дома, вы начинаете визуализировать устройство монолитного ленточного фундамента. С помощью конфигуратора, задайте необходимое количество лент и их расположение.
Сервис ограничивает максимально возможное количество осей по горизонтали и по вертикали. Вы можете задать не более 2 дополнительных линии по каждому направлению, т.е. в сумме не больше 8 осей.
Для того чтобы добавить параллельные горизонтальные (буквенные) оси, выберите в первом пункте AD0 необходимое количество (1 или 2). Новые прямые расположатся между осями AD и будут называться B и С.
Вертикальные оси (цифровые) добавляются не на всю длину ленточного фундамента, а конкретно к каждой секции AB, BC или CD.
Для того чтобы сместить секцию, заполните поле «Смещение стороны». Подробнее об этом смотрите ниже, где разбирается практический пример.
Пример 1.
Для того чтобы получить квадратный монолитный ленточный фундамент для дома, разделенный на 9 равных блоков, вам нужно:
добавить две оси в пункте AD0;
добавить две оси в пункте AB0;
добавить две оси в пункте BC0;
добавить две оси в пункте CD0.
Пример 2.
У вас нестандартный фундамент, который разделен на 6 неравнозначных секций. Блок AB разбит на три части, блок BC на две, а CD не разбит.
добавить две оси в пункте AD0;
добавить две оси в пункте AB0;
добавить одну ось в пункте BC0;
в пункте CD0 оставить ноль.
Таким образом, «играясь» значениями, вы можете сделать схематичный чертеж фундамента с любыми видами секций. Также, для вашего удобства есть возможность повернуть чертеж (на 90, 180 или 270 градусов), выбрать его цвет, включить сетку и показывать ли направляющие линии.
Характеристики фундамента
Теперь нам необходимо указать размеры сторон, ширину ленты, высоту и глубину заложения ленточного фундамента, а также используемую марку бетона.
Заполнение полей с размерами сторон, не должно вызвать сложностей – все наглядно проиллюстрировано на чертеже ленточного фундамента.
Высота ленты рассчитывается индивидуально, в зависимости от ваших предпочтений, высоты цоколя или по другим причинам. Стандартная величина 40-50 см.
Глубина заложения фундамента высчитывается на отдельном калькуляторе, который расположен на нашем сайте. Перейти на него вы можете по ссылке в самом калькуляторе или щелкнув тут: определение глубины заложения фундамента.
Немного теории. Строительство ленточного фундамента на сильнопучинистых грунтах при высоком уровне грунтовых вод, возможно только при условии заглублении ленты на 30 и более сантиметров ниже уровня промерзания, т.е. у вас получится заглубленное основание. В этом случае силы морозного пучения оказывают воздействие не по вертикали, а по касательной, тем самым значительно сокращая разрушительный эффект. Для всех остальных ситуаций, когда грунт не подвержен сильному пучению, есть смысл использовать мелкозаглубленный (незаглубленный) ленточный фундамент, как наиболее выгодный и простой в монтаже.
Ширина ленты подбирается на основании типа подстилающего грунта, на котором предполагается строительство и массы вышележащей конструкции. Смысл заключается в соблюдении баланса между давлением сооружения на грунт и максимально допустимым давлением, которое грунт может выдержать. Для большинства случаев в частном строительстве действует правило, что ширина ленты должна быть больше толщины стены на 10 см. Однако если калькулятор выдаст предупреждение, что эти значения для вас недопустимы – используйте рекомендуемую величину, которую он вам предложит.
Расчет бетона на ленточный фундамент – Калькулятор
Для возведения основания, рекомендуется использовать только высокопрочные растворы бетона марки М300 и выше. Использование смеси меньшей прочности, может привести к деформациям и разрушению конструкции – экономия средств на более дешевых материалах в данном случае неуместна. Заполните соответствующие поля в калькуляторе для выполнения надежного расчета бетона.
Выполнить приблизительный расчет нагрузки на ленточный фундамент на основании массы коробки дома, можно на специальном калькуляторе строительных блоков. Для получения более точного значения, прибавьте 10-15% для учета веса кровли, снеговой и ветровой нагрузки. На странице расчета сопротивления грунта основания узнайте максимально допустимую нагрузку на подстилающую поверхность.
Подсыпка
Подсыпка фундамента обеспечивает надежность и долговечность всей конструкции дома в целом. В большинстве случаев используется подушка из песка, щебня или ПГС. Наш калькулятор по умолчанию считает, что вы будете применять песок. В зависимости от типа грунта толщина подушки должна быть от 30 до 60 см.
Расчет арматуры для ленточного фундамента
Создание надежного основания невозможно без изготовления качественного арматурного каркаса, поэтому важно выполнить правильный расчет армирования для ленточного фундамента. Выберите предполагаемый диаметр стержней, количество горизонтальных рядов, прутков и шаг между вертикальными рядами. Если вы планируете углублять арматуру в землю, укажите это в соответствующем поле.
Если вы не знаете или не уверены, как правильно вязать арматуру для ленточного фундамента, следует обратиться к определенным нормам, которые изложены в СНиП 52-01-2003 (СП 63.13330.2010), в частности, особое внимание следует уделить параграфу «Конструктивные требования»:
пункт 7.3.4 – минимальное расстояние между стержнями арматуры следует принимать в зависимости от диаметра арматуры, но не менее 25 мм;
пункт 7.3.6 – расстояние между стержнями продольной арматуры следует принимать не более двукратной высоты сечения элемента и не более 400 мм, и чем больше нагрузка на основание, тем меньше оно будет, но не менее 100 мм;
пункт 7.3.7 – поперечную арматуру следует устанавливать с шагом не более половины рабочей высоты сечения элемента и не более 300 мм.
Соблюдая эти правила, вы можете быть уверены, что выполняете правильную укладку арматуры в ленточный фундамент. Данные правила действуют для частного строительства, но для более сложных конструкции, существуют определенные поправки и примечания с которыми необходимо ознакомиться более подробно.
Вы также можете поставить галочку, чтобы армирование отрисовалось на 3D-модели. В данном случае расчет программы может занять до 5 минут, в зависимости от производительности вашего устройства. Даже если браузер предлагает закрыть страницу, дождитесь окончания операции!
Монолитная плита на ленточном фундаменте
Ленточный фундамент с монолитной плитой пола является отличным решением, если вы хотите обезопасить свой дом от вредителей (грызунов, насекомых), а также опасаетесь преждевременного разрушения деревянного перекрытия, в следствие повышенной влажности, или деформации пола, при заливке бетона в отдельные ячейки между лентами. Бетонное перекрытие отлично подойдет, как для легких домов из пеноблоков и газобетона, так и для тяжелых – из кирпича и камня.
Укажите в программе желаемую толщину плиты, сторону арматурной сетки (сторону квадратной ячейки), диаметр арматуры и марку бетона (М200 и более).
Как только заполните все поле, нажмите кнопку «Рассчитать»!
Чертеж ленточного фундамента
После того, как калькулятор произведет необходимые расчеты, вам будет доступен чертеж фундамента и трехмерная модель конструкции.
План – это вид сверху на ваше основание с указанием линейных размеров. Это ваш главный ориентир при строительстве, он позволяет получить в упрощенном виде отчетливое представление, что от вас требуется и к чему стоит стремиться.
Вид в 3D наглядно демонстрирует вид будущего фундамента. Визуализация помогает оценить проект в реальных пропорциях, увидеть плюсы и минусы предполагаемой конструкции и принять окончательное решение — это то, что вам нужно или нет. Вы можете рассмотреть на нем поверхность земли, песчаную подушку, естественно, сам фундамент и кладку арматуры. Все элементы интерактивны и строятся на основании указанных данных.
Результаты расчета
Наш сервис рассчитывает все необходимые параметры, которые могут быть использованы при строительстве фундамента. Рассмотрим некоторые из них наиболее подробно.
Фундамент
Давление фундамента на основание грунта не должно превышать максимально допустимое.
В случае,если ширина ленты фундамента была подобрана неверно, результат будет подсвечиваться красным цветом. Это означает, что конструкция здания слишком массивна, и лента будет прорезать грунт, до тех пор, пока не встретит препятствие. Если же вы указали все правильно, то вы увидите зеленую подсветку.
Рекомендуемая ширина фундамента – наиболее оптимальная величина, с точки зрения искусственного интеллекта, при заданных условиях типа грунта и возможных нагрузок на него.
Согласно СП 52-101-2003, процентное соотношение площади сечения продольной арматуры к поперечному сечению фундаментной плиты (коэффициент армирования) для бетонных конструкций, должен быть не менее 0,025%. Если ваше значение меньше нормативного, стоит увеличить количество вертикальных и горизонтальных рядов.
Материалы
В этом блоке выводятся все материалы и их количество (размерные величины), которые потребуются при строительстве ленточного фундамента и сопутствующих элементов. Например, вы можете узнать:
объем и массу бетона фундамента;
общую длину стержней арматуры и их количество;
сколько потребуется вязальной проволоки;
что потребуется для отливки монолитной плиты на ленту;
как много нужно заказать песка под фундамент и под бетонную стяжку;
С остальными элементами, можно ознакомиться непосредственно в самом интерфейсе.
Попробуйте калькулятор МЗЛФ и оцените все преимущества работы с нашим сервисом.
Расчет ленточного фундамента – Пример
Справочная теоретическая информация помогает понять некоторые спорные моменты, однако все становится намного очевиднее, когда разбираешь реальную практическую ситуацию.
Мы выбрали из интернета случайную схему одноэтажного дома и на ее основании выполнили расчет ленточного фундамента на нашем калькуляторе. Все начальные условия представлены на изображении. Длины сторон указаны в миллиметрах, но мы для удобства будем записывать в сантиметрах.
Построим упрощенную схему с помощью блока «Ориентация».
Перенесем все размеры с рисунка в калькулятор и предположим, что ширина ленты будет равна 40 см.
Для того чтобы получить отступ слева для «Кухни-гостиной», необходимо сдвинуть сторону CD направо. Заполняем размер стороны и смотрим длину террасы, она равна 300 см (3000 мм), значит нужно вписать в поле «Смещение стороны CD» 300 см.
Нажмем кнопку «Рассчитать», для того чтобы посмотреть правильно ли у нас все получилось.
Как мы видим нижняя комната стоит немного криво, а размеры совсем не те, что мы указали в условии.
Во-первых, это связано с тем, что на схеме, которую мы повторяем, длина стороны комнаты вместе со стеной равняется длине стороны без стены, что само по себе в корне неверно.
Во-вторых, обратите внимание, что в калькуляторе ленточного фундамента отсчет на боковых сторонах начинается не от краев ленты, а от внутренних осей симметрии.
Для того чтобы исправить положение и выровнять «Кухню-гостиную», увеличим ее размер на 20 см, а смещение сократим на те же 20 см.
В результате фундамент приобретает нужную нам форму.
Калькулятор поддерживает ввод ОТРИЦАТЕЛЬНЫХ значений в поле «Смещение стороны». За ноль принимается ось 1. Это необходимо для того, чтобы вы могли создать ленточный фундамент произвольной формы.
Теперь вы знаете, как рассчитать ленточный фундамент под дом на нашем калькуляторе правильно. Обращаем ваше внимание, что выделенные пункты обязательно должны выделяться зеленым цветом, иначе фундамент будет крайне неустойчив.
Прежде всего, основание может не выдержать нагрузки вышележащей конструкции здания и в скором времени лента деформируется. Во втором случае, при недостаточной ширине ленты, сооружение начнет углубляться в грунт до тех пор, пока одна из его частей не упрется в более плотные породы и, тогда из-за неравномерного распределения давления, фундамент просто разорвет.
Надеемся, что вам была полезна инструкция по работе с калькулятором расчета ленточного фундамента. Если у вас есть вопросы, замечания или предложения по работе сервиса, пожалуйста, свяжитесь с нами любым доступным способом.
Поделитесь с друзьями бесплатным онлайн калькулятором!
Простой онлайн калькулятор расчета ленточного железобетонного фундамента рассчитает точное количество стройматериалов для фундамента. Начните расчет сейчас!
Ленточный фундамент своими руками
Технология строительства монолитного ленточного фундамента достаточно проста в отличии от столбчатого или плитного фундамента. Фундамент представляет собой железобетонную полосу, которая пролегает под всеми наружными и внутренними стенами дома. Такой фундамент требует повышенной трудоемкости и большой расход стройматериалов по сравнению со свайным фундаментом. Строительство ленточного фундамента используют под кирпичными стенами, бетонными или каменными стенами, а также для домов с тяжелыми перекрытиями (железобетонные или металлические). Ленточный армированный фундамент прекрасно подходит для домов с подвалами и цокольными этажами, так как стены армированного фундамента образуют стены подвального помещения. Стоит помнить, что нулевой цикл строительства дома является, почти всегда, самым затратным этапом и его стоимость иногда доходит до трети стоимости всего частного дома. Рекомендуем не экономить на качестве и количестве строительных материалов.
Расчет фундамента онлайн
С помощью нашей онлайн программы вы легко сможете рассчитать материалы для мелкозаглубленного ленточного фундамента.
И получите точные данные требуемого объема бетона, количество арматуры в метрах и ее вес, а также количество пиломатериалов для опалубки и площади всех поверхностей вашего монолитного фундамента. В итоге программа выдаст вам чертеж ленточного фундамента по вашим размерам.
Деревянный дом, сруб, проектирование, строительство
Архитектурно-строительная компания «АрхиЛайн Деревянные Дома – Дома для Здоровья» специализируется на проектировании, производстве и строительстве деревянных домов, гостиниц, ресторанов и бань из оцилиндрованного бревна, профилированного бруса и клееного бруса.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ О НАШЕЙ КОМПАНИИ И ОПЛАТАХ
ООО «АрхиЛайн» успешно работает на рынке деревянного строительства с 2004 года. Специалисты компании изготовили и построили сотни деревянных домов в разных странах — Австралии, Белоруссии, Германии, Грузия, Испания, Казахстан, Кыргызстан, Ливан, Нидерланды, ОАЭ, Польша, Россия, Франция. еще
Энергоэффективный, утепленный деревянный дом из клееного бруса «Теплая Бельгия», 116 м2
Энергоэффективный деревянный дом из клееного бруса постройки Бельгия, соответствует действующим европейским стандартам энергоэффективности — за счет доп. утепление стен, с помощью каменной ваты «Rockwool» толщиной 100…
подробнее
Строительство деревянного дома из клееного бруса в Дубае, ОАЭ
Здание инновационного центра из клееного бруса производства Archiline расположено в Исследовательском парке Шарджи, который станет площадкой для развития высоких технологий в ОАЭ. Будут разработаны инновации в сфере …
подробнее
Дом деревянный «Мираж» из профилированного клееного бруса 99м2
Категория: дома одноэтажные
Количество спален: 2
Материал стен: профилированный клееный брус
Особенности: дом с террасой
Дом из клееного бруса «Мираж» — компактный дом с 2 спальнями, гостиной и отдельной кухней и выходом на террасу. Идеальное решение для тех, кто ищет небольшой дом для круглогодичного проживания. ЧАСТО …
еще
Деревянный дом «Белый дом»
Категория: дома двухэтажные
Количество спален: 5
Материал стен: профилированный клееный брус
Особенности: Дом с террасой
В деревянном доме из клееного бруса «Белый дом» 5 спален, кухня-гостиная 58 м2 и 2 санузла. Этот дом хорош для большой семьи для круглогодичного проживания. …
еще
Деревянный дом, проект «IT House», 250 кв.м
Категория: дома двухэтажные
Количество спален: 3
Материал стен: профилированный клееный брус
Особенности: дом с террасой, дом со шкафом
Дом с террасой «IT House» состоит из: 3 спален с отдельными санузлами, просторного солярия и кухни-гостиной. Такой дом хорош для тех, кто любит принимать гостей и проводить деловые встречи дома. …
еще
Дом из бруса с печкой и отоплением тепловым насосом, теплыми полами и цоколем, «Маяк» 144 м² в Беларуси
Категория: дома двухэтажные
Количество спален: 2
Материал стен: профилированный клееный брус
Особенности: дом с террасой, дом с подсобным помещением, дом с печным отоплением
Деревянный дом из клееного бруса с печным отоплением и террасой «Маяк» имеет: 2 спальни по 17 м2 каждая, кухня-гостиная 50 м2 и 2 санузла по 4,8 м2. . Это идеальное решение для тех, кто ищет круглогодичное проживание для семьи из …
подробнее
Деревянный дом в канадском стиле с террасой — проект «Андрей» 214 кв.м
Категория: дома трехэтажные
Количество спален: 2
Материал стен: оцилиндрованное бревно естественной влажности
Особенности: дом с подсобным помещением, дом с кабинетом
Деревянные дома в Канадский стиль от компании Archiline! Основные черты канадского стиля в домах из бревна: сохранение естественного вида бревна как центрального конструктивного элемента деревянного дома; использование бревен …
больше
Сауна с бассейном и террасой «Посейдон» 65 м², из клееного бруса
Категория: сауны
Материал стен: профилированный клееный брус
Особенности: сауна с террасой
Сауна из клееного бруса бассейн и терраса «Посейдон» включает в себя: парилку 5 м2 со всеми важными помещениями и комнатой отдыха, где будет комфортно большой, веселой компании. …
еще
Деревянный дом из клееного бруса «Евродом»
Категория: дома одноэтажные
Количество спален: 2
Материал стен: профилированный клееный брус
Особенности: дом с террасой
Деревянный дом из клееного бруса и терраса «Евродом» – домик для круглогодичного проживания небольшой семьи. Есть все самое главное: 2 спальни, санузел и просторная кухня-гостиная. …
еще
Скандинавский деревянный дом «Утро» — проект года 2020
общая площадь дома 110 м²
Категория: дома одноэтажные
Количество спален: 2
Материал стен: профилированный клееный брус
Особенности: дом с террасой
«Скандинавский деревянный дом» Утро» — большой дом с просторной гостиной, отдельной кухней, двумя спальнями и совмещенной ванной и душем. . Это идеальное решение для тех, кто не любит маленькие замкнутые пространства. ЧАСТО …
больше
Черный деревянный дом — деревянное шале, отопление тепловым насосом, проект «Черный лес» 164 м²
Категория: двухэтажные дома
Количество спален: 3
Материал стен: профилированный клееный брус
Особенности: дом с террасой, дом с баней
«Черный лес» — стоимость системы отопления «тепловой насос» ниже стоимости прокладки газа на дальние расстояния. Монтаж уникальной системы отопления для деревянного дома «Шварцвальд» может осуществляться параллельно с производством и…
больше
Дом из профилированного клееного бруса «Стелс 2»
120 м2
Категория: дома одноэтажные
Количество спален: 2
Материал стен: профилированный клееный брус
Особенности: дом с терраса, дом со шкафом
Владельцы небольших загородных участков часто не знают, какой дом они хотят построить. Хочется, чтобы он был вместительным, но при этом не занимал много места, оснащен необходимым оборудованием, но в то же время экологически…
больше
Строительство деревянного дома в Германии
проект «Баден-Вюртемберг» 147 кв.м
Категория: дома двухэтажные
Количество спален: 2
Материал стен: профилированный брус технической сушки
Особенности дом со шкафом, дом с балконом, дом на местности
Деревянный дом «Баден-Вюртемберг» построен нашей компанией в Германии в 2019 году. деревянный дом на хозяйской земле, на склоне горы, которой изобилует земля …
больше
Деревянный дом с плоской крышей из клееного бруса, проект 182 м²
Деревянный дом «Надежда» — это современный дом с плоской крышей, который может вписаться в любой район: будь то частный сектор города или участок возле открытого водоема. В этом коттедже с легкостью разместится семья из 4-6 человек. …
еще
Загородный дом с баней из профилированного клееного бруса 80 м2 проект «Дунай»
Категория: Одноэтажные дома
Количество спален: 1
Материал стен: профилированный брус естественной влажности
Особенности: дом с террасой, дом с баней
Компактный дачный дом с баней. Его можно легко использовать как загородный дом или сауну. В доме есть комната отдыха или гостиная, небольшая зона кухни, сауна, санузлы. Общая площадь этого дома составляет 80 м2. Это …
еще
Планы деревянного дома: Польский деревянный дом «Солнце» 164 м²
Категория: дома двухэтажные
Количество спален: 4
Материал стен: профилированный клееный брус
Особенности: дом с террасой, дом с помещением второго уровня, дом с кабинетом
Большой деревянный дом вмещает три студии, три спальни площадью от девятнадцати до двадцати девяти квадратных метров. Он был построен в Польше на территории гольф-клуба «Kalinowe Pola» ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ О НАШЕЙ КОМПАНИИ И ОПЛАТАХ Это …
больше
Архитектурно-художественное решение деревянного дома «Богема»
Категория: дома одноэтажные
Количество спален: 2
Материал стен: профилированный клееный брус
Особенности: дом с террасой, жилой дом со шкафом
Общая площадь дома 129,5 м², из них жилая площадь 109,7 м². Для строительства этого дома потребуется 78 кубометров стенового материала, что не так уж и много, учитывая ширину, длину и высоту дома. Архитекторы …
больше
Одноэтажный дом с плоской крышей «Италия»
Категория: дома одноэтажные
Количество спален: 2
Материал стен: профилированный клееный брус
Особенности: дом с плоской крышей
2
2
Благодаря мастерству высококвалифицированных специалистов, работающих в компании, результат работы всегда неизменен: все возводимые объекты отличаются функциональностью и эстетикой, а ясность концепции сочетается с высоким . ..
больше
Деревянный дом из клееного бруса «Олави»
общая площадь 221 м²
Категория: дома двухэтажные
Количество спален: 5
Материал стен: профилированный клееный брус
Особенности: дом с террасой , дом со шкафом
Данный проект представляет собой двухэтажный деревянный дом из клееного бруса с шестью комнатами и террасой. Оригинальность этого проекта покорит ваше сердце, вы будете мечтать о нем на своем участке. Профессиональная работа наших дизайнеров…
больше
Дом деревянный «Пуэрто-Рико»
Клееный брус
Категория: дома одноэтажные
Количество спален: 1
Материал стен: профилированный брус технической сушки
Особенности: дом с террасой
Строительство любого дома начинается с идеи и желания. Компания ArchiLine Log Houses готова спроектировать дом любой сложности, учитывая все пожелания клиента. На этапе проектирования учитываются все особенности деревянного дома. ..
больше
Деревянный дом в стиле шале «Анна»
общая площадь 141 м²
Категория: дома одноэтажные
Количество спален: 3
Материал стен: профилированный брус технической сушки
Особенности: дом с террасой
Шале, также называемое швейцарским шале, представляет собой деревянный дом с тяжелой пологой крышей и широкими, хорошо поддерживаемыми карнизами, расположенными под прямым углом к передней части дома. С годами термин «шале» изменился и стал применяться в основном к отпуску …
больше
Дом деревянный из профилированного клееного бруса «Счастье» 175 м2
Категория: дома двухэтажные
Количество спален: 3
Материал стен: профилированный брус технической сушки
Особенности: дом с террасой
Просторный дом из профилированного клееного бруса построен в традиционном стиле, но в то же время сочетает в себе все современные технологии для комфортного проживания. Профилированный клееный брус не требует усадки, что является постоянным преимуществом, так как…
больше
Дом деревянный из клееного бруса «Украина», площадь 48 м², толщина стены 16 см
Категория: дома одноэтажные
Количество спален: 1
Материал стен: профилированный брус естественной влажности
Особенности: дом с террасой
Деревянный дом из клееного бруса «Украина» Соберите дом своей мечты своими руками — комплект дома «Украина» для самостоятельной сборки. Достигните своей цели, сэкономьте деньги, постройте деревянный дом из клееного бруса по цене малолитражки! Дом …
больше
Цех клееного бруса, проект «Папа Карло»
Категория: гаражи
Материал стен: профилированный клееный брус
Просторный цех с неограниченными возможностями использования, экологически чистый и безопасный. Садово-строительный сезон завершен и есть прекрасная возможность вдумчиво заняться чем-то для души. Впрочем, и летом тоже…
подробнее
Каркасный деревянный гараж: красивый, современный, недорогой и быстровозводимый
Этот каркасный гараж разработан главным дизайнером нашей компании Современный строительный рынок наполнен новейшими материалами, которые можно использовать для строительства деревянного каркасного гаража, вы просто нужно выбрать его внешний вид, чтобы построить …
еще
Мы говорим на английском, немецком, турецком, французском и русском языках
+375298-06-05-67 — WhatsApp, Telegram, Viber
Подробнее:
Вы можете посмотреть видео-обзор деревянного дома «Белый дом» из клееного бруса брус Archiline Houses:
ул. Некрасова, 114, корп. 49, г. Минск, Республика Беларусь, 220049
тел +375 298 06-05-67
ownwoodenhouse.com
Сайт поддерживается Nestorclub.com
Калькулятор несущей способности ленточного фундамента
✖Сцепление – это способность одинаковых частиц грунта удерживать друг друга. Это прочность на сдвиг или сила, которая связывает вместе частицы в структуре почвы.ⓘ Сцепление [c]
Атмосфера ТехническаяАттопаскальBarBaryeСантиметр ртутного столба (0 °C)Сантиметр водяного столба (4 °C)СентипаскальДекапаскальДеципаскальДина на квадратный сантиметрЭксапаскальФемтопаскальФемтопаскальФутовая морская вода (15 °C)ФемтопаскальФутовая вода (60 °F)ГигапаскальГрамм-сила на квадратный сантиметр ртутиГектопа (32 °F)Дюйм ртутного столба (60 °F)Дюйм водяного столба (4 °C)Дюйм водяного столба (60 °F)Килограмм-сила на квадратный сантиметрКилограмм-сила на квадратный метрКилограмм-сила на квадратный миллиметрКилоньютон на квадратный метрКилопаскальКилофунт на квадратный дюймКип-сила на квадратный дюймМегапаскальметр морской водыметр воды (4 °C)микробармикропаскальмиллибармиллиметр ртутного столба (0 °C)миллиметр воды (4 °C)миллипаскальнанопаскальньютон на квадратный сантиметрньютон на квадратный метрньютон на квадратный миллиметрпаскальпетапаскальпикопаскальпьезфунт на квадратный дюймфунт на квадратный футфунт-сила на квадратный футфунт-сила на квадрат Дюйм-фунты на квадратный футСтандартная атмосфераТерапаскальтонна-сила (длинная) на квадратный футтонна-сила (lo нг) на квадратный дюйм-тонна-сила (короткий) на квадратный фут-тонна-сила (короткий) на квадратный дюйм-торр
+10%
-10%
✖Коэффициент несущей способности, зависящий от сцепления, является константой, значение которой зависит от сцепления грунта. ⓘ 5 7 c 900 [N 905]
+10%
-10%
доплата [σ`]
Атмосфера ТехническаяАттопаскальBarBaryeСантиметр ртутного столба (0 °C)Сантиметр водяного столба (4 °C)СантипаскальДекапаскальДеципаскальДина на квадратный сантиметрЭксапаскальФемтопаскальФут морской воды (15 °C)Фот воды (4 °C)Квадратный фут воды (60 °F)Гигапаскаль СантиметрГектопаскальДюйм ртутного столба (32 °F)Дюйм ртутного столба (60 °F)Дюйм водяного столба (4 °C)Дюйм водяного столба (60 °F)Килограмм-сила на квадратный сантиметрКилограмм-сила на квадратный метрКилограмм-сила на квадратный миллиметрКилоньютон на квадратный метрКилопаскальКилофунт на квадратный дюймKip -сила на квадратный дюйммегапаскальметр морской водыметр воды (4 °C)микробармикропаскальмиллибармиллиметр ртутного столба (0 °C)миллиметр воды (4 °C)миллипаскальнанопаскальньютон на квадратный сантиметрньютон на квадратный метрньютон на квадратный миллиметрпаскальпетапаскальпикопаскальпьезфунт на квадратный дюймфунт на квадратный футфунт-сила на футфунт-сила на квадратный дюймФунт на квадратный футСтандартная атмосфераТерапаскальТон-сила (длинная) на квадратный Foo тонна-сила (длинная) на квадратный дюймтонна-сила (короткая) на квадратный фут-тонна-сила (короткая) на квадратный дюймторр
+10%
-10%
. Коэффициент пропускной способности в зависимости от надбавки является постоянным, значение которой зависит от надлежащей платы. Зависимый коэффициент способности подшипника от надбавки [N Q ]
999919191919191919191919191919191914999991 гг.
+10%
-10%
✖Удельный вес грунта, также известный как «весовая плотность», относится к его весу на кубический метр и обычно выражается в килоньютонах на кубический метр или тонны на кубический метрⓘ Удельный вес грунта [γ]
килоневтона на кубический Meternewton на кубический сантиметронвтон на кубический meternewton на кубический миллиметр
+10%
-10%
%
✖WITITINGSWINGE. Ширина основания [B]
AlnAngstromArpentАстрономическая единица Аттометр AU длиныЯчменьМиллиард световых летБор РадиусКабель (международный)Кабель (Великобритания)Кабель (США)КалибрСантиметрЦепьКубит (греческий)Кубит (длинный)Кубит (Великобритания)ДекаметрЭкваториальныйЗемное расстояние от Солнца RadiusEarth Polar RadiusElectron Radius (Classical)EllExameterFamnFathomFemtometerFermiFinger (Cloth)FingerbreadthFootFoot (US Survey)FurlongGigameterHandHandbreadthHectometerInchKenKilometerKiloparsecKiloyardLeagueLeague (Statute)Light YearLinkMegameterMegaparsecMeterMicroinchMicrometerMicronMilMileMile (Roman)Mile (US Survey)MillimeterMillion Light YearNail (Cloth)Nanome terNautical League (int)Nautical League UKNautical Mile (International)Nautical Mile (UK)ParsecPerchPetameterPicaPicometerPlanck LengthPointPoleQuarterReedReed (Long)RodRoman ActusRopeRussian ArchinSpan (Cloth)Sun RadiusTerameterTwipVara CastellanaVara ConuqueraVara De TareaYardYoctometerYottameterZettameter
+10%
-10%
✖Коэффициент несущей способности, зависящий от удельного веса, является константой, значение которой зависит от удельного веса грунта. ⓘ Коэффициент несущей способности, зависящий от единичного веса [N γ ]
+10%
-10%
✖Предельная несущая способность определяется как минимальная интенсивность общего давления в основании фундамента, при которой грунт разрушается при сдвиге.ⓘ Несущая способность ленточного фундамента [q ф ]
Атмосфера ТехническаяАттопаскальБарБарьеСантиметр ртутного столба (0 °C)Сантиметр водяного столба (4 °C)СантипаскальДекапаскальДеципаскальДин на квадратный сантиметрЭксапаскальФемтопаскальФут морской воды (15 °C)ФемтопаскальФут морской воды (15 °C)ФемтопаскальФут морской воды (60 °F)ГигапаскальГрамм-сила на квадратный сантиметрГектопаскальДюйм ртутного столба (32 ° F) Дюйм ртутного столба (60 °F) Дюйм водяного столба (4 °C) Дюйм водяного столба (60 °F) Килограмм-сила на квадратный сантиметр Килограмм-сила на квадратный метрКилограмм-сила на квадратный миллиметрКилоньютон на квадратный метрКилопаскальКилофунт на квадратный дюймКип-сила на квадратный дюймМегапаскальМетр Морская водаметр воды (4 °C)микробармикропаскальмиллибармиллиметр ртутного столба (0 °C)миллиметр воды (4 °C)миллипаскальнанопаскальньютон на квадратный сантиметрньютон на квадратный метрньютон на квадратный миллиметрпаскальпетапаскальпикопаскальпьезафунт на квадратный дюймфунт на квадратный футфунт-сила на квадратный футфунт-сила на квадратный дюймфунты на квадрат FootStandard AtmosphereTerapascalTon-Force (длинный) на квадратный фут-тонна-сила (long) на квадратный дюйм Тонна-сила (короткая) на квадратный футТонна-сила (короткая) на квадратный дюйм торр
⎘ Копировать
👎
Формула
Перезагрузить
👍
Несущая способность для ленточного фундамента
ШАГ 0: Сводка предварительного расчета
ШАГ 1: Преобразование входных данных в базовые единицы
Сцепление: 5 килопаскалей —> 5000 Па (проверьте преобразование здесь) Коэффициент несущей способности, зависящий от сцепления: 9 —> Преобразование не требуется Эффективная надбавка: 10 Паскаль —> 10 Паскаль Преобразование не требуется Коэффициент несущей способности зависит от надбавки: 2 —> Преобразование не требуется Удельный вес грунта: 1 ньютон на кубический метр —> 1 ньютон на кубический метр Счетчик Преобразование не требуется Ширина основания: 2 метра —> 2 метра. Преобразование не требуется Коэффициент несущей способности, зависящий от удельного веса: 1,6 —> преобразование не требуется
Коэффициент несущей способности, зависящий от сцепления в зависимости от коэффициентов формы
Коэффициент несущей способности зависит от сцепления = (Предельная несущая способность-((Эффективная надбавка*Коэффициент несущей способности зависит от надбавки)+(0,5*Удельный вес грунта*Ширина основания*Коэффициент несущей способности зависит от удельного веса*Коэффициент формы зависит от единица измерения )))/(Коэффициент формы зависит от сплоченности * Сплоченность)
Идти
Коэффициент несущей способности зависит от надбавки в зависимости от коэффициентов формы
Коэффициент несущей способности зависит от надбавки = (Предельная несущая способность-((Коэффициент формы зависит от сцепления *Сцепление*Коэффициент несущей способности зависит от сцепления)+(0,5*Удельный вес грунта*Ширина основания*Коэффициент несущей способности зависит от удельного веса*Коэффициент формы зависит от удельного веса )))/Эффективная доплата
Идти
Коэффициент несущей способности, зависящий от массы блока, зависящий от коэффициентов формы
Коэффициент несущей способности, зависящий от удельного веса = (Предельная несущая способность-((Коэффициент формы, зависящий от сцепления *Сцепление*Коэффициент несущей способности зависит от сцепления)+(Эффективная надбавка*Коэффициент несущей способности зависит от надбавки)))/(0,5*Ширина основания*Удельный вес грунта*Коэффициент формы зависит от удельного веса)
Идти
Удельный вес грунта при заданном коэффициенте формы
Удельный вес грунта = (предельная несущая способность-((коэффициент формы зависит от сцепления *Сцепление*Коэффициент несущей способности зависит от сцепления)+(Эффективная надбавка*Коэффициент несущей способности зависит от надбавки)))/(0,5*Коэффициент несущей способности зависит от удельного веса*Ширина основания*Коэффициент формы зависит от удельного веса)
Идти
Ширина фундамента при заданном коэффициенте формы
Ширина основания = (предельная несущая способность-((коэффициент формы зависит от сцепления *Сцепление*Коэффициент несущей способности зависит от сцепления)+(Эффективная надбавка*Коэффициент несущей способности зависит от надбавки)))/(0,5*Коэффициент несущей способности зависит от удельного веса*Удельный вес грунта*Коэффициент формы зависит от удельного веса)
Идти
Эффективная надбавка с учетом коэффициента формы
Эффективная надбавка = (Предельная несущая способность-((Коэффициент формы зависит от сцепления *Сцепление*Коэффициент несущей способности зависит от сцепления)+(0,5*Удельный вес грунта*Ширина основания*Коэффициент несущей способности зависит от удельного веса*Коэффициент формы зависит от удельного веса )))/Коэффициент несущей способности зависит от надбавки
Идти
Фактор формы в зависимости от веса устройства
Коэффициент формы зависит от удельного веса = (Предельная несущая способность-((Коэффициент формы зависит от сцепления *Сцепление*Коэффициент несущей способности зависит от сцепления)+(Эффективная надбавка*Коэффициент несущей способности зависит от надбавки)))/(0,5*Ширина основания*Удельный вес грунта*Коэффициент несущей способности зависит от удельного веса)
Идти
Несущая способность в зависимости от коэффициентов формы
Предельная несущая способность = (Коэффициент формы зависит от сцепления * Сцепление * Коэффициент несущей способности зависит от сцепления) + (Эффективная надбавка * Коэффициент несущей способности зависит от надбавки) + (0,5 * Удельный вес грунта * Ширина основания * Коэффициент несущей способности зависит на единицу веса*коэффициент формы зависит от единицы веса)
Идти
Сцепление грунта в зависимости от факторов формы
Сцепление = (Конечная несущая способность-((Эффективная надбавка*Коэффициент несущей способности зависит от надбавки)+(0,5*Удельный вес грунта*Ширина основания*Коэффициент несущей способности зависит от удельного веса*Коэффициент формы зависит от удельного веса )))/(Коэффициент формы зависит от сцепления *Коэффициент несущей способности зависит от сцепления)
Идти
Фактор формы, зависящий от сцепления
Коэффициент формы зависит от сцепления = (Предельная несущая способность-((Эффективная надбавка*Коэффициент несущей способности зависит от надбавки)+(0,5*Удельный вес грунта*Ширина основания*Коэффициент несущей способности зависит от удельного веса*Коэффициент формы зависит от единицы масса )))/(Коэффициент несущей способности, зависящий от сцепления * Сплоченность)
Идти
Формула несущей способности ленточного фундамента
Предельная несущая способность = (Сцепление * Коэффициент несущей способности, зависящий от сцепления) + (Эффективная надбавка * Коэффициент несущей способности, зависящий от надбавки) + (0,5 * Удельный вес грунта * Ширина основания * Коэффициент несущей способности, зависящий от удельного веса)
q f = (c*N c )+(σ`*N q )+(0,5*γ*B*N γ )
Что такое ленточный фундамент?
Фундамент стены или ленточный фундамент представляет собой непрерывную полосу бетона, которая служит для распределения веса несущей стены по площади грунта. Является составной частью мелкозаглубленного фундамента.
Как рассчитать несущую способность ленточного фундамента?
Калькулятор несущей способности ленточного фундамента использует Предельная несущая способность = (Сцепление * Коэффициент несущей способности, зависящий от сцепления) + (Эффективная надбавка * Коэффициент несущей способности, зависящий от надбавки) + (0,5 * Удельный вес грунта * Ширина основания * Несущая способность коэффициент зависит от веса единицы) для расчета предельной несущей способности, Несущая способность для ленточного фундамента рассчитывает значение несущей способности грунта для ленточного фундамента, когда у нас есть предварительная информация о других используемых параметрах. Предельная несущая способность обозначается символом q f .
Как рассчитать несущую способность ленточного фундамента с помощью этого онлайн-калькулятора? Чтобы использовать этот онлайн-калькулятор для расчета несущей способности ленточного фундамента, введите сцепление (c) , коэффициент несущей способности, зависящий от сцепления (N c ) , Эффективная надбавка (σ`) , Коэффициент несущей способности в зависимости от надбавки (N q ) , Удельный вес грунта (γ) , Ширина основания (B ) & Коэффициент несущей способности зависит от удельного веса (N γ ) и нажмите кнопку расчета. Вот как можно объяснить расчет несущей способности ленточного фундамента с заданными входными значениями -> 45,0216 = (5000*9)+(10*2)+(0,5*1*2*1,6) .
Часто задаваемые вопросы
Что такое несущая способность ленточного фундамента?
Несущая способность для ленточного фундамента рассчитывает значение несущей способности грунта для ленточного фундамента, когда у нас есть предварительная информация о других используемых параметрах, и представлена как q f = (c*N c )+(σ` *N q )+(0,5*γ*B*N γ ) или Предельная несущая способность = (Сцепление*Коэффициент несущей способности зависит от сцепления)+(Эффективная надбавка*Коэффициент несущей способности зависит от надбавки)+( 0,5*Удельный вес грунта*Ширина основания*Коэффициент несущей способности зависит от удельного веса) . Сплоченность — это способность одинаковых частиц в почве держаться друг за друга. Это прочность на сдвиг или сила, которая связывает вместе частицы в структуре грунта. Коэффициент несущей способности, зависящий от сцепления, является константой, значение которой зависит от сцепления грунта. Эффективная дополнительная нагрузка, также называемая дополнительной нагрузкой, относится к вертикальному давлению или любая нагрузка, действующая на поверхность земли в дополнение к основному давлению грунта. Коэффициент несущей способности, зависящий от дополнительной нагрузки, является константой, значение которой зависит от дополнительной нагрузки. Удельный вес грунта, также известный как «весовая плотность», относится к его вес на кубический метр и обычно выражается в килоньютонах на кубический метр или тоннах на кубический метр. Ширина основания — это более короткий размер основания. Коэффициент несущей способности, зависящий от удельного веса, является константой, значение которой зависит от удельного веса грунта. .
Как рассчитать несущую способность ленточного фундамента?
Несущая способность для ленточного фундамента рассчитывает значение несущей способности грунта для ленточного фундамента, когда у нас есть предварительная информация о других используемых параметрах, рассчитывается с использованием Предельная несущая способность = (Сцепление * Коэффициент несущей способности, зависящий от сцепления) + (Эффективная надбавка *Коэффициент несущей способности зависит от надбавки)+(0,5*Удельный вес грунта*Ширина основания*Коэффициент несущей способности зависит от удельного веса) . Для расчета несущей способности ленточного фундамента необходимо Сцепление (c) , Коэффициент несущей способности в зависимости от сцепления (N c ) , Эффективная надбавка (σ`) , Коэффициент несущей способности в зависимости от надбавки (N q ) , Удельный вес грунта (γ) , Ширина основания (B) & Коэффициент несущей способности в зависимости от удельного веса (N γ ) . С помощью нашего инструмента вам необходимо ввести соответствующее значение для сцепления, коэффициента несущей способности, зависящего от сцепления, эффективной надбавки, коэффициента несущей способности, зависящего от надбавки, удельного веса грунта, ширины основания и коэффициента несущей способности, зависящего от удельного веса и удара. кнопку рассчитать. Вы также можете выбрать единицы измерения (если есть) для ввода (ов) и вывода.
Сколько существует способов расчета предельной несущей способности?
В этой формуле предельная несущая способность использует сцепление, коэффициент несущей способности, зависящий от сцепления, действующую надбавку, коэффициент несущей способности, зависящий от надбавки, удельный вес грунта, ширину основания и коэффициент несущей способности, зависящий от удельного веса.
Сортовой прокат:описание,назначение — ООО «Ориннокс»
курс цб рф
USD: 61.1958
EUR: 59.8378
Никель:
Никель
BID
0.00
ASK
0.00
В разных сферах промышленности применяются металлические изделия в виде полос, кругов, квадратов и шестигранников. Обобщенно эти элементы называют сортовым прокатом, производимым на специальном технологическом оборудовании. Его получают путем обжатия металлических слитков вращающимися валками в горячем или холодном состоянии. Профиль получаемых деталей зависит от формы воздействующих роликов.
Прокат сортовой: что это такое с технической точки зрения
Металлургическая промышленность стремительно развивается, что связано с активным спросом на выпускаемую продукцию. В технической сфере используется такое название, как сортовой прокат. Он является одним из главных видов выпускаемых изделий на металлургических комбинатах. Устройства такого типа представлены в разных вариантах исполнения, а их востребованность определяется свойствами.
Что такое сортовой прокат, известно всем, чья сфера деятельности тесно связана с металлургией. Такое название закрепилось за металлическими заготовками с элементарной формой поперечного сечения. Говоря техническим языком, к сортовому прокату относятся все виды деталей, у которых касательная линия, проводимая к любой из точек контура поперечного сечения, не будет его пересекать. Сюда относятся заготовки следующих форм сечения:
круг;
квадрат;
полоса;
шестигранник.
Уголки, швеллеры, треугольники и двутавры уже не относятся к сортовому прокату. У них касательная линия будет пересекать поперечное сечение. Это уже фасонный металлопрокат.
Предназначение и применение
Сортовой прокат является разновидностью полуфабрикатов, которые предназначены для дальнейшей обработки с целью получения технологически сложных продуктов. В качестве сырья материал используется не всегда, поэтому его классифицируют на три основные группы:
1ГП — применяется без необходимости дополнительной обработки.
2ГП — поставляется в качестве полуфабриката, который подвергается горячему прокату.
3ГП — используется для последующего механического воздействия сверлением, резанием или фрезерованием. Из сырья этой группы изготавливаются крепежные элементы.
Что еще можно сделать из сортового проката, зависит от его сечения. Шестигранные конструкции служат основой для производства болтов, гаек, метизов и других крепежных элементов, а из круглых устройств вытачиваются цилиндрические детали.
Сортовой прокат применяется как готовый материал в необработанном виде для создания сварных конструкций. Сфер его использования множество:
Строительство.
Агропромышленный комплекс, сельское хозяйство.
Транспортная промышленность — автомобиле-, судо- и авиастроение, изготовление вагонов.
Приборостроение и производство разных мелких и крупных деталей.
Для изготовления сортового проката применяются известные марки стали: углеродистая и конструкционная. По размеру профиля выпускаемая продукция делится на крупную — от 80 до 250 мм, среднюю — от 32 до 75 мм, и мелкую — от 10 до 30 мм, что определяет сферу ее применения.
Технология получения продукции и способы ее резки
Продукцию на прокатных станах получают одним из двух способов:
Горячекатаный — предусматривает пропуск раскаленного металла через специальное оборудование в виде вращающихся роликов. После определения формы заготовка подвергается дальнейшей обработке для придания точности.
Холоднокатаный — обработка изделий, при которой задаются форма и прочие линейные параметры. Этот способ предусматривает выпуск высокоточных заготовок и полуфабрикатов, используемых для различных конструкций.
После получения деталей выполняется их резка. Чем разрезают заготовки из сортового проката, зависит от материала, из которого они сделаны. Для этого применяются следующие инструменты:
пилы — для цветных металлов;
эксцентриковые пресс-ножницы — для стальных заготовок круглого и квадратного сечения с диаметром до 300 мм;
отрезные резцы токарных полуавтоматов;
искровые и анодно-механические аппараты — используются для получения максимально-точного реза;
газоплазменные и плазменно-дуговые устройства.
Изготовление всех видов деталей сортового проката осуществляется на основании установленных регламентов. В стандарте прописываются сортамент изделий и их геометрические параметры.
Что относится к сортовому прокату
Область применения заготовок зависит от их формы или сечения. Листовой прокатный материал используется не только в строительстве, но и при производстве автомобилей, судов и авиатехники. Круглые цилиндрические детали служат основой для создания железобетонных плит, а из шестигранных элементов изготовлены все болты и гайки.
К прокату сортовому относятся элементы следующих форм:
Круг — заготовки диаметром от 5 до 270 мм. При необходимости максимальный размер может быть увеличен до 330 мм.
Квадрат — второй по популярности вид. Размер варьируется от 6 до 200 мм.
Шестигранник — изготавливается по ГОСТу 2879-2006, где указывается диапазон минимального и максимального диаметра от 8 до 103 мм. Длина выпускаемых прутков составляет от 2 до 6 метров, что тоже зависит от особенностей их применения.
Полоса (штрипс) — основными параметрами для изготовления являются ширина и толщина. В числовом значении они составляют 11–200 мм и 4–60 мм.
Выяснив, что такое сортовой прокат, для чего он применяется, нужно знать и особенности его выбора. Здесь важно понимать, для каких целей планируется его применение. С учетом этого получится самостоятельно выбрать прокатную продукцию по сечению, виду, диаметру и материалу изготовления.
Запросить прайс-лист
Я ознакомился и принимаю условия политики конфиденциальноcти
Как отличить прокат стали
При производстве металлопроката заготовки в горячем или холодном состоянии прокатывают через валки специального прокатного стана, в результате чего получают профили, швеллеры и другие изделия из стали и цветного металла. Сегодня мы рассмотрим отличия сортового и фасонного проката стали, выясним, в каких сферах используется эта продукция. Также приведем основные технические характеристики основных видов стального металлопроката.
Коротко о цветном прокате
Прокатная продукция из цветных металлов используется авиа-, автомобиле-, машиностроении, при производстве электроники и бытовой техники. Сырьем для производства являются такие группы цветных металлов:
легкие – алюминий, титан, бериллий;
тяжелые – медь, олово, никель;
тугоплавкие – хром, цирконий;
благородные – серебро, золото, платина.
Вся продукция делится на две группы:
Сортовой. Производится практически из всех видов цветных металлов, включает проволоку, пруты, шестигранники. Основная сфера применения – производство электротехнических деталей, строительство.
Листовой. Представляет листы, полосы, ленты, которые используют для декоративной отделки зданий и помещений.
Наиболее распространенное сырье для металлопроката – алюминий и медь. Алюминиевая продукция – легкая, хорошо поддается обработке, устойчивая к коррозии, имеет высокие показатели электро- и теплопроводности. Для повышения прочности используют добавки – магний, медь, цинк.
Медный металлопрокат характеризуется тепло- и электропроводностью, стойкостью к коррозии, ультрафиолету и термическим факторам. Для улучшения прочностных характеристик выполняют легирование – добавляют цинк, олово или никель.
Классификация видов металлопроката и его особенности
Стальной прокат по виду металлоизделий делится на четыре группы:
фасонный – балки, уголки, швеллеры из низколегированных или углеродистых марок стали, поверхность которых не требует дополнительной обработки;
сортовой – имеет простую форму сечения, включает катанку, проволоку, круг, арматуру, поверхность можно оставить без обработки, обрабатывать горячим или холодным методом;
трубный – стальные, чугунные, медные трубы с круглым или квадратным, прямоугольным сечением;
Холоднокатаный сорт – заготовка в холодном виде пропускается через валки прокатного стана.
Горячекатаный – перед прокаткой заготовку подвергают термической обработке и нагревают до нужной температуры.
По виду используемого металла:
черный – из чугуна;
цветной – из сплавов и драгметаллов;
нержавеющий – стойкий к воздействию коррозии.
Как специалисты отличают сортовой и фасонный прокат стали?
Сортовой и фасонный металлопрокат отличается двумя основными параметрами:
технологией обработки;
формой сечения.
Определить сортовую продукцию можно так. Если провести касательную линию в любой точке поперечного сечения, то она его не будет пересекать. В эту группу входит лист, лента, квадрат, круг. Если касательная линия пересекает сечение, то это – фасонные изделия, к которым относится угол, швеллер, двутавровая балка.
Технические характеристики и требования, которым должна отвечать продукция, регламентируются нормами ГОСТ 535 – 2005.
Сортовой прокат – особенности, плюсы и сфера использования
Основной признак – правильная геометрическая форма сечения. В эту группу металлопроката входит:
Круг.
Горячекатаная разновидность имеет диаметр от 5,0 до 270,0 мм, больший размер изготавливается под заказ. Применяется в строительстве, машиностроении, для производства крепежей, как заготовка для обработки холодным методом. Чтобы повысить точность параметров и качество поверхности, подвергают холодному деформированию.
Диаметр холоднокатаных и тянутых кругов составляет от 3,0 до 100,0 мм, их применяют без обработки и подвергают термообработке, используют в машиностроении, при производстве техники для дома, промышленного оборудования.
Квадрат.
Производится методом горячей прокатки, размер сторон колеблется от 8,0 до 200,0 мм. Из квадрата делают крепежные детали, подвергают холодной деформации. Калиброванные изделия характеризуются точными размерами и высококачественной поверхностью, параметры сторон составляют 3,0 — 100,0 мм. Сфера применения – автомобилестроение, производство оборудования, дизайн помещений.
Шестигранник.
Имеет шестигранное поперечное сечение. Его размер равняется диаметру вписанного круга, диапазон составляет от 8,0 до 103,0 мм. Из шестигранника изготавливают болты, гайки и другие крепежные детали.
Полоса.
В поперечном разрезе имеет форму прямоугольника. Изготавливается из разных марок стали, используется для производства разнообразных изделий – рессор, декора, режущего инструмента. Ширина варьирует от 10,0 до 200,0 мм, толщина – от 4,0 до 80,0 мм.
широкое применение в виде заготовки для кованых и других изделий;
стойкость к воздействию коррозии;
податливость обработке – резке, ковке, гибке.
Фасонный прокат: особенности и технические характеристики
Фасонная металлопродукция имеет профиль сложной конфигурации, она делится на две группы – массового назначения и специализированную. К массовой продукции относится:
Уголок. Производится холодно- и горячекатаным методом. В зависимости от соотношения сторон может быть равнополочным или неравнополочным, толщина стенок составляет от 3,0 до 35,0 мм. Класс уголка зависит от точности прокатки. А – высокоточные, В – обычной точности.
При выборе следует учитывать, что горячекатаные углы — универсальные, высокопрочные. Уголки устойчивы к коррозии, обеспечивают жесткость и высокую несущую способность конструкции.
Балка двутавровая – имеет профиль в виде «Н», характеризуется повышенной жесткостью, поэтому используется при строительстве несущих конструкций на ответственных объектах, мостах, эстакадах. Как и угол, может быть обычного и высокого класса точности. Длина – мерная, немерная, кратная мерная.
Швеллер. Основной параметр – высота поперечного сечения, по которой он маркируется. Швеллеры различаются и маркируются по типу полок, которые могут быть параллельными, с уклоном. Они хорошо поддаются сварке и другим видам обработки, устойчивы к перепаду температуры, атмосферным факторам.
14 типов стальных профилей – формы, размеры и свойства
🕑 Время чтения: 1 минута
Стальные прокатные профили доступны в различных формах для использования в стальных конструкциях. Обсуждаются формы, размеры и свойства этих стальных профилей.
Сталь является одним из важных строительных материалов в строительной отрасли. Его можно использовать разными способами для многих целей.
Различные стальные элементы производятся на заводах в зависимости от их использования. Сортовой прокат отливается в кристаллизаторах непрерывного литья заготовок без стыков. Различные формы или формы профилей из прокатной стали объясняются ниже.
Различные формы срезов из свернутой стали следующие.
Двутавровые профили
Круглые стержни
Квадратные стержни
Плоские стержни
Гофрированные листы
Расширенный металл
Пластины
Ребристые стержни (из мягкой стали)
6 90 стержней0016
Прутки термомеханически обработанные
Сварные сетки
1. Уголки прокатные
Уголки изготавливаются Г-образной формы. Он содержит две ножки. Некоторые угловые секции содержат стороны с одинаковыми размерами, называются равными угловыми секциями, а некоторые содержат разные стороны, называются неравнополочными угловыми секциями.
Угловые профили широко применяются для стропильных конструкций крыш и перекрытий перекрытий.
Доступны равнополочные уголки размером от 20 мм x 20 мм x 3 мм до 200 мм x 200 мм x 25 мм с соответствующим весом 9Н и 736 Н на метр длины соответственно.
Доступны неравнополочные уголки размером от 30 мм x 20 мм x 3 мм до 200 мм x 150 мм x 18 мм с весом 11 и 469 Н на метр длины соответственно.
2. Прокатные швеллерные секции
Швеллерная секция или С-образная секция состоит из двух равных полок, соединенных со стенкой на обоих концах. Швеллерные секции широко используются в стальных каркасных конструкциях.
Доступны различные размеры от 100 мм x 45 мм до 400 мм x 100 мм. Соответствующий удельный вес составляет 58 Н и 49 Н.4 Н на метр длины соответственно.
3. Тавровые прокатные профили
Т-образный профиль состоит из полки и стенки, расположенных в форме буквы «Т». Они используются в стальных фермах крыши для формирования сборных секций. Две угловые секции также можно соединить, чтобы получить Т-образную секцию.
Прокатные Т-образные профили Размеры варьируются от 20 мм x 20 мм x 3 мм до 150 мм x 150 мм x 10 мм с соответствующими весами 9 Н и 228 Н на метр длины.
4. Двутавровые прокатные профили
Двутавровые профили, также называемые стальными балками или балками из прокатной стали, широко используются в качестве балок, перемычек, колонн и т. д. Он состоит из двух полок и стенки, соединенных, как показано на рисунке.
Они доступны в различных диапазонах размеров от 75 мм x 50 мм при 61 Н на метр длины до 600 мм x 210 мм при 995 Н на метр длины.
5. Катаные круглые стержни
Круглые стержни имеют круглое поперечное сечение и используются в качестве армирования в бетонных и стальных решетках и т. д. Круглые стержни доступны в различных диаметрах от 5 мм до 250 мм.
6. Прокатные квадратные стержни
Квадратные стержни имеют квадратное сечение и широко используются для ворот, окон, решеток и т. д. стороны квадратного сечения варьируются от 5 мм до 250 мм.
7. Плоский прокат
Плоский прокат также используется для ворот, окон, решетчатых конструкций и т. д. Плоский прокат обозначается шириной полосы от 10 мм до 400 мм. толщина полосового проката будет от 3 мм до 40 мм.
8. Гофрированные листы
Простые стальные листы пропускают через машины, которые производят изгибы путем прессования, называемые гофрами. Эти листы используются для кровельных покрытий.
9. Расширенный металлический лист
Расширенный металлический лист изготавливается из листов мягкой стали. Которые прорезаются машиной и расширяются. Как правило, в листах этого типа используется сетка в форме ромба.
10. Листовой прокат
Листовой прокат широко используется в стальных конструкциях. Они используются для соединения стальных балок, натяжных элементов в фермах крыши и т. д. Их толщина варьируется от 5 мм до 50 мм.
11. Ребристые стержни (HYSD)
Ребристые стержни HYSD изготовлены из стали с высоким пределом текучести. Ребра – это не что иное, как выступы, образующиеся на стержнях путем холодной крутки стержня в горячекатаном состоянии. Скрутка производится в соответствии со стандартными требованиями.
Стержни HYSD являются важной инновацией в области стали, и они широко используются в качестве основного армирующего материала во всех бетонных конструкциях, таких как мосты, здания, сборные железобетонные конструкции, фундаменты, дороги и т. д.
Они доступны во многих размерах от 6 мм до диаметр 50 мм. Причина, по которой они более известны, чем любые другие стержни, заключается в следующих преимуществах:
HYSD стержни можно сгибать до 180 o без каких-либо трещин.
Высокая прочность и долговечность.
Снижение стоимости на 30–40 % по сравнению с другими круглыми прутками.
Подходит для любого типа бетонных работ.
Отличные свойства сцепления с бетоном.
Стержни HYSD можно приваривать с помощью электронной стыковой сварки оплавлением или дуговой сварки.
12. Ребристые стержни (мягкая сталь)
Ребристые стержни также могут быть изготовлены из мягкой стали. Это похожие на ребристые стержни HYSD, но эти стержни не рекомендуются никаким кодексом, и они также имеют очень меньшую прочность по сравнению со стержнями HYSD.
Термомеханически обработанные прутки или прутки ТМО изготавливаются по специальной технологии, при которой раскаленные стальные прутки внезапно охлаждаются путем распыления на них воды. Таким образом, поверхность стержня охлаждается, а внутренняя сторона или сердцевина стержня все еще находится в горячем состоянии.
Сердечник способствует закалке внешней поверхности. Благодаря такому сочетанию различных температур стержень приобретает больший предел текучести и демонстрирует хорошее удлинение при окончательном разрушении.
Медь, фосфор, хром и т. д. добавляются в процессе производства прутков ТМТ, что повышает их коррозионную стойкость.
14. Сварная проволочная сетка
Сварная проволочная сетка представляет собой не что иное, как ряд стержней из мягкой стали, расположенных перпендикулярно друг другу и сваренных на всем их пересечении.
Они используются в качестве арматуры для плит перекрытий, облицовки небольших каналов, тротуаров и т. д.
Подробнее:
TMT Арматурная сталь Свойства и производство Стальные гофрированные стенки в мостовых балках
Типы стальных профилей
Перейти к содержимому
Constroquick
Профили из катаной стали, изготовленные в заводских условиях на прокатных станах и используемые в качестве конструктивных элементов, называются профилями из катаной стали.
Виды сортового проката именуются в соответствии с формой их поперечного сечения.
Формы сечений выбираются в зависимости от типа собираемых элементов и в некоторой степени от способа монтажа.
Некоторые стальные профили легко доступны на рынке и пользуются частым спросом.
Такие стальные профили известны как обычные стальные профили. Некоторые стальные секции используются редко. Такие секции изготавливаются по спецзаказу и называются специальными секциями.
«Справочник ISI для инженеров-строителей» содержит номинальные размеры, вес и геометрические свойства различных профилей стального проката.
Профильная сталь используется в строительстве для изготовления секционных стальных дверей, секционных стальных окон, секционных стальных рам и т. д. и многого другого.
Различные типы прокатных стальных профилей, изготавливаемых и используемых в качестве конструктивных элементов, следующие:
Профиль формы этой секции похож на букву «I» или «H». Эта секция используется для всех типов сочетаний нагрузок, кроме чистого вращения. Эта секция очень эффективна, чтобы противостоять (по порядку) изгибу и сжатию.
Чаще всего этот раздел используется для балок/балок, колонн в зданиях и мостах.
Профиль формы этого раздела похож на букву «С»; поэтому мы называем их С-образной формой.
Швеллер — это общепринятое обозначение, используемое в Руководстве по стальным конструкциям AISC для этого типа сечения
. Это сечение в основном используется для приложений с равномерно распределенной нагрузкой с небольшим моментом/изгибом.
Эта секция очень эффективна для использования в качестве второстепенного конструктивного элемента, когда нагрузка передается на другие первичные конструктивные элементы.
Чаще всего С-образные профили/профили используются в качестве второстепенных конструктивных элементов: поперечные балки, поддерживающие пол, прогоны для стропильных ферм, шпильки в каркасе стен, опорные элементы для потолков и т. д.
Рис. Профили стальных профилей
Прокатные стальные тройники.
Форма профиля этой секции похожа на букву «Т»; поэтому мы называем их Т-образными.
Структурный тройник — это общепринятое обозначение, используемое в Руководстве AISC по стальным конструкциям для этого типа сечения. Эта секция обычно отделяется от стандартных I-образных профилей удалением нижнего фланца.
Эту секцию можно использовать для всех нагрузок, подобных I-образной секции. Эта форма обеспечивает значительную способность к изгибу со стороны фланца по сравнению со стороной без фланца.
Чаще всего эта секция используется в качестве соединительных элементов между двутавровыми профилями или другими формами, второстепенных балочных элементов (перемычек), хордовых элементов в фермах и основных элементов сборных элементов, концевых элементов диафрагмы в системе мостовых балок и т. д.
Рис. , Прокатные стальные тройники.
Уголки стальные прокатные.
Профиль этой секции похож на букву «L»; поэтому мы называем их L-образной формой.
Для людей, профессионально занимающихся деревообработкой, а также для тех, кто просто любит столярное дело, незаменимым помощником в работе станет ручной фрезерный станок.
Что можно сделать ручным фрезером по дереву:
перила;
стеллажи;
полки;
вешалки;
табуреты;
декоративную мебель.
Ручной фрезер незаменим при врезке дверных замков, петель, создания шиповых соединений при сборке изделий, филенке дверей и многого другого.
Однако, выполнение этих работ требует определенных навыков и знаний особенно для тех, кто только начинает пользоваться фрезерным станком. Существует множество статей, видео уроков как работать ручным фрезером, после ознакомления с которыми, даже начинающий без труда освоит азы работы фрезером по дереву. Есть и книги посвящённые фрезерованию дерева ручным способом, самая известная из них – книга Альберта Джексона и Лэвила Дэя «Работа с фрезером». В этой статье попробуем донести основную информацию, необходимую для выполнения успешных фрезерных работ по дереву.
Основные правила и техника безопасности при работе с ручным фрезером:
Столярный инструмент всегда требует особенной осторожности в работе. Простые фрезерные работы по дереву сможет делать любой, но главное при этом соблюдать технику безопасности, как и в работе со всеми столярными инструментами.
Перед тем, как начать работать, нужно убедиться, что используемая заготовка для детали прочно закреплена. При подводе фрезы к детали может возникнуть толчок от соприкосновения с обрабатываемой поверхностью, поэтому необходимо хорошо удерживать инструмент и находиться в удобном положении. Всегда нужно помнить, что движение инструментом надо осуществлять в направлении, обратном направлению вращения фрезы. Иначе инструмент может вырваться из рук и нанести вам травму.
При работе с ручным фрезером необходимо надеть защитную одежду, убедиться в отсутствии излишков ткани, лохмотьев, которые во время работы могут намотаться на вращающие части инструмента. Для защиты глаз от попадания стружки нужно использовать защитные очки. Также следует защитить органы дыхания от вредной для легких мелкой древесной пыли с помощью респиратора.
После окончания работы, во время перерывов или наладки фрезера не забывайте отключать прибор от электросети.
Правила безопасной работы с прибором всегда есть в инструкции изготовителя, нужно придерживаться их и тогда риск нанести вред своему здоровью будет сведён к минимуму.
Подготовка к работе и уход за инструментом
Как и любой столярный станок, фрезер перед началом работы нуждается в наладке. Для начала нужно проверить затяжку винтов и остальных резьбовых деталей. Убедиться в наличии смазки. Как правило, заводское изделие смазки не требует, но в процессе эксплуатации инструмент нужно очищать от пыли и смазывать, согласно паспорту изделия.
После этого нужно сделать контрольный рез, для этого снимается предохранительная гайка и зажимная цанга, фрезер запускают и делают проверочный рез.
Когда фрезер проверен и готов к использованию, нужно выбрать глубину фрезерования. Для этого делаем следующее: Устанавливаем фрезер на деталь.
Отпускаем револьверный упор, чтобы это сделать откручиваем держащий его фиксатор.
Подбираем ножку револьверного упора, в зависимости от необходимой нам глубины фрезеровки.
Освобождаем стопорный винт, опускаем двигатель до уровня обрабатываемой детали, в нижнем положении выставляем глубину фрезеровки на шкале.
Застопорим винт, после этого нужная глубина для обработки заготовки выставлена.
Когда установка глубины была выполнена, следующим шагом нужно выбрать скорость вращения фрезы. Выбор скорости вращения в основном зависит от материала, используемого для детали. Выбор делаем исходя из плотности материала и используемой фрезы. Материалы в работе бывают разные. Это может быть фанера, гипсокартонные плиты, пластик, твёрдые породы дерева (бук, дуб), мягкие породы дерева (ель, сосна) и так далее. Для всех типов скорость вращения разная. Информацию о параметрах работы фрезера, в зависимости от материала используемых фрез, технических характеристик обычно можно найти в техническом паспорте устройства.
Наиболее часто используемая скорость вращения порядка 10000 оборотов в минуту. Когда скорость вращения слишком большая, это часто приводит к обугливанию краёв и поломке детали. Твёрдые поверхности детали необходимо фрезеровать на малых оборотах, а также для охлаждения устройства, иногда надо без нагрузки давать двигателю максимальные обороты. Чем больше диаметр фрезы, тем меньше скорость вращения фрезы которую нужно использовать для фрезеровки детали. Практически всегда, в инструкции изготовителя фрезы, указана рекомендуемая скорость вращения.
Следующим шагом необходимо подобрать и установить нужную фрезу.
При выборе фрезы нужно отталкиваться от выполняемого вида работ и материала, из которого будет изготавливаться деталь. При обработке твёрдых пород древесины используются фрезы, изготовленные из твёрдых сплавов марки HM. Для деталей из мягких пород, можно использовать фрезы марки HSS. В состав конструкции фрезы входит хвостовик, зажимаемый в патроне фрезера и рабочая режущая кромка.
Часто можно встретить фрезы с упорным роликом. При их использовании расстояние между обрабатываемой деталью и рабочей частью фрезы практически всегда остается постоянным. Основным параметром, влияющим на долговечность работы фрезы, является частота вращения, превышать которую не следует во избежание поломки.
Самостоятельная заточка фрезы в домашних условиях не приносит нужных результатов, так как необходимо не просто заточить фрезу, но и оставить нетронутой её форму. Поэтому советуем вам сходить в магазин и потратиться на новую фрезу, это будет гораздо проще.
Далее рассмотрим наиболее распространенные типы фрез:
Кромочные фрезы. Применяются для обработки торцевой поверхности детали;
Пазовые фрезы. Применяются для изготовления пазов различной формы. Данный вид фрез в свою очередь подразделяется на несколько типов:
Спиральные. Используются в изготовлении технических пазов. С их помощью делается одно из наиболее часто применяемых в мебели соединение шип-паз;
Фасонные. Используются для декорирования деревянных деталей;
Галтельные. Используются для отделки деталей. При их применении делаются бороздки, узоры различного вида и глубины, можно сделать нужную выборку. Бывают скругленные, V-образные или фигурные фрезы.
Ласточкин хвост. Применяется для изготовления пазов различных типов, используемых для соединения деталей.
В продаже сейчас имеется огромное количество видов фрез, те которые упомянуты в статье – всего лишь малая их часть. Однако, для работы вполне хватает иметь у себя набор из пяти самых используемых фрез. В случае необходимости их всегда можно докупить.
Когда вся необходимая подготовка была сделана, вы можете приступать к фрезеровке. Главное, не забывайте соблюдать меры безопасности, будьте терпеливы и внимательны и обязательно достигнете вершин мастерства в этом столярном ремесле.
Как работать с ручным фрезером?
Ручной, или вертикальный фрезер – один из самых простых электроинструментов. Всего-то деталей: корпус с двигателем, гнездо под цангу на валу и пара подшипников. У него нет ни редуктора, ни передач – лишь регулировка глубины фрезерования.
Такая простота обманчива: лишь в умелых руках ручной фрезер покажет все свои преимущества.
В сегодняшней статье мы постараемся подготовить вас к правильной работе вертикальным фрезером, заранее описав все особенности этого инструмента.
Типы вертикальных фрезеров
Наиболее распространенными являются погружные фрезеры. По мнению многих мастеров, такие инструменты наиболее безопасны и лучше всего подходят для фрезерования замкнутых углублений. Подвижный блок с мотором нужно опускать вниз за боковые рукоятки, преодолевая сопротивление пружины, поэтому при выпускании инструмента из рук фреза автоматически поднимается выше плоскости базы.
Постоянные фрезеры представляют собой цилиндрический корпус с мотором, прикрепленный к подошве с параллельным упором снизу. Глубина фрезерования у этих инструментов задается до начала работы. Такие фрезеры удобны при работе на проход, от кромки до кромки заготовки. Они привлекают возможностью тонкой настройки и небольшим весом. В нашей стране такие инструменты можно встретить редко, а вот за рубежом они пользуются большой популярностью.
Кромочные фрезеры, как правило, всегда меньше обычных погружных и уступают им в мощности. Зато при обработке кромок на готовом изделии, когда приходится много двигаться и работать в неудобном положении, удобнее кромочных фрезеров не найти ничего.
Встречаются фрезеры «два в одном». Их мотор можно вынимать из подвижной части, и использовать отдельно как огромную бормашину или прямошлифовальную машину по металлу. Такую особенность имеют некоторые фрезеры Sparky и Bosch.
Регулировки и настройки
При фрезеровании с помощью ручного фрезера перемещение инструмента вдоль линии реза выполняется руками столяра. Для того, что бы точность была выше, вместе с этими инструментами применяются многочисленные приспособления, главная задача которых – ограничить свободу перемещения фрезера по одной или нескольким плоскостям.
Часть из таких приспособлений, например, регулировка глубины фрезерования, входит в конструкцию. Дело в том, что если вы попытаетесь с первого раза вырезать паз на полную глубину, то рискуете повредить заготовку или инструмент. Для того, чтобы паз получился ровным, важно не погружаться глубже 2-3 мм за один проход. Поэтому фрезеры оснащены специальным упором, который называют револьверным. Он расположен на основании (подошве).
В начале работы установите упор самой низкой площадкой напротив подвижной части, а затем, выдвигая ограничитель глубины, установите нужный вылет фрезы. Поднимите вверх подвижную часть, а револьверный упор поверните так, чтобы при опускании моторного блока фреза выступала из основания на 2-3 мм. После первого прохода поверните револьверный упор на один шаг – фрезер опустится ниже. Так, поворачивая упор после каждого прохода, вы получите желаемый результат.
Часто ограничитель глубины фрезерования имеет два «барабанчика». Первый используется для грубой настройки, второй, с микрометрическим винтом, – для точной. При изготовлении сложных соединений или профилей такой «тандем» незаменим.
Параллельный упор
Горизонтальные перемещения фрезера ограничивают при помощи самодельных или фирменных упоров. Для обработки кромок и профилей используется параллельный упор – он скользит по кромке заготовки, а фреза, высовываясь из него на заданную величину, образует одинаковый профиль по всей длине.
Обычно параллельный упор нужно устанавливать самостоятельно. Казалось бы, использовать его просто. Но и здесь существует множество нюансов: оказывается, его высота недостаточна, а расстояние межу половинками рассчитано на самую большую фрезу – от этого аппарат становится неустойчивым. Опытные мастера привинчивают к параллельному упору обрезок дерева с проемом под фрезу. Главное при этом – убедиться, что поверхность такого самодельного упора перпендикулярна подошве фрезера.
Некоторые вертикальные фрезеры имеют накладки на параллельном упоре: если есть такая возможность, их следует сдвинуть ближе к фрезе, чтобы повысить устойчивость инструмента. При работе с широкими досками или щитами длины упора не хватает, в этом случае вам придется применять различные самодельные направляющие.
Попутное или встречное?
В этом разделе речь пойдет о направлении фрезерования. При попутном врезание кромок фрезы начинается на черновой поверхности доски, а при встречном – в глубине паза. В большинстве случаев стоит применять второй способ. Несмотря на риск отщепления поверхности, он обеспечивает более чистый выход фрезы на поверхность. Попутный способ следует применять только при обработке кромок, в которых расположение волокон дерева с большой вероятностью может привести к отщепу.
Установка фрезы
Фрезы крепятся в отверстии шпинделя при помощи цанги. Если вставить фрезу «до упора», она может заклинить, поэтому мы советуем при установке слегка (на пару миллиметров ) вытащить её назад.
Электроника
Помимо механических регулировок, современные фрезеры оснащены электронными системами контроля и защиты. В первую очередь, это регулировка скорости вращения фрезы. Она бывает разной по исполнению, но суть любой конструкции сводится к одному: чем выше скорость, тем более гладкой получится обрабатываемая поверхность. К сожалению, «на полном ходу» фрезеровать получается не всегда – для больших фрез и твердого дерева излишняя спешка может привести к порче инструмента и прижогам материала. Система поддержания постоянной частоты вращения независимо от нагрузки, облегчит задачу регулировки скорости.
Для современного электроинструмента стандартом качества стала система ограничения пускового тока. При запуске любой двигатель расходует в несколько раз больше энергии, что может привести к «выбиванию пробок». Простая электронная схема ограничивает ток на двигателе, сохраняя вашу проводку в целости. Кроме того, такая система имеет неожиданный плюс: при начале работы уменьшается отдача, так называемый «пусковой рывок».
Полезные приспособления для работы
Даже банальная прямая рейка, прижатая струбцинами к обрабатываемой детали, может облегчить фрезерование кромок. За несколько лет использования вертикальных фрезеров опытные мастера накопили достаточно профессиональных секретов, расширяющих возможности этого инструмента.
Большинство самодельных направляющих состоит из параллельного упора из доски или другого материала и механизма, который позволяет устанавливать его на требуемом расстоянии от заготовки.
Если ширина паза равна ширине фрезы, вам потребуются специальные упоры на концах направляющей, которые будут перекрывать половину ширины подошвы фрезера.
Если углубление или паз больше, чем ширина фрезы, добавьте второй длинный упор (направляющую), так, чтобы получилась конструкция в виде рамки, внутри которой будет двигаться подошва фрезера.
С помощью двух досок разного размера, скрепленных дверными петлями, можно ускорить разметку пазов. Для этого большую доску закрепите на заготовке при помощи струбцин, а ширину меньшей подберите равной расстоянию от края подошвы до оси шпинделя. Разметив на заготовке центр паза, положите приспособление кромкой откидной половины на линию и «откиньте створку».Циркульный упор упрощает фрезерование дуг окружности. Поставьте его острие в небольшое отверстие, сделанное в центре круга. Если центр находится вне заготовки, не беда – приклейте к кромке детали через слой газеты обрезок доски и на нем сделайте отверстие, которое и будет центром дуги.
С помощью фрезы с плоским торцом и закругленными краями и специальной конструкции легко выровнять плоскость на древесине с сильно выраженной текстуре – клене или макасаре. Приспособление для такой работы состоит из «корыта», параллельные стороны которого имеют одинаковую высоту, и плоского основания, которое должно быть вдвое шире «корыта». Закрепите фрезер в центре основания, а заготовку положите в «корыто». Такой процесс очень напоминает циклевание, но скорость его намного выше. Если сделать основание из оргстекла, то наблюдать за процессом выравнивания будет намного легче.
Для изготовления прямых шипов и соединений типа «ласточкин хвост» используется специальное шипорезное приспособление. Не пытайтесь использовать его с посторонними фрезами – производитель шипореза не зря добавил в комплект свои. При разметке шипов не забудьте, что «ласточкин хвост» должен находиться на детали, нагрузка к которой прикладывается вдоль, а ответные шипы – на соединяемой с ней.
Советы опытных мастеров
При фрезеровании, как и при работе цепной пилой, существует опасность возникновения обратного удара. Режущие кромки фрезы чересчур глубоко врезаются в поверхность – и инструмент делает рывок. Чтобы такого не произошло, крепче сжимайте инструмент. Будьте готовы к обратному удару, начиная работать – чаще всего он происходит, когда подшипник ещё не касается детали или большая часть параллельного упора висит в воздухе.
Вы можете прижать к торцу заготовки обрезок дерева, чтобы начать работать с него. В этом случае все дефекты останутся на «стартовом бруске», а не на детали.
Если вы не хотите неприятностей с летающими по комнате острыми тонкими рейками, не зажимайте их между фрезой и параллельным упором.
Помните, что пыль древесины большинства ценных пород вредна для здоровья – используйте пылесос и респиратор.
Источник: интернет-магазин www.toool.ru
Перепечатка информации только с использованием ссылки на www.toool.ru
Демонстрации
Router Boss | Обучающие видеоролики Router Boss
Чтобы получить дополнительную информацию или заказать свой собственный Router Boss, нажмите здесь
Если вы пользуетесь маршрутизатором, вам понравится Router Boss, особенно если вам кажется, что для каждого проекта требуется еще одна направляющая. Router Boss превращает обычный погружной фрезерный станок в прецизионный фрезерный станок по дереву, способный нарезать канавки, профилировать кромки, поднимать панели и резать практически любые деревянные соединения, в том числе врезные и шиповидные, и соединения типа «ласточкин хвост», без использования аппаратных шаблонов или специализированных джиги и биты.
Джордж Вондриска из Гильдии столяров Америки объясняет преимущества многоцелевых фрезерных станков, таких как Router Boss. Благодаря простоте использования и компактности Router Boss идеально подходит для столяров небольших мастерских.
Джеймс Гамильтон из Stumpy Nubs демонстрирует изготовление ящиков для своего магазина с помощью Router Boss.
Джеймс Гамильтон из Stumpy Nubs демонстрирует изготовление дверцы шкафа с приподнятой панелью с помощью Router Boss.
Зачем покупать стандартные аппаратные шаблоны, которые ограничивают выбор, когда вы можете создавать виртуальные шаблоны на Router Boss с почти неограниченным выбором. Создайте шаблон с помощью нашего браузерного приложения. Распечатайте и прикрепите шаблон к линейкам Router Boss. Совместите наш курсор с шаблоном, чтобы точно направлять резку шиповых соединений или соединений типа «ласточкин хвост». С проверкой цифровых показаний возможна точность +/- 0,001 дюйма.
Добавление дополнительного держателя 4-й оси к вашему фрезерному патрону обеспечивает еще одну ось для работы и делает ваш фрезерный бобышка более разнообразным в работе, которую он может выполнять. . Инструмент можно использовать либо в режиме «индексации», либо в «непрерывном» режиме. Мы продемонстрируем оба режима для создания конической ножки шпинделя. Также посмотрите, как Джерри Кмак использует функцию индексации.
5 причин попробовать Router Boss:
Вы хотите обрабатывать дерево с высокой степенью точности и воспроизводимости;
Вам нужен полный творческий контроль, а не ограничения и однообразие шаблонных приспособлений;
Вам нужны безопасные в работе инструменты, которые собирают большую часть опасной тонкой пыли;
Вы выбираете качественные инструменты с лучшими технологиями;
Вам нужна компетентная поддержка, когда у вас есть вопросы, а также гарантия отсутствия споров.
Посмотрите, как Router Boss точно управляет ОБОИМ фрезером и древесиной для создания ВСЕХ столярных изделий для целых сборок, таких как двери и ящики.
Franck Macquart предоставил видеоролик на французском языке о столярных работах типа «ласточкин хвост» с помощью Router Boss.
Отис Чарльз, столяр из Великобритании, и новый владелец Router Boss сняли это видео сборки, чтобы поделиться с другими новыми владельцами. Сборка следует нашим схемам в разобранном виде.
Компания ОТИС показывает, как прикрепить фрезер и комплект помощи при погружении к пластине фрезерного станка Router Boss.
Фрэнк Матчлер объясняет настройку машины для изготовления ласточкина хвоста. Хвосты сначала обрезаются насадкой типа «ласточкин хвост», а затем прямым насадком обрезаются штифты. Наши настройки направляющих с переменным углом определяют угол и ширину штифтов. Посмотрите видео Джеймса Гамильтона выше, чтобы продемонстрировать, как обрезать кегли и решки.
Фрэнк Матчлер демонстрирует монтаж врезного стола. Врезной стол представляет собой универсальный рабочий держатель с Т-образными направляющими, который крепится к скользящей планке для удерживания заготовки горизонтально, вертикально или под углом под опорной плитой Router Boss.
Фрезы для начинающих — Rockler Skillbuilder Video
В этом видео для начинающих деревообработчиков объясняются наиболее распространенные типы фрез. Фрезерные фрезы Rockler, показанные в этом видео, включают в себя: прямые, фальцевые, закругленные, ровные, римские, фасочные и фанерные фрезы меньшего размера.
Видео Мастера
Фрезы
для начинающих — расшифровка видео
Маршрутизатор — один из самых полезных универсальных инструментов в любом магазине. Конечно, без фрезерных битов толку мало. А если вы новичок в маршрутизации, сотни вариантов могут сбить с толку. Как вы выбираете? Вот что вам нужно знать.
Фрезы бывают разных профилей. Это термин для формы режущей кромки. Прямые фрезы делают прямые пропилы, образуя канавку или паз, который представляет собой канавку поперек волокон древесины. Они также могут выдолбить область для врезки или декоративной инкрустации, и они бывают разных размеров.
Насадки для кроликов направляются направляющим подшипником на конце, и они предназначены для разрезания кролика или плеча на краю заготовки, часто для соединения ее с другой деталью. Вы можете купить эти биты в наборе, который включает в себя подшипники разного диаметра. Это означает, что вы можете разделывать кроликов разных размеров одной насадкой.
Насадки для обрезки заподлицо делают край одного материала на одном уровне с краем другого. Вы используете этот тип биты, чтобы обрезать ламинат заподлицо с материалом под ним или скруглить несколько одинаковых деталей по рисунку. Насадки для обрезки заподлицо обычно имеют направляющий подшипник. Это тот же диаметр, что и у фрезы.
Фрезы для формирования кромки бывают разных профилей и используются для обрезки декоративной кромки. К ним относятся фрезы для снятия фаски, фрезы для закругления, фрезы ogee, фрезы для окантовки и фрезы. Многие из этих бит также имеют направляющий подшипник.
Также существует множество насадок для специальных применений. Вы можете использовать секции нескольких насадок для профильного молдинга для вырезания различных декоративных рисунков краев, а с насадками для стоек и перил и фрезами для фальшпанелей вы можете самостоятельно изготавливать рамные и филенчатые двери. Имейте в виду, однако, что эти биты, как правило, больше и должны использоваться в настольном маршрутизаторе в целях безопасности.
Помимо различных типов насадок, вам необходимо знать, что существует два распространенных размера хвостовиков фрез: четверть дюйма и полдюйма. Многие фрезеры поставляются с цангами для обоих размеров, но некоторые принимают только биты размером в четверть дюйма. По возможности используйте биты с полудюймовым хвостовиком, вы получите меньше вибрации, и они, как правило, обеспечивают более плавный срез.
Большинство фрез имеют твердые твердосплавные фрезы или фрезы с твердосплавными наконечниками, которые тверже быстрорежущей стали и намного дольше удерживают лезвие. Но они также более хрупкие, поэтому обращайтесь с ними осторожно. Вы же не хотите их бросать.
Здесь, в Rockler, мы предлагаем собственную линейку фрез, предназначенных для серьезных столяров. Они изготовлены из толстого высококачественного твердого сплава и заточены алмазным абразивом. Они также точно сбалансированы и имеют антипригарное покрытие для предотвращения накопления смолы.
Чтобы облегчить работу новичкам, мы предлагаем набор из пяти твердосплавных наконечников для начинающих, который включает в себя сверло с четырьмя опорами, прямое сверло, сверло с закруглением, сверло для снятия фаски и сверло с римским упором, все имеют прочную полудюймовую насадку.
Как сделать стол для формовки мелкоштучных и средних бетонных изделий? Какой материал для этого необходим?
Вибростол — приспособление для вибрирования жидких растворов, уложенных в формы. Это может быть тротуарная плитка, секции «еврозабора», искусственный отделочный камень. В этой статье мы рассмотрим варианты изготовления вибростола своими руками.
Как работает вибростол
Принцип действия предельно прост — вибрации передаются от активатора (вибромотора) к плоскости — в данном случае к крышке стола. Затем вибрации гасятся амортизирующими прокладками или пружинами. На крышке стола располагаются предметы или формы с жидким раствором, требующим вибрирования.
1. Материалы и инструменты
Для создания конструкции нам понадобится следующие инструменты:
сварочный аппарат;
болгарка с диском по металлу;
ручной инструмент слесаря;
и материалы:
уголок 40х40х2 — 6 метров;
труба прямоугольного сечением 40х20 — 6 метров;
лист металла или ламинированной фанеры 120х750х3 — 1 шт. ;
пружины (от ГРМ Камаз), аналог или резиновые стойки — 4 шт.;
асинхронный двигатель 220 В/1500 Вт — 1 шт.;
болты/гайки, подручный материал.
Готовый инструмент будет иметь размеры:
крышка — 120х750 мм
высота стола — 850 мм
В качестве подготовки следует очистить материал от ржавчины и подготовить рабочий полигон.
2. Изготовление неподвижной рамы
Рама стола или станина — опорная часть всего станка. По большому счёту неважно, из чего она будет сделана (только не из дерева!), т. к. её задача — неподвижно удерживать точки гашения вибрации (пружины или резиновые прокладки), на которые опирается крышка. Теоретически это может быть даже бетонная плита или участок фундамента.
Ход работы:
Нарезать ножки из уголка — 4 шт. по 750 мм.
Нарезаем стационарную рамку из профтрубы 20х40 — 2 шт. по 600 мм и 2 шт. по 1 м.
Сварить рамку и приварить ножки вертикально по углам.
На верхнюю плоскость углов наварить пружины.
3. Изготовление крышки
Крышка стола не будет жёстко привязана к станине — она будет просто стоять на пружинах. Бортики «стаканов» из трубы не дадут ей соскочить во время работы. Вместо них можно использовать любые аналоги, например, резиновые детали старых заводских станков. Эти элементы исключительно «живучи» и прослужат не один год.
Ход работы:
Нарезаем профтрубу — 2 шт. по 600 мм и 2 шт. по 1 м.
Свариваем рамку аналогично стационарной (зеркально), но с двумя дополнительными поперечными рёбрами.
На рёбра устраиваем площадку для крепления вибромотора с отверстиями по месту.
По углам подвижного каркаса крышки навариваем кольца стальной трубы O 50 мм и высотой 30 мм.
Навариваем лист металла на рёбра.
4. Изготовление вибромотора
Активация вибрирования в нашем случае будет производиться от электромотора. Чтобы она появилась, мы разбалансируем вал двигателя, добавив на него эксцентрик. Самый простой и быстрый способ — наварить болты O 12–14 мм на вал и утяжелить их гайками. Грузы должны располагаться с обеих сторон, параллельно друг другу — так достигается максимальная сила вибрации. Масса грузов зависит от мощности мотора, которая в свою очередь зависит от размеров стола. Эти три показателя взаимосвязаны и масса грузов — зависимый параметр. Чаще всего такие изделия собирают из подручного материала, и выбор есть не всегда. Примитивный расчёт мощности мотора — 1500 Вт на 1 м2 площади крышки стола. Оптимальная масса грузиков подбирается опытным путём — на болты накручиваются гайки. Смещая гайки по резьбе болта, можно регулировать амплитуду вибрации.
5. Сборка всех деталей вместе
Двигатель установить на посадочные места при помощи болтов. На каждый провод питания рекомендуется поставить автомат. Поскольку крышка вместе с мотором имеет значительный вес, её достаточно просто установить «стаканами» на пружины. Внимание! После установки по месту работы обязательно заземлите стол.
Конструкцию можно окрашивать и дорабатывать, исходя из местных условий и требований к работе станка. Перед запуском проследите, чтобы рама надёжно стояла на опорах, иначе возможно опрокидывание приспособления.
Вибростол описанной конструкции подойдёт для частного хозяйства — изготовления бетонных элементов для собственных нужд. Сам двигатель можно также использовать на самодельной виброплите или виброрейке во время бетонных работ.
Самодельный вибростол — способ дегазировать смесь без лишних затрат.
При производстве формовочных матриц, бетонных блоков, тротуарной плитки, брусчатки, искусственного камня, лепнины, предметов декора и прочих изделий из бетона и гипса используется целый спектр разнообразных приборов и устройств. Одним из подобных является вибростол — специальная установка, благодаря которой можно уплотнить смесь в форме и дегазировать полиуретан для форм или иной компаунд, а также бетонную или гипсовую смесь, что послужит улучшению структуры материала и положительно скажется на готовом изделии. В данной статье речь пойдёт о том, как изготовить вибростол своими руками.
Хотелось бы ознакомить вас с принципом работы вибростола.
Данное техническое устройство состоит из следующих элементов: Опорная стойка и рама, рабочая поверхность (собственно, сам стол, который крепится к основанию конструкции на пружины, где происходит работа), механический электровибратор, либо другой прибор, обеспечивающий вибрацию и устройство запуска вибростола.
Вибростол со столешницей на пружинах функционирует по следующему принципу: ножки – основания стола прикрепляются к полу, на поверхность конструкции укладывается опалубка, в которую заливается полиуретан для форм, либо матрица из любого формовочного материала, которая далее заполняется необходимым для изделия раствором (бетон, гипс), затем происходит запуск вибрационного двигателя на необходимый промежуток времени.
Основные критерии различия вибростолов:
1. Размер рабочей поверхности. Чем больше размер рабочей поверхности, тем более сложные и габаритные изделия можно изготавливать с применением данного стола.
2. Мощность. От данного критерия зависит производительность вибростола (масса раствора, которую данная установка может обработать). К примеру, промышленный стол на 3 000 вт может работать с заполненными раствором формами весом порядка 300 кг и габаритами в 4 кв. м. за один заход.
3. Амплитуда. Или иначе – частота вибрации.
Стоит сказать, что различают формовочные и расформовочные вибростолы. Формовочный используется при изготовлении бетонной, гипсовой или иной продукции, либо для создания матриц из формовочных материалов, таких как полиуретан для форм и прочие. Расформовочный применяется для извлечения готовой продукции из форм или опалубки, если того требует ситуация.
А теперь о сборке вибростола своими руками.
Его конструкция проста и, как правило, основную сложность представляет выбор оптимальной амплитуды вибрации. Важно подобрать нужную скорость и равномерность движения вибраций, так как при отклонении от норм, необходимых для дегазации и/или уплотнения смеси, может произойти перенасыщение раствора воздухом – произойдёт так называемый процесс закипания.
Для того чтобы сделать вибростол своими руками понадобятся:
1. Металлический лист, толщиной больше 6 мм.
2. Пружины и “гнёзда-стаканы” для них из стали.
3. Стальные уголки и трубы для конструирования опоры и пластины для закрепления столешницы к основанию с помощью анкеров.
4. Электродвигатель или вибратор. Профессиональный приобретается отдельно, но при небольших объёмах производства подойдёт и однофазовый вибромотор, мощность которого должна быть не более 700 вт.
5. Сварочный аппарат.
6. Электродрель.
7. Болгарка и диски по металлу.
8. Метизы для двигателя, а также крепления для фиксации нашего стола к полу. Здесь обязательно необходимо именно наличие контргаек, шплинтов, и подобных фиксаторов, так как любые резьбовые крепления будут расходиться при воздействии вибрации в дальнейшем.
Для того чтобы регулировать скорость и амплитуду вибрации, можно приобрести электронный потенциометр переменного тока и установить его вместе с вибромотором. Данная конструкция позволит вам работать с разными видами смесей и растворов.
Стоит понимать, что прежде, чем приступить к работе, необходимо сделать наброски будущего вибростола. Отметить места крепления электрометра, а также определиться с габаритами установки и её комплектующих. Оптимальной высотой для вибростола принято считать конструкцию в 80 см. Длинна и ширина установки варьируется в зависимости от размеров опалубки, куда вы будете лить полиуретан для форм, или форм, с которыми вы работаете.
Когда с подготовительным этапом покончено, можно приступать к сборке стола:
1. Монтаж основания.
Рама сваривается из четырёх равных отрезков уголка, стального профиля или трубы. К раме необходимо приварить ножки и закрепить на них пластины для анкеровки. Делается это чтобы наш стол не начал “гулять” из стороны в сторону во время работы из за вибрации. Также можно увеличить устойчивость конструкции, дополнительно приварив металлические трубы по периметру или крест – накрест. С другой стороны к раме следует приварить “гнёзда-стаканы” для наших пружин – отрезки труб высотой до 7 см и диаметром на 2-3 мм больше, чем сечение пружины. Их положение должно быть чётким, без скосов или смещений, так как это будет напрямую влиять на эффективность установки. Пружины крепятся к раме напрямую сварным швом, в случае, если “гнёзда-стаканы” отсутствуют.
2. Изготовление столешницы вибростола.
Как правило, лист монолитной стали укрепляют путём приваривания к нему поперечных уголков. К главной функциональной поверхности стола присоединяют отрезки швеллера с отверстиями с помощью сварки. В дальнейшем на них будет крепиться вибрационный электродвигатель. Помимо всего, по периметру столешницы закрепляются угловые бортики из стали габаритами не менее 50х50 мм.
3. Сборка вибростола.
Наш двигатель закрепляется на швеллерном каркасе. Сама столешница и опорная стойка соединяются в области преткновения пружин – там необходимо пройтись сваркой. Готовый стол закрепляется анкерами и тестируется на работоспособность. Если необходимо, проводится настройка амплитуды вибраций с помощью эксцентрика, коррекция жёсткости пружин и устойчивости нашего стола.
Стоит понимать, что вибростол, изготовленный своими руками не подойдёт для массового промышленного изготовления изделий, тем не менее, он может оказаться замечательным подспорьем при небольших объёмах производства, так как его стоимость примерно в 10 — 15 раз дешевле, чем стоимость промышленного оборудованного вибростола.
Как сделать вибрационный стол
Блог History Stones
06 января 2017 г.
Одним из ключевых инструментов для заливки бетона является использование вибростола. Если вы хотите устранить пузырьки воздуха и ускорить процесс заливки, этот стол — мечта. Вы можете оставить стол включенным, пока заливаете смесь в форму, и наблюдать за тем, как она плавно оседает, обеспечивая профессиональный гладкий отлив.
Покупка вибростола может стоить около 1000 долларов. Итак… Вот наш мастер-класс по изготовлению собственного вибростола. Этот проект сэкономит вам место и сотни долларов.
Двигатель, который мы продаем, будет достаточно вибрировать между 150-350 фунтами бетона за одно применение. Ознакомьтесь с другими отзывами покупателей об этом двигателе.
Вы можете использовать диммер для управления скоростью для более легких проектов весом менее 150 фунтов.
Для больших бетонных конструкций весом более 400 фунтов. добавьте еще один мотор (возможно, в стол большего размера). Надеюсь, эта идея окажется полезной для некоторых из вас! Я знаю, что это отличный вариант для многих людей, которые не хотят тратить много денег на вибростол.
Принадлежности:
♦ Вибрационный двигатель – 218 долл. США– (оранжевый двигатель на картинке отличается от того, что указан по ссылке. Мы продаем оба, однако тот, что указан по ссылке, более мощный и менее дорогой.) или 3×3 фута
♦ Крепления – Болты с квадратным подголовком, шайбы и барашковые гайки.
♦ Шина– Любая шина стандартного размера
Инструкции:
Просто прикрепите шину к фанере с помощью болтов с квадратным подголовком и установите двигатель в центре шины. Сделайте отверстие в боковой части шины, чтобы вы могли пропустить шнур питания двигателя.
Вот наши видео-инструкции по изготовлению этого вибростола!
Наш клиент Виктор из Техаса был так любезен, что предоставил нам фотографии своего проекта во время строительства и, как вы можете видеть, красиво завершенного к свадьбе его дочери и, конечно же, ко многим другим радостным событиям.
Виктор использовал бетонные формы History Stones для завершения балясин (балясины в венецианском стиле), перил, столбов и Тосканской колонны History Stones. Он проделал выдающуюся работу!
В эти жаркие последние дни лета самое время воплотить свои мечты в жизнь, заказав формы для бетона сейчас, пока они есть в продаже, чтобы вы могли иметь их готовыми к использованию в ближайшие более прохладные осенние дни. Хорошая идея прямо!
Цены, которые вы видите, включают доставку в пределах 48 нижних штатов. Аляска, Гавайи, территории США и международные заказы рассчитываются во время оформления заказа до оплаты.
Независимо от того, хотите ли вы создать садовые шары, скамейки или большие, как у Виктора, мы здесь, чтобы поддержать вас!
Продолжить чтение
Заливка бетона в холодную погоду
03 ноября 2017 г.
Продолжить чтение
Столешницы с гравировкой — фотографии клиентов
30 октября 2015 г.
1 Комментарий
Продолжить чтение
Готовые бетонные изделия с помощью вибростола Планы от Gizmoplans
Вибростол для бетона
стол может вместить до 600 фунтов бетонных изделий
Дулут, Миннесота (PRWEB) 12 апреля 2012 г.
Благодаря Gizmoplans люди, которым нравится делать декоративные и плоские бетонные изделия, теперь могут построить свой собственный вибростол. Лидер проектов «сделай сам» расширяет свой раздел оборудования для бетона, публикуя на своем веб-сайте планы по сборке стола для вибробетона. С помощью собственного бетонного вибростола люди смогут добавить профессиональную отделку таким предметам, как садовые украшения, плиты, ступеньки и статуи.
Люди, работающие с бетоном, понимают, насколько важно удалить пузырьки воздуха из материала до того, как он схватится. Вибрационный стол используется для того, чтобы ослабить эти пузырьки и позволить им подняться на поверхность, что приводит к получению гладкой и профессионально выглядящей бетонной поверхности. Gizmoplans дает людям возможность построить свой собственный бетонный вибростол с легко читаемыми чертежами по низкой цене. Планируется создать стол шириной 24 дюйма, длиной 30 дюймов и высотой 36 дюймов со стальной рамой и резиновыми виброопорами для максимальной устойчивости. Кроме того, стол может вместить до 600 фунтов бетонных изделий, имеет электрическую ножную педаль 110 В – 1PH, прост в использовании и даже имеет регулируемую скорость и усилие, так что пользователь может добиться гладкой отделки, независимо от того, что он делает. делают.
Планы вибрационных столов для бетона легко найти на вкладке бетонного оборудования Gizmoplans на их веб-сайте и включают следующее:
• Планы планировки цеха
Фактические производственные планы цеха
Перечень материалов, включая необходимый запас стальных деталей, покупные детали и поставщиков
с номерами телефонов
Цветные фотографии готового вибростола для удобства понимания
Чертежи отдельных деталей
Схемы вибростола просты для понимания. Если кто-то ищет стол большего размера, он обнаружит, что может внести коррективы в планы, которые позволят им построить стол в соответствии со своими спецификациями. Gizmoplans предлагает 100-процентную гарантию риска и профессиональную помощь, если кому-то понадобится совет в любое время в процессе строительства через Интернет или по телефону. Планы можно мгновенно загрузить из Интернета, чтобы пользователям не приходилось ждать отправки. Для получения дополнительной информации о вибрационном столе для бетона от Gizmoplans и других проектах DIY посетите их веб-сайт по адресу http://gizmoplans.com/vibrating-table-concrete-vibrating-table.
О Gizmoplans
Gizmoplans — это информационный онлайн-сайт, который предоставляет предприятиям и частным лицам загружаемые решения для самостоятельной сборки. Эти планы могут быть использованы для создания проектов для отдыха, хобби, переработки, промышленности, изделий из дерева, изготовления металлов, альтернативной энергетики и многого другого. Gizmoplans также является центром для компаний и частных лиц, где они могут загружать и продавать свои собственные планы, шаблоны, электронные книги с практическими рекомендациями и многое другое.
 После непродолжительной работы станции в таком режиме, стирается сальник уплотнения вала двигателя насоса в насосной части, и вода спокойно «льет» из-под вала и ничего уже поделать нельзя.
После непродолжительной работы станции в таком режиме, стирается сальник уплотнения вала двигателя насоса в насосной части, и вода спокойно «льет» из-под вала и ничего уже поделать нельзя. Получается так, что мы «душим» насос в прямом смысле слова. Не даем ему «пить». Эта смесь воздуха и воды в кране мало кому понравится.
Получается так, что мы «душим» насос в прямом смысле слова. Не даем ему «пить». Эта смесь воздуха и воды в кране мало кому понравится. Бак, какого объема выбрать?
Бак, какого объема выбрать?
 Иногда были такие низкие напоры, что ждали целую ночь, пока вода наберется в полусонную емкость. Надеюсь, написано понятно.
Иногда были такие низкие напоры, что ждали целую ночь, пока вода наберется в полусонную емкость. Надеюсь, написано понятно.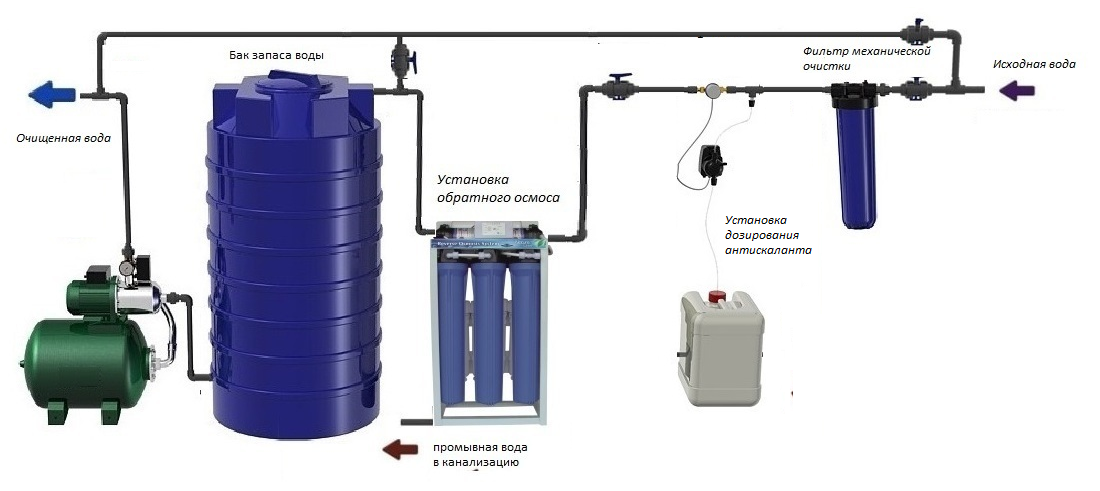 Прежде всего, требуется правильно составить схему установки водоподающей аппаратуры, а затем правильно подключить её к водопроводной системе.
Прежде всего, требуется правильно составить схему установки водоподающей аппаратуры, а затем правильно подключить её к водопроводной системе.

 Чаще всего здесь применяется поверхностный насос. Но, если требуется качать воду с глубокой артезианской скважины, в составе станций используются глубинные погружные насосы.
Чаще всего здесь применяется поверхностный насос. Но, если требуется качать воду с глубокой артезианской скважины, в составе станций используются глубинные погружные насосы.
 Для этого над ней сооружают заглублённый в землю колодец, который утепляют во избежание замерзания воды внутри трубопровода. При необходимости возможно использование электрического греющего провода. Более подробно все аспекты выбора места установки разберём ниже.
Для этого над ней сооружают заглублённый в землю колодец, который утепляют во избежание замерзания воды внутри трубопровода. При необходимости возможно использование электрического греющего провода. Более подробно все аспекты выбора места установки разберём ниже. Также подобный вариант водоподающей системы подходит для артезианских скважин, когда так или иначе приходится задействовать глубинный насос.
Также подобный вариант водоподающей системы подходит для артезианских скважин, когда так или иначе приходится задействовать глубинный насос.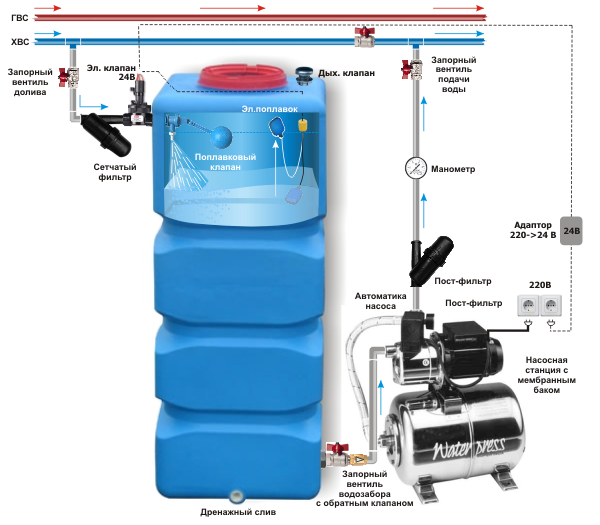

 com/embed/T6abKeDqteY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/T6abKeDqteY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>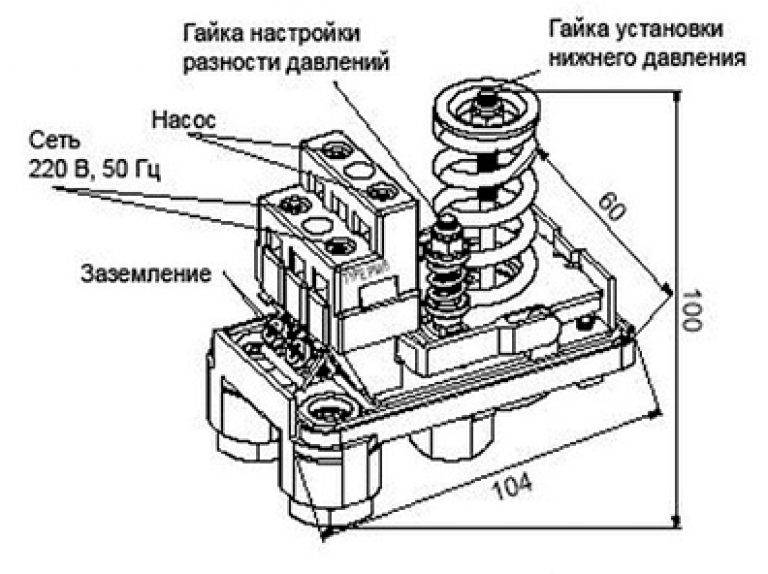 Для средней полосы России он составляет порядка 0,8-1,2 м, а для Сибири может составлять 2,5-3, и более метров.
Для средней полосы России он составляет порядка 0,8-1,2 м, а для Сибири может составлять 2,5-3, и более метров. По этой трубе от насоса направляется часть потока обратно, в основание всасывающей трубы. Так создаются дополнительные всасывающие мощности, позволяющие значительно увеличить высоту подачи воды.
По этой трубе от насоса направляется часть потока обратно, в основание всасывающей трубы. Так создаются дополнительные всасывающие мощности, позволяющие значительно увеличить высоту подачи воды.



 При необходимости промывать фильтры, подтягивать резьбовые стыки. В случае забивки фильтров вода начинает подаваться в сеть пульсирующими рывками, а порой и вовсе перестаёт течь. Частота промывки фильтров зависит от качества воды в скважине.
При необходимости промывать фильтры, подтягивать резьбовые стыки. В случае забивки фильтров вода начинает подаваться в сеть пульсирующими рывками, а порой и вовсе перестаёт течь. Частота промывки фильтров зависит от качества воды в скважине. Для этого понадобится лишь умение держать в руках простейшие слесарные инструменты – гаечный ключ, отвёртку, пассатижи. Естественно, не лишним будет некоторый сантехнический опыт и смекалка. Наглядно ознакомиться с процедурой монтажа насосной станции можно в представленном ниже видео.
Для этого понадобится лишь умение держать в руках простейшие слесарные инструменты – гаечный ключ, отвёртку, пассатижи. Естественно, не лишним будет некоторый сантехнический опыт и смекалка. Наглядно ознакомиться с процедурой монтажа насосной станции можно в представленном ниже видео.
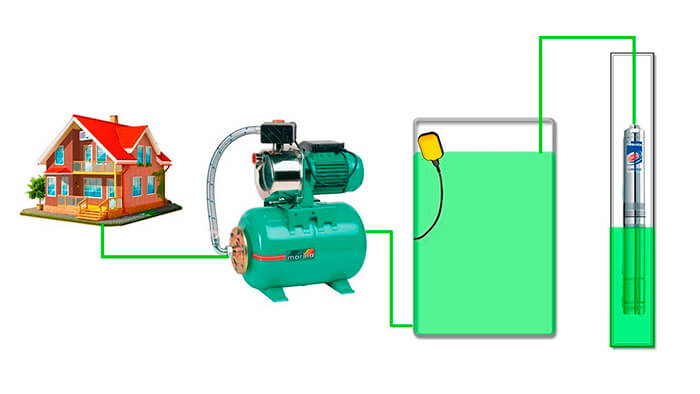 После этого поверните рукоятку, чтобы открыть резервуар для воды. Как только это будет сделано, обойдите, чтобы выключить электричество с помощью выключателя, который вы использовали ранее, прежде чем начать эту загадку, и пройдите в комнату управления насосной станцией.
После этого поверните рукоятку, чтобы открыть резервуар для воды. Как только это будет сделано, обойдите, чтобы выключить электричество с помощью выключателя, который вы использовали ранее, прежде чем начать эту загадку, и пройдите в комнату управления насосной станцией. Идите к двери за шкафчиком, где вы нашли рукоятку, и вы очистите этот раздел.
Идите к двери за шкафчиком, где вы нашли рукоятку, и вы очистите этот раздел. Он побежден, и Марианна может продолжать.
Он побежден, и Марианна может продолжать.
 Это сокращает время операции. Вода в системе выше по течению все еще находится под давлением сжатого воздуха, в отличие от центробежного давления, создаваемого насосами. Это позволяет использовать воду из системы под приемлемым давлением. Насосы снова запустятся, когда закончится вода в расширительном баке и упадет давление в системе.
Это сокращает время операции. Вода в системе выше по течению все еще находится под давлением сжатого воздуха, в отличие от центробежного давления, создаваемого насосами. Это позволяет использовать воду из системы под приемлемым давлением. Насосы снова запустятся, когда закончится вода в расширительном баке и упадет давление в системе.

 ..
.. Позволяют удобно расположить деталь сложной формы, обеспечивая возможность качественной обработки в труднодоступных местах. Предназначен для закрепления заготовок или деталей при проведениисложныхслесарных работ.
Позволяют удобно расположить деталь сложной формы, обеспечивая возможность качественной обработки в труднодоступных местах. Предназначен для закрепления заготовок или деталей при проведениисложныхслесарных работ. Если вы хотите избежать несчастных случаев при сверлении таких материалов, как дерево, металл или пластик, вам потребуются подходящие тиски для сверлильного станка, чтобы надежно удерживать предметы на месте и избегать случайных травм.
Если вы хотите избежать несчастных случаев при сверлении таких материалов, как дерево, металл или пластик, вам потребуются подходящие тиски для сверлильного станка, чтобы надежно удерживать предметы на месте и избегать случайных травм. Мы всегда стремимся предлагать подлинные и точные руководства, которые помогут вам найти лучший выбор.
Мы всегда стремимся предлагать подлинные и точные руководства, которые помогут вам найти лучший выбор.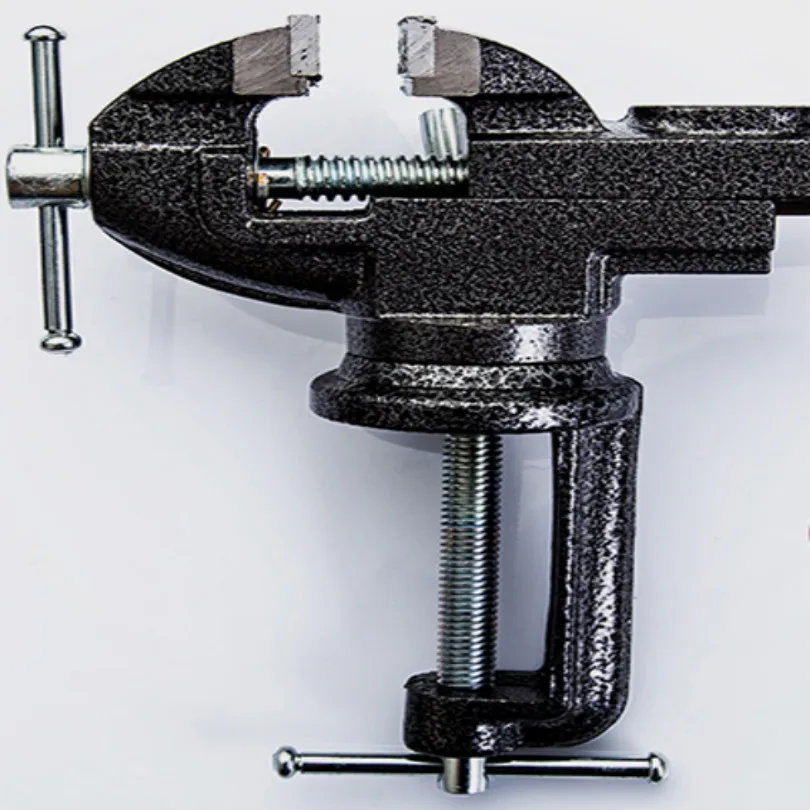
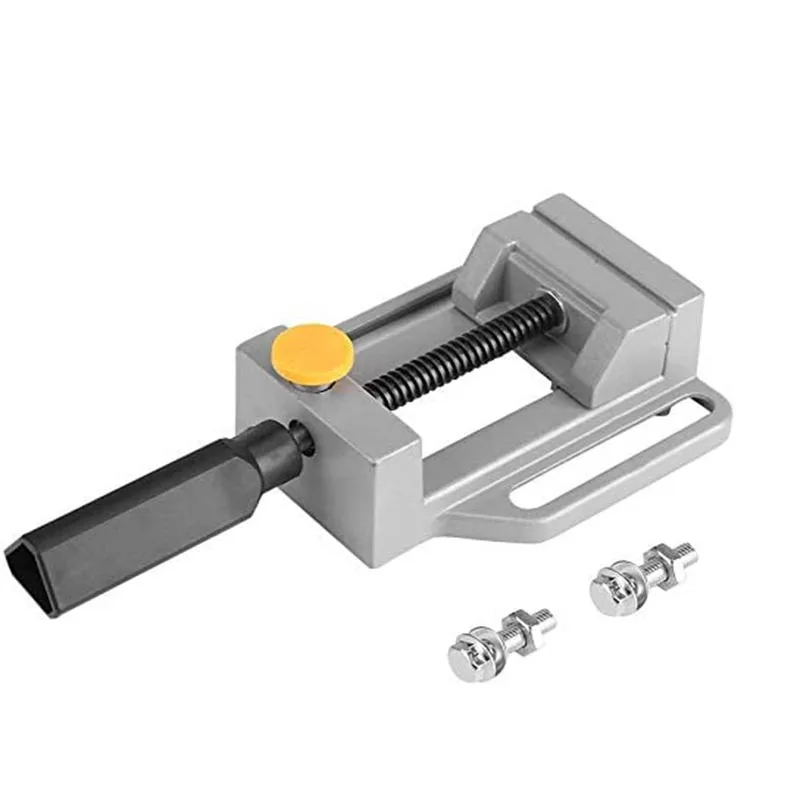 усилие» в 40-х годах. Одним из лучших продуктов являются 3-дюймовые тиски Wilton для углового сверления.0023
усилие» в 40-х годах. Одним из лучших продуктов являются 3-дюймовые тиски Wilton для углового сверления.0023 Профессионалы отрасли нуждаются в прочном и надежном оборудовании, которое прослужит долгие годы, поэтому высококачественные тиски имеют решающее значение (и дороги).
Профессионалы отрасли нуждаются в прочном и надежном оборудовании, которое прослужит долгие годы, поэтому высококачественные тиски имеют решающее значение (и дороги).
 Например, вы можете выбрать челюсти из термообработанной стали для тяжелых работ или выбрать бренд, предназначенный для металлообработки. Некоторые тиски более универсальны и могут использоваться как с деревом, так и с металлом. Выберите тот, который лучше всего соответствует вашим потребностям.
Например, вы можете выбрать челюсти из термообработанной стали для тяжелых работ или выбрать бренд, предназначенный для металлообработки. Некоторые тиски более универсальны и могут использоваться как с деревом, так и с металлом. Выберите тот, который лучше всего соответствует вашим потребностям.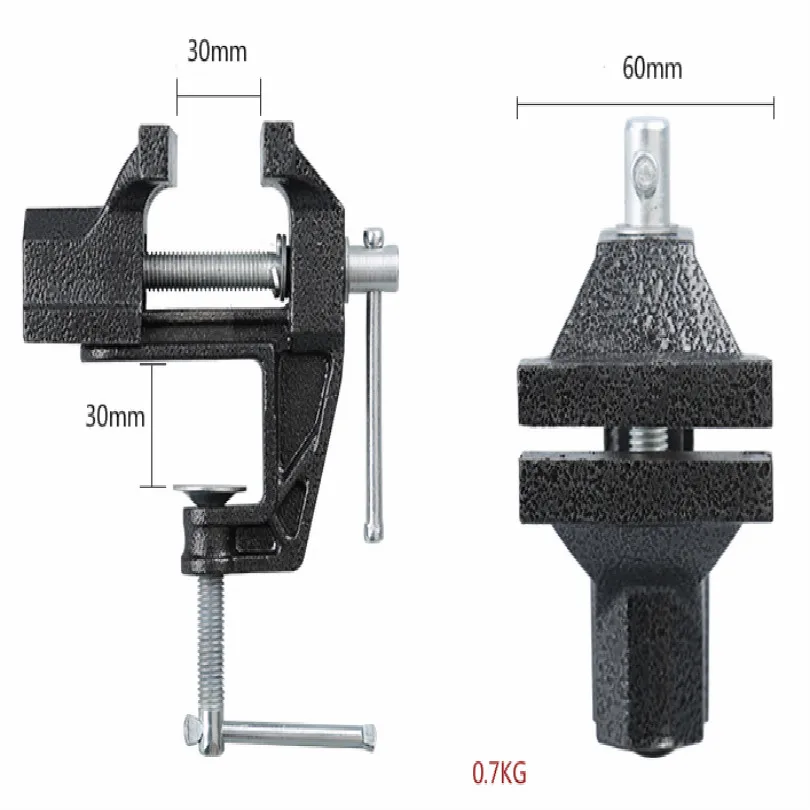 Хотя то, что выделяет эти тиски для сверлильного станка, — это две поворотные кривошипные рукоятки, которые позволяют регулировать тиски спереди назад и слева направо, не отвинчивая тиски. Он имеет 3,5-дюймовое отверстие горловины с 5-дюймовым продольным и 4,5-дюймовым поперечным ходом для адекватной мощности и регулируемости.
Хотя то, что выделяет эти тиски для сверлильного станка, — это две поворотные кривошипные рукоятки, которые позволяют регулировать тиски спереди назад и слева направо, не отвинчивая тиски. Он имеет 3,5-дюймовое отверстие горловины с 5-дюймовым продольным и 4,5-дюймовым поперечным ходом для адекватной мощности и регулируемости. Тиски устойчивы к коррозии и совместимы с большинством сверлильных станков. Прорези упрощают установку на столе, а встроенные пазы помогают закрепить дюбели и другие круглые предметы.
Тиски устойчивы к коррозии и совместимы с большинством сверлильных станков. Прорези упрощают установку на столе, а встроенные пазы помогают закрепить дюбели и другие круглые предметы.
 В целом, эти тиски предлагают солидную стоимость и эффективный захват.
В целом, эти тиски предлагают солидную стоимость и эффективный захват. Его можно использовать в различных приложениях, таких как сверление, нарезание резьбы и развертывание. Он имеет конструкцию колыбели с 9Вертикальная индексация 0 градусов и шаг 1 градус. Тиски для сверлильного станка имеют боковой зажимной стержень, который надежно фиксируется на месте в диапазоне от нуля до 90 градусов. Материал и конструкция на высоте. Регулировка угла плавная и надежная при блокировке. Из коробки тиски прочные, без люфта в движущихся частях. Он регулируется и занимает небольшую площадь, что предпочитают многие пользователи. Это отлично подходит для таких проектов, как небольшая ковка металла. Были некоторые жалобы на то, что он не сидит ровно на столе сверлильного станка. Кроме того, он подходит не ко всем сверлильным станкам.
Его можно использовать в различных приложениях, таких как сверление, нарезание резьбы и развертывание. Он имеет конструкцию колыбели с 9Вертикальная индексация 0 градусов и шаг 1 градус. Тиски для сверлильного станка имеют боковой зажимной стержень, который надежно фиксируется на месте в диапазоне от нуля до 90 градусов. Материал и конструкция на высоте. Регулировка угла плавная и надежная при блокировке. Из коробки тиски прочные, без люфта в движущихся частях. Он регулируется и занимает небольшую площадь, что предпочитают многие пользователи. Это отлично подходит для таких проектов, как небольшая ковка металла. Были некоторые жалобы на то, что он не сидит ровно на столе сверлильного станка. Кроме того, он подходит не ко всем сверлильным станкам.

 *
* — 3 ведра.
— 3 ведра.
 Точное количество подбирается в зависимости от таких показателей, как влажность и чистота песка или ПГС.
Точное количество подбирается в зависимости от таких показателей, как влажность и чистота песка или ПГС. Изменение регламентированных соотношений недопустимо, малейшие ошибки приводят к снижению прочности фундамента и, как следствие, риску разрушения несущих конструкций здания.
Изменение регламентированных соотношений недопустимо, малейшие ошибки приводят к снижению прочности фундамента и, как следствие, риску разрушения несущих конструкций здания.
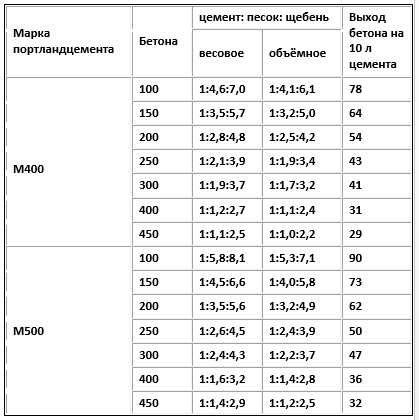 При использовании портландцемента пропорции В/Ц составляют:
При использовании портландцемента пропорции В/Ц составляют: В этом случае все наполнители предварительно взвешиваются в сухом состоянии. Соотношение В/Ц во многом зависит от влажности песка, опытные застройщики вводят при замесе не более 80% от рекомендуемой доли воды и далее при необходимости (недостаточно пластичной консистенции) заливают ее порционно. Фибру, ПАД и другие пластификаторы добавляют в бетон в самом конце вместе с жидкостью, их доля обычно не превышает 75 г на 1 м3.
В этом случае все наполнители предварительно взвешиваются в сухом состоянии. Соотношение В/Ц во многом зависит от влажности песка, опытные застройщики вводят при замесе не более 80% от рекомендуемой доли воды и далее при необходимости (недостаточно пластичной консистенции) заливают ее порционно. Фибру, ПАД и другие пластификаторы добавляют в бетон в самом конце вместе с жидкостью, их доля обычно не превышает 75 г на 1 м3. При приготовлении бетона для фундамента используются отсевы твердых пород, известняк не подходит из-за низкой прочности.
При приготовлении бетона для фундамента используются отсевы твердых пород, известняк не подходит из-за низкой прочности.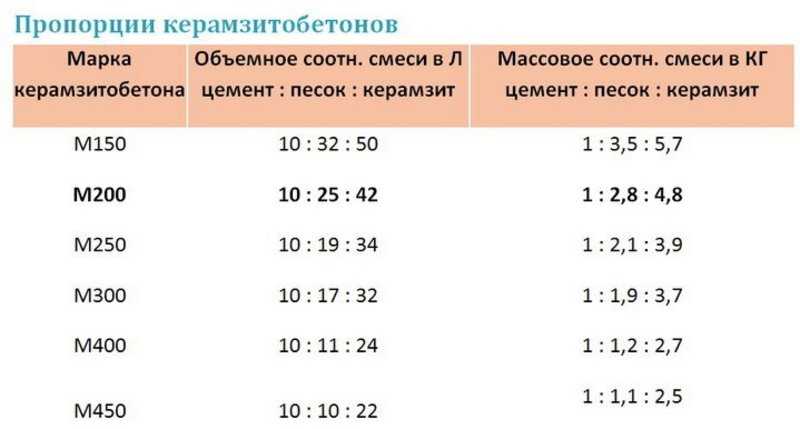 На практике это означает, что на одно ведро цемента с маркой не ниже М400 (М500 при повышенных нагрузка) берется 2 или 3 просеянного кварцевого песка и не более 0,8 частей воды. Правильно приготовленная смесь по консистенции напоминает зубную пасту, для увеличения удобоукладываемости на 1 м3 вводится 75-100 г пластификаторов (жидкого мыла или других ПАД).
На практике это означает, что на одно ведро цемента с маркой не ниже М400 (М500 при повышенных нагрузка) берется 2 или 3 просеянного кварцевого песка и не более 0,8 частей воды. Правильно приготовленная смесь по консистенции напоминает зубную пасту, для увеличения удобоукладываемости на 1 м3 вводится 75-100 г пластификаторов (жидкого мыла или других ПАД).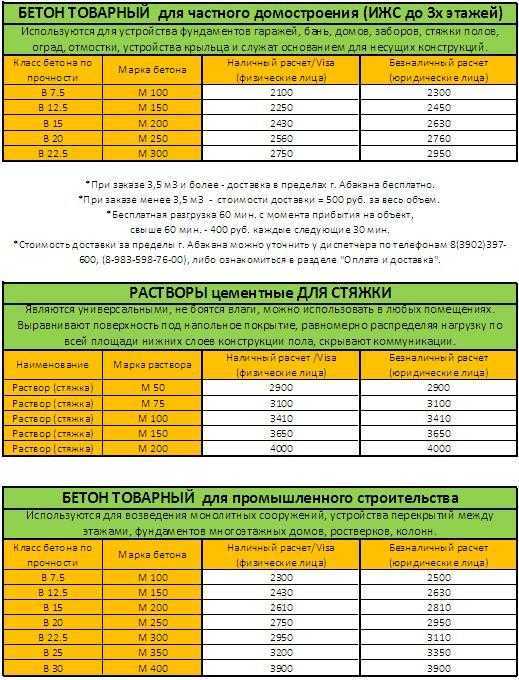 После засыпки нового ингредиента барабан включается на 2-3 минуты, не более чем через 15 минут проводится выгрузка готового раствора.
После засыпки нового ингредиента барабан включается на 2-3 минуты, не более чем через 15 минут проводится выгрузка готового раствора.


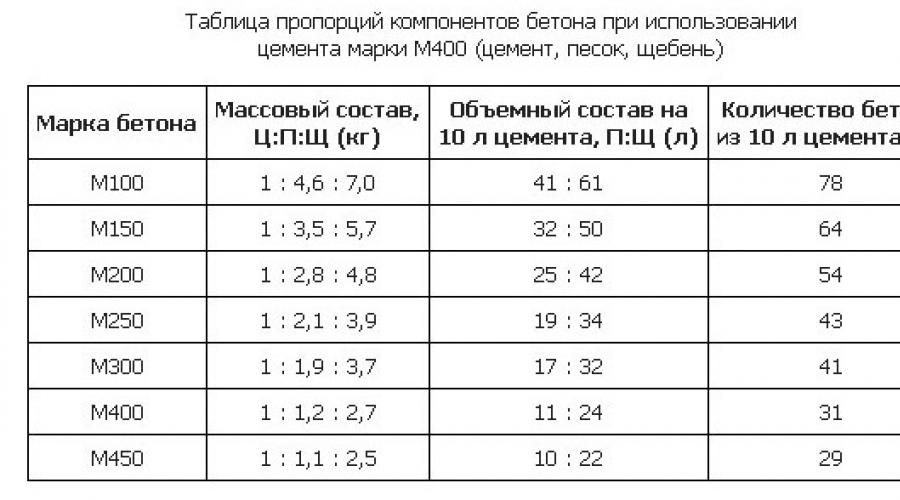





 формирования, для проезда, проезжей части и тротуара, улицы. И смесь цементного песка и воды, используемая для приготовления цементного раствора, используемого для кладки кирпича / блоков и штукатурки.
формирования, для проезда, проезжей части и тротуара, улицы. И смесь цементного песка и воды, используемая для приготовления цементного раствора, используемого для кладки кирпича / блоков и штукатурки.


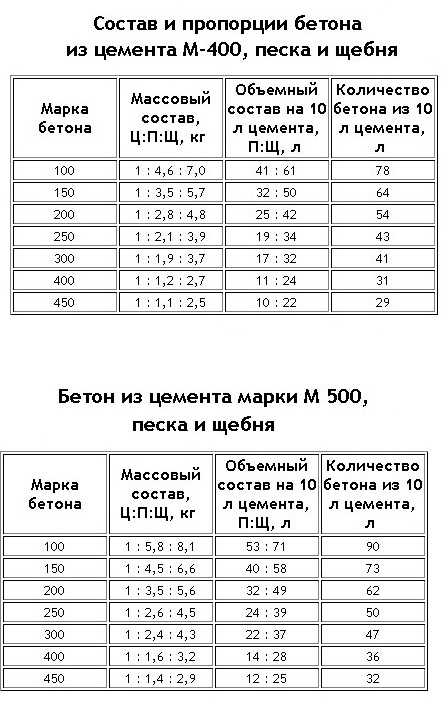
 Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
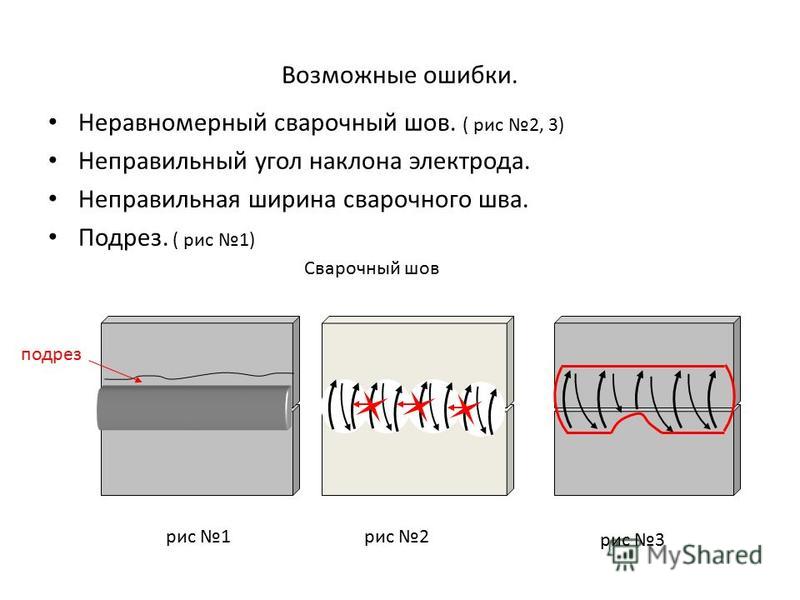 Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.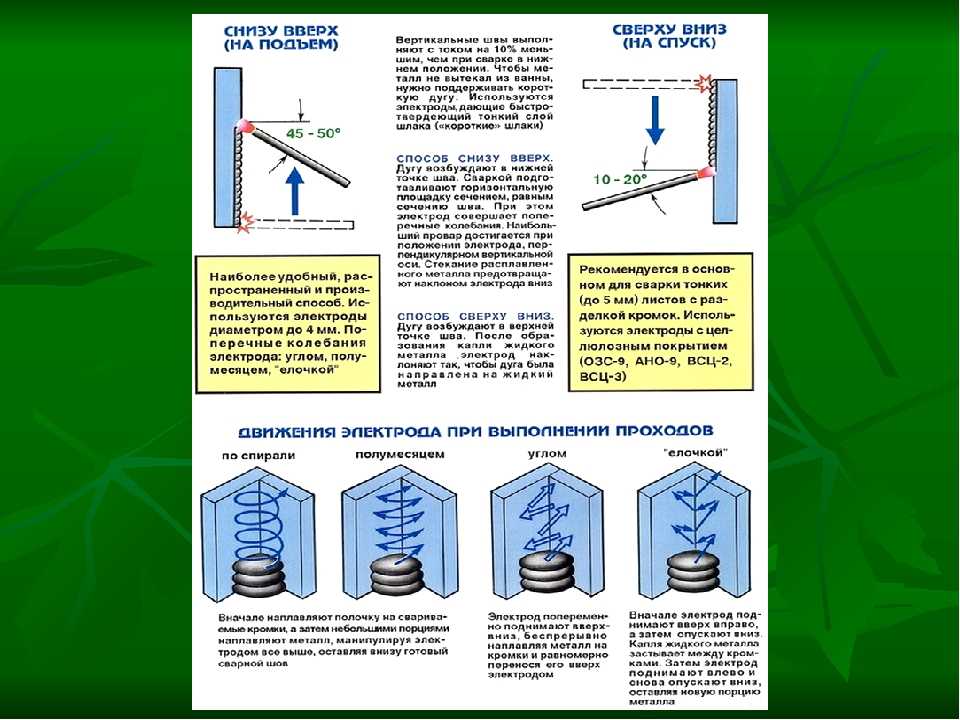
 Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.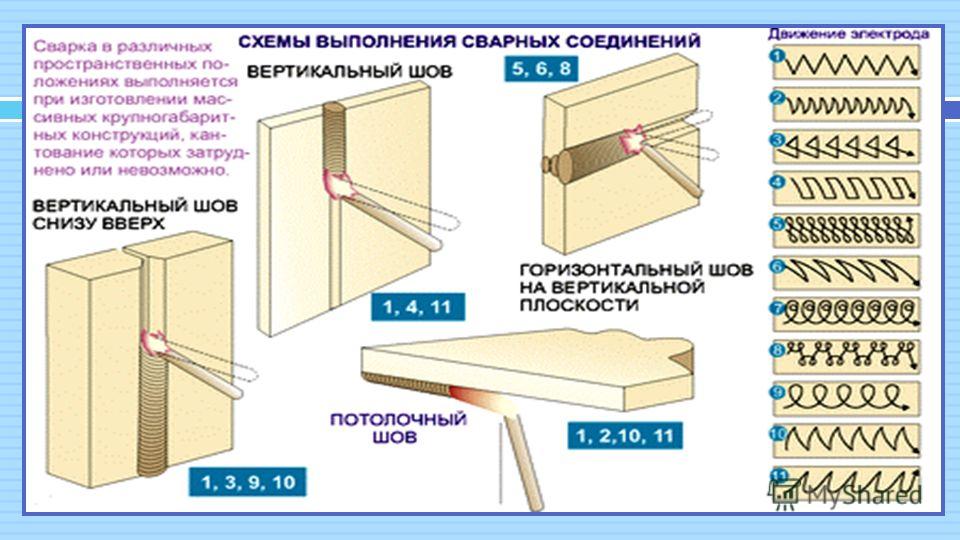 В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.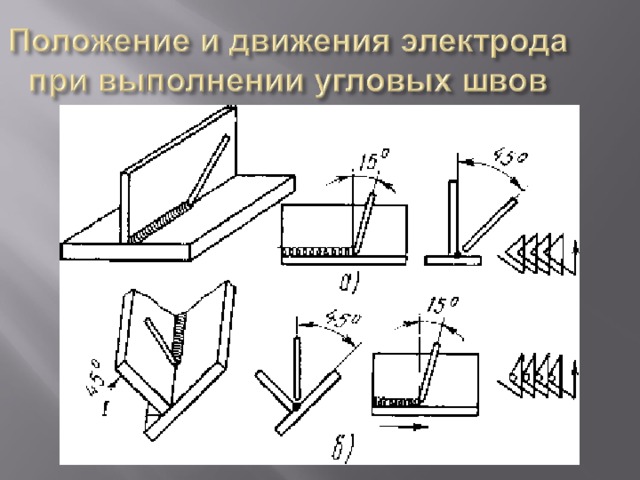 Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.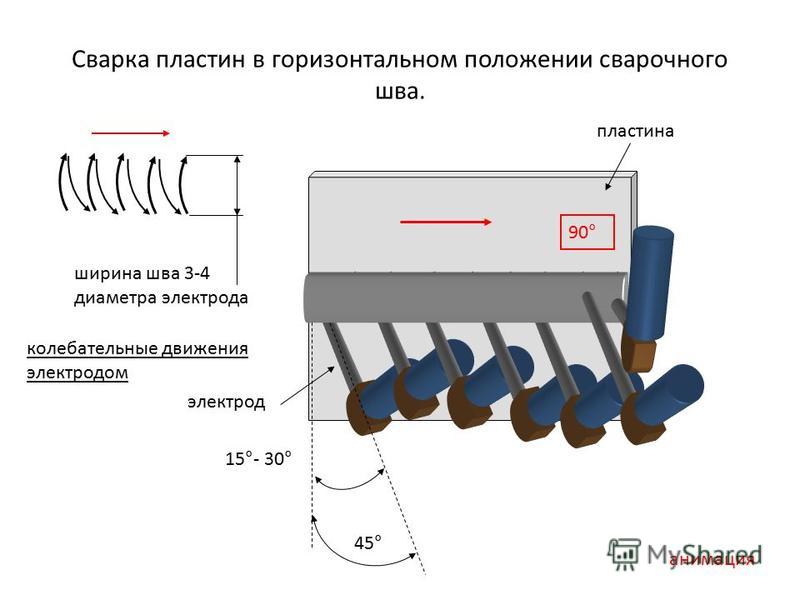 Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
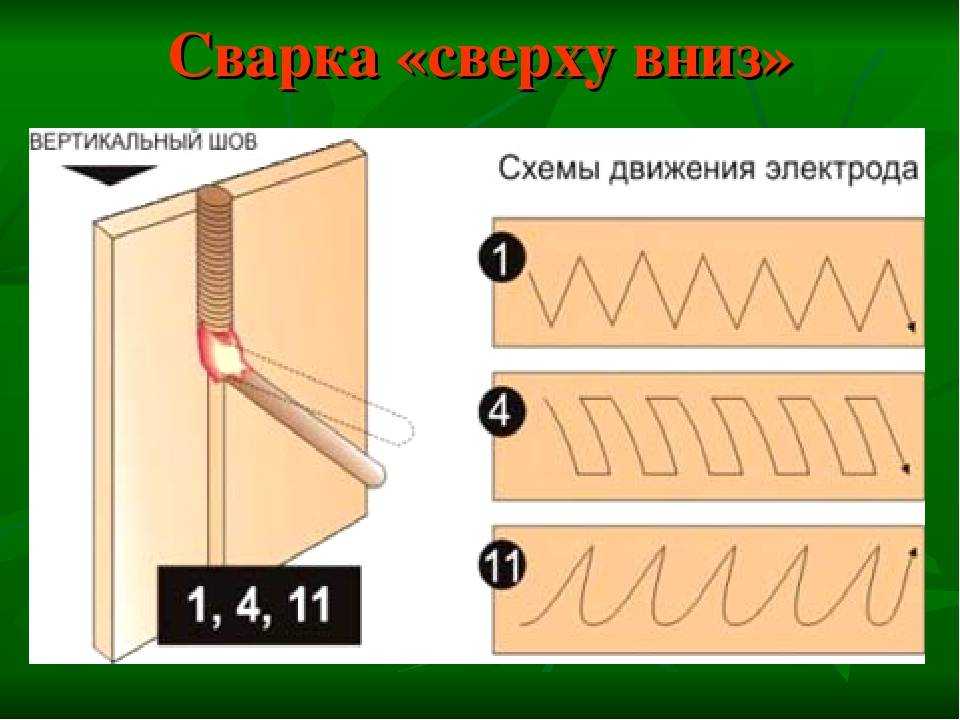 Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.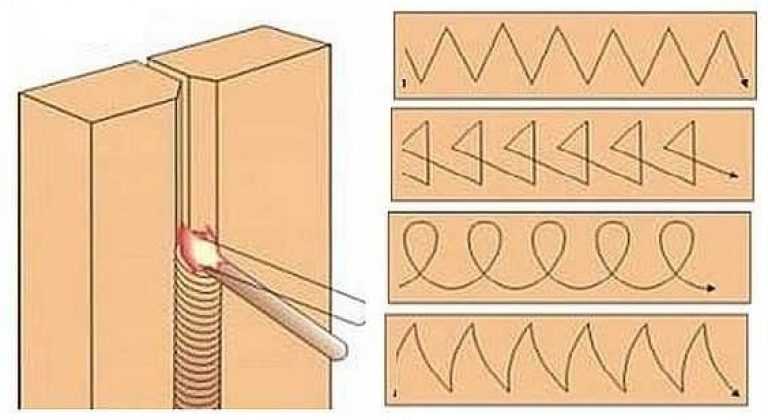 При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.

 )
) При этом осуществляется синхронизация движения рабочих органов и недопущение конфликтов в рабочей зоне, и как следствие — обеспечение оптимальной и безаварийной работы станка.
При этом осуществляется синхронизация движения рабочих органов и недопущение конфликтов в рабочей зоне, и как следствие — обеспечение оптимальной и безаварийной работы станка. Технические характеристики и жесткость станков, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Технические характеристики и жесткость станков, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов. Лучшие выходные точностные характеристики обеспечиваются поддержанием постоянной скорости резания: при изменении числа оборотов шпинделя подача (мм/об) остается неизменной за счет изменения скорости линейного перемещения суппорта.
Лучшие выходные точностные характеристики обеспечиваются поддержанием постоянной скорости резания: при изменении числа оборотов шпинделя подача (мм/об) остается неизменной за счет изменения скорости линейного перемещения суппорта. ед
ед ед.
ед. 6
6 продольный ограничитель
продольный ограничитель 630 mm)
630 mm) ) для опции 10-13
) для опции 10-13 14 – 700/4/D1)
14 – 700/4/D1) youtube.com/embed/b0YmvwA_wRU» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/b0YmvwA_wRU» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>  .. бесшумно.
.. бесшумно. .. Джим четко понимает основы работы настольной пилы, о чем свидетельствует его дизайн.
.. Джим четко понимает основы работы настольной пилы, о чем свидетельствует его дизайн. .. добавьте расширенный забор, и стопки досок останутся прямыми.
.. добавьте расширенный забор, и стопки досок останутся прямыми. Настольная пила с 12 дюймов. Стол (с твердосплавным диском с 24 зубьями, направляющей планкой высотой 1/8 дюйма и угломером)
Настольная пила с 12 дюймов. Стол (с твердосплавным диском с 24 зубьями, направляющей планкой высотой 1/8 дюйма и угломером) ]
] ]
] 04, 3 дюйма
04, 3 дюйма


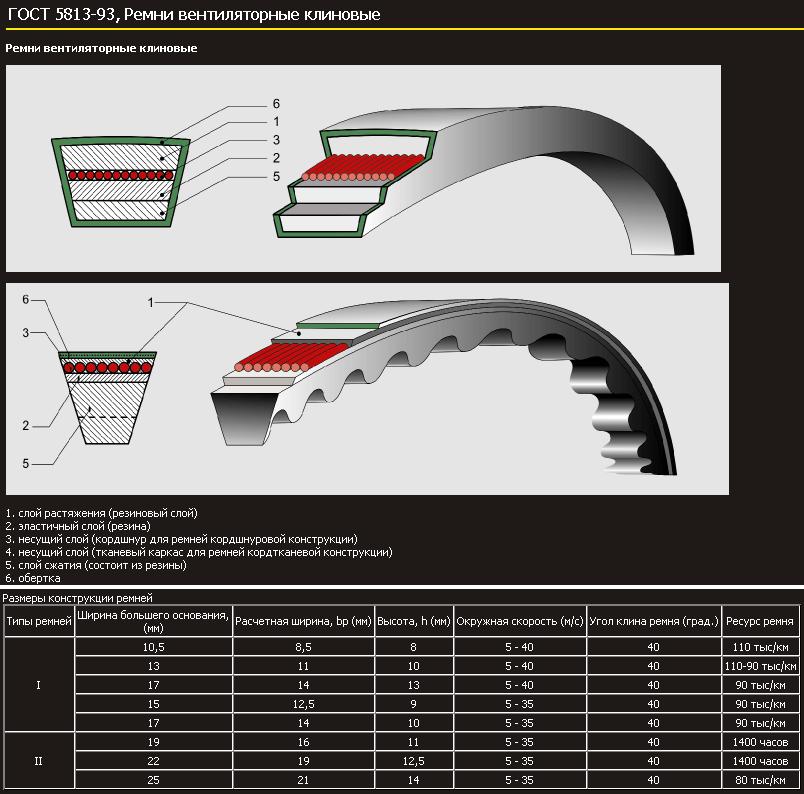
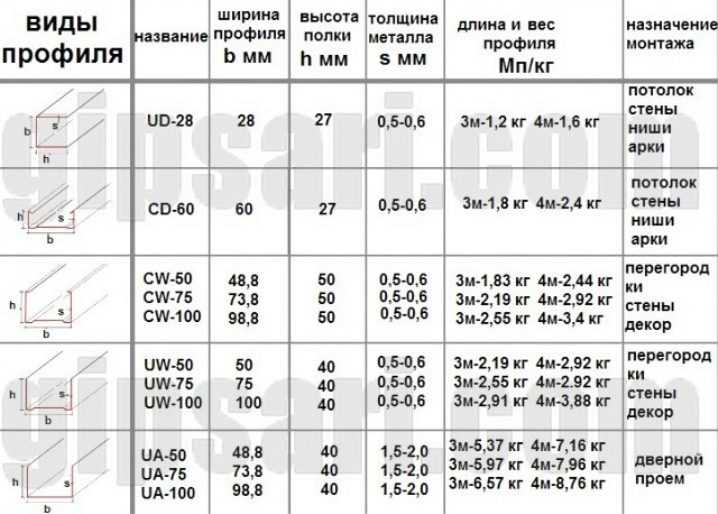
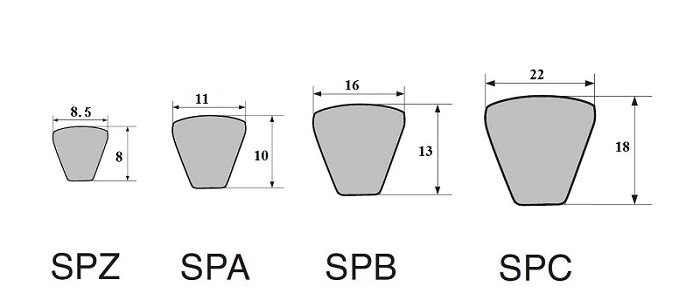

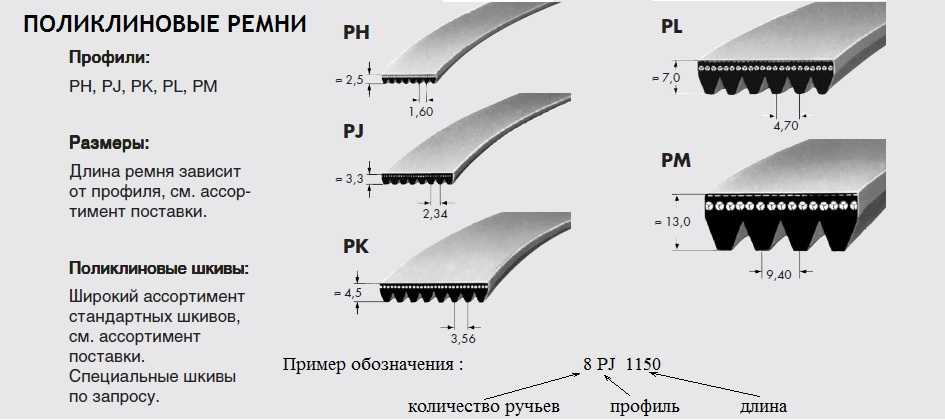 Например: 13, А13, А, 13/A, HA.
Например: 13, А13, А, 13/A, HA.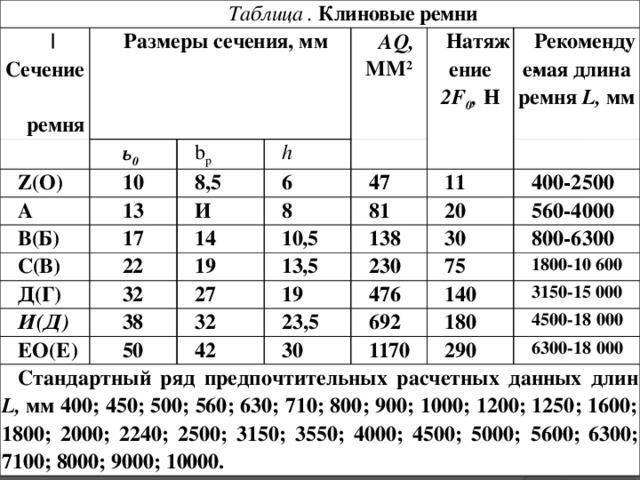
 Классические клиновые ремни профиля 13х изготавливаются с особыми требованиями для пищевой, медицинской и фармацевтической промышленности, с особыми антистатическими свойствами для легкой промышленности.
Классические клиновые ремни профиля 13х изготавливаются с особыми требованиями для пищевой, медицинской и фармацевтической промышленности, с особыми антистатическими свойствами для легкой промышленности.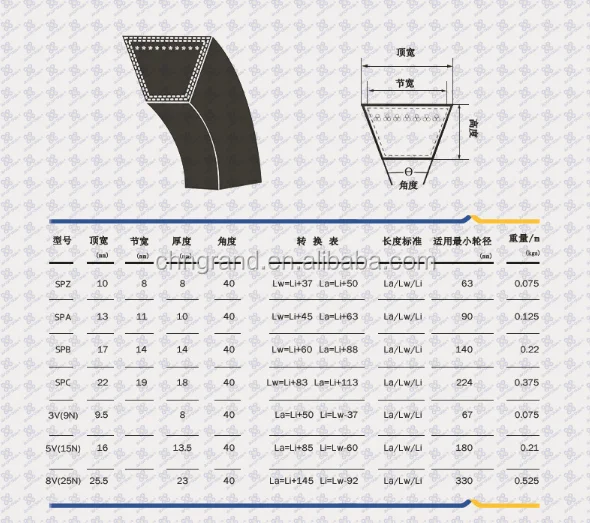 Во вторых в силу того, что шкала размерностей ремня по ГОСТ1284.1-89 и DIN2215 разнятся. Например шкала стандартных длин ремня профиля 13х по ГОСТ1284.1-89:
Во вторых в силу того, что шкала размерностей ремня по ГОСТ1284.1-89 и DIN2215 разнятся. Например шкала стандартных длин ремня профиля 13х по ГОСТ1284.1-89:
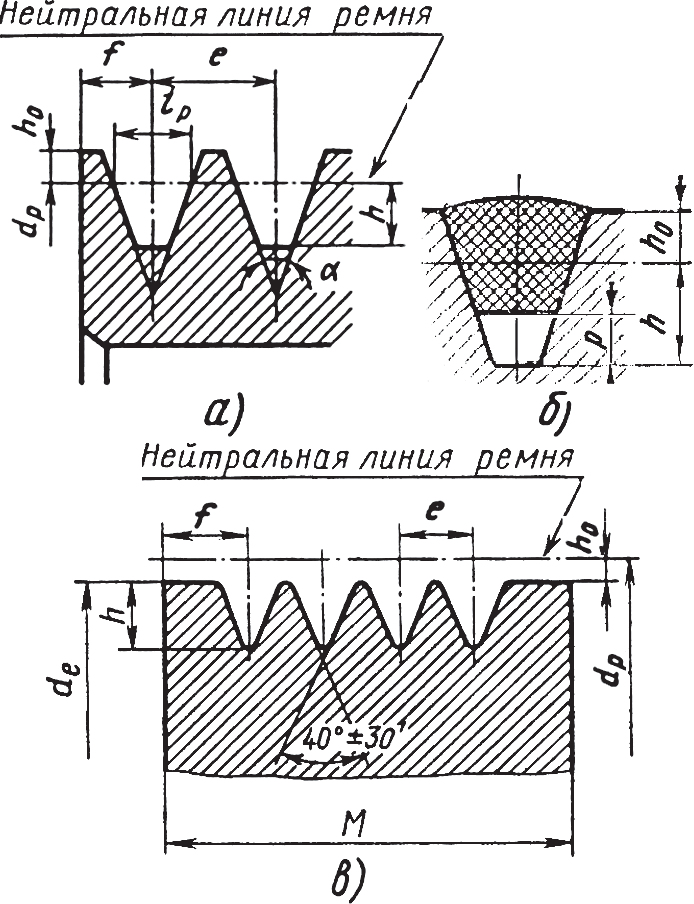

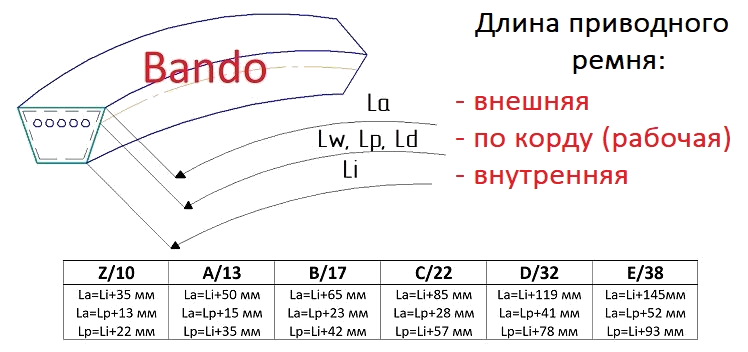 Профиль управляет всеми точками на поверхности в пределах диапазона допуска, который непосредственно имитирует спроектированный профиль. Любая точка на поверхности не сможет измениться внутри или снаружи более чем на допуск профиля поверхности. Обычно, когда требуется профиль поверхности, допуски на размеры, описывающие поверхность, отсутствуют, и для указания допустимого диапазона используется обозначение GD&T.
Профиль управляет всеми точками на поверхности в пределах диапазона допуска, который непосредственно имитирует спроектированный профиль. Любая точка на поверхности не сможет измениться внутри или снаружи более чем на допуск профиля поверхности. Обычно, когда требуется профиль поверхности, допуски на размеры, описывающие поверхность, отсутствуют, и для указания допустимого диапазона используется обозначение GD&T.
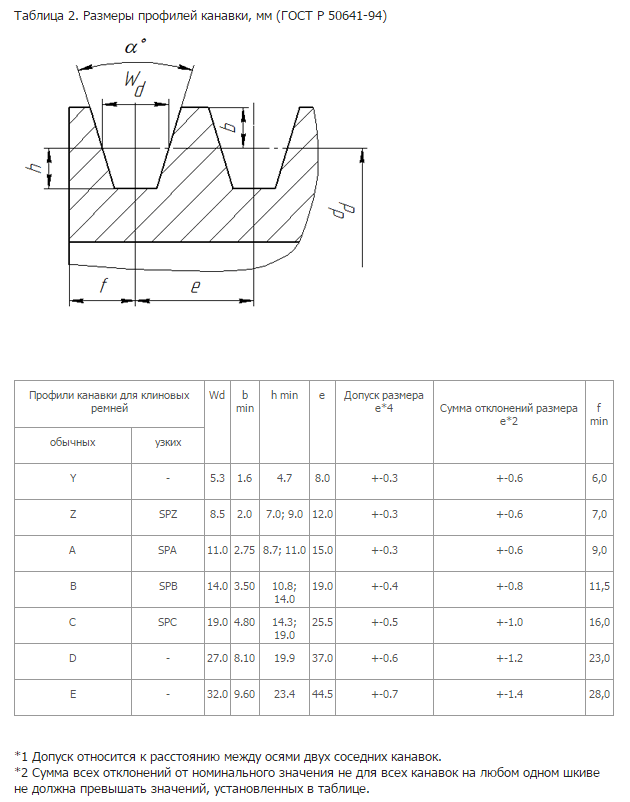 Если его нельзя контролировать с помощью другого символа, лучше всего подойдет профиль. При использовании с базами он может контролировать каждый аспект геометрии объекта, включая размер, местоположение, ориентацию и форму.
Если его нельзя контролировать с помощью другого символа, лучше всего подойдет профиль. При использовании с базами он может контролировать каждый аспект геометрии объекта, включая размер, местоположение, ориентацию и форму.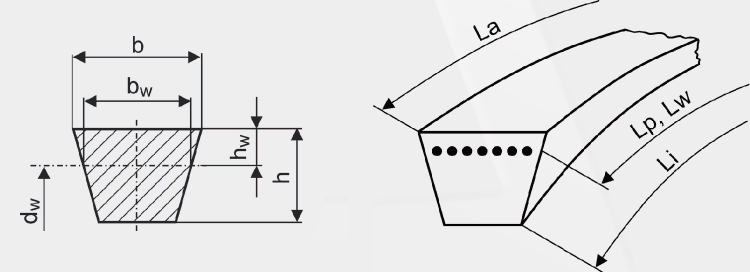
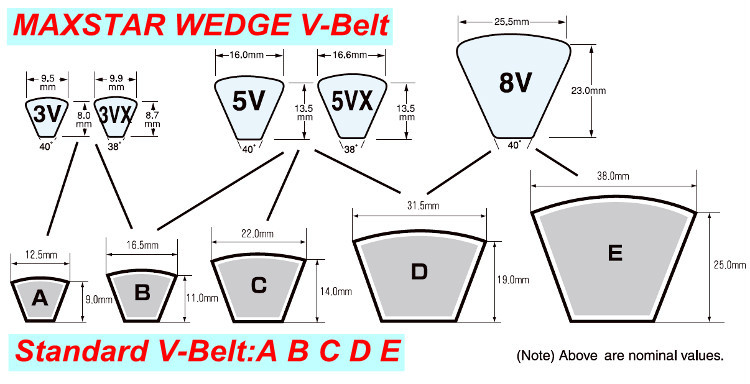 зона допуска вокруг любой линии любого элемента, обычно изогнутой формы. Профиль линии — это двумерный диапазон допусков, который можно применить к любому линейному допуску. Если он вызывается на поверхности, как радиус на детали, профиль линии будет указывать, насколько это поперечное сечение может отличаться от истинного радиуса кривизны. Профиль линии представляет собой поперечное сечение в любой точке поверхности и задает зону допуска по обеим сторонам профиля. Профиль выноски линии также может быть установлен с помощью универсального лидера или определенного диапазона (см. пример).
зона допуска вокруг любой линии любого элемента, обычно изогнутой формы. Профиль линии — это двумерный диапазон допусков, который можно применить к любому линейному допуску. Если он вызывается на поверхности, как радиус на детали, профиль линии будет указывать, насколько это поперечное сечение может отличаться от истинного радиуса кривизны. Профиль линии представляет собой поперечное сечение в любой точке поверхности и задает зону допуска по обеим сторонам профиля. Профиль выноски линии также может быть установлен с помощью универсального лидера или определенного диапазона (см. пример).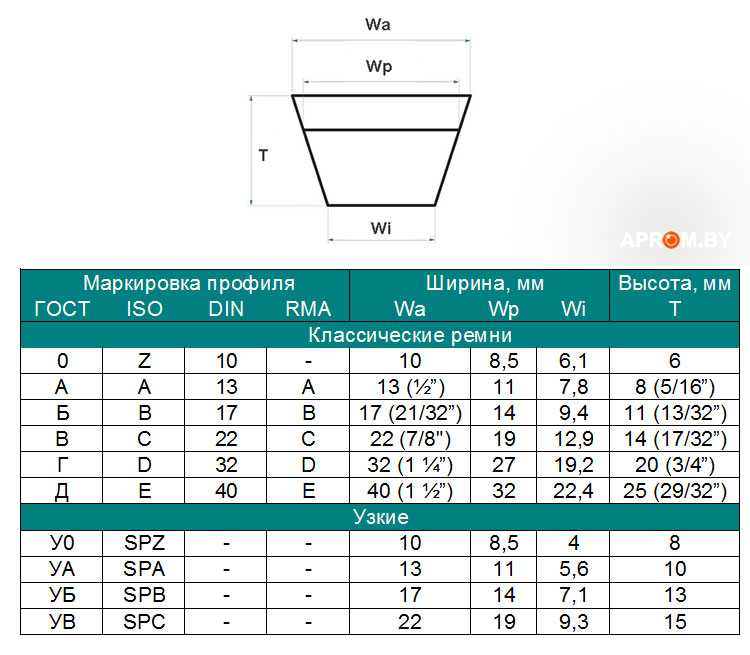 Поскольку существует бесконечное количество двумерных сечений любой детали, количество или расположение точек измерения можно указать на чертеже. Профиль обычно измеряется с помощью КИМ для более сложных геометрических форм.
Поскольку существует бесконечное количество двумерных сечений любой детали, количество или расположение точек измерения можно указать на чертеже. Профиль обычно измеряется с помощью КИМ для более сложных геометрических форм.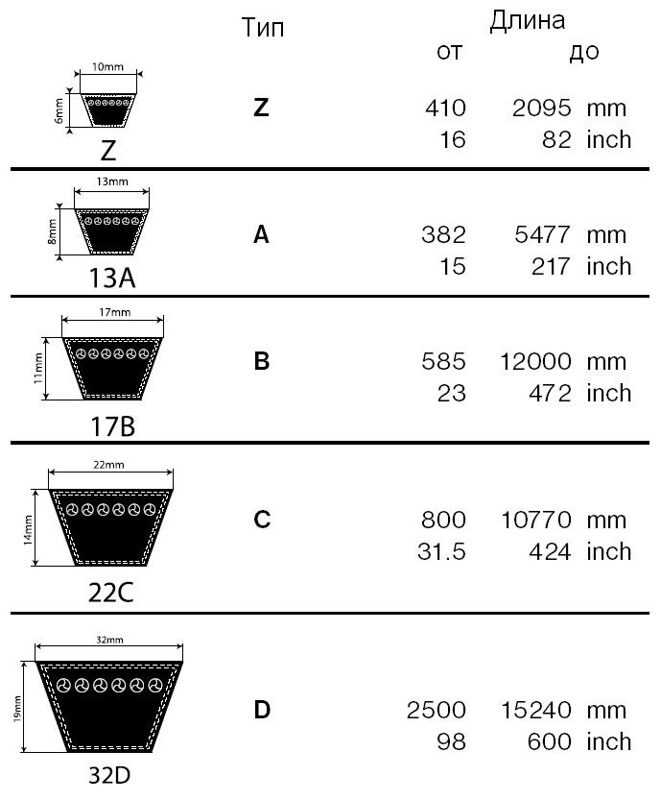 Обычно линейный профиль используется, если вы сравниваете криволинейную поверхность, такую как капот автомобиля или крыло самолета. В крыле самолета каждое поперечное сечение должно иметь разную форму профиля и требовать нескольких измерений, чтобы убедиться, что в каждом месте соблюдается допуск профиля. На таких поверхностях можно вызвать как профиль линии, так и профиль поверхности.
Обычно линейный профиль используется, если вы сравниваете криволинейную поверхность, такую как капот автомобиля или крыло самолета. В крыле самолета каждое поперечное сечение должно иметь разную форму профиля и требовать нескольких измерений, чтобы убедиться, что в каждом месте соблюдается допуск профиля. На таких поверхностях можно вызвать как профиль линии, так и профиль поверхности.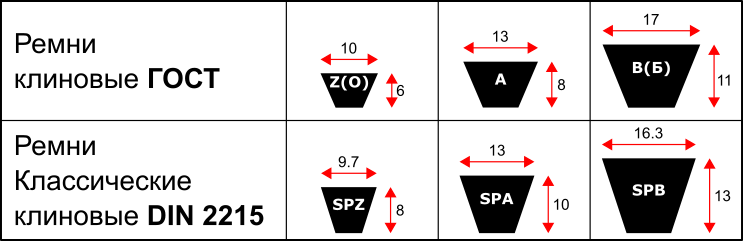
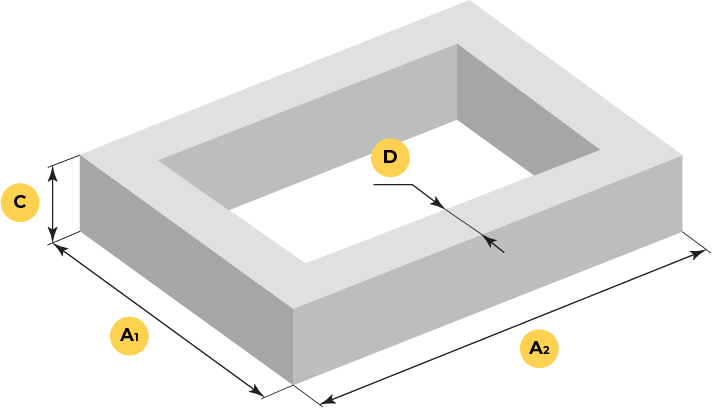

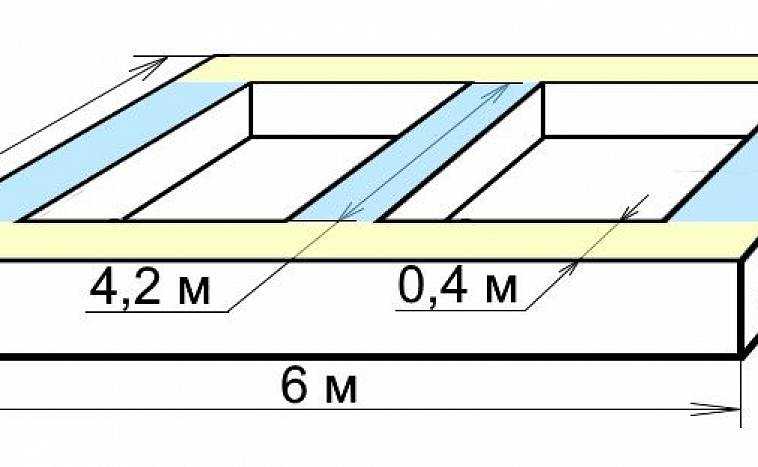
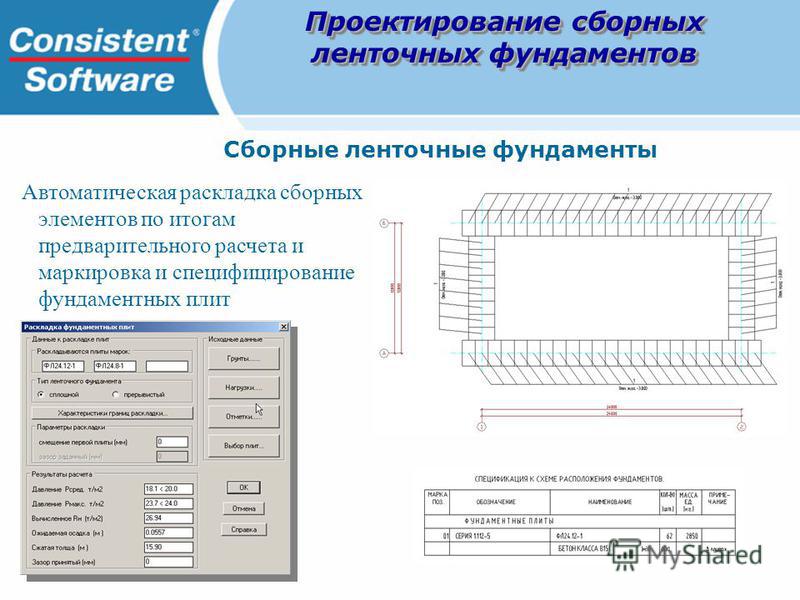 Стандартная величина 40-50 см.
Стандартная величина 40-50 см.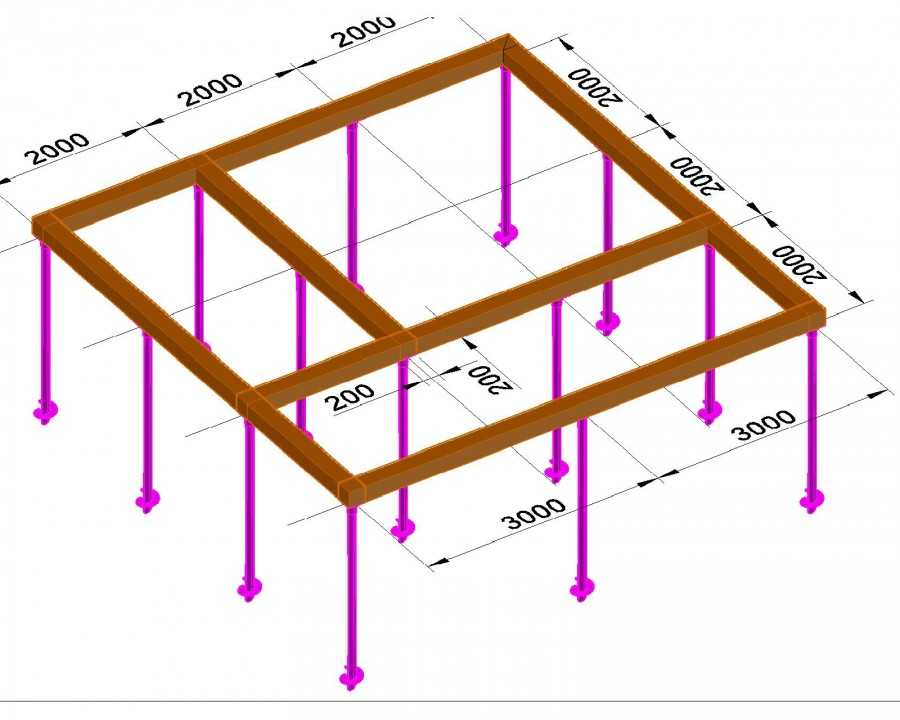 Смысл заключается в соблюдении баланса между давлением сооружения на грунт и максимально допустимым давлением, которое грунт может выдержать. Для большинства случаев в частном строительстве действует правило, что ширина ленты должна быть больше толщины стены на 10 см. Однако если калькулятор выдаст предупреждение, что эти значения для вас недопустимы – используйте рекомендуемую величину, которую он вам предложит.
Смысл заключается в соблюдении баланса между давлением сооружения на грунт и максимально допустимым давлением, которое грунт может выдержать. Для большинства случаев в частном строительстве действует правило, что ширина ленты должна быть больше толщины стены на 10 см. Однако если калькулятор выдаст предупреждение, что эти значения для вас недопустимы – используйте рекомендуемую величину, которую он вам предложит.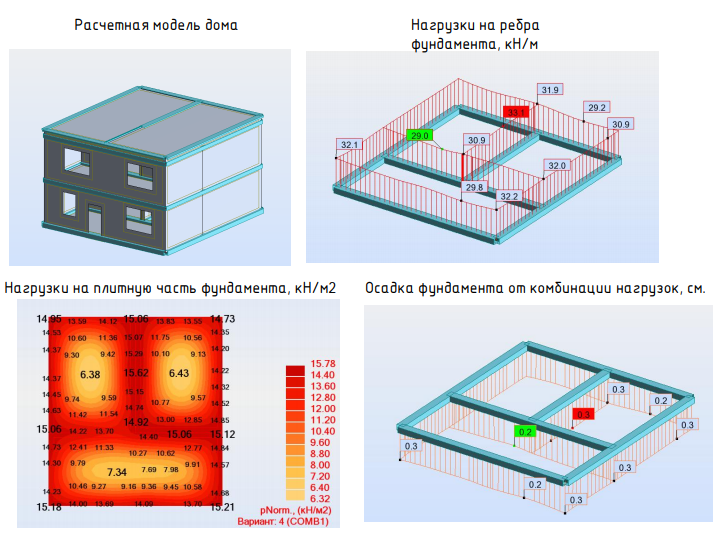 Для получения более точного значения, прибавьте 10-15% для учета веса кровли, снеговой и ветровой нагрузки. На странице расчета сопротивления грунта основания узнайте максимально допустимую нагрузку на подстилающую поверхность.
Для получения более точного значения, прибавьте 10-15% для учета веса кровли, снеговой и ветровой нагрузки. На странице расчета сопротивления грунта основания узнайте максимально допустимую нагрузку на подстилающую поверхность.

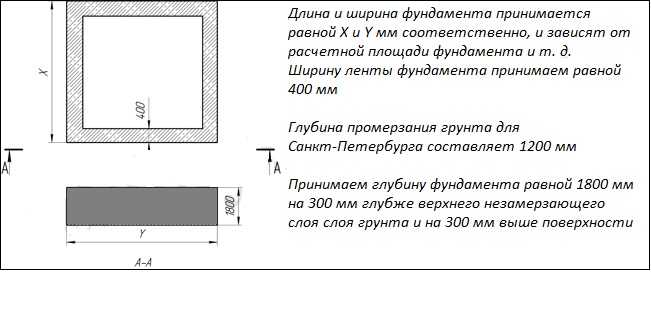
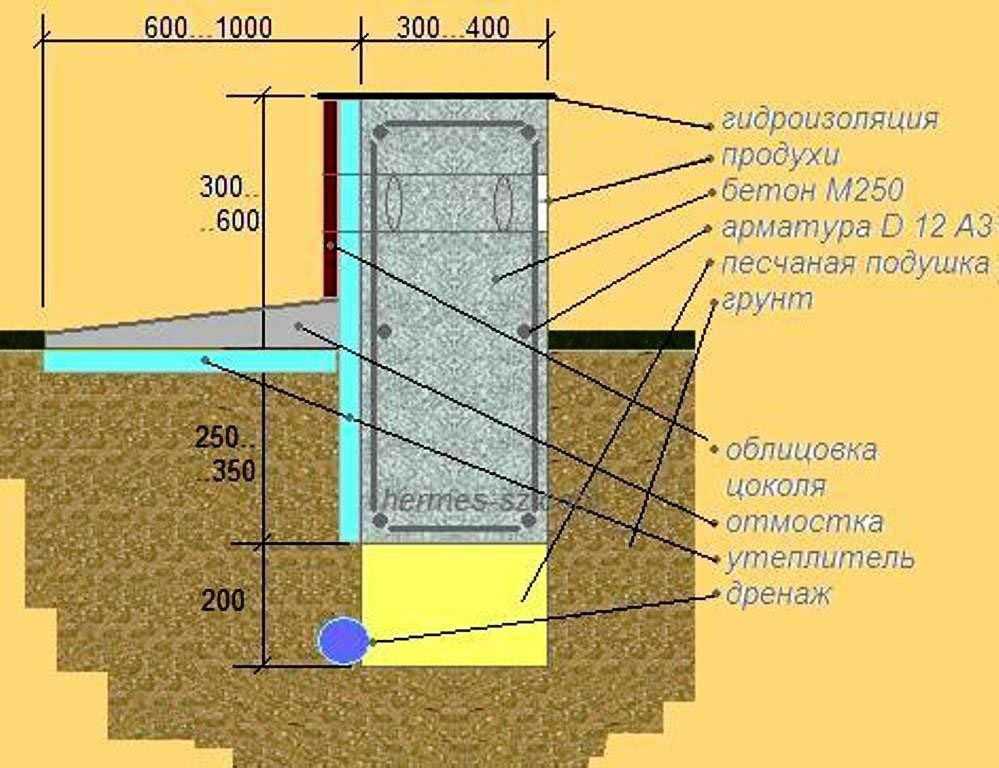
 Например, вы можете узнать:
Например, вы можете узнать: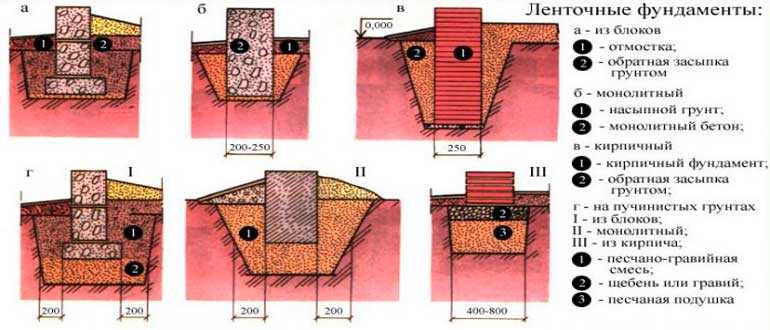
 Специалисты компании изготовили и построили сотни деревянных домов в разных странах — Австралии, Белоруссии, Германии, Грузия, Испания, Казахстан, Кыргызстан, Ливан, Нидерланды, ОАЭ, Польша, Россия, Франция. еще
Специалисты компании изготовили и построили сотни деревянных домов в разных странах — Австралии, Белоруссии, Германии, Грузия, Испания, Казахстан, Кыргызстан, Ливан, Нидерланды, ОАЭ, Польша, Россия, Франция. еще Идеальное решение для тех, кто ищет небольшой дом для круглогодичного проживания. ЧАСТО …
Идеальное решение для тех, кто ищет небольшой дом для круглогодичного проживания. ЧАСТО … . Это идеальное решение для тех, кто ищет круглогодичное проживание для семьи из …
. Это идеальное решение для тех, кто ищет круглогодичное проживание для семьи из … …
… Монтаж уникальной системы отопления для деревянного дома «Шварцвальд» может осуществляться параллельно с производством и…
Монтаж уникальной системы отопления для деревянного дома «Шварцвальд» может осуществляться параллельно с производством и… деревянный дом на хозяйской земле, на склоне горы, которой изобилует земля …
деревянный дом на хозяйской земле, на склоне горы, которой изобилует земля … Он был построен в Польше на территории гольф-клуба «Kalinowe Pola» ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ О НАШЕЙ КОМПАНИИ И ОПЛАТАХ Это …
Он был построен в Польше на территории гольф-клуба «Kalinowe Pola» ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ О НАШЕЙ КОМПАНИИ И ОПЛАТАХ Это …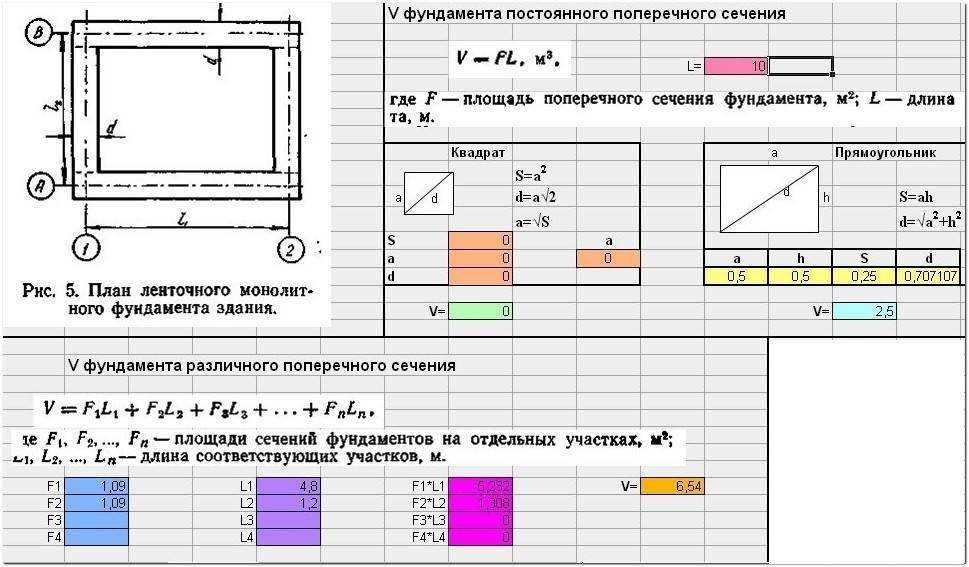 ..
.. ..
.. Профилированный клееный брус не требует усадки, что является постоянным преимуществом, так как…
Профилированный клееный брус не требует усадки, что является постоянным преимуществом, так как… Впрочем, и летом тоже…
Впрочем, и летом тоже… Некрасова, 114, корп. 49, г. Минск, Республика Беларусь, 220049
Некрасова, 114, корп. 49, г. Минск, Республика Беларусь, 220049 ⓘ 5 7 c 900 [N 905]
ⓘ 5 7 c 900 [N 905] Коэффициент пропускной способности в зависимости от надбавки является постоянным, значение которой зависит от надлежащей платы. Зависимый коэффициент способности подшипника от надбавки [N Q ]
Коэффициент пропускной способности в зависимости от надбавки является постоянным, значение которой зависит от надлежащей платы. Зависимый коэффициент способности подшипника от надбавки [N Q ] ⓘ Коэффициент несущей способности, зависящий от единичного веса [N γ ]
ⓘ Коэффициент несущей способности, зависящий от единичного веса [N γ ] Преобразование не требуется
Преобразование не требуется  Является составной частью мелкозаглубленного фундамента.
Является составной частью мелкозаглубленного фундамента.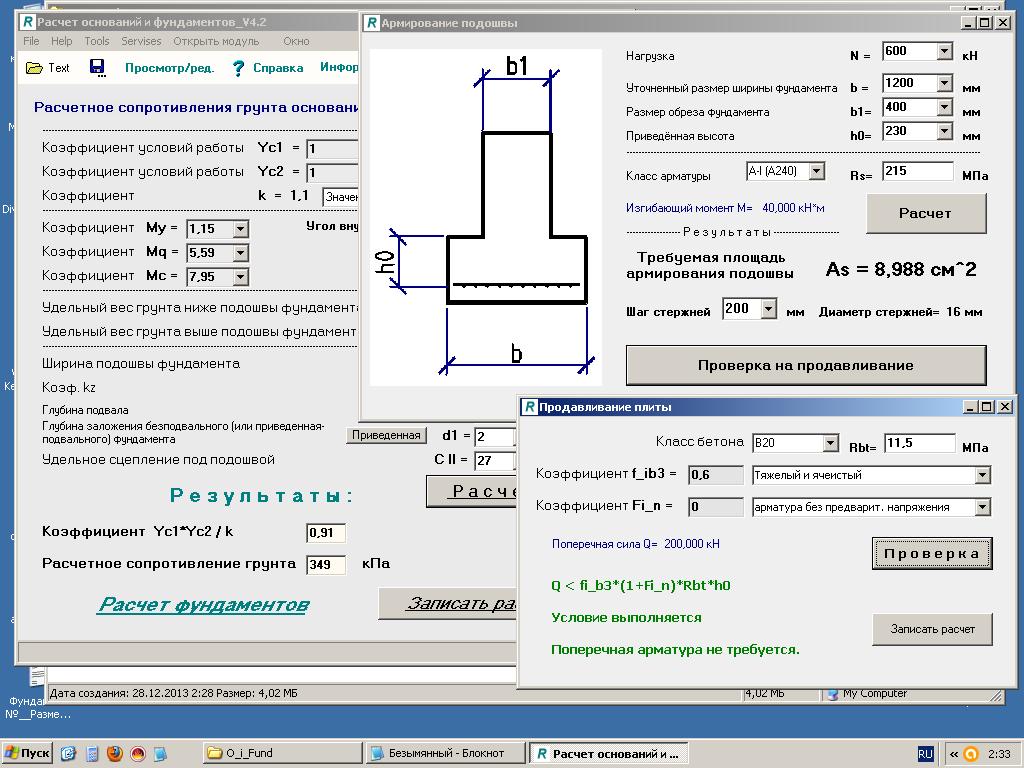 Вот как можно объяснить расчет несущей способности ленточного фундамента с заданными входными значениями -> 45,0216 = (5000*9)+(10*2)+(0,5*1*2*1,6) .
Вот как можно объяснить расчет несущей способности ленточного фундамента с заданными входными значениями -> 45,0216 = (5000*9)+(10*2)+(0,5*1*2*1,6) . Это прочность на сдвиг или сила, которая связывает вместе частицы в структуре грунта. Коэффициент несущей способности, зависящий от сцепления, является константой, значение которой зависит от сцепления грунта. Эффективная дополнительная нагрузка, также называемая дополнительной нагрузкой, относится к вертикальному давлению или любая нагрузка, действующая на поверхность земли в дополнение к основному давлению грунта. Коэффициент несущей способности, зависящий от дополнительной нагрузки, является константой, значение которой зависит от дополнительной нагрузки. Удельный вес грунта, также известный как «весовая плотность», относится к его вес на кубический метр и обычно выражается в килоньютонах на кубический метр или тоннах на кубический метр. Ширина основания — это более короткий размер основания. Коэффициент несущей способности, зависящий от удельного веса, является константой, значение которой зависит от удельного веса грунта. .
Это прочность на сдвиг или сила, которая связывает вместе частицы в структуре грунта. Коэффициент несущей способности, зависящий от сцепления, является константой, значение которой зависит от сцепления грунта. Эффективная дополнительная нагрузка, также называемая дополнительной нагрузкой, относится к вертикальному давлению или любая нагрузка, действующая на поверхность земли в дополнение к основному давлению грунта. Коэффициент несущей способности, зависящий от дополнительной нагрузки, является константой, значение которой зависит от дополнительной нагрузки. Удельный вес грунта, также известный как «весовая плотность», относится к его вес на кубический метр и обычно выражается в килоньютонах на кубический метр или тоннах на кубический метр. Ширина основания — это более короткий размер основания. Коэффициент несущей способности, зависящий от удельного веса, является константой, значение которой зависит от удельного веса грунта. . Для расчета несущей способности ленточного фундамента необходимо Сцепление (c) , Коэффициент несущей способности в зависимости от сцепления (N c ) , Эффективная надбавка (σ`) , Коэффициент несущей способности в зависимости от надбавки (N q ) , Удельный вес грунта (γ) , Ширина основания (B) & Коэффициент несущей способности в зависимости от удельного веса (N γ ) . С помощью нашего инструмента вам необходимо ввести соответствующее значение для сцепления, коэффициента несущей способности, зависящего от сцепления, эффективной надбавки, коэффициента несущей способности, зависящего от надбавки, удельного веса грунта, ширины основания и коэффициента несущей способности, зависящего от удельного веса и удара. кнопку рассчитать. Вы также можете выбрать единицы измерения (если есть) для ввода (ов) и вывода.
Для расчета несущей способности ленточного фундамента необходимо Сцепление (c) , Коэффициент несущей способности в зависимости от сцепления (N c ) , Эффективная надбавка (σ`) , Коэффициент несущей способности в зависимости от надбавки (N q ) , Удельный вес грунта (γ) , Ширина основания (B) & Коэффициент несущей способности в зависимости от удельного веса (N γ ) . С помощью нашего инструмента вам необходимо ввести соответствующее значение для сцепления, коэффициента несущей способности, зависящего от сцепления, эффективной надбавки, коэффициента несущей способности, зависящего от надбавки, удельного веса грунта, ширины основания и коэффициента несущей способности, зависящего от удельного веса и удара. кнопку рассчитать. Вы также можете выбрать единицы измерения (если есть) для ввода (ов) и вывода.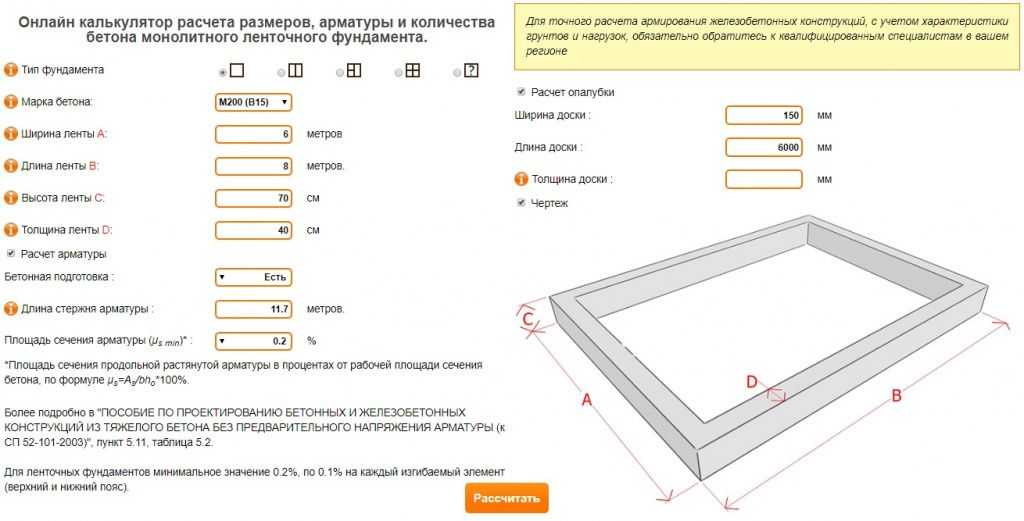
 В качестве сырья материал используется не всегда, поэтому его классифицируют на три основные группы:
В качестве сырья материал используется не всегда, поэтому его классифицируют на три основные группы:
 Для этого применяются следующие инструменты:
Для этого применяются следующие инструменты: При необходимости максимальный размер может быть увеличен до 330 мм.
При необходимости максимальный размер может быть увеличен до 330 мм. Сегодня мы рассмотрим отличия сортового и фасонного проката стали, выясним, в каких сферах используется эта продукция. Также приведем основные технические характеристики основных видов стального металлопроката.
Сегодня мы рассмотрим отличия сортового и фасонного проката стали, выясним, в каких сферах используется эта продукция. Также приведем основные технические характеристики основных видов стального металлопроката. Алюминиевая продукция – легкая, хорошо поддается обработке, устойчивая к коррозии, имеет высокие показатели электро- и теплопроводности. Для повышения прочности используют добавки – магний, медь, цинк.
Алюминиевая продукция – легкая, хорошо поддается обработке, устойчивая к коррозии, имеет высокие показатели электро- и теплопроводности. Для повышения прочности используют добавки – магний, медь, цинк.
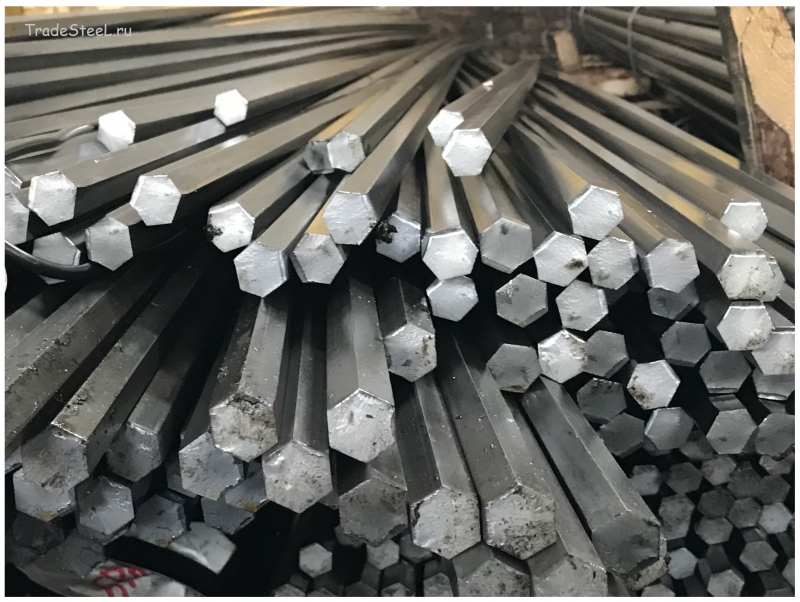 Сфера применения – автомобилестроение, производство оборудования, дизайн помещений.
Сфера применения – автомобилестроение, производство оборудования, дизайн помещений.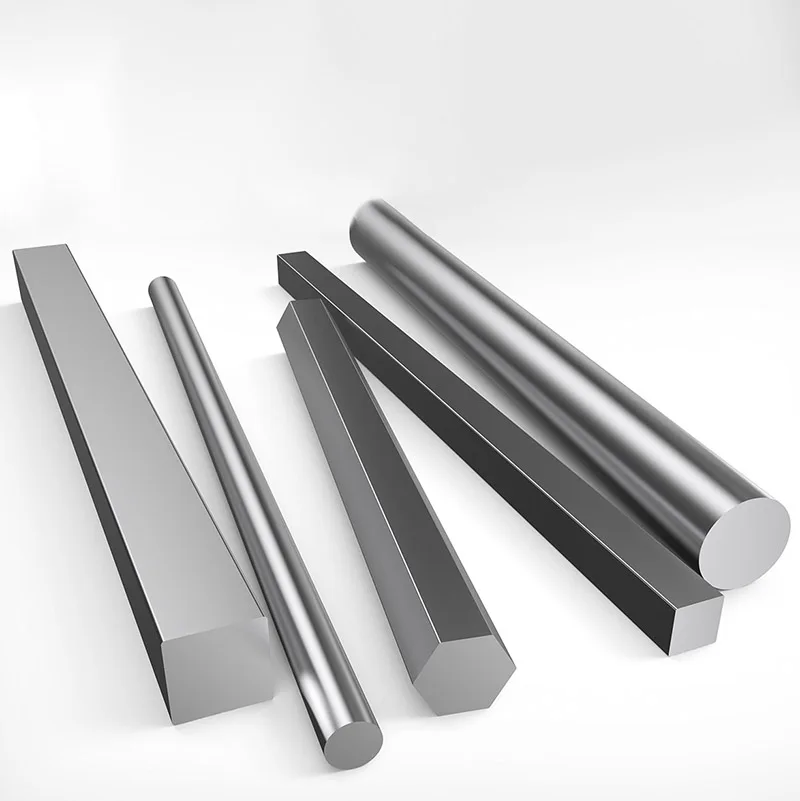 К массовой продукции относится:
К массовой продукции относится:
 Расширенный металлический
Расширенный металлический
 толщина полосового проката будет от 3 мм до 40 мм.
толщина полосового проката будет от 3 мм до 40 мм.

 д.
д. Некоторые стальные секции используются редко. Такие секции изготавливаются по спецзаказу и называются специальными секциями.
Некоторые стальные секции используются редко. Такие секции изготавливаются по спецзаказу и называются специальными секциями.


 Для защиты глаз от попадания стружки нужно использовать защитные очки. Также следует защитить органы дыхания от вредной для легких мелкой древесной пыли с помощью респиратора.
Для защиты глаз от попадания стружки нужно использовать защитные очки. Также следует защитить органы дыхания от вредной для легких мелкой древесной пыли с помощью респиратора.
 Информацию о параметрах работы фрезера, в зависимости от материала используемых фрез, технических характеристик обычно можно найти в техническом паспорте устройства.
Информацию о параметрах работы фрезера, в зависимости от материала используемых фрез, технических характеристик обычно можно найти в техническом паспорте устройства. Для деталей из мягких пород, можно использовать фрезы марки HSS. В состав конструкции фрезы входит хвостовик, зажимаемый в патроне фрезера и рабочая режущая кромка.
Для деталей из мягких пород, можно использовать фрезы марки HSS. В состав конструкции фрезы входит хвостовик, зажимаемый в патроне фрезера и рабочая режущая кромка. Используются в изготовлении технических пазов. С их помощью делается одно из наиболее часто применяемых в мебели соединение шип-паз;
Используются в изготовлении технических пазов. С их помощью делается одно из наиболее часто применяемых в мебели соединение шип-паз;

 Для того, что бы точность была выше, вместе с этими инструментами применяются многочисленные приспособления, главная задача которых – ограничить свободу перемещения фрезера по одной или нескольким плоскостям.
Для того, что бы точность была выше, вместе с этими инструментами применяются многочисленные приспособления, главная задача которых – ограничить свободу перемещения фрезера по одной или нескольким плоскостям.
 Так, поворачивая упор после каждого прохода, вы получите желаемый результат.
Так, поворачивая упор после каждого прохода, вы получите желаемый результат.
 Главное при этом – убедиться, что поверхность такого самодельного упора перпендикулярна подошве фрезера.
Главное при этом – убедиться, что поверхность такого самодельного упора перпендикулярна подошве фрезера.
 Если вставить фрезу «до упора», она может заклинить, поэтому мы советуем при установке слегка (на пару миллиметров ) вытащить её назад.
Если вставить фрезу «до упора», она может заклинить, поэтому мы советуем при установке слегка (на пару миллиметров ) вытащить её назад.
 Простая электронная схема ограничивает ток на двигателе, сохраняя вашу проводку в целости. Кроме того, такая система имеет неожиданный плюс: при начале работы уменьшается отдача, так называемый «пусковой рывок».
Простая электронная схема ограничивает ток на двигателе, сохраняя вашу проводку в целости. Кроме того, такая система имеет неожиданный плюс: при начале работы уменьшается отдача, так называемый «пусковой рывок».

 Закрепите фрезер в центре основания, а заготовку положите в «корыто». Такой процесс очень напоминает циклевание, но скорость его намного выше. Если сделать основание из оргстекла, то наблюдать за процессом выравнивания будет намного легче.
Закрепите фрезер в центре основания, а заготовку положите в «корыто». Такой процесс очень напоминает циклевание, но скорость его намного выше. Если сделать основание из оргстекла, то наблюдать за процессом выравнивания будет намного легче.
 Router Boss превращает обычный погружной фрезерный станок в прецизионный фрезерный станок по дереву, способный нарезать канавки, профилировать кромки, поднимать панели и резать практически любые деревянные соединения, в том числе врезные и шиповидные, и соединения типа «ласточкин хвост», без использования аппаратных шаблонов или специализированных джиги и биты.
Router Boss превращает обычный погружной фрезерный станок в прецизионный фрезерный станок по дереву, способный нарезать канавки, профилировать кромки, поднимать панели и резать практически любые деревянные соединения, в том числе врезные и шиповидные, и соединения типа «ласточкин хвост», без использования аппаратных шаблонов или специализированных джиги и биты. Создайте шаблон с помощью нашего браузерного приложения. Распечатайте и прикрепите шаблон к линейкам Router Boss. Совместите наш курсор с шаблоном, чтобы точно направлять резку шиповых соединений или соединений типа «ласточкин хвост». С проверкой цифровых показаний возможна точность +/- 0,001 дюйма.
Создайте шаблон с помощью нашего браузерного приложения. Распечатайте и прикрепите шаблон к линейкам Router Boss. Совместите наш курсор с шаблоном, чтобы точно направлять резку шиповых соединений или соединений типа «ласточкин хвост». С проверкой цифровых показаний возможна точность +/- 0,001 дюйма.

 Конечно, без фрезерных битов толку мало. А если вы новичок в маршрутизации, сотни вариантов могут сбить с толку. Как вы выбираете? Вот что вам нужно знать.
Конечно, без фрезерных битов толку мало. А если вы новичок в маршрутизации, сотни вариантов могут сбить с толку. Как вы выбираете? Вот что вам нужно знать. Насадки для обрезки заподлицо обычно имеют направляющий подшипник. Это тот же диаметр, что и у фрезы.
Насадки для обрезки заподлицо обычно имеют направляющий подшипник. Это тот же диаметр, что и у фрезы. По возможности используйте биты с полудюймовым хвостовиком, вы получите меньше вибрации, и они, как правило, обеспечивают более плавный срез.
По возможности используйте биты с полудюймовым хвостовиком, вы получите меньше вибрации, и они, как правило, обеспечивают более плавный срез.
 по 1 м.
по 1 м. Изготовление вибромотора
Изготовление вибромотора Поскольку крышка вместе с мотором имеет значительный вес, её достаточно просто установить «стаканами» на пружины.
Поскольку крышка вместе с мотором имеет значительный вес, её достаточно просто установить «стаканами» на пружины. youtube.com/v/Jv1Jzc3qFXY» type=»application/x-shockwave-flash»>
youtube.com/v/Jv1Jzc3qFXY» type=»application/x-shockwave-flash»>

 Формовочный используется при изготовлении бетонной, гипсовой или иной продукции, либо для создания матриц из формовочных материалов, таких как полиуретан для форм и прочие. Расформовочный применяется для извлечения готовой продукции из форм или опалубки, если того требует ситуация.
Формовочный используется при изготовлении бетонной, гипсовой или иной продукции, либо для создания матриц из формовочных материалов, таких как полиуретан для форм и прочие. Расформовочный применяется для извлечения готовой продукции из форм или опалубки, если того требует ситуация.
 Оптимальной высотой для вибростола принято считать конструкцию в 80 см. Длинна и ширина установки варьируется в зависимости от размеров опалубки, куда вы будете лить полиуретан для форм, или форм, с которыми вы работаете.
Оптимальной высотой для вибростола принято считать конструкцию в 80 см. Длинна и ширина установки варьируется в зависимости от размеров опалубки, куда вы будете лить полиуретан для форм, или форм, с которыми вы работаете. Пружины крепятся к раме напрямую сварным швом, в случае, если “гнёзда-стаканы” отсутствуют.
Пружины крепятся к раме напрямую сварным швом, в случае, если “гнёзда-стаканы” отсутствуют.

 youtube.com/embed/GWImU7CCU8g» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/GWImU7CCU8g» frameborder=»0″ allowfullscreen=»»/>  Хорошая идея прямо!
Хорошая идея прямо!
 Кроме того, стол может вместить до 600 фунтов бетонных изделий, имеет электрическую ножную педаль 110 В – 1PH, прост в использовании и даже имеет регулируемую скорость и усилие, так что пользователь может добиться гладкой отделки, независимо от того, что он делает. делают.
Кроме того, стол может вместить до 600 фунтов бетонных изделий, имеет электрическую ножную педаль 110 В – 1PH, прост в использовании и даже имеет регулируемую скорость и усилие, так что пользователь может добиться гладкой отделки, независимо от того, что он делает. делают. Gizmoplans предлагает 100-процентную гарантию риска и профессиональную помощь, если кому-то понадобится совет в любое время в процессе строительства через Интернет или по телефону. Планы можно мгновенно загрузить из Интернета, чтобы пользователям не приходилось ждать отправки. Для получения дополнительной информации о вибрационном столе для бетона от Gizmoplans и других проектах DIY посетите их веб-сайт по адресу http://gizmoplans.com/vibrating-table-concrete-vibrating-table.
Gizmoplans предлагает 100-процентную гарантию риска и профессиональную помощь, если кому-то понадобится совет в любое время в процессе строительства через Интернет или по телефону. Планы можно мгновенно загрузить из Интернета, чтобы пользователям не приходилось ждать отправки. Для получения дополнительной информации о вибрационном столе для бетона от Gizmoplans и других проектах DIY посетите их веб-сайт по адресу http://gizmoplans.com/vibrating-table-concrete-vibrating-table.