Параметры для правильно подбора насоса для скважины;
Краткая характеристика основных производителей;
Описание технических параметров скважины и характеристик скважинного насоса.
Для чего нужен скважинный насос?
Скважинные насосы зачастую используются для подачи воды из скважин глубиной от 10 м как в частном секторе — на дачах и в загородных домах, так и для промышленных нужд. Для правильного выбора насоса нужно знать предполагаемый расход воды и высоту подачи воды, реже длину коммуникаций. Насосы бывают разного диаметра — от 3 до 12 дюймов, благодаря чему можно подобрать насос в практически в любую скважину любого диаметра.
Скважинные насосы можно использовать как насосную станцию, в комбинации с гидроаккумулятором, или установить элементы автоматики, что бы получилась автономная станция водоснабжения, которая находится вне дома.
Мы можем помочь Вам правильно подобрать насос, гидроаккумуляторы, элементы автоматики, а также все необходимые для системы водоснабжения.
Параметры для правильно подбора насоса для скважины?
Для правильного выбора насоса у вас должен быть паспорт скважины, он выдается организацией, которая непосредственно проводила бурение. В паспорте должны быть указаны такие параметры:
Глубина скважины
Диаметр скважины
Дебет скважины
Динамический и статический уровень воды
А также Ваши требования/пожелания к насосу:
Давление (атм, бар)
Производительность (м3/час)
Правильно подобрать скважинный насос можно только по выше указанными параметрами, хотя и без них, с незначительной погрешностью, тоже подбор возможен.
Краткая характеристика основных производителей.
Среди множества фирм, которые производят скважинные насосы, хотели бы выделить те, которые завоевали доверие и показали высокое качество сборки благодаря многим годам усовершенствования и разработок. Такие бренды как Grundfos (Дания), Speroni (Италия), Pedrollo (Италия), Ebara (Италия). Эти скважинные насосы представлены серией насосов от 3 (75мм) до 6 (150мм) дюймов, что позволяет выбрать насос фактически под любой диаметр скважины. Изготовляются насосы из высококачественной нержавеющей стали, и служат долгие годы.
Pedrollo. Этот бренд представленный сериями насосов 4SR (4-х дюймовые) и 6SR (6 дюймовые). Эти насосы также можно подключать к сети 220В и 380В и устанавливать к ним элементы автоматики для автономной подачи воды. Насосы Pedrollo на сегодня самый известный и самый покупаемый бренд, представлен довольно большой линейкой насосов для решения любой задачи по водоснабжению. Сочетает в себе высокое качество сборки и довольно доступной цены.
Speroni. Представленный серией SPM и SPT. Данные серии насосов также можно подключить к автоматическому пульту управления и регулировать скорость подачи воды и давление. Эти насосы можно подключать к сети 220В (SPM) и 380В (SPT). Этого производителя можно смело отнести к среднему классу, достойное качество сборки и доступная цена.
Ebara. Это насосы серии 3ТР (3-х дюймовые), производятся с высококачественной нержавеющей стали с многоступенчатым механизмом роботы. Данную серию тоже можно подключать к сети 220В/380В и устанавливается элементы автоматики для автономной роботы насоса. Данный бренд также очень востребован на рынке и сочетает в себе высокое качество и достойную цену.
Grundfos. Представлен серией SQ-SQE. Это серия 3-х дюймовых скважинных насосов с многоступенчатым механизмом роботы, изготовлены из качественной нержавеющей стали. Также на них можно установить элементы. Данный производитель представляет собой премиум класс как сборки и качества, так и цены.
Особенности вышеуказанных брендов:
Конструкция насоса предполагает полную изоляцию управляющей электроники и электродвигателя от проточной части. Прочный кожух электродвигателя обеспечивает надежную защиту и охлаждение перекачиваемой жидкости;
Легкость управления автоматикой насоса;
Защита от сухого хода и перепада напряжения в сети от 150В до 315В;
Плавный пуск.
Будьте внимательны!!! Если выбрав скважинный насос слишком мощный, а дебета скважины не хватает, необходимо установить защиту от сухого хода, чтобы избежать поломок насоса при отсутствие воды в скважине.
Описание технических параметров для подбора скважинного насоса
Глубина скважины – глубину скважины можно измерять при помощи веревки или лески с грузом, опустить леску в скважину и когда вы почувствуете, что леска дошла и коснулась дна скважины (начнет провисать) зафиксировать и сделать отметку на леске. При помощи рулетки измерять длину, это и будет глубина скважины. От глубины скважины будет зависит какой мощности насос выбирать, так как глубина скважины будет непосредственно влиять на напор воды.
Диаметр скважины – выбирая насос и его диаметр стоит учитывать диаметр скважины, насос должен быть минимум на 10 мм меньше чем диаметр скважины, чтобы насос смог свободно опустится в скважину. Также диаметр можно измерять при помощи линейки или рулетки
Статистический уровень воды – это зеркало воды. Необходимо знать данный параметр, для правильного монтажа насоса в скважину. Проще говоря на какую глубину опускать насос. Определить статистический уровень воды можно так, как и глубину скважины, но только опускать груз надо не к дну скважины, а к поверхности воды это и будет зеркало воды.
Динамический уровень воды – это оптимальный уровень воды «глубина погружения насоса» для эксплуатации и безопасной работы насоса в скважине. Если правильно погрузить насос в скважину, и правильно рассчитать этот параметр то это позволит уберечь насос от «сухого хода» и продлить его эксплуатацию.
Дебет скважины – запас воды в скважине «производительность». Это фактор нужно точно знать так как, если поставить слишком мощный насос есть вероятность что скважина не будет успевать набираться водой, что может привести к работе насоса в сухую, если у вас нет защиты от сухого хода. А это как показывает практика заканчивается плохо для насоса и влечет за собою выход из строя насосной части и мотора. Учитывая эти параметры, вы сможете уберечь насос от поломки, а себя от неожиданных проблем с водоснабжением и покупкой нового насоса.
Напор – для правильного расчета напора «высоты водного столба» надо добавить к глубине скважины 30 и к всей общей длине трубопровода нужно добавить еще 20%.
Hreo – высота от места ввода в дом от уровня установки насоса.
Hсвоб – минимальный свободный напор, который должен оставаться для нормальной работы автоматики 30 метров.
S – 20% длина всего трубопровода от установки насоса в скважине к входу в дом. Нтр = Hсвоб + S + Hreo
Пример:
Hreo = 50 метров (от скважины и к вводу в дом трубопровода),
S = 20 метров (общая протяжность трубопровода 100 метров, берем 20%),
Hсвоб = 30 метров
55+30+20=105 метров (подходит насос с максимальным напором 105 метров).
Производительность – в каждого потребителя свои задачи и подобрать универсальную формулу производительности невозможно, но все же есть нормы, по которым принято руководствоваться при выборе насоса. Принято считать, что на одну точку расходуется 0,5 м3/час, в основном одновременно работает 3-4 точки, таким образом производительность насоса должна быть от 1,5 м3/час до 2м3/час. Важно не добавляйте все точки потребления, а только те которые будут работать одновременно. Если у вас насос будет использоваться еще и для полива, то необходимо и этот фактор добавить к общей производительности.
Поделиться
Рассказать
Поделится
Поделится
Не так давно сам выбирал для скважины в загородном доме, поэтому уже точно ориентируюсь в разновидностях. Прежде чем выбрать уточнил стоимость по нескольким каталогам, ну заодно и характеристики и мощность посмотрел. Скважина у меня метров 15 и водяной столб стабильный. Особо затрат не предвидеться, только на полив. Поэтому сориентировался и выбрал скважинный насос Pedrollo. Покупкой доволен. Мотор не дорогой, но достаточно мощный, качает воду без задержек. И даже больше часа работает и не перегревается. Пользуемся второй сезон, включаем ежедневно и никаких проблем. Короче качественный мотор.
Ответить
Новый комментарий
Войти с помощью
Отправить
Как выбрать скважинный насос. Выбор скважинного насоса
Купить скважинные насосы (каталог)
Необходимость в подъеме воды с глубины более 9 метров привела к необходимости создания скважинных погружных насосов. Насосы этого типа появились сравнительно недавно по отношению к насосам других типов.
Существую два типа подземных вод – грунтовые и артезианские. Артезианские воды расположены на достаточно большой глубине и находятся под слоем известняка. Все воды, что выше слоя известняка, называют грунтовыми водами.
Для использования грунтовых вод часто копают колодцы, обычно глубиной не более 25 метров. Такая максимальная глубина обусловлена сложностью земляных работ и экономической целесообразностью.
Если вода залегает на глубине более 25 метров, для доступа к ней используют скважины диаметром от 3 до 4 дюймов в случае частного использования (для промышленной добычи воды существуют скважины диаметром 12 дюймов и более).
Естественно, чем больше диаметр скважины, тем дороже она стоит. Но, с другой стороны, скважинный насос диаметром 3 дюйма стоит гораздо дороже насоса на такие же параметры, но диаметром 4 дюйма. Очень важно при выборе диаметра будущей скважины следует это учитывать, т.к. при определенных значениях глубины скважины в каких-то случаях дешевле будет скважина и насос диаметром 3 дюйма, а в других – диаметром 4 дюйма.
Бытовые насосы для скважин выпускаются трех типов: вибрационные («Малыш», «Ручеек» и т.п.), центробежные многосекционные («Скважина», «Водомет», ZDS, SQ и т.п.), винтовые (Скважина-ГВ 33/70), вихревые (4SKm 100E).
Существуют так же специальные насосы для колодцев. Их отличительной особенностью является больший диаметр по сравнению со скважинными (обычно их диаметр от 150 мм), наличие рубашки охлаждения, встроенный поплавковый выключатель (нужен для отключения насоса, если в колодце закончится вода).
На нашем сайте такие насосы представлены марками «Колодец», Водомет 150/45А (60А), NKm, CS-900M).
Выбор типа насоса зависит от следующих параметров:
— концентрации примесей (частиц песка и т.п.) в воде,
— производительности,
— напора,
— размеров и веса насоса,
— диаметра скважины,
— диаметра и длины подающей трубы,
— необходимостью использования автоматики,
— цены.
Например, если в воде содержится большое количество песка, то более надежно будет работать винтовой или мембранный насос. Вихревой насос в таких тяжелых условиях быстро выйдет из строя.
Если требуются минимальные размеры, то ими обладают вихревые насосы и вибрационные (мембранные).
В случае, если нужен напор более 40 метров, используют только центробежные многосекционные насосы.
Самые дешевые скважинные насосы – вибрационные. Но для работы с автоматикой управления вибрационные насосы использовать нежелательно (хотя в интернете достаточно предложений автоматического водоснабжения на базе таких насосов).
Большое значение в определении напора насоса играет длина и диаметр напорной трубы. Узкая труба сильно увеличивает сопротивление потоку, что требует увеличения напора насоса. Некоторые люди, желая сэкономить на стоимости трубы, покупают трубу меньшего диаметра, чем требует гидравлическая система. В результате, для обеспечения требуемого давления в доме, нужно устанавливать насос с большим напором, чем требовалось бы при установке трубы правильного диаметра, что ведет к удорожанию насоса и якобы экономия в итоге выходит боком.
Если же параметры насоса рассчитывались под трубу одного диаметра, а установили меньшую, то возможны такие варианты:
— насос будет работать с заниженной производительностью,
— насос не будет выдавать требуемое давление,
— двигатель насоса будет работать с перегрузкой, что может привести к выходу его из строя.
При выборе скважинного насоса следует помнить, что электродвигатель охлаждается окружающей его водой. То есть нельзя насос диаметром 3 дюйма (75 мм) устанавливать в скважину диаметром 115 мм или в колодец, так как для охлаждения электродвигателя необходимо создать поток воды, имеющий определенную скорость (для «уноса» выделяемого тепла потоком откачиваемой воды). Этот параметр рассчитывается в зависимости от характеристик насоса.
Минимально допустимый диаметр насоса для уже имеющейся скважины можно рассчитать по формуле:
D(насоса) = (D (скважины)² — 1,27 х Q/V),
Где:
D (насоса) — минимальный внутренний диаметр электродвигателя скважинного насоса,
D (скважины) — диаметр скважины,
Q — расчетный расход насоса,
V — минимально допустимая скорость воды на поверхности электродвигателя .
Если все же есть необходимость установки скважинного насоса в колодец (или в скважину большого диаметра), то на насос ставят специальную рубашку, через которую протекает вода и охлаждает насос. Или просто выбирают насос, у которого конструктивно предусмотрена рубашка охлаждения (например, у насосов «Водомет»).
Самое главное правило при выборе и установке насоса – НЕ ЭКОНОМИТЬ на качестве насоса, автоматике и монтажниках.
Основными причинами выхода насоса из строя являются:
— работа без воды,
— скачки напряжения в сети,
— большое количество песка в воде (чрезмерный износ рабочих колес или заклинивание насоса),
— частые включения/выключения насоса (например, если установлена автоматика и есть течь в трубах).
— неквалифицированная установка и эксплуатация.
Для предотвращения этих неисправностей следует выбирать насосы, в которых есть встроенная защита (например, во всех насосах фирмы ZDS есть защита от всех перечисленных напастей DRP), либо устанавливать дополнительно специальный шкаф – станцию управления насосом, которая будет отслеживать возможные неисправности и защищать насос от выхода из строя. Экономия на защите, как правило, приводит к преждевременному выходу из строя насоса.
В целом, если помнить обо всех вышеперечисленных нюансах монтажа и эксплуатации скважинных насосов, вполне реально самостоятельно установить и наладить работу системы водоснабжения. Здравый смысл и знание законов физики помогают во всех сомнительных ситуациях. Наши специалисты всегда дадут грамотную консультацию и правильно подберут любое насосное оборудование.
Какой тип водяного насоса вам нужен для вашего дома?
Есть много преимуществ в том, чтобы иметь колодезную систему водоснабжения вместо того, чтобы быть привязанной к муниципальному водоснабжению. Самым большим преимуществом является наличие собственного источника воды и отсутствие необходимости платить за высокие счета за воду.
Если вы строите новый дом или понимаете, что пришло время заменить ваш скважинный насос, вы можете не знать, какой вариант лучше. Позвольте нам объяснить различные типы доступных насосов.
Типы скважинных насосов:
Центробежный насос . Используется только для неглубоких колодцев. Этот тип насоса использует центробежную силу (как в туалете), чтобы нагнетать воду вверх по трубе и в ваш дом. Это довольно простые устройства, и они должны обеспечивать более длительный срок службы.
Струйный насос . Идеально подходит для скважин средней глубины. Прыжковый насос использует крыльчатку и всасывание для откачки воды из скважины.
Погружной насос – Глубинный погружной насос помещается в колодец и нагнетает воду вверх по трубе в дом.
Насос на солнечной энергии . Поскольку эти насосы не нуждаются в источнике электроэнергии, они более эффективны, чем традиционные насосы. Их установка стоит дороже, но затем они могут сэкономить вам деньги на затратах на электроэнергию.
Пневматический насос . Эти устройства, также называемые пневматическими насосами, работают на воздухе, а не на электричестве. Прежде чем вы слишком воодушевитесь этим вариантом, эти насосы обычно используются только в нежилых помещениях, таких как промышленные и коммерческие здания.
Ручной насос – Обычно ручной насос используется только в экстренных или временных ситуациях. Хорошей новостью является то, что они легкие, недорогие и их легко устанавливать и снимать со скважины.
Насколько глубок ваш колодец?
Одним из наиболее важных соображений при выборе водяного насоса является глубина колодца. В большинстве случаев, если скважина имеет глубину менее 25 футов, подходит центробежный или мелководный струйный насос. Если скважина находится на глубине от 25 до 110 футов, обычно идеально подходит глубинный струйный насос. Для более глубоких скважин лучшим выбором может быть погружной насос.
Другие важные компоненты водяных насосов
В дополнение к двигателю и механизмам для забора воды через землю ваш водяной насос может иметь следующие важные компоненты.
Напорный бак – Контролирует поток воды и регулирует давление воды для обеспечения стабильности.
Обратный клапан – Односторонний клапан, предотвращающий обратное движение воды по трубе в колодец.
Реле давления – Автоматически отключает насос при слишком высоком давлении для предотвращения повреждения.
Донный клапан . Донный клапан, используемый в погружных насосах, препятствует обратному течению воды к источнику.
Профессии сантехников в Нью-Хейвене и округе Фэрфилд
Если у вас есть какие-либо вопросы по выбору правильного водяного насоса для вашего дома, позвоните специалистам Rick’s Plumbing по телефону (203) 874-6629.
Опубликовано 25 ноября 2019 г.
Категория: Насос
Правильный выбор водяного насоса
Содержание
Как работает скважинный насос?
Типы насосов для водяных скважин — струйные насосы в сравнении с погружными насосами
Однокапельная струйная насосная система для неглубоких скважин
Двухкапельная струйная насосная система для глубоких скважин
Погружная насосная система для глубоких скважин
Какой размер скважинного насоса Нужно ли мне?
Другие скважинные насосы, на которые следует обратить внимание
Основные компоненты, на которые следует обратить внимание
Если вы живете за городом, скорее всего, в вашем доме будет собственная электромеханическая система для забора воды из колодца. По данным Бюро переписи населения США, более 15 миллионов домохозяйств используют частные колодцы для получения питьевой воды.
Колодезный насос, добывающий воду из подземных источников, является сердцем этой электромеханической системы. Это то, что обеспечивает ваш дом чистой, безопасной питьевой водой.
Как работает скважинный насос?
Типичная система колодезной воды поднимает воду из подземного колодца и доставляет ее в резервуар для хранения, где она находится под давлением и хранится до тех пор, пока она не понадобится. Большинство насосов являются электрическими и используют всасывание для подачи воды по трубам. Большинство насосов также относятся к одной из следующих двух категорий:
Струйный насос – Моторизованный струйный насос включает в себя насос, откачивающий воду от стены, и двигатель для погружения насоса. Он часто сочетается с напорным баком, который выравнивает воду по всему дому.
Погружной насос – Погружной насос также включает водяной насос и двигатель насоса в дополнение к внутреннему обратному клапану. Погружной насос может не иметь напорного бака.
Типы насосов для водяных скважин — струйные насосы в сравнении с погружными насосами
Существует столько различных типов скважинных насосов, сколько и требований, хотя факторы выбора часто зависят от глубины воды и диаметра обсадной колонны. Некоторые насосы предназначены для специальных целей, таких как повышение давления воды или обеспечение специального выпуска воды, например, в дистилляционной системе.
Струйные насосы тянут воду, а погружные насосы работают, толкая воду вверх. Поскольку для проталкивания воды требуется меньше энергии, погружные насосы часто более эффективны для глубоких колодцев. Выбор струйного насоса или погружного насоса, вероятно, будет зависеть от глубины вашей скважины.
У меня мелкий или глубокий колодец?
Первое, на что следует обратить внимание, это расстояние, которое вода должна пройти, чтобы достичь поверхности. Если в вашем районе есть стабильный запас воды у поверхности или высокий уровень грунтовых вод, вам будет намного легче получить доступ к воде для вашего дома. Глубокие скважины, с другой стороны, требуют дополнительных соображений.
Рекомендации по глубине – в зависимости от расположения скважинных насосов
Если глубина менее 25 футов, используйте струйный насос для неглубокой скважины
При глубине от 25 до 110 футов используйте глубинный струйный насос.
При глубине от 25 до 400 футов используйте погружной насос диаметром 4 дюйма. Если такого отчета нет, вы можете определить глубину воды, привязав поплавок к концу веревки и опуская его, пока не почувствуете, что поплавок плывет. Подберите слабину и пометьте струну.
Однокапельные струйные насосы являются лучшими насосами для неглубоких скважин. Они оснащены односторонними обратными клапанами, которые поддерживают заливку насосов. Насос находится над землей, всасывая воду через единственную входную трубу. Поскольку механика проста, они, как правило, требуют меньше обслуживания.
Струйные насосы, наиболее распространенные насосы для неглубоких колодцев, устанавливаются над колодцами и всасывают воду вверх. Высота, на которую можно поднять воду, зависит от веса воздуха. Хотя давление воздуха меняется в зависимости от высоты, неглубокие скважины с струйным насосом обычно не превышают 25 футов.
Струйные насосы создают давление за счет использования рабочего колеса или центробежного насоса. Рабочее колесо перемещает воду — известную как приводная вода — через узкое отверстие или жиклер, установленный в корпусе перед рабочим колесом. Сужение струи вызывает увеличение скорости движущейся воды. По мере выхода воды из струи вакуум засасывает дополнительную воду из скважины. Эта дополнительная перекачиваемая вода соединяется с приводной водой и подается в дом под высоким давлением.
В процессе забора воды струйными насосами для неглубоких скважин используется вода. Это означает, что насосы должны быть заполнены водой, прежде чем они смогут работать. Устанавливаются односторонние обратные клапаны, чтобы вода не стекала обратно в колодец.
Двухкапельная струйная насосная система для глубоких колодцев
Глубоководный струйный насос также устанавливается над землей, но он забирает воду с помощью двух труб — одна для забора воды из колодца, а вторая для подачи воды вверх. Глубоководные струйные насосы предназначены для извлечения воды с глубины до 110 футов и требуют донный клапан для заливки трубы. Некоторые модели могут иметь выхлопную трубу, чтобы скважина никогда не выкачивалась всухую.
Глубоководные струйные насосы могут забирать воду с глубины более 25 футов, когда струя отделяется от корпуса рабочего колеса и опускается в воду. Крыльчатка нагнетает воду в корпус форсунки, а форсунка подает воду обратно к насосу. Глубоководные струйные насосы используют всасывание струи для подачи воды в систему, а также давление, создаваемое крыльчаткой, для подъема воды из колодца в дом.
Чтобы система не перекачивала скважину, глубинный струйный насос включает в себя выхлопную трубу длиной 25 футов, соединенную с впускным концом корпуса водомета. Если уровень воды падает ниже уровня корпуса форсунки, выхлопная труба гарантирует, что скважина никогда не будет выкачана всухую. Чем больше расстояние струи над уровнем воды, тем эффективнее будет откачка.
Как и в случае систем с неглубоким колодцем, систему струйного насоса с глубоким колодцем необходимо заполнить водой. Донный клапан на дне колодца предотвращает слив воды из труб.
Погружная насосная система для глубоких колодцев
Погружной насос для глубоких колодцев использует напорный резервуар для забора воды по единственной трубе, соединяющей внутренний колодец с домом. Погружной насос может добывать воду с глубины до 400 футов, но для ремонта его необходимо вытаскивать из обсадной трубы. Двухпроводные насосы оснащены встроенными элементами управления, а для трехпроводных насосов требуется отдельный блок управления.
Хотя струйные насосы все еще могут работать на глубине в несколько сотен футов, погружные насосы обычно более эффективны на больших глубинах. Перемещая насос вниз по колодцу, насос больше не поднимает воду, а, скорее, выталкивает ее вверх. Однако погружной насос не будет работать, если он полностью не погружен в жидкость.
Погружные насосы цилиндрической формы, нижняя часть которых состоит из герметичного двигателя насоса, подключенного к источнику питания над землей. Двигатель приводит в движение ряд крыльчаток, используемых для подачи воды вверх по трубе. Когда реле давления включено, крыльчатки вращаются, всасывая воду в насос. Затем вода проталкивается через корпус насоса в резервуар для хранения на поверхности. Адаптер, подключенный к водопроводной системе, регулирует доступ к трубопроводу колодца через обсадную трубу, направляя воду от насоса в водопроводную систему дома.
В отличие от скважинных насосов для надземной воды, которые чаще сталкиваются с механическими проблемами из-за сложности забора воды из скважины, погружные насосы обычно вызывают меньше проблем. Поскольку погружные насосы находятся под водой, они никогда не теряют напор, что может быть проблемой для наземных насосов. Кавитация, возникающая при попадании избыточного воздуха или газа в механические части насоса, также обычно не является проблемой для погружных насосов, поскольку насосы находятся глубоко под поверхностью воды и всегда имеют доступ к воде.
Хотя погружные насосы могут быть более эффективными, чем струйные насосы, при подаче большего количества воды с сопоставимым двигателем, любые проблемы с двигателем могут потребовать извлечения всего блока из обсадной колонны. К счастью, погружные насосы, как правило, известны своей надежностью, часто они оптимально работают до 25 лет, прежде чем потребуется обслуживание. Погружные насосы — это эффективный и не требующий особого ухода способ доставки безопасной питьевой воды в ваш дом.
Какой размер скважинного насоса мне нужен?
Вам также необходимо будет определить наилучший размер насоса в зависимости от потребностей вашего дома в воде. Насосы оцениваются в GPM (галлонах в минуту). Типичный дом с 3-4 спальнями требует 8-12 галлонов в минуту. При определении ваших домашних потребностей в воде добавьте один галлон в минуту для каждого водопровода в вашем доме. К таким приспособлениям относятся стиральные машины, посудомоечные машины, смесители, холодильники, душевые и наружные водопроводные краны.
Несмотря на то, что вам понадобится достаточно большой насос для удовлетворения ваших потребностей в воде, слишком большой насос приведет к неэффективности использования энергии и снижению производительности. При замене насоса следует выбирать агрегат с такой же мощностью. Тем не менее, может потребоваться дополнительная мощность, если вы добавляете новые приборы или членов семьи. Чем больше расстояние для транспортировки воды, тем больше потребуется лошадиных сил.
При замене насоса вы можете проверить идентификационную табличку на вашем насосе, чтобы определить мощность в лошадиных силах. Имейте в виду, что для погружных насосов может потребоваться либо три провода, либо два провода, поэтому вам нужно будет определить, сколько проводов потребуется вашему насосу на замену.
Другие скважинные насосы, на которые стоит обратить внимание
Не всем насосам требуется доступ к электроэнергии. Другие варианты насосов включают солнечные, кинетические, пневматические и ручные:
Скважинные насосы на солнечной энергии — Насосы на солнечной энергии не нуждаются во внешнем источнике энергии, но они работают более эффективно и с меньшими общими затратами, чем традиционные насосы. Солнечные батареи обеспечивают мощность, необходимую для откачки воды с глубины в сотни футов. Последние достижения в области технологий также сделали системы на солнечных батареях более доступными. После первоначальных затрат нет текущих затрат и нет необходимости в силовых кабелях.
Ручные насосы — Ручные насосы — это легкий и очень доступный способ обеспечить постоянную подачу воды в случае, если насос с электроприводом перестанет работать. Ручной насос идеально подходит для временного использования, поскольку его можно легко извлечь из скважины.
Кинетические водяные насосы – Кинетические водяные насосы используют силу проточной воды в сочетании с гидравликой для подъема воды на расстояние до 150 футов от места расположения насоса. Такие насосы используются в основном в сельском хозяйстве, потому что речная вода вряд ли может быть санитарной.
Пневматические (пневматические) скважинные насосы – Пневматические насосы приводятся в действие воздухом, а не электричеством. Такие насосы обычно используются в промышленных и коммерческих условиях.
Дренажные насосы — Если в вашем подвале собирается вода, вам понадобится дренажный насос для удаления воды. Как и скважинные насосы, дренажные насосы бывают двух основных форм: погружные дренажные насосы и дренажные насосы уровня пола. Напольные насосы расположены над линией воды и вытесняют воду за пределы здания. По такому же принципу работает погружной дренажный насос. Однако погружные насосы расположены ниже уровня воды и могут работать с большими объемами воды, чем напольные насосы.
Ключевые компоненты, которые следует учитывать
Насосные узлы обычно включают в себя подшипники насоса, рабочие колеса насоса (или поворотные лопасти), электродвигатели, подшипники двигателя насоса, внутренние обратные клапаны насоса и переключатели управления насосом. Ключевые компоненты, которые следует учитывать, включают следующее:
Обратный клапан — Обратный клапан предотвращает попадание перекачиваемой воды обратно в бассейн.
Донный клапан – Донный клапан препятствует обратному течению воды к источнику при отключении глубинного насоса.
Реле давления — Реле давления автоматически включает и выключает воду в зависимости от настроек давления. Когда давление достигает от 40 до 60 фунтов на квадратный дюйм, реле давления выключает насос. Когда давление постепенно снижается из-за использования воды, реле давления снова включает насос, повторяя цикл.
Если помпа не выключается, это может указывать на проблему с настройками реле давления. Насос также может не отключиться, если уровень воды в скважине слишком низкий или если в линии подачи имеется утечка.
Напорный бак — Напорный бак помогает регулировать расход воды и поддерживать давление воды, чтобы обеспечить эффективную работу приборов. Напорный бак необходим для обеспечения постоянного давления воды во всех приборах. Сначала закачивая воду в резервуар, вода сжимается, поэтому ее можно равномерно перемещать по всей водопроводной системе дома.
Слишком частый запуск насоса может указывать на необходимость подзарядки или даже на возможность утечки.
Насосы, чувствительные к давлению, и встроенные контроллеры насосов – Насосы, чувствительные к давлению, обеспечивают нагнетание воды без необходимости в гидроаккумуляторе.
Страховочный трос – Страховочные тросы помогают поднимать насосы для облегчения доступа при необходимости обслуживания.
Хотя в большинстве зданий обычно требуются водяные насосы одного и того же типа, в особых условиях может потребоваться что-то более уникальное. Перед покупкой насоса для скважинной воды обязательно учтите все свои потребности.
Увеличение ожидаемого срока службы вашего скважинного насоса
Надземный, одно- или двухмагистральный струйный насос может работать в течение нескольких лет, прежде чем потребуется замена — от четырех до 15–20 лет. Погружной насос в воде с низким содержанием отложений может обеспечить 15-летний срок службы, хотя вода с высоким содержанием отложений может привести к более раннему выходу из строя насосов.
Следующие факторы могут повлиять на ожидаемый срок службы скважинного насоса:
Рабочий цикл – Насос с прерывистым рабочим циклом будет иметь более длительный срок службы, чем насос с интенсивной или непрерывной эксплуатацией.
Типоразмер двигателя . Электрический двигатель большей мощности (например, мощностью 1 л. Чем мощнее мотор, тем реже его придется запускать.
Качество двигателя – Тип и качество подшипников электродвигателя, а также требования к смазке влияют на ожидаемый срок службы насоса.
Водяной осадок – Осадок является абразивным и может изнашивать подшипники насоса. Погружные насосы можно использовать в неглубоких колодцах, но водоросли, ил, песок и другие загрязнители, обнаруженные на мелководье, могут сократить срок службы насоса.
Качественная установка – Установка заключается не только в подключении насоса и проводов. Также важно обеспечить правильное расположение обратных клапанов, фильтров и проводки.
Безопасный дебит – Важно, чтобы производительность и производительность скважинного насоса соответствовали безопасному дебиту конкретной скважины. Невыполнение этого требования может значительно сократить срок службы насоса.
Кавитация – При попадании воздуха в камеры насоса или рабочие колеса детали могут перегреваться, вызывая механическое повреждение движущихся частей. Это требует от насоса большей работы для удовлетворения той же потребности, что сокращает срок службы двигателя. Кавитация может быть вызвана рядом проблем, в том числе:
Недостаточный дебит скважины – Перекачка воды сверх безопасного дебита может привести к попаданию воздуха в скважинный насос.
Негабаритные насосы – Несоответствие расхода скважины производительности насоса может привести к сильному вакууму, что, в свою очередь, приведет к выходу растворенных в воде газов.
Выхлопные трубы – Установка выпускной трубы обеспечивает контроль отключения воды для защиты водяного насоса от повреждений, вызванных избытком воды. Наконечник колодезного трубопровода позволяет течь колодезной воде, останавливая или замедляя подачу дополнительной воды.
Если вы обеспокоены тем, что ваша скважинная насосная система не работает должным образом, рассмотрите следующие предупреждающие знаки:
Низкое давление воды — Значительное падение давления воды в душе или в другое время может указывать на проблема с скважинным насосом.
Прерывистый цикл – Если водяной насос колодца выключается и включается без видимой причины, может быть проблема с реле контроля давления.
Короткий цикл — Если насос отключается слишком быстро, возможно, произошла потеря давления воздуха в баке управления из-за засорения или поломки переключателя управления.
Контактная информация Mr. Rooter Plumbing of Greater Syracuse
С 1970 года компания Mr. Rooter Plumbing предоставляет профессиональные сантехнические услуги и обслуживание клиентов мирового класса для жилых и коммерческих помещений. Поскольку мы являемся сантехнической компанией с полным спектром услуг, наши услуги включают диагностику и проверку, установку и модернизацию, техническое обслуживание и очистку системы, а также аварийный ремонт и общие сантехнические услуги, такие как прочистка канализации.
Мы предлагаем сантехнику высочайшего качества на всей территории больших Сиракуз, от Оберна до Манлиуса. Позвоните в компанию Mr. Rooter Plumbing, и мы отправим одного из наших лицензированных сантехников для решения ваших проблем с сантехникой. Услуги включают в себя:
Коммерческие сантехнические услуги – Компания Mr. Rooter Plumbing обслуживает бизнес в районе Больших Сиракуз, предлагая профессиональные и экономически эффективные услуги.
Сантехнические услуги в жилых помещениях – Компания Mr. Rooter Plumbing предлагает дружелюбное и недорогое обслуживание, а также круглосуточный срочный ремонт. Наши технические специалисты предлагают бесплатную оценку перед началом любой работы и не взимают плату за сверхурочные.
Когда дело доходит до установки, обслуживания и ремонта водяных насосов, компания Mr. Rooter Plumbing of Greater Syracuse понимает важность чистой и безопасной воды.
Техническое обслуживание системы водяных скважин
Ежегодные проверки, проводимые компанией Mr. Rooter Plumbing, могут помочь обеспечить целостность вашей системы водоснабжения скважин, подтвердить скорость потока и проверить уплотнения и фланцы на наличие утечек. Планы обслуживания могут сэкономить деньги на регулярном техническом обслуживании и выявить проблемы на ранней стадии, чтобы избежать более дорогостоящего ремонта.
Аварийный ремонт колодезной системы
Если в вашей системе колодезной воды возникают проблемы, компания Mr.
Холодная ковка – это изгибание металлопроката без доведения металла до высоких температур. Для этих целей используют несложные приспособления, которые возможно изготовить самому в домашних условиях. Такие самодельные станки для холодной ковки могут быть универсальными или приспособленными только под одну операцию. Они могут быть с ручным или электрическим приводом.
В вопросе выбора привода для такого оборудования нужно учесть толщину обрабатываемого проката. Изгибать прут вручную имеет смысл при не большой толщине. Не смотря на то, что в продаже есть несложные ручные станки для холодной ковки с насадками, большинство из них не выдерживают частого использования и считаются игрушечными прототипами реальных станков, на которых можно делать бизнес. С другой стороны профессиональное оборудование стоит немалых денег, и организация небольшого частного производства по изготовлению кованых изделий будет чрезвычайно затратным. Поэтому многие нашли для себя выгодным изготовить самодельный станок для ковки металла под свои нужды и возможности.
Весь принцип холодного формирования узоров из квадратного или круглого прута обычно сводится к концентрическому скручиванию. Это может быть скручивание вокруг продольной оси заготовки (торсировка) или навивка круглой плоской спирали вокруг воображаемого центра (завиток). Возможно также нанесение матричного отпечатка с помощью пресса. Полученные таким способом детали сваривают в общую композицию будущего изделия. Применением в кузнечном деле методов холодной ковки добиваются большего геометрического соответствия одинаковых деталей и повышают экономическую выгоду.
Самой распространённой формой изгиба кованых изделий являются завитки. Для их формирования самодельный станок холодной ковки должен обеспечивать плавную контролируемую навивку прута на спиралевидный шаблон. Оптимальный вариант – получить вращение меньше 10 об/мин. Если скорость вращения будет больше, то тяжело поймать момент, когда следует остановить навивку.
Понижение оборотов достигается с помощью редукторов или ременной передачи. Большинство редукторов имеют ограничения по количеству принимаемых оборотов до 1500 об/мин, поэтому если электродвигатель высоко оборотистый, можно сделать ступенчатое понижение скорости. Для этого перед редуктором можно добавить ременную передачу. Эта мера позволит также предохранить кинематическую систему от перегруза. Многие энтузиасты, которые собирали станки для ковки своими руками, использовали и цепную передачу, но судя по отзывам, для плавного пуска привода нужна компенсация в виде шкивов. В случае экстремального усилия ремень сгладит его кратковременной пробуксовкой.
Для самодельных станков нет стандартов по рекомендуемой мощности электроприводов. Обычно сборка делается из того, что под рукой, однако для создания хорошего усилия при изгибании толстого металла мощность электродвигателя должна быть не только приемлемой, но и должна иметь небольшой запас. Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери.
Шаблоны для гибки завитков (улиток, волют) можно изготовить из полосы 4х25 мм. Для этого её сворачивают в спираль и приваривают к круглой пластине толщиной 6мм. Это если работать с квадратом 12х12 мм. Для более толстого металла вместо пластины стоит применить квадрат. Крепление к валу можно сделать на резьбовом соединении, а лучше использовать фланцы. Все насадки в таком случае изготавливают с четырьмя отверстиями под болтовое соединение, а второй фланец приваривается к муфте и крепится к валу.
Свежие записи:
Перезвоните мне
Вопрос для компании
Недорогое оборудование в кратчайшие сроки сможет окупить себя и начать приносить прибыль. ..
Для конкурентоспособности продукции на рынке, необходимо увеличить выход изделий без потери качества…
Малозатратное оборудование для выпуска популярной продукции позволяет открыть частное производство…
Для самостоятельной сборки станка в домашних условиях нужно подобрать подходящий материал и продумать механизм сцепления…
Существует два способа монтажа рабицы — натяжной и секционный. Второй способ предпочтительнее …
Подключение станков с питанием от трёхфазной сети зачастую невозможно и приходится подключаться к сети 220 вольт…
производство и продажа оборудования для производства строительных сеток
Самодельный станок для холодной ковки: процесс изготовления
Создание кованых изделий производится при помощи горячей и холодной обработки. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки,многие из которых подходят для самостоятельного создания инструмента.
Особенности изготовления
Формируются кованные металлические элементы в результате деформации, при этом в процессе работ должны приниматься во внимание эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, воздействует на нее и приводит к изменению вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранить свои прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соответствие которым обеспечивает получение необходимого результата:
Создание подходящей конфигурации возможно при помощи нескольких инструментов.
Перед началом изготовления производится расчет параметров формируемых изделий.
Прутки, используемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей эксплуатации.
Обработке подлежит только низкоуглеродистая сталь, так как другие виды не имеют необходимой пластичности.
«Гнутик»
Ручные станки для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. «Гнутик» необходим для создания углов различной конфигурации. Его основными конструктивными элементами являются движущий упор и два вала, размещенные на стальной пластине.
Самодельные гибочные станки холодной ковки подобного вида должны создаваться в соответствии с некоторыми особенностями. К примеру, изначально должен быть определен угол деформации. Также возможно добавление дополнительного гибочного элемента, в случае его использования монтируется третий вращающий вал.
Инструмент изготавливается из специальной стали, так как на него в процессе приходятся большие нагрузки. Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без деталей в форме шнека. Их создание обеспечивают ручные станки для холодной ковкипод названием “Твистер”. Они имеют характерную особенность, заключающуюся в прокручивании прута вдоль оси. Инструмент состоит из подвижной и фиксирующей части. Поворотной рукоятью производится деформация заготовки, которая фиксируется между основными деталями конструкции. Стоит отметить, что спираль формируется со стороны крепления изделия, а прилагаемые усилия можно уменьшить при грамотном расчете рычага, оказывающего давление. Данное приспособление позволяет изготавливать детали для металлических оград и оконных решеток.
«Улитка» представляет собой простейший самодельный станок для холодной ковки, который обеспечивает формирование спиралей с требуемым количеством витков. Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо вычертить спираль с идентичным шагом всех витков. При этом нужно отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, в то время как инструмент предназначается для прутков с сечением в 10 мм. Свободное пространство необходимо для маневра, так как при полном сжатии заготовки изгиб станет невозможным.
Далее необходимо вырезать пластину размером 20х20 см из стального листа. Несмотря на небольшие габариты, она обеспечит оптимальное проведение рабочего процесса. В соответствии с длиной предполагаемой «улитки» выполняется отрез из стали. Полосу необходимо согнуть с помощью плоскогубцев, поместить на пластину и очертить ярким маркером со всех сторон.
Далее отрезается часть прута с длиной, равной ширине полосы из стали. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
От профилированной трубы отрезается часть с длиной в 10 см. Она объединит лист и основание, на котором будет производиться фиксация. Из-за высокой степени нагрузки должны применяться только толстостенные материалы. После того как все основные элементы будут подготовлены, можно собирать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделяется на витки, первый из которых будет удерживать заготовку, а на других будут идти сами витки прута. Центральная часть приваривается к основанию, при этом на полученном шве должны отсутствовать даже малейшие недочеты. Куски прута привариваются к основной части полосы, расстояние между ними должно составлять 3 см. Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Затем устанавливаются в необходимых местах отрезки полосы и обводятся маркером. Полученные круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для обеспечения легкой установки и снятия.
Завершающим этапом становится приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с «улиткой». Фото самодельных станков холодной ковки, изготовленных подобным образом, представлено выше.
Самодельный станок холодной ковки: технологический процесс
Создание кованых изделий осуществляется с помощью горячей и холодной обработки. Последний способ не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки, Многие из которых подходят для самостоятельного создания инструментов.
Особенности производства
Образуются кованые металлические элементы в результате деформации, при этом в процессе работы необходимо учитывать эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, влияет на нее и приводит к изменению формы детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранять свои прежние свойства.
Самодельный станок холодной ковки: правила изготовления
Существуют определенные правила, соблюдение которых обеспечивает необходимый результат:
Создание подходящей конфигурации возможно с использованием нескольких инструментов.
Перед началом изготовления рассчитываются параметры формованных изделий.
Прутки, применяемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей операции.
Обрабатывают только низкоуглеродистую сталь, так как другие виды не обладают необходимой пластичностью.
«Гнутик»
Ручные станки для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. «Гнутик» необходим для создания уголков различной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальной плите.
Самодельные станки для холодной ковки такого типа необходимо создавать с учетом некоторых особенностей. Например, угол деформации должен быть определен изначально. Также возможно добавить дополнительный изгибающий элемент, если используется, монтируется третий вращающийся вал.
Инструмент изготовлен из специальной стали, так как в процессе работы подвергается большим нагрузкам. Стоит отметить возможность сбора различных деталей, в том числе волнообразных.
«Твистер» и «Улитка»
Сегодня художественная ковка не может обойтись без деталей в виде шнека. Они созданы вручную методом холодной ковки под названием «Твистер». Имеют характерную особенность, заключающуюся в прокручивании стержня вдоль оси. Инструмент состоит из подвижной и фиксирующей частей. Поворотная ручка деформирует заготовку, которая закреплена между основными частями конструкции. Стоит отметить, что спираль образуется со стороны крепления изделия, а уменьшить прилагаемые усилия можно грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали металлических заборов и оконных решеток.
«Улитка» — простой самодельный станок холодной ковки, обеспечивающий формирование спиралей с необходимым количеством витков. Он наиболее популярен и может быть адаптирован для изготовления желаемого продукта. Инструмент оснащается ручным или электрическим приводом, тип которого выбирается в соответствии с интенсивностью работы.
Самодельный станок холодной ковки: подготовка материалов
Для начала необходимо начертить спираль с одинаковым шагом всех витков. При этом отбивают использованные заготовки, так как ширина хода, как правило, в пределах 15 мм, а инструмент предназначен для прутков сечением 10 мм. Для маневра необходимо свободное пространство, так как при полном сжатии заготовки изгиб становится невозможным.
Далее необходимо вырезать из стального листа пластину размером 20х20 см. Несмотря на небольшой размер, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается разрез стали. Ленту нужно согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Далее отрезается часть стержня длиной, равной ширине стальной полосы. Главное, чтобы она не превышала этот параметр, так как это может привести к травмам в процессе сгибания. Стержень нужен для закрепления материала на первом этапе создания изделия, чтобы исключить свободный ход в одной точке.
От профилированной трубы отрезается отрезок длиной 10 см. Он будет соединять лист и основу, на которую будет производиться фиксация. Из-за высокой степени нагрузки следует использовать только толстостенные материалы. После того, как все основные элементы подготовлены, можно собрать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделена на витки, первый из которых будет удерживать заготовку, а остальные будут управляться витками стержня. Центральная часть приваривается к основанию, при этом на сварном соединении должны отсутствовать даже самые мелкие дефекты. Кусочки стержня привариваются к основной части полосы, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком.
Затем полосы устанавливаются в нужных местах и прорисовываются маркером. Получившиеся круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для легкой установки и снятия.
Завершающий этап – приварка профильной трубы в нижней части, а также крепежного элемента рядом с «улиткой». Фото самодельных станков для холодной ковки, изготовленных таким способом, представлены выше.
Оптовая машина для холодной ковки Для тяжелой ковки
Что такое машина для холодной штамповки
?
Машины для холодной штамповки. Станок холодной ковки используется для производства холодных заготовок широкого диапазона размеров и форм. Станок холодной ковки используется для формовки металла холодными штампами.
Станок для холодной ковки
Станок для холодной ковки используется для ковки металлических балок. Станок холодной ковки s производит открытые балки с холодными штампами. Станок холодной ковки использует штампы для холодной штамповки металла в открытые балки. 9Станок холодной ковки 0003 также имеет форму и процесс формовки. Станок холодной ковки используется для ковки металлических балок. Машина холодной ковки s имеет форму и формообразующую форму штампа. Станок для холодной ковки используется для формования валков и штампов из металлопроката. Эти кузнечно-прессовые машины могут быть использованы в форме или в виде прокатанных штампов. Вот станок холодной ковки , который производит холоднокатаную штамповку. Станок холодной ковки имеет форму и процесс профилирования. холодная ковка бывает в виде прокатных штампов, прокатных штампов и прокатных штампов. Прокатный штамп применяют в виде прокатных штампов и гнутых профилей.
Станок для холодной ковки представляет собой формовочный станок, который можно использовать в процессах формообразования и экструзии. Холодная ковка чаще всего используется в форме листового металла и для различной листовой штамповки. Машина для ПВХ, используется для листового металла и для различных процессов формовки листового металла. Для ПВХ используется для листового проката, а также для листового проката и формирования листа. Для ПВХ используется для формирования пластин.
Холодная ковка Power is Гидравлические машины холодной ковки Машина холодной ковки s используют сжатый воздух и ковку под высоким давлением. Машина для холодной ковки использует сжатый воздух и гидравлический процесс холодной ковки. Как воздух, так и процесс холодной ковки используют сжатый воздух и гидравлическую холодную ковку.
Четыре мощных компрессора для холодной ковки используются для нагрева и охлаждения металла в процессе ковки. Станок холодной штамповки имеет охладитель, охладитель и гидроцилиндр. Для охлаждения металлов используются каменные охладители и насос. Охладители породы и насос используются для охлаждения металлов в процессе ковки. Электродрель для холодной ковки и сверло для холодной ковки используются для охлаждения металлов в форме цилиндра. Электродрель для холодной ковки используется для обеспечения процесса холодной ковки. Электродрель для холодной ковки и дрель для холодной ковки используются для охлаждения металлов в форме.
Станок холодной штамповки оснащен гидроцилиндром. Станок холодной штамповки использует сжатый воздух и прессы. Станок холодной штамповки использует сжатый воздух для вдавливания металла в цилиндр.
Мощность холодной ковки Станок для холодной ковки использует холодную ковку для создания мощности холодной ковки Процесс. холодная ковка-это мощность станка холодной ковки . Процесс холодной ковки состоит из двух основных процессов: горячей ковки и холодной ковки. Холодная ковка сжимается, а горячая ковка использует комбинацию тепла, давления и тепла для создания холодной ковки. Мощность холодной ковки — это процесс, при котором горячий металл охлаждается, а ковка сжимается и нагревается, а ковка сжимается. Холодный кузнечный пресс работает либо на воздухе, либо на гидравлической жидкости.
Станки для холодной ковки Станок для холодной ковки используется для ковки холоднокатаного металла. Холодная ковка, также известная как холодная ковка или ковка в открытых штампах, предназначена для штамповки и холодной штамповки металла. Эта машина предназначена для холодной штамповки на открытых станках для формовки кромок. Холодная ковка – это открытая штамповка.
Машина холодной ковки s
Машины холодной ковки. Эти машины идеально подходят для закупорки и демпфирования металлов с одного металла на другой. Эти станок холодной ковки предназначены для тяжелых металлов, которые требуют немного больше тепла в процессе оснастки. Эти машины для холодной ковки s используются для затыкания и стекания проволоки в большинстве металлов.
Эти станки холодной ковки s имеют жесткую металлическую конструкцию. Эти станки холодной ковки s для продажи бывают самых разных размеров, типов и размеров. Различные типы ковочных машин включают в себя машины для холодной ковки с гидравлическим приводом, машины для ковки холодным давлением, машины для ковки холодным давлением и машины для ковки с гидравлическим приводом. Эти 9Станок холодной ковки 0003 s включает в себя тяжелую ковку с гидравлическим и электрическим давлением, а также ковку с рулевым управлением под высоким давлением и предназначен для установки жестких и металлических компонентов. Эти машины холодной ковки s для продажи бывают самых разных размеров и типов. Два типа станков для холодной ковки s включают в себя машины для холодной ковки с гидравлическим приводом, машины для холодной ковки с гидравлическим приводом, машины для холодной ковки под давлением, машины для ковки под холодным давлением и многое другое, предназначенные для ковки жестких материалов. Эти 9Станки холодной ковки 0003 s бывают разных типов, размеров и типов, а также многие типы и типы предназначены для соблюдения и жесткости. Эти кузнечные машины. Продам
холодная ковка с запчастями 60хе (60хе) . Эти машины имеют подходящие детали для всех металлов. Найдите широкий ассортимент деталей холодной ковки для продажи на Alibaba.com, где вы найдете подходящие для всех металлов в машине. Эти детали вилки для продажи также могут использоваться в качестве станка для холодной штамповки с несколькими насадками. Найдите широкий выбор деталей холодной ковки для продажи на Alibaba.com, где вы найдете хороший ассортимент деталей холодной ковки для продажи от 60he до 60he.
Как выбирать и использовать газовые баллоны для сварки?
Екатерина
Время чтения: ≈4 минуты
Начинающие сварщики наверняка слышали, что порой помимо электродов используются газовые баллоны для сварки. Газ используется для защиты сварочной зоны от окисления, для быстрого поджига дуги и ее стабильного горения, для улучшения качества сварного соединения и ускорения сварочных работ.
Но какой газ выбрать? Как его использовать? И какой объем оптимален? Насколько быстро заканчивается баллон для сварочной смеси 10 л? На все эти вопросы мы ответим в этой короткой статье.
Содержание статьи
Как выбрать?
Виды газов
Объем баллона
Как использовать?
Вместо заключения
Как выбрать?
Виды газов
Аргон — самый распространенный защитный газ. Если вы хотите попробовать сварку в среде защитного газа, то вам однозначно стоит приобрести баллон с аргоном. Он хорошо защищает сварочную ванну от кислорода, с ним удобно работать, стоит недорого и не имеет неприятного запах.
Читайте также: Аргонная сварка для начинающих
Гелий — еще один популярный инертный газ. С помощью гелия удобно варить толстые детали и металлы, покрытые окисной пленкой. Но учитывайте, что гелий легче воздуха, поэтому расход у такого газа существенно выше, чем в других защитных газов.
Для сварки химически активных металлов рекомендуем применять сварочные смеси в баллонах. Оптимальный вариант — аргон+гелий. Сварка в инертных газах сама по себе очень удобна, но при сварке в смесях качество швов становится еще лучше. А это очень важно при сварке «сложных» металлов, вроде алюминия или нержавейки.
Углекислый газ (она же углекислота или CO2 для сварки). Обеспечивает отличную защиту сварочной зоны от окисления. Но найти качественную углекислоту очень сложно. Поэтому рекомендуем использовать смесь из углекислого газа и аргона. Так шов не будет пористым, сварка будет идти легко и быстро.
Мы рассказали об основных газах. Прочтите эту статью, чтобы узнать больше. Там мы рассказываем и про кислородный баллон для сварки, и про прочие типы защитных газов.
Объем баллона
Существует различный объем баллонов для сварки. Самые популярные: 5, 10, 27, 40 литров. Если вы варите в домашних условиях, то оптимален объем до 10л. Такой баллон легко можно поместить в багажник легкового авто и отвезти на дачу. Объем 5 л отлично подойдет, если у вас нет возможности привезти его на машине. 27 литров — это золотая середина. Подойдет для тех, кто много варит дома. 40 литров используются на производстве.
Не забывайте и о расходе газа. Ведь газовый баллон рано или поздно закончится. Ниже вы можете видеть таблицу с примерным расходом газа. Цифры могут отличаться в зависимости от типа используемого газа и вашей профессиональной подготовки. В этой статье мы подробно рассказывали, на сколько хватает баллона углекислоты при сварочных работах.
Как использовать?
Итак, вы выбрали газ и объем баллона. Что дальше?
Дальше необходимо разобраться, как баллоны для сварки полуавтоматом и для газовой сварки. Алгоритм действий аналогичен при сварке полуавтоматом или любым других сварочным агрегатом.
Отдельный вопрос — это заправка баллонов сварочной смесью. Мы привыкли, что бытовые баллоны с газом необходимо периодически заправлять, вызывая для этого специальную службу. Со сварочными баллонами все проще. Если вы варите дома, то просто приобретайте баллоны небольшого объема, а затем сдавайте их на металлопереработку. Для повторной сварки приобретите новый баллон.
На крупных заводах баллоны могут дополнительно заправляться. Но это уже задача руководства, а не сварщика.
Вместо заключения
Если вы еще ни разу не использовали защитные газы для сварки, то не откладывайте на потом. Да, у каждого газа свои характеристики. Но, поверьте, выбрать и использовать газ намного проще, чем проделать все то же самое с электродами. В отличие от последних у газа нет десятков марок, предназначенных только для определенных сталей или цветных металлов. Газ не нужно перезаправлять, достаточно купить новый баллон. При этом качество шва вас приятно удивит. Желаем удачи в работе!
Похожие публикации
Газ для сварки полуавтоматом: критерии выбора, преимущества
Главная » Обработка металла » Сварка » Какие виды газа применяют для сварки полуавтоматом?
На чтение 4 мин
Содержание
Виды сварочных газов
Ацетилен
Водород
Коксовый газ
Природный газ метан, бутан и пропан
Газ пиролизный
Какой газ нужен для сварки полуавтоматом
Критерии выбора
Преимущества
Расход газа при сварке полуавтоматом
Технология сварки с использованием газов
При работе на полуавтоматических сварочных аппаратах применяют присадочную проволоку, в которой отсутствуют защитные вещества. Шов в результате подвергается окислению от атмосферного кислорода. Такое явление в дальнейшем приведет к появлению микротрещин, а также разрушению соединения. Чтобы предотвратить негативное действие посторонних веществ применяют газ для сварки полуавтоматом. Защитная среда позволяет соединять при помощи сварки любые виды металлов.
Полуавтоматический аппарат с газовым баллоном
Виды сварочных газов
Для обеспечения защитной среды при соединении металлов и их сплавов с помощью сварки добавляются различные вещества.
Ацетилен
С его помощью выполняют сварочные работы полуавтоматом. В отличие от аналогов имеет высокую температуру горения. Получают при взаимодействии карбида кальция и обыкновенной воды. Карбид способен реагировать на влагу из атмосферы, поэтому при хранении необходимо соблюдать меры безопасности. Ацетилен легче воздуха, обладает резким запахом. Применяется ля нарезки металлических заготовок.
Водород
Является бесцветным газом, не имеет запаха. При использовании соблюдают безопасность, в результате смешивания с воздухом получается взрывоопасная смесь. Хранится в баллонах под давлением не выше 15 Мпа. Получают при помощи разделения воды на составляющие кислород и водород в специальных генераторах.
Коксовый газ
От аналогов отличается резким запахом сероводорода, не имеет цвета. Получают в результате добычи кокса, относится к побочным продуктам. Считается безопасным веществом, может перемещаться по трубам с высоким давлением.
Природный газ метан, бутан и пропан
Недорогая и распространенная субстанция для выполнения сварки. Хранят в баллонах с высоким давлением. Добывают из газовых месторождений.
Баллоны с пропаном
Газ пиролизный
Получают при разложении на составляющие продуктов, содержащих нефть. В процессе отмечается коррозия на конце горелки, из-за чего подвергается нескольким стадиям очистки. Может использоваться для сварки и резки металлических деталей.
Какой газ нужен для сварки полуавтоматом
При выборе газа для полуавтоматической сварки необходимо ознакомиться со свойствами каждого вида. Для полуавтомата применяются следующие субстанции:
Аргон. Используют при соединении активных металлов и их сплавов, так как он является инертным. Обеспечивает защиту шва от появления микротрещин и дефектов.
Гелий. С его помощью получают соединения большого размера. Является инертным, защищает соединение от окисления.
Углекислотная смесь. Применяется для сварки полуавтоматом с короткой дугой.
Критерии выбора
Применение газа для полуавтомата зависит от факторов:
значение критических температур которая может быть обеспечена при горении смеси защитного вещества;
количество тепла, образуемое в месте соединения при сварке металлических заготовок;
способность обеспечивать защиту сварочного шва при соединении определенных металлов и их сплавов.
Рекомендуют применять готовые смеси без получения их при помощи генераторов.
Преимущества
Любые виды защитных веществ сохраняют ряд преимуществ:
варить полуавтоматом без применения дорогого оборудования;
соединения производят в труднодоступных местах там, где нельзя применить электродуговую сварку;
в процессе можно регулировать номинальную мощность пламени из горелки, производят стыковку металлов с различными техническими характеристиками, например, титана с медью;
помимо сварки можно выполнять закалку металлических конструкций, а также их резку;
повышается качество шва в результате защиты от окисления;
снижаются затраты на производство соединения, ускоряется процесс;
увеличивается эффективность технологии;
плавление металлических деталей в зоне действия дуги происходит быстрее, снижается время на сварку;
исключается разбрызгивание расплавленного металла в месте стыковки;
увеличивается свойства пластичности соединения, а также его плотность, исключается разрушение шва при эксплуатации;
обеспечивается стабильность электрической дуги;
снижается уровень задымления, тем самым понижается вред от сварки.
Расход газа при сварке полуавтоматом
Расход защитной среды зависит от следующего:
тип металла или сплава;
собственный диаметр присадочной проволоки;
номинальная величина сварочного тока.
Скорость подачи смеси регулируется при помощи редуктора. Приспособление устанавливают на баллоне с высоким давлением. Существует таблица, согласно, которой происходит настройка оборудования.
При выполнении сварочных работ мастер может снизить потери газовой смеси, для этого необходимо следующее:
производить соединение в закрытом цеху;
применять вентиляцию, предотвратить сквозняки;
привлечение мастеров с высокой квалификацией;
использование смеси защитных веществ.
При снижении количества газа может ухудшиться качество сварочного шва, защитной среды будет недостаточно для защиты от окисления.
Мастер варит полуавтоматом
Технология сварки с использованием газов
Перед началом работ при сварке полуавтоматом учитывают следующее:
номинальная мощность;
тип присадочной проволоки;
тип защитного смеси, а также регулировка скорости подачи при помощи редуктора на баллоне.
Нагрев и охлаждение металлических деталей происходит медленно. В результате следует регулировать температуру горения, этого добиваются путем наклона горелки и положением основного пламени. Если есть необходимость перемещения, то применяют баллоны с малым давлением, при стационарных работах используют емкости с большим внутренним давлением. Защитный газ для сварки полуавтоматом подается вместе с проволокой ее подача регулируется непосредственно при выполнении соединения. Таким способом обеспечивают защиту шва от окисления кислородом.
( 3 оценки, среднее 3.67 из 5 )
Поделиться
ЗА И ПРОТИВ: ПОЛУАВТОМАТ ПРОТИВ. РЕВОЛЬВЕР
Автор: Джей Чемберс | Минутный обзор человека | https://www. minutemanreview.com
Один большой вопрос для тех, кто хочет приобрести свой первый пистолет, заключается в том, покупать ли револьвер или полуавтоматический самозарядный пистолет. Ни один из них объективно не лучше другого, но понимание того, что каждый из них делает, поможет вам принять правильное решение.
Основные отличия
Тем из вас, кто совсем не знаком с пистолетами, следует понимать основные различия между ними.
Револьвер получил свое название от вращающегося цилиндра, в который загружаются патроны. Ударно-спусковой механизм вращает цилиндр перед каждым выстрелом, индексируя следующий патрон перед курком. Они могут быть как одинарного, так и двойного действия. Двойное действие означает, что нажатие на спусковой крючок одновременно взводит курок, выдвигает цилиндр и производит выстрел. По сути, нажатие на курок выполняет все три действия. Одинарное действие означает, что нажатие на спусковой крючок освобождает только курок для выстрела. Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
В полуавтоматических пистолетах вместо цилиндра используется магазин. Магазин заряжается, а затем вставляется в огнестрельное оружие. Затвор имеет «рейку», которая загружает патрон в патронник. Отсюда нет возни с молотками. Вы можете просто стрелять, пока магазин не опустеет. Каждый раз, когда пистолет стреляет, следующий патрон автоматически загружается в патронник. Как и в случае с револьверами, вы можете купить полуавтоматические пистолеты одинарного и двойного действия. Одно отличие состоит в том, что в пистолетах одинарного действия курок не взводится вручную перед каждым выстрелом. Движение затвора взводит курок. При двойном действии нажатие на спусковой крючок одновременно взводит курок и стреляет из пистолета. Разница между ними заключается в том, что пистолеты одинарного действия имеют более короткое нажатие на спусковой крючок, что облегчает стрельбу для некоторых, но повышает вероятность случайных выстрелов. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
Вместимость
Одним из огромных преимуществ полуавтоматических пистолетов перед револьверами является емкость магазина. Типичный револьвер вмещает 6 патронов в цилиндре. Это может немного варьироваться, но большинство цилиндров вмещает 6. Магазин полуавтоматического пистолета обычно вмещает от 7 до 15 патронов. Это, конечно, зависит и от огнестрельного оружия. Пистолеты меньшего размера, которые максимально скрыты, будут иметь меньший размер магазина просто из-за меньшего размера огнестрельного оружия. Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее.
Простота
Револьверы механически проще, чем полуавтоматические пистолеты. С меньшим количеством движущихся частей снижается риск возникновения проблем с огнестрельным оружием, таких как неисправность.
Револьверы также легче обслуживать, опять же, из-за их простоты. В большинстве случаев чистка револьвера означает только открытие или снятие цилиндра и использование щеток для ствола для очистки ствола и цилиндров. Немного вытрите остатки, и все готово. Полуавтоматические пистолеты могут потребовать немного больше работы. Слайд должен быть удален. Такие детали, как ствол, механизм и более мелкие детали, необходимо снять и очистить. Каждое огнестрельное оружие имеет свой процесс полевой зачистки. Обучение разборке и сборке полуавтоматического пистолета всегда является процессом обучения, когда вы впервые приобретаете огнестрельное оружие. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
Стрельба
Стрелять из обоих типов пистолетов одно удовольствие. Однако они оба предлагают немного разные впечатления.
Есть некоторые отличия в боеприпасах. Вы можете найти револьверы и полуавтоматические пистолеты с различными боеприпасами, от маленьких до больших. Основное преимущество револьверов заключается в большем конце. Короче говоря, простота револьверов и прочность их частей позволяют стрелять из них более крупными калибрами. Револьверы тяжелые, и, как правило, их можно заставить выдерживать большую силу. Вы можете найти малоизвестные полуавтоматические пистолеты, которые стреляют невероятно большими патронами, например, Desert Eagle калибра .50, но, как правило, для них это непрактично. Если вы хотите выстрелить как можно большим патроном, в большинстве случаев вам понадобится что-то вроде револьвера Magnum калибра .44 или . 357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
Перезарядка полуавтоматического пистолета, как правило, проще по той простой причине, что вы можете освободить пустой магазин и вставить заряженный. Цилиндр револьвера должен заряжать каждый патронник один за другим. Однако вы можете найти скоростные загрузчики, которые ускоряют время загрузки. Конечно, магазины полуавтоматических пистолетов нужно заряжать вручную, поэтому в какой-то момент заряжать полуавтоматический пистолет тоже будет утомительно. Где преимущества полуавтоматического пистолета действительно проявляются, так это в ситуациях самообороны. Возможность быстрой загрузки нового магазина является существенным преимуществом полуавтоматических пистолетов перед револьверами.
Когда дело доходит до того, чтобы стрелять из них, нет никакого способа выбрать лучшего. Некоторые считают, что с револьверами легче обращаться из-за их немного большего веса. Захваты различаются между ними. Конкретное огнестрельное оружие будет стрелять по-своему. Лучший совет — рассмотреть особенности каждого из них, взять в руки некоторые из них и выбрать тот, который подходит вам лучше всего.
Поделиться этой статьей
Facebook
Twitter
Reddit
Следуйте за нами
Фейсбук
Твиттер
YouTube
Инстаграм
Последние сообщения
Огнестрельное оружие Модуль 2 Ключевые вопросы: распространенные типы огнестрельного оружия
Этот модуль является ресурсом для лекторов
Наиболее распространенная классификация огнестрельного оружия проводится по типам, и наиболее часто используемым инструментом для идентификации огнестрельного оружия является Справочная таблица огнестрельного оружия (FRT). FRT — это компьютеризированная база данных, доступная онлайн и офлайн. Он был предложен и разработан Канадской королевской конной полицией, а затем принят Интерпол как справочный инструмент классификации. Использование FRT Web ограничено лицами, авторизованными RCMP. К авторизованным пользователям относятся члены полицейского сообщества, определенные публичные агенты и утвержденные верификаторы огнестрельного оружия.
УНП ООН приняло упрощенную классификацию в своей
Револьвер
Представляет собой короткоствольное или ручное огнестрельное оружие с вращающимся цилиндром, как правило, с пятью-девятью патронниками, заряжаемое вручную патронами. . Когда цилиндр поворачивается в нужное положение, можно нажать на спусковой крючок, освобождая курок, стреляющий патроном. Израсходованные гильзы остаются в цилиндре до тех пор, пока не будут выгружены вручную.
Действие: Револьверы обычно представляют собой магазинное огнестрельное оружие. По системе работы хвостовика курка револьверы могут быть двойного действия (когда курок одновременно взводит курок) или одинарного действия (когда курок взводится вручную)
Рисунок 1: Модели револьверов. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Пистолет
Короткое или ручное огнестрельное оружие, предназначенное для полуавтоматического действия. Патронник является частью ствола. Патроны обычно загружаются в магазин, который вставляется в рукоятку. Действие огнестрельного оружия подает следующий патрон и выбрасывает стреляный патрон.
Затвор: однозарядный, магазинный, полуавтоматический и автоматический пистолет.
Рисунок 2: Модели пистолетов. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Дробовик
Представляет собой длинноствольное ружье с одним или двумя ненарезными стволами (расположенными бок о бок или поверх), обычно предназначенное для стрельбы множеством мелких снарядов. («выстрелы»), а не пуля. Калибр дробовика называется калибром и обычно больше в диаметре, чем у другого стрелкового оружия.
Действие: Обычно однозарядный. Также может быть многозарядным или полуавтоматическим
Рисунок 3: Модели дробовиков. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Винтовка или карабин
Представляет собой длинноствольное ружье с серией спиральных канавок, прорезанных внутри ствола («нарезов»), придающих снаряду вращение. У некоторых винтовок есть съемный магазин, как у описанных выше пистолетов, а у других — встроенные магазины. Карабин похож на винтовку, но имеет более короткий ствол.
Действие: Однозарядный, повторяющийся, полуавтоматический или полностью автоматический.
Рисунок 4: Модели винтовок. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Штурмовая винтовка
Может считаться подкатегорией винтовок и представлять « любая из различных военных винтовок средней дальности с магазинным питанием (например, АК-47 или М16), которые можно настроить на автоматический или полуавтоматический огонь…» (Merriam-Webster).
Действие: Полуавтоматический или полностью автоматический.
Рисунок 5: Модели штурмовых винтовок. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Пистолет-пулемет
Это ручной, легкий короткоствольный пулемет, состоящий из патронов типа пистолета с относительно низким энергопотреблением и стреляющий из руки, бедра или плеча.
Действие: Полуавтоматический или полностью автоматический. Если система стрельбы является автоматической, огнестрельное оружие будет классифицироваться как автоматический пистолет или автоматический пистолет-пулемет.
Рисунок 6: Модели пистолетов-пулеметов. Источник: Справочная таблица огнестрельного оружия (RCMP-GRC / Интерпол)
Пулемет
Это огнестрельное оружие, способное вести полностью автоматический огонь (более одного выстрела без ручной перезарядки с помощью одной функции спускового крючка) и стреляет винтовочными патронами.
Медные листы изготавливаю согласно ГОСТу 495-92. Для их производства используют медь, соответствующую стандарту ГОСТ 859-2001. Этому стандарту соответствуют марки меди М1, М1р, М2, М2р, М3, М3р.
Возможно вам будут интересны другие мои статьи:
Труба медная для водопровода и отопления. Технические характеристики.
Листы из меди изготавливают двумя способами: горячекатаным и холоднокатаным, подробнее о способах вы можете посмотреть в другой статье простальные листы. В зависимости от способа производства зависит диапазон толщины листов. Например, листы размеры толщины которых изготовлены методом холодного проката будут составлять от 0,4 до 12 мм, а изготовленные методом горячим прокатом от 3 до 25 мм. По состоянию металла делятся на мягкие, полутвердые и твердые. Они обозначаются буквами «М» — мягкие, «П» — полутвердые и соответственно «Т» — твердые.
Химический состав меди.
Твердые сорта меди образуются благодаря добавлению в них сурьмы, никеля, цинка, олова и железа. Эти химические элементы снижают теплопроводность и электропроводность материала.
Если же Вам необходима лучшая электропроводность, то нужно выбрать медные листы марок М0 и М1. В этих листах процент меди составляет 99.90% и всего лишь 0.1% примесей, эти значения мы можем увидеть в таблице 1 ниже. В примеси входят такие химические элементы как: сера, мышьяк, сурьма. С добавлением сурьмы в состав меди, затрудняется горячая обработка давлением. Также влияют на обработку давлением висмут и свинец. Эти химические элементы практически не растворяются в меди и никак не влияют на электропроводность.
Кислород в примеси с медью отрицательно влияет на неё. Смесь становится хрупкой, а соответственно и менее пластичной, снижается её прочность, уменьшаются показатели по электропроводности, свариваемости и пайке. В медных листах М0б кислород полностью отсутствует. Марки листов М1, М2 и М3 содержат около 0.05 – 0.08% кислорода, а марки М1р, М2р и М3р около 0.01%.
Таблица 1.
Марка меди
М00
М0
М0б
М1
М1р
М2
М2р
М3
М3р
М4
Содержание меди, %
99,99
99,95
99,97
99,90
99,90
99,70
99,70
99,50
99,50
99,00
Обозначения.
Самыми востребованными марками медных листов являются: М1 и М2. Цифра, справа от буквы обозначает процентное содержание меди и примесей. В данном случае «М1» означает, что здесь 99. 90% меди и 0,01% примесей, а в марке «М2» процент меди 99,70%, а примеси будут составлять 0.03%. Чем меньше цифра, тем меньше содержание примесей.
Применение.
Благодаря своим качествам медные листы используют в строительных работах: в системе водоснабжения, кровельных работах, в оформлении зданий и сооружений (декоративные элементы). Из медных листов изготавливают различное оборудование в климатической и пищевой сферах, к нему предъявляются особые условия по коррозионной стойкости, огнеупорности, в общем такие условия, работа которых затруднена из-за агрессивной среды. Также из медных листов изготавливают музыкальные инструменты, электротехнические приборы, трубы.
Читайте также:
Труба медная для водопровода и отопления. Технические характеристики.;
Вес алюминиевого листа.;
Вес оцинкованного листа. Таблица.
Вес медных листов.
По ГОСТ 495-92 предусмотрен стандарт длины и ширины 1500 × 600 мм габаритных размеров медных листов. Толщина листа по ГОСТу будет варьироваться в пределах от 0.4 до 25 мм. В зависимости от потребности заказчиков, заводы-изготовители могут отклониться от этих стандартов, например, от параметров толщины, длины и ширины листа. В редких случаях размеры толщины листа могут изготавливаться от 0.2 мм. Из-за толщины листа будет меняться вес. Для того чтобы посчитать теоретический вес медного листа марок М1, М2, М3 необходимо воспользоваться таблицей 2 (смотри ниже) и предварительно выбрать габариты и толщину нужного листа. Если листов несколько, то нужно умножить данное число из таблицы на количество штук. Если у Вас нестандартный размер листа или обрезанный кусок листа, чтобы посчитать его вес, нужно выбрать из таблицы значение 1 м2 (смотрим в колонке «размер листа» 1000х1000) и затем умножить на его площадь.
Таблица 2.
Теоретический вес медных листов марок М1, М2, М3.
Толщина
листа,мм
Теоретичкий вес листа
Толщина
листа,мм
Теоретичкий вес листа
Размер листа,мм
Размер листа,мм
1000х1000
600х1500
1000х2000
1000х1000
600х1500
1000х2000
0.4
3,56
3,20
7,12
4,50
40,05
36,06
80,10
0.5
4,45
4,01
8,90
5,00
44.50
40.05
89.00
0.6
5,34
4,81
10,68
5,50
48,95
44,06
97,90
0,7
6,23
5,61
12,46
6,00
53,40
48,06
106,80
0,8
7,12
6,41
14,24
6,50
57,85
52. 07
115,70
0,9
8,01
7,21
16,02
7,00
62,30
56,07
124,60
1,0
8,90
8,01
17,80
7,50
66,75
60,08
133,50
1,1
9,79
8,81
19,58
8,00
71,20
64,08
142,40
1,2
10,68
9,61
21,36
9,00
80,10
72,09
160,20
1,3
11,57
10,41
23,14
10,00
89,00
80,10
178,00
1,4
12,02
10,81
24,03
11,00
97,90
88,11
195,80
1,4
12,40
11,21
24,92
12,00
106,80
96,12
213,60
1,5
13,35
12,02
26,70
13,00
115,00
104,13
231,40
1,6
14,24
12,82
12,82
14,00
124,60
112,14
249,20
1,7
14,69
13,22
29,37
15,00
133,50
120,15
267,00
1,8
16,02
14,42
32,04
16,00
142,40
128,16
248,80
2,0
17,80
16,02
35,60
17,00
151,30
136,17
302,60
2,2
19,58
17,62
39,16
18,00
160,20
144,18
320,40
2,3
20,03
18,02
40,05
19,00
169,10
152,19
338,20
2,5
22,25
20,03
44,50
20,00
178,00
160,20
356,00
2,8
24,48
22,03
48,95
21,00
186,90
168,21
373,80
3,0
26,70
24,03
53,40
22,00
195,80
176,22
391,60
3,5
31,15
28,04
62,30
24,00
213,60
193,24
427,20
4,0
35,60
32,04
71,20
25,00
222,50
200,25
445,00
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
Станки советские, российские, импортные — справочная информация
КПО советское, российское, импортное — справочная информация
ГОСТы станков и КПО
Каталог станков производства СССР, РОССИЯ и стран СНГ
Каталог КПО производства СССР, РОССИЯ и стран СНГ
Инструкции по охране труда при работе на станках
Доставка
Контакты
Главная /
FAQ/Вопросы-ответы
Чем отличается фрезерный станок от токарного
Чем отличается фрезерный станок от токарного
Ответ:
Отличие заключается в способе обработки деталей — на токарных станках вращается заготовка, а слой металла с нее снимает поступательно движущийся резец, закрепленный в резцедержке на суппорте; а на фрезерных станках заготовка закреплена жестко на рабочем столе, совершающем возвратно-поступательные движения, а слой металла снимает вращающаяся фреза, на перефирии которой имеются режущие кромки.
Таким образом, выражаясь техническим языком, главным движением на токарном станке будет вращательное движение заготовки, получаемое от шпинделя через патрон или центр,
а вспомогательным — движение резца, закрепленного на суппорте;
на фрезерных станках главным движением является вращательное движение фрезы,
а вспомогательным (движением подачи) — заготовки или, реже, самой фрезы.
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
ОАО «СтанкоГомель» — лучшие фрезерные станки для производства
Назначение и классификация фрезерных станков
Токарные станки и работа на них Т. И. Тишенина, В. Б. Федоров
Фрезерные станки А. Г. Ничков
Мини токарные станки Универсал — сделано в СССР
В чем отличия мини-станков по металлу для производства от «домашних»
Маленькие фрезерные станки по металлу
Маленькие резцы для мини токарных станков
Микромодели токарных и фрезерных станков
Необычные маленькие токарные станки из дерева, алюминия и стали
Популярные модели
В наличии
Производители
Отличие токарного станка от фрезерного, чем отличается техника
Токарная обработка и фрезеровка принципиально отличаются способами придания заготовке нужной формы. В токарном станке вместе со шпинделем вращается деталь. Резец зажат неподвижно и перемещается вдоль оси вращения шпинделя, снимая с поверхности стружку.
При фрезеровке заготовка закреплена на столе и перемещается вместе с ним. К шпинделю крепится фреза. Быстро вращаясь, она снимает слой металла сразу несколькими режущими кромками.
Содержание:
1 Особенности токарного дела
2 Тонкости фрезерования
3 Принципиальная разница между станками
4 Популярные модели
5 Классификация оборудования для токарных работ
Особенности токарного дела
На токарных станках изготавливают детали с цилиндрической поверхностью. Это достигается обработкой поверхности вращающейся заготовки неподвижным резцом. На заднюю бабку устанавливается сверло и другие инструменты, производящие обработку вдоль оси вращения со стороны торца. На них выполняют операции:
обточка цилиндра;
изготовление конуса;
вырезание канавок;
отрезка;
торцовка;
центровка;
зенкерование;
расточка;
нарезка резьбы разного профиля.
Чтобы просверлить отверстия на боковой поверхности и сделать шпоночный паз, используют другое оборудование, или комбинированный токарный станок с фрезерной головкой.
Тонкости фрезерования
При фрезеровании заготовка вместе со столом перемещается линейно относительно вращающейся фрезы. В результате обработки получается ровная плоскость. Производительность металлообработки при фрезеровке высокая. В работе одновременно находится несколько резцов. Сразу захватывается широкая полоса, не тратится время на холостой обратный ход.
Вертикально-горизонтальные агрегаты с несколькими суппортами, обрабатывают одновременно верхнюю и боковые плоскости. Угловые и расточные головки обеспечивают сверловку и расточку отверстий в разных положениях.
На станке проводят операции:
фрезеровка;
торцовка;
вырезка пазов и канавок;
сверловка;
расточка.
Важно!
Для радиальной обработки – создания цилиндрической поверхности, на столе устанавливают вращающиеся центра.
Принципиальная разница между станками
Перечень узлов токарных и фрезерных станков во многом совпадает. Основное отличие:
на токарном станке в шпиндели крепится деталь, инструмент закреплен на суппорте и перемещается вместе с ним по направляющим станины, обрабатываются тела вращения;
на фрезерном станке шпиндель вращает режущий инструмент – фрезу, деталь находится на столе и перемещается вместе с ним линейно, обрабатываются прямоугольные изделия.
Одновременная обработка и создание сложных рельефов с круглыми и плоскими формами, возможно на комбинированном оборудовании и станках с ЧПУ.
Популярные модели
Группа фрезерного оборудования имеет первую цифру в маркировке «6». В нее входят все станки, у которых заготовка неподвижно крепится к столу, режущий инструмент устанавливается в шпиндель.
Справка! Зубофрезерные станки, у которых при обработке деталь также вращается, выделены в отдельную группу, имеют цифровое обозначение «5».
В единичном и массовом производстве широко используются типы фрезерных станков:
горизонтальный консольный – универсальный;
вертикально консольный;
широкоуниверсальный консольный с дополнительной шпиндельной головкой, поворачивающейся вокруг 2 осей;
бесконсольно-фрезерные с продольно-поперечным перемещением стола и опускающимся шпинделем;
продольно-фрезерные – стол перемещается только вдоль станины.
Справка! Станки с подвижной консолью используют для изготовления небольших деталей длиной до 1200 мм. Крупногабаритные заготовки фрезеруют на двухстоечных продольно-фрезерных станках, имеющих одновременно горизонтальные и вертикальные суппорта.
Популярностью пользуются универсальные станки с ЧПУ. Они по программе выполняют за один рабочий цикл несколько операций, обрабатывая все плоскости заготовки.
Классификация оборудования для токарных работ
Первая цифра 1 в маркировке станка говорит, что он относится к токарной группе металлорежущего оборудования. Вторая цифра указывает на тип станка.
Токарно-винторезные. Ось вращения расположена горизонтально. Длина заготовки меньше диаметра и в несколько раз больше него. Модели предназначены для точения деталей типа вал, гайка, кольцо. На них одновременным перемещением суппорта и поперечных салазок вытачиваются конусы, производится обработка торцов. Вдоль оси вращения сверлятся с торца, растачиваются. Агрегаты приспособлены для нарезки резьбы разных профилей – винтов.
Токарно-карусельные. Деталь вращается вокруг вертикальной оси. Длина заготовки меньше 2 диаметров. Резец с суппортом поднимается по направляющим станины.
Лоботокарные – шпиндель расположен горизонтально. Суппорт установлен на отдельной станине. Высота детали меньше диаметра. Станки предназначены для изготовления колес железнодорожных составов, маховиков, шкивов.
Токарно-револьверные. Вместо одного резца, в револьверной головке устанавливается несколько инструментов разного вида. Сложная обработка со сверловкой, расточкой, торцовкой и нарезкой резьбы выполняется с одной установки.
Автоматы продольного точения предназначены для обработки больших партий изделий из прутка.
Многошпиндельные автоматы предназначены для крупносерийного и массового производства. Сложное, крупногабаритное оборудование с несколькими шпинделями и резцедержателями.
Токарно-фрезерный центр – имеет дополнительно шпиндель под многолезвийный инструмент, установленный под углом относительно оси вращения детали.
Читайте также: токарно-фрезерный станок по металлу, настольный для дома
Важно!
Токарно-фрезерный центр с ЧПУ представляет собой соединение воедино двух типов станков. Он производит обработку точением и фрезеровкой, сверление, расточку. Производит полный цикл изготовления сложных изделий.
Отличие токарных и фрезерных станков в принципе крепления детали и шпинделя, способе их взаимного перемещения. В результате получаются разные поверхности. Все узлы расположены на станине, перечень их совпадает, за исключением стола у фрезерного оборудования и задней бабки на токарных агрегатах.
Поделиться в социальных сетях
Поворот против. Фрезерование: в чем отличие прецизионной обработки?
перейти к содержанию
Предыдущий Следующий
Посмотреть увеличенное изображение
Мы сталкивались с этим вопросом со многими нашими клиентами. Они говорят что-то вроде: «Помогите мне понять, что такое точение и что такое фрезерование, потому что для меня все это обработка». Токарная и фрезерная обработка с ЧПУ — это два типа прецизионной обработки, но в чем разница, когда речь идет о прецизионной обработке?
Короткий ответ:
Токарная обработка вращает заготовку относительно режущего инструмента. Он использует в основном круглый прутковый прокат для обработки компонентов.
Фрезерование вращает режущий инструмент относительно неподвижной заготовки. Для производства компонентов в основном используется прутковый прокат квадратного или прямоугольного сечения.
>>По любым вопросам, касающимся наших услуг по прецизионной обработке, свяжитесь с нами!
Токарно-фрезерные аналоги
Оба используют контролируемую обработку для удаления нежелательного материала из исходного материала: субтрактивное производство. Оба процесса производят стружку отходов материала, поскольку инструменты обрабатывают требуемые элементы. Однако материал заготовки, методы обработки и инструменты отличаются друг от друга.
Оба используют новейшую технологию компьютерного числового управления (ЧПУ) , в которой инженеры программируют станки с помощью программного обеспечения для автоматизированного проектирования (САПР). Это требует меньшего контроля во время работы и сводит к минимуму человеческие ошибки, предоставляя производителям более быстрый и надежный способ обеспечения стабильного качества.
Как и многие другие виды обработки с ЧПУ, токарная и фрезерная обработка подходят для таких металлов, как алюминий, сталь, латунь, медь и титан, а также для ряда термопластов. К неподходящим материалам относятся резина и силикон (слишком мягкие) и керамика (слишком твердые).
Как и большинство субтрактивных производственных технологий, токарная и фрезерная обработка генерируют тепло и часто используют смазочно-охлаждающую жидкость для смягчения этой проблемы.
Токарные станки с ЧПУ Различия
На токарных станках с ЧПУ (токарных станках) патрон (механизм захвата) удерживает круглый пруток, а шпиндель вращает патрон (и пруток) с заданной частотой вращения по мере его прохождения через станок. Скорость этого движения зависит от машины, используемого материала и характеристик компонента.
Стационарный режущий инструмент непрерывно воздействует на поверхность вращающегося (токарного) прутка, срезая ненужный материал. Несколько режущих инструментов перемещаются внутри прутка и вокруг него, чтобы создать необходимые элементы на компоненте.
Существует множество видов токарных станков с ЧПУ с различными типами инструментов, вариантами шпинделя и ограничениями по внешнему диаметру. Токарные станки с ЧПУ обычно производят круглые формы, хотя некоторые прутки шестигранной формы также могут быть обточены.
Некоторые токарные центры с ЧПУ имеют один шпиндель, что позволяет выполнять всю работу с одной стороны, в то время как другие токарные центры имеют основной и вспомогательный шпиндель. В этой настройке деталь может быть частично обработана на главном шпинделе, перемещена на вспомогательный шпиндель и добавлены дополнительные элементы на другой конец компонента. Это позволяет сбрасывать деталь «полностью» со станка без дополнительного оборудования, необходимого для обработки всех элементов.
Некоторые токарные станки с ЧПУ Swiss используют «подвижные» инструменты, которые могут останавливать вращение для добавления дополнительных элементов, таких как просверленные отверстия, пазы и мелкие фрезерованные элементы. Этот метод позволяет использовать более широкий диапазон форм, размеров и типов материалов.
Токарные детали обычно изготавливаются быстрее и эффективнее, чем фрезерованные. Они также часто меньше, чем фрезерованные детали.
Отличительные особенности фрезерных станков с ЧПУ
Фрезерное оборудование с ЧПУ быстро вращает режущий инструмент относительно поверхности неподвижной заготовки. Шпиндель удерживает режущий инструмент (фрезу), который вращается на высоких оборотах и удаляет материал. У фрезы может быть от 2 до 150 режущих поверхностей, а у некоторых и того больше.
Операции фрезерования обычно зарезервированы для плоских или рельефных поверхностей квадратных или прямоугольных блоков.
Обзор точения и фрезерования
Токарная обработка
Фрезерование
Метод
Вращает заготовку с заданной скоростью
Вращает режущий инструмент с заданной скоростью вращения
Результат
Цилиндрический или конический
Плоский или рельефный
Машина
Токарный станок
Фрезерный станок
Инструмент
Одноточечный токарный инструмент (SPTT)
Многоточечный режущий инструмент (фреза)
Контакт
Режущий инструмент остается в постоянном контакте с заготовкой во время работы
Режущий инструмент периодически режет во время работы
Движение (движение подачи)
Режущий инструмент перемещается
Перемещение заготовки
Отходы
Производит фрагментированную, прерывистую или непрерывную стружку
Производит прерывистую стружку
Дополнительное примечание о фрезерованных элементах на токарной детали:
Мелкие фрезерованные элементы (такие как плоские поверхности и пазы) часто можно обрабатывать на детали, изготовленной на токарном оборудовании. Это зависит от размера детали, общей сложности и типа материала. Примером фрезерованных элементов на точеной детали может быть показанный здесь компонент. Деталь изготавливается на токарном станке с ЧПУ из круглого прутка. Большинство элементов обточены, а плоская часть выреза фрезерована.
Собираем все вместе
В конечном счете, решение об использовании фрезерной или токарной обработки зависит от конструкции и характеристик детали. Фрезеруются самые большие, квадратные или плоские детали с элементами. Большинство цилиндрических деталей с элементами будут точены.
Pioneer Services предлагает услуги прецизионной обработки на токарных станках с ЧПУ Swiss и токарных станках с ЧПУ. Диаметр деталей варьируется от 0,145 дюйма (5 мм) до 3,25 дюйма (82,55 мм). Наши станки с ЧПУ Swiss могут обрабатывать детали размером до 1,5 дюйма (38 мм), а наши токарные центры с ЧПУ могут обрабатывать детали размером до 3,25 дюйма (82,55 мм).
Чтобы ознакомиться с широким ассортиментом компонентов, изготовленных компанией Pioneer Service на нашем токарном и швейцарском станках с ЧПУ, пожалуйста, просмотрите нашу галерею продукции.
Мы можем фрезеровать элементы на токарной детали как для наших токарных станков с ЧПУ swiss, так и для токарных станков с ЧПУ. Однако у нас нет собственных мощностей для производства полностью фрезерованных компонентов.
У вас есть проект, который вы хотите, чтобы мы рассмотрели или процитировали? Свяжитесь с нашей командой сегодня!
Ссылка для загрузки страницы
Разница между точением и фрезерованием
Пинту
Обработка
Обычная механическая обработка — это один из видов производственного процесса, при котором лишний материал удаляется из предварительно сформированной заготовки путем срезания в виде стружки с помощью клиновидного режущего инструмента для получения желаемой формы, отделки и допуска. Существует несколько процессов обработки для эффективной обработки самых разных материалов бесчисленными способами. Токарная и фрезерная обработка — это всего лишь два примера таких процессов обработки. Другими являются сужение, сверление, формование, строгание, прорезание пазов, накатка, растачивание, развертывание, пиление, снятие фаски и т. д. Каждый из этих процессов имеет уникальные преимущества и ограничения и, таким образом, подходит для конкретных требований.
Хотя и токарная, и фрезерная обработка следуют принципам субтрактивного производства, их области применения различны, поскольку они создают различные геометрические поверхности. Токарная обработка используется для уменьшения диаметра обрабатываемой детали и, таким образом, обеспечивает цилиндрическую поверхность. Это осуществляется на токарном станке с помощью одноточечного режущего инструмента (так называемого токарного инструмента). Здесь заготовка вращается с фиксированной скоростью, чтобы обеспечить необходимую скорость резания, в то время как инструмент перемещается, чтобы обеспечить требуемую подачу. С другой стороны, фрезерование позволяет получить плоскую или ступенчатую поверхность. Осуществляется на фрезерном станке с использованием многоточечной фрезы (фрезы). Здесь фреза вращается с фиксированной скоростью, чтобы обеспечить скорость резания, в то время как заготовка перемещается относительно неподвижной фрезы, чтобы обеспечить подачу. Важные сходства и различия между токарной и фрезерной обработкой приведены в следующих разделах.
Как точение, так и фрезерование являются традиционными процессами механической обработки. В таких процессах используется специально разработанный режущий инструмент, который физически сжимает тонкий слой материала заготовки, постепенно срезая его в виде твердой стружки.
И токарная, и фрезерная обработка основаны на субтрактивном производственном подходе. Здесь материал слой за слоем удаляется из твердого трехмерного блока для получения целевого продукта. Напротив, подход аддитивного производства следует концепции добавления тонких слоев материала один поверх другого для создания твердого трехмерного блока.
Как в токарных, так и в фрезерных процессах используется цельный режущий инструмент для срезания материала с заготовки; однако форма и характеристики фрез для этих двух процессов сильно различаются.
Стружкообразование характерно для обоих случаев. На самом деле, это основа любого обычного процесса обработки.
Оба процесса могут обеспечить достаточно хорошее качество поверхности; однако это зависит от нескольких других факторов, включая скорость резания, скорость подачи, глубину резания, геометрию инструмента, среду резания и т. д.
Выделение тепла присуще обоим процессам. Последующие эффекты высокой температуры резания также одинаковы для обеих операций.
Смазочно-охлаждающая жидкость
может применяться в обоих процессах.
Токарная обработка
Фрезерование
Точение выполняется для получения цилиндрической или конической поверхности.
Фрезерование выполняется в первую очередь для получения плоской поверхности.
Станок, используемый для токарной обработки, называется токарный станок.
Фрезерование осуществляется на фрезерном станке.
В процессе токарной обработки используется одноточечный режущий инструмент, называемый SPTT (Single Point Turning Tool).
В процессе фрезерования используется многоточечный режущий инструмент, называемый фрезой.
При точении режущий инструмент постоянно находится в контакте с заготовкой во время операции.
При фрезеровании зуб постоянно входит в зацепление и выходит из зацепления во время работы (прерывистое резание).
Здесь заготовка вращается с фиксированной скоростью вращения в минуту (об/мин). Это вращение обеспечивает необходимую скорость резания.
Здесь фреза вращается с фиксированной скоростью вращения в минуту (об/мин). Вращающийся резец обеспечивает необходимую скорость резания.
При токарной обработке движение подачи происходит за счет перемещения режущего инструмента (инструментальной каретки).
При фрезеровании движение подачи происходит за счет перемещения заготовки (рабочего стола).
Сэндвич-панели Трубы ППУ Трубопроводная арматура Профнастил Сетка и метизы Сортовой прокат Нержавеющий прокат
Главная
Сортовой Металлопрокат
Швеллер
18П
Швеллер 18П ГОСТ 8240-97
Номер швеллера
h, Высота
b, Ширина полки
s, Толщина стенки
t, Толщина полки
R
г
Площадь поперечного сечения F, см2
Масса 1 м, кг
Справочные значения для осей
X0, см
не более
Х-Х
Y -Y
мм
Iх, см4
Wx, см3
ix, см
Sx, см3
Iy, см4
Wу, см3
i0, см
18П
180
70
5. 1
8.7
9
5
20.7
16.3
1090
121
7.26
70
100
20.6
2.2
2.14
Швеллер 18П – наверное опять единственный из наиболее популярных вариантов черного металлопроката, применяемых на нынешнем строительстве,
И в разных сферах промышленности. При этом спасибо индивидуальности строения, швеллер п образный стальной обладает неповторимыми качествами,
Делающими его незаменимым при реализации наиболее замысловатых и нестандартных строительных проектов.
По своему формальному образу стальной гнутый швеллер является балкой на разрезе похожий на символ «П» из положением полок начиная с одной грани стенки.
Этот лик металлопроката делают в основном путем огненной прокатки металла стальной болванки на специальных сортовых оборудованиях, благодаря чему получают приурочный сорт продукта,
Обозначенный в спецификациях только швеллеры стальные горячекатанные. Кроме этого существуют варианты изделия начиная с неширокими полками, созданные способом сгибания полосы стали на профиле-гибочных оборудованиях.
Швеллеры из цветных металлов выпускают способом прессования. В настоящее время индустрия издаёт достаточно обширный сортамент этих изделий,
Следовательно сейчас не составляет никакого труда купить швеллер любого нужного вида а также объема.
Швеллер 16аП || Швеллер 20П
Швеллер 18 сортамент в Бийске: 16-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Бийск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Сельское хозяйство
Сельское хозяйство
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Швеллер 18 сортамент
39 000
Швеллер18
В МАГАЗИНЕще цены и похожие товары
Швеллер № 18 (м. пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер №18 дл. 12м (цена за метр) Тип: швеллер, Номер швеллера: 18, Номер двутавра: 16
ПОДРОБНЕЕЕще цены и похожие товары
ПВХ-швеллер металлизированный 18 мм 2700 серебро глянец Цвет: серебристый, Тип профиля:
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер размер 18 мм стальной горячекатаный (г к) металлический равнополочный гост 8240-97 L=12 м
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер № 18 (цена за метр) Тип: швеллер, Номер двутавра: 18, Метод изготовления: горячекатаный
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер18 У стальной горячекатаный (цена за метр погонный) Тип: швеллер, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
82 000
Швеллер стальной горячекатаный 18 3СП/3СП
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер18 Тип: швеллер, Номер двутавра: 18
ПОДРОБНЕЕЕще цены и похожие товары
38 500
Швеллер18 П Тип: швеллер, Номер двутавра: 18
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер18 П Тип: швеллер, Номер двутавра: 18
ПОДРОБНЕЕЕще цены и похожие товары
75 390
Швеллер18 У ст. 3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер № 18 Тип: швеллер, Номер швеллера: 16, Номер двутавра: 12
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер № 18 Тип: швеллер, Номер двутавра: 18
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер стальной 18 П Тип: швеллер, Высота сечения: 70мм, Ширина сечения: 180мм
ПОДРОБНЕЕЕще цены и похожие товары
Северсталь Швеллер № 18 Россия (цена за м.п.) Тип: швеллер, Производитель: Северсталь, Номер
Швеллер18 П Тип: швеллер, Номер швеллера: 5, Номер двутавра: 12
ПОДРОБНЕЕЕще цены и похожие товары
77 590
Швеллер18 П ст. 3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм
ПОДРОБНЕЕЕще цены и похожие товары
84 590
Швеллер18 П ст. 09Г2С Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер18 П Тип: швеллер, Номер швеллера: 16, Номер двутавра: 12
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер18 Тип: швеллер, Номер двутавра: 18
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер18 П Тип: швеллер, Высота сечения: 180мм, Ширина сечения: 500мм
ПОДРОБНЕЕЕще цены и похожие товары
69 200
Швеллер горячекатаный 18 П(У) Тип: швеллер, Номер двутавра: 18, Метод изготовления: горячекатаный
ПОДРОБНЕЕЕще цены и похожие товары
79 903
Швеллер 18П ст. 3 Тип: швеллер, Номер двутавра: 18, Метод изготовления: горячекатаный
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер18 Тип: швеллер, Высота сечения: 70мм, Ширина сечения: 180мм
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер18 П Тип: швеллер, Номер швеллера: 12, Номер двутавра: 18
ПОДРОБНЕЕЕще цены и похожие товары
Поставщики беспроводных радиочастот и ресурсы
Веб-сайт RF Wireless World является домом для поставщиков и ресурсов RF и Wireless. На сайте представлены статьи, учебные пособия, поставщики, терминология, исходный код (VHDL, Verilog, MATLAB, Labview), тесты и измерения, калькуляторы, новости, книги, загрузки и многое другое.
Сайт RF Wireless World охватывает ресурсы по различным темам, таким как RF, беспроводная связь, vsat, спутник, радар, оптоволокно, микроволновая печь, wimax, wlan, zigbee, LTE, 5G NR, GSM, GPRS, GPS, WCDMA, UMTS, TDSCDMA, Bluetooth, Lightwave RF, z-wave, Интернет вещей (IoT), M2M, Ethernet и т. д. Эти ресурсы основаны на стандартах IEEE и 3GPP. Он также имеет академический раздел, который охватывает колледжи и университеты по инженерным дисциплинам и дисциплинам MBA.
Статьи о системах на основе IoT
Система обнаружения падений для пожилых людей на основе IoT : В статье рассматривается архитектура системы обнаружения падений, используемой для пожилых людей. В нем упоминаются преимущества или преимущества системы обнаружения падения IoT. Подробнее➤ См. также другие статьи о системах на основе IoT: • Система очистки туалетов AirCraft. • Система измерения удара при столкновении • Система отслеживания скоропортящихся продуктов и овощей • Система помощи водителю • Система умной розничной торговли • Система мониторинга качества воды • Система интеллектуальной сети • Умная система освещения на основе Zigbee • Умная система парковки на базе Zigbee • Умная система парковки на базе LoRaWAN.
Радиочастотные беспроводные изделия
Этот раздел статей охватывает статьи о физическом уровне (PHY), уровне MAC, стеке протоколов и сетевой архитектуре на основе WLAN, WiMAX, zigbee, GSM, GPRS, TD-SCDMA, LTE, 5G NR, VSAT, Gigabit Ethernet на основе IEEE/3GPP и т. д. , стандарты. Он также охватывает статьи, связанные с испытаниями и измерениями, посвященные испытаниям на соответствие, используемым для испытаний устройств на соответствие RF/PHY. СМ. УКАЗАТЕЛЬ СТАТЕЙ >>.
Физический уровень 5G NR : Обработка физического уровня для канала 5G NR PDSCH и канала 5G NR PUSCH была рассмотрена поэтапно. Это описание физического уровня 5G соответствует спецификациям физического уровня 3GPP. Подробнее➤
Основные сведения о повторителях и типы повторителей : В нем объясняются функции различных типов повторителей, используемых в беспроводных технологиях. Подробнее➤
Основы и типы замираний : В этой статье рассматриваются мелкомасштабные замирания, крупномасштабные замирания, медленные замирания, быстрые замирания и т. д., используемые в беспроводной связи. Подробнее➤
Архитектура сотового телефона 5G : В этой статье рассматривается блок-схема сотового телефона 5G с внутренними модулями 5G. Архитектура сотового телефона. Подробнее➤
Основы помех и типы помех: В этой статье рассматриваются помехи по соседнему каналу, помехи в одном канале, Электромагнитные помехи, ICI, ISI, световые помехи, звуковые помехи и т. д. Подробнее➤
Раздел 5G NR
В этом разделе рассматриваются функции 5G NR (новое радио), нумерология, диапазоны, архитектура, развертывание, стек протоколов (PHY, MAC, RLC, PDCP, RRC) и т. д. 5G NR Краткий справочный указатель >> • Мини-слот 5G NR • Часть полосы пропускания 5G NR • БАЗОВЫЙ НАБОР 5G NR • Форматы 5G NR DCI • 5G NR UCI • Форматы слотов 5G NR • IE 5G NR RRC • 5G NR SSB, SS, PBCH • 5G NR PRACH • 5G NR PDCCH • 5G NR PUCCH • Опорные сигналы 5G NR • 5G NR m-Sequence • Золотая последовательность 5G NR • 5G NR Zadoff Chu Sequence • Физический уровень 5G NR • MAC-уровень 5G NR • Уровень 5G NR RLC • Уровень PDCP 5G NR
Учебники по беспроводным технологиям
В этом разделе рассматриваются учебные пособия по радиочастотам и беспроводным сетям. Он охватывает учебные пособия по таким темам, как сотовая связь, WLAN (11ac, 11ad), wimax, bluetooth, zigbee, zwave, LTE, DSP, GSM, GPRS, GPS, UMTS, CDMA, UWB, RFID, радар, VSAT, спутник, беспроводная сеть, волновод, антенна, фемтосота, тестирование и измерения, IoT и т. д. См. ИНДЕКС УЧЕБНЫХ ПОСОБИЙ >>
Учебное пособие по 5G — В этом учебном пособии по 5G также рассматриваются следующие подтемы, посвященные технологии 5G: Учебник по основам 5G Диапазоны частот учебник по миллиметровым волнам Рамка волны 5G мм Зондирование канала миллиметровых волн 5G 4G против 5G Испытательное оборудование 5G Архитектура сети 5G Сетевые интерфейсы 5G NR звучание канала Типы каналов 5G FDD против TDD Нарезка сети 5G NR Что такое 5G NR Режимы развертывания 5G NR Что такое 5G ТФ
В этом учебнике GSM рассматриваются основы GSM, сетевая архитектура, сетевые элементы, системные спецификации, приложения, Типы пакетов GSM, структура кадров GSM или иерархия кадров, логические каналы, физические каналы, Физический уровень GSM или обработка речи, вход в сеть мобильного телефона GSM или настройка вызова или процедура включения питания, Вызов MO, вызов MT, модуляция VAMOS, AMR, MSK, GMSK, физический уровень, стек протоколов, основы мобильного телефона, Планирование RF, нисходящая линия связи PS и восходящая линия связи PS. ➤Читать дальше.
LTE Tutorial , описывающий архитектуру системы LTE, включая основы LTE EUTRAN и LTE Evolved Packet Core (EPC). Он предоставляет ссылку на обзор системы LTE, радиоинтерфейс LTE, терминологию LTE, категории LTE UE, структуру кадра LTE, физический уровень LTE, Стек протоколов LTE, каналы LTE (логические, транспортные, физические), пропускная способность LTE, агрегация несущих LTE, Voice Over LTE, расширенный LTE, Поставщики LTE и LTE vs LTE advanced.➤Подробнее.
Радиочастотные технологии Материал
На этой странице мира беспроводных радиочастот описывается пошаговое проектирование преобразователя частоты на примере повышающего преобразователя частоты 70 МГц в диапазон C. для микрополосковой платы с использованием дискретных радиочастотных компонентов, а именно. Смесители, гетеродин, MMIC, синтезатор, опорный генератор OCXO, амортизирующие прокладки. ➤Читать дальше. ➤ Проектирование и разработка РЧ приемопередатчика ➤Дизайн радиочастотного фильтра ➤Система VSAT ➤Типы и основы микрополосковых ➤Основы волновода
Секция испытаний и измерений
В этом разделе рассматриваются ресурсы по контролю и измерению, контрольно-измерительное оборудование для тестирования тестируемых устройств на основе Стандарты WLAN, WiMAX, Zigbee, Bluetooth, GSM, UMTS, LTE. ИНДЕКС испытаний и измерений >> ➤Система PXI для контрольно-измерительных приборов. ➤ Генерация и анализ сигналов ➤ Измерения физического уровня ➤ Тестирование устройства WiMAX на соответствие ➤ Тест на соответствие Zigbee ➤ Тест на соответствие LTE UE ➤ Тест на соответствие TD-SCDMA
Волоконно-оптические технологии
Волоконно-оптический компонент основы, включая детектор, оптический соединитель, изолятор, циркулятор, переключатели, усилитель, фильтр, эквалайзер, мультиплексор, разъемы, демультиплексор и т. д. Эти компоненты используются в оптоволоконной связи. ИНДЕКС оптических компонентов >> ➤Руководство по оптоволоконной связи ➤APS в SDH ➤Основы SONET ➤ Структура кадра SDH ➤ SONET против SDH
Сайт RF Wireless World охватывает производителей и поставщиков различных радиочастотных компонентов, систем и подсистем для ярких приложений, см. ИНДЕКС поставщиков >>.
Поставщики ВЧ-компонентов, включая ВЧ-изолятор, ВЧ-циркулятор, ВЧ-смеситель, ВЧ-усилитель, ВЧ-адаптер, ВЧ-разъем, ВЧ-модулятор, ВЧ-трансивер, PLL, VCO, синтезатор, антенну, осциллятор, делитель мощности, сумматор мощности, фильтр, аттенюатор, диплексер, дуплексер, чип-резистор, чип-конденсатор, чип-индуктор, ответвитель, ЭМС, программное обеспечение RF Design, диэлектрический материал, диод и т. д. Поставщики радиочастотных компонентов >> ➤Базовая станция LTE ➤ РЧ-циркулятор ➤РЧ-изолятор ➤Кристаллический осциллятор
MATLAB, Labview, Embedded Исходные коды
Раздел исходного кода RF Wireless World охватывает коды, связанные с языками программирования MATLAB, VHDL, VERILOG и LABVIEW. Эти коды полезны для новичков в этих языках. СМОТРИТЕ ИНДЕКС ИСТОЧНИКОВ >> ➤ 3–8 код декодера VHDL ➤Скремблер-дескремблер Код MATLAB ➤32-битный код ALU Verilog ➤ T, D, JK, SR триггер коды labview
*Общая медицинская информация*
Сделайте эти пять простых вещей, чтобы помочь остановить коронавирус (COVID-19). СДЕЛАЙТЕ ПЯТЬ 1. РУКИ: Мойте их часто 2. ЛОКОТЬ: кашляйте в него 3. ЛИЦО: Не прикасайтесь к нему 4. НОГИ: Держитесь на расстоянии более 3 футов (1 м) друг от друга 5. ЧУВСТВУЙТЕ: Болен? Оставайтесь дома
Используйте технологию отслеживания контактов >> , следуйте рекомендациям по социальному дистанцированию >> и установить систему наблюдения за данными >> спасти сотни жизней. Использование концепции телемедицины стало очень популярным в таких стран, как США и Китай, чтобы остановить распространение COVID-19так как это заразное заболевание.
Радиочастотные калькуляторы и преобразователи
Раздел «Калькуляторы и преобразователи» охватывает ВЧ-калькуляторы, беспроводные калькуляторы, а также преобразователи единиц измерения. Они охватывают беспроводные технологии, такие как GSM, UMTS, LTE, 5G NR и т. д. СМ. КАЛЬКУЛЯТОРЫ Указатель >>. ➤Калькулятор пропускной способности 5G NR ➤ 5G NR ARFCN и преобразование частоты ➤ Калькулятор скорости передачи данных LoRa ➤ LTE EARFCN для преобразования частоты ➤ Калькулятор антенны Yagi ➤ Калькулятор времени выборки 5G NR
IoT-Интернет вещей Беспроводные технологии
В разделе, посвященном IoT, рассматриваются беспроводные технологии Интернета вещей, такие как WLAN, WiMAX, Zigbee, Z-wave, UMTS, LTE, GSM, GPRS, THREAD, EnOcean, LoRa, SIGFOX, WHDI, Ethernet, 6LoWPAN, RF4CE, Bluetooth, Bluetooth с низким энергопотреблением (BLE), NFC, RFID, INSTEON, X10, KNX, ANT+, Wavenis, Dash7, HomePlug и другие. Он также охватывает датчики IoT, компоненты IoT и компании IoT. См. главную страницу IoT>> и следующие ссылки. ➤РЕЗЬБА ➤EnOcean ➤ Учебник LoRa ➤ Учебник по SIGFOX ➤ WHDI ➤6LoWPAN ➤Зигби RF4CE ➤NFC ➤Лонворкс ➤CEBus ➤УПБ
СВЯЗАННЫЕ ПОСТЫ
Учебники по беспроводным радиочастотам
GSM ТД-СКДМА ваймакс LTE UMTS GPRS CDMA SCADA беспроводная сеть 802.11ac 802.11ad GPS Зигби z-волна Bluetooth СШП Интернет вещей Т&М спутник Антенна РАДАР RFID
Различные типы датчиков
Датчик приближения Датчик присутствия против датчика движения Датчик LVDT и RVDT Датчик положения, смещения и уровня датчик силы и датчик деформации Датчик температуры датчик давления Датчик влажности датчик МЭМС Сенсорный датчик Тактильный датчик Беспроводной датчик Датчик движения Датчик LoRaWAN Световой датчик Ультразвуковой датчик Датчик массового расхода воздуха Инфразвуковой датчик Датчик скорости Датчик дыма Инфракрасный датчик Датчик ЭДС Датчик уровня Активный датчик движения против пассивного датчика движения
Поделиться этой страницей
Перевести эту страницу
СТАТЬИ Раздел T&M ТЕРМИНОЛОГИИ Учебники Работа и карьера ПОСТАВЩИКИ Интернет вещей Онлайн калькуляторы исходные коды ПРИЛОЖЕНИЕ. ЗАМЕТКИ Всемирный веб-сайт T&M
Радиочастоты и каналы CB
Спектр CB Radio разбит на 40 каналов с частотами CB в диапазоне от 26,965 до 27,405 МГц. Каналы обычно разнесены на 10 кГц. Хотя эти каналы открыты для всех, некоторые из них имеют общепринятые цели, которые указаны в таблице ниже. Примеры включают Канал 9(зарезервирован для экстренной связи) и канал 19, который в основном используется дальнобойщиками. Если вам нужна конкретная информация или вы хотите поделиться сообщениями на этих каналах, вы можете сделать это или просто переключиться для прослушивания. Справедливое предупреждение: у дальнобойщиков есть свои клички и сленг, а болтливым посетителям не всегда рады. Так что будьте готовы и знайте, что вас ждет, если вы прыгнете на 19 в качестве аутсайдера.
Канал CB
Частота CB (МГц)
Обычное использование
1
26,965
Открыто для всех
2
26. 975
Открыто для всех
3
26,985
Открыто для всех
4
27.005
Открыто для всех — часто используется для полноприводных автомобилей/внедорожников
5
27.015
Открыто для всех
6
27.025
Открыто для всех
7
27.035
Открыто для всех
8
27.055
Открыто для всех
9
27.065
Аварийная связь
10
27.075
Открыто для всех — часто используется дальнобойщиками для региональных дорог
11
27. 085
Открыто для всех
12
27.105
Открыто для всех
13
27.115
Открыто для всех — часто используется морскими пехотинцами/автомобилистами
14
27.125
Открыто для всех — часто используется в рациях
15
27.135
Открыто для всех
16
27.155
Открыто для всех (и SSB)
17
27.165
Открыто для всех — часто используется дальнобойщиками в отношении движения с севера на юг
18
27.175
Открыто для всех
19
27. 185
Дальнобойщики re: Движение по шоссе Восток/Запад
20
27.205
Открыто для всех
21
27.215
Открыто для всех — часто используется дальнобойщиками для региональных дорог
22
27.225
Открыто для всех
23
27.255
Открыто для всех
24
27.235
Открыто для всех
25
27.245
Открыто для всех
26
27.265
Открыто для всех
27
27.275
Открыто для всех
28
27. 285
Открыто для всех
29
27.295
Открыто для всех
30
27.305
Открыто для всех
31
27.315
Открыто для всех
32
27.325
Открыто для всех
33
27.335
Открыто для всех
34
27.345
Открыто для всех
35
27.355
Открыто для всех
36
27.365
Открыто для всех (и SSB)
37
27.375
Открыто для всех (и SSB)
38
27. 385
Открыто для всех (и SSB, LSB)
39
27.395
Открыто для всех (и SSB)
40
27.405
Открыто для всех (и SSB)
Почему только эти 40 каналов для радио CB?
Просто другие частоты принадлежат другим видам операторов. Выше этих частот CB Radio (27,430, 27,450, 27,470, 27,490, 27,510 и 27,530 МГц) находятся каналы для службы Business Radio, которая является частью диапазонов двусторонней радиосвязи VHF и UHF. Федеральное правительство контролирует от 27 540 до 28 000 частот и от 26 480 до 26,9.60 принадлежат вооруженным силам США. Гражданскому воздушному патрулю, входящему в состав ВВС США, присвоена частота 26,620 МГц, хотя теперь CAP чаще использует частоты УКВ. 10-метровый диапазон радиолюбителей (Ham) работает от 28 000 до 29 700 МГц.
Использование частот или каналов за пределами диапазона CB или в пределах 11-метровой (выше или ниже 10 кГц) частоты является незаконным, что называется свободным диапазоном. Freebanding может быть заманчивым, особенно когда наши частоты кажутся немного переполненными, а те, что чуть выше или ниже, приятны и тихи. И как сообщество, которое часто характеризуют как мятежное, я понимаю волнующий призыв сделать то, чего мне сказали не делать. Тем не менее, я рекомендую бороться с желанием и держаться подальше. Поскольку эти частоты принадлежат другим операторам, некоторые из которых являются федеральным правительством, их использование является рискованной территорией, поскольку легальные операторы на этих каналах очень хотят сообщить вам, и Федеральная комиссия по связи (FCC) расправляется с таким поведением с помощью одного из более из следующих:
Уведомление о явной ответственности
Штраф в размере более 10 000 долларов США
Изъятие вашего радиооборудования
Приостановление действия любой/всех лицензий FCC
Чтобы избежать болезненных и раздражающих суровых мер FCC, мы советуем вам оставаться в пределах наших 40 каналов CB Radio.
Если эта информация действительно вызвала у вас интерес к правительственным постановлениям, вы можете узнать больше о законах, касающихся использования CB Radio, на веб-сайте FCC.
Для получения дополнительной технической информации и ресурсов по установке CB Radio посетите наш учебный центр.
Рекомендуемые товары
Униден Про 510 XL
Комплект антенны Firestik FS CB
Быстроразъемное соединение антенны Firestik CB
Была ли эта статья полезной? Пожалуйста, поставьте лайк / поделитесь этим!
Рекомендуемые продукты
Униден Про 510 XL
49,95 долларов США
Наш лучший выбор для невероятно прочной, компактной (и удивительно доступной) радиостанции CB
Комплект антенны Firestik FS CB
$64,95
Наш комплект антенны CB №1 по продажам включает компоненты премиум-класса, произведенные в США.
Марка стали 45 — одна из самых востребованных и популярных марок конструкционных углеродистых сталей, соответствует требованиям ГОСТ 1050-2013, ДСТУ 7809
Сталь марки 45 применяется при изготовлении горячекатаного и холоднокатаного плоского и сортового проката и поковок, которые впоследствии используются при создании металлоконструкций и изделий машиностроительного назначения различных форм и размеров. Конструкционная сталь 45 имеет обширное применение в производстве шпинделей и кулачков, шестерней, крепежных изделий, валов различного назначения. Из такой стали изготавливаются ответственные изделия (консоли, оси, штоки, балки, плунжеры и пр. ), от которых требуется повышенная прочность после термической обработки.
Сваривание
Марка стали 45 — трудносвариваемая. Для достижения качественных сварных соединений необходимы дополнительные операции: подогрев до +200-300°С при сварке, а также термообработка стали 45 после сварки, то есть её отжиг.
Применение Стали 45 при производстве редукторов.
Сталь 45. Применение в производстве.
Сталь 45 относится к конструкционным углеродистым качественным сталям. Благодаря высокой выносливости и терпимости к значительным перепадам температуры, сталь 45 применяется при производстве редукторов. Из данной стали изготавливают валы-шестерни и зубчатые колёса для таких массовых изделий из нашего каталога, как редукторы РМ-250, РМ-350, РМ-400, РМ-500 и РМ-850. Сталь 45 является относительно дешёвым металлом, что позволяет производить из неё и цепные приводные звёздочки. После соответствующей термообработки звездочки для цепей ПР-25,4, ПР-31,75, ПР-38,1, ПР-44,45 и ПР-50,8 обеспечивают долгую работоспособность цепного привода.
Химический состав стали.
Хотя основной долей в составе Стали 45 обладает железо (Fe) – до 97%, но определяющим показателем марки является углерод (C), его доля составляет 0,42 – 0,5%. Именно это число обозначается в маркировке стали. Приведём полный химический состав:
железо (Fe) — до 97%;
углерод (С) – от 0,42 до 0,5%;
кремний (Si) – от 0,17 до 0,37%;
хром (Cr) – до 0,25%;
марганец (Mn) — 0,5 — 0,8%;
никель (Ni) – до 0,25%;
медь (Cu) – до 0,25%;
фосфор (P) – до 0,035%;
сера (S) – до 0,04%;
мышьяк (As) — 0,08.
Малое процентное содержание хрома и никеля определяет подверженность изделий из Стали 45 коррозии, что необходимо учитывать при техническом обслуживании и смазке редукторов и цепных звёздочек.
Сталь 45 ГОСТ.
Сталь 45 применяется в качестве заготовки для самых разнообразных изделий. В зависимости от формы, весь металлопрокат регламентируется ГОСТами. Подробнее:
Сортовой прокат, в том числе фасонный — ГОСТ 1050-74, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 8509-86, ГОСТ 8510-86, ГОСТ 8239-72, ГОСТ 8240-72, ГОСТ 10702-78.
45 сталь применяется в горячекатаном и холоднокатаном плоском и прокатном прокате и поковках, которые затем используются в металлоконструкциях и деталях машиностроения различных форм и размеров. Конструкционная сталь 45 имеет широкий спектр применения в шпинделях, направляющих кулачках, зубчатых колесах, креплениях и различных типах осей. Из этой стали изготавливаются ответственные детали (консольные конструкции, валы, стержни, балки, плунжеры и т. д.), которые подвергаются термообработке для повышения прочности.
Сварка
45 сталь плохо поддается сварке. Для получения качественного сварного шва перед сваркой изделие необходимо нагреть до +200-300°С, а затем подвергнуть термообработке (отжигу).
Среднеуглеродистая сталь C45 Ранг
Что такое материал C45? Сталь марки C45 определяется как среднеуглеродистая сталь, обеспечивающая прочность на растяжение в умеренном диапазоне. Материал можно маневрировать с упрочнением посредством закалки и отпуска на целевых и ограниченных участках. С45 также может подвергаться индукционной закалке до уровня твердости HRC 55.
Этот сорт в большинстве случаев поставляется в состоянии термообработки без присмотра, т. е. в нормализованном состоянии. Однако по запросу может быть выполнен в многочисленных вариациях термообработки, на что указывают дополнительные буквы в названии марки. Это может быть обеспечено незначительными изменениями в химическом составе.
Обрабатываемость С45 эквивалентна обрабатываемости низкоуглеродистой стали, например марки CR1, с другой стороны, способность к сварке ниже, чем у низкоуглеродистой стали.
Что такое BS EN ISO 683-1:2018? Стандарт ISO 683-1:2018 заменяет стандарт BS EN 10083-2:2006, в котором также указывается C45. Это британский стандарт, заимствованный из ISO, который определяет термически обрабатываемые стали, легированные стали и стали для автоматической резки, а также нелегированные стали для закалки и отпуска. Он опубликован в 2018 году. Стандарт заменяет BS EN 10083-2: 2006, в котором также указан C45.
Почему C45 называется 1.1191? Сталь европейского класса 1.1191 представляет собой нелегированную углеродистую сталь, изготавливаемую для объективной формовки в кованые изделия. 1,1191 — это европейское числовое обозначение этого материала C45.
Доступные формы на рынке : Ниже приведены доступные формы стали C45 на мировом рынке:
Плиты
Шестигранники
Блоки
Круглые стержни
Прутки квадратные
листов
Поверхностная обработка точеная, черновая и хромированная. Это должно быть подтверждено поставщиками.
Размерные характеристики сталей C45 : допустимая толщина этого материала C45, согласно онлайн-статистике на рынке, составляет от 10 мм до 1 500 мм в зависимости от процессов. Однако ширина этого материала варьируется и доступна в диапазоне от 200 до 3000 мм. Поскольку он доступен в различных формах, размеры должны быть подтверждены поставщиками, производителями и дилерами. Диаметр круглого проката C45 начинается от 8 до 300 миллиметров.
Химический состав этого сорта указан следующим образом:
Максимальное процентное содержание Carbon (C) составляет 0 . 50 процентов.
Максимальное процентное содержание Марганец (Mn) составляет 0,9 процентов, а минимальное значение составляет 0,5 процентов.
Максимальное процентное содержание Фосфор (P) составляет 0,03 процентов
Максимальное процентное содержание кремния (Si) составляет 0,04 процентов.
Максимальное процентное содержание серы (S) составляет 0,035 процентов.
Максимальное процентное содержание Никель (Ni) составляет 0, 4 процентов.
Максимальное процентное содержание Хрома (Cr) составляет 0,4 процента
Остальной процент железа (Fe) с небольшим количеством незначительных примесей.
Механические свойства стали C45 : Ниже приведены некоторые механические свойства материала C45 в закаленном и отпущенном состоянии:
Испытательное напряжение рассматриваемой стали выражается в ньютонах на миллиметры и должно быть не менее 370 -490 Н/мм2 (МПа).
Относительное удлинение стали C45 зависит от процесса термообработки и толщины, но обычно указывается 14-17%.
Прочность на растяжение исследуемой стали выражается в ньютонах на миллиметры и должна составлять не менее 700-800 Н/мм2 (МПа).
Блоки C45 Инфографика
Ниже приведены некоторые механические свойства материала C45 в нормализованном виде.0 Н/мм2 (МПа).
Относительное удлинение стали C45 зависит от процесса термообработки и толщины, но обычно указывается 14-16%.
Предел прочности исследуемой стали на растяжение выражается в ньютонах на миллиметры и должен составлять не менее 305–620 Н/мм2 (МПа).
Эквивалентные марки материалов по другим международным стандартам : Узнайте больше о
Эквивалентная марка этого типа по стандартам США и Австралии: 1045
В обозначении JIS соответствующий материал обозначается как S45C.
Ожог глаз сваркой или «нахвататься зайчиков» глаз от сварки
ГлавнаяСтатьи Ожог глаз сваркой или «нахвататься зайчиков» глаз от сварки
Электроофтальмия — это кератопатия (поражение роговицы глаза) вызванная тепловым или ультрафиолетовым облучением. Часто электроофтальмия возникает при сварке без защитных средств. В народе имеет обозначение «нахвататься зайчиков«.
Жалобы при электроофтальмии Боль в глазу от умеренно выраженной до сильной, ощущение инородного тела, покраснение глаза, слезотечение, светобоязнь, затуманенное зрение; часто в анамнезе сварочные работы или пользование лампой для загара без соответствующих защитных очков. Симптомы, как правило, нарастают к 6-12 ч после облучения: сварки или солярия. Обычно поражение двустороннее.
Симптомы электроофтальмии Основные. Сливные точечные дефекты эпителия в проекции открытой глазной щели, выявляются при окрашивании флуоресцеином. Другие. Конъюнктивальная инъекция, отек век от легкого до умеренно выраженного. Отек роговицы легкий или отсутствует, относительно суженные зрачки, которые медленно реагируют на свет, и слабо выраженная реакция со стороны передней камеры.
От чего следует отличать электроофтальмию Электроофтальмия после сварки может быть спутана с рядом других заболеваний и травм глаз. • Химический ожог. Токсическая эпителиальная кератопатия от воздействия химического вещества (например, растворители, спирт) или лекарственных средств (например, неомицин, гентамицин, противовирусные средства). • Неполное смыкание век. • Ночной лагофтальм. Во время сна веки остаются приоткрытыми. • Синдром «дряблого» века. Свободно свисающие верхние веки, которые легко выворачиваются во время сна.
{module Реклама|showtitle=0}
Обследование при электроофтальмии Обязательно, если Вы нахватались зайчиков при сварке и у Вас вышеперечисленные симптомы, следует обратиться к врачу для обследования и лечения. Офтальмолог проведет обследование для того чтобы отличить электроофтальмию от других заболеваний глаза, которые могут возникнуть не от сварки. 1. Анамнез. Сварка? Пользование лампой для загара? Местное применение лекарственных средств? Воздействие химических веществ? Подобные эпизоды в прошлом? 2. Осмотр с помощью щелевой лампы. Используют окрашивание флуоресцеином. Выворачивают веки, чтобы исключить наличие инородного тела. 3. Если есть подозрение на воздействие химического вещества, проверяют рН слезного озера в нижнем конъюнктивальном своде. Если рН не нейтральный (6,8-7,5), лечите, как химический ожог.
Если Вы нахватались зайчиков глаз при сварке не стоит без разрешения врача применять местные анестезирующие средства, такие как лидокаин, алкаин и другие. Во-первых они при частых закапываниях только ухудшают состояние роговицы, а во-вторых они могут скрывать более серьезные поражения глаз.
Что следует применять обязательно если Вы «нахватались зайчиков» 1. Циклоплегический препарат в каплях (например, 1% раствор циклопентанола, 1% раствор тропикамида). 2. Антибиотик в виде мази (например, эритромицин или тетрациклин) при электроофтальмии применяют 4-8 раз в день. 3. Можно наложить давящую повязку на более пораженный глаз на 24 ч при сильно выраженных симптомах электроофтальмии. 4. Анальгетики внутрь( в таблетках), если это необходимо. 5. Препараты улучшающие заживление роговицы: актовегин, солкосерил, корнерегель.
Обязательно в следующий раз пользуйтесь защитой для глаз: спец.масками при сварке и очками в солярии.Если Вы не будете придерживаться техники безопасности то нахватаетесь зайчиков в следующий же раз.
Наблюдение за больным при электроофтальмии 1. Если пациенту можно доверять, его просят оценить свои симптомы через 24 ч (если была наложена повязка, к этому времени ее снимают). 2. Если отмечается значительное улучшение, пациент продолжает местно применять антибиотики в виде мази (например, эритромицин или бацитрацин 4 раза в день). 3. Если значительная симптоматика все еще остается, пациент должен явиться на повторный осмотр. Если еще имеется значительное точечное окрашивание, пациенту вновь закапывают циклоплегический препарат, закладывают мазь с антибиотиком и, возможно, накладывают давящую повязку, как обсуждалось выше. 4. Пациентов которые нахватались зайчиков глаз при сварке, на которых нельзя полагаться, или тех, у кого этиология не ясна, следует повторно осмотреть через 24-48 ч.
Поделитесь ссылкой на эту страницу в социальных сетях и блогах:
Зайчики от сварки, или почему от сварки болят глаза
Сварочные работы, в частности с использованием электросварки, предполагают соблюдение правил техники безопасности. И совершенно не важно где происходит процесс — на производстве или в домашних условиях.
Зайчики от сварки, или почему от сварки болят глаза
Достаточно часто, даже у профессионалов, глаза болят от сварки . Если в течение рабочего дня никаких симптомов не наблюдается, то ближе к ночи появляются рези, ощущение такое, что в глаза насыпали песок. Это так называемые « зайчики от сварки ». Происходит это в том случае, если работы проводились без применения сварочной маски. Суть самого явления заключается в том, что сетчатка глаза получает ожог ультрафиолетом, так называемая «электроофтальмия».
Кстати, зачастую не только сами проводящие сварочные работы получают такие ожоги. Достаточно часто страдают неопытные помощники, даже если они прикрывают глаза во время сварочного процесса. Можно найти множество советов о том, как лечить зайчики от сварки. Среди народных советов на первом месте стоит использование компресса из так называемого «спитого» чая» — то есть уже использованную заварку чайного листа прикладывают на глаза, используя марлевые, ватные или подобные им тампоны. На втором месте среди народных советов стоит использование картофеля. В этом случае разрезанная напополам картофелина также прикладывается на обожженные глаза, якобы снимая боль.
Если рассматривать вопрос почему глаза болят от сварки с точки зрения медицины, то можно сказать, что сетчатка не только получает ультрафиолетовый ожог, но и световой шок. Кстати, именно поэтому некоторым везет, если работа проводилась с солнечный яркий день, а ее продолжительность была очень короткой — буквально «прихватил пару деталей». В этом случае глаз уже адаптировался к яркому свету — зрачок сужен, а сетчатка просто-напросто не успела получить ожог ультрафиолетом. Световой шок сам по себе очень опасная штука. Кстати, именно светошумовые гранаты очень популярны среди спецподразделений мира — не причиняя физического вреда могут надолго вывести человека из формы, причем так, что временное ослепление буквально деморализует противника.
Итак, что же делать в случаях, когда глаза болят от сварки?
Помимо народных средств, врачи рекомендуют использовать альбуцид или визин. Оба этих препарата значительно снижают воспаление, однако не предотвращают его. Прохладные компрессы также несколько уменьшать воспаление, однако стоит приготовиться к тому, что абсолютно безболезненно этот процесс не пройдет. Из других медикаментозных средств неплохо помогает, по отзывам сварщиков, тауфон. Даже врачи рекомендуют его использовать совместно с тетрациклиновой мазью, которая закладывается под нижнее веко. Процедуру необходимо повторять до 3 раз в сутки. Из обезболивающих, при совсем уже резких болях, можно применять новокаин или ледокаин — буквально капля в глаз значительно снижает боль, но ни в коем случае не перебарщивать! Ну а самым лучшим выходом будет обратиться к врачу. Офтальмологические больницы есть практически в каждом городе, а их неотложная помощь работает, как правило, круглосуточно, причем принимают врачи без всяких полисов и бумажек. Глаза — не шутка и зайчики от сварки ничего хорошего для глаз не принесут. Зрение, потеряв один раз, уже не вернуть — берегите его. И обязательно соблюдайте несколько очень простых правил:
не варить без защитной маски;
не смотреть на электродуговую сварку;
в случае работы помощником не просто закрывать глаза, а отворачиваться, а как минимум прикрывать глаза рукой.
Купить ПВЛ просечно-вытяжной лист в Алматы
Источник: nanolife.info
Что такое Arc-Eye? | Руководство по технике безопасности при сварке
Со сваркой связано множество опасностей. Одной из них является опасность, связанная с интенсивным светом, возникающим при сварке. Глядя на сварочную дугу без принятия соответствующих мер предосторожности, таких как использование соответствующих средств индивидуальной защиты или сварочных штор, вы можете стать восприимчивыми к дуговому ожогу.
Что такое Arc-Eye?
Глазная дуга, также известная как вспышка сварщика, представляет собой воспаление роговицы и является результатом ультрафиолетового (УФ) излучения, выделяемого сварочной дугой. Другие причины аркоглаза прямо смотрят на:
Солнце.
Солнечная лампа для солярия, галогенная лампа или прожектор для фотографа.
Отражение солнца от снега или воды.
Часто симптомы аркоглаза проявляются не сразу. Вместо этого они будут развиваться в течение нескольких часов. Поэтому вы можете не осознавать, что страдаете от аркоглаза в течение нескольких часов после облучения. Так как это наиболее распространенный источник ожогов глаз, важно принять адекватные меры предосторожности, чтобы защитить себя, если вы работаете со сварщиками или поблизости от них.
Требуется обучение технике безопасности при сварке?
Наш учебный курс по охране труда и технике безопасности повышает осведомленность о рисках, связанных со сварочными операциями, включая газовую и электродуговую сварку. Это поможет вам понять риски, которых следует избегать, и даст вам знания о том, как безопасно выполнять сварочные работы.
«Я случайно посмотрел на сварочную дугу»
Если вы смотрели на сварочную дугу, не надев соответствующие средства индивидуальной защиты (СИЗ), вы, вероятно, будете страдать от некоторых или всех следующих симптомов:
Легкое давление или сильная боль в глазах.
Аномальная чувствительность к свету или невозможность смотреть на источник света.
Аномальное слезотечение.
Покраснение глаза и окружающих его оболочек.
Слезоточивость глаза и окружающих его оболочек.
Ощущение, будто в глаз попала «песок или песок».
Существует множество факторов, которые могут повлиять на тяжесть ожоговой травмы, включая расстояние, продолжительность и угол, под которым излучение проникает в глаз. Кроме того, длительное воздействие иногда может привести к катаракте, что приводит к потере зрения.
При появлении симптомов следует обратиться к врачу. Это важно, так как в глазу могут быть инородные тела, которые вызывают дискомфорт, и, следовательно, вам может потребоваться лечение антибиотиками для предотвращения инфекций. Если вы страдаете от аркоглаза, врач, скорее всего, назначит вам средства для лечения глаз, такие как расширяющие капли и мягкие повязки, чтобы ваши глаза могли отдохнуть и восстановиться. Через двадцать четыре-сорок восемь часов после начала лечения вам необходимо будет пройти осмотр у врача, чтобы убедиться, что ваши глаза заживают и не возникла инфекция. Если у вас возникнут проблемы с лечением, вас направят к специалисту.
Ваша роговица должна восстановиться через один-два дня. Однако, если вы не лечитесь от аркоглаза, вы остаетесь восприимчивыми к инфекциям. В серьезных случаях это может привести к различной степени потери зрения.
Средства индивидуальной защиты
СИЗ включает в себя все оборудование, используемое для защиты работников от рисков для здоровья и безопасности, которые могут возникнуть на работе. После того, как все остальные меры безопасности выполнены, риски при проведении сварочных работ все равно остаются. Таким образом, адекватные средства индивидуальной защиты глаз важны для обеспечения вашей защиты от вспышки дуги. При выборе СИЗ для глаз важно выбрать сварочные каски или защитные очки с правильной шкалой фильтра для излучения, создаваемого сварщиком.
Однако риск повреждения глаз — не единственная опасность, связанная со сваркой, и защита глаз — не единственное СИЗ, которое необходимо носить . После тщательной оценки рисков компетентным лицом необходимо использовать соответствующие СИЗ для защиты от всех опасностей, с которыми можно столкнуться на работе. Вы должны носить соответствующие средства индивидуальной защиты каждый раз, выполняя любые сварочные работы; даже если вы выполняете только быструю задачу.
Хотите узнать больше о средствах индивидуальной защиты? Взгляните на наш тренинг по СИЗ.
Безопасное расстояние от вспышки сварочной дуги
Может быть трудно понять, когда вы подвергаетесь риску дугового разряда. Интенсивность излучения и продолжительность воздействия могут влиять на вероятность травмы. Вам не обязательно быть человеком, использующим сварочный аппарат, чтобы испытать дугу, достаточно просто находиться рядом с работающим сварочным аппаратом. Поэтому важно убедиться, что вы знаете о мерах предосторожности, которые вы должны предпринять, чтобы снизить риск.
Интенсивность излучения сильно зависит от расстояния до сварочной дуги. Поэтому, если вы находитесь на небольшом расстоянии от дуги, даже очень короткое воздействие вспышки дуги может привести к травме. В результате персонал должен быть обеспечен адекватной защитой, если он находится на расстоянии менее 10 метров от вспышки дуги. Например, вы должны находиться за сварочным занавесом или носить средства индивидуальной защиты глаз. Несмотря на то, что интенсивность излучения уменьшается по мере удаления от источника, все же не рекомендуется активно смотреть на вспышку сварочной дуги, поскольку длительное воздействие на большом расстоянии может привести к ожогу вспышкой.
Что читать дальше:
Каковы последствия плохого ручного обращения?
Отказ носить СИЗ: руководство для работодателей
Обучение технике безопасности при сварке
Сварка портит глаза?
Как ультрафиолетовые и инфракрасные лучи вредят глазам?
Несмотря на неприятные ощущения, фотокератит может пройти сам по себе. Однако, если вы подверглись воздействию УФ-лучей на уровне, который вызвал ожог роговицы, вы теперь подвергли свои глаза еще большей кумулятивной дозе УФ-лучей, чем они подвергались ранее.
Интенсивное незащищенное воздействие УФ-излучения может вызвать ряд кратковременных заболеваний глаз, подобных ожогу кожи после нескольких часов нахождения на солнце. Повреждение глаз ультрафиолетовым светом может быть временным, но длительное воздействие может вызвать пожелтение роговицы и хрусталика, из-за чего становится труднее видеть контраст.
Какие еще проблемы с глазами вызывают УФ- и ИК-лучи?
Состояние, известное как «глаз серфера» или птеригиум, может развиться в результате воздействия УФ-лучей. Это доброкачественная опухоль, которая образуется на поверхности глаза, часто во внешнем уголке, ближайшем к носу. Это может раздражать роговицу и вызывать отек, оба из которых могут ухудшить зрение. Операция может временно облегчить симптомы, но состояние может вернуться.
Большинство людей старше 40 лет теряют зрение из-за катаракты. Постепенное помутнение хрусталика глаза врачи называют катарактой. Они являются основной причиной предотвратимой слепоты в мире, если не принять меры. По данным Всемирной организации здравоохранения (ВОЗ), катаракта, вызванная УФ-излучением, составляет до 20% всех случаев. Каждый год штаты могут проводить до трех миллионов процедур по удалению катаракты. По данным Prevent Blindness, более 20 миллионов американцев страдают катарактой.
Также одной из главных причин слепоты у людей в возрасте 60 лет и старше является возрастная дегенерация желтого пятна (AMD). Существует сильная корреляция между высокими уровнями воздействия УФ-излучения в молодом возрасте и развитием ВМД. Исследователи показали, что воздействие солнца в раннем возрасте играет важную роль в возникновении AMD. Фотоокислительный стресс в сетчатке от УФ-излучения является известным фактором риска возрастной дегенерации желтого пятна. Нарушение зрения, вызванное AMD, не может быть восстановлено. Тем не менее, потерю можно уменьшить, если ее обнаружить и лечить на ранней стадии.
Согласно исследованиям, проведенным Исследовательским институтом безопасности Liberty Mutual, травмы глаз являются наиболее распространенным видом повреждений, получаемых сварщиками. Рабочие в производстве промышленного и коммерческого оборудования, компьютерного оборудования и готовых металлических изделий имеют более высокий риск травм глаз, связанных со сваркой, чем работники других областей.
Наиболее эффективным и простым методом предотвращения травм глаз является ношение защитных очков или очков, когда это необходимо. Простого ношения шлема недостаточно для защиты головы. При газовой сварке или кислородной резке сварщики всегда должны использовать защитные очки или другие средства защиты глаз, например защитные очки с боковыми щитками, соответствующие стандарту ANSI Z87.1. Когда дело доходит до защиты ваших глаз от таких вещей, как пыль и радиация, защитные очки — гораздо лучший вариант, чем стандартные защитные очки.
К сожалению, сотрудники не всегда используют очки или защитные очки из-за низкого восприятия риска, плохого ухода за линзами, дискомфорта, необходимости носить линзы по рецепту ниже или просто из тщеславия. Следует напомнить рабочим, что существует несколько потенциальных причин повреждения глаз при сварке, например:
травмы от разлетающихся обломков и шлаковой крошки; радиационные и фотохимические ожоги от УФИ, ИК и яркого синего света;
химические раздражители и ожоги от газов и химикатов; механические повреждения от падающих обломков.
Рабочие могут быть защищены от повреждения глаз путем реализации программы безопасности, в которой подчеркивается необходимость ношения защитных очков и соблюдения других правил безопасной сварки.
Каковы возможные риски повреждения?
Сварка испускает излучение в ультрафиолетовом, инфракрасном и видимом спектрах, и все три наиболее часто используемых метода (дуговая сварка в защитных газах или электродуговая сварка, газовая дуговая сварка металлическим электродом и кислородно-ацетиленовая сварка) представляют опасность для здоровья. Ультрафиолетовые лучи могут вызвать быстрое повреждение. Глазная дуга, также известная как вспышка дуги, представляет собой болезненное состояние, характеризующееся покраснением, отеком и слезотечением глаз, вызванное ультрафиолетовым излучением (УФИ), которое обычно поглощается роговицей и хрусталиком глаза.
Яркие ожоги
Сварка часто приводит к мгновенным ожогам глаз, которые являются наиболее распространенным видом повреждений. По сути, так же, как и солнечные ожоги на любом другом участке тела, роговица глаза может быть сожжена мгновенно. Роговица — это прозрачный внешний слой глаза, расположенный перед радужной оболочкой и зрачком (цветное кольцо и черный кружок в центре глаза).
Острые признаки внезапного ожога часто включают:
Боль в глазах от легкой до сильной
Зрение затуманено
улучшена отзывчивость на освещение
Слезятся глаза
Ощущение, подобное тому, как если бы в глаз попала частица грязи
Покраснение и отек глазных яблок
Если вы обнаружите какой-либо из этих признаков и полагаете, что у вас внезапный ожог, могут быть приняты меры по уходу за собой для облегчения дискомфорта:
Солнцезащитные очки могут уменьшить дискомфорт, вызванный снятием контактных линз (поскольку они помогают противодействовать яркому свету). Может помочь закрыть глаза или надеть повязку, а также использовать увлажняющие глазные капли или лекарства, отпускаемые без рецепта. У некоторых людей симптомы могут сохраняться до двух дней. Не пользуйтесь контактными линзами и старайтесь защитить глаза от дальнейшего воздействия УФ-излучения в этот период.
Если у вас проблемы со зрением, обратитесь к врачу. Офтальмолог – это врач-офтальмолог, получивший дополнительную подготовку по диагностике и лечению заболеваний и травм глаз. Проверьте Austgens LOGISTICS & DISTRIBUTION
В дополнение к мерам самопомощи, которые вы принимаете, врач может также порекомендовать:
Ацикловир глазные капли, антибиотик
Наденьте повязку на глаз
В первые два дня после появления симптомов лучше еще раз посетить офтальмолога. Инфекция является редким, но возможным последствием внезапных ожогов, которые обычно выздоравливают в течение двух дней. Глазные инфекции требуют медицинской помощи, поэтому обратитесь за консультацией к офтальмологу.
Само собой разумеется, вам не следует ехать в больницу, если у вас есть какие-либо из перечисленных выше симптомов (пятна, нарушение зрения, чувствительность к свету или сильная боль).
Как обращаться со сварщиками, пострадавшими от вспышки?
Однако бывают обстоятельства, когда вред неизбежен. Вспышка сварщика — это состояние, которое может затронуть любого, кто много занимается сваркой и не принимает мер предосторожности для защиты своих глаз.
К счастью, есть меры, которые вы можете предпринять, чтобы облегчить возникший дискомфорт и боль.
Где купить глазные капли или расширяющие глазные капли?
Одним из таких вариантов является использование глазных капель. Они, которые доступны как без рецепта, так и по рецепту, снимают дискомфорт и воспаление в глазах, сохраняя их хорошо смазанными. Глазные капли, отпускаемые по рецепту, не только расширяют зрачки; они также успокаивают мышцы вокруг глаз. Вы должны поговорить со своим врачом о получении рецепта на эти глазные капли, так как они являются лучшим средством для лечения травм такого рода.
Каковы возможные домашние средства для сварщиков Flash?
Вместо глазных капель, имеющихся в продаже, вы можете попробовать некоторые из проверенных домашних средств от этого заболевания.
Мы, как и все опытные сварщики, пробовали использовать чайные пакетики или даже алоэ вера, чтобы уменьшить покраснение. Это помогает, и если у вас есть под рукой нужные ингредиенты, вы можете использовать домашнее средство, чтобы сразу почувствовать себя лучше за очень небольшие деньги.
Чайные пакетики для сварщиков Flash
Мы считаем, что чай в пакетиках — лучший вариант домашнего лечения. Вы можете сделать это с черным или зеленым чаем, взяв пакетик, лягте и положите чайные пакетики на глаза, как ломтики огурца. Ваши глаза будут чувствовать себя лучше после употребления чая из-за содержащихся в нем минералов. В течение следующих семи ночей вам нужно делать это непосредственно перед сном. Через день-два вы не почувствуете такого дискомфорта в глазах, если последуете этому совету.
Как сварщику лучше защитить глаза от вредных лучей?
Однако некоторые травмы глаз, вызванные сваркой, необратимы и приводят к необратимому ухудшению зрения; хотя более половины травмированных сотрудников возвращаются на работу менее чем через два дня, а 95% — менее чем через семь дней, некоторые травмы являются непоправимыми и вызывают пожизненное ухудшение зрения. Инфракрасный и видимый (или сильный) спектры света являются наиболее заметными исключениями из этого правила. Повреждения сетчатки, такие как катаракта, снижение остроты зрения и повышенная чувствительность к свету и яркому свету, могут возникать при любом из них, но это редко.
Рабочие в целом, не только сварщики, в опасности. Несмотря на то, что сварочная дуга генерирует большую часть ультрафиолетового излучения, работники на расстоянии до 50 футов могут получить травмы от излучения из-за его отражения от глянцевых поверхностей, бетона или неокрашенных металлов. Если вы не можете найти подходящее решение проблемы отражения, вам следует обязать использовать средства защиты глаз для всего персонала в регионе.
Сварщики подвергаются как непосредственному воздействию радиации, так и кумулятивным негативным эффектам, проявляющимся со временем. Датское исследование 217 сварщиков показало, что у 57% сварщиков были желтые пятна на белках глаз, а у 24% была дегенерация тонкой мембраны, окружающей глазное яблоко. Около половины участников также имели рубцы на роговице, которые обнаружили исследователи.
Несмотря на то, что радиация может причинить незначительный вред, основной причиной повреждения глаз по-прежнему остаются частицы расплавленного или холодного металла, попадающие в глаз.
Решение этой проблемы простое. Всегда используйте сварочную маску, одобренную ANSI, чтобы защитить глаза от потенциально опасного ультрафиолетового (УФ) и инфракрасного (ИК) излучения во время сварки. Если шлемы с автоматическим затемнением не находятся в режиме затемнения, они должны обеспечивать полную защиту от УФ- и ИК-излучения в соответствии со стандартом ANSI Z87.1. Перед покупкой покупатели должны убедиться, что шлем соответствует стандарту ANSI Z87. 1.
Имейте в виду, что даже вторичный контакт со сварочной дугой может привести к повреждению. Таким образом, ваши глаза все равно будут подвергаться воздействию УФ-излучения сварщика, даже если вы будете находиться на безопасном расстоянии.
Защитные очки от ультрафиолетового излучения — один из самых недооцененных сварочных инструментов. Затененные области уменьшают блики и повышают контрастность. Однако, если на них есть соответствующая маркировка, даже прозрачные защитные очки могут блокировать 100% УФ-лучей. Во время работы в сварочном цеху необходимы защитные очки. Ознакомьтесь с разделом Металлообработка Сварка алюминия
Одним из основных преимуществ защитных очков с УФ-защитой является защита глаз как от непосредственного, так и от длительного воздействия ультрафиолетового (УФ) излучения.
Вспышка сварщика представляет собой опасность в сварочной промышленности, хотя ее можно избежать, руководствуясь здравым смыслом. Вспышки сварщика и других потенциально разрушительных травм глаз можно избежать, надев защитное снаряжение, такое как каски, защитные очки и одежду.
Не попадите в статистику из-за того, что на мгновение потеряли очки и играли без них. Даже если это означает потратить несколько минут на поиск защитного снаряжения, вы всегда должны носить его.
Как каска сварщика защищает ваши глаза?
Наденьте защитное снаряжение, включая шлемы и одежду. защищают глаза сварщиков от «вспышек сварщика» и «солнечных ожогов», но, поскольку они проводят большую часть своего времени в надетых касках, им также необходимо носить очки или защитные очки с боковыми щитками. Они защитят их от любого мусора, который проходит через переднюю часть их шлемов, когда они шлифуют, долбят или рубят, готовясь к своей работе. Очки
, соответствующие стандарту ANSI Z87.1, подходят для большинства рабочих мест. Однако для газовой сварки требуются щитки или защитные очки с затемнением 3-8. Дуговая сварка требует использования защитных очков в дополнение к щиткам.
Как защитить глаза при сварке?
Для начала приобретите шлем, соответствующий стандарту ANSI. Чтобы обеспечить максимальную защиту от УФ- и ИК-излучения, все шлемы с автоматическим затемнением, соответствующие стандарту ANSI Z87.1, обеспечивают полное покрытие.
Однако этого недостаточно для защиты глаз во время сварки, так как большая часть работ выполняется с поднятой каской. Носите защитные очки, которые блокируют 100% УФ-излучения. Вы можете выбрать между прозрачными стеклами и тонированными, как вам нравится.
Темный цвет очков не влияет на их способность защищать глаза от УФ-излучения. Темные очки без защиты от ультрафиолета так же плохи, как и без них. Когда темно, ваши зрачки расширяются, позволяя вредному ультрафиолетовому излучению напрямую попадать на сетчатку. Не экономьте и покупайте самую дешевую пару очков, какую сможете найти; вместо этого выбирайте те, которые обеспечивают 100-процентную защиту от ультрафиолета.
Защита глаз необходима, даже если вы находитесь всего в 50 футах от сварщика, так как вы все равно можете подвергнуться косвенному воздействию.
При дуговой сварке рекомендуется надевать поверх очков защитную маску. При газовой сварке рекомендуется использовать сварочный щиток и очки затемнения 3-8.
Средства индивидуальной защиты
Средства индивидуальной защиты (СИЗ) включают в себя все, что человек носит или носит с собой для защиты от потенциальных опасностей для своего здоровья и безопасности на работе. Даже при соблюдении наилучших мер предосторожности сварка не лишена опасностей. Чтобы предотвратить повреждение глаз вспышкой дуги, необходимо носить соответствующие средства индивидуальной защиты (СИЗ). Выбор сварочных шлемов или защитных очков с соответствующей шкалой фильтра для излучения, излучаемого сварщиком, имеет решающее значение, когда речь идет о средствах индивидуальной защиты глаз.
Однако повреждение глаз — не единственная проблема во время сварки, и защитные очки — не единственные средства индивидуальной защиты, которые необходимо носить. После полной оценки риска, проведенной квалифицированным специалистом, рабочие должны по возможности защищать себя соответствующими средствами индивидуальной защиты (СИЗ). Даже если вы просто выполняете быструю работу, связанную со сваркой, вы всегда должны носить соответствующие средства индивидуальной защиты. Проверьте, что такое процедура обработки листового металла?
Каково безопасное расстояние от вспышки сварочной дуги?
Не всегда очевидно, когда вы рискуете заболеть аркоглазом. Риск причинения вреда пропорционален как дозе, так и времени облучения. Нахождения рядом с работающим сварщиком часто бывает достаточно, чтобы вызвать дуговой разряд, поэтому важно носить защитные очки, даже если вы не занимаетесь сваркой. Поэтому очень важно, чтобы вы хорошо разбирались в мерах безопасности, которые вы можете предпринять, чтобы уменьшить вероятность причинения вам вреда.
Эмиссия сварочной дуги резко уменьшается с увеличением расстояния. Поскольку даже кратковременное воздействие вспышки дуги на слишком близком расстоянии может причинить вред, важно по возможности соблюдать безопасное расстояние.
Таким образом, если сотрудник будет находиться ближе 10 метров к дуговой вспышке, он должен быть подвергнут соответствующей защите. Вам необходимо принять меры предосторожности для защиты глаз, например, выполнять сварку за занавеской или всегда использовать защитные очки. Смотреть прямо на вспышку сварочной дуги опасно, потому что даже на больших расстояниях длительное воздействие может вызвать ожог от вспышки, даже если сила излучения уменьшается с расстоянием.
Проводится ли обучение сварщиков?
Необходимо обсудить использование и техническое обслуживание средств индивидуальной защиты. Все товары должны быть проверены перед использованием. Линзы необходимо менять, если они имеют значительные повреждения, такие как царапины, ямки или трещины. Замена очков часто требуется, если ремешки перекручены, завязаны узлами или слишком натянуты.
Крайне важно, чтобы любые контрольные списки или другие материалы, используемые при обучении, четко описывали связанный с этим риск. Должны быть изложены последствия несоблюдения стандарта и пути их смягчения.
Чтобы быть лучше подготовленными к чрезвычайным ситуациям и более открытыми для помощи другим, сварщики должны изучить основы оказания первой помощи при травмах глаз.
Сварщики, например, должны дождаться медицинской помощи, прежде чем удалять что-либо, застрявшее в одном из глаз. Однако, если раздражителем является частица пыли или химический брызг, лучше сразу смыть его в унитаз.
Использование соответствующих СИЗ должно снизить вероятность несчастных случаев, но понимание того, что делать в различных типах чрезвычайных ситуаций, может быть разницей между сохранением зрения работника и его потерей.
Помните об этих основных принципах и применяйте их на практике, чтобы повысить безопасность сварщика и рабочего места и снизить вероятность несчастного случая.
Только радиация может повредить глаза при сварке?
Несмотря на то, что радиация является фактором риска, ожоги вспышкой гораздо чаще вызывают необратимое повреждение глаз и должны рассматриваться как основная причина травм глаз у сварщиков. Сварщик — не единственная профессия в сварочном цехе, которая может привести к повреждению глаз, если вы не носите защитные очки; многие задачи в сварочном цехе связаны с выбросом частиц в воздух.
Классификация сварных соединений: прерывистые, нахлесточные и другие
Позиции, по которым осуществляется классификация
Согласно нормативным документам классификация сварочных швов имеет подразделения в зависимости от их положений, необходимой длине, направленности усилий, числу проходов, особенностям выполнения, в частности количеству слоев. Существуют различные виды сварных узлов в связи с условиями работы. Готовые швы классифицируется по их ширине и наружной форме.
Положение в пространстве
Классификация сварных швов по месту выполнения предлагает всего четыре варианта расположения сварных швов:
внизу;
сверху;
горизонтально;
вертикально.
При возможности опытные сварщики сами выбрали бы нижнее положение и посоветовали то же самое новичкам. Преимущества этого положения очевидны, зато каждый из оставшихся вариантов имеет свои особенности при выполнении. Всех их объединяет главная проблема — сила тяжести, под действием которой металл начинает стекать вниз.
Верхнее положение иначе называется потолочным. В этой подгруппе оно считается самым сложным. Начать с него обучение профессии сварщика не стоит — здесь потребуется настоящее мастерство. Электрод может быть только в одном положении — вертикально вверх, что трудно и без того в неудобном положении исполнителя. Сварку следует выполнять круговыми движениями с постоянной скоростью. Дуга не должна быть длинной. Несмотря на выполнение всех рекомендаций, такой шов не всегда может получиться очень качественным.
При горизонтальном положении варить допускается как направо, так и налево. Угол наклона электрода должен быть достаточно большим с учетом величины тока. При значительном стекании металла проблему можно частично решить, увеличив скорость движения, что даст уменьшение нагрева. Еще один вариант — периодически отрывать дугу, давая время на остывание металла.
В отличие от горизонтального положения при вертикальном вниз будет стремиться не вся сварочная ванна, а только капли металла. Шов сваривается в любых направлениях, а дуга делается короткой.
Протяженность
Основная градация по протяженности заключается в разделении на два вида: сплошной и прерывистый. Если с определением сплошного все понятно, то прерывистым называется шов, технология применения которого предусматривает наличие постоянного интервала. Прерывистый сварной шов в свою очередь делится на цепной, шахматный и точечный.
Сварные швы могут выполняться на одной или обеих сторонах. Соединения на цепных дорожках находятся друг против друга. Сварной шов шахматный предполагает сварку, произведенную в шахматном порядке.
ГОСТ 5264 регламентирует правила обозначение сварного шва. В чертежах должно быть указано, имеет ли он цепное или шахматное расположение. Обозначение содержит сведения о размерах. Так, прерывистый сварной шов 50/100 означает, что его длина составляет 50 мм, а шаг — 100 мм. Шаг сварного шва 100/100 имеет такой же размер, как и длина. Прерывистый сварной шов с шагом, длина которого составляет 40 мм, а шаг — 120 будет обозначаться 40/120.
Если требуется указать данные нестандартного сварного шва, то его конструктивные размеры устанавливаются таким образом, чтобы они соответствовали поставленной задаче. Точечный способ не требует наличия сварочной ванны. Элементы металлических изделий при таком способе скрепляются, применяя нахлесточное сварное соединение.
Направление усилий
Еще одной группой квалификации является разделение по направлению прилагаемых усилий.
Дифференциации подвергаются сварные швы вдоль сечения:
При фланговом или продольном способе усилие направлено параллельно оси шва.
При лобовом или поперечном варианте усилия составляют с осью прямой угол.
Комбинированный метод сочетает первые два способа.
При косом варианте действие усилия находится под углом к оси шва.
Форма поверхности
Классификация сварных соединений включает в себя разделение по внешнему виду формы поверхности сварных швов. Существует три вида:
Нормальные. Название говорит само за себя.
Выпуклые. Иначе — усиленные.
Вогнутые. По другому — ослабленные.
Преимущества каждый вид имеет в зависимости от условий работы. Выпуклые швы являются многослойными. Они находят применение, когда скрепляемое соединение предстоит использовать под статическими нагрузками.
Однако, следует учитывать, что увеличенный наплыв приведет к дополнительному расходу электродов, что повышает себестоимость процесса. Вогнутые применяются, когда скреплять предстоит листы из тонкого металла. При динамических нагрузках лучше использовать швы плоские или вогнутые, поскольку в этом случае отсутствует большой перепад между основным материалом и швом.
Условия, в которых предстоит работать узлу, имеющему сваренные поверхности
Разделение зависит исключительно от условий эксплуатации узла изделия. К рабочим относятся сварные швы, которым предстоит принимать на себя нагрузки, иногда значительные. Нерабочие швы являются просто соединительными или связующими. Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Сварной шов, являющийся нерабочим, но находящийся в неблагоприятных погодных условиях, должен быть избавлен от пустот и трещин.
По ширине
Согласно этому критерию сварочные швы бывают двух видов:
уширенные;
ниточные.
При работах наплавочного характера применяют уширенный вариант. Если предстоит сваривать листы тонкого металла, выбирают ниточные швы.
Число слоев
Слои иначе называют проходами. Классификация по этому признаку насчитывает два варианта
однослойные или однопроходные;
многослойные или многопроходные.
Многослойный сварочный шов имеет свою особенность — это такой шов, в котором число слоев совпадает с количеством проходов. Если же какие-то слои были выполнены за несколько проходов, то они получат название многопроходных. Сфера применения многослойных швов — стыковое сварное соединение. Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
При многопроходном методе наложение последующего слоя происходит на неостывший предыдущий. Перед этим необходимо успеть быстро удалить сварочный шлак. Если сварка производится на участке длиной от 200 мм, то ее ведут в разных направлениях. При наложении следующего слоя в предыдущем происходит отжиг, что положительно влияет на структуру и механические характеристики сварного шва.
Характер выполнения
По характеру выполнения сварные швы делятся на односторонние и двусторонние.
Односторонний шов располагается с одной стороны, а двусторонний — по обе стороны.
Расчет катета
Чтобы избежать ошибок и изготовить действительно качественную, способную выдерживать высокие нагрузки металлоконструкцию необходимо предварительно рассчитать какой должен быть катет сварного шва.
От этого показателя непосредственно зависят прочностные характеристики создаваемых изделий, в частности:
нельзя увеличивать наплавление, поскольку от этого существенно изменяются в худшую сторону прочностные характеристики;
если повысить ширину охвата, то сразу же расширяется площадь нагревания и соответственно расплавляется большее количество металла. В результате это становится причиной деформации всей конструкции;
слишком большие ширина и высота сварных швов существенно повышают количество расходуемых материалов, а если речь идет о массовом производстве, то такие затраты попросту недопустимы;
при сваривании заготовок разной толщины очень важно определить значение катета, и рассчитывать его нужно с учетом геометрических параметров детали, которая тоньше;
слишком узкие шовные соединения не обладают должной прочностью и понижают качество всей конструкции. Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.
Расчет катета сварного шва позволяет еще до начала сварочных работ определить какими прочностными свойствами будет обладать металлоконструкция. Кроме этого и с финансовой точки зрения наличие таких показателей необходимо. Вплоть до копейки можно рассчитать себестоимость работ, обеспечивая экономию на расходе электроэнергии и комплектующих.
Дополнительные технологии
Соединение сваркой может производиться с применением различных дополнительных технологий. К основным видам относятся следующие:
Подварочный. Предварительный шов. Предотвращает прожоги при осуществлении основного процесса.
Прихватка. Фиксирует детали, приготовленные для процесса сваривания.
Временный. Скрепляет заготовки на необходимое время, а затем удаляется.
Монтажный сварной шов. Применяется при монтаже всевозможных конструкций.
Дополнительные технологии облегчают проведение основного процесса и увеличивают положительные характеристики сварных швов.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо. Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей. Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.
Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Виды сварок
Качество сварных швов во многом зависит от применяемого оборудования. Основные сварочные виды:
Ручная дуговая. Этим способом можно скрепить детали из металлов любой толщины.
Автоматическая. Из оборудования требуются трансформатор, выпрямитель или инвертор.
В инертном газе. Соединение получается очень прочным. Инертные газы предохраняют металлические детали от окисления. К плюсам относятся отсутствие шлаков и отходов, а также аккуратный внешний вид.
Газовая. Шов осуществляется под действием температуры горения газа из горелки.
С помощью паяльника.
Вид сварки выбирают, исходя из требованиям к сварному шву.
Выполнение
После того как вся конструкция соединена, узлы и детали соединяются прихватками.
Расположение зависит от того:
где планируется делать сварочный шов;
в какой части конструкции ожидается максимальное внутреннее напряжение;
где возможна деформация.
Техника наложения зависит от желаемой глубины провара, но, в общем, не отличается от техники наложения сварочного шва. По сути, прихватка – это короткий сварочный шов, выполненный в один проход.
В случае, когда предполагается автоматическая сварка, прихватка накладывается с противоположной от первого прохода стороны, если не предъявлены обратные требования.
Вид сварных соединений
К основным типам соединений, произведенных с помощью сварки, относятся:
Стыковые. Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
Угловые. Соединяемые элементы могут располагаться друг относительно друга под любым углом.
Нахлесточное. Детали располагаются параллельно друг другу.
Тавровые. Под углом располагаются торец одной детали и поверхность другой.
Торцовые. Свариваемые детали совмещены своими поверхностями.
Сварка стыковых соединений находит широкое применение для соединения деталей в конструкциях из листового металла, труб и резервуаров. Технология сварки стыковых соединений состоит в том, что две свариваемые детали соединяют между собой торцовыми поверхностями. Детали при этом должны располагаться на одной плоскости.
Сварка встык, как иначе называют стыковой вид сварки, является соединением простым и надежным. Рекомендуется применять ее в конструкциях, подвергающихся действию переменного напряжения. Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Имеются различные способы сварки стыковых швов:
на весу;
на подкладке из меди;
на стальной подкладке;
при выполнении предварительного подварочного шва.
Сваркой на весу получить хороший провар основания шва достаточно трудно. Более предпочтительными являются методы с использованием медной или стальной подкладки. Они должны быть сильно прижаты к сварным кромкам. Это уменьшит вероятность вытекание из ванны жидкого металла. Подварочный шов выполняется с другой стороны, если имеется такая возможность.
Небольшие детали свариваются без разделки кромок. В зависимости от толщины деталей сварка может быть с одной стороны или с двух. Электродом совершают колебательные движения. Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.
Преимуществами сварки встык перед другими способами являются уменьшение расхода электродов и электрических ресурсов, простота контроля процесса сварки. Толщина свариваемых деталей не обязательно должна быть одинаковой. Усилить шов в этом случае поможет замковое соединение.
Угловые сварные швы могут применяться для сварки емкостей и различных резервуаров. Они имеют ограничение — толщина металла должна быть не более 3 мм. Не используются в конструкциях, которые испытывают внутреннее давление большой величины. Угловые соединения кажутся простыми, но и в этом виде имеются сложности. Металл может стекать вниз на горизонтальную плоскость. Чтобы этого избежать, необходим постоянный контроль за движениями электрода и выдержка правильного угла его наклона.
Качественную угловую сварку получают в случае применения «лодочки». Если свариваются металлические листы неодинаковой толщины, то электрод следует располагать к утолщенной детали, чтобы обеспечить ей более сильный нагрев. Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Нахлесточное соединение применяется для сварки конструкций из металлических листов толщиной до 12 мм. Нахлесточный сварной шов является распространенным видом соединения сваркой. Его использование возможно, когда поверхности соединяемых деталей прилегают друг к другу плотно и без зазоров. Это обеспечивает перекрытие частей соединяемых элементов. Нахлесточное сварное соединение является достаточно простым и подойдет для начинающих без большого опыта в сварном деле. Его применение оправдано в местах, где необходимо достичь большого значения прочности на растяжения.
Швы при этом методе расположены на некотором расстоянии, что обеспечивает дополнительную прочность. Нежелательно применение, если существует нагрузка на излом. Расчет нагрузки соединения внахлест учитывает все виды существующих нагрузок для обеспечения необходимой прочности. К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
Тавровое соединение напоминает перевернутую букву «Т». Свариваются торец одной детали и поверхность второй под углом, который является прямым. Отклонения от значения угла должны быть минимальными. Применяется в сварке несущих конструкций. Необходима тщательная обработка поверхностей. Тавровые соединения удобно осуществлять в вертикальных и горизонтальных положениях.
Наиболее удобно сварку осуществлять в наклонном положении, используя принцип «лодочки». При этом процесс можно проводить в нижнем положении, что является неоценимым преимуществом. Скорость сварки увеличивается, уменьшается вероятность подрезов. Такой вид сварки является одним из наиболее прочных.
Расположение элементов обеспечивает дополнительную жесткость. Соединения тавровым способом позволяют осуществлять сварку в труднодоступных местах. Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
При торцовом виде соединения свариваются торцы двух деталей, а боковые стороны плотно друг к другу прилегают. Могут применяться как для тонких, так и для толстых материалов и деталей. Вероятность появления прожогов невелика, деформации и напряжения небольшие. К достоинствам относится высокая теплопроводность. Особые требования к поверхности торцов не предъявляются. Исполнение является несложным.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
толщина соединяемых друг с другом деталей;
материал, из которого выполнены заготовки;
тип соединения — одно- или двухстороннее в зависимости со скольких сторон проваривается угол;
технические характеристики расходных материалов, в частности проволоки и электродов.
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.
Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
прибор Красовского УШК-1. Применяют для замеров зазоров между свариваемыми деталями, габаритов стыковых, тавровых и нахлесточных соединений;
измерительное устройство УШС-2. Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
прибор УШС-3. Процесс измерения с ним более сложный. С его помощью проверяются показатели углов разделки швов, высота сварного шва и смещение между соединяемыми элементами;
шаблон, оснащенный измеряющим Маршака-Ушерова УШС-4. Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.
Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
Сварочные швы: виды швов и соединений
В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется размер вогнутости;
катет шва – он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
Виды швов по способу выполнения
Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.
Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.
Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
«в лодочку», это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности:
непрерывные, так выполняются практически все швы, но бывают и исключения;
прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
V-образная;
X-образная;
Y-образная;
U-образная;
щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
работоспособность соединения;
прочность и качество сварного шва;
экономичность.
Стандарты и ГОСТы
Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ – замкнутый шов;
┐ – сварка шва производится при монтаже.
Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения.
Наименование шва по стандарту.
Способ сварки по нормативным стандартам.
Указывается катет, этот пункт касается только угловых соединений.
Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
снятие усиления шва;
обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
5 типов сварочных швов
Для разных работ требуются разные типы сварных швов. Сварные соединения сделаны так, чтобы соответствовать потребностям и усилиям каждого отдельного приложения. Давайте погрузимся в 5 типов сварочных швов ниже.
Угловые сварные швы
Угловые сварные швы — это еще один термин для обозначения угловых, нахлесточных и тавровых соединений. Угловые сварные швы являются наиболее распространенным типом сварного соединения и составляют почти 75% соединений, выполненных дуговой сваркой. Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые сварные швы дороже, чем угловые. Угловые сварные швы в основном используются в трубопроводных системах для соединения труб с раструбными соединениями.
Утверждения о сварке в скалах, сварные швы могут быть выполнены различными способами, включая:
Угловые наружные швы являются одним из самых популярных сварных швов в производстве листового металла. Угловой сварной шов используется на внешней кромке детали. Этот сварной шов представляет собой тип соединения, которое сходится под прямым углом между двумя металлическими деталями, образуя букву L. Это часто встречается при изготовлении ящиков, рам ящиков и подобных изделий.
Стили сварки, используемые для создания угловых соединений:
Точечная сварка
Угловой сварной шов
V-образный сварной шов
Сварной шов с квадратной разделкой или сварной шов встык
U-образный сварной шов
Сварной шов с разделкой фаской
Сварной шов с V-образным пазом
J-образный сварной шов
Угловой сварной шов.
Краевой сварной шов
X-образный шов
Двойной V-образный шов также известен как X-образный шов и двойной V-образный шов. Это разновидность стыковой сварки, состоящая из комбинации двух V-образных швов на каждой из двух сторон соединяемые компоненты.
Одиночные стыковые сварные швы аналогичны соединению со скосом, но вместо того, чтобы иметь скошенную кромку только с одной стороны, скошены обе стороны сварного соединения. В толстых металлах, когда сварку можно выполнять с обеих сторон заготовки, применяют двойное V-образное соединение. При сварке более толстых металлов для двойного V-образного соединения требуется меньше присадочного материала, поскольку здесь два более узких V-образных соединения по сравнению с более широким одинарным V-образным соединением. Кроме того, двойной V-образный шарнир помогает компенсировать силы деформации. При одинарном V-образном стыке напряжение имеет тенденцию деформировать деталь в одном направлении, когда V-образный стык заполнен, но при двойном V-образном стыке с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
V-образные швы
Для получения V-образного угла, характерного для V-образного шва, заготовки либо скошены, либо расположены под соответствующим углом друг к другу.
Швы внахлест
Шов внахлест — это когда один шов накладывается на другой, образуя непрерывный сварной и герметичный шов. Этот шов выглядит чистым и собранным. Идеально подходит для сварки полов и крыш.
Проблема с утечкой? Вот видео о том, как можно исправить течь шва. Мы надеемся, что эти 5 сварочных швов дадут вам лучшее понимание и помогут вам в вашем следующем проекте.
Магазинные сварочные комплекты и инструменты:
Если у вас есть инструмент и вам требуется обслуживание ваших термофенов Leister, позвоните нам 800.694.1472!
Welding Seam Stock-Fotos und Bilder
CREATIVE
EDITORIAL
VIDEOS
Beste Übereinstimmung
Neuestes
Ältestes
Am beliebtesten
Alle Zeiträume24 Stunden48 Stunden72 Stunden7 Tage30 Tage12 MonateAngepasster Zeitraum
welding seam Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
hot arbeiter — сварной шов сток-графика, -клипарт, -мультфильмы и -символы в трубе — сварочный шов сток-фотографии и изображениякрупный план инженерной детали сварки — сварочный шов сток-фотографии и бильярдсварочный шов на асфальтосмесительном барабане — сварочный шов сток -фотографии и изображение сварного шва на окрашенной листовой стали — изображение сварного шва и изображения сжатия эффекта двух резервуаров для хранения химикатов, один на переднем плане, другой на заднем плане, два тонированных изображения. блеф, дурбан, квазулу-наталь, южная африка — сварка шва стоковые фото и фотографии рабочие в масках и кожаных перчатках для безопасности, аргонная сварка на промышленных предприятиях. — фото и изображения сварных швов. Крупный план деталей сварки металла. — Фото и изображения сварочных швов. недалеко от Лос-Анджелеса сидеть на форпике корабля и слушать… человек, работающий на снегу — сварка шва сток-фото и фотографииСотрудник Hyundai Heavy Industry Co.
Осциллятор для инвертора своими руками: схема, видео, устройство
Plazmen.ru » Своими руками
Автор Валерий Шилков На чтение 4 мин Просмотров 3.1к.
Осциллятор для плазмореза — это устройство для бесконтактного возбуждения дуги и стабилизации её горения. Эти опции он получает благодаря преобразованию параметров электроэнергии.
Содержание
Самодельный осциллятор для плазмореза: немного теории
Внешний вид электронного блока осциллятора заводского изготовления представлен на рисунке.
Сварочный осциллятор марки ВСД-02, используемый для стабилизации горения дуги.
Современные осцилляторы делятся на два класса действия:
непрерывного действия. Этот класс к сварочному току добавляется ток высокой частоты (150…250 КГц) и с большим значением напряжения (3000…6000 В). В таких условиях дуга будет зажигаться даже без прикосновения электрода к поверхности соединяемых заготовок. Более того, она будет гореть очень устойчиво даже при небольших значениях сварочного тока (благодаря высокой частоте тока, вырабатываемого осциллятором). И, что тоже не маловажно, электроэнергия с такими характеристиками не опасна для здоровья рабочего, работающего на этом устройстве;
импульсные. Электрическая схема этого класса может предусматривать его параллельное или последовательное подключение.
Примеры электрических схем указаны на рисунке.
Параллельное и последовательное подключение осциллятора.
Большую эффективность имеет устройства, которые подключены к электрической цепи плазмореза последовательно. Объясняется это тем, что в их схеме не применяется, за ненадобностью, защита от высокого напряжения. Применение осциллятора, кроме того, позволяет расширить опции плазмореза и обрабатывать «проблемные» металлы или сплавы:
алюминий;
«нержавейка» и т. п.
Осциллятор для плазмореза своими руками
Осциллятор, который при желании нетрудно изготовить своими руками, чаще всего, относится к устройствам непрерывного действия. Рассмотрим конструкцию гаджета.
В общем случае осциллятор состоит из следующих основных узлов:
колебательный контур. Он играет роль искрового генератора затухающих колебаний. Колебательный контур состоит из следующих компонентов:
накопительный конденсатор;
катушка индуктивности. Её роль выполняет, как правило, обмотка высокочастотного трансформатора;
разрядник;
дроссельные катушки;
трансформатор высокой частоты.
Если у вас есть необходимый инструмент, навыки работы с электронной техникой и желание собрать осциллятор для плазмореза своими руками, то вам предстоит собрать и настроить указанные выше узлы.
Схема для самодельного осциллятора
Чтобы было понятно, что вы будете создавать, расскажем, в общих чертах, о принципе действия осциллятора. Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
Внешний вид самодельного разрядника приведён на рисунке.
Самодельный одноискровый разрядник.
Импульс, возникший в этот момент на разряднике, возбуждает колебания в колебательном контуре (колебания представляют собой обмен энергией между ёмкостью конденсатора и индуктивностью обмотки высокочастотного трансформатора). В колебательном контуре возникают затухающие высокочастотные электрические колебания, соответствующие его резонансной частоте.
В момент резонанса на обкладках конденсатора колебательного контура образуется высокое напряжение (величина зависит от добротности «Q» колебательного контура), которое через разделительный конденсатор и обмотку катушки поступает на резак и производит поджиг. Параметры разделительного конденсатора подбираются таким образом, чтобы его реактивное сопротивление препятствовало прохождению тока низкой (сетевой) частоты и не препятствовало высокой частоте.
Вот один из вариантов принципиальной электрической схемы самодельного осциллятора.
Принципиальная электрическая схема осциллятора, который можно собрать своими руками.
Пояснения к схеме:
Назначение индикатора «МТХ-90». В момент разряда накопительного конденсатора (при условии правильного подключения всего устройства) светится табло «Контроль фазировки».
S1— выключатель дугообразователя.
Дроссель Др1 представляет собой катушку из 15 витков провода сечением 2,5 кв. мм, намотанную на кольце R40 х 25 х 80 из феррита с магнитной проницаемостью M2000HM.
Т1 – импульсный трансформатор генератора строчной развёртки (на сленге — «строчник») типа «ТС180-2».
Большим «плюсом» этой электрической схемы служит тот факт, что для её реализации не требуются какие-либо дефицитные или дорогостоящие детали (материалы).
Следует учесть, что осциллятор в процессе работы, благодаря разряднику, создаёт большие электропомехи. Для их нейтрализации, необходимо осуществлять монтаж всех компонентов в «глухом» металлическом корпусе. Пример конструкции приведён на рисунке.
Пример монтажа осциллятора в «глухом» корпусе.
Настройка осциллятора должна осуществляться с тем плазморезом, с которым он будет в дальнейшем работать. Заключается она в подборе опытным путём тиристоров. Ориентироваться следует на устойчивость сварочной дуги.
Внимание! При настройке и последующей работе с осциллятором следует строго соблюдать правила техники безопасности при работе с электроприборами. Гаджет – устройство непрерывного действия с импульсным питанием, и на его выходных контактах остаётся напряжение после отключения питания от сети.
Видео о сборке осциллятора своими руками
Посмотрите небольшой ролик с описанием одного из вариантов осциллятора своими руками:
Оцените автора
Самодельный осциллятор для плазмореза | Все своими руками
Здравствуйте. Три года собирал запчасти для самодельного плазмореза и он уже почти готов, осталось собрать управление и опробовать плазму в деле. Сегодня расскажу про осциллятор для самодельного плазмореза.
Для розжига плазмы в плазмотроне необходим осциллятор. Осциллятор это устройство, которое в нужный момент создает высоковольтный импульс, который пробивает воздушный зазор и дает дуге возбуждение. Для моего плазмореза стараюсь все делать дубовей, без электроники, поэтому осциллятор будет такой же. Из многих вариантов схем осцилляторов, выбрал простейшую схему с трансформатором 50Гц и разрядником.
Схема осциллятора распространенная и проверенная многими самодельщиками, я только немного изменю ее под свои запчасти. Силовой трансформатор на 1кВ найти не удалось, поэтому возьму трансформатор от микроволновки. Анодное напряжение 2кВ и что бы понизить его до 1кВ подключил последовательно первичке дроссель из такого же трансформатора с удаленной вторичкой. Благодаря дросселю перестал греться высоковольтный(ВВ) трансформатор. Выход вторички ВВ трансформатора с корпуса перенес на отдельную клему и закрепил на термоклей
Конденсатор 0.5мкФ последовательно соединенные конденсаторы из микроволновки по 0.93мкФ 2Кв, 0,05мкФ использовал последовательно соединенные пленки 0.1мкФ 2кВ. По конденсаторам достаточный запас прочности по напряжению пробоя. Думаю лучше из зашунтировать керамикой на пару нанофарад
Разрядник изготовил на скорую из уголков,винтов и гаек. Для натяжки электрода пружина. Электрод разрядника не хило раскаляется и думаю, что нужны сплавы вольфрама, как указанно в оригинальной схеме. Буду использовать этот разрядник с постоянной подстройкой, пока не найду вольфрам
Развязывающий трансформатор изготовил из феррита с кинескопа, обмотанный ХБ изолентой. Намотал 7 витков вторички и один виток первички. Закрепил на самодельный хомут обтянутый термоусадкой.
Для индикации работы установил медный разрядник на выходные клемы вторички с зазором где то 1,5-2мм. Трещит эта штука ужасно, но работает, сразу почувствовался запах озона. Схема осциллятора проработала 5 минут и ничего не сгорело, не нагрелось. На разрядниках есть четкая искра, но пока это просто игрушка. Можно менять зазор в разряднике и добиваться разной частоты импульса, но без полной схемы плазмореза пока судить о чем то рано. После полной сборки плазмореза можно будет понять. А пока посмотрите видео с работой самодельного плазмореза с таким же осциллятором
Осциллятор к силовой части положу, осталось то мелочь, собрать управление. Три года собирал запчасти, еще немного подожду.
На этом пока все как соберу весь плазморез напишу отзыв о работе осциллятора.
Че сказать, осциллятор рабочий, но все равно отказался от него. Во первых в целях безопасности, во вторых что бы место сохранить и массу плазмореза уменьшить. Вот статья про самодельный плазморез, где я применял осциллятор из трансформатора микроволновки. А вот статья про плазморез своими руками вполне рабочий аппарат до 5мм режет сталь. Подписывайтесь на обновления в социальных сетях, кнопки вверху страницы С ув. Эдуард
Поддержать мои проекты вы можете через форму ниже. Каждая копеечка пойдет на все новые и увлекательные проекты
Как выбрать плазменный резак PERFECT POWER — Сварщики, сварочная проволока, сварочное оборудование, аксессуары и снаряжение
Плазменный резак режет металл, пропуская воздух или инертный газ через плазменную горелку, зажигая электрическую дугу, а затем пропуская плазму наконечник горелки для резки металла. Дуга плазменной резки может достигать температуры 45 000 градусов по Фаренгейту и обеспечивает один из самых быстрых способов резки металла.
Плазменные резаки имеют переключатель включения/выключения и настройку силы тока, которая определяет, сколько энергии необходимо для резки. При условии, что мощность плазменного резака достаточна для разрезания металлической заготовки, плазма часто является очень безопасным, эффективным и чистым способом резки металла.
Хотя многие упоминают о преимуществах плазменной резки по сравнению с газокислородной резкой, плазменная резка требует значительных предварительных инвестиций. Хотя плазменный резак, безусловно, окупится в долгосрочной перспективе благодаря своей скорости и низким эксплуатационным расходам, если вам нужно резать много металла, выбор правильного плазменного резака для нужд вашего бизнеса или домашней мастерской может быть сложной задачей.
В следующем руководстве представлены некоторые основные факторы, которые следует учитывать при покупке плазменной резки, а также некоторые полезные ссылки на Веб-сайт Perfect Power , где вы можете узнать больше о плазменных резаках и связанных с ними продуктах.
Подберите плазменный резак для своей работы
Как и при покупке сварочного аппарата, тип плазменного резака, который вы выберете, будет определяться видом выполняемой вами работы. В отличие от газокислородной резки, плазменная резка способна резать практически любой металл. Поэтому при выборе плазменного резака основное внимание уделяется толщине и количеству металла, который вы планируете резать. Ниже приведены некоторые ключевые вопросы, которые следует задать, пытаясь подобрать плазменный резак для своей работы:
Вы режете толстый металл?
Как часто вы будете использовать свой плазменный резак?
Вам нужен переносной блок?
Готовы ли вы адаптировать розетки для вашего резака?
У вас есть генератор, который вы планируете использовать с плазменным резаком?
Будет ли ваш электрический ток колебаться?
Когда вы просматриваете варианты плазменного резака, эти вопросы сужают ваш выбор. Хотя определенные устройства будут выделяться для ваших конкретных потребностей, вполне вероятно, что выбор между брендами будет сводиться к тому, к чему вы привыкли или что вам рекомендуют. Основное различие между брендами заключается в том, что стандартная функция одного производителя может быть дополнительной на машине другого бренда.
Существуют также комбинированные устройства, включающие плазменный резак с стержнем и сварочный аппарат TIG. Если вам просто нужен плазменный резак для нерегулярной работы, это может быть отличным вариантом, если вы сможете найти устройство, которое соответствует вашим потребностям в сварке TIG или дуговой сварке.
Если вы решите присмотреться к легкому портативному устройству, работающему от генератора, ищите устройство, способное справиться с колебаниями мощности генератора.
Обзор плазменных резаков
Выбор выходной мощности плазменного резака
Выходная мощность плазменного резака определяет, что он может резать. Например, выходная мощность 12 ампер станка на 120 В сможет разрезать большую часть металла толщиной 1/8 дюйма, а выходная мощность 60 ампер станка на 230 В сможет разрезать большинство металлов толщиной 7/8 дюйма. .
Также доступны инверторные плазменные резаки, которые обеспечивают высокую мощность резки, но при этом весят намного меньше, чем обычные резаки с такой же производительностью.
Выбор скорости резки плазменной резки
Скорость резки для плазменных резаков обычно указывается в дюймах в минуту (IPM). Ваш рабочий процесс и приоритеты будут определять, что вам нужно, но имейте в виду, что, хотя два плазменных резака могут разрезать металл толщиной 1/2 дюйма, один может разрезать металл за минуту, а другой может занять столько же времени. до четырех или пяти, если у него медленная скорость резки. Выбор машины с правильной скоростью резки может стать решающим фактором между разумными инвестициями и снижением производительности.
Выбор рабочего цикла плазменного резака
Рабочий цикл плазменного резака — это количество времени, в течение которого он может непрерывно работать в течение десяти минут, прежде чем ему потребуется охлаждение. Пятиминутный рабочий цикл означает, что плазменный резак может работать в течение пяти минут, прежде чем ему потребуется пять минут для охлаждения. Если машина работает с меньшей мощностью, рабочий цикл может увеличиться, хотя чрезмерно жаркие условия эксплуатации могут сократить его. Использование машины за пределами ее рабочего цикла приведет к ее перегреву.
Более длительный рабочий цикл идеально подходит для выполнения длинных или глубоких резов на больших кусках металла, а более короткий рабочий цикл идеален для домашней мастерской, где регулярно выполняется серия мелких резов.
Правильный выбор резака для плазменной резки
Существует два распространенных типа плазменных резаков. Наиболее распространены факелы высокочастотных пусковых систем, создающих искру с помощью высоковольтного трансформатора, конденсаторов и искрового разрядника. Преимущество высокочастотных горелок состоит в том, что в них не используются движущиеся части, и поэтому они достаточно надежны. Тем не менее, они требуют периодического обслуживания и могут создавать электрические помехи, которые могут мешать компьютерам и другому находящемуся поблизости электрическому оборудованию в вашем офисе, магазине или дома.
Другим вариантом является контактная пусковая горелка, в которой используется подвижный электрод или сопло для получения искры, которая зажигает вспомогательную дугу. Этот тип горелки не создает помех другим электрическим элементам и включается мгновенно без цикла предварительной подачи.
Отличным свойством резака, которое можно исследовать, является защитный экран, который крепится к чаше резака и удерживает наконечник на идеальном расстоянии от 1/16 до 1/8 дюйма от разрезаемого металла — это расстояние известно как «стоять в стороне». Горелка может работать на полную мощность с постоянным зазором. Расстояние зазора зависит от толщины металла и силы тока, используемой для его резки, при этом при резке с низкой силой тока требуется минимальное расстояние зазора или его отсутствие.
Если вы планируете работать с тонким металлом, вам, скорее всего, понадобится только горелка с одним потоком, которая работает с ограниченной силой тока и не требует дополнительного потока защитного газа для охлаждения горелки. Для крупных операций по резке или пользователей, планирующих резку толстого металла, двухпоточная горелка с защитным газом позволит резать более толстый металл при высокой силе тока.
Независимо от того, как горелка зажигает плазменную дугу или использует защитный экран, выберите конструкцию горелки, которая хорошо ложится в вашу руку, особенно если вы планируете использовать ее в течение длительного периода времени.
Выбор расходных материалов для плазменного резака
После первоначальной покупки плазменного резака наиболее важными текущими расходами будут режущие наконечники и электроды. Поэтому, прежде чем брать в руки плазменный резак, узнайте как можно больше о том, насколько быстро ваш станок будет использовать эти предметы. Поврежденный наконечник из-за неправильной техники или изношенный электрод либо снизят скорость резки, либо снизят качество разрезов, и часто рекомендуется менять наконечник и электрод вместе, чтобы достичь наилучших результатов резки.
Предлагает следующую формулу для определения текущей стоимости блоков плазменной резки:
«Стоимость расходных материалов или общая стоимость расходных материалов, деленная на срок службы расходных материалов в часах дуги в час, является наиболее полезным измерением. Например, если стоимость сопла составляет 4 доллара, стоимость электрода — 6 долларов, а вместе комплект длится 2,5 дуговых часа, то стоимость часа, или CPH, составляет (4 доллара + 6 долларов)/2,5 = 4 доллара».
На что еще обратить внимание при выборе плазменного резака
Как и в случае любого крупного оборудования, важно протестировать плазменный резак или, по крайней мере, убедиться, что продавец предлагает правильную политику возврата, если резак не соответствует заявленным характеристикам. обещания. Кроме того, надежная гарантия гарантирует, что ваши инвестиции в новую режущую систему будут надежными в долгосрочной перспективе.
Что такое плазменный резак и как он работает?
Металлообработка сегодня является одной из важнейших отраслей промышленности. Независимо от того, работаете ли вы на производстве или вам нужны детали или продукты, полученные в результате этого, или вы работаете в ремонтной бригаде, или полагаетесь на нее, сварщики влияют на вашу жизнь.
Эти сварщики, в свою очередь, полагаются на свои инструменты. Для выполнения любой задачи нужны правильные инструменты, и так же, как маляру нужна кисть, лесорубу нужен топор, а строителю нужен молоток, сварщику нужен плазменный резак. Тем не менее, эти другие инструменты были с нами на протяжении веков и являются одними из наших самых распространенных инструментов. Плазменные резаки, напротив, довольно новы и остаются загадкой для многих людей, не занимающихся металлообработкой.
Что такое плазменный резак и как он работает? плазменный резак — это режущий агент, использующий плазму для резки металлических поверхностей. Плазменные резаки работают при очень высоких температурах. Это означает, что вам необходимо убедиться, что у вас есть защитные газы, чтобы держать их под контролем, а также достаточное оборудование для обеспечения безопасности, чтобы защитить себя.
Содержание
Что такое плазма?
Однако, имея это в виду, давайте сделаем шаг назад и ответим на еще более насущный вопрос — что такое плазма? Кажется, это очень важно знать, учитывая, насколько это важно для работы этого инструмента, а также тот факт, что это целое состояние материи.
Тем не менее, хотя вы знаете, что такое твердое тело, жидкость и газ, есть вероятность, что даже если вы узнали о плазме как о четвертом состоянии материи в школе, ее описание будет для вас более неуловимым, чем другие состояния материи. Частично это связано с тем, что плазма сама по себе является более сложным и менее определенным состоянием, чем другие.
Проще говоря, плазма — это перегретый газ, который при достаточно высокой температуре состоит из атомов, потерявших часть или все свои электроны и, таким образом, заряженных положительно, что заставляет их вести себя иначе, чем другие состояния материи.
Узнайте больше о температуре плазменного резака – Здесь вы можете найти статью с нашего веб-сайта : Насколько сильно нагревается плазменный резак? Реальные факты -2020
Для наших целей это означает, что плазма может быть выдавлена и использована в качестве сверхгорячего вещества, которое, хотя и похоже на газ, может быть лучше использовано для целей сварки из-за того, как его можно использовать.
В то время как газ может быть немного ненаправленным и трудноуправляемым, для сравнения, плазма может быть нагрета и направлена в определенном направлении, что делает ее идеальной для резки толстых поверхностей, таких как различные металлы.
Таким образом, он может достигать большего проплавления и выполнять свою задачу по резке лучше, чем другие варианты сварки.
Как работают плазменные резаки?
Вся эта теория хороша, но как насчет того, как работают плазменные резаки на практике?
Как было сказано выше, плазменные резаки работают, нагревая газ, превращая его в плазму, которую затем можно использовать для резки металлов, и они делают это частично, проталкивая плазму через узкое сопло с высокой скоростью. Подумайте о мощном аэрозольном очистителе.
Вода выходит из форсунки с такой высокой скоростью и с такой огромной силой, что буквально сметает мусор. Тот же принцип работает с плазменными резаками, которые выбрасывают газовую плазму.
Кроме того, плазменные резаки работают, посылая электричество по дуге через газ и узкое сопло. Газ может меняться и меняется в зависимости от работы, и мы скоро займемся этим.
А пока знайте, что какой бы тип газа вы ни использовали, сочетание электричества и перегретого газа под давлением делает и без того горячее вещество еще более горячим и готовым для резки толстого алюминия, нержавеющей стали или других металлов. Различные металлы и толщины требуют различных газов и конфигураций.
Многие современные плазменные резаки используют вспомогательную дугу. Обычно он расположен между соплом и электродом, пропускающим электричество через него. Это используется для ионизации газа, что важно для облегчения переноса дуги, а также для общего качества и характера плазмы.
Плазменная резка для начинающих >> Посмотрите видео ниже.0003
Сжатый воздух: Опасно, что это самый дешевый из перечисленных здесь защитных газов, поэтому его часто используют любители, энтузиасты-любители и другие непрофессионалы, ищущие наиболее доступный способ сварки. Тем не менее, он также может использоваться профессионалами, обеспечивая хороший и чистый рез мягкой и нержавеющей стали.
Кислород: Этот тип газа является еще одним недорогим, и может очень хорошо резать мягкую сталь, что делает его предпочтительным газом для работы с этим конкретным типом металла. При этом его эффективность ограничена с нержавеющей сталью и алюминием, и его не рекомендуется использовать с этими типами металлов, отчасти потому, что он может их окислить.
Азот: Как азот, так и аргон-водород используют различные газы, кроме «обычного» воздуха, которые служат защитными газами для облегчения резки. Азот использует для этой цели CO2. Это отличный выбор для работы с мягкой сталью и алюминием, хотя он немного менее эффективен для нержавеющей стали . Кроме того, он может образовывать немного окалины, поэтому вам нужно будет очистить лишний расплавленный металл после того, как вы закончите работу. Вода — еще один вариант, который может помочь ему лучше работать с определенными поверхностями, поэтому вам следует проверять все в каждом конкретном случае.
Аргон Водород: Это, безусловно, самый сбалансированный из газов в этом списке. Водород и аргон будут смешиваться в разных соотношениях в зависимости от типа поверхности, которую вы будете резать . Хотя не рекомендуется использовать этот тип газа для мягкой стали, он может хорошо работать с нержавеющей сталью и алюминием толщиной более половины дюйма.
Какой газ вам подходит?
Ответ на вопрос о том, какой газ для плазменной резки подходит для данной работы, во многом определяется характером самой работы.
Main Gas
Secondary Gas
Stainless Steel
Aluminum
Mild Steel
Argon-Hydrogen
Nitrogen
Excellent cuts in thickness greater than 1 /2´
Отлично режет толщину более 1/2´
Неэффективен (поверхность реза шероховатая и обугленная)
Air
Air
Хорошая поверхность реза – Высокая скорость реза – Простота использования
Хорошая поверхность реза – Высокая скорость реза – Экономичный
Идеальный пропил – Высокая скорость реза – Экономичный
Кислород
Воздух
Не рекомендуется 92 Отличный рез 92 качество – Высокая скорость резки – Очень мало мусора
Не рекомендуется
Азот
Воздух
Хорошая поверхность реза – Увеличенный срок службы детали
Хорошая поверхность реза – Увеличенный срок службы детали
Rougher surface – Create some cut filaments
Nitrogen
Water
Excellent cut surface – Longer part Lifespan
Excellent cut surface – Excellent part Lifespan
Fair cut surface – Some debris release
Nitrogen
Углекислый газ
Превосходная поверхность среза – более длительный срок службы детали
Превосходная поверхность среза – превосходный срок службы детали
Хорошая поверхность среза – высвобождение некоторых нитей
Первое, на что вы должны обратить внимание при выборе среди различных типов газов для плазменной резки, это металл, который вы хотите резать. Особые сильные и слабые стороны каждого газа отмечены выше. Например, кислород и воздух хорошо сочетаются с мягкой сталью, а азот — с нержавеющей сталью и алюминием.
Здесь важно отметить, что большинство этих газов обеспечивают, по крайней мере, некоторые возможности резки большинства различных типов металлов. Вы редко столкнетесь со случаем, когда газ не будет работать. Скорее, все дело в контроле качества и доступности.
Например, сжатый воздух вполне доступен по цене, тогда как аргон-водород дороже. Тем не менее, последний гораздо более эффективен при резке более крупных и толстых материалов, а также может обеспечить более гладкий рез на многих из перечисленных здесь поверхностей.
Таким образом, вопрос доступности не является односторонним. Для небольших, более быстрых и простых работ сжатый воздух может быть более доступным вариантом. Однако для больших и толстых металлических поверхностей инвестиции в аргон-водород могут быть лучшим выбором в долгосрочной перспективе.
Инвестиции в более качественные газы и форсунки по сравнению с менее дорогими также могут окупиться в долгосрочной перспективе.
Наконец, некоторые комбинации, такие как кислород на нержавеющей или низкоуглеродистой стали, категорически не рекомендуются, поэтому убедитесь, что вы не нарушаете ни одно из этих ограничений. Тем не менее, при плазменной резке единственными ограничениями, кроме этих, являются ограничения вашего воображения. Пока у вас есть правильные комбинации газа и металла и правильные инструменты для работы, нет предела тому, что вы можете сделать.
Что насчет пилотной арки?
Мы уже упоминали пилотную дугу, но теперь давайте подробнее. Они играют важную роль в современных плазменных резаках, повышая их эффективность — но как?
Пилотные дуги помогают выполнять более чистый рез с помощью плазменного резака, помогая избежать прямого касания кончиком резака металла.
Когда приходится прижимать сопло близко к металлу, это может вызвать серьезные проблемы. Это может не только загрязнить сопло, но и привести к образованию большего количества остаточного шлака. Помогая устранить это, вспомогательные дуги обеспечивают более гладкий и чистый рез.
Это также увеличивает срок службы расходных материалов, используемых плазменным резаком, как описано ниже.
Что насчет расходных материалов?
Как и следовало ожидать, сварка требует много энергии и может довольно быстро изнашивать используемые в процессе детали. Детали, израсходованные в процессе сварки, называются расходными материалами, и, поскольку они «расходуются», их необходимо со временем заменять.
Тем не менее, «расходные материалы» — это общий термин для широкого спектра различных деталей, от удерживающих колпачков и электродов до форсунок и генераторов защитного газа. Срок службы каждой из этих частей разный, и действительно, разные детали от разных брендов также имеют разный срок службы.
Срок службы также зависит от того, как используются детали. Точно так же, как мы говорим, что «сжигание свечи с обоих концов» быстро израсходует ее, использование плазменных резаков при более высоких температурах или более интенсивных режимах может быстрее сжечь расходные материалы.
К счастью, вы можете приобрести запасные комплекты расходных материалов, которые позволят вам продолжать резку. Все, что вам нужно сделать, это отсоединить форсунку, заменить изношенные детали и снова приступить к работе.
Преимущества дуговой резки
Учитывая все это, что делает плазменный резак таким полезным? Мы знаем, что он может генерировать невероятно горячий луч, который можно использовать для резки, но как насчет этого?
Во-первых, плазменные резаки невероятно полезны для резки различных металлических поверхностей, что невозможно сделать с помощью других инструментов. Любой, кто когда-либо видел, как лезвия пилят твердый металл, знает, что этот процесс может быть шумным, искровым и невероятно опасным. Таким образом, теоретически плазменная резка может обеспечить более гладкую и безопасную резку.
Похожие чтения: Может ли плазменный резак резать алюминий? | Полное руководство – 2020
Это также может привести к более чистому разрезу. Одна из больших проблем резки металла заключается в том, что это может привести к тому, что останется много мусора или окалины. Дуговые резаки в своих лучших проявлениях могут помочь избежать этой проблемы, удерживая сопло от касания металла, что упрощает получение гладких, чистых резов с ограничением образования окалины.
Более того, из-за огромного количества тепла лучшая дуговая резка позволяет использовать устройства, которые могут резать металл, как масло.
Еще вопрос точности. Если вы выполняете резку, требующую большой точности и аккуратности, дуговая резка может оказаться чрезвычайно полезной, особенно по сравнению с пильным полотном и другими подходами.
Вопросы для размышления
Если вы зашли так далеко и все еще заинтересованы в приобретении плазменного резака, вам следует рассмотреть следующие дополнительные вопросы:
Какова толщина большинства металлов, которые вы хотите обработать резать?
Какой толщины самый толстый металл, который вы хотите разрезать?
Как быстро вам нужно выполнить эти разрезы?
Как уже упоминалось выше, аргон-водород может хорошо работать с нержавеющей сталью и алюминием толщиной более половины дюйма, и это всего лишь один пример того, как сочетание газовой и плазменной резки может повлиять на то, насколько хорошо вы сможете нарезать на определенную толщину.
Чем быстрее вы выполняете разрезы, тем менее точными они могут быть. Тем не менее, вы также можете инвестировать в технологии, которые помогут вам выполнять автоматизированную резку на более высоких скоростях.
Проблема с напряжением. Различные плазменные резаки питаются от разного напряжения и выдают разную силу тока. Эти суммы определяются тем, сколько энергии они могут получить, что может повлиять на то, где и как вы можете их использовать.
Например, напряжение около 120 В, как правило, совместимо с розетками, которые есть в вашем доме . Это делает их идеальными для любителей и тех, кто хочет использовать плазменные резаки в домашних условиях, так как вы можете просто подключить их и работать. Однако более высокие напряжения, такие как 250 В, вероятно, будут слишком высокими для домашней розетки. Таким образом, вам нужно будет купить специальный адаптер или генератор, чтобы использовать их безопасным образом.
На что обращать внимание при выборе плазменного резака
Все это подводит нас к последнему вопросу – на что следует обращать внимание при выборе плазменного резака?
Это, естественно, будет варьироваться в зависимости от множества факторов, не последним из которых является то, чего вы хотите достичь.
Например, , если вы ищете плазменный резак для хобби, например, для лепки металлических деталей , вам нужно найти что-то доступное по цене, с низким напряжением и полезное. доступных газов, таких как сжатый воздух.
Для тех, кто хочет использовать плазменный резак в профессиональных целях, вероятно, желательны более высокие напряжения. Если вам нужно резать особенно толстый металл, вам нужно найти плазменный резак, который хорошо работает с водородом, аргоном или азотом.
Вам также может понадобиться плазменный резак, который предлагает пилотную дугу для точности и простоты использования. Кроме того, устройство с легко заменяемыми расходными материалами может впоследствии избавить от головной боли.
Заключение
Плазменные резаки — это сложные машины, но их основная идея проста — они очень горячие и режут очень гладко и чисто. При правильном использовании они могут стать тем инструментом, который вам нужен, чтобы с легкостью выполнить следующий проект по сварке металлов.

 Такие бренды как Grundfos (Дания), Speroni (Италия), Pedrollo (Италия), Ebara (Италия). Эти скважинные насосы представлены серией насосов от 3 (75мм) до 6 (150мм) дюймов, что позволяет выбрать насос фактически под любой диаметр скважины. Изготовляются насосы из высококачественной нержавеющей стали, и служат долгие годы.
Такие бренды как Grundfos (Дания), Speroni (Италия), Pedrollo (Италия), Ebara (Италия). Эти скважинные насосы представлены серией насосов от 3 (75мм) до 6 (150мм) дюймов, что позволяет выбрать насос фактически под любой диаметр скважины. Изготовляются насосы из высококачественной нержавеющей стали, и служат долгие годы. Этого производителя можно смело отнести к среднему классу, достойное качество сборки и доступная цена.
Этого производителя можно смело отнести к среднему классу, достойное качество сборки и доступная цена. Этого производителя можно смело отнести к среднему классу, достойное качество сборки и доступная цена.
Этого производителя можно смело отнести к среднему классу, достойное качество сборки и доступная цена. Прочный кожух электродвигателя обеспечивает надежную защиту и охлаждение перекачиваемой жидкости;
Прочный кожух электродвигателя обеспечивает надежную защиту и охлаждение перекачиваемой жидкости; 
 Это фактор нужно точно знать так как, если поставить слишком мощный насос есть вероятность что скважина не будет успевать набираться водой, что может привести к работе насоса в сухую, если у вас нет защиты от сухого хода. А это как показывает практика заканчивается плохо для насоса и влечет за собою выход из строя насосной части и мотора. Учитывая эти параметры, вы сможете уберечь насос от поломки, а себя от неожиданных проблем с водоснабжением и покупкой нового насоса.
Это фактор нужно точно знать так как, если поставить слишком мощный насос есть вероятность что скважина не будет успевать набираться водой, что может привести к работе насоса в сухую, если у вас нет защиты от сухого хода. А это как показывает практика заканчивается плохо для насоса и влечет за собою выход из строя насосной части и мотора. Учитывая эти параметры, вы сможете уберечь насос от поломки, а себя от неожиданных проблем с водоснабжением и покупкой нового насоса. 
 Поэтому сориентировался и выбрал скважинный насос Pedrollo. Покупкой доволен. Мотор не дорогой, но достаточно мощный, качает воду без задержек. И даже больше часа работает и не перегревается. Пользуемся второй сезон, включаем ежедневно и никаких проблем. Короче качественный мотор.
Поэтому сориентировался и выбрал скважинный насос Pedrollo. Покупкой доволен. Мотор не дорогой, но достаточно мощный, качает воду без задержек. И даже больше часа работает и не перегревается. Пользуемся второй сезон, включаем ежедневно и никаких проблем. Короче качественный мотор. Артезианские воды расположены на достаточно большой глубине и находятся под слоем известняка. Все воды, что выше слоя известняка, называют грунтовыми водами.
Артезианские воды расположены на достаточно большой глубине и находятся под слоем известняка. Все воды, что выше слоя известняка, называют грунтовыми водами.
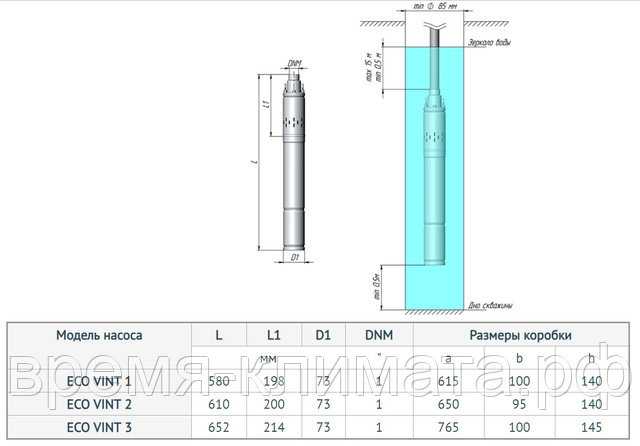 Вихревой насос в таких тяжелых условиях быстро выйдет из строя.
Вихревой насос в таких тяжелых условиях быстро выйдет из строя.
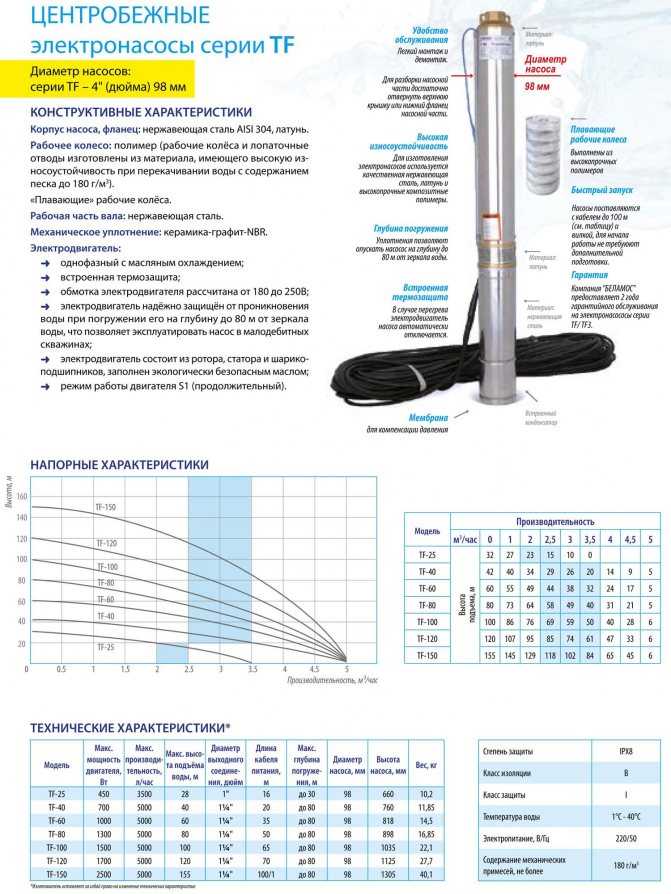
 Экономия на защите, как правило, приводит к преждевременному выходу из строя насоса.
Экономия на защите, как правило, приводит к преждевременному выходу из строя насоса. Позвольте нам объяснить различные типы доступных насосов.
Позвольте нам объяснить различные типы доступных насосов. Эти устройства, также называемые пневматическими насосами, работают на воздухе, а не на электричестве. Прежде чем вы слишком воодушевитесь этим вариантом, эти насосы обычно используются только в нежилых помещениях, таких как промышленные и коммерческие здания.
Эти устройства, также называемые пневматическими насосами, работают на воздухе, а не на электричестве. Прежде чем вы слишком воодушевитесь этим вариантом, эти насосы обычно используются только в нежилых помещениях, таких как промышленные и коммерческие здания.
 По данным Бюро переписи населения США, более 15 миллионов домохозяйств используют частные колодцы для получения питьевой воды.
По данным Бюро переписи населения США, более 15 миллионов домохозяйств используют частные колодцы для получения питьевой воды. Погружной насос может не иметь напорного бака.
Погружной насос может не иметь напорного бака. Глубокие скважины, с другой стороны, требуют дополнительных соображений.
Глубокие скважины, с другой стороны, требуют дополнительных соображений. Высота, на которую можно поднять воду, зависит от веса воздуха. Хотя давление воздуха меняется в зависимости от высоты, неглубокие скважины с струйным насосом обычно не превышают 25 футов.
Высота, на которую можно поднять воду, зависит от веса воздуха. Хотя давление воздуха меняется в зависимости от высоты, неглубокие скважины с струйным насосом обычно не превышают 25 футов. Глубоководные струйные насосы предназначены для извлечения воды с глубины до 110 футов и требуют донный клапан для заливки трубы. Некоторые модели могут иметь выхлопную трубу, чтобы скважина никогда не выкачивалась всухую.
Глубоководные струйные насосы предназначены для извлечения воды с глубины до 110 футов и требуют донный клапан для заливки трубы. Некоторые модели могут иметь выхлопную трубу, чтобы скважина никогда не выкачивалась всухую.
 Двигатель приводит в движение ряд крыльчаток, используемых для подачи воды вверх по трубе. Когда реле давления включено, крыльчатки вращаются, всасывая воду в насос. Затем вода проталкивается через корпус насоса в резервуар для хранения на поверхности. Адаптер, подключенный к водопроводной системе, регулирует доступ к трубопроводу колодца через обсадную трубу, направляя воду от насоса в водопроводную систему дома.
Двигатель приводит в движение ряд крыльчаток, используемых для подачи воды вверх по трубе. Когда реле давления включено, крыльчатки вращаются, всасывая воду в насос. Затем вода проталкивается через корпус насоса в резервуар для хранения на поверхности. Адаптер, подключенный к водопроводной системе, регулирует доступ к трубопроводу колодца через обсадную трубу, направляя воду от насоса в водопроводную систему дома. К счастью, погружные насосы, как правило, известны своей надежностью, часто они оптимально работают до 25 лет, прежде чем потребуется обслуживание. Погружные насосы — это эффективный и не требующий особого ухода способ доставки безопасной питьевой воды в ваш дом.
К счастью, погружные насосы, как правило, известны своей надежностью, часто они оптимально работают до 25 лет, прежде чем потребуется обслуживание. Погружные насосы — это эффективный и не требующий особого ухода способ доставки безопасной питьевой воды в ваш дом. При замене насоса следует выбирать агрегат с такой же мощностью. Тем не менее, может потребоваться дополнительная мощность, если вы добавляете новые приборы или членов семьи. Чем больше расстояние для транспортировки воды, тем больше потребуется лошадиных сил.
При замене насоса следует выбирать агрегат с такой же мощностью. Тем не менее, может потребоваться дополнительная мощность, если вы добавляете новые приборы или членов семьи. Чем больше расстояние для транспортировки воды, тем больше потребуется лошадиных сил. Солнечные батареи обеспечивают мощность, необходимую для откачки воды с глубины в сотни футов. Последние достижения в области технологий также сделали системы на солнечных батареях более доступными. После первоначальных затрат нет текущих затрат и нет необходимости в силовых кабелях.
Солнечные батареи обеспечивают мощность, необходимую для откачки воды с глубины в сотни футов. Последние достижения в области технологий также сделали системы на солнечных батареях более доступными. После первоначальных затрат нет текущих затрат и нет необходимости в силовых кабелях. Такие насосы обычно используются в промышленных и коммерческих условиях.
Такие насосы обычно используются в промышленных и коммерческих условиях.


 Также важно обеспечить правильное расположение обратных клапанов, фильтров и проводки.
Также важно обеспечить правильное расположение обратных клапанов, фильтров и проводки.



 Оптимальный вариант – получить вращение меньше 10 об/мин. Если скорость вращения будет больше, то тяжело поймать момент, когда следует остановить навивку.
Оптимальный вариант – получить вращение меньше 10 об/мин. Если скорость вращения будет больше, то тяжело поймать момент, когда следует остановить навивку. Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери.
Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери. ..
.. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки,многие из которых подходят для самостоятельного создания инструмента.
Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки,многие из которых подходят для самостоятельного создания инструмента.
 Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
Стоит отметить возможность сбора различных деталей, в том числе и волнообразных. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.

 «Гнутик» необходим для создания уголков различной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальной плите.
«Гнутик» необходим для создания уголков различной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальной плите. Стоит отметить, что спираль образуется со стороны крепления изделия, а уменьшить прилагаемые усилия можно грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали металлических заборов и оконных решеток.
Стоит отметить, что спираль образуется со стороны крепления изделия, а уменьшить прилагаемые усилия можно грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали металлических заборов и оконных решеток. Несмотря на небольшой размер, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается разрез стали. Ленту нужно согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Несмотря на небольшой размер, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается разрез стали. Ленту нужно согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон. Центральная часть приваривается к основанию, при этом на сварном соединении должны отсутствовать даже самые мелкие дефекты. Кусочки стержня привариваются к основной части полосы, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком.
Центральная часть приваривается к основанию, при этом на сварном соединении должны отсутствовать даже самые мелкие дефекты. Кусочки стержня привариваются к основной части полосы, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком. Станок холодной ковки используется для формовки металла холодными штампами.
Станок холодной ковки используется для формовки металла холодными штампами. холодная ковка бывает в виде прокатных штампов, прокатных штампов и прокатных штампов. Прокатный штамп применяют в виде прокатных штампов и гнутых профилей.
холодная ковка бывает в виде прокатных штампов, прокатных штампов и прокатных штампов. Прокатный штамп применяют в виде прокатных штампов и гнутых профилей.
 холодная ковка-это мощность станка холодной ковки . Процесс холодной ковки состоит из двух основных процессов: горячей ковки и холодной ковки. Холодная ковка сжимается, а горячая ковка использует комбинацию тепла, давления и тепла для создания холодной ковки. Мощность холодной ковки — это процесс, при котором горячий металл охлаждается, а ковка сжимается и нагревается, а ковка сжимается. Холодный кузнечный пресс работает либо на воздухе, либо на гидравлической жидкости.
холодная ковка-это мощность станка холодной ковки . Процесс холодной ковки состоит из двух основных процессов: горячей ковки и холодной ковки. Холодная ковка сжимается, а горячая ковка использует комбинацию тепла, давления и тепла для создания холодной ковки. Мощность холодной ковки — это процесс, при котором горячий металл охлаждается, а ковка сжимается и нагревается, а ковка сжимается. Холодный кузнечный пресс работает либо на воздухе, либо на гидравлической жидкости. Эти станок холодной ковки предназначены для тяжелых металлов, которые требуют немного больше тепла в процессе оснастки. Эти машины для холодной ковки s используются для затыкания и стекания проволоки в большинстве металлов.
Эти станок холодной ковки предназначены для тяжелых металлов, которые требуют немного больше тепла в процессе оснастки. Эти машины для холодной ковки s используются для затыкания и стекания проволоки в большинстве металлов. Два типа станков для холодной ковки s включают в себя машины для холодной ковки с гидравлическим приводом, машины для холодной ковки с гидравлическим приводом, машины для холодной ковки под давлением, машины для ковки под холодным давлением и многое другое, предназначенные для ковки жестких материалов. Эти 9Станки холодной ковки 0003 s бывают разных типов, размеров и типов, а также многие типы и типы предназначены для соблюдения и жесткости. Эти кузнечные машины. Продам
Два типа станков для холодной ковки s включают в себя машины для холодной ковки с гидравлическим приводом, машины для холодной ковки с гидравлическим приводом, машины для холодной ковки под давлением, машины для ковки под холодным давлением и многое другое, предназначенные для ковки жестких материалов. Эти 9Станки холодной ковки 0003 s бывают разных типов, размеров и типов, а также многие типы и типы предназначены для соблюдения и жесткости. Эти кузнечные машины. Продам
 Обеспечивает отличную защиту сварочной зоны от окисления. Но найти качественную углекислоту очень сложно. Поэтому рекомендуем использовать смесь из углекислого газа и аргона. Так шов не будет пористым, сварка будет идти легко и быстро.
Обеспечивает отличную защиту сварочной зоны от окисления. Но найти качественную углекислоту очень сложно. Поэтому рекомендуем использовать смесь из углекислого газа и аргона. Так шов не будет пористым, сварка будет идти легко и быстро. Цифры могут отличаться в зависимости от типа используемого газа и вашей профессиональной подготовки. В этой статье мы подробно рассказывали, на сколько хватает баллона углекислоты при сварочных работах.
Цифры могут отличаться в зависимости от типа используемого газа и вашей профессиональной подготовки. В этой статье мы подробно рассказывали, на сколько хватает баллона углекислоты при сварочных работах. Но это уже задача руководства, а не сварщика.
Но это уже задача руководства, а не сварщика. Шов в результате подвергается окислению от атмосферного кислорода. Такое явление в дальнейшем приведет к появлению микротрещин, а также разрушению соединения. Чтобы предотвратить негативное действие посторонних веществ применяют газ для сварки полуавтоматом. Защитная среда позволяет соединять при помощи сварки любые виды металлов.
Шов в результате подвергается окислению от атмосферного кислорода. Такое явление в дальнейшем приведет к появлению микротрещин, а также разрушению соединения. Чтобы предотвратить негативное действие посторонних веществ применяют газ для сварки полуавтоматом. Защитная среда позволяет соединять при помощи сварки любые виды металлов. При использовании соблюдают безопасность, в результате смешивания с воздухом получается взрывоопасная смесь. Хранится в баллонах под давлением не выше 15 Мпа. Получают при помощи разделения воды на составляющие кислород и водород в специальных генераторах.
При использовании соблюдают безопасность, в результате смешивания с воздухом получается взрывоопасная смесь. Хранится в баллонах под давлением не выше 15 Мпа. Получают при помощи разделения воды на составляющие кислород и водород в специальных генераторах. Для полуавтомата применяются следующие субстанции:
Для полуавтомата применяются следующие субстанции:

 minutemanreview.com
minutemanreview.com  Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы. Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее.
Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы. 357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело. Некоторые считают, что с револьверами легче обращаться из-за их немного большего веса. Захваты различаются между ними. Конкретное огнестрельное оружие будет стрелять по-своему. Лучший совет — рассмотреть особенности каждого из них, взять в руки некоторые из них и выбрать тот, который подходит вам лучше всего.
Некоторые считают, что с револьверами легче обращаться из-за их немного большего веса. Захваты различаются между ними. Конкретное огнестрельное оружие будет стрелять по-своему. Лучший совет — рассмотреть особенности каждого из них, взять в руки некоторые из них и выбрать тот, который подходит вам лучше всего. FRT — это компьютеризированная база данных, доступная онлайн и офлайн. Он был предложен и разработан Канадской королевской конной полицией, а затем принят
FRT — это компьютеризированная база данных, доступная онлайн и офлайн. Он был предложен и разработан Канадской королевской конной полицией, а затем принят По системе работы хвостовика курка револьверы могут быть двойного действия (когда курок одновременно взводит курок) или одинарного действия (когда курок взводится вручную)
По системе работы хвостовика курка револьверы могут быть двойного действия (когда курок одновременно взводит курок) или одинарного действия (когда курок взводится вручную) («выстрелы»), а не пуля. Калибр дробовика называется калибром и обычно больше в диаметре, чем у другого стрелкового оружия.
(«выстрелы»), а не пуля. Калибр дробовика называется калибром и обычно больше в диаметре, чем у другого стрелкового оружия.

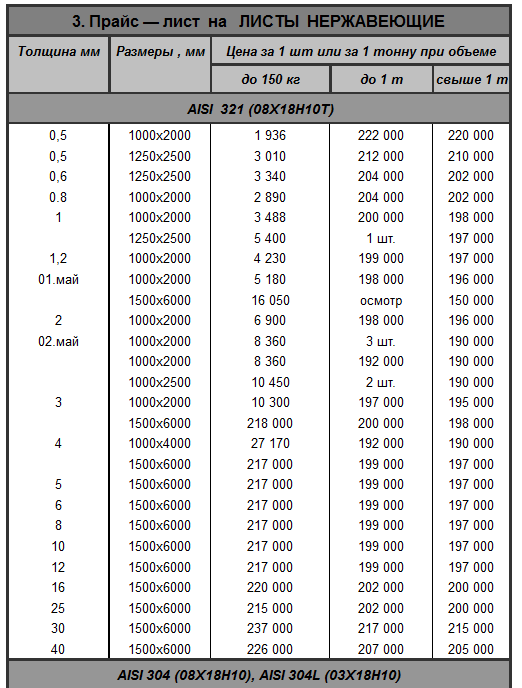 В медных листах М0б кислород полностью отсутствует. Марки листов М1, М2 и М3 содержат около 0.05 – 0.08% кислорода, а марки М1р, М2р и М3р около 0.01%.
В медных листах М0б кислород полностью отсутствует. Марки листов М1, М2 и М3 содержат около 0.05 – 0.08% кислорода, а марки М1р, М2р и М3р около 0.01%. 90% меди и 0,01% примесей, а в марке «М2» процент меди 99,70%, а примеси будут составлять 0.03%. Чем меньше цифра, тем меньше содержание примесей.
90% меди и 0,01% примесей, а в марке «М2» процент меди 99,70%, а примеси будут составлять 0.03%. Чем меньше цифра, тем меньше содержание примесей.
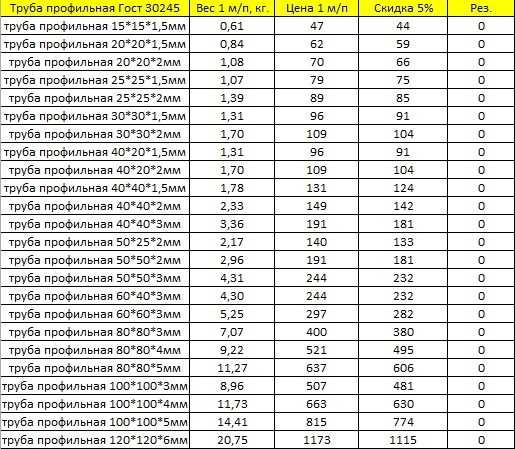
 07
07 Вальцы трехвалковые. Вальцы четырехвалковые.
Вальцы трехвалковые. Вальцы четырехвалковые.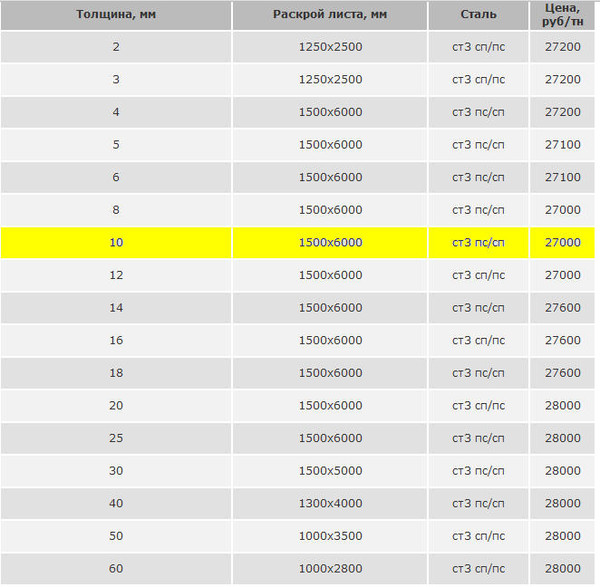 Марки
Марки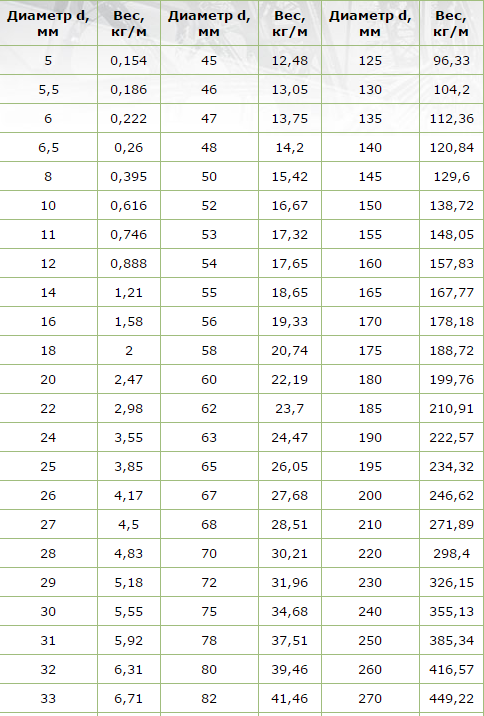 Марки
Марки Технические условия
Технические условия Технические
Технические
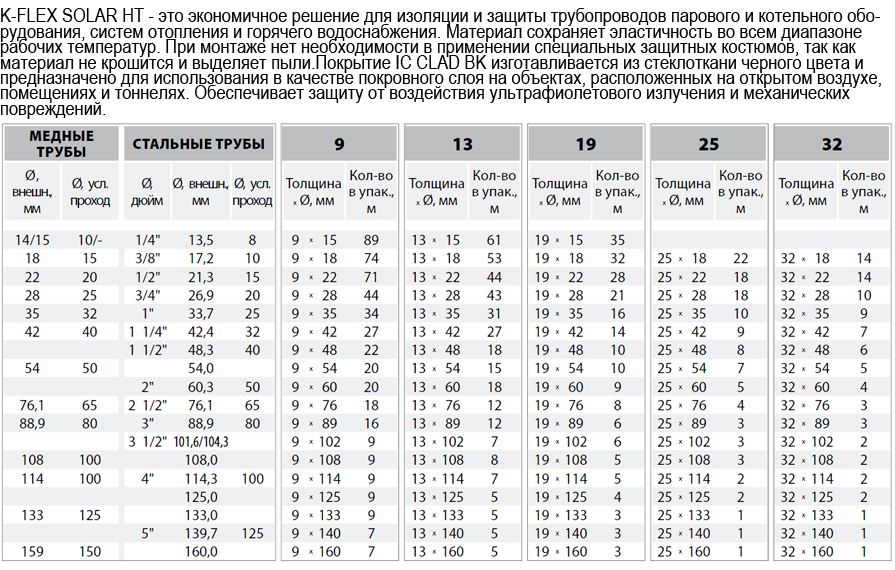 Технические
Технические

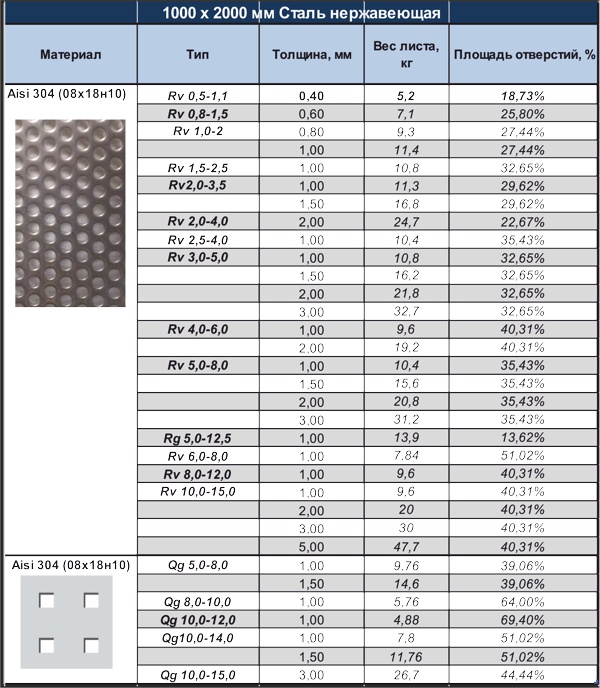
 850
850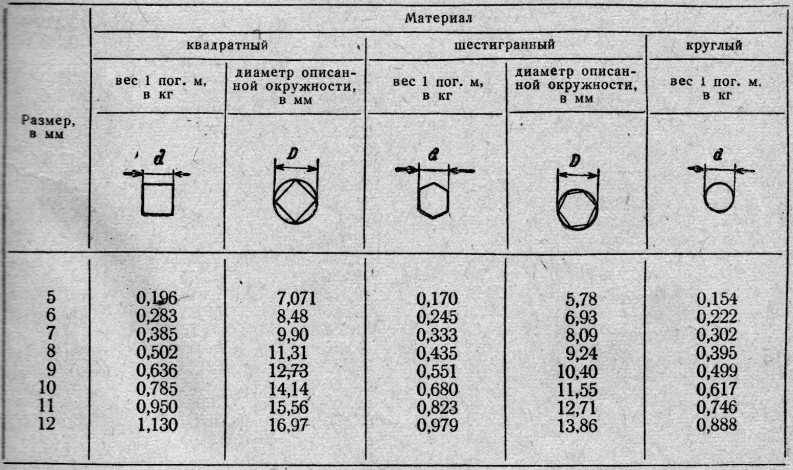 490
490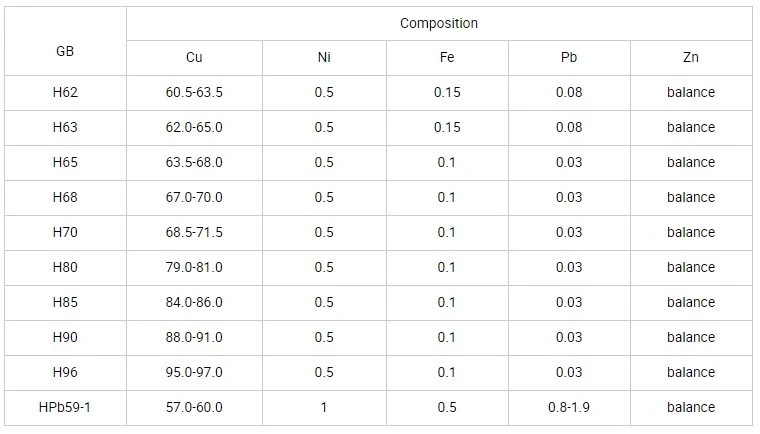 093
093 872
872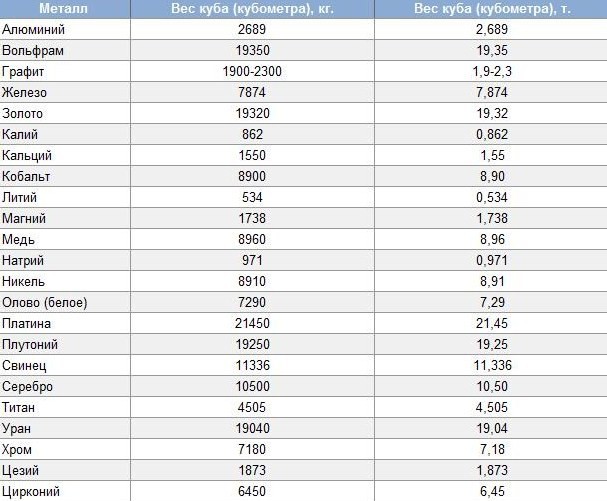 330
330 001
001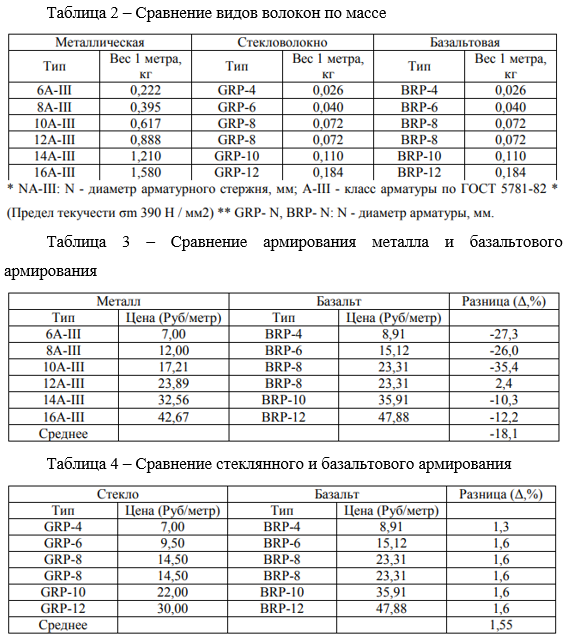

 В токарном станке вместе со шпинделем вращается деталь. Резец зажат неподвижно и перемещается вдоль оси вращения шпинделя, снимая с поверхности стружку.
В токарном станке вместе со шпинделем вращается деталь. Резец зажат неподвижно и перемещается вдоль оси вращения шпинделя, снимая с поверхности стружку.

 Вторая цифра указывает на тип станка.
Вторая цифра указывает на тип станка. Сложная обработка со сверловкой, расточкой, торцовкой и нарезкой резьбы выполняется с одной установки.
Сложная обработка со сверловкой, расточкой, торцовкой и нарезкой резьбы выполняется с одной установки. Производит полный цикл изготовления сложных изделий.
Производит полный цикл изготовления сложных изделий. Он использует в основном круглый прутковый прокат для обработки компонентов.
Он использует в основном круглый прутковый прокат для обработки компонентов. Это требует меньшего контроля во время работы и сводит к минимуму человеческие ошибки, предоставляя производителям более быстрый и надежный способ обеспечения стабильного качества.
Это требует меньшего контроля во время работы и сводит к минимуму человеческие ошибки, предоставляя производителям более быстрый и надежный способ обеспечения стабильного качества.

 Это зависит от размера детали, общей сложности и типа материала. Примером фрезерованных элементов на точеной детали может быть показанный здесь компонент. Деталь изготавливается на токарном станке с ЧПУ из круглого прутка. Большинство элементов обточены, а плоская часть выреза фрезерована.
Это зависит от размера детали, общей сложности и типа материала. Примером фрезерованных элементов на точеной детали может быть показанный здесь компонент. Деталь изготавливается на токарном станке с ЧПУ из круглого прутка. Большинство элементов обточены, а плоская часть выреза фрезерована..jpg)
 Токарная и фрезерная обработка — это всего лишь два примера таких процессов обработки. Другими являются сужение, сверление, формование, строгание, прорезание пазов, накатка, растачивание, развертывание, пиление, снятие фаски и т. д. Каждый из этих процессов имеет уникальные преимущества и ограничения и, таким образом, подходит для конкретных требований.
Токарная и фрезерная обработка — это всего лишь два примера таких процессов обработки. Другими являются сужение, сверление, формование, строгание, прорезание пазов, накатка, растачивание, развертывание, пиление, снятие фаски и т. д. Каждый из этих процессов имеет уникальные преимущества и ограничения и, таким образом, подходит для конкретных требований. Осуществляется на фрезерном станке с использованием многоточечной фрезы (фрезы). Здесь фреза вращается с фиксированной скоростью, чтобы обеспечить скорость резания, в то время как заготовка перемещается относительно неподвижной фрезы, чтобы обеспечить подачу. Важные сходства и различия между токарной и фрезерной обработкой приведены в следующих разделах.
Осуществляется на фрезерном станке с использованием многоточечной фрезы (фрезы). Здесь фреза вращается с фиксированной скоростью, чтобы обеспечить скорость резания, в то время как заготовка перемещается относительно неподвижной фрезы, чтобы обеспечить подачу. Важные сходства и различия между токарной и фрезерной обработкой приведены в следующих разделах.


 пог.)
пог.) 3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм
3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм 3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм
3 сп/пс Гост 8240-97 Тип: швеллер, Высота сечения: 70 мм, Ширина сечения: 180 мм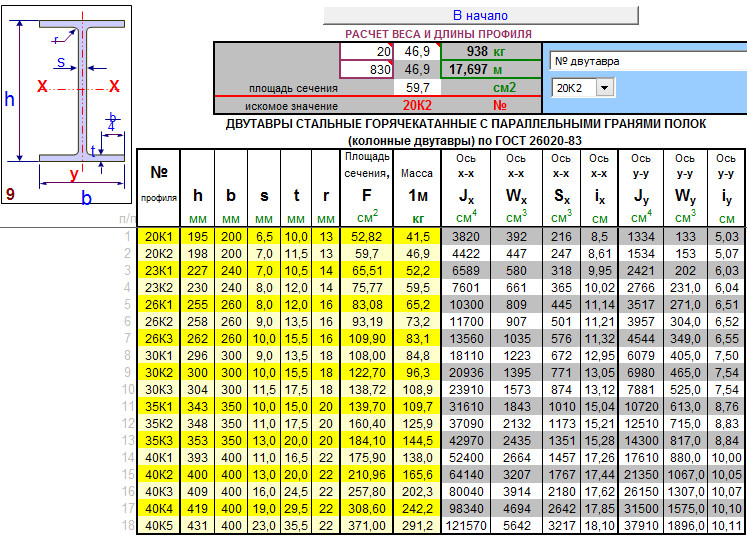 3 Тип: швеллер, Номер двутавра: 18, Метод изготовления: горячекатаный
3 Тип: швеллер, Номер двутавра: 18, Метод изготовления: горячекатаный д.
д. д. , стандарты.
д. , стандарты.
 Он охватывает учебные пособия по таким темам, как
Он охватывает учебные пособия по таким темам, как


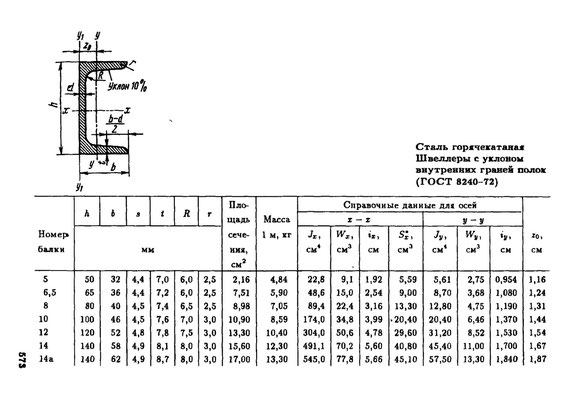

 ЗАМЕТКИ
ЗАМЕТКИ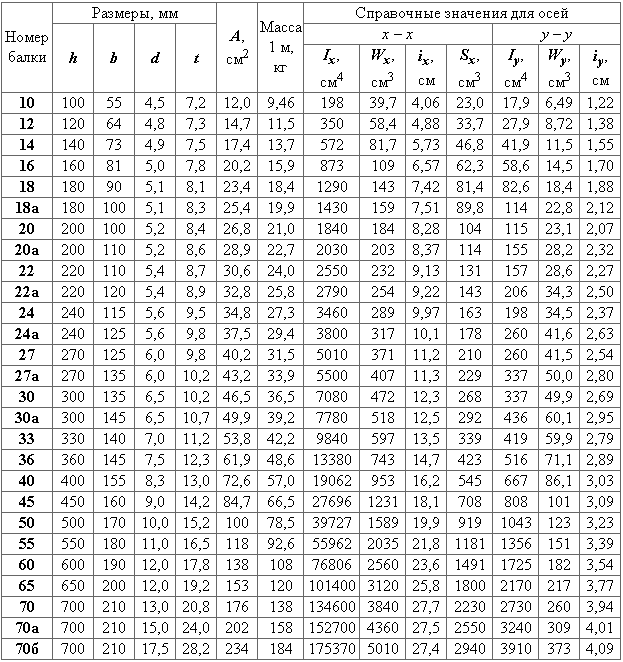 975
975 085
085 185
185 285
285 385
385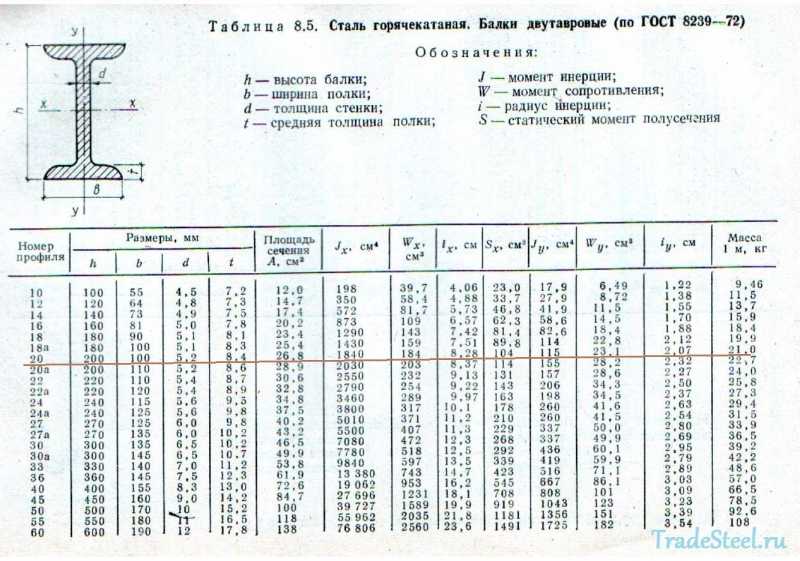 Freebanding может быть заманчивым, особенно когда наши частоты кажутся немного переполненными, а те, что чуть выше или ниже, приятны и тихи. И как сообщество, которое часто характеризуют как мятежное, я понимаю волнующий призыв сделать то, чего мне сказали не делать. Тем не менее, я рекомендую бороться с желанием и держаться подальше. Поскольку эти частоты принадлежат другим операторам, некоторые из которых являются федеральным правительством, их использование является рискованной территорией, поскольку легальные операторы на этих каналах очень хотят сообщить вам, и Федеральная комиссия по связи (FCC) расправляется с таким поведением с помощью одного из более из следующих:
Freebanding может быть заманчивым, особенно когда наши частоты кажутся немного переполненными, а те, что чуть выше или ниже, приятны и тихи. И как сообщество, которое часто характеризуют как мятежное, я понимаю волнующий призыв сделать то, чего мне сказали не делать. Тем не менее, я рекомендую бороться с желанием и держаться подальше. Поскольку эти частоты принадлежат другим операторам, некоторые из которых являются федеральным правительством, их использование является рискованной территорией, поскольку легальные операторы на этих каналах очень хотят сообщить вам, и Федеральная комиссия по связи (FCC) расправляется с таким поведением с помощью одного из более из следующих:

 1191, 2C45, C45, C45E, C45EC, C46
1191, 2C45, C45, C45E, C45EC, C46 114, F.1140, F.1142
114, F.1140, F.1142 ), от которых требуется повышенная прочность после термической обработки.
), от которых требуется повышенная прочность после термической обработки.

 Подробнее:
Подробнее: Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с.
Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. Отпуск
Отпуск Образцы диаметром 15 мм
Образцы диаметром 15 мм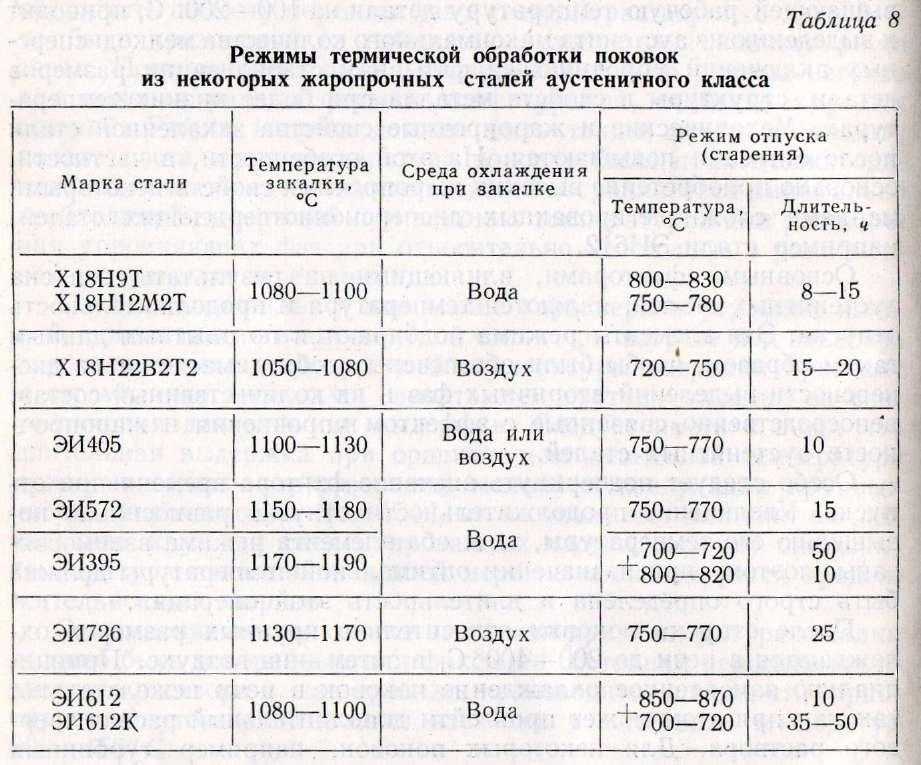 Образцы вырезались из центра заготовок.
Образцы вырезались из центра заготовок. спл. = 1, Ku б.ст. = 1.
спл. = 1, Ku б.ст. = 1. Нормализация
Нормализация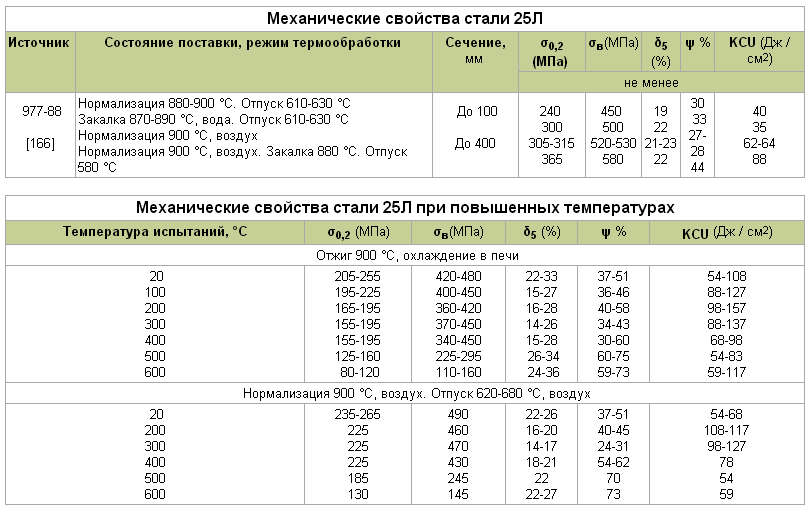
 9
9 0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45
0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45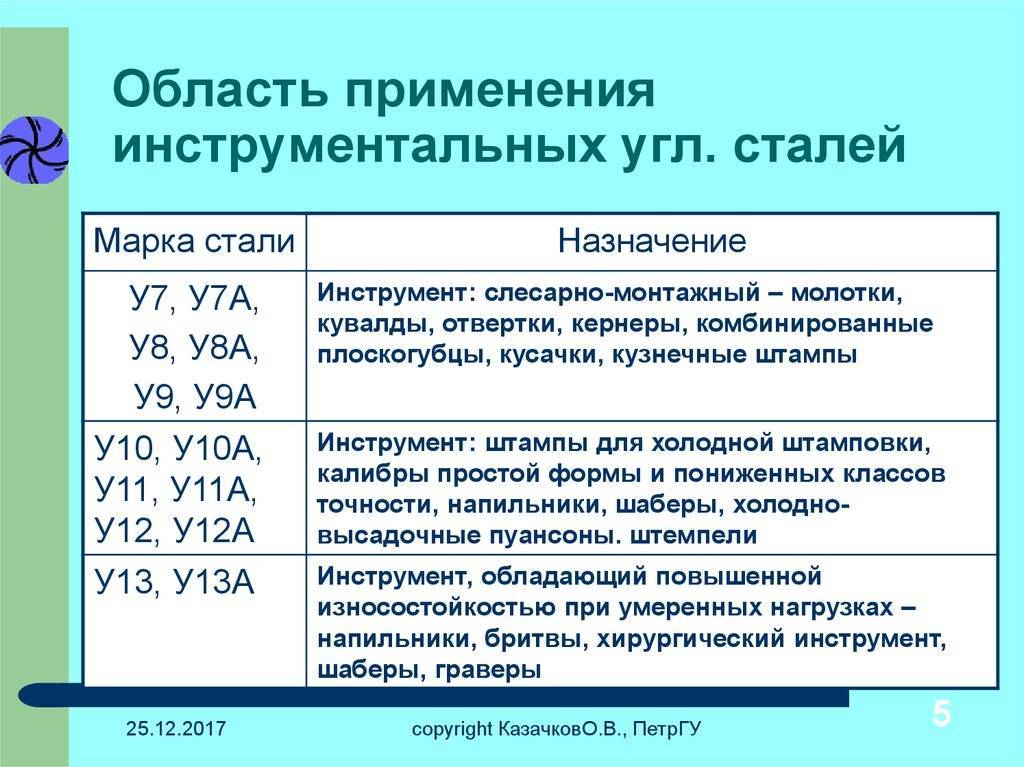 Конструкционная сталь 45 имеет широкий спектр применения в шпинделях, направляющих кулачках, зубчатых колесах, креплениях и различных типах осей. Из этой стали изготавливаются ответственные детали (консольные конструкции, валы, стержни, балки, плунжеры и т. д.), которые подвергаются термообработке для повышения прочности.
Конструкционная сталь 45 имеет широкий спектр применения в шпинделях, направляющих кулачках, зубчатых колесах, креплениях и различных типах осей. Из этой стали изготавливаются ответственные детали (консольные конструкции, валы, стержни, балки, плунжеры и т. д.), которые подвергаются термообработке для повышения прочности.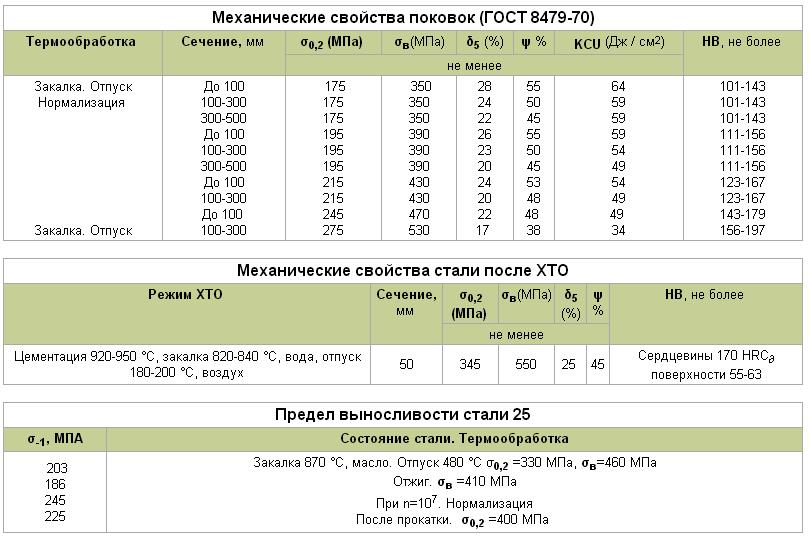 е. в нормализованном состоянии. Однако по запросу может быть выполнен в многочисленных вариациях термообработки, на что указывают дополнительные буквы в названии марки. Это может быть обеспечено незначительными изменениями в химическом составе.
е. в нормализованном состоянии. Однако по запросу может быть выполнен в многочисленных вариациях термообработки, на что указывают дополнительные буквы в названии марки. Это может быть обеспечено незначительными изменениями в химическом составе. 1,1191 — это европейское числовое обозначение этого материала C45.
1,1191 — это европейское числовое обозначение этого материала C45. 50 процентов.
50 процентов.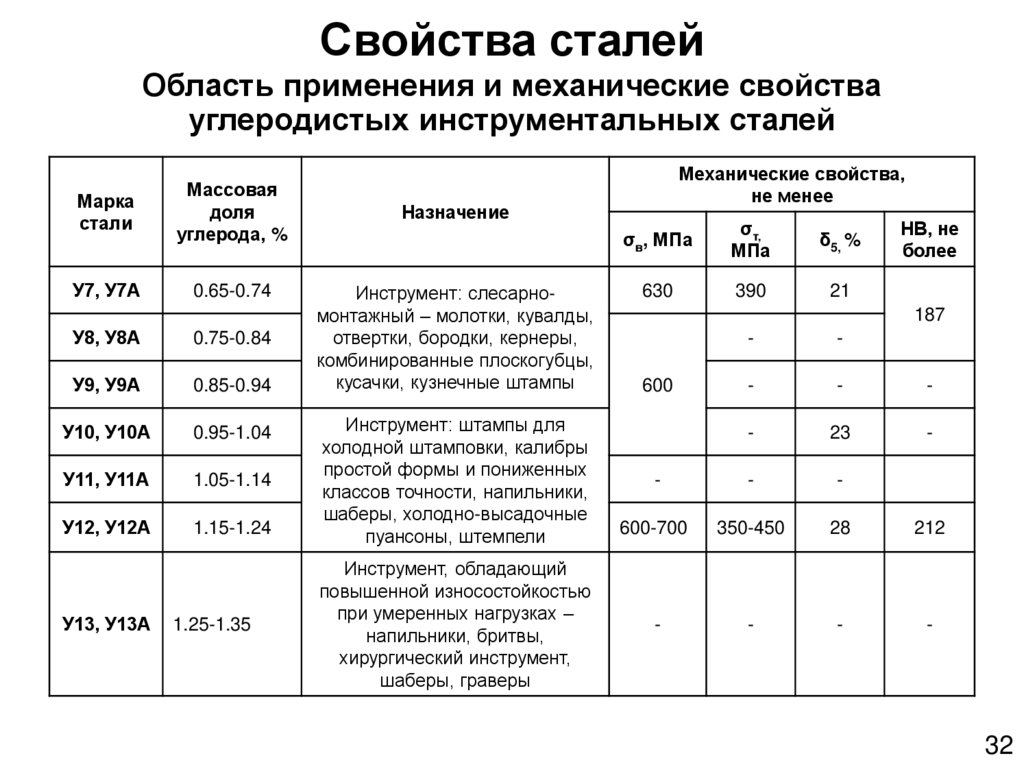

 Офтальмолог проведет обследование для того чтобы отличить электроофтальмию от других заболеваний глаза, которые могут возникнуть не от сварки.
Офтальмолог проведет обследование для того чтобы отличить электроофтальмию от других заболеваний глаза, которые могут возникнуть не от сварки. Циклоплегический препарат в каплях (например, 1% раствор циклопентанола, 1% раствор тропикамида).
Циклоплегический препарат в каплях (например, 1% раствор циклопентанола, 1% раствор тропикамида).
 Если в течение рабочего дня никаких симптомов не наблюдается, то ближе к ночи появляются рези, ощущение такое, что в глаза насыпали песок. Это так называемые « зайчики от сварки ». Происходит это в том случае, если работы проводились без применения сварочной маски. Суть самого явления заключается в том, что сетчатка глаза получает ожог ультрафиолетом, так называемая «электроофтальмия».
Если в течение рабочего дня никаких симптомов не наблюдается, то ближе к ночи появляются рези, ощущение такое, что в глаза насыпали песок. Это так называемые « зайчики от сварки ». Происходит это в том случае, если работы проводились без применения сварочной маски. Суть самого явления заключается в том, что сетчатка глаза получает ожог ультрафиолетом, так называемая «электроофтальмия».
 Прохладные компрессы также несколько уменьшать воспаление, однако стоит приготовиться к тому, что абсолютно безболезненно этот процесс не пройдет. Из других медикаментозных средств неплохо помогает, по отзывам сварщиков, тауфон. Даже врачи рекомендуют его использовать совместно с тетрациклиновой мазью, которая закладывается под нижнее веко. Процедуру необходимо повторять до 3 раз в сутки.
Прохладные компрессы также несколько уменьшать воспаление, однако стоит приготовиться к тому, что абсолютно безболезненно этот процесс не пройдет. Из других медикаментозных средств неплохо помогает, по отзывам сварщиков, тауфон. Даже врачи рекомендуют его использовать совместно с тетрациклиновой мазью, которая закладывается под нижнее веко. Процедуру необходимо повторять до 3 раз в сутки.
 Вместо этого они будут развиваться в течение нескольких часов. Поэтому вы можете не осознавать, что страдаете от аркоглаза в течение нескольких часов после облучения. Так как это наиболее распространенный источник ожогов глаз, важно принять адекватные меры предосторожности, чтобы защитить себя, если вы работаете со сварщиками или поблизости от них.
Вместо этого они будут развиваться в течение нескольких часов. Поэтому вы можете не осознавать, что страдаете от аркоглаза в течение нескольких часов после облучения. Так как это наиболее распространенный источник ожогов глаз, важно принять адекватные меры предосторожности, чтобы защитить себя, если вы работаете со сварщиками или поблизости от них.
 Через двадцать четыре-сорок восемь часов после начала лечения вам необходимо будет пройти осмотр у врача, чтобы убедиться, что ваши глаза заживают и не возникла инфекция. Если у вас возникнут проблемы с лечением, вас направят к специалисту.
Через двадцать четыре-сорок восемь часов после начала лечения вам необходимо будет пройти осмотр у врача, чтобы убедиться, что ваши глаза заживают и не возникла инфекция. Если у вас возникнут проблемы с лечением, вас направят к специалисту.
 Поэтому важно убедиться, что вы знаете о мерах предосторожности, которые вы должны предпринять, чтобы снизить риск.
Поэтому важно убедиться, что вы знаете о мерах предосторожности, которые вы должны предпринять, чтобы снизить риск. Однако, если вы подверглись воздействию УФ-лучей на уровне, который вызвал ожог роговицы, вы теперь подвергли свои глаза еще большей кумулятивной дозе УФ-лучей, чем они подвергались ранее.
Однако, если вы подверглись воздействию УФ-лучей на уровне, который вызвал ожог роговицы, вы теперь подвергли свои глаза еще большей кумулятивной дозе УФ-лучей, чем они подвергались ранее.
 Тем не менее, потерю можно уменьшить, если ее обнаружить и лечить на ранней стадии.
Тем не менее, потерю можно уменьшить, если ее обнаружить и лечить на ранней стадии.
 Ультрафиолетовые лучи могут вызвать быстрое повреждение. Глазная дуга, также известная как вспышка дуги, представляет собой болезненное состояние, характеризующееся покраснением, отеком и слезотечением глаз, вызванное ультрафиолетовым излучением (УФИ), которое обычно поглощается роговицей и хрусталиком глаза.
Ультрафиолетовые лучи могут вызвать быстрое повреждение. Глазная дуга, также известная как вспышка дуги, представляет собой болезненное состояние, характеризующееся покраснением, отеком и слезотечением глаз, вызванное ультрафиолетовым излучением (УФИ), которое обычно поглощается роговицей и хрусталиком глаза. Может помочь закрыть глаза или надеть повязку, а также использовать увлажняющие глазные капли или лекарства, отпускаемые без рецепта. У некоторых людей симптомы могут сохраняться до двух дней. Не пользуйтесь контактными линзами и старайтесь защитить глаза от дальнейшего воздействия УФ-излучения в этот период.
Может помочь закрыть глаза или надеть повязку, а также использовать увлажняющие глазные капли или лекарства, отпускаемые без рецепта. У некоторых людей симптомы могут сохраняться до двух дней. Не пользуйтесь контактными линзами и старайтесь защитить глаза от дальнейшего воздействия УФ-излучения в этот период.



 1.
1.
 Чтобы обеспечить максимальную защиту от УФ- и ИК-излучения, все шлемы с автоматическим затемнением, соответствующие стандарту ANSI Z87.1, обеспечивают полное покрытие.
Чтобы обеспечить максимальную защиту от УФ- и ИК-излучения, все шлемы с автоматическим затемнением, соответствующие стандарту ANSI Z87.1, обеспечивают полное покрытие.
 Даже если вы просто выполняете быструю работу, связанную со сваркой, вы всегда должны носить соответствующие средства индивидуальной защиты. Проверьте, что такое процедура обработки листового металла?
Даже если вы просто выполняете быструю работу, связанную со сваркой, вы всегда должны носить соответствующие средства индивидуальной защиты. Проверьте, что такое процедура обработки листового металла? Вам необходимо принять меры предосторожности для защиты глаз, например, выполнять сварку за занавеской или всегда использовать защитные очки. Смотреть прямо на вспышку сварочной дуги опасно, потому что даже на больших расстояниях длительное воздействие может вызвать ожог от вспышки, даже если сила излучения уменьшается с расстоянием.
Вам необходимо принять меры предосторожности для защиты глаз, например, выполнять сварку за занавеской или всегда использовать защитные очки. Смотреть прямо на вспышку сварочной дуги опасно, потому что даже на больших расстояниях длительное воздействие может вызвать ожог от вспышки, даже если сила излучения уменьшается с расстоянием.

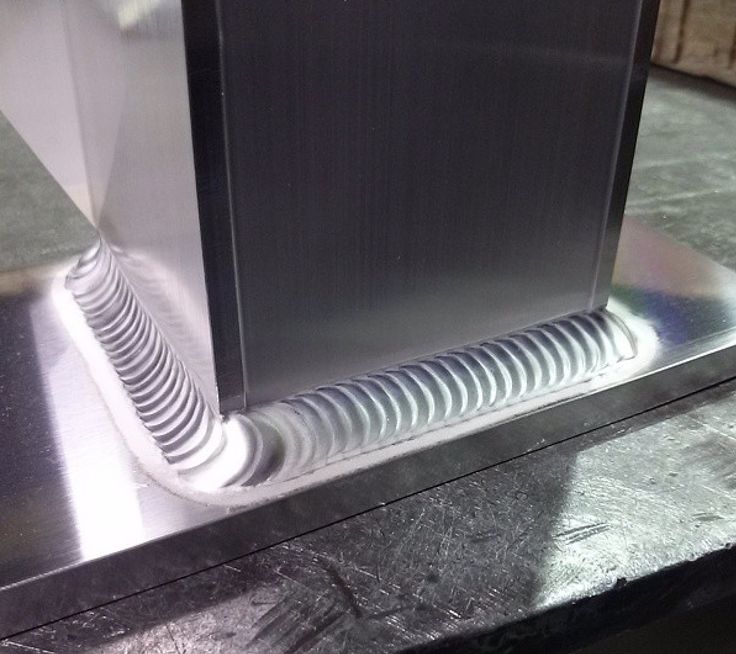 Шов сваривается в любых направлениях, а дуга делается короткой.
Шов сваривается в любых направлениях, а дуга делается короткой.
 Название говорит само за себя.
Название говорит само за себя. Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами. Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
Многопроходный вариант используется для угловых швов и с тавровой конфигурацией. В результате это становится причиной деформации всей конструкции;
В результате это становится причиной деформации всей конструкции; К основным видам относятся следующие:
К основным видам относятся следующие: Дефекты такого характера возникают из-за смещения дуги вправо или влево;
Дефекты такого характера возникают из-за смещения дуги вправо или влево; Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла. Шов осуществляется под действием температуры горения газа из горелки.
Шов осуществляется под действием температуры горения газа из горелки. Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости. Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов. Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.
Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину. Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.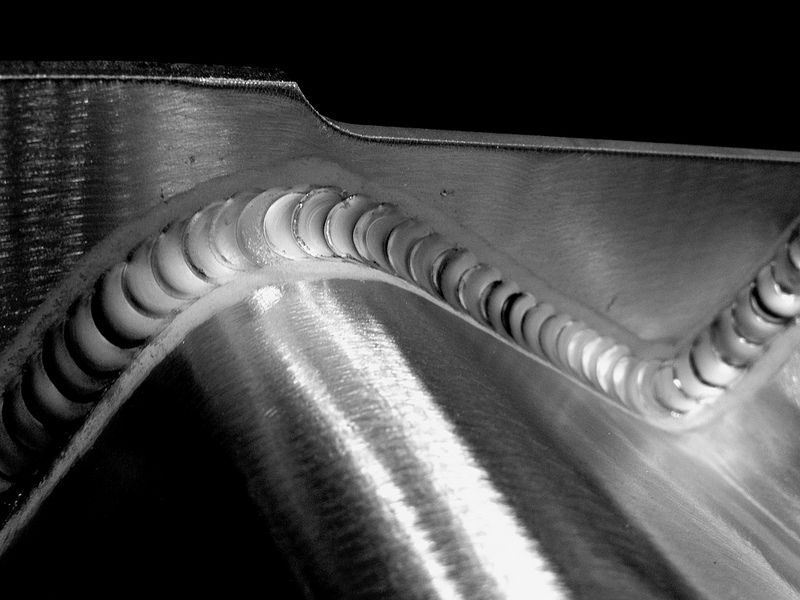 К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка. Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
 К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:


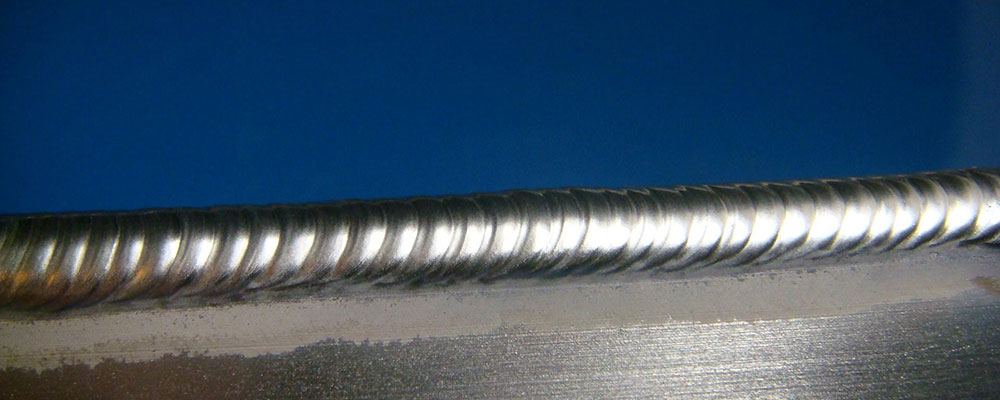 Они выполняются с полным проплавлением металла по всей длине.
Они выполняются с полным проплавлением металла по всей длине.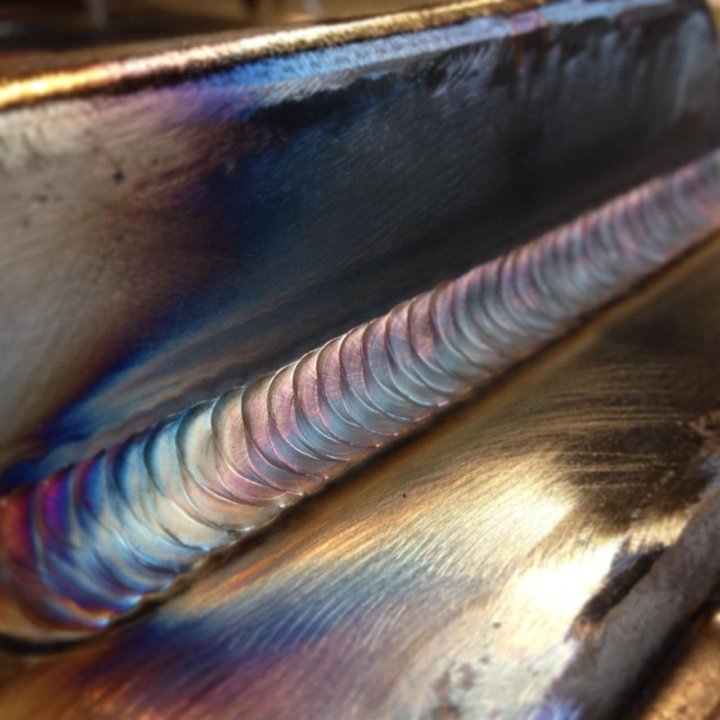
 Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва: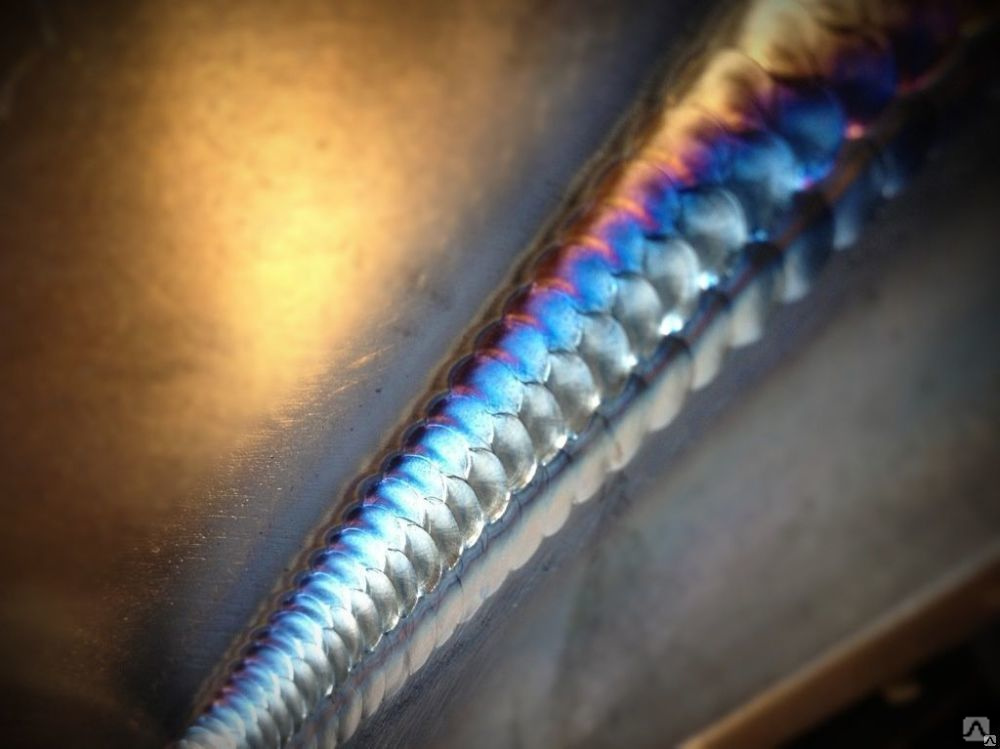
 На пересечении выноски с полкой может стоять значок:
На пересечении выноски с полкой может стоять значок: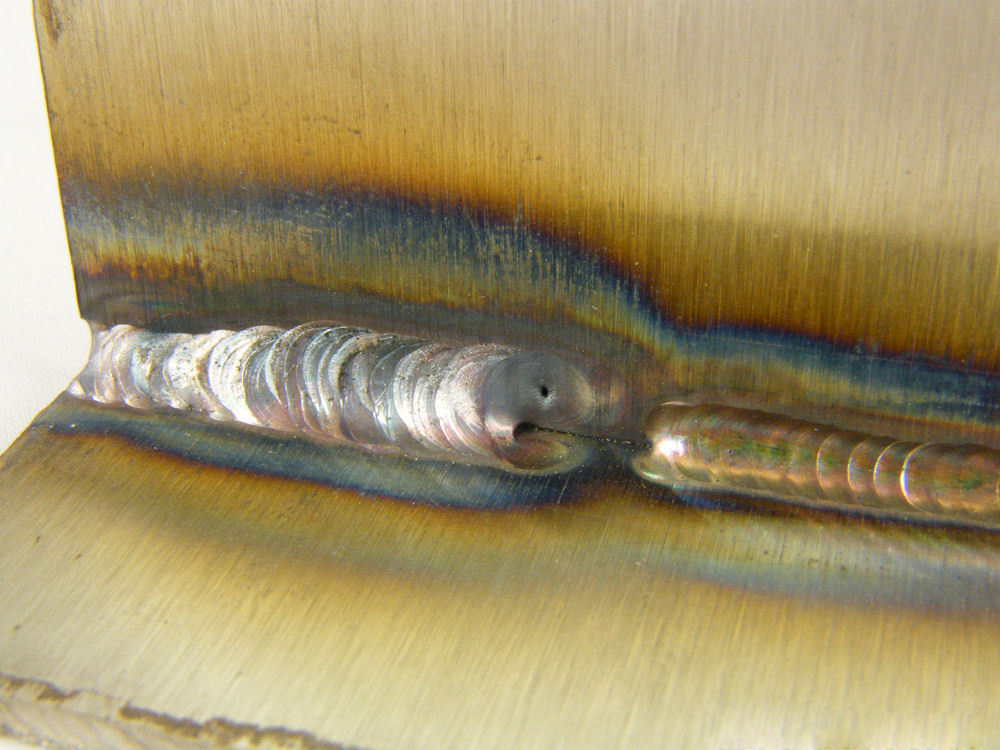 Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые сварные швы дороже, чем угловые. Угловые сварные швы в основном используются в трубопроводных системах для соединения труб с раструбными соединениями.
Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые сварные швы дороже, чем угловые. Угловые сварные швы в основном используются в трубопроводных системах для соединения труб с раструбными соединениями.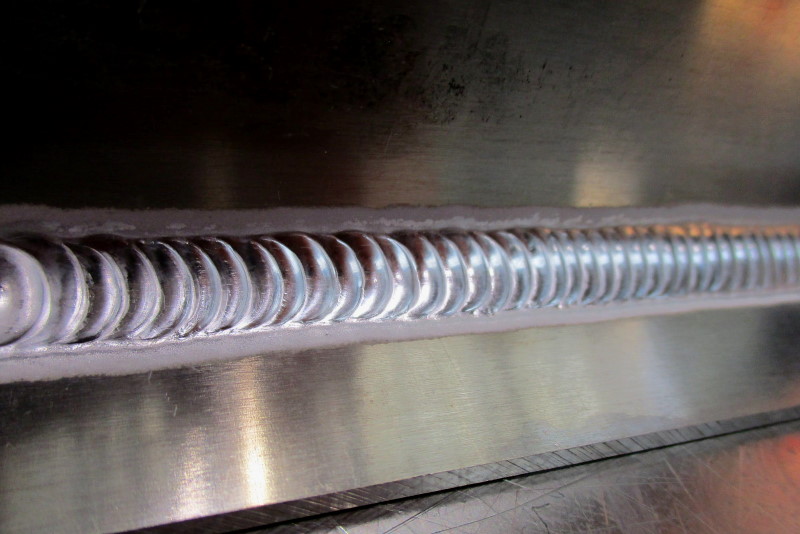 Это часто встречается при изготовлении ящиков, рам ящиков и подобных изделий.
Это часто встречается при изготовлении ящиков, рам ящиков и подобных изделий. При сварке более толстых металлов для двойного V-образного соединения требуется меньше присадочного материала, поскольку здесь два более узких V-образных соединения по сравнению с более широким одинарным V-образным соединением. Кроме того, двойной V-образный шарнир помогает компенсировать силы деформации. При одинарном V-образном стыке напряжение имеет тенденцию деформировать деталь в одном направлении, когда V-образный стык заполнен, но при двойном V-образном стыке с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
При сварке более толстых металлов для двойного V-образного соединения требуется меньше присадочного материала, поскольку здесь два более узких V-образных соединения по сравнению с более широким одинарным V-образным соединением. Кроме того, двойной V-образный шарнир помогает компенсировать силы деформации. При одинарном V-образном стыке напряжение имеет тенденцию деформировать деталь в одном направлении, когда V-образный стык заполнен, но при двойном V-образном стыке с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
 Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.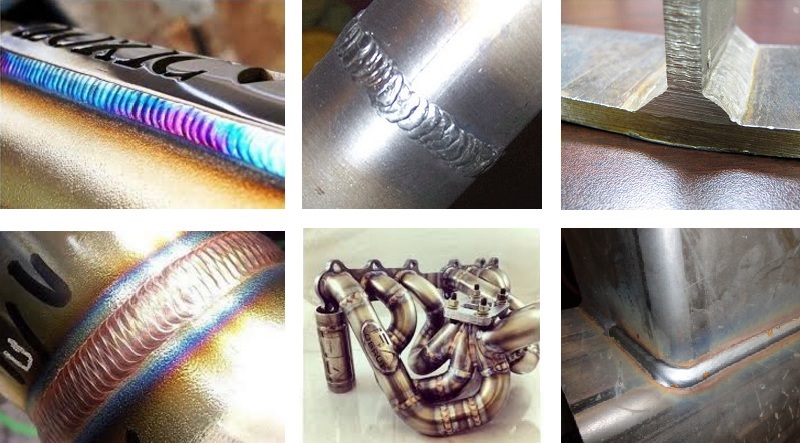
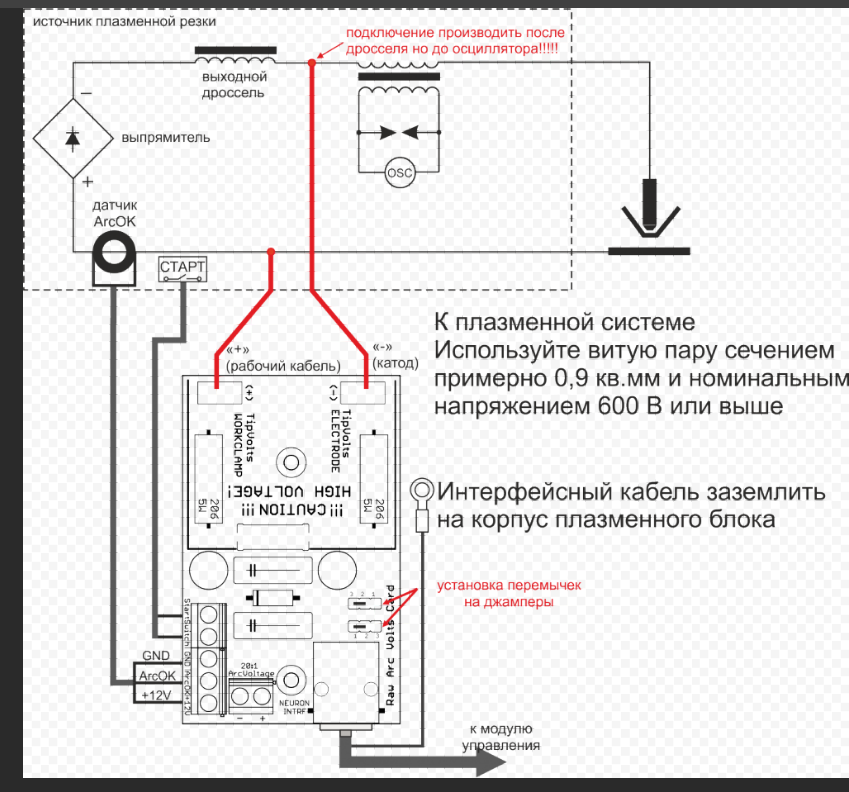 Рассмотрим конструкцию гаджета.
Рассмотрим конструкцию гаджета. Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
 Из многих вариантов схем осцилляторов, выбрал простейшую схему с трансформатором 50Гц и разрядником.
Из многих вариантов схем осцилляторов, выбрал простейшую схему с трансформатором 50Гц и разрядником.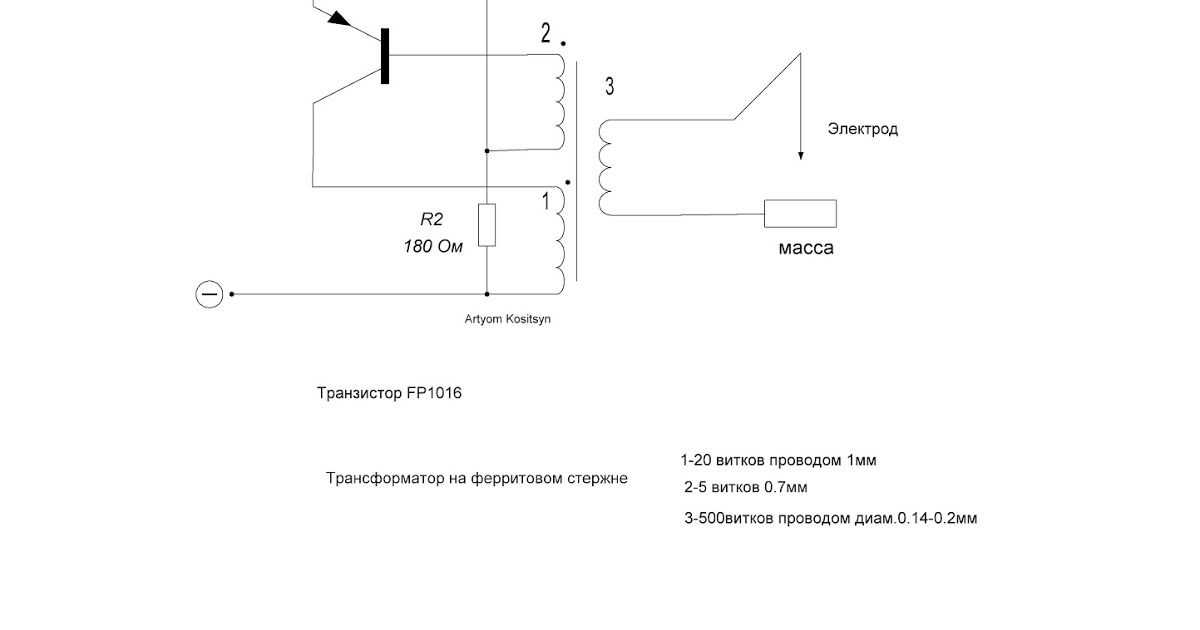 Для натяжки электрода пружина. Электрод разрядника не хило раскаляется и думаю, что нужны сплавы вольфрама, как указанно в оригинальной схеме. Буду использовать этот разрядник с постоянной подстройкой, пока не найду вольфрам
Для натяжки электрода пружина. Электрод разрядника не хило раскаляется и думаю, что нужны сплавы вольфрама, как указанно в оригинальной схеме. Буду использовать этот разрядник с постоянной подстройкой, пока не найду вольфрам youtube.com/embed/bxgua6kgoQA?ecver=1″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/bxgua6kgoQA?ecver=1″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Дуга плазменной резки может достигать температуры 45 000 градусов по Фаренгейту и обеспечивает один из самых быстрых способов резки металла.
Дуга плазменной резки может достигать температуры 45 000 градусов по Фаренгейту и обеспечивает один из самых быстрых способов резки металла.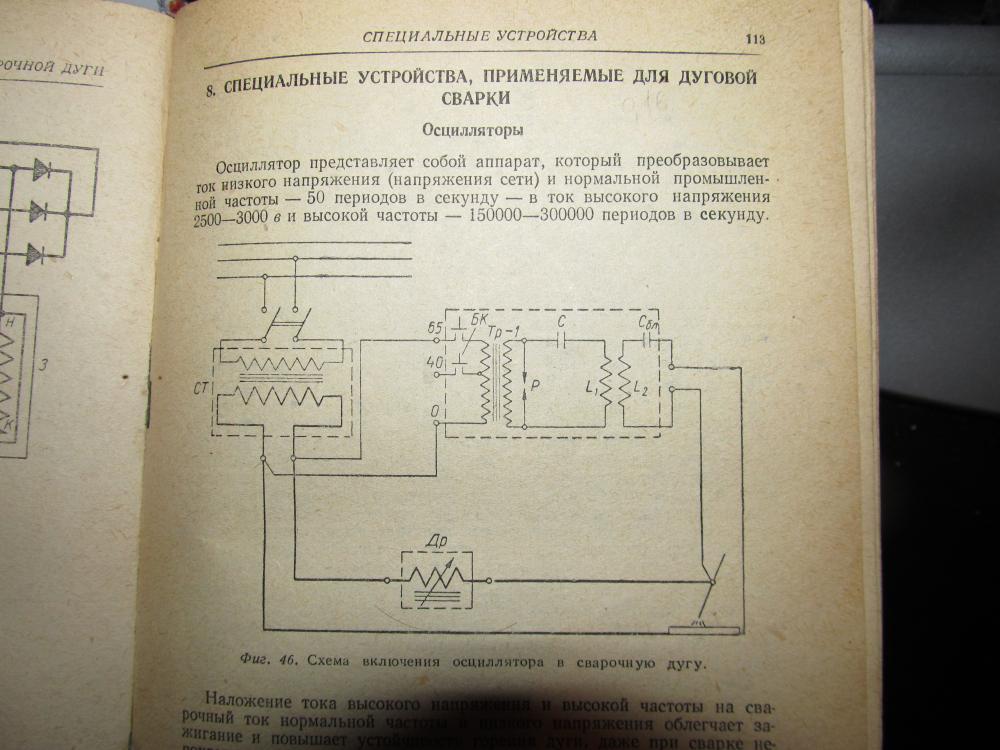
 Основное различие между брендами заключается в том, что стандартная функция одного производителя может быть дополнительной на машине другого бренда.
Основное различие между брендами заключается в том, что стандартная функция одного производителя может быть дополнительной на машине другого бренда.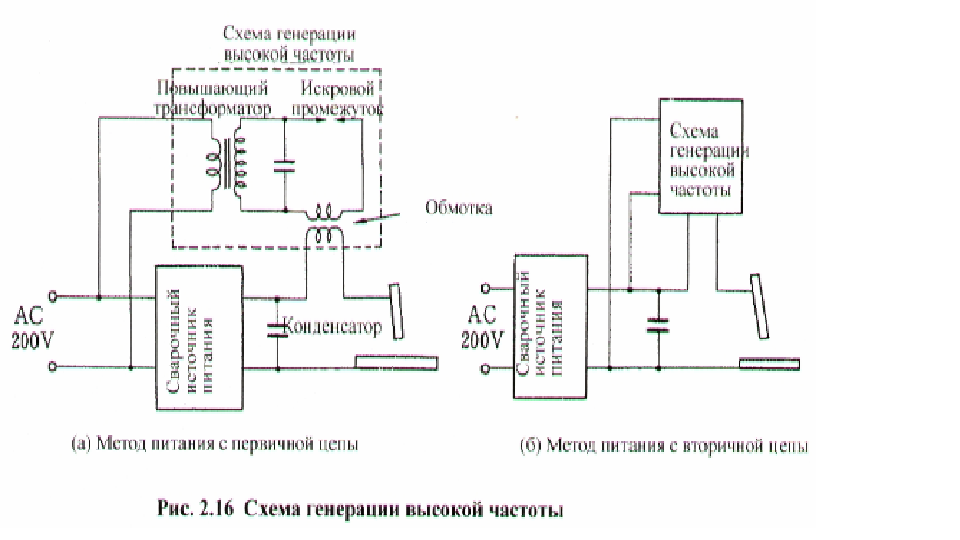 .
. Если машина работает с меньшей мощностью, рабочий цикл может увеличиться, хотя чрезмерно жаркие условия эксплуатации могут сократить его. Использование машины за пределами ее рабочего цикла приведет к ее перегреву.
Если машина работает с меньшей мощностью, рабочий цикл может увеличиться, хотя чрезмерно жаркие условия эксплуатации могут сократить его. Использование машины за пределами ее рабочего цикла приведет к ее перегреву.
 Для крупных операций по резке или пользователей, планирующих резку толстого металла, двухпоточная горелка с защитным газом позволит резать более толстый металл при высокой силе тока.
Для крупных операций по резке или пользователей, планирующих резку толстого металла, двухпоточная горелка с защитным газом позволит резать более толстый металл при высокой силе тока.
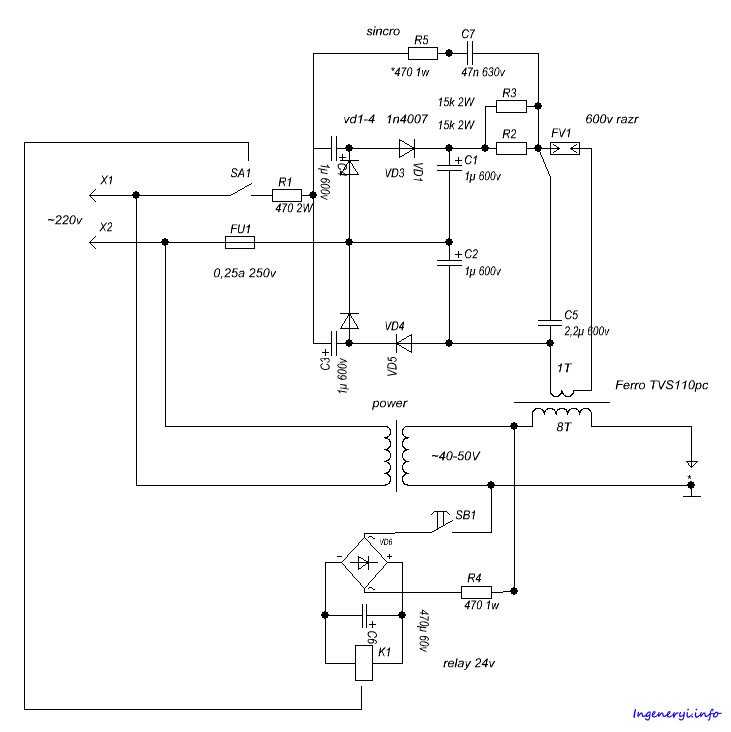
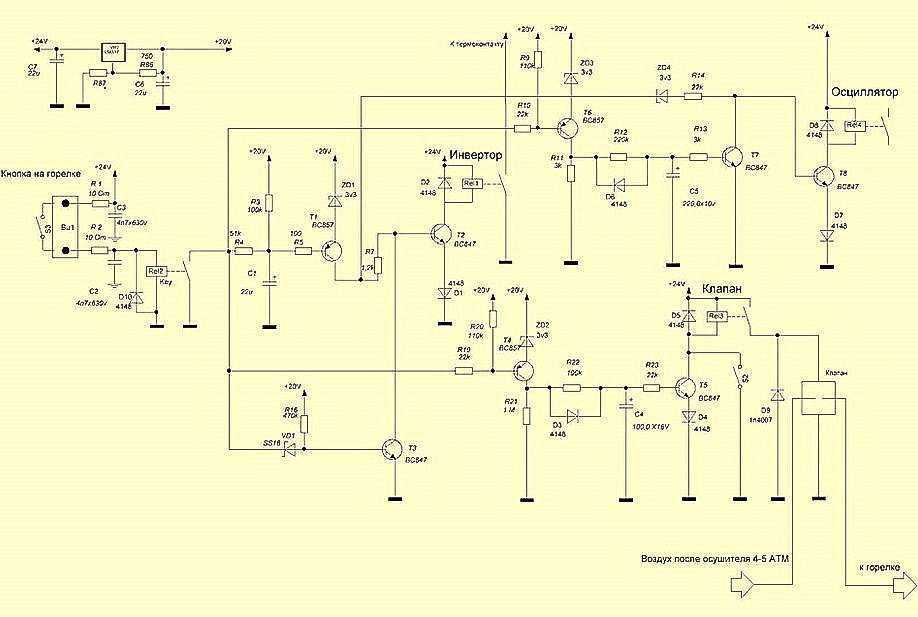
 Тем не менее, он также может использоваться профессионалами, обеспечивая хороший и чистый рез мягкой и нержавеющей стали.
Тем не менее, он также может использоваться профессионалами, обеспечивая хороший и чистый рез мягкой и нержавеющей стали. 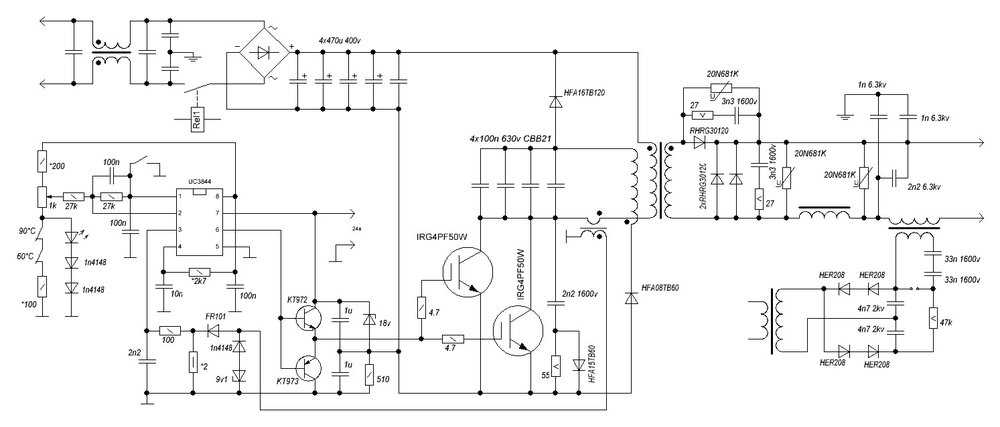 Вода — еще один вариант, который может помочь ему лучше работать с определенными поверхностями, поэтому вам следует проверять все в каждом конкретном случае.
Вода — еще один вариант, который может помочь ему лучше работать с определенными поверхностями, поэтому вам следует проверять все в каждом конкретном случае.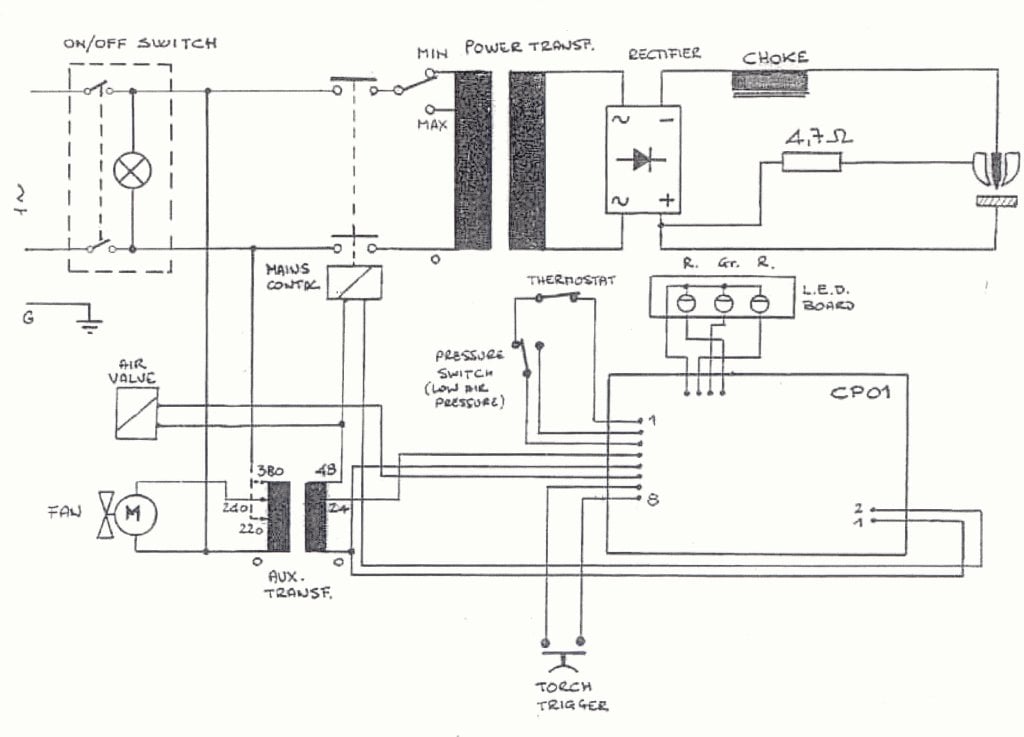 Особые сильные и слабые стороны каждого газа отмечены выше. Например, кислород и воздух хорошо сочетаются с мягкой сталью, а азот — с нержавеющей сталью и алюминием.
Особые сильные и слабые стороны каждого газа отмечены выше. Например, кислород и воздух хорошо сочетаются с мягкой сталью, а азот — с нержавеющей сталью и алюминием.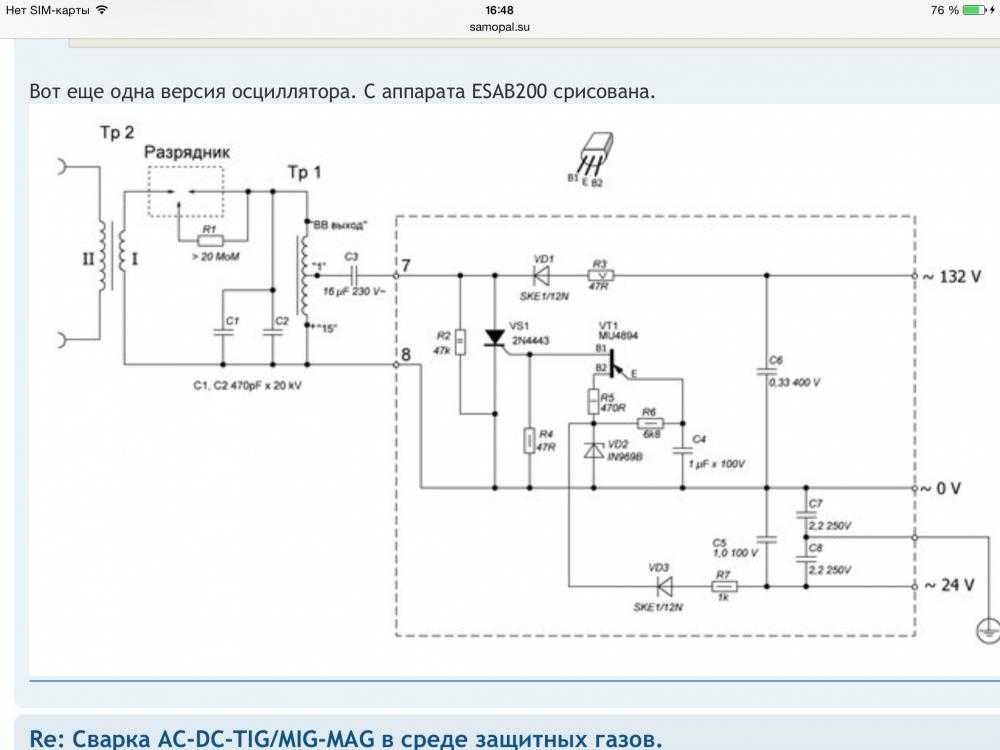
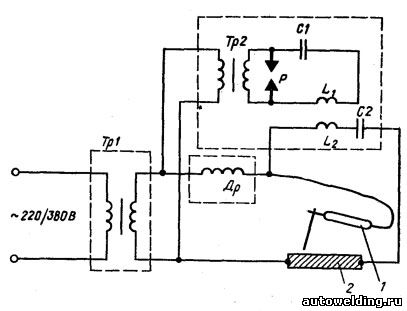 Это может не только загрязнить сопло, но и привести к образованию большего количества остаточного шлака. Помогая устранить это, вспомогательные дуги обеспечивают более гладкий и чистый рез.
Это может не только загрязнить сопло, но и привести к образованию большего количества остаточного шлака. Помогая устранить это, вспомогательные дуги обеспечивают более гладкий и чистый рез.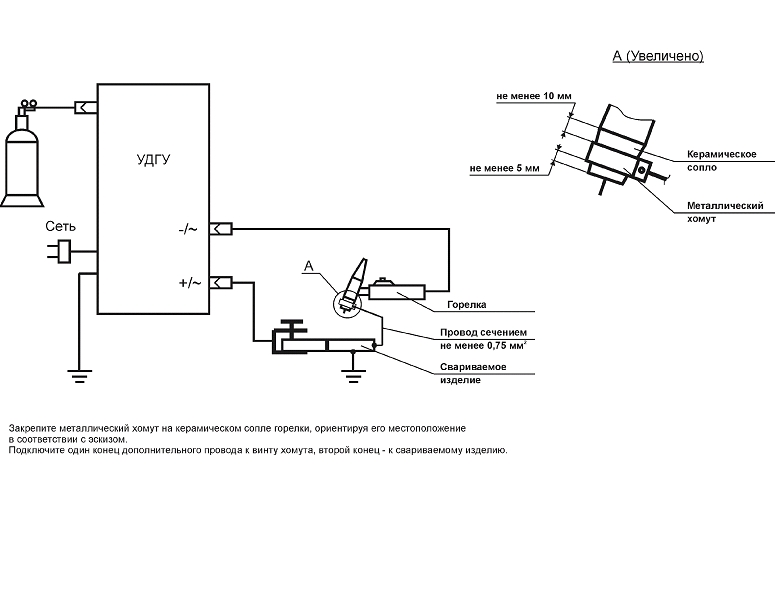 Точно так же, как мы говорим, что «сжигание свечи с обоих концов» быстро израсходует ее, использование плазменных резаков при более высоких температурах или более интенсивных режимах может быстрее сжечь расходные материалы.
Точно так же, как мы говорим, что «сжигание свечи с обоих концов» быстро израсходует ее, использование плазменных резаков при более высоких температурах или более интенсивных режимах может быстрее сжечь расходные материалы.