Технология золочения. Нанесение сусального золота. Золочение на полимент.
Главная > Технология золочения > Технологии золочения.
Золочение — нанесение на обрабатываемую поверхность листов сусального золота или сусального серебра. Вместо сусального золота часто используют его имитацию — поталь. Золочение позволяет придать мебели и элементам декора неповторимый вид богатой старины. Бытует мнение, что золочение — это очень сложный процесс, доступный узкому кругу мастеров. Однако это не совсем так, золочение может быть доступно и неподготовленному человеку, но ему придется освоить сначала несложную технологию, а потом уже совершенствовать мастерство, превнося в процесс новые операции. Технология золочения — это последовательность действий мастера, результатом которой является покрытие поверхности сусальном золотом или поталью. Процесс золочения может быть упрощенным с минимальным количеством операций и профессиональным с использованием сложного состава клея и грунта. Выбор технологии золочения зависит от требований к позолоченной поверхности и индивидуальных предпочтений мастера. Для получения высокого глянца необходимо использовать масляный клей. При выборе цвета грунта нужно ориентироваться на цвет древесины и желаемый оттенок. Для защиты обрабатываемой поверхности используется лак-шеллак или воск. Технология золочения на полимент является сложной, в процессе золочения нужно подготовить специальный боло-грунт — полимент для выравнивания поверхности, этот вид армянской глины известен мастерам-позолотчикам начиная с 16 века. Представляем вашему вниманию профессиональную технологию золочения на полимент:
1. Наносим кистью мездровый или рыбий клей на предварительно очищенную и отшлифованную поверхность. Температура клея должна быть примерно 50 градусов Цельсия. Важно не перегреть клей, иначе он теряет клеящие свойства. Ждём 5-6 часов до полного высыхания.
2. Наносим кистью левкас. Когда поверхность станет матовой, наносим следующий слой. Для первого слоя левкаса смесь должна иметь жидкую консистенцию, для последующих слоёв добавляем ещё наполнителя, чтобы получить консистенцию йогурта. Всего накладывают минимум 4-5, максимум 7-8 слоёв. После полного высыхания шлифуем бумагой зернистостью Р240, Р400.
3.Наносим кистью 1 слой шеллака. Можно использовать клей, разведённый водой, но шеллак предпочтительнее, так как быстрее сохнет и лучше приклеивает оставшуюся после шлифования пыль.
4. Наносим 3-4 слоя полимента с интервалом примерно 10 минут. Сушка 7-8 часов.
5. Шлифовка абразивом зернистостью Р1000. Затем шлифуем поверхность кистью с коротким ворсом и натираем льняной тканью. После этого поверхность готова к золочению, и к ней не следует прикасаться руками.
6. Готовим клей для золотого листа: 2/3 воды + 1/3 спирта, можно также добавить несколько капель готового клея. Нож для золотого листа наточить о камень, протереть спиртом. Приготовить подушечку позолотчика, хлопок, лампемзель, маслёнку (кусочек кожи, смазанный сливочным маслом).
7. Золотой лист осторожно перекладываем на замшевую подушечку и разрезаем на квадратики ножом. Чем больше поверхность, которую надо золотить, тем более крупные кусочки золотого листа используют. Нанесение сусального золота производим следующим образом: cлегка смачиваем небольшой участок поверхности приготовленным составом. (Если нанести много клея, золото не будет блестеть). Лампемзелем слегка проводим по маслёнке, чтобы он смазался жиром, и прикасаемся им к золотому листу. Лист пристанет к лампемзелю. Переносим его на смоченную поверхность и прижимаем хлопком (ватой), не сдвигая. Затем смачиваем следующий участок поверхности и т.д.
8. После того, как вся поверхность будет покрыта золотым листом, оставляем изделие сохнуть на 5-6 часов летом и 8-12 часов зимой.
9. Протираем всю поверхность хлопковой тканью, чтобы очистить от излишков золотого листа. При необходимости пропущенные участки реставрируем.
10. Для получения блеска полируем поверхность агатовым зубцом. Полировку желательно проводить не позднее, чем через сутки после нанесения золотого листа, иначе поверхность может стать хрупкой, и лист будет слетать с поверхности при полировке.
Так же можно применить упрощенную технологию нанесения сусального золота с готовыми к применению материалами.
1. Готовый к применению акриловый грунт-левкас наносим тремя слоями. Первый слой более жидкий для лучшего пропитывания поверхности, второй и третий имеют консистенцию йогурта. Промежуточная сушка между слоями 1 час, сушка последнего слоя 6-8 часов. 2. Шлифовка абразивной бумагой Р240, Р400. 3. Наносим кистью один слой лака-шеллака для связывания пыли. 4. После высыхания шлифуем абразивной бумагой Р600. 5. Наносим кистью на всю поверхность масляную эмульсию (мордан) или водную эмульсию для наклеивания золотого листа. 6. Когда эмульсия подсохнет и станет липкой, производим нанесение сусального золота. При этом прижимаем лист не хлопком, чтобы не сдвинуть его, а кистью. На следующий день полируем поверхность хлопком, агатом полировать нельзя, чтобы не сдвинуть золотой лист.
Купить материалы для золочения вы можете в категории Золочение в Интернет-Магазине.
Смотрите также страницы о Золочении: — Поталь. Имитация сусального золота. — Клей для сусального золота и потали: мордан, мездровый, рыбий, костный. — Грунт для сусального золота и потали: левкас, полимент. — Финишные покрытия для сусального листа и потали: античный битум, лак-шеллак. — Материалы для устранения дефектов золотого листа и потали. — Столярный клей: костный клей, мездровый клей. — Позолота, золочение лепнины и мебели в домашних условиях. — Золочение изделий, золочение лепнины — наши услуги
Назад. Перейти в раздел Золочение.
Золочение
prev
next
Новые линейки и наборы супер-гранулирующейся акварели Schmincke
Schmincke расширяет очень успешную линейку супер-гранулирующихся акварельных красок Horadam и представляет новые сеты.
Первые линейки супер-гранулирующейся акварели Schmincke в обзоре Анны Задорожной
Немецкий бренд Schmincke, производящий краски и медиумы, выпустил новинку: это акварельные краски с эффектом супер-грануляции.
Материалы для каллиграфии
Мир каллиграфии настолько широк, что зачастую новичку очень сложно определиться, какие именно базовые инструменты необходимы в первую очередь для освоения этого вида искусства. Многие мастера, на которых хочется равняться, уже давно отточили навыки и письмо и собрали свой арсенал полюбившихся материалов. Однако на них ориентироваться очень тяжело, так как для освоения и первых шагов нужны совсем другие инструменты.
Спиртовые (алкогольные) чернила
Все о спиртовых чернилах, техниках работы с ними и о популярных брендах алкогольных чернил в Передвижнике.
Катерина Брайко о кистях для масляной живописи Daler-Rowney
Сложно ли работать настолько большими кистями? Катерина Брайко поделилась впечатлениями от кистей Daler-Rowney серий Georgian и System3 по-настоящему больших размеров.
Обзор масляных красок Norma Schmincke от Настасьи Чудаковой
Художник Настасья Чудакова делится своим мнением о масляных красках Schmincke серии Norma после длительного тестирования красок.
Эффект грануляции в акварели: что это и как его использовать?
Анна Задорожная рассказывает о грануляции в акварели, о способах ее использования в работах и возможностях медиумов для грануляции на примере красок и медиума Schmincke.
Какой линер выбрать? Обзор 5 популярных брендов
Художник Ирина Храбровская подготовила обзор линеров 5 самых популярных брендов: Pigma Micron, Малевичъ, Faber-Castell, Winsor&Newton и Pentel.
Уникальный Golden
Знакомим с полным ассортиментом красок Golden и рассказываем, какие серии и для чего нужны, как читать обозначения на тубах и банках, какие медиумы и для чего применяются.
Основы основ. Холсты художественные
Помогаем разобраться в огромном ассортименте предлагаемых основ для живописи и подробно рассказываем о художественных холстах.
Экскурсия по фабрике кистей da Vinci от Анны Задорожной
Амбассадор бренда da Vinci Анна Задорожная @draw_better посетила фабрику кистей в Германии.
prev
next
×
Адрес страницы
Ошибка
Комментарий
Перейдите на страницу входа для ввода логина и пароля. После чего вернитесь в это окно.
Руководство для начинающих по работе с сусальным золотом
История использования сусального золота в искусстве
Сусальное золото веками использовалось в искусстве. В древности чистое золото выковывали в тонкие листы металла. Эта техника восходит к древнеегипетским временам, и ее можно увидеть в реликвиях и артефактах того периода. Ничто не сравнится с богатым теплым сиянием сусального золота, мерцающим сквозь картину, или блестящими золотыми акцентами, привлекающими внимание к картине.
Рембрандт
Несколько моих любимых известных старых мастеров, которые использовали сусальное золото в своих картинах, это Рембрандт и Климт. Рембрандт был известен тем, что наносил сусальное золото на поверхность листа меди, а затем рисовал маслом поверх позолоченной поверхности. Его картины были легкими и светящимися, а местами можно было увидеть сияние золотых пятнышек. Австрийский художник Густав Климт широко известен прекрасными блестящими произведениями искусства, которые он создал во время своего «золотого периода».
Klimt
Настоящее сусальное золото в сравнении с имитацией
Подлинный золотой лист представляет собой листы настоящего золота, очень тонко отбитые в лист, который можно использовать для золочения.
Есть много других видов металлического листа, из настоящего серебра, меди и имитации золота. Также доступно большое разнообразие цветов и узоров, известное как пестрый лист. Имитация сусального золота производится из меди и цинка.
Лист из настоящего драгоценного металла, такой как настоящее чистое серебро и сусальное золото, как правило, дороже и деликатнее, чем лист из другого металла (медь, имитация золота и пестрый лист). Имитация золота немного толще настоящего сусального золота, дешевле, и вы получаете гораздо больше за свои деньги, НО оно тускнеет, если не запечатано из-за высокого содержания меди. Подлинное сусальное золото с более высоким рейтингом 22 карата не тускнеет. Настоящий серебряный лист тускнеет, в отличие от более дешевой версии алюминиевого листа.
Слева образец настоящего сусального золота, справа образец имитации сусального золота. Примеры пестрого листа – это металлический лист, обработанный химическими веществами и кислотами для получения различных цветов и рисунков.
Золочение клеем или клеем
Золочение бывает двух видов: водное золочение и золочение клеем или клеем. Я никогда не пробовала золочение водой, это более сложный процесс. Я использую золотой размер для нанесения листа, золотую пасту Pebeo или японский золотой размер.
При золочении поверх высохшей масляной краски я использую японский клей для золотых клеев, потому что он на масляной основе. Для большинства других целей позолоты я использую пасту Pebeo для позолоты (альтернатива Acrylic Gold), которая имеет водную основу и подходит для нанесения поверх акриловых красок.
Лакирование/герметизация
Я всегда использую герметик/лак при работе с имитацией сусального золота, чтобы замедлить и уменьшить процесс окисления и обеспечить дополнительную общую защиту. Можно использовать такой лак, как Goldens MSA с UVL. Не используйте масляную краску поверх этого лака, так как он снимается для архивных целей и не рекомендуется закрашивать. Некоторые художники используют шеллак с хорошими результатами.
Я не рекомендую рисовать акриловыми красками поверх незапечатанной имитации листа, так как акриловая краска содержит аммиак, который может обесцветить лист. Вы можете обвести изображение, которое нужно нарисовать, и позолотить вокруг него, а затем заполнить контур картины. При герметизации листа до или после покраски будьте осторожны, потому что некоторые акриловые лаки/герметики на водной основе могут тускнеть на незапечатанном металлическом листе!
Лично я предпочитаю лаки на основе растворителей. Метод, который я часто с успехом использовал, состоит в том, чтобы рисовать масляными красками поверх имитации сусального золота и покрывать лаком, когда краска высохнет. Я наношу два слоя, оставляя между слоями неделю или около того.
Вы можете запечатать сусальное золото перманентным лаком, а затем покрасить маслом. Или заклейте лист после того, как вы нарисовали маслом и масляная краска высохнет (в течение 6 месяцев). Хотя чистое сусальное золото не тускнеет, я бы все же рекомендовал покрывать его лаком для дополнительной защиты и долговечности от случайных царапин/потертостей и т. д.
Основные советы при использовании сусального золота
Настоящее сусальное золото не тускнеет. Лак рекомендуется, но необязательно.
Имитация сусального золота тускнеет, поэтому необходимо покрыть лаком. Если только вы не стремитесь к устаревшему виду.
Акриловые краски на незапечатанной имитации листа могут потускнеть.
Масляные краски поверх незапечатанного искусственного листа не обесцветят лист.
Всегда используйте глянцевый лак, а не матовый, чтобы сохранить глянцевый блеск.
Будьте осторожны, некоторые акриловые продукты, включая герметики/лаки, могут обесцветить лист, который вы пытаетесь защитить. Если вам нужны акриловые продукты, выберите быстросохнущий акриловый материал.
Вы можете запечатать лист перед покраской перманентным герметиком, а затем после процесса окраски съемным герметиком (для архивных целей).
При нанесении золочения поверх масляной краски используйте проклейку на основе масла или растворителя.
При нанесении золочения поверх акриловой краски используйте листовую проклейку/клей на водной основе.
Процесс нанесения с помощью клея / размера
ПОДГОТОВКА ПОВЕРХНОСТИ – при золочении дерева сначала слегка шлифую поверхность, наношу гипс, а когда гипс высохнет, наношу на поверхность слой акриловой краски. Если золочение на холсте, то перед золочением наношу левкас, а затем слой акриловых красок.
НАНЕСЕНИЕ КЛЕЙКА – Я наношу клей на водной основе при золочении акрила. Если вы золотите масляные краски, вам действительно нужно убедиться, что краска полностью высохла, и это может занять несколько месяцев! Если вы позолотите масляные краски, которые не полностью высохли, лист может прилипнуть к областям, где вы этого не хотите. Вы также должны использовать растворитель или клей на масляной основе при золочении масляных красок.
АППЛИКАЦИЯ ДЛЯ ЛИСТОВ – поднимите вкладыш и осторожно поместите его в то место, где вы хотите позолотить, сверху положите вощеную бумагу и осторожно потрите, чтобы сгладить ее на месте. Кроме того, вы можете положить вощеную бумагу поверх листа и потереть, чтобы создать статическое электричество, чтобы приподнять лист и приклеить его к бумаге. Затем поместите лист на клей и аккуратно отшлифуйте его рукой. Лист для переноса уже прикреплен к вощеной бумаге, поэтому вы просто кладете его поверх клейких участков и аккуратно втираете, пока лист не приклеится.
УДАЛЕНИЕ ЛИШНЕГО ЛИСТА – используйте мягкую щетку, чтобы смахнуть лишний лист с холста или деревянной панели. Теперь у вас должна быть красивая блестящая позолоченная поверхность.
Примеры моей работы с использованием сусального золота
«Лиса под луной» — пример моей работы. Я использовал имитацию сусального золота, сусального серебра и пестрый лист. Использовалась смесь акриловых и масляных красок. Для этого изделия необходимо было учитывать лаки, запечатывание, время высыхания и то, как и когда наносить лист.
«Шмель» — пример моей работы с имитацией сусального золота. Я нанесла на холст слой гипса и, когда он высох, нанесла слой темно-серой акриловой краски.
Когда акриловая краска полностью высохла, я покрыл холст пастой для позолоты Pebeo, потому что хотел, чтобы кромка была без клея, чтобы придать ей состаренный рваный вид. Когда размер стал липким и готовым, я наклеила лист, нарисовала предмет маслом, дала высохнуть и, наконец, нанесла съемный лак. Я мог бы покрыть лист перманентным лаком, прежде чем рисовать маслом для дополнительной защиты.
«Красиво сделано» — пример моей последней украшенной работы. Это коллекция украшенных произведений искусства, освещающих наш прекрасно созданный мир природы. Я добавила штрихи настоящего сусального золота в области наряду с художественными блестками, гуашевыми красками ручной работы, полудрагоценными камнями и жемчугом.
Элисон Макилкенни проработала 10 лет дизайнером и производителем ювелирных изделий после получения диплома продвинутого уровня в области металлической глины в Ювелирной школе Мид-Корнуолл. Недавно она вернулась к своей первой любви, живописи и рисунку. В настоящее время она работает в различных средах в своей студии в Мойре, Северная Ирландия.
Элисон решила сделать постоянную серию украшений из серии «Красиво сделано». Сосредоточение внимания на предметах природы и особенно пчел. Она заинтригована тем, как замысловато устроено все живое вокруг нас, отмечая красоту во всем, если присмотреться достаточно близко. От прожилок на простом листе до удивительных переливчатых цветов насекомого. Элисон считает, что мы неразрывно связаны между собой, и нам необходимо беречь и защищать природу, чтобы поддерживать здоровые экосистемы и равновесие.
Вы можете узнать больше об Элисон и ее работах на ее веб-сайте: www.alisonmcilkennyart.co.uk
Как наносить сусальное золото почти.
.. на что угодно!
Опубликовано в Домашний декор своими руками
ЗОЛОТОЙ ЛИСТ… эти два слова могут остановить любителя золота до смерти. Я та девчонка! Этот блестящий металлический лист (я использую имитацию золотого листа), который может буквально парить в воздухе и великолепно смотрится практически на любой поверхности. Он добавляет немного гламура всему, к чему прикасается. В сегодняшней статье я покажу вам, как наносить сусальное золото практически на все. Если вы ЛЮБИТЕ золото, это для вас.
Этот пост содержит несколько партнерских ссылок, которые помогут вам найти продукты, которые я использую. С вас не взимается дополнительная плата за использование любой из ссылок, но любой доход, который я получу, будет использован для более увлекательных проектов DIY, которыми я могу поделиться с вами! Чтобы увидеть мой полный отказ от ответственности, нажмите здесь.
Как наносить сусальное золото практически на что угодно – до
Ниже приведены ссылки на продукты, которые я использовал раньше, в этом проекте и в других проектах по листовому металлу. Разница в размере вашего проекта. Для небольших работ доступны небольшие наборы, но если вы беретесь за такой масштабный проект, как этот, вам нужно будет купить отдельные клеи и герметики.
Список продуктов:
Большие проекты
Имитация листов золота
Металлический лист лист. на цвета металлик .
Caviar (меловая минеральная краска)
Кисть
Кисти для художников (не используйте дорогие кисти)
Для небольших проектов
Gold Le a f Kit (небольшие проекты)
Дерево, стекло, керамика, металл, ткань, расписной холст и т.д.
Подготовка к покраске и позолоте
Для начала мой клиент принес мне три ОГРОМНЫХ восточных зеркала. ВАУ! Это было моей первой мыслью. ВОТ ЭТО ДА! Это была моя вторая, третья и последняя мысль. Нанесение сусального золота довольно просто, но для этого требуется определенное количество WOWs для завершения проекта такого размера.
Очистите поверхность
Сначала покрасьте поверхность (фон), если у вас есть дизайн, на который вы хотите нанести сусальное золото.
Нанесите клей.
Наклейте сусальное золото
Запечатайте сусальное золото.
Что нужно знать перед нанесением сусального золота
Выделите место для работы. Место, которое не будет беспокоить вашего драгоценного щенка или детей.
Выключите потолочный вентилятор… если он у вас есть. Возможно, вы также захотите настроить кондиционер. На вашем проекте не должно быть прямого воздушного потока.
Вам понадобится магазинный пылесос. Носить маску — хорошая идея, так как металлический лист очень хрупкий, он может сломаться и парить в воздухе. Берегите свои легкие.
Не чихать! ЛОЛ, я сделал.
Не торопись. Это своевременный процесс, и он будет стоить усилий и утонченности, которые вы приложите к нему в конце.
Клей на водной основе, поэтому промывайте кисть после каждого нанесения… иначе будет беспорядок.
Нанесите сусальное золото небольшими участками.
Клеи имеют значение при нанесении сусального золота
Клеи имеют значение. С помощью кисти художника нанесите клей (при первом нанесении он выглядит молочным, а затем становится прозрачным, когда становится липким) на ваш проект. Подождите, пока подходящее время, чтобы он стал достаточно липким, прежде чем наносить сусальное золото. В инструкции написано от 15 до 30 минут. Это будет зависеть от температуры и влажности окружающей среды, в которой вы работаете. Мое время ожидания составило около 5-10 минут в комнате с температурой 74 градуса. Если сусальное золото нанести до того, как клей станет липким, оно не приклеится. Осторожно постучите пальцем по поверхности после того, как клей станет прозрачным, чтобы проверить, не стал ли он липким. Это лучший способ узнать. Не позволяйте клею скапливаться в местах. Это также повлияет на время сушки.
Как наносить
Когда клей готов, «липнет», аккуратно положите лист сусального золота на поверхность. Мне нравится делать это на небольших участках, чтобы иметь больше контроля. Используйте кисть с мягкой щетиной, чтобы аккуратно разгладить поверхность, чтобы металлический лист полностью соприкасался с клеем. Когда вы работаете с неровной поверхностью, вам нужно будет использовать дополнительные листы. Полное покрытие может быть сложным, а тонкие трещины почти всегда жизнеспособны. Если вы не получите покрытие, вам нужна первая попытка… не беспокойтесь. Просто нанесите больше клея и сусального золота на эти области. Вы можете видеть, как это может занять много времени. Это был мой второй ВАУ!
*Полное раскрытие… Я несколько дней носил на ногах золотые листья и даже не знал об этом, пока мой сосед не заметил. Клей работает!
Герметизация Имитация сусального золота
Имитация сусального золота и меди тускнеют, поэтому важно использовать лак или герметик поверх них, чтобы предотвратить процесс потускнения. Мой любимый финишный слой для металлических листов — Master Clear . Я также использую это верхнее покрытие на моих металлизированных лакокрасочных покрытиях. Это хорошая вещь! Нанесите тонкий слой и дайте ему высохнуть. Я применил сусальное золото к деталям этого зеркала только после того, как покрасил фоновые области с помощью Dixie Belle’s Caviar (черный), матовой минеральной краски. Я не наносил верхний слой на окрашенную поверхность… поэтому использовал свою художественную кисть. Это был мой третий WOW!
Я использовал свою обычную кисть Paintbrush , когда покрывал сусальное золото на раме. Нанесите два слоя Master Clear с легкой шлифовкой после первого. Я считаю, что это хорошо работает на больших фрагментах, которые, вероятно, будут иметь высокий трафик. Поскольку это зеркала, им потребуется дополнительная защита от частой чистки, если вы делаете небольшой проект, например, рамку для картины. Одно пальто нормально.
2118 станок вертикально-сверлильный одношпиндельный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе вертикально-сверлильного станка 2118
Производителем вертикально-сверлильного станка 2118 является Новочеркасский станкостроительный завод, основанный в в 1938 году.
С января 1957 завод специализировался на выпуске только револьверных станков. Завод выпускал токарно-револьверные станки: 1Н318, 1Н325, 1Г325, 1Д325, 1Е325, 1325Ф3.
Универсальный вертикально-сверлильный станок 2118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Сверлильный станок 2118 предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным выпуском продукции..
Основные технические характеристики сверлильного настольного станка 2118
Изготовитель — Новочеркасский станкостроительный завод.
Основные размеры станка соответствуют — ГОСТ 1227-79.
Максимальный диаметр сверления: Ø 18 мм
Наибольшая глубина сверления: 150 мм
Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 300. .3100 об/мин
Конец шпинделя — Морзе 2
Мощность электродвигателя: 1,0 кВт
Масса станка: 450 кг
Габарит рабочего пространства сверлильного станка 2118
Габарит рабочего пространства сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Кинематическая схема сверлильного станка 2118
Кинематическая схема сверлильного станка 2118
Конструкция сверлильного станка 2118
По своей конструкции сверлильный станок весьма прост в управлении. Для того, чтобы установить выбранную скорость сверления, необходимо переставить клиновидный ремень на соответствующую ступень шкива.
Для того чтобы перебросить ремень с одной ступени шкива на другую необходимо отвернуть специальную рукоятку на кронштейне и путем поворота винта влево подать кронштейн совместно с электромотором на себя. После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя.
Автоматическая подача осуществляется через коробку подач, валик последней приводится во вращение от шпиндельного флашкива через небольшой редуктор, который соединен с флашкивом ремнем.
Величина автоматической подачи составляет 0,2 мм за один оборот шпинделя. Подачу более 0,2 мм. можно осуществить только вручную, для чего в коробке подач устроен специальный обгонный механизм.
Для того, чтобы работать с подачей менее 0,2 мм (при сверлении по стали до Ø 6 мм), автоматическую подачу необходимо выключить путем отвода рукоятки против часовой стрелки до отказа и сбоку на диске завернуть упорный винт.
Для того чтобы при автоматической подаче сверлить на заданную глубину, на диске втулки переключения имеется передвижная упорная планка, а на нониусном кольце по окружности нанесена специальная шкала в миллиметрах, по которой отсчитывают заданную глубину. Установка планки производится в соответствии с требуемой глубиной сверления.
Пуск и остановка станка производятся при помощи электродвигателя, причем включение и выключение последнего производятся от барабанного переключателя.
Автоматическая подача 0,2 мм. может быть применена для углеродистой стали, для диаметров сверления от Ø 6 мм до 18 мм. Для чугуна, для диаметров сверления от 3 мм. до 18 мм.
При работе автоматической подачей рукоятку необходимо установить в среднее положение.
Легкость выключения автоматической подачи осуществляется путем подбора роликов в коробке подач: Ø 12,3..12,7.
Охлаждение сверлильного станка 2118
Для охлаждения инструмента при сверлении на станке смонтирован специальный электронасос типа П22-А, который может включаться при помощи отдельного пакетного выключателя.
Для охлаждающей жидкости в тумбе станка предусмотрен специальный резервуар.
Смазка сверлильного станка 2118
Смазка станка производится ежедневно перед началом работы в следующих местах:
Ось шестерни подачи — через две масленки на корпусе коробки подач.
При автоматической подаче необходимо обильно смазывать шейку подающего валика коробки подач — через круговую фаску во втулке коробки подач.
Все остальные механизмы смазываются периодически путем набивки тавота через специально предусмотренные для этой цели отверстия.
Смазка подшипника леникса производится периодически путем отвинчивания ролика от планки (левая резьба). Смазка подшипников валика подачи осуществляется через отверстие в шестерне Z63, для чего выворачивается стопорный винт.
Необходимо ежедневно смазывать шестерни привода коробки подач.
Смазка реечного зацепления коробки подач производится путем подачи масла на зубья пиноли.
Ось червячной шестерни в механизме подъема стола смазывается через масленку на торце оси.
Наименьшее и наибольшее расстояние от торца шпинделя до стола
0…650
0.. .650
Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм
200
200
Рабочий стол
Максимальная нагрузка на стол (по центру), кг
Размеры рабочей поверхности стола (длина х ширина), мм
360 х 320
350 х 340
Число Т-образных пазов Размеры Т-образных пазов
3
3
Наибольшее вертикальное перемещение стола (ось Z), мм
350
445
Перемещение стола на один оборот рукоятки, мм
2,4
Шпиндель
Наибольшее перемещение шпиндельной головки, мм
300
150
Перемещение шпиндельной головки на один оборт маховичка, мм
4,4
Ход гильзы шпинделя, мм
150
Перемещение шпинделя на одно деление лимба, мм
1
Перемещение шпинделя на один оборот маховичка-рукоятки, мм
110
Частота вращения шпинделя, об/мин
180 — 2800
300, 450, 735, 1200, 1980, 3100
Количество скоростей шпинделя
9
6
Наибольший допустимый крутящий момент, кг*см
880
Конус шпинделя
Морзе 2
Морзе 2
Механика станка
Число ступеней рабочих подач стола
6
1
Пределы вертикальных рабочих подач на один оборот шпинделя, мм/об
0,1 — 0,56
0,2
Наибольшая допустимая сила подачи, кгс
560
Торможение шпинделя
есть
Привод
Электродвигатель привода главного движения Тип
АОЛ2-22-4С2
А-41/6
Электродвигатель привода главного движения Число оборотов в минуту, об/мин
1420
930
Электродвигатель привода главного движения Мощность, кВт
1,5
1,0
Электронасос охлаждающей жидкости Тип
ПА-22
ПА-22-А
Габарит и масса станка
Габариты станка (длина ширина высота), мм
870 х 590 х 2080
875 х 550 х 2005
Масса станка, кг
450
450
Список литературы
Барун В. А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Панов Ф.С. Работа на станках с ЧПУ, 1984
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Связанные ссылки. Дополнительная информация
INTRANSLINE. С Вами и для Вас.
INTRANSLINE. С Вами и для Вас.
Экспорт, импорт, транзит. От определения целей и задач, планирования и проектирования, согласования и получения разрешений; подготовки транспортных средств и маршрутов до непосредственного обеспечения и координации действий на каждом этапе, к успешному их завершению.
Intransline — сочетание возможностей официального партнёра ОАО «РЖД» и собственника крупнотоннажного автомобильного парка.
Надёжные, пунктуальные, индивидуальные (экспорт, импорт, транзит) логистические проекты по транспортировке крупногабаритных и тяжеловесных грузов (КТГ).
Intransline – официальный партнёр ОАО «РЖД», партнёр ведущих железнодорожных операторов России.
Перевозки крупногабаритных и тяжеловесных (КТГ) грузов — это выверенные логистические решения по цели, задачам, месту и времени.
Intransline – собственник парка технических средств, позволяющих транспортировать крупнотоннажные (до 80 тн) и негабаритные грузы в сложных дорожных и климатических условиях.
Морской сервис Intransline — готовый проект «под ключ», не требующий вашего участия и беспокойства. От комплексных проектов до отдельных контейнерных, Ro-Ro (Roll-on / Roll-off) и навалочных грузов (судовых партий).
Intransline – официальный партнёр ведущих операторов контейнерных парков, иностранных и российских морских линий.
Унифицированные и полностью прозрачные процессы транспортировки. Возможность выбора типа контейнера в зависимости от размеров, веса, удельного веса и иных характеристик груза. (от универсального до open top, flatrack, non-containerized и танк-контейнеров).
Intransline – официальный партнёр ведущих морских и железнодорожных операторов контейнерных парков.
От классических авиаперевозок «от двери до двери» до интермодальных перевозок и комплексных проектов. Услуга «Air to Door» — это координация всей цепочки поставок.
Intransline – официальный партнёр ведущих иностранных и российских авиационных перевозчиков.
<>
Поздравляем Вас с наступающим Новым 2020 годом!
74-я годовщина Победы в Великой Отечественной Войне
24-я TransRussia 2019
Поздравляем Вас с наступающим Новым 2019 годом!
73-я годовщика Победы в Великой Отечественной Войне
С Новый 2018 Годом!
72-ая годовщина Великой Победы в Великой Отечественной войне.
С днем Защитника Отечества!
Поздравляем Вас с наступающим Новым 2017-м годом!
Поздравляем Вас с наступающим Новым 2017-м годом!
Перевозка коллекции культурных ценностей и предметов коллекционирования по истории техники (автомобилей бывши в эксплуатации с двигателями внутреннего сгорания, искровым зажиганием. )
Буровая установка ZJ-30, комплектующие.
Буровая установка ZJ-30, Комплект поставки.
Перевозка грузов согласно Производственного календаря заказчика
Транспортировка продукции химической промышленности.
Перевозка дорожно-строительной техники
Перевозка оборудования
Перевозка оборудования
Поставка продукции: Насосная штанга.
Перевозка оборудования
Модель 2118 – Решения для повседневного использования
Сэкономьте -65 999,75 фунтов стерлингов
Поделитесь этим продуктом
Водостойкий/огнестойкий стальной сейф Honeywell 2118 вместимостью 3,50 кубических фута. Обеспечьте беспрецедентные уровни с душевным спокойствием благодаря способности этого сундука выдерживать огонь до 1700F в течение одного часа! Водонепроницаемая дверь также была реализована для предотвращения утечек, разливов и различных других форм повреждения водой. Этот сейф со стальным покрытием оснащен полностью интуитивно понятной программируемой цифровой клавиатурой с множеством опций. Бонусы включают в себя программируемый календарь, часы, журнал истории пользователей, расширенную блокировку для двух пользователей и функции аварийного доступа. Также была реализована легко слышимая сигнализация, которая выключается, когда сейф открывается или перемещается. Конструкция с двойными стальными стенками и защитные резиновые ножки делают его очень эффективным решением для хранения.
Характеристики
Часто задаваемые вопросы
Как сделать заказ?
Просто следуйте этим простым шагам, чтобы заказать желаемый дизайн.
Выберите товар, который хотите купить, затем нажмите «Добавить в корзину».
Вы можете добавить больше товаров, нажав «Добавить в корзину».
Перейти к оформлению заказа. Выберите желаемый вариант оплаты.
Введите полную информацию о доставке.
Вот и все. Мы получим уведомление и обработаем ваш заказ для отправки.
Как отменить заказ?
После проверки заказа отмена со стороны клиента невозможна. Вы можете отправить нам электронное письмо по адресу [email protected] или написать нам в Facebook, чтобы отменить свой заказ.
Мы можем отменить ваш заказ, если товар не отправлен и номер для отслеживания еще не создан.
Какой способ оплаты?
Принимаем Оплата наложенным платежом, оплата кредитной картой и вы также можете оплатить через Paypal .
Как долго я должен ждать прибытия моего заказа?
Доставка займет 3-7 дней в зависимости от вашего местоположения.
Обратите внимание, что нашей службой доставки и доставки занимается сторонний курьер , будь то LBC, Xpost, FSI и т. д. .
Курьер не доставляет во время воскресений и праздников .
В некоторых случаях время доставки может занять больше времени , чем указано, по следующим причинам:
Узкие места в доставке.
Неполный адрес доставки.
Район, не охваченный COD, или район считается удаленным районом.
Недоступный мобильный номер.
Могу ли я изменить информацию о доставке?
Вы можете отправить нам электронное письмо по адресу [email protected] или написать нам в Facebook, если вы хотите изменить или обновить что-то в информации о доставке.
Обратите внимание, что после того, как заказ будет обработан или отправлен , мы больше не сможем изменить что-либо в информации о доставке.
Как я могу связаться с вами/как я могу связаться с вашей службой поддержки?
Вы можете отправить нам электронное письмо по адресу dailysolutionsph@gmail. com . Представитель по работе с клиентами ответит на ваше письмо в течение 24 часов. Вы также можете написать нам в Facebook.
PayPal
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Винтажные очки Luxottica 80-х Модель 2118 Сделано в Италии. Small
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
5923 продажи |
4,5 из 5 звезд
521,82 гонконгских доллара
Загрузка
Доступен только 1
Включены местные налоги (где применимо)
Редкая находка — этот предмет трудно найти.
Внесен в список 11 июля 2022 г.
9 избранное
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Всем доброго времени суток! Как дом строят из кирпичей, так и цифровые устройства состоят из простых элементов – цифровых микросхем. Наиболее простые из них – логические элементы (или вентили, gates). В одной микросхеме может содержаться только строго определённое количество логических элементов, их может быть или 1, или 2, или 3, или 4, или 8 в одной микросхеме. Соответственно каждый логический элемент может иметь от 1 до 12 входов и 1 выход. При этом связь между входами и выходом соответствует таблице истинности. Логические элементы относятся к так называемым комбинационным микросхемам, и у них отсутствует какая-либо внутренняя память.
Для сборки радиоэлектронного устройства можно преобрески DIY KIT набор по ссылке.
Достоинством логических вентилей является высокое быстродействие и небольшая потребляемая мощность, но на их основе довольно трудно реализовать сложную функциональность, поэтому чаще всего они используются в качестве дополнения к более сложным цифровым микросхемам или микроконтроллерам.
Логический элемент НЕ (Hex Inverters)
Начнём с наиболее простого из логических элементов – логического элемента НЕ (INV) или как его ещё называют инвертора. Как понятно из названия инвертор применяется для инвертирования, то есть изменения уровня сигнала (например, на вход поступает логическая «1», а на выходе получаем логический «0»). Как самый простой из логических элементов инвертор содержит всего один вход и один выход. Инверторы могут быть с тремя типами выходов: 2С, ОК или с Z – состоянием. Как указывалось в этой статье логический элемент НЕ имеет следующую таблицу истинности:
Таблица истинности логического элемента НЕ
Вход
Выход
0
1
1
0
На принципиальных схемах логические элементы НЕ (инверторы) имеют следующее обозначение
Обозначения логических элементов НЕ (Hex Inverters): ANSI (слева) и DIN (справа).
Микросхемы инверторов содержат обычно шесть логических элементов НЕ (INV) и обозначаются префиксом ЛН (например, К155ЛН1, К561ЛН2). Как говорилось ранее, для ТТЛ микросхем с выходом ОК необходим выходной нагрузочный резистор (pull-up). Величина которого рассчитывается очень просто: R > U/IOL, где U – напряжение источника питания, к которому подключается резистор.
Применение инверторов
Обычно, элементы НЕ применяются для преобразования уровней сигнала (из высокого в низкий или из низкого в высокий уровень). Второе предназначение – увеличения нагрузочной способности (буферизации) с инвертирование выходов более сложных микросхем. Например, когда сигнал с выхода микросхемы необходимо подать на несколько других, а выходной ток недостаточен.
Но существует и несколько нестандартных применений инверторов: построение генераторов и в случае, когда необходимо создать задержку сигнала.
Схема генератора на логических элементах НЕ
Схемы генераторов представляют собой обыкновенные RC-генераторы, но характеристики можно рассчитать только приблизительно, так как она зависит от напряжения питания и типа применённой микросхемы. Частота генератора будет равна
[math]f \approx \frac{1}{2RC}[/math]
Генераторы данного типа можно применять там, где не важна стабильность частоты, а важен лишь факт генерации импульсов. Более стабильные по частоте генераторы получаются, если вместо конденсатора применить кварцевый резонатор.
Схема кварцевого генератора на логических элементах НЕ
Довольно часто в цифровых схемах необходимо получит некоторую задержку сигнала, в этом случае инверторы могут пригодиться, на большую задержку рассчитывать не приходится (примерно до 100 нс). Для получения задержки сигнала инверторы соединяют последовательно.
Схема для создания задержки сигнала на инверторах
Величину задержки можно рассчитать приблизительно по сумме задержек входного и выходного сигналов (tPLH и tPHL) для данной микросхемы. Например, для четырёх инверторов величину задержки можно оценить по формуле
[math]t_{З} = 2t_{PLH} + 2t_{PHL}[/math]
но необходимо учитывать, что значения реальных задержек сильно отличаются от тех что даны в справочнике (в справочнике даны максимальные величины, а реальные могут обличаться более, чем в 2 раза).
Более значительные величины задержки сигнала можно получить, используя интегрирующие RC-цепи, но и здесь нельзя точно говорить о величине задержки, потому что разные типы цифровых микросхем срабатывают при разном уровне сигнала и разных напряжениях питания.
Схема для создания задержки сигнала c интегрирующей цепью
Ниже приведена таблица некоторых семейств микросхем, которые имеют в своём составе инверторы
Серия
Номер микросхемы
ЛН1
ЛН2
ЛН3
ЛН5
ЛН6
ЛН7
ЛН8
ЛН10
К155
6НЕ
6НЕ(ОК)
6НЕ(ОК)
6НЕ(ОК)
6НЕ(Z)
6НЕ(Z)
—
—
К555
6НЕ
6НЕ(ОК)
—
—
—
6НЕ(Z)
—
—
КР1533
6НЕ
6НЕ(ОК)
—
—
—
6НЕ(Z)
6НЕ
6НЕ(ОК)
К561
6НЕ(Z)
6НЕ
6НЕ(Z)
—
—
—
—
—
КР1554
6НЕ
—
—
—
—
—
—
—
КР1564
6НЕ
—
—
—
—
6НЕ(Z)
—
—
Теория это хорошо, но необходимо отрабатывать это всё практически ПОПРОБЫВАТЬ МОЖНО ЗДЕСЬ
Логический элемент инвертор » Схемы электронных устройств
Логический элемент инвертор
Самый простой логический элемент — инвертор. Для его изучения понадобится модуль с шестью инверторами (рис. 1). Прежде всего нужно уточнить, что в логических схемах существует два уровня — «0» (низкий уровень) и «1» (высокий уровень). Проще говоря, ноль, — это когда напряжение около нуля, а единица, — это когда напряжение близко к напряжению питания (все это если измерять напряжение относительно минуса питания).
Инвертор, это такой логический элемент, логический уровень на выходе которого противоположен уровню на его входе. Чтобы понять логику работы инвертора можно собрать схему, показанную на рисунке 2. Когда выключатель S1 выключен (то есть, в таком положении как на схеме), на входе первого инвертора модуля напряжение будет высоким (около напряжения питания), то есть логическая единица (светодиод HL1) не горит.
А на выходе элемента будет ноль (светодиод HL2 горит). Если мы переключим S1 в другое положение, нуль будет на входе логического элемента, а на его выходе теперь будет единица. Поэтому, теперь HL1 горит, a HL2 не горит. Таким образом, горение светодиода показывает что здесь нуль, а если светодиод не горит — единица.
Как видите, состояние выхода логического инвертора противоположно состоянию его входа. Еще логический инвертор называют «Элемент НЕ».
Взяв два логических инвертора можно сделать мультивибратор. Мультивибратор это генератор логических импульсов, состояние на его выходе все время скачкообразно меняется, — то нуль, то единица.
На рисунке 3 схема мультивибратора. Это два логических инвертора, включенных последовательно. Частота генерируемых импульсов (частота изменения логического уровня на выходе) зависит от сопротивления, включенного между входом и выходом первого инвертора и от емкости конденсатора между входом первого инвертора и выходом второго инвертора. Проще всего регулировать частоту переменным резистором R1. А на выходе подключим светодиод HL1.
Этот светодиод будет мигать, а частота мигания будет зависеть от того, как мы повернем ручку переменного резистора R1.
Но, мультивибратор состоит из двух логических инверторов, и у каждого есть свой выход. Что будет если подключить по светодиоду к каждому из выходов? Светодиоды будут зажигаться поочередно (рис. 4). Ведь инверторы мультивибратора включены последовательно, а это значит что когда на выходе одного инвертора — единица, на выходе другого — ноль.
Мультивибратор, показанный на рисунках 3 и 4 работает на очень низкой частоте, которую можно регулировать примерно от 1 Гц до 0,3 Гц. Уменьшив сопротивление резисторов и емкость конденсатора можно вывести мультивибратор на звуковую частоту, затем подключить на выходе пьезодинамик и получится звуковой сигнализатор.
На рисунке 5 показана схема звукового сигнализатора, частоту которого (тон звука) можно регулировать переменным резистором R1.
Схема таймера показана на рисунке 6. Когда переключатель S1 находится в показанном положении, он закорачивает конденсатор С1. На входе инвертора, к которому подключен этот конденсатор, напряжение равно нулю, на выходе — единица. Светодиод HL1 не горит.
Если мы переключим S1 в другое положение, конденсатор С1 больше не будет закорочен, и он начнет заряжаться через сопротивление R1 + R2. Напряжение на С1 будет медленно увеличиваться, и в определенный момент достигнет нижнего порога логической единицы. На выходе инвертора инвертора появится ноль и светодиод загорится.
А вот теперь самое интересное, — промежуток времени от момента переключения S1 до момента зажигания светодиода зависит от того, как повернута ручка переменного резистора R1.
Hitachi Power Semiconductor Device, Ltd.
Серия входов VSP
Конфигурация системы
Примечание)
VSP : Аналоговый командный сигнал скорости FG : Сигнал определения скорости
Тип
Название типа
Выдерживаемое напряжение
(В)
Ток Пик (А)
Ток Средний (А)
Упак.
Позиция Датчик Вход
Функция защиты
OCP (*1)
Защита Функция VCC LVD (*2)
Функция защиты
OTP (*3)
Защита Функция MLP (*4)
Режим ожидания Функция
Примечание по применению
RoHS статус
Рейтинг MSL
(*5)
Серия ввода ВСП
250
1,4
1,0
СОП-26 ДИП-26
ИС Холла или элемент Холла
Да (2 ступени)
Да
Да
Да
Да
Соответствует
3
250
1,4
1,0
ХСОП-36Н
ИС Холла или элемент Холла
Да (2 ступени)
Да
Да
Да
Да
Соответствует
3
250
1,4
1,0
СП-23ТА СП-23ТБ СП-23ТР
ИС Холла или элемент Холла
Да (1 ступень)
Да
Да
№
№
Соответствует
—
600
1,5
0,7
СОП-26 ДИП-26
ИС Холла или элемент Холла
Да (2 ступени)
Да
Да
Да
Да
Соответствует
3
600
1,5
0,7
ХСОП-36Н
ИС Холла или элемент Холла
Да (2 ступени)
Да
Да
Да
Да
Соответствует
3
600
1,5
0,7
СП-23ТА СП-23ТБ СП-23ТР
ИС Холла или элемент Холла
Да (1 ступень)
Да
Да
№
№
Соответствует
—
*1
: Защита от перегрузки по току
*2
: Обнаружение низкого напряжения VCC
*3
: Защита от перегрева
*4
: Защита двигателя от блокировки
*5
: Только корпуса SMD (ECN30110F, ECN30210F/S) подлежат рейтингу MSL (уровни чувствительности к влаге). На основе JEDEC J-STD-033C.
Серия с 3 и 6 входами
Конфигурация системы
Тип
Название типа
Выдерживаемое напряжение
(В)
Текущий Пик (А)
Ток Средний (А)
Упак.
Спина ЭМП Обнаружение
Защита Функция OCP(*1)
Защита Функция VCC LVD(*2)
Защита Функция OTP(*3)
ШИМ сигнал вход
Примечание по применению
RoHS Статус
Рейтинг MSL
(*4)
3 входа, 6 входов Серия
250
1,4
1,0
СП-23ТА СП-23ТБ СП-23ТР
№
Да
Да
№
3 входа
Соответствует
—
500
1,5
0,7
СП-23ТА СП-23ТБ СП-23ТР
№
Да
Да
№
3 входа
Соответствует
—
500
2,0
1,4
СП-23ТА СП-23ТБ СП-23ТР
№
Да
Да
№
3 входа
Соответствует
—
600
2,0
1,0
СОП-26 ДИП-26
Да
Да (2 ступени)
Да
Да
6 входов
Соответствует
3
600
3,0
2,0
СОП-26 ДИП-26
Да
Да (2 ступени)
Да
Да
6 входов
Соответствует
3
600
3,0
2,0
ХСОП-37Н
Да
Да (2 ступени)
Да
Да
6 входов
Соответствует
3
600
3,0
2,0
СП-23ТА СП-23ТБ СП-23ТР
№
Да (1 ступень)
Да
Да
6 входов
Соответствует
—
*1
: Защита от перегрузки по току
*2
: Обнаружение низкого напряжения VCC
*3
: Защита от перегрева
*4
: Только корпуса SMD (ECN30620F, ECN30622F) подлежат рейтингу MSL (уровни чувствительности к влаге). На основе JEDEC J-STD-033C.
Решения для преобразователей мощности постоянного тока в переменный | Microchip Technology
Преобразователь постоянного тока в переменный преобразует постоянный ток (DC) в переменный ток (AC). Входное напряжение, выходное напряжение, частота и общая потребляемая мощность зависят от конструкции конкретного устройства или схемы. Источник бесперебойного питания (ИБП) является типичным примером преобразователя постоянного тока в переменный. Он обеспечивает альтернативный источник питания для подключенного электронного оборудования, когда основной источник питания недоступен. Существует три типа систем ИБП, в зависимости от того, как электроэнергия хранится и передается на подключенное к ним электронное устройство:
Автономный ИБП, часто называемый резервным ИБП
Линейно-интерактивный ИБП, также известный как ИБП непрерывного действия
Онлайн-ИБП, часто называемый ИБП с двойным преобразованием
Обычный ИБП для компьютеров защищает от четырех типов событий электропитания:
Скачки напряжения
Недостаточное напряжение
Полные сбои питания
Широкие колебания частоты электрического тока
Цифровой источник бесперебойного питания (ИБП) с чистой синусоидой, эталонный проект
Этот эталонный проект основан на серии цифровых контроллеров сигналов (ЦПС) dsPIC33F «GS». Он демонстрирует, как методы цифрового питания применительно к приложениям ИБП позволяют легко модифицировать их с помощью программного обеспечения; использование магнитов меньшего размера; интеллектуальная зарядка аккумулятора; более эффективная компактная конструкция; снижение звуковых и электрических шумов за счет более чистой синусоидальной волны на выходе; USB-связь и недорогой общий перечень материалов.
Хотите узнать больше о преимуществах перехода на цифровые источники питания? Нажмите на ссылку ниже, чтобы загрузить нашу белую книгу о функциях, ценности и преимуществах цифрового управления источниками питания.
Упрощенный дизайн инверторов постоянного тока в переменный
MPLAB
® PowerSmart™ Development Suite
Ускорьте разработку своих проектов силовых инверторов постоянного и переменного тока с помощью MPLAB PowerSmart Development Suite, удобной для пользователя экосистемы проектирования, которая устраняет необходимость вручную писать код, специфичный для DSP, для DSC dsPIC33.
Рекомендуемые продукты
Условные обозначения: IC = Захват ввода OC = сравнение выхода MCCP = множественный захват/сравнение/PWM SCCP = одиночный захват/сравнение/PWM SMPS PWM = широтно-импульсная модуляция источника питания
Операционный усилитель
MCP6022 — 10 МГц, 1 мА, сдвоенный операционный усилитель малой мощности
Читать далее
Драйвер МОП-транзистора
MCP14E4 – 4,0 А драйвер двойного высокоскоростного силового МОП-транзистора с функцией включения для каждого выхода
Читать далее
Регулятор LDO
TC1262 — 500 мА, фиксированный выход, CMOS LDO
Читать далее
Продукты
Продукты Full Digital Power
Аналоговые контроллеры мощности с цифровым расширением (DEPA)
Основные независимые периферийные устройства
Загрузка
Посмотреть все параметры
Пожалуйста, посетите полную параметрическую диаграмму. Если вы все еще не можете найти диаграмму, которую вы ищете, пожалуйста, заполните нашу Форма обратной связи на сайте чтобы уведомить нас об этой проблеме.
Загрузка
Посмотреть все параметры
Пожалуйста, посетите полную параметрическую диаграмму. Если вы все еще не можете найти диаграмму, которую вы ищете, пожалуйста, заполните нашу Форма обратной связи на сайте чтобы уведомить нас об этой проблеме.
Загрузка
Посмотреть все параметры
Пожалуйста, посетите полную параметрическую диаграмму. Если вы все еще не можете найти диаграмму, которую вы ищете, пожалуйста, заполните нашу Форма обратной связи на сайте чтобы уведомить нас об этой проблеме.
Средства разработки
Аппаратные средства
Программные инструменты
MPLAB
® Стартовый комплект и макетные платы
Наши стартовые наборы содержат все необходимое для начала работы, включая демонстрационное аппаратное и программное обеспечение, а также встроенный отладчик, позволяющий быстро оценить кремниевое и программное решение.
Читать далее
Макетные платы для полностью цифровых контроллеров питания
Стартовый комплект dsPIC33C Digital Power (DM330017-3). Этот стартовый комплект предназначен для ознакомления и демонстрации возможностей и функций новейшего семейства устройств dsPIC33C, предназначенных для цифровых приложений питания.
Стартовый комплект MPLAB для цифрового питания (DM330017-2) — легко изучите возможности цифрового преобразования энергии и функции семейства ЦПС dsPIC33F GS.
Комплект для разработки низковольтной коррекции коэффициента мощности (DV330101) — Комплект для разработки низковольтной коррекции коэффициента мощности (LVPFC) обеспечивает безопасные уровни напряжения при умеренной мощности при разработке алгоритмов в топологии коррекции коэффициента мощности (PFC). Эти алгоритмы можно применять на реальных разрабатываемых системах с минимальными изменениями.
Цифровая плата разработки мощности (DM330029) — Цифровая плата разработки мощности обеспечивает гибкую измерительную платформу для всех совместимых цифровых модулей питания dsPIC33 (DP PIM). — Комплект для разработки ККМ напряжения, цифровые силовые PIM (DP PIM) обеспечивают доступ к аналоговым входам dsPIC33 DSC, выходам цифро-аналогового преобразователя (ЦАП), выходам широтно-импульсной модуляции (ШИМ) и входам общего назначения и Выходные (GPIO) порты.
dsPIC33EP128GS806 PIM цифрового питания (MA330043)
dsPIC33CK256MP508 PIM цифрового питания (MA330048)
dsPIC33CH512MP506 PIM цифрового питания (MA330049)
Плата для разработки dsPIC33CH Curiosity (DM330028-2) — Плата для разработки dsPIC33CH Curiosity представляет собой экономичную платформу для разработки и демонстрации семейства высокопроизводительных двухъядерных ЦСК dsPIC33CH512MP508. Он предлагает настраиваемую тестовую схему импульсного источника питания (SMPS), которая может работать в режимах понижающего, повышающего или повышающе-понижающего режима, используя либо режим управления по напряжению, либо режим пикового тока.
Плата для разработки dsPIC33CK Curiosity (DM330030) — Плата для разработки dsPIC33CK Curiosity (DM330030) представляет собой экономичную платформу для разработки и демонстрации семейства одноядерных высокопроизводительных цифровых сигнальных контроллеров dsPIC33CK.
Суммарные отклонения и допуски формы и расположения поверхностей (ГОСТ 24642-8 1 ) (18 слайдов)
Слайд 1
Суммарные отклонения и допуски формы и расположения поверхностей (ГОСТ 24642-8 1 ) Суммарное отклонение формы и расположения — отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемой поверхности или рассматриваемого профиля относительно заданных баз. Количественно суммарные отклонения формы и расположения оцениваются в соответствии с определениями, приведенными ниже по точкам реального рассматриваемого элемента относительно прилегающих базовых элементов или их осей. Суммарный допуск формы и расположения — предел ограничивающий допускаемое значение с отклонения формы и расположения. Поле суммарного допуска формы и расположения — область в пространстве или на заданной поверхности, внутри которой должны находиться все точки реальной поверхности (профиля) в пределах нормируемого участка.
Слайд 2
Радиальное биение и допуск радиального биения Радиальное биение — разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси. Радиальное биение является результатом совместного проявления отклонения от круглости, профиля продольного сечения и отклонения его центра относительно базовой оси. Оно не включает в себя отклонений формы и расположения образующей поверхности вращения.
Слайд 3
Допуск радиального биения — наибольшее допускаемое значение радиального биения. Поле допуска радиального биения — область на плоскости, перпендикулярной базовой оси, ограниченная двумя концентричными
Слайд 4
Торцевое биение и допуск торцевого биения Торцовое биение — разность наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности, до плоскости, перпендикулярной базовой оси. Примечание : торцовое биение определяется в сечении торцовой поверхности цилиндром заданного диаметра, соосным с базовой осью, а если диаметр не задан, то в сечении любого (в том числе и наибольшего) диаметра торцовой поверхности. При номинальной плоской форме торца торцовое биение является результатом совместного проявления отклонения от общей плоскости точек, лежащих на линии пересечения торцовой поверхности с секущим цилиндром, и отклонения от перпендикулярности торца относительно оси базовой поверхности на длине, равно диаметру рассматриваемого сечения. Торцовое биение не включает в себя всего отклонения от плоскостности рассматриваемой поверхности.
Слайд 5
Допуск торцевого биения — наибольшее допускаемое значение торцового биения. Поле допуска торцевого биения — область на боковой поверхности цилиндра, диаметр которого равен заданному или любому (в том числе и наибольшему) диаметру торцовой поверхности, а ось совпадает с базовой осью, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном допуску торцового биения Т, и перпендикулярными базовой оси .
Слайд 6
Биение и допуск биения в заданном направлении Биение в заданном направлении — разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до вершины этого конуса. Направление рекомендуется задавать по нормали рассматриваемой поверхности . Биение является результатом совместного проявления в заданном направлении отклонений формы профиля рассматриваемого сечения и отклонений расположения оси рассматриваемой поверхности относительно базовой оси.
Слайд 7
Допуск биения в заданном направлении — наибольшее допускаемое значение биения в заданном направлении. Поле допуска биения в заданном направлении — область на боковой поверхности конуса, ось которого совпадает с базовой осью, а образующая имеет заданное направление, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии вдоль образующей конуса, равном допуску биения Т, и перпендикулярными базовой оси .
Слайд 8
Полное радиальное биение и допуск полного радиального биение Термины применяю только к поверхностям с номинальной цилиндрической формой. Полное радиальное биение — разность наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси . Полное радиальное биение является результатом совместного проявления отклонения от цилиндричности рассматриваемой поверхности и отклонения от ее соосности относительно базовой оси.
Слайд 9
Допуск полного радиального биения — наибольшее допускаемое значение полного радиального биения. Поле допуска полного радиального биения — область в пространстве, ограниченная двумя цилиндрами, ось которых совпадает с базовой осью, а боковые поверхности отстоят друг от друга на расстоянии, равном допуску полного радиального биения Т .
Слайд 10
Полное торцовое биение и допуск полного торцового биения Термины применяются только к торцовым поверхностям с номинальной плоской формой. Полное торцовое биение — разность наибольшего и наименьшего расстояний от точек всей торцовой поверхности до плоскости, перпендикулярной базовой оси . Полное торцовое биение является результатом совместного проявления отклонения от плоскостности рассматриваемой поверхности и отклонения от ее перпендикулярности относительно базовой оси.
Слайд 11
Допуск полного торцового биения — наибольшее допускаемое значение полного торцового биения. Поле допуска полного торцового биения — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном допуску полного торцового биения Т и перпендикулярными базовой оси .
Слайд 12
Отклонение и допуск формы заданного профиля Термины применяются в тех случаях, когда профиль задан номинальными размерами — координатами отдельных точек профиля или размерами его элементов без предельных отклонений этих размеров (размерами в рамках) Отклонение формы заданного профиля — наибольшее отклонение точек реального профиля от номинального профиля, определяемое по нормали к номинальному профилю в пределах нормируемого участка . В тех случаях, когда базы не заданы, расположение номинального профиля относительно реального определяется условием получения минимального отклонения формы профиля . Отклонение формы заданного профиля является результатом совместного проявления отклонений размеров и формы профиля , а также отклонений расположения его относительно заданных баз.
Слайд 13
Допуск в диаметральном выражении — удвоенное наибольшее допускаемое значение отклонения формы заданного профиля. Допуск в радиусном выражении — наибольшее допускаемое значение отклонения формы заданного профиля. Допуск формы заданного профиля рекомендуется указывать в диаметральном выражении. Кроме допуска формы заданного профиля по настоящему стандарту, для нормирования размеров и формы профиля могут быть применены способы, основанные на указании предельных отклонений координат отдельных точек профиля или на раздельном указании предельных отклонений размеров и допусков формы отдельных элементов профиля. Поле допуска формы заданного профиля — область на заданной плоскости сечения поверхности, ограниченная двумя линиями, эквидистантными номинальному профилю, в отстоящими друг от друга на расстоянии, равном допуску формы заданного профиля в диаметральном выражении Т или удвоенному допуску формы заданного профиля в радиусном выражении Т/2. Линия, ограничивающие поле допуска, являются огибающими семейства окружностей, диаметр которых равен допуску формы заданного профиля в диаметральном выражении Т, а центры находятся на номинальном профиле.
Слайд 14
Отклонение и допуск формы заданной поверхности Термины применяются в тех случаях, когда поверхность задана номинальными размерами — координатами отдельных точек поверхности или размерами её элементов без предельных отклонений этих размеров (размерами в рамках). Отклонение формы заданной поверхности — наибольшее отклонение точек реальной поверхности от номинальной поверхности, определяемое по нормали к номинальной поверхности в пределах нормируемого участка. В тех случаях, когда базы не заданы, расположение номинальной поверхности относительно реальной определяется условием получения минимального отклонения формы поверхности. Отклонение формы заданной поверхности является результатом совместного проявления отклонений размеров и формы поверхности, а также отклонений расположения его относительно заданных баз.
Слайд 15
Допуск в диаметральном выражении — удвоенное наибольшее допускаемое значение отклонения формы заданной поверхности. Допуск в радиусном выражении — наибольшее допускаемое значение отклонения формы заданной поверхности. Допуск формы заданной поверхности рекомендуется указывать в диаметральном выражении. Кроме допуска формы заданной поверхности по настоящему стандарту, для нормирования размеров и формы поверхности могут быть применены способы, основанные на указании предельных отклонений координат отдельных точек поверхности или на раздельном указании предельных отклонений размеров и допусков формы отдельных элементов поверхности. Поле допуска формы заданной поверхности — область в пространстве, ограниченная двумя поверхностями, эквидистантными номинальной поверхности, в отстоящими друг от друга на расстоянии, равном допуску формы заданного профиля в диаметральном выражении Т или удвоенному допуску формы заданного профиля в радиусном выражении Т/2. Поверхности, ограничивающие поле допуска, являются огибающими семейства сфер, диаметр которых равен допуску формы заданного профиля в диаметральном выражении Т, а центры находятся на номинальной поверхности .
Слайд 16
Суммарное отклонение и суммарный допуск параллельности и плоскостности Суммарное отклонение от параллельности и плоскостности — разность наибольшего и наименьшего рас стояний от точек реальной поверхности до базовой плоскости в пределах нормируемого участка . Суммарный допуск параллельности и плоскостности — наибольшее допускаемое значение суммарного отклонения от параллельности и плоскостности. Поле суммарного допуска параллельности и плоскостности — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии равном суммарному допуску параллельности и плоскостности Т и параллельными базовой плоскости.
Слайд 17
Суммарное отклонение и суммарный допуск перпендикулярности и плоскостности Суммарное отклонение от перпендикулярности и плоскостности — разность наибольшего и наименьшего расстояний от точек реальной поверхности до плоскости, перпендикулярной базовой плоскости или базовой оси в пределах нормируемого участка . Суммарный допуск перпендикулярности и плоскостности — наибольшее допускаемое значение суммарного отклонения от перпендикулярности и плоскостности. Поле суммарного допуска перпендикулярности и плоскостности — область о пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном суммарному допуску перпендикулярности и плоскостности Т и перпендикулярными к базовой плоскости или базовой оси.
Слайд 18
Суммарное отклонение и суммарный допуск наклона и плоскостности Суммарное отклонение от номинального наклона и плоскостности — разность наибольшего и наименьшего расстояний от точек реальной поверхности до плоскости, расположенной под заданным номинальным углом относительно базовой плоскости или базовой оси, в пределах нормируемого участка. Суммарный допуск от номинального наклона и плоскостности — наибольшее допускаемое значение суммарного отклонения от номинального наклона и плоскостности. Поле суммарного допуска наклона и плоскостности — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном суммарному допуску наклона и плоскостности Т, и расположенными под заданным номинальным углом относительно базовой плоскости или базовой оси.
Основные нормы взаимозаменяемости. Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению – РТС-тендер
Обозначение: ГОСТ Р 50056-92
Статус: действующий
Название русское: Основные нормы взаимозаменяемости. Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению
Название английское: Basic norms of interchangeability. Depended tolerances of form, position and coordinating sizes. Bases of application
Дата актуализации текста: 06.04.2015
Дата актуализации описания: 01.01.2021
Дата издания: 01.03.2004
Дата введения в действие: 01.01.1994
Область и условия применения: Настоящий стандарт распространяется на зависимые допуски формы, расположения и координирующих размеров деталей машин и приборов и устанавливает основные положения по их применению
Опубликован: официальное изданиеОсновные нормы взаимозаменяемости. Допуски и посадки: Сб. ГОСТов. — М.: ИПК Издательство стандартов, 2004 год
Утверждён в: Госстандарт России
Закупки с
Основные нормы взаимозаменяемости. Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению
ГОСТ Р 50056-92
Группа Г12
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
MКC 17.040.10
21.020
ОКСТУ 0074
Дата введения 1994-01-01
1 РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским и конструкторским институтом средств измерения в машиностроении
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 28 июля 1992 г. N 794
3 Стандарт соответствует международному стандарту ИСО 2692-88 в части терминологии (1.1.1-1.1.5, 1.1.9) и примеров (примеры 1, 3, 4, 6, 7 (рисунок 11), 8, 10)
4 ВВЕДЕН ВПЕРВЫЕ
5 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 2. 307-68
1.1
ГОСТ 2.308-79
1.1, 1.1.9
ГОСТ 14140-81
1.3, 5.3
ГОСТ 16085-80
6.1.1, приложение 2
ГОСТ 24642-81
1.1, 1.1.9
ГОСТ 25346-89
1.1, 1.2, 3.2, 4.2, 5.5
ИСО 1101-2-74
1.1.9
ИСО 2692-88
1.1.9
6 ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на зависимые допуски формы, расположения и координирующих размеров деталей машин и приборов и устанавливает основные положения по их применению.
Требования настоящего стандарта являются обязательными.
1.1 Термины и определения, относящиеся к отклонениям и допускам размеров, формы и расположения поверхностей, в т.ч. к зависимым допускам формы и расположения, — по ГОСТ 25346 и ГОСТ 24642.
Указания на чертежах зависимых допусков формы и расположения поверхностей — по ГОСТ 2.308, координирующих размеров — по ГОСТ 2.307.
В дополнение к ГОСТ 25346 и ГОСТ 24642 в настоящем стандарте устанавливают следующие термины и определения.
1.1.1 местный размер : Размер, измеренный по двухточечной схеме измерения в любом сечении элемента (рисунок 1).
Рисунок 1
1.1.2 размер по сопряжению:
— для цилиндрических наружных элементов — диаметр наименьшего описанного (прилегающего) цилиндра (черт.1)*, для плоских наружных элементов — расстояние между двумя наиболее сближенными параллельными плоскостями, касательными к реальным поверхностям элемента;
_________________
* Текст соответствует оригиналу. — Примечание «КОДЕКС».
— для цилиндрических внутренних элементов — диаметр наибольшего вписанного (прилегающего) цилиндра, для плоских внутренних элементов — расстояние между двумя наиболее удаленными друг от друга параллельными плоскостями, касательными к реальным поверхностям элемента;
— для резьбовых элементов — размер по сопряжению соответствует приведенному среднему диаметру резьбы.
1.1.3 предельный действующий контур: Поверхность (поверхности) или линия, имеющая номинальную форму, номинальное расположение относительно базы (баз) и размер, определяемый пределом максимума материала элемента и указанным на чертеже числовым значением зависимого допуска формы, расположения или координирующего размера (рисунок 1).
Примечание — Реальный элемент не должен выходить за предельный действующий контур. Предельный действующий контур соответствует, например, измерительному элементу калибра для контроля расположения (формы) поверхностей.
1.1.4 предельный действующий размер: Размер предельного действующего контура (рисунок 1).
1.1.5 контур максимума материала: Поверхность (поверхности) или линия, которая имеет номинальную форму и размер, равный пределу максимума материала (рисунок 1).
1.1.6 минимальное значение зависимого допуска : Числовое значение зависимого допуска, когда рассматриваемый (нормируемый) элемент и/или база имеют размеры, равные пределу максимума материала (рисунок 1).
Примечание — Минимальное значение зависимого допуска указывают в чертежах или других технических документах; по нему определяют предельный действующий размер.
1.1.7 максимальное значение зависимого допуска : Числовое значение зависимого допуска, когда рассматриваемый элемент и/или база имеют размеры, равные пределу минимума материала.
Примечание — Максимальное значение зависимого допуска используют в случае проведения проверочных расчетов при назначении зависимых допусков.
1.1.8 действительное значение зависимого допуска : Числовое значение зависимого допуска, соответствующее действительным размерам рассматриваемого элемента и/или базы.
Примечание — Действительное значение зависимого допуска расположения или формы индивидуально для каждого экземпляра детали. Его используют при контроле соблюдения зависимых допусков путем раздельного измерения действительных отклонений расположения (или формы) и размеров элементов.
1.1.9 принцип максимума материала: Метод (принцип) назначения допусков формы, расположения или координирующих размеров, при котором требуется, чтобы рассматриваемый элемент не выходил за предельный действующий контур, а базовый элемент — за контур максимума материала.
Примечание — Понятие о принципе максимума материала принято в соответствии с международными стандартами ИСО 1101-2 и ИСО 2692. По существу и способу обозначения символом принцип максимума материала соответствует понятию и способам обозначения зависимых допусков формы и расположения по ГОСТ 24642 и ГОСТ 2. 308.
1.1.10 поверхность симметрии реальных плоских элементов: Геометрическое место середин местных размеров элемента, ограниченного номинально параллельными плоскостями.
1.1.11 координирующий размер: Размер, определяющий расположение элемента в выбранной системе координат или относительно другого элемента (элементов).
1.2 Зависимые допуски назначают только для элементов (их осей или плоскостей симметрии), представляющих собой отверстия или валы в соответствии с определениями по ГОСТ 25346.
1.3 Зависимые допуски назначают, как правило, когда необходимо обеспечить сборку деталей с зазором между сопрягаемыми элементами.
Примечания
1 Свободная (без натяга) сборка деталей зависит от совместного влияния действительных размеров и действительных отклонений расположения (или формы) сопрягаемых элементов. Допуски формы или расположения, указываемые на чертежах, рассчитывают по минимальным зазорам в посадках, т. е. при условии, когда размеры элементов выполнены на пределе максимума материала. Отклонение действительного размера элемента от предела максимума материала приводит к увеличению зазора в соединении этого элемента с парной деталью. При увеличении зазора соответствующее дополнительное отклонение формы или расположения, разрешаемое зависимым допуском, не приведет к нарушению условий сборки. Примеры назначения зависимых допусков: позиционные допуски осей гладких отверстий во фланцах, через которые скрепляющие их болты*; допуски соосности ступенчатых валов и втулок, соединяемых друг с другом с зазором; допуски перпендикулярности к опорной плоскости осей гладких отверстий, в которые должны входить стаканы, заглушки или крышки.
_________________
* Текст соответствует оригиналу. — Примечание «КОДЕКС».
2 Расчет минимальных значений зависимых допусков формы и расположения, определяемых конструктивными требованиями, в настоящем стандарте не рассматривают. Применительно к позиционным допускам осей отверстий для крепежных деталей методика расчета приведена в ГОСТ 14140.
3 Примеры назначения зависимых допусков формы, расположения, координирующих размеров и их интерпретация приведены в приложении 1, технологические преимущества зависимых допусков — в приложении 2.
1.4 Зависимые допуски формы, расположения и координирующих размеров обеспечивают сборку деталей по методу полной взаимозаменяемости без какого-либо подбора парных деталей, поскольку дополнительное отклонение формы, расположения или координирующих размеров элемента (или элементов) компенсируется отклонениями действительных размеров элементов той же самой детали.
1.5 Если, кроме собираемости деталей, необходимо обеспечить и другие требования к деталям, например, прочность или внешний вид, то при назначении зависимых допусков необходимо проверить выполнение этих требований при максимальных значениях зависимых допусков.
1.6 Зависимые допуски формы, расположения или координирующих размеров, как правило, не следует назначать в случаях, когда отклонения формы или расположения влияют на сборку или функционирование деталей независимо от действительных отклонений размеров элементов и не могут быть компенсированы ими. Примерами являются допуски расположения деталей или элементов, образующих посадки с натягами или переходные, обеспечивающих кинематическую точность, балансировку, плотность или герметичность, в т.ч. допуски расположения осей отверстий под валы зубчатых передач, посадочных мест под подшипники качения, резьбовых отверстий под шпильки и тяжелонагруженные винты.
1.7 Обозначения
В настоящем стандарте приняты следующие обозначения:
, ,
— номинальный размер рассматриваемого элемента;
— местный размер рассматриваемого элемента;
,
— максимальный и минимальный местные размеры рассматриваемого элемента;
— предел минимума материала рассматриваемого элемента;
— предел минимума материала базы;
— предел максимума материала рассматриваемого элемента;
— предел максимума материала базы;
— размер по сопряжению рассматриваемого элемента;
— размер по сопряжению базы;
— предельный действующий размер рассматриваемого элемента;
— номинальный координирующий размер;
, ,
— соответственно действительное, максимальное и минимальное значения зависимых допусков соосности, симметричности, пересечения осей и позиционных в радиусном выражении;
, ,
— допуск размера рассматриваемого элемента;
— допуск размера базы;
— обобщенное обозначение действительного значения зависимого допуска формы, расположения или координирующего размера;
,
— обобщенное обозначение соответственно максимального и минимального значений зависимого допуска формы, расположения или координирующего размера;
, ,
— соответственно действительное, максимальное и минимальное значения зависимого допуска формы;
— допускаемое превышение минимального значения зависимого допуска формы;
, ,
— соответственно действительное, максимальное и минимальное значения зависимого допуска координирующего размера;
— допускаемое превышение минимального значения зависимого допуска координирующего размера;
, ,
— соответственно действительное, максимальное и минимальное значения зависимого допуска расположения рассматриваемого элемента;
,
— соответственно действительное (равное допустимому превышению зависимого допуска расположения базового элемента) и максимальное значения зависимого допуска расположения базы;
— действительное значение зависимого допуска расположения, зависящее от отклонений размеров рассматриваемого элемента и базы;
— допускаемое превышение минимального значения зависимого допуска расположения за счет отклонения размера рассматриваемого элемента.
2.1 Зависимыми могут назначаться следующие допуски формы:
— допуск прямолинейности оси цилиндрической поверхности;
— допуск плоскостности поверхности симметрии плоских элементов.
2.2 При зависимых допусках формы предельные размеры рассматриваемого элемента ограничивают только любые местные размеры элемента. Размер по сопряжению на длине нормируемого участка, к которой относится допуск формы, может выходить из поля допуска размера и ограничивается предельным действующим размером.
2.3 Допускаемое превышение минимального значения зависимого допуска формы определяется в зависимости от местного размера элемента.
2.4 Формулы для расчета допускаемого превышения минимального значения зависимого допуска формы, а также действительного и максимального значений зависимого допуска формы и предельного действующего размера приведены в таблице 1.
Таблица 1 — Расчетные формулы для зависимых допусков формы
Определяемая величина
Формулы
для валов
для отверстий
Примечание — Формулы для и , приведенные в табл. 1, соответствуют условию, когда все местные размеры элемента одинаковы, а для цилиндрических элементов отсутствуют отклонения от круглости. При несоблюдении этих условий значения и могут быть оценены лишь ориентировочно (например, если в формулы вместо подставлять значения для валов или для отверстий). Критическим является соблюдение условия, чтобы реальная поверхность не выходила за действующий предельный контур, размер которого равен .
3.1 Зависимыми могут назначаться следующие допуски расположения:
— допуск перпендикулярности оси (или плоскости симметрии) относительно плоскости или оси;
— допуск наклона оси (или плоскости симметрии) относительно плоскости или оси;
— допуск соосности;
— допуск симметричности;
— допуск пересечения осей;
— позиционный допуск оси или плоскости симметрии.
3.2 При зависимых допусках расположения предельные отклонения размера рассматриваемого элемента и базы интерпретируют в соответствии с ГОСТ 25346.
3.3 Допускаемое превышение минимального значения зависимого допуска расположения определяют в зависимости от отклонения размера по сопряжению рассматриваемого элемента и/или базы от соответствующего предела максимума материала.
В зависимости от требований, предъявляемых к детали, и способа указания зависимого допуска на чертеже условие зависимого допуска может распространяться:
— на рассматриваемый элемент и базу одновременно, когда расширение допуска расположения возможно как за счет отклонений размера по сопряжению рассматриваемого элемента, так и за счет отклонений размера по сопряжению базы;
— только на рассматриваемый элемент, когда расширение допуска расположения возможно только за счет отклонения размера по сопряжению рассматриваемого элемента;
— только на базу, когда расширение допуска расположения возможно только за счет отклонения размера по сопряжению базы.
3. 4 Формулы для расчета допускаемого превышения минимального значения зависимого допуска расположения, когда условие зависимого допуска распространяют на рассматриваемый элемент, а также для определения действительного и максимального значений зависимого допуска расположения и предельного действующего размера рассматриваемого элемента приведены в таблицах 2 и 3.
Таблица 2 — Расчетные формулы для зависимых допусков расположения в диаметральном выражении (превышение минимального значения зависимого допуска за счет отклонений размера рассматриваемого элемента)
Определяемая величина
Формулы
для валов
для отверстий
Таблица 3 — Расчетные формулы для зависимых допусков расположения в радиусном выражении (превышение минимального значения зависимого допуска за счет отклонений размера рассматриваемого элемента)
Определяемая величина
Формулы
для валов
для отверстий
3. 5 Если установлены зависимые допуски на взаимное расположение двух или нескольких рассматриваемых элементов, то величины, указанные в таблицах 2 и 3, рассчитывают для каждого рассматриваемого элемента в отдельности по размерам и допускам соответствующего элемента.
3.6 Когда условие зависимого допуска распространяется на базу, то дополнительно допускается отклонение (смещение) базовой оси или плоскости симметрии относительно рассматриваемого элемента (или элементов). Формулы для расчета действительного и максимального значений зависимого допуска расположения базы, а также предельного действующего размера базы приведены в таблице 4.
Таблица 4 — Расчетные формулы для зависимых допусков расположения базы
ГОСТ Нав-Трекер приводит к рекордному возврату украденного Regulator 34 всего за 49 минут
Версия Sail-World AsiaSail-World AustraliaSail-World CanadaSail-World EuropeSail-World New ZealandSail-World United KingdomSail-World USAYachtsandYachting. comCruising Северное полушариеCruising Южное полушариеMarine Business EuropeMarine Business North AmericaMarine Business OceaniaPowerboat.World EuropeMotorboat.World North AmericaMotorboat.World OceaniaFishingBoating.World AustraliaFishingBoating .World New ZealandFishingBoating.World USAFishingBoating.World AsiaFishingBoating.World CanadaFishingBoating.World EuropeFishingBoating.World United KingdomNZ Boating World
GOST® (Global Ocean Security Technologies), мировой лидер в области морских систем безопасности, слежения, мониторинга и видеонаблюдения, сегодня объявил, что его система слежения GOST Nav-Tracker 1.0 обеспечивает безопасное восстановление 34-футового регулятора после того, как лодка был украден в Майами-Бич, Флорида. С момента начала движения лодки до ее подъема прошло всего 49Прошли минуты, установив новый рекорд скорости восстановления. Предыдущий рекорд 54 минуты был установлен в 2009 году.
Сосуд с ироничным названием «Этого нельзя трогать» воры забрали вечером 13 мая. Когда вооруженная геозона была нарушена, бортовой GOST Nav-Tracker оповестил владельца, который затем уведомил власти. Береговая охрана США приблизилась к лодке в Майами-Бич и нашла лодку у опоры моста, где ее бросили воры.
«Мы доверяем ГОСТу отслеживание наших лодок с 2011 года, и я рад сообщить, что система работала точно в соответствии со спецификацией, давая нам немедленные предупреждения о геозонах», — сказал капитан Дж. Д. Дюканс. «Мы связались с USCG Miami, у которой были активы в этом районе, и они быстро отреагировали, обеспечив безопасное возвращение нашего судна».
«Снова и снова доказывается, что наши системы отслеживают суда по всему миру, эффективно предупреждают наших клиентов о потенциальных условиях кражи и приводят власти к успешному возврату», — сказал Брайан Кейн, главный технический директор ГОСТ. «Помимо защиты инвестиций наших клиентов, существует постоянная эпидемия высококлассных центральных консолей, используемых для контрабанды людей и наркотиков. Сейчас как никогда важно знать местонахождение и состояние вашей лодки, и мы гордимся этим. предлагать продукты, которым доверяют тысячи людей».
GOST Nav-Tracker — это глобальное устройство слежения, обеспечивающее надежное удаленное отслеживание судов. Nav-Tracker отправляет владельцам и менеджерам лодок название судна, широту, долготу, скорость и курс с заранее выбранными интервалами с помощью текстового сообщения и электронной почты. Он разработан специально для отслеживания украденного судна, чтобы семья и друзья могли удаленно оказать поддержку, если судну угрожает опасность, или уведомить морские власти, если есть отклонение от плана поплавка.
Для получения дополнительной информации о GOST Nav-Tracker 1.0, GOST или полной линейке продуктов для обеспечения безопасности обращайтесь или посетите сайт www. gostglobal.com.
Призрак-хранитель и книжная фея — Глава 1 — NeonGhostCat — 人渣反派自救系统 — 墨香铜臭 | Система самоспасения подонка
Текст главы
Когда Лю Цингэ осознал себя, это были вспышки и движения.
Он почувствовал, как его горло пересохло, когда он закричал, и его конечности чуть не вырвались из суставов, когда он атаковал. Его кровь горела в его венах, его ци визжала в его меридианах, и он чувствовал, как его ядро содрогается от напряжения.
У Лю Цингэ было отклонение ци, и он ничего не мог сделать, чтобы остановить это.
Это не помешало ему попытаться.
Его глаза защипало, когда мошенническая сила любым способом вырвалась из его тела, пытаясь предотвратить коллапс ядра, но он смог разобрать, что находится в пещерах Лин Си. Ему потребовалось немного больше времени, чтобы узнать, кто его противник. Ему потребовалось мельком увидеть рукав из селадона, чтобы понять, что это Шэнь Цинцю.
Но, конечно, было бы. Кто еще?
Он почувствовал укол подозрения, что лорд пика Цин Цзин, возможно, даже спровоцировал его отклонение, прежде чем отложить его. Сделал это Шэнь Цинцю или нет, в данный момент не имело значения. Лю Цингэ не хотел убивать его, если не был уверен в своей вине. Он не хотел, чтобы тень сомнения легла на его душу; постоянное пятно на его совершенном контроле.
Теперь, конечно, менее совершенным, что бы ни случилось дальше.
К счастью, Шэнь Цинцю был скользким ублюдком и более чем достаточно умен, чтобы понимать, что даже несмотря на отклонение, Лю Цингэ был больше, чем ему в бою. Шэнь Цинцю держался подальше от его диких замахов и мощных выпадов.
Во многих смыслах это должна была быть битва, которая доставляла Лю Цингэ удовольствие — чувство, что на этот раз он может сражаться с Шэнь Цинцю без вмешательства третьей стороны, пытающейся выступить посредником. Он всегда хотел как следует сбросить его в грязь и заставить признать поражение. Это не было чем-то, что гордость Шэнь Цинцю выдержала бы перед другими, но Лю Цингэ подозревал, что если бы они были только вдвоем, а Шэнь Цинцю никогда не заставили бы открыто признать, что это произошло, его можно было бы уговорить. — заставили — подчиниться.
На этот раз этого, конечно, не могло случиться. При таких обстоятельствах поражение Шэнь Цинцю, скорее всего, приведет к его смерти. Как бы он не любил Шэнь Цинцю и не доверял ему, на самом деле он хотел не своей смерти.
Теперь Лю Цингэ едва чувствовал, что двигается. Он должен был ощутить, как грязь и камень крутятся под его босыми ногами, прикосновение мантии к влажной от пота коже, приятное напряжение мускулов и гул крови в венах.
Вместо этого он почти ничего не чувствовал. Он даже был несколько отстранен от собственных эмоций — не в своем обычном способе испытывать спокойное и стабильное состояние боевого потока, а скорее, как если бы он наблюдал за чем-то, что кто-то другой делал из другой комнаты. Если бы он не был так сосредоточен на восстановлении контроля, чтобы не убить Шэнь Цинцю, он подумал, что, возможно, у него даже возникло бы искушение уйти в поисках более захватывающей битвы. Тот, в котором он мог бы участвовать должным образом.
Без его разрешения его тело закричало первобытной бессловесной угрозой.
Шэнь Цинцю тоже кричал.
К удивлению Лю Цингэ, Шэнь Цинцю кричал не от страха или гнева — или не , а только страха и гнева. Хотя он не мог разобрать слов, тон был достаточно ясным — он пытался уговорить его и привести в чувство.
Был… касался там. К его чести, это даже звучало искренне.
Эта идея была достаточно тревожной, чтобы немного отрезвить Лю Цингэ. Его ци отреагировала аналогичным образом. Лю Цингэ почувствовал, как часть его втянулась в его сердцевину и снова усилила его. Этого было недостаточно, чтобы вывести его из заблуждения, но это дало ему больше ресурсов, чтобы попытаться восстановить контроль. Он слепо схватился за то, что ему было нужно, и почувствовал жгучую боль, когда разум и тело, казалось, были на грани разделения.
Фигура Лю Цингэ покачнулась, как деревянная марионетка, внезапно и резко остановилась на месте, его конечности качнулись, а затем безвольно повисли.
Краем глаза Шэнь Цинцю шевельнулся, и Лю Цингэ впервые увидел его лицо — бледное и осунувшееся; беспокойство, которое он слышал в его голосе, было еще больше выдано его выражением лица. Он увидел человека, произносящего его имя, его тело напряглось от настороженности. Шэнь Цинцю нерешительно подкрался ближе, успокаивающе подняв руку.
Вновь пораженный мыслью о том, что Шэнь Цинцю, казалось, искренне хотел помочь ему, Лю Цингэ ослабил хватку своей дикой силы — лишь немного, но этого было достаточно, чтобы его тело подчинилось своим инстинктам и снова двинулось в атаку.
Шэнь Цинцю только защищался — Лю Цингэ ясно видел это — но смотреть, как умираешь, все равно неприятно. Его смертная оболочка рухнула под ним, и он смотрел, как она падает, оставляя «себя» позади. Все, что он мог сделать, это смотреть на него у своих ног и беспомощно наблюдать, как морщины боли и ярости исчезают с его лица.
Его внимание было отвлечено от тела, когда он понял, что у Шэнь Цинцю приступ паники, а его лицо исказилось от ужаса и сожаления. Лорд пика, известный своим гордым хладнокровием и самодовольным спокойствием, теперь был просто разбит. Все еще пошатываясь от шока, Лю Цингэ наблюдал, как другой мужчина распутывался, бормоча о том, что не хотел этого, о том, что пытался помочь.
Лю Цингэ поверил ему.
Но искра обиды осталась. Автоматическая мысль, Если бы тебя здесь не было, я бы жил . Конечно, он не мог этого знать. На самом деле, если бы он позволил себе взглянуть на это объективно, он, вероятно, пришел бы к другому выводу, но Лю Цингэ был не в том состоянии, когда он мог бы хладнокровно проанализировать и с достоинством принять то, что произошло.
Эмоции снова захлестнули его, и он понял, что не хочет, чтобы что-то принимал.
Он хотел, чтобы отреагировал на эту новую обиду и давнюю обиду между ними. Он видел, как Шэнь Цинцю рухнул рядом с его телом, и знал, что если он нападет сейчас, другой человек не сможет сопротивляться. Он мог отомстить.
Это мгновенно отрезвило его.
Лю Цингэ резко перевел внимание с кучи селадоновых шелков на собственное тело. Возможно, у него еще был бы шанс выжить, если бы он сделал что-то немедленно. Он отказался стать разгневанным призраком, убив кого-то, кто только пытался помочь, и заставив своих товарищей по секте уничтожить его. Он пытался, возможно, больше часа, чтобы вернуть свой дух обратно в тело, но его снова и снова выталкивало, как будто его тянуло прочь.
Что-то в их битве, должно быть, привлекло внимание кого-то за пределами пещер, потому что несколько пиковых лордов — вооруженные и осторожные — пробрались внутрь. Му Цинфан и Юэ Цинъюань бросились бежать, как только увидели их, оставив остальных позади, когда они собрались вокруг своих упавших тел и проверили их.
Голоса превратились в какофонию, все заговорили одновременно; их слова отскакивали от стен пещеры и сливались в неразборчивые звуки. Лю Цингэ понятия не имел, как они понимают друг друга. Он не стал пытаться — что еще можно было понять, кроме того, что он мертв и Шэнь Цинцю нужна помощь, чтобы не последовать за ним в загробный мир? Он верил, что ни Юэ Цинъюань, ни Му Цинфан не допустят, чтобы подобное произошло.
Смирившись с неизбежным, он смотрел, как его тело выносят из пещеры в одном направлении, а Шэнь Цинцю уносят в другом.
Лю Цингэ последовал за Шэнь Цинцю, конечно.
Шэнь Цинцю, возможно, хотел только помочь ему, но он действительно все же убил его. Будет справедливо, если Лю Цингэ развлечет себя, немного преследуя его.
***
Всем, кто взаимодействует с ним, сразу становится ясно, что то, что произошло в пещерах Лин Си, изменило Шэнь Цинцю.
Очевидно, он изо всех сил старался притвориться, что все в порядке, но все, кто его знал, понимали, что это ложь, пусть даже просто по недосмотру. Что-то было в том, как он остановился на мгновение, прежде чем ответить. Как настороженно он наблюдал за людьми из-под ресниц или из-за веера. Странно расслабленная манера поведения, которую он вел в ситуациях, в которых обычно защищался или раздражался.
Самым убийственным было то, насколько вежливым он был. Не только в той превосходной манере, в которой он раньше использовал хорошие манеры как оружие — он даже на грани дружелюбия и снисходительности, когда «дружелюбие» было чем-то, что он, казалось, использовал, чтобы насмехаться над теми, кого он знал, а «прощение» было для него полной анафемой.
Это справедливо беспокоило повелителей вершин, которые часто обсуждали Шэнь Цинцю после того, как оставили его отдыхать в его маленьком бамбуковом домике, сбившись в кучу снаружи, как будто они не могли больше ждать ни минуты, чтобы обсудить то, что они видели. Юэ Цинъюаню достаточно было одной небрежной улыбки от Шэнь Цинцю, чтобы согласиться на проведение различных тестов на одержимость призраками или демонами.
Лю Цингэ не выходил из дома, когда люди прибыли для проведения этих тестов. Хотя он не обладал Шэнь Цинцю и даже не был заинтересован в этом, последнее, чего он хотел, — это быть обнаруженным и изгнанным. Благодаря тому, что его чувства все еще были острыми, хотя и не такими хорошими в форме призрака, какими они были, когда он был жив и должным образом контролировал свою ци, он услышал, как другие владыки пика согласились, что у Шэнь Цинцю, должно быть, было отклонение ци, которое привело к малая форма амнезии.
Они сошлись во мнении, что Шэнь Цинцю, кажется, помнит довольно много вещей, и можно спокойно позволить ему продолжать выполнять свои обязанности пикового лорда. «Может быть, даже лучше, чем обычно», — говорили они с надеждой. Он казался более спокойным и довольным. Они просто не упоминают о том, что произошло в пещерах Лин Си или о том, что случилось с Лю Цингэ. Они не хотят снова вызывать его травму. Было бы лучше, если бы воспоминания возвращались к нему более естественно, если они вообще возвращались.
«Честно говоря, я не удивлюсь, если все это игра», — с холодной горечью сказал один из пиковых лордов. «Он может подумать, что мы будем винить его за Лю Цингэ, поэтому он притворяется, что все забыл, и ведет себя хорошо, поэтому мы не скажем ни одного грубого слова».
Несколько человек издали приглушенные звуки, но на самом деле никто не защищал Шэнь Цинцю. Даже Юэ Цинъюань, чье слепое предпочтение этому мужчине приводило всех в ярость.
Они ушли, и Лю Цингэ протиснулся сквозь стены бамбукового дома — удобный призрачный навык, который почти компенсировал те усилия, которые требовалось для нормального взаимодействия с физическими объектами. Он посмотрел через комнату и увидел, как Шэнь Цинцю нежно уговаривает дрожащего подростка с темными пушистыми волосами, подавая ему обед. Он был очень терпелив с ним, говоря мягко, игнорируя ошибки, сделанные молодым учеником. Как только был подан обед, мальчик поспешил уйти, не скрывая его взгляда, но по тому, как зеленые глаза Шэнь Цинцю следили за уходом мальчика с выражением безропотной жалости, Шэнь Цинцю так же ясно, как и Лю Цингэ, понял, что мальчик был в ужасе.
Если бы кто-нибудь из пиковых лордов увидел, как Шэнь Цинцю вздохнул и сразу сбросил маски, они бы не поверили, что он что-то притворяется.
Он выглядел измученным и немного одиноким, выпал из своей идеальной позы, чтобы сгорбиться и опереться на стол, вяло ковыряя подношения, морщась от их пресного вкуса. Казалось, это удивляло его при каждом приеме пищи, и в конце концов он всегда ковырялся в еде, полагаясь в основном на любые сырые или слегка приправленные фрукты или овощи, чтобы поддерживать себя.
Из всех пиков только Ку Син и Бай Чжань, принадлежащая Лю Цингэ, имеют худшую еду — по крайней мере, если вы прислушаетесь к мнению повелителя пиков Цзуй Сянь, который неоднократно умолял их всех позволить ей создать меню в соответствии с вашими предпочтениями. предпочтения других пиков. Лю Цингэ ощутил укол сожаления, что не допустил этого. Он знал, что повелитель пиков искренне выслушал бы его мысли о диетических потребностях и эффективности и не создал бы ничего расточительного. Он просто проигнорировал ее уговоры, потому что это сделал Шэнь Цинцю, который притворялся, что он выше таких земных забот, как требование, чтобы его еда доставляла удовольствие. По крайней мере, у Ку Сина были свои аскетические заповеди, которым следовало следовать в качестве оправдания отказа.
Хотя в тот момент ему было немного жаль Шэнь Цинцю, это не помешало Лю Цингэ переместиться, чтобы сконцентрировать часть своей ци в двух кончиках пальцев и использовать их, чтобы смахнуть маленькую пустую тарелку с края стола.
«Айя…» Шэнь Цинцю вздохнул, закатил глаза и тут же принялся убирать беспорядок сам, очевидно, не задаваясь вопросом, как тарелка упала, несмотря на то, что осталась в нескольких дюймах от края.
Не то что тот Шэнь Цинцю, которого он знал.
Вовсе нет.
Шэнь Цинцю, которого он знал, разозлился бы или, по крайней мере, закричал бы ученику, чтобы он убрал беспорядок, а сам сердито посмотрел на них за то, что они не сделали это должным образом или недостаточно быстро. Даже если бы он симулировал свою амнезию, наедине у него не было бы причин изображать простое раздражение, а не гнев, даже если бы он решил не привлекать кого-то еще, чтобы выплеснуть ее на кого-то.
***
После нескольких недель преследований Шэнь Цинцю стало ясно, что человек, который в настоящее время носил лицо пикового лорда Цин Цзин и выполнял свои обязанности, был кем-то совершенно другим.
Это была не просто амнезия на работе — это был другой человек. Лю Цингэ не мог знать, почему тесты на одержимость не показали именно этого, но его уникальная возможность наблюдать за Шэнь Цинцю без обнаружения позволила ему собрать все доказательства, необходимые, чтобы убедить его в этом факте.
Что ж, на самом деле ему понадобилось не больше нескольких дней, чтобы прийти к такому заключению, но по мере того, как улики накапливались в течение нескольких недель, оно превратилось из озарения в убеждение.
Доказательство номер один : Шэнь Цинцю был добр к своим ученикам.
Хотя, конечно, раньше Лю Цингэ не проводил много времени с Шэнь Цинцю по своей воле — уж точно не почти каждый час дня, иногда наблюдая за ним издалека, а иногда буквально паря над его плечом, пока он изучал, что такое повелитель пиков. работая дальше — он все еще прекрасно знал, что Шэнь Цинцю не был добр к своим ученикам. В лучшем случае он мог льстить тому, у кого были хорошие связи, или хвалить того, кто подлизывался к нему, или быть более нежным с девочками, чем с мальчиками, или закрывать глаза на шалости, если они были против кого-то, кто ему не нравился.
Но это было другое.
Похоже, теперь он проявлял неподдельный интерес к своим ученикам. Он не торопился, чтобы терпеливо направлять менее способных, пока они что-то не поняли. Он был нежен с теми, кто был непоседлив вокруг него, осторожно дразня их, чтобы они расслабились. Он бросал вызов и обманывал тех, кто, казалось, мог выйти из своей зоны комфорта, и вознаграждал их за это. Он научил их вещам, которые, как был уверен Лю Цингэ, Шэнь Цинцю знать не мог. Он, конечно, учил их так, как никогда раньше не пытался, основываясь на замешательстве и осторожной радости учеников. Он часто хвалил, обычно объясняя, что они сделали хорошо. Он казался неудобным из-за попыток учеников смириться перед ним или выслужиться перед ним, просто поблагодарив их за то, что они служат ему, пока они не узнают более разумные способы получить его одобрение.
Самое главное, он положил конец издевательствам, свирепствовавшим на пике Цин Цзин.
Все началось с речи, произнесенной перед всеми его учениками, за которой последовало быстрое наказание тех, кто решил, что это всего лишь пустые слова. Он даже заходил так далеко, что разговаривал с отдельными учениками, пытаясь заставить их понять его искренность.
Только те, кто не пытался изменить свое плохое поведение, страдали от его старой ледяной, злобной стороны. У того, кто заменил Шэнь Цинцю, было , что часть его идеально соответствует характеру.
Одного острого взгляда было достаточно, чтобы подавить желание большинства учеников бороться за более высокое положение в обществе, попирая других ногами. Тех, кто был слишком глуп, чтобы понять, что это больше не терпят — или считали себя выше этого нового закона и умнее своего хозяина — были запуганы и подчинены одним властным ткацким станком и щелчком веера Шэнь Цинцю, похожим на удар змеи; сделало его еще более ужасающим по контрасту с новым, более мягким поведением. В этот момент Шэнь Цинцю едва ли нуждались в словах — они были готовы пообещать своему хозяину что угодно, лишь бы не увидеть возрождение своего старого шизун.
Именно так его и называли шепотом за спиной их хозяина: «Старый Шизунь» или «Шизун До» в отличие от простого «Шизун», который часто произносился с тихим благоговением или сияющими глазами. Как будто дети инстинктивно знали то, что знал Лю Цингэ, несмотря на то, что не имели такого же доступа.
Доказательство номер два : Он очень терпим с Юэ Цинъюань.
Звучит как мелочь — для Шэнь Цинцю улыбаться с вежливой нейтральностью и после абсолютного минимума того, что можно считать подходящим количеством времени для визита (то есть, столько времени, сколько требуется для одного из них, чтобы допить свою чашку чая) Шэнь Цинцю показывает признаки того, что хочет, чтобы он ушел, но это огромно. Почти любой в секте знал бы это.
Шэнь Цинцю «До» вряд ли будет вежлив с мастером секты во время его единственного ежемесячного визита — но если он пропустит хотя бы один из них, даже по уважительной причине, мелочная ярость Шэнь Цинцю не будет знать границ.
Юэ Цинъюань теперь приходил по крайней мере два раза в неделю, купаясь, насколько позволяло его достоинство, в прохладном гостеприимстве этого нового Шэнь Цинцю и почти сияя, когда Шэнь Цинцю использовал тщательно продуманные методы, чтобы побудить его уйти, извиняясь за занятость. или усталость, или убранный стол и притворное неведение, что Юэ Цинъюань еще не закончила. Лидер секты всегда нежно улыбался и прощался, когда сам больше не мог притворяться, что не понимает, что его хотят убрать, и возвращался через несколько дней с новым подарком и более теплой улыбкой.
Шэнь Цингю, казалось, был ошеломлен всем этим, выглядя более взволнованным из-за попыток Юэ Цинъюань рассказать об их прошлом, чем из-за самих визитов. Иногда он даже был дружелюбен, пока не понял, что это побуждает мастера секты к большей близости. При вспышке паники в его глазах, когда Юэ Цинъюань попытался вспомнить, Лю Цингэ понял, что Шэнь Цинцю все еще находился под впечатлением, что все считают, что он восстанавливается после простого истощения. Если бы он знал, что все думают, что он страдает амнезией, он, возможно, почувствовал бы облегчение, что мог просто закончить разговор, заявив, что ничего не помнит.
Судя по ропоту, который Лю Цингэ услышал на пике Цин Цзин, некоторые люди подумали, что глава секты пытался ухаживать за Шэнь Цинцю, но Лю Цингэ понял, что они ошибались. Это была любовь отца или старшего брата, пытающегося вернуть благосклонность любимого ребенка, чье доверие он потерял. Лю Цингэ знал, на что это похоже, даже если он сам этого не испытал.
Ему стало жаль Юэ Цинъюаня, который не знал, что ребенок, которого он искал, пропал. Эта жалость, должно быть, и заставляла этого нового Шэнь Цинцю страдать во время визитов, если судить по виновным вспышкам выражения, которые он время от времени допускал.
Доказательство номер три : Он улыбается — и серьезно.
Когда его ученики и даже другие пиковые лорды (некоторые из которых посещают его, хотя и не так часто, как Юэ Цинъюань) начинают расслабляться и открываться вместе с ним, Шэнь Цинцю улыбнулся.
Преображает его лицо, когда он улыбается. И у него так много разных улыбок, что становится все легче и легче думать о нем как о совершенно другом человеке, отличном от оригинала. У старого Шэнь Цинцю было всего три улыбки: холодная, горькая и жестокая.
Где-то на второй неделе Шэнь Цинцю начал смеяться. В основном, когда он был один во время чтения, но иногда ученики или пиковые лорды заставали его врасплох, и он поскользнулся.
Лю Цингэ не винила никого из них за то, что они пялились каждый раз, когда это происходило.
Он тоже смотрел.
Трудно было разыграть Шэнь Цинцю свои маленькие шалости сразу после того, как он увидел одну из его улыбок или услышал один из его смехов. К этому моменту он уже знал, что тот, кто находился внутри тела Шэнь Цинцю, не имел никакого отношения к его смерти, но все равно чувствовал себя почти обязанным преследовать его.
Справедливости ради, отчасти из чистой практичности, а не просто из-за непрекращающегося желания мелкой мести. Он чувствовал, что его способность воздействовать на физический мир тем больше, чем чаще он это делал. Он не хотел исчезать без обиды или привязки к миру смертных, поэтому он сделал своим долгом исследовать этого нового Шэнь Цинцю и проверить, как он может заставить его раскрыть больше себя.
Конечно, чтобы судить, представляет ли он опасность для секты.
Удивительно, но его «шалости» прошли в основном незамеченными, видимо, списанными на невнимательность, случайности или совпадения. Иногда это вызывало у Шэнь Цинцю новую улыбку (конечно, в основном окрашенную замешательством) или даже смех.
Лю Цингэ подумал, что это хорошо говорит о том, что дух, обитавший в теле Шэнь Цинцю, не был злобным. Возможно, он все еще мог быть опасен каким-то другим образом, но его основная природа казалась безобидной. Должно быть, поэтому попытки обнаружения другими пиковыми лордами не привели к тому, что он заменил оригинального Шэнь Цинцю.
Улики номер четыре и пять : Иногда он разговаривает сам с собой и/или с сообщником.
Конечно, это самое убедительное доказательство. Они говорят прямо, вслух, что Шэнь Цинцю — кто-то другой из другого мира.
В этот момент это становится не подсказкой, а зарегистрированным фактом.
Сначала Шэнь Цинцю просто бормотал или разглагольствовал про себя в одиночестве, часто говоря кому-то невидимому, что Лю Цингэ едва ощущал существование и не был каким-то безумием, о котором человек все еще знал достаточно, чтобы скрывать его от других. Затем один из визитов Шан Цинхуа превратился в ссору, которая в течение нескольких беспокойных минут, как ожидал Лю Цингэ, даст ему нового призрачного компаньона — в пользу Шэнь Цинцю, конечно. Дрожащий, мышиный повелитель вершин Шан Цинхуа будет изо всех сил пытаться победить Шэнь Цинцю, даже если он застанет их мертвыми спящими и безоружными.
Открытие того, что и были душами из другого мира, вопреки своей воле перенесенными в тела этих пиковых лордов и делающими все возможное, чтобы… исправить то, что может пойти не так в будущем, было поразительно, особенно зная, что Шан Цинхуа был тот же человек, которого он всегда знал.
Было неясно, что именно они имели в виду, когда говорили о своих миссиях, поскольку, откуда бы они ни прибыли, предположительно, у них были другие, более непринужденные и более причудливые способы говорить, которые они привыкли использовать, когда вместе наедине. Иногда было трудно следить за ходом дела, особенно потому, что тема их миссии часто срывалась каждый раз, когда Шан Цинхуа говорил что-то, что приводило Шэнь Цинцю в ярость — что часто и по причинам, которые Лю Цингэ не всегда мог понять. (Хотя он был готов дать этому новому Шэнь Цинцю презумпцию сомнения в его правоте. )
Лю Цингэ понял, что в потустороннем мире «Брат Огурец» (Шэнь Цинцю) и «Брат Самолет» (Шан Цинхуа) были мимолетными знакомыми, хотя и такого рода, где «Огурец» предлагал покровительство и совет «Аэроплану» . Это каким-то образом дало «Огурцу» социальный статус, чтобы обвинить в своих нынешних обстоятельствах «Самолет», который принял позор с веселым пренебрежением, которое было гораздо более милым, чем чисто суетливый Шан Цинхуа, которого Лю Цингэ всегда знал.
К концу первой встречи, несмотря на проявленное к нему Шэнь Цинцю насилие, это каким-то образом сделало их друзьями — о чем «Аэроплан» открыто заявляет, а «Огурец» делает вид, что не терпит и не ценит.
Это занимает у него немного времени, но Лю Цингэ может только прийти к выводу, что они бессмертные феи, посланные помешать какой-то великой трагедии, предсказанной Шан Цинхуа, в которой участвуют самые дрожащие ученики Шэнь Цинцю. Лю Цингэ смутно помнит, как сражался с первоначальным Шэнь Цинцю из-за того, что взял этого Ло Бинхэ в ученики, так что неудивительно, когда он признает это.
Он также слышит, что предыдущие души — Шэнь Цинцю и Шан Цинхуа — никогда не вернутся. Две феи относительно уверены, как только они обсуждают это и чувствуют, что это подтверждается тем, что они слышат от своих сказочных проводников из «Системы» (возможно, их способ обращения к Небесам). Кажется, что «Система» говорит, что они должны прожить остаток своей жизни под этими именами, преуспеют ли они в своих миссиях или умрут при попытке.
Лю Цингэ был… согласен с этим. Удивительно хорошо с этим.
Не лучше ли для секты? Судя по тому, как внимательно он наблюдал за этим Шэнь Цинцю (он не может заставить себя полностью принять их волшебные имена — легче думать о них по именам, которые они теперь должны принять как свои собственные), фея так же талантлива в своей роли, как и оригинал, только намного приятнее. И им поручено выполнять служение, которое повлияет на мир на благо не только их собственной секты. Даже у Шан Цинхуа, по-видимому, есть свое применение, иначе зачем его посылать?
Ему интересно, что ни один из них на самом деле не знает, почему они были выбраны для появления в этом мире. По-видимому, они были взяты примерно в одно и то же время, хотя Шан Цинхуа прибыл в своем новом теле первым, которому было поручено усердно работать, чтобы достичь своего положения пикового лорда Ань Дина, и не более того.
Конечно, очевидно, что Шэнь Цинцю является истинным инструментом спасения мира.
Это он пожаловался на пророчество, и никто не предпринял никаких действий, чтобы предотвратить трагедию.
Он даже достоин восхищения, так как хорошо перенес то, что его украли из его жизни, полной досуга и безопасности, чтобы терпеливо учить детей и подвергать себя всевозможным угрозам, к которым он был бы невосприимчив в своем предыдущем мире. Лю Цингэ не может не находить его еще более очаровательным, чем лучше узнает его, и видит контраст между внешне зрелым и спокойным владыкой пика Цин Цзин и забавным, пусть иногда по-детски мелочным человеком, которого он показывает наедине.
Контраст между ними даже… милый?
Это осознание останавливает Лю Цингэ в его следах, когда он рассеянно следовал за Шэнь Цинцю, который в настоящее время пытался улизнуть с горы, чтобы пополнить свою секретную коллекцию нелепых романов. Лю Цингэ размышлял о том, что никто из людей, мимо которых они проходили, и подумать не мог, что через несколько часов элегантный и ученый Шэнь Цинцю будет в безопасности в своих комнатах, бушуя себе под нос, когда он словесно разорвал историю в клочья с горящими глазами. ликовать.
Лю Цингэ даже не терпелось послушать, как он это сделает.
Несмотря на то, что он не мог дышать, Лю Цингэ все же почувствовал, как у него перехватило дыхание, когда его охватила внезапная уверенность: «этот милый» Шэнь Цинцю должен быть защищен. Любой ценой.
Две феи ясно дали понять в своих беседах, что в течение следующих нескольких лет события начнут совпадать с темным пророчеством, которое им было поручено не допустить, чтобы оно стало трагической правдой. Тогда у этого симпатичного Шэнь Цинцю будет меньше шансов терпеливо учить, мягко дразнить своих учеников, запугивать своего сказочного друга, выпотрошить недостойных и делать глупости, когда никто не смотрит — например, строить башни из своих безвкусных пельменей или свернуться калачиком.
Что такое реляционная база данных? – Amazon Web Services (AWS)
Реляционная база данных – это набор данных с предопределенными связями между ними. Эти данные организованны в виде набора таблиц, состоящих из столбцов и строк. В таблицах хранится информация об объектах, представленных в базе данных. В каждом столбце таблицы хранится определенный тип данных, в каждой ячейке – значение атрибута. Каждая стока таблицы представляет собой набор связанных значений, относящихся к одному объекту или сущности. Каждая строка в таблице может быть помечена уникальным идентификатором, называемым первичным ключом, а строки из нескольких таблиц могут быть связаны с помощью внешних ключей. К этим данным можно получить доступ многими способами, и при этом реорганизовывать таблицы БД не требуется.
6:44
Understanding Amazon Relational Database Service (RDS)
SQL (Structured Query Language) – основной интерфейс работы с реляционными базами данных. SQL стал стандартом Национального института стандартов США (ANSI) в 1986 году. Стандарт ANSI SQL поддерживается всеми популярными ядрами реляционных БД. Некоторые из ядер также включают расширения стандарта ANSI SQL, поддерживающие специфичный для этих ядер функционал. SQL используется для добавления, обновления и удаления строк данных, извлечения наборов данных для обработки транзакций и аналитических приложений, а также для управления всеми аспектами работы базы данных.
Целостность данных
Целостность данных – это полнота, точность и единообразие данных. Для поддержания целостности данных в реляционных БД используется ряд инструментов. В их число входят первичные ключи, внешние ключи, ограничения «Not NULL», «Unique», «Default» и «Check». Эти ограничения целостности позволяют применять практические правила к данным в таблицах и гарантировать точность и надежность данных. Большинство ядер БД также поддерживает интеграцию пользовательского кода, который выполняется в ответ на определенные операции в БД.
Транзакции
Транзакция в базе данных – это один или несколько операторов SQL, выполненных в виде последовательности операций, представляющих собой единую логическую задачу. Транзакция представляет собой неделимое действие, то есть она должна быть выполнена как единое целое и либо должна быть записана в базу данных целиком, либо не должен быть записан ни один из ее компонентов. В терминологии реляционных баз данных транзакция завершается либо действием COMMIT, либо ROLLBACK. Каждая транзакция рассматривается как внутренне связный, надежный и независимый от других транзакций элемент.
Соответствие требованиям ACID
Для соблюдения целостности данных все транзакции в БД должны соответствовать требованиям ACID, то есть быть атомарными, единообразными, изолированными и надежными.
Атомарность – это условие, при котором либо транзакция успешно выполняется целиком, либо, если какая-либо из ее частей не выполняется, вся транзакция отменяется.Единообразие – это условие, при котором данные, записываемые в базу данных в рамках транзакции, должны соответствовать всем правилам и ограничениям, включая ограничения целостности, каскады и триггеры. Изолированность необходима для контроля над согласованностью и гарантирует базовую независимость каждой транзакции. Надежность подразумевает, что все внесенные в базу данных изменения на момент успешного завершения транзакции считаются постоянными.
Amazon Aurora
Amazon Aurora – это совместимое с MySQL и PostgreSQL ядро реляционной БД, совмещающее в себе скорость и доступность сложных коммерческих БД с простотой и экономичностью баз данных с открытым исходным кодом. Производительность Amazon Aurora в пять раз выше, чем производительность MySQL. Сервис обеспечивает безопасность, доступность и надежность на уровне коммерческой базы данных, а стоит в десять раз меньше. Подробнее »
Oracle
С помощью Amazon RDS можно за считаные минуты выполнить экономичное развертывание различных версий баз данных Oracle с настраиваемой мощностью аппаратных ресурсов. Поддерживается использование уже приобретенных лицензий Oracle и почасовая оплата использования лицензий. RDS берет на себя решение таких трудоемких задач по управлению базой данных, как выделение ресурсов, создание резервных копий, обновление ПО, мониторинг и масштабирование аппаратных ресурсов, что позволяет пользователям сосредоточиться на разработке приложений. Подробнее »
Microsoft SQL Server
Amazon RDS for SQL Server упрощает настройку, эксплуатацию и масштабирование SQL Server в облаке. Поддерживается развертывание разных версий SQL Server, включая Express, Web, Standard и Enterprise. Amazon RDS for SQL Server обеспечивает непосредственный доступ к встроенным возможностям SQL Server, поэтому существующие приложения и инструменты будут работать без изменений. Подробнее »
MySQL – это СУБД с открытым исходным кодом, используемая для многих интернет-приложений. Amazon RDS для MySQL предоставляет доступ к возможностям уже знакомого движка БД MySQL. Это означает, что код, приложения и инструменты, которые применяются с существующими базами данных, можно использовать с сервисом Amazon RDS без каких-либо изменений. Подробнее »
PostgreSQL
PostgreSQL – это мощная объектно-реляционная СУБД корпоративного класса с отрытым исходным кодом, ориентированная на соответствие стандартам и возможность расширения. PostgreSQL отличается широким набором мощных функций и выполняет сохраненные процедуры более чем на 12 языках, включая Java, Perl, Python, Ruby, Tcl, C/C++ и собственный язык PL/pgSQL, аналог PL/SQL от Oracle. Подробнее »
MariaDB
MariaDB – это совместимое с MySQL ядро БД, ответвление MySQL, разработанное под руководством разработчиков оригинальной версии MySQL. Amazon RDS упрощает настройку, эксплуатацию и масштабирование развертываний MariaDB в облаке. С помощью Amazon RDS можно всего за несколько минут выполнить экономичное развертывание масштабируемых баз данных MariaDB с возможностью настройки объема аппаратных ресурсов. Подробнее »
Начать работу с Amazon RDS очень просто. Воспользуйтесь нашим Руководством по началу работы для создания первого инстанса Amazon RDS с помощью нескольких щелчков мышью.
Поддержка AWS для Internet Explorer заканчивается 07/31/2022. Поддерживаемые браузеры: Chrome, Firefox, Edge и Safari. Подробнее »
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
Билеты общего экзамена для проверки знаний специалистов сварочного производства УРОВЕНЬ I (РДС)
Ответы на вопросы выделены желтым цветом
Ответы на вопросы для экзамена по охране труда вы можете посмотреть здесь: «Ответы на билеты по охране труда»
Ответы, необходимые для проверки знаний у лиц, ответственных за безопасное производство работ кранами
БИЛЕТ 1
ВОПРОС 1. Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
1. Низкоуглеродистой.
2. Легированной.
3. Высоколегированной.
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
1. Переменный.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
2. Возрастающую.
3. Падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
1. Газовые поры.
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
2. Непровар
3. Поры
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
1. Следует.
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
1. 220 В.
2. 36 В.
3. Не выше 12 В.
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10
веб-сервисов amazon.
Как определить, какой экземпляр AWS RDS нужен моему приложению Django?
спросил
Изменено 2 года, 4 месяца назад
Просмотрено 551 раз
Мне было интересно, какой экземпляр AWS RDS нужен моему приложению Django. Как понять это? Какие тесты должны быть в моем приложении Django, чтобы оно подходило для T3 или M5?
По сути вопроса, я хочу узнать, как понять, какой экземпляр подойдет для моего приложения.
django
amazon-web-services
amazon-elastic-beanstalk
amazon-rds
Horizontal:
Масштабирование инстанса Amazon RDS по вертикали и горизонтали
Впоследствии вы можете начать с малого типа экземпляра db, а когда вы решите, что он слишком мал, вы можете обновить его до более крупного типа. Решение о сроках обновления обычно принимается на основе показателей RDS :
Использование показателей для выявления проблем с производительностью
Принятие более эффективных решений в отношении Amazon RDS с помощью метрик Amazon CloudWatch
Альтернативой является использование Aurora Serverless. Причина в том, что один из его вариантов использования:
Вы развертываете новое приложение и не знаете, какой размер экземпляра вам нужен. С помощью Aurora Serverless вы можете создать конечную точку базы данных и автоматически масштабировать базу данных в соответствии с требованиями к емкости вашего приложения.
2
Зависит от вашего проекта. Вы можете начать с базового бесплатного уровня db t2-micro, а затем при необходимости масштабировать его. Как правило, служба поддержки свяжется с вами и спросит о необходимом. Согласно источнику, базы данных и их использование:
T2: для рабочих нагрузок, требующих повышения производительности.
M4: для рабочих нагрузок базы данных общего назначения.
R3: для рабочих нагрузок с интенсивным использованием памяти, таких как функции в памяти, анализ больших данных и т. д.
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Сравнение
SimpleDB, DynamoDB, RDS и Redshift
Платформы облачных баз данных считаются одними из лучших решений в мире облачных вычислений. Хотя существует множество причин, по которым они чрезвычайно популярны, высокая доступность и безопасность, а также динамическая гибкость являются одними из основных преимуществ облачных систем баз данных. Вам даже не нужно беспокоиться об обслуживании, оборудовании или установке исправлений.
Тем не менее, Amazon Web Services — один из наиболее популярных вариантов как для мелких, так и для крупных пользователей. В этой статье представлено введение в соответствующие системы RDS, Redshift, DynamoDB и SimpleDB.
Оглавление
Amazon RDS (служба реляционной базы данных)
Amazon RDS, для начинающих, — это тип службы, к которой вы обращаетесь, когда вам нужна стандартная база данных без проблем с обслуживанием и администрированием.
В полном объеме это решение известно как Amazon Relational Database Service и создано, чтобы служить хорошо подготовленной заменой типичным аппаратным базам данных. Вся система не только высокопроизводительна и масштабируема, но и широко доступна благодаря дублированию зон доступности.
По сути, механизмы баз данных, которые вы можете использовать, включают PostgreSQL 9.3, 9.4, 9.5 и 9.6, SQL Server 2008 R2, SQL Server 2012 (SP2), SQL Server 2014, SQL Server 2016 и SQL Server 2017, Oracle Database v .11gR2 и 12c, MariaDB версии 10.1.20, а также Amazon Aurora.MySQL версий 5.1, 5.5, 5.6 и 5.7.
БЕСПЛАТНЫЙ ТЕХНИЧЕСКИЙ ДОКУМЕНТ
Полный обзор сервисов баз данных AWS
Сравните AWS RDS, Redshift, DynamoDB и SimpleDB для соответствующих уровней администрирования, показателей производительности, механизмов баз данных и емкости хранилища.
Функции хранилища Amazon RDS
Amazon RDS предлагает три различных подключенных системы хранения для журналов и баз данных. Хотя Amazon Elastic Block Store (EBS) является их базовой технической основой, каждый из трех вариантов имеет свои собственные цены, возможности производительности, а также настройку хранилища.
Приложения Amazon RDS
Существует несколько вариантов использования Amazon RDS. Многие организации, например, выбирают эту систему, потому что у них есть база данных с идентичным движком, но они хотели бы дополнить ее внешним решением.
Вы также можете попробовать Amazon RDS, если работаете с ресурсоемким приложением, для которого требуется масштабируемая, надежная и быстрая база данных. Такую базу данных можно даже расширить для обеспечения чрезвычайно динамичных рабочих процессов.
В целом, Amazon RDS — это надежный вариант, когда вам нужна облачная база данных, способная к плавной и эффективной обработке данных.
Amazon Redshift
Amazon Redshift — лучший инструмент для обработки больших объемов данных. Система работает на PostgreSQL и предназначена для облегчения обработки больших данных до нескольких петабайт.
По сути, цель здесь — предоставить обширное облачное хранилище данных для удобного управления данными. Следовательно, это устраняет необходимость в сложных локальных ресурсах.
Теперь стоит отметить, что архитектура Amazon Redshift делает ее кластерной базой данных с несколькими узлами. Затем, когда вы углубитесь в дальнейшие действия, окажется, что каждый узел использует 90 131 Amazon Elastic Compute Cloud (EC2) и 90 132 виртуальных экземпляра базы данных. По сути, они служат базовыми единицами для облегчения ваших задач.
Настройка хранилища Amazon Redshift
Структура кластерной базы данных в Amazon Redshift принципиально использует два типа узлов — вычислительные узлы и ведущие узлы.
Как вы, наверное, уже догадались, ведущие узлы являются основными обработчиками запросов. Получив запрос пользователя, они приступают к созданию кода обработки для вычислительных узлов, прежде чем подготовить сопутствующий запрос, а затем отправить все это на вычислительные узлы.
Затем вычислительные узлы берут оттуда данные, выполняя пользовательские запросы, а затем соответствующим образом передают их ведущим узлам, которые в конечном итоге завершают процесс, последовательно запрашивая ответ и передавая окончательный результат пользователю.
Ограничения Amazon Redshift
К сожалению, несмотря на то, что Amazon Redhshift специализируется на крупномасштабной обработке данных, оказывается, что существует несколько заметных ограничений.
Количество пользователей, которые могут одновременно подключаться к кластеру, например, не может превышать 500. Тогда ограничение сопутствующей базы данных для каждого кластера составляет 60, а соответствующее максимальное количество таблиц кластера составляет 9900.
Что касается подсетей, их объем на группу подсетей не может превышать 20. С другой стороны, активные узлы имеют ограничение в 200.
Приложения Amazon Redshift
Как мы уже установили, Amazon Redshift по существу служит хранилищем данных. Уже одно это делает его подходящим для больших объемов данных и вычислительных нагрузок, которые обычно связаны с корпоративными базами данных, а также с научными процессами.
Еще одна область, в которой широко применяется Amazon Redshift, — анализ больших данных. Организации пользуются своей способностью эффективно хранить, анализировать и передавать большие объемы данных.
DynamoDB
DynamoDB — идеальное решение, когда вам нужна база данных NoSQL для обработки небольших данных, которые оказываются чрезвычайно динамичными.
Интересно, что биллинг здесь не основан на распределении оборудования. Скорее, основным определяющим фактором является количество данных, считываемых и записываемых системой.
Также стоит отметить, что DynamoDB не ограничивает ваши возможности хранения данных. Выделения расширяются по мере увеличения объема базы данных без дублирования экземпляров или любого другого стандартного механизма масштабирования облачных ресурсов.
Теперь поймите: отсутствие механизмов масштабирования конечной производительности, репликация данных и действия по администрированию в совокупности приводят к увеличению срока службы базы данных. Так что, конечно, вы можете поспорить, что DynamoDB чрезвычайно надежен и долговечен.
Однако, к сожалению, у этого есть и серьезный недостаток. Разделяя данные для повышения надежности, DynamoDB впоследствии задерживает процессы перезаписи, которые повторяют их предыдущие действия по записи. А это значит, что вы не сможете использовать это решение для интенсивных операций, таких как расширенные транзакции, а также для высокоуровневых запросов.
Применение DynamoDB
На данный момент DynamoDB широко используется в играх, ведении блогов и обмена сообщениями, рекламных услугах, а также систематизации и обработке блоков данных.
Таким образом, DynamoDB стоит рассмотреть, если вы участвуете в операциях, где данные должны быть постоянно доступны для обработки, а не для хранения.
SimpleDB
Amazon SimpleDB также является системой баз данных NoSQL, архитектура которой очень похожа на DynamoDB. Основное отличие заключается в том, что в отличие от DynamoDB, SimpleDB служит ядром базы данных, которое облегчает только процесс хранения, запрос, а также базовый нереляционный индекс.
ГКБ №31 — Лигирование внутренних геморроидальных узлов: методы, особенности
Коротко о главном
Лигирование геморроидальных узлов латексными кольцами – малоинвазивный нехирургический метод, механизм действия которого заключается в механическом пережатии ножки узла с целью прекращения питания патологического элемента кровью.
Методика используется для бескровного удаления внутреннего геморроя и характеризуется коротким перечнем противопоказаний, минимальным риском развития осложнений и непродолжительным восстановительным периодом.
Перед проведением операции следует очистить кишечник, а во время короткого реабилитационного периода придерживаться диеты, соблюдать охранительный режим и принимать назначенные врачом препараты.
Единственный недостаток малотравматичной методики – ограниченность использования. Лигирование не рекомендуют при невправимом геморрое, при крупных и множественных элементах, а также при осложненной патологии. Поэтому следует обращаться к проктологу как можно раньше!
Сущность методики
Лигирование латексными кольцами используется для радикального лечения внутреннего неосложненного геморроя I-II, в некоторых случаях – III стадии развития.
Сущность метода – механическое отключение узла от питания кровью посредством лигирования его ножки. Прекращение снабжения кровью приводит к отмиранию узла.
Отхождение узлов происходит вместе с наложенной лигатурой. Это незаметный для больного, абсолютно безболезненный процесс.
Лигирование геморроя латексными кольцами – достаточно эффективный метод. Чтобы заболевание не вернулось, необходимо придерживаться правил профилактики.
Показания
Самое распространенное показание к лигированию латексными кольцами – это хронический внутренний геморрой I-III стадии. В запущенных случаях врачи вынуждены будут обращаться к полноценной хирургической операции по иссечению узлов.
Чтобы правильно подобрать методику вмешательства, назначают минимальный объем диагностических процедур.
Диагностика
Основная диагностическая процедура – эндоскопическое исследование прямой кишки (аноскопия). Этот абсолютно безвредный для организма метод предоставит полный объем информации: ___• количество внутренних геморроидальных узлов, их размеры и локализация, ___• состояние слизистой кишечника, ___• наличие осложнений и сопутствующих патологий прямой кишки
В тех случаях, когда есть основания подозревать патологический процесс в вышележащих отделах толстого кишечника, назначается колоноскопия.
Если решение принимается в пользу лигирования, назначаются стандартные предоперационные диагностические обследования (лабораторные анализы).
Противопоказания
Процедуру лигирования придется отложить при остром воспалительном процессе, а также при обострениях хронических заболеваний. Лечение не проводят в восстановительный период после тяжелых болезней, сосудистых катастроф, травм, операций.
Лигирование внутреннего узла не показано при комбинированном (внутреннем и наружном) геморрое, а также в тех случаях, когда основному заболеванию сопутствуют другие патологии прямой кишки: ___• проктит, ___• анальная трещина, ___• полипы, ___• злокачественные опухоли кишечника.
Кроме того, малоинвазивные вмешательства не назначают при осложненных формах патологии (тромбоз, прямокишечные свищи, кровотечения).
С осторожностью проводят вмешательства при нарушении свертываемости крови, патологии печени, сахарном диабете, тяжелых патологиях сердечно-сосудистой системы.
Подготовка
Подготовка к процедуре начинается за 2-3 дня. Необходимо отказаться от приема медикаментов, которые влияют на свертываемость крови (аспирин, ибупрофен), и перейти на щадящую кишечник диету.
Накануне визита к врачу рекомендуется ранний легкий ужин, утром – легкий завтрак. Очищение кишечника проводят двукратно: вечером и утром при помощи микроклизмы «Микролакс».
Техника проведения
Процедура проводится в положении пациента лежа на боку с согнутыми ногами. Врач-проктолог вводит в задний проход аноскоп, чтобы под контролем зрения наложить на основание узла эластичную гипоаллергенную петлю – лигатуру.
Для проведения операции используют специальное приспособление – вакуумный лигатор, с помощью которого захватывается патологический элемент, и на него надевается латексное кольцо.
Манипуляция абсолютно безболезненна для пациента и поэтому может выполняться без анестезиологического пособия. Время проведения – менее часа. По окончании процедуры пациент может отправляться домой.
За один сеанс врач накладывает только одну лигатуру. Если узлов несколько, процедуру придется повторить. Промежуток между операциям должен составлять минимум 1 неделю. Крупные образования удаляют поэтапно. Дату повторного визита вам назначит врач.
Неприятные последствия и методы борьбы с ними
Неприятные ощущения
Наиболее распространённый побочный эффект после наложения латексного кольца на внутренний геморроидальный узел – ощущение инородного тела в прямой кишке. Медицинские мероприятия в таких случаях не показаны, со временем интенсивность ощущений снижается и не доставляет пациенту беспокойства.
В отдельных случаях возможно появление болевого синдрома, выраженность которого зависит от ряда факторов (величины узла, его расположения, особенностей индивидуальной чувствительности пациента).
Боль следует снимать при помощи рекомендованных лечащим врачом медицинских препаратов. При резистентном (постоянном) болевом синдроме следует обратиться к специалисту, поскольку боль может быть симптомом развития осложнений.
Образование тромба, кровотечение, воспалительный процесс
___1. Образование тромба – очень редкое осложнение. Действия врачей будут зависеть от ситуации: может быть назначено как консервативное, так и хирургическое лечение. ___2. Иногда встречается такой неприятный побочный эффект как окрашивание кала кровью. Чаще всего, кровь в кале появляется во время естественного отхождения патологического элемента. Реже симптом свидетельствует о травмировании узла каловыми массами и/или развитии осложнений. При появлении выраженного кровотечения необходимо срочно обратиться к врачу. ___3. Воспалительные процессы при малоинвазивных вмешательствах встречаются крайне редко. Как правило, инфекционно-воспалительный процесс возникает в результате травмировния узелка твердыми каловыми массами, поэтому для предотвращения осложнения необходимо придерживаться диеты.
Соскальзывание латексного кольца
Преждевременное соскальзывание латексной лигатуры – достаточно редкое осложнение, которое аннулирует результат операции. Как правило, причиной соскальзывания становится чрезмерное физическое усилие (поднятие тяжестей, спорт, натуживание при запоре). Если это произошло, обратитесь к вашему лечащему врачу для повторного проведения процедуры.
Восстановительный период
Охранительный режим и гигиенические процедуры
Все проводимые реабилитационные мероприятия направлены на скорейшее заживление ранки и предупреждение осложнений: ___• В первые дни необходимо ограничение физических нагрузок. Нельзя поднимать тяжести более 5 кг и посещать баню. ___• Через неделю после операции позволены умеренные физические нагрузки: плавание и спортивная ходьба. ___• Запрет на силовые виды спорта и тяжелый физический труд сохраняется в течение месяца. ___• Туалет промежности проводят в обычном режиме (два раза в день, утром и вечером).
Диетическое питание
Преимущественное большинство осложнений после операции лигирования возникают в результате травмирования твердыми каловыми массами. Поэтому необходимо исключить из меню продукты, которые оказывают раздражающее и крепящее действие: ___• манная каша, рис, ___• картофель, ___• бобовые, ___• острые и копченые блюда, ___• хлебобулочные изделия из пшеницы, ___• газированные напитки, ___• алкоголь.
Необходимо соблюдать температурный режим: нельзя употреблять слишком горячие, а также слишком холодные блюда. Оптимальное решение – теплая, мягкой консистенции пища: тушеное, вареное, протертое (жареное и копчености строго запрещены).
Чтобы реабилитационный процесс проходил в нормальном темпе, необходимо полноценное питание: диетическое мясо, птица, рыба, вареные или тушеные овощи, кисломолочные продукты.
Медикаментозная поддержка
Для предотвращения осложнений лигирования геморроя проктологи назначают препараты нескольких групп.
Обезболивающие из группы нестероидных противовоспалительных средств снижают выраженность болевого синдрома и угнетают реакцию воспаления. Такие препараты назначаются внутрь («Нурофен», «Кетанов»).
Чтобы избежать травмирования твердыми каловыми массами, принимают размягчающие кал слабительные (например «Форлакс»).
Как уберечься от рецидива
Лигирование геморроя – надежный метод лечения. Тем не менее, если у пациента есть предрасположенность к развитию данного заболевания, геморроидальные узлы могут возникать повторно.
Чтобы предупредить рецидив, следует свести к минимуму количество факторов, способствующих развитию патологии: ___• нормализовать стул, ___• избавиться от избыточного веса, ___• отказаться от острой пищи и алкоголя, ___• избегать длительного пребывания в положении сидя, ___• ограничить тяжёлые физические нагрузки, посещение бани, сауны, ___• рекомендуется заниматься лечебной физкультурой, ___• своевременно лечить заболевания желудочно-кишечного тракта и мочеполовой системы.
Статистические данные свидетельствуют, что при соблюдении всех рекомендаций безрецидивный период после лигирования узлов может продолжаться неограниченно долго (10-15 лет и более).
Можно ли отложить операцию?
Лигирование геморроя – плановая процедура, которую всегда можно отложить. Даже щадящее вмешательство нужно проводить на фоне физического и психологического благополучия.
Однако следует учитывать, что хронический геморрой склонен к развитию таких осложнений, как: ___• тромбоз и кровотечение узла, ___• инфекционно-воспалительные осложнения (проктит, парапроктит), ___• анальная трещина.
На стадии невправимых геморроидальных узлов, при крупных и/или множественных узлах, а также в случае развития осложнений врачи вынуждены будут отказаться от малотравматичных методов лечения в пользу традиционной операции (геморроидэктомии).
Длительное течение хронического геморроя, сопровождающегося кровотечениями, приводит к малокровию, физическому и нервному истощению.
Заключение
Лигирование узлов – оптимальное решение для неосложненного геморроя I-III стадии с небольшим количеством некрупных элементов.
Наш клинический опыт доказывает, что данная процедура характеризуется высокой эффективностью и хорошо переносится пациентами. Неприятные побочные эффекты встречаются крайне редко и успешно купируются консервативными мероприятиями. Соблюдение элементарных правил профилактики рецидивов гарантирует длительный эффект операции.
Проктологи клиники ГКБ № 31 используют весь спектр методов лечения геморроя: консервативную терапию, традиционные хирургические операции, а также малоинвазивные методики: ___• Склеротерапию, ___• лигирование геморроидальных узлов, ___• радиоволновую хирургию.
Приходите, мы ждем вас! Будьте здоровы!
Узнать подробнее о направлении Проктология
Запишитесь к нашим специалистам на приём
Вы можете записаться на платный прием к врачу по телефону консультативно-диагностического центра +7 (499) 936-99-89, или заполнив представленную форму.
Условия оказания платных услуг можно узнать здесь
Записаться на приём по полису ОМС и направлению Вы можете по телефону +7 (499) 936-99-71.
Запись на платный приём
ЛЕГИРОВАНИЕ • Большая российская энциклопедия
ЛЕГИ́РОВАНИЕ (нем. legieren – сплавлять, от лат. ligo – связывать, соединять), введение добавок (легирующих элементов) в металлы и сплавы для придания им определённых физич., химич. или механич. свойств. Подвергнутые Л. материалы называются легированными (напр., легированная сталь). Для Л. используют металлы, неметаллы ($\ce{С, S, P, Si, В}$ и др.) и вспомогат. сплавы, содержащие легирующий элемент, – ферросплавы и лигатуры. Осн. легирующие элементы в сталях и чугунах – $\ce{Сr, Ni, Mn, Si, Mo, W, V, Ti}$; в алюминиевых сплавах – $\ce{Si, Mn, Mg, Cu, Zn, Li}$; в магниевых сплавах – $\ce{Al, Mn, Zn, Zr, Cd}$; в медных сплавах – $\ce{Al, Mn, Fe, Ni, Zn, Pb, Be, Si, P}$; в никелевых сплавах – $\ce{Cr, Co, Ti, Al, W, Mo, V}$; в титановых сплавах – $\ce{Al, Zr, Mo, V, Сr}$. Легирующие элементы целенаправленно вводятся в металл (сплав) в определённом количестве, в отличие от примесей, которые попадают из исходного сырья или из-за особенностей производств. процесса и не могут быть удалены процессами рафинирования.
При Л. металлов и сплавов могут образовываться твёрдые растворы, разл. фазы, интерметаллиды, карбиды, нитриды, оксиды, сульфиды, бориды и др. соединения легирующих элементов с основой сплава или между собой. В результате Л. существенно меняются как физико-химич. характеристики исходного металла или сплава, так и электронная структура. Легирующие элементы влияют на темп-ру плавления, область существования полиморфных модификаций и кинетику фазовых превращений, характер дефектов кристаллич. решётки, дислокац. структуру (затрудняется движение дислокаций), а также на формирование зёрен и тонкой кристаллич. структуры, жаростойкость и коррозионную стойкость, технологические (напр., свариваемость, шлифуемость, обрабатываемость резанием) и др. свойства сплавов. Л. несколькими элементами, определённое содержание и соотношение которых позволяет получить требуемый комплекс свойств, называется комплексным Л., а сплавы – соответственно комплексно-легированными. Напр., в результате Л. аустенитной хромоникелевой стали вольфрамом её жаропрочность возрастает в 2–3 раза, а при совместном использовании $\ce{W, Ti}$ и др. элементов – в 10 раз.
Различают (условно) собственно Л., микролегирование и модифицирование. При собственно Л. в сплав вводят от 0,2% и более (по массе) легирующего элемента, при микролегировании – обычно до 0,1%, при модифицировании – меньше (или столько же), чем при микролегировании. Однако микролегирование и модифицирование оказывают разл. воздействие на структуру и свойства сплавов. Микролегирование эффективно влияет на строение и энергетич. состояние границ зёрен, при этом предполагается, что в сплаве будут реализованы два механизма упрочнения – благодаря Л. твёрдого раствора и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геометрич. формы, размеров и распределения неметаллич. включений, изменению формы эвтектич. выделений, в целом улучшая механич. свойства. Для микролегирования используют элементы, обладающие заметной растворимостью в твёрдом состоянии (более 0,1 атомного %), для модифицирования обычно служат элементы с меньшей растворимостью.
Л. подразделяют на объёмное и поверхностное. При объёмном Л. легирующий элемент распределён во всём объёме металла, при поверхностном – сосредоточен на поверхности металла. Осн. способ объёмного Л. – сплавление осн. металла сплава с легирующими элементами в печах (конвертеры, дуговые, индукционные, плазменные, электронно-лучевые и др. печи). При этом возможны большие потери активных элементов ($\ce{Mg, Cr, Mo, Ti}$ и др.), взаимодействующих с $\ce{O2}$ или $\ce{N2}$. С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в расплаве (в объёме жидкой ванны) используют лигатуры и ферросплавы. Среди др. способов объёмного Л. широко применяют механич. Л., совместное восстановление, электролиз, плазмохимические реакции. Поверхностное Л. осуществляют в слое до 1–2 мм и используют для создания особых свойств на поверхности изделия. В основе большинства процессов (в сочетании с термич. обработкой) лежит диффузионное насыщение из газовой или жидкой (напр., цементация) фазы, химическое осаждение из газовой фазы. К таким процессам относят алитирование (насыщающий элемент $\ce{Al}$), азотирование ($\ce{N}$, борирование ($\ce{B}$) и др. По твердофазному методу на поверхность металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее к.-л. источником энергии (лазерное облучение, плазменная горелка и др.) поверхность оплавляется и на ней образуется новый сплав.
Особое место среди методов Л. занимает ионная имплантация, основанная на бомбардировке поверхности металла (или полупроводника) в вакууме потоком ионов к.-л. элемента. С помощью ионной имплантации производят материалы с равномерным распределением не растворяющихся друг в друге элементов и т. о. получают структуры, которые нельзя получить никакими др. способами; наиболее широко используется для легирования полупроводников.
Л. применялось уже в глубокой древности (о чём свидетельствуют исследования образцов холодного оружия, найденного при археологич. раскопках), в России – с 1830-х гг. Широкое пром. значение Л. получило в годы 1-й мировой войны, когда для воен. целей (изготовления арт. орудий, корабельной брони) потребовалось большое количество хромоникелевой, молибденовой и др. сталей.
ДОПИНГ | Спортивная медицина сегодня
Что это?
«Допинг» относится к использованию запрещенных веществ в спортивных соревнованиях. Препараты, улучшающие спортивные результаты (PEDs) — это еще один термин, используемый для обозначения препаратов, которые спортсмены используют для улучшения своих спортивных результатов.
Почему допинг так важен?
Безопасность превыше всего! Самая важная причина, по которой допинг имеет большое значение, заключается в том, что многие из этих веществ могут иметь вредные и длительные побочные эффекты, которые могут включать следующее:
Респираторные органы : носовые кровотечения, синусит
Гормональные: бесплодие, гинекомастия (увеличение груди), уменьшение размера яичек, снижение полового влечения, акромегалия (грубые кости лица, рук и ног), рак
Вторая проблема больше связана с моральной дилеммой. Эти запрещенные вещества используются для получения нечестного преимущества, что значительно обесценивает дух соперничества.
Как заявило Всемирное антидопинговое агентство (ВАДА), целью антидопинговой программы является «защита основного права спортсменов на участие в спорте без допинга и, таким образом, укрепление здоровья, справедливости и равенства для спортсменов во всем мире». …»
Какие вещества запрещены к использованию?
Некоторые препараты запрещены как во время соревнований, так и вне их из-за их свойств, улучшающих спортивные результаты, в то время как другие запрещены только во время соревнований. Другая причина запрета препарата связана с их способностью маскировать присутствие другого запрещенного препарата во время тестирования.
Каждая организация имеет свой список запрещенных веществ. Дополнительную информацию можно найти на соответствующих веб-сайтах, перечисленных в конце этой статьи.
Как правило, следующие классы наркотиков запрещены: Уличные наркотики, стимуляторы, анаболические стероиды, пептидные гормоны (например, гормон роста человека [hGH]), алкоголь и бета-блокаторы (только для стрельбы из лука и винтовки), диуретики, бета-2-агонисты, антиэстрогены, допинг крови и манипуляции с генами. .
Для спортсменов, которым требуется запрещенный препарат по законным медицинским причинам, антидопинговые программы предлагают способ запросить разрешение на терапевтическое использование (TUE), чтобы спортсмен мог использовать препарат. Спортсмен должен попросить врача заполнить форму TUE, в которой указывается, что спортсмен нуждается в препарате для лечения своего заболевания и что альтернативный незапрещенный препарат недоступен или недостаточно лечит его состояние. Разрешение на ТИ рассматривается медицинской комиссией, которая либо разрешает спортсмену принимать препарат, либо отказывает спортсмену в его просьбе.
Важно отметить, что даже некоторые лекарства и добавки, отпускаемые без рецепта (OTC), либо запрещены, либо содержат запрещенные добавки или загрязняющие вещества. Например, Национальная студенческая спортивная ассоциация (NCAA) запрещает чрезмерное употребление кофеина, определяемое как уровень кофеина в моче выше 15 мкг/мл. WADA запретило использование псевдоэфедрина (т. е. Sudafed), если его концентрация в моче превышает 150 мкг/мл, хотя этот препарат разрешен NCAA. Есть много других примеров широко используемых лекарств, которые могут быть разрешены одной группой и запрещены другой. В любом случае спортсмен должен тесно сотрудничать с наблюдающей медицинской бригадой, чтобы определить, какие препараты безопасны и разрешены к применению.
Кто определяет, имело ли место нарушение допинга?
Как указывалось ранее, организации, отслеживающие нарушения допинга, различаются в зависимости от вида спорта. Крупнейшая антидопинговая организация — ВАДА. ВАДА разработало скоординированную всемирную антидопинговую программу, которая применяется к видам спорта, подписавшим обязательство соблюдать Кодекс ВАДА. Кодекс ВАДА описывает их «антидопинговую политику, правила и положения со спортивными организациями и государственными органами по всему миру». Более 660 спортивных организаций подписали Кодекс ВАДА, включая Международный олимпийский и Паралимпийский комитеты, все международные федерации олимпийского спорта и национальные олимпийский и паралимпийский комитеты. Практическое применение правил ВАДА осуществляется национальными антидопинговыми агентствами, такими как Антидопинговое агентство США (USADA).
Спортсмены, участвующие в видах спорта, которые подписали кодекс ВАДА, подлежат выборочному тестированию во время и вне соревнований. Тестирование может проводиться на образцах мочи и/или крови в зависимости от тестируемых веществ. Частота и тип тестирования варьируются в зависимости от вида спорта в зависимости от множества факторов, включая историю применения допинга в спорте, вид спорта (например, выносливость, сила/мощность), принимаемые вещества и продолжительность сезона. Наказания за нарушение допинга сильно различаются в зависимости от вида спорта. В видах спорта, которые следуют Кодексу ВАДА, одно нарушение может привести к дисквалификации на срок до 2 лет, а второе нарушение может привести к пожизненной дисквалификации. Наказанием за первое нарушение антидопинговых правил в НФЛ является дисквалификация на четыре игры, в НБА — дисквалификация на 5 игр, а в НХЛ — дисквалификация на 20 игр.
Ниже приведен список соответствующих антидопинговых веб-сайтов для получения дополнительной информации: Всемирное антидопинговое агентство (ВАДА): https://wada-main-prod. s3.amazonaws.com/resources/files/wada-2016-prohibited-list-en.pdf Антидопинговое агентство США: http://www.usada.org/substances/?lang=en . Национальная баскетбольная ассоциация:* http://www.nba.com/media/CBA101_9.12.pdf Высшая лига бейсбола: http://mlb.mlb.com/pa/pdf/jda.pdf . Международная федерация футбольных ассоциаций: http://www.fifa. com/mm/document/affederation/administration/02/49/28/61/circularno.1458-fifaanti-dopingregulations_neutral.pdf Национальная ассоциация студенческого спорта: http://www.ncaa.org/2015-16-ncaa-banned-drugs
Авторы-члены AMSSM McKennan J. Thurston, MD and Jonathan T. Finnoff DO
Ссылки Hatton C , Грин Г., Эмброуз П. Препараты, улучшающие работоспособность: понимание рисков. Phys Med Rehabil clin N Am 2014;25(4):897913. Мэдден СС. Наркотики и допинг у спортсменов. В: Спортивная медицина Неттерс. 1-е изд. Филадельфия, Пенсильвания: Saunders/Elsevier; 2010.
Категория: Допинг и допинговые препараты (PED),
[Назад]
Некоторые запрещенные олимпийские допинговые препараты имеют реальное медицинское применение
Работа с телом
Кайли Урбан
02 августа 2016 г. 13:00
Использование вещества, запрещенного на международном уровне, может положить конец карьере профессионального спортсмена. Но это не означает, что при безопасном введении все запрещенные соединения не имеют медицинской ценности.
Пока мир ожидает начала летних Олимпийских игр 2016 года, допинг у спортсменов остается горячей темой.
СМ. ТАКЖЕ: Почему американские врачи любят опиоиды и ненавидят марихуану из-за хронической боли , регулируется Всемирным антидопинговым агентством. ВАДА устанавливает принципы, которым следует большинство международных спортивных ассоциаций.
Кристофер Мендиас, доктор философии, A.T.C., доцент кафедры ортопедической хирургии и молекулярной и интегративной физиологии в Мичиганском университете, объясняет, почему ВАДА регулирует определенные вещества, как это меняется и как некоторые из этих препаратов могут помочь в реабилитации травм в повседневной жизни. так и элитных спортсменов.
Какие препараты или лекарства используют спортсмены для улучшения результатов?
Mendias: В общем, вы можете разделить соединения и методы, используемые спортсменами, на три категории: препараты, повышающие выносливость спортсменов, препараты, которые делают спортсменов быстрее и сильнее, и препараты, помогающие спортсменам восстанавливаться после соревнований.
Что касается выносливости, допинг обычно работает, чтобы увеличить количество кислорода, которое вы можете переносить в крови. Они варьируются от таких препаратов, как эритропоэтин или ЭПО, которые увеличивают выработку переносящих кислород эритроцитов, циркулирующих в организме спортсменов, до переливаний, когда вы физически вводите больше эритроцитов непосредственно в вены спортсмена. Этот тип допинга чаще встречается в тех видах спорта, где спортсменам приходится бегать или ездить на велосипеде на длинные дистанции практически без перерывов во время соревнований.
Когда речь идет о том, чтобы сделать спортсменов сильнее, многие препараты попадают в категорию анаболических агентов, действующих подобно гормону тестостерону и запускающих производство новых белков в мышцах. Эти белки делают «двигатель» мышечных клеток больше и способны генерировать больше силы. Вы видите, что этот тип допинга используется в видах спорта, которые включают в себя много спринтов, или в таких видах спорта, как футбол или регби.
Третий класс препаратов, для восстановления, может ускорить нормальный процесс восстановления поврежденных клеток спортсменов и помочь быстрее восполнить запасы топлива. Многие из препаратов этого класса являются факторами роста и соединениями, подобными гормонам в организме, которые помогают восстанавливать ткани.
Они все чаще используются во всех видах спорта. Возьмите плавание или легкую атлетику, где спортсмены должны выступить в квалификационных раундах соревнований, прежде чем попасть в финал. Способность быстро восстанавливаться может позволить спортсменам работать на более высоком уровне в квалификационных раундах, чтобы убедиться, что они доберутся до финала, а затем показать свои лучшие качества и в финале. В таких видах спорта, как футбол или регби, чем быстрее вы восстанавливаете поврежденные мышечные клетки, тем быстрее вы снова сможете соревноваться на высоком уровне.
«Что касается гормона роста, большинство данных показывают, что у взрослых он оказывает минимальное влияние на повышение работоспособности здоровых мышц или вообще не оказывает его, поэтому мы фактически не ожидаем каких-либо «допинговых» эффектов в нашем текущем исследовании».
Кристофер Мендиас, доктор философии, A.T.C.
Элитные спортсмены, которые используют эти вещества, нарушают правила своего спорта. Но бывают ли случаи, когда эти вещества могут быть полезны?
Mendias: Хотя некоторые наркотики и вещества из списка запрещенных ВАДА не имеют законного медицинского применения, многие из них имеют. Препараты, повышающие уровень эритроцитов, часто используются у пациентов с заболеваниями почек или у тех, кто выздоравливает от некоторых видов рака. Соединения, которые делают мышечные клетки больше и сильнее, одобрены для использования в борьбе с тяжелыми заболеваниями, приводящими к истощению мышц, например, при некоторых типах миопатии и у мужчин с необычно низким уровнем андрогенных гормонов.
СМОТРИТЕ ТАКЖЕ: Лечение долгосрочных последствий сотрясения мозга у живых пациентов
Иногда эти препараты оказывают на организм воздействие, отличное от их обычного медицинского применения. Возьмем, к примеру, бета-блокаторы, которые используются для лечения высокого кровяного давления. Бета-блокаторы могут успокоить возбужденные нервы и повысить точность в тех видах спорта, где важна точность, таких как гольф и стрельба из лука.
Расскажите подробнее о ваших исследованиях в этой области?
Mendias: Моя лаборатория занимается исследованиями как биохимических, так и генетических аспектов мышечной слабости, а также предлагает лечение пациентам в клинике, которые страдают от травм, сопровождающихся глубокой мышечной атрофией.
Подавляющее большинство пациентов, которых мы лечим в спортивной медицине, почти все, на самом деле, не являются элитными и профессиональными спортсменами. Речь идет о физически активных пациентах, получивших травму во время занятий развлекательными видами спорта. Клиницисты и исследователи спортивной медицины все чаще обращают внимание на долгосрочные последствия спортивных травм. Если травма настолько серьезна, что выводит пациента из строя на месяц или около того, велика вероятность того, что у этой травмы будут долгосрочные последствия, которые продлятся на многие годы, а иногда и на десятилетия, в их дальнейшую жизнь.
Например, у пациентов с разрывами передней крестообразной связки, даже после операции и реабилитации, мышцы поврежденной ноги часто примерно на 30 процентов слабее, чем до травмы. Со временем эта слабость медленно разрушает хрящ в колене. Моя лаборатория в настоящее время исследует возможность того, что гормон роста — запрещенное ВАДА вещество — может помочь устранить этот недостаток в одобренном FDA клиническом испытании. Мы выбрали гормон роста на основании многочисленных лабораторных и клинических исследований, которые показали, что он может помочь защитить мышцы после травмы, хотя ранее он не изучался у пациентов с разрывами передней крестообразной связки.
Это лишь одно из возможных медицинских применений веществ, запрещенных ВАДА. И ВАДА предлагает исключения для законного медицинского использования некоторых лекарств. Прежде чем одобрить использование препарата, ВАДА рассматривает потенциальные преимущества, повышающие работоспособность, и сопоставляет их с медицинским использованием.
Мы еще не знаем, может ли гормон роста помочь восстановить силу ближе к нормальному уровню у пациентов с разрывами передней крестообразной связки, но если наше и другие исследования пройдут успешно и гормон роста будет одобрен FDA для лечения этого состояния, WADA придется оценивайте в каждом конкретном случае, разрешено ли спортсмену принимать гормон роста, если он получил серьезную травму колена. Что касается гормона роста, то большинство данных показывают, что у взрослых он оказывает минимальное влияние на здоровые мышцы или вообще не оказывает никакого влияния на производительность, поэтому мы фактически не ожидаем каких-либо «допинговых» эффектов в нашем текущем исследовании. Но другие препараты, такие как анаболические агенты, которые действительно увеличивают силу здоровых мышц, могут дать спортсменам долгосрочное преимущество в повышении производительности, даже после того, как они оправились от травмы.
Имеются ли другие препараты, которые могут быть разрешены для лечения больных, но не полезны для здоровых спортсменов?
Одно из недавних громких антидопинговых дел касалось недавно запрещенного препарата мельдония. Этот препарат, который существует уже несколько десятилетий, используется в некоторых странах Восточной Европы для лечения пациентов с сердечными заболеваниями, когда низкий уровень кислорода, попадающего в сердце, вызывает повреждение тканей. Но для спортсменов мельдоний, по-видимому, способствует восстановлению и доставке кислорода к мышцам, а также повышает выносливость.
Известная теннисистка Мария Шарапова дисквалифицирована на два года за положительный результат теста на наркотики. В недавнем документальном фильме сообщалось, что почти пятая часть российских легкоатлетов принимает мельдоний. Трудно оправдать использование лекарства от сердечной недостаточности у людей с одной из лучших сердечно-сосудистых систем в мире.
Как, по вашему мнению, это исследование повлияет на профессиональный спорт в будущем?
Мендиас: Мы переживаем очень интересное время в области спортивной медицины. Были достигнуты многочисленные успехи в нашем понимании того, как биохимические и генетические факторы контролируют функцию клеток мышц, костей, хрящей и сухожилий. Теперь мы можем использовать наши знания об этих процессах для улучшения лечения повреждений этих тканей. К сожалению, некоторые из многообещающих технологий регенеративной медицины также могут быть использованы в целях допинга. ВАДА продолжает разрабатывать новые технологии и тесты для обнаружения допинга, но список потенциальных допинговых соединений и технологий, похоже, превосходит наши возможности по обнаружению этого у спортсменов.
Антидопинговая политика действует не только для обеспечения справедливости на соревнованиях, но и для здоровья и безопасности спортсменов.
Сталь используется в различных отраслях человеческой деятельности. Благодаря широкому спектру ее применения, различают конструкционную, инструментальную сталь, и стали особого назначения. Каждый вид был разработан для специального назначения, поэтому отличается своим химическим составом и формой обработки, что позволяет получать заданные характеристики. Конструкционные стали и сплавы активно используются в машиностроении и строительной сфере, как технологичные, качественные и дешевые материалы, обладающие всем необходимым набором свойств при производстве конструкций.
Общие характеристики
В составе сплавов присутствует некоторый процент полезных добавок, к которым можно отнести медь, марганец, кремний и так далее, однако главным элементом, который определяет свойства конструкционной стали, является углерод. Увеличение его содержания приводит к усилению прочности и устойчивости к низким температурам, что дает возможность создавать конструкции, работающие даже в условиях сурового климата, при этом выдерживать большие нагрузки.
Изначально конструкционные стали классифицируют на:
легированные;
углеродистые.
Качество углеродистых конструкционных сталей зависит от присутствия в их химическом составе фосфора и серы. Первый наделяет металл способностью к растрескиванию в процессе холодной механической обработки. Второй вызывает трещинообразование при горячей (термической) обработке под воздействием высокого давления. Применение сталей конструкционных с большим процентом серы и фосфора обосновано при изготовлении деталей с высокой степенью обрабатываемости способом резки. На основании процентного содержания данных примесей, металл классифицируется следующим образом:
Сталь обыкновенного качества – состав содержит около 0,5% добавок (маркируется как «Ст»).
Качественная сталь – до 0,0З5% примесей (качественная углеродистая сталь маркируется «Сталь»). Качественная конструкционная сталь широко используется в машиностроении.
Высококачественная – количество серы и фосфора в пределах 0,025% (маркируется буквой «A» в конце).
Сталь особо высокого качества – 0,015% вредных примесей (высокого качества углеродистая сталь маркируется в конце «Ш»).
Кроме этого, в процессе производства, металлы классифицируют в соответствии с их физико-механическими свойствами.
Типы и свойства сплавов
В зависимости от свойств, стали можно разделить на физические и механические.
К физическим свойствам относят объемную плотность = 7850 кг / м3, коэффициент теплового расширения a, коэффициент Пуассона v = 0,3 и коэффициент продольной упругости E = 210 000 Н / мм2.
К механическим свойствам: прочность, ударную вязкость и пластичность.
Прочностные свойства конструкционной стали связаны со способностью металла переносить нагрузки. Мера прочности – предел текучести и предел прочности. Прочность на растяжение – напряжение, соответствующее наибольшему усилию, полученному во время испытания на растяжение.
Ударная вязкость – способность поглощать энергию, которая передается при ударной нагрузке
Пластичность – способность стали деформироваться. Минимальная пластичность обеспечивается, если отношение предела прочности к пределу текучести составляет 1,10, относительное удлинение при разрушении составляет не менее 15%, а отношение деформации при разрушении к деформации при достижении предела текучести составляет ≥ 15.
Конкретную область применения металлопроката определяют механические и физико-химические характеристики:
Низколегированный сплав – содержит до 0,22% углерода и используется при возведении мостов и других конструкций, работающих при высоких и часто изменяющихся нагрузках, а также способных выдерживать постоянные перепады температур. Применяется при производстве сельскохозяйственной техники, железнодорожных вагонов, локомотивов и так далее.
Теплоустойчивая сталь – изготовление деталей, испытывающих постоянные нагрузки при очень высоких температурах.
Арматурная – после обработки показывает высокую твердость. Используется для армирования бетона, повышая его износоустойчивость и прочность.
Пружинная – содержит большой процент кремния и используется при изготовлении пружин, рессор и торсионных стержней, и иных подобных деталей. Для особо нагружаемых пружин в сплав добавляют ванадий и хром.
Машиностроительная – благодаря способности хорошо сопротивляться ударному воздействию и высокой механической прочности используется при производстве автомобилей.
Автоматная – используется при производстве мелких крепежных деталей, которые выпускаются на автоматических станках большими партиями (шурупы, шайбы, гайки и так далее).
Шарикоподшипниковая – материал, обладающий высокой твердостью и сопротивляемостью к контактной усталости. При изготовлении небольших деталей чаще всего используют высокоуглеродистую хромистую сталь, для производства деталей с большим сечением применяется хромомарганцевая сталь, прокаливающаяся на большую глубину.
Особняком стоит котельный углеродистый сплав, который применяется при изготовлении:
Толстолистового металла – толщина листов более 4 мм.
Тонколистового материала – толщина до 4 мм.
Котельные листы отличаются хорошей свариваемостью и имеют высокую прочность, поэтому используются в производстве паровых котлов, паропроводов и труб, работающих под давлением до 98Мпа, при температуре до 450 градусов. В маркировке обозначаются буквой «K» в конце.
Зарубежные производители аналогичной продукции производят маркировку по собственным стандартам.
Дефекты конструкционных сталей
Наиболее распространенными дефектами конструкционных сталей являются:
Дендритная ликвация. Из-за наличия в металле легирующих элементов повышается температурный интервал кристаллизации. Диффузные процессы в легированной стали протекают медленно, поэтому материал становится склонным к дендритной ликвации и полосатости в структуре. Ликвидировать такой дефект можно диффузным отжигом.
Флокеныю. Наличие газов пагубно сказывается на свойствах сталей, приводя к возникновению такого дефекта как флокены, которые представляют собой трещины, которые становятся заметными при макротравленни. На извилинах флокены выглядят как округлые пятна. Чаще всего флокены появляются при быстром охлаждении металла после ковки или прокатки. Такой дефект связан с наличием в сплаве водорода, который в процессе плавки растворяется в жидком металле. Чаще всего флокены появляются в хромовых и хромоникелевых сплавах.
Конструкционные стали: механические свойства, влияние структуры и легирующих элементов
В машиностроение используются марки стали с высоким уровнем характеристик качества, таковые являются — конструкционные стали. Это прочный, надежный материал с отличными механическими свойствами. Детали из конструкционных сталей можно подвергать большим нагрузкам. Среди хороших качеств конструкционные стали обладают сопротивлением к ударным и динамическим воздействиям.
Купить металлопрокат вы можете у нас, металлобаза «УМП» предлагает широкий ассортимент металлопроката по доступным ценам и на выгодных условиях. Также мы предоставляем услуги доставки и порезки металлопроката, которая совершается по современным технологиям с профессиональным подходом.
Механические свойства стали
Детали машин часто соприкасаются в работе, поэтому сопротивление к износу должно быть на высоком уровне. Устойчивость к коррозии, ползучести и другим нежелательным воздействием также очень важный показатель.
Для того, чтобы подобрать нужную сталь для изготовления машинных деталей, нужно знать от чего зависят ее характеристики:
От структуры;
От состава;
От термической обработки;
От легирования (легирующих элементов и их количества).
Кроме этого на механические свойства стали влияют содержание углерода в материале, легироавание, дислегирование, измельчение зерна, наклеп. Повышение уровня прочности стали обычно ведет к уменьшению гибкости и пластичности.
Для того, чтобы материал был долговечен, у него должны быть на высоком уровне такие показатели, как жаростойкость, выносливость; износостойкость, коррозийная стойкость, всеми этими характеристиками сталь превосходит другие сплавы. Когда работа идет с конструкционными сталями, учитывают в первую очередь такие способы повышения прочности, чтобы не уменьшать свойства вязкости. Обычное увеличение количества углерода приводит к значительному повышению прочности и порога хладноломкости.
Влияние структуры на свойства конструкционной стали
Получение дисперсных структур после переохлаждения аустенита ведет к повышению прочности и твердости, максимальную твердость обычно имеет мартенситная структура. Но вязкость в таком случае значительно понижается, что восстанавливается отпуском за счет незначительного снижения прочности.
Двойная обработка, при которой окончательная структура формируется не из аустенита, а из мартенсита, то есть применяется закалка с последующим отпуском позволяет широко изменять прочностные свойства от максимальных, соответствующих закаленному состоянию, до минимальных, соответствующих отожженному, и важно, что при этом пластические и вязкие свойства оказываются более высокие, чем при одинарной обработке (продукты распада аустеонита. Такая двойная обработка получила название улучшения, но возможности его не безграничны.
Механические свойства стали
Прочность, МПа
Текучесть, МПа
Удлинение, %
Сужение, %
Ударная вязкость, кДж/м2
Температура полухрупкости, С°
После закалки и отпуска
1600
1400
10
45
400-600
+100
1400
1200
15
50
600-700
+50
1200
1000
18
50
700-900
0
1000
850
21
55
1000-1200
-50
900
800
23
60
1200-1400
-100
800
700
23
65
1400-1700
-120
700
600
30
70
1800-2200
-100
Без термической обработки (или одинарной термической обработки)
1000
600
6
15
100-200
+100
900
550
10
18
200-300
+70
800
550
14
22
300-600
+50
700
450
18
30
500-1000
-20
600
400
22
40
800-1200
-40
500
350
30
55
1000-1500
-60
Можно заметить, что повышение прочности за счет понижения температуры отпуска приводит к тому, что порог хладноломкости повышается, уменьшаются доли волокна в изломе и уменьшается уровень распространения трещин.
Существует наиболее эффективный путь повышения надежности стали при высокой прочности – это сочетание мелкозернистости, уменьшенное содержание вредных примесей, использование чистой шихты и вакуумирование. Высокий комплекс механических качеств свойственен продуктов отпуска мартенсита, поэтому в процессе закалки необходимо добиваться сквозной прокаливаемости.
Важный момент заключается в том, что в процессе закалки образовывается нижний, а не верхний бейнит, так как после отпуска карбидная фаза из нижнего выделяется в виде дисперсных частиц, в то время, как при исходной структуре верхнего бейнита карбиды при отпуске приобретают пластинчатую форму и свойства оказываются невысокими.
Легирующие элементы в конструкционных сталях
Влияние легирующих элементов имеет два исхода: с одной стороны, они углубляют прокаливаемость и при этом снижается порог хладноломкости, с другой стороны, они, растворяясь в феррите, повышают порог хладноломкости.
Легировать конструкционные стали необходимо в меру, когда важен первый фактор, но, когда достигнут нужный уровень прокаливаемости, тогда первый фактор перестает действовать и такое легирование несет в себе вред для стали.
Исключением может быть такой элемент, как никель, он понижает порог хладноломкости. Но при полностью вязком разрушении, то есть выше порога хладноломкости никель, как и другие элементы понижает уровень пластичности.
Если рассматривать условия закаливания легированных конструкционных сталей, нужно учитывать особенности кинетики распада аустенита сталей, легированных карбидообразующими элементами. В этих сталях скорость бейнитного превращения при 300-400 градусах температуры оказывается намного выше, чем скорость перлитного распада – 500-600 градусов.
Можно сделать общий вывод, что у легированных сталей мартенситная структура может быть достигнута более медленным охлаждением. Оно создает меньшее внутреннее напряжение, что является фактором, который повышает конструктивную прочность стали и позволяет использовать ее в машиностроении, не боясь возложенных на нее нагрузок.
Купить металлопрокат
Посмотреть прайс-лист на металлопрокат из конструкционных и других сталей, узнать цену металлопроката из различных видов стали вы можете в металлобазе «УМП». Наша компания предлагает только качественный металлопрокат по доступной цене, а наши менеджеры помогут вам определиться с заказом с профессиональной точки зрения.
Хотите купить черный металлопрокат из конструкционных и других видов сталей в Днепре или Киеве, посмотрите цены на металлопрокат или сразу обращайтесь по телефонам со страницы — контакты, наши специалисты проконсультируют и помогут в оформлении заказа.
Свойства стальных материалов — SteelConstruction.info
Свойства конструкционной стали определяются как ее химическим составом, так и методом производства, включая обработку во время изготовления. Стандарты на продукцию определяют пределы состава, качества и производительности, и эти ограничения используются или предполагаются проектировщиками конструкций. В этой статье рассматриваются основные свойства, представляющие интерес для дизайнера, и указываются соответствующие стандарты для конкретных продуктов. Спецификация стальных конструкций описана в отдельной статье.
Схематическая диаграмма напряжения/деформации для стали
Содержание
1 Свойства материала, необходимые для проектирования
2 Факторы, влияющие на механические свойства
3 Сила
3.1 Предел текучести
3.1.1 Горячекатаные стали
3.1.2 Холоднодеформированные стали
3.1.3 Нержавеющая сталь
4 Прочность
5 Пластичность
6 Свариваемость
7 Прочие механические свойства стали
8 Прочность
8.1 Атмосферостойкая сталь
8.2 Нержавеющая сталь
9 Каталожные номера
10 ресурсов
11 См. также
[наверх]Свойства материалов, необходимые для проектирования
Свойства, которые должны учитываться проектировщиками при выборе стальных строительных изделий:
Прочность
Прочность
Пластичность
Свариваемость
Прочность.
При проектировании механические свойства определяются на основе минимальных значений, указанных в соответствующем стандарте на продукцию. Свариваемость определяется химическим составом сплава, который регламентируется стандартом на продукцию. Долговечность зависит от конкретного типа сплава — обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.
[вверх]Факторы, влияющие на механические свойства
Механические свойства стали определяются сочетанием химического состава, термической обработки и производственных процессов. Хотя основным компонентом стали является железо, добавление очень небольших количеств других элементов может оказать заметное влияние на свойства стали. Прочность стали можно увеличить за счет добавления таких сплавов, как марганец, ниобий и ванадий. Однако эти добавки к сплаву могут также неблагоприятно повлиять на другие свойства, такие как пластичность, ударная вязкость и свариваемость.
Сведение к минимуму содержания серы может повысить пластичность, а ударная вязкость может быть улучшена за счет добавления никеля. Поэтому химический состав для каждой спецификации стали тщательно сбалансирован и протестирован во время ее производства, чтобы гарантировать достижение соответствующих свойств.
Легирующие элементы также дают различную реакцию, когда материал подвергается термической обработке, включающей охлаждение с заданной скоростью от определенной пиковой температуры. Производственный процесс может включать комбинацию термической обработки и механической обработки, которые имеют решающее значение для характеристик стали.
Механическая обработка происходит во время прокатки или формовки стали. Чем больше стали прокатывают, тем прочнее она становится. Этот эффект очевиден в стандартах на материалы, которые, как правило, определяют снижение уровней предела текучести с увеличением толщины материала.
Эффект термической обработки лучше всего объясняется ссылкой на различные технологические процессы, которые могут использоваться в производстве стали, основными из которых являются:
Сталь после проката
Нормализованная сталь
Прокат нормализованный
Сталь термомеханически катаная (TMR)
Сталь, подвергнутая закалке и отпуску (Q&T).
Сталь охлаждается во время прокатки, при этом типичная температура конца прокатки составляет около 750°C. Сталь, которой затем дают остыть естественным путем, называют материалом в состоянии после прокатки. Нормализация происходит, когда прокатанный материал снова нагревается примерно до 900°C и выдерживается при этой температуре в течение определенного времени, прежде чем дать ему возможность остыть естественным образом. Этот процесс уменьшает размер зерна и улучшает механические свойства, особенно ударную вязкость. Нормализованно-прокатный процесс, при котором температура выше 900°C после завершения прокатки. Это оказывает такое же влияние на свойства, как и нормализация, но исключает лишний процесс повторного нагрева материала. Нормализованные и нормализованные прокаты имеют обозначение «Н».
Использование высокопрочной стали может уменьшить объем необходимой стали, но сталь должна быть прочной при рабочих температурах, а также должна обладать достаточной пластичностью, чтобы противостоять любому распространению вязкой трещины. Следовательно, более прочные стали требуют улучшенной ударной вязкости и пластичности, что может быть достигнуто только при использовании чистых сталей с низким содержанием углерода и при максимальном измельчении зерна. Внедрение процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели.
Термомеханически прокатанная сталь использует особый химический состав стали, чтобы обеспечить более низкую конечную температуру прокатки около 700°C. Для прокатки стали при этих более низких температурах требуется большее усилие, и свойства сохраняются до тех пор, пока она не будет повторно нагрета выше 650°C. Сталь, прокатанная термомеханическим способом, имеет обозначение «М».
Процесс производства закаленной и отпущенной стали начинается с нормализованного материала при температуре 900°C. Его быстро охлаждают или «закаливают» для получения стали с высокой прочностью и твердостью, но с низкой ударной вязкостью. Прочность восстанавливается повторным нагревом до 600°C, поддержанием температуры в течение определенного времени и последующим естественным охлаждением (отпуск). Закаленные и отпущенные стали имеют обозначение «Q».
Закалка включает быстрое охлаждение продукта путем погружения непосредственно в воду или масло. Он часто используется в сочетании с отпуском, который представляет собой вторую стадию термообработки до температур ниже диапазона аустенизации. Эффект отпуска заключается в размягчении ранее закаленных структур и повышении их прочности и пластичности.
Схематический температурно-временной график процессов прокатки
[вверх] Прочность
[вверх] Предел текучести
Предел текучести является наиболее распространенным свойством, которое необходимо проектировщику, поскольку оно является основой для большинства правил, приведенных в нормах проектирования. В европейских стандартах на конструкционные углеродистые стали (включая атмосферостойкие стали) основное обозначение относится к пределу текучести, например Сталь S355 представляет собой конструкционную сталь с указанным минимальным пределом текучести 355 Н/мм².
Стандарты на продукцию также определяют допустимый диапазон значений предела прочности при растяжении (UTS). Минимальный UTS имеет отношение к некоторым аспектам дизайна.
[вверх]Горячекатаные стали
Для горячекатаных углеродистых сталей число, указанное в обозначении, представляет собой значение предела текучести для материала толщиной до 16 мм. Конструкторы должны учитывать, что предел текучести уменьшается с увеличением толщины листа или профиля (более тонкий материал обрабатывается больше, чем толстый, и обработка увеличивает прочность). Для двух наиболее распространенных марок стали, используемых в Великобритании, указанные минимальные значения предела текучести и минимального предела прочности при растяжении показаны в таблице ниже для сталей в соответствии со стандартом BS EN 10025-2 9.0123 [1] .
Минимальный предел текучести и предел прочности при растяжении для обычных марок стали
Марка
Предел текучести (Н/мм 2 ) для номинальной толщины t (мм)
Прочность на растяжение (Н/мм 2 ) для номинальной толщины t (мм)
т ≤ 16
16 < t ≤ 40
40 < t ≤ 63
63 < t ≤ 80
3 < t ≤ 100
100 < t ≤ 150
S275
275
265
255
245
410
400
С355
355
345
335
325
470
450
Национальное приложение Великобритании к BS EN 1993-1-1 [2] позволяет использовать минимальное значение текучести для определенной толщины в качестве номинального (характеристического) предела текучести f y и минимальный предел прочности при растяжении f u использовать в качестве номинального (характеристического) предела прочности.
Аналогичные значения даны для других марок в других частях BS EN 10025 и для полых профилей в BS EN 10210-1 [3] .
[top]Стали холодной штамповки
Существует широкий диапазон марок стали для полосовой стали, подходящей для холодной штамповки. Минимальные значения предела текучести и предела прочности указаны в соответствующем стандарте на продукцию BS EN 10346 9.0123 [4] .
BS EN 1993-1-3 [5] содержит значения базового предела текучести f yb и предела прочности при растяжении f u , которые следует использовать в качестве характеристических значений при проектировании.
[наверх]Нержавеющая сталь
Марки нержавеющей стали обозначаются числовым «номером стали» (например, 1,4401 для типичной аустенитной стали), а не системой обозначения «S» для углеродистых сталей. Соотношение напряжение-деформация не имеет четкого различия в пределе текучести, и предел текучести нержавеющей стали для нержавеющей стали обычно указывается в терминах условного предела прочности, определенного для определенного смещения постоянной деформации (обычно 0,2% деформации).
Прочность обычно используемых конструкционных нержавеющих сталей находится в диапазоне от 170 до 450 Н/мм². Аустенитные стали имеют более низкий предел текучести, чем обычно используемые углеродистые стали; Дуплексные стали имеют более высокий предел текучести, чем обычные углеродистые стали. Как для аустенитных, так и для дуплексных нержавеющих сталей отношение предела прочности к пределу текучести больше, чем для углеродистых сталей.
BS EN 1993-1-4 [6] содержит номинальные (характеристические) значения предела текучести f y и предельной минимальной прочности на растяжение f u для сталей в соответствии с BS EN 10088-1 [7] для использования в конструкции.
[вверх] Прочность
Образец для испытания на ударный изгиб с V-образным надрезом
Природа всех материалов состоит в том, чтобы иметь некоторые дефекты. В стали эти дефекты принимают форму очень маленьких трещин. Если сталь недостаточно прочная, «трещина» может быстро распространяться без пластической деформации и приводить к «хрупкому разрушению». Риск хрупкого разрушения увеличивается с толщиной, растягивающим напряжением, концентраторами напряжения и при более низких температурах. Прочность стали и ее способность сопротивляться хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на ударную вязкость по Шарпи с V-образным надрезом — см. изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при определенной температуре одним ударом маятника.
В различных стандартах на продукцию указаны минимальные значения энергии удара для различных марок основания каждого класса прочности. Для нелегированных конструкционных сталей основные обозначения марок: JR, J0, J2 и K2. Для мелкозернистых сталей и закаленных и отпущенных сталей (которые, как правило, более прочные, с более высокой энергией удара) используются разные обозначения. Сводная информация об обозначениях ударной вязкости приведена в таблице ниже.
Минимальная энергия удара для оснований из углеродистой стали
Стандарт
Основание
Ударная вязкость
Температура испытания
БС ЕН 10025-2 [1] БС ЕН 10210-1 [3]
Младший
27Дж
20 или С
Дж0
27Дж
0 или С
Дж2
27Дж
-20 о С
К2
40Дж
-20 или С
БС ЕН 10025-3 [8]
Н
40Дж
-20 о в
НЛ
27Дж
-50 о в
БС ЕН 10025-4 [9]
М
40Дж
-20 о в
МЛ
27Дж
-50 о с
БС ЕН 10025-5 [10]
Дж0
27Дж
0 или С
Дж2
27Дж
-20 или С
К2
40Дж
-20 или С
Дж4
27Дж
-40 или С
Дж5
27Дж
-50 или С
БС ЕН 10025-6 [11]
В
30Дж
-20 о в
QL
30Дж
-40 о в
QL1
30Дж
-60 о в
Для тонколистовых сталей для холодной штамповки требования к энергии удара не указаны для материала толщиной менее 6 мм.
Выбор подходящей марки основания для обеспечения достаточной прочности в расчетных ситуациях приведен в BS EN 19.93-1-10 [12] и связанный с ним UK NA [13] . Правила связывают температуру воздействия, уровень напряжения и т. д. с «предельной толщиной» для каждой марки стали. PD 6695-1-10 [14] содержит полезные справочные таблицы, а руководство по выбору соответствующего грунтового основания дано в ED007.
SCI-P419
Эти правила проектирования были разработаны для конструкций, подверженных усталости, таких как мосты и опорные конструкции кранов, и признано, что их использование для зданий, где усталость играет незначительную роль, чрезвычайно безопасно.
Публикация SCI P419 представляет модифицированные пределы толщины стали, которые могут использоваться в зданиях, где усталость не является расчетным соображением. Эти новые пределы были получены с использованием точно такого же подхода, как и правила проектирования Еврокода, но они существенно уменьшают рост трещин из-за усталости. Употреблено слово «уменьшать», так как допущение отсутствия роста означало бы полное устранение эффекта утомления. Допускается некоторая усталость (20 000 циклов) на основе ориентировочных указаний стандарта DIN.
Термин «квазистатический» будет охватывать такие конструкции — в действительности может быть некоторое ограниченное циклическое воздействие нагрузки, но обычно это не рассматривается — подход к проектированию заключается в том, чтобы рассматривать все нагрузки как статические. Ключом к новому подходу является формула для выражения роста трещины при 20 000 циклов. Эксперты из Аахенского университета (участвовавшие в разработке Еврокода) дали это чрезвычайно важное выражение.
Дополнительную информацию можно найти в технической статье в сентябрьском выпуске журнала NSC за 2017 г.
Нержавеющая сталь обычно намного прочнее углеродистой стали; минимальные значения указаны в BS EN 10088-4 [15] . В стандарте BS EN 1993-1-4 [6] указано, что аустенитные и дуплексные стали достаточно прочны и не подвержены хрупкому разрушению при рабочих температурах до -40°C.
[top]Пластичность
Пластичность — это мера степени деформации или удлинения материала между началом текучести и возможным разрушением под действием растягивающей нагрузки, как показано на рисунке ниже. Конструктор полагается на пластичность в ряде аспектов конструкции, включая перераспределение напряжения в предельном состоянии, конструкцию группы болтов, снижение риска распространения усталостных трещин, а также в производственных процессах сварки, гибки и правки. Различные стандарты для марок стали в приведенной выше таблице настаивают на минимальном значении пластичности, поэтому расчетные допущения действительны, и если они указаны правильно, проектировщик может быть уверен в их адекватных характеристиках.
Напряженно-деформационное поведение стали
[вверх]Свариваемость
Приварка ребер жесткости к большой сборной балке (Изображение предоставлено Mabey Bridge Ltd)
Все конструкционные стали в основном поддаются сварке. Однако сварка предполагает локальное расплавление стали, которая впоследствии охлаждается. Охлаждение может быть довольно быстрым, потому что окружающий материал, напр. луч предлагает большой «радиатор», а сварной шов (и подводимое тепло) обычно относительно мал. Это может привести к упрочнению «зоны термического влияния» (ЗТВ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
Склонность к охрупчиванию также зависит от легирующих элементов, главным образом, но не исключительно, от содержания углерода. Эта восприимчивость может быть выражена как «значение углеродного эквивалента» (CEV), и различные стандарты на продукцию для углеродистых сталей дают выражения для определения этого значения.
BS EN 10025 [1] устанавливает обязательные пределы для CEV для всех охватываемых изделий из конструкционной стали, и для тех, кто контролирует сварку, несложно обеспечить, чтобы используемые спецификации процедуры сварки были квалифицированы для соответствующей марки стали и CEV.
Другие механические свойства стали
Другие механические свойства конструкционной стали, важные для проектировщика, включают:
Модуль упругости, E = 210 000 Н/мм²
Модуль сдвига, G = E/[2(1 + ν )] Н/мм², часто принимается равным 81 000 Н/мм²
Коэффициент Пуассона, ν = 0,3
Коэффициент теплового расширения, α = 12 x 10 -6 /°C (в диапазоне температур окружающей среды).
[вверх]Долговечность
Защита от коррозии за пределами объекта (Изображение предоставлено Hempel UK Ltd.)
Еще одним важным свойством является защита от коррозии. Хотя доступны специальные коррозионно-стойкие стали, они обычно не используются в строительстве. Исключением является атмосферостойкая сталь.
Наиболее распространенным средством защиты от коррозии конструкционной стали является покраска или цинкование. Требуемый тип и степень защиты покрытия зависят от степени воздействия, местоположения, расчетного срока службы и т. д. Во многих случаях в сухих условиях внутри не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.
[top]Сталь, устойчивая к атмосферным воздействиям
Сталь, устойчивая к атмосферным воздействиям, представляет собой высокопрочную низколегированную сталь, которая устойчива к коррозии, образуя прочную защитную «патину» ржавчины, препятствующую дальнейшей коррозии. Защитное покрытие не требуется. Он широко используется в Великобритании для строительства мостов и снаружи некоторых зданий. Он также используется для архитектурных элементов и скульптурных сооружений, таких как Ангел Севера.
Ангел Севера
[верх]Нержавеющая сталь
Типичные кривые напряжения-деформации для нержавеющей стали и углеродистой стали в отожженном состоянии
Нержавеющая сталь представляет собой материал с высокой коррозионной стойкостью, который можно использовать в конструкции, особенно там, где требуется высококачественная отделка поверхности. Подходящие сорта для воздействия в типичных условиях приведены ниже.
Деформационно-напряженное поведение нержавеющих сталей отличается от поведения углеродистых сталей в ряде аспектов. Наиболее важное отличие заключается в форме кривой напряжения-деформации. В то время как углеродистая сталь обычно демонстрирует линейное упругое поведение вплоть до предела текучести и плато перед деформационным упрочнением, нержавеющая сталь имеет более округлый отклик без четко определенного предела текучести. Таким образом, предел текучести нержавеющей стали, как правило, определяется для определенного смещения постоянной деформации (обычно 0,2% деформации), как показано на рисунке справа, который показывает типичные экспериментальные кривые напряжения-деформации для обычных аустенитных и дуплексных нержавеющих сталей. Показанные кривые представляют диапазон материалов, которые могут поставляться, и не должны использоваться при проектировании.
Указанные механические свойства обычных нержавеющих сталей по EN 10088-4 [15]
Описание
Марка
Минимум 0,2% предела текучести (Н/мм 2 )
Предел прочности при растяжении (Н/мм 2 )
Удлинение при разрыве (%)
Основные хромоникелевые аустенитные стали
1. 4301
210
520 – 720
45
1.4307
200
500 – 700
45
Молибден-хромоникелевые аустенитные стали
1.4401
220
520 – 670
45
1.4404
220
520 – 670
45
Дуплексные стали
1.4162
450
650 – 850
30
1,4462
460
640 – 840
25
Механические свойства относятся к горячекатаному листу. Для холоднокатаной и горячекатаной полосы указанные значения прочности на 10-17 % выше.
Рекомендации по выбору нержавеющей стали
BS EN ISO 9223 [16] Класс атмосферной коррозии
Типичная внешняя среда
Подходящая нержавеющая сталь
C1 (очень низкий)
Пустыни и арктические районы (очень низкая влажность)
1. 4301/1.4307, 1.4162
C2 (низкий)
Засушливые условия или низкий уровень загрязнения (сельская местность)
1.4301/1.4307, 1.4162
C3 (средний)
Прибрежные районы с небольшими отложениями соли Городские или промышленные районы с умеренным загрязнением
1.4401/1.4404, 1.4162 (1.4301/1.4307)
C4 (высокий)
Загрязненная городская и промышленная атмосфера Прибрежные районы с умеренными отложениями солей Дорожная среда с противогололедными солями
1.4462, (1.4401/1.4404), другие более высоколегированные дуплексы или аустениты
C5 (Очень высокая)
Сильно загрязненная промышленная атмосфера с высокой влажностью Морская атмосфера с высокой степенью солевых отложений и брызг
1.4462, другие более высоколегированные дуплексы или аустениты
Материалы, подходящие для более высокого класса, могут использоваться для более низких классов, но могут оказаться нерентабельными. Материалы, указанные в квадратных скобках, могут быть рассмотрены, если приемлема некоторая умеренная коррозия. Накопление агрессивных загрязняющих веществ и хлоридов будет выше в защищенных местах; следовательно, может быть необходимо выбрать рекомендуемую марку из следующего более высокого класса коррозии.
[наверх]Ссылки
↑ 1,0 1,1 1,2 BS EN 10025-2:2019 Горячекатаный прокат из конструкционных сталей. Технические условия поставки нелегированных конструкционных сталей BSI.
↑ NA+A1:2014 к BS EN 1993-1-1:2005+A1:2014, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций Общие нормы и правила для зданий, BSI
↑ 3.0 3.1 BS EN 10210-1:2006 Горячедеформированные конструкционные полые профили из нелегированных и мелкозернистых сталей. Технические требования к поставке, BSI.
↑ BS EN 10346:2015 Стальной плоский прокат с непрерывным горячим покрытием для холодной штамповки. Технические условия поставки. БСИ
↑ BS EN 1993-1-3:2006 Еврокод 3: Проектирование стальных конструкций. Общие правила — Дополнительные правила для холодногнутых элементов и листов, BSI.
↑ 6.0 6.1 BS EN 1993-1-4:2006+A1:2015 Еврокод 3. Проектирование стальных конструкций. Основные правила. Дополнительные правила для нержавеющих сталей, BSI
↑ БС ЕН 10088-1:2014 Нержавеющие стали. Список нержавеющих сталей, BSI
↑ BS EN 10025-3: 2019, Горячекатаный прокат из конструкционных сталей, Часть 3. Технические условия поставки нормализованного / нормализованного проката свариваемых мелкозернистых конструкционных сталей, BSI
↑ BS EN 10025-4: 2019, Горячекатаный прокат из конструкционных сталей, Часть 4. Технические условия поставки термомеханически свариваемых мелкозернистых конструкционных сталей, BSI
↑ BS EN 10025-5:2019, Горячекатаный прокат из конструкционных сталей, Часть 5. Технические условия поставки конструкционных сталей с повышенной атмосферной коррозионной стойкостью, BSI
↑ BS EN 10025-6: 2019, Горячекатаный прокат из конструкционных сталей, Часть 6. Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
↑ BS EN 1993-1-10:2005 Еврокод 3. Проектирование стальных конструкций. Прочность материала и свойства по толщине, BSI.
↑ NA to BS EN 1993-1-10: 2005, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций. Прочность материала и свойства по толщине. БСИ
↑ PD 6695-1-10:2009 Рекомендации по проектированию конструкций по BS EN 1993-1-10. БСИ
↑ 15,0 15,1 BS EN 10088-4:2009 Нержавеющие стали. Технические условия поставки листа и ленты из коррозионно-стойких сталей строительного назначения, BSI.
↑ BS EN ISO 9223:2012 Коррозия металлов и сплавов, Коррозионная активность атмосферы, Классификация, определение и оценка. БСИ
[наверх] Ресурсы
SCI ED007 Выбор марки стали в соответствии с Еврокодами, 2012 г.
SCI P419 Хрупкий излом: выбор марки стали в соответствии с BS EN 1993-1-10, 2017
[наверх] См. также
Производство стали
Спецификация металлоконструкций
Атмосферостойкая сталь
Защита от коррозии
Коды и стандарты проектирования
Производство
Сварка
Свойства стальных материалов — SteelConstruction.info
Свойства конструкционной стали определяются как ее химическим составом, так и методом производства, включая обработку во время изготовления. Стандарты на продукцию определяют пределы состава, качества и производительности, и эти ограничения используются или предполагаются проектировщиками конструкций. В этой статье рассматриваются основные свойства, представляющие интерес для дизайнера, и указываются соответствующие стандарты для конкретных продуктов. Спецификация стальных конструкций описана в отдельной статье.
Схематическая диаграмма напряжения/деформации для стали
Содержание
1 Свойства материала, необходимые для проектирования
2 Факторы, влияющие на механические свойства
3 Сила
3. 1 Предел текучести
3.1.1 Горячекатаные стали
3.1.2 Холоднодеформированные стали
3.1.3 Нержавеющая сталь
4 Прочность
5 Пластичность
6 Свариваемость
7 Прочие механические свойства стали
8 Прочность
8.1 Атмосферостойкая сталь
8.2 Нержавеющая сталь
9 Каталожные номера
10 ресурсов
11 См. также
[наверх]Свойства материалов, необходимые для проектирования
Свойства, которые должны учитываться проектировщиками при выборе стальных строительных изделий:
Прочность
Прочность
Пластичность
Свариваемость
Прочность.
При проектировании механические свойства определяются на основе минимальных значений, указанных в соответствующем стандарте на продукцию. Свариваемость определяется химическим составом сплава, который регламентируется стандартом на продукцию. Долговечность зависит от конкретного типа сплава — обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.
[вверх]Факторы, влияющие на механические свойства
Механические свойства стали определяются сочетанием химического состава, термической обработки и производственных процессов. Хотя основным компонентом стали является железо, добавление очень небольших количеств других элементов может оказать заметное влияние на свойства стали. Прочность стали можно увеличить за счет добавления таких сплавов, как марганец, ниобий и ванадий. Однако эти добавки к сплаву могут также неблагоприятно повлиять на другие свойства, такие как пластичность, ударная вязкость и свариваемость.
Сведение к минимуму содержания серы может повысить пластичность, а ударная вязкость может быть улучшена за счет добавления никеля. Поэтому химический состав для каждой спецификации стали тщательно сбалансирован и протестирован во время ее производства, чтобы гарантировать достижение соответствующих свойств.
Легирующие элементы также дают различную реакцию, когда материал подвергается термической обработке, включающей охлаждение с заданной скоростью от определенной пиковой температуры. Производственный процесс может включать комбинацию термической обработки и механической обработки, которые имеют решающее значение для характеристик стали.
Механическая обработка происходит во время прокатки или формовки стали. Чем больше стали прокатывают, тем прочнее она становится. Этот эффект очевиден в стандартах на материалы, которые, как правило, определяют снижение уровней предела текучести с увеличением толщины материала.
Эффект термической обработки лучше всего объясняется ссылкой на различные технологические процессы, которые могут использоваться в производстве стали, основными из которых являются:
Сталь после проката
Нормализованная сталь
Прокат нормализованный
Сталь термомеханически катаная (TMR)
Сталь, подвергнутая закалке и отпуску (Q&T).
Сталь охлаждается во время прокатки, при этом типичная температура конца прокатки составляет около 750°C. Сталь, которой затем дают остыть естественным путем, называют материалом в состоянии после прокатки. Нормализация происходит, когда прокатанный материал снова нагревается примерно до 900°C и выдерживается при этой температуре в течение определенного времени, прежде чем дать ему возможность остыть естественным образом. Этот процесс уменьшает размер зерна и улучшает механические свойства, особенно ударную вязкость. Нормализованно-прокатный процесс, при котором температура выше 900°C после завершения прокатки. Это оказывает такое же влияние на свойства, как и нормализация, но исключает лишний процесс повторного нагрева материала. Нормализованные и нормализованные прокаты имеют обозначение «Н».
Использование высокопрочной стали может уменьшить объем необходимой стали, но сталь должна быть прочной при рабочих температурах, а также должна обладать достаточной пластичностью, чтобы противостоять любому распространению вязкой трещины. Следовательно, более прочные стали требуют улучшенной ударной вязкости и пластичности, что может быть достигнуто только при использовании чистых сталей с низким содержанием углерода и при максимальном измельчении зерна. Внедрение процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели.
Термомеханически прокатанная сталь использует особый химический состав стали, чтобы обеспечить более низкую конечную температуру прокатки около 700°C. Для прокатки стали при этих более низких температурах требуется большее усилие, и свойства сохраняются до тех пор, пока она не будет повторно нагрета выше 650°C. Сталь, прокатанная термомеханическим способом, имеет обозначение «М».
Процесс производства закаленной и отпущенной стали начинается с нормализованного материала при температуре 900°C. Его быстро охлаждают или «закаливают» для получения стали с высокой прочностью и твердостью, но с низкой ударной вязкостью. Прочность восстанавливается повторным нагревом до 600°C, поддержанием температуры в течение определенного времени и последующим естественным охлаждением (отпуск). Закаленные и отпущенные стали имеют обозначение «Q».
Закалка включает быстрое охлаждение продукта путем погружения непосредственно в воду или масло. Он часто используется в сочетании с отпуском, который представляет собой вторую стадию термообработки до температур ниже диапазона аустенизации. Эффект отпуска заключается в размягчении ранее закаленных структур и повышении их прочности и пластичности.
Схематический температурно-временной график процессов прокатки
[вверх] Прочность
[вверх] Предел текучести
Предел текучести является наиболее распространенным свойством, которое необходимо проектировщику, поскольку оно является основой для большинства правил, приведенных в нормах проектирования. В европейских стандартах на конструкционные углеродистые стали (включая атмосферостойкие стали) основное обозначение относится к пределу текучести, например Сталь S355 представляет собой конструкционную сталь с указанным минимальным пределом текучести 355 Н/мм².
Стандарты на продукцию также определяют допустимый диапазон значений предела прочности при растяжении (UTS). Минимальный UTS имеет отношение к некоторым аспектам дизайна.
[вверх]Горячекатаные стали
Для горячекатаных углеродистых сталей число, указанное в обозначении, представляет собой значение предела текучести для материала толщиной до 16 мм. Конструкторы должны учитывать, что предел текучести уменьшается с увеличением толщины листа или профиля (более тонкий материал обрабатывается больше, чем толстый, и обработка увеличивает прочность). Для двух наиболее распространенных марок стали, используемых в Великобритании, указанные минимальные значения предела текучести и минимального предела прочности при растяжении показаны в таблице ниже для сталей в соответствии со стандартом BS EN 10025-2 9.0123 [1] .
Минимальный предел текучести и предел прочности при растяжении для обычных марок стали
Марка
Предел текучести (Н/мм 2 ) для номинальной толщины t (мм)
Прочность на растяжение (Н/мм 2 ) для номинальной толщины t (мм)
т ≤ 16
16 < t ≤ 40
40 < t ≤ 63
63 < t ≤ 80
3 < t ≤ 100
100 < t ≤ 150
S275
275
265
255
245
410
400
С355
355
345
335
325
470
450
Национальное приложение Великобритании к BS EN 1993-1-1 [2] позволяет использовать минимальное значение текучести для определенной толщины в качестве номинального (характеристического) предела текучести f y и минимальный предел прочности при растяжении f u использовать в качестве номинального (характеристического) предела прочности.
Аналогичные значения даны для других марок в других частях BS EN 10025 и для полых профилей в BS EN 10210-1 [3] .
[top]Стали холодной штамповки
Существует широкий диапазон марок стали для полосовой стали, подходящей для холодной штамповки. Минимальные значения предела текучести и предела прочности указаны в соответствующем стандарте на продукцию BS EN 10346 9.0123 [4] .
BS EN 1993-1-3 [5] содержит значения базового предела текучести f yb и предела прочности при растяжении f u , которые следует использовать в качестве характеристических значений при проектировании.
[наверх]Нержавеющая сталь
Марки нержавеющей стали обозначаются числовым «номером стали» (например, 1,4401 для типичной аустенитной стали), а не системой обозначения «S» для углеродистых сталей. Соотношение напряжение-деформация не имеет четкого различия в пределе текучести, и предел текучести нержавеющей стали для нержавеющей стали обычно указывается в терминах условного предела прочности, определенного для определенного смещения постоянной деформации (обычно 0,2% деформации).
Прочность обычно используемых конструкционных нержавеющих сталей находится в диапазоне от 170 до 450 Н/мм². Аустенитные стали имеют более низкий предел текучести, чем обычно используемые углеродистые стали; Дуплексные стали имеют более высокий предел текучести, чем обычные углеродистые стали. Как для аустенитных, так и для дуплексных нержавеющих сталей отношение предела прочности к пределу текучести больше, чем для углеродистых сталей.
BS EN 1993-1-4 [6] содержит номинальные (характеристические) значения предела текучести f y и предельной минимальной прочности на растяжение f u для сталей в соответствии с BS EN 10088-1 [7] для использования в конструкции.
[вверх] Прочность
Образец для испытания на ударный изгиб с V-образным надрезом
Природа всех материалов состоит в том, чтобы иметь некоторые дефекты. В стали эти дефекты принимают форму очень маленьких трещин. Если сталь недостаточно прочная, «трещина» может быстро распространяться без пластической деформации и приводить к «хрупкому разрушению». Риск хрупкого разрушения увеличивается с толщиной, растягивающим напряжением, концентраторами напряжения и при более низких температурах. Прочность стали и ее способность сопротивляться хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на ударную вязкость по Шарпи с V-образным надрезом — см. изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при определенной температуре одним ударом маятника.
В различных стандартах на продукцию указаны минимальные значения энергии удара для различных марок основания каждого класса прочности. Для нелегированных конструкционных сталей основные обозначения марок: JR, J0, J2 и K2. Для мелкозернистых сталей и закаленных и отпущенных сталей (которые, как правило, более прочные, с более высокой энергией удара) используются разные обозначения. Сводная информация об обозначениях ударной вязкости приведена в таблице ниже.
Минимальная энергия удара для оснований из углеродистой стали
Стандарт
Основание
Ударная вязкость
Температура испытания
БС ЕН 10025-2 [1] БС ЕН 10210-1 [3]
Младший
27Дж
20 или С
Дж0
27Дж
0 или С
Дж2
27Дж
-20 о С
К2
40Дж
-20 или С
БС ЕН 10025-3 [8]
Н
40Дж
-20 о в
НЛ
27Дж
-50 о в
БС ЕН 10025-4 [9]
М
40Дж
-20 о в
МЛ
27Дж
-50 о с
БС ЕН 10025-5 [10]
Дж0
27Дж
0 или С
Дж2
27Дж
-20 или С
К2
40Дж
-20 или С
Дж4
27Дж
-40 или С
Дж5
27Дж
-50 или С
БС ЕН 10025-6 [11]
В
30Дж
-20 о в
QL
30Дж
-40 о в
QL1
30Дж
-60 о в
Для тонколистовых сталей для холодной штамповки требования к энергии удара не указаны для материала толщиной менее 6 мм.
Выбор подходящей марки основания для обеспечения достаточной прочности в расчетных ситуациях приведен в BS EN 19.93-1-10 [12] и связанный с ним UK NA [13] . Правила связывают температуру воздействия, уровень напряжения и т. д. с «предельной толщиной» для каждой марки стали. PD 6695-1-10 [14] содержит полезные справочные таблицы, а руководство по выбору соответствующего грунтового основания дано в ED007.
SCI-P419
Эти правила проектирования были разработаны для конструкций, подверженных усталости, таких как мосты и опорные конструкции кранов, и признано, что их использование для зданий, где усталость играет незначительную роль, чрезвычайно безопасно.
Публикация SCI P419 представляет модифицированные пределы толщины стали, которые могут использоваться в зданиях, где усталость не является расчетным соображением. Эти новые пределы были получены с использованием точно такого же подхода, как и правила проектирования Еврокода, но они существенно уменьшают рост трещин из-за усталости. Употреблено слово «уменьшать», так как допущение отсутствия роста означало бы полное устранение эффекта утомления. Допускается некоторая усталость (20 000 циклов) на основе ориентировочных указаний стандарта DIN.
Термин «квазистатический» будет охватывать такие конструкции — в действительности может быть некоторое ограниченное циклическое воздействие нагрузки, но обычно это не рассматривается — подход к проектированию заключается в том, чтобы рассматривать все нагрузки как статические. Ключом к новому подходу является формула для выражения роста трещины при 20 000 циклов. Эксперты из Аахенского университета (участвовавшие в разработке Еврокода) дали это чрезвычайно важное выражение.
Дополнительную информацию можно найти в технической статье в сентябрьском выпуске журнала NSC за 2017 г.
Нержавеющая сталь обычно намного прочнее углеродистой стали; минимальные значения указаны в BS EN 10088-4 [15] . В стандарте BS EN 1993-1-4 [6] указано, что аустенитные и дуплексные стали достаточно прочны и не подвержены хрупкому разрушению при рабочих температурах до -40°C.
[top]Пластичность
Пластичность — это мера степени деформации или удлинения материала между началом текучести и возможным разрушением под действием растягивающей нагрузки, как показано на рисунке ниже. Конструктор полагается на пластичность в ряде аспектов конструкции, включая перераспределение напряжения в предельном состоянии, конструкцию группы болтов, снижение риска распространения усталостных трещин, а также в производственных процессах сварки, гибки и правки. Различные стандарты для марок стали в приведенной выше таблице настаивают на минимальном значении пластичности, поэтому расчетные допущения действительны, и если они указаны правильно, проектировщик может быть уверен в их адекватных характеристиках.
Напряженно-деформационное поведение стали
[вверх]Свариваемость
Приварка ребер жесткости к большой сборной балке (Изображение предоставлено Mabey Bridge Ltd)
Все конструкционные стали в основном поддаются сварке. Однако сварка предполагает локальное расплавление стали, которая впоследствии охлаждается. Охлаждение может быть довольно быстрым, потому что окружающий материал, напр. луч предлагает большой «радиатор», а сварной шов (и подводимое тепло) обычно относительно мал. Это может привести к упрочнению «зоны термического влияния» (ЗТВ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
Склонность к охрупчиванию также зависит от легирующих элементов, главным образом, но не исключительно, от содержания углерода. Эта восприимчивость может быть выражена как «значение углеродного эквивалента» (CEV), и различные стандарты на продукцию для углеродистых сталей дают выражения для определения этого значения.
BS EN 10025 [1] устанавливает обязательные пределы для CEV для всех охватываемых изделий из конструкционной стали, и для тех, кто контролирует сварку, несложно обеспечить, чтобы используемые спецификации процедуры сварки были квалифицированы для соответствующей марки стали и CEV.
Другие механические свойства стали
Другие механические свойства конструкционной стали, важные для проектировщика, включают:
Модуль упругости, E = 210 000 Н/мм²
Модуль сдвига, G = E/[2(1 + ν )] Н/мм², часто принимается равным 81 000 Н/мм²
Коэффициент Пуассона, ν = 0,3
Коэффициент теплового расширения, α = 12 x 10 -6 /°C (в диапазоне температур окружающей среды).
[вверх]Долговечность
Защита от коррозии за пределами объекта (Изображение предоставлено Hempel UK Ltd.)
Еще одним важным свойством является защита от коррозии. Хотя доступны специальные коррозионно-стойкие стали, они обычно не используются в строительстве. Исключением является атмосферостойкая сталь.
Наиболее распространенным средством защиты от коррозии конструкционной стали является покраска или цинкование. Требуемый тип и степень защиты покрытия зависят от степени воздействия, местоположения, расчетного срока службы и т. д. Во многих случаях в сухих условиях внутри не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.
[top]Сталь, устойчивая к атмосферным воздействиям
Сталь, устойчивая к атмосферным воздействиям, представляет собой высокопрочную низколегированную сталь, которая устойчива к коррозии, образуя прочную защитную «патину» ржавчины, препятствующую дальнейшей коррозии. Защитное покрытие не требуется. Он широко используется в Великобритании для строительства мостов и снаружи некоторых зданий. Он также используется для архитектурных элементов и скульптурных сооружений, таких как Ангел Севера.
Ангел Севера
[верх]Нержавеющая сталь
Типичные кривые напряжения-деформации для нержавеющей стали и углеродистой стали в отожженном состоянии
Нержавеющая сталь представляет собой материал с высокой коррозионной стойкостью, который можно использовать в конструкции, особенно там, где требуется высококачественная отделка поверхности. Подходящие сорта для воздействия в типичных условиях приведены ниже.
Деформационно-напряженное поведение нержавеющих сталей отличается от поведения углеродистых сталей в ряде аспектов. Наиболее важное отличие заключается в форме кривой напряжения-деформации. В то время как углеродистая сталь обычно демонстрирует линейное упругое поведение вплоть до предела текучести и плато перед деформационным упрочнением, нержавеющая сталь имеет более округлый отклик без четко определенного предела текучести. Таким образом, предел текучести нержавеющей стали, как правило, определяется для определенного смещения постоянной деформации (обычно 0,2% деформации), как показано на рисунке справа, который показывает типичные экспериментальные кривые напряжения-деформации для обычных аустенитных и дуплексных нержавеющих сталей. Показанные кривые представляют диапазон материалов, которые могут поставляться, и не должны использоваться при проектировании.
Указанные механические свойства обычных нержавеющих сталей по EN 10088-4 [15]
Описание
Марка
Минимум 0,2% предела текучести (Н/мм 2 )
Предел прочности при растяжении (Н/мм 2 )
Удлинение при разрыве (%)
Основные хромоникелевые аустенитные стали
1. 4301
210
520 – 720
45
1.4307
200
500 – 700
45
Молибден-хромоникелевые аустенитные стали
1.4401
220
520 – 670
45
1.4404
220
520 – 670
45
Дуплексные стали
1.4162
450
650 – 850
30
1,4462
460
640 – 840
25
Механические свойства относятся к горячекатаному листу. Для холоднокатаной и горячекатаной полосы указанные значения прочности на 10-17 % выше.
Рекомендации по выбору нержавеющей стали
BS EN ISO 9223 [16] Класс атмосферной коррозии
Типичная внешняя среда
Подходящая нержавеющая сталь
C1 (очень низкий)
Пустыни и арктические районы (очень низкая влажность)
1. 4301/1.4307, 1.4162
C2 (низкий)
Засушливые условия или низкий уровень загрязнения (сельская местность)
1.4301/1.4307, 1.4162
C3 (средний)
Прибрежные районы с небольшими отложениями соли Городские или промышленные районы с умеренным загрязнением
1.4401/1.4404, 1.4162 (1.4301/1.4307)
C4 (высокий)
Загрязненная городская и промышленная атмосфера Прибрежные районы с умеренными отложениями солей Дорожная среда с противогололедными солями
1.4462, (1.4401/1.4404), другие более высоколегированные дуплексы или аустениты
C5 (Очень высокая)
Сильно загрязненная промышленная атмосфера с высокой влажностью Морская атмосфера с высокой степенью солевых отложений и брызг
1.4462, другие более высоколегированные дуплексы или аустениты
Материалы, подходящие для более высокого класса, могут использоваться для более низких классов, но могут оказаться нерентабельными. Материалы, указанные в квадратных скобках, могут быть рассмотрены, если приемлема некоторая умеренная коррозия. Накопление агрессивных загрязняющих веществ и хлоридов будет выше в защищенных местах; следовательно, может быть необходимо выбрать рекомендуемую марку из следующего более высокого класса коррозии.
[наверх]Ссылки
↑ 1,0 1,1 1,2 BS EN 10025-2:2019 Горячекатаный прокат из конструкционных сталей. Технические условия поставки нелегированных конструкционных сталей BSI.
↑ NA+A1:2014 к BS EN 1993-1-1:2005+A1:2014, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций Общие нормы и правила для зданий, BSI
↑ 3.0 3.1 BS EN 10210-1:2006 Горячедеформированные конструкционные полые профили из нелегированных и мелкозернистых сталей. Технические требования к поставке, BSI.
↑ BS EN 10346:2015 Стальной плоский прокат с непрерывным горячим покрытием для холодной штамповки. Технические условия поставки. БСИ
↑ BS EN 1993-1-3:2006 Еврокод 3: Проектирование стальных конструкций. Общие правила — Дополнительные правила для холодногнутых элементов и листов, BSI.
↑ 6.0 6.1 BS EN 1993-1-4:2006+A1:2015 Еврокод 3. Проектирование стальных конструкций. Основные правила. Дополнительные правила для нержавеющих сталей, BSI
↑ БС ЕН 10088-1:2014 Нержавеющие стали. Список нержавеющих сталей, BSI
↑ BS EN 10025-3: 2019, Горячекатаный прокат из конструкционных сталей, Часть 3. Технические условия поставки нормализованного / нормализованного проката свариваемых мелкозернистых конструкционных сталей, BSI
↑ BS EN 10025-4: 2019, Горячекатаный прокат из конструкционных сталей, Часть 4. Технические условия поставки термомеханически свариваемых мелкозернистых конструкционных сталей, BSI
↑ BS EN 10025-5:2019, Горячекатаный прокат из конструкционных сталей, Часть 5. Технические условия поставки конструкционных сталей с повышенной атмосферной коррозионной стойкостью, BSI
↑ BS EN 10025-6: 2019, Горячекатаный прокат из конструкционных сталей, Часть 6. Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
↑ BS EN 1993-1-10:2005 Еврокод 3. Проектирование стальных конструкций. Прочность материала и свойства по толщине, BSI.
↑ NA to BS EN 1993-1-10: 2005, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций. Прочность материала и свойства по толщине. БСИ
↑ PD 6695-1-10:2009 Рекомендации по проектированию конструкций по BS EN 1993-1-10. БСИ
↑ 15,0 15,1 BS EN 10088-4:2009 Нержавеющие стали. Технические условия поставки листа и ленты из коррозионно-стойких сталей строительного назначения, BSI.
↑ BS EN ISO 9223:2012 Коррозия металлов и сплавов, Коррозионная активность атмосферы, Классификация, определение и оценка. БСИ
[наверх] Ресурсы
SCI ED007 Выбор марки стали в соответствии с Еврокодами, 2012 г.
Устройство и принцип действия центробежного насоса
9 апреля 2018
Насосы центробежного типа – один из наиболее популярных типов насосного оборудования. Современные производители предлагают множество моделей для бытового и промышленного применения. Устройства используются в технологических процессах, для забора жидких сред из скважин с последующей транспортировкой по горизонтали или подъемом на требуемую высоту, осушения подвалов. С помощью центробежных моделей организуют полив, водоснабжение животноводческих хозяйств, создают автономные системы водоснабжения.
Особенности конструкции и принцип действия центробежного насоса
Независимо от модели, центробежные агрегаты включают:
Корпус с входным и выходным патрубками. Обычно имеет конфигурацию, напоминающую улитку.
Электродвигатель. Для обеспечения бесперебойной работы двигатель располагают в герметичном пространстве, защищенном от попадания рабочих сред.
Вал. Передает крутящий момент от двигателя к рабочему колесу, на внешней поверхности которого расположены лопатки. Они предназначены для перемещения рабочей среды по внутренней камере.
Подшипниковые узлы. Облегчают вращение вала.
Уплотнения. Защищают внутренние компоненты агрегата от контакта с рабочими средами.
Дополнительно в устройство центробежного насоса входят конструктивные элементы, повышающие функциональность, безопасность и эффективность его использования:
Шланги различного назначения.
Обратный клапан, предохраняющий аппарат от возврата рабочей среды.
Фильтр грубой очистки, устанавливаемый перед агрегатом. Предохраняет внутренние узлы устройства от повреждения крупными механическими включениями.
Измерительные устройства – вакуумметры, манометры.
Запорно-регулирующая трубопроводная арматура.
Принцип работы насосного оборудования этого типа:
При включении электродвигателя начинает вращаться рабочее колесо, расположенное в наполненном водой корпусе.
Под воздействием центробежной силы происходит вытеснение воды к наружным участкам камеры, а затем под действием созданного избыточного давления – в напорный трубопровод.
Благодаря созданию избыточного давления у наружных стенок камеры, в центре рабочего колеса давление снижается. В агрегат поступает жидкость из всасывающего трубопровода, что обеспечивает непрерывную работу устройства.
Классификация центробежных насосов
По конструктивному исполнению различают следующие виды насосного оборудования:
В зависимости от количества рабочих колес, центробежные агрегаты называют одно- или многоступенчатыми. Многоступенчатые модели обеспечивают высокий напор. Колеса могут иметь два диска – задний и передний или только задний. Модели первого типа используются в трубопроводах низкого давления или для перекачки густых жидких сред.
По ориентации корпуса в пространстве – горизонтальные и вертикальные. На корпусе могут быть расположены один или два всасывающих патрубка.
По создаваемому давлению различают модели низкого (до 0,2 МПа), среднего (0,2-0,6 МПа), высокого (более 0,6 МПа) давления.
По скорости вращения производители предлагают агрегаты – высокоскоростные, нормального и тихого хода.
По назначению – центробежные насосы для перекачки воды, фекальные, дренажные, скважинные.
При выборе подходящей модели учитывают характеристики рабочего колеса:
Материал изготовления. Сталь, чугун, медные сплавы – применяются для моделей, предназначенных для работы с неагрессивными средами. Для эксплуатации в контакте с химически активными средами востребованы колеса из современных керамических материалов.
Технология производства. Литье и штамповка применяются для изготовления изделий, используемых в мощных агрегатах, клепка – для аппаратов низкой мощности.
По конфигурации лопастей – прямых, загнутых в сторону вращения колеса или в противоположную сторону.
Поверхностные и погружные насосы: устройство, характеристики и области применения
Один из основных классификационных признаков – расположение установки во время работы.
Поверхностные агрегаты
Такие аппараты располагают на поверхности грунта, а в резервуар, емкость, водоем, колодец, отстойник опускают заборный шланг. Эти модели просты в монтаже, обслуживании и ремонте. Но есть и минусы, ограничивающие их область применения. К ним относятся:
невысокая мощность, возможность забора жидкости с глубины не более 8-10 м;
высокий риск поломки при работе на сухом ходу;
меньшая, по сравнению с погружной помпой, производительность.
Погружные центробежные насосы
Агрегаты располагают в самой рабочей среде, фиксируя их с помощью троса на крепежном элементе, расположенном на поверхности грунта. К этим аппаратам предъявляются высокие требования по герметичности корпуса.
Преимущество погружных моделей – способность создавать высокий напор даже при небольших габаритах. К минусам относят сложность периодического обслуживания и проведения ремонтных работ.
При выборе подходящей модели центробежного насоса учитывают глубину, с которой будет производиться откачка жидкости и/или расстояние транспортировки по горизонтали, требуемую производительность, величину напора, характеристики рабочей среды, гидравлические показатели трубопроводной системы, энергоэффективность аппарата.
Устройство центробежных насосов
Конструкции центробежных насосов весьма разнообразны, однако все они включают следующие основные элементы: подвод, одно или несколько рабочих колес, отвод, уплотнения и подшипники. Принцип действия центробежного насоса заключается в следующем. Жидкая среда через подвод попадает в спиралевидный корпус насоса с вращающимся в нем рабочим колесом. В процессе вращения рабочего колеса жидкая среда, находящаяся между его лопатками, благодаря центробежной силе поступает в отвод, а затем выбрасывается из насоса через напорный патрубок. Уходящая жидкость освобождает занимаемое ею пространство, поэтому у входа в рабочее колесо образуется разрежение, а на периферии — избыточное давление. Под действием разности атмосферного давления в резервуаре-приемнике и пониженного давления на входе в насос жидкость постоянно подсасывается в межлопастные каналы рабочего колеса. Таким образом осуществляется непрерывная подача воды, сточных вод или осадка.
Устройство центробежного насоса
Основные конструктивные элементы центробежных насосов Подводы Подвод — часть корпуса центробежного насоса, которая служит для уменьшения потерь при входе перекачиваемой жидкой среды в рабочее колесо и улучшения кавитационных качеств насоса, позволяет создать равномерное и осесимметричное поле скоростей, сделать движение жидкости перед рабочим колесом установившимся. Подводы бывают либо осевыми, либо боковыми. Осевые подводы наиболее распространены в консольных и вертикальных насосах одностороннего входа. При этом наибольшее предпочтение отдают подводу в виде конфузорного патрубка как наиболее простому по конструкции. Боковые подводы применяют в насосах двустороннего входа, а также в большинстве многоступенчатых насосов. Боковые подводы могут быть нескольких типов: спиральные подводы, позволяющие получить определенный момент скорости на входе в рабочее колесо насоса; кольцевые подводы, не создающие момента скорости, и подводы в виде сужающихся колен.
Схемы подводов центробежных насосов: а — подвод в виде конфузорного патрубка; б — спиральный подвод; в — кольцевой подвод; г — подвод в виде сужающихся колен
Спиральный подвод стабилизирует поток, улучшает условия входа его на лопасти рабочего колеса, позволяет снизить относительную скорость перекачиваемой жидкой среды, а следовательно, и потери в каналах рабочего колеса, связанные с диффузорностью. Кольцевой подвод не обеспечивает создание равномерного поля скоростей по обе стороны вала насоса и заметно снижает КПД насоса, зато такой подвод прост по конструкции. Подвод в виде сужающихся колен обеспечивает хорошие гидравлические условия для входа перекачиваемой жидкости в рабочее колесо насоса, но габаритные размеры у насосов с таким типом подвода больше, чем у насосов с кольцевым подводом. Рабочие колеса Рабочее колесо предназначено для преобразования механической энергии, получаемой насосом от привода, в гидравлическую энергию и передачи ее перекачиваемой жидкой среде (воде, сточным водам, осадку и др.). Для центробежных насосов изготавливают радиальные рабочие колеса. При этом существует несколько конструкций рабочих колес. Рассмотрим основные из них. Наиболее распространенным рабочим колесом является рабочее колесо одностороннего входа закрытого типа, которое состоит из переднего (внешнего) диска и заднего (внутреннего) диска, переходящего к центру рабочего колеса в ступицу, которой рабочее колесо крепится к валу насоса. Между дисками размещены лопатки, имеющие либо цилиндрическую, либо пространственную форму. У рабочих колес водопроводных насосов обычно 6–8 лопаток, у рабочих колес канализационных насосов — 1–4 лопатки. Рабочее колесо двустороннего входа имеет большую подачу, чем рабочее колесо одностороннего входа того же диаметра. Рабочее колесо открытого типа используется иногда в небольших насосах, не имеет переднего диска и сопрягается с передней крышкой насоса с малым зазором. У насосов с таким рабочим колесом пониженный КПД в связи с увеличением гидравлических потерь напора. В большинстве случаев рабочие колеса производят литыми, заливкой металла в форму, и только в особых случаях, для крупных насосов, диски и лопатки рабочего колеса изготавливают отдельно литьем или другим способом и потом соединяют с помощью сварки. Для изготовления рабочих колес в основном используется чугун, который обеспечивает достаточную их прочность, позволяет упростить технологию производства и сократить их стоимость. Однако при вращении в рабочих колесах крупных насосов от действия центробежной силы возникают большие напряжения, способные разрушить металл. Поэтому для таких насосов рабочие колеса изготавливают из обычной углеродистой стали, прочность которой по сравнению с чугуном значительно выше.
Некоторые типы рабочих колес для центробежных насосов: а — рабочее колесо одностороннего входа закрытого типа; б — рабочее колесо открытого типа
Для специальных насосов, перекачивающих жидкую среду, содержащую абразивные материалы, рабочие колеса выпускаются из марганцовистой и другой легированной стали, обладающей повышенной твердостью. В отдельных случаях, для специальных насосов, поверхность проточной части рабочего колеса футеруется, т. е. облицовывается различными материалами (эластичными, антикоррозийными и др.). Для подачи жидкой среды с повышенными коррозирующими свойствами используются насосы с рабочими колесами из бронзы. В кислотных насосах применяются рабочие колеса из специальных сплавов (железокремниевых, железохромистых, титановых). В последние годы для изготовления рабочих колес широко используются различные пластмассы и полимерные материалы. Отводы Отвод — часть корпуса насоса, которая служит в общем случае для сбора жидкой среды, выходящей из каналов рабочего колеса насоса, преобразования кинетической энергии жидкости в потенциальную и подвода жидкости к следующей ступени в многоступенчатом насосе или отвода ее в напорный трубопровод. Отводы бывают кольцевые, спиральные и лопаточные, а также составные. Кольцевой отвод состоит из кольцевого канала с постоянной или несколько увеличивающейся площадью сечения. Кольцевые отводы находят применение преимущественно в насосах, перекачивающих жидкость с взвесями. Спиральный отвод представляет собой канал со все возрастающими сечениями и заканчивающийся диффузором. Такие отводы чаще всего применяют в одноступенчатых насосах, однако не исключается возможность их использования и в многоступенчатых насосах. Одним из основных недостатков спиральных отводов является то, что в отводах такого типа при нерасчетных режимах работы возникают радиальные силы, приводящие к увеличению прогиба вала насоса в нерасчетном режиме. Так, при уменьшении подачи спиральный отвод работает как диффузор, а при увеличении подачи — как конфузор. В обоих случаях это приводит к тому, что поля скоростей и давлений по выходному сечению рабочего колеса перестают быть осесимметричными. Для уменьшения радиальной силы спиральные отводы изготавливают с перегородкой. Такой отвод называют двойной спиральный отвод). Лопаточный отвод (отвод в виде направляющего аппарата) можно рассматривать как неподвижную круговую решетку, расположенную вокруг рабочего колеса насоса и состоящую из серии каналов, образованных неподвижными лопатками. Лопаточный отвод состоит из двух участков: начального участка со спиральными каналами и конечного участка либо с диффузорными каналами (в одноступенчатом насосе), либо с переводными каналами (в многоступенчатом насосе). Лопаточные отводы применяют главным образом в многоступенчатых насосах. В больших насосах иногда используются составные отводы, состоящие из комбинации лопаточного отвода либо со спиральным отводом, либо с кольцевым отводом. Отвод значительно влияет на КПД насоса. Чем совершеннее в гидравлическом отношении его каналы, тем большую часть динамического напора он преобразует в давление. В этом смысле спиральные отводы имеют преимущество перед лопаточными, их каналы выгодно отличаются от каналов лопаточных отводов.
Принципы работы центробежных насосов
| Sintech Pumps
В большинстве промышленных насосных систем используется центробежный насос. Если вы когда-либо обращались к поставщику насосов, то, вероятно, слышали термин «центробежный насос». Вы когда-нибудь задумывались, что такое центробежный насос и почему он так широко используется во всех областях применения?
Здесь, в этом посте, мы ответим на все ваши вопросы о центробежных насосах — деталях, принципах работы, преимуществах и многом другом.
Что такое центробежный насос?
Любой насос — будь то центробежный, погружной или любого другого типа — используется для перекачки жидкости из области низкого давления в область высокого давления. Центробежный насос представляет собой гидравлическую машину, преобразующую механическую энергию в гидравлическую. Это происходит за счет центробежной силы, действующей на вытесняемую жидкость.
Различные части центробежного насоса:
Основными частями центробежного насоса являются:
Вал
Крыльчатки
Корпус
Вал — это центральная часть насоса. Он вращает соединенное с ним рабочее колесо. Вал прикреплен к первичному двигателю для выработки мощности. Вал установлен с помощью шарикоподшипника.
Рабочее колесо – Состоит из нескольких изогнутых лопастей. Он прикреплен к валу электродвигателя. Рабочее колесо составляет вращающуюся часть центробежного насоса. Как правило, рабочее колесо заключено в водонепроницаемый корпус.
Кожух – Это водонепроницаемый и воздухонепроницаемый проход вне рабочего колеса. Он предназначен для преобразования кинетической энергии сбрасываемой воды в давление. Цель кожуха — выступать в качестве защиты.
Типы корпусов, используемых в центробежных насосах:
Спиральный корпус
Также известный как спиральный корпус, он окружает крыльчатку. Этот кожух используется для уменьшения скорости воды, тем самым увеличивая давление воды.
Вихревой корпус
Это круглая камера между рабочим колесом и спиральным корпусом. Жидкость сначала проходит через вихревой корпус, а затем через спиральный корпус. Это способствует лучшему преобразованию энергии скорости в давление воды.
Корпус с направляющими лезвиями
Это лопасти корпуса, которые непосредственно окружают рабочее колесо.
Как работает центробежный насос?
Чтобы лучше понять и устранить неполадки промышленные насосы необходимо иметь четкое представление о принципах работы центробежных насосов. Основной принцип работы центробежных насосов – принудительно-вихревой поток.
Это означает, что когда на тело жидкости действует внешний крутящий момент, это увеличивает напор вращающейся жидкости. Это увеличение давления прямо пропорционально скорости жидкости. Таким образом, повышение давления выше на выходе из рабочего колеса, в результате чего жидкость выходит под высоким давлением на выходе.
Из-за высокого напора вытесняемая жидкость поднимается на большую высоту в системе центробежного насоса.
Что такое заливка центробежного насоса и зачем она нужна?
Под заправкой понимается принцип заполнения всасывающей трубы, корпуса и частей нагнетательного клапана жидкостью из внешнего источника. Заливка выполняется для подъема жидкости в насосе перед началом работы.
В центробежном насосе давление в рабочем колесе прямо пропорционально плотности жидкости в рабочем колесе. Если крыльчатка работает при заполнении воздухом, создаваемое давление незначительно, что не подходит для вашей работы. Чтобы избежать этого сценария, перед началом работы необходимо убедиться, что насос заполнен.
Различия между центробежным насосом и поршневым насосом
Причины использования центробежных насосов
Самым большим преимуществом использования центробежных насосов является их простота.
Они хорошо подходят для применений, требующих большого нагнетания и небольшого напора.
Не имеет движущихся частей или клапанов. Следовательно, обслуживание легкое.
Центробежные насосы могут работать на высоких скоростях при минимальном техническом обслуживании.
Обеспечивает стабильный и стабильный выходной сигнал.
Они очень гибкие, и при необходимости их можно легко переставить.
Вот и все. Теперь вы знаете все о центробежных насосах. Если у вас есть какие-либо дополнительные вопросы или сомнения или вам нужна помощь в выборе подходящих центробежных насосов для вашего применения, не стесняйтесь обращаться к нам. Для получения дополнительной информации ознакомьтесь с нашим контрольным списком для капитального ремонта ваших старых центробежных насосов. Свяжитесь с Sintech, ведущим промышленным предприятием Индии поставщиков центробежных насосов для всех ваших запросов по насосам.
Принцип работы центробежного насоса | теория
Насос обычно используется для создания потока или повышения давления жидкости. Центробежные насосы относятся к категории динамических насосов. Принцип работы центробежных насосов заключается в передаче энергии жидкости посредством центробежной силы, развиваемой вращением рабочего колеса, имеющего несколько лопастей или лопастей. Основная теория центробежного насоса работы состоит из следующих этапов работы.
— Жидкость попадает в корпус насоса через проушину рабочего колеса.
— Энергия скорости сообщается жидкости посредством центробежной силы, создаваемой вращением рабочего колеса, и жидкость радиально выталкивается к периферии рабочего колеса.
— Энергия скорости жидкости преобразуется в энергию давления путем направления ее на расширяющийся кожух спиральной конструкции в центробежном насосе спирального типа или на диффузоры в турбинном насосе.
Насосы в первую очередь классифицируются как динамические насосы и объемные насосы. Как объяснялось в теории выше, динамические насосы работают, развивая высокую скорость жидкости. Насосы прямого вытеснения работают, нагнетая фиксированный объем жидкости. Динамическое действие в принципе работы центробежного насоса делает его сравнительно менее эффективным, чем объемные насосы. Однако они работают на относительно более высоких скоростях, что обеспечивает высокую скорость потока жидкости по отношению к физическому размеру насоса. Они также обычно требуют меньших затрат на установку и обслуживание. Благодаря этим преимуществам центробежные насосы наиболее часто используются в промышленности.
Анимационный видеоролик о принципе работы центробежного насоса описывает теорию работы как спиральных, так и турбинных насосов.
Державки для токарних різців, верстатів ЧПУ. В асортименті державки з быстросменными пластинами, державки для автоматичних верстатів, державки для відрізних різців, розточувальні державки, різьбонарізні і для прохідних різців.
211
Різці (державки) токарні прохідні
118
Різці (державки) відрізні, канавочние токарні
36
Різці (державки) для нарізування різьби токарні
113
Різці (державки) розточувальні токарні
27
Державки для накатки і ролики до них
7
Утримувач осьового інструменту
за порядкомза зростанням ціниза зниженням ціниза новизною
1,6 мм Державка для накатки (один ролик з прямою насічкою)
Немає в наявності
441 грн
00057016
1,8 мм Державка для накатки (один ролик із прямою насічкою)
Немає в наявності
441 грн
Сучасні ріжучі інструменти (токарні різці, фрези) вже не являють собою монолітну конструкцію, а як правило складаються з декількох замінних частин: державки, змінною пластини, опорної пластини, притискного гвинта і/або притискного кронштейна, що в разі виходу з ладу можна легко замінити. У даному розділі представлені державки, що виготовляються з швидкорізальної сталі. Різці зі змінними пластинами дозволяють виконувати роботу більш якісно, без багатьох труднощів, що виникають при роботі з монолітними конструкціями.
Розрізняють кілька видів державок, які класифікуються в залежності від типу виконуваних робіт:
· комбінована державка дає можливість значно підвищити ефективність і продуктивність праці. З її допомогою можна одночасно зміцнити в робочу частину два види різального інструменту;
· за рахунок особливої конструкції, основною частиною якої є пружинний механізм, що збільшує силу тиску на ріжучий інструмент, шарнірна державка дає можливість у декілька разів підвищити продуктивність праці та полегшити процес виробництва;
· регулювання вильоту різця по довжині і можливість робити проріз на всю ширину дає державка для відрізних різців, яка має в конструкції спеціальний болт на пружині;
· якщо потрібно отримати гвинтову лінію з великим кутом нахилу застосовується державка з дисковим різцем;
· — внутрішня різьба виготовляється різцями, у яких державка дозволяє надійно кріпити твердосплавні пластини;
· відрізування частини деталей або прорізання в них необхідних форм здійснюється за допомогою державки з багатолезовим різцем;
· зняти стружку великого перерізу можна за допомогою спеціальної державки, яка допомагає зміцнювати різці квадратного перетину будь-якого розміру по діагоналі.
Робоча головка і державка – найважливіші частини пристосування для обробки металевих заготовок. Від цих складових залежить, наскільки якісно буде виконано оброблення сталевої заготовки. Не знаючи класифікації, правильний вибір зробити досить складно, і можна зіткнутися з різними труднощами при спробі обробити металеву заготовку. Тому перед початком роботи слід уважно вивчити призначення того чи іншого виду державки (різця).
З допомогою токарних різців (державок) можливо виконувати різні по точності обробки операції: чорнові, получістовой і чистові обробки. За видами обробки розрізняють державки застосовуються при загальній токарній обробці (загальне точіння), при відрізку та обробки канавок. Важливо також знати, для зовнішньої або внутрішньої обточування деталі передбачається використовувати різці (державки). Окремо йдуть різці для нарізування різьби (різьбонарізні), які також поділяються на різці для зовнішньої різьби і внутрішній.
Кожен спосіб кріплення пластини до державка має своє позначення:
Тип S притиск гвинтом
Тип З притиск зверху
Тип D подвійний притиск кронштейном (притиск підвищеної жорсткості)
Тип M — комбінований притиск (притиск зверху і поджим за отвір)
Тип P кріплення важелем через отвір
Тип W — клиновий притиск
Пропонуємо якість європейських виробників за цінами Китаю. В асортименті різці токарні (державки) з быстросменными твердосплавними пластинами, різці для верстатів ЧПУ, відрізні токарні різці, розточувальні різці, різьбонарізні та прохідні (підрізні) різці.
shars.com — Токарные державки
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Каталог
Поиск
Shars Tool предлагает широкий выбор токарных держателей практически для любого применения. Просмотрите наши наборы инструментов для токарной обработки или отдельные держатели инструментов и выберите пластину из множества типов или конфигураций для использования в самых сложных процессах токарной обработки, контурной обработки или профилирования. Не забудьте приобрести наши высококачественные твердосплавные пластины для резки многих материалов, таких как сталь, нержавеющая сталь, алюминий или чугун.
Таблица скорости сверления металла, древесины, алюминия и других материалов от Крепком
Сверление – это операция, при которой режущий инструмент (сверло), вращается и входит в заготовку в осевом направлении, образуя отверстие определенного диаметра и глубины. При сверлении различных материалов важно поддерживать правильную скорость или количество оборотов в минуту (об/мин) шпинделя, лишь тогда можно добиться качественного результата и избежать быстрого износа сверла.
Число оборотов в минуту, в первую очередь, зависит от твердости (обрабатываемости) материала. Обрабатываемость – это способность материала к обработке резанием. Два других важных фактора – это твердость сверла и его диаметр. Производители обычно указывают диапазоны оборотов своего металлорежущего инструмента, но следует учесть, что большинство этих рекомендаций ориентированы на станочную обработку материалов в условиях производства, где скорость резки важнее, чем рабочий ресурс инструмента.
Для удобства пользователей созданы специальные таблицы с рекомендуемыми значениями для металлов и неметаллов, различных типов и диаметров сверл, и хотя в разных источниках наблюдаются некоторые расхождения, они могут служить приблизительными ориентирами для начинающих и домашних мастеров.
Таблица — Рекомендованные значения скорости сверления стандартных материалов.
Диаметр сверла
Количество оборотов в минуту (rpm)
мягкая древесина
твердая древесина
Пластик
Латунь
Алюминий
Сталь
Спиральное сверло
1 — 5 мм
2500
2500
2500
2500
2500
2000
6 — 10 мм
2000
1500
2000
1750
2000
1000
11 — 16 мм
1500
750
1500
1250
1500
750
17 — 25 мм
750
500
-
750
1000
500
Сверло с центрирующим наконечником
3 — 5 мм
1800
1200
1500
-
-
-
6 — 9 мм
1800
1000
1500
-
-
-
9 — 11 мм
1800
750
1500
-
-
-
12 — 14 мм
1800
750
1000
-
-
-
15 — 18 мм
1800
500
750
-
-
-
19 — 21 мм
1400
250
750
-
-
-
22 — 24 мм
1200
250
500
-
-
-
25 мм +
1000
250
250
-
-
-
Сверло Форстнера
6 — 10 мм
2500
700
-
-
-
-
12 — 16 мм
2000
500
250
-
-
-
18 — 25 мм
1500
500
250
-
-
-
28 — 32 мм
1000
250
250
-
-
-
34 — 50 мм
500
250
-
-
-
-
Кольцевая пила
16 — 50 мм
1000
500
1000
750
750
250
50 — 100 мм
500
250
1000
250
250
150
100 мм +
250
-
1000
100
100
50
Сверло перьевое
6 — 12 мм
2000
1500
500
-
-
-
16 — 25 мм
1750
1500
500
-
-
-
28 — 38 мм
1500
1000
-
-
-
-
Сверло-зенковка
Все
1000
750
750
250
250
250
Указанные в таблице значения являются только ориентировочными и носят рекомендательный характер, однако они базируются на данных, полученных расчетным путем и на большом опыте, приобретенном в сотрудничестве с пользователями.
Чем тверже материал, тем ниже скорость…но не всегда
Одним из важнейших факторов, определяющих скорость резания, является твердость обрабатываемого материала. Чем тверже материал, тем медленнее скорость резания (тверже → медленнее), и наоборот. Например, для обработки таких материалов, как сталь, потребуется более низкая скорость резания по сравнению с латунью и алюминием.
В мягкой древесине, такой как сосна, рекомендуется сверлить на высокой скорости. Но если вам не важна быстрота обработки, то лучше снизить обороты, что позволит лучше контролировать инструмент. Более твердая древесина, такая как дуб, бук, граб, требует более высокой частоты вращения шпинделя.
А вот нержавейку нужно сверлить медленнее, чем сталь. Она относится к труднообрабатываемым металлам. Этот материал имеет свойство становиться еще тверже при нагревании. При работе дрелью сверлите нержавеющую сталь на минимальных оборотах (100-200 об/мин), с минимальной и равномерной подачей. Если у инструмента нет регулировки оборотов, используйте способ включения/выключения и сверления «по инерции».
Рис. 1. Увеличение скорости резания в зависимости от твердости обрабатываемого материала
Чем тверже режущий инструмент, тем выше скорость
Материал сверла оказывает значительное влияние на выбор числа оборотов инструмента. Чем тверже сверло, тем более высокую скорость сверления может использовать оператор. Чем мягче сверло, тем медленнее процесс. Сверла из углеродистой стали имеют тенденцию к быстрому износу при превышении частоты вращения более чем на 20%. Твердосплавный инструмент может работать на высоких оборотах и, наоборот, более чувствителен к чрезмерно низкой скорости.
Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента.
Для каждого диаметра сверла – своя скорость
Число оборотов шпинделя меняется в зависимости от диаметра сверления. Так, сверла большего размера должны работать на более низких скоростях, чем сверла меньшего размера. Чем меньше диаметр сверления, тем выше должны быть обороты, это поможет добиться высокого качества отверстия и максимальной производительности операции. Рекомендуем пользоваться графиком, который создан на основе табличных данных, чтобы правильно выбрать обороты сверла и не затупить его преждевременно.
Рис. 3. График зависимости числа оборотов от диаметра сверла
Чем меньше скорость, тем дольше срок службы сверла
При сверлении возникает трение, которое нагревает материал и сверло. Слишком высокие обороты создают слишком сильное трение, что в свою очередь приводит к перегреву режущей кромки, быстрому износу или необратимому повреждению сверла. Медленное сверление в большинстве случаев не скажется отрицательно на качестве отверстия и продлит срок службы инструмента.
По мере увеличения скорости сверления производительность растет, но инструмент изнашивается быстрее.
Таким образом, для домашних мастеров, где важнее более длительный ресурс инструмента, чем время обработки, и где превышение предела допустимых оборотов может испортить ценную заготовку, разумным советом будет начать сверление со скорости в 1,5-2 раза ниже рекомендуемой и постепенно увеличивать обороты до желаемого значения. Этот метод потребует некоторой практики, чтобы найти подходящие диапазоны. Используйте блокнот, чтобы записывать свои выводы и держать под рукой оптимальные для вас скорости сверления, откорректированные под конкретные условия резания. Принудительное охлаждение позволит увеличить число оборотов, поможет снизить трение и температуру, повысить точность обработки и защитить сверло от преждевременного выхода из строя. Грамотный подбор и применение СОЖ позволяет повысить стойкость режущего инструмента в 1,5-4 раза.
Сверление, бурение, резка
Обновлено: 14.07.2022 15:35:01
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
3.5.2 Режим резания при сверлении, зенкеровании и развертывании
Глубина резания
,гдеи– диаметры отверстия до и после обработки.
Подача
Максимально допустимые подачи при сверлении, зенкеровании и развертывании приведены в табл. 3.9
При рассверливании, выбранную по табл. 3.9 подачу для сверления, увеличить в 2 раза.
Таблица 3.9 Подачи при сверлении, зенкеровании и развертывании стали (числитель) и чугуна (знаменатель), мм/об
Диаметр инструмента, мм
Сверление
Зенкерование
Развертывание
Св. 2 до 6
0,08-0,18
0,18-0,33
6-10
0,18-0,28
0,36-0,57
0,8
2,2
10-15
0,25-0,35
0,52-0,70
0,5-0,6
0,7-0,9
0,9
2,4
15-20
0,34-0,43
0,65-0,86
0,6-0,7
0,9-1,1
1,0
2,6
20-25
0,39-0,47
0,78-0,96
0,7-0,9
1,0-1,2
1,1
2,7
25-30
0,45-0,55
0,9-1,05
0,8-1,0
1,1-1,3
1,2
3,1
30-40
0,55-0,60
1,00-1,1
0,9-1,2
1,2-1,7
1,4
3,3
40-50
0,60-0,65
1,10-1,15
1,0-1,3
1,6-2,0
1,5
3,8
Примечание:
. Подачу при сверлении следует уменьшить: при L = 5D на 10%, при L = 7D на 20 %, при L = 10D на 25%.
При чистовом развертывании подачу уменьшить на 20%.
Для твердосплавных зенкеров подача сохраняется, а для сверл и разверток подачу следует уменьшить на 40 %.
Скорость резания
Скорости резания при сверлении, зенкеровании и развертывании принять по табл. 3.10, З.11; 3.12, 3.13, 3.14.
Таблица 3.10. Скорость резания при сверлении стали, м/мин,(сверлоPI8)
Диаметр сверла,
мм
Подача S,мм/об
0,11
0,16
0,20
0,27
0,36
0,49
0,66
4,6
32
24
20,5
17,7
15,0
18,0
11
9,6
—
27,5
24
20,5
17,7
If
1,3
20
—
32
27,5
24
24
20,5
17,7
30
—
—
32
27,5
24
20,5
17,7
60
—
—
—
32
27,5
24
20,5
Центровочное сверло
Диаметр сверла, мм
2,5
3-5
Скорость резания, м/мин
15,0
16,0
Таблица 3. 11. Скорость резания при сверлении чугуна, м/мин (сверлоPI8)
Диаметр сверла, мм
Подача S,мм /об
мм
0,16
0,20
0,24
0,30
0,40
0,53
0,70
0,95
0,13
3,2
31
28
25
22
20
17,5
15,5
14
12,5
8
—
31
28
25
22
20
17,5
15,5
14
20
—
—
31
28
25
22
20
17,5
15,5
30
—
—
—
33
29,5
26
33
21
18
Таблица 3. 12. Скорость резания при зенкеровании стали (числитель) и чугуна (знаменатель) (зенкер Р18), м/мин
Диаметр зенкера, мм и его тип
Подача S,мм/об
0,3
0,42
0,56
0,75
1,0
1,3
15-35
(цельные)
26
33
22,5
29
19,3
26
16,7
23
14,4
20,5
12,4
18,2
36-80
(насадные)
23,5
31,5
20,5
28
17,5
25
15,1
22
13,0
19,7
11,2
17,5
Таблица 3. 13. Скорость резания при развертывании чугуна и стали (развертка Р18), м /мин
Диаметр
развертки, мм
ПодачаS, мм/об
0,62
0,79
1,0
1,3
1,6
2,0
2,6
3,3
4,1
5,2
10-20
11,7
10,4
9,3
8,2
7,3
6,5
5,8
5,1
4,6
4. 1
21-80
10,4
9,3
8,2
7,3
6,5
5,8
5,1
4,6
4,1
3,6
Таблица 3.14. Скорость резания и подача при развертывании стали и чугуна развертками с пластинками твердого сплава, (м/мин)
Обрабатываемый материал
Марка
инструмента
Диаметр развертки, мм
10-20
21-40
41-60
Св. 61
Подача, мм/об
0,8-1,2
1,0-1,3
1,0-1,5
1,5-2,0
Сталь:
черновое
чистовое
Чугун:
черновое
чистовое
Т5К10
TI5K6
ВК8
ВК6
150
130
100
Чугун
черновое
чистовое
ВК8
ВЕ6
130
110
85
Станки плазменного сверления | Messer Cutting
Мы рады предложить сверлильные агрегаты, которые можно добавить к станку для резки Messer, чтобы повысить производительность и расширить возможности плазменного сверления без необходимости приобретения вторичного сверлильного оборудования.
Как работают станки для плазменной резки и сверления
Плазменная и газокислородная резка позволяет выполнить больший объем работы с деталью за одну операцию. Наши продукты для плазменного сверления дают вам возможность выполнять все процессы в одной и той же установке, обеспечивая точные взаимосвязи между элементами, как в одной детали, так и в отдельных деталях. Например, вы вырезаете отверстие в пластине с помощью плазмы, затем сверло может врезаться в отверстие, плотно прилегая к любому болту.
Краткий обзор станков для резки с возможностью сверления
MPC2000 MC – «Сверлильно-фрезерная электростанция»
Сверление до 2,5″ и нарезание резьбы до 1½″.
Возможность фрезерования по осям X-Y.
Новая система вакуумного отсоса стружки при сверлении и фрезеровании предотвращает разлетание стружки с поверхности стола, что обеспечивает чистоту поверхности стола и рабочей зоны, а также повышает безопасность оператора.
TMC4500 DB – «Машина для резки тяжелых материалов»
Сверление до 4 дюймов и резьба до 1½ дюйма.
Устройство смены инструмента на 24 позиции.
3/8″ Сверление.
Сверление до 1/2″.
Сверление до 2″ и нарезание резьбы до 1″.
Сверление до 1/2″.
Обзор типов сверл:
Электродрель для MetalMaster Evolution, MetalMaster Xcel, Titan III, MPC2000 и TMC4500 DB].
Сверлит низкоуглеродистую сталь толщиной до 1 дюйма на следующих станках Messer:
Titan III: диаметром до ½ дюйма.
TMC4500DB и MPC2000: диаметр до ¾”.
MetalMaster Evolution и MetalMaster Xcel: диаметр до 1/2 дюйма.
Устройство распыленной смазки, установленное на буровой станции, обеспечивает надежное и легкое бурение.
На части хода сверла 4 дюйма можно регулировать скорость подачи, чтобы обеспечить надежное сверление при минимальных поломках инструмента.
Автоматический запуск команд сверления в программе обработки детали освобождает операторов для выполнения других задач.
Цанговый шпиндель.
Продувочные чипы SAIR.
Электродрель MD200 для тяжелых условий эксплуатации [для TMC4500 DB и MPC2000]
Сверла диаметром до 2 дюймов.
36 л.с.; Конический шпиндель CAT 40.
Подача СОЖ через инструмент обеспечивает надежное и легкое сверление (распыление или заливка).
Участки 15-дюймового хода сверла могут регулировать скорость подачи, чтобы обеспечить надежное сверление при минимальной поломке инструмента.
Дополнительное хранилище на 12 инструментов с автоматической заменой инструмента.
Сверлильный блок MD250 [для MPC2000 MC]
Сверла диаметром до 2,5 дюймов (для низкоуглеродистой стали толщиной 6 дюймов).
Нарезание резьбы до 1 ½”.
Вакуумная система с высоким уровнем всасывания позволяет очищать поверхность стола и рабочую зону, предотвращая разлетание стружки со стола, повышая безопасность оператора и эффективность резки пластин. Имеется пункт сбора для переработки стальной стружки.
Подача СОЖ через инструмент обеспечивает надежное и легкое сверление (распыление или заливка).
Ход сверления 23,5 дюйма с регулируемой скоростью подачи.
Шпиндель с конусом CAT 50.
пиковая мощность 49,8 л.с.; 1,5” – 6 унц.
Дополнительное хранилище на 24 инструмента с автоматической заменой инструмента.
MD400 Тяжелая сверлильная установка [для TMC4500 DB и MCP2000 MC].
Сверла диаметром до 4 дюймов (для низкоуглеродистой стали толщиной 4 дюйма).
Нарезание резьбы до 1 ½” – 6” в низкоуглеродистой стали.
Подача СОЖ через инструмент обеспечивает надежное и легкое сверление (распыление или заливка).
Ход сверла 18 дюймов с регулируемой скоростью подачи.
Шпиндель с конусом CAT 50.
пик 65 л.с.; 1,5” – 6 унц.
Дополнительное хранилище на 24 инструмента с автоматической заменой инструмента.
Выбор правильного лотка для ламелей важен для сверления.
Лоток с зубчатыми пластинами
Сменные пластинчатые лотки.
Опорный лоток с фестонами для уменьшения контакта инструмента с опорой.
Попеременное расположение зубцов планки, каждая вторая планка.
Настраиваемый размер зубцов, профиль и расположение при замене лотков (в зависимости от типа и размера вырезаемой детали).
Угловая стальная прихватка, приваренная к решетчатому лотку и пластине, уменьшает вибрацию пластины для более высоких скоростей резки.
Решетчатые рамы защемлены по горизонтали для предотвращения смещения из стороны в сторону.
Продольные «гребенчатые пластины» сводят к минимуму продольное перемещение пластин.
Лоток с зубчатыми пластинами и латунными штифтами
Жертвенный уголок, который приваривается прихватками к раме планок и листу, уменьшает вибрацию листа для более высоких скоростей резки.
Решетчатые лотки защемлены по горизонтали, чтобы исключить боковое перемещение.
Продольные «гребенчатые пластины» сводят к минимуму продольное перемещение пластин.
Лотки со штифтовыми канавками и латунными штифтами
Сменные пластинчатые лотки.
Лоток для пластин с фестонами снижает риск удара режущего инструмента о планку.
Механически обработанная контактная поверхность латунной пластины продлевает срок службы инструмента.
Оптимизирован для сверления
Лотки для пластин
Мы предлагаем различные типы пластин для сверления и фрезерования пластин. Один из наших дружелюбных торговых представителей будет рад ответить на дополнительные вопросы.
Зубцы уменьшают площадь поверхности между пластиной и опорной конструкцией, предотвращая удар инструмента по опорной конструкции. Они также помогают уменьшить накопление шлака, увеличивая срок службы пластин. Зазубрины могут стереться после длительного использования в обычных местах разреза, что потребует замены планки.
Несмотря на то, что латунные штифты стоят дороже, они помогают уменьшить накопление шлака и увеличить срок службы планок, однако штифты быстро изнашиваются при резке непосредственно над ними. Латунные штифты мягкие и поднимают пластину над жесткой опорной конструкцией, чтобы предотвратить контакт.
Часто задаваемые вопросы о плазменных сверлильных станках
Какие типы плит можно сверлить?
Плазменная резка может использоваться только на материалах, которые являются электропроводящими, обычно это мягкая сталь или алюминий, при определенных обстоятельствах. Также могут использоваться другие металлы и сплавы, такие как медь, латунь, титан, чугун и т. д., но с потенциальным снижением качества, поскольку их температура плавления может затруднить получение чистых кромок.
Что такое фрезерование?
Фрезерование — это процесс резки, при котором используется вращающийся режущий инструмент для удаления материала с поверхности пластины. Фреза обычно перемещается перпендикулярно оси заготовки, тогда как сверление перемещает инструмент вдоль оси вращения. Фрезы выполняют множество отдельных мелких надрезов, которые отталкивают материал от заготовки в виде крошечных «стружек», которые слипаются.
В чем преимущество фрезеровки?
Фрезерование рекомендуется в тех случаях, когда необходимо изготовить отдельные детали малыми или большими партиями и с высокой точностью. Он может создавать сложные формы и дает операторам исключительный контроль.
На каких станках доступна фрезеровка?
Фрезерование предлагается на MPC2000, MPC2000 MC и TMC4500 DB.
Можно ли дооснастить режущий станок Messer дрелью?
Да, для перечисленных ниже машин:
Маленькая дрель для Titan II и Early Single beam MPC2000 и TMC4500.
Блок электродрели: емкость ½ дюйма и один блок смазки туманом.
Они будут иметь переменную скорость подачи RPM и управление вертикальным ходом посредством ручной настройки и регулировки (электрический шпиндель; гидравлическая подача).
Туман Описание блока:
Однолинейный выход для распределения тумана охлаждающей жидкости.
Устройство для установки на станции.
Распылительная насадка для ручного направления на дрель.
Примечания по обработке:
При работе с более толстой пластиной необходимо соблюдать осторожность, чтобы следить за зазором сверления над пластиной и отрезанными частями. В некоторых ситуациях сверло придется снять, чтобы очистить материал. На установочном чертеже будут указаны зазоры для каждого процесса.
Отсутствует центральное или центровое сверление. Специальные комбинированные инструменты могут быть реализованы конечным пользователем.
Рекомендуется для сквозных отверстий диаметром 1/8″ – ½”; из мягкой стали толщиной до 1 дюйма.
Стандартные системы сверления состоят из:
Пневматическая подача с гидравлическим регулированием скорости во время цикла сверления.
Электрический шпиндель с регулируемой скоростью (об/мин).
Инструмент для ручной смены.
Внешняя аэрозольная смазка режущего инструмента.
Прижим для материала.
Одно кобальтовое сверло ½” с соответствующей цангой и держателем.
Для каждого размера сверла требуются ручные настройки клиента:
Настройте регулятор расхода на сверлильном агрегате для достижения надлежащей скорости подачи при сверлении.
Установите скорость вращения шпинделя на экране управления.
Замените инструмент.
Сверлильные системы не подходят для:
Зенковки или зенкерования.
Автоматическая операция.
Специальное буровое оборудование. (высокий рабочий цикл).
Маленькая дрель для ранних моделей MPC2000 и TMC4500 ТОЛЬКО .
Блок электродрели Hypneumat: емкость 3/4″ и один блок смазки распылением.
Они будут иметь переменную скорость подачи RPM и управление вертикальным ходом посредством ручной настройки и регулировки (электрический шпиндель; гидравлическая подача).
Туман Описание блока:
Однолинейный выход для распределения тумана охлаждающей жидкости.
Устройство для установки на станции.
Распылительная насадка для ручного направления на дрель.
Примечания по обработке:
При работе с более толстой пластиной необходимо соблюдать осторожность, чтобы следить за зазором сверления над пластиной и отрезанными частями. В некоторых ситуациях сверло придется снять, чтобы очистить материал. На установочном чертеже будут указаны зазоры для каждого процесса.
Отсутствует центральное или центровое сверление. Специальные комбинированные инструменты могут быть реализованы конечным пользователем.
Рекомендуется для сквозных отверстий в низкоуглеродистой стали толщиной до 1 дюйма.
Стандартные системы сверления состоят из:
Пневматическая подача с гидравлическим регулированием скорости во время цикла сверления.
Электрический шпиндель с регулируемой скоростью (600–2400 об/мин).
Инструмент для ручной смены.
Внешняя аэрозольная смазка режущего инструмента.
Прижим для материала.
3 л.с.; 6-дюймовый ход.
Включает набор сверл по выбору заказчика для размеров до ¾”.
Для каждого размера сверла требуются ручные настройки клиента:
Настройте регулятор расхода на сверлильном агрегате для достижения надлежащей скорости подачи при сверлении.
Установите скорость вращения шпинделя на экране управления.
Замените инструмент.
Сверлильные системы не подходят для:
Зенковки или зенкерования.
Автоматическая операция.
Высокопроизводительное бурение.
Контактный телефон
Messer Cutting Systems, Inc.
W141 N9427 Fountain Blvd. Menomonee Falls, WI 53051 USA
+1 262-255-5520 +1 262-255-5170 Свяжитесь с нами
Как использовать настольный стол плазмы CNC с буровой головкой и Ротари
Это CNC. Станок для плазменной резки может работать с железными пластинами, алюминиевыми листами, оцинкованными листами из нержавеющей стали, титановыми пластинами и т. д. Металлические листы и металлические трубы можно резать.
Сегодня мы поговорим о том, как использовать плазменный стол с ЧПУ со сверлильной головкой и ротором.
Плазменный стол с ЧПУ с поворотным приспособлением для резки труб пользуется популярностью у большинства пользователей. Тем не менее, некоторые пользователи добавят опцию сверлильной головки, чтобы машина могла иметь функцию сверления. Таким образом, машина будет иметь три функции: сверление (используйте сверлильную головку), плазменная резка пластин и плазменная резка труб. Он известен как станок плазменной резки и сверления с ЧПУ.
Часть 01 Учебное пособие по резке сверлильной головкой и плазменной пластиной
Стенограмма
Шаг 1. Настройка параметров сверлильной головки для плазменного стола с ЧПУ , и скорость постукивания.
• Нажмите F4, войдите в меню настройки.
• Нажмите F4, войдите в меню оси Z.
• Переместите курсор на пункт – Длина резьбы, соответствующее значение должно быть на 5 или 6 мм больше толщины пластины. Это теория, давайте разберем на конкретном примере: если пластина толщиной 8мм, то здесь набираем 14мм.
• Введите значение.
• Переместите курсор на пункт – Скорость постукивания, введите 50 здесь.
• Принцип настройки заключается в том, что чем больше диаметр сверла, тем медленнее должна быть скорость.
• Нажмите F8, чтобы сохранить параметры.
• Нажмите ESC, чтобы вернуться в начальное меню.
Шаг 2. Удаление координат буровой головки
• Нажмите M, переключитесь в режим сверления.
• Используйте ↑↓ ← →, переместите сверлильную головку в положение, в котором начинается сверление.
• Нажмите клавишу «PgDn», переместите сверлильную головку в положение примерно на 2 мм от поверхности заготовки.
• Нажмите F8, чтобы очистить координаты, и вы увидите, что теперь все они равны нулю.
Шаг 3. Удаление координат для плазменной резки станка с ЧПУ
• Нажмите M, переключитесь в режим плазменной резки.
• Используйте ↑↓ ← →, переместите плазменный резак в левый нижний угол пластины.
• Нажмите F8, очистите координаты. Все координаты теперь равны нулю.
Шаг 4. Загрузите файл в систему плазменной резки с ЧПУ
• Нажмите F2, войдите в меню управления файлами.
• Нажмите F2, войдите в управление файлами U Disk.
• Клавиша ↓- перемещает курсор от текущего файла к следующему файлу.
• Клавиша PgDn – переход на следующую страницу с текущей страницы
• Подводим курсор к нужному нам файлу, нажимаем Enter.
• Вырезаемая форма под нагрузкой
Шаг 5. Настройка параметров плазменной резки
• Нажмите X, чтобы установить скорость резки. введите желаемую ставку – 1100, нажмите Enter для сохранения. К вашему сведению, скорость плазменной резки с ЧПУ должна быть установлена на разумное значение в зависимости от толщины листа и мощности источника плазмы.
• Отрегулируйте напряжение дуги до разумного значения в соответствии с толщиной листа.
• Нажмите эту клавишу, чтобы выполнить автоматическую работу.
Часть 02 Учебное пособие по плазменной резке трубок
Примечание. В этом учебном пособии не демонстрируется процесс загрузки файлов. Для этого обратитесь к учебной части 01.
Стенограмма
Шаг 1. Удаление координат
• Нажмите M, переключитесь в режим плазменной резки.
• Используйте ↑↓ ← →, переместите плазменный резак к центральной линии круглой трубы.
• Нажмите F8, чтобы очистить координаты, теперь все значения координат равны нулю.
• Включите поворотную насадку.
Шаг 2. Настройка параметров резки трубы
• В зависимости от диаметра трубы нам необходимо установить правильное значение импульса в системе.
 Выбор технологии золочения зависит от требований к позолоченной поверхности и индивидуальных предпочтений мастера. Для получения высокого глянца необходимо использовать масляный клей. При выборе цвета грунта нужно ориентироваться на цвет древесины и желаемый оттенок. Для защиты обрабатываемой поверхности используется лак-шеллак или воск.
Выбор технологии золочения зависит от требований к позолоченной поверхности и индивидуальных предпочтений мастера. Для получения высокого глянца необходимо использовать масляный клей. При выборе цвета грунта нужно ориентироваться на цвет древесины и желаемый оттенок. Для защиты обрабатываемой поверхности используется лак-шеллак или воск.  Для первого слоя левкаса смесь должна иметь жидкую консистенцию, для последующих слоёв добавляем ещё наполнителя, чтобы получить консистенцию йогурта. Всего накладывают минимум 4-5, максимум 7-8 слоёв. После полного высыхания шлифуем бумагой зернистостью Р240, Р400.
Для первого слоя левкаса смесь должна иметь жидкую консистенцию, для последующих слоёв добавляем ещё наполнителя, чтобы получить консистенцию йогурта. Всего накладывают минимум 4-5, максимум 7-8 слоёв. После полного высыхания шлифуем бумагой зернистостью Р240, Р400.

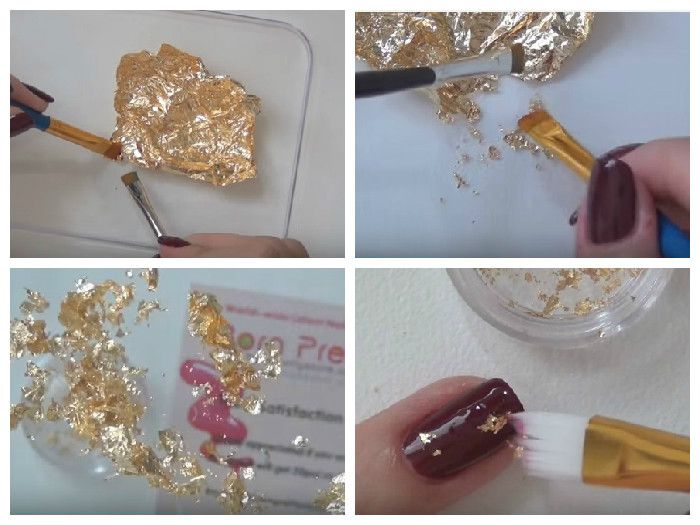



 Его картины были легкими и светящимися, а местами можно было увидеть сияние золотых пятнышек. Австрийский художник Густав Климт широко известен прекрасными блестящими произведениями искусства, которые он создал во время своего «золотого периода».
Его картины были легкими и светящимися, а местами можно было увидеть сияние золотых пятнышек. Австрийский художник Густав Климт широко известен прекрасными блестящими произведениями искусства, которые он создал во время своего «золотого периода». Подлинное сусальное золото с более высоким рейтингом 22 карата не тускнеет. Настоящий серебряный лист тускнеет, в отличие от более дешевой версии алюминиевого листа.
Подлинное сусальное золото с более высоким рейтингом 22 карата не тускнеет. Настоящий серебряный лист тускнеет, в отличие от более дешевой версии алюминиевого листа.
 Я наношу два слоя, оставляя между слоями неделю или около того.
Я наношу два слоя, оставляя между слоями неделю или около того. Если вам нужны акриловые продукты, выберите быстросохнущий акриловый материал.
Если вам нужны акриловые продукты, выберите быстросохнущий акриловый материал. Если вам нужны акриловые продукты, выберите быстросохнущий акриловый материал.
Если вам нужны акриловые продукты, выберите быстросохнущий акриловый материал. Вы также должны использовать растворитель или клей на масляной основе при золочении масляных красок.
Вы также должны использовать растворитель или клей на масляной основе при золочении масляных красок. Я использовал имитацию сусального золота, сусального серебра и пестрый лист. Использовалась смесь акриловых и масляных красок. Для этого изделия необходимо было учитывать лаки, запечатывание, время высыхания и то, как и когда наносить лист.
Я использовал имитацию сусального золота, сусального серебра и пестрый лист. Использовалась смесь акриловых и масляных красок. Для этого изделия необходимо было учитывать лаки, запечатывание, время высыхания и то, как и когда наносить лист.
 .. на что угодно!
.. на что угодно! Разница в размере вашего проекта. Для небольших работ доступны небольшие наборы, но если вы беретесь за такой масштабный проект, как этот, вам нужно будет купить отдельные клеи и герметики.
Разница в размере вашего проекта. Для небольших работ доступны небольшие наборы, но если вы беретесь за такой масштабный проект, как этот, вам нужно будет купить отдельные клеи и герметики. Нанесение сусального золота довольно просто, но для этого требуется определенное количество WOWs для завершения проекта такого размера.
Нанесение сусального золота довольно просто, но для этого требуется определенное количество WOWs для завершения проекта такого размера.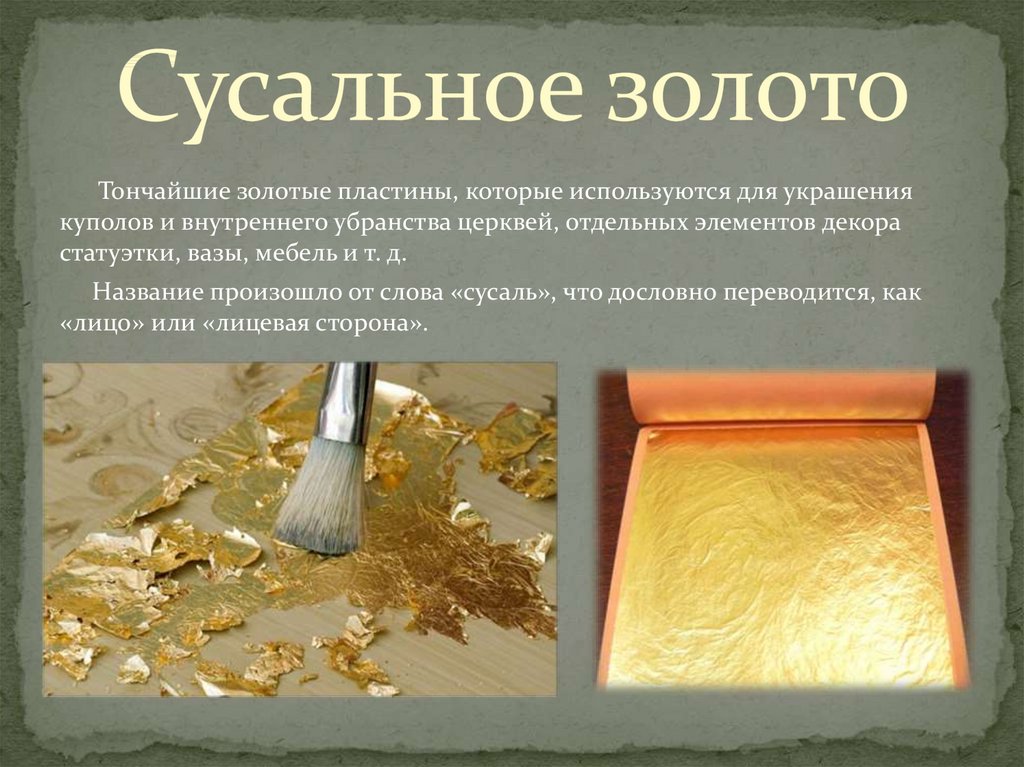 Это своевременный процесс, и он будет стоить усилий и утонченности, которые вы приложите к нему в конце.
Это своевременный процесс, и он будет стоить усилий и утонченности, которые вы приложите к нему в конце. Мой любимый финишный слой для металлических листов — Master Clear . Я также использую это верхнее покрытие на моих металлизированных лакокрасочных покрытиях. Это хорошая вещь! Нанесите тонкий слой и дайте ему высохнуть. Я применил сусальное золото к деталям этого зеркала только после того, как покрасил фоновые области с помощью Dixie Belle’s Caviar (черный), матовой минеральной краски. Я не наносил верхний слой на окрашенную поверхность… поэтому использовал свою художественную кисть. Это был мой третий WOW!
Мой любимый финишный слой для металлических листов — Master Clear . Я также использую это верхнее покрытие на моих металлизированных лакокрасочных покрытиях. Это хорошая вещь! Нанесите тонкий слой и дайте ему высохнуть. Я применил сусальное золото к деталям этого зеркала только после того, как покрасил фоновые области с помощью Dixie Belle’s Caviar (черный), матовой минеральной краски. Я не наносил верхний слой на окрашенную поверхность… поэтому использовал свою художественную кисть. Это был мой третий WOW! 
 .3100 об/мин
.3100 об/мин После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя.
После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя. Установка планки производится в соответствии с требуемой глубиной сверления.
Установка планки производится в соответствии с требуемой глубиной сверления.
 Видеоролик.
Видеоролик. .650
.650 А. Работа на сверлильных станках,1963
А. Работа на сверлильных станках,1963
 (от универсального до open top, flatrack, non-containerized и танк-контейнеров).
(от универсального до open top, flatrack, non-containerized и танк-контейнеров).
 )
)

 Бонусы включают в себя программируемый календарь, часы, журнал истории пользователей, расширенную блокировку для двух пользователей и функции аварийного доступа. Также была реализована легко слышимая сигнализация, которая выключается, когда сейф открывается или перемещается. Конструкция с двойными стальными стенками и защитные резиновые ножки делают его очень эффективным решением для хранения.
Бонусы включают в себя программируемый календарь, часы, журнал истории пользователей, расширенную блокировку для двух пользователей и функции аварийного доступа. Также была реализована легко слышимая сигнализация, которая выключается, когда сейф открывается или перемещается. Конструкция с двойными стальными стенками и защитные резиновые ножки делают его очень эффективным решением для хранения.

 com . Представитель по работе с клиентами ответит на ваше письмо в течение 24 часов. Вы также можете написать нам в Facebook.
com . Представитель по работе с клиентами ответит на ваше письмо в течение 24 часов. Вы также можете написать нам в Facebook.

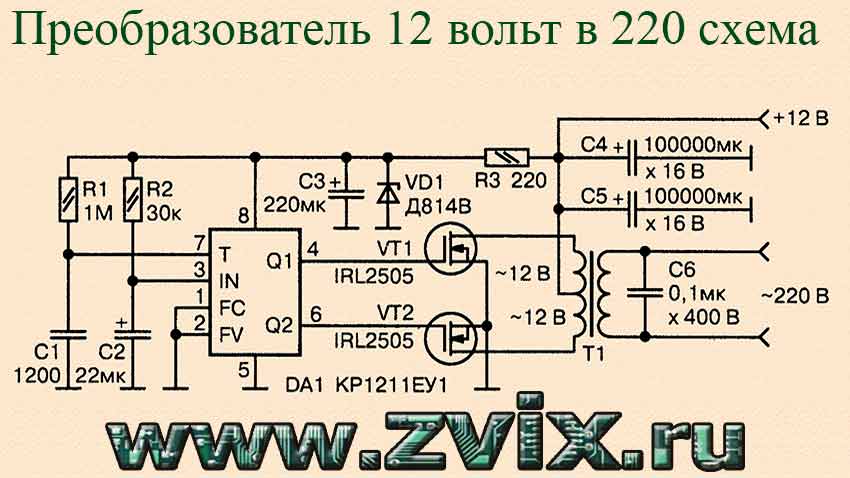 Как говорилось ранее, для ТТЛ микросхем с выходом ОК необходим выходной нагрузочный резистор (pull-up). Величина которого рассчитывается очень просто: R > U/IOL, где U – напряжение источника питания, к которому подключается резистор.
Как говорилось ранее, для ТТЛ микросхем с выходом ОК необходим выходной нагрузочный резистор (pull-up). Величина которого рассчитывается очень просто: R > U/IOL, где U – напряжение источника питания, к которому подключается резистор.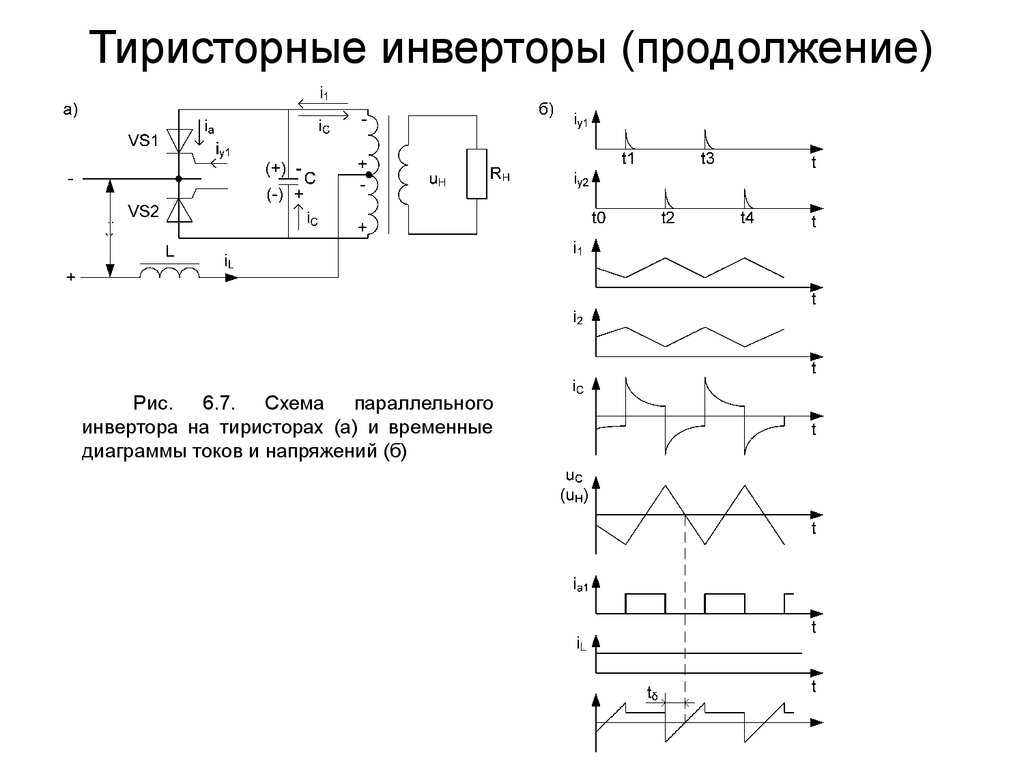 Частота генератора будет равна
Частота генератора будет равна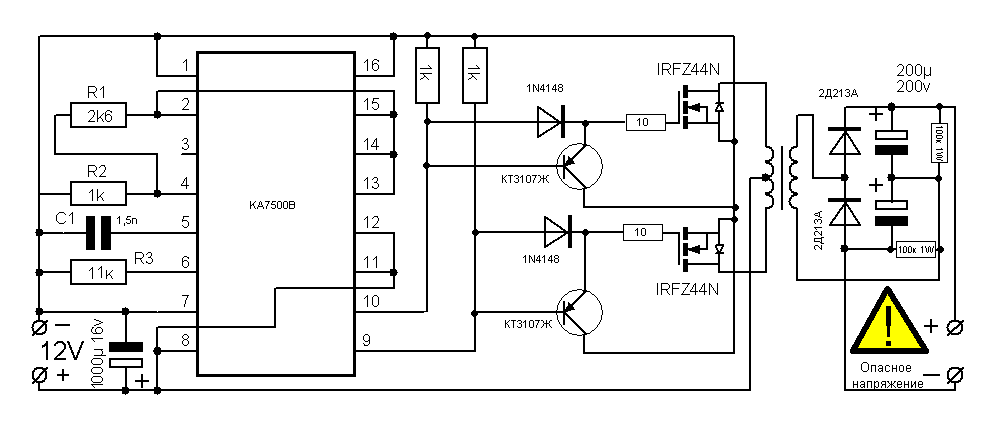
 Для его изучения понадобится модуль с шестью инверторами (рис. 1).
Для его изучения понадобится модуль с шестью инверторами (рис. 1). Таким образом, горение светодиода показывает что здесь нуль, а если светодиод не горит — единица.
Таким образом, горение светодиода показывает что здесь нуль, а если светодиод не горит — единица.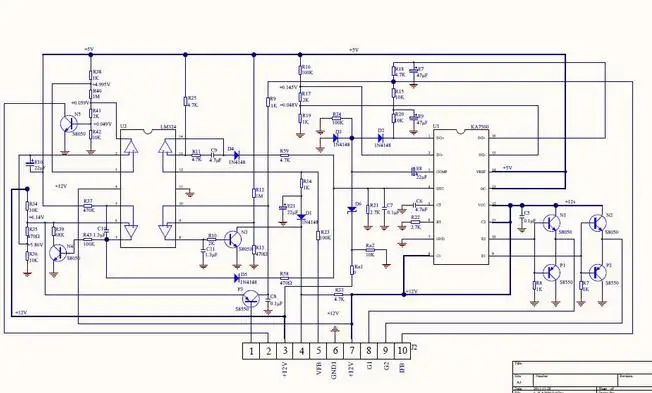
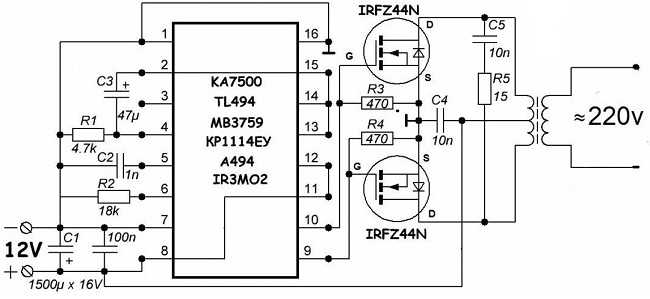 Светодиод HL1 не горит.
Светодиод HL1 не горит.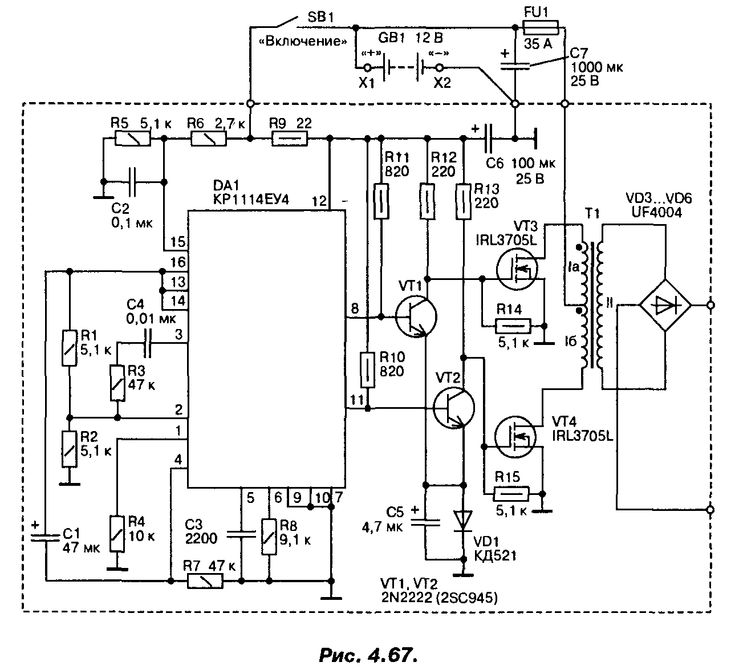
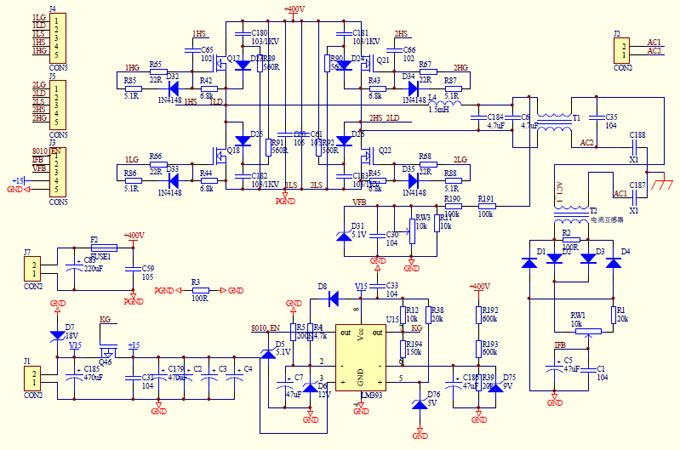

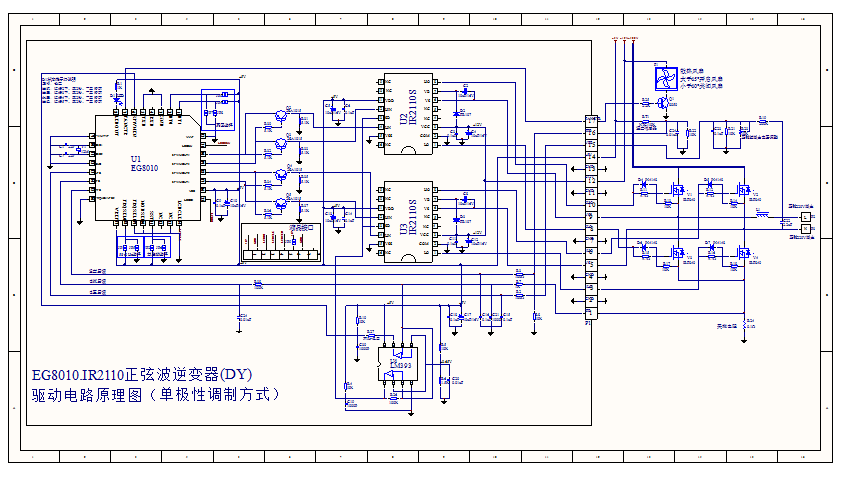 Он демонстрирует, как методы цифрового питания применительно к приложениям ИБП позволяют легко модифицировать их с помощью программного обеспечения; использование магнитов меньшего размера; интеллектуальная зарядка аккумулятора; более эффективная компактная конструкция; снижение звуковых и электрических шумов за счет более чистой синусоидальной волны на выходе; USB-связь и недорогой общий перечень материалов.
Он демонстрирует, как методы цифрового питания применительно к приложениям ИБП позволяют легко модифицировать их с помощью программного обеспечения; использование магнитов меньшего размера; интеллектуальная зарядка аккумулятора; более эффективная компактная конструкция; снижение звуковых и электрических шумов за счет более чистой синусоидальной волны на выходе; USB-связь и недорогой общий перечень материалов.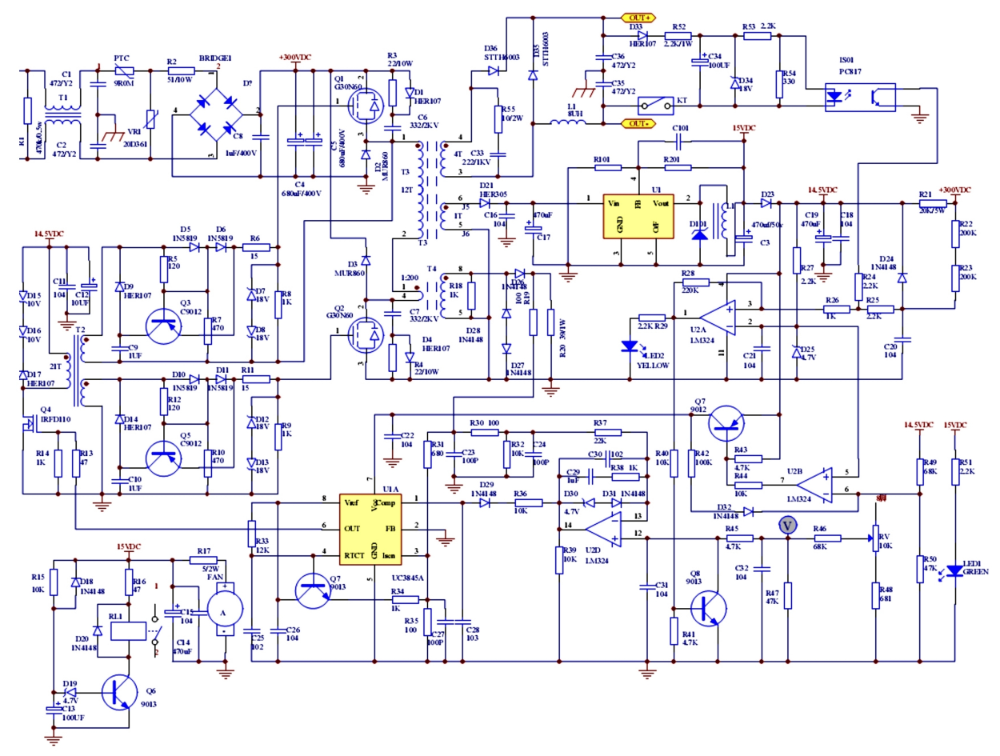
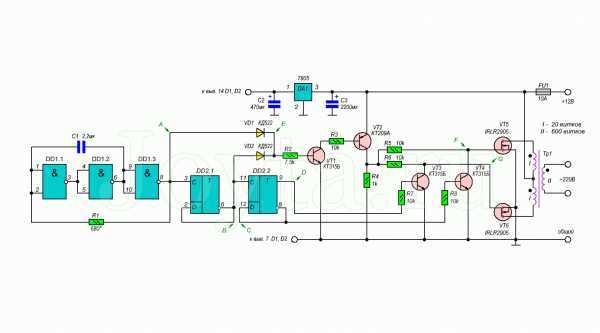 Если вы все еще не можете найти
Если вы все еще не можете найти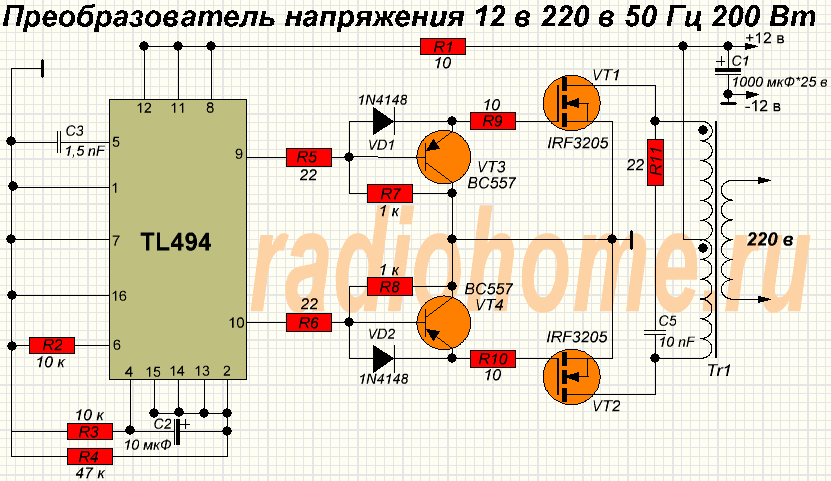
 — Комплект для разработки ККМ напряжения, цифровые силовые PIM (DP PIM) обеспечивают доступ к аналоговым входам dsPIC33 DSC, выходам цифро-аналогового преобразователя (ЦАП), выходам широтно-импульсной модуляции (ШИМ) и входам общего назначения и Выходные (GPIO) порты.
— Комплект для разработки ККМ напряжения, цифровые силовые PIM (DP PIM) обеспечивают доступ к аналоговым входам dsPIC33 DSC, выходам цифро-аналогового преобразователя (ЦАП), выходам широтно-импульсной модуляции (ШИМ) и входам общего назначения и Выходные (GPIO) порты.
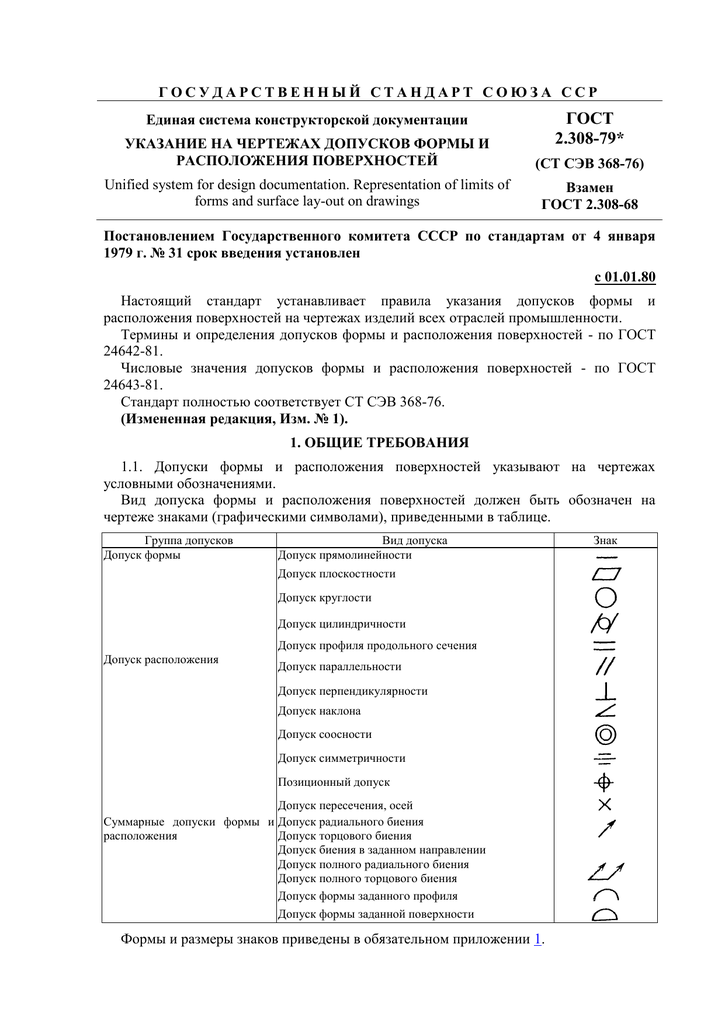 Торцовое биение не включает в себя всего отклонения от плоскостности рассматриваемой поверхности.
Торцовое биение не включает в себя всего отклонения от плоскостности рассматриваемой поверхности.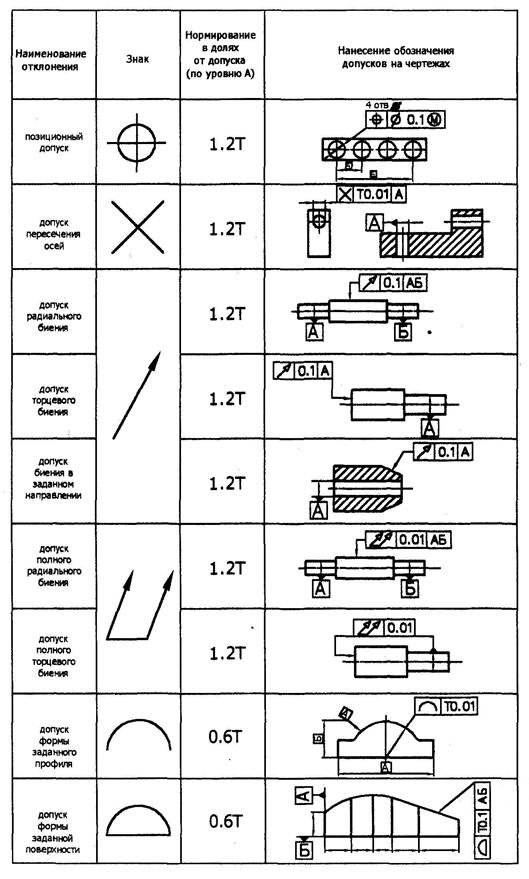
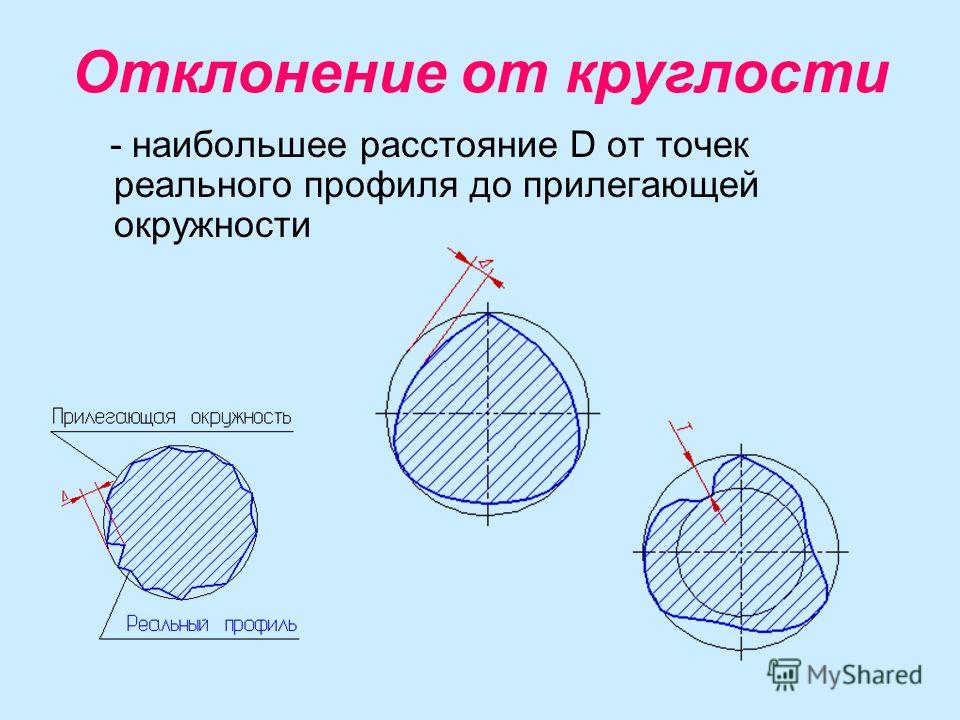 Поле допуска полного радиального биения — область в пространстве, ограниченная двумя цилиндрами, ось которых совпадает с базовой осью, а боковые поверхности отстоят друг от друга на расстоянии, равном допуску полного радиального биения Т .
Поле допуска полного радиального биения — область в пространстве, ограниченная двумя цилиндрами, ось которых совпадает с базовой осью, а боковые поверхности отстоят друг от друга на расстоянии, равном допуску полного радиального биения Т .
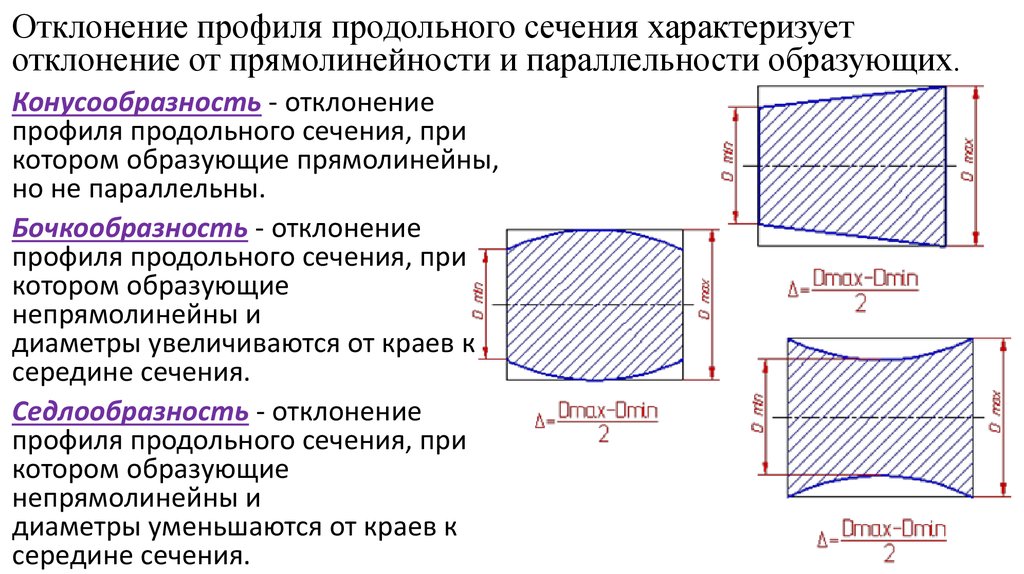 Допуск формы заданного профиля рекомендуется указывать в диаметральном выражении. Кроме допуска формы заданного профиля по настоящему стандарту, для нормирования размеров и формы профиля могут быть применены способы, основанные на указании предельных отклонений координат отдельных точек профиля или на раздельном указании предельных отклонений размеров и допусков формы отдельных элементов профиля. Поле допуска формы заданного профиля — область на заданной плоскости сечения поверхности, ограниченная двумя линиями, эквидистантными номинальному профилю, в отстоящими друг от друга на расстоянии, равном допуску формы заданного профиля в диаметральном выражении Т или удвоенному допуску формы заданного профиля в радиусном выражении Т/2. Линия, ограничивающие поле допуска, являются огибающими семейства окружностей, диаметр которых равен допуску формы заданного профиля в диаметральном выражении Т, а центры находятся на номинальном профиле.
Допуск формы заданного профиля рекомендуется указывать в диаметральном выражении. Кроме допуска формы заданного профиля по настоящему стандарту, для нормирования размеров и формы профиля могут быть применены способы, основанные на указании предельных отклонений координат отдельных точек профиля или на раздельном указании предельных отклонений размеров и допусков формы отдельных элементов профиля. Поле допуска формы заданного профиля — область на заданной плоскости сечения поверхности, ограниченная двумя линиями, эквидистантными номинальному профилю, в отстоящими друг от друга на расстоянии, равном допуску формы заданного профиля в диаметральном выражении Т или удвоенному допуску формы заданного профиля в радиусном выражении Т/2. Линия, ограничивающие поле допуска, являются огибающими семейства окружностей, диаметр которых равен допуску формы заданного профиля в диаметральном выражении Т, а центры находятся на номинальном профиле. Отклонение формы заданной поверхности — наибольшее отклонение точек реальной поверхности от номинальной поверхности, определяемое по нормали к номинальной поверхности в пределах нормируемого участка. В тех случаях, когда базы не заданы, расположение номинальной поверхности относительно реальной определяется условием получения минимального отклонения формы поверхности. Отклонение формы заданной поверхности является результатом совместного проявления отклонений размеров и формы поверхности, а также отклонений расположения его относительно заданных баз.
Отклонение формы заданной поверхности — наибольшее отклонение точек реальной поверхности от номинальной поверхности, определяемое по нормали к номинальной поверхности в пределах нормируемого участка. В тех случаях, когда базы не заданы, расположение номинальной поверхности относительно реальной определяется условием получения минимального отклонения формы поверхности. Отклонение формы заданной поверхности является результатом совместного проявления отклонений размеров и формы поверхности, а также отклонений расположения его относительно заданных баз.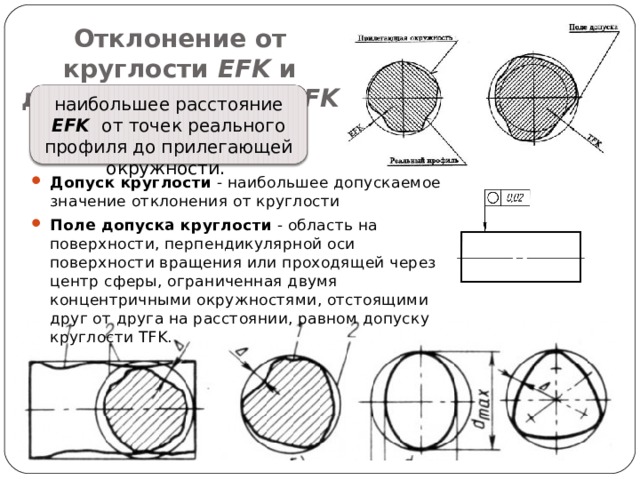 Поле допуска формы заданной поверхности — область в пространстве, ограниченная двумя поверхностями, эквидистантными номинальной поверхности, в отстоящими друг от друга на расстоянии, равном допуску формы заданного профиля в диаметральном выражении Т или удвоенному допуску формы заданного профиля в радиусном выражении Т/2. Поверхности, ограничивающие поле допуска, являются огибающими семейства сфер, диаметр которых равен допуску формы заданного профиля в диаметральном выражении Т, а центры находятся на номинальной поверхности .
Поле допуска формы заданной поверхности — область в пространстве, ограниченная двумя поверхностями, эквидистантными номинальной поверхности, в отстоящими друг от друга на расстоянии, равном допуску формы заданного профиля в диаметральном выражении Т или удвоенному допуску формы заданного профиля в радиусном выражении Т/2. Поверхности, ограничивающие поле допуска, являются огибающими семейства сфер, диаметр которых равен допуску формы заданного профиля в диаметральном выражении Т, а центры находятся на номинальной поверхности .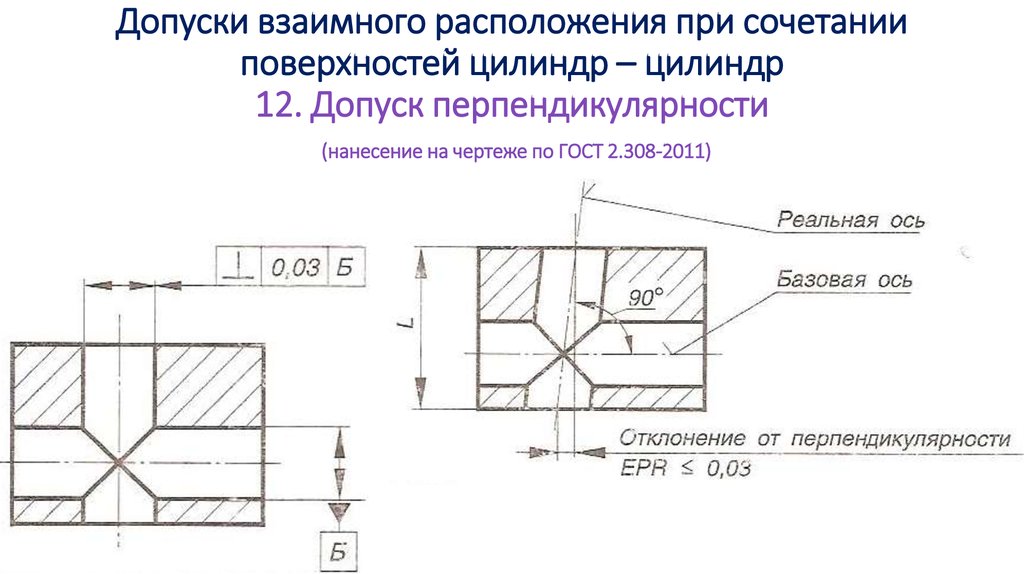
 Суммарный допуск от номинального наклона и плоскостности — наибольшее допускаемое значение суммарного отклонения от номинального наклона и плоскостности. Поле суммарного допуска наклона и плоскостности — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном суммарному допуску наклона и плоскостности Т, и расположенными под заданным номинальным углом относительно базовой плоскости или базовой оси.
Суммарный допуск от номинального наклона и плоскостности — наибольшее допускаемое значение суммарного отклонения от номинального наклона и плоскостности. Поле суммарного допуска наклона и плоскостности — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном суммарному допуску наклона и плоскостности Т, и расположенными под заданным номинальным углом относительно базовой плоскости или базовой оси. Depended tolerances of form, position and coordinating sizes. Bases of application
Depended tolerances of form, position and coordinating sizes. Bases of application Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению
Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению
 307-68
307-68
 — Примечание «КОДЕКС».
— Примечание «КОДЕКС».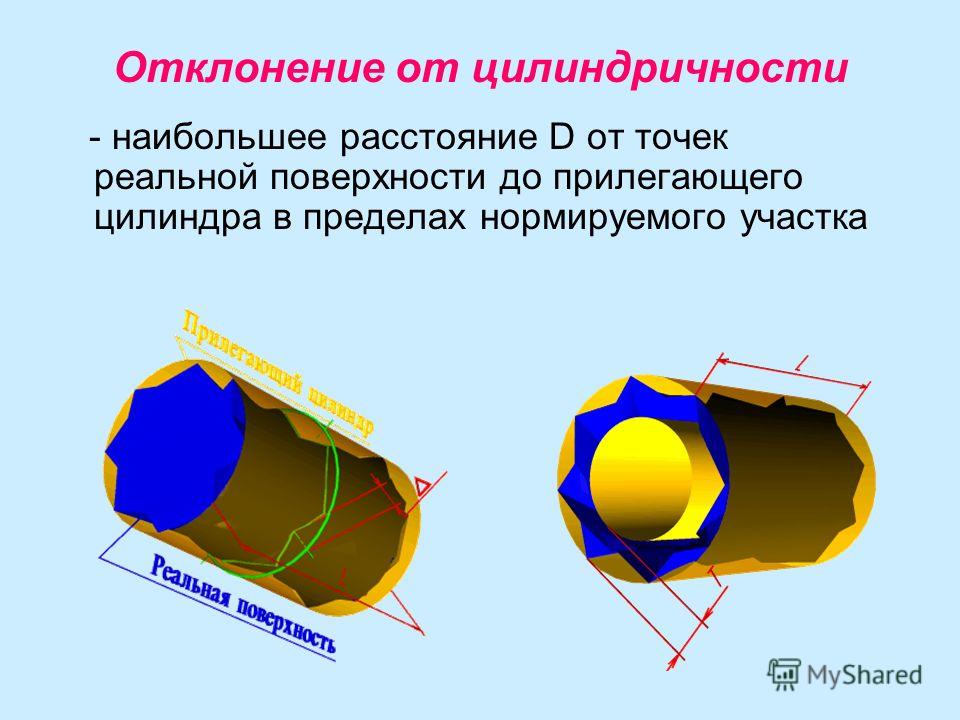
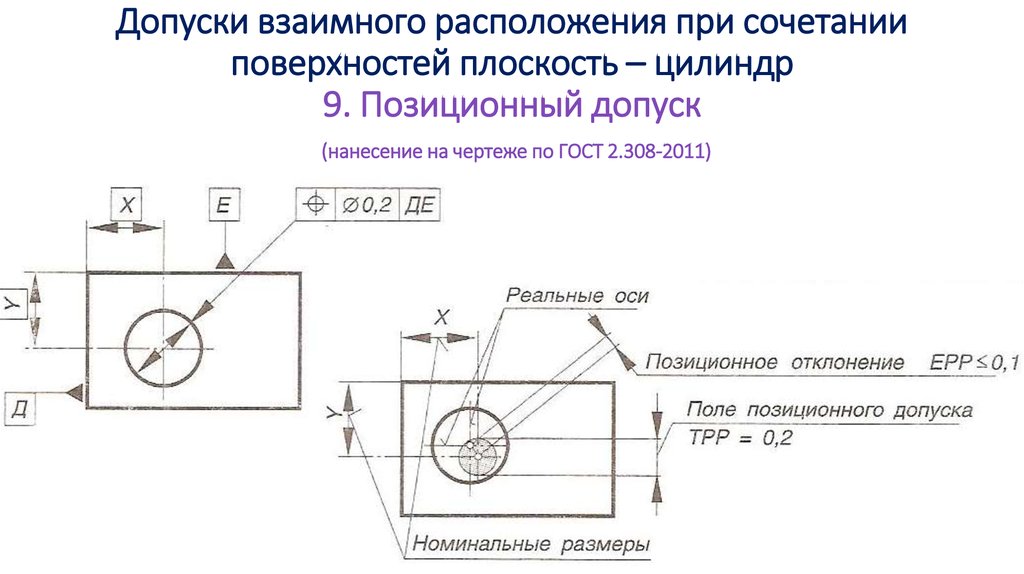
 308.
308. е. при условии, когда размеры элементов выполнены на пределе максимума материала. Отклонение действительного размера элемента от предела максимума материала приводит к увеличению зазора в соединении этого элемента с парной деталью. При увеличении зазора соответствующее дополнительное отклонение формы или расположения, разрешаемое зависимым допуском, не приведет к нарушению условий сборки. Примеры назначения зависимых допусков: позиционные допуски осей гладких отверстий во фланцах, через которые скрепляющие их болты*; допуски соосности ступенчатых валов и втулок, соединяемых друг с другом с зазором; допуски перпендикулярности к опорной плоскости осей гладких отверстий, в которые должны входить стаканы, заглушки или крышки.
е. при условии, когда размеры элементов выполнены на пределе максимума материала. Отклонение действительного размера элемента от предела максимума материала приводит к увеличению зазора в соединении этого элемента с парной деталью. При увеличении зазора соответствующее дополнительное отклонение формы или расположения, разрешаемое зависимым допуском, не приведет к нарушению условий сборки. Примеры назначения зависимых допусков: позиционные допуски осей гладких отверстий во фланцах, через которые скрепляющие их болты*; допуски соосности ступенчатых валов и втулок, соединяемых друг с другом с зазором; допуски перпендикулярности к опорной плоскости осей гладких отверстий, в которые должны входить стаканы, заглушки или крышки.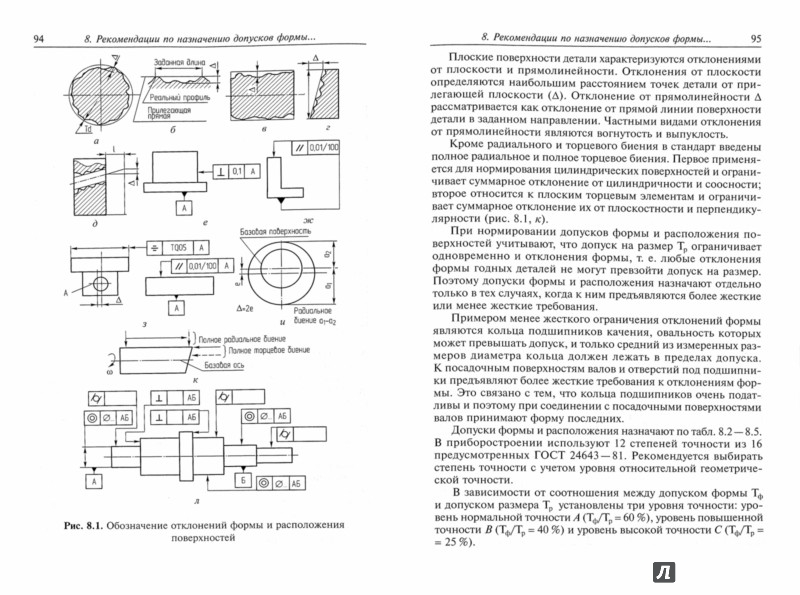 Применительно к позиционным допускам осей отверстий для крепежных деталей методика расчета приведена в ГОСТ 14140.
Применительно к позиционным допускам осей отверстий для крепежных деталей методика расчета приведена в ГОСТ 14140.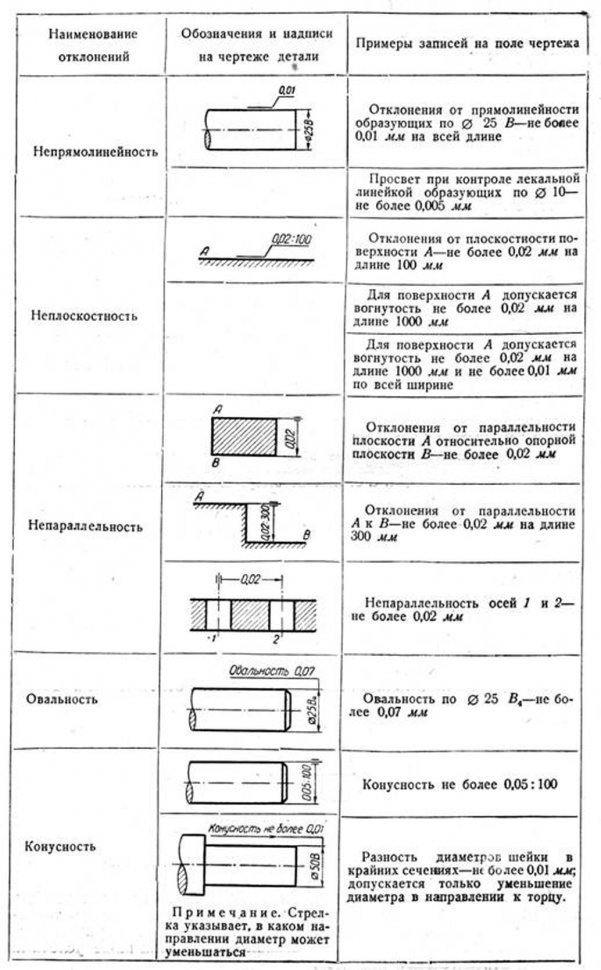


 1, соответствуют условию, когда все местные размеры элемента одинаковы, а для цилиндрических элементов отсутствуют отклонения от круглости. При несоблюдении этих условий значения и могут быть оценены лишь ориентировочно (например, если в формулы вместо подставлять значения для валов или для отверстий). Критическим является соблюдение условия, чтобы реальная поверхность не выходила за действующий предельный контур, размер которого равен .
1, соответствуют условию, когда все местные размеры элемента одинаковы, а для цилиндрических элементов отсутствуют отклонения от круглости. При несоблюдении этих условий значения и могут быть оценены лишь ориентировочно (например, если в формулы вместо подставлять значения для валов или для отверстий). Критическим является соблюдение условия, чтобы реальная поверхность не выходила за действующий предельный контур, размер которого равен .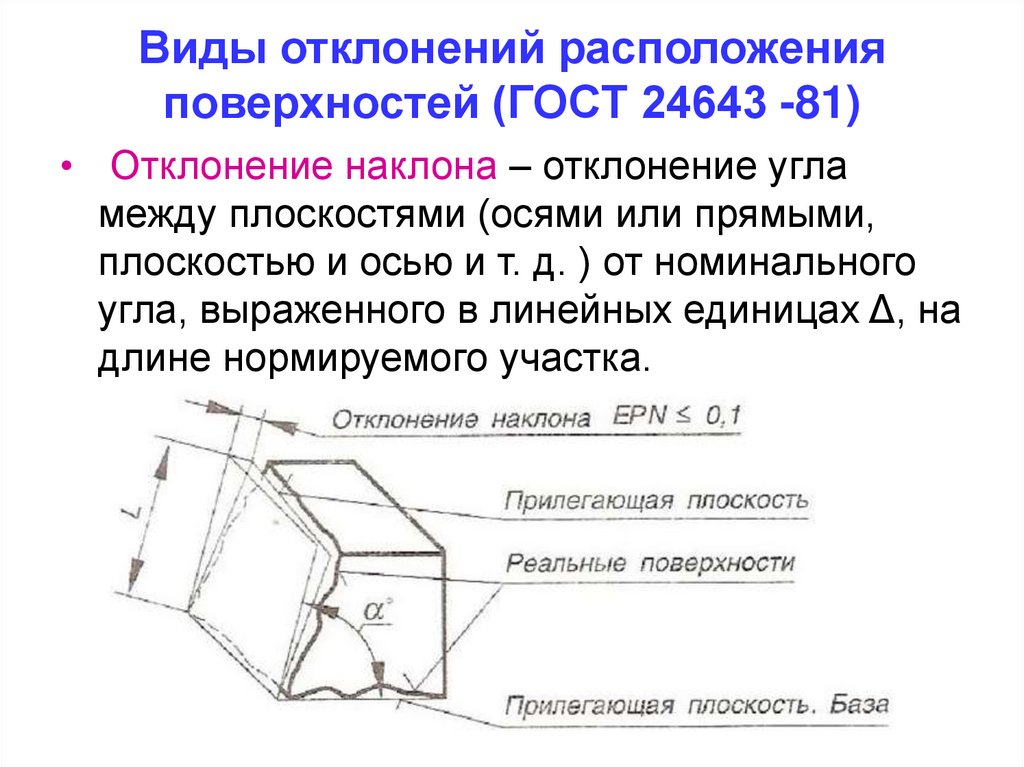
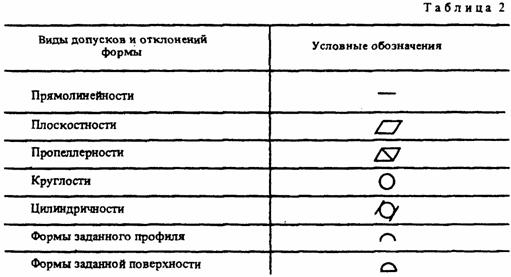 4 Формулы для расчета допускаемого превышения минимального значения зависимого допуска расположения, когда условие зависимого допуска распространяют на рассматриваемый элемент, а также для определения действительного и максимального значений зависимого допуска расположения и предельного действующего размера рассматриваемого элемента приведены в таблицах 2 и 3.
4 Формулы для расчета допускаемого превышения минимального значения зависимого допуска расположения, когда условие зависимого допуска распространяют на рассматриваемый элемент, а также для определения действительного и максимального значений зависимого допуска расположения и предельного действующего размера рассматриваемого элемента приведены в таблицах 2 и 3. 5 Если установлены зависимые допуски на взаимное расположение двух или нескольких рассматриваемых элементов, то величины, указанные в таблицах 2 и 3, рассчитывают для каждого рассматриваемого элемента в отдельности по размерам и допускам соответствующего элемента.
5 Если установлены зависимые допуски на взаимное расположение двух или нескольких рассматриваемых элементов, то величины, указанные в таблицах 2 и 3, рассчитывают для каждого рассматриваемого элемента в отдельности по размерам и допускам соответствующего элемента.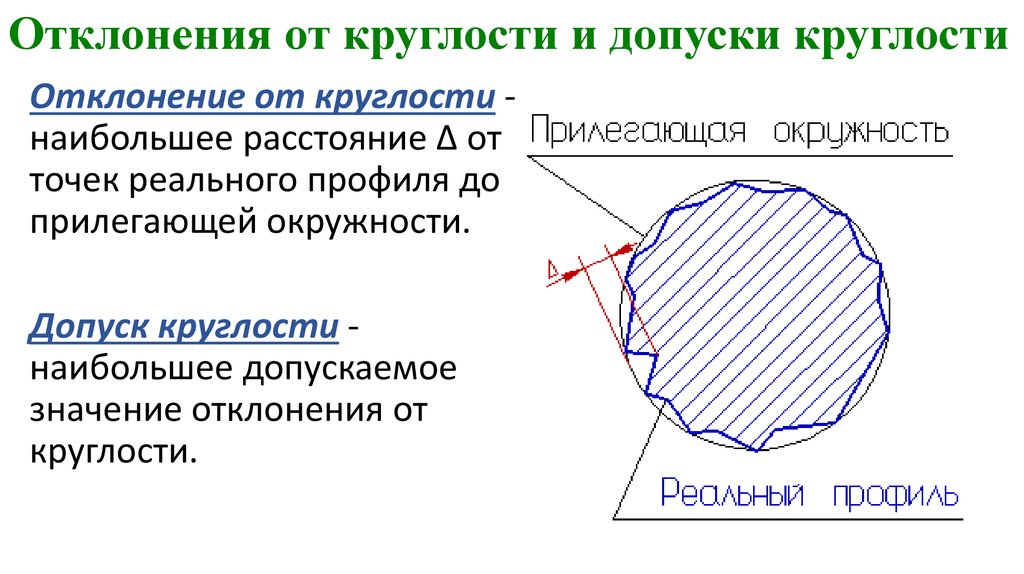 comCruising Северное полушариеCruising Южное полушариеMarine Business EuropeMarine Business North AmericaMarine Business OceaniaPowerboat.World EuropeMotorboat.World North AmericaMotorboat.World OceaniaFishingBoating.World AustraliaFishingBoating .World New ZealandFishingBoating.World USAFishingBoating.World AsiaFishingBoating.World CanadaFishingBoating.World EuropeFishingBoating.World United KingdomNZ Boating World
comCruising Северное полушариеCruising Южное полушариеMarine Business EuropeMarine Business North AmericaMarine Business OceaniaPowerboat.World EuropeMotorboat.World North AmericaMotorboat.World OceaniaFishingBoating.World AustraliaFishingBoating .World New ZealandFishingBoating.World USAFishingBoating.World AsiaFishingBoating.World CanadaFishingBoating.World EuropeFishingBoating.World United KingdomNZ Boating World С момента начала движения лодки до ее подъема прошло всего 49Прошли минуты, установив новый рекорд скорости восстановления. Предыдущий рекорд 54 минуты был установлен в 2009 году.
С момента начала движения лодки до ее подъема прошло всего 49Прошли минуты, установив новый рекорд скорости восстановления. Предыдущий рекорд 54 минуты был установлен в 2009 году.  «Помимо защиты инвестиций наших клиентов, существует постоянная эпидемия высококлассных центральных консолей, используемых для контрабанды людей и наркотиков. Сейчас как никогда важно знать местонахождение и состояние вашей лодки, и мы гордимся этим. предлагать продукты, которым доверяют тысячи людей».
«Помимо защиты инвестиций наших клиентов, существует постоянная эпидемия высококлассных центральных консолей, используемых для контрабанды людей и наркотиков. Сейчас как никогда важно знать местонахождение и состояние вашей лодки, и мы гордимся этим. предлагать продукты, которым доверяют тысячи людей».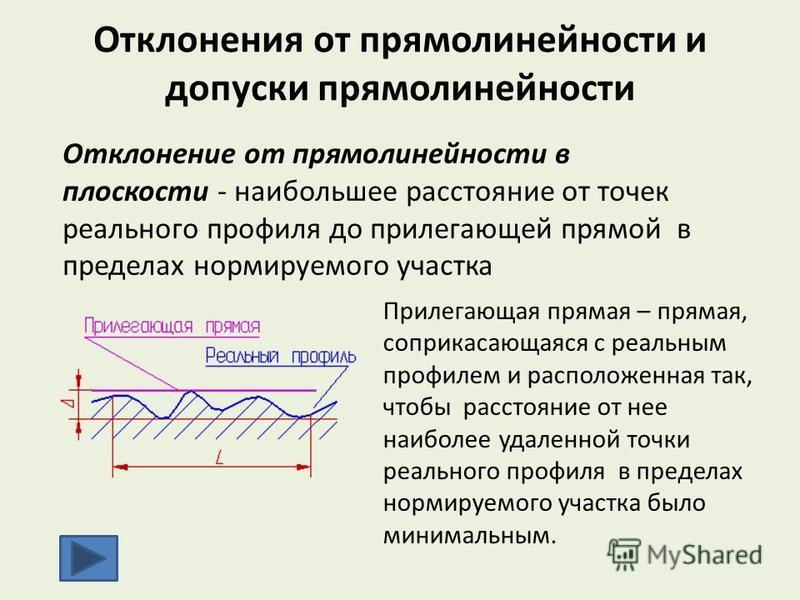 gostglobal.com.
gostglobal.com. Кто еще?
Кто еще?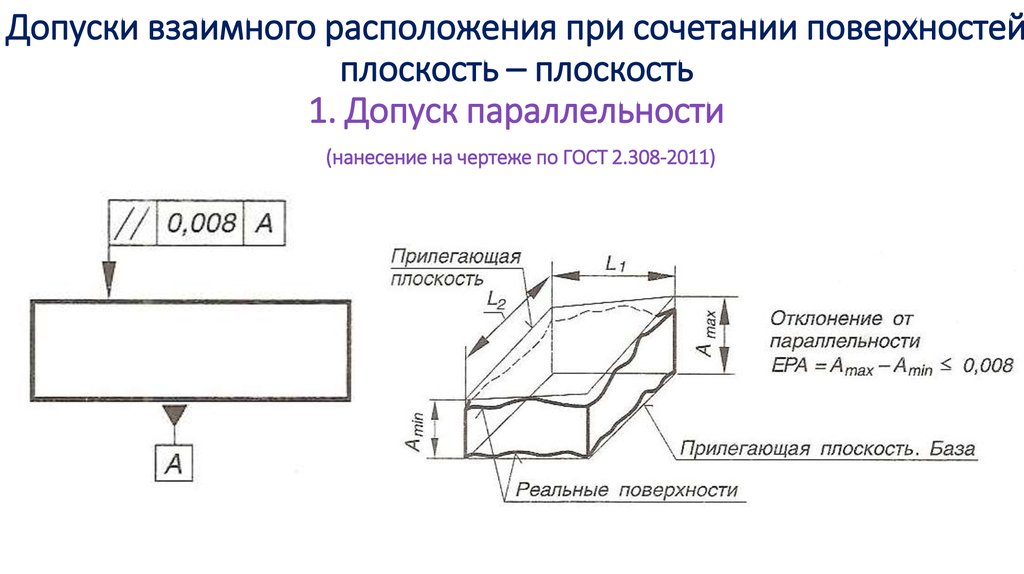 — заставили — подчиниться.
— заставили — подчиниться.

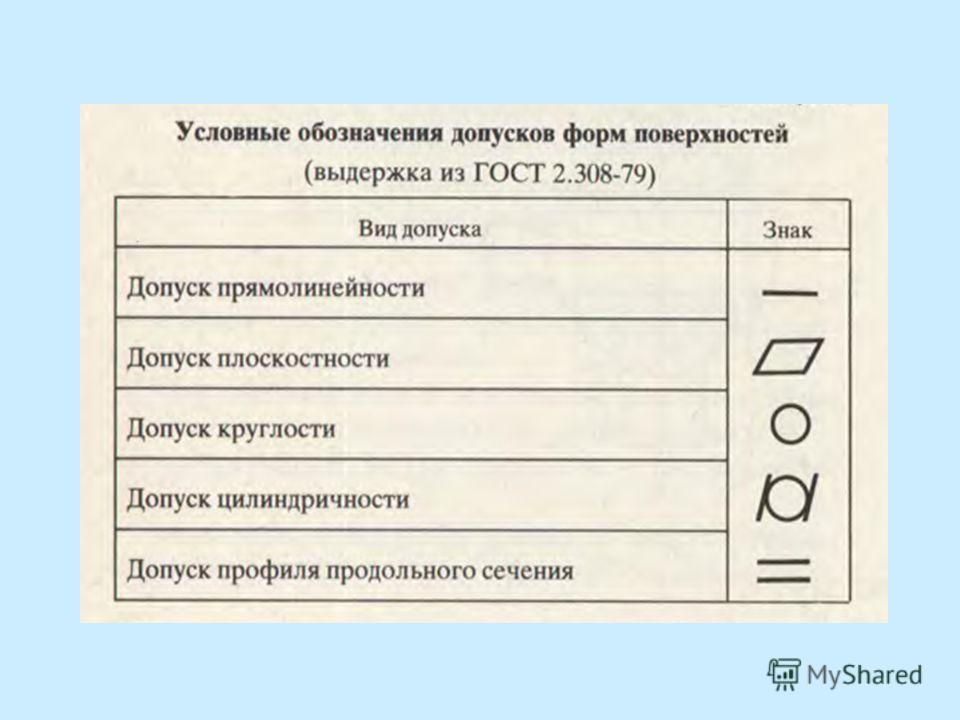 Лорд пика, известный своим гордым хладнокровием и самодовольным спокойствием, теперь был просто разбит. Все еще пошатываясь от шока, Лю Цингэ наблюдал, как другой мужчина распутывался, бормоча о том, что не хотел этого, о том, что пытался помочь.
Лорд пика, известный своим гордым хладнокровием и самодовольным спокойствием, теперь был просто разбит. Все еще пошатываясь от шока, Лю Цингэ наблюдал, как другой мужчина распутывался, бормоча о том, что не хотел этого, о том, что пытался помочь.
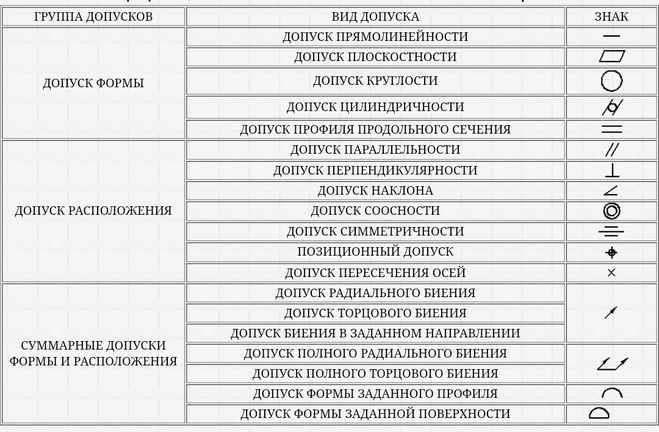
 «Может быть, даже лучше, чем обычно», — говорили они с надеждой. Он казался более спокойным и довольным. Они просто не упоминают о том, что произошло в пещерах Лин Си или о том, что случилось с Лю Цингэ. Они не хотят снова вызывать его травму. Было бы лучше, если бы воспоминания возвращались к нему более естественно, если они вообще возвращались.
«Может быть, даже лучше, чем обычно», — говорили они с надеждой. Он казался более спокойным и довольным. Они просто не упоминают о том, что произошло в пещерах Лин Си или о том, что случилось с Лю Цингэ. Они не хотят снова вызывать его травму. Было бы лучше, если бы воспоминания возвращались к нему более естественно, если они вообще возвращались. Он посмотрел через комнату и увидел, как Шэнь Цинцю нежно уговаривает дрожащего подростка с темными пушистыми волосами, подавая ему обед. Он был очень терпелив с ним, говоря мягко, игнорируя ошибки, сделанные молодым учеником. Как только был подан обед, мальчик поспешил уйти, не скрывая его взгляда, но по тому, как зеленые глаза Шэнь Цинцю следили за уходом мальчика с выражением безропотной жалости, Шэнь Цинцю так же ясно, как и Лю Цингэ, понял, что мальчик был в ужасе.
Он посмотрел через комнату и увидел, как Шэнь Цинцю нежно уговаривает дрожащего подростка с темными пушистыми волосами, подавая ему обед. Он был очень терпелив с ним, говоря мягко, игнорируя ошибки, сделанные молодым учеником. Как только был подан обед, мальчик поспешил уйти, не скрывая его взгляда, но по тому, как зеленые глаза Шэнь Цинцю следили за уходом мальчика с выражением безропотной жалости, Шэнь Цинцю так же ясно, как и Лю Цингэ, понял, что мальчик был в ужасе.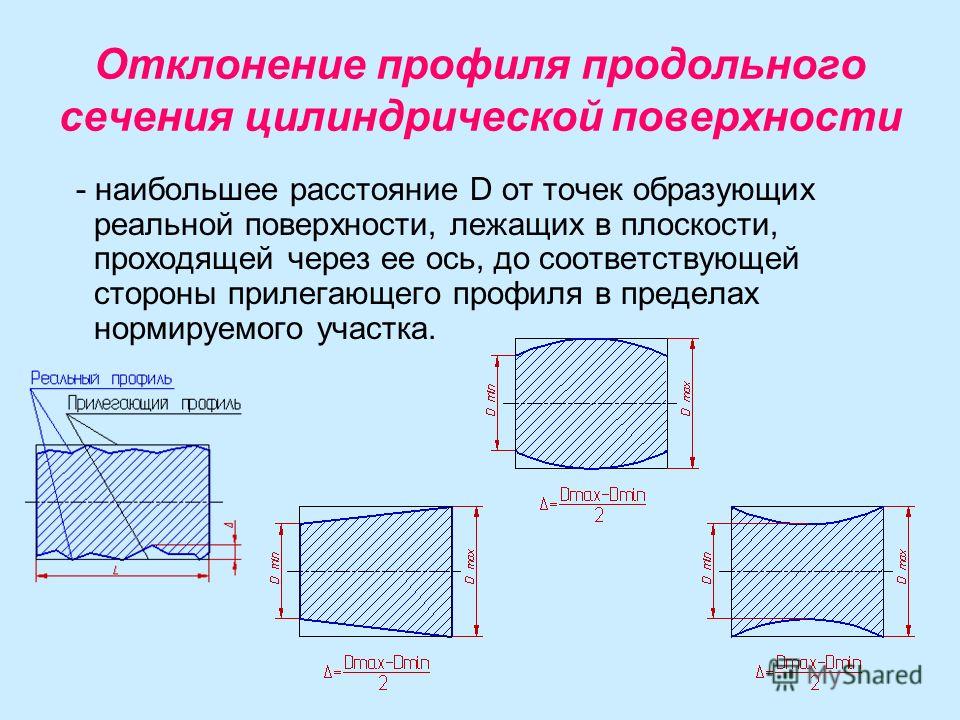 предпочтения других пиков. Лю Цингэ ощутил укол сожаления, что не допустил этого. Он знал, что повелитель пиков искренне выслушал бы его мысли о диетических потребностях и эффективности и не создал бы ничего расточительного. Он просто проигнорировал ее уговоры, потому что это сделал Шэнь Цинцю, который притворялся, что он выше таких земных забот, как требование, чтобы его еда доставляла удовольствие. По крайней мере, у Ку Сина были свои аскетические заповеди, которым следовало следовать в качестве оправдания отказа.
предпочтения других пиков. Лю Цингэ ощутил укол сожаления, что не допустил этого. Он знал, что повелитель пиков искренне выслушал бы его мысли о диетических потребностях и эффективности и не создал бы ничего расточительного. Он просто проигнорировал ее уговоры, потому что это сделал Шэнь Цинцю, который притворялся, что он выше таких земных забот, как требование, чтобы его еда доставляла удовольствие. По крайней мере, у Ку Сина были свои аскетические заповеди, которым следовало следовать в качестве оправдания отказа.

 Он научил их вещам, которые, как был уверен Лю Цингэ, Шэнь Цинцю знать не мог. Он, конечно, учил их так, как никогда раньше не пытался, основываясь на замешательстве и осторожной радости учеников. Он часто хвалил, обычно объясняя, что они сделали хорошо. Он казался неудобным из-за попыток учеников смириться перед ним или выслужиться перед ним, просто поблагодарив их за то, что они служат ему, пока они не узнают более разумные способы получить его одобрение.
Он научил их вещам, которые, как был уверен Лю Цингэ, Шэнь Цинцю знать не мог. Он, конечно, учил их так, как никогда раньше не пытался, основываясь на замешательстве и осторожной радости учеников. Он часто хвалил, обычно объясняя, что они сделали хорошо. Он казался неудобным из-за попыток учеников смириться перед ним или выслужиться перед ним, просто поблагодарив их за то, что они служат ему, пока они не узнают более разумные способы получить его одобрение.
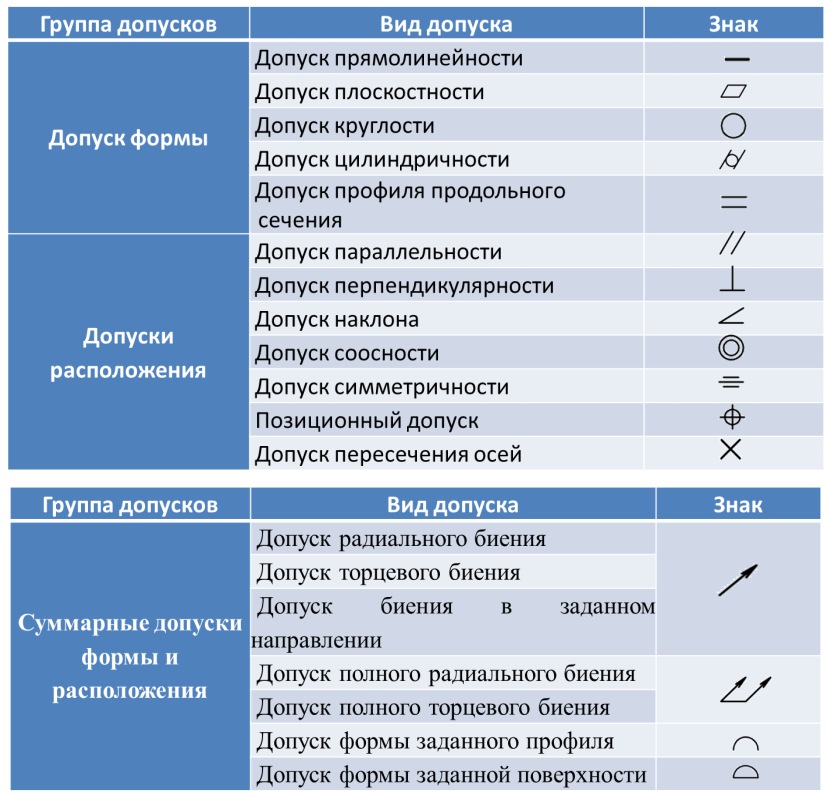

 Эта жалость, должно быть, и заставляла этого нового Шэнь Цинцю страдать во время визитов, если судить по виновным вспышкам выражения, которые он время от времени допускал.
Эта жалость, должно быть, и заставляла этого нового Шэнь Цинцю страдать во время визитов, если судить по виновным вспышкам выражения, которые он время от времени допускал.

 Дрожащий, мышиный повелитель вершин Шан Цинхуа будет изо всех сил пытаться победить Шэнь Цинцю, даже если он застанет их мертвыми спящими и безоружными.
Дрожащий, мышиный повелитель вершин Шан Цинхуа будет изо всех сил пытаться победить Шэнь Цинцю, даже если он застанет их мертвыми спящими и безоружными.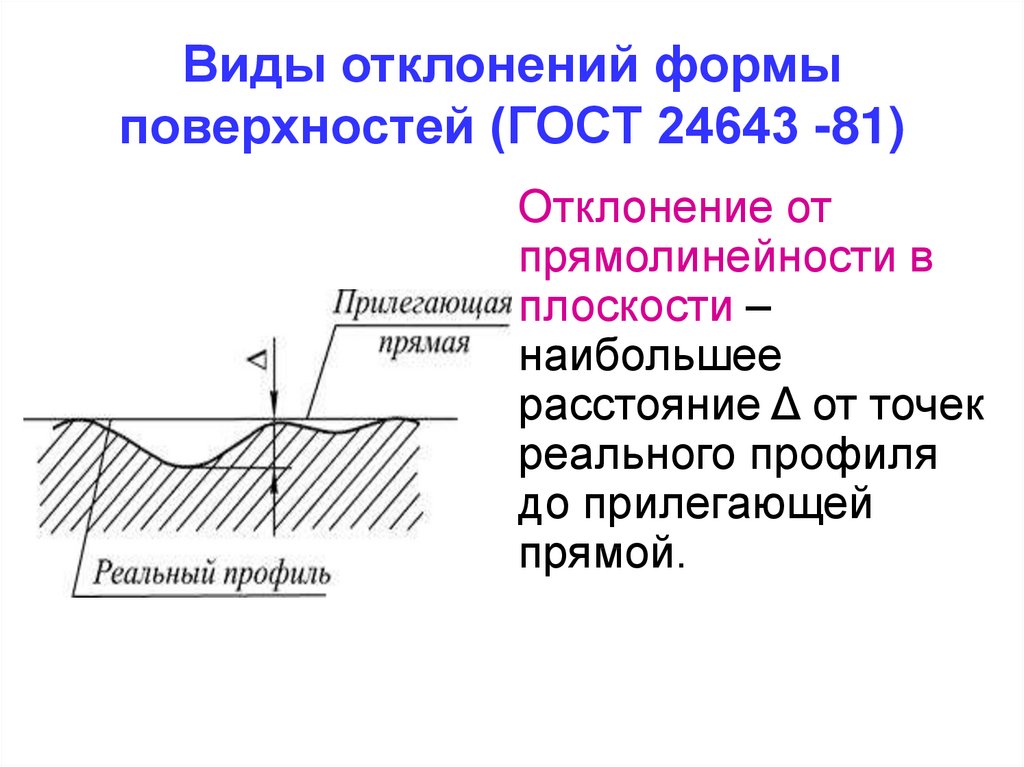 )
)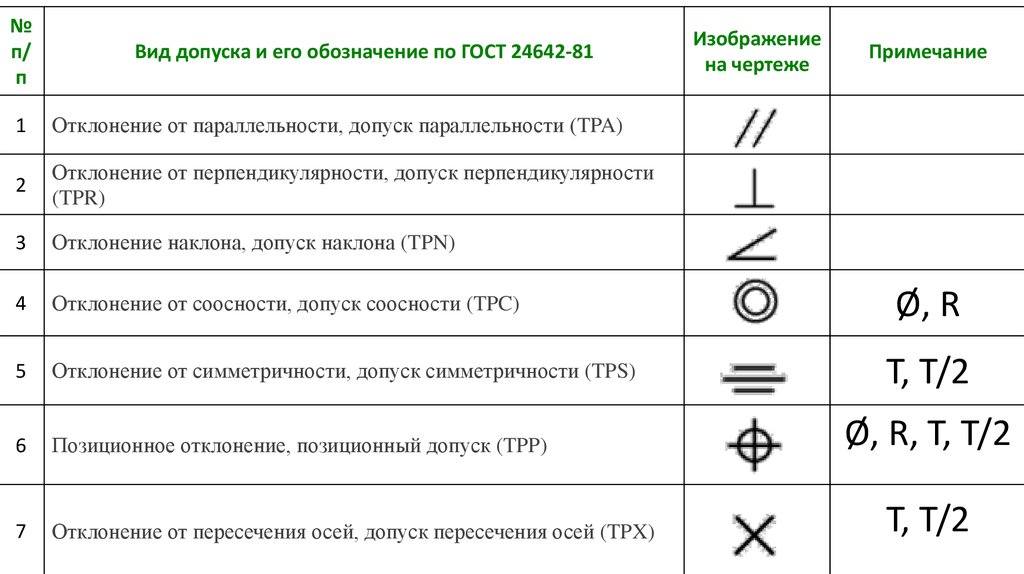
 По-видимому, они были взяты примерно в одно и то же время, хотя Шан Цинхуа прибыл в своем новом теле первым, которому было поручено усердно работать, чтобы достичь своего положения пикового лорда Ань Дина, и не более того.
По-видимому, они были взяты примерно в одно и то же время, хотя Шан Цинхуа прибыл в своем новом теле первым, которому было поручено усердно работать, чтобы достичь своего положения пикового лорда Ань Дина, и не более того. Лю Цингэ размышлял о том, что никто из людей, мимо которых они проходили, и подумать не мог, что через несколько часов элегантный и ученый Шэнь Цинцю будет в безопасности в своих комнатах, бушуя себе под нос, когда он словесно разорвал историю в клочья с горящими глазами. ликовать.
Лю Цингэ размышлял о том, что никто из людей, мимо которых они проходили, и подумать не мог, что через несколько часов элегантный и ученый Шэнь Цинцю будет в безопасности в своих комнатах, бушуя себе под нос, когда он словесно разорвал историю в клочья с горящими глазами. ликовать.
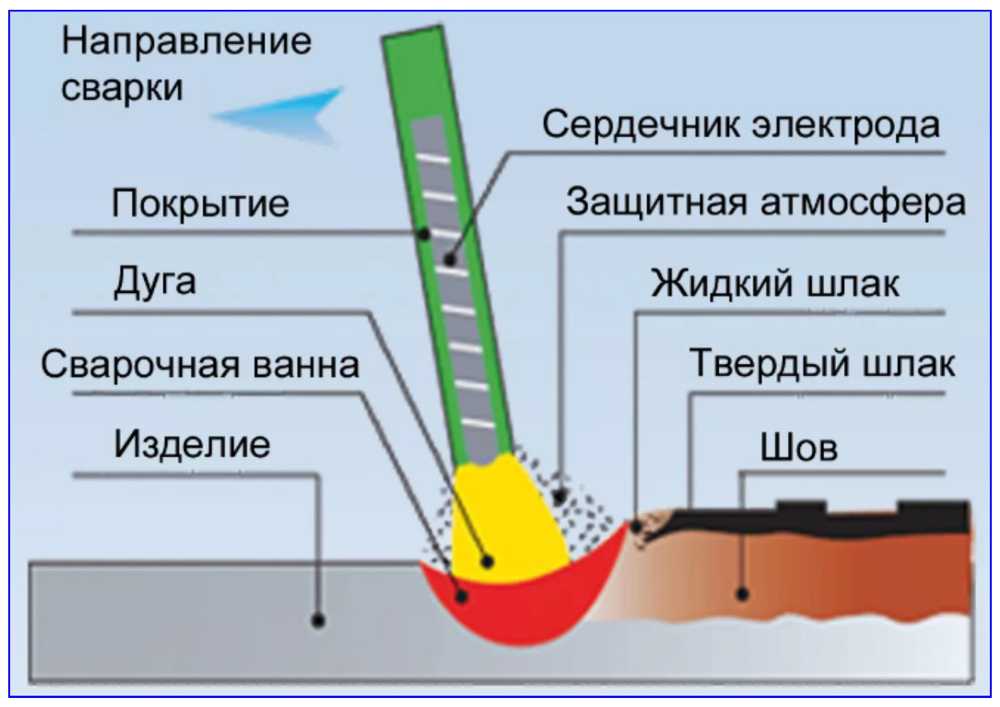
 Единообразие – это условие, при котором данные, записываемые в базу данных в рамках транзакции, должны соответствовать всем правилам и ограничениям, включая ограничения целостности, каскады и триггеры. Изолированность необходима для контроля над согласованностью и гарантирует базовую независимость каждой транзакции. Надежность подразумевает, что все внесенные в базу данных изменения на момент успешного завершения транзакции считаются постоянными.
Единообразие – это условие, при котором данные, записываемые в базу данных в рамках транзакции, должны соответствовать всем правилам и ограничениям, включая ограничения целостности, каскады и триггеры. Изолированность необходима для контроля над согласованностью и гарантирует базовую независимость каждой транзакции. Надежность подразумевает, что все внесенные в базу данных изменения на момент успешного завершения транзакции считаются постоянными.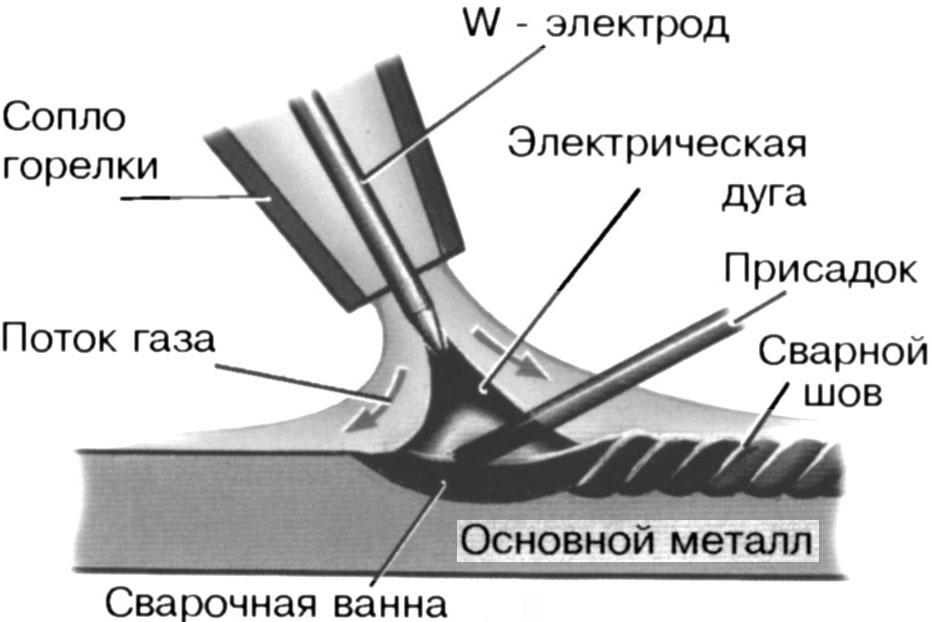 Поддерживается использование уже приобретенных лицензий Oracle и почасовая оплата использования лицензий. RDS берет на себя решение таких трудоемких задач по управлению базой данных, как выделение ресурсов, создание резервных копий, обновление ПО, мониторинг и масштабирование аппаратных ресурсов, что позволяет пользователям сосредоточиться на разработке приложений. Подробнее »
Поддерживается использование уже приобретенных лицензий Oracle и почасовая оплата использования лицензий. RDS берет на себя решение таких трудоемких задач по управлению базой данных, как выделение ресурсов, создание резервных копий, обновление ПО, мониторинг и масштабирование аппаратных ресурсов, что позволяет пользователям сосредоточиться на разработке приложений. Подробнее »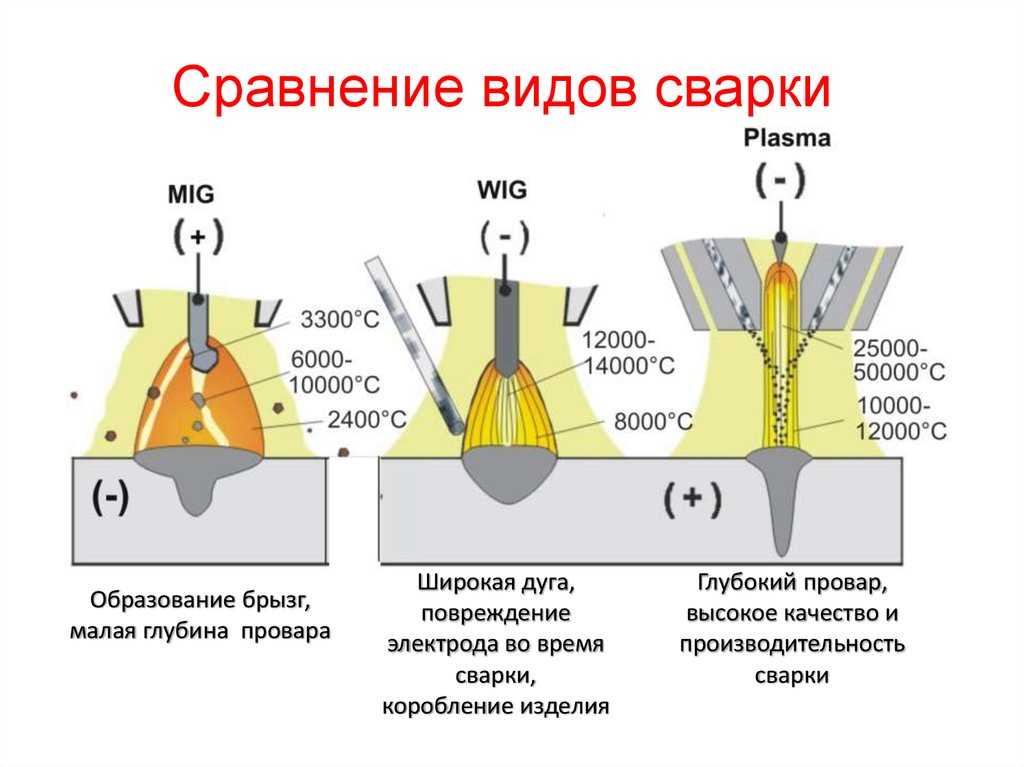 Подробнее »
Подробнее »
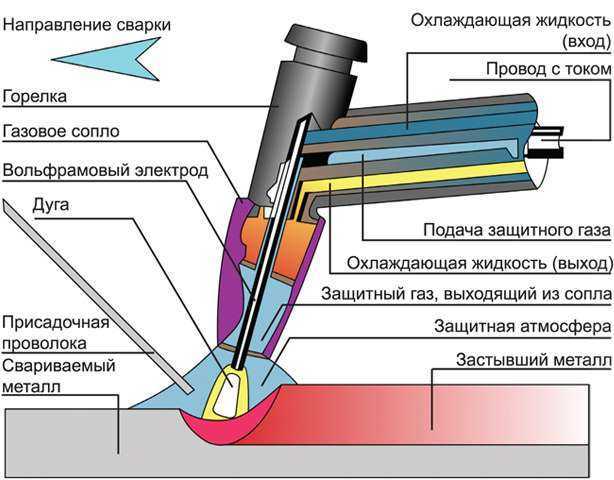
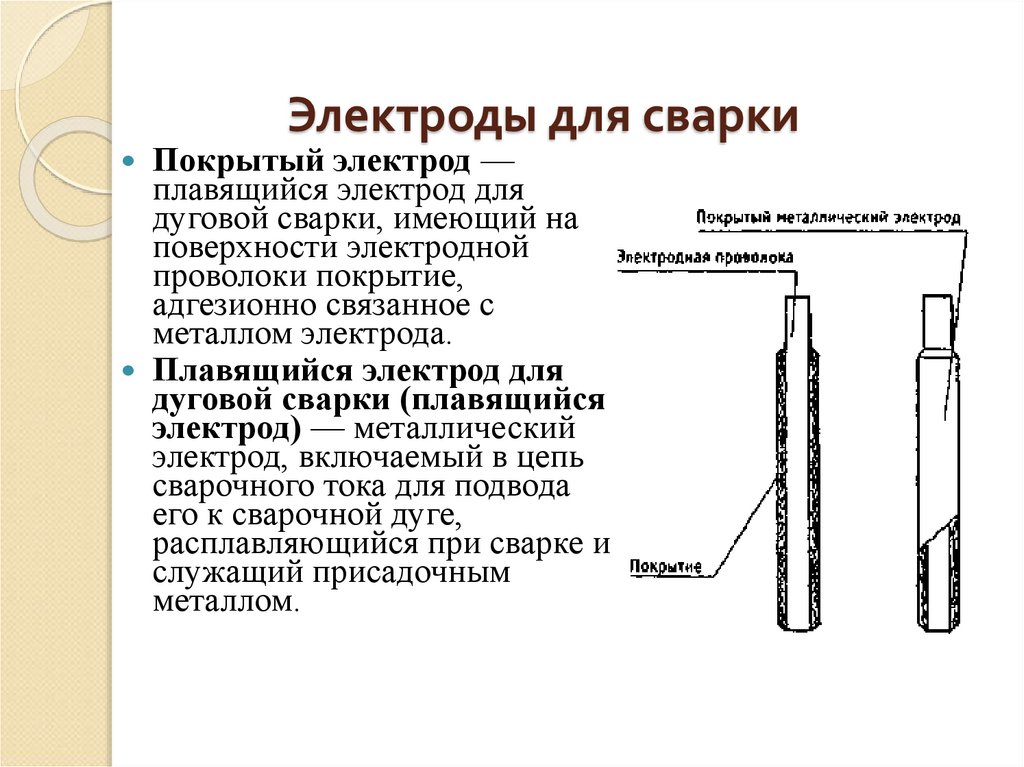
 Наличие сертификата: полнота и правильность приведенных в нем данных.
Наличие сертификата: полнота и правильность приведенных в нем данных.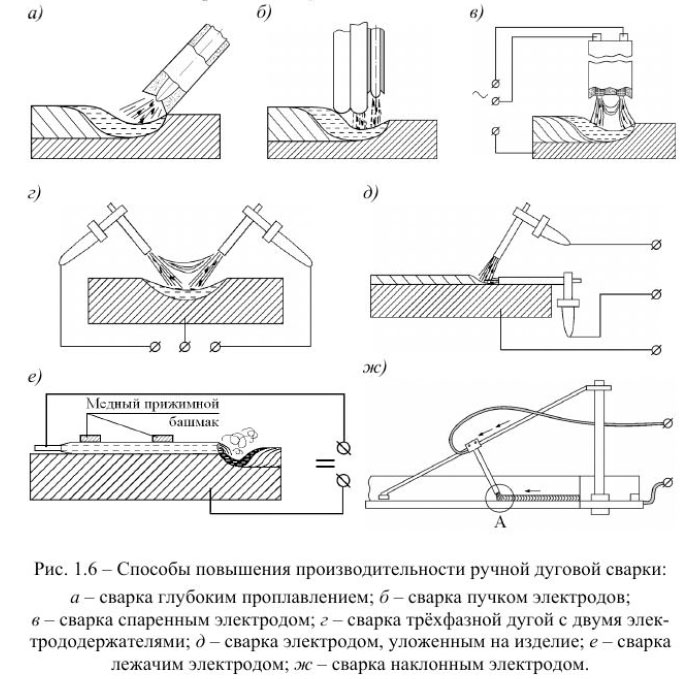 Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием? Газовые поры.
Газовые поры.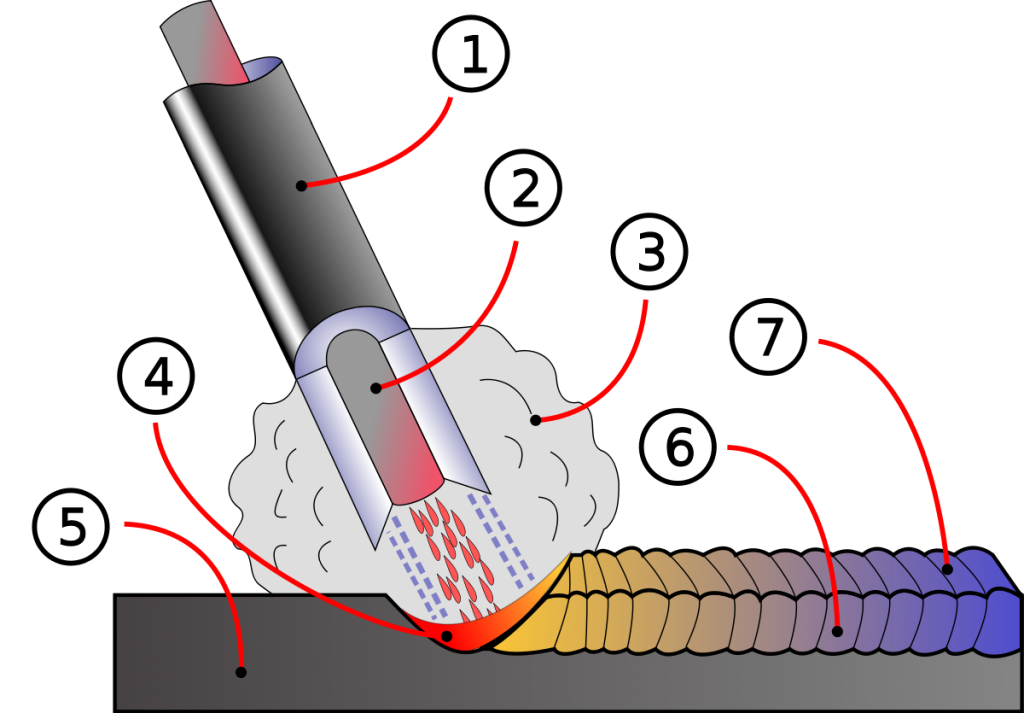
 Как определить, какой экземпляр AWS RDS нужен моему приложению Django?
Как определить, какой экземпляр AWS RDS нужен моему приложению Django?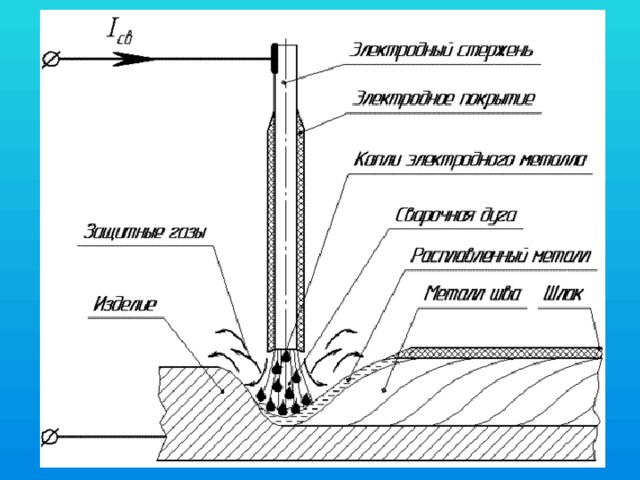 Решение о сроках обновления обычно принимается на основе показателей RDS :
Решение о сроках обновления обычно принимается на основе показателей RDS :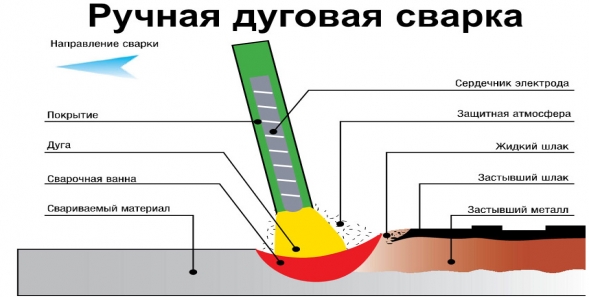 Согласно источнику, базы данных и их использование:
Согласно источнику, базы данных и их использование: Хотя существует множество причин, по которым они чрезвычайно популярны, высокая доступность и безопасность, а также динамическая гибкость являются одними из основных преимуществ облачных систем баз данных. Вам даже не нужно беспокоиться об обслуживании, оборудовании или установке исправлений.
Хотя существует множество причин, по которым они чрезвычайно популярны, высокая доступность и безопасность, а также динамическая гибкость являются одними из основных преимуществ облачных систем баз данных. Вам даже не нужно беспокоиться об обслуживании, оборудовании или установке исправлений.
 Многие организации, например, выбирают эту систему, потому что у них есть база данных с идентичным движком, но они хотели бы дополнить ее внешним решением.
Многие организации, например, выбирают эту систему, потому что у них есть база данных с идентичным движком, но они хотели бы дополнить ее внешним решением.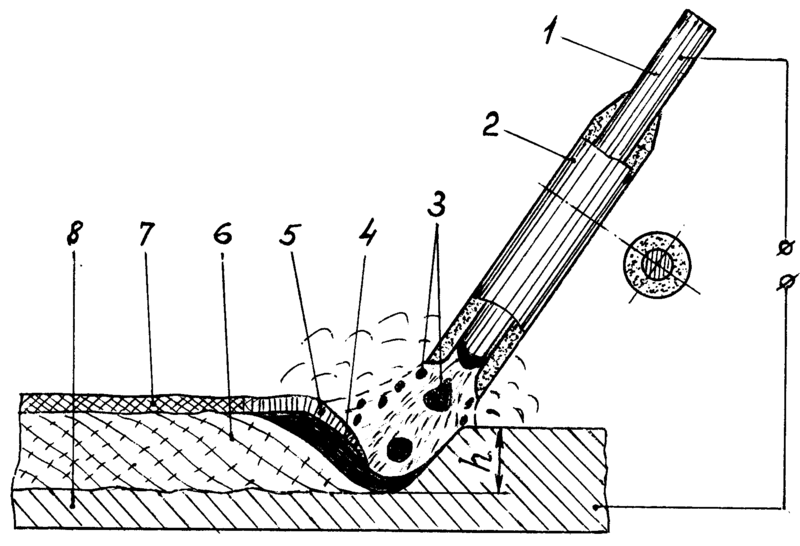
 Организации пользуются своей способностью эффективно хранить, анализировать и передавать большие объемы данных.
Организации пользуются своей способностью эффективно хранить, анализировать и передавать большие объемы данных.

 Минимальная пластичность обеспечивается, если отношение предела прочности к пределу текучести составляет 1,10, относительное удлинение при разрушении составляет не менее 15%, а отношение деформации при разрушении к деформации при достижении предела текучести составляет ≥ 15.
Минимальная пластичность обеспечивается, если отношение предела прочности к пределу текучести составляет 1,10, относительное удлинение при разрушении составляет не менее 15%, а отношение деформации при разрушении к деформации при достижении предела текучести составляет ≥ 15.


 Это прочный, надежный материал с отличными механическими свойствами. Детали из конструкционных сталей можно подвергать большим нагрузкам. Среди хороших качеств конструкционные стали обладают сопротивлением к ударным и динамическим воздействиям.
Это прочный, надежный материал с отличными механическими свойствами. Детали из конструкционных сталей можно подвергать большим нагрузкам. Среди хороших качеств конструкционные стали обладают сопротивлением к ударным и динамическим воздействиям.

 Наша компания предлагает только качественный металлопрокат по доступной цене, а наши менеджеры помогут вам определиться с заказом с профессиональной точки зрения.
Наша компания предлагает только качественный металлопрокат по доступной цене, а наши менеджеры помогут вам определиться с заказом с профессиональной точки зрения.

 Поэтому химический состав для каждой спецификации стали тщательно сбалансирован и протестирован во время ее производства, чтобы гарантировать достижение соответствующих свойств.
Поэтому химический состав для каждой спецификации стали тщательно сбалансирован и протестирован во время ее производства, чтобы гарантировать достижение соответствующих свойств.
 Следовательно, более прочные стали требуют улучшенной ударной вязкости и пластичности, что может быть достигнуто только при использовании чистых сталей с низким содержанием углерода и при максимальном измельчении зерна. Внедрение процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели.
Следовательно, более прочные стали требуют улучшенной ударной вязкости и пластичности, что может быть достигнуто только при использовании чистых сталей с низким содержанием углерода и при максимальном измельчении зерна. Внедрение процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели. Закаленные и отпущенные стали имеют обозначение «Q».
Закаленные и отпущенные стали имеют обозначение «Q».
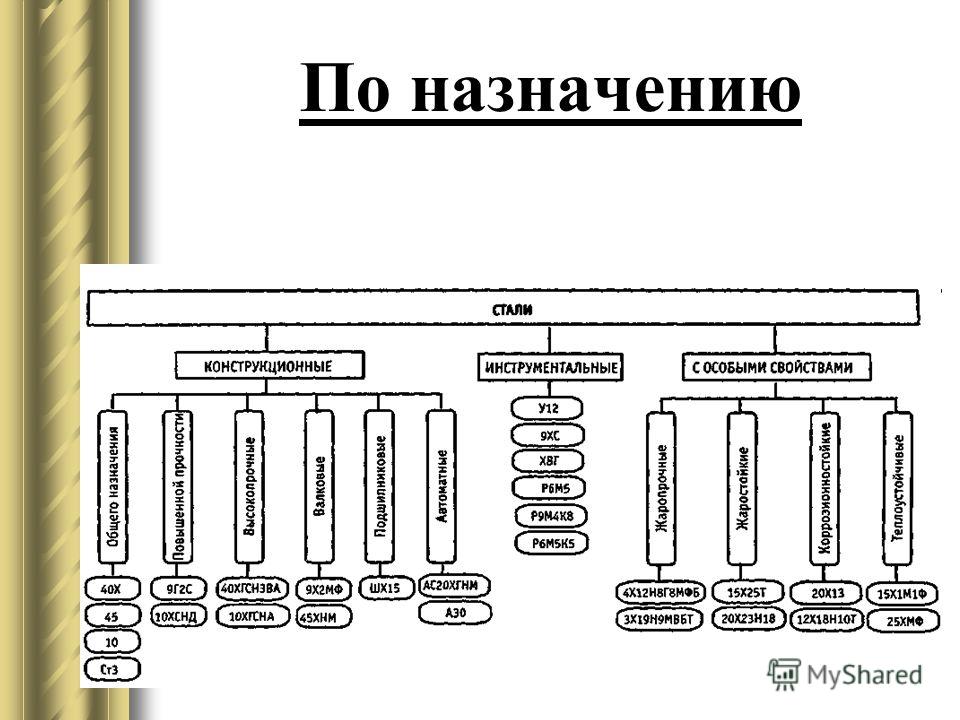

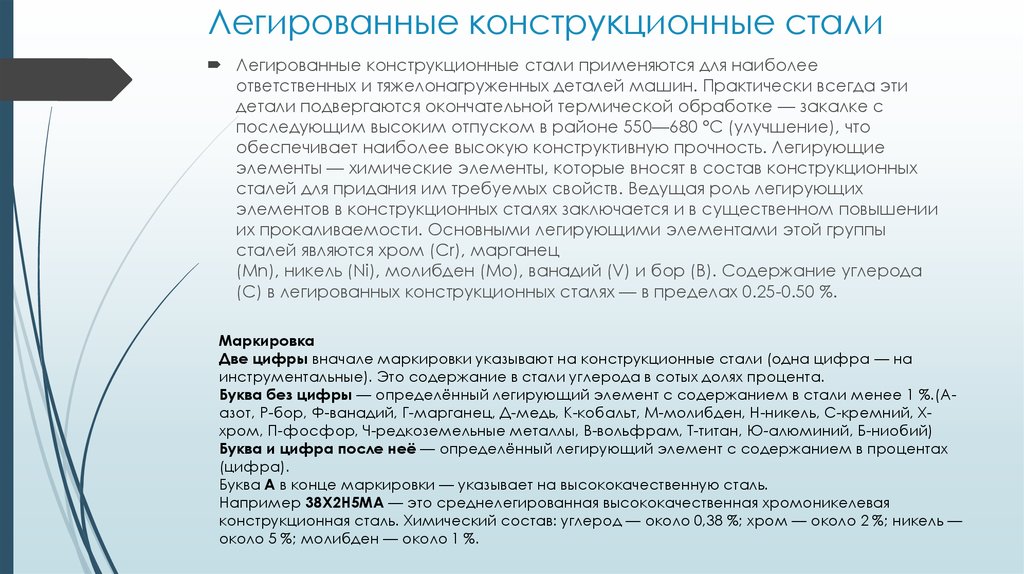 Риск хрупкого разрушения увеличивается с толщиной, растягивающим напряжением, концентраторами напряжения и при более низких температурах. Прочность стали и ее способность сопротивляться хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на ударную вязкость по Шарпи с V-образным надрезом — см. изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при определенной температуре одним ударом маятника.
Риск хрупкого разрушения увеличивается с толщиной, растягивающим напряжением, концентраторами напряжения и при более низких температурах. Прочность стали и ее способность сопротивляться хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на ударную вязкость по Шарпи с V-образным надрезом — см. изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при определенной температуре одним ударом маятника.

 Употреблено слово «уменьшать», так как допущение отсутствия роста означало бы полное устранение эффекта утомления. Допускается некоторая усталость (20 000 циклов) на основе ориентировочных указаний стандарта DIN.
Употреблено слово «уменьшать», так как допущение отсутствия роста означало бы полное устранение эффекта утомления. Допускается некоторая усталость (20 000 циклов) на основе ориентировочных указаний стандарта DIN.
 Однако сварка предполагает локальное расплавление стали, которая впоследствии охлаждается. Охлаждение может быть довольно быстрым, потому что окружающий материал, напр. луч предлагает большой «радиатор», а сварной шов (и подводимое тепло) обычно относительно мал. Это может привести к упрочнению «зоны термического влияния» (ЗТВ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
Однако сварка предполагает локальное расплавление стали, которая впоследствии охлаждается. Охлаждение может быть довольно быстрым, потому что окружающий материал, напр. луч предлагает большой «радиатор», а сварной шов (и подводимое тепло) обычно относительно мал. Это может привести к упрочнению «зоны термического влияния» (ЗТВ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
 д. Во многих случаях в сухих условиях внутри не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.
д. Во многих случаях в сухих условиях внутри не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали. Подходящие сорта для воздействия в типичных условиях приведены ниже.
Подходящие сорта для воздействия в типичных условиях приведены ниже. 4301
4301 4301/1.4307, 1.4162
4301/1.4307, 1.4162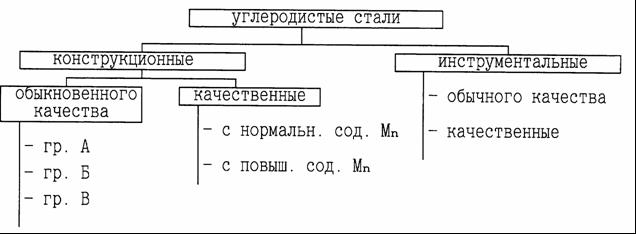 Материалы, указанные в квадратных скобках, могут быть рассмотрены, если приемлема некоторая умеренная коррозия. Накопление агрессивных загрязняющих веществ и хлоридов будет выше в защищенных местах; следовательно, может быть необходимо выбрать рекомендуемую марку из следующего более высокого класса коррозии.
Материалы, указанные в квадратных скобках, могут быть рассмотрены, если приемлема некоторая умеренная коррозия. Накопление агрессивных загрязняющих веществ и хлоридов будет выше в защищенных местах; следовательно, может быть необходимо выбрать рекомендуемую марку из следующего более высокого класса коррозии. Технические условия поставки. БСИ
Технические условия поставки. БСИ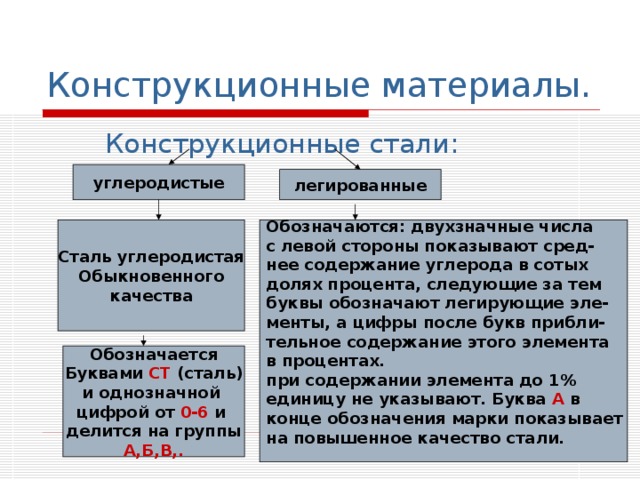 Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
 1 Предел текучести
1 Предел текучести Долговечность зависит от конкретного типа сплава — обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.
Долговечность зависит от конкретного типа сплава — обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.

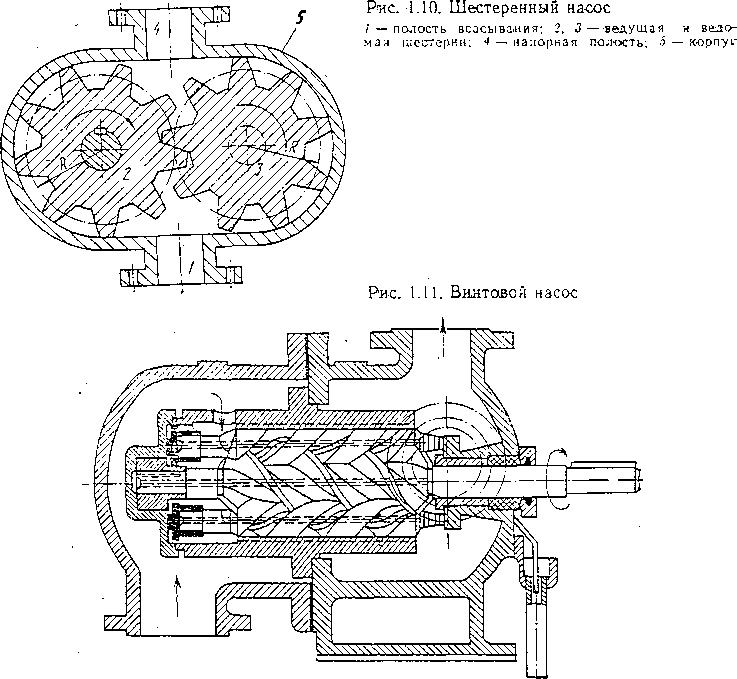
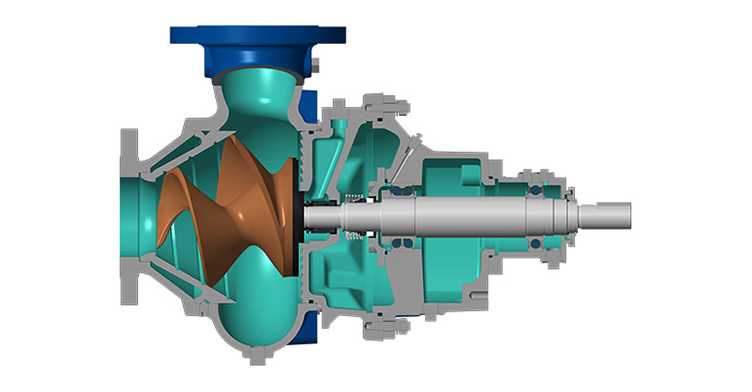 Модели первого типа используются в трубопроводах низкого давления или для перекачки густых жидких сред.
Модели первого типа используются в трубопроводах низкого давления или для перекачки густых жидких сред.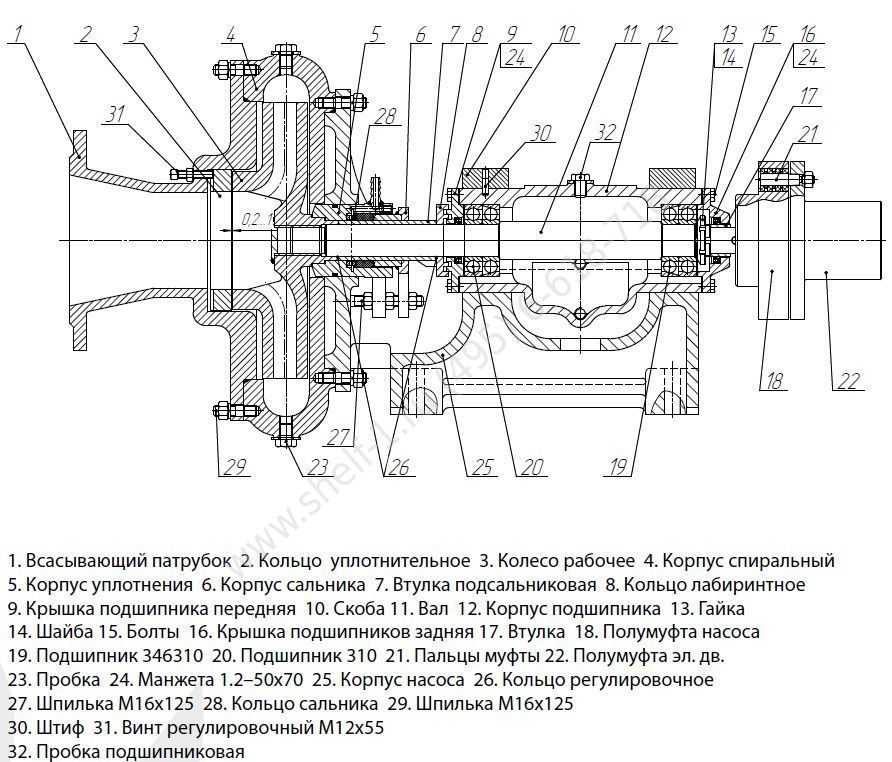 Литье и штамповка применяются для изготовления изделий, используемых в мощных агрегатах, клепка – для аппаратов низкой мощности.
Литье и штамповка применяются для изготовления изделий, используемых в мощных агрегатах, клепка – для аппаратов низкой мощности.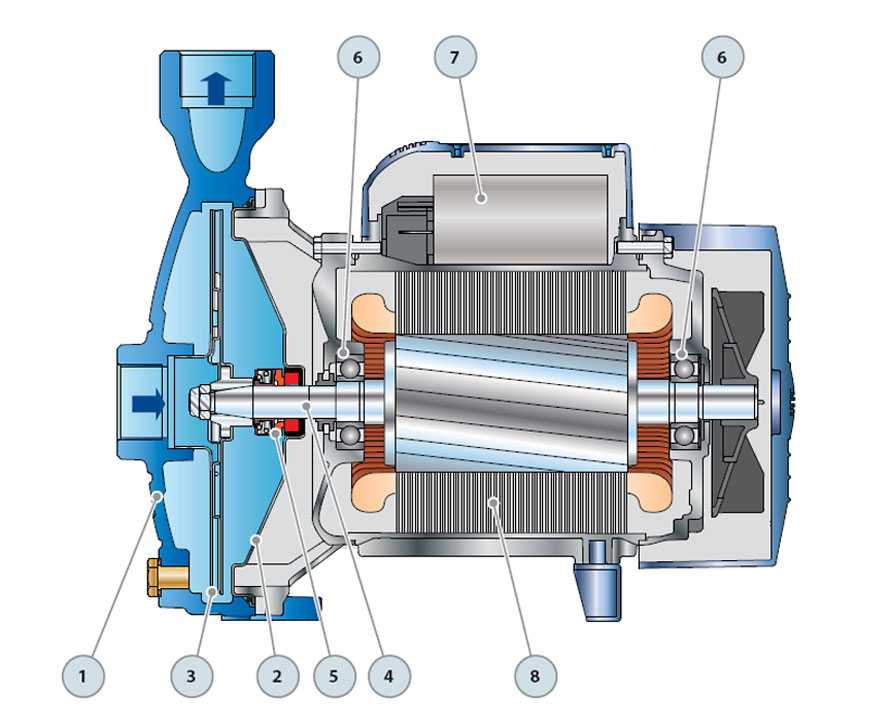 К этим аппаратам предъявляются высокие требования по герметичности корпуса.
К этим аппаратам предъявляются высокие требования по герметичности корпуса.
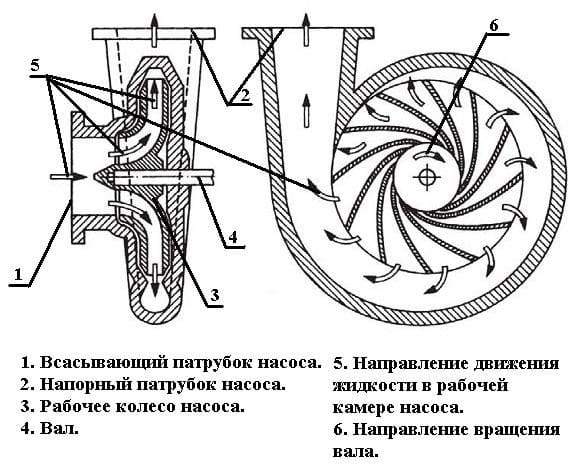 В процессе вращения рабочего колеса жидкая среда, находящаяся между его лопатками, благодаря центробежной силе поступает в отвод, а затем выбрасывается из насоса через напорный патрубок. Уходящая жидкость освобождает занимаемое ею пространство, поэтому у входа в рабочее колесо образуется разрежение, а на периферии — избыточное давление. Под действием разности атмосферного давления в резервуаре-приемнике и пониженного давления на входе в насос жидкость постоянно подсасывается в межлопастные каналы рабочего колеса. Таким образом осуществляется непрерывная подача воды, сточных вод или осадка.
В процессе вращения рабочего колеса жидкая среда, находящаяся между его лопатками, благодаря центробежной силе поступает в отвод, а затем выбрасывается из насоса через напорный патрубок. Уходящая жидкость освобождает занимаемое ею пространство, поэтому у входа в рабочее колесо образуется разрежение, а на периферии — избыточное давление. Под действием разности атмосферного давления в резервуаре-приемнике и пониженного давления на входе в насос жидкость постоянно подсасывается в межлопастные каналы рабочего колеса. Таким образом осуществляется непрерывная подача воды, сточных вод или осадка.
 Подводы бывают либо осевыми, либо боковыми. Осевые подводы наиболее распространены в консольных и вертикальных насосах одностороннего входа. При этом наибольшее предпочтение отдают подводу в виде конфузорного патрубка как наиболее простому по конструкции. Боковые подводы применяют в насосах двустороннего входа, а также в большинстве многоступенчатых насосов. Боковые подводы могут быть нескольких типов: спиральные подводы, позволяющие получить определенный момент скорости на входе в рабочее колесо насоса; кольцевые подводы, не создающие момента скорости, и подводы в виде сужающихся колен.
Подводы бывают либо осевыми, либо боковыми. Осевые подводы наиболее распространены в консольных и вертикальных насосах одностороннего входа. При этом наибольшее предпочтение отдают подводу в виде конфузорного патрубка как наиболее простому по конструкции. Боковые подводы применяют в насосах двустороннего входа, а также в большинстве многоступенчатых насосов. Боковые подводы могут быть нескольких типов: спиральные подводы, позволяющие получить определенный момент скорости на входе в рабочее колесо насоса; кольцевые подводы, не создающие момента скорости, и подводы в виде сужающихся колен.
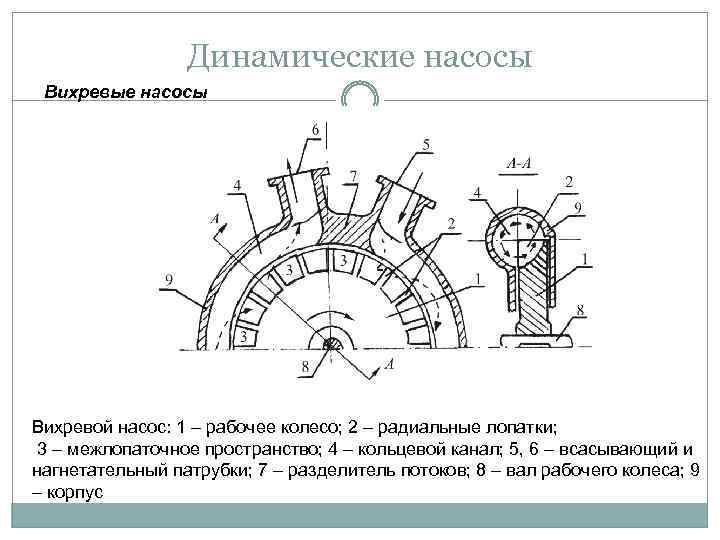 Кольцевой подвод не обеспечивает создание равномерного поля скоростей по обе стороны вала насоса и заметно снижает КПД насоса, зато такой подвод прост по конструкции. Подвод в виде сужающихся колен обеспечивает хорошие гидравлические условия для входа перекачиваемой жидкости в рабочее колесо насоса, но габаритные размеры у насосов с таким типом подвода больше, чем у насосов с кольцевым подводом. Рабочие колеса Рабочее колесо предназначено для преобразования механической энергии, получаемой насосом от привода, в гидравлическую энергию и передачи ее перекачиваемой жидкой среде (воде, сточным водам, осадку и др.). Для центробежных насосов изготавливают радиальные рабочие колеса. При этом существует несколько конструкций рабочих колес. Рассмотрим основные из них. Наиболее распространенным рабочим колесом является рабочее колесо одностороннего входа закрытого типа, которое состоит из переднего (внешнего) диска и заднего (внутреннего) диска, переходящего к центру рабочего колеса в ступицу, которой рабочее колесо крепится к валу насоса.
Кольцевой подвод не обеспечивает создание равномерного поля скоростей по обе стороны вала насоса и заметно снижает КПД насоса, зато такой подвод прост по конструкции. Подвод в виде сужающихся колен обеспечивает хорошие гидравлические условия для входа перекачиваемой жидкости в рабочее колесо насоса, но габаритные размеры у насосов с таким типом подвода больше, чем у насосов с кольцевым подводом. Рабочие колеса Рабочее колесо предназначено для преобразования механической энергии, получаемой насосом от привода, в гидравлическую энергию и передачи ее перекачиваемой жидкой среде (воде, сточным водам, осадку и др.). Для центробежных насосов изготавливают радиальные рабочие колеса. При этом существует несколько конструкций рабочих колес. Рассмотрим основные из них. Наиболее распространенным рабочим колесом является рабочее колесо одностороннего входа закрытого типа, которое состоит из переднего (внешнего) диска и заднего (внутреннего) диска, переходящего к центру рабочего колеса в ступицу, которой рабочее колесо крепится к валу насоса.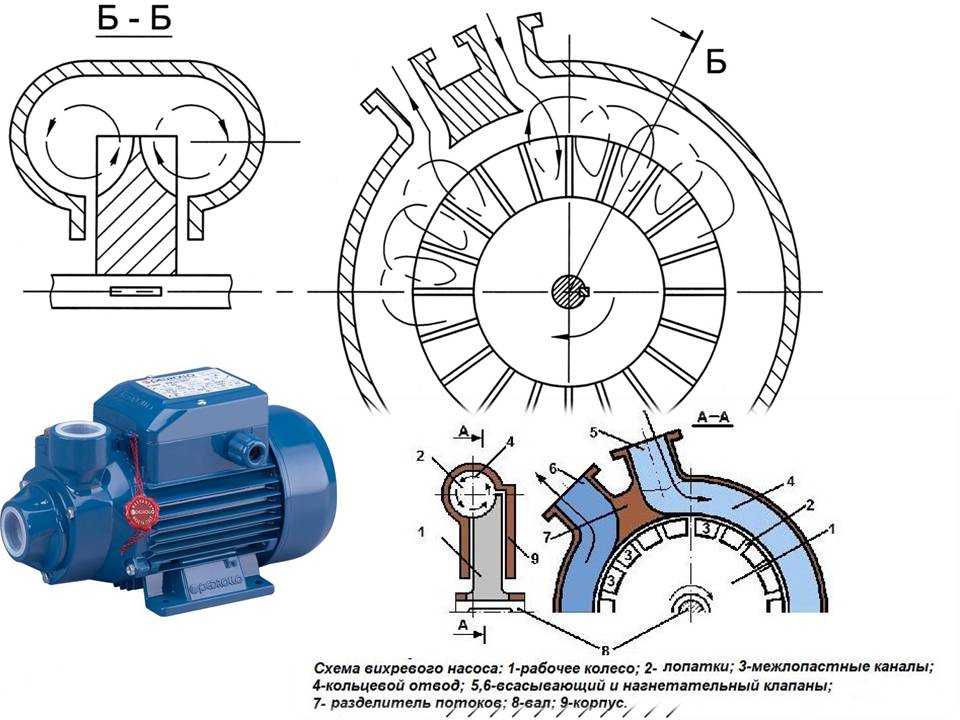 Между дисками размещены лопатки, имеющие либо цилиндрическую, либо пространственную форму. У рабочих колес водопроводных насосов обычно 6–8 лопаток, у рабочих колес канализационных насосов — 1–4 лопатки. Рабочее колесо двустороннего входа имеет большую подачу, чем рабочее колесо одностороннего входа того же диаметра. Рабочее колесо открытого типа используется иногда в небольших насосах, не имеет переднего диска и сопрягается с передней крышкой насоса с малым зазором. У насосов с таким рабочим колесом пониженный КПД в связи с увеличением гидравлических потерь напора. В большинстве случаев рабочие колеса производят литыми, заливкой металла в форму, и только в особых случаях, для крупных насосов, диски и лопатки рабочего колеса изготавливают отдельно литьем или другим способом и потом соединяют с помощью сварки. Для изготовления рабочих колес в основном используется чугун, который обеспечивает достаточную их прочность, позволяет упростить технологию производства и сократить их стоимость. Однако при вращении в рабочих колесах крупных насосов от действия центробежной силы возникают большие напряжения, способные разрушить металл.
Между дисками размещены лопатки, имеющие либо цилиндрическую, либо пространственную форму. У рабочих колес водопроводных насосов обычно 6–8 лопаток, у рабочих колес канализационных насосов — 1–4 лопатки. Рабочее колесо двустороннего входа имеет большую подачу, чем рабочее колесо одностороннего входа того же диаметра. Рабочее колесо открытого типа используется иногда в небольших насосах, не имеет переднего диска и сопрягается с передней крышкой насоса с малым зазором. У насосов с таким рабочим колесом пониженный КПД в связи с увеличением гидравлических потерь напора. В большинстве случаев рабочие колеса производят литыми, заливкой металла в форму, и только в особых случаях, для крупных насосов, диски и лопатки рабочего колеса изготавливают отдельно литьем или другим способом и потом соединяют с помощью сварки. Для изготовления рабочих колес в основном используется чугун, который обеспечивает достаточную их прочность, позволяет упростить технологию производства и сократить их стоимость. Однако при вращении в рабочих колесах крупных насосов от действия центробежной силы возникают большие напряжения, способные разрушить металл.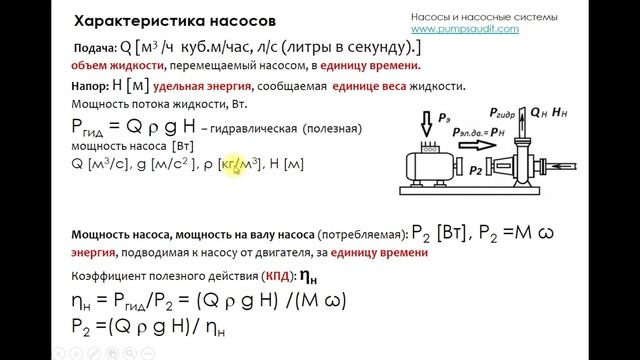 Поэтому для таких насосов рабочие колеса изготавливают из обычной углеродистой стали, прочность которой по сравнению с чугуном значительно выше.
Поэтому для таких насосов рабочие колеса изготавливают из обычной углеродистой стали, прочность которой по сравнению с чугуном значительно выше.
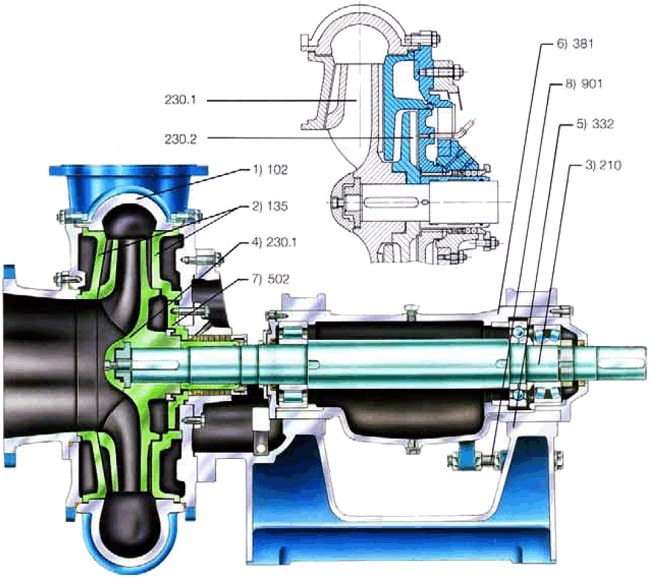 Отводы Отвод — часть корпуса насоса, которая служит в общем случае для сбора жидкой среды, выходящей из каналов рабочего колеса насоса, преобразования кинетической энергии жидкости в потенциальную и подвода жидкости к следующей ступени в многоступенчатом насосе или отвода ее в напорный трубопровод. Отводы бывают кольцевые, спиральные и лопаточные, а также составные. Кольцевой отвод состоит из кольцевого канала с постоянной или несколько увеличивающейся площадью сечения. Кольцевые отводы находят применение преимущественно в насосах, перекачивающих жидкость с взвесями. Спиральный отвод представляет собой канал со все возрастающими сечениями и заканчивающийся диффузором. Такие отводы чаще всего применяют в одноступенчатых насосах, однако не исключается возможность их использования и в многоступенчатых насосах. Одним из основных недостатков спиральных отводов является то, что в отводах такого типа при нерасчетных режимах работы возникают радиальные силы, приводящие к увеличению прогиба вала насоса в нерасчетном режиме.
Отводы Отвод — часть корпуса насоса, которая служит в общем случае для сбора жидкой среды, выходящей из каналов рабочего колеса насоса, преобразования кинетической энергии жидкости в потенциальную и подвода жидкости к следующей ступени в многоступенчатом насосе или отвода ее в напорный трубопровод. Отводы бывают кольцевые, спиральные и лопаточные, а также составные. Кольцевой отвод состоит из кольцевого канала с постоянной или несколько увеличивающейся площадью сечения. Кольцевые отводы находят применение преимущественно в насосах, перекачивающих жидкость с взвесями. Спиральный отвод представляет собой канал со все возрастающими сечениями и заканчивающийся диффузором. Такие отводы чаще всего применяют в одноступенчатых насосах, однако не исключается возможность их использования и в многоступенчатых насосах. Одним из основных недостатков спиральных отводов является то, что в отводах такого типа при нерасчетных режимах работы возникают радиальные силы, приводящие к увеличению прогиба вала насоса в нерасчетном режиме. Так, при уменьшении подачи спиральный отвод работает как диффузор, а при увеличении подачи — как конфузор. В обоих случаях это приводит к тому, что поля скоростей и давлений по выходному сечению рабочего колеса перестают быть осесимметричными. Для уменьшения радиальной силы спиральные отводы изготавливают с перегородкой. Такой отвод называют двойной спиральный отвод). Лопаточный отвод (отвод в виде направляющего аппарата) можно рассматривать как неподвижную круговую решетку, расположенную вокруг рабочего колеса насоса и состоящую из серии каналов, образованных неподвижными лопатками. Лопаточный отвод состоит из двух участков: начального участка со спиральными каналами и конечного участка либо с диффузорными каналами (в одноступенчатом насосе), либо с переводными каналами (в многоступенчатом насосе). Лопаточные отводы применяют главным образом в многоступенчатых насосах. В больших насосах иногда используются составные отводы, состоящие из комбинации лопаточного отвода либо со спиральным отводом, либо с кольцевым отводом.
Так, при уменьшении подачи спиральный отвод работает как диффузор, а при увеличении подачи — как конфузор. В обоих случаях это приводит к тому, что поля скоростей и давлений по выходному сечению рабочего колеса перестают быть осесимметричными. Для уменьшения радиальной силы спиральные отводы изготавливают с перегородкой. Такой отвод называют двойной спиральный отвод). Лопаточный отвод (отвод в виде направляющего аппарата) можно рассматривать как неподвижную круговую решетку, расположенную вокруг рабочего колеса насоса и состоящую из серии каналов, образованных неподвижными лопатками. Лопаточный отвод состоит из двух участков: начального участка со спиральными каналами и конечного участка либо с диффузорными каналами (в одноступенчатом насосе), либо с переводными каналами (в многоступенчатом насосе). Лопаточные отводы применяют главным образом в многоступенчатых насосах. В больших насосах иногда используются составные отводы, состоящие из комбинации лопаточного отвода либо со спиральным отводом, либо с кольцевым отводом. Отвод значительно влияет на КПД насоса. Чем совершеннее в гидравлическом отношении его каналы, тем большую часть динамического напора он преобразует в давление. В этом смысле спиральные отводы имеют преимущество перед лопаточными, их каналы выгодно отличаются от каналов лопаточных отводов.
Отвод значительно влияет на КПД насоса. Чем совершеннее в гидравлическом отношении его каналы, тем большую часть динамического напора он преобразует в давление. В этом смысле спиральные отводы имеют преимущество перед лопаточными, их каналы выгодно отличаются от каналов лопаточных отводов. Центробежный насос представляет собой гидравлическую машину, преобразующую механическую энергию в гидравлическую. Это происходит за счет центробежной силы, действующей на вытесняемую жидкость.
Центробежный насос представляет собой гидравлическую машину, преобразующую механическую энергию в гидравлическую. Это происходит за счет центробежной силы, действующей на вытесняемую жидкость..png) Он предназначен для преобразования кинетической энергии сбрасываемой воды в давление. Цель кожуха — выступать в качестве защиты.
Он предназначен для преобразования кинетической энергии сбрасываемой воды в давление. Цель кожуха — выступать в качестве защиты. Основной принцип работы центробежных насосов – принудительно-вихревой поток.
Основной принцип работы центробежных насосов – принудительно-вихревой поток. Чтобы избежать этого сценария, перед началом работы необходимо убедиться, что насос заполнен.
Чтобы избежать этого сценария, перед началом работы необходимо убедиться, что насос заполнен.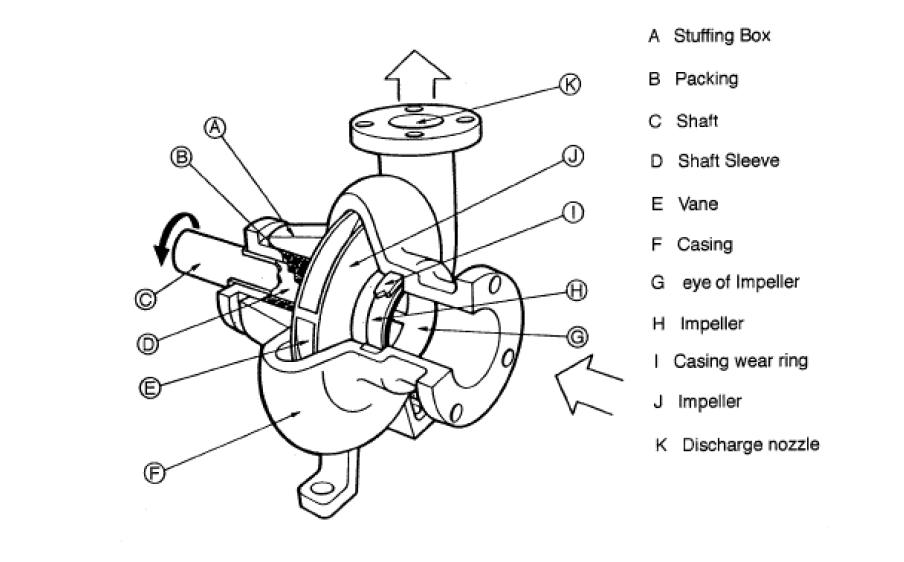 Для получения дополнительной информации ознакомьтесь с нашим контрольным списком для капитального ремонта ваших старых центробежных насосов. Свяжитесь с Sintech, ведущим промышленным предприятием Индии поставщиков центробежных насосов для всех ваших запросов по насосам.
Для получения дополнительной информации ознакомьтесь с нашим контрольным списком для капитального ремонта ваших старых центробежных насосов. Свяжитесь с Sintech, ведущим промышленным предприятием Индии поставщиков центробежных насосов для всех ваших запросов по насосам.
 eyJwcm9kdWN0SWQiOjExMDk4MjkzODQsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMDk3LCJwYWdlSWQiOiJmZWY5YWUyZC04NzFiLTQ4YWUtYmIyMS1lODc4MWNiOTZmNTAiLCJwb3ciOiJ2MiJ9.WHW0FbEq_W9KBygrUkdRbrhREZ8zgXWcIr_oB0q7Etg» data-advtracking-product-id=»1109829384″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjExMDk4MjkzODQsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMDk3LCJwYWdlSWQiOiJmZWY5YWUyZC04NzFiLTQ4YWUtYmIyMS1lODc4MWNiOTZmNTAiLCJwb3ciOiJ2MiJ9.WHW0FbEq_W9KBygrUkdRbrhREZ8zgXWcIr_oB0q7Etg» data-advtracking-product-id=»1109829384″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEzMzg2Njg1NjcsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMTI3MSwicGFnZUlkIjoiYTIyYWQ3MGItMDZlMy00ZDkwLWJkYjctMGU0ZWVkZmJmNWM5IiwicG93IjoidjIifQ.3TgJuz_AfFB0tTc1rUioOqnHoj8G1QSVyZ96de1NShE» data-advtracking-product-id=»1338668567″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzg2Njg1NjcsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMTI3MSwicGFnZUlkIjoiYTIyYWQ3MGItMDZlMy00ZDkwLWJkYjctMGU0ZWVkZmJmNWM5IiwicG93IjoidjIifQ.3TgJuz_AfFB0tTc1rUioOqnHoj8G1QSVyZ96de1NShE» data-advtracking-product-id=»1338668567″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEzMzg2NzEzMDEsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMTU0NzUsInBhZ2VJZCI6IjY3OGM4MTk3LWMxMDYtNDc2NS05ZGJiLTQ3MjE5NzU1NzIzYiIsInBvdyI6InYyIn0.xJAotrIo5MKtN73EkfoFlOp8AF17JeQfHBPSneoZ-68″ data-advtracking-product-id=»1338671301″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzg2NzEzMDEsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMTU0NzUsInBhZ2VJZCI6IjY3OGM4MTk3LWMxMDYtNDc2NS05ZGJiLTQ3MjE5NzU1NzIzYiIsInBvdyI6InYyIn0.xJAotrIo5MKtN73EkfoFlOp8AF17JeQfHBPSneoZ-68″ data-advtracking-product-id=»1338671301″ data-tg-chain=»{"view_type": "preview"}»>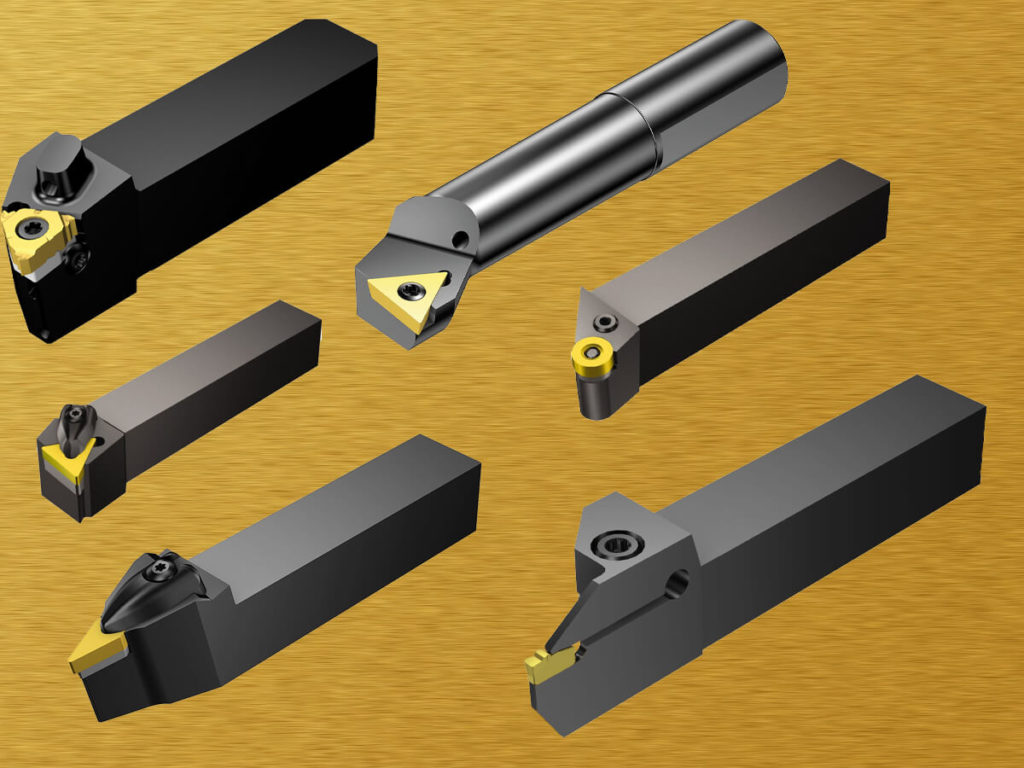 eyJwcm9kdWN0SWQiOjEzMzg2OTA0MTQsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMTgzNDgzLCJwYWdlSWQiOiJmNGQyYTNmYi0wNTM4LTRmYWItYWUyYy0xMjZkYzVjOWRjYjIiLCJwb3ciOiJ2MiJ9.ymPt6sTRkFnH_ducDA3xNs5P1Hl62cJqjM-LsF0dBYw» data-advtracking-product-id=»1338690414″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzg2OTA0MTQsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMTgzNDgzLCJwYWdlSWQiOiJmNGQyYTNmYi0wNTM4LTRmYWItYWUyYy0xMjZkYzVjOWRjYjIiLCJwb3ciOiJ2MiJ9.ymPt6sTRkFnH_ducDA3xNs5P1Hl62cJqjM-LsF0dBYw» data-advtracking-product-id=»1338690414″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEzMzkwNzg3MzYsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMjE4MzMyLCJwYWdlSWQiOiI1NDQ3MDUxMC0yMTYzLTQ3NDYtYWIyMi0zZWQwNWY5NTY1ODkiLCJwb3ciOiJ2MiJ9.rwMwjMmcQqzZP9Br3dDye7diUTgoKkuB43wKGTmG9S4″ data-advtracking-product-id=»1339078736″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzkwNzg3MzYsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMjE4MzMyLCJwYWdlSWQiOiI1NDQ3MDUxMC0yMTYzLTQ3NDYtYWIyMi0zZWQwNWY5NTY1ODkiLCJwb3ciOiJ2MiJ9.rwMwjMmcQqzZP9Br3dDye7diUTgoKkuB43wKGTmG9S4″ data-advtracking-product-id=»1339078736″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEzMzkwODcwOTYsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMjQ5NTg3LCJwYWdlSWQiOiI2MjgyZTI0ZS03ZTI2LTRhN2EtOWUxMC05NDVmNDQ4ZDRiZWIiLCJwb3ciOiJ2MiJ9.VGMdqZBgIRgUjrYKLp6JjwEyo1UbB7EMxGXbHBwEP_g» data-advtracking-product-id=»1339087096″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzkwODcwOTYsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMjQ5NTg3LCJwYWdlSWQiOiI2MjgyZTI0ZS03ZTI2LTRhN2EtOWUxMC05NDVmNDQ4ZDRiZWIiLCJwb3ciOiJ2MiJ9.VGMdqZBgIRgUjrYKLp6JjwEyo1UbB7EMxGXbHBwEP_g» data-advtracking-product-id=»1339087096″ data-tg-chain=»{"view_type": "preview"}»>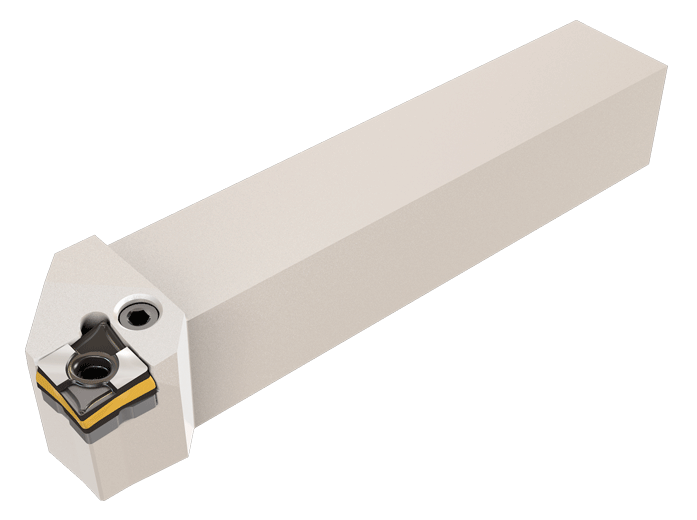 eyJwcm9kdWN0SWQiOjEzMzkwOTQ1NTIsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMjgzMjc1LCJwYWdlSWQiOiJjMDdhNGNjNi03NzViLTRmYTMtODM2NC01NTcxMWNlMGVmMjgiLCJwb3ciOiJ2MiJ9.RLj5UDwimRko5xFx7S49e0qFE1v8TZznRXdlqWUh52c» data-advtracking-product-id=»1339094552″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzkwOTQ1NTIsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMjgzMjc1LCJwYWdlSWQiOiJjMDdhNGNjNi03NzViLTRmYTMtODM2NC01NTcxMWNlMGVmMjgiLCJwb3ciOiJ2MiJ9.RLj5UDwimRko5xFx7S49e0qFE1v8TZznRXdlqWUh52c» data-advtracking-product-id=»1339094552″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjE0NDc1NjYzOTcsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMzIwOTUyLCJwYWdlSWQiOiJmNmYyMzE0ZC0zMTgyLTQ0ZGQtOTc5MC05ZDJmYjJkZGQ1MmMiLCJwb3ciOiJ2MiJ9.FZGAxh71yNwu7OSHfHQrKS83VM1jYrg4USfnr6smZVs» data-advtracking-product-id=»1447566397″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjE0NDc1NjYzOTcsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMzIwOTUyLCJwYWdlSWQiOiJmNmYyMzE0ZC0zMTgyLTQ0ZGQtOTc5MC05ZDJmYjJkZGQ1MmMiLCJwb3ciOiJ2MiJ9.FZGAxh71yNwu7OSHfHQrKS83VM1jYrg4USfnr6smZVs» data-advtracking-product-id=»1447566397″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEzODg5NTI4NzAsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMzU4MzIyLCJwYWdlSWQiOiI1N2Y5Mjg3ZC05YWZjLTRkYzgtOTFhMi0wYjNhODU4Zjc4NTEiLCJwb3ciOiJ2MiJ9.10rv4S7umT7T_W0fkEhzSJPRnoj9A6pNXJ4Lq3OcTzM» data-advtracking-product-id=»1388952870″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzODg5NTI4NzAsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMzU4MzIyLCJwYWdlSWQiOiI1N2Y5Mjg3ZC05YWZjLTRkYzgtOTFhMi0wYjNhODU4Zjc4NTEiLCJwb3ciOiJ2MiJ9.10rv4S7umT7T_W0fkEhzSJPRnoj9A6pNXJ4Lq3OcTzM» data-advtracking-product-id=»1388952870″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEzMzg2NjY5MzgsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMzk1MDQ2LCJwYWdlSWQiOiI0MmY1ZmYzOC00MTZiLTQ2NDgtYjcwNy0yM2MwZWQ0YWM5NDIiLCJwb3ciOiJ2MiJ9.XuHi0GwPMfX0YVoYjn06NHxBXvm7KedDJdq0fD3uOOI» data-advtracking-product-id=»1338666938″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzg2NjY5MzgsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yMzk1MDQ2LCJwYWdlSWQiOiI0MmY1ZmYzOC00MTZiLTQ2NDgtYjcwNy0yM2MwZWQ0YWM5NDIiLCJwb3ciOiJ2MiJ9.XuHi0GwPMfX0YVoYjn06NHxBXvm7KedDJdq0fD3uOOI» data-advtracking-product-id=»1338666938″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEzMzg2ODk5MjgsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yNDI3NDQ3LCJwYWdlSWQiOiJiZDJjMTQzYy01YzgwLTRlM2MtYTI1YS04ZTBhOTFiMWM0ZTciLCJwb3ciOiJ2MiJ9.SneH-40ica43ZhTyTfA7AYkSMBC3CQNHo4eoFJHE5V8″ data-advtracking-product-id=»1338689928″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzg2ODk5MjgsImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yNDI3NDQ3LCJwYWdlSWQiOiJiZDJjMTQzYy01YzgwLTRlM2MtYTI1YS04ZTBhOTFiMWM0ZTciLCJwb3ciOiJ2MiJ9.SneH-40ica43ZhTyTfA7AYkSMBC3CQNHo4eoFJHE5V8″ data-advtracking-product-id=»1338689928″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEzMzg2OTA3NzksImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yNDU3NTk3LCJwYWdlSWQiOiJhNjdhZTA4Yi01YzE0LTQzNjItODc1NS0xYzYxNWFlZjYwMjQiLCJwb3ciOiJ2MiJ9.e6Ulp4yRcoK21uCQET1x0r3JbcP-G46oqKqhrth_7Ag» data-advtracking-product-id=»1338690779″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzg2OTA3NzksImNhdGVnb3J5SWQiOjQzMjQzNiwiY29tcGFueUlkIjoxNzUxMDY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA0NDk0Ny4yNDU3NTk3LCJwYWdlSWQiOiJhNjdhZTA4Yi01YzE0LTQzNjItODc1NS0xYzYxNWFlZjYwMjQiLCJwb3ciOiJ2MiJ9.e6Ulp4yRcoK21uCQET1x0r3JbcP-G46oqKqhrth_7Ag» data-advtracking-product-id=»1338690779″ data-tg-chain=»{"view_type": "preview"}»> У даному розділі представлені державки, що виготовляються з швидкорізальної сталі. Різці зі змінними пластинами дозволяють виконувати роботу більш якісно, без багатьох труднощів, що виникають при роботі з монолітними конструкціями.
У даному розділі представлені державки, що виготовляються з швидкорізальної сталі. Різці зі змінними пластинами дозволяють виконувати роботу більш якісно, без багатьох труднощів, що виникають при роботі з монолітними конструкціями.
 В асортименті різці токарні (державки) з быстросменными твердосплавними пластинами, різці для верстатів ЧПУ, відрізні токарні різці, розточувальні різці, різьбонарізні та прохідні (підрізні) різці.
В асортименті різці токарні (державки) з быстросменными твердосплавними пластинами, різці для верстатів ЧПУ, відрізні токарні різці, розточувальні різці, різьбонарізні та прохідні (підрізні) різці.