Нарезка резьбы клуппом: способы, преимущества и приспособления
Главная » Обработка металла » Резьба » Особенности нарезки резьбы клуппом
На чтение 5 мин
Содержание
Основные способы нарезки
Что такое клупп?
Преимущества клуппа перед простой плашкой
Разновидности
С трещоткой и одной ручкой
С регулируемой головкой
С электроприводом
Критерии выбора трубного клуппа
Как нарезать резьбу на трубе?
Резьбовые соединения ослабляют позиции последние годы. Связано это с появлением пластиковых труб, которые соединяются спайкой. Однако определённая часть трубопроводов собирается по старым технологиями. Чтобы сделать качественное соединение металлических труб, можно провести нарезку резьбы клуппом.
Нарезка резьбы клуппом
Основные способы нарезки
Чтобы сделать резьбу на металлических трубах, применяются три способа, которые подразумевают под собой применение разных инструментов:
С помощью токарного станка. Возможно обрабатывать изделия разных диаметров.
Плашка (второе название — лерка).
Клупп — ручной или электрический инструмент.
Метчики применяются для обработки внутренней части изделий.
Что такое клупп?
Трубный клупп можно сравнивать с плашками. Они представляют собой монолитную оснастку, которая позволяет нарезать точные канавки на металле нужной формы. Однако монолитность конструкции создаёт серьёзное напряжение при обработке элементов трубопроводов большого диаметра. Снять напряжение можно, сделав корпус плашки менее прочным. Но это снизит твердость резцов, от чего они быстро затупятся. Чтобы продлить срок эксплуатации лерки до заточки, оснастка оборудуют пружинным механизмом.
Клупп мало чем отличается от привычной сантехникам плашки. Он состоит из цилиндрического корпуса, изготовленного из металла, имеющего отверстия для вывода стружки. По периметру металлического кольца есть отдельные зажимы для надёжного удержания оснастки на трубе. На внутренней части закрепляют резцы, расположенные в определённом порядке.
Преимущества клуппа перед простой плашкой
Сравнивая плашку с клуппом, человек без опыта не найдёт серьёзных отличий. Однако второй вариант оснастки обладает определёнными преимуществами:
Оснастка имеет меньше нефункциональных частей, цена снижается.
Резцы съёмные. Это даёт возможность менять рабочие части, когда каждая из них выходит из строя, не покупая инструмент целиком.
Позволяют обрабатывать заготовки больших размеров, задействуя меньшие усилия.
Нельзя объективно сказать, дешевле лерки клуппов или нет. Второй вариант оснастки можно найти в магазинах за сотни долларов. Главное преимущество этих инструментов — удобство при работе, применение меньших усилий. Благодаря этому улучшается качество проводимых работ, увеличивается эффективность.
Разновидности
Перед покупкой инструмента для создания резьбовых соединений нужно рассмотреть разные модели, которые представляют перед покупателями строительные магазины. Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
Клупп с ручкой
С трещоткой и одной ручкой
Оснастка с трещоткой напоминает ключ со сменными головками, который используется при починке машин. Механизм позволяет быстрее нарезать резьбу, затрачивая меньше усилий, времени. Однако у трещоток есть некоторые недостатки:
Попадание грязи, пыли, мусора, жидкостей в механизм ухудшают его характеристики. Со временем он выходит из строя. Требуется соблюдать правила хранения, ухода за трещоткой, чтобы она прослужила дольше.
Низкое качество материалов, используемых при изготовлении большинства трещоточных моделей.
Прочные виды сплавов могут вывести из строя подвижный механизм. Приспособление придётся заменить.
Дешёвым, более надёжным аналогом может стать газовый ключ.
С регулируемой головкой
Сантехники часто носят с собой набор сменных головок, держатель, дополнительные приспособления. Весит сборка не мало, что затрудняет переноску. Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
С электроприводом
Профессиональные модели оборудуются электрическим приводом. У электрического оборудования есть ряд сильных и слабых сторон. Преимущества:
Возможность работать с элементами трубопроводов разного диаметра.
Затрачивается минимум усилий при работе.
Увеличение скорости создания нарезки.
Недостатки:
Весит больше чем ручной инструмент, занимает много места.
Нужно подключение к сети.
Клупп с электроприводом
Критерии выбора трубного клуппа
Модели клуппов для нарезки резьбы многообразны. Они отличаются разными параметрами, конструкцией, размерами. При выборе нужно учитывать следующие особенности:
Не покупать дорогих моделей для домашних мастерских.
Самые дешёвые инструменты быстро выйдут из строя. Они подойдут для проведения разовых работ.
Обращать внимание на размер, форму съёмных резцов. Они не всегда подходят к оснастке других производителей.
Желательно выбирать наборы рабочих головок с различными диаметрами.
При выборе материала рабочей части отдавать предпочтение легированной стали.
При расчёте мощности электрических моделей нужно учитывать вид обрабатываемого металла, сплава.
Как нарезать резьбу на трубе?
Использованием ручного инструмента подразумевает соблюдение определённой последовательности действий. Нарезка резьбы на трубах:
Очистить рабочие поверхности от грязи, декоративных покрытий. Для этого можно воспользоваться шлифовальной машинкой, наждачной бумагой.
Зажать трубу с помощью тисков, чтобы она находилась неподвижно.
Смазать оливой рабочую поверхность.
Выкрутить зажимные болты из оснастки.
Надеть насадку на трубу. Медленно вкрутить прижимные болты.
Направляющие закрепить на месте.
Установить режущие части.
Под лёгким нажимом начать крутить инструмент по часовой стрелке.
Проводить нарезку нужно плавными движениями, без рывков, чтобы не испортить резьбу. Снимается оснастка после откручивания стопорных болтов.
Существует несколько особенностей, которые нужно изучить до создания резьбового соединения:
Трубы, которые соединены с общей системой трубопровода, должны удерживаться газовым ключом при создании соединения. Это нужно для предотвращения вращения изделия.
Легче нарезать смазанное солидолом место. Резцы меньше тупятся после добавления смазки.
Резцы желательно покупать той же фирмы, что и держатель. Если фирмы различаются, рабочие части могут не подойти к общей конструкции.
Перед началом работ проверять заточку резцов. Тупые грани могут испортить поверхность металла.
При работе можно изменять положение рабочих частей, что позволяет не снимать конструкцию до окончания работ.
Использовать специальную охлаждающую смазку, которая не будет позволять резцам перегреваться.
После создания соединения на двух элементах трубопровода, необходимо проверить насколько подходят отдельные части друг к другу. Если произошёл перекос, трубы не смогут соединиться.
( 2 оценки, среднее 3 из 5 )
Поделиться
Как нарезать резьбу на трубе |Строительство и ремонт своими руками
Если Вы решили заняться заменой водопроводных труб у себя в квартире, то совсем не лишним будет знать, как правильно нарезать на трубе резьбу, для того, чтобы затем накрутить на нее водопроводный кран или муфту. От того, как правильно будет нарезана резьба на трубе будет зависеть качество ремонта в вашей квартире, так как неправильно нарезав резьбу или доверив работу горе-мастерам, есть большой риск затопить свою квартиру, а так же соседей живущих снизу.
Резьбу на трубах нарезают при помощи плашек или клуппов. Нарезание внешней резьбы на трубе я бы разделил на две составляющие: это нарезка резьбы на трубе, которую можно зажать в тисках и после нарезки установить и закрутить на место. Например, таким образом можно нарезать резьбу на нужном отрезке трубы или изготовить нестандартный сгон. Второй способ -это нарезание резьбы на трубе по месту, то есть нет никакой возможности снять трубу и произвести нарезку в комфортных условиях. Например, следует нарезать резьбу на отводе от стояка. Рассмотрим оба варианта. В них есть общие черты, но есть и некоторые нюансы.
При первом варианте прежде всего закрепляют трубу в тисках (можно в прижиме). Сама труба должна выступать из зажимного приспособления на минимальную длину для обеспечения необходимой жесткости при нарезании резьбы. Если труба короткая, то можно снять фаску на наждаке или если такового не имеется при помощи напильника. Далее нарезаемое место смазывают машинным маслом. Нужную плашку закрепляют болтами в специальное устройство, которое называется вороток.
После чего приступают к нарезанию резьбы вращая вороток по часовой стрелке. Проворачивают вороток полоборота вперед, ¼ — назад. Самой трудной всегда является начальная фаза нарезания резьбы. Требуется с усилием нажимать на плашку, пока она не сделает 2-3 оборота на трубе. Если на трубе сделана заходная фаска, то врезка плашки пойдет легче. Можно не снимать фаску, а сделать проще — закруглить ударами молотка торец заготовки.
Итак, как нарезать резьбу на трубе разобрались, теперь рассмотрим другой вариант, когда нет возможности снять трубу и зажать ее в тисках.
Например вам необходимо нарезать резьбу на трубе врезки в квартиру, стояке холодной, горячей воды или отопления. Обрезав трубу болгаркой убедитесь обязательно, что труба в хорошем состоянии. Если будете нарезать резьбу на гнилой трубе, то можете обломить ее. После того, как отрезали по размеру трубу, снимите фаску, можно это сделать болгаркой, можно напильником. Если на трубе осталась старая краска также можно немного зачистить место под резьбу. Смажьте машинным маслом место резьбы. Закрепите в плашкодержатель плашку и затем прижимая его с усилием рукой к трубе начинайте проворачивать инструмент по часовой стрелке.
Следите, чтобы плашка шла ровно, без перекосов. Сделав один-два оборота, почувствуете как вращать стало труднее, прокрутите назад на пол оборота, благодаря этому стружка отломается — нарезать далее будет легче. Нарежьте не менее пяти витков резьбы или 15 мм. Нарезайте обязательно полную резьбу, так как со временем начало резьбы отгнивает и если будет нарезано мало резьбы кран может оторваться и произойдет затопление квартиры!!!
Если нарезаете резьбу на трубе трещоточным клуппом, то здесь будет проще. У клуппов имеется впереди направляющая, которую вставляют на отрезок трубы, устанавливают собачку в положение при котором клупп будет вращаться по часовой стрелке и прижимая основания клуппа начинают движения рукояткой нарезая резьбу. Нарезав резьбу необходимо вывернуть клупп с нарезанной резьбы. Для этого переключаете собачку в обратную сторону и выкручиваете клупп.
Большое преимущество трещоточного клуппа от обыкновенной плашки — это возможность нарезания на трубе резьбы без полного поворота клуппа вокруг трубы, благодаря чему его удобно применять при больших объемах ремонтных работ или когда требуется нарезать резьбу на трубе большого диаметра, например Ø 25 мм, Ø 32 мм или даже Ø 40 мм.
Также небольшой нюанс: если нарезаете резьбу на трубе отходящей от стояка, а он далеко не в лучшем состоянии, то рекомендую в этом случае действовать вдвоем с помощником: один человек держит газовым ключом (2-й номер) за трубу у стояка, ключ зажимается снизу в противоход плашке или клуппу, другой аккуратно и не торопясь нарезает резьбу. Если действовать неосторожно и не зажимать трубу, то есть риск обломить трубу у стояка, а это уже лишняя головная боль. Знал несколько горе-сантехников у которых именно так и произошло. А в этом случае устранить проблему можно только газовой сваркой.
Вот таким способом можно нарезать резьбу на трубе своими руками. Надеемся, что данная статья вам будет полезна.
Понравилась статья?!Поделись ею со своими друзьями:
Нарезание резьбы — Appropedia
Рис. 1 — Стандартная форма резьбы Arnerican. P — шаг резьбы, d — глубина резьбы, f — ширина лыски вверху и внизу резьбы.
Хотя резьба может различаться, американский стандарт является наиболее часто используемым в этой стране (США) для всех общих работ. Форма резьбы – треугольник с углом 60 градусов между сторонами. Верх и низ сглажены до ширины одной восьмой шага; глубина 0,649519 поля. Шаг или подъем любой резьбы — это расстояние, которое проходит гайка за один полный оборот. Американская стандартная резьба показана на рис. 1.
Резьба может быть левой или правой; правая резьба — это резьба, при которой гайка навинчивается на болт, поворачивая его вправо или по часовой стрелке; обратное относится к левой резьбе. Следует помнить об этой разнице в направлении резьбы, так как очень часто случается, что причина, по которой гайку или болт нельзя ослабить гаечным ключом, заключается не в ржавчине, а в том, что гайка или болт вращаются не в том направлении, а скорее затянуты. чем расслабился.
Одинарная и двойная резьба показаны на рис. 2. Многозаходная резьба необходима, когда гайка должна пройти большее расстояние за один оборот, чем это было бы возможно при одинарной резьбе.
Рис. 2 – Одинарная и двойная резьба. Двойная резьба используется, когда гайка должна проходить большее расстояние за один оборот, чем это возможно при одинарной резьбе.
Детали, подлежащие резьбовому соединению, состоят из наружной и внутренней резьбы, причем наружная резьба выполнена на болте, а внутренняя — в гайке.
Резьба V-образного типа диаметром до одного дюйма может быть нарезана вручную, но все, что больше этого или других типов резьбы, обычно нарезается на токарном станке.
Наиболее удовлетворительный ручной процесс состоит из нарезания внутренней резьбы набором метчиков и наружной резьбы плашкой, удерживаемой на ложе. Принимая во внимание прежде всего использование метчиков, становится очевидным, что если необходимо нарезать резьбу внутри объекта, например гайки, то сначала необходимо просверлить отверстие; так как диаметр всех резьб измеряется наружу, то отсюда следует, что для, скажем, 1-дюймовой резьбы диаметр отверстия должен быть 1 дюйм за вычетом глубины резьбы с каждой стороны. Этот момент показан на рис. 3.
Рис. 3. Из приведенной выше диаграммы читатель может получить четкое представление о разнице между размером резьбы, размером зазора и диаметром в отношении резьбы.
Диаметр просверливаемого отверстия называется размером резьбы. Набор метчиков того типа, который используется для нарезания внутренней резьбы, показан на рис. 4. Следует отметить, что в наборе три метчика одинакового максимального диаметра. Конический метчик используется первым, и будет видно, что на некотором расстоянии от его конца резьбы нет. Это позволяет метчику войти в отверстие и помогает рабочему удерживать метчик на одной линии с отверстием, что очень важно для выполнения точных резов. Ключ подходит к квадратному концу метчика и образует ручку, с помощью которой метчик можно постепенно поворачивать в отверстие. Если коснитесь. через отверстие нарезается цельная резьба; но если отверстие не проходит через металл, то у дна отверстия не нарезается резьба. Чтобы сделать чистую резьбу в таком глухом отверстии, необходимо следовать вторым метчиком, у которого, как видно, на нижнем конце стачено всего несколько ниток. Наконец, пробка или донный метчик используются для завершения резьбы до дна глухого отверстия.
При нарезании резьбы в тонком металле часто трудно удерживать метчик в вертикальном положении. Простой способ решить эту проблему состоит в том, чтобы поместить гайку того же размера и формы, что и нарезаемая резьба, поверх отверстия и плотно прижать ее к поверхности металла. Метчик проходит через гайку перед входом в отверстие и тем самым поддерживается.
Рис.4 — Набор из трех метчиков наиболее распространенного типа. Хотя каждый из этих метчиков имеет одинаковый максимальный диаметр, следует отметить, что концы как конуса, так и второго метчика сужаются.
Метчики должны быть очень твердыми, чтобы их резьба прослужила как можно дольше. Как следствие, они чрезвычайно хрупкие и легко ломаются неопытным пользователем. При использовании требуется большая осторожность, особенно с меньшим диаметром. К воротку нужно прикладывать одинаковое давление обеими руками; обычно правой рукой нажимают сильнее, но этого следует избегать. Между прочим, чрезмерно длинный вороток повышает опасность неравномерного давления и приложения чрезмерной силы.
Не поворачивайте кран постоянно; в противном случае стружка не удаляется и метчик намертво заклинивает в отверстии. Его следует повернуть вперед примерно на четверть оборота, назад на четверть оборота, вперед на пол-оборота и так далее. Скорость нарезания резьбы может быть увеличена, когда оператор привыкнет к ощущениям от работы и сможет судить по прошлому опыту, какое усилие нужно приложить, прежде чем метчик заклинит.
В случае поломки метчика его можно извлечь, открутив плоскогубцами, если какая-либо часть метчика выступает, или изготовив кусок стали с пальцами, чтобы соответствовать канавкам, если метчик сломается ниже поверхности. В некоторых случаях может потребоваться нагреть и размягчить метчик, а затем высверлить его (как описано для извлечения сломанных сверл в разделе «Сверление металла»).
Во избежание перегрева метчика и потери необходимой степени жесткости масло во время метчика должно свободно наноситься.
Приклады и плашки используются для нарезания наружной резьбы. Существует множество различных конструкций, наиболее распространенная форма показана на рис.5. Матрица имеет форму гайки из закаленной стали, разрезанной на две половины. Обе детали имеют V-образные канавки по краям, которые надеваются на соответствующий выступ со стороны прямоугольного отверстия в ложе. Таким образом, две половинки могут скользить и регулируются до нужного размера с помощью установочного винта. Матрицы точно подогнаны к направляющим на ложе и отмечены цифрами 1 и 2, чтобы обеспечить правильное положение при каждом использовании.
Рис. 5 — Матрица, используемая для нарезания наружной резьбы.
Приклад обычно рассчитан на три размера штампов (например, 1/4 дюйма, 3/8 дюйма и ½ дюйма). Для следующих трех размеров штампов используется больший запас. В центре каждой половины штампа вырезается выемка, позволяющая утилизировать отрезанный металл. Это также обеспечивает дополнительные режущие кромки и в то же время снижает трение и предотвращает заедание. Чем меньше поверхность винта, тем быстрее будет резать матрица. С другой стороны, большая поверхность резьбы помогает сохранить точность матрицы и формирует лучшую резьбу.
Перед тем, как начать нарезать резьбу ложем и плашкой, очень важно, чтобы стержень был правильного диаметра. Идеальная нить. можно нарезать стержень, который либо слишком мал, либо слишком велик, но в первом случае гайка будет ослаблена, во втором случае она не подойдет.
Наилучший план, когда необходимо выполнить и нарезку резьбы, и нарезание резьбы, состоит в том, чтобы сначала нарезать резьбу в отверстии, так как оно имеет фиксированный размер, а затем нарезать резьбу для болта, чтобы она подходила. Стержень должен быть слегка сужен ближе к концу, чтобы дать матрице начало, а затем плашки можно отрегулировать, чтобы они подходили к стержню, и две половины затянуть достаточно, чтобы удерживать ложу и плашки на месте. Обязательно держите ложу под прямым углом к стержню, на который навинчивается резьба.
Поворачивайте ложу до тех пор, пока не будет нарезана неглубокая резьба необходимой длины. Далее выверните обратно до конца и еще немного затяните плашки; повторяйте процесс до тех пор, пока нить не будет нарезана на нужную глубину. Проверьте, используя ранее нарезанную гайку. Если гайка не завинчивается, когда резьба на стержне полностью нарезана, стержень имеет слишком большой диаметр, и часть резьбы необходимо спилить перед повторным спуском плашек. Неразумно следовать практике некоторых слесарей по использованию штампов для уменьшения диаметра стержня. Это не только повредит матрицу, но и почти наверняка повредит резьбу или полностью сорвет ее. Если стержень небольшого диаметра, он, вероятно, будет скручен.
Использование штампов. При использовании матрицы для нарезания резьбы в железе или стали стержень должен быть хорошо смазан светлым машинным маслом, чтобы предотвратить перегрев матрицы. Кроме того, важно, чтобы в зазорах не было отходов металла.
После того, как плашки были спущены на необходимую длину резьбы, их необходимо снова повернуть назад, не затягивая, так как они предназначены для нарезания резьбы только в одном направлении.
На рис. 5 показан другой распространенный тип ложи и матрицы, пригодные для нарезания резьбы меньшего размера. Приклад рассчитан на большее количество штампов, чем более крупный тип. Круглая разъемная матрица удерживается в прикладе тремя маленькими установочными винтами, и можно немного отрегулировать диаметр матрицы, сначала затянув центральный винт. Это открывает разрез и, таким образом, увеличивает эффективный диаметр. Этот тип ложи и штампов очень часто продается в наборах и является чрезвычайно полезным дополнением к домашней мастерской.
Железная труба. Наиболее распространенная работа по нарезанию резьбы, с точки зрения домашнего механика, связана с трубами для использования в водопроводной системе. Резьба на трубах и фитингах соответствует американскому стандарту. трубная резьба, имеющая угол 60 градусов. Трубная резьба выполнена с небольшим конусом, диаметр передней части меньше диаметра конца. Это делается для того, чтобы, когда два куска трубы свинчиваются вместе, полученное соединение было водонепроницаемым. Фактом остается то, что получить абсолютно водонепроницаемое соединение зачастую невозможно даже при умелом нарезании резьбы и соответственно намазывании наружной резьбы трубной пастой или компаундом перед соединением. Этот состав обеспечит герметичность соединения.
Приклад и матрицы, используемые для нарезания резьбы на трубах, аналогичны по конструкции тем, которые используются для других работ по нарезанию резьбы на станке. Невозможно правильно отрезать и нарезать трубу, если она не будет надежно зажата в тисках. Либо используйте тиски для труб, либо тиски с параллельными губками, снабженными губками для труб (см. Тиски).
Перед тем, как нарезать резьбу, трубу, конечно же, нужно обрезать по размеру. При измерении трубы необходимо сделать некоторый припуск на резьбовую часть на каждом конце, которая будет ввинчиваться в фитинг. Это количество зависит от диаметра трубы. Хороший план состоит в том, чтобы обрезать трубу и нарезать резьбу так, чтобы ее можно было провести прямо до утопленного буртика фитинга.
Железная труба обычно режется труборезом. Можно использовать ножовку, но с ее помощью практически невозможно сделать идеально ровный разрез, а если конец трубы неровный, резьба будет выбиваться из строя.
Труборез имеет маленькие стальные ролики и отрезной диск. Пространство между роликами и режущим диском можно регулировать, поворачивая ручку резака.
Рис. 6. Приклад рассчитан на большой набор штампов. Разрезной штамп, используемый с этим прикладом, показан вместе с методом, используемым для его закрепления в прикладе. Ложа этого типа с набором матриц отлично подходит для работы с малым диаметром.
Поместите трубу, которую нужно отрезать, в тиски и дайте ей выступить за пределы стола, чтобы можно было вращать труборез вокруг трубы в точке, отмеченной для резки. Наденьте резак на трубу и отрегулируйте его положение так, чтобы режущий диск находился точно над точкой, которую необходимо разрезать. Поверните ручку резака так, чтобы отрезной диск чуть-чуть врезался в трубу, затем вращайте резак вокруг трубы. Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как сделан первый разрез, затяните ручку резака и снова поверните его вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезной круг облегчат работу. Излишне говорить, что успех этой операции зависит от наличия на фрезе острого и точного режущего диска.
После того, как труба обрезана, она готова к нарезанию резьбы, и это делается так же, как нарезание резьбы на стержне. Чтобы матрица начала работать прямо на трубе, используется втулка. Медленно поворачивайте ложу и время от времени наносите масло на штамп. Если резьба не прямая или не сформирована должным образом, при сборке трубы будет невозможно получить герметичное соединение. Теперь необходимо удалить заусенцы на внутренней стороне трубы, иначе поток воды через трубу значительно уменьшится. Эта работа выполняется с помощью развертки для труб, как описано ранее в разделе «Развертка металла».
Опубликовано
2006
Лицензия
CC-BY-SA-4.0
Указывать как
«Нарезание резьбы». Appropedia. 2006. Проверено 4 ноября 2022 г.
.
Файлы cookie помогают нам предоставлять наши услуги. Используя наши услуги, вы соглашаетесь на использование нами файлов cookie.
Винты для нарезания резьбы / Винты для накатывания резьбы
Винты для нарезки резьбы считаются саморезами и предназначены для ввинчивания в существующее отверстие. При применении винты для нарезки резьбы создают резьбу в материале, к которому они применяются, обычно это металл, дерево или пластик. Резьбонарезные винты MW Components обеспечивают большую мощность сверления, меньшее кольцевое напряжение и меньшее количество разрывных бобышек.
Наши саморезы с трехлопастной резьбой были разработаны специально для использования в пластике. Эти крепежные детали накручивают точную резьбу без сколов в различных термопластах и некоторых термореактивных смесях.
Винты для нарезки резьбы имеют множество вариантов головок и корпусов и могут быть изготовлены в нескольких различных размерах в зависимости от области применения. Существует также много типов резьбонарезных винтовых валов, некоторые из которых включают Тип-1, Тип-23, Тип-25 и Тип-F. Эти «типы» относятся к конфигурациям конечной точки вала шнека и имеют разные цели применения.
Изготовление на заказ
Нестандартные резьбонарезные винты
Определение типа резьбонарезного винта для желаемого применения может показаться сложным из-за большого количества доступных конфигураций валов и типов головок. К счастью для вас, MW Components специализируется на производстве крепежа на заказ. Наша команда дизайнеров и инженеров готова помочь вам найти стандартный вариант крепежа, соответствующий вашим потребностям, или создать индивидуальный вариант, специально предназначенный для вашего предполагаемого применения.
Список вариантов индивидуальной настройки, которую мы можем выполнить, огромен, включая различные стили головок, стили резьбы (в том числе высокие-низкие, трехлопастные и с широким шагом), различные стандартные и метрические размеры и длины в диапазоне от 0,250 дюйма до 4 дюймов (6 мм). — 100 мм).
Свяжитесь с нами для индивидуального предложения для получения дополнительной информации.
Запросить индивидуальное предложение
Производство винтов для нарезки резьбы
Резьба Режущие винты обычно изготавливаются из стали или нержавеющей стали и могут производятся в различных размерах и конфигурациях головки или вала. Дополнительные отделки также могут применяться для обеспечения производительности и долговечности в сложных условиях.
С несколькими производственные мощности по всему миру, предлагающие стандартные и специальные материалы, отделки и производственных процессов, у MW Components есть все необходимое для создайте именно ту деталь, которая вам нужна, независимо от требований к производительности.
Прокат листовой горячеоцинкованный производится в соответствии с ГОСТ 14918-80 и ГОСТ Р 52246-2004. ГОСТ 14918-80 разработан и введен в 1981 году. Настоящий стандарт разработан для Союза ССР и действовал на всей территории. ГОСТ Р 52246-2004 разработан как национальный стандарт Российской Федерации и введен с 2005 года. Оба стандарта являются действующими по настоящий момент. Однако, ГОСТ Р 52246-2004 является значительно более современным, предъявляющим более четкие и строгие требования к оцинкованному прокату. В зависимости от типа и возраста оборудования, установленного на металлургическом комбинате или заводе, оцинкованный лист может быть произведен по любому из указанных стандартов.
Наша компания поставляет оцинкованный лист различных производителей, поэтому в наличии имеется лист, изготовленный как по ГОСТ 14918-80, так и по ГОСТ 52246-2004.
Листы оцинкованные холоднокатаные
Размер
Параметры
Марка
Вес 1-го листа, кг
Листов в тонне
Лист оцинкованный 0,45 х 1250 х 2500
ОН кл2
08-2пс
11,67
85
Лист оцинкованный 0,50 х 1000 х 2000
ОН кл2
08-2пс
8,26
121
Лист оцинкованный 0,50 х 1250 х 2500
ОН кл2
08-2пс
12,9
75
Лист оцинкованный 0,55 х 1000 х 2000
ОН кл2
08-2пс
9,1
110
Лист оцинкованный 0,55 х 1250 х 2500
ОН кл2
08-2пс
14,1
71
Лист оцинкованный 0,7 х 1000 х 2000
ОН кл2
08-2пс
11,4
88
Лист оцинкованный 0,7 х 1250 х 2500
ОН кл2
08-2пс
17,8
56
Лист оцинкованный 0,8 х 1250 х 2500
ОН кл2
08-2пс
20,3
49
Лист оцинкованный 0,9 х 1250 х 2500
ОН кл2
08-2пс
22,7
44
Лист оцинкованный 1,0 х 1000 х 2000
ОН кл2
08-2пс
16,1
62
Лист оцинкованный 1,0 х 1250 х 2500
ОН кл2
08-2пс
25,2
39
Лист оцинкованный 1,2 х 1000 х 2000
ОН кл2
08-2пс
19,3
52
Лист оцинкованный 1,2 х 1250 х 2500
ОН кл2
08-2пс
30,1
33
Лист оцинкованный 1,4 х 1250 х 2500
ОН кл2
08-2пс
35
28
Лист оцинкованный 1,5 х 1000 х 2000
ОН кл2
08-2пс
24
41
Лист оцинкованный 1,5 х 1250 х 2500
ОН кл2
08-2пс
37,4
27
Лист оцинкованный 1,8 х 1250 х 2500
ОН кл2
08-2пс
44,8
22
Лист оцинкованный 2,0 х 1250 х 2500
ОН кл2
08-2пс
49,7
20
Лист оцинкованный 2,5 х 1250 х 2500
ОН кл2
08-2пс
62
16
Лист оцинкованный 3,0 х 1250 х 2500
ОН кл2
08-2пс
74,3
13
Технические характеристики и полезные сведения
По типу покрытия оцинкованный прокат подразделяют на:
ГЦ – прокат с цинковым покрытием
ГЖЦ – прокат с железоцинковым покрытием.
Железоцинковое покрытие – покрытие, полученное в результате специальной термической обработки проката с цинковым покрытием, при котором происходит диффузия цинкового покрытия и стальную основу. Такой прокат отличается серым цветом, отсутствием узора кристаллизации и блеска.
Оцинкованный лист изготавливается в нескольких вариантах исполнения — по назначению делится на группы, а по способности к вытяжке делится на категории. Группы и категории в ГОСТ–ах сформированы по разному, но в настоящий момент по ГОСТ 14918-80 поставляется только лист общего назначения (ОН), нормальной вытяжки (Н) с узором кристаллизации (КР). Различия между требованиями ГОСТ 14918-80 и ГОСТ 52246-2004 в нашем обзоре.
Оцинкованный прокат для штамповки или профилирования в настоящий момент Российские производители изготавливают по ГОСТ 52246-2004, который соответствует маркам европейских стандартов EN10142:2000, EN10147:1991 и международным стандартам ИСО.
Производство оцинкованного листа
Основой для производства оцинкованного листа или оцинкованного рулона является холоднокатаный рулон, который пропускают через специальное оборудование, которое его очищает, покрывает цинком и сушит, после чего снова скручивает в рулон. Затем по необходимости рулон разматывают и режут в листы. Иногда, могут покрывать цинком непосредственно холоднокатаный лист, но такая технология обладает низкой производительностью, поэтому почти не применяется.
Оцинкованную сталь выпускают 2-х форм – в листах и рулонах:
Оцинкованный рулон удобен при серийном производстве оцинкованных изделий, например профилированного листа (профнастил), так как повышает скорость производства, увеличивает гибкость производства к изменению размеров готовой продукции, при минимальном коэффициенте отходов.
Оцинкованный лист всеми этими удобствами не обладает, зато с ним удобно работать на малых мобильных производствах потому, что не требуется наличие громоздкого оборудования по порезке рулонов.
Толщина покрытия
Очевидно, что с увеличением толщины покрытия, способность защищать от коррозии увеличивается, но возрастает риск «осыпания цинка» при холодном профилировании и холодной штамповке. Чаще всего повышенный класс покрытия применяют для оцинкованных листов, применяющихся без дополнительного лако–красочного покрытия, наружного применения. Наша компания предлагает поставку со склада лист оцинкованный класс 2 или Z100 и Z140. Другие классы покрытия мы поставляем под заказ.
Продажа оцинкованного листа
Мы предлагаем из наличия оцинкованный лист общего назначения (ОН), нормальной (Н) или глубокой вытяжки (Г), марок 01 и 02 по ГОСТ 52246-2004. Под заказ может быть поставлен лист для холодной штамповки (ХШ) и для холодного профилирования (ХП), а так же весьма глубокой вытяжки (ВГ). Срок выполнения заказа зависит от наличия сырья, объема заказа и графика производства и варьируется от 5 до 30 дней.
Расчет теоретического веса листа приведен для 2 класса покрытия (Z140). Точный вес листа оцинкованного можно определить только взвешиванием, т.к. он варьируется от фактической толщины покрытия.
Цены
В последние годы цена на оцинкованный лист меняется довольно часто, кроме того, для каждого покупателя мы определяем цену индивидуально, в зависимости от объема заказа и других параметров поставки.
Просим Вас уточнять текущие цены на оцинкованный лист и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Сталь листовая непрерывно оцинкованная. Технические условия
ИСС 77.140.50 ГСТ 11 1110
Дата введения 1981−07−01
Постановлением Госстандарта СССР от 31 марта 1980 г. N 1465 Дата введения 20 3 Ограничение установлено 01.07 01.07. действия, предпринятые Протоколом № 3−93 Межгосударственный совет по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 14918-69
Редакция (август 2007 г.) с Изменениями № 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81) , 9−86).
Настоящий стандарт распространяется на листы и рулоны из холоднокатаной стали, горячеоцинкованные в непрерывном цинковании, предназначенные для холодной штамповки, для окраски, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категорий качества.
по способности к вытяжке (группа сталей XIII) по категории
нормальная вытяжка — Н,
глубокая вытяжка — Г,
очень глубокая вытяжка — ВГ;
для однородности толщины цинкового покрытия
с нормальным разбросом толщины — HP
с уменьшенным разбросом толщины — UR.
(Измененная редакция, Ред. № 1).
1.2. По согласованию между потребителем и изготовителем оцинкованная сталь может изготавливаться:
с рисунком кристаллизации — ТС,
без рисунка кристаллизации — МП.
1.3. В зависимости от толщины покрытия оцинкованная сталь подразделяется на три класса в соответствии с указанными в табл.1.
Таблица 1
Класс толщины
Масса 1 м слоя покрытия с обеих сторон, г
Толщина покрытия, мкм
П (высокая)
СВ. от 570 до 855 вкл.
СВ. от 40 до 60 вкл.
1
«258» 570 «
«18» 40 «
2
От 142,5 «258»
10 «18»
При изготовлении стали с различной толщиной покрытия лист с одной стороны должен соответствовать 2 классу, а с другой стороны классу Р (для листов) или классу 1.
(Измененная редакция, ред. N 2).
2. НАБОР
2.1. Сталь оцинкованная изготавливается шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к маркам должны соответствовать требованиям ГОСТ 19.904−90.
Сталь оцинкованная высшего качества производства:
с выпуклостью проката не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам высокоточной прокатки;
с телескопической опорой из рулонной стали шириной до 1000 мм 30 мм.
Примеры условных обозначений
Сталь оцинкованная толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, фрезерная кромка А НЕ, с узором кристаллизации CU, первый сорт цинка покрытие по ГОСТ 14918−80:
Сталь рулонная оцинкованная толщиной 1,2 м, шириной 1000 мм, высокой точности прокатки А, с обрезной кромкой О, марки 08КП, очень глубокой вытяжки ВГ, без рисунка кристаллизации МТ, с уменьшенной толщиной вариант УР, второго класса покрытия по ГОСТ 14918-80:
Прокат стальной оцинкованный различной толщины покрытия 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, для окраски ПК без рисунка кристаллизации МТ с уменьшенным разбросом по толщине УР, с покрытием с одной стороны первого, а с другой второго класса по ГОСТ 14918−80:
Примечание. Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).
Раздел 2. (Измененная редакция, Ред. N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь изготавливается в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованная сталь изготавливается из углеродистой холоднокатаной стали с качеством поверхности по ГОСТ 16523-9.7. Марка стали должна соответствовать таблице 1А.
Таблица 1A
Оцинкованная сталь
Марка холоднокатаной стали для производства оцинкованной стали
Группа
Категория капота
первая категория качества
высшее качество
XIII
Н, Г
Марка стали с химическим составом по ГОСТ 380-2005,ГОСТ 9045-93, ГОСТ 1050-88
Марка стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88 также с содержанием серы не более 0,035% и фосфора не более 0,020% и ГОСТ 380-2005 с массовой долей серы не более 0,035 % и фосфора не более 0,025%
08пс, 08КП, 08Ю по ГОСТ 9045-93 08пс, 08КП, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030% и фосфора не более 0,020%
ХП ПК
—
08пс по ГОСТ 9045-93 08, 08пс по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления погост 380-2005
08пс по ГОСТ 9045-93 08, 08па по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04%, фосфора — не более 0,035%
ИТ
—
Марка стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93, ГОСТ 1050-88
Марка стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-2005 с массовой долей серы не более 0,045% и фосфора не более 0,040%
(Измененная редакция, ред. N 2).
3.3. Для цинкования применяют цинк марок С0 и С1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки С2.
3.4. Поверхность из оцинкованной стали должна быть чистой с твердыми полами.
3.4.1. Не допускается несплошность покрытия в виде трещин в виде мелких конкреций, расположенных на дефектах металлокаркаса, классификацию и размеры которых предусматривают ГОСТ 16523-9.7.
3.4.2. На листах и полосах с фрезерованной кромкой не допускаются дефекты глубины кромки, превышающие предельные отклонения по ширине.
3.4−3.4.2. (Измененная редакция, ред. N 2).
3.5. Для оцинкованной стали групп XIII, ХП и ОН допускаются небольшие наплывы (наплывы, расслоения), зерна и неравномерная кристаллизация цинка, следы перегибов, полос и регулируемых валиков, локальная шероховатость покрытия (сыпь), легкие царапины и выцветание , не нарушать сплошность цинкового покрытия, яркие и матовые пятна, неравномерность окрашивания пассивной пленки.
3.6. Для стальной оцинкованной ленты ПК допустил темную точку и след (след) деформированных мелких конкреций (наплывы, расслоения), зерна и локальные шероховатости (высыпания), матовость и размытость рисунка кристаллизации цинка, следы изломов, полосы, легкие царапины и потертости, не нарушающие сплошности цинкового покрытия, яркие и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна быть однородной по цвету.
(Измененная редакция, ред. N 2).
3.8. Уменьшенная переменная толщина цинкового покрытия СД должна быть для класса П — 16, класса 1 — 10, класса 2 — не более 4 мкм. Оцинкованная сталь нормальной толщины НР должна иметь толщину покрытия в пределах, указанных в табл.1.
Сталь оцинкованная высшего качества изготовления переменной толщины цинкового покрытия для сталей группы XIII, ХП и ПК класса Р — не более 12, класса 1 — 8 и класса 2 — не более 3 мкм.
(Измененная редакция, ред. № 1, 2).
3.9. В изгибе оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслаивания цинкового покрытия, оголяющего стальную поверхность. Допускается сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл.1Б.
Таблица 1B
Оцинкованная сталь
Прочность на разрыв, МПа
Предел текучести, МПа, не менее
Удлинение, %, не менее при =80 мм для толщины стали, мм
группа
категория капот
от
до 0,7
Св. 0,7 до 1,5
Ст 1,5 до 2,0
Ст 2,0
XIII
Н
300−490
—
21
22
23
24
Г
275−430
—
23
24
25
26
ВГ
255−410
—
26
28
29
30
ПК HP
—
—
230
20
22
—
—
ИТ
—
—
—
—
—
—
—
Примечание. Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. не являлись обязательными.
При расчете прочности и предела текучести толщину цинкового покрытия не учитывают.
3.10.1. Глубина сферических лунок стальной оцинкованной ленты XIII должна соответствовать нормам, приведенным в табл.1Б.
Таблица 1B
мм
Толщина оцинкованной стали
Глубина сферических лунок для извлечения, не менее
ВГ
Г
Н
0,5
8,5
8,0
6,9
0,6
8,9
8,5
7,2
0,7
9,2
8,9
7,5
0,8
9,5
9,3
7,8
0,9
9,9
9,6
8,2
1,0
10. 1
9,9
8,6
1,1
10,3
10.1
8,7
1,2
10,5
10,3
8,8
1,3
10,7
10,5
8,9
1,4
10,8
10,6
9,0
1,5
11,0
10,8
9,1
1,6
11,3
11,0
9,5
1,7
11,4
11,1 В
9,6
1,8
11,5
11,2
9,7
1,9
11,6
11,3
9,8
2,0
11,7
11,4
9,9
Примечания:
1. Для оцинкованной стали промежуточной толщины значения глубины сферических отверстий должны соответствовать нормам, установленным для ближайшей меньшей толщины.
2. Значения глубины сферических отверстий для оцинкованной стали толщиной более 1,5 мм не обязательны до 01.07.89.
3. При испытании на приборах типа МТЛ-10г нормы глубины сферических отверстий уменьшены на 0,3 мм.
3.10.2. Для оцинкованной стали XIII группы высшего качества величина удлинения должна быть на 1 единицу больше нормы табл.1Б, а глубина сферических отверстий на 0,2 мм больше нормы табл.1Б.
3.10−3.10.2. (Измененная редакция, ред. N 2).
3.11. Сталь оцинкованная группы XIII изготавливается с зернистостью ферритных баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категории чертежа ВГ и не ниже балла 6 для категории чертежа Г.
Для стали оцинкованной профессиональная вытяжка Ш допускается при неравномерности зерна в двух смежных помещениях, категория Г — в пределах трех сообщающихся помещений.
3.12. Для стальной оцинкованной ленты XIII категории чертежа ВГ допускается структурно-свободный цементит в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется.
3.13. Количество гибов без разрушения оцинкованной стали групп ХП, ПК, ИТ должно соответствовать нормам, установленным в табл.1Г.
Таблица 1G
Толщина оцинкованной стали мм
Количество перегибов
До 0,8 вкл.
8
СВ. 0,8 «1,2»
5
«До 1.2» до 2.0 «
3
«2.0
2
Примечание. Норма гибки оцинкованной стали толщиной более 1,5 мм была необязательной до 01.07.89.
(Измененная редакция, Ред. N 2).
3.14. (Исключено, ред. N 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованная сталь принята сторонами. Партия должна состоять из листов или рулонов из оцинкованной стали одной группы, одного типоразмера, одного вида и класса толщины покрытия, вида консервации, одной марки и выплавки (стали групп XIII, X и ПК) и категории вытяжки (сталь группы XIII). , должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
Вес партии не должен превышать замену единицы продукции.
(Измененная редакция, ред. № 2).
4.2. В документе о качестве результаты испытаний и данные о химическом составе указываются потребителем.
На оцинкованную сталь, имеющую государственный Знак качества, в документе о качестве должно быть обозначение государственного Знака качества.
4.3. Для контроля размера и поверхности выберите 6% листов или один рулон из партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры от партии отбирают один лист или один рулон.
4.5. При неудовлетворительных результатах проверки хотя бы по одному из показателей проводится повторная проверка по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют визуальным осмотром без применения увеличительных приборов.
5.2. Для испытаний от каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл.2.
Схема резки образцов для тестирования
Схема резки образцов для тестирования ( Ширина листа)
Таблица 2
Образец номер
Размер образца, мм
Метод испытаний
ширина
длина
1, 2
50
150
На прочность сцепления цинкового покрытия с основным металлом
3, 4, 5
50
50
Для определения массы цинкового покрытия и изменения толщины
6
20
150
Перегиб
7
90
—
На крышке сферического отверстия (место испытаний)
8
30
180−300
Растяжение
9, 10
30
40
Оценка микроструктуры
Примечание. Образцы нарезаны с предельной разницей в размерах ±3 мм.
(Измененная редакция, ред. № 1).
5.3. Для определения массы цинкового покрытия образец для испытаний обезжиривают, взвешивают, погружают в раствор оксида сурьмы () или хлорида сурьмы () в соляной кислоте и выдерживают до прекращения быстрого газовыделения, после чего образец извлекают из раствор, тщательно промывают холодной, а затем горячей водой, просушивают фильтровальной бумагой и взвешивают. Обезжиривание – технический синтетический этиловый спирт.
Раствор закиси сурьмы или хлорида сурьмы готовят по следующей методике: 20 г закиси сурьмы (или 32 г хлорида сурьмы) растворяют в 1000 мл кислоты соляной концентрированной (ГОСТ 3118-77) для первого и второго сорта или 50 г оксидов сурьмы класса Р.
Масса цинкового покрытия, нанесенного на две стороны листа в граммах (а) на 1 м рассчитывают по формуле
, (1)
где — масса три образца ( 3, 4 и 5 ) для растворения цинкового покрытия, с точностью до 0,01 г, г;
— масса трех образцов ( 3, 4 и 5 ) после растворения цинкового покрытия, с точностью до 0,01 г, г;
— фактическая площадь поверхности образца с точностью до 1·10 м, м. кв.
Для определения массы цинкового покрытия допускается использование других методов, обеспечивающих требуемую точность.
Метод, указанный в настоящем стандарте, применяется при возникновении спора в оценке.
(Измененная редакция, ред. № 1, 2).
5.4. Разброс толщины покрытия в поперечном направлении листа определяют как абсолютную разницу между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
, ( 2)
сначала рассчитать толщину цинкового покрытия на каждом из образцов по формуле
, (3)
где толщина покрытия соответствующего образца, мм;
— масса пробы до удаления цинка, г;
— масса образца после удаления цинка, г;
— плотность цинка, г/см;
— площадь поверхности цинкового покрытия, см.
(Измененная редакция, Ред. № 1).
5.4.1. Определяют и рассчитывают среднюю толщину и переменную толщину цинкового покрытия поверхности листа с градуированным покрытием для каждой из сторон. Для этого после обезжиривания образец с одной стороны покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытательный изгиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферического отверстия проводят по ГОСТ 10510-80. Сделайте два измерения в тестовой зоне и определите среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение крупности феррита проводят по ГОСТ 5639-82, а цементита структурно-свободного — по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно под углом 180° проводят по ГОСТ 14019.−2003 г. Образец оцинкованной стали испытывают на оправке равной толщине проката.
Сталь оцинкованная высшей категории качества должна выдерживать испытание на изгиб на 180° без оправки до контакта.
По согласованию между потребителем и изготовителем испытание на изгиб может быть заменено испытанием на замковую двойную кровлю по ОСТ 1411-196-86, а для полос стальных оцинкованных ПК на испытание — прибором-1А по ГОСТ 4765-73.
Сталь оцинкованная толщиной более 1,0 мм испытывают по требованию потребителя в порядке, согласованном в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
(Измененная редакция, ред. № 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии проводится консервация: пассивация, промасливание или пассивация и промасливание.
По требованию заказчика сталь оцинкованная неконсервированная.
При отправке в районы Крайнего Севера и приравненные к ним местности требуется консервация.
6.3. Оцинкованный стальной лист, сформированный в стопку, с укладкой один лист на другой. У листов с градуированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцевая сторона пучка драпированных каналов изготавливается из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
Кромки снизу должны быть прикреплены к деревяшкам по ГОСТ 2695-83 и ГОСТ 8486-86 сечением 80х80 мм или металлические прутки по нормативно-технической документации. Количество брусьев деревянных и металлических шириной до 1200 мм в связке — 2 шт.; свыше 1200 мм соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием раскатывают таким образом, чтобы сторона со 2-м классом толщины цинкового покрытия находилась внутри рулона.
6.5. Пакеты и рулоны должны быть плотно связаны. Количество шпилек должно соответствовать требованиям ГОСТ 7566-9.4.
При отправке в районы Крайнего Севера и труднодоступные районы минимальное количество лямок должно быть на одну больше норм, установленных ГОСТ 7566-94.
Обвязочная лента металлическая, имеющая толщину 1,2-2,0 мм, ширину от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пакетов соответственно 6,2 и 1 м.
6.6. Масса упаковки должна быть не менее 3 м и не превышать 10 т.
01.01.88 по требованию заказчика масса пачки стального оцинкованного листа не должна превышать 5 тонн.
6.7. Транспортная маркировка пакетов должна наноситься по ГОСТ 14192-96 краской темного цвета на торцевую поверхность пачки и боковую поверхность рулона и содержать основные, дополнительные и информационные надписи.
6.8. Перевозку стальных оцинкованных рельсов осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными МП.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
сек. 6. (Измененная редакция, ред. N 2).
Листовой металл | Металлопрокат по низкой цене ⟦ БПМ ⟧
Листовой металл | Металлопрокат по низкой цене ⟦ BPM ⟧
Проволока из вольфрамовых сплавов ВР-27ВП и ОЧВ по оптовым ценам со склада в Красноярске
Вольфрамовая проволока – самый востребованный вид продукции из тугоплавких металлов. Служит для производства термопар, в нагревательных печах для сопротивления, подогревателей, пружин, катодов, сеток, ламп накаливания и даже игл для фонографа.
В продаже чаще всего встречается именно проволока вольфрамовая, а не листовой металл. Это объясняется особенностями получения вольфрама, который слишком тугоплавок для использования литья, а так же тем, что из всех применений вольфрама, проволока является наиболее востребованной для производства электродов. Чаще всего такая проволока бывает толщиной от 1 до 10 мм.
Вольфрамовая проволока бывает и очень тонкой, ее еще называют вольфрамовой нитью – толщиной в десятые и сотые доли мм. В таком виде она используется для изготовления ламп накаливания.
При необходимости вольфрам смешивают с кобальтом и хромом, а иногда с углеродом. В этом случае вольфрамовая проволока становится еще более твердой, приблизительно в 1,3 раза, и твердость сохраняется при температурах свыше 1000°С. Несмотря на то, что сейчас ширится применения ламп нового образца без использования нитей накаливания, вольфрам до сих пор используют в производстве осветительных ламп.
Еще одно преимущество вольфрамовой проволоки в сравнительно невысокой цене. Достаточно часто выпускается проволока из вольфрамовых солей, самая распространенная это ангидрид вольфрама. В промышленности также используют вольфрамовую кислоту.
Разные виды вольфрамовой проволоки используются в различных сферах хозяйства и производства.
Марка вольфрама
Группа
Состояние поверхности и металла
Диаметр, мкм
Назначение
ВА
А
Черная
10 — 1500
Спирали ламп накаливания и других источников света. Спиралеобразные катоды и подогреватели электронных приборов, пружины полупроводниковых приборов.
ВМ
11 — 1500
Спирали специальных ламп накаливания и другие детали приборов, работающих при температуре не выше 2100°С в условиях повышенной механических нагрузок (ударов, вибраций)
ВРН
800 — 1500
Вводы, траверсы и другие детали приборов, не требующие применения вольфрама со специальными присадками.
ВТ-7
20 — 1500
Крючки, пружины, а также катоды некоторых электронных и газоразрядных приборов
ВТ-10
25 — 1500
Катоды электронных и газоразрядных приборов
ВТ-15
150 — 1500
ВА
АП
10 — 200
Петлевые подогреватели, неспиралеобразные катоды, сетки и пружины электронных приборов
Б
Очищенная
11 — 500
Крючки, поддержки, некоторые типы спиралей ламп накаливания, спиралеобразные подогреватели и катоды некоторых электронных и газоразрядных приборов, пружины
Г
Очищенная и отожженная
11 — 500
Петлевые подогреватели, неспиралевидные катоды, сетки. Спирали некоторых типов специальных ламп накаливания
Т
Травления
5 — 12
Подогреватели катодов и прямонакальные катоды спиральной и неспиральной конструкции. Сетки электронных приборов
АД
Черная повышенной технологичности
50 — 1500
Подогреватели катодов и прямонакальные катоды спиральной конструкции с фактором керна 1-2,2.
АЕ
Черная повышенной жаропрочности
500 — 1200
Подогреватели катодов и прямонакальные катоды спиральной конструкции рабочей температурой или температурой термообработки 1900°С и выше
ТО
Травления и отожженная
5 — 12
Подогреватели катодов и прямонакальные катоды неспиральной конструкции. Сетки электронных приборов
Вся вольфрамовая проволока в продаже ООО «ЦветМетСнаб» соответствует ГОСТам и ТУ. Маркировка и диаметр проволоки может быть разной – от 10 до 1500 мкм. Кроме самой распространенной марки проволоки ВА в наличии и другие разновидности. Например, вольфрам-молибденовая или вольфрам-рениевая проволока, применяемая при изготовлении траверсов, термопар и других деталей.
Чтобы заказать и уточнить цены на продукцию, можете воспользоваться формой обратной связи или позвонить менеджерам по телефонам (391) 2181-333, (391) 2181-555.
Проволока вольфрамовая для источников света тянутая группы А (черная)
ВА, ВМ, ВРН, ВТ-7, ВТ-10, ВТ-15, ОЧВ-А
ГОСТ 19671-91
Проволока вольфрамо-молибденовая
ВАМ-5
ГОСТ 5. 1619-72
Проволока вольфрамовая
ВА-Зл, ВА-Зл-Пл, ВА-М
ЯеО.021.050
Проволока вольфрамовая
ВИ-10
ЯеО.021.116ТУ.ТУ11-76
Проволока вольфрамовая для подогревателей катодов и прямонакальных катодов спиральной конструкции
ВА
ЯеО.021.118
Проволока вольфрамовая для подогревателей катодов и прямонакальных катодов спиральной конструкции
ВА
ЯеО.021.119
Проволока вольфрамовая для сеток
ВА
ЯеО.021.120
Проволока вольфрамовая для деталей разного применения
ВА
ЯеО. 021.121
Проволока из сплавов вольфрама с рением для подогревателей катодов и прямонакальных катодов не спиральной конструкции
ВАР-5, ВР-20
ЯеО.021.124
Проволока из сплавов вольфрама с рением для подогревателей катодов и прямонакальных катодов спиральной конструкции
ВАР-5, ВР-20
ЯеО.021.125
Проволока из сплавов вольфрама с рением для сеток
ВР-20
ЯеО.021.126
Проволока вольфрамовая ВР-20
ВР-20
ЯеО.0.021.127
Проволока вольфрамо-молибденовая
МВ50
ЯеО.021.131
Проволока вольфрам-рениевая для подогревателей серии «ОС»
ВР-20
ЯеО. 021.093-75. ТУ11-82
Проволока из сплава вольфрама с рением отожженная
Термопара ВАР-5(ВР-5)/ВР-20, ВАР-5(ВР-5), ВР-20
СУО.021.142 ТУ
Проволока вольфрамовая Cв-08А
Cв-08А
ГОСТ 2246-70
Вольфрамовая проволока марки ВА «А» I
Вольфрамовая проволока марки ВА «А» I
Каталог
Информация
Доставка по России
Мы доставим ваш заказ курьером по Москве или службой экспресс-доставки по всей России.
Теги
ftp
utp
витая пара
диэлектрик
долговечное жало
изоляционный
изоляционный материал
изоляция трансформаторов
кабель витая пара
кабель контрольный
Описание
Характеристики
Отзывы
Вольфрам – это металл, которому характерны особая тяжесть, твердость и тугоплавкость. Его температура плавления составляет 3380°C, а кипения – 5900°C, при этом скорость испарения остается малой, даже при нагреве до2000°C.
Вольфрам обладает высоким приделом прочности на разрыв и отличной коррозионной стойкостью. Чаще всего, его применяют в качестве легирующей добавки при создании высокопрочных сплавов. Удельное электрическое сопротивление вольфрама в нормальных условиях составляет 55×10-9 Ом×м. Металл устойчив к воздействию кислот. В нагретом состоянии (до 1600°C) поддается обработке.
Вольфрамовые проволоки|A.L.M.T. Corp.
Используется для изготовления нити накала для осветительных приборов, электронных ламп, электродов, деталей высокотемпературных печей, штифтов зондов
Вольфрамовая проволока используется в качестве нитей накала для освещения, электронных ламп, электродов, деталей высокотемпературных печей, большинство его характеристик: самая высокая температура плавления среди металлов. Клиенты могут выбрать проволоку различных диаметров, материалов и методов отделки для различных применений. Мы также предлагаем высокочистую вольфрамовую проволоку самого высокого уровня благодаря нашему интегрированному производству и строго контролируемому сырью и процессам.
Руководство по выбору продукции
AW
Отличается отличной стойкостью к высокотемпературной деформации, устойчивостью к почернению, ударопрочностью, меньшим содержанием примесных газов и длительным сроком службы.
ТОПОР
По сравнению с обычными материалами температура рекристаллизации выше (на 50–200 °C), отверстие для присадки меньше, кристаллическая структура после рекристаллизации в 3–4 раза дольше, а характеристики отсутствия провисания значительно улучшены.
ЕХ
Материал нити №1 в мире. Он содержит меньше примесного газа, отличается высокой устойчивостью к деформации при высоких температурах и коррозионной стойкостью к испаряемым металлам, включая Al, Ni, Cr. Кроме того, у него долгий срок службы.
ДВ
Вольфрамовый материал с длительным сроком службы, который облегчает эмиссию термоэлектронов и предотвращает рост зерен и целостное разрушение при температуре термоэлектронной эмиссии. Мы отвечаем за обработку катушки, обработку наконечника и сборку по вашему запросу.
КИ(ПФВ)
Самый распространенный чистый вольфрамовый материал с хорошей обрабатываемостью, отличной коррозионной стойкостью и меньшим содержанием примесного газа.
ЭП,КТ
Значительно снижает сопротивление потреблению разряда за счет мелкого рассеивания кристаллических зерен.
4СЗ
5СЗ
Высокочистый вольфрамовый материал высочайшего качества в мире. Чистота 4N-W ≧99,99% 5N-W ≧99,999%
Чтобы увидеть всю таблицу, прокрутите ее вбок.
Приложение
Без провисания
ударопрочность сопротивление
Обрабатываемость
Разрядка Способность
Разряд Расход Сопротивление
Износ сопротивление
Коррозия Стойкость (ВМ)
AW
Нить накала для галогенных ламп (тоньше), Сетки, опоры, нагреватели и коронирующие провода
◎
○
○
△
○
○
△
ТОПОР
Нити накаливания для сверхвысокотемпературных галогенных ламп (более толстые)
◎
◎
◎
△
○
○
△
ЕХ
Вакуумное испарение, Нагреватели для высокотемпературных печей , Печатные провода для принтеров, Опоры, Разгрузочные электроды и Штифты зондов
○
○
◎
△
◎
◎
◎
ДВ
Электроды, электроэрозионная проволока и нити накала для термоэлектронной эмиссии
○
◎
◎
◎
◎
○
△
СЦ (PFW)
Конструкционные материалы и нагреватели для печей
△
△
◎
△
△
○
◎
ЕР
Разрядные электроды, конструкционные материалы, электрод для сварки давлением
○
△
◎
△
◎
◎
△
КТ
Разрядные электроды, конструкционные материалы
○
△
◎
△
◎
◎
△
4СЗ 5СЗ
Электроды, нагреватели
△
△
◎
△
○
◎
○
Стандартные характеристики вольфрамовой проволоки
Чтобы увидеть всю таблицу, прокрутите ее вбок.
Диапазон диаметров (мм)
материал
Представитель спецификации
AW
ТОПОР
КИ ЕХ
4N-W 5N-З
Отделка
Допуск Диаметр
Допуск МГ
Черный
СС
Электролитический
Прямой
до 0,0129
○
±0,005 мм
±4%
от 0,013 до 0,029
○
○
○
±0,005 мм
±3%
от 0,03 до 0,14
○
○
○
○
±0,005 мм
±2%
от 0,15 до 0,39
○
○
○
○
○
○
±0,005 мм
±2%
от 0,40 до 0,49
○
○
○
○
○
○
±0,01 мм
±2%
от 0,50 до 0,59
○
○
○
○
○
○
±0,02 мм
от 0,60 до 0,79
○
○
○
○
○
○
○
±0,03 мм
от 0,80 до 0,99
○
○
○
○
○
±0,03 мм
от 1,0 до 1,2
○
○
○
○
±0,04 мм
от 1,3 до 2,0
±0,04 мм
от 2,1 до 3,2
±0,05 мм
Чистота вольфрамовой проволоки
Тип
Вт %
AW, AX, EX, CY, EP, КТ
99,95 мин.
ДВ
99,20 мин.
4N-W
99,99 мин.
5С-З
99,999 мин.
Вольфрамовая проволока | AMERICAN ELEMENTS®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Название продукта: Вольфрамовая проволока
Номер продукта: Все применимые коды продуктов American Elements, например. W-M-02-W , W-M-03-W , W-M-04-W , W-M-05-W
Номер CAS: 7440-33-7
Соответствующие установленные области применения вещества: Научные исследования и разработки
Сведения о поставщике: American Elements 4 Анхелес, Калифорния
Тел.: +1 310-208-0551 Факс: +1 310-208-0351
Телефон службы экстренной помощи: Внутренний, Северная Америка: +1 800-424-9300 Международный: +1 703-527-3887
РАЗДЕЛ 2.
ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси Классификация в соответствии с Регламентом (ЕС) № 1272 /2008 Вещество не классифицируется как опасное для здоровья или окружающей среды согласно регламенту CLP. Классификация в соответствии с Директивой 67/548/ЕЭС или Директивой 1999/45/ЕС N/A Информация об особых опасностях для человека и окружающей среды: Нет данных Опасности, не классифицированные иначе Нет данных Элементы маркировки Маркировка согласно Регламенту (ЕС) № 1272/2008 N/A Классификация WHMIS Не контролируется Система классификации Рейтинги HMIS (шкала 0–4) (Система идентификации опасных материалов) ЗДОРОВЬЕ ПОЖАР РЕАКТИВНОСТЬ 0 0 0 900 последствия0005 Пятежеспособность = 0 Физическая опасность = 0 Другие опасности Результаты PBT и VPVB Оценка PBT: N/A VPVB: N/A
Раздел 3.
Состав/Информация о инженсах
SUPAITS CAS NO. ./ Название вещества: 7440-33-7 Вольфрам Идентификационный номер(а): Номер ЕС: 231-143-9
РАЗДЕЛ 4. МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи Общая информация № требуются специальные меры. При вдыхании: В случае жалоб обратиться за медицинской помощью. При попадании на кожу: Обычно продукт не раздражает кожу. При попадании в глаза: Промыть открытые глаза в течение нескольких минут под проточной водой. Если симптомы сохраняются, обратитесь к врачу. При проглатывании: Если симптомы сохраняются, обратитесь к врачу. Информация для врача Наиболее важные симптомы и эффекты, как острые, так и замедленные Данные отсутствуют Указание на необходимость немедленной медицинской помощи и специального лечения Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения Подходящие средства тушения Специальный порошок для пожаров металлов. Не используйте воду. Неподходящие по соображениям безопасности огнетушащие вещества Вода Особые опасности, исходящие от вещества или смеси Если этот продукт вовлечен в пожар, могут выделяться следующие вещества: Пары оксидов металлов Рекомендации для пожарных Защитное оборудование: Никаких специальных мер требуется.
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Индивидуальные меры предосторожности, защитное снаряжение и чрезвычайные меры Не требуется. Меры предосторожности по охране окружающей среды: Не допускать попадания материала в окружающую среду без официального разрешения. Не допускайте попадания продукта в канализацию, канализационные системы или другие водотоки. Не допускайте проникновения материала в землю или почву. Методы и материалы для локализации и очистки: Собрать механически Предотвращение вторичных опасностей: Никаких специальных мер не требуется. Ссылка на другие разделы См. Раздел 7 для информации о безопасном обращении См. Раздел 8 для информации о средствах индивидуальной защиты. Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение Меры предосторожности для безопасного обращения Держите контейнер плотно закрытым. Хранить в прохладном, сухом месте в плотно закрытой таре. Сведения о защите от взрывов и пожаров: Никаких специальных мер не требуется. Условия безопасного хранения, включая любые несовместимости Требования, которым должны соответствовать складские помещения и емкости: Особых требований нет. Информация о хранении в одном общем хранилище: Не хранить вместе с кислотами. Дополнительная информация об условиях хранения: Хранить контейнер плотно закрытым. Хранить в прохладном сухом месте в хорошо закрытых контейнерах. Особое конечное использование Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Дополнительная информация о конструкции технических систем: Нет дополнительных данных; см. раздел 7. Параметры контроля Компоненты с предельными значениями, требующими контроля на рабочем месте: 7440-33-7 Вольфрам (100,0%) PEL (США) и нерастворимые соединения, такие как We REL (США) Кратковременное значение : 10 мг/м 3 Долговременное значение: 5 мг/м 3 as W TLV (США) Краткосрочное значение: 10 мг/м 3 Долгосрочное значение: 5 мг/м 3 as W EL (Канада) Краткосрочное значение: 10 мг/м 3 Долгосрочное значение: 5 мг/м 3 как W EV (Канада) Краткосрочное значение: 10* 3** мг/м 3 Долгосрочное значение: 5* 1** мг/м 3 (в виде вольфрама; сост.:*вода -инсол.;**водорастворимый Дополнительная информация: Нет данных Контроль воздействия Средства индивидуальной защиты Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами Поддерживать эргономически подходящую рабочую среду. Дыхательное оборудование: Не требуется. Защита рук: Не требуется. Время проницаемости материала перчаток (в минутах) Данные отсутствуют Защита глаз: Защитные очки Защита тела: Защитная рабочая одежда
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах Внешний вид : Форма: твердая в различных формах Цвет: серебристо-серый Запах: данные отсутствуют Порог восприятия запаха: данные отсутствуют. pH: неприменимо Точка плавления/диапазон плавления: 3410 °C (6170 °F) Точка/диапазон кипения: 5900 °C (10652 °F) газ) Нет данных. Температура воспламенения: Данные отсутствуют. Температура разложения: Данные отсутствуют. Самовоспламенение: Данные отсутствуют. Опасность взрыва: Данные отсутствуют. Пределы взрываемости: Нижний: Данные отсутствуют Верхний: Данные отсутствуют Давление пара: неприменимо Плотность при 20 °C (68 °F): 19,3 г/см 3 (161,059 фунта/гал) Объем плотность при 20 °C (68 °F): 4000 кг/м 3 Относительная плотность Данные отсутствуют. Плотность паров Н/Д Скорость испарения Н/Д Растворимость в воде (H 2 O): Нерастворим Коэффициент распределения (н-октанол/вода): Данные отсутствуют. Вязкость: Динамика: Н/Д Кинематика: N/A Другая информация Данные отсутствуют
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность Нет данных Химическая стабильность Стабилен при соблюдении рекомендуемых условий хранения. Термическое разложение / условия, которых следует избегать: Разложение не происходит, если используется и хранится в соответствии со спецификациями. Возможность опасных реакций Опасные реакции неизвестны Условия, которых следует избегать Нет доступных данных Несовместимые материалы: Кислоты Опасные продукты разложения: Пары оксидов металлов
РАЗДЕЛ 11. ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологическом воздействии Острая токсичность: компонентов в этом продукте. Значения LD/LC50, важные для классификации: Нет данных Раздражение или коррозия кожи: Нет раздражающего действия. Раздражение или коррозия глаз: Нет раздражающего действия. Повышение чувствительности: Сенсибилизирующие эффекты неизвестны. Мутагенность зародышевых клеток: Эффекты неизвестны. Канцерогенность: Данные по классификации канцерогенных свойств этого материала от EPA, IARC, NTP, OSHA или ACGIH отсутствуют. Репродуктивная токсичность: Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества. Специфическая токсичность для системы органов-мишеней — повторное воздействие: Неизвестно никаких эффектов. Специфическая системная токсичность для органов-мишеней — однократное воздействие: Эффекты неизвестны. Опасность при вдыхании: Воздействие неизвестно. От подострой до хронической токсичности: Эффекты неизвестны. Дополнительная токсикологическая информация: Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность Водная токсичность: Нет данных Стойкость и способность к разложению Нет данных Биоаккумулятивный потенциал Нет данных Мобильность в почве Нет данных Дополнительная экологическая информация: Не допускать попадания материала в окружающую среду без официальных разрешений. Не допускайте попадания неразбавленного продукта или больших количеств в грунтовые воды, водотоки или канализационные системы. Избегайте попадания в окружающую среду. Результаты оценки PBT и vPvB PBT: Н/Д vPvB: Н/Д Другие побочные эффекты Нет данных
РАЗДЕЛ 13. СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ
Методы обработки отходов Рекомендация Для обеспечения надлежащей утилизации см. официальные правила. Неочищенная упаковка: Рекомендация: Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН DOT, ADN, IMDG, IATA N/A Надлежащее отгрузочное наименование ООН DOT, ADN, IMDG, IATA N/A Класс(ы) опасности при транспортировке DOT, ADR, ADN, IMDG, IATA Class N/A Группа упаковки DOT, IMDG, IATA N/A Опасности для окружающей среды: N/A Особые меры предосторожности для пользователя N/A Транспортировка навалом согласно Приложению II к MARPOL73/78 и IBC Code N/A Транспорт/Дополнительная информация: DOT Загрязнитель морской среды (DOT): №
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила техники безопасности, охраны здоровья и окружающей среды/ законодательство, относящееся к данному веществу или смеси Национальные правила Все компоненты этого продукта перечислены в Перечне химических веществ Агентства по охране окружающей среды США. Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL). Раздел 313 SARA (списки конкретных токсичных химических веществ) Вещество не указано. California Proposition 65 Proposition 65 — Химические вещества, вызывающие рак Вещество не указано. Prop 65 — Токсичность развития Вещество не указано. Prop 65 — Токсичность для развития, женщины Вещество не указано. Prop 65 — Токсичность для развития, мужчины Вещество не указано. Информация об ограничении использования: Только для использования технически квалифицированными лицами. Другие правила, ограничения и запретительные положения Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006. Вещество не указано. Условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) в отношении производства, размещения на рынке и использования.
Предназначены для приводов станков, промышленных установок и сельскохозяйственных машин. Ремени клиновые состоят из несущего слоя на основе материалов из химических волокон (кордшнур или кордная ткань), и слоев резины, свулканизованных в одно изделие. Несущий слой располагается в продольном направлении клинового ремня. Более устаревшая технология изготовления клиновых ремней, для его упрочнения, предусматревала на последнем этапе изготовления, непосредственно перед вулканизацией, оборачевание клиновых ремней по всему сечению и длине технической тканью. Использование современных высокопрочных кордшнуров, на основе полиэфирных нитей, обладающих большой адгезией с резиной, позволило делать ремни клиновые без оборачивания боковых граней.
Ремень клиновой предназначен для работы при температуре окружающего воздуха: от — 30°С до +60°С
Обозначение типоразмеров: L — Ширина большего основания, мм. P — Расчетная ширина ремня, мм. Н — Высота ремня, мм. А — Угол клина ремня, 40°
Как правильно подобрать клиновой ремень по профилю.
В множестве случаев отработанный ремень является стандартным. Если на нём не осталось никаких надписей, обозначений, то подобрать ремень можно по геометрическим размерам с помощью рулетки, линейки или штангенциркуля. Для этого необходимо определить профиль и длину ремня.
В соответствии с ГОСТ 1284.1-89, необходимо указывать два параметра — профиль (буквенное обозначение — Z(0), А, В(Б), С(В), Д(Г), Е(Д)) и расчётную длину. Профиль можно определить с помощью измерения высоты ремня, расчётной шириной и ширины большого основания. Размеры сверяют с данными, приведенными в п.2 и находят необходимое сечение.
Крайне важно подбирать ремень в полном соответствии с документацией на оборудование, в котором он используется. Ремни от разных производителей, полностью совпадающие по размерам, могут отличаться по прочностным характеристикам.
Если нет возможности поставить точно такой же ремень, то необходимо в соответствии с каталогами производителей подобрать ближайший к нему по размерам аналог. В случае, когда ремень импортного производства, то необходимо пересчитать его длину и размеры профиля с дюймов в миллиметры (надо умножить на коэффициент 25,4).
Расчёт длины клинового ремня.
В процессе эксплуатации ремней их параметры изменяются до 10%, и эта особенность упрощает подбор клиновых ремней по длине.
Подбор клиновых ремней импортного производства осуществляется по размерам, отличными от ГОСТ 1284.1-89.
Американский стандарт RMA указывает длину по внутренней длине в дюймах. Европейский стандарт DIN 2215 маркируется номером профиля и внутренней длине. Измерения осуществляются в свободном, не натянутом положении ремня. Измерение длины клинового ремня российского производства необходимо делать по корду.
Пример замены клиновых ремней по длине.
Все приводы, использующие клиновые ремни имеют натяжку, учитывая огромное число типов приводов и их размеры, примеров изменения длины ремня в большую или меньшую сторону очень много. Рассмотрим наиболее часто встречающиеся примеры замены ремня по длине.
1. Длина ремня менее 1000 мм, можно ставить +\- 10 мм от установленного ранее; 2. Длина ремня 1000-1500 мм, можно ставить +\- 13 мм от установленного ранее; 3. Длина ремня 1500-2000 мм, можно ставить +\- 17 мм от установленного ранее; 4. Длина ремня 2000-2500 мм, можно ставить +\- 19 мм от установленного ранее; 5. Длина ремня 2500-3000 мм, можно ставить +\- 22 мм от установленного ранее; 6. Длина ремня 3000-4000 мм, можно ставить +\- 30 мм от установленного ранее; 7. Длина ремня более 4000 мм, можно ставить +\- 40 мм установленного ранее.
В 99% случаях данная разница в длине ремня компенсируется натяжным шкивом, который в обязательном порядке присутствует во всех типах приводов использующих клиновой ремень. Сдвиг на фиксирующей планке натяжного шкива будет в 2 раза меньше чем изменение длины ремня. То есть если мы ставим ремень на 20 мм длиннее оригинала, то фиксирующий болт на этой планке сдвинется всего на 10 мм.
Для определения размеров ремня необходимо выполнить несколько простых действий:
Необходимо замерить внутреннюю или внешнюю длину ремня. При измерении стоит помнить, что обычно импортные ремни маркируются дюймовыми значениями (1 дюйм = 25,4 мм).
Клиновые ремни стандартного сечения и их диапазон внутренних длин – Z (355-1829 мм), А (382-5477 мм), В (570-14808 мм), С (990-12243 мм), D (2362-15240 мм), Е (4575-15240 мм).
Для этого наружные длины делим на 25,4 мм (1 дюйм). Получаем соответственно для 960 мм = 37,8″, для 830 мм = 32,7″, и т.д. Типоразмеры импортных клиновых ремней чаще задают по внутренней длине ремня (Li), хотя бывает и по расчётной (рабочей) длине ремня (Ld).
Клиновые ремни стандартного сечения, профиль – Z, A, B, C, D, E измеряют по внутренней длине;
Клиновые ремни узкого сечения, профиль – SPZ, SPA, SPB, SPC, 3V/9N, 5V/15N, 8V/25N измеряют по внешней длине;
Клиновые зубчатые ремни стандартного сечения, профиль – AX, BX, CX измеряют по внутренней длине;
Клиновые зубчатые ремни узкого сечения, профиль – ХPZ, ХPA, ХPB, ХPC измеряют по внешней длине.
Ищем внутреннюю длину ремня. Для этого необходимо вычесть из полученных дюймовых длин следующее количествокак дюймов: для профиля Z вычитаем 1,5″; для А — 2″; для В — 3″.
В итоге мы получаем искомый типоразмер. Например, если ремень профиля А имеет длину 37,8″, то уравнение будет выглядеть так: 37,8″ — 2″= 35,8″ Соответственно, и надо искать ремень А-35,5 или А-36.
По сравнению с клиновыми ремнями стандартного и узкого сечения клиновые зубчатые ремни отличаются большей силой передачи, наибольшей гибкостью, меньшим диаметром шкива и лучшей устойчивостью к высоким температурам.
Практически все шкивы, которые находятся в продаже на сегодняшний день, могут использоваться с зубчатыми ремнями, следовательно, клиновые зубчатые ремни могут использоваться практически в любом типе клиновой передачи, так как имеют при постоянно высоких скоростях передачи больший срок службы и минимальное растяжение по длине в течение всего времени эксплуатации.
Клиновой ремень профиль B (17) LR 840 мм внутренняя длина 800 мм Артикул: 15461100
Описание
Дополнительная информация
Артикул
15461100
Профиль
Б (17)
№ по каталогу Длина [мм]
840
КАТАЛОГ СТРАНИЦА ПРОДУКТА
ФАЙЛЫ САПР (щелкните, чтобы загрузить)
Если вам нужна доработка или изготовление изделия на заказ, пожалуйста, свяжитесь с нами напрямую с вашим запросом.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее, ответственность за точность и правильность этих данных исключена.
Материал: Неопрен с натяжным элементом из стекловолокна.
Угол клина ок. 38°.
Ширина b = 17 мм.
Высота h = 11 мм.
Ширина u = 9,4 мм.
Диаметр наименьшего среднего шкива = 125 мм.
Вес на метр 0. 180 кг.
Внутренняя длина = эталонная длина – 40 мм
Внешняя длина = Внутренняя длина + 65 мм
Важно:
При монтаже ремень должен быть предварительно натянут. После обкатки 15 – 20 минут ремень необходимо подтянуть. При постоянной температуре свыше 60° стандартные клиновые ремни имеют короткий срок службы. Не допускайте попадания масла, жиров и химикатов в привод, так как они разрушают стандартные клиновые ремни. Промежуточная длина доступна по запросу .
12,89 $
Доставка в течение 1-2 недель
Ремень клиновой профиль B (17) LR 840мм внутренняя длина 800мм Артикул: 15461100 количество
Категории Клиновые ремни DIN 2215 профиль B (17 мм), Клиновые ремни, Шкивы, Аксессуары
Метки Дюймовая / Метрическая Метрическая, Профиль B (17), Справочная длина [мм] 840
Клиновой ремень, профиль B (17) LR, внутренняя длина 940 мм 900 мм Артикул: 15461600
Описание
Дополнительная информация
Артикул
15461600
Профиль
Б (17)
№ по каталогу Длина [мм]
940
СТРАНИЦА ПРОДУКТА В КАТАЛОГЕ
CAD-ФАЙЛЫ (щелкните, чтобы загрузить)
Если вам нужна доработка или изготовление изделия на заказ, пожалуйста, свяжитесь с нами напрямую, чтобы отправить запрос.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: Неопрен с натяжным элементом из стекловолокна.
Угол клина ок. 38°.
Ширина b = 17 мм.
Высота h = 11 мм.
Ширина u = 9,4 мм.
Диаметр наименьшего среднего шкива = 125 мм.
Вес на метр 0. 180 кг.
Внутренняя длина = эталонная длина – 40 мм
Внешняя длина = Внутренняя длина + 65 мм
Важно:
При монтаже ремень должен быть предварительно натянут. После обкатки 15 – 20 минут ремень необходимо подтянуть. При постоянной температуре свыше 60° стандартные клиновые ремни имеют короткий срок службы. Масло, жиры и химикаты не должны попадать в привод, так как они разрушают стандартные клиновые ремни. Промежуточная длина доступна на запрос.
14,28 $
Доступность: 1 в наличии (заказы доставляются в течение 1-2 недель)
Ремень клиновой профиль B (17) LR 940мм внутренняя длина 900мм Артикул: 15461600 количество
что такое узлы, как правильно соединить, если привязка с утеплителем и без, сложности в примыкании, возможные ошибки
Дома из кирпича пользуются заслуженной популярностью благодаря отличной теплопроводности, звукоизоляции и прочности материала.
Чтобы здание могло служить десятки лет, кирпич участвует не только в создании несущих стен, но и в других элементах.
Если строительство затягивается или по другим причинам, чтобы конструкция сохраняла неподвижность, кирпичные элементы связывают друг с другом.
Разберёмся, в каких случаях это делают, возможные способы соединения и подробный технологический процесс создания такой постройки.
Содержание
1 Когда может потребоваться?
2 Что означает термин узлы и для чего они нужны?
2.1 Как они формируются?
3 Правила привязки несущих перегородок из кирпича к осям
4 Как привязать к существующим стенам из кирпича?
5 Материалы и инструменты
6 Пошаговый порядок действий по связыванию
6. 1 Без утеплителя
6.2 С утеплителем
7 Сложности в соединении
8 Возможные ошибки
9 Заключение
Когда может потребоваться?
Привязка кирпичных стен используется в следующих случаях:
Для создания примыкающей кирпичной перегородки. К имеющейся несущей стене присоединяется межкомнатная перегородка внутри здания. Ещё возможные варианты: соединение стен производится на внешней стороне для формирования балкона, террасы, крыльца.
Соединение облицовочного кирпича и несущей стены. Создают такую конструкцию сразу, если позволяет бюджет, либо чуть позже, для соединения есть несколько способов. Суть процесса: облицовочный кирпич дополнительным слоем ложится поверх чернового, из которого состоит готовая постройка.
Что означает термин узлы и для чего они нужны?
Узлы кирпичных стен – это места соединения конструктивных элементов постройки отличающихся по принимаемым и передаваемым на основание нагрузкам.
Если стены сопряжены правильно, нагрузка на здание передаётся равномерно, сохраняется целостность стен при эксплуатации. Это чрезвычайно ответственная конструктивная часть строения, где производится перераспределение сил на строительные элементы.
Как они формируются?
Узловые соединения кирпичных конструкций – это жесткое соединение элементов между собой кирпичами, угол формируется с помощью специального типа кладки. Например, перегородка выстраивается одновременно с несущей стеной, будто бы «вырастает» из неё.
Разберем как сделать примыкание стены в 1 кирпича к стене в 1,5 кирпича, пошаговая инструкция:
Выкладывается раствор толщиной 8 мм, и кирпич очерёдностью: 2 целых тычком на внешнюю сторону, 2 ¾ кирпича. Тычки должны образовывать внешнюю грань.
2 кирпича устанавливают тычками к тем, что ¾ по величине.
2 кирпича укладывают ложком к парам полноразмерных. Часть первого ряда основной стены готова.
Добавляем 2 полноразмерных к примыкающему ряду, где установлены кирпичи ¾.
Все швы тщательно промазывают раствором.
Делаем второй ряд. Тонкий слой раствора 8 мм, на ½ первого кирпича и ½ второго, ложком на лицевую сторону кладётся второй ряд, далее поочередно.
Далее тычками полноразмерные кирпичи укладываются тычками на внутреннюю сторону основной стены.
На примыкающую стену полноразмерный кирпич укладывают поперёк предыдущего ряда. Все швы хорошо забиваются, размер до 1 см.
Далее порядовка повторяется согласно схеме.
Схема и инструкция в видео:
Узлы можно формировать в любой порядовке, технология будет немного отличаться. Кирпич изменяется в размерах в зависимости от температуры в атмосфере. На его физические свойства влияет также влажность, времена года, стена способна двигаться на 2-3 см в обе стороны.
При создании гибких узлов кирпичных стен надо учитывать физические свойства материала, чтобы избежать появления трещин и разрушения.
Правила привязки несущих перегородок из кирпича к осям
Координатная ось определяют расположение основных стен (к ним относят несущие и самонесущие), их выделяют в документации до начала работ. Второе название этих осей – разбивочные, их обозначают на строительной площадке, когда разбивают участок метками.
Метками, разбивкой территории занимаются профессиональные геодезисты. Они устанавливают реперы на штатных местах, после чего начинаются строительные работы (копка траншеи или ямы под фундамент и т.д.).
До старта работ по возведению строения собирается пакет документации. Среди прочих – проект производимых работ геодезистом, в который входит разбивка осей.
Его цель – вынос проектных решений с чертежей на территорию участка, закрепление в пространстве координатных точек посредством установки меток. Все обозначения должны сохраняться до окончания стройки, если какие-то из них случайно сбиваются – необходимо восстановить в прежнее состояние.
Координатные оси, согласно ЕМС (Единой модульной системе), должны находиться на расстоянии кратном показателю М. Он равен 100 мм и называется основным строительным модулем.
Создан, чтобы унифицировать строительные конструкции. Как вариант существует показатель 3М равный 300 мм, для удобства работы в крупномасштабном строительстве.
Привязка – это положение строительных конструкций относительно координатных осей. Линии боковых сторон перекрытий всегда совпадают с координатными осями. Соответственно привязка определяет расстояние, в пределах которого плиты перекрытий опираются на стены.
Привязка бывает:
Нулевая. Координатная ось на чертеже совпадает с линией внутренней плоскости стены.
Центральная. Геометрическая ось (линия, проходящая через середину толщины стены) совпадает с разбивочной.
Строительная. Для конструкций из кирпича смещается центр. Например, толщина стены 38 см, внутренняя грань привязывается к оси на расстоянии 13 см, к наружной грани на расстоянии 25 см.
Согласно правилам привязки основных строительных элементов (указаны в ГОСТ 28984-91) к координатным осям:
Внутренняя сторона несущих наружных стен смещается относительно разбивочной оси по направлению в глубину строения. Расстояние, на которое оно может сместиться равно ½ толщины несущей стены внутри здания. Как вариант: соразмерно модулю М или его половине.
Геометрическая ось несущих стен внутри строения совпадает с разбивочными осями. Правила для внутренних несущих стен не действуют, если они принадлежат к лестничной конструкции или содержат вентиляционные каналы. В этом случае допускаются отклонения.
Комбинация: плиты перекрытий, опирающиеся на кирпичные стены. Внутренние стороны двигаются на 13 см относительно продольной разбивочной оси.
Стены из кирпича 38 см и больше и продольные перекрытия (балки). Разбивочная ось проходит в 25 см от внутренней стороны стены.
Стены 38 см сопряжены с пилястрами 13 см. Расстояние между разбивочной осью и внутренней гранью – 13 см.
Правило нулевой привязки: если толщина кирпичной стены с пилястрами до 13 см, внутренняя грань совмещается с осью.
Для чего устанавливаются эти правила:
нагрузка на несущие конструктивные элементы должна быть равномерной, чтобы избежать перегруза и разрушения стен;
проведение осей координат помогает строителям и проектировщикам взаимодействовать друг с другом, воплощать идею постройки четко по намеченному плану;
несущие стены и перегородки создают единую симметричную композицию, возможно с добавлением креативных элементов, не влияющих на долговечность и прочность постройки.
Как привязать к существующим стенам из кирпича?
Есть несколько способов, чтобы привязать кирпичную кладку к уже готовой стене. Используют их для монтажа перегородок к несущим конструкциям, а также присоединения облицовки к черновой стене.
Основные правила:
Более легкая конструкция должна иметь под собой устойчивый фундамент, устанавливаться на полу или быть продолжением цоколя. При этом основание под готовой стеной и под новой не должны соединяться, поскольку возникнет разная усадка. Фундамент перегородки может состоять из другого материала, но должен находиться на одном уровне с фундаментом несущей стены.
Привязка должна минимально вредить существующей стене, иначе есть риск нарушить теплоизоляционные свойства.
Соблюдать технологию, чтобы не повредить готовую постройку, сохранить её от трещин.
Для привязки рекомендуется использовать кирпичи одинакового размера, чтобы порядовка совпадала и соединить материалы было проще.
Проводить процедуру нужно обязательно, так на перегородки оказывается давление с потолка и с боковых сторон в процессе отделочных работ. Привязка помогает избежать обрушения и деформации.
Материалы и инструменты
Для создания связей между кирпичными стенами можно использовать следующие материалы:
Стальные оцинкованные полосы. Преимущества: доступная цена, всегда в наличии. Недостатки: увеличивает теплопотери сквозь стены. С ними вместе применяют потолочный анкер 6-8 см.
Базальтовая связь. Плюсы: не пропускает холод, считается лучшим вариантом для подобных работ (имеется сертификат). Минусы: дорогой, продаётся только в специализированных магазинах.
Стеклопластиковая арматура. Плюсы: низкая цена, отсутствие коррозии, легко купить, армирование целыми хлыстами, не выпускает тепло, простота в использовании, надежность. Вместе с ней используют дюбели.
Для облицовки без использования утеплителя удобно использовать стальные полосы, для стен с утеплителем – стеклопластиковую арматуру или базальтовую связь. Ещё понадобится перфоратор и сверло соответствующее размерам используемых материалов.
Пошаговый порядок действий по связыванию
Оба способа представленных ниже могут работать как для привязки перегородки, так и для облицовочной кладки.
Без утеплителя
Пристраивать конструкцию необходимо в следующем порядке:
Учитываем расстояние между черновой стеной и облицовочной. Если оно составляет более 5 см, лучше не экономить и использовать металлическую полосу (20-30 см длиной) целиком.
Затраты материала зависят также от размера облицовочного кирпича. Если расстояние 1-2 см, то полосу разрезают на 2 одинаковые части. Загибают её г-образно, чтобы угол приходился на соединение стен, сторона с перфорацией должна ложиться на кирпич облицовки и занимать примерно половину.
С помощью перфоратора создать отверстия глубиной примерно 6 см, подходящие под анкеры с шагом в 1,5 кирпича. Черновой кирпич не всегда имеет плотную текстуру. Необходимо, чтобы анкер плотно держался в отверстии. Если при высверливании кирпич осыпается – нужно новое отверстие рядом, чтобы впоследствии конструкцию не вырвало из него в процессе усадки стен.
Вставить анкер в специальное отверстие на меньшей части загнутой металлической полосы. Установить элемент в перфорацию стены, и аккуратно вбить анкер до его раскрытия.
После того, как все элементы займут своё место выложить раствор и продолжить кладку. Металлическая пластина должна остаться в шве, где она благодаря перфорации плотно привяжется и будет удерживать облицовочную стену.
С утеплителем
Второй вариант, если между стенами уложен утеплитель. Используем слеклопластиковую арматуру, разрезаем её на куски 25-30 см из расчета 6-7 см на монтаж внутри несущей стены, 10 см утеплитель, 1-2 см расстояние до облицовочной стены, и ¾ толщины облицовочного кирпича.
Этапы:
Просверлить отверстия сквозь утеплитель и вглубь несущей стены на 6-7 см. Отверстия для арматуры рекомендуется делать как можно ближе по высоте к уровню ребра облицовочного кирпича. Штырь должен лежать на нем, а не висеть в воздухе.
Вставить в отверстие арматуру с дюбелем на конце, вбить молотком.
Повторить операцию через 1-2 кирпича.
Класть новый ряд облицовки так, чтобы арматура оказалась внутри шва. Стеклопластик достаточно гибкий, при необходимости его можно немного подогнуть.
Повторяют крепление через 3-4 ряда.
Если работа начинается с облицовочного кирпича, а черновая кладка будет формироваться после, в швы облицовки можно заложить арматурную сетку 10*10 см кусками (размер отреза зависит от толщины кирпича и расстояния между стенами) через каждые 4 ряда. Даже если кирпич черновой и чистовой будут разных размеров, можно нагнать высоту с помощью швов (сделать их больше или меньше) и сетка ляжет ровно.
Обратный вариант, если сначала создают черновую кладку, а после покрывают облицовочным кирпичом, можно заранее в швы установить гибкие связи: стальные перфорированные полосы или тонкую арматуру. Если кирпичи облицовки и черновые будут разных размеров, связь можно подогнать под шов.
Использовать сетку при первоочередном создании черновой кладки не рекомендуется. Она плохо гнётся и, если швы не будут совпадать, на кирпич будет оказано сильное давление. Со временем стена облицовки даст трещины.
Сложности в соединении
Неопытных каменщиков волнуют вопросы порядовки и формирования красивых узлов кирпичных стен. Обучиться порядку действий можно по указанной инструкции и приложенному видео.
Для формирования надежных связей рекомендуется использовать только качественные материалы, в частности раствор должен надежно схватывать и держать элементы.
Если возникает проблема с фиксацией дюбеля или анкера – необходимо попробовать заменить деталь или просверлить новое отверстие.
Предпочтение рекомендуется отдавать гибким связям, форму которых можно менять, если порядовка не будет совпадать (в 99% случаев).
Возможные ошибки
На что обратить внимание:
Арматурную сетку для связи используют только если первой создают облицовку.
При соединении перегородки и готовой несущей стены, рекомендуется устанавливать гибкие связи. Нагрузка на эти элементы разная и со временем жёсткая связь нарушит целостность стен.
Несущую и несущую стены или перегородку с перегородкой рекомендуется соединять жёстко, для надежности.
Фундамент стен должен быть на одном уровне, плотная связь сохранялась даже при усадке, и общая картина не разрушалась.
Заключение
Чтобы соединить кирпичные стены безопасно и надолго потребуется создать грамотный проект, в котором будет учтён ландшафт участка и разработаны координатные оси.
Перегородки и облицовочный кирпич можно устанавливать, как в процессе строительства, так и после его завершения. Предпочтительно применять гибкие связи между элементами, они безопаснее. Главное, правильно рассчитать нагрузку и использовать качественные материалы.
Как крепить кирпичные перегородки к потолку, к стене и полу: советы, рекомендации
Устройство перегородок из кирпича Крепление к потолку и к стене Крепление к полу Использование крепежных элементов Облицовка кирпичом
Перегородка — это конструкция, позволяющая разделить большую комнату на два отдельных помещения. Если соорудить ее из кирпича, то она получится прочной и устойчивой. Но добиться этого можно только в том случае, если знать, как крепить кирпичные перегородки.
Устройство перегородок из кирпича
Такого рода конструкции использовались 100 лет назад и не утратили своей актуальности сегодня. От других строительных материалов кирпич отличается высокой звуко- и теплоизоляцией. Если соблюдать технологию возведения перегородки, то цена строительства будет невысокой. При этом конструкция получится прочной и будет стоять далеко не один десяток лет.
Что касается недостатков, то кирпичные перегородки достаточно много весят. Поэтому они не могут использоваться повсеместно. Также вам придется заниматься не только кладкой, но и оштукатуриванием стены.
Крепление к потолку и к стене
Так как перегородка из кирпича не является несущей, то между ней и потолком должен быть компенсационный шов. Его толщина должна составлять около 2 см. Что делать с пустым пространством? Оно заполняется боем кирпича, войлоком и все это замазывается штукатуркой. Чтобы обеспечить устойчивость перегородки, ее можно прикрепить к потолку при помощи металлических уголков совместно с анкерными болтами или дюбелями.
Для соединения кладки со стеной можно использовать:
стальной профиль;
металлические уголки;
арматуру.
При использовании стальных прутьев один конец размещается в шве кирпичной перегородки, а другой закрепляется в несущей стене.
Крепление к полу
Прежде всего, участок, куда будет устанавливаться перегородка нужно тщательно очистить от пыли, мусора и всевозможных кусков бетона, кирпича. Убедитесь, что покрытие достаточно прочное, чтобы выдержать вес кладки. Ведь м2 перегородки будет весить около 290 кг. Поэтому в качестве основания должен выступать фундамент или перекрытие из железобетона.
Кирпичная перегородка устанавливается перпендикулярно. Что касается выбора стройматериала, то в помещениях с высокой влажностью рекомендуется использовать полнотелый кирпич, а в сухих — пустотелый.
Чтобы прикрепить кирпичную перегородку к полу, можно воспользоваться обычным раствором. Но если в качестве покрытия используется дерево, то лучше поставить закладные. После этого осуществляется крепление непосредственно в шов. Надежность можно повысить при помощи металлических профилей. Они соединяются с покрытием при помощи дюбелей.
Использование крепежных элементов
Фиксация кирпичной перегородки выполняется при помощи анкеров. Такие крепежные элементы специально предназначены для данного вида работ. Они отличаются по конструкции, размерам и техническим характеристикам.
Существуют следующие разновидности болтов:
забивные;
клиновые;
двухраспорные;
MSA;
химические.
Самым простым способом крепления перегородки является использование забивных анкерных болтов. Они подходят для работы с полнотелым кирпичом. Перед монтажом в кладке нужно просверлить отверстие. После этого вставляется распорный элемент, обеспечивающий прочную фиксацию. После этого можно вкручивать резьбовую деталь.
Клиновые болты отличаются от аналогов тем, что во время их установки они закрепляются при помощи расширяющегося элемента. Как правило, такие изделия дополняются винтами с утопленными головками.
Двухраспорные крепежи являются более надежным аналогом клиновых. Они разжимаются не в одном месте, а сразу в двух. Благодаря этому может быть закреплена перегородка даже из пустотелого кирпича.
MSA болты оснащаются гильзой из латуни. Боковая поверхность такого рода анкеров разрезана на отдельные лепестки, которые будут расширятся во время монтажа. При этом для максимального расширения внутреннее отверстие выполняется в форме конуса.
Неплохим выбором будет крепить кирпичную перегородку при помощи химически анкеров. Принцип их действия элементарен. Вам нужно лишь высверлить в бетоне или кладке отверстие, очистить и заполнить его специальным клеем. После этого можно вставлять болт. Состав заполнит все щели пористого стройматериала и надежно закрепит перегородку.
Выбирать ту или иную разновидность анкеров нужно в зависимости от вашего бюджета, вида кирпича, а также степени жесткости, которой вы хотите добиться. Но лучшим выбором будут MSA, двухраспорные и химические болты. Если нужно сэкономить, то отдавайте предпочтение клиновым.
Облицовка кирпичом
Если вы столкнулись с необходимостью возведения облицовки, а не перегородки, то вам нужно знать два основных правила.
Во-первых, ставить такую стену нужно только на фундамент. Если площади недостаточно, то его нужно увеличить и скрепить со старым основанием при помощи анкеров.
Во-вторых, для крепления облицовки лучше использовать стальные уголки. Закреплять их нужно при помощи анкерных болтов.
Соблюдая приведенные выше правила, вы добьетесь того, что кирпичная перегородка или облицовка прослужит вам не один десяток лет. При этом ваш дом будет выглядеть достойно и действительно привлекательно.
Кирпичный ремонт за 6 шагов
Даже самая красивая кирпичная кладка представляет собой груду щебня без слоя раствора, который герметизирует и скрепляет ее.
Что такое строительный раствор?
Когда раствор начинает трескаться, отступать и выпадать из швов, пора выдолбить старый материал и затереть новый. Этот процесс называется повторным наведением. Это простая работа, но ее нужно выполнять с осторожностью, используя правильные инструменты и правильные материалы, чтобы не повредить кирпич и навсегда нарушить целостность и внешний вид стены. Для меня это означает использование ручных инструментов и известковых растворов, подобных тем, которыми пользовались каменщики 100 лет назад.
Можете ли вы растворить старый раствор?
Если вашему кирпичу 50 лет или меньше, вы, вероятно, можете безопасно перетачивать его с помощью современного раствора на основе портландцемента (хотя парень, делающий следующую переточку, которому придется его шлифовать, может проклясть ваше решение) . Но если ваш дом был построен до Второй мировой войны, раствор, скорее всего, представляет собой смесь известковой замазки и песка, и вы должны постараться подобрать его. В противном случае со временем, когда мягкий старый кирпич набухнет и сожмется в твердом растворе, связь между ними разорвется, влага попадет в стену, и кирпичные поверхности начнут отслаиваться. Традиционный известковый раствор действует как подушка, изгибаясь при движении кирпича, позволяя влаге легко мигрировать из стены.
Фото Антониса Ахиллеоса
Мастер-реставратор может проанализировать старый раствор и приготовить совместимую смесь, или вы можете отправить образцы раствора в такие компании, как U. S. Heritage, и получить индивидуальную смесь с тем же цветом и характеристиками. Вы можете выбирать между гидравлической известью, которая поставляется в мешках и затвердевает при взаимодействии с водой, как портландцемент, и раствором известковой замазки, который поставляется в ведрах и медленно затвердевает, реагируя с углекислым газом в воздухе.
Как лепить кирпичи за 6 шагов
Детали проекта
Навыки
1 из 5 Легкий Если старый раствор на известковой основе; сложно, если старый раствор на цементной основе.
Стоимость
22 доллара США за достаточное количество известкового раствора для переточки 75 квадратных футов
Расчетное время
2 дня
Шаг 1
Разгребите стыки кровати
Фото Эллисон Диннер
Очистите горизонтальные швы на глубину не менее ¾ дюйма. (Швы шире ½ дюйма должны быть глубже: в 2½ раза больше ширины шва. ) Резьбовая пила с твердосплавным наконечником хорошо работает на этих «масляных швах» шириной ¼ дюйма. (Для более широких соединений используйте холодное зубило и инженерный молоток.) Избегайте электрических угловых шлифовальных машин. Если вы не обучены их использовать, они почти гарантированно врежутся в кирпич и изуродуют его.
Шаг 2
Очистка шарниров головки блока цилиндров
Фото Эллисон Диннер
После удаления трех-четырех слоев раствора для швов постели раскопайте вертикальные швы. Будьте осторожны, чтобы не задеть края кирпичей сверху или снизу. Здесь старый раствор выбивается, постукивая молотком по малярному инструменту 5-в-1.
Этап 3
Промыть стену
Фото Allison Dinner
Удалите весь крошащийся мусор щеткой с жесткой щетиной, затем проверьте, входит ли лезвие шпателя в шов. Если лезвие слишком широкое, отшлифуйте его абразивным кругом. Сбрызгивайте стену водой до тех пор, пока кирпич не станет полностью влажным и не начнет капать; это критический шаг, потому что сухие материалы будут высасывать влагу из нового раствора и препятствовать его правильному отверждению. Подождите до следующего дня, прежде чем заполнять швы.
Шаг 4
Смешайте раствор
Фото Эллисон Диннер
Снова увлажните кирпич. Затем, следуя указаниям на пакете, добавляйте воду в сухую смесь, пока она не достигнет консистенции арахисового масла и не прилипнет к перевернутому шпателю. Подождите, пока на смеси не образуется водяная пленка, около 15 минут. Снова перемешайте воду. Раствор теперь готов к использованию и остается работоспособным в течение 8 часов. Если за это время он станет слишком сухим, вы можете время от времени «закаливать» его, добавляя воду.
Шаг 5
Заполните швы
Фото Эллисон Диннер
Зачерпните ложку раствора на шпатель или лопатку для кирпича, придержите его даже со стыковым швом и надавите на изнаночную сторону стыка кельмой, направленной к изгибу. Устраните пустоты несколькими проходами кромки шпателя, затем добавьте больше раствора, пока шов не будет заполнен. После того, как вы закончите три или четыре ряда постельных швов, вернитесь и заполните головные швы. Наконец, разровняйте и уплотните весь раствор плоской поверхностью мастерка и соскребите излишки раствора с кирпича.
Шаг 6
Почистите стену
Фото Эллисон Диннер
Когда раствор затвердеет на ощупь, проведите по нему кистью по диагонали, чтобы удалить крошки засохшего раствора. (Чисткой по линии швов можно удалить свежий раствор.) Затем осторожно губкой удалите остатки раствора с лицевой стороны кирпича. В течение следующих трех дней используйте брезент, чтобы защитить мягкие швы от солнца, ветра или сильного дождя, и ежедневно обрызгивайте стену, чтобы кирпич и раствор оставались влажными.
Инструменты, которые вам понадобятся
Инструменты и материалы
Резцовочная пила с твердосплавным наконечником
Холодное долото
Молот инженера
Инструмент для рисования 5-в-1
Щетка с жесткой щетиной
Шпатель
Дрель/винтоверт
Насадки для абразивных кругов
Садовый шланг с насадкой
Мастерок для кирпича
брезент
Как отремонтировать разрушающуюся кирпичную стену | Домой Руководства
Автор: Элизабет Перри Обновлено 31 августа 2021 г.
Кирпичная кладка может придать дому или саду красивый и величественный вид, и она может служить годами, но иногда требует ремонта и обслуживания. Чтобы отремонтировать кирпичные стены, обратитесь к поврежденному раствору. Это также может быть превентивной мерой для ограничения дальнейшего износа кирпичной стены.
Ремонт разрушающихся кирпичных стен
Кирпичная стена может разрушаться по ряду причин. В некоторых климатических условиях кирпичная кладка, которая пропитывается дождевой водой или снегом, а затем замерзает и оттаивает, может вызвать структурные проблемы, отмечает Old House Online. Real Homes также описывает износ кирпичной кладки, который происходит из-за перемещения конструкций и смещения кирпичей, а также проблемы, возникающие из-за применения неподходящих герметиков и красок. Важно внимательно следить за своими кирпичными стенами с течением времени на предмет признаков износа и ремонтировать кирпичные стены по мере необходимости.
Если вы заметили существенные структурные проблемы, в том числе наклон, трещины или дыры, вам может потребоваться более интенсивный ремонт кирпичной стены, возможно, с помощью профессионала. Отслаивающийся кирпич — кирпич, который крошится или отслаивается — может быть признаком повреждения влагой. Домовладельцы могут заменить отколовшийся кирпич по мере необходимости, но рекомендуется также проверить наличие более глубоких структурных проблем, связанных с возможным повреждением водой.
Чтобы устранить отслоившийся или потрескавшийся раствор между кирпичами и продлить срок службы стены, домовладельцы могут заменить старый раствор новым раствором. Этот процесс известен как переточка. Раствор лучше всего схватывается при умеренных температурах (от 50 до 80 градусов, по словам Боба Вила), поэтому время меняется на более прохладные месяцы.
Как восстановить кирпичную стену
1.
Удалите старый раствор
Наденьте защитное снаряжение, чтобы предотвратить попадание пыли и частиц в глаза и предотвратить другие травмы. Во-первых, удалите старый раствор со швов постели (горизонтальные швы) и головных швов (вертикальные швы). Этот Старый Дом рекомендует удалить швы кровати на глубину не менее 3/4 дюйма. Варианты инструментов для удаления старого раствора включают пилу с твердосплавным наконечником или холодное зубило, малярный инструмент 5-в-1 или плоское универсальное долото вместе с молотком или инженерным молотком. Выберите инструменты, с которыми вам удобно работать, и те, которые хорошо подойдут для ремонта конкретных швов на вашей стене.
2. Очистите и намочите кирпичную стену
Удалите мусор, почистив стену щеткой с жесткой щетиной. По словам Family Handyman, вы также можете использовать венчик или сжатый воздух, чтобы очистить стыки. Тщательно смочите стену распылителем из садового шланга и оставьте на ночь. Смачивание стены гарантирует, что стена будет влажной, когда вы будете добавлять новый раствор, что важно, потому что полностью сухая стена высушит новый раствор и не позволит ему правильно схватиться.
3. Смочите стену и замешайте раствор
Снова слегка смочите кирпичную стену перед заполнением швов новым раствором. Смешайте новый раствор в соответствии с инструкцией к продукту, постепенно добавляя воду и перемешивая кельмой. Вы ищете относительно густую консистенцию, чтобы раствор прилипал к кельме, которую держат вверх ногами. Оставьте раствор на 10-15 минут, а затем снова перемешайте. Если ваш раствор слишком сильно высыхает и становится рассыпчатым, приготовьте новую партию. Лучшие продукты для ремонта раствора для вашей стены будут зависеть от ее характеристик.
4. Добавить новый раствор
Зачерпните немного раствора на шпатель для кирпича, поднесите его близко к стыку основания и протолкните раствор в шов остроконечным шпателем. Сделайте это за несколько проходов, чтобы убедиться, что пустота полностью заполнена. После заполнения стыковых швов заполните головные швы по той же методике, но с использованием меньшего количества раствора. Разгладьте и уплотните швы плоской частью шпателя и соскоблите излишки. Избегайте попадания раствора на сами кирпичи при ремонте кирпичных стен.
5. Почистите и обработайте зашпаклеванную стену
Когда раствор затвердеет, проведите по диагонали поперек стены щеткой с мягкой щетиной, чтобы удалить остатки раствора. Остатки раствора на кирпичах можно аккуратно удалить влажной губкой. При необходимости накройте новые швы брезентом, чтобы защитить их от ветра, солнца или сильного дождя. Слегка повторно увлажняйте стену распылителем из садового шланга один или два раза в день в течение трех-четырех дней, чтобы новый раствор медленно высыхал и не трескался.
Вещи, которые вам понадобятся
Сжатый воздух (необязательно)
Свежий раствор
Протектор GEAN
COLD Chisel, 5-в-дюймовый инструмент Painster’s UTILITIO молоток или инженерный молоток
Пила для затирки швов с твердосплавным наконечником (дополнительно)
Щетка с жесткой щетиной или метелка-венчик
Распылитель для садового шланга
Brick trowel
Pointing trowel
Soft-bristled brush
Sponge
Tarp (if needed)
References
Old House Онлайн: Ремонт структурной кирпичной кладки
Реальные дома: Как восстановить старую кирпичную кладку
Этот старый дом: Как восстановить раствор в кирпичной стене
Семейный мастер: Ремонт швов с помощью строительного раствора
Боб Вила: Как восстановить кирпичные стены
Предупреждения
Не используйте электроинструменты для шлифовки швов, если вы не знаете, как правильно ими пользоваться.
характеристики и расшифовка, применение и свойства стали
Стали
Стандарты
Всего сталей
Страна
Стандарт
Описание
Россия
ГОСТ 5781-82
Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
Россия
ГОСТ 10884-94
Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
Механические свойства стали 25Г2С
Сталь марки 25Г2С служит отличным сырьём для производства горячекатаных и холоднодеформированных арматурных стержней с различными механическими свойствами. Свойства зависят от вида и режима термообработки, температуры отпуска и сечения.
Стержни холодного деформирования из данной стали характеризуются самым длительным сопротивлением на разрыв, самым коротким – изделия горячекатаные.
Наибольшим пределом текучести характеризуется сплав при отпуске в режиме 150oС, а наименьшим — при 600oС.
Свойства по стандарту ГОСТ 5781-82
Класс
Диаметр, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
А-III (A400)
6 — 40
> 390
> 590
> 14
Свойства по стандарту
ГОСТ 10884-94
Класс
Диаметр, мм
Температура электронагрева, °С
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве,δ5, %
Ат600С
10 — 40
400
> 600
> 800
> 12
Ат800
10 — 32
400
> 800
> 1000
> 8
В стержнях
Ат600С
10 — 40
400
> 600
> 1000
> 12
Дополнительные характеристики 25Г2С
Сварка стали 25Г2С
Сталь отличается хорошей свариваемостью, незаменима при любых сварных работах. Сварку проводят без предварительного нагревания, любыми методами, без термообработки швов.
Форма поставки стали 25Г2С
Поставляется в виде сортового проката, арматурная сталь — в бухтах и прутах. Иногда в прутах с длиной менее 12,0 м, в бунтах (намотка на катушки), с диаметрами более 12 – в виде стержней.
Виды механической обработки
Очистку выполняют на оборудовании, реже при помощи металлических щеток вручную.
При помощи гибки получают стержни, спирали, хомуты. Гибку арматуры проводят на приводных станках, или – на ручных.
Резку производят на станках приводного действия, при маленьких объёмах – вручную, при помощи пресс-ножниц.
Арматуру можно править, используя приводные станки, или накидные ключи.
Область применения
Сталь предназначена для производства арматуры периодического профиля III класса Ø 6-40 мм. Арматуру применяют при армировании бетонных и ж/б конструкций в виде профиля кл. Ат-IVC (Ат600С), Ат-V (Ат800).
Применение стали 25Г2С с учётом характеристик и свойств
Благодаря составу данной стали, она незаменима при изготовлении изделий для сварных работ, так как сплав включает высокий процент кремния. Арматуру из этой стали (поперечную и продольную) изготавливают со специальным рифлением, что обеспечивает хорошее сцепление с бетонной массой.
Такая арматура, производство которой ведётся по технологии вытяжки в горячем состоянии, способствует снижению образования трещин (как наклонных, так и продольных), и оптимизирует напряжение растяжения.
Эти свойства обусловили активное её применение при армировании бетонных и ж/б конструкций в строительстве, использование в промышленной сфере. Она востребована при строительстве эстакад, мостов из ж/б, элементов тоннелей и шахт. Её используют при возведении мачт, ЛЭП.
Арматуру из данной стали используют при строительстве сооружений и конструкций, эксплуатация которых проходит в условиях агрессии и больших нагрузок.
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Сталь 25Г2С: свойства, характеристики, аналоги
Характеристрика стали 25Г2С
Конструкционный низколегированный сплав повышенной прочности, характеризующийся высокими служебными свойствами. Производится в виде поковок, горячекатаного и холоднодеформированного сортового проката. Широко применяется при создании сварных конструкций и для изготовления сварных валов гидротурбин, звеньевых цепей и арматуры с периодическим и гладким профилем.
Химические свойства
Кремнемарганцовистый железоуглеродистый сплав с низким содержанием легирующих компонентов. Введение никеля одновременно повышает прочность и вязкость 25Г2С, а медь улучшает коррозионную стойкость. Синергетическое действие легирующих компонентов увеличивает количество остаточного аустенита при закалке и уменьшает критическую скорость закалки стали. Наличие серы и фосфора носит остаточный технологический характер.
Химический состав стали 25Г2С в процентном соотношении согласно ГОСТ 5781-75
C
Si
Mn
Ni
S
P
Cr
Cu
Fe
0,20-0,29
0,60-0,90
1,20-1,60
до 0,30
до 0,045
до 0,040
до 0,30
до 0,30
̴ 96
Приблизительный состав сплава
Физико-механические свойства стали 25Г2С
Сталь характеризуется износостойкостью и высокой прочностью. Выдерживает значительные ударные и знакопеременные нагрузки. При этом детали из 25Г2С могут упрочнятся нормализацией, закалкой и отпуском.
Сплав хорошо откликается на кузнечную и сварочную обработку. Флокенонечувствительный и сваривается без ограничений с использованием ручной и механизированной дуговой сварки. Также хорошо обрабатывается режущим инструментом из твердых и быстрорежущих металлов.
Физико-механические свойства стали 25Г2С по ГОСТ 5781-82
Марка стали
Диаметр сечения, мм
σв, МПа
не менее
σт, МПа
не менее
δ, %
не менее
Ψ, %
KCU, Дж/см
25Г2С
6…40
590
390
14
—
—
Если предел текучести не ниже 405 МПа, а относительное удлинение не меньше 20%, то согласно ГОСТ 5781-80 для сплава 25Г2С, используемого для изготовления арматурного проката класса А400, допускается снижение временного сопротивления до 560 МПа.
Применение
Наиболее широко сталь 25Г2С используется для производства арматурного проката класса А400. Но ее также применяют для изготовления деталей и сварных конструктивных элементов различного сельскохозяйственного, энергетического, промышленного оборудования. Из сплава производят разнообразные детали, изготавливаемые методом горячей штамповки, а также:
плиты гидропрессов и испытательных стендов;
оси и валы гидротурбин;
сварные цилиндры;
кулачки;
карданные и трансмиссионные валы;
тяговые элементы скребковых конвейеров.
Аналоги стали 25Г2С в международной практике
Болгария
25GS2
Германия
BSt420S
Польша
34GS
Чехия
10425
Классификация и марки арматурной стали
Что такое арматурная сталь?
Арматурная сталь используется практически на каждой строительной площадке. Используется чаще всего для фундамента или кольца кровли. Арматурные стальные материалы состоят из различных типов арматурных стержней, которые в сочетании с бетоном образуют так называемый железобетон, обычно называемый просто «железобетон». Это основной строительный блок плит, плит, потолков и колонн.
Роль арматурной стали заключается в обеспечении стабильности и прочности конструкции. Здания, выполненные с применением арматурной стали, обладают большей устойчивостью как к статическим, так и к динамическим нагрузкам. Также они обладают повышенной огнестойкостью и коррозионной стойкостью. Кроме того, благодаря армирующей стали возможна большая свобода в формировании и формовании строительных элементов.
Арматурная сталь марки
Различные типы арматурной стали, доступные в Польше, определены в польском стандарте PN-B-03264:2002. Этот стандарт подразделяет арматурную сталь на пять классов:
l класс А-0 – из гладких стержней, применяемых в конструкциях из низкокачественного бетона;
l класс А-I – в том числе гладкие стержни, обычно используемые для вспомогательных элементов армирования, таких как латы и хомуты. Характерной особенностью брусков этого класса является то, что их концы окрашены в красный цвет или имеют форму полосы шириной 2 см;
l класс А-II – в том числе ребристые стержни, используемые в качестве несущей арматуры. Эти бруски состоят из двух продольных ребер, параллельных длине бруска, между которыми проходят косо по длине поперечные ребра;
l класс А-III – содержащие ребристые стержни, используемые для создания основной арматуры. Ребра у них аналогичны классу А-II с тем отличием, что ребра расположены в виде «елочки» и расположены под углом 60° к продольным ребрам; а также
l класс А-IIIN – в том числе ребристые стержни высшей прочности. Для них характерны катаные участки продольных ребер между поперечными ребрами.
Вышеупомянутый стандарт больше не действует, так как он был заменен на PN-EN 19.Стандарт 92-1-1:2008 (так называемый Еврокод 2). Тем не менее, многие оптовики стали все еще используют номенклатуру отозванного стандарта. Новый стандарт подразделяет арматурную сталь на три класса: А, В и С. Отнесение стали к тому или иному классу зависит от предела текучести стали, ее пластичности и сопротивления деформации при максимальном усилии.
Ознакомьтесь с другой нашей статьей: Стальные трубы и их применение в строительной отрасли.
Классификация и маркировка арматурной стали
В вышеуказанных классах выделяют ряд марок арматурной стали. Имеют специальную маркировку:
l класс А-0 – включает только следующие марки арматурной стали: Ст05-б;
l класс А-I – включает следующие марки арматурной стали: Ст3SX-б, ПБ 240, Ст3SY-б;
l класс А-II – включает следующие марки арматурной стали: 18Г2-б, 20Г2Я-б;
l класс А-III – включает следующие марки арматурной стали: 34ГС, 25Г2С, РБ400В, РБ400; а также
l класс А-IIIN – включает следующие марки арматурной стали: РБ500, 20Г2ВЯ, Ст3-б-500, РБ500В, БСт500Кр, БСт500С, БСт500М, Бст500ВР, В500А, В500Б, В500СП.
Наиболее часто используемые в строительстве марки арматурной стали включают B500B и B500SP. В пределах этих марок есть три типа стали — S, V и W — в зависимости от качества стали и процентного содержания углерода. Цены на арматурную сталь во многом зависят от класса и марки стали.
Если вы ищете арматурную сталь хорошего качества по привлекательной цене, то мы приглашаем вас ознакомиться с предлагаемым ассортиментом FERGES. Круглый прокат, имеющийся на нашем складе, можно приобрести, связавшись с отделом продаж FERGES по телефону или электронной почте.
[PDF] Арматурный стальной стержень — Скачать PDF бесплатно
АРМАТУРНАЯ СТАЛЬ Арматурная арматура применяется для армирования железобетонных конструкций, изготовления анкерных болтов и т. д. Арматурный стержень (арматура) может быть как гладким, так и деформированным. Их изготавливают методом горячей прокатки с последующей поверхностной закалкой термической обработкой. Сталь арматурная по ГОСТ 5781-82 Ассортимент Профиль №
Diameter d, mm
Height of transversal rib, mm
Nominal
Tolerances
Nominal
Tolerances
6
5. 75
0.5
±0.25
8
7.5
+0.3 — 0,5
10
9,3
1,0
12
11,0
1,25
14
13,0
1,25
16
15,0
,5 9000 29000 18
16
15,0
,5 9000 29000 18
16
15,0
,5 9000 2
112 16
15,0
,5
5
16
0005
17.0
1.5
20
19.0
1.5
22
21.0
25
24.0
28
26.5
32
30.5
36
34.5
2.5
40
38,5
2,5
0,75
+0,4 -0,5
1,5
+0,4 -0,7
2,0
± 0,5
1,5 ± 0,7
,0
. диаметр стержня dH)
Rod cross-sectional area, cm2
6 8
Mass of one running meter of bar shape Theoretical, kg
Tolerance, %
0.283
0.222
0. 503
0.395
+9.0 -7.0
10
0.785
0.617
12
1.131
0.888
14
1.540
1.210
16
2.010
1.580
18
2.540
2.000
20
3.140
2.470
22
3.800
2.980
25
4.910
3.850
28
6.160
4.830
32
8.040
6.310
36
10.180
7.990
40
12.570
9,870
+5.0 -6,0
+3.0 -5,0
+3.0 -4,0
1
Cemical Composition Class
+3.0 -4,0
1
Cemical Composition Composition.0005
Стальной класс
Форма бар №
Фракция общей массы, % C
MN
SI
CR
TI
AL
NI
S
P
CU 0,3059
S
P
CU 0,3059
9
S
P
S
P
S
P
. more than A-I (A240) GOST 5781-82
St3sp
6-40
0.140.22
0.400.65
St3ps
0.050.15
0.30
—
—
0.30
0,05
0,04
0,050,30
40 (300) 40 (300) 12,7 мм ASTM (№4) A615 15,88 мм (№5) 19,05 мм (№6)
—
—
–
—
—
—
–
—
—
—
–
—
—
–
—
—
—
0.06 max —
A-III (A400) GOST 5781-82
0.200.29
1.201.60
0.600.90
—
0.30
0.045
0,04
0,300,37
0,801,20
Не более 0,30
—
—
—
0,06 MAX —
0,0150,05-
0,30
0,045
0,045
25G2S
6-40
35GS
9000 24202 60202020202020202020202) (4202020202020202026 (4202020202020202026 (42020202020202026 (4202020202020202026 (40502 60202020202026. Мм ASTM (№4) A615 15,88 мм (№5) 19,05 мм (№6)
—
—
—
AOT 800 20GS GOST 10884-94
1,0-1,5
1,0-1,5
НЕТ больше 0,02 чем 0,08 0,30
14
0,170,22
—
0,30
0,30
Механические свойства Класс
Марка стали
Форма стержня Предел текучести, предельный № Н/мм2 Прочность, Н/мм2
Относительное удлинение, %
5 Удлинение при холодном изгибе (при испытании на равномерный изгиб 900, Толщина CMANDREL, диаметр D-ROD)
A-I (A240) GOST 5781-82
ST3SP ST3PS
6-40
373
25
—
180 ° C = D
0 (300). А615
40 (300)
12,7 мм 300 (№4) 15,88 мм (№5) 19,05 мм (№6)
500 мин
11 мин
—
180° c=3d
A-III (A400) GOST 5781-82
25G2S 35GS
6-40
590
14
—
90 ° C = 3D
60 (420) ASTM A615
60 (4205
27. 12. 12. 12.
9000 27. 12.
7 9000 2 60202 9000 2 60 (420). 420 (№4) 15,88 мм (№5) 19,05 мм (№6)
620 мин
9 мин
—
180° c=3,5d
14
1000
8
2
AOT 800 20GS GOST 10884-94
235
390
800
2
Усиливающая сталь A500S Стандарт стальной стали-STO ASCHM 7-93. Группа марок стали – углеродистая сталь товарного качества. Стандарт на продукцию – СТО АСЧМ 7-93. Область применения – армирование бетонных конструкций. Состояние материала – термомеханическая закалка в прокатной линии. Габаритные размеры: Диаметр номинальный dн = 12-25, Длина 6000-12000 мм. Номера форм: №12-25, в стержнях. Сложность изготовления – по СТО АСЧМ 7-93. Продукция сертифицирована Всероссийским НИИ стали. Значение химического состава
Фракция общего объема MAS, % C
мин
0,18
MAX
0..22
SI
MN
P
CR
NI
CU
59000
CR
Cu
99000
CR
CR
P
CR
. N
0,040
0,050
0,30
0,30
0,30
0,012
9 5 100002 0,89 0,10005
Примечание: промежуточное старение при t=100°С, испытание — при t=20°С. Нормы допусков по СТО АСЧМ 7-93. Точность изготовления по СТО АСЧМ; точность резки обычная. Сталь арматурная А400С Стандарт марки стали: СТО АСЧМ 7-93. Группа марок стали: углеродистая сталь товарного качества. Стандарт продукции – в соответствии с техническими соглашениями. Область применения – армирование бетонных конструкций. Состояние материала – термомеханическая закалка в прокатной линии. Номинальный диаметр dн = 8 мм. Арматурная сталь поставляется в бухтах. Химический состав Значение
Метрическая Резьба | Таблица Размеров и Параметров
Метрическая резьба наиболее широко используется сегодня. Она доступна как в грубой (крупной), так и в тонкой (мелкой) резьбе в широком диапазоне материалов и размеров. Есть, конечно, положительные и отрицательные стороны тонкой метрической нити и грубой метрической нити.
Что такое метрическая резьба
Тонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.
Особенности метрической резьбы
Винтовые резьбы выполняют три основные функции в механических системах:
обеспечивают зажимное усилие;
ограничивают или контролируют движение;
передают мощность.
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка трубная низкая являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.
Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. Сертифицированные винты купить в нашем магазине «Первый крепеж» очень просто. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
Таблица размеров метрической резьбы
Таблица метрической резьбы ISO:
Метрический профиль ISO
Наружная резьба
Нити
Основной диаметр
Диаметр шага
Малый диаметр
Размер шага
Максимум
Минимум
Максимум
Минимум
Максимум
Минимум
М 2 х 0,4
1. 981
1.886
1.721
1.654
1.548
1.408
М 2,2 х 0,45
2.18
2.08
1.888
1.817
1.693
1.54
М 3 х 0,5
2.98
2.874
2.655
2.58
2.439
2.272
М 8 х 1,25
7.972
7.76
7.16
7.042
6.619
6.272
М 12 х 1,75
11.97
11.7
10.83
10.68
10.072
9.601
М 16 х 2
15.96
15.68
14.66
14.5
13.797
13. 271
М 20 х 2,5
19.96
19.62
18.33
18.16
17.252
16.624
М 24 х 3
23.95
23.58
22
21.8
20.704
19.955
М 30 х 3,5
29.95
29.52
27.67
27.46
26.158
25.306
М 36 х 4
35.94
35.47
33.34
33.12
31.61
30.654
М 48 х 5
47.93
47.4
44.68
44.43
42.516
41.351
М 60 х 5,5
59.93
59.37
56. 35
56.09
53.971
52.7
М 80 х 6
79.92
79.32
76.02
75.74
73.425
72.047
М 100 х 6
99.92
99.32
96.02
95.72
93.425
92.027
Таблица 2 метрической резьбы ISO:
Метрический профиль ISO
Внутренняя резьба
Нити
Малый диаметр
Диаметр шага
Основной диаметр
Размер шага
Максимум
Минимум
Максимум
Минимум
Максимум
Минимум
М 2 х 0,4
1. 679
1.567
1.83
1.74
2.148
2
М 2,2 х 0,45
1.838
1.713
2.003
1.908
2.36
2.2
М 3 х 0,5
2.599
2.459
2.775
2.308
3.172
3
М 8 х 1,25
6.912
6.647
7.348
7.188
8.34
8
М 12 х 1,75
10.441
10.106
11.063
10.863
12.453
12
М 20 х 2,5
17.744
17.294
18.6
18.376
20.585
20
М 30 х 3,5
26. 771
26.211
28.007
27.727
30.785
30
М 60 х 5,5
54.796
54.046
56.783
56.428
61.149
60
М 80 х 6
74.305
73.505
76.478
76.103
81.241
80
М 100 х 6
94.305
93.505
96.503
96.103
101.27
100
В чем разница между метрической и дюймовой резьбой
И метрические, и стандартные болты измеряют размер головки в соответствии с расстоянием между плоскими частями. Для стандартных «имперских» болтов размер головки измеряется в дюймах или долях дюйма. Метрические размеры головки шурупа измеряются в миллиметрах, что может вызвать путаницу, если инженеры попытаются применить метрические болты к американским системам, и наоборот.
Дюймовые болты в основном происходят из Соединенных Штатов, и они работают на основе имперской измерительной системы. Это означает, что и болт, и инструменты, используемые с ним, измеряются в дюймах или долях дюймов. Для них шаг резьбы выражается в количестве нитей на дюйм, или TPI. Такой болт с тонкой резьбой лишь немного тоньше, чем стандартный метрический болт с грубой резьбой. Если вы хотите купить болты оптом от производителя с доставкой, тогда вы можете это сделать в нашем магазине «Первый крепеж».
Метрические болты разработаны в соответствии с метрической системой измерений. Даже когда они разработаны в США, крепежные детали, такие как винты, болты и гайки, могут использовать метрическую систему, потому что ее легче масштабировать вверх и вниз, чем имперскую систему. Кроме того, международные производители гораздо чаще используют метрические болты, поэтому американские производители должны проектировать свои системы с учетом метрической системы, если они хотят продавать свою продукцию за рубежом.
Если метрический болт имеет диаметр более 6 мм, международная организация по стандартизации (ISO) маркирует головку болта термином «ISO M» или «M», чтобы подтвердить, что болт соответствует стандартам ISO. Производители также иногда маркируют метрические болты однозначными цифрами, чтобы указать их прочность. Некоторые производители также выбивают «М» и класс прочности на плоских шестигранных болтах.
В магазине «Первый крепеж» (One Krep) вы можете приобрести крепеж оптом независимо от того, какой тип, размер или материал вас интересует. Так же мы предлагаем купить болты мебельные оптом, цена вам понравится. В нашем каталоге представлен огромный выбор производителей, моделей и т. д., а специалисты магазина всегда помогут найти оптимальный вариант. Консультанты ответят на все интересующие вопросы, сориентируют по цене и скорости доставки.
Звоните по телефону 8-800-201-81-96, чтобы бесплатно проконсультироваться со специалистом и оформить предварительный заказ.
FAR FC 5000 — Переходник (ниппель) наружная трубная резьба
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию: Все Заглушки и переходники для коллекторов Кронштейны для коллекторов Запчасти для коллекторов Промежуточные соединение для коллекторов Смесительно-распределительные узлы для теплого пола Концовки Фитинги M24х19» 4300 — Переходник прямой, НР-НР» 5000 — Переходник, НР — М24х19, без покрытия» 5010 — Переходник, НР — М24х19» 5050 — Переходник, ВР — М24х19, без покрытия» 5060 — Переходник, ВР — М24х19» 5065 — Переходник с концовкой под медную трубу, НР, без покрытия» 5070 — Переходник с концовкой под медную трубу, НР» 5075 — Переходник с концовкой под медную трубу, ВР, без покрытия» 5100 — Переходник, М24х19 — М24х19, без покрытия» 5110 — Переходник, М24х19 — М24х19» 5250 — Угольник, НР — М24х19, без покрытия» 5260 — Угольник, НР — М24х19» 5300 — Угольник, ВР — М24х19, без покрытия» 5310 — Угольник, ВР — М24х19» 5350 — Угольник, М24х19 — М24х19, без покрытия» 5360 — Угольник, М24х19 — М24х19» 5400 — Тройник, М24х19, без покрытия» 5410 — Тройник, М24х19» 5450 — Тройник, М24х19 — ВР — М24х19, без покрытия» 5460 — Тройник, М24х19 — ВР — М24х19» 5500 — Тройник, НР — М24х19 — М24х19, без покрытия» 5510 — Тройник, НР — М24х19 — М24х19» 5550 — Настенный угольник, ВР — М24х19, без покрытия» 5552 — Настенный угольник, НР — М24х19, без покрытия» 5555 — Настенный угольник, ВР — М24х19» 5557 — Настенный угольник, НР — М24х19» 5600 — Настенный угольник, ВР — М24х19, без покрытия» 5610 — Настенный угольник, ВР — М24х19» 5650 — Настенный тройник, М24х19 — ВР – М24х19» 5700 — Настенный тройник, М24х19 — ВР – М24х19» 5750 — Настенный угольник, ВР – М24х19» 8850 — Переходник М24×19 ВР – М24×19 НР» 8850 G18 — Переходник М24×19 ВР – труба Ø18» 8850 G30 — Переходник М24×19 ВР – труба Ø20-22» 8854 — Переходник М24×19 ВР – труба Ø25-26» 8865 — Переходник М24×19 ВР – 1/2", 3/4" НР» 8870 — Переходник М24×19 ВР – 1/2" ВР Фитинги под Eurokonus Пресс-фитинги Коллекторные шкафы Фитинги с концовками Компенсатор гидроударов Обратные клапаны Редукторы Фильтры Грязевики Шаровые краны Шаровые краны F. I.V. Грязеуловители Деаэраторы Грязеуловители Деаэраторы для медной трубы Манометры и термометры Термостатические смесители Вентили радиаторные Вентили радиаторные серии Lady FAR Вентили радиаторные серии TOP FAR Узлы нижнего подключения для радиаторов Узлы нижнего подключения для радиаторов Lady FAR и TOP FAR Комплектующие LadyFAR Американки Головки термостатические и электро-термические Группы быстрого монтажа Шаровые краны с сервоприводом Сервоприводы Краны шаровые зонные Группы безопасности для котла Воздухоотводчики Предохранительные клапаны Защита от протечек Эксцентрики Клапана перепускные Клапана анти-конденсационные Термостаты, реле потока и давления Фитинги Гидрострелки Фитинги для систем с газообразным и жидким углеводородным топливом Узлы регулирующие Гелиосистема SolarFAR Комплектующие Нейтрализация конденсата Металлопластиковая труба Как отличить котрафактный FAR? Особенности присоединения Каталоги Инструкции
Производитель: Все
Новинка: Всенетда
Спецпредложение: Всенетда
Результатов на странице: 5203550658095
Внутренняя метрическая резьба и размеры крепежа M185
Таблица размеров внутренней метрической резьбы Размеры крепежа M185 — M230
Метрические технические данные по ISO Конструкция крепежа и винта/болта, формула и расчеты
0
1 9 Следующая таблица в таблице указаны стандартные метрические размеры внутренней резьбы М185 — М230 на АНСИ/АСМЭ Б1. 13М-1995. Эти размеры и классы резьбы представляют собой болты и винты, а также другие стандартные внутренние резьбы. Не используйте эти значения для стандартной метрической конструкции наружной резьбы. Все единицы измерения в мм.
Где:
H = P ( 3 1/2 / 2 ) = 0,866025 P или 0,125H = 0,108253P
Руководство по проектированию аппаратного обеспечения дюймовых единиц ANSI
г.
Длина зацепления резьбы пер. Калькулятор, формула и таблица ISO 965-1. Длина зацепления сопрягаемой резьбы выбирается для использования полной прочности на растяжение болта до срезания и резьбы гайки.
Стандартные размеры внутренней метрической резьбы и крепежа M 0,25 — M 8
Размеры внутренней метрической резьбы и крепежа M 9 — M 24
Размеры внутренней метрической резьбы и крепежа M 24 — M 50
Размеры внутренней метрической резьбы и крепежа M52–M72
г.
Размеры внутренней метрической резьбы и крепежа M75–M120
Размеры внутренней метрической резьбы и крепежа M125–M180
Размеры внутренней метрической резьбы и крепежа M235–M600
Проверка резьбы 101 Часть IV. Обозначения резьбы (метрические)
Это часть IV нашей серии проверок резьбы 101.
В части I мы обсудили основы измерения резьбы и подробно рассмотрели, что такое резьбовые калибры. Во второй части мы обсудили основы формы резьбы. В Части III мы обсудили тонкости системы обозначения имперской резьбы.
Если вы следили за нашими инструкциями по проверке резьбы 101 серии , , то теперь у вас есть четкое представление о системе обозначения резьбы, которая в основном используется здесь, в США. Однако полное понимание резьбы не будет полным без глубокого погружения в метрическую систему обозначения.
Об этом мы и поговорим сегодня.
Обозначения метрической резьбы
Что касается наших друзей за океаном (ну, действительно везде, кроме США), мы переходим на метрическую систему обозначения резьбы.
Ниже приводится разбивка этой системы обозначений и ее компонентов:
Серия резьбы
Это обозначение, указывающее, что оно является частью метрической серии, во многом похожее на «UN» в дюймовой системе. Это всегда будет начинаться с «М».
Как и в случае с унифицированной системой обработки резьбы, здесь можно добавить дополнительные модификаторы для настройки обработки резьбы. Некоторые распространенные примеры:
M — Базовый профиль резьбы, как указано в ISO 68
MJ — Профиль MJ с круглым хвостовиком на наружной резьбе и резьбовым калибром-кольцом
MJS — Профиль MJ спецсерии на наружной резьбе и резьбовом калибре-кольце
Номинальный диаметр
Как и в дюймовой системе, номинальный диаметр — это теоретический диаметр, из которого получаются предельные расчетные размеры путем применения допусков и припусков. Основное отличие здесь в том, что этот диаметр указан в миллиметрах, а не в дюймах.
Шаг резьбы
Первое существенное отличие в системе обозначений связано с обозначением шага резьбы. Хотя это по-прежнему вызывает расстояние между нитями, оно делает это в противоположном имперскому способу.
В метрической системе обозначений мы определяем это по шагу, обратному количеству витков на дюйм, как указано в имперской системе обозначений. Этот шаг также указывается в мм.
Класс посадки
Подобно числовым классам посадки, используемым в дюймовой системе, это число обозначает допустимый класс допуска для спецификации метрической резьбы. Существует 5 общих классов, от самых точных до самых свободных, при этом класс 6 является общим обозначением:
4 — Очень точные приложения. Доступны как для внутренней, так и для внешней резьбы.
5 — В основном точные приложения. Доступно только для внешних потоков.
6 — Самый распространенный класс посадки. Используется для общего пользования. Доступны как для внутренней, так и для внешней резьбы.
7 — В основном незакрепленные изделия. Доступно только для внешних потоков.
8 — Очень рыхлое применение. Доступны как для внутренней, так и для внешней резьбы.
г.
Визуальное представление этой концепции показано здесь:
Регулировка припуска
Возможно, самое большое отклонение от обозначения британской системы связано с дополнительным идентификатором для регулировки припуска в спецификации метрической резьбы. Эти обозначения дополнительно настраивают то, как должна быть «подгонка» резьбовой системы.
Имеется четыре основных допуска:
E — Очень свободные приложения для наружной резьбы.
г.
F — Свободные приложения для внешней резьбы.
G — Для обычной внутренней резьбы и свободной наружной резьбы.
H — Для обычной наружной резьбы и точной внутренней резьбы.
Думайте о каждой из этих категорий пособий как о «ведрах». В каждом из этих сегментов есть несколько допустимых классов, указанных выше (4-8). Таким образом, в сочетании эти два обозначения допускают очень детализированную спецификацию.
Внутренняя и внешняя
Однако это обозначение не определяет резьбу. Последний момент, который он делает, это то, является ли резьба внутренней или внешней резьбой. Это просто делается через капитализацию.
Верхний регистр — внутренняя резьба
Нижний регистр — внешняя резьба
Когда вы сложите все это вместе, таблица допусков для метрических калибров будет выглядеть примерно так:
Модификация
Подобно обозначению UTS, система обозначения метрической резьбы позволяет вносить дополнительные изменения в стандартную спецификацию.
Чаще всего это происходит путем добавления второго класса к классу обозначения посадки. Когда это сделано, первый класс посадки используется для описания допуска, применяемого к делительному диаметру резьбы, а второй используется для описания допуска либо для основного (внешняя резьба), либо для малого (внутренняя резьба) диаметра. нити.
Используя приведенный выше пример, другой возможный пример будет выглядеть примерно так:
M8 X 1,25 — 6h5H
В этом случае обозначение делается следующим образом:
6H — допуск 6H для шага Диаметр
4H — Допуск 4H для малого диаметра
Как видите, это добавляет огромный уровень индивидуальности любому обозначению резьбы.
Выбирая стройматериал, из которого будет построено жилье, мои заказчики часто спрашивают, в чем собственно разница между пеноблоком и газоблоком? Многие заказчики считают, что эти стройматериалы вообще идентичны, а единственное различие заключается в названии.
Павел Усманов
Архитектор
В этой статье я расскажу, чем отличаются эти два типа стройматериалов и как выбрать более подходящий вариант для строительства жилого дома.
Содержание
Несколько слов о себе
Галерея
Все о пенобетоне
Все о газобетоне
Пеноблоки или газоблоки – разбираемся в отличиях
Несколько слов о себе
Зовут меня Павел Усманов, я – один из основателей компании «Домостроительные Технологии».
Диплом строителя я получил в 2006 году, после окончания Архангельского Государственного Технического Университета. Практику я проходил у одного из талантливейших архитекторов и реставраторов Титова Владимира Александровича. Дальше оттачивал навыки и приобретал опыт в различных сферах: занимался реставрацией памятников культурного наследия, работал инженером-конструктором, занимался панельным домостроением.
На данный момент одним из основных направлений работы компании «ДСТ» является строительство домов из пеноблоков и газоблоков, поэтому об особенностях и эксплуатационных свойствах этих стройматериалов я знаю не понаслышке.
Галерея
Все о пенобетоне
Чтобы объяснить, чем отличается пеноблок от газоблока, необходимо, прежде всего, разобраться в методике производства и эксплуатационных свойствах этих материалов. Начать разбор предлагаю с пенобетонных блоков.
Пенобетон – яркий представитель ячеистых бетонов. Для изготовления стройматериала используется цементно-песчаная смесь, вода и вспенивающие компоненты. Сам процесс изготовления пеноблока выглядит таким образом:
Вода, портландцемент и песок (некоторые производители для большей прочности готового стройматериала добавляют еще и фиброволокно) замешиваются в бетономешалке.
В приготовленный таким образом раствор добавляется пенообразователь, после чего продолжается замешивание.
Готовый раствор разливается по формам.
После полного высыхания материал готов к использованию.
Фото 1. Пеноблок и газоблок
Именно так в большинстве случаев выглядит производственный процесс. Несмотря на всю простоту, у такой методики есть существенный недостаток – добиться равномерной пористости не только в пределах партии, но и хотя бы в одном блоке практически невозможно.
Немного улучшит положение пеногенерирующая установка, при помощи которой пена изготавливается отдельно, а затем добавляется в раствор. Но такая технология более затратна из-за пеногенерирующей установки, которую нужно приобрести или взять напрокат.
Забегая наперед сразу скажу, что разница между пеноблоками и газоблоками, кроется еще и в том, что пенобетон можно делать практически на стройплощадке, а вот газобетон производится в заводских условиях.
Фото 2. Строительство дома из пеноблока
С производством мы справились и на выходе получили стройматериал пеноблок с такими характеристиками:
Небольшой вес – от 590 до 900 кг/м3. Низкая масса не только упрощает монтаж, но и существенно снижает нагрузку на фундамент.
Минимальная теплопроводимость. За счет пористой структуры стены из пенобетона очень плохо проводят тепло, поэтому в доме всегда будет поддерживаться комфортный микроклимат и вам не придется отапливать улицу.
Шумоизолирующие свойства. Все та же пористая структура обеспечивает и хорошую защиту от шумов.
Огнестойкость. Пенобетон не горит и не поддерживает горение, повышая пожаробезопасность всей конструкции.
Гигиеничность. Пенобетон не боится грибка, плесени и вредоносных насекомых, поэтому он не требует дополнительной защиты от негативного влияния биологических факторов.
Фото 3. Строительство гаража из пеноблока
К недостаткам пенобетона стоит отнести низкую механическую прочность. Конечно, все зависит от марки бетона, но даже блоки с самыми высокими прочностными показателями будут уступать тому же газобетону или кирпичу.
Еще один недостаток пенобетона – геометрия стройматериала очень сильно зависит от производителя, поэтому отдельные блоки могут существенно различаться по своей форме и размерам. А такие различия очень сильно усложняют монтаж.
Все о газобетоне
Если судить, что лучше – газоблок или пеноблок по технологии изготовления, то тут однозначно выиграют газобетонные блоки. Несмотря на то, что отличия в производственном процессе на первый взгляд довольно незначительные, именно они определяют ключевые различия в характеристиках этих двух разновидностей стройматериалов.
Фото 4. Строительство дома с мансардой из газоблока
Изготавливается газобетон по такому принципу:
В смесь из портландцемента, песка и воды добавляется газообразующее вещество (чаще всего используется алюминиевая паста). В результате химической реакции начинает выделяться водород.
Раствор распределяется по формам таким образом, чтобы они были заполнены лишь частично. По мере застывания смесь будет увеличиваться в объеме.
После двух часов естественной сушки остатки материала, который выступает за края формы, удаляются.
После естественной сушки стройматериал отправляют в автоклав. Процедура автоклавирования позволяет существенно улучшить эксплуатационные свойства материала.
Такая технология производства позволяет изготавливать однородные по своему составу газобетонные блоки, которые имеют практически идеальную геометрическую форму (в этом заключается одно из ключевых отличий пеноблока от газоблока).
Фото 5. Строительство двухэтажного дома из газоблока
Основные характеристики газоблока:
Небольшой вес. В среднем масса одного газобетонного блока будет соответствовать трети веса кирпича того же размера.
Минимальная теплопроводность. За счет пористой структуры газобетон очень слабо проводит тепло, поэтому в доме будет поддерживаться комфортный микроклимат.
Простота обработки. Газобетонные блоки легко распиливаются и режутся, а для работы с ними не нужно приобретать какой-либо специализированный инструментарий.
Пожаробезопасность. Как и пеноблоки, газобетонные блоки не горят и не поддерживают горенье.
Гигиеничность. Газобетон не боится плесени, грибка и действия вредоносных насекомых.
Фото 6. Комбинорованная отделка дома из газоблока (покраска + дерево)
Пеноблоки или газоблоки – разбираемся в отличиях
На первый взгляд может показаться, что эксплуатационные характеристики у этих двух типов стройматериалов одинаковы, но на самом деле это не совсем так.Давайте пройдемся по основным параметрам стройматериалов:
Геометрия модуля. Чем точнее соблюдаются размеры и формы, тем проще выполнять укладку стройматериала. Для пенобетона погрешность габаритов достигает 3 мм, для газоблока этот параметр не превышает 1 мм. Если сравнивать что лучше для дома – пеноблок или газоблок по простоте укладки, то последний тут однозначно выиграет.
Изоляционные свойства. Как мы уже выяснили, способность сохранять тепло и задерживать шум, напрямую связана с пористой структурой. И пенобетон, и газобетон – это пористые материалы, но количество пор у газобетона выше. И распределены воздушные ячейки более равномерно, соответственно шумо- и теплоизоляционные свойства у газобетона лучше. Хоть разница эта и довольно незначительная.
Прочность. Этот показатель напрямую зависит от плотности и размера воздушных пор. У пенобетона поры более крупные им неравномерные, поэтому он менее прочный, чем газобетон.
Гигроскопичность. По этому пункту проигрывают оба стройматериала. Вне зависимости от того, пеноблок или газоблок для дома вы выберете, оба эти стройматериала нуждаются в качественной гидроизоляции.
Фото 7. Отделка дома из газоблока облицовочным кирпичом
Выбирая, что лучше для строительства – газоблок или пеноблок, лучше отдать предпочтение газобетонным блокам. Стройматериал, изготовленный в заводских условиях, более прочный, а работать с ним гораздо удобнее. Благодаря соблюдению геометрических форм, кладка газобетона вызывает гораздо меньше проблем.
Если вам нужно построить дом из газобетона или пенобетона, компания «Домостроительные Технологии» с радостью выполнит эту задачу. Мы работаем как с типовыми, так и с индивидуальными проектами любой сложности. В нашем каталоге представлены примеры уже реализованных объектов, поэтому вы можете самостоятельно убедиться в превосходном качестве нашей работы.
Написать комментарий
Смотреть другие решения
Последние в блоге
Ванная в каркасном доме: отделка и обустройство
13 сен
605
Толщина стен каркасного дома: устройство, утепление
19 авг
620
Обвязка каркасного дома: верхняя и нижняя
19 авг
266
Правильная гидроизоляция каркасного дома
18 авг
234
Правильное утепление дома и навесной фасад для дома из газобетонных блоков
16 авг
214
Проводка в каркасном доме: как правильно сделать и лучшие способы
11 авг
118
Пирог утепления стен каркасного дома
05 авг
356
Как правильно сделать черновой пол в каркасном доме?
01 авг
317
Каркасный дом: срок службы и эксплуатации
29 июл
363
Использование плитки в каркасном доме
29 июл
475
Что лучше пеноблок или газоблок — разница, отличия
ЧТО ЛУЧШЕ — ПЕНОБЛОК ИЛИ ГАЗОБЛОК
Что лучше пеноблок или газоблок для строительства дома?
Чем отличается газоблок от пенобетонного блока?
Чтобы понять разницу между газо- и пенобетоном, необходимо обратиться к теории. В этом выпуске мы подробно поговорим о газобетоне. Начнем с основ — с состава строительного материала. Чтобы определиться с выбором, следует рассмотреть:
Состав
Структуру
Размеры
Технические характеристики
Особенности применения
Состав
Оба строительного материала являются экологически чистым и безопасным продуктом.
Состав блоков из пеноблока
Для производства пеноблока используется:
вода
песок
цемент
известь
сульфидный (или подмыльный) щёлок
шлак
Сульфидный щелок необходим для придания блоку пористой структуры.
Состав блоков из газобетона
Искусственно созданный камень с использованием пористой структуры — вот что представляет из себя газобетонный блок. Использование сферических пузырьков воздуха, имеющих диаметр 1-3 мм, в купе с равномерным распределением их по всей площади изделия позволяют газобетонному блоку быть невероятно прочным. При создании используется высококачественная смесь из цемента, извести, воды и песка, с добавлением особых газообразователей, которые провоцируют химическую реакцию, благодаря которой образуется пористая структура. Отличие пеноблока от газобетона в том, что при создании используют состав из песка, воды и цемента, с добавлением пены, характеристики которой уступают газобетону практически во всем. Среди отечественных производителей выделяют ГРАС как лидера отрасли
Создание блока из газобетона начинается с изготовления раствора. Для его получения сухие вещества смешиваются с водой, получившаяся масса забивается в специальные формы. После образования пузырьков воздуха и застывания, изделия вытаскивают из формы и отправляют в паровой автоклав, где блок, находясь под паром и сильным давлением, приобретает свои окончательные характеристики. Данный процесс дает газобетону такие технические данные как: долгий срок службы, устойчивость к высоким температурам, устойчивость к разрушениям, звукоизоляцию, термоизоляцию, отличную проходимость пара. Исходя из способа финальной обработки выделяют два вида газобетона: автоклавный и без автоклавный.
И так, для производства газобетонного блока применяют:
кварцевый песок
цемент
известь
вода
алюминиевая паста
Именно из-за алюминия газоблоки считаются опасными для здоровья человека. Это ошибочное мнение. Сам по себе алюминий действительно опасен, но в процессе производства его частички полностью растворяются в блоках, благодаря чему риск сводится к нулю.
Газобетон – один из самых популярных материалов на современных строительных площадках. Огромная популярность объясняется широким спектром преимуществ над конкурентами. Пеноблоки или газоблоки — что лучше? Зачастую понятия «газоблок» и «пеноблок» путают, либо воспринимают как одно и тоже. В какой-то степени они правы — материалы схожи по внешнему виду и техническим характеристикам. Однако у газобетона есть существенные преимущества. О них и пойдет речь в этой статье.
Достоинства газобетона
Как уже было сказано, газобетон один из самых популярных материалов для строительства по всему миру. Его повсеместное использование обусловлено отличными характеристиками изделия:
Газобетонные блоки имеют достаточно долгий срок службы. Дом, построенный из таких блоков, может прослужить от 100 лет.
Благодаря идеальной структуре пористости в сочетании с плотностью изделия из газобетона имеют высокую прочность.
Газобетонные блоки проходят по всем современным стандартам экологической безопасности, так как при их изготовлении не используются материалы содержащие токсические вещества. Это делает газобетон идеальным выбором для человека, который заботится об окружающей среде.
Изделия из газобетона не выделяют радиоактивного излучение. В отличие от классического бетона, в составе газоблока не бывает гранитного щебня и слюды, которые являются природными источниками тория и урана.
Блоки из газобетона обладают отличной морозостойкостью, что обуславливается все той же однородной пористой структурой, которая работает как система капилляров, не позволяя блокам промерзать.
Отсутствие в составе газобетона органических материалов не позволяют ему гореть и не дают огню распространяться. Газобетон идеально подходит для постройки жилых помещений, а также строений с повышенной пожароопасностью.
Здания из газоблоков обладают отличной теплостойкостью, однородная структура которого плохо промерзает, что позволяет зимой сэкономить энергию на отапливании здания. Также в зданиях из газобетонных блоков будет прохладно в сильную жару.
Изделия из газобетона идеально выверены в размерах. Благодаря этому можно довольно сильно сэкономить на отделочных материалах, так как выравнивание стен не потребуется.
Огромное достоинство газоблоков – это возможность обработки блоков простыми инструментами. Благодаря своей структуре газоблоки легко обрабатываются обычными ручными инструментами, что позволяет без особого труда сделать необычное строение.
Наша компания осуществляет продажу газобетонных и керамических блоков различных производителей.
Недостатки газобетонных блоков
У газобетонных блоков есть некоторые недостатки, о которых будет полезно знать при выборе.
Высокий коэффициент поглощения влаги, что ведет к развитию микроорганизмов. Этот недостаток решается с помощью облицовочной плитки
Благодаря пористой структуре газоблоки обладают огромным количеством преимуществ, но недостатком является хрупкость изделия при заломе. Это небольшой недостаток, но знание его не будет лишним.
Также стоит учесть, что при постройке конструкций высотой более 14 метров применение газоблоков недопустимо. В качестве исключения могут быть конструкции с использованием каркаса.
Структура
Пенобетон является строительным материалом с закрытыми порами разного размера. Это положительно сказывается на звуко- и теплоизоляции. Пеноблок хуже впитывает влагу, чем газобетон. Но из-за особой структуры блока обычные гвозди и крепежи не держатся в стенах — это как раз связано с разными размерами пор. Внешняя отделка все равно желательна. Характерный цвет — темно-серый.
Структура газобетона несколько иная — более мелкие поры одинакового размера с микротрещинами. Водопоглащение значительно выше, чем у пенобетона, из-за чего внешняя отделка с целью гидроизоляции становится необходимостью. Характерный цвет — светло-серый (близко к белому).
Размеры
Газоблоки и пеноблоки имеют стандартные размеры, представленные в таблицах ниже.
Размеры газобетонных блоков
Размеры пеноблоков
Размеры пено- и газоблоков во многом схожи.
Как Вы могли заметить, в зависимости от размера количество блоков на поддоне различается. Это важно учесть при согласовании сроков доставки блоков.
Технические характеристики
Очевидно, что газобетонный блок во многом превосходит пеноблок, кроме двух важных нюансов:
стоимость выше;
звукоизоляция хуже.
Вторую проблему можно решить соответствующими материалами для облицовки фасада. Первая проблема никуда не денется. С другой стороны — за качественный товар стоит соответствующая цена, а потому и недостатком не является.
Особенности применения
Газо- и пеноблоки используют преимущественно для строительства домов нескольких этажей.
Пенобетонные блоки применяются для возведения
перегородок;
несущих стен;
ограждения различного типа и вида.
Газобетон подходит для возведения:
перегородок;
несущих стен;
монолитных строений;
для многоэтажных строений (только газоблоки повышенной прочности).
Что же лучше выбрать?
На самом деле выбор материала для строительства Вашего дома всегда остается за Вами. Главное, выбирая материалы для строительства дома, помнить правило: «Мой дом — моя крепость», которая будет служить Вам, Вашим детям и внукам долгие и долгие годы. И только от Вас зависит насколько он будет надежным, уютным и красивым.
Если Вы все еще сомневаетесь в выборе или у Вас есть вопросы — задайте их нашим консультантам по телефону или электронной почте, воспользовавшись формой обратной связи. Поможем подобрать ОПТИМАЛЬНЫЙ ВАРИАНТ ПО ЦЕНЕ!
Основные преимущества газобетона над пенобетоном
Простой обыватель может с легкостью спутать газобетоном и пенобетон, но надо понимать, что эти два вроде похожих строительных материала имеют совершенно разные характеристики:
Состав пенобетона существенно дешевле газобетона, так как вместо качественного и более ценного кварцевого песка в составе пенобетона используют низкокачественные отходы производства. Что сильно ухудшает конечные характеристики изделия
Пенобетон засыхает на открытом воздухе и не проходит дополнительную обработку — это сильно снижает строительные возможности изделия.
Поры пенобетона не однородны и имеют большой разброс размеров — от очень крупных до маленьких. Структура газобетона такова, что пузырьки воздуха не только однородны, но и имеют практически одинаковый размер.
Изделия из газобетона лучше проводят тепло за счет равномерно расположенных, однородных пузырей воздуха, чего нельзя сказать о пенобетоне.
Пенобетонные блоки с высокой вероятностью дадут усадку спустя некоторое время, чего нельзя сказать о газобетоне.
Внешний вид газобетона и пенобетона также отличается. Поэтому самый простой способ их отличия – это обратить внимание на цвет. Газобетонные блоки имеют чистый, однородный белый цвет, а пенобетонные блоки, как правило, грязно-серого цвета.
Газобетон или пенобетон — что выбрать
Сделав выбор в пользу газобетона, вы получите:
Экологически чистое строение, которое не выделяет радионуклидов.
Строение, которое отлично будет держать тепло. Не будет промерзать, и сильно нагреваться в жаркие дни.
Пожаробезопасное здание.
Здание, которое не усядет через несколько лет после постройки, и будет служить несколько десятилетий, а может и больше.
Получите ли вы все это, сделав выбор в пользу пенобетона? Мы не уверены, но в любом случае выбор за вами. Выбрав газобетон, вы получите материал с отличными характеристиками, которые позволят вам построить здание вашей мечты.
Возможно, вас заинтересуют эти товары
Похожие материалы
Стоимость Облицовочного кирпича TERCA Саратов
2019-05-28
Керамический кирпич TERCA является продуктом производства концерна Wienerberger. Использование облицовочного кирпича TERCA ничем не ограничивается.
Подробнее
Штукатурные (мокрые) фасады
2019-05-28
У нас вы можете купить штукатурные (мокрые) фасады по привлекательной цене. Выгодные условия сотрудничества, индивидуальный подход
Подробнее
Кованые беседки, навесы, мангалы, скульптуры
2019-05-28
Ничто так не привлекает внимание гостей, как кованный интерьер приусадебного участка. Если Вы хотите сделать из Вашего участка местную достопримечательность, то кованные изделия — Ваш выбор.
Подробнее
Лестницы на крышу
2019-05-28
Наверняка многие из вас обращали внимание на то, что на большинстве крыш домов имеются специальные лестницы, закрепленные возле дымовых труб печей и каминов. Данные лестницы предназначены для доступа к печной трубе, для ее очистки в случае засорения.
Подробнее
9 советов по выбору блоков из газобетона (газоблоки)
Содержание статьи
Легкий, прочный, долговечный и недорогой газобетон в последнее время все чаще используется в частном жилом строительстве. Его эксплуатационные качества позволяют значительно сэкономить финансовые и временные ресурсы на строительство здания. Сфера использования газобетонных блоков расширяется день ото дня, и производители, реагируя на растущий спрос, предлагают все больший ассортимент: газобетонные блоки могут различаться по плотности, теплоизоляционным качествам, форме и размеру. Чтобы сделать правильный выбор газобетонных блоков, необходимо знать цель их использования и ознакомиться с их основными видами.
№ 1. Газобетон по видам производства
Для производства газоблоков используют цемент, песок и специальные пенообразователи (обычно алюминиевую пыль), иногда добавляют известь, гипс, а также промышленные отходы, в том числе шлак от металлургических производств и золы. Смесь разбавляют водой, заливают в заранее подготовленную форму, где происходит реакция взаимодействия алюминия с цементным или известковым раствором. Образовавшийся водород вспенивает цементный раствор, в результате чего образуются сферические соединенные между собой поры диаметром от 1 до 3 мм . После схватывания полученного раствора его вынимают из формы, разрезают на заготовки и сушат.
По типу окончательной обработки газобетонные блоки делятся на:
автоклавные. Их закалка происходит в автоклавах под воздействием насыщенного пара, подаваемого под высоким давлением. это прочнее и дорогая штука. Такие блоки рекомендуется использовать при возведении несущих стен;
неавтоклавный . Затвердевать в сушильных камерах с электрическим подогревом или в естественных условиях. Основное их преимущество меньшая цена за счет упрощенного способа производства.
№2. Достоинства и недостатки газобетона
Вне зависимости от некоторых производственных особенностей все газобетонные блоки могут похвастаться достойным набором преимущества :
отличная теплоизоляция за счет пористой структуры материала ;
большие размеры, легкий вес и простота обработки значительно упрощают и ускоряют строительство зданий из газоблока;
хорошая паро- и воздухопроницаемость . По этим показателям блоки из газобетона близки к дереву. На практике это означает, что в доме, построенном из такого материала, всегда будет оптимальный микроклимат;
огнестойкость ;
экологичность и безопасность. При изготовлении газоблоков не используются опасные синтетические вещества;
устойчивость к поражению грызунами, насекомыми и микроорганизмами;
морозостойкость . В среднем газоблок выдерживает до 50 циклов замораживания/оттаивания без потери основных эксплуатационных свойств;
относительно низкая стоимость .
Среди основных недостатков газобетона выберите:
высокая гигроскопичность . Этот главный недостаток материала связан с его структурой и способностью удерживать влагу внутри. Водопоглощение может достигать 35%. При поглощении влаги ухудшаются теплоизоляционные качества, могут возникнуть серьезные деформации материала. Обойти этот недостаток можно, устроив усиленную гидроизоляцию, соорудив надежную дренажную систему и оконные водостоки. Более того, фасад нуждается в обязательной отделке, для которой отлично подходит декоративная плитка;
возможность появления трещин при неправильной установке фундамента. Трещины могут появляться как по линиям кладки, так и в блоках из-за усадки фундамента, к которой очень чувствительны такие крупные газобетонные блоки. Чтобы преимущество не превратилось в недостаток, нужно уделить максимальное внимание правильной установке фундамента;
проблемы с крепежом . Надежно держаться в газобетоне могут только шурупы. Гвозди и саморезы легко входят в стену из газобетона и так же легко из нее выпадают, поэтому потребуются специальные крепления.
№3. Марка газоблока
Важнейшей и определяющей область использования характеристикой газобетонных блоков является их плотность. Измеряется в кг/м 3 , а числовое выражение его отражается в марке бетона , обозначаемой Д . На данный момент выпускаются газоблоки марок от Д 200 до Д 1200. Чем ниже плотность, тем более хрупкий и легкий материал, но тем лучше он сохраняет тепло, поэтому блоки из разные плотности используются для разных целей и делятся на несколько видов :
Количество 4.
Прочность на сжатие газоблока
Прочность материала на сжатие напрямую зависит от плотности. Чем выше плотность, тем прочнее и надежнее будет материал. Класс прочности обозначается буквой В и последующим коэффициентом . Например, В2,5 будет соответствовать прочности на сжатие 2,5 МПа, которую имеет газоблок марки Д500. Блок марки Д700 будет иметь класс прочности до В5. Для сравнения, прочность на сжатие кирпича определена в пределах 15-20 МПа, поэтому из газобетона не рекомендуется строить здания от пяти этажей, а вот для строительства небольших частных домов, гаражей материал более чем пригоден. и другие здания.
№5. Звукоизоляционные качества
Газобетон — прекрасный звукоизолятор, но способность глушить внешние шумы различается в зависимости от плотности материала, технологии строительства и толщины стен. Так, например, газоблок марки Д500 при толщине перегородки 120 мм обеспечивает шумоизоляцию на уровне 36 дБ, а при толщине перегородки 360 мм – 48 дБ. Аналогичные показатели для газобетона марки Д600 – 38 и 50 дБ. Нормы регламентируют звукоизоляцию между комнатами на уровне 41 дБ, между комнатой и санузлом – 45 дБ, между разными квартирами, квартирой и подъездом, холлом, коридором – 50 дБ. Даже газоблок конструктивно-теплоизоляционного типа позволяет добиться необходимых показателей звукоизоляции.
№6. Морозостойкость газоблока
В условиях сурового отечественного климата имеет смысл обратить внимание на показатели морозостойкости материала. Об этом параметре можно судить по количеству циклов замораживания/оттаивания без потери основных эксплуатационных свойств. На сегодняшний день в продаже имеются блоки из F 15 по F 100 , где коэффициент после F — числовое выражение циклов, которые выдержит тот или иной материал. Выбор необходимо строить с учетом климатических особенностей региона, а вот для возведения наружных стен лучше не использовать газоблок с морозостойкостью ниже F50.
Номер 7. Размер и форма гозоблока
Газоблоки на рынке могут различаться по размеру и даже форме. В зависимости от цели использования выбирается тот или иной материал. Самый распространенный вариант это прямоугольные блоки которые можно разделить на несколько типов:
стеновые или кладочные . Используется для возведения несущих стен, реже — перегородок. Имеют стандартную длину 600 мм и высоту 200 мм, но разную ширину – от 200 до 500 мм;
Газоблок для перегородок имеет такие же параметры длины и высоты, но меньшую ширину – от 75 до 150 мм;
Газоблок для перемычек выпускают не все производители. Длина таких блоков 500 мм, высота 200 мм, а ширина от 250 до 400 мм.
Кроме гладких прямоугольных блоков выпускаются также следующие виды материала:
U Блоки фигурные Обычно используются для обустройства скрытых строительных элементов. С их помощью можно создавать монолитные пояса жесткости, при этом внутреннее пространство заполняется арматурой и бетоном;
блоки пазогребневые на концах имеют выступы и впадины для наиболее точного и прочного соединения соседних элементов. Отпадает необходимость использования клеевого раствора для обработки вертикальных швов;
Блоки захвата отличаются наличием вырезов по бокам блока для упрощения обращения;
блоки типа hh благодаря своей конструкции позволяют укладывать слой теплоизоляции между плитами перегородок.
Номер 8. На что обратить внимание при внешнем осмотре агрегата?
Чтобы быть уверенным в долговечности и надежности возведенного здания, личному осмотру газоблоков необходимо уделить особое внимание. Обращаем внимание на следующие детали:
точность геометрии . Ответственные производители, о которых пойдет речь ниже, предлагают блоки с точными размерами, без отклонений (допускается 1-2 мм) и сколов, ведь это залог простоты и экономичности монтажа. Более того, толстые швы, которые становятся неизбежными при недостаточно точной геометрии, могут создавать мостики холода;
цвет . Хороший автоклавный газоблок имеет равномерный светло-серый цвет. Если блоки одной партии отличаются друг от друга по цвету, имеют разводы, то речь идет о продукции ненадлежащего качества. Недопустимо наличие жирных пятен и трещин;
упаковка . Материал должен быть опломбирован, а на каждом поддоне материала должна быть указана информация о номере партии, к каждой партии должен быть приложен паспорт качества.
№ 9. Лучшие производители газобетона
Имя производителя – залог качества газогенераторных агрегатов, ведь крупные компании, работающие на свою репутацию долгие годы, не будут портить ее выпуском продукции, не соответствующей стандартам . Остановимся на крупнейших производителях газобетонных блоков.
Xella group
Xella Group — группа компаний с центром в Германии. Производит газоблоки под , торговая марка Ytong . Заводы производителя расположены в разных странах, в т.ч. и в России , где производство осуществляется по немецкой технологии с тщательным контролем качества, что позволяет отечественным покупателям приобретать продукцию европейского уровня по доступным ценам. Лаборатории Xella Group постоянно работают над улучшением производимых ими материалов. В ассортименте производителя представлены стеновые блоки марок D400 и D500 различных размеров, также продаются блоки для перегородок, П-образные и дугообразные блоки, клей для газоблоков Ytong и необходимые инструменты для работы с газобетоном.
Аэрок СПб
Это крупное отечественное предприятие, специализирующееся на производстве автоклавных газоблоков. Основана в 2004 году, входит в группу компаний «Группа ЛСР» , производит продукцию под известным брендом AEROC . Среди сильных сторон производителя – полностью автоматизированное производство, оснащенное новейшим немецким оборудованием. Во многом благодаря этой компании в некоторых регионах страны использование блоков Д400 получило широкое распространение. Не так давно налажен выпуск блоков Д300 В2,0 Ф50, которые компания предлагает использовать в малоэтажном строительстве в качестве нагрузки -несущие однослойные стены. Ассортимент газоблоков широк, включает прочность материала от D 300 до D 600 и прочностью на сжатие от B2.0 до B5.0, также доступны U-образные блоки и перемычки. Объемы производства – около 400 000 м 3 газобетона в год.
ДСК ГРАС-Саратов
Еще один крупный отечественный производитель автоклавного газобетона. В состав компании входят два завода и собственный песочный карьер , что позволяет контролировать качество продукции абсолютно на всех этапах. Суммарная мощность заводов производителя составляет свыше 900 000 м 3 газобетон в год . Расположение производственных мощностей в разных районах позволяет нам поставлять нашу продукцию в 15 регионов страны. В производстве используется голландское оборудование, позволяющее изготавливать газоблоки с максимально точной геометрией. Газобетонные блоки изготавливаются марок от Д 300 до Д 700 и прочностью на сжатие от В1,5 до В5,0 разных типоразмеров. Есть блоки с системой «паз-гребень», с ручными захватами и U-блоки.
Дмитровский завод газобетонных изделий
Газоблоки предприятия известны отечественному покупателю под товарным знаком Aerostone . Ежегодно компания производит около 500 000 м 3 газобетона , используя для этого современное немецкое оборудование. Продукция соответствует европейским и отечественным стандартам качества, а контроль на заводе осуществляется немецкими специалистами. В наличии блоки марок от D400 до D600 различных размеров, есть стеновые и перегородки, а также П-образные блоки.
Bonolit — Building Solutions
Производственные мощности расположены в Московской области. Газоблоки под торговой маркой Bonolit производятся на немецком оборудовании, проектная мощность линии 450 000 м 3 газобетона в год . Ассортимент представлен блоками для несущих стен, перегородок и перемычек, плотность изделий от D300 до D600.
H+H International A/S
Сегодня H+H International A/S — международная группа компаний , история которой начинается в 1909 году в Дании. В 1949 году предприятия производителя стали специализироваться на газобетоне, и на сегодняшний день это один из крупнейших производителей газобетона в мире. Заводы расположены в 4 странах, в том числе в России. В 2009 году был оборудован завод компании в Ленинградской области, оснащенный самыми современными производственными линиями. Сегодня здесь ежегодно производится 450 000 м 3 газобетона , включая блоки для стен и перегородок, а также U-образные блоки под номером , зарегистрированные под торговой маркой H + H .
«Липецкий завод домостроительных изделий»
На предприятии используется технология производства газобетона и оборудование немецкой фирмы Hebel, что объясняет высокое качество продукции и точность соблюдения размеров (отклонение не более допускается 1 мм). Фабрика производит стеновые и перегородочные блоки различных размеров и марок от Д 300 до Д 700.
«Эльгад-ЗСИ»
Производство расположено в г. Коломне, производит газобетон автоклавный 1.EL90B10 под маркой 1.EL90B10 900. Производительность завода — до 400000 м 3 газобетона в год . Стабильно высокое качество продукции гарантируется использованием оборудования и технологий немецкой компании WEHRHAHN, предусматривающих полную автоматизацию производственного процесса и его жесткий контроль. Выпускаются гладкие и пазогребневые газоблоки, стеновые и перегородочные, с ручными захватами и без них, а также специальные О-блоки, отверстия в которых позволяют армировать стены.
Уникальные эксплуатационные свойства газобетонных блоков и их широкий ассортимент на рынке сделали его одним из самых востребованных материалов в сфере частного малоэтажного жилищного строительства.
Теги:Пеноблок и Газоблок
5 лучших блоков для йоги для домашних занятий
Поиск лучшего блока для йоги похож на поиск идеальной кровати для Златовласки. (Просто с гораздо большим количеством прогибов). Для правильного блока вам нужно правильное сочетание размера и комфорта, чтобы удовлетворить потребности вашего тела и вашу практику. Я взялся за это эпическое начинание, изучив десятки высоко оцененных моделей от таких брендов, как Lululemon, Gaiam и Alo, и поговорив с опытным инструктором, чтобы узнать, что искать в качественном реквизите. А еще я сделал лот йоги.
После более чем месяца занятий на различных ковриках и поверхностях для йоги блок для йоги из пробки Manduka (22 доллара США) стал лучшим блоком для йоги благодаря своей превосходной устойчивости и превосходному сцеплению. Тем не менее, есть несколько других блоков йоги, которые стоит рассмотреть, в зависимости от вашего бюджета и требований к виньясе.
Вот TL;DR о том, как складываются лучшие блоки йоги:
Блок Manduka Cork Yoga (лучший выбор)
Блоки йоги Gaiam Essentials (бюджетный выбор)
Блок для йоги Alo Uplifting
Блок для йоги Gaiam Cork
Блок для йоги Lululemon Lift And Lengthen
Блоки для йоги Reehut Foam
Стоит ли заниматься йогой?
Блоки для йоги, которые мы любим
Блоки йоги, на которые стоит обратить внимание
Блоки йоги, которые вы можете пропустить
Как мы сюда попали
Руководство по покупке блоков для йоги
Снабжение
Стоит ли заниматься йогой?
Стив Редмонд
Наряду с ковриком для йоги, блоки для йоги являются одним из самых полезных реквизитов для вашей практики. Они помогают с выравниванием, предотвращают травмы и напряжение мышц, улучшают растяжку, делая определенные позы более доступными, и поддерживают сидячие и лежачие позы.
Блоки для йоги также обеспечивают дополнительную устойчивость при переходе между позами, которые вы еще не освоили, и усложняют выполнение знакомых асан. Например, в стойке на голове штатива poseicon-trusted-source
Йога Кэндис «Как использовать блоки для йоги для стойки на голове на штативе» Посмотреть источник
, поместив два блока между плечами и полом с руками, лежащими на земле, вам будет легче войти в позу, а сжатие блока между обеими ногами, когда вы медленно поднимаетесь, добавит уровень сложности.
«Блоки для йоги могут способствовать более глубокому и более надежному восприятию позы, чем в противном случае», — говорит Хизер Элсон, сертифицированный инструктор по йоге из Южного Онтарио, Канада, с 15-летним опытом преподавания. «Они приносят вам позу, а не вы пытаетесь вписаться в нее».
Элсон объясняет, что если напряженные подколенные сухожилия не позволяют вам опуститься на землю с руками, сложенными вперед, то блоки для йоги принесут вам пол. Если вы хотите висеть в позе моста дольше, чем позволяют ваши силы или уровни энергии, используйте блок под своим крестцово-доверенным источником.
Журнал йоги «Разблокируйте прогибы с помощью блоков для йоги» Посмотреть источник
создает поддержку, необходимую для того, чтобы дольше оставаться в позе, в результате создавая более глубокие отверстия.
Блоки для йоги также идеально подходят для ежедневных упражнений на растяжку и помогают в восстановлении после травм, позволяя создавать различные позы для изменения положения частей тела, когда ваш диапазон движений ограничен или вы чувствуете боль. Они могут оказаться полезными в качестве помощи при работе на дому, борясь с округлой, сутулой спиной, которая может возникнуть из-за сидения за столом в течение всего дня. Размещение блока вдоль между лопатками, когда вы лежите на спине, может мгновенно выпрямить позвоночник, когда начинают появляться боли в спине и плечах (они также могут поддерживать ваш компьютер во время собраний Zoom!). Блоки также могут служить местом для медитации.
В общем, блоки для йоги являются полезной опорой для всех, кто полагается на домашний тренажерный зал или студию для упражнений.
Блоки для йоги, которые мы любим
Pros
Прочный
Пробка обеспечивает надежное нескользящее сцепление
Контурные края облегчают удержание
Минусы
Тяжелее пенопласта
Может быть слишком твердым для начинающих или реставраторов
После тестирования блок Manduka Cork стал нашим лучшим блоком для йоги благодаря превосходному сочетанию поддержки, комфорта и стабильности. Он также изготовлен из прочного и устойчивого материала — коры пробкового дуба. У блока не было заметного запаха прямо из упаковки, в отличие от пенопластовых реквизитов, которые я пробовал. Плотно спрессованная мелкозернистая пробка спустя более месяца использования практически не имеет следов износа. Если вы ищете блок, который кажется более «естественным», чем вариант из пены, это также один из лучших пробковых блоков для йоги.
При минимальной очистке влажной тканью также не остается заметного запаха. Пробка непроницаема для влагиicon-trusted-source
Границы материалов «Кора, содержащая пробку — обзор» Посмотреть источник
, поэтому пот не может попасть внутрь, и он обладает антимикробным действием, поэтому предотвращает бактерии, вызывающие неприятный запахicon-trusted-source
Письма по микробиологии FEMS «Эволюция антимикробных свойств пробки» Посмотреть источник
. Из всех протестированных блоков для йоги этот кажется самым долговечным. Другие пользователи, кажется, согласны с тем, что блоки имеют 4,89.звезды из 136 обзоров на сайте Manduka и 4,9 звезды из более чем 2600 обзоров на Amazon.
Блок Manduka выиграл у других протестированных нами пробковых блоков для йоги (от Gaiam), потому что его контурные края немного более закруглены. Это делает его более удобным для кожи в определенных позах, и его легче обхватить руками. Он также немного легче других пробковых блоков для йоги и весит около 2 фунтов, что облегчает плавный переход между позами.
Тем не менее, он весит больше, чем все испытанные пенопластовые блоки, поэтому он менее портативный, если вы планируете путешествовать или брать его с собой на следующее занятие йогой. Но превосходная стабильность более чем компенсирует лишние несколько унций. В асанах стоя, таких как Half Moonicon-trusted-source
Мастер класс «Как делать позу полумесяца: 4 практических совета для позы полумесяца» Посмотреть источник
, я чувствовал себя в безопасности, даже с потными руками, и не испытывал никакого колебания или значительного проскальзывания.
Еще один плюс в том, что этот блок продается как один за 22 доллара или как пара за 42 доллара. Он также поставляется в «тонкой» версии (3 дюйма x 4 дюйма x 8,5 дюйма; 18 долларов США) для людей, которым нужны меньшие размеры. Людям с чувствительными руками жесткость пробки может показаться слишком твердой. Но для реквизита, который будет поддерживать вас в вашей практике и прослужит долго, мы думаем, что этот вариант Manduka — то, что нужно.
Плюсы
Комфорт
Цепкий
Дешевле, чем другие варианты
Минусы
Не такие прочные и прочные для поз стоя, как пробковые блоки
Если вы новичок в йоге и вас пугает мысль о том, чтобы начать практику с здоровенного (по цене и весу) пробкового кирпича, рассмотрите пенопластовые блоки для йоги Essentials от Gaiam. Они очень удобны, достаточно легки для путешествий и просты в использовании. Имея рейтинг 4,8 звезды и более 20 000 отзывов на Amazon, покупатели отмечают, что они приятны для тела и хорошо подходят для растяжки.
Я практиковался с блоком на различных поверхностях ковриков для йоги и обнаружил, что его пена EVA, не содержащая латекса, достаточно устойчива к скольжению. Блоки крепко держались на коврике даже при скручивании. Пена в целом также более щадящая для спины, головы и суставов, чем пробка. Это делает его полезным для мягких или восстановительных поз.
Но блоки Essential не такие устойчивые и жесткие, как пробковые модели, которые я тестировал. При использовании на самой высокой высоте я испытал некоторые колебания, особенно во время сложных поз, таких как Half Moon. Это дало мне меньше уверенности, чем пробковый блок Manduka. Я смог добиться хорошего сцепления при сжатии губчатого материала, но из-за потных рук поверхность блоков стала слегка скользкой. Скошенные края блоков Gaiam более закруглены, чем у пеноблоков Reehut, что дает им небольшое преимущество с точки зрения комфорта.
При весе менее половины обычного пробкового блока блоки Essential облегчают переходы и никогда не мешают моему процессу. Месяц использования дал несколько незначительных царапин на поверхности — гораздо больше, чем пробковые блоки, которые я пробовал, которые могут выдержать больше ударов. Чистить их легко — просто протрите их небольшим количеством мыльной воды.
Единственное, что мне не нравилось в этих блоках, так это заметное выделение газа (пахучий выброс химикатов, используемых в производстве), которое заполнило комнату, когда я открыл упаковку. Подумайте о свежей краске или запахе новой обуви. Запах исчез через пару дней, но для тех, у кого чувствительный нос, вы должны воздержаться от практики, пока у них не будет возможности проветриться.
Блоки для йоги, на которые стоит обратить внимание
Профи
Прочный
Отличное сцепление и устойчивость
Cons
Не такой плотный, как пробка, и не такой легкий, как другие пеноблоки
Не слишком твердый и не слишком мягкий, блок Alo Uplifting соответствует стандартным требованиям Златовласки. Изготовленный из 100% фталата и пены EVA, не содержащей металлов, он сочетает в себе лучшее из пены и пробки: комфорт и стабильность. Это самый плотный и самый прочный из протестированных пеноблоков, что делает его оптимальным выбором, если вы ищете альтернативу пробке, но при этом хотите что-то жесткое, что не опрокидывается и не качается. Один блок стоит примерно столько же, сколько пара пеноблоков Gaiam. Но если вы серьезно относитесь к йоге, стоит обратить внимание на улучшенный вариант пены. Бренд не сообщает точную звездную оценку, но из 130 отзывов на сайте бренда 120 — 5-звездочные.
По сравнению с другими пеноблоками блок Uplifting представляет собой большой шаг вперед с точки зрения плотности, текстуры и качества материала. (Это просто кажется более роскошным). Он обладает портативностью и текучестью более легкого блока, и, хотя он не губчатый, он допускает небольшое сжатие, позволяя кончикам пальцев слегка вдавливаться в пену для дополнительного сцепления.
Он достаточно устойчив, чтобы держать вас в вертикальном положении, когда вы учитесь сбалансированному движению, и достаточно мягок, чтобы обеспечить удобную поддержку во время движения в наклонном положении. Закругленные края также добавляют нотку комфорта, превосходящую ощущения от пробковых подпорок. Долговечность — еще одна область, в которой сияет блок Alo; после месяца использования он выглядит почти как новый, за исключением нескольких небольших отметин на уровне поверхности.
Плюсы
Прочный и стабильный
Минусы
Тяжелее, чем отмычки для пробковых блоков
Во время испытаний были обнаружены небольшие признаки износа
Пробковый блок Gaiam зарекомендовал себя как прочная и стабильная опора, но он немного уступил блоку Manduka по комфорту и долговечности. Тем не менее, пробковый блок Gaiam мало чем отличается от Manduka, и оба являются надежными инвестициями.
1000 обозревателей Amazon оценили этот блок на 4,8 звезды. «Была ли жизнь до пробковых блоков для йоги?» пишет один пользователь. Называя его одной из своих любимых покупок, она использует его в основном для восстановительной йоги. «Твердая пробка великолепна и ощущается намного лучше, чем губчатые блоки. Когда я использую его в позе, чтобы больше раскрыться или поработать над формой, твердый пробковый блок придает мне гораздо большую устойчивость».
Gaiam на несколько унций тяжелее, чем Manduka, а края немного более прямоугольные, что делает его менее удобным при размещении под позвоночником или крестцом. Его края также затрудняют обхватывание пальцами. (Люди с большими руками, скорее всего, не заметят разницы). Пробка имеет более плотное зерно, чем наш лучший выбор, и после месяца использования я обнаружил намек на износ на одном углу, при этом часть материала отслаивается.
Пробковый блок Gaiam так же стабилен и устойчив к скольжению, как и блок Manduka, и легко удерживается как на пенопластовых, так и на резиновых ковриках. Хотя пробку не так легко чистить, как пенопласт, было удивительно, как мало влаги впитывает этот блок от пота и насколько он устойчив к запахам. В отличие от пеноблоков, при открытии этого продукта не было газовыделения. Gaiam также предлагает более компактную версию из пробкового кирпича (9 дюймов x 5,5 дюймов x 3 дюйма; 14,98 долларов США) для тех, кто ищет меньшие размеры.
Pros
Прочный, но легкий
Уникальные размеры
Минусы
Дороже других пеноблоков
Размеры могут подойти не всем
Шатается в некоторых позах
Блок для йоги «Поднимите и удлините» — единственный реквизит в списке претендентов, размер которого не соответствует типичным размерам большинства блоков или кирпичей для йоги — он длиннее и тоньше большинства. Этот блок сиял во время восстановительной практики; его также легко использовать во время активного занятия, потому что он легкий и тонкий. Это совсем не громоздко, позволяет сосредоточиться на позе, а не на блоке. Если ваша гибкость не велика, это также дает вам немного больше досягаемости на самой высокой стороне.
100 отзывов на сайте Лулу оценили этот блок на 4,7 звезды, назвав его прочным, крепким и красивым. «Я обнаружил, что благодаря узкой ширине их легче держать [и] опираться на них в качестве вспомогательного средства при выполнении таких поз, как балансировка полумесяца», — пишет один йог. «Иногда я использую одну из них в качестве подушки во время шавасаны, и она удобна для этого».
Для тех, кто считает, что стандартная высота в четыре дюйма будет слишком высокой для их тела, этот блок Lululemon станет достойной альтернативой. Я также нашел его удобным инструментом для работы из дома, поддерживая его за поясницей во время работы за столом. Но поскольку он тоньше и длиннее, он более шаткий при использовании для баланса.
Маленьким рукам не составит труда ухватиться за этот более длинный и компактный блок, а в положении лежа самая низкая высота обеспечивает легкую поддержку, не чувствуя себя слишком громоздким. Пена не такая плотная, как блок Alo Uplifting, и не такая мягкая, как Gaiam, обеспечивая хороший баланс комфорта и долговечности. В отличие от губчатой пены, которая легко повреждается, блок Lululemon еще не подвергся заметному износу. Мраморный узор также является стильным дополнением к любой домашней студии.
Блоки йоги, которые можно пропустить
Профи
Легкие
Минусы
Легко повреждается
Если вы хотите сделать минимальные инвестиции, пеноблоки Reehut сделают свою работу. Они также очень популярны: 4,8 звезды на Amazon и почти 5000 отзывов.
Но, судя по моим тестам, они не выдержат испытания временем, как другие блоки. Этот набор пеноблоков очень похож на блоки Gaiam Essential с точки зрения ощущения и баланса, и оба они работают почти одинаково во всех категориях. Тем не менее, я сразу же заметил проблемы с долговечностью. Через несколько минут я увидел глубокий след от укола ногтя, когда держал блок в руке и сжимал края. Через месяц блоки покрываются несколькими зазубринами и выбоинами.
Края скошены для удобства, и, хотя блоки Essential имеют более округлую поверхность, не было заметной разницы во всех лежачих позах — оба они мягкие и прочные для захвата. Блоки Reehut также издают такой же химический запах, как пеноблоки Gaiam. Это не так интенсивно, но достаточно заметно, чтобы вы хотели проветрить их, прежде чем приблизить свое лицо к ним в наклоне вперед.
Как и блоки Essential, блоки Reehut не обладают прочностью, чтобы выдерживать ежедневный износ, но они сделали свое дело для мягких движений и ежедневной растяжки. Бренд предлагает 30-дневную замену или возмещение, но кто хочет пройти через хлопоты, связанные с отправкой чего-то обратно, потому что оно не выдержало?
Как мы сюда попали
Стив Редмонд
Познакомьтесь со своей морской свинкой
Я Эбони Робертс, журналист, освещающий товары для фитнеса и активного отдыха. Я написал подробные обзоры и руководства для покупателей для Wirecutter, REI, Outside, Gear Patrol и Treeline Review. На протяжении многих лет я брал интервью у десятков экспертов в области здоровья и хорошего самочувствия, чтобы найти лучшие из них. Я также был экспертом по экипировке в подкастах, таких как The Consummate Athlete. Хотя я считаю себя йогом среднего уровня, я практиковал время от времени большую часть десятилетия. В рамках моего исследования для этого руководства я поговорил с Хизер Элсон, инструктором по йоге, которая преподает с 2005 года и в настоящее время занимается в своей виртуальной студии в Гамильтоне, Онтарио.
Наш процесс тестирования
Чтобы найти лучшие блоки для йоги, я провел восемь часов, просматривая десятки моделей с самым высоким рейтингом в популярных интернет-магазинах, сужая блоки с наибольшим потенциалом до тринадцати. Этот список был далее сокращен до шести лучших для тестирования. Каждый блок оценивался после распаковки, и я измерил и взвесил их, чтобы убедиться, что спецификации IRL соответствуют заявленным брендом. Затем, в течение месяца, я практиковал те же три упражнения с каждым блоком, каждый раз на разных ковриках для йоги.
После каждого сеанса я делал заметки об удобстве и стабильности блока. Я также оценивал каждый блок по плотности и долговечности, обращая внимание на царапины на поверхности, изменения формы, осыпание материала и удержание влаги. После каждого сеанса я протирал блоки, используя один и тот же стандартный процесс очистки, и оценивал простоту ухода за ними (отмечая труднопротираемую текстуру, липкую грязь и шерсть животных). Для получения дополнительной информации о том, как мы нашли лучшие блоки для йоги, вы можете прочитать тестовые заметки.
Блоки для йоги Руководство по покупке
Стив Редмонд
Блоки для йоги обычно изготавливаются из пробки, пенопласта или дерева и стоят от 10 до 30 долларов за штуку. Пробковые блоки обычно плотнее и тяжелее, чем блоки из пенопласта, обеспечивая прочность и поддержку, которых нет в мягкой пене. Вес повысит устойчивость, но может помешать плавному движению и затруднить переходы, если он слишком тяжелый. Блоки пены, как правило, немного мягче и лучше подходят для начинающих и тех, кто практикует мягкую или восстановительную йогу. В зависимости от того, как они сделаны, некоторые из них могут приблизиться к жесткости пробки. Дерево — самый неумолимый и устойчивый тип блоков для йоги, а также может стать скользким (в этом обзоре мы не рассматривали деревянные блоки).
Хорошие блоки для йоги не портятся быстро, не сжимаются и сохраняют свою форму при частых занятиях. Они также должны цепляться за коврик и быть удобными и простыми в использовании.
Кому следует покупать блоки для йоги?
Любой йог, начинающий или продвинутый, может извлечь пользу из добавления блоков йоги в свою практику. Люди, которые только начинают свое путешествие по йоге, найдут их полезными для пробы новых поз, которых они не могут достичь, и адаптации практики к своим индивидуальным пропорциям. Опытные практикующие обнаружат, что блоки позволяют им глубже погрузиться в практику.
«Если вы пытаетесь настроиться на домашнюю тренировку, блоки — отличная вещь, — говорит Элсон. «Их легко хранить, они не большие и не очень дорогие. С помощью блоков вы можете воссоздать множество других вещей [например, валики и клинья]».
Что лучше: пробковые или пенопластовые блоки для йоги?
Steve Redmond
Большинство опытных йогов склонны выбирать пробку, потому что она обеспечивает прочность и стабильность, которых нет в пене. Они представляют собой более прочную основу в сбалансированных позах, учитывая их вес, и они лучше складываются. Пробка отлично подходит для людей, которые потеют, потому что она водостойкая (именно поэтому она используется в винных пробках).
Смитсоновский журнал «170-летнее шампанское извлечено (и продегустировано) после кораблекрушения на Балтийском море» Посмотреть источник
), и он устойчив к скольжению, даже если
Арнольдия «Пробка: строение, свойства, применение» Посмотреть источник
. Он также имеет тенденцию быть более прочным, чем пенопласт.
Если вы находитесь в полулежачей позе или у вас чувствительные суставы, пробка часто может показаться слишком твердой. Пена намного мягче и приятнее прижимается к коже. Эти блоки также намного легче пробки, что облегчает их использование. Недостатком является то, что они не такие устойчивые и могут выскользнуть из-под вас, если вы не будете осторожны. Пена также разрушается быстрее, чем пробка, и подвержена большему повреждению на уровне поверхности, поэтому они не прослужат так долго.
Блоки для йоги какого размера купить?
Прямоугольные блоки для йоги позволяют создавать три различных уровня высоты в зависимости от стороны, на которую вы кладете блок. Два стандартных размера блоков для йоги: 4 дюйма x 6 дюймов x 9 дюймов (в которые попадал каждый протестированный нами блок, за исключением варианта Lululemon) и 3 дюйма x 6 дюймов x 9 дюймов. Поскольку более крупные блоки, как правило, более популярны, мы рассмотрели в первую очередь их для этого обзора.
Оптимальный размер зависит от вашего телосложения, размера руки и уровня гибкости. Блоки для йоги поднимают пол навстречу вам. Выберите больший блок, если у вас ограниченная гибкость и вам нужно поднять его выше. Если вам нужна тонкая поддержка или у вас более миниатюрная оправа, выберите блок меньшего размера.
Стоит ли покупать один блок для йоги или два?
Одного блока для йоги достаточно, но лучше всего два. Возможно, вам не всегда нужно использовать два, но вы обнаружите, что пара пригодится для некоторых поз. Наличие двух разных блоков может нарушить баланс, поэтому купите два одинаковых блока, если это возможно для вашего бюджета.
Отличительные особенности хорошего блока для йоги
Steve Redmond
В лучших блоках для йоги сочетаются:
Стабильность сбалансированная поза или переход между позами. Стабильность достигается за счет сочетания сопротивления скольжению, твердости, сцепления и размера. Нестабильность может быть проблемой безопасности, поэтому, если вы планируете использовать блок, стоя на ногах, это первое, на что следует обратить внимание.
Комфорт: Блок должен быть удобным для удержания и отдыха. Мягкие блоки, как правило, более приятны для рук, но небольшие детали, такие как закругленные края и текстура поверхности, могут иметь большое значение.
Плотность: Плотные блоки будут более устойчивыми и, как правило, служат дольше, но вес также может мешать плавным движениям, поэтому важно соблюдать правильный баланс. Жесткость плотного блока также может быть слишком неудобной для некоторых, поэтому более плотный не всегда лучше.
Прочность: Прочность зависит от материала, но вам нужен блок, который держит форму и не сжимается значительно при использовании. Блоки хорошего качества не потеряют материал и будут устойчивы к истиранию.
Простота ухода : блоки для йоги должны легко очищаться и храниться. Будьте внимательны к материалам, которые собирают шерсть домашних животных, сохраняют запах или требуют особого внимания.
Как чистить блоки для йоги
Как и все оборудование для фитнеса, блоки для йоги требуют надлежащего ухода и ухода, чтобы предотвратить рост бактерий и гарантировать, что они прослужат столько, сколько вы собираетесь заниматься дома. Однако содержать их в чистоте довольно просто. Как правило, пеноблоки можно протирать влажной тряпкой с мылом для мытья посуды или мягким моющим средством.
Попсагар «Как почистить блоки для йоги» Посмотреть источник
. Для трудновыводимых пятен подойдет разбавленный раствор уксуса или соды, натертый непосредственно на пятно.
Пробка нуждается в большем уходе. В общем, для повседневного ухода используйте только влажную ткань. Поскольку пробка пористая, необходимо время от времени проводить глубокую очистку. Просто держитесь подальше от агрессивных химикатов. Лучше всего использовать органическое моющее средство для точечной очистки и протирания (например, это от Manduka). Перед использованием каких-либо чистящих средств обязательно ознакомьтесь с рекомендациями производителя, на случай, если ваш блок нуждается в особом уходе.
Какая лучшая альтернатива блокам йоги?
Мы рекомендуем использовать правильный блок. Но если вы находитесь в затруднительном положении — скажем, вы уже заказали блок и просто ждете его прибытия — вы можете использовать некоторые вещи, которые, вероятно, есть в вашем доме. Увесистая книга в твердом переплете (например, словарь) или сборник в коробках (например, этот набор из четырех книг «Властелин колец» ) могут оказать необходимую поддержку. Вы также можете попробовать низкий стол, стул, прочную картонную коробку или даже несколько сложенных полотенец.
Sourcing
Элсон, Хизер. Сертифицированный учитель йоги дал интервью Эбони Робертс по телефону. (январь 2022 г.)
Использование блоков в стойке на голове на штативе: как использовать блоки для йоги в стойке на голове на штативе (Yoga By Candace на YouTube, май 2015 г.) : How To Do Half Moon Pose (мастер-класс, февраль 2022 г.)
Пробка устойчива к бактериям: оценка антимикробных свойств пробки (письма FEMS по микробиологии, февраль 2016 г.
Калькулятор веса металлопроката онлайн: рассчитать вес, количество
Скачать калькулятор металлопроката. (Офлайн версия программы в zip архиве)
Размер фаила 2,8Мб, не требует установки.
Обновлена версия калькулятора.
Улучшена навигация — теперь вы можете перемещаться по полям ввода с помощью стрелок клавиатуры.
Добавлена возможность расчета массы гнутого швеллера.
Бесплатный калькулятор металлопроката
При необходимости купить металлопрокат, очень важно посчитать его вес и количество, чтобы не ошибиться с выбором транспорта для перевозки груза. Для наших клиентов, мы разработали бесплатный калькулятор веса металлопроката, которые позволяет максимально упростить работу и сэкономить время на подсчеты. В этом калькуляторе учитывается широкий сортамент почти всех видов металлопроката, поэтому вы без труда сможете произвести расчет продукции как из черной стали, так и из нержавеющиего и цветного металла. Вы сможете расчитать вес следующих металлов:
сталь;
чугун;
алюминий;
бронза;
латунь;
магний;
никель;
медь;
олово;
свинец;
титан;
цинк.
Онлайн-калькулятор не всегда удобен, поэтому мы решили сделать бесплатную версию калькулятора металлопроката, которую можно скачать и запустить с любого компьютера, даже не подключенного к сети интернет. Просто введите высоту, ширину, толщину и длину металла и получите точное число необходимых изделий.
Возможен и упрощенный подсчет при расчете швеллера и веса балки. Для этого в калькуляторе нужно указать номер изделия и его длину, остальные данные программа укажет сама.
Калькулятор металла
Продукция, прошедшая на специальных станках холодный и горячий прокат, относится к металлопрокату. Разнообразие таких изделий настолько велико, что не представляется возможным выучить наизусть плотность каждого из имеющихся сплавов и металлов. Каждое изделие обладает разными видами и характеристиками. Отсюда и возникают трудности с расчётом тоннажности, избежать которых вы можете, если будете использовать наш металлокалькулятор, который мы регулярно улучшаем и делаем максимально удобным для вашего использования.
Сегодня сложно представить отрасль, в которой не используется металл. Поэтому его грамотная транспортировка является важным условием доставки от производителя к заказчику. При этом разные машины могут обладать разной грузоподъемностью, превышать которую нельзя, а если «брать с запасом», то вы будете переплачивать, растягивая и без того не резиновый бюджет.
Часто объем металла настолько большой, что нет возможности размещать его на весах, а узнать его массу просто необходимо. Или же вы знаете вес, но вам не известна длинна. Как же в таких случаях определить нужные вам показатели?
Все расчеты металла, даже для нестандартных форм, можно провести на специальном калькуляторе. Это самый простой и верный способ, при котором не придется переплачивать за доставку груза из-за неверного расчета металлопроката. Вы сами знаете, что при вызове слишком большой машины, дороже заплатите на транспортировку. Если начнете действовать с целью сэкономить, машина может прийти с недостаточной грузоподъемностью, и придется вызывать дополнительный транспорт, что чревато новыми, еще большими затратами и потерей времени.
Не так давно многие прибегали к способу самостоятельного расчёта веса металлопроката. Приходилось сверяться с ГОСТом, перелистывать таблицы плотности и характеристик, хранить в памяти много лишней информации. Ошибки и непредвиденные ситуации возникали при этом часто. Ровно до тех пор, пока не появился metal calculator, один из вариантов которого вы можете увидеть на нашем сайте.
Зачем нужен калькулятор металлопроката?
Если еще не так давно в поисках среди сортамента нужного размера вы могли перелистывать десятки страниц таблицы, то сейчас достаточно просто открыть онлайн калькулятор веса металла. Все, что предусмотрено ГОСТ, уже введено в его программу. И даже в случае нестандартного металлопроката легко рассчитывается вес в соответствие с заданными вами габаритами.
С таким инструментом вы свободно сможете вычислить вес самых разнообразных металлических изделий, которые сегодня представлены на рынке производителями.
Наш металлокалькулятор позволяет также в режиме реального времени получать точные данные по весу и длине изделий. Эта информация актуальна при покупке изделий и подготовке их к транспортировке. Она поможет вам формировать прогнозы о необходимых затратах бюджета.
Более того, с помощью калькулятора металла вы экономите свое время и уходите от лишних финансовых затрат. Всего за пару кликов будете знать точный вес и габариты груза, что всегда пригодиться при заказе транспортного средства.
При этом вы не тратите время на сравнение данных и консультации с представителями компании-поставщика, не держите в голове множество лишних цифр — все необходимые показатели и формулы уже учтены в расчёте.
Наш калькулятор металла интуитивно понятен и прост в применении, но, если возникнут вопросы при первом его использовании, свяжитесь с нами, и мы вас проконсультируем.
Расчет веса металла
Конечно, расчет массы крупногабаритных металлоконструкций сложной конфигурации – дело непростое. Но это лишь до тех пор, пока вы не начнете применять наш калькулятор веса. Начиная от простых расчетов и до сложных нюансов – все в нем предусмотрено. С ним вы всегда будете знать, транспорт какой грузоподъемности вам нужен.
Произвести расчет веса цилиндрических изделий сложной формы и листового металла теперь просто. Достаточно внести габариты, исключить имеющиеся отверстия, добавить плотность материала.
Использование калькулятора для расчета веса цилиндрической детали:
Выберите нужный вам сортамент;
Укажите диаметр трубы и толщину стенки;
Из раскрывающегося списка выберите металл, из которого она изготовлена;
После этого вам откроется список всех марок металла – выберите в нем нужный вам;
Укажите длину и нажмите кнопку «Рассчитать».
Сразу на экране вы получите соответствующий ей вес.
Чтобы рассчитать вес листового металлопроката:
Выберите в сортаменте «Лист»;
Укажите в соответствующих ячейках длину, ширину и толщину листа;
Укажите металл и его марку;
Введите для какого количества листов необходимо сделать расчет;
Нажмите кнопку «Рассчитать».
Вы сразу получите точный вес, который сможете использовать при планировании доставки.
Аналогично происходит расчет веса уголка, кругов, ленты, профильной трубы и других изделий. Все просто и интуитивно понятно – вы разберетесь в принципе работы калькулятора веса металла с первого раза и сможете регулярно использовать его в вашей сфере деятельности.
Расчет арматуры
Если вы привыкли «считать по старинке», при расчете веса арматуры применяйте формулу:
Масса арматуры = 3,14 х плотность металла х (диаметр арматуры)2
Конечно, это требует времени и не избавляет от человеческого фактора, когда что-то не то ввел или просто ошибся в расчётах.
Мы же предлагаем вам современный и простой способ – металлокалькулятор арматуры. На нашем сайте вы можете вычислить ее вес при помощи калькулятора. Доступ ко всем расчетам простой, быстрый и бесплатный.
Вы за пару кликов сможете при известной длине вычислить ее изделия. Все расчеты проводятся по актуальному ГОСТу 34028-2016, но при желании в раскрывающемся списке мы можете выбрать устаревший ГОСТ 5781-82. После нажатия кнопки «Рассчитать» вы моментально получите результат (до трех знаков после запятой), которые можно использовать при подготовке заказа к производству и при составлении сметы.
Для расчета веса арматуры, заполните соответствующие поля калькулятора. Выберите диаметр, длину и получите результат. Данные, которые увидите на экране, вы можете скопировать и ввести в свою расчетную документацию или отправить по запросу.
Как точно рассчитать вес арматуры при помощи калькулятора?
Выберите сортамент «Арматура»;
В раскрывающемся списке выберите необходимый вам для расчетов ГОСТ;
Укажите диаметр в миллиметрах;
В соответствующую ячейку введите длину изделия;
Нажмите кнопку «Рассчитать» и получите точный вес.
Наш калькулятор металла находится всегда в свободном доступе – просто добавьте сайт в закладки своего браузера и пользуйтесь. Он пригодится как заказчикам, так и конструкторам, и позволит быстро и точно рассчитать вес без изнурительных расчетов.
Кстати, для вашего удобства мы добавили возможность скачивания калькулятора на ваш компьютер. Достаточно сделать это один раз, и вы сможете работать с ним, не зависимо, есть ли у вас в данный момент доступ к интернету.
Применяйте наш металлокалькулятор, и вы поймете, что расчёт металла – это просто!
Размеры и вес балок (двутавров)
8 лет на рынке металлопроката
Работаем с ИП, частными лицами, Управляющими Компаниями и другими организациями
Доставим продукцию к назначенному времени
Доставка по Санкт-Петербургу и Ленинградской области
Двутавр – профиль который наиболее часто используется в строительстве благодаря разумному соотношению прочностных характеристик и веса. Каждая часть Н-образного профиля расположена под прямым углом, поэтому он хорошо сопротивляется изгибу при этом получается простая и легкая конструкция во всех направлениях. Чаще всего используется как горизонтальный конструктивный элемент – ригели, балки, фермы, перекрытия и т. д.
Характеристики балки двутавровой (Общие пределы, Классификация по точности, Маркировка и тд)
Двутавр состоит из двух горизонтальных плоскостей, известных как полки, соединенных одним вертикальным компонентом или стенкой. Форма полок и стенки образуют поперечное сечение в виде буквы «H». Балки имеют различную массу, толщину профиля, ширину полки, высоту стенки и другие характеристики. Сортамент балок маркируется согласно соотношения формы и размера профиля и высоте двутавра. Например, номер профиля 14Б2 означает, что это нормальный двутавр высотой 14 мм, толщина стенки и остальные параметры описаны в ГОСТ 26020-83.
Для проката с параллельными полками: ГОСТ 26020-83.
Для проката с уклоном полок: ГОСТ 8239-89, ГОСТ 19425-74.
Для сварных балок: ТУ У 01412851.001-95.
Стальные двутавры в зависимости от соотношения размера полок к стенке разделяются на следующие виды: широкополочные (Ш), узкополочные (У), среднеполочные (Д), нормальные (Н), колонные (К). По способу производства различают горячекатаные и сварные (С) изделия.
Двутавры выпускаются кратной, мерной и немерной длинны в диапазоне от 4 до 15м.
Калькулятор онлайн
Двутавры стальные горячекатаные
— масса 1 погонного метра ГОСТ 8239-89
Номер двутавра
Размеры (мм)
Вес метра (кг)
Метров в тонне
h
b
s
t
10
100
55
4,5
7,2
9,46
105,71
12
120
64
4,8
7,3
11,5
86,96
14
140
73
4,9
7,5
13,7
72,99
16
160
81
5
7,8
15,9
62,89
18
180
90
5,1
8,1
18,4
54,35
20
200
100
5,2
8,4
21
47,62
22
220
110
5,4
8,7
24
41,67
24
240
115
5,6
9,5
27,3
36,63
27
270
125
6
9,8
31,5
31,75
30
300
135
6,5
10,2
36,5
27,4
33
330
140
7
11,2
42,2
23,7
36
360
145
7,5
12,3
48,6
20,58
40
400
155
8,3
13
57
17,54
45
450
160
9
14,2
66,5
15,04
50
500
170
10
15,2
78,5
12,74
55
550
180
11
16,5
92,6
10,8
60
600
190
12
17,8
108
9,26
Двутавры с параллельными гранями
Масса погонного метра по СТО АСЧМ 20-93
Двутавр
Размеры (мм)
Вес метра (кг)
Метров в тонне
h
b
s
t
10 Б1
100
55
4,1
5,7
8,1
123,46
12 Б1
117,6
64
3,8
5,1
8,7
114,94
12 Б2
120
64
4,4
6,3
10,4
96,15
14 Б1
137,4
73
3,8
5,6
10,5
95,24
14 Б2
140
73
4,7
6,9
12,9
77,52
16 Б1
157
82
4
5,9
12,7
78,74
16 Б2
160
82
5
7,4
15,8
63,29
18 Б1
177
91
4,3
6,5
15,4
64,94
18 Б2
180
91
5,3
8
18,8
53,19
20 Ш1
194
150
6
9
30,6
32,68
20 К1
196
199
6,5
10
41,4
24,15
20 Б1
200
100
5,5
8
21,3
46,95
20 К2
200
200
8
12
49,9
20,04
25 Ш1
244
175
7
11
44,1
22,68
25 К1
246
249
8
12
62,6
15,97
25 Б1
248
124
5
8
25,7
38,91
25 Б2
250
125
6
9
29,6
33,78
25 К2
250
250
9
14
72,4
13,81
25 К3
253
251
10
15,5
80,2
12,47
30 Ш1
294
200
8
12
56,8
17,61
30 Б1
298
149
5,5
8
32
31,25
30 К1
298
299
9
14
87
11,49
30 Б2
300
150
6,5
9
36,7
27,25
30 Ш2
300
201
9
15
68,6
14,58
30 К2
300
300
10
15
94
10,64
30 К3
300
305
15
15
105,8
9,45
30 К4
304
301
11
17
105,8
9,45
35 Ш1
334
249
8
11
65,3
15,31
35 Ш2
340
250
9
14
79,7
12,55
35 К1
342
348
10
15
109,1
9,17
35 Б1
346
174
6
9
41,4
24,15
35 Б2
350
175
7
11
49,6
20,16
35 К2
350
350
12
19
136,5
7,33
40 Ш1
383
299
9,5
12,5
88,6
11,29
40 Ш2
390
300
10
16
106,7
9,37
40 К1
394
398
11
18
146,6
6,82
40 Б1
396
199
7
11
56,6
17,67
40 Б2
400
200
8
13
66
15,15
40 К2
400
400
13
21
171,7
5,82
40 К3
406
403
16
24
200,1
5
40 К4
414
405
18
28
231,9
4,31
40 К5
429
400
23
35,5
290,8
3,44
45 Ш1
440
300
11
18
123,5
8,1
45 Б1
446
199
8
12
66,2
15,11
45 Б2
450
200
9
14
76
13,16
50 Ш1
482
300
11
15
114,2
8,76
50 Ш2
487
300
14,5
17,5
138,4
7,23
50 Б1
492
199
8,8
12
72,5
13,79
50 Ш3
493
300
15,5
20,5
156,1
6,41
50 Б2
496
199
9
14
79,5
12,58
50 Ш4
499
300
16,5
23,5
173,8
5,75
50 Б3
500
200
10
16
89,7
11,15
55 Б1
543
220
9,5
13,5
89
11,24
55 Б2
547
220
10
15,5
97,9
10,21
60 Ш1
582
300
12
17
137
7,3
60 Ш2
589
300
16
20,5
170,7
5,86
60 Б1
596
199
10
15
94,6
10,57
60 Ш3
597
300
18
24,5
198,1
5,05
60 Б2
600
200
11
17
105,5
9,48
60 Ш4
605
300
20
28,5
225,6
4,43
70 Б1
691
260
12
15,5
129,3
7,73
70 Ш1
692
300
13
20
166
6,02
70 Б0
693
230
11,8
15,2
120,1
8,33
70 Б2
697
260
12,5
18,5
144,2
6,93
70 Ш2
698
300
15
23
190,4
5,25
70 Ш3
707
300
18
27,5
226,9
4,41
70 Ш4
715
300
20,5
31,5
258,6
3,87
70 Ш5
725
300
23
36,5
294,9
3,39
80 Ш1
782
300
13,5
17
164,6
6,08
80 Ш2
792
300
14
22
191,1
5,23
90 Ш1
881
299
15
18,5
191,5
5,22
90 Ш2
890
299
15
23
212,6
4,7
100 Ш1
990
320
16
21
230,6
4,34
100 Ш2
998
320
17
25
258,2
3,87
100 Ш3
1 006
320
18
29
285,7
3,5
100 Ш4
1 013
320
19,5
32,5
314,5
3,18
Двутавры стальные горячекатаные с параллельными гранями полок
Масса погонного метра — ГОСТ 26020-83
Двутавр
Размеры (мм)
Вес метра (кг)
Метров в тонне
h
b
s
t
10 Б1
100
55
4,1
5,7
8,1
123,46
12 Б1
117,6
64
3,8
5,1
8,7
114,94
12 Б2
120
64
4,4
6,3
10,4
96,15
14 Б1
137,4
73
3,8
5,6
10,5
95,24
14 Б2
140
73
4,7
6,9
12,9
77,52
16 Б1
157
82
4
5,9
12,7
78,74
16 Б2
160
82
5
7,4
15,8
63,29
18 Б1
177
91
4,3
6,5
15,4
64,94
18 Б2
180
91
5,3
8
18,8
53,19
20 Ш1
193
150
6
9
30,6
32,68
20 К1
195
200
6,5
10
41,5
24,1
20 К2
198
200
7
11,5
46,9
21,32
20 Б1
200
100
5,6
8,5
22,4
44,64
23 Ш1
226
155
6,5
10
36,2
27,62
23 К1
227
240
7
10,5
52,2
19,16
23 Б1
230
110
5,6
9
25,8
38,76
23 К2
230
240
8
12
59,5
16,81
24 ДБ1
239
115
5,5
9,3
27,8
35,97
26 Ш1
251
180
7
10
42,7
23,42
26 Ш2
255
180
7,5
12
49,2
20,33
26 К1
255
260
8
12
65,2
15,34
26 Б1
258
120
5,8
8,5
28
35,71
26 К2
258
260
9
13,5
73,2
13,66
26 Б2
261
120
6
10
31,2
32,05
26 К3
262
260
10
15,5
83,1
12,03
27 ДБ1
269
125
6
9,5
31,9
31,35
30 Ш1
291
200
8
11
53,6
18,66
30 Ш2
295
200
8,5
13
61
16,39
30 Б1
296
140
5,8
8,5
32,9
30,4
30 К1
296
300
9
13,5
84,8
11,79
30 Б2
299
140
6
10
36,6
27,32
30 Ш3
299
200
9
15
68,3
14,64
30 К2
300
300
10
15,5
96,3
10,38
30 ДШ1
300,6
201,9
9,4
16
72,7
13,76
30 К3
304
300
11,5
17,5
138,72
7,21
35 Ш1
338
250
9,5
12,5
75,1
13,32
40 Ш1
338
300
9,5
14
96,1
10,41
35 Ш2
341
250
10
14
82,2
12,17
35 К1
343
350
10
15
109,7
9,12
35 Ш3
345
250
10,5
16
91,3
10,95
35 Б1
346
155
6,2
8,5
38,9
25,71
35 К2
348
350
11
17,5
125,9
7,94
35 ДБ1
349
127
5,8
8,5
33,6
29,76
35 Б2
349
155
6,5
10
43,3
23,09
35 К3
353
350
13
20
144,5
6,92
36 ДБ1
360
145
7,2
12,3
49,1
20,37
40 Б1
392
165
7
9,5
48,1
20,79
40 Ш2
392
300
11,5
16
111,1
9
40 К1
393
400
11
16,5
138
7,25
40 Б2
396
165
7,5
11,5
54,7
18,28
40 Ш3
396
300
12,5
18
123,4
8,1
40 ДШ1
397,6
302
11,5
18,7
124
8,06
40 ДБ1
399
139
6,2
9
39,7
25,19
40 К2
400
400
13
20
165,6
6,04
40 К3
409
400
16
24,5
202,3
4,94
40 К4
419
400
19
29,5
242,2
4,13
40 К5
431
400
23
35,5
291,2
3,43
45 Б1
443
180
7,8
11
59,8
16,72
45 Б2
447
180
8,4
13
67,5
14,81
45 ДБ1
450
152
7,4
11
52,6
19,01
45 ДБ2
450
180
7,6
13,3
65
15,38
50 Ш1
484
300
11
15
114,4
8,74
50 Ш2
489
300
14,5
17,5
138,7
7,21
50 Б1
492
200
8,8
12
73
13,7
50 Ш3
495
300
15,5
20,5
156,4
6,39
50 Б2
496
200
9,2
14
80,7
12,39
50 ДШ1
496,2
303,8
14,2
21
155
6,45
50 Ш4
501
300
16,5
23,5
174,1
5,74
55 Б1
543
220
9,5
13,5
89
11,24
55 Б2
547
220
10
15,5
97,9
10,21
60 Ш1
580
320
12
17
142,1
7,04
60 Ш2
587
320
16
20,5
176,9
5,65
60 Б1
593
230
10,5
15,5
106,2
9,42
60 Ш3
595
320
18
24,5
205,2
4,87
60 Б2
597
230
11
17,5
115,6
8,65
60 Ш4
603
320
20
28,5
234,2
4,27
70 Ш1
683
320
13,5
19
169,9
5,89
70 Б1
691
260
12
15,5
129,3
7,73
70 Ш2
691
320
15
23
197,6
5,06
70 Б2
697
260
12,5
18,5
144,2
6,93
70 Ш3
700
320
18
27,5
235,4
4,25
70 Ш4
708
320
20,5
31,5
268,1
3,73
70 Ш5
718
320
23
36,5
305,9
3,27
80 Б1
791
280
13,5
17
159,5
6,27
80 Б2
798
280
14
20,5
177,9
5,62
90 Б1
893
300
15
18,5
194
5,15
90 Б2
900
300
15,5
22
213,8
4,68
100 Б1
990
320
16
21
230,6
4,34
100 Б2
998
320
17
25
258,2
3,87
100 Б3
1 006
320
18
29
285,7
3,5
100 Б4
1 013
320
19,5
32,5
314,5
3,18
С параллельными гранями полки
Масса погонного метра — ТУ 14-2-685-86
Двутавр
Размеры (мм)
Вес метра (кг)
Метров в тонне
h
b
s
t
10KT1
94
200
6,5
10
20,6
48,54
10KT2
95,5
200
7
11,5
23,2
43,1
11. 5KT1
110
240
7
10,5
25,9
38,61
11.5KT2
111,5
240
8
12
29,5
33,9
13ШТ1
122
180
7
10
21,1
47,39
13ШТ2
124
180
7,5
12
24,4
40,98
13KT1
124
260
8
12
32,4
30,86
13KT2
125,5
260
9
13,5
36,3
27,55
13KT3
127,5
260
10
15,5
41,3
24,21
15ШТ1
142
200
8
11
26,6
37,59
15ШТ2
144
200
8,5
13
30,2
33,11
15KT1
144,5
300
9
13,5
42,1
23,75
15ШТ3
146
200
9
15
33,9
29,5
15KT2
146,5
300
10
15,5
47,9
20,88
15KT3
148,5
300
11,5
17,5
54,1
18,48
17. 5ШТ1
165,5
250
9,5
12,5
37,3
26,81
17.5ШТ2
167
250
10
14
40,8
24,51
17.5KT1
168
350
10
15
54,6
18,32
17.5ШТ3
169
250
10,5
16
45,4
22,03
17.5KT2
170,5
350
11
17,5
62,6
15,97
20ШТ1
190,5
300
9,5
14
47,8
20,92
20ШТ2
192,5
300
11,5
16
55,2
18,12
20KT1
193
400
11
16,5
68,7
14,56
20ШТ3
194,5
300
12,5
18
61,3
16,31
20KT2
196,5
400
13
20
82,4
12,14
25ШТ1
238,5
300
11
15
56,9
17,57
25ШТ2
241
300
14,5
17,5
68,9
14,51
25ШТ3
244
300
15,5
20,5
77,7
12,87
25ШТ4
247
300
16,5
23,5
86,6
11,55
30ШТ1
286,5
320
12
17
70,7
14,14
30ШТ2
290
320
16
20,5
80
12,5
30ШТ3
294
320
18
24,5
102,3
9,78
30ШТ4
298
320
20
28,5
116,5
8,58
Применение
Двутавровые балки — это наиболее часто встречающиеся и широко используемые балки. Конструкции с жесткой рамой из двутавровой балки является одной из самых прочных и устойчивых форм стальных строительных конструкций. Это делает возможность возводить высокие многопролетные здания.
Помимо несущих элементов в промышленном и жилом строительстве, двутавр используется для прокладки троллейбусных и железнодорожных, эстакад, мостов и прочих дорожных сооружений. Широкополочные балки чаще всего применяются в жилищном строительстве. Часть проката реализуется на нужды машиностроительной отрасли.
Тавры колонные по ТУ 14-2-685-86. Название профиля и вес
Наименование профиля двутавра
Высота (h), мм
Ширина полки (b), мм
Толщина стенки (s), мм
Средняя толщина полки (t), мм
Масса 1 м балки, кг
Метров балки в тонне
Балка 10KT1
94
200
6.5
10
20.6
48.54
Балка 10KT2
95.5
200
7
11.5
23. 2
43.1
Балка 11,5KT1
110
240
7
10.5
25.9
38.61
Балка 11,5KT2
111.5
240
8
12
29.5
33.9
Балка 13KT1
124
260
8
12
32.4
30.86
Балка 13KT2
125.5
260
9
13.5
36.3
27.55
Балка 13KT3
127.5
260
10
15.5
41.3
24.21
Балка 15KT1
144.5
300
9
13.5
42.1
23.75
Балка 15KT2
146.5
300
10
15.5
47.9
20.88
Балка 15KT3
148.5
300
11
17.5
54.1
18.48
Балка 17,5KT1
168
350
10
15
54.6
18.32
Балка 17,5KT2
170.5
350
11
17. 5
62.6
15.97
Балка 20KT1
193
400
11
16.5
68.7
14.56
Балка 20KT2
196.5
400
13
20
82.4
12.14
Применение балок в промышленности
Балка, как наиболее мощный металлопрокат, используется в различных областях. В строительстве она выступает как основа перекрытий, перераспределяя нагрузку с перекрытия на несущие конструкции и далее на фундамент. Из неё строится основа здания, которую затем обшивают другими элементами.
Тавровая балка выдерживает меньшую нагрузку, но она также очень востребована. Балки и двойная и одинарная необходима при строительстве мостов, тоннелей, складов, ну и естественно, при строительстве зданий, как жилых, так и промышленных.
Специальные балки с повышенной прочностью используют в качестве монорельса для подъемного оборудования и для строительства туннелей шахт, при строительстве метро и тому подобных ответственных сооружений.
Одно из хороших качеств горячекатаных балок можно назвать то, что они менее подвержены коррозии по сравнению с холоднокатаными.
Балка может быть изготовлена из алюминиевого сплава, в тех случаях, когда нужна лёгкость конструкции. При этом прочность её достаточно высокая.
Поставщики металлопроката
В России есть много металлургических заводов, около 60, но балки выпускают только некоторые из них.
Например, выпускает балку Алапаевский металлургический завод в числе остальных прокатных изделий, Магнитогорский металлургический комбинат выпускает балку горячекатаную, Белорецкий металлургический комбинат, Челябинский металлургический комбинат, Петровск – Забайкальский завод, Оскольский электрометаллургический завод, Омутнинский металлургический комбинат. Другие предприятия выпускают этот прокат при наличии соответствующего заказа, конечно заказ должен быть большим. Так как балка это продукция со специфическими свойствами, её иногда закупают за рубежом.
Заказ балки можно сделать как на предприятии, так и у металлотрейдеров, поставляющих металлопрокат, в Москве их есть много. Желательно работать с крупными организациями, у которых высокий рейтинг.
Для заказа продукции нужно высчитать вес балки. По приведенным здесь размерам выбираете вес одного погонного метра балки нужно вам профиля. Потом вес 1 метра погонного умножаем на длину проката, то есть балки. Для простоты расчета предлагаем использовать наш онлайн калькулятор веса, пользоваться которым очень просто и надёжно. Результат получаете мгновенно.
Наша продукция
Как рассчитать вес i балки и конструкции
Как рассчитать вес i балки / Как найти вес i балки, в этой теме мы узнаем, как рассчитать вес i балки. Сегодня инженеры широко используют балку в строительстве, формируя колонны и балки, а также множество типов различных конструкций, имеющих разную длину, размер и размер.
I-образная балка в основном выглядит как Н-образная балка , также называемая широкой балкой и универсальный луч .
Как рассчитать вес двутавровой балки
Различные полные формы ISMB, ISMC, ISJB, ISLB и ISWB, связанные с двутавровой балкой
В проектировании стальных и строительных конструкций технические термины используются инженерами для двутавровой балки, т.е. ISMB , ISMC, ISJB, ISLB и ISWB
◆Вы можете подписаться на меня в Facebook и подписаться на наш канал Youtube
—
1) что такое бетон, его виды и свойства
Что такое балка?
В основном двутавровая балка, имеющая Н-образную форму, состоит из двух горизонтальных плоских частей, называемых полками, которые соединены одним вертикальным элементом, известным как стенка.
И форма фланца, и стенка образуют двутавровое поперечное сечение из стали и балки. Он имеет множество применений в строительстве каркасов, мостов и инженерных сооружений. Это форма выбора для зданий из конструкционной стали, дизайн и структура i-образной балки делают ее уникальной и способной выдерживать различные нагрузки, действующие на нее. Теперь мы обсудим, как рассчитать вес i балки.
Как рассчитать вес двутавровой балки
Как рассчитать массу двутавровой балки
ISMB (Индийский стандарт балки среднего веса) формула расчета веса
ismb 75×40×4,8: – размеры ismb 75 мм × 40 мм × 4,8 мм имеют вес 2,176 кг/фут или 7,14 кг/метр.
ismb 100×50×5 :- размеры ismb 100 мм × 50 мм × 5 мм имеют вес 2,914 кг/фут или 9,56 кг/метр.
ismb 125×65×5,3 :- размеры ismb 125 мм × 65 мм × 5,3 мм имеют вес 3,993 кг/фут или 13,10 кг/метр.
ismb 150×75×5,7 :- размеры ismb 150 мм × 75 мм × 5,7 мм имеют вес 5,121 кг/фут или 16,80 кг/метр.
ismb 175×75×6 :- размеры ismb 175 мм × 75 мм × 6 мм имеют вес 5,975 кг/фут или 19,60 кг/метр.
ismb 200×75×6,2: – размеры ismb 200 мм × 75 мм × 6,2 мм имеют вес 6,798 кг/фут или 22,30 кг/метр.
ismb 250×82×9 :- размеры ismb 250 мм × 82 мм × 9 мм имеют вес 10,426 кг/фут или 34,20 кг/метр.
ismb 300×90×7,8: – размеры ismb 300 мм × 90 мм × 7,8 мм имеют вес 11,067 кг/фут или 36,3 кг/метр.
исмб 400×100×8,8 : размер 400 мм × 100 мм × 8,8 мм имеет вес 15,274 кг/фут или 50,1 кг/метр.
Полная форма ISMB : полная форма ISMB — это балка среднего веса индийского стандарта.
Вес ISMB 200:- Индийский стандарт, средний вес Вес балки 200 на метр составляет 25,40 кг/м, их площадь поперечного сечения составляет 32,33 см2, глубина сечения 200 мм, ширина полки 100 мм, толщина полки 10,80 мм и толщина Сеть 5,70 мм.
Мы дали:-
◆ фланец (A) компонент
длина полки = 100 мм
толщина полки = 15 мм
высота полки = 1000 мм
◆ стенка (B) компонента
9000 Толщина стенки = 15 мм
Высота стенки = 1000 мм
Плотность стали = 7850 кг/м3
Теперь нам нужно рассчитать объем полки и стенки
Теперь объем полки = l×b×h
Объем фланца = 100×15×1000 мм
Переводим в метры получаем
Объем фланца = 0,1×0,015×1 м3
Объем фланца = 0,0015 м3 одна полка
Объем полки = 2×0,0015 м3
Общий объем полки = 0,0030 м3
Теперь нужно рассчитать объем стенки
Объем стенки = l × b× h
Длина стенки = 200 мм – толщина двух фланцев
Длина полотна = 200 – (2×15) мм
Длина полотна = 170 мм
Объем полотна = 170×15×1000 мм
Теперь перевести в метры
Объем полотна = 0,17×0,015×1 м3
Объем стенки = 0,00255 м3
Теперь нам нужно рассчитать общий объем i-й балки, который представляет собой сумму объема полки и объема стенки
Общий объем i-балки = 0,0030+0,00255 м3
Объем i-балки = 0,00555 м3
Теперь надо вычислить массу двутавровой балки, которая равна произведению плотности стали на объем i-й балки 9
Вес = 43,57 кг поможет вам определить реакции на опорах свободно опертой балки, вызванные вертикальными точечными нагрузками или силами. В этом калькуляторе мы рассмотрим:
Что такое реакция поддержки;
Как рассчитать опорные реакции в балке;
Пример расчета по нахождению опорных реакций; и
Как рассчитать допустимую нагрузку на балку с помощью этого калькулятора нагрузки на балку.
Знание того, как найти опорные реакции, является отличным началом при анализе балок, например, при определении прогиба балки. Продолжайте читать, чтобы узнать больше.
🙋 Если вам интересно, как рассчитать прогиб балки, у нас есть наш калькулятор прогиба балки, который вы можете проверить, или наш многофункциональный калькулятор пролета деревянной балки для углубленного расчета конструкции деревянной балки.
Что такое реакция поддержки?
Согласно третьему закону движения Ньютона , каждая сила, действующая на объект, имеет равную и противоположную реакцию. Если вы пытаетесь на что-то надавить, скажем, на стену, вам кажется, что стена тоже отталкивает вас. Именно это явление описывает третий закон движения Ньютона.
В машиностроении элементы конструкции, такие как балки и колонны, взаимодействуют друг с другом в точках, где они встречаются. Представьте луч, который в настоящее время поддерживал двумя столбцами. Вес балки давит на колонны, и из-за третьего закона движения Ньютона мы также можем сказать, что колонны воздействуют на балку эквивалентной противоположной реактивной силой. Мы называем эти противодействующие силы опорными реакциями .
Вы можете представить себе дверной потолок в виде балки, показанной выше, и две домкратные стойки (вертикальные стойки, на которые опирается дверной потолок) в качестве двух опорных конструкций дверного профиля. Узнайте больше о размерах дверных перемычек, воспользовавшись нашим калькулятором размеров дверных перемычек.
На свободно опертой балке опорные реакции на каждом конце балки могут быть либо равны друг другу, либо иметь разные значения. Их значения зависят от приложенных к балке нагрузок. Если на более близком расстоянии от одной опоры находится больше нагрузок, эта опорная конструкция испытывает большую силу и, следовательно, испытывает большую реакцию.
Как рассчитать опорные реакции в балке?
Поскольку опорные реакции действуют в направлении, противоположном силе, можно сказать, что вся система находится в равновесии. Это означает, что балка не движется, а сумма сил и моментов равна нулю. Приравнивая 9n(F_i\times x_i) — (R_\text{B}\times\text{span}) = 0 i=1∑n(Fi×xi)−(RB×span)=0
Теперь, когда у нас есть выражение для нахождения RB\small R_\text{B}RB, и поскольку мы знаем, что общие приложенные силы равны сумме реакций, теперь мы также можем найти реакцию на опоре A , RA\small R_\text{A}RA, используя следующие уравнения: 9n F_i — R_\text{B}\ \text{✔}RA=i=1∑nFi−RB ✔
Теперь, когда мы знаем, как рассчитать опорные реакции в балках, давайте теперь рассмотрим пример расчет, чтобы укрепить наши знания об этом. 🙂
Пример расчета по нахождению опорных реакций
Предположим, что у нас есть свободно опертая балка длиной 4,0 метра с приложенной точечной нагрузкой 10,0 килоньютон (кН) в 2,0 метрах от опоры A и еще одна приложенная 3,5 кН точечная нагрузка 1,5 метра от опоры B , как показано ниже:
Для расчета RB\small R_\text{B}RB сформулируем уравнение моментного равновесия следующим образом:
Обратите внимание , что для этого суммирования , мы рассмотрели все нисходящие силы как положительные и все направленные вверх силы как отрицательные . Основываясь на наших расчетах, приведенных выше, мы получили, что реакции на опорах A и B равны 6,3125 кН и 7,1875 кН соответственно.
Также обратите внимание, что в этом примере расчета опорных реакций и в калькуляторе нагрузки на балку мы предполагали, что балка невесома. Однако, если указан вес балки, вы можете рассматривать вес балки как еще одну направленную вниз нагрузку в центре или центроиде балки.
Использование нашего калькулятора нагрузки на балку
Наш калькулятор прост и удобен в использовании. Все, что вам нужно сделать, это ввести пролет балки , величину точечных нагрузок и их расстояния от опоры A .
Разновидности и основные технические характеристики
Рекомендации по правильной установке
Современные производители предлагают для оснащения автономных систем водоснабжения множество видов насосного оборудования, которое решает задачи не только по откачиванию воды, но и по ее дальнейшей транспортировке по трубопроводу. Если говорить о конструктивном исполнении различных моделей, которое и определяет сферу их применения и технические характеристики, то достаточно интересной конструкцией отличаются насосы винтовые (или, как их еще часто называют, шнековые насосы).
Насос скважинный винтового типа Оasis, обеспечивающий максимальный напор до 130 метров
Особенности конструкции и назначение
Все насосное оборудование, используемое для откачивания воды из скважины или колодца, можно разделить на поверхностное и погружное. Устройства первой категории, как следует из их названия, устанавливаются на поверхности земли, в непосредственной близости от подземного источника водоснабжения, а перекачиваемая такими насосами жидкая среда поднимается из скважины или колодца по специальной трубе. Скважинные насосы поверхностного типа характеризуются невысокими показателями напора перекачиваемой жидкой среды, что не позволяет использовать их для обслуживания скважин, глубина которых превышает 10 метров.
Тот самый винт, из-за которого и произошло название рассматриваемых типов насосов
Погружные насосы в процессе использования располагаются в толще перекачиваемой жидкой среды, оставаясь в ней на весь период своей эксплуатации. В отличие от поверхностных, погружные помпы характеризуются значительно более высокой мощностью: они способны создавать напор перекачиваемой жидкой среды, значение которого составляет десятки метров водяного столба (от 50 метров). Такие характеристики позволяют успешно использовать эти гидромашины для откачивания жидкой среды из скважин, отличающихся даже очень значительной глубиной.
Шнековый насос (или спиральный насос) относится к устройствам погружного типа, а значит, его корпус целиком находится в толще перекачиваемой им жидкой среды. Название «винтовой» этот скважинный насос получил из-за того, что основным элементом его конструкции является архимедов винт, за счет вращения которого и обеспечивается перекачивание жидкой среды.
Принцип работы Архимедова винта
Следует отметить, что преимущественное большинство погружных насосов действует не по винтовому, а по центробежному принципу. Основным рабочим органом центробежных насосов является колесо с зафиксированными на его внешней поверхности лопатками. При вращении такого колеса вместе с перекачиваемой средой в различных частях внутренней рабочей камеры насоса создается повышенное давление жидкости и разрежение воздуха, что и способствует выталкиванию рабочей среды через напорный патрубок и ее всасыванию из скважины через входную магистраль.
Шнековый насос, как уже говорилось выше, оснащается винтом определенной длины, используемым в качестве основного рабочего элемента. Благодаря тому, что шнековый механизм практически не реагирует на содержание в перекачиваемой среде песка и других твердых включений небольшого размера, винтовые насосы для скважин успешно используются для работы с жидкостями, характеризующимися даже значительной степенью загрязнения. Особенности конструкции шнековых механизмов, применяемых для оснащения погружных винтовых насосов, исключают засорение песком, содержащимся в перекачиваемой жидкой среде, элементов, из которых такие механизмы состоят.
Схематическое изображение скважинного винтового насоса
Центробежные погружные насосы, в отличие от винтовых, при перекачивании жидкой среды с песком даже мелкой фракции достаточно быстро выходят из строя. Именно поэтому, если встает вопрос о том, винтовой или центробежный насос использовать для перекачивания воды даже с незначительным содержанием песка, выбор однозначно стоит делать в пользу устройств шнекового типа.
Принцип действия винтового насоса достаточно прост:
Вода из скважины попадает во внутреннюю рабочую камеру устройства через расположенное в нижней части его корпуса подающее отверстие.
Захватываясь выступающими спиральными элементами шнека, вращающегося на валу ротора, жидкая среда проталкивается в верхнюю часть рабочей камеры, где расположено напорное отверстие.
Достаточно значимым отличием погружных шнековых насосов от глубинных устройств других типов является то, что при повышении скорости вращения их основного рабочего органа – шнека – увеличивается только производительность оборудования, то есть количество жидкой среды, которую оно перекачивает за единицу времени.
При этом давление, которым характеризуется поток жидкости, выходящей из напорной магистрали насоса шнекового типа, остается практически неизменным. Такое качество шнековых насосов для скважин позволяет успешно применять их даже на крупных промышленных объектах. В частности, данное оборудование активно используют для перекачивания нефти, работы с маслами и другими жидкими средами промышленного назначения.
Геометрические параметры, учитываемые при подборе винтового насоса
Между размерами (в частности, длиной) шнека, которым оснащен насос винтовой, и производительностью устройства существует прямая зависимость. Так, чем более длинным шнеком оснащен винтовой электронасос, тем выше его производительность. Преимущественное большинство современных насосов шнекового типа оснащается одним рабочим винтом, и лишь незначительное число моделей имеет в своей конструкции два и более шнека.
Удлиненная форма, которой отличается шнек, оптимально подходит для того, чтобы оснащать таким элементом помпы именно погружного типа, которые опускаются в обсадную колонну, поэтому должны иметь вид вытянутого вдоль продольной оси цилиндра. Такая форма основного рабочего органа винтовых насосов позволяет создавать на его основе мощные устройства, отличающиеся в то же самое время достаточно небольшим диаметром.
Разновидности и основные технические характеристики
Среди насосов шнековых выделяют две категории. Основополагающим параметром такого разделения выступает рабочая глубина, на которой способны работать данные гидромашины. Так, в зависимости от этой характеристики различают:
стандартные винтовые насосы;
устройства глубинной категории.
Шнековый насос, относящийся к стандартной категории, используется для откачивания воды из колодцев или скважин, глубина которых не превышает 20–25 метров. Такие помпы часто применяются для обслуживания скважин с небольшим дебитом, бурение которых выполнено на водоносных слоях почв песчаного типа (скважины на песок). Поскольку с помощью винтового насоса можно откачивать жидкую среду с различной производительностью, сохраняя при этом стабильное давление создаваемого потока и не обращая внимания на содержание в составе воды песчаных включений, данное оборудование оптимально подходит для обслуживания скважин указанного типа.
Винтовой моноблочный насос с верхним расположением водозаборной части
Винтовой скважинный насос глубинной категории оснащается удлиненным шнеком, что определяет впечатляющие технические возможности такой гидромашины. Обладая высокой мощностью и надежностью, она может успешно обслуживать артезианские скважины, вода в которых располагается на глубине, доходящей до ста метров. Конечно, цена таких моделей значительно выше стоимости устройств стандартной категории, но во многих случаях, когда требуется обеспечить подачу воды из скважин значительной глубины, без подобного оборудования просто не обойтись.
Рассмотрим технические характеристики, которыми обладает скважинный винтовой насос, относящийся к моделям средней ценовой категории:
производительность, показывающая, какой объем жидкой среды насос способен перекачать в единицу времени, – 1500–2000 л/час;
напор создаваемого потока жидкости – 40–60 метров водяного столба;
температура, которой может обладать перекачиваемая жидкая среда, – от +5 до +40°С;
размер частичек нерастворимых твердых включений, которые могут содержаться в перекачиваемой воде, – 2–2,5 мм;
мощность электродвигателя, приводящего во вращение ротор и шнек, – 1–1,5 кВт.
Линейка винтовых насосов Sprut
Большинство моделей шнековых насосов средней ценовой категории, которые часто применяются для оснащения бытовых автономных систем водоснабжения, могут работать от электрической сети с напряжением 220 В.
Шнековые помпы промышленного назначения отличаются более впечатляющими техническими характеристиками. В частности, такие устройства без ущерба для своего технического состояния могут успешно перекачивать жидкие среды, температура которых значительно превышает вышеуказанные значения. Кроме того, промышленные насосы винтового типа в состоянии работать с жидкими средами, содержащими в своем составе нерастворимые твердые включения, размер частиц которых превышает 2–2,5 мм.
Скважинный шнековый насос для артезианских водозаборов
Основная часть корпусных деталей насосов скважинных винтового типа изготавливается из нержавеющей стали, отдельные элементы – из прочного пластика. Для герметизации элементов внутренней конструкции таких гидромашин используются прокладки, изготовленные из резины и силикона.
Поскольку движущиеся элементы внутренней конструкции шнековых насосов постоянно контактируют с перекачиваемой жидкой средой, они не нуждаются в обеспечении дополнительного охлаждения.
Рекомендации по правильной установке
Для того чтобы винтовой насос для скважины не вызывал проблем при эксплуатации и эффективно справлялся с задачей по откачиванию жидкой среды, его важно правильно установить. Хотя установка насосного оборудования данного типа во многом схожа с правилами монтажа центробежных гидромашин, есть в такой процедуре и определенные нюансы, которые обязательно следует учитывать.
Как и погружные насосы любого другого типа, винтовые устройства опускаются в обсадную трубу, установленную в предварительно пробуренной скважине. Для фиксации винтового насоса на определенной глубине используется металлический трос, на который оборудование и подвешивается во внутренней части обсадной трубы. Электропитание насоса, погруженного в скважину, а также подачу управляющих сигналов на элементы его автоматики обеспечивает специальный кабель, подключаемый к соответствующим клеммам.
В тех случаях, когда для оснащения скважины используется насосное оборудование, характеризующееся высокой мощностью, для его подключения к сети электропитания и блоку управления может быть использовано сразу несколько кабелей. Подача жидкой среды, откачиваемой шнековым насосом, из глубины скважины на поверхность осуществляется посредством мощного шланга, внутренний диаметр которого в зависимости от модели используемого оборудования может находиться в диапазоне 25–50 мм.
Винтовой насос подготовлен для погружения в скважину
Сам процесс подключения и монтажа погружного винтового насоса осуществляется по нижеприведенному алгоритму.
Насос, который планируется опустить в скважину, подключается к сети электропитания и запускается на короткий промежуток времени. Это необходимо для проверки работоспособности устройства.
Если насос функционирует нормально, то к нему подсоединяют электрический кабель, который и будет опускаться вместе с ним в скважину.
К напорному патрубку винтового насоса подсоединяют шланг, по которому жидкость из источника будет подаваться на поверхность.
Шланг и кабель электропитания насоса стягиваются между собой хомутами, причем выполнить такие соединения необходимо по всей длине шланга и кабеля.
К насосу привязывается страховочный трос (для этого на корпусе гидромашины имеется специальное монтажное отверстие).
Если в комплекте с насосом поставляется датчик уровня жидкости поплавкового типа, его необходимо соединить с оборудованием.
Подключенный ко всем коммуникациям насос аккуратно опускается в обсадную трубу на требуемую глубину. Делать это следует максимально аккуратно, чтобы не повредить корпус устройства при его соприкосновении со стенками трубы.
После того как насос окажется на требуемой глубине, его положение следует зафиксировать, привязав верхний конец страховочного троса к перекладине, смонтированной на поверхности земли.
Верхняя часть напорного шланга подсоединяется к трубопроводу, на котором предварительно должны быть установлены обратный клапан (если его нет в конструкции самой гидромашины), задвижка, манометр и отводное колено.
После того как все соединения выполнены, а насос надежно зафиксирован в скважине на требуемой глубине, осуществляется тестовый запуск.
Труба из обсадной колонны выводится через скважинный оголовок вместе с питающим кабелем
При тестовом запуске установленного погружного винтового насоса следует обращать внимание не только на ход жидкой среды по напорному шлангу, но и на наличие стуков и вибрации при работе оборудования. В том случае, если такие явления наблюдаются, монтаж шнекового насоса выполнен неверно. Это необходимо исправить, осуществив установку оборудования по вышеописанной схеме заново. В отличие от погружных центробежных насосов, винтовые модели не создают вибрации при своей работе. Именно поэтому наличие вибрации (и тем более стука) при работе винтового насоса является свидетельством его неправильного монтажа либо неисправности. Это требует извлечения оборудования из скважины и проведения тщательной диагностики его технического состояния.
Винтовой насос для скважины – особенности и сфера применения
Содержание:
Конструкция
Принцип работы
Применение
Выбор насоса
Установка в скважину своими руками
Винтовой насос для скважины успешно используется там, где имеется повышенная загрязненность воды. Принцип его работы заметно отличается от центробежного. Конструктивное изменение нагнетающего узла позволило обеспечить высокую работоспособность в условиях сильного замутнения.
Помимо прочего, такой тип насосного оборудования обладает еще целым рядом преимуществ: постоянство напора, отсутствие вибрации, как следствие сохранение фильтров в чистоте, а также небольшие габариты по сравнению с другими скважинными насосами. Поскольку это погружной насос, то отсутствует необходимость устанавливать кессон для скважины, как в случае с поверхностным агрегатами. Благодаря своим эксплуатационным свойствам, винтовые насосы находят широкое применение не только в быто, но и в промышленности.
Конструкция
В отличие от центробежного, в котором рабочим узлом является нагнетающее колесо, винтовой насос для скважины в качестве рабочего органа имеет так называемый винт Пифагора – шнек. Похожая конструкция используется в мясорубке. Для повышения давления имеется несколько рабочих органов – ступеней. Все они вместе с электродвигателем находятся в одном корпусе. При необходимости насосы могут быть оснащены автоматической системой управления. Общая схема винтового механизма представлена на видео:
Малогабаритные бытовые насосы изготовляются с одним общим валом. Промышленные могут быть многовальными. Для привода в действие рабочих валов используется приводной, или карданный вал.
Большое внимание уделено уплотнениям рабочих полостей. В качестве уплотняющих материалов используется керамика и графит.
Винтовой насос, принципиальная схема
Интересно знать. Электродвигатели винтовых насосов работают в масле. Дополнительно такое конструктивное решение способствует лучшему охлаждению.
Принцип работы
В отличие от центробежных скважинные винтовые насосы имеют меньшие размеры, но при этом создают очень высокое давление. Поскольку конструктивно они представляют один вал, это дало возможность уменьшить общий диаметр корпуса. Для более детального рассмотрения принципа работы необходимо уяснить конструктивные особенности агрегата.
Одновальный винтовой насос в разрезе
Ротором является вращающийся вал (винт), статором — внутренняя полость корпуса. Винт изготовляется в большинстве случаев из металла, а рабочая часть статора из более пластичного материала.
При вращении ротора вода из всасывающего патрубка перемещается по спирали к выходящему. Как это происходит – хорошо видно на видео:
Одним из основных преимуществ в работе насосов этого типа является стабильность напора. Другими словами, пульсации давления откачиваемой воды не происходит. Это исключает вибрацию при работе агрегата. Главным положительным фактором этого явления будет то, что заборный фильтр остается постоянно чистым.
Не секрет, что при работе насосов других типов (особенно вибрационных), в результате их вибрации вокруг заборного фильтра внизу обсадной трубы скапливается много породных частиц. Песок через фильтр проходит и с откачиваемой водой выносится наружу. А глинистые включения оседают на сетке фильтра и со временем полностью ее забивают.
Важно. Использование погружных насосов вибрационного типа в скважинах не допустимо.
Применение
Винтовой погружной насос нашел широкое применение в различных отраслях народного хозяйства. Практически нет ни одной отрасли, где бы он не использовался:
перекачивание нефти и ее продуктов переработки;
откачка воды при добыче каменного угля;
перекачка маслянистых жидкостей;
выкачивание природного газа из скважин газовых месторождений;
перемещение пищевых продуктов при их расфасовке.
Широкое применение винтовые насосы нашли в бытовом использовании. Особенно при добыче воды из скважин и других водоисточников на частном подворье.
В силу своих конструктивных особенностей винтовые насосы широко применяются при подъеме воды из артезианских скважин для обеспечения нужд различных предприятий.
Винтовые насосы для артезианского водозабора
В этом случае используются механизмы повышенной мощности. Естественно, по своим размерам они сильно отличаются от бытовых. Длина насоса может достигать 6 метров.
Выбор насоса
Благодаря особенностям конструкции шнековый (винтовой) насос для скважины наиболее приспособлен к эксплуатации в условиях загрязненной воды. Например, с повышенным содержанием песка. Идеально подходит для системы полива. Причем из любого водоисточника. В перекачивании технической воды альтернативы не имеет. С успехом используется в скважинах с питьевой водой.
Выбор винтового насоса обуславливается рядом факторов, которые нужно обязательно учитывать:
производительность агрегата;
мощность;
глубина скважины;
цена;
фирма-производитель.
Подробнее об основных параметрах
От производительности зависит способность обеспечения водой в нужном объеме всей системы водоснабжения. Подробную консультацию по этому вопросу можно получить в органах ЖКХ или Водоканала. Конкретно по марке выбираемого насоса даст исчерпывающую информацию продавец-консультант.
От мощности в конечном счете зависит производительность. Кроме того, цифровой показатель этого параметра влияет на возможность работы электроснабжения дома. При большой мощности насоса электросеть дома может не выдержать нагрузки. Таким образом мощность насоса должна быть ниже мощности домашней электросети.
Глубина скважины влияет на выбор насоса по мощностным характеристикам. Чем глубже скважина, тем сильнее должен быть насос. Кроме того, необходимо учитывать расстояние от водозабора до входа в распределитель системы водоснабжения. Каждые десять метров горизонтального участка водопровода приравниваются к одному метру подъема из глубины.
Цены насосов колеблются в широких пределах и зависят от многих факторов. При выборе все же нужно помнить, что очень дешевый товар не всегда оказывается качественным. А система водоснабжения частного дома, как правило, довольно затратная. Как в узлах для ее монтажа, так и в их ремонте. Поэтому экономить на важнейшей ее части – насосе, не всегда оправдано.
Производители. Широкую популярность завоевали насосы харьковской компании «Промэлектро» под общей маркой «Водолей». Не менее известны насосы «Спрут» компании «Варна» (Украина).
Линейка винтовых насосов «Спрут»
Качественным товаром славится российская «Беламос». Ее винтовые насосы серии SP наиболее оптимальны при использовании в системах автономного водоснабжения загородных домов, коттеджей и дачных участков. Также известными производителями являются ряд зарубежных компаний. Это датская «Grundfos», итальянская «Calpeda» и другие.
Обратить внимание. При выборе насоса нужно обязательно ознакомиться с его техническими характеристиками. Подробно они описаны в «Инструкции по эксплуатации».
Установка в скважину своими руками
Приобретенный винтовой погружной насос для скважины можно установить самостоятельно. Для этого необходимо руководствоваться общими обязательными правилами и строго соблюдать последовательность выполнения работ.
На земле, до спуска в скважину, необходимо полностью завершить всю сборочную конструкцию. Для этого насос аккуратно укладывается в рядом с оголовком скважины и к нему подсоединяется обратный клапан. Он может идти в комплекте с агрегатом или приобретается отдельно. Экономить на таком важном элементе нельзя, поскольку он выполняет роль защиты всей системы водоснабжения от гидроудара.
Следующим этапом работы станет подсоединение трубопровода. В этом процессе сложности никакой нет. Единственное, что нельзя упускать из вида — крепление к трубе электрического кабеля двигателя и фиксирующего троса. Крепеж производится пластиковыми хомутами через 1,5-2,5 метра. Фиксирующий трос должен быть диаметром 6-8 мм в полиэтиленовой оболочке.
На этом этап подготовки к спуску заканчивается. Далее осуществляется спуск сборки в скважину. Эта работа проводится обязательно с помощником. Насос аккуратно вставляется в обсадную трубу и легкими движениями начинает опускаться до рабочей глубины. По ее достижении трос надежно фиксируется на оголовке. Более подробную информацию по установке насоса можно найти на страницах сайта или посмотрев видео:
Важно. Насос в скважину опускать только держа за трос!
Таким образом, применение винтового погружного скважинного насоса в автономной системе водоснабжения частных домов зачастую является единственно правильным решением. По сравнению с центробежными шнековый наиболее приспособлен для откачивания воды с повышенным содержанием загрязнений.
4DWG Глубоководный винтовой насос из нержавеющей стали
Применение — Для подачи воды из колодцев или резервуаров. — Для бытового, гражданского и промышленного применения. — Для использования в саду и орошения.
Условия эксплуатации глубоководного винтового насоса 4DWG из нержавеющей стали — Максимальное содержание песка: 3%. — Максимальное погружение: 15 м. — Минимальный диаметр скважины: 4 дюйма
винтовой насос глубокой скважины нержавеющей стали 4ДВГ Особенности — Трехфазный: 380В-415В/50Гц. — Однофазный: 220В-240В/50Гц. — Оборудовать блоком управления запуском или цифровым блоком автоматического управления.
Технические данные винтового насоса для глубоких скважин 4DWG из нержавеющей стали
Модель
Р2
Производительность (м³/ч)
Напор (м)
Выход (дюйм)
Скорость (об/мин)
Размер (мм)
1~ 220В/240В
3~ 380В/415В
кВт
л. с.
øD
л
4DWGm1,2/50-0,37
4DWG1.2/50-0.37
0,37
0,5
1,2
50
1″
2850
96
540
4DWGm1,8/50-0,5
4DWG1.8/50-0.5
0,5
0,7
1,8
50
1″
2850
96
560
4DWGm1,5/60-0,55
4DWG1,5/60-0,55
0,55
0,75
1,5
60
1″
2850
96
580
4DWGm1,2/100-0,75
4DWG1.2/100-0.75
0,75
1
1,2
100
1″
2850
96
620
4DWGm1,5/100-1,1
4DWG1.5/100-1.1
1.1
1,5
1,5
120
1″
2850
96
680
Кривые гидравлических характеристик для глубоководного винтового насоса 4DWG из нержавеющей стали
Таблица материалов для глубоководного винтового насоса 4DWG из нержавеющей стали
Компоненты
Материал
Напорный кожух
AISI 304 нержавеющая сталь
Сетчатый фильтр
AISI 304 нержавеющая сталь
Внешний кожух двигателя
AISI 304 нержавеющая сталь
Верхняя крышка
Чугун G20 UNI5007
Нижняя опора
AISI 304 нержавеющая сталь
Механическое уплотнение
Специальное уплотнение для глубоких колодцев (углерод-SIC/TC)
Вал
AISI 304 SS-C 1045
Подшипник
НСК
Компания LEO зарегистрирована на бирже в Китае (код акции 002131). Компания LEO является ведущим производителем винтовых насосов для глубоких скважин, предлагающим только высококачественные насосы. Компания LEO произвела миллионы насосов, которые в настоящее время используются более чем в 140 странах, и предлагает насосы для бытовых нужд, насосы из нержавеющей стали, насосы для воды из глубоких скважин с индивидуальными решениями. Глубинные насосы LEO могут удовлетворить любые потребности в бытовых насосных системах.
Винтовой насос FS4 для солнечных батарей
Профиль:
Принять винт из нержавеющей стали и резиновый статор, бесщеточный двигатель с постоянным магнитом. С комбинацией двигателя и контроллера максимальная эффективность составляет более 85%, что на 25% выше, чем у традиционного насоса переменного тока.
2. Материал:
1) Корпус из нержавеющей стали, сердечник вала, муфта и корпус насоса; соединение из медного сплава, основание; резиновый статор высокопрочный и износостойкий.
2) Погружной двигатель из нержавеющей стали с масляным погружением.
Характеристика продукта:
1) Компактная конструкция, высокий подъем, бесшумность, отсутствие загрязнения; полное электрическое защитное устройство контроллера от пониженного напряжения, перенапряжения, переполнения, перегрузки, отсутствия воды и т. д.; автоматическое восстановление; контроль высоты воды по мере необходимости.
2) Простая установка, не требующая обслуживания, безопасная и надежная.
Заявка:
Эти серии электронасосов работоспособны в пределах максимального напора, так как нет ограничений BDC. С добавлением высокого напора, высокой эффективности и широкой зоны высокой эффективности они подходят для дистанционного орошения водой, высокой эффективности увеличения кислорода в аквакультуре, перекачки воды из глубоких колодцев, садоводства, фонтана и т. Д.
Рабочее состояние:
1) Неагрессивная вода; объемная доля содержания песка не более 1 ‰ крупностью менее 0,2 мм.
2) Максимальная температура среды до +40℃; Значение рН остается 6,5-8,5.
3) Работайте близко к номинальному напору и должны быть погружены в воду.
СЕРИЯ ВИНТОВЫХ ВОДЯНЫХ НАСОСОВ НА СОЛНЕЧНЫХ ПИТАНИЯХ
Солнечные насосы специально разработаны для получения энергии постоянного тока непосредственно от солнечных модулей и оптимизированы для работы в неидеальных солнечных условиях. В то время как обычные насосы с питанием от переменного тока требуют для работы стабильного напряжения и частоты, солнечные насосы могут работать в широком диапазоне напряжения и доступного тока.
Обычные насосы с питанием от переменного тока требуют большого количества энергии для перемещения больших объемов воды за короткий период времени. Солнечные насосы обычно перемещают меньший объем воды в течение длительного периода времени. Этот метод требует гораздо меньше энергии, что минимизирует размер и стоимость фотоэлектрической батареи.
 Возможно обрабатывать изделия разных диаметров.
Возможно обрабатывать изделия разных диаметров. На внутренней части закрепляют резцы, расположенные в определённом порядке.
На внутренней части закрепляют резцы, расположенные в определённом порядке. Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
Можно выделить три типа оснастки, которая отличается по конструкции, управлению. Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы. Они подойдут для проведения разовых работ.
Они подойдут для проведения разовых работ.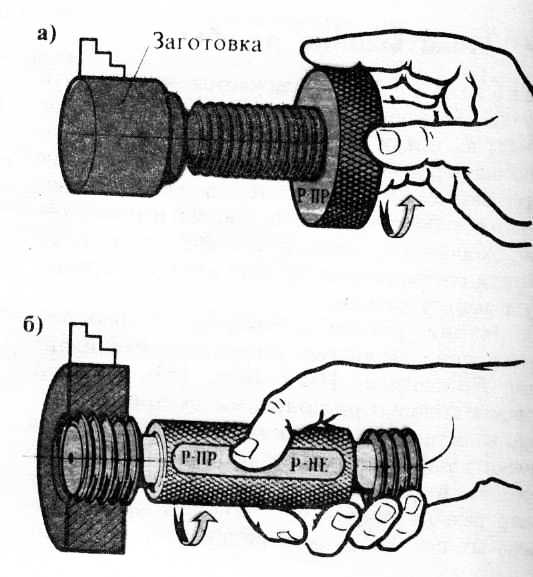

 Нарезание внешней резьбы на трубе я бы разделил на две составляющие: это нарезка резьбы на трубе, которую можно зажать в тисках и после нарезки установить и закрутить на место. Например, таким образом можно нарезать резьбу на нужном отрезке трубы или изготовить нестандартный сгон. Второй способ -это нарезание резьбы на трубе по месту, то есть нет никакой возможности снять трубу и произвести нарезку в комфортных условиях. Например, следует нарезать резьбу на отводе от стояка. Рассмотрим оба варианта. В них есть общие черты, но есть и некоторые нюансы.
Нарезание внешней резьбы на трубе я бы разделил на две составляющие: это нарезка резьбы на трубе, которую можно зажать в тисках и после нарезки установить и закрутить на место. Например, таким образом можно нарезать резьбу на нужном отрезке трубы или изготовить нестандартный сгон. Второй способ -это нарезание резьбы на трубе по месту, то есть нет никакой возможности снять трубу и произвести нарезку в комфортных условиях. Например, следует нарезать резьбу на отводе от стояка. Рассмотрим оба варианта. В них есть общие черты, но есть и некоторые нюансы.
 Смажьте машинным маслом место резьбы. Закрепите в плашкодержатель плашку и затем прижимая его с усилием рукой к трубе начинайте проворачивать инструмент по часовой стрелке.
Смажьте машинным маслом место резьбы. Закрепите в плашкодержатель плашку и затем прижимая его с усилием рукой к трубе начинайте проворачивать инструмент по часовой стрелке.
 Надеемся, что данная статья вам будет полезна.
Надеемся, что данная статья вам будет полезна. чем расслабился.
чем расслабился. Этот момент показан на рис. 3.
Этот момент показан на рис. 3. Наконец, пробка или донный метчик используются для завершения резьбы до дна глухого отверстия.
Наконец, пробка или донный метчик используются для завершения резьбы до дна глухого отверстия. Между прочим, чрезмерно длинный вороток повышает опасность неравномерного давления и приложения чрезмерной силы.
Между прочим, чрезмерно длинный вороток повышает опасность неравномерного давления и приложения чрезмерной силы.
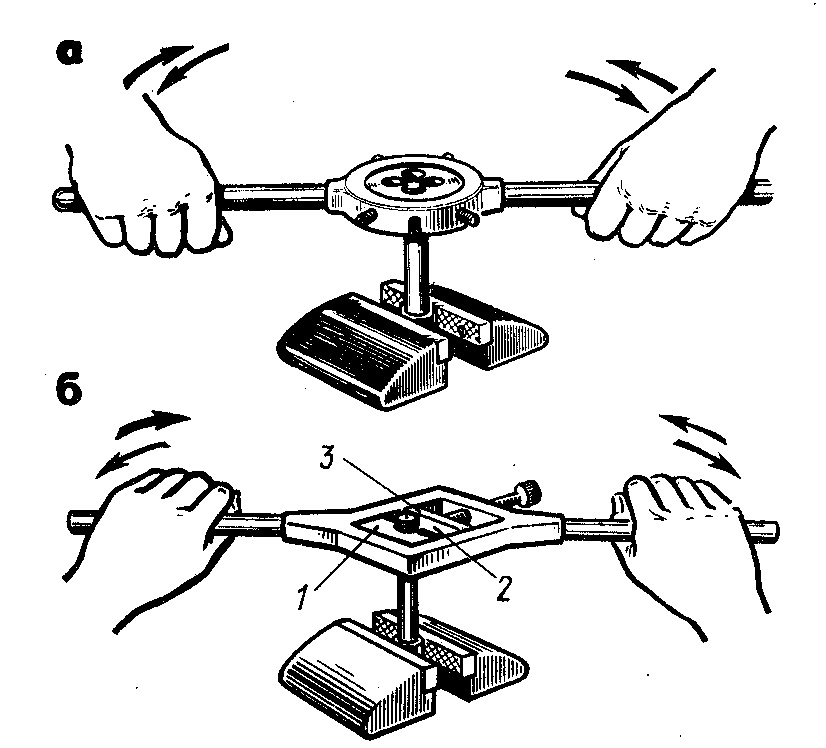 Чем меньше поверхность винта, тем быстрее будет резать матрица. С другой стороны, большая поверхность резьбы помогает сохранить точность матрицы и формирует лучшую резьбу.
Чем меньше поверхность винта, тем быстрее будет резать матрица. С другой стороны, большая поверхность резьбы помогает сохранить точность матрицы и формирует лучшую резьбу.

 Фактом остается то, что получить абсолютно водонепроницаемое соединение зачастую невозможно даже при умелом нарезании резьбы и соответственно намазывании наружной резьбы трубной пастой или компаундом перед соединением. Этот состав обеспечит герметичность соединения.
Фактом остается то, что получить абсолютно водонепроницаемое соединение зачастую невозможно даже при умелом нарезании резьбы и соответственно намазывании наружной резьбы трубной пастой или компаундом перед соединением. Этот состав обеспечит герметичность соединения.
 Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как сделан первый разрез, затяните ручку резака и снова поверните его вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезной круг облегчат работу. Излишне говорить, что успех этой операции зависит от наличия на фрезе острого и точного режущего диска.
Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как сделан первый разрез, затяните ручку резака и снова поверните его вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезной круг облегчат работу. Излишне говорить, что успех этой операции зависит от наличия на фрезе острого и точного режущего диска.




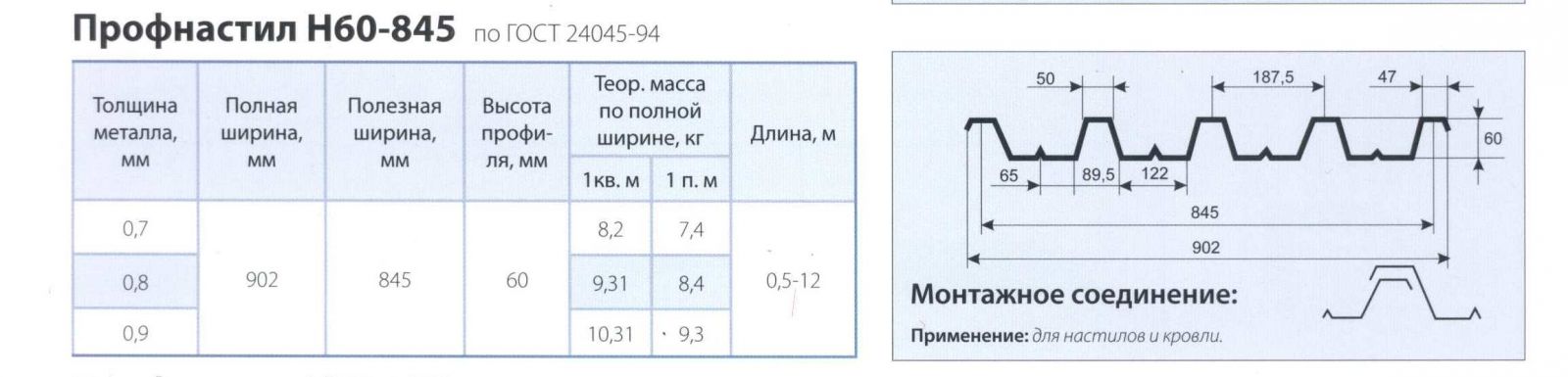 Затем по необходимости рулон разматывают и режут в листы. Иногда, могут покрывать цинком непосредственно холоднокатаный лист, но такая технология обладает низкой производительностью, поэтому почти не применяется.
Затем по необходимости рулон разматывают и режут в листы. Иногда, могут покрывать цинком непосредственно холоднокатаный лист, но такая технология обладает низкой производительностью, поэтому почти не применяется. Наша компания предлагает поставку со склада лист оцинкованный класс 2 или Z100 и Z140. Другие классы покрытия мы поставляем под заказ.
Наша компания предлагает поставку со склада лист оцинкованный класс 2 или Z100 и Z140. Другие классы покрытия мы поставляем под заказ.

 , кг
, кг , кг
, кг , кг
, кг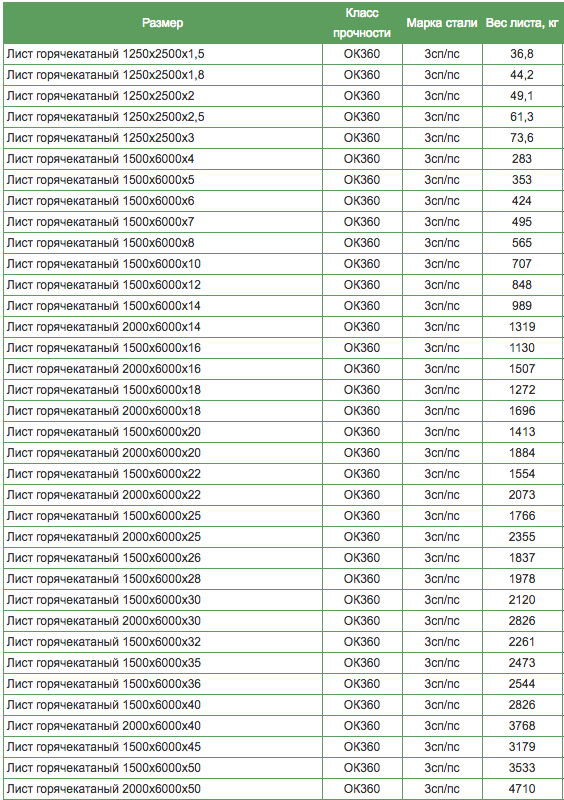 , кг
, кг 4-78
4-78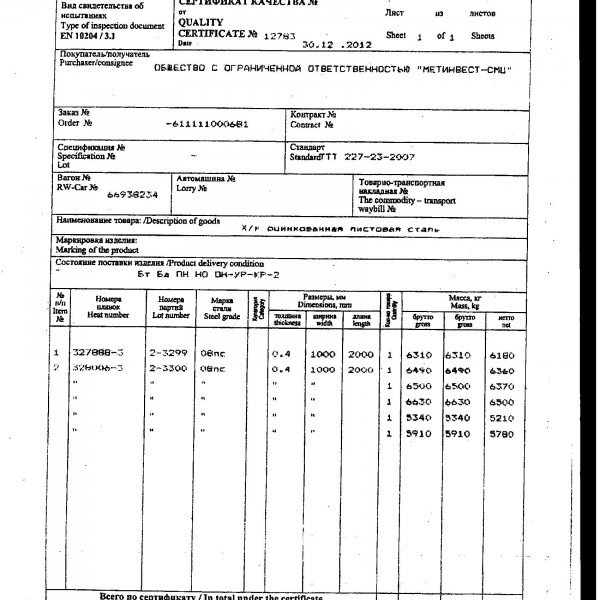 N 1465 Дата введения 20 3 Ограничение установлено 01.07 01.07. действия, предпринятые Протоколом № 3−93 Межгосударственный совет по стандартизации, метрологии и сертификации (ИУС 5-6-93)
N 1465 Дата введения 20 3 Ограничение установлено 01.07 01.07. действия, предпринятые Протоколом № 3−93 Межгосударственный совет по стандартизации, метрологии и сертификации (ИУС 5-6-93)
 N 2).
N 2). Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).
Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).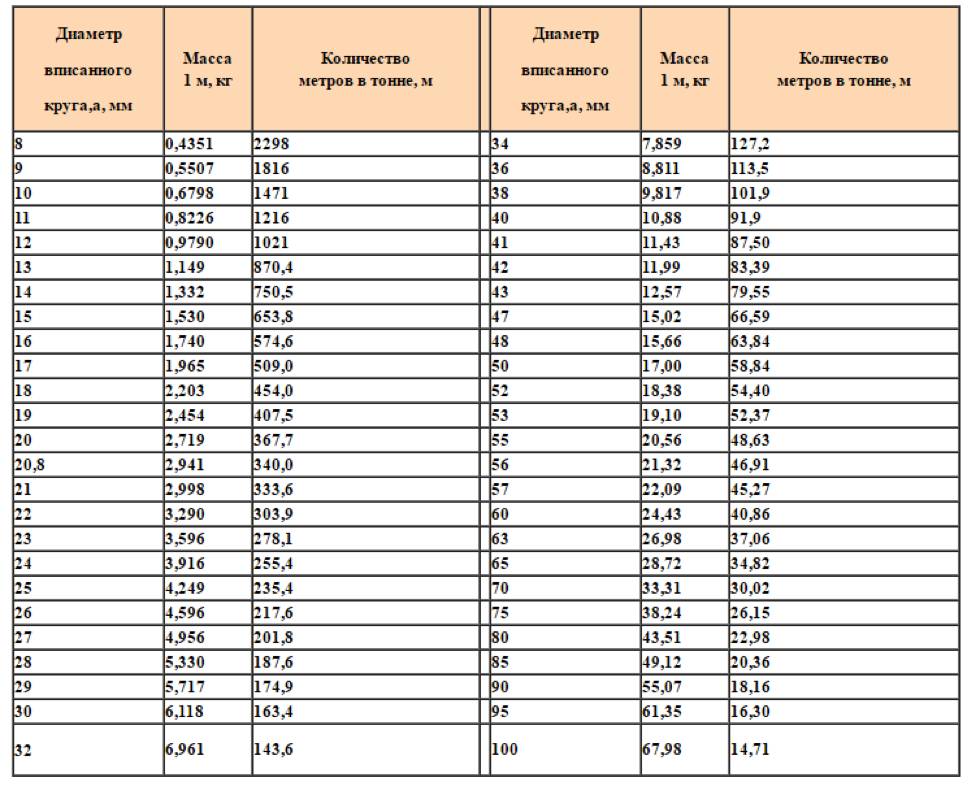 N 2).
N 2).
 № 1, 2).
№ 1, 2). Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. не являлись обязательными.
Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. не являлись обязательными. 1
1
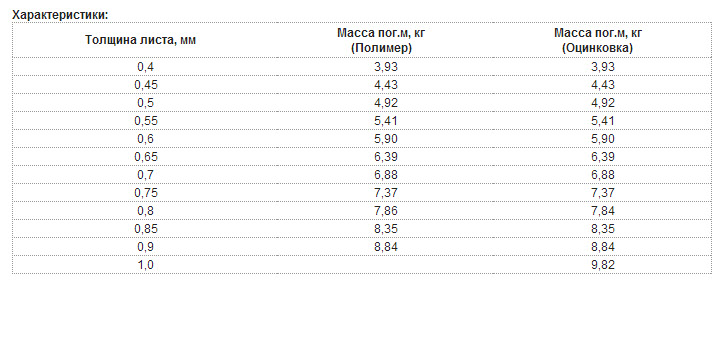 Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется.
Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется. , должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
, должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
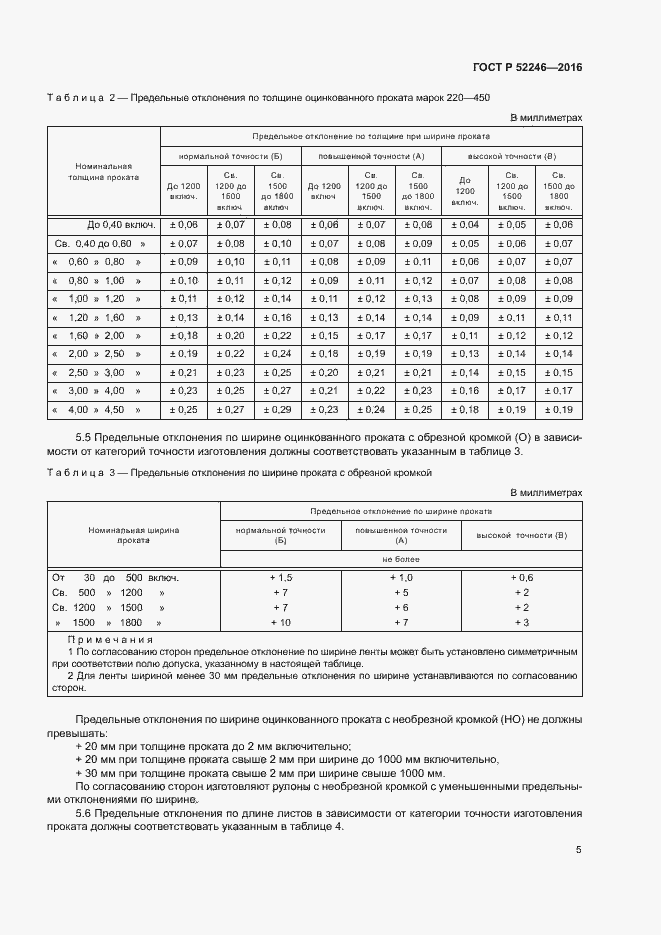 Образцы нарезаны с предельной разницей в размерах ±3 мм.
Образцы нарезаны с предельной разницей в размерах ±3 мм.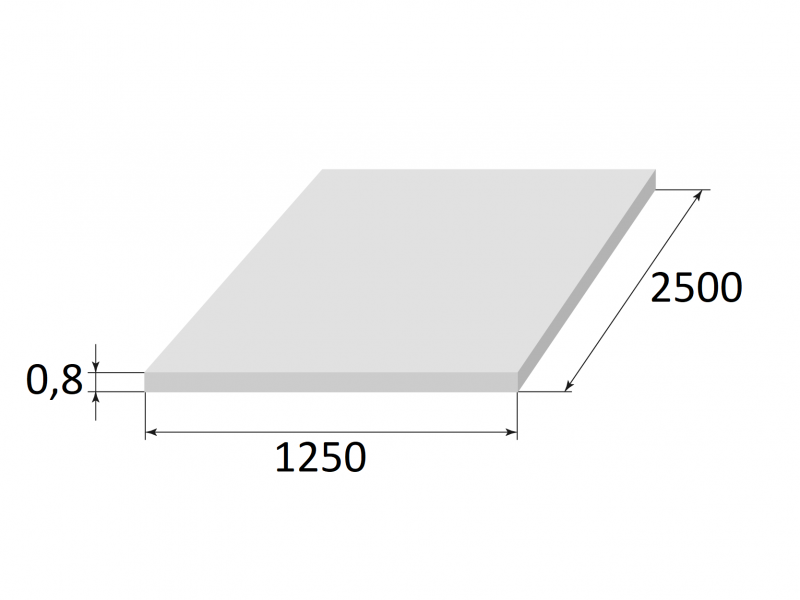 кв.
кв. Для этого после обезжиривания образец с одной стороны покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
Для этого после обезжиривания образец с одной стороны покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.



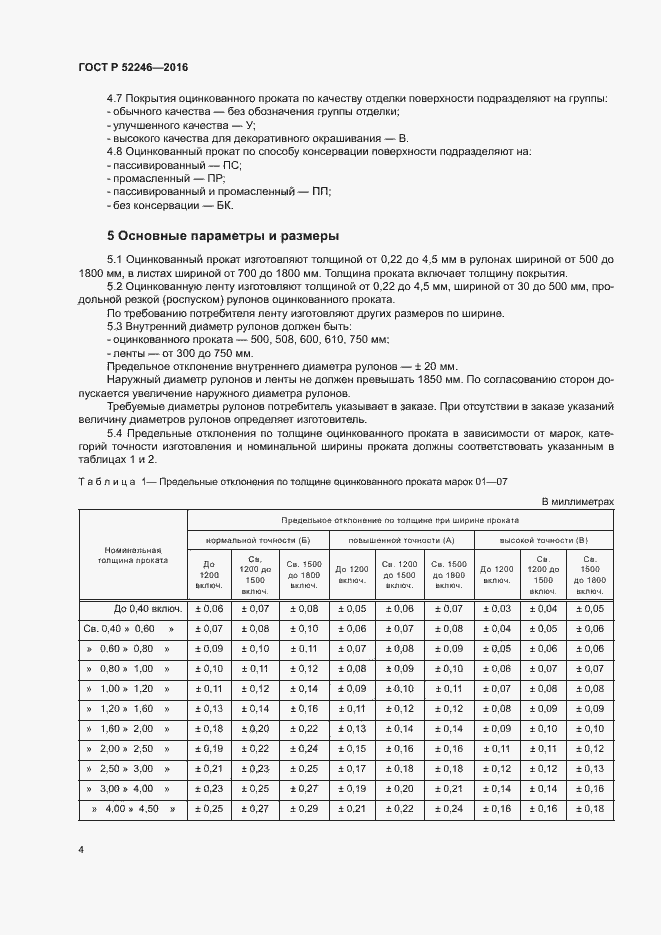 0037
0037
 Спиралеобразные катоды и подогреватели электронных приборов, пружины полупроводниковых приборов.
Спиралеобразные катоды и подогреватели электронных приборов, пружины полупроводниковых приборов.
 Спирали некоторых типов специальных ламп накаливания
Спирали некоторых типов специальных ламп накаливания
 Сетки электронных приборов
Сетки электронных приборов
 1619-72
1619-72
 021.121
021.121
 021.093-75. ТУ11-82
021.093-75. ТУ11-82

 Клиенты могут выбрать проволоку различных диаметров, материалов и методов отделки для различных применений.
Клиенты могут выбрать проволоку различных диаметров, материалов и методов отделки для различных применений.  Кроме того, у него долгий срок службы.
Кроме того, у него долгий срок службы.

 ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
ИДЕНТИФИКАЦИЯ ОПАСНОСТИ Состав/Информация о инженсах
Состав/Информация о инженсах Не используйте воду.
Не используйте воду.  Раздел 7 для информации о безопасном обращении
Раздел 7 для информации о безопасном обращении  раздел 7.
раздел 7. 



 официальные правила.
официальные правила. 


 ru
ru
 Рассмотрим наиболее часто встречающиеся примеры замены ремня по длине.
Рассмотрим наиболее часто встречающиеся примеры замены ремня по длине.

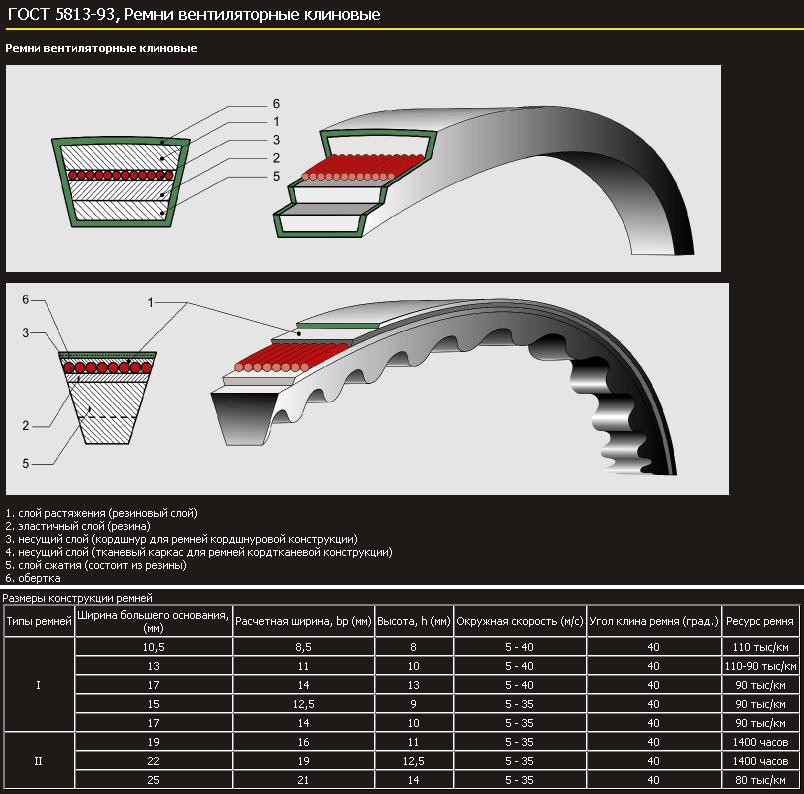
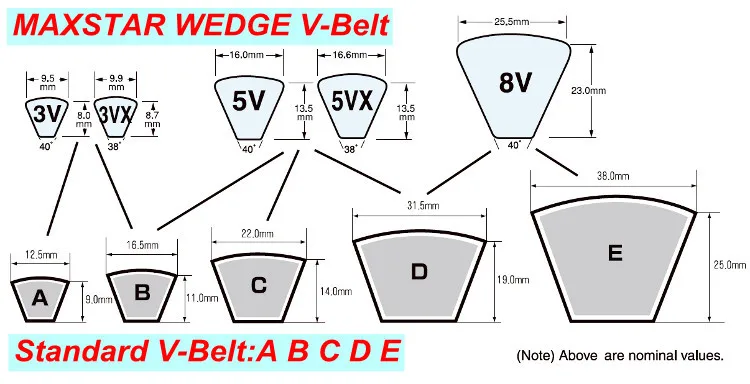
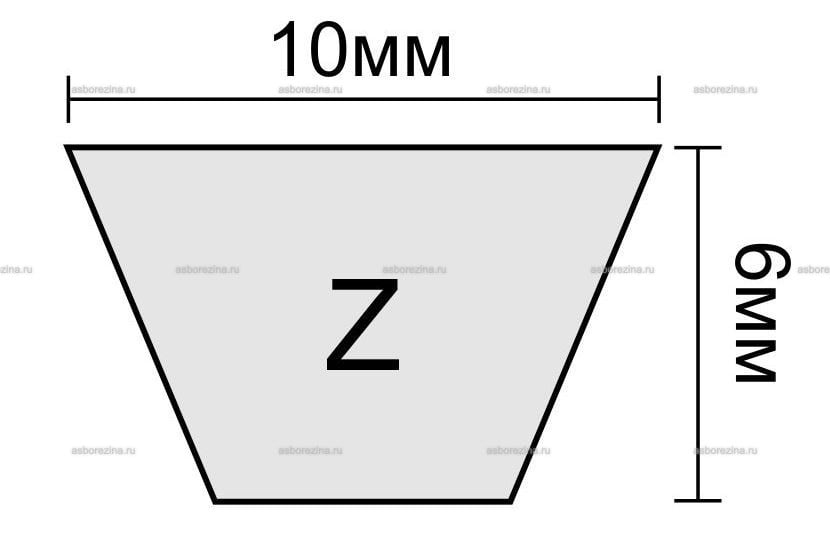

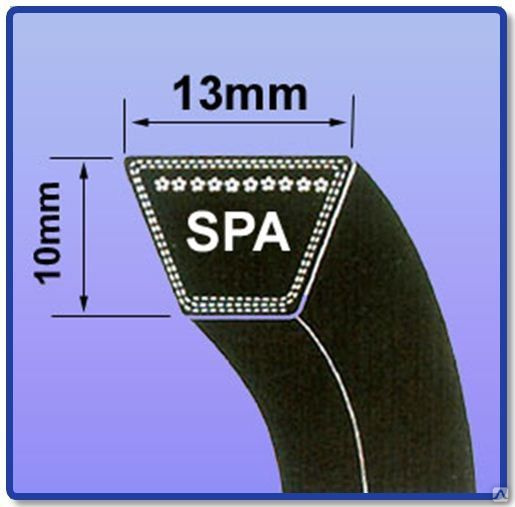 6″ data-price-rules-price-exclude-taxes=»
11.6″ data-price-rules-row=»»>
6″ data-price-rules-price-exclude-taxes=»
11.6″ data-price-rules-row=»»>
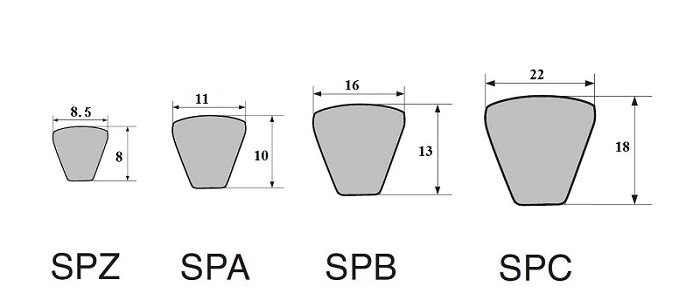

 Часть первого ряда основной стены готова.
Часть первого ряда основной стены готова. Кирпич изменяется в размерах в зависимости от температуры в атмосфере. На его физические свойства влияет также влажность, времена года, стена способна двигаться на 2-3 см в обе стороны.
Кирпич изменяется в размерах в зависимости от температуры в атмосфере. На его физические свойства влияет также влажность, времена года, стена способна двигаться на 2-3 см в обе стороны.
 Координатная ось на чертеже совпадает с линией внутренней плоскости стены.
Координатная ось на чертеже совпадает с линией внутренней плоскости стены. В этом случае допускаются отклонения.
В этом случае допускаются отклонения.

 Если при высверливании кирпич осыпается – нужно новое отверстие рядом, чтобы впоследствии конструкцию не вырвало из него в процессе усадки стен.
Если при высверливании кирпич осыпается – нужно новое отверстие рядом, чтобы впоследствии конструкцию не вырвало из него в процессе усадки стен. Штырь должен лежать на нем, а не висеть в воздухе.
Штырь должен лежать на нем, а не висеть в воздухе. Если кирпичи облицовки и черновые будут разных размеров, связь можно подогнать под шов.
Если кирпичи облицовки и черновые будут разных размеров, связь можно подогнать под шов.
 Главное, правильно рассчитать нагрузку и использовать качественные материалы.
Главное, правильно рассчитать нагрузку и использовать качественные материалы.
 Убедитесь, что покрытие достаточно прочное, чтобы выдержать вес кладки. Ведь м2 перегородки будет весить около 290 кг. Поэтому в качестве основания должен выступать фундамент или перекрытие из железобетона.
Убедитесь, что покрытие достаточно прочное, чтобы выдержать вес кладки. Ведь м2 перегородки будет весить около 290 кг. Поэтому в качестве основания должен выступать фундамент или перекрытие из железобетона.
 При этом для максимального расширения внутреннее отверстие выполняется в форме конуса.
При этом для максимального расширения внутреннее отверстие выполняется в форме конуса.
 S. Heritage, и получить индивидуальную смесь с тем же цветом и характеристиками. Вы можете выбирать между гидравлической известью, которая поставляется в мешках и затвердевает при взаимодействии с водой, как портландцемент, и раствором известковой замазки, который поставляется в ведрах и медленно затвердевает, реагируя с углекислым газом в воздухе.
S. Heritage, и получить индивидуальную смесь с тем же цветом и характеристиками. Вы можете выбирать между гидравлической известью, которая поставляется в мешках и затвердевает при взаимодействии с водой, как портландцемент, и раствором известковой замазки, который поставляется в ведрах и медленно затвердевает, реагируя с углекислым газом в воздухе.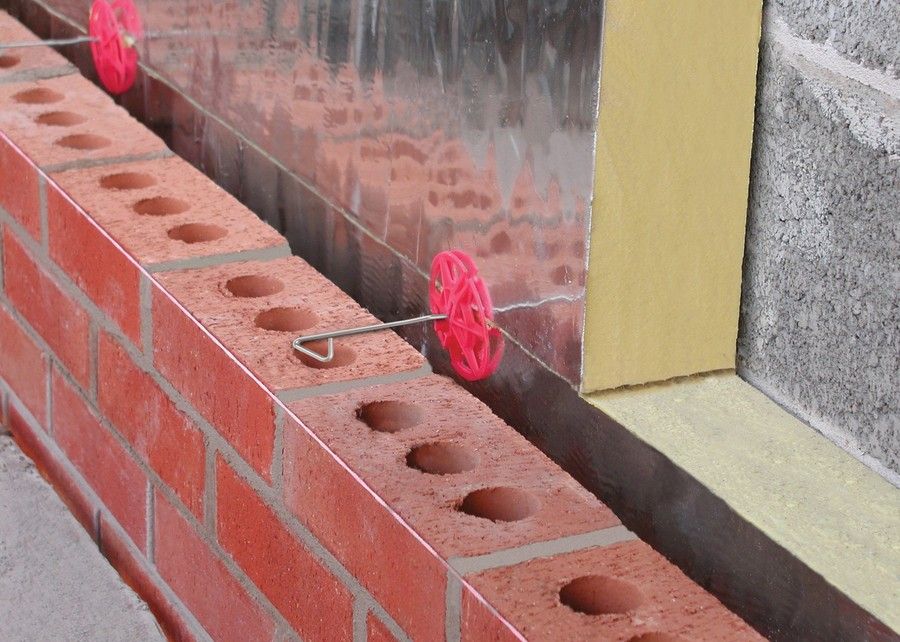 ) Резьбовая пила с твердосплавным наконечником хорошо работает на этих «масляных швах» шириной ¼ дюйма. (Для более широких соединений используйте холодное зубило и инженерный молоток.) Избегайте электрических угловых шлифовальных машин. Если вы не обучены их использовать, они почти гарантированно врежутся в кирпич и изуродуют его.
) Резьбовая пила с твердосплавным наконечником хорошо работает на этих «масляных швах» шириной ¼ дюйма. (Для более широких соединений используйте холодное зубило и инженерный молоток.) Избегайте электрических угловых шлифовальных машин. Если вы не обучены их использовать, они почти гарантированно врежутся в кирпич и изуродуют его.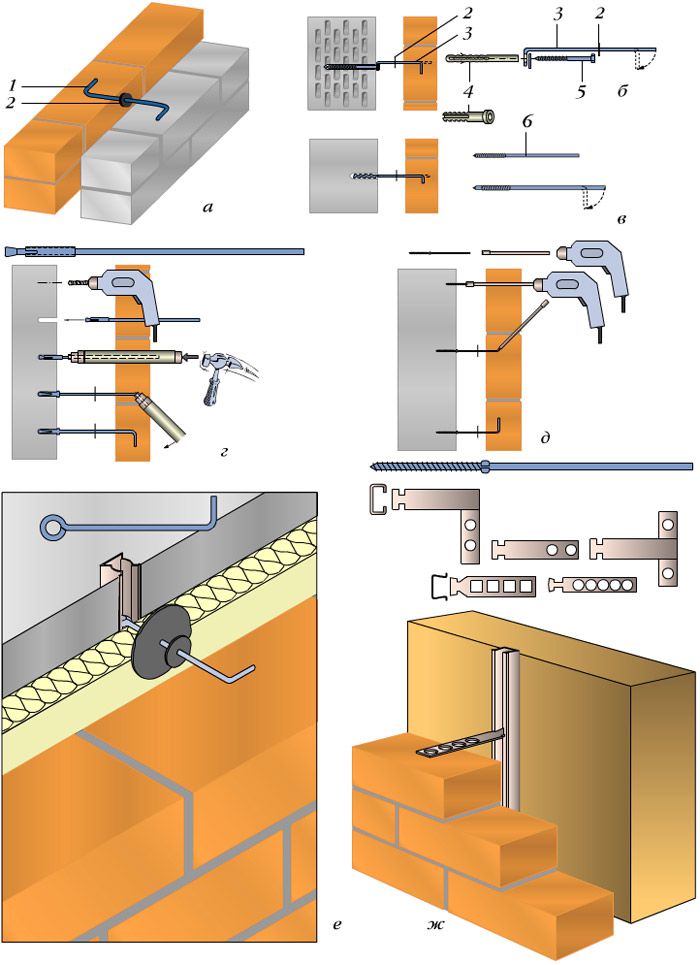 Подождите до следующего дня, прежде чем заполнять швы.
Подождите до следующего дня, прежде чем заполнять швы. После того, как вы закончите три или четыре ряда постельных швов, вернитесь и заполните головные швы. Наконец, разровняйте и уплотните весь раствор плоской поверхностью мастерка и соскребите излишки раствора с кирпича.
После того, как вы закончите три или четыре ряда постельных швов, вернитесь и заполните головные швы. Наконец, разровняйте и уплотните весь раствор плоской поверхностью мастерка и соскребите излишки раствора с кирпича.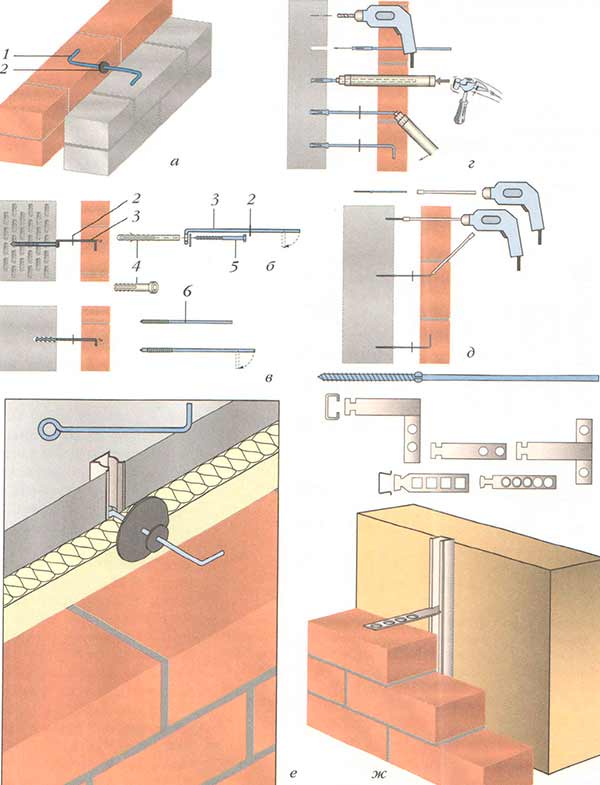

 Удалите старый раствор
Удалите старый раствор Смачивание стены гарантирует, что стена будет влажной, когда вы будете добавлять новый раствор, что важно, потому что полностью сухая стена высушит новый раствор и не позволит ему правильно схватиться.
Смачивание стены гарантирует, что стена будет влажной, когда вы будете добавлять новый раствор, что важно, потому что полностью сухая стена высушит новый раствор и не позволит ему правильно схватиться. Сделайте это за несколько проходов, чтобы убедиться, что пустота полностью заполнена. После заполнения стыковых швов заполните головные швы по той же методике, но с использованием меньшего количества раствора. Разгладьте и уплотните швы плоской частью шпателя и соскоблите излишки. Избегайте попадания раствора на сами кирпичи при ремонте кирпичных стен.
Сделайте это за несколько проходов, чтобы убедиться, что пустота полностью заполнена. После заполнения стыковых швов заполните головные швы по той же методике, но с использованием меньшего количества раствора. Разгладьте и уплотните швы плоской частью шпателя и соскоблите излишки. Избегайте попадания раствора на сами кирпичи при ремонте кирпичных стен.

 Сварку проводят без предварительного нагревания, любыми методами, без термообработки швов.
Сварку проводят без предварительного нагревания, любыми методами, без термообработки швов.
 Ат-IVC (Ат600С), Ат-V (Ат800).
Ат-IVC (Ат600С), Ат-V (Ат800).
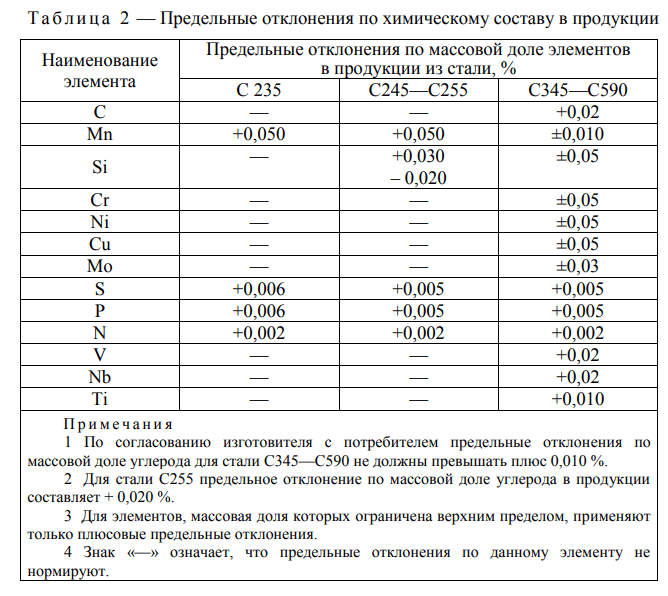
 Производится в виде поковок, горячекатаного и холоднодеформированного сортового проката. Широко применяется при создании сварных конструкций и для изготовления сварных валов гидротурбин, звеньевых цепей и арматуры с периодическим и гладким профилем.
Производится в виде поковок, горячекатаного и холоднодеформированного сортового проката. Широко применяется при создании сварных конструкций и для изготовления сварных валов гидротурбин, звеньевых цепей и арматуры с периодическим и гладким профилем.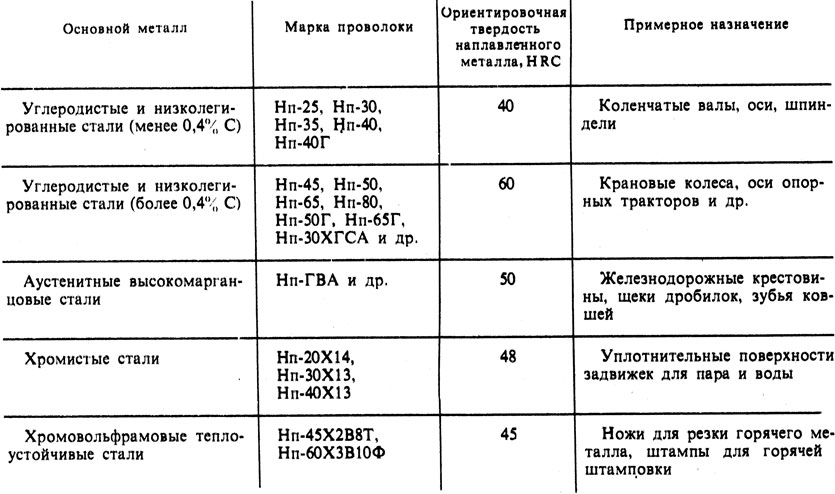 Выдерживает значительные ударные и знакопеременные нагрузки. При этом детали из 25Г2С могут упрочнятся нормализацией, закалкой и отпуском.
Выдерживает значительные ударные и знакопеременные нагрузки. При этом детали из 25Г2С могут упрочнятся нормализацией, закалкой и отпуском.
 Используется чаще всего для фундамента или кольца кровли. Арматурные стальные материалы состоят из различных типов арматурных стержней, которые в сочетании с бетоном образуют так называемый железобетон, обычно называемый просто «железобетон». Это основной строительный блок плит, плит, потолков и колонн.
Используется чаще всего для фундамента или кольца кровли. Арматурные стальные материалы состоят из различных типов арматурных стержней, которые в сочетании с бетоном образуют так называемый железобетон, обычно называемый просто «железобетон». Это основной строительный блок плит, плит, потолков и колонн. Характерной особенностью брусков этого класса является то, что их концы окрашены в красный цвет или имеют форму полосы шириной 2 см;
Характерной особенностью брусков этого класса является то, что их концы окрашены в красный цвет или имеют форму полосы шириной 2 см;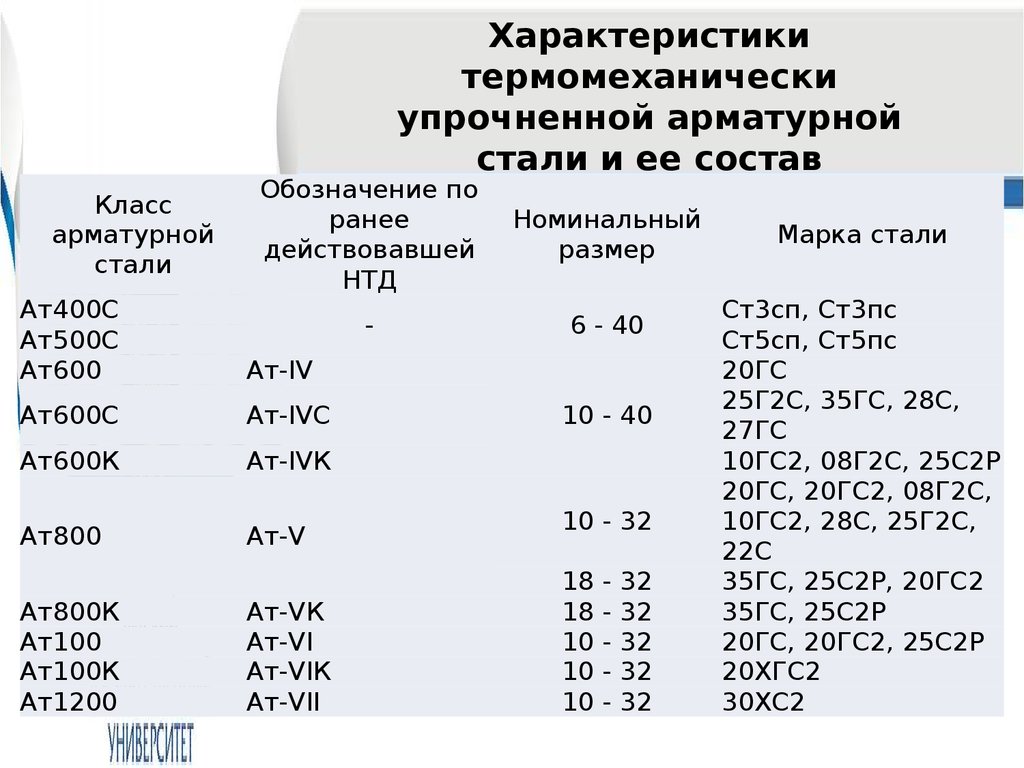 Отнесение стали к тому или иному классу зависит от предела текучести стали, ее пластичности и сопротивления деформации при максимальном усилии.
Отнесение стали к тому или иному классу зависит от предела текучести стали, ее пластичности и сопротивления деформации при максимальном усилии. В пределах этих марок есть три типа стали — S, V и W — в зависимости от качества стали и процентного содержания углерода. Цены на арматурную сталь во многом зависят от класса и марки стали.
В пределах этих марок есть три типа стали — S, V и W — в зависимости от качества стали и процентного содержания углерода. Цены на арматурную сталь во многом зависят от класса и марки стали. 75
75 503
503 more than A-I (A240) GOST 5781-82
more than A-I (A240) GOST 5781-82 Мм ASTM (№4) A615 15,88 мм (№5) 19,05 мм (№6)
Мм ASTM (№4) A615 15,88 мм (№5) 19,05 мм (№6)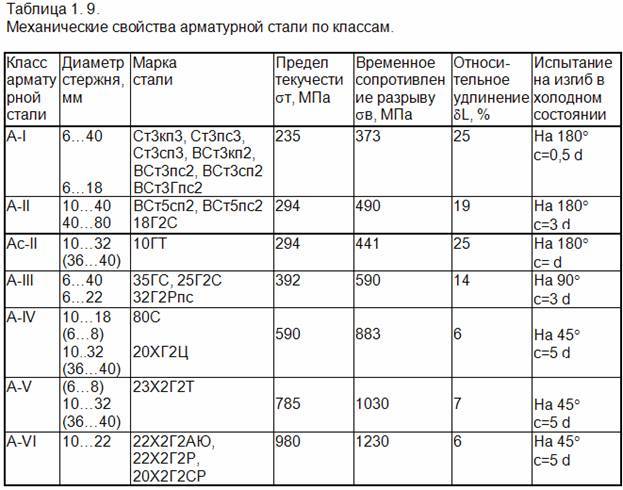 12. 12. 12.
12. 12. 12. N
N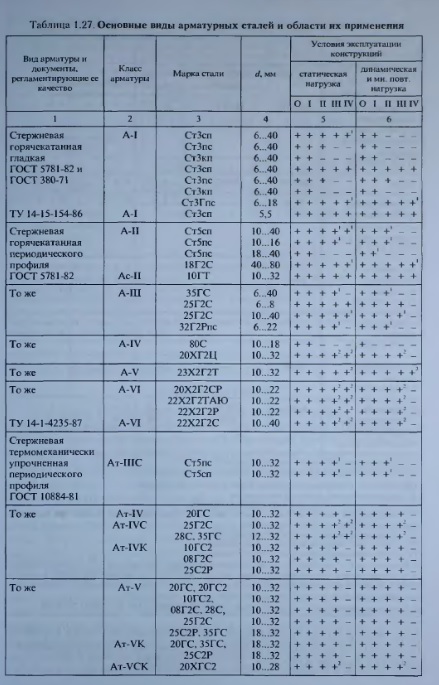
 Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом. Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.
Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.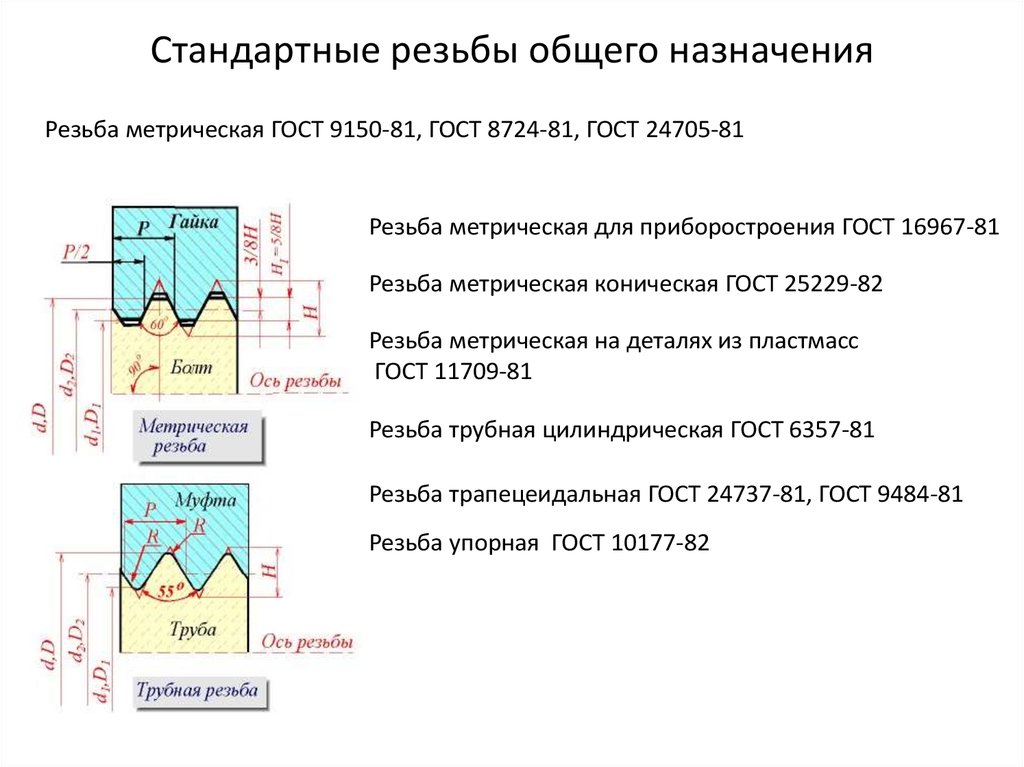 К тому же официальные продажи таких изделий запрещены.
К тому же официальные продажи таких изделий запрещены. 981
981 271
271 35
35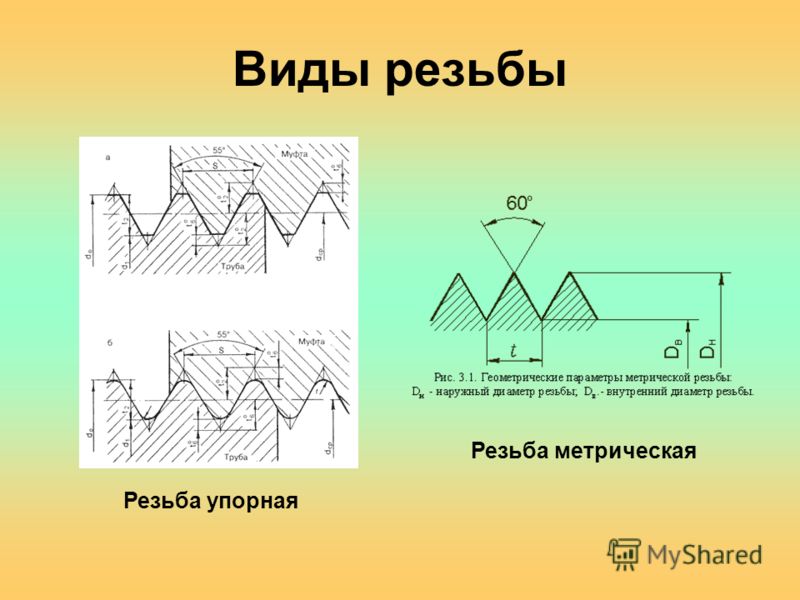 679
679 771
771

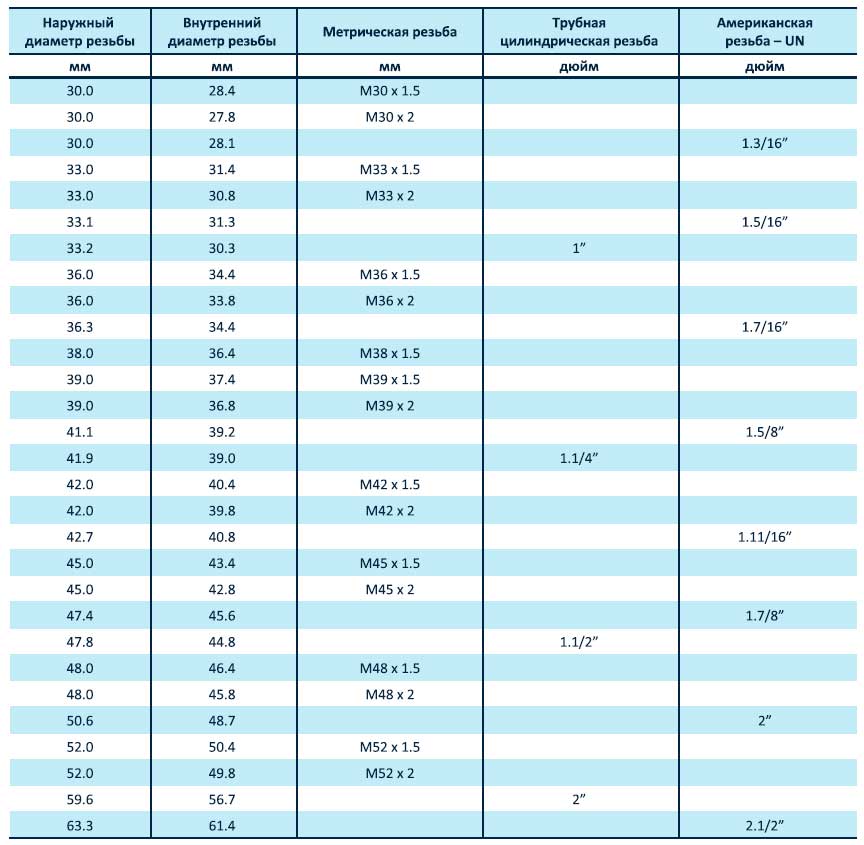 I.V. Грязеуловители Деаэраторы Грязеуловители Деаэраторы для медной трубы Манометры и термометры Термостатические смесители Вентили радиаторные Вентили радиаторные серии Lady FAR Вентили радиаторные серии TOP FAR Узлы нижнего подключения для радиаторов Узлы нижнего подключения для радиаторов Lady FAR и TOP FAR Комплектующие LadyFAR Американки Головки термостатические и электро-термические Группы быстрого монтажа Шаровые краны с сервоприводом Сервоприводы Краны шаровые зонные Группы безопасности для котла Воздухоотводчики Предохранительные клапаны Защита от протечек Эксцентрики Клапана перепускные Клапана анти-конденсационные Термостаты, реле потока и давления Фитинги Гидрострелки Фитинги для систем с газообразным и жидким углеводородным топливом Узлы регулирующие Гелиосистема SolarFAR Комплектующие Нейтрализация конденсата Металлопластиковая труба Как отличить котрафактный FAR? Особенности присоединения Каталоги Инструкции
I.V. Грязеуловители Деаэраторы Грязеуловители Деаэраторы для медной трубы Манометры и термометры Термостатические смесители Вентили радиаторные Вентили радиаторные серии Lady FAR Вентили радиаторные серии TOP FAR Узлы нижнего подключения для радиаторов Узлы нижнего подключения для радиаторов Lady FAR и TOP FAR Комплектующие LadyFAR Американки Головки термостатические и электро-термические Группы быстрого монтажа Шаровые краны с сервоприводом Сервоприводы Краны шаровые зонные Группы безопасности для котла Воздухоотводчики Предохранительные клапаны Защита от протечек Эксцентрики Клапана перепускные Клапана анти-конденсационные Термостаты, реле потока и давления Фитинги Гидрострелки Фитинги для систем с газообразным и жидким углеводородным топливом Узлы регулирующие Гелиосистема SolarFAR Комплектующие Нейтрализация конденсата Металлопластиковая труба Как отличить котрафактный FAR? Особенности присоединения Каталоги Инструкции 13М-1995. Эти размеры и классы резьбы представляют собой болты и винты, а также другие стандартные внутренние резьбы. Не используйте эти значения для стандартной метрической конструкции наружной резьбы. Все единицы измерения в мм.
13М-1995. Эти размеры и классы резьбы представляют собой болты и винты, а также другие стандартные внутренние резьбы. Не используйте эти значения для стандартной метрической конструкции наружной резьбы. Все единицы измерения в мм.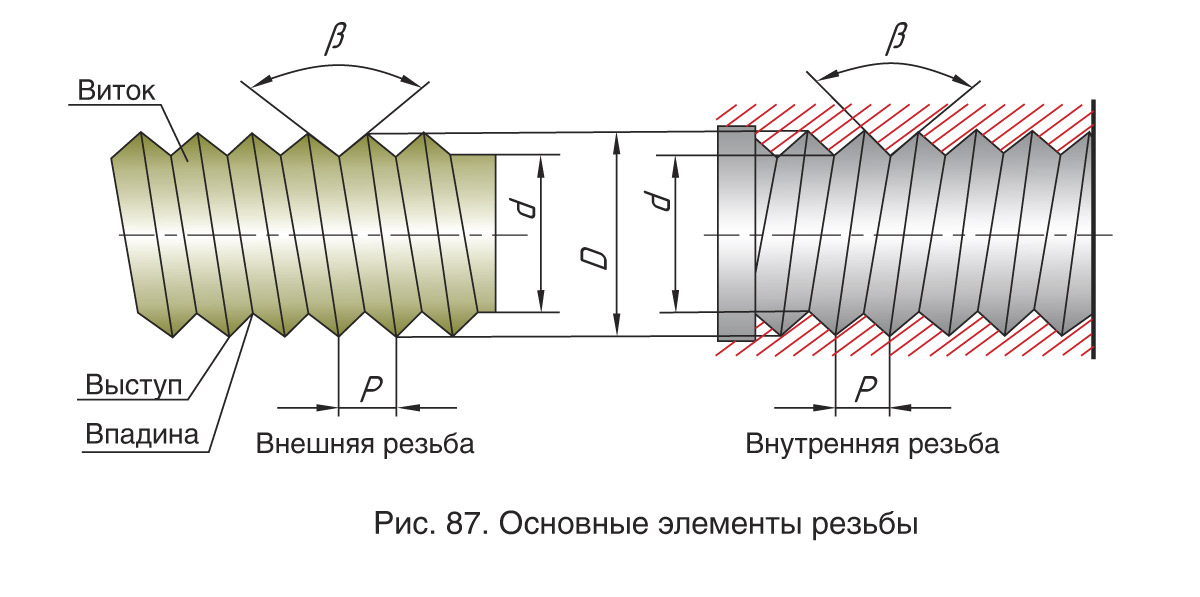
 402
402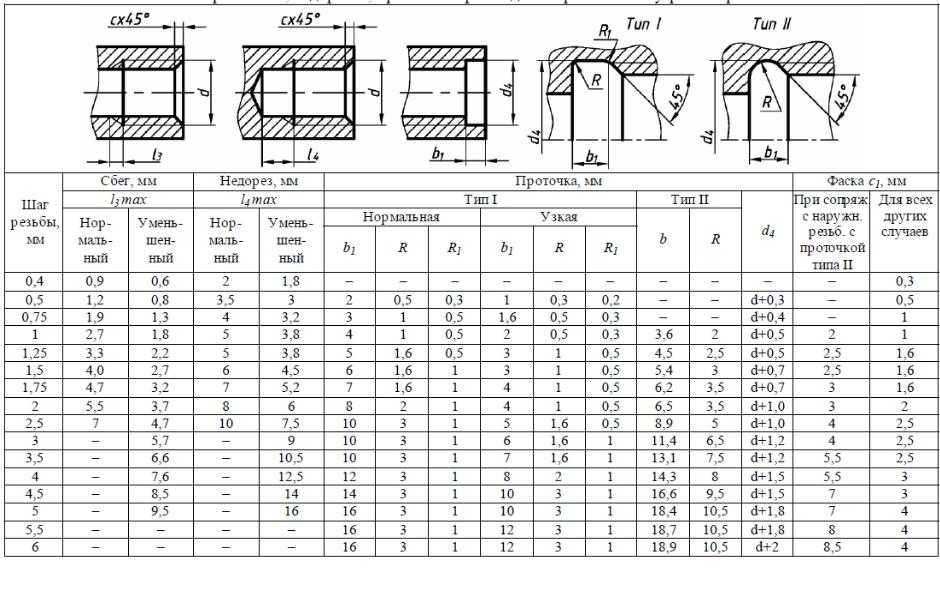 340
340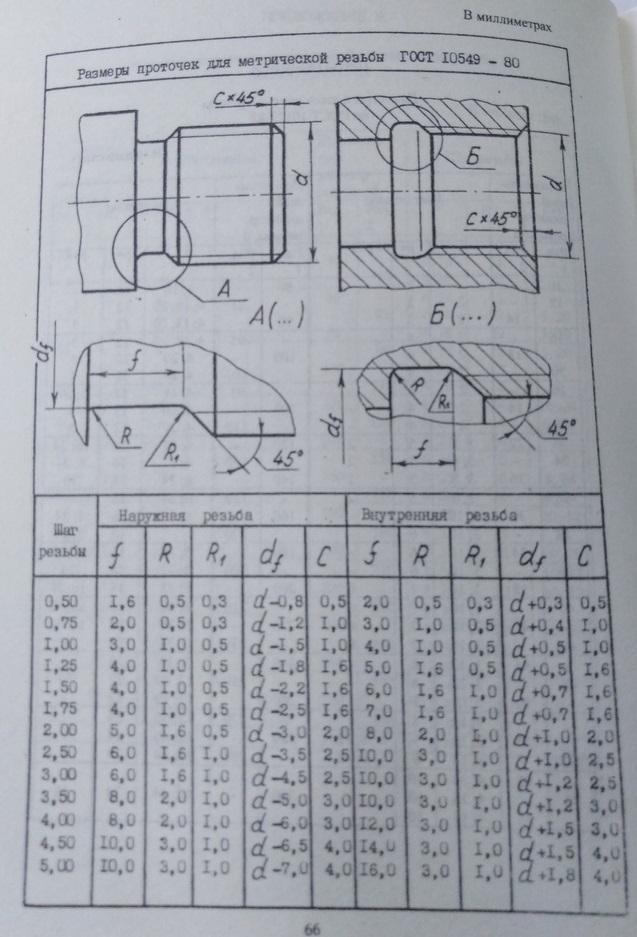 752
752 670
670 340
340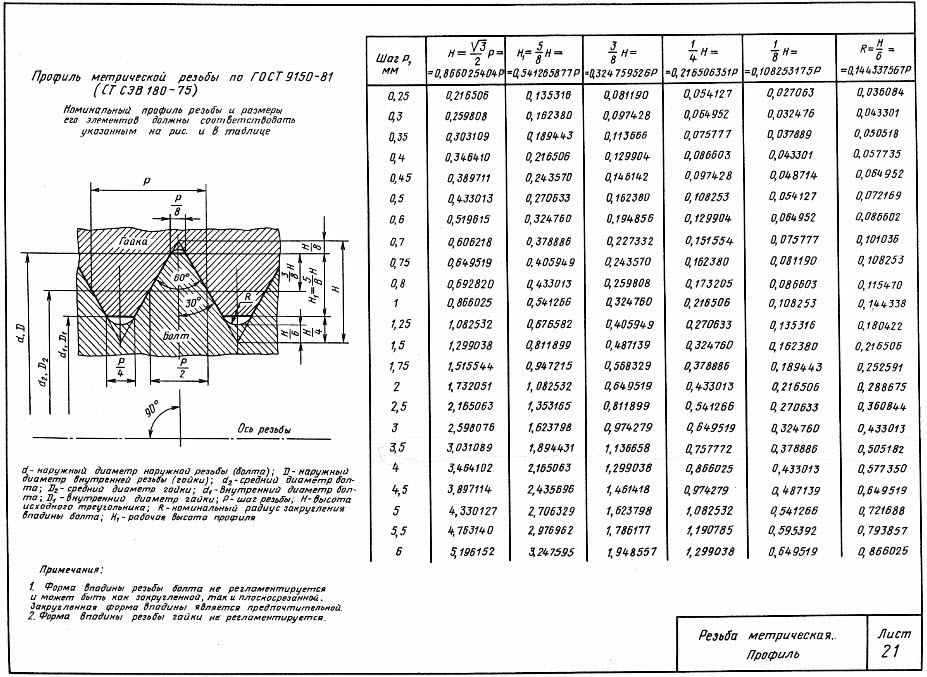 752
752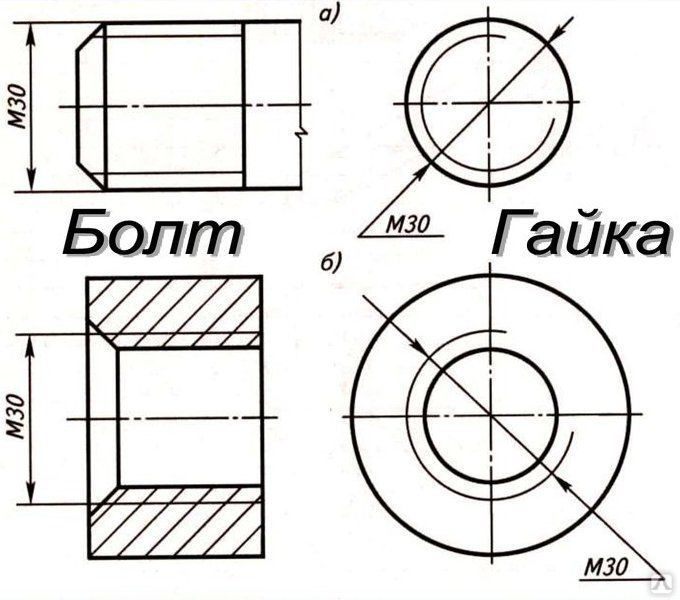 670
670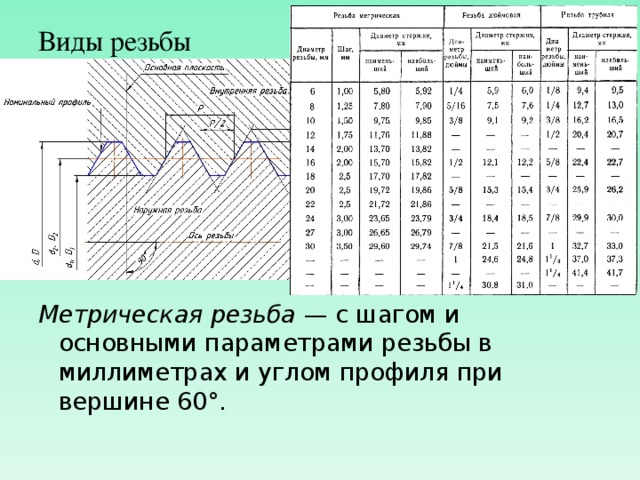 340
340 752
752 670
670 505
505 835
835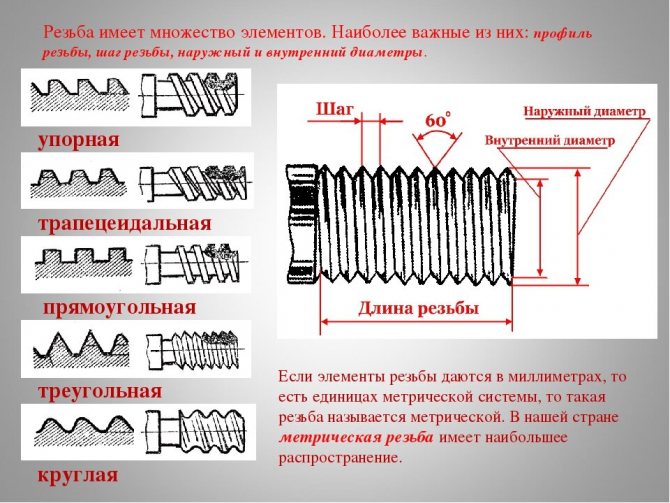 752
752 670
670
 Во второй части мы обсудили основы формы резьбы. В Части III мы обсудили тонкости системы обозначения имперской резьбы.
Во второй части мы обсудили основы формы резьбы. В Части III мы обсудили тонкости системы обозначения имперской резьбы.  Некоторые распространенные примеры:
Некоторые распространенные примеры: Этот шаг также указывается в мм.
Этот шаг также указывается в мм. Эти обозначения дополнительно настраивают то, как должна быть «подгонка» резьбовой системы.
Эти обозначения дополнительно настраивают то, как должна быть «подгонка» резьбовой системы.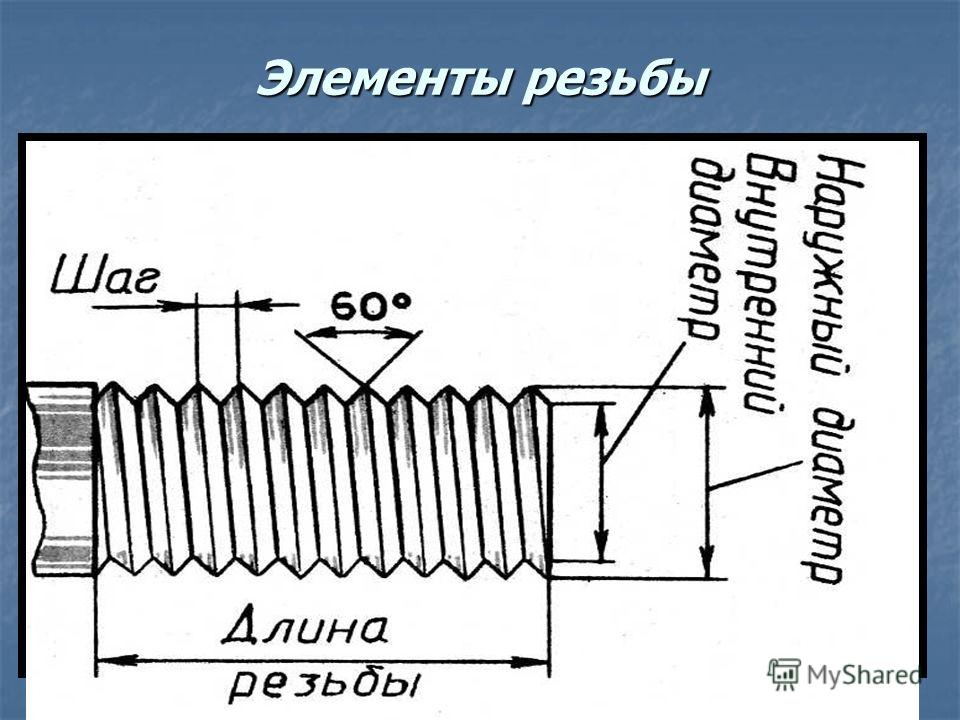
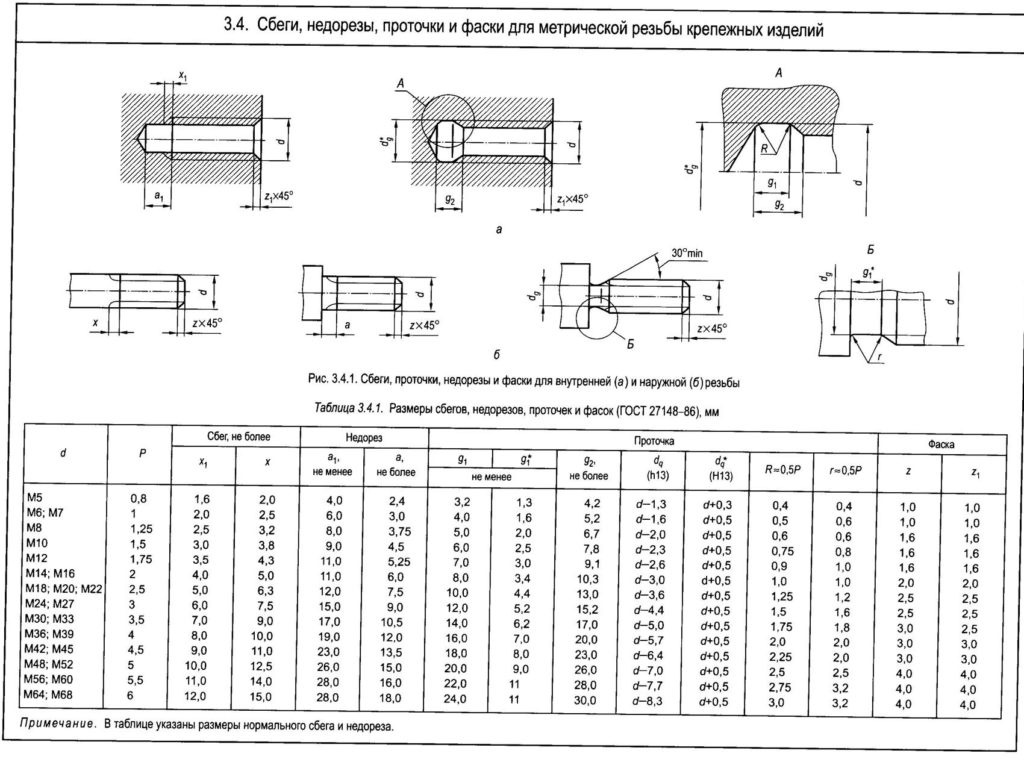
 Для изготовления стройматериала используется цементно-песчаная смесь, вода и вспенивающие компоненты. Сам процесс изготовления пеноблока выглядит таким образом:
Для изготовления стройматериала используется цементно-песчаная смесь, вода и вспенивающие компоненты. Сам процесс изготовления пеноблока выглядит таким образом:
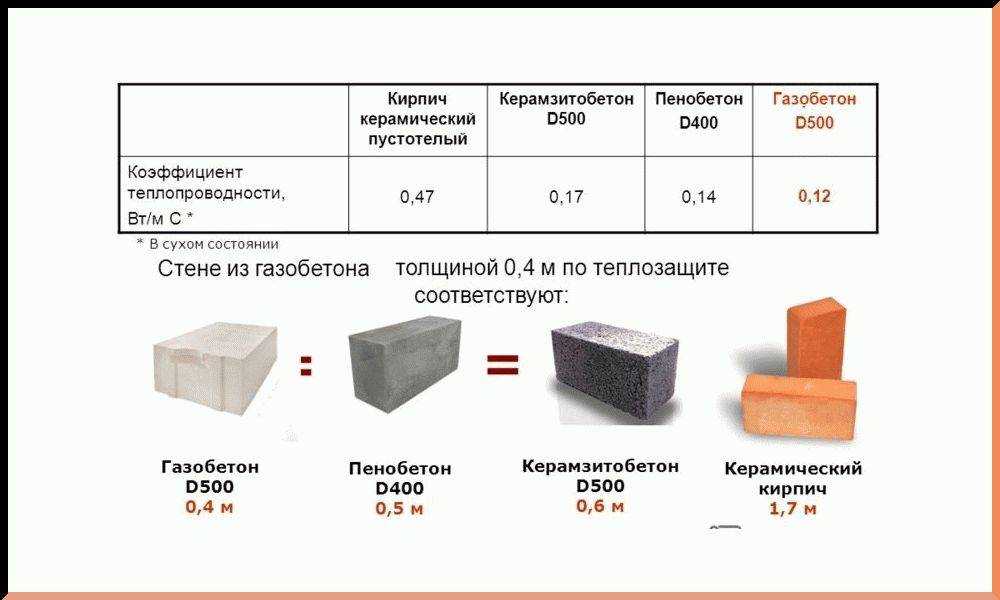 Но такая технология более затратна из-за пеногенерирующей установки, которую нужно приобрести или взять напрокат.
Но такая технология более затратна из-за пеногенерирующей установки, которую нужно приобрести или взять напрокат.

 Несмотря на то, что отличия в производственном процессе на первый взгляд довольно незначительные, именно они определяют ключевые различия в характеристиках этих двух разновидностей стройматериалов.
Несмотря на то, что отличия в производственном процессе на первый взгляд довольно незначительные, именно они определяют ключевые различия в характеристиках этих двух разновидностей стройматериалов.
 Давайте пройдемся по основным параметрам стройматериалов:
Давайте пройдемся по основным параметрам стройматериалов:


 В этом выпуске мы подробно поговорим о газобетоне. Начнем с основ — с состава строительного материала. Чтобы определиться с выбором, следует рассмотреть:
В этом выпуске мы подробно поговорим о газобетоне. Начнем с основ — с состава строительного материала. Чтобы определиться с выбором, следует рассмотреть: При создании используется высококачественная смесь из цемента, извести, воды и песка, с добавлением особых газообразователей, которые провоцируют химическую реакцию, благодаря которой образуется пористая структура. Отличие пеноблока от газобетона в том, что при создании используют состав из песка, воды и цемента, с добавлением пены, характеристики которой уступают газобетону практически во всем. Среди отечественных производителей выделяют ГРАС как лидера отрасли
При создании используется высококачественная смесь из цемента, извести, воды и песка, с добавлением особых газообразователей, которые провоцируют химическую реакцию, благодаря которой образуется пористая структура. Отличие пеноблока от газобетона в том, что при создании используют состав из песка, воды и цемента, с добавлением пены, характеристики которой уступают газобетону практически во всем. Среди отечественных производителей выделяют ГРАС как лидера отрасли Исходя из способа финальной обработки выделяют два вида газобетона: автоклавный и без автоклавный.
Исходя из способа финальной обработки выделяют два вида газобетона: автоклавный и без автоклавный. О них и пойдет речь в этой статье.
О них и пойдет речь в этой статье.

 Пеноблок хуже впитывает влагу, чем газобетон. Но из-за особой структуры блока обычные гвозди и крепежи не держатся в стенах — это как раз связано с разными размерами пор. Внешняя отделка все равно желательна. Характерный цвет — темно-серый.
Пеноблок хуже впитывает влагу, чем газобетон. Но из-за особой структуры блока обычные гвозди и крепежи не держатся в стенах — это как раз связано с разными размерами пор. Внешняя отделка все равно желательна. Характерный цвет — темно-серый.
 И только от Вас зависит насколько он будет надежным, уютным и красивым.
И только от Вас зависит насколько он будет надежным, уютным и красивым. Структура газобетона такова, что пузырьки воздуха не только однородны, но и имеют практически одинаковый размер.
Структура газобетона такова, что пузырьки воздуха не только однородны, но и имеют практически одинаковый размер.
 Если Вы хотите сделать из Вашего участка местную достопримечательность, то кованные изделия — Ваш выбор.
Если Вы хотите сделать из Вашего участка местную достопримечательность, то кованные изделия — Ваш выбор. Чтобы сделать правильный выбор газобетонных блоков, необходимо знать цель их использования и ознакомиться с их основными видами.
Чтобы сделать правильный выбор газобетонных блоков, необходимо знать цель их использования и ознакомиться с их основными видами. это прочнее и дорогая штука. Такие блоки рекомендуется использовать при возведении несущих стен;
это прочнее и дорогая штука. Такие блоки рекомендуется использовать при возведении несущих стен; При изготовлении газоблоков не используются опасные синтетические вещества;
При изготовлении газоблоков не используются опасные синтетические вещества; Трещины могут появляться как по линиям кладки, так и в блоках из-за усадки фундамента, к которой очень чувствительны такие крупные газобетонные блоки. Чтобы преимущество не превратилось в недостаток, нужно уделить максимальное внимание правильной установке фундамента;
Трещины могут появляться как по линиям кладки, так и в блоках из-за усадки фундамента, к которой очень чувствительны такие крупные газобетонные блоки. Чтобы преимущество не превратилось в недостаток, нужно уделить максимальное внимание правильной установке фундамента; Прочность на сжатие газоблока
Прочность на сжатие газоблока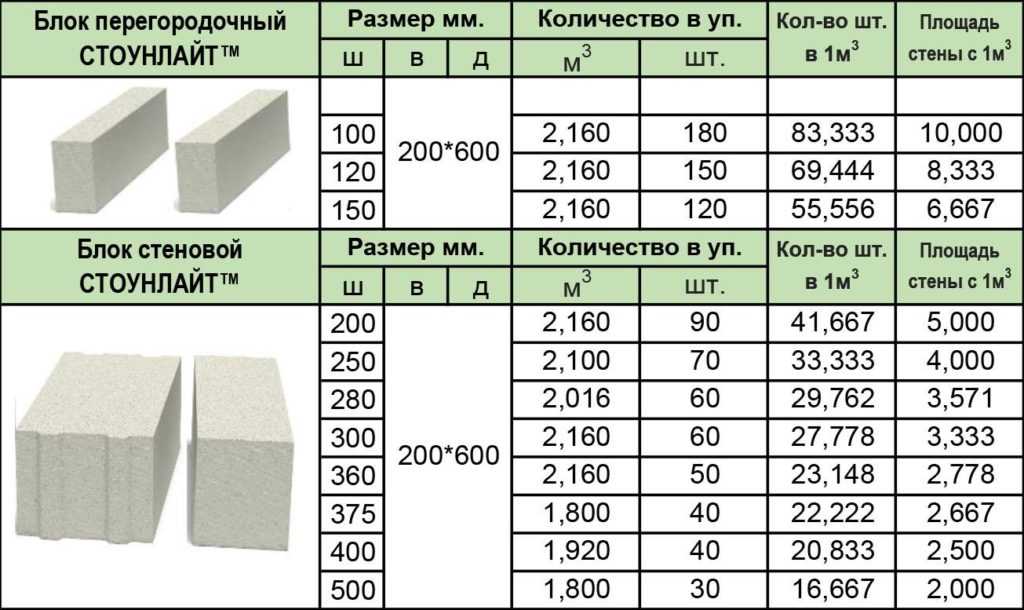 С их помощью можно создавать монолитные пояса жесткости, при этом внутреннее пространство заполняется арматурой и бетоном;
С их помощью можно создавать монолитные пояса жесткости, при этом внутреннее пространство заполняется арматурой и бетоном; Расположение производственных мощностей в разных районах позволяет нам поставлять нашу продукцию в 15 регионов страны. В производстве используется голландское оборудование, позволяющее изготавливать газоблоки с максимально точной геометрией. Газобетонные блоки изготавливаются марок от Д 300 до Д 700 и прочностью на сжатие от В1,5 до В5,0 разных типоразмеров. Есть блоки с системой «паз-гребень», с ручными захватами и U-блоки.
Расположение производственных мощностей в разных районах позволяет нам поставлять нашу продукцию в 15 регионов страны. В производстве используется голландское оборудование, позволяющее изготавливать газоблоки с максимально точной геометрией. Газобетонные блоки изготавливаются марок от Д 300 до Д 700 и прочностью на сжатие от В1,5 до В5,0 разных типоразмеров. Есть блоки с системой «паз-гребень», с ручными захватами и U-блоки.


 Тем не менее, есть несколько других блоков йоги, которые стоит рассмотреть, в зависимости от вашего бюджета и требований к виньясе.
Тем не менее, есть несколько других блоков йоги, которые стоит рассмотреть, в зависимости от вашего бюджета и требований к виньясе. Они помогают с выравниванием, предотвращают травмы и напряжение мышц, улучшают растяжку, делая определенные позы более доступными, и поддерживают сидячие и лежачие позы.
Они помогают с выравниванием, предотвращают травмы и напряжение мышц, улучшают растяжку, делая определенные позы более доступными, и поддерживают сидячие и лежачие позы. Если вы хотите висеть в позе моста дольше, чем позволяют ваши силы или уровни энергии, используйте блок под своим крестцово-доверенным источником.
Если вы хотите висеть в позе моста дольше, чем позволяют ваши силы или уровни энергии, используйте блок под своим крестцово-доверенным источником. Блоки также могут служить местом для медитации.
Блоки также могут служить местом для медитации. Плотно спрессованная мелкозернистая пробка спустя более месяца использования практически не имеет следов износа. Если вы ищете блок, который кажется более «естественным», чем вариант из пены, это также один из лучших пробковых блоков для йоги.
Плотно спрессованная мелкозернистая пробка спустя более месяца использования практически не имеет следов износа. Если вы ищете блок, который кажется более «естественным», чем вариант из пены, это также один из лучших пробковых блоков для йоги. Это делает его более удобным для кожи в определенных позах, и его легче обхватить руками. Он также немного легче других пробковых блоков для йоги и весит около 2 фунтов, что облегчает плавный переход между позами.
Это делает его более удобным для кожи в определенных позах, и его легче обхватить руками. Он также немного легче других пробковых блоков для йоги и весит около 2 фунтов, что облегчает плавный переход между позами. Людям с чувствительными руками жесткость пробки может показаться слишком твердой. Но для реквизита, который будет поддерживать вас в вашей практике и прослужит долго, мы думаем, что этот вариант Manduka — то, что нужно.
Людям с чувствительными руками жесткость пробки может показаться слишком твердой. Но для реквизита, который будет поддерживать вас в вашей практике и прослужит долго, мы думаем, что этот вариант Manduka — то, что нужно.
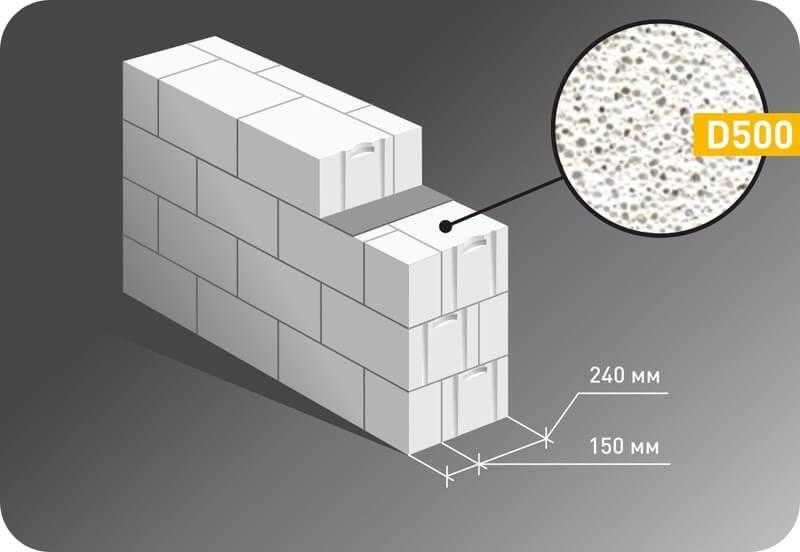 Месяц использования дал несколько незначительных царапин на поверхности — гораздо больше, чем пробковые блоки, которые я пробовал, которые могут выдержать больше ударов. Чистить их легко — просто протрите их небольшим количеством мыльной воды.
Месяц использования дал несколько незначительных царапин на поверхности — гораздо больше, чем пробковые блоки, которые я пробовал, которые могут выдержать больше ударов. Чистить их легко — просто протрите их небольшим количеством мыльной воды. Изготовленный из 100% фталата и пены EVA, не содержащей металлов, он сочетает в себе лучшее из пены и пробки: комфорт и стабильность. Это самый плотный и самый прочный из протестированных пеноблоков, что делает его оптимальным выбором, если вы ищете альтернативу пробке, но при этом хотите что-то жесткое, что не опрокидывается и не качается. Один блок стоит примерно столько же, сколько пара пеноблоков Gaiam. Но если вы серьезно относитесь к йоге, стоит обратить внимание на улучшенный вариант пены. Бренд не сообщает точную звездную оценку, но из 130 отзывов на сайте бренда 120 — 5-звездочные.
Изготовленный из 100% фталата и пены EVA, не содержащей металлов, он сочетает в себе лучшее из пены и пробки: комфорт и стабильность. Это самый плотный и самый прочный из протестированных пеноблоков, что делает его оптимальным выбором, если вы ищете альтернативу пробке, но при этом хотите что-то жесткое, что не опрокидывается и не качается. Один блок стоит примерно столько же, сколько пара пеноблоков Gaiam. Но если вы серьезно относитесь к йоге, стоит обратить внимание на улучшенный вариант пены. Бренд не сообщает точную звездную оценку, но из 130 отзывов на сайте бренда 120 — 5-звездочные. Закругленные края также добавляют нотку комфорта, превосходящую ощущения от пробковых подпорок. Долговечность — еще одна область, в которой сияет блок Alo; после месяца использования он выглядит почти как новый, за исключением нескольких небольших отметин на уровне поверхности.
Закругленные края также добавляют нотку комфорта, превосходящую ощущения от пробковых подпорок. Долговечность — еще одна область, в которой сияет блок Alo; после месяца использования он выглядит почти как новый, за исключением нескольких небольших отметин на уровне поверхности. Называя его одной из своих любимых покупок, она использует его в основном для восстановительной йоги. «Твердая пробка великолепна и ощущается намного лучше, чем губчатые блоки. Когда я использую его в позе, чтобы больше раскрыться или поработать над формой, твердый пробковый блок придает мне гораздо большую устойчивость».
Называя его одной из своих любимых покупок, она использует его в основном для восстановительной йоги. «Твердая пробка великолепна и ощущается намного лучше, чем губчатые блоки. Когда я использую его в позе, чтобы больше раскрыться или поработать над формой, твердый пробковый блок придает мне гораздо большую устойчивость». В отличие от пеноблоков, при открытии этого продукта не было газовыделения. Gaiam также предлагает более компактную версию из пробкового кирпича (9 дюймов x 5,5 дюймов x 3 дюйма; 14,98 долларов США) для тех, кто ищет меньшие размеры.
В отличие от пеноблоков, при открытии этого продукта не было газовыделения. Gaiam также предлагает более компактную версию из пробкового кирпича (9 дюймов x 5,5 дюймов x 3 дюйма; 14,98 долларов США) для тех, кто ищет меньшие размеры. Это совсем не громоздко, позволяет сосредоточиться на позе, а не на блоке. Если ваша гибкость не велика, это также дает вам немного больше досягаемости на самой высокой стороне.
Это совсем не громоздко, позволяет сосредоточиться на позе, а не на блоке. Если ваша гибкость не велика, это также дает вам немного больше досягаемости на самой высокой стороне. Пена не такая плотная, как блок Alo Uplifting, и не такая мягкая, как Gaiam, обеспечивая хороший баланс комфорта и долговечности. В отличие от губчатой пены, которая легко повреждается, блок Lululemon еще не подвергся заметному износу. Мраморный узор также является стильным дополнением к любой домашней студии.
Пена не такая плотная, как блок Alo Uplifting, и не такая мягкая, как Gaiam, обеспечивая хороший баланс комфорта и долговечности. В отличие от губчатой пены, которая легко повреждается, блок Lululemon еще не подвергся заметному износу. Мраморный узор также является стильным дополнением к любой домашней студии. Тем не менее, я сразу же заметил проблемы с долговечностью. Через несколько минут я увидел глубокий след от укола ногтя, когда держал блок в руке и сжимал края. Через месяц блоки покрываются несколькими зазубринами и выбоинами.
Тем не менее, я сразу же заметил проблемы с долговечностью. Через несколько минут я увидел глубокий след от укола ногтя, когда держал блок в руке и сжимал края. Через месяц блоки покрываются несколькими зазубринами и выбоинами. Я написал подробные обзоры и руководства для покупателей для Wirecutter, REI, Outside, Gear Patrol и Treeline Review. На протяжении многих лет я брал интервью у десятков экспертов в области здоровья и хорошего самочувствия, чтобы найти лучшие из них. Я также был экспертом по экипировке в подкастах, таких как The Consummate Athlete. Хотя я считаю себя йогом среднего уровня, я практиковал время от времени большую часть десятилетия. В рамках моего исследования для этого руководства я поговорил с Хизер Элсон, инструктором по йоге, которая преподает с 2005 года и в настоящее время занимается в своей виртуальной студии в Гамильтоне, Онтарио.
Я написал подробные обзоры и руководства для покупателей для Wirecutter, REI, Outside, Gear Patrol и Treeline Review. На протяжении многих лет я брал интервью у десятков экспертов в области здоровья и хорошего самочувствия, чтобы найти лучшие из них. Я также был экспертом по экипировке в подкастах, таких как The Consummate Athlete. Хотя я считаю себя йогом среднего уровня, я практиковал время от времени большую часть десятилетия. В рамках моего исследования для этого руководства я поговорил с Хизер Элсон, инструктором по йоге, которая преподает с 2005 года и в настоящее время занимается в своей виртуальной студии в Гамильтоне, Онтарио. Затем, в течение месяца, я практиковал те же три упражнения с каждым блоком, каждый раз на разных ковриках для йоги.
Затем, в течение месяца, я практиковал те же три упражнения с каждым блоком, каждый раз на разных ковриках для йоги. Блоки пены, как правило, немного мягче и лучше подходят для начинающих и тех, кто практикует мягкую или восстановительную йогу. В зависимости от того, как они сделаны, некоторые из них могут приблизиться к жесткости пробки. Дерево — самый неумолимый и устойчивый тип блоков для йоги, а также может стать скользким (в этом обзоре мы не рассматривали деревянные блоки).
Блоки пены, как правило, немного мягче и лучше подходят для начинающих и тех, кто практикует мягкую или восстановительную йогу. В зависимости от того, как они сделаны, некоторые из них могут приблизиться к жесткости пробки. Дерево — самый неумолимый и устойчивый тип блоков для йоги, а также может стать скользким (в этом обзоре мы не рассматривали деревянные блоки). «Их легко хранить, они не большие и не очень дорогие. С помощью блоков вы можете воссоздать множество других вещей [например, валики и клинья]».
«Их легко хранить, они не большие и не очень дорогие. С помощью блоков вы можете воссоздать множество других вещей [например, валики и клинья]». Пена намного мягче и приятнее прижимается к коже. Эти блоки также намного легче пробки, что облегчает их использование. Недостатком является то, что они не такие устойчивые и могут выскользнуть из-под вас, если вы не будете осторожны. Пена также разрушается быстрее, чем пробка, и подвержена большему повреждению на уровне поверхности, поэтому они не прослужат так долго.
Пена намного мягче и приятнее прижимается к коже. Эти блоки также намного легче пробки, что облегчает их использование. Недостатком является то, что они не такие устойчивые и могут выскользнуть из-под вас, если вы не будете осторожны. Пена также разрушается быстрее, чем пробка, и подвержена большему повреждению на уровне поверхности, поэтому они не прослужат так долго. Выберите больший блок, если у вас ограниченная гибкость и вам нужно поднять его выше. Если вам нужна тонкая поддержка или у вас более миниатюрная оправа, выберите блок меньшего размера.
Выберите больший блок, если у вас ограниченная гибкость и вам нужно поднять его выше. Если вам нужна тонкая поддержка или у вас более миниатюрная оправа, выберите блок меньшего размера.



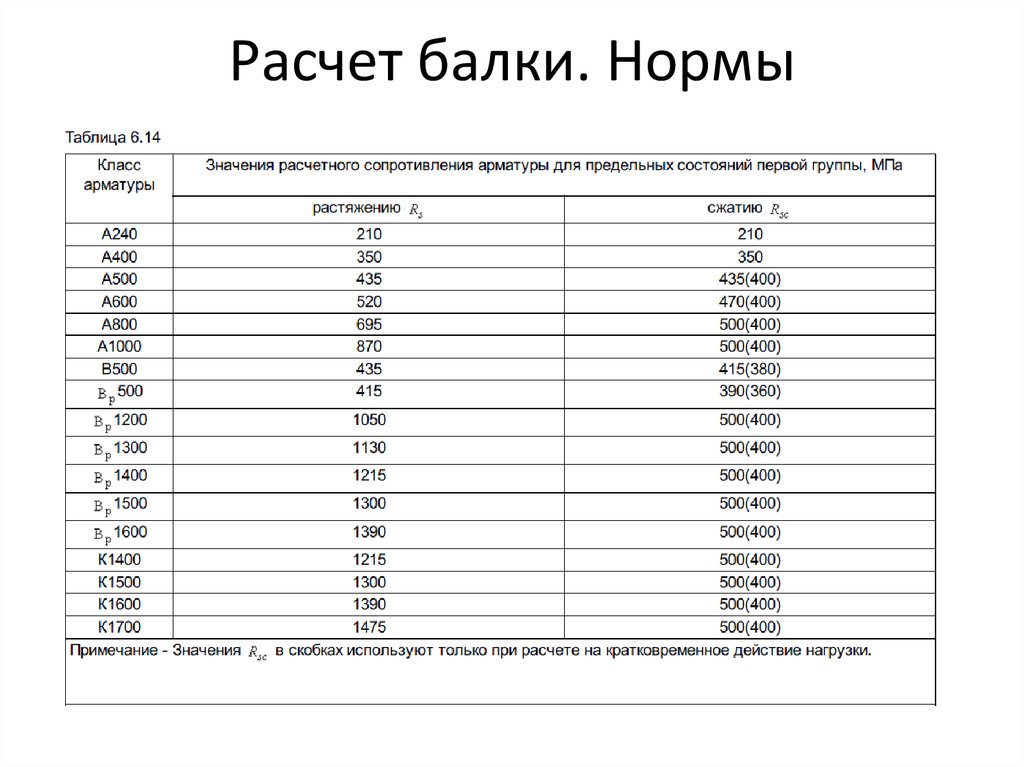
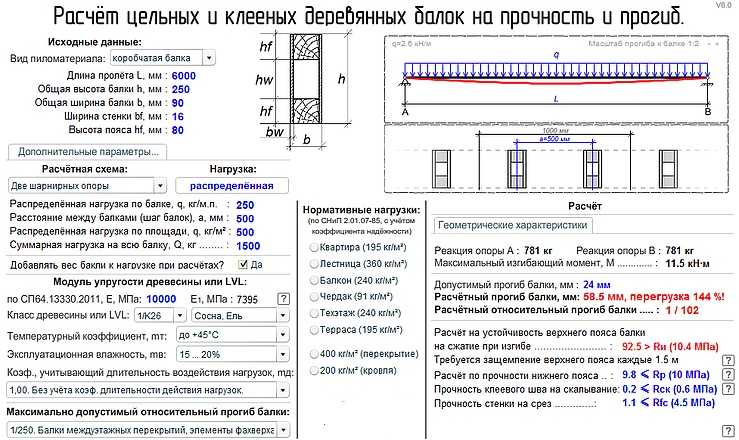
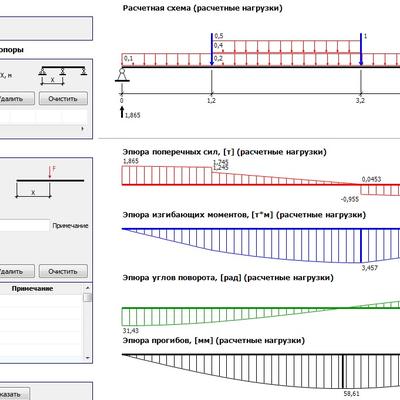 Эта информация актуальна при покупке изделий и подготовке их к транспортировке. Она поможет вам формировать прогнозы о необходимых затратах бюджета.
Эта информация актуальна при покупке изделий и подготовке их к транспортировке. Она поможет вам формировать прогнозы о необходимых затратах бюджета.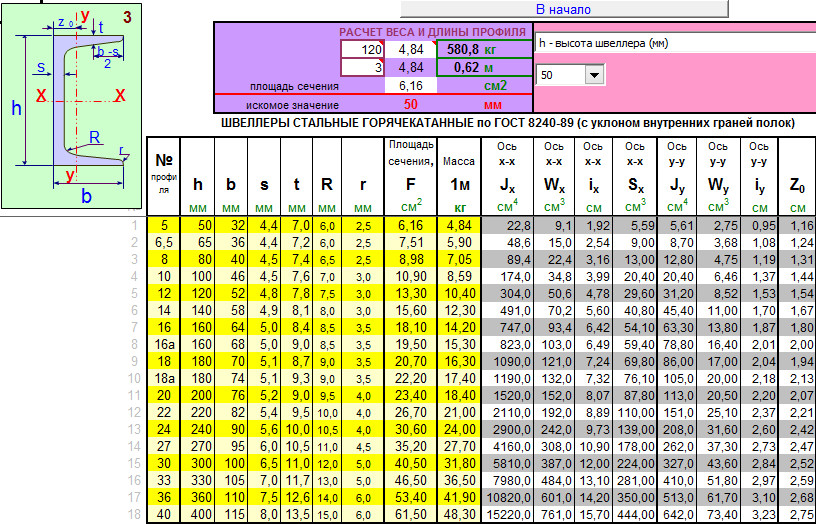 С ним вы всегда будете знать, транспорт какой грузоподъемности вам нужен.
С ним вы всегда будете знать, транспорт какой грузоподъемности вам нужен.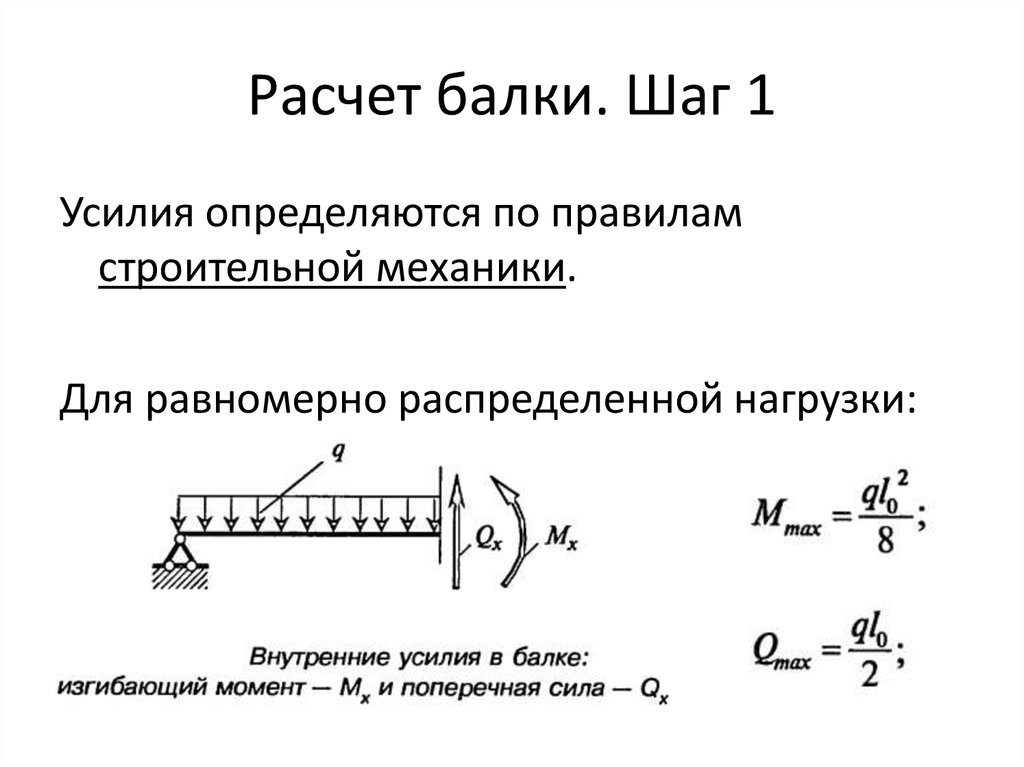
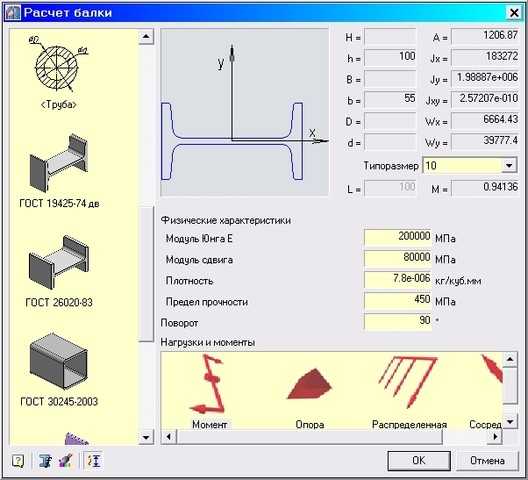 После нажатия кнопки «Рассчитать» вы моментально получите результат (до трех знаков после запятой), которые можно использовать при подготовке заказа к производству и при составлении сметы.
После нажатия кнопки «Рассчитать» вы моментально получите результат (до трех знаков после запятой), которые можно использовать при подготовке заказа к производству и при составлении сметы.
 д.
д. По способу производства различают горячекатаные и сварные (С) изделия.
По способу производства различают горячекатаные и сварные (С) изделия. 5KT1
5KT1 5ШТ1
5ШТ1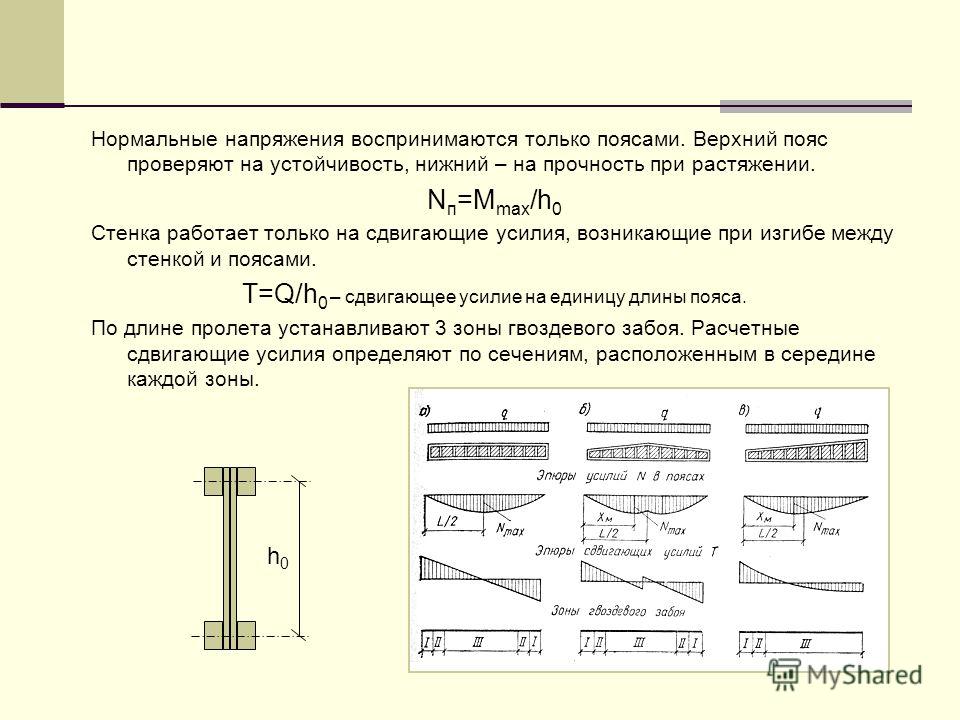 Конструкции с жесткой рамой из двутавровой балки является одной из самых прочных и устойчивых форм стальных строительных конструкций. Это делает возможность возводить высокие многопролетные здания.
Конструкции с жесткой рамой из двутавровой балки является одной из самых прочных и устойчивых форм стальных строительных конструкций. Это делает возможность возводить высокие многопролетные здания.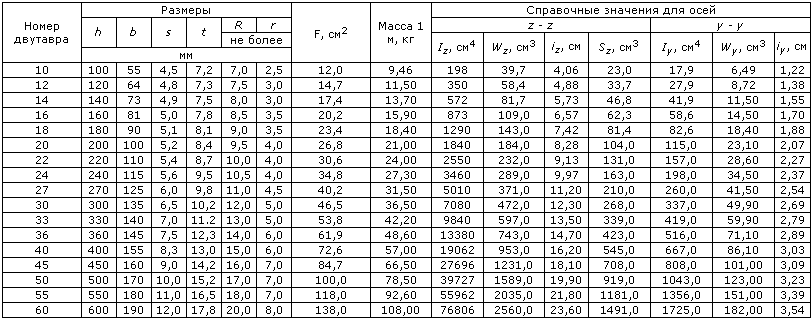 2
2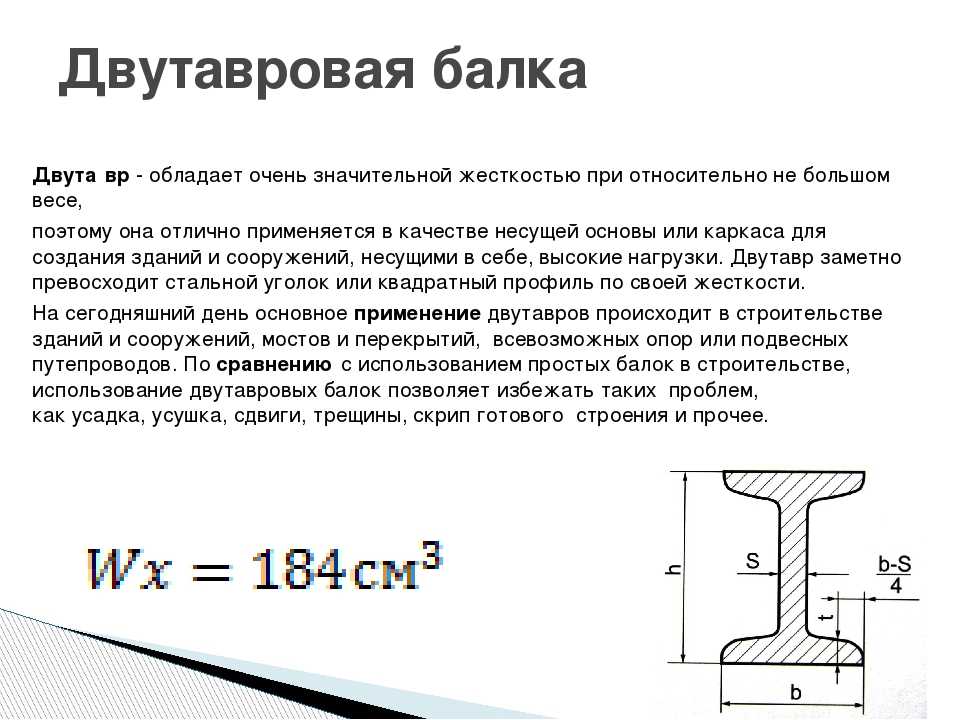 5
5
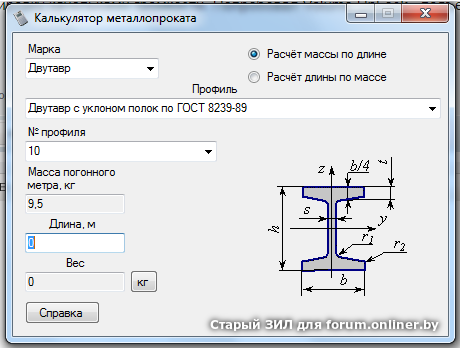 Желательно работать с крупными организациями, у которых высокий рейтинг.
Желательно работать с крупными организациями, у которых высокий рейтинг.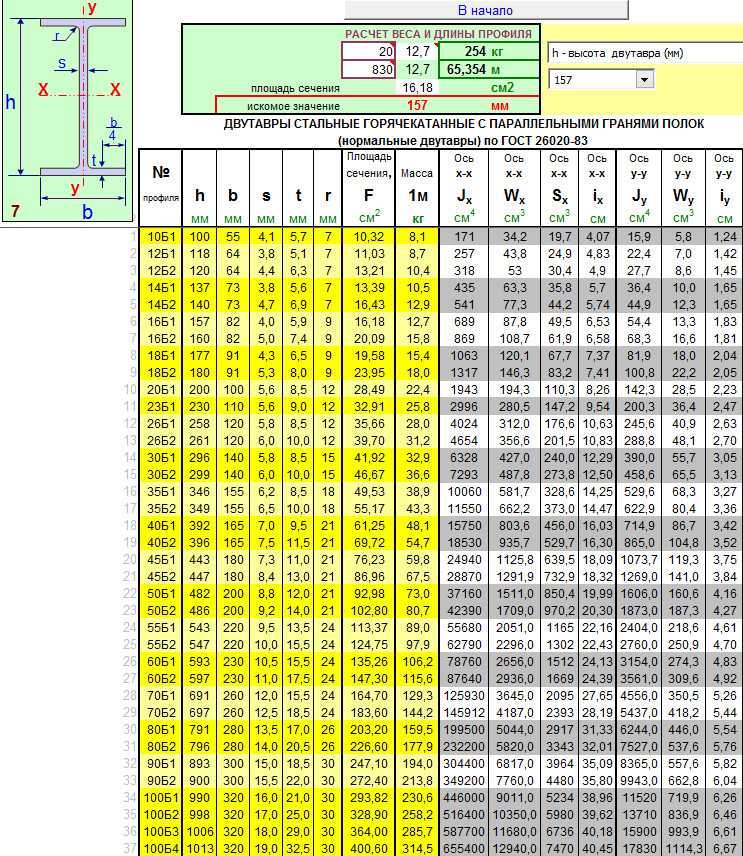
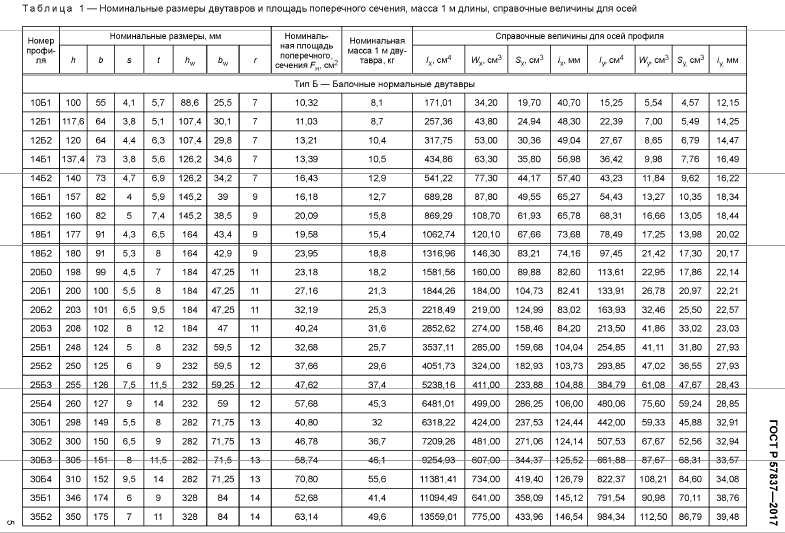
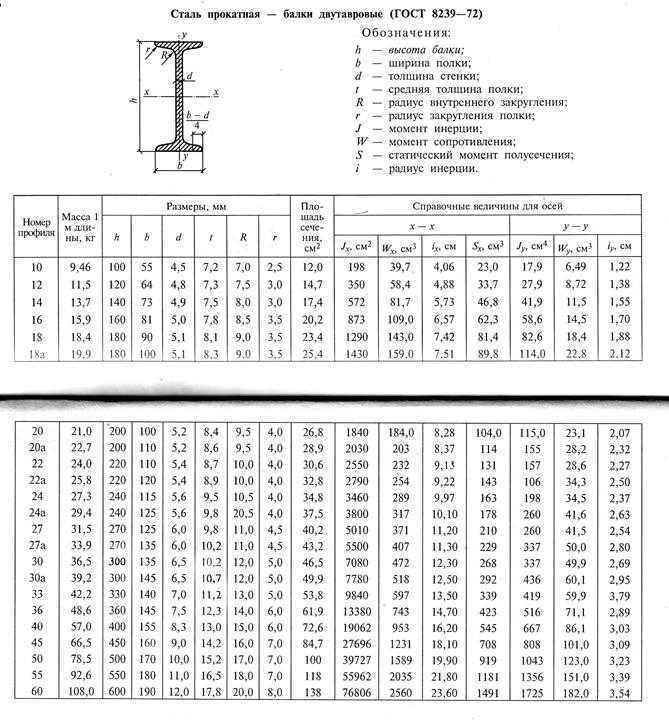
 В этом калькуляторе мы рассмотрим:
В этом калькуляторе мы рассмотрим: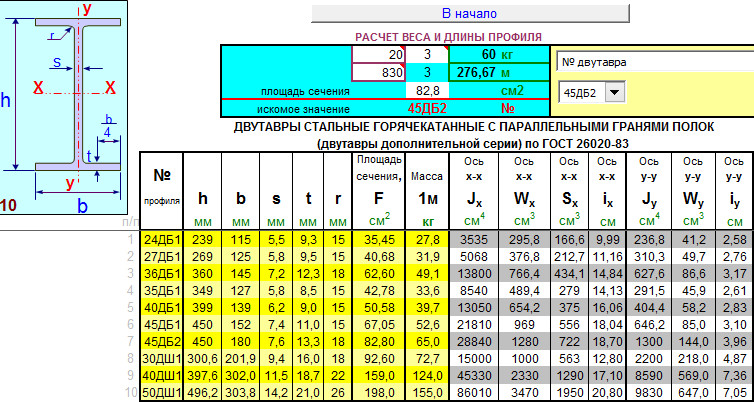 Именно это явление описывает третий закон движения Ньютона.
Именно это явление описывает третий закон движения Ньютона.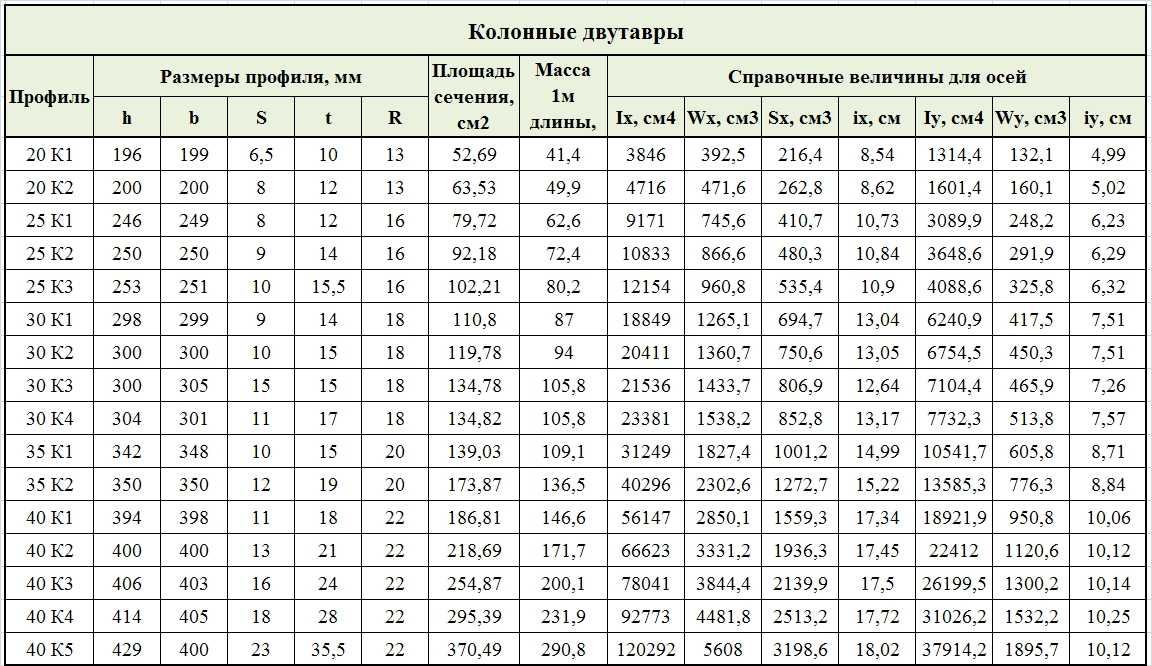 Их значения зависят от приложенных к балке нагрузок. Если на более близком расстоянии от одной опоры находится больше нагрузок, эта опорная конструкция испытывает большую силу и, следовательно, испытывает большую реакцию.
Их значения зависят от приложенных к балке нагрузок. Если на более близком расстоянии от одной опоры находится больше нагрузок, эта опорная конструкция испытывает большую силу и, следовательно, испытывает большую реакцию.
 🙂
🙂 1875)\! &= 0\\
1875)\! &= 0\\
 Название «винтовой» этот скважинный насос получил из-за того, что основным элементом его конструкции является архимедов винт, за счет вращения которого и обеспечивается перекачивание жидкой среды.
Название «винтовой» этот скважинный насос получил из-за того, что основным элементом его конструкции является архимедов винт, за счет вращения которого и обеспечивается перекачивание жидкой среды. Особенности конструкции шнековых механизмов, применяемых для оснащения погружных винтовых насосов, исключают засорение песком, содержащимся в перекачиваемой жидкой среде, элементов, из которых такие механизмы состоят.
Особенности конструкции шнековых механизмов, применяемых для оснащения погружных винтовых насосов, исключают засорение песком, содержащимся в перекачиваемой жидкой среде, элементов, из которых такие механизмы состоят.
 Так, чем более длинным шнеком оснащен винтовой электронасос, тем выше его производительность. Преимущественное большинство современных насосов шнекового типа оснащается одним рабочим винтом, и лишь незначительное число моделей имеет в своей конструкции два и более шнека.
Так, чем более длинным шнеком оснащен винтовой электронасос, тем выше его производительность. Преимущественное большинство современных насосов шнекового типа оснащается одним рабочим винтом, и лишь незначительное число моделей имеет в своей конструкции два и более шнека. Так, в зависимости от этой характеристики различают:
Так, в зависимости от этой характеристики различают: Обладая высокой мощностью и надежностью, она может успешно обслуживать артезианские скважины, вода в которых располагается на глубине, доходящей до ста метров. Конечно, цена таких моделей значительно выше стоимости устройств стандартной категории, но во многих случаях, когда требуется обеспечить подачу воды из скважин значительной глубины, без подобного оборудования просто не обойтись.
Обладая высокой мощностью и надежностью, она может успешно обслуживать артезианские скважины, вода в которых располагается на глубине, доходящей до ста метров. Конечно, цена таких моделей значительно выше стоимости устройств стандартной категории, но во многих случаях, когда требуется обеспечить подачу воды из скважин значительной глубины, без подобного оборудования просто не обойтись.

 Электропитание насоса, погруженного в скважину, а также подачу управляющих сигналов на элементы его автоматики обеспечивает специальный кабель, подключаемый к соответствующим клеммам.
Электропитание насоса, погруженного в скважину, а также подачу управляющих сигналов на элементы его автоматики обеспечивает специальный кабель, подключаемый к соответствующим клеммам. Это необходимо для проверки работоспособности устройства.
Это необходимо для проверки работоспособности устройства.
 В отличие от погружных центробежных насосов, винтовые модели не создают вибрации при своей работе. Именно поэтому наличие вибрации (и тем более стука) при работе винтового насоса является свидетельством его неправильного монтажа либо неисправности. Это требует извлечения оборудования из скважины и проведения тщательной диагностики его технического состояния.
В отличие от погружных центробежных насосов, винтовые модели не создают вибрации при своей работе. Именно поэтому наличие вибрации (и тем более стука) при работе винтового насоса является свидетельством его неправильного монтажа либо неисправности. Это требует извлечения оборудования из скважины и проведения тщательной диагностики его технического состояния.
 youtube.com/embed/co2Ku_IOj7o» allowfullscreen=»allowfullscreen»>
youtube.com/embed/co2Ku_IOj7o» allowfullscreen=»allowfullscreen»>  Винт изготовляется в большинстве случаев из металла, а рабочая часть статора из более пластичного материала.
Винт изготовляется в большинстве случаев из металла, а рабочая часть статора из более пластичного материала.
 Естественно, по своим размерам они сильно отличаются от бытовых. Длина насоса может достигать 6 метров.
Естественно, по своим размерам они сильно отличаются от бытовых. Длина насоса может достигать 6 метров.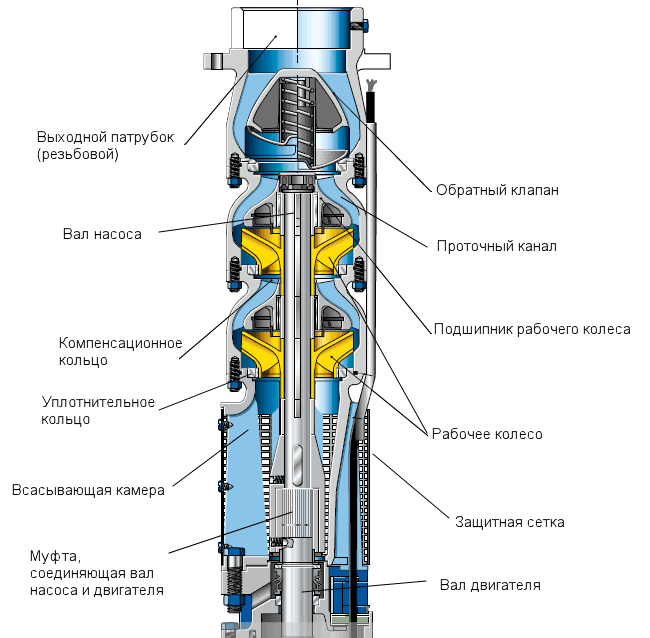
 Поэтому экономить на важнейшей ее части – насосе, не всегда оправдано.
Поэтому экономить на важнейшей ее части – насосе, не всегда оправдано.
 По ее достижении трос надежно фиксируется на оголовке. Более подробную информацию по установке насоса можно найти на страницах сайта или посмотрев видео:
По ее достижении трос надежно фиксируется на оголовке. Более подробную информацию по установке насоса можно найти на страницах сайта или посмотрев видео:
 с.
с. Компания LEO является ведущим производителем винтовых насосов для глубоких скважин, предлагающим только высококачественные насосы. Компания LEO произвела миллионы насосов, которые в настоящее время используются более чем в 140 странах, и предлагает насосы для бытовых нужд, насосы из нержавеющей стали, насосы для воды из глубоких скважин с индивидуальными решениями. Глубинные насосы LEO могут удовлетворить любые потребности в бытовых насосных системах.
Компания LEO является ведущим производителем винтовых насосов для глубоких скважин, предлагающим только высококачественные насосы. Компания LEO произвела миллионы насосов, которые в настоящее время используются более чем в 140 странах, и предлагает насосы для бытовых нужд, насосы из нержавеющей стали, насосы для воды из глубоких скважин с индивидуальными решениями. Глубинные насосы LEO могут удовлетворить любые потребности в бытовых насосных системах.

