Главная Каталог продукции Трубопроводная арматура Тройники ГОСТ 17376-01
Условное давление, PN (Ру)
до 16 МПа
Наружный диаметр, D
45 — 426 мм
Температура, t°С
От минус 70 до плюс 450°
Материал
сталь 20, 17Г1С, 09Г2С
Стандарт устанавливает общие технические условия на бесшовные приварные тройники (равно проходные и переходные) из углеродистой и легированной стали.
Тройники применяют для трубопроводов различного назначения, включая подконтрольные органам надзора, при Ру до 16,0 МПа и температуре от -70 °С до +450 °С.
Условия применения (эксплуатации) тройников устанавливают на основе результатов расчетов на прочность с учетом всех внешних и внутренних силовых воздействий, свойств транспортируемых по трубопроводу веществ и окружающей среды.
Диаметр бесшовных тройников исполнения 2 от 45 до 426 мм.
Пример условного обозначения
Равнопроходный тройник исполнения 2, диаметр 76 мм, Т = 7 мм из стали 20
Тройник 76×7 ГОСТ 17376-01
Равнопроходный тройник исполнения 2, диаметр 76 мм, Т = 7 мм из стали 09Г2С для трубопроводов, подконтрольных органам надзора
Тройники ГОСТ 17376-01 | Zаречный Механический завод
Заречный Механический завод изготавливает тройники фланцевые и тройники сварные под приварку по СК 2109-92-041 (для водопроводных сетей), а также комплектует объекты тройниками стальными по ГОСТ 17376-01.
Тройники ГОСТ 17376-01 — детали трубопровода, которые используются для развлетвления потока рабочей среды. Изготавливаются путем холодной штамповки с последующей термической обработкой. Тройники стальные применяются на трубопроводах различного назначения, включая подконтрольные органам надзора, для присоединения к магистральному трубопроводу боковых ответвлений. Тройники стальные равнопроходные, в отличие от тройников переходных, имеют абсолютно идентичные отверстия корпуса и горловины, в связи с этим толщина стенки для каждого из них одинакова.
Тройники ГОСТ 17376-01
Тройники стальные с внутренним антикоррозионным цементно-песчаным покрытием (тройник с ЦПП) используются в строительстве трубопроводов хозяйственно-питьевого, промышленного водоснабжения.
Для повышения антикоррозийной защиты изготовленных деталий от воздействия агрессивных сред мы предлагаем технологию «весьма усиленной изоляции» (ВУС) согласно требованиям ГОСТ Р 51164, ГОСТ 9.602-2005 или оцинкование.
Цены с НДС на тройники ГОСТ 17376-01:
Тройники по ГОСТ 17376-01
Цена с НДС, руб
Тройники 45х45
293,70
Тройники 57х45
264,10
Тройники 57х57
266,70
Тройники 76х45
478,10
Тройники 76х57
478,10
Тройники 76х76
473,50
Тройники 89х57
602,90
Тройники 89х76
602,90
Тройники 89х89
597,10
Тройники 108х57
882,50
Тройники 108х76
882,50
Тройники 108х89
882,50
Тройники 108х108
895,10
Тройники 159х108
2 076,90
Тройники 159х159
1 987,90
Тройники 219х159
4 448,90
Тройники 219х219
4 429,10
Тройники 273х159
7 797,30
Тройники 273х219
7 181,50
Тройники 273х273
6 154,90
Тройники 325х219
11 251,90
Тройники 325х273
9 650,70
Тройники 325х325
8 593,50
Тройники 377х273
12 722,30
Тройники 377х325
9 564,70
Тройники 377х377
15 211,70
Тройники 426х325
19 142,90
Тройники 426х377
15 992,50
Тройники 426х426
23 992,50
Цены расчётные и могут меняться в зависимости от цен на исходные материалы без изменения информации на сайте.
Технические характеристики:
Рабочая среда: вода, пар, газ, нефтепродукты
Температура рабочей среды: от -70 до +450°С
Присоединение: сварка
Тройники ГОСТ 17376-01 чертёж
Наиболее востребованные и популярные у потребителя тройники ГОСТ 17376-01, тройники сварные под приварку по СК 2109-92-041, тройники фланцевые (ТФ) — всегда в достаточном количестве на нашем складе в г.Щелково Московской области.
Доставка в регионы — через транспортные компании. Доставка оплаченного товара до транспортной компании — бесплатно.
Более подробную информацию по ценам, срокам исполнения и возможным скидкам Вы можете получить у наших менеджеров
отправив ваш вопрос, заявку, пожелания через форму Заказа:
Футболки Be Our Guest Милая футболка для путешествий Футболка Hospitable
😉TEDGLOBAL👣👣👣🧡
Мы создаем модные рубашки унисекс, с V-образным вырезом, молодежные и детские, которые добавят радости в вашу жизнь. Мы производим красивые и качественные конструкции, которые вы можете использовать во всех видах деятельности в жизни. Мы очень рады представить вам наши качественные и мягкие, модные футболки. Делая вас счастливыми, мы делаем счастливыми…
👕• Этот дизайн будет выполнен с помощью DTF-печати.
📌КАК ЗАКАЗАТЬ
✔ Пролистайте все картинки. ✔ Выберите стиль и размер в раскрывающемся меню. ✔ Выберите цвет рубашки из выпадающего меню. ✔ Выберите количество. ✔ Вам необходимо повторить каждый шаг для каждой рубашки. ✔ Мы не принимаем ваши запросы на возврат из-за неправильного выбора размера рубашки. Так что перепроверяйте перед заказом. ✔ Ширина измеряется по рубашке (от руки до подмышки). 1 дюйм под проймой. ✔ Мужчинам следует заказывать свой обычный размер, но они могут быть на один размер больше для более свободного и плотного прилегания. ✔ Женщины обычно заказывают на размер меньше. ✔ Пожалуйста, смотрите список изображений для получения подробной информации о размерах и вариантах цвета. ✔У нас есть футболки 3 разных марок, которые мы используем, если вам нужна только конкретная марка, спросите продавца о наличии на складе, если вы не хотите, мы отправим любую марку, доступную на данный момент.
📌 ЦВЕТА ДИЗАЙНА
✔ Белый цвет будет использоваться для черных, темно-бордовых, темно-серых, серых, синих, малиновых, орхидейных, красных, лиловых, темно-бирюзовых, военно-зеленых, темно-синих рубашек. ✔ Черный цвет будет использоваться для белых и персиковых рубашек. ✔ Если вы хотите использовать вместо этого золото, оставьте пометку в поле персонализации.
ВРЕМЯ ОБРАБОТКИ ИНФОРМАЦИЯ
✔ Стандартное время обработки составляет 1-4 рабочих дня.
📌ИНФОРМАЦИЯ О ДОСТАВКЕ
США: ✔ Standard: 4-6 дней для доставки вашего заказа ✔ Priority Mail: 2-5 дней для доставки вашего заказа ✔ Priority Express Mail: 1-3 дня для доставки вашего заказа
Канада: ✔ Стандарт: 7–21 день для доставки вашего заказа ✔ Priority Mail International: 6-10 дней для доставки вашего заказа
✔ Мы не несем ответственности за утерянные, украденные посылки или задержки по вине компании Cargo.
✔ Дизайн задней стороны оплачивается дополнительно, пожалуйста, не забудьте включить эту плату в стоимость покупки. Двусторонняя печать (спереди и сзади) стоит дополнительно 6,99 долларов США. каждый цвет, но они не доступны для каждого товара, поэтому обязательно проверьте его, если вы не проверите таблицы цветов, вам будет отправлен ближайший товар.
✔ У нас есть футболки 3 разных марок, которые мы используем, если вам нужна только конкретная марка, спросите продавца о наличии на складе, если вы этого не хотите, мы отправим любую марку, доступную на данный момент. .
✔ Если вы введете неправильный адрес в своем заказе, мы постараемся помочь вам, если вы сообщите нам об этом из окна сообщения, только если товар не был изготовлен и не обработан до уровня упаковки для отправки товара.
📌S H I R T / D E T A I L S
Супермягкие и качественные футболки, худи
✔ Цвета Solid Colors состоят из 100 % гребенного и кольцевого прядения хлопка ✔ Вересковые цвета состоят из 52 % гребенного и кольцевого прядения хлопка / 48 % полиэстера ✔ Размер унисекс ✔ Плечевая тесьма ✔ Боковые швы ✔ Tear Away Label
🎨Подробные размеры смотрите на изображениях.
📌ИНСТРУКЦИЯ ПО УХОДУ
✔ Вывернуть наизнанку. ✔ Машинная стирка в холодной воде. ✔ Сушка в стиральной машине при низкой температуре. ✔ Не отбеливать. ✔ Не гладить прямо по рисунку.
ВСЕ ПРОДАЖИ ОКОНЧАТЕЛЬНЫ, покупка у нас означает, что вы согласны с нашими правилами и прочитали их. Это мой дизайн😉TEDGLOBAL👣👣👣🧡
Мы создаем модные рубашки унисекс, с V-образным вырезом, молодежные и детские рубашки, которые добавят радости в вашу жизнь. Мы производим красивые и качественные конструкции, которые вы можете использовать во всех видах деятельности в жизни. Мы очень рады представить вам наши качественные и мягкие, модные футболки. Делая вас счастливыми, мы делаем счастливыми…
👕• Этот дизайн будет выполнен с помощью DTF-печати.
📌КАК ЗАКАЗАТЬ
✔ Листайте, чтобы увидеть все картинки. ✔ Выберите стиль и размер в раскрывающемся меню. ✔ Выберите цвет рубашки из выпадающего меню. ✔ Выберите количество. ✔ Вам необходимо повторить каждый шаг для каждой рубашки. ✔ Мы не принимаем ваши запросы на возврат из-за неправильного выбора размера рубашки. Так что перепроверяйте перед заказом. ✔ Ширина измеряется по рубашке (от руки до подмышки). 1 дюйм под проймой. ✔ Мужчинам следует заказывать свой обычный размер, но можно выбрать на один размер больше для более свободной/плотной посадки. ✔ Женщины обычно заказывают на один размер меньше. ✔ Пожалуйста, смотрите список изображений для получения подробной информации о размерах и вариантах цвета. ✔У нас есть футболки 3 разных марок, которые мы используем, если вам нужна только конкретная марка, спросите продавца о наличии на складе, если вы не хотите, мы отправим любую марку, доступную на данный момент.
📌 ЦВЕТА ДИЗАЙНА
✔ Белый цвет будет использоваться для черных, темно-бордовых, темно-серых, серых, синих, малиновых, орхидейных, красных, лиловых, темно-бирюзовых, военно-зеленых, темно-синих рубашек. ✔ Черный цвет будет использоваться для белых и персиковых рубашек. ✔ Если вы хотите использовать вместо этого золото, оставьте пометку в поле персонализации.
ВРЕМЯ ОБРАБОТКИ ИНФОРМАЦИЯ
✔ Стандартное время обработки составляет 1-4 рабочих дня.
📌ИНФОРМАЦИЯ О ДОСТАВКЕ
США: ✔ Standard: 4-6 дней для доставки вашего заказа ✔ Priority Mail: 2-5 дней для доставки вашего заказа ✔ Priority Express Mail: 1-3 дня для доставки вашего заказа
Канада: ✔ Стандарт: 7–21 день для доставки вашего заказа ✔ Priority Mail International: 6–10 дней для доставки вашего заказа
✔ Мы не несем ответственности за утерянные, украденные посылки или задержки по вине компании Cargo.
✔ Дизайн задней стороны оплачивается дополнительно, пожалуйста, не забудьте включить эту плату в стоимость покупки. Двусторонняя печать (спереди и сзади) стоит дополнительно 6,99 долларов США. каждый цвет, но они не доступны для каждого товара, поэтому обязательно проверьте его, если вы не проверите таблицы цветов, вам будет отправлен ближайший товар.
✔ У нас есть футболки 3 разных марок, которые мы используем, если вам нужна только конкретная марка, спросите продавца о наличии на складе, если вы этого не хотите, мы отправим любую марку, доступную на данный момент. .
✔ Если вы введете неправильный адрес в своем заказе, мы постараемся помочь вам, если вы сообщите нам об этом из окна сообщения, только если товар не был изготовлен и не обработан до уровня упаковки для отправки товара.
📌S H I R T / D E T A I L S
Супермягкие и качественные футболки, худи
✔ Цвета Solid Colors состоят из 100 % гребенного и кольцевого прядения хлопка ✔ Вересковые цвета состоят из 52 % гребенного и кольцевого прядения хлопка / 48 % полиэстера ✔ Размер унисекс ✔ Плечевая тесьма ✔ Боковые швы ✔ Tear Away Label
🎨Подробные размеры смотрите на изображениях.
📌ИНСТРУКЦИЯ ПО УХОДУ
✔ Вывернуть наизнанку. ✔ Машинная стирка в холодной воде. ✔ Сушка в стиральной машине при низкой температуре. ✔ Не отбеливать. ✔ Не гладить прямо по рисунку.
ВСЕ ПРОДАЖИ ОКОНЧАТЕЛЬНЫ, покупка у нас означает, что вы согласны с нашими правилами и прочитали их. это мой дизайн
Вес (масса) фланцев стальных по ГОСТ 33259-2015 тип 01, 02, 11
Информация Фланцы
Спецпромрезерв, ООО 19.06.2018 Вес фланцев ГОСТ 33259-2015
Наша компания производит и поставляет фланцы стальные по ГОСТ 33259-2015, Ду до 2400мм, Ру до 25 МПа из стали 3, 20, 09Г2С, 13ХФА, 15ГС, 17Г1С, 15Х5М, 12Х18Н10Т (08Х18Н10Т), 10Х17Н13М2Т и т.д., из наличия и под заказ, в минимально короткие сроки. Также возможно производство фланцев по чертежам и эскизам заказчика.
Расчетная масса (вес фланцев ГОСТ 33259-2015) приведена ниже. Описание и характеристика фланцев ГОСТ 33259-2015 — здесь.
Оформить запрос на изготовление и поставку продукции на возможно сайте или по тел.: +7(987)744-11-11
Расчетная масса фланцев ГОСТ 33259-2015 (справочно)
DN
Тип фланца
Масса фланцев, кг, для PN, кгс/см2
1 и 2,5
6
10
16
25
40
63
100
160
200
10
01
0,25
0,31
0,46
0,54
0,64
—
—
—
—
—
02
0,29
0,29
0,52
0,61
0,69
—
—
—
—
—
11
0,29
0,34
0,50
0,60
0,69
0,69
1,03
1,03
—
—
15
01
0,29
0,33
0,51
0,61
0,71
—
—
—
—
—
02
0,33
0,33
0,58
0,67
0,77
—
—
—
—
—
11
0,34
0,40
0,58
0,68
0,80
0,80
1,15
1,27
1,27
2,11
20
01
0,45
0,53
0,75
0,86
0,98
—
—
—
—
—
02
0,41
0,41
0,82
0,93
1,05
—
—
—
—
—
11
0,46
0,53
0,87
0,87
0,99
0,99
1,81
2,02
2,08
2,54
25
01
0,55
0,64
0,89
1,17
1,17
—
—
—
—
—
02
0,60
0,60
0,96
1,10
1,24
—
—
—
—
—
11
0,55
0,77
1,05
1,05
1,19
1,19
2,30
2,50
2,50
3,59
32
01
0,79
1,02
1,40
1,58
1,77
—
—
—
—
—
02
0,87
0,87
1,49
1,68
1,87
—
—
—
—
—
11
0,78
1,10
1,54
1,54
1,85
1,85
2,94
3,06
3,07
4,43
40
01
0,95
1,21
1,72
1,96
2,18
—
—
—
—
—
02
1,01
1,01
1,92
2,13
2,35
—
—
—
—
—
11
1,09
1,36
1,83
1,85
2,19
2,19
3,75
4,07
4,28
5,46
50
01
1,04
1,33
2,06
2,58
2,80
—
—
—
—
—
02
1,11
1,11
2,27
2,54
2,79
—
—
—
—
—
11
1,26
1,53
2,26
2,28
2,78
2,81
4,63
6,08
6,49
11,30
65
01
1,39
1,63
2,80
3,42
3,22
—
—
—
—
—
02
1,55
1,55
3,01
3,31
3,43
—
—
—
—
—
11
1,62
2,06
3,17
3,19
3,71
3,72
6,30
8,84
9,38
19,2
80
01
1,84
2,44
3,19
3,71
4,06
—
—
—
—
—
02
2,05
2,05
3,77
4,11
4,25
—
—
—
—
—
11
2,43
2,76
3,67
4,21
4,48
4,81
7,22
9,98
10,5
27,5
100
01
2,14
2,85
3,96
4,73
5,92
—
—
—
—
—
02
2,38
2,38
4,55
4,93
6,19
—
—
—
—
—
11
2,98
3,35
4,70
4,90
6,58
7,40
10,7
14,7
15,4
53,6
125
01
2,6
3,88
5,4
6,38
8,26
—
—
—
—
—
02
2,84
2,84
6,09
6,56
8,82
—
—
—
—
—
11
3,72
4,66
6,76
6,76
9,45
10,2
17,1
23,3
24,9
73,2
150
01
3,62
4,65
6,97
8,2
10,5
—
—
—
—
—
02
3,94
3,94
7,86
8,48
10,9
—
—
—
—
—
11
5,22
5,85
8,9
8,3
12,6
13,2
25,4
32,9
35,0
90. 9
200
01
4,73
5,9
8,05
10,2
13,3
—
—
—
—
—
02
4,93
4,93
0,02
9,36
12,6
—
—
—
—
—
11
6,92
9,35
11,4
11,8
17,4
24,4
38,5
54,2
60,1
160
250
01
6,95
7,7
10,7
14,5
18,9
—
—
—
—
—
02
6,38
6,38
11,3
13,9
17,7
—
—
—
—
—
11
9,88
12,3
14,6
17,4
25,7
37,6
53,8
85,4
94,4
318
300
01
9,33
10,3
12,9
17,8
24,0
—
—
—
—
—
02
10,35
10,35
13,9
17,9
22,8
—
—
—
—
—
11
13,4
14,8
19,3
22,8
33,3
57,1
74,6
128,4
141
—
350
01
10,45
12,6
15,9
22,9
34,6
—
—
—
—
—
02
13,5
13,5
18,0
22,8
31,7
—
—
—
—
—
11
16,0
18,65
24,7
33,1
46,6
70,3
106
172
—
—
400
01
11,6
15,2
21,6
31,0
44,6
—
—
—
—
—
02
17,0
17,0
24,4
29,1
42,5
—
—
—
—
—
11
18,6
20,6
30,0
43,0
64,8
107
151
216,4
—
—
450
01
14,6
17,3
22,8
39,6
51,8
—
—
—
—
—
02
20,0
20,0
25,6
35,3
48,2
—
—
—
—
—
11
23,7
23,6
34,7
54,0
72,3
107
—
—
—
—
500
01
16,0
19,7
28,0
57,0
67,3
—
—
—
—
—
02
25,4
25,4
33,3
49,3
64,6
—
—
—
—
—
11
26,8
29,1
40,0
71,0
89,0
132,3
201
—
—
—
600
01
21,4
26,2
39,4
80,0
90,9
—
—
—
—
—
11
35,8
35,8
50,0
99,3
124
195
283
—
—
—
700
01
29,2
36,7
59,5
84,2
127
—
—
—
—
—
11
44,3
44,3
65,3
106
167
247
301
—
—
—
800
01
36,6
46,1
79,2
104,4
181,4
—
—
—
—
—
11
55,5
56,2
87,2
131
215
367,4
464
—
—
—
900
01
44,2
55,1
94,1
129
—
—
—
—
—
—
11
66,4
66,8
103
158
253
437
954
—
—
—
1000
01
52,6
64,4
118,4
179,4
—
—
—
—
—
—
11
73,4
73,5
119
203
312
541
981
—
—
—
1200
01
62,4
99,0
197,4
298,0
—
—
—
—
—
—
11
92,9
111
180
285
388
691
1264
—
—
—
1400
01
77,6
161,5
279
—
—
—
—
—
—
—
11
101
157
—
—
—
—
—
—
—
—
1600
01
94,3
203
423
—
—
—
—
—
—
—
11
135
219
—
—
—
—
—
—
—
1800
01
117
—
—
—
—
—
—
—
—
—
2000
01
133
—
—
—
—
—
—
—
—
—
2200
01
190
—
—
—
—
—
—
—
—
—
2400
01
237
—
—
—
—
—
—
—
—
—
Для фланцев тип 01 и тип 11 указана максимальная масса (вес фланцев ГОСТ 33259-2015) для всех возможных исполнений уплотнительных поверхностей. Для фланцев тип 2 масса указана без массы кольца.
Пример условного обозначения при заказе стального приварного встык фланца DN 50 на PN 10 ГОСТ 33259-2015, тип 11, ряд 1, исполнение М, из стали 20 по IV группе контроля — Фланец 50-10-11 -1-М-Ст 20-IV ГОСТ 33259
Пример условного обозначения при заказе стального плоского приварного фланца DN 150 на PN 10, тип 01, ряд 1, исполнение В, из стали 20 по IV группе контроля с диаметром трубы dB=161 мм — Фланец 150-10-01-1-В-Ст 20-IV-dB 161 ГОСТ 33259
Оформить запрос на изготовление и поставку продукции на возможно сайте или по тел.: +7(987)744-11-11.
ООО «Спецпромрезерв» производит и поставляет — хомут по ГОСТ 24138-80 в черном и оцинкованном виде. Хомут ГОСТ 24138-80 для крепления трубопроводов диаметром D от 100…
ООО «Спецпромрезерв» оказывает услуги по производству и поставке Люков стальных сварных сосудов и аппаратов на условное давление до 16 МПа, работающих при температурах от минус…
ООО «Спецпромрезерв» оказывает услуги по возможности производства и поставке Муфт стабилизирующих устройств М1 и М2 диаметром до 1420 мм для магистральных трубопроводов на рабочее давление…
Размеры и вес фланцев стальных Ду 10
ГОСТ 12820-80 – размеры плоских фланцев;
ГОСТ 12821-80 – размеры воротниковых фланцев:
ГОСТ 33259-2015 – новый норматив, объединяет большинство типов фланцев.
АТК 24.200. 02-90 — размеры глухих фланцев (заглушки).
Таблица поможет рассчитать транспортные расходы по перевозке фланцев.
Таблица габаритных размеров и веса фланцев по ГОСТ 12820-80, 12821-80, АТК 24.200.02-90 (исп.1)
Диаметр(мм.) х Высота, толщина (мм.) (Вес (кг.)) Размеры указаны для 1 исп.
Dy
Py кгс/см2
1; 2,5
6
10
16
25
40
63
100
160
200
10
ворот
ГОСТ 12821
75х25 (0,29кг)
75х29 (0,34кг)
90х35 (0,50кг)
90х35 (0,59кг)
90х35 (0,68кг)
90х35 (0,68кг)
100х48 (1,03кг)
100х45 (1,02кг)
—
—
плоск
ГОСТ 12820
75х10 (0,25кг)
75х12 (0,31кг)
90х12 (0,46кг)
90х14 (0,5г4к
90х16 (0,63кг)
—
—
—
—
—
глух
АТК 24. 200.
75х10 (0,20кг
75х12 (0,30кг)
90х14 (0,40кг)
90х14 (0,40кг)
90х16 (0,40кг)
90х14 (0,40кг)
100х18 (0,70кг)
—
—
—
15
ворот
80х28 (0,34)
80х30 (0,40)
95х35 (0,58)
95х35 (0,68)
95х35 (0,79)
95х35 (0,79)
105х48 (1,15)
105х48 (1,26)
105х52 (1,27)
120х54 (1,92)
плоск
80х10 (0,29)
80х12 (0,33)
95х12 (0,51)
95х14 (0,61)
95х16 (0,70)
—
—
—
—
—
глух
80х10 (0,24)
80х12 (0,40)
95х14 (0,50)
95х14 (0,50)
95х14 (0,70)
95х14 (0,50)
105х18 (0,80)
105х26 (1,40)
105х26 (1,40)
—
20
ворот
90х30 (0,46)
90х32 (0,53)
105х38 (0,87)
105х38 (0,87)
105х36 (0,97)
105х36 (0,97)
125х56 (1,80)
125х53 (1,98)
125х58 (1,98)
130х57 (2,54)
плоск
90х12 (0,45)
90х14 (0,53)
105х14 (0,74)
105х16 (0,86)
105х18 (0,98)
—
—
—
—
—
глух
90х10 (0,31)
90х12 (0,50)
105х16 (0,70)
105х16 (0,70)
105х16 (0,70)
105х16 (0,70)
125х20 (1,30)
125х28 (2,20)
125х28 (2,20)
—
25
ворот
100х30 (0,55)
100х32 (0,76)
115х40 (1,05)
115х40 (1,05)
115х38 (1,18)
115х38 (1,18)
135х58 (2,30)
135х58 (2,48)
135х58 (2,48)
150х62 (3,53)
плоск
100х12 (0,55)
100х14 (0,64)
115х14 (0,89)
115х18 (1,17)
115х18 (1,17)
—
—
—
—
—
глух
100х10 (0,40)
100х12 (0,60)
115х16 (0,80)
115х16 (0,80)
115х16 (0,80)
115х16 (0,80)
135х22 (1,80)
135х30 (2,80)
135х30 (2,80)
—
32
ворот
120х30 (0,78)
120х35 (1,10)
135х42 (1,54)
135х42 (1,54)
135х45 (1,83)
135х45 (1,83)
150х62 (2,94)
150х62 (3,05)
150х67 (3,07)
160х67 (4,42)
плоск
120х12 (0,79)
120х15 (1,01)
135х16 (1,40)
135х18 (1,58)
135х20 (1,77)
—
—
—
—
—
глух
120х10 (0,57)
120х14 (1,00)
135х18 (1,40)
135х18 (1,40)
135х18 (1,40)
135х18 (1,40)
150х22 (2,20)
150х30 (3,40)
150х30 (3,40)
—
40
ворот
130х36 (1,09)
130х38 (1,36)
145х45 (1,83)
145х45 (1,85)
145х48 (2,19)
145х48 (2,19)
165х68 (3,75)
165х70 (4,06)
165х75 (4,01)
170х75 (5,32)
плоск
130х13 (0,95)
130х16 (1,21)
145х18 (1,71)
145х20 (1,96)
145х22 (2,18)
—
—
—
—
—
глух
130х12 (0,82)
130х14 (1,10)
145х18 (1,80)
145х18 (1,80)
145х18 (1,80)
145х18 (1,80)
165х24 (3,00)
165х30 (4,00)
165х30 (4,00)
—
50
ворот
140х36 (1,26)
140х38 (1,53)
160х45 (2,26)
160х48 (2,28)
160х48 (2,78)
160х48 (2,81)
175х70 (4,63)
195х71 (6,03)
195х78 (6,43)
210х98 (11,11)
плоск
140х13 (1,04)
140х16 (1,33)
160х18 (2,06)
160х22 (2,58)
160х24 (2,71)
—
—
—
—
—
глух
140х12 (0,98)
140х14 (1,30)
160х18 (2,20)
160х18 (2,20)
160х18 (2,20)
160х18 (2,20)
175х24 (3,40)
195х30 (5,50)
195х36 (6,90)
—
Dy
Py
1; 2,5
6
10
16
25
40
63
100
160
200
65
ворот
160х36 (1,62)
160х38 (1,97)
180х48 (3,17)
180х50 (3,19)
180х53 (3,71)
180х53 (3,71)
200х75 (6,29)
220х83 (8,52)
220х88 (9,38)
260х121 (19,01)
плоск
160х14 (1,39)
160х16 (1,63)
180х20 (2,80)
180х24 (3,42)
180х24 (3,22)
—
—
—
—
—
глух
160х12 (1,23)
160х14 (1,70)
180х16 (2,50)
180х16 (2,50)
180х20 (3,00)
180х20 (3,00)
200х28 (5,30)
220х36 (8,50)
220х40 (9,60)
—
80
ворот
185х38 (2,43)
185х40 (2,76)
195х50 (3,67)
195х53 (4,21)
195х55 (4,44)
195х58 (4,80)
210х75 (7,22)
230х90 (9,91)
230х93 (10,40)
290х135 (27,30)
плоск
185х14 (1,84)
185х18 (2,44)
195х20 (3,19)
195х24 (3,71)
195х26 (4,06)
—
—
—
—
—
глух
185х12 (1,78)
185х14 (2,30)
195х16 (3,00)
195х16 (3,00)
195х20 (3,50)
195х20 (3,50)
210х28 (5,90)
230х36 (9,40)
230х40 (10,60)
—
100
ворот
205х40 (2,98)
205х41 (3,35)
215х51 (4,70)
215х53 (4,90)
230х61 (6,51)
230х68 (7,40)
250х80 (10,71)
265х100 (14,65)
265х103 (15,40)
360х178 (53,22)
плоск
205х14 (2,14)
205х18 (2,85)
215х22 (3,96)
215х26 (4,73)
230х28 (5,92)
—
—
—
—
—
глух
205х12 (2,25)
205х14 (2,80)
215х16 (3,60)
216х16 (3,60)
230х22 (5,50)
230х22 (5,50)
250х28 (8,40)
265х36 (12,50)
265х40 (14,10)
—
125
ворот
235х40 (3,72)
235х43 (4,66)
245х60 (6,71)
245х60 (6,75)
270х68 (9,41)
270х68 (10,00)
295х98 (17,13)
310х115 (23,32)
310х118 (24,87)
385х178 (73,15)
плоск
235х16 (2,60)
235х20 (3,88)
245х24 (5,40)
245х28 (6,38)
270х30 (8,26)
—
—
—
—
—
глух
235х14 (3,65)
235х16 (4,40)
245х16 (4,80)
245х16 (4,80)
270х24 (8,50)
270х24 (8,50)
295х32 (13,80)
310х40 (19,60)
310х45 (22,30)
—
150
ворот
260х41 (4,30)
260х46 (5,37)
280х60 (8,17)
280х60 (8,30)
300х71 (12,52)
300х71 (13,03)
340х108 (24,60)
350х128 (32,87)
350х133 (35,04)
440х193 (90,10)
плоск
260х16 (3,61)
260х20 (4,63)
280х24 (6,92)
280х28 (8,16)
300х30 (10,51)
—
—
—
—
—
глух
260х14 (4,58)
260х16 (5,50)
280х18 (7,10)
280х18 (7,10)
300х26 (11,70)
300х26 (11,70)
340х36 (21,10)
350х45 (28,10)
350х55 (34,70)
—
200
ворот
315х48 (6,92)
315х53 (8,37)
335х61 (11,35)
335х61 (11,79)
360х78 (17,44)
375х88 (24,44)
405х113 (36,60)
430х143 (54,24)
430х148 (60,10)
535х233 (158,6)
плоск
315х18 (4,73)
315х22 (5,89)
335х24 (8,05)
335х30 (10,10)
360х32 (13,34)
—
—
—
—
—
глух
315х14 (7,03)
315х16 (8,30)
335х16 (9,20)
335х18 (10,40)
360х24 (16,20)
375х30 (21,40)
405х40 (33,80)
430х50 (47,80)
430х60 (58,00)
—
250
ворот
370х48 (9,88)
370х53 (10,99)
390х63 (14,64)
405х68 (17,36)
425х78 (24,40)
445х101 (37,59)
470х118 (50,89)
500х163 (85,24)
500х168 (94,40)
670х303 (314,5)
плоск
370х21 (6,95)
370х23 (7,67)
390х26 (10,65)
405х31 (14,49)
425х34 (18,90)
—
—
—
—
—
глух
370х14 (9,87)
370х16 (11,60)
390х18 (14,40)
405х22 (19,00)
425х30 (29,10)
445х36 (38,40)
470х45 (51,90)
500х56 (73,70)
500х70 (95,30)
—
Диаметр(мм. ) х Высота, толщина (мм.) (Вес (кг.))
Dy
Py
1; 2,5
6
10
16
25
40
63
100
160
200
300
ворот
435х49 (13,38)
435х54 (14,82)
440х64 (18,66)
460х70 (22,76)
485х84 (33,29)
510х116 (57,10)
530х124 (68,15)
585х184 (127,78)
585х189 (141,00)
—
плоск
435х22 (9,33)
435х24 (10,28)
440х28 (12,90)
460х32 (17,78)
485х36 (23,95)
—
—
—
—
—
глух
435х16 (14,93)
435х18 (17,40)
440х20 (20,10)
460х24 (26,40)
485х30 (36,80)
510х40 (55,20)
530х50 (72,10)
585х60 (106,40)
585х80 (143,20)
—
350
ворот
485х49 (15,97)
485х54 (17,69)
500х64 (24,00)
520х74 (32,04)
550х89 (46,57)
570х120 (70,34)
595х144 (98,68)
655х199 (170,94)
—
—
плоск
485х22 (10,45)
485х26 (12,58)
500х28 (15,85)
520х34 (22,88)
550х43 (34,35)
—
—
—
—
—
глух
485х16 (19,02)
485х18 (22,10)
500х22 (29,30)
520х26 (37,30)
550х36 (58,30)
570х45 (79,70)
595х65 (103,20)
655х70 (156,10)
700х95 (249,00)
—
400
ворот
535х49 (18,56)
535х54 (20,55)
565х64 (30,00)
580х79 (43,00)
610х104 (64,81)
655х139 (106,76)
670х159 (135,80)
715х204 (216,44)
—
—
плоск
535х22 (11,64)
535х28 (15,20)
565х30 (21,56)
580х38 (31,00)
610х44 (44,62)
—
—
—
—
—
глух
535х18 (26,85)
535х20 (30,60)
565х24 (41,00)
580х30 (54,30)
610х40 (81,40)
655х50 (117,30)
670х60 (143,20)
715х75 (204,60)
770х100 (316,90)
—
450
ворот
590х54 (23,63)
590х54 (23,63)
615х69 (33,33)
640х89 (54,00)
660х104 (72,26)
680х139 (107,00)
—
—
—
—
плоск
590х24 (14,56)
590х28 (17,25)
615х30 (22,76)
640х42 (39,64)
660х48 (51,80)
—
—
—
—
—
глух
—
590х22 (41,80)
615х24 (48,90)
640х30 (66,20)
660х40 (95,50)
680х50 (125,90)
—
—
—
—
500
ворот
640х54 (26,76)
640х54 (26,63)
670х69 (39,20)
710х94 (70,97)
730х104 (88,91)
755х144 (132,33)
800х169 (192,74)
—
—
—
плоск
640х24 (16,01)
640х29 (19,72)
670х32 (27,70)
710х48 (57,01)
730х52 (67,30)
—
—
—
—
—
глух
640х20 (44,44)
640х22 (49,70)
670х26 (64,00)
710х36 (99,20)
730х45 (131,60)
755х55 (170,80)
800х70 (234,20)
—
—
—
600
ворот
755х60 (35,79)
755х60 (35,79)
780х70 (48,80)
840х95 (99,30)
840х120 (123,70)
890х145 (180,95)
925х185 (269,27)
—
—
—
плоск
755х25 (21,35)
755х30 (26,24)
780х36 (39,40)
840х50 (80,03)
840х54 (90,87)
—
—
—
—
—
глух
755х24 (73,46)
755х24 (74,00)
780х30 (99,60)
840х40
840х50 (195,40)
—
925х80 (364,90)
—
—
—
Диаметр(мм. ) х Высота=Толщин (мм.) (Масса(кг.))
Dy
Py
1; 2,5
6
10
16
25
40
63
100
160
200
700
ворот
860х60 (44,30)
860х60 (44,31)
895х70 (65,26)
910х100 (105,90)
960х130 (166,81)
995х165 (228,25)
1045х230 (300,9)
—
—
—
плоск
860х26 (29,15)
860х32 (36,68)
895х39 (59,46)
910х52 (84,21)
960х60 (126,82)
—
—
—
—
—
глух
860х26 (105,25)
—
—
—
—
—
—
—
—
—
800
ворот
975х65 (46,15)
975х65 (56,17)
1010х80 (87,24)
1020х100 (130,57)
1075х140 (213,9)
1135х195 (343,7)
1165х230 (463,9)
—
—
—
плоск
975х26 (36,63)
975х32 (46,14)
1010х42 (79,16)
1020х54 (104,41)
1075х68 (181,43)
—
—
—
—
—
глух
975х30 (158,74)
975х30 (159,30)
1010х40 (230,40)
—
1075х60 (389,50)
—
—
—
—
—
900
ворот
1075х65 (66,35)
1075х65 (66,79)
1110х85 (103,02)
1120х115 (157,83)
1185х150 (252,9)
1250х220 (436,5)
1285х270 (954,4)
—
—
—
плоск
1075х28 (44,20)
1075х34 (55,10)
1110х45 (94,13)
1120х59 (128,60)
—
—
—
—
—
—
глух
—
—
—
—
—
—
—
—
—
—
1000
ворот
1175х65 (73,44)
1175х65 (73,51)
1220х85 (119,19)
1255х115 (203,39)
1315х155 (312,1)
1360х240 (540,8)
1415х285 (980,6)
—
—
—
плоск
1175х30 (52,58)
1175х36 (64,36)
1220х48 (118,43)
1255х63 (179,37)
—
—
—
—
—
—
глух
1175х34 (269,07)
1175х36 (285,50)
1220х45 (385,50)
—
—
—
—
—
—
—
1200
ворот
1375х70 (92,92)
1400х75 (111,43)
1455х95 (179,91)
1485х130 (284,94)
1525х165 (387,5)
1575х255 (690,6)
1665х320 (1264)
—
—
—
плоск
1375х30 (62,36)
1400х39 (99,03)
1455х56 (197,44)
1485х76 (297,78)
—
—
—
—
—
—
глух
1375х36 (394,11)
1400х40 (454,20)
1455х55 (675,70)
—
—
—
—
—
—
—
E-mail
Вопрос
Фланец Вес и размеры Таблица в кг PDF
Содержание
Размеры фланцев Таблица размеров и веса Riddhi Siddhi Metal Impex производит большое количество фланцев большой ширины для самых требовательных работ в энергетической и промышленной областях. Мы можем производить широкий диапазон размеров и форм большого диаметра, часто используя подходящие конструкционные материалы для каждого применения. И поскольку они являются продуктами Riddhi Siddhi Metal Impex, вы можете быть уверены, что получите эти сверхмощные механизмы на световые годы раньше предполагаемого распределения других благотворителей. Проверьте Таблица размеров фланцев с указанием веса прямо сейчас. Riddhi Siddhi Metal Impex является одним из ведущих производителей фланцев в Мумбаи, Индия.
Стальные фланцы большого диаметра ASME/ANSI B16.47 включает номинальные размеры от 26 до 60 дюймов. Номинальные значения давления, температуры, материалы, размеры, допуски, маркировка и испытания — все это рассматривается в этом стандарте для фланцев этого размера. с рейтинговыми классами 150, 300, 400, 600 и 900.
Таблица размеров и массы Фланец класса 150, фланец класса 300, фланец класса 600, класс 900 Фланец, класс 1500 Фланец, класс 2500 Фланец
Фланец класса 150
РАЗМЕРЫ
ВЕС (КГ)
NPS (дюймы)
Ду (мм)
ФЛАНЕЦ ММ
ФЛАНЕЦ ТОЛЩИНА
ПО ПО
ВН
ШТОРКА
1/2
15
88,9
11,2
0,4
0,5
0,4
3/4
20
98,6
12,7
0,6
0,7
0,6
1
25
108
14,2
0,8
1
0,9
1 1/4
32
117,3
15,7
1
1,3
1,2
1 1/2
40
127
17,5
1,3
1,7
1,5
2
50
152,4
19,1
2. 1
2,6
2,4
2 1/2
65
177,8
22,4
3,3
4.1
3,9
3
80
190,5
23,9
3,9
4,9
4,9
3 1/2
90
215,9
23,9
4,8
6.1
6,2
4
100
228,6
23,9
5,3
6,8
7,0
5
125
254
23,9
6.1
8,6
8,6
6
150
279,4
25,4
7,5
10,6
11,3
8
200
342,9
28,4
12.1
17,6
19,6
10
250
406,4
30,2
16,5
24
28,6
12
300
482,6
31,8
26,2
36,5
43,2
14
350
533,4
35,1
34,6
48,4
58,1
16
400
596,9
36,6
44,8
60,6
76,1
18
450
635
39,6
48,9
68,3
93,7
20
500
698,5
42,9
61,9
84,5
122,0
24
600
812,8
47,8
86,9
115
185,0
Фланцы класса 300 по ASME B 16.
5 Таблица масс
НОМИНАЛЬНЫЙ РАЗМЕР
РАЗМЕРЫ
ВЕС (КГ)
NPS (дюймы)
Ду (мм)
ФЛАНЕЦ ОД А ММ
ФЛАНЕЦ ТОЛЩИНА D ММ
ПО ПО
ВН
ШТОРКА
1/2
15
95,3
14,2
0,6
0,8
0,6
3/4
20
117,3
15,7
1.1
1,3
1.1
1
25
124
17,5
1,4
1,5
1,4
1 1/4
32
133,4
19,1
1,7
2,0
1,8
1 1/2
40
155,5
20,6
2,5
2,9
2,7
2
50
165,1
22,4
2,9
3,4
3,2
2 1/2
65
190,5
25,4
4,3
5,2
4,9
3
80
215,9
28,4
5,9
6,9
6,8
3 1/2
90
228,6
30,2
7,3
8,7
8,7
4
100
254
31,8
9. 6
11,2
11,5
5
125
279,4
35,1
12,3
15,1
15,6
6
150
317,5
36,6
15,6
19,1
20,9
8
200
381
41.1
24,2
29,9
34,3
10
250
444,5
47,6
34,1
42,7
53,3
12
300
520,7
50,8
49,8
61,8
78,8
14
350
584,2
53,8
69,9
85,8
105,0
16
400
647,7
57,2
88.1
106,0
137,0
18
450
711,2
60,5
109,0
131,0
175,0
20
500
774,7
63,5
134,0
158,0
221,0
24
600
914,4
70,0
201,0
230,0
339,0
Фланцы класса 600 по ASME B 16.
5 Таблица масс
НОМИНАЛЬНЫЙ РАЗМЕР
РАЗМЕРЫ
ВЕС (КГ)
NPS (дюймы)
Ду (мм)
ФЛАНЕЦ Н.Д. A ММ
ФЛАНЕЦ ТОЛЩИНА D ММ
ПО ПО
ВН
ШТОРКА
1/2
15
95,3
14,2
0,7
0,9
0,8
3/4
20
117,3
15,7
1,3
1,5
1,3
1
25
124,0
17,5
1,5
1,8
1,6
1 1/4
32
133,4
20,6
2
2,5
2,2
1 1/2
40
155,4
22,4
3
3,5
3,3
2
50
165,1
25,4
3,6
4,4
4,2
2 1/2
65
190,5
28,4
5,3
6,4
6. 1
3
80
209,6
31,8
7
8,5
8,4
3 1/2
90
228,6
35,1
8,8
10,7
11
4
100
273,1
38,1
14,5
17,4
17,3
5
125
330,2
44,5
24,4
29,2
29,4
6
150
355,6
47,8
28,7
34,9
36,1
8
200
419,1
55,6
43,4
53,9
58,9
10
250
508
63,5
70,3
86,5
97,5
12
300
558,8
66,5
84,2
103,0
124
14
350
603,3
69,9
98,7
122,0
151
16
400
685,8
76,2
142,0
170,0
214
18
450
743
82,6
173,0
204,0
272
20
500
812,8
88,9
220,0
254,0
349,0
24
600
939,8
101,6
312,0
358,0
533,0
Фланцы класса 900 по ASME B 16.
5 Таблица масс
НОМИНАЛЬНЫЙ РАЗМЕР
РАЗМЕРЫ
ВЕС (КГ)
NPS (дюймы)
Ду (мм)
ФЛАНЕЦ Н.Д. A ММ
ФЛАНЕЦ ТОЛЩИНА D ММ
ПО ПО
ВН
ШТОРКА
1/2
15
120,7
22,4
1,8
1,9
1,8
3/4
20
130
25,4
2,4
2,6
2,4
1
25
149,4
28,4
3,6
3,7
3,6
1 1/4
32
158,8
28,4
4
4,3
4.1
1 1/2
40
177,8
31,8
5,5
5,9
5,8
2
50
215,9
38,1
10,2
10,8
10
2 1/2
65
244,3
41. 1
13,9
15
14
3
80
241,3
38,1
11,6
13,7
13.1
4
100
292,1
44,5
19,7
22,5
26,9
5
125
349.3
50,8
31,9
37,4
36,5
6
150
381
55,6
41.1
47,7
47,4
8
200
469,9
63,5
70,7
81,3
82,5
10
250
546.1
69,9
101,0
119
122,0
12
300
609,6
79,2
133,0
157,0
173,0
14
350
641,4
85,6
153,0
180,0
206,0
16
400
704,9
88,9
185,0
217,0
259,0
18
450
787. 4
101,6
258,0
292,0
367,0
20
500
857,3
108,0
317,0
362,0
463,0
24
600
1041.4
139,7
606,0
665,0
876,0
Фланцы класса 1500 по ASME B 16.5 Таблица масс
НОМИНАЛЬНЫЙ РАЗМЕР
РАЗМЕРЫ
ВЕС (КГ)
NPS (дюймы)
Ду (мм)
ФЛАНЕЦ Н.Д. A ММ
ФЛАНЕЦ ТОЛЩИНА D ММ
ПО ПО
ВН
ШТОРКА
1/2
15
120,7
22,4
1,8
1,9
1,8
3/4
20
130
25,4
2,4
2,6
2,4
1
25
149,4
28,4
3,6
3,7
3,6
1 1/4
32
158,8
28,4
4
4,3
4. 1
1 1/2
40
177,8
31,8
5,5
5,9
5,8
2
50
215,9
38,1
10,2
10,8
10,1
2 1/2
65
244,3
41.1
13,9
15
14
3
80
266,7
47,8
19,9
19,1
4
100
311,2
53,8
29,9
29,9
5
125
374,7
73,2
55,4
58,4
6
150
393,7
82,6
68,4
71,8
8
200
482,6
91,9
117
122
10
250
584,2
108
194,0
210,0
12
300
673,1
124
288,0
316,0
14
350
749,3
133,4
380,0
420
16
400
825,5
146,1
485,0
558,0
18
450
914,4
162,1
644,0
760,0
20
500
984,3
177,8
775,0
965,0
24
600
1168. 4
203,2
1232.0
1558.0
Таблица массы фланцев класса 2500 по ASME B 16.5
НОМИНАЛЬНЫЙ РАЗМЕР
РАЗМЕРЫ
ВЕС (КГ)
NPS (дюймы)
Ду (мм)
ФЛАНЕЦ Н.Д. A ММ
ФЛАНЕЦ ТОЛЩИНА D ММ
ВН
ШТОРКА
1/2
15
133,4
30,2
3.1
3,0
3/4
20
139,7
31,8
3,7
3,5
1
25
158,8
35,1
5,2
5,0
1 1/4
32
184,2
38,1
7,7
7,4
1 1/2
40
203,2
44,5
10,9
10,4
2
50
235
50,8
16,2
15,6
2 1/2
65
266,7
57,2
23,7
22,6
3
80
304,8
66,5
36,2
34,8
4
100
355,6
76,2
55,3
53,9
5
125
419,1
91,9
92,5
90,8
6
150
482,6
108
143,0
141
8
200
552,5
127
215,0
214
10
250
673,1
165,1
406,0
411,0
12
300
762
184,2
572,0
592,0
Вес фланцев по классу давления и размеру в мм кг
Размер трубы (дюйм)
150 #
300 #
600 #
900 #
1500 #
2500 #
БС
СО
БЛД
ВН
СО
БЛД
ВН
СО
БЛД
ВН
СО
БЛД
ВН
СО
БЛД
ВН
СО
БЛД
1/2″
2
1
1
2
1
1
2
2
2
СМ. 1500 # ВЕС
5
4
4
7
7
7
3/4″
2
2
2
3
3
3
4
3
3
СМ. 1500 # ВЕС
6
5
6
8
8
8
1″
3
2
2
4
3
3
4
4
4
СМ. 1500 # ВЕС
9
8
8
12
11
11
1 1/2″
4
3
3
7
6
6
8
7
8
СМ. 1500 # ВЕС
13
12
13
25
22
23
2″
6
5
5
9
7
8
12
9
10
СМ. 1500 # ВЕС
25
25
25
42
37
39
2 1/2″
8
7
7
12
10
12
18
13
15
СМ. 1500 # ВЕС
36
36
35
52
55
56
3″
10
8
9
15
13
16
23
16
20
31
26
29
48
48
48
94
83
86
4″
15
13
17
25
22
27
42
37
41
53
53
54
73
73
73
145
125
130
5″
19
15
20
32
28
35
68
63
68
86
83
87
130
130
140
245
210
225
6″
24
19
26
42
39
50
81
80
86
110
110
115
165
165
160
380
325
345
8″
39
30
45
67
58
81
120
115
140
175
170
200
275
260
300
580
485
530
10″
52
43
70
91
81
124
190
170
230
260
245
290
455
435
510
1075
930
1025
12″
80
64
110
140
115
185
225
200
295
325
325
415
690
580
690
1525
1100
1300
14″
110
90
140
180
165
250
280
230
355
400
400
520
940
нет данных
975
нет данных
нет данных
нет данных
16″
140
98
180
250
190
295
390
330
495
495
425
600
1250
нет данных
1300
нет данных
нет данных
нет данных
18″
150
130
220
320
250
395
475
400
630
680
600
850
1625
нет данных
1750
нет данных
нет данных
нет данных
20″
180
165
285
400
315
505
590
510
810
830
730
1075
2050
нет данных
2225
нет данных
нет данных
нет данных
22″
225
185
355
465
370
640
720
590
1000
нет данных
нет данных
нет данных
нет данных
нет данных
нет данных
нет данных
нет данных
нет данных
24″
260
220
430
580
475
790
830
730
1250
1500
1400
2025
3325
нет данных
3625
н/д
нет данных
нет данных
Стандартная спецификация фланца
Размеры: ANSI B16. 5, ANSI B16.47 серии A и B, MSS SP44, ASA, API-605, AWWA, пользовательские чертежи
Класс: 150 фунтов, 300 фунтов, 600 фунтов, 900 фунтов, 1500 фунтов, 2500 фунтов, стандарт DIN ND-6,10, 16, 25, 40 и т. д.
DIN: DIN 2527, DIN 2566, DIN 2573, DIN 2576, DIN 2641, DIN 2642, DIN 2655, DIN 2656, DIN 2627, DIN 2628, DIN 2629, DIN 2631, DIN 2632, DIN 2633, DIN 2634, ДИН 2635, ДИН 2636, ДИН 2637, ДИН 2638, ДИН 2673
БС: БС 4504, БС 4504, БС 1560, БС 10
PN: PN6, PN10, PN16, PN25, PN40
JIS: 5K, 10K, 15K
ДУПЛЕКС: 2205, 31803
СУПЕР ДУПЛЕКС: F53, F55, F255, 32550
ХАСТЕЛЛОЙ: C276, C22
МОНЕЛЬ:400, К-500
ИНКОНЕЛЬ: 600, 625, 718, 800, 825, 850
МЕДНО-НИКЕЛЬ: 90-10, 70-30, 80-20, 60-40, 75-25.
Фланцы из нержавеющей стали ASTM A182 Марки
Фланцы
Применение и использование
Фланцы, используемые при транспортировке материалов
Фланцы из нержавеющей стали
, используемые в автомобильной промышленности
Фланцы, используемые в домах и зданиях
Фланцы из нержавеющей стали
, используемые в канализационных системах, промышленных водопроводах.
Фланцы из углеродистой стали
, используемые в оборудовании для отопления и кондиционирования воздуха.
Фланцы, используемые в сантехнике
Фланцы из сплава
, используемые в пищевой промышленности
Фланцы, используемые в целлюлозно-бумажной промышленности
Фланцы для пищевой промышленности
Фланцы с приварной шейкой, Фланцы WNRF, Фланец WN, Фланцы с приварной шейкой ANSI B16.5, Фланцы с приварной шейкой из нержавеющей стали, Фланцы с приварной шейкой из углеродистой стали
Мы являемся крупнейшими производителями фланцев с приварной шейкой и имеем огромный запас 304 фланцев с приварной шейкой , 316 Фланцы с приварной шейкой, astm a105 Фланцы с приварной шейкой, astm a182 Фланцы с приварной шейкой согласно asme / ansi B16.
5 Фланцы с приварной шейкой, ansi B16.47 Фланцы с приварной шейкой, Din Фланцы с приварной шейкой, jis Фланцы с приварной шейкой и uni Weld Neck фланцы Стандарты
Лучшая цена на кованые фланцы всех размеров, классов и размеров, таких как фланцы с приварной шейкой класса 150, фланцы с приварной шейкой класса 300, фланцы с приварной шейкой класса 600, фланцы с приварной шейкой класса 900, фланцы с приварной шейкой класса 1500 и фланцы с приварной шейкой класса 2500 ,WN фланец, приварная шейка Фланцы, стальной клапан, фланцы болты, стальные фланцы, стальные поковки ассортимент фланцев и поковок типов и размеров
приварная шейка фланец Rexino нержавеющая сварная шейка фланцы, кованые WN фланец, приварная шейка кованые фланцы сталь, нержавеющая сталь, AS, CS и т. д.
Применение: Нефтяное месторождение, шельф, водная система, судостроение, природный газ, электроэнергетика, трубопроводные проекты и т. д.
Фланцы с приварной шейкой Цена
Ведущий производитель фланцев с приварной шейкой
Наш живой запас фланцев с приварной шейкой
Фланцы с приварной шейкой Применение
BS4505 Стандартные фланцы с приварной шейкой, пластина из нержавеющей стали (PL) ASTM 15 Фланцы APN28 Приварная шейка Фланцы с приварной горловиной UNS S31803/ F51/ S2205
Материал: Flanges Neansale Steel Seald Weld Heals : ASTM A 182, A 240 F 304, 304L, 304H, 316, 316L, 316TI, 310, 310S, 321, 321H, 317, 347, 347H, 310S, 321, 321H, 317, 347, 347H, 310, 321, 321H, 317, 347H, 310, 310S, 321, 321H, 317 904L фланцы шеи сварки стали углерода : ASTM/ASME A/SA 105 ASTM/ASME A 350, ASTM A 181 LF 2/A516 Gr. 70 A36, A694 F42, F46, F52, F60, F65, F70 сплав Стальные приварные фланцы : ASTM / ASME A/SA 182 & A 387 F1, F5, F9, F11, F12, F22, F91 Дуплексные стальные приварные фланцы : ASTM / ASME A/SA 182 F 44, F 45, F51, F 53, F 55, F 60, F 61 Фланцы с приварной горловиной из никелевого сплава : Монель 400 и 500, Инконель 600 и 625, Инколлой 800, 825, Hastelloy C22, C276, медный никель, Hastelloy, никель, монель, инконель, Alloy20.
Электронный каталог: В наличии, пожалуйста, посетите каталог фланцев
Применение: Нефтяное месторождение, шельф, система водоснабжения, судостроение, природный газ, электроэнергетика, проекты труб и т. д.
Углеродистая и нержавеющая сталь Фланцы — размеры и вес
Фланцы класса 150 по ASME B16.5
Класс 300 фланцев до ASME B16.5
Класс 600 Фланцы до ASME B16.5
Класс 900 Фланга. ASME B16,5
Класс 2500 фланцы до ASME B16,5
Таблица D Франгуны до 2129
Таблица E Flanges до 2129
Table E Flanges до 2129
Table e Flanges до 2129
9000 2
Table E.
Таблица H Фланцы по AS 2129
Ведущий производитель фланцев с приварной шейкой
Erne Fittings, Австрия
Metal far, Италия
Lame S.R.l., Италия
BENKAN Corporation, Япония
BKL-9 Thai Benkan, Таиланд0051
TecnoForge, Italy
Ulma, Spain
Mega, Italy
Melesi, Italy
Interfit, France
Raccortubi S. P.A., Italy
we are the distributor of the of these Brands . у нас также есть торговый представитель, который может предоставить надлежащую информацию об этих брендах и о классах, материале и размерах фланцев с приварной шейкой.
Наш живой запас фланцев с приварной шейкой
Нажмите здесь, чтобы узнать о фланцах из нержавеющей стали (wnrf) в наличии
Нажмите здесь, чтобы узнать о фланцах из углеродистой стали (wnrf) в наличии
Нажмите здесь, чтобы узнать о фланцах из легированной стали (wnrf) в наличии
Фланцы с приварной шейкой Применение
Фланцы с приварной горловиной используются в нефтегазопроводах
Фланцы с приварной шейкой используются в химической промышленности
Фланцы с приварной шейкой используются в сантехнике
Фланцы с приварной шейкой используются в нефтегазовой промышленности
Фланцы с приварной шейкой используются на электростанциях
Фланцы с приварной шейкой используются в обрабатывающей промышленности
Фланцы с приварной шейкой используются в приложениях общего назначения
Weld Neck Flanges Использование в пищевой промышленности
Flanges использование шейных фланцев в структурных трубах
Индонезия, Гонконг, Кения, Тринидад и Тобаго, Тунис, Кувейт, Россия, Норвегия, Монголия, Хорватия, Тибет, Нигерия, Непал, Чехия, Португалия, Испания, Турция, Финляндия, Ливан , Азербайджан, Франция, Япония, Южная Корея, Ливия, Боливия, Ирак, Объединенные Арабские Эмираты, Германия, Саудовская Аравия, Иордания, Зимбабве, Нидерланды, Бутан, США, Марокко, Швейцария, Австрия, Пуэрто-Рико, Литва, Швеция, Польша , Сербия, Румыния, Дания, Болгария, Южная Африка, Иран, Китай, Катар, Нигерия, Бангладеш, Гамбия, Словакия, Новая Зеландия, Перу, Канада, Йемен, Ирландия, Шри-Ланка, Филиппины, Иран, Коста-Рика, Эквадор, Мексика , Италия, Великобритания, Бельгия, Израиль, Венесуэла, Таиланд, Ангола, Эстония, Беларусь, Бразилия, Тайвань, Пакистан, Венгрия, Вьетнам, Австралия, Афганистан, Алжир, Казахстан, Габон, Мексика, Польша, Бахрейн, Малайзия, Греция, Макао, Чили, Сингапур, Колумбия, Оман, Чили, Намибия, Украина, Гана, Аргентина, Индия, Египет часть
Производитель фланцев с приварной горловиной в Мумбаи | Фланцы с приварной шейкой in United States | Приварные фланцы в Объединённых Арабских Эмиратах | Приварные фланцы с горловиной в Канаде | Приварные фланцы с горловиной в Пакистане | Приварные фланцы с горловиной в Испании | Приварные фланцы с горловиной во Франции | Фланцы с приварной шейкой в Соединенном Королевстве | Сварные фланцы с горловиной в Индонезии | Приварные фланцы с горловиной в Иране | Приварные фланцы в Кувейте | Сварные фланцы с горловиной в Мексике | Приварные фланцы с горловиной в Малайзии | Сварные фланцы с горловиной в Нигерии | Сварные фланцы с горловиной в Сингапуре | Приварные фланцы с горловиной в Саудовской Аравии | Приварные фланцы в Нидерланды | Приварные фланцы с горловиной в Бразилии | Приварка фланцев с горловиной в Колумбии | Сварка фланцев с горловиной в Египте | Приварка фланцев с горловиной в Ираке | Сварные фланцы с горловиной в Шри-Ланке | Фланцы приварные встык в России | Приварка фланцев с горловиной во Вьетнаме | Сварные фланцы с горловиной в Южной Африке | Сварные фланцы с горловиной в Нигерии | Приварные фланцы в Турции | Приварные фланцы с горловиной в Бангладеш | Приварные фланцы с горловиной в Италии | Приварные фланцы с горловиной в Японии | Сварные фланцы с горловиной в Таиланде | Сварные фланцы с горловиной в Гонконге | Приварные фланцы с горловиной в Швейцарии | Приварные фланцы в Новой Зеландии | Приварные фланцы с горловиной в Мозамбике | Фланцы с приварной горловиной Дубай | Фланцы с приварной шейкой Тайвань | Фланцы с приварной горловиной Чили | Фланцы с приварной шейкой Венесуэла | Фланцы с приварной шейкой Дания| Приварные фланцы с горловиной в Индии | Приварные фланцы с горловиной Цены в Индии | Фитинги для труб из нержавеющей стали со склада в Индии | Поставщик фланцев с приварной шейкой в Индии | Экспортер фланцев с приварной горловиной в Индии | Производитель фланцев с приварной шейкой в Индии | Дистрибьютор фланцев с приварной шейкой в Индии | Торговец фланцами с приварной шейкой в Индии | Дилер фланцев с приварной горловиной в Индии | Фланцы с приварной горловиной Акционер в Индии | Импортер приварных фланцев в Индию.
Шов — это, можно сказать, азбука шитья. Перед тем как впервые взяться за этот вид рукоделия, необходимо сначала изучить какие разновидности швов бывают и технику их выполнения.
Различаю два варианта швов. Это выполненный руками с помощью самой обычной иголки и нитки, и шов, простроченный на швейной машинке, другими словами машинная строчка.
Самыми распространёнными являются соединительные швы. Предназначены для соединений двух кусков ткани. Это самый простой шов, обыкновенная прямая строчка. Они бывают разных видов:
Стачной шов. Применят для обработки деталей верха, также для обработки подкладки.
Расстрочной шов, является одним из вариантов стачного. Выполняют вразутюжку, накладывая шов, прямя на припуски.
Настрочной шов.
Накладной шов.
Бельевой шов. Это двойной шов, который придает изделию особую прочность. Первый шов накладывают с изнаночной стороны, второй вывернув все детали и отступив 5-7 мм от края.
Запошивочный шов. Можно встретить на халатах, куртках.
Как правило, после завершения эти швы необходимо обработать оверлоком, по краям припусков.
Краевые (обметочные) швы применяют при обработке срезов изделия.
Делятся на:
Окантовочные. Накладываются с помощью специальной тесьмы, либо кусочка ткани. Для этого предварительно наметывают ткань вручную.
В подгибку. Встречаются с открытым и закрытым срезами. Открытый срез можно использовать только в тех типах тканей, края которых не осыпаются.
Обтачной шов. Выполняется в кант и в рамку. Одной строчкой закрепляются один слой первой ткани и два слоя второй.
Для украшения и оформления изделий применяют отделочные (декоративные) швы. Их существует огромное разнообразие. Применение их зависит от возможностей и функций вашей швейной машинки. Есть модели швейных машин с расширенным набором декоративных строчек, например, Brother NV 350, Husqvarna Emerald 183 и некоторые другие.
Самые основные это:
Складки. Различают односторонние, двусторонние, отделочные и соединительные.
Рельефные швы. Прострочите ткань, отступив 1-3 мм от сгиба на лицевой стороне или, используйте с изнанки дополнительную ткань, делая две параллельные строчки с расстоянием между ними 5 – 7мм.
Швы с кантом. Используют чаще всего для выделения некоторых деталей изделия. Для качественного выполнения тесьму или полоску ткани шириной 2-3см сгибают пополам и соединяют по линии шва готовой детали. Далее соединяют верхнюю ткань и подкладку изнанкой наружу и обтачивают вдоль канта.
Итак, мы разобрали основные виды швов. На практики в процессе работы вы столкнётесь с огромным их разнообразием. Возможности современных швейных машин не ограничены, поэтому при покупке швейной машины, всегда обращайте внимание на то какие строчки она умеет выполнять,
Виды декоративных швов
Простейшие швы являются основой всех видов вышивки. Они применяются при вышивании рушниковых швов, гладью, и навивкой рококо, являются основными при вышивании лентами и бисером. А так же из них можно составлять композиции, которые применяются для отделки одежды. Широко применяются отделочные швы в «пэчворке» для маскировки и украшения швов. К простейшим швам можно отнести также отделочные и краевые.
Шов «Вперед иголка»
Этот шов представляет собой ряд стежков и пропусков одной длины. Его удобно вышивать по канве по счету клеток. Например, одна клетка на иглу и одна под. Изменяя размеры и положение стежков этого шва, можно создать большое разнообразие вышивки для отделки салфеток, рушников и одежды. Стежки можно располагать в два и более рядов — все зависит от рисунка. Один из вариантов шва «вперед иголка» — шов «Просо».
Шов «Вперед иголка»
Шов «Просо»
Шов «Назад иголка»
Шов «за иглу», «иголка назад» или строчечный шов — непрерывный ряд стежков. Закрепляем нитку, делаем справа налево первый стежок и пропуск одной длины, например, равный одной клетке на канве. Для выполнения второго стежка нитку укладываем слева направо. Иглу вводим в ту же точку, где кончается первый стежок, а выводим на лицевую сторону на 1 клеточку левее второго стежка. Таким образом изнаночный стежок будет в два раза длиннее лицевого. Стежки шва должны быть одной длины.
Шов «Назад иголка»
Стебельчатый шов
Шов образует сплошной ряд косых стежков, плотно прилегающих друг к другу. Сделав на ткани первый стежок от себя, иглу с ниткой выводим на середину левой стороны стежка, укладываем к себе и прижимаем к ткани. Выполняя второй стежок, делаем прокол в ткани выше первого стежка, а выводим иглу в середине второго стежка с левой стороны. Шов выполняем движением иглы к себе. Каждый новый стежок при этом выходит наполовину предыдущего. При выполнении стебельчатого шва рабочая нитка должна быть всегда с одной стороны – справа или слева. Менять направление нитки нельзя, так как при этом нарушается структура шва. Все стежки должны быть одной величины.
Стебельчатый шов
Тамбурный шов
Тамбурный шов — непрерывный ряд петель, выходящих одна из другой. Шов выполняем справа налево. Сначала закрепляем нитку, выводим ее на лицевую сторону, закидываем петлей, делаем небольшой стежок длиной 3–4 мм и вынимаем иглу. Нитка затягивается петлей. Снова закидываем нитку петлей, вкалываем иглу в точку, откуда выводим в предыдущем стежке. Этот шов можно выполнять в виде зигзагообразной полосы. Тогда петельки по лицевой стороне будут располагаться поочередно, то влево, то вправо от средней линии шва.
Тамбурный шов
Шов «Червячок»
Выполняют справа налево в два цвета ниток. Одним цветом вышивают зигзагообразную линию. Для этого по диагонали справа налево петлей закрепляют рабочую нить, получают первый стежок. Вкалывают иглу сверху в первый стежок и выводят в нижний левый угол следующего квадратика. Далее повторяем первый стежок и так до конца ряда. Выполнив нужную длину, слева направо вышиваем пропущенный стежок. Закрепляем нить контрастного цвета петлей с изнаночной стороны и обвиваем стежки.
Шов «Червячок»
Шов «Крестик»
Шов «крестик» представляет собой два перекрещенных стежка. При его выполнении надо следить за тем, что бы верхний стежек был направлен в одну сторону. Закрепив нить, сложенную вдвое, выводим ее на лицевую сторону и делаем стежек из левого нижнего угла в верхний правый(рис.1). Выполняем необходимое количество стежков полукрестика. Затем закрываем полукрестики стежком из левого верхнего в правый нижний угол. С изнанки получаются горизонтальные полоски.
Шов «Крестик»
Шов «Козлик»
Стежки располагаем слева направо, делая проколы в ткани попеременно по одному и другому краю полосы. Расстояние между проколами должно быть одинаковое. В середине полосы стежки перекрещиваются. Каждый новый стежок ложится поверх предыдущего. Этим швом вышивают мелкие листочки, сердцевины цветов. Ровные полоски шва используют как дополнение к большим, сложным вышивкам, а также для маскировки швов при соединении кусков ткани.
Шов «Козлик»
Французский узелок
Шов «Французский узелок» используется как декоративный элемент, в случаях когда крестик такого цвета — сильно большой. А французский узелок — в самый раз.
Французский узелок
Петельный шов
Петельный шов относится к краевым швам. Он может быть использован в отделке, как вышивки, так и вязаных изделий. Вот основные виды петельного шва, которые помогут вам в оформлении работ. Прежде чем приступить к выполнению петельного шва, аккуратно подворачиваем и приметываем край швом «вперед иголкой». Рабочую нить закрепляем в середине подгиба и выводим ее на лицевую сторону под подгибкой. Затем иглу направляем вверх и справа налево заводим под рабочую нить, получаем первую петлю. Так же выполняем следующие стежки, располагаем их на одинаковом расстоянии друг от друга.
Петельный шов
Что такое Шов? 22 вида швов и как их сшить
Обновлено Сариной Тарик от 6 сентября 2022 г.
Шов — что это такое? и Как сшить их для вашей одежды
Шов — это термин, который относится к линии сшивания, где две ткани сшиваются (соединяются, если вам нужен технический термин) вместе. Это основной строительный элемент одежды. Линия сшивания вдоль шва называется линией шва .
Швы образуют структуру одежды и помогают создать ее. Они также используются в качестве декоративного элемента.
Припуск на шов (SA) — это пространство между краем ткани и линией шва. Вы можете ознакомиться с постом о припусках на швы, чтобы узнать подробнее о том, как шить прямую линию и какие обычно используются припуски на швы.
Шов – что это такое? и Как сшить их для вашей одежды
Как решить, какой шов подходит для вашего шитья.
Типы швов
1. Плоский шов
Как шить Плоский шов
2. Прямой шов одинарным стежком
Как выполнить потайной шов с одинарным обметочным стежком
3. Полотняный шов с двойным верхним стежком
Как выполнить потайной шов с двойным верхним стежком
4. Усиленные швы
5. Волосяной шов
для шитья волосяного шва
6. Накладной шов
(также называемый подвернутым швом)
упал шов
Как шить Плоский вытачной шов?
9. Имитация плоского фальцевого шва (также прорезной шов)
Как выполнять фиктивный плоский фальцевый шов.
10. Закончал или запланированные шва
Как шить шва для проповеди или трубопроводный шв
11. Райный шв
Как шить лицевой швей
12. Hemmed Fall Sew
Как шить швей для шитью
. 13. Имитация французского шва (1)
Как выполнить имитацию французского шва.
14.Имитация французского шва (3)
15. Процессорный шв
Как шить Serged Seam
16.SLOT SEAM
Как шить плавной швей
17. Случевая швей
Как шить столешницу
18. Прикладок
19. Шов простыни/белья
20. Ручной шов – с лестничным швом
21. Шов бретельками
22. Шов проклеенный
Как решить, какой шов подходит для вашего изделия.
Швы должны быть тщательно выполнены, чтобы изделие выглядело красиво. Мало того, он также должен соответствовать типу вашей одежды, ткани, из которой она сделана и т. д. Например: плоский шов используется для сшивания боковых швов джинсов.
Есть некоторые моменты, которые следует учитывать при выборе швов.
Тип ткани – «Что это за ткань?» является главным соображением. Если это прозрачная ткань, выбранная вами отделка шва будет сильно отличаться от того, что будет, если ткань представляет собой тяжелую парчовую ткань. Шов свободного плетения из хлопка будет обработан иначе, чем шов из смесовой ткани из вискозы. Кружевная ткань будет иметь другой шов, чем джинсовая ткань.
Расположение швов – Криволинейный шов будет обрабатываться иначе, чем прямой шов. Если это открытый шов, как на брюках, он будет отличаться от закрытого шва, как на кокетке или воротнике.
Швейная машина – На что способна ваша швейная машина? Какие насадки у вас есть?, также важны — если у вас есть оверлок или хотя бы зигзагообразная машина, у вас больше возможностей, чем у простой машины для прямой строчки.
Назначение и использование одежды – Для детского платья потребуется более прочный шов, чем для топа. Свадебное платье не будет иметь такую же отделку швов, как байкерское снаряжение.
Запись по теме : Как сшить прямые швы с помощью простых инструментов.
Типы швов
1. Гладкий шов
В плоском шве две ткани соединяются вместе по линии шва линией строчки. Он также называется одноигольной строчкой «Бабочка» , так как после выполнения шва припуски на швы прижимаются с обеих сторон линии шва, чтобы они выглядели как бабочка.
Это самый простой и легкий в исполнении шов. Его можно изготовить вручную или на машине. Прямые стежки используются для выполнения этого шва, хотя иногда для выполнения этого шва можно также использовать плотный зигзагообразный стежок , особенно для трикотажных или эластичных тканей. Подробнее о прямой строчке и строчке «зигзаг».
Для этого шва требуется отделка шва для открытых краев.
Преимущество простого шва в том, что он не увеличивает объем линий шва. Но так как он имеет только одну строчку, прочность шва не так велика.
Помимо обычной лапки, которую вы используете для шитья, вы можете использовать шовную лапку размером 1/4 дюйма для аккуратного выполнения шва с припуском на шов 1/4 дюйма или 3/8 дюйма. Это может помочь вам получить непрерывную линию шва с одинаковым припуском на шов. Ознакомьтесь с этим сообщением об использовании лапки для шва 1/4 дюйма для получения более подробной информации.
Как выполнить простой шов
Сложите две ткани лицевыми сторонами вместе. Следите за тем, чтобы линии швов совпадали. Штифт на месте
Прострочите по линии, которую вы сделали, отметив линию шва.
Начните шить, а затем сделайте задний шов для прочности. В конце также сделайте задний стежок, а затем прямой стежок.
Не забудьте разутюжить шов (не гладить, а просто прогладить горячим утюгом)
Подробнее о простом шве здесь с советами, как сделать его прочным и прямым, без объемных {& стежка красиво изгибается}
Лучший способ сшить простой шов вручную — это использовать бэк-стежок или седельный шов. Седельный стежок может выглядеть точно так же, как замочный стежок на швейной машине. Подробные инструкции по их изготовлению вы можете найти в этих статьях, посвященных седельному стежку и обратному стежку.
2. Ровный шов одинарным стежком
Одинарный обметочный шов, этот шов одновременно и декоративный, и прочный.
Как выполнить простой шов одним краеобметочным стежком
Чтобы получить этот эффект, после выполнения простого шва приутюжьте оба припуска к одной стороне и сделайте верхний шов с этой стороны.
3. Плоский шов с двойным верхним стежком
Двойной верхний шов; Это декоративный шов, который также обеспечивает большую прочность линии шва.
Как выполнить потайной шов с двойным верхним швом
Чтобы получить этот шов, после выполнения потайного шва припуски на швы отутюживаются с обеих сторон и прострачиваются верхним швом с обеих сторон шва на равных расстояниях. .
4. Усиленные швы
Есть много случаев, когда вы хотите, чтобы шов был очень прочным, и есть много способов получить этот шов, устойчивый к разрывам. Ознакомьтесь с этим постом о шитье сверхпрочного шва здесь.
5. Волосяной шов
Это тип закрытого шва, который в основном используется для воротников и других закрытых мест. Припуски на швы не видны снаружи, так как они закрыты.
Как выполнить строчку «Hairline»
Сделайте прямой шов очень плотной прямой строчкой, сложив ткани лицевой стороной друг к другу. Обрежьте очень близко к линии сшивания. Вы также можете обрезать дополнительный припуск на шов до линии строчки, а затем прогладить шов. Убедитесь, что линия сшивания не обрезана во время обрезки.
Вывернуть на лицевую сторону.
Вы можете сделать верхний стежок, чтобы закрепить шов
6. Шов внахлест
(также называемый подвернутым швом)
Этот шов очень удобен при работе с тяжелыми тканями, такими как замша, искусственная кожа, фетр. .
Как выполнять шов внахлест
Определите, какой кусок ткани будет сверху с приложением внахлестку. Подверните под припуск этой детали по линии шва и приутюжьте.
Держите сложенную ткань поверх другой ткани вдоль линии шва. Линии шва должны совпасть. Скрепите вместе, чтобы держать его на месте. Краевой шов близко к сложенному краю
Нажмите.
При шитье тяжелых тканей, так как края этих тканей не осыпаются, вы можете создать этот шов, обрезав весь припуск на шов верхней детали. Теперь большая часть устранена, так как нет ткани, которую можно было бы свернуть.
7.Французский шов
Это лучший шов для прозрачных тканей. Поскольку этот шов заключает необработанные края в складку, необработанные края не видны снаружи и не добавляют большого объема. Этот шов обычно делается на прямых краях, но если вы хорошо подстрижете, его также можно сделать на изогнутых краях.
Как выполнять французские швы
Для этого шва, в отличие от других швов, вы должны начать с изнаночных сторон ткани вместе, совмещая линии строчки (вместо лицевых сторон вместе), чтобы получился прямой шов. Сначала на лицевой стороне ткани отметьте линию строчки с припуском на шов 1/2″. Затем на изнаночной стороне отметьте линию посередине исходного припуска на шов, т.е. для припуска на шов 1/2 дюйма отметьте линию строчки на 1/4″ . Прострочите прямой шов через эту линию 1/4″. (рисунок 1 вышеприведенной схемы) Немного обрежьте припуски на швы. Теперь сложите ткань по шву ЛИЧНЫМИ СТОРОНАМИ ВМЕСТЕ, закрывая необработанные края. Нажимать. Прошейте исходную линию шва. (на отметке 1/2″) лицевые стороны ткани вместе (рисунок 2 на приведенной выше схеме) Приутюжьте, а затем в одну сторону.
Теперь необработанные края красиво закрыты сзади.
Более подробное объяснение выполнения французского шва и его использования в пошиве одежды можно найти здесь, в посте – Французский шов.
8. Плоский скошенный шов или спускной шов
В основном используется в спортивной одежде, мужских рубашках, джинсовой детской одежде, пижамах и т. д. Обеспечивает достаточную прочность линии шва. Этот шов может быть прошит как внутри, так и снаружи изделия.
Как шить Плоский вытачной шов?
Выполнить прямой шов.
Отутюжьте оба припуска к одной стороне. Один припуск на шов обрезан до 1/8 дюйма. Подверните больший припуск вверх и поверх меньшего, почти до прошитой ранее линии шва. Используйте утюг, чтобы прижать это. Теперь загните весь шов на другую сторону так, чтобы необработанный край был скрыт, и снова приутюжьте. Кромочная строчка над сгибом. Убедитесь, что сохраняется одинаковое расстояние от исходной линии шва.
Узнайте больше о плоском фальцевом шве здесь.
9. Имитация плоского шва (также прорезной шов)
Этот шов очень похож на плоский шов, но его легче выполнить.
В отличие от плоского шва здесь необработанный край не подворачивается. Таким образом, этот шов будет иметь открытые необработанные края швов на изнаночной стороне. Следовательно, лучше использовать с тканями, которые не осыпаются или где шов не будет виден. Это отличный шов для объемной ткани, такой как войлок или искусственная кожа.
Как выполнить имитацию плоского шва.
Стачать обычным швом лицевыми сторонами вместе.
Определите сторону, к которой вы будете пришивать припуски на швы. Обрежьте припуски на этой стороне вдвое. Приутюжьте припуски к этой стороне. (теперь более широкий припуск будет над меньшим) Теперь повернитесь к лицевой стороне ткани. Отстрочите край близко к линии шва. Затем поверните на другую сторону и прострочите по необработанному краю. Теперь будет два ряда строчки параллельно линии шва.
10. Шов с шнуром или окантовкой
В этом шве обтянутый тканью шнур вставляется между линией шва. Это декоративный шов, который в основном используется в воротниках, манжетах, карманах и тканях для украшения дома.
Как выполнить шнуровой или окантовочный шов
Для этого шва косой бейкой используются покрытые шнуры. Вы можете либо купить предварительно обтянутый шнур, либо купить шнур и обмотать его самостоятельно. Он пришивается с помощью лапки-молнии. Шнур аккуратно укладывается внутри косой полоски, а затем с помощью лапки для молнии косая полоска пришивается плотно, зажав шнур внутри. Линия строчки должна быть выполнена как можно ближе к шнуру, чтобы игла не касалась шнура.
Ознакомьтесь с инструкцией по изготовлению косой бейки и по обвязке краев ткани косой бейкой
11. Лицевой шов
Лицевой шов обычно используется для швов пройм, вырезов горловины и талии. Это создает очень хорошую отделку линии шва.
Как выполнить лицевой шов
Выполнить обтачку для шва Пришить к линии шва Выровнять припуск на шов до половины его ширины. Приутюжить припуск на изнаночную сторону Подстрочка припуска на шов близко к линии шва. Подметка предотвращает выкатывание шва наружу изделия.
12. Подшивочный шов
Как выполнять подшивочный шов
Выполните прямой шов. Одна сторона шва обрезается до половины другой стороны. Другой шов отворачивается и подшивается вручную.
13. Имитация французского шва (1)
Это шов, который можно использовать вместо французского шва там, где французский шов может быть невозможен, например, в изогнутой линии шва, например. проймы прозрачного платья. Это также аккуратно завершит линию шва.
Как выполнять имитацию французского шва .
В отличие от французского шва, здесь сначала выполняется ровный шов лицевой стороной внутрь.
Сложите ткани лицевой стороной друг к другу. Выполнить ровный шов по линии строчки. Разгладьте шов, а затем закройте его. Подверните край припуска каждого шва на 1/4 дюйма. Нажимать. Край Прострочите вдоль сложенного края так, чтобы необработанный край оказался внутри.
14. Имитация французского шва (3)
Это еще одна копия французского шва – выглядит похоже, но выполняется по-другому.
Этот шов также можно использовать вместо французского шва, он очень удобен для шитья тонких деликатных тканей и для неплотных тканей, которые сильно осыпаются.
Чтобы сшить этот шов, сделайте обычный шов.
После этого один из припусков на швы обрежьте наполовину.
Подверните другой припуск на обрезанный припуск и прошейте по месту. Используйте для этого мелкий зигзагообразный стежок .
Ваша новая линия строчки будет сразу за линией шва.
15. Обметочный шов
Для этого шва вам понадобится обметочная машина или оверлок. В этом шве вместо простой прямой строчки на швах используется обметочная строчка, а припуски на швы обрезаются машиной. Этот шов придает шву эластичность и эластичность. Этот шов можно использовать при следующих условиях 1. Если не важно, чтобы швы оставались плоскими или открытыми. 2. Для свободных изделий 3. На легких тканях 4. При шитье из трикотажа
Как выполнить обметочный шов
Сложите лицевые стороны ткани вместе, совместив строчки. Держите ткань под иглой. Оверточная машина автоматически обрежет припуск на шов и закрепит края ткани ниткой. Обметочный шов с 3 нитями сделает шов эластичным, а обметочный шов с 4 нитями придаст шву прочность. Обметочный шов из трех нитей обычно используется для трикотажа из-за его способности растягиваться.
16. Прорезной шов
Этот шов, похожий на шов внахлест, используется благодаря своим функциональным и декоративным свойствам.
Как сшить прорезной шов
Оставьте под швами ткань шириной 1 1/2 дюйма, равной длине шва. Он используется в качестве подложки, удерживаемой между двумя тканями внахлест вдоль линии сшивания.
17. Встречный шов
Очень подходящий шов для тяжелых материалов, в котором оба необработанных края заключены в оба припуска вдоль линии шва
Как выполнить встречный шов
Выверните припуски на швы обеих частей ткани на изнаночную сторону. Приутюжьте
Поместите изнаночную сторону первого куска ткани на лицевую сторону второго куска по краям, соблюдая припуски на швы. Закрепите штифтом
Прошейте сложенный край.
18. Стыковые швы
Края ткани подгибаются и соединяются зигзагообразной или тамбурной строчкой. Это используется при соединении швов, где вы не хотите никакого объема. Например, при пошиве нижнего белья. Такой шов можно сделать на швейной машинке
19. Шов простыни/белья
Это шов, в котором мы используем вышивальный стежок для соединения швов. Выглядит очень красиво, хотя и не так прочно, как другие швы. Стежки можно располагать горизонтально или наклонно. Таким образом, для соединения швов можно использовать антверпенские кромочные швы, шов «рыбья кость», обметочный шов или шов «елочка». Эти стежки называются стежками вставки.
Как выполнить этот шов
Обработайте края ткани
Закрепите края двух концов ткани стежком для петель
.
Отрежьте полоску бумаги шириной 1 дюйм и длиной, равной краю ткани
Приметайте края ткани к бумаге так, чтобы расстояние между ними было 1/2 дюйма
Выполните стежки между краями ткани; Переплетение, узлы, перекручивание всех работ между краями
Подробнее читайте в посте – Втачные швы
20. Ручной шов – лестничный шов
Лестничный стежок — это один из невидимых стежков, с помощью которого можно получить красивый шов ручной работы.
Края можно загнуть и прошить вдоль сложенного края, как показано на рисунке ниже. При затягивании стежков получается аккуратный шов.
Узнайте больше об этом стежке в этом посте о стежках с проскальзыванием или лесенке или в посте о невидимых стежках
21. Шов с планками
В этом шве дополнительная полоска ткани прикрепляется поверх линии шва. Полоску ткани подготавливают, прижимая длинные края на 1/4 дюйма к внутренней стороне, а затем держат поверх шва, скрывая линию шва, и сшивая края.
22. Проклеенный шов
Это относится к любому шву, заклеенному лентой для гидроизоляции/защиты от атмосферных воздействий. В этом шве к шву пришивается полоска ткани/ленты, чтобы вода или какие-либо элементы не просачивались внутрь изделия. Лента также может быть добавлена для предотвращения искажений.
Похожие сообщения:
Шов Принцесса
Различные виды подгибки (ручное шитье подгибки)
Различные типы подшивки на швейной машине
Все о припуске на шов
Как выполнить невидимую подгибку – 4 способа
Как предотвратить образование складок на шве
Что делать с пропусками стежков в шве
5 типов закрытых швов.
Понравился ли вам этот пост?
Нажмите на звездочки, чтобы оценить!
Средний рейтинг / 5.
доп.
Поиск
типов швов — Лучшее руководство по шитью швов
Узнайте все о различных типах швов . Для каждого сезона одежды и любого вида ткани действительно найдется шов. Знание различных типов швов и их пригодности для различных проектов помогает решить, какой тип шва использовать для ваших требований к шитью.
Типы швов
Содержание
Типы швов
Подробнее о типах швов
Стыковые швы
Замкнутые швы
Встречные швы
Decorative Seams
Double Stitched Seam
Faced Seams
Flat Felled Seams
French Seams
Graded Seams
Hairline Seams
Handstitched Seams
Lapped Seams
Open Seams
Pinked Seams
Piped Seams
Плоские швы
Швы Princess
Швы со складками
Швы
Швы с прорезями
Швы с прорезями
Типы швов и таблица их использования
Типы швов — Заключение
Типы швов
Во-первых, швы можно разделить на различные классы в зависимости от их использования при производстве одежды. Эти классы определяются следующими описаниями. Существует много типов швов, и каждый вид имеет свою технику и процесс отделки.
Положение шва — Шов можно определить по месту, которое он занимает на изделии. Швы спинки, боковые швы, центральные швы переда, фигурные швы, лицевые швы и швы воротника, а также швы кокетки служат разным целям.
Обработанные края шва — Отделка шва, делающая его закрытым швом или открытым швом с отделочным краем, является частью различных типов швов.
Потребность в ткани — Это очень важный аспект выбора типа шва. В зависимости от веса и объема ткани вам потребуются различные отделки швов. Мягкий шифон, например, не нуждается в шве того же типа, что и плотные джинсовые или твидовые ткани.
Функция одежды — Изготовление износостойкой рабочей одежды вместо мягкого нижнего белья поможет определить тип швов, которые вы хотите использовать.
После того, как вы определились с целью, местом и соответствием вашей ткани, рассмотрите следующие типы швов, чтобы выбрать правильный шов для работы.
Подробнее о типах швов
Знание различных типов швов поможет вам выбрать правильный шов для нужной ткани и положения шва на изделии. Некоторые из них легкие, некоторые умеренно легкие, а некоторые более сложные. Если у вас есть свободное время, сделайте папку сэмплов с некоторыми заметками.
Фактические швы вместе с их отделкой также следуют своему собственному порядку классификации. Они рассматриваются как простые швы, открытые швы, закрытые швы, декоративные швы и швы, подходящие для деликатных тканей или износостойких тканей. Правильный шов будет иметь решающее значение для того, чего вы пытаетесь достичь.
Обметочные швы
Отделочные швы Hong Kong и косые швы очень профессионально выглядят и идеально подходят для жакетов без подкладки из более толстых тканей. Косая бейка, срезанная по диагонали, красиво и элегантно контрастирует с тканью изделия. Скрепленные швы обычно связывают каждую сторону шва контрастной тканью.
Как выполнять косые швы (стандарт):
Сожмите одинарную косую ленту шириной 12 мм (½ дюйма) пополам изнаночными сторонами вместе.
Наденьте косую бейку на край шва.
Прострочите по краю.
Как сшить гонконгские готовые швы
Откройте одну сторону косой бейки.
Сложите лицевыми сторонами вместе по припуску на шов. Прострочите по складке.
Отогните косую бейку назад.
Спереди прострочите в канаву.
Типы швов — Обметочные швы
Закрытые швы
Закрытые швы имеют края припусков, обработанных вместе. Они считаются одним из самых прочных видов швов. Припуск на шов заутюживается с одной стороны или полностью закрывается, как во французских швах. Закрытые швы можно обработать зигзагообразной строчкой, ножницами для шитья или оверлоком.
Типы закрытых швов
Зигзаг
Обметка
Французский
Скрепленный рант
Внахлестку
Спуск и опускание
Типы швов — закрытые швы
Встречный шов
Встречный шов представляет собой прочный трехслойный шов. Припуски на правый шов подворачиваются с правой верхней стороны и изгибаются с левой стороны. Затем два вывернутых припуска на шов соединяются и сшиваются по краю, чтобы получился прочный прочный шов.
Декоративные швы
Декоративная отстрочка контрастного цвета придает шву интересные вариации. Простой шов, или обрезной шов, или любой шов, показывающий строчку снаружи, можно использовать в той или иной форме для декоративной строчки.
Окантовочные швы могут быть очень декоративными, если используется контрастная окантовка. Очень модно смотрятся жакеты без подкладки и с контрастными окантовочными швами внутри.
Швы с окантовкой придают текстуру шву и особую отделку шву кокетки или карманам. Проклеенные швы отлично подходят для обтачивания и вставки элементов жесткости для корсетов.
Прорези добавляют ярких красок контрастной ткани. Они добавляют прочности спортивному снаряжению и являются привлекательным дополнением, например, к боковому шву брюк спортивного костюма.
Обметочный шов
Кант
Прорезной шов
Типы швов — декоративные швы
Двойной шов
Двойной шов аналогичен обычному шву, но для завершения строчки используются два ряда шов. Шов прижимается к боку. Дополнительный ряд стежков помогает предотвратить изнашивание, но не так хорош, как правильная отделка шва. Вам может понадобиться дополнительная отделка швов для тканей, которые легко изнашиваются. Двойные простроченные швы разутюжены. В этом шве шов сшивается, а затем разжимается, и припуск на шов сшивается с обеих сторон.
Виды швов — двухрядный
Лицевые швы
Распространенный вид шва на вырезах и проймах изделий — лицевой. Облицовка вырезается шириной в пару дюймов, сшивается и выворачивается на изнаночную сторону одежды. Обычно он изготавливается из подходящей ткани и может нуждаться в прокладке, чтобы добавить немного жесткости. Узнайте о пошиве облицовки.
Типы швов — лицевые швы
Плоские валяные швы
Плоские валяные швы — это очень износостойкий шов, который идеально подходит для одежды, требующей прочного шва, такой как джинсы и зимние рубашки. Он также известен как шов «беги и опускайся». Подшивной шов с кромкой используется для нижнего белья, и шов выполняется так же, как и плоский шов с кромкой, но второй ряд стежков подшивается, а не машинным швом.
Типы швов — плоские валочные
Французские швы
Французские швы — это типы швов, традиционно используемые для тонких тканей, которые легко изнашиваются и представляют собой закрытый шов. Необработанные края шва полностью заключены в аккуратный двойной шов. Его легко сшить, но начинайте с изнаночных сторон, чтобы сшить первую часть шва. Необработанные края обрезаются и заделываются в шов. Шов повернут, чтобы сшить лицевые стороны вместе. Сшивается второй ряд простых стежков, необработанные края замыкаются в шов.
Типы швов — французские швы
Ступенчатые швы
Ступенчатые швы уменьшают объем многослойных изделий или толстых тканей. Припуски на швы ткани срезаются послойно. Эти типы швов подходят для зимних тканей, где шов будет прижат к одной стороне. Каждый слой припуска на шов обрезается на ⅛ дюйма (3 мм) меньше, чем нижний слой. Это означает, что вам, возможно, придется увеличить припуски на швы, если у вас 4 или более слоев. Градация особенно полезна, когда у вас есть пересекающиеся швы, например, в области подмышек рубашки.
Типы швов — градуированные швы
Волосяные швы
Волосяной шов — это очень тонкий шов, поскольку припуск на шов обрезается почти до ширины волоса. Этот шов популярен для соединения воротников, где ткань тонкая и шов может просвечивать. Обрезной шов по линии роста волос хорошо смотрится на воротниках и манжетах из тонких прозрачных тканей.
Ручные швы
Если у вас нет доступа к швейной машине, вам могут пригодиться ручные швы. Научиться шить вручную очень просто, и все, что вам нужно, это игла и нитка. Наиболее распространенными ручными стежками для швов являются сметочный стежок и обратная строчка. Бегущий стежок является самым простым с его простыми движениями вверх и вниз. С обоими этими стежками, чем меньше ваши стежки, тем прочнее будет ваш шов.
Типы швов — ручная строчка
Швы внахлестку
Швы внахлест — это отличный шов для соединения тканей, позволяющий избежать объемных швов. Шов внахлест специально используется для тканей, которые не осыпаются, потому что необработанные края не закрыты. Типичные ткани, для которых можно использовать шов внахлест, включают фетр, кожу и винил.
Типы швов — швы внахлестку
Открытые швы
Раскрытые швы после сшивания, припуск на шов должен быть разутюжен. Каждая сторона может быть аккуратно обработана зигзагом, зигзагом, оверлоком или смещением. Открытый шов можно закончить с обтачиванием края с обеих сторон, если на вашей машине нет других стежков. Это известно как кромочный шов с чистой отделкой.
Типы швов — открытые
Швы с краем
Швы с краем используют зазубренные шлифовальные швы для отделки краев. Припуски на швы можно либо разутюжить, либо сложить в одну сторону. Пинкование — отличный метод для тканей, которые не сильно изнашиваются, или для вещей, которые можно носить или стирать лишь изредка.
Типы швов – розоватые швы
Швы с окантовкой
Швы со шнуром или окантовкой являются декоративными и отлично подходят для окантовки края обивки или отделки одежды. Узнайте, как сделать окантовку, и все о шитье окантовки, включая углы, перекрытие и отделку.
Типы швов — Трубопровод
Плоские швы
Плоские швы — самые простые из всех швов. Простой простой шов — это просто два куска ткани, сшитые вместе простым рядом прямых стежков. Сложите лицевыми сторонами вместе и прострочите строчку вдоль линии шва, оставив припуски на швы, которые, возможно, нужно будет обметать. Этот шов можно разгладить или оставить закрытым — это полностью зависит от вас, как от дизайнера одежды, и от отделки, которую вы ищете. Если вы подшиваете одежду, то нет необходимости обрабатывать края шва. Прямой шов хорошо подходит для выполнения вручную с помощью простого обратного стежка или на машине.
Типы швов — простые швы
Швы принцессы
Швы принцессы сложны, потому что они выполняются по изгибу бюста на лифе. Их можно расстегнуть или использовать отделку французским швом.
Типы швов — Princess
Сморщенные швы
Эти швы относятся к отдельному классу, потому что они представляют собой отделку шва, которой следует избегать. Если вы обнаружите, что ваш шов сморщился, есть ряд причин для расследования и устранения этого результата вашего конкретного шва. Швы обычно не предназначены для складок.
Кромочный шов
Кромочный шов считается одним из самых простых и прочных швов. Припуски на швы можно обметывать отдельно или вместе.
Типы швов — Обметочные швы
Швы с прорезями
Швы с прорезями имеют цветные пятна, выглядывающие из краев шва. Эти виды швов используются в декоративных целях и считаются прочным и легко сшиваемым швом. Эти швы используются на рубашках и по бокам брюк.
Типы швов — Прорезные швы
Прорезные швы
Прорезной шов представляет собой вариант плоского втачного шва и иногда называется имитацией плоского втачного шва. Это закрытый шов, но необработанные края припусков остаются плоскими на изнаночной стороне. Они могут быть аккуратно сшиты или просто сшиты вниз. Обметочный шов использует одну строчку для сшивания ткани вместе и одну строчку для сшивания припуска на шов. Ткань одной стороны припуска на шов обрезается, чтобы уменьшить объем шва.
Виды швов — кромочный шов
Типы швов и таблица их использования
Ниже приведена таблица типов швов и их рекомендуемого использования.
TYPE
DIFFICULTY
FABRICS
GARMENTS
FINISHING
Plain Seam
Very Easy
Most cotton fabrics. Лёгкое льняное полотно.
Платья, блузки, свободная повседневная одежда.
Незавершенное, если в одежде на подкладке. Или порозовение, зигзаг и т. д.
Плоский шов (одинарный стежок)
Easy
Хлопок и лен, легкие ткани.
Легкая повседневная одежда, простые швы в куртке на подкладке.
Дополнительная строчка завершает шов.
Гладкая строчка (двойная отстрочка)
Easy
Хлопок и лен, а также более плотные ткани.
Подходит для мягкой мебели и повседневной одежды.
Двойная строчка является методом отделки.
Шов внахлест
Easy
Ткани, которые не осыпаются.
Одежда, не требующая структурированного шва.
Без обработанных краев ткань не осыпается.
Французский шов
Easy
Мягкие легкие ткани. Шифон и батист 100% легкий хлопок.
Разнообразие мягких легких платьев, блуз, нижнего белья и вечерних нарядов.
Необработанный край заключен в шов, нет необходимости обрабатывать края.
Стыковой шов
Easy
Ткани средней плотности и мягкие.
Подходит для ручного шва, не требующего большой прочности.
При необходимости предварительно обметайте края шва.
Плоский фальц или фальцованный шов
Easy
Износостойкие джинсы, плотный хлопок, дрель.
Верхняя одежда, игровая и рабочая одежда Джинсовые брюки.
Края заключены в шов с ровным краем и кромочной строчкой.
Подшитый войлок
Easy
Мягкие легкие ткани, хлопок и ткани, которые легко подшиваются.
Мягкая повседневная легкая одежда, требующая аккуратной отделки и шва, который не осыпается.
Края обрезаны и сшиты вручную.
Ручная строчка
Easy
Твердые хлопчатобумажные ткани, которые легко сшиваются вручную.
Одежда, не требующая интенсивной стирки.
Уборка будет сшита вручную.
Имитация плоского шва или прорезного шва
Средний
Износостойкие ткани. Джинсовая ткань.
Одежда должна быть износостойкой.
Обметка включена в шов или рант.
Обметочный шов
Medium
Средне- и износостойкие ткани.
Прочный шов для курток без подкладки.
Края обвязаны косой бейкой.
Щелевой шов
Средняя ткань
Хлопок и ткань средней плотности.
Спортивные вещи, требующие прочных швов и декоративных вставок.
Уборка включена в шов.
Шов внахлест Подвернутый
Сложный
Более плотные ткани, требующие прочного шва.
Верхняя одежда Мужские рубашки и брюки.
Чистка включена.
Шнур или окант
Сложный
Хлопок от среднего до легкого, не для плотных тканей
Декоративный шов добавляет отделку и отделку окантовки.
Уборка включена в процесс.
Принцесса Швы
Сложные
Легкие и средние ткани со сложными изгибами, которые необходимо учитывать.
Самыми первыми гидравлическими машинами, преобразующими механическую энергию движения поршня в механическую энергию жидкости и известными еще до нашей эры, были именно поршневые насосы. Претерпевая различные дополнения, принцип их действия не менялся с тех самых пор.
В поршневом насосе, за счет циклического изменения объема, происходит циклическое заполнение цилиндров жидкостью с последующим ее вытеснением.
В качестве простейшего образца работы любого современного поршневого насоса, может служить рабочий цикл простой одноступенчатой гидравлической машины, состоящей из цилиндрической рабочей камеры с двумя отверстиями напорным и всасывающим и совершающего внутри нее возвратно-поступательные движения поршня. Для преобразования вращательного движения в возвратно-поступательное конструкцией предусматривается кривошипно-шатунный механизм.
Всасывание жидкости в таком устройстве происходит за счет создания в рабочей камере низкого давления во время движения поршня вправо при закрытом нагнетательном клапане, а напор перекачиваемой жидкости открывает всасывающий клапан и рабочая камера полностью заполняется.
Затем при возвратном движении поршня, в цилиндре создается избыточное давление, значительно большее, чем в нагнетательном патрубке. Всасывающий клапан закрывается, а нагнетательный открывается для подачи, за счет чего и происходит процесс нагнетания или вытеснения жидкости, равной объему рабочей камеры, в напорный коллектор трубопровода.
Полезный объем рабочей камеры это разница между максимальным и минимальным ее объемами, обусловленными положением поршня.
От частоты движения поршня зависит непрерывность поступления рабочей жидкости. Чтобы давление внутри напорного трубопровода было стабильным, обычно используются гидравлические агрегаты двухстороннего действия с несколькими рабочими камерами, точнее, цилиндры в них поделены на две равные части, в каждой из которых имеются оснащенные клапанами всасывающие и напорные патрубки. Такая конструкция позволяет в разных частях иметь разное давление. В то время, как в одной части под действием движения поршня идет процесс всасывания, в другой осуществляется нагнетание и наоборот. Для борьбы с пульсацией применяют воздушные колпачки и гидроаккумуляторы.
К поршневым насосам одинарного действия относятся плунжерный или скольчатый насос, а также диафрагменный насос. Диафрагменный отличается от плунжерного лишь наличием в его рабочей камере специальной активной или пассивной диафрагмы. Активные диафрагмы, передавая усилие на жидкость от штока, находятся под высоким давлением и поэтому из-за своей низкой усталостной прочности применяются в поршневых насосах низкого давления с большим числом качаний. А пассивные диафрагмы лишь отделяют жидкость, передающую энергию от плунжера к перекачиваемой жидкости и поэтому их применяют в насосах с высокими давлениями при малом числе качаний.
Более сложную конструкцию имеют поршневые насосы двойного действия, обеспечивающие более равномерную подачу перекачиваемой жидкости за счет наличия в них двух и более рабочих камер. Каждая камера работает в качестве насоса одинарного действия, а, в так называемых, дифференциальных насосах в правой рабочей камере, используемой как вспомогательная, отсутствуют клапаны, но за счет ее наличия подача жидкости не зависит от движений поршня.
Возможность регулирования напорного давления за счет варьирования частотных диапазонов поршневого хода, малые габариты и взаимозаменяемость узлов деталей являются основными плюсами поршневых насосов.
К недостаткам можно отнести невозможность из-за высокого давления на входе последовательно соединить нескольких поршневых насосов в одну цепь, невозможность перекачивания жидких сред с абразивными частицами, потребность в дополнительной охлаждающей системе и в дополнительном уплотнении между поршнем и стенками цилиндров рабочих камер. А также, в отличие от других объёмных насосов, поршневые насосы не обратимы из-за наличия клапанов, поскольку не могут работать в режиме гидродвигателя.
Поршневой и плунжерный насос: устройство и принцип работы
— —
Поршневой жидкостный насос является одним из первых представителей насосов. Механическое вытеснение жидкости является одним из первых принципов перекачивания жидкости.
Отличительной особенностью поршневых насосов от других объемных гидромашин является необратимость их действия на воду. Другими словами такие насосы не могут работать в качестве гидроприводов.
Содержание статьи
Принцип работы
Устройство
Характеристики
Поршневой воздушный насос
Преимущества, недостатки и область применения
В настоящее время конструкция поршневого насоса претерпела множество улучшений и современный вариант имеет прочный корпус и обладает широкими возможностями для взаимодействия.
Работа поршневого жидкостного насоса основана на принципе вытеснения. Основными рабочими органами такого оборудования являются: цилиндр и поршень.
Поршень перемещается в цилиндре совершая возвратно-поступательное движение.
Работа поршневого насоса в общем случае выглядит следующим образом
В цилиндре (позиция 8) перемещается поршень (позиция 7), жестко соединенный со штоком (позиция 9), являющимся исполнительной частью приводного кривошипно-шатунного механизма. При ходе поршня “вправо” полезный объем цилиндра, т. е. объем, заполняющийся жидкостью, увеличивается, вследствие чего давление в нем уменьшается.
Всасывающий клапан (позиция 4) при этом поднимается, жидкость под действием внешнего давления на ее поверхности, чаще всего атмосферного, входит в цилиндр через сосун (позиция 1), открытый обратный клапан (позиция 2) и всасывающую трубу(позиция 3).
При ходе поршня “влево” жидкость, ранее вошедшая в цилиндр, выталкивается движущимся поршнем. Давление в цилиндре насоса при этом повышается. Всасывающий клапан (позиция 4) закрывается, а нагнетательный клапан(позиция 5) поднимается и жидкость из цилиндра поступает в нагнетательный трубопровод (позиция 6). Подача жидкости в нагнетательный трубопровод происходит вследствие вытеснения из цилиндра движущимся поршнем предварительно засосанной жидкости.
Плунжерные насосы высокого давления
Плунжерный насос — это разновидность насосов вытеснения. Отличием плунжерного насоса является рабочий орган — плунжер. Его задачей является перемещение вдоль оси цилиндра. Перемещаются плунжеры за счет электропривода, раскручивающего коленвал.
Всасывание жидкости в цилиндр насоса происходит при движении плунжера вверх. При этом всасывающий клапан К1 поднимается и жидкость под действием внешнего давления входит в цилиндр насоса. При возвратном движении плунжера вниз клапан К1 прижимается к своему гнезду, закрывая его, а нагнетательный клапан К2 открывается, пропуская вытесняемую из цилиндра жидкость в нагнетательный трубопровод.
Плунжер 1 насоса в работе соприкасается только с элементами сальника 2, уплотняющими плунжер в цилиндре. При этом тщательность уплотнения достигается сжимаемой сальниковым стаканом набивкой, уменьшающей трение и износ соприкасающихся поверхностей. Благодаря этому цилиндр плунжерного насоса не изнашивается, а служит только емкостью, заполняемой и опорожняемой в зависимости от направления движения плунжера.
Классификация поршневых насосов
Теперь, когда Вы знаете особенность этих двух типов оборудования, предлагаем выделить их основную классификацию:
По видам действия: поршневой насос простого действия – рабочая одна сторона поршня; поршневой насос двойного действия – обе стороны поршня рабочие;
По типам расположения цилиндров: горизонтальный; вертикальный.
По видам приводов: приводной – работает от двигателя, соединенного с насосом через шатун; прямого действия – смонтирован на общем штоке с паровой машиной.
Устройство поршневого насоса
В основу устройства поршневых насосов входит полый металлический цилиндр, в котором протекают все рабочие процессы.
Поршневой насос для воды в общем случае состоит из: 1. клапанов 2. поршня, перемещающегося в цилиндре 3. шатунного механизма 4. кривошипа
Назначение клапанов состоит в том, чтобы впускать воду, при этом препятствуя её движению назад. В роли клапанов в зависимости от конструкции может выступать шарик или мембрана.
Гидравлические поршневые насосы в качестве уплотняющего элемента в обратном клапане используют шарик, изготовленный из стекла, пластика или металла.
В мембранно поршневой насос в качестве клапана устанавливается резиновая пластина (мембрана), закрепленная с одной стороны.
Перемещение поршня в цилиндре достигается благодаря вращению кривошипа, закрепленного на одном валу с электродвигателем.
В устройство поршневого насоса современного типа входит несколько клапанов, штоки которых закреплены на одном кривошипе. Вращаясь в подшипниках такие регулируемые насосы поршневого типа способны обеспечить стабильную подачу.
Плунжерные насосы высокого давления способны работать с водной средой и любыми жидкостями, наподобие воды, которые отличаются низкой вязкостью и не могут вступать в реакцию с металлическими деталями оборудования. Прибор работает, как дозатор. Плунжерный насос может быть ручной или автоматический. При этом дозировочный насос осуществляет перекачку жидкости за счёт высокого давления.
В отличие от поршневого особенностью плунжерного насоса является отсутствие внутреннего уплотнения поршня. Это приводит к широкому использованию их в области высоких давлений.
При этом плунжерный насос высокого давления обладает рядом преимуществ: насос довольно прост в монтаже управлять плунжерным насосом высокого давления не составляет большого труда предусмотрена система смазки, позволяющая легко к ней добраться есть возможность отрегулировать плунжерный насос высокого давления на выход нужного рабочего давления
Кроме того конструктивно выделяются аксиально и радиально поршневые типы насосов.
Отличие поршня от плунжера
По конструкции рабочего органа, вытесняющего жидкость из цилиндра, поршневые насосы бывают с дисковым поршнем и плунжерные.
Поршень насоса (на рисунке слева) имеет вид диска, уплотнение которого в цилиндре осуществляется с помощью специальных пружинящих разрезных металлических(а чаще всего чугунных) колец. Тщательное уплотнение дискового поршняв цилиндре может быть осуществлено также с помощью резиновых или кожанных манжет.
В отличии от поршня, плунжер (на рисунке справа) — это пустотелый цилиндр, длина которого намного больше диаметра. Он перемещается в уплотняющем сальнике не соприкасаясь со стенками рабочего цилиндра. Плунжеры изготавливаются в виде стержня(штока).
Рабочие характеристики
Подача поршневого насоса
Подачей насоса называется объемное количество жидкости, подаваемое насосом в нагнетательный трубопровод в единицу времени. Это определение относится ко всем насосам независимо от типов их конструкций.
Подача поршневого насоса Q выражается произведением вытесненного за один ход объема V на число рабочих ходов за единицу времени.
Объем
V=f*S,
где f – площадь поршня, а S – его ход.
Подача
Q = f*(S*i/60),
где i – число ходов в минуту.
S*i/60 = Vср – средняя скорость движения поршня с учетом перемещения только при рабочем ходе.
Таким образом
Q = f*Vср
Если рассматривать характеристику насоса, то подача поршневого насоса циклически изменяется во времени, график подачи жидкости в напорный трубопровод для насоса одностороннего действия имеет прерывистый характер.
В целях выравнивания графика подачи применяют поршневые насосы двойного действия.
Подача плунжерного насоса
Подача плунжерного насоса тройного действия равна утроенной подаче насоса одинарного действия.
Q = 3*f*(S*i/60)
Трехплунжерный насос создает в сравнении с поршневыми насосами равномерную подачу жидкости в систему нагнетания и, как правило, не нуждается в установке специальных устройств для выравнивания графика подачи.
Это свойство является существенным достоинством данного типа насосов.
Мощность и КПД
Мощность и КПД поршневого и плунжерного насоса это основные характеристики, говорящие о качестве работы оборудования. КПД – коэффициент полезного действия – говорит о потерях в насосе и складывается из двух величин.
Гидравлический КПД – это потери мощности на гидравлические сопротивление:
Механический КПД – показывает механические потери в оборудовании, такие как трение и т.д.
Полезная мощность поршневого насоса:
N = Q · ρ · g · H,
где Q — подача насоса;
ρ – плотность воды;
Н — полная высота подъема жидкости.
Поршневой воздушный насос
Поршневой воздушный насос, всасывающий газ или воздух при давлении ниже атмосферного и выталкивающие их в атмосферу, называются вакуум-насосом.
В пищевой промышленности вакуум-насосы применяются главным образом, для отсасывания несконденсировавшихся паров и газов в выпарных станциях, варочных станциях заводов и фабрик, оборудованных вакуум-аппаратами, а также для создания вакуума в секциях вакуум-фильтров. Чаще применяются вакуум-насосы низкого вакуума, которые создают у своего всасывающего патрубка вакуум до 92-95% от атмосферного давления.
По принципу действия поршневой воздушный насос является компрессором, всасывающим газ при пониженном давлении, сжимающим его, а затем нагнетающим этот газ. Хотя практически давление давление нагнетания не намного превышает атмосферное, степень сжатия в поршневом воздушном насосе значительно больше, чем в обычном компрессоре.
При такой степени сжатия объемный КПД выходит небольшим – около 35%. Для повышения объемного КПД используют технические методы выравнивания давления на всасывании и нагнетании насоса, таким образом достигается высокий объемный КПД.
Преимущества и недостатки поршеного и плунжерного насоса
Огромным преимуществом насоса является его надежность и высокая ремонтопригодность. Эти два параметра вытекают не только из принципа работы, но и из конструкции насоса — насос изготавливается из высокопрочных материалов. Насос способен работать со средами у которых высокие требования к условиям пуска. Огромные преимуществом этого типа насосов, в отличии от циркуляционных насосов, является наличие возможности “сухого” всасывания, которым может похвастаться не каждый насос.
Из недостатков следует отметить низкую производительность. В настоящее время на рынке существуют модели, где этот показатель находится на приемлемом уровне, но у таких насосов отмечаются повышенные требования к параметрам эксплуатации, что выливается в высокую стоимость насоса.
Область применения
В насосах вытеснения величина напора принципиально не ограничена. Повышение же подачи может быть достигнуто лишь увеличением конструктивных размеров и числа рабочих ходов (числа оборотов).
В поршневых и плунжерных насосах, вследствие цикличности движения тела вытеснения поток жидкости является неустановившимся, и повышение скорости потока, а следовательно, и подачи за счет увеличения числа оборотов ограниченно явлениями инерции.
Эксплуатация плунжерных насосов целесообразна в случае, когда необходимо высокое давление при относительно малых подачах.
В прессовых установках и химической промышленности строятся насосы с напором в 1000 атмосфер и более. Специализированные поршневые насосы допускается использовать при работе с агрессивными средами, взрывоопасными смесями и некоторыми видами топлива. Но область применения этого типа насосов не ограничивается только промышленной сферой. Эти насосы применяют так же для обеспечения чистой водой в бытовых нуждах.
Хотя поршневой жидкостный насос не рассчитан на большие объемы циркуляции, но отличается высокой надежностью и при своевременном техническом уходе способен проработать очень длительный срок.
Поршневой насос относится к типу насосов вытеснения. Для составления мнения об этом типе насосов прочитайте статью о винтовых насосах.
Поршневые насосы занимают отдельную нишу на рынке, они удовлетворяют требования как частных пользователей, так и потребности крупных производств. Потребность же насосов этого типа в бытовых нуждах обусловлена как простотой их конструкции и нетребовательностью содержания, так и высоким эксплуатационным ресурсом техники этого типа.
Вместе со статьей «Поршневой и плунжерный насос: устройство и принцип работы» читают:
Принцип действия, классификация и области применения
Поршневой насос имеет универсальное применение благодаря прочности и высокой эффективности. Гидравлические насосы, технологии обработки, бурение и т. д. — вот лишь некоторые из областей применения, в которых используются поршневые насосы. Он настраивается для любого типа жидкости и имеет линейную кривую производительности. Поршневые насосы используются для перемещения жидкостей или сжатых газов. Он классифицируется как один из типов гидравлических насосов с надежной и эффективной работой. В этой статье обсуждается обзор поршневого насоса и его работы.
Определение: Его можно определить как машину, которая используется для перемещения жидкостей или сжатых газов из одной точки в другую. Это насос прямого вытеснения, в котором уплотнение высокого давления совершает возвратно-поступательное движение с поршнем. Эти насосы используются там, где требуется постоянное высокое давление, например, в системах водяного орошения. На рис. 1 детали поршневого насоса показаны в деталях. Принцип работы объясняется в следующем разделе.
Поршневой насос
Конструкция
Как показано на рисунке выше, поршневой насос состоит из различных частей. Краткое описание каждой части
Всасывание- Это часть насоса, на которую подается вход. Это может быть жидкость или газ высокого давления и т. д.
Пластина порта- Действует как разделительная среда между входным и выходным портами. Через эту среду выбрасывается сжатый газ или жидкость.
Нагнетание- Образует выход насоса
Вращающийся цилиндр: Это динамическая часть насоса, в которой поршни вставляются в специальные пазы. При вращении ствола поршни вращаются и вытесняют жидкость или сжатый газ.
Поршень- Это самая важная часть насоса. Они являются связующим звеном между невращающейся шайбой автомата перекоса и стволом. Поршни имеют пружинную систему, так что они изменяют свой размер при вращении ствола.
Невращающийся автомат перекоса — Это интерфейс для внешней системы и поршней. Поршни меняют свою форму, сжимаются, когда опускаются вниз под действием автомата перекоса. Автомат перекоса является невращающейся деталью. Он закреплен на валу.
Вал- Вал соединен с вращающимся стволом и автоматом перекоса. На валу размещается вся сборка.
Принцип работы поршневого насоса
Принцип работы объясняется в пунктах ниже-
На рисунке показан осевой поршень переменного рабочего объема
.
Выходной порт и входной порт используются для впуска и выпуска рабочей жидкости или газа. Они помещены в корпус из железа.
Рабочий поршневой насос
Приводной вал соединен с наклонной шайбой и вращающимся цилиндром. Автомат перекоса регулируется в зависимости от положения ствола и поршней. Как показано на рисунке, у нас есть два цвета для впускного и выпускного портов. При вращении ствола поршень, находящийся вверх дном, и вдавливаемый внутрь, и аналогично поршень, находящийся в нижней части, выдавливается наружу. Имеется наклон в положении автомата перекоса. То же самое положение меняется на противоположное для следующего цикла работы, так что положение поршня полностью образует цикл. Это помогает перемещать газ или жидкости из одного места в другое, то есть из входного порта в выходной порт.
Поршни вращаются вместе со стволом в соответствии с положением автомата перекоса. Поршни размещены внутри цилиндрического блока. Движение поршней вызывает разницу давлений, которая вызывает всасывание входящей жидкости или сжатых газов. Наклон в вертикальном положении автомата перекоса составляет от 10 до 15 градусов. По этой причине он называется поршнем с осевым потоком и переменным рабочим объемом.
Движение поршня называется возвратно-поступательным движением. Непрерывное движение, то есть всасывание и нагнетание поршня, вызывает перемещение жидкости или сжатого газа. Когда угол уменьшается, у нас меньше всасывания, а когда угол увеличивается, у нас больше. По этой причине он называется поршнем с переменным рабочим объемом. Переменное водоизмещение зависит от угла наклона шайбы.
Типы поршневых насосов
Существуют различные типы поршневых насосов. . Клапан расположен чуть ниже впускного отверстия, как показано на рисунке
.
Силовой поршневой насос. Название силы было дано на основе рабочего поршня. Поршень может толкать жидкость вверх силой или открытием клапана и аналогичным образом опускать жидкость или сжатые газы.
Аксиально-поршневой насос
. Название «аксиальный» было дано в зависимости от направления откачиваемой жидкости или сжатого газа. В этом случае он параллелен оси поршня, поэтому и получил название осевой.
Радиально-поршневой насос. В этом поршневом насосе поток жидкости радиальный, т. е. наружу от поршня.
Характеристики
Как и любая другая машина, этот насос имеет свои характеристики. Различные параметры, которые должны быть указаны для насоса, включают рабочую температуру, напор насоса, скорость потока, номинальную мощность, характеристики тока, мощность в лошадиных силах, объемный ход, давление и т. д.
Применение поршневых насосов
Благодаря своей прочности он имеет универсальное применение. Некоторые из них упоминаются как очистка под высоким давлением, водная гидравлика, масляная гидравлика, технологические процессы, закачка воды, резка водой, буровые работы, промышленные, коммерческие, гидравлические испытания под давлением и т. д.
Преимущества и недостатки
Преимущества поршневых насосов указаны как
Рабочую силу поршневого насоса можно регулировать без изменения расхода
На производительность насоса не влияет расход и давление жидкости или сжатого газа
В этом насосе, по сравнению с вакуумным насосом, диапазон давления широк.
Недостатками поршневого насоса являются:
Из-за своей сборки поршневой насос тяжелый и громоздкий.
Они способны работать только с меньшим количеством цветов
Поток пульсирует
Часто задаваемые вопросы
1. Что означает поршень?
Дисковая или цилиндрическая конструкция, помещенная внутрь трубки или металлического цилиндра. Поршень может перемещаться вверх и вниз в зависимости от движения жидкости или сжатого газа
2. Что такое гидравлический поршневой насос?
Гидравлический поршневой насос – это насос, в котором рабочим топливом является сжатый газ. Он имеет множество применений благодаря своей универсальности.
3. Какие существуют два типа поршневых насосов?
Они подразделяются на осевые и радиальные. Еще одна категория — поднять поршень и заставить поршень
4. Какой гидравлический насос самый эффективный?
Они относятся к категории наиболее эффективных гидравлических насосов.
5. Поршень перестает двигаться?
Нет, с технической точки зрения, для двигателя или насоса в рабочем состоянии поршень никогда не останавливается. Он перемещается вверх и вниз в зависимости от движения жидкости или сжатого газа.
Итак, мы рассмотрели принципиальную схему, принцип работы и классификацию поршневых насосов. Это одна из классификаций гидравлических насосов, которые считаются наиболее эффективными. Из-за своей надежности и меньшего обслуживания они являются одними из наиболее предпочтительных гидравлических насосов. Они имеют преимущества осевого и радиального потока, широкий диапазон давления. Он отличается простотой управления потоком, так как управление не зависит от напора и скорости потока. Вот вам вопрос, какой может быть максимальный наклон автомата перекоса от своей оси?
Все об аксиально-поршневых насосах
Что такое поршневые насосы?
Поршневые насосы
— прочные и относительно простые устройства. Базовый поршневой насос состоит из поршня, камеры и двух клапанов. Насос работает, опуская поршень в камеру, тем самым сжимая среду внутри. В ручном насосе это обычно воздух. Когда давление воздуха превышает давление пружины выпускного клапана, сжатая среда проходит через открытый выпускной клапан. Когда поршень поднимается обратно, он открывает впускной клапан и закрывает выпускной клапан, тем самым используя всасывание для всасывания новой среды для сжатия.
Хотя поршневые насосы несколько дороже, они относятся к наиболее эффективным типам насосов. Они имеют отличное номинальное давление (до 10 000 фунтов на квадратный дюйм), но их конструкция делает их восприимчивыми к загрязнениям. Они представляют собой отличное решение для многих применений, связанных с перекачкой гидравлического масла под высоким давлением.
Что такое аксиально-поршневые насосы?
Аксиально-поршневые насосы представляют собой объемные насосы, в которых используется несколько цилиндров, сгруппированных вокруг центральной оси. Группа цилиндров, обычно содержащая нечетное число, называется блоком цилиндров. Поршни внутри каждого цилиндра прикреплены к наклонной шайбе. Перекосная шайба также известна как кулачок или качающаяся тарелка и крепится к вращающемуся валу. Когда вал вращается, угол наклона шайбы изменяется, что приводит к тому, что поршни входят и выходят из соответствующих цилиндров.
Поскольку автомат перекоса расположен под углом к оси вращения, поршни должны совершать возвратно-поступательные движения в осевом направлении, вращаясь вокруг оси блока цилиндров. Осевое движение поршней синусоидальное. Когда поршень поднимается, он движется к пластине клапана. В этот момент вращения жидкость, захваченная между заглубленным концом поршня и клапанной пластиной, выбрасывается в нагнетательный порт насоса через одно из полукруглых отверстий клапанной пластины. По мере того, как поршень движется обратно к пластине клапана, жидкость выталкивается через выпускной канал пластины клапана.
Аксиально-поршневые насосы могут быть спроектированы как поршневые насосы с переменным рабочим объемом, что делает их очень полезными для управления скоростью гидравлических двигателей и цилиндров. В этой конструкции наклонная шайба используется для изменения глубины, на которую каждый поршень входит в свой цилиндр при вращении насоса, влияя на объем нагнетания. В некоторых конструкциях используется поршень компенсатора давления для поддержания постоянного давления нагнетания при различных нагрузках. В более дешевых мойках высокого давления иногда используется конструкция с фиксированной скоростью.
В типичном насосе с компенсацией давления угол поворотной шайбы регулируется за счет действия клапана с обратной связью по давлению, чтобы убедиться, что выходной поток насоса точно достаточен для поддержания заданного давления. Если поток нагрузки увеличивается, давление на мгновение снижается, но клапан компенсации давления определяет уменьшение и затем увеличивает угол наклона шайбы, чтобы увеличить выходной поток насоса, восстанавливая желаемое давление.
Каково их применение?
Аксиально-поршневые насосы могут содержать большую часть необходимых элементов управления контуром за счет управления углом наклонной шайбы для регулирования расхода и давления. Они очень надежны и позволяют сделать остальную часть гидравлической системы, к которой они присоединены, очень простой и недорогой.
Они используются для питания гидравлических систем реактивных самолетов, приводятся в действие шестерней от главного вала газотурбинного двигателя и часто используются в компрессорах автомобильных кондиционеров для охлаждения салона. Конструкция этих насосов соответствует ограниченному весу и ограниченному пространству в моторном отсеке автомобиля, а также снижает вибрацию.
Эти насосы также используются в мойках высокого давления
, а осевые поршневые двигатели используются для питания многих машин. Они работают по тому же принципу, что и аксиально-поршневые насосы, за исключением того, что циркулирующая жидкость подается под значительным давлением, а корпус поршня вращается и передает мощность на вал другой машине. Типичное использование осевого поршневого двигателя для привода небольших землеройных машин, таких как погрузчики с бортовым поворотом.
Как выбрать сварочный аппарат для ручной дуговой сварки
Каждый, кому регулярно приходится сваривать металлы, рано или поздно начинает задаваться вопросами — как выбрать сварочный аппарат, на какие бренды обратить внимание? Если мощный сварочный аппарат необходим для производственных нужд,строительства, ремонта на СТО, то для сварки в бытовых условиях подойдет бюджетный сварочный инвертор. Однако недостаточно учесть только объем предстоящих работ.Перед тем, как выбрать сварочное оборудование, обратите внимание на его технические характеристики, найдите подробную информацию о заводе-изготовителе, ознакомьтесь с отзывами на интересующую модель. Чтобы вы приобрели действительно качественную вещь, предлагаем прочесть обзор самой популярной сварочной техники и рекомендации о выборе сварочных аппаратов для дома.
Содержание статьи
Разновидности сварочных аппаратов
Плюсы и минусы ММА трансформаторов
Особенности ММА инверторов
Зачем нужны выпрямители
Преимущества сварки полуавтоматом
Выбираем подходящую модель
Рейтинг лучших приборов для соединения металла
Разновидности сварочных аппаратов
Сварочные аппараты необходимы для образования очень высокой температуры, под воздействием которой металлы формируют прочные межатомные соединения. Необходимый температурный режим достигается благодаря электрической дуге. Дуга представляет собой короткое замыкание, которое может образовываться между двумя электродами, но чаще всего разжигается между электродом и свариваемой поверхностью.
Именно от дуги, конкретнее – от ее стабильности – зависит качество соединения. И для начинающего сварщика, и для профессионала важно, чтобы шов не имел дефектов, был равномерно проплавлен и впоследствии хорошо переносил воздействия внешней среды. Хороший сварочный аппарат должен обеспечить оптимальные характеристики тока для предполагаемых работ. И продвинутый сварочник, и бытовой сварочный прибор производят ряд преобразований электрической энергии, которая была получена из сети. Прежде всего, у нее снижается напряжение, в то время как сила тока растет. Некоторые модели преобразуют переменный ток в постоянный или изменяют частоту тока. В зависимости от способа преобразования энергии, сварочные приборы бывают:
Трансформаторными;
Инверторными;
Выпрямительными;
Полуавтоматическими.
Плюсы и минусы ММА трансформаторов
Такие аппараты и по сей день пользуются большой популярностью, поскольку имеют невысокую стоимость и просты в обращении. Электроэнергия в этом приборе преобразуется силовым трансформатором, работающем на частоте 50 Гц. Электрический ток вначале поступает на неподвижную первичную обмотку, которая представлена изолированным проводом. После того, как образуется магнитный поток, напряжение переходит на вторичную обмотку, которая не имеет изоляции и движется. Возникает магнитное поле. Так как обмотки имеют разное количество витков, появляется возможность получить необходимые показатели напряжения и силы тока: чем больше будет витков во вторичной обмотке, тем выше показатели исходящего тока. Увеличить сварочный ток можно и другим способом – сведя катушки друг к другу.
К преимуществам трансформаторов стоит отнести:
Доступные цены;
Простую конструкцию;
Надежность.
Из недостатков стоит отметить значительный вес большинства трансформаторных моделей, высокий уровень шума, относительно невысокий КПД – не более 80%. Кроме того, трансформаторы потребляют много электроэнергии, поэтому их не рекомендуется подключать к стационарной электросети.
Особенности ММА инверторов
Среди лучших сварочных аппаратов находится много моделей инверторного типа. Эта техника производит сварку, несколько раз изменив характеристики электроэнергии. Сначала ток, имеющий частоту 50 Гц, поступает на выпрямитель, где становится постоянным. Затем транзисторы преобразуют ток снова в переменный, однако его частота при этом повышается до 20-50 кГц. Далее при помощи трансформатора току придается напряжение в 70-90 В и происходит повышение силы тока до 100 -200 А. Последний этап – выпрямитель и высокочастотный фильтр, благодаря которым электрический ток становится постоянным и в таком виде подается в место образования дуги.
Несмотря на то, что инверторы начали серийно выпускаться только с 80-х гг. ХХ века, они очень популярны на современном этапе. Причиной этому следующие их преимущества:
Сварочный ток регулируется в широком диапазоне.
Можно подключать к бытовой электросети.
Низкое энергопотребление при высокой производительности (КПД – от 85% и выше).
Плавная регулировка напряжения и тока.
Возможность сваривать на протяжении длительного периода времени, не отключая прибор.
Сварка ведется во всех положениях, металл при этом почти не разбрызгивается.
Стабильность дуги.
Собираясь подобрать сварочный аппарат инверторного типа,обратите внимание, что недостатки у него все же есть:
Высокая стоимость прибора и его комплектующих.
Необходимо оберегать аппарат от воздействия пыли и влаги, периодически очищать его мягкой щеткой и воздушной струей.
Несмотря на то, что лучшие производители декларируют морозоустойчивость сварочных приборов, инверторы при -15 градусах по Цельсию и ниже скорее выходят из строя.
Как выбрать сварочный инвертор, можно узнать здесь.
Зачем нужны выпрямители
Сварочный аппарат для дома может не изменять частоту электрического тока, а обеспечивать стабильное горение дуги иным образом. При использовании выпрямителя ток сначала поступает в трансформатор, где происходит рост силы тока и снижение напряжения. Затем напряжение подается на полупроводник, в качестве которого выступают кремниевые или селеновые диоды. Полученный постоянный ток подается на электроды.
Рейтинг лучших сварочных приборов трудно представить без аппаратов выпрямительного типа, поскольку они:
Гарантируют стабильную дугу;
Минимизируют разбрызгивание металла во время работы;
Позволяют экономить расходные материалы;
Формируют аккуратный шов, имеющий мелкий рисунок;
Превосходно подходит для соединения легированных и цветных металлов.
Выбор сварочного аппарата –выпрямителя нецелесообразен, если:
Вас интересуют бюджетные модели,
Нет возможности транспортировать прибор,
Нет возможности осматривать прибор перед каждым использованием на предмет качества изоляции, чистоты и надежности закрепления клемм.
Преимущества сварки полуавтоматом
Среди бытовых сварочных аппаратов большую популярность завоевали полуавтоматы. Сварка может проводиться с помощью самозащитной проволоки без использования газа либо же проволокой в среде защитных газов. В качестве последних могут использоваться гелий, углекислота, аргон, которые вытесняют воздух из места образования сварного шва. Соединение благодаря этому получается прочным, без дефектов. Движения дугой при полуавтоматической сварке осуществляются вручную, вылет проволоки контролируется специальными программами. Благодаря этому полуавтомат прост в использовании и идеально подходит для начинающих.От скорости подачи проволоки, ее типа, разновидности газа и силы тока зависит режим работы прибора.
Сварочный аппарат для дома, работающий в полуавтоматическом режиме, имеет следующие преимущества:
Корректировать работу можно прямо в процессе сваривания.
Высокая скорость работ (до 18 м/мин) и высококачественные соединения в итоге.
Скорость сварки регулируется плавно.
Гарантирует прочные швы при сварке тонкого металла.
Имеет много настроек и дополнительных режимов.
Можно сваривать как точечно, так и сплошным швом. Сварка прозводится во всех пространственных положениях.
К недостаткам полуавтомата можно отнести:
Высокую стоимость прибора и расходных материалов.
Подключение не к бытовой электросети.
Возникновение проблем при работе на открытом пространстве: защитный газ сдувается ветром, и соединение может получиться непрочным.
Выбираем подходящую модель
Как выбрать сварочный аппарат, который при интенсивном использовании прослужит долгие годы без поломок? Прежде всего, нужно определиться, какой фирмы будет прибор и какими техническими характеристиками он будет обладать.
Импортные приборы чаще всего представлены моделями китайского производства – Aurora, Сварог, Foxweld и т.д. Не стоит опасаться за качество такого товара, поскольку это довольно известные марки, которые осуществляют контроль продукции на всех этапах производства. Те, кто отдает предпочтение европейским брендам, могут остановить выбор на сварочниках от ESAB, Fubag и некоторых моделях от Elitech. Для приверженцев российской техники подойдут модели марок Кедр, Ресанта или Интерскол.
Обратите внимание на напряжение питания: бытовой сварочный аппарат может быть подключен к обычной электрической сети, а вот продвинутый сварочник будет работать только при трехфазном напряжении. Немаловажным является и напряжение холостого хода, которое позволяет быстро разжечь электрическую дугу и обеспечить ее равномерное горение. Аппараты, использующие для сварки постоянный ток, имеют НХХ до 90 В, устройства для переменного тока – до 80 В.
Мощность сварочного аппарата зависит от силы тока, которую он может произвести. Приборы, предназначенные для использования дома, на стройке, на небольшом производстве, выдают ток в 200 – 250 А. Сварочный инвертор для крупных промышленных работ выдает силу тока 250 – 500 А.
На функциональность прибора указывает и продолжительность времени работы – временного промежутка, на протяжении которого техника способна работать без отключения. Обратите внимание, что европейские производители рассчитывают этот показатель при температуре + 40 градусов по Цельсию, китайские – при температуре +20 градусов по Цельсию.
Самый лучший сварочный инвертор будет иметь высокую степень защиты от воздействия внешней среды. Наиболее популярны модели со степенью защиты от IP21 до IP23, в корпус которых не могут попасть предметы с диаметром, превышающим 12 мм. Наиболее защищенными от влаги являются приборы с индексом IP23: вода не попадет в их корпус даже тогда, когда будет поступать под углом в 60 градусов.
Рейтинг лучших приборов для соединения металла
Предлагаем вашему вниманию топ 10 аппаратов для сварки, составленный на основе отзывов владельцев и статистики продаж в 2019 году.
Сварог TECH ARC 205 B (Z203). Эта модель уже несколько лет не покидает топ сварочных аппаратов. С ее помощью можно осуществлять как ручную дуговую сварку, так и аргонную. Прибор имеет высокий класс защиты от попадания пыли и влаги (IP 21S). Обратите внимание: для проведения TIG-сварки нужно докупить горелку вентильного типа.
Диапазон сварочных токов — 10–200 А. КПД модели равен 85%. Диаметр электрода для ММА-сварки равен 1. 5–5.0 мм, для TIG-сварки- 1.0–3.0 мм. Масса аппарата составляет 8 кг.
Из недостатков пользователи отмечают требовательность прибора к электродам и не всегда удовлетворительное качество шва при сваривании толстых металлов.
Кедр MIG-160 GDM. Хороший сварочный аппарат инверторного типа, который поможет вам провести как полуавтоматическую, так и ручную дуговую сварку. Модель довольно компактна, имеет небольшой вес, благодаря чему не возникает проблем при транспортировке и хранении. С ее помощью можно осуществлять ремонт, работы в сельскохозяйственных условиях, монтаж легких конструкций из металла и т.д.
Аппарат выдает 10-160 А при ручной дуговой сварке и 50-160 А при полуавтоматической сварке. Диаметр электрода должен находиться в пределах 1.60-4 мм, диаметр проволоки — 0.80-1 мм. Масса модели не превышает 6 кг. Некоторые владельцы отмечают, что масса прибора может отличаться от указанной производителем в большую сторону.
Ресанта САИ-250К. Компактный сварочный инвертор для ручной дуговой сварки. Этот прибор удобен тем, что для использования его не нужно иметь большой опыт сваривания, поэтому станет настоящей находкой для новичка. Продолжительность включения составляет 70%, что достаточно много для бытовой сварки.
Величина сварочного тока находится в пределах 10 — 250 А. Диаметр электрода должен составлять 6 мм. Масса прибора не превышает 6 кг.
Владельцы этой модели отмечают, что существенным недостатком является отсутствие индикатора выставленной мощности: этот показатель приходится выставлять вручную при каждом новом включении техники. Также негативные отзывы касаются недостаточной длины проводов.
Fubag IR-200. Если еще не определились, какой лучше выбрать сварочник, обратите внимание на этот сварочный инвертор. Модель предназначена для ручной дуговой сварки. С ее помощью вы сможете провести установку каркаса для теплицы, сварку металлического ограждения или мелкий гаражный ремонт.
Диапазон сварочных токов составляет 5-200 А. КПД прибора равен 85%. Диаметр электрода должен находиться в пределах 1.60-5 мм. Масса техники равна 4.64 кг.
Пользователи отмечают, что наиболее качественные соединения получаются при использовании электродов толщиной 3 мм. К недостаткам модели относят короткие провода и отсутствие удобной ручки на верхней панели корпуса.
Kruger WIK 300A. Многие обзоры включают в себя эту модель, так как она оптимально подойдет и для сваривания в домашних условиях, и для профессионального использования. При высокой мощности прибор потребляет небольшое количество электроэнергии, поэтому является выгодной покупкой. Высокопрочный корпус, защищенный от попадания воды и грязи, позволяет проводить сварочные работы не только в помещении, но и на открытом воздухе.
Сварочный ток, выдаваемый этим инвертором, достигает 300 А. Коэффициент полезного действия равен 85 %. В процессе работы можно использовать электроды диаметром от 1,6 до 5,0 мм. Масса прибора – 4,2 кг.
В качестве недостатка пользователи назвали не самое лучшее качество сварки при использовании электродов толщиной от 4 мм.
Сварог Real ARC 200. Как выбрать сварочный аппарат, который позволит оттачивать мастерство и вместе с тем гарантирует отличное соединение металлов? Несомненно, стоит присмотреться к этому инвертору. Стоимость аппарата вполне бюджетна, а поломки не случаются даже при интенсивном использовании.
Модель предназначена для ручной дуговой сварки. Сварочный ток может колебаться в диапазоне 15–200 А. Диаметр электрода должен составлять от 1.5 до 4 мм. Масса инвертора равна 4 кг.
Большинство пользователей очень довольны таким приобретением. Однако многие отмечают, что есть необходимость заменить кабели: те, которые идут в комплектации, довольно жесткие и могут ломаться при низких температурах.
Форсаж-200. Сравнение с другими инверторами бытового класса показало, что эта модель является одной из самых производительных и мобильных. Имея маленькие габариты и массу, данный инвертор оснащен богатым функционалом: с его помощью можно проводить и ручную дуговую сварку, и аргонную. Для TIG-сварки нужно будет заранее приобрести специальную горелку.
Величина сварочного тока колеблется в пределах 25 – 200 А. Максимальный диаметр электрода может составлять 5 мм. Маса модели равна 5,8 кг.
Владельцы этого аппарата предупреждают, что идущие в комплекте провода нужно сразу же заменить на более длинные. Кроме того, возможен выход вентилятора из строя. Однако эти минусы вполне компенсируются тем, что этот компактный прибор отлично выдерживает перепады напряжения, которые никак не сказываются на качестве его работы.
Eurolux IWM-190. Сварочный инвертор, предназначенный для ручной сварки электрической дугой. С его помощью можно соединить детали из чугуна, легированной и нержавеющей стали. Техника проста в работе, с ней справится даже сварщик 1-2 разряда.
Прибор выдает сварочный ток величиной 10-190 А. Диаметр электрода может составлять от 1.60 до 3.20 мм. Масса устройства не превышает 3,7 кг.
Из плюсов пользователи отметили отличное качество шва, удобную клавишу выключателя (нет необходимости снимать краги, чтобы включить аппарат), маленький размер. К минусам почти все владельцы отнесли недостаточную длину проводов, рекомендуя заменить их сразу же после приобретения прибора.
Fubag IN 176. Отличный бюджетный вариант для тех, кто не может определиться, какой выбрать инвертор – MMA или TIG. Данная модель поддерживает обе функции, однако вентильную горелку для аргонодуговой сварки нужно приобретать отдельно. Даже если напряжение будет понижено до 150 В, это никак не отразится на стабильности дуги и качестве сварки. Дополнительные функции антиприлипание и горячий старт гарантируют прочный шов без дефектов, даже если вы не имеете большого опыта сваривания. Прочный корпус надежно защищен от попадания инородных предметов и влаги, прибор останется в рабочем состоянии и после падения с высоты 3-х метров.
При ручной дуговой сварке ток колеблется в пределах 19-160 А, при аргонодуговой — 24-160 А. Необходимо использовать электроды с диаметром 1.60-4 мм. Масса модели составляет 4,6 кг.
К недостаткам пользователи отнесли высокий показатель тока, при котором удается зажечь дугу при TIG-сварке – 85 А.
Wester MIG-110i. Многофункциональный сварочный инвертор, который позволяет проводить как ручную дуговую сварку, так и полуавтоматическую. При небольшой стоимости прибор позволяет провести широкий спектр работ дома, в гараже и на даче. С его помощью наиболее эффективно можно соединить поверхности из нержавейки и углеродистой стали. Отлично подойдет для сварки ограждений, фигурной ковки, сборки мебели, ремонта кузовов автомобилей, монтажа теплиц и т.д. Так как модель оснащена системой термозащиты, то она не выйдет из строя в случае превышения температуры.
Диапазон сварочного тока составляет 40-110 А. Для MMA-сварки стоит использовать электрод диаметром 1. 60-3.20 мм, для MIG/MAG-сварки – проволоку диаметром 0.60-0.80 мм. Масса прибора равна 8,9 кг.
Из недостатков владельцы отметили короткие шнур массы и рукав полуавтоматической горелки. Некоторые были не в восторге от щетки для шлака и маски, которые идут в комплекте.
Сварочные аппараты для контактной, дуговой, плазменной и др. видов сварки
Каталог
Многофункциональные сварочные инверторные полуавтоматы СЕА серии DIGITECH VISION
Cварочные полуавтоматы инверторного типа с синергетическим управлением TREOSTAR
Смотреть подробнее
Инверторные сварочные полуавтоматы СЕА с гибридным синергетическим управлением серии MAXIQ
Смотреть подробнее
Cварочные аппараты с отдельным подающим механизмом проволоки CEA серии MAXI
Смотреть подробнее
Компактные полуавтоматические сварочные аппараты CEA серии COMPACT
Смотреть подробнее
Аппараты аргонодуговой сварки ТИГ серии MATRIX AC/DC
Смотреть подробнее
Аппараты аргонодуговой сварки ТИГ серии MATRIX HF
Смотреть подробнее
Аппараты аргонодуговой сварки на постоянном токе неплавящимся электродом CEA RAINBOW HF
Смотреть подробнее
Аппараты для ручной дуговой сварки (MMA) CEA серии MATRIX E
Смотреть подробнее
Сварочный инвертор CEA серии RAINBOW и PROJECT
Смотреть подробнее
Аппараты полуавтоматической сварки EVOMIG
Смотреть подробнее
Аппараты аргонодуговой сварки серии EVOTIG P AC/DC
Смотреть подробнее
Аппараты аргонодуговой сварки серии EVOTIG P DC
Смотреть подробнее
Дуговая сварка является одним из видов сварки, производство которой подразумевает нагрев и расплавление металла посредством электрической дуги. В процессе проведения сварочных работ, электродуговые сварочные аппараты способны создавать электродугу, температура которой достигает 5000°С и превосходит температурный режим плавления всех известных на сегодняшний день видов металла.
Компания «Вебер Комеханикс» предлагает аппараты аргонодуговой сварки. В нашем каталоге представлен широкий выбор оборудования от известного итальянского производителя СЕА.
Аппараты дуговой сварки используются во всех сферах промышленного производства. С их помощью осуществляется соединение металлических деталей посредством расплавления стали электрической дугой, имеющей высокую температуру.
Представлены сварочные полуавтоматы различных модификаций. Для их работы используется специальная проволока, которая подаётся через рукав посредством роликов-натяжителей. Установка оборудования на передвижное шасси значительно повышает его мобильность. Скорость подачи проволоки регулируется. Имеется возможность продувки газа и другие функции, включая управление с горелки.
Широкой популярностью пользуются инверторные аппараты TIG для аргонодуговой сварки. Кроме того, есть возможность сваривать детали в обычном режиме ММА.
Преимущества аппаратов дуговой сварки:
компактность;
универсальность в применении;
удобное управление;
высокое качество сварочного шва;
возможность работать с любыми металлами, включая алюминий и титан;
многофункциональность;
ступенчатое регулирование напряжения;
гибкая и качественная дуга в любом положении;
возможность программирования;
защита от перегрузок;
высокий уровень безопасности.
Сколько существует типов сварочных аппаратов и их применение?
Когда дело доходит до сварки, не существует единого метода, подходящего для всех. Каждый сварочный процесс соответствует определенной потребности или отрасли. Все они, как правило, используют разные машины.
Сколько существует типов сварочных аппаратов и как они используются? На рынке представлено как минимум 10 различных типов сварочных аппаратов. Их использование зависит от каждого процесса сварки. Есть машины, которые приносят пользу одной технике, в то время как другие предлагают многоцелевые функции.
Это руководство проведет вас по каждой машине. Мы рассмотрим различия и преимущества каждого из них, чтобы помочь вам решить, какой аппарат и метод подходят для ваших планов сварки.
Содержание
Отличия и преимущества сварочных аппаратов
При выборе сварочного аппарата обратите внимание на несколько переменных. Независимо от предпочитаемого или необходимого вам сварочного процесса, машины могут различаться по качеству . Некоторые важные критерии для поиска включают:
Доступные ампер- Более высокое число ампер соответствует более высокой температуре, а меньшее число ампер соответствует более низкой температуре. Эта информация об усилителе помогает:
Основной материал и область применения
Используемый процесс сварки
Тип электрода
Переменный/постоянный ток — Некоторые аппараты поддерживают оба тока. Преимущество переменного тока, когда требуется более высокая температура. Постоянный ток является предпочтительным методом, поскольку он имеет лучшую выходную мощность, чем переменный ток.
Материалы, на которых она может использоваться- Это важно, потому что вам нужна машина, которая работает с материалами, которые вы обычно используете. Это включает в себя тип металла, который вы используете. Также примите во внимание, должны ли металлы быть чистыми или они могут быть ржавыми или окрашенными.
Общее использование- Машина может быть предназначена для ремонта или строительства оборудования. Используется ли он для продвинутых работ или для домашнего использования?
Недорогой — В эту категорию можно включить несколько факторов. Более тяжелые машины с гибкими опциями, как правило, дороже, чем более легкие машины с базовыми функциями.
Удобный для пользователя- Сварщик должен знать свою отрасль. Различные машины предлагают базовые или продвинутые методы. Ищите ту, с которой вы можете расти или в которую вы можете расти.
Принадлежности- Если машина имеет внешний газовый щит, вам потребуются баллоны с этим газом. Посмотрите на стоимость наполнителя для металлов или необходимого защитного снаряжения.
Качество- Различные процессы сварки имеют разное качество сварных швов. Здесь вы должны расставить приоритеты в рабочих потребностях.
Варианты положения- Не все сварочные аппараты предлагают все положения сварки. Сварные позиции включают в себя:
Flat
Горизонтальный
Вертикальный
на стадии головки
DIME-CYCLE- СОВЕРИ. Такая информация может повлиять на производительность вашей работы. Один совет: если вы увеличите мощность усилителя, то сможете снизить свой обычный рабочий цикл.
Дополнительная литература: 9 различных типов сварочных процессов и их преимущества
10 типов сварочных аппаратов и их применение
Некоторые из этих аппаратов хорошо работают в магазинах или дома. Вот 10 основных сварочных процессов и аппаратов, которые мы нашли доступными:
Включены методы, которые знакомы и не так уж знакомы. Мы хотели охватить их все для сравнения.
1. Аппарат для дуговой сварки в среде защитного металла (SMAW) или сварочный аппарат
Эти аппараты могут работать как с переменным, так и с постоянным током. Сварщик использует покрытые флюсом электродные стержни (стержни) разных размеров.
Так как машина не использует дополнительный газовый щит, нет необходимости носить с собой баллон. Стержни покрыты флюсом, который обеспечивает защиту от загрязнений. Сварка может производиться снаружи или внутри помещения.
Вы можете использовать сварочный аппарат на окрашенных или ржавых поверхностях . Это может помочь сэкономить время. Качество сварки SMAW не всегда самое лучшее и может привести к большему количеству отходов, поскольку около 20% стержня остается неиспользованным.
По сравнению с другими машинами сварочные аппараты SMAW считаются экономичными и доступными. Стоимость по-прежнему может варьироваться в зависимости от того, какие функции включены в машину.
Хотя это удобный вариант как для начинающих, так и для опытных сварщиков, большинство экспертов не рекомендуют использовать электродуговую сварку тонких материалов.
Рекомендуемые материалы включают в себя:
Сталь
СТАЙНАЛЬНАЯ СТАЛА
ЧИСТ IRON
Промышленность Вы часто используете для SMAW.
Ремонт тяжелого оборудования
Монтаж металлоконструкций
Дом или ферма
Сварочный аппарат
использовать. Несмотря на то, что у этого типа сварочного аппарата есть некоторые особенности, методы часто быстро усваиваются.
Сварщику MIG требуется чистая поверхность для правильной сварки; плохо работает на ржавом или окрашенном материале. Этот процесс позволяет сваривать материал толщиной до 26G 9.0237 .
В процессе используется внешний газовый щит, а это означает, что вам понадобится газовый баллон, обычно с аргоном. Как только вы приобретете опыт и узнаете, как реагируют различные газы, вы сможете использовать другие газы для работы с различными металлами.
Рекомендуемые материалы MIG можно использовать с помощью:
Алюминий
Сталь
Карбоновая сталь
Магний
9
.0024
Nickel
Silicon Bronze
Industries you often find MIG in:
Automotive
Robotics
Construction
Shipyards
Home and Farm
Сварочный аппарат MIG
3. Аппарат для дуговой сварки порошковой проволокой (FCAW)
Сварочный аппарат FCAW может работать как в помещении, так и на открытом воздухе благодаря электроду, заполненному флюсом. Нет необходимости во внешнем газовом щите. Электрод подается непрерывно, поэтому нет необходимости останавливать и перезапускать.
Сварочный аппарат Check Mig на Amazon Now
Небольшое примечание: вы можете использовать дополнительную внешнюю газовую защиту с FCAW, известную как двойная защита. Это хорошо для более толстых сварных швов.
Эти машины производят меньше дыма и меньше отходов электродов. Известно, что они выделяют некоторое количество дыма во время работы.
Узнайте больше о безопасности сварщиков — Здесь вы можете найти статью с нашего веб-сайта о средствах индивидуальной защиты для сварщиков — СИЗ | Список и требования
Некоторые аппараты могут быть дорогими, но обеспечивают чистую и качественную сварку. FCAW лучше всего работает с более толстыми металлами, фактически не рекомендуется для любого материала тоньше 20G.
FCAW аналогичен процессу MIG, за исключением того, что он считается более мощным и использует другую газовую защиту. Некоторые сварочные аппараты FCAW могут сильно нагреваться, достигая почти 1000 ампер.
Обычно эти сварочные аппараты работают на постоянном токе, но иногда встречаются и на переменном токе.
Materials recommended for FCAW are:
Carbon Steels
Nickel based Alloy
Cast Iron
Some stainless steel
Industries you find FCAW in:
Производство
Строительство
Аппарат для дуговой сварки порошковой проволокой
4. Газовая дуговая сварка вольфрамовым электродом (GTAW) или аппарат TIG
Этот тип сварки может быть сложным и требует многозадачности. Для сварки TIG необходимо держать сварочную горелку одной рукой, а другой подавать присадочный материал. Для управления силой тока (температурой) сварщик использует ножной лепесток или пульт дистанционного управления, чтобы увеличивать или уменьшать то, что необходимо во время текущего сварного шва.
Проверьте сварочный аппарат TIG на Amazon Now
Поначалу TIG может показаться пугающим, но он действительно обеспечивает точные сварные швы, которые хорошо работают с различными материалами. Вы можете использовать TIG с широким диапазоном толщины металла.
Этот сварочный аппарат оснащен внешней газовой защитой, которая защищает расплавленную ванну от загрязнений. Этот газ обычно представляет собой аргон или смесь аргона и гелия. Одним из ключевых отличий от TIG является неплавящийся вольфрамовый электрод.
GTAW требуется чистая поверхность без грязи и ржавчины. Пользователь всегда может очистить поверхность, сошлифовав краску или выполнив соответствующую очистку.
Некоторые из этих машин могут быть дорогими, но это зависит от того, что вам нужно и какой мощности они имеют. Известно, что изучение того, как использовать этот процесс сварки, помогает людям получить сертификат сварщика.
Materials recommended for TIG are:
Brass
Copper
Steel
Stainless Steel
Aluminum
Titanium
Magnesium
Отрасли, в которых вы найдете Сварочные аппараты TIG:
Системы трубопроводов
Аэрокосмическая промышленность
Мотоциклы
Изготовление гоночных автомобилей
Ювелирные изделия
Art
Home and Farm
TIG Welding Machine
5.
Energe Beam (EW может сваривать толстые металлы с тонкими. Он также соединяет металлы разных марок.
EWB может нацеливаться на определенные точки на металлах. Тепловая деформация в местах сварки практически отсутствует.
Поскольку этот тип сварки необходимо выполнять в вакууме, поскольку электронный луч будет поглощаться воздухом, этот тип аппарата не предназначен для домашнего использования.
Industries you find EWB in include:
Aerospace
Automotive
Defense
Medical
Oil and Gas
Power Generation
Energy Beam Welding Machine
6. Машина для дуговой плазменной сварки (PTAW)
Это более крупные промышленные машины. Сварочные аппараты дороже, чем знакомые нам, которые мы обсуждали
Машина PTAW аналогична процессу GTAW, но вокруг вольфрамового электрода имеется анод. Этот анод сужает дугу, направляя ее с лазерной точностью.
Этот анод также действует как экран для электрода, защищая его от порошкообразного наполнителя, который используется в этом процессе. Наполнитель может быть изменен в зависимости от сварного шва.
Эти сварочные аппараты используются в авиастроении.
7. Аппарат для атомно-водородной сварки (AHW)
Другой тип сварочного аппарата — это аппарат для атомно-водородной сварки или AHW. Кто-то должен иметь опыт работы с этим типом сварщика. AHW — это процесс сварки, при котором электрическая дуга образуется между двумя вольфрамовыми электродами с водородом в качестве газовой защиты. Наполнитель необходимо вводить отдельно.
Этот процесс не используется так часто, как GMAW, и постепенно заменяется из-за стоимости. AHW может использоваться для тонких и толстых материалов и подходит для ситуаций, требующих быстрой сварки.
Материалы AHW совместим с включением:
Нержавеющая сталь
Некоторые специальные сплавы
Фроновые и нефрологические металлы
8.
Подручная Аромат. где дуга образуется между постоянно подаваемым электродом и рабочим основанием. Там не газовая защита, а порошкообразный флюс . Дуга погружается в поток, где ее больше не видно.
Этот процесс позволяет получить высококачественный сварной шов. Flux можно использовать повторно, что снижает количество отходов.
Так как это автоматизированная или полуавтоматическая система, вам не нужно иметь большой опыт, чтобы использовать эту машину. Это не переносная машина.
Материалы, хорошо работающие с SAW:
Сталь
Нержавеющая сталь
Стальные и никелевые сплавы
, где вы можете найти методы пилы:
Производство трубопровода
Производство давления сосуда
Saterged Arcding Wessels
Satherged Arcding Wessels
Saterged Arcding Wessels
Satherged Arcding Arcding 9
.
Это метод сварки, при котором в качестве теплоносителя используется горючий газ в сочетании с кислородом. Основным элементом этого сварного шва является пламя, образующееся на конце горелки. Это пламя расплавляет основу и возможный наполнитель, образуя непрерывный сварной шов.
Этот метод лучше подходит для более тонких материалов и не так хорош для более толстых. Сварщик может эффективно контролировать свою температуру и сварной шов, используя этот процесс.
Газовая сварка в кислородно-ацетиленовой среде
Это то, на что может обратить внимание каждый, потому что это относительно низкая стоимость, а машины портативны. Эта установка состоит из нескольких компонентов:
Баллоны для каждого газа
Регуляторы давления
HOSE
Ручка горелки
Советы по разрезанию
Советы по нагреванию
. .
Возможно, вы не так часто встречаете этот метод в промышленности, но вы можете найти его в:
Работа в полевых условиях и в мастерских
Ремонт автомобилей
Plumping
Изготовление
ART
Проверьте сварочные аксессуары на Amazon. многоцелевой. Это означает, что некоторые машины могут предлагать различные процессы сварки.
Если вы не хотите быть ограниченным в выборе сварки или использовании материалов, ищите сварочный аппарат, который может выполнять более одного процесса.
Существуют аппараты MIG, которые могут использовать FCAW. Возможно, вам потребуется приобрести дополнительные аксессуары или изменить настройки сварочного аппарата.
Мы также нашли аппараты TIG, которые можно использовать в качестве сварочных аппаратов. Это просто вопрос настройки параметров.
Изображение предоставлено: Millerwelds
Другие инструменты для сварки, которые вам понадобятся
Когда дело доходит до сварки, вам понадобятся дополнительные инструменты для выполнения ваших проектов. Сварщик должен подумать о необходимых дополнительных инструментах или приспособлениях:
Extra filler (sticks, wire)
Angle Grinder
Wire Brushes
Slag hammer
C-Clamps
Welding Magnets
Ball peen Молоток
Очистители наконечников
Кремневые бойки
Плоскогубцы
Кусачки линейных 4 6 0019 Холодные долоты
Драйверы с плоской головкой и винтами Philips
Круглые и плоские файлы
Уровни и квадраты
Список металла 9
, а не испуг, а не испуг; вы можете обнаружить, что вам нужны другие инструменты, которые лучше соответствуют вашим потребностям. По мере приобретения опыта сварки вы будете собирать инструменты и предметы по пути.
Проверьте многоцелевые сварочные аппараты на Amazon сейчас
Защитное снаряжение, необходимое для сварки
Кожаные или механические перчатки — На рынке есть сварочные перчатки, которые могут удовлетворить ваши потребности. Вам нужна тяжелая перчатка, которая предотвращает ожоги от возможных искр.
Защитные очки tr Защитные очки — Вам необходимо надевать их каждый раз, когда вы выполняете работы по резке или забиванию молотком. Что-то легко может снова попасть вам в глаза.
Шлем с автоматическим затемнением – Необходим тонированный лицевой щиток. Этот автоматический режим дает вам возможность все время держать его нажатым, чтобы вы не потеряли свое место.
Твердые сапоги- Вам просто нужно что-то, что не даст случайным искрам прогореть.
Кожаная куртка или фартук- Во время сварки от изделия могут исходить искры и брызги. Вы хотите сделать все возможное, чтобы защитить свою одежду и кожу.
Беруши- Это можно считать необязательным, если только ваше место не является шумным. Вам нужна пара, которая блокирует шум, но не отвлекает вас от окружения.
Связанные чтения: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Подержанные сварочные аппараты
Подержанные сварочные аппараты, как правило, имеют меньшую цену, чем более новые модели. Этот маршрут может подойти вам, если цена является проблемой или вы не уверены, какую технику хотите попробовать. Вместо б/у ищите восстановленные.
На что обратить внимание при покупке подержанного сварочного аппарата:
Какой сварочный процесс вам нужен? – Вам нужно знать, хотите ли вы сварочный аппарат типа MIG или другой процесс. Посмотрите на многоцелевые сварочные аппараты для получения дополнительных возможностей.
Какое напряжение требуется? – Это может зависеть от того, где вы планируете установить. Если максимум, что может предложить ваше местоположение, — это 220 В, вам нужна совместимая машина.
Каков текущий рабочий цикл? — Вам нужно знать, насколько это изменилось. Низкий рабочий цикл может повлиять на производительность.
Для чего он изначально использовался? — Машина, используемая для ремонта в магазине, вероятно, будет изнашиваться иначе, чем машина, используемая по дому. Это может показать вам, сколько жизни у него осталось.
Внешний вид- Ищите поврежденные ручки, царапины и вмятины. Если повреждений слишком много, это может быть связано с внутренними проблемами.
Проверьте шнур на наличие повреждений- Повреждение шнура может быть вызвано неправильным хранением и частым использованием. Можно заменить шнуры, но вы должны решить, стоит ли это усилий.
Восстановленный сварочный аппарат все еще используется, но продавец заменил некоторые детали и, возможно, покрасил или улучшил поверхность. Рекомендуется задавать вопросы о том, какие детали были заменены и почему.
Надеюсь, вы действительно сможете протестировать машину или попросить владельца показать вам, как она работает.
Рекомендуемая литература
9 Различные типы сварочных процессов и их преимущества
Что делать, если ваш сварочный аппарат не дает искры? 4 простых шага
5 основных преимуществ дуговой сварки по сравнению с газовой сваркой
Вот некоторые из моих любимых инструментов и оборудования
Спасибо, что прочитали эту статью. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, посетите этот ресурс , который я сделал для вас!
Диаметр отверстия под метрическую резьбу: таблица размеров по гост
Содержание
1 Как делается нарезание резьбы
2 Особенности сверл под конфирматы
3 Технология нарезания внутренней резьбы
4 Рекомендации по выполнению работ
5 Процесс нарезания
6 Процесс нарезания
7 Инструменты для резьбы
8 Как нарезать правильно
8.1 Подготовка
8.2 Процесс нарезки
9 Характеристики резьбы
Как делается нарезание резьбы
Стенки отверстия следует очистить от посторонних загрязнений. Это можно сделать металлическим ершиком либо продуть его воздухом. Обрабатываемую деталь необходимо надежно зафиксировать. Метчик необходимо установить в отверстие строго параллельно его оси. Для качественной центровки в отверстии при сверлении выполняется фаска обычно под 30 либо 45 градусов. Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы)
Особенно важно нарезать ровно первые витки резьбы
Прокручивание воротка производят постепенно. Сделав полный оборот, метчик выкручивают на половину оборота. Если прилагаемое усилие возрастает, то метчик достают из отверстия и снимают с него стружку. При работе рекомендуется применение смазки. Это может быть специальная смазка, например, паста на основе жиров и воска, которая наносится непосредственно на инструмент. Заменой может служить олифа, керосин либо машинное масло. Нарезание резьбы на сверлильном станке проводится с применением специальных метчиков. Сам процесс нарезания не отличается от технологии ручной работы.
Особенности сверл под конфирматы
При работе с конфирматным креплением важно правильно определить, какие отверстия сверлить под евровинт. Посмотрев на внешний вид стандартного евровинта, и учитывая то, что он полностью углубляется в тело детали, можно сделать вывод, что необходимо просверлить отверстие с двумя разными диаметрами и конусными участками
Конечно, можно использовать под евровинт сверло постоянного сечения. Вернее понадобится два спиральных сверла различных диаметров и две зенковки. Подбирать под каждый типоразмер конфирмата такой разнообразный набор инструмента довольно сложно, поэтому лучше использовать специальное сверло под евровинт.
Конфирматным сверлом получается отверстие требуемой конфигурации за одну операцию. Такой инструмент состоит из двух разъемных частей. В его состав входит обычное спиральное сверло по дереву определенного диаметра. Этим сверлом в деревянной детали получают отверстие, в которое будет вкручиваться резьбовая часть крепежа.
Второй частью режущего инструмента является фреза, которая вырезает в древесине отверстие под гладкую цилиндрическую часть с переходом, а также коническое углубление под потайную головку. Спиральное сверло входит в центральное отверстие фрезы и фиксируется в ней при помощи специального крепежного болта. Болт вкручивается шестигранным ключом.
Составное сверло для мебельных соединений удобно тем, что при износе центрального спирального сверла по дереву, его можно заменить. Можно взять обычное сверло из набора подходящего диаметра, вставить его во фрезу и закрепить фиксирующим винтом. При использовании подходящего конфирматного сверла евровинт вкручивается в такое отверстие без лишних усилий и не разрушает структуру детали.
Качественное сверло для евровинта изготавливается из быстрорежущей стали и имеет в своей маркировке буквы HSS. Также в маркировке на хвостовике сверла или фрезы должны быть указаны его диаметр и рабочая длина. В комплекте желательно должен идти шестигранный ключ для затягивания фиксирующего болта. Хвостовик у фрезы обычно имеет цилиндрическую форму и может быть установлен в патрон обычной дрели или шуруповерта. Сверла для ЛДСП должно иметь повышенную прочность, надежность и хорошую заточку режущих граней.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Рекомендации по выполнению работ
Схема сверления металла.
В идеальном случае работы по сверлению лучше всего выполнять на специальном станке, тогда можно просто принимать необходимое значение диаметра из Таблицы 1. Однако такого рода оборудование есть далеко не у всех, поэтому чаще всего сверлить металл приходится с помощью обычной ручной дрели. В этом случае стоит придерживаться некоторых рекомендаций:
Инструмент должен быть правильно заточен и не иметь отклонений от продольной оси (биения). Угол заточки зависит от твердости обрабатываемого материала, чем тверже металл, который нужно просверлить, тем больший угол режущей части нужно соблюсти. При этом его значение не может превышать 140⁰.
Как бы вы ни старались крепко и уверенно держать дрель в процессе сверления, разбивка отверстия будет выше, чем если бы эти работы выполнялись на станке. Значения разбивки, приведенные в Таблице 2, наверняка будут превышены если сверлить металл дрелью. В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
Перед тем как сверлить металл, нужно произвести разметку и выяснить точное местонахождение отверстия. Затем это место надо накернить, сделав достаточно глубокую насечку, иначе в самом начале сверления инструмент будет «гулять» по поверхности детали. В идеале лучше всего углубить насечку центровкой, которая сделает в металле небольшое глухое отверстие, сверло из него никуда не уйдет.
Обрабатываемая деталь должна быть хорошо закреплена в удобном положении. Если вам удобно работать в положении стоя, держа дрель горизонтально, деталь следует прочно зафиксировать в тисках. В случае когда это сделать невозможно, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить с помощью струбцины. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.
Во время работы инструмент требует смазки. Лучше всего для этой цели подойдет кусочек старого свиного сала, нужно включить дрель и погрузить в него конец сверла на ходу. Если сало отсутствует, можно воспользоваться солидолом или другой густой смазкой. Во время работы с вязкими или жаропрочными марками сталей (нержавейка, медь), в качестве смазки надо применять машинное масло.
Обороты вращения патрона должны быть как можно меньше. Наверняка многие сталкивались с ситуацией, когда пройдя пару мм, процесс останавливался, сверло вращалось на одном месте. При этом визуальное изучение его кромок показывало, что инструмент не затупился.
Причина в другом: перегретая на высоких оборотах режущая кромка сверла теряет свою твердость и не в состоянии справиться с металлом. Если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее. В любом случае потребуется перезаточка.
Схема метчика.
Не пытайтесь просверлить с первого же раза отверстие большого диаметра, как правило, для ручных дрелей неудобства начинаются с размера 10 мм. Лучше сначала выполнить отверстие малого диаметра (3-4 мм), а потом его рассверлить до необходимого. Иногда это приходится делать и в три приема. При рассверливании нужно быть внимательным в тот момент, когда сверло выходит наружу с другой стороны. Возникает резкое сопротивление последнего слоя металла под режущей кромкой, нужно крепко держать дрель двумя руками, иначе ее может провернуть и просто вырвать у вас из рук.
Процесс нарезания
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8 ;
здесь: Дм — диаметр метчика.
Тип
Диаметр
Шаг
М1
0,75
0,25
М1,2
0,95
0,25
1,4
1,1
0,3
1,7
1,3
0,36
2,6
1,6
0,4
2,8
1,9
0,4
М3
2,1
0,46
М3
2,5
0,5
М4
3,3
0,7
М5
4,1
0,8
М6
4,9
1
М8
6,7
1,25
М10
8,4
1,5
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 12 оборота по ходу чередуется с 14 оборота против хода винта для разрушения стружки
Резьба в дюймах
Наружный Д, мм
Диаметр, в мм
Шаг, мм
18″
2,095
0,74
1,058
14″
6,35
4,72
1,27
316″
4,762
3,47
1,058
516″
7,938
6,13
1,411
716″
11,112
8,79
1,814
38″
9,525
7,49
1,588
Таблица 2. Диаметры отверстия под дюймовые резьбы
Процесс нарезания
диаметры отверстий для резьбы в зависимости от вида металла
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
Тип
Диаметр
Шаг
М1
0,75
0,25
М1,2
0,95
0,25
1,4
1,1
0,3
1,7
1,3
0,36
2,6
1,6
0,4
2,8
1,9
0,4
М3
2,1
0,46
М3
2,5
0,5
М4
3,3
0,7
М5
4,1
0,8
М6
4,9
1
М8
6,7
1,25
М10
8,4
1,5
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 12 оборота по ходу чередуется с 14 оборота против хода винта для разрушения стружки
Резьба в дюймах
Наружный Д, мм
Диаметр, в мм
Шаг, мм
18″
2,095
0,74
1,058
14″
6,35
4,72
1,27
316″
4,762
3,47
1,058
516″
7,938
6,13
1,411
716″
11,112
8,79
1,814
38″
9,525
7,49
1,588
Таблица 2. Диаметры отверстия под дюймовые резьбы
Инструменты для резьбы
Для того чтобы выполнить внутреннюю нарезку, вам потребуется метчик, который представляет собой винтообразный инструмент с заострёнными канавками. Стержень обычно представлен в форме цилиндра или конуса. Канавки разбивают саму резьбу на отдельные участки, которые называют гребёнками. Края таких гребёнок — это и есть рабочие поверхности. На сегодняшний день в продаже можно также найти единичные метчики, они чаще всего применяются в целях исправления сорванной резьбы. Для того чтобы выполнить нарезку новой резьбы, лучше всего приобрести комплект.
Во многих магазинах метчики продают парами: один из них предназначен для чистовой работы, другой для черновой. Первый используют для прорезания канавки, второй помогает углубить и защитить её. Бывают и трехпроходные метчики, которые вставляются в воротки. Тонкие инструменты можно найти в продаже в наборах по два, широкие — по три. При покупке таких метчиков учитывайте, что их размер должен непременно совпадать с размером резака. В наборах инструменты обычно отличаются друг от друга согласно рискам, которые нанесены на концах. Присмотревшись можно увидеть отличия:
Метчик № 1 имеет полные гребни зубцов, его диаметр совпадает с размерами резьбы.
Метчик № 2 имеет сильно обрезанные верхушки зубьев, его диаметр немного меньше.
Метчик № 3 имеет укорочённый заборной сегмент и более длинные гребни.
В целом все метчики можно разделить на:
трубные, предназначенные для внутренней резьбы;
метрические.
Качество инструментов полностью зависит от материала и свойств. Метчик должен быть из хорошего металла.
Для того чтобы максимально продлить износостойкость метчика, а также повысить качество резьбы, стоит также дополнительно приобрести смазку. В роли смазки при нарезании резьбы в стальных деталях лучше всего применять олифу. Если планируется обработка алюминиевых деталей, применяйте керосин или обыкновенный спирт. Когда под рукой нет подобных технических жидкостей, для смазки инструментов можно применить самое обыкновенное машинное масло. При этом учитывайте, что эффект от него будет намного ниже, чем от других перечисленных средств.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т. д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Характеристики резьбы
Резьба — это нарезанный в металле винтовой профиль в виде углубления или выступа, который образован соответственно на внутренней либо внешней поверхности детали. Чтобы образовать резьбу на внешней поверхности, используют специальный инструмент под названием плашка или лерка. Для получения внутренней резьбы используют метчики. В обоих случаях можно добиться нарезки резьбы с помощью токарного станка и специализированных резцов. Далее мы будем рассматривать вопросы нарезания внутренней резьбы в углублении металлической детали. Чтобы разобраться, какое отверстие сверлить под резьбу в каждом конкретном случае, следует знать разновидности резьб и их основные характеристики.
Если резьба образована на цилиндрической поверхности, то она называется цилиндрической. Если же поверхность отверстия имеет форму конуса, то полученная на ней резьба будет, соответственно, конического типа. Основные термины и понятия, касающиеся строения и характеристик резьб цилиндрического и конического типа, содержатся в стандарте ГОСТ 11708-82.
По виду профиля их разделяют на:
треугольные;
трапецеидальные;
круглые;
прямоугольные;
специальные.
Круглые резьбы находят применение в пожарной арматуре и сантехнических деталях.
Трапецеидальные применяют в ходовых механизмах для передачи поступательного движения. Более всего распространены резьбы треугольные, о которых поговорим ниже.
Сверление под резьбу требует знания и иных ее характеристик. По движению вращения контура резьбы разделяют на правые и левые.
У правой резьбы проточка профиля образована вращением в правую сторону и продольным движением на удаление от точки захода. У левой резьбы вращение направлено в противоположную сторону. В технике более распространены правые резьбы и в их кодировке это подразумевается по умолчанию и не обозначается дополнительно. В маркировке левой резьбы появляются знаки LH. По количеству заходов резьба бывает однозаходной и многозаходной (обычно не более чем двух- и трехзаходные). Резьбы многозаходного типа позволяют работать в условиях больших нагрузок.
Шаг резьбы — это значение дистанции между вершинами ближайших двух вершин профиля. Шаг бывает крупный или основной и мелкий (он может быть не один). Длиной резьбы является полный размер области нарезания профиля на детали.
Для подбора сверла для резьбы также нужно знать, что по совокупности параметров резьбы классифицируют на несколько основных видов:
Метрическая. Самая часто применяемая резьба в машиностроительной промышленности и в бытовых предметах. Главные ее размеры закреплены в ГОСТ 24705-81. Обозначается буквой М с указанием номинального диаметра. Например, М6 определяет метрическую резьбу диаметром 6 миллиметров, правое вращение, крупный шаг.
Дюймовая резьба в ходу в странах, где принята дюймовая система измерения размеров. Обозначают размер в дюймах – ½”.
Трубная цилиндрическая резьба нашла применение в сантехнике для разъемного соединения узлов, деталей и арматуры. Ее размеры определяются по ГОСТ 6357-81. В обозначении стоит буква G и размер в дюймах – G ¾, G 1.
Дюймовая коническая резьба по ГОСТ 6111-52 используется в трубопроводах невысокого давления.
Коническая метрическая резьба применяется в соединениях трубопроводов и определяется по ГОСТ 25229-82.
Трапецеидальные резьбы используют в подвижных механизмах для передачи поступательного движения.
Круглая резьба определяется по ГОСТ 13536-68 и используется в сантехнической арматуре.
С этим читают
Гост 19257-73 отверстия под нарезание метрической резьбы. диаметры
Sandvik
Характеристики вертикально-сверлильного станка 2н118
Все о пневматических трамбовках
Гост 1476-93 (исо 7434-83) винты установочные с коническим концом и прямым шлицем классов точности a и в. технические условия
Гост 1759.0-87
Токарный станок тнп-111
Что такое зиговочная машина и где применяется это оборудование?
Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
Технические характеристики токарно-винторезного станка 1к625
Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание метрической резьбы с различными шагами. Метрические резьбы М5-М48.
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т. д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание метрической резьбы с различными шагами. Метрические резьбы М5-М48.
Поделиться:
Метрические резьбы М5-М48.
Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание метрической резьбы с различными шагами. Вариант для печати.
Номинальный диаметр резьбы
Шаг резьбы
После допуска резьбы
Диаметр сверла под резьбу
Крупный
Мелкий
6H
Пред. откл.
5
0,8
—
4,20
+0,13
4,2
6
1
—
4,95
+0,20
5,0
—
0,5
5,5
+0,10
5,5
—
0,75
5,2
+0,17
5,25
8
1,25
—
6,7
+0,20
6,8
—
0,5
7,5
+0,1
7,5
—
0,75
7,2
+0,17
7,25
—
1,0
6,95
+0,2
7,0
10
1,5
—
8Л3
+0,22
8,5
—
0,5
9,5
+0,1
9,5
—
0,75
9,2
+0,17
9,25
—
1,0
8,95
+0,2
9,0
—
1,25
8,7
+0,2
8,8
12
1,75
—
10,2
+0,27
10,2
—
0,5
11,5
+0,1
11,5
—
0,75
11,2
+0,17
11,25
—
1,0
10,95
+0,2
11,0
—
1,25
10,7
+0,2
10,8
—
1,5
10,43
+0,22
10,5
14
2
—
11,9
+0,3
12,0
—
0,5
13,5
+0,1
13,5
—
0,75
13,2
+0,17
13,25
—
1,0
12,95
+0,2
13,0
—
1,25
12,7
+0,2
12,8
—
1,5
12,43
+0,22
12,5
16
2
—
13,9
+0,3
14,0
—
0,5
15,5
+0,1
15,5
—
0,75
15,2
+0,17
15,25
—
1,0
14,95
+0,2
15,0
—
1,5
14,43
+0,22
14,5
18
2,5
—
15,35
+0,40
15,5
—
0,5
17,5
+0,1
17,5
—
0,75
17,2
+0,17
17,25
—
1,0
16,95
+0,2
17,0
—
1,5
16,43
+0,22
16,5
—
2
15,9
+0,3
16,0
20
2,5
—
17,35
+0,40
17,5
—
0,5
19,5
+0,1
19,5
—
0,75
19,2
+0,17
19,25
—
1,0
18,95
+0,2
19,0
—
1,5
18,43
+0,22
18,5
—
2
17,9
+0,3
18,0
22
2,5
—
19,35
+0,40
19,5
—
0,5
21,5
+0,1
21,5
—
0,75
21,2
+0,17
21,25
—
1,0
20,95
+0,2
21,0
—
1,5
20,43
+0,22
20,5
—
2
19,9
+0,3
20,0
Номинальный диаметр резьбы
Шаг резьбы
После допуска резьбы
Диаметр сверла под резьбу
Крупный
Мелкий
6H
Пред. откл.
24
3
—
20,85
+0,40
21,0
—
0,75
23,2
+0,17
23,25
—
1,0
22,95
+0,2
23,0
—
1,5
22,43
+0,22
22,5
—
2
21,9
+0,3
22,0
27
3
—
23,85
+0,40
24,0
—
0,75
26,2
+0,17
26,25
—
1,0
25,95
+0,2
26,0
—
1,5
25,43
+0,22
25,5
—
2
24,9
+0,3
25,0
30
3,5
—
26,30
+0,48
26,5
—
0,75
29,2
+0,17
29,25
—
1,0
28,95
+0,2
29,0
—
1,5
28,43
+0,22
28,5
—
2
27,9
+0,3
28,3
—
3
26,85
+0,4
27,0
33
3,5
—
29,30
+0,48
29,5
—
0,75
32,2
+0,17
32,25
—
1,0
31,95
+0,2
32,0
—
1,5
31,43
+0,22
31,5
—
2
30,9
+0,3
31,0
—
3
29,85
+0,4
30,0
36
4
—
31,80
+0,48
32,0
—
1,0
34,95
+0,2
35,0
—
1,5
34,43
+0,22
34,5
—
2
33,9
+0,3
34,0
—
3
32,85
+0,4
33,0
39
4
—
34,80
+0,48
35,0
—
1,0
37,95
+0,2
38,0
—
1,5
37,43
+0,22
37,5
—
2
36,9
+0,3
37,0
—
3
35,85
+0,4
36,0
42
4,5
—
37,25
+0,55
37,5
—
1,0
40,95
+0,2
41,0
—
1,5
40,43
+0,22
40,5
—
2
39,9
+0,3
40,0
—
3
38,85
+0,4
39,0
—
4
37,8
+0,48
38,0
45
4,5
—
40,25
+0,55
40,5
—
1,0
43,95
+0,2
44,0
—
1,5
43,43
+0,22
43,5
—
2
42,9
+0,3
43,0
—
3
41,85
+0,4
42,0
—
4
40,8
+0,48
41,0
48
5
—
42,70
+0,6
43,0
—
1,0
46,95
+0,2
47,0
—
1,5
46,43
+0,22
46,5
—
2
45,9
+0,3
46,0
—
3
44,85
+0,4
45,0
—
4
43,8
+0,48
44,0
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
Размер отверстия для болтов и винтов (метрическая система)
по Библия инженера
|
Обновлено:
08 ноября 2021 г.
Не знаете, какой размер отверстия использовать для крепежа?
Тогда не ищите дальше!
Используйте приведенную ниже таблицу зазоров отверстий под болты для болтов и винтов метрического размера.
В этой таблице показано, как определить размер отверстия под болт.
Например, болт M3 со средней посадкой будет иметь отверстие с зазором 3,4 мм.
Номинальная Резьба Диаметр/мм
Размеры отверстий зазора/мм
Закрыть Подходит для Серия
Средний Подходит 9Серия 0027
Свободно Подходят Серия
1,6
1,7
1,8
2,0
2,0
2,2
2,4
2,6
2,5
2,7
2,9
3. 1
3,0
3,2
3,4
3,6
4,0
4,3
4,5
4,8
5,0
5,3
5,5
5,8
6,0
6,4
6,6
7,0
7,0
7,4
7,6
8,0
8,0
8,4
9,0
10,0
10,0
10,5
11,0
12,0
12,0
13,0
14,0
15,0
14,0
15,0
16,0
17,0
16,0
17,0
18,0
19,0
18,0
19,0
20,0
21,0
20,0
21,0
22,0
24,0
22,0
23,0
24,0
26,0
24,0
25,0
26,0
28,0
27,0
28,0
30,0
32,0
Номинальная Резьба Диаметр/мм
Размеры отверстий зазора/мм
Закрыть Подходит для Серия
Средний Подходит Серия
Свободно Подходят Серия
30,0
31,0
33,0
35,0
33,0
34,0
36,0
38,0
36,0
37,0
39,0
42,0
39,0
40,0
42,0
45,0
42,0
43,0
45,0
48,0
45,0
46,0
48,0
52,0
48,0
50,0
52,0
56,0
52,0
54,0
56,0
62,0
56,0
58,0
62,0
66,0
60,0
62,0
66,0
70,0
64,0
66,0
70,0
74,0
68,0
70,0
74,0
78,0
72,0
74,0
78,0
82,0
76,0
78,0
82,0
86,0
80,0
82,0
86,0
91,0
85,0
87,0
91. 0
96,0
90,0
93,0
96,0
101,0
Номинальная Резьба Диаметр/мм
Размеры отверстий зазора/мм
Закрыть Подходит для Серия
Средний Подходит для Серия
Бесплатно подходит серии
95,0
98,0
101,0
107,0
100,0
104,0
107,0
112,0
105,0
109,0
112,0
117,0
110,0
114,0
117,0
122,0
115,0
119,0
122,0
127,0
120,0
124,0
127,0
132,0
125,0
129,0
132,0
137,0
130,0
134,0
137,0
144,0
140,0
144,0
147,0
155,0
150,0
155,0
158,0
165,0
Загрузите таблицу размеров отверстий с метрическими зазорами, чтобы сохранить ее в формате PDF. Ее удобно распечатать и иметь рядом с инструментами.
Хотите определить размер зазора для империалов, например, 3/8″, тогда ознакомьтесь с нашей таблицей здесь.
Ссылка:
Оберг, Э., Джонс, Ф.Д., Хортон Х.Л., Риффель Х.Х., (1976). Справочник по машинному оборудованию 20-е издание . Индастриал Пресс Инк, 1446-7.
4 комментария
4 комментария
Метрическая таблица отверстий и отверстий с зазорами
Средства для удаления ржавчины с хромированных изделий
Как удалить ржавчину с хромированной сантехники
Как чистить хром от налета и ржавчины
Содержание статьи
Средства для удаления ржавчины с хрома
Как удалить ржавчину с хромированной сантехники
Как чистить хром от налета и ржавчины (видео)
Каждый человек сталкивается с деталями, покрытыми ржавым налетом. Чтобы вернуть хромированным элементам красивый блестящий вид, многие используют магазинные очистители, стоящие очень дорого. Однако такую операцию можно провести обычными средствами, которые используются для хозяйственных целей.
Средства для удаления ржавчины с хромированных изделий
Пищевая сода
Чтобы начать работу, необходимо добавить соду в воду, тщательно размешать, пока не получится кашеобразная смесь. Ее необходимо нанести на ржавую поверхность, подождать несколько минут. Затем соду удаляют, деталь хорошо протирают мягкой тканью.
Важно! Нельзя давать соде высыхать. Категорически запрещается оставлять пасту, нанесенную на ржавый участок, на долгое время.
Зубной порошок
Ржавую, хромированную поверхность протирают фланелевой тряпкой с порошком. Когда пятна исчезнут, остатки порошка, совместно со ржавчиной, убирают мягкой кисточкой или материей.
Кока-кола с фольгой
Чтобы использовать такую технологию, понадобится газированные напитки:
спрайт;
кока-кола;
фанта;
пепси.
Сначала хромированные участки протираются мягкой тканью, удаляется грязь. Каждую деталь промывают в теплой воде. «Кока -колой» смачивают пищевую фольгу. Детали шлифуются, пока не исчезнут ржавые следы. После проведенной обработки, участки полируют войлоком до блеска.
Столовый уксус – 9%
Берется полиэтиленовый пакет, его наполняют уксусом и закрепляют на детали (например, простой резинкой). Для хорошего очищения пакет оставляют на всю ночь. Если позволяет размер очищаемой детали, ее можно положить внутрь.
На заметку! Время выдержки уксуса на поверхности детали зависит от размера и глубины коррозии.
Лимонный сок с солью
Для работы необходимо соль смешать с лимонным соком, выдерживая пропорцию 1:1. Поврежденная поверхность протирается мягкой тряпкой, предварительно смоченной в растворе.
Паста ГОИ
Чудодейственные свойства этой пасты известны давно. Для борьбы со ржавчиной, разбавляют несколькими каплями любого моторного масла. Поврежденная поверхность обрабатывается войлоком, пропитанным этим раствором. Остатки ржи удаляются чистой, немного влажной материей.
Картошка
Клубень разрезают пополам. Район среза каждой половинки натирают хозяйственным мылом. Картошку кладут на ржавую поверхность, оставляют на 3 часа. Остатки ржи удаляют влажной материей.
Медный купорос
Для работы необходимо приготовить смесь, состоящую из нескольких компонентов:
купорос – 200 г. ;
кислота соляная – 50 г.;
вода – один литр.
Все составляющие тщательно перемешиваются. Тампоном, смоченным в растворе, протираются ржавые пятна. Через несколько часов (2-3), на поверхность наносят слабый раствор пищевой соды. Выжидают 15-20 минут, смывают остатки теплой водой, хорошо высушивают.
Обратите внимание! Для работы с купоросом, руки должны защищать резиновые перчатки. Операция требует повышенной осторожности, чтобы смесь не попала на кожу.
Сухой цемент
Этот порошок считается мелким абразивом, способным удалить ржавчину, а также хорошо отшлифовать поверхность. Работа должна выполняться в следующей последовательности:
Цемент наносится на ржавый участок. Можно использовать войлок.
Ржавые участки особенно тщательно протираются войлоком.
Поверхность обезжиривается. Медицинский парафин (воск) растапливают в металлической емкости. В нее опускают мягкий тампон. После того, как он хорошо пропитается, его вынимают и удаляют лишний воск.
Чтобы поверхность вновь заблестела, ее натирают восковой тканью. К детали вернется ее первоначальный вид.
WD-40
Если на хромированной детали обнаружена сильная коррозия, для ее восстановления, можно воспользоваться «вэдэшкой». Этим средством покрывают ржавый участок, выжидают 15 минут. Затем поверхность протирают мягким войлоком, возвращая первоначальный блеск.
Как удалить ржавчину с хромированной сантехники
Промышленность для борьбы со ржавчиной выпускает много специальных, высокоэффективных очищающих средств:
Clin;
Help;
Растворитель ржавчины;
«Мистер мускул» и другие.
Хромовая поверхность должна протираться любой мягкой тканью. Пищевая сода считается отличным заменителем заводского моющего средства. Для удаления мыльной пены пригодятся антистатические салфетки.
Для эффективного удаления ржавчины с хромированной поверхности, достаточно использовать любой вышеприведенный способ. Домашние средства станут отличной заменой дорогостоящих чистящих средств.
Как чистить хром от налета и ржавчины
Чем убрать ржавчину с хромированных деталей и поверхностей
На чтение 7 мин. Просмотров 144
Хромирование – процесс, используемый в машиностроении и при производстве сантехнического оборудования. Покрытие металлических деталей тончайшим слоем хрома предохраняет их от коррозии. Однако со временем они покрываются царапинами и трещинами и уже не могут выполнять свою защитную функцию – появляются ржавые пятна. Но не стоит считать, что вещь окончательно пришла в негодность и спешить избавляться от нее, так как очистить хром от ржавчины, пока она еще не успела распространиться по поверхности – задача, с которой любому хозяину несложно справиться в домашних условиях.
Содержание
Основные причины появления ржавчины
Способы удаления ржавчины
Народные средства
Уход за хромированными деталями
Основные причины появления ржавчины
Ржавчина на хроме
Ржавчина представляет собой окисел железа, неизбежно появляющийся на поверхности металла при его взаимодействии с кислородом. Она разрушает этот прочный материал, делая его хрупким и ломким и выводя изделия из строя. Процесс окисления железа усиливается под воздействием:
механического повреждения металлических деталей, приводящих к появлению на их поверхности царапин, сколов, вмятин и трещин – эти места наиболее уязвимы для ржавления и подвергаются ему в первую очередь;
загрязнения – под слоем грязи, жира и т.д. возникают благоприятные условия для ускоренного формирования окислительной пленки на поверхности железа;
влажности – вода, состоящая из молекул водорода и кислорода, воздействует на металл как катализатор окисления, провоцирующий его возникновение и ускоряющий развитие ржавчины.
Принято считать, что хромированное покрытие, нанесенное гальваническим способом, надежно защищает железо от ржавления, но это утверждение справедливо лишь до тех пор, пока пленка хрома на поверхности металла сохраняет свою целостность. Вечно так продолжаться не может: в процессе эксплуатации неизбежен износ защитного слоя.
Оттянуть наступление этого момента и предохранить металл от появления ржавчины поможет аккуратное отношение к вещи: нужно стараться беречь хромированную поверхность от механических повреждений и следить за тем, чтобы она всегда оставалась чистой и сухой. Однако у владельцев авто нет возможности полностью уберечь своего «железного коня» от случайных микротравм, и порой не хватает времени, чтобы тщательно чистить его после каждого выхода в свет.
Радикально защитить от воздействия грязи и влаги хромированный водопроводный кран в ванной или на кухне и вовсе немыслимо, при этом вода оставляет на нем известковый налет, а чистящие абразивы могут одновременно повредить и хромировку. Рано или поздно на сверкающем зеркале хрома, покрывающем ту или иную часть металлической конструкции, появятся мелкие сколы и трещинки, за ними – ржавые пятна, и перед владельцем автомобиля, велосипеда, детской коляски или сантехники встанет вопрос: как убрать ржавчину с хромированных деталей.
Способы удаления ржавчины
WD-40 для чистки деталей
Тем, кто хочет быстро отмыть ржавые следы с хромированной металлической поверхности, удобнее всего воспользоваться промышленными средствами для чистки хрома и металлов, которые можно приобрести в отделах бытовой химии хозяйственных магазинов. Но так как удалить ржавчину с хрома с их помощью иногда выходит довольно дорого, да и под рукой они оказываются не всегда, народные умельцы изобрели достаточно эффективные домашние способы, чтобы убирать следы окисла с металлических поверхностей. Чтобы быть во всеоружии при возникновении проблемы, «как очистить хромированные детали от ржавчины», полезно рассмотреть как профессиональные, так и «любительские» методики ее решения.
Бытовая химия
Среди наиболее популярных средств бытовой химии можно назвать следующие:
WD-40 (Water Displacement – вытеснение воды) – препарат американского производства, представляющий собой универсальную смазку, обладающую водоотталкивающими, пылезащитными, антикоррозийными свойствами. Также выпускается в форме аэрозоля для очистки от ржавчины и грязи тормозных механизмов автомобилей.
Doctor Wax (США) – полировочный аэрозоль для чистки хромированных и никелированных покрытий, понижающая степень их износа за счет образования прозрачной защитной пленки на поверхности изделия.
Metal Polish (Германия) – полировочная паста, также обладает очищающими и полировальными свойствами, применяется при работе не только с хромом, но и с латунью, медью, никелем, алюминием.
Из отечественных препаратов бытовой химии для удаления ржавчины с хромированных деталей можно порекомендовать ортофосфорную кислоту «Зубр», гель «Санита», гель В-52. Если ржавчина представляет собой не сплошные пятна, а небольшие мелкие вкрапления на поверхности хромировки, она хорошо удаляется с помощью универсального многофункционального средства «Мистер Мускул».
Все перечисленные средства наносятся на салфетки и аккуратно втираются в проблемную зону, затем смываются теплой водой, после чего досуха протираются. Для нанесения и втирания очищающих составов в хромированное покрытие можно использовать шерстяную ткань, микрофибру либо мягкую оловянную фольгу. Применять наждачную бумагу не рекомендуется, так как удалить ржавчину с хромированной поверхности с ее помощью удастся лишь на короткое время. «Наждачка» повреждает металл и вскоре на нем вновь появятся ржавые пятна.
Народные средства
Зубная паста используется для очищения от ржавчины
С тех самых пор, как человечество научилось выплавлять железо и делать из него различные инструменты, оно старалось изобрести способы удалять с них ржавый налет. Поэтому в домашнем арсенале любого хозяина всегда найдется множество не столь дорогих, но достаточно эффективных средств, способных до блеска вычистить водопроводный кран, велосипедный руль и т.д. С этой целью можно использовать такие привычные вещи, как:
Зубная паста. Все стоматологические пасты обладают мягким абразивным свойством, поэтому их применение позволяет очищать хромировку без риска повреждения.
Уксус – еще один продукт, обладающий выраженным антикоррозийным воздействием. Если есть возможность разобрать конструкцию, ржавые детали помещаются в жидкость на несколько часов, а еще лучше – на ночь. Утром их, уже очищенные от ржавчины, вынимают из уксуса и тщательно споласкивают в проточной воде.
Лимонный сок – можно избавиться от коррозийного налета, тщательно протерев проблемный участок долькой свежего лимона или раствором лимонной кислоты (2-3 чайных ложки «лимонки» на стакан теплой воды).
Кока-кола – достаточно полить этим напитком участки, поврежденные ржавчиной, и оставить на несколько часов. Благодаря присутствию в ней сахара, кока-кола отлично удерживается на хромированной поверхности. После смывания водой деталь блестит, как новая.
Смесь газированной воды и питьевой соды (2 столовые ложки на стакан) – еще одно безопасное для металла и достаточно эффективное средство снятия ржавчины.
Рыбий жир помогает избавиться от старых и предотвращает появление новых пятен ржавчины на хромированной поверхности. Для этого его нужно нанести на покрытие не менее двух раз, оставляя на несколько дней – примерно на две недели.
Важно: в качестве антикоррозийного средства следует использовать только чистый рыбий жир, без каких-либо витаминных добавок.
Народные средства обладают более щадящими свойствами по сравнению с промышленными препаратами, поэтому начинать процесс очистки хромированных деталей лучше с них. Перед тем как убрать ржавчину с хрома, металл нужно тщательно обезжирить и очистить от пыли и других загрязнений.
Уход за хромированными деталями
Правильно ухаживая за хромированными деталями, владелец может значительно продлить срок их полноценной эксплуатации и избежать появления разрушительной ржавчины. С этой целью нужно тщательно следить за чистотой поверхности, вовремя удаляя с нее налет и загрязнения. При их удалении следует избегать применения абразивов, а также жестких щеток и металлических мочалок, которые могут повредить хромировку и создать условия для оседания ржавчины на металле.
После использования различных моющих и чистящих средств промышленного производства, их надо тщательно смывать чистой водой, не допуская оставления препарата на покрытии дольше времени, указанного в инструкции по его эксплуатации. Чем менее загрязнена хромированная деталь, тем проще будет удалить загрязнение, снизив риск появления ржавчины на ее поверхности.
Как удалить ржавчину с хрома (Резюме проекта)
Практические советы и советы
Хотя хромовое покрытие имеет большое значение для защиты металла от коррозии, трещины могут способствовать коррозии. Быстро избавьтесь от ржавчины любым из этих четырех способов.
Фото: istockphoto.com
Производители добавляют хромирование к своим изделиям, чтобы придать им зеркальный вид, который говорит: «Я высокого класса». Помимо привлекательного внешнего вида, хром также защищает основной металл от коррозии. Вот почему вы найдете хром на смесителях, приборах, инструментах, уличном силовом оборудовании и вашем автомобиле. Но хром может выйти из строя, если он плохо нанесен, слишком тонкий или поцарапан от многократной очистки абразивными чистящими средствами. Как только хром трескается, отслаивается или на нем образуются точечные отверстия, он теряет эти защитные свойства, и вы получаете ржавые и коррозионные «цветы», которые поднимаются на поверхность, что приводит к появлению оранжевых или зелено-синих пятен. Вот четыре различных способа очистить хром от ржавчины и замедлить ее появление в будущем.
Инструменты и материалы
Commercial SOAP SCUM CHOELER
DEGREASTING DISH SOAP
Губка
Очистка ткань
бумажные полотенца
Резиновые перчатки
См. Полный список «
Protective Eyeedear
Hrom4
. Медная вата
Стальная вата
Лимонный сок
Кола
Уксус
Алюминиевая фольга
Обезжиривающий спрей-очиститель
Автомобильный воск
Но сначала предостережение: не все, что блестит, — это хром. Качественное хромирование стоит дорого. Чтобы сократить расходы, некоторые производители используют более дешевую краску хром , которая имитирует внешний вид настоящей сделки. Описанные ниже методы с использованием латунной ваты, стальной ваты #0000 и алюминиевой фольги царапают краску, подвергают большую часть металла воздействию воздуха и еще больше усугубляют коррозию. Если вы не уверены, что у вас настоящий хром или хромовая краска, сначала попробуйте фольгу, латунь или стальную вату в незаметном месте, чтобы увидеть, не поцарапает ли это покрытие. Если это так, выберите метод удаления ржавчины с помощью слабокислотного или пенетрантного средства и используйте тряпку.
Реклама
Фото: istockphoto. com
ШАГ 1: Протрите хром.
Для ванных и кухонных принадлежностей: начните с удаления всех следов мыльной пены с помощью средства для очистки мыльной пены. Для других хромированных поверхностей, на которых может не быть остатков мыла, обезжиривающий очиститель, такой как средство для мытья посуды, отлично подойдет для удаления всей поверхностной грязи. Протрите чистой тряпкой или бумажным полотенцем.
ШАГ 2. Выберите оружие для уничтожения ржавчины.
Ряд продуктов может выполнить эту работу, поэтому выбирайте свой в зависимости от количества денег и энергии, которые вы предпочитаете инвестировать в эту работу своими руками.
Полировка для хрома или металла: Хотя этот коммерческий продукт обычно стоит дороже (от 10 до 15 долларов США за контейнер), он предлагает комплексный подход, который практически не требует времени. Нанесите этот крем, и вы обработаете хром чистящим растворителем, ингибитором коррозии и герметиком, чтобы за один раз заполнить отверстия и поры и замедлить будущую коррозию.
Пенетрант против ржавчины и либо латунная вата, либо стальная вата #0000: Примерно от 5 до 8 долларов США за банку продукты, проникающие в ржавчину, такие как WD-40 Specialist Rust Release Penetrant Spray или PB B’laster Catalyst, проникают глубоко в трещины и щели и растворить ржавчину. Кроме того, смазка уменьшает усилия по очистке металлической шерсти. (Если вы выбираете сталь, будьте осторожны, чтобы не выбрать более грубую марку, чем #0000; другие могут поцарапать хром.)
Домашние мягкие кислотные очистители: Мягкие бытовые кислоты могут выполнить свою работу и сэкономить деньги и поездку в магазин, но не энергию — будьте готовы вложить больше усилий в проект. Выберите сок лимона или лайма, колу (содержащую углекислоту, лимонную кислоту и фосфорную кислоту) или уксус; бытовые кислоты, более сильные, чем эти, могут травить металл. Когда ржавчина исчезнет, вам все равно придется нейтрализовать кислоту, высушить и запечатать воском.
Алюминиевая фольга и вода: Этот мягкий металл удаляет ржавчину посредством химической реакции, стирает, не царапая, и оставляет защитный слой ионов алюминия, который замедляет ржавчину.
ШАГ 3: Удалите ржавчину.
Наденьте резиновые перчатки и защитные очки. Затем перейдите к методу удаления ржавчины с хрома, который соответствует помощнику по удалению ржавчины, который вы можете получить.
Реклама
При использовании коммерческой полироли для хрома/металла , нанесите тряпкой или губкой и протрите, пока не исчезнет ржавчина. Затем протрите чистой тряпкой и готово.
При использовании пенетранта нанесите продукт на пораженный участок хрома в соответствии с инструкциями производителя. Часто это включает в себя пропитку ржавчины в течение нескольких минут, удаление ее с помощью бронзовой шерсти или стальной шерсти #0000 и повторение. Следуйте следующему шагу, чтобы запечатать.
При использовании самодельного средства для удаления ржавчины нанесите слабую кислоту по вашему выбору — сок лимона или лайма, колу или уксус — и дайте ему впитаться примерно пять минут, прежде чем чистить губкой. Вытрите насухо. Повторяйте, пока вся ржавчина не исчезнет. Нейтрализуйте слабокислые растворы струей воды и вытрите насухо. Затем запечатайте в соответствии с инструкциями шага 4.
Если вы используете алюминиевую фольгу , разорвите кладовую на небольшие полоски и набейте их чистящими подушечками. Окуните свернутый алюминий в воду и потрите хром, выбрасывая каждую накладку, поскольку она теряет эффективность. Перед герметизацией промойте водой и вытрите насухо чистой тканью.
ШАГ 4: Загерметизируйте хром, чтобы предотвратить будущие пятна ржавчины.
Если вы не используете коммерческий полироль для хрома со встроенным герметиком, нанесите на хром высококачественный автомобильный воск. (Синтетический полимерный автомобильный воск держится дольше, чем обычный карнаубский воск.) Воск заполняет оставшиеся трещины и поры, не пропуская влагу и замедляя появление ржавчины в будущем.
Реклама
Как удалить ржавчину с Chrome | Снять ржавчину с Chrome
Кал Козомос
16 апреля 2020 г.
Что может быть хуже появления ржавчины на вашем велосипеде или любой другой хромированной поверхности, если на то пошло! Ржавчина не только некрасива, но и может повредить ваш велосипед! В этом руководстве мы рассмотрим, как удалить ржавчину с хрома. Ниже вы найдете несколько простых способов очистить ржавчину с хромированных поверхностей, будь то велосипед или стол, используя различные растворы.
Как ржавеет хром?
Когда хромовое покрытие вашего велосипеда поцарапано или повреждено, металл может остаться оголенным, который вступает в реакцию с влагой и кислородом воздуха, вызывая нежелательную ржавчину. Что ж, не бойтесь велосипедных энтузиастов, так как WD-40® Multi-Use отлично подходит для ослабления и удаления чрезмерной поверхностной ржавчины с хрома. Уникальная формула WD-40 Multi-Use помогает устранить коррозию металлов, таких как железо, нержавеющая сталь и хром, без дальнейшего повреждения поверхности металла или даже удаления краски.
Итак, как очистить хром от ржавчины?
Что вам понадобится:
Универсальная соломинка WD-40® Smart Straw
Мягкая латунная вата или проволочная щетка
Мыльная вода
Чистая тряпка
Чистая губка
Как удалить ржавчину с хрома – процесс:
Шаг 1: Очистите хром мыльной водой и губкой, чтобы удалить лишний мусор и грязь, чтобы вы могли четко видеть ржавчину.
Шаг 2: Протрите область чистым полотенцем.
Шаг 3: Нанесите продукт WD-40® Smart Straw Multi-Use на всю пораженную область, используя Smart Straw для дополнительной точности.
Шаг 4: Нанесите еще немного продукта Multi-Use на латунную вату. Это должно предотвратить его от царапин.
Шаг 5: Аккуратно протрите выбранным инструментом поверхность хрома круговыми движениями, следя за тем, чтобы поверхность всегда была влажной. Не применяйте давление, иначе вы можете повредить поверхность.
Шаг 6: Промойте участок чистой водой.
Шаг 7: Проверьте наличие пропущенных пятен ржавчины, если они все еще есть, повторите шаги, описанные выше.
Шаг 8: Убедившись, что ржавчина удалена, тщательно высушите хром полотенцем.
Pro-Tip: Советы по предотвращению хромированной ржавчины
WD-40® Multi-Use также может защитить ваш велосипед от ржавчины и коррозии и придать ему приятный блеск. Прежде чем убрать велосипед на хранение, распылите его на поверхность, чтобы в следующий раз, когда вы достанете его, он все еще был блестящим и без ржавчины.
Теперь вы знаете, как легко очистить хром от ржавчины! WD-40 также можно использовать для удаления ржавчины с нержавеющей стали! Чтобы узнать больше о том, как WD-40 может помочь в решении проблем со ржавчиной, ознакомьтесь с нашими руководствами по предотвращению появления ржавчины на металлической мебели и ослаблению ржавых болтов и винтов.
Варианты использования, показанные и описанные для универсального продукта WD-40, были предоставлены компании WD-40 самими пользователями. Эти виды использования не были протестированы компанией WD-40 и не являются рекомендацией или предложением для использования компанией WD-40. При использовании продуктов компании WD-40 следует руководствоваться здравым смыслом. Всегда следуйте инструкциям и обращайте внимание на любые предупреждения, напечатанные на упаковке.
Медь — элемент первой группы побочной подгруппы четвёртого периода периодической системы химических элементов Д. И. Менделеева, с атомным номером 29. Обозначается символом Cu (лат. Cuprum).
Электронное строение атома: 1s22s22p63s23p63d104s1. Подобно атомам щелочных металлов, атомы меди имеют в наружном слое один электрон, но в отличие от атомов щелочных металлов, предпоследний электронный слой содержит восемнадцать электронов. Медь – предпоследний член первой декады d-элементов. Поэтому у меди наблюдается так называемый «провал электрона» — конфигурация наружного электронного слоя 3d104s1 устойчивее, чем 3d94s2.
Элемент
Радиус атома, нм
Энергия ионизации
Э0→Э +, эВ
Радиус иона Э+, нм
Стандартный электродный потенциал процесса
Э++e—→Э0, эВ
K
0. 236
4.18
0.149
-2.925
Cu
0.128
7.73
0.098
+0.52
Сравнивая медь с металлом главной подгруппы того же периода — калием, можно видеть, что радиус атома и иона меди почти в два раза меньше соответственно атома и иона калия. Это обуславливает значительно бóльшую плотность, высокие температуры плавления, так как меньшие по размеру атомы располагаются в кристаллической решетке более плотно, вследствие чего силы притяжения между ними велики.
Малый радиус объясняет так же более высокие значения энергии ионизации меди, чем калия. Это приводит к большим различиям в химических свойствах этих металлов одного периода и одной группы. Медь – малоактивный металл, в ряду напряжений стоит после водорода, в отличие от калия – одного из самых активных металлов. В то же время, восмнедцатиэлектронный наружный слой, устойчивый у других элементов, здесь еще не вполне стабилизируется, и способен к частичной потере электронов. Так, медь, наряду с однозарядными катионами образует и двухзарядные, которые для нее наиболее характерны. Так же известны соединения со степенью окисления +3 в составе анионов или в комплексных соединений.
§2. Нахождение в природе. Месторождения.
Металлы подгруппы меди обладают небольшой химической активностью, поэтому они находятся частично в виде химических соединений, а частично в свободном виде, особенно золото.
Медь в далекие геологические эпохи, очевидно, находилась только в виде сернистых соединений – халькопирита (или) и халькозина. Объясняется это тем, что медь обладает довольно большим химическим сродством к сере, в настоящее время сульфиды – наиболее распространенные минералы меди. При высоких температурах, например, в районах вулканической деятельности, под действием избытка кислорода происходило превращение сульфидов меди в окислы, например:
При температуре ниже 10000C происходило образование окиси меди, которая в небольших количествах встречается в природе:
.
Самородная (металлическая) медь, очевидно, возникла в природе при сильном нагревании частично окисленных сернистых руд. Можно представить, что после землетрясений, грандиозных извержений окисленные минералы меди были погребены под толстым слоем горных пород и нагревались за счет земного тепла. При этом происходило взаимодействие окислов с сульфидами:
.
Подобные процессы протекают при выплавке меди на металлургических заводах. Такие природные “металлургические заводы” выплавляют громадные количества меди: самый крупный из найденных самородков весил 420 т. По-видимому, в меньших масштабах взаимодействие окислов некоторых металлов с сульфидами идет и в настоящее время, например, в районе некоторых Курильских островов.
Некоторые другие минералы меди получились из окисных руд. Например, под действием влаги и двуокиси углерода происходила гидратация окиси меди и образование основных карбонатов:
.
В лаборатории мы эти процессы не наблюдаем, так как они идут медленно. В “лаборатории” природы сроки в несколько тысяч лет совершенно незначительны. В дальнейшем под влиянием давления вышележащих горных пород и некоторого нагревания происходило уплотнение основного карбоната меди, и он превратился в изумительный по красоте минерал – малахит. Особенно красив полированный малахит. Он бывает окрашен от светло-зеленого до темно-зеленого цвета. Переходы оттенков причудливы и создают фантастический рисунок на поверхности камня.
Переход нерастворимых сульфидных соединений меди в раствор мог осуществляться за счет взаимодействия растворов сульфата железа (III):
.
Растворы сульфата железа, как указано выше, получаются в природе при действии воды, насыщенной кислородом, на пирит. Эти процессы медленно идут в природе и в настоящее время. [1, с.8-10]
Медь входит более чем в 198 минералов, из которых для промышленности важны лишь 17. Для производства меди наибольшее значение имеют халькопирит (он же – медный колчедан) CuFeS2, халькозин (медный блеск) Cu2S, ковеллин CuS, борнит (пестрая медная руда) Cu5FeS4. Иногда встречается и самородная медь. Распространение меди в земной коре –4,7*103% по массе (1015 — 1016 тонн). [3]
Соединения меди распределены в земной коре неравномерно, что объясняется различием в геологических условиях, сложившихся в различных местах земного шара. Богатейшие месторождения меди имеются в Конго (Катангский пояс). Материалы, собранные археологами о древнейших месторождениях датируются тысячелетиями до новой эры. Древнейшие выработки меди на территории нашей страны найдены в Закавказье, на побережье Балхаша, в многочисленных пунктах Сибири.
Планомерные поиски месторождений меди начинаются при Иване III, Иване Грозном и особенно при Петре I. При Иване Грозном в Олонецкий уезд был послан новгородский гость (купец) Семен Гаврилов “для сыску медные руды”, где она и была найдена. В 1652 г. Казанский воевода сообщил царю: “Медные руды… сыскано много и заводы к медному делу заводим”. [2, с.26] Из документов следует, что с 1562 по 1664 г. было послано из “Казани к Москве чистыя меди 4641 пуд. 6 гривенков”. В 1702 г. стала выходить первая русская газета “Ведомости”, которую, очевидно, редактировал Петр I. 2 января 1703 г. в ней писали: “Из Казани пишут. На реке Соку нашли много нефти и медной руды, из той руды меди выплавили изрядно, отчего чают не малую прибыль Московскому государству”. [2, с.27]
В начале этого столетия главнейшими месторождениями, которые разрабатывались, были: в районе Северного Урала – Богословский завод, в районе Нижнего Тагила – Выйский завод, а на Кавказе – Калакентский и Кедабекский заводы.
В наше время известны месторождения меди на восточном склоне Урала, Средней Азии, Закавказье и т. д.
Большое количество меди и других ископаемых находится на дне океанов, которое покрыто так называемыми конкрециями – скоплениями в виде камней округлой неправильной формы. Они содержат в среднем 0,5% меди. По подсчетам ученых запасы этой ценной и своеобразной руды составляют 5 млрд. тонн. [1, с.16-18]
Что изучает наука химия? а) Это наука о веществах в) Это наука о превращении веществ…
d) Это наука о веществах, их свойствах и превращениях. Что такое простое вещество? а) Вещество, образованное химическими элементами в) Вещество, образованное атомами химических элементов с) Вещество, образованное атомами одного химического элемента d) Вещество, образованное атомами разных химических элементов. 3. В каком ряду расположены только вещества а) Поваренная соль, сахар, свеча в) Вода, железо, сера с) Медь, гвоздь, кислород d) Кирпич, пищевая сода, керамический стакан. 4. Верны ли следующие суждения? А) Вещество — это то, из чего состоит физическое тело. В) Химический элемент — это определенный вид атомов. а) Верно только А в) Верно только В с) Верны оба суждения d) Оба суждения неверны. 5. Тело: а) Графит в) Полиэтилен с) Свинец d) Пробирка. 6. Вещество: а) Медная проволока в) Медная монета с) Медная пластина d) Медь 7. Простое вещество: — — — — — а) Водород в) Углекислый газ с) Сахар d) Поваренная соль 8. Сложное вещество: а) Фосфор в) Крахмал с) Сера d) Медь. 9. Говорят о водороде, как о простом веществе: а) Водород – самый легкий газ в) Порядковый номер водорода в Периодической таблице — 1 с) Водород входит в состав воды d) Водород входит в состав кислоты 10. Говорят о меди как о химическом элементе а) Медь не реагирует с соляной кислотой в) Медь окисляется при нагревании с) Медная проволока d) Медь входит в состав медного купороса 11. Установите , в каком словосочетании имеется в виду элемент, а в каком –простое вещество. Ответ дайте в виде последовательности цифр, соответствующих буквам по алфавиту: 1. Элемент 2. Простое вещество А) водород горит на воздухе Б) кислород входит в состав углекислого газа В) кислород малорастворим в воде Г) углерод входит в состав угарного газа Д) водород самый легкий газ 12. Выберите из предложенных групп, группу сложных веществ. а) Водород, озон, гелий в) угарный газ, метан, вода с) кислород, сера d) азот, алмаз, графит. 13. Определите молекулярную массу ортофосфорной кислоты (h4PO4) : а) 160 в) 92 с) 98 106 14. Символ химического элемента магния: а) Mn в) Mo с) Mg d) Md 15. Физическим природным явление следует считать: а) Образование глюкозы в зеленом растении в) Лесной пожар с) Высыхание луж d) Процесс высыхания растения 16. Индивидуальным веществом является: а) Морская вода в) Сладкий чай с) Поваренная соль d) Воздух 17. О химическом элементе, а не о простом веществе идет речь а) Азот является частью воздуха в) Взрывчатое вещество тротил содержит азот с) Формула азота N2 d) Жидкий азот иногда используется для замораживания продуктов. 18. Высшую и низшую валентность сера проявляет в соединениях соответственно а) SO3 ZnS в) SO2 h3S с) SO3 SO2 d) h3S SO3 19. Сумма коэффициентов в уравнении реакции CO+O2=CO2: а) 3 в) 4 с) 5 d) 6 20. Взаимодействие серной кислоты с оксидом меди относится к реакции а) Разложения в) Соединения с) Замещения d) Обмена 21. Массовая доля натрия в его оксиде равна приблизительно: а) 37 в) 59 с) 63 d) 74 22. Масса цинка, расходуемого для получения 6 моль водорода, при взаимодействии с соляной кислотой Zn+2HCl=ZnCl2+h3 : — — — — — — — — — а) 65 в) 130 с) 390 d) 260 23. Найти массу оксида фосфора, полученного при взаимодействии 3, 1 г. Фосфора с кислородом. а) 12, 5 в) 10 с) 7, 1 d) 23, 6 24. Найти массу пяти моль кислорода: — — — — — — — — а) 123, 6 в) 160, 5 с) 220 d) 160 25. Найти массовые отношения элементов по формуле серной кислоты. а) 1:16:32 в) 2:32:1 с) 1:45:16 d) 2:3:5
Знаешь ответ?
Как написать хороший ответ?Как написать хороший ответ?
Будьте внимательны!
Копировать с других сайтов запрещено. Стикеры и подарки за такие ответы не начисляются. Используй свои знания. 🙂
Публикуются только развернутые объяснения. Ответ не может быть меньше 50 символов!
0 /10000
Является ли медь элементом? — Techiescientist
Медь представляет собой металл розовато-оранжевого цвета, который встречается в природе в сочетании с другими элементами в виде минералов, таких как малахит, куприт, борнит, азурит и т. д. Однако в природе он также встречается в свободном элементном состоянии. .
Будучи хорошим проводником электричества, медь используется в производстве ряда электроприборов. Также благодаря своему яркому и привлекательному внешнему виду медь используется в производстве украшений и других декоративных изделий.
Натыкались ли вы дома или в другом месте на медные изделия и любовались ими, думая, что за материал в них? Вы думали об этом с точки зрения химии? Или, что еще хуже, вы спрашивали других о его функциях, но не могли получить ответ?
Если это произошло, то не волнуйтесь. Techiescientist здесь, чтобы решить все ваши вопросы.
Итак, продолжайте читать, чтобы узнать больше о меди…
Является ли медь элементом? Да, Медь — элемент. Медь состоит только из одного типа атомов, т. е. атомов меди, которые не могут быть далее разделены. Он указан в периодической таблице в группе 11 и имеет атомный номер 29. Следовательно, медь является элементом.
Что такое элемент?
Элементы – это основные вещества, присутствующие в чистом виде. Они состоят только из атомов одного типа и не могут быть далее разделены ни на какое другое вещество, кроме своих собственных атомов. Например, медь, кислород, фтор и т. д. Основной единицей элемента является атом.
В периодической таблице перечислены все элементы, открытые учеными на данный момент, и они расположены в соответствии с их характеристиками. Элементы со схожими свойствами помещаются в одну группу. Они представлены своими атомарными символами.
В основном элементы делятся на металлы и неметаллы.
Что такое соединение?
Соединения – это вещества, которые образуются при химическом соединении атомов двух или более элементов вместе в определенных соотношениях. Основной единицей соединения является молекула.
Каждое соединение обладает уникальными физическими и химическими свойствами, которые отличаются от любого из соединяющихся атомов.
Свойства соединения изменяются, если соотношение атомов нарушено. Вот почему соединения представлены их химическими формулами.
Например, вода представлена химической формулой H 2 O, что указывает на то, что молекула воды состоит из двух атомов водорода и одного атома кислорода.
Медь является элементом 11 группы и 4 периода периодической таблицы. Он принадлежит к элементам D-блока, также известным как переходные металлы. Положение меди в периодической таблице показано ниже:
Информация, которую мы можем извлечь из приведенного выше рисунка:
• Атомный номер меди 29.
• Атомная масса или массовое число меди 63,546
• Атомный символ меди — Cu.
• Электронная конфигурация меди [Ar]3d 10 4с 1 .
Атомная структура меди также может быть построена на основе приведенной выше информации.
Обратите внимание, что количество протонов = количество электронов = атомный номер элемента
В случае меди атомный номер = 29.
Следовательно, количество протонов = количество электронов = 29
Кроме того, Количество нейтронов = Атомная масса (округление до ближайшего целого числа) – Количество протонов
Следовательно, Количество нейтронов в меди = 63 – 29= 34
С учетом приведенной выше информации атомная модель меди нарисована ниже:
Следовательно, атом меди состоит из 29 протонов и 34 нейтронов в ядре, а 29 электронов вращаются вокруг ядра в различных оболочках.
Почему медь не является соединением?
Как элементы, так и соединения представляют собой чистые вещества, образованные одним типом повторяющихся единиц, а именно. атомы и молекулы.
Элементы — это чистейшая форма материи, состоящая только из атомов одного типа. Эти атомы расположены по определенному образцу и считаются основной единицей элемента. Невозможно далее разделить атомы на более простые объекты.
Периодическая таблица содержит список всех 118 элементов и классифицирует элементы на металлы и неметаллы. Элементы в периодической таблице занимают определенные позиции и идентифицируются по их атомным номерам.
Обычно элементы встречаются в природе в сочетании с другими элементами, такими как минералы, а иногда и в своем естественном состоянии. Например, золото, серебро, натрий и т. д.
С другой стороны, соединения представляют собой вещества, образованные сочетанием двух или более типов атомов. Эти атомы объединены в определенном соотношении и связаны химической связью.
Основной единицей соединений является молекула. Можно дополнительно разделить эти молекулы на составляющие их атомы. Однако для этого требуются строгие химические процессы.
Например, молекулу воды можно разделить на водород и кислород, так как она содержит два атома водорода и один атом кислорода.
Медь относится к 11 группе периодической таблицы и помещается наравне с металлами. Он состоит только из атомов меди, которые составляют его основную единицу. Его нельзя далее разделить на какое-либо более простое вещество, и, следовательно, медь можно правильно назвать элементом.
Является ли медь чистым веществом?
Чистые вещества – это виды материи, состоящие только из частиц одного типа, атомов или молекул. Они имеют однородный состав и, таким образом, обладают специфическими физическими и химическими свойствами.
Кроме того, атомы или молекулы внутри чистого вещества всегда расположены определенным образом, т. е. имеют определенную структуру решетки.
Медь состоит только из атомов меди, которые расположены вместе определенным образом. Эти атомы составляют основную единицу меди и расположены в определенной структуре решетки.
Медь также обладает определенными физическими и химическими свойствами. Так как все эти свойства принадлежат чистым веществам, то Медь, безусловно, является чистым веществом.
Является ли медь смесью?
Смесь состоит из двух или более типов атомов или молекул, смешанных вместе в непостоянных соотношениях.
Смешанные атомы или молекулы не соединяются химически и могут быть легко разделены на составляющие их частицы с помощью простых физических процессов.
Определенной схемы расположения составляющих частиц нет. Физические и химические свойства смеси изменяются с изменением доли одной или нескольких составляющих ее частиц.
Смеси можно дополнительно разделить на гомогенные и гетерогенные смеси.
В гомогенных смесях атомы или молекулы распределены равномерно, из-за чего может быть невозможно визуально отличить их друг от друга. Например, соль в воде.
В гетерогенных смесях количество соединяющихся атомов или молекул не является постоянным по всей смеси, а также составляющие ее частицы можно различить визуально. Смесь сахара и соли является примером гетерогенной смеси.
В случае меди присутствует только один тип атомов, которые химически связаны друг с другом и не могут быть разделены с помощью физических процессов.
Более того, эти атомы расположены по определенной схеме, что также обуславливает специфические физико-химические свойства меди.
Похожие темы, которые вы должны прочитать:
Является ли соленая вода соединением
Является ли алмаз элементом Соединение Чистое вещество
Латунь Смесь
Бензин Однородная смесь
Молоко Однородная смесь
Решетчатая структура меди
Структура решетки элемента также известна как его кристаллическая структура. Он состоит из двух компонентов: решетки Браве и атомов.
Решетка Браве — это пространство, в котором предполагается, что атомы расположены. Обычно его рассматривают в виде куба, в котором атомы располагаются на определенных позициях в определенных количествах.
Атомы внутри решетки Браве расположены под определенным углом и на расстоянии друг от друга. Другие параметры внутри этой структуры также остаются постоянными.
Атомы в решетке Браве меди организованы в структуру гранецентрированной кубической решетки.
Это станет легко понять, если вы представите куб с маленькими шариками, размещенными в каждом углу этого куба, а также в центре каждой из его граней.
Здесь куб — это решетка Браве, а шары — это атомы. Следовательно, гранецентрированная кубическая структура решетки меди выглядит следующим образом:
В приведенной выше структуре красные кружки обозначают атомы меди, расположенные под определенным углом и на определенном расстоянии друг от друга.
Свойства меди
Ниже перечислены несколько важных свойств меди:
• Медь представляет собой металл розовато-оранжевого цвета.
• Это очень хороший проводник тепла и электричества, благодаря чему он используется при изготовлении ряда кухонных принадлежностей и электроприборов.
• Температуры плавления и кипения меди составляют 1083 °C и 2595 °C соответственно.
• Медь устойчива к коррозии, но подвержена потускнению.
• Медь обладает высокой ковкостью и пластичностью.
• Атомы меди расположены в гранецентрированной кубической структуре решетки.
• Медь также используется для борьбы с биообрастанием, а ее противомикробные свойства делают ее идеальной для очистки воды.
Заключение
Медь состоит только из атомов одного типа и занимает определенное положение в периодической таблице. Следовательно, медь является элементом.
Медь является чистым веществом, так как состоит только из атомов одного типа, расположенных в определенном порядке.
Медь не является соединением или смесью, поскольку она не может быть далее разделена на различные атомы ни физическим, ни химическим способом.
Атомы меди расположены в гранецентрированной кубической решетке.
Является ли медь чистым веществом?
Медь или Cu представляет собой химический элемент, встречающийся в природе.
Название «медь» происходит от слова «coper», которое является старым английским названием меди. Медь также происходит от латинского слова «Cyprium aes», что означает «металл с Кипра».
В этой статье мы обсудим, является ли медь чистым веществом или нет.
Далее рассмотрим понятия чистого вещества, смеси, элемента, соединения, гомогенного и гетерогенного вещества.
Итак, медь — это чистое вещество или смесь? Да, медь — чистое вещество, так как медь обладает определенными свойствами. Он состоит только из атомов одного вида. Вещество, имеющее один или несколько атомов в одинаковой пропорции по всему веществу, является чистым веществом.
Это металл d-блока с атомным номером 29. Электронная конфигурация Cu: [Ar] 3s2 3p6 4s1 3d10. Электронная конфигурация отличается от нормальной для достижения стабильной, полностью заполненной конфигурации d10.
Красновато-коричневый цвет, твердое вещество при комнатной температуре. Температура плавления составляет около 1084,2°C.
Наиболее важным источником меди являются такие минералы, как борнит и халькопирит. Медь является одним из важнейших металлов для человеческого организма.
Cu реагирует с кислородом воздуха с образованием оксида меди черного цвета.
Медь была первым металлом, из которого был изготовлен сплав. Медь довольно легко перерабатывается, и почти 70% меди, которую мы используем, было переработано.
Что такое Материя?
Существуют различные определения материи, но здесь изложено самое простое.
Материя — это все, что занимает пространство и имеет массу. Вещество далее классифицируется на твердое, жидкое и газообразное в зависимости от физического состояния вещества.
Аналогичным образом вещество классифицируется на чистые вещества и смеси на основе состава.
В этой статье мы обсудим последнюю классификацию.
Что такое чистое вещество?
Чистые вещества имеют фиксированное значение различных свойств, таких как температура плавления, температура кипения, плотность и т. д. Они состоят только из частиц одного типа.
Все чистые вещества однородны, т. е. их состав остается однородным по всему объему.
Чистые вещества не могут подвергаться дальнейшему расщеплению с образованием различных продуктов. Например] золото, медь, серебро и т. д.
Чистые вещества далее классифицируются как элементы и соединения.
Чистые вещества очень полезны. Они нужны для производства лекарств, приготовления химикатов в промышленных масштабах, для научных целей и поддержания хорошего здоровья человека.
Что такое смесь?
Смеси изготавливаются из чистых веществ. Смеси образуются при физическом соединении двух или более чистых веществ (элементов или соединений).
Они могут быть снова разделены на чистые вещества, используемые для образования смеси, поскольку в них нет химической связи.
При наличии в смеси чистого вещества его свойства сохраняются.
Определенных свойств смеси нет. Их состав изменчив.
Например, поваренную соль и черный перец хранят вместе в миске, соль в воде и т. д.
Смеси далее делятся на гомогенные смеси и гетерогенные смеси.
Почему медь является чистым веществом?
Медь является элементом, подпадающим под категорию чистого вещества.
Подобно чистому веществу-
• Cu обладает определенными свойствами, такими как точка кипения, точка плавления и т. д.
• Состав медного элемента остается неизменным, независимо от условий.
• Ни в коем случае нельзя конвертировать во что-то более простое.
Из-за этих свойств медь нельзя считать смесью.
Что такое элемент?
Элемент — это чистая субстанция, которую нельзя разложить ни на что более простое, чем она сама.
Все атомы в элементе одинаковы; у них одинаковое количество протонов в ядрах.
Каждый элемент имеет свои уникальные свойства.
Элемент – основная форма материи или строительные блоки материи.
Например] Cu, Ag, Au и т. д.
Что такое соединение?
Соединение также является чистым веществом. Он образуется путем химического соединения двух или более элементов в фиксированном соотношении по массе.
Их можно разложить на более простые вещества только химическими средствами.
Например, h3O, CuO и т. д.
Является ли медь соединением или элементом?
Медь относится к категории элементов, поскольку медь не может быть подвергнута дальнейшему разложению.
Все атомы в медном элементе имеют 29протонов в ядрах. Медь является строительным материалом для многих соединений меди.
Это не соединение, так как в Cu есть только один тип атома.
Что такое гомогенное вещество?
Вещество, имеющее однородный состав по всему объему, является однородным веществом. Обычно имеет одну фазу.
Например,] смесь соли в воде образует однородный раствор при тщательном перемешивании.
Если вынуть 1 мл этого раствора с любой стороны, он будет иметь тот же состав. Мы не можем отличить соль от воды.
Другими примерами являются золото, серебро, вода и т. д.
Что такое гетерогенное вещество?
Вещество, имеющее неоднородный по объему состав, является гетерогенным веществом. Он имеет более одной фазы.
Например, смесь соли в воде образует негомогенный раствор, если ее тщательно не перемешать. Если мы возьмем 1 мл этого раствора с любой стороны, он не будет иметь тот же состав.
Можно различить твердую соль и воду.
Другими примерами являются смесь соли и перца, песка и шнека и т. д.
Чистые вещества всегда гомогенны, но смеси могут быть гомогенными или гетерогенными.
Однородные смеси, такие как соленая вода в примере, можно легко спутать с чистым веществом.
Является ли медь гомогенным или гетерогенным веществом?
Медь является однородным веществом, так как состав остается однородным по всему объему.
Обычно все элементы и соединения однородны.
Является ли оксид меди чистым веществом?
Да, оксид меди считается чистым веществом.
Оксид меди образуется при взаимодействии меди с кислородом воздуха. Он черного цвета.
Цвет меди со временем темнеет из-за образования CuO на поверхности Cu. CuO имеет фиксированный состав по массе.
Существует химическая связь между Cu и O. CuO может снова превратиться в Cu при обработке газообразным водородом.
Это не может быть элемент, потому что в образце CuO имеется более одного типа ядер. Это не может быть смесь, потому что между Cu и O образуется химическая связь.
Это соединение, потому что два элемента присутствуют в фиксированной массовой пропорции. Соединение – это чистое вещество.
Свойства меди
Физические свойства
• Ковкость — можно ковать в тонкие листы без разрушения.
• Ductile- можно втягивать в провода.
• Звонкий- при сильном ударе издает звонкий звук.
• Lustrous- свежая поверхность меди блестящая. Через некоторое время образуется черный слой CuO, и блеск уменьшается.
• Soft- Легко режется сталью.
• Обладает высокой тепло- и электропроводностью.
• Плотное вещество – медь имеет плотность 8,96 г/см3.
• Биостатический- не позволяет размножаться бактериям.
• Медь обладает хорошей прочностью на растяжение.
• Медь не обладает магнитными свойствами. Я также написал специальную статью об этом. Проверьте магнетизм меди.
Химические свойства
• Соединения меди могут выступать в качестве катализатора в различных реакциях.
Например, CuCl2 катализирует синтез акрилонитрила из ацетилена и цианистого водорода.
• Медь образует различные соединения в состояниях +1 и +2.
• Реагирует с кислородом воздуха в соответствии со следующей реакцией
2Cu + O2 ➔ 2CuO
• Медь зеленеет под воздействием влажного воздуха из-за реакции с водой, углекислым газом и кислородом.
• Медь имеет более низкий восстановительный потенциал, чем водород. Поэтому он не реагирует с кислотами. Проверьте, реагирует ли медь с кислотой.
Использование меди
Медь находит применение в различных областях. Некоторые из них
1. Чистая медь смешивается с другими металлами для образования сплавов, которые обычно используются. • Монеты некоторых стран представляют собой сплавы меди
• Золотые украшения на самом деле представляют собой сплав золота и меди, поскольку золото очень мягкое для использования в качестве драгоценного камня.
• Олово и медь образуют бронзу.
2. Медь часто втягивается в провода и используется в электрическом оборудовании, таком как двигатели, из-за ее свойств пластичности и проводимости.
3. Медь используется в строительстве
• Кровля
• Сантехника
4. В различном промышленном оборудовании, таком как теплообменники, используется медь.
5. Сульфат меди производится из Cu, который используется в качестве
• Сельскохозяйственный яд
• Альгицид при очистке воды.
6. В качестве реактива Фелинга А используется водный раствор сульфата меди.
Основным направлением деятельности компании «Центр технического оборудования» является продажа различных элементов технического обеспечения, необходимого для эффективной работы автомобильных мастерских. В каталоге представлено современное оборудование для автосервиса.
Сортировать:
По наименованию
По цене
По популярности
По наименованию (по возрастанию)
По наименованию (по убыванию)
По цене (по возрастанию)
По цене (по убыванию)
По популярности (по возрастанию)
По популярности (по убыванию)
Вид:
Ручные клещи для точечной контактной сварки — TECNA 7900
Артикул1126
Толщина лист/пруток, мм
2+2 / 6+6
Количество, т/час
60
Привод
Ручной
Охлаждение
Воздушное
Напряжение питания, В
220/1
Вес, кг
11 кг
Вылет плеч, мм
125/250/350/500
Ручные клещи для точечной сварки — TECNA 7902
Артикул1127
Толщина лист/пруток, мм
2,5+2,5 / 8+8
Количество, т/час
70
Привод
ручной
Охлаждение
воздушное
Напряжение питания, В
380/2
Вес, кг
12 кг
Вылет плеч, мм
125/250/350/500
Аппарат точечной сварки BLUEWELD Plus 20/TI 823225
Артикул867
Вес, кг
10 кг
Габариты, мм
440 x 100 x 185
Напряжение питания, В
1 х 220
Сварочный ток, А
3800
Мощность max / 50%, кВт
6 /1,2
Максимальная толщина свариваемого материала, мм
1 + 1
HAMMER DDT 6300А Аппарат контактной сварки 022980
Артикул7831
Напряжение питания, В
220В
Am
16А
I2CC / I2p
6300A / 700А
U20
2. 45В
Мощность, кВА
макс. 14 / 2.5 (50%)
Толщина листов, мм
2+2 мм
Упаковочные размеры, мм
360х290х100
Вес брутто, кг
10
Ручные клещи для точечной контактной сварки — Tecna 7903
Артикул1128
Толщина лист/пруток, мм
2+2 / 6+6
Количество, т/час
500
Привод
ручной
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
14 кг
Вылет плеч, мм
150/250/350/500
Ручные клещи для точечной контактной сварки — Tecna 7911
Артикул1129
Толщина лист/пруток, мм
2,5+2,5 / 8+8
Количество, т/час
70
Привод
пневмо
Охлаждение
воздушное
Напряжение питания, В
380/2
Вес, кг
14 кг
Вылет плеч, мм
125/250/350/500
Ручные клещи для точечной контактной сварки — Tecna 7915
Артикул1130
Толщина лист/пруток, мм
2+2 / 6+6
Количество, т/час
700
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
15 кг
Вылет плеч, мм
150/250/350/500
Клещи для контактной точечной сварки — Tecna 7913
Артикул1131
Толщина лист/пруток, мм
2+2 / 6+6
Количество, т/час
700
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
19 кг
Вылет плеч мин/макс,мм
150/250/350/500
GYSPOT 32D-С Многофункциональный сварочный аппарат двухсторонней точечной сварки
Артикул1622
Максимальный ток, А
10500 A
Эффективный сварочный ток
7500 A
Напряжение питания, В
32А, 400В 3ф, 50 Гц
Вес, кг
100 кг
Габариты, мм
55x75x190 см
GYSPOT 32D-X Многофункциональный сварочный аппарат двухсторонней точечной сварки
Артикул1623
Максимальный ток, А
10500 A
Эффективный сварочный ток
7500 A
Напряжение питания, В
32А, 400В 3ф, 50 Гц
Вес, кг
100 кг
Габариты, мм
55х75х190 см
Клещи для точечной контактной сварки — Tecna 3321
Артикул1132
Толщина лист/пруток, мм
3+3 / 10+10
Количество, т/час
840
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
46 кг
Вылет плеч мин/макс,мм
190/650
Клещи для точечной контактной сварки — Tecna 3322
Артикул1133
Толщина лист/пруток, мм
4+4 / 14+14
Количество, т/час
960
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
52 кг
Вылет плеч мин/макс,мм
190/800
Подвесные клещи контактной сварки — TECNA 3324
Артикул1135
Толщина лист/пруток, мм
3,5+3,5 / 12+12
Количество, т/час
960
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
55 кг
Вылет плеч мин/макс,мм
250/650
Подвесные клещи контактной сварки — TECNA 3323
Артикул1134
Толщина лист/пруток, мм
4+4 / 14+14
Количество, т/час
960
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
53 кг
Вылет плеч мин/макс,мм
5/20
Клещи для точечной контактной сварки — Tecna 3327
Артикул1136
Толщина лист/пруток, мм
5+5 / 16+16
Количество, т/час
480
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
76 кг
Вылет плеч мин/макс,мм
255/1030
Клещи для точечной контактной сварки — Tecna 3328
Артикул1137
Толщина лист/пруток, мм
5+5 / 16+16
Количество, т/час
480
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
78 кг
Вылет плеч мин/макс,мм
255/820
Подвесные клещи для контактной сварки — Tecna 3032N
Артикул1138
Толщина лист/пруток, мм
4+4 / 18+18
Количество, т/час
600
Привод
пневмо
Охлаждение
водяное
Напряжение питания, В
380/2
Вес, кг
71 кг
Вылет плеч мин/макс,мм
—
Аппарат точечной сварки BLUEWELD DIGITAL PLUS 9000 AQUA 823322
Артикул947
Сварочный ток, А
7000
Напряжение питания, В
380
Максимальная мощность сварки, кВА
47
Номинальная мощность при 50% нагрузке (водное охлаждение), кВА
11
Максимальная толщина свариваемого материала, мм
3+3
Машина контактной сварки Tecna 7630CA/220
Артикул1206
Напряжение питания, В
220В/50 Гц
Номинальная мощность при 50 %,
0. 8 кВА
Максимальная мощность в режиме сварки
5.2 кВА
Ток короткого замыкания во вторичной обмотке
2.5 кА
Напряжение вторичной обмотки при отсутствии нагрузки
2.6 В
Плавкие предохранители
16 А
Степень защиты
IP 21
Уровень шума, дБ
<70 дБ
Усилие на инструмент в момент приварки
15-25 даН
Аппарат точечной сварки NORDBERG WS5 (220В)
Артикул172
Потребляемая мощность, кВт
16 кВт
Максимальный сварочный ток, А
4000 А
Входной ток
42 А
Система регулировки времени
0-99 мс
Выходное напряжение
AC 6В–10В Нагрев угольным электродом; AC 1В–12В Приварка шайб; AC 1В–13В Сваривание металлов
Режимы операций
А. В.С.
Габариты, мм
620х450х980 мм
Упаковочные размеры, мм
620*450*980
Вес, кг
73 кг
Аппарат точечной сварки NORDBERG WS6 (220 В / 380 В)
Артикул170
Потребляемая мощность, кВт
19 кВт
Напряжение питания, В
220В/380В
Входной ток
50 А
Максимальная толщина свариваемого материала, мм
0,8+0,8 мм
Максимальный сварочный ток, А
5000 А
Упаковочные размеры, мм
430х700х960
Вес, кг
77 кг
Аппарат точечной сварки NORDBERG WS9 (380В)
Артикул169
Потребляемая мощность, кВт
22 кВт
Выходное напряжение
380В, 50/60 Гц
Максимальный сварочный ток, А
5800 А
Входной ток
57 А
Система регулировки времени
0-99 мс
Максимальная толщина свариваемого материала, мм
1,0+1,2 мм
Упаковочные размеры, мм
560х670х950
Вес, кг
97 кг
TECNA 3460N/380 auto
Артикул1208
Ток короткого замыкания, А
4500
Охлаждение
воздушное
Вес, кг
28 кг
Аппарат контактной сварки Blueweld Digital Plus 5500 (с набором 802832) — 220В (823323)
Артикул897
Мощность при нагрузке 50%, кВт
3
Максимальная толщина свариваемого материала, мм
1,5 + 1,5
Сварочный ток, А
3000
Напряжение питания, В
1×220
Максимальная мощность, кВт
11
Аппарат точечной сварки c клещами NORDBERG WS10 (380В)
Артикул168
Потребляемая мощность, кВт
26. 8 кВт
Выходное напряжение
380В, 50/60 Гц
Максимальный сварочный ток, А
9900А
Входной ток
60А
Система регулировки времени
0-99 мс
Максимальная толщина свариваемого материала, мм
1,0+1,5 мм. (2,5+2,5 мм. клещи)
Вес, кг
144.3 кг
Упаковочные размеры, мм
810*610*1050
Производители в категории «Контактная сварка»
Преимущества сотрудничества с нашей компанией
Официальный дилер 54 производителей
Компания «ЦТО» является официальным дилером ведущих производителей автосервисного оборудования со всего мира
Более 15000 товаров в каталоге
В нашем каталоге представлен широчайший ассортимент товаров для автосервисов любого масштаба
Доставка по РФ и СНГ от 2 дней
Наша компания осуществляет прямые поставки оборудования от производителей через наиболее востребованные ТК
Сертифицированное оборудование
Весь ассортимент представленного оборудования из нашего каталога имеет сертификаты соответствия российского и международного стандарта
Сервисное обслуживание
Наши специалисты имеют компетенцию и аккредитацию по гарантийному и постгарантийному обслуживанию оборудования от компаний-производителей
Проектирование и монтаж «под ключ»
Проектировочный отдел нашей компании может разработать индивидуальный проект исходя из ваших требований и бюджета
Оставьте заявку на получение прайс-листа
Имя
Введите корректные данные
Телефон
Введите корректные данные
Почта
Введите корректные данные
я даю согласие на обработку персональных данных
Оставьте заявку на подбор аналога
Наш менеджер свяжется с вами и поможет подобрать аналогичный товар
Имя
Введите корректные данные
Телефон
Введите корректные данные
Почта
Введите корректные данные
я даю согласие на обработку персональных данных
Закажите подбор оборудования
Наш специалист свяжется с вами в ближайшее время
Имя
Введите корректные данные
Телефон
Введите корректные данные
Почта
Введите корректные данные
я даю согласие на обработку персональных данных
Закажите индивидуальный проект
Наши специалисты разработают для вас проект бесплатно
Имя
Введите корректные данные
Телефон
Введите корректные данные
Почта
Введите корректные данные
я даю согласие на обработку персональных данных
что это такое, где используется, характеристики, плюсы и минусы
Время на чтение: 2 мин
1487
Начинающие сварщики имеют приблизительное представление о разнообразии сварочных аппаратов. Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место.
Но сейчас выбор устройств большой. Кроме дуговой и полуавтоматической сварки есть еще точечная.
Чтобы практиковать такой вид сварки, надо знать, где она востребована, какой аппарат для этого нужен (с его плюсами и минусами) и можно ли его создать самостоятельно.
Содержание статьиПоказать
Особенности технологии
Разновидности сварочных аппаратов
Плюсы и минусы точечной сварки
Когда следует прибегать к точечной сварке
Особенности технологии
Точечная сварка – это процесс сваривания с применением высокочастотного тока, один из видов контактной сварки. Шов при такой работе состоит из нескольких сварочных точек. Точка получается, когда части свариваемого объекта зажимают между электродами.
Электроды закрепляют над и под металлом, в момент сжатия подают ток. От него плавится металл, электроды сдавливают его, в итоге получается точка. Такая работа возможна только с использованием особого оборудования. Иногда, в качестве вспомогательного элемента может применяться резиновая крошка.
Существуют небольшие аппараты для точечной сварки и большие агрегаты, используемые в промышленных масштабах. Сфера применения широкая, от машиностроения до бытовых нужд.
Разновидности сварочных аппаратов
Есть три подвида инверторов. Промышленные работают на производствах, где варят в больших объемах множество деталей часто из толстого металла. Такие аппараты большие, их не перемещают с места на место. Один из примеров – машина МТ 1928.
Профессиональные сварочные аппараты меньше промышленных, их можно брать с собой на выезд. Актуальны они для работы на стройке или в автосервисе.
Точечная сварка применяется в быту. Для этого покупают слабомощные модели или делают аппараты самостоятельно. Для мелкого ремонта такие самоделки вполне годятся.
Плюсы и минусы точечной сварки
Самое большое преимущество – скорость сварки. Самое простое устройство может создать больше сотни сварочных точек за минуту. Человек не сможет сварить с такой скоростью, как варит аппарат.
Работа проходит быстро и точно даже с толстым металлом (около двух сантиметров). За это эти аппараты часто используют при изготовлении и ремонте автомобилей.
Еще один плюс – дешевая сварка. Большие аппараты (промышленный и профессиональный) дорогие, но чтобы они работали, нужен только электрический ток и несколько электродов, которые служат долго.
Контактная сварка – несложный процесс, с ней справится и самоучка. Не надо учитывать расход инструмента, следить за ровностью шва, зажигать дугу.
По этой причине точечная сварка применяется на конвейере. С ее помощью можно не тратить много денег на производство и получать большой КПД от сварки.
В вопросе потребления электричества этот тип инвертора радует – такие аппараты экономичны за счет быстрой работы.
К преимуществам также относится простота исполнения и возможность применить ее ко всем сферам. Сварить точками можно любой металл, даже цветной, толщиной до 20 мм. Чтобы получить хороший результат, надо грамотно выставить настройки.
Есть у точечной сварки и минусы. Хотя это довольно производительный процесс, она не подходит для работы с очень толстыми деталями. Потолок – толщина 20 миллиметров. Если варить более толстые металлы, точка будет непрочная и быстро сломается.
Иногда устройства для точечной сварки бывают очень большими. Обычно это устройства на производстве. Но это относится только к стационарному оборудованию, аппараты для бытового пользования небольшие.
Шов, получаемый при такой сварке, неаккуратный. Такая работа не подойдет для художественной ковки. Так варят только детали, которые не будут стоять на виду, например, кузов машины изнутри. Незаменима точечная сварка при создании временных швов.
Главный недостаток – опасность для работающего. Большинство тех, кто видел процесс точечной сварки, думает, что это безопасно, чем варить дугой или с помощью газами.
Во время работы сварщик манипулирует током с высоким напряжением, а это крайне опасно для жизни. Новичок может отдавить себе пальцы устройством, лишиться зрения или заработать ожог.
Так что во время работы следует не забывать о безопасности и надевать спецовку.
Когда следует прибегать к точечной сварке
Это одна из самых популярных разновидностей. С ее помощью получаются прочные швы без использования обычных электродов и других материалов.
Для работы нужен только аппарат, выдающий ток с высокой частотой. Это расплавляет металл и формирует сварочные точки.
Аппарат для такой сварки можно сделать самостоятельно из старого аппарата (из него в принципе можно сделать множество видов сварочников).
Чтобы получить точечный аппарат, нужно купить контроллер. Так можно получить работающее устройство, которое выручит дома.
Справочный центр — Spot Weld, Inc.
Аппараты точечной сварки с прессованием
Сварочные аппараты прессового типа станут вашим самым универсальным типом контактной сварки. Это рабочая лошадка отрасли. Главное, что нужно понять о сварочных аппаратах типа Press (и чем они отличаются от сварочных аппаратов типа Rocker Arm), заключается в том, что верхний поршень опускается линейно. Это не похоже на сварочный аппарат типа Rocker Arm, чьи сварочные электроды эффективно вращаются на месте.
Некоторые случаи, когда сварщик типа Press действительно вступает в игру, когда:
Приварные шпильки или приварные гайки
Применения с высоким усилием электрода
Выступающая сварка
Использование специального инструмента для закрепления детали
Необходима частая смена инструмента
Сварочные аппараты для точечной сварки в проекционном стиле
Основное отличие аппаратов для сварки в прессе от сварочных аппаратов в проекционном стиле заключается в нижнем колене. Сварочный аппарат для точечной сварки традиционно имеет круглое нижнее плечо, в то время как аппарат для проекционной сварки имеет нижнее колено коробчатой конструкции для установки инструментов и приспособлений. Обычно плиты с Т-образными пазами устанавливаются на аппарат для рельефной сварки, чтобы обеспечить быструю смену инструментов. Вы когда-нибудь видели плиты с Т-образными пазами на вертикально-фрезерном станке или сверлильном станке? Это подходит для той же цели.
Если сварочные кронштейны используются на плитах, они должны быть квадратными, чтобы их можно было установить на плоскую поверхность. Аппараты для проекционной сварки без плит обычно также имеют квадратные рычаги.
«Выступающий сварочный аппарат» назван так потому, что во многих металлических штамповках используются «выступы» сварного шва на детали, чтобы обеспечить одновременное выполнение нескольких сварных швов или обеспечить качественный сварной шов. Для одновременной сварки нескольких сварных швов обычно требуется большее усилие сварки, чем для традиционной точечной сварки, поэтому требуется более прочная рама, чтобы предотвратить изгиб при более высоких усилиях.
Комбинированные аппараты для точечной сварки с прессованием и проецированием
Комбинированные устройства с прессованием и проецированием обычно имеют нижнее колено коробчатой конструкции, которое удерживает круглую предплечье. Некоторые сварочные аппараты для комбинированной прессовой/проекционной сварки имеют как плиты, так и круглые сварочные рычаги, что обеспечивает наибольшую адаптивность.
Аппараты для точечной сварки с коромыслом
Аппараты для точечной сварки с коромыслом, благодаря своей конструкции, как правило, являются наиболее экономичным типом аппарата для точечной сварки. По этой причине они также чрезвычайно распространены. Удачно названный, верхний рычаг сварочного аппарата с качающимся рычагом поворачивается на место, а электрод следует за дугой, по существу «раскачивая» верхний рычаг до тех пор, пока электроды не соприкоснутся.
Одним из преимуществ станка с коромыслом является возможность быстрого изменения глубины горловины станка простым изменением длины рычага. Это может быть полезно для цеха, которому в один прекрасный день может понадобиться сварить трубу тонкого сечения диаметром 36 дюймов, а на следующий день потребуется сварить материал большого сечения, и он может использовать меньшую глубину шва.
Еще одна вещь, которую следует отметить в отношении аппаратов для точечной сварки с коромыслами, заключается в том, что при изменении глубины горловины вы также изменяете силу электрода, которую способна создать машина.
Конечно, как и в случае с любым аппаратом для точечной сварки, увеличивая горловину аппарата или сварочный зазор, вы уменьшаете максимально допустимый ток аппарата.
Машины для сварки швов
Вообще говоря, машины для сварки швов будут использовать два медных колеса с приводом от двигателя. Медные колеса катятся друг о друга. Когда сталь (или другой листовой металл) помещается между двумя вращающимися колесами, а на медные колеса подается ток (с заданной силой), возникает «непрерывный» сварной шов. (Сварочный ток обычно импульсный, но конечным результатом является идеальное герметичное соединение).
Накатные ролики часто используются для сварки материалов с покрытием, таких как оцинкованные, алюминизированные и оцинкованные. Колесо с накаткой будет перемещаться по внешнему краю колеса (колес) по касательной и эффективно «очищать» свариваемую поверхность во время вращения колес. Иногда колеса с накаткой фактически приводят в движение шовные колеса.
A Машина для сварки швов сопротивлением по окружности сваривает слева направо (или наоборот, в зависимости от направления вращения двигателя).
Сварщик продольных швов с сопротивлением сваривает «внутри и снаружи» машины, с точки зрения оператора, стоящего перед машиной. Опять же, в зависимости от конфигурации машины, вы можете выполнять сварку с материалом, выходящим из машины, или с входящим материалом.
Скоростная шовная сварка использует модифицированный аппарат для точечной сварки, чтобы выполнить несколько точечных сварок подряд, слегка перекрывая друг друга, чтобы получился шов. Это можно сделать быстро, но это не так быстро и просто в использовании, как традиционный сварочный аппарат.
Аппараты для стыковой сварки
Аппараты для стыковой сварки используются для соединения двух концов профиля. Сплошная проволока, стержень квадратной/круглой/прямоугольной/шестигранной/другой формы, секции труб и многое другое можно сваривать встык. Удлинители буровой штанги, пильные полотна и формовочные машины с подачей проволоки используют в своем процессе сварку встык.
Другие типы сварочных аппаратов
Настольный сварочный аппарат
Сварочный аппарат «Точка»
Аппарат для стыковой сварки оплавлением
Сварочный аппарат для тяжелых условий эксплуатации
Сварочный аппарат с двумя головками
Ручной сварочный пистолет
Сварочный пистолет с сервоприводом
Микросварочный аппарат
Эконом сварщик
Сварочный аппарат с емкостным разрядом
Сварочный аппарат с несколькими пистолетами для сквозной сварки
Среднечастотный сварочный инвертор постоянного тока (MFDC)
Выбор насосной станции для дачи – ответственная задача, от решения которой зависит бесперебойность работы и комфорт использования системы автономного водоснабжения. С помощью НС можно организовать стабильную подачу воды из водоема, искусственного резервуара, колодца или скважины в любую точку дачного хозяйства или другого объекта. При этом следует обеспечить достаточный напор для комфортного использования системы.
Ключевые компоненты насосной станции – электродвигатель, самовсасывающий насос, гидроаккумулятор и реле, отвечающее за автоматизацию работы агрегата и поддержание в баке установленного уровня давления. Электронасос забирает воду из источника и подает в гидробак, где она содержится под давлением (для обеспечения требуемого напора). Реле контролирует уровень давления, автоматически включает и отключает агрегат.
Главные рабочие параметры НС – мощность и производительность. Для дач и частных домов применяются установки мощностью 600–1500 Вт. Рекомендации по производительности дает организация, выполняющая буровые работы. Ориентировочная производительность НС для дачного хозяйства составляет 1–7 м3/ч, в зависимости от масштабов водопотребления. При необходимости подходящую производительность можно рассчитать самостоятельно.
Критерии выбора
Остановимся подробнее на том, как правильно выбрать насосную станцию для дачи. При подборе модели нужно учесть следующие параметры:
Глубина всасывания – рассчитывается от НС до уровня водозабора в скважине или колодце. Кроме глубины до водного зеркала, учитывается и удаленность станции от источника по горизонтали. Но при расчетах учитывается, что по горизонтали электронасосу легче качать воду примерно в 10 раз, чем по вертикальной трубе. Глубина всасывания у большинства НС составляет 8 м по вертикали (или 80 м по горизонтали). Таким образом, чем глубже источник, тем ближе к нему нужно устанавливать НС, и наоборот. Например, при глубине колодца 5 м (до 1-го зеркала воды) можно установить НС с глубиной всасывания 8 м на удалении до 30 м. Если же источник глубокий, придется установить НС рядом с ним (в утепленном и изолированном от влаги приямке) или использовать погружной насос.
Высота напора – расстояние от НС до точек водоразбора (кранов, сантехнических приборов, бытовой техники). Обычно этот параметр достигает 40–50 м.
Объем потребления воды. Для семьи из 3–4 человек рекомендуется накопительный бак на 20–24 л.
Мощность двигателя. Подходящее значение зависит от числа точек водоразбора. Обычно для небольшого дачного дома достаточно мощности 600 Вт, для среднего – 750–1000 Вт, для большого – 1600 Вт. Желательно выбирать мощность с запасом, чтобы мотор не работал на пределе возможностей.
Производительность НС – объем, перекачиваемый за час. Рассчитывается с учетом дебита источника. Дебит можно посмотреть в паспорте источника или рассчитать самостоятельно. Для этого нужно в течение часа откачивать воду и наблюдать за перемещением водного зеркала. Обычно для дачи достаточно НС производительностью 600–1000 л/ч, для постоянно используемого дома – 3000–7000 л/ч. Считается, что на 1 кран или другую точку водоразбора нужна производительность 14 л/мин.
Характеристики гидроаккумуляторов
Гидроаккумулятор – не обычный бак-накопитель, который приходится размещать выше кранов. Его можно расположить в любом удобном месте: в подвале, техническом помещении, пристройке. Независимо от местоположения, гидробак создаст необходимое давление воды и подаст ее под необходимым напором.
Гидроаккумулятор имеет корпус из окрашенной стали или нержавейки:
модели из нержавейки дороже и долговечнее, рекомендуются для монтажа в приямке, в условиях повышенной влажности и температурных перепадов;
стальные баки для защиты от коррозии окрашиваются по особой технологии, считаются оптимальным решением по соотношению качества и вложений.
Внутри корпуса размещается резиновая груша для содержания воды. Корпус заполнен сжатым воздухом, который сдавливает грушу. По мере ее наполнения давление повышается, по достижении нужного значения срабатывает реле, и наполнение груши прекращается. При расходовании воды давление в баке постепенно уменьшается, и реле инициирует включение электронасоса.
При выборе гидробака обязательно учитываются объемы потребления воды, ведь от его вместимости зависит частота срабатывания электронасоса и его износ. Но и покупать бак с большим запасом нецелесообразно, т.к. вода должна обновляться и не застаиваться.
Рекомендуемый объем гидроаккумулятора зависит от числа пользователей:
для 1 человека – достаточно бака на 18–24 л;
для 2–4 пользователей – 50–80 л;
для 4–6 человек – 100 л.
Для дачи, где водоснабжение нужно не постоянно, подойдет и мини-станция с гидробаком до 20 л. Но если планируется полив огорода или другие объемные затраты воды, выбирайте бак вместимостью от 50 л.
Давление в гидробаке
В вопросе, как подобрать насосную станцию для дачи, есть масса нюансов. Среди них – обозначенная в паспорте оборудования величина давления. Этот параметр обратно пропорционален объему воды в баке: чем больше ее запас, тем слабее напор. Для периодического использования автономного водопровода на даче достаточно величины в 1–2 бар, для небольшого коттеджа – 4 бар, для крупного особняка – 4–6 бар или больше.
Реле давления бывает:
Механического типа. В его конструкцию входит 2 гайки и 2 пружины. При снижении давления ниже определенного уровня крупная пружина выпрямляется и соединяет контакты, включая электронасос. При достаточном нагнетании срабатывает маленькая пружина – она отталкивает пластину из металла и размыкает цепь. Механическое реле эффективно решает свои задачи и допускает настройку под необходимые параметры.
Электронное реле – содержит находящийся в водной среде датчик. На компактную электронную плату поступает сигнал, инициирующий включение и отключение двигателя. Есть возможность точно выставить граничные значения давления, оберегая систему от гидравлического удара. Управление настройками максимально простое и обычно выполняется 2 кнопками.
В рейтинге, составленном по отзывам покупателей, по комфорту эксплуатации выигрывают насосные станции с электронным реле и дисплеем. На нем отображаются рабочие параметры и полезная информация, в т. ч. данные о возникших неполадках. Это позволяет своевременно заметить и ликвидировать проблему, избежав поломки оборудования.
Анализируем качество и долговечность
Рабочие части насоса подвержены мощным нагрузкам, поэтому нужно оценить материалы их изготовления. Если они некачественные, крыльчатка не выдерживает постоянных ударов водных струй и быстро выходит из строя. Разрушается рабочее колесо, подвергаются износу сальники. В результате приходится тратиться на ремонт или покупку нового оборудования.
Поэтому при выборе насосной станции рекомендуется отдавать предпочтение продукции надежных производителей и оценивать материал ее частей:
Корпус насоса – производится из пластика, чугуна, стали или нержавейки. Стальные варианты сочетают надежность и высокий ресурс при умеренной цене. Чугунные корпуса выносливы, но обходятся дороже. Пластик сочетает доступность, износостойкость, несклонность к коррозии и шумоизоляционные свойства.
Вал. В идеале производится из нержавейки, прошедшей термообработку.
Рабочее колесо. Самое надежное – из нержавейки. Достойная альтернатива – технополимер – абразивно стойкий синтетический материал, прочный и неподверженный коррозии.
Уплотнения. Признаком хорошего качества считается использование сальников в виде плетеного шнура из асбестовой нити с находящейся внутри проволокой из меди или латуни.
Защита от перегрузки и «сухого хода»
Сохранению работоспособности НС способствует применение защитных систем. Одна из опасных ситуаций для насоса – «сухой ход». Он происходит при критическом понижении водного зеркала, когда электронасос продолжает работать и качает воздух. В итоге не происходит охлаждения перекачиваемой жидкостью, насос перегревается и выходит из строя. Для недопущения «сухого хода» применяется гидропротектор – электронное реле, выключающее мотор при критическом опускании водного зеркала.
Продлевает ресурс электронасоса и предусмотренная защита от перегрузки и перегрева. Она останавливает работу оборудования при повышенных оборотах, не допуская его поломки. Защитные опции автоматизированы и работают на электронике, что приводит к удорожанию устройств. Но экономить на них не стоит, т.к. в конечном итоге их использование помогает избежать дополнительных расходов на ремонт оборудования.
Рекомендации по подключению НС
Перед тем, как выбрать и подключить насосную станцию для дачи, прислушайтесь к следующим советам:
Не размещайте НС поблизости со спальней или гостиной. Чтобы не слышать шум при ее работе, выберите для установки подвал или техническое помещение.
Помещение с НС необходимо утеплить, чтобы обеспечить ее функциональность при минусовых температурах. Также нужно обеспечить в нем вентиляцию – для защиты от конденсата.
Наружные трубы нужно размещать ниже уровня промерзания грунта.
Для погашения вибрации используйте резиновый коврик.
При 1-м включении заполните гидроаккумулятор водой.
Для защиты электронасоса от перепадов напряжения используйте стабилизатор.
В нашей предыдущей статье представлено объективное сравнение насосной станции и погружного насоса.
Как выбрать насосную станцию для дачи?
Сегодня комфортное времяпрепровождение в условиях дачного участка практически невозможно без надежной системы водоснабжения. Организация бытовой насосной станции – оптимальный вариант при наличии скважины или колодца. С ее помощью гарантируется подача воды в любом количестве и в любую точку загородного дома. Но перед ее покупкой следует разобраться в особенностях выбора.
Большинство дачников используют традиционный и самый простой способ организации водоснабжения – погружной скважинный насос. Принцип его работы достаточно прост: он включается каждый раз, когда в доме или на участке кто-то пытается воспользоваться сантехникой. Но здесь есть крайне важные нюансы:
насос не будет работать в условиях, когда уровень воды в скважине понижается, или наблюдаются скачки напряжения в сети, что на даче случается нередко;
при поливе насос работает постоянно, что может привести к его выходу из строя;
погружной насос не сможет поддерживать постоянное давление воды в системе водоснабжения дома.
Обезопасить себя от подобных ситуаций поможет бытовая насосная станция. Данная система устроена сложнее и включает в себя не только насос, но и накопительный резервный бак. Если подать воду по какой-либо причине не представляется возможным, в дело вступает данная емкость. Насос включается только при падении давления в системе. Надежность водоснабжения повышается в несколько раз.
Как организовать водоснабжение на даче?
Вариант 1. Насосная станция в сборе.
Насосная станция включает в себя бак для воды, поверхностный насос и манометр.
При выборе станции для дачи следует учитывать несколько важных моментов:
Мощность. От этого показателя зависит сколько потребителей вы сможете обеспечить. Мощность насоса должна быть ниже производительности скважины, иначе вода не будет успевать скапливаться, и начнутся перебои водоснабжения.
Накопительный бак (Ресивер). Важно заранее определиться с его объемом, который зависит от ваших потребностей. Существуют пластиковые и металлические баки. Последние при этом гораздо надежнее, но и стоят они дороже. Чем больше объем ресивера, тем меньше включений насоса потребуется для поддержания давления в системе водоснабжения.
Защита. Необходимо оградить бытовую насосную станцию от таких факторов, как перегрев или сухой ход. Для этого устанавливаются специальные защиты. Конструкция при этом удорожается, но зато вероятность аварии будет снижена практически до нуля.
Глубина всасывания. Внимание! Поверхностный насос не может качать воду с глубины более 8 метров.
Как решить эту задачу?
1. Опустить насосную станцию на уровень залегания воды;
2. Купить насосную станцию эжекторного типа (такая станция может забирать воду с глубины до 25 метров!)
Производитель. Конечно, доверять следует проверенным временем компаниям, таким как AL-KO и Patriot Garden.
Вариант 2. Погружной насос + накопительный бак для воды и манометр.
Этот способ идеален для организации водоснабжения из скважины глубиной больше 8 метров.
В этом случае Вам необходимо будет приобрести составляющие насосной станции отдельно. Отдельно приобрести насос и отдельно накопительный бак с манометром.
Насосная станция из насоса типа «Малыш»? Возможно ли?
«Малыш» – погружной вибрационный насос производства российской компании «Электродвигатель». Вариант на основе агрегата подобного типа может стать вариантом для многих дачников, которым не требуется большое количество потребителей (душ, умывальник, полив огорода и т.д.).
Как правильно выбрать насос для насосной станции — Часть 1
В этой серии блогов, состоящей из трех частей, мы рассмотрим тему насосов и то, как сделать лучший выбор насоса для вашей насосной системы или насосной станции. Romtec Utilities проектирует, проектирует, производит и поставляет насосные системы для всех видов применения. Сердцем нашей системы являются насосы. Многие владельцы и операторы насосных станций имеют твердое мнение о насосах, таких как бренды, стили и конфигурации. Работа с этими предпочтениями так же важна для успеха, как и сама помпа, но мы рассмотрим это позже. Сегодня мы рассмотрим требования к насосу. Существует много возможных сценариев, и Romtec Utilities может помочь вам найти лучший насос для удовлетворения потребностей вашего проекта.
Одним из первых требований при выборе насоса является перекачиваемая жидкость. Системы Romtec Utilities обычно перекачивают воду, такую как сточные воды, ливневые стоки или питьевую воду, но мы также разработали насосные системы для гликоля и других жидкостей. Насосы предназначены для работы в различных условиях, связанных с типом воды. Эти условия включают такие вещи, как наличие взвешенных твердых частиц, вязкость, шлам или чистая вода. Насосы предназначены для конкретных условий воды. Осевые насосы, например, отлично подходят для перекачки больших объемов воды под низким давлением, но их никогда не следует использовать для перекачки воды с взвешенными твердыми частицами. С другой стороны, насосы-измельчители лучше всего подходят для перекачивания навозной жижи. Обычно это означает перекачку сточных вод с твердыми частицами, которые могут быть превращены в суспензию до или во время цикла перекачки.
Понимание типа перекачиваемой воды укажет нашим инженерам правильное направление для выбора конкретного насоса, а требования к насосу помогут еще больше уточнить поиск. Каждая система будет иметь целевую скорость откачки и конкретные условия давления, с которыми должен работать насос. Выполнение этих требований сводится к пониманию конкретной кривой для каждого насоса. Кривая насоса представляет собой график, показывающий скорость откачки (обычно в галлонах в минуту, галлонов в минуту) в зависимости от давления (обычно в виде TDH, полного динамического напора). Линия графика изогнута, показывая, как конкретный насос будет работать в различных условиях. Идеальные условия откачки для насоса попадают в определенное окно на его кривой.
Кривая насоса выводится на основе других аспектов самого насоса. Наиболее важные соображения для кривой насоса связаны с размером насоса. Размер определяется напорным трубопроводом и мощностью двигателя насоса. Увеличивая или уменьшая мощность насоса от двигателя, можно изменить характеристику насоса. Это помогает производить насос, размер которого соответствует требованиям конкретного проекта. Управление мощностью насоса зависит от доступных двигателей насоса от производителя. Некоторые марки насосов имеют большую или меньшую гибкость в отношении мощности насоса. Однако в любом проекте мощность — не единственная инженерная тактика, используемая для удовлетворения конкретных требований к насосу.
Насосные системы редко проектируются с одним насосом, размер которого идеально подходит для выполнения требований по перекачиванию. Одной из причин использования более одного насоса является резервирование, а другой причиной является увеличение производительности системы. Это конфигурация насоса. Насосные станции часто называют симплексными, дуплексными, тройными, квадраплексными и т. д., в зависимости от количества насосов. Это позволяет насосной станции «увеличивать» скорость откачки для удовлетворения более высоких требований к перекачиванию. Если один насос не может справиться с притоком к насосной станции, может включиться другой насос, чтобы увеличить скорость откачки. Используя характеристики насосов и мощность в лошадиных силах, насосы выбираются в соответствии с конкретными требованиями в конкретной конфигурации насоса.
Наилучшей конфигурацией обычно является дуплексная конфигурация. В нем используются два насоса, поэтому он имеет резервирование и может циклически включаться между насосами для уменьшения износа. Это также означает, что вам нужно купить только два насоса. Однако по мере того, как требования становятся более строгими, они могут продвигать конфигурацию насоса в сторону тройной системы или выше. Хотя эти конфигурации стоят дороже, они позволяют одной системе обрабатывать гораздо более широкий диапазон потоков, что почти всегда более экономично, чем использование нескольких систем. Это также относится к бустерным насосным станциям, которые регулируют скорость откачки в соответствии с требованиями к давлению. Конфигурации насосов важны для проектирования насосных станций, чтобы соответствовать требованиям к перекачиванию, которые могут быть связаны с расходом, уровнем или давлением.
В этом блоге мы рассмотрели некоторые распространенные сценарии при решении различных задач по прокачке. Эти требования сосредоточены на типе воды, скорости потока и давлении. Выбор насоса зависит не только от требований, однако для наилучшего выбора насоса также необходимо учитывать размер и конфигурацию насоса. В следующем блоге мы рассмотрим сам насос. Как конструкция насоса, его компоненты и доступный источник питания влияют на правильный выбор насоса? Romtec Utilities рассмотрит эти темы в следующем выпуске этой серии блогов о том, как правильно выбрать насос.
Romtec Utilities
Адрес: 18240 N. Bank Road Roseburg, OR 97470
Контактная информация: Свяжитесь с нами Телефон: (541) 496-9678 rusales@romtec. com 30 9590 Факс 4:19590
Career Opportunities
Часы работы: 7:00–16:30 по тихоокеанскому времени с понедельника по пятницу.
ЕСЛИ ВЫ ЗВОНИТЕ В НЕрабочие часы или в праздничные дни: Пожалуйста, оставьте телефонное сообщение. Ваш звонок будет возвращен на следующий рабочий день.
Продукция
Станции подъема сточных вод
Насосные станции ливневых стоков
Промышленные подъемные станции и системы повторного использования
В предыдущем блоге мы обсуждали насосы и то, как конкретные системные требования, такие как тип воды, расход, давление и конфигурация, влияют на правильный выбор насоса. На этой неделе мы рассмотрим сам механизм прокачки. Существует много стилей насосов, и среди стилей есть разные компоненты, влияющие на насос. Кроме того, мы рассмотрим, как доступная мощность сети может повлиять на работу насоса. Эти темы предназначены для того, чтобы дополнительно помочь определить ключевые области понимания, необходимые для правильного выбора насоса для любых и всех проектов насосных станций. Теперь поговорим о конструкциях насосов.
Доступны насосы различных конструкций. Существуют насосы для поверхностного монтажа, разъемные, турбинные, самовсасывающие, объемные и многие другие. Наиболее часто используемым насосом Romtec Utilities является погружной центробежный насос. Каждая конструкция предлагает преимущества, которые могут сделать один тип предпочтительнее другого для конкретного применения. При выборе хорошего насоса, как правило, предпочтение отдается надежности, простоте обслуживания и стоимости при рассмотрении конструкции насоса. Многие насосные станции расположены в отдаленных районах, что делает погружные насосы идеальными, поскольку они надежны и недоступны для потенциальных вандалов. На промышленных объектах или очистных сооружениях, находящихся под присмотром сотрудников, насосы, устанавливаемые на поверхность, или самовсасывающие насосы имеют лучший доступ для обслуживающего персонала без увеличения риска вандализма.
Помимо внешних факторов, есть и другие причины для выбора одной насосной технологии над другой. В первом блоге мы обсуждали типы воды и характеристики насоса. Оба эти фактора могут значительно изменить наиболее подходящую конструкцию насоса. Если вода очень вязкая, например, маслянистая, лучше всего подойдет поршневой насос. Чистая вода бывает разной. Турбинные насосы, например, способны перекачивать большие объемы чистой воды под высоким давлением, а осевые насосы также могут перекачивать большие объемы чистой воды, но не могут перекачивать при очень высоком давлении. Каждая конструкция насоса имеет свои сильные и слабые стороны, связанные с перекачиваемой водой.
Что касается осевых насосов, то в этих насосах для перекачки воды используется пропеллер. Гребные винты перекачивают воду за счет преобразования вращательного движения в линейное за счет шага лопастей гребного винта. Поскольку гребные винты напрямую передают энергию воде посредством контакта, твердые частицы в воде могут повредить функциональность гребного винта. Крыльчатки качают воду по-другому. Рабочие колеса передают центробежную энергию воде. Эта сила создает низкое давление (всасывание) в центре рабочего колеса и высокое давление на стенки насоса, называемые улиткой. Форма улитки создает поток от рабочего колеса в трубопровод. Поскольку крыльчатки развивают поток, создавая зоны высокого и низкого давления, они могут перемещать некоторые твердые частицы без прямого контакта.
Однако некоторые рабочие колеса предназначены для контакта с твердыми телами. Это так называемые режущие насосы, которые представляют собой один из типов насосов для измельчения. Насосы для мацерации используют рабочие колеса и разработаны специально для обработки твердых веществ. Их также называют насосами для работы с твердыми частицами. Некоторые стили, такие как насосы для резки, резки и измельчения, разрезают твердые частицы и пропускают их до определенного диаметра. С другой стороны, насосы-измельчители измельчают твердые частицы в суспензию. Механизм измельчения, отдельный от крыльчатки, создает суспензию. Способ прохождения твердых частиц зависит от того, является ли рабочее колесо закрытым, открытым или полуоткрытым. Как правило, тип используемого рабочего колеса связан с предотвращением засорения, но рабочие колеса также могут быть модифицированы для достижения определенной характеристики насоса.
Последний ключевой аспект конструкции насоса связан конкретно с двигателем насоса. Это блок питания. Электропитание является одним из наиболее важных, но наименее понятных качеств функциональности помпы. Источник питания доступен либо в однофазном, либо в трехфазном режиме, и оба типа не всегда доступны в каждом месте. Для насосов трехфазное питание является наиболее надежным и эффективным источником питания, но в сельской местности и жилых районах однофазное питание может быть единственным доступным источником питания. Однофазная мощность может питать только двигатель насоса мощностью примерно до 5 л.с., и если это насос измельчителя, однофазная мощность, вероятно, недостаточна для питания измельчителя через взвешенные твердые частицы. В некоторых случаях можно сконфигурировать насосную систему с насосами, которые могут использовать однофазное питание, но более вероятно, что потребуется трехфазное питание.
Если ваши потребности в перекачивании, такие как использование насосов-дробилок, требуют трехфазного питания, источник питания должен быть либо доставлен коммунальной энергокомпанией, либо его можно преобразовать из однофазного питания на месте. Что касается источника питания, доступная мощность может определять выбор насоса, но довольно часто выбор насоса диктует требования к мощности. Трехфазное питание более эффективно, и насосы могут работать при меньшем напряжении. Правила NFPA для опасных зон, таких как сточные воды, определяют максимальное напряжение в колодце. Если погружные насосы используются во взрывоопасных зонах, трехфазное питание поможет поддерживать электропитание в установленных пределах. Только однофазные погружные насосы не всегда подходят. Romtec Utilities всегда рекомендует использовать трехфазный источник питания, если это вообще возможно.
Выбор насоса не ограничивается только насосной станцией и включает в себя конструкцию самого насоса. В дополнение к типу воды, характеристике насоса и конфигурации насоса аспекты конструкции насоса одинаково важны для правильного выбора насоса. Сегодня мы рассмотрели, как конструкция насоса, крыльчатка и двигатель/источник питания также могут повлиять на выбор насоса.

 ru
ru
 Мы производим красивые и качественные конструкции, которые вы можете использовать во всех видах деятельности в жизни. Мы очень рады представить вам наши качественные и мягкие, модные футболки. Делая вас счастливыми, мы делаем счастливыми…
Мы производим красивые и качественные конструкции, которые вы можете использовать во всех видах деятельности в жизни. Мы очень рады представить вам наши качественные и мягкие, модные футболки. Делая вас счастливыми, мы делаем счастливыми…


 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4dzzzbqroe&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4dzzzbqroe&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4dzzzbqroe&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4dzzzbqroe&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4dzzzbqroe&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4dzzzbqroe&sr=everywhere»>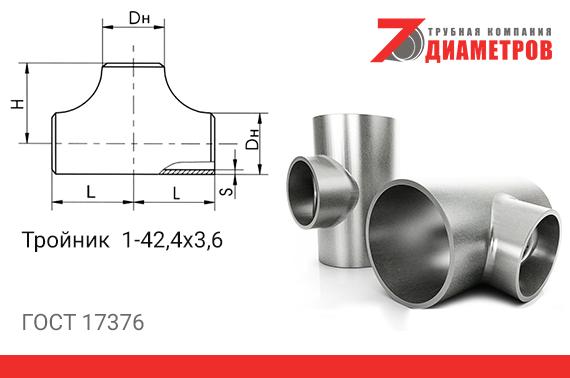 jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4dzzzbqroe&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4dzzzbqroe&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4dzzzbqroe&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4dzzzbqroe&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4dzzzbqroe&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4dzzzbqroe&sr=everywhere»> jsp?/category/moen/_/N-zbq6mw&n=zbq4dzzzbqroe&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/moen/_/N-zbq6mw&n=zbq4dzzzbqroe&sr=everywhere» data-category-url=»/category/moen/_/N-zbq6mw&n=zbq4dzzzbqroe&sr=everywhere»>
jsp?/category/moen/_/N-zbq6mw&n=zbq4dzzzbqroe&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/moen/_/N-zbq6mw&n=zbq4dzzzbqroe&sr=everywhere» data-category-url=»/category/moen/_/N-zbq6mw&n=zbq4dzzzbqroe&sr=everywhere»> jsp?/category/proflo/_/N-zbq6na&n=zbq4dzzzbqroe&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4dzzzbqroe&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4dzzzbqroe&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbq4dzzzbqroe&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4dzzzbqroe&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4dzzzbqroe&sr=everywhere»>

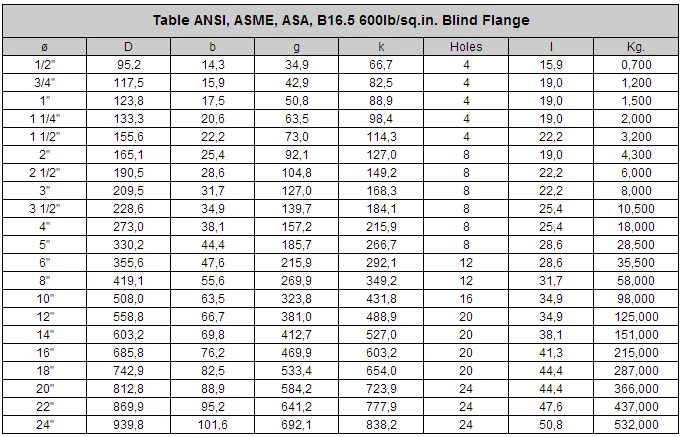
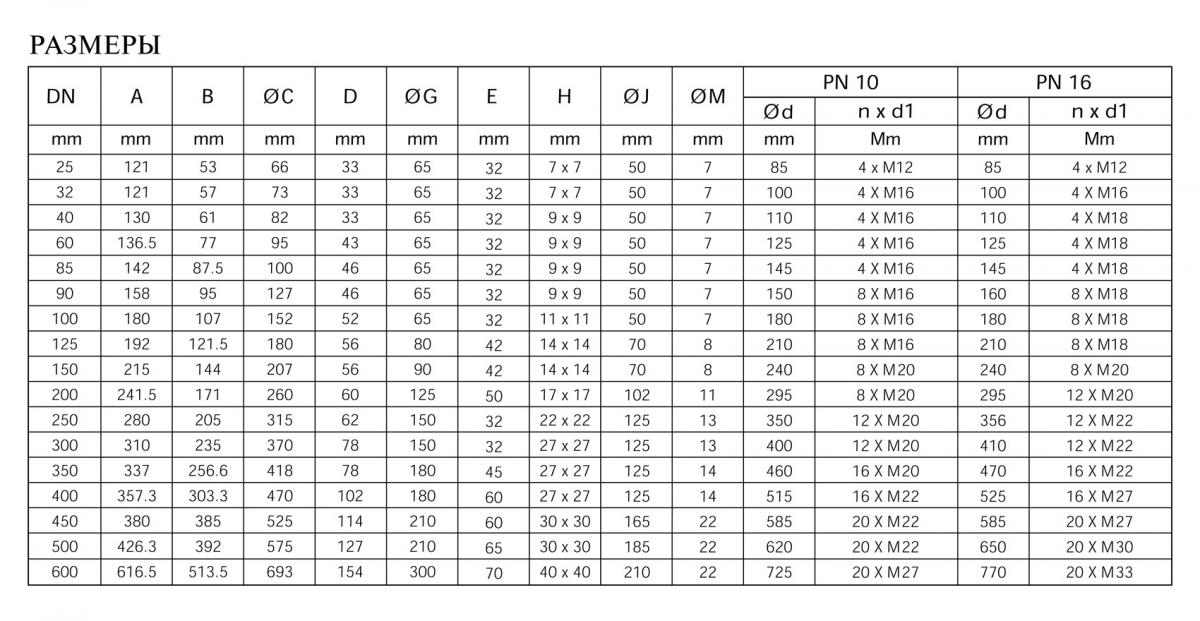 200.
200.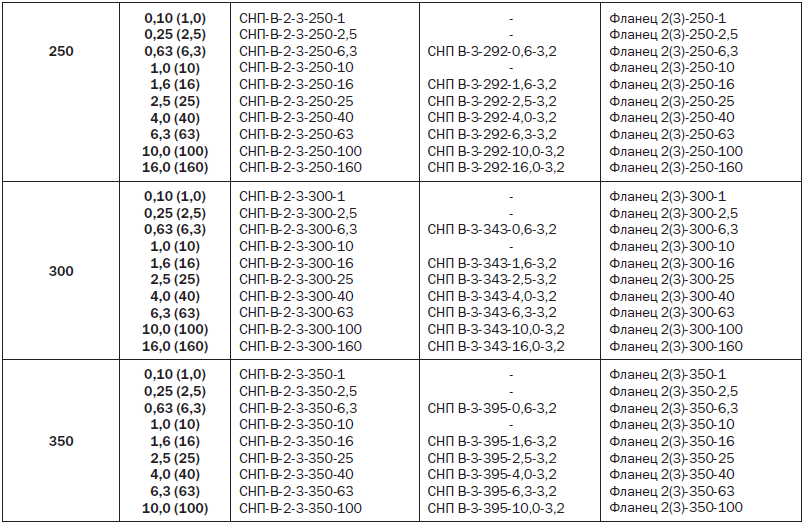 ) х Высота, толщина (мм.) (Вес (кг.))
) х Высота, толщина (мм.) (Вес (кг.))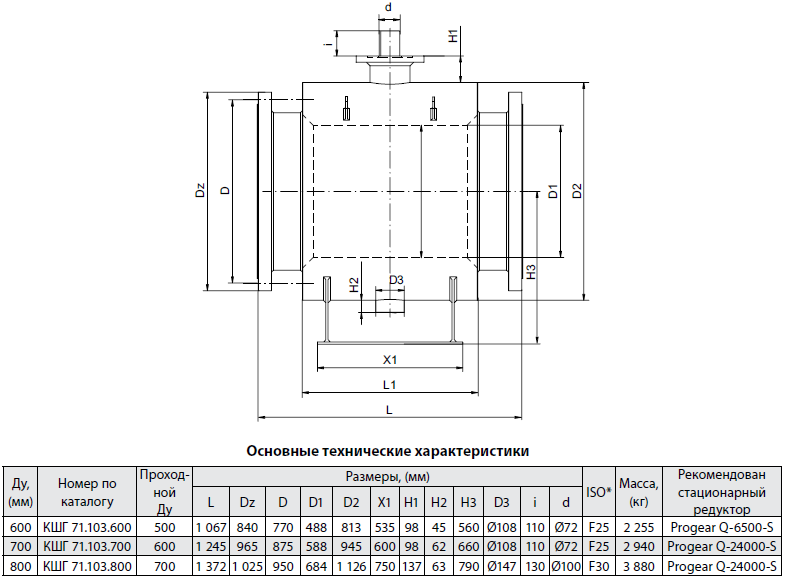 ) х Высота=Толщин (мм.) (Масса(кг.))
) х Высота=Толщин (мм.) (Масса(кг.)) Мы можем производить широкий диапазон размеров и форм большого диаметра, часто используя подходящие конструкционные материалы для каждого применения. И поскольку они являются продуктами Riddhi Siddhi Metal Impex, вы можете быть уверены, что получите эти сверхмощные механизмы на световые годы раньше предполагаемого распределения других благотворителей. Проверьте Таблица размеров фланцев с указанием веса прямо сейчас. Riddhi Siddhi Metal Impex является одним из ведущих производителей фланцев в Мумбаи, Индия.
Мы можем производить широкий диапазон размеров и форм большого диаметра, часто используя подходящие конструкционные материалы для каждого применения. И поскольку они являются продуктами Riddhi Siddhi Metal Impex, вы можете быть уверены, что получите эти сверхмощные механизмы на световые годы раньше предполагаемого распределения других благотворителей. Проверьте Таблица размеров фланцев с указанием веса прямо сейчас. Riddhi Siddhi Metal Impex является одним из ведущих производителей фланцев в Мумбаи, Индия. 1
1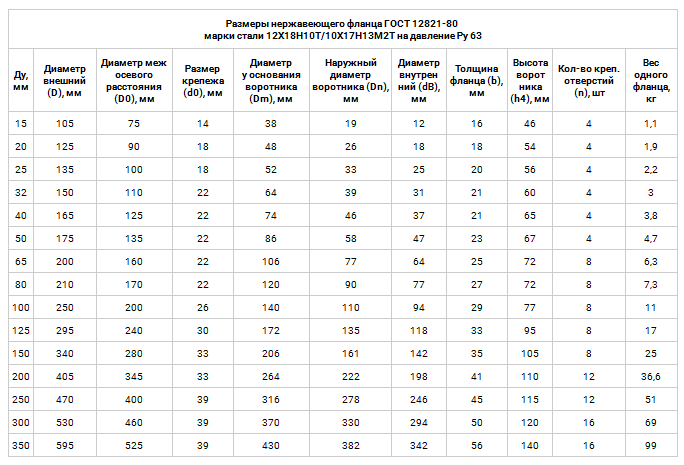 5 Таблица масс
5 Таблица масс 6
6 5 Таблица масс
5 Таблица масс 1
1 5 Таблица масс
5 Таблица масс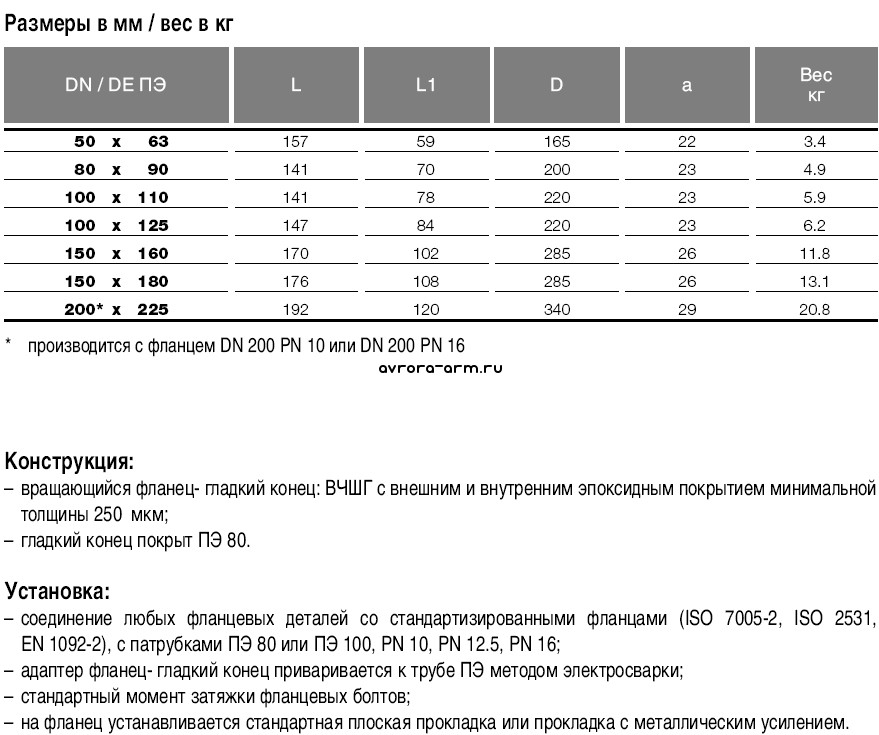 1
1 4
4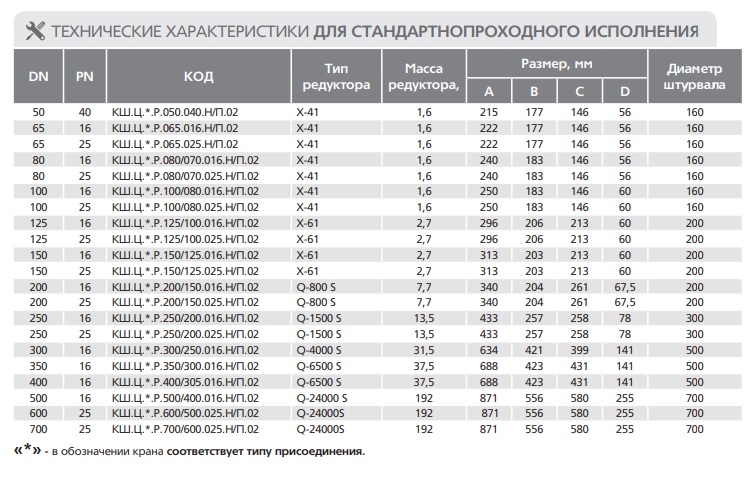 1
1 4
4 1500 # ВЕС
1500 # ВЕС 1500 # ВЕС
1500 # ВЕС 5, ANSI B16.47 серии A и B, MSS SP44, ASA, API-605, AWWA, пользовательские чертежи
5, ANSI B16.47 серии A и B, MSS SP44, ASA, API-605, AWWA, пользовательские чертежи
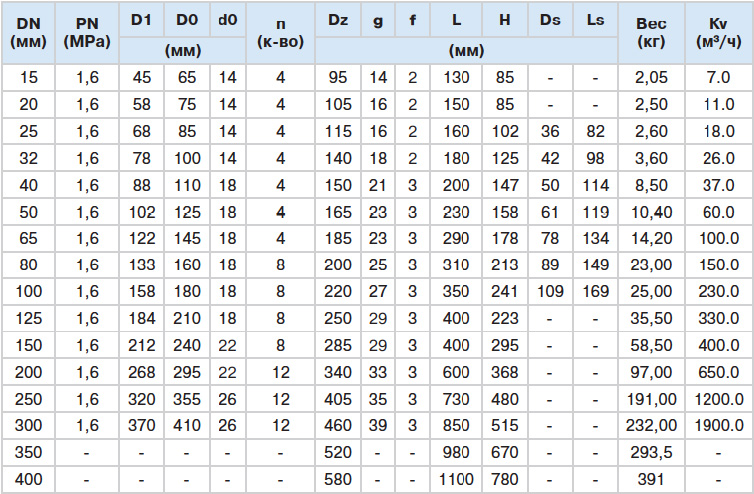 5 Фланцы с приварной шейкой, ansi B16.47 Фланцы с приварной шейкой, Din Фланцы с приварной шейкой, jis Фланцы с приварной шейкой и uni Weld Neck фланцы Стандарты
5 Фланцы с приварной шейкой, ansi B16.47 Фланцы с приварной шейкой, Din Фланцы с приварной шейкой, jis Фланцы с приварной шейкой и uni Weld Neck фланцы Стандарты 5 FLANDE HEAKED 900LB
5 FLANDE HEAKED 900LB 2, S235JRG2, P250GH, C22.8, нержавеющая сталь: F304 F304L F316 F316L 316Ti, медь и т. д.
2, S235JRG2, P250GH, C22.8, нержавеющая сталь: F304 F304L F316 F316L 316Ti, медь и т. д. 70 A36, A694 F42, F46, F52, F60, F65, F70
70 A36, A694 F42, F46, F52, F60, F65, F70 .jpg) 2500 фунтов, стандарт DIN ND-6,10, 16, 25, 40 и т. д. PN6, PN10, PN16, PN25, PN40, PN64, PN100, PN160
2500 фунтов, стандарт DIN ND-6,10, 16, 25, 40 и т. д. PN6, PN10, PN16, PN25, PN40, PN64, PN100, PN160 ASME B16,5
ASME B16,5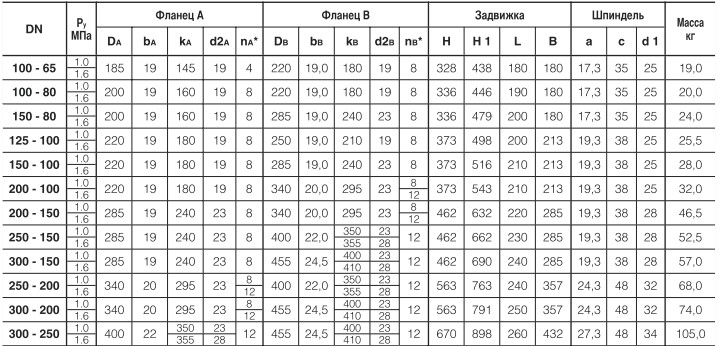 P.A., Italy
P.A., Italy 47 Накидные фланцы
47 Накидные фланцы 1-12.5 / Piece
1-12.5 / Piece США / шт.00 / шт.
США / шт.00 / шт.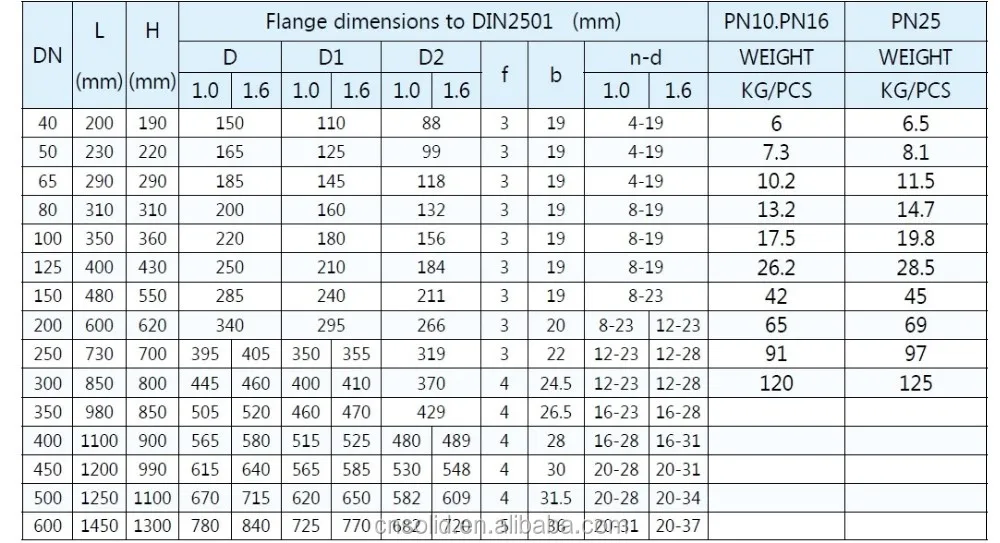

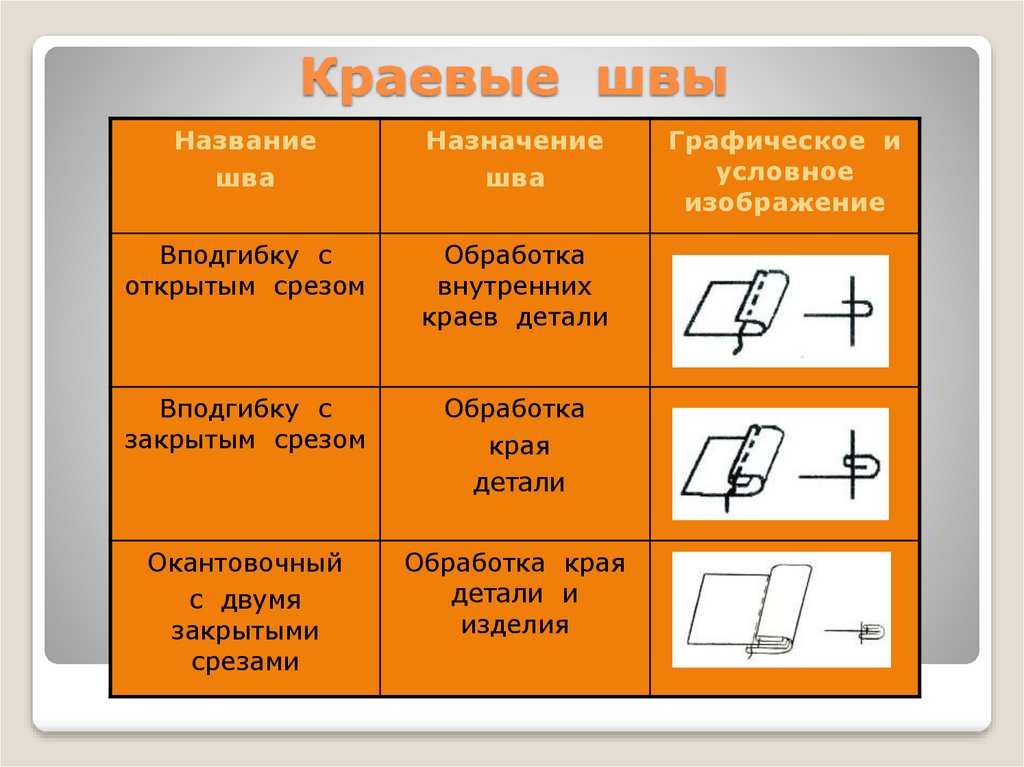 Есть модели швейных машин с расширенным набором декоративных строчек, например, Brother NV 350, Husqvarna Emerald 183 и некоторые другие.
Есть модели швейных машин с расширенным набором декоративных строчек, например, Brother NV 350, Husqvarna Emerald 183 и некоторые другие.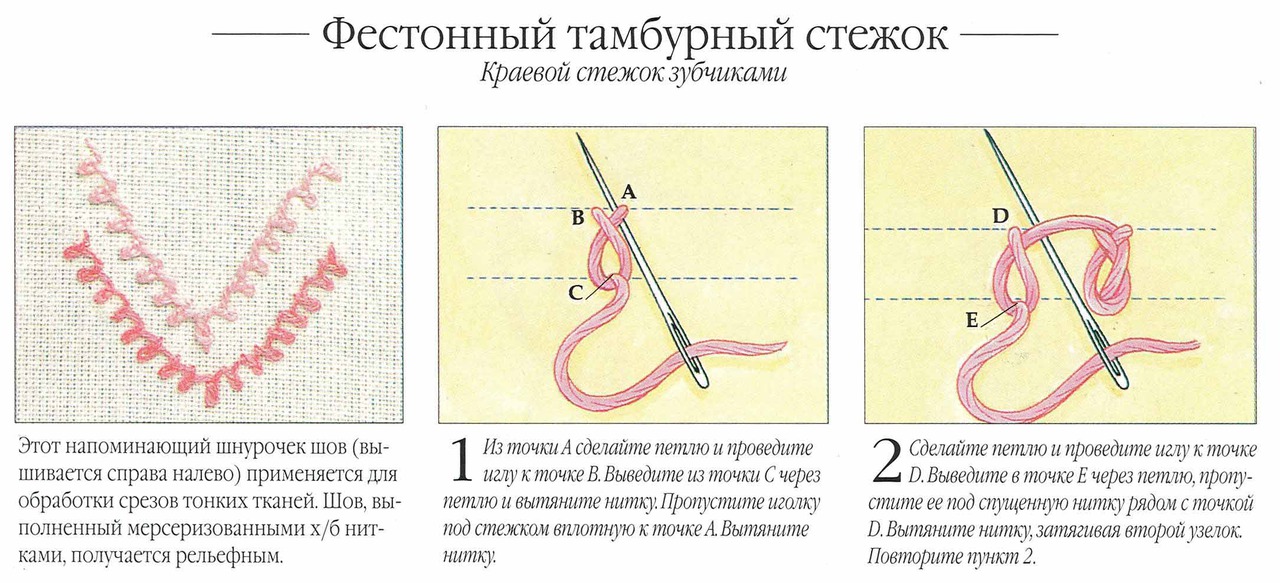 Они применяются при вышивании рушниковых швов, гладью, и навивкой рококо, являются основными при вышивании лентами и бисером. А так же из них можно составлять композиции, которые применяются для отделки одежды. Широко применяются отделочные швы в «пэчворке» для маскировки и украшения швов. К простейшим швам можно отнести также отделочные и краевые.
Они применяются при вышивании рушниковых швов, гладью, и навивкой рококо, являются основными при вышивании лентами и бисером. А так же из них можно составлять композиции, которые применяются для отделки одежды. Широко применяются отделочные швы в «пэчворке» для маскировки и украшения швов. К простейшим швам можно отнести также отделочные и краевые.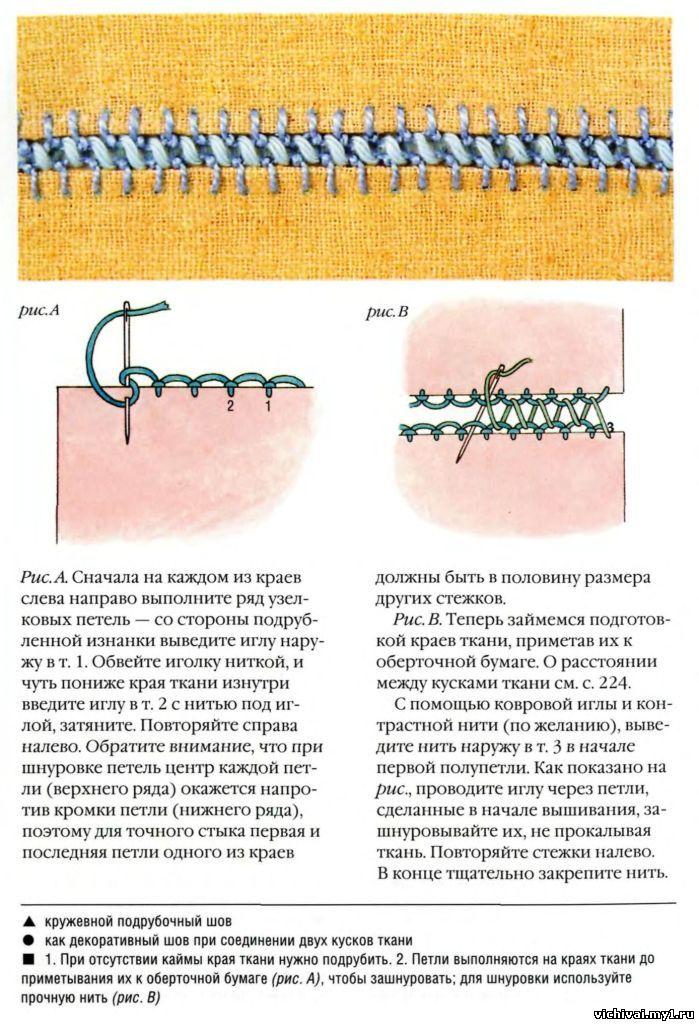 Закрепляем нитку, делаем справа налево первый стежок и пропуск одной длины, например, равный одной клетке на канве. Для выполнения второго стежка нитку укладываем слева направо. Иглу вводим в ту же точку, где кончается первый стежок, а выводим на лицевую сторону на 1 клеточку левее второго стежка. Таким образом изнаночный стежок будет в два раза длиннее лицевого. Стежки шва должны быть одной длины.
Закрепляем нитку, делаем справа налево первый стежок и пропуск одной длины, например, равный одной клетке на канве. Для выполнения второго стежка нитку укладываем слева направо. Иглу вводим в ту же точку, где кончается первый стежок, а выводим на лицевую сторону на 1 клеточку левее второго стежка. Таким образом изнаночный стежок будет в два раза длиннее лицевого. Стежки шва должны быть одной длины. Менять направление нитки нельзя, так как при этом нарушается структура шва. Все стежки должны быть одной величины.
Менять направление нитки нельзя, так как при этом нарушается структура шва. Все стежки должны быть одной величины.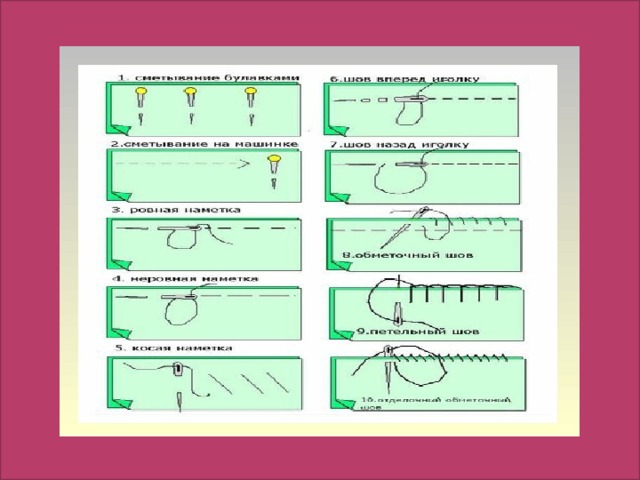 Вкалывают иглу сверху в первый стежок и выводят в нижний левый угол следующего квадратика. Далее повторяем первый стежок и так до конца ряда. Выполнив нужную длину, слева направо вышиваем пропущенный стежок. Закрепляем нить контрастного цвета петлей с изнаночной стороны и обвиваем стежки.
Вкалывают иглу сверху в первый стежок и выводят в нижний левый угол следующего квадратика. Далее повторяем первый стежок и так до конца ряда. Выполнив нужную длину, слева направо вышиваем пропущенный стежок. Закрепляем нить контрастного цвета петлей с изнаночной стороны и обвиваем стежки.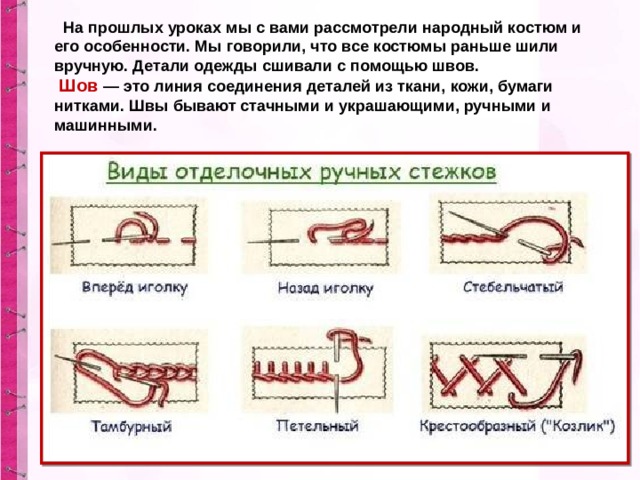 Расстояние между проколами должно быть одинаковое. В середине полосы стежки перекрещиваются. Каждый новый стежок ложится поверх предыдущего. Этим швом вышивают мелкие листочки, сердцевины цветов. Ровные полоски шва используют как дополнение к большим, сложным вышивкам, а также для маскировки швов при соединении кусков ткани.
Расстояние между проколами должно быть одинаковое. В середине полосы стежки перекрещиваются. Каждый новый стежок ложится поверх предыдущего. Этим швом вышивают мелкие листочки, сердцевины цветов. Ровные полоски шва используют как дополнение к большим, сложным вышивкам, а также для маскировки швов при соединении кусков ткани.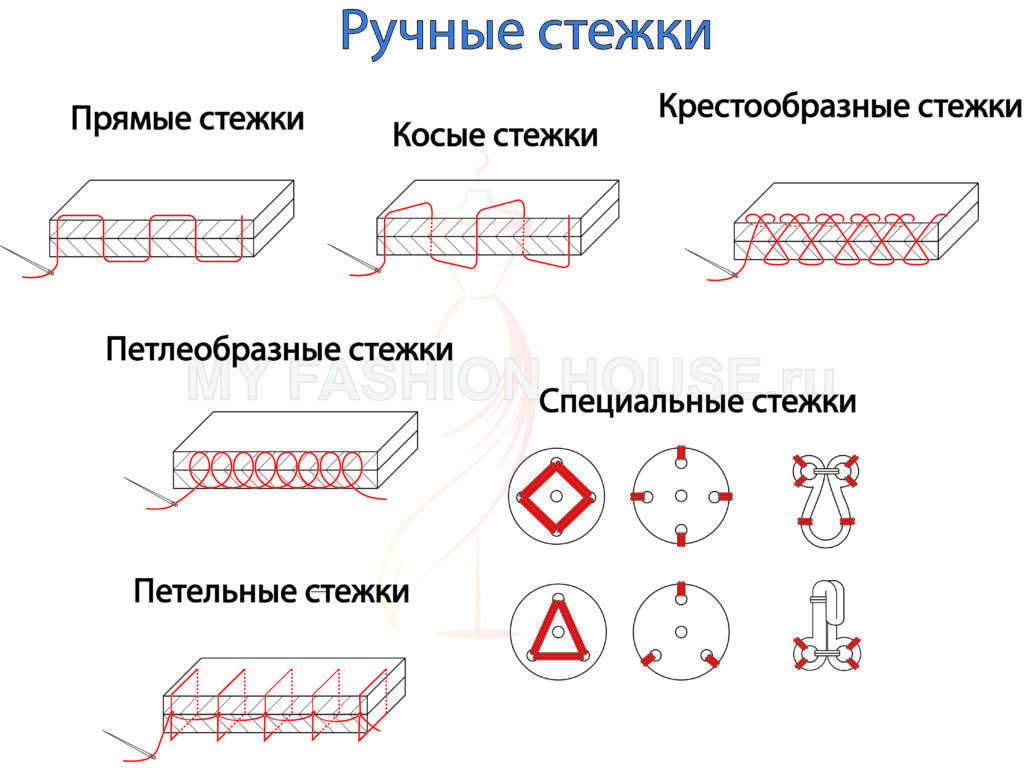 Затем иглу направляем вверх и справа налево заводим под рабочую нить, получаем первую петлю. Так же выполняем следующие стежки, располагаем их на одинаковом расстоянии друг от друга.
Затем иглу направляем вверх и справа налево заводим под рабочую нить, получаем первую петлю. Так же выполняем следующие стежки, располагаем их на одинаковом расстоянии друг от друга.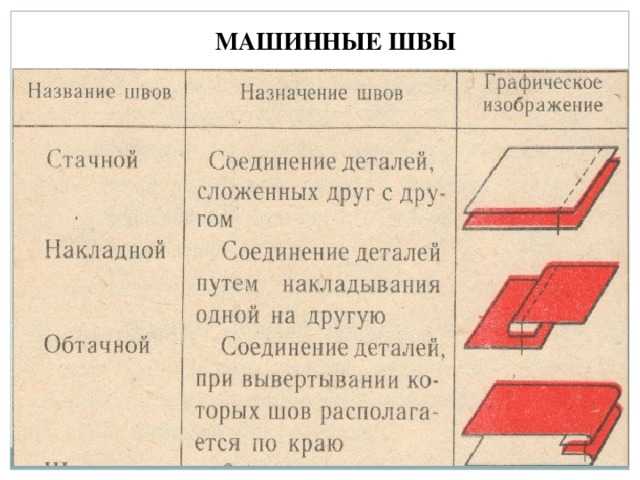
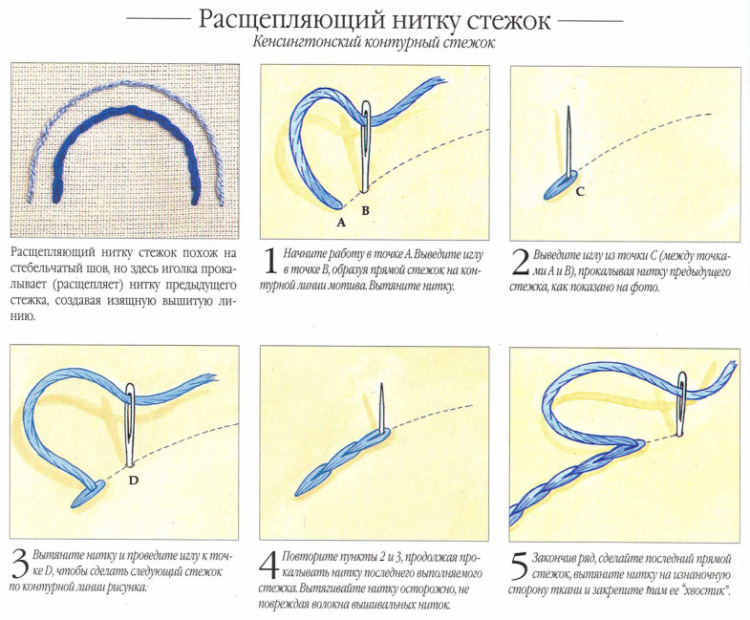 13. Имитация французского шва (1)
13. Имитация французского шва (1)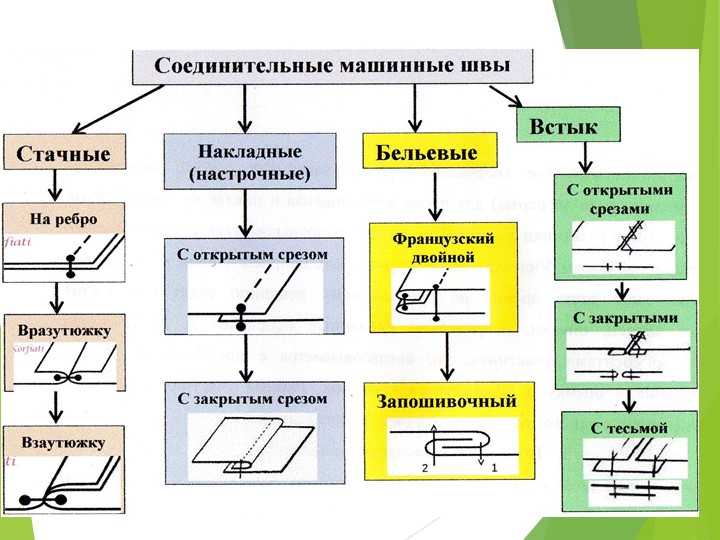 Шов свободного плетения из хлопка будет обработан иначе, чем шов из смесовой ткани из вискозы. Кружевная ткань будет иметь другой шов, чем джинсовая ткань.
Шов свободного плетения из хлопка будет обработан иначе, чем шов из смесовой ткани из вискозы. Кружевная ткань будет иметь другой шов, чем джинсовая ткань.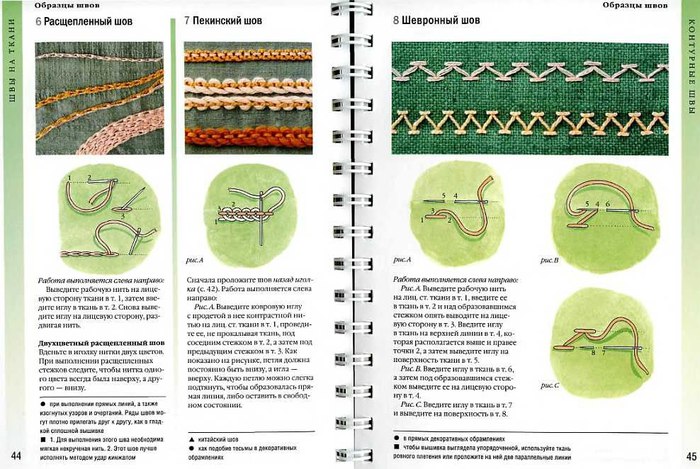 Он также называется одноигольной строчкой «Бабочка» , так как после выполнения шва припуски на швы прижимаются с обеих сторон линии шва, чтобы они выглядели как бабочка.
Он также называется одноигольной строчкой «Бабочка» , так как после выполнения шва припуски на швы прижимаются с обеих сторон линии шва, чтобы они выглядели как бабочка. Это может помочь вам получить непрерывную линию шва с одинаковым припуском на шов. Ознакомьтесь с этим сообщением об использовании лапки для шва 1/4 дюйма для получения более подробной информации.
Это может помочь вам получить непрерывную линию шва с одинаковым припуском на шов. Ознакомьтесь с этим сообщением об использовании лапки для шва 1/4 дюйма для получения более подробной информации.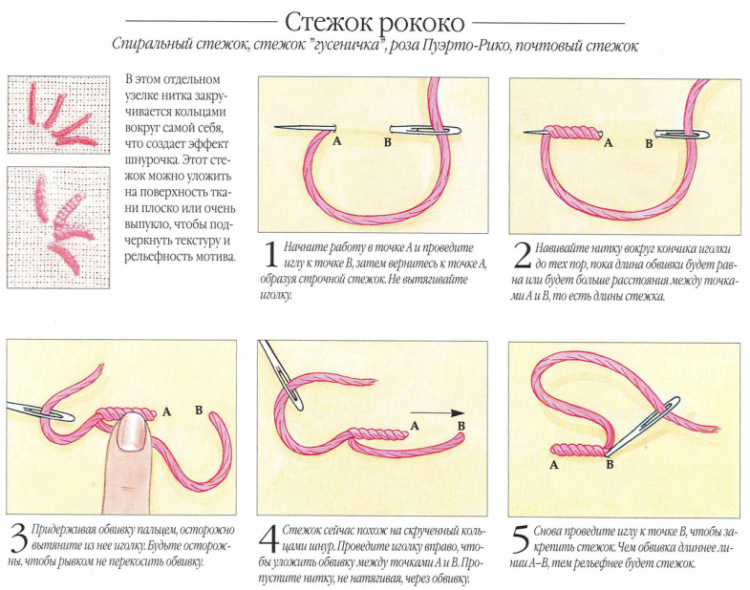
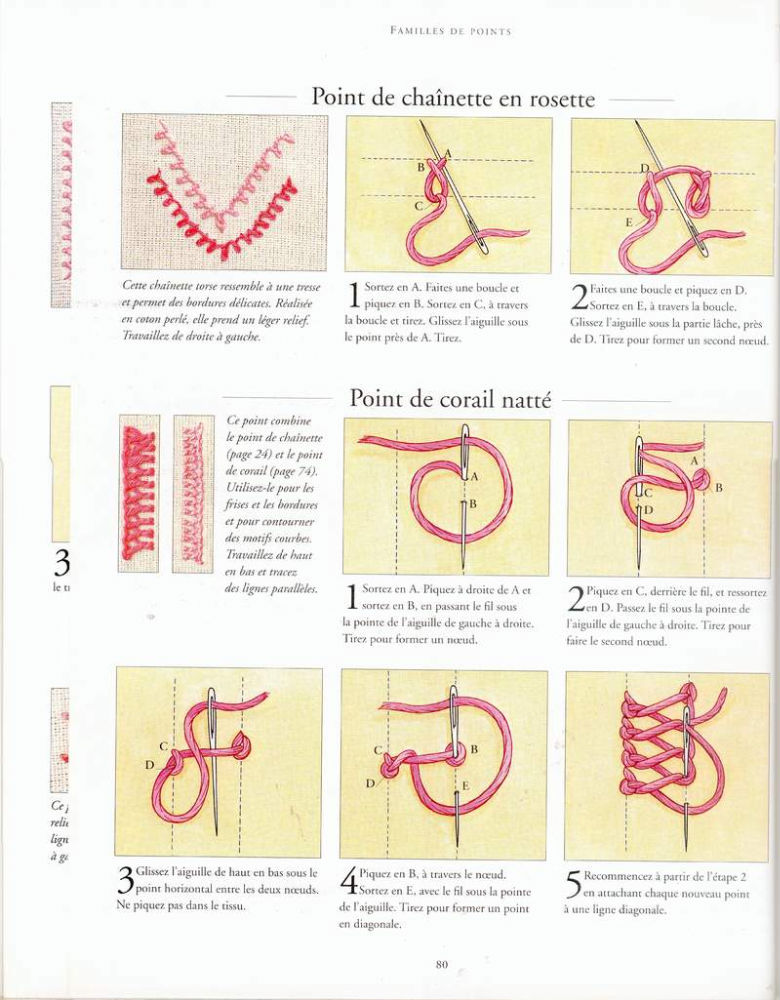 Ознакомьтесь с этим постом о шитье сверхпрочного шва здесь.
Ознакомьтесь с этим постом о шитье сверхпрочного шва здесь.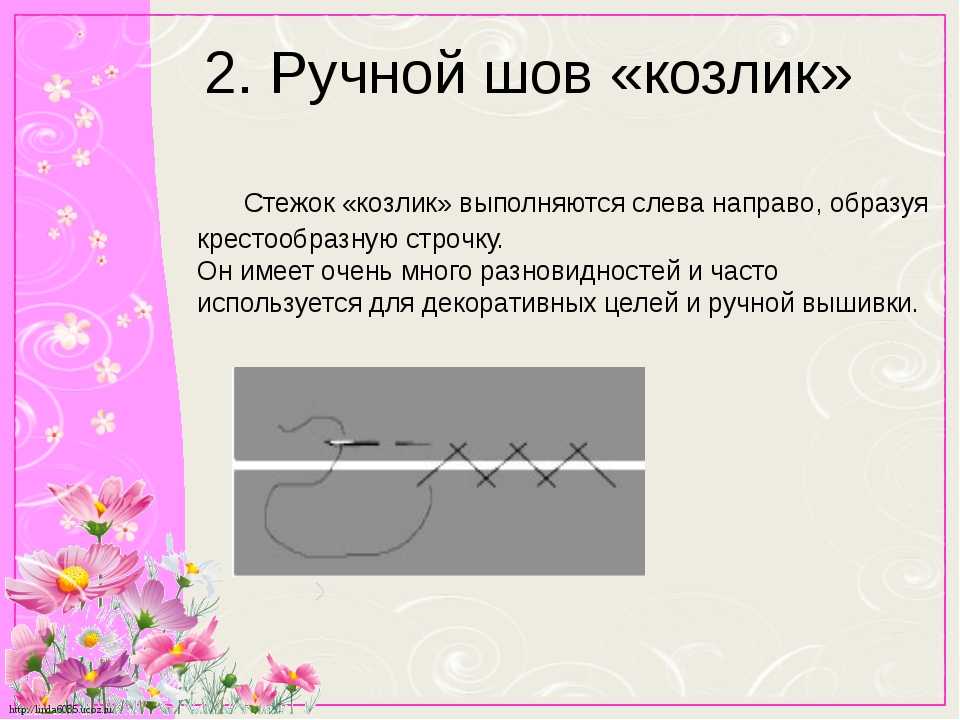 Подверните под припуск этой детали по линии шва и приутюжьте.
Подверните под припуск этой детали по линии шва и приутюжьте.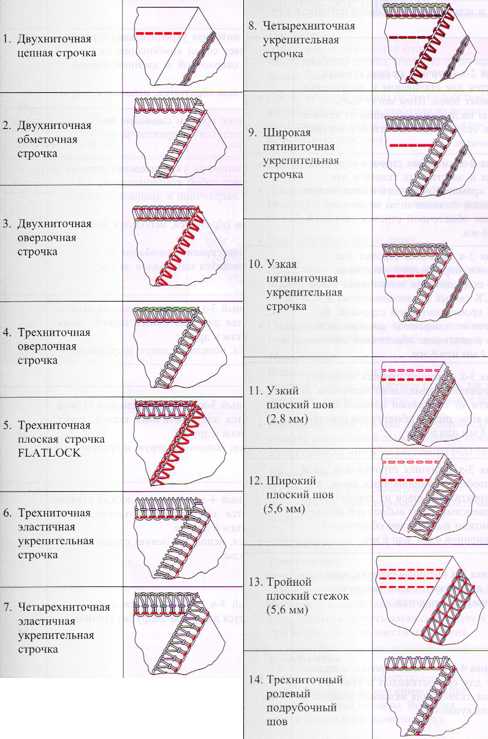
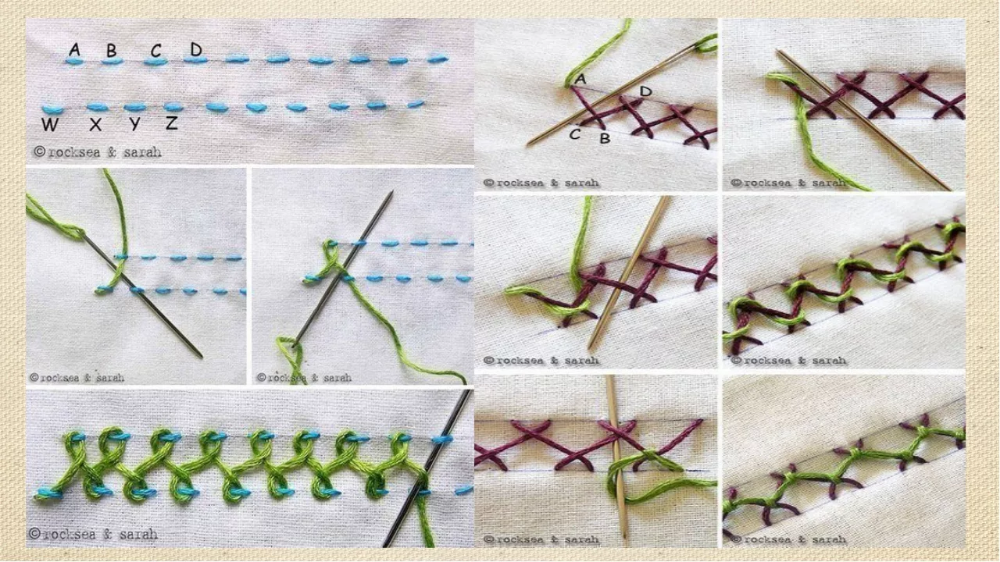 д. Обеспечивает достаточную прочность линии шва. Этот шов может быть прошит как внутри, так и снаружи изделия.
д. Обеспечивает достаточную прочность линии шва. Этот шов может быть прошит как внутри, так и снаружи изделия.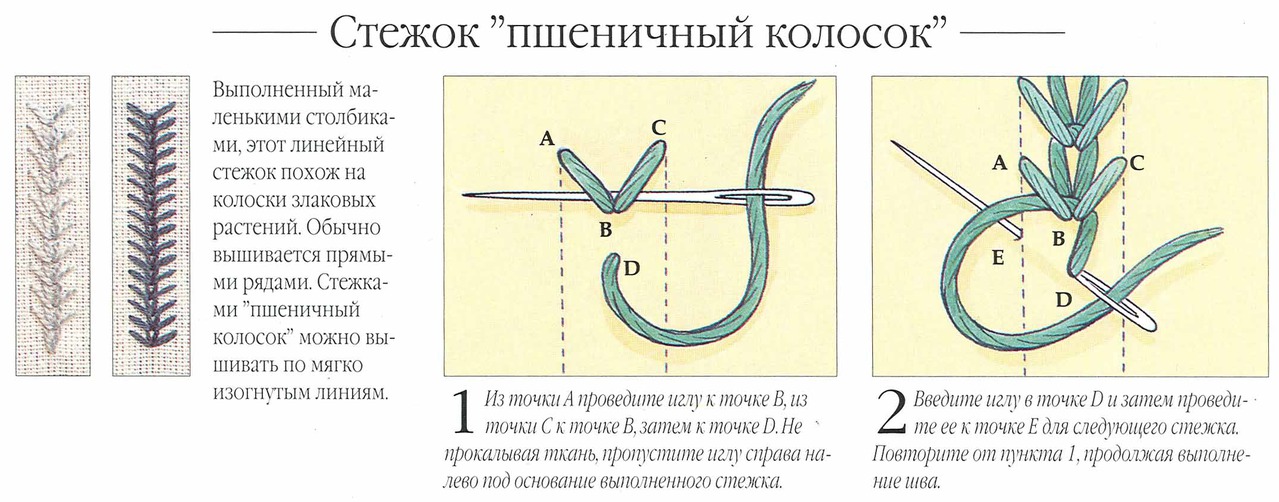 Следовательно, лучше использовать с тканями, которые не осыпаются или где шов не будет виден. Это отличный шов для объемной ткани, такой как войлок или искусственная кожа.
Следовательно, лучше использовать с тканями, которые не осыпаются или где шов не будет виден. Это отличный шов для объемной ткани, такой как войлок или искусственная кожа. Вы можете либо купить предварительно обтянутый шнур, либо купить шнур и обмотать его самостоятельно. Он пришивается с помощью лапки-молнии. Шнур аккуратно укладывается внутри косой полоски, а затем с помощью лапки для молнии косая полоска пришивается плотно, зажав шнур внутри. Линия строчки должна быть выполнена как можно ближе к шнуру, чтобы игла не касалась шнура.
Вы можете либо купить предварительно обтянутый шнур, либо купить шнур и обмотать его самостоятельно. Он пришивается с помощью лапки-молнии. Шнур аккуратно укладывается внутри косой полоски, а затем с помощью лапки для молнии косая полоска пришивается плотно, зажав шнур внутри. Линия строчки должна быть выполнена как можно ближе к шнуру, чтобы игла не касалась шнура.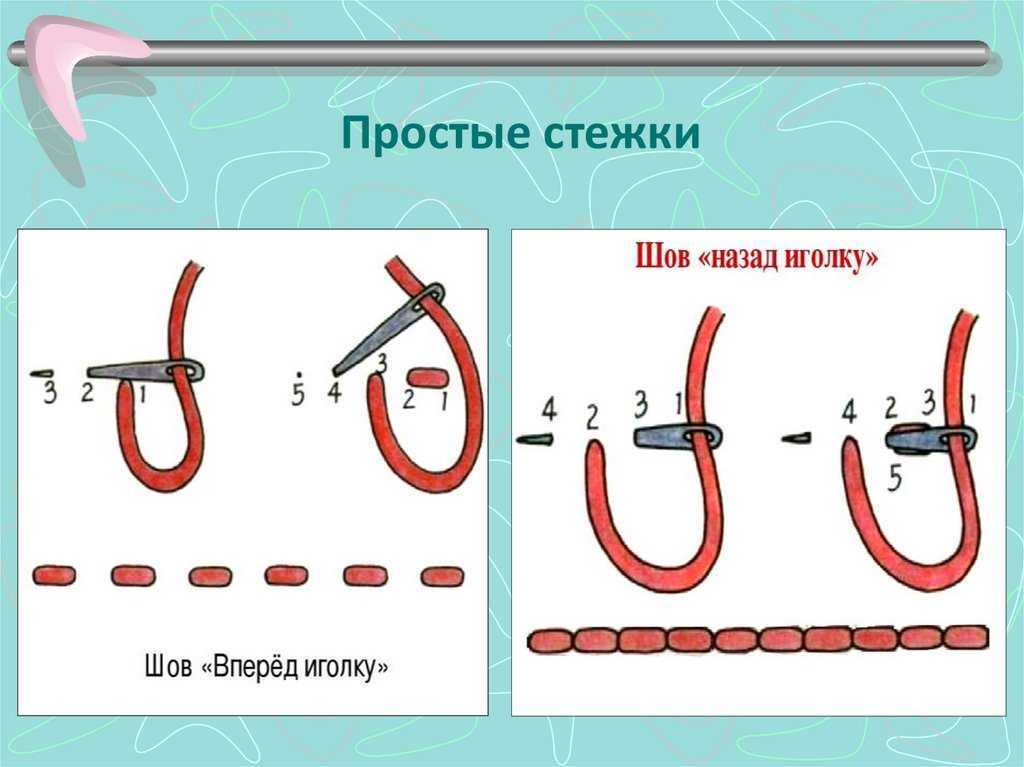 Подшивочный шов
Подшивочный шов 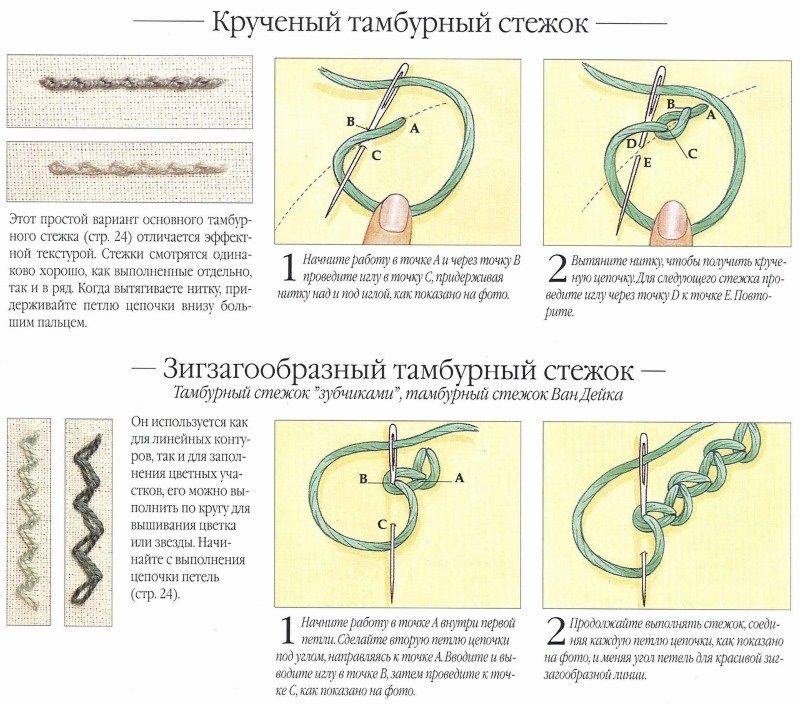 Имитация французского шва (3)
Имитация французского шва (3) 
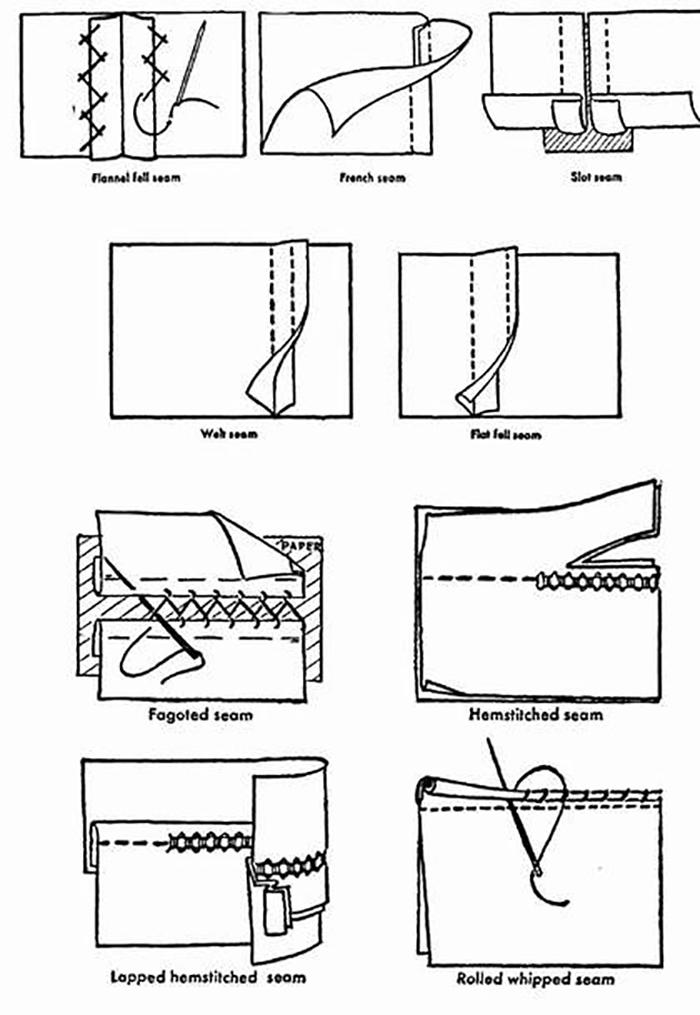 Приутюжьте
Приутюжьте
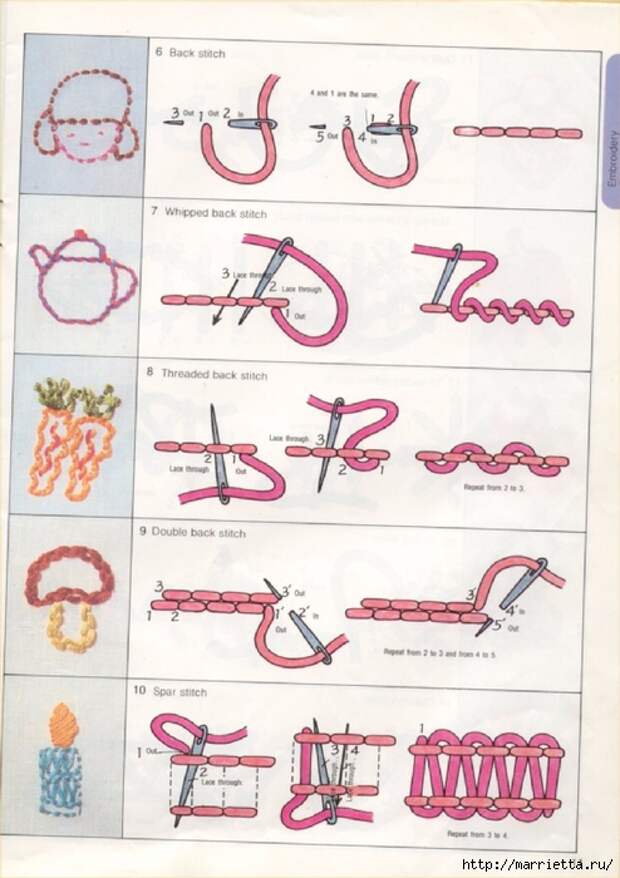
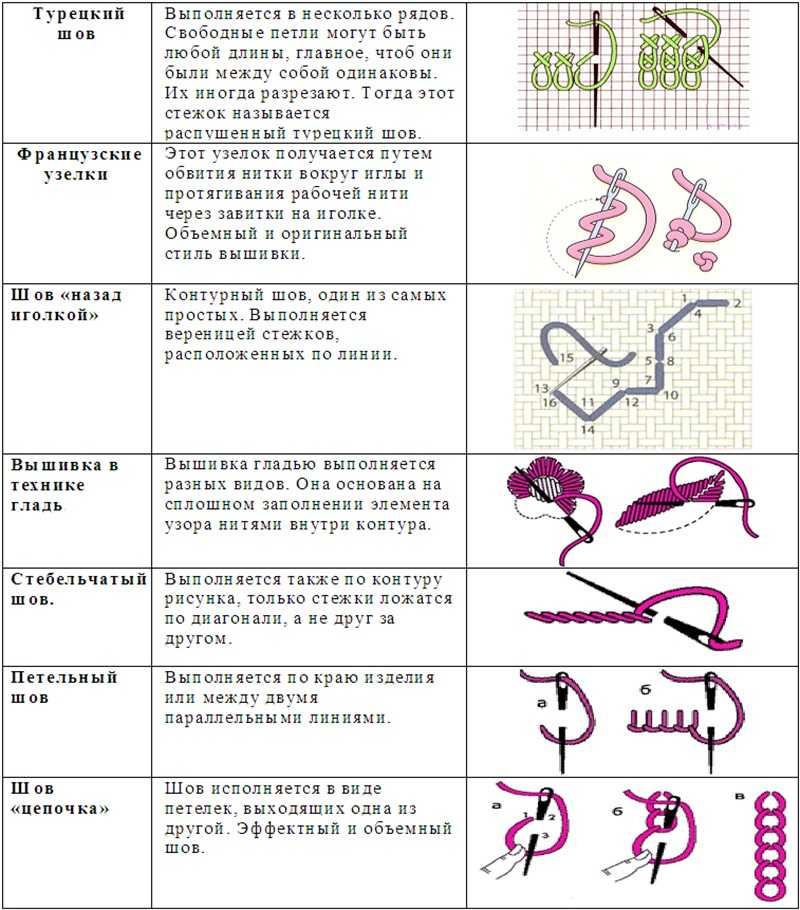 Для каждого сезона одежды и любого вида ткани действительно найдется шов. Знание различных типов швов и их пригодности для различных проектов помогает решить, какой тип шва использовать для ваших требований к шитью.
Для каждого сезона одежды и любого вида ткани действительно найдется шов. Знание различных типов швов и их пригодности для различных проектов помогает решить, какой тип шва использовать для ваших требований к шитью.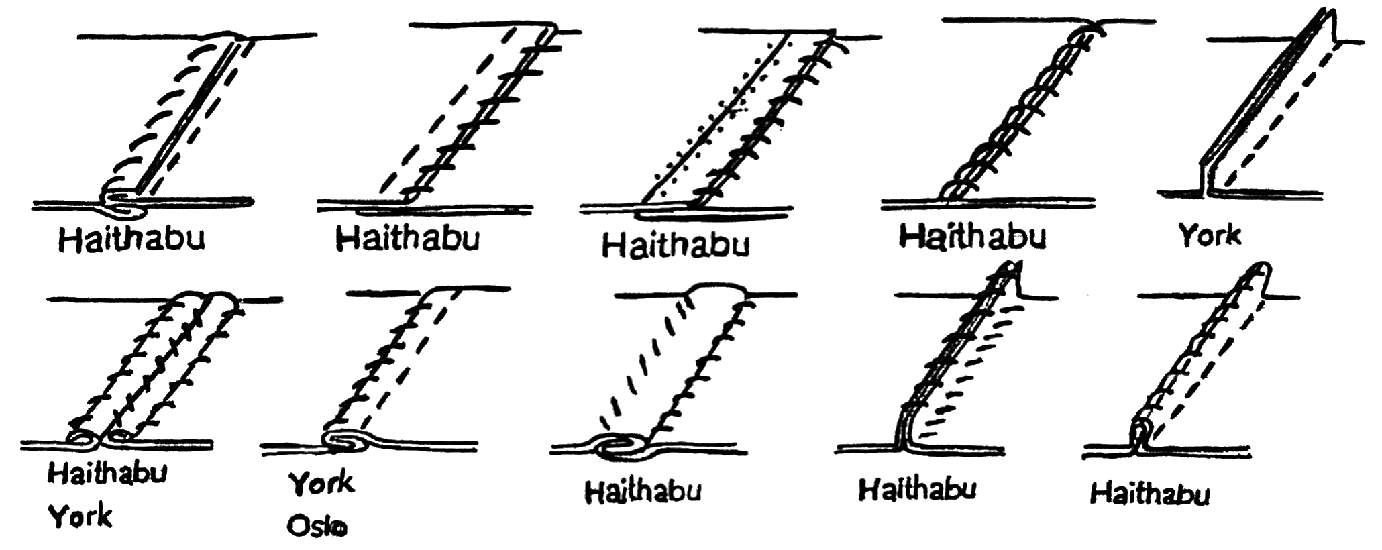 Эти классы определяются следующими описаниями. Существует много типов швов, и каждый вид имеет свою технику и процесс отделки.
Эти классы определяются следующими описаниями. Существует много типов швов, и каждый вид имеет свою технику и процесс отделки.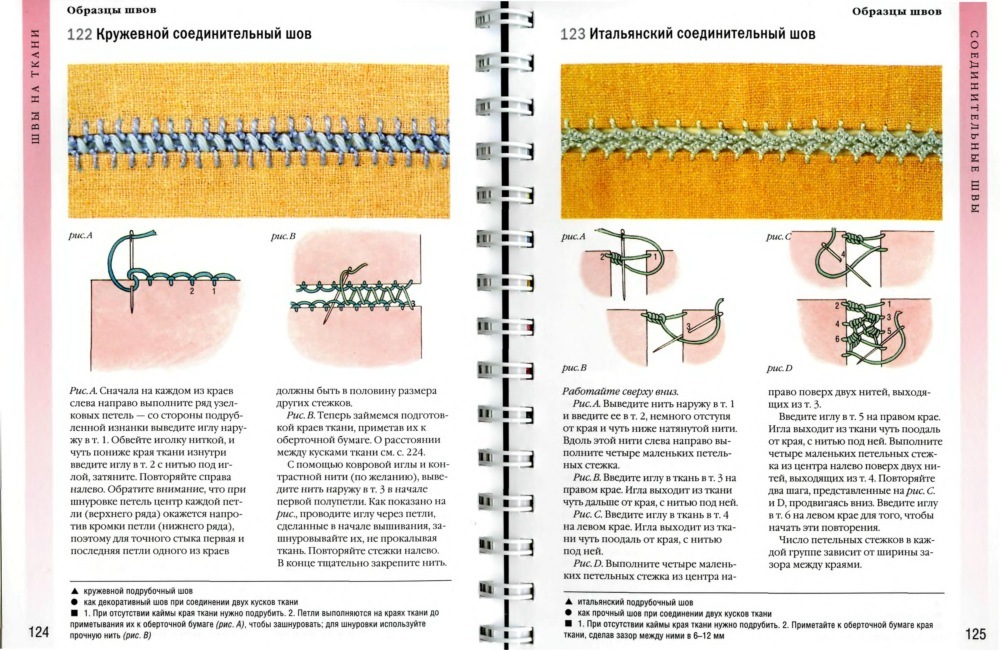
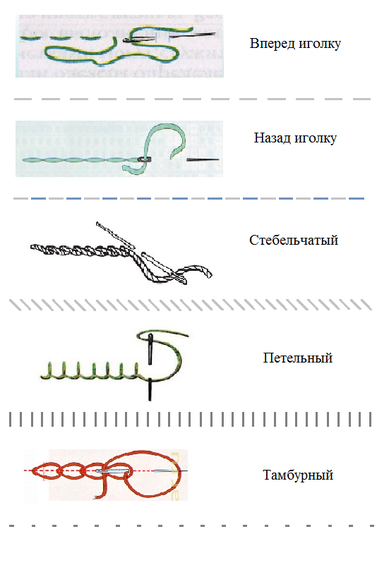
 Припуски на правый шов подворачиваются с правой верхней стороны и изгибаются с левой стороны. Затем два вывернутых припуска на шов соединяются и сшиваются по краю, чтобы получился прочный прочный шов.
Припуски на правый шов подворачиваются с правой верхней стороны и изгибаются с левой стороны. Затем два вывернутых припуска на шов соединяются и сшиваются по краю, чтобы получился прочный прочный шов.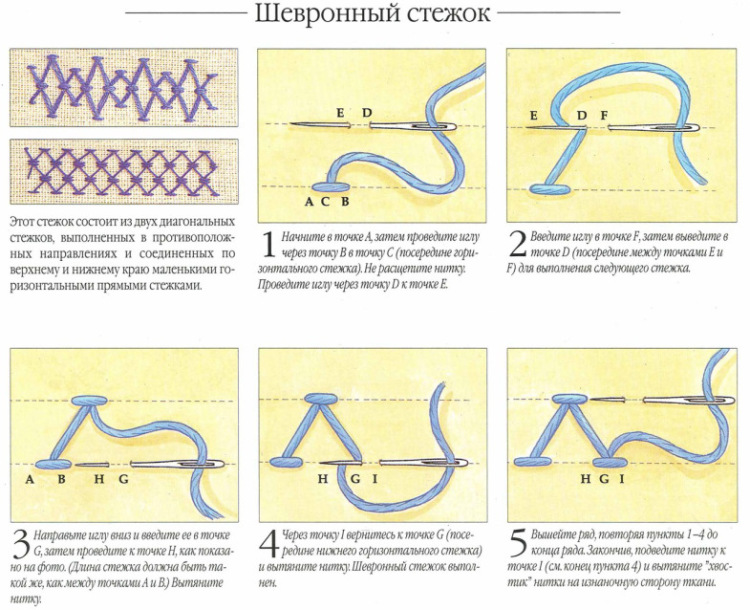
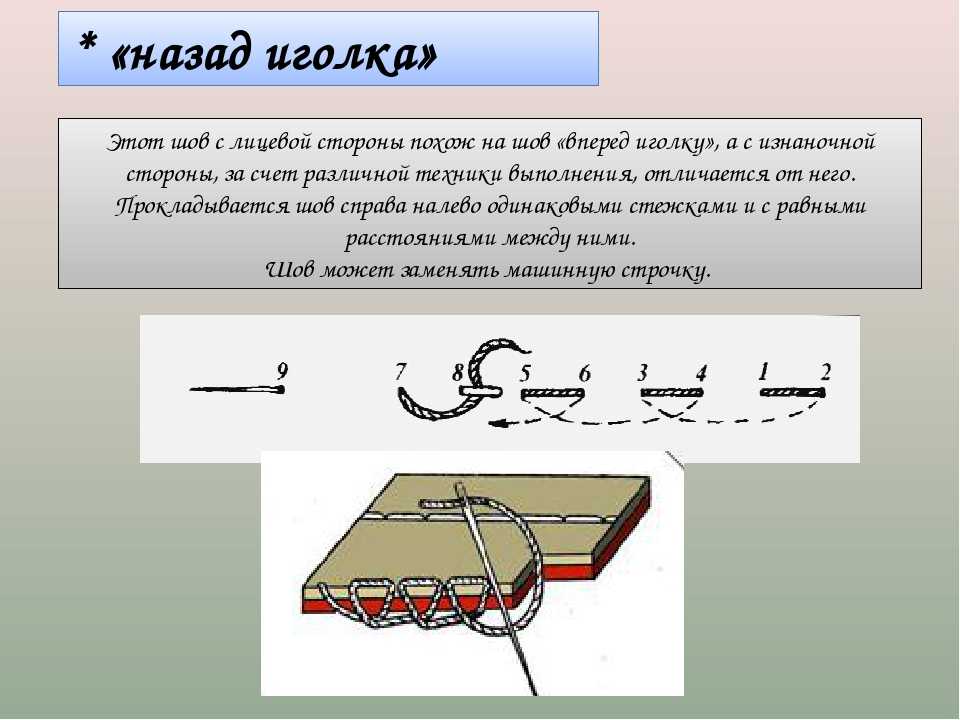 Он также известен как шов «беги и опускайся». Подшивной шов с кромкой используется для нижнего белья, и шов выполняется так же, как и плоский шов с кромкой, но второй ряд стежков подшивается, а не машинным швом.
Он также известен как шов «беги и опускайся». Подшивной шов с кромкой используется для нижнего белья, и шов выполняется так же, как и плоский шов с кромкой, но второй ряд стежков подшивается, а не машинным швом.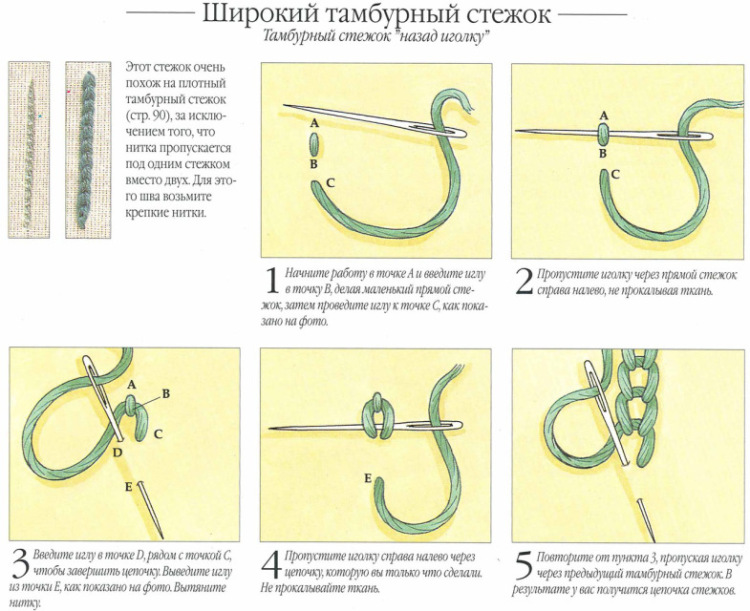 Каждый слой припуска на шов обрезается на ⅛ дюйма (3 мм) меньше, чем нижний слой. Это означает, что вам, возможно, придется увеличить припуски на швы, если у вас 4 или более слоев. Градация особенно полезна, когда у вас есть пересекающиеся швы, например, в области подмышек рубашки.
Каждый слой припуска на шов обрезается на ⅛ дюйма (3 мм) меньше, чем нижний слой. Это означает, что вам, возможно, придется увеличить припуски на швы, если у вас 4 или более слоев. Градация особенно полезна, когда у вас есть пересекающиеся швы, например, в области подмышек рубашки.

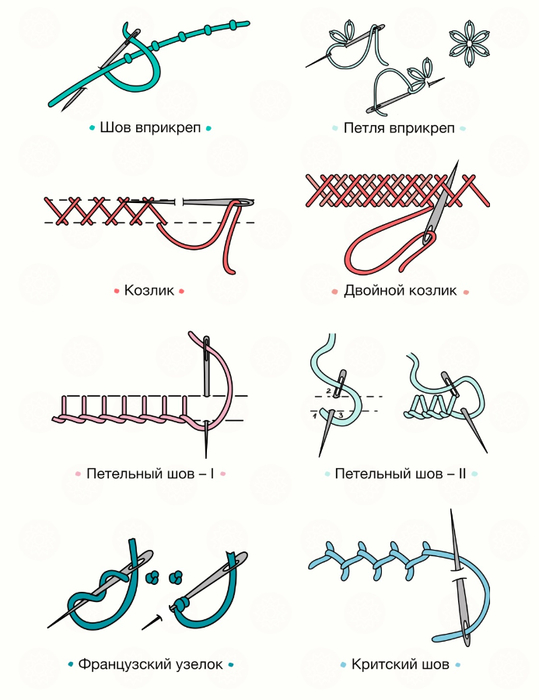 Их можно расстегнуть или использовать отделку французским швом.
Их можно расстегнуть или использовать отделку французским швом.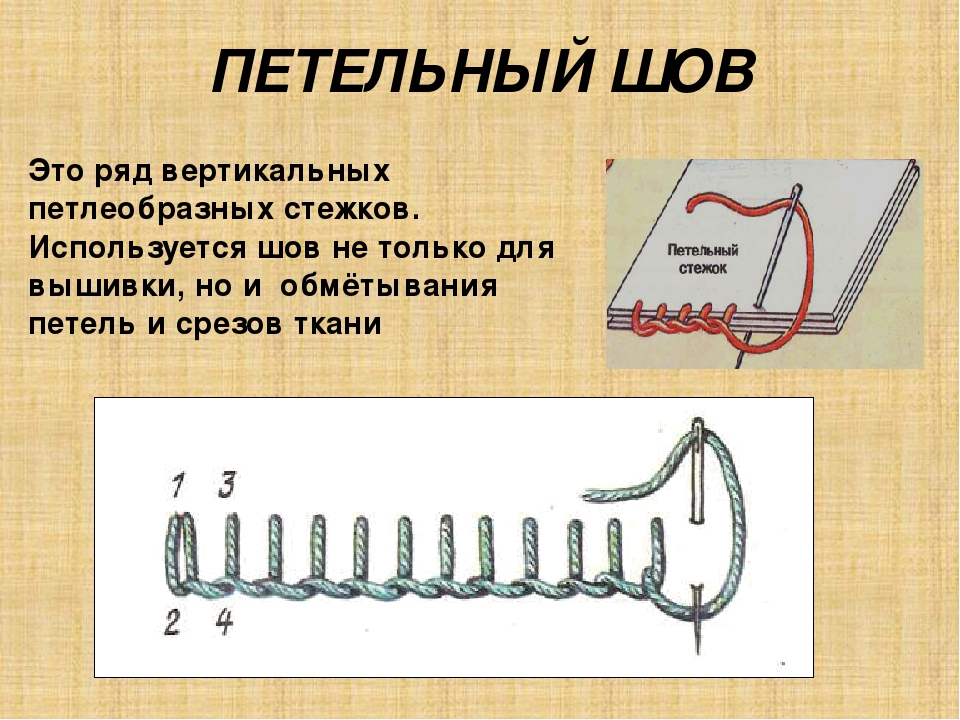 Это закрытый шов, но необработанные края припусков остаются плоскими на изнаночной стороне. Они могут быть аккуратно сшиты или просто сшиты вниз. Обметочный шов использует одну строчку для сшивания ткани вместе и одну строчку для сшивания припуска на шов. Ткань одной стороны припуска на шов обрезается, чтобы уменьшить объем шва.
Это закрытый шов, но необработанные края припусков остаются плоскими на изнаночной стороне. Они могут быть аккуратно сшиты или просто сшиты вниз. Обметочный шов использует одну строчку для сшивания ткани вместе и одну строчку для сшивания припуска на шов. Ткань одной стороны припуска на шов обрезается, чтобы уменьшить объем шва.


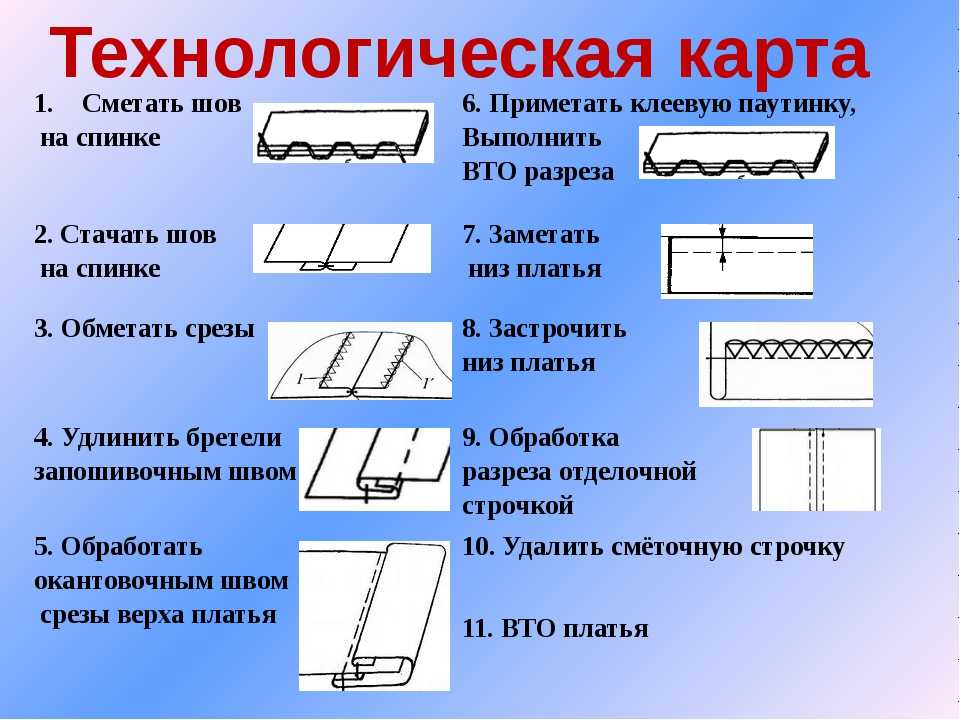
 Для борьбы с пульсацией применяют воздушные колпачки и гидроаккумуляторы.
Для борьбы с пульсацией применяют воздушные колпачки и гидроаккумуляторы.
 Другими словами такие насосы не могут работать в качестве гидроприводов.
Другими словами такие насосы не могут работать в качестве гидроприводов. е. объем, заполняющийся жидкостью, увеличивается, вследствие чего давление в нем уменьшается.
е. объем, заполняющийся жидкостью, увеличивается, вследствие чего давление в нем уменьшается. Перемещаются плунжеры за счет электропривода, раскручивающего коленвал.
Перемещаются плунжеры за счет электропривода, раскручивающего коленвал.
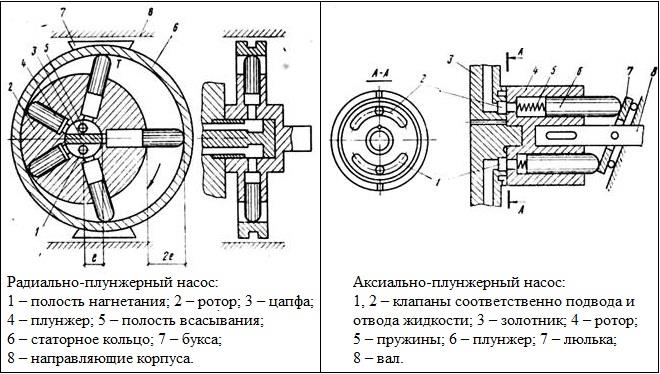


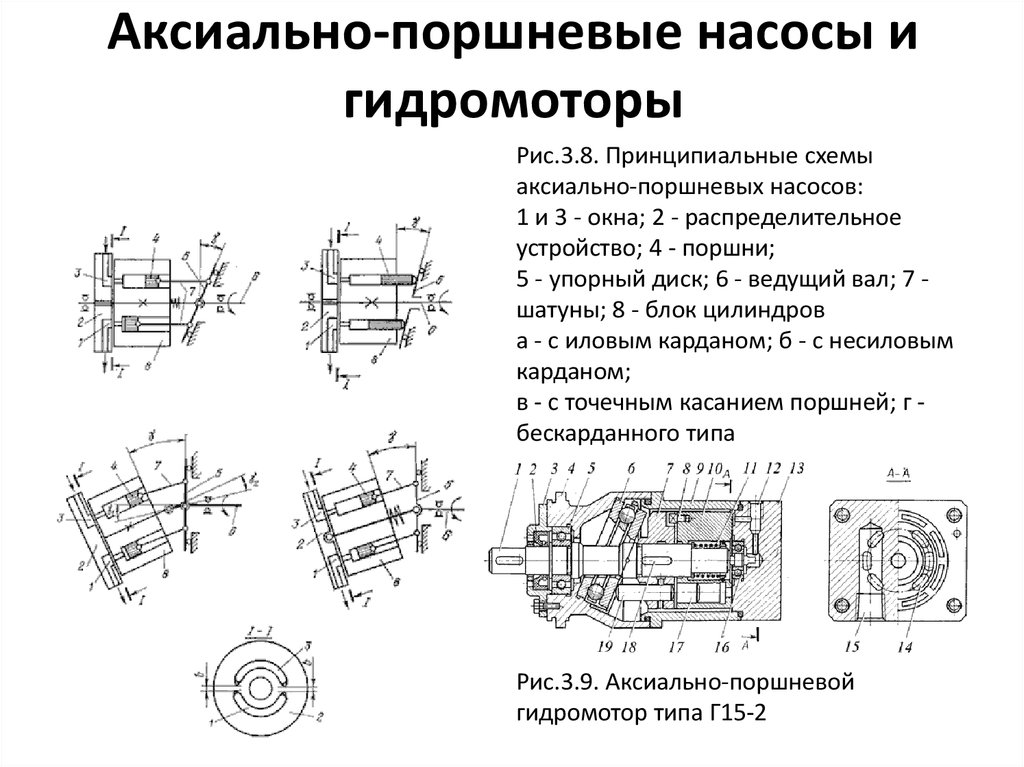
 Чаще применяются вакуум-насосы низкого вакуума, которые создают у своего всасывающего патрубка вакуум до 92-95% от атмосферного давления.
Чаще применяются вакуум-насосы низкого вакуума, которые создают у своего всасывающего патрубка вакуум до 92-95% от атмосферного давления.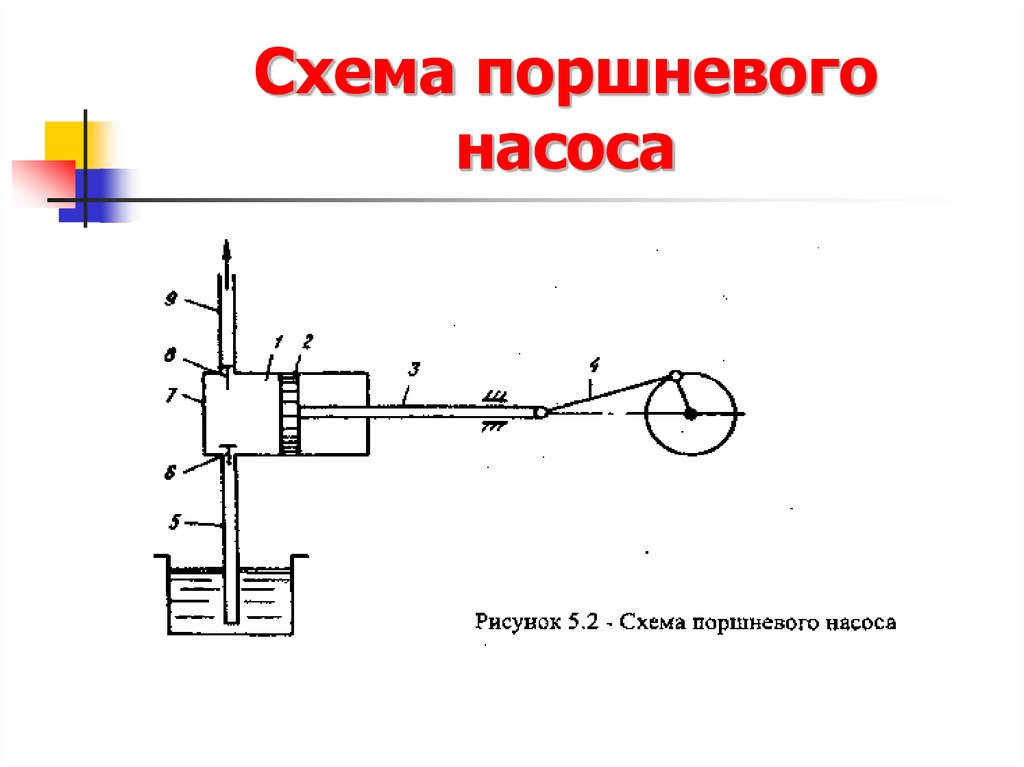 Насос способен работать со средами у которых высокие требования к условиям пуска. Огромные преимуществом этого типа насосов, в отличии от циркуляционных насосов, является наличие возможности “сухого” всасывания, которым может похвастаться не каждый насос.
Насос способен работать со средами у которых высокие требования к условиям пуска. Огромные преимуществом этого типа насосов, в отличии от циркуляционных насосов, является наличие возможности “сухого” всасывания, которым может похвастаться не каждый насос.
 Это насос прямого вытеснения, в котором уплотнение высокого давления совершает возвратно-поступательное движение с поршнем. Эти насосы используются там, где требуется постоянное высокое давление, например, в системах водяного орошения. На рис. 1 детали поршневого насоса показаны в деталях. Принцип работы объясняется в следующем разделе.
Это насос прямого вытеснения, в котором уплотнение высокого давления совершает возвратно-поступательное движение с поршнем. Эти насосы используются там, где требуется постоянное высокое давление, например, в системах водяного орошения. На рис. 1 детали поршневого насоса показаны в деталях. Принцип работы объясняется в следующем разделе. При вращении ствола поршни вращаются и вытесняют жидкость или сжатый газ.
При вращении ствола поршни вращаются и вытесняют жидкость или сжатый газ.
 По этой причине он называется поршнем с осевым потоком и переменным рабочим объемом.
По этой причине он называется поршнем с осевым потоком и переменным рабочим объемом.
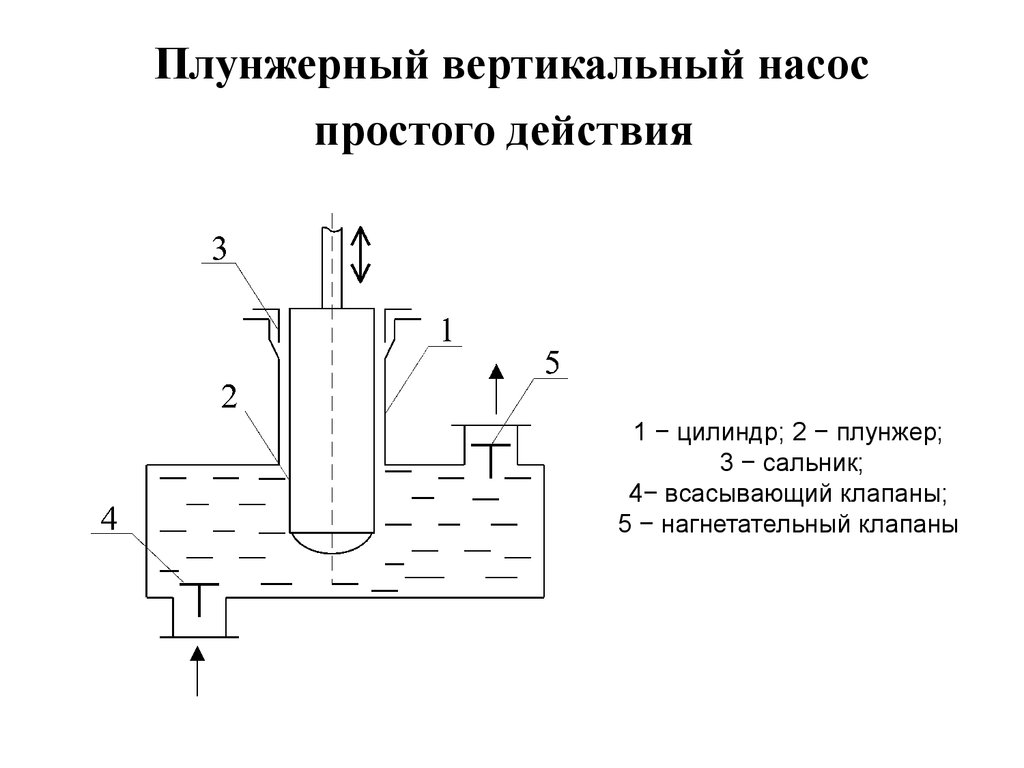

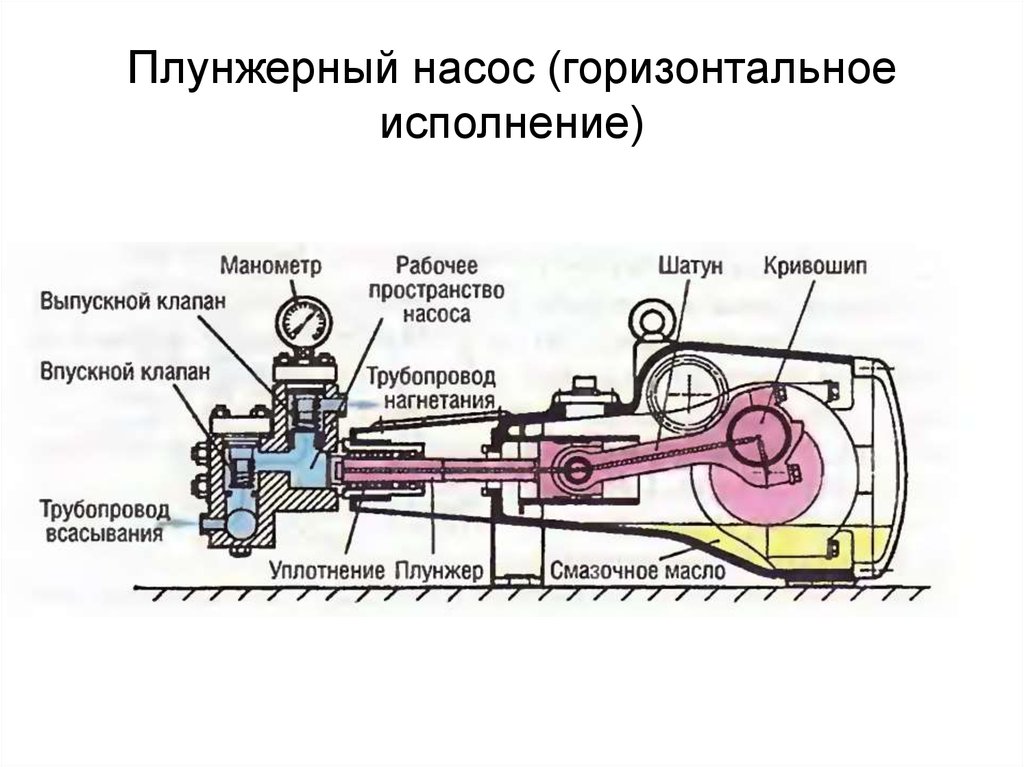 Базовый поршневой насос состоит из поршня, камеры и двух клапанов. Насос работает, опуская поршень в камеру, тем самым сжимая среду внутри. В ручном насосе это обычно воздух. Когда давление воздуха превышает давление пружины выпускного клапана, сжатая среда проходит через открытый выпускной клапан. Когда поршень поднимается обратно, он открывает впускной клапан и закрывает выпускной клапан, тем самым используя всасывание для всасывания новой среды для сжатия.
Базовый поршневой насос состоит из поршня, камеры и двух клапанов. Насос работает, опуская поршень в камеру, тем самым сжимая среду внутри. В ручном насосе это обычно воздух. Когда давление воздуха превышает давление пружины выпускного клапана, сжатая среда проходит через открытый выпускной клапан. Когда поршень поднимается обратно, он открывает впускной клапан и закрывает выпускной клапан, тем самым используя всасывание для всасывания новой среды для сжатия.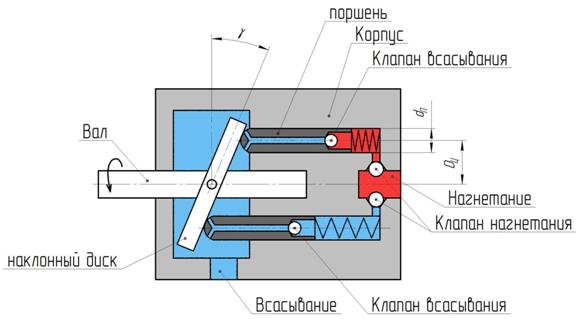 Группа цилиндров, обычно содержащая нечетное число, называется блоком цилиндров. Поршни внутри каждого цилиндра прикреплены к наклонной шайбе. Перекосная шайба также известна как кулачок или качающаяся тарелка и крепится к вращающемуся валу. Когда вал вращается, угол наклона шайбы изменяется, что приводит к тому, что поршни входят и выходят из соответствующих цилиндров.
Группа цилиндров, обычно содержащая нечетное число, называется блоком цилиндров. Поршни внутри каждого цилиндра прикреплены к наклонной шайбе. Перекосная шайба также известна как кулачок или качающаяся тарелка и крепится к вращающемуся валу. Когда вал вращается, угол наклона шайбы изменяется, что приводит к тому, что поршни входят и выходят из соответствующих цилиндров. В этой конструкции наклонная шайба используется для изменения глубины, на которую каждый поршень входит в свой цилиндр при вращении насоса, влияя на объем нагнетания. В некоторых конструкциях используется поршень компенсатора давления для поддержания постоянного давления нагнетания при различных нагрузках. В более дешевых мойках высокого давления иногда используется конструкция с фиксированной скоростью.
В этой конструкции наклонная шайба используется для изменения глубины, на которую каждый поршень входит в свой цилиндр при вращении насоса, влияя на объем нагнетания. В некоторых конструкциях используется поршень компенсатора давления для поддержания постоянного давления нагнетания при различных нагрузках. В более дешевых мойках высокого давления иногда используется конструкция с фиксированной скоростью. Они очень надежны и позволяют сделать остальную часть гидравлической системы, к которой они присоединены, очень простой и недорогой.
Они очень надежны и позволяют сделать остальную часть гидравлической системы, к которой они присоединены, очень простой и недорогой.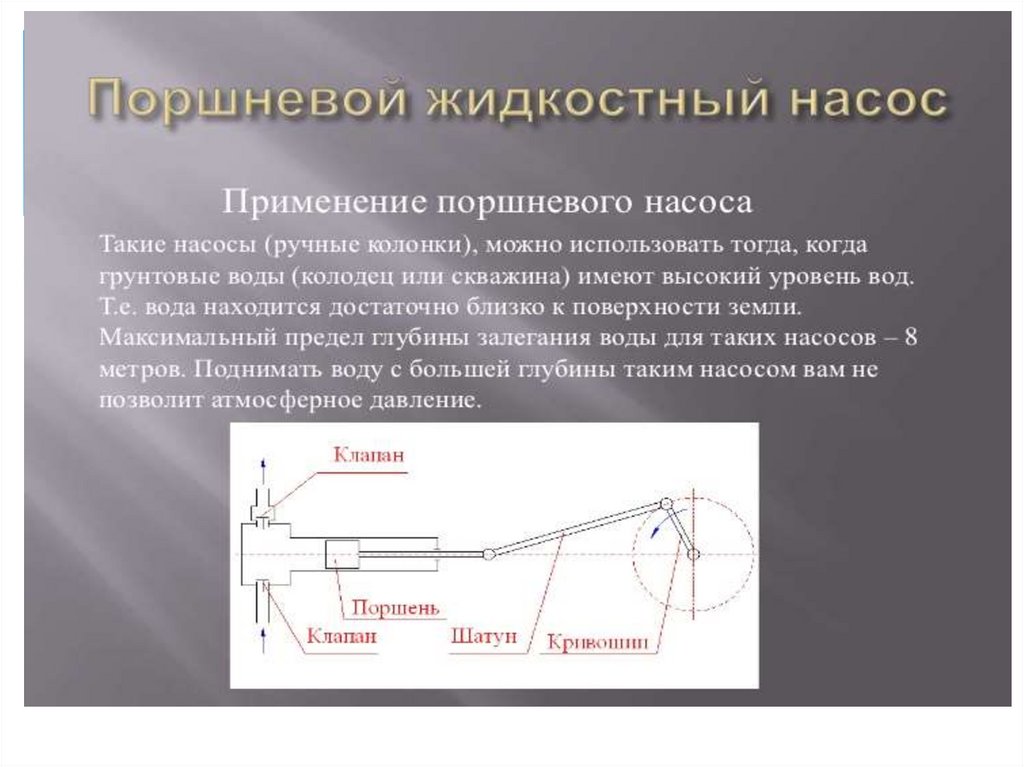

 Кроме того, трансформаторы потребляют много электроэнергии, поэтому их не рекомендуется подключать к стационарной электросети.
Кроме того, трансформаторы потребляют много электроэнергии, поэтому их не рекомендуется подключать к стационарной электросети.
 При использовании выпрямителя ток сначала поступает в трансформатор, где происходит рост силы тока и снижение напряжения. Затем напряжение подается на полупроводник, в качестве которого выступают кремниевые или селеновые диоды. Полученный постоянный ток подается на электроды.
При использовании выпрямителя ток сначала поступает в трансформатор, где происходит рост силы тока и снижение напряжения. Затем напряжение подается на полупроводник, в качестве которого выступают кремниевые или селеновые диоды. Полученный постоянный ток подается на электроды. Сварка может проводиться с помощью самозащитной проволоки без использования газа либо же проволокой в среде защитных газов. В качестве последних могут использоваться гелий, углекислота, аргон, которые вытесняют воздух из места образования сварного шва. Соединение благодаря этому получается прочным, без дефектов. Движения дугой при полуавтоматической сварке осуществляются вручную, вылет проволоки контролируется специальными программами. Благодаря этому полуавтомат прост в использовании и идеально подходит для начинающих.От скорости подачи проволоки, ее типа, разновидности газа и силы тока зависит режим работы прибора.
Сварка может проводиться с помощью самозащитной проволоки без использования газа либо же проволокой в среде защитных газов. В качестве последних могут использоваться гелий, углекислота, аргон, которые вытесняют воздух из места образования сварного шва. Соединение благодаря этому получается прочным, без дефектов. Движения дугой при полуавтоматической сварке осуществляются вручную, вылет проволоки контролируется специальными программами. Благодаря этому полуавтомат прост в использовании и идеально подходит для начинающих.От скорости подачи проволоки, ее типа, разновидности газа и силы тока зависит режим работы прибора.
 Для приверженцев российской техники подойдут модели марок Кедр, Ресанта или Интерскол.
Для приверженцев российской техники подойдут модели марок Кедр, Ресанта или Интерскол.
 5–5.0 мм, для TIG-сварки- 1.0–3.0 мм. Масса аппарата составляет 8 кг.
5–5.0 мм, для TIG-сварки- 1.0–3.0 мм. Масса аппарата составляет 8 кг. Компактный сварочный инвертор для ручной дуговой сварки. Этот прибор удобен тем, что для использования его не нужно иметь большой опыт сваривания, поэтому станет настоящей находкой для новичка. Продолжительность включения составляет 70%, что достаточно много для бытовой сварки.
Компактный сварочный инвертор для ручной дуговой сварки. Этот прибор удобен тем, что для использования его не нужно иметь большой опыт сваривания, поэтому станет настоящей находкой для новичка. Продолжительность включения составляет 70%, что достаточно много для бытовой сварки.
 Масса прибора – 4,2 кг.
Масса прибора – 4,2 кг. Имея маленькие габариты и массу, данный инвертор оснащен богатым функционалом: с его помощью можно проводить и ручную дуговую сварку, и аргонную. Для TIG-сварки нужно будет заранее приобрести специальную горелку.
Имея маленькие габариты и массу, данный инвертор оснащен богатым функционалом: с его помощью можно проводить и ручную дуговую сварку, и аргонную. Для TIG-сварки нужно будет заранее приобрести специальную горелку. Диаметр электрода может составлять от 1.60 до 3.20 мм. Масса устройства не превышает 3,7 кг.
Диаметр электрода может составлять от 1.60 до 3.20 мм. Масса устройства не превышает 3,7 кг.
 60-3.20 мм, для MIG/MAG-сварки – проволоку диаметром 0.60-0.80 мм. Масса прибора равна 8,9 кг.
60-3.20 мм, для MIG/MAG-сварки – проволоку диаметром 0.60-0.80 мм. Масса прибора равна 8,9 кг. В процессе проведения сварочных работ, электродуговые сварочные аппараты способны создавать электродугу, температура которой достигает 5000°С и превосходит температурный режим плавления всех известных на сегодняшний день видов металла.
В процессе проведения сварочных работ, электродуговые сварочные аппараты способны создавать электродугу, температура которой достигает 5000°С и превосходит температурный режим плавления всех известных на сегодняшний день видов металла.

 Все они, как правило, используют разные машины.
Все они, как правило, используют разные машины. Эта информация об усилителе помогает:
Эта информация об усилителе помогает: Более тяжелые машины с гибкими опциями, как правило, дороже, чем более легкие машины с базовыми функциями.
Более тяжелые машины с гибкими опциями, как правило, дороже, чем более легкие машины с базовыми функциями. Такая информация может повлиять на производительность вашей работы. Один совет: если вы увеличите мощность усилителя, то сможете снизить свой обычный рабочий цикл.
Такая информация может повлиять на производительность вашей работы. Один совет: если вы увеличите мощность усилителя, то сможете снизить свой обычный рабочий цикл. Мы хотели охватить их все для сравнения.
Мы хотели охватить их все для сравнения.
 Как только вы приобретете опыт и узнаете, как реагируют различные газы, вы сможете использовать другие газы для работы с различными металлами.
Как только вы приобретете опыт и узнаете, как реагируют различные газы, вы сможете использовать другие газы для работы с различными металлами. Нет необходимости во внешнем газовом щите. Электрод подается непрерывно, поэтому нет необходимости останавливать и перезапускать.
Нет необходимости во внешнем газовом щите. Электрод подается непрерывно, поэтому нет необходимости останавливать и перезапускать. Некоторые сварочные аппараты FCAW могут сильно нагреваться, достигая почти 1000 ампер.
Некоторые сварочные аппараты FCAW могут сильно нагреваться, достигая почти 1000 ампер.
 Energe Beam (EW может сваривать толстые металлы с тонкими. Он также соединяет металлы разных марок.
Energe Beam (EW может сваривать толстые металлы с тонкими. Он также соединяет металлы разных марок. Этот анод сужает дугу, направляя ее с лазерной точностью.
Этот анод сужает дугу, направляя ее с лазерной точностью.  Подручная Аромат. где дуга образуется между постоянно подаваемым электродом и рабочим основанием. Там не газовая защита, а порошкообразный флюс . Дуга погружается в поток, где ее больше не видно.
Подручная Аромат. где дуга образуется между постоянно подаваемым электродом и рабочим основанием. Там не газовая защита, а порошкообразный флюс . Дуга погружается в поток, где ее больше не видно.
 .
. Сварщик должен подумать о необходимых дополнительных инструментах или приспособлениях:
Сварщик должен подумать о необходимых дополнительных инструментах или приспособлениях:  По мере приобретения опыта сварки вы будете собирать инструменты и предметы по пути.
По мере приобретения опыта сварки вы будете собирать инструменты и предметы по пути. Вы хотите сделать все возможное, чтобы защитить свою одежду и кожу.
Вы хотите сделать все возможное, чтобы защитить свою одежду и кожу.

 Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP ) Свяжитесь с нами сегодня и давайте поговорим о ваших требованиях к оборудованию
Свяжитесь с нами сегодня и давайте поговорим о ваших требованиях к оборудованию Свяжитесь с нами сегодня и давайте поговорим о ваших требованиях к оборудованию
Свяжитесь с нами сегодня и давайте поговорим о ваших требованиях к оборудованию
 Вернее понадобится два спиральных сверла различных диаметров и две зенковки. Подбирать под каждый типоразмер конфирмата такой разнообразный набор инструмента довольно сложно, поэтому лучше использовать специальное сверло под евровинт.
Вернее понадобится два спиральных сверла различных диаметров и две зенковки. Подбирать под каждый типоразмер конфирмата такой разнообразный набор инструмента довольно сложно, поэтому лучше использовать специальное сверло под евровинт. Можно взять обычное сверло из набора подходящего диаметра, вставить его во фрезу и закрепить фиксирующим винтом. При использовании подходящего конфирматного сверла евровинт вкручивается в такое отверстие без лишних усилий и не разрушает структуру детали.
Можно взять обычное сверло из набора подходящего диаметра, вставить его во фрезу и закрепить фиксирующим винтом. При использовании подходящего конфирматного сверла евровинт вкручивается в такое отверстие без лишних усилий и не разрушает структуру детали.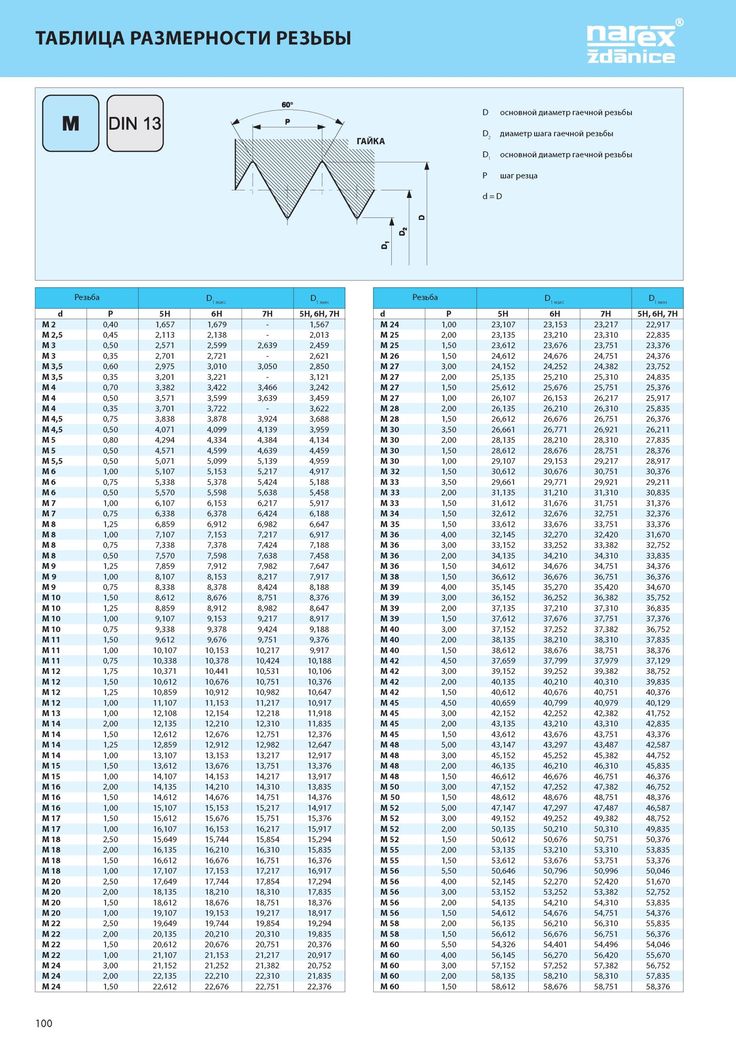



 В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.
Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.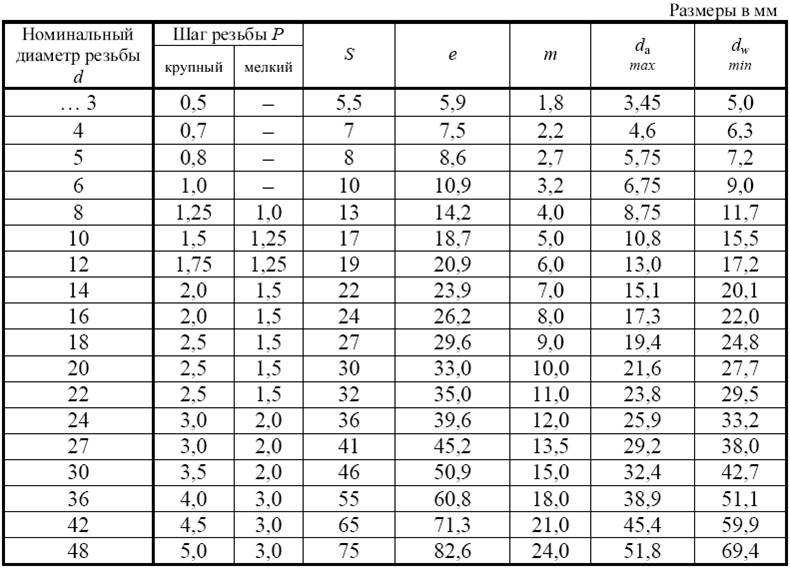
 Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.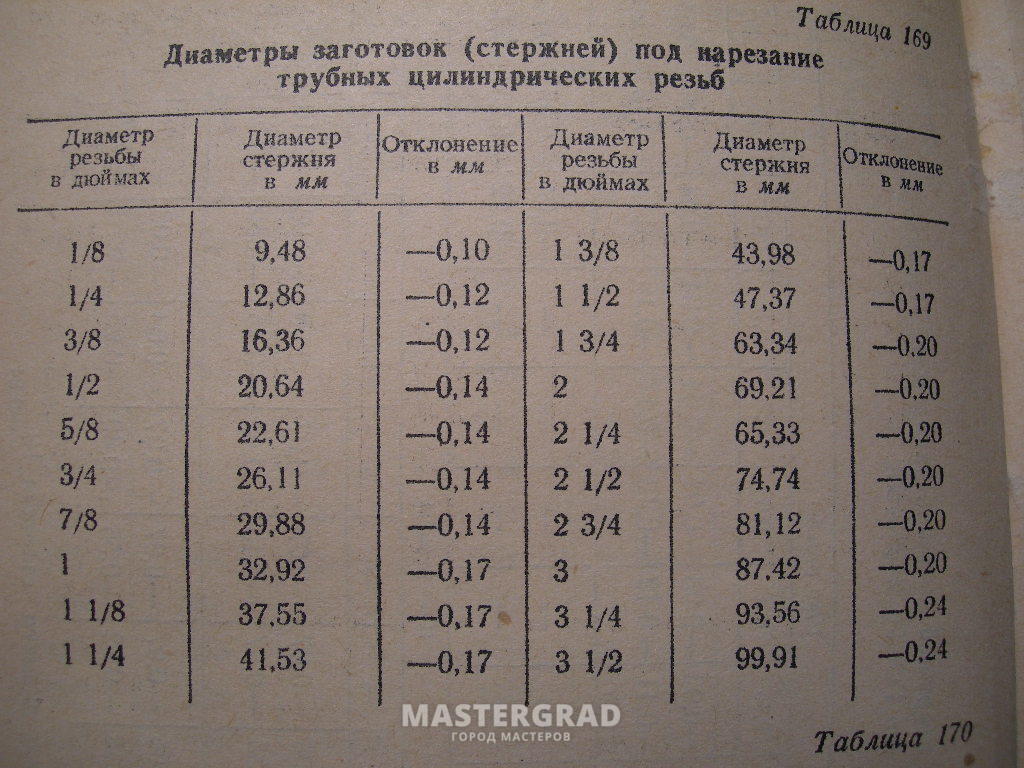 Соответствие диаметров резьбы и подготовительного отверстия
Соответствие диаметров резьбы и подготовительного отверстия Диаметры отверстия под дюймовые резьбы
Диаметры отверстия под дюймовые резьбы Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца Стержень обычно представлен в форме цилиндра или конуса. Канавки разбивают саму резьбу на отдельные участки, которые называют гребёнками. Края таких гребёнок — это и есть рабочие поверхности. На сегодняшний день в продаже можно также найти единичные метчики, они чаще всего применяются в целях исправления сорванной резьбы. Для того чтобы выполнить нарезку новой резьбы, лучше всего приобрести комплект.
Стержень обычно представлен в форме цилиндра или конуса. Канавки разбивают саму резьбу на отдельные участки, которые называют гребёнками. Края таких гребёнок — это и есть рабочие поверхности. На сегодняшний день в продаже можно также найти единичные метчики, они чаще всего применяются в целях исправления сорванной резьбы. Для того чтобы выполнить нарезку новой резьбы, лучше всего приобрести комплект.
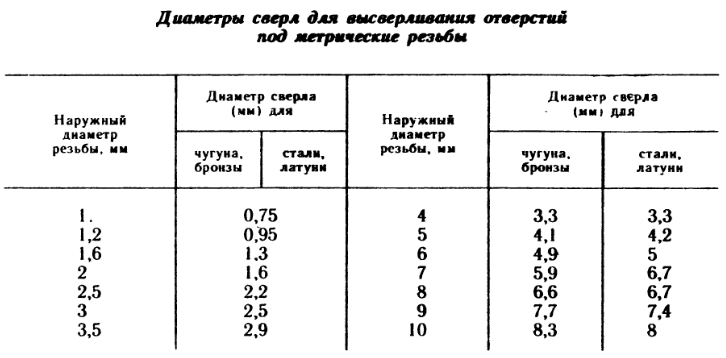 д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.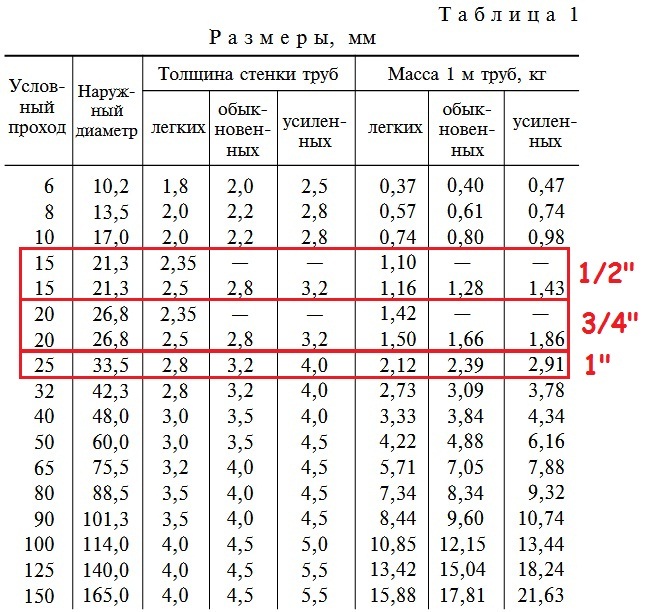 Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход. Чтобы разобраться, какое отверстие сверлить под резьбу в каждом конкретном случае, следует знать разновидности резьб и их основные характеристики.
Чтобы разобраться, какое отверстие сверлить под резьбу в каждом конкретном случае, следует знать разновидности резьб и их основные характеристики. По движению вращения контура резьбы разделяют на правые и левые.
По движению вращения контура резьбы разделяют на правые и левые.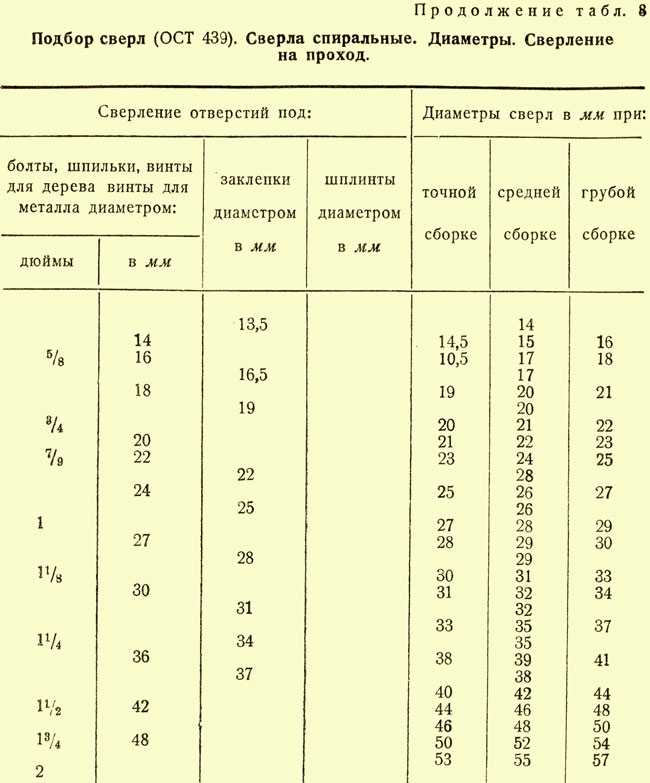 Самая часто применяемая резьба в машиностроительной промышленности и в бытовых предметах. Главные ее размеры закреплены в ГОСТ 24705-81. Обозначается буквой М с указанием номинального диаметра. Например, М6 определяет метрическую резьбу диаметром 6 миллиметров, правое вращение, крупный шаг.
Самая часто применяемая резьба в машиностроительной промышленности и в бытовых предметах. Главные ее размеры закреплены в ГОСТ 24705-81. Обозначается буквой М с указанием номинального диаметра. Например, М6 определяет метрическую резьбу диаметром 6 миллиметров, правое вращение, крупный шаг..jpg)
 д.
д. Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание метрической резьбы с различными шагами. Вариант для печати.
Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание метрической резьбы с различными шагами. Вариант для печати. откл.
откл.  Введите свой запрос:
Введите свой запрос: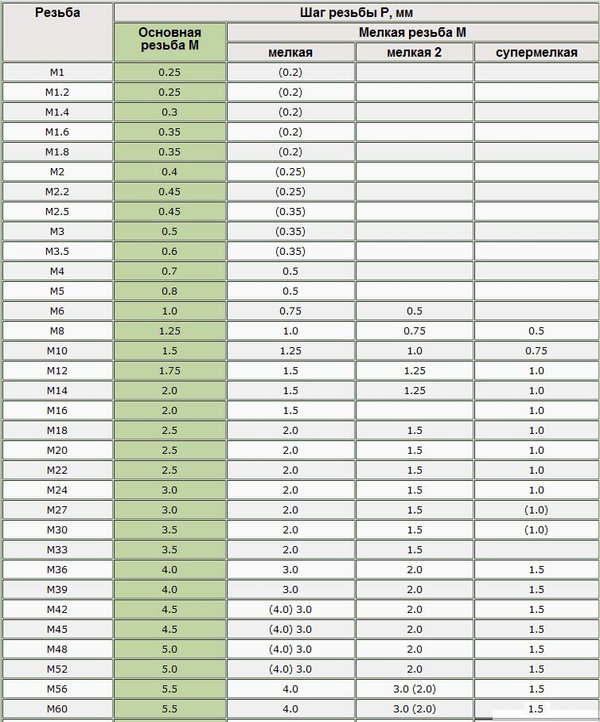
 1
1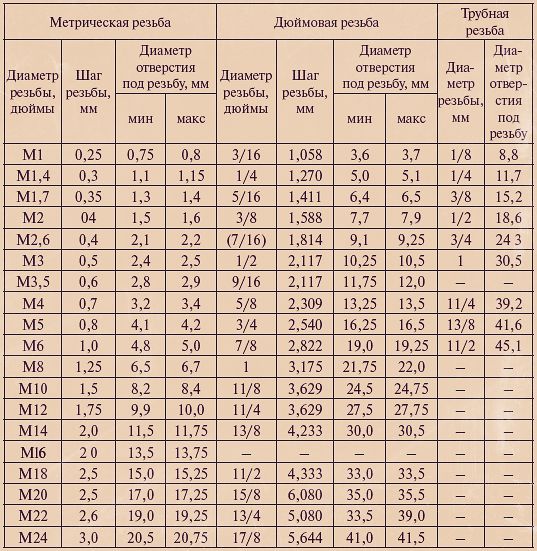 0
0 Ее удобно распечатать и иметь рядом с инструментами.
Ее удобно распечатать и иметь рядом с инструментами.
 10
10 1
1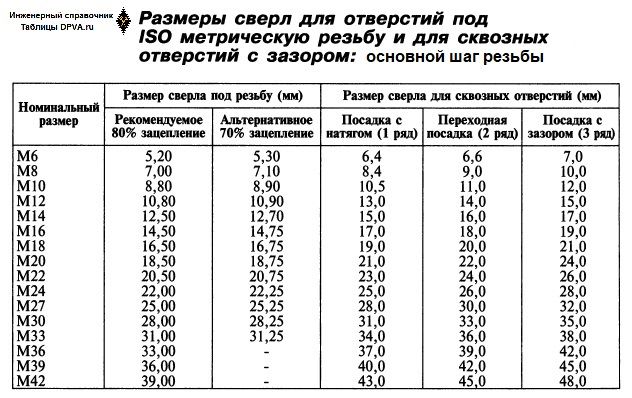 10
10 20
20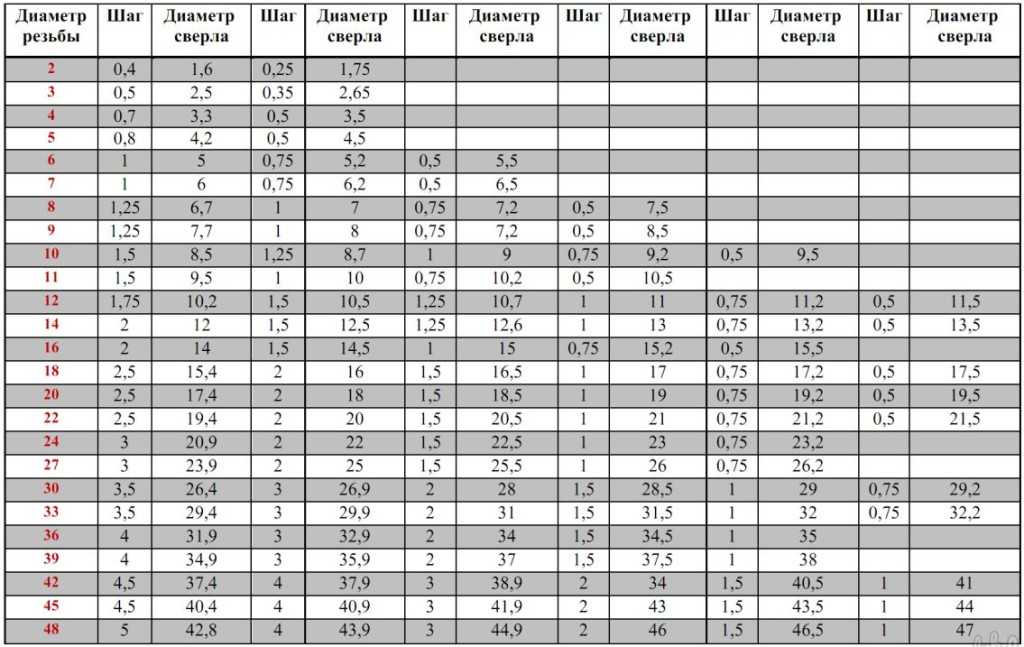 30
30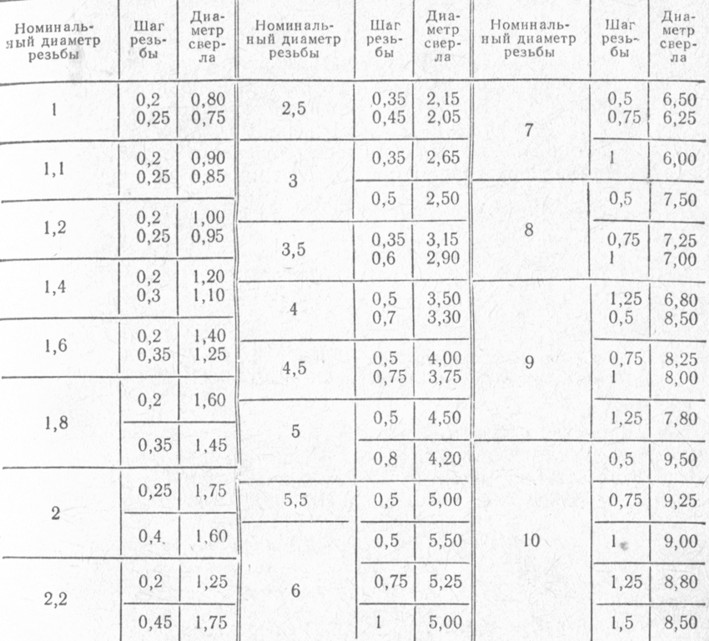 00
00
 Для хорошего очищения пакет оставляют на всю ночь. Если позволяет размер очищаемой детали, ее можно положить внутрь.
Для хорошего очищения пакет оставляют на всю ночь. Если позволяет размер очищаемой детали, ее можно положить внутрь. ;
;
 Домашние средства станут отличной заменой дорогостоящих чистящих средств.
Домашние средства станут отличной заменой дорогостоящих чистящих средств. Она разрушает этот прочный материал, делая его хрупким и ломким и выводя изделия из строя. Процесс окисления железа усиливается под воздействием:
Она разрушает этот прочный материал, делая его хрупким и ломким и выводя изделия из строя. Процесс окисления железа усиливается под воздействием:

 Также выпускается в форме аэрозоля для очистки от ржавчины и грязи тормозных механизмов автомобилей.
Также выпускается в форме аэрозоля для очистки от ржавчины и грязи тормозных механизмов автомобилей. Для нанесения и втирания очищающих составов в хромированное покрытие можно использовать шерстяную ткань, микрофибру либо мягкую оловянную фольгу. Применять наждачную бумагу не рекомендуется, так как удалить ржавчину с хромированной поверхности с ее помощью удастся лишь на короткое время. «Наждачка» повреждает металл и вскоре на нем вновь появятся ржавые пятна.
Для нанесения и втирания очищающих составов в хромированное покрытие можно использовать шерстяную ткань, микрофибру либо мягкую оловянную фольгу. Применять наждачную бумагу не рекомендуется, так как удалить ржавчину с хромированной поверхности с ее помощью удастся лишь на короткое время. «Наждачка» повреждает металл и вскоре на нем вновь появятся ржавые пятна.
 Для этого его нужно нанести на покрытие не менее двух раз, оставляя на несколько дней – примерно на две недели.
Для этого его нужно нанести на покрытие не менее двух раз, оставляя на несколько дней – примерно на две недели.
 Помимо привлекательного внешнего вида, хром также защищает основной металл от коррозии. Вот почему вы найдете хром на смесителях, приборах, инструментах, уличном силовом оборудовании и вашем автомобиле. Но хром может выйти из строя, если он плохо нанесен, слишком тонкий или поцарапан от многократной очистки абразивными чистящими средствами. Как только хром трескается, отслаивается или на нем образуются точечные отверстия, он теряет эти защитные свойства, и вы получаете ржавые и коррозионные «цветы», которые поднимаются на поверхность, что приводит к появлению оранжевых или зелено-синих пятен. Вот четыре различных способа очистить хром от ржавчины и замедлить ее появление в будущем.
Помимо привлекательного внешнего вида, хром также защищает основной металл от коррозии. Вот почему вы найдете хром на смесителях, приборах, инструментах, уличном силовом оборудовании и вашем автомобиле. Но хром может выйти из строя, если он плохо нанесен, слишком тонкий или поцарапан от многократной очистки абразивными чистящими средствами. Как только хром трескается, отслаивается или на нем образуются точечные отверстия, он теряет эти защитные свойства, и вы получаете ржавые и коррозионные «цветы», которые поднимаются на поверхность, что приводит к появлению оранжевых или зелено-синих пятен. Вот четыре различных способа очистить хром от ржавчины и замедлить ее появление в будущем. Медная вата
Медная вата com
com


 (Синтетический полимерный автомобильный воск держится дольше, чем обычный карнаубский воск.) Воск заполняет оставшиеся трещины и поры, не пропуская влагу и замедляя появление ржавчины в будущем.
(Синтетический полимерный автомобильный воск держится дольше, чем обычный карнаубский воск.) Воск заполняет оставшиеся трещины и поры, не пропуская влагу и замедляя появление ржавчины в будущем. Что ж, не бойтесь велосипедных энтузиастов, так как WD-40® Multi-Use отлично подходит для ослабления и удаления чрезмерной поверхностной ржавчины с хрома. Уникальная формула WD-40 Multi-Use помогает устранить коррозию металлов, таких как железо, нержавеющая сталь и хром, без дальнейшего повреждения поверхности металла или даже удаления краски.
Что ж, не бойтесь велосипедных энтузиастов, так как WD-40® Multi-Use отлично подходит для ослабления и удаления чрезмерной поверхностной ржавчины с хрома. Уникальная формула WD-40 Multi-Use помогает устранить коррозию металлов, таких как железо, нержавеющая сталь и хром, без дальнейшего повреждения поверхности металла или даже удаления краски.


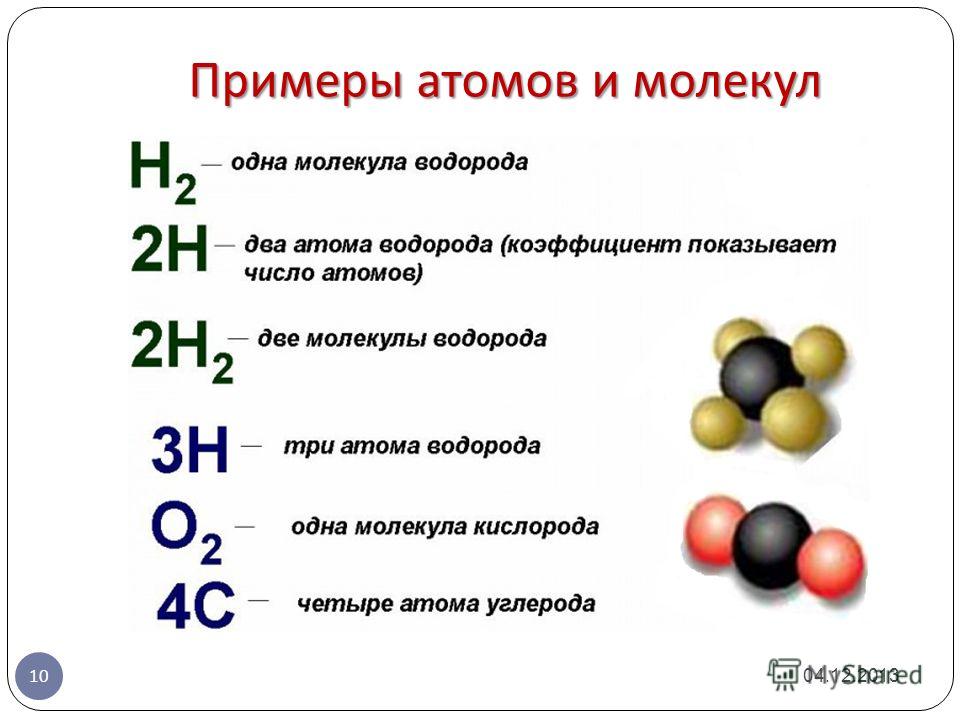 В
В

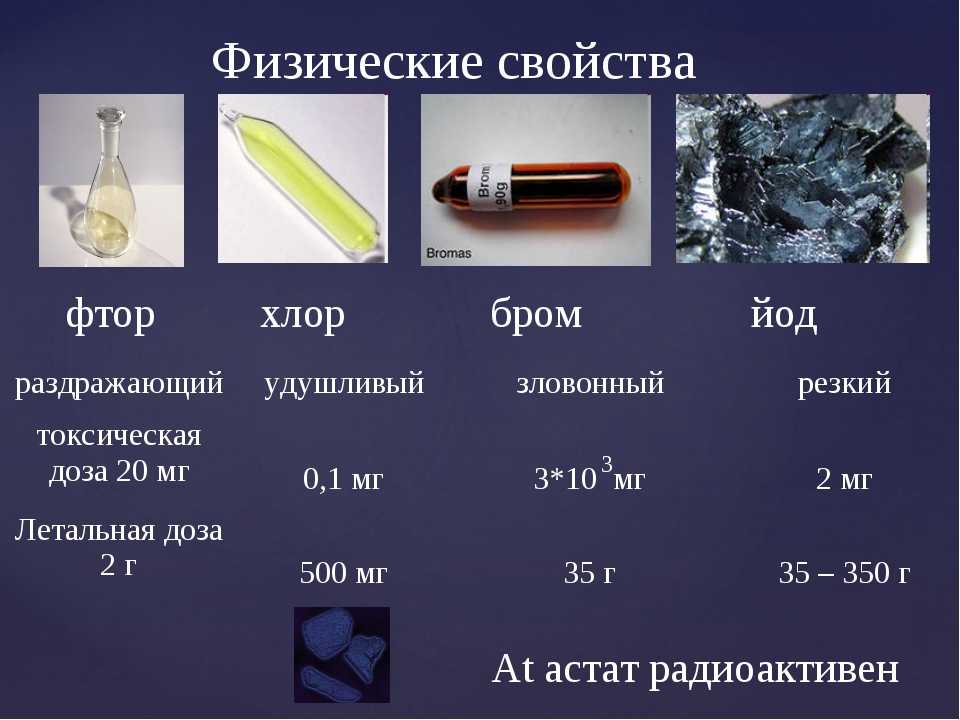 Для производства меди наибольшее
Для производства меди наибольшее При Иване Грозном в Олонецкий
При Иване Грозном в Олонецкий д.
д. а) Верно только А в) Верно только В с) Верны оба суждения d) Оба суждения неверны. 5. Тело: а) Графит в) Полиэтилен с) Свинец d) Пробирка. 6. Вещество: а) Медная проволока в) Медная монета с) Медная пластина d) Медь 7. Простое вещество: — — — — — а) Водород в) Углекислый газ с) Сахар d) Поваренная соль 8. Сложное вещество: а) Фосфор в) Крахмал с) Сера d) Медь. 9. Говорят о водороде, как о простом веществе: а) Водород – самый легкий газ в) Порядковый номер водорода в Периодической таблице — 1 с) Водород входит в состав воды d) Водород входит в состав кислоты 10. Говорят о меди как о химическом элементе а) Медь не реагирует с соляной кислотой в) Медь окисляется при нагревании с) Медная проволока d) Медь входит в состав медного купороса 11. Установите , в каком словосочетании имеется в виду элемент, а в каком –простое вещество. Ответ дайте в виде последовательности цифр, соответствующих буквам по алфавиту: 1. Элемент 2. Простое вещество А) водород горит на воздухе Б) кислород входит в состав углекислого газа В) кислород малорастворим в воде Г) углерод входит в состав угарного газа Д) водород самый легкий газ 12.
а) Верно только А в) Верно только В с) Верны оба суждения d) Оба суждения неверны. 5. Тело: а) Графит в) Полиэтилен с) Свинец d) Пробирка. 6. Вещество: а) Медная проволока в) Медная монета с) Медная пластина d) Медь 7. Простое вещество: — — — — — а) Водород в) Углекислый газ с) Сахар d) Поваренная соль 8. Сложное вещество: а) Фосфор в) Крахмал с) Сера d) Медь. 9. Говорят о водороде, как о простом веществе: а) Водород – самый легкий газ в) Порядковый номер водорода в Периодической таблице — 1 с) Водород входит в состав воды d) Водород входит в состав кислоты 10. Говорят о меди как о химическом элементе а) Медь не реагирует с соляной кислотой в) Медь окисляется при нагревании с) Медная проволока d) Медь входит в состав медного купороса 11. Установите , в каком словосочетании имеется в виду элемент, а в каком –простое вещество. Ответ дайте в виде последовательности цифр, соответствующих буквам по алфавиту: 1. Элемент 2. Простое вещество А) водород горит на воздухе Б) кислород входит в состав углекислого газа В) кислород малорастворим в воде Г) углерод входит в состав угарного газа Д) водород самый легкий газ 12.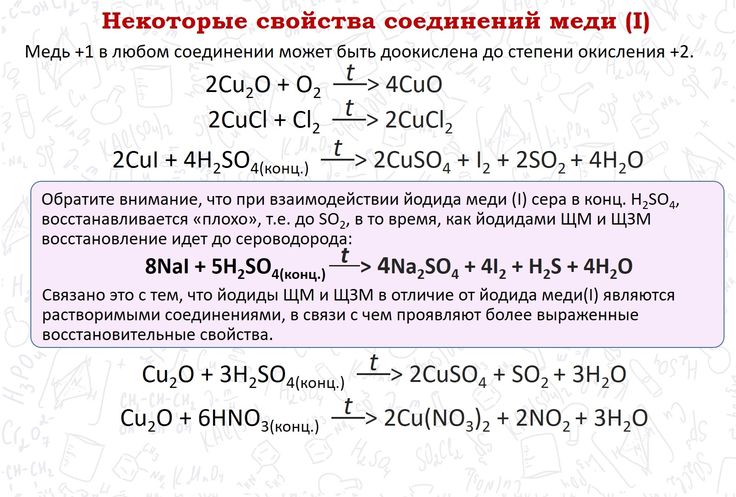 Выберите из предложенных групп, группу сложных веществ. а) Водород, озон, гелий в) угарный газ, метан, вода с) кислород, сера d) азот, алмаз, графит. 13. Определите молекулярную массу ортофосфорной кислоты (h4PO4) : а) 160 в) 92 с) 98 106 14. Символ химического элемента магния: а) Mn в) Mo с) Mg d) Md 15. Физическим природным явление следует считать: а) Образование глюкозы в зеленом растении в) Лесной пожар с) Высыхание луж d) Процесс высыхания растения 16. Индивидуальным веществом является: а) Морская вода в) Сладкий чай с) Поваренная соль d) Воздух 17. О химическом элементе, а не о простом веществе идет речь а) Азот является частью воздуха в) Взрывчатое вещество тротил содержит азот с) Формула азота N2 d) Жидкий азот иногда используется для замораживания продуктов. 18. Высшую и низшую валентность сера проявляет в соединениях соответственно а) SO3 ZnS в) SO2 h3S с) SO3 SO2 d) h3S SO3 19. Сумма коэффициентов в уравнении реакции CO+O2=CO2: а) 3 в) 4 с) 5 d) 6 20. Взаимодействие серной кислоты с оксидом меди относится к реакции а) Разложения в) Соединения с) Замещения d) Обмена 21.
Выберите из предложенных групп, группу сложных веществ. а) Водород, озон, гелий в) угарный газ, метан, вода с) кислород, сера d) азот, алмаз, графит. 13. Определите молекулярную массу ортофосфорной кислоты (h4PO4) : а) 160 в) 92 с) 98 106 14. Символ химического элемента магния: а) Mn в) Mo с) Mg d) Md 15. Физическим природным явление следует считать: а) Образование глюкозы в зеленом растении в) Лесной пожар с) Высыхание луж d) Процесс высыхания растения 16. Индивидуальным веществом является: а) Морская вода в) Сладкий чай с) Поваренная соль d) Воздух 17. О химическом элементе, а не о простом веществе идет речь а) Азот является частью воздуха в) Взрывчатое вещество тротил содержит азот с) Формула азота N2 d) Жидкий азот иногда используется для замораживания продуктов. 18. Высшую и низшую валентность сера проявляет в соединениях соответственно а) SO3 ZnS в) SO2 h3S с) SO3 SO2 d) h3S SO3 19. Сумма коэффициентов в уравнении реакции CO+O2=CO2: а) 3 в) 4 с) 5 d) 6 20. Взаимодействие серной кислоты с оксидом меди относится к реакции а) Разложения в) Соединения с) Замещения d) Обмена 21. Массовая доля натрия в его оксиде равна приблизительно: а) 37 в) 59 с) 63 d) 74 22. Масса цинка, расходуемого для получения 6 моль водорода, при взаимодействии с соляной кислотой Zn+2HCl=ZnCl2+h3 : — — — — — — — — — а) 65 в) 130 с) 390 d) 260 23. Найти массу оксида фосфора, полученного при взаимодействии 3, 1 г. Фосфора с кислородом. а) 12, 5 в) 10 с) 7, 1 d) 23, 6 24. Найти массу пяти моль кислорода: — — — — — — — — а) 123, 6 в) 160, 5 с) 220 d) 160 25. Найти массовые отношения элементов по формуле серной кислоты. а) 1:16:32 в) 2:32:1 с) 1:45:16 d) 2:3:5
Массовая доля натрия в его оксиде равна приблизительно: а) 37 в) 59 с) 63 d) 74 22. Масса цинка, расходуемого для получения 6 моль водорода, при взаимодействии с соляной кислотой Zn+2HCl=ZnCl2+h3 : — — — — — — — — — а) 65 в) 130 с) 390 d) 260 23. Найти массу оксида фосфора, полученного при взаимодействии 3, 1 г. Фосфора с кислородом. а) 12, 5 в) 10 с) 7, 1 d) 23, 6 24. Найти массу пяти моль кислорода: — — — — — — — — а) 123, 6 в) 160, 5 с) 220 d) 160 25. Найти массовые отношения элементов по формуле серной кислоты. а) 1:16:32 в) 2:32:1 с) 1:45:16 d) 2:3:5 д. Однако в природе он также встречается в свободном элементном состоянии. .
д. Однако в природе он также встречается в свободном элементном состоянии. .


 Элементы в периодической таблице занимают определенные позиции и идентифицируются по их атомным номерам.
Элементы в периодической таблице занимают определенные позиции и идентифицируются по их атомным номерам.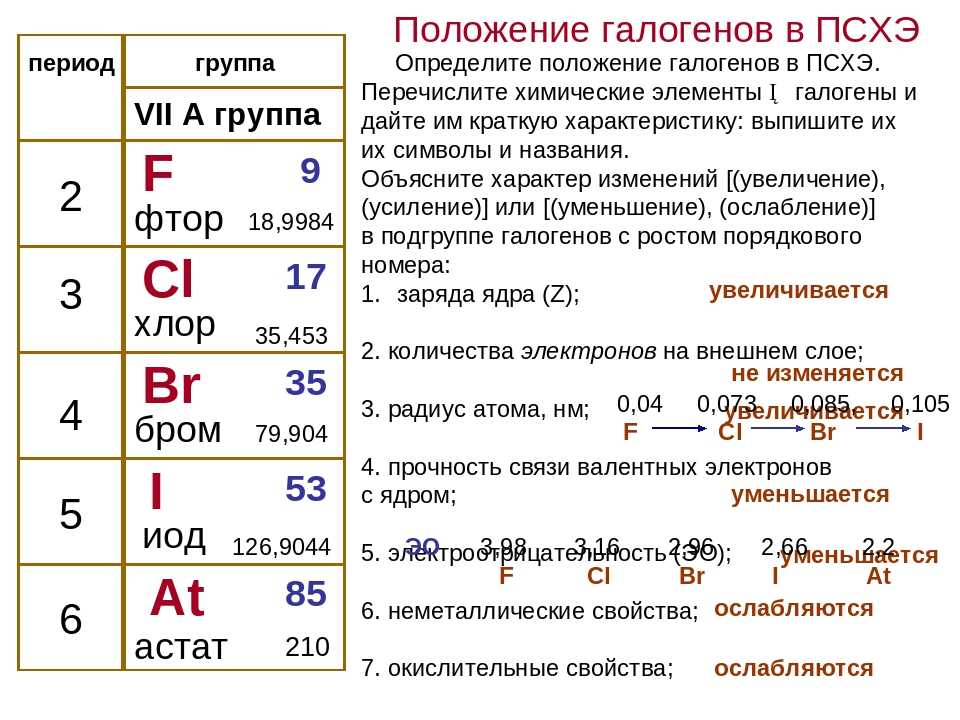

 Он состоит из двух компонентов: решетки Браве и атомов.
Он состоит из двух компонентов: решетки Браве и атомов.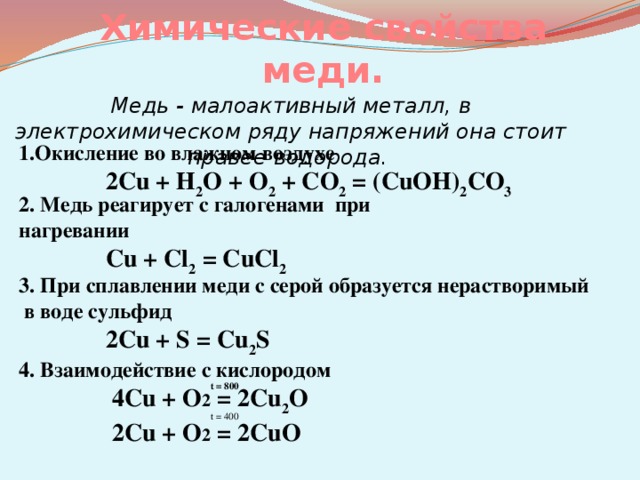 Он состоит только из атомов одного вида. Вещество, имеющее один или несколько атомов в одинаковой пропорции по всему веществу, является чистым веществом.
Он состоит только из атомов одного вида. Вещество, имеющее один или несколько атомов в одинаковой пропорции по всему веществу, является чистым веществом. 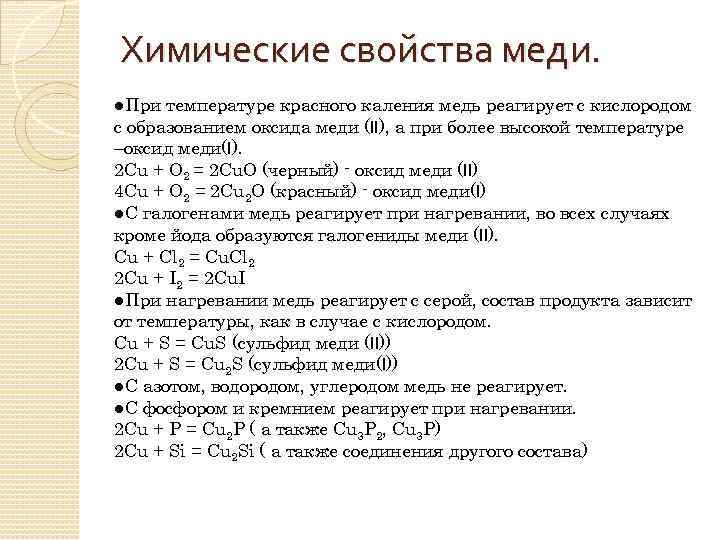
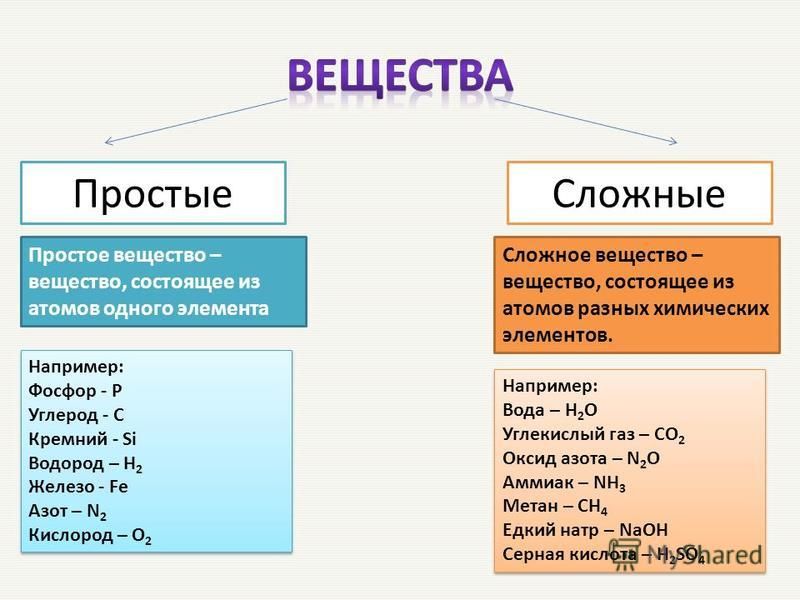
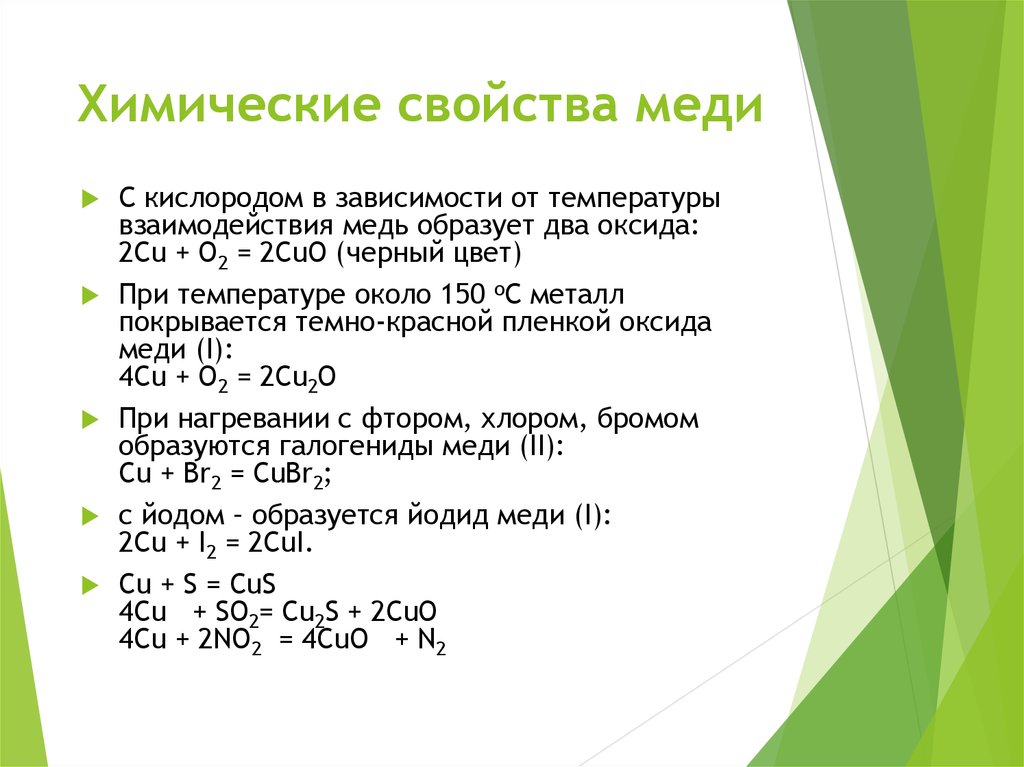
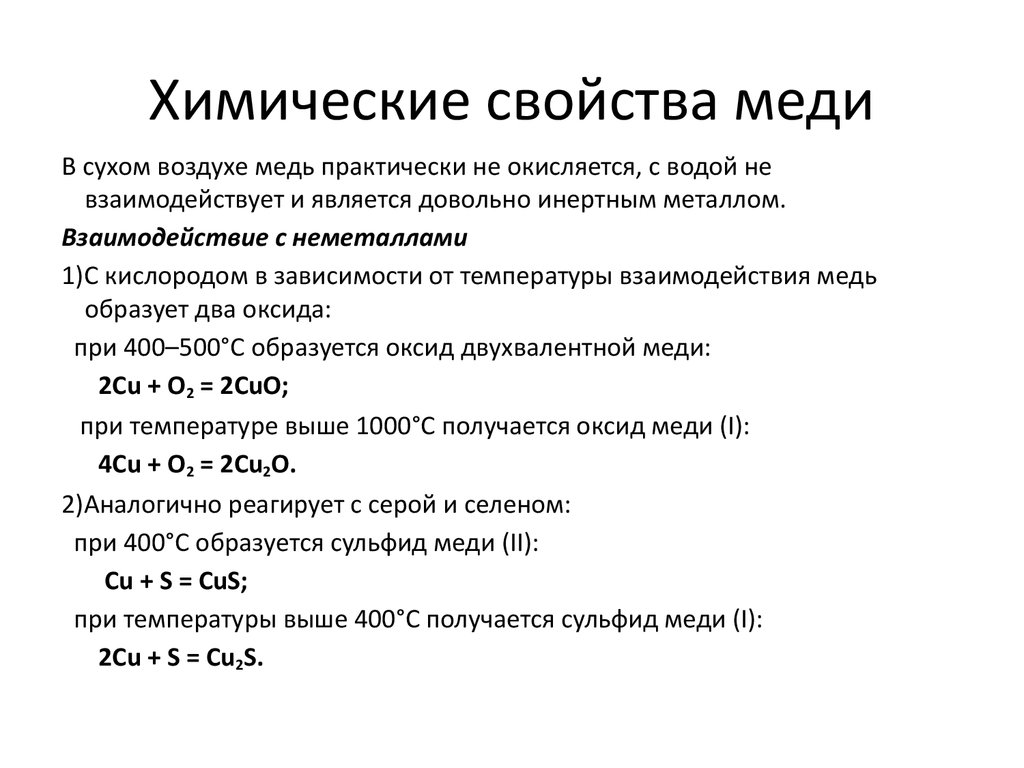
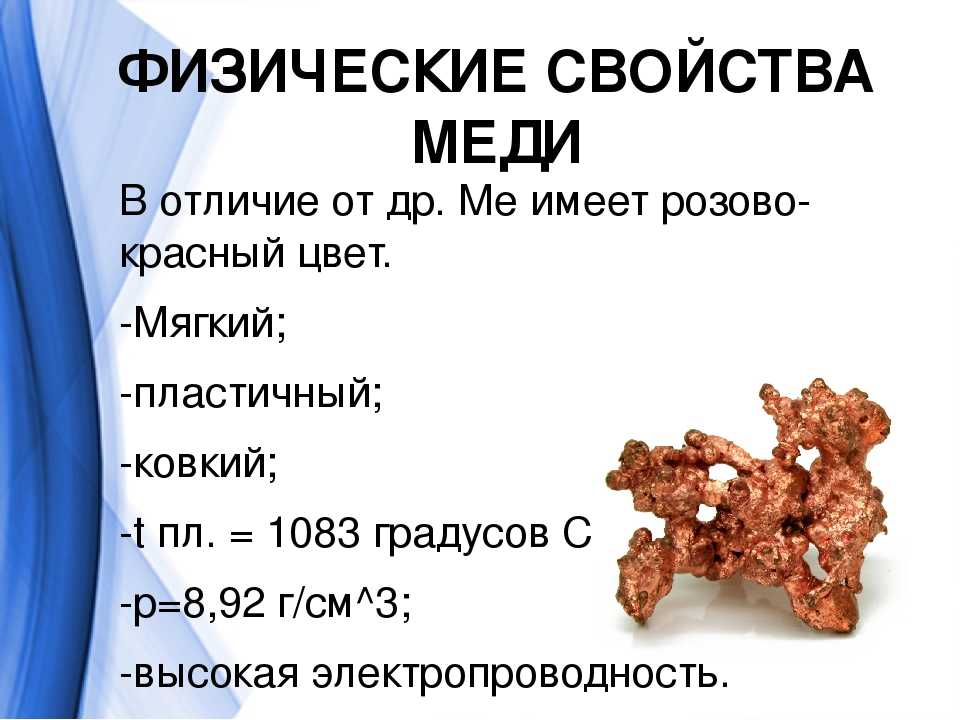
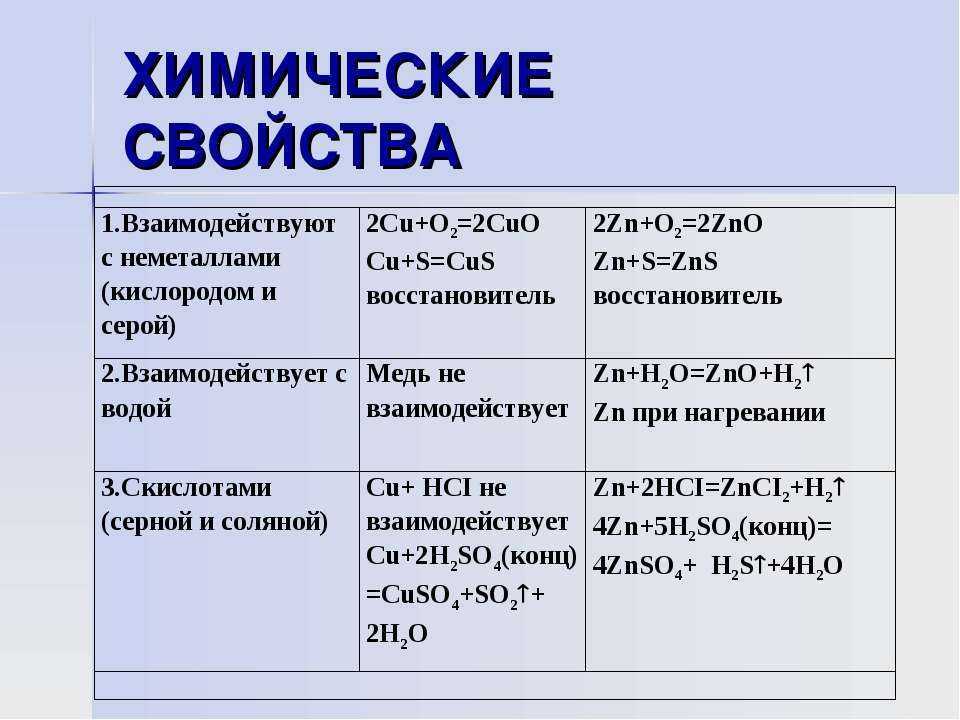
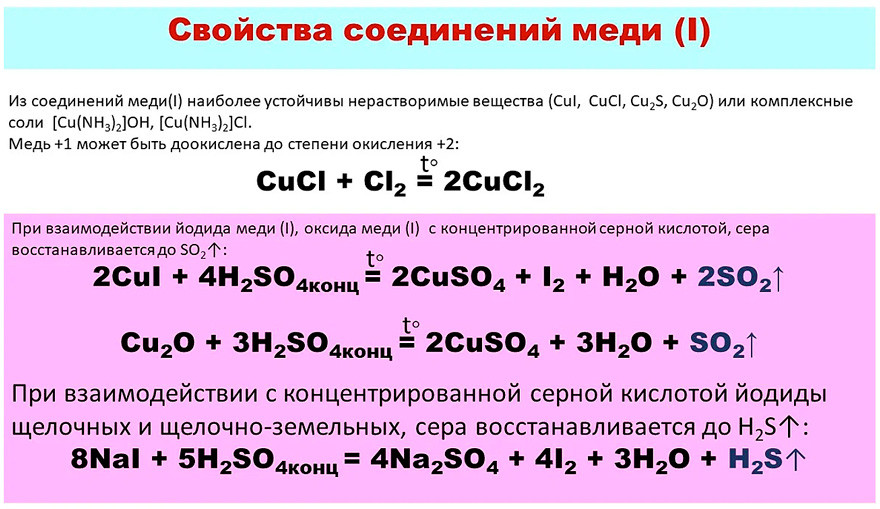 Чистая медь смешивается с другими металлами для образования сплавов, которые обычно используются. • Монеты некоторых стран представляют собой сплавы меди
Чистая медь смешивается с другими металлами для образования сплавов, которые обычно используются. • Монеты некоторых стран представляют собой сплавы меди
 8 кВА
8 кВА В.С.
В.С. 8 кВт
8 кВт Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место.
Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место. Шов при такой работе состоит из нескольких сварочных точек. Точка получается, когда части свариваемого объекта зажимают между электродами.
Шов при такой работе состоит из нескольких сварочных точек. Точка получается, когда части свариваемого объекта зажимают между электродами. Актуальны они для работы на стройке или в автосервисе.
Актуальны они для работы на стройке или в автосервисе. С ее помощью можно не тратить много денег на производство и получать большой КПД от сварки.
С ее помощью можно не тратить много денег на производство и получать большой КПД от сварки. Так варят только детали, которые не будут стоять на виду, например, кузов машины изнутри. Незаменима точечная сварка при создании временных швов.
Так варят только детали, которые не будут стоять на виду, например, кузов машины изнутри. Незаменима точечная сварка при создании временных швов.
 Сварочный аппарат для точечной сварки традиционно имеет круглое нижнее плечо, в то время как аппарат для проекционной сварки имеет нижнее колено коробчатой конструкции для установки инструментов и приспособлений. Обычно плиты с Т-образными пазами устанавливаются на аппарат для рельефной сварки, чтобы обеспечить быструю смену инструментов. Вы когда-нибудь видели плиты с Т-образными пазами на вертикально-фрезерном станке или сверлильном станке? Это подходит для той же цели.
Сварочный аппарат для точечной сварки традиционно имеет круглое нижнее плечо, в то время как аппарат для проекционной сварки имеет нижнее колено коробчатой конструкции для установки инструментов и приспособлений. Обычно плиты с Т-образными пазами устанавливаются на аппарат для рельефной сварки, чтобы обеспечить быструю смену инструментов. Вы когда-нибудь видели плиты с Т-образными пазами на вертикально-фрезерном станке или сверлильном станке? Это подходит для той же цели.
 (Сварочный ток обычно импульсный, но конечным результатом является идеальное герметичное соединение).
(Сварочный ток обычно импульсный, но конечным результатом является идеальное герметичное соединение). Это можно сделать быстро, но это не так быстро и просто в использовании, как традиционный сварочный аппарат.
Это можно сделать быстро, но это не так быстро и просто в использовании, как традиционный сварочный аппарат.
 Если же источник глубокий, придется установить НС рядом с ним (в утепленном и изолированном от влаги приямке) или использовать погружной насос.
Если же источник глубокий, придется установить НС рядом с ним (в утепленном и изолированном от влаги приямке) или использовать погружной насос. Считается, что на 1 кран или другую точку водоразбора нужна производительность 14 л/мин.
Считается, что на 1 кран или другую точку водоразбора нужна производительность 14 л/мин. При расходовании воды давление в баке постепенно уменьшается, и реле инициирует включение электронасоса.
При расходовании воды давление в баке постепенно уменьшается, и реле инициирует включение электронасоса.
 Этот параметр обратно пропорционален объему воды в баке: чем больше ее запас, тем слабее напор. Для периодического использования автономного водопровода на даче достаточно величины в 1–2 бар, для небольшого коттеджа – 4 бар, для крупного особняка – 4–6 бар или больше.
Этот параметр обратно пропорционален объему воды в баке: чем больше ее запас, тем слабее напор. Для периодического использования автономного водопровода на даче достаточно величины в 1–2 бар, для небольшого коттеджа – 4 бар, для крупного особняка – 4–6 бар или больше.
 Управление настройками максимально простое и обычно выполняется 2 кнопками.
Управление настройками максимально простое и обычно выполняется 2 кнопками. Стальные варианты сочетают надежность и высокий ресурс при умеренной цене. Чугунные корпуса выносливы, но обходятся дороже. Пластик сочетает доступность, износостойкость, несклонность к коррозии и шумоизоляционные свойства.
Стальные варианты сочетают надежность и высокий ресурс при умеренной цене. Чугунные корпуса выносливы, но обходятся дороже. Пластик сочетает доступность, износостойкость, несклонность к коррозии и шумоизоляционные свойства. Для недопущения «сухого хода» применяется гидропротектор – электронное реле, выключающее мотор при критическом опускании водного зеркала.
Для недопущения «сухого хода» применяется гидропротектор – электронное реле, выключающее мотор при критическом опускании водного зеркала.
 Также нужно обеспечить в нем вентиляцию – для защиты от конденсата.
Также нужно обеспечить в нем вентиляцию – для защиты от конденсата. Но перед ее покупкой следует разобраться в особенностях выбора.
Но перед ее покупкой следует разобраться в особенностях выбора. Насос включается только при падении давления в системе. Надежность водоснабжения повышается в несколько раз.
Насос включается только при падении давления в системе. Надежность водоснабжения повышается в несколько раз.
 Отдельно приобрести насос и отдельно накопительный бак с манометром.
Отдельно приобрести насос и отдельно накопительный бак с манометром. Работа с этими предпочтениями так же важна для успеха, как и сама помпа, но мы рассмотрим это позже. Сегодня мы рассмотрим требования к насосу. Существует много возможных сценариев, и Romtec Utilities может помочь вам найти лучший насос для удовлетворения потребностей вашего проекта.
Работа с этими предпочтениями так же важна для успеха, как и сама помпа, но мы рассмотрим это позже. Сегодня мы рассмотрим требования к насосу. Существует много возможных сценариев, и Romtec Utilities может помочь вам найти лучший насос для удовлетворения потребностей вашего проекта. Обычно это означает перекачку сточных вод с твердыми частицами, которые могут быть превращены в суспензию до или во время цикла перекачки.
Обычно это означает перекачку сточных вод с твердыми частицами, которые могут быть превращены в суспензию до или во время цикла перекачки. Размер определяется напорным трубопроводом и мощностью двигателя насоса. Увеличивая или уменьшая мощность насоса от двигателя, можно изменить характеристику насоса. Это помогает производить насос, размер которого соответствует требованиям конкретного проекта. Управление мощностью насоса зависит от доступных двигателей насоса от производителя. Некоторые марки насосов имеют большую или меньшую гибкость в отношении мощности насоса. Однако в любом проекте мощность — не единственная инженерная тактика, используемая для удовлетворения конкретных требований к насосу.
Размер определяется напорным трубопроводом и мощностью двигателя насоса. Увеличивая или уменьшая мощность насоса от двигателя, можно изменить характеристику насоса. Это помогает производить насос, размер которого соответствует требованиям конкретного проекта. Управление мощностью насоса зависит от доступных двигателей насоса от производителя. Некоторые марки насосов имеют большую или меньшую гибкость в отношении мощности насоса. Однако в любом проекте мощность — не единственная инженерная тактика, используемая для удовлетворения конкретных требований к насосу. Это позволяет насосной станции «увеличивать» скорость откачки для удовлетворения более высоких требований к перекачиванию. Если один насос не может справиться с притоком к насосной станции, может включиться другой насос, чтобы увеличить скорость откачки. Используя характеристики насосов и мощность в лошадиных силах, насосы выбираются в соответствии с конкретными требованиями в конкретной конфигурации насоса.
Это позволяет насосной станции «увеличивать» скорость откачки для удовлетворения более высоких требований к перекачиванию. Если один насос не может справиться с притоком к насосной станции, может включиться другой насос, чтобы увеличить скорость откачки. Используя характеристики насосов и мощность в лошадиных силах, насосы выбираются в соответствии с конкретными требованиями в конкретной конфигурации насоса. Это также относится к бустерным насосным станциям, которые регулируют скорость откачки в соответствии с требованиями к давлению. Конфигурации насосов важны для проектирования насосных станций, чтобы соответствовать требованиям к перекачиванию, которые могут быть связаны с расходом, уровнем или давлением.
Это также относится к бустерным насосным станциям, которые регулируют скорость откачки в соответствии с требованиями к давлению. Конфигурации насосов важны для проектирования насосных станций, чтобы соответствовать требованиям к перекачиванию, которые могут быть связаны с расходом, уровнем или давлением. com 30 9590
com 30 9590  Все права защищены
Все права защищены  Существуют насосы для поверхностного монтажа, разъемные, турбинные, самовсасывающие, объемные и многие другие. Наиболее часто используемым насосом Romtec Utilities является погружной центробежный насос. Каждая конструкция предлагает преимущества, которые могут сделать один тип предпочтительнее другого для конкретного применения. При выборе хорошего насоса, как правило, предпочтение отдается надежности, простоте обслуживания и стоимости при рассмотрении конструкции насоса. Многие насосные станции расположены в отдаленных районах, что делает погружные насосы идеальными, поскольку они надежны и недоступны для потенциальных вандалов. На промышленных объектах или очистных сооружениях, находящихся под присмотром сотрудников, насосы, устанавливаемые на поверхность, или самовсасывающие насосы имеют лучший доступ для обслуживающего персонала без увеличения риска вандализма.
Существуют насосы для поверхностного монтажа, разъемные, турбинные, самовсасывающие, объемные и многие другие. Наиболее часто используемым насосом Romtec Utilities является погружной центробежный насос. Каждая конструкция предлагает преимущества, которые могут сделать один тип предпочтительнее другого для конкретного применения. При выборе хорошего насоса, как правило, предпочтение отдается надежности, простоте обслуживания и стоимости при рассмотрении конструкции насоса. Многие насосные станции расположены в отдаленных районах, что делает погружные насосы идеальными, поскольку они надежны и недоступны для потенциальных вандалов. На промышленных объектах или очистных сооружениях, находящихся под присмотром сотрудников, насосы, устанавливаемые на поверхность, или самовсасывающие насосы имеют лучший доступ для обслуживающего персонала без увеличения риска вандализма. Оба эти фактора могут значительно изменить наиболее подходящую конструкцию насоса. Если вода очень вязкая, например, маслянистая, лучше всего подойдет поршневой насос. Чистая вода бывает разной. Турбинные насосы, например, способны перекачивать большие объемы чистой воды под высоким давлением, а осевые насосы также могут перекачивать большие объемы чистой воды, но не могут перекачивать при очень высоком давлении. Каждая конструкция насоса имеет свои сильные и слабые стороны, связанные с перекачиваемой водой.
Оба эти фактора могут значительно изменить наиболее подходящую конструкцию насоса. Если вода очень вязкая, например, маслянистая, лучше всего подойдет поршневой насос. Чистая вода бывает разной. Турбинные насосы, например, способны перекачивать большие объемы чистой воды под высоким давлением, а осевые насосы также могут перекачивать большие объемы чистой воды, но не могут перекачивать при очень высоком давлении. Каждая конструкция насоса имеет свои сильные и слабые стороны, связанные с перекачиваемой водой. Форма улитки создает поток от рабочего колеса в трубопровод. Поскольку крыльчатки развивают поток, создавая зоны высокого и низкого давления, они могут перемещать некоторые твердые частицы без прямого контакта.
Форма улитки создает поток от рабочего колеса в трубопровод. Поскольку крыльчатки развивают поток, создавая зоны высокого и низкого давления, они могут перемещать некоторые твердые частицы без прямого контакта.
 Что касается источника питания, доступная мощность может определять выбор насоса, но довольно часто выбор насоса диктует требования к мощности. Трехфазное питание более эффективно, и насосы могут работать при меньшем напряжении. Правила NFPA для опасных зон, таких как сточные воды, определяют максимальное напряжение в колодце. Если погружные насосы используются во взрывоопасных зонах, трехфазное питание поможет поддерживать электропитание в установленных пределах. Только однофазные погружные насосы не всегда подходят. Romtec Utilities всегда рекомендует использовать трехфазный источник питания, если это вообще возможно.
Что касается источника питания, доступная мощность может определять выбор насоса, но довольно часто выбор насоса диктует требования к мощности. Трехфазное питание более эффективно, и насосы могут работать при меньшем напряжении. Правила NFPA для опасных зон, таких как сточные воды, определяют максимальное напряжение в колодце. Если погружные насосы используются во взрывоопасных зонах, трехфазное питание поможет поддерживать электропитание в установленных пределах. Только однофазные погружные насосы не всегда подходят. Romtec Utilities всегда рекомендует использовать трехфазный источник питания, если это вообще возможно.