Расчет размеров глухих резьбовых отверстий — Студопедия
Поделись
Глухое резьбовое отверстие выполняется в следующем порядке: сначала высверливается отверстие диаметра d1 под резьбу, затем выполняется заходная фаска Sx45º (рис. 8,а) и, наконец, нарезается внутренняя резьба d (рис. 8,б). Дно отверстия под резьбу имеет коническую форму, а угол при вершине конуса φ зависит от заточки сверла. При проектировании принимается φ = 120º (номинальный угол заточки сверл). Вполне очевидно, что глубина резьбы должна быть больше длины ввинчиваемого резьбового конца крепежной детали. Между окончанием резьбы и дном отверстия тоже остается некоторое расстояние а, называемое «недорез».
Из рис. 9 становится ясен подход к назначению размеров глухих резьбовых отверстий: глубина резьбы h определяется как разница стяжной длины L резьбовой детали и суммарной толщины H притягиваемых деталей (может быть одна, а может быть их и несколько), плюс небольшой запас резьбы k, обычно принимаемый равным 2-3 шагам Р резьбы
h = L – H + k,
где k = (2…3) Р.
Рис. 8. Последовательность выполнения глухих резьбовых отверстий
Рис. 9. Крепление винтом в сборе
Стяжная длина L крепежной детали указывается в ее условном обозначении. Например: «Болт М6 х 20.46 ГОСТ 7798-70» – его стяжная длина L = 20 мм. Суммарная толщина притягиваемых деталей H высчитывается из чертежа общего вида (в эту сумму следует добавить и толщину шайбы, подложенной под головку крепежного изделия). Шаг резьбы Р также указывается в условном обозначении крепежной детали. Например: «Винт М12 х 1,25 х 40.58 ГОСТ 11738-72» — его резьба имеет мелкий шаг Р = 1,25 мм. Если шаг не указывается, то по умолчанию он основной (крупный). Катет заходной фаски S обычно принимают равным шагу резьбы Р. Глубина N отверстия под резьбу больше значения h на размер недореза а:
N = h + a.
Некоторое отличие расчета размеров резьбового отверстия под шпильку состоит в том, что ввинчиваемый резьбовой конец шпильки не зависит от ее стяжной длины и толщин притягиваемых деталей. Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d, поэтому
h = d + k.
Полученные размеры следует округлить до ближайшего большего целого числа.
Окончательное изображение глухого резьбового отверстия с необходимыми размерами приведено на рис. 10. Диаметр отверстия под резьбу и угол заточки сверла на чертеже не указывают.
Рис. 10. Изображение глухого резьбового отверстия на чертеже
В таблицах справочника приведены значения всех расчетных величин (диаметры отверстий под резьбу, недорезы, толщины шайб и пр.).
Необходимое замечание: применение короткого недореза должно быть обосновано. Например, если деталь в месте расположения в ней резьбового отверстия недостаточно толстая, а сквозное отверстие под резьбу может нарушить герметичность гидравлической или пневматической системы, то конструктору приходится «ужиматься», в т.ч. укорачивая недорез.
6.
Резьбовые соединения. Сборочный чертеж
Цель: изучить и научиться применять на практике правила изображения резьбы и резьбовых соединений; выполнение сборочного чертежа и спецификации.
Задание:
Рассчитать и изобразить упрощенно по ГОСТ 2.315-68 соединения деталей болтом, винтом и шпилькой.
Составить спецификацию к сборочному чертежу.
Нанести необходимые размеры.
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
Рисунок 1 – Условное изображение резьбы на стержне
Наружная резьба на стержне (рис.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на ¾ окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рисунок 2 – Условное изображение резьбы в отверстии
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному (рис. 2). Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия.
Рисунок 3 – Условное изображение резьбы в сборе
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 3).
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
Методические рекомендации и последовательность выполнения
Исходные данные – рис. 4 и табл. 1.
Пример выполнения – рис. 8.
БОЛТОВОЕ СОЕДИНЕНИЕ
Скрепление двух или большего количества деталей при помощи болта, гайки и шайбы называется болтовым соединением (рис. 4). Для прохода болта скрепляемые детали имеют гладкие, т.е. без резьбы, соосные цилиндрические отверстия большего диаметра d0, чем диаметр болта. На конец болта, выступающий из скрепленных деталей, надевается шайба и навинчивается гайка.
При вычерчивании болтового соединения конструктивные размеры болта, гайки и шайбы берутся из соответствующих стандартов. Болт – ГОСТ 7798-70, исполнение 1 (табл. 2), шайба – ГОСТ 11371-78, исполнение 1 (табл. 7), гайка – ГОСТ 5915-70, исполнение 1 (табл. 6).
Рисунок 4 – Болтовое соединение
Для определения длины болта l необходимо составить сборочную размерную цепь. На рис.4 показана сборочная размерная цепь, выражающая размерные связи болтового соединения. Эта размерная цепь позволяет определить длину болта l, обеспечив при этом необходимый запас резьбы при выходе конца болта из гайки (размер f). Аналитически эта размерная цепь может быть представлена уравнением:
,
где – толщина соединяемых деталей;
– толщина шайбы;
– высота гайки;
– запас резьбы, ,
где Р – шаг резьбы (табл. 2).
Величины
известны; и даны в соответствующих стандартах и выбираются в зависимости от диаметра болта d;
рассчитывается в зависимости от шага резьбы Р.
Диаметр отверстий под болт рассчитывается по формуле .
Внутренний диаметр резьбы болта равен .
Полученный размер округляется до ближайшего размера длины болта по таблице 3. По той же таблице определяется длина резьбы l0.
ВИНТОВОЕ СОЕДИНЕНИЕ
При помощи крепежных винтов можно скреплять две и более детали. Для этого в последней из них делается резьбовое отверстие, а в остальных — гладкие соосные отверстия диаметром d0, большим диаметра винта. Винт свободно проходит через гладкие отверстия скрепляемых деталей и ввинчивается в резьбовое отверстие последней из них (рис. 5).
Рисунок 5 – Винтовое соединение
Глубина l1 ввинчивания винта зависит от материала детали и принимается равной:
– для стали, бронзы и латуни;
– для ковкого и серого чугуна;
– для легких сплавов.
Для подсчета длины винта необходимо составить сборочную размерную цепь (рис. 5). Аналитически эту размерную цепь можно выразить уравнением:
,
где ,
– толщина присоединяемой детали;
– высота головки винта;
– длина ввинчиваемой части винта.
Полученный в результате подсчета размер округляется до ближайшего размера длины винта по размерному ряду соответствующего стандарта (стр. 11-12).
При вычерчивании соединения деталей при помощи винтов конструктивные размеры винтов берутся из соответствующего стандарта (винты по ГОСТ 1491-72 – таблица 4, винты по ГОСТ 17475-72 – таблица 5). Шлицы головок винтов на сборочных чертежах, на видах сверху (или слева), изображаются под углом 45 градусов к рамке чертежа в соответствии с ГОСТ 2.315-68. Размеры шлицов берутся по ГОСТ 24669-81 в таблице 8.
Размеры зенковок под винты с полупотайной, потайной и цилиндрической головками берутся по ГОСТ 12876-67 в таблицах 11, 12 в зависимости от номинального диаметра резьбы.
ШПИЛЕЧНОЕ СОЕДИНЕНИЕ
Скрепление двух или большего количества деталей осуществляется при помощи шпильки, гайки и шайбы (рис. 6). Его используют вместо болтового, когда изготовлять сквозное отверстие в одной из соединяемых деталей нецелесообразно из-за значительной ее толщины или из-за отсутствия места для головки болта.
Рисунок 6 – Шпилечное соединение
Сначала отверстие под шпильку высверливают, затем делают фаску, после чего нарезают резьбу (гнездо под шпильку). На стяжной конец шпильки надевают другие, скрепляемые с первой, детали, имеющие гладкие соосные цилиндрические отверстия большего диаметра d0, чем диаметр шпильки. На конец шпильки, выступающий из скрепляемых деталей, надевают шайбу и навинчивают гайку (рис. 6).
При вычерчивании соединения шпилькой конструктивные размеры шпильки, гайки и шайбы берутся из соответствующих стандартов. Шпилька – ГОСТ 22032-76, ГОСТ 22034-76, ГОСТ 22038-76, исполнение 1 (табл. 9), шайба – ГОСТ 11371-78, исполнение 1 (табл. 7), гайка – ГОСТ 5915-70, исполнение 1 (табл. 6).
При выборе шпильки необходимо обратить внимание на то, что длина l1 ввинчиваемого (посадочного) конца зависит от материала детали, в которую она ввинчивается:
– для стальных, бронзовых, латунных деталей и деталей из титановых сплавов;
– для деталей из ковкого и серого чугуна;
– для деталей из легких сплавов.
Для определения длины гаечного конца шпильки необходимо составить сборочную размерную цепь. На рис. 6 показана сборочная размерная цепь, выражающая размерные связи соединения шпилькой. Эта размерная цепь позволяет определить длину гаечного конца шпильки, обеспечив необходимый запас резьбы при выходе конца шпильки из гайки (размер f).
Аналитически эта размерная цепь может быть представлена уравнением:
,
где: – толщина присоединяемой детали;
– толщина шайбы;
– высота гайки;
– запас резьбы при выходе шпильки из гайки, ,
где Р – шаг резьбы (табл. 9).
Величина
известна; и даны в соответствующих стандартах; рассчитывается в зависимости от шага резьбы Р.
Полученный размер L округляется до ближайшего размера стяжного конца шпильки по таблице 10. По этой же таблице определяется длина L0 нарезанной части шпильки под гайку.
Для вычерчивания глухого резьбового отверстия требуется рассчитать его глубину в зависимости от диаметра и материала детали, в которой отверстие высверливается. Для расчёта глубины глухого резьбового отверстия необходимо составить размерную цепь. На рис. 7 показана размерная цепь, выражающая размерные связи резьбового отверстия.
Рисунок 7 – Отверстие резьбовое глухое
При расчете глубины глухого резьбового отверстия необходимо обратить внимание на то, что длина l1 ввинчиваемой части соединительной детали, которая будет ввинчена в данное отверстие, зависит от материала детали, в которую она ввинчивается:
– для стальных, бронзовых, латунных деталей и деталей из титановых сплавов;
Рисунок 8 – Исходные данные для выполнения задания
Таблица 1 – Исходные данные для выполнения задания
Рисунок 9 – Пример выполнения задания «Резьбовые соединения. Сборочный чертеж».
типов отверстий — полное руководство
Содержание
Простое отверстие
Что такое простое отверстие?
Простое отверстие — это круг, вырезанный из объекта.
Если мы разрежем блок пополам, он будет выглядеть так:
Какой символ обозначает простое отверстие?
Для обозначения отверстия используется символ диаметра «Ø».
Как изображаются простые отверстия на технических чертежах?
Простые отверстия показаны на технических чертежах с указанием диаметра и глубины отверстия.
Например, отверстие диаметром 20, проходящее прямо через компонент, будет представлено как «Ø20 сквозное».
Отверстия, проходящие через компонент, называются сквозными отверстиями .
Отверстия, которые не проходят через материал полностью, называются глухими отверстиями .
Отверстия могут быть показаны в разрезе, чтобы показать более четкое изображение глубины отверстий.
Вид снизу — это то, что мы увидим, если разрежем вид сверху пополам по линии сечения «А».
Форма дна отверстия определяется инструментом, используемым для создания отверстия.
Для просверленного отверстия форма дна отверстия будет определяться углом наклона сверла.
Если отверстие создано с помощью процесса, называемого «растачивание», или с помощью инструмента с нулевым углом наклона, дно отверстия будет плоским.
Эти два типа сверления глухих отверстий показаны на рисунке ниже:
Зенковка
Что такое зенковка?
Цековка — это простое отверстие с более широким отверстием над ним.
На приведенной ниже 3D-модели показана цековка с такой же зенковкой рядом с ней, разрезанной пополам:
Что такое символ цековки?
Для зенковки используется символ «⌴».
Как изображаются цековки на технических чертежах?
Расточенные отверстия показаны на технических чертежах следующим образом:
На виде сверху показано, как на чертежах показаны расточенные отверстия. Вид снизу поясняет, что показывают размеры цековки.
Обратите внимание, что для расточенных отверстий направляющее отверстие обычно полностью проходит через компонент. Вот почему нет «сквозного» или размера после диаметра направляющего отверстия, потому что предполагается, что оно проходит насквозь.
Пилотное отверстие представляет собой отверстие небольшого диаметра, обычно первое отверстие, которое необходимо просверлить.
Приведенный выше пример раззенковки предназначен для болта с внутренним шестигранником M20 и нормальным зазором. Вы можете узнать, какой размер зенковки вам нужен, посмотрев на таблицу, подобную этой.
Для чего используются расточенные отверстия?
Зенковки обработаны под винты с внутренним шестигранником. Они используются для приложений, где болт или винт должны сидеть под поверхностью.
Например, в случаях, когда нет места для болта с шестигранной головкой из-за проблем с зазором:
Шайба также может находиться под винтом с внутренним шестигранником.
Spotface
Что такое Spotface?
Приточка представляет собой неглубокое расточенное отверстие.
Что такое Spotface?
Символом точечной поверхности является символ цековки с буквами «SF» внутри:
Как изображаются точечные поверхности на чертежах?
Ниже показан пример точечной поверхности, размеры которой очень похожи на расточенное отверстие.
Для чего используются Spotface?
Spotfaces используются для создания гладкой и плоской поверхности.
Например, деталь, изготовленная методом литья, может не иметь гладкой и плоской поверхности, как обработанная деталь.
Поэтому обрабатывается посадочная поверхность, чтобы обеспечить правильное расположение детали, которая должна быть соединена с компонентом с шероховатой поверхностью.
Зенковка
Что такое потайное отверстие?
Зенковка представляет собой простое отверстие с коническим отверстием над ним.
На приведенной ниже 3D-модели показана зенковка с такой же зенковкой рядом с ней, разрезанной пополам:
Что такое символ зенковки?
Символ зенковки — «⌵».
Как изображаются зенкеры на чертежах?
Отверстия с потайной головкой показаны на чертежах следующим образом – вид снизу показывает, к чему относится верхний размер.
Если бы зенковка была глухим отверстием, указанное выше «Проходное» было бы заменено глубиной пилотного отверстия.
Возможно, вам интересно, что такое «Ø40,32». Это известно как теоретическая кромка, и зенкер этого размера предназначен для болта с потайной головкой M20.
Здесь вы можете узнать размер потайной головки для метрических болтов с потайной головкой.
Для чего используются потайные отверстия?
Отверстия с потайной головкой используются там, где требуется болт или винт с потайной головкой.
Подобно отверстиям с цековкой, отверстия с зенковкой гарантируют, что болт или винт будут располагаться ниже поверхности.
Контрсверло
Что такое зенкерование?
Отверстие с раззенковкой похоже на отверстие с потайной головкой, но над ним имеется выемка.
На приведенной ниже 3D-модели показано отверстие с раззенковкой и такое же отверстие с раззенковкой рядом с ним, разрезанное пополам:
Что такое символ противосверла?
Символ зенковки такой же, как и зенкер (⌵), но также будет указана глубина.
Как изображаются встречные сверла на чертежах?
Отверстия с раззенковкой показаны на чертежах следующим образом – вид снизу показывает, к чему относится верхний размер.
Контрсверло также может быть указано как C’DRILL или CDRILL на инженерном чертеже.
Конус
Что такое коническое отверстие?
Коническое отверстие — это отверстие, в котором начальный диаметр отверстия отличается от конечного диаметра отверстия.
Ниже представлена 3D-модель конического отверстия рядом с таким же отверстием, разрезанным пополам:
Что такое символ конического отверстия?
Обозначение конусности:
Как на чертежах изображаются конические отверстия?
Конические отверстия можно изображать на технических чертежах различными способами.
Ниже приведен пример чертежа с коническим отверстием:
Конусность в приведенном выше примере составляет 1:5. Конечный диаметр оставлен для справки (в скобках).
Для определения конечного диаметра используйте уравнение:
Конические отверстия также могут быть показаны без символа конусности, когда более важно использовать угол:
Для чего используются конические отверстия?
Конические отверстия имеют множество различных инженерных применений.
Типичным примером является использование конического отверстия для крепления режущих инструментов или других держателей инструментов.
Зазор для винтов
Что такое отверстие для зазора для винтов?
Отверстие с зазором для винтов — это именно то, что нужно.
Это простое отверстие диаметром немного больше, чем резьба винта, через которое может пройти винт.
Что такое символ зазора винта?
Отверстия с зазором под винты показаны как простые отверстия и используют символ диаметра «Ø».
Каким образом на чертежах показаны отверстия с зазором для винтов?
Отверстия с зазором для винтов показаны как простые отверстия:
Какой размер отверстия для винтов следует использовать?
Вы можете использовать метрическую направляющую для отверстий с зазором для винтов или дюймовую направляющую для отверстий с зазором для винтов.
Для чего используются отверстия с зазором для винтов?
Отверстия с зазором под винты используются для компонентов, для прохождения через которые требуется винт или болт.
Примером этого является кронштейн, который необходимо прикрепить к блоку.
Кронштейн имеет отверстия с зазором для винтов, через которые может проходить болт.
Болт вкручивается в блок с резьбовым отверстием.
Сила сжатия болта фиксирует кронштейн на блоке.
Резьбовое отверстие
Что такое резьбовое отверстие?
Резьбовое (или резьбовое) отверстие — это отверстие с резьбой.
Что такое символ резьбового отверстия?
Символ резьбового отверстия зависит от используемых стандартов. Для метрических отверстий символ диаметра заменяется буквой «М». Например, резьбовое отверстие для болта M8 будет «M8».
Для различных типов резьбы, например, для резьбы Unified National Fine (UNF), сначала отображается числовой размер, а затем тип резьбы «UNF».
Как изображаются резьбовые отверстия на чертежах?
Резьбовые отверстия показаны на чертежах следующим образом:
«2,5» — это шаг резьбы, то есть расстояние в миллиметрах между каждой резьбой.
Для резьбы UNF сквозное 1½-дюймовое 12-отверстие будет выглядеть следующим образом:
«12» означает, что на дюйм приходится 12 витков резьбы.
Для чего используются резьбовые отверстия?
Резьбовые отверстия используются для крепления резьбовых компонентов. Примеры включают винты, болты и резьбовые стержни.
Понравился этот пост? Ознакомьтесь с нашими типами сварных швов.
Заключение
Надеемся, вам понравились наши новые типы отверстий.
Теперь мы хотели бы услышать, что вы хотите сказать:
Какой тип отверстия вы узнали сегодня?
Или какой тип отверстия вы используете чаще всего?
Дайте нам знать, оставив комментарий ниже прямо сейчас.
Правила рисования, связанные с потоками
Последнее обновление пн, 01 августа 2022 г. | Технический чертеж
Резьба настолько часто используется в технических чертежах, что для экономии времени на черчение требуются узнаваемые условные обозначения. На рис. 15.12 показано условное обозначение наружной резьбы. Выход резьбы на стержне шпильки показан линией, проведенной под углом 30° к оси резьбы. Меньший диаметр резьбы показан параллельными линиями, а на конце проекции окружность не является непрерывной. Разрыв во внутреннем круге отличает концевое возвышение наружной резьбы от внутренней резьбы. Толщина линий дана для каждой части резьбы. Фактические размеры меньшего диаметра для любого конкретного размера резьбы могут быть
Резьбовое отверстие
Рис. 15.15
аппроксимировано на 80% от большого диаметра для целей условного представления.
На рис. 15.13 показано условное обозначение внутренней резьбы, применяемой к глухому резьбовому отверстию в разрезе. Обратите внимание, что меньший диаметр нарисован в виде полной окружности на конце, а большой диаметр разорван, а линия разной толщины также помогает отличить внутреннюю резьбу от наружной. Эффективная длина резьбы снова показана параллельными линиями, а биение — конусом под углом 30° к оси резьбы. На разрезе линии разреза, проведенные под углом 45°, продолжаются через большой диаметр к меньшему. Прилежащий угол, оставляемый резьбонарезным сверлом, составляет 120°. Толщина линий указана в кружках.
Примечание. линия под углом 30 °, указывающая биение, была практикой в BS 308: 1972. Однако в 1984 году пересмотренный стандарт разрешил опускать линию, если в этом не было функциональной необходимости. Скошенные линии для незавершенной резьбы показаны здесь для полноты текста.
Внутренняя резьба через хомут показана на рис. 15.14. Обратите внимание, что проекции большого и малого диаметров, нарисованные как скрытая деталь, будут обозначены узкими пунктирными линиями.
Рис. 15.14
Разрез через манжету показан на рис. 15.15. Проекция большого диаметра проведена сплошной узкой линией, а штриховка доходит до малого диаметра.
Сечение уплотнительной крышки на рис. 15.16 иллюстрирует типичное применение, когда внутренняя резьба заканчивается выточкой.
Продольно-строгальные станки в России — Биржа оборудования ProСтанки
Главная
Продажа
Строгальные станки
Продольно-строгальный станок
Вы можете очень быстро сравнить цены продольно-строгального станка и подобрать оптимальные варианты из более чем 77151 предложений
Продольно-строгальный станок 7212
Состояние: Б/У
Продам продольно-строгальный станок 7212, подробная информация с фото по запросу. Цена договорная
21.05.2013
Красноярск (Россия)
продольно-строгальный станок 7228
Состояние: Б/У Год выпуска: 1971
Продаю продольно-строгальный станок 7228Продально-строгальный станок 7228. Новосибирского завода «Тяжстанкогидропресс» им. А.И.Ефремова в разобранном виде. Год выпуска 1971г., вес 135 тонн. В…
28.10.2018
Набережные Челны (Россия)
1 850 000
продольно-строгальный станок 7212Г
Состояние: Б/У
Продольно-строгальный станок 7212Г г/в 1987. цена договорная. малая эксплуатация. Подробная информация по запросу. Локация Башкирия.
28.05.2019
Набережные Челны (Россия)
продольно-строгальный станок 7А112
Состояние: Б/У
Продольно-строгальный станок 7А112. г/в 1985. цена договорная. малая эксплуатация. Подробная информация по запросу. Локация Башкирия.
28.05.2019
Набережные Челны (Россия)
продольно-строгальный станок 7А210
Состояние: Б/У
Продольно-строгальный станок 7А210. г/в 1987. цена договорная. малая эксплуатация. Подробная информация по запросу. Локация Башкирия.
28.05.2019
Набережные Челны (Россия)
продольно-строгальный станок 7212
Состояние: Б/У Год выпуска: 1983
Организация реализует продольно – строгальный станок мод. 7212 предназначенный для обработки методом строгания различных поверхностей с прямолинейными образующими изделий из черных и цветных…
30.03.2017
Тюмень (Россия)
продольно-строгальный станок 7310д
Состояние: Б/У Год выпуска: 1000
Продаю продольно-строгальный станок 7310д. Цена договорная. Дополнительная информация по запросу.
05.06.2017
Набережные Челны (Россия)
станок продольно-строгальный станок 7216
Состояние: Новый
В наличии
Продается станок продольно-строгальный станок 7216Цена и фото по запросу. Местонахождение: Ростовская областьКонт. Тел. 89281205643 – Елена (ООО «Темп»)
01.11.2022
Таганрог (Россия)
станок продольно-строгальный станок 7216
Состояние: Новый
В наличии
Продается станок продольно-строгальный станок 7216Цена и фото по запросу.Местонахождение: Ростовская область
01.11.2022
Таганрог (Россия)
(, ) продольно-строгальный станок 7212Г
Состояние: Б/У Год выпуска: 1987
Продам (продаю, продается) продольно-строгальный станок 7212Г1987 г. в.Наибольший размер обрабатываемого изделия:Ширина – 1250 мм;высота – 1120 мм;Размер стола, мм: 4000Х1120.Станок находится в…
МС 757 Продольно-строгальный станок (инв. 09.002) станок в отличном состоянии. Есть возможность проверки в работе!!! Станок комплектный!!!! Демонтаж, погрузка…
Продаю продольно-строгальные станки 7210, 7212. Станки в рабочем исправном состояние. Подробная информация по запросу. Локация Ивановская область. Цена договорная. Собственник
Куплю продольно-строгальный станок любого вида, производителя и года выпуска! Срочный выкуп, любой способ расчета. Осмотр в день обращения. Дефекты можно под ремонт и восстановление. Рассматриваю…
02.06.2021
Москва (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по продольно-строгальному станку почти как на Авито и TIU
Размерной характеристикой продольно-строгальных станков являются наибольшие размеры обрабатываемых деталей (ширина x длина х высота). Промышленность Советского Союза выпускала станки от 630x2000x550 до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм включительно выпускаются в одностоечном исполнении.
Одно- и двухстоечные станки
У продольно-строгальных станков подвижной частью является стол с закрепленной на нем заготовкой. В зависимости от устройства поперечины различают одностоечные и двустоечные станки. Первые применяют для обработки крупных деталей, ширина которых выходит за пределы расстояния между колоннами станков двустоечного исполнения (рис.127).
Главное движение
Главное движение осуществляется от регулируемого электродвигателя 54 постоянного тока. Рабочий ход передается через двухступенчатую коробку скоростей на передачу червяк-рейка 51-52 по следующему циклу: медленное перемещение стола при врезании резца в заготовку, разгон стола до рабочей скорости, рабочий ход, уменьшение скорости перед выходом резца из заготовки, возврат стола в исходное положение. Для изменения скоростей имеется специальный механизм, смонтированный на . Реверсирование осуществляется электродвигателем 54.
Движение подачи
Движение подачи осуществляется реверсивным электродвигателем 53, от которого вращение передается червячной парой 13-14 на вал / коробки подач. На этом валу на шпонке смонтирован диск 1, на котором установлен фрикцион 2, связанный пальцем с диском .3, несущим собачку 6 храпового механизма. Собачка вращает храповое колесо 5 и связанное с ним колесо 4. От него вращение передается на раздаточный вал // и далее через зубчатые колеса-16-17 на колеса 18, связанные с полумуфтами. Верхний (///) и нижний (VI) валы служат для горизонтального перемещения суппортов, а средние валы (IV и V) для вертикального перемещения.
Периодическая подача суппортов осуществляется следующим образом. В момент реверсирования стола с обратного хода на рабочий подается команда электродвигателю 53. Вращение его происходит до тех пор, пока разжимная планка фрикциона 2 не упрется в неподвижный упор и не разожмет фрикцион. При нажатии кулачка на конечник реверса стола в начале рабочего хода электродвигатель 53 отключается. Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5, При его вращении приводится в движение подвижный упор, При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи.
Установочные перемещения заимствуют движение от электродвигателя 53, который вращается в направлении рабочей подачи. Одновременно включается электромагнит, который сцепляет червячное колесо 14 с храповым колесом при помощи кулачковой муфты. Далее движение следует по предыдущему. Кнопка установочного перемещения находится на подвесной станции, на которой располагаются и другие кнопки управления. Кроме кнопок управления, на станке имеются средства ручного управления и наладочного перемещения суппортов.
Похожие материалы
лучших строгальных станков по дереву 2021 | Рейсмусовые станки для деревообработки
Персонал, предоставлено DeWalt
При работе с деревянными материалами, как для функциональности, так и для эстетической привлекательности, важно создать как можно более гладкую поверхность. Строгальные станки по дереву, иногда также называемые рейсмусовыми станками, помогают устранять шероховатости, несоответствия и неровности поверхностей.
Как бывшие владельцы строительного бизнеса, так и нынешние владельцы ремонтного дома, построенного в 1800-х годах, мы с мужем использовали древесные материалы практически для бесконечного множества работ, включая создание каркаса и самостоятельные работы по дереву, такие как ремонт двери кухонного шкафа. Мы не понаслышке знаем, что строгальные станки являются ценным инструментом для подготовки древесины в оптимальном состоянии.
Как мы оценивали
При оценке широкого ассортимента строгальных станков по дереву мы уделяли особое внимание четырем критериям: типу модели, двигателю, ножевой головке и ширине доски.
Строгальные станки по дереву делятся на три основные категории по типу корпуса: ручные, настольные и стационарные.
Ручные модели могут означать ручное управление, но существует множество электрических портативных устройств. Благодаря своим компактным размерам, этот стиль является отличным выбором для небольших или более сложных работ. Некоторые портативные модели доступны в беспроводном исполнении, что может пригодиться, если вы работаете на удаленных рабочих местах, где доступ к электричеству ограничен.
Настольные модели дешевле и удобнее, чем более крупные стационарные модели. Они более портативны, что делает их популярным вариантом для профессионалов, которым часто приходится выполнять работу на месте в разных местах.
Стационарные модели требуют гораздо больше места и требуют больше обслуживания, но могут выполнять более крупные проекты.
Мы получили технические характеристики двигателей из материалов производителя. Если вам нужна машина, способная выдерживать интенсивные нагрузки и сложные проекты, выберите самый мощный двигатель, какой только сможете. Но если вы в основном работаете с более мягкой древесиной, которая не будет сильно нагружать рубанок, мотор меньшей мощности подойдет.
Мы также учитывали отзывы пользователей Amazon, особенно при сравнении похожих моделей по эквивалентной цене.
Приготовьтесь к резьбе: 10 проектов по деревообработке для любого уровня навыков | 18 Необходимые инструменты для вашего первого столярного цеха
На что обратить внимание
Строгальные станки имеют два типа ножевых головок: с традиционным прямым ножом и со спиральной или спиральной конфигурацией. Режущая головка с прямым ножом содержит несколько лезвий (обычно 2-4), которые часто называют «ножами». Спиральные модели, с другой стороны, используют ряды небольших резцов квадратной формы, которые крепятся с помощью вставок, что позволяет легко заменять их при необходимости. Спиральные режущие головки увеличат стоимость, но сохранят острую режущую способность в течение более длительного времени, а также сделают работу значительно тише.
Говоря о шуме, электрические рубанки имеют тенденцию быть громкими, и их часто называют одним из самых громких инструментов в любом магазине или гараже домашнего мастера. Мы настоятельно рекомендуем беруши или другие средства защиты органов слуха. Острие лезвий может помочь; шум имеет тенденцию увеличиваться по мере затупления лезвий, но вам (и соседям) все же придется терпеть некоторый шум. Неглубокие разрезы могут сделать вещи немного тише (а также, как правило, продлевают срок службы ваших лезвий).
Лучший стационарный
ДеУолт
Двухскоростной рейсмусовый станок DeWalt DW735X
Бюджетный настольный компьютер
Craftsman
Мастер CMEW320
399 долларов на АМАЗОН
Портативный и мощный
Гризли
Гризли промышленный G0505
490 долларов в домашнем складе
Лучшее портативное устройство
Makita
Макита КП0800К
Лучшая цена
Вен
Вен 6530
Спиральная режущая головка
Wen
Вэнь PL1326
Лучший настольный компьютер
Jet
Реактивный JWP-13BT
Обзор инструмента: Настольные строгальные станки
Вот тонкие строгальные станки: все они точно измеряют древесину, но лучшие станки оставляют вам меньше работы по очистке после.
Уделите первостепенное внимание качеству резки и обрезке
Думайте о покупке настольного рубанка как об инвестиции, которая приносит дивиденды в виде экономии пиломатериалов. Используя его для обработки менее дорогих пиломатериалов, вы избавляетесь от необходимости покупать дорогостоящие предварительно обработанные пиломатериалы. Хотя эти машины выполняют свою работу, не путайте их с мощными строгальными станками с мощными двигателями мощностью 3 л. Настольные рубанки имеют универсальные двигатели и обычно лучше всего удаляют 1 ⁄ 16 » или меньше за один раз, что увеличивает время обработки пиломатериалов. Тем не менее, настольная модель отлично подходит для большинства домашних мастерских, которые не работают по графику, подобному производственному. Чтобы убедиться, что вы выбрали правильный строгальный станок, мы подвергнуть 11 настольных моделей всестороннему тестированию, чтобы отделить гладких операторов от грубых. доска создается, когда ее захватывает только один подающий ролик. ) Чтобы проверить качество резки, мы пропускали тополь и красный дуб через каждую машину, удаляя 1 ⁄ 16 » с каждым проходом. Затем мы натирали мелом только что выструганные поверхности, чтобы выявить фестончатые следы (фото), оставленные ножами режущей головки. С помощью острых ножей несколько станков производили выточенные доски, которые требовали лишь легкой шлифовки для удаления едва заметных гребешков. На остальных моделях потребовалась шлифовка грубой наждачной бумагой для удаления гребешков, а затем более мелкой наждачной бумагой, чтобы стереть царапины от шлифовки, чтобы соответствовать качеству нешлифованной поверхности лидеров категории.
Что касается бекасов, то мы не смогли заставить ни один из строгальных станков изготовлять доски без бекасов, как они поступали с завода, хотя количество бекасов варьировалось от настолько минимального, что он легко удалялся легкой шлифовкой, до штучки, которую вы просто надо отрезать. Мы сократили снайперскую стрельбу почти на всех машинах, доработав (или добавив опционально) столы подачи и разгрузки. У двух станков, которые меньше всего стреляли, ножевые головки автоматически фиксируются на своих стойках, когда доска входит в контакт с подающим роликом, предотвращая движение каретки вверх или вниз во время резки. Мы не нашли явного преимущества перед ножевыми головками, которые нужно запирать вручную, поскольку машины, оборудованные таким образом, стреляли примерно одинаково, независимо от того, включали мы замки или нет.
Характеристики настольного строгального станка
• Самоиндексирующиеся ножи. Почти все модели режущих головок с прямыми ножами оснащены самоустанавливающимися обоюдоострыми ножами. (Ножи, которые не самоиндексируются, оказываются суетливыми и трудоемкими для установки.) Автоматическая блокировка режущей головки также помогает, предотвращая вращение головки, когда вы снимаете болты и ножи. Некоторые переносные строгальные станки теперь поставляются (или предлагаются в качестве опции) с сегментированной ножевой головкой (фото), состоящей из 1 ⁄ 2 толстые сегменты, каждый с режущей пластиной из быстрорежущей стали, и каждая режущая кромка с четырьмя режущими кромками. Главное преимущество этой головки заключается в том, что если вы надрежете одну или несколько фрез, вы просто повернете затронутые пластины на четверть поверните, чтобы получить новую режущую кромку • Датчики и упоры Многие строгальные станки оснащены датчиком, показывающим, сколько древесины будет удалено за каждый проход. Нам также нравятся регулируемые предустановленные ограничители глубины, которые предотвращают строгание доски тоньше заданной толщины, что является удобной функцией при строгании нескольких проектных деталей до одинаковой толщины.0125 • Сбор пыли. Строгальный станок производит кучу стружки, которая создает беспорядок, если вы не подключите пылесборник или пылесос. Некоторые из них оснащены встроенными вентиляторами, которые отсасывают стружку от режущей головки и выдувают ее через порт для сбора пыли для наиболее эффективного сбора пыли. Это оказывается полезным, если ваш рубанок находится далеко от пылесборника и нуждается в усилении. Большинство из них поставляются с пылезащитными колпаками, которые подсоединяются к 4-дюймовому шлангу, a 2- 1 ⁄ 2 «, или и то, и другое, но некоторые предлагают капюшон только в качестве аксессуара. • Мощность. К нашему удивлению, мощность не была решающим фактором. Все строгальные станки показали достаточную мощность, чтобы справиться даже с 1 ⁄ 8 «-глубокие пропилы в твердом кленовом и дубовом массиве шириной 12 дюймов.
Вот что мы бы купили
В этом тесте выделялись два строгальных станка: 13-дюймовый DeWalt DW735 и 12-дюймовый Makita 2012NB. Оба они давали исключительное качество резки, требующее небольшой шлифовки, и обе доски почти не шлифовались, хотя для этого DW735 потребовались дополнительные столы подачи и разгрузки (дополнительные 50 долларов). DW735 оснащен двумя скоростями подачи, простыми в использовании ограничителями глубины, измерителем глубины резания и встроенным сдувом стружки, достаточно мощным, чтобы удалить почти всю стружку и самостоятельно надуть мешки пылесборника.
Потребительские качества изделий различных сплавов
Несмотря на широкий ассортимент продукции аналогичного назначения, труба водопроводная стальная продолжает занимать лидирующие позиции по применению в быту и на промышленных предприятиях. Сортаменты таких изделий строго определяются ГОСТами и нормативными документами. Конструкции достаточно просты в установке и долговечны. Особенно если труба стальная — с оцинкованным покрытием.
Стальная труба
Сортамент стальных труб
Трубы водопроводные стальные применяют для создания водоснабжения всех уровней и сложностей. Самыми распространенными являются изделия из «черного» сырья. Для систем с повышенными требованиями необходимо применять трубы из оцинкованного проката.
Их сортамент определяется нормативными документами и ГОСТами, в которых описываются геометрические параметры. В соответствии с требованиями, минимальный диаметр труб составляет 6 мм, максимальный — 150 мм, толщина стенок варьируется от 0,5 до 3 мм. Учитывая эти данные, вычисляется пропускная способность изделий.
Характеристика стальных труб
Стальные трубы для водопровода подразделяются на множество групп по линейным размерам, методу производства и покрытию.
Согласно габаритам, они бывают:
Круглыми, квадратными, овальными, прямоугольными, 6- и 8-мигранными, ребристыми, сегментными и пр.
В зависимости от наружного диаметра могут быть капиллярными (0,3-4,8 мм), с малым диаметром (5-102 мм), средними (102-426 мм).
К характеристикам трубы относится их вид по методу изготовления:
Для повышения эксплуатационных характеристик прокат может покрываться различными материалами:
цинком;
экструдированным и простым полиэтиленом;
цементно-песчаной смесью;
эпоксидно-битумной смесью.
Таблица диаметров
Металлические трубы для водопровода наряду с диаметром и толщиной стенки классифицируются по условному проходу. Бывают легкие, обыкновенные и усиленные изделия.
Таблица диаметров водопроводных труб:
Толщина стенки труб, мм
Условный проход
Наружный диаметр, мм
Легкие
1,8
2
2,5
6
10,2
2
2,2
2,8
8
13,5
2
2,2
2,8
10
17
2,5
2,8
3,2
15
21,3
2,5
2,8
3,2
20
26,8
2,8
3,2
4
25
33,5
2,8
3,2
4
32
42,3
3
3,5
4
40
48
3
3,5
4,5
50
60
3,2
4
4,5
65
75,5
3,5
4
4,5
80
88,5
4
4,5
5
100
114
Длительность эксплуатации
Водопроводные трубы имеют нормативный и фактический эксплуатационные периоды. Первый четко прописан в технических документах и ГОСТах. При вычислении второго необходимо учитывать условия и функциональную направленность систем водоснабжения.
При использовании «черного» проката, согласно нормативам, стояк или подводка холодной воды и конструкция горячей подачи воды открытого типа имеет нормативный срок службы 15 лет. При закрытой системе горячего водоснабжения он уменьшается до 10 лет. Фактический срок зависит от качества ухода (покраска, сушка). При этом изделия, по которым подается горячая вода, служат намного дольше, т. к. на их поверхности не образуется конденсат, а внутри не скапливается налет.
В случае выбора труб для водопроводной системы с оцинкованным покрытием пользователь получает конструкцию с нормативным сроком службы до 30 лет (ГВС — 20 лет). Однако это при условии резьбового соединения. Сварные водопроводы теряют слой цинка из-за высокой температуры обработки. Это приводит к быстрому истощению некоторых участков и образованию свищей. Срок службы оцинкованных систем водоснабжения составляет при правильном монтаже и обеспечении надежной герметизации стыков до 70 лет. При этом сохраняются все первоначальные свойства изделий и внешний вид.
Потребительские качества изделий различных сплавов
Все стальные трубы выпускаются согласно ГОСТу, а при выборе необходимо учитывать следующие факторы:
Способность сопротивляться разрушению и деформации в разных условиях определяет пределы прочности, текучести, усталости и пр. Для повышения индекса прочности изделия поддают термической и механической обработке, вводят легирующие добавки в сплавы, облучают радиацией, применяют армирующие и композиционные материалы.
Сопротивление изгибу под действием внешних факторов и температурных режимов.
Растяжение или сжатие в результате воздействия на оси центров тяжести поперечных сечений, прикладываемых к концам или распределенным по всей длине.
Сопротивление вдавливанию или царапанию.
Способность восстанавливать форму и объем после воздействия высоких температур без потери первоначальных свойств.
Ударная вязкость, которая выражается в поглощении механической энергии при деформации.
Теплоемкость и теплопроводность особенно важна при проектировке систем горячего водоснабжения и отопительных конструкций, в т. ч. полотенцесушителей и теплого пола.
Жаропрочность определяется способностью материала противостоять механическим нагрузкам при нагревании до высоких температур.
Стойкость к коррозии в разных условиях (внешний водопровод, подземные конструкции и т. д.).
Эрозионная стойкость влияет на способность верхних слоев стальных труб сохранять эксплуатационные характеристики в результате воздействия жидкостей с разным химическим составом.
При проектировании систем водоснабжения учитывают диаметр труб, пропускную способность, максимальное гидравлическое давление, температурный режим. В зависимости от толщины стенок система может быть:
сварная со спиральным швом;
сварная с прямым швом;
цельнотянутая бесшовная.
Самые бюджетные водопроводы обустраивают из «черного» проката, применяя один из методов сварки. Такие системы подвержены коррозии и образованию ржавчины. На внутренней поверхности легко задерживаются частицы, находящиеся в воде. Они со временем образуют толстый твердый слой, предотвращающий проходу жидкостей. Конструкции нуждаются в постоянном уходе. Их поверхность периодически очищают и красят.
Создание из черного сырья различных сплавов позволяет избавиться от многих недостатков: водопроводные трубы становятся менее подверженными коррозии, стенки приобретают большую прочность, практически исключается образование налета внутри.
Оцинкованные изделия наряду с высокими эксплуатационными характеристиками обладают большим весом и ценой, которая практически в 2 раза превышает стоимость изделий из «черного» металла. Монтаж подразумевает стыковку посредством резьбового соединения. Для этого потребуется специальное оборудование, т. к. продаются трубы без резьбы. Не рекомендуется использовать сварочные швы. При высоких температурах цинковый слой полностью выгорает и система в местах соединения становится уязвимой.
Трубы из нержавеющей стали самые дорогие, но их установка окупится длительным эксплуатационным сроком без ухода и ремонта. Высокая плотность стали позволяет утончать стенки. При свойствах, аналогичных оцинкованным изделиям, такие трубы обладают малым весом. Монтаж водопровода из нержавейки достаточно сложный и трудоемкий ввиду высокой плотности материала. Он требует наличия базовых навыков и специфического оборудования.
10/19 — Трубы из углеродистой, легированной и нержавеющей стали — Размеры
Охватывает стандартизацию размеров сварных и бесшовных труб из кованой стали для высоких и низких температур и давлений.
Приведенную ниже таблицу данных стальных труб можно использовать для определения размеров труб, диаметров, толщины стенок, рабочего давления и т. д. Таблица основана на стандарте ASME/ANSI B 36.10 для сварных и бесшовных труб из кованой стали и ASME/ANSI B36.19 для нержавеющей стали. Трубка.
Независимо от номера в спецификации все трубы определенного размера имеют одинаковый наружный диаметр (несмотря на производственные допуски). По мере увеличения номера спецификации толщина стенки увеличивается, а фактическое отверстие уменьшается. Например:
С чем у любого туриста ассоциируется Хорватия? В первую очередь — отличная экология, чистейшее лазурного цвета Адриатическое море и невероятно живописные берега…
Февраль 1, 2022
Февраль 1, 2022
Февраль 1, 2022
Февраль 2, 2022
Правильное питание
Ноябрь 19, 2021
5 комментариев
Хотя общая идея заключается в том, что замороженные фрукты не несут никакой пользы для здоровья, многочисленные доказательства противоречат. ..
Ноябрь 19, 2021
17 комментариев
Ноябрь 19, 2021
10 комментариев
Ноябрь 19, 2021
20 комментариев
Общество
Ноябрь 19, 2021
7 комментариев
Найти идеальный подарок на Новый год для близких и друзей — непростая задача. Если нет уверенности в правильности своего решения, то может…
Ноябрь 19, 2021
20 комментариев
Ноябрь 19, 2021
4 комментария
Ноябрь 19, 2021
5 комментариев
Cпорт отдых туризм
Ноябрь 20, 2021
16 комментариев
Занять всю семью непросто. И что ж, нужно время, чтобы постоянно придумывать новые…
Бизнес
Ноябрь 20, 2021
2 комментария
Во французском языке существительное menu имеет два совершенно разных…
Спорт
Ноябрь 21, 2021
8 комментариев
Если вы все-таки решились на покупку первого сноуборда, при выборе однозначно не стоит…
Мини-гриндер для резьбы по дереву — как применяется. Советы мастера | Своими руками
Содержание ✓
✓ УЛИТКА ИЗ ОБРЕЗКОВ ДУБА, СДЕЛАННАЯ ПРИ ПОМОЩИ МИНИ-ГРИНДЕРА
✓ МИНИ-ГРИНДЕР MERLIN2 – ВИДЕО ОБЗОР ОТ АВТОРА
✓ РУЧНОЙ МИНИ-ГРИНДЕР СВОИМИ РУКАМИ – ВИДЕО
✓ ГРИНДЕР СВОИМИ РУКАМИ – ВИДЕО 2
Сегодня я расскажу вам об очень интересном инструменте, который существенно расширяет возможности как хоббистов, так и профессионалов, занимающихся скульптурной резьбой по дереву. Он особенно необходим для тех, кто режет вазы и композиции из сувелей и капов.
Однако только деревообработкой сфера его применения не ограничивается. Этот инструмент отлично подходит и для обработки металла, и пластиков, и других материалов. Для этого применяется соответствующая оснастка (расходка).
Возможно, некоторые из вас уже поняли, что речь пойдёт о мини-гриндере Merlin2, который производит компания King Artur Tools. Этот производитель давно известен во всём мире и в лишних хвалебных словах не нуждается.
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
УЛИТКА ИЗ ОБРЕЗКОВ ДУБА, СДЕЛАННАЯ ПРИ ПОМОЩИ МИНИ-ГРИНДЕРА
Мини гриндером я работаю уже несколько месяцев и очень им доволен. Раньше даже не представлял, что скульптурную резьбу можно делать так быстро. Вот одна из недавних работ — улитка из обрезков дуба, которую я недавно показывал в одном из своих видео. Не считая склейки заготовки из реек, вся работа заняла около 7 часов. Думаю, это впечатлит и воодушевит многих мастеров, которые занимаются стилизованной скульптурной резьбой или делают вазы из капов и сувелей.
МИНИ-ГРИНДЕР MERLIN2 – ВИДЕО ОБЗОР ОТ АВТОРА
Мини-гриндер для резьбы по дереву Merlin2. Подробный обзор и тестирование.
Watch this video on YouTube
РИС 1. ВНЕШНИЙ ВИД МИНИ-ГРИНДЕРА С ОСНАСТКОЙ В КОМПЛЕКТАЦИИ DELUXE SET VARIABLE SPEED БЕЗ КРУГОВ НАЖДАЧНОЙ БУМАГИ ДЛЯ ШЛИФОВАЛЬНЫХ ТАРЕЛОК
Мини-гриндер (рис. 1) представляет собой миниатюрную УШМ и позволяет устанавливать на него различные диски и оснастку с наружным диаметром 2 дюйма (50 мм). Это позволяет производить обработку в самых труднодоступных местах. Круги наждачной бумаги, входящие в комплект, на фото не отображены.
Мощность двигателя составляет всего 100 Вт, но за счёт использования обновлённой константной электроники имеет очень высокий постоянный крутящий момент. Весь секрет кроется в том, что в инструменте предусмотрен ощутимый запас мощности, который система электроники добавляет в тот момент, когда нагрузка на двигатель возрастает. Это позволяет поддерживать обороты двигателя под нагрузкой и работать инструментом комфортно и уверенно в различных условиях.
Существует два типа данного инструмента: с регулировкой частоты вращения и без неё. Как правило, в регулировке оборотов нет острой необходимости и можно работать на максимальных оборотах.
В этом случае инструмент функционирует на постоянной частоте вращения. 13000 об/мин, но для определённых задач нужно снижать частоту вращения оснастки. Модели с регулировкой частоты вращения позволяют регулировать скорость в пределах 6000-13000 об/мин. Это бывает особенно важно при шлифовке дерева или работе с пластиками, чтобы не допускать нагрева абразива и материала. В зависимости от того, какие работы вам придётся выполнять, можно подобрать оптимальную комплектацию инструмента и расходных материалов.
Вес инструмента с установленным цепным диском составляет всего 620 г. Поэтому работа с ним не требует особых усилий и рука не устаёт.
Читайте также: Рельефная резьба по дереву своими руками – мастер класс для начинающих
РИС. 2. МАЛОГАБАРИТНЫЙ УГЛОВОЙ РЕДУКТОР В ЦЕЛЬНОЛИТОМ КОРПУСЕ ИЗ АЛЮМОМАГНИЕВОГО СПЛАВА
Конструктивно мини-гриндер представляет собой двигатель постоянного тока, встроенный в корпус из стеклонаполненного полиамида, и удлинённый цельнолитой редуктор из магниевого сплава. Применяемые материалы имеют очень высокую прочность и долговечность, а малые габариты редуктора (рис. 2) делают этот инструмент очень удобным. Угловая передача редуктора способна передавать очень высокий крутящий момент.
Вторичный вал установлен на два подшипника, что полностью исключает люфты и повышает ресурс работы. Косозубые конические шестерни, применяемые в редукторе, при работе создают гораздо меньше шума, чем прямозубые, поэтому инструмент негромкий, и им можно работать даже в квартире, не переживая о том, что вы будете мешать соседям.
В течение первых часов работы происходит приработка зубьев шестерён, поэтому при первом включении может наблюдаться небольшой шум, но через час-полтора работы этот шум пропадает, как и в любом электроинструменте с редуктором.
Ещё одной из особенностей редуктора является волнистая пружинная шайба, которая поджимает ведомый вал с шестернёй, полностью устраняя люфты. Угловой люфт редуктора не превышает 0,5° даже через несколько месяцев работы. Такой точностью вряд ли может похвастаться какой-либо другой инструмент.
РИС. 3. ЗВЁЗДОЧКА РАЗЪЁМНОГО СОЕДИНЕНИЯ ДВИГАТЕЛЯ И ВЕДУЩЕГО ВАЛА РЕДУКТОРА
Ведущий вал редуктора отделён от двигателя при помощи шестизубой звёздочки (рис. 3). Это позволяет изолировать вибрацию, возникающую при работе, от двигателя. Это очень важно, поскольку вибрация, воздействующая на двигатель, снижает ресурс работы щёток и втулок, в которые посажен ротор.
Конструкция хорошо продумана как внутри, так и снаружи. Вентиляционные отверстия очень чисто обработаны и не имеют следов облоя, что говорит о высоком качестве (рис. 4). Регулятор оборотов немного утоплен в корпус, а кнопка включения ограничена с двух сторон рёбрами, что полностью предотвращает случайное включение или изменение скорости вращения (рис. 5).
РИС 4. ВЕНТИЛЯЦИОННЫЕ ОТВЕРСТИЯ НЕ ИМЕЮТ СЛЕДОВ ОБЛОЯ
РИС. 5. КНОПКА ВКЛЮЧЕНИЯ И РЕГУЛЯТОР ОБОРОТОВ ДВИГАТЕЛЯ
Кнопка блокировки шпинделя установлена через переходную втулку, и это очень большое преимущество. Уверен, многие наслышаны о случаях, когда, например, на У Ш М кнопка блокировки нажимается во время работы, или двигатель запускается при нажатой кнопке. Если кнопка блокировки установлена непосредственно в корпус редуктора, то её просто выламывает вместе с посадочным местом.
В Merlin2 достаточно будет заменить втулку, а излома конструкции не произойдёт. Кроме того, кнопка блокировки шпинделя обращена в сторону ладони, соответственно, случайно нажать её невозможно.
Мини-гриндер безопасен в работе, поскольку на нём установлена литая металлическая защита, которую невозможно снять.
На нижней части обоймы защиты профрезерована плоскость для уменьшения толщины обоймы с рабочей стороны, чтобы она не ограничивала глубину обработки и не упиралась в материал. Нормальное положение защиты должно находиться в пределах от 0 до 90° к продольной оси, и его можно регулировать в зависимости от типа работ. Кожух защиты лучше всего установить под 45° к продольной оси мини-гриндера, но также для удобства обработки тех или иных участков можно слегка развернуть.
Здесь следует отметить, что при работе надо обязательно учитывать направление вращения оснастки. Стружка должна лететь в сторону оператора. Если у вас возникнет соблазн развернуть защиту, чтобы она выбрасывалась в противоположном направлении, то работать с инструментом будет очень сложно. Крутящий момент очень высокий, поэтому оснастка будет резко врезаться в материал, а инструмент будет отбрасывать в сторону оператора. При правильной работе этого не происходит, и процесс очень хорошо контролируется.
РИС 6. ОСНАСТКА С ОТВЕРСТИЕМ ДИАМЕТРОМ 9,5 ММ
РИС. 7. БЫСТРОСЪЁМНАЯ ОСНАСТКА С СИСТЕМОЙ КРЕПЛЕНИЯ ROLOC
Вся оснастка, которая применяется с этим мини-гриндером, подразделяется на два типа: оснастка с отверстием диаметром 9,5 мм (рис. 6), которая устанавливается на посадочный фланец и прижимается винтом через специальную установочную шайбу, и быстросъёмная оснастка с системой крепления ROLOC (рис. 7).
Для работы с быстросъёмной расходкой требуется специальная насадка в виде мягкого гриба, в центре которого установлена металлическая втулка, имеющая два резьбовых зацепа (рис. 8). В эту втулку вкручиваются различные щётки, круги из наждачной бумаги или скотч-брайта, а также полировальная войлочная тарелка,хотя формулировка «вкручиваются» здесь не совсем корректна: расходка устанавливается лёгким движением руки, для чего достаточно сделать пол-оборота.
РИС 8. МЕТАЛЛИЧЕСКАЯ ВТУЛКА СИСТЕМЫ КРЕПЛЕНИЯ ROLOC
Два типа оснастки по функционалу пересекаются, но использование того или другого типа определяется методами работы. Для замены оснастки с отверстиями нужно открутить винт, заменить насадку, после чего закрутить винт на место.
Это занимает не более одной минуты. Такой тип оснастки удобно применять в тех случаях, когда нет необходимости в частом переходе от одной операции к другой. И совсем другое дело, когда приходится постоянно менять расходку, переходя от грубой обдирки к чистовому шлифованию и обратно. Смена дисков в этом случае занимает считанные секунды.
Диски и круги с отверстиями имеют очень широкий ассортимент. Это цепной диск, металлические тарельчатые диски с нанесёнными конусами или зёрнами из карбида вольфрама, имеющие разную агрессивность съёма, шлифовальные тарелки с репейником для установки кругов наждачной бумаги, отрезной армированный диск для металла и лепестковые шлифовальные диски разной зернистости.
К быстросъёмной оснастке относятся круги из наждачной бумаги на тканевой основе, скотч-брайт и полимерные алмазные щётки. Полимерные щётки содержат алмазный порошок, распределённый по всему объёму, поэтому ими можно работать всей доступной поверхностью: как торцами и боковой частью стерженьков, так и монолитным ребром самой основы щётки. Работать можно абсолютно по любым материалам, включая дерево, металл, пластик и даже камень. Щётки, цепной или металлические тарельчатые диски практически не изнашиваются.
РИС. 9. ЦЕПНОЙ ДИСК ДЛЯ БЫСТРОЙ, ГРУБОЙ ОБРАБОТКИ
Отдельно хотелось бы остановиться на описании работы цепного диска (рис. 9) и тарельчатых дисков (рис. 11). Цепной диск представляет собой цепь, заклёпанную в кольцо, которая фиксируется двумя шайбами.
Этот диск имеет самую высокую производительность и может снимать очень большое количество материала, причём зубья цепи режут материал как вдоль или поперёк волокон, так и в пошёрстном или противошёрстном направлении. Ограничители врезания предотвращают неконтролируемый съём материала. Диск работает только наружной боковой частью, поэтому при работе его нужно располагать под углом 30-60° к обрабатываемой поверхности и двигать справа налево (рис. 10). Можно работать как длинными, так и короткими проходами.
РИС. 10. ЦЕПНОЙ ДИСК В РАБОТЕ
При обработке капов и сувелей такой диск, в отличие от работы стамесками, не даёт сколов и ускоряет процесс резьбы в несколько десятков раз. Каждый резчик по дереву знает, как сложно обрабатывается свилеватая древесина резчицким инструментом, поэтому нужно очень тщательно следить за направлением волокон. И совсем другое дело — цепной диск. При работе им не нужно задумываться о том, будут ли сколы или рваные волокна, а малый диаметр позволяет делать поднутрения очень малого радиуса.
Этот диск в первую очередь предназначен для черновой обдирки заготовки и придания ей формы, близкой к итоговому изделию. Спешить при работе с этим диском не нужно, чтобы избежать ошибок и не снять лишний материал. Сам мини-гриндер при этом испытывает большое противодействие со стороны материала и его нужно надёжно удерживать двумя руками: одной рукой за корпус двигателя, другой — за корпус редуктора.
РИС. 11. МЕТАЛЛИЧЕСКИЕ ТАРЕЛЬЧАТЫЕ ДИСКИ ДЛЯ ПРОМЕЖУТОЧНОЙ ОБРАБОТКИ
После того как общая форма достигнута, можно переходить к более точной обработке при помощи тарельчатых металлических дисков. Чаще всего в работе используются диски красного, жёлтого и бордового цвета (рис. 11). Жёлтый диск имеет очень плотную посыпку и очень высокую агрессивность, поэтому съём материала происходит довольно быстро, но всё же не так, как при использовании цепного диска. В данном случае съём материала происходит в щадящем режиме и сам процесс хорошо контролируется. Поверхность получается чище. Желтый диск очень хорош при работе по твёрдым породам древесины. На мягких породах он может немного забиваться волокнами, и его придётся чаще чистить, потому что пазухи между зёрнами очень маленькие.
Второй диск, который применяется для работы с деревом, красный с зубьями в виде конусов. Конусы (иголки) имеют структурированное расположение, поэтому работают чище, чем жёлтые, но, несмотря на свой «агрессивный» внешний вид, они работают более бережно. В простонародье такую оснастку называют «ёжиками». Между конусами пазухи открыты, и такие диски не забиваются волокнами древесины, поэтому ими можно работать как по мягким, так и по твёрдым породам. Иглы на дисках могут иметь различную величину. Более крупные иглы обеспечивают более грубую обработку, мелкие — более чистую. Диски с разной величиной шипов окрашиваются в различные цвета.
Третий диск бордовый. Его рабочая поверхность очень похожа на наждачную бумагу: твёрдосплавная крошка насыпана и напаяна на металлическую поверхность. Эти диски можно применять только для обработки твёрдых пород древесины и различных пластиков, в том числе и волокнистых.
Шлифовальные тарелки бывают двух типов: твёрдая высокая и мягкая низкая. На них устанавливается наждачная бумага зернистостью от 80 до 600 единиц. Отрезной диск по металлу и лепестковые шлифовальные диски наверняка знакомы всем и в описании не нуждаются.
Для работы с быстросъёмной оснасткой в шпиндель мини-гриндера вкручивается грибок, а уже в него, в свою очередь, устанавливается скотч-брайт, наждачная бумага или щётки. Здесь нужно отметить, что наждачные бумаги под такую насадку имеют более грубую зернистость (от 24 до 240 единиц). Скотч-брайт может также иметь различную зернистость, поэтому диски скотч-брайта имеют разный цвет. Предназначены они для работы с металлами и для деревообработки подходят не очень хорошо. Также для полировки металла можно установить быстросъёмный войлочный диск для нанесения полировальной пасты.
РИС 12. СУМКА ДЛЯ ХРАНЕНИЯ МИНИ-ГРИНДЕРА И ОСНАСТКИ
Для смены оснастки в комплекте прилагается шестигранный угловой ключ для крепления при помощи винта, а также рожковый ключ для установки и снятия переходника под быстросъёмную оснастку. Инструмент и оснастка хранятся в тканевой сумке с ручками, что очень удобно (рис. 12).
Читайте также: Резьба по дереву для начинающих – выбор инструмента для резьбы и его заточка
РУЧНОЙ МИНИ-ГРИНДЕР СВОИМИ РУКАМИ – ВИДЕО
Ручной мини гриндер за 10 минут. Hand mini grinder for 10 minutes
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Ручная кофемолка Timemore — Кофейная библиотека Sweet Maria
Мы начали носить с собой эту ручную кофемолку с невероятным названием Timemore… на самом деле она работает без времени, а это значит, что для помола кофе требуется меньше времени!
Я использовал ручную кофемолку Timemore в течение нескольких месяцев, прежде чем мы заказали ее для Sweet Maria’s. В то время у меня было несколько проблем с моей электрической кофемолкой (Sette)… и я начал все измельчать с помощью Timemore!
Усилия, необходимые для помола кофе, особенно более плотной и светлой обжарки, которую я предпочитаю, оказались намного меньше, чем ожидалось. И это заняло меньше времени, чем ручные шлифовальные машины прошлого. Но больше всего мне понравилось, что было ТИХО! Электрические кофемолки обычно очень громкие, и я всегда чувствовал себя виноватым, включив их, когда люди спали. Виноватых больше нет.
Ручная кофемолка Timemore фото
Я не говорю, что ручная кофемолка, даже Timemore, не требует ни усилий, ни времени. Это еще надо заработать! Но с эргономикой этой мельницы, красивыми острыми жерновами из нержавеющей стали, гладкой опорой на двойном шарикоподшипнике для измельчающего вала и превосходным цепким алюминиевым корпусом, она требует гораздо меньше усилий, чем ручные кофемолки предыдущих поколений.
Ручная кофемолка Timemore — это хорошее соотношение цены и качества, она производит качественный помол для эспрессо и пуровера и не требует мускулов Чарльза Атласа! Эта мельница делает 25 г для моего пуровера за короткое время. На самом деле, мне удается выжать 30 граммов, потому что это менее объемная легкая обжарка. Темная обжарка будет 20-25 в зависимости от сорта зерен. В этом видео подробно описаны некоторые особенности этой мельницы, как отрегулировать настройку помола, а также очень неподтвержденное сравнение качества помола с недорогой ручной кофемолкой, rhinoware.
Ручная кофемолка Timemore для кофе, короткое видео о характеристиках Характеристики и характеристики:
Алюминиевый корпус
Фрезы из нержавеющей стали с ЧПУ твердостью 55-58 HRC
Пластиковая рукоятка, верхняя часть крышки.
(Все нагруженные детали — металл по металлу)
Корпус диаметром 52 мм
Высота с ручкой 155 мм.
Вес 472 грамма.
Ручка 145 мм.
Модель: «Каштан C2»
В комплекте щеточка для чистки и дорожная сумка.
Как настроить Timemore. (Также смотрите видео выше для демонстрации).
Регулировка проста! Мельница имеет 30 уровней регулировки, а для капельного заваривания кофе я использую «22». Настроить мельницу легко, когда бункер пуст, а жернова чистые. Отвинтите и снимите нижний отсек для помола, чтобы вы могли видеть регулировку жерновов. Удерживая ручку за верхний конец, поверните регулировку заусенца в направлении стрелки «Fine» (по часовой стрелке), пока она не будет сопротивляться. Жернова должны быть заблокированы, установлены так точно, чтобы они не могли проворачиваться. Теперь, удерживая кривошипную рукоятку, чтобы она не двигалась, поверните диск регулировки в направлении стрелки «Грубо» на 22 щелчка. Каждый полный оборот составляет 12 щелчков. Я обычно делаю 2 полных оборота на 360, затем по часовой стрелке 2 щелчка. Это 22!
Угловая шлифовальная машина | Хакадей
5 октября 2022 г., Райан Флауэрс
На протяжении тысячелетий люди с хакерским нравом смотрели на разные предметы в своей куче вещей, приходили в голову диковинные идеи и думали: «Интересно, сработает ли это?» Некоторые из нас останавливаются на достигнутом, убеждая себя, что это плохая идея, которая никогда не сработает. Другие из нас, такие как [Питер Срипол], хорошо известны не только тем, что у них есть такие мысли, но и тем, что у них есть мужество, чтобы исследовать их до их непрактичного предела, как показано в видео ниже перерыва.
Питер начинает с адаптации пропеллера модели самолета к своей шлифовальной машине с питанием от батареи на 9500 об/мин, а затем проверяет тягу с различными пропеллерами, чтобы определить, какой из них показался наиболее эффективным. Затем [Питер] сделал то, что сделал бы любой аэрокосмический инженер в здравом уме: он попросил своего брата спроектировать получившийся самолет, который был вдохновлен малоизвестным немецким асимметричным самолетом времен Второй мировой войны.
Летал? Так оно и было, и вы можете увидеть пару итераций этого инструмента на видео. Но то, что произошло дальше, было не менее интересно: во-первых, однолопастный вертолет с приводом от измельчителя и его последующая забавная неудача, а затем его немного более успешный преемник.
Мы, конечно же, рассмотрели множество лайфхаков с угловыми шлифовальными машинами, например, это приспособление для идеальных пропилов (что, как известно, трудно сделать с помощью ручной шлифовальной машины), но мы впервые видим, как угловая шлифовальная машина вылетает из более чем разочарование. У вас есть собственный лайфхак для угловой шлифовальной машины, чтобы крутить по-нашему? Обязательно сообщите об этом на Tip Line!
Читать далее «Взлом Power Tool под новым углом зрения на радиоуправляемые электростанции» →
Posted in Инструментальные лайфхакиTagged Угловая шлифовальная машина, Peter sripo, Радиоуправляемый самолет, оснастка вокруг
14 декабря 2021 г., Дэйв Раунтри
[JSK-koubou] не новичок в создании инструментов для улучшения своей работы, и это последнее видео является еще одним в длинном списке таких сборок, просто зайдите на их канал YT, чтобы увидеть множество других примеров. На этот раз выделенный инструмент — это полуавтоматическая шлифовальная машина (видео, встроенное ниже), которая может быть очень удобной во многих ситуациях.
Многим из нас трудно получить прямые пропилы с помощью угловой шлифовальной машины, особенно при работе с более мягкими материалами, поскольку иногда трудно получить хорошее «чувство» того, как происходит рез. Как только рез начнется, тонкие лезвия будут иметь тенденцию «следовать» в пазу, поэтому, если он начнется немного, весь разрез будет отключен. Самый раздражающий. Все, что поможет держать вещи прямо и прямо, очень поможет, с дополнительной функцией моторизованного привода, обеспечивающей постоянную скорость резки и, предположительно, повышающей качество резки.
Использование частично укомплектованного станка для нарезания собственного ходового винта
Поскольку работа не требует ручного управления, вы можете настроить его и оставить делать свое дело, пока вы отходите в сторону, подальше от летящих искр, шума и отдаленной возможности получить осколочное лезвие в лицо, если случится немыслимое. Все хорошие вещи.
Подробное видео сборки показывает, что выглядит довольно прочной конструкцией, на соответствующем веб-сайте есть планы, но они запрашивают небольшое пожертвование в размере 1000 йен (менее 10 долларов США), чтобы загрузить их. Учитывая полезность инструмента, это кажется небольшой ценой. Нам очень понравились некоторые разделы видео сборки, где инструмент используется для вырезания собственных компонентов, так как он собирается последовательно. Умная штука! Другой интересной техникой было использование нагретого пламенем (Stanley) лезвия ножа в качестве соединения концов приводного ремня. Несколько жестковат для лезвия, но это расходный материал, который выполняет свою работу, так что для нас этого достаточно!
Что касается запчастей, здесь нет ничего особенного, их проще всего приобрести у обычных поставщиков механических компонентов, но мы считаем, что вы сможете найти большую часть из них и на eBay. Мы думаем, что это именно та сборка, которая будет хорошо работать в вашем местном Makerspace, так что, возможно, подумайте об этом?
Надоело резать вручную? Вам нужно избыточное решение для рутинной работы? Как насчет автоматической отрезной пилы? Если вам нужна защита от могучей угловой шлифовальной машины, то, возможно, Proteus — это то, что вам нужно?
Продолжить чтение «Полуавтоматическая шлифовальная машина своими руками собирается сама (вроде)» →
Posted in Инструментальные лайфхакиTagged алюминиевый профиль, угловая шлифовальная машина, автомат
6 августа 2020 г. Кристина Панос
Как здорово было бы, если бы существовал материал, который нельзя было бы разрезать или просверлить? Вы можете сделать самый крутой велосипедный замок, самые прочные рабочие ботинки или самую надежную дверь. На самом деле, список возможностей можно продолжать и продолжать.
Proteus пережевывает диск угловой шлифовальной машины за секунды.
Исследователи из Великобритании и Германии утверждают, что создали такой волшебный материал. Он может разрушать диски угловых шлифовальных машин, сопротивляться сверлам и расширять потоки водоструйных резаков.
Материал изготовлен из вспененного алюминия, в который встроено множество маленьких керамических сфер. Он работает, вызывая ответные вибрации в режущих инструментах, которые обращают силу инструментов обратно на себя и быстро притупляют их края.
Создатели назвали материал Proteus в честь неуловимого и меняющего форму пророка из греческой мифологии, который делился своими видениями будущего только с теми, кто мог обнять его и удержать на месте. Похоже, этот материал может составить конкуренцию Proteus за его деньги.
Сами по себе керамические сферы не являются неразрушимыми, но они не должны быть таковыми. Истирание сфер только делает Протея сильнее. Когда режущий инструмент соприкасается с ними, они превращаются в пыль, которая заполняет пустоты в алюминиевой пене, усиливая разрушительный вибрационный эффект материала. Физическое вдохновение для Proteus исходит от защитных иерархических структур в природе, таких как ударопрочная кожура грейпфрута и склонность раковин морского ушка сопротивляться разрушению под воздействием зубов акулы.
Рецепт протея в картинках.
На данный момент Proteus является доказательством концепции. Вероятно, потребуется внести коррективы, прежде чем его можно будет производить в любом масштабе. Несмотря на это, рецепт кажется довольно простым. Сначала порошок алюминиевого сплава смешивают с пенообразователем. Затем смесь прессуют холодным способом в компрессоре и прессуют в плотные стержни. Стержни вырезаются по размеру, а затем укладываются вместе с керамическими сферами в многослойную сетку, наподобие металлургической лазаньи.
Сетка точечной сваркой в стальной короб и затем помещается в печь на 15-20 минут. Внутри печи пенообразователь выделяет газообразный водород, который создает пустоты в алюминиевой пене и придает ей ячеистую структуру.
Последствия врезания в цилиндр Протея угловой шлифовальной машиной.
Согласно их статье, исследователи пытались проникнуть в материал с помощью угловой шлифовальной машины, водоструйного резака и дрели. Из них сверло имеет наилучшие шансы пройти, потому что маленькая точка контакта может легче находить зазоры, поэтому вероятность попадания в керамическую сферу меньше. Исследователи также изготовили цилиндрические образцы без стальной оболочки, которые они использовали для проверки прочности на сжатие и доказательства полезности Proteus в качестве конструкционного материала для балок и колонн. Поначалу это было не очень хорошо, но стало менее сжимаемым, когда пенопластовая матрица разрушилась.
Процесс создания дает некоторую свободу действий для индивидуальной настройки, поскольку пористость алюминиевой пены можно варьировать, изменяя время запекания. Что касается проблемы со сверлом, то усилить безопасность так же просто, как отрегулировать размер и/или плотность керамических сфер.
В ролике после перерыва видно, как кусок Протея меньше чем за минуту съедает диск болгарки. Некоторые могут спорить о технике владения инструментом, но мы думаем, что есть что сказать о любом материале, который может так быстро разрушить отрезной диск. Они не утверждают, что Proteus совсем непробиваемый, но выглядит он впечатляюще. Мы бы хотели, чтобы они попробовали больше режущих инструментов, таких как газовая горелка, или экспериментировали с другими разрушительными методами, такими как пластическая взрывчатка, но мы полагаем, что бюджеты исследований так далеко не идут.
Продолжить чтение «Протей, изменяющий форму и, возможно, неразрезаемый материал» →
Для бедных [мастерская с нуля] зима приносит радость холодной мастерской. Поскольку здание конструктивно выполнено из жести, прогрев помещения затруднен.
Естественно, решение состояло в том, чтобы построить самодельную дровяную печь. Сборка начинается с того, что угловая шлифовальная машина помещается в ресивер со сжатым воздухом. Отпилив верхнюю часть и отшлифовав края, строитель вырезает отверстие и сваривает несколько стержней в подставку для центра. Затем он приваривает несколько внешних рам для печи, а также дымоход, несколько изящных крышек, соединенных петлями, и вентилятор/регулятор температуры, чтобы поддерживать огонь.
Похоже, что большая часть деталей сделана из металлолома, разбросанного по всей мастерской, хотя степень сборки всего проекта довольно гладкая. Небольшой фильтр и аэрозольная краска помогают очистить печь и сделать ее менее захламленной. Последний шаг? Стопка деревянных бревен и паяльная лампа, чтобы начать веселье. Снаружи печи ЖК-экран отслеживает температуру, обеспечивая некоторую обратную связь и контроль.
Результат, возможно, слишком эффективен для прогрева мастерской, но проблема точно решена!
Читать далее «Эффективная самодельная дровяная печь» →
Posted in hardwareTagged УШМ, печь, отопление
3 октября 2019 г. Шэрон Лин
Угловые шлифовальные машины
— одни из самых полезных инструментов для тех, кому когда-либо приходилось резать металл. Они эргономичны, компактны и выполняют свою работу. К сожалению, одним из компромиссов, которые вы обычно делаете при их использовании, является точность.
Но, к счастью, есть решение, которое можно сделать своими руками. YouTuber [мастерская с нуля] продемонстрировал процесс сборки угловой шлифовальной машины в недавнем видео, сварив стальные балки в плоскую раму и прикрепив сверху подогнанные балки, чтобы они скользили по рядам. При необходимости используются распорки, чтобы ползунок идеально подходил к балке. Хитроумное приспособление, удерживающее угловую шлифовальную машину, — приваренный к раздвижному механизму болтами кусок стали — имеет захват, позволяющий пользователю беспрепятственно перемещать инструмент по столу.
Операция похожа на более универсальную и прочную пилу, не говоря уже о настраиваемых ориентирах угла, которые вы можете сделать, чтобы разрезать практически все, что вам нравится. Видео сборки показывает весь процесс, от просверливания отверстий и просверливания отверстий до сварки частей рамы вместе, чтобы искусно покрасить поверхность распылением в стильный черный цвет, достаточно знакомо, чтобы проект выглядел как кусок пирога.
Как следует из названия, [мастерская с нуля] предназначена для создания собственных инструментов для мастерских, и ранее мы уже рассматривали их впечатляющие конструкции гидравлических тисков и мобильных кранов. Эти инструменты, в основном собранные из обрезков, доказывают, что создание собственного магазина не обязательно означает, что вам нужно грабить банк.
Продолжить чтение «Решите свои проблемы с точностью с помощью угловой шлифовальной машины» →
Для большинства из нас тиски — это то, что вы зажимаете на краю верстака и опускаете вручную. Он может быть даже сделан из пластика, в зависимости от того, какую работу вы с ним выполняете. Но можно с уверенностью сказать, что [WorkshopFromScratch] не будет паять какие-либо печатные платы в губках этих почти 100-фунтовых гидравлических тисков, которые он построил, ну… с нуля.
В видео после перерыва он берет груду металлолома, в том числе то, что кажется куском стеллажа из Home Depot, и ржавую пластину, которая выглядит так, будто ее можно снять с корпуса затонувшего корабля, и поворачивается. в чудовищные тиски с усилием зажима пять тонн. За исключением нескольких болтов, пары газовых амортизаторов и гидравлического домкрата, обеспечивающего силу, все вырезано вручную и сварено вместе. Здесь нет причудливой обработки; если у вас есть угловая шлифовальная машина, сварочный аппарат и, конечно же, вышеупомянутый запас металлолома, у вас есть задатки для ваших собственных мегатисков.
Часть стеллажа вырезается по центру, чтобы сформировать основу тисков, но большая часть всего остального формируется из отдельных профилей, вырезанных из пластины и сваренных вместе. Учитывая поэтапные методы строительства, конечный результат выглядит очень профессионально. Хитрость заключается в том, чтобы отшлифовать все поверхности, включая сварные швы, до тех пор, пока все не станет ровным. Затем нанесите слой грунтовки, а затем финишный цвет.
Хотя вся сборка очень впечатляющая, наша любимая часть — это поперечная штриховка, вырезанная вручную на челюстях. Держа заготовку в одной руке и угловую шлифовальную машину в другой, он вырезает шаблон с точностью, которая выглядит почти как механическая. Если бы мы не знали лучше, мы могли бы подумать, что [WorkshopFromScratch] — это какой-то металлообрабатывающий андроид из будущего.
Умение работать с металлом — это фантастический навык, и мы всегда впечатлены тем, что люди могут сделать с помощью сварщика и некоторых находок на свалке. Особенно, когда они создают инструменты и оборудование, которые можно использовать на практике.
Читать далее «Гидравлические тиски — шедевр металлолома и угловой шлифовки» →
Если и существует небольшой электроинструмент, который можно взломать так же, как угловая шлифовальная машина, то мы его еще не нашли. Эти универсальные инструменты помещают в вашу ладонь много энергии, и даже в нетронутом виде они обладают огромным набором функций, от резки до шлифовки, полировки и очистки, просто выбирая то, что идет на оправку.
С помощью простой самодельной насадки [Дарек] превратил свою угловую шлифовальную машину в микроленточный шлифовальный станок, который отлично подходит для труднодоступных мест.
Патрон для дрели INTERTOOL быстрозажимной 1-10мм 3/8in х24
На складе
Доставка по Украине
по 89 грн
от 3 продавцов
89 грн
Купить
Лайнер — производствено-торговая компания
Патрон для дрели INTERTOOL быстрозажимной 2-13мм 1/2in х20
На складе
Доставка по Украине
по 129 грн
от 3 продавцов
129 грн
Купить
Лайнер — производствено-торговая компания
Патрон сверлильный быстрозажимной, 2-13мм, резьба 1/2″-20UNF для дрели Без бренда
Доставка по Украине
290 грн
Купить
«Ценовал»
Патрон для дрели металлический быстрозажимной Black&Decker
На складе
Доставка по Украине
по 269. 75 грн
от 2 продавцов
269.75 грн
Купить
TOOLDNEPR
Патрон для дрели быстрозажимной 1/2 — 20, 2.0-13мм APRO
На складе
Доставка по Украине
571 грн
Купить
32tools
Патрон для дрели быстрозажимной 3/8 *24, 1.0-10мм APRO
На складе
Доставка по Украине
514 грн
Купить
32tools
Патрон для дрели 1/2-20UNF, быстрозажимной, под сверла 2.0-13 мм. Werk 33992
На складе в г. Запорожье
Доставка по Украине
158 грн
150.10 грн
Купить
Интернет магазин «Ключик»
Патрон для дрели 1/2-20UNF, быстрозажимной, под сверла 2.0-13 мм. Intertool ST-1231
На складе в г. Запорожье
Доставка по Украине
279 грн
273.42 грн
Купить
Интернет магазин «Ключик»
Патрон для дрели быстрозажимной WERK 1/2″UNF 2.0-13мм
На складе
Доставка по Украине
167 грн
Купить
🛠KWAT🛠
Патрон для дрели APRO быстрозажимной 1/2 — 20, 2. 0-13мм
Доставка по Украине
307.31 грн
Купить
Винхозгруп
Патрон для дрели APRO быстрозажимной 3/8 *24, 1.0-10мм
Доставка по Украине
277.26 грн
Купить
Винхозгруп
Патрон- Типы патронов и их применение
Гайды
Алёна Веренич8 декабря, 2021
0 421 3 minutes read
Одна из особенностей дрели является наличие патрона. Но в чем их отличия и как найти сверло, подходящее для вашей работы? патроны — это устройства, используемые для удержания сверла или других режущих инструментов на шпинделе. Размер патрона относится к максимальному размеру долота, которое вы сможете вставить в сверло.
1 🔰 Стандартные Размеры Патронов
2 🔰 Долговечность патрона
3 🔰 Различные типы патронов для шуруповертов и дрелей
патроны — это устройства, используемые для удержания сверла или других режущих инструментов на шпинделе. Размер патрона относится к максимальному размеру долота, которое вы сможете вставить в сверло. Как правило, чем больше патрон, тем больше бит, который вы можете использовать. Размер требуемого патрона часто будет зависеть от цели, для которой вы хотите его использовать. Наиболее распространенными размерами являются 1/4 дюйма, 3/8 дюйма и 1/2 дюйма. При поиске подходящего сверла необходимо учитывать правильный размер патрона. Чтобы сделать это проще, давайте рассмотрим некоторые вещи, которые вам нужно будет рассмотреть.
Патрон
🔰 Стандартные Размеры Патронов
Существует несколько стандартных размеров патронов для дрели. Тот, который вы выберете, часто будет зависеть от того, как вы хотите использовать дрель. Первый стандартный размер составляет 10 мм или 3/8 дюйма. Они будут держать бит меньшего размера и, как правило, будут менее мощными, чем те, у которых патрон большего размера. Чтобы это компенсировать, они, как правило, более доступны по цене, чем другие сверла. Следующий стандартный размер — 13 мм или 1/2 дюйма. Это, как правило, более крупные и профессиональные дрели. Это может означать, что они подойдут для более широкого круга проектов. Однако они также будут дороже.
Размер патрона относится к размеру хвостовика. Это размер сверла, измеренный по диаметру. Если вы используете шестигранную коронку, убедитесь, что вы используете плоские секции для измерения расстояния. Чтобы упростить задачу, у большинства битов размер хвостовика указан на упаковке. Тип размера патрона, который вы выбираете, будет варьироваться в зависимости от типа проекта, который вы хотите выполнить. Если он вам нужен для случайной работы по дому, подойдет модель меньшего размера 3/8 дюйма. Но если вы профессионал и хотите использовать его для работы, лучше всего выбрать модель ½ дюйма, чтобы вы были готовы взять на себя целый ряд задач.Выбор стандартного патрона — одно из преимуществ для вас.
🔰 Долговечность патрона
Размер патрона — не единственное, о чем вам нужно будет подумать. Вам также придется подумать о том, насколько прочным он будет. Это повлияет на то, как долго продлится ваше упражнение. Давайте рассмотрим некоторые факторы, которые могут повлиять на долговечность патрона.
Во-первых, вам следует подумать о типе материалов, которые были использованы для его создания. Например, некоторые дрели могут быть изготовлены из пластика, в то время как другие будут изготовлены из металла. Как правило, металл будет прочнее пластика. Но он часто имеет более высокую цену.
Вам также нужно будет подумать о количестве зубьев, которые находятся на дрель. Они будут отвечать за удержание долота на месте во время бурения. Как правило, чем больше зубьев у вашей дрели, тем лучше. Возможно, вам также захочется подумать о том, насколько хорошо были прикреплены зубы. Это гарантирует, что они не оторвутся от сверла, когда вы попытаетесь заменить долото.
Попытка проверить прочность патрона самостоятельно может оказаться сложной задачей, даже если вы знаете, на что обращать внимание. Из-за этого вы можете обратиться к онлайн-отзывам. Это позволит вам увидеть опыт других людей при покупке дрели. Если многие люди сообщают о проблемах с зажимным патроном, вы можете отказаться от этой модели.
🔰 Различные типы патронов для шуруповертов и дрелей
🔸 Зубчато-венцовый патрон
Зубчато-венцовый патрон предназначены для ослабления или усиления фиксации инструмента с помощью ключа. Зубчато-венцовый патрон обеспечивают преимущество приложения дополнительного крутящего момента к долоту, когда проскальзывание является проблемой во время тяжелых условий эксплуатации.
Зубчато-венцовый патрон
🔸 Быстрозажимной патрон
Быстрозажимной патрон отличается простотой конструкции: на стальном шпинделе установлена стальная гильза с рифленой для удобства ее удерживания рукой поверхностью. Для затягивания не нужен специальный, требующий к себе постоянного внимания, ключ. Это один из наиболее надежных и износоустойчивых видов патрона, но и он со временем при активной эксплуатации приходит в негодность.
🔸 двухмуфтовой патрон
С другой стороны, двухмуфтовой патрон обычно находится на нижнем конце диапазона сверл, которые больше подходят для домашнего использования. Вам нужны две руки, чтобы управлять патроном без ключа с двумя втулками. Вы крепко сжимаете одну часть патрона одной рукой, одновременно поворачивая другую часть другой, чтобы ослабить или затянуть ее.
🔸 Одномуфтовой патрон
Это наиболее удобный вариант, так как им можно управлять одной рукой, а в другой руке можно держать инструмент или принадлежность. Одномуфтовой патрон обычно можно найти в ассортименте продукции более высокого класса, часто с пометкой «Промышленный» или «Профессиональный».
двухмуфтовой патронОдномуфтовой патрон
🔸 Патрон SDS
SDS означает Приводной вал с прорезями или Систему привода с прорезями. Биты SDS вставляются в патрон для изготовления перфоратора. Эта система патронов доступна только для сверл SDS и работает только со специальными сверлами SDS. Эти сверла очень легко разместить. Если вы хотите сверлить дерево и металл обычными долотами, вам понадобится специальный адаптер «SDS+’.
Патрон SDS
🔸 Патрон с шестигранным хвостовиком
Патрон с шестигранным хвостовиком (шестигранник). Как видно из наименования, хвостовик этого изделия имеет шестигранную форму. Такой патрон также не требует специального ключа. Этот вид узла широко распространен на мини-дрелях и для специальных гравировальных машин, использующихся при изготовлении ювелирных изделий и в косторезном производстве. Также для мини-дрелей и бормашин применяются специальные цанговые патроны. С помощью таких микроинструментов сверлят отверстия для монтажа электронных плат.
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
1/32″-1/4″ JT1 Сверхмощный сверлильный патрон без ключа
Увеличить изображение
Артикул 202-5010
В наличии В наличии
Доставка Ипс Граунд
31,95 $
Сохранить элемент
Поделиться Распечатать
Страница каталога 204
Детали Прожектор
Отзывы
Артикул
202-5010
Артикул №
202-5010
сверлильные патроны категории
Быстрозажимные сверлильные патроны
Торговая марка
Инструмент для шаров
максимальная вместимость
1/4
МДП (дюйм)
0,0048
мин. производительность
1/32
монтажный размер
1ДЖТ
Полная информация
Обзор продукта
Шарикоподшипниковый патрон без шпонки Shars специально разработан для тяжелого эксплуатационного бурения с жесткими допусками
Сверлильный патрон предназначен для сверления на переносных столах, напольных сверлильных станках, фрезерных станках, токарных станках и т. д.
Шариковый подшипник повышает усилие захвата и точность сверления
Закаленная центральная губка для улучшения абсолютной прямолинейности и долговечности
Ключ для сверлильного патрона ДОЛЖЕН использоваться для затягивания сверлильного патрона, чтобы придать ему достаточный крутящий момент. Затяжка вручную может привести к внутреннему повреждению из-за недостаточного крутящего момента и аннулированию гарантии производителя. Shars Tool не несет ответственности за любые повреждения, вызванные выскальзыванием сверла из сверлильного патрона.
Ключ для сверлильных патронов НЕ входит в комплект поставки всех моделей сверлильных патронов, продаваемых Shars Tool. Подробную информацию можно найти в Интернете.
Самозажимной механизм автоматически увеличивает захват пропорционально увеличению крутящего момента во время сверления и предотвращает проскальзывание инструмента при вращении по часовой стрелке
Отзывы
1/4-28 Резьбовой «мини-патрон» 1/4″ Емкость
Загрузите наш полный каталог
Загрузите наш мини-каталог
Предметы
Прокрутите изображение, чтобы увеличить
Нет гарантии точности изображения или описания товара.
Прокат листовой горячекатаный толщиной 5 мм производится в форме листов, в соответствии с ГОСТ 19903-74, из низкоуглеродистых, углеродистых, качественных, низколегированных и легированных марок стали.
Размер
Марка стали
ГОСТ
Параметры
Вес кг/м²
Лист гк 5х1500х6000
3сп/пс
14637-89
Б-ПН-НО
39,25
Лист гк 5х1500х6000
09Г2С
19281-89
Б-ПН-НО
39,25
Лист гк 5х1500х6000
10ХСНД
19281-89
Б-ПН-НО
39,25
Лист гк 5х1500х6000
20
1577-93
Б-ПН-НО
39,25
Лист гк 5х1500х6000
35
1577-93
Б-ПН-НО
39,25
Лист гк 5х1500х6000
45
1577-93
Б-ПН-НО
39,25
Лист гк 5х1500х6000
65Г
1577-93
Б-ПН-НО
39,25
Лист гк 5х1500х6000
40Х
1577-93
Б-ПН-НО
39,25
Лист гк 5х1500х6000
30ХГСА
11269-76
Б-ПН-НО
39,25
Лист гк 5х1500х6000
12ХМ
5520-79
Б-ПН-НО
39,25
Лист гк 5х1500х6000
12Х1МФ
5520-79
Б-ПН-НО
39,25
Значения веса одного листа в таблице приведены справочно и посчитаны от номинальных размеров. Линейная плостоность стали принята 7,85 г/см³. В зависимости от содержания и массовой доли элементов, входящих в состав стали, линейная плотность может меняться, в пределах 10%. Кроме того, сумма предельных отклонений, предусмотренных ГОСТ 19903-74, могут повлиять на конечный вес листа, изменив его на 3-12,5%.
Купить лист горячекатаный толщиной 5 миллиметра возможно в нашей компании в любых количествах от 1-го листа до вагонных поставок. Мы имеем возможность рубки или резки горячекатаных листов по Вашим размерам, влючая производство заготовок различной формы и точности.
Наша компания предлагает поставки со склада и транзитные поставки горячекатаного листового проката, произведенного по ГОСТ 16523-97, ГОСТ 14637-89, ГОСТ 19281-89, ГОСТ 1577-93, ГОСТ 5520-79 ведущими Российскими производителями. Возможен заказ раскроя листа, отличного от указанного в таблице, а так же выполнение дополнительных требований по точности проката, качеству отделки и других, предусмотренных ГОСТ.
Мы принимаем заказы на листы из всех доступных в настоящий момент углеродистых, качественных, низколегированных и легированных марок стали, в том числе наиболее востребованных Ст3, 08пс, 10, 20, 35, 45, 65Г, 40Х, 30ХГСА, 20К, 12ХМ, 12Х1МФ, 09Г2С, 10ХСНД.
Срок исполнения заказа от 5 до 45 дней, в зависимости от наличия заготовки, графика производства и удаленности производителя.
Цены
Цена на стальной горячекатаный лист толщиной 5 мм зависит от требуемой марки стали, других качественных характеристик, объема Вашего заказа и других его параметров.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
УралСибТрейд (Москва) — Федеральная сеть металлобаз в России
Главная
Справочник ГОСТов
Справочник ГОСТов
ГОСТ 16523-97
758. 6 Kb Скачать
Настоящий стандарт распространяется на тонколистовой горячекатаный и холоднокатаный прокат из углеродистой стали качественной и обыкновенного качества общего назначения, изготовляемый шириной 500 мм и более, толщиной до 3,9 мм включительно.
Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенный для холодной штамповки.
ГОСТ 14637-89
758.6 Kb Скачать
Настоящий стандарт распространяется на толстолистовой горячекатаный прокат из углеродистой стали обыкновенного качества, изготовляемый шириной 500 мм и более, толщиной от 4 до 160 мм включительно.
ГОСТ 19281-2014
758.6 Kb Скачать
Настоящий стандарт распространяется на прокат горячекатаный толстолистовой, широкополосный универсальный, сортовой, фасонный и гнутые профили повышенной прочности (далее — продукция), применяемые в конструкциях общего назначения со сварными, клепаными и болтовыми соединениями.
Настоящий стандарт распространяется на толстолистовой, широкополосный (универсальный), фасонный, полосовой и сортовой прокат, предназначенный для изготовления мостовых конструкций обычного и северного исполнений.
ГОСТ 5520-2017
758.6 Kb Скачать
Настоящий стандарт распространяется на прокат толстолистовой горячекатаный из нелегированной и легированной стали, изготовляемый в листах толщиной от 4 до 160 мм включительно, в термически обработанном, термомеханически обработанном состоянии или без термической обработки, пригодный для сварки и предназначенный для изготовления подведомственных Ростехнадзору деталей котлов и сосудов, трубопроводов и оборудования ТЭС и АЭС. работающих под давлением при пониженных. повышенных температурах и при температуре (20′ ]ф)*С.
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
Настоящий стандарт распространяется на толстолистовой, широкополосный универсальный, полосовой и фасонный прокат из стали нормальной и повышенной прочности для судостроения.
ГОСТ Р52927-2015
758.6 Kb Скачать
Настоящий стандарт распространяется на толстолистовой, широкополосный, универсальный, полосовой и фасонный прокат из стали нормальной, повышенной и высокой прочности (далее — прокат), предназначенный для морских и речных судов, нефтегазодобывающих платформ, понтонов, причалов и других сварных конструкций (в т.ч. работающих в арктических условиях).
ГОСТ 14918-89
758.6 Kb Скачать
Настоящий стандарт распространяется на толстолистовой горячекатаный прокат из углеродистой стали обыкновенного качества, изготовляемый шириной 500 мм и более, толщиной от 4 до 160 мм включительно.
ГОСТ Р 52246-2016
758.6 Kb Скачать
Настоящий стандарт распространяется на листовой прокат из низкоуглеродистой стали с цинковым, железоцинковым, цинкалюминиевым и цинкалюмомагниевым покрытиями, нанесенными методом непрерывного погружения в расплав (далее — оцинкованный прокат).
ТС 14-101-658-2012
758.6 Kb Скачать
Настоящее техническое соглашение распространяется на тонколистовой холоднокатаный горячеоцинкованный прокат (далее прокат), предназначенный для холодной штамповки (ХШ), холодного профилирования (ХП), под окраску (ПК) и общего назначения (ОН).
Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
ГОСТ 8510-86
758.6 Kb Скачать
Настоящий стандарт распространяется на стальные горячекатаные неравнополочные уголки.
Настоящий стандарт устанавливает сортамент стальных горячекатаных швеллеров общего и специального назначения высотой от 50 до 400 мм и шириной полок от 32 до 115 м.
ГОСТ 34028-2016
758.6 Kb Скачать
Настоящий стандарт распространяется на арматурный прокат гладкого и периодического профилей классов А240, А400, А500 и А600, предназначенный для применения при армировании сборных железобетонных конструкций и при возведении монолитного железобетона, а также на арматурный прокат периодического профиля классов Ап600, А800 и А1000, предназначенный для применения при армировании предварительно напряженных железобетонных конструкций.
Настоящий стандарт распространяется на свариваемый арматурный прокат периодического профиля классов А500С и В500С, предназначенный для армирования железобетонных конструкций.
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
ГОСТ 10884-94
758.6 Kb Скачать
Настоящий стандарт распространяется на термомеханически упрочненную арматурную сталь гладкую и периодического профиля диаметрами 6-40 мм, предназначенную для армирования железобетонных конструкций.
СТО АСЧМ 7-93
758.6 Kb Скачать
Настоящий стандарт определяет технические требования к стержням периодического профиля для армирования обычных железобетонных инструкций и ненапрягаемой арматуры предварительно напряженных железобетонных конструкций.
ГОСТ Р 57837-2017
758. 6 Kb Скачать
Настоящий стандарт распространяется на стальные горячекатаные двутавровые профили с параллельными гранями полок (далее — двутавры) из нелегированной и легированной стали, предназначенные для стальных строительных конструкций со сварными и болтовыми соединениями.
ГОСТ 14959 — 1979 СТАЛЬ УГЛЕРОДИСТАЯ И ЛЕГИРОВАННАЯ ПРУЖИННОПРОКАТНАЯ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
1
[ГБ] ГБ/T 1172 — 1999
Пересчет твердости и прочности для черных металлов
2
[ГБ] ГБ/T 4232 — 2019
Проволока из нержавеющей стали для холодной высадки и холодной штамповки
3
[ГБ] ГБ/T 4240 — 2019
Проволока из нержавеющей стали
4
[ГБ] ГБ/T 15007 — 2017
Обозначения коррозионностойкого сплава
5
[ГБ] ГБ/T 4356 — 2016
Катанка из нержавеющей стали
6
[ГБ] ГБ/T 3280 — 2015
Холоднокатаные пластины и полосы из нержавеющей стали
7
[ГБ] ГБ/T 4238 — 2015
Плиты, листы и полосы из жаропрочной стали
8
[ГБ] ГБ/T 6478 — 2015
стали для холодной высадки и холодного прессования
9
[ГБ] ГБ/т 699 — 2015
Качественные углеродистые конструкционные стали
10
[ГБ] ГБ/T 31303 — 2014
Стержни из аустенитно-ферритной дуплексной нержавеющей стали
11
[ГБ] ГБ/T 24588 — 2009
Проволока из нержавеющей стали для пружины
12
[ГБ] ГБ/T 4240 — 2009
Проволока из нержавеющей стали
13
[ГБ] ГБ/T 1591 — 2008
Высокопрочные низколегированные конструкционные стали
14
[ГБ] ГБ/T 21833 — 2008
Бесшовные трубы и трубы из нержавеющей стали аустенитно-ферритного (дуплексного) сорта
15
[ГБ] ГБ/T 8731 — 2008
Автоматическая резка конструкционной стали
16
[ГБ] ГБ/т 1220 — 2007
Стержни из нержавеющей стали
17
[ГБ] ГБ/т 1221 — 2007
Стержни из жаропрочной стали
18
[ГБ] ГБ/T 1222 — 2007
Пружинные стали
19
[ГБ] ГБ/T 20878 — 2007
Стали нержавеющие и жаропрочные. Обозначение и химический состав
20
[ГБ] ГБ/T 20410 — 2006
Стали для болтов турбин при высокой температуре
21
[ГБ] ГБ/T 700 — 2006
Углеродистые конструкционные стали
22
[ГБ] ГБ/т 14992 — 2005
Классификация и обозначение суперсплавов и жаропрочных интерметаллических материалов
23
[ГБ] ГБ/T 5216 — 2004
Конструкционные стали, на которые распространяются требования к прокаливаемости при концевой закалке
Стали для холодной высадки и холодного прессования
26
[ГБ] ГБ/т 3077 — 1999
Легированная конструкционная сталь
27
[ГБ] ГБ/T 699 — 1999
Качественная углеродистая конструкционная сталь
28
[ГБ] ГБ/T 17107 — 1997
сортов конструкционной стали и механическое свойство на поковки
29
[ГБ] ГБ/т 1220 — 1992
Стержни из нержавеющей стали
30
[ГБ] ГБ/T 4239 — 1991
Холоднокатаная полоса из нержавеющей стали и жаропрочной стали
31
[DIN] DIN 1654-2 — 1989
Стали для холодной высадки и прессования Технические условия поставки спокойных нелегированных сталей, не предназначенных для термической обработки
32
[DIN] DIN 1651 — 1988
Стали автоматные технические условия поставки
33
[DIN] DIN 17210 — 1986
Рулон из цементируемой стали
34
[DIN] DIN 17224 — 1982
Проволока и лента из нержавеющей стали для пружин Технические условия поставки
35
[DIN] DIN 17100 — 1980
Стали общестроительного назначения Стандарт качества
36
[DIN] DIN 17230 — 1980
Стали для шариковых и роликовых подшипников Технические условия поставки
37
[DIN] DIN 17440 — 1972
Стандарты качества нержавеющей стали
38
[ИСО] ИСО 4955 — 2005
Жаропрочные стали
39
[ИСО] ИСО 683-14 — 2004
Стали, подвергаемые термообработке, легированные и автоматные стали. Часть 14. Горячекатаные стали для пружин после закалки и отпуска, третье издание .
40
[ИСО] ИСО ТС 15510 — 2003
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Нержавеющие стали – Химический состав
41
[ИСО] ИСО 8458-2 — 2002
Стальная проволока для механических пружин. Часть 2. Запатентованная холоднотянутая проволока из нелегированной стали
42
[ИСО] ИСО 8458-3 — 2002
Стальная проволока для механических пружин. Часть 3: Закаленная в масле и отпущенная проволока, второе издание
43
[ИСО] ИСО 4951-2 — 2001
Прутки и профили стальные с высоким пределом текучести. Часть 2. Условия поставки нормализованной, нормализованной катаной и прокатной стали
44
[ИСО] ИСО 9327 (-5) — 1999
Стальные поковки и катаные или кованые прутки для работы под давлением. Технические условия поставки. Часть 5: Нержавеющие стали
45
[ИСО] ИСО 9327 (-3) — 1999
Стальные поковки и катаные или кованые прутки для работы под давлением. Технические условия поставки. Часть 3. Никелевые стали с заданными низкотемпературными свойствами
46
[ИСО] ИСО 683-18 — 1996
Стали, упрочняемые термообработкой, легированные стали и автоматные стали
47
[ИСО] ИСО 4950-2 — 1995
Плоские стальные изделия с высоким пределом текучести
48
[ИСО] ИСО 630 — 1995 (R2003)
Конструкционная сталь – плиты, широкие полосы, прутки, профили и профили
49
[ИСО] ИСО 4955 — 1994
Жаропрочные стали и сплавы
50
[ИСО] ИСО 4954 — 1993
Стали для холодной высадки и холодного прессования второе издание
51
[ИСО] ИСО 683-9 — 1988
Стали, подвергаемые термообработке, легированные и автоматные стали. Часть 9. Деформируемые автоматные стали
52
[ИСО] ИСО 683-1 — 1987
Стали, подвергаемые термообработке, легированные и автоматные стали. Часть 1: Нелегированная и низколегированная кованая сталь прямой закалки в виде различных черных изделий
53
[ИСО] ИСО 683-11 — 1987
термически обработанные стали, легированные стали и стали для автоматической обработки — часть 11: цементируемые стали
54
[ИСО] ИСО 683-13 — 1986
Стали, подвергаемые термообработке, легированные стали и стали для автоматической обработки. Часть 13. Кованые нержавеющие стали
55
[ИСО] ИСО 683-16 — 1976
Стали, подвергнутые термообработке, легированные стали и стали для автоматической резки. Часть 16. Нержавеющие стали с дисперсионным твердением
56
[JIS] JIS G 4308 — 2013
Катанка из нержавеющей стали
57
[JIS] JIS G 3101 — 2011
Прокат из стали общего назначения
58
[JIS] JIS G 3131 — 2010
Горячекатаные плиты, листы и полосы из мягкой стали
59
[JIS] JIS G 4804 — 2008
Автоматные стали
60
[JIS] JIS G 4805 — 2008
Высокоуглеродистые хромсодержащие подшипниковые стали
61
[JIS] JIS G 3507-1 — 2005
Углеродистая сталь для холодной высадки. Катанка
62
[JIS] JIS G 3508-1 — 2005
Борсодержащие стали для холодной высадки. Часть 1: Катанка
63
[JIS] JIS G 4303 — 2005
Стержни из нержавеющей стали
64
[JIS] JIS G 4304 — 2005
Плиты, листы и полосы из горячекатаной нержавеющей стали
65
[JIS] JIS G 4305 — 2005
Плиты, листы и полосы из холоднокатаной нержавеющей стали
66
[JIS] JIS G 4403 — 2005
Быстрорежущие инструментальные стали
67
[JIS] JIS G 4801 — 2005
Пружинные стали
68
[JIS] JIS G 4802 — 2005
Полосы стальные холоднокатаные для пружин
69
[JIS] JIS G 3124 — 2004
Прутки холоднокатаные из углеродистой и легированной стали
70
[JIS] JIS G 3459 — 2004
Трубы из нержавеющей стали
71
[JIS] JIS G 3509-1 — 2003
Стали низколегированные для холодной высадки. Часть 1: Катанка
72
[JIS] JIS G 4052 — 2003
Конструкционные стали с указанными полосами прокаливаемости
73
[JIS] JIS G 4053 — 2003
Лист из легированной стали для машин
74
[JIS] JIS G 4315 — 2000
Проволока из нержавеющей стали для холодной высадки и холодной штамповки
75
[JIS] JIS G 7401 — 2000
Стали для холодной высадки и холодного прессования
76
[JIS] JIS G 4309 — 1999
Проволока из нержавеющей стали
77
[JIS] JIS G 4311 — 1991
Прутки и катанка из жаропрочной стали
78
[JIS] JIS G 4312 — 1991
Плиты, листы и полосы из жаропрочной стали
79
[JIS] JIS G 5111 — 1991
Отливки из высокопрочной углеродистой стали и отливки из низколегированной стали для конструкционных целей
80
[EN] EN 10269 — 2013
Стали и никелевые сплавы для крепежа с заданными свойствами при повышенных и/или низких температурах
81
[EN] EN 10028-2 — 2009
Плоский прокат из сталей для работы под давлением Часть 2 Нелегированные и легированные стали с заданными свойствами при повышенных температурах
82
[EN] EN 10028-3 — 2009
Плоские изделия из сталей для работы под давлением Часть 3 Свариваемые мелкозернистые стали, нормализованные
83
[EN] EN 10208-2 — 2009
Трубы стальные для трубопроводов горючих жидкостей. Технические условия поставки
84
[EN] EN 10277-2 — 2008
Изделия из полированной стали. Технические условия поставки. Часть 2. Стали общего машиностроения
85
[EN] EN 10255 — 2007
Трубы из нелегированной стали, пригодные для сварки и нарезания резьбы. Технические условия поставки
86
[EN] EN 10083-2 — 2006
Стали для закалки и отпуска. Часть 2: Технические условия поставки для нелегированных сталей
87
[EN] EN 10210-1 — 2006
Горячедеформированные конструкционные полые профили из нелегированных и мелкозернистых сталей. Технические требования к поставке
88
[EN] EN 10268 — 2006 (+A1-2013)
Прокат стальной холоднокатаный плоский с высоким пределом текучести для холодной штамповки — технические условия поставки
89
[EN] EN 10269 — 2006
Стали и никелевые сплавы для крепежа с заданными свойствами при повышенных и/или низких температурах
90
[EN] EN 10088-1 — 2005
Staehle Нержавеющая сталь. Часть 1: Список нержавеющих сталей
91
[EN] EN 10088-3 — 2005
Стали нержавеющие. Часть 3. Технические условия поставки полуфабрикатов, прутков и профилей общего назначения
92
[EN] EN 10296-2 — 2005
Трубы стальные сварные круглые для машиностроения и общего машиностроения. Технические условия поставки. Часть 2 Сталь нержавеющая
93
[EN] EN 10297 (2) — 2005
Трубы стальные бесшовные круглые для машиностроения и общего машиностроения. Технические условия поставки. Часть 2. Нержавеющая сталь
94
[EN] EN 10025-2 — 2004
Горячекатаный прокат из конструкционных сталей. Часть 2. Технические условия поставки нелегированных конструкционных сталей
95
[EN] EN 10025-3 — 2004
Горячекатаный прокат из конструкционных сталей. Часть 3. Технические условия поставки нормализованного/нормализованного проката свариваемых мелкозернистых конструкционных сталей
96
[EN] EN 10253-4 — 2003
Фитинги для сварки встык. Деформируемые аустенитные и аустенитно-ферритные (дуплексные) нержавеющие стали с особыми требованиями к контролю
97
[EN] EN 10297-1 — 2003
Трубы стальные бесшовные для машиностроения и общего машиностроения. Технические условия поставки. Часть 1. Трубы из нелегированной и легированной стали
98
[EN] EN 10305-5 — 2003
Трубы стальные для прецизионных применений. Технические условия поставки. Часть 5. Сварные трубы квадратного и прямоугольного сечения холодного сечения
99
[EN] EN 10089 — 2002
Горячекатаные стали для закалки и отпуска пружин; технические условия поставки
100
[EN] EN 10224 — 2002
Трубы и фитинги из нелегированной стали для транспортировки водных жидкостей, включая воду для потребления человеком
Размер: 30–800 мм Длина: 4,0 м и выше (или зафиксируйте длину в соответствии с требованиями заказчика). Обрежьте оба конца。 Доставка: Обеими переговорами. (Отгрузка оптом или в контейнере)
Фасонные фрезы – пожалуй, самые интересные из видов фрезеровочных ножей. Их называют «любимыми игрушками» столяра.
Если с помощью шлицевых или торцевых фрез осуществляют элементарную распилку и обработку материалов, то фасонные ножи позволяют создавать сложные и неправильные формы. Такими фрезами можно вырезать, что угодно.
Типы фасонных фрез
Есть огромное множество форм и разновидностей фасонных ножей. Одними делают сложные орнаменты, другие предназначены для гравировки, третьими можно равнять поверхности. Фасонные фрезы различают по геометрической форме и назначению.
Исходя из внешнего строения фасонных фрез, их можно поделить на:
Сферические (их ещё называют радиусными). Визуально такие фрезы напоминают сверло с характерным круглым наконечником. Он может иметь форму шарика, овала или капли.
Конические. Эти фрезы сделаны в форме того же сверла. Только кончик, в отличие от предыдущего типа, не закруглен, а заострён. Рабочая часть ножа напоминает конус – отсюда и название.
Круглые конические. Являют собой нечто среднее между сферическими и конусными фрезами, объединяя свойства тех и других. По-прежнему имеют форму сверла – только в этот раз по всей длине сужающегося к концу. Кончик такого ножа закруглён.
Цилиндрические. Фрезы этого типа имеют форму цилиндра. Фасонные цилиндрические фрезы отличаются от обычных только формой резцов. Они могут быть какими угодно: колючими, округлыми, фигурными…
Сферические фрезы являются самыми популярными инструментами среди мастеров станков ЧПУ. С их помощью можно создать максимально точный и аккуратный выпуклый рельеф. Такие ножи применимы как в подготовительной, так и в чистовой обработке. Чаще всего выполнены из твёрдосплавных материалов. Несмотря на внешнюю хрупкость, служат довольно долго.
Конические фрезы применяют для фигурной резки. С их помощью можно аккуратно выполнить мельчайшие углубления между выпуклыми частями. Благодаря конусности такие фрезы обладают большой жёсткостью. Чаще всего конические ножи используют в художественной работе по дереву, но также они применимы для обработки твёрдых пластиков, латуни и магния.
Круглые конические фрезы используют в фигурной резке дерева, пластика, разных древесных композитов и мягких металлов.
По назначению разделяют следующие виды фасонных фрез:
Спиральные. Они оснащены винтовыми кромками, отлично вырезающими гладкие пазы.
Фрезы для фальцев. Такие ножи прекрасно подходят для создания прямых углов. Их можно использовать как для фальцевания материалов, так и для вырезки пазов по углу.
Фрезы для обработки заподлицо.
Фрезы для выкружки. С ними можно создать округлый профиль, имеющий один острый угол.
Фрезы для S-образного профиля. Это отличный инструмент для обработки молдингов, плинтусов и карнизов. Сверху рельеф будет вогнутым, а снизу – выпуклым. Или наоборот.
Фрезы для скругления. Они позволяют делать углы заготовок не острыми, а округлыми.
Фрезы для фаски. Ими делают «срезанные» углы. Это очень практично в изготовлении мебели, дверей, угловых брусьев – после такой фрезеровки кромки не будут скалываться.
Применение разных видов фасонных фрез
Для гравировки: подойдут любые разновидности тонких спиральных ножей. Выбор жёсткости зависит от материала, на котором мы будем гравировать.
Для выборки паза сложной формы: подойдут фигурные фрезы с накладными резцами. В каталогах можно найти самые разнообразные профили. Для каждой формы – отдельная фреза.
Для декоративной обработки: сферические и конические фрезы. Помогут изобразить любой неправильный рельеф.
Для моделирования плинтусов, багетов, карнизов: профильные фрезы с насадными кромками.
На что обратить внимание при выборе фрезы:
Параметры станка. Крепёжные элементы ножа должны подходить шпинделю аппарата.
Жёсткость фрезы и материал, с которым вы будете работать. Различают фасонные ножи по дереву и металлу. Если фреза предназначена для дерева, обработкой металла её можно испортить.
Жёсткость фасонных фрез обозначается буквами:
N – мягкие;
А – средние;
АА – жёсткие.
Чем фреза жёстче, тем более твёрдые материалы она способна выдержать. Если вы хотите просто потренироваться, можно выбрать фрезу с пометкой N.
Wood Cookie Cutter — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Стальной ромбовидный резак — Sokolowski Studios
Стальной ромбовидный резак
13,99 $
Стальная ромбовидная фреза, хвостовик 1/8″, используется на DVD-диске «Техники инкрустации металла» для вырезания прямых и изогнутых линий в древесине для инкрустации металла. Используйте с вращающимся резаком, таким как электроинструмент Foredom или инструмент Dremel с цангой 1/8 дюйма.
Особенности:
Хвостовик 1/8″
Состав: Сталь
Ромбовидный резак
Режущая кромка по всему диаметру.
Количество
Стальной ромбовидный резак
Добавить в список желаний
Добавить в список желаний
Артикул: Резак1
Категории: Металлическая инкрустация, Запчасти и материалы, Инструменты Теги: Фреза, ромбовидная
Описание
Дополнительная информация
Отзывы (0)
Описание
Стальная ромбовидная фреза с хвостовиком 1/8″, используемая на DVD-диске «Техники инкрустации по металлу» для вырезания прямых и изогнутых линий в древесине для инкрустации по металлу.
Как варить полуавтоматом трубы — Полуавтоматическая сварка — MIG/MAG
#1
ovik
Отправлено 03 December 2013 07:52
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо!!!
Наверх
Вставить ник
#2
МИХА75
Отправлено 03 December 2013 08:02
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо!!!
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно «зенита» верхней точки трубы) горелки….А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#3
ovik
Отправлено 03 December 2013 08:09
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо!!!
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно «зенита» верхней точки трубы) горелки….А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
Металл черняга, положение трубы горизонтальное, горелку хоть в каком положении можно расположить. мы варили диаметр 100мм, толщина 3мм, волтаж как писал 29В!
Наверх
Вставить ник
#4
МИХА75
Отправлено 03 December 2013 08:26
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её — для меня загадка.
У вас Таурус , на какой программе варите и в какой защите?
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#5
ovik
Отправлено 03 December 2013 08:31
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её для меня загадка.
У вас Таурусподающий Таурус 551.jpg, на какой программе варите и в какой защите?
варим газом евромикс, зачем вам в каком положении я варю, лучше дайте дельный совет в каком положении надо варить и как правильно на каких режимах! программу мы настраиваем сами, вольтаж и скорость подачи проволоки что ранее писал!
Наверх
Вставить ник
#6
МИХА75
Отправлено 03 December 2013 08:42
программу мы настраиваем сами, вольтаж и скорость подачи проволоки
вперёд к успеху
программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально.
Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#7
МИХА75
Отправлено 03 December 2013 08:53
диаметр 100мм, толщина 3мм, волтаж как писал 29В
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то…
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#8
МИХА75
Отправлено 03 December 2013 10:28
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать. Всё достигается путём «проб и ошибок».
А это в довесок прихватки должны быть подрезаны и зачищены…..
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#9
ovik
Отправлено 03 December 2013 11:48
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём «проб и ошибок».
А это в довесок на вращателе2.JPG прихватки должны быть подрезаны защенны…
Нужен ли зазор? если да то какой? сколько проходов?
Наверх
Вставить ник
#10
МИХА75
Отправлено 03 December 2013 16:52
Нужен ли зазор? если да то какой? сколько проходов?
в посте #6 http://websvarka. ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.
Гадая на «кофейной гуще» я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки….
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#11
ovik
Отправлено 04 December 2013 15:54
Нужен ли зазор? если да то какой? сколько проходов?
в посте #6 http://websvarka. ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.
Гадая на «кофейной гуще» я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки….
Сегодня пробовал варить, то прожигаю, то усиление чуть ли не 10см, а проплава нету! горелку держу в ругах труба на вращателе крутиться. зазор ставил от 1мм до 3мм все равно нечего не выходит. забыл сфоткать, в след раз обязательно скину что у меня вышло. трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
Наверх
Вставить ник
#12
МИХА75
Отправлено 04 December 2013 16:12
трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют.
Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас.
Валик большой (10мм это круто),провара нет — скорость вращателя большая и горелка близко к «зениту» находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#13
ARGONIUS
Отправлено 04 December 2013 23:35
Проварить полуавтоматом за один проход трубу с формированием обратного валика? Лихо, однако. Проще на самом деле мне кажется корень пройти рАДС, а заполнение-облицовку полуавтоматом.
http://argonius52. ru/
Наверх
Вставить ник
#14
WebWelder
Отправлено 05 December 2013 01:44
Я тут почитал что люди пишут интересно стало))) почему швы корневые «аргонят» на чернухе??? про корень ручником это тоже крутатень в условиях цеха еще)) учитывая что кпд ручника в разы ниже полуавтомата. это как можно давать размер зазора разделки не зная какого сечения сварочную проволоку используют??? и еще очень огромный момент в защите какого газа варим, какая динамика дуги, ампераж, ну вольтаж огромен это да тут уже написали про это)))
Наверх
Вставить ник
#15
AMBIVERT42
Отправлено 05 December 2013 03:40
почему швы корневые «аргонят» на чернухе???
Если варить покрытыми электродами,то вся шлаковая «шелуха» с обратного валика осыпется в трубу. В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.
Наверх
Вставить ник
#16
МИХА75
Отправлено 05 December 2013 08:21
Я тут почитал что люди пишут интересно стало)))
не внимательно читал. Дополню AMBIVERTа аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно. А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет «пропускать через вращатель» несколько разных диаметров, с небольшим изменением только скорости вращения трубы. …
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#17
ovik
Отправлено 05 December 2013 08:27
Я тут почитал что люди пишут интересно стало)))
не внимательно читал. Дополню AMBIVERTа аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно. А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет «пропускать через вращатель» несколько разных диаметров, с небольшим изменением только скорости вращения трубы. …
скажи пожалуйста вот при толщине стенки 3-4мм нужен зазор для РАДС? и на обычном режиме или импульсном лучше сварить?
Наверх
Вставить ник
#18
ARGONIUS
Отправлено 05 December 2013 09:11
Проходить рАДС корень это медленно, зато вопросов по качеству возникнуть практически не должно. Итак, V-образная разделка, зазор 0-0,5 мм, присадка 1,6 мм, вольфрам 2,4 мм, заточен «в иглу», сопло N 6, газ 7 л/мин, ток подобрать (ориентировочно 48- 60 А если на линейном). С импульсом заморачиваться не стал, задув газа в трубу тоже ни к чему. Пару движений металлической щёткой по разделке с корнем, дальше заполнение-облицовка полуавтоматом, для проволоки 1,2 мм подача 4- 4,5 м/мин, напряжение 19-21 V (это если навскидку), а лучше подобрать на слух, я в крутилках на своём аппарате не особо уверен. В сети где то видел ролик, как похожую задачу решают полуавтоматом, только там не таурус, а альфа-ку. Там в импульсных режимах варят и в три прохода, причём на каждый проход свой режим. Если у кого есть альфа-ку, можно бы конечно заморочиться, но гораздо дешевле любой недорогой аргонник DC+ имеющийся уже таурус. Любым евм-овским п/а заполненние-облицовку можно очень красиво и качественно заварить. Вопрос адресовался не мне, но я бы варил приблизительно так.
http://argonius52.ru/
Наверх
Вставить ник
#19
МИХА75
Отправлено 05 December 2013 09:22
ovik,
А возможность РАДС имеется ?(не много запоздалый вопрос )
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#20
ovik
Отправлено 05 December 2013 09:26
Проходить рАДС корень это медленно, зато вопросов по качеству возникнуть практически не должно. Итак, V-образная разделка, зазор 0-0,5 мм, присадка 1,6 мм, вольфрам 2,4 мм, заточен «в иглу», сопло N 6, газ 7 л/мин, ток подобрать (ориентировочно 48- 60 А если на линейном). С импульсом заморачиваться не стал, задув газа в трубу тоже ни к чему. Пару движений металлической щёткой по разделке с корнем, дальше заполнение-облицовка полуавтоматом, для проволоки 1,2 мм подача 4- 4,5 м/мин, напряжение 19-21 V (это если навскидку), а лучше подобрать на слух, я в крутилках на своём аппарате не особо уверен. В сети где то видел ролик, как похожую задачу решают полуавтоматом, только там не таурус, а альфа-ку. Там в импульсных режимах варят и в три прохода, причём на каждый проход свой режим. Если у кого есть альфа-ку, можно бы конечно заморочиться, но гораздо дешевле любой недорогой аргонник DC+ имеющийся уже таурус. Любым евм-овским п/а заполненние-облицовку можно очень красиво и качественно заварить. Вопрос адресовался не мне, но я бы варил приблизительно так.
спасибо большое
ovik,
А возможность РАДС имеется ?(не много запоздалый вопрос )
имеется РАДС,сорри что не сообщил ранее, хотелось бы конечно без разделки кромок сваривать толщину 3-4мм. tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
ovik, без разделки красивый обратный валик вряд ли получится. В принципе можно попробовать дать зазор побольше , миллиметра 2 и взять 2 мм присадку и заморочиться с импульсным режимом.. например базовый ток 15 А- 0,5 сек, пиковый ток 110-120 А- 0,5 сек, и попытаться в таком режиме «продавить» ванну чуть пониже поверхности, чтоб обратный валик сформировался… Не уверен, надо по месту пробовать. Разделка образовавшаяся правда будет неравномерной ширины, полуавтоматом «нарисовать» красивую облицовку чуть сложней будет. Словом не уверен, подбирать надо вживую.
http://argonius52.ru/
Наверх
Вставить ник
#22
МИХА75
Отправлено 05 December 2013 09:52
3-4мм (и желательно без зазора-мечта сварщика)даже Тетриксу это сложная задача.Для гарантированного ровного обратного валика,притупление 2мм (стенку трубы в 3-4мм любой «болгаркой» обточить не долго),зазор чуть меньше присадки (чтоб она не проваливалась,а спокойно лежала в зазоре),а вот ток 90-100(А) на электрод 3мм.(Тут и 5А имеют значение,» больше току-меньше ям,и нет работы слесарям»,всё зависит от ваших скоростных качеств). Вообще по корню под П/а очень много ,может подсказать BelaZZ, (заходит вечерами) он как раз занимался подобными работами.(Игорь подключайся)
//////До нашей эры,соблюдалось чувство меры. …//////
Наверх
Вставить ник
#23
WebWelder
Отправлено 05 December 2013 13:40
Я скажу Вам так — я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом и программа на корень одна и та же, я лишь могу менять давление в шов прибавляя вольтаж, а так же меняя динамику дуги, и зазор на кольцевом соединении под полуавтомат не менее 3 мм не зависимо от толщины свариваемого металла. Да и корень и заполнение выполняю проволокой 1.2 мм в сечении , мценская омедненка марку не вспомню)
Наверх
Вставить ник
#24
МИХА75
Отправлено 05 December 2013 14:03
Я скажу Вам так — я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом
Ну тогда в чём проблема то,предложи коллеге свой вариант,по настройкам помоги. Тем более источник такой же (в отличии от вас,Таурус от меня далеко и когда к нему доберусь неизвестно….).
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#25
ovik
Отправлено 05 December 2013 14:31
Я скажу Вам так — я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом и программа на корень одна и та же, я лишь могу менять давление в шов прибавляя вольтаж, а так же меняя динамику дуги, и зазор на кольцевом соединении под полуавтомат не менее 3 мм не зависимо от толщины свариваемого металла. Да и корень и заполнение выполняю проволокой 1. 2 мм в сечении , мценская омедненка марку не вспомню)
так значит зазор 3мм, проволока 1.2, вольтаж какой и скорость подачи проволоки? и если варишь тоже на вращателе то скорость вращения и как двигаешь горелкой. Я сам по себе теоретик, а не практик . Варю во второй раз полуавтоматом, не считая практики в колледже. Учился на техника сварочного производства. СПАСИБО!!!!
Наверх
Вставить ник
#26
BelaZZ
Отправлено 05 December 2013 17:47
Проходить рАДС корень это медленно
Раньше тоже так считал.Корень 108-й трубы проходится за пару минут.Если учесть сборку и разделку прихваток,то минут десять.Ручником это займёт гораздо больше времени и однозначно проиграет в качестве. 700-какая то труба занимала с перекантовкой минут 20.Многое зависит от сборки и подготовки. Кстати,полуавтоматом до этого варили стыки из этой плети,то израсходовали не один диск на исправление проблемных мест.Здесь уже правильно заметили,что если диаметры труб «гуляют»,то ПА замучаешься настраивать.К тому же,насколько я понял,технология сварки труб толком не отработана.Разделка,зазор,кол-во проходов — всё это только в уме,а на практике пытаются судьбу обмануть.
Если соберётесь варить корень ТИГом,то разделка кромок обязательна,зачистка околошовной зоны тоже и зазор необходим.Чем больше диаметр,тем больше зазор,потому как стягивает стык существенно.У меня присадка диаметром 2,4мм (на все случаи жизни,другой нет ),под неё я ставлю зазор до 100мм 3-3,2мм, на больших диаметрах 4 -5 мм.Вольфрам тоже 2,4мм,точу «на иглу».Импульсный режим не пользовал никогда (имею ввиду на трубе).
МИХА75, я только ТИГом на корне работаю (ну или РДС иногда) ,полуавтоматом только облицовкой занимался,да и то недолго.
Наверх
Вставить ник
#27
WebWelder
Отправлено 06 December 2013 00:43
На корне шва у меня стоит 207 программа, подача проволоки 4.1 м/с ампераж настраивается сам в зависимости от подачи , вольтаж так же, на вольтаже ставлю +0.3 — 0.4 , свариваю в среде аргона и углекислоты (собственно EWM предпочтительны к смесям) Еще один нюанс — чтобы получить обратный валик на этой чудо технике лично я сбавляю скорость подачи до 3.6 м/с динамику дуги делаю -10 (обычно все свариваю в нулях) и сопло держим как можно ближе к часу, да и вращение детали происходит против часовой стрелки и сварщик находится со стороны 15 00 дня, то есть свариваем в ручную как бы с верху вниз без колебаний сопла). Это по корню, скорость вращения детали строго на глаз у меня лично, но делаю всегда быстрее если что педалью торможусь))) Кстати на Таурусе на крышке которая прикрывает подающие ролики существует таблица программ. Все подробности сейчас расписать не смогу, программа заполнения и облицовки №9 кстати и на ней уже сам сварщик решает какую подачу ставить.
Наверх
Вставить ник
#28
ovik
Отправлено 06 December 2013 08:06
сегодня попробую все то, что предлагали мне, фото выложу по каждому варианту
Наверх
Вставить ник
#29
МИХА75
Отправлено 06 December 2013 08:56
ovik, фото таблицы (крупным планом) закинь и фото до сварки (собранный стык)….
//////До нашей эры,соблюдалось чувство меры. …//////
Наверх
Вставить ник
#30
ARGONIUS
Отправлено 07 December 2013 16:46
BelaZZ, Игорь, корень то я только рАДС и варил, надо мной трубники подшучивали, медленно мол Так то на опыте и не знаю, быстрей ли оно, РДС трубу не варю.
http://argonius52.ru/
Наверх
Вставить ник
#31
МИХА75
Отправлено 07 December 2013 18:25
Дима скорость,это явление приходящее.На самом деле,с учётом последующей обработки корня после РДС,выходит побыстрее. Тут главное «поймать свою волну» (подобрать ток под зазор или зазор под ток).Например я,зазор делаю чуть меньше присадки или вровень с ней (правда пользоваться предпочитаю ф2мм и электродом 3мм)….Больше ток -быстрее скорость
А в этой теме проблема в другом. Это полное отсутствие опыта в полуавтоматической сварке,отсутствие нормально проработанной технологии на предприятии,с кадрами тоже походу проблема (раз такое ответственное дело сваливают на новичка). И что бы ovik,как то помочь:В первую очередь он должен нас тут своими фотками просто закидать,(пусть будут страшненькие швы,ничего смертельного).Хоть как то визуально и то легче помочь настроится,чем «гадая на кофейной гуще».Тем более нужно учитывать очень много параметров,причём даже таких банальных,как манипуляции горелкой.
WebWelder уже подсказал кое что,но этот список далеко не полный ( о нём так же информация скудна,хоть и делает вроде нечто подобные вещи,да и как у него это всё получается,кроме него никто не видел http://websvarka. ru/…hp?showforum=13 Как говорится «Добро пожаловать».
Нынешнее поколение полуавтоматов ,таких как Таурус от ЕВМ и им подобных др.производителей по настоящему дают познать для себя «Сварочное волшебство»,с таким оборудованием возможно многое, что раньше казалось запредельным для «ручного пулемёта полуавтомата»….
Так что ovik ,WebWelder не стесняемся,опыт дело наживное и делится им не грех….
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#32
psi
Отправлено 09 December 2013 16:47
на работе у нас CastoMIG 400c
у него регулируется ток ступенчато и корректировка скорость проволоки (вольтаж автомат)
так вот ток в 105-120 метраж 2,8-3,1 м/мин (все засвистит от скорости вращение сварка сверху вниз)
на толщину 3 мм зазор 2-3 мм за раз пройдете (только прихватки не забудьте)
в данной схеме показано как подбирать ток для всех положений ток при одном и том же токе с одинаковой формой и усилением шва
конкретно берете пластину ставите ее горизонтально и попер рисовать узор пока у вас примерно не будет шов равномерный сверху-вниз горизонт и снизу-верх.
и кстати купили себе в гараж picomig 300…вообще его самоподстройка во время сварки меня выносит, полного мануала нет…
Прикрепленные изображения
Наверх
Вставить ник
#33
ovik
Отправлено 10 December 2013 07:58
МИХА75, доброе утро, вчера я был на предприятии и сделал очень много фото,сейчас покажу мои не удачи: но это все мои лучшие неудачи! сейчас в след письме скину фотки что у меня получилось из лучших не неудач)
вот что вышло(начиная с фото с режимом), усиление меленькое и проплав везде есть, конечно в местах прихваток его нету, но это решаемо. Режим на аппарате сфоткал. Конечно хотелось бы лучше варить, чтоб шире шов был и проплава по более.
Прикрепленные изображения
Наверх
Вставить ник
#34
МИХА75
Отправлено 10 December 2013 08:14
Привет ovik, ну ничего страшного. А стыки как собирал,с каким зазором,фаску делал?
Вот про этот стык
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#35
ovik
Отправлено 10 December 2013 08:46
зазор где то 2.5 без разделки кромок варил с полным проплавом! вот хочется такой шов, только у меня не получается , прожигаю…
Прикрепленные изображения
Наверх
Вставить ник
#36
МИХА75
Отправлено 10 December 2013 09:17
Немного измени угол наклона горелки ,чуть побольше скорости вращения. Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
На вращателе как регулировка скорости реализована? Есть возможность в руках «регулятор оборотов» держать?
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#37
ovik
Отправлено 10 December 2013 09:21
Немного измени угол наклона горелки ,чуть побольше скорости вращения.Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
На вращателе как регулировка скорости реализована? Есть возможность в руках «регулятор оборотов» держать?
я вчера сделал самодельную колонну, нефига не вышло труба не по центру оси находиться(( или вращатель гавно или руки у меня кривые. регулятор скорости вращения находиться за вращателем только и очень чувствительный регулятор сложно скорость поймать.
Наверх
Вставить ник
#38
МИХА75
Отправлено 10 December 2013 10:17
Обязательно надо патрон зажимной отрегулировать,чтобы по оси крутилась.С регулировкой понятно,но тоже надо в порядок приводить.На малых диаметрах труба быстро прогревается,поэтому желательно в процессе сварки немного увеличивать скорость вращения,когда регулятор в руке (или педаль) — это удобно. Про руки не «парься» сообща их настроим ….
//////До нашей эры,соблюдалось чувство меры….//////
Наверх
Вставить ник
#39
ovik
Отправлено 10 December 2013 16:28
Обязательно надо патрон зажимной отрегулировать,чтобы по оси крутилась.С регулировкой понятно,но тоже надо в порядок приводить.На малых диаметрах труба быстро прогревается,поэтому желательно в процессе сварки немного увеличивать скорость вращения,когда регулятор в руке (или педаль) — это удобно.Про руки не «парься» сообща их настроим ….
спасибо я сегодня сварил 5 образцов и все идеальны)) теперь старую технологию заменим этой, что более быстрее и экономичнее РДС))
Наверх
Вставить ник
#40
WebWelder
Отправлено 12 December 2013 19:50
Обязательно центровать патрон вращятеля, как сказал МИХА75, обязательно отрепетировать пульт регулировки скорости (позови электриков пусть мучаются) чтобы все было плавно но и в меру быстро, к вращателю те же электрики пусть думают педель под ногу вкл вылк вращение патрона. обязательно купить осцеллятор (для сварки облицовки) и примастрячить для него штатив, что касаемо проплава слишком сильный обратный валик, больше скорости вращения давай. Программы подошли какие я говорил ???
Наверх
Вставить ник
Автоматизированные системы сварки труб | Нефтяное месторождение, трубопровод, атомная энергетика, завод по производству труб Red-D-Arc Welderentals
03 августа, 22, 21:48 · Оставить комментарий · Red-D-Arc
«Сварочные трубы» охватывает множество областей применения, от санитарных труб малого диаметра до сосудов высокого давления большого диаметра. Некоторые приложения более доступны для автоматизации, чем другие, но многие приложения, которые трудно автоматизировать, все же могут быть облегчены за счет некоторой механической интеграции в процесс сварки труб (механизация).
Зачем автоматизировать?
Но автоматизация усложняет процесс сварки. Успешная автоматизация требует дополнительного оборудования, крепления и контроля производственных процессов (например, геометрия детали и подгонка). Короче говоря, автоматизация не обходится без затрат — материальных и нематериальных.
Зачем автоматизировать?
Автоматизация:
Помогает повысить производительность. Машины могут обеспечить более высокий фактор оператора (больше времени, затрачиваемого на сварку, по сравнению с временем, затрачиваемым на сварку) и обрабатывать более высокие скорости наплавки, чем даже специализированный сварщик, использующий ручной полуавтоматический процесс сварки.
Помогает улучшить качество. Механизация контролирует мелкую моторику, необходимую для производства высококачественных сварных швов. Это означает, что усталость не влияет на качество сварки. Это также означает, что новые операторы смогут производить высококачественные сварные швы с высокой производительностью.
Как общие, так и специализированные методы механизации и автоматизации могут решить проблемы отрасли сварки труб в отношении первоначальных затрат и управления процессом, которые могут быть предоставлены.
Сварочное выкатывание
Выкатывание трубы — один из первых методов, обычно используемых для автоматизации процесса сварки, и это может значительно повысить производительность сварки. Типичные методы прокатки труб помещают трубу «в положение». Как и в случае сварки пластин, сварка в положении позволяет использовать высокопроизводительные параметры сварки, поскольку неблагоприятное влияние силы тяжести сведено к минимуму.
При оценке применения обратите внимание на соединения труба-фланец, труба-колено или прямые соединения труба-труба, которые могут быть выполнены в виде узлов. Определив эти узлы, рассмотрите следующее оборудование:
Подставки для труб: Эквивалент домкратов для сварки малых и средних труб. Большинство подставок для труб имеют высоту примерно по пояс и регулируются вверх и вниз. Стенд включает в себя набор роликов, расстояние между которыми можно регулировать для размещения труб разных размеров. Некоторые клети для труб включают в себя приводной ролик, поэтому отдельный сварочный позиционер не требуется.
Катки для труб: Обычно используются для прокатки труб большого диаметра и более тяжелых труб. Подобно стойкам для труб, каток для одинарных труб оснащен набором колес с регулируемой колесной базой. Два или более трубных ролика, по крайней мере, один из которых приводится в действие, необходимы для опускания сборки низко к земле.
Достижение переплетения
Осцилляция, также известная как переплетение, — это широко используемый метод сварки для получения более широкой ширины наплавленного валика для охвата соединения, наплавки дополнительного металла за один проход или сочетания того и другого. Тем не менее, правильное плетение требует навыков для поддержания хорошего контура и согласованности бусинок. Но даже опытные операторы могут испытывать усталость при попытке максимизировать производительность сварки. Поэтому для воссоздания техники профессионального сварщика требуется прецизионное устройство для реализации осцилляции.
Технологическая трубная ячейка представляет собой готовое решение для некоторых сварных соединений труб, в котором реализованы как рабочее движение, так и дуговое движение для облегчения сварки на месте, но с ручной сваркой. Рабочее движение обеспечивается поворотным сварочным столом. Движение дуги обеспечивает осциллятор, специально разработанный для сварки. Механизм осциллятора крепится к сварочному манипулятору таким образом, что горелка поддерживается, когда она перемещается из стороны в сторону по сварному соединению. Осциллятор, манипулятор и элементы управления источником питания установлены в одном месте на сварочном манипуляторе вдали от сварного шва, что позволяет оператору сварки выполнять множество регулировок во время и между проходами сварки, не покидая пост управления.
Мелочи: орбитальная сварка
Орбитальная сварка — это настоящая автоматизация сварки; нажатием переключателя оператор может сплавить два отрезка трубки малого диаметра до уровня качества, подходящего для применения под давлением и в санитарных условиях. Кроме того, автоматизация привлекательна тем, что снижает риск переделок при работе с трубой/трубой малого диаметра, поскольку сварка становится все более сложной по мере уменьшения диаметра трубы/трубы.
Один тип системы орбитальной сварки состоит из специализированного источника питания GTAW/TIG и нетрадиционной сварочной горелки, которая зажимает сварной шов. После зажима вокруг стыка сварочная головка внутри горелки совершает полный оборот вокруг сварного стыка, чтобы получить высококачественный автогенный шов в инертной атмосфере (обратите внимание, что в некоторых случаях может потребоваться внутренняя продувка защитным газом). некоторые приложения). Специализированный источник питания упрощает разработку высококачественной процедуры сварки, поскольку поставляется с предварительно загруженными параметрами (сила тока, скорость перемещения и т. д.), которые можно выбирать в зависимости от диаметра и толщины свариваемого материала.
Большое дело: наплавка
Использование сварочных процессов не ограничивается простым соединением двух заготовок. Например, при наплавке часто используются обычные процессы дуговой сварки для нанесения нержавеющей стали или никелевого сплава на поверхность более дешевого основного материала для улучшения общих характеристик компонента в агрессивных и/или высокотемпературных средах.
Некоторые системы поддерживают GMAW, SAW или GTAW. Независимо от используемого процесса, операция наплавки требует выполнения множества проходов внахлест, иногда через несколько слоев сварного шва. Процессы и параметры с низким разбавлением идеально подходят для сведения к минимуму количества слоев сварки, которые могут потребоваться. Red-D-Arc поставляет различные системы наплавки «под ключ», в которых автоматизация сочетается с технологией TIG с горячей проволокой. Эти системы позволяют использовать высокие скорости перемещения оболочки, разумные скорости осаждения и низкое разбавление.
Заключение
Несмотря на то, что не все операции можно легко автоматизировать или механизировать, разнообразие доступного оборудования делает его пригодным для многих случаев применения в области сварки труб. Некоторые варианты обеспечивают большую гибкость в том, как они могут быть реализованы, например, стойки для труб и ролики, которые могут работать с широким диапазоном диаметров труб.
Другие системы, такие как Process Pipe Cell, поставляются под ключ. Хотя решения «под ключ» являются более сложными, они могут автоматизировать более значительную часть процесса сварки «из коробки». Свяжитесь с нами сегодня, чтобы поговорить с экспертами Red-D-Arc по автоматизации. Эта специализированная группа готова оценить потребности вашего применения в области сварки и помочь вам лучше понять потенциальные решения для вашего применения.
03 22 августа 21:35 · Оставить комментарий · Red-D-Arc
Инструменты, повышающие эффективность сварки труб
Открытие нового оборудования — отличный шаг к повышению эффективности работы. Однако первым шагом любого улучшения является изменение вашего представления о существующем процессе.
Что не работает в «старом способе» ведения дел? Как новое оборудование устраняет эти недостатки? В этой статье мы хотим поделиться не только инструментами, используемыми для повышения эффективности сварки труб, но и соображениями, которые необходимо учитывать в процессе сварки, прежде чем исследовать оборудование.
(далее…)
31 мая, 19 5:22 · Оставить комментарий · Колин Браун
На 19 часов быстрее, чем у конкурентов
Техас. Один из наших клиентов пытался нагреть трубу диаметром 42 дюйма с помощью грушевидных горелок, чтобы сварщики могли сваривать стыки. Наша команда увидела возможность создать решение, которое помогло бы нашему клиенту выполнить работу намного быстрее. Чтобы ускорить работу по обогреву в полевых условиях, мы собрали комплект, включающий систему индукционного нагрева Miller ProHeat 35, генератор мощностью 60 кВА и распределительный щит DP25.
Red-D-Arc предоставила надежное решение для индукционного нагрева RDA компании по строительству и обслуживанию трубопроводов в Хьюстоне, которой необходимо было поддерживать постоянную температуру для своих сварщиков при сварке соединений труб. Наш специалист по индукционному нагреву поставил нашему заказчику портативный комплект для индукционного нагрева, состоящий из генератора мощностью 60 кВА, системы индукционного нагрева Miller Pro-Heat 35 и распределительного щита DP25. В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели обеспечивают надежный нагрев, постоянный контроль температуры, увеличение времени сварки и повышение безопасности.
С помощью этой установки мы смогли нагреть трубу до 250 градусов примерно за 5 минут. Наш клиент смог превзойти целевое время конкурентов более чем на 19 часов, и его попросили расценить другие работы по конвейеру для своего клиента. Излишне говорить, что они были довольны решением и возможностью дополнительной работы, которую оно создало. (далее…)
31 мая, 19 4:51 · Оставить комментарий · Colin Brown
Плазменные резаки способны резать металлы простых и сложных форм, включая создание отверстий, скошенных кромок, строжку и маркировку. Плазменная резка является экономичной и практичной альтернативой газокислородной, лазерной и гидроабразивной резке и используется в промышленности, торговле и домашнем хозяйстве. Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
Когда газ нагревается до чрезвычайно высоких температур, электроны в молекулах газа отрываются от ядра, превращая газ в плазму. Плазменная резка осуществляется путем направления плазменной струи через металл.
Преимущества и недостатки плазменной резки по сравнению с другими процессами резки:
(далее…)
29 апреля, 19 4:48 · Оставить комментарий · Colin Brown
Предварительная и послесварочная термообработка имеет решающее значение для многих сварочных операций. Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства. Что еще хуже, неадекватная термическая обработка может привести к трещинам и разрушению сварных швов. В то время как температура и время являются основными факторами при термообработке сварного шва, при выборе процесса также следует тщательно учитывать метод нагрева. Индукционный нагрев является одним из самых популярных видов термообработки, и это справедливо. Преимущества индукционного нагрева многочисленны, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционного нагрева для ваших проектов. (далее…)
18 октября, 18 15:12 · Оставить комментарий · Red-D-Arc Welderentals
Сварка труб малого диаметра может быть затруднена. Малые радиусы часто требуют от опытных сварщиков точных и изящных манипуляций с горелкой. Если сварщик недостаточно опытен, неправильные участки могут привести к ухудшению качества из-за силы тяжести, влияющей на сварочную ванну, и неэффективных углов горелки. Если сварка вне положения не может быть выполнена удовлетворительно, деталь должна быть повернута. Однако некоторые сборки нельзя поворачивать из-за ограничений по размеру или они могут вращаться не по центру. Если для деталей малого диаметра требуется механизированная сварка, не ищите ничего, кроме закрытых сварочных головок Axxair Orbital Fusion. (далее…)
27 июня, 18 15:49 · Оставить комментарий · Red-D-Arc Welderentals
Метод, который вы выберете для сварки труб, зависит от места сварки, материалов и размера трубы. Для сварки стальных труб на открытом воздухе (например, при прокладке труб в траншеях) наиболее распространена ручная дуговая сварка (РДС). Этот используемый метод является нисходящим с использованием целлюлозных электродов (также основные электроды используются для применений из стали с более высокой прочностью). За корневым проходом и горячим проходом следуют заполняющие проходы. Сварка завершается верхним проходом. Используются сварочные аппараты, оптимизированные для сварки под наклоном.
Сварка труб меньшего размера
Для труб малого диаметра и короткой длины, которые могут свободно вращаться, труба вращается, пока сварочная горелка удерживается неподвижно. Используемые процессы: MIG (GMAW) и TIG (GTAW). В случае сварки TIG необходим механизм подачи проволоки. Технологическая ячейка лучше всего подходит для этого типа сварки.
Сварка больших труб
При сварке больших размеров труб сварка обычно выполняется с использованием орбитального процесса. Обычно используется MIG, но также может использоваться TIG с автоматической подачей присадочной проволоки. Орбитальный процесс с использованием сварочных аппаратов с закрытой головкой также используется в тех случаях, когда трубы меньшего размера не могут вращаться.
В настоящее время используется ряд передовых методов наплавки сварных швов труб. К ним относятся точно контролируемая передача короткого замыкания для корневого прохода (Miller — регулируемое наплавление металла), оптимизированная импульсная сварка (Miller — Pro-Pulse) и управление высокочастотной волной (Lincoln — перенос поверхностного натяжения) для ускорения и улучшения качества сварки. сварка труб.
Red-D-Arc предлагает в аренду широкий спектр оборудования для сварки труб, включая следующее:
Аппараты для орбитальной сварки с закрытой головкой для труб малого диаметра
Система для орбитальной сварки TIG для труб большего диаметра
Система орбитальной сварки MIG
Ячейка технологической трубы с колебательной сваркой открытой дугой
Источники питания для сварки TIG и MIG, подходящие для моделей выше
Пилы для резки и снятия фаски для труб диаметром до 12,75 дюйма (325 мм)
Ознакомьтесь со всем нашим ассортиментом оборудования для сварки труб, включая труборезы и станки для снятия фаски.
Подробнее об орбитальной сварке
04 апреля, 18 10:59 · Оставить комментарий · Джефф Кэмпбелл
Прекрасный день в Талсе
Прекрасный день в Талсе, Оклахома. – 4 апреля 2018 г.
Посетите стенд № 507 и ознакомьтесь с нашими системами орбитального TIG и индукционного нагрева. У нас есть прекрасно отремонтированный дизельный сварочный аппарат Red-D-Arc мощностью 300 ампер на продажу по специальной выставочной цене! Не забудьте отсканировать значок для розыгрыша дронов PennWell!!
www.pipelineenergyexpo.com – 3-5 апреля 2018 г.
14 ноября, 17 14:46 · Оставить комментарий · Red-D-Arc Welderentals
Гость Блогер Катажина К.
Катажина имеет степень магистра материаловедения и работала в нефтегазовой промышленности на должностях, связанных с гидравликой, сваркой и модернизацией нефтяных вышек.
Нержавеющая сталь широко используется в нефтехимической промышленности благодаря ее высокой стойкости к суровым условиям. При сварке нержавеющих сталей мельчайшие детали имеют значение и влияют на качество сварки. Ниже приведены некоторые советы по сварке труб из нержавеющей стали, основанные на моем опыте ремонта нефтяной вышки:
Во время проекта по ремонту нефтяной вышки, который включал сварку TIG дуплексной трубы из нержавеющей стали 2205, мы не смогли достичь требуемых свойств сварного шва. Несмотря на использование рекомендованного присадочного металла с более высоким содержанием никеля по сравнению с основным металлом и контроль межпроходной температуры, прочность сварного шва на растяжение все еще была слишком низкой. Чтобы достичь необходимого качества сварки, мы копнули глубже и нашли решение – (далее…)
18 октября, 17 16:39 · Оставить комментарий · Red-D-Arc Welderentals
«Подготовке следует уделять не меньше внимания, чем самой сварке»
Сварка труб используется во всем мире в различных отраслях промышленности. Трубы различных размеров и сортов материалов соединяются для производства компонентов различной формы и длины — от нескольких футов до многих миль. Несмотря на то, что большинство работ по сварке труб имеют индивидуальные спецификации, существуют некоторые фундаментальные аспекты сварки труб, которые объединяют сварщиков и инженеров-сварщиков в целях достижения высокого качества сварных швов труб.
Выбор подходящего оборудования для сварки труб
Выбор оборудования является главным требованием для получения качественных сварных швов труб. Наивысшими приоритетами при выборе сварочного оборудования для сварки трубопроводов являются надежность, согласованность, точность и контроль процесса. Также очень важно, чтобы оборудование было простым в использовании, а элементы управления были интуитивно понятными. В дополнение к производительности оборудования, рабочая среда также должна быть ключевым фактором при выборе оборудования. Существуют конфигурации для сварки труб, предназначенные для сварки в открытом море, сварки удаленных наземных трубопроводов, общего использования в производственных цехах, а также автоматизированные системы для сварки труб, настроенные по индивидуальному заказу. Правильный выбор может быть непростой задачей — всегда полезно обратиться за советом к специалисту. Обязательно спросите о различных опциях, возможностях и ограничениях каждой системы. При сварке марок CRA (Corrosion Resistant Alloy) необходимо использовать продувку сварного шва, чтобы гарантировать коррозионную стойкость корневого шва. Важность этого не следует недооценивать.
(далее…)
23 июня, 17 15:22 · Оставить комментарий · Colin Brown
Red-D-Arc предлагает широкий ассортимент сварочного оборудования, разработанного специально для профессионалов в области сварки труб. Новейшее оборудование для сварки труб может повысить производительность и обеспечить высочайшее качество сварных швов. У нас есть обширный парк инновационных решений, таких как сварочная система Miller PipeWorx, аппарат для сварки труб с осциллирующей дугой Red-D-Arc, системы Bug-O, системы орбитальной сварки от Lincoln и Axxair, а также оборудование для подготовки концов труб от H&M и E. H. Часы.
Посетите новый раздел «Сварка труб» на веб-сайте reddarc.com, чтобы узнать больше.
Другие статьи по орбитальной сварке
13 февраля, 17 13:11 · Оставить комментарий · Red-D-Arc Welderentals
Компания Red-D-Arc выпустила новый продукт, предназначенный для повышения производительности и эффективности сварки труб. Технологическая ячейка Red-D-Arc для труб с осциллирующей сварочной горелкой — это многофункциональная сварочная ячейка с двойным механизмом подачи проволоки.
Система проста в установке и эксплуатации, снижает количество ошибок оператора сварки, сокращает время сварки, увеличивает скорость наплавки, производительность и время горения дуги.
С системой можно использовать различные источники сварочного тока и механизмы подачи проволоки, включая системы Miller RMD PipeWorx 400 и Lincoln STT S350, S500 и S700 Power Wave, при этом все функции сварки управляются через удаленный интерфейс.
Корневые проходы можно выполнять вручную сплошной проволокой с использованием технологии RMD или STT (вместо ручного GTAW или SMAW), за которыми следуют горячие проходы и сквозные проходы сплошной проволокой или с порошковой проволокой) с помощью сварочного генератора помехового типа.
Выберите сварочный позиционер, сварочный патрон, набор токарных роликов или переднюю бабку в соответствии с вашими потребностями. Все функции позиционирования, включая манипулятор сварочной головки, осциллятор, сварочный позиционер и поворотные ролики, управляются с помощью единого элемента управления.
Свяжитесь с экспертом Red-D-Arc по автоматизации сварки, чтобы узнать больше или запросить демонстрацию: 1-866-733-3272 | Связаться с отделом продаж
Посмотреть больше сварочных поворотных столов, трубосварочных аппаратов и позиционеров для сварки труб
12 августа, 16 9:16 · Оставить комментарий · Red-D-Arc Welderentals
«Мы были рады возможности увидеть демонстрацию продукта для системы Red-D-Arc (Orbitalum). Машина оправдала возложенные на нее надежды, а техническая команда сыграла неоценимую роль»
— Роб Б. (покупатель)
Обновление : Red-D-Arc теперь предлагает оборудование для орбитальной сварки от Axxair.
Одному из наших клиентов, механическому цеху из Opelika, штат Алабама, требовалось решение для эффективной сварки труб и коленчатых секций из нержавеющей стали, способное выдержать гидростатические испытания давлением до 300 фунтов на квадратный дюйм. Потратив время на изучение их требований, специалисты филиала Red-D-Arc в Остелле, штат Джорджия, работали вместе с экспертами из Airgas, чтобы продемонстрировать, как закрытая система орбитальной сварки Orbitalum поможет решить их проблемы.
Специалист по сварке Red-D-Arc Грегори Беллами показал, как чрезвычайно узкая конструкция закрытой сварочной головки Orbiweld 76S идеально подходит для работы в условиях ограниченного пространства. Orbimat 76s был оснащен зажимными втулками (которые доступны для всех размеров труб), чтобы обеспечить точное соответствие и прочную фиксацию. Труба в этом приложении представляла собой трубу из нержавеющей стали диаметром 1,500 дюйма со стенкой 0,035 дюйма, диаметром трубы (прямая труба) и коленом из нержавеющей стали 180 градусов диаметром 1,500 дюйма. с .049″ стена. Когда сварка была завершена, сварные трубы прошли гидростатические испытания при давлении более 300 фунтов на квадратный дюйм.
Выражаем благодарность Грегори Беллами и Робу Сторчу из Red-D-Arc, а также Уэйну Бламиру и Биллу Хаттеру из Airgas за их поддержку в еще одной успешной демонстрации клиентов по орбитальной сварке труб.
Подробнее об орбитальной сварке
28 июля, 16 10:46 · Оставить комментарий · Джефф Кэмпбелл
Компании, занимающиеся сваркой труб, всегда ищут новые способы повышения производительности и заключения большего количества контрактов. В Red-D-Arc наша цель — предоставить наилучшие возможные решения для удовлетворения их потребностей. Недавно сотрудники нашего филиала Red-D-Arc в Лас-Вегасе продемонстрировали систему орбитальной сварки TIG Apex 2100. Демонстрация проводилась на 6,5-дюймовом отрезке трубы из углеродистой стали. Apex 2100 собирает данные о сварке в режиме реального времени и позволяет пользователю отслеживать, настраивать и контролировать параметры сварки на протяжении всего процесса. Компактный и легкий подвесной пульт позволяет удобно работать одной рукой, а простой интерфейс интуитивно понятен и прост в освоении операторами. Систему также легко обслуживать и обслуживать, что обеспечивает максимальное время безотказной работы и техническое обслуживание на месте.
Наши специалисты могут провести демонстрацию этого и многих других видов оборудования для автоматизации сварки. Свяжитесь с нами сегодня, чтобы узнать о преимуществах, которые орбитальная сварка и другие системы автоматизации сварки могут принести вашему бизнесу.
Подробнее об орбитальной сварке
26 мая, 16 16:27 · Оставить комментарий · Джефф Кэмпбелл
«широко используется на ядерных установках и в подводных операциях из-за их возможности установки и эксплуатации роботов…»
Эта универсальная серия труборезов способна резать трубы диаметром от 2 до 24 дюймов и твердые материалы, изготовленные из таких материалов, как ковкий чугун, сталь, нержавеющая сталь, сплавы, детали из конструкционной стали и рельсы. Они обеспечивают быструю и точную холодную резку с квадратной поверхностью под прямым углом и могут быть установлены в любом положении. Поскольку гильотинные труборезные пилы настолько универсальны, их используют водные и газовые компании, атомная энергетика, нефтехимические предприятия, нефтеперерабатывающие заводы, а также для регулярного технического обслуживания предприятий. Э.Х. Гильотинные пилы Wachs полностью портативны и имеют прочную конструкцию, способную работать в сложных условиях. Они компактны, просты в эксплуатации и требуют минимального обслуживания. Точное управление кончиками пальцев позволяет оператору регулировать скорость пильного диска для получения оптимальных результатов. Эти труборезные станки широко используются на ядерных объектах и в подводных операциях благодаря возможности роботизированной установки и эксплуатации. Время установки не более трех минут. Эти пилы для резки труб были адаптированы для многих уникальных ситуаций и хорошо работают в неблагоприятных условиях.
Плюсы и минусы автоматизированной сварки
Для многих производителей ручная сварка по-прежнему остается лучшим методом для большинства производственных операций. Но автоматические сварочные системы могут обеспечить постепенное повышение качества, производительности и прибыльности, если все сделано правильно.
Многие производители сталкиваются с проблемами роста стоимости рабочей силы, нехватки квалифицированных кадров и глобальной конкуренции. Наиболее выгодно автоматизировать свои сварочные услуги, если качество сварки имеет решающее значение или если необходимо выполнять повторяющиеся сварные швы на идентичных деталях.
Предприятиям, производящим ограниченное количество продукции, обеспечивающей получение точных сварных швов, целесообразнее перейти на полуавтоматическую сварку.
Адаптация к полностью автоматизированной сварке потребует большего планирования и рассмотрения, если вы хотите, чтобы ваша продукция была эффективной, производительной, прибыльной и воспроизводимой.
Прежде чем решить, как вы хотите автоматизировать процесс сварки, ознакомьтесь с плюсами и минусами автоматизированной сварки, чтобы вы могли принимать более взвешенные решения на первом этапе.
Преимущества автоматизированной сварки
Автоматизация процессов сварки дает множество преимуществ. Ниже приведены четыре основных преимущества автоматизированной сварки.
Улучшенное качество сварных швов
При ручной сварке количество бракованных сварных швов увеличивается по мере того, как сварщики устают. Автоматизация размещения деталей и резака снизит вероятность человеческой ошибки и бракованных сварных швов.
Повышенная производительность
Полуавтоматическая сварочная машина, управляемая опытным оператором, производит как минимум в два раза больше продукции, чем два квалифицированных сварщика. Если квалифицированный сварщик попал в аварию и не может работать в течение дня, то у вашего бизнеса будет меньше дневной производительности. Квалифицированные операторы станков более доступны, чем группа опытных сварщиков.
Сокращенные расходные материалы
Расходные материалы — это часть автоматизированных сварочных процессов, которую легко упустить из виду. Форсунки, контактные наконечники и газовые диффузоры могут существенно повлиять на производительность. Правильная стратегия использования расходных материалов и правильное сочетание для автоматизированной сварки помогают снизить затраты и повысить производительность.
Сокращение трудозатрат
Полуавтоматическая сварка требует минимального времени настройки и более высокой скорости сварки. Автоматизированная система сварки может легко затмить квалифицированного сварщика, поскольку она сводит к минимуму вероятность человеческих ошибок в процессе сварки.
Минусы автоматизированной сварки
Автоматизация сварки имеет и свои недостатки. Но любой недостаток можно превратить в возможности. Их следует распознать в тот момент, когда вы начнете автоматизировать свои сварочные процессы.
Более высокие первоначальные инвестиции
Одним из недостатков инвестирования в автоматизированное сварочное оборудование являются высокие капитальные затраты. Автоматизированные процессы сварки требуют более высоких первоначальных инвестиций, чем ручные процессы сварки.
Ручная сварка может быть более экономичной, но в долгосрочной перспективе она все равно может оказаться такой же дорогостоящей или даже дороже, чем автоматическая сварка. У вас будут затраты на рабочую силу, текущий ремонт, стоимость производственных отходов и непредвиденные чрезвычайные ситуации для вашего магазина и сотрудников.
Вы можете начать с более доступных полуавтоматических систем. Если вы ищете экономичное полуавтоматическое сварочное оборудование, Arcboss вас поддержит!
Гибкость
Около 90 процентов производственных компаний, не имеющих автоматизированных систем, считают отсутствие гибкости серьезной ошибкой. В то время как ручные сварщики могут удобно перемещаться от одной детали к другой, автоматические сварочные аппараты могут сосредоточиться только на ключевой нише в процессе сварки.
Одной из слабостей квалифицированного сварщика является его выносливость, позволяющая постоянно получать хорошие результаты в течение всего дня. В то время как автоматическим сварочным аппаратам не хватает гибкости. Мысль о полуавтоматической сварке компенсирует слабость как человека, так и машины.
Кроме того, такие инструменты, как сварочные позиционеры, сварочные вращатели и сварочные манипуляторы, могут обеспечить большую гибкость, поскольку они позволяют рабочему получать стабильно высококачественные результаты.
Автоматизация, заменяющая сварочные аппараты
Исследования показывают, что ИИ постепенно начинает влиять на сварочную отрасль. Некоторые даже говорят, что когда-нибудь роботы заменят людей, но это не обязательно так. Квалифицированный ручной сварщик может производить сварные швы замечательного качества с большей гибкостью.
Полуавтоматическая сварка является наиболее распространенной категорией автоматизации сварки, поскольку она объединяет возможности человека и машины, поскольку они дают более эффективные результаты, чем квалифицированный сварщик и точный робот.
Что делать, если в глаза попала сварка:чем промывать и как лечить
Несчастные случаи во время работы со сваркой являются не такой уж и редкостью. Не все из них заканчиваются серьезными травмами и смертельным исходом, хотя и такие случаи не исключение, но есть серьезный риск повредить зрение. Помимо того, что постоянная деятельность такого рода дает сильное напряжение на глаза и со временем ухудшает качество зрения, существуют еще и другие опасности. Они связаны с ожогами и попаданием в них посторонних предметов, которыми чаще всего оказываются окалины, искры, расплавленные капли металл и так далее. Чтобы не возникло серьезных последствий, которые бы усугубили ситуацию, необходимо знать, что делать, если в глаза попала сварка.
Если с болью в глазах от яркого света дуги и перенапряжения сталкивались многие, то попадание в глаза сварки является более серьезным случаем, который требует профессионального оперативного вмешательства. Естественно, что не всегда медики могут быть близко, поэтому, нужно знать, как оказать первую помощь, а также что делать, чтобы не навредить. Такие знания будут полезны всем, кто занят в этой сфере.
Причины попадания сварки в глаза
Если решет глаза от сварки, то вполне возможно, что в них попали какие-либо мелкие частицы.
Искры при сварке
Для защиты от таких случаев используется специальный щиток, который имеет светофильтр. Он способен не только защитить от яркого света, но и от брызг, искр, окалин. Далеко не всегда сварщики быстро им закрываются и иногда получается, что область лица остается незащищенной. В таких случаях вполне возможно, что сварка попадет в глаза. Как правило, попадание зависит от случайности, так как рассчитать, как именно будут разлетаться кусочки во время зажигания другим или искрить электрод во время ее ведения, практически невозможно. Но силы для того, чтобы проникнуть сквозь одежду или попасть прямо в глаз, вполне достаточно, что и представляет собой большую опасность.
Также возможно попадание паров металла. Это не так критично, но может оказывать токсичный эффект. Данная ситуация также приводит к неприятным ощущениям. Испарения металла могут вызвать серьезную травму. Иногда горячий металл может попасть в глаза, когда оббивается шлак после сварки. Здесь также нужно использовать защитный щиток, так как траектория полета осколков остается непредсказуемой. Все это, так или иначе, является нарушением инструкции по техники безопасности.
Симптомы
Первым симптомом является резкая боль, которая возникает во время попадания постороннего предмета в глаза. С учетом того, что он передвигается на большой скорости, а также имеет высокую температуру, болезненные ощущения не заставят себя долго ждать. Большую роль здесь играет еще чувствительность глаза, так как даже на кожном покрове заметно попадание таких вещей, не говоря уже о незащищенных органах зрения.
Вторым симптомом является ощущение инородного тела в глазу. Возникает желание протереть глаза. Особенно сильно ощущение проявляется, когда человек переводит фокусировку с одного места на другое. Как правило, болезненное ощущение возникает в одном конкретном месте, что и позволяет вычислить место дислокации попавшего предмета.
Попадание окалины в глаз после сварки
Сюда же можно отнести покраснение. Его можно легко отличить от того, что глаза просто устали, особенно, когда один глаз намного краснее другого. Нередко поврежденным органом зрения сложно воспринимать яркий свет, а иногда даже открывать сам глаз невозможно. Часто от сварки слезятся глаза. Это также один из симптомов, который основан на естественной реакции организма. Слезные железы пытаются вымыть попавшую частичку при помощи выделяемой ими жидкости. Это далеко не всегда помогает, поэтому, требуется серьезное неотложное лечение.
Ярко выраженное покраснение в глазу от окалины
Стоит также отметить наличие явных симптомов, которые связаны с серьезными повреждениями. Когда объект, который попал в глаза слишком большой и нанес ощутимые повреждения, то это видно даже невооруженным глазом. Во многих случаях такой случай может привести к полной утрате зрения этим органом. Тогда его поверхность может покрыться пеленой, поврежденное место кровоточить, а боль иметь постоянный и ярко выраженный характер.
Первая медицинская помощь
Не имея медицинского образования, заниматься самолечением не стоит, но стоит знать, чем промыть глаза после сварки. На самых первых этапах подойдет обычная холодная вода. Она затупит боль и вымоет частицы мусора, которые могут стать причиной воспаления. Также можно промыть раствором марганцовки, ромашковым отваром или чайной заваркой. Промывание стоит делать в несколько этапов, но при этом не сильно тереть поврежденную поверхность, так как от этого может усилиться воспаление.
Категорически запрещается:
Тереть глаза;
Использовать вещества, которые могут вызвать раздражение поверхности;
Применять непроверенные медикаменты.
В каких случаях обращаться к врачам
Если просто слезятся глаза после сварки, то это может быть следствием обыкновенного перенапряжения, но если это один из симптомов попадания в глаз сварки, то тут стоит немедленно вызывать скорую. Медики знают как лечить, когда сварка попала в глаза. Данный род травм является очень опасным и если пустить все на самотек, то можно вызвать заражение глаза и, как следствие, лишиться его. Это намного сложнее, чем лечить ожог от сварки, так как это более сложная травма.
Что делать, если произошел ожог глаз при работе сваркой
Содержание
1 Симптомы электроофтальмии
2 Первая помощь пострадавшему
3 Лечение медикаментами
4 Народные методы
4.1 Чай
4.2 Картошка
4.3 Мед
4.4 Ромашка
4.5 Алоэ
4.6 Дуб
4.7 Капуста
4.8 Отвары
5 Что запрещено при электроофтальмии
6 Когда идти к доктору?
Сварочные работы влекут за собой риск повреждения глазной слизистой. Ожог глаз после сварочных работ врачи называют электроофтальмией. Заболевание может начаться, если неправильно либо неаккуратно использовать оснащение для сварки. Чтобы предотвратить травму и не обжигаться, нужно соблюдать правила безопасности.
Болевые ощущения в глазу возникают из-за того, что лучи ультрафиолета воздействуют на роговицу. От их интенсивности зависит степень травмы.
Содержание
Симптомы электроофтальмии
Первая помощь пострадавшему
Лечение медикаментами
Народные методы
Чай
Картошка
Мед
Ромашка
Алоэ
Дуб
Капуста
Отвары
Что запрещено при электроофтальмии
Когда идти к доктору?
Симптомы электроофтальмии
Существуют четыре стадии:
1. Легкая. Симптомы таковы:
жжет в глазах;
краснеет конъюнктива;
чешутся веки;
помутнение роговичной области.
2. Средняя. Симптомы:
сильная боль;
усиленная реакция на световое воздействие;
появление пленочки на конъюнктиве;
возникновение деформации роговичной области.
3. Тяжелая. Симптомы:
роговичная ткань мутнеет очень сильно;
продолжительные болевые ощущения;
опухание век;
ухудшение зрения;
возникновение чувства, что в орган зрения попало инородное тело.
4. Крайне тяжелая. Симптомы следующие:
беспрерывные болевые ощущения, затруднительное открытие век;
начало отмирания тканей;
некроз конъюнктивы;
частичная слепота;
блеклая и бесцветная роговичная ткань.
Первая помощь пострадавшему
Что делать если сварка попала в глаза? Необходимо обязательно обращаться к доктору-офтальмологу. Он оценит степень эрозии роговичной ткани. До обращения к окулисту можно использовать:
Осторожность необходимо соблюдать в первые дни после проявления признаков ожога сетчатки. Применение темных очков, отказ от слишком ярких светильников, закрытие стекол занавесками способствуют облегчению состояния сварщика, который обжог зрительные органы.
Для оказания первой помощи пострадавшему помойте ему поврежденные органы большим количеством чистой воды, вытащите из них частички металла (при их наличии), используя тампон из ваты. Положите на веки холодный компресс (на десять минут).
Не стоит класть на глаза повязки. Они приводят к замедлению регенерации роговичной ткани, возникновению неприятных ощущений. Для устранения боли можно принять Ибупрофен, Нимесил, Диклофенак (одна таблетка два раза в сутки после приема пищи, продолжительность курса лечения – трое суток).
Чтобы ускорить регенерацию эпителиального слоя и предотвратить сухость роговичной ткани, можно лечиться средствами натуральной слезы. Их капают по 1 капле раз в пару часов.
Лечение медикаментами
Если произошел ожог глаз от сварки, чем лечить? Если рабочий нажег глаза при сваривании, лечиться ему можно в домашних условиях. Операцию необходимо делать лишь в очень сложных случаях. Лечебный процесс основывается на таких мероприятиях:
Применение антибиотиков для ускорения регенерации роговичной ткани, предотвращения кератита, конъюнктивита (5 — 7 суток вводить по одной капле шесть раз в день).
Использование капель, суживающих сосуды. Их нужно применять, если органы зрения отекли, воспалились, покраснели. Закапывание необходимо выполнять три раза в день.
Применение Лидокаина, Тетракаина, Новокаина. Данные средства избавляют от зуда, располагают анестетическим эффектом. Используют их два раза в сутки.
При ожоге от сварки капли для глаз необходимо использовать семь дней, по 4 — 5 раз ежедневно. Благодаря их применению уменьшается боль, быстро восстанавливается роговичная ткань, предотвращается заражение.
Что делать если обжог глаза сваркой? Нахватавшись «зайчиков», стоит воспользоваться такими препаратами:
Тобрекс;
Гентамицин;
Тобрамицин;
Офтаквикс;
Левофлоксацин.
Народные методы
Чай
При ожоге глаз сваркой можно выполнять следующие действия. Заварите пакетики чая, подождите, пока они охладятся до комнатной температуры. Приложите их к поврежденным органам на пятнадцать — двадцать минут, затем замените. Также можно заварить и процедить рассыпной чай. Сделайте марлево-ватные тампоны, намочите их в чае, приложите к роговице. Это поспособствует сужению конъюнктивных сосудов, устранению болевых ощущений.
Картошка
Если получился ожог, то сделайте картофельную маску. Возьмите пару сырых картошек, потрите их на крупноячеистой терке. Сделайте многослойную повязку из марли, положите на нее тертую картошку, заверните, приложите к органам зрения на полчаса. Это существенно снизит болевые ощущения, устранит отеки, охладит места, которые вы попалили.
Мед
Смешайте две столовых ложки меда с нагретой прокипяченной водой. Изготовьте тампоны из ваты, смочите их раствором, положите на места, в которые попали искры. Раз в полчаса меняйте припарку. Мед отлично устраняет боль, покраснение. В особенности он полезен тогда, когда в глазах появилась резь.
Ромашка
Ромашка оптимальна для тех, кто обжег глаза. Смешайте пару столовых ложек аптечной ромашки с одной столовой ложкой кипятка. Позвольте смеси настояться десять минут, после чего охладите до комнатной температуры. Прикладывайте смесь к роговице, заменяя компресс раз в четверть часа.
Алоэ
Порежьте листья свежего алоэ, смешайте их с теплой прокипяченной водой. Дайте смеси постоять пару часов, после чего сделайте из нее повязки. Намочите тампоны из ваты в растворе, приложите к роговице. Сок алоэ прекрасно борется с различными воспалительными процессами. Еще можете перемешать сок данного растения с медом, капать смесь два раза в день по одной капле.
Дуб
Кора дуба издавна знаменита своими лечебными качествами. Поэтому, если у вас болят глаза от сваривания, можете сделать настойку из трех столовых ложек дубовой коры. Смешайте ее с чашкой кипяченой воды, дайте смеси настояться. Спустя три часа выполните пропитку тампонов из ваты, приложите их к глазам на двадцать минут.
Капуста
Данный овощ имеется в любом доме. Капуста прекрасно устраняет боль, если, конечно, она свежая. Прокрутите несколько капустных листов на мясорубке. Приложите полученную кашицу к травмированным органам. Вы почувствуете прохладу, избавитесь от боли и воспаления.
Отвары
Используйте отвар трав, сделанный из ромашки, липы, календулы. Каждого растения должно быть столько же, сколько и остальных. Смешайте травы с 0,5 л. кипятка. Мойте глаза отваром раз в пару часов.
Что запрещено при электроофтальмии
Рабочему, который обжег глаза, для предотвращения неприятных последствий нельзя делать следующего:
Тереть глаза. Первый признак того, что человек сжег глаза – это ощущение инородного предмета. Растирание нередко приводит к тому, что повреждается конъюнктивная пленочка. Происходит усиление болевых ощущений, увеличение воспаления.
Часто применять капли. Медикаменты, купленные без знания точного диагноза, могут вызвать раздражение. Использование непроверенных, сомнительных народных способов может усугубить ситуацию.
Промывать зрительные органы водопроводной водой. Обыкновенно вода из-под крана заключает в себе грязные примеси, разные элементы, которые раздражают конъюнктиву. Что делать когда попала сварка в глаза? Используйте очищенную дистиллированную воду.
Когда идти к доктору?
Если вы обожгли органы зрения при сваривании, при этом в бытовых условиях вылечиться не получилось, требуется отправляться в медицинское заведение. Есть вероятность того, что в органах зрения уже начались негативные перемены. При осложнениях глаза мутнеют, зрение ухудшается, начинается кератит.
Если вы сожгли органы зрения сваркой и долго не шли к врачу, у вас может произойти:
сильное помутнение роговичной ткани, появление язв и рубцов;
перерастание воспаления в хроническое;
разрушение защитных клеток сетчатки;
отмирание важных клеток.
Помните о технике безопасности, когда собираетесь выполнять сварку. Соблюдайте все правила: надевайте защитные очки либо используйте маску сварщика. Ультрафиолетовые лучи могут сильно попортить зрение.
Признаки того, что вы получили ожог глаза сваркой, проявляются не сразу. Они усиливаются в течение семи часов. Если глазная сетчатка не повредилась, глаза станут болеть несколько суток. Также больной будет чувствовать себя беспокойно, у него начнутся спазмы, слезотечение.
Если вы обожгли слизистую, курс лечения назначает офтальмолог. Помните, что, если вы получили ожог глаз сваркой лечение нужно начать как можно раньше.
Домашние средства для лечения вспышки сварщика
Вспышка сварщика — это ощущение жжения в глазах, возникающее после работы со сварочной горелкой. Формально это состояние называется ожогом роговицы. Это приводит к воспалению роговицы. Некоторые люди также называют это состояние ожогами от вспышки дуги. Роговица – это поверхность глазного яблока. В большинстве случаев ожоги дуговой вспышкой поражают оба глаза, а не только один.
Симптомы вспышки сварщика
Симптомы вспышки сварщика обычно проявляются через 3–12 часов после получения травмы. В некоторых случаях боль постоянная. Однако это также может произойти только при движении глаз. Вот некоторые общие симптомы вспышки сварщика:
Налитые кровью глаза
Чувствительность к свету
Слезящиеся глаза
Затуманенное зрение
Ощущение инородного тела в глазу
3
Домашние средства есть ряд домашних средств от внезапного ожога, которые могут значительно уменьшить симптомы. Однако эти домашние средства следует использовать только в сочетании с лечением, назначенным врачом. Вот несколько эффективных домашних средств от вспышки сварщика:
1. ПРИКРЫВАЙТЕ ГЛАЗА УПЛОТНИТЕЛЬНОЙ ПОВЯЗКОЙ
Прикрывая глаза мягкой повязкой, вы снижаете вероятность развития инфекции. Мягкая повязка предотвратит попадание посторонних предметов в глаза. Кроме того, он защитит ваши глаза от солнечного света.
Солнечный свет не только увеличивает уровень боли, которую вы испытываете от вспышки сварщика, но иногда может вызвать дополнительные повреждения. Это может замедлить процесс заживления и увеличить риск заражения. Однако важно, чтобы вы не садились за руль в мягкой повязке.
2. Безрецептурные обезболивающие могут быть очень эффективными:
Существует несколько типов безрецептурных обезболивающих, из которых вы можете выбирать. Вот некоторые из наиболее распространенных типов обезболивающих, которые можно использовать для лечения ожога сварщика:
Кодеин: В некоторых странах, кроме США, кодеин доступен без рецепта для обезболивания. Это лекарство является легким опиатом, и некоторые люди считают его очень эффективным. Тем не менее, это может вызвать симптомы отмены, если вы используете его слишком долго и резко прекращаете прием.
Парацетамол: Парацетамол продается под торговой маркой Tylenol, но доступны и другие марки. Он может быть весьма эффективным для облегчения боли и не вызывает привыкания. Очень важно, чтобы вы никогда не превышали рекомендуемую дозу парацетамола, так как это может вызвать серьезное повреждение печени.
Ибупрофен: Ибупрофен является активным ингредиентом Advil. Этот препарат обладает сильными противовоспалительными свойствами. В результате это может уменьшить воспаление роговицы, возникающее в результате вспышки сварщика.
Аспирин: Аспирин также обладает сильными противовоспалительными свойствами. Существует множество марок аспирина.
Натуральные болеутоляющие средства: Есть много трав, которые могут облегчить боль. Некоторые из них могут быть весьма эффективны при болях, вызванных сварочной вспышкой. Вот несколько примеров обезболивающих трав, которые могут уменьшить боль от вспышки сварщика:
Куркума: Куркума может уменьшить боль от вспышки сварщика, уменьшая воспаление. Кора ивы: Кора ивы содержит активные ингредиенты, похожие на аспирин. Гвоздика: Гвоздика содержит вещества, известные своими болеутоляющими свойствами.
3. ИСПОЛЬЗОВАНИЕ ГЛАЗНЫХ КАПЕЛЬ МОЖЕТ БЫТЬ ВЫСОКОЭФФЕКТИВНЫМ ЛЕЧЕНИЕМ ВНЕШНЕГО ОЖОГА СВАРЩИКА
Глазные капли могут предотвратить пересыхание глаз. Это может привести к тому, что ваши глаза заживут намного быстрее, и это может снизить уровень боли. Однако разные марки искусственных слез имеют разные ингредиенты. Однако большинство продуктов содержат карбоксиметилцеллюлозу, поливиниловый спирт, гидроксипропилметилцеллюлозу, гидроксипропилцеллюлозу и гиалуроновую кислоту. Несмотря на то, что существует множество марок искусственных слез, вот некоторые из лучших марок:
Visine
Systane
Genteal
Refresh
Однако конкретное количество блокируемого ультрафиолетового света зависит от марки солнцезащитных очков, которые вы выбираете.
Поэтому важно убедиться, что вы покупаете солнцезащитные очки от известного производителя. Несмотря на то, что солнцезащитные очки могут сделать пребывание на улице более комфортным, если у вас есть сварочная вспышка, вам все же следует попытаться ограничить количество времени, которое вы проводите на открытом воздухе.
5. ПАКЕТ ДЛЯ ЛЬДА МОЖЕТ УМЕНЬШИТЬ БОЛЬ
Пакет со льдом может значительно уменьшить отек вокруг глаз, и его легко использовать. Просто приложите пакет со льдом к глазам на 5-10 минут. Вы можете повторить этот процесс столько раз, сколько вам нужно.
6. ПРИКЛАДЫВАНИЕ ЧАЙНЫХ ПАКЕТОВ МОЖЕТ УМЕНЬШИТЬ ОТЕК
Чай содержит значительное количество антиоксидантов. Антиоксиданты обладают мощными противовоспалительными свойствами. Как ни странно, прикладывание чайных пакетиков к глазам оказалось чрезвычайно эффективным домашним средством от вспышки дуги. Многие люди сразу же испытывают облегчение, используя это домашнее средство.
7.
НАНЕСЕНИЕ МЯКОСТИ БАНАНА ЯВЛЯЕТСЯ ОТЛИЧНЫМ ДОМАШНИМ СРЕДСТВОМ ОТ ВСПЫШКИ СВАРЩИКИ
Мякоть банана может помочь уменьшить сухость глаз. Кроме того, бананы содержат большое количество витамина В-12. Это может помочь вашим глазам зажить.
8. ПОЛОЖИТЕ ЛОМТИКИ ОГУРЦА НА ГЛАЗА
Огурец обладает сильными охлаждающими свойствами. Это может уменьшить воспаление и покраснение. Лучше всего прикладывать ломтик огурца, прохладный на ощупь.
9. РОЗОВАЯ ВОДА МОЖЕТ ПОМОЧЬ БЫТЬ БОЛЕЕ КОМФОРТНЫМ
Смочите ватный тампон розовой водой и приложите к глазам. Это уменьшает как боль, так и воспаление. Важно, чтобы вы покупали розовую воду без добавок. Некоторые добавки могут вызывать раздражение глаз.
10. НАНЕСИТЕ МИНДАЛЬНОЕ МАСЛО
Миндальное масло уменьшает боль и воспаление благодаря высокому содержанию витамина Е. Оно также является сильным смазывающим средством. Лучше всего наносить миндальное масло два или три раза в день.
11. МОЖЕТ БЫТЬ ЭФФЕКТИВНЫМ УДЕРЖАНИЕ ВЛАЖНОГО ПОЛОТЕНЦА НА ГЛАЗАХ
Просто приложите к глазам мокрое полотенце, чтобы уменьшить воспаление и боль от вспышки сварочного электрода. Тщательно смочите полотенце, которое вы используете. Лучше всего использовать прохладную воду.
12. МОЛОКО СОДЕРЖИТ МОЩНЫЕ ФЕРМЕНТЫ
Эти ферменты могут разрушать ткань, вызывающую воспаление. Тем не менее, лучше всего вскипятить молоко, прежде чем использовать его. После того, как вы вскипятите молоко, подождите, пока оно остынет. Затем смочите ватный тампон. Вы также можете нанести несколько капель теплого молока на глаза.
13. ПРИКЛАДИТЕ ЛОМтик ПРОХЛАДНОГО КАРТОФЕЛЯ
Прохладный ломтик картофеля может помочь уменьшить воспаление, вызванное сварочным пламенем, а также уменьшить сухость. Это может уменьшить зуд. Кроме того, это может помочь ускорить процесс заживления. Картофель всегда следует применять в сыром виде.
УХОДИТ ЛИ ВСПЫШКА?
Почти во всех случаях сварочный ожог полностью проходит. Тем не менее, это может привести к инфекции, если ее своевременно не лечить. Это может привести к необратимому повреждению глаз.
ЧТО ВЫЗЫВАЕТ СВАРОЧНЫЙ ПРОЖИГ?
Повреждение обычно вызывается интенсивным светом. Однако свет, вызывающий повреждение, не виден. Вспышка сварщика вызвана ультрафиолетовым излучением.
Как предотвратить вспышку сварщика
Предотвратить вспышку сварщика и дуговые глаза довольно легко. Когда вы занимаетесь сваркой, вы должны быть уверены, что на вас надеты лучшие сварочные маски. Помимо того, что он помогает вам четко видеть сварные швы, еще одной основной целью сварочной маски является защита ваших глаз, чтобы вы не повредили их. Часто, когда я страдал от вспышки сварщика, это было из-за того, что я использовал один из своих более дешевых шлемов. Шлем более высокого качества, очевидно, обеспечит лучшую защиту.
Значение травм глаз и сварки
04 дек 04.12.2018
Согласно WebMD, ваши глаза являются наиболее высокоразвитым используемым органом чувств. По уважительной причине, поскольку он обеспечивает зрение, позволяя нам обнаруживать свет. Однако ваши глаза — невероятно тонкие инструменты.
Когда дело доходит до зрительного восприятия, деликатность — это хорошо! Человеческие глаза могут адаптироваться к разным уровням освещенности, самоочищаться для получения более четкого изображения, различать цвета, различать глубину, различать движения и обнаруживать опасность. Очень важно избегать опасности, так как глаза невероятно восприимчивы к травмам. При сварке это особенно актуально, так как четверть всех травм при сварке приходится на глаза. Что еще более тревожно, почти 10 % всех травм глаз происходят из-за вспышки сварщика.
«Глаз — украшение тела» — Генри Дэвид Торо.
Большинство из нас считает зрение само собой разумеющимся; только для того, чтобы сделать все, что в наших силах, чтобы вернуть его, когда он окончательно поврежден или исчез. Вы получаете только одну пару глаз при рождении; никаких переделок, как с молочными зубами. Как только этот драгоценный камень будет поврежден, вам придется иметь дело с последствиями травмы. Имеет смысл знать, почему этот драгоценный орган нуждается в защите, определенно, когда кто-то режет, шлифует и сваривает.
Резка металла
MCR Безопасность заключается в защите людей. Мы хотим, чтобы вы знали, что вы защищаете, надевая защитные очки, и почему… Роговица — это прозрачная внешняя оболочка в передней части глаза. Он служит для предотвращения попадания в глаза таких вещей, как микробы и пыль, и выполняет большую часть работы по фокусировке света, попадающего в глаз. В роговице нет кровеносных сосудов; он получает питание и кислород из слез. Роговица – это та часть глаза, которая чаще всего травмируется при сварке.
Линза
Прозрачная структура за радужной оболочкой, которая вместе с роговицей помогает фокусировать свет на сетчатке.
Ученик
Это точное отверстие в центре радужной оболочки позволяет проникать свету.
Ретина
Сетчатка — это светочувствительная ткань, расположенная в задней части глаза.
Склера
Склера – это белая наружная оболочка глаза. Он покрывает и защищает все части глаза, не покрытые роговицей, расположенной в самой передней части. После роговицы склера является той частью глаза, которая чаще всего подвергается царапинам или повреждениям.
Мы защитим ваши глаза!
Почти ВСЕ травмы глаз можно предотвратить, используя надлежащие очки, обеспечивающие защиту как спереди, так и сбоку. Проще говоря, защитные очки спасают зрение!
Не допускайте попадания металла в глаза — одна из таких предотвратимых травм. Однако, чтобы металл не попал вам в глаза, мы действительно используем металл, чтобы гарантировать, что вы носите высококачественные защитные очки? Стальной шарик используется в процессе контроля качества и испытаний, см. ниже.
Испытание на ударную вязкость
.
Очки тестируются в нашем Центре инновационных технологий (ITC lab). Металлический шар стреляет слева в сторону очков.
Дымы и химические раздражители при сварке
Существует ряд различных типов дыма, с которыми сварщики могут столкнуться в своей работе. Примеры сварочных дымов, которые, как известно, раздражают глаза, включают:
• Медь и сплавы, такие как бронза и латунь • Фториды, обычно используемые в качестве покрытия электродов и флюсового материала • Молибден, содержащийся в сплавах стали, железа, нержавеющей стали и никелевых сплавов • Ванадий, содержащийся в различных сплавах
Токсичные газы и пары
Хотя обычные защитные очки и лицевые щитки могут защитить глаза от многих травм, они не могут защитить от паров. По этой причине при сварке очень важно иметь отличные системы вентиляции и вытяжки.
Некоторые раздражители имеют жидкую форму и могут попасть в глаза. Если вы работаете с такими химическими веществами (включая моющие средства и другие чистящие средства), убедитесь, что вы используете подходящие очки. Немедленно промойте глаза холодной чистой водой, если в глаза попал известный химический раздражитель. Если вещество едкое, как можно скорее обратитесь за медицинской помощью.
Пыль, мусор и посторонние предметы
Пыль и разлетающиеся частицы являются распространенными причинами травм глаз в области металлообработки, и эта опасность не является исключительной для сварщиков. Резка металла и шлифовка, в частности, приводят к образованию большого количества пыли, которая может поцарапать роговицу, если не надеты надлежащие средства индивидуальной защиты.
UD2150G имеет подкладку из пеноматериала, предотвращающую попадание пыли в глаза
Поскольку роговица очень чувствительна, вы почувствуете это, если в глаз попадет пыль, песок или даже ресница. Если моргание не помогает, попробуйте промыть глаза водой или физиологическим раствором.
Незначительные царапины роговицы довольно распространены при травмах глаз и обычно заживают сами по себе. Однако более глубокие травмы могут привести к образованию рубцов на роговице, что может привести к ухудшению зрения на всю жизнь.
А что, если это выходит за пределы роговицы и что-то на самом деле застревает в самом глазу? Металлические осколки, расплавленный металл и даже такие предметы, как гвозди , могут случайно попасть в глаза. В этих крайних случаях не пытайтесь удалить объект! Это должен делать только медицинский работник. Звоните 911 немедленно и следуйте их инструкциям.
Радиационные ожоги
УФ-излучение поглощается роговицей глаза, поэтому яркие вспышки, которые часто возникают при сварке, могут вызвать ожоги этой структуры. Это явление иногда называют мгновенным ожогом, вспышкой сварщика или дуговым разрядом, но в кабинете врача его называют УФ-кератитом. (Другие причины УФ-кератита включают взгляд непосредственно на затмения и взгляд на яркий солнечный свет, отраженный от воды или снега.)
Резка факелом
Вспышка сварщика обычно появляется через 3-12 часов после воздействия УФ-излучения на глаза. Симптомы включают:
• Раздражение и боль • Чувствительность к свету • Ощущение, будто что-то попало в глаз • Затуманенное зрение • Обильные слезы
При надлежащем медицинском обслуживании роговица обычно заживает, и ваше зрение возвращается к норме. . Однако существуют долгосрочные риски, связанные с повторным воздействием УФ-излучения. Правильное ношение средств защиты глаз — ЕДИНСТВЕННЫЙ способ предотвратить ожог от вспышки. С таким количеством вариантов очков, разработанных и маркированных специально для сварки, нет никакого оправдания тому, чтобы оставить ваши глаза незащищенными!
Дополнительные ресурсы по сварочным очкам
• OSHA
• Фильтрация OSHA во время сварки
• Обращение с обычными травмами от очков
• ISHN Все о вспышке или дуговом глазе сварщика
• Травмы глаз (ожоги вспышкой)
Подавляющее большинство травм глаз можно предотвратить.
Полное понимание опасностей, с которыми вы сталкиваетесь, использование соответствующих методов и правильное использование СИЗ абсолютно необходимы для безопасной работы при сварке. Если вы не уверены, что вам нужно, спросите у наших специалистов. Не позволяйте невежеству ослепить вас.
Наконец, чтобы узнать больше об опасностях при металлообработке, а также ознакомиться с нашим Руководством по покупке металлообработки и Руководством по применению металлообработки, посетите нашу страницу ресурсов по металлообработке.
На протяжении более 40 лет компания MCR Safety является лидером в производстве перчаток, очков и одежды. Будь то цех, нефтяная вышка или строительная площадка, мы предлагаем решения для устранения опасностей на рабочем месте. Мы защищаем людей!
Узнайте больше о MCR Safety, посмотрев наше последнее видео. Нажмите здесь для получения дополнительной информации или просто позвоните нам по телефону 800-9.55-6887.
Сварка Травмы глаз Глаз
Об авторе
Энтони Уэбб
«Маркетинговый аналитик»
Энтони работает в MCR Safety уже более десяти лет, занимая различные должности: продажи, закупки, разработка новых продуктов, обучение и маркетинг.
Обсадные трубы предназначены для крепления нефтяных и газовых скважин.
По точности и качеству изготовляются в двух исполнениях А и Б, по видам соединений:
с короткой и удлиненной треугольной резьбой и трапецеидальной резьбой (ОТТМ, ОТТГ) по ГОСТ 632-80, АРI 5CT;
с уплотнением резьбового соединения лентой ФУМ по ТУ 14-3-514-76;
равнопроходные с резьбой «Батресс» по ТУ 14-161-169-96;
с резьбой «Батресс» по ТУ 14-161-175-98, АРI 5CT.
По эксплуатационным характеристикам обсадные трубы изготовляются в обычном исполнении по ГОСТ 632-80 и с повышенной пластичностью и хладостойкостью по ТУ 14-3-1736-90.
По соглашению обсадные трубы могут изготовляться всех групп прочности вплоть до Р и Т, коррозионностойкими для сред с низким содержанием сероводорода, а также в электросварном варианте по ТУ 39.0147016-40-93 (резьба «Батресс») или по ТУ 14-3-1487-87 (резьба ОТТМ).
Сортамент и группы прочности приведены в таблице.
По длине обсадные трубы изготавливаются от 6 до 13 м, основная длина 9,5-12 м. Количество труб короче 9,5 м по нормам ГОСТ 632-80. Проводятся обязательные испытания: на растяжение, на сплющивание, гидроиспытание.
Трубы также выпускаются по следующему ТУ:
ТУ 14-3-461-76. Трубы обсадные под контактную сварку. Трубы поставляются группы прочности Е. Испытания согласно ГОСТ 632-80. Трубы поставляются без резьбы и без муфт.
ТУ 14-3-1667-89. Трубы обсадные стальные с узлом уплотнения из полимерного материала. Каждая труба поставляется с муфтой со вставленными уплотнительными кольцами. Испытания согласно ГОСТ 632-80.
ТУ 14-3-1811-91. Трубы обсадные и муфты к ним с улучшенными характеристиками. Группы прочности Д, К, Е, Л, М.
ТУ 14-3-1813-91. Трубы обсадные и муфты к ним для водяных скважин. Группы прочности С, Д, К, Е. Испытания по ГОСТ 632-80. Трубы и муфты к ним изготовляются с треугольной резьбой.
ТУ 14-161-149-94. Трубы обсадные и муфты к ним сероводородостойкие и хладостойкие. Трубы изготавливаются с резьбой: треугольной, ОТТМ, ОТТГ, «Батресс».
ТУ 14-161-162-95. Трубы обсадные и муфты к ним для обустройства скважин. Трубы и муфты к ним изготавливаются с треугольной, трапецеидальной резьбой — ОТТМ или «Батресс». Трубы изготавливаются группы прочности Д следующих размеров: 114х6,4; 114х7,4; 114х8,6; 114х10,2; 114х10,5 мм.
ТУ 14-161-163-93. Трубы обсадные диаметром 102, 110 мм с муфтами уменьшенного размера. Трубы изготавливаются групп прочности Д, Е, Л, М следующих размеров: 102х6,5; 110х6,5 мм.
ТУ 14-161-169-96. Трубы стальные обсадные равнопроходные и муфты к ним. Трубы изготавливаются групп прочности Д, Е, К, Л, М следующих размеров: 146,1х7,0; 146,1х7,7; 146,1х8,5; 146,1х8,9 мм.
ТУ 14-161-175-98. Трубы стальные обсадные и муфты к ним (с резьбой «Батресс») размеры труб 114,3×6,4; 114×7,4; 114×8,6; 127×6,4; 127×7,5; 127×9,2; 139,7×7,0; 139,7×7,7; 139,7×9,2;146,1×7,0; 146,1×7,7; 146,1×8,5; 146,1×9,5; 146,1×10,7 мм.
API 5CT групп: A40, J55, K55, N80, L80, C90, C95, T95, P110. Трубы поставляются с монограммой : (лицензия N 5СТ-0427).
Механические свойства приведены в таблице 1.
Таблица 1
Наименование показателя
Норма механических свойств для стали групп прочности
Д исполнение
К исполнение Б
Е
Л
М
Р
А
Б
Временное сопротивление σв, не менее, МПа (кгс/см2)
655 (66,8)
637 (65,0)
687 (70,0)
689 (70,3)
758 (77,3)
862 (87,9)
1000 (101,9)
Предел текучести σт, не менее, МПа (кгс/мм2)
379 (38,7)
373 (38,0)
490 (50,0)
552 (56,2)
655 (66,8)
758 (77,3)
930 (94,9)
не более, МПа (кгс/мм2)
552 (56,2)
—
—
758 (77,3)
862 (87,9)
965 (98,4)
1137 (116,0)
Относительное удлинение d5, %, не менее
14,3
16,0
12,0
13,0
12,3
10,8
9,5
Продажа металлопроката ТУ 1381-051-05757848-2011 Трубы ППУ труба 12х1мф ОАО АК ТРАНСНЕФТЬ ОАО ВМЗ труба котельная
Для поиска продукции перейдите в наш каталог или воспользуйтесь строкой поиска.
Астрахань
Барнаул
Белгород
Благовещенск
Брянск
Великий Новгород
Владивосток
Владикавказ
Владимир
Волгоград
Вологда
Воронеж
Грозный
Донецк
Ижевск
Иркутск
Йошкар-Ола
Казань
Калининград
Калуга
Кемерово
Киров
Комсомольск-на-Амуре
Краснодар
Красноярск
Курган
Курск
Кызыл
Липецк
Луганск
Магадан
Магнитогорск
Майкоп
Мариуполь
Москва
Мурманск
Набережные Челны
Нижний Новгород
Новокузнецк
Новосибирск
Новый Уренгой
Омск
Орел
Оренбург
Орск
Пенза
Пермь
Петрозаводск
Петропавловск-Камчатский
Ростов-на-Дону
Рязань
Самара
Санкт-Петербург
Саратов
Севастополь
Симферополь
Смоленск
Сочи
Сургут
Томск
Тула
Тюмень
Улан-Удэ
Ульяновск
Уфа
Хабаровск
Чебоксары
Челябинск
Чита
Южно-Сахалинск
Якутск
Ярославль
Продукт
ГОСТ:
Марка:
Вы можете добавить товары из каталога или позвоните нам по телефону
8 800 500-69-53
Труба из легированной стали
ГОСТ
Мы продолжаем придерживаться теории «качество прежде всего, поставщик в первую очередь, постоянное совершенствование и инновации для удовлетворения клиентов» с управлением и «ноль дефектов, ноль жалоб» в качестве стандартной цели. Чтобы сделать нашу компанию лучше, мы поставляем товары, используя фантастические товары по разумной цене для труб из легированной стали ГОСТ, заводов по производству труб из легированной стали, газонефтепроводов, весовых таблиц труб из легированных сталей, труб из легированных сталей P11. Мы приветствуем перспективу работать вместе с вами и надеемся получить удовольствие от добавления еще большего количества аспектов наших товаров. Продукт будет поставляться по всему миру, например, в Европу, Америку, Австралию, Йемен, Эстонию, Египет, Ирландию. С предприимчивым духом «высокой эффективности, удобства, практичности и инноваций» и в соответствии с таким руководством обслуживания «хорошее качество, но лучшая цена» и «глобальный кредит», мы стремимся сотрудничать с компаниями по производству автомобильных запчастей по всему миру, чтобы сделать взаимовыгодное партнерство.
Сопутствующие товары
Самые продаваемые товары
Связанный блог
Похожие видео
Отзывы
Труба из легированной стали ГОСТ Связанные видео с Youtube
Прочные обсадные трубы – сертифицированы API и проверены на практике
Современная технология производства обсадных труб
Мы являемся экспертами в области нефтепромысловых труб с многолетним опытом производства обсадных труб.
Все необработанные трубы общего назначения производятся на нашем собственном сталелитейном заводе в Китае, что позволяет контролировать качество стали на уровне, невозможном в противном случае.
Производство основано на принципах бережливого производства и своевременной доставки, что позволяет нам значительно сократить сроки поставки. Этот усовершенствованный производственный процесс является основной причиной неизменно высокого качества оболочки Sovonex™ API.
Благодаря современной технологии лазерной резки наши обсадные трубы могут быть дополнительно переработаны в щелевые хвостовики, а также собраны в экраны скважин.
Марки обсадной стали
Мы производим обсадные трубы из всех марок стали, описанных в API 5CT. Подробный обзор свойств и специальных применений каждой из этих марок см. в разделе API обсадные марки – обзор.
Соединения API
Обсадная труба Sovonex™ может оснащаться всеми стандартными муфтами API 5CT, а именно:
Упорная резьбовая муфта (BTC) )
Мы также предлагаем обсадные соединения премиум-класса в качестве более дешевой альтернативы соединениям VAM Top и прежним патентованным соединениям VAM New.
Наиболее распространенные характеристики корпуса
Здесь перечислены наиболее распространенные характеристики корпуса. Другие марки стали, номинальный вес и соединения доступны по запросу.

 Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d, поэтому
Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d, поэтому Резьбовые соединения. Сборочный чертеж
Резьбовые соединения. Сборочный чертеж
 2). Если при
2). Если при 4). Для прохода болта скрепляемые
4). Для прохода болта скрепляемые 2).
2).

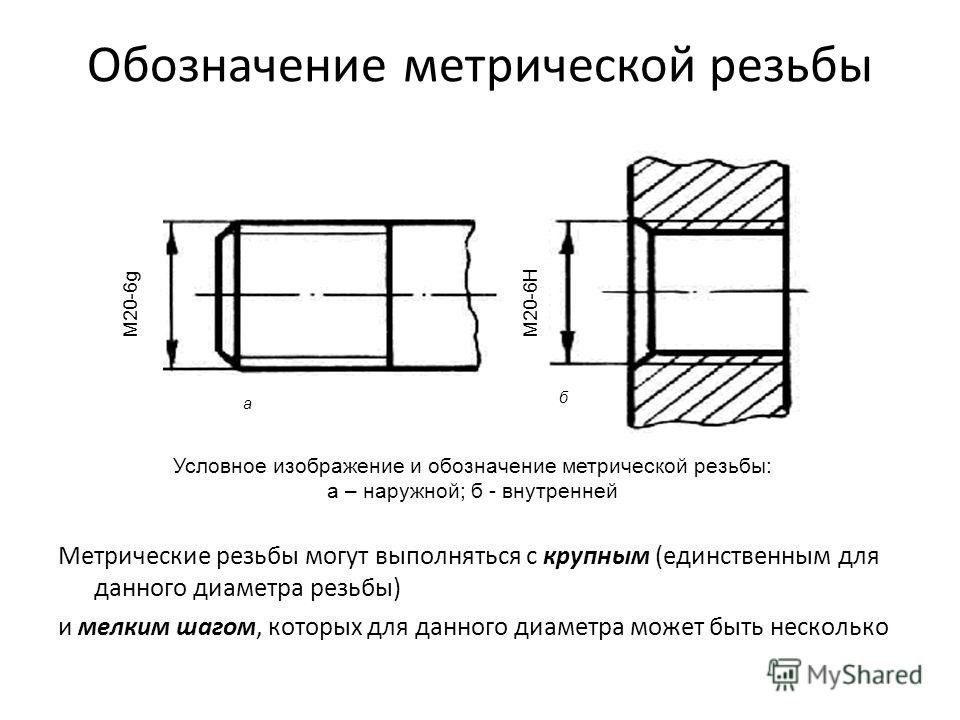
 На конец шпильки,
На конец шпильки, На рис. 6 показана сборочная
На рис. 6 показана сборочная


 Вы можете узнать, какой размер зенковки вам нужен, посмотрев на таблицу, подобную этой.
Вы можете узнать, какой размер зенковки вам нужен, посмотрев на таблицу, подобную этой. Это известно как теоретическая кромка, и зенкер этого размера предназначен для болта с потайной головкой M20.
Это известно как теоретическая кромка, и зенкер этого размера предназначен для болта с потайной головкой M20.



 На рис. 15.12 показано условное обозначение наружной резьбы. Выход резьбы на стержне шпильки показан линией, проведенной под углом 30° к оси резьбы. Меньший диаметр резьбы показан параллельными линиями, а на конце проекции окружность не является непрерывной. Разрыв во внутреннем круге отличает концевое возвышение наружной резьбы от внутренней резьбы. Толщина линий дана для каждой части резьбы. Фактические размеры меньшего диаметра для любого конкретного размера резьбы могут быть
На рис. 15.12 показано условное обозначение наружной резьбы. Выход резьбы на стержне шпильки показан линией, проведенной под углом 30° к оси резьбы. Меньший диаметр резьбы показан параллельными линиями, а на конце проекции окружность не является непрерывной. Разрыв во внутреннем круге отличает концевое возвышение наружной резьбы от внутренней резьбы. Толщина линий дана для каждой части резьбы. Фактические размеры меньшего диаметра для любого конкретного размера резьбы могут быть На разрезе линии разреза, проведенные под углом 45°, продолжаются через большой диаметр к меньшему. Прилежащий угол, оставляемый резьбонарезным сверлом, составляет 120°. Толщина линий указана в кружках.
На разрезе линии разреза, проведенные под углом 45°, продолжаются через большой диаметр к меньшему. Прилежащий угол, оставляемый резьбонарезным сверлом, составляет 120°. Толщина линий указана в кружках.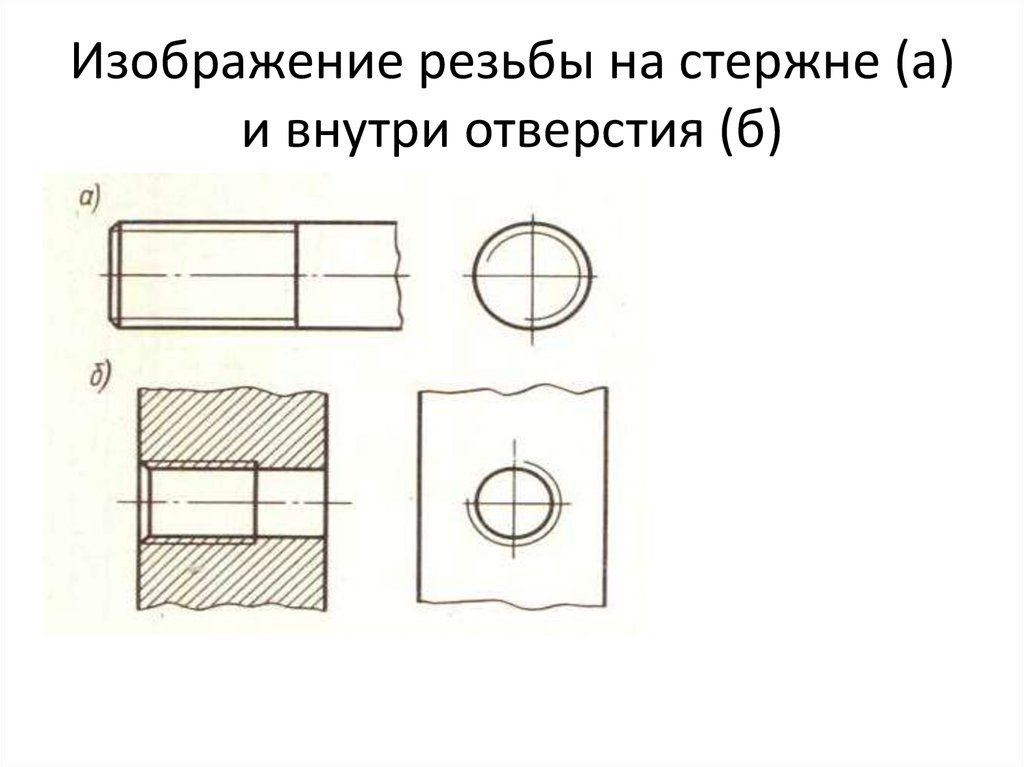
 г/в 1987. цена договорная. малая эксплуатация. Подробная информация по запросу. Локация Башкирия.
г/в 1987. цена договорная. малая эксплуатация. Подробная информация по запросу. Локация Башкирия. Местонахождение: Ростовская областьКонт. Тел. 89281205643 – Елена (ООО «Темп»)
Местонахождение: Ростовская областьКонт. Тел. 89281205643 – Елена (ООО «Темп») в.Стол, мм: 3000Х900;Ход стола, мм: 300;Мощность двигателя: 71кВт;Габариты, м: 7,8Х4,0Х3,4;Масса, тн: 26,2.В рабочем…
в.Стол, мм: 3000Х900;Ход стола, мм: 300;Мощность двигателя: 71кВт;Габариты, м: 7,8Х4,0Х3,4;Масса, тн: 26,2.В рабочем…
 в.прод. строг.7а210 тол 1х3 метра , со шлифовальной головкой
в.прод. строг.7а210 тол 1х3 метра , со шлифовальной головкой Технические характеристики:Наибольшие размеры обрабатываемых изделий, мм: — ширина:…
Технические характеристики:Наибольшие размеры обрабатываемых изделий, мм: — ширина:… Промышленность Советского Союза выпускала станки от 630x2000x550 до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм включительно выпускаются в одностоечном исполнении.
Промышленность Советского Союза выпускала станки от 630x2000x550 до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм включительно выпускаются в одностоечном исполнении. Реверсирование осуществляется электродвигателем 54.
Реверсирование осуществляется электродвигателем 54. Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5, При его вращении приводится в движение подвижный упор, При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи.
Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5, При его вращении приводится в движение подвижный упор, При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи. Строгальные станки по дереву, иногда также называемые рейсмусовыми станками, помогают устранять шероховатости, несоответствия и неровности поверхностей.
Строгальные станки по дереву, иногда также называемые рейсмусовыми станками, помогают устранять шероховатости, несоответствия и неровности поверхностей.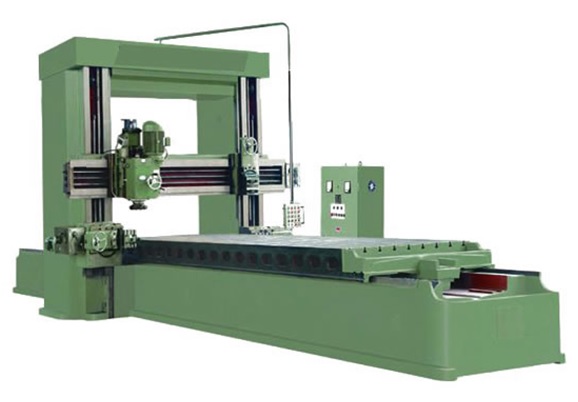 Благодаря своим компактным размерам, этот стиль является отличным выбором для небольших или более сложных работ. Некоторые портативные модели доступны в беспроводном исполнении, что может пригодиться, если вы работаете на удаленных рабочих местах, где доступ к электричеству ограничен.
Благодаря своим компактным размерам, этот стиль является отличным выбором для небольших или более сложных работ. Некоторые портативные модели доступны в беспроводном исполнении, что может пригодиться, если вы работаете на удаленных рабочих местах, где доступ к электричеству ограничен.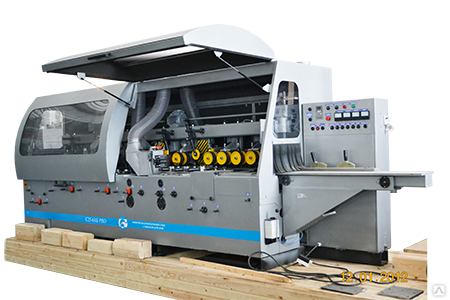
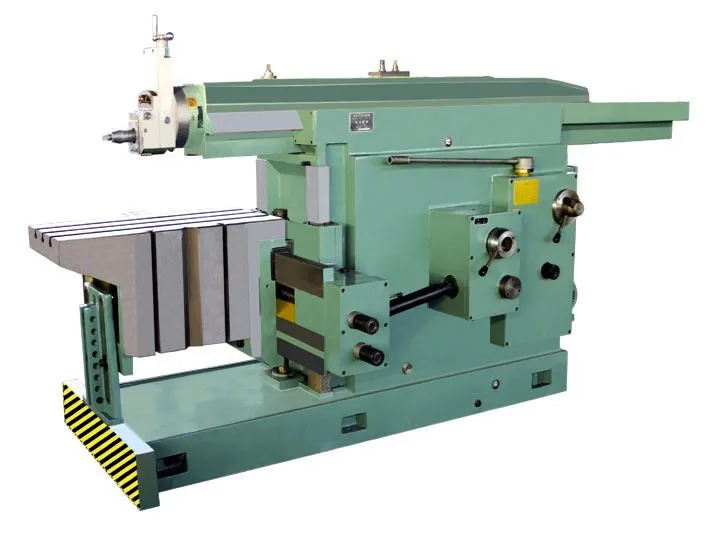 Мы настоятельно рекомендуем беруши или другие средства защиты органов слуха. Острие лезвий может помочь; шум имеет тенденцию увеличиваться по мере затупления лезвий, но вам (и соседям) все же придется терпеть некоторый шум. Неглубокие разрезы могут сделать вещи немного тише (а также, как правило, продлевают срок службы ваших лезвий).
Мы настоятельно рекомендуем беруши или другие средства защиты органов слуха. Острие лезвий может помочь; шум имеет тенденцию увеличиваться по мере затупления лезвий, но вам (и соседям) все же придется терпеть некоторый шум. Неглубокие разрезы могут сделать вещи немного тише (а также, как правило, продлевают срок службы ваших лезвий).
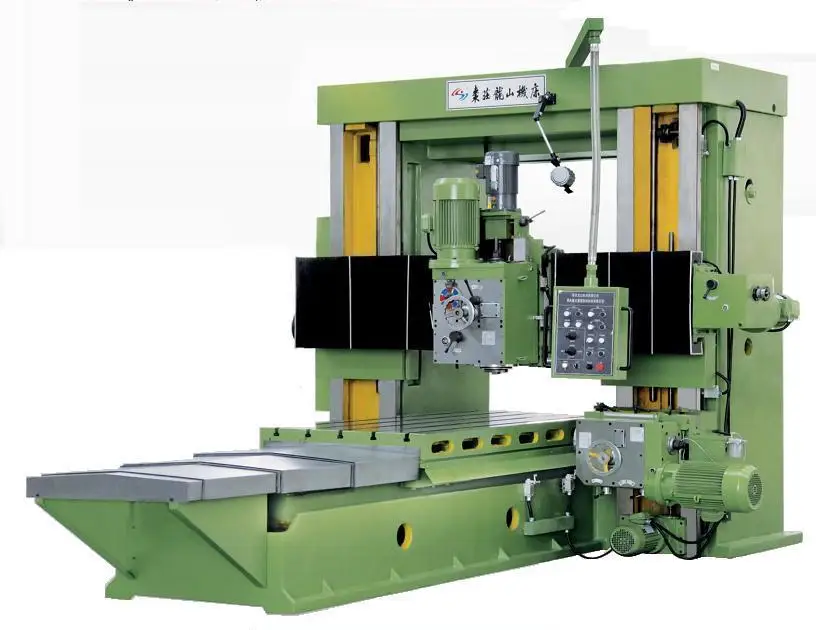 ) Чтобы проверить качество резки, мы пропускали тополь и красный дуб через каждую машину, удаляя 1 ⁄ 16
) Чтобы проверить качество резки, мы пропускали тополь и красный дуб через каждую машину, удаляя 1 ⁄ 16  У двух станков, которые меньше всего стреляли, ножевые головки автоматически фиксируются на своих стойках, когда доска входит в контакт с подающим роликом, предотвращая движение каретки вверх или вниз во время резки. Мы не нашли явного преимущества перед ножевыми головками, которые нужно запирать вручную, поскольку машины, оборудованные таким образом, стреляли примерно одинаково, независимо от того, включали мы замки или нет.
У двух станков, которые меньше всего стреляли, ножевые головки автоматически фиксируются на своих стойках, когда доска входит в контакт с подающим роликом, предотвращая движение каретки вверх или вниз во время резки. Мы не нашли явного преимущества перед ножевыми головками, которые нужно запирать вручную, поскольку машины, оборудованные таким образом, стреляли примерно одинаково, независимо от того, включали мы замки или нет. Главное преимущество этой головки заключается в том, что если вы надрежете одну или несколько фрез, вы просто повернете затронутые пластины на четверть поверните, чтобы получить новую режущую кромку
Главное преимущество этой головки заключается в том, что если вы надрежете одну или несколько фрез, вы просто повернете затронутые пластины на четверть поверните, чтобы получить новую режущую кромку  Большинство из них поставляются с пылезащитными колпаками, которые подсоединяются к 4-дюймовому шлангу, a 2- 1 ⁄ 2
Большинство из них поставляются с пылезащитными колпаками, которые подсоединяются к 4-дюймовому шлангу, a 2- 1 ⁄ 2 
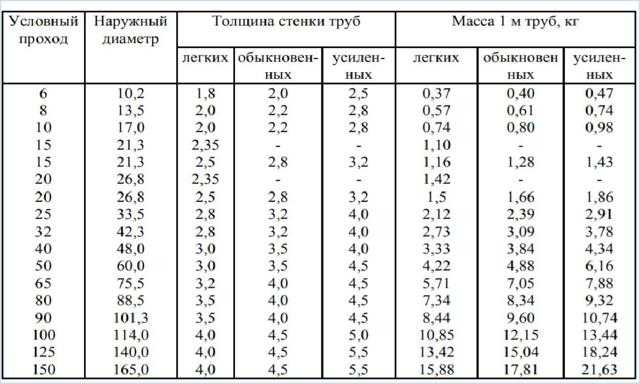
 Первый четко прописан в технических документах и ГОСТах. При вычислении второго необходимо учитывать условия и функциональную направленность систем водоснабжения.
Первый четко прописан в технических документах и ГОСТах. При вычислении второго необходимо учитывать условия и функциональную направленность систем водоснабжения. При этом сохраняются все первоначальные свойства изделий и внешний вид.
При этом сохраняются все первоначальные свойства изделий и внешний вид.
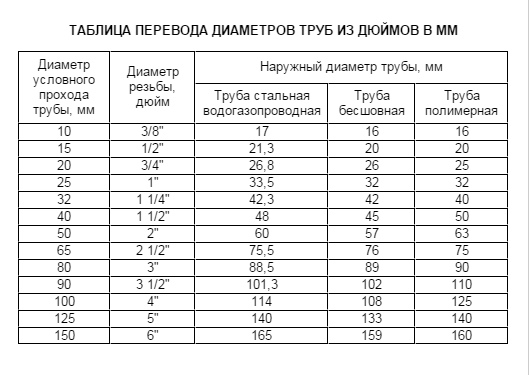
 При высоких температурах цинковый слой полностью выгорает и система в местах соединения становится уязвимой.
При высоких температурах цинковый слой полностью выгорает и система в местах соединения становится уязвимой. 10/19 — Трубы из углеродистой, легированной и нержавеющей стали — Размеры
10/19 — Трубы из углеродистой, легированной и нержавеющей стали — Размеры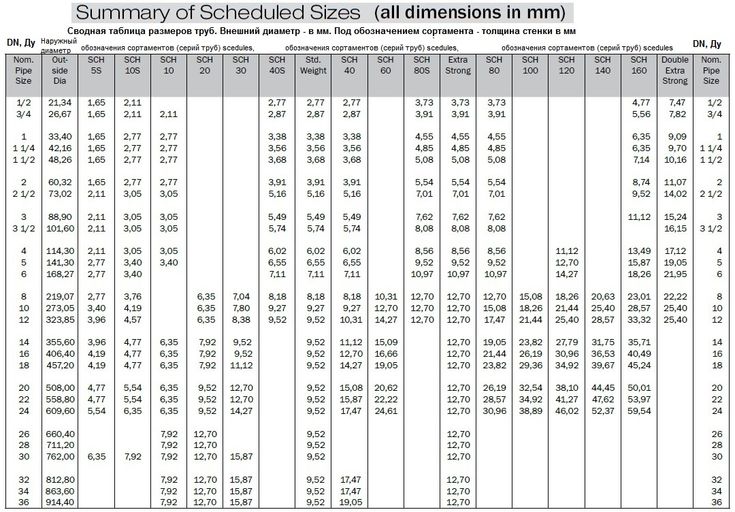 10/19 — Имперские единицы
10/19 — Имперские единицы  3
3 023
023 12
12 273
273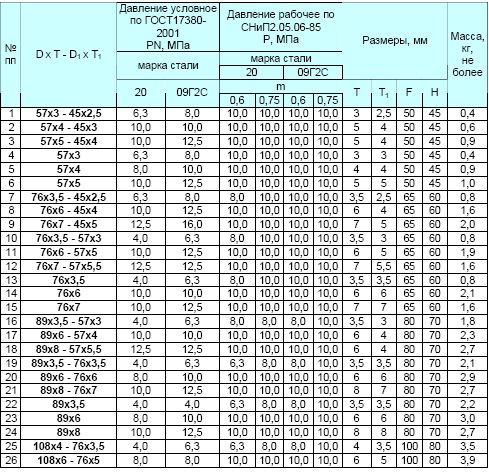 099.099.7
099.099.7 556
556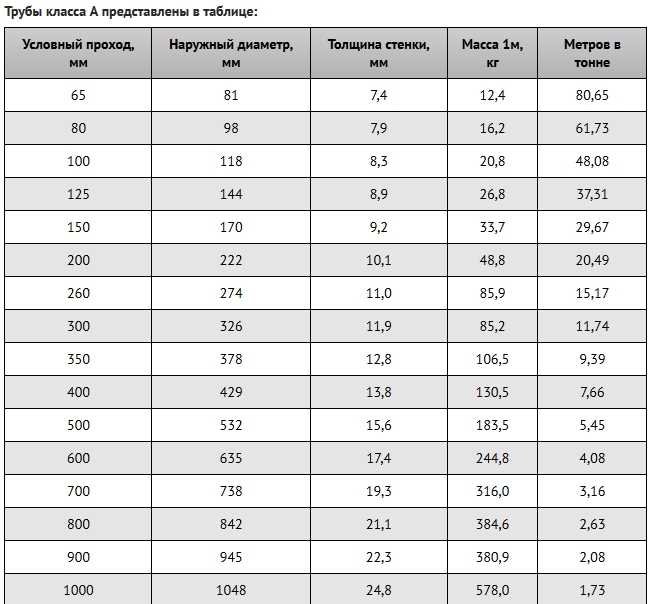 894
894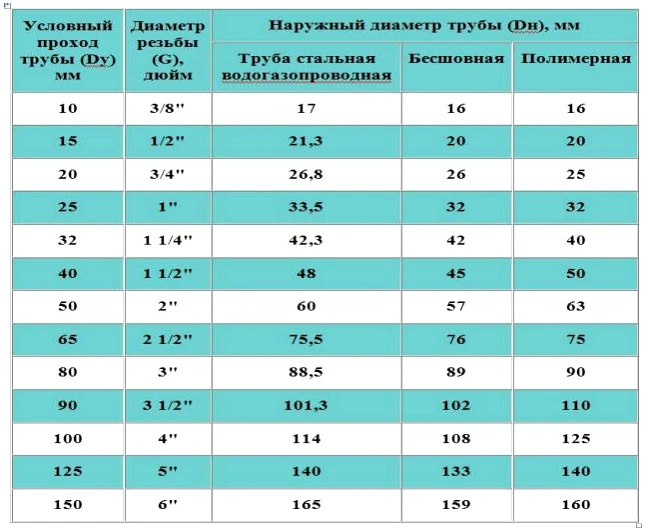 383
383 508
508 892
892 1
1 12
12 775
775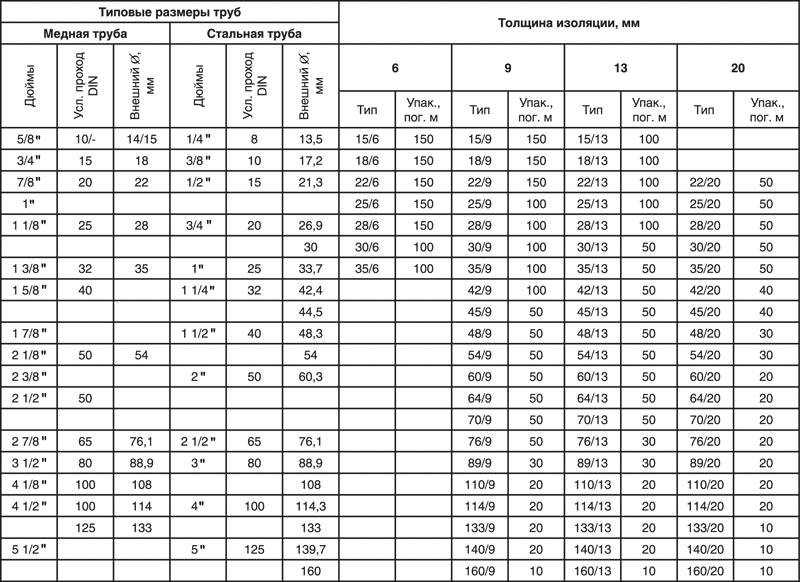 474
474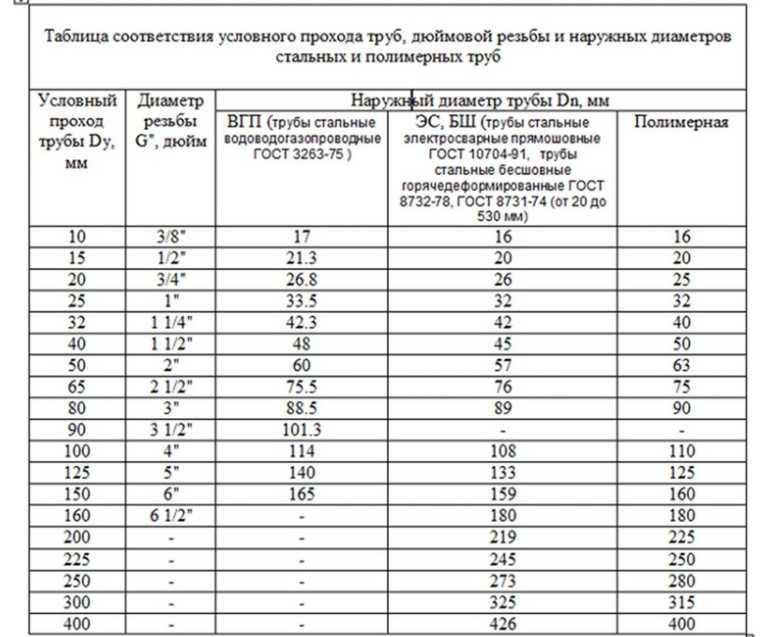 426
426 112
112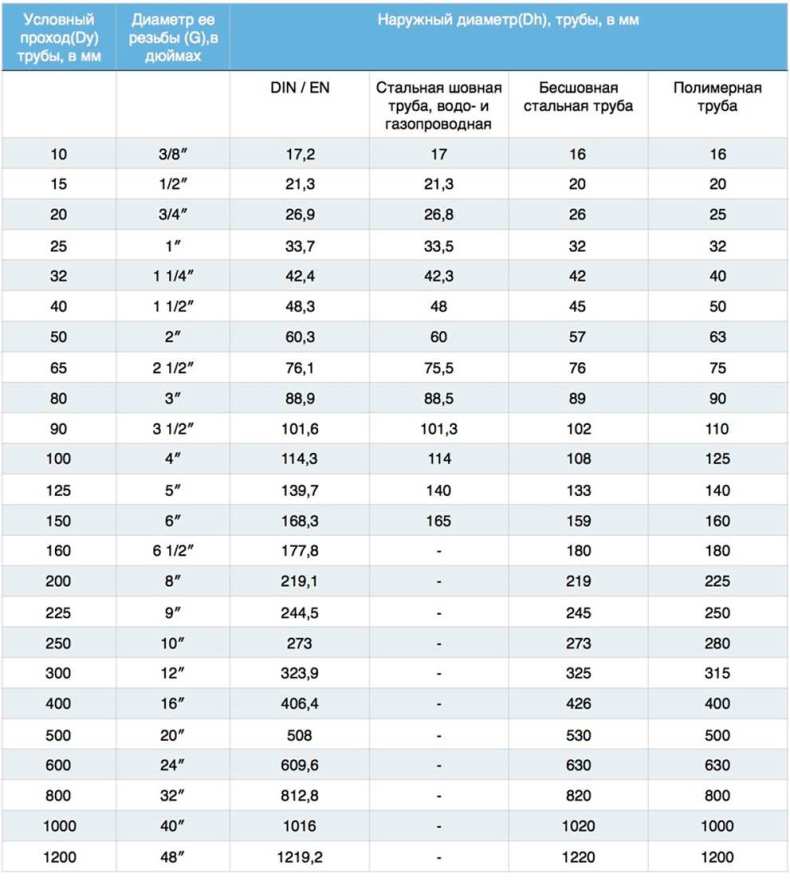 075
075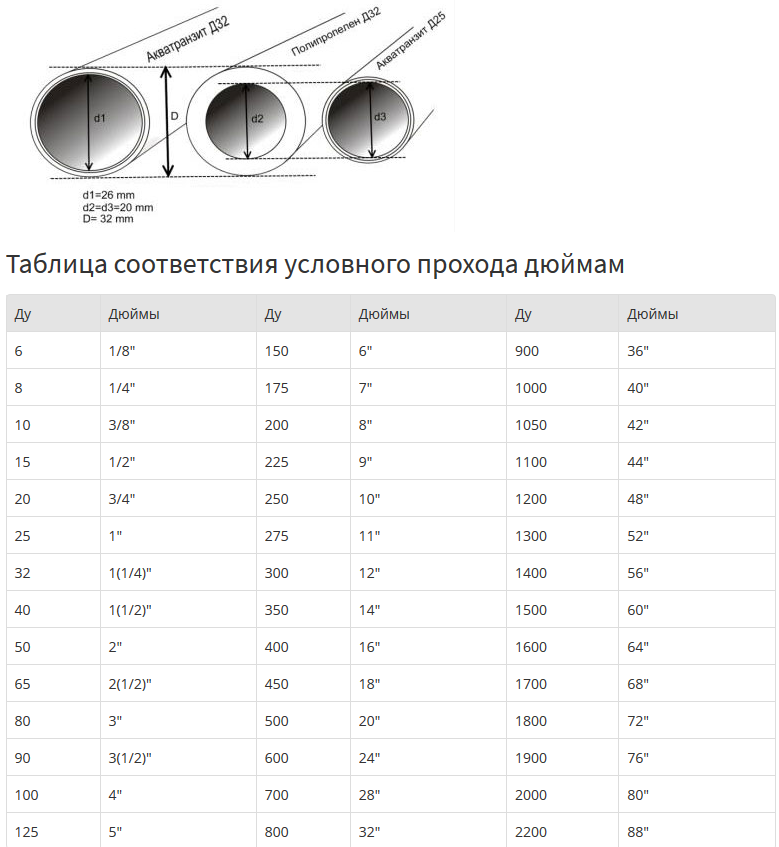 451
451 994
994 31
31 13
13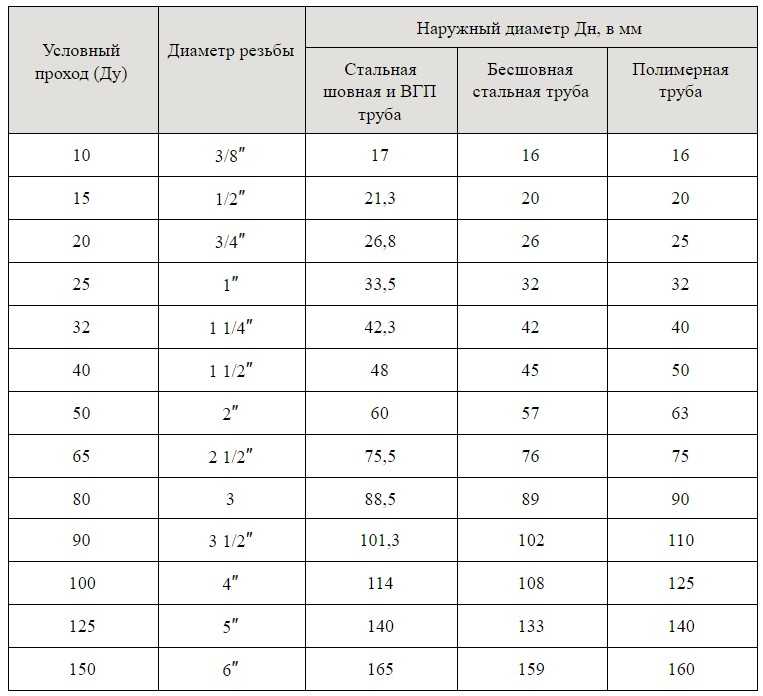 05
05 05
05 05
05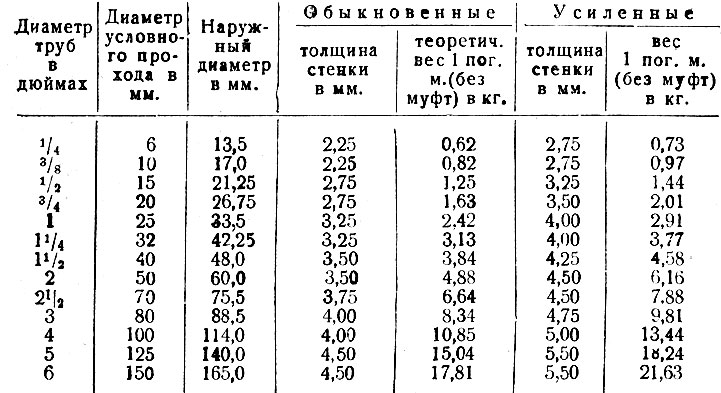 05
05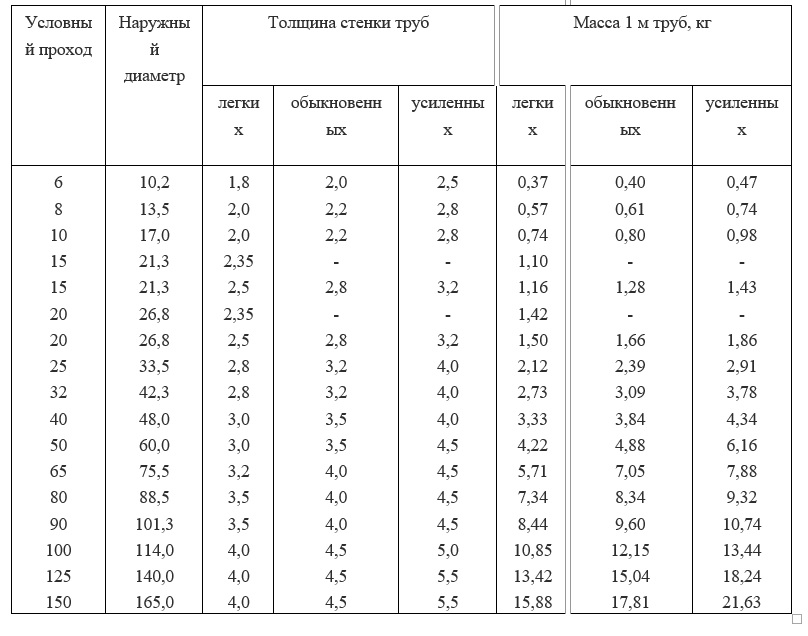 13
13 15
15 05
05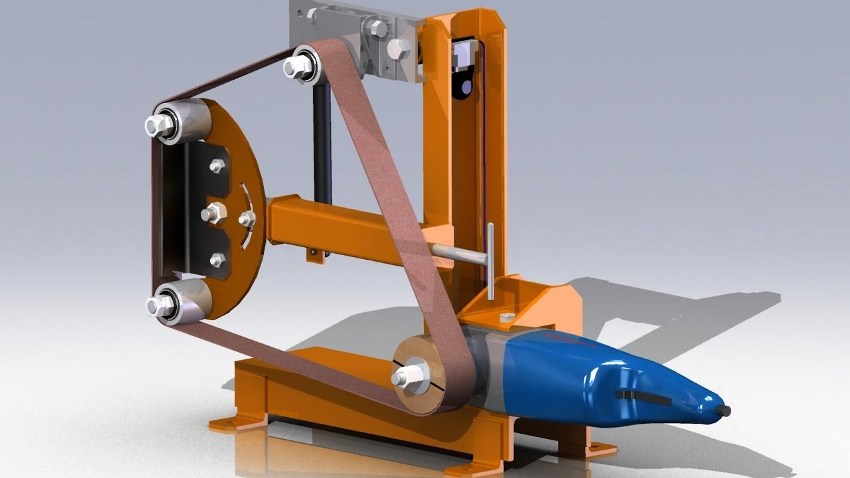 Если нет уверенности в правильности своего решения, то может…
Если нет уверенности в правильности своего решения, то может… И что ж, нужно время, чтобы постоянно придумывать новые…
И что ж, нужно время, чтобы постоянно придумывать новые… Он особенно необходим для тех, кто режет вазы и композиции из сувелей и капов.
Он особенно необходим для тех, кто режет вазы и композиции из сувелей и капов. Думаю, это впечатлит и воодушевит многих мастеров, которые занимаются стилизованной скульптурной резьбой или делают вазы из капов и сувелей.
Думаю, это впечатлит и воодушевит многих мастеров, которые занимаются стилизованной скульптурной резьбой или делают вазы из капов и сувелей. Это позволяет поддерживать обороты двигателя под нагрузкой и работать инструментом комфортно и уверенно в различных условиях.
Это позволяет поддерживать обороты двигателя под нагрузкой и работать инструментом комфортно и уверенно в различных условиях. 2. МАЛОГАБАРИТНЫЙ УГЛОВОЙ РЕДУКТОР В ЦЕЛЬНОЛИТОМ КОРПУСЕ ИЗ АЛЮМОМАГНИЕВОГО СПЛАВА
2. МАЛОГАБАРИТНЫЙ УГЛОВОЙ РЕДУКТОР В ЦЕЛЬНОЛИТОМ КОРПУСЕ ИЗ АЛЮМОМАГНИЕВОГО СПЛАВА
 5).
5). Нормальное положение защиты должно находиться в пределах от 0 до 90° к продольной оси, и его можно регулировать в зависимости от типа работ. Кожух защиты лучше всего установить под 45° к продольной оси мини-гриндера, но также для удобства обработки тех или иных участков можно слегка развернуть.
Нормальное положение защиты должно находиться в пределах от 0 до 90° к продольной оси, и его можно регулировать в зависимости от типа работ. Кожух защиты лучше всего установить под 45° к продольной оси мини-гриндера, но также для удобства обработки тех или иных участков можно слегка развернуть. 6), которая устанавливается на посадочный фланец и прижимается винтом через специальную установочную шайбу, и быстросъёмная оснастка с системой крепления ROLOC (рис. 7).
6), которая устанавливается на посадочный фланец и прижимается винтом через специальную установочную шайбу, и быстросъёмная оснастка с системой крепления ROLOC (рис. 7). И совсем другое дело, когда приходится постоянно менять расходку, переходя от грубой обдирки к чистовому шлифованию и обратно. Смена дисков в этом случае занимает считанные секунды.
И совсем другое дело, когда приходится постоянно менять расходку, переходя от грубой обдирки к чистовому шлифованию и обратно. Смена дисков в этом случае занимает считанные секунды.
 Каждый резчик по дереву знает, как сложно обрабатывается свилеватая древесина резчицким инструментом, поэтому нужно очень тщательно следить за направлением волокон. И совсем другое дело — цепной диск. При работе им не нужно задумываться о том, будут ли сколы или рваные волокна, а малый диаметр позволяет делать поднутрения очень малого радиуса.
Каждый резчик по дереву знает, как сложно обрабатывается свилеватая древесина резчицким инструментом, поэтому нужно очень тщательно следить за направлением волокон. И совсем другое дело — цепной диск. При работе им не нужно задумываться о том, будут ли сколы или рваные волокна, а малый диаметр позволяет делать поднутрения очень малого радиуса. Чаще всего в работе используются диски красного, жёлтого и бордового цвета (рис. 11). Жёлтый диск имеет очень плотную посыпку и очень высокую агрессивность, поэтому съём материала происходит довольно быстро, но всё же не так, как при использовании цепного диска. В данном случае съём материала происходит в щадящем режиме и сам процесс хорошо контролируется. Поверхность получается чище. Желтый диск очень хорош при работе по твёрдым породам древесины. На мягких породах он может немного забиваться волокнами, и его придётся чаще чистить, потому что пазухи между зёрнами очень маленькие.
Чаще всего в работе используются диски красного, жёлтого и бордового цвета (рис. 11). Жёлтый диск имеет очень плотную посыпку и очень высокую агрессивность, поэтому съём материала происходит довольно быстро, но всё же не так, как при использовании цепного диска. В данном случае съём материала происходит в щадящем режиме и сам процесс хорошо контролируется. Поверхность получается чище. Желтый диск очень хорош при работе по твёрдым породам древесины. На мягких породах он может немного забиваться волокнами, и его придётся чаще чистить, потому что пазухи между зёрнами очень маленькие. Иглы на дисках могут иметь различную величину. Более крупные иглы обеспечивают более грубую обработку, мелкие — более чистую. Диски с разной величиной шипов окрашиваются в различные цвета.
Иглы на дисках могут иметь различную величину. Более крупные иглы обеспечивают более грубую обработку, мелкие — более чистую. Диски с разной величиной шипов окрашиваются в различные цвета. Скотч-брайт может также иметь различную зернистость, поэтому диски скотч-брайта имеют разный цвет. Предназначены они для работы с металлами и для деревообработки подходят не очень хорошо. Также для полировки металла можно установить быстросъёмный войлочный диск для нанесения полировальной пасты.
Скотч-брайт может также иметь различную зернистость, поэтому диски скотч-брайта имеют разный цвет. Предназначены они для работы с металлами и для деревообработки подходят не очень хорошо. Также для полировки металла можно установить быстросъёмный войлочный диск для нанесения полировальной пасты. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ. Но больше всего мне понравилось, что было ТИХО! Электрические кофемолки обычно очень громкие, и я всегда чувствовал себя виноватым, включив их, когда люди спали. Виноватых больше нет.
Но больше всего мне понравилось, что было ТИХО! Электрические кофемолки обычно очень громкие, и я всегда чувствовал себя виноватым, включив их, когда люди спали. Виноватых больше нет.
 Настроить мельницу легко, когда бункер пуст, а жернова чистые. Отвинтите и снимите нижний отсек для помола, чтобы вы могли видеть регулировку жерновов. Удерживая ручку за верхний конец, поверните регулировку заусенца в направлении стрелки «Fine» (по часовой стрелке), пока она не будет сопротивляться. Жернова должны быть заблокированы, установлены так точно, чтобы они не могли проворачиваться. Теперь, удерживая кривошипную рукоятку, чтобы она не двигалась, поверните диск регулировки в направлении стрелки «Грубо» на 22 щелчка. Каждый полный оборот составляет 12 щелчков. Я обычно делаю 2 полных оборота на 360, затем по часовой стрелке 2 щелчка. Это 22!
Настроить мельницу легко, когда бункер пуст, а жернова чистые. Отвинтите и снимите нижний отсек для помола, чтобы вы могли видеть регулировку жерновов. Удерживая ручку за верхний конец, поверните регулировку заусенца в направлении стрелки «Fine» (по часовой стрелке), пока она не будет сопротивляться. Жернова должны быть заблокированы, установлены так точно, чтобы они не могли проворачиваться. Теперь, удерживая кривошипную рукоятку, чтобы она не двигалась, поверните диск регулировки в направлении стрелки «Грубо» на 22 щелчка. Каждый полный оборот составляет 12 щелчков. Я обычно делаю 2 полных оборота на 360, затем по часовой стрелке 2 щелчка. Это 22! Другие из нас, такие как [Питер Срипол], хорошо известны не только тем, что у них есть такие мысли, но и тем, что у них есть мужество, чтобы исследовать их до их непрактичного предела, как показано в видео ниже перерыва.
Другие из нас, такие как [Питер Срипол], хорошо известны не только тем, что у них есть такие мысли, но и тем, что у них есть мужество, чтобы исследовать их до их непрактичного предела, как показано в видео ниже перерыва.
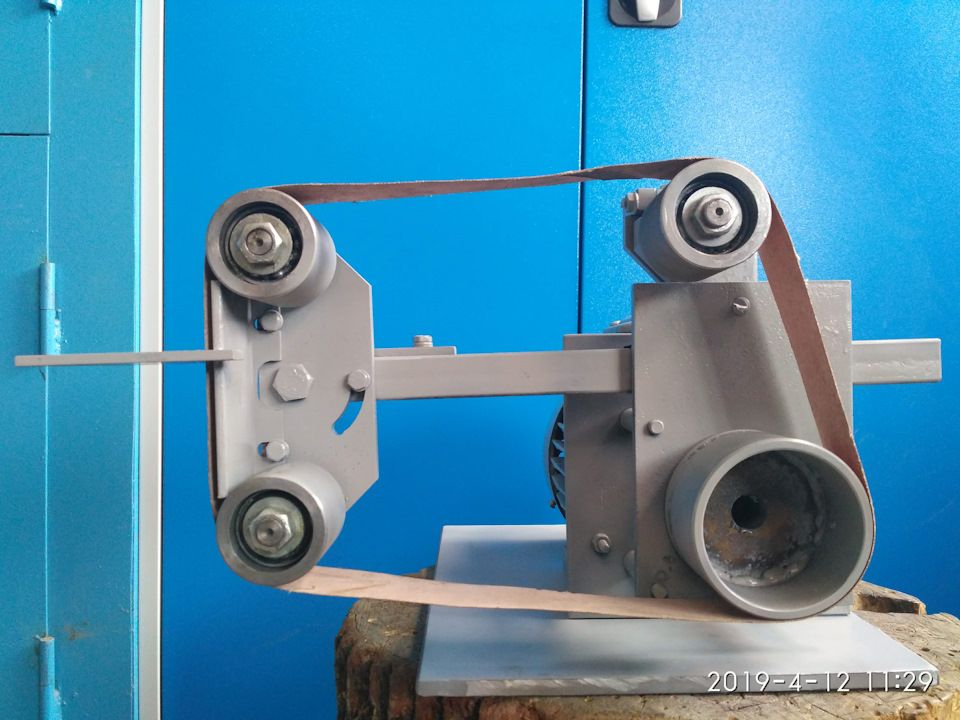 На этот раз выделенный инструмент — это полуавтоматическая шлифовальная машина (видео, встроенное ниже), которая может быть очень удобной во многих ситуациях.
На этот раз выделенный инструмент — это полуавтоматическая шлифовальная машина (видео, встроенное ниже), которая может быть очень удобной во многих ситуациях. Все хорошие вещи.
Все хорошие вещи. Кристина Панос
Кристина Панос Похоже, этот материал может составить конкуренцию Proteus за его деньги.
Похоже, этот материал может составить конкуренцию Proteus за его деньги. Стержни вырезаются по размеру, а затем укладываются вместе с керамическими сферами в многослойную сетку, наподобие металлургической лазаньи.
Стержни вырезаются по размеру, а затем укладываются вместе с керамическими сферами в многослойную сетку, наподобие металлургической лазаньи.
 Шэрон Лин
Шэрон Лин Снаружи печи ЖК-экран отслеживает температуру, обеспечивая некоторую обратную связь и контроль.
Снаружи печи ЖК-экран отслеживает температуру, обеспечивая некоторую обратную связь и контроль. При необходимости используются распорки, чтобы ползунок идеально подходил к балке. Хитроумное приспособление, удерживающее угловую шлифовальную машину, — приваренный к раздвижному механизму болтами кусок стали — имеет захват, позволяющий пользователю беспрепятственно перемещать инструмент по столу.
При необходимости используются распорки, чтобы ползунок идеально подходил к балке. Хитроумное приспособление, удерживающее угловую шлифовальную машину, — приваренный к раздвижному механизму болтами кусок стали — имеет захват, позволяющий пользователю беспрепятственно перемещать инструмент по столу.
 Здесь нет причудливой обработки; если у вас есть угловая шлифовальная машина, сварочный аппарат и, конечно же, вышеупомянутый запас металлолома, у вас есть задатки для ваших собственных мегатисков.
Здесь нет причудливой обработки; если у вас есть угловая шлифовальная машина, сварочный аппарат и, конечно же, вышеупомянутый запас металлолома, у вас есть задатки для ваших собственных мегатисков.
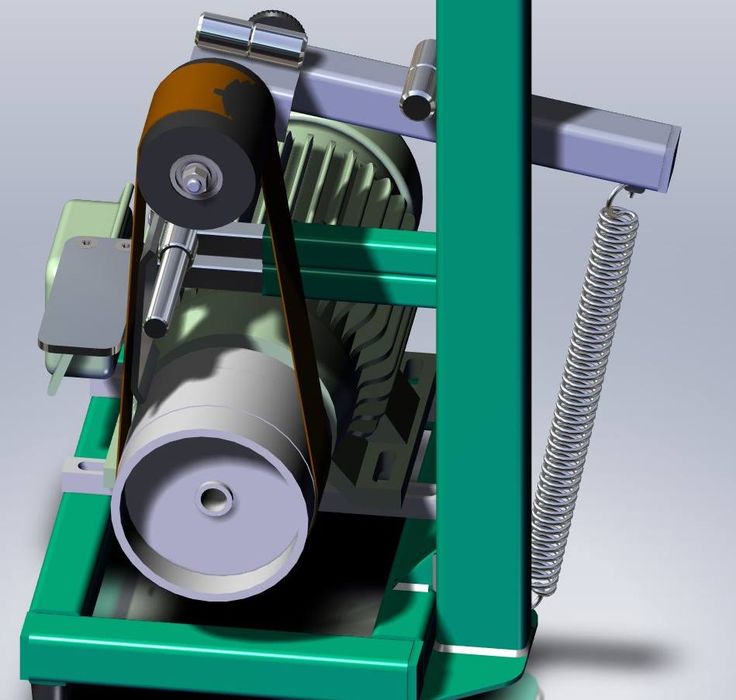
 0-13мм APRO
0-13мм APRO Ровно
Ровно 75 грн
75 грн 0-13мм
0-13мм Размер патрона относится к максимальному размеру долота, которое вы сможете вставить в сверло. Как правило, чем больше патрон, тем больше бит, который вы можете использовать. Размер требуемого патрона часто будет зависеть от цели, для которой вы хотите его использовать. Наиболее распространенными размерами являются 1/4 дюйма, 3/8 дюйма и 1/2 дюйма. При поиске подходящего сверла необходимо учитывать правильный размер патрона. Чтобы сделать это проще, давайте рассмотрим некоторые вещи, которые вам нужно будет рассмотреть.
Размер патрона относится к максимальному размеру долота, которое вы сможете вставить в сверло. Как правило, чем больше патрон, тем больше бит, который вы можете использовать. Размер требуемого патрона часто будет зависеть от цели, для которой вы хотите его использовать. Наиболее распространенными размерами являются 1/4 дюйма, 3/8 дюйма и 1/2 дюйма. При поиске подходящего сверла необходимо учитывать правильный размер патрона. Чтобы сделать это проще, давайте рассмотрим некоторые вещи, которые вам нужно будет рассмотреть. Это, как правило, более крупные и профессиональные дрели. Это может означать, что они подойдут для более широкого круга проектов. Однако они также будут дороже.
Это, как правило, более крупные и профессиональные дрели. Это может означать, что они подойдут для более широкого круга проектов. Однако они также будут дороже. Это повлияет на то, как долго продлится ваше упражнение. Давайте рассмотрим некоторые факторы, которые могут повлиять на долговечность патрона.
Это повлияет на то, как долго продлится ваше упражнение. Давайте рассмотрим некоторые факторы, которые могут повлиять на долговечность патрона. Это позволит вам увидеть опыт других людей при покупке дрели. Если многие люди сообщают о проблемах с зажимным патроном, вы можете отказаться от этой модели.
Это позволит вам увидеть опыт других людей при покупке дрели. Если многие люди сообщают о проблемах с зажимным патроном, вы можете отказаться от этой модели. Вам нужны две руки, чтобы управлять патроном без ключа с двумя втулками. Вы крепко сжимаете одну часть патрона одной рукой, одновременно поворачивая другую часть другой, чтобы ослабить или затянуть ее.
Вам нужны две руки, чтобы управлять патроном без ключа с двумя втулками. Вы крепко сжимаете одну часть патрона одной рукой, одновременно поворачивая другую часть другой, чтобы ослабить или затянуть ее. Как видно из наименования, хвостовик этого изделия имеет шестигранную форму. Такой патрон также не требует специального ключа. Этот вид узла широко распространен на мини-дрелях и для специальных гравировальных машин, использующихся при изготовлении ювелирных изделий и в косторезном производстве. Также для мини-дрелей и бормашин применяются специальные цанговые патроны. С помощью таких микроинструментов сверлят отверстия для монтажа электронных плат.
Как видно из наименования, хвостовик этого изделия имеет шестигранную форму. Такой патрон также не требует специального ключа. Этот вид узла широко распространен на мини-дрелях и для специальных гравировальных машин, использующихся при изготовлении ювелирных изделий и в косторезном производстве. Также для мини-дрелей и бормашин применяются специальные цанговые патроны. С помощью таких микроинструментов сверлят отверстия для монтажа электронных плат. производительность
производительность Shars Tool не несет ответственности за любые повреждения, вызванные выскальзыванием сверла из сверлильного патрона.
Shars Tool не несет ответственности за любые повреждения, вызванные выскальзыванием сверла из сверлильного патрона.
 Линейная плостоность стали принята 7,85 г/см³. В зависимости от содержания и массовой доли элементов, входящих в состав стали, линейная плотность может меняться, в пределах 10%. Кроме того, сумма предельных отклонений, предусмотренных ГОСТ 19903-74, могут повлиять на конечный вес листа, изменив его на 3-12,5%.
Линейная плостоность стали принята 7,85 г/см³. В зависимости от содержания и массовой доли элементов, входящих в состав стали, линейная плотность может меняться, в пределах 10%. Кроме того, сумма предельных отклонений, предусмотренных ГОСТ 19903-74, могут повлиять на конечный вес листа, изменив его на 3-12,5%.

 6 Kb
6 Kb


 6 Kb
6 Kb Обозначение и химический состав
Обозначение и химический состав  Часть 14. Горячекатаные стали для пружин после закалки и отпуска, третье издание .
Часть 14. Горячекатаные стали для пружин после закалки и отпуска, третье издание . Часть 2. Условия поставки нормализованной, нормализованной катаной и прокатной стали
Часть 2. Условия поставки нормализованной, нормализованной катаной и прокатной стали  Часть 9. Деформируемые автоматные стали
Часть 9. Деформируемые автоматные стали  Часть 13. Кованые нержавеющие стали
Часть 13. Кованые нержавеющие стали  Катанка
Катанка  Часть 1: Катанка
Часть 1: Катанка  Технические условия поставки
Технические условия поставки  Технические требования к поставке
Технические требования к поставке  Часть 3. Технические условия поставки полуфабрикатов, прутков и профилей общего назначения
Часть 3. Технические условия поставки полуфабрикатов, прутков и профилей общего назначения  Часть 3. Технические условия поставки нормализованного/нормализованного проката свариваемых мелкозернистых конструкционных сталей
Часть 3. Технические условия поставки нормализованного/нормализованного проката свариваемых мелкозернистых конструкционных сталей  Технические условия поставки. Часть 5. Сварные трубы квадратного и прямоугольного сечения холодного сечения
Технические условия поставки. Часть 5. Сварные трубы квадратного и прямоугольного сечения холодного сечения 
 3 СП 5, 09 Г2С)
3 СП 5, 09 Г2С) 20, Ст.45)
20, Ст.45)
 D9.58 r4 . 8
D9.58 r4 . 8 D9.52 H8.0 R4.76 d6
D9.52 H8.0 R4.76 d6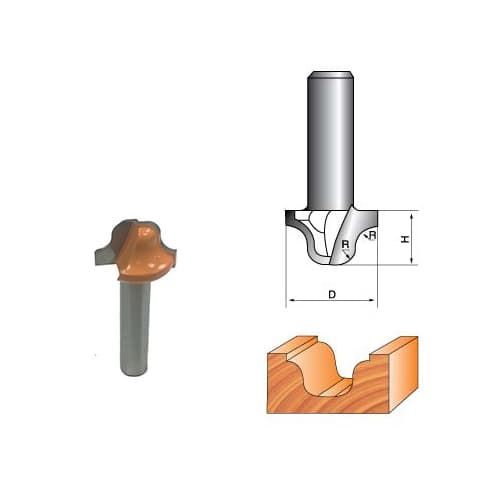 Globus R10 D19 h23 . 8
Globus R10 D19 h23 . 8 Globus R3 D22 H6 . 8
Globus R3 D22 H6 . 8 D23.816 r4.8 . 8
D23.816 r4.8 . 8 Globus R5 D22 h25 . 8
Globus R5 D22 h25 . 8 Globus R4 D28 H8 . 8
Globus R4 D28 H8 . 8 D28 R4 H8 TL43 d8
D28 R4 H8 TL43 d8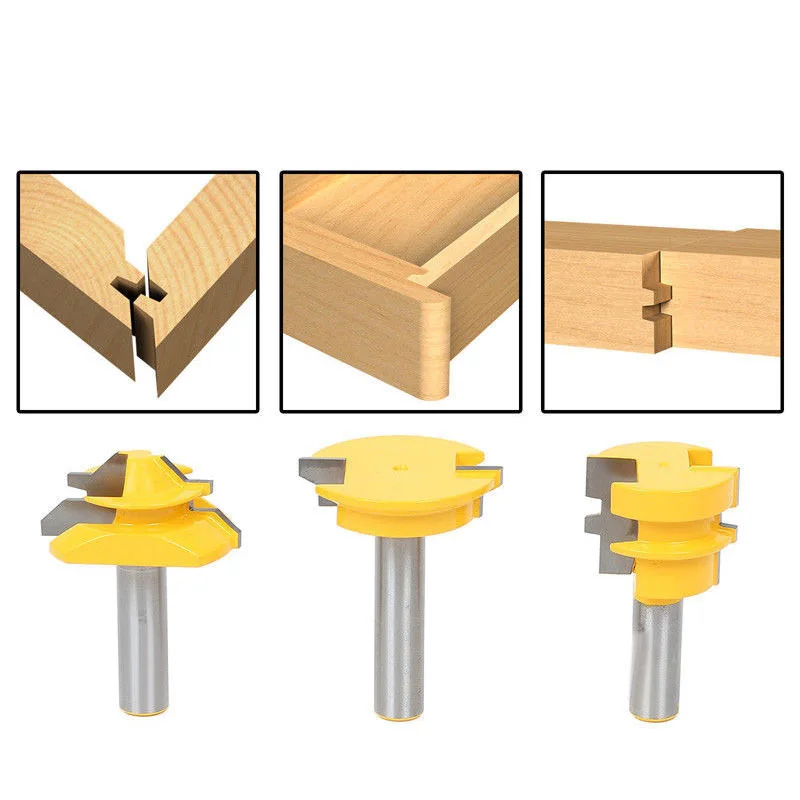 D32 H9 d10 TL-47 .12
D32 H9 d10 TL-47 .12 D31.316 r6.4 . 8
D31.316 r6.4 . 8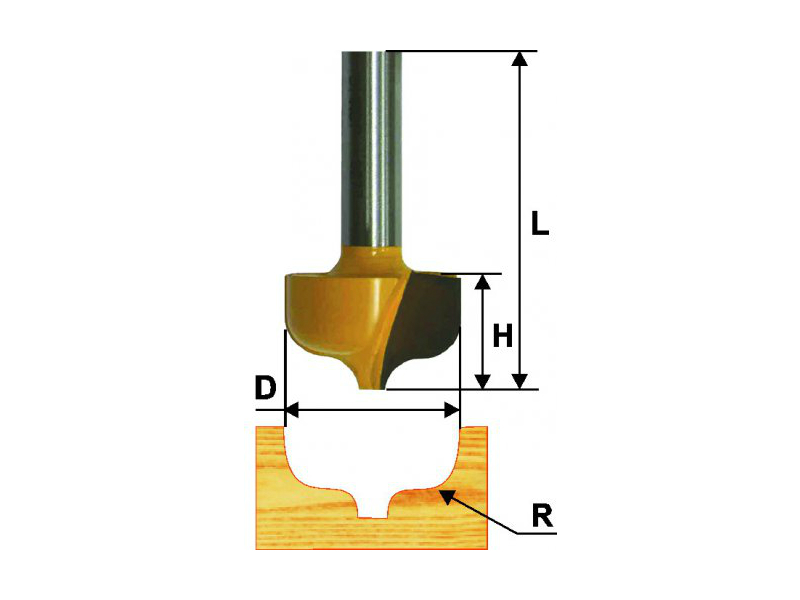 D35 h21.6 d7.1 TL-49 .12
D35 h21.6 d7.1 TL-49 .12 D35 H9 d13 TL-46 .12
D35 H9 d13 TL-46 .12 Globus R12 D32 h32 . 8
Globus R12 D32 h32 . 8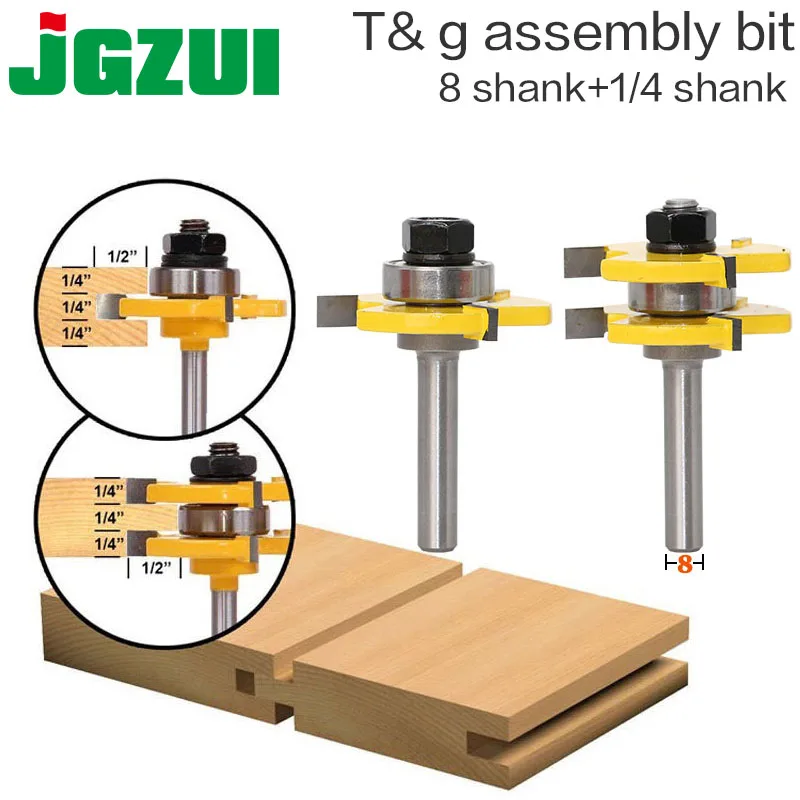 D40 H8.5 d13.3 TL-46 .12
D40 H8.5 d13.3 TL-46 .12 R20 D34 h22 . 8
R20 D34 h22 . 8 Их называют «любимыми игрушками» столяра.
Их называют «любимыми игрушками» столяра.

 Чаще всего конические ножи используют в художественной работе по дереву, но также они применимы для обработки твёрдых пластиков, латуни и магния.
Чаще всего конические ножи используют в художественной работе по дереву, но также они применимы для обработки твёрдых пластиков, латуни и магния.



 Используйте с вращающимся резаком, таким как электроинструмент Foredom или инструмент Dremel с цангой 1/8 дюйма.
Используйте с вращающимся резаком, таким как электроинструмент Foredom или инструмент Dremel с цангой 1/8 дюйма.
 так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо!!!
так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо!!!

 Всё достигается путём «проб и ошибок».
Всё достигается путём «проб и ошибок». ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.
ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается. ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.
ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.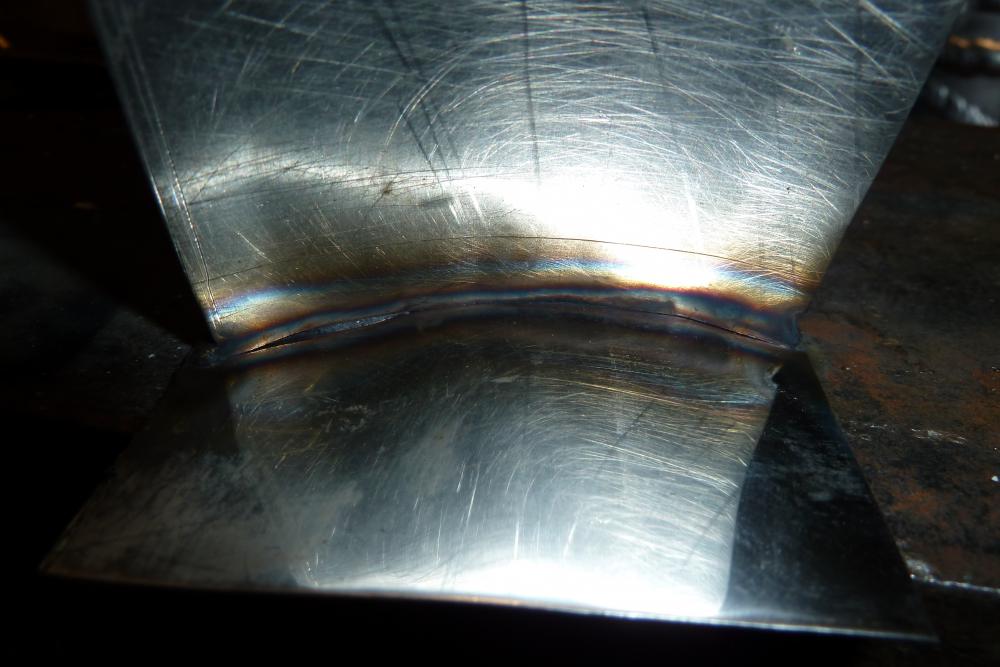 так что качество провара обязательно
так что качество провара обязательно ru/
ru/ В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.
В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.  …
… …
…

 tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки Словом не уверен, подбирать надо вживую.
Словом не уверен, подбирать надо вживую. …//////
…////// 2 мм в сечении , мценская омедненка марку не вспомню)
2 мм в сечении , мценская омедненка марку не вспомню)  700-какая то труба занимала с перекантовкой минут 20.Многое зависит от сборки и подготовки. Кстати,полуавтоматом до этого варили стыки из этой плети,то израсходовали не один диск на исправление проблемных мест.Здесь уже правильно заметили,что если диаметры труб «гуляют»,то ПА замучаешься настраивать.К тому же,насколько я понял,технология сварки труб толком не отработана.Разделка,зазор,кол-во проходов — всё это только в уме,а на практике пытаются судьбу обмануть.
700-какая то труба занимала с перекантовкой минут 20.Многое зависит от сборки и подготовки. Кстати,полуавтоматом до этого варили стыки из этой плети,то израсходовали не один диск на исправление проблемных мест.Здесь уже правильно заметили,что если диаметры труб «гуляют»,то ПА замучаешься настраивать.К тому же,насколько я понял,технология сварки труб толком не отработана.Разделка,зазор,кол-во проходов — всё это только в уме,а на практике пытаются судьбу обмануть.
 Все подробности сейчас расписать не смогу, программа заполнения и облицовки №9 кстати и на ней уже сам сварщик решает какую подачу ставить.
Все подробности сейчас расписать не смогу, программа заполнения и облицовки №9 кстати и на ней уже сам сварщик решает какую подачу ставить. …//////
…////// Тут главное «поймать свою волну» (подобрать ток под зазор или зазор под ток).Например я,зазор делаю чуть меньше присадки или вровень с ней (правда пользоваться предпочитаю ф2мм и электродом 3мм)….Больше ток -быстрее скорость
Тут главное «поймать свою волну» (подобрать ток под зазор или зазор под ток).Например я,зазор делаю чуть меньше присадки или вровень с ней (правда пользоваться предпочитаю ф2мм и электродом 3мм)….Больше ток -быстрее скорость ru/…hp?showforum=13 Как говорится «Добро пожаловать».
ru/…hp?showforum=13 Как говорится «Добро пожаловать».
 А стыки как собирал,с каким зазором,фаску делал?
А стыки как собирал,с каким зазором,фаску делал? Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
 Про руки не «парься» сообща их настроим ….
Про руки не «парься» сообща их настроим …. обязательно купить осцеллятор (для сварки облицовки) и примастрячить для него штатив, что касаемо проплава слишком сильный обратный валик, больше скорости вращения давай. Программы подошли какие я говорил ???
обязательно купить осцеллятор (для сварки облицовки) и примастрячить для него штатив, что касаемо проплава слишком сильный обратный валик, больше скорости вращения давай. Программы подошли какие я говорил ???  Успешная автоматизация требует дополнительного оборудования, крепления и контроля производственных процессов (например, геометрия детали и подгонка). Короче говоря, автоматизация не обходится без затрат — материальных и нематериальных.
Успешная автоматизация требует дополнительного оборудования, крепления и контроля производственных процессов (например, геометрия детали и подгонка). Короче говоря, автоматизация не обходится без затрат — материальных и нематериальных.
 Некоторые клети для труб включают в себя приводной ролик, поэтому отдельный сварочный позиционер не требуется.
Некоторые клети для труб включают в себя приводной ролик, поэтому отдельный сварочный позиционер не требуется.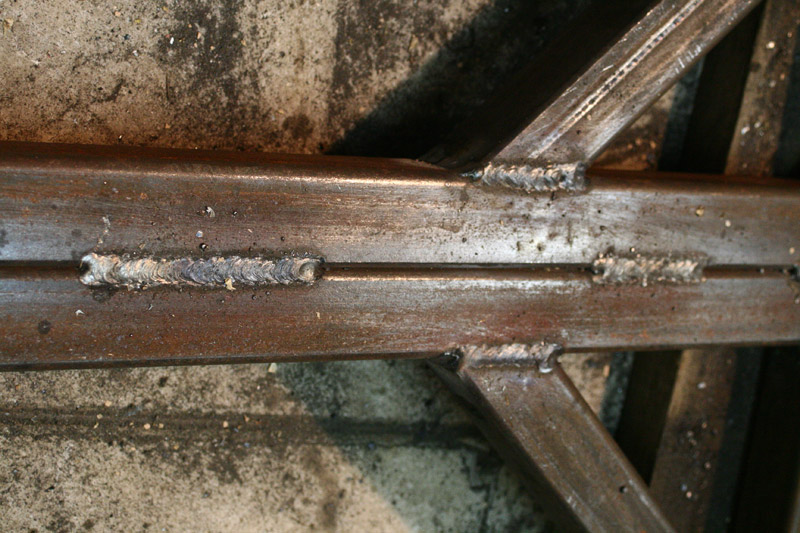
 Кроме того, автоматизация привлекательна тем, что снижает риск переделок при работе с трубой/трубой малого диаметра, поскольку сварка становится все более сложной по мере уменьшения диаметра трубы/трубы.
Кроме того, автоматизация привлекательна тем, что снижает риск переделок при работе с трубой/трубой малого диаметра, поскольку сварка становится все более сложной по мере уменьшения диаметра трубы/трубы. Например, при наплавке часто используются обычные процессы дуговой сварки для нанесения нержавеющей стали или никелевого сплава на поверхность более дешевого основного материала для улучшения общих характеристик компонента в агрессивных и/или высокотемпературных средах.
Например, при наплавке часто используются обычные процессы дуговой сварки для нанесения нержавеющей стали или никелевого сплава на поверхность более дешевого основного материала для улучшения общих характеристик компонента в агрессивных и/или высокотемпературных средах. Некоторые варианты обеспечивают большую гибкость в том, как они могут быть реализованы, например, стойки для труб и ролики, которые могут работать с широким диапазоном диаметров труб.
Некоторые варианты обеспечивают большую гибкость в том, как они могут быть реализованы, например, стойки для труб и ролики, которые могут работать с широким диапазоном диаметров труб.
 В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели обеспечивают надежный нагрев, постоянный контроль температуры, увеличение времени сварки и повышение безопасности.
В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели обеспечивают надежный нагрев, постоянный контроль температуры, увеличение времени сварки и повышение безопасности.

 Этот используемый метод является нисходящим с использованием целлюлозных электродов (также основные электроды используются для применений из стали с более высокой прочностью). За корневым проходом и горячим проходом следуют заполняющие проходы. Сварка завершается верхним проходом. Используются сварочные аппараты, оптимизированные для сварки под наклоном.
Этот используемый метод является нисходящим с использованием целлюлозных электродов (также основные электроды используются для применений из стали с более высокой прочностью). За корневым проходом и горячим проходом следуют заполняющие проходы. Сварка завершается верхним проходом. Используются сварочные аппараты, оптимизированные для сварки под наклоном.

 При сварке нержавеющих сталей мельчайшие детали имеют значение и влияют на качество сварки. Ниже приведены некоторые советы по сварке труб из нержавеющей стали, основанные на моем опыте ремонта нефтяной вышки:
При сварке нержавеющих сталей мельчайшие детали имеют значение и влияют на качество сварки. Ниже приведены некоторые советы по сварке труб из нержавеющей стали, основанные на моем опыте ремонта нефтяной вышки: Несмотря на то, что большинство работ по сварке труб имеют индивидуальные спецификации, существуют некоторые фундаментальные аспекты сварки труб, которые объединяют сварщиков и инженеров-сварщиков в целях достижения высокого качества сварных швов труб.
Несмотря на то, что большинство работ по сварке труб имеют индивидуальные спецификации, существуют некоторые фундаментальные аспекты сварки труб, которые объединяют сварщиков и инженеров-сварщиков в целях достижения высокого качества сварных швов труб. Правильный выбор может быть непростой задачей — всегда полезно обратиться за советом к специалисту. Обязательно спросите о различных опциях, возможностях и ограничениях каждой системы. При сварке марок CRA (Corrosion Resistant Alloy) необходимо использовать продувку сварного шва, чтобы гарантировать коррозионную стойкость корневого шва. Важность этого не следует недооценивать.
Правильный выбор может быть непростой задачей — всегда полезно обратиться за советом к специалисту. Обязательно спросите о различных опциях, возможностях и ограничениях каждой системы. При сварке марок CRA (Corrosion Resistant Alloy) необходимо использовать продувку сварного шва, чтобы гарантировать коррозионную стойкость корневого шва. Важность этого не следует недооценивать. H. Часы.
H. Часы.

 с .049″ стена. Когда сварка была завершена, сварные трубы прошли гидростатические испытания при давлении более 300 фунтов на квадратный дюйм.
с .049″ стена. Когда сварка была завершена, сварные трубы прошли гидростатические испытания при давлении более 300 фунтов на квадратный дюйм. Компактный и легкий подвесной пульт позволяет удобно работать одной рукой, а простой интерфейс интуитивно понятен и прост в освоении операторами. Систему также легко обслуживать и обслуживать, что обеспечивает максимальное время безотказной работы и техническое обслуживание на месте.
Компактный и легкий подвесной пульт позволяет удобно работать одной рукой, а простой интерфейс интуитивно понятен и прост в освоении операторами. Систему также легко обслуживать и обслуживать, что обеспечивает максимальное время безотказной работы и техническое обслуживание на месте. Они обеспечивают быструю и точную холодную резку с квадратной поверхностью под прямым углом и могут быть установлены в любом положении. Поскольку гильотинные труборезные пилы настолько универсальны, их используют водные и газовые компании, атомная энергетика, нефтехимические предприятия, нефтеперерабатывающие заводы, а также для регулярного технического обслуживания предприятий. Э.Х. Гильотинные пилы Wachs полностью портативны и имеют прочную конструкцию, способную работать в сложных условиях. Они компактны, просты в эксплуатации и требуют минимального обслуживания. Точное управление кончиками пальцев позволяет оператору регулировать скорость пильного диска для получения оптимальных результатов. Эти труборезные станки широко используются на ядерных объектах и в подводных операциях благодаря возможности роботизированной установки и эксплуатации. Время установки не более трех минут. Эти пилы для резки труб были адаптированы для многих уникальных ситуаций и хорошо работают в неблагоприятных условиях.
Они обеспечивают быструю и точную холодную резку с квадратной поверхностью под прямым углом и могут быть установлены в любом положении. Поскольку гильотинные труборезные пилы настолько универсальны, их используют водные и газовые компании, атомная энергетика, нефтехимические предприятия, нефтеперерабатывающие заводы, а также для регулярного технического обслуживания предприятий. Э.Х. Гильотинные пилы Wachs полностью портативны и имеют прочную конструкцию, способную работать в сложных условиях. Они компактны, просты в эксплуатации и требуют минимального обслуживания. Точное управление кончиками пальцев позволяет оператору регулировать скорость пильного диска для получения оптимальных результатов. Эти труборезные станки широко используются на ядерных объектах и в подводных операциях благодаря возможности роботизированной установки и эксплуатации. Время установки не более трех минут. Эти пилы для резки труб были адаптированы для многих уникальных ситуаций и хорошо работают в неблагоприятных условиях.

 Квалифицированные операторы станков более доступны, чем группа опытных сварщиков.
Квалифицированные операторы станков более доступны, чем группа опытных сварщиков.


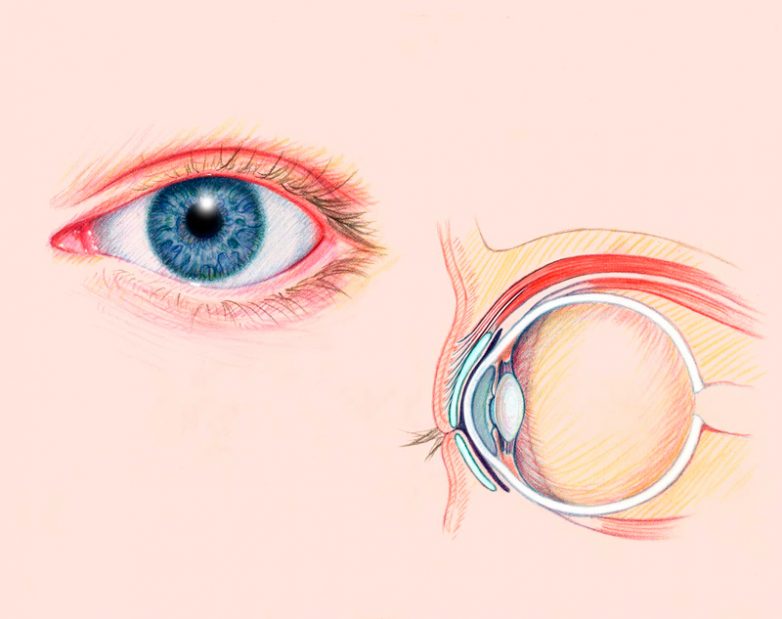

 Данный род травм является очень опасным и если пустить все на самотек, то можно вызвать заражение глаза и, как следствие, лишиться его. Это намного сложнее, чем лечить ожог от сварки, так как это более сложная травма.
Данный род травм является очень опасным и если пустить все на самотек, то можно вызвать заражение глаза и, как следствие, лишиться его. Это намного сложнее, чем лечить ожог от сварки, так как это более сложная травма. От их интенсивности зависит степень травмы.
От их интенсивности зависит степень травмы.


 Приложите их к поврежденным органам на пятнадцать — двадцать минут, затем замените. Также можно заварить и процедить рассыпной чай. Сделайте марлево-ватные тампоны, намочите их в чае, приложите к роговице. Это поспособствует сужению конъюнктивных сосудов, устранению болевых ощущений.
Приложите их к поврежденным органам на пятнадцать — двадцать минут, затем замените. Также можно заварить и процедить рассыпной чай. Сделайте марлево-ватные тампоны, намочите их в чае, приложите к роговице. Это поспособствует сужению конъюнктивных сосудов, устранению болевых ощущений. Смешайте пару столовых ложек аптечной ромашки с одной столовой ложкой кипятка. Позвольте смеси настояться десять минут, после чего охладите до комнатной температуры. Прикладывайте смесь к роговице, заменяя компресс раз в четверть часа.
Смешайте пару столовых ложек аптечной ромашки с одной столовой ложкой кипятка. Позвольте смеси настояться десять минут, после чего охладите до комнатной температуры. Прикладывайте смесь к роговице, заменяя компресс раз в четверть часа. Капуста прекрасно устраняет боль, если, конечно, она свежая. Прокрутите несколько капустных листов на мясорубке. Приложите полученную кашицу к травмированным органам. Вы почувствуете прохладу, избавитесь от боли и воспаления.
Капуста прекрасно устраняет боль, если, конечно, она свежая. Прокрутите несколько капустных листов на мясорубке. Приложите полученную кашицу к травмированным органам. Вы почувствуете прохладу, избавитесь от боли и воспаления.
 Ультрафиолетовые лучи могут сильно попортить зрение.
Ультрафиолетовые лучи могут сильно попортить зрение.

 Он может быть весьма эффективным для облегчения боли и не вызывает привыкания. Очень важно, чтобы вы никогда не превышали рекомендуемую дозу парацетамола, так как это может вызвать серьезное повреждение печени.
Он может быть весьма эффективным для облегчения боли и не вызывает привыкания. Очень важно, чтобы вы никогда не превышали рекомендуемую дозу парацетамола, так как это может вызвать серьезное повреждение печени.
 Поэтому важно убедиться, что вы покупаете солнцезащитные очки от известного производителя. Несмотря на то, что солнцезащитные очки могут сделать пребывание на улице более комфортным, если у вас есть сварочная вспышка, вам все же следует попытаться ограничить количество времени, которое вы проводите на открытом воздухе.
Поэтому важно убедиться, что вы покупаете солнцезащитные очки от известного производителя. Несмотря на то, что солнцезащитные очки могут сделать пребывание на улице более комфортным, если у вас есть сварочная вспышка, вам все же следует попытаться ограничить количество времени, которое вы проводите на открытом воздухе. НАНЕСЕНИЕ МЯКОСТИ БАНАНА ЯВЛЯЕТСЯ ОТЛИЧНЫМ ДОМАШНИМ СРЕДСТВОМ ОТ ВСПЫШКИ СВАРЩИКИ
НАНЕСЕНИЕ МЯКОСТИ БАНАНА ЯВЛЯЕТСЯ ОТЛИЧНЫМ ДОМАШНИМ СРЕДСТВОМ ОТ ВСПЫШКИ СВАРЩИКИ Тщательно смочите полотенце, которое вы используете. Лучше всего использовать прохладную воду.
Тщательно смочите полотенце, которое вы используете. Лучше всего использовать прохладную воду. Однако свет, вызывающий повреждение, не виден. Вспышка сварщика вызвана ультрафиолетовым излучением.
Однако свет, вызывающий повреждение, не виден. Вспышка сварщика вызвана ультрафиолетовым излучением. Однако ваши глаза — невероятно тонкие инструменты.
Однако ваши глаза — невероятно тонкие инструменты. Имеет смысл знать, почему этот драгоценный орган нуждается в защите, определенно, когда кто-то режет, шлифует и сваривает.
Имеет смысл знать, почему этот драгоценный орган нуждается в защите, определенно, когда кто-то режет, шлифует и сваривает.

 По этой причине при сварке очень важно иметь отличные системы вентиляции и вытяжки.
По этой причине при сварке очень важно иметь отличные системы вентиляции и вытяжки. Если моргание не помогает, попробуйте промыть глаза водой или физиологическим раствором.
Если моргание не помогает, попробуйте промыть глаза водой или физиологическим раствором. (Другие причины УФ-кератита включают взгляд непосредственно на затмения и взгляд на яркий солнечный свет, отраженный от воды или снега.)
(Другие причины УФ-кератита включают взгляд непосредственно на затмения и взгляд на яркий солнечный свет, отраженный от воды или снега.)


 Трубы изготавливаются группы прочности Д следующих размеров: 114х6,4; 114х7,4; 114х8,6; 114х10,2; 114х10,5 мм.
Трубы изготавливаются группы прочности Д следующих размеров: 114х6,4; 114х7,4; 114х8,6; 114х10,2; 114х10,5 мм.
 Екатеринбург — ПО Трубное решение
Екатеринбург — ПО Трубное решение Чтобы сделать нашу компанию лучше, мы поставляем товары, используя фантастические товары по разумной цене для труб из легированной стали ГОСТ, заводов по производству труб из легированной стали, газонефтепроводов, весовых таблиц труб из легированных сталей, труб из легированных сталей P11. Мы приветствуем перспективу работать вместе с вами и надеемся получить удовольствие от добавления еще большего количества аспектов наших товаров. Продукт будет поставляться по всему миру, например, в Европу, Америку, Австралию, Йемен, Эстонию, Египет, Ирландию. С предприимчивым духом «высокой эффективности, удобства, практичности и инноваций» и в соответствии с таким руководством обслуживания «хорошее качество, но лучшая цена» и «глобальный кредит», мы стремимся сотрудничать с компаниями по производству автомобильных запчастей по всему миру, чтобы сделать взаимовыгодное партнерство.
Чтобы сделать нашу компанию лучше, мы поставляем товары, используя фантастические товары по разумной цене для труб из легированной стали ГОСТ, заводов по производству труб из легированной стали, газонефтепроводов, весовых таблиц труб из легированных сталей, труб из легированных сталей P11. Мы приветствуем перспективу работать вместе с вами и надеемся получить удовольствие от добавления еще большего количества аспектов наших товаров. Продукт будет поставляться по всему миру, например, в Европу, Америку, Австралию, Йемен, Эстонию, Египет, Ирландию. С предприимчивым духом «высокой эффективности, удобства, практичности и инноваций» и в соответствии с таким руководством обслуживания «хорошее качество, но лучшая цена» и «глобальный кредит», мы стремимся сотрудничать с компаниями по производству автомобильных запчастей по всему миру, чтобы сделать взаимовыгодное партнерство.

 1 ppf (фунт/фут)
1 ppf (фунт/фут) · LTC · BTC
· LTC · BTC 26 ppf (фунт/фут)
26 ppf (фунт/фут) 3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3. L80 · R95 · N80 · C90 · T95 · P110
3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3 45.3. L80 · R95 · N80 · C90 · T95 · P110 (фунт/фут)
(фунт/фут)