Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные отогнутые. ГОСТ 18877-73 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
ГОСТ 18877-73
Обозначение резца
2102-0056
Направление резца
левый
Угол врезки пластины
0º
Пластина
твёрдый сплав Т15К6
Габаритные размеры, мм
25х16х140
Описание:
Резец токарный проходной отогнутый предназначен для обтачивания наружных цилиндрических и конических поверхностей с продольной подачей, при этом позволяют обрабатывать торцевые поверхности деталей с поперечной подачей. Также применяется в целях снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче, во время работы с которыми снимается наибольшая часть припуска. Могут использоваться как для черновой (обдирочной), так и для чистовой обработки. В резце токарном проходном отогнутом с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной отогнутый левый, Т15К6, 25х16х140 мм, ГОСТ 18877-73 может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной отогнутый правый, Т5К10, 25х16х140 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0055, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной отогнутый левый, ВК8, 25х16х140 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0006, левый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной отогнутый правый, ВК8, 25х20х170 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0029, правый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 25х20х170 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т15К6, 25х20х170 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0079, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т15К6, размер 25х20х170 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т5К10, 25х20х170 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0079, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 25х20х170 мм
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
ГОСТ 18877 73 и геометрия, классификация и режимы
Проходной отогнутый токарный резец – специальный инструмент для обработки металлоконструкций, который прежде всего предназначен для ликвидации неровностей на наружных поверхностях различных деталей вращений, таких как цилиндрические валки и прочие элементы конической формы.
За счёт универсальных возможностей эксплуатации, такие резцы получили наибольшую популярность чем подобные инструменты прямого типа. С помощью проходных отогнутых резцов выполняют такие работы как:
черновая и чистовая обработка наружных и внутренних плоскостей деталей;
торцевание заготовок конического и цилиндрического типа;
снятие фасок под определённым градусом;
нарезка резьбы;
устранение лишних элементов конструкции.
Содержание:
1 Характеристики по геометрии ГОСТ 18877 73
2 Плюсы и минусы
3 Разновидности и классификация
4 Чертежи
5 Критерии по выбору
6 Какие есть режимы работы
7 Где заказать и купить
Характеристики по геометрии ГОСТ 18877 73
Основной составляющей частью резца является его головка, располагающаяся на вершине стержня инструмента, и фиксируется в резцедержателе. Головка резца имеет одну переднюю кромку и две задние (основная и вспомогательная). Передняя кромка позволяет обеспечить более качественный сход стружки с поверхности обрабатываемого изделия.
Основная работа инструмента осуществляется при помощи особой вершины в резце, которая образовывается в месте пересечения основной, вспомогательной и передней кромок. В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов.
Плюсы и минусы
Достаточно сложно определить плюсы и минусы такого изделия. Прежде всего, несомненным плюсом будет являться его универсальность в работе. Таким инструментом можно выполнять множество типов действий (черновая и чистовая отделка, формирование резьбы, торцевание различных деталей и мн. др.).
Минусом же такого инструмента является его расходность. Токарные резцы – это прежде всего расходные материалы и при эксплуатации они часто ломаются, стачиваются и приходят в негодность. Поэтому прежде, чем выполнять какие-либо токарные мероприятия следует запастись инструментами впрок.
Разновидности и классификация
Проходные отогнутые резцы можно разделить на две категории: черновые и чистовые. Черновые инструменты позволяют выполнять работы по грубой обработке изделий. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Чистовые приборы имеют уже меньший радиус закругления, чем черновые, что, в свою очередь, даёт возможность обработать рабочую поверхность более аккуратно и достичь необходимого эффекта. Как правило, их используют на финальном этапе изготовления небольших деталей.
Помимо этого, различают левые и правые проходные отогнутые резцы. Данная классификация основывается на положении режущей кромки резца. Движение токарных резцов левого типа осуществляется слева направо. При этом, если такой резец положить на левую руку, то со стороны большого пальца руки будет располагаться общая режущая кромка инструмента.
Движение токарных резцов правого типа осуществляется справа налево. Такие резцы получили наибольшее распространение. А если правый резец положить в правую руку, то аналогично с ситуацией, с левым резцом общая кромка будет упираться в большой палец руки.
Также, проходные отогнутые резцы можно разделить потому, из какого материала они были изготовлены. Чаще всего такие резцы делают из материалов твёрдых сплавов, но при этом существуют и резцы из стали быстрорежущего типа.
Чертежи
Критерии по выбору
Несмотря на то, что токарные резцы относят к расходным элементам токарного станка, к их выбору, как и к выбору любого другого инструмента, следует подходить с ответственностью. Правильно выбранный токарный резец позволит более длительную эксплуатацию и более качественную обработку изделий. Прежде всего, стоит учесть то, какие работы будут выполняться.
Если круг работ достаточно широк, и включает в себя обработку разных типов деталей, то стоит запастись не одни типом резца, а сразу несколькими. Предпочтительнее приобрести набор резцов. Так вы будете максимально спокойны в том случае, если у вас не окажется под рукой необходимого вам резца.
Также, следует учесть размер обрабатываемой заготовки. От размера заготовки зависит и выбор размера резца. Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены.
Ещё одни критерием выбора должен стать материал изготовления инструмента. Когда обрабатываемое изделие выполнено из мягкого и незакаленного металла, выбирают резцы, материалом для изготовления которых служит быстрорежущая сталь.
В случае, когда обработка будет идти по жёстким материалам, использую резцы из твердосплавных материалов. Такие резцы устойчивы к вибрационным колебаниям и температурным перепадам, а длительность их службы значительно выше.
Какие есть режимы работы
Эксплуатация проходных отогнутых токарных резцов довольно проста, и в зависимости от формы обрабатываемого изделия и метода обработки может быть осуществлена в продольном или поперечном направлении. В самом начале осуществляют черновую обработку поверхности только одним инструментом, которое будет предназначено для этих целей.
Стоит отметить, что инструменты, предназначенные для черновых работ, не рекомендуется использовать на чистовых работах и наоборот. При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
Где заказать и купить
В мире не так много компаний, осуществляющих производство токарных проходных отогнутых резцов. Среди таких компаний можно выделить украинские компании ЧИЗ и Укрметиз, китайский Intertool, отечественную фирму ООО «Мелитополь инструмент», и шведскую Seco.
На сегодняшний день купить токарные резцы можно как в обычных строительных магазинах вашего города или же заказать в любом интернет-магазине строительных инструментов, среди которых магазин 220 Вольт и магазин Ринком.
Вам нужны эти долота с твердосплавными наконечниками
Каждый редакционный продукт выбирается независимо, хотя мы можем получить компенсацию или партнерскую комиссию, если вы купите что-либо по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Если вы хотите научиться токарной обработке дерева или модернизировать имеющиеся у вас инструменты, попробуйте этот набор токарных инструментов, одобренный семейным мастером.
Если вы никогда не пробовали токарную обработку дерева, вам следует это сделать. Токарная обработка дерева сильно отличается от других видов деревообрабатывающих проектов. Это простой и относительно быстрый способ проявить творческий подход. И, честно говоря, очень приятно создавать округлую форму из квадратного куска дерева.
Как только вы совершите скачок и купите токарный станок и токарный станок, вы окажетесь на перекрёстке, о котором много спорят. Большинство традиционалистов рекомендуют покупать обычные токарные стамески и точилки, но уход за острыми инструментами займет много времени. В качестве альтернативы вы можете приобрести стамески для токарной обработки дерева с твердосплавными наконечниками, наконечники которых можно легко вращать или заменять.
Прежде чем сделать выбор, вам нужно учесть несколько вещей. Как часто вы будете точить и насколько велик ваш бюджет на токарные инструменты и точилки? Я решил начать с инструментов с твердосплавными наконечниками, а затем превратился в пользователя гибридных инструментов. Теперь, когда мои почти 15-летние инструменты с твердосплавными наконечниками показывают свой возраст, я взял новый набор инструментов Easy Wood Turning Tools, чтобы попробовать.
На этой странице
Что такое простые токарные инструменты?
Комбинированный набор из трех предметов Easy Wood Tools включает в себя полноразмерные твердосплавные инструменты для токарных станков по дереву — черновой, чистовой и детальный. Инструменты поставляются с удобными ручками из твердого дерева длиной 16 дюймов. Прочные полудюймовые инструментальные бруски из нержавеющей стали имеют общую длину более двух футов для оптимального управления поворотом.
Инструменты поставляются со специально разработанными высококачественными твердосплавными режущими пластинами, которые можно заменять другими твердосплавными фрезами Easy Wood Tools. Инструменты немного длиннее, чем мои оригинальные инструменты из карбида, а кленовые рукоятки удобны и надежны в руке.
Как мы их тестировали
Семейный мастер на все руки
С помощью токарного набора Easy Wood мы выточили пару скалок из твердого клена. Мы также сделали пару небольших сосудов и несколько безделушек из обрезков дерева, которые валялись в магазине.
Хотел проверить, насколько инструменты сохраняют остроту после точения плотного клена; их маневренность и удобство использования; и насколько хорошо они изменили форму квадратных блоков по сравнению с традиционными черновыми долотами.
Твердосплавные фрезы были доставлены острыми как бритва и готовыми к работе. Даже после изготовления нескольких скалок из твердого клена твердосплавные фрезы Easy Wood Tools сохранили свою остроту. Их хватит еще на несколько сеансов токарной обработки, после чего будет достаточно быстрого вращения фрезы.
Более грубый, с закругленным квадратным резцом, стал самым тупым в группе. Традиционно черновые выемки с их скошенными рифлеными резцами лучше подходят для быстрого превращения квадратных форм в грубые цилиндры. Easy Wood Tools грубее выполнил эту задачу на всех точеных деталях, хотя и медленнее и деликатнее, чем я привык.
Нет никаких сомнений в том, что токарные инструменты Easy Wood — одни из лучших, которые я когда-либо использовал, и они недешевы. Они невероятно крепкие, прочные и хорошо сделанные, настолько, что вращение чего-либо небольшого между шпинделями токарного станка кажется почти громоздким. Но я бы предпочел иметь один набор высококачественных инструментов для любого проекта по токарной обработке дерева, а не несколько наборов, или набор, который можно использовать только для небольших проектов.
Мне очень нравится, что панели инструментов Easy Wood Tools имеют квадратную форму, а не закругленную. С квадратной панелью инструментов вы можете легче контролировать режущую кромку, поскольку плоская кромка идеально ложится на остальную часть инструмента токарного станка. Это позволяет более равномерно подавать режущий наконечник с меньшими усилиями оператора.
Pros
Заточка не требуется;
Скважина построена;
Достаточно прочный для крупных проектов;
Доступны различные типы твердосплавных фрез;
Долговечные фрезы;
Квадратная панель инструментов.
Минусы
Довольно большой размер для точения небольших изделий;
Rougher не так эффективен, как его традиционный аналог;
Дорого.
Часто задаваемые вопросы
Семейный мастер на все руки
В: Существуют ли уменьшенные версии этих токарных инструментов от Easy Wood?
Ответ: Да. Твердосплавные режущие инструменты Easy Wood представлены в пяти размерах и стилях.
В: Твердосплавные режущие инструменты Easy Wood доступны только в наборе из трех штук или их можно приобрести по отдельности?
A: Инструменты Easy Wood можно приобрести отдельно.
Что говорят другие
Джей Ди, подтвержденный покупатель Amazon, оставил трогательный отзыв с пятью звездами, написав: «Купил это для моего папы. Он был так счастлив, у него были слезы на глазах. Хотел бы я отдать их папе много лет назад…» И Джейк, еще один довольный обозреватель Amazon, был краток и мил: «Это потрясающие инструменты. Дорого, но оно того стоит!»
Окончательный вердикт
Если вы ищете высококачественный, хорошо сделанный набор твердосплавных токарных инструментов, Easy Wood Tools — это то, что вам нужно. Они прочные, стабильные, острые и простые в использовании. Кроме того, вы можете уделять больше времени работе над реальными проектами, а не оттачивать свои инструменты.
Где купить
через продавца
Полную линейку инструментов Easy Wood Turning Tools, включая этот набор из трех предметов, можно приобрести на Amazon.com.
Купить сейчас
Popular Videos
ⓘ
Итан О’Доннелл
Итан — главный редактор Family Handyman, который находит и тестирует новейшие и лучшие продукты, инструменты и оборудование в сфере DIY. Итан имеет опыт создания деревянных изделий, декораций, реквизита и экспонатов на заказ. За свою карьеру он реализовал проекты для нескольких компаний из списка Fortune 500, а также для Службы парков США. В свободное время он любит кататься на двух колесах, читать, рисовать или проводить время с друзьями, обсуждая последние события Формулы-1.
Токарные инструменты из эпоксидной смолы и акрила для токарных станков — полный размер 26,5 дюйма, комбинезон
Простые токарные инструменты
Артикул: ARSTH SSCF ARS90 3 Ручка 63
Уже в наличии!
Заголовок: Заголовок по умолчанию Заголовок по умолчанию
Заголовок по умолчанию — $199,99
Количество
Описание
Перевозки
Твердосплавные инструменты для токарного станка по дереву Специально для токарной обработки эпоксидной смолы
Этот набор включает 3 инструмента:
имеет круглый вал с круглой твердосплавной режущей кромкой с плоской вершиной. Классическая техника «наезда по фаске», используемая так же, как и при традиционном долблении, обеспечивает превосходное режущее действие сдвига, в отличие от скребкового резания, при котором откалываются искусственные материалы. Этот метод является ответом на резку сложных материалов, а также дерева, поэтому он является идеальным инструментом для гибридных проектов. Регулировка угла поворота регулирует агрессивность резки. Кроме того, у него есть дополнительное преимущество, заключающееся в том, что он направляет «ленты» или стружку в сторону от вас, чтобы они не попали вам в лицо и не обмотались вокруг поворота 9.0137 , блокируют обзор инструмента и проекта. Этот инструмент идеально подходит для начинающих, поскольку он проще в использовании и менее агрессивен, чем простой финишер для резки ножницами.
Проведите/потрите фаску на заготовке, затем поднимите рукоятку, пока она не начнет резать.
Поверните или поверните инструмент на подручнике в направлении, в котором вы собираетесь двигаться.
Вырежьте немного выше центральной линии токарного станка.
Круглый инструментальный вал 5/8” с твердосплавной фрезой с круглой плоской вершиной ½” (поиск AR STH для замены)
2. SSCF (простой финишер с ножницами):
Простой ножницами финишер зарекомендовал себя как лучший универсальный инструмент. Он отлично подходит для смолы, акрила, гибридных или прямых деревянных деталей. Этот инструмент позволяет вам делать резы, которые творят чудеса как с акрилом, смолой, так и с деревом. Круглый стержень инструмента и круглая твердосплавная фреза в форме блюдца позволяют регулировать агрессивность. Вы можете вращать вал вокруг своей оси; чем больше вы его вращаете, тем светлее разрез. Хотя вы никогда не будете использовать этот инструмент в горизонтальном положении, только небольшой угол даст вам агрессивный срез и действительно отправит ленты в полет. Поверните резак еще немного, и вы сможете снимать стружку от себя и следить за обрабатываемой деталью, а не за скоплением лент. Хотя для использования этого инструмента может потребоваться немного больше практики, он всегда становится любимым.
Предназначен для подачи на работу под углом, чтобы обеспечить резкий срез.
Агрессивность этого резака можно регулировать в зависимости от того, насколько сильно вы вращаете инструмент.
Поверните или поверните инструмент на подручнике в направлении, в котором вы собираетесь двигаться.
Круглый инструментальный вал 5/8” с круглой тарелкообразной фрезой ½” (ищите замену в SSCF)
3. AR S90 (простой инструмент 90°):
Квадратный вал инструмента и квадратная фреза с отрицательным передним углом делают этот инструмент невероятно полезным при удалении материала (черновая обработка заготовок пера). Вы можете погрузить его прямо в деталь для мелких линий, канавок или других деталей, или вы можете приблизиться к детали под углом 45 градусов и сделать черновую резку. Вы можете использовать его, чтобы загнуть острые углы заготовки ручки. Этот инструмент был фаворитом в нашем тестировании.
Инструмент ровно удерживается на подручнике
Квадратный вал инструмента 5/8” с твердосплавной фрезой квадратного сечения 15 мм с отрицательным передним углом (поиск AR S90 для замены)
Детали ручки:
Материал: цельный алюминий, обработанный на станке с ЧПУ, с удобной ручкой из пеноматериала
Общая длина: 17 дюймов
Внешний диаметр: 1 3/8 дюйма
Отверстие для инструмента: диаметр ½ дюйма
Инструменты легко заменить, ослабив два установочных винта с внутренним шестигранником из нержавеющей стали.
Следует помнить несколько вещей:
Токарная обработка акрила занимает больше времени, чем обработка дерева.
Порезы ножницами оказались очень успешными там, где соскабливающие порезы не применялись.
Медленно вводите режущую кромку, старайтесь не «протыкать» дерево, так как пластик может треснуть при использовании этой техники.
Увеличьте скорость вашего токарного станка и замедлите представление инструмента до нуля.
Вяжите от концов внутрь.
Делайте небольшие надрезы, чтобы уменьшить количество сколов. Увеличивайте свою агрессивность, как только почувствуете это.
Посмотрите наши демонстрации инструментов здесь: Как использовать инструменты дополненной реальности
Акриловые, смоляные и гибридные проекты изменили ландшафт токарной обработки дерева. Традиционные инструменты с твердосплавными наконечниками плохо работали с этими новыми материалами, поэтому мы решили найти решение. Рождение нашей линейки инструментов Acrylic/Resin (AR) произошло в результате множества проб (и ошибок), воплотивших все типы искусственных и гибридных проектов.
Шнековые сверла по дереву в категории «Инструмент»
Сверло по дереву 22мм шнековое DeWALT DT4645
На складе
Доставка по Украине
552 грн
Купить
Средства Малой Механизации
Сверло по дереву 24мм шнековое DeWALT DT4646
На складе
Доставка по Украине
613 грн
Купить
Средства Малой Механизации
Сверло по дереву 18мм шнековое DeWALT DT4642
На складе
Доставка по Украине
438 грн
Купить
Средства Малой Механизации
Сверло по дереву 20мм шнековое DeWALT DT4644
На складе
Доставка по Украине
481 грн
Купить
Средства Малой Механизации
Сверло по дереву шнековое DeWALT DT4642 (18×380 мм)
На складе
Доставка по Украине
437 грн
Купить
RIMAX GROUP магазин техники для строительства, инструмента, садовой техники, сверла, буры и прочее
Сверло по дереву шнековое DeWALT DT4644 (20×380 мм)
На складе
Доставка по Украине
480 грн
Купить
RIMAX GROUP магазин техники для строительства, инструмента, садовой техники, сверла, буры и прочее
Сверло по дереву шнековое DeWALT DT4646 (24×380 мм)
На складе
Доставка по Украине
386 грн
Купить
RIMAX GROUP магазин техники для строительства, инструмента, садовой техники, сверла, буры и прочее
Сверло шнековое по дереву 8 мм * 200 мм
Доставка по Украине
от 236 грн
Купить
Stanley-ua
Сверло шнековое по дереву 10 мм * 200 мм
Доставка по Украине
от 245 грн
Купить
Stanley-ua
Сверло шнековое по дереву 10 мм * 380 мм сверхдлинное
Доставка по Украине
от 301 грн
Купить
Stanley-ua
Сверло шнековое по дереву 12 мм * 200 мм
Доставка по Украине
от 272 грн
Купить
Stanley-ua
Сверло шнековое по дереву 12 мм * 380 мм сверхдлинное
Доставка по Украине
от 335 грн
Купить
Stanley-ua
Сверло по дереву шнековое, 20 х 230 мм, 6-гранный хвостовик ЗЕНИТ
На складе в г. Николаев
Доставка по Украине
115 грн
Купить
Магазин інструменту MATRIX
Сверло по дереву шнековое, 8 х 230 мм, 6-гранный хвостовик ЗЕНИТ
На складе в г. Николаев
Доставка по Украине
45 грн
Купить
Магазин інструменту MATRIX
Сверло по дереву шнековое, 10 х 230 мм, 6-гранный хвостовик ЗЕНИТ
На складе в г. Николаев
Доставка по Украине
45 грн
Купить
Магазин інструменту MATRIX
Смотрите также
Сверло по дереву шнековое, 12 х 230 мм, 6-гранный хвостовик ЗЕНИТ
На складе в г. Николаев
Доставка по Украине
55 грн
Купить
Магазин інструменту MATRIX
Сверло по дереву шнековое, 16 х 230 мм, 6-гранный хвостовик ЗЕНИТ
На складе в г. Николаев
Доставка по Украине
80 грн
Купить
Магазин інструменту MATRIX
Сверло по дереву 32мм шнековое DeWALT DT4651
На складе
Доставка по Украине
1 007 грн
Купить
Средства Малой Механизации
PROsilver Сверло шнековое по дереву, LEWIS,L460, d=24. 0 мм
Доставка по Украине
500 грн
Купить
220 Wolt
PROsilver Сверло шнековое по дереву, LEWIS,L460, d=20.0 мм
Доставка по Украине
350 грн
Купить
220 Wolt
PROsilver Сверло шнековое по дереву, LEWIS,L460, d=22.0 мм
Доставка по Украине
400 грн
Купить
220 Wolt
PROsilver Сверло шнековое по дереву, LEWIS,L460, d=26.0 мм
Доставка по Украине
600 грн
Купить
220 Wolt
PROsilver Сверло шнековое по дереву, LEWIS,L460, d=28.0 мм
Доставка по Украине
630 грн
Купить
220 Wolt
Сверло фреза Форстнера 35мм по дереву с ограничителем глубины VN
Доставка по Украине
720.59 грн
360.29 грн
Купить
V-Nalichii
Сверло удлиненное шнековое по дереву 10х460 мм. Granite
Доставка из г. Харьков
по 137.3 грн
от 2 продавцов
137.30 грн
Купить
Інтернет-магазин «Будівельне кріплення»
Набір шнекових свердл по дереву Parkside
Доставка по Украине
680 грн
Купить
Сверло шнековое по дереву Ø11 х 170 мм, Tamoline
Доставка по Украине
102. 20 грн
Купить
ТОВ «Торгово — Виробнича компанія Інсел»
Сверло шнековое по дереву Ø20 х 600 мм, Tamoline
Доставка по Украине
436.80 грн
Купить
ТОВ «Торгово — Виробнича компанія Інсел»
Сверло шнековое по дереву Ø28 х 235 мм, Tamoline
Доставка по Украине
299.95 грн
Купить
ТОВ «Торгово — Виробнича компанія Інсел»
Виды свёрл по дереву, особенности их конструкции и преимущества
Ремонт и строительство с применением деревянных материалов часто предполагают сверление. Поэтому даже мужчины, не являющиеся профессиональными мастерами, обычно имеют в своём бытовом наборе хотя бы несколько свёрл. Сверло — универсальный инструмент, необходимый для выполнения строительных работ всех уровней сложности. Ассортимент свёрл на сегодняшнем рынке чрезвычайно широк.
Выбор сверла для дерева
Сверло — инструмент, осуществляющий вращательно-режущие движения. Основная функция его — создание отверстий в твёрдых материалах. Также свёрла применяются для расширения уже имеющихся отверстий (рассверливание) и создания углублений, не являющихся сквозными (засверливание).
Древесина — довольно мягкий стройматериал. Благодаря своей рыхлости она легко обрабатывается разнообразными инструментами, у которых есть режущие кромки. Качественное сверло не имеет дефектов (царапин, сколов, вмятин и других нарушений целостности). Играет существенную роль цвет сверла — одна из важнейших эксплуатационных характеристик, позволяющая определить способ окончательной обработки конкретного сверла, выполненной с целью повысить прочность этого инструмента.
Чёрный цвет сверла говорит о том, что инструмент был обработан перегретым паром.
Золотисто-жёлтый цвет — признак обработки путём отпуска металла.
Ярко-золотой цвет свидетельствует об обработке нитридом титана.
Серый цвет говорит об отсутствии обработки.
Сейчас практически все дрели продаются с набором свёрл в комплекте, которые нередко представляют собой модификации одного вида сверла, различающиеся диаметром. Поэтому следует самостоятельно покупать свёрла, позволяющие реализовывать все виды задач.
Спиральное сверло
Такие свёрла предназначаются для создания отверстий самого разного диаметра. Размеры варьируются от 3 мм до 52 мм. Сверло имеет на конце острие, облегчающее начало сверления. Крупные свёрла (более 9 мм) имеют 6-гранный хвостовик, исключающий проворачивание сверла при сверлении. Каждое спиральное свёрло оснащено отводом для стружки.
Перьевое сверло
Диаметр перьевого сверла составляет 10-55 мм. Часто такие инструменты используются для работ с ДСП, ДВП и досками незначительной толщины, поскольку у них нет отводов для стружки, в отличие от спиральных свёрл. Поэтому создание глубокого отверстия с помощью сверла этого типа является очень неудобным. Перьевое сверло имеет центровочное остриё и хвостовик 6-гранной формы, уплотняющий зажим в патроне. Такие свёрла оптимальны для врезания замка на двери.
Преимущество перьевых свёрл — доступная цена.
Сверло «балеринка»
Это регулируемое круговое сверло, оснащенное резцами. Сверло этого типа позволяет создавать крупные отверстия в цельной древесине, ДСП и фанере. Спиральное центральное сверло нужно для предварительного засверливания в заготовку и прорезания канавки по окружности с помощью раздвижных резцов. «Балеринка» не позволяет создавать глубокие отверстия, поскольку этому препятствует горизонтальная планка с резцами. Когда создаётся углубление, а не сквозное отверстие, приходится выбирать подрезанную древесину с помощью фрезы либо ручной стамески.
Кольцевое сверло
Такие свёрла называют также «коронками». Кольцевые свёрла предназначаются для работы с разными материалами (в зависимости от напыления). Они нужны для таких ремонтных и строительных работ, которые предполагают создание больших отверстий. Эти свёрла внешне напоминают кольца с зубцами на кромках.
С помощью кольцевых свёрл создают глухие и сквозные отверстия. Максимальная глубина сверления равна двойной глубине чашки. При сверлении таким сверлом с двух сторон несложно попасть с обратной стороны чётко в середину первого отверстия. Недостаток таких свёрл — не очень чистый край отверстия. Необходимо учитывать, что сквозное сверление таким инструментом, осуществляемое за один приём, приводит к вырыванию крупного куска материала с той стороны, которая противоположна обрабатываемой сверлом. Потому следует просверлить до середины, а потом перевернуть материал и выполнить сверление с противоположной стороны.
Сверло Форстнера
Такие инструменты широко применяются изготовителями мебели. Они позволяют создавать глухие отверстия, имеющие безупречно ровное дно. Сверло Форстнера, таким образом, вырезает пробку в материале, поэтому его называют также пробочным. Но такое название не вполне корректно, потому что деревянные пробки выпиливают с помощью специальных пробочников, которые отличаются особой конфигурацией. Преимущество этого инструмента — «чистое» сверление.
Сверло винтовое
Другое название такого инструмента — шнековое сверло. Рабочая часть напоминает шнек, что позволяет эффективно удалять при сверлении стружку и отходы. Винтовое сверло способно создавать отверстия даже в толстых материалах. Благодаря наличию 6-гранного хвостовика такое сверло может надёжно закрепляться в практически любом патроне.
Как вкрутить шуруп в дерево | Главная Руководства
Автор SF Gate Contributor Обновлено 11 мая 2022 г.
Прикрутить кусок дерева к стойке, стеновой доске или другому куску дерева кажется достаточно простым. Тем не менее, как и в случае с большинством, казалось бы, простых задач, вы можете найти небольшие способы улучшить и избежать ошибок, таких как расщепление дерева или неспособность сблизить две доски. При правильной технике вы можете избежать выдавливания пазов в винтах и стать экспертом в измерении правильных настроек сцепления.
Наконечник
Наденьте перчатки и защитные очки, прежде чем сверлить или вкручивать шурупы в древесину. Бита с крестообразным шлицем и соответствующие винты с меньшей вероятностью соскользнут, когда вы ввинчиваете их в дерево.
1.
Отметьте предполагаемое место для винта
Расположите доску в том месте, где она будет прикручиваться к стойке или другой доске. Отметьте положение винта на плате карандашом.
2. Выберите сверло и просверлите направляющее отверстие
Вставьте сверло в патрон электродрели и затяните патрон. Бита должна иметь меньший диаметр, чем стержень винта. Просверлите пилотное отверстие в доске и частично вставьте его в стойку или другую доску. Удалите сверло и замените его на крестообразное или отверточное сверло.
Примечание. Не используйте изношенную биту отвертки; это может повредить головку винта. Храните инструменты и винты в недоступном для детей и домашних животных месте.
3. Установите муфту патрона
Установите муфту патрона дрели, если она имеется, на промежуточное значение, советует Popular Mechanics. Муфта отключится, когда винт полностью войдет в отверстие. Это помогает предотвратить срыв головки шурупа или биты отвертки, когда шуруп полностью вкручен в древесину.
4. Смажьте шурупы
Протяните шурупы по куску мыла или восковой свече, если вы вкручиваете шурупы в твердую древесину, например клен или грецкий орех. Мыло или воск смазывают резьбу, облегчая закручивание шурупа в дерево.
5. Установите винт на направляющее отверстие
Поместите кончик винта в направляющее отверстие и нажмите на него, чтобы он зафиксировался, или проверните его вручную на несколько оборотов в направляющем отверстии. Затем плотно посадите биту отвертки на головку винта.
6. Засверлите винт на место
Сильно надавите на дрель, медленно вворачивая винт в направляющее отверстие. Держите доску на одной линии со шпилькой или другой доской, чтобы убедиться, что две части надежно прикручены друг к другу. Зажмите доски, если требуется идеальное выравнивание.
7. Отрегулируйте муфту
При необходимости отрегулируйте муфту дрели на более высокое значение, если муфта отключается до того, как винт окажется полностью заподлицо, сообщает This Old House.
8. Убедитесь, что винт установлен правильно
Выкрутите винт, если между двумя платами есть пространство. Увеличьте отверстие только в первой доске, используя сверло немного большего размера. Вверните винт, плотно нажимая на рукоятку дрели. Когда шуруп вгрызается во внутреннюю стойку или доску, он должен плотно стянуть две доски вместе.
Вещи, которые вам понадобятся
Набор электродрелей и насадок
Магнитный держатель насадок
BITS и Phillips Биты
ВИНТЫ
БАР мыло или восковая свеча (необязательно)
СПИСОК
СПИСОК
. Ссылки
9003
. Pro
Этот старый дом: дрель/шуруповерт 101 — Как правильно закрутить шуруп
Как закрутить шуруп (а не расколоть древесину!) – Деревообработка для простых смертных
Основы, Как
Вы можете завинтить шуруп с предварительным сверлением направляющего отверстия или без него. Это во многом зависит от типа используемого винта и проекта, который вы строите. Нет ничего плохого в том, чтобы каждый раз сверлить пилотное отверстие, если вы не уверены.
Для мастерских и более крупных строительных проектов, сделанных из 2×4, я не беспокоюсь о сверлении направляющих отверстий. Можно просто вкрутить шурупы прямо в пиломатериал. Это быстро и эффективно. С саморезами вы добьетесь еще лучших результатов.
Для грубой конструкции обычно можно просто закрутить винты без сверления отверстия.
Однако при выполнении более тонких работ по дереву вы рискуете расколоть древесину без предварительного сверления отверстий, особенно на краю доски.
При заворачивании шурупов просверлите направляющее отверстие, чтобы предотвратить расщепление древесины.
Просверливание направляющего отверстия позволяет резьбе шурупов врезаться в стенки отверстия, а не раздвигать древесные волокна. Это создает более прочную связь. Кроме того, направляющее отверстие поможет винту ввинчиваться прямо.
Чтобы просверлить пилотное отверстие, выберите сверло такого же диаметра или немного меньше диаметра хвостовика винта, который вы собираетесь использовать. Используйте сверло, чтобы просверлить дерево примерно на глубину, равную длине вашего шурупа. Прижмите край сверла к пальцу, чтобы оно не блуждало, и медленно нажмите на спусковой крючок, чтобы запустить сверло. Вам не нужно вдавливать большой вес в сверло, просто дайте сверлу сделать свою работу. Будьте осторожны, чтобы не взорвать другую сторону! Продолжайте вращать бит, пока вы его вытаскиваете.
Как выбрать правильный размер сверла.
Если вы хотите, чтобы головка шурупа находилась на одном уровне с поверхностью дерева, используйте шуруп с плоской головкой… с плоской вершиной и скошенными сторонами на головке.
Винт с плоской головкой
С помощью зенковки или зенковки сделайте скошенную выемку на поверхности дерева, в которую войдет головка шурупа. Это придаст вашему проекту профессиональный вид.
С помощью зенковки сделайте коническое гнездо для головки шурупа.
Зенковка.
Идеально подходит! Аккуратный и профессионально выглядящий,
Мне нравится использовать ударную отвертку для завинчивания винтов на место. Также подойдет дрель или, если вы любите крутить что-то вручную, вы можете использовать обычную старую отвертку. Вставьте острие винта в отверстие, удерживая его кончиками пальцев как можно перпендикулярнее, и медленно нажимайте на спусковой крючок, чтобы закрутить его.
Интернет-магазин «Водомастер.ру» ценит доверие своих клиентов и заботится о сохранении их личных (персональных) данных в тайне от мошенников и третьих лиц. Политика конфиденциальности разработана для того, чтобы личная информация, предоставленная пользователями, были защищены от доступа третьих лиц.
Основная цель сбора личных (персональных) данных – обеспечение надлежащей защиты информации о Пользователе, в т.ч. его персональных данных от несанкционированного доступа и разглашения третьим лицам, улучшение качества обслуживания и эффективности взаимодействия с клиентом.
1. ОСНОВНЫЕ ПОНЯТИЯ
Сайт – интернет магазин «Водомастер.ру», расположенный в сети Интернет по адресу: vodomaster.ru
Пользователь – физическое или юридическое лицо, разместившее свою персональную информацию посредством любой Формы обратной связи на сайте с последующей целью передачи данных Администрации Сайта.
Форма обратной связи – специальная форма, где Пользователь размещает свою персональную информацию с целью передачи данных Администрации Сайта.
Аккаунт пользователя (Аккаунт) – учетная запись Пользователя позволяющая идентифицировать (авторизовать) Пользователя посредством уникального логина и пароля. Логин и пароль для доступа к Аккаунту определяются Пользователем самостоятельно при регистрации.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Настоящая Политика в отношении обработки персональных данных (далее – «Политика») подготовлена в соответствии с п. 2 ч .1 ст. 18.1 Федерального закона Российской Федерации «О персональных данных» №152-ФЗ от 27 июля 2006 года (далее – «Закон») и описывает методы использования и хранения интернет-магазином «Водомастер.ру» конфиденциальной информации пользователей, посещающих сайт vodomaster.ru.
2.2. Предоставляя интернет-магазину «Водомастер.ру» информацию частного характера через Сайт, Пользователь свободно, своей волей дает согласие на передачу, использование и раскрытие его персональных данных согласно условиям настоящей Политики конфиденциальности.
2.3. Настоящая Политика конфиденциальности применяется только в отношении информации частного характера, полученной через Сайт. Информация частного характера – это информация, позволяющая при ее использовании отдельно или в комбинации с другой доступной интернет-магазину информацией идентифицировать персональные данные клиента.
2.4. На сайте vodomaster.ru могут иметься ссылки, позволяющие перейти на другие сайты. Интернет-магазин не несет ответственности за сведения, публикуемые на этих сайтах, и предоставляет ссылки на них только в целях обеспечения удобства пользователей. При этом действие настоящей Политики не распространяется на иные сайты. Пользователям, переходящим по ссылкам на другие сайты, рекомендуется ознакомиться с политикой конфиденциальности, размещенной на таких сайтах.
3. УСЛОВИЯ, ЦЕЛИ СБОРА И ОБРАБОТКИ ПЕРСОНАЛЬНЫХ ДАННЫХ ПОЛЬЗОВАТЕЛЕЙ
3.1. Персональные данные Пользователя такие как: имя, фамилия, отчество, e-mail, телефон, адрес доставки, skype и др. , передаются Пользователем Администрации Сайта с согласия Пользователя.
3.2. Передача персональных данных Пользователем через любую размещенную на сайте Форму обратной связи, в том числе через корзину заказов, означает согласие Пользователя на передачу его персональных данных.
3.3. Предоставляя свои персональные данные, Пользователь соглашается на их обработку (вплоть до отзыва Пользователем своего согласия на обработку его персональных данных), в целях исполнения интернет-магазином своих обязательств перед клиентом, продажи товаров и предоставления услуг, предоставления справочной информации, а также в целях продвижения товаров, работ и услуг, а также соглашается на получение сообщений рекламно-информационного характера и сервисных сообщений.
3.4. Основными целями сбора информации о Пользователе являются принятие, обработка и доставка заказа, осуществление обратной связи с клиентом, предоставление технической поддержки продаж, оповещение об изменениях в работе Сайта, предоставление, с согласия клиента, предложений и информации об акциях, поступлениях новинок, рекламных рассылок; регистрация Пользователя на Сайте (создание Аккаунта).
3.5. Регистрация Пользователя на сайте vodomaster.ru не является обязательной и осуществляется Пользователем на добровольной основе.
3.6. Интернет-магазин не несет ответственности за сведения, предоставленные Клиентом на Сайте в общедоступной форме.
4. ОБРАБОТКА, ХРАНЕНИЕ И ЗАЩИТА ПЕРСОНАЛЬНОЙ ИНФОРМАЦИИ ПОЛЬЗОВАТЕЛЕЙ САЙТА
4.1. Администрация Сайта осуществляет обработку информации о Пользователе, в т.ч. его персональных данных, таких как: имя, фамилия, отчество, e-mail, телефон, skype и др., а также дополнительной информации о Пользователе, предоставляемой им по своему желанию: организация, город, должность, и др.
4.2. Интернет-магазин вправе использовать технологию «cookies». «Cookies» не содержат конфиденциальную информацию и не передаются третьим лицам.
4.3. Интернет-магазин получает информацию об ip-адресе Пользователя сайта vodomaster.ru и сведения о том, по ссылке с какого интернет-сайта он пришел. Данная информация не используется для установления личности Пользователя.
4.4. При обработке персональных данных пользователей интернет-магазин придерживается следующих принципов:
Обработка информации осуществляется на законной и справедливой основе;
Информация не раскрываются третьим лицам и не распространяются без согласия субъекта Данных, за исключением случаев, требующих раскрытия информации по запросу уполномоченных государственных органов, судопроизводства;
Определение конкретных законных целей до начала обработки (в т.ч. сбора) информации;
Ведется сбор только той информации, которая является необходимой и достаточной для заявленной цели обработки;
Обработка информации ограничивается достижением конкретных, заранее определенных и законных целей;
4.5. Персональная информация о Пользователе хранятся на электронном носителе сайта бессрочно.
4.6. Персональная информация о Пользователе уничтожается при желании самого Пользователя на основании его официального обращения, либо по инициативе администратора Сайта без объяснения причин, путём удаления информации, размещённой Пользователем.
4.7. Обращение об удалении личной информации, направляемое Пользователем, должно содержать следующую информацию:
для физического лица:
номер основного документа, удостоверяющего личность Пользователя или его представителя;
сведения о дате выдачи указанного документа и выдавшем его органе;
дату регистрации через Форму обратной связи;
текст обращения в свободной форме;
подпись Пользователя или его представителя.
для юридического лица:
запрос в свободной форме на фирменном бланке;
дата регистрации через Форму обратной связи;
запрос должен быть подписан уполномоченным лицом с приложением документов, подтверждающих полномочия лица.
4.8. Интернет-магазин обязуется рассмотреть и направить ответ на поступившее обращение Пользователя в течение 30 дней с момента поступления обращения.
4.9. Интернет-магазин реализует мероприятия по защите личных (персональных) данных Пользователей в следующих направлениях:
предотвращение утечки информации, содержащей личные (персональные) данные, по техническим каналам связи и иными способами;
предотвращение несанкционированного доступа к информации, содержащей личные (персональные) данные, специальных воздействий на такую информацию (носителей информации) в целях ее добывания, уничтожения, искажения и блокирования доступа к ней;
защита от вредоносных программ;
обнаружение вторжений и компьютерных атак.
5. ПЕРЕДАЧА ПЕРСОНАЛЬНЫХ ДАННЫХ
5.1. Интернет-магазин «Водомастер.ру» не сообщает третьим лицам личную (персональную) информацию о Пользователях Сайта, кроме случаев, предписанных Федеральным законом от 27.07.2006 г. № 152-ФЗ «О персональных данных», или когда клиент добровольно соглашается на передачу информации.
5.2. Условия, при которых интернет-магазин «Водомастер.ру» может предоставить информацию частного характера из своих баз данных сторонним третьим лицам:
в целях удовлетворения требований, запросов или распоряжения суда;
в целях сотрудничества с правоохранительными, следственными или другими государственными органами. При этом интернет-магазин оставляет за собой право сообщать в государственные органы о любой противоправной деятельности без уведомления Пользователя об этом;
в целях предотвращения или расследования предполагаемого правонарушения, например, мошенничества или кражи идентификационных данных;
5.3. Интернет-магазин имеет право использовать другие компании и частных лиц для выполнения определенных видов работ, например: доставка посылок, почты и сообщений по электронной почте, удаление дублированной информации из списков клиентов, анализ данных, предоставление маркетинговых услуг, обработка платежей по кредитным картам. Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях.
6. БЕЗОПАСНОСТЬ БАНКОВСКИХ КАРТ
6.1 При оплате заказов в интернет-магазине «Водомастер.ру» с помощью кредитных карт все операции с ними проходят на стороне банков в специальных защищенных режимах. Никакая конфиденциальная информация о банковских картах, кроме уведомления о произведенном платеже, в интернет-магазин не передается и передана быть не может.
7. ВНЕСЕНИЕ ИЗМЕНЕНИЙ И ДОПОЛНЕНИЙ
7.1. Все изменения положений или условий политики использования личной информации будут отражены в этом документе. Интернет-магазин «Водомастер.ру» оставляет за собой право вносить изменения в те или иные разделы данного документа в любое время без предварительного уведомления, разместив обновленную версию настоящей Политики конфиденциальности на Сайте.
Об устройстве и использовании автоматической станции водоснабжения
Автоматические системы для снабжения водой частного дома удобны тем, что вам не придётся таскать воду в вёдрах, их несложно устанавливать и монтировать, вы это можете сделать самостоятельно. За счёт большого выбора по части опций и конфигураций вы сможете легко подобрать оптимальный вариант именно для вашего частного дома. В этой статье мы подробно разберём все особенности, разновидности и нюансы подобных систем.
Для снабжения водой небольшого частного дома может хватить и одного насоса. Однако, если ваш дом или загородный коттедж имеет два этажа и большое количество жильцов, вы сами постепенно придёте к тому, что вам обязательно потребуется насосная станция. Чтобы вы не ошиблись с выбором оборудования такого сложного типа, рекомендуем вам прочесть данную статью.
Конструкция станции водоснабжения
Для снабжения водой частного дома лучше всего подходят станции, состоящие из гидробака, а также электрического насоса и блока с автоматикой. Основное отличие от поверхностных насосов заключается в том обстоятельстве, что станции для водоснабжения обладают управляющий системой, зависящей от величины давления.
Перечислим следующие функционирующие компоненты станции:
Поверхностный насос.
Гидроаккумулятор, оснащённый встроенной “грушей” из резины.
Реле давления.
Арматура для соединения.
Манометр.
Чтобы производить забор воды, к станции следует подсоединить трубу для всасывания, оснащённую обратным клапаном и сеточным фильтром. К выходу установки следует подсоединить магистраль для транспортировки жидкости на точки водоразбора. Когда станция уже оборудована клапаном плюс встроенным фильтром, то, в свою очередь, шланг, всасывающий воду, становится необязателен.
Конструкция автоматической насосной станции
Мембранный гидробак вместе с центробежным насосом может поддерживать уровень давления, равный 1,5 атмосферы, непосредственно в водопроводе вашего загородного дома. Для нормальной и стабильной работы вашей бытовой техники этого должно вполне хватить. Тем не менее, максимального давления, на которое рассчитана подавляющая часть гидроаккумуляторов – 4,5 атмосфер, должно с лихвой хватить на солидный двухэтажный коттедж.
Обычная автоматическая станция имеет не особо большие габариты, а самым крупным её компонентом является бак, аккумулирующий воду. Не требует бетонированной площадки. Тем не менее, так как станция во время работы производит много шума, для её работы следует отвести отдельное помещение. Установку традиционно производят на первом этаже коттеджа или в его подвале.
Более дорогостоящим вариантом для установки автоматической станции является кессон, в который можно полностью поместить всё оборудование. Менее дорогой вариант – это специальный павильон для защиты станции от атмосферного воздействия.
Блок управления: конструкция и особенности
Автоматика станции служит для того, чтобы постоянно следить за уровнем давления внутри системы водоснабжения, плюс для включения и отключения гидронасоса в зависимости от ситуации. С этой целью в управляющий блок станции были добавлены реле вместе с манометром. Манометр используется для контроля давления, а реле – чтобы управлять насосом.
Если использование вашей станции предполагает кратковременное отключение воды, следует выбирать блок управления с контроллером потока. Он защищает двигатель станции от перегрева, если на точках водозабора нет воды. В таких станциях основная задача блока не следить за максимальным давлением, а снижать поток.
Как работает насос с гидроаккумулятором
Выбирайте ёмкость мембранного бака в соответствии с объёмом потребления воды. Для двух человек вполне хватит ёмкости до 40 литров, а большой семье – от 100 л и выше. Для сезонного дачного водоснабжения вполне сгодится бак объёмом 15 л. Из-за частого подкачивания воды мембрана бака быстро приходит в износ.
Насос с гидроаккумулятором
Следовательно, баки с большим объёмом могут изнашиваться медленнее, так как вода подкачивается реже. Однако, не стоит забывать, что и стоить такой бак будет дороже. Чтобы точно подобрать гидробак, следует учитывать расчёты от производителя по давлению, включению и отключению станции, действительного расхода воды непосредственно в точках водозабора, включённых сразу и одновременно.
Объём резерва для жидкости в гидробаке равен примерно трети от общей величины. Всё оставшееся пространство необходимо для сжатого воздуха, поддерживающего водонапор в трубах водоснабжения.
Если гидроаккумулятор встроен в систему снабжения воды чтобы снизить риск возникновения гидроударов, бак следует выбрать поменьше. В подобной ситуации важную роль будет играть не ёмкость, а мембраны, наполненные воздухом для погашения силы и последствий от гидроудара.
Автоматическая станция водоснабжения имеет два цикла работы:
В первую очередь, происходит закачка воды из точки водозабора, чтобы создать в нём избыток воздушного давления.
При открытии крана бак опустошается, после чего наступает момнт момент запуска оборудования с помощью автоматики.
Гидроаккумулятор станции сконструирован из корпуса, сделанного из металла, и мембраны, обладающей герметичностью. Она делит внутреннее пространство аккумулятора на две части. В первой части расположен воздух, во вторую часть происходит подкачка воды.
Когда гидроаккумулятор оказывается заполнен, происходит выключение насоса посредством реле. В тот момент открытия крана на кухне воздух действует на мембрану аккумулятора, после чего происходит перетекание воды в систему водоснабжения.
После опустошения бака напор воды уменьшается, затем насос включается, и работа станции возвращается к первому циклу. Если бак пуст, происходит прижимание мембраны к патрубку, после чего осуществляется её распрямление под силой водяного давления, в момент включении насоса.
Часть воздуха сжимается под воздействием мембраны и увеличивается давление внутри него. Через подобное взаимодействие между жидкостью и газом, через барьер и осуществляется работа бака у насосной станции.
Критерии выбора насосного оборудования
Насосные станции, комплектация которых осуществляется непосредственно на заводе, поставляются уже с поверхностным гидравлическим насосом с эжектором, внутренним или внешним. Кроме того, гидроаккумуляторы могут быть использованы и с погружнымии насосами, в этом случае они будут называться “насосной системой”.
При использовании насосной станции, баки с мембранами могут обладать меньшим объёмом, нежели чем у гидробакамов в системах с погружными насосами. Такой подход объясняется тем, что у погружных насосов меньше включений и отключений происходит в течение часа, нежели, чем у поверхностных насосов.
Насосные станции с внутренним эжектором
Поверхностные насосы с внутренним эжектором обладают ощутимыми пределами по части глубины забора воды – не более 7-8 метров. Это компенсируется напором воды, которую они выдают в итоге – от 40 до 60 метров (примерно 4-6 бар).
Если вы используете насос с внутренним эжектором, не нужно переживать о воздушных пробках. Прокачка воздуха осуществляется без негативных эффектов для поверхностных насосов. После прокачки происходит процесс нагнетания в систему снабжения водой, набираемой из скважин.
Насосные станции с внутренним эжектором
Однако, у станций, у которых эжектор внутренний, имеются также и свои недостатки. Основной недостаток – они производят много шума. Для водоснабжения частного дома лучше устанавливать такие станции в подсобке, предварительно сделав там хорошую звукоизоляцию.
Насосы с внешним эжектором
При использовании насоса с внешним эжектором, вы можете осуществлять забор воды на глубине в 50 метров. Несмотря на экономность использования данного насоса, с КПД у них не всё гладко – он составляет максимум 40%. С другой стороны, в отличие от насосов с внутренним эжектором, они почти не производят шума во время работы.
Станция с выносным эжектором
Выбор места под станцию водоснабжения
Данный выбор во многом зависит от параметров гидронасоса. Через каждые десять метров его прохождения через горизонтальную трубу понижается его всасывающие характеристики. Например, для выкачивании воды с глубины более 10 метров могут подойти только определённые модели насосовю
Автоматическую станцию для водоснабжения следует устанавливать в таких местах:
в кессоне, рядом со скважиной;
в отдельном павильоне для насосов;
в подвале.
Если вы выбрали наружный стационарный насос, проложите от кессона напорную трубу до коттеджа. Причём, труба должна пролегать ниже мёрзлого грунта. Это действительно имеет смысл, если трубопровод используется круглый год, Если вам нужно проложить трубы только на летний период, глубины в 40-60 см будет вполне достаточно, либо прокладку можно осуществить и вовсе на поверхности.
Если вы собрались производить монтаж станции на цокольном этаже или вообще в подвале, можете не беспокоиться о том, что в зимние холода насос может замёрзнуть. Требуется проложить трубу ниже линии замерзания грунта, и проблема будет решена.
Бурение скважины можно производить и прямо дома, для уменьшения протяжённости трубопровода. Вопрос состоит только о возможности такого шага в различных частных домах и коттеджах.
Если вы хотите установить станцию в специальную отдельную пристройку, учитывайте, что это подходит только для тёплых сезонов. В противном случае, в эту пристройку придётся проводить отдельную отопительную систему, а лучше сразу устанавливать оборудование в отапливаемом доме.
Оценка давления гидроаккумулятора
Чтобы сантехника в вашем частном доме работала как следует, напор воды должен быть не менее 1,4-2,6 атмосфер. Для того, чтобы продлить срок службы мембраны в гидроаккумуляторе, установите в нём давление примерно на 0,2 или 0,3 атмосфер выше, чем в водопроводе.
По стандарту водопровод, устанавливаемые в частном доме должен иметь уровень давления в 1,5 атмосферы. Это значение и следует иметь в виду, если вы настраиваете для работы гидробак. Если у вас более габаритное жильё, увеличьте давление таким образом, чтобы вода смогла дойти до самых дальних кранов в доме, по сравнению с главным стояком.
Для этого следует производить довольно замысловатые расчёты по части гидравлики, прикидывать какое у вас количество и виды устройств сантехники. Однако мы можем представить для вас и более упрощённую и лёгкую формулу:
(H+6)/10,
где H является высотой от насоса до точки разбора воды на самой большой высоте. Если получившиеся показатели превысят реальные значения у сантехники и других бытовых приборов, при таком давлении они сломаются. Вам придётся подобрать какую-либо иную схему для разведения труб водопровода.
Какие могут возникнуть неполадки у станции водоснабжения?
Если насос практически сразу выключается после включения, вам следует тут же проверить, какова величина давления воздуха в аккумуляторе. Если мембрана аккумулятора не имеет повреждений, достаточно будет подкачать насос. Иначе, вам придётся обращаться за помощью в сервисный центр.
Если на ниппеле воздушного клапана появились капли воды, тут же отсоединяйте аккумулятор от системы водопровода, так это является непосредственным признаком того, что мембрана повреждена. А менять для исправности всей системы её придётся, так или иначе.
Если насос вообще не хочет включаться, проверьте регулирование реле давления. Иногда оно может быть настроено на слишком высокую величину. Также воздух может проникнуть в сам шланг для всасывания воды, после чего срабатывает защита от сухого хода.
Плюсы насосной установки, оснащённой гидробаком
Насос – это практически необходимый компонент для системы водоснабжения, служащий для транспортировки воды в ваш коттедж из колодца либо скважины. Затем, непосредственно в самом доме, раздача воды осуществляется через бак, либо гидроаккумулятор. Или опять же, с помощью самого насоса.
При использовании для транспортировки и раздачи воды по дому только одного насоса, вы рискуете остаться без воды совсем, если на данный момент будет отсутствовать электроэнергия. Кроме того, в данной ситуации будет постоянно происходить включение и выключение насоса, что приведёт к резкому уменьшению срока его эксплуатации.
Насосная станция с гидробаком
Чтобы уменьшить нагрузку на насос, а также сделать свой дом более безопасным в случае аварии в электросетях, добавьте в свою систему, снабжающую водой ваш загородный коттедж, ещё один накопитель. Первый вариант – это водонапорный бак с самотёком или гидроаккумулятор, поддерживающий водяной напор в сети. Другое название гидроаккумулятора – гидробак.
Вариант с гидробаком — наиболее комфортный и распространённый. В такой системе поддерживается сила напора в трубах, при этом, включение насоса происходит только тогда, когда следует заполнить водой ёмкость. Вода подаётся с использованием сжатого воздуха.
Автоматические насосные станции Unipump
Насосная станция Unipump
Unipump является достаточно известной маркой по производству насосных автоматических станций. У компании имеется ряд довольно перспективных линеек, таких как AUTOJET L и AUTO JS.
В основе моделей данных линеек мы имеем дело с станцией, в основе который лежит поверхностный насос, центробежный, оснащённый встроенным эжектором, а также гидроаккумулятором, ёмкость которого, в зависимости от модели, может составлять 5, 24 и 50 л. Подача воды производится из колодцев и скважин, давления поддерживается встроенной автоматикой станции.
Автоматические насосные станции Grundfos
Насосная станция Grundfos
Grundfos – ещё один знаменитый мировой бренд, производящий автоматические насосные станции. Модели насосов данного бренда MQ и JPBooster используются в целях подачи воды и увеличения давления в загородных частных коттеджах.
Про вторую линейку насосов следует отметить, что они устойчивы к образованию коррозии и имеет хорошую тепловую защиту, встроенную в сам насос. Для обеспечения водой частные дома небольшой площади – это самый лучший вариант.
Используются в частных домах и фермах. Насосы издают мало шума, не требовательны к техническому обслуживанию, легко монтируются и используются.
Автоматические насосные станции Wilo
Насосная станция Wilo
Станции от компании Wilo просто созданы для использования на садовых участках. Ёмкость мембранного бака может составлять до 50 л, что способствует снижению постоянного включения и выключения насоса и интенсивности гидроударов. Данные насосы сделаны из высококачественной нержавеющей стали и имеют устойчивость к образованию коррозии.
Итог
По итогу, можно сказать, что только один недостаток есть у подобных систем – зависимость от электроэнергии. Бак, в котором аккумулируется вода, имеет максимальный объём в 50 литров, что довольно немного, поэтому включение и отключение насоса случается значительно чаще, чем следовало бы.
В случае отсутствия электричества запасы воды могут быстро иссякнуть. Хорошим решением в данной ситуации будет автономный генератор.
Назад к основам: Аккумуляторы | Power & Motion
Гидравлические аккумуляторы хранят гидравлическую жидкость под давлением, чтобы дополнить поток насоса и снизить требования к производительности насоса, поддерживать давление и минимизировать колебания давления в закрытых системах, амортизировать удары и обеспечивать вспомогательную гидравлическую энергию в аварийной ситуации. Вот как.
Основы
Гидравлический аккумулятор представляет собой сосуд высокого давления, содержащий мембрану или поршень, который удерживает и сжимает инертный газ (обычно азот). Гидравлическая жидкость удерживается на другой стороне мембраны. Аккумулятор в гидравлическом устройстве хранит гидравлическую энергию так же, как автомобильный аккумулятор хранит электрическую энергию.
Его начальное давление газа называется «давлением предварительной зарядки». Когда давление в системе превышает давление предварительной зарядки, газообразный азот сжимается, сжимается и уменьшается в объеме, пропуская гидравлическую жидкость в аккумулятор. Объем жидкости в аккумуляторе увеличивается до тех пор, пока система не достигнет максимального давления ( P 2 ). Когда давление в системе снижается, газообразный азот расширяется и вытесняет жидкость из аккумулятора, обеспечивая питание гидравлической системы до тех пор, пока давление в системе и аккумуляторе не сравняется ( P 1 ).
Аккумуляторы, используемые надлежащим образом, повышают производительность и эффективность гидравлической системы, снижают затраты на эксплуатацию и техническое обслуживание, обеспечивают безотказную защиту и продлевают срок службы системы за счет сведения к минимуму выхода из строя насосов, трубопроводов и других компонентов.
Что делают аккумуляторы
Вот основные причины использования аккумуляторов:
Для увеличения расхода насоса. Аккумуляторы чаще всего используются для увеличения подачи насоса. Некоторым гидравлическим контурам требуется большой объемный поток, но только в течение коротких периодов времени, а затем в течение длительного периода времени они используют мало жидкости или вообще не используют ее. Когда половина или более машинного цикла не использует подачу насоса, проектировщики обычно устанавливают схему аккумулятора.
Для работы аккумуляторов требуется перепад давления. В некоторых случаях окончательный проект требует более высокого давления, чем планировалось изначально. Например, в схеме, показанной выше, для выполнения работы требуется не менее 2000 фунтов на квадратный дюйм, но аккумуляторы должны быть заполнены до более высокого давления, чтобы они могли подавать дополнительную жидкость, не падая ниже минимального давления в системе. Таким образом, эта схема использует максимальное давление 3000 фунтов на квадратный дюйм для хранения достаточного количества жидкости для цикла цилиндра в отведенное время и при этом имеет достаточную силу для выполнения работы.
В контуре используется несколько аккумуляторов для увеличения расхода насоса, поскольку время задержки составляет 45 секунд. из 57,5 сек. цикл. Его насос постоянного объема на 22 галлона в минуту работает под давлением в течение большей части цикла, чтобы заполнить цилиндр и аккумуляторы. Без аккумуляторов для этой схемы потребовался бы насос производительностью 100 галлонов в минуту, приводимый в движение двигателем мощностью 125 л.с. Хотя первоначальная стоимость меньшего насоса и двигателя, а также аккумуляторов может быть близка к стоимости более крупного насоса и двигателя, экономия энергии в течение срока службы машины делает эту схему аккумулятора более экономичной.
Для поддержания давления в системе. Аккумуляторы часто поддерживают давление в гидравлических контурах, когда насос разгружен. Это особенно полезно при использовании насосов с фиксированным объемом в длительных циклах выдержки. Например, добавление аккумулятора, регулятора расхода и реле давления к схеме насоса с фиксированным объемом, показанной выше, позволяет разгрузить насос, когда давление находится на уровне или выше минимальной настройки реле давления. Если утечки в клапане или уплотнении цилиндра приводят к падению давления примерно на 5%, реле давления переключает управление направлением, а аккумулятор создает давление на конце крышки цилиндра и возвращает давление к максимальному значению. Насос загружается только тогда, когда требуется жидкость. Эта схема управляет ламинирующим прессом, который зажимает материал и удерживает его под давлением от одной до пяти минут. Если бы поток через предохранительный клапан все это время находился под высоким давлением, он выделял бы слишком много тепла, что приводило бы к потере энергии.
Для поглощения ударов. Быстроходные гидравлические контуры часто создают скачки давления, вызывающие толчки при резком прекращении потока. Аккумуляторы в этих подверженных ударам контурах снижают эти разрушительные скачки давления и потока до приемлемого уровня или полностью устраняют их. Аккумуляторы также справляются с другими проблемами, связанными с скачками давления в особых случаях с модифицированными клапанами.
Аккумуляторы также устраняют скачки давления, вызванные внезапными блокировками потока. Заряд азота в этом случае обычно поддерживается на 5% ниже рабочего давления, чтобы гарантировать, что аккумулятор находится вне контура, за исключением случаев скачков давления. Аккумуляторы баллонного типа лучше всего подходят для этого из-за их быстрой реакции на изменения давления, если максимальное пиковое давление не превышает четырехкратное давление предварительной зарядки 9.0025 .
Для увлажнения. Пульсации — еще одна форма ударов в гидравлических линиях, которые могут повредить трубопроводы и другие компоненты системы. Поршневые насосы по своей конструкции создают в системе пульсации давления, вибрации и шум. Аккумуляторы и связанные с ними глушители и демпферы могут значительно снизить энергию ударной волны.
Обеспечение аварийного питания. Некоторые машины с гидравлическим приводом необходимо останавливать в открытом положении, чтобы не повредить изделия или оборудование. Когда перебои в подаче электроэнергии отключают гидравлический насос и машина находится в каком-либо положении, должен быть способ перевести ее в открытое положение. Один из вариантов — резервный насос с приводом от двигателя, но другой вариант — использовать аккумуляторы, заряженные перед первым циклом и удерживаемые до тех пор, пока машина не остановится. Их накопленная энергия затем готова перевести машину в открытое положение в случае сбоя питания.
Другие приложения. Аккумуляторы иногда используются в системах, в которых тепловое расширение может вызвать избыточное давление. Заблокированные порты на цилиндрах в местах с высокой температурой окружающей среды создают высокое давление, если расширяющейся жидкости некуда идти. Аккумуляторы также служат барьерами между двумя разными жидкостями, например, в системе, где насос использует гидравлическую жидкость для поддержания давления в контуре, в котором используется вода или другая несовместимая среда. Один поставщик также предлагает аккумуляторы низкого давления в качестве дыхательных устройств для герметичных резервуаров. Это предотвращает попадание переносимых по воздуху загрязняющих веществ в гидравлическое масло при повышении и понижении уровня жидкости.
Типы аккумуляторов
В промышленности обычно используются аккумуляторы трех типов: баллонный, диафрагменный и поршневой. Есть еще несколько вариаций.
Газонаполненная камера. Многие аккумуляторы используют резиновый баллон для разделения газа и жидкости. Тарельчатый клапан в нагнетательном отверстии предотвращает выпадение мочевого пузыря через порт, когда насос выключен. Первоначальный дизайн, до сих пор предлагаемый многими производителями, представляет собой стиль ремонта днища (показан вверху слева). Верхний способ ремонта (справа) в некоторых случаях облегчает замену мочевого пузыря.
Газонаполненный поршень. Газовый поршневой аккумулятор имеет свободно плавающий поршень с уплотнениями, разделяющими жидкость и газ. Он работает и работает аналогично мочевому пузырю. У него есть некоторые преимущества в определенных областях применения, но он может стоить в два раза дороже, чем баллон такого же размера.
Подпружиненный поршень . Подпружиненные поршневые аккумуляторы идентичны газонаполненным, за исключением того, что пружина прижимает поршень к жидкости. Его главное преимущество в том, что нет утечки газа. Основным недостатком является то, что эта конструкция не подходит для высокого давления и большого объема.
Мембранные аккумуляторы. Существуют также мембранные аккумуляторы с упругой или металлической диафрагмой. Они используются в основном там, где хранимый объем невелик, что делает их практичными для многих мобильных приложений, но ограничивает их использование в промышленных приложениях.
Какой тип использовать?
В некоторых приложениях можно использовать аккумулятор практически любого типа с удовлетворительными результатами. Однако бывают случаи, когда один тип более отзывчив или предлагает более длительный срок службы. Например, величина давления предварительной зарядки является фактором, который следует учитывать при выборе баллонных или поршневых аккумуляторов.
Поршневые аккумуляторы медленно реагируют на повышение давления, поэтому они не работают так же хорошо, как амортизаторы. Это означает, что они хотя и снижают скачки давления, но не останавливают их. В таких ситуациях лучшим выбором является баллонный или диафрагменный аккумулятор.
Баллонные или мембранные аккумуляторы лучше всего подходят для демпфирования скачков высокого давления на выходе из поршневого насоса. Поршневой аккумулятор не может реагировать достаточно быстро, а короткий ход поршня и уплотнений может вызвать чрезмерный износ отверстия и уплотнений.
Компания Hydac, крупный производитель аккумуляторов и других гидравлических компонентов, перечисляет следующие факторы в качестве основных факторов при выборе трех основных типов аккумуляторов (баллонных, диафрагменных и поршневых): )
Давление в системе, максимальное и минимальное
Требуемый объем жидкости в системе
Расход
Коэффициент давления (макс. давление/давление предварительной заправки)
Монтажный корпус и монтажное положение
Соображения по давлению
Аккумулятор заряжается при повышении давления в системе, в результате чего жидкость поступает в аккумулятор и сжимает газообразный азот. Он разряжается, когда давление в системе падает, позволяя азоту в аккумуляторе расширяться и выталкивать жидкость из аккумулятора.
Обычно газонаполненные аккумуляторы предварительно заряжают примерно до 90% минимального рабочего давления системы. Это гарантирует, что камера или поршень не сбрасывают всю жидкость во время каждого цикла. Если быстро удалить всю жидкость, баллоны могут застрять в тарельчатом клапане, а поршни могут деформироваться, когда металл соприкасается с металлом. В некоторых приложениях это 9Значение 0% может быть низким, поскольку минимальное давление в системе низкое.
В таких случаях используйте гидроаккумуляторы поршневого типа, так как поршень может перемещаться по стволу практически на любое расстояние без повреждений. Баллонный аккумулятор не следует использовать, если давление предварительной зарядки ниже 25% от максимального давления. Это позволяет избежать настолько сильного сжатия мочевого пузыря, что он трется о себя, что может привести к образованию в нем отверстий.
Конструкция и физическая конструкция баллонных и мембранных аккумуляторов ограничивают их максимальное отношение рабочего давления. Превышение этих пределов может привести к повреждению мочевого пузыря или диафрагмы. Поршневой аккумулятор выдерживает более высокие отношения давления, потому что он не имеет эластомерной мембраны, подверженной повреждению.
Безопасность аккумулятора
Всегда принимайте меры для слива аккумулятора при выключении. Никогда не работайте с контуром с аккумулятором, пока не убедитесь, что давление в нем сброшено. Это очень важно, потому что аккумуляторы хранят энергию, которая может представлять угрозу безопасности и повредить машину.
Убедитесь, что поток аккумулятора во время работы ограничен до разумного уровня, и отключите его, чтобы не повредить машину или трубопровод. Аккумуляторы сбрасывают жидкость с любой скоростью, которую позволяет путь выходного потока. Такие высокие потоки длятся недолго, но ущерб, который они вызывают, может произойти в одно мгновение.
Всегда изолируйте насос от аккумулятора обратным клапаном, чтобы жидкость не могла попасть обратно в насос. Без обратного клапана обратный поток гидроаккумулятора может отбросить насос назад и даже привести к выходу из строя в некоторых случаях.
Проверяйте давление предварительной зарядки аккумулятора при его установке и не реже одного раза в день в течение первой недели эксплуатации. Если за это время не наблюдается заметной потери давления, повторите проверку через неделю. Если все в порядке, проводите плановую проверку каждые три-шесть месяцев после этого. Всякий раз, когда предварительная зарядка аккумулятора падает ниже номинального давления, объем доступной жидкости уменьшается, что замедляет цикл.
Размеры аккумуляторов
Объем жидкости, который аккумулятор может доставить в систему, зависит от области применения. Вот минимальные параметры, необходимые для определения объема жидкости и/или размера аккумулятора:
Предварительное давление ( P 0 )
Максимальное рабочее давление в системе ( P 2 ) Минимальное рабочее давление в системе давление ( P 1 )
Эффективный объем газа ( V 0 ) и полезный объем жидкости ( ΔV )
Размер, указанный для аккумулятора, относится к его общему номинальному объему газа, а не к его емкости по жидкости. Объем жидкости, который аккумулятор обеспечивает для конкретного применения, зависит от перепада давления в системе. Производители предлагают компьютерные программы, которые могут требовать только системных требований для определения правильного размера аккумулятора. Поскольку размер аккумулятора зависит от многих переменных факторов, всегда лучше проконсультироваться с поставщиком для получения конкретной информации о выборе и размерах.
принцип работы, виды, как выбрать, регулировка
Современная автономная система водоснабжения должна быть оборудована баком для хранения определенного количества воды. Конечно, самый простой вариант такого устройства – пластиковый или металлический бак, установленный где-нибудь на чердаке.
Однако гидроаккумуляторы для водоснабжения уверенно вытесняют обычные накопители, так как удобнее и лучше влияют на состояние системы.
В предложенной нами статье подробно описаны виды аккумуляторов, приведены правила из подбора. Мы подробно рассказали, как устанавливается и настраивается оборудование. Наши рекомендации обеспечат безотказную работу устройства и продлят срок его службы.
Содержание статьи:
Принцип работы типового гидробака
Типы сосудов под давлением
Как выбрать подходящий гидробак?
Установка и наладка
Рекомендации по применению
Выводы и полезное видео по теме
Принцип работы типового гидробака
Гидроаккумулятор, он же гидробак, он же аккумулятор или гидробак — это разные названия одного и того же устройства.
Снаружи это действительно металлический бак, а внутри емкость разделена на две части специальной резиновой прокладкой, иногда называемой мембраной.
Фотогалерея
Фото
Сосуды гидропневмоемкостные (они же гидробаки или гидроаккумуляторы) применяются при организации автономных систем водоснабжения для автоматизации процесса забора воды откачка воды из неглубоких источников
Глубина забора воды, доступная для осуществления насосной станцией, в среднем равна 10 м. Для ее увеличения оборудование вместе с гидроаккумулятором устанавливается в кессон
Гидроаккумуляторы применяются в схемах с погружными насосами для откачки воды с глубины более 25 м. При этом гидроаккумулятор размещается в любом месте на поверхности системы
Если кессон утеплен или его дно находится ниже уровня сезонного промерзания грунта, бак глубокого колодца может работать круглогодично в кессон
Если нет возможности защитить гидроаккумулятор от воздействия холода, бак находится внутри дома в отапливаемом помещении
Гидроаккумуляторы в составе насосной станции часто используются в сложных схемах или слишком длинных системах в два или более насосов подают воду потребителю
Если система водоснабжения будет эксплуатироваться только в летний период, допускается размещение емкости на улице под навесом, закрывающим ее от прямого УФ-излучения
Назначение гидроаккумуляторов
Гидравлический бак в составе насосной станции
Установка в забойной коробке
Гидравлический бак в паре с погружным насосом
Аккумулятор для глубокого колодца
Подвальное помещение частного дома
03
03 откачка воды с привода
Гидроаккумулятор на дачном участке
Прокладка жестко закреплена на горловине бака, где имеется отверстие для забора воды. На противоположной стороне бака есть еще одно отверстие, оно предназначено для воздуха.
Здесь установлен обычный ниппель. Зачем все это делается? Мембрана делит бак на два отсека. С одной стороны этой прокладки находится вода, а с другой — воздух под определенным давлением.
Манометр используется для измерения давления в аккумуляторе. Некоторые модели дополнительно оснащены фильтром, чтобы внутрь не попали загрязнения. Материал мембраны – специальная резина. Он не только эластичен, но и безопасен для здоровья человека.
Гидроаккумулятор разделен мембраной на две части. С одной стороны этого вкладыша вода, а с другой воздух под давлением, что позволяет создать давление в системе водоснабжения
При подключении к баку вода из такого устройства поступает со стабильным напором, что улучшает качество водопроводной воды и обеспечивает необходимые условия для функционирования бытовых приборов.
Мембрана гидробака содержит определенное количество воды, которое постоянно меняется, поэтому мембрана постоянно растягивается или сжимается. По мере увеличения объема воды газ сжимается, и давление увеличивается. Регистр давления реле давления дает насосу команды на его включение/выключение
Например, для нормальной работы автоматических стиральных машин, гидромассажных аппаратов и другого подобного оборудования необходимы определенные показатели. Почти всегда гидроаккумуляторы снабжены специальным устройством управления – прессостатом.
Это устройство можно настроить таким образом, чтобы оно включало и выключало подачу воды в гидробак в зависимости от давления воздуха. Работает это так: по мере забора воды из устройства давление в его воздушной камере уменьшается.
При достижении минимальной отметки автоматически включается реле давления для восполнения объема воды. В результате давление в гидробаке снова повышается. При достижении максимального заданного значения давления реле отключает подачу воды в гидроаккумулятор.
Данная схема позволяет получить представление о том, какое место гидроаккумулятор занимает в системе автономного водоснабжения частного дома
Такая система позволяет значительно сократить количество включений/выключений насоса, а это продлевает срок службы оборудование. Если бы насос был напрямую подключен к водопроводу, количество циклов включения и выключения было бы значительно выше.
Наличие такого бака в системе водоснабжения обеспечивает стабильность ее работы, а также защиту от возможных гидроударов.
Кроме того, внутри гидроаккумулятора всегда есть определенный запас воды, что может очень пригодиться, например, при поломке насоса. Понимание принципов работы гидроаккумулятора позволяет правильно выбрать устройство, обеспечить его правильную установку и обслуживание.
Типы сосудов под давлением
Гидроаккумуляторы различаются по типу установки: бывают горизонтальными и вертикальными. Вертикальные гидроаккумуляторы хороши тем, что проще найти подходящее место для их установки.
И вертикальный, и горизонтальный варианты оснащены ниппелем. Вместе с водой в устройство поступает некоторое количество воздуха. Он постепенно скапливается внутри и «съедает» часть объема бака. Чтобы устройство работало исправно, необходимо время от времени стравливать этот воздух через этот самый ниппель.
По типу установки различают гидроаккумуляторы вертикальные и горизонтальные. Они имеют некоторые отличия в процессе обслуживания, но во многом на выбор влияет размер места установки.
В гидроаккумуляторах, которые устанавливаются вертикально, предусмотрен ниппель, который предназначен специально для этих целей. Достаточно нажать на нее и подождать, пока воздух не выйдет из устройства. С горизонтальными баками дело обстоит немного сложнее. Помимо ниппеля для стравливания воздуха из бака устанавливается запорный вентиль, а также слив в канализацию.
Все это касается моделей, способных накапливать объем жидкости более 50 литров. Если мощность модели меньше, то специальных приспособлений для удаления воздуха из мембранной полости нет, вне зависимости от типа установки.
Но воздух из них еще нужно удалить. Для этого из гидроаккумулятора периодически сливают воду, а затем бак снова заполняют водой.
Перед началом процедуры отключите питание реле давления и насоса или всей насосной станции, если гидробак является частью такого устройства. После этого нужно просто открыть ближайший миксер.
Вода сливается до тех пор, пока бак не станет пустым. Далее клапан закрывается, подается питание на прессостат и насос, вода заполнит емкость гидроаккумулятора в автоматическом режиме.
Гидроаккумуляторы с синим корпусом используются для холодной воды, а красные – для систем отопления. Не стоит использовать эти устройства в других условиях, так как они отличаются не только цветом, но и материалом мембраны, и способностью выдерживать определенный уровень давления
Как правило, предназначенные для автономных инженерных систем, резервуары различаются по цвету: синему и красному. Это предельно простая классификация: если бак синего цвета, то он предназначен для систем холодного водоснабжения, а если красный – для установки в контур отопления.
Если производитель не обозначил свое изделие одним из этих цветов, то назначение устройства необходимо уточнить в техническом паспорте изделия. Помимо цвета, эти два типа гидроаккумулятора различаются в основном характеристиками материала, используемого при изготовлении мембраны.
В обоих случаях это высококачественная резина, предназначенная для контакта с пищевыми продуктами. Но в синих емкостях находятся мембраны, рассчитанные на контакт с холодной водой, а в красных — с горячей.
Очень часто гидроаккумулятор поставляется в составе насосной станции, которая уже оборудована реле давления, манометром, поверхностным насосом и другими элементами
Синие устройства могут выдерживать большее давление, чем красные емкости. Не рекомендуется использовать гидроаккумуляторы для холодной воды, предназначенные для систем ГВС и наоборот. Неправильные условия эксплуатации приведут к быстрому износу мембраны, гидробак придется ремонтировать или даже полностью заменять.
Как выбрать подходящий гидробак?
Одним из важнейших показателей при выборе гидроаккумулятора является объем воды, который он может удерживать. Для этого можно воспользоваться следующей формулой:
При выборе гидроаккумулятора следует рассчитать соответствующий объем устройства. Слишком маленький гидробак не удовлетворит потребности системы, а слишком большой приведет к неоправданным затратам
А из этой таблицы можно взять значение поправочного коэффициента в зависимости от мощности насоса:
При расчете объема бака-аккумулятора для системы водоснабжения следует использовать специальный поправочный коэффициент, учитывающий мощность водяного насоса
Для хозяйственных нужд подойдет устройство емкостью около 25-50 литров обычно достаточно. Конечно, расчетное значение редко совпадает с реальными объемами типовых моделей гидроаккумуляторов.
В таком случае просто возьмите бак чуть большего объема. Например, если значение 32,5 литра рассчитывается по формуле, то можно смело приобретать бак емкостью 35 литров.
Следует помнить, что внешние размеры бака и количество воды, которое он может вместить, это разные числа. Обычно вода занимает около трети от общего объема. Из формулы становится понятно, что чем более мощный насос используется для автономного водоснабжения в доме, тем более вместительный гидробак следует приобретать.
Частые отключения электроэнергии в районе, где расположен дом, — веская причина выбрать бак большего размера. Таким образом, у семьи будет небольшой запас воды.
Однако не стоит усердствовать и выбирать слишком большой гидроаккумулятор. В таком устройстве вода будет подменяться слишком медленно, а это приведет к ухудшению ее качества.
В этой таблице указано, какой именно объем воды может храниться в гидроаккумуляторе с конкретными характеристиками
Поэтому в расчетах учитывается максимальное количество воды, проходящей через систему водоснабжения. Еще один важный момент касается моделей зарубежного производства. Такие устройства не всегда легко подключить к сантехническим системам России или ближнего зарубежья.
Фотогалерея
Фото
Средний объем для загородного дома и коттеджа
Гидравлический бак для поверхностных насосов
Гидропневмоемкость для глубоких колодцев
Разветвленный бак для воды
Установка и наладка гидросистемы
3
3
к гидроаккумулятору предъявляются более жесткие требования, чем при установке обычного накопительного бака. Дело в том, что привод, установленный на чердаке, статичен, а гидробак находится в динамическом движении: вода поступает и забирается из бака, мембрана растягивается и сжимается и т. д.
Для предотвращения передачи вибрации на систему водоснабжения и окружающие предметы гидроаккумулятор устанавливают на плоское и прочное основание, используя амортизирующие резиновые прокладки.
Место установки гидробака должно быть достаточно просторным и доступным. Такие устройства требуют периодической настройки, осмотра и обслуживания.
Перед установкой необходимо узнать какое давление должно быть в пустом гидроаккумуляторе. Номинальное значение этого индикатора обычно составляет 1,5 бар. Это давление, которое устанавливает производитель. Однако со временем часть воздуха может выйти из бака.
Для измерения давления в гидроаккумуляторе можно использовать любой исправный манометр, позволяющий получить информацию с точностью не менее 0,5 бар
Поэтому следует измерить давление манометром, а затем прокачать воздух или прокачать его, если давление чрезмерное. Также не помешает уточнить значение нормального давления воздуха в пустом баке с помощью паспорта изделия. Поскольку золотник имеет стандартные размеры, для измерений подойдет практически любой манометр.
Если по каким-то причинам гидроаккумулятор не оборудован измерительным прибором, можно взять автомобильный манометр. Главное, чтобы он был исправен и достаточно точен. Требуются весы с делениями 0,5 бар или меньше. Электронные устройства также могут использоваться для таких измерений.
ТО Подключение осуществляется с помощью гибких переходников. Следует помнить, что диаметр переходников должен соответствовать размеру водопроводных труб, сужение недопустимо. Перед наполнением бака водой из мембраны необходимо удалить весь воздух.
Для поглощения вибраций, возникающих при работе гидроаккумулятора, при подключении устройства к водопроводной системе применяют специальные гибкие шланги соответствующего диаметра
Первый раз вода закачивается как можно медленнее, тонким струя с низким напором. Это необходимо для того, чтобы не повредить мембрану, которая при хранении могла слежаться или немного деформироваться.
Такие нюансы могут показаться мелочами, но они могут существенно повлиять на состояние бака. Важным моментом является также установка давления в баке.
После заполнения гидроаккумулятора водой необходимо еще раз измерить давление воздуха. Чем меньше воздуха в баке, чем ниже его давление, тем больше воды можно закачать в него. Но чем меньше воздуха, тем меньше рабочее давление воды на выходе гидроаккумулятора.
Допускается снижение давления воздуха в аппарате до уровня 1 бар, если есть необходимость создания дополнительного объема воды для хранения. Однако давление воды в системе снизится. Владельцу устройства придется выбирать между хорошим напором и возможностью закачать в бак большое количество воды.
В любом случае минимальное давление воздуха должно быть 1 бар. Если в баке мало воздуха, мембранная вставка, наполненная водой, растянется и может задеть металлические стенки гидробака. Такой контакт недопустим, так как под его воздействием начнет разрушаться резина, порвется гидроаккумулятор, и мембрану придется заменить.
Фотогалерея
Фото
Гидробаки работают только в связке с реле давления, без которого использование гидробаков было бы бессмысленно
Сразу за ним установлено реле давления, реагирующее на вибрации мембраны гироаккумулятора. Для визуального контроля давления ставится манометр
Для фиксации параметров системы и автоматического реагирования на них, помимо реле давления, в схему включают еще несколько энергозависимых устройств, например, реле сухого хода . Для обеспечения их энергией необходима отдельная линия электропередач с розеткой
Для слива воды из контура на период длительного отключения без работы после гидроаккумулятора монтируется кран
Работа в паре с реле давления
Место установки реле давления
Место установки сухого реле
Кран для консервации оборудования
После заполнения бака, настройки и подключения к системе водоснабжения можно настроить реле давления. Обычно к нему прилагается инструкция с подробным описанием процедуры.
Под крышкой корпуса прибора находятся две регулировочные пружины. Большая пружина, обозначенная буквой Р, позволяет установить минимальное давление, при котором реле включает насос и начинает закачивать воду в гидроаккумулятор.
С помощью небольшой пружины, обозначенной буквой P, установите разницу между верхним и нижним давлением, т. е. давления выключения и включения. По мере забора воды из гидробака давление изменяется.
При достижении нижней отметки контакты реле замыкаются и включается насос. В процессе регулировки прессостат должен будет пару раз наполнить гидроаккумулятор, а затем опорожнить его.
Обычно разница между давлением включения и выключения составляет около двух бар. В паспорте гидробака указано максимальное давление, на которое рассчитано устройство, однако пытаться накачать его «под завязку» нет смысла.
При работе на экстремальных уровнях элементы устройства изнашиваются быстрее. В процессе следует учитывать один важный момент – разница между давлением отключения и давлением воздуха в гидроаккумуляторе должна быть около 10%.
Рекомендации по применению
После необходимо правильно ухаживать. Примерно раз в месяц следует проверять настройки реле давления и при необходимости корректировать их. Кроме того, необходимо проверить состояние корпуса, целостность мембраны и герметичность соединений.
Наиболее распространенной поломкой гидробаков является разрыв мембраны. Постоянные циклы растяжения – сжатия со временем приводят к повреждению этого элемента. Внезапные изменения показаний манометра обычно говорят о том, что порвалась мембрана, и вода попала в «воздушный» отсек гидроаккумулятора.
Чтобы убедиться в наличии поломки, нужно просто выпустить из устройства весь воздух. Если из ниппеля вслед за ним течет вода, значит, обязательно требуется замена мембраны.
К счастью, такой ремонт относительно прост. Для этого необходимо:
Отключить гидробак от водопровода и электроснабжения.
По окончании ремонта необходимо проверить и отрегулировать настройки давления в баке и реле давления. Соединительные болты необходимо затягивать равномерно, чтобы не допустить перекоса новой мембраны, и чтобы ее край не соскальзывал в корпус бака.
Замена мембраны аккумулятора относительно проста, но необходимо следить за тем, чтобы новая мембрана была такой же, как и предыдущая.
Для этого болты устанавливаются в гнезда, а затем поочередно делают буквально пару оборотов первого болта, переходят к следующему и т.д. Тогда мембрана будет прижиматься к корпусу равномерно по всей окружности. Распространенной ошибкой новичков в ремонте гидроаккумулятора является неправильное использование герметиков.
Место установки мембраны герметизировать не нужно, наоборот, присутствие таких веществ может ее повредить. Новая мембрана должна быть точно такой же, как старая по объему и конфигурации. Аккумулятор лучше сначала разобрать, а потом, вооружившись на пробу поврежденной мембраной, отправиться в магазин за новым элементом.
Выводы и полезное видео по теме
В этом видео подробно описан принцип работы гидроаккумулятора:
Для расчета объема гидроаккумулятора можно использовать специальные программы-калькуляторы. Один из таких вариантов представлен в следующем видео:
Замена мембраны гидробака не слишком сложна. Об этом подробно рассказано в этом видео:
Гидроаккумулятор – важная часть современной автономной системы водоснабжения. Конечно, это устройство сложнее и дороже, чем обычный накопительный бак.
Но все затраты полностью окупаются, так как с гидробаком качество водопроводной воды лучше, а срок службы насосного оборудования значительно увеличивается.
Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Рабочий состав цеха металлизации по основным профессиям пескоструйщиков и операторов определяется по числу запроектированных рабочих мест. Количество подсобных рабочих возможно принимать из расчета 1 чел. В штатах цехов с большим количеством единовременно действующих распылителей предусматривается наладчик аппаратуры. Количество рабочих остальных профессий устанавливается по суммарной трудоемкости работ и фонду рабочего времени.
[16]
Пневматическая очистка отливок сухим песком может вызывать у пескоструйщиков тяжелое заболевание — силикоз легких, и по этой причине ее: применение запрещается.
[17]
Шлемы ( а и шлемы-скафандры ( б.
[18]
При длительной работе внутри пескоструйных камер рекомендуется сменять пескоструйщиков в течение рабочего дня не реже чем через 30 мин. [19]
При длительной работе внутри пескоструйных камер рекомендуется производить смену пескоструйщиков в течение рабочего дня не реже чем через 30 мин.
[20]
Во время перерывов в работе и по окончании работы пескоструйщику ежедневно предоставляется 20 мин.
[21]
При очистке труб металлическим песком при помощи пескоструйного аппарата спецодежда пескоструйщика должна состоять из скафандра, комбинезона ( пыленепроницаемого), кожаных ботинок и рукавиц или резиновых технических перчаток. Перечисленная одежда должна быть в абсолютно исправном состоянии, рукава куртки должны быть плотно притянуты к кистям рук, низ шлема притянут к поясу.
[22]
Для профессий с вредными условиями труда, например, для пескоструйщиков, маляров, литейщиков, термистов, кузнецов, работников, имеющих дело с ядами, и др., устанавливается сверх основного ежегодного отпуска дополнительный отпуск длительностью от 6 до 12 дней. [23]
Подавать сжатый воздух в пескоструйный аппарат разрешается после того, как пескоструйщик взял в руки наконечник пескоструйного шланга. Выпускать шланг из рук и прекращать работу пескоструйщик должен только после перекрытия воздушного вентиля и полного отсутствия в шланге сжатого воздуха.
[24]
Работы по очистке с одним однокамерным пескоструйньш аппаратом выполняет звено рабочих в составе: один пескоструйщик 4-го разряда, один пескоструйщик 3-го разряда и два подсобных рабочих.
[25]
Работы по очистке с одним однокамерным пескоструйным аппаратом выполняет звено рабочих в составе: один пескоструйщик 4-го разряда, один пескоструйщик 3-го разряда и два подсобных рабочих.
[26]
Очистку поверхности, подлежащей гуммированию, производят пескоструйным ( дробеструйным) аппаратом, причем рабочий — пескоструйщик — находится внутри цистерны в шланговом противогазе и в спецодежде. По окончании очистки из цистерны убирают скопившийся в ней песок и всю поверхность обдувают струей сжатого воздуха. При выполнении этих операций обязательно должна работать вытяжная вентиляция.
[27]
Работы по очистке с одним однокамерным пескоструйньш аппаратом выполняет звено рабочих в составе: один пескоструйщик 4-го разряда, один пескоструйщик 3-го разряда и два подсобных рабочих.
[28]
Работы по очистке с одним однокамерным пескоструйным аппаратом выполняет звено рабочих в составе: один пескоструйщик 4-го разряда, один пескоструйщик 3-го разряда и два подсобных рабочих.
[29]
При силикозе I и I-II стадии с дыхательной недостаточностью I и Г-II степени, компенсированным легочным сердцем работа в профессии формовщика, обрубщика, пескоструйщика, камнедробилыцика противопоказана. В этих случаях рекомендуется ограничение трудоспособности на период переквалификации и рационального трудоустройства в профессиях легкого и умеренного физического труда без воздействия пыли и вредных газов: слесарь-инструментальщик, слесарь-лекальщик, токарь на мелких деталях, электромонтер, нормировщик, мастер производственного обучения, стропальщик, административно-хозяйственный работник. [30]
Страницы:
1
2
3
4
По горячей сетки — Правовед.RU
я работаю чистильщикам металла.а выполняю работы дробиструйщика начальство говорит такой професии нет.это
правда ?
, Дмитрий Дмитрий, г. Санкт-Петербург
горячая сеткапесок
Сергей Матвеенко
Юрист, п. Чертково
Скорее всего вашу профессию нужно именовать -Пескоструйщик Пескоструйщик при пескоструйной обработке поверхностей металлических деталей и изделий использует пескоструйную (дробеструйную) установку, носителем абразивного материала которой является сжатый воздух, при этом может применяться различный абразивный материал, как песок, так и дробь. работа по профессии «пескоструйщик» соответствует по степени вредности и опасности условий труда работе профессии «пескоструйщики на очистке металла, металлических деталей и изделий сухим способом» раздела XXI Списка производств, цехов, профессий и должностей на подземных работах, на работах с вредными условиями труда и в горячих цехах, работа в которых дает право на государственную пенсию на льготных условиях и в льготных размерах, утвержденного Постановлением Совета Министров СССР «Об утверждении списков производств, цехов, профессий и должностей работа в которых дает право на государственную пенсию на льготных условиях и в льготных размерах»
Похожие вопросы
Защита прав потребителей
И как они будут проверять, что с ним все хорошо?
Здравствуйте, купил матрас аскона, 25 октября привезли, после 3 ночей понимаю, что неудобен и не смогу на нем спать. Позвонил на горячую линию, сказали что в течении 3-ех дней перезвонят, и свяжутся, чтобы забрать матрас, также попросили реквизиты для перевода денежных средств. Сказали, что возрат будет одобрен. Но все таки, могут ли они мне отказать в возрате денег? и как они будут проверять, что с ним все хорошо? пломба на матрасе сохранена, договоры и чеки сохранены, никаких пятен нет, следов эксплуатации тоже
, вопрос №3470550, Никита, г. Санкт-Петербург
386 ₽
Военное право
По прибытию в часть, через время — без нужный диеты, появились боли в области желудка, появилась постоянная изжога
Здравствуйте Александр Евсеевич!
Обращаюсь к Вам по состоянию здоровья.
Был призван по частичной-мобилизации 28.09.2022г. из военного комиссариата по Нефтегорскому и Алексеевскому району г.Нефтегорск.
Был призван без медицинской комиссии, со словами что она будет по месту прибытия. Имеется язвенная болезнь желудка (язва кардиального отдела желудка) «с кровотечением» в 2018 году. Был госпитализирован с рабочего места в бессознательном состоянии.
После амбулаторного лечения, были рекомендации по соблюдению диеты (пареное, вареное), препаратам. По настоящее время находился под наблюдением у терапевта. Придерживался строгой диеты, и постоянно принимал нужные лекарства.
По прибытию в часть, через время — без нужный диеты, появились боли в области желудка, появилась постоянная изжога. Обратился к начальнику медицинской службы, где рассказал про проблемы с желудком.
Начальник медицинской службы направил к терапевту в военный госпиталь в пгт.Рощинский, после приема, терапевтом было принято решение пройти ФГДС (стационарно).
Поставили диагноз — Хронический гастрит, фаза обострения.
Сопутствующие заболевания — язвенная болезнь желудка.
Находился на стационарном обследование с 06.10.2022 по 17.10.2022гг. Лечение проводилось только таблетками, два раза в день. Врачу говорил, что состояние не улучшается особо.
После выписки из госпиталя, были также даны рекомендации: соблюдение диетического питания (пареное, вареное), предоставить которое мне никто не в силах, это не реально, консультации у гастроэнтеролога «426 ВГ».
Также после выписки состояние не улучшилось. Есть явные проблемы.
Решил обратится на горячую линию в 122, объяснил всю свою проблему, свою болезнь. После разговора с оператором, дали рекомендации обратится в военный комиссариат своего города, и в военную прокуратуру.
В данный момент, медицинский осмотр начал проводится в военном комиссариате. Мои Родители, предоставили все выписки, все бумаги данной комиссии. Врач терапевт, после осмотра документов-выписок, заявила — что если бы он проходил медицинский осмотр, как минимум нужно было предоставить отсрочку на срок не менее 6 месяцев. Либо присвоение «не годен». В военном комиссариате, сказали обращаться в военную прокуратуру с данной проблемой. Проблема заключается в болезни.
Если даже военная часть сможет предоставить мне нужное диетическое питание, и нужные препараты пока мы находимся здесь. (говорят что не могут).
После отправки с места проведения обучения и боевого слаживания, соблюдение всех требований — считаю невозможным, в целях исключения обострения заболевания.
Рассчитываю на вашу помощь.
, вопрос №3470090, Артем, г. Самара
486 ₽
Вопрос решен
Пенсии и пособия
Кто прав и что делать, чтоб начислили пенсию за год
Здравствуйте, в 21 октября 2021 года умер отец ребенка, 20 октября 2022 года я подала заявление на пенсию по потере кормильца. Меня консультировали что должны назначить пенсию за весь год прошедший и далее. В итоге пенсию назначили с 1.10.2022 и на горячей линии гпфр говорят что выплаты не полагаются за прошедший год. Кто прав и что делать, чтоб начислили пенсию за год
, вопрос №3469603, Любовь, г. Тверь
Военное право
Имеется язвенная болезнь желудка (язва кардиального отдела желудка) «с кровотечением» в 2018 году
Здравствуйте!
Обращаюсь к Вам по состоянию здоровья.
Был призван по частичной-мобилизации 28.09.2022г. из военного комиссариата по Нефтегорскому и Алексеевскому району г.Нефтегорск.
Был призван без медицинской комиссии, со словами что она будет по месту прибытия.
Имеется язвенная болезнь желудка (язва кардиального отдела желудка) «с кровотечением» в 2018 году. Был госпитализирован с рабочего места в бессознательном состоянии.
После амбулаторного лечения, были рекомендации по соблюдению диеты (пареное, вареное), препаратам. По настоящее время находился под наблюдением у терапевта. Придерживался строгой диеты, и постоянно принимал нужные лекарства.
По прибытию в часть, через время — без нужный диеты, появились боли в области желудка, появилась постоянная изжога. Обратился к начальнику медицинской службы, где рассказал про проблемы с желудком. Начальник медицинской службы направил к терапевту в военный госпиталь в пгт.Рощинский, после приема, терапевтом было принято решение пройти ФГДС (стационарно).
Поставили диагноз — Хронический гастрит, фаза обострения.
Сопутствующие заболевания — язвенная болезнь желудка.
Находился на стационарном обследование с 06.10.2022 по 17.10.2022гг. Лечение проводилось только таблетками, два раза в день.
Врачу говорил, что состояние не улучшается особо.
После выписки из госпиталя, были также даны рекомендации: соблюдение диетического питания (пареное, вареное), предоставить которое мне никто не в силах, это не реально, консультации у гастроэнтеролога «426 ВГ».
Также после выписки состояние не улучшилось. Есть явные проблемы.
Решил обратится на горячую линию в 122, объяснил всю свою проблему, свою болезнь. После разговора с оператором, дали рекомендации обратится в военный комиссариат своего города, и в военную прокуратуру.
В данный момент, медицинский осмотр начал проводится в военном комиссариате. Мои Родители, предоставили все выписки, все бумаги данной комиссии. Врач терапевт, после осмотра документов-выписок, заявила — что если бы он проходил медицинский осмотр, как минимум нужно было предоставить отсрочку на срок не менее 6 месяцев. Либо присвоение «не годен». В военном комиссариате, сказали обращаться в военную прокуратуру с данной проблемой.
Проблема заключается в болезни.
Если даже военная часть сможет предоставить мне нужное диетическое питание, и нужные препараты пока мы находимся здесь. (говорят что не могут).
После отправки с места проведения обучения и боевого слаживания, соблюдение всех требований — считаю невозможным, в целях исключения обострения заболевания.
Рассчитываю на вашу помощь.
, вопрос №3469110, Артем, г. Волгоград
700 ₽
Вопрос решен
Трудовое право
Что отвечать полицейским и какие вопросы задавать?
Здравствуйте! Подскажите пожалуйста если не являюсь уклонистом, не нахожусь в розыске по не полученной повестке, имею справку о том что работник банка + номер письма Минобороны о том что мне представлена бронь на период частичной мобилизации. Категория В, не служил, 29 лет. Прописан в Москве и поехал в Питер на 10 дней в отпуск. Могут ли в Питере с учетом того что там сейчас активно ищут парней и вручают им повести попасть «под горячую руку» и получить повестку на улице (незаконную)? Что отвечать полицейским и какие вопросы задавать?
Заранее спасибо
, вопрос №3468703, Аноним, г. Москва
Чем опасна пескоструйная обработка?
Существует ряд методов подготовки и очистки различных поверхностей. Из всех этих методов пескоструйная обработка традиционно была одним из наиболее известных и используемых способов подготовки поверхности. Пескоструйная обработка включает в себя подачу смеси песка и воздуха под высоким давлением на поверхность, которую необходимо подготовить или очистить. Благодаря высокой силе, с которой песок наносится на поверхность, прокатная окалина, грязь или любой налет легко удаляются. Кроме того, песок создает структуру на поверхности, что позволяет легко наносить новый слой. Однако, несмотря на свои достоинства, пескоструйная обработка имеет и большое количество недостатков. Например, пескоструйная обработка очень опасна для нашего здоровья. Но почему пескоструйная обработка на самом деле так опасна? И каковы риски?
Опасна ли пескоструйная обработка?
Пескоструйная обработка — это метод очистки и подготовки, который используется уже много лет. Вначале широко использовался природный кварцевый песок, отсюда и возник термин «пескоструйная обработка». Несмотря на эффективное действие кварцевого песка при очистке и подготовке стальных и других поверхностей, с годами выявляется все больше и больше недостатков работы с кварцевым песком. Фактически, по мере продолжения работы с кварцевым песком было обнаружено, что он может быть очень вредным для здоровья человека. Это привело к тому, что взрывные работы с кварцевым песком в настоящее время запрещены в большинстве стран. Как правило, в абразиве используется максимум 1 % кварца, где этот процент значительно превышает 9 %.0% для исходного кварцевого песка.
Чем опасна пескоструйная обработка?
С запретом пескоструйной обработки больше нет сомнений в том, что работа с кварцевым песком очень опасна. Но что на самом деле делает пескоструйную обработку такой опасной? И каковы тогда риски для здоровья от пескоструйной обработки? Чтобы ответить на этот вопрос, нам нужно посмотреть на состав песка. Природный песок, который широко использовался на заре пескоструйной обработки, содержит кристаллический кремнезем, также известный как кварцевая пыль. Когда люди вступают в контакт с этой кварцевой пылью, среди прочего она может вызвать силикоз. Силикоз является одним из старейших и наиболее известных профессиональных заболеваний, которым в основном заражаются в горнодобывающей промышленности и разработке карьеров. При заболевании силикозом его также называют «пылевым легким». Это связано с мельчайшими частицами кварца, содержащимися в природном песке. В момент их вдыхания эти частицы могут попасть в легкие, что может привести к отеку и рубцовой ткани. Одна из больших опасностей силикоза состоит в том, что в большинстве случаев болезнь не обнаруживается, пока не пройдет очень много времени. То, что начинается с легких жалоб на легкие и раздражающего кашля, постепенно перерастает в сильную одышку и проблемы с дыханием. Когда силикоз диагностирован и воздействие частиц кварца прекращается, обычно уже слишком поздно. Не существует лекарства или метода лечения силикоза, поэтому он необратим.
Еще одним существенным недостатком частиц кварца является то, что они очень малы и практически невидимы. Люди часто работают в каске или другой защитной одежде, но даже с защитой работа с песком остается очень опасной. Из-за своего мизерного размера частицы остаются взвешенными в воздухе в течение достаточно долгого времени – даже после того, как работа уже остановлена. Это гарантирует, что в зоне риска находится не только человек, производящий пескоструйную обработку; также другие люди, находящиеся поблизости, могут ничего не подозревать, вдыхая частицы без какой-либо защиты.
Каковы другие риски для здоровья при пескоструйной очистке?
Как уже упоминалось, работа с кварцевым песком может иметь очень неприятные последствия в виде силикоза. Но это не единственный риск для здоровья, связанный с пескоструйной обработкой. Из-за большого количества мельчайших частиц кварца в воздухе возможны многие другие проблемы со здоровьем. На самом деле вдыхание этих частиц может не только привести к забиванию легких пылью, но и, в зависимости от размера, количества и типа абразива, нанести большой вред. Эти риски для здоровья могут варьироваться от легких до очень серьезных, но во всех случаях они очень раздражают, а также опасны. Следующие риски для здоровья, помимо силикоза, могут возникать при пескоструйной очистке:
Раздражение глаз, носа и горла
Боль в груди
Бронхит
Рак легкого
Респираторные проблемы
Поражение головного мозга и/или нервов
Альтернатива пескоструйной обработке: Bristle Blaster® и MBX®
Из-за множества недостатков, рисков для здоровья и последующего запрета на пескоструйную обработку с годами были разработаны различные альтернативы для подготовки и очистки поверхностей. С Bristle Blaster® и MBX® компания MontiPower вывела на рынок революционную технологию, которая является идеальной альтернативой пескоструйной очистке. Благодаря запатентованным вращающимся щеткам ручные электроинструменты обеспечивают простое и на 100% безопасное удаление грязи, прокатной окалины и покрытий с различных типов поверхностей. Таким образом, вы можете воспользоваться всеми преимуществами пескоструйной и других форм струйной очистки без каких-либо связанных с ними недостатков.
Frits Doddema
Автор MontiPower®
Лидерство | Продажи | Маркетинг | Разработка
Frits увлечен альтернативными продуктами, меняющими правила игры, которые вносят свой вклад в более устойчивый мир. Пассивно он инвестирует в различные концепции, начиная от модных очков, гостиниц, недвижимости, антикоррозийной упаковки и в компанию по разработке программного обеспечения для социальных сетей, и активно посвящает свои дни защите стали от коррозии. У него есть 20-летний опыт работы в области продаж, маркетинга, разработки и производства решений проблем коррозии, начиная от стартапов, масштабирования и заканчивая акционерными корпорациями в качестве генерального директора. Я занимаюсь сваркой труб, подготовкой поверхности, нанесением покрытий, герметизацией, пассивацией от ржавчины, изоляцией, осмотром, испытаниями и мониторингом коррозии. Бесстрашный, как команда, ему нравится превращать небольшие операции в более крупные профессиональные компании.
За свою жизнь ему посчастливилось работать и учиться у таких самодельных предпринимателей, как г-н Ван Римсдейк из Asito, Франс Ноорен из Stopaq, Джон Рич из Berry Plastics. Все, что нужно, это сделать невозможное возможным. Для этого необходимо видение, миссия и правильный подход, чтобы выделиться на фоне конкурентов. Без конкуренции вы не можете победить. Сосредоточенность, дисциплина и командная работа создают наш успех и радость. Это связывает нас и делает нас гордо разными.
Isaac74/iStock/GettyImages воздуха во время этой работы. Этот диоксид кремния может быть опасен для жизни, если не будут приняты надлежащие меры предосторожности для защиты сотрудников от опасного воздействия. Кроме того, неисправное оборудование может повысить вероятность заражения или привести к другим физическим травмам.
Силикоз
Силикоз – это заболевание легких, вызываемое токсичным кристаллизованным кремнеземом. Кремнезем представляет собой невидимую частицу пыли, выбрасываемую в воздух в результате повреждения определенных горных пород, таких как кварц и гранит. Врачи часто называют силикоз пескоструйной болезнью. Это неизлечимо и неизлечимо. После сокращения легкие пациента начинают заполняться фиброзной тканью. Даже после того, как пациент перестанет подвергаться воздействию кремнезема, его легкие продолжают заполняться фиброзной тканью. Пескоструйная обработка обеспечивает самый высокий уровень заражения силикозом, особенно в условиях, когда пациент работает в помещении с плохой вентиляцией. При раннем обнаружении и удалении от воздействия до того, как силикоз станет агрессивным, пациент может выжить; тем не менее, у него повышенный риск развития дальнейших осложнений от любого дополнительного воздействия.
Неисправное оборудование
Поврежденное оборудование увеличивает вероятность серьезного воздействия или травмы. Шлем рабочего должен оставаться на месте и функционировать в течение всего процесса; любое повреждение или неисправность шлема может привести к опасному воздействию кремнезема в воздухе. Кроме того, пескоструйное оборудование может привести к телесным повреждениям, если оно не работает должным образом и не соответствует правилам техники безопасности. Все оборудование должно регулярно проверяться, чтобы гарантировать его безопасную работу.
Система фильтрации воздуха
Рабочие, использующие пескоструйное оборудование, должны носить защитное снаряжение, включающее систему фильтрации воздуха с чистым сжатым воздухом. Если имело место какое-либо повреждение системы фильтрации или утечка в системе подачи воздуха, рабочий рискует подвергнуться опасному воздействию кремнезема. Кроме того, рабочие не могут снимать каски, находясь в рабочей зоне. Вероятность разоблачения высока. Необходимо ежедневно проверять системы фильтрации воздуха, чтобы убедиться, что они работают правильно, а фильтр чист.
Испытания загрязненного воздуха
Требуются регулярные испытания воздуха в местах, где проводится пескоструйная обработка. Работодателям запрещено разрешать работникам возвращаться в эти зоны до тех пор, пока они не будут должным образом проветрены, а уровень кремнезема не вернется к безопасному уровню. Если эти тесты загрязнены или выполнены неправильно, результаты могут свидетельствовать о том, что область безопасна для работы, даже если уровни кремнезема чрезвычайно высоки. Избыточные тесты могут снизить вероятность ошибочных показаний.
Калькулятор блоков и кирпича – расчет количества блоков на дом (газосиликатных, керамзитобетонных, керамических)
Строим дом » Строительный калькулятор » Калькулятор строительных работ » Онлайн калькулятор расчета количества блоков и кирпича на дом
Любое строительство начинается с подсчета необходимых материалов. Упростить расчет количества блоков и кирпича поможет онлайн калькулятор.
Работать с программой просто, достаточно правильно заполнить нужные поля, выбрать вид блока, кирпича или перегородки и способ кладки.
Обратите внимание:
периметр здания указывается в том случае, если внутренние стены дома будут построены другим способом или же с применением другого материла. Если же кладка будет одинаковая, то к длине несущих стен нужно будет добавить длину внутренних;
высота. При разновысотных стенах рекомендуется использовать не среднюю высоту, а разбивать дом на несколько участков с одинаковой высотой стен;
при наличии более одной двери можно выбрать один из двух вариантов. Во-первых, указать их общее количество, в поля «ширина» и «высота» внести среднее значение. Во-вторых, указать 1 дверь, а в поля вставить их суммарную длину и ширину;
тоже самое справедливо для окон;
толщина кладки для гаражей составляет 0,2 м, а для жилого частного дома – 0,4м;
толщина кладочного шва будет составлять не менее 5 мм, а в случае последующей расшивки – 12-15 мм.
Полученный в результате расчетов итог следует скорректировать на 5-10% в зависимости от конфигурации дома и возможных потерь.
К сожалению, в мобильной версии сайта калькулятор не работает, для расчета перейдите на компьютерную (полную) версию.
Калькулятор расчета количества кирпича – сколько штук кирпичей нужно для строительства дома с учетом разных способов кладки: в полкирпича, в 1 или 2. ..
Калькулятор расчета объема бетона – как рассчитать, сколько необходимо цемента, песка, щебня и воды на 1 м3 или определенный объем бетона с учетом…
Программа-калькулятор расчета бетона и арматуры для фундамента – как рассчитать, сколько бетона нужно на фундамент (кубатура), по периметру, глубине,…
Калькулятор расчета ламината онлайн. Программа для подсчета расхода и количества ламината по площади с учетом схемы укладки – прямой и от угла (по…
Калькулятор для расчета количества сайдинга на дом в онлайн режиме. Пояснительная схема с обозначением всех элементов и аксессуаров для облицовки…
Оставьте свой комментарий
Расчет количества расхода блоков ракушняка, в метрах кубических,квадратном метре, в штуках, в весе.
Если данный калькулятор был для Вас полезным, пожалуйста нажмите на одну или несколько
социальных кнопочек. Благодарим за Ваш большой вклад в поддержку нашего проекта. Желаем Вам крепкого здоровья, счастья, успехов в профессиональной деятельности и дальнейшего процветания Вашего бизнеса. Огромное спасибо!!!
Больше интересного
Краски для детской комнаты
В этой статье мы вам подскажем какие виды красок предпочтительней использовать в детской комнате.
Сантехнические двери
Какими качествами должна обладать сантехническая дверь или же дверь в ванную комнату.
От характеристик стройматериалов зависит прочность и эксплуатационный срок конструкции, но еще больше зависит от того, насколько правильно были выполнены расчеты в самом начале. Они дают возможность не только быстрее сделать проект, но и сразу определить количество необходимых материалов, следовательно, посчитать ориентировочные затраты.
Для этого каждый желающий может бесплатно воспользоваться специальным онлайн-калькулятором, предназначенным для строительства из ракушняка и цементно-известкового раствора. С его помощью можно узнать:
количество блоков, необходимых для возведения стен;
число их рядов;
соотношение песка, извести и цемента;
массу стен с учетом кладочной смеси.
По умолчанию в программу занесены параметры и формулы, рекомендованные строительными нормами. Стандартные размеры ракушняка (ракушеблока) – 38×18×18 см. Если предстоит строительство не из целого блока, пользователь может выбрать «пол ракушняка» в параметрах подсчета. В выпадающем меню можно выбрать ту марку ракушняка, из которой собираетесь строить. Также понадобится вписать:
длину стен или периметр будущего дома;
среднюю высоту стен
суммарную площадь предполагаемых оконных и дверных проемов;
марку цемента и раствора;
водо-цементный фактор.
Отметим, все результаты носят рекомендательный характер и могут изменяться в соответствии с особенностями постройки, климатическими условиями и качеством строительных материалов.
Как не ошибиться и внести корректные данные.
Рассчитать периметр здания – несложно. Для этого просто достаточно сложить все стороны постройки. К примеру, если дом – 10×7 м, 10+10+7+7=34. Это и будет длина стен. Что касается средней высоты, в стандартных зданиях она составляет 2,7 м, но может достигать и 3 м.
Площадь дверей и окон рассчитывается следующим образом: если планируется установить одну входную дверь 1,8×2 м, она будет составлять 3,6 м². Аналогично считаем и окна. Если их размер – 1,2×1,5=1,8. Эту цифру множим на количество окон, например, на 6. Таким образом, получаем 10,8. Это – суммарная площадь окон. Прибавим сюда площадь входной двери (3,6 м), получим 1,4 м. Эту цифру нужно внести в третью графу «Общая площадь оконных и дверных проемов».
Водо-цементный фактор – это соотношение воды и цемента в готовом растворе. От коэффициента напрямую зависит его прочность. Как показывает практика, чем выше это число – тем выше опасность негативных последствий после усадки. Подобные смеси обычно имеют водоцементный показатель, который колеблется в пределах 0,45-0,65.
у бетонных изделий, на которые приходится высокая несущая нагрузка, он составляет 0,4;
растворов для бетонирования фундаментов – 0,75;
бетона W4 – 0,6;
бетона W6 – 0,55;
бетона W8 – 0,45.
В то же время достаточное количество влаги обеспечивает достаточный показатель морозостойкости. При слишком низком содержании воды, смесь быстрее «схватывается», особенно в первые несколько дней. Тем не менее, после года эксплуатации его прочность будет снижаться.
Правила приготовления раствора
Чтобы создать качественный цементно-известковый раствор, следует не повторять ошибок, которые делают новички при его самостоятельном приготовлении. Не нужно добавлять воду «на глаз», ведь можно добавить ее сверх меры. Важно точно придерживаться правильного соотношения всех компонентов.
Изначально нужно подобрать такую марку цемента, которая будет оптимально соответствовать прочности готового состава. Она должна превышать твердость смеси в два, а то и в три раза. К примеру, если нужно получить раствор М200, рекомендуется закупать для этого цемент не меньше, чем М400 или М500. Такое соотношение позволяет достичь наилучшего результата и добиться требуемого коэффициента прочности. Далее важно грамотно рассчитать количество кладочного раствора.
Он определяется из стандартной формулы – 0,25 м³ на 1м² кладки ракушняка.
В среднем для стены толщиной в один блок нужно не меньше 0,21 м³ смеси.
Для стены, выполненной в два слоя – 0,23 м³ раствора.
Чем более пустотелым будет ракушняк, тем больше раствора понадобится.
Выполнить все эти вычисления быстро и без лишних хлопот можно, если воспользоваться онлайн-калькулятором. Достоверность полученных данных напрямую зависит от того, как правильно будет указан водо-цементный фактор, как будут сделаны замеры дверей и окон. Это не только экономит время, но и дает возможность сориентироваться в стоимости предстоящих работ, а также ориентировочных сроках, которые для них потребуются.
Пример расчета дома из ракушняка
Рассмотрим проект дома из камня-ракушняка стандартных габаритов для построения коробки в два блока (толщина стен в таком случае – 39 см). Согласно подсчетам, 1 / (0,19 * 0,39) * 2 = 26,99. Это значит, что на 1м² потребуется 27 блоков, для уверенности следует округлить в большую сторону.
Если дом будет строиться в один этаж, а длина его стен – 40 м, площадь наружных стен будет составлять 120 м² . (40*3). Отнимем от этого показателя совокупную площадь дверей и окон, допустим, 15м², и получим 105м² . Итого, 115*27 = 3,105 блоков.
Отметим, эта формула учитывает толщину без цементно-известкового раствора. Также не учитывается расход камня для перегородок и других архитектурных элементов. Аналогичные расчеты проводит и калькулятор. Но в нем учитываются особенности марки ракушняка. Обратившись к нему, Вы сможете получить более достоверный результат.
Плотность ракушняка – относительно небольшая. Поэтому для зданий в сейсмически активных зонах это не самый лучший вариант. Однако сделать конструкцию более крепкой и долговечной, несмотря на негативные внешние факторы, можно гораздо проще, если внести такие дополнения:
добавить железобетонный каркас и армпояс;
сделать стены и простенки более плотными;
закупить ракушняк более высоких марок;
уменьшить количество свободных пролетов.
Если принять все эти меры, а также грамотно подойти к проектированию здания, итог наверняка будет соответствовать Вашим ожиданиям.
Приступая к любому проекту по благоустройству дома или ландшафтному дизайну, очень важно иметь представление о том, сколько материалов потребуется для работы.
Быть подготовленным и понимать требования проекта жизненно важно для его успеха.
Представьте, что вы закладываете фундамент здания и не знаете, сколько бетонных шлакоблоков вам понадобится.
Вот почему мы сделали наш калькулятор бетонных блоков. 😎
В этой статье мы покажем вам, как вы можете использовать его, чтобы эффективно начать свой следующий проект по благоустройству.
Мы также объясним, что калькулятор использует математику для расчета общей площади стены, количества блоков и общей сметной стоимости проекта кладки.
Состав:
Формула калькулятора бетонных блоков
Калькулятор сначала рассчитывает площадь стены на основе предоставленных вами измерений:
Расчет общего количества необходимых бетонных блоков
Чтобы рассчитать количество бетонных блоков, которые потребуются для вашей стены, вам необходимо знать расстояние между каждым бетонным блоком.
Он известен как растворный шов и обычно указывается в дюймах.
Как правило, мы используем раствор между кирпичами, камнями, блоками и т. д. и цемент для структурных проектов, таких как установка столбов или фундаментов зданий.
Вам также необходимо будет сделать поправку на сломанные блоки, известные как потери .
Как правило, потери блоков обычно составляют от 15% для твердых блоков до 5% для более мягких блоков.
Для расчета общего количества необходимых бетонных блоков:
См. ниже полностью проработанный пример, в котором мы демонстрируем, как вы можете использовать калькулятор бетонных блоков для расчета необходимого количества бетонных блоков и общей стоимости строительного проекта.
В противном случае, эффективно начните свой следующий проект по благоустройству дома с помощью нашего бесплатного онлайн-калькулятора блоков!
Пример расчетов
Допустим, я хотел построить стену из бетонных блоков длиной 16 дюймов и высотой 8 дюймов с зазором в полдюйма. 92 \over (16\,in + 0,5\,in) \times (8\,in + 0,5\,in)} + 12\,(\%) = 517,47 \rightarrow 518\,blocks$ $
Обратите внимание на важность округления количества блоков в большую сторону.
Если округлить до ближайшего целого числа, мы получим ответ из 517 блоков, что означает, что нам немного не хватает!
Мы хотим рассчитать стоимость этого проекта.
Я не знаю цену за бетонный шлакоблок, но я могу купить 75 блоков по цене 150 долларов.
Приступая к любому проекту по благоустройству дома или ландшафтному дизайну, очень важно иметь представление о том, сколько материалов потребуется для работы.
Быть подготовленным и понимать требования проекта жизненно важно для его успеха.
Представьте, что вы закладываете фундамент здания и не знаете, сколько бетонных шлакоблоков вам понадобится.
Вот почему мы сделали наш калькулятор бетонных блоков. 😎
В этой статье мы покажем вам, как вы можете использовать его, чтобы эффективно начать свой следующий проект по благоустройству.
Мы также объясним, что калькулятор использует математику для расчета общей площади стены, количества блоков и общей сметной стоимости проекта кладки.
Состав:
Формула калькулятора бетонных блоков
Калькулятор сначала рассчитывает площадь стены на основе предоставленных вами измерений:
Расчет общего количества необходимых бетонных блоков
Чтобы рассчитать количество бетонных блоков, которые потребуются для вашей стены, вам необходимо знать расстояние между каждым бетонным блоком.
Он известен как растворный шов и обычно указывается в дюймах.
Как правило, мы используем раствор между кирпичами, камнями, блоками и т. д. и цемент для структурных проектов, таких как установка столбов или фундаментов зданий.
Вам также необходимо будет сделать поправку на сломанные блоки, известные как потери .
Как правило, потери блоков обычно составляют от 15% для твердых блоков до 5% для более мягких блоков.
Для расчета общего количества необходимых бетонных блоков:
См. ниже полностью проработанный пример, в котором мы демонстрируем, как вы можете использовать калькулятор бетонных блоков для расчета необходимого количества бетонных блоков и общей стоимости строительного проекта.
В противном случае, эффективно начните свой следующий проект по благоустройству дома с помощью нашего бесплатного онлайн-калькулятора блоков!
Пример расчетов
Допустим, я хотел построить стену из бетонных блоков длиной 16 дюймов и высотой 8 дюймов с зазором в полдюйма. 92 \over (16\,in + 0,5\,in) \times (8\,in + 0,5\,in)} + 12\,(\%) = 517,47 \rightarrow 518\,blocks$ $
Обратите внимание на важность округления количества блоков в большую сторону.
Если округлить до ближайшего целого числа, мы получим ответ из 517 блоков, что означает, что нам немного не хватает!
Мы хотим рассчитать стоимость этого проекта.
Я не знаю цену за бетонный шлакоблок, но я могу купить 75 блоков по цене 150 долларов.
Столы сварочно-сборочные (серии ССМ) предназначены для проведения сварочных и сборочных работ, с возможностью фиксации деталей, узлов и агрегатов в пазах на чугунных или алюминиево-медных балках специальными приспособлениями, позволяющими производить сборку и сварку конструкций любой сложной конфигурации. Возможность демонтажа и передвижения балок в удобное положение, комплектация дополнительными рейками и опорными подставками делает конструкцию сварочного стола ССМ универсальной.
Особенности столов сварочно-сборочных ССМ:
Применение сплошных цельных балок на столах сварочно-сборочных серии ССМ обеспечивает бесступенчатую поверхность с неплоскостью не более 0,5 мм по ширине, что очень трудно достичь при стыковом варианте. Применение сплошных цельных балок обеспечивает более качественную и точную сборку изделия (сборок и подсборок).
Применение алюминиево-медного сплава балок обосновано таким свойством, как высокая токопроводность материала, что позволяет улучшить качество сварочных швов при сварке деталей из цветных металлов и нержавеющей стали, а так же исключает прилипание брызг металла. Также относительно высокая прочность материала балки на растяжение в совокупности с низкой твердостью поверхности позволяет выдерживать большие равномерно распределенные нагрузки и не вызывает повреждений полированных поверхностей деталей из нержавеющей стали.
Применение балок из серого чугуна обосновано высокой стойкостью материала к воздействию высокой температуры при проведении сварочных работ, а так же исключает прилипание брызг металла.
В сварочно-сборочных столах серии ССМ смежные балки образуют Т-образные пазы, а максимально допустимая нагрузка на 1 балку составляет до 1500 кг.
Столы сварочно-сборочные с системой отверстий D16, D26, D28 (серии ССД) предназначены для проведения сварочно-сборочных, монтажных работ различных металлоконструкций из труб, листа, профиля различного сечения, частей трубопровода с применением специальной сборочной оснастки, что увеличивает производительность и качество сборки конструкций любой сложности.
Преимущество применения столов сварочно-сборочных D16, D26, D28:
Столы сварочно-сборочные серии ССД универсальны и пригодны для единичного и серийного производства. В том числе их можно использовать как позиционер для роботизированной сварки.
Наличие координатной сетки с шагом рисок 50 мм (для системы D16) и 100 мм (для системы D26, D28) значительно упрощает позиционирование сварочно-сборочных приспособлений и свариваемых изделий на рабочей поверхности сборочного стола, позволяет сократить время на установку и переустановку сварочно-сборочной оснастки, повышает производительность труда и позволяет выставлять собираемые, свариваемые детали от риски, что исключает дополнительную установку упора для координации изделия, узла или конструкции в целом на плоскости сварочного стола.
Высокая точность позиционирования заготовок на поверхности стола с отклонением от плоскостности не более 0,5 мм/м.
Наличие пяти рабочих плоскостей на сварочно-сборочных столах 3D серий ССД-05, ССД-11, ССД-15 значительно расширяют возможности по изготовлению конструкции сложной пространственной формы.
Преимущество применения сварочно-сборочных монтажных столов (серии ССМД) — в конструкции данных изделий реализованы сразу два принципа фиксации сварочно-сборочных приспособлений. Первое — это принцип фиксации приспособлений на столешнице с помощью специальных быстросъемных болтов; второе — принцип фиксации приспособлений с помощью Т-образных пазов.
Столы сварщика неповоротные, сварочные посты (серий ССН, СС)предназначены для организации рабочих мест на сварочных участках, для проведения сварочных, зачистных и шлифовальных работ с изделиями средних и малых размеров. Отличительной особенностью этих столов является то, что рабочая поверхность обладает высокой прочностью, стойкостью к воздействию высоких температур, исключает прилипание сварочных брызг, и выполнена (в зависимости от модели) в виде съемной чугунной решетки с пазами, сплошной цельной чугунной плиты, стальной решетки, либо медной пластины.
Столы сварщика могут дополнительно комплектоваться фильтровентиляционными установками моделей ФВУ-02-02, ФВУ-03-04, ФВУ-03-05, ФВУ-04, или подключаться к общезаводской (общецеховой) вентиляции (кроме моделей ССН-06-03, СС-06 и серии столов СС-03). При этом удаление газовой смеси, образующейся при сварке, может осуществляться в зависимости от комплектации стола снизу через рабочую решетку и/или сверху: через вытяжной зонт или поворотно-вытяжное устройство.
Стол сварщика(сварочный пост) универсальный, с поворотной плитой (серии ССУ)– предназначен для организации рабочего места сварщика в цехах для проведения сварочных, зачистных и шлифовальных работ с изделиями средних и малых размеров. Преимущество данной модификации поста сварки заключается в специальной рабочей поверхности из круглой поворотной чугунной плиты и металлического настила.
Стол сварщика(сварочный пост) с фильтровентиляционным устройством (серий ССН, ССУ) —используется, как стационарный сварочный пост, и предназначен для организации рабочего места сварщика в цехах, не оборудованных общецеховой вытяжной системой и вентиляцией. Вентиляция сварочного поста устроена следующим образом: из рабочей зоны газовые смеси и аэрозоли удаляются через отвод и, проходя через фильтрующие элементы, расположенные внутри поста сварки, выходят в виде воздуха, не содержащего вредных примесей для здоровья работающего и окружающих. В зависимости от модели сварочного поста, отвод аэрозолей, газовых смесей и абразивной пыли производится снизу через рабочую поверхность (решетку), либо сверху при помощи подъемно-вытяжного устройства.
Стол сварщика(сварочный пост) СС-05 – многофункциональный конструктор, с помощью которого Вы можете скомплектовать свой пост сварки в зависимости от производственных задач. Сварочный пост комплектуется фильтровентиляционным устройством и может использоваться для проведения сварочных, шлифовальных, зачистных работ, а также для ручной плазменной резки с одновременным удалением из зоны рабочего места сварщика загрязненного воздуха, пыли, продуктов горения. В зависимости от вида выполняемых на столе работ основание может комплектоваться чугунной плитой РЧ, медной решеткой РМ, стальной решеткой РС, решеткой для плазменной резки РП.
Для заказа серийной продукции или разработки модели по индивидуальным характеристикам направьте, пожалуйста, Вашу заявку на адрес[email protected].
Сварочные столы | ООО Специальные машины
Сварочные столы #сварстол.Отгрузка по РФ и СНГ в день заказа
Стол сварочный #сварстол 3D, размер 1200х800х150 мм, 16 система, с опорами на роликах
Отверстия 16 мм, шаг отверстий 50 мм, шаг сетки 50 мм, боковые грани стола высотой 150 мм, высота стола 850 мм, толщина материала 6 мм. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Опоры на роликах с тормозом для легкого перемещения.
Стол сварочный #сварстол 3D, размер 1200х800х150 мм, 16 система
Отверстия 16 мм, шаг отверстий 50 мм, шаг сетки 50 мм, боковые грани стола высотой 150 мм. Отклонение от плоскостности 0,5 мм/м2. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Основание поставляется отдельно.
Стол сварочный #сварстол 3D, размер 1200х800х150 мм, 16 система. Комплект для самостоятельной сборки
Экономичный комплект для небольших мастерских и гаражников. Сборку можно сделать самостоятельно без специальных приспособлений — все необходимое в комплекте поставки. Отверстия 16 мм, шаг отверстий 50 мм, шаг сетки 50 мм, боковые грани стола высотой 150 мм, толщина материала 6 мм. Отклонение от плоскостности после сборки 0,5…0,7 мм/м. В зависимости от мастерства возможно точнее — регулировочные прокладки в комплекте. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Посмотрите видео самостоятельной сборки стола
Стол сварочный #сварстол, размер 1200х800х150 мм, 16 система. Комплект для самостоятельной сборки
Самый экономичный комплект для самостоятельной сборке. Сборку можно сделать самостоятельно без специальных приспособлений — все необходимое в комплекте поставки. Отверстия 16 мм, шаг отверстий 50 мм, шаг сетки 50 мм, толщина материала 6 мм. Отклонение от плоскостности после сборки 0,5…0,7 мм/м2. В зависимости от мастерства возможно точнее — регулировочные прокладки в комплекте. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Смотрите на видео как самостоятельно собрать стол
Нет требуемого размера стола? Изготовим в короткий срок
Дополнительное оборудование и оснастка для столов:
Стяжной болт шариковый под ключ
Для быстрой фиксации приспособлений на сварочном столе.
Упорный и крепежный угольник 300х300х100 мм, 16 система
Упорный и крепежный угольник может фиксировать большие секции, а также создавать опорные поверхности. Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом.
Упорный и крепежный угольник 250х250х150 мм, 16 система
Упорный и крепежный угольник может фиксировать большие секции, а также создавать опорные поверхности. Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом.
Упорный и крепежный угольник 600х300х150 мм, 16 система
Упорный и крепежный угольник может фиксировать большие секции, а также создавать опорные поверхности. Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом.
Упорный и крепежный угольник 900х450х150 мм, 16 система
Упорный и крепежный угольник может фиксировать большие секции, а также создавать опорные поверхности. Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом.
Удлинитель стола 800х250х150 мм, 16 система
Удлинитель стола увеличивает рабочую поверхность стола. Может использоваться как упорный и крепежный угольник.
Регулируемый зажим 200х100
Цена 2700 Р
Для фиксации свариваемых деталей на рабочих поверхностях сварочного стола #сварстол. Оснащены деревянными ручками.
Опоры с роликами для стола сварочного 1200х800 мм
Высота стола 850 мм, сечение трубы 50х50х3. Ролики с тормозом для легкого перемещения.
Комплект роликов для стола, 4 шт (с тормозом)
Для работы с деталями массой до 300 кг. Ролики с тормозом для легкого перемещения.
Профессиональные станки для очистки от ржавчины
Установка аспирационная А400 М2 стружкоотсос
Предназначена для очистки воздуха от пыли при шлифовании деталей из различных материалов. Производительность по воздуху 400 м3/час. Грубая фильтрация осуществляется циклоном, затем, в зависимости от комплектации, устанавливаются панельный и рукавный фильтры для обеспечения фильтрации до класса G6. Подробнее →
Нет нужного станка? Изготовим по Вашему техзаданию
Станок РТ 20-80 планетарного типа для снятия ржавчины
[contact-form-7 404 «Not Found»]
Линия для зачистки труб под сварку
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Стол сварочный 1200х800. Комплект для сборки
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
]
Заявка на гриндер ШР 50
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Заявка на изготовление сварочного стола
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Стол сварочный 3D на роликах в сборе 1200х800
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Стол сварочный 3D 1200х800.
Комплект для сборки
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Стол сварочный 3D 1200х800
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Задайте вопрос сейчас
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Сообщение
Станок для обработки торцев палки ТКП 50 автоматический
[amoforms id=”23″]
Станок круглопалочный КПА 20-50 М1
[amoforms id=”22″]
Станок круглошлифовальный для круглых палок ШКП 81
[amoforms id=”21″]
Роликовый стол к станкам для очистки труб серии РП
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Лоток щеточный для труб к станку ШКП 20-50
[amoforms id=”19″]
Лоток шариковый для труб к станку РТ 20-50
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Установка аспирационная А400 стружкоотсос
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Станок КТ 100 для зачистки от заусенцев и грата
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Станок КТ 50 для зачистки от заусенцев и грата
[amoforms id=”14″]
Станок РТ 50-110 для очистки круглых труб от ржавчины
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Станок РТ 20-50 для очистки круглых труб от ржавчины
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Cтанок РП 4-80 для четырехсторонней очистки профильных труб от ржавчины
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Cтанок РП 2-80 для двухсторонней очистки профильных труб от ржавчины
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Станок ШКП 20-50 круглошлифовальный для круглых труб
[amoforms id=”8″]
Станок гриндер ленточный ШР 50 для шлифования на свободной ленте
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
Cтанок РП 80 для очистки профильных труб от ржавчины
Ваше имя (обязательно)
Ваш E-Mail (желательно)
Ваш телефон (обязательно)
Дополнительная информация
WeldTables.
com Главная CertiFlat Наборы сварочных столов для самостоятельной сборки
НУЖНА ПОМОЩЬ В НАЙДЕ ИДЕАЛЬНОГО ДЛЯ ВАС СТОЛА? ПРОСТО ОТВЕТЬТЕ НА НЕСКОЛЬКО ПРОСТЫХ ВОПРОСОВ.
Изготовлен из стали HRPO A36.
Ребра высотой 2 дюйма и толщиной верха и ребра толщиной 3/16 дюйма.
Конструкция с выступом и пазом для легкой сборки.
Лазерная резка отверстий диаметром 16 мм для зажимов и креплений.
Посмотреть все топы Pro
*Мини-блоки включают тот же материал и допуски, что и PRO, PLUS…
4-дюймовая ребристая структура и боковые стороны.
3-х мерные рабочие поверхности с 5 сторон.
Совместим с fabWings, креплением для тисков и большинством аксессуаров для бокового крепления.
Можно скрепить болтами для почти неограниченного количества конфигураций!
См. все мини-блоки
*FabBlocks включают те же материалы и допуски, что и PRO и Mini, PLUS…
Ребристая структура глубиной 6 или 8 дюймов (в зависимости от длины) для прочности и плоскостности.
Доступен из материала ¼”, 3/8” или ½”.
Повышенная жесткость – полностью торсионная конструкция.
Доступен с отверстиями диаметром 16 мм или с резьбой.
Доступна резьба 3/8”-16 или ½”-13 в зависимости от толщины.
Посмотреть все FabBlocks
Нужен индивидуальный стол? СВЯЖИТЕСЬ С НАМИ
Мы можем построить что угодно!
Электронная почта , Звонок или текст 651.800.4877
Как видно на
Другие продукты
fabWings fabWings
Подъемные блоки Подъемные блоки
fabSquares fabSquares
fabStops fabStops
fabStorage fabStorage
fabBrakes & Positioners fabBrakes & Positioners
Плазменные столы Плазменные столы
fabRacks fabRacks
Все столешницы
1000 билдов клиентов в Instagram #weldtables
Лидеры продаж (все продукты)
Сварочный стол Certiflat 36″X48″ для тяжелых условий эксплуатации
$ 489,99
Сварочный стол Certiflat 24″X48″ для тяжелых условий эксплуатации
$ 344,99
FBN-2 FabNut 3/8″-16 Круглая Т-образная гайка
от $ 9,99
3DP-70 Настольный зажим для тяжелых условий эксплуатации 4 дюйма — инструмент для брони
Перетаскивание во дворе для тяжелых условий эксплуатации
ВЫСОКОПРОЧНЫЕ ВОРОТА
Верхние размеры 6′ x 10′
Просто поднимите, наклоните и разгрузите.
Перейдите на страницу продуктов и услуг для получения дополнительной информации.
Очиститель воздуха «AIR KING»
Сейчас мы проводим сварочный ремонт «в цеху». Приносите нам свои сварочные работы, и мы все исправим!
Реставрация канавной косилки
Реставрация косилки завершена
Проект дровяной печи
Проект дровяной печи завершен
Sun Country Airlines — Лифт общественного питания
Ворота прицепа для скота
Ручка для мытья свиней
Алюминиевые шкафы для конного прицепа
Тележка сварщика
35-футовая погрузочная рампа
В Dan’s Custom Welding Tables клиент всегда на первом месте, и мы постоянно стремимся превзойти ваши ожидания!
В нашем ассортименте товаров и услуг вы обязательно найдете именно то, что ищете. Если вам требуется помощь, наш квалифицированный персонал готов предоставить вам квалифицированную помощь. руководство.
Мы изготовим любой необходимый вам размер.
Наши столы также могут стать отличными рабочими местами для вашего магазина или бизнеса.
Обязательно посетите нашу страницу продуктов, чтобы ознакомиться со всеми функциями и опциями наших продуктов.
Обязательно ознакомьтесь с нашими новыми продуктами: подъемником для саней Дэна, а также полкой для саней Дэна. А теперь еще и рабочая платформа Дэна.
ПЕРЕЙДИТЕ НА СТРАНИЦУ ПРОДУКЦИИ, ЧТОБЫ УЗНАТЬ ЦЕНЫ И ИНФОРМАЦИЮ.
3’x 8’x 40 дюймов в высоту; специальный сварочный стол
Сварочный стол Red Delite
Стальные или алюминиевые ворота
Алюминиевые шкафы
Сварочный/рабочий стол
Рабочая платформа Дэна
Полка для саней (также можно использовать для хранения)
Подъемник Dan’s Sled Lift также можно использовать для 4-колесных транспортных средств.
Государственные стандарты горячего цинкования: ГОСТ 9.307 89
Защиту металлоконструкций и деталей проводят по нормативно-техническим актам с обеспечением соблюдения требований профильного стандарта – горячее цинкование по ГОСТ 9.307 89. Данный стандарт регламентирует общие нормы в отношении качества защитных покрытий, которые наносятся на конструкционную сталь и стали повышенной прочности методом горячего цинкования.
Данная методика может применяться для обработки фасонного и трубопроката, листовой стали, а также изделий, выполненных из чугуна. Под действие настоящего стандарта не попадают покрытия, нанесение которых осуществляется непрерывным способом.
Требования к основному металлу
Требования к конструктивным особенностям проката, подлежащего цинкованию:
Не разрешается присутствие в конструкциях воздушных пространств и закрытых полостей. Чтобы нанести покрытие максимально качественно, малейшие полости в детали должны быть доступны для проникновения и выхода из нее расплавленного цинка, жидкостей и газов.
Наносить слой цинка на изделия с участками, в которых имеются закрытые пространства, запрещено. Это позволяет исключить вероятность взрыва. Детали, имеющие сложную конфигурацию и полости, сначала подвергают пробной обработке.
Сварка любых элементов металлоконструкций должна осуществляться встык, односторонним швом с подваркой или двусторонним швом. Согласно требованиям ГОСТ, горячее цинкование металлоконструкций, элементы которых сварены внахлест, не допускается.
Требования к поверхности основного металла
Обработке цинком подлежит только металлопрокат, на поверхности которого отсутствуют сварочные шлаки, заусенцы, поры, окалина, а также другие включения.
Если обработке подвергаются литые изделий и конструкции, на их поверхности не должно быть усадочных раковин и прочих углублений. Наличие кромок и острых углов (если это не имеет технического обоснования) не допускается. Такие детали должны иметь округления радиусом минимум 0.3 мм.
Структура сварных швов должна быть плотной и сплошной по всей длине проката, на поверхности сварных соединений которого не допускается присутствие шлаковых включений, свищей, наплавленных сопряжений, трещин и пор.
Согласно нормам действующего ГОСТ, покрытие горячим цинкованием допускается при условии, что поверхность проката очищена обезжириванием, а также протравлена или была подвержена стройно-абразивной обработке, а впоследствии офлюсована. Коэффициент очистки поверхности металлопроката от коррозии и окалины должен составлять 1. Это обусловлено требованиями, которые устанавливает ГОСТ 9.402.
Требования к покрытию
Внешний вид
После нанесения цинковое покрытие должно обладать сплошной структурой и быть равномерным, исключая наличие забоин, трещин и вздутий. Допускается, что на самой поверхности могут присутствовать незначительные шероховатости. Также допускается, что покрытие может иметь разные оттенки: от серебристо-блестящего до матового темно-серого цвета.
Если на металлоконструкции присутствует рябизна, царапины или следы, оставленные вследствие захвата детали подъемными устройствами без разрушения целостности покрытия до основного металла, а также крупинки гартцинка, диаметр которых не превышает 2 мм – это не считается дефектом. Однако наплывы цинка не считаются браком, если они не мешают сборке.
Разрешено проводить восстановление непрокрытых областей при условии, что их ширина не более 2 см, а их общий объем не превышает 2% от общей площади конструкции. Защиту непрокрытым участкам осуществляют при помощи газотермического напыления цинка (допустимая минимальная толщина составляет 120 мкм) или путем нанесения на их поверхность лакокрасочного цинкосодержащего слоя (количество цинка в массе сухой пленки составляет 80 – 85%, допустимая минимальная толщина составляет 90 мкм).
Толщина цинкового покрытия
Толщина защитного слоя не должна быть меньше 40 мкм, максимальная – не больше 200 мкм. Выбор конкретной толщины определяется на основании предполагаемых условий эксплуатации обработанных конструкций, а также требований, прописанных в нормативно-технических актах для конкретного проката.
Прочность сцепления
Покрытие отличается достаточным уровнем сцепления при условии, что оно способно выдерживать проверку по любому из применяемых методов (нанесение сетки царапин, крацевание, нагрев, удары поворотным молотком).
Требования к надежности покрытия и контролю основного металла
Проверке подлежат 2 – 5% продукции из партии, но не меньше 3-х единиц. Контролю продукции единичного производства подлежат все изделия. Перед нанесением защитного покрытия указанные изделия проходят проверку на предмет соответствия нормам, которые предъявляются к конструкции и качеству поверхности основного металла.
Полуфабрикаты (трубный прокат, проволока и т.д.) подлежат входному контролю, предполагающему проверку деталей на соответствие нормам, которые предъявляются к конструкциям и качеству поверхности основного металла, а также требованиям, которые регламентируют нормативно-технические документы на поставку.
После нанесения проводится проверка цинкового покрытия по нескольким параметрам таким, как толщина, внешний вид и прочность сцепления. Проверке подлежат все партии товара (под партией понимают единицу груза, который включает одно и более единиц с идентичными параметрами, которые относятся к одному заказу). При этом контролю подлежат изделия, на которые слой цинка нанесли в течение одной рабочей смены с погружением в одну и ту же ванну.
Контроль прочности сцепления и толщины покрытия выполняется в отношении следующего металлопроката:
Сварные механизмы в объеме до 5% от партии, но не меньше 1 единицы;
Части стальных деталей в объеме до 1% от партии, но не меньше 2 единиц;
Крепежные элементы с резьбой в объеме до 0.5% от партии, но не меньше 3 единиц.
Для проведения проверок используются методы статистического контроля горячего цинкования по ГОСТ 18242. В России действуют следующие стандарты ГОСТ Р 50779.71-99 и ГОСТ Р ИСО 2859-1-2007.
Проверку толщины оцинкованного покрытия по металлографической методике контроля разрешено выполнять только на одном изделии из партии.
Конструкции, на которых проверка выполнялась с применением разрушающих методов, допускается представлять к приемке по завершению работ по восстановлению покрытия.
Проверке внешнего вида оцинкованного покрытия подлежат все 100% изделий.
Контроль толщины покрытия
Проверка этого параметра осуществляется до проведения дополнительной обработки покрытия (использование консервационных смазок, хроматирование, др.). Для проведения неразрушающего контроля используются специальные измерительные приборы, в которых допустимая доля погрешности не превышает ±10%.
Контроль толщины слоя проводится только на поверхностях без резьбы и накатки на расстоянии минимум 5 мм от углов, ребер, соединительных участков и отверстий. Проверка толщины покрытия на элементах и узлах с резьбовым соединением для крепежа осуществляется на торцах гаек и головках болтов.
Если результаты проверки были неудовлетворительными, согласно требованиям ГОСТ, проводится повторный контроль указанных параметров. При этом тестированию подлежит удвоенное количество изделий. Если повторный контроль также дал отрицательные результаты, браком считается вся партия деталей.
Проверка содержимого ванны при проведении горячего цинкования выполняется по требованию клиента. Процедура проводится до извлечения деталей из ванны.
Методы контроля
Контроль внешнего вида
Проверку осуществляют путем визуального осмотра на расстоянии 25 см от проверяемой поверхности и при уровне освещенности не меньше 300 лк.
Контроль толщины покрытия
Магнитный метод
В основе данной методики лежит фиксация изменений уровня магнитного сопротивления, что обусловлено разной толщиной проверяемого слоя. Для этого применяют специальные измерительные устройства (магнитные толщиномеры).
Процесс проверки предполагает снятие минимум 5 измерений в центральной части и у краев проверяемой поверхности одной детали. За результат принимают среднеарифметическое значение, основываясь на полученных измерениях.
Допустимая погрешность магнитного метода составляет ±10%.
Металлографический (арбитражный) метод
В основе методики лежат измерения толщины оцинкованного покрытия с использованием поперечного шлифа при помощи металлографических микроскопов разных видов. Образец для создания шлифа вырезают непосредственно из оцинкованной детали.
Замеры толщины покрытия выполняются на шлифе в трех и более зонах, которые равномерно распределены на поверхности изделия (длина участка составляет около 1 см). В качестве результата засчитывают среднеарифметическое значение от проведенных замеров.
Допустимая погрешность металлографического метода составляет ±10%.
Гравиметрический метод
Определение средней толщины покрытия выполняется по неразрушающим методам или при помощи гравиметрического метода на основании данных о весе образца до и после получения или же до и после удаления покрытия. Это обусловлено требованиями, которые регламентирует ГОСТ 9.302.
Чтобы снять покрытие, используют раствор, состоящий из 2 г трехокиси сурьмы или 3. 2 г хлористой сурьмы, которую растворяют в 500 см соляной кислоты, плотность которой, согласно ГОСТ 3118, должна составлять 1.19 г/см, ч.д.а. Для приготовления раствора в требуемой пропорции используют колбу объемом 1 дм, в которой смесь до метки дополняют дистиллированной водой, согласно нормам ГОСТ 6709.
Допустимая погрешность составляет ±10%.
Контроль химического состава для горячего цинкования регламентируется требованиями следующих ГОСТ: 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5.
Согласно требованиям этих стандартов, массовый объем цинка в рабочей массе ванны должен составлять не менее 98%.
Контроль уровня прочности сцепления покрытий
Метод нагрева
Метод предполагает нагревание образцов-свидетелей или деталей до температуры 190 ±10 ℃. При температуре такой величины детали выдерживают в течение часа, а затем охлаждают естественным путем (на воздухе). Обработанная поверхность должна иметь равномерное покрытие, исключая отслаивания и вздутия.
Метод крацевания
Метод предполагает использование латунных и стальных щеток, оснащенных проволокой диаметром от 0.1 до 0.3 мм. В процессе обработки поверхности щетки вращаются со скоростью 1500 – 2800 об/мин.
Крацевание поверхности проводят в течение 15 секунд. Обработанная поверхность должна иметь равномерное покрытие, исключая наличие вздутий и отслаиваний.
Метод нанесения сетки царапин
Данный метод применяется для покрытий толщиной до 50 мкм. На подготовленную поверхность, которую предварительно очистили, при помощи приспособления, оснащенного стальным острием, наносят по 4 – 6 параллельных и перпендикулярных линий. Насечки наносят под углом 30° на глубину до основного металла на расстоянии друг от друга 2.0 – 3.0 мм.
Нужно учитывать, что твердость стального острия должна быть больше твердости покрытия. Нанесение линий осуществляется в одном направлении. Если на обработанной поверхности отсутствуют отслаивания покрытия, тогда уровень прочности сцепления считается достаточным.
Метод удара поворотным молотком
Перед проверкой поверхность детали с толщиной основного металла от 3 мм, необходимо очистить от пыли и других загрязнений, а затем обезжирить, используя растворители на органической основе.
На плоскую поверхность детали поворотный молоток, масса которого составляет 212.5 г, устанавливают так, чтобы его головка падала на изделие строго вертикально. Выполняют минимум два удара молотком, выдерживая расстояние между отпечатками, которое должно составлять 6 мм. При этом расстояние от края отпечатка до кромки детали должно быть не меньше 13 мм.
Схема поворотного молотка
1 — молот; 2 — прижимная плита; 3 — поверхность образца; X — размер, определяемый опытным путем в зависимости от металла, из которого изготовлена головка молотка
Защитное покрытие горячим цинкованием
Цинковое покрытие является защитным, а не декоративным.
Покрытие горячим цинком осуществляется по ГОСТ 9. 307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля».
Выписка из ГОСТ 9.307-89 (п.2.Требования к покрытию):
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным. Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделий не должно быть трещин, забоин, вздутий.
2.1.3. Наличие наплывов цинка недопустимо, если они препятствуют сборке. Крупинки гартцинка диаметром не более 2 мм, рябизна поверхности, светло-серые пятна и цвета побежалости, риски, царапины, следы захвата подъемными приспособлениями без покрытия до основного металла не являются дефектами.
Допустимо восстановление непокрытых участков, если они не шире 2 см и составляют не более 2% общей площади поверхности. Непокрытые участки защищают слоем цинкосодержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80%-85%) или газотермическим напылением цинка (минимальная толщина 120 мкм).
Повышенные требования к внешнему виду цинкового покрытия должны быть, установлены при открытии заказа, и заложены дополнительно в цену изделия.
Особенности покрытия горячим цинком:
На сталях с высоким содержанием кремния и/или фосфора (из-за неоднородности химического состава стали), (слоя у поверхности, структуры поверхности, чужеродных вкраплений), а также на толстостенных изделиях наблюдается разнооттеночность покрытия. Серая поверхность состоит из сплава цинк-железо, выходящего на поверхность, а более светлые места – это чистый цинк. В случае стали с неблагоприятным содержанием кремния и фосфора может появиться значительное утолщение покрытия и ухудшение его адгезии, видимым эффектом этого явления, может быть шероховатая поверхность с серой и тёмно-серой окраской, переходящей со временем даже в коричневый оттенок.
Цинковая поверхность на том же изделии может быть неоднородной; могут появиться пятна разной степени глянца, серой матовости и шероховатости. Так как поверхностная локализация примесей в низколегированной стали приводит к тому, что при прокате изделий из неё, появляется значительное различие в содержании кремния и фосфора в разных частях изделия. Однако это не может являться браковочным признаком, поскольку, кроме внешнего вида, отрицательных моментов нет – он не влияет на срок службы покрытия, а через какое-то время (в течение 1-1,5 года) цвет конструкции станет одинаковым).
Белая коррозия (бело-серые пятна, возникающие под влиянием атмосферных факторов), а также так называемые «кровавые потёки» (остатки флюса и кислоты в местах неплотной сварки) не являются основанием для претензий на качество оцинкованной поверхности.
Вышеуказанные проблемы являются наиболее характерными для сталей марки 09Г2С, что обусловлено особенностями их химсостава. Наиболее часто проявляются дефекты цинкового покрытия для сталей 09Г2С, которые не являются основанием для предъявления претензий:
Внешний вид покрытия (отсутствие блеска, неровности, потеки, серый цвет).
Не допускайте хранения изделий в полиэтиленовой плёнке на длительный срок.
Историческая справка
В 1742 году Поль Жак Малуэн описал способ защиты железа от коррозии погружением детали в расплавленный цинк.
В 1836 году Станислас Сорель получил патент на технологический процесс горячего цинкования: деталь очищается, обезжиривается, протравливается, покрывается флюсом и погружается в ванну с расплавленным цинком. Этот способ используется уже более 180 лет, имеются детали которые уже более 180 лет защищены горячим цинком. ГОСТ 9.307 регламентирует данный технологический процесс в нашей стране и даёт полное изложение получения, методику контроля покрытия и допустимые параметры.
Горячий цинк и Холодный цинк
На рынке есть опоры по очень приятный цене, но в описании указано, что они защищены от коррозии методом «холодного цинкования». Что это такое?
Цинковая краска – одно из наиболее популярных антикоррозийных средств по металлу на современном рынке отделочных материалов. Не секрет, что цинкование является самым долговечным методом защиты металла от коррозии. Однако провести его традиционными способами не всегда является возможным. Все-таки и «горячий» метод, и способ электрохимического осаждения доступны только в промышленных условиях. Именно поэтому «холодное» цинкование с применением цинковой краски является столь популярным.
Итак, это краска с наполнением цинковым порошком. У неё есть существенное преимущество — цена покрытия.
Твердость
Прочность любого лакокрасочного покрытия определяется прочностью связующего.
Лаки по твердости, в соответствии с международными стандартами ISO 15184, ASTM D 3363, SIS 184187, NEN 5350, ECCA Test Method, определяется с помощью карандашных грифелей по шкале 6В-5В-4В-3В-В-НВ-F-Н-2H-3H-4H-5H-6H-7Н-8Н-9Н, где 6В является показателем наименьшей, а 9Н – наивысшей твёрдости. Она соответствует по твердости карандашу 2Т.
Твердость покрытия горячим цинкованием равна твердости металла. Цинк. А под цинком у нас находится железо.
По ювелирной шкале Мооса (кто кого царапает)
Тальк ( графит ) — 1
Свинец — 1,5
Янтарь ( гипс ) — 2
Цинк ( алюминий, золото, серебро ) — 2,5-3
Медь — 3
Железо — 4
Сталь — 5
Стекло — 6
…
Алмаз — 10
Понятно, что любая краска гораздо менее твердая, чем цинк
Адгезия (прилипание)
И горячий и холодный цинк наносится на подготовленную поверхность. От качества подготовки поверхности зависит прочность покрытия, это всем известно.
Лакокрасочное покрытие нужно обновлять через 1-3 года для уличных изделий. Оно теряет защитные свойства: стирается и отшелушивается от старости, сырости, и механических повреждений. Это известно каждому, у кого есть что-нибудь окрашенное на улице.
Оцинковка по ГОСТ «Горячий цинк» образует на поверхности цинковый припой, который обеспечивает: — барьерную защиту простой изоляцией стали от воздействия электролитов из окружающей среды (как краска). Цинк чрезвычайно плотный и непроницаемый материал, счистить его с поверхности можно только с помощью напильника, желательна — «болгарка» — катодную защиту. Это означает, что цинк сначала будет корродировать сам, защищая этим лежащий под ним металл. Это происходит в соответствии с так называемым «гальваническим рядом металлов» при наличии идеального гальванического контакта цинк-сталь. Катодная защита стали цинком обеспечивается даже тогда, когда повреждение цинкового покрытия на стали до «голой» стали достигает 5-6 мм: никакой коррозии стали не начинается, пока она не «съест» окружающий цинк.
Длительность защиты
При идеальном нанесении краска обеспечивает защиту поверхности 1-3 года (для улицы в зависимости от климатических условий), её требуется регулярно подновлять на поврежденных участках или лучше перекрашивать полностью, но это неудобно.
При горячем цинковании гарантирована защита на 25 лет, а напомним — имеются детали, которым 180 лет. ..
Контрольная проверка покрытия «Горячий цинк» VS «Холодный цинк»
Возьмите трубу покрытую цинковой краской и оцинкованную трубу.
Постучите потрите их друг об друга.
Посмотрите что произошло…
Лист оцинкованный ГОСТ 14918-80 » Металлургпром
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Постановлением Госстандарта СССР от 31 марта 1980 г. № 1465 установлена дата введения
5
817/01
Ограничение срока действия снято согласно протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовой и рулонный холоднокатаный прокат, горячеоцинкованная в агрегатах непрерывного цинкования, предназначенная для холодной прокатки, для окраски, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категорий качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь листовая оцинкованная (ЛС) подразделяется на:
по отнесению к группам
для холодной штамповки — ХШ,
для холодного профилирования — HP,
для окраски (обучаемый) — ПК,
общего назначения — ОН;
по способности к вытяжке (сталь группы ХШ) по 9 категории0005
нормальная тяга — H,
глубокая вытяжка — G,
очень глубокая вытяжка — ВГ;
по однородности толщины цинкового покрытия
с нормальным допуском по толщине — HP,
с уменьшенной разностью толщин — UR.
(Измененная редакция, Дополнение №1).
1.2. По согласованию между потребителем и изготовителем оцинкованная сталь может изготавливаться:
с рисунком кристаллизации — КР,
без картины кристаллизации — MT.
1.3. В зависимости от толщины покрытия оцинкованная сталь подразделяется на три класса в соответствии с указанными в табл. 1.
Таблица 1
При изготовлении стали с дифференцированным покрытием ее толщина с одной стороны листа должна соответствовать 2 классу, а с другой стороны — классу П (для листов) или 1 классу.
2. РАЗНООБРАЗИЕ
2.1. Оцинкованная сталь изготавливается шириной от 710 до 1500 мм включительно, толщиной от 0,5 до 3,0 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Прокат оцинкованный, которому в установленном порядке присвоен Государственный Знак качества, изготовляют:
серповидный прокат не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопическими роликами шириной стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Сталь оцинкованная толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки В, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с рисунком кристаллизации КР, первый класс цинкового покрытия по ГОСТ 14918-80:
Прокат стальной оцинкованный толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, очень глубокой вытяжки ВГ, без картина кристаллизации МТ, с уменьшенным перепадом толщины УР, второй класс покрытия по ГОСТ 14918-80:
Сталь рулонная оцинкованная с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокопланарная ПВ, с обрезной кромкой О, марки БСТ3кп, под покраску ПК, без рисунка кристаллизации МТ с уменьшенной разнотолщинностью УР , с покрытием с одной стороны первого, а с другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, но в условных обозначениях указывается индекс способности к растяжению (Н, Г или ВГ).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованная сталь изготавливается из холоднокатаной рулонной углеродистой стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1а
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79.с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой и полностью покрытой.
3.4.1. Недопускаются несплошности покрытия в виде трещин на мелких валиках, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70
3. 4.2. На листах и полосах с необрезными кромками не допускаются дефекты кромок глубиной, превышающей предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ и ХП мелкие валики (наплывы, расслоения), зерна и неравномерная кристаллизация цинка, следы изгибов полосы и регулирующих роликов, локальная шероховатость покрытия (сыпь), светлая
Термодиффузионное цинкование резьбовых соединений — Услуги
Рус
Eng
Термодиффузионное цинкование резьбы труб эффективно продлевает срок службы труб
Простым и эффективным решением проблем надежности резьбовых соединений НКТ, обсадных и бурильных труб является применение термодиффузионного цинкования (ТДЦ)
Термодиффузионное цинковое покрытие является анодным по отношению к черным металлам и обеспечивает катодную защиту стали от коррозии
Покрытие имеет прочную адгезию к основному металлу за счет взаимной диффузии цинка и железа
Полученное покрытие точно повторяет профиль изделия, включая резьбовые участки
ООО «Темерсо-Инжиниринг» наносит термодиффузионные цинковые покрытия на резьбовые соединения различных размеров от DN48 до DN365 включительно
Покрытие ТДЗ наносится на муфты насосно-компрессорные по ГОСТ 633-80, ГОСТ Р 53366-2009, а также на тубусы по API 5CT и на тубусы с резьбой Premium различных типов ТМК. Мы гарантируем 20 циклов свинчивания НКТ с муфтами с V-образной резьбой с покрытием TDZ и 10 циклов свинчивания трубных соединений премиум-класса
Использование покрытия TDZ целесообразно на муфтах обсадных труб больших размеров с соединениями премиум-класса, такими как TMK UP-CS, ТМК УП-ФМК и ТМК УП-ГФ для предотвращения заедания при спуско-подъемных операциях. Temerso гарантирует 4 цикла отключения для обсадных труб с резьбовыми соединениями с покрытием TDZ
Покрытие TDZ наносится на бурильные замки DP всех размеров и производится в соответствии со всеми стандартами для предотвращения износа резьбы во время сверления. Гарантируем не менее 300 циклов свинчивания с рекомендуемым крутящим моментом без ущерба для резьбовых соединений при нанесении покрытия ТДЗ на замковые соединения ДП
Нормативно-техническая документация:
Покрытие ТДЗ наносится в соответствии с требованиями ГОСТ Р 9.316- 2006 г. и техническое задание, подготовленное специалистами ООО «Темерсо-Инжиниринг 9». 0005
ТУ 4859-002-62031850-2014 Покрытия защитные термодиффузионные цинковые на элементах резьбовых соединений НКТ и обсадных труб
ТУ 4859-003-62031850-2016 Покрытия защитные термодиффузионные цинковые на резьбовых замках бурильных колонн
90 Компания:
На сегодняшний день наша компания нанесла покрытие ТДЗ на 2 170 000 муфт НКТ и обсадных труб, 307 000 муфт премиум-класса и 109 000 муфт из стали марки Л80‑13Х9.0026
С 2002 года к нам не поступало НИ ОДНОЙ претензии по качеству покрытия ТДЗ от конечных потребителей
Наша компания первой продвинула покрытие ТДЗ для замков, трубных и обсадных муфт на российский рынок
Наша Компания имеет 10 патентов на полезные модели и изобретения, в том числе один патент в США и два патента в Китае на покрытия TDZ для резьбовых соединений НКТ, обсадных и бурильных труб
Преимущества покрытия TDZ:
В процессе нанесения покрытия ТДЦ сохраняются все механические свойства резьбового соединения
Повышена износостойкость резьбового соединения
В отличие от фосфатирования покрытие ТДЦ может наноситься на стали с повышенным содержанием хрома (от 1 до 30 %)
Этот покрытие может наноситься на детали из хромоникелевых сплавов, в том числе немагнитных
Покрытие ТДЗ повышает коррозионную стойкость резьбового соединения
Повышается прочность резьбового соединения
Улучшена герметичность резьбового соединения
При использовании муфты с термодиффузионным цинковым покрытием (ТДЦ) на непокрытой трубной цапфе сохраняется резьбовой участок трубы, что увеличивает период замены ниппеля в 5–6 раз
использование НКТ с муфтами с покрытием ТДЗ
Муфта с покрытием ТДЗ на штифте НКТ без покрытия позволяет сэкономить резьбовой участок трубы, таким образом, период замены штифта увеличивается в 5–6 раз.
Применение колонн насосно-компрессорных труб с термодиффузионным оцинкованием коробчатых концов для добычи нефти и для закачки, а также на водозаборных скважинах позволит увеличить межремонтный период и снизить количество аварий и капитальных ремонтов скважин.
Моменты свинчивания, установленные нормативными документами, и допустимые нагрузки на резьбовое соединение не изменены и соответствуют требованиям РЭТ для российских труб и API 5C1 для НКТ по API 5CT.
Спускоподъемные операции с НКТ с муфтовыми концами, покрытыми термодиффузионным цинкованием, выполняются обычными клещами для труб определенного размера и обычного оборудования. Работы выполняются с использованием обычных резьбовых смазок для конкретного размера НКТ.
Эксплуатация труб с муфтовыми концами, покрытыми термодиффузионным цинкованием, полностью соответствует требованиям инструкции по эксплуатации труб.
Для труб из коррозионностойкой стали можно использовать оцинкованные торцевые муфты. Зачастую только процесс термодиффузионного цинкования обеспечивает нанесение защитного противозадирного покрытия на резьбу НКТ из высоколегированных марок стали с содержанием хрома 3 % и более.
Способность надежно обеспечивать повышенную герметичность и достаточно высокую износостойкость резьбового соединения делает НКТ с муфтовыми концами оцинкованными уникальными для выполнения таких операций, как гидроразрыв пласта, гидроразрыв обсадной колонны, а также при проведении различных гидроиспытаний скважин или для установки пакеров.
ООО «Темерсо-Инжиниринг» осуществляет монтаж только термодиффузионно-оцинкованных муфтовых концов на НКТ с внутренним защитным покрытием ТС3000 по ТУ 1390-001-62031850-2012
Особенности применения обсадных труб с муфтами с покрытием ТДЗ
не менее 3 свинчиваний и 2 развинчивания без заклинивания при сохранении герметичности соединения. Покрытие ТДЦ позволяет улучшить этот параметр до гарантированных 4 циклов свинчивания и 3 циклов развинчивания, в том числе для крупногабаритных труб.
Обсадные трубы с резьбовыми соединениями с покрытием TDZ могут быть спущены в скважину с использованием обычного оборудования. Работы выполняются с использованием обычных резьбовых смазок для конкретного размера НКТ.
Моменты свинчивания, установленные нормативными документами, или допустимые нагрузки на резьбовое соединение не изменяются и соответствуют требованиям действующих норм.
Шероховатая поверхность, образованная покрытием ТДЗ, повышает адгезию между поверхностью муфт и тампонажным раствором.
Для корпусов из коррозионностойкой стали целесообразно использовать муфты с покрытием TDZ. Зачастую только процесс термодиффузионного цинкования обеспечивает нанесение защитного противозадирного покрытия резьбы на корпус из высоколегированных марок стали с содержанием хрома 3 % и более.
Покрытие TDZ очень эффективно при нанесении на резьбовые и уплотняющие поверхности замков обсадных труб, используемых при бурении обсадных труб, так как повышает прочность и герметичность всех соединений в таких колоннах
Особенности использования замков с покрытием TDZ
TDZ покрытия повышают износостойкость резьбы бурильного замка. Покрытие ТДЗ сохраняется на резьбе замков и резьбовых уплотнительных поверхностях не менее 300 свинчиваний/свинчиваний.
Покрытие TDZ устраняет необходимость как минимум в одном повторном нарезании резьбы бурильного замка. Использование покрытий ТДЗ полностью окупится при бурении на удаленных месторождениях, сократит затраты на ремонт труб и транспортировку на трубную площадку.
Использование покрытий TDZ позволяет повысить скорость свинчивания бурильных замков, что значительно сокращает время бурения и затраты на аренду.
Следовательно, применение покрытия ТДЗ продлевает срок службы бурильных труб в 1,5-2 раза в зависимости от условий бурения.
Применение покрытия ТДЗ целесообразно на нижнем ведущем переводнике, так как его ниппельная резьба подвергается интенсивному износу из-за попеременного свинчивания и развинчивания коробов бурильных труб (стойок). Использование переводника с изношенной резьбой может привести к повреждению многих корпусов бурильных труб.
Wolfsangel 6 2 3 14 10 лет. Тебе перечислить? Или скажем так проводящие 1. Частичный случай второго — ионизированное состояние вещества — плазма. Вещества не проводящие ток — галогены и неметаллы и то, что не относится к предыдущим трём пунктам. Особая категория — полупроводники — обладают проводимостью, из-за наличия примисей и дырочной проводимости.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Easyelectronics.ru
Карандаши цветные JOVI Woodless треугольные 24 цвета Art. 734/24
Снятие копии со старинной монеты
Гальванопластика в отделке переплета
Отзывы о «V-Tie» — универсальный нано-пластилин
Проводник (электричество)
какие вещества плохо/хорошо проводят ток ??
Проводит ли холодная сварка электрический ток
Краткая история фольги
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как же проводит ток дистиллированная вода, водопроводная и электролит
Доброго дня. Сегодня я покажу пример изготовления металлических элементов для обложек записных книг методом гальванопластики. Я в этом деле человек новый, поэтому не берусь давать какие-либо советы и просто опишу и покажу, как это делаю я.
На лицевой стороне книги для записи я планирую разместить изготовленную копию имеющегося у меня медальона. Это изделие из какого-то цинкового сплава с закрашенным темной краской фоном. Я не использую сам медальон по нескольким причинам. Он не подходит по цвету к задуманной книге. Хочется сделать самому:. Для начала нужно сделать слепок. Слепок можно изготавливать из различных материалов гипс, воск, пластилин , но я остановил свой выбор на ювелирном литьевом воске.
Он очень точно повторяет контур при заливке, и с ним нет мороки как с гипсом или обычным парафином. Так выглядит готовый слепок с проведенными медными контактными проводками. Как видно, он очень точно повторил рисунок, и у него практически отсутствует усадка при остывании. Следующим этапом делаем его токопроводным. Ну никак я не исправлю свою криворукость, хотя, казалось бы, проще некуда.
Не идет ток по контактным проводникам от изделия хотя само изделие ток проводит. Ну это дело наживное, все получится. В итоге пользуюсь графитовым спреем.
Покрыли, высушили и ставим в электролит Состав электролита классический: г медного купороса, г серной кислоты, 1,5 кубика спирта. Немного поваренной соли. Блок питания у меня простой лабораторный. Рельеф изделия сложный, поэтому нужна точная и качественная затяжка. Провожу ее на 50мА до полной затяжки изделия. Площадь изделия примерно 10 см. После этого силу тока повышаем плавно до мА.
Это, конечно, много, но мне нужна масса и толщина, а не блеск и красота. К тому же сторона, с которой нарастает медь, станет задней частью изделия. Мой блок питания не дает мне поднять ток до такой силы уходит в защиту, а ставить лампочку — нет желания. Поэтому я взял обычную зарядку от мобильника. Уж не знаю, выдает он мА или нет, но рост меди идет примерно по два грамма за 10 часов. Я пробовал с помощью формул рассчитать вес и толщину слоя при моих вводных, однако, выходило, что должно нарастать примерно по 4,4 г.
Вот и думай теперь: или нет тут мА, или плохой с меня счетовод. Как бы то ни было, я оставил эту затею и решил делать на глаз. В итоге, постояв около 15 без времени затяжки часов, смотрим, что вышло. Тэги: гальванопластика отделка переплета травление.
Автор и идейный вдохновитель популярного паблика «Ручной переплет, ремонт и реставрация книг» в социальной сети ВКонтакте. Для отправки комментария вам необходимо авторизоваться. Портрет переплетчика: Пьер-Марселлен Лортик. История переплета. Библиотека Жуанина. Листовая реставрация. Доливка утрат листа бумажной массой на столе низкого давления перевод.
Библиотека аббатства Адмонт. Золочение обрезов. Многофункциональный переплетный станок. Ручной переплет. Полукожаный переплет на тесьмах с фальш-бинтами. Оцените Вашу книгу в ручном переплете. Отделка переплета. Тиснение по шаблонам. Цельнокожаный переплет от Александра Трайта. Переплет и компьютер. Основы книжной верстки в Adobe InDesign. Хочется сделать самому: Для начала нужно сделать слепок. Выглядит довольно неказисто: Ну что, вынимаем… Поближе черненькая от графита.
Обрезаем края, проходим латунной щеточкой от бормашинки вручную. Типы переплетных стежков 24 Мар, Золочение больших поверхностей 26 Апр, Добавить комментарий Отменить ответ Для отправки комментария вам необходимо авторизоваться.
Войти через:. Вам понравилось Золотое тиснение кожи. Случайная запись. История переплета Библиотека Жуанина 23 Мар, Листовая реставрация Доливка утрат листа бумажной массой на столе низкого давления перевод 12 Авг, История переплета Библиотека аббатства Адмонт 22 Мар, Войти Имя пользователя:. Запомнить меня. Зарегистрироваться Забыли пароль? Самые популярные Записи Последние Комментарии Тэги.
Инструмент Многофункциональный переплетный станок 8 Фев, Ручной переплет Полукожаный переплет на тесьмах с фальш-бинтами 2 Фев, Ручной переплет Оцените Вашу книгу в ручном переплете 26 Фев, Отделка переплета Тиснение по шаблонам 28 Сен, А есть ли на сайте публикация где можно более подробно почитать Спасибо за экскурсию в мир мастера-переплётчика.
Окончание приема конкурсных работ — 1 октября г. А что на счет сроков? Николай, спасибо за перевод интересной статьи. Действительно, такие книги очень редки. Без него качественно Книги Обзор — Знакомьтесь ближе: форзацы сказал а :. Травим дома. Практическое руководство. Обрезка книжного блока с помощью канцелярского ножа. Сообщить об опечатке Текст, который будет отправлен нашим редакторам:.
Карандаши цветные JOVI Woodless треугольные 24 цвета Art. 734/24
Что это вообще такое? Биометрия — это распознавание личности по физическим или поведенческим чертам. Отпечатки пальцев, сетчатка глаза, форма лица, голос и даже походка — все это биометрические параметры, которые можно использовать для идентификации личности. Обыватель чаще видит биометрическое распознавание в кино, чем в реальной жизни. Но и в простых бытовых ситуациях с этими технологиями можно столкнуться. Например, Touch ID на iPhone — как раз биометрическое распознавание. Подобный метод распознавания считается наиболее совершенным, так как идентификация ведется по уникальным маркерам, в теории присущим только лишь одному конкретному человеку и никому более.
Уфимский преподаватель черчения Артур Сафиуллин представил в Уфимском планетарии необычную выставку – это выполненные из.
Снятие копии со старинной монеты
В проводнике имеется большое число свободных носителей заряда, то есть заряженных частиц, которые могут свободно перемещаться внутри объёма проводника и под действием приложенного к проводнику электрического напряжения создают ток проводимости [3]. Благодаря большому числу свободных носителей заряда и их высокой подвижности значение удельной электропроводности проводников велико. Проводниками называют также части электрических цепей — соединительные провода [5] , металлические шины и др. Среди наиболее распространённых твёрдых проводников известны металлы , полуметаллы, углерод в виде угля и графита. Микроскопическое описание проводников связано с электронной теорией металлов. Наиболее простая модель описания проводимости известна с начала прошлого века и была развита Друде. Проводники, в которых преобладает электронная проводимость, обусловленная движением электронов , относят к проводникам первого рода. К проводникам второго рода относят проводники с ионной проводимостью электролиты. Материал из Википедии — свободной энциклопедии. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии , проверенной 2 марта ; проверки требует 31 правка.
Гальванопластика в отделке переплета
Среди специалистов, связанных с электричеством, сегодня популярны токопроводящий лак, клей и прочие составы. Они применяются радиолюбителями при монтировании микросхем, в компьютерной промышленности, в производстве высокоточного оборудования, кораблестроении и в других отраслях. Основное отличие заключается в том, что состав токопроводящего клея предполагает наличие определенных компонентов, которые обеспечивают необходимый уровень электропроводности. Существует несколько производителей токопроводящего клея как за рубежом, так и отечественные, которые гарантируют высокие показатели электропроводности. Многие начинающие радиолюбители задаются вопросом, как сделать токопроводящий клей своими руками.
Уфимский преподаватель черчения Артур Сафиуллин представил в Уфимском планетарии необычную выставку — это выполненные из обычного пластилина миниатюрные фигурки динозавров и сказочных животных. Все они выглядят как живые!
Отзывы о «V-Tie» — универсальный нано-пластилин
Холодная сварка — это одна из лучших возможностей соединить между собой металлические детали. Этот термин постоянно находится на слуху в повседневной жизни, но многие не до конца понимают всю суть и его предназначение. Холодная сварка, применяемая для металла, это очень обширная тема и обговорить её за один раз будет непросто. Но мы постараемся дать самую полезную информацию и не упустить детали, которые будут играть основополагающую роль в работе с данным видом соединений. Учитывая цели и задачи, поставленные перед сварочным составом, подразумевают несколько разновидностей холодной сварки:. Холодная сварка по металлу бывает 2-х типов — двухкомпонентная и однокомпонентная.
Проводник (электричество)
Войдите , пожалуйста. Хабр Geektimes Тостер Мой круг Фрилансим. Войти Регистрация. DIY: в мире волшебной фольги Блог компании Mail. Наше DIY-сообщество поделилось идеями, какие полезные штуковины можно скрафтить из фольги. Чем может быть интересна фольга?
Уфимский преподаватель черчения Артур Сафиуллин представил в Уфимском планетарии необычную выставку – это выполненные из.
какие вещества плохо/хорошо проводят ток ??
Любители-коллекционеры, увлекающиеся сбором старинных монет, могут использовать простой способ снятия копий со старинных монет. Если уделить время и потренироваться — результат отличный! Каждую сторону монеты аккуратно оттискивают на пластилине. Чтобы монета не прилипла к пластилину, ее смачивают мыльным раствором.
Проводит ли холодная сварка электрический ток
ВИДЕО ПО ТЕМЕ: Сверхлюди Стэна Ли_человек-трансформатор
Окт Курсы валют на Цены драгоценных металлов на В руб за 1г. Золото
Сейчас этот форум просматривают: Google [Bot].
Краткая история фольги
Что можно склеить с помощью холодной сварки? Ознакомившись с тем, какими прочностными характеристиками обладает соединение методом холодной сварки, можно ответить на вопрос, что можно склеить этим способом. На самом деле это не сварка, а склеивание металлических оснований с помощью клея без дополнительного применения нагревания. Для этого используется клеевой состав, который после застывания образует шов, обладающий свойствами металла. Его применение целесообразно в следующих случаях:. В этих случаях традиционный сварочный процесс становится нецелесообразным. Клей холодная сварка позволяет склеить металлические поверхности настолько прочно, что соединение сможет выдержать большие нагрузки, в том числе и длительную вибрацию.
Зарегистрироваться Логин или эл. Войти Запомнить меня. Блог AliExpress Помощь по покупкам. AliExpress Радиотовары Припой 0.
Холодная сварка для нержавеющей стали:виды,марки,инструкция
Холодная сварка активно используется для скрепления многих видов металла, а также для неметаллических изделий тоже. Это универсальный клей, что может создать достаточно надежное соединение, которое бы позволило деталям эксплуатироваться с той же интенсивностью, которой они подвергались и до этого. Если сравнивать с настающей сваркой, то неразъемное соединение, которое дает холодная сварка для нержавейки, обладает менее внушительными характеристиками, но если сравнивать с другими клеями, то она во много раз превосходят их.
Свою популярность вещество завоевало благодаря тому, что для его применения нужно минимум инструментов. Даже при ремонте каких-либо деталей в машинах их не требуется снимать, что существенно экономит время. Время высыхания также составляет всего несколько часов, а подготовка состава около 5 минут. Благодаря пластичности клея из него можно делать латки любой формы, а также замещать утраченные детали и восстанавливать материал. Благодаря наличию металлического наполнителя шов получается с такими же свойствами, как и сами детали. Поэтому и существуют такие отдельные виды, как холодная сварка для нержавейки и оцинковки, а также для алюминия, стали, чугуна и прочих металлов.
Холодная сварка для нержавейки
Выбор холодной сварки
При выборе у многих людей возникает вопрос, приводит ли ток холодная сварка. Если вы подбираете вещество для работы с нержавеющей сталью, то стоит выбирать такие марки, которые бы содержали соответствующий наполнитель. Благодаря наличию наполнителя вещество проводит электрический ток. В остальных же случаях, когда холодная сварка не содержит в себе наполнитель, то ток она не проводит.
Стоит обращать внимание на температурный предел, в котором может работать состав. Металлические детали, что требуют ремонта, нередко работают при повышенных температура и этот параметр может оказаться достаточно важным. Для многих случаев важным оказывается скорость высыхания, так как в случае экстренного ремонта может не быть времени ждать несколько часов. При частых ремонтах лучше всего брать упаковки большой вместительности, так как они получаются более выгодными в экономичном плане.
Марки и их технические характеристики
Weicon – поставляется в упаковках по 57 и 117 грамм. Рабочий диапазон температур составляет от -40 градусов Целься до +280. Кратковременно может выдерживать и температуру в 300 градусов. Температура обработки лежит в пределах от +10 до +30.
Контакт – состоит из двух компонентов в виде брусков пластилина, куда входит смола и отвердитель. Шов склейки может выдерживать температуру от -40 до +150 градусов Цельсия. После склейки шов может подвергаться механической обработке.
Алмаз – поставляется в упаковке весом 58 грамм. 90% состава засыхает в течение 15 минут после использования. Для полного застывания может потребоваться около 3 часов, в зависимости от окружающей температуры. Температура хранения упаковки от +5 до +30 градусов Цельсия
ASBRO – поставляется в упаковке 57 грамм. Засыхает несколько дольше, так как первичное схватывание происходит в течение 1 часа, а окончательное, примерное, за сутки. Смесь нужно готовить при температуре от +10 до +25 градусов Цельсия.
Инструкция по применению
Холодная сварка для нержавеющей стали достаточно проста в подготовке и использовании, если правильно придерживаться заявленных правил. Следует выполнить следующую последовательность действий:
Очистить поверхность металла от грязи, ржавчины, накопленных слоев жира и прочих загрязнений, чтобы был контакт непосредственно с металлической поверхностью.
Затем следует заняться подготовкой самой смеси. Для этого нужно смешать оба компонента до получения однородной массы. Субстанция должна иметь пластичное состояние, перед тем как ее наносить на место заделки.
«Обратит внимание! Все процедуры нужно проводить в защитных перчатках, так как нельзя допускать непосредственного контакта кожи с холодной сваркой до ее застывания. »
Применение холодной сварки для нержавейки
Когда смесь готова, то ее следует нанести на место, где находится дыра или трещина. Это должно происходить одной накладкой, толщина которой не должна превышать 5 мм, что делает более сложным процесс засыхания. Если требуется большая толщина, то нужно провести операцию в два слоя, причем второй наносить только после того, как высохнет первый.
Когда латка нанесена на изделие, ее следует изолировать от постороннего влияния. Лучше всего надеть на нее жгут для плотного прилеганию к материалу и увеличения герметичности. Его не следует снимать до тех пор, пока не засохнет 90% материала. Это время указывается в инструкции к каждой марке смеси.
После этого времени залатанное место следует подогреть, чтобы проверить его на предмет брака и деформаций.
Что такое холодная сварка? — Руководство по сварке для начинающих
Если вы посещали автомобили или работали рядом с ними, скорее всего, вы видели аббревиатуру «CW» (или, неправильно, «CWing»), используемую для обозначения типа соединения выпускного коллектора. Но что это значит? И почему этот процесс называется холодной сваркой, а не другими видами металлообработки, в которых используется тепло?
В этом посте я объясню, что такое холодная сварка, обзор самого процесса, его преимущества и недостатки, а также перечислю некоторые машины, которые могут выполнять этот процесс.
Содержание
1
Что такое процесс холодной сварки?
Холодная сварка, часто называемая сваркой сопротивлением или точечной сваркой, представляет собой процесс, при котором два металла соединяются друг с другом путем приложения давления с огромной силой, а затем пропускания электрического тока через металлы. Удар электричества заставляет материалы соединяться вместе с невероятной силой.
Почему металлы слипаются при холодной сварке?
Металлы прилипают из-за силы, прилагаемой при сжатии материалов. Электрический ток, проходящий через металлы, создает сопротивление, которое нагревает поверхность металлов.
Это тепло заставляет атомы на поверхности металлов двигаться и образовывать новые соединения. Эти новые соединения невероятно прочны и удерживают металлы вместе.
Насколько надежна холодная сварка?
Процесс холодной сварки невероятно надежен и позволяет получить сварной шов такой же или более прочный, чем шов, полученный традиционными методами.
В некоторых случаях сварной шов, созданный в процессе холодной сварки, настолько прочный, что его невозможно разорвать, не повредив материалы. Это делает его идеальным вариантом для предметов, которые должны быть постоянно соединены вместе.
Где используется холодная сварка?
Холодная сварка широко используется в автомобильной и нефтегазовой промышленности. Например:
Выпускной коллектор
Соединение между коллектором и головкой блока цилиндров должно быть достаточно прочным, чтобы выдерживать тепло и давление внутри моторного отсека. Тепло может привести к ослаблению и разрушению других типов соединений.
Головка блока цилиндров и выпускной коллектор сварены методом холодной или точечной сварки сопротивлением, образуя прочное соединение, которое прослужит в течение всего срока службы автомобиля.
Трубы при бурении нефтяных и газовых скважин
Трубы транспортируют воду или природный газ через нефтяную вышку обратно на поверхность. Эти трубы вступают в контакт с другими объектами и материалами, что может привести к их ослаблению и, в конечном итоге, к выходу из строя.
Холодная сварка труб помогает обеспечить прочные и долговечные соединения, которые могут удерживаться при транспортировке труб через буровую установку.
Автозапчасти и крупная бытовая техника
Практически все изделия, изготовленные в промышленных условиях, часто имеют сварные швы, полученные методом холодной сварки.
Различные виды холодной сварки?
Существует два основных типа:
Точечная сварка сопротивлением
Мы обычно думаем об этом типе сварки, когда слышим термин «холодная сварка». Он включает в себя сжатие двух кусков металла вместе, а затем пропускание через них электрического тока.
Это создает сопротивление, которое нагревает поверхность металлов и образует новые соединения, удерживающие металлы вместе.
Сварка контактным швом
Этот тип сварки аналогичен контактной точечной сварке, но используется для соединения двух металлических частей вместе. Он часто используется при производстве крупной бытовой техники и других предметов, где требуется прочный и долговечный сварной шов.
Преимущества холодной сварки
Есть несколько преимуществ, таких как:
Невероятно прочные сварные швы – Сварные швы, созданные в процессе холодной сварки, невероятно прочные. Они могут выдерживать огромное количество давления и тепла, не ослабевая.
Нагрев не требуется – Процесс не требует нагрева, поэтому его можно выполнять в различных условиях практически без подготовки.
Эффективность – Сварные швы, созданные методом холодной сварки, невероятно эффективны. Их можно создать за секунды, а не за часы.
Очень мало отходов — Поскольку процесс не требует тепла, образуется очень мало отходов. Это делает его экологически безопасным вариантом для сварки металлов.
Недостатки холодной сварки
Этот процесс также имеет несколько недостатков.
Невозможность сварки некоторых материалов – Некоторые материалы, например алюминий, нельзя сваривать методом холодной сварки.
Сварные швы могут быть плохо видны – Темный цвет некоторых металлических сплавов и защитные оксидные покрытия, которые естественным образом образуются на металлах, могут затруднить определение места сварки. Важно тщательно осматривать сварные швы на наличие трещин или дефектов.
Сварка только в одном направлении – Холодная сварка может выполняться только в одном направлении, потому что электрический ток должен проходить через оба материала, чтобы процесс контактной сварки работал.
Стоимость аппарата для холодной сварки
Аппарат для холодной сварки может стоить от 400 до 1000 долларов. Более дорогие машины часто проще и удобнее в использовании, чем менее дорогие. кроме того, более дорогие часто имеют более высокий выходной ток.
Ниже вы можете увидеть чуть более дешевый аппарат для холодной сварки Andeli TIG-250MPL с выходным током до 170 AMP
Кроме того, у этой же марки есть модель Andeli TIG-250PLS с выходным током до 200 AMP и немного больше функций использовать.
Холодная сварка и сварка ВИГ
Самая большая разница между холодной сваркой и сваркой ВИГ заключается в том, что при холодной сварке не используется тепло. Он основан на сопротивлении, создаваемом при прохождении электрического тока через два металлических сплава.
TIG расшифровывается как вольфрамовый инертный газ и использует сварочную горелку для нагрева свариваемых металлов. Это делает TIG более эффективным вариантом при сварке материалов с низкой температурой плавления.
Можно ли производить холодную сварку с помощью сварочного аппарата TIG?
Большинство представленного на рынке оборудования, подобного указанному выше, представляют собой сварочные аппараты TIG с возможностью холодной сварки. Итак, в режиме TIG машина будет выполнять горячую сварку TIG с наполнителем, а в режиме холодной сварки машина будет иметь функции, перечисленные выше в моем посте.
Вам нужен газ для холодной сварки?
Нет, для холодной сварки газ не нужен. Процесс не требует нагрева, поэтому его можно проводить в различных условиях практически без подготовки. Однако некоторые сварщики используют газовую защиту для защиты сварного шва от загрязнений и облегчения процесса сварки.
Холодная сварка — это то же самое, что пайка?
Нет, это два разных процесса. Пайка использует более низкую температуру для соединения металлов, в то время как холодная сварка использует давление и электрический ток для создания прочного соединения.
Можно ли использовать холодную сварку на любом типе металла?
Нет, его нельзя использовать на всех типах металлов. Точечная сварка сопротивлением может соединять вместе только определенные типы металлов. Чаще всего используется с алюминием и металлическими сплавами.
Холодная сварка — это просто?
Да, холодная сварка проста в использовании. Машины, предназначенные для этого процесса, просты и понятны в эксплуатации. При использовании аппарата для холодной сварки важно тщательно следовать инструкциям производителя.
Категории Инструкции по сварке
Способы сварки металла без использования электричества
Если вы выросли в 1980-х или 1990-х годах, вы, вероятно, знаете слово карбид. А точнее словосочетание карбид кальция. Дети и подростки почти всегда попадали в руки куски этого камнеподобного изделия после того, как сварщик приходил делать ремонт в их дворе или на ближайшем объекте. Даже сегодня карбид кальция продолжает использоваться в сварочных процессах, которые не менялись более 100 лет.
XIX век был периодом экспериментов и технических инноваций. Это также столетие, когда произошли новаторские разработки в области сварки — процесса соединения металлов на молекулярном уровне. Это было началом практического применения дуговой сварки, которая с тех пор применяется даже в космосе. Однако ведутся работы по разработке методов сварки металлов без использования электричества. Очевидно, что это исследование не было напрасным. На сегодняшний день существует несколько десятков видов сварки, которые делятся на три основные категории:
сварка плавлением
сварка давлением
термомеханическая сварка
В каждой категории есть сварочные процессы, в которых не используется электрическая дуга. Наиболее известными среди них являются, пожалуй, газовая сварка, холодная сварка и сварка взрывом. Каждый из них имеет свою историю и практическое применение.
Газовая сварка
Развитие газовой сварки с использованием карбида кальция — это история с причудливыми перипетиями. Первые опыты по исследованию свойств смеси газов, дающей при горении высокие температуры, начались в конце 18 в. Термин «газовая сварка» появился в 1840-х годах. Его использовал французский изобретатель Эжен Панон Дебассен де Ришмон в научной статье о сварке свинцом.
Этот способ соединения металлов активно изучал другой французский изобретатель Анри Луи Ле Шателье. В 1895 г. он получил высокотемпературное пламя 3000°С путем сжигания смеси ацетилена и кислорода. Несмотря на эти результаты, процесс долгое время не получил широкого распространения.
Газ ацетилен был открыт еще в начале 19 века. Его даже искусственно синтезировали в 1863 году, правда, в лабораторных опытах. Они не давали достаточно больших количеств для массового применения при низкой стоимости. Только в 189 г.Известно, что почти одновременно во Франции и США был найден промышленный способ получения карбида кальция из известняка и угля. Этот продукт стал источником ацетилена, который образовался при смешивании воды и карбида кальция в специальных резервуарах.
Однако и этого было недостаточно. Все еще существовала потребность в специальных горелках, которые могли бы смешивать ацетилен с кислородом для получения пламени достаточно высокой температуры, чтобы его можно было использовать в технологии сварки металлов. В 1903 году инженеры Эдмон Фуше и Шарль Пикард разработали и запатентовали такое устройство.
Только после этого стала широко применяться газовая сварка. Это было непросто, ведь к тому времени уже более 10 лет широко применялась дуговая сварка. Примерно в середине 1930-х годов основным способом соединения металлов стала газовая сварка. Это было относительно дешево, просто и надежно. Кроме того, кислородно-ацетиленовое оборудование было более компактным и мобильным по сравнению с существующими генераторами, использовавшимися для поддержания электрической дуги.
Затем, в 1930-х годах, произошел технологический прорыв в электросварке. По мере того, как размеры электрических генераторов уменьшались, они становились более портативными, и процесс стал автоматизироваться. В результате газовая сварка потеряла свои основные преимущества. Некоторое время казалось, что он может исчезнуть, как и многие другие технологические анахронизмы, или использоваться в очень узких областях.
Однако этого не произошло. Научные исследования в этой области привели к кардинальным изменениям в этом процессе. Кислородные горелки стали использовать для резки металла, а не для сварки. Начался новый этап технологического развития. Это породило новые научно-исследовательские институты и крупные заводы, которые производили специальное оборудование: автогенные машины, которые используются для резки, сварки и восстановления металлов путем сжигания газа.
Сварка взрывом
Сварка взрывом — относительно новый способ соединения металлов. Используется для сварки металлов с различными свойствами. Их сочетание создает уникальные материалы: биметалл и плакированный металл. Одна сторона таких пластин успешно противостоит коррозии, а другая – твердая и износостойкая. Возможности технологии сварки металлов этим методом были раскрыты во время Второй мировой войны. Были обнаружены куски гильз, прочно спаянные с другими металлическими предметами после взрыва. Это привлекло внимание исследователей. В начале 19В 60-х годах в США компанией DuPont был разработан и запатентован практичный метод сварки взрывом.
Технология быстро развивалась и получила широкое распространение. Сегодня из него получают биметаллы, которые применяются во многих областях народного хозяйства. Иногда в этом процессе используются три или даже четыре типа металла, а не два, чтобы сформировать своего рода сэндвич. Когда один из слоев намного тоньше других, процесс называется плакированием.
В общих чертах процесс сварки взрывом можно описать следующим образом. Два или более слоев металла располагаются на небольшом расстоянии друг от друга либо под углом, либо параллельно. Взрывчатое вещество равномерно распределяется по верхнему слою облицовки. Затем проводится управляемый взрыв, чтобы соединить слои и сформировать материал, обладающий свойствами каждого металла.
Однако на практике все не так просто, как в теории. Необходимо выполнить огромное количество сложных технологических требований: от угла и скорости детонации до обеспечения взрывобезопасности на объекте, где происходит сварка.
В настоящее время существует до 300 комбинаций различных металлов, которые можно соединять таким образом. Биметаллы, полученные сваркой взрывом, повышают надежность оборудования и снижают себестоимость продукции. Это связано с сокращением использования дорогих металлов за счет их наложения поверх менее дорогого основного материала.
Холодная сварка
Холодная сварка, пожалуй, самый древний способ соединения металлов. Считается, что его использовали еще в VIII-IX веках до нашей эры для изготовления изделий из самородков драгоценных металлов. В эпоху поздней бронзы люди обрабатывали ковкие металлы, такие как золото, серебро и медь, каменными молотками. Этот процесс научил наших предков тому, что куски этих металлов можно легко соединять даже без использования внешнего источника тепла. По сути, это были самые ранние попытки холодной сварки. Его применяли сначала для увеличения размеров металлических изделий, затем для изготовления украшений. Современные исследователи приняли холодную сварку как неотъемлемую часть материаловедения в XIX веке.40с.
Однако применение этого метода ограничивается ковкими металлами, которые могут быть прочно соединены посредством трения, сжатия или удара. Холодной сваркой можно соединять серебро, алюминий, свинец, медь, цинк, никель и некоторые другие материалы. Для этого необходимо иметь две чистые гладкие поверхности из одного металла.
Основным преимуществом холодной сварки является отсутствие в шве примесей, практически неизбежных при использовании электро- или газосварки.
В указанных таблицах приведена ориентировочная информация по весу листа и пачки ДСП в зависимости от размеров и толщины ДСП.
Вес ДСП
Номинальная толщина ДСП, мм
Вес листа ДСП, кг
Формат листа ДСП, мм
2440х1830
2750х1830
2800х2070
3060х1830
3060х1220
3500х1750
8
25,7
29
33,4
32,3
21,5
35,3
10
30,8
34,7
40
38,6
25,8
42,3
12
37
41,7
48
46,4
30,9
50,7
16
46,4
52,3
60,3
58,2
38,8
63,7
18
52,2
58,9
67,8
65,5
43,7
71,7
22
63,9
72
82,9
80,1
53,4
87,6
25
70,3
79,3
94,2
88,2
58,8
96,5
28
77,5
87,4
100,6
97,2
64,8
106,3
32
87,2
98,2
113,1
109,3
72,9
119,6
38
103,5
116,7
134,4
129,8
86,5
142
Справочные данные по объему ДСП
Номинальная толщина ДСП, мм
Параметры
Длина, мм
Ширина, мм
Объем листа, м3
Листов в 1м3,шт
м2 в 1 листе
8
2440
1830
0,036
28
4,46
2750
1830
0,040
24,8
5,03
2800
2070
0,046
21,6
5,79
3060
1830
0,045
22,3
5,6
3060
1220
0,030
33,5
3,73
3500
1750
0,049
20,4
6,12
10
2440
1830
0,045
22,4
4,46
2750
1830
0,050
19,9
5,03
2800
2070
0,058
17,3
5,79
3060
1830
0,056
17,9
5,6
3060
1220
0,037
26,8
3,73
3500
1750
0,061
16,3
6,12
12
2440
1830
0,054
18,7
4,46
2750
1830
0,060
16,6
5,03
2800
2070
0,070
14,4
5,79
3060
1830
0,067
14,9
5,6
3060
1220
0,045
22,3
3,73
3500
1750
0,074
13,6
6,12
16
2440
1830
0,071
14
4,46
2750
1830
0,081
12,4
5,03
2800
2070
0,093
10,8
5,79
3060
1830
0,090
11,2
5,6
3060
1220
0,060
16,7
3,73
3500
1750
0,098
10,2
6,12
18
2440
1830
0,080
12,4
4,46
2750
1830
0,091
11,0
5,03
2800
2070
0,104
9,6
5,79
3060
1830
0,101
9,9
5,6
3060
1220
0,067
14,9
3,73
3500
1750
0,110
9,1
6,12
22
2440
1830
0,098
10,2
4,46
2750
1830
0,111
9,0
5,03
2800
2070
0,128
7,8
5,79
3060
1830
0,123
8,1
5,6
3060
1220
0,082
12,2
3,73
3500
1750
0,135
7,4
6,12
25
2440
1830
0,112
9,0
4,46
2750
1830
0,126
7,9
5,03
2800
2070
0,145
6,9
5,79
3060
1830
0,140
7,1
5,6
3060
1220
0,093
10,7
3,73
3500
1750
0,153
6,5
6,12
28
2440
1830
0,125
8,0
4,46
2750
1830
0,141
7,1
5,03
2800
2070
0,162
6,2
5,79
3060
1830
0,157
6,4
5,6
3060
1220
0,105
9,6
3,73
3500
1750
0,172
5,8
6,12
32
2440
1830
0,143
7,0
4,46
2750
1830
0,161
6,2
5,03
2800
2070
0,185
5,4
5,79
3060
1830
0,179
5,6
5,6
3060
1220
0,119
8,4
3,73
3500
1750
0,196
5,1
6,12
38
2440
1830
0,170
5,9
4,46
2750
1830
0,191
5,2
5,03
2800
2070
0,220
4,5
5,79
3060
1830
0,213
4,7
5,6
3060
1220
0,142
7,0
3,73
3500
1750
0,233
4,3
6,12
Плотность ДСП
Средняя плотность, кг/м3
Толщина ДСП, мм
8
10
12
16
18
22
25
28
32
38
720
690
690
650
650
650
630
620
610
610
Другие статьи
Характеристики фанеры
Технические характеристики различных марок фанеры.
Виды фанеры
Подбор нужного вида фанеры для различных работ.
Лазерная резка фанеры
Описание процесса лазерной резки фанеры
Укладка фанеры на деревянный пол
Технология укладки фанеры на деревянный пол
Марки фанеры
Выбираем правильную марку фанеры по различным критериям.
Фанера для опалубки
Выбор и использование фанеры для опалубки.
Таблицы веса и плотности ДСП
Параметры веса и плотности ДСП в зависимости от толщины листов
Вес ОСБ плиты
Вес и плотность листов ОСБ.
Мебельная фанера: характеристики и применение
Особенности работы с мебельной фанерой.
Прессованная фанера
Описание технологии производства прессованной фанеры
Виды гибкой фанеры
Разновидности гибкой фанеры и их применение.
Укладываем фанеру на пол под линолеум
Подробное описание и рекомендации укладки фанеры на пол под линолеум.
Полки из фанеры своими руками
Монтаж и установка полок из фанеры.
Гнутая фанера
Гнутая фанера. Технологии и методы изгиба фанеры.
Авиационная фанера
Авиационная фанера. Использование, производство и маркировка авиационной фанеры.
Декоративная фанера
Декоративная фанера. Подробное описание и виды декоративной фанеры.
Строительная фанера
Строительная фанера — описание материала. Характеристика строительной фанеры.
Сколько стоит фанера?
Стоимость фанеры в зависимости от ее характеристик. Выбор оптимальной фанеры для проведения определенных работ.
Вес фанеры. Плотность фанеры.
Вес фанеры различной толщины. Плотность березовой и хвойной фанеры.
Производство фанеры, изготовление фанеры.
Технологические процессы производства фанеры от подготовки древесины до упаковки готовых листов.
1 | 2
Все статьи
Часто задаваемые вопросы | ООО «Томлесдрев»
— Какой способ доставки?
Мы поставляем нашу продукцию в 20 футовых грузовых контейнерах, вагонах, а также грузовым автомобильным транспортом. Условия поставок за рубеж – CNF, CIF.
— Сколько времени занимает доставка?
Это зависит от ряда факторов:
Вида доставки: наземная / морская.
Комплектации заказа в вагоне или контейнере.
Производственного графика завода.
Приблизительное время доставки — 20- 45 календарных дней.
— Какой тип упаковки?
Упаковка ЛДСП производится в пачки. Скрепляется металлической лентой.
Ниже таблица по объему и весу.
Толщина
Длина, мм
Ширина, мм
Кол-во м2 в 1 листе
Листо в пачке
Вес 1 плиты, кг
10
2750
1830
5,0325
32
37
16
2750
1830
5,0325
40
54
18
2750
1830
5,0325
36
63
22
2750
1830
5,0325
28
70
25
2750
1830
5,0325
26
75,5
32
2750
1830
5,0325
20
96,6
— Какие условия оплаты?
— L/C, T/T
Все переводы осуществляются по безналичному расчету.
Отгрузка осуществляется только после предоплаты.
— В каком объеме производится доставка ДСП в 20 футовом грузовом контейнере?
Пачка
Толщина, мм
Кол-во листов, шт.
Вес плиты,
кг
Кол-во м2
в 1 листе
Кол-во м2
в 1 пачке
Кол-во м3
в 1 пачке
Вес с учетом упаковочных листов, т
10
32
37
5,0325
161,04
2,57664
1,258
16
40
54
5,0325
201,3
3,2208
2,268
18
36
63
5,0325
181,17
2,89872
2,394
22
28
70
5,0325
140,91
2,25456
2,1
25
26
75,5
5,0325
130,845
2,09352
2,114
32
20
96,6
5,0325
100,65
1,6104
2,1252
20′ Контейнер
Толщина, мм
Кол-во листов, шт.
м2
м3
Вес с учетом упаковочных листов, т
10
503
2531,34
25
18
16
310
1560,07
25
18
18
277
1394,00
25
18
22
226
1137,34
25
18
25
198
996,43
25
18
32
155
780,03
25
18
Если Вы не получили ответ на свой вопрос, пожалуйста обязательно свяжитесь с нами:
Этот свинцовый лист имеет толщину 1/16 дюйма и весит приблизительно 16 фунтов. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
В корзину
Быстрый просмотр
(4 #) листовой свинец 1/16 дюйма 4 фута x 4 фута
Rotometals.com
Сейчас:
$220,00
Этот свинцовый лист имеет толщину 1/16 дюйма и весит приблизительно 64 фунта. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
В корзину
Быстрый просмотр
(16#) листовой свинец 1/4 дюйма 1 фут x 4 фута
Rotometals.com
Сейчас:
$223,60
Этот свинцовый лист имеет толщину 1/4 дюйма и весит приблизительно 68 фунтов. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
В корзину
Быстрый просмотр
(16 #) листовой свинец 1/4 дюйма 4 фута x 4 фута
Rotometals.com
Сейчас:
794,00 $
Этот свинцовый лист имеет толщину 1/4 дюйма и весит приблизительно 256 фунтов. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
В корзину
Быстрый просмотр
(8#) листовой свинец 1/8 дюйма 4 фута x 4 фута
Rotometals.com
Сейчас:
407,40 $
Этот свинцовый лист имеет толщину 1/8 дюйма и весит приблизительно 128 фунтов. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Этот свинцовый лист имеет толщину 1/16 дюйма и весит приблизительно 400 фунтов. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
В корзину
Быстрый просмотр
(8#) листовой свинец 1/8 дюйма 4 фута x 8 футов
Rotometals.com
Сейчас:
$775,94
Этот свинцовый лист имеет толщину 1/8 дюйма и весит приблизительно 256 фунтов. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
Добавить в корзину
Быстрый просмотр
(4 #) листовой свинец 1/16 дюйма 4 фута x 4 фута
Rotometals. com
Сейчас:
$220,00
Этот свинцовый лист имеет толщину 1/16 дюйма и весит приблизительно 64 фунта. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
В корзину
Быстрый просмотр
(4 #) листовой свинец 1/16 дюйма 1 фут x 4 фута
Rotometals.com
Сейчас:
48,00 $
Этот свинцовый лист имеет толщину 1/16 дюйма и весит приблизительно 16 фунтов. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
В корзину
Быстрый просмотр
(4 #) листовой свинец 1/16 дюйма 3 фута x 4 фута
Rotometals. com
Сейчас:
$159,00
Этот свинцовый лист имеет толщину 1/16 дюйма и весит приблизительно 48 фунтов. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
В корзину
Быстрый просмотр
(2 #) листовой свинец 1/32 дюйма 4 фута x 8 футов
Rotometals.com
Сейчас:
232,00 $
Этот свинцовый лист имеет толщину 1/32 дюйма и весит приблизительно 64 фунта. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
В корзину
Быстрый просмотр
(4 #) листовой свинец 1/16 дюйма 2 фута x 4 фута
Rotometals. com
Сейчас:
116,79 $
Этот свинцовый лист имеет толщину 1/16 дюйма и весит приблизительно 32 фунта. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
В продаже
В корзину
Быстрый просмотр
(2,5 #) листовой свинец 1/24 дюйма 1 фут x 1 фут
Rotometals.com
Сейчас:
$12,99
Был:
17,95 долл. США
Этот свинцовый лист имеет толщину 1/24 дюйма и весит примерно 2,5 фунта. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Нет бесплатной доставки
В корзину
Быстрый просмотр
(2 #) листовой свинец 1/32 дюйма, 4 фута x 20 футов, полный рулон
Rotometals. com
Сейчас:
498,00 $
Этот свинцовый лист имеет толщину 1/32 дюйма и весит приблизительно 160 фунтов. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
В корзину
Быстрый просмотр
(4 #) листовой свинец 1/16 дюйма 1 фут x 1 фут
Rotometals.com
Сейчас:
24,75 $
Этот свинцовый лист имеет толщину 1/16 дюйма и весит приблизительно 4 фунта. Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по длине. и…
Руководство по толщине медного листа
| BasicCopper.com
Используйте это руководство, чтобы определить правильную толщину медного листа для вашего проекта.
Медный лист имеет толщину от очень тонкой медной фольги до толстой медной пластины. Единица измерения, используемая для определения толщины листа меди, варьируется, например, датчик, мил, унция (на квадратный фут), дюйм, миллиметр. Ниже приведено краткое руководство, которое поможет вам определить, какая толщина лучше всего соответствует потребностям вашего проекта. Если после прочтения описаний вы все еще не уверены, какой размер вам подойдет, не стесняйтесь обращаться к нам по электронной почте [email protected] или по телефону 252-49.1-2812 или попробуйте нашу функцию «живого чата» для немедленной помощи!
РУКОВОДСТВО ПО ТОЛЩИНЕ: Все наши необработанные медные листы изготовлены из чистой меди — отожженной (мягкой) с гладкой коммерческой отделкой, изготовленной в соответствии с ASTM-B152-
Alloy C110
толщиной 1 мил (0,001 дюйма): Это очень тонкая медная фольга. Она примерно в 1,5 раза толще обычной бытовой алюминиевой фольги, ее легко резать, но при этом легко сминать. Вы можете разорвать 1 мил руками или выбить различные формы с помощью дыроколов для бумаги. 1 мил часто используется в скрапбукинге или других бумажных изделиях, а также в электротехнике, производстве и исследованиях и разработках.
1,4 мил (толщиной 0,0014 дюйма): это также очень тонкая медная фольга, которая лишь немного толще, чем 1 мил. 1.4 примерно в 2 раза толще бытовой алюминиевой фольги. Он легко режется, а также может быть порван вручную. Он также будет морщиться на ощупь. 1,4 мил часто используется в бумажных изделиях, а также в электротехнике, производстве и исследованиях и разработках. См. видео руководство по толщине 1 мил и 1,4 мил ниже.
3 MIL (толщина 0,003 дюйма): это тонкая фольга. Он примерно в два раза толще 1,4 мил и в 4,5 раза толще бытового алюминия. Он легко режется ножницами, рвется руками и довольно легко мнётся. 3 mil используется для различных видов декоративно-прикладного искусства, электротехники, а также для исследований и разработок. См. руководство по толщине видео 3 мил ниже.
5 MIL (толщиной 0,005 дюйма) калибр 36: Медь толщиной 5 mil примерно в 7–8 раз толще, чем обычная бытовая алюминиевая фольга. Он весит примерно 3,74 унции на квадратный фут. Медь толщиной 5 мил, часто описываемая как 36 калибр, является традиционной инструментальной фольгой. Он не рвется руками, но легко режется ножницами. Он очень податлив и легко деформируется. Он не будет держать форму под давлением. 5 mil часто используется для тиснения, чеканки, бирок, высечки и других ремесленных проектов, а также для различных проектов по благоустройству дома и строительства, электротехники, производства и других применений. Некоторые клиенты также используют эту толщину для медных столешниц, медных фартуков, медных барных столешниц и медных столешниц, однако при использовании 5 мил для этих применений мы настоятельно рекомендуем прикрепить медь к подложке и нанести двухкомпонентная эпоксидная смола для долговечности. Ознакомьтесь с некоторыми из наших медных листов с патиной толщиной 5 мил. См. руководство по толщине видео 5 мил ниже.
8 MIL (толщина 0,008 дюйма) 32 калибр: медная фольга толщиной 8 мил примерно в 11–12 раз толще обычной бытовой алюминиевой фольги и в 1,5 раза толще, чем фольга толщиной 5 мил. Это сверхпрочная инструментальная фольга. 8 mil можно довольно легко разрезать ножницами, и он все еще очень податлив. Он может держать форму немного лучше, чем 5 MIL, но не выдержит большого веса и поддастся возрастающему давлению. См. руководство по толщине видео 8 мил ниже.
10 MIL (толщиной 0,010 дюйма) калибр 30: Эти листы примерно в 14 раз толще бытовой алюминиевой фольги и в два раза толще 5 MIL. Начиная с 10 мил, медь менее похожа на фольгу по внешнему виду и реакции на давление. Он по-прежнему довольно тонкий, так как потребовалось бы 100 листов, сложенных друг на друга, чтобы он равнялся дюйму, но он более жесткий, чем более тонкий материал, и при такой толщине медь начнет удерживать вес и значительно лучше сохранять форму. Медь толщиной 10 мил (также известная как 30 калибр) весит примерно 7,4 унции на квадратный фут. Несмотря на то, что он более жесткий, 10-миллиметровый все еще податлив, и вы можете легко создать 9-миллиметровый.0-градусный наклон руками. Его можно разрезать толстыми ножницами или канцелярским ножом. Он хорошо реагирует на удары молотком и другие приложения для текстурирования. 10 мил часто используется в наружных проектах для защиты древесины от непогоды, например, для обшивки или покрытия столбов или открытых балок в конструкции. Он также используется для крыш скворечников и других садовых проектов. Наша 10-миллиметровая медь была представлена в журнале This Old House (июнь 2007 г.), поскольку она использовалась для создания наружного водного объекта. Он также используется во внутренних проектах, таких как создание вставок в деревянных шкафах или покрытие мебели (см. примеры в фотогалерее), и хотя это более легкая медь, некоторые клиенты выбрали эту толщину для изготовления медных столешниц, медных барных стоек, медных фартуки и медные столешницы. См. видео руководство по толщине 10 мил ниже.
16 мил (толщина 0,016 дюйма) 26 калибра: 16 мил примерно в 1,5 раза толще, чем 10 мил. Потребуется примерно 62,5 листа 16 MIL, уложенных друг на друга, чтобы получился дюйм. Медь толщиной 16 мил, также называемая калибром 26, весит примерно 12 унций на квадратный фут. Он значительно более жесткий и менее податливый, чем более тонкий материал, но также выдерживает вес и может быть согнут/придан нужной форме вручную или с помощью инструментов. Он очень прочный. Его можно резать ножницами по металлу, ножницами или канцелярским ножом с прочным лезвием. 16 mil часто используется для скульптур, ювелирных изделий и других проектов декоративно-прикладного искусства. Наши клиенты использовали 16 мил для медных фартуков, барных стоек, столешниц, столешниц и вытяжек, а также кровельных и других наружных структурных проектов, где долговечность материала перевешивает потребность в большей гибкости. См. видео руководство по толщине 16 мил ниже.
Медь 22 мил/16 унций (0,0216 дюйма) Калибр 24: медный лист весом 16 унций представляет собой тяжелую медь, часто называемую «кровельной медью» или «кровельным фартуком». Он весит примерно 1 фунт на квадратный фут. используется для кровли и облицовки, различных художественных и ремесленных проектов, проектов DIY, таких как медные фартуки, медные столешницы и медные вытяжки, электрические приложения, исследования и разработки и многое другое Медь на 16 унций можно сгибать и формовать вручную, но она очень прочная , Для резки этой толщины необходимы ножницы по металлу (также проверьте наши медные листы с патиной для различных применений, включая столешницы и барные стойки. Они также используются для различных настенных покрытий и произведений искусства).0005
32 Mil/20 Gauge (0,032 дюйма) Медный лист 20 калибра представляет собой тяжелую медь. Он примерно на 50 процентов толще, чем 22 mil, и весит примерно 1,5 фунта на квадратный фут. Он часто используется для различных строительных, художественных и ремесленных проектов, Проекты «сделай сам», электрические приложения, исследования и разработки и многое другое Медь толщиной 20 можно разрезать с помощью мощных ножниц или ножниц для листового металла.
В современных условиях набрало широкое применение использование железобетонных балок при строительстве различных промышленных, торговых, жилищных и других зданий.
Это придает конструкциям повышенную надежность и устойчивость при воздействии различных нагрузок, увеличивает их пожароустойчивость, повышает экономичность и быстроту строительства.
Виды бетонных балок
При строительстве любых сооружений и зданий основным из требований к конструкции является надежность, должное сопротивление деформированию во время воздействия различных нагрузок.
Для достижения этого применяются различные железобетонные конструкции – одной из которых является балка. Они используются как при постройке фундамента сооружения, так и при наведении междуэтажных, цокольных и чердачных перекрытий.
По способу изготовления балки подразделяются на монолитные и сборные, бетонные (не армированные стальной арматурой) и железобетонные (армированные).
Монолитные бетонные балки нужных размеров отливаются прямо на месте строительства. Сборные бетонные производятся в заводских условиях.
Изготовление
Для повышения прочности бетонных балок на изгиб и растяжение в бетон укладывается стальная проволока или стальные стержни (арматура).
Армированные стальными стержнями балки называются железобетонными. Железобетонные конструкции, изготовленные с применением обычной арматуры, имеют существенный недостаток – образование трещин.
В эти трещины может попадать влага, приводящая к коррозии арматуры, увеличению прогиба и уменьшению надежности и долговечности конструкции. Для устранения этого недостатка используют предварительно напряженную арматуру – т. е. растянутую до начала укладки бетона. Уложенная в бетон такая арматура сжимается и за счет сцепления сжимает бетон, повышая его устойчивость к образованию трещин.
Для изготовления монолитной железобетонной балки приготавливается из дерева опалубка по нужному размеру. Опалубка надежно укрепляется со всех сторон, чтобы бетонная смесь не выдавила её.
Часто при создании фундаментов применяются сплошные бетонные блоки для стен подвалов. Цена такого материала, при неизменно высоком качестве, невелика.
Применение в современном строительстве буронабивных свай становится все более распространенным способом обустройства фундаментов не только для вновь возводимых строений, а так же и для укрепления существующих фундаментов. Подробнее о буронабивных сваях читайте тут.
Затем связывается или сваривается с арматуры или проволоки металлический каркас. Каркас укладывается в опалубку и заливается бетонным раствором. Заливка бетонной смесью производится непрерывно, пока вся форма не будет залита.
Монтаж
Конструктивно железобетонные перекрытия разделяются на балочные и безбалочные.
В перекрытиях железобетонные балки работают в связке с опирающимися на них плитами. Эти перекрытия бывают сборными, монолитными и сборно-монолитными.
Наиболее широкое применение из-за своей универсальности, индустриальности и экономичности получили сборные железобетонные стропильные и подстропильные балки. Конструктивно оно состоит из плит и поддерживающих их балок, которые называются ригелями или главными балками.
Ригели монтируются с опорой на железобетонные колонны и стены как в продольном направлении (т.е. вдоль здания), так и в поперечном. Колонны и ригели совместно образуют рамы. В зданиях для промышленного использования перекрытие в поперечном направлении может иметь пять – шесть пролетов, в жилых и общественных два – три.
При проектировании и расчете железобетоных балок нужно выбрать направление монтажа ригелей, установка их шага, размеры пролетов, тип и размеры перекрытий.
В зависимости от назначения промышленных зданий, их конструкции, временных нагрузок и при создании пространственной жесткости в поперечном направлении с помощью рам с жесткими узлами, ригели монтируют в поперечном направлении, плиты перекрытия – в продольном.
В зданиях не промышленного назначения ригели могут располагаться в продольном направлении, соответственно плиты – в поперечном. В каждом варианте создается необходимая сетка колонн.
Типы и размеры
Для повышения эффективности производства заводы ЖБК изготавливают серии однотипных элементов для строительства. В этом случае совершенствуется технологический процесс, улучшается качество изделий, снижается цена бетонных балок перекрытия.
Типизация изделий (не только балок, но и железобетонных лестниц и опор) позволяет выбрать наиболее рациональный тип конструкции с максимально лучшими техническими характеристиками. Для более широкого применения типовых железобетонных изделий при строительстве различных зданий высота этажей и расстояние между колоннами унифицируется.
Все эти условия и определяют ассортимент выпускаемых заводами ЖБК балок. Типы, размеры, предназначение применения и условия использования стандартизируется ГОСТом.
Также ГОСТом определяются требования к условиям изготовления балок и применяемых для этого материалов.
Стандартная длинна типовых сборных железобетонных балок перекрытия – 6м, 9м, 12м, 18м, 24м. Ширина в зависимости от типа сечения колеблется от 200мм до 1200мм.
С ростом протяженности линий электропередач увеличивалась нагрузка на опоры, что привело к необходимости перейти на более прочные основания. Так появились железобетонные опоры линий электропередач.
Основное предназначение сборных железобетонных балок заключается в перераспределении нагрузки на несущие стены и главные конструкции сооружений от ребристых плит перекрытий. О железобетонных балках читайте в этой статье.
По типу торцевого сечения подразделяются:
прямоугольного сечения – используются при небольших длинах пролётов;
L-образного сечения – используются в качестве фасадных(крайних) балок;
Т-образного сечения (тавровые) – используются для перекрытий со средней длинной пролётов;
двутаврового сечения – используются для перекрытий с большой длинной пролётов;
прогоны (V-типа,VT-типа и прямоугольного сечения) – используются как второстепенные;
двускатные двутаврового сечения – используются как балки для кровли при больших пролётах.
Расчёт
Главная балка (ригель) является одним из элементов рамной конструкции строящегося здания. Если ригель свободно опирается концами на наружные стены и при равных пролётах, его можно рассчитывать как неразрезную балку.
Расчет ригелей по выравненным опорным и изгибающим моментам способствует облегчению армирования сечений, что существенно для монтажных стыков находящихся на опорах.
Такой способ расчёта по сравнению с расчетом по упругой схеме дает экономию арматурной стали до 30%. Также это даёт возможность унификации армирования различными сварными каркасами и сетками участков с различными изгибающими моментами.
Пролёт (длина) ригеля берется как расстояние между осями опорных колонн. В первом пролёте, если ригель опирается на стену, пролёт считается от оси колонны до оси опоры на стене. Если при перекрытии используются пустотелые или сплошные панели нагрузка на ригель равномерно распределяется.
Когда используются ребристые панели, нагрузка распределяется сосредоточенно, на одних участках больше на других меньше. При конструировании монолитных ребристых перекрытий главные балки опираются на колонны и наружные стены, а второстепенные монолитно связаны с ними.
Главные балки устанавливают в поперечном или продольном направлении с шириной пролёта 6 – 8 м. Второстепенные имеют ширину пролёта 5 – 7 м и располагаются они так, чтобы ось колонны совпала с осью одной из второстепенных балок. Высота сечения главных балок должна составлять 1/8 – 1/15 длины, второстепенной 1/12 – 1/20 длины.
Виды железобетонных балок перекрытия: размеры, маркировка, обозначения,
Один из самых главных этапов строительных работ при возведении любого здания – монтаж межэтажных перекрытий которые должны строго соответствовать всем необходимым нормам. Благодаря использованию железобетонных балок огромное давление равномерно распределяется на несущие конструкции – колонны, стены, и т.д.
Железобетонные балки изготавливаются на специализированных предприятиях под строгим контролем с учетом предстоящего использования и нагрузок. Все ж/б балки принято различать по конфигурации, назначению и эксплуатационным характеристикам. Все эти особенности производитель указывает в маркировке изделия.
Содержание
Как устроена ж/б балка. Применение
Классификация и виды железобетонных балок
Плюсы и минусы железобетонных балок
Маркировка и размеры ж/б балок
Как устроена ж/б балка. Применение
Устройство обычной бетонной балки для межэтажного перекрытия довольно простое:
Арматурный каркас внутри. Его предназначение – обеспечение дополнительной жесткости, прочности и долговечности конструкции.
Бетонный массив необходимой формы, размера, конфигурации и веса.
Строповочные элементы (чаще всего это скобы, залитые в бетонный массив). Служат для захвата и перемещения балки спецтехникой.
Готовые железобетонные балки, прошедшие контроль и отвечающие всем необходимым требованиям, должны обязательно сопровождаться документацией от производителя.
Главное требование, которому должна соответствовать ж/б балка – несущая способность. От этого в главной мере зависит прочность каркаса здания в целом.
Сегодня производители предлагают широчайший выбор железобетонных конструкций, что позволяет застройщиц выбирать изделия нужных размеров и прочности, в зависимости от требований к перекрытию.
Железобетонные балки перекрытия – универсальные конструкции, и сфера их использования довольно широка:
С помощью ж/б балок можно формировать опорный каркас под перекрытие ж/б плитами при устройстве кровли.
Балки могут быть использованы для строительства здания практически любого типа.
Небольшие ж/б балки устанавливаются в качестве перемычек над окнами и дверьми.
В сфере транспорта ж/б балка используется при прокладке трамвайных, железнодорожных и подкрановых путей, строительстве эстакад, и т.д.
Классификация и виды железобетонных балок
Железобетонные балки перекрытий могут иметь разную форму, габариты и конструктивные особенности. Это зависит от таких параметров, как шаг колонн, особенности здания, ширина пролета, и т.д. Таким образом, конструкции отличаются:
Формой поперечного сечения.
Особенностями конструкции (могут быть одно- или двухскатными, с горизонтальными поясами).
Предназначением.
Весом и габаритами.
Железобетонные балки перекрытия могут иметь следующую форму:
Трапециевидную.
Прямоугольную.
Тавровую и двутавровую.
L-образное сечение.
Захарычев Сергей
Автор статьи: главный редактор проекта, эксперт в области архитектуры и строительства.
Задать вопрос
При строительстве зданий чаще всего используются балки с тавровым сечением, так как такая форма лучше всего способствует равномерному распределению нагрузки и созданию ровной плоскости пола. Если необходимо перекрыть большие пролеты, для балок устанавливают дополнительные опоры.
Железобетонные балки перекрытия могут также иметь разное предназначение:
Используются в качестве элементов фундамента.
Из ж/б балок монтируют элементы кровли.
Для формирования пролетов подкрановых путей на крупных промышленных предприятиях.
Использоваться в качестве опор для ж/б плит перекрытия на строительстве крупных промышленных объектов и крупнопанельном строительстве жилых зданий.
Применяются в качестве обвязки бетонных конструкций для устройства перемычек над окнами и дверьми.
Кроме вышеперечисленного, железобетонные балки могут также отличаться способом изготовления:
Сборные балки (изготовленные на специализированном предприятии).
Монолитные балки.
Сборно-монолитные балки.
Плюсы и минусы железобетонных балок
Железобетонные конструкции имеют ряд высоких технических характеристик:
Высокая прочность изделия.
Устойчивость к воспламенению – бетон и арматура гореть не могут.
Стойкость к повышенной влажности – при условии, что арматура надежно спрятана в бетон.
Удобная форма, облегчающая монтаж перекрытий.
Устойчивость к химикатам, грибкам, плесени и механическим повреждениям.
Стойкость на изгиб, сжимание, разрыв, вибрацию и растяжение.
Из недостатков необходимо отметить следующие:
Большой вес.
Конструкции интенсивно проводят тепло.
Высокая стоимость.
Необходимость использования для монтажа балок тяжелой строительной техники.
Необходимость в подготовке основания под балку.
Маркировка и размеры ж/б балок
Установленные параметры железобетонных балок являются стандартными и не могут быть изменены независимо от того, где будет использована балка. Размеры, которые, указаны в ГОСТ должны оставаться неизменными.
Главные требования, применяемые к размерам ж/б балок перекрытия:
Длина балки должна быть больше пролета между несущими конструкциями не менее чем на 40 см.
Высота балки должна составлять не менее 5% от ее длины.
Пропорция высоты к ширине балки должна составлять 5:7.
Для сборных железобетонных конструкций разработан ГОСТ 20372-2015, согласно которому ж/б конструкции маркируются в зависимости от классификации:
Балки, использующиеся в качестве элементов стропильной системы, с параллельным армирующим поясом, должны маркироваться аббревиатурой БСП.
Односкатная стропильная ж/б балка маркируется как БСО.
Двускатная балка имеет аббревиатуру БСД.
При маркировке подстропильных балок применяют буквы БП.
К буквенному обозначению всегда добавляют цифры, которые обозначают следующие характеристики: арабские цифры, которые стоят после букв, несут информацию о типовом размере балки и ее длине в метрах. Кроме того, цифрами может обозначаться способность балки выдерживать определенную нагрузку, класс арматуры и марка бетона, используемого для ее изготовления. Обозначение цифрами используется для предоставления дополнительной информации – особенностей конструкции, условиях использования изделия, и т.д.
Выбор железобетонных балок перекрытия зависит от следующих факторов:
Особенности конструкции.
Назначение изделия.
Предполагаемая нагрузка на балку.
Длина балок варьируется в диапазоне от 4 до 24 м. Ширина – от 0.24 до 1.2 м. В качестве примера для объяснения маркировки изделия возьмем БСП 12-2А600. БСП буквально означает «балка стропильная прямоугольная», «12» — длина прогона в метрах. Цифра после дефиса обозначает порядковый номер, соответствующий несущей способности балки. В конце обозначен класс арматуры – А600.
Расчет сечения балки выполняется, исходя из: размеров пролетов здания, показателей прочности, необходимой высоты балки, результатов расчетов в месте бетонирования, нагрузки на строение, максимального момента. Все эти показатели необходимо учесть при выборе балки. Кроме того, при подборе сечения обязательно учитывается количество этажей в здании.
Основные правила вязки арматурных каркасов для фундамента, смотрите здесь.
Видео: Как правильно сделать перекрытие, монолитная железобетонная плита перекрытия:
Сборные железобетонные балки — Балки перекрытий и пролеты
СБОРНЫЕ ДЛЯ ПРОЧНОСТИ
С 1923 года, в течение многих наших услуг в области строительства, архитектуры и строительной отрасли, мы постоянно стремимся создавать самую обширную линейку качественных продуктов. . Семейство конструкционных изделий Nitterhouse включает балки из сборного/предварительно напряженного бетона, которые представляют собой исключительно прочный и универсальный материал, пригодный для широкого спектра применений. Независимо от того, является ли ваш проект крупным промышленным комплексом или многоуровневой крытой парковкой, вы можете рассчитывать на наши пролеты из сборных железобетонных досок, обеспечивающие длительный срок службы и надежность.
Сборные железобетонные балки Nitterhouse изготавливаются на заказ круглый год на нашем центральном предприятии в Чемберсбурге, штат Пенсильвания. Балки перекрытий доступны в прямоугольной, перевернутой «Т» и «Г» конфигурациях, чтобы удовлетворить различные требования вашего проекта. Будь то предварительно напряженные или армированные традиционным способом, конструкционные балки Nitterhouse доступны в различных длинах и размерах, идеально подходящих для вашего проекта.
Свяжитесь с Nitterhouse Concrete сегодня
ПРЕИМУЩЕСТВА СБОРНЫХ БЕТОННЫХ БАЛОК:
Строители и инженеры, ориентированные на современную эффективность, получают множество преимуществ, выбирая для работы наши инновационные сборные железобетонные балки. Использование сборных железобетонных элементов в конструкции здания часто позволяет снизить затраты на материалы и рабочую силу, ускорить сроки строительства, присущую огнестойкость и увеличить срок службы. Дополнительные основные преимущества сборных железобетонных балок Nitterhouse:
Материал ecoSmart – сборный железобетон, который мы используем для создания балочных досок, снижает выбросы CO2 и парниковых газов, производя при этом высококачественный и исключительно прочный продукт.
Способствует повышению качества LEED – Сборные железобетонные балки Nitterhouse изготавливаются с использованием лучших в своем классе строительных стратегий и методов, изложенных в критериях LEED для лидерства в энергетическом и экологическом проектировании.
Класс огнестойкости – Сборный железобетон является более безопасным строительным материалом, который обеспечивает большую устойчивость и структурную целостность в случае пожара.
Гибкие размеры и конфигурация – У нас есть широкие возможности для изготовления пролетов из бетонных досок на заказ в соответствии с вашими требованиями.
Сокращение сроков строительства – Быстрая доставка и простая установка помогают строителям сократить трудозатраты и выполнять проекты с большей эффективностью.
Круглогодичное производство и монтаж – Наши бетонные балки производятся 12 месяцев в году и готовы к быстрой отгрузке и установке на нашем центральном производственном предприятии.
Превосходные характеристики нагрузки и пролета – Мы продолжаем разрабатывать самые прочные и высококачественные сборные железобетонные изделия, которые облегчают реализацию ваших творческих планов.
Своевременная доставка того, что вам нужно, когда вам это нужно
ПОМОЩЬ В ПРОЕКТИРОВАНИИ СБОРНЫХ БЕТОННЫХ БАЛОК
Наши специалисты по проектированию в Nitterhouse всегда готовы помочь вам воплотить ваше видение здания в реальность. Бетонные балки могут быть неотъемлемым элементом дизайна со структурными и эстетическими преимуществами, и мы точно знаем, как включить их в дизайн вашего проекта.
Наши сборные железобетонные балки доступны в различных формах и размерах, которые можно комбинировать. Наши дизайнеры помогут вам сделать экономичный выбор, обеспечивающий качество и функциональность при соблюдении всех ваших требований.
Воспользовавшись нашими услугами по оказанию помощи в проектировании, вы настроите свой проект на успех, поскольку мы заложим основу для потрясающих строительных планов. Какой бы тип балок вы ни выбрали, у нас есть опыт проектирования, чтобы создать идеальные системы сборных железобетонных балок.
СБОРНЫЕ БЕТОННЫЕ ПРЯМОУГОЛЬНЫЕ БАЛКИ
Сборные железобетонные прямоугольные балки обеспечивают превосходную прочность и структурную целостность в любой системе, которая должна выдерживать большие нагрузки. Благодаря прямоугольной конструкции эти балки имеют большую площадь поверхности и могут выдерживать больший вес, чем другие балочные системы. Как правило, они располагаются перпендикулярно бетонному настилу.
Сборные балки обычно используются для парковочных конструкций, чтобы обеспечить усиленную поддержку, в которой нуждаются эти конструкции. Независимо от размера вашего проекта или условий окружающей среды, которым будут подвергаться ваши прямоугольные балки, наши балки рассчитаны на длительный срок службы.
Запрос на посещение завода
СБОРНЫЕ БЕТОННЫЕ ПЕРЕВЕРНУТЫЕ Т-БАЛКИ
Сборные железобетонные перевернутые тавровые балки очень универсальны и обеспечивают множество преимуществ для различных применений. Они часто являются лучшим выбором для конструкций парковок, и они надежны в системах крыши и пола. С типичными длинными пролетами до 50 футов большие здания, такие как спортивные залы и производственные предприятия, также могут выиграть от перевернутых тавровых балок.
Сборные перевернутые тавровые балки исключительно прочны и устойчивы к ударам и износу. Наши тавровые балки обладают впечатляющей грузоподъемностью, и мы можем разработать их для тяжелых или необычных весовых условий.
СБОРНЫЕ БЕТОННЫЕ БАЛКИ И ПРОЛЕТЫ ОБЕСПЕЧЕНИЕ КАЧЕСТВА
Компания NCP занимается производством высококачественных железобетонных балок. Для достижения этой цели мы поддерживаем тщательный процесс контроля качества на каждом этапе вашего проекта.
Мы работаем с вами над проектированием балок для разработки наиболее эффективных планов, и мы производим ваши балки на нашем предприятии, чтобы контролировать производственный процесс. После завершения производства мы гарантируем, что ваши сборные железобетонные изделия будут своевременно доставлены и должным образом установлены на месте.
Благодаря нашим глубоким знаниям в области сборного железобетона и большому опыту работы над различными типами проектов по сборному железобетону, мы можем гарантировать, что ваши сборные железобетонные балки будут соответствовать самым высоким стандартам качества.
В отличие от многих других поставщиков сборных железобетонных балок, мы также являемся единым поставщиком, который создает все необходимые вам сборные изделия. Работая только с одним поставщиком, вы обеспечите более быстрый и хорошо скоординированный процесс.
НАЧНИТЕ ВАШ ПРОЕКТ С СБОРНЫМИ БЕТОННЫМИ БАЛКАМИ NITTERHOUSE
Мы являемся семейным производителем бетона, предлагающим производственные возможности мирового класса и исключительную заботу о клиентах. Мы предлагаем справедливые цены на высококачественные сборные железобетонные балки, изготовленные по индивидуальному заказу в соответствии с требованиями вашего проекта. Позвоните нам или отправьте онлайн-запрос для получения дополнительной информации о продукте и разместите заказ сегодня!
Универсальность размеров, форм и отделки
Эффективность при проектировании, производстве и монтаже
Стойкий, чтобы выдержать испытание временем, погодой, пожаром и другими событиями
Свяжитесь с нами для заказа сборных железобетонных балок
Преимущества использования бетонных балок перекрытий в домах | Новости конструкционного бетона
70% цокольных этажей новостроек создаются с использованием системы бетонных балок и блоков, но почему эта система так популярна?
06. 05.2019
Существуют различные решения для создания сплошных полов в новом доме от бетонных плит до дерева, но, поскольку большинство всех новых этажей строится с использованием предварительно напряженной бетонной балки и системы перекрытий из блоков, очень легко использовать популярный выбор, не полностью оценивая преимущества этого. Вот 5 преимуществ использования бетонных балок перекрытия в строительстве дома.
Универсальное решение для цокольных и верхних этажей
Стандартные балки перекрытий в основном используются в жилищном и жилом строительстве, тогда как широкие балки перекрытий, которые также доступны, больше подходят для коммерческих объектов, таких как магазины и офисы. Это связано с тем, что они могут охватывать большие расстояния и выдерживать большие нагрузки. Тем не менее, как стандартное, так и широкое балочное решение хорошо подходят для конструкций с открытой планировкой, где требуется большой пролет.
Стандартные балки перекрытий также подходят как для цокольных, так и для верхних этажей жилых домов; особенно когда перегородки первого этажа будут блочными и должны опираться на пол. Бетонные балки перекрытий не только служат для перекрытий в главном здании, но и обеспечивают быстрое возведение полов для пристроек и гаражей.
Теплоизоляция и огнестойкость
Бетонные балки перекрытия при использовании с подходящей термопанелью обеспечивают высокий уровень теплоизоляции и огнестойкости. Это связано с тем, что бетон является негорючим материалом (т. е. не горит) и имеет самый высокий класс огнестойкости в соответствии с EN 13501-1:2007-A1:2009.. Эти свойства делают бетон относительно недорогим решением для напольных покрытий, которое позволяет сохранить структурную целостность при пожаре, а также требует минимального текущего обслуживания.
Быстрая и простая установка
Системы перекрытий Supreme были специально разработаны для повышения эффективности процесса строительства. Они позволяют быстро и легко создавать безопасные рабочие полы при любых погодных условиях, а также снижают потребность в обширных земляных работах. Поскольку для установки системы не требуются специальные навыки, это экономит время и деньги при строительстве. Подготовка площадки также сокращается, и не требуется армирование или бетонирование на площадке, поэтому внутренний фундамент также может быть уменьшен.
Уменьшение передачи шума
Для домовладельца система перекрытий из балок и блоков может помочь уменьшить передачу шума через верхние этажи в помещения ниже из-за плотности бетона. Это поможет создать «тихий дом», остановив передачу ударных шумов, таких как шаги и царапанье мебели, особенно в помещениях с большой активностью, таких как игровые комнаты и спортивные залы.
Широкий ассортимент аксессуаров для балок перекрытий
Наряду с полезными свойствами перекрытий из бетонных балок, имеется также целый ряд аксессуаров. К ним относятся клинкерная плитка для отделки пола по несущим стенам, параллельные кромки и между концами балок к стыковым накладкам, которые изготавливаются на заказ для придания опоры более чем одной балке, на всю длину несущей стены.
 Также применяется в целях снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче, во время работы с которыми снимается наибольшая часть припуска. Могут использоваться как для черновой (обдирочной), так и для чистовой обработки.
Также применяется в целях снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче, во время работы с которыми снимается наибольшая часть припуска. Могут использоваться как для черновой (обдирочной), так и для чистовой обработки.
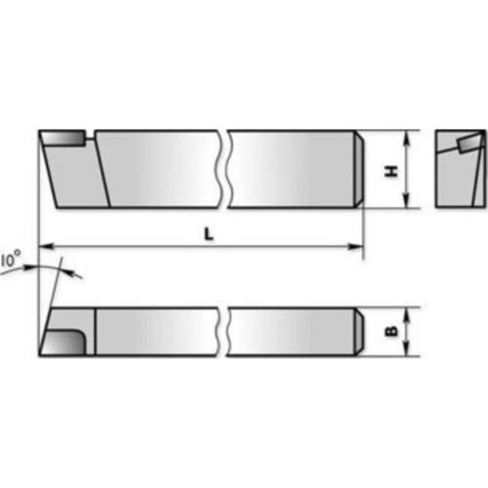
 С помощью проходных отогнутых резцов выполняют такие работы как:
С помощью проходных отогнутых резцов выполняют такие работы как: В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов.
В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
 Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены.
Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены. При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Рейтинги и цены точны, а товары есть в наличии на момент публикации.
 Инструменты немного длиннее, чем мои оригинальные инструменты из карбида, а кленовые рукоятки удобны и надежны в руке.
Инструменты немного длиннее, чем мои оригинальные инструменты из карбида, а кленовые рукоятки удобны и надежны в руке. Традиционно черновые выемки с их скошенными рифлеными резцами лучше подходят для быстрого превращения квадратных форм в грубые цилиндры. Easy Wood Tools грубее выполнил эту задачу на всех точеных деталях, хотя и медленнее и деликатнее, чем я привык.
Традиционно черновые выемки с их скошенными рифлеными резцами лучше подходят для быстрого превращения квадратных форм в грубые цилиндры. Easy Wood Tools грубее выполнил эту задачу на всех точеных деталях, хотя и медленнее и деликатнее, чем я привык. Это позволяет более равномерно подавать режущий наконечник с меньшими усилиями оператора.
Это позволяет более равномерно подавать режущий наконечник с меньшими усилиями оператора.
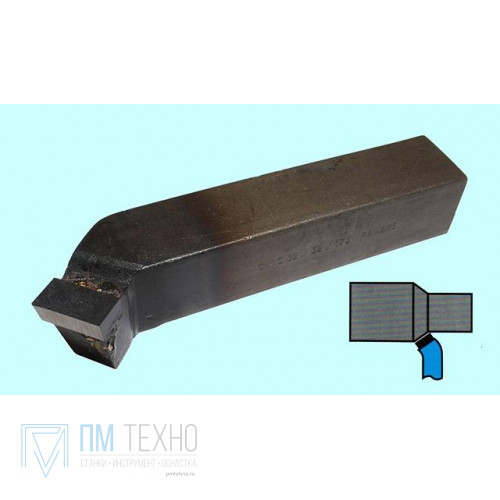 Итан имеет опыт создания деревянных изделий, декораций, реквизита и экспонатов на заказ. За свою карьеру он реализовал проекты для нескольких компаний из списка Fortune 500, а также для Службы парков США. В свободное время он любит кататься на двух колесах, читать, рисовать или проводить время с друзьями, обсуждая последние события Формулы-1.
Итан имеет опыт создания деревянных изделий, декораций, реквизита и экспонатов на заказ. За свою карьеру он реализовал проекты для нескольких компаний из списка Fortune 500, а также для Службы парков США. В свободное время он любит кататься на двух колесах, читать, рисовать или проводить время с друзьями, обсуждая последние события Формулы-1. Классическая техника «наезда по фаске», используемая так же, как и при традиционном долблении, обеспечивает превосходное режущее действие сдвига, в отличие от скребкового резания, при котором откалываются искусственные материалы. Этот метод является ответом на резку сложных материалов, а также дерева, поэтому он является идеальным инструментом для гибридных проектов. Регулировка угла поворота регулирует агрессивность резки. Кроме того, у него есть дополнительное преимущество, заключающееся в том, что он направляет «ленты» или стружку в сторону от вас, чтобы они не попали вам в лицо и не обмотались вокруг поворота 9.0137 , блокируют обзор инструмента и проекта. Этот инструмент идеально подходит для начинающих, поскольку он проще в использовании и менее агрессивен, чем простой финишер для резки ножницами.
Классическая техника «наезда по фаске», используемая так же, как и при традиционном долблении, обеспечивает превосходное режущее действие сдвига, в отличие от скребкового резания, при котором откалываются искусственные материалы. Этот метод является ответом на резку сложных материалов, а также дерева, поэтому он является идеальным инструментом для гибридных проектов. Регулировка угла поворота регулирует агрессивность резки. Кроме того, у него есть дополнительное преимущество, заключающееся в том, что он направляет «ленты» или стружку в сторону от вас, чтобы они не попали вам в лицо и не обмотались вокруг поворота 9.0137 , блокируют обзор инструмента и проекта. Этот инструмент идеально подходит для начинающих, поскольку он проще в использовании и менее агрессивен, чем простой финишер для резки ножницами.
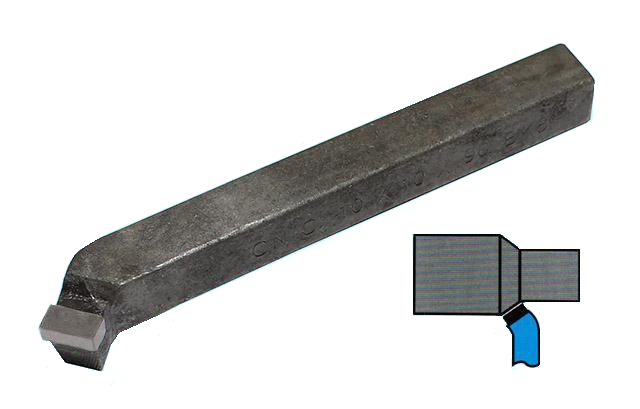
 Хотя для использования этого инструмента может потребоваться немного больше практики, он всегда становится любимым.
Хотя для использования этого инструмента может потребоваться немного больше практики, он всегда становится любимым. Этот инструмент был фаворитом в нашем тестировании.
Этот инструмент был фаворитом в нашем тестировании.

 0 мм
0 мм 20 грн
20 грн Также свёрла применяются для расширения уже имеющихся отверстий (рассверливание) и создания углублений, не являющихся сквозными (засверливание).
Также свёрла применяются для расширения уже имеющихся отверстий (рассверливание) и создания углублений, не являющихся сквозными (засверливание). Поэтому следует самостоятельно покупать свёрла, позволяющие реализовывать все виды задач.
Поэтому следует самостоятельно покупать свёрла, позволяющие реализовывать все виды задач. Сверло этого типа позволяет создавать крупные отверстия в цельной древесине, ДСП и фанере. Спиральное центральное сверло нужно для предварительного засверливания в заготовку и прорезания канавки по окружности с помощью раздвижных резцов. «Балеринка» не позволяет создавать глубокие отверстия, поскольку этому препятствует горизонтальная планка с резцами. Когда создаётся углубление, а не сквозное отверстие, приходится выбирать подрезанную древесину с помощью фрезы либо ручной стамески.
Сверло этого типа позволяет создавать крупные отверстия в цельной древесине, ДСП и фанере. Спиральное центральное сверло нужно для предварительного засверливания в заготовку и прорезания канавки по окружности с помощью раздвижных резцов. «Балеринка» не позволяет создавать глубокие отверстия, поскольку этому препятствует горизонтальная планка с резцами. Когда создаётся углубление, а не сквозное отверстие, приходится выбирать подрезанную древесину с помощью фрезы либо ручной стамески. Недостаток таких свёрл — не очень чистый край отверстия. Необходимо учитывать, что сквозное сверление таким инструментом, осуществляемое за один приём, приводит к вырыванию крупного куска материала с той стороны, которая противоположна обрабатываемой сверлом. Потому следует просверлить до середины, а потом перевернуть материал и выполнить сверление с противоположной стороны.
Недостаток таких свёрл — не очень чистый край отверстия. Необходимо учитывать, что сквозное сверление таким инструментом, осуществляемое за один приём, приводит к вырыванию крупного куска материала с той стороны, которая противоположна обрабатываемой сверлом. Потому следует просверлить до середины, а потом перевернуть материал и выполнить сверление с противоположной стороны. Винтовое сверло способно создавать отверстия даже в толстых материалах. Благодаря наличию 6-гранного хвостовика такое сверло может надёжно закрепляться в практически любом патроне.
Винтовое сверло способно создавать отверстия даже в толстых материалах. Благодаря наличию 6-гранного хвостовика такое сверло может надёжно закрепляться в практически любом патроне. Отметьте предполагаемое место для винта
Отметьте предполагаемое место для винта Это помогает предотвратить срыв головки шурупа или биты отвертки, когда шуруп полностью вкручен в древесину.
Это помогает предотвратить срыв головки шурупа или биты отвертки, когда шуруп полностью вкручен в древесину. Зажмите доски, если требуется идеальное выравнивание.
Зажмите доски, если требуется идеальное выравнивание. Ссылки
Ссылки
 Будьте осторожны, чтобы не взорвать другую сторону! Продолжайте вращать бит, пока вы его вытаскиваете.
Будьте осторожны, чтобы не взорвать другую сторону! Продолжайте вращать бит, пока вы его вытаскиваете.

 , передаются Пользователем Администрации Сайта с согласия Пользователя.
, передаются Пользователем Администрации Сайта с согласия Пользователя.



 Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях.
Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях. За счёт большого выбора по части опций и конфигураций вы сможете легко подобрать оптимальный вариант именно для вашего частного дома. В этой статье мы подробно разберём все особенности, разновидности и нюансы подобных систем.
За счёт большого выбора по части опций и конфигураций вы сможете легко подобрать оптимальный вариант именно для вашего частного дома. В этой статье мы подробно разберём все особенности, разновидности и нюансы подобных систем.





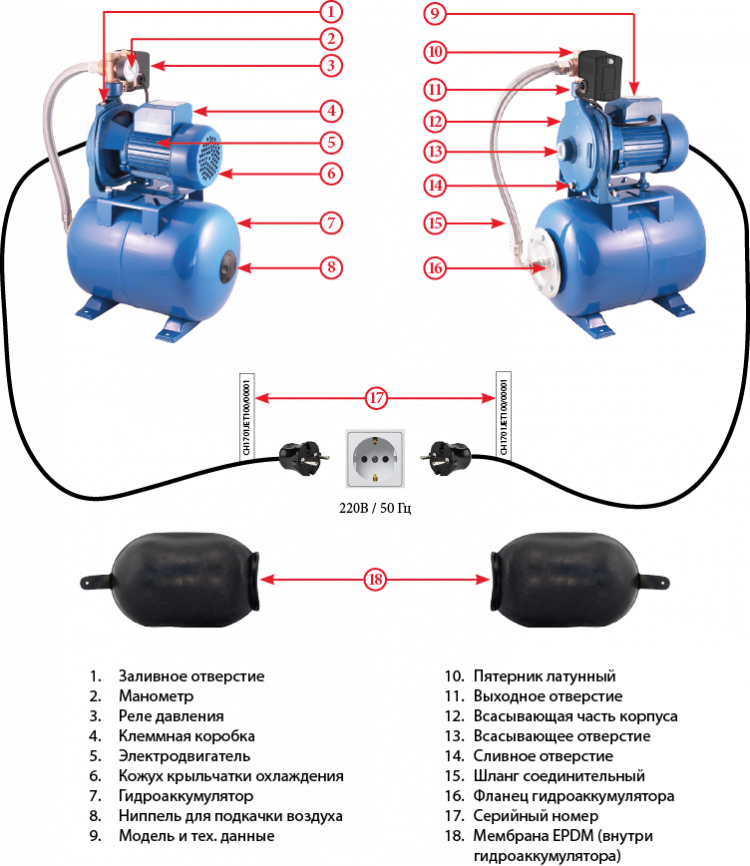 Основной недостаток – они производят много шума. Для водоснабжения частного дома лучше устанавливать такие станции в подсобке, предварительно сделав там хорошую звукоизоляцию.
Основной недостаток – они производят много шума. Для водоснабжения частного дома лучше устанавливать такие станции в подсобке, предварительно сделав там хорошую звукоизоляцию.

 Если получившиеся показатели превысят реальные значения у сантехники и других бытовых приборов, при таком давлении они сломаются. Вам придётся подобрать какую-либо иную схему для разведения труб водопровода.
Если получившиеся показатели превысят реальные значения у сантехники и других бытовых приборов, при таком давлении они сломаются. Вам придётся подобрать какую-либо иную схему для разведения труб водопровода. Другое название гидроаккумулятора – гидробак.
Другое название гидроаккумулятора – гидробак. Модели насосов данного бренда MQ и JPBooster используются в целях подачи воды и увеличения давления в загородных частных коттеджах.
Модели насосов данного бренда MQ и JPBooster используются в целях подачи воды и увеличения давления в загородных частных коттеджах. Бак, в котором аккумулируется вода, имеет максимальный объём в 50 литров, что довольно немного, поэтому включение и отключение насоса случается значительно чаще, чем следовало бы.
Бак, в котором аккумулируется вода, имеет максимальный объём в 50 литров, что довольно немного, поэтому включение и отключение насоса случается значительно чаще, чем следовало бы.
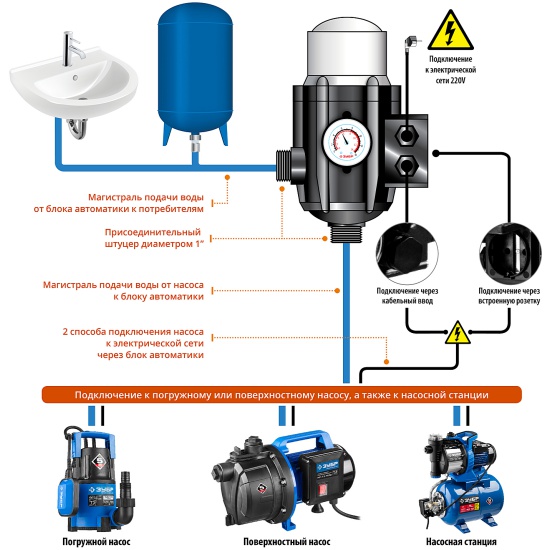 Аккумуляторы чаще всего используются для увеличения подачи насоса. Некоторым гидравлическим контурам требуется большой объемный поток, но только в течение коротких периодов времени, а затем в течение длительного периода времени они используют мало жидкости или вообще не используют ее. Когда половина или более машинного цикла не использует подачу насоса, проектировщики обычно устанавливают схему аккумулятора.
Аккумуляторы чаще всего используются для увеличения подачи насоса. Некоторым гидравлическим контурам требуется большой объемный поток, но только в течение коротких периодов времени, а затем в течение длительного периода времени они используют мало жидкости или вообще не используют ее. Когда половина или более машинного цикла не использует подачу насоса, проектировщики обычно устанавливают схему аккумулятора.
 Если утечки в клапане или уплотнении цилиндра приводят к падению давления примерно на 5%, реле давления переключает управление направлением, а аккумулятор создает давление на конце крышки цилиндра и возвращает давление к максимальному значению. Насос загружается только тогда, когда требуется жидкость. Эта схема управляет ламинирующим прессом, который зажимает материал и удерживает его под давлением от одной до пяти минут. Если бы поток через предохранительный клапан все это время находился под высоким давлением, он выделял бы слишком много тепла, что приводило бы к потере энергии.
Если утечки в клапане или уплотнении цилиндра приводят к падению давления примерно на 5%, реле давления переключает управление направлением, а аккумулятор создает давление на конце крышки цилиндра и возвращает давление к максимальному значению. Насос загружается только тогда, когда требуется жидкость. Эта схема управляет ламинирующим прессом, который зажимает материал и удерживает его под давлением от одной до пяти минут. Если бы поток через предохранительный клапан все это время находился под высоким давлением, он выделял бы слишком много тепла, что приводило бы к потере энергии. 
 Когда перебои в подаче электроэнергии отключают гидравлический насос и машина находится в каком-либо положении, должен быть способ перевести ее в открытое положение. Один из вариантов — резервный насос с приводом от двигателя, но другой вариант — использовать аккумуляторы, заряженные перед первым циклом и удерживаемые до тех пор, пока машина не остановится. Их накопленная энергия затем готова перевести машину в открытое положение в случае сбоя питания.
Когда перебои в подаче электроэнергии отключают гидравлический насос и машина находится в каком-либо положении, должен быть способ перевести ее в открытое положение. Один из вариантов — резервный насос с приводом от двигателя, но другой вариант — использовать аккумуляторы, заряженные перед первым циклом и удерживаемые до тех пор, пока машина не остановится. Их накопленная энергия затем готова перевести машину в открытое положение в случае сбоя питания. Это предотвращает попадание переносимых по воздуху загрязняющих веществ в гидравлическое масло при повышении и понижении уровня жидкости.
Это предотвращает попадание переносимых по воздуху загрязняющих веществ в гидравлическое масло при повышении и понижении уровня жидкости.

 Он разряжается, когда давление в системе падает, позволяя азоту в аккумуляторе расширяться и выталкивать жидкость из аккумулятора.
Он разряжается, когда давление в системе падает, позволяя азоту в аккумуляторе расширяться и выталкивать жидкость из аккумулятора.

 Объем жидкости, который аккумулятор обеспечивает для конкретного применения, зависит от перепада давления в системе. Производители предлагают компьютерные программы, которые могут требовать только системных требований для определения правильного размера аккумулятора. Поскольку размер аккумулятора зависит от многих переменных факторов, всегда лучше проконсультироваться с поставщиком для получения конкретной информации о выборе и размерах.
Объем жидкости, который аккумулятор обеспечивает для конкретного применения, зависит от перепада давления в системе. Производители предлагают компьютерные программы, которые могут требовать только системных требований для определения правильного размера аккумулятора. Поскольку размер аккумулятора зависит от многих переменных факторов, всегда лучше проконсультироваться с поставщиком для получения конкретной информации о выборе и размерах. Наши рекомендации обеспечат безотказную работу устройства и продлят срок его службы.
Наши рекомендации обеспечат безотказную работу устройства и продлят срок его службы. Для ее увеличения оборудование вместе с гидроаккумулятором устанавливается в кессон
Для ее увеличения оборудование вместе с гидроаккумулятором устанавливается в кессон На противоположной стороне бака есть еще одно отверстие, оно предназначено для воздуха.
На противоположной стороне бака есть еще одно отверстие, оно предназначено для воздуха. По мере увеличения объема воды газ сжимается, и давление увеличивается. Регистр давления реле давления дает насосу команды на его включение/выключение
По мере увеличения объема воды газ сжимается, и давление увеличивается. Регистр давления реле давления дает насосу команды на его включение/выключение Если бы насос был напрямую подключен к водопроводу, количество циклов включения и выключения было бы значительно выше.
Если бы насос был напрямую подключен к водопроводу, количество циклов включения и выключения было бы значительно выше.
 После этого нужно просто открыть ближайший миксер.
После этого нужно просто открыть ближайший миксер.
 Слишком маленький гидробак не удовлетворит потребности системы, а слишком большой приведет к неоправданным затратам
Слишком маленький гидробак не удовлетворит потребности системы, а слишком большой приведет к неоправданным затратам
 Дело в том, что привод, установленный на чердаке, статичен, а гидробак находится в динамическом движении: вода поступает и забирается из бака, мембрана растягивается и сжимается и т. д.
Дело в том, что привод, установленный на чердаке, статичен, а гидробак находится в динамическом движении: вода поступает и забирается из бака, мембрана растягивается и сжимается и т. д. Также не помешает уточнить значение нормального давления воздуха в пустом баке с помощью паспорта изделия. Поскольку золотник имеет стандартные размеры, для измерений подойдет практически любой манометр.
Также не помешает уточнить значение нормального давления воздуха в пустом баке с помощью паспорта изделия. Поскольку золотник имеет стандартные размеры, для измерений подойдет практически любой манометр. Это необходимо для того, чтобы не повредить мембрану, которая при хранении могла слежаться или немного деформироваться.
Это необходимо для того, чтобы не повредить мембрану, которая при хранении могла слежаться или немного деформироваться. Такой контакт недопустим, так как под его воздействием начнет разрушаться резина, порвется гидроаккумулятор, и мембрану придется заменить.
Такой контакт недопустим, так как под его воздействием начнет разрушаться резина, порвется гидроаккумулятор, и мембрану придется заменить. Обычно к нему прилагается инструкция с подробным описанием процедуры.
Обычно к нему прилагается инструкция с подробным описанием процедуры. В процессе следует учитывать один важный момент – разница между давлением отключения и давлением воздуха в гидроаккумуляторе должна быть около 10%.
В процессе следует учитывать один важный момент – разница между давлением отключения и давлением воздуха в гидроаккумуляторе должна быть около 10%.
 Новая мембрана должна быть точно такой же, как старая по объему и конфигурации. Аккумулятор лучше сначала разобрать, а потом, вооружившись на пробу поврежденной мембраной, отправиться в магазин за новым элементом.
Новая мембрана должна быть точно такой же, как старая по объему и конфигурации. Аккумулятор лучше сначала разобрать, а потом, вооружившись на пробу поврежденной мембраной, отправиться в магазин за новым элементом.

 При выполнении этих операций обязательно должна работать вытяжная вентиляция.
При выполнении этих операций обязательно должна работать вытяжная вентиляция.

 Позвонил на горячую линию, сказали что в течении 3-ех дней перезвонят, и свяжутся, чтобы забрать матрас, также попросили реквизиты для перевода денежных средств. Сказали, что возрат будет одобрен. Но все таки, могут ли они мне отказать в возрате денег? и как они будут проверять, что с ним все хорошо? пломба на матрасе сохранена, договоры и чеки сохранены, никаких пятен нет, следов эксплуатации тоже
Позвонил на горячую линию, сказали что в течении 3-ех дней перезвонят, и свяжутся, чтобы забрать матрас, также попросили реквизиты для перевода денежных средств. Сказали, что возрат будет одобрен. Но все таки, могут ли они мне отказать в возрате денег? и как они будут проверять, что с ним все хорошо? пломба на матрасе сохранена, договоры и чеки сохранены, никаких пятен нет, следов эксплуатации тоже


 Тверь
Тверь
 Мои Родители, предоставили все выписки, все бумаги данной комиссии. Врач терапевт, после осмотра документов-выписок, заявила — что если бы он проходил медицинский осмотр, как минимум нужно было предоставить отсрочку на срок не менее 6 месяцев. Либо присвоение «не годен». В военном комиссариате, сказали обращаться в военную прокуратуру с данной проблемой.
Мои Родители, предоставили все выписки, все бумаги данной комиссии. Врач терапевт, после осмотра документов-выписок, заявила — что если бы он проходил медицинский осмотр, как минимум нужно было предоставить отсрочку на срок не менее 6 месяцев. Либо присвоение «не годен». В военном комиссариате, сказали обращаться в военную прокуратуру с данной проблемой.
 Категория В, не служил, 29 лет. Прописан в Москве и поехал в Питер на 10 дней в отпуск. Могут ли в Питере с учетом того что там сейчас активно ищут парней и вручают им повести попасть «под горячую руку» и получить повестку на улице (незаконную)? Что отвечать полицейским и какие вопросы задавать?
Категория В, не служил, 29 лет. Прописан в Москве и поехал в Питер на 10 дней в отпуск. Могут ли в Питере с учетом того что там сейчас активно ищут парней и вручают им повести попасть «под горячую руку» и получить повестку на улице (незаконную)? Что отвечать полицейским и какие вопросы задавать?
 Кроме того, песок создает структуру на поверхности, что позволяет легко наносить новый слой. Однако, несмотря на свои достоинства, пескоструйная обработка имеет и большое количество недостатков. Например, пескоструйная обработка очень опасна для нашего здоровья. Но почему пескоструйная обработка на самом деле так опасна? И каковы риски?
Кроме того, песок создает структуру на поверхности, что позволяет легко наносить новый слой. Однако, несмотря на свои достоинства, пескоструйная обработка имеет и большое количество недостатков. Например, пескоструйная обработка очень опасна для нашего здоровья. Но почему пескоструйная обработка на самом деле так опасна? И каковы риски?.jpg) Как правило, в абразиве используется максимум 1 % кварца, где этот процент значительно превышает 9 %.0% для исходного кварцевого песка.
Как правило, в абразиве используется максимум 1 % кварца, где этот процент значительно превышает 9 %.0% для исходного кварцевого песка. В момент их вдыхания эти частицы могут попасть в легкие, что может привести к отеку и рубцовой ткани. Одна из больших опасностей силикоза состоит в том, что в большинстве случаев болезнь не обнаруживается, пока не пройдет очень много времени. То, что начинается с легких жалоб на легкие и раздражающего кашля, постепенно перерастает в сильную одышку и проблемы с дыханием. Когда силикоз диагностирован и воздействие частиц кварца прекращается, обычно уже слишком поздно. Не существует лекарства или метода лечения силикоза, поэтому он необратим.
В момент их вдыхания эти частицы могут попасть в легкие, что может привести к отеку и рубцовой ткани. Одна из больших опасностей силикоза состоит в том, что в большинстве случаев болезнь не обнаруживается, пока не пройдет очень много времени. То, что начинается с легких жалоб на легкие и раздражающего кашля, постепенно перерастает в сильную одышку и проблемы с дыханием. Когда силикоз диагностирован и воздействие частиц кварца прекращается, обычно уже слишком поздно. Не существует лекарства или метода лечения силикоза, поэтому он необратим.
 С Bristle Blaster® и MBX® компания MontiPower вывела на рынок революционную технологию, которая является идеальной альтернативой пескоструйной очистке. Благодаря запатентованным вращающимся щеткам ручные электроинструменты обеспечивают простое и на 100% безопасное удаление грязи, прокатной окалины и покрытий с различных типов поверхностей. Таким образом, вы можете воспользоваться всеми преимуществами пескоструйной и других форм струйной очистки без каких-либо связанных с ними недостатков.
С Bristle Blaster® и MBX® компания MontiPower вывела на рынок революционную технологию, которая является идеальной альтернативой пескоструйной очистке. Благодаря запатентованным вращающимся щеткам ручные электроинструменты обеспечивают простое и на 100% безопасное удаление грязи, прокатной окалины и покрытий с различных типов поверхностей. Таким образом, вы можете воспользоваться всеми преимуществами пескоструйной и других форм струйной очистки без каких-либо связанных с ними недостатков. У него есть 20-летний опыт работы в области продаж, маркетинга, разработки и производства решений проблем коррозии, начиная от стартапов, масштабирования и заканчивая акционерными корпорациями в качестве генерального директора. Я занимаюсь сваркой труб, подготовкой поверхности, нанесением покрытий, герметизацией, пассивацией от ржавчины, изоляцией, осмотром, испытаниями и мониторингом коррозии. Бесстрашный, как команда, ему нравится превращать небольшие операции в более крупные профессиональные компании.
У него есть 20-летний опыт работы в области продаж, маркетинга, разработки и производства решений проблем коррозии, начиная от стартапов, масштабирования и заканчивая акционерными корпорациями в качестве генерального директора. Я занимаюсь сваркой труб, подготовкой поверхности, нанесением покрытий, герметизацией, пассивацией от ржавчины, изоляцией, осмотром, испытаниями и мониторингом коррозии. Бесстрашный, как команда, ему нравится превращать небольшие операции в более крупные профессиональные компании.
 ..
.. Пескоструйная обработка обеспечивает самый высокий уровень заражения силикозом, особенно в условиях, когда пациент работает в помещении с плохой вентиляцией. При раннем обнаружении и удалении от воздействия до того, как силикоз станет агрессивным, пациент может выжить; тем не менее, у него повышенный риск развития дальнейших осложнений от любого дополнительного воздействия.
Пескоструйная обработка обеспечивает самый высокий уровень заражения силикозом, особенно в условиях, когда пациент работает в помещении с плохой вентиляцией. При раннем обнаружении и удалении от воздействия до того, как силикоз станет агрессивным, пациент может выжить; тем не менее, у него повышенный риск развития дальнейших осложнений от любого дополнительного воздействия. Если имело место какое-либо повреждение системы фильтрации или утечка в системе подачи воздуха, рабочий рискует подвергнуться опасному воздействию кремнезема. Кроме того, рабочие не могут снимать каски, находясь в рабочей зоне. Вероятность разоблачения высока. Необходимо ежедневно проверять системы фильтрации воздуха, чтобы убедиться, что они работают правильно, а фильтр чист.
Если имело место какое-либо повреждение системы фильтрации или утечка в системе подачи воздуха, рабочий рискует подвергнуться опасному воздействию кремнезема. Кроме того, рабочие не могут снимать каски, находясь в рабочей зоне. Вероятность разоблачения высока. Необходимо ежедневно проверять системы фильтрации воздуха, чтобы убедиться, что они работают правильно, а фильтр чист.
 ..
.. Желаем Вам крепкого здоровья, счастья, успехов в профессиональной деятельности и дальнейшего процветания Вашего бизнеса. Огромное спасибо!!!
Желаем Вам крепкого здоровья, счастья, успехов в профессиональной деятельности и дальнейшего процветания Вашего бизнеса. Огромное спасибо!!! С его помощью можно узнать:
С его помощью можно узнать:

 Подобные смеси обычно имеют водоцементный показатель, который колеблется в пределах 0,45-0,65.
Подобные смеси обычно имеют водоцементный показатель, который колеблется в пределах 0,45-0,65.
 Она должна превышать твердость смеси в два, а то и в три раза. К примеру, если нужно получить раствор М200, рекомендуется закупать для этого цемент не меньше, чем М400 или М500. Такое соотношение позволяет достичь наилучшего результата и добиться требуемого коэффициента прочности. Далее важно грамотно рассчитать количество кладочного раствора.
Она должна превышать твердость смеси в два, а то и в три раза. К примеру, если нужно получить раствор М200, рекомендуется закупать для этого цемент не меньше, чем М400 или М500. Такое соотношение позволяет достичь наилучшего результата и добиться требуемого коэффициента прочности. Далее важно грамотно рассчитать количество кладочного раствора.

 Однако сделать конструкцию более крепкой и долговечной, несмотря на негативные внешние факторы, можно гораздо проще, если внести такие дополнения:
Однако сделать конструкцию более крепкой и долговечной, несмотря на негативные внешние факторы, можно гораздо проще, если внести такие дополнения:
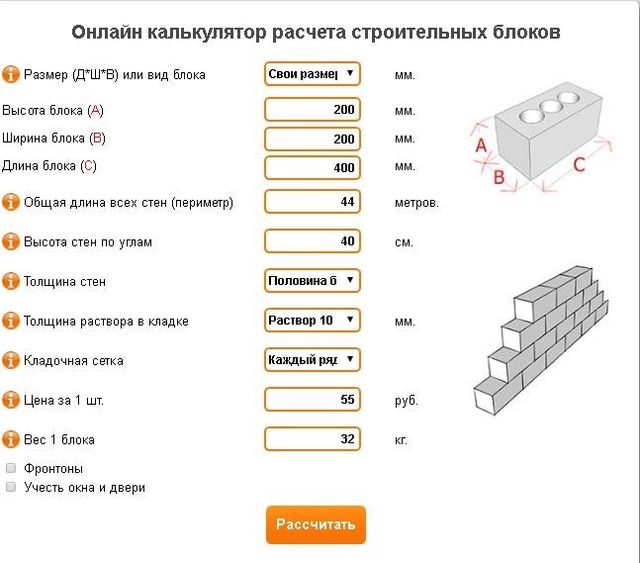

 ниже полностью проработанный пример, в котором мы демонстрируем, как вы можете использовать калькулятор бетонных блоков для расчета необходимого количества бетонных блоков и общей стоимости строительного проекта.
ниже полностью проработанный пример, в котором мы демонстрируем, как вы можете использовать калькулятор бетонных блоков для расчета необходимого количества бетонных блоков и общей стоимости строительного проекта.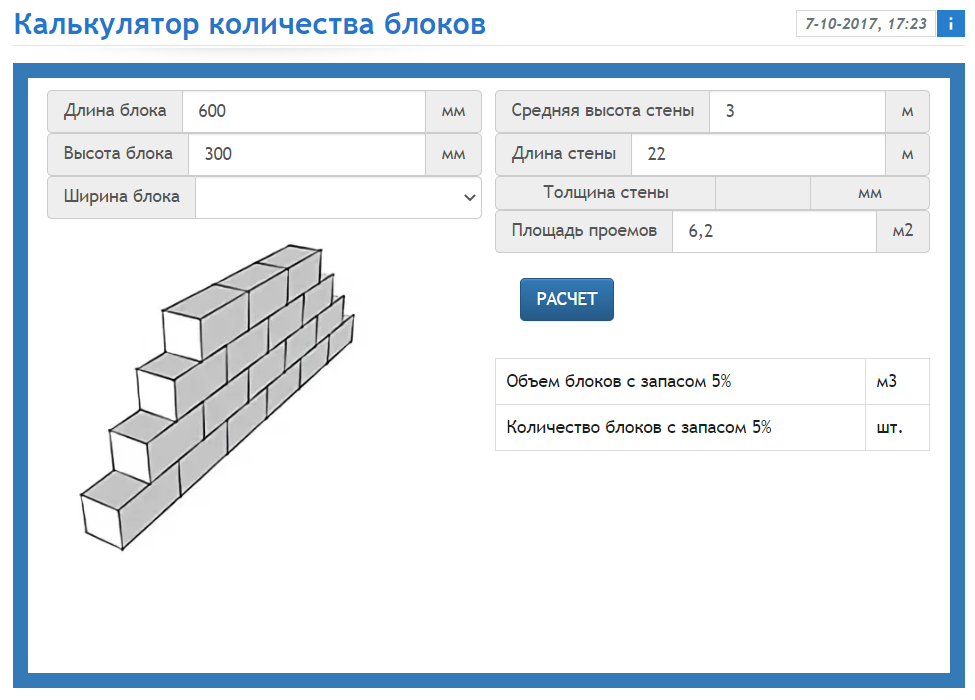 Это очень просто! 😉
Это очень просто! 😉
 ниже полностью проработанный пример, в котором мы демонстрируем, как вы можете использовать калькулятор бетонных блоков для расчета необходимого количества бетонных блоков и общей стоимости строительного проекта.
ниже полностью проработанный пример, в котором мы демонстрируем, как вы можете использовать калькулятор бетонных блоков для расчета необходимого количества бетонных блоков и общей стоимости строительного проекта.


 Отличительной особенностью этих столов является то, что рабочая поверхность обладает высокой прочностью, стойкостью к воздействию высоких температур, исключает прилипание сварочных брызг, и выполнена (в зависимости от модели) в виде съемной чугунной решетки с пазами, сплошной цельной чугунной плиты, стальной решетки, либо медной пластины.
Отличительной особенностью этих столов является то, что рабочая поверхность обладает высокой прочностью, стойкостью к воздействию высоких температур, исключает прилипание сварочных брызг, и выполнена (в зависимости от модели) в виде съемной чугунной решетки с пазами, сплошной цельной чугунной плиты, стальной решетки, либо медной пластины. Преимущество данной модификации поста сварки заключается в специальной рабочей поверхности из круглой поворотной чугунной плиты и металлического настила.
Преимущество данной модификации поста сварки заключается в специальной рабочей поверхности из круглой поворотной чугунной плиты и металлического настила.
 Сварочный пост комплектуется фильтровентиляционным устройством и может использоваться для проведения сварочных, шлифовальных, зачистных работ, а также для ручной плазменной резки с одновременным удалением из зоны рабочего места сварщика загрязненного воздуха, пыли, продуктов горения. В зависимости от вида выполняемых на столе работ основание может комплектоваться чугунной плитой РЧ, медной решеткой РМ, стальной решеткой РС, решеткой для плазменной резки РП.
Сварочный пост комплектуется фильтровентиляционным устройством и может использоваться для проведения сварочных, шлифовальных, зачистных работ, а также для ручной плазменной резки с одновременным удалением из зоны рабочего места сварщика загрязненного воздуха, пыли, продуктов горения. В зависимости от вида выполняемых на столе работ основание может комплектоваться чугунной плитой РЧ, медной решеткой РМ, стальной решеткой РС, решеткой для плазменной резки РП.
 Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Опоры на роликах с тормозом для легкого перемещения.
Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Опоры на роликах с тормозом для легкого перемещения. Отклонение от плоскостности после сборки 0,5…0,7 мм/м. В зависимости от мастерства возможно точнее — регулировочные прокладки в комплекте. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Посмотрите видео самостоятельной сборки стола
Отклонение от плоскостности после сборки 0,5…0,7 мм/м. В зависимости от мастерства возможно точнее — регулировочные прокладки в комплекте. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Посмотрите видео самостоятельной сборки стола
 Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом.
Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом. Производительность по воздуху 400 м3/час. Грубая фильтрация осуществляется циклоном, затем, в зависимости от комплектации, устанавливаются панельный и рукавный фильтры для обеспечения фильтрации до класса G6. Подробнее →
Производительность по воздуху 400 м3/час. Грубая фильтрация осуществляется циклоном, затем, в зависимости от комплектации, устанавливаются панельный и рукавный фильтры для обеспечения фильтрации до класса G6. Подробнее → Комплект для сборки
Комплект для сборки com Главная CertiFlat Наборы сварочных столов для самостоятельной сборки
com Главная CertiFlat Наборы сварочных столов для самостоятельной сборки все мини-блоки
все мини-блоки  youtube.com/embed/q-aFP91bOqE?fs=1&wmode=opaque&rel=0″ frameborder=»0″ allowfullscreen=»1″>
youtube.com/embed/q-aFP91bOqE?fs=1&wmode=opaque&rel=0″ frameborder=»0″ allowfullscreen=»1″>  Если вам требуется помощь, наш квалифицированный персонал готов предоставить вам квалифицированную помощь.
Если вам требуется помощь, наш квалифицированный персонал готов предоставить вам квалифицированную помощь.
 Проверке подлежат все партии товара (под партией понимают единицу груза, который включает одно и более единиц с идентичными параметрами, которые относятся к одному заказу). При этом контролю подлежат изделия, на которые слой цинка нанесли в течение одной рабочей смены с погружением в одну и ту же ванну.
Проверке подлежат все партии товара (под партией понимают единицу груза, который включает одно и более единиц с идентичными параметрами, которые относятся к одному заказу). При этом контролю подлежат изделия, на которые слой цинка нанесли в течение одной рабочей смены с погружением в одну и ту же ванну.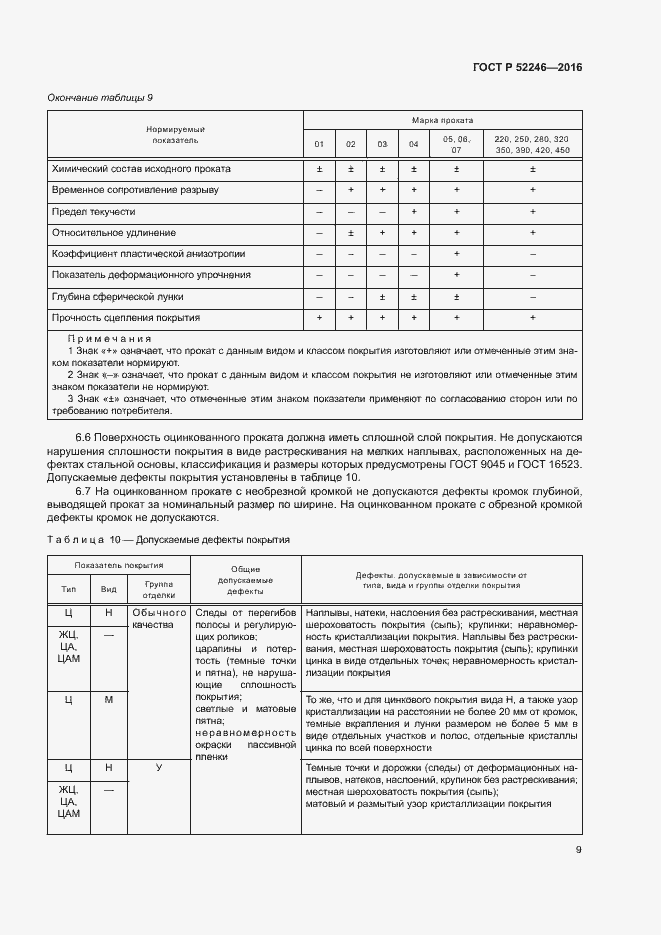
 При этом тестированию подлежит удвоенное количество изделий. Если повторный контроль также дал отрицательные результаты, браком считается вся партия деталей.
При этом тестированию подлежит удвоенное количество изделий. Если повторный контроль также дал отрицательные результаты, браком считается вся партия деталей.
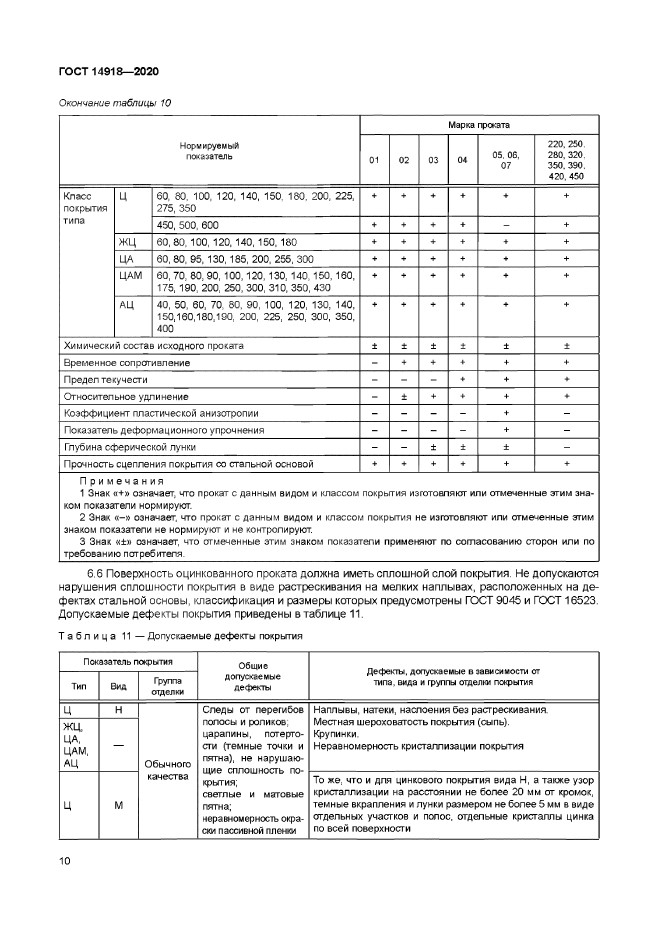 2 г хлористой сурьмы, которую растворяют в 500 см соляной кислоты, плотность которой, согласно ГОСТ 3118, должна составлять 1.19 г/см, ч.д.а. Для приготовления раствора в требуемой пропорции используют колбу объемом 1 дм, в которой смесь до метки дополняют дистиллированной водой, согласно нормам ГОСТ 6709.
2 г хлористой сурьмы, которую растворяют в 500 см соляной кислоты, плотность которой, согласно ГОСТ 3118, должна составлять 1.19 г/см, ч.д.а. Для приготовления раствора в требуемой пропорции используют колбу объемом 1 дм, в которой смесь до метки дополняют дистиллированной водой, согласно нормам ГОСТ 6709.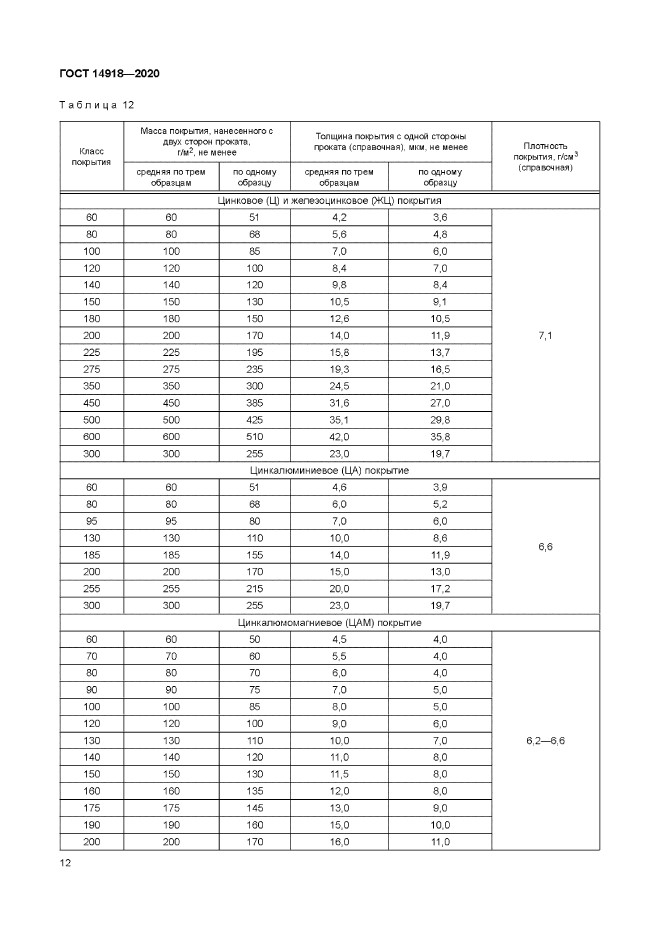
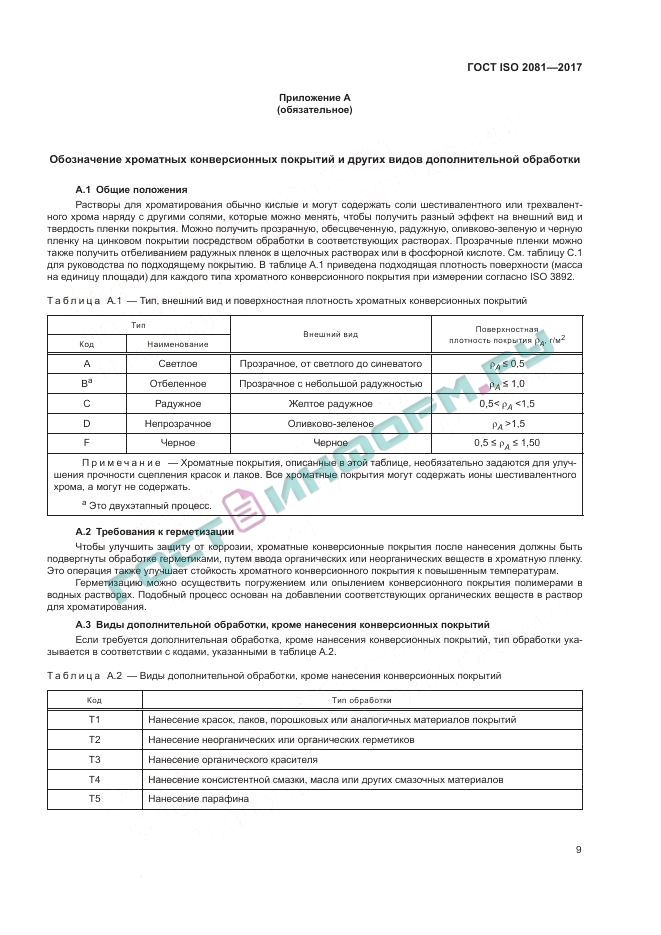
 307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля».
307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля». 
 Так как поверхностная локализация примесей в низколегированной стали приводит к тому, что при прокате изделий из неё, появляется значительное различие в содержании кремния и фосфора в разных частях изделия.
Так как поверхностная локализация примесей в низколегированной стали приводит к тому, что при прокате изделий из неё, появляется значительное различие в содержании кремния и фосфора в разных частях изделия. 

 Она соответствует по твердости карандашу 2Т.
Она соответствует по твердости карандашу 2Т. Цинк чрезвычайно плотный и непроницаемый материал, счистить его с поверхности можно только с помощью напильника, желательна — «болгарка»
Цинк чрезвычайно плотный и непроницаемый материал, счистить его с поверхности можно только с помощью напильника, желательна — «болгарка»  ..
..
 1.
1. Категория стали ХШ в заказе не указывается, но в условных обозначениях указывается индекс способности к растяжению (Н, Г или ВГ).
Категория стали ХШ в заказе не указывается, но в условных обозначениях указывается индекс способности к растяжению (Н, Г или ВГ).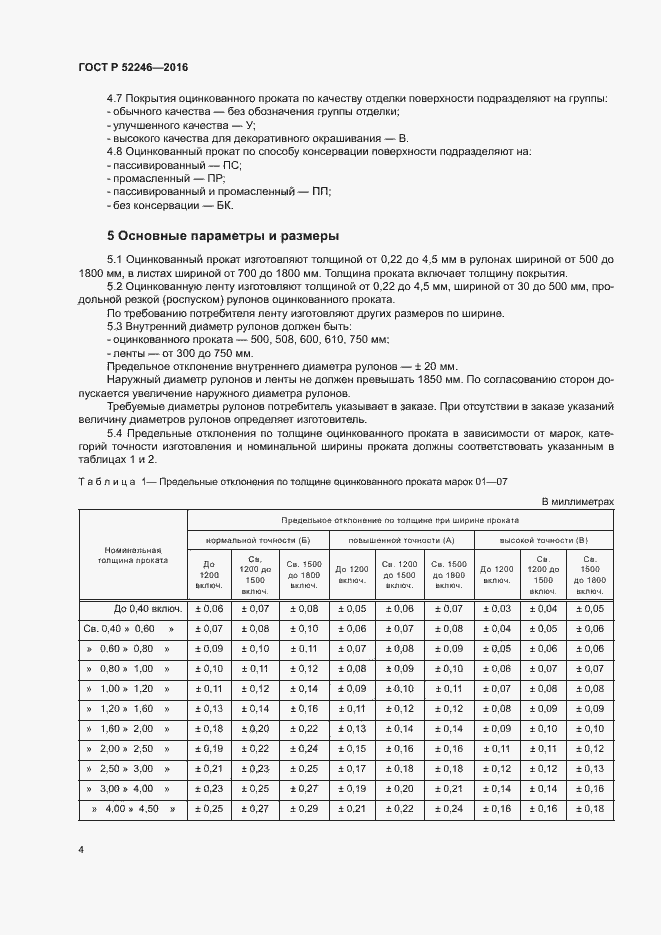 4.2. На листах и полосах с необрезными кромками не допускаются дефекты кромок глубиной, превышающей предельные отклонения по ширине.
4.2. На листах и полосах с необрезными кромками не допускаются дефекты кромок глубиной, превышающей предельные отклонения по ширине. Мы гарантируем 20 циклов свинчивания НКТ с муфтами с V-образной резьбой с покрытием TDZ и 10 циклов свинчивания трубных соединений премиум-класса
Мы гарантируем 20 циклов свинчивания НКТ с муфтами с V-образной резьбой с покрытием TDZ и 10 циклов свинчивания трубных соединений премиум-класса 0005
0005
 Зачастую только процесс термодиффузионного цинкования обеспечивает нанесение защитного противозадирного покрытия на резьбу НКТ из высоколегированных марок стали с содержанием хрома 3 % и более.
Зачастую только процесс термодиффузионного цинкования обеспечивает нанесение защитного противозадирного покрытия на резьбу НКТ из высоколегированных марок стали с содержанием хрома 3 % и более.
 Покрытие ТДЗ сохраняется на резьбе замков и резьбовых уплотнительных поверхностях не менее 300 свинчиваний/свинчиваний.
Покрытие ТДЗ сохраняется на резьбе замков и резьбовых уплотнительных поверхностях не менее 300 свинчиваний/свинчиваний.
 Как видно, он очень точно повторил рисунок, и у него практически отсутствует усадка при остывании. Следующим этапом делаем его токопроводным. Ну никак я не исправлю свою криворукость, хотя, казалось бы, проще некуда.
Как видно, он очень точно повторил рисунок, и у него практически отсутствует усадка при остывании. Следующим этапом делаем его токопроводным. Ну никак я не исправлю свою криворукость, хотя, казалось бы, проще некуда. Поэтому я взял обычную зарядку от мобильника. Уж не знаю, выдает он мА или нет, но рост меди идет примерно по два грамма за 10 часов. Я пробовал с помощью формул рассчитать вес и толщину слоя при моих вводных, однако, выходило, что должно нарастать примерно по 4,4 г.
Поэтому я взял обычную зарядку от мобильника. Уж не знаю, выдает он мА или нет, но рост меди идет примерно по два грамма за 10 часов. Я пробовал с помощью формул рассчитать вес и толщину слоя при моих вводных, однако, выходило, что должно нарастать примерно по 4,4 г. Оцените Вашу книгу в ручном переплете. Отделка переплета. Тиснение по шаблонам. Цельнокожаный переплет от Александра Трайта. Переплет и компьютер. Основы книжной верстки в Adobe InDesign. Хочется сделать самому: Для начала нужно сделать слепок. Выглядит довольно неказисто: Ну что, вынимаем… Поближе черненькая от графита.
Оцените Вашу книгу в ручном переплете. Отделка переплета. Тиснение по шаблонам. Цельнокожаный переплет от Александра Трайта. Переплет и компьютер. Основы книжной верстки в Adobe InDesign. Хочется сделать самому: Для начала нужно сделать слепок. Выглядит довольно неказисто: Ну что, вынимаем… Поближе черненькая от графита.
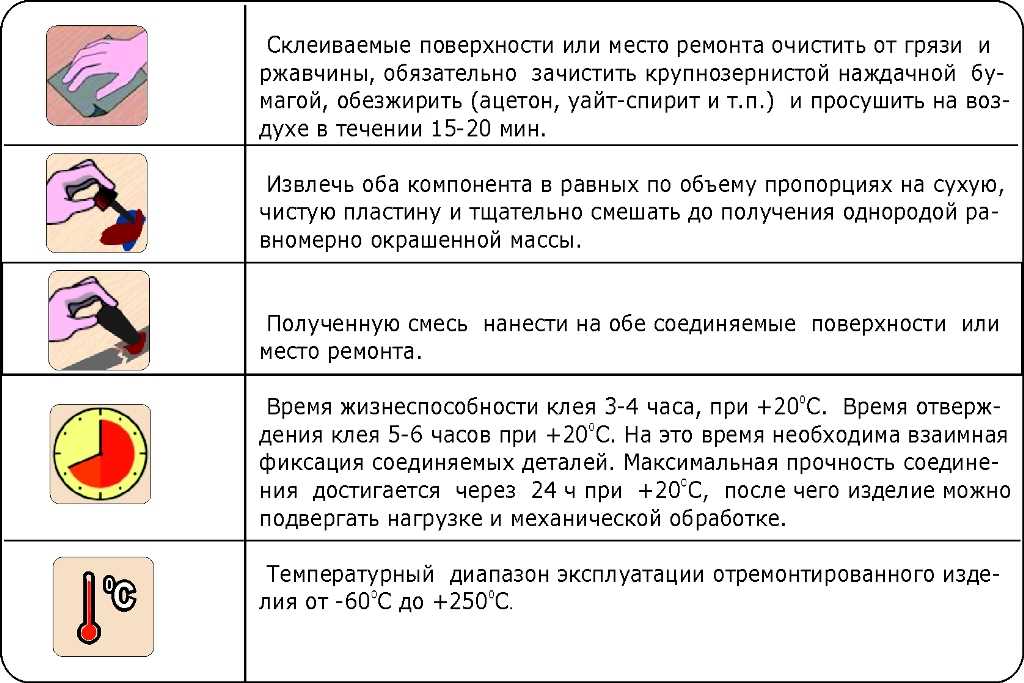 Подобный метод распознавания считается наиболее совершенным, так как идентификация ведется по уникальным маркерам, в теории присущим только лишь одному конкретному человеку и никому более.
Подобный метод распознавания считается наиболее совершенным, так как идентификация ведется по уникальным маркерам, в теории присущим только лишь одному конкретному человеку и никому более. Наиболее простая модель описания проводимости известна с начала прошлого века и была развита Друде. Проводники, в которых преобладает электронная проводимость, обусловленная движением электронов , относят к проводникам первого рода. К проводникам второго рода относят проводники с ионной проводимостью электролиты. Материал из Википедии — свободной энциклопедии. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии , проверенной 2 марта ; проверки требует 31 правка.
Наиболее простая модель описания проводимости известна с начала прошлого века и была развита Друде. Проводники, в которых преобладает электронная проводимость, обусловленная движением электронов , относят к проводникам первого рода. К проводникам второго рода относят проводники с ионной проводимостью электролиты. Материал из Википедии — свободной энциклопедии. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии , проверенной 2 марта ; проверки требует 31 правка. Существует несколько производителей токопроводящего клея как за рубежом, так и отечественные, которые гарантируют высокие показатели электропроводности. Многие начинающие радиолюбители задаются вопросом, как сделать токопроводящий клей своими руками.
Существует несколько производителей токопроводящего клея как за рубежом, так и отечественные, которые гарантируют высокие показатели электропроводности. Многие начинающие радиолюбители задаются вопросом, как сделать токопроводящий клей своими руками. Учитывая цели и задачи, поставленные перед сварочным составом, подразумевают несколько разновидностей холодной сварки:. Холодная сварка по металлу бывает 2-х типов — двухкомпонентная и однокомпонентная.
Учитывая цели и задачи, поставленные перед сварочным составом, подразумевают несколько разновидностей холодной сварки:. Холодная сварка по металлу бывает 2-х типов — двухкомпонентная и однокомпонентная.

 Благодаря пластичности клея из него можно делать латки любой формы, а также замещать утраченные детали и восстанавливать материал. Благодаря наличию металлического наполнителя шов получается с такими же свойствами, как и сами детали. Поэтому и существуют такие отдельные виды, как холодная сварка для нержавейки и оцинковки, а также для алюминия, стали, чугуна и прочих металлов.
Благодаря пластичности клея из него можно делать латки любой формы, а также замещать утраченные детали и восстанавливать материал. Благодаря наличию металлического наполнителя шов получается с такими же свойствами, как и сами детали. Поэтому и существуют такие отдельные виды, как холодная сварка для нержавейки и оцинковки, а также для алюминия, стали, чугуна и прочих металлов. Для многих случаев важным оказывается скорость высыхания, так как в случае экстренного ремонта может не быть времени ждать несколько часов. При частых ремонтах лучше всего брать упаковки большой вместительности, так как они получаются более выгодными в экономичном плане.
Для многих случаев важным оказывается скорость высыхания, так как в случае экстренного ремонта может не быть времени ждать несколько часов. При частых ремонтах лучше всего брать упаковки большой вместительности, так как они получаются более выгодными в экономичном плане. Температура хранения упаковки от +5 до +30 градусов Цельсия
Температура хранения упаковки от +5 до +30 градусов Цельсия »
» Но что это значит? И почему этот процесс называется холодной сваркой, а не другими видами металлообработки, в которых используется тепло?
Но что это значит? И почему этот процесс называется холодной сваркой, а не другими видами металлообработки, в которых используется тепло?

 Он включает в себя сжатие двух кусков металла вместе, а затем пропускание через них электрического тока.
Он включает в себя сжатие двух кусков металла вместе, а затем пропускание через них электрического тока. Их можно создать за секунды, а не за часы.
Их можно создать за секунды, а не за часы.


 Даже сегодня карбид кальция продолжает использоваться в сварочных процессах, которые не менялись более 100 лет.
Даже сегодня карбид кальция продолжает использоваться в сварочных процессах, которые не менялись более 100 лет.
 Этот продукт стал источником ацетилена, который образовался при смешивании воды и карбида кальция в специальных резервуарах.
Этот продукт стал источником ацетилена, который образовался при смешивании воды и карбида кальция в специальных резервуарах. По мере того, как размеры электрических генераторов уменьшались, они становились более портативными, и процесс стал автоматизироваться. В результате газовая сварка потеряла свои основные преимущества. Некоторое время казалось, что он может исчезнуть, как и многие другие технологические анахронизмы, или использоваться в очень узких областях.
По мере того, как размеры электрических генераторов уменьшались, они становились более портативными, и процесс стал автоматизироваться. В результате газовая сварка потеряла свои основные преимущества. Некоторое время казалось, что он может исчезнуть, как и многие другие технологические анахронизмы, или использоваться в очень узких областях. Одна сторона таких пластин успешно противостоит коррозии, а другая – твердая и износостойкая. Возможности технологии сварки металлов этим методом были раскрыты во время Второй мировой войны. Были обнаружены куски гильз, прочно спаянные с другими металлическими предметами после взрыва. Это привлекло внимание исследователей. В начале 19В 60-х годах в США компанией DuPont был разработан и запатентован практичный метод сварки взрывом.
Одна сторона таких пластин успешно противостоит коррозии, а другая – твердая и износостойкая. Возможности технологии сварки металлов этим методом были раскрыты во время Второй мировой войны. Были обнаружены куски гильз, прочно спаянные с другими металлическими предметами после взрыва. Это привлекло внимание исследователей. В начале 19В 60-х годах в США компанией DuPont был разработан и запатентован практичный метод сварки взрывом. Взрывчатое вещество равномерно распределяется по верхнему слою облицовки. Затем проводится управляемый взрыв, чтобы соединить слои и сформировать материал, обладающий свойствами каждого металла.
Взрывчатое вещество равномерно распределяется по верхнему слою облицовки. Затем проводится управляемый взрыв, чтобы соединить слои и сформировать материал, обладающий свойствами каждого металла. В эпоху поздней бронзы люди обрабатывали ковкие металлы, такие как золото, серебро и медь, каменными молотками. Этот процесс научил наших предков тому, что куски этих металлов можно легко соединять даже без использования внешнего источника тепла. По сути, это были самые ранние попытки холодной сварки. Его применяли сначала для увеличения размеров металлических изделий, затем для изготовления украшений. Современные исследователи приняли холодную сварку как неотъемлемую часть материаловедения в XIX веке.40с.
В эпоху поздней бронзы люди обрабатывали ковкие металлы, такие как золото, серебро и медь, каменными молотками. Этот процесс научил наших предков тому, что куски этих металлов можно легко соединять даже без использования внешнего источника тепла. По сути, это были самые ранние попытки холодной сварки. Его применяли сначала для увеличения размеров металлических изделий, затем для изготовления украшений. Современные исследователи приняли холодную сварку как неотъемлемую часть материаловедения в XIX веке.40с.

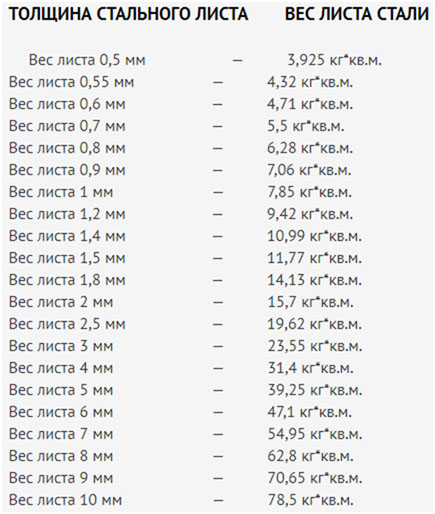 Условия поставок за рубеж – CNF, CIF.
Условия поставок за рубеж – CNF, CIF.

 1299)
1299) Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и… Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и…
Обратите внимание, что все свинцовые листы имеют допуск по толщине +/- 0,005 дюйма, а размеры разреза имеют допуск +/- 0,125 дюйма по толщине. длина и… com
com com
com com
com com
com com
com
 Она примерно в 1,5 раза толще обычной бытовой алюминиевой фольги, ее легко резать, но при этом легко сминать. Вы можете разорвать 1 мил руками или выбить различные формы с помощью дыроколов для бумаги. 1 мил часто используется в скрапбукинге или других бумажных изделиях, а также в электротехнике, производстве и исследованиях и разработках.
Она примерно в 1,5 раза толще обычной бытовой алюминиевой фольги, ее легко резать, но при этом легко сминать. Вы можете разорвать 1 мил руками или выбить различные формы с помощью дыроколов для бумаги. 1 мил часто используется в скрапбукинге или других бумажных изделиях, а также в электротехнике, производстве и исследованиях и разработках. См. руководство по толщине видео 3 мил ниже.
См. руководство по толщине видео 3 мил ниже. См. руководство по толщине видео 5 мил ниже.
См. руководство по толщине видео 5 мил ниже.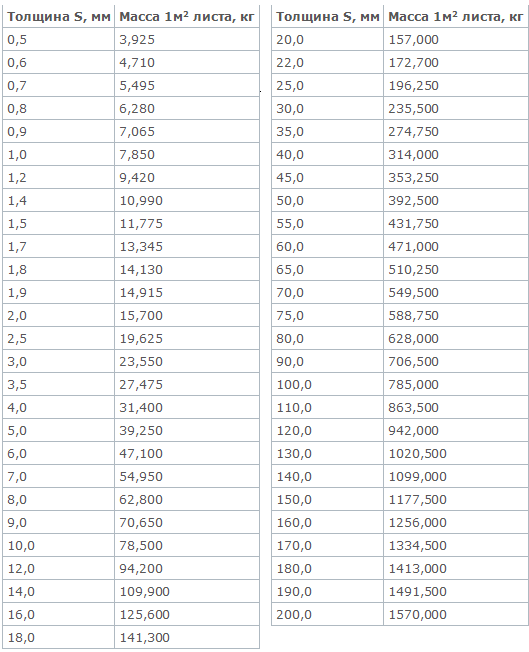 Несмотря на то, что он более жесткий, 10-миллиметровый все еще податлив, и вы можете легко создать 9-миллиметровый.0-градусный наклон руками. Его можно разрезать толстыми ножницами или канцелярским ножом. Он хорошо реагирует на удары молотком и другие приложения для текстурирования. 10 мил часто используется в наружных проектах для защиты древесины от непогоды, например, для обшивки или покрытия столбов или открытых балок в конструкции. Он также используется для крыш скворечников и других садовых проектов. Наша 10-миллиметровая медь была представлена в журнале This Old House (июнь 2007 г.), поскольку она использовалась для создания наружного водного объекта. Он также используется во внутренних проектах, таких как создание вставок в деревянных шкафах или покрытие мебели (см. примеры в фотогалерее), и хотя это более легкая медь, некоторые клиенты выбрали эту толщину для изготовления медных столешниц, медных барных стоек, медных фартуки и медные столешницы. См. видео руководство по толщине 10 мил ниже.
Несмотря на то, что он более жесткий, 10-миллиметровый все еще податлив, и вы можете легко создать 9-миллиметровый.0-градусный наклон руками. Его можно разрезать толстыми ножницами или канцелярским ножом. Он хорошо реагирует на удары молотком и другие приложения для текстурирования. 10 мил часто используется в наружных проектах для защиты древесины от непогоды, например, для обшивки или покрытия столбов или открытых балок в конструкции. Он также используется для крыш скворечников и других садовых проектов. Наша 10-миллиметровая медь была представлена в журнале This Old House (июнь 2007 г.), поскольку она использовалась для создания наружного водного объекта. Он также используется во внутренних проектах, таких как создание вставок в деревянных шкафах или покрытие мебели (см. примеры в фотогалерее), и хотя это более легкая медь, некоторые клиенты выбрали эту толщину для изготовления медных столешниц, медных барных стоек, медных фартуки и медные столешницы. См. видео руководство по толщине 10 мил ниже.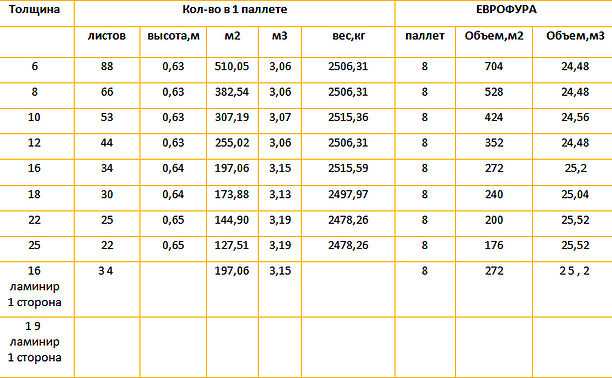
 Он весит примерно 1 фунт на квадратный фут. используется для кровли и облицовки, различных художественных и ремесленных проектов, проектов DIY, таких как медные фартуки, медные столешницы и медные вытяжки, электрические приложения, исследования и разработки и многое другое Медь на 16 унций можно сгибать и формовать вручную, но она очень прочная , Для резки этой толщины необходимы ножницы по металлу (также проверьте наши медные листы с патиной для различных применений, включая столешницы и барные стойки. Они также используются для различных настенных покрытий и произведений искусства).0005
Он весит примерно 1 фунт на квадратный фут. используется для кровли и облицовки, различных художественных и ремесленных проектов, проектов DIY, таких как медные фартуки, медные столешницы и медные вытяжки, электрические приложения, исследования и разработки и многое другое Медь на 16 унций можно сгибать и формовать вручную, но она очень прочная , Для резки этой толщины необходимы ножницы по металлу (также проверьте наши медные листы с патиной для различных применений, включая столешницы и барные стойки. Они также используются для различных настенных покрытий и произведений искусства).0005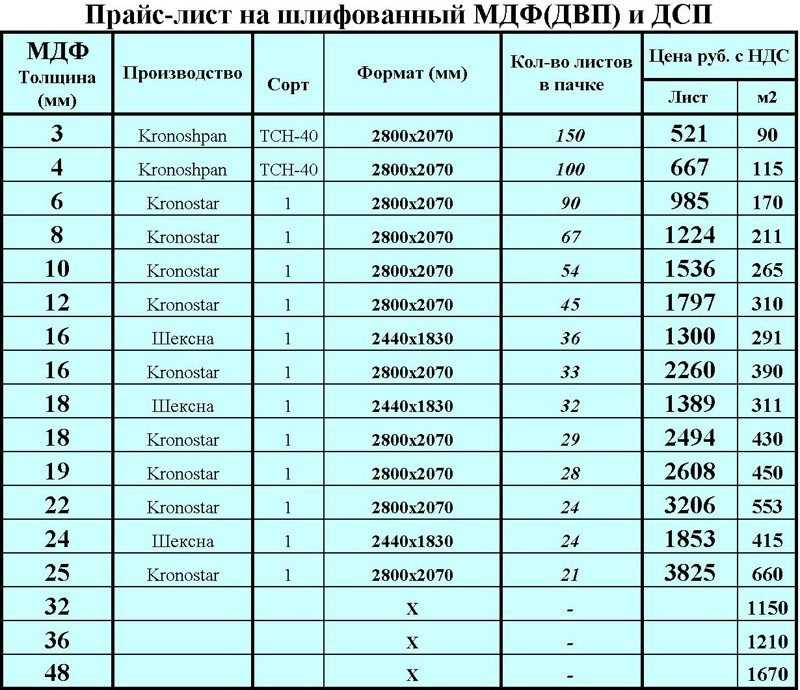
 Опалубка надежно укрепляется со всех сторон, чтобы бетонная смесь не выдавила её.
Опалубка надежно укрепляется со всех сторон, чтобы бетонная смесь не выдавила её. Конструктивно оно состоит из плит и поддерживающих их балок, которые называются ригелями или главными балками.
Конструктивно оно состоит из плит и поддерживающих их балок, которые называются ригелями или главными балками.


 При конструировании монолитных ребристых перекрытий главные балки опираются на колонны и наружные стены, а второстепенные монолитно связаны с ними.
При конструировании монолитных ребристых перекрытий главные балки опираются на колонны и наружные стены, а второстепенные монолитно связаны с ними. Все ж/б балки принято различать по конфигурации, назначению и эксплуатационным характеристикам. Все эти особенности производитель указывает в маркировке изделия.
Все ж/б балки принято различать по конфигурации, назначению и эксплуатационным характеристикам. Все эти особенности производитель указывает в маркировке изделия.
 Это зависит от таких параметров, как шаг колонн, особенности здания, ширина пролета, и т.д. Таким образом, конструкции отличаются:
Это зависит от таких параметров, как шаг колонн, особенности здания, ширина пролета, и т.д. Таким образом, конструкции отличаются:



 МОНОЛИТНАЯ ЖЕЛЕЗОБЕТОННАЯ ПЛИТА ПЕРЕКРЫТИЯ.» src=»https://www.youtube.com/embed/1V4kqWLeWYA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
МОНОЛИТНАЯ ЖЕЛЕЗОБЕТОННАЯ ПЛИТА ПЕРЕКРЫТИЯ.» src=»https://www.youtube.com/embed/1V4kqWLeWYA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 


 Какой бы тип балок вы ни выбрали, у нас есть опыт проектирования, чтобы создать идеальные системы сборных железобетонных балок.
Какой бы тип балок вы ни выбрали, у нас есть опыт проектирования, чтобы создать идеальные системы сборных железобетонных балок. Они часто являются лучшим выбором для конструкций парковок, и они надежны в системах крыши и пола. С типичными длинными пролетами до 50 футов большие здания, такие как спортивные залы и производственные предприятия, также могут выиграть от перевернутых тавровых балок.
Они часто являются лучшим выбором для конструкций парковок, и они надежны в системах крыши и пола. С типичными длинными пролетами до 50 футов большие здания, такие как спортивные залы и производственные предприятия, также могут выиграть от перевернутых тавровых балок.
 05.2019
05.2019 Бетонные балки перекрытий не только служат для перекрытий в главном здании, но и обеспечивают быстрое возведение полов для пристроек и гаражей.
Бетонные балки перекрытий не только служат для перекрытий в главном здании, но и обеспечивают быстрое возведение полов для пристроек и гаражей. Поскольку для установки системы не требуются специальные навыки, это экономит время и деньги при строительстве. Подготовка площадки также сокращается, и не требуется армирование или бетонирование на площадке, поэтому внутренний фундамент также может быть уменьшен.
Поскольку для установки системы не требуются специальные навыки, это экономит время и деньги при строительстве. Подготовка площадки также сокращается, и не требуется армирование или бетонирование на площадке, поэтому внутренний фундамент также может быть уменьшен.