Самодельный полуавтомат сварочный своими руками: схема, как правильно использовать
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
- Как инвертор переделать в полуавтомат
- Переделываем инверторный трансформатор
- Настройка
- Использование
- Контроль правильности работы
- Когда используется полуавтомат сварочный
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.

- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.

Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.

В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
схема самодельного аппарата из инвертора
Изготовить своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Содержание
- Принцип работы сварочного полуавтомата
- Особенности изготовления сварочного полуавтомата
- Что потребуется?
- Схема полуавтомата
- Особенности подготовки трансформатора
- Выбор корпуса
- Плата управления
- Совмещение катушек
- Система охлаждения
- Ремонт или доработка устройства скорости подачи электродной проволоки
- Итог
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром.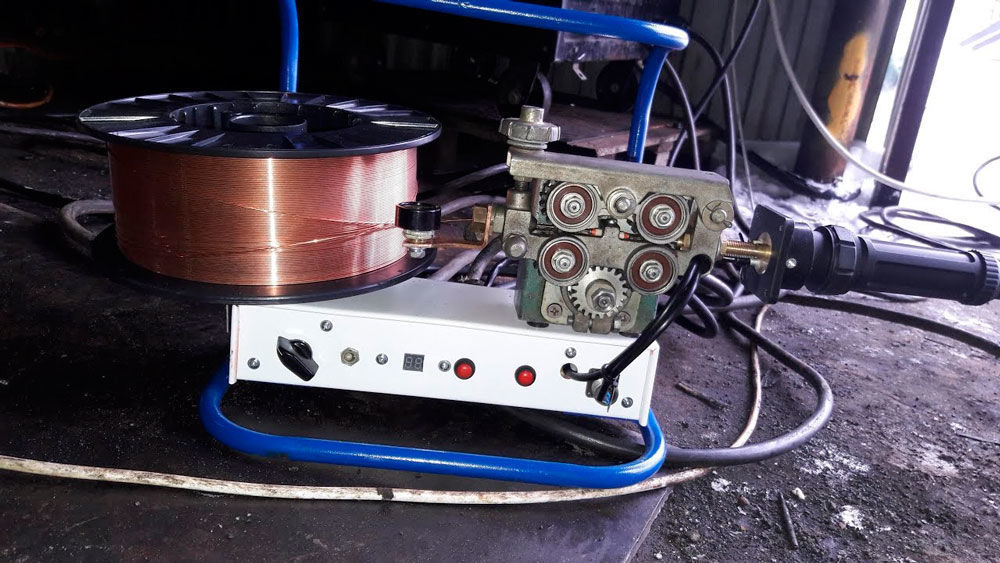 В результате указанных процессов на выходе получается постоянный ток.
В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Полуавтомат для сварочных работ.
Если было принято решение сделать своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема электрическая и устройство полуавтомата.
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Неправильная регулировка приведет к преждевременному оплавлению в атмосфере и вместо ванны гореть будет электрод. Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.
Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток.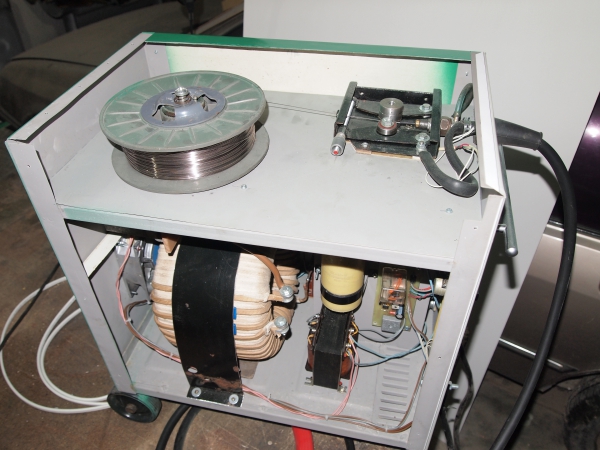 В обмотках индуцируется ЭДС, зависящая от количества витков провода.
В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Схема горелки полуавтомата.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления , в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Главное преимущество в нашем случае – отсутствие необходимости в приобретении рабочего устройства. Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.
Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
Устройство подачи проволоки.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного . Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы.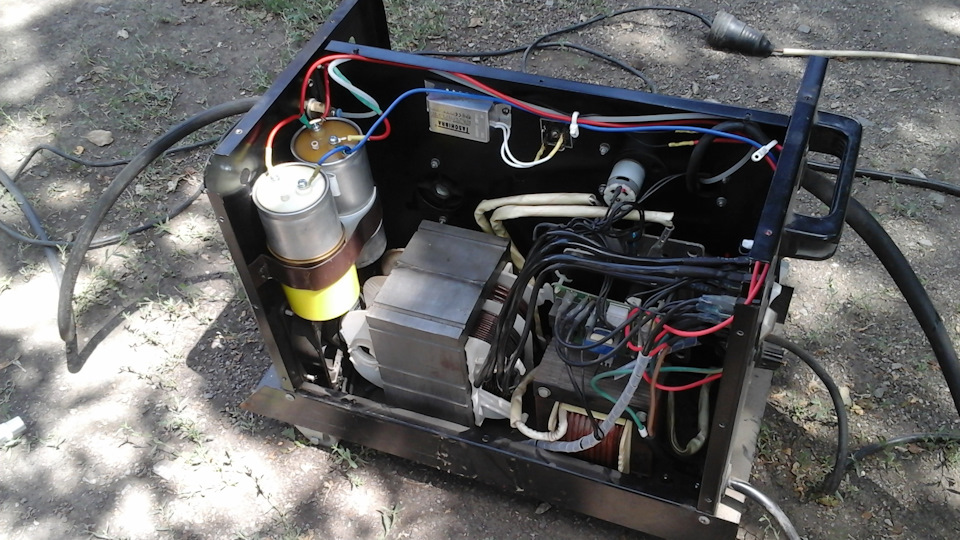 Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Принципиальная схема сварочного полуавтомата.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного , устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.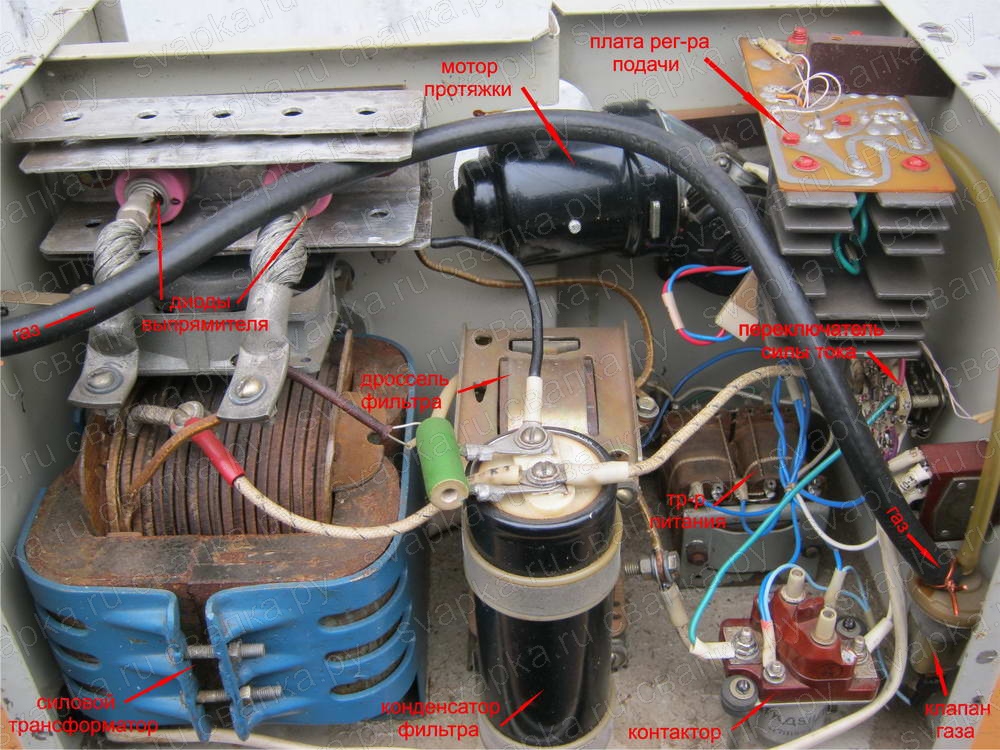
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
Особенности устройства полуавтоматического сварочника.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго.
Итог
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Китай Металлоупаковочное оборудование; Производитель оборудования для производства банок, Оборудование для производства банок, Поставщик упаковочных машин для металла
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендация столбца
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | Металлоупаковочное оборудование; Оборудование для изготовления консервных банок | |
| Количество работников: | 37 | |
| Год основания: | 2017-09-30 | |
| Сертификация системы менеджмента: | ISO 9001, QHSE, АИБ | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: 1–3 месяца Время выполнения заказа в межсезонье: 1–3 месяца |
Информация отмечена
проверяется
ТЮФ Рейнланд
Qingdao Zonida Shematec Engineering & Equipment Co. Ltd. занимается проектированием, производством и продажей всех видов металлического упаковочного оборудования. Мы поставляем комплексное оборудование для производства консервных банок для банок DRD, пищевых банок, аэрозольных баллончиков, банок с краской, ведер, декоративных банок и банок, таких как резак, пресс, индукционная печь, сварочный аппарат, комбайнер, укладчик на поддоны/де-паллетизатор, картонажная машина и т.д. на.
Ltd. занимается проектированием, производством и продажей всех видов металлического упаковочного оборудования. Мы поставляем комплексное оборудование для производства консервных банок для банок DRD, пищевых банок, аэрозольных баллончиков, банок с краской, ведер, декоративных банок и банок, таких как резак, пресс, индукционная печь, сварочный аппарат, комбайнер, укладчик на поддоны/де-паллетизатор, картонажная машина и т.д. на.
С момента основания мы вели бизнес в духе ответственности, эффективности и клиентоориентированности. Мы предоставили…
Посмотреть все
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мистер Эдвард
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Полуавтоматическая горелка MIG с воздушным охлаждением BTB
Оптимизация для повышения производительности.
 Стандартизируйте для простоты.
Стандартизируйте для простоты.
Создайте свою идеальную полуавтоматическую горелку для сварки MIG с воздушным охлаждением Bernard® BTB. Выбирайте из множества насадок, ручек и спусковых крючков, чтобы оптимизировать эргономику сварочного аппарата и доступ к сварке ‒ плюс стандартизация с одной линейкой расходных материалов для упрощение обслуживания и снижение затрат .
Вы можете рассчитывать на полуавтоматические горелки MIG с воздушным охлаждением Bernard BTB , которые обеспечивают производительность и надежность промышленного уровня в самых сложных и неблагоприятных условиях.
подробнее…
Настроить мое оружие
Обратный поиск
- Обзор
- Технические характеристики
- Конфигуратор
- Расходные материалы
- Аксессуары
Несколько вариантов рукояток и спусковых крючков
- Выбор между семью различными вариантами изогнутых и прямых рукояток и простой выбор курков
- 9023 в соответствии с предпочтениями пользователя и видом сварки
- Широкий выбор вариантов угла и длины
- Для регулировки вращающихся шеек не требуются инструменты
Высокопроизводительные расходные материалы
- Выберите из новых расходных материалов AccuLock™ S , Centerfire™, Quik Tip™ или TOUGH LOCK®
4, выберите полимерный кабель Hydustrel®
4
Варианты вкладышей
- Выберите один из новых вкладышей AccuLock S для безупречного тракта подачи проволоки и безошибочная замена вкладыша , обычные вкладыши Bernard, вкладыши QUICK LOAD® с фронтальной загрузкой или система вкладышей QUICK LOAD AutoLength™
Процессы
- Сварка MIG (GMAW)
5 2 3 3 Номинальный рабочий цикл
Номинальный рабочий цикл 9000 модель – 100%: 200 А с CO
2 , 60%: 200 А со смесью газов
Варианты длины кабеля
- 10, 15, 20 и 25 футов
Размер проволоки
- 0,023 ″ (0,6 мм) до 10004
- 0,023 ″ (0,6 мм) до 10004
- 0,023 ″ (0,6 М) до 10004
- 0,023 ″ (0,6 м) до 10004
- 0,023 ″ (0,6 м) до 10004
- 0,023 ″ (0,6 М) до 10004
- 0,023 ″ (0,6 млн. ). 3,2 мм)
Персонализируйте свою полуавтоматическую горелку MIG с воздушным охлаждением BTB онлайн
Собери свою совершенную пушку МИГ!
Настройте нужный номер детали пистолета или выполните обратный поиск существующего номера детали пистолета, а также получите доступ к дополнительным ресурсам и расширенному списку запасных частей со схемой .
Этот новый удобный для мобильных устройств онлайн-конфигуратор, теперь включающий опции AccuLock™ S Consumable , предоставляет загружаемые покомпонентные схемы и другие ценные выводы, которые можно распечатать, сохранить на потом или отправить по электронной почте.
Проверьте это сегодня!
Инструмент для преобразования номера детали горелки
Нажмите здесь, чтобы преобразовать номер детали вашей старой горелки Q-Gun™, S-Gun™ и T-Gun™ MIG в номер детали горелки BTB MIG.Номера деталей
Системы расходных материалов
Расходные материалы AccuLock™ S Расходные материалы Centerfire™ Расходные материалы TOUGH LOCK® Расходные материалы Quik Tip™
Направляющие для горелки MIG0254
Системы расходных материалов
Вкладыши для пистолетов MIG
В дополнение к опциям и функциям, включенным в наш конфигуратор, клиенты могут выбирать из множества аксессуаров для пистолетов, которые могут помочь дополнительно настроить их пистолет в соответствии со своими личными предпочтениями и выполняемой работой.
- 0,023 ″ (0,6 млн.
- 0,023 ″ (0,6 М) до 10004
- 0,023 ″ (0,6 м) до 10004
- 0,023 ″ (0,6 м) до 10004
- 0,023 ″ (0,6 М) до 10004
- 0,023 ″ (0,6 мм) до 10004
 ). 3,2 мм)
). 3,2 мм)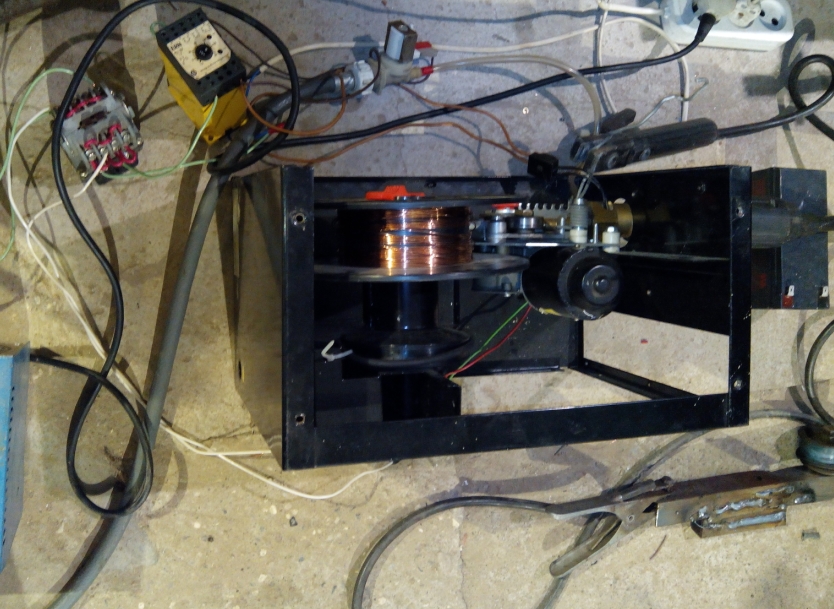

 Шум при включении агрегата может свидетельствовать о не исправности рабочего колеса или смещении вала электродвигателя.
Шум при включении агрегата может свидетельствовать о не исправности рабочего колеса или смещении вала электродвигателя. Сделать это могут специалисты сервис-центра, имеющие диагностическое оборудование и специальные инструменты. Самостоятельно рекомендуется устранять только мелкие поломки.
Сделать это могут специалисты сервис-центра, имеющие диагностическое оборудование и специальные инструменты. Самостоятельно рекомендуется устранять только мелкие поломки. 52 грн
52 грн Харьков
Харьков Киев
Киев 98 грн
98 грн Проблема проста: электричество и вода несовместимы. Таким образом, установка электрического погружного водяного насоса для водных садов, природных прудов или бассейнов требует больших навыков и опыта, чтобы избежать поражения электрическим током.
Проблема проста: электричество и вода несовместимы. Таким образом, установка электрического погружного водяного насоса для водных садов, природных прудов или бассейнов требует больших навыков и опыта, чтобы избежать поражения электрическим током. Малейшая неисправность может привести к контакту внутренней части насоса с водой из водного сада или естественного пруда. Результатом этой неисправности будет наэлектризованная вода внутри пруда.
Малейшая неисправность может привести к контакту внутренней части насоса с водой из водного сада или естественного пруда. Результатом этой неисправности будет наэлектризованная вода внутри пруда. К таким областям относятся ванные комнаты, кухни, подсобные помещения, гаражи и все, что находится снаружи. Розетки GFCI предотвращают поражение электрическим током, отключая источник питания при обнаружении необычного увеличения или «утечки» мощности, например, при контакте воды с электричеством.
К таким областям относятся ванные комнаты, кухни, подсобные помещения, гаражи и все, что находится снаружи. Розетки GFCI предотвращают поражение электрическим током, отключая источник питания при обнаружении необычного увеличения или «утечки» мощности, например, при контакте воды с электричеством.
 Несмотря на то, что эти насосы разработаны со многими функциями безопасности, они не стоят риска. Существуют специальные насосы, предназначенные для бассейнов и прудов, которые не несут такой опасности. Если вам нужно войти в ваш пруд или бассейны с погружным водяным насосом, чтобы что-то достать или выполнить плановое техническое обслуживание, очень важно, чтобы вы отключили электричество для погружного насоса и вошли с осторожностью.
Несмотря на то, что эти насосы разработаны со многими функциями безопасности, они не стоят риска. Существуют специальные насосы, предназначенные для бассейнов и прудов, которые не несут такой опасности. Если вам нужно войти в ваш пруд или бассейны с погружным водяным насосом, чтобы что-то достать или выполнить плановое техническое обслуживание, очень важно, чтобы вы отключили электричество для погружного насоса и вошли с осторожностью. США
США 

 Перед отправкой двигатель проходит 100% тестирование.
Перед отправкой двигатель проходит 100% тестирование.
 Был очень полезен, чтобы получить правильный насос для моего приложения. Отличный и хорошо сделанный продукт.
Был очень полезен, чтобы получить правильный насос для моего приложения. Отличный и хорошо сделанный продукт.
 Через 5 месяцев его все еще нельзя пить.
Через 5 месяцев его все еще нельзя пить.
 Шестикулачковые патроны используются реже всего.
Шестикулачковые патроны используются реже всего. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
 С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы. Гидравлический механизм позволяет надежно и быстро зажать деталь для дальнейшей обработки.
Гидравлический механизм позволяет надежно и быстро зажать деталь для дальнейшей обработки. 

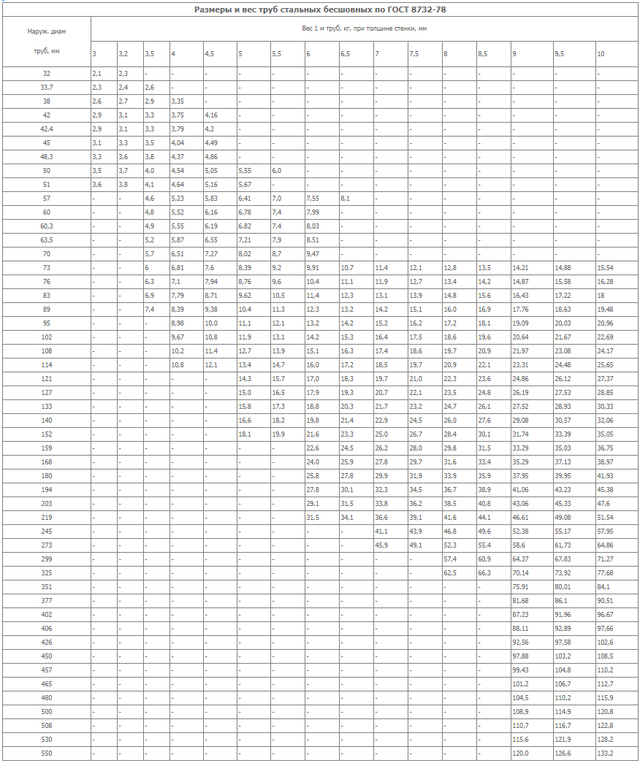
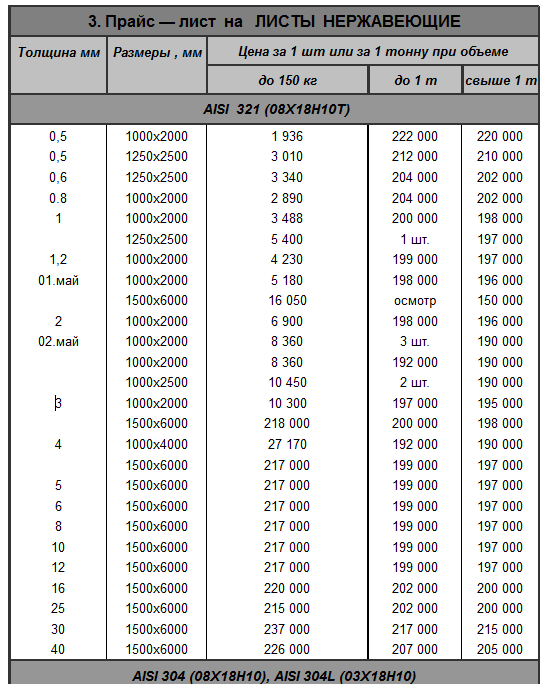 Если на поверхности заметна плена, закат, трещина или рваное место с дефектами, она идет на повторную переработку с устранением всех повреждений. Диаметры и толщина стенок труб должна соответствовать ГОСТ 11068 81.
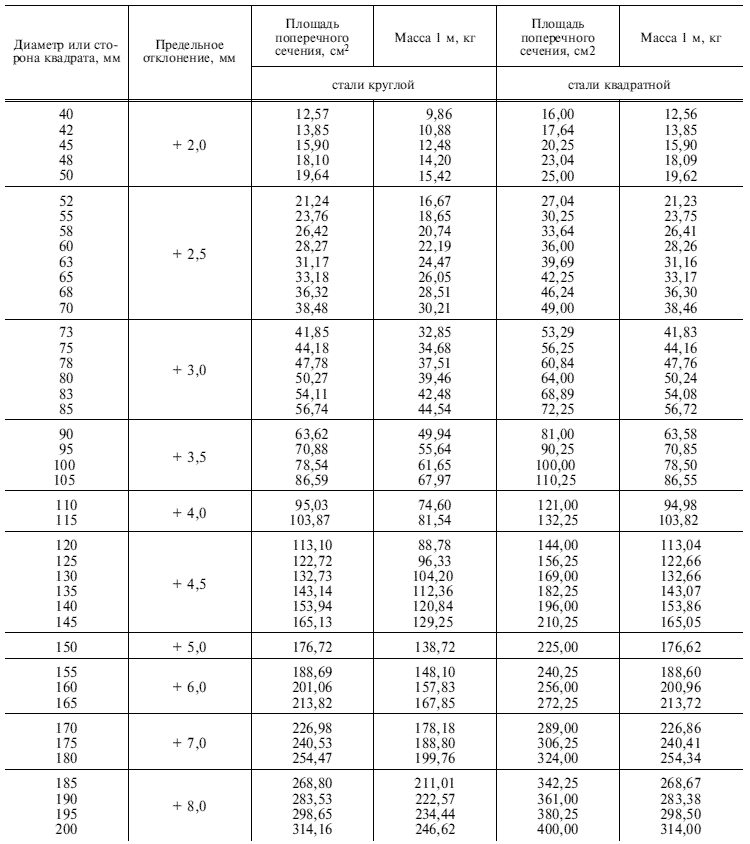
Если на поверхности заметна плена, закат, трещина или рваное место с дефектами, она идет на повторную переработку с устранением всех повреждений. Диаметры и толщина стенок труб должна соответствовать ГОСТ 11068 81. Используют формулу расчета веса немного проще:
Используют формулу расчета веса немного проще: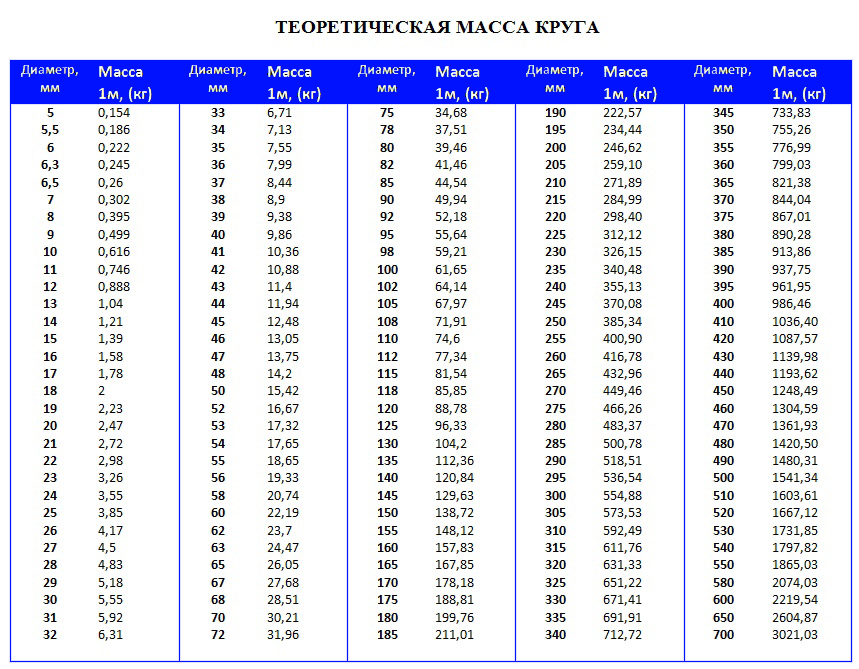
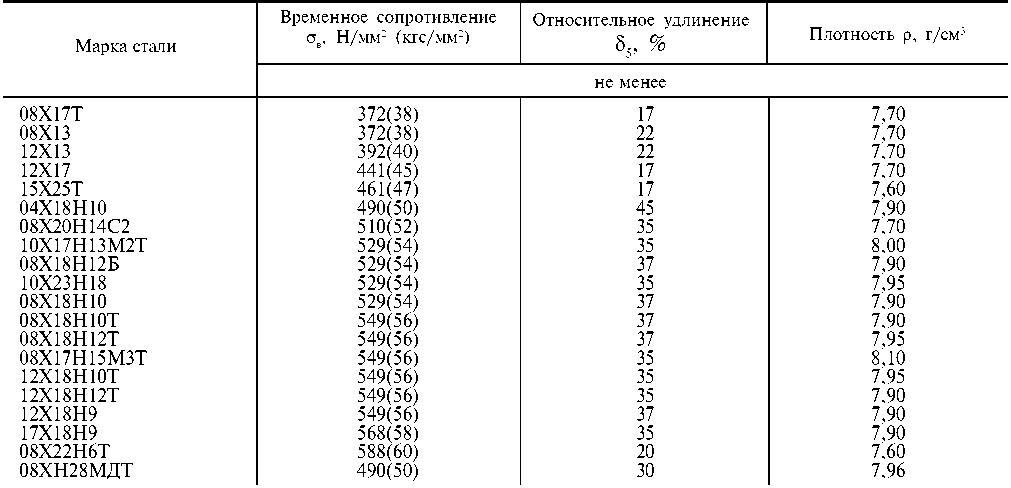
 Сравнительный анализ показывает, что нержавеющий металлопрокат (как и любой другой) обладает весьма впечатляющими 7800 кг на м3 (или 7,8г/мм3). От этого зависит вес, и, косвенно, механические свойства нержавейки. Эту сталь можно описать следующим образом:
Сравнительный анализ показывает, что нержавеющий металлопрокат (как и любой другой) обладает весьма впечатляющими 7800 кг на м3 (или 7,8г/мм3). От этого зависит вес, и, косвенно, механические свойства нержавейки. Эту сталь можно описать следующим образом:

 Как плотность объясняет это? И почему мы вообще обсуждаем плотность?
Как плотность объясняет это? И почему мы вообще обсуждаем плотность? В алгебраическом выражении формула выглядит так:
В алгебраическом выражении формула выглядит так: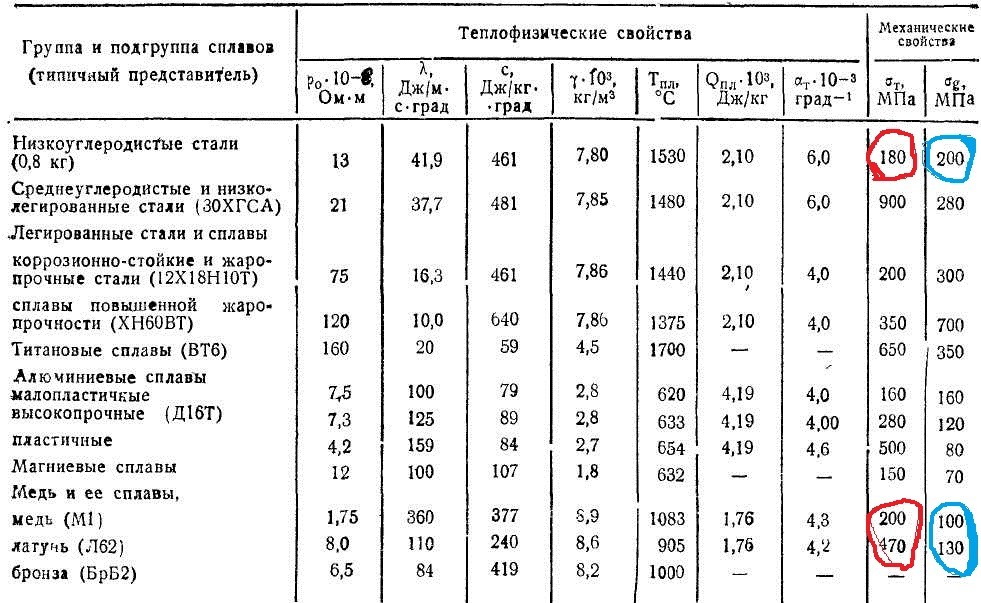 Чтобы рассчитать плотность объекта из нержавеющей стали или перевести плотность из одной единицы измерения в другую, вы можете воспользоваться нашим металлокалькулятором для расчета веса и плотности нержавеющей стали.
Чтобы рассчитать плотность объекта из нержавеющей стали или перевести плотность из одной единицы измерения в другую, вы можете воспользоваться нашим металлокалькулятором для расчета веса и плотности нержавеющей стали. Следовательно, плотность простой стали немного отличается от плотности нержавеющей стали.
Следовательно, плотность простой стали немного отличается от плотности нержавеющей стали. Плотность марки 304 составляет 79.30 кг/м 3 , тогда как плотность марки 316 составляет около 7980 кг/м 3 . Различный химический состав и содержание этих двух сортов определяют разницу в их плотности. Нержавеющая сталь 304 менее плотная, чем 316, но имеет несколько более высокую плотность, чем нержавеющая сталь 430: 7750 г/м 3 .
Плотность марки 304 составляет 79.30 кг/м 3 , тогда как плотность марки 316 составляет около 7980 кг/м 3 . Различный химический состав и содержание этих двух сортов определяют разницу в их плотности. Нержавеющая сталь 304 менее плотная, чем 316, но имеет несколько более высокую плотность, чем нержавеющая сталь 430: 7750 г/м 3 . Вы должны думать как о физических свойствах металла — его температуре плавления, проводимости, так и (да) о его плотности. Вы также должны учитывать его механические свойства, такие как прочность, пластичность и сопротивление.
Вы должны думать как о физических свойствах металла — его температуре плавления, проводимости, так и (да) о его плотности. Вы также должны учитывать его механические свойства, такие как прочность, пластичность и сопротивление.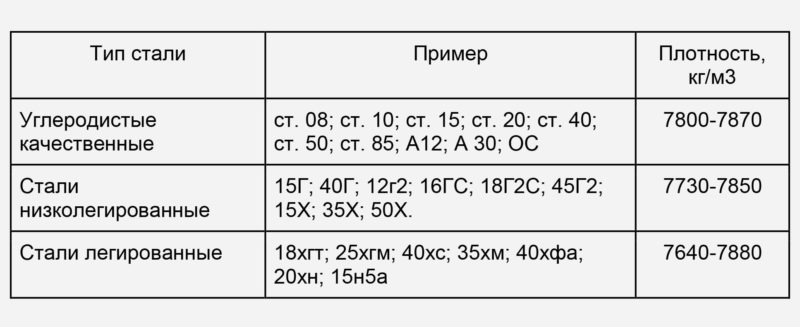 Вот почему хирургическое лезвие может быть микротонким и одновременно очень прочным.
Вот почему хирургическое лезвие может быть микротонким и одновременно очень прочным. Плотность (ρ) равна массе (M) объекта, деленной на объем (V), формула ρ = м/В . Международная единица плотности – кг/см3, кг/дм3, кг/м3.
Плотность (ρ) равна массе (M) объекта, деленной на объем (V), формула ρ = м/В . Международная единица плотности – кг/см3, кг/дм3, кг/м3.

 Ограничителем обратного потока здесь выступает стальной шар, который покрыт защитным слоем.
Ограничителем обратного потока здесь выступает стальной шар, который покрыт защитным слоем. Он устанавливается в горизонтальном и вертикальном положениях. В случае, если положение вертикальное, рабочий поток должен быть направлен только снизу вверх и должно совпадать с указанным на клапане направлением. К трубопроводу шаровой клапан 012F крепится при помощи фланцев.
Он устанавливается в горизонтальном и вертикальном положениях. В случае, если положение вертикальное, рабочий поток должен быть направлен только снизу вверх и должно совпадать с указанным на клапане направлением. К трубопроводу шаровой клапан 012F крепится при помощи фланцев. Внутри в качестве запирающего элемента служит стальной шар, покрытый защитным слоем из EPDM. Рассчитан шаровой клапан на применение при температуре от -25 до +70 градусов (допустимо кратковременное повышение до +110 градусов) и на давление до 16 бар. Производят фланцевые шаровые клапана диаметрами Dn40-Dn500. Данный клапан имеет фланцевое соединение и может устанавливаться как в горизонтальном, так и в вертикальном положении.
Внутри в качестве запирающего элемента служит стальной шар, покрытый защитным слоем из EPDM. Рассчитан шаровой клапан на применение при температуре от -25 до +70 градусов (допустимо кратковременное повышение до +110 градусов) и на давление до 16 бар. Производят фланцевые шаровые клапана диаметрами Dn40-Dn500. Данный клапан имеет фланцевое соединение и может устанавливаться как в горизонтальном, так и в вертикальном положении. 3
3 Так же всю интересущую информацию о технических характеристиках, стоимости и наличию клапанов вы можете получить у наших специалистов по телефону 8 (812) 600-33-09 или
Так же всю интересущую информацию о технических характеристиках, стоимости и наличию клапанов вы можете получить у наших специалистов по телефону 8 (812) 600-33-09 или
 Стандартный мяч имеет металлический сердечник с покрытием из резины NBR, а жесткость резины оптимизирована для предотвращения застревания мяча в седле. Шарики из полиуретана подходят для абразивных сред, а также в случаях, когда требуется разный вес шариков для предотвращения шума и гидравлического удара. Полный и гладкий канал обеспечивает полный поток с низкой потерей давления и устраняет риск отложений на дне, которые могут препятствовать плотному закрытию.
Стандартный мяч имеет металлический сердечник с покрытием из резины NBR, а жесткость резины оптимизирована для предотвращения застревания мяча в седле. Шарики из полиуретана подходят для абразивных сред, а также в случаях, когда требуется разный вес шариков для предотвращения шума и гидравлического удара. Полный и гладкий канал обеспечивает полный поток с низкой потерей давления и устраняет риск отложений на дне, которые могут препятствовать плотному закрытию. резина Shore 60 на мяче или используйте металлический сердечник в мяче
резина Shore 60 на мяче или используйте металлический сердечник в мяче Давление поднимает клапан в корпусе клапана конической формы, позволяя потоку течь в заданном направлении и используя силу тяжести, чтобы закрыть клапан, когда давление потока уменьшается. TVI предлагает нашим клиентам шаровые обратные клапаны двух различных категорий.
Давление поднимает клапан в корпусе клапана конической формы, позволяя потоку течь в заданном направлении и используя силу тяжести, чтобы закрыть клапан, когда давление потока уменьшается. TVI предлагает нашим клиентам шаровые обратные клапаны двух различных категорий.
 Общие области применения поворотных обратных клапанов включают предотвращение обратного потока насоса, впускные и выпускные отверстия резервуаров, смягчение гидравлического удара, одностороннее смешивание, выравнивание давления и технологические впуски.
Общие области применения поворотных обратных клапанов включают предотвращение обратного потока насоса, впускные и выпускные отверстия резервуаров, смягчение гидравлического удара, одностороннее смешивание, выравнивание давления и технологические впуски.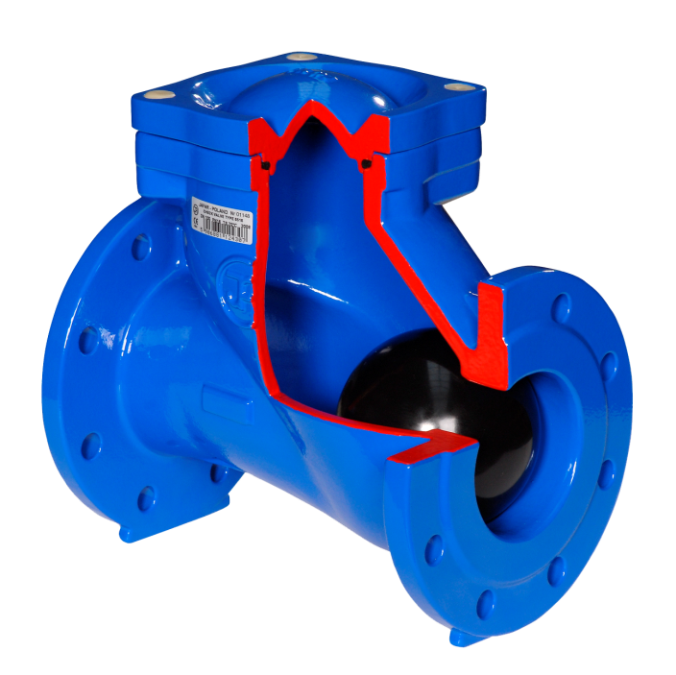
 youtube.com/embed/dKfu29OZnwo» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/dKfu29OZnwo» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
 Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва. Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;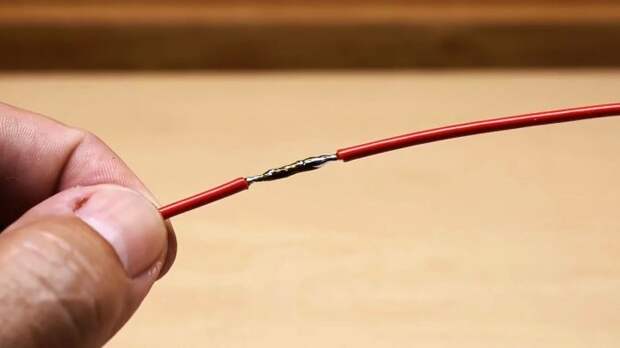 д.).
д.). Он состоит из:
Он состоит из: com/embed/RCXV8lrZf7A» frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/RCXV8lrZf7A» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Люблю живо писать о собственном опыте.
Люблю живо писать о собственном опыте. Кроме того, пайка не деформирует материал из-за перегрева.
Кроме того, пайка не деформирует материал из-за перегрева.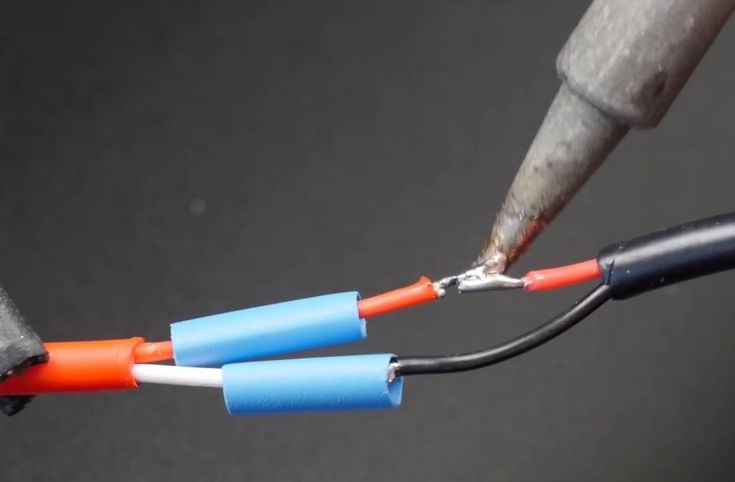 Главное как припаять алюминий .
Главное как припаять алюминий .
 Также в их состав могут входить:
Также в их состав могут входить: Оксидная пленка восстановится практически сразу – это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником.
Оксидная пленка восстановится практически сразу – это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.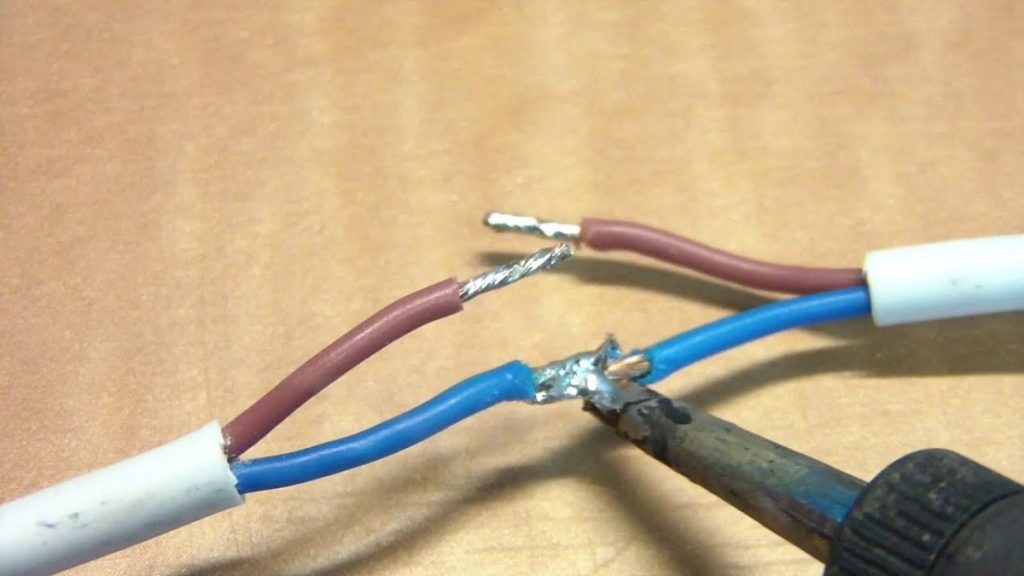 Главное, не допускать перегрева металлов. При нагреве любых алюминиевых деталей лучше держать плоскогубцами, а не голыми руками;
Главное, не допускать перегрева металлов. При нагреве любых алюминиевых деталей лучше держать плоскогубцами, а не голыми руками;




 Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться.
Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться. Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения.
Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения. Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
 , 02.08.2020
, 02.08.2020
 Нет ручки для переноски изделия.
Нет ручки для переноски изделия.
 12.2019
12.2019
 12.2019
12.2019
 Весит мало. Пробовал варить электродом 5 мм и в принципе получилось. Шов был хорошим. По ходу реальные данные сварочного тока.
Весит мало. Пробовал варить электродом 5 мм и в принципе получилось. Шов был хорошим. По ходу реальные данные сварочного тока.
 мелкий ремонт)
мелкий ремонт)

 8+1.2
8+1.2

 15
15
 83
83 с припуском под доводку (поле допуска:+0.026/+0.019)
с припуском под доводку (поле допуска:+0.026/+0.019) 25
25 30
30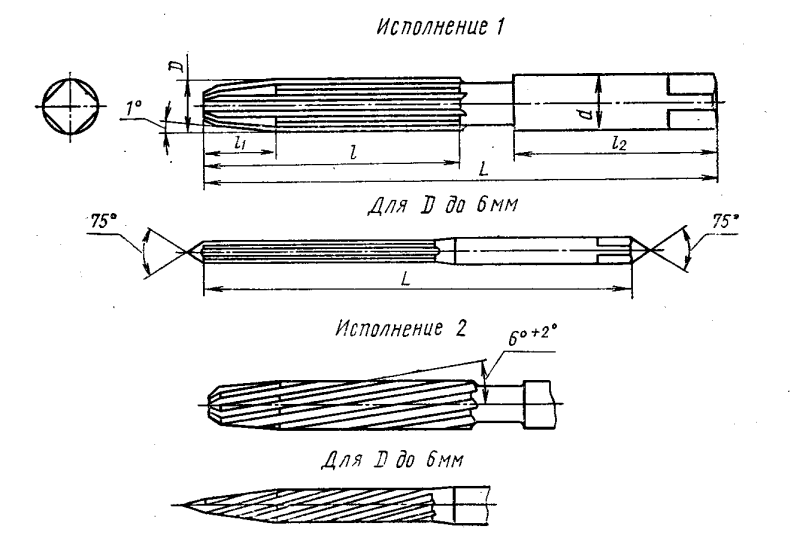 05
05 45
45 18
18 Поскольку точность развертки намного выше, чем у сверл, это позволяет добиться чистой поверхности 7-го или 8-го класса с точностью 2-3. Инструментом обрабатывают поверхности несколько раз, пока не получат требуемую гладкость и четкость.
Поскольку точность развертки намного выше, чем у сверл, это позволяет добиться чистой поверхности 7-го или 8-го класса с точностью 2-3. Инструментом обрабатывают поверхности несколько раз, пока не получат требуемую гладкость и четкость.

 Плохие могут занять столько же или больше времени, чтобы получить сок из кусочка фрукта, как ваши голые руки, и они такие же грязные. Мы протестировали целую кучу соковыжималок для цитрусовых с самым высоким рейтингом. Спустя много часов, несколько сотен фруктов, несколько галлонов сока и два усталых запястья мы остановились на наших любимых моделях.
Плохие могут занять столько же или больше времени, чтобы получить сок из кусочка фрукта, как ваши голые руки, и они такие же грязные. Мы протестировали целую кучу соковыжималок для цитрусовых с самым высоким рейтингом. Спустя много часов, несколько сотен фруктов, несколько галлонов сока и два усталых запястья мы остановились на наших любимых моделях.

 Это граничит с новинкой, но это также достаточно распространено, и мы подумали, что по крайней мере посмотрим, как это будет сравниваться.
Это граничит с новинкой, но это также достаточно распространено, и мы подумали, что по крайней мере посмотрим, как это будет сравниваться. Мы также сжали по 10 штук каждого цитруса (разрезанного пополам) голыми руками, чтобы обеспечить основу для сравнения. Всего 300 кусочков фруктов, и около полутора дней потрачено на приготовление сока.
Мы также сжали по 10 штук каждого цитруса (разрезанного пополам) голыми руками, чтобы обеспечить основу для сравнения. Всего 300 кусочков фруктов, и около полутора дней потрачено на приготовление сока. Тем не менее, выход сока будет зависеть от конкретных фруктов, которые вы используете, и сезона.
Тем не менее, выход сока будет зависеть от конкретных фруктов, которые вы используете, и сезона. Чтобы свести на нет последствия утомления вкуса, мы давали соки каждому дегустатору в разном порядке.
Чтобы свести на нет последствия утомления вкуса, мы давали соки каждому дегустатору в разном порядке. Соковыжималки хороши тем, что они могут выжать сок из половинки цитруса одним быстрым движением — без перетирания взад-вперед, без сока на руках — плюс они извлекают больше цитрусового масла из кожуры, чтобы получить более ароматный сок.
Соковыжималки хороши тем, что они могут выжать сок из половинки цитруса одним быстрым движением — без перетирания взад-вперед, без сока на руках — плюс они извлекают больше цитрусового масла из кожуры, чтобы получить более ароматный сок. ) С жестким лаймом или лимоном с толстой кожурой, это может потребовать много сил. Но механизм зубчатого шарнира соковыжималки Chef’n дает вам больше рычагов, чем простые шарниры на стандартных соковыжималках. В результате Chef’n чувствует себя заметно более гладким и легче сжимается. Грубые, прочные нейлоновые ручки также удобны и не скользят.
) С жестким лаймом или лимоном с толстой кожурой, это может потребовать много сил. Но механизм зубчатого шарнира соковыжималки Chef’n дает вам больше рычагов, чем простые шарниры на стандартных соковыжималках. В результате Chef’n чувствует себя заметно более гладким и легче сжимается. Грубые, прочные нейлоновые ручки также удобны и не скользят. Но, судя по тому, что мы измерили, выход был в основном таким же, как и у соковыжималок с разверткой, по крайней мере, после процеживания. Соковыжималка Chef’n дала 38% лаймов и апельсинов по весу и 32% лимонов.
Но, судя по тому, что мы измерили, выход был в основном таким же, как и у соковыжималок с разверткой, по крайней мере, после процеживания. Соковыжималка Chef’n дала 38% лаймов и апельсинов по весу и 32% лимонов. Чтобы вообще поместить в них апельсин, нам пришлось разрезать его на восьмые части, а процесс выдавливания каждого по отдельности был даже медленнее, чем выдавливание вручную — в среднем мы занимали от 30 до 2 минут на каждый фрукт. три соковыжималки, которые мы тестировали. Соковыжималка большего размера должна работать достаточно хорошо для более мелких фруктов, поэтому это лучший универсальный выбор, но просто имейте в виду, что большая соковыжималка Chef’n стоит более 30 долларов.
Чтобы вообще поместить в них апельсин, нам пришлось разрезать его на восьмые части, а процесс выдавливания каждого по отдельности был даже медленнее, чем выдавливание вручную — в среднем мы занимали от 30 до 2 минут на каждый фрукт. три соковыжималки, которые мы тестировали. Соковыжималка большего размера должна работать достаточно хорошо для более мелких фруктов, поэтому это лучший универсальный выбор, но просто имейте в виду, что большая соковыжималка Chef’n стоит более 30 долларов. Он также не имеет движущихся частей, которые можно сломать, и дополнительных частей, которые нужно чистить. И развертка может быть весьма эффективной: деревянная развертка OXO, которую мы тестировали, давала в соке не менее трети веса каждого фрукта.
Он также не имеет движущихся частей, которые можно сломать, и дополнительных частей, которые нужно чистить. И развертка может быть весьма эффективной: деревянная развертка OXO, которую мы тестировали, давала в соке не менее трети веса каждого фрукта. Так что, если вам нужна ручная развертка, но вы планируете использовать ее чаще, чем время от времени, заплатите немного больше за версию из металла или твердого пластика, которая прослужит гораздо дольше. Ищите тот, у которого есть какая-то ручка на ручке, с каплевидным телом и хорошими, глубокими выступами, чтобы выжать весь этот сок.
Так что, если вам нужна ручная развертка, но вы планируете использовать ее чаще, чем время от времени, заплатите немного больше за версию из металла или твердого пластика, которая прослужит гораздо дольше. Ищите тот, у которого есть какая-то ручка на ручке, с каплевидным телом и хорошими, глубокими выступами, чтобы выжать весь этот сок. Модель, которую мы тестировали, больше не имеется в наличии и, по-видимому, снята с производства. Мы планируем обновить это тестирование, но на данный момент ссылка выше указывает на модель с аналогичным дизайном (и ценой), также от OXO.
Модель, которую мы тестировали, больше не имеется в наличии и, по-видимому, снята с производства. Мы планируем обновить это тестирование, но на данный момент ссылка выше указывает на модель с аналогичным дизайном (и ценой), также от OXO. 
 Недостатком было то, что, поскольку развертка отделена от наклонной внутрь крышки, часть мякоти имела тенденцию падать с краев развертки в сок, но ничего такого, что не могло бы исправить быстрое выливание через ситечко.
Недостатком было то, что, поскольку развертка отделена от наклонной внутрь крышки, часть мякоти имела тенденцию падать с краев развертки в сок, но ничего такого, что не могло бы исправить быстрое выливание через ситечко. Он также идеально подходит для круглого пластикового контейнера на пинту или кварту, но, к сожалению, не более того. Например, вы не можете использовать его для приготовления сока прямо в стакан или шейкер для коктейлей, чего вы хотели бы от любой соковыжималки, которая поставляется без собственной чашки.
Он также идеально подходит для круглого пластикового контейнера на пинту или кварту, но, к сожалению, не более того. Например, вы не можете использовать его для приготовления сока прямо в стакан или шейкер для коктейлей, чего вы хотели бы от любой соковыжималки, которая поставляется без собственной чашки. Это из-за горького вкуса белой мякоти или сердцевины цитрусовых. Соковыжималки для цитрусовых специально разработаны для извлечения сока только из мякоти, оставляя кожуру и сердцевину. Однако соковыжималка нарежет или раздавит целые фрукты или овощи и процедит мякоть и сок.
Это из-за горького вкуса белой мякоти или сердцевины цитрусовых. Соковыжималки для цитрусовых специально разработаны для извлечения сока только из мякоти, оставляя кожуру и сердцевину. Однако соковыжималка нарежет или раздавит целые фрукты или овощи и процедит мякоть и сок. Если вы любите свежевыжатый апельсиновый сок каждое утро, электрическая соковыжималка для цитрусовых сэкономит вам массу времени и энергии. С другой стороны, если вы изредка выжимаете сок из лимона или лайма, ручные соковыжималки для цитрусовых намного дешевле и их проще хранить.
Если вы любите свежевыжатый апельсиновый сок каждое утро, электрическая соковыжималка для цитрусовых сэкономит вам массу времени и энергии. С другой стороны, если вы изредка выжимаете сок из лимона или лайма, ручные соковыжималки для цитрусовых намного дешевле и их проще хранить. Кроме того, предоставляются полные финансовые данные (188 позиций: исторический и прогнозный баланс, финансовая маржа и коэффициенты), а также отраслевые данные (59 позиций).предметы) для Мексики.
Кроме того, предоставляются полные финансовые данные (188 позиций: исторический и прогнозный баланс, финансовая маржа и коэффициенты), а также отраслевые данные (59 позиций).предметы) для Мексики. Микродрели
Микродрели  Текущие активы, общие текущие активы, общие активы, кредиторы, краткосрочные кредиты, разное. Текущие обязательства, общие текущие обязательства, чистые активы / задействованный капитал, фонды акционеров, долгосрочные кредиты, разное. Долгосрочные обязательства, рабочие, отработанные часы, общее количество сотрудников, стоимость сырья, стоимость готовых материалов, стоимость топлива, стоимость электроэнергии, общие затраты на входные материалы / материалы + затраты на энергию, расходы на заработную плату, заработная плата, вознаграждения директоров, вознаграждения работникам, комиссионные работникам, всего Вознаграждение сотрудников, субподрядчики, аренда и лизинг: сооружения, аренда и лизинг: P + E, общие расходы на аренду и лизинг, техническое обслуживание: строения, техническое обслуживание: P + E, расходы на связь, разное. Расходы, Переменные затраты на торговый персонал, Расходы на продажу + затраты, Затраты на материалы для продажи, Общие затраты на продажу, Фиксированные и переменные затраты на распространение, Постоянные затраты на помещения, Переменные затраты на помещения, Фиксированные + переменные затраты на физическую обработку, Фиксированные + переменные затраты на физический процесс, Общее распределение Затраты, Затраты на переписку, Затраты на рекламу в СМИ, Затраты на рекламные материалы, Затраты на POS и показ, Затраты на мероприятия, Общие затраты на рекламу, Затраты на обработку продукта, Затраты на поддержку продукта, Затраты на обслуживание продукта, Затраты на решение проблем клиентов, Общие послепродажные расходы, Общий маркетинг Затраты, расходы на новые технологии, расходы на новые производственные технологии, общие расходы на исследования и разработки, общие операционные и технологические затраты, дебиторы + согласованные условия, безнадежные долги.
Текущие активы, общие текущие активы, общие активы, кредиторы, краткосрочные кредиты, разное. Текущие обязательства, общие текущие обязательства, чистые активы / задействованный капитал, фонды акционеров, долгосрочные кредиты, разное. Долгосрочные обязательства, рабочие, отработанные часы, общее количество сотрудников, стоимость сырья, стоимость готовых материалов, стоимость топлива, стоимость электроэнергии, общие затраты на входные материалы / материалы + затраты на энергию, расходы на заработную плату, заработная плата, вознаграждения директоров, вознаграждения работникам, комиссионные работникам, всего Вознаграждение сотрудников, субподрядчики, аренда и лизинг: сооружения, аренда и лизинг: P + E, общие расходы на аренду и лизинг, техническое обслуживание: строения, техническое обслуживание: P + E, расходы на связь, разное. Расходы, Переменные затраты на торговый персонал, Расходы на продажу + затраты, Затраты на материалы для продажи, Общие затраты на продажу, Фиксированные и переменные затраты на распространение, Постоянные затраты на помещения, Переменные затраты на помещения, Фиксированные + переменные затраты на физическую обработку, Фиксированные + переменные затраты на физический процесс, Общее распределение Затраты, Затраты на переписку, Затраты на рекламу в СМИ, Затраты на рекламные материалы, Затраты на POS и показ, Затраты на мероприятия, Общие затраты на рекламу, Затраты на обработку продукта, Затраты на поддержку продукта, Затраты на обслуживание продукта, Затраты на решение проблем клиентов, Общие послепродажные расходы, Общий маркетинг Затраты, расходы на новые технологии, расходы на новые производственные технологии, общие расходы на исследования и разработки, общие операционные и технологические затраты, дебиторы + согласованные условия, безнадежные долги.

 Данный вид резьбового соединения имеет следующие особенности:
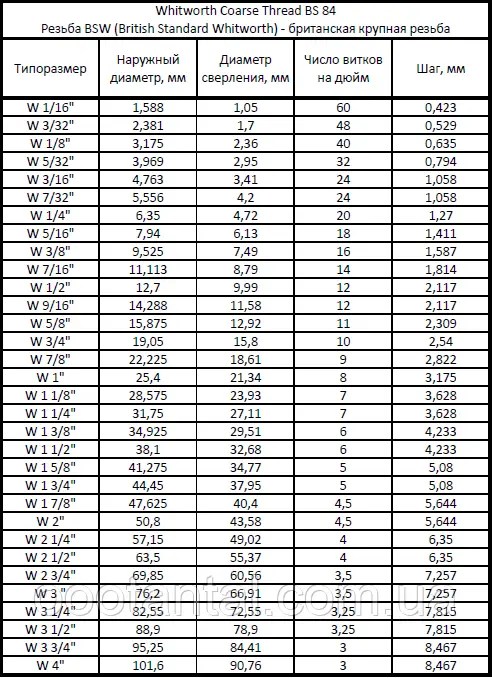
Данный вид резьбового соединения имеет следующие особенности: При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:
При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:

 Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.

 Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
 441
441 309
309 854
854 058
058 875
875 350
350 33 мм, мы подробнее рассмотрим в этой статье. Кроме того, вы найдете сравнительную таблицу трубной резьбы.
33 мм, мы подробнее рассмотрим в этой статье. Кроме того, вы найдете сравнительную таблицу трубной резьбы.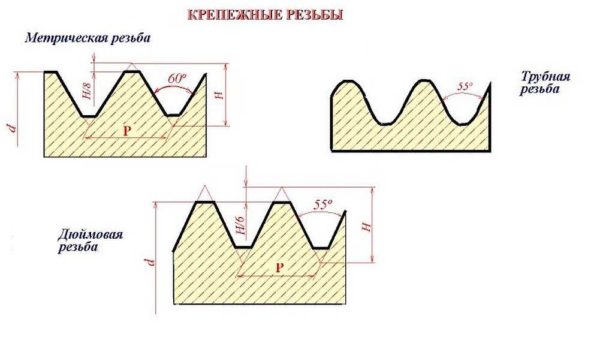
 NPT имеет угол наклона 60 градусов. Принимая во внимание, что BSP имеет угол фланга 55 градусов.
NPT имеет угол наклона 60 градусов. Принимая во внимание, что BSP имеет угол фланга 55 градусов. com»>
com»> 1 и SAE J476.
1 и SAE J476. Из-за конусности трубная резьба может ввинчиваться в фитинг только на определенное расстояние, прежде чем она заклинит.
Из-за конусности трубная резьба может ввинчиваться в фитинг только на определенное расстояние, прежде чем она заклинит.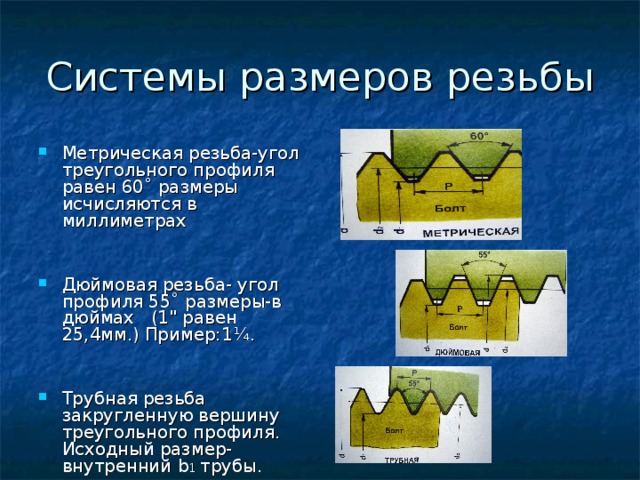
 В области, где встречаются вершина и основание резьбы, может образовываться спиральный путь утечки, который не устранит никакое затягивание. Герметичное соединение достигается за счет сжатия резьбы в результате затяжки. Это сжатие и уплотнение происходит в первые несколько витков внутренней резьбы. Когда происходит выкручивание, материал как наружной, так и внутренней резьбы деформируется друг в друга. Это обеспечивает полный контакт резьбы, что сводит к минимуму спиральные утечки.
В области, где встречаются вершина и основание резьбы, может образовываться спиральный путь утечки, который не устранит никакое затягивание. Герметичное соединение достигается за счет сжатия резьбы в результате затяжки. Это сжатие и уплотнение происходит в первые несколько витков внутренней резьбы. Когда происходит выкручивание, материал как наружной, так и внутренней резьбы деформируется друг в друга. Это обеспечивает полный контакт резьбы, что сводит к минимуму спиральные утечки. Наиболее распространенным герметиком является тефлоновая лента, намотанная на 2–3 витка вокруг наружной резьбы перед сборкой. Герметики на основе жидкого тефлона также успешно используются для обеспечения герметичности. Всегда важно соблюдать осторожность при нанесении герметиков, чтобы избежать попадания материала герметика в канал системы.
Наиболее распространенным герметиком является тефлоновая лента, намотанная на 2–3 витка вокруг наружной резьбы перед сборкой. Герметики на основе жидкого тефлона также успешно используются для обеспечения герметичности. Всегда важно соблюдать осторожность при нанесении герметиков, чтобы избежать попадания материала герметика в канал системы. Это дает большему количеству резьбы возможность герметизации от спиральной утечки. Контроль гребня и корня по-прежнему отсутствует, но с герметиком для резьбы было бы легче выполнить герметичное соединение. Ряд вариантов резьбы NPT был введен для решения проблемы спиральной утечки и известен как резьба Dryseal (см. стандарт SAE J476).
Это дает большему количеству резьбы возможность герметизации от спиральной утечки. Контроль гребня и корня по-прежнему отсутствует, но с герметиком для резьбы было бы легче выполнить герметичное соединение. Ряд вариантов резьбы NPT был введен для решения проблемы спиральной утечки и известен как резьба Dryseal (см. стандарт SAE J476).
 Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 114х6 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.
Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 114х6 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей. Производят горячедеформированные бесшовные трубы горячекатанным методом путем проката на специализированных катках, на которые поступает разогретая стальная заготовка. Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 114 х 6 мм немерной длинны — это обусловлено технологией производства.
Производят горячедеформированные бесшовные трубы горячекатанным методом путем проката на специализированных катках, на которые поступает разогретая стальная заготовка. Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 114 х 6 мм немерной длинны — это обусловлено технологией производства.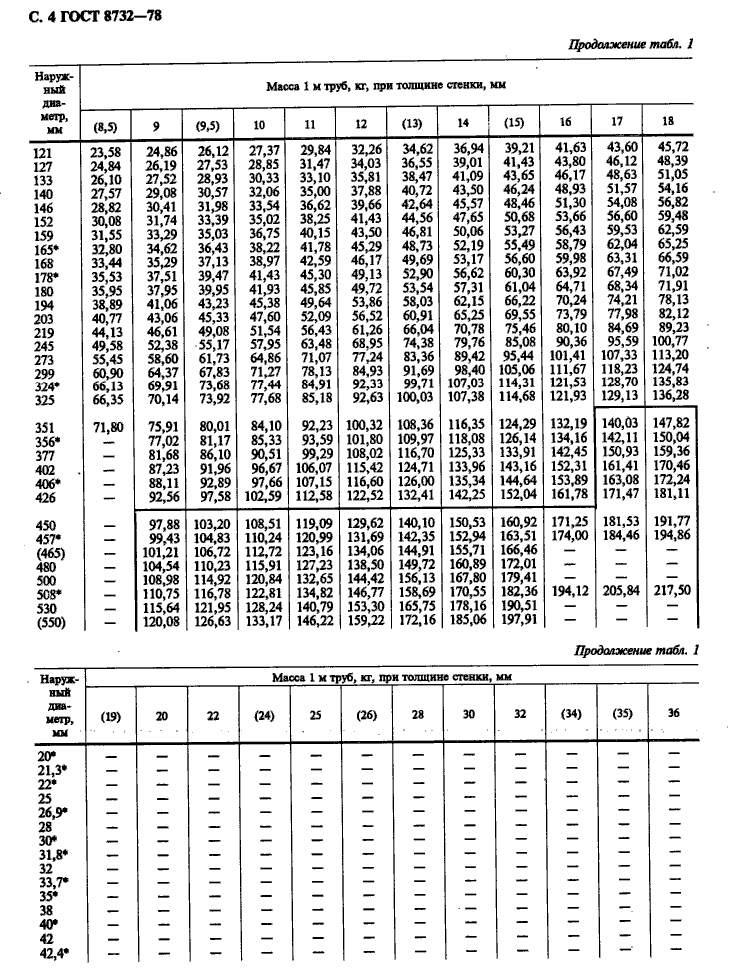 20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.
20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.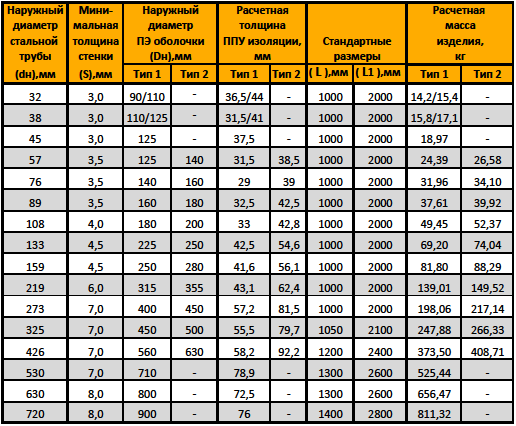 Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 114х6 ст.20 приятно удивит.
Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 114х6 ст.20 приятно удивит. Скидка на доставку стальной трубы б/ш 114*6 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.
Скидка на доставку стальной трубы б/ш 114*6 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.

 Минск, ул. Руссиянова 3/1, комната 518В
Минск, ул. Руссиянова 3/1, комната 518В Изделие производится путем горячего деформирования на специальных станах. Материалом для ее производства служит легированная или углеродистая сталь различных марок. Диаметр готового изделия обычно составляет от 20 до 550 мм. Его длина варьируется от 4 до 11,7 метров и зависит от толщины и диаметра стенок. Главными отличиями трубы данного типа являются надежность, сверхвысокая прочность, устойчивость к окружающим воздействиям. Благодаря данным свойствам продукция активно используется в строительной области, машиностроении, нефтяной, химической и иных отраслях промышленности. Их применяют при сооружении разнообразных заборов и ограждений, временных лесов, систем ирригации, для обеспечения безопасности электрических кабелей. Также продукция может быть использована в местах эксплуатации с высоким давлением: при подаче газа, топлива, нефти и нефтехимических продуктов, для поиска новых и эксплуатации существующих месторождений нефти. Кроме того, она применяется в котлах, печах, ядерном оборудовании, для изготовления конструкций из стали, механизмов, агрегатов, деталей и мебельных элементов.
Изделие производится путем горячего деформирования на специальных станах. Материалом для ее производства служит легированная или углеродистая сталь различных марок. Диаметр готового изделия обычно составляет от 20 до 550 мм. Его длина варьируется от 4 до 11,7 метров и зависит от толщины и диаметра стенок. Главными отличиями трубы данного типа являются надежность, сверхвысокая прочность, устойчивость к окружающим воздействиям. Благодаря данным свойствам продукция активно используется в строительной области, машиностроении, нефтяной, химической и иных отраслях промышленности. Их применяют при сооружении разнообразных заборов и ограждений, временных лесов, систем ирригации, для обеспечения безопасности электрических кабелей. Также продукция может быть использована в местах эксплуатации с высоким давлением: при подаче газа, топлива, нефти и нефтехимических продуктов, для поиска новых и эксплуатации существующих месторождений нефти. Кроме того, она применяется в котлах, печах, ядерном оборудовании, для изготовления конструкций из стали, механизмов, агрегатов, деталей и мебельных элементов.
 by: создание сайтов в Минске
by: создание сайтов в Минске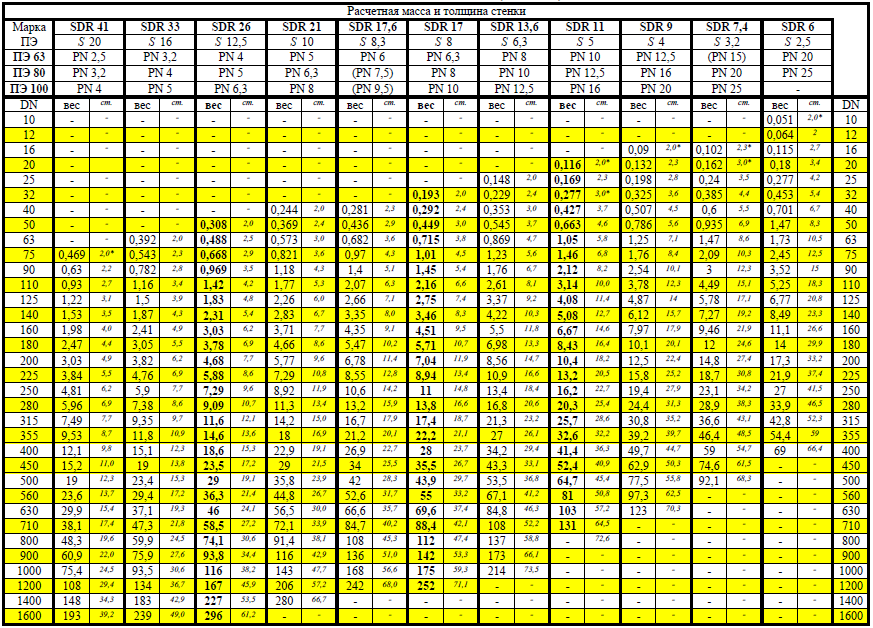
 10М
10М 01
01 9:2003
9:2003 9:2003
9:2003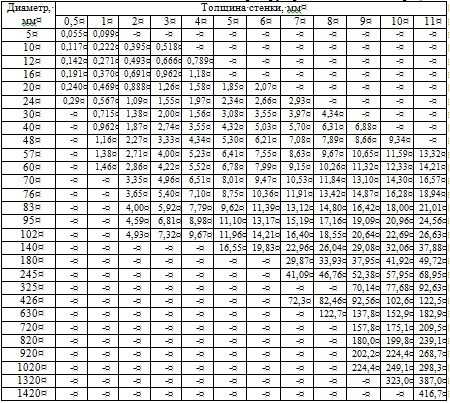 20
20