Химический анкер — механизм работы жидкого дюбеля
Если механический анкер – крепление, знакомое даже самым неискушенным мастерам, то с химическим дело обстоит сложнее. Что это такое, насколько прочна строительная новинка, каковы области применения клеящего состава, какие существуют разновидности – ответы на эти и другие вопросы мы постараемся получить в данном обзоре.
Содержание:
- Механизм работы как основное преимущество жидкого дюбеля
-
Фиксатор в виде картриджей и ампул – компоненты вещества и этапы работы - Химический анкер своими руками: возможно ли это?
Механизм работы как основное преимущество химического анкера
Химический анкер – для простоты понимания, это двухкомпонентный мощнейший клей, способный максимально надежно зафиксировать металлический элемент в любом минеральном основании. Согласно европейской организации технических стандартов субстанцию можно именовать «вклеивающий анкер»; в среде профессиональных строителей и мастеров-самоучек распространены словосочетания: «система вклеиваемых анкеров», «химический дюбель», «жидкий анкер», «инжекционная масса».
Рассмотрим механизм действия крепежного приспособления принципиально нового типа.
Отверстие, проделанное в основании, наполняют химическим составом, затем внутрь помещают металлический элемент (резьбовая шпилька, арматура). Постепенно состав твердеет, закрепляя стержень. Формирующееся монолитное соединение обладает максимально высокой прочностью: определенные типы конструкций, монтаж которых, выполнен со строгим соблюдением технологии и применением качественных смесей, выдерживают многотонные нагрузки.
Химические анкеры широко используются для фиксирования крепежных элементов в основном из кирпича, бетона, дерева, камня, металла, востребованы в строительстве сверхустойчивых несущих конструкций (козырьков зданий, балконов или мостов). Фиксация химическим анкером гораздо прочнее, чем обычным (механическим): застывшая инжекционная масса выдерживает в два с половиной раза большую нагрузку.
Отметим основные достоинства химических анкеров:
· распространенность использования и способность создавать надежные крепления даже в низкопрочных основах, таких как газо- и пенобетон, некоторые виды пустотелого кирпича;
· повышенная прочность, в разы превосходящая механические анкеры;
· устойчивость к агрессивному и разрушающему воздействию воды или щелочей, что дает возможность использовать инновационный материал во влажной среде;
· абсолютная герметичность швов;
· внутренняя поверхность отверстий не подвергается давлению (по сравнению с распорными анкерными крепежами), за счет чего химический анкер применим для фиксации парапетов, перил;
· долговечность креплений (срок службы – более полувека).
Химический анкер в виде картриджей и ампул – компоненты вещества и этапы работы
Соотношение основных компонентов химического анкера изготовители держат в секрете. Но, чтобы хоть приблизительно представлять, с чем приходится иметь дело, обозначим составляющие вязкой массы. В ее составе присутствуют, прежде всего, смолы, изготовленные из синтетических веществ, таких как винилэстер , эпоксиакрилат, метакрил , полиуретан и полиэфир; цемент и песок, а также отвердитель. Доподлинно известно только то, что многообразие продуктов сводится к сути химического анкера – наличию клеевой субстанции и отвердителя.
Химический анкер выпускают упакованным в картриджи и ампулы. Картриджи идут в разных фасовках. Если ампулы – однократное применение для единичного отверстия, а картриджи используются многократно, сразу для значительного количества креплений.
 youtube.com/embed/BMFbfbfgvfw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/BMFbfbfgvfw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Химический анкер в виде ампул
Изделия классифицируют и по температурам, при которых возможно их использование: существует летняя, смешанная, зимняя продукция. Погодные условия применения летних анкеров +5 до +40 тепла; весенне-летне-осенних – от –10 до +40°C. Зимние составы схватываются при температурах до — 26–20°C ниже нуля. Поскольку срок годности инжекционной массы ограничен, удобно подбирать средство, привязываясь к климатическому режиму во время строительных работ.
Независимо от фасовки массы, до начала ее использования требуется подготовить и тщательным образом очистить отверстие. Перфоратором в монтажной основе создаем углубление, диаметр которого на 2 мм превышает диаметр вставляемого металлического стержня. Затем тщательно удаляем сверлильную крошку, влагу, пыль с внутренней поверхности: это обеспечит клеящей массе образовать максимальную адгезию и образует устойчивое соединение с базовым основанием. Для устранения загрязнений используем поочередно продувочный насос и щетку-ерш из металла. Процедуру повторяем несколько раз, добиваемся визуально полного очищения полости. Если работы ведутся с пустотелым материалом, во избежание слишком сильного растекания клея по пористому пространству, после продувки в отверстие вставляется пластиковая или металлическая гильза с перфорацией для формирования каркаса отверстия.
Для устранения загрязнений используем поочередно продувочный насос и щетку-ерш из металла. Процедуру повторяем несколько раз, добиваемся визуально полного очищения полости. Если работы ведутся с пустотелым материалом, во избежание слишком сильного растекания клея по пористому пространству, после продувки в отверстие вставляется пластиковая или металлическая гильза с перфорацией для формирования каркаса отверстия.
Последующие процедуры связаны с той конфигурацией анкера, которую мы собираемся использовать. Если это химсостав в ампуле, помещаем его в углубление, потом вставляем шпильку вращая и разбивая капсулу. Когда клеящее вещество застынет, фиксация станет монолитной.
Хим анкер в картриджах
Химический анкер в картриджах требует применения специального пистолета, предназначенного для введения состава вручную. Пистолеты, применяемые для герметиков, тоже подойдут, но они достаточно слабые и не вполне удобные для манипуляций с густым составом.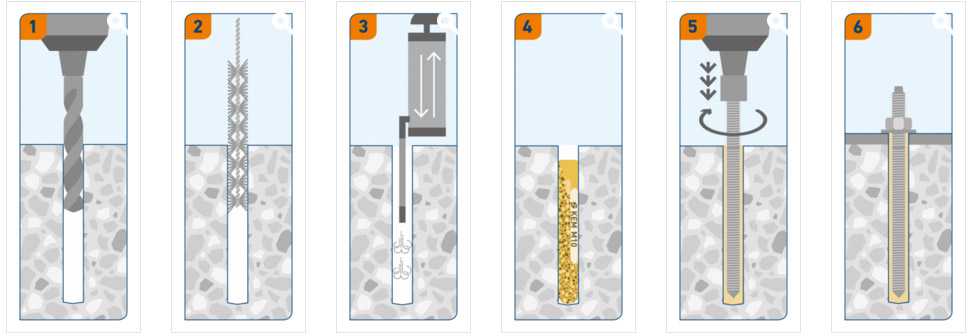 Насадки для смешивания компонентов химического анкера обычно идут в наборе с картриджами. Каждое новое введение состава сопровождается заменой миксера, поэтому для многоэтапных работ дополнительная насадка не будет лишней. В процессе монтажа можно сделать перерыв, но не открутив при этом насадку. Перед повторным применением установить новую.
Насадки для смешивания компонентов химического анкера обычно идут в наборе с картриджами. Каждое новое введение состава сопровождается заменой миксера, поэтому для многоэтапных работ дополнительная насадка не будет лишней. В процессе монтажа можно сделать перерыв, но не открутив при этом насадку. Перед повторным применением установить новую.
Химанкер эффективен лишь в случае качественного перемешивания содержимого. Чтобы удостовериться в однородности состава, нужно выдавливать массу на любую пробную поверхность, пока оттенок смеси не станет равномерно-серым. Когда это произошло, можно начинать монтаж. Вводим химический состав и помещаем стержень в отверстие. Глубину установленного металлического элемента и его наклон можно корректировать до момента застывания массы. Избыток затвердевшего вещества легко удалить.
Работать с химанкером настоятельно предписывается в защитных средствах – маске, перчатках: смола может стать причиной аллергии или раздражения кожи и слизистой глаза.
Варьируясь по составляющим компонентам и опираясь на показатели окружающей среды, при которых происходит монтаж, жидкий дюбель затвердевает от одного до пяти часов. При 20°С тепла состав схватывается уже через 30–40 минут; при –5°С не ранее, чем через пять–шесть часов. При еще более низких температурных значениях способны полимеризироваться только зимние инжекционные массы.
Минусы химического крепежа.
Во-первых, стоит отметить ограниченное время хранения: закрытый картридж годен к употреблению не больше полутора года, вскрытый же требуется использовать в течение 14 дней.
Второй недостаток – не слишком высокая скорость схватывания химической массы зависима от факторов окружающей среды, однако, это как недостаток, так и достоинство. А вот расхожее мнение, о том, что химический анкер недешев – неправда. Цена на химический анкер HIMTEX абсолютно сравнима с механическими (клиновыми), а при диаметре отверстия 24 мм и более, даже дешевле. Также химанкеры экономически интереснее по сравнению с металлическими анкерами из нержавеющей стали.
Также химанкеры экономически интереснее по сравнению с металлическими анкерами из нержавеющей стали.
Химический анкер: инструкция по применению
- Что такое химический анкер
- Принцип действия химического анкера
- Состав химического анкера
- Разновидности и установка химических анкеров
- Области применения химических анкеров
- Преимущества химических анкеров
Что такое химический анкер
Химический анкер – альтернатива традиционному монтажу. Это двухкомпонентная синтетическая смола, которая соединяет металлический элемент (болт, резьбовую шпильку, арматурный стержень периодического профиля) с основанием. Химический анкер называют также инжекционной массой, жидким или вклеивающим анкером и дюбелем.
Данная технология появилась относительно недавно, однако быстро вышла в лидеры рынка благодаря удобству применения, высокой прочности соединения и отличной совместимости с пористыми и пустотелыми материалами.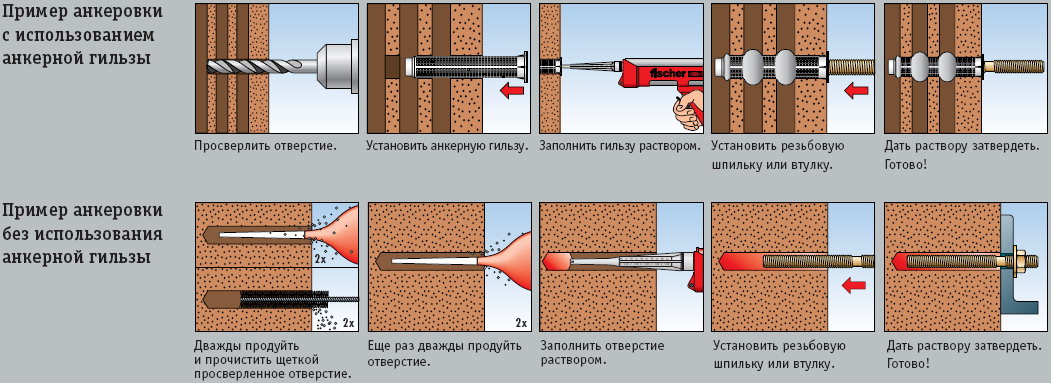 Вклеивающие анкеры используют для монтажа близко к углу, креплений с большими нагрузками, в том числе вибрационными, установки в пустотелые основания и других случаев.
Вклеивающие анкеры используют для монтажа близко к углу, креплений с большими нагрузками, в том числе вибрационными, установки в пустотелые основания и других случаев.
Принцип действия химического анкера
Принцип работы жидких анкеров прост. В стене или полу просверливают отверстие диаметром на 2-4 мм больше, чем металлический элемент. Затем отверстие прочищают, заполняют его клеящим составом и помещают туда крепежное изделие. Вещество плотно связывается с металлическим стержнем и основанием, заполняет все шероховатости материала и затвердевает, образуя монолитное соединение.
Состав химического анкера
Производители обычно не раскрывают точный состав химического анкера, но чаще всего туда входит синтетическая смола, отвердитель и наполнитель. Синтетическая смола сделана на основе полиэстера, винилэстера, акрила, полиуретана и других органополимеров.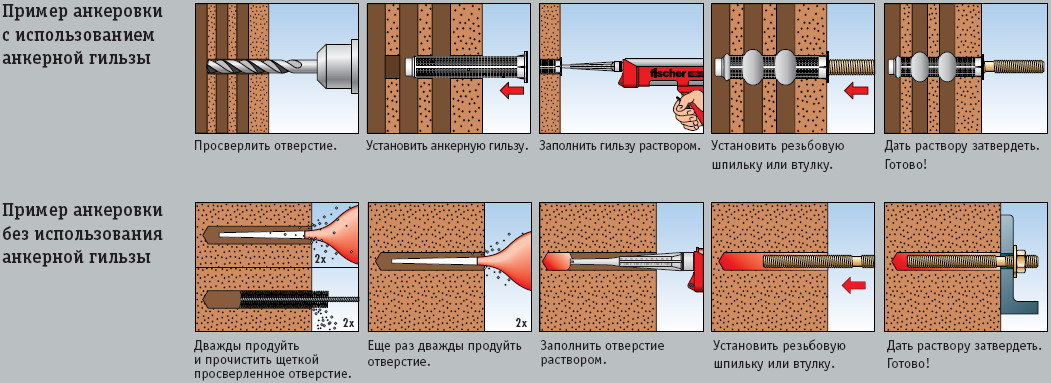 Отвердитель необходим скорости полимеризации клеевого состава, а наполнитель, в качестве которого используются кварцевый песок и цемент, – для прочности.
Отвердитель необходим скорости полимеризации клеевого состава, а наполнитель, в качестве которого используются кварцевый песок и цемент, – для прочности.
Срок окончательного затвердевания разных клеящих составов варьируется от нескольких часов до суток. Вид и состав жидкого анкера подбирается под конкретную задачу с учетом нагрузок, материала основания, климатических условий и других характеристик.
Как выбрать химический анкер
Разновидности и установка химических анкеров
Химические анкеры бывают двух типов: ампульные и инъекционные.
Ампульные выпускаются с одно- и двухкомпонентным составом. Содержимое находится в стеклянной капсуле. Ампулу помещают в отверстие и вставляют крепежный элемент, который разбивает ее. Клей схватывается, а осколки стекла дополнительно армируют соединение. Для каждого крепежного узла используется новая капсула, которая подбирается под глубину и диаметр отверстия. Этот вид анкеров используется для работы с плотными материалами, такими как полнотелый кирпич и бетон.
Клей схватывается, а осколки стекла дополнительно армируют соединение. Для каждого крепежного узла используется новая капсула, которая подбирается под глубину и диаметр отверстия. Этот вид анкеров используется для работы с плотными материалами, такими как полнотелый кирпич и бетон.
Инъекционные анкеры или инжекционные массы представляют собой объемный картридж с двумя отсеками, заполненные разными составами на основе органических полимеров. На тубу надевается смеситель, затем она вставляется в специальный пистолет. Инжекционные массы подходят для работы как с полнотелыми, так и пустотелыми основаниями: бетоном, ячеистым бетоном, газобетоном и керамзитобетоном, поризованной керамикой, пустотелым кирпичом, известняком, песчаником и другими. Перед заполнением отверстия в блоках и кирпиче с пустотами в него вставляют пластиковую гильзу или металлический рукав, иначе клеящий состав заполнит большие пустоты материала.
Видеоинструкция по монтажу химического анкера
 youtube.com/embed/bB_xfPfjpqE?rel=0″ frameborder=»0″>
youtube.com/embed/bB_xfPfjpqE?rel=0″ frameborder=»0″>
Области применения химических анкеров
-
Крепление и замена арматуры при возведении ответственных конструкций (мостов, перекрытий, лестниц, опорных колонн, эстакад и др.) -
Вклейка выпусков рабочей арматуры при наращивании фундамента, соединении стен, плит перекрытий, увеличении колонн и лестниц -
Фиксация стальных элементов -
Домостроение (монтаж кровли, балконов, ворот, беседок и т.п.) -
Установка вспомогательного оборудования (спутниковых тарелок, сантехники, фонарей, перил, балюстрад и др.) -
Монтаж оборудования, при котором необходима электрическая изоляция, например, установка поручней в тоннелях -
Крепление конструкций под водой и при повышенной влажности
Преимущества химического анкера
Химические анкеры отличаются от обычных рядом преимуществ. Крепления с использованием инжекционных масс устойчивы к вибрационным, динамическим и статическим нагрузкам. В таких соединениях прочность на вырыв в 2-3 раза выше, чем при использовании механических аналогов.
Крепления с использованием инжекционных масс устойчивы к вибрационным, динамическим и статическим нагрузкам. В таких соединениях прочность на вырыв в 2-3 раза выше, чем при использовании механических аналогов.
В отличие от распорных дюбелей и анкеров, химические не вызывают напряжения в материале основания, поэтому ими можно крепить близко от угла, не боясь сколов и растрескивания, а также оставлять минимальное расстояние между точками крепления. Ни один другой крепеж не обеспечит такую высокую нагрузку при монтаже в ячеистом кирпиче и других пустотелых и пористых материалах.
Кроме того, химический анкер заполняет все трещины и сколы основания и увеличивает площадь контакта металлического изделия с материалом, поэтому даже при разрушении одной или нескольких внутренних перегородок несущая способность не теряется. По этой причине инжекционная масса оптимальна для ветхих оснований.
Она позволяет устанавливать крепеж в отверстия любой конфигурации, в том числе конусообразные, и использовать нестандартные метизы и арматуру. В случае традиционного монтажа с помощью пластиковых дюбелей или клиновых металлических анкеров используются только стандартные размеры изделий.
Клеящий состав твердеет не сразу, поэтому положение металлического стержня можно корректировать. При работе с обычными анкерами и дюбелями такое невозможно. Еще одним плюсом является герметичность соединения и устойчивость химических анкеров к агрессивной среде, также ими нередко фиксируют конструкции под водой.
Если говорить коротко, то можно выделить следующие особенности химических анкеров:
-
Подходят не только для резьбовых элементов крепежа, но и для арматуры -
Устойчивость к вибрации -
Высокая несущая способность и прочность на вырыв -
Можно использовать в агрессивной среде и под водой -
Нет жестких требований к форме установочного отверстия -
Монолитное соединение, равнопрочное материалу основания -
Идеально подходят для пористых и полых материалов -
Герметичность и долговечность соединения (около 50 лет по регламенту ЕС) -
Простая установка без специальных навыков
Понравился материал?
comments powered by HyperComments
Химические анкеры – как они работают, установка и применение
Химические анкеры представляют собой тип анкерного болта, который основан на химическом соединении.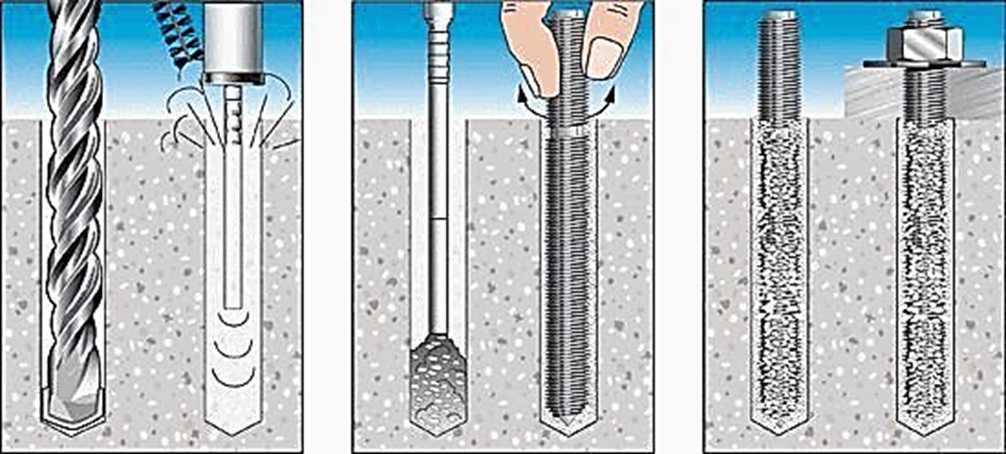 В этом методе стальные шпильки и болты крепятся к основанию с помощью химических и смоляных средств. Основание чаще всего состоит из кирпичной кладки или бетона.
В этом методе стальные шпильки и болты крепятся к основанию с помощью химических и смоляных средств. Основание чаще всего состоит из кирпичной кладки или бетона.
В этой статье вы узнаете о типах химических анкеров, принципах их работы, установке, разнице между химическими и механическими анкерами и их применении. Предоставлено: Анкерные крепления
Засверливание анкеров в основание судов и резервуаров может привести к расколам и трещинам, снижающим прочность. Иногда химическая смола обеспечивает лучший способ сохранить поверхность неповрежденной. Анкеры из химической смолы также можно использовать в более слабой кирпичной кладке, которая может разрушиться под анкерными втулками и резьбой.
Типы химических анкеров
Тип указанного химического анкера зависит от основания, требуемой прочности и требований к отверждению.
Полиэстер
Предоставлено: CHEMFIX
Эти химические анкеры, широко применяемые в инъекционной технологии анкеровки, просты в использовании и применении. Двойной картридж для инъекций наполняется двумя компонентами разного размера. Это реактивная смола, из которой получают двухкомпонентный раствор для инъекций.
Двойной картридж для инъекций наполняется двумя компонентами разного размера. Это реактивная смола, из которой получают двухкомпонентный раствор для инъекций.
Ненасыщенный полиэстер
Предоставлено: Alibaba
Это традиционная реактивная смола для изготовления двухкомпонентных инъекционных растворов. Он включает как ненасыщенные полиэфирные смолы, растворенные в стироле (исходный тип смолы), так и ненасыщенные полиэфирные смолы без стирола, но с родственными стиролу мономерами в качестве реактивного растворителя. Двухкомпонентные растворы для инъекций, созданные из этих смол, просты и быстры в использовании, с небольшой химической стойкостью (в щелочных и других средах).
Эпоксидно-акрилатный
Предоставлено: Alibaba
Эпоксидно-акрилатный химический анкер представляет собой не содержащую стирола эпоксидно-акрилатную двухкомпонентную смолу для использования в бетоне и кирпичной кладке. Он служит в качестве быстротвердеющего, высокопрочного анкера из смолы для чрезвычайно высоких нагрузок и необходимых креплений, особенно в коррозионных или влажных условиях.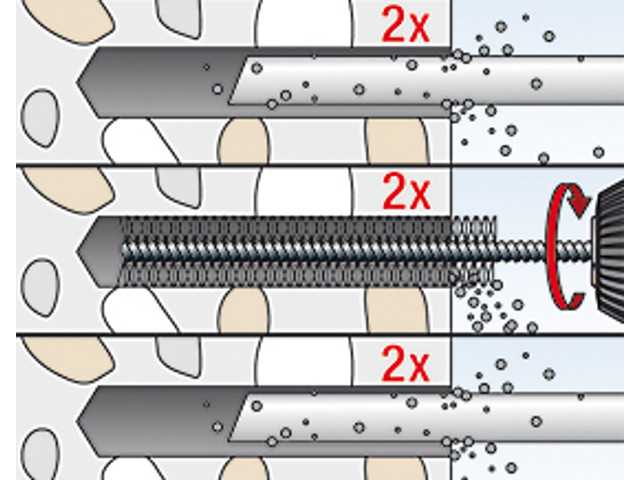 Основанный на технологии винилэфира без стирола с высокой реакционной способностью, он подходит для тяжелых, высокопроизводительных нагрузок, быстрого отверждения и минимального запаха.
Основанный на технологии винилэфира без стирола с высокой реакционной способностью, он подходит для тяжелых, высокопроизводительных нагрузок, быстрого отверждения и минимального запаха.
Чистая эпоксидная смола
Предоставлено: Alibaba
Чистая эпоксидная смола Стандарт представляет собой двухкомпонентную чистую эпоксидную анкерную систему с соотношением 1:1. Чистая эпоксидная смола находит применение в самых требовательных конструкциях и соединениях арматуры. Таким образом, он имеет очень высокую несущую способность и предназначен для строительной отрасли.
Гибридные системы
Гибридная система содержит двухкомпонентный химический анкер, который быстро отверждается, что позволяет нагружать точку крепления раньше, чем эпоксидный анкер. Этот тип используется везде, где резьбовой стержень или арматурный стержень должны быть установлены в бетон. В дополнение к соединениям конструкционной стали с бетоном гибридная система также используется в стеллажах, акустических барьерах или ограждениях.
Как работают химические анкеры
Чтобы максимально увеличить прочность соединения с помощью химической смолы, сначала убедитесь, что сделано подходящее отверстие.
Всегда проверяйте, насколько глубоко вам нужно сверлить (исходя из длины анкера и веса фитинга) и что вы не будете сверлить насквозь. В этом случае смола просто просачивается.
Анкерные втулки для впрыска смолы ограничивают поток смолы и обеспечивают надежную фиксацию основания, если в просверленных отверстиях могут быть пустоты. Это распространено в кирпичах, но в меньшей степени в бетоне.
Химическая анкеровка включает введение смолы в отверстие перед установкой шпильки. В результате химическое вещество заполняет все дефекты и герметизирует отверстие, делая его герметичным и водонепроницаемым со 100-процентным сцеплением.
Установка химических анкеров
Предоставлено: Бетонные анкеры | Производитель химических анкеров
Ниже подробно описаны этапы установки полимерного анкера:
- Просверлите отверстие.

- Для обеспечения оптимального сцепления с поверхностью без мусора удалите из отверстия любой незакрепленный материал. Используйте резиновую щетку для отверстий или пневматический воздух, чтобы надуть воздух в отверстие.
- Введите смолу в отверстие с помощью пистолета-аппликатора. Перед инъекцией убедитесь, что она правильно перемешана. Затем еще раз проверьте правильность ширины и длины насадки и медленно извлеките насадку, чтобы избежать образования воздушных карманов. Используйте удлинительную трубку сопла для смолы на конце смесительного сопла, чтобы сделать более глубокие отверстия.
- Поверните шпильку несколько раз, пока она вставляется в отверстие, чтобы удалить пузырьки воздуха. Смола также вдавливается в любые полости в пятне. Если шпилька продолжает выталкиваться, возможно, вам придется повернуть ее еще пару раз. Все нити должны быть равномерно покрыты. При необходимости добавьте дополнительную смолу.
- Оставьте шпильки в покое после их установки. Время схватывания зависит от типа смолы, а также от температуры. Не нагружайте шпильки до тех пор, пока они полностью не затвердеют.

 Время схватывания зависит от типа смолы, а также от температуры. Не нагружайте шпильки до тех пор, пока они полностью не затвердеют.
Время схватывания зависит от типа смолы, а также от температуры. Не нагружайте шпильки до тех пор, пока они полностью не затвердеют.Химические анкеры и механические анкеры
Предоставлено: FastFix Technology
Как механические, так и химические анкеры широко используются в гражданском строительстве. Механические анкеры и химические анкеры различаются по нескольким ключевым принципам:
Стабильность при затягивании
Механические анкеры обеспечивают логическую посадку. При приемлемом основании они, как правило, имеют стабильные характеристики и помогают поддерживать усилие крепления в течение длительного периода времени. Эффективность химических анкеров в первую очередь зависит от характеристик химических клеев. В результате выбор подходящего химического клея имеет решающее значение.
Сейсмические характеристики химических анкеров по сравнению с механическими анкерами
Материал винтов химических анкерных болтов имеет низкую прочность, сопротивление растяжению и сдвигу, что снижает сейсмостойкость. Уровень низкий, существенно ниже класса 7. Материал винтов механических анкерных болтов отличается высокой прочностью и обеспечивает лучшую сейсмостойкость
Уровень низкий, существенно ниже класса 7. Материал винтов механических анкерных болтов отличается высокой прочностью и обеспечивает лучшую сейсмостойкость
Строительный цикл
Анкеры, которые крепятся с помощью химических клеев, требуют определенного времени отверждения, особенно при низких температурах. В зимних условиях зимой время отверждения немного больше, поэтому период строительства больше. Механические анкеры готовы к использованию, как только застынет сам бетон.
Процесс установки
Химические анкеры, обычно смесь смолы и отвердителя, впрыскиваемая в предварительно просверленное отверстие, а затем вставляемая с помощью анкерного стержня. После отверждения химическое вещество затвердевает и связывает анкер с основным материалом.
При установке механических анкеров анкер вставляется непосредственно в предварительно просверленное отверстие. Как только требуемый крутящий момент дан, он создает силы расширения и трения внутри бетона, за счет которых он приобретает свою прочность и обеспечивает необходимое сопротивление.
Основа нагрузки
Если есть максимальное усилие сдвига, то должны быть установлены механические анкеры, а если есть усилие растяжения, то должен быть установлен химический анкер. Механические анкеры закрепляются за счет вкручивания/ввинчивания в объект на конце. Механические анкеры хорошо противостоят сдвигу благодаря посадке с натягом, которая не допускает смещения.
Для химических анкеров необходимо просверлить отверстие, очистить его, заполнить клеем, после чего можно вставить анкер. Химические анкеры и наполнители отлично противостоят натяжению благодаря постоянной адгезии по всей длине анкера.
Применение химических анкеров
Анкеры из химической смолы обладают некоторыми преимуществами, включая способность выдерживать огромные нагрузки и скорость, с которой они могут устанавливаться. Однако установка анкеров из химической смолы требует правильной установки.
Химические анкеры находят применение в самых разных областях. Вот несколько наиболее распространенных:
Закрепление арматуры
Предоставлено Pinterest
Установка опорной плиты
Предоставлено www. tset.com.my
tset.com.my
Крепления для пустотелых блоков
Предоставлено: Анкеры для бетона | Производитель химических анкеров
Крепление приспособлений к кирпичной кладке
Предоставлено: журнал STRUCTURE |
Что такое химический анкер?
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Меню
И зачем их использовать?
Химическая анкеровка — это метод крепления к бетону и подобным основаниям, обеспечивающий большую гибкость, чем механическая анкеровка.
Механический анкер, такой как анкер-гильза, Dynabolt®, клиновой анкер или забивной анкер, вставляется в бетон и расширяется при затягивании. Это расширение приводит к тому, что анкер захватывает стенку отверстия и обеспечивает чрезвычайно сильное сцепление. Несмотря на то, что это очень популярный и экономичный вариант, существуют некоторые ограничения.
Несмотря на то, что это очень популярный и экономичный вариант, существуют некоторые ограничения.
Итак, в чем преимущество химического анкера? При химической анкеровке перед установкой шпильки в отверстие впрыскивается смола. При этом химикат естественным образом заполняет все неровности и, следовательно, делает отверстие герметичным и водонепроницаемым со 100% адгезией.
А у механических анкеров каждый заданный размер — длина (заделка) и диаметр — имеет свои пределы несущей способности. Химические анкеры имеют практически неограниченную глубину заделки, поэтому в отверстие можно вставить стержень любой длины для увеличения несущей способности. А если вы решите использовать отверстие большего диаметра с более толстым стержнем, вы снова увеличите грузоподъемность.
Химические анкеры, также известные как химические шпильки, также можно размещать по краю бетонного основания и сквозь кирпичную кладку. Нерасширяющийся характер химически удерживаемого стержня резко снижает вероятность растрескивания окружающего бетона.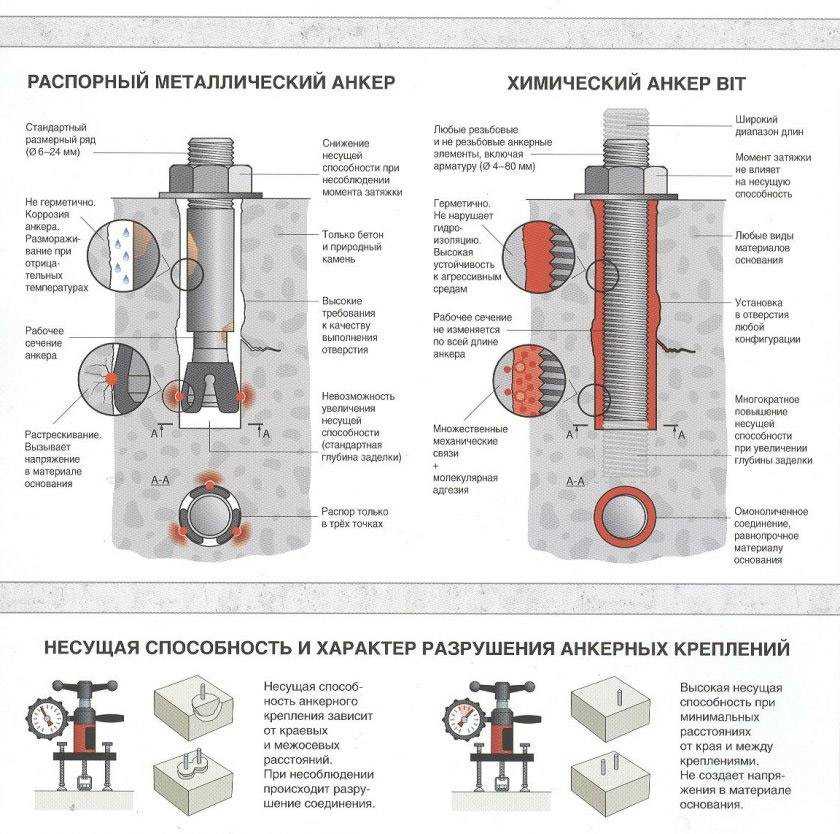 Это очень удобно для крепления перил близко к краю или бетонных лестниц и подобных применений. Наконец, химическая анкеровка дает вам возможность вносить небольшие коррективы в выравнивание шпильки во время открытия химикатов, в то время как для механического анкеровки необходимо каждый раз сверлить отверстие с точностью до миллиметра, чтобы скорректировать глубину и угол, и если это не так. , его нельзя использовать.
Это очень удобно для крепления перил близко к краю или бетонных лестниц и подобных применений. Наконец, химическая анкеровка дает вам возможность вносить небольшие коррективы в выравнивание шпильки во время открытия химикатов, в то время как для механического анкеровки необходимо каждый раз сверлить отверстие с точностью до миллиметра, чтобы скорректировать глубину и угол, и если это не так. , его нельзя использовать.
Недостаток химических анкеров, по мнению некоторых подрядчиков, заключается в том, что их сложнее установить, а неправильные привычки установки могут поставить под угрозу мощность анкера. Соблюдение правильных методов установки имеет решающее значение, Allfasteners предлагает обучение и инструктаж по этому вопросу. Их также можно считать более дорогими, чем механические анкеры. Однако в данном случае яблоки следует сравнивать с яблоками, так как оба крепежа часто используются для совершенно разных целей, особенно при удовлетворении требований инженеров. Обратитесь за советом по этому поводу, если есть сомнения, что выбрать.
 И чем больше в составе цинка, тем желтее будет этот сплав. Вообще, те сплавы, в которых менее 80% меди, достаточно легко идентифицировать как латунь.
И чем больше в составе цинка, тем желтее будет этот сплав. Вообще, те сплавы, в которых менее 80% меди, достаточно легко идентифицировать как латунь.
 Если это медь, то ничего не произойдет, а медная поверхность очистится, приобретя характерный для себя цвет. Если это латунь, то при соприкосновении с соляной кислотой произойдет химическая реакция с выделением оксида цинка.
Если это медь, то ничего не произойдет, а медная поверхность очистится, приобретя характерный для себя цвет. Если это латунь, то при соприкосновении с соляной кислотой произойдет химическая реакция с выделением оксида цинка. При механическом воздействии на их поверхности не появляются вмятины и другие дефекты.
При механическом воздействии на их поверхности не появляются вмятины и другие дефекты. У нас есть все необходимые лицензии на скупку и утилизацию цветмета, поэтому на руки вы получите всю необходимую документацию для предоставления в государственные органы.
У нас есть все необходимые лицензии на скупку и утилизацию цветмета, поэтому на руки вы получите всю необходимую документацию для предоставления в государственные органы. Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья.
Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья. Большую роль в выплавке отыгрывает наличие присутствующих примесей.
Большую роль в выплавке отыгрывает наличие присутствующих примесей. Результата не будет.
Результата не будет.
 Основное условие – соблюдать технику безопасности и основные правила работы с материалом.
Основное условие – соблюдать технику безопасности и основные правила работы с материалом.
 Медь имеет относительно высокую температуру плавления 1083 градуса Цельсия (1,982 F), но если у вас есть подходящее оборудование, вы можете расплавить его дома.
Медь имеет относительно высокую температуру плавления 1083 градуса Цельсия (1,982 F), но если у вас есть подходящее оборудование, вы можете расплавить его дома. Если вы хотите использовать медь в расплавленном состоянии, используйте щипцы, чтобы осторожно наклонить тигель и направить расплавленную медь в форму.
Если вы хотите использовать медь в расплавленном состоянии, используйте щипцы, чтобы осторожно наклонить тигель и направить расплавленную медь в форму. Никогда не лейте расплавленную медь на влажные поверхности, это может повредить как металл, так и поверхность. Контейнеры и кастрюли, используемые для плавки меди, следует хранить отдельно от кастрюль, которые вы используете для приготовления пищи.
Никогда не лейте расплавленную медь на влажные поверхности, это может повредить как металл, так и поверхность. Контейнеры и кастрюли, используемые для плавки меди, следует хранить отдельно от кастрюль, которые вы используете для приготовления пищи.
 Носите соответствующую защитную одежду
Носите соответствующую защитную одежду


 Однако использование лазеров может быть достаточно затратным и, кроме того, полученный с их помощью результат можно изменить, только повредив или отшлифовав поверхность стали.
Однако использование лазеров может быть достаточно затратным и, кроме того, полученный с их помощью результат можно изменить, только повредив или отшлифовав поверхность стали.
 Кроме того, его чернила характеризуются как атмосферостойкостью, так и термостойкостью, благодаря чему этот маркер достоин доверия в любых условиях.
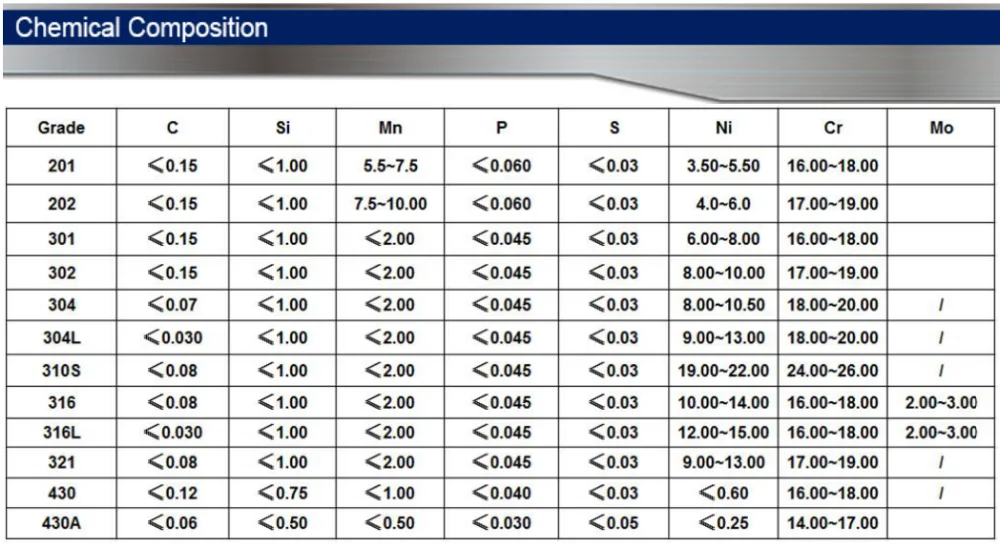
Кроме того, его чернила характеризуются как атмосферостойкостью, так и термостойкостью, благодаря чему этот маркер достоин доверия в любых условиях. Нержавеющая сталь– это хромосодержащий сплав. Хром обеспечивает стали «нержавеющие» свойства, другими словами, улучшает стойкость к коррозии.
Нержавеющая сталь– это хромосодержащий сплав. Хром обеспечивает стали «нержавеющие» свойства, другими словами, улучшает стойкость к коррозии.

 Низкая эластичность и плохая свариваемость
Низкая эластичность и плохая свариваемость стойкость
стойкость )
) конц.)
конц.) )
)
 4306
4306 4436
4436 stainless-steel-316.com/
stainless-steel-316.com/
 Просто запросите и через несколько минут получите персональное предложение.
Просто запросите и через несколько минут получите персональное предложение. )
)

 Но тут нужна сноровка. Самое главное — это правильно расчертить места резки. Окружность должна быть поделена как минимум на восемь равных частей. Это можно сделать «на глаз». После этого стеклорезом выполняются резы по размеченным линиям в пределах окружности. Далее высверливается отверстие по центру и аккуратно выламывается первый кусок. Вместо стеклореза можно использовать болгарку с маленьким диском.
Но тут нужна сноровка. Самое главное — это правильно расчертить места резки. Окружность должна быть поделена как минимум на восемь равных частей. Это можно сделать «на глаз». После этого стеклорезом выполняются резы по размеченным линиям в пределах окружности. Далее высверливается отверстие по центру и аккуратно выламывается первый кусок. Вместо стеклореза можно использовать болгарку с маленьким диском. При этом приходится решать задачу, чем сделать отверстие в плитке под трубу, розетку, светильник, вентиляционную шахту. Задача усложняется тем, что промышленность производит широкий ряд различных устройств и приспособлений для вырезания отверстий в керамике и выбирать подходящее устройство следует не только с учетом размеров посадочного гнезда, но и учитывая виды керамической плитки.
При этом приходится решать задачу, чем сделать отверстие в плитке под трубу, розетку, светильник, вентиляционную шахту. Задача усложняется тем, что промышленность производит широкий ряд различных устройств и приспособлений для вырезания отверстий в керамике и выбирать подходящее устройство следует не только с учетом размеров посадочного гнезда, но и учитывая виды керамической плитки. При этом следует учитывать, что углошлифовальной машинкой можно прорезать керамику, которая не уложена на стены, в то время как перфоратором с различными насадками можно делать отверстия не только в кафеле, но и вместе с ним сверлить стены под трубы после укладки.
При этом следует учитывать, что углошлифовальной машинкой можно прорезать керамику, которая не уложена на стены, в то время как перфоратором с различными насадками можно делать отверстия не только в кафеле, но и вместе с ним сверлить стены под трубы после укладки. 2 Способ просверлить отверстие в кафельной плитке лепестковым сверлом
2 Способ просверлить отверстие в кафельной плитке лепестковым сверлом



 Процесс существенно упрощается, если подержать керамическое изделие некоторое время в воде, отрабатывать стеновую керамику можно следующими расходными материалами и бытовым инструментом.
Процесс существенно упрощается, если подержать керамическое изделие некоторое время в воде, отрабатывать стеновую керамику можно следующими расходными материалами и бытовым инструментом.
 для установки канализационных отводов или трапов в полах. Коронки и балеринки подобного размера для бытовых целей в продаже обнаружить сложно, сверлами выполнять работу долго, поэтому оптимальный метод — использование углошлифовальной машинки. Прорезание керамики проводят следующим образом:
для установки канализационных отводов или трапов в полах. Коронки и балеринки подобного размера для бытовых целей в продаже обнаружить сложно, сверлами выполнять работу долго, поэтому оптимальный метод — использование углошлифовальной машинки. Прорезание керамики проводят следующим образом: Болгарку при этом держат под углом с наклоном в центр круга, вначале делают небольшое углубление, которое с каждым проходом увеличивают. Радиус вырезаемой окружности делают на несколько миллиметров меньше нужного размера.
Болгарку при этом держат под углом с наклоном в центр круга, вначале делают небольшое углубление, которое с каждым проходом увеличивают. Радиус вырезаемой окружности делают на несколько миллиметров меньше нужного размера.



 Я сооружу кухонную тележку-остров для дома микроволновую печь и храните остальную посуду.
Я сооружу кухонную тележку-остров для дома микроволновую печь и храните остальную посуду.

 Наверх
Наверх aaahtung.ru
aaahtung.ru 4-6атм (пневматический листогиб) Листогиб, пневматический листогиб, гибочный> станок Толщина>
4-6атм (пневматический листогиб) Листогиб, пневматический листогиб, гибочный> станок Толщина> ..
.. .. Листогиб> ручной листогиб пневматический
.. Листогиб> ручной листогиб пневматический .. Ручные листогибы с отрезной машинкой, гидравлические листогибы … Коммерческие предложения
.. Ручные листогибы с отрезной машинкой, гидравлические листогибы … Коммерческие предложения ..
.. ..
.. .. Толщина металла пневматический
.. Толщина металла пневматический .. листогиб ручной с отрезной машинкой, листогиб пневматический , гидравлический листогиб и высокоточный электромагнитный листогиб. Продукция, изготовляемая на листогибе пневматическом ) Листогиб пневматический устанавливается на площадке, исключающей попадания атмосферных осадков,… листогиб ручной отрезной машинкой, листогиб> пневматический гидравлический листогиб
.. листогиб ручной с отрезной машинкой, листогиб пневматический , гидравлический листогиб и высокоточный электромагнитный листогиб. Продукция, изготовляемая на листогибе пневматическом ) Листогиб пневматический устанавливается на площадке, исключающей попадания атмосферных осадков,… листогиб ручной отрезной машинкой, листогиб> пневматический гидравлический листогиб .. медь) с лакокрасочным и цинковым покрытием. Область применения пневматического листогиба : монтаж кровли, наружняя или внутренняя отделка зданий,… медь) лакокрасочным цинковым покрытием. Область применения пневматического> листогиба монтаж>
.. медь) с лакокрасочным и цинковым покрытием. Область применения пневматического листогиба : монтаж кровли, наружняя или внутренняя отделка зданий,… медь) лакокрасочным цинковым покрытием. Область применения пневматического> листогиба монтаж> .. листогибручной листогиб пневматический листогиб> гидравлический листогиб
.. листогибручной листогиб пневматический листогиб> гидравлический листогиб RU — Листогиб. Листогиб пневматический
RU — Листогиб. Листогиб пневматический
 .. профилегибочного обрудования производит листогибы: листогиб ручной листогиб гидравлический листогиб пневматический листогиб универсальный. профилегибочного>
.. профилегибочного обрудования производит листогибы: листогиб ручной листогиб гидравлический листогиб пневматический листогиб универсальный. профилегибочного> 09:35:48 марта 2005Листогиб
09:35:48 марта 2005Листогиб Пневматические системы отличаются простотой, надежностью и удобством в эксплуатации. Также они подходят для быстрого и стремительного приложения силы.
Пневматические системы отличаются простотой, надежностью и удобством в эксплуатации. Также они подходят для быстрого и стремительного приложения силы.
 Автоматизация станка достигается с помощью пневматической системы. Это включает в себя разработку эффективной системы, которая снижает человеческие усилия и помогает увеличить объем производства. Он также включает в себя пневматическую систему, пневматический компонент и матрицу для резки и гибки.
Автоматизация станка достигается с помощью пневматической системы. Это включает в себя разработку эффективной системы, которая снижает человеческие усилия и помогает увеличить объем производства. Он также включает в себя пневматическую систему, пневматический компонент и матрицу для резки и гибки. Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет капать и загрязнять окружающую среду, что делает пневматику более желательной там, где требуется чистота.
Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет капать и загрязнять окружающую среду, что делает пневматику более желательной там, где требуется чистота. Соленоид нажимного типа — это соленоид, в котором плунжер толкается, когда на соленоид подается электрическое напряжение. Соленоид тянущего типа — это соленоид, в котором плунжер вытягивается, когда на соленоид подается напряжение. Следует выучить названия частей соленоида, чтобы их можно было распознать при вызове для ремонта, обслуживания или установки.
Соленоид нажимного типа — это соленоид, в котором плунжер толкается, когда на соленоид подается электрическое напряжение. Соленоид тянущего типа — это соленоид, в котором плунжер вытягивается, когда на соленоид подается напряжение. Следует выучить названия частей соленоида, чтобы их можно было распознать при вызове для ремонта, обслуживания или установки. Труба чаще всего определяется внешним диаметром и толщиной стенки, но может быть указана любыми двумя параметрами: наружным диаметром, внутренним диаметром (ID) и толщиной стенки.
Труба чаще всего определяется внешним диаметром и толщиной стенки, но может быть указана любыми двумя параметрами: наружным диаметром, внутренним диаметром (ID) и толщиной стенки.
 Суреш, МЭ, 1 Нарасигаперумал.В 2 Рам кумар.М 3 Сатиш кумар.С 4
Суреш, МЭ, 1 Нарасигаперумал.В 2 Рам кумар.М 3 Сатиш кумар.С 4 Основной целью этого проекта является внедрение пневматического станка для гибки стержней на строительных площадках с меньшими затратами по сравнению с существующими гибочными станками и повышением производительности хомутов. Гибочный станок является одним из самых важных станков в цехе обработки листового металла. Он в первую очередь предназначен для изгиба. Изгиб выполнен с помощью пуансона, который оказывает большое усилие на зажатую в штампе заготовку. Гибочный станок сконструирован таким образом, что работает автоматически.
Основной целью этого проекта является внедрение пневматического станка для гибки стержней на строительных площадках с меньшими затратами по сравнению с существующими гибочными станками и повышением производительности хомутов. Гибочный станок является одним из самых важных станков в цехе обработки листового металла. Он в первую очередь предназначен для изгиба. Изгиб выполнен с помощью пуансона, который оказывает большое усилие на зажатую в штампе заготовку. Гибочный станок сконструирован таким образом, что работает автоматически. Используя обычные методы, невозможно сократить время строительства и построить его как можно раньше. Итак, требуется автоматизация строительной системы. Наши дни
Используя обычные методы, невозможно сократить время строительства и построить его как можно раньше. Итак, требуется автоматизация строительной системы. Наши дни
 Потому что мы видим, что рабочим, работающим на стройках, приходится собственноручно сгибать прутья. Это создает физические проблемы для рабочих.
Потому что мы видим, что рабочим, работающим на стройках, приходится собственноручно сгибать прутья. Это создает физические проблемы для рабочих. Если для привода пресса используется электродвигатель или какой-либо другой источник работы, отличный от человеческого усилия, то говорят, что это силовой пресс. Если пресс достигает требуемых от него больших усилий с помощью, скажем, гидравлики, то он называется гидравлическим прессом. Если в нем используется какая-либо механическая передача для достижения больших усилий, которые он воздействует на обрабатываемые объекты, и пресс приводится в действие, то это механический силовой пресс. Вероятно, самая простая форма механического пресса показана на верхней фотографии в статье по ссылке. Поворот ручек вверху поворачивает винт, толкающий заготовку.
Если для привода пресса используется электродвигатель или какой-либо другой источник работы, отличный от человеческого усилия, то говорят, что это силовой пресс. Если пресс достигает требуемых от него больших усилий с помощью, скажем, гидравлики, то он называется гидравлическим прессом. Если в нем используется какая-либо механическая передача для достижения больших усилий, которые он воздействует на обрабатываемые объекты, и пресс приводится в действие, то это механический силовой пресс. Вероятно, самая простая форма механического пресса показана на верхней фотографии в статье по ссылке. Поворот ручек вверху поворачивает винт, толкающий заготовку. Подобно гидравлическим цилиндрам, что-то заставляет поршень двигаться в нужном направлении. Поршень представляет собой диск или цилиндр, а шток поршня передает развиваемую им силу перемещаемому объекту. Инженеры иногда предпочитают использовать пневматику, потому что она тише, чище и не требует большого пространства для хранения жидкости. Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет вытекать и загрязнять окружающую среду, что делает пневматику более желательной там, где
Подобно гидравлическим цилиндрам, что-то заставляет поршень двигаться в нужном направлении. Поршень представляет собой диск или цилиндр, а шток поршня передает развиваемую им силу перемещаемому объекту. Инженеры иногда предпочитают использовать пневматику, потому что она тише, чище и не требует большого пространства для хранения жидкости. Поскольку рабочей жидкостью является газ, утечка из пневматического цилиндра не будет вытекать и загрязнять окружающую среду, что делает пневматику более желательной там, где Их задачи заключаются в отключении, выпуске, дозировании, распределении или смешивании жидкостей. Они встречаются во многих областях применения. Соленоиды обеспечивают быстрое и безопасное переключение, высокую надежность, длительный срок службы, хорошую совместимость используемых материалов со средой, низкую мощность управления и компактный дизайн./p>
Их задачи заключаются в отключении, выпуске, дозировании, распределении или смешивании жидкостей. Они встречаются во многих областях применения. Соленоиды обеспечивают быстрое и безопасное переключение, высокую надежность, длительный срок службы, хорошую совместимость используемых материалов со средой, низкую мощность управления и компактный дизайн./p> д.) в потенциальную энергию, хранящуюся в сжатом воздухе (т. давление в баллоне достигает своего верхнего предела, воздушный компрессор отключается, после чего сжатый воздух остается в баллоне до тех пор, пока он не будет использован.0005
д.) в потенциальную энергию, хранящуюся в сжатом воздухе (т. давление в баллоне достигает своего верхнего предела, воздушный компрессор отключается, после чего сжатый воздух остается в баллоне до тех пор, пока он не будет использован.0005



 Длина хода:
Длина хода: Сжатый воздух от компрессора, выдаваемый в качестве рабочей среды для этой операции. Используются пневматические электромагнитные клапаны цилиндров одностороннего действия, клапан управления потоком и таймер. Рукав от компрессора входит в клапан управления потоком. Контролируемый воздух от клапана управления потоком поступает к электромагнитному клапану. Функция электромагнитных клапанов всего интервала времени подачи воздуха. Используется электромагнитный клапан 3/2. В одном положении воздух поступает в цилиндр и толкает поршень так, что получается изгибающий ход. В следующем положении воздух поступает с другой стороны цилиндра и толкает поршень назад, так что получается ход отпускания. Скорость хода изгиба и отпускания регулируется схемой блока управления таймером.
Сжатый воздух от компрессора, выдаваемый в качестве рабочей среды для этой операции. Используются пневматические электромагнитные клапаны цилиндров одностороннего действия, клапан управления потоком и таймер. Рукав от компрессора входит в клапан управления потоком. Контролируемый воздух от клапана управления потоком поступает к электромагнитному клапану. Функция электромагнитных клапанов всего интервала времени подачи воздуха. Используется электромагнитный клапан 3/2. В одном положении воздух поступает в цилиндр и толкает поршень так, что получается изгибающий ход. В следующем положении воздух поступает с другой стороны цилиндра и толкает поршень назад, так что получается ход отпускания. Скорость хода изгиба и отпускания регулируется схемой блока управления таймером. Длина стержня около 60 мм. Поскольку наш проект полуавтоматический, необходимо вмешательство человека. Шток размещается на пневмоцилиндре станка. Pressre устанавливается в манометре. Давление может быть изменено. Манометр управляется человеком. Когда стержень размещен, на нем отмечается место, где его следует согнуть. С помощью манометра на стержень прикладывается усилие для изгиба. При приложении давления поршень толкает шток к передней стороне машины. Из-за приложенного давления стержень изгибается в соответствии с потребностями человека. Это полуавтоматический проект, поэтому требуется вмешательство как человека, так и машины.
Длина стержня около 60 мм. Поскольку наш проект полуавтоматический, необходимо вмешательство человека. Шток размещается на пневмоцилиндре станка. Pressre устанавливается в манометре. Давление может быть изменено. Манометр управляется человеком. Когда стержень размещен, на нем отмечается место, где его следует согнуть. С помощью манометра на стержень прикладывается усилие для изгиба. При приложении давления поршень толкает шток к передней стороне машины. Из-за приложенного давления стержень изгибается в соответствии с потребностями человека. Это полуавтоматический проект, поэтому требуется вмешательство как человека, так и машины.

 Эту машину также можно использовать там, где возникают проблемы с электричеством. Этот тип гибочного станка использует сжатый воздух. Таким образом, когда возникает проблема с электричеством, мы можем заменить наш электрический компрессор на компрессор с двигателем внутреннего сгорания. Этот тип гибочного станка очень
Эту машину также можно использовать там, где возникают проблемы с электричеством. Этот тип гибочного станка использует сжатый воздух. Таким образом, когда возникает проблема с электричеством, мы можем заменить наш электрический компрессор на компрессор с двигателем внутреннего сгорания. Этот тип гибочного станка очень При этом существующие старые машины могут быть модифицированы и сделаны автоматическими, благодаря чему первоначальные затраты на приобретение новых автоматических машин могут быть сведены к минимуму. Таким образом, в этой области (автоматизация) есть много возможностей. Мы можем добиться многих типов форм, используя множество типов приспособлений в кровати. С этой системой легко справится любой работник.
При этом существующие старые машины могут быть модифицированы и сделаны автоматическими, благодаря чему первоначальные затраты на приобретение новых автоматических машин могут быть сведены к минимуму. Таким образом, в этой области (автоматизация) есть много возможностей. Мы можем добиться многих типов форм, используя множество типов приспособлений в кровати. С этой системой легко справится любой работник. Это сведет к минимуму усилия человека при меньшей физической нагрузке оператора. Негативное влияние монотонной работы на здоровье человека сводится к минимуму. Сократите потери стремени, и это уменьшит затраты на изготовление стремени. Существует возможность спроектировать стремя в соответствии со стандартами безопасности и с учетом эргономических соображений, что поможет избежать несчастных случаев при ручном изготовлении стремена. Есть размах
Это сведет к минимуму усилия человека при меньшей физической нагрузке оператора. Негативное влияние монотонной работы на здоровье человека сводится к минимуму. Сократите потери стремени, и это уменьшит затраты на изготовление стремени. Существует возможность спроектировать стремя в соответствии со стандартами безопасности и с учетом эргономических соображений, что поможет избежать несчастных случаев при ручном изготовлении стремена. Есть размах Человек всегда пытается разработать все более и более модифицированную технику с увеличением эстетического вида и экономических соображений. Поэтому возможностей всегда больше. Но из-за некоторых ограничений во времени, а также из-за отсутствия средств, мы только подумали и внесли в отчет следующие будущие модификации.1. Его можно сделать реечным или пружинным и рычажным, заменив пневматический контур реечным механизмом, а шестерню — винтом с квадратной резьбой и входным отверстием. 2. В местах с недостатком электроэнергии компрессор с электродвигателем заменяется на IC. Двигатель установлен компрессор. 3. В этой машине сжатый воздух используется для перемещения режущего инструмента для выполнения операции резки. После завершения цикла воздух выходит через выходное отверстие электромагнитного клапана. Этот воздух выбрасывается в атмосферу. В будущем может быть разработан механизм, чтобы снова использовать этот воздух для работы цилиндра. Таким образом, в будущем будет так много модификаций, которые мы можем сделать, чтобы выжить в огромном глобальном мире конкуренции
Человек всегда пытается разработать все более и более модифицированную технику с увеличением эстетического вида и экономических соображений. Поэтому возможностей всегда больше. Но из-за некоторых ограничений во времени, а также из-за отсутствия средств, мы только подумали и внесли в отчет следующие будущие модификации.1. Его можно сделать реечным или пружинным и рычажным, заменив пневматический контур реечным механизмом, а шестерню — винтом с квадратной резьбой и входным отверстием. 2. В местах с недостатком электроэнергии компрессор с электродвигателем заменяется на IC. Двигатель установлен компрессор. 3. В этой машине сжатый воздух используется для перемещения режущего инструмента для выполнения операции резки. После завершения цикла воздух выходит через выходное отверстие электромагнитного клапана. Этот воздух выбрасывается в атмосферу. В будущем может быть разработан механизм, чтобы снова использовать этот воздух для работы цилиндра. Таким образом, в будущем будет так много модификаций, которые мы можем сделать, чтобы выжить в огромном глобальном мире конкуренции


 К примеру Stark 1000 LI, это не 1000 вт, жирным шрифтом мы выделяем реальную мощность из инструкции к аппарату. Мощность 600 Вт превышать это значение не следует, т.к. это приведет к перегреву ИБП.
К примеру Stark 1000 LI, это не 1000 вт, жирным шрифтом мы выделяем реальную мощность из инструкции к аппарату. Мощность 600 Вт превышать это значение не следует, т.к. это приведет к перегреву ИБП. Чем больше емкость, тем дольше насос будет работать и поддерживать циркуляцию теплоносителя в трубах. Однако очень большую емкость поставить сложно из-за ограничения по току заряда. Нормальным считается ток заряда, равный 10% от емкости АКБ. У ИБП энергия ток заряда 8-10 ампер максимальный, поэтому предел емкости в 120 Ah, более он быстро не зарядит.
Чем больше емкость, тем дольше насос будет работать и поддерживать циркуляцию теплоносителя в трубах. Однако очень большую емкость поставить сложно из-за ограничения по току заряда. Нормальным считается ток заряда, равный 10% от емкости АКБ. У ИБП энергия ток заряда 8-10 ампер максимальный, поэтому предел емкости в 120 Ah, более он быстро не зарядит. Производители АКБ пишут срок службы 10-12 лет, это максимум, достичь которого можно крайне редко. Дело в том, что АКБ для ИБП должен постоянно находится под зарядом (этот заряд назавается буферным, он компенсирует саморазряд батареи). температура в помещении, где установлена батарея, 20-25 градусов. Не выполнение этих условий сильно снижает срок службы. А причины следующие:
Производители АКБ пишут срок службы 10-12 лет, это максимум, достичь которого можно крайне редко. Дело в том, что АКБ для ИБП должен постоянно находится под зарядом (этот заряд назавается буферным, он компенсирует саморазряд батареи). температура в помещении, где установлена батарея, 20-25 градусов. Не выполнение этих условий сильно снижает срок службы. А причины следующие:

 Как видно из графика, взятого из инструкции по эксплуатации к ИБП Энергия, при входном напряжении 170 вольт бесперебойник может развить только 70% своей номинальной мощности. к примеру ПН-500 250 Вт превращается в 175 Вт.
Как видно из графика, взятого из инструкции по эксплуатации к ИБП Энергия, при входном напряжении 170 вольт бесперебойник может развить только 70% своей номинальной мощности. к примеру ПН-500 250 Вт превращается в 175 Вт.  Исходя из этого, источник бесперебойного питания для циркуляционного насоса отопления должен являться обязательной частью системы.
Исходя из этого, источник бесперебойного питания для циркуляционного насоса отопления должен являться обязательной частью системы.



 Система аварийного электропитания с двойным инвертированием обладает целым рядом несомненных достоинств, которые ставят эту конструкцию на лидирующее место.
Система аварийного электропитания с двойным инвертированием обладает целым рядом несомненных достоинств, которые ставят эту конструкцию на лидирующее место. В некоторых случаях можно использовать ИБП резервного типа. Это допустимо, когда напряжение питания отключается крайне редко и практически постоянно насос системы отопления работает от сети.
В некоторых случаях можно использовать ИБП резервного типа. Это допустимо, когда напряжение питания отключается крайне редко и практически постоянно насос системы отопления работает от сети. Исходя из этого следует рассчитывать мощность ИБП для котла и насоса. В технической документации на насос может быть указана мощность в ваттах, например, 90 W (Вт). В ваттах обычно указывается тепловая мощность. Чтобы узнать полную мощность требуется значение тепловой мощности разделить на Cos ϕ, который так же может быть указан в документации.
Исходя из этого следует рассчитывать мощность ИБП для котла и насоса. В технической документации на насос может быть указана мощность в ваттах, например, 90 W (Вт). В ваттах обычно указывается тепловая мощность. Чтобы узнать полную мощность требуется значение тепловой мощности разделить на Cos ϕ, который так же может быть указан в документации. Если косинус фи в документации не указан, тепловую мощность в ваттах следует разделить на коэффициент 0,7.
Если косинус фи в документации не указан, тепловую мощность в ваттах следует разделить на коэффициент 0,7. Это означает, что все устройства, используемые на территории Российской Федерации должны корректно работать в этих пределах. На самом деле в различных регионах, а особенно в сельской местности, отклонения и скачки напряжения могут значительно превышать эти величины. Перед приобретением ИБП для насоса отопления очень полезно будет выполнить замеры напряжения сети неоднократно, в течение суток. В паспорте на источник резервного питания указываются допустимые пределы напряжения на входе, при которых устройство обеспечивает напряжение на выходе близкое к номиналу.
Это означает, что все устройства, используемые на территории Российской Федерации должны корректно работать в этих пределах. На самом деле в различных регионах, а особенно в сельской местности, отклонения и скачки напряжения могут значительно превышать эти величины. Перед приобретением ИБП для насоса отопления очень полезно будет выполнить замеры напряжения сети неоднократно, в течение суток. В паспорте на источник резервного питания указываются допустимые пределы напряжения на входе, при которых устройство обеспечивает напряжение на выходе близкое к номиналу. Электродвигатель насоса требует гладкой синусоиды, которую из всех моделей источников резервного питания может обеспечить только устройство двойного преобразования или on-line ИБП. Кроме идеальной синусоиды на выходе, данный источник так же выдаёт точную величину напряжения и частоты.
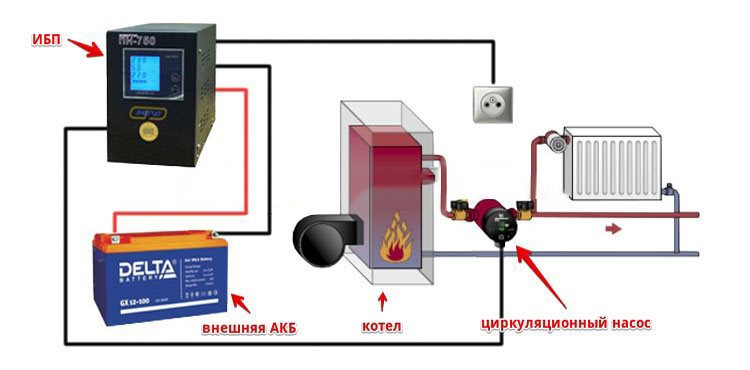
Электродвигатель насоса требует гладкой синусоиды, которую из всех моделей источников резервного питания может обеспечить только устройство двойного преобразования или on-line ИБП. Кроме идеальной синусоиды на выходе, данный источник так же выдаёт точную величину напряжения и частоты. Энергия ПН-1000 вместе с аккумулятором Delta DTM 12100L на 100А/ч обеспечивает бесперебойное питание для насоса отопления мощностью 150Вт в течение 8 часов. Устройство имеет встроенный фильтр сетевых помех, информационный дисплей и интерфейс RS-232.
Энергия ПН-1000 вместе с аккумулятором Delta DTM 12100L на 100А/ч обеспечивает бесперебойное питание для насоса отопления мощностью 150Вт в течение 8 часов. Устройство имеет встроенный фильтр сетевых помех, информационный дисплей и интерфейс RS-232.

 Пожалуйста, попробуйте другое место.
Пожалуйста, попробуйте другое место. filterModel.filters»>
filterModel.filters»>
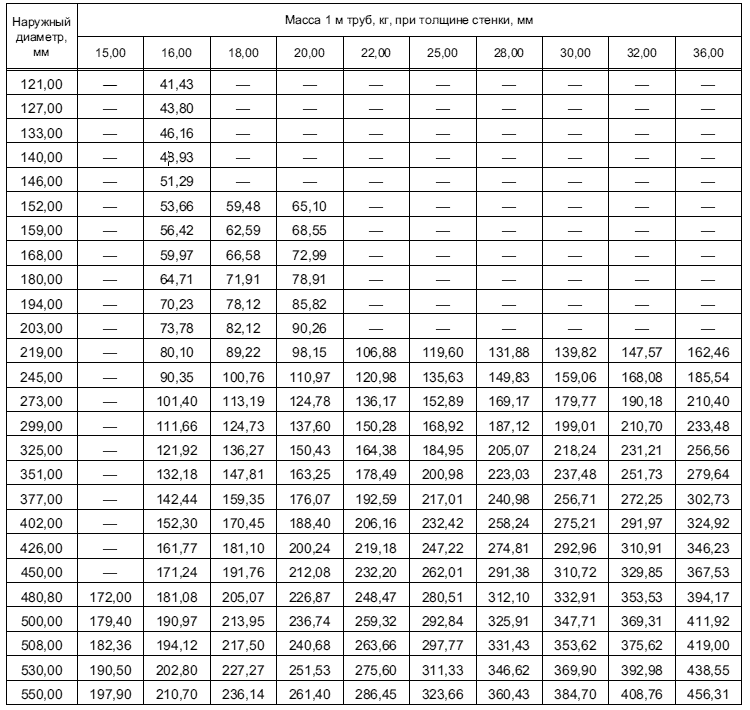 Надо только выбрать размер интересующего профиля и найти соответствующее значение. Например, один метр арматурного проката 8,0 мм будет весить 395 грамм, а уже 10 метров – 3,95 кг и так далее.
Надо только выбрать размер интересующего профиля и найти соответствующее значение. Например, один метр арматурного проката 8,0 мм будет весить 395 грамм, а уже 10 метров – 3,95 кг и так далее. Для случаев, когда применяется только прокат одного размера, данный расчет не проводится, так как mΣ = m1.
Для случаев, когда применяется только прокат одного размера, данный расчет не проводится, так как mΣ = m1. Достаточно 1000 кг разделить на теоретический вес погонного метра арматуры. То есть, для арматурной стали 20 мы получим:
Достаточно 1000 кг разделить на теоретический вес погонного метра арматуры. То есть, для арматурной стали 20 мы получим:
 Звоните в металлоцентры ООО МЕТИНВЕСТ-СМЦ по телефону 0800-30-30-70, у нас можно купить металлическую арматуру которая содержит все необходимые сертификаты, а также предоставляем профессиональные консультации о товаре и его эксплуатационных свойствах.
Звоните в металлоцентры ООО МЕТИНВЕСТ-СМЦ по телефону 0800-30-30-70, у нас можно купить металлическую арматуру которая содержит все необходимые сертификаты, а также предоставляем профессиональные консультации о товаре и его эксплуатационных свойствах. Масса арматуры А3 прямо зависит от диаметра прутка и длины. 3 класс арматуры требует для её создания специальной стали, в число которых входит 25Г2С. Она отлично подходит для зон повышенной сейсмической активности, а также имеет свойство превосходного сваривания.
Масса арматуры А3 прямо зависит от диаметра прутка и длины. 3 класс арматуры требует для её создания специальной стали, в число которых входит 25Г2С. Она отлично подходит для зон повышенной сейсмической активности, а также имеет свойство превосходного сваривания.
 Ниже представлена таблица веса арматуры А3.
Ниже представлена таблица веса арматуры А3. Спустя время учёные и строители переняли эстафету его опытов и разработок, которые существенно улучшили характеристики каркаса в железобетоне. На сегодняшний день мы имеем арматуру А3 в том виде, в котором она представлена.
Спустя время учёные и строители переняли эстафету его опытов и разработок, которые существенно улучшили характеристики каркаса в железобетоне. На сегодняшний день мы имеем арматуру А3 в том виде, в котором она представлена.
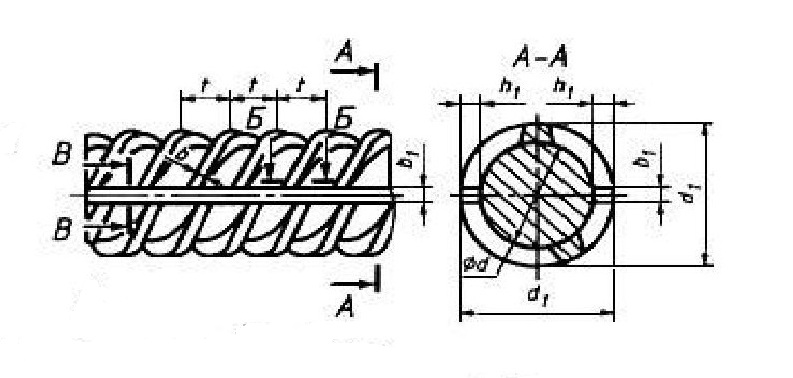 Наиболее распространенный арматурный стержень / арматурный стержень представляет собой углеродистую сталь из горячекатаного круглого стержня с узорами деформации. Стальная арматура также может быть покрыта эпоксидной смолой, чтобы противостоять воздействию коррозии в основном в морской среде.
Наиболее распространенный арматурный стержень / арматурный стержень представляет собой углеродистую сталь из горячекатаного круглого стержня с узорами деформации. Стальная арматура также может быть покрыта эпоксидной смолой, чтобы противостоять воздействию коррозии в основном в морской среде. размер арматурного стержня номер 2,5 (#2,5) составляет 1/8 дюйма в метрической системе измерения, так что 2,5 × 1/8 дюйма = 0,3125 дюйма или 8 мм.
размер арматурного стержня номер 2,5 (#2,5) составляет 1/8 дюйма в метрической системе измерения, так что 2,5 × 1/8 дюйма = 0,3125 дюйма или 8 мм. размер арматурного стержня номер 5 (#5) составляет 1/8 дюйма в метрической системе измерения, так что 5×1/8 дюйма = 5/8 дюйма или 16 мм, поэтому размер арматурного стержня номер 6 в метрической системе составляет около 16 мм.
размер арматурного стержня номер 5 (#5) составляет 1/8 дюйма в метрической системе измерения, так что 5×1/8 дюйма = 5/8 дюйма или 16 мм, поэтому размер арматурного стержня номер 6 в метрической системе составляет около 16 мм.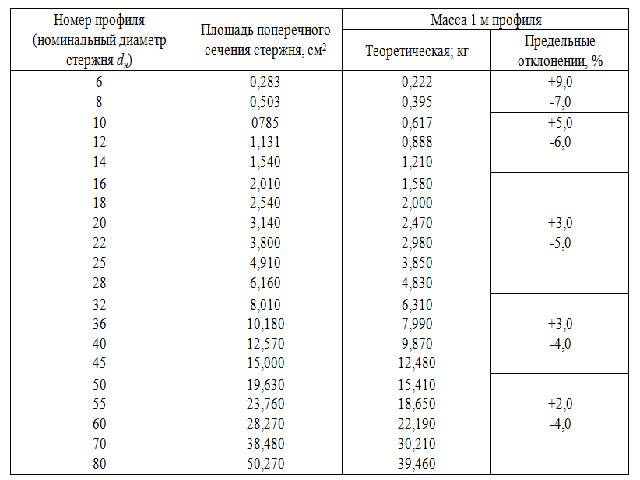

 2/162,5, где D — диаметр арматурного стержня в мм.
2/162,5, где D — диаметр арматурного стержня в мм.

 222
222 47
47 42
42 8
8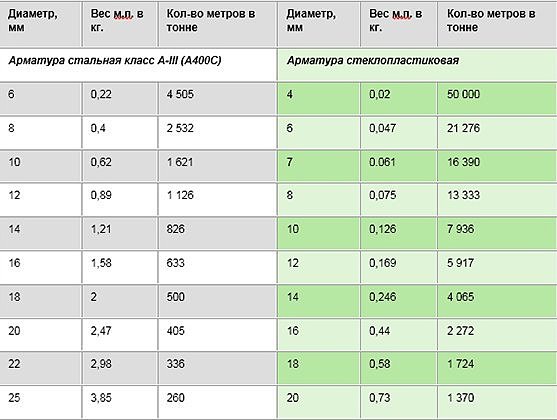


 к. стандарт DIN для данного значения условного диаметра на территории России используется редко.
к. стандарт DIN для данного значения условного диаметра на территории России используется редко.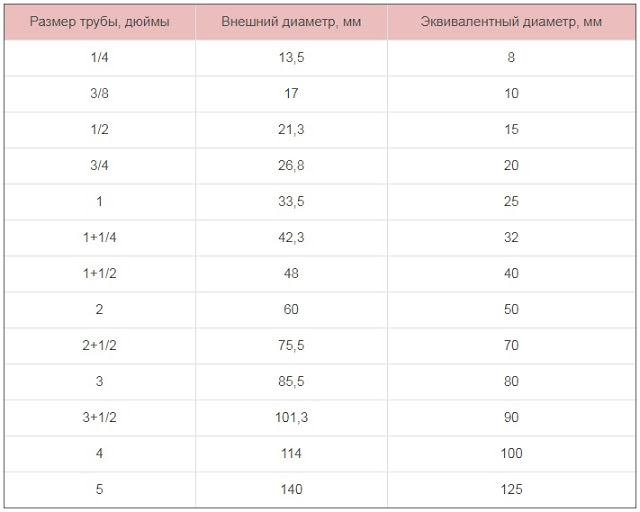



 Это означает, что шаровой кран со стандартным отверстием ½” предназначен для установки в трубу NPS ¾.
Это означает, что шаровой кран со стандартным отверстием ½” предназначен для установки в трубу NPS ¾.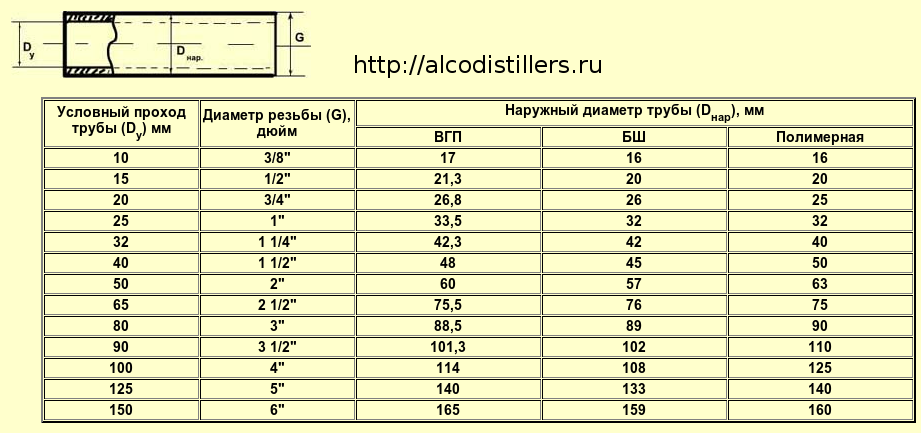 Клапаны со стандартным проходом являются выбором по умолчанию для большинства применений и легкотекучих сред, особенно в условиях ограниченного пространства, и являются более экономичными, чем полнопроходные клапаны.
Клапаны со стандартным проходом являются выбором по умолчанию для большинства применений и легкотекучих сред, особенно в условиях ограниченного пространства, и являются более экономичными, чем полнопроходные клапаны. Отправьте нам сообщение сегодня, и мы скоро свяжемся с вами.
Отправьте нам сообщение сегодня, и мы скоро свяжемся с вами. Давай, давайте познакомимся с Дай Дуонг В этой статье офлайн
Давай, давайте познакомимся с Дай Дуонг В этой статье офлайн DN — это система, соответствующая международным стандартам качества ISO, поэтому они обычно используются во многих типах труб, таких как водопроводные трубы, системы газопроводов, бытовые канализационные системы и здания.
DN — это система, соответствующая международным стандартам качества ISO, поэтому они обычно используются во многих типах труб, таких как водопроводные трубы, системы газопроводов, бытовые канализационные системы и здания. В метрической системе миллиметры эквивалентны 1/1000.
В метрической системе миллиметры эквивалентны 1/1000.
 9x1250x2500
9x1250x2500 26.11-5-89;
26.11-5-89;
 05-4.00
05-4.00 Номера калибров продолжаются как в более толстых, так и в более тонких секциях, но эти диаграммы охватывают наиболее распространенные диапазоны. Диаграммы включают дробные, десятичные и метрические размеры для справки.
Номера калибров продолжаются как в более толстых, так и в более тонких секциях, но эти диаграммы охватывают наиболее распространенные диапазоны. Диаграммы включают дробные, десятичные и метрические размеры для справки. Также указан вес квадратного метра материала.
Также указан вес квадратного метра материала. 319
319 0403
0403 0641
0641 098425
098425 137795
137795 177165
177165 21875
21875 0149
0149 0269
0269 0359
0359 059055
059055 086614
086614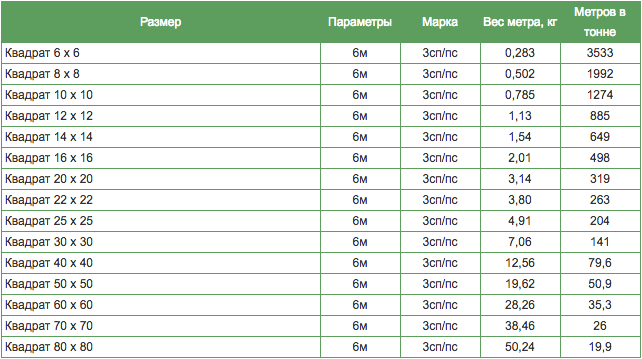 109375
109375 15748
15748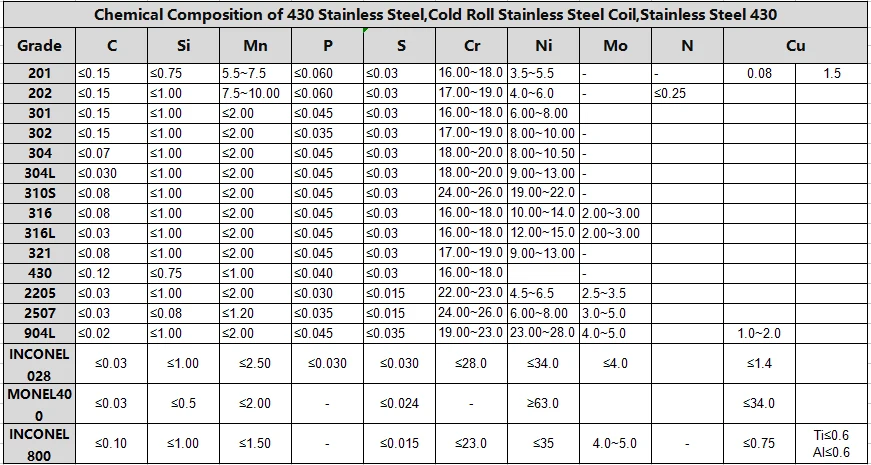 203125
203125 0156
0156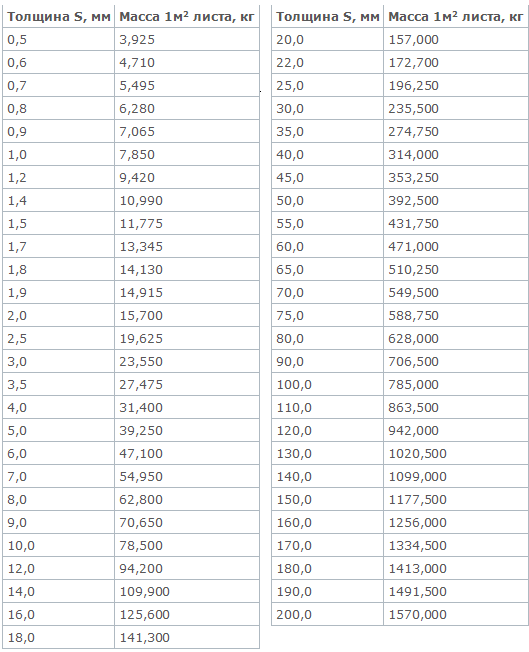 027559
027559 0375
0375 059055
059055.jpg) 0937
0937 125
125 188967
188967 25
25 0172
0172 0276
0276 03937
03937 059055
059055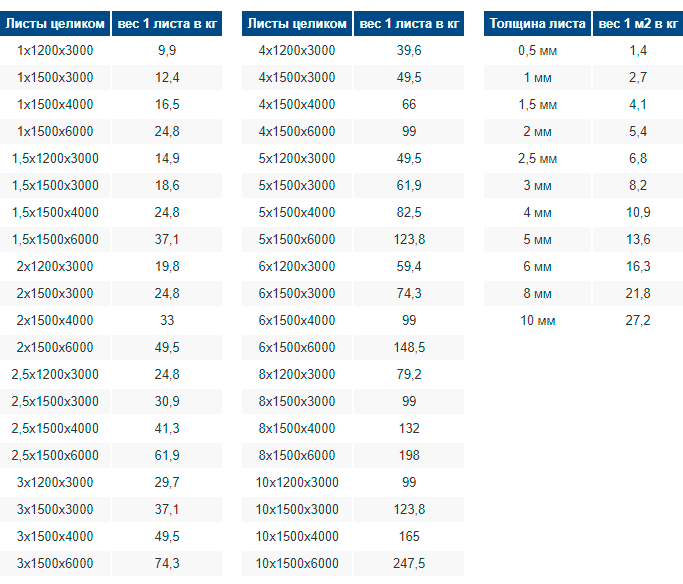 086614
086614 11811
11811 1681
1681
 Мы можем видеть его повсюду — от машин и машин до фасадов домов и мебели.
Мы можем видеть его повсюду — от машин и машин до фасадов домов и мебели.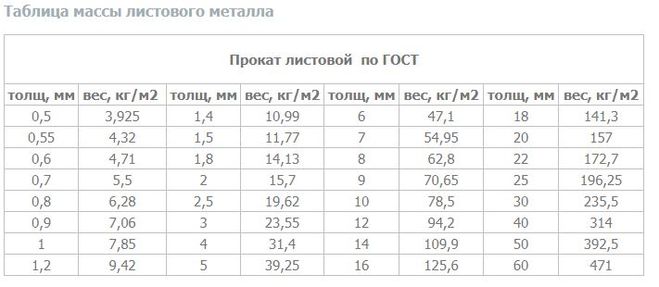
 Хотя для достижения больших размеров листа есть несколько обходных путей с помощью сварки, вы не можете смотреть дальше таблиц толщины.
Хотя для достижения больших размеров листа есть несколько обходных путей с помощью сварки, вы не можете смотреть дальше таблиц толщины.

 Листовой металл изгибают так, что достигается пластическая деформация. Это не позволяет металлу восстановить свою прежнюю форму.
Листовой металл изгибают так, что достигается пластическая деформация. Это не позволяет металлу восстановить свою прежнюю форму. У валков со смещением от центра центр находится выше уровня листа, тогда как у валков с центрированием центр находится на том же уровне, что и у металлического листа.
У валков со смещением от центра центр находится выше уровня листа, тогда как у валков с центрированием центр находится на том же уровне, что и у металлического листа. youtube.com/embed/cteMHa3dwyA?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Deep-drawn manufacturing process for MDI cans»/>
youtube.com/embed/cteMHa3dwyA?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Deep-drawn manufacturing process for MDI cans»/>  youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Bender SP-1250 expanded metal production line»/>
youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Bender SP-1250 expanded metal production line»/> 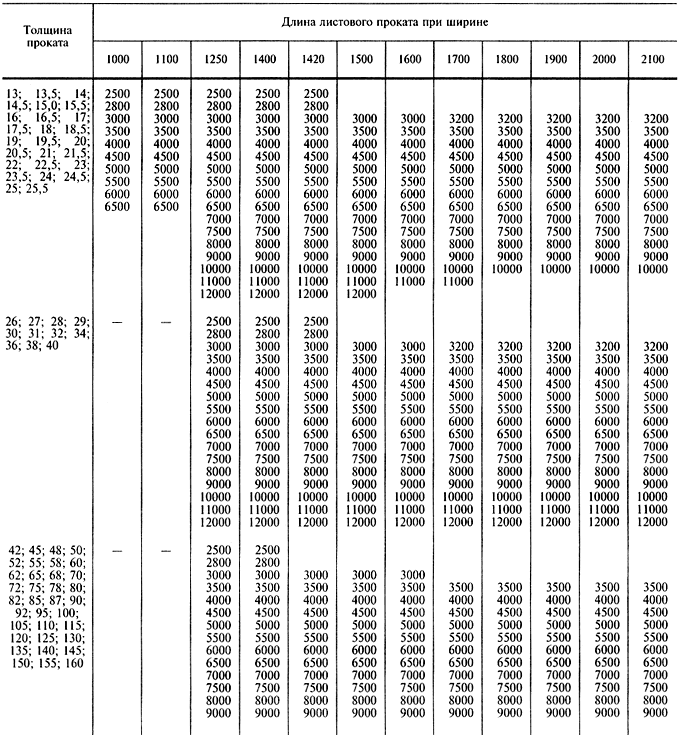 Этот процесс позволяет получить самодренирующийся прочный продукт, способный выдержать вес, на который он рассчитан.
Этот процесс позволяет получить самодренирующийся прочный продукт, способный выдержать вес, на который он рассчитан. В этом процессе металл помещается на штамп, но вместо пуансона для придания формы листу используется жидкость под высоким давлением.
В этом процессе металл помещается на штамп, но вместо пуансона для придания формы листу используется жидкость под высоким давлением. youtube.com/embed/N2Ntxb98-Ak?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Single Point Incremental Forming at University of Aveiro — SPIF-A Project»/>
youtube.com/embed/N2Ntxb98-Ak?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Single Point Incremental Forming at University of Aveiro — SPIF-A Project»/>  Это дает возможность производителю получить равномерную толщину стенки при глубокой вытяжке изделий.
Это дает возможность производителю получить равномерную толщину стенки при глубокой вытяжке изделий. youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Chemical Etching: A Tour Through The Process (3D Animation)»/>
youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Chemical Etching: A Tour Through The Process (3D Animation)»/>  Процесс идеально подходит для массового производства. Если требуются изменения, их можно легко осуществить.
Процесс идеально подходит для массового производства. Если требуются изменения, их можно легко осуществить. Для особо прочных сплавов разница между диаметром отверстия и толщиной должна быть больше.
Для особо прочных сплавов разница между диаметром отверстия и толщиной должна быть больше. youtube.com/embed/NuaHvc5MPDg?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Plate roll / Sheet metal roller / Plate roll bending / Rundbiegemaschine Motor / Hengerítőgép»/>
youtube.com/embed/NuaHvc5MPDg?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Plate roll / Sheet metal roller / Plate roll bending / Rundbiegemaschine Motor / Hengerítőgép»/> 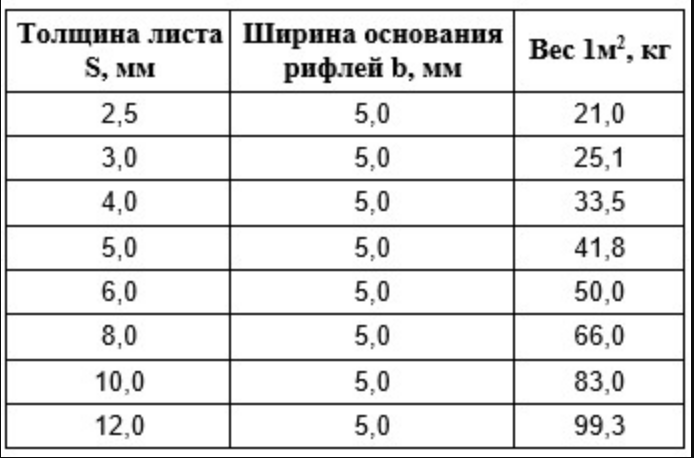 Свойства материала необходимо учитывать наряду с прессом и инструментами, чтобы улучшить степень упругости.
Свойства материала необходимо учитывать наряду с прессом и инструментами, чтобы улучшить степень упругости.

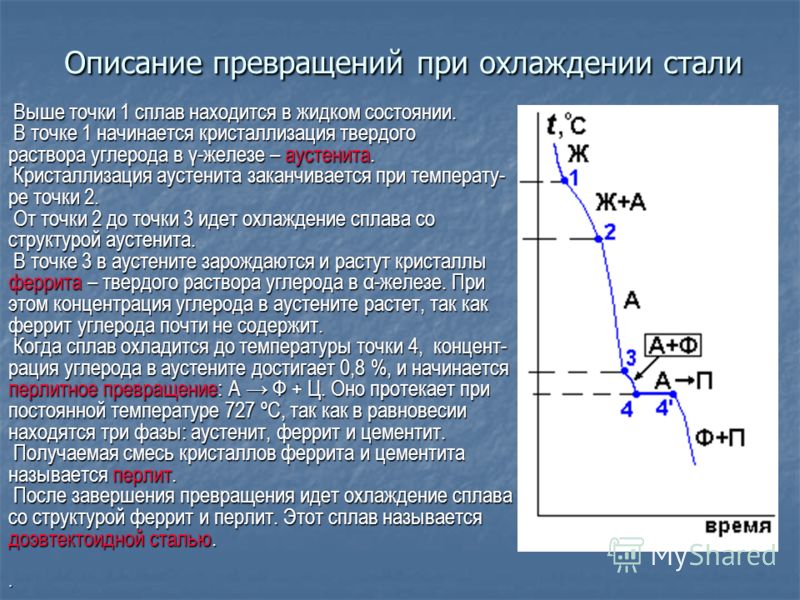
 Возможно, что для этой цели окажется приемлемой разработанная в настоящее время высокохромистая сталь марки ЭИ-756. Желательно использовать для выходных частей пароперегревателей этих котлов перлитные стали, которые в трех и более опытных плавках дадут совпадающие показатели.
Возможно, что для этой цели окажется приемлемой разработанная в настоящее время высокохромистая сталь марки ЭИ-756. Желательно использовать для выходных частей пароперегревателей этих котлов перлитные стали, которые в трех и более опытных плавках дадут совпадающие показатели.





 Таким образом, потребность в методах и стратегиях контроля и проверки содержания углерода, наряду с другими характерными легирующими элементами, становится первостепенной задачей во всех случаях, когда используется сталь или нержавеющая сталь.
Таким образом, потребность в методах и стратегиях контроля и проверки содержания углерода, наряду с другими характерными легирующими элементами, становится первостепенной задачей во всех случаях, когда используется сталь или нержавеющая сталь. (Рентгеновская флуоресцентная) спектроскопия и совсем недавно портативная LIBS (спектроскопия лазерного пробоя). Многие компании делают очень хороший бизнес, предоставляя услуги аналитического тестирования в полевых условиях, используя три основные технологии аналитического тестирования: OES, XRF и LIBS. Хотя XRF в форме ручного пистолета является самой быстрой и удобной из трех технологий, у него есть недостаток, заключающийся в том, что он не может измерять углерод. Пока недавно не появился новый портативный LIBS, для тестирования углерода в полевых условиях требовались анализаторы OES, которые удваивали или более инвестиции в приборы, добавляя громоздкие размеры, большой вес и строгие аналитические навыки для работы. Все изменилось с появлением портативных анализаторов LIBS, которые измеряют как углерод, так и другие ключевые легирующие элементы в сталях.
(Рентгеновская флуоресцентная) спектроскопия и совсем недавно портативная LIBS (спектроскопия лазерного пробоя). Многие компании делают очень хороший бизнес, предоставляя услуги аналитического тестирования в полевых условиях, используя три основные технологии аналитического тестирования: OES, XRF и LIBS. Хотя XRF в форме ручного пистолета является самой быстрой и удобной из трех технологий, у него есть недостаток, заключающийся в том, что он не может измерять углерод. Пока недавно не появился новый портативный LIBS, для тестирования углерода в полевых условиях требовались анализаторы OES, которые удваивали или более инвестиции в приборы, добавляя громоздкие размеры, большой вес и строгие аналитические навыки для работы. Все изменилось с появлением портативных анализаторов LIBS, которые измеряют как углерод, так и другие ключевые легирующие элементы в сталях.